Embed Size (px)
Citation preview

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
PENGEMBANGAN MODEL PERHITUNGAN INDEKS KOMPLEKSITASPROSES PERAKITAN MANUAL
Hendri D. S. Budiono1.a*, Dery Palgunadi2.b
Departemen Teknik Mesin, Fakultas TeknikUniversitas Indonesia, Depok 16424, Indonesia
[email protected], [email protected]
Abstrak
Tuntutan industri saat ini mengharuskan sebuah produk memiliki kualitas tinggi, biaya rendah, dandelivery cepat. Upaya untuk mempercepat proses produksi dilakukan pada tahap awal perancangandikarenakan 70% - 80% dari total biaya produksi ada pada tahap ini. Pada tahap awal perancangan,seorang perancang memiliki kompleksitas dalam menentukan material, design (shape, thickness, size),spesifikasi (kekasaran permukaan, kekerasan), dan komponen. Kesalahan menentukan hal tersebut akanberpengaruh pada handling dan insertion di proses perakitan. Perhitungan kompleksitas perakitanmanual digunakan untuk mengetahui pengaruh dari parameter proses perakitan. Perhitungan indekskompleksitas proses perakitan manual yang sudah ada masih ada permasalahan, yaitu adanyapenggunaan parameter yang tidak sesuai di dalam pembobotan, diversity, dan proses reorientation yangtidak dimasukkan ke dalam perhitungan. Pengembangan model yang dilakukan adalah perhitungan nilaipembobotan berdasarkan sistem klasifikasi Boothroyd menggunakan metode normalised average,mengubah definisi dari jumlah keunikan pada perakitan manual, serta memasukkan nilai kompleksitasreorientation. Untuk mengetahui parameter yang paling berpengaruh pada perakitan manual denganmenghitung complexity reduction dari variasi parameter shape, size, thickness, dan kekasaranpermukaan. Didapatkan nilai diversity pada perhitungan indeks kompleksitas proses perakitan manualadalah 1, serta complexity reduction dari parameter thickness, kekasaran permukaan, size dan shapeberturut-turut adalah 0,8%, 0,7%, 0,69%, dan 0,62%. Penelitian ini diharapkan dapat memudahkanperancang untuk melakukan perubahan-perubahan design di dalam perancangan perakitan.
Kata kunci: perancangan, kompleksitas, perakitan
Pendahuluan
Sebelum sebuah produk dibuat ataudiproduksi, terlebih dahulu ada seorangperancang (designer) yang merancang produktersebut. Di dalam merancang sebuah produk,designer telah melalui perjalanan yang sangatpanjang di dalam merancang produk tersebut.Bukan hal yang mudah di dalam merancangsebuah produk, karena membuat produk yangsebelumnya belum ada menjadi ada itusangatlah sulit. Ada beberapa tahapan yangharus dilalui oleh designer di dalam membuatproduk tersebut, yaitu melakukan analisa pasaruntuk menentukan produk apa yang akan dibuat,menentukan spesifikasi produk, membuatconcept design, membuat detail design,
manufacture, dan menjualnya kepadakonsumen.
Concept design dilakukan pada tahap awalproses perancangan yang selanjutnya harus didetailkan setelah ditentukan rancanganperakitannya (design for assembly). Tujuan daridesign for assembly, yaitu untukmenyederhanakan produk sehingga dapatmengurangi biaya perakitan yang dapatdirealisasikan, mengumpulkan informasi-informasi yang telah dimiliki oleh designer yangtelah berpengalaman untuk kemudian dapatdigunakan oleh designer yang belumberpengalaman, membangun database yangterdiri dari waktu perakitan dan faktor biayauntuk berbagai situasi desain dan kondisiproduksi.

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Di dalam design for assembly, ada dua halpenting yang harus selalu diperhatikan, yaituhandling dan insertion. Handling merupakanproses memegang suatu part yang akan dirakit,sedangkan insertion merupakan prosespenyisipan suatu part. Handling dan insertionmemiliki parameter-parameter di dalam masing-masing proses tersebut. Pada tahap design forassembly, designer memiliki kesulitan di dalammenentukan parameter-parameter yang palingberpengaruh di dalam proses perakitan, sepertishape, geometri, kekasaran permukaan, danlain-lain. Belum ada acuan yang menunjukkanseberapa besar pengaruh dari masing-masingparameter di dalam proses perakitan.
Di dalam proses manufaktur, biaya perakitandan kualitas akhir dari sebuah produk,kompleksitas proses memiliki peranan yangsangat penting di dalam pencapaian desainproduk yang optimal dengan memperhitungkanperencanaan perakitan dan pemilihan prosesmanufaktur yang paling sesuai. Oleh karena itu,kompleksitas sangat dibutuhkan di dalam tahapdesain awal sebuah produk.
Indeks kompleksitas proses perakitanmenggambarkan secara kuantitatif seberapabesar nilai kesulitan di dalam melakukan prosesperakitan sebuah produk. Indeks kompleksitasproses perakitan (Casembly) dipengaruhi olehdiversity, koefisien kompleksitas relatif dariproses perakitan (cprocess ass, x), dan totalinformasi yang diperoleh. Koefisienkompleksitas relatif dari proses perakitanmerupakan fungsi dari nilai rata-ratapembobotan faktor kompleksitas part di dalamperakitan (Cpart) dan persentase dari bagian yangberbeda (xp). Faktor kompleksitas dalamperakitan terdiri dari kompleksitas proseshandling (Ch,f) dan kompleksitas prosesinsertion (Ci,f). Semakin besar nilai indekskompleksitas proses perakitan, menunjukkanbahwa proses perakitan yang dilakukan sangatrumit.
Pada perhitungan indeks kompleksitas prosesperakitan yang sudah ada, diperlukan suatupengembangan model lebih lanjut agar hasilyang diperoleh menjadi lebih akuratdibandingkan dengan perhitungan sebelumnya.Melakukan variasi dari masing-masingparameter di dalam proses perakitan akan dapatmengetahui nilai dari complexity reduction dari
masing-masing parameter. Dari complexityreduction inilah akan dapat diketahui seberapabesar pengaruh dari masing-masing parameter didalam proses perakitan.
Metode Penelitian
Penelitian dilakukan dengan melakukanpengembangan model perhitungan, melakukanvariasi-variasi terhadap parameter-parameter didalam proses perakitan, dan melakukanverifikasi terhadap pemodelan yang dilakukandengan menggunakan studi kasus.Pengembangan model perhitungan yangdilakukan, yaitu pengembangan pembobotannilai Ch,f dan Ci,f, pengembangan model denganmelihat pengaruh diversity, dan pengembanganmodel dengan memasukkan reorientation kedalam indeks komplesitas proses perakitanmanual.
Indeks kompleksitas proses perakitan manualdapat dihitung dengan menggunakan rumus dibawah ini.= + , log + 1 (1)
Dimana Cass merupakan indeks kompleksitasproses perakitan, np merupakan jumlah keunikandari part yang dirakit, Np jumlah keseluruhanpart yang dirakit, dan cprocess ass, x merupakankompleksitas relatif proses perakitan.
Nilai cprocess ass, x dapat diperoleh dari: (2.2) Menghitung nilai rata-rata kompleksitas
handling (Ch)= ∑ ,(2)
Dimana Ch merupakan nilai rata-ratakompleksitas handling, Ch,f merupakan nilairata-rata tingkat kompleksitas pada handlingattributes, dan J merupakan jumlah darihandling attributes.
Menghitung nilai rata-rata kompleksitasinsertion (Ci)= ∑ ,
(3)
Dimana Ci merupakan nilai rata-ratakompleksitas insertion, Ci,f merupakan nilairata-rata tingkat kompleksitas pada insertionattributes, dan K merupakan jumlah dariinsertion attributes.

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Menghitung nilai rata-rata pembobotan faktorkompleksitas part di dalam perakitan (Cpart)= ∑ , ∑ ,∑ , ∑ , (4)
Menghitung koefisien kompleksitas relatifdari proses perakitan (cprocess ass, x)
, = ∑ ∙=1 (5)
Dimana xp merupakan persentase darimasing-masing part terhadap jumlah totalpart dan n merupakan jumlah keunikan daripart yang dirakit.
Tabel 1 Nilai Ch,f Handling Attributes untuk Perakitan Manual
Ch,f
Assi
stan
ce
One
Han
d
0,34
Symmetry
α + β < 360 0,70360 ≤ α + β < 540 0,84540 ≤ α + β < 720 0,94α + β = 720 1,00
Graps andManipulate
Easy 0,72Difficult 1,00
Thickness
> 2 mm 0,83
Size> 15 mm 0,726 mm ≤ x ≤ 15 mm 0,83< 6 mm 1,00
≤ 2 mm 1,00
Size> 6 mm 0,84≤ 6 mm 1,00
One
Han
d w
ithG
rasp
ing
Aids
1,00
Symmetry
α ≤ 180, β ≤ 180 0,80α ≤ 180, β = 360 0,86α = 360, β ≤ 180 0,95α = 360, β = 360 1,00
Grasping Aids
Tweezers 0,84Optical
MagnificationNot necessary 0,80Necessary 1,00
Graps andManipulation
Easy 0,91Difficult 1,00
Thickness> 0,25 mm 0,67≤ 0,25 mm 1,00
Standard tools 0,94Special tools 1,00
Two
Hand
s for
Man
ipul
atio
n
0,75
Nest or TangleParts don't nest or tangle 0,88Parts nest or tangle 1,00
Symmetry
α ≤ 180 0,77
Size> 15 mm 0,836 mm ≤ x ≤ 15 mm 0,89< 6 mm 1,00
α = 360 1,00
Size> 6 mm 0,87≤ 6 mm 1,00
Two
Hand
s or
Assi
stan
ce R
equi
red
for L
arge
Siz
e
0,57
Person
One person 0,41
Nest or TangleParts don't nest or tangle 0,46Parts nest or tangle 1,00
Weight< 10 lb 0,63> 10 lb 1,00

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Grasp andManipulate
Easy 0,86Difficult 1,00
Symmetryα ≤ 180 0,73α = 360 1,00
Two person or mechanical assistance 1,00
Pengembangan pembobotan nilai Ch,f dan Ci,f
dilakukan berdasarkan sistem klarifikasiBoothroyd. Pengembangan ini dilakukan karenaadanya ketidaksesuian parameter yangdigunakan pada perhitungan sebelumnya.Misalnya, pada dalam menghitung part dengangrasping aids, parameter symmetry yang
digunakan bukanlah penjumlahan α dan β, tetapinilai α sendiri dan β sendiri. Pembobotan nilaiCh,f dan Ci,f dilakukan dengan menggunakanmetode normalised average. Nilai pembobotanCh,f dan Ci,f dapat dilihat pada Tabel 1 dan Tabel2. Tabel 3 dan Tabel 4 merupakan caramelakukan pembobotan nilai Ch,f dan Ci,f.
Tabel 2. Nilai Ci,f Insertion Attributes untuk Perakitan Manual
Ci,f
Secu
red
Part
Part
add
ed b
ut n
ot se
cure
d
0,76
Accessibilityand Vision
No restrictions 0,53Obstructed access or restricted vision 0,82Obstructed access and restricted vision 1,00
HoldingDown
No required 0,54Required 1,00
Align andPosition
Easy 0,86Not easy 1,00
ResistanceNo resistance 0,86Resistance 1,00
Part
secu
red
imm
edia
tely
0,93
Accessibilityand Vision
No restrictions 0,60Obstructed access or restricted vision 0,85Obstructed access and restricted vision 1,00
Operation
No screwing or plastic deformation 0,62Align andPosition
Easy 0,58Not easy 1,00
Plastic deformation 0,95
PlasticDeformation
Operation
Plastic bending or torsion 0,70
Align andPosition
Easy 0,80Not easy 1,00
ResistanceNo resistance 0,88Resistance 1,00
Riveting or similar operation 1,00
Align andPosition
Easy 0,86Not easy 1,00
ResistanceNo resistance 0,91Resistance 1,00
Screw tightening 1,00Align andPosition
Easy 0,80Not easy 1,00
Sepa
rate
ope
ratio
n
1,00
FastenerProcess
Mechanical fastening 0,67
MechanicalFasteningProcess
Bending 0,33Riveting 0,58Screw tightening 0,42Bulk plastic deformation 1,00
Non-mechanical fastening 0,93Non- No additional material required 0,58

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
MechanicalFasteningProcess
Soldering 0,67Weld or braze 1,00Chemical 1,00
Non-fastening 1,00Non-Fastening
ProcessManipulation 0,75Other process 1,00
Tabel 3 Contoh Cara Pembobotan untuk Assistance Difficult Factor untuk Nilai Ch,f
Second Digit Rata-Rata Ch,f
0 1 2 3 4 5 6 7 8 9
One Hand
Firs
Dig
it
0 1,13 1,43 1,88 1,69 2,18 1,84 2,17 2,65 2,45 2,98
2,53 0,341 1,50 1,80 2,25 2,06 2,55 2,25 2,57 3,06 3,00 3,382 1,80 2,10 2,55 2,36 2,85 2,57 2,90 3,38 3,18 3,703 1,95 2,25 2,70 2,51 3,00 2,73 3,06 3,55 3,34 4,00
One Handwith Grasping
Aids
4 3,60 6,85 4,35 7,60 5,60 8,35 6,35 8,60 7,00 7,00
7,39 1,005 4,00 7,25 4,75 8,00 6,00 8,75 6,75 9,00 8,00 8,006 4,80 8,05 5,55 8,80 6,80 9,55 7,55 9,80 8,00 9,007 5,10 8,35 5,85 9,10 7,10 9,55 7,85 10,10 9,00 10,00
Two Hand forManipulation 8 4,10 4,50 5,10 5,60 6,75 5,00 5,25 5,85 6,35 7,00 5,55 0,75
Two Hand orAssistance 9 2,00 3,00 2,00 3,00 3,00 4,00 4,00 5,00 7,00 9,00 4,20 0,57
Tabel 4 Contoh Cara Pembobotan untuk Holding Down Difficult Factor pada Part Added but not Secured untuk Nilai Ci,f
No Holding Down Required Holding Down RequiredSecond Digit
0 1 2 3 6 7 8 9
Firs
t Dig
it 0 1,50 2,50 2,50 3,50 5,50 6,50 6,50 7,501 4,00 5,00 5,00 6,00 8,00 9,00 9,00 10,002 5,50 6,50 6,50 7,50 9,50 10,50 10,50 11,50
Rata-Rata 4,67 8,67Ci,f 0,54 1,00
Diversity diperoleh dengan membandingkanjumlah informasi yang unik dengan jumlah totalinformasi. Informasi yang unik didefinisikansebagai part yang memiliki shape dan geometriyang sama. Pengembangan metode yangdilakukan dengan mengubah definisi darijumlah informasi unik. Keunikan di dalamproses perakitan bukan hanya terjadi apabilashape dan geometrinya saja yang sama, tetapipada proses perakitan manual setiap part yangdirakit secara satu per satu dianggap satukeunikan tersendiri. Oleh karena itu, padaperhitungan indeks kompleksitas prosesperakitan jumlah total unik akan sama denganjumlah total informasi, dan menyebabkan nilai
diversity sama dengan 1. Sehingga rumus untukperhitungan indeks kompleksitas prosesperakitan pada penelitian ini, yaitu:= 1 + , log + 1 (6)
Parameter-parameter yang dilakukan variasipada penelitian ini, yaitu shape, size, thickness,dan kekasaran permukaan. Tabel 5menunjukkan variasi yang dilakukan olehmasing-masing parameter.
Tabel 5 Variasi yang Dilakukan Terhadap Masing-MasingParameter
No. Parameter Variasi
1 Shape Rotational

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Non-Rotational
2 SizeBig ( > 15 mm)Medium (6 mm ≤ x ≤ 15 mm)Small (< 6 mm)
3 ThicknessTebal ( > 2 mm)Tipis (≤ 2 mm)
4KekasaranPermukaan
FinishingRoughing
Di dalam melakukan variasi parameter-parameter, digunakan sebuah pemodelan prosesperakitan. Pemodelan yang dilakukan denganmenggunakan dua buah part yang akan dirakit,dimana salah satu part akan divariasikanparameternya. Pada parameter size, thickness,dan kekasaran permukaan dilakukan dua buahperhitungan, yaitu dengan menggunakanrotational shape dan non-rotational shape.
Gambar 1. Pemodelan Proses Perakitan
Dari dilakukannya variasi dari masing-masing parameter, kemudian akan dihitungcomplexity reduction. Complexity reductionmerupakan nilai persentase dari seberapa besarpengurangan nilai indeks kompleksitas prosesperakitan yang dilakukan ketika melakukanredesign. Complexity reduction dapat dihitungdengan menggunakan rumus di bawah ini.= , ,, × 100% (7)
Dimana Cass, 1 merupakan indeks kompleksitasproses perakitan manual sebelum redesign, danCass, 2 merupakan indeks kompleksitas prosesperakitan manual sesudah redesign.
Hasil dan Pembahasan
Perhitungan Indeks Kompleksitas ProsesPerakitan Manual dan Complexity Reductionpada Pemodelan
Pada variasi shape dilakukan 2 buah variasi,yaitu rotational part dan non-rotational part.Hasil perhitungan nilai indeks kompleksitasproses perakitan manual pada rotational partdapat dilihat pada Tabel 6.
Tabel 6 Hasil Nilai Indeks Kompleksitas Proses PerakitanManual Dari Variasi Shape
No. Shape Cass
1 Rotational Part 2,709
2 Non-Rotational Part 2,726
Tabel 6 menunjukkan bahwa suatu part yangmemiliki nilai kesimetrian yang kecil, memilikinilai indeks kompleksitas perakitan manual yangkecil. Simetri merupakan nilai dari alpha (α)dan beta (β) dari masing-masing part. Inimenandakan bahwa part yang memiliki nilaisimetri yang kecil akan memudahkan di dalamperakitan manual, terutama di dalam handlingpart tersebut.
Pada variasi size dilakukan 3 buah variasi,yaitu yaitu part yang memiliki ukuran size yangbesar, part yang memiliki ukuran size yangsedang, dan part yang memiliki ukuran sizeyang kecil. Hasil perhitungan nilai indekskompleksitas proses perakitan manual dariberbagai size untuk rotational part dapat dilihatpada Tabel 7 dan untuk non-rotational partdapat dilihat pada Tabel 8.
Tabel 7 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Berbagai Size Untuk RotationalPart
No. Size Cass
1 Besar (> 15 mm) 2,709
2 Sedang (6 mm ≤ x ≤ 15 mm) 2,714
3 Kecil (< 6 mm) 2,727
Tabel 8 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Berbagai Size Untuk Non-Rotational Part
No. Size Cass
1 Besar (> 15 mm) 2,726
2 Sedang (6 mm ≤ x ≤ 15 mm) 2,732
3 Kecil (< 6 mm) 2,745
Tabel 7 dan Tabel 8 menunjukkan part yangmemiliki ukuran size yang besar akan memilikinilai indeks kompleksitas proses perakitan
Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
manual yang kecil. Ini menandakan bahwa partyang memiliki ukuran size yang besar memilikikemudahan di dalam proses perakitan. Partdengan ukuran size yang besar memudahkanperakit untuk memegang part tersebut. Karenasemakin kecil part yang akan dirakit akanmemberikan kompleksitas yang besar pada saatproses handling part tersebut.
Pada variasi thickness dilakukan 2 buahvariasi, yaitu yaitu part yang memiliki ukuranthickness yang tebal dan part yang memilikiukuran thickness yang tipis. Hasil perhitungannilai indeks kompleksitas proses perakitanmanual dari berbagai thickness untuk rotationalpart dapat dilihat pada Tabel 9 dan untuk non-rotational part dapat dilihat pada Tabel 10.
Tabel 9 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Berbagai Thickness UntukRotational Part
No. Thickness Cass
1 Tebal (> 2 mm) 2,709
2 Tipis (≤ 2 mm) 2,729
Tabel 10 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Berbagai Thickness Untuk Non-Rotational Part
No. Thickness Cass
1 Tebal (> 2 mm) 2,726
2 Tipis (≤ 2 mm) 2,748
Tabel 9 dan Tabel 10 menunjukkan bahwapart yang memiliki ukuran thickness yang besarakan memiliki nilai indeks kompleksitas prosesperakitan manual yang kecil. Ini menandakanbahwa part yang memiliki ukuran thicknessyang besar memiliki kemudahan di dalamproses perakitan. Part dengan ukuran thicknessyang besar memudahkan perakit untukmemegang part tersebut. Karena semakin tipispart yang akan dirakit akan memberikankompleksitas yang besar pada saat proseshandling part tersebut.
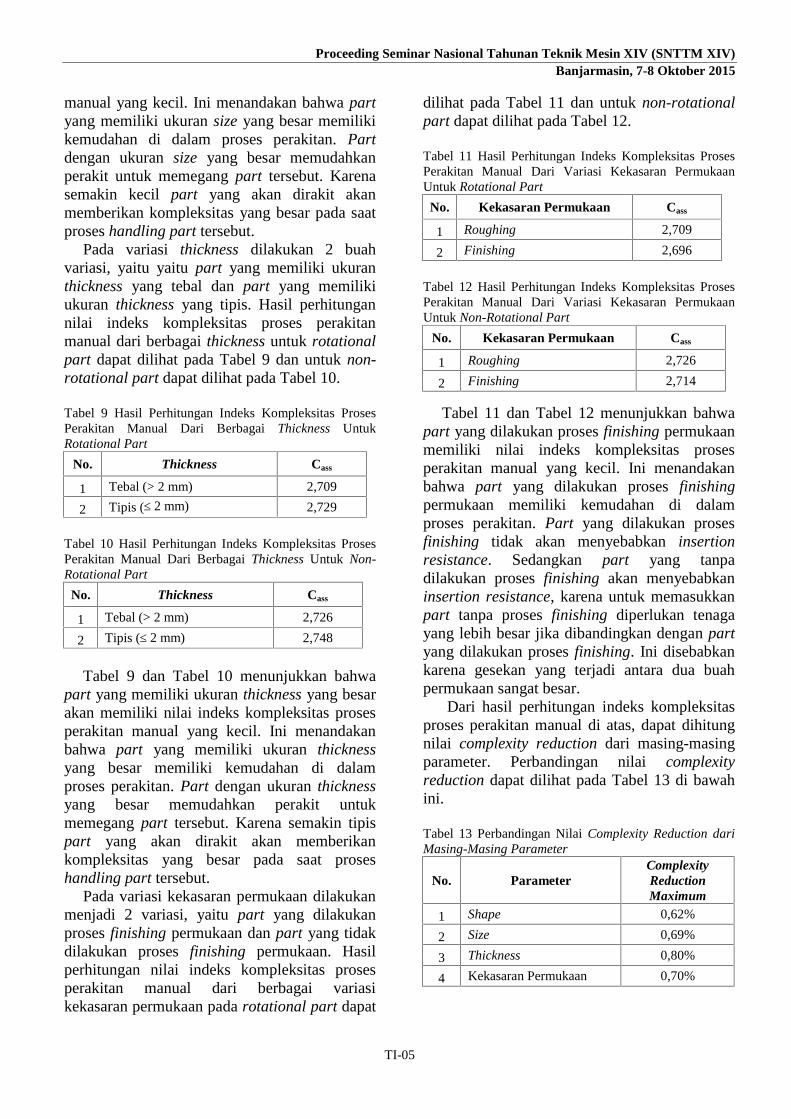
Pada variasi kekasaran permukaan dilakukanmenjadi 2 variasi, yaitu part yang dilakukanproses finishing permukaan dan part yang tidakdilakukan proses finishing permukaan. Hasilperhitungan nilai indeks kompleksitas prosesperakitan manual dari berbagai variasikekasaran permukaan pada rotational part dapat
dilihat pada Tabel 11 dan untuk non-rotationalpart dapat dilihat pada Tabel 12.
Tabel 11 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Variasi Kekasaran PermukaanUntuk Rotational Part
No. Kekasaran Permukaan Cass
1 Roughing 2,709
2 Finishing 2,696
Tabel 12 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Dari Variasi Kekasaran PermukaanUntuk Non-Rotational Part
No. Kekasaran Permukaan Cass
1 Roughing 2,726
2 Finishing 2,714
Tabel 11 dan Tabel 12 menunjukkan bahwapart yang dilakukan proses finishing permukaanmemiliki nilai indeks kompleksitas prosesperakitan manual yang kecil. Ini menandakanbahwa part yang dilakukan proses finishingpermukaan memiliki kemudahan di dalamproses perakitan. Part yang dilakukan prosesfinishing tidak akan menyebabkan insertionresistance. Sedangkan part yang tanpadilakukan proses finishing akan menyebabkaninsertion resistance, karena untuk memasukkanpart tanpa proses finishing diperlukan tenagayang lebih besar jika dibandingkan dengan partyang dilakukan proses finishing. Ini disebabkankarena gesekan yang terjadi antara dua buahpermukaan sangat besar.
Dari hasil perhitungan indeks kompleksitasproses perakitan manual di atas, dapat dihitungnilai complexity reduction dari masing-masingparameter. Perbandingan nilai complexityreduction dapat dilihat pada Tabel 13 di bawahini.
Tabel 13 Perbandingan Nilai Complexity Reduction dariMasing-Masing Parameter
No. ParameterComplexityReductionMaximum
1 Shape 0,62%
2 Size 0,69%
3 Thickness 0,80%
4 Kekasaran Permukaan 0,70%
Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Dari perhitungan yang dilakukan,didapatkan bahwa thickness memiliki nilaicomplexity reduction yang paling tinggi jikadibandingkan dengan shape, size, dan kekasaranpermukaan. Ini menandakan bahwa thicknessmemiliki pengaruh yang paling besar di antarashape, size, dan kekasaran permukaan.
Perhitungan Indeks Kompleksitas ProsesPerakitan Manual dan Complexity Reductionpada Studi Kasus
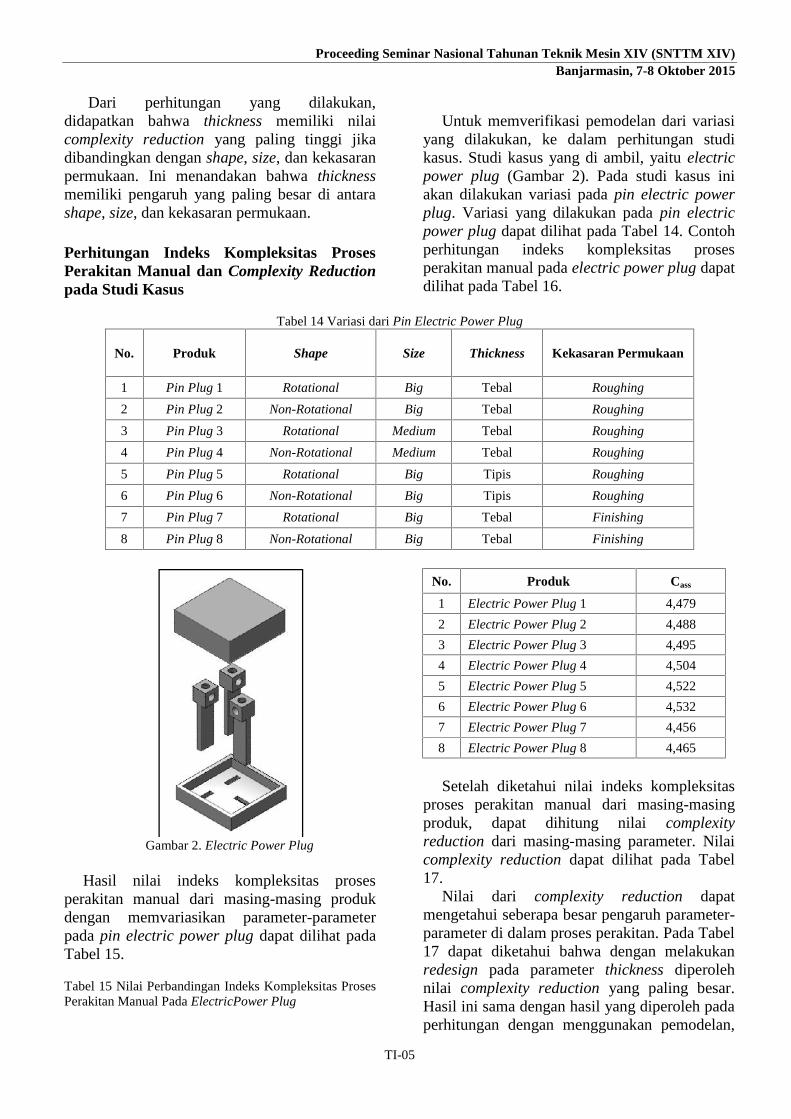
Untuk memverifikasi pemodelan dari variasiyang dilakukan, ke dalam perhitungan studikasus. Studi kasus yang di ambil, yaitu electricpower plug (Gambar 2). Pada studi kasus iniakan dilakukan variasi pada pin electric powerplug. Variasi yang dilakukan pada pin electricpower plug dapat dilihat pada Tabel 14. Contohperhitungan indeks kompleksitas prosesperakitan manual pada electric power plug dapatdilihat pada Tabel 16.
Tabel 14 Variasi dari Pin Electric Power Plug
No. Produk Shape Size Thickness Kekasaran Permukaan
1 Pin Plug 1 Rotational Big Tebal Roughing
2 Pin Plug 2 Non-Rotational Big Tebal Roughing
3 Pin Plug 3 Rotational Medium Tebal Roughing
4 Pin Plug 4 Non-Rotational Medium Tebal Roughing
5 Pin Plug 5 Rotational Big Tipis Roughing
6 Pin Plug 6 Non-Rotational Big Tipis Roughing
7 Pin Plug 7 Rotational Big Tebal Finishing
8 Pin Plug 8 Non-Rotational Big Tebal Finishing
Gambar 2. Electric Power Plug
Hasil nilai indeks kompleksitas prosesperakitan manual dari masing-masing produkdengan memvariasikan parameter-parameterpada pin electric power plug dapat dilihat padaTabel 15.
Tabel 15 Nilai Perbandingan Indeks Kompleksitas ProsesPerakitan Manual Pada ElectricPower Plug
No. Produk Cass
1 Electric Power Plug 1 4,479
2 Electric Power Plug 2 4,488
3 Electric Power Plug 3 4,495
4 Electric Power Plug 4 4,504
5 Electric Power Plug 5 4,522
6 Electric Power Plug 6 4,532
7 Electric Power Plug 7 4,456
8 Electric Power Plug 8 4,465
Setelah diketahui nilai indeks kompleksitasproses perakitan manual dari masing-masingproduk, dapat dihitung nilai complexityreduction dari masing-masing parameter. Nilaicomplexity reduction dapat dilihat pada Tabel17.
Nilai dari complexity reduction dapatmengetahui seberapa besar pengaruh parameter-parameter di dalam proses perakitan. Pada Tabel17 dapat diketahui bahwa dengan melakukanredesign pada parameter thickness diperolehnilai complexity reduction yang paling besar.Hasil ini sama dengan hasil yang diperoleh padaperhitungan dengan menggunakan pemodelan,
Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
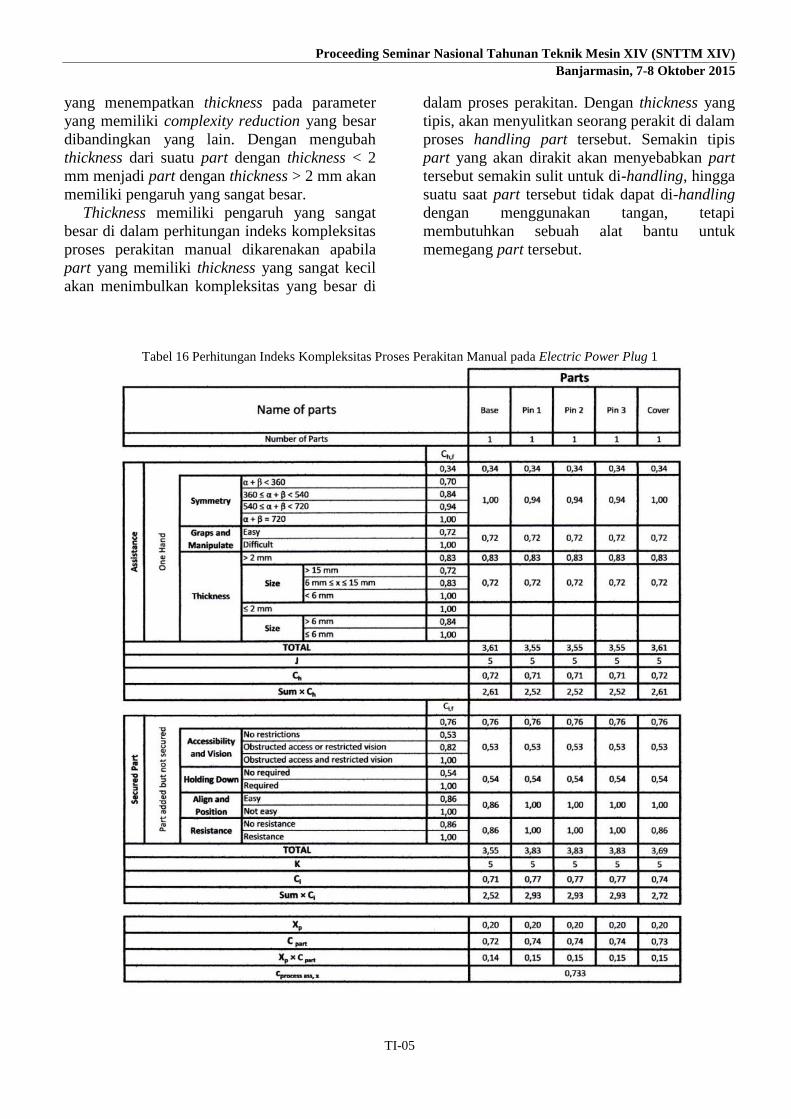
yang menempatkan thickness pada parameteryang memiliki complexity reduction yang besardibandingkan yang lain. Dengan mengubahthickness dari suatu part dengan thickness < 2mm menjadi part dengan thickness > 2 mm akanmemiliki pengaruh yang sangat besar.
Thickness memiliki pengaruh yang sangatbesar di dalam perhitungan indeks kompleksitasproses perakitan manual dikarenakan apabilapart yang memiliki thickness yang sangat kecilakan menimbulkan kompleksitas yang besar di
dalam proses perakitan. Dengan thickness yangtipis, akan menyulitkan seorang perakit di dalamproses handling part tersebut. Semakin tipispart yang akan dirakit akan menyebabkan parttersebut semakin sulit untuk di-handling, hinggasuatu saat part tersebut tidak dapat di-handlingdengan menggunakan tangan, tetapimembutuhkan sebuah alat bantu untukmemegang part tersebut.
Tabel 16 Perhitungan Indeks Kompleksitas Proses Perakitan Manual pada Electric Power Plug 1

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
Tabel 17 Perbandingan Complexity Reduction Dari Masing-Masing Parameter
No. Produk Redesign Attribute Complexity Reduction
1 Electric Power Plug 1 & 2 Shape 0,20%
2 Electric Power Plug 1 & 3 Size 0,36%
3 Electric Power Plug 2 & 4 Size 0,36%
4 Electric Power Plug 1 & 7 Thickness 0,95%
5 Electric Power Plug 2 & 8 Thickness 0,97%
6 Electric Power Plug 1 & 9 Kekasaran Permukaan 0,51%
7 Electric Power Plug 2 & 10 Kekasaran Permukaan 0,51%
Dari parameter yang diteliti, yaitu shape,size, thickness, dan kekasaran permukaan,designer harus memprioritaskan parameterthickness, kemudian kekasaran permukaan, size,dan terakhir shape. Karena pengaruh thicknessdibandingkan dengan yang lain memilikipengaruh yang lebih besar.
Perhitungan Kompleksitas Reorientationpada Indeks Kompleksitas Proses PerakitanManual
Untuk menghitung kompleksitasreorientation di dalam indeks kompleksitasproses perakitan manual akan menggunakancontoh studi kasus piston (Gambar 3). Di dalamkonsep El Maraghy sebelumnya prosesreorientation tidak dimasukkan ke dalamperhitungan nilai indeks kompleksitas prosesperakitan manual.
Gambar 3 PistonSumber : Samy & El Maraghy, 2010
Di dalam pengembangan model yangdilakukan, proses reorientation dimasukkan kedalam perhitungan indeks kompleksitas proses
perakitan manual. Urutan di dalam perakitanpiston, yaitu piston, connecting rod shaft, pistonpin, snap ring, proses reorientation, snap ring,bearings, connecting rod cap, prosesreorientation, oil ring, dan top compressionring. Proses reorientation dilakukandikarenakan tidak memungkinkan merakit didalam posisi tersebut. Oleh karena itu,dibutuhkan perubahan posisi atau reorientationdi dalam proses perakitan. Di dalam klasifikasiperakitan Boothroyd, proses reorientationidiklasifikasikan ke dalam separation opertion didalam proses insertion.
Perhitungan proses reorientation dimasukkanke dalam perhitungan cprocess ass, x. Perhitunganproses reorientation sama halnya denganmenghitung Cpart untuk masing-masingkomponen, yaitu menghitung Ch dan Ci-nya,tetapi perbedaannya proses reorientation tidakmengalami proses handling, hanya prosesinsertion, sehingga nilai Ch-nya sama dengannol. Jadi, Cpart untuk proses reorientation samadengan nilai Ci-nya, karena nilai Ch-nya nol.Sehingga didapatkan Cass untuk piston adalah7,123.
Verifikasi dan Validasi PengembanganModel
Untuk memverifikasi dan memvalidasipengembangan model yang dilakukan akanmenggunakan electric power plug sebagai studikasus (Gambar 4). Pada contoh studi kasus ini,akan menghitung indeks kompleksitas prosesperakitan manual antara three-pin electric powerplug dan two-pin electric power plug dengan

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
menggunakan konsep perhitungan yang sudahada dengan konsep perhitungan pengembanganmodel. Hasil perhitungan indeks kompleksitasproses perakitan manual dapat dilihat padaTabel 18 dan hasil untuk perhitungan waktu danbiaya perakitan dapat dilihat pada Tabel 19.
(a) (b)Gambar 4. (a) Three Pin Electric Power Plug, (b) Two
Pin Electric Power Plug
Tabel 18 Hasil Perhitungan Indeks Kompleksitas ProsesPerakitan Manual Antara Konsep yang Sudah Ada denganPengembangan Model Untuk Studi Kasus Electric Power
No ProdukEl
MaraghyPengembang
an Model
1Two Pin ElectricPower Plug
3,32 4,03
2Three Pin ElectricPower Plug
3,32 4,49
Tabel 19 Hasil Perhitungan Waktu Perakitan dan BiayaPerakitan
No. ProdukWaktu(detik)
Cost(sen)
1Two Pin ElectricPower Plug
18,80 7,52
2Three Pin ElectricPower Plug
24,25 9,70
Hasil yang diperoleh pada tabel di atasmenunjukkan bahwa produk three-pin electricpower plug memiliki waktu perakitan yang lebihbesar dibandingkan dengan two-pin electricpower plug. Ini dikarenakan jumlah part yangdirakit pada produk three-pin electric power
plug lebih banyak dari two-pin electric powerplug. Semakin banyak jumlah part yang akandirakit, maka waktu perakitan dan biayaperakitan semakin besar pula. Apabila terjadikenaikan biaya di dalam suatu produksi, makaakan terjadi kenaikan nilai indeks kompleksitas(Rodriguez-Toro, Tate, Jared, & Swift, 2002).
Ketika model perhitungan El Maraghydimasukkan ke dalam perhitungan indekskompleksitas perakitan manual hasil yangdiperoleh antara produk Two Pin Electric PowerPlug dengan Three Pin Electric Power Plugmemiliki kompleksitas yang sama. Inimenandakan bahwa model El Maraghy hanyadapat digunakan untuk perhitungankompleksitas perakitan otomatis. Karena padaperakitan otomatis suatu part yang sama akandirakit secara bersama-sama, tidak secara satuper satu. Sedangkan pada perakitan manualsuatu part akan dirakit secara satu per satu baikpart tersebut sama maupun tidak.
Dari hasil perhitungan indeks kompleksitasproses perakitan manual dengan pengembanganmodel didapatkan kenaikan nilai indekskompleksitas proses perakitan manual denganadanya penambahan jumlah part yang akandirakit. Ini menunjukkan kesesuaian denganadanya kenaikan biaya perakitan terjadikenaikan nilai indeks kompleksitas perakitanmanual pula. Sehingga dapat diketahui bahwaperhitungan indeks kompleksitas prosesperakitan manual dengan pengembangan modeltelah sesuai dengan kaidah yang ada
Kesimpulan
Dari penelitian yang telah dilakukan, dapatditarik kesimpulan sebagai berikut.1. Thickness memiliki complexity reduction
yang terbesar dibandingkan shape, size, dankekasaran permukaan, sejauh menggunakansistem klasifikasi perakitan Boothroyd.
2. Dihasilkan tabel pembobotan Ch,f dan Ci,f
yang nilainya berkisar antara 0 sampai 1,dimana 0 berarti mudah dan 1 berarti sulit.Untuk mempercepat perakitan manualdiusahakan membuat part dengan nilai Ch,f
dan Ci,f mendekati 0, seperti memilikikesimetrian (α dan β) kurang dari 360°, size

Proceeding Seminar Nasional Tahunan Teknik Mesin XIV (SNTTM XIV)Banjarmasin, 7-8 Oktober 2015
TI-05
lebih dari 15 mm, thickness lebih dari 2 mm,tidak membutuhkan holding down, memilikialign and position yang mudah, tidakresistance.
3. Nilai diversity di dalam indeks kompleksitasproses perakitan manual adalah 1.
4. Apabila terjadi proses reorientation di dalamproses perakitan manual, maka prosesreorientation harus diperhitungkan ke dalamindeks kompleksitas proses perakitan.Kompleksitas reorientation diperhitungkan didalam koefisien kompleksitas relatif prosesperakitan (cprocess ass, x).
Referensi
1. Boothroyd, G., Dewhurst, P., & Knight, W.A. (2011). Product design for manufactureand assembly (3rd ed.). CRC Press.
2. ElMaraghy, W. H., & Urbanic, R. J. (2003).Modelling of manufacturing systemscomplexity. CIRP Annals – ManufacturingTechnology, 52 (1), 363-366.
3. Hamrock, Bernard J., Jacobson, Bo., &Schimd, Steven R. (1999). Fundamentals ofmachine elements, McGraw-HillInternational Edition.
4. Rodriguez-Toro, C., Tate S., Jared G., &Swift K. (2002). Shaping the complexity ofa design. ASME International MechanicalEngineering Congress & Exposition.
5. Samy, S. N., & ElMaraghy, H., (2010). Amodel for measuring products assemblycomplexity. International Journal ofComputer Integrated Manufacturing, 23 :11, 1015 ‒ 1027.










![METODE PERAKITAN [Autosaved]](https://img.pdfslide.tips/doc/110x75/557213b3497959fc0b92d4e7/metode-perakitan-autosaved.jpg)


















