Embed Size (px)
DESCRIPTION
polimer
Citation preview
UNIVERSITETI I PRISHTINËS
FAKULTETI I INXHINIERISË MEKANIKE
POLIMERET II
PËRPUNIMI I MATERIALEVE POLIMERE
( Ligjerata te autorizuar)
Dr.sc.Nexhat Qehaja, prof.ass.
Prishtinë, 2010/2011
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 2
PËRPUNIMI I MATERIALEVE POLIMERE
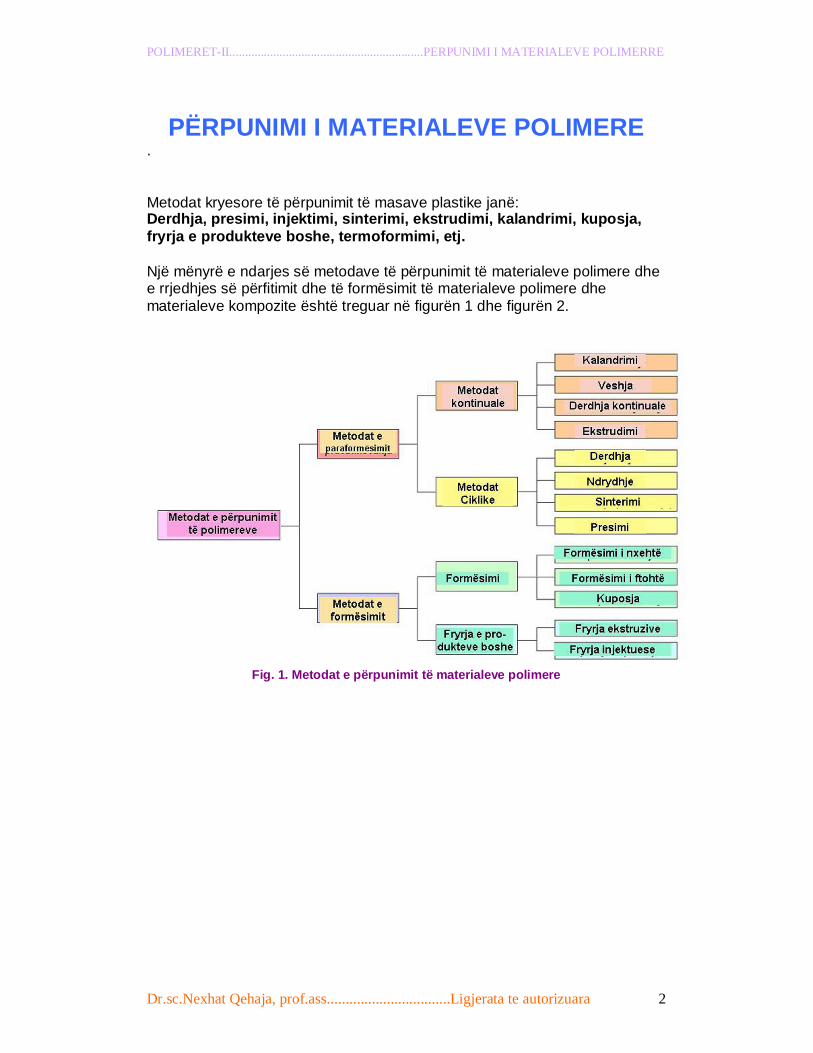
. Metodat kryesore të përpunimit të masave plastike janë: Derdhja, presimi, injektimi, sinterimi, ekstrudimi, kalandrimi, kuposja, fryrja e produkteve boshe, termoformimi, etj. Një mënyrë e ndarjes së metodave të përpunimit të materialeve polimere dhe e rrjedhjes së përfitimit dhe të formësimit të materialeve polimere dhe materialeve kompozite është treguar në figurën 1 dhe figurën 2.
Fig. 1. Metodat e përpunimit të materialeve polimere
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 3
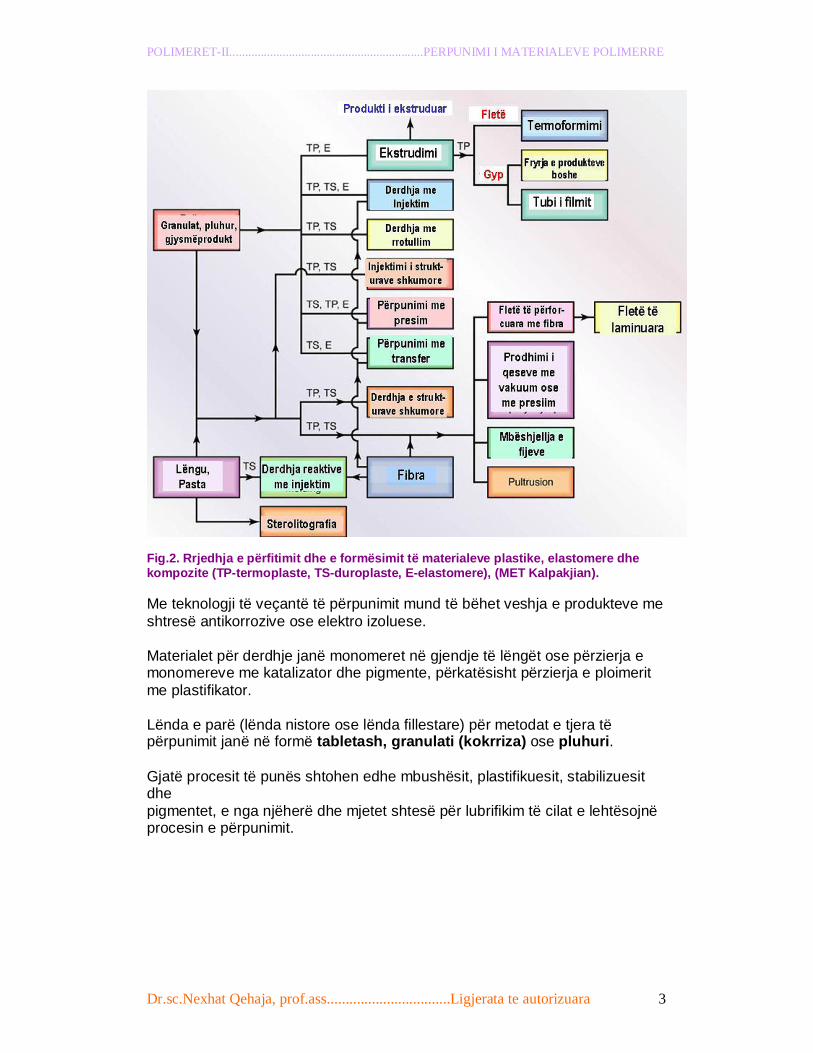
Fig.2. Rrjedhja e përfitimit dhe e formësimit të materialeve plastike, elastomere dhe kompozite (TP-termoplaste, TS-duroplaste, E-elastomere), (MET Kalpakjian). Me teknologji të veçantë të përpunimit mund të bëhet veshja e produkteve me shtresë antikorrozive ose elektro izoluese. Materialet për derdhje janë monomeret në gjendje të lëngët ose përzierja e monomereve me katalizator dhe pigmente, përkatësisht përzierja e ploimerit me plastifikator. Lënda e parë (lënda nistore ose lënda fillestare) për metodat e tjera të përpunimit janë në formë tabletash, granulati (kokrriza) ose pluhuri. Gjatë procesit të punës shtohen edhe mbushësit, plastifikuesit, stabilizuesit dhe pigmentet, e nga njëherë dhe mjetet shtesë për lubrifikim të cilat e lehtësojnë procesin e përpunimit.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 4
1.0 Derdhja
1.1. Derdhja e lirë
Derdhja e lirë (fig.1.1.) (derdhja në shtypje atmosferike) përdoret për polimerizimin e rrëshirave fenole, rrëshirave akrile, rrëshirave epokside si dhe të poliesterit me që rast fitohen produkte të gatshme. Për proces të polimerizimit (polikondensimit) nevojitet kohë relativisht e gjatë (deri në qindra orë) dhe temperaturë e lartë (deri rreth 100 0C). Si rezultat i procesit, rrëshirat i nënshtrohen procesit të ftohjes me që rast kalojnë në gjendje të ngurtë. Derdhja përdoret për përpunimin e detaleve me dimensione jo të mëdha për shkak të tkurrjes së madhe të masave plastike (deri 6%). Kallëpet për derdhje punohen nga silikoni i cili ka elasticitet të lartë gjë që e lehtëson nxjerrjen e produktit të derdhur. Për këtë qëllim mund të përdoren edhe metoda të tjera të modifikuara si p.sh. derdhja centrifugale për përfitimin e produkteve të zbrazta në formë cilindri (zakonisht për seri të vogla).
Fig.1.1 Derdhja e lirë e masës plastike
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 5
1.2. Derdhja me rrotullim
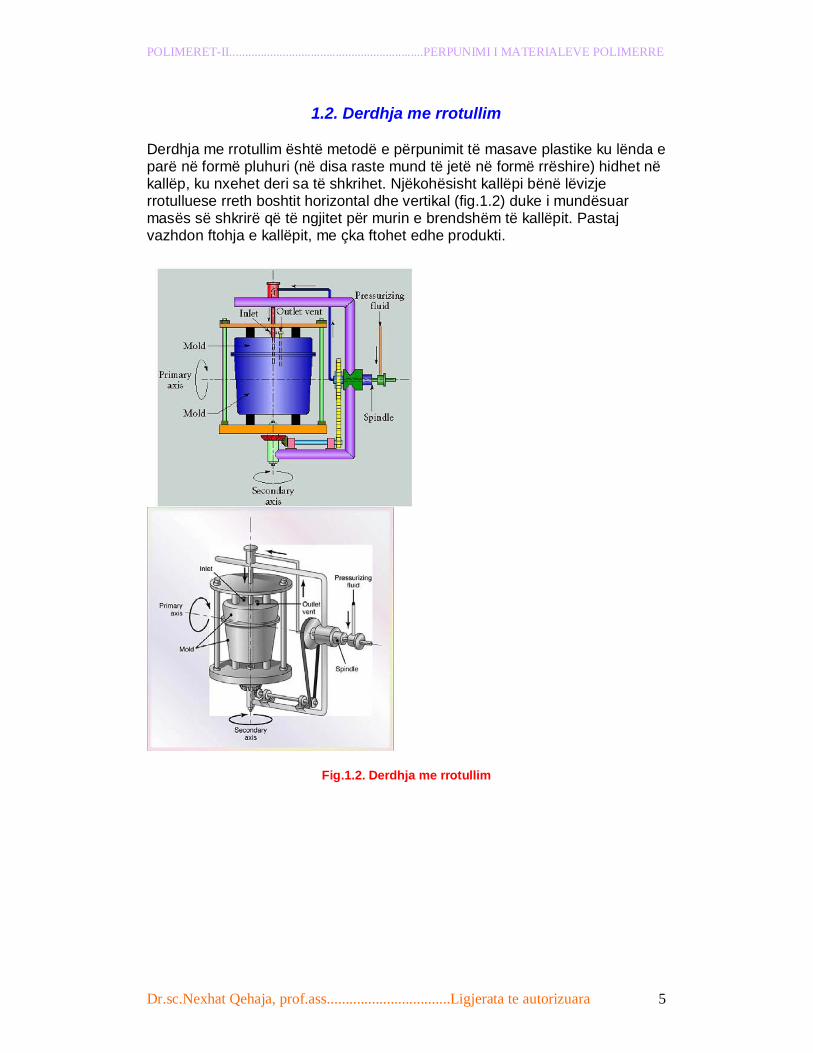
Derdhja me rrotullim është metodë e përpunimit të masave plastike ku lënda e parë në formë pluhuri (në disa raste mund të jetë në formë rrëshire) hidhet në kallëp, ku nxehet deri sa të shkrihet. Njëkohësisht kallëpi bënë lëvizje rrotulluese rreth boshtit horizontal dhe vertikal (fig.1.2) duke i mundësuar masës së shkrirë që të ngjitet për murin e brendshëm të kallëpit. Pastaj vazhdon ftohja e kallëpit, me çka ftohet edhe produkti.
Fig.1.2. Derdhja me rrotullim
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 6
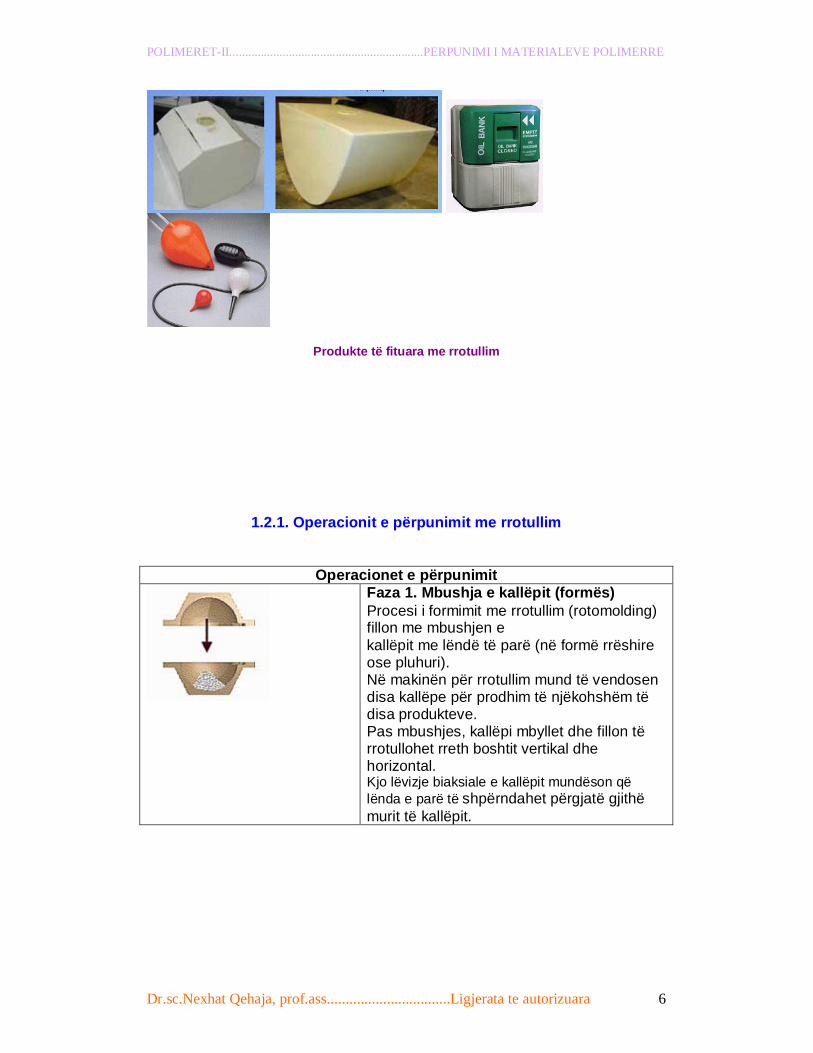
Produkte të fituara me rrotullim
1.2.1. Operacionit e përpunimit me rrotullim
Operacionet e përpunimit
Faza 1. Mbushja e kallëpit (formës) Procesi i formimit me rrotullim (rotomolding) fillon me mbushjen e kallëpit me lëndë të parë (në formë rrëshire ose pluhuri). Në makinën për rrotullim mund të vendosen disa kallëpe për prodhim të njëkohshëm të disa produkteve. Pas mbushjes, kallëpi mbyllet dhe fillon të rrotullohet rreth boshtit vertikal dhe horizontal. Kjo lëvizje biaksiale e kallëpit mundëson që lënda e parë të shpërndahet përgjatë gjithë murit të kallëpit.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 7
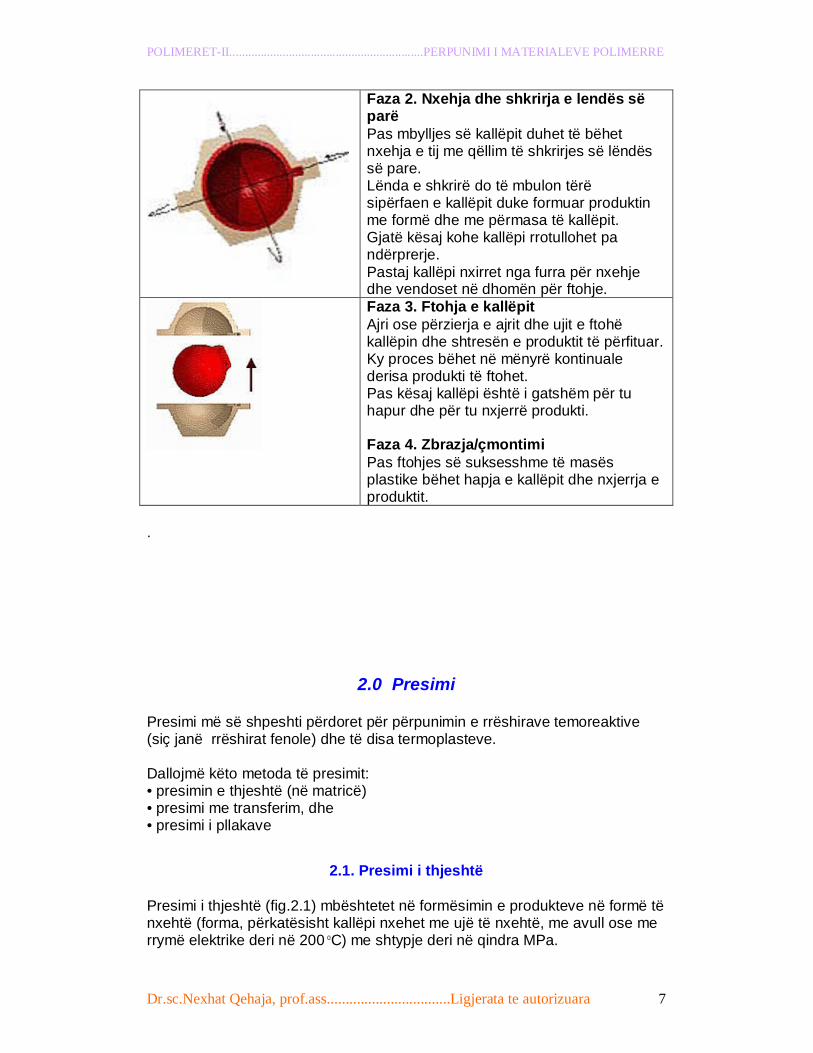
Faza 2. Nxehja dhe shkrirja e lendës së parë Pas mbylljes së kallëpit duhet të bëhet nxehja e tij me qëllim të shkrirjes së lëndës së pare. Lënda e shkrirë do të mbulon tërë sipërfaen e kallëpit duke formuar produktin me formë dhe me përmasa të kallëpit. Gjatë kësaj kohe kallëpi rrotullohet pa ndërprerje. Pastaj kallëpi nxirret nga furra për nxehje dhe vendoset në dhomën për ftohje.
Faza 3. Ftohja e kallëpit Ajri ose përzierja e ajrit dhe ujit e ftohë kallëpin dhe shtresën e produktit të përfituar. Ky proces bëhet në mënyrë kontinuale derisa produkti të ftohet. Pas kësaj kallëpi është i gatshëm për tu hapur dhe për tu nxjerrë produkti. Faza 4. Zbrazja/çmontimi Pas ftohjes së suksesshme të masës plastike bëhet hapja e kallëpit dhe nxjerrja e produktit.
.
2.0 Presimi
Presimi më së shpeshti përdoret për përpunimin e rrëshirave temoreaktive (siç janë rrëshirat fenole) dhe të disa termoplasteve. Dallojmë këto metoda të presimit: • presimin e thjeshtë (në matricë) • presimi me transferim, dhe • presimi i pllakave
2.1. Presimi i thjeshtë
Presimi i thjeshtë (fig.2.1) mbështetet në formësimin e produkteve në formë të nxehtë (forma, përkatësisht kallëpi nxehet me ujë të nxehtë, me avull ose me rrymë elektrike deri në 200 0C) me shtypje deri në qindra MPa.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 8
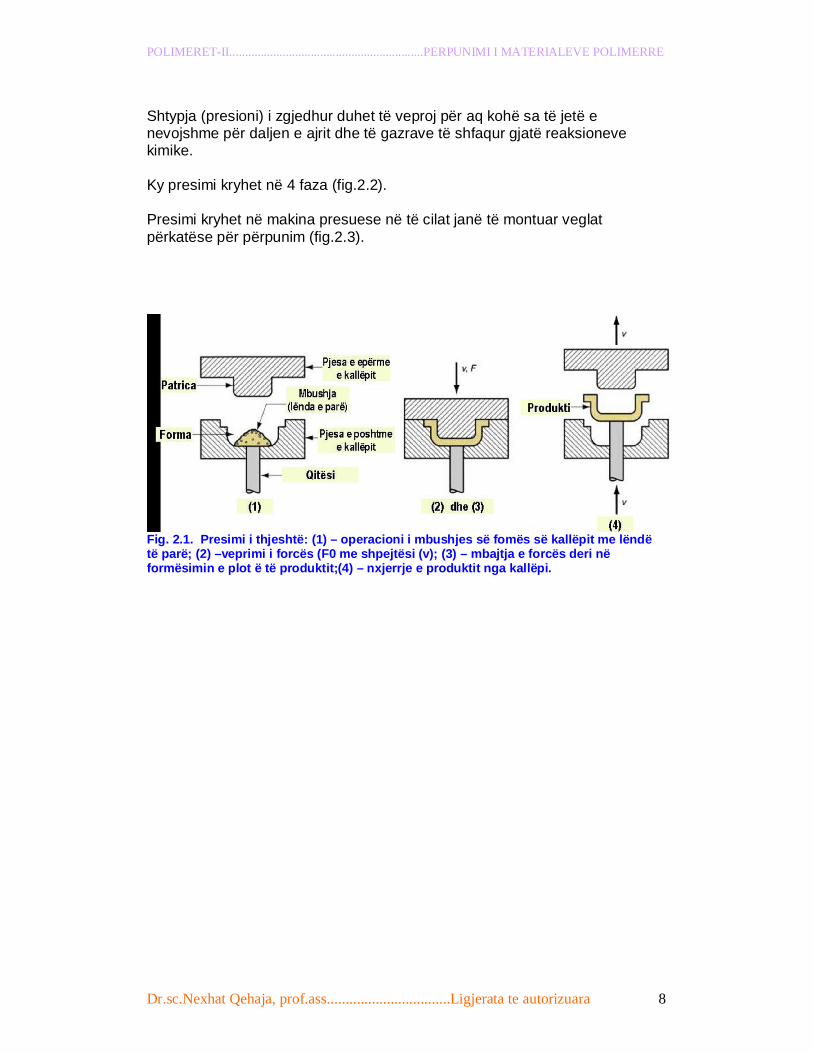
Shtypja (presioni) i zgjedhur duhet të veproj për aq kohë sa të jetë e nevojshme për daljen e ajrit dhe të gazrave të shfaqur gjatë reaksioneve kimike. Ky presimi kryhet në 4 faza (fig.2.2). Presimi kryhet në makina presuese në të cilat janë të montuar veglat përkatëse për përpunim (fig.2.3).
Fig. 2.1. Presimi i thjeshtë: (1) – operacioni i mbushjes së fomës së kallëpit me lëndë të parë; (2) –veprimi i forcës (F0 me shpejtësi (v); (3) – mbajtja e forcës deri në formësimin e plot ë të produktit;(4) – nxjerrje e produktit nga kallëpi.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 9
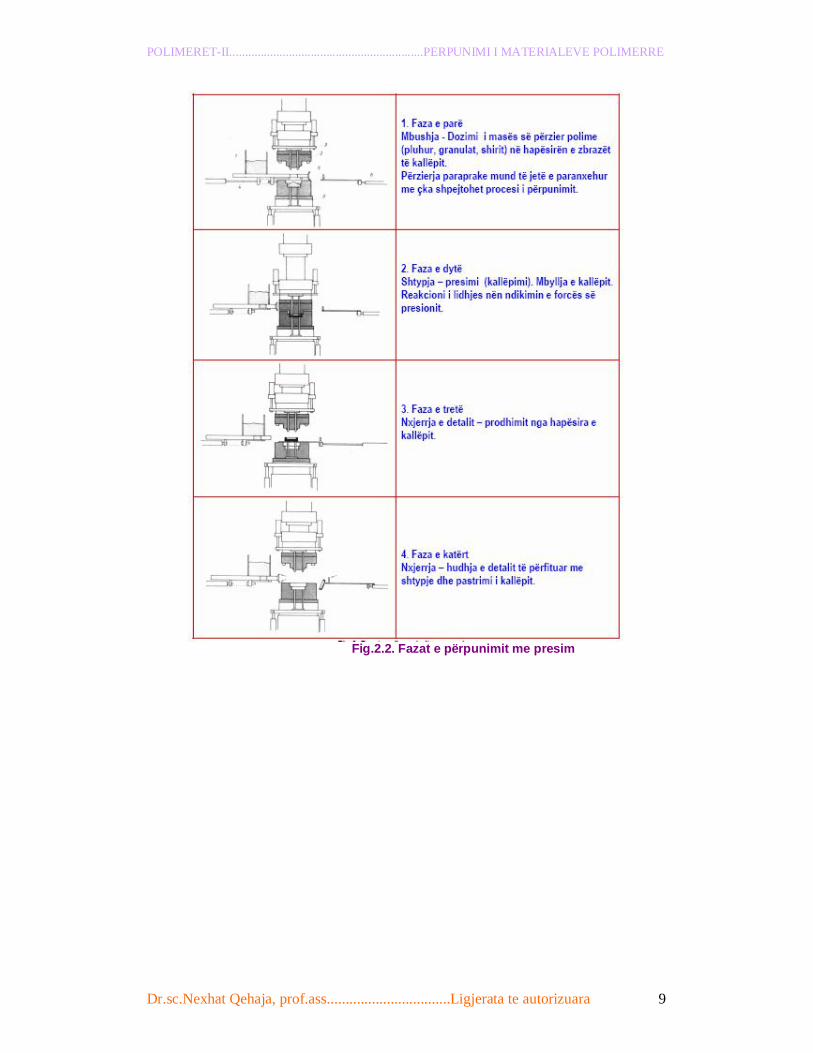
Fig.2.2. Fazat e përpunimit me presim
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 10
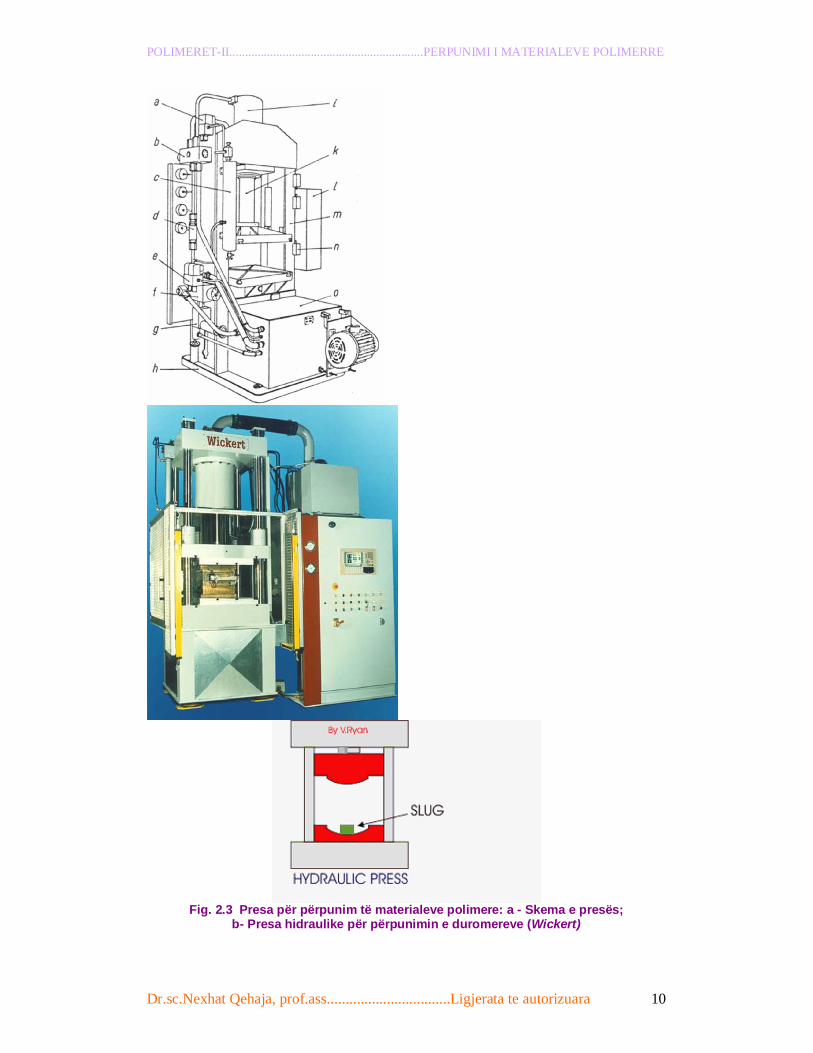
Fig. 2.3 Presa për përpunim të materialeve polimere: a - Skema e presës;
b- Presa hidraulike për përpunimin e duromereve (Wickert)
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 11
2.2. Presimi me transfer
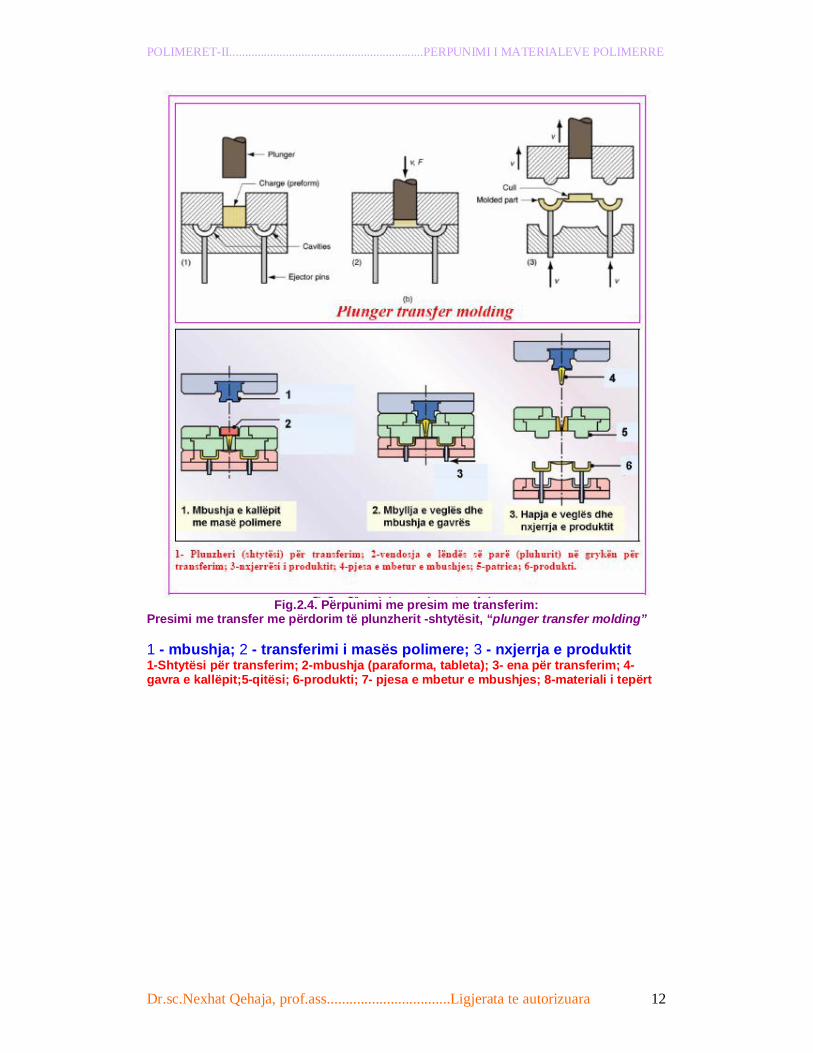
Presimi me transfer (fig.2.4.) përdoret kryesisht për termoplaste – mbështetet në plastifikimin paraprak të masës në rezervuarin e nxehtë, shtyrjen e masës dhe ndrydhjen e saj në formën e mbyllur dhe ngurtësimin e produktit. Procesi i përpunimit me presim me transfer mund të bëhet në dy mënyra: 1. Presimi me transfer me përdorim të plunzherit -shtytësit, “plunger transfer molding” fig.2.4, 2. Presimi me transfer me përdorim të enës nëpër të cilën shtyhet masa polimere “pot transfer molding”, fig.2.5, Ky proces zakonisht është i automatizuar dhe me të prodhohen pjesë të makinave, si dhëmbëzor, bulona, dado, etj. 1- Plunzheri (shtytësi) për transferim; 2-vendosja e lëndës së parë (pluhurit) në grykën për transferim; 3-nxjerrësi i produktit; 4-pjesa e mbetur e mbushjes; 5-patrica; 6-produkti.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 12
Fig.2.4. Përpunimi me presim me transferim:
Presimi me transfer me përdorim të plunzherit -shtytësit, “plunger transfer molding” 1 - mbushja; 2 - transferimi i masës polimere; 3 - nxjerrja e produktit 1-Shtytësi për transferim; 2-mbushja (paraforma, tableta); 3- ena për transferim; 4-gavra e kallëpit;5-qitësi; 6-produkti; 7- pjesa e mbetur e mbushjes; 8-materiali i tepërt
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 13
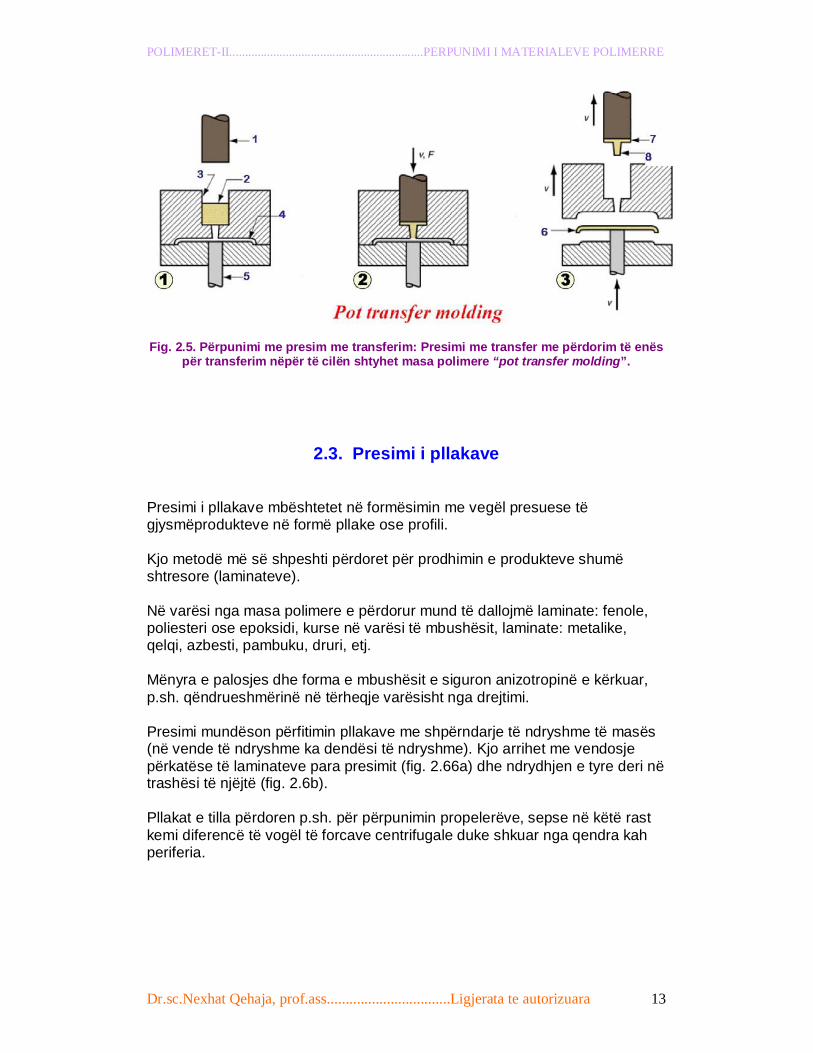
Fig. 2.5. Përpunimi me presim me transferim: Presimi me transfer me përdorim të enës
për transferim nëpër të cilën shtyhet masa polimere “pot transfer molding”.
2.3. Presimi i pllakave
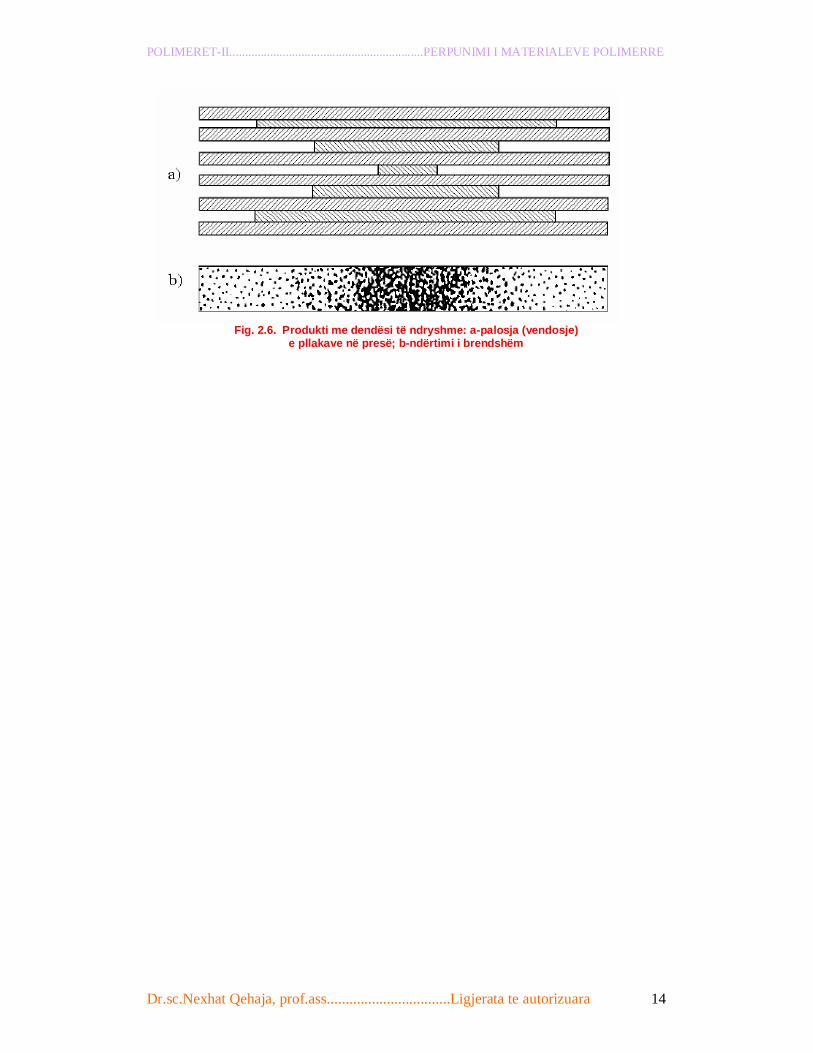
Presimi i pllakave mbështetet në formësimin me vegël presuese të gjysmëprodukteve në formë pllake ose profili. Kjo metodë më së shpeshti përdoret për prodhimin e produkteve shumë shtresore (laminateve). Në varësi nga masa polimere e përdorur mund të dallojmë laminate: fenole, poliesteri ose epoksidi, kurse në varësi të mbushësit, laminate: metalike, qelqi, azbesti, pambuku, druri, etj. Mënyra e palosjes dhe forma e mbushësit e siguron anizotropinë e kërkuar, p.sh. qëndrueshmërinë në tërheqje varësisht nga drejtimi. Presimi mundëson përfitimin pllakave me shpërndarje të ndryshme të masës (në vende të ndryshme ka dendësi të ndryshme). Kjo arrihet me vendosje përkatëse të laminateve para presimit (fig. 2.66a) dhe ndrydhjen e tyre deri në trashësi të njëjtë (fig. 2.6b). Pllakat e tilla përdoren p.sh. për përpunimin propelerëve, sepse në këtë rast kemi diferencë të vogël të forcave centrifugale duke shkuar nga qendra kah periferia.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 14
Fig. 2.6. Produkti me dendësi të ndryshme: a-palosja (vendosje)
e pllakave në presë; b-ndërtimi i brendshëm
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 15
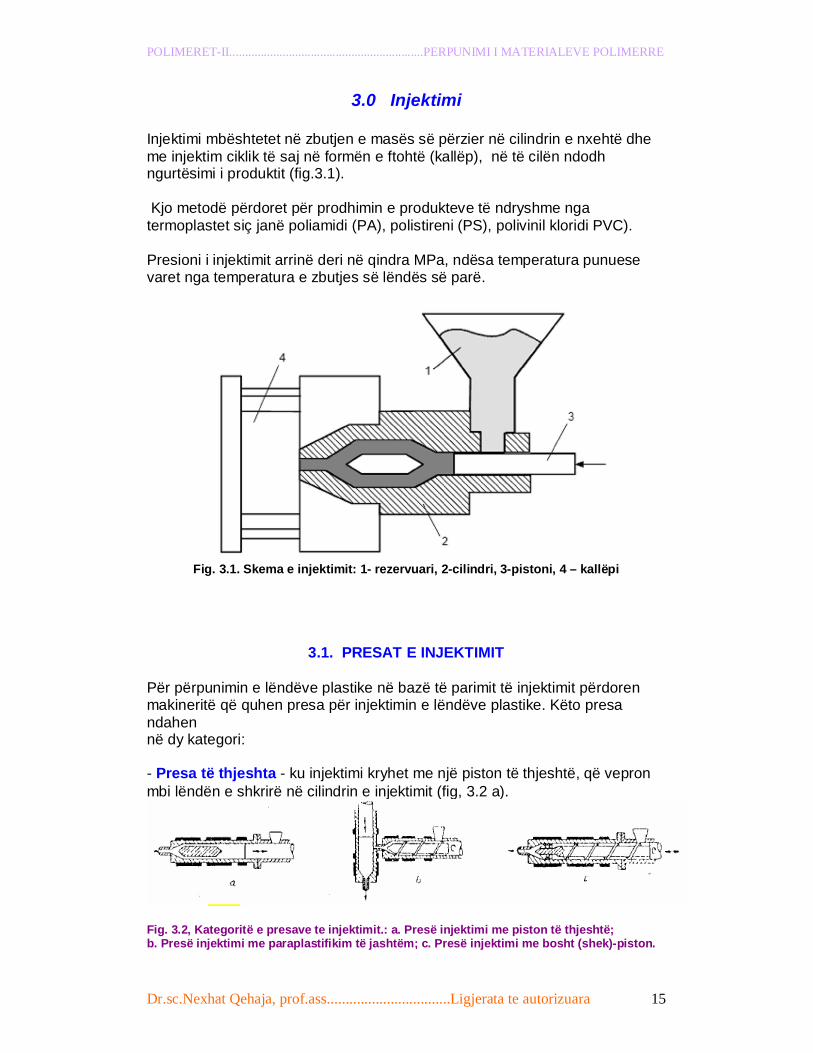
3.0 Injektimi Injektimi mbështetet në zbutjen e masës së përzier në cilindrin e nxehtë dhe me injektim ciklik të saj në formën e ftohtë (kallëp), në të cilën ndodh ngurtësimi i produktit (fig.3.1). Kjo metodë përdoret për prodhimin e produkteve të ndryshme nga termoplastet siç janë poliamidi (PA), polistireni (PS), polivinil kloridi PVC). Presioni i injektimit arrinë deri në qindra MPa, ndësa temperatura punuese varet nga temperatura e zbutjes së lëndës së parë.
Fig. 3.1. Skema e injektimit: 1- rezervuari, 2-cilindri, 3-pistoni, 4 – kallëpi
3.1. PRESAT E INJEKTIMIT Për përpunimin e lëndëve plastike në bazë të parimit të injektimit përdoren makineritë që quhen presa për injektimin e lëndëve plastike. Këto presa ndahen në dy kategori: - Presa të thjeshta - ku injektimi kryhet me një piston të thjeshtë, që vepron mbi lëndën e shkrirë në cilindrin e injektimit (fig, 3.2 a).
Fig. 3.2, Kategoritë e presave te injektimit.: a. Presë injektimi me piston të thjeshtë; b. Presë injektimi me paraplastifikim të jashtëm; c. Presë injektimi me bosht (shek)-piston.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 16
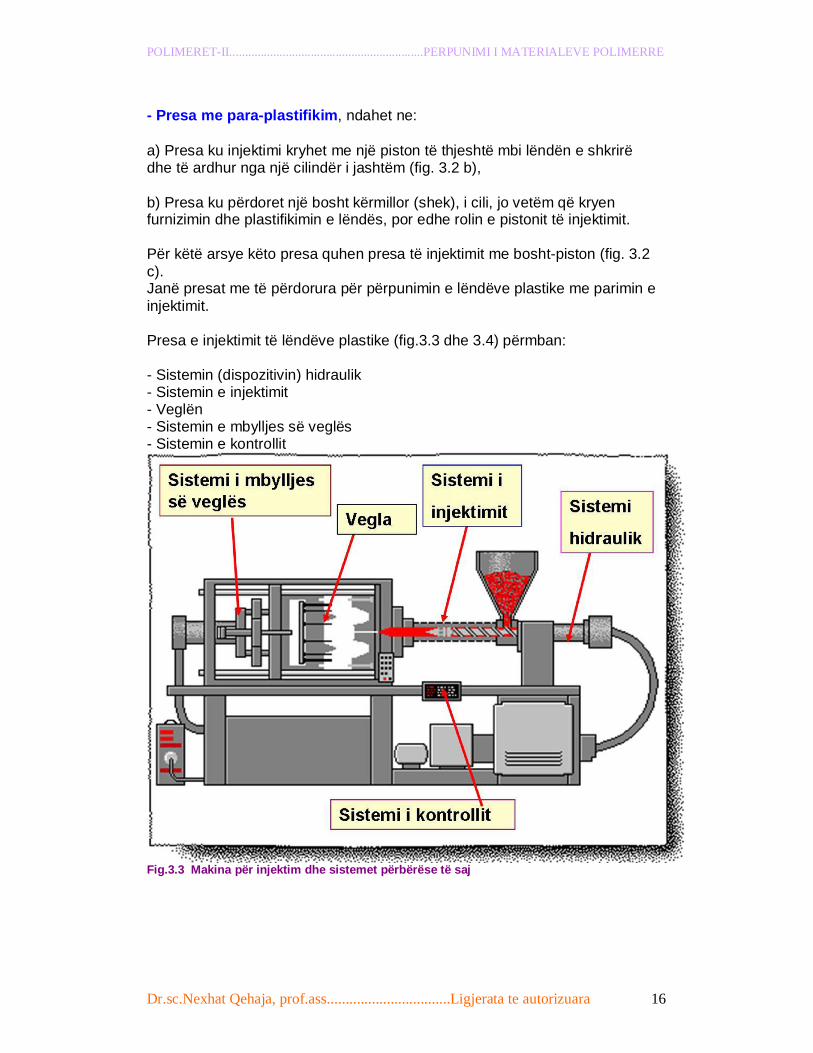
- Presa me para-plastifikim, ndahet ne: a) Presa ku injektimi kryhet me një piston të thjeshtë mbi lëndën e shkrirë dhe të ardhur nga një cilindër i jashtëm (fig. 3.2 b), b) Presa ku përdoret një bosht kërmillor (shek), i cili, jo vetëm që kryen furnizimin dhe plastifikimin e lëndës, por edhe rolin e pistonit të injektimit. Për këtë arsye këto presa quhen presa të injektimit me bosht-piston (fig. 3.2 c). Janë presat me të përdorura për përpunimin e lëndëve plastike me parimin e injektimit. Presa e injektimit të lëndëve plastike (fig.3.3 dhe 3.4) përmban: - Sistemin (dispozitivin) hidraulik - Sistemin e injektimit - Veglën - Sistemin e mbylljes së veglës - Sistemin e kontrollit
Fig.3.3 Makina për injektim dhe sistemet përbërëse të saj
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 17
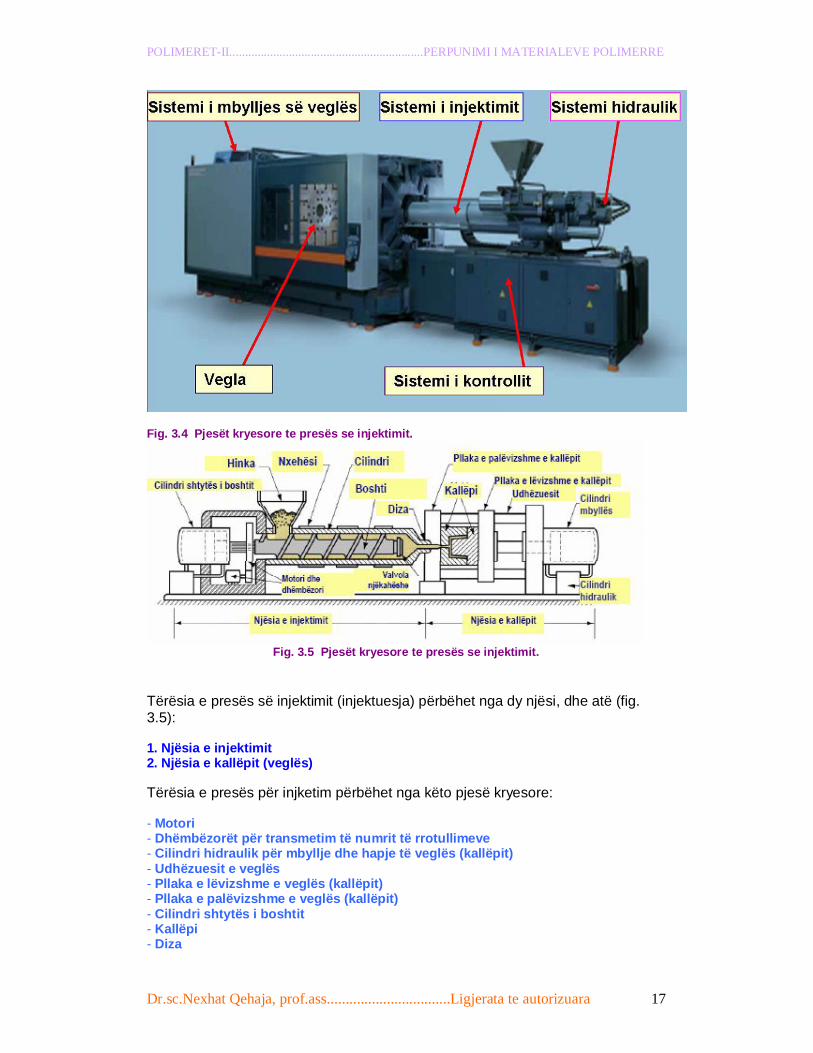
Fig. 3.4 Pjesët kryesore te presës se injektimit.
Fig. 3.5 Pjesët kryesore te presës se injektimit.
Tërësia e presës së injektimit (injektuesja) përbëhet nga dy njësi, dhe atë (fig. 3.5): 1. Njësia e injektimit 2. Njësia e kallëpit (veglës) Tërësia e presës për injketim përbëhet nga këto pjesë kryesore: - Motori - Dhëmbëzorët për transmetim të numrit të rrotullimeve - Cilindri hidraulik për mbyllje dhe hapje të veglës (kallëpit) - Udhëzuesit e veglës - Pllaka e lëvizshme e veglës (kallëpit) - Pllaka e palëvizshme e veglës (kallëpit) - Cilindri shtytës i boshtit - Kallëpi - Diza

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 18
- Boshti - Cilindri - Nxehësi - Hinka - Pulti komandues
1. Ena e injektimit, të quajtur cilindri i injektimit (ose dhoma e plastifikimit), e cila furnizohet me lëndë plastike. Këtu bëhet nxehja dhe zbutja e lëndës. 2. Sistemi i injektimit, d.m.th. pistonin e injektimit që shtyn lëndën plastike të shkrirë në brendinë e formës. Forma e injektimit duke qenë boshe mbyllet, pastaj mbushet nën shtypjen e pistonit të injektimit. 3. Sistemi për mbylljen e veglës (kallëpit-formës) gjatë injektimit. Presa e injektimit mund të jetë horizontale apo vertikale. Në presat vertikale furnizimi me lëndë të parë është më i mirë dhe më i lehtë për diametër të njëjtë të cilindrit të injektimit. E kundërta në presat horizontale nxjerrja automatike e prodhimit është më e lehtë. Disa konstruktorë kanë kombinuar mbylljen horizontale te formës (gjë që lehtëson nxjerrjen e prodhimit duke siguruar edhe rendiment të lartë), me injektim vertikal (gjë që lehtëson furnizimin me lëndë të parë). Sistemet e mbylljes dhe të injektimit mund të jenë hidraulike (me ujë, vaj) ose mekanike. Sistemet mekanike janë te sistemit te morsetës, me një vidë të manovrueshme me dorë ose me motor. Sistemet hidraulike punojnë me shtypje te ujit apo të vajit. Shtypja e mbylljes se formës duhet të ushtrohet gjatë gjithë kohës që vazhdon injektimi dhe ftohja e objektit që injektohet. Me këto sisteme vendosja e formave ndërmjet mbajtësve të tyre është shumë e lehtë dhe paralelizmi i dy pjesëve te formës shumë i mirë. Sistemet mekanike janë shumë më të përdorshme, pasi janë shumë të lehta në përdorim. Ne rast nevoje mund te vendosen mbi bazamentin e presës në mënyrë që të rrëshqasin gjatë mbylljes dhe hapjes. Në këtë rast mund të vihen format nga me te ndryshmet. Injektimi duhet të bëhet me shpejtësi jashtëzakonisht të madhe, një deri në dy sekonda, me qëllim që lënda të mos ketë kohë të ftohet para se të arrijë në pikat me të largëta të formës.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 19
Shtypja e zhvilluar me pistonin e injektimit, mbi lëndën e shkrirë, varet nga sipërfaqja e pistonit të injektimit dhe forca që ushtrohet mbi këtë piston. Për njëpresë të një fuqie të caktuar të injektimit, sa më i vogël të jetë diametri i pistonit të injektimit, aq më e ngritur është shtypja që zhvillohet mbi lëndën. Por duhet të kihet parasysh se kjo shtypje nuk transmetohet krejtësisht në brendinë e formës. Lëndët plastike të zbutura nuk janë të krahasueshme me lëngun ku shtypja bëhet me parimin e Paskalit. Për më tepër, rëniet e shtypjes janë të konsiderueshme ne brendinë e formës, që është gjithmonë e ftohët, ndërsa shpejtësia e injektimit është e ndryshme për lëndë dhe forma të ndryshme. Për lëndët plastike llogariten këto përpjesëtime të transmetimit të shtypjes: Për një objekt më të trashë se 5 mm, shtypja e injektimit është e barabartë me tre të katërtat e shtypjes së fillimit të injektimit. Për një objekt me trashësi prej 2 mm deri 5 mm, me dy te tretat dhe për një objekt të hollë nën 2 mm, me gjysmën e saj. Cilindri i injektimit duhet të ketë një trajtë të brendshme të tillë, që mos ta ndalojë lëndën, mos ta djeg apo të ndihmojë dekompozimin e lëndës së re të porsa zbutur. Shumica e cilindrave të injektimit përmbajnë një pjesë të brendshme, që quhet zemër shpërndarëse e lëndës. Kjo pjesë duhet të jetë e profiluar me precizitet. Roli i kësaj pjese është i dyfishtë: shpërndan lëndën në shtresa të holla, që homogjenizohen në dhomën e majës së injektimit dhe e përcjell nxehtësinë e lëndës në faqen e brendshme të shtresave për të luftuar kundra rrjedhjes së keqe të lëndës. Për këtë qëllim disa presa kanë një zemër shpërndarëse me nxehje të brendshme me rezistencë, por ky dispozitiv prodhohet me vështirësi dhe me zor shfrytëzohet. Ngrohja e cilindrit të injektimit mund të bëhet me të gjitha mënyrat termike. Ngrohja me rezistencë elektrike lejon një rregullim relativisht të lehtë për çdo zone të cilindrit në mënyrë të pavarur. Ka raste që presa e injektimit mund te furnizohet me lëndë të ngrohtë e të zbutur para se të arrijë në depon e furnizimit të makinës. Në këtë mënyrë, humbja shtypjes përgjysmohet dhe mund të punohet me presa më pak të fuqishme. Makinat (presat) e para nuk injektonin veçse disa gram, ato janë ende në përdorim në rastet e prodhimit të artikujve shumë të vegjël dhe punojnë me
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 20
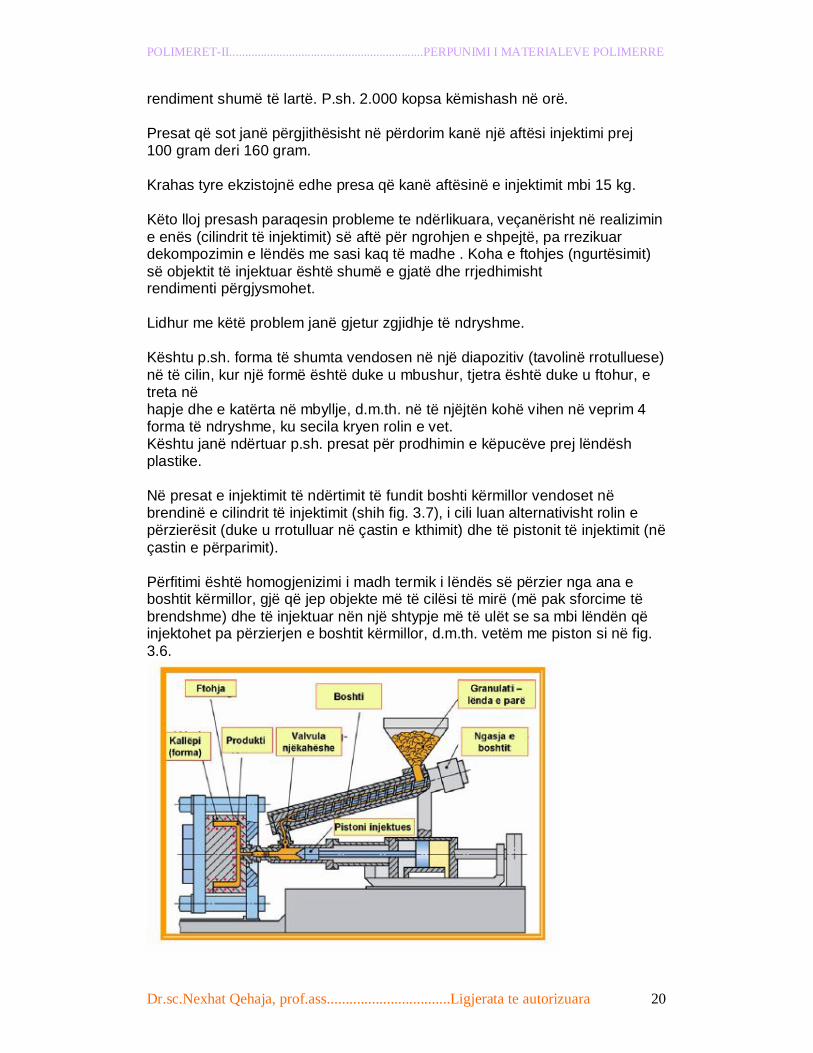
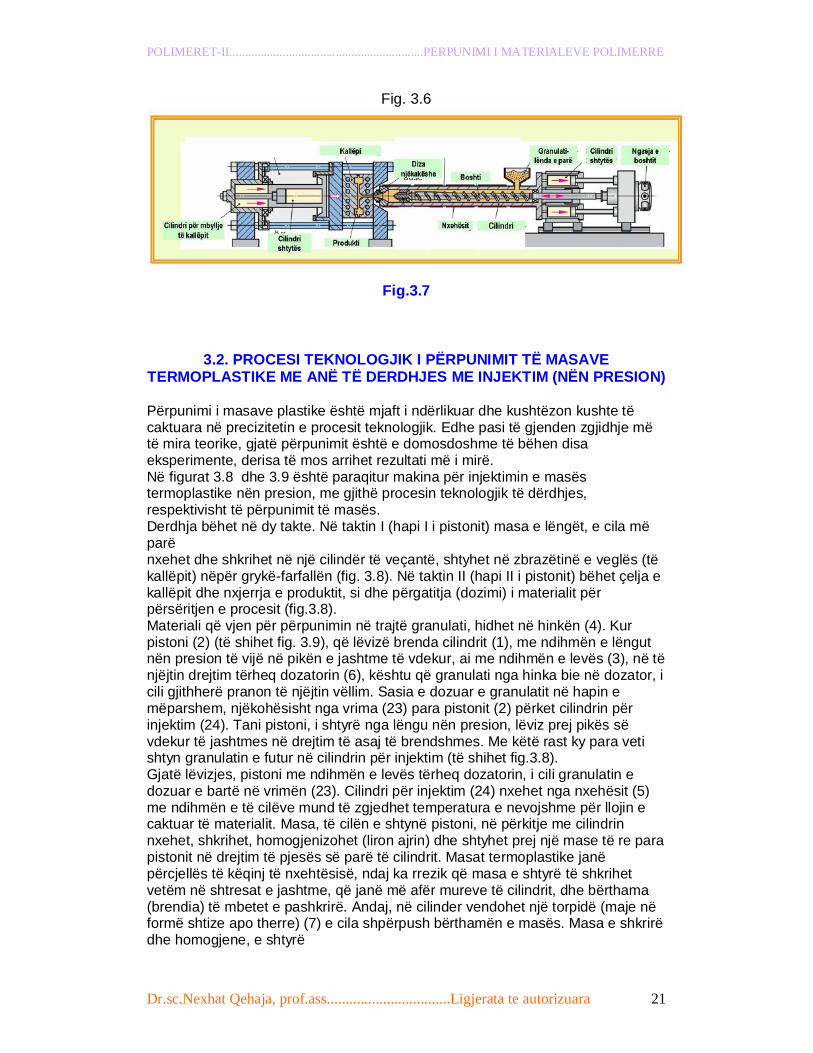
rendiment shumë të lartë. P.sh. 2.000 kopsa këmishash në orë. Presat që sot janë përgjithësisht në përdorim kanë një aftësi injektimi prej 100 gram deri 160 gram. Krahas tyre ekzistojnë edhe presa që kanë aftësinë e injektimit mbi 15 kg. Këto lloj presash paraqesin probleme te ndërlikuara, veçanërisht në realizimin e enës (cilindrit të injektimit) së aftë për ngrohjen e shpejtë, pa rrezikuar dekompozimin e lëndës me sasi kaq të madhe . Koha e ftohjes (ngurtësimit) së objektit të injektuar është shumë e gjatë dhe rrjedhimisht rendimenti përgjysmohet. Lidhur me këtë problem janë gjetur zgjidhje të ndryshme. Kështu p.sh. forma të shumta vendosen në një diapozitiv (tavolinë rrotulluese) në të cilin, kur një formë është duke u mbushur, tjetra është duke u ftohur, e treta në hapje dhe e katërta në mbyllje, d.m.th. në të njëjtën kohë vihen në veprim 4 forma të ndryshme, ku secila kryen rolin e vet. Kështu janë ndërtuar p.sh. presat për prodhimin e këpucëve prej lëndësh plastike. Në presat e injektimit të ndërtimit të fundit boshti kërmillor vendoset në brendinë e cilindrit të injektimit (shih fig. 3.7), i cili luan alternativisht rolin e përzierësit (duke u rrotulluar në çastin e kthimit) dhe të pistonit të injektimit (në çastin e përparimit). Përfitimi është homogjenizimi i madh termik i lëndës së përzier nga ana e boshtit kërmillor, gjë që jep objekte më të cilësi të mirë (më pak sforcime të brendshme) dhe të injektuar nën një shtypje më të ulët se sa mbi lëndën që injektohet pa përzierjen e boshtit kërmillor, d.m.th. vetëm me piston si në fig. 3.6.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 21
Fig. 3.6
Fig.3.7
3.2. PROCESI TEKNOLOGJIK I PËRPUNIMIT TË MASAVE TERMOPLASTIKE ME ANË TË DERDHJES ME INJEKTIM (NËN PRESION) Përpunimi i masave plastike është mjaft i ndërlikuar dhe kushtëzon kushte të caktuara në precizitetin e procesit teknologjik. Edhe pasi të gjenden zgjidhje më të mira teorike, gjatë përpunimit është e domosdoshme të bëhen disa eksperimente, derisa të mos arrihet rezultati më i mirë. Në figurat 3.8 dhe 3.9 është paraqitur makina për injektimin e masës termoplastike nën presion, me gjithë procesin teknologjik të dërdhjes, respektivisht të përpunimit të masës. Derdhja bëhet në dy takte. Në taktin I (hapi I i pistonit) masa e lëngët, e cila më parë nxehet dhe shkrihet në një cilindër të veçantë, shtyhet në zbrazëtinë e veglës (të kallëpit) nëpër grykë-farfallën (fig. 3.8). Në taktin II (hapi II i pistonit) bëhet çelja e kallëpit dhe nxjerrja e produktit, si dhe përgatitja (dozimi) i materialit për përsëritjen e procesit (fig.3.8). Materiali që vjen për përpunimin në trajtë granulati, hidhet në hinkën (4). Kur pistoni (2) (të shihet fig. 3.9), që lëvizë brenda cilindrit (1), me ndihmën e lëngut nën presion të vijë në pikën e jashtme të vdekur, ai me ndihmën e levës (3), në të njëjtin drejtim tërheq dozatorin (6), kështu që granulati nga hinka bie në dozator, i cili gjithherë pranon të njëjtin vëllim. Sasia e dozuar e granulatit në hapin e mëparshem, njëkohësisht nga vrima (23) para pistonit (2) përket cilindrin për injektim (24). Tani pistoni, i shtyrë nga lëngu nën presion, lëviz prej pikës së vdekur të jashtmes në drejtim të asaj të brendshmes. Me këtë rast ky para veti shtyn granulatin e futur në cilindrin për injektim (të shihet fig.3.8). Gjatë lëvizjes, pistoni me ndihmën e levës tërheq dozatorin, i cili granulatin e dozuar e bartë në vrimën (23). Cilindri për injektim (24) nxehet nga nxehësit (5) me ndihmën e të cilëve mund të zgjedhet temperatura e nevojshme për llojin e caktuar të materialit. Masa, të cilën e shtynë pistoni, në përkitje me cilindrin nxehet, shkrihet, homogjenizohet (liron ajrin) dhe shtyhet prej një mase të re para pistonit në drejtim të pjesës së parë të cilindrit. Masat termoplastike janë përcjellës të këqinj të nxehtësisë, ndaj ka rrezik që masa e shtyrë të shkrihet vetëm në shtresat e jashtme, që janë më afër mureve të cilindrit, dhe bërthama (brendia) të mbetet e pashkrirë. Andaj, në cilinder vendohet një torpidë (maje në formë shtize apo therre) (7) e cila shpërpush bërthamën e masës. Masa e shkrirë dhe homogjene, e shtyrë
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 22
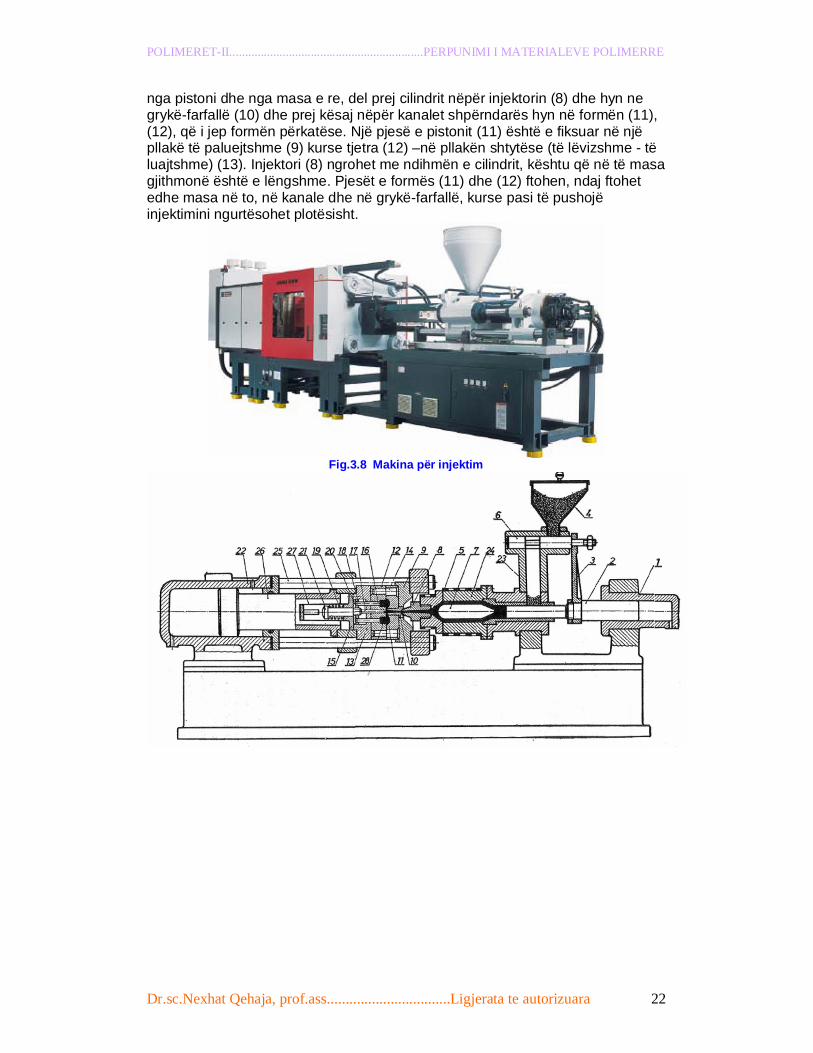
nga pistoni dhe nga masa e re, del prej cilindrit nëpër injektorin (8) dhe hyn ne grykë-farfallë (10) dhe prej kësaj nëpër kanalet shpërndarës hyn në formën (11), (12), që i jep formën përkatëse. Një pjesë e pistonit (11) është e fiksuar në një pllakë të paluejtshme (9) kurse tjetra (12) –në pllakën shtytëse (të lëvizshme - të luajtshme) (13). Injektori (8) ngrohet me ndihmën e cilindrit, kështu që në të masa gjithmonë është e lëngshme. Pjesët e formës (11) dhe (12) ftohen, ndaj ftohet edhe masa në to, në kanale dhe në grykë-farfallë, kurse pasi të pushojë injektimini ngurtësohet plotësisht.
Fig.3.8 Makina për injektim
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 23
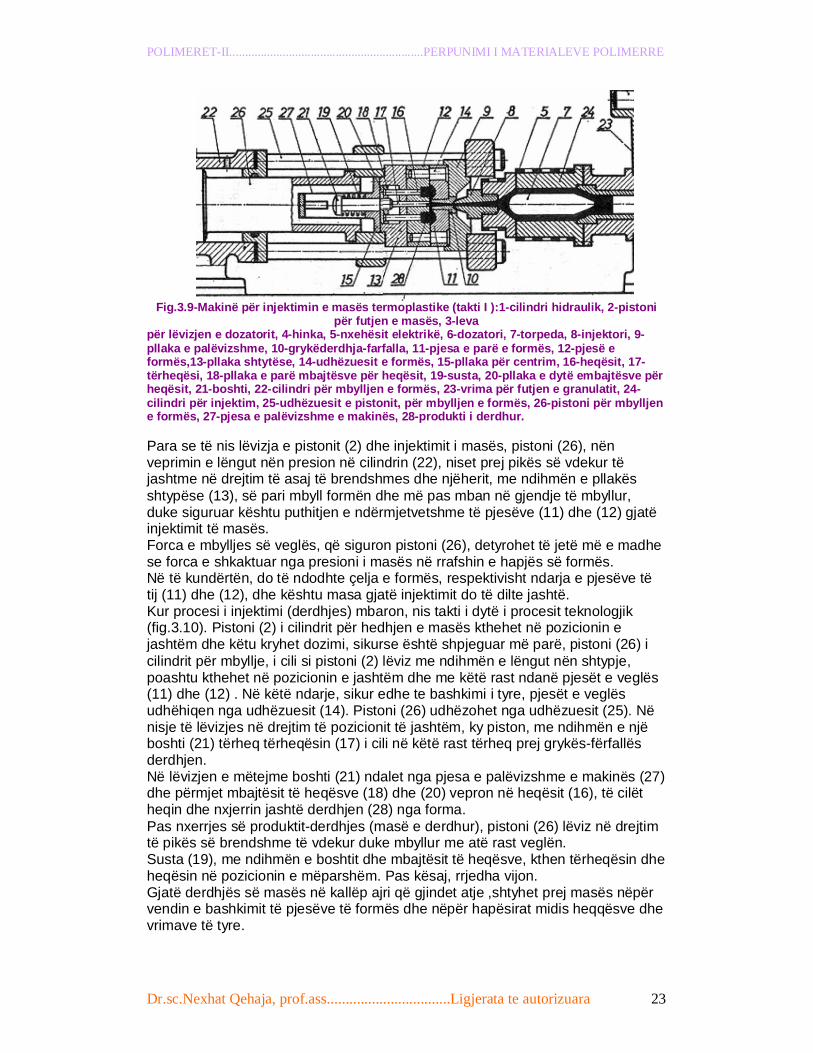
Fig.3.9-Makinë për injektimin e masës termoplastike (takti I ):1-cilindri hidraulik, 2-pistoni
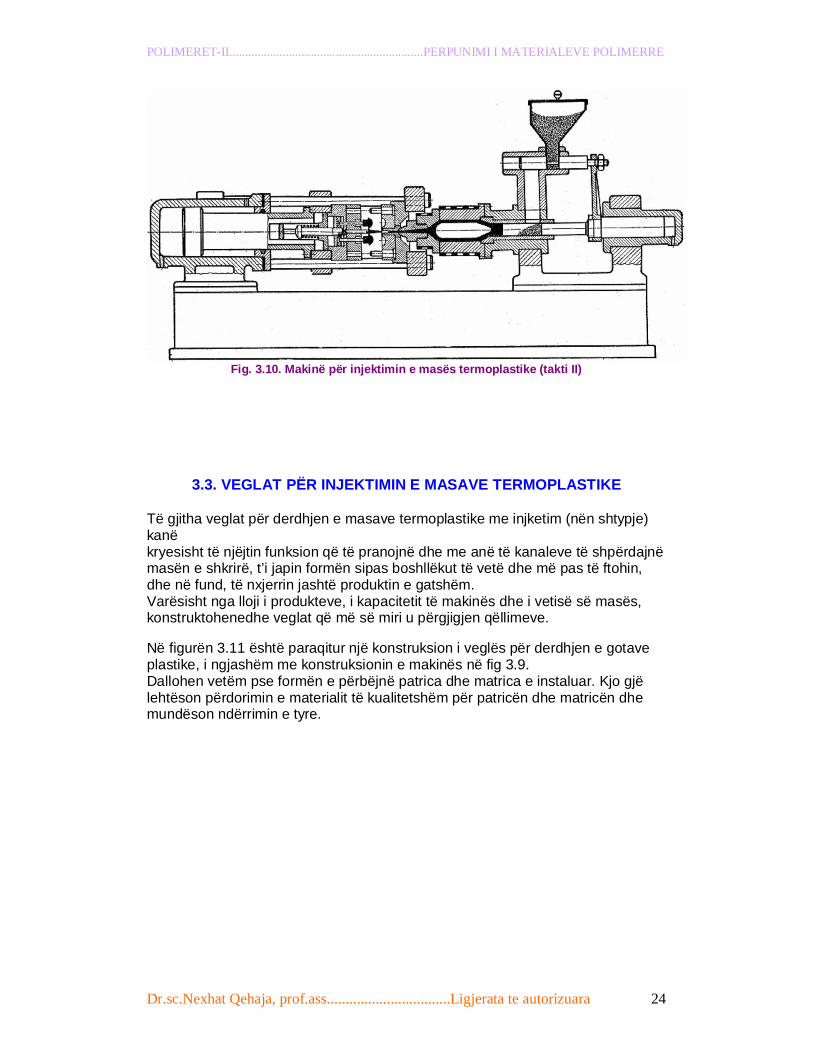
për futjen e masës, 3-leva për lëvizjen e dozatorit, 4-hinka, 5-nxehësit elektrikë, 6-dozatori, 7-torpeda, 8-injektori, 9-pllaka e palëvizshme, 10-grykëderdhja-farfalla, 11-pjesa e parë e formës, 12-pjesë e formës,13-pllaka shtytëse, 14-udhëzuesit e formës, 15-pllaka për centrim, 16-heqësit, 17- tërheqësi, 18-pllaka e parë mbajtësve për heqësit, 19-susta, 20-pllaka e dytë embajtësve për heqësit, 21-boshti, 22-cilindri për mbylljen e formës, 23-vrima për futjen e granulatit, 24-cilindri për injektim, 25-udhëzuesit e pistonit, për mbylljen e formës, 26-pistoni për mbylljen e formës, 27-pjesa e palëvizshme e makinës, 28-produkti i derdhur. Para se të nis lëvizja e pistonit (2) dhe injektimit i masës, pistoni (26), nën veprimin e lëngut nën presion në cilindrin (22), niset prej pikës së vdekur të jashtme në drejtim të asaj të brendshmes dhe njëherit, me ndihmën e pllakës shtypëse (13), së pari mbyll formën dhe më pas mban në gjendje të mbyllur, duke siguruar kështu puthitjen e ndërmjetvetshme të pjesëve (11) dhe (12) gjatë injektimit të masës. Forca e mbylljes së veglës, që siguron pistoni (26), detyrohet të jetë më e madhe se forca e shkaktuar nga presioni i masës në rrafshin e hapjës së formës. Në të kundërtën, do të ndodhte çelja e formës, respektivisht ndarja e pjesëve të tij (11) dhe (12), dhe kështu masa gjatë injektimit do të dilte jashtë. Kur procesi i injektimi (derdhjes) mbaron, nis takti i dytë i procesit teknologjik (fig.3.10). Pistoni (2) i cilindrit për hedhjen e masës kthehet në pozicionin e jashtëm dhe këtu kryhet dozimi, sikurse është shpjeguar më parë, pistoni (26) i cilindrit për mbyllje, i cili si pistoni (2) lëviz me ndihmën e lëngut nën shtypje, poashtu kthehet në pozicionin e jashtëm dhe me këtë rast ndanë pjesët e veglës (11) dhe (12) . Në këtë ndarje, sikur edhe te bashkimi i tyre, pjesët e veglës udhëhiqen nga udhëzuesit (14). Pistoni (26) udhëzohet nga udhëzuesit (25). Në nisje të lëvizjes në drejtim të pozicionit të jashtëm, ky piston, me ndihmën e një boshti (21) tërheq tërheqësin (17) i cili në këtë rast tërheq prej grykës-fërfallës derdhjen. Në lëvizjen e mëtejme boshti (21) ndalet nga pjesa e palëvizshme e makinës (27) dhe përmjet mbajtësit të heqësve (18) dhe (20) vepron në heqësit (16), të cilët heqin dhe nxjerrin jashtë derdhjen (28) nga forma. Pas nxerrjes së produktit-derdhjes (masë e derdhur), pistoni (26) lëviz në drejtim të pikës së brendshme të vdekur duke mbyllur me atë rast veglën. Susta (19), me ndihmën e boshtit dhe mbajtësit të heqësve, kthen tërheqësin dhe heqësin në pozicionin e mëparshëm. Pas kësaj, rrjedha vijon. Gjatë derdhjës së masës në kallëp ajri që gjindet atje ,shtyhet prej masës nëpër vendin e bashkimit të pjesëve të formës dhe nëpër hapësirat midis heqqësve dhe vrimave të tyre.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 24
Fig. 3.10. Makinë për injektimin e masës termoplastike (takti II)
3.3. VEGLAT PËR INJEKTIMIN E MASAVE TERMOPLASTIKE Të gjitha veglat për derdhjen e masave termoplastike me injketim (nën shtypje) kanë kryesisht të njëjtin funksion që të pranojnë dhe me anë të kanaleve të shpërdajnë masën e shkrirë, t’i japin formën sipas boshllëkut të vetë dhe më pas të ftohin, dhe në fund, të nxjerrin jashtë produktin e gatshëm. Varësisht nga lloji i produkteve, i kapacitetit të makinës dhe i vetisë së masës, konstruktohenedhe veglat që më së miri u përgjigjen qëllimeve. Në figurën 3.11 është paraqitur një konstruksion i veglës për derdhjen e gotave plastike, i ngjashëm me konstruksionin e makinës në fig 3.9. Dallohen vetëm pse formën e përbëjnë patrica dhe matrica e instaluar. Kjo gjë lehtëson përdorimin e materialit të kualitetshëm për patricën dhe matricën dhe mundëson ndërrimin e tyre.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 25
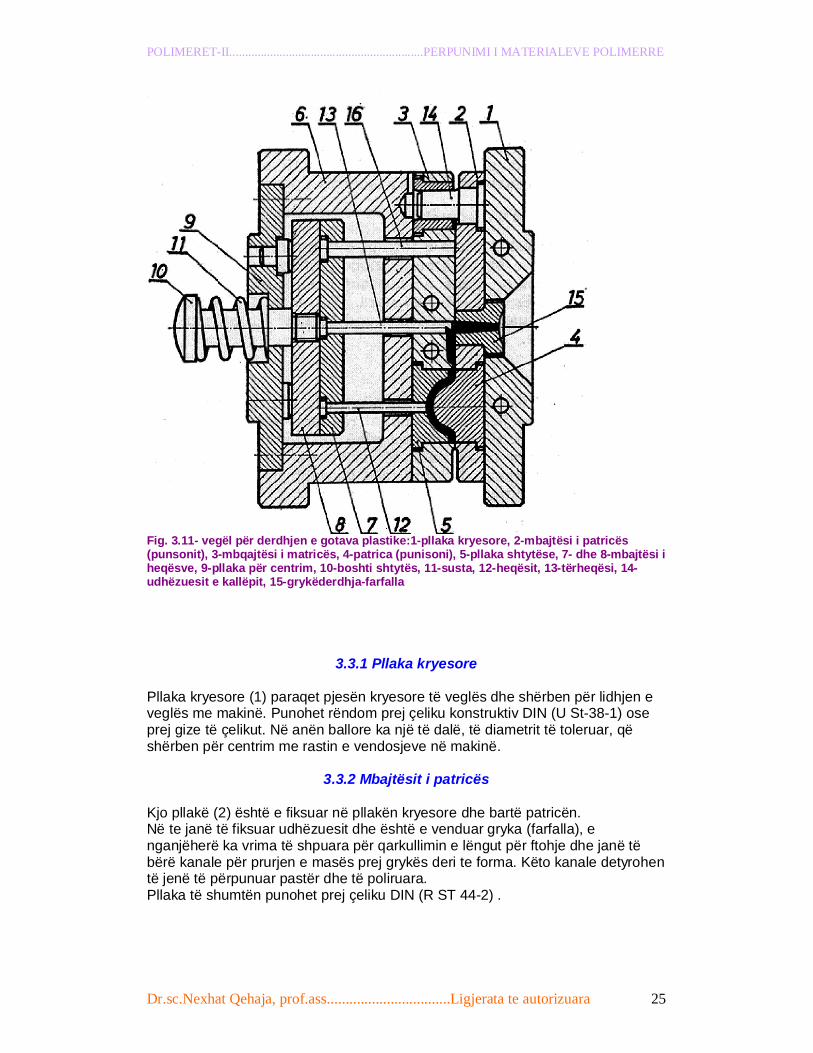
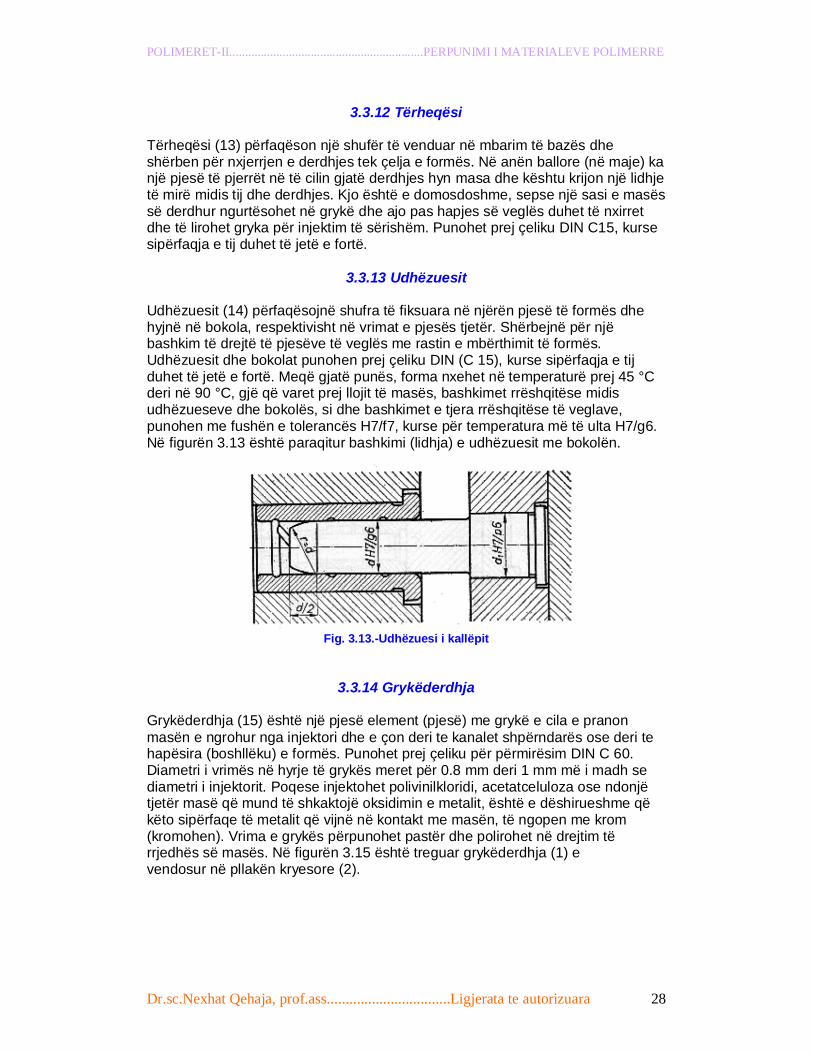
Fig. 3.11- vegël për derdhjen e gotava plastike:1-pllaka kryesore, 2-mbajtësi i patricës (punsonit), 3-mbqajtësi i matricës, 4-patrica (punisoni), 5-pllaka shtytëse, 7- dhe 8-mbajtësi i heqësve, 9-pllaka për centrim, 10-boshti shtytës, 11-susta, 12-heqësit, 13-tërheqësi, 14-udhëzuesit e kallëpit, 15-grykëderdhja-farfalla
3.3.1 Pllaka kryesore
Pllaka kryesore (1) paraqet pjesën kryesore të veglës dhe shërben për lidhjen e veglës me makinë. Punohet rëndom prej çeliku konstruktiv DIN (U St-38-1) ose prej gize të çelikut. Në anën ballore ka një të dalë, të diametrit të toleruar, që shërben për centrim me rastin e vendosjeve në makinë.
3.3.2 Mbajtësit i patricës
Kjo pllakë (2) është e fiksuar në pllakën kryesore dhe bartë patricën. Në te janë të fiksuar udhëzuesit dhe është e venduar gryka (farfalla), e nganjëherë ka vrima të shpuara për qarkullimin e lëngut për ftohje dhe janë të bërë kanale për prurjen e masës prej grykës deri te forma. Këto kanale detyrohen të jenë të përpunuar pastër dhe të poliruara. Pllaka të shumtën punohet prej çeliku DIN (R ST 44-2) .
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 26
3.3.3 Bartësi i matricës Bartësi i matricës (3) është pllakë që mbanë matricën. Në të janë të bëra fytëzat për udhëzim dhe vrimat e shpuara për kalimin e tërheqësit dhe të nxjerrësit. Poashtu janë të shpuara edhe vrimat për qarkullimin e lëngut për ftohje si dhe kanalet për prurjen e masës prej grykës deri te kallëpi. Këta kanale detyrohen të jenë të përpunuar pastër dhe të poliruara. Bartësi i matricës bëhet zakonisht prej çeliku DIN (C45) C 45.
3.3.4 Patrica Patrica (4) është pjesë e formës e cila me konveksitetin e saj i jep produktit trajtën e brendshme. Punohet rëndom prej çeliku DIN (C60) dhe kalitet. Sipërfaqet që vijnë në kontakt me masën, detyrohen të jenë të përpunuara pastër dhe të lustruara. Fiksohet në bartësin e vetë me vendosje, te presuar. Në patricë mund të ketë vrima për qarkullimin e lëngut për ftohje.
3.3.5 Matrica Matrica (5) është pjesë e formës e cila me të thelluarat e saja i jep produktit trajten e jashtme. Punohet rëndom, si edhe patrica, prej çeliku DIN ( C60) C 60 ose më kualitativ dhe kalitet. Sipërfaqet që vinë në kontakt me masën, detyrohen të jenë të punuara pastër dhe të poliruara. Fiksohet në bartësin e saj me vendosje të presuar. Në matricën (si edhe në patricën), mund të ketë vrima për qarkullimin e lëngut për ftohje.
3.3.6 Pllaka shtytëse
Kjo pllakë (6) shërben për bashkimin e pjesës së lëvizshme të veglës me pjesën e lëvizshme të makinës. Në të thelluarën e saj cilindrike janë të vendosur mbajtësit e heqësve. Punohet zakonisht prej çeliku DIN (U St 38-1) ose prej gize të çelikut.
3.3.7 Bartësi i çitësve (heqësve) Bartësi i çitësve (heqësve), (7,8) përfaqëson një pllakë të dyfishtë në të cilën janë fiksuar çitësit. Është i vendosur në bazë me të cilën, me rastin e nxjerrjes së produktit, lëviz së bashku me çitësit. Punohet rëndom prej çeliku DIN (U St 38-1).
3.3.8 Pllaka për centrim
Kjo pllakë (9) fiksohet në pllakën shtytëse, duke mbyllur të thelluarën e saj cilindrike, dhe shërben për udhëzimin e bazës me çitësit. Punohet zakonisht prej çeliku DIN (C 15), kurse sipërfaqja e saj rrëshqitëse (cilindrike) duhet të jenë të forta.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 27
3.3.9 Boshti shtytës
Boshti shtytës (10), në të cilën janë të fiksuar çitësi (heqësi) dhe bartësi i çitësve (heqësve), shërben për heqjen e masës së derdhur (kanalet e derdhjes, kanalet shpërndarëse, etj) dhe të heqjes së produktit kur të çilet kallëpi. Punohet më së shpeshti prej çeliku DIN (C15) C 15 kurse sipërfaqja ballore e tij duhet të jetë e fortë.
3.3.10 Susta Susta (11) shërben që me rastin e mbylljes së formës, të kthejë boshtin bashkë me tërheqësin dhe me heqësit, në pozicionin e mëparshëm. Punohet prej çeliku për susta, dhe duhet të jetë mjaft e qëndrueshme për të përballuar rezistencat me rastin e tërheqjës së pjesëve të veglës.
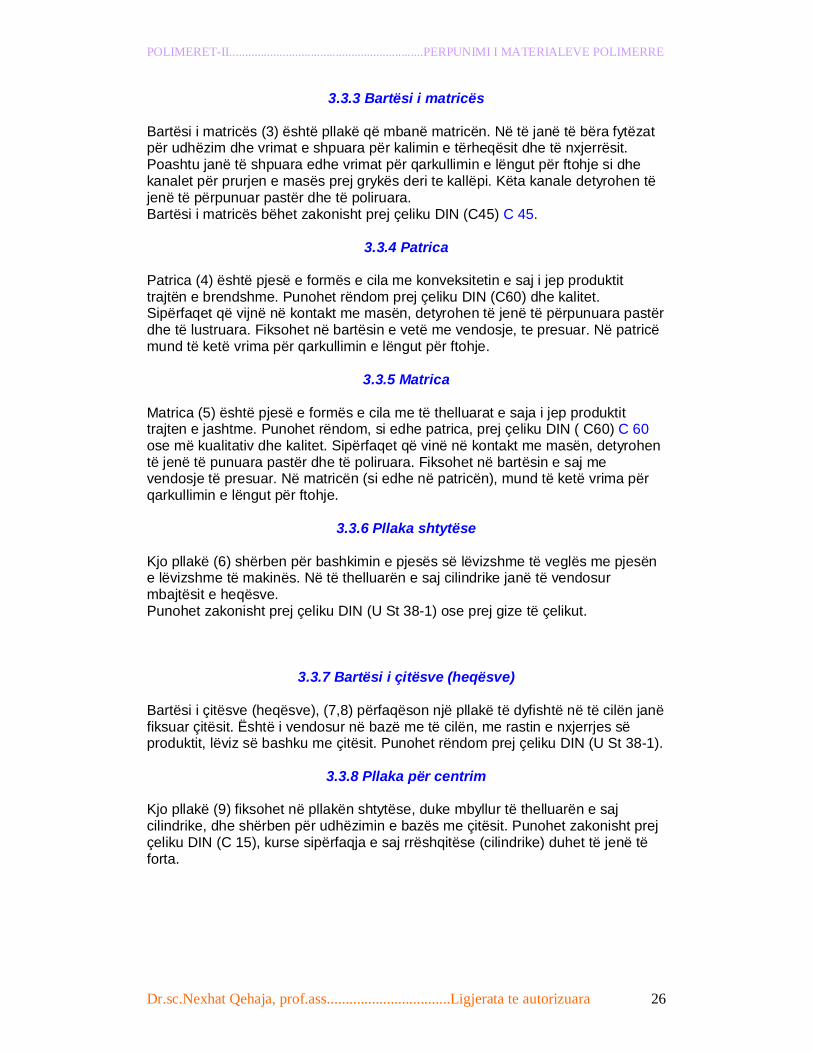
3.3.11 Heqësit Heqësit (12) shërbejnë që pas çeljes së kallëpit, të heqin prej saj produktin e ngjitur. Punohen prej çeliku DIN (C 15) dhe në sipërfaqe fortësohen. Secili produkt duhet ta ketë heqësin e tij të veçantë, ndërsa produkti me trajtë të ndërlikuar, duhet të ketë më tepër sish. Objekti i derdhur prej masë plastike, ngjitet për sipërfaqet e veglës, për çarësye heqësit janë të domosdoshëm. Ngjitja mund të jetë në sipërfaqen e jashtme ose të brendëshme. Pas çeljës së formës, produkti më së shpeshti mbetet i ngjitur për formën me atë sipërfaqe që është më e madhe. Në figurën 3.11, ku është treguar derdhje e një copë të kurrizuar, e cila pas çeljes së formës, mbetet e ngjitur me sipërfaqen e saj të jashtme, heqësat janë venduar në anën e jashtme të copës. Heqësat kanë trajtë shufrash.
Fig .3.12. Vegël për derdhjen e copave plastike me pjesë
. Në figurën 3.12 është treguar derdhja e produktit me një pjesë cilindrike, i cili pas çeljes së formës mbetet i ngjitur me sipërfaqen e brendshme, prandaj heqësi te kjo vegël është venduar ashtu që të bëjë nxjerrjen nga patrica. Heqësi ka trajtë unazore.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 28
3.3.12 Tërheqësi
Tërheqësi (13) përfaqëson një shufër të venduar në mbarim të bazës dhe shërben për nxjerrjen e derdhjes tek çelja e formës. Në anën ballore (në maje) ka një pjesë të pjerrët në të cilin gjatë derdhjes hyn masa dhe kështu krijon një lidhje të mirë midis tij dhe derdhjes. Kjo është e domosdoshme, sepse një sasi e masës së derdhur ngurtësohet në grykë dhe ajo pas hapjes së veglës duhet të nxirret dhe të lirohet gryka për injektim të sërishëm. Punohet prej çeliku DIN C15, kurse sipërfaqja e tij duhet të jetë e fortë.
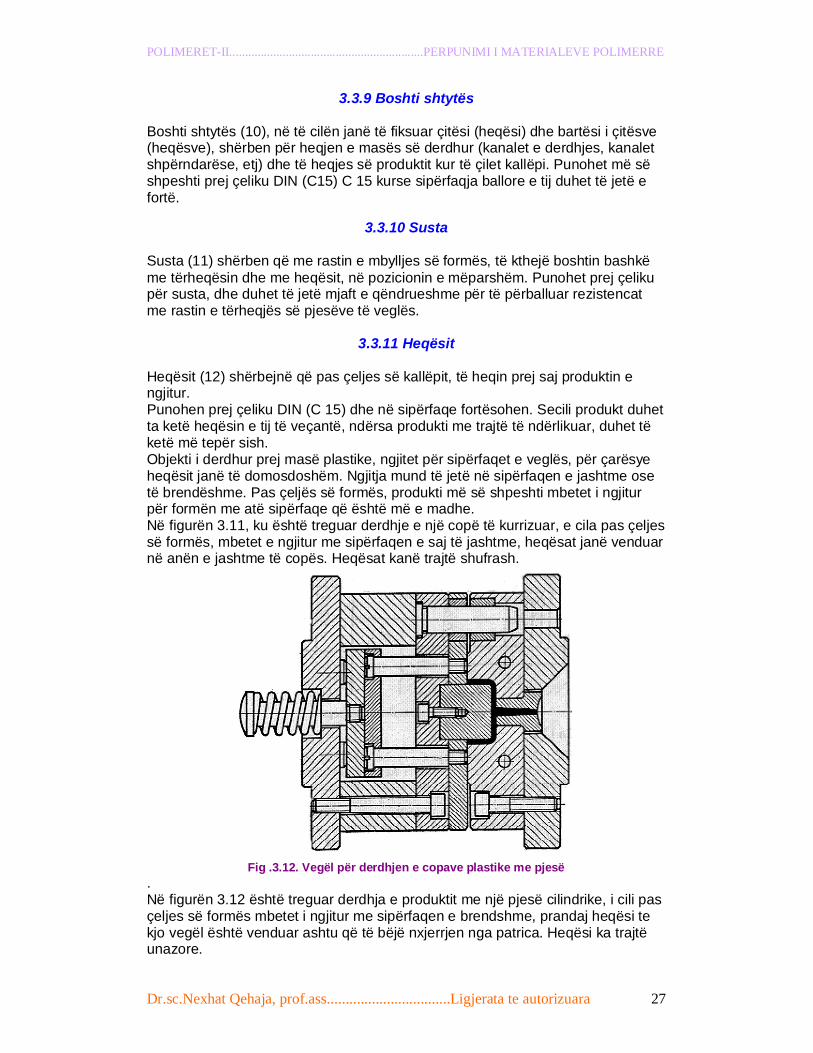
3.3.13 Udhëzuesit Udhëzuesit (14) përfaqësojnë shufra të fiksuara në njërën pjesë të formës dhe hyjnë në bokola, respektivisht në vrimat e pjesës tjetër. Shërbejnë për një bashkim të drejtë të pjesëve të veglës me rastin e mbërthimit të formës. Udhëzuesit dhe bokolat punohen prej çeliku DIN (C 15), kurse sipërfaqja e tij duhet të jetë e fortë. Meqë gjatë punës, forma nxehet në temperaturë prej 45 °C deri në 90 °C, gjë që varet prej llojit të masës, bashkimet rrëshqitëse midis udhëzueseve dhe bokolës, si dhe bashkimet e tjera rrëshqitëse të veglave, punohen me fushën e tolerancës H7/f7, kurse për temperatura më të ulta H7/g6. Në figurën 3.13 është paraqitur bashkimi (lidhja) e udhëzuesit me bokolën.
Fig. 3.13.-Udhëzuesi i kallëpit
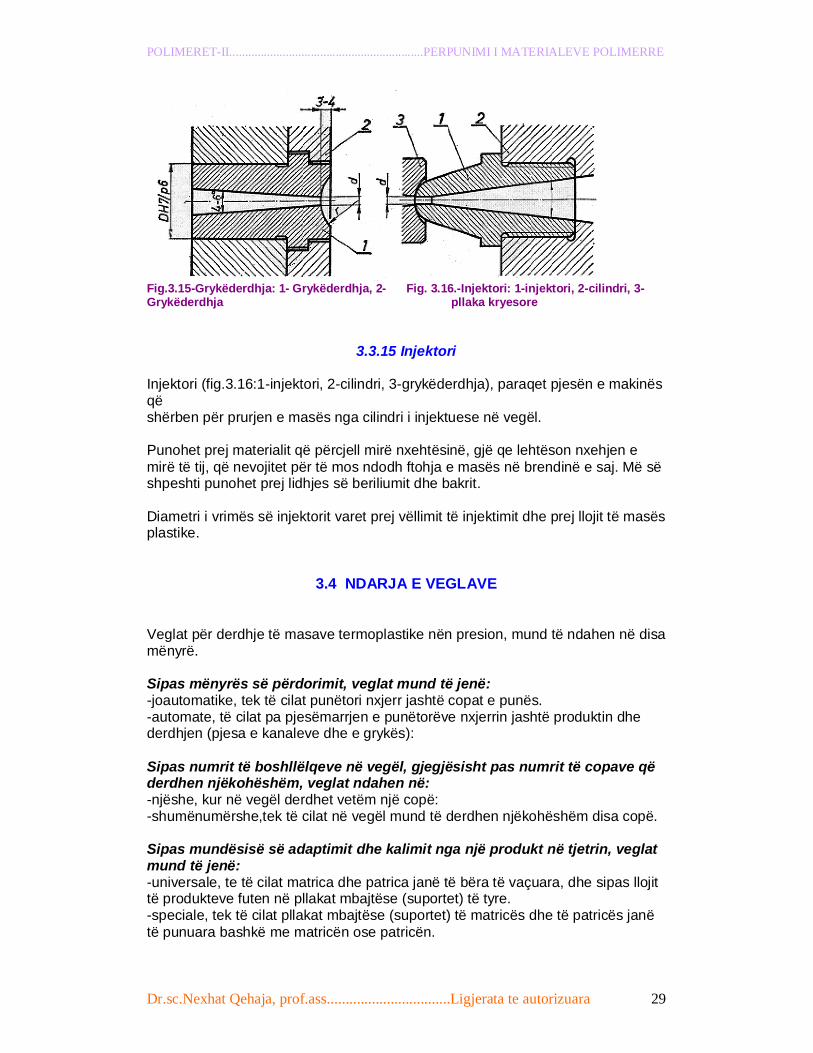
3.3.14 Grykëderdhja Grykëderdhja (15) është një pjesë element (pjesë) me grykë e cila e pranon masën e ngrohur nga injektori dhe e çon deri te kanalet shpërndarës ose deri te hapësira (boshllëku) e formës. Punohet prej çeliku për përmirësim DIN C 60. Diametri i vrimës në hyrje të grykës meret për 0.8 mm deri 1 mm më i madh se diametri i injektorit. Poqese injektohet polivinilkloridi, acetatceluloza ose ndonjë tjetër masë që mund të shkaktojë oksidimin e metalit, është e dëshirueshme që këto sipërfaqe të metalit që vijnë në kontakt me masën, të ngopen me krom (kromohen). Vrima e grykës përpunohet pastër dhe polirohet në drejtim të rrjedhës së masës. Në figurën 3.15 është treguar grykëderdhja (1) e vendosur në pllakën kryesore (2).
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 29
Fig.3.15-Grykëderdhja: 1- Grykëderdhja, 2- Fig. 3.16.-Injektori: 1-injektori, 2-cilindri, 3- Grykëderdhja pllaka kryesore
3.3.15 Injektori Injektori (fig.3.16:1-injektori, 2-cilindri, 3-grykëderdhja), paraqet pjesën e makinës që shërben për prurjen e masës nga cilindri i injektuese në vegël. Punohet prej materialit që përcjell mirë nxehtësinë, gjë qe lehtëson nxehjen e mirë të tij, që nevojitet për të mos ndodh ftohja e masës në brendinë e saj. Më së shpeshti punohet prej lidhjes së beriliumit dhe bakrit. Diametri i vrimës së injektorit varet prej vëllimit të injektimit dhe prej llojit të masës plastike.
3.4 NDARJA E VEGLAVE Veglat për derdhje të masave termoplastike nën presion, mund të ndahen në disa mënyrë. Sipas mënyrës së përdorimit, veglat mund të jenë: -joautomatike, tek të cilat punëtori nxjerr jashtë copat e punës. -automate, të cilat pa pjesëmarrjen e punëtorëve nxjerrin jashtë produktin dhe derdhjen (pjesa e kanaleve dhe e grykës): Sipas numrit të boshllëlqeve në vegël, gjegjësisht pas numrit të copave që derdhen njëkohëshëm, veglat ndahen në: -njëshe, kur në vegël derdhet vetëm një copë: -shumënumërshe,tek të cilat në vegël mund të derdhen njëkohëshëm disa copë. Sipas mundësisë së adaptimit dhe kalimit nga një produkt në tjetrin, veglat mund të jenë: -universale, te të cilat matrica dhe patrica janë të bëra të vaçuara, dhe sipas llojit të produkteve futen në pllakat mbajtëse (suportet) të tyre. -speciale, tek të cilat pllakat mbajtëse (suportet) të matricës dhe të patricës janë të punuara bashkë me matricën ose patricën.

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 30
Sipas parimit të punës, respektivisht sipas mënyrës së çeljes (hapjes), veglat mund të jenë: -veglat për derdhjen e copëve me parrafshira në sipërfaqe të jashtme. Këto janë vegla të ndërlikuara tek të cilat, pos çeljes së veglës në drejtim gjatësor të aksit të makinës, doemos duhet të ekzistojë edhe çelja në drejtim të tërthort, për të mundur objektet krejtësisht të lirohen dhe të mund të nxirren nga vegla. Këto vegla punohen me patrica ose me matrica dypjesëshe. Lëvizja e tillë realizohet me lëvizjen tërthore ose të pjërrësishme të pjesëve të patricës (punsonit) apo të matricës. -vegla për derdhjen e copave të thjeshta jo të rrafshta në sipërfaqet e jashtme ose të brendshme, tek të cilat hapja e veglës është e thjeshtë në drejtimin gjatësor dhe në një rrafsh, dhe me këtë edhe nxjerrja e copave të këtilla është treguar në fig 3.11.dhe 3.12 Këto vegla mund të bëhen në disa mënyra, po secila detyrohet të ketë bërthamën prej disa copash me sipërfaqe të pjerrëta, kështu që me lëvizjen e tyre sendërtohet mbledhja e bërthamës dhe në këtë mënyrë lirohet dhe nxirret nga vegla objekti i punës. Te copat e punës me helikë (filetë) të brendëshme, lirimi prej veglës mund të bëhet edhe me zhdredhjen e zemrës me ndimën e trasmetuesit me dhëmbëzor.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 31

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 32
Vegla për injektimin e shportës Fig.*.* Vegla për injektim të masës polimere
Mbajtësit e Veglës: A. Ngasja e veglës - elektromotor B. Spinotët lidhës C. Lidhëset për hapje dhe mbyllje të veglës D. Pllaka e lëvizshme E. Largësia horizontale në mes pllakave mbajtëse të veglës
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 33
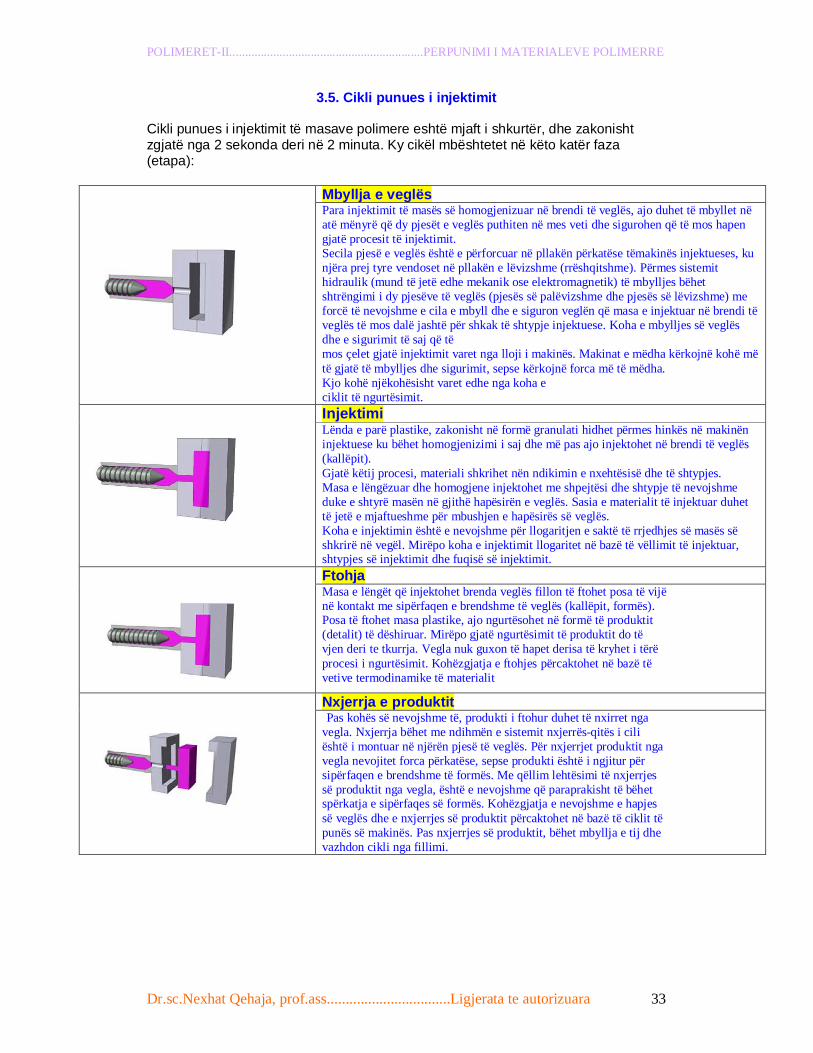
3.5. Cikli punues i injektimit Cikli punues i injektimit të masave polimere eshtë mjaft i shkurtër, dhe zakonisht zgjatë nga 2 sekonda deri në 2 minuta. Ky cikël mbështetet në këto katër faza (etapa):
Mbyllja e veglës
Para injektimit të masës së homogjenizuar në brendi të veglës, ajo duhet të mbyllet në atë mënyrë që dy pjesët e veglës puthiten në mes veti dhe sigurohen që të mos hapen gjatë procesit të injektimit. Secila pjesë e veglës është e përforcuar në pllakën përkatëse tëmakinës injektueses, ku njëra prej tyre vendoset në pllakën e lëvizshme (rrëshqitshme). Përmes sistemit hidraulik (mund të jetë edhe mekanik ose elektromagnetik) të mbylljes bëhet shtrëngimi i dy pjesëve të veglës (pjesës së palëvizshme dhe pjesës së lëvizshme) me forcë të nevojshme e cila e mbyll dhe e siguron veglën që masa e injektuar në brendi të veglës të mos dalë jashtë për shkak të shtypje injektuese. Koha e mbylljes së veglës dhe e sigurimit të saj që të mos çelet gjatë injektimit varet nga lloji i makinës. Makinat e mëdha kërkojnë kohë më të gjatë të mbylljes dhe sigurimit, sepse kërkojnë forca më të mëdha. Kjo kohë njëkohësisht varet edhe nga koha e ciklit të ngurtësimit. Injektimi
Lënda e parë plastike, zakonisht në formë granulati hidhet përmes hinkës në makinën injektuese ku bëhet homogjenizimi i saj dhe më pas ajo injektohet në brendi të veglës (kallëpit). Gjatë këtij procesi, materiali shkrihet nën ndikimin e nxehtësisë dhe të shtypjes. Masa e lëngëzuar dhe homogjene injektohet me shpejtësi dhe shtypje të nevojshme duke e shtyrë masën në gjithë hapësirën e veglës. Sasia e materialit të injektuar duhet të jetë e mjaftueshme për mbushjen e hapësirës së veglës. Koha e injektimin është e nevojshme për llogaritjen e saktë të rrjedhjes së masës së shkrirë në vegël. Mirëpo koha e injektimit llogaritet në bazë të vëllimit të injektuar, shtypjes së injektimit dhe fuqisë së injektimit. Ftohja
Masa e lëngët që injektohet brenda veglës fillon të ftohet posa të vijë në kontakt me sipërfaqen e brendshme të veglës (kallëpit, formës). Posa të ftohet masa plastike, ajo ngurtësohet në formë të produktit (detalit) të dëshiruar. Mirëpo gjatë ngurtësimit të produktit do të vjen deri te tkurrja. Vegla nuk guxon të hapet derisa të kryhet i tërë procesi i ngurtësimit. Kohëzgjatja e ftohjes përcaktohet në bazë të vetive termodinamike të materialit Nxjerrja e produktit
Pas kohës së nevojshme të, produkti i ftohur duhet të nxirret nga vegla. Nxjerrja bëhet me ndihmën e sistemit nxjerrës-qitës i cili është i montuar në njërën pjesë të veglës. Për nxjerrjet produktit nga vegla nevojitet forca përkatëse, sepse produkti është i ngjitur për sipërfaqen e brendshme të formës. Me qëllim lehtësimi të nxjerrjes së produktit nga vegla, është e nevojshme që paraprakisht të bëhet spërkatja e sipërfaqes së formës. Kohëzgjatja e nevojshme e hapjes së veglës dhe e nxjerrjes së produktit përcaktohet në bazë të ciklit të punës së makinës. Pas nxjerrjes së produktit, bëhet mbyllja e tij dhe vazhdon cikli nga fillimi.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 34
3.6 Përpunimi plotësues i produktit
Pas përfundimit të ciklit punues fitohet produkti i dëshiruar. Pas ftohjes fitohet produkti i cili ka të bashkëngjitur edhe një sasi të materialit që ka mbetur si pasoje e kalimit të materialit nëpër kanalet ushqyese. Shtesa e tepërt e materialit duhet të mënjanohet me metoda të caktuara të përpunimit me prerje. Kjo shtesë te disa lloje të materialeve, si p.sh. te materialet termoplastike mund të riciklohet dhe përsëri të përdoren.
3.7 ÇELIQET PËR PUNIMIN E VEGLAVE (KALLUPËVE) Gjatë përzgjedhjes së çelikut për ndërtimin e veglave për injektim për prodhimin e polimerit konstruktorët kan qenë shpesh herë në dilem, për arsye se ekzistojnë disa faktorë, të cilët kanë ndikim deri diku në përzgjedhjen optimale. Shprehja “optimale” duhet të kuptohet si relative për arësye se varet nga shumë faktor të ciklit të projektimit të veglës (kallëpit). Në treg ekzistojnë shumë lloje të çelikut që prodhuesit i japin për prodhimin e detaleve të cilat e formojnë hapësirën (boshllëkun) e veglës, përkatësisht detaleve të cilat janë në kontakt të drejtpërdejtë me masën polimere. Pa marr parasysh faktorët ndikues, konsiderohet se parësore për zgjedhjen e materialit për punimin e veglave për përpunimin e materialeve polimere është sjellja e çelikut gjatë punës së kallëpit, që do të thotë eksploatimit të kallëpit. Kërkesat e përgjithshme që duhet të plotësojnë çeliqet për përpunimin e veglave për përpunimin e materialeve polimere janë: 1) Kërkesat gjatë eksploatimit 2) Shtalbësia (viskoziteti dinamik) e mjafueshme dhe ndieshmëria e ulët në prerje dhe plasaritje, 3) Ruajtja e përmasave gjatë punës 4) Qëndrueshmëria e lejuar dhe kufiri i rrjedhshmërisë 5) Rezistenca ndaj plasaritjeve sipërfaqesore 6) Rezistencat ndaj ndikimeve kimike. Përzgjedhja e çelikut për vegla për përpunimin e disa materialeve polimere siç janë: aminoplasti, derivatet e celulozës dhe PVC që formojnë bashkëdyzime kimike, duhet të jetë e shqyrtuar në mënyrë të veçantë. Këto materiale ndikojnë në mënyrë shumë agresive në sipërfaqet e boshllëkut të veglës dhe shpesh e dëmtojnë atë. Për shkak të dëmtimit – shkatërrimit, në fillim fitojmë detal me sipërfaqe jo të shkëlqyer, e më vonë detali shumë vështirë nxirret nga hapësira e kallëpit. Këto kërkesa lajmërohen te prodhimi i disa polimereve të veçanta dhe duhet të konsiderohen si raste specifike. Në këto raste duhet të përdoren materiale të veçanta. Në praktikë është vertetuar se çeliqet e grupit të çeliqeve që nuk ndryshken dhe që kaliten në vaj ose ujë më së miri i plotësojnë këto kërkesa. Këto çeliqe arrijnë
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 35
fortësinë 56 HRC deri 58 HRC (p.sh. X55CrMo14 ). Ky çelik kërkon një trajtim termik të veçantë për shkak të përpunimit të mëtejmë mekanik (polirimi). Por tek përpunimi i disa materialeve polimere, përdorimi i këtij çeliku i ka përparësitë e shumta ekonomike dhe teknike. Shumë konstruktor e preferojnë përdorimin e këtij çeliku nga se janë të sigurtë në vetitë e tijë por duhet pasë parasysh se ky çelik është shumë më i shtrenjtë se çeliku për çimentim Në rast se nuk ka mundësi që të përdoret çeliku DIN X55CrMo14 për pjesët e vegpave për përpunimin e materialeve polimere, mund të perdoret çeliku për çimentim 20 MnCr 5 i cili me anë të përpunimit termik mund të arrijë fortësinë 53 HRC deri 54 HRC. Më pas sipërfaqet e veglës të cilat janë në kontakt të drejtpërdrejtë me masën polimere duhet të ngopen me krom (kromohen). Veglat e mëdha në të cilat duhet të punohet hapësira (boshllëku, gavra), zakonisht punohen nga çeliku për përmirësim. Në vazhdim janë dhënë disa lloje të çeliqeve që përdoren për përpunimin e veglave për përpunim të materialeve polimere, dhe atë: 1. Çelik për çimentim 2. Çelik për përmirësim 3. Çelik për vegla me fortësi të lartë 4. Çelik për vegla që nuk ndryshken
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 36
4.0 Sinterimi
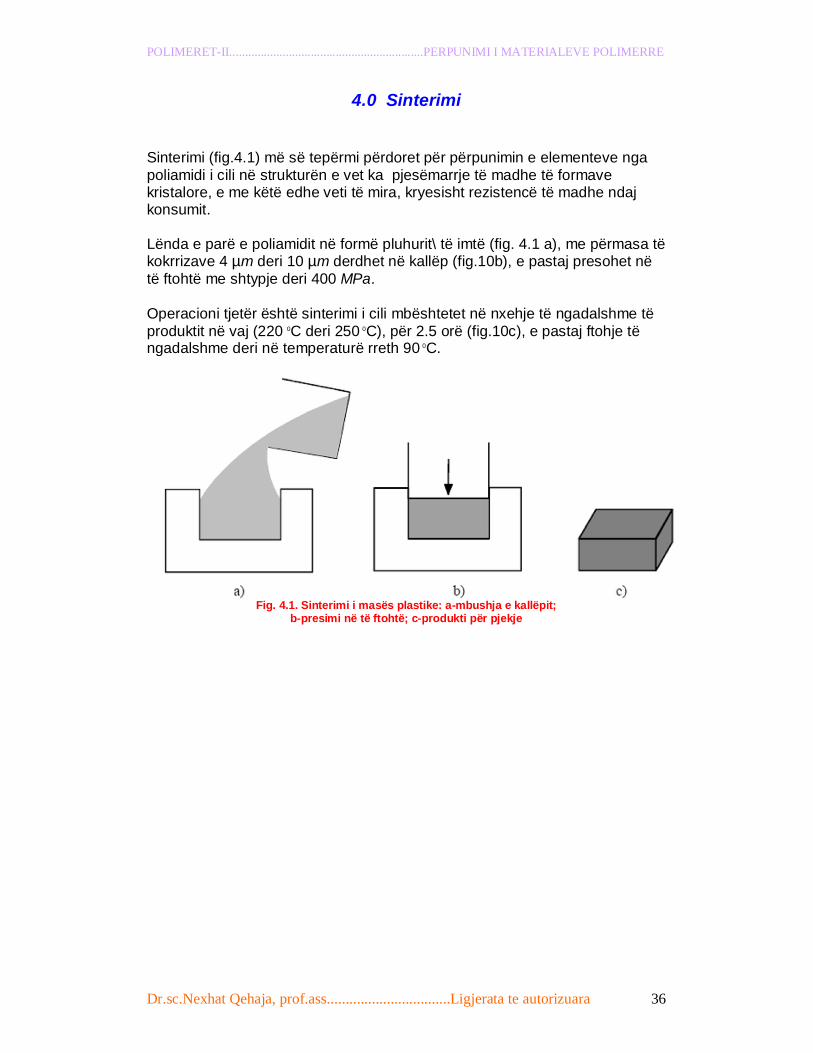
Sinterimi (fig.4.1) më së tepërmi përdoret për përpunimin e elementeve nga poliamidi i cili në strukturën e vet ka pjesëmarrje të madhe të formave kristalore, e me këtë edhe veti të mira, kryesisht rezistencë të madhe ndaj konsumit. Lënda e parë e poliamidit në formë pluhurit\ të imtë (fig. 4.1 a), me përmasa të kokrrizave 4 µm deri 10 µm derdhet në kallëp (fig.10b), e pastaj presohet në të ftohtë me shtypje deri 400 MPa. Operacioni tjetër është sinterimi i cili mbështetet në nxehje të ngadalshme të produktit në vaj (220 0C deri 250 0C), për 2.5 orë (fig.10c), e pastaj ftohje të ngadalshme deri në temperaturë rreth 90 0C.
Fig. 4.1. Sinterimi i masës plastike: a-mbushja e kallëpit;
b-presimi në të ftohtë; c-produkti për pjekje
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 37
5.0 Ekstrudimi
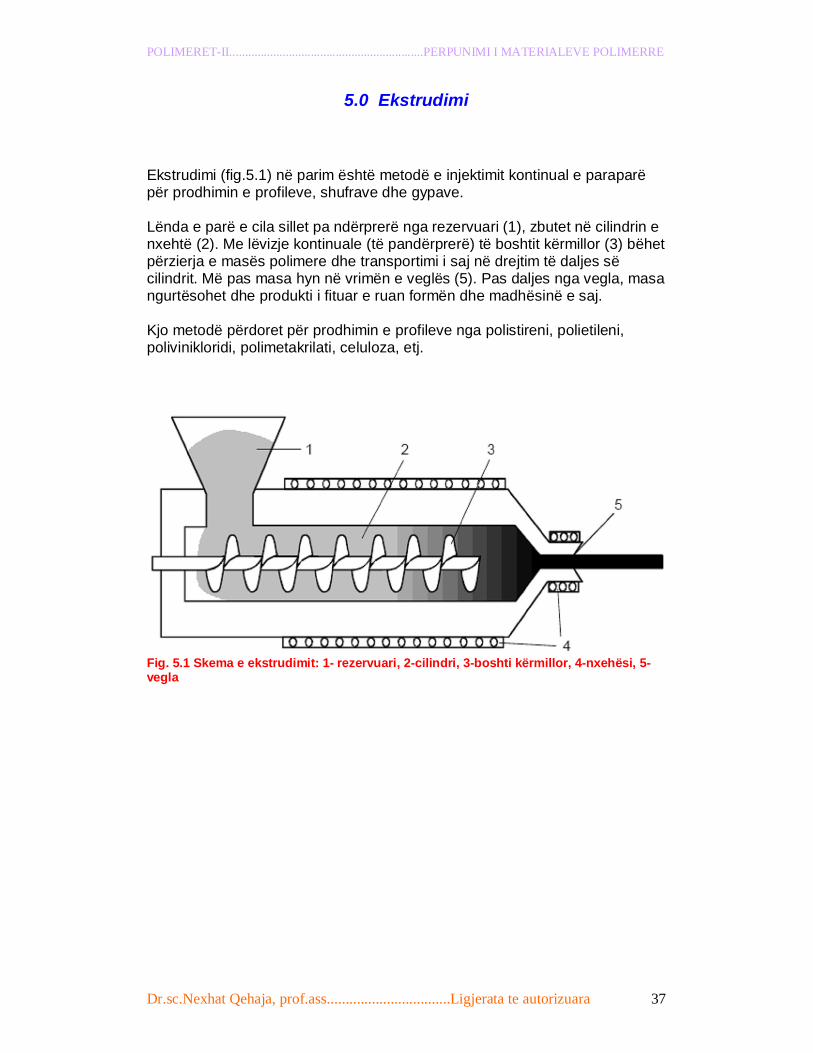
Ekstrudimi (fig.5.1) në parim është metodë e injektimit kontinual e paraparë për prodhimin e profileve, shufrave dhe gypave. Lënda e parë e cila sillet pa ndërprerë nga rezervuari (1), zbutet në cilindrin e nxehtë (2). Me lëvizje kontinuale (të pandërprerë) të boshtit kërmillor (3) bëhet përzierja e masës polimere dhe transportimi i saj në drejtim të daljes së cilindrit. Më pas masa hyn në vrimën e veglës (5). Pas daljes nga vegla, masa ngurtësohet dhe produkti i fituar e ruan formën dhe madhësinë e saj. Kjo metodë përdoret për prodhimin e profileve nga polistireni, polietileni, polivinikloridi, polimetakrilati, celuloza, etj.
Fig. 5.1 Skema e ekstrudimit: 1- rezervuari, 2-cilindri, 3-boshti kërmillor, 4-nxehësi, 5-vegla

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 38
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 39
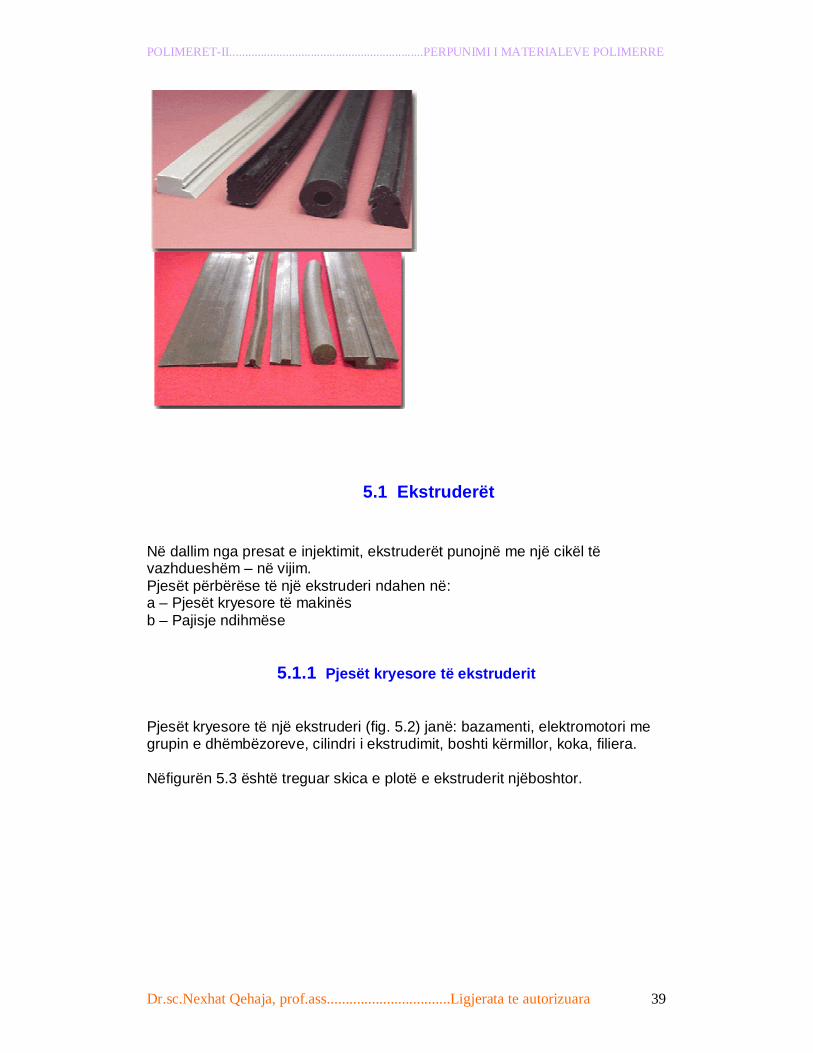
5.1 Ekstruderët
Në dallim nga presat e injektimit, ekstruderët punojnë me një cikël të vazhdueshëm – në vijim. Pjesët përbërëse të një ekstruderi ndahen në: a – Pjesët kryesore të makinës b – Pajisje ndihmëse
5.1.1 Pjesët kryesore të ekstruderit
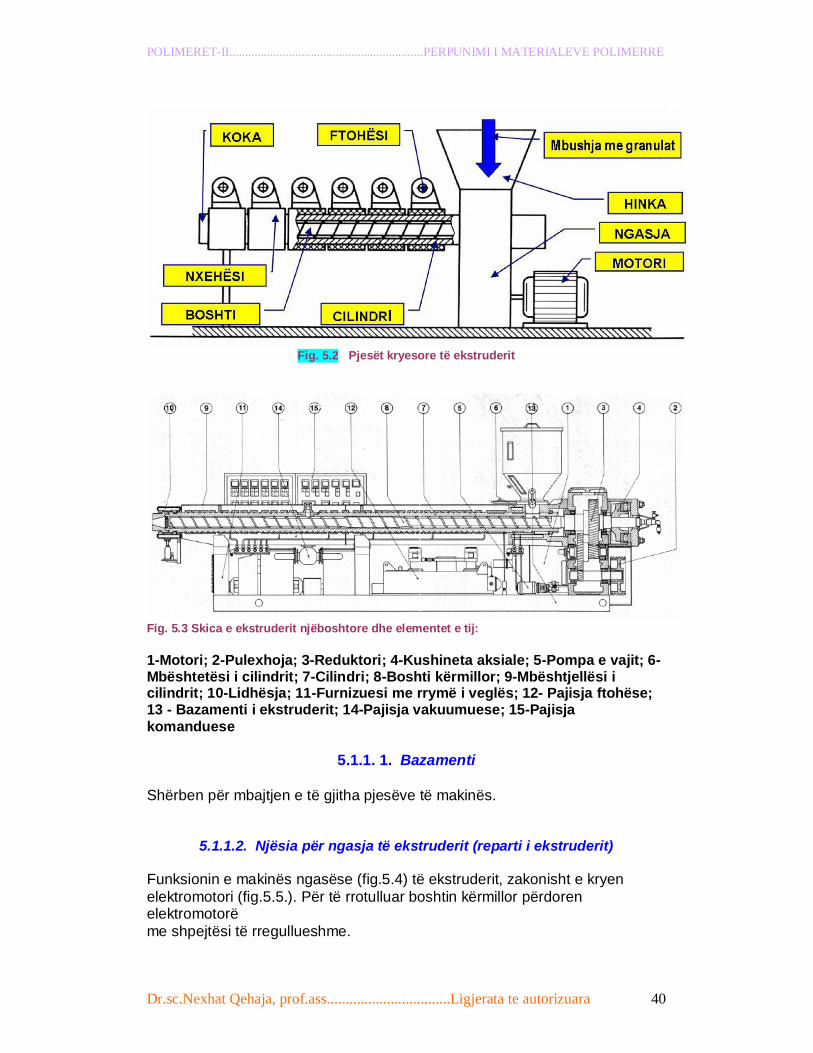
Pjesët kryesore të një ekstruderi (fig. 5.2) janë: bazamenti, elektromotori me grupin e dhëmbëzoreve, cilindri i ekstrudimit, boshti kërmillor, koka, filiera. Nëfigurën 5.3 është treguar skica e plotë e ekstruderit njëboshtor.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 40
Fig. 5.2 Pjesët kryesore të ekstruderit
Fig. 5.3 Skica e ekstruderit njëboshtore dhe elementet e tij: 1-Motori; 2-Pulexhoja; 3-Reduktori; 4-Kushineta aksiale; 5-Pompa e vajit; 6-Mbështetësi i cilindrit; 7-Cilindri; 8-Boshti kërmillor; 9-Mbështjellësi i cilindrit; 10-Lidhësja; 11-Furnizuesi me rrymë i veglës; 12- Pajisja ftohëse; 13 - Bazamenti i ekstruderit; 14-Pajisja vakuumuese; 15-Pajisja komanduese
5.1.1. 1. Bazamenti Shërben për mbajtjen e të gjitha pjesëve të makinës.
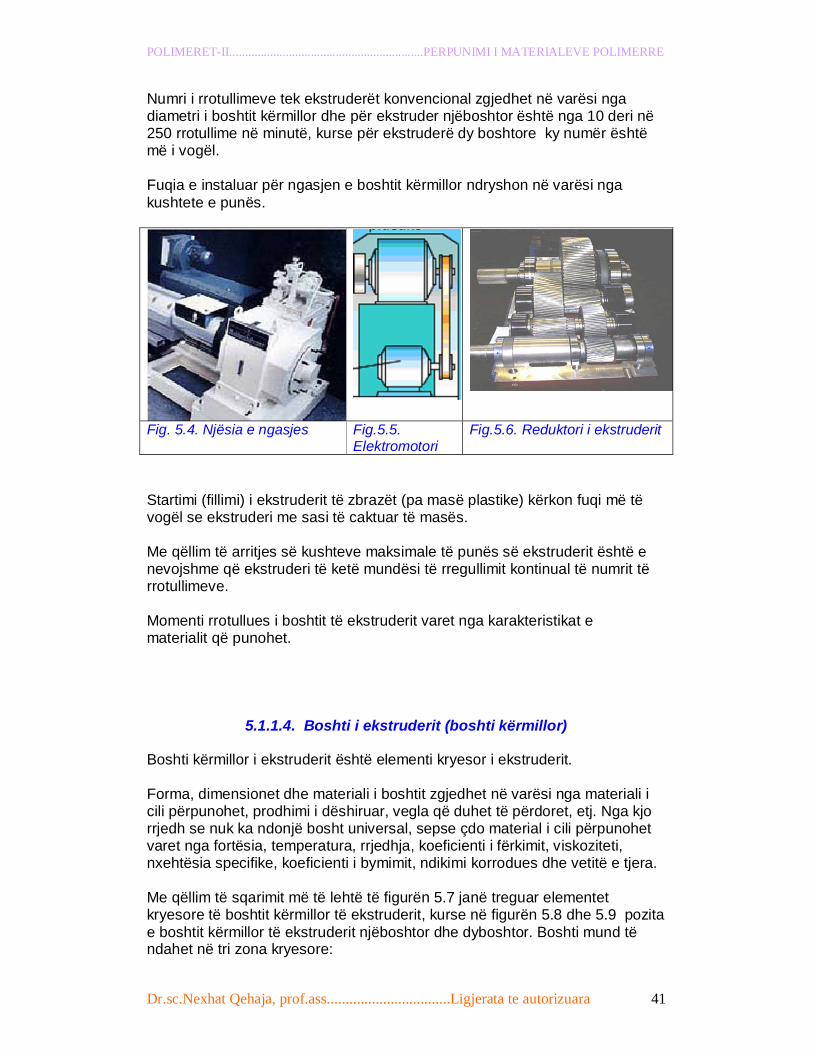
5.1.1.2. Njësia për ngasja të ekstruderit (reparti i ekstruderit)
Funksionin e makinës ngasëse (fig.5.4) të ekstruderit, zakonisht e kryen elektromotori (fig.5.5.). Për të rrotulluar boshtin kërmillor përdoren elektromotorë me shpejtësi të rregullueshme.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 41
Numri i rrotullimeve tek ekstruderët konvencional zgjedhet në varësi nga diametri i boshtit kërmillor dhe për ekstruder njëboshtor është nga 10 deri në 250 rrotullime në minutë, kurse për ekstruderë dy boshtore ky numër është më i vogël. Fuqia e instaluar për ngasjen e boshtit kërmillor ndryshon në varësi nga kushtete e punës.
Fig. 5.4. Njësia e ngasjes Fig.5.5. Elektromotori
Fig.5.6. Reduktori i ekstruderit
Startimi (fillimi) i ekstruderit të zbrazët (pa masë plastike) kërkon fuqi më të vogël se ekstruderi me sasi të caktuar të masës. Me qëllim të arritjes së kushteve maksimale të punës së ekstruderit është e nevojshme që ekstruderi të ketë mundësi të rregullimit kontinual të numrit të rrotullimeve. Momenti rrotullues i boshtit të ekstruderit varet nga karakteristikat e materialit që punohet.
5.1.1.4. Boshti i ekstruderit (boshti kërmillor)
Boshti kërmillor i ekstruderit është elementi kryesor i ekstruderit. Forma, dimensionet dhe materiali i boshtit zgjedhet në varësi nga materiali i cili përpunohet, prodhimi i dëshiruar, vegla që duhet të përdoret, etj. Nga kjo rrjedh se nuk ka ndonjë bosht universal, sepse çdo material i cili përpunohet varet nga fortësia, temperatura, rrjedhja, koeficienti i fërkimit, viskoziteti, nxehtësia specifike, koeficienti i bymimit, ndikimi korrodues dhe vetitë e tjera. Me qëllim të sqarimit më të lehtë të figurën 5.7 janë treguar elementet kryesore të boshtit kërmillor të ekstruderit, kurse në figurën 5.8 dhe 5.9 pozita e boshtit kërmillor të ekstruderit njëboshtor dhe dyboshtor. Boshti mund të ndahet në tri zona kryesore:
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 42
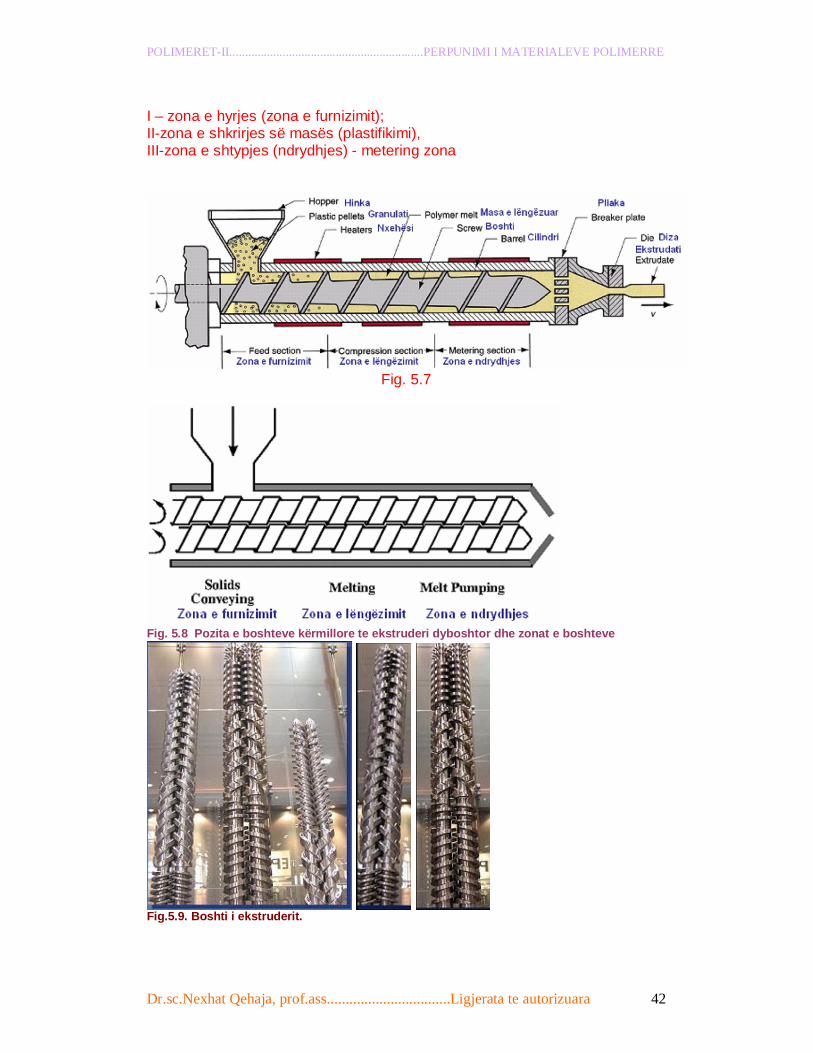
I – zona e hyrjes (zona e furnizimit); II-zona e shkrirjes së masës (plastifikimi), III-zona e shtypjes (ndrydhjes) - metering zona
Fig. 5.7
Fig. 5.8 Pozita e boshteve kërmillore te ekstruderi dyboshtor dhe zonat e boshteve
Fig.5.9. Boshti i ekstruderit.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 43
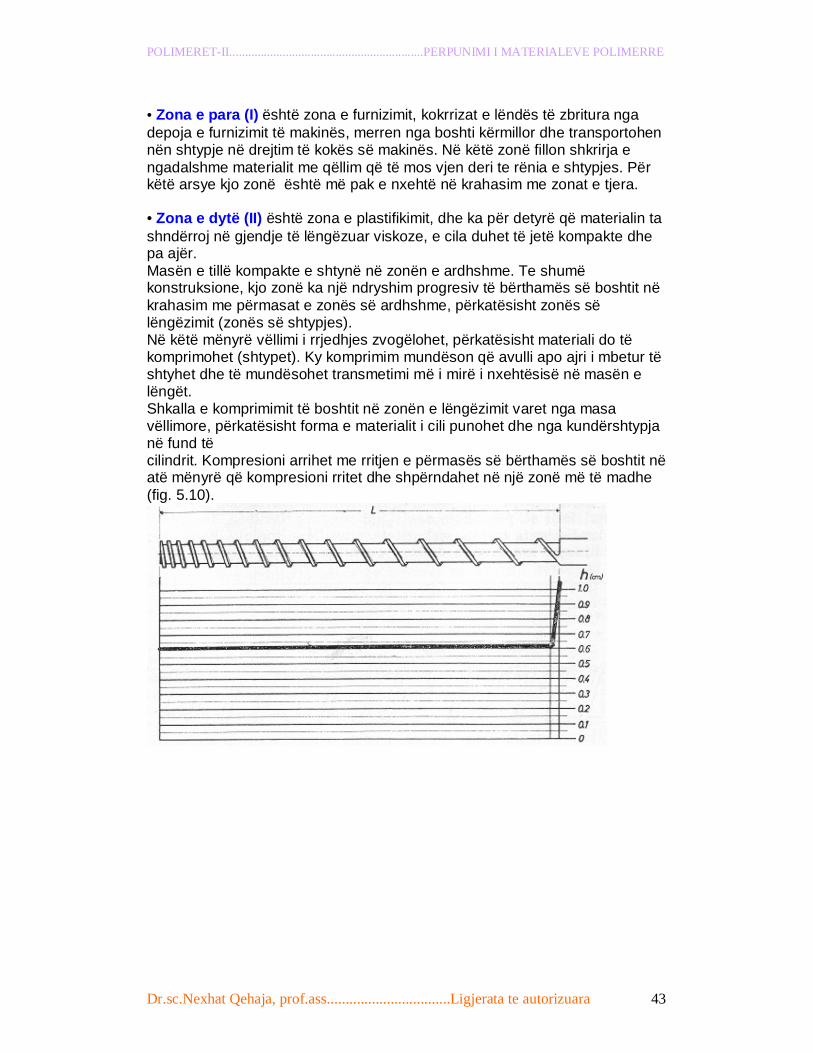
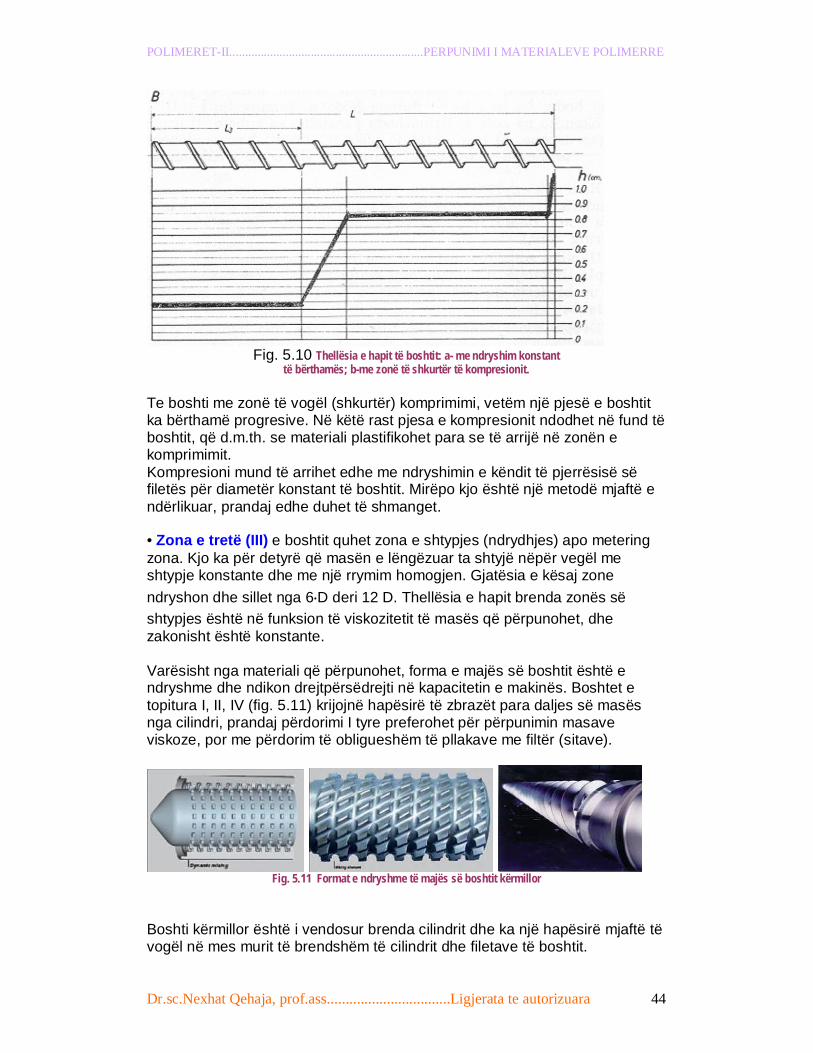
• Zona e para (I) është zona e furnizimit, kokrrizat e lëndës të zbritura nga depoja e furnizimit të makinës, merren nga boshti kërmillor dhe transportohen nën shtypje në drejtim të kokës së makinës. Në këtë zonë fillon shkrirja e ngadalshme materialit me qëllim që të mos vjen deri te rënia e shtypjes. Për këtë arsye kjo zonë është më pak e nxehtë në krahasim me zonat e tjera. • Zona e dytë (II) është zona e plastifikimit, dhe ka për detyrë që materialin ta shndërroj në gjendje të lëngëzuar viskoze, e cila duhet të jetë kompakte dhe pa ajër. Masën e tillë kompakte e shtynë në zonën e ardhshme. Te shumë konstruksione, kjo zonë ka një ndryshim progresiv të bërthamës së boshtit në krahasim me përmasat e zonës së ardhshme, përkatësisht zonës së lëngëzimit (zonës së shtypjes). Në këtë mënyrë vëllimi i rrjedhjes zvogëlohet, përkatësisht materiali do të komprimohet (shtypet). Ky komprimim mundëson që avulli apo ajri i mbetur të shtyhet dhe të mundësohet transmetimi më i mirë i nxehtësisë në masën e lëngët. Shkalla e komprimimit të boshtit në zonën e lëngëzimit varet nga masa vëllimore, përkatësisht forma e materialit i cili punohet dhe nga kundërshtypja në fund të cilindrit. Kompresioni arrihet me rritjen e përmasës së bërthamës së boshtit në atë mënyrë që kompresioni rritet dhe shpërndahet në një zonë më të madhe (fig. 5.10).
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 44
Fig. 5.10 Thellësia e hapit të boshtit: a- me ndryshim konstant
të bërthamës; b-me zonë të shkurtër të kompresionit.
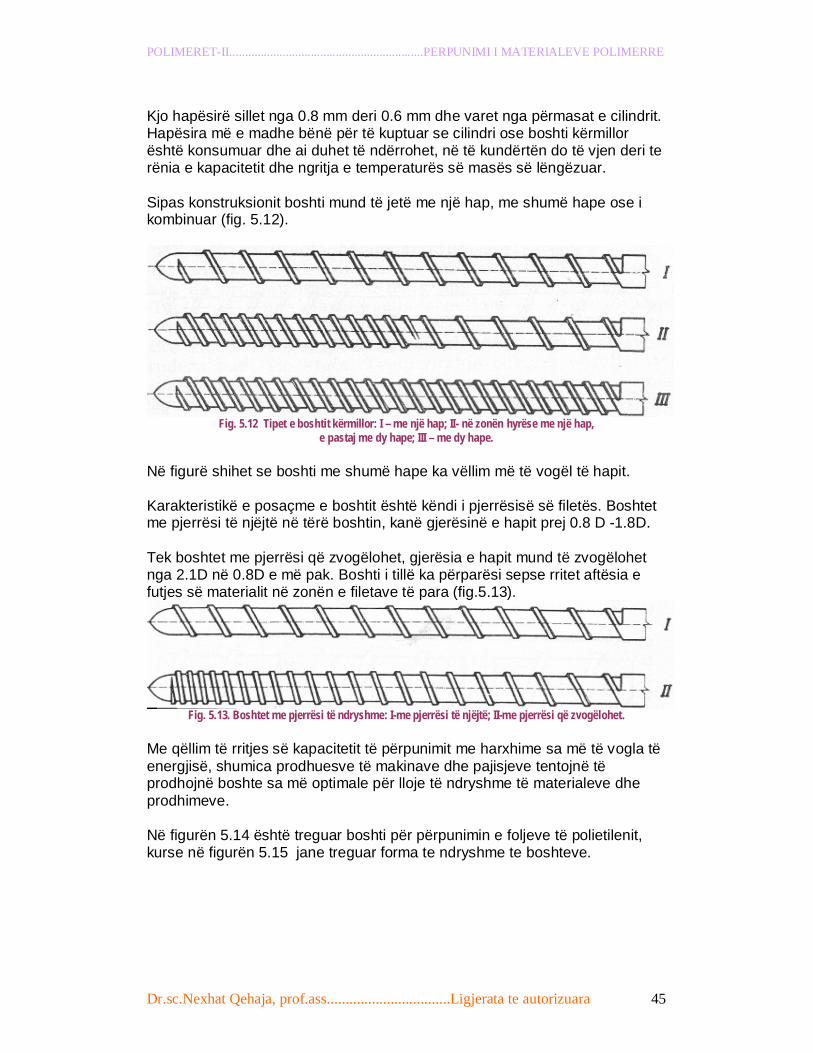
Te boshti me zonë të vogël (shkurtër) komprimimi, vetëm një pjesë e boshtit ka bërthamë progresive. Në këtë rast pjesa e kompresionit ndodhet në fund të boshtit, që d.m.th. se materiali plastifikohet para se të arrijë në zonën e komprimimit. Kompresioni mund të arrihet edhe me ndryshimin e këndit të pjerrësisë së filetës për diametër konstant të boshtit. Mirëpo kjo është një metodë mjaftë e ndërlikuar, prandaj edhe duhet të shmanget. • Zona e tretë (III) e boshtit quhet zona e shtypjes (ndrydhjes) apo metering zona. Kjo ka për detyrë që masën e lëngëzuar ta shtyjë nëpër vegël me shtypje konstante dhe me një rrymim homogjen. Gjatësia e kësaj zone ndryshon dhe sillet nga 6⋅D deri 12 D. Thellësia e hapit brenda zonës së shtypjes është në funksion të viskozitetit të masës që përpunohet, dhe zakonisht është konstante. Varësisht nga materiali që përpunohet, forma e majës së boshtit është e ndryshme dhe ndikon drejtpërsëdrejti në kapacitetin e makinës. Boshtet e topitura I, II, IV (fig. 5.11) krijojnë hapësirë të zbrazët para daljes së masës nga cilindri, prandaj përdorimi I tyre preferohet për përpunimin masave viskoze, por me përdorim të obligueshëm të pllakave me filtër (sitave).
Fig. 5.11 Format e ndryshme të majës së boshtit kërmillor
Boshti kërmillor është i vendosur brenda cilindrit dhe ka një hapësirë mjaftë të vogël në mes murit të brendshëm të cilindrit dhe filetave të boshtit.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 45
Kjo hapësirë sillet nga 0.8 mm deri 0.6 mm dhe varet nga përmasat e cilindrit. Hapësira më e madhe bënë për të kuptuar se cilindri ose boshti kërmillor është konsumuar dhe ai duhet të ndërrohet, në të kundërtën do të vjen deri te rënia e kapacitetit dhe ngritja e temperaturës së masës së lëngëzuar. Sipas konstruksionit boshti mund të jetë me një hap, me shumë hape ose i kombinuar (fig. 5.12).
Fig. 5.12 Tipet e boshtit kërmillor: I – me një hap; II- në zonën hyrëse me një hap,
e pastaj me dy hape; III – me dy hape.
Në figurë shihet se boshti me shumë hape ka vëllim më të vogël të hapit. Karakteristikë e posaçme e boshtit është këndi i pjerrësisë së filetës. Boshtet me pjerrësi të njëjtë në tërë boshtin, kanë gjerësinë e hapit prej 0.8 D -1.8D. Tek boshtet me pjerrësi që zvogëlohet, gjerësia e hapit mund të zvogëlohet nga 2.1D në 0.8D e më pak. Boshti i tillë ka përparësi sepse rritet aftësia e futjes së materialit në zonën e filetave të para (fig.5.13).
Fig. 5.13. Boshtet me pjerrësi të ndryshme: I-me pjerrësi të njëjtë; II-me pjerrësi që zvogëlohet.
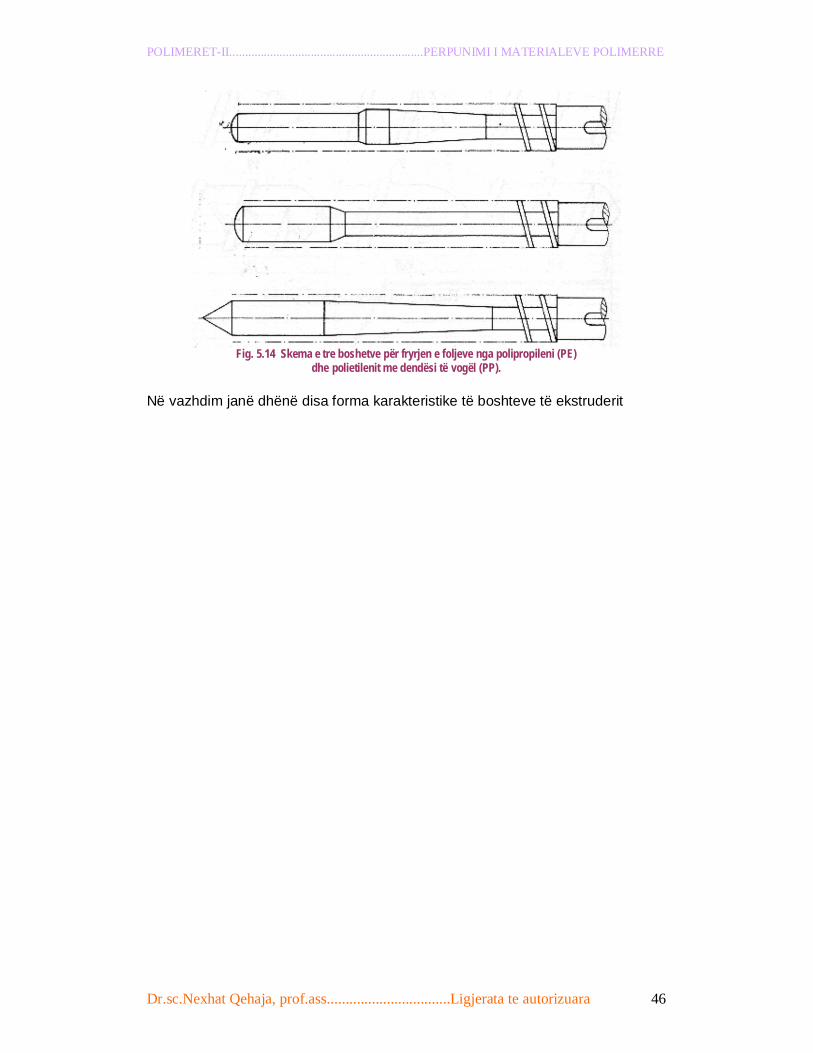
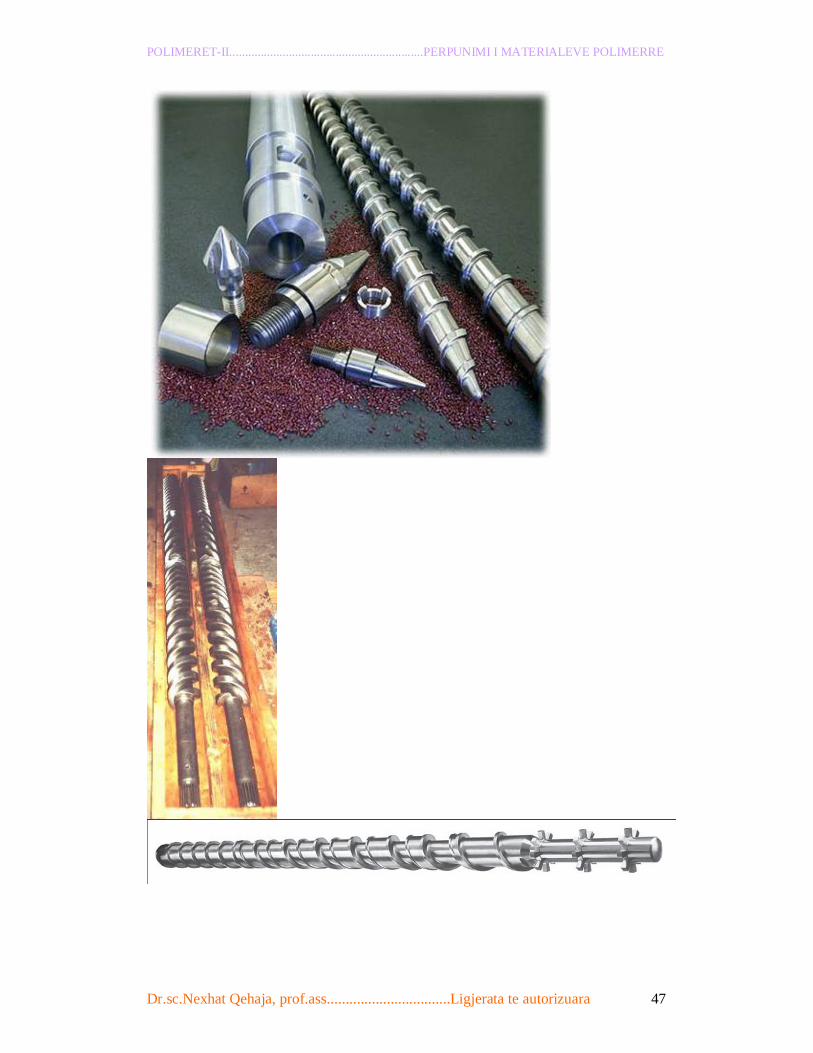
Me qëllim të rritjes së kapacitetit të përpunimit me harxhime sa më të vogla të energjisë, shumica prodhuesve të makinave dhe pajisjeve tentojnë të prodhojnë boshte sa më optimale për lloje të ndryshme të materialeve dhe prodhimeve. Në figurën 5.14 është treguar boshti për përpunimin e foljeve të polietilenit, kurse në figurën 5.15 jane treguar forma te ndryshme te boshteve.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 46
Fig. 5.14 Skema e tre boshetve për fryrjen e foljeve nga polipropileni (PE)
dhe polietilenit me dendësi të vogël (PP). Në vazhdim janë dhënë disa forma karakteristike të boshteve të ekstruderit
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 47
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 48
Fig. 5.15. Forma të ndryshme të boshteve
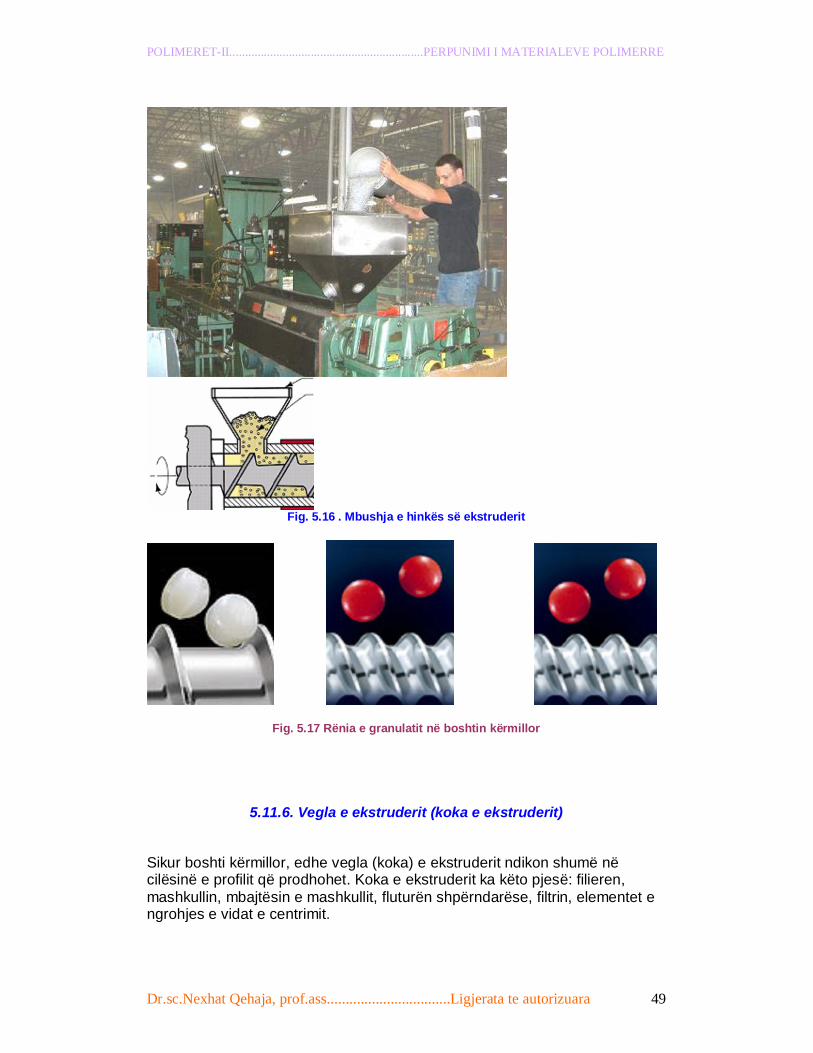
5.11.5. Hinka për furnizim dhe dozim
Hinka (fig. 5.16) përdoret për furnizim të nevojshëm të ekstruderit me lëndë të parë. Mbi ekstruder vendosët rezervari ku pjesa e poshtme mundë të jetë në formë konike ose piramide dhe ka vrimën për dozimin e lëndes së parë. Mbushja e rezervarit me lëndë plastike mundë të bëhet në mënyrë mekanike (me dorë) ose në mënyrë automatike nëpërmes elevatorit (transporter) . Nëse mbushja bëhet në mënyrë automatike atëhere në rezervarë duhet të montohen dy sonda të cilat shërbejnë për kyçje dhe ç’kyqje të elevatorit, këto dy sonda janë të vendosura në aso pozita njëra sondë jep alarm për nivelin minimal të sasisë së lëndës së parë (sonda e parë), ndërsa sonda e dytë jep sinjal që mundet me qenë alarm me zë dhe me dritë. Te rezervarët montohen edhe pllaka magnetike me qëllim të evitimit të pjesëve metalike të cilat mundë të gjenden në lëndën e parë. Në figurën 28 është treguar mbushja e rezervarit në mënyrë mekanike (me dorë), ndërsa në figurën 29c rënia e granulatit në boshtin kërmillorë. Lënda plastike nuk duhet të ngrohet me shumë shpejtësi. Që ngrohja e saj të jetë shkallë-shkallë, boshti kërmillor duhet të ketë gjatësi të mjaftueshme që shprehet me shumëfishin e diametrit të vet. P.sh. një bosht kërmillor me 20 diametra ka një gjatësi 20 herë sa diametri i vet (L/D = 20 :1). Për pjesën më të madhe të lëndëve plastike mjafton që ekstruderi të jetë ndërtuar me një bosht kërmillor (shnek). Këto makina janë më të sigurta në punë; por kur lënda duhet të ngjeshet dhe të përzihet shumë, atëherë përdoren makinat me dy boshte. Të tilla makina shërbejnë për përgatitjen e përzierjeve të lëndëve plastike si dhe në rastet e veçanta, për përzierjen e brumërave të P.V.C. të fortë.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 49
Fig. 5.16 . Mbushja e hinkës së ekstruderit
Fig. 5.17 Rënia e granulatit në boshtin kërmillor
5.11.6. Vegla e ekstruderit (koka e ekstruderit) Sikur boshti kërmillor, edhe vegla (koka) e ekstruderit ndikon shumë në cilësinë e profilit që prodhohet. Koka e ekstruderit ka këto pjesë: filieren, mashkullin, mbajtësin e mashkullit, fluturën shpërndarëse, filtrin, elementet e ngrohjes e vidat e centrimit.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 50
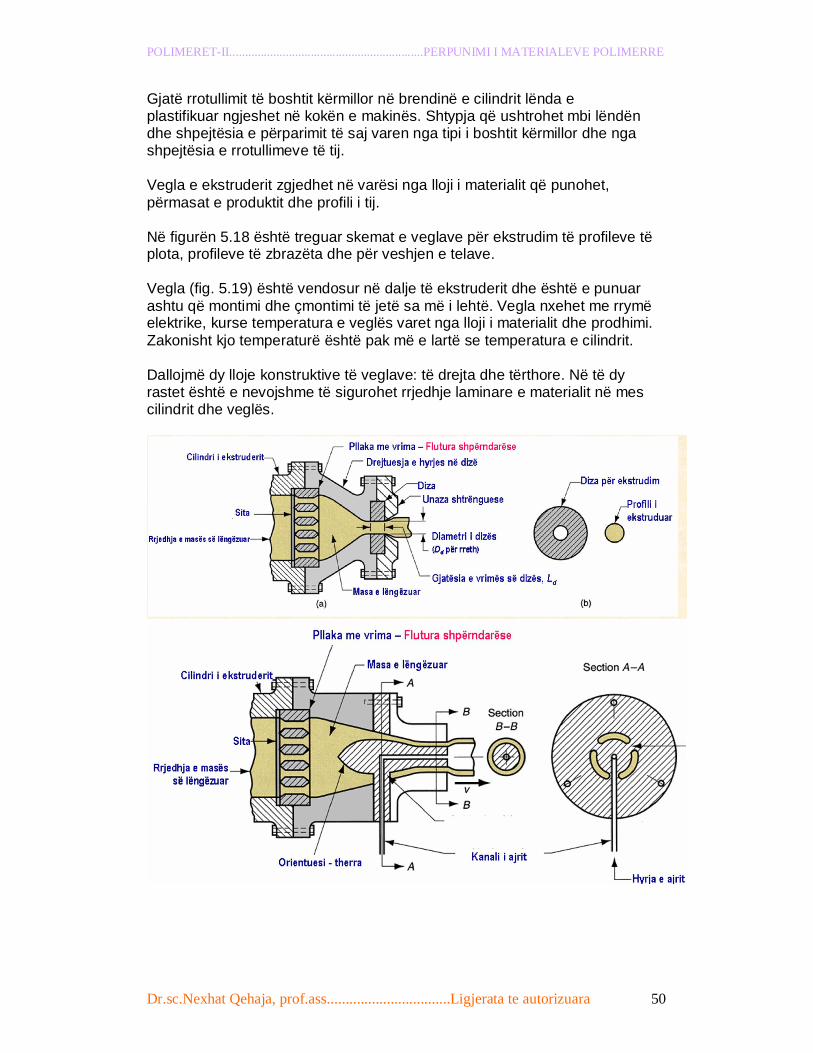
Gjatë rrotullimit të boshtit kërmillor në brendinë e cilindrit lënda e plastifikuar ngjeshet në kokën e makinës. Shtypja që ushtrohet mbi lëndën dhe shpejtësia e përparimit të saj varen nga tipi i boshtit kërmillor dhe nga shpejtësia e rrotullimeve të tij. Vegla e ekstruderit zgjedhet në varësi nga lloji i materialit që punohet, përmasat e produktit dhe profili i tij. Në figurën 5.18 është treguar skemat e veglave për ekstrudim të profileve të plota, profileve të zbrazëta dhe për veshjen e telave. Vegla (fig. 5.19) është vendosur në dalje të ekstruderit dhe është e punuar ashtu që montimi dhe çmontimi të jetë sa më i lehtë. Vegla nxehet me rrymë elektrike, kurse temperatura e veglës varet nga lloji i materialit dhe prodhimi. Zakonisht kjo temperaturë është pak më e lartë se temperatura e cilindrit. Dallojmë dy lloje konstruktive të veglave: të drejta dhe tërthore. Në të dy rastet është e nevojshme të sigurohet rrjedhje laminare e materialit në mes cilindrit dhe veglës.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 51
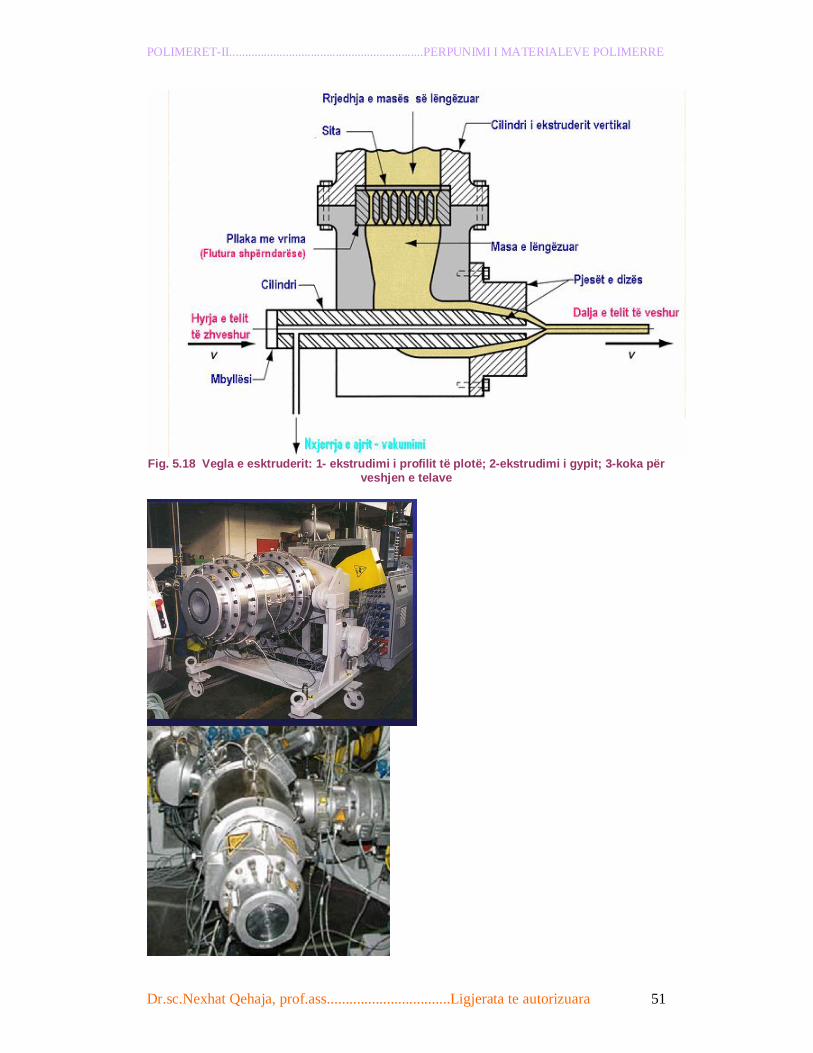
Fig. 5.18 Vegla e esktruderit: 1- ekstrudimi i profilit të plotë; 2-ekstrudimi i gypit; 3-koka për
veshjen e telave
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 52
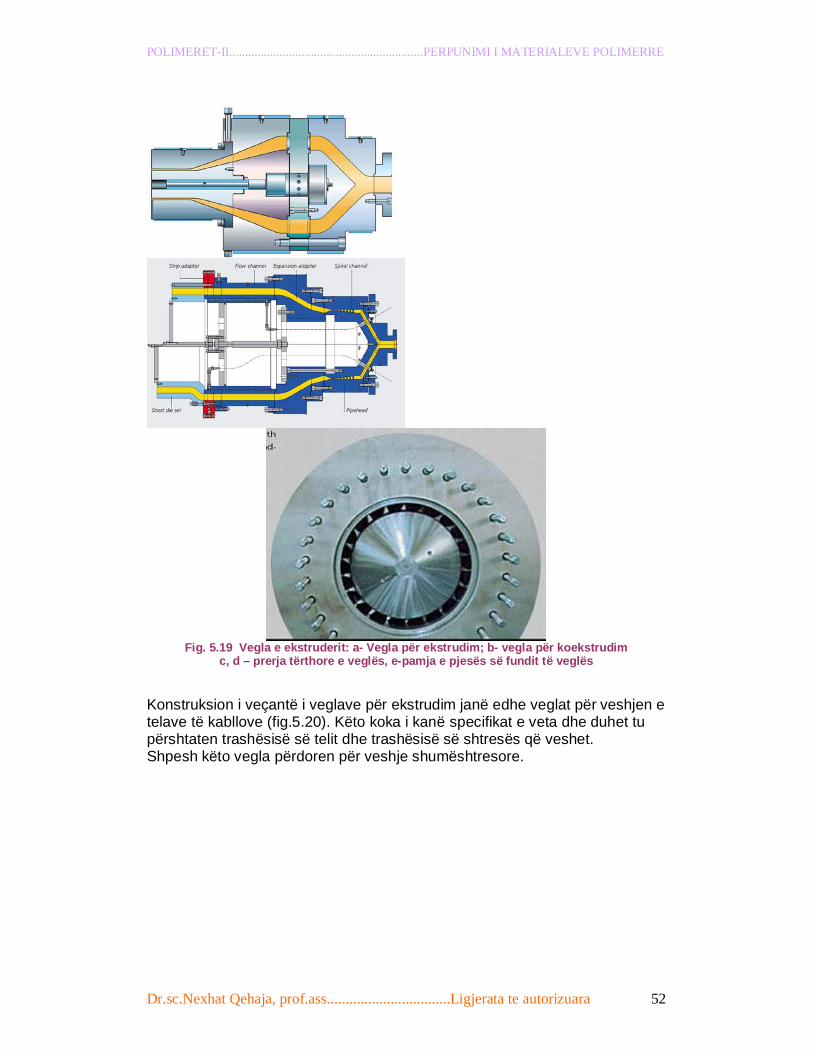
Fig. 5.19 Vegla e ekstruderit: a- Vegla për ekstrudim; b- vegla për koekstrudim
c, d – prerja tërthore e veglës, e-pamja e pjesës së fundit të veglës
Konstruksion i veçantë i veglave për ekstrudim janë edhe veglat për veshjen e telave të kabllove (fig.5.20). Këto koka i kanë specifikat e veta dhe duhet tu përshtaten trashësisë së telit dhe trashësisë së shtresës që veshet. Shpesh këto vegla përdoren për veshje shumështresore.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 53
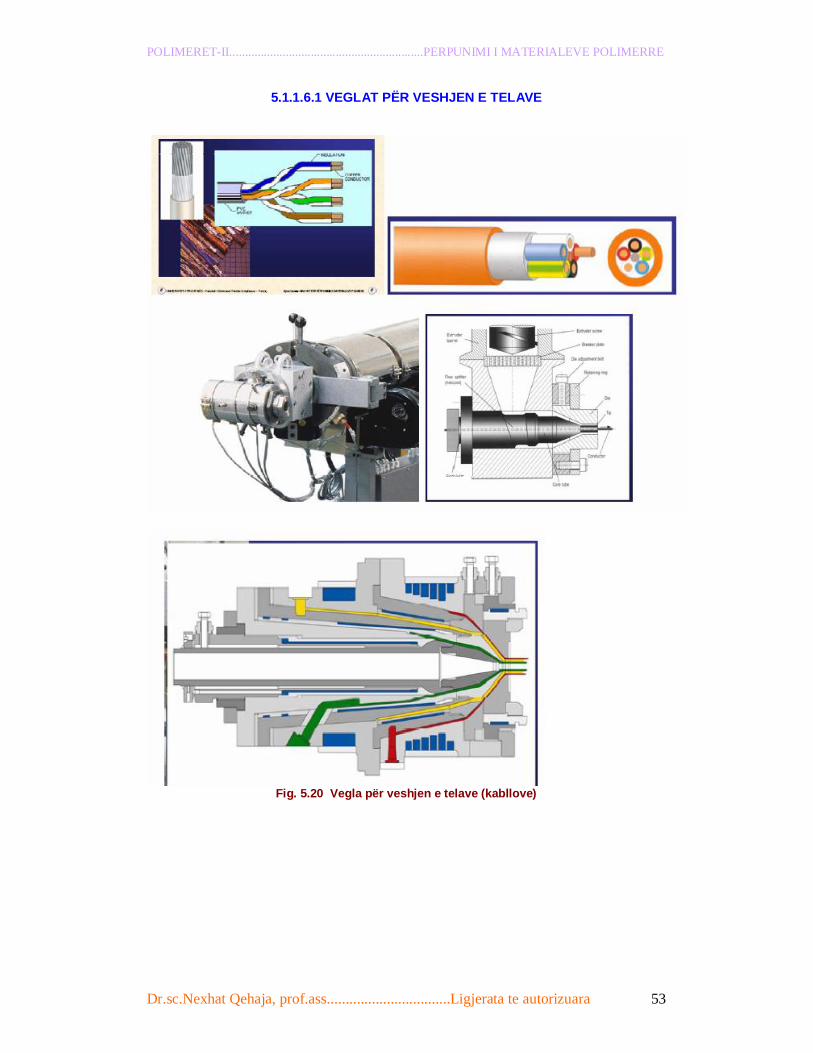
5.1.1.6.1 VEGLAT PËR VESHJEN E TELAVE
Fig. 5.20 Vegla për veshjen e telave (kabllove)
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 54
5.1.1.7. Ajrosja e cilindrit
Me qëllim të mënjanimit të pjesëve të padëshiruara nga cilindri si dhe të largimit të lagështisë, sidomos te përpunimi i materialeve hidroskopike siç janë ABS (Akrilonitril-Butadien-Stiren), PA (poliamid), PC (polikarbonat), PMMA (polimetilmetakrilat), PS (polistiren) etj., përdoret sistemi i ajrosjes me vakuum.
5.1.1.8 Sistemi i filtrimit të masës
Filtri.- Shërben për të krijuar një shtypje shtojcë të nevojshme për ngjeshjen e lëndës së plastifikuar dhe për të penguar kalimin e papastërtive dhe kokrrizave të paplastifikuara nëpër filierë. Ky filter metalik vendoset në pjesën e fundit të cilindrit (ndërmjet skajit të cilindrit dhe veglës)dhe është i demontueshëm. Kështu, arrihet që modeli i filtrit të përshtatet sipas nevojës së lëndës plastike, me të cilën punohet. Në këtë filtër ndalohen papastërtitë që shfaqen si pasojë e papastërtisë së lëndës së parë (granulatit), ngjyrës së lëndës së parë, përpunimit të mbeturinave të materialit, etj. Detyrë e filtrit është ndalimi i papastërtive eventuale, që mos të bëjnë dëmtimin e prodhimit. Mangësi e filtrit është se ai pas një kohe mund të mbyllet, andaj duhet të ndërrohet. Ndërrimi i filtrit mund të bëhet në mënyrë jokontinuale, gjysmëkontinuale dhe kontinuale. Mënyra jokontinuale. Me këtë metodë bëhet ndërrimi i filtrit pas ndërprerjes së punës së makinës. Kjo metodë e ndërrimit shkakton shkart të madh të prodhimit. Ndërrimi i filtrit bëhet me dorë ose me ndërrues të posaqëm. Mënyra gjysmë kontinuale. Ndërrimi i filtrit me këtë mënyrë bëhet ashtu që në momentin e ndotjes së filtrit aktivizohet ndërruesi i filtrit në drejtim aksial (shih fig.5.21). Ndërrimi i filtrit bëhet vetëm për disa sekonda, andaj edhe metoda është shumë praktike. Pajisja përmbahet nga shtyllat e mbajtësit të filtrit, shtëpiza dhe pjesa hidraulike.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 55
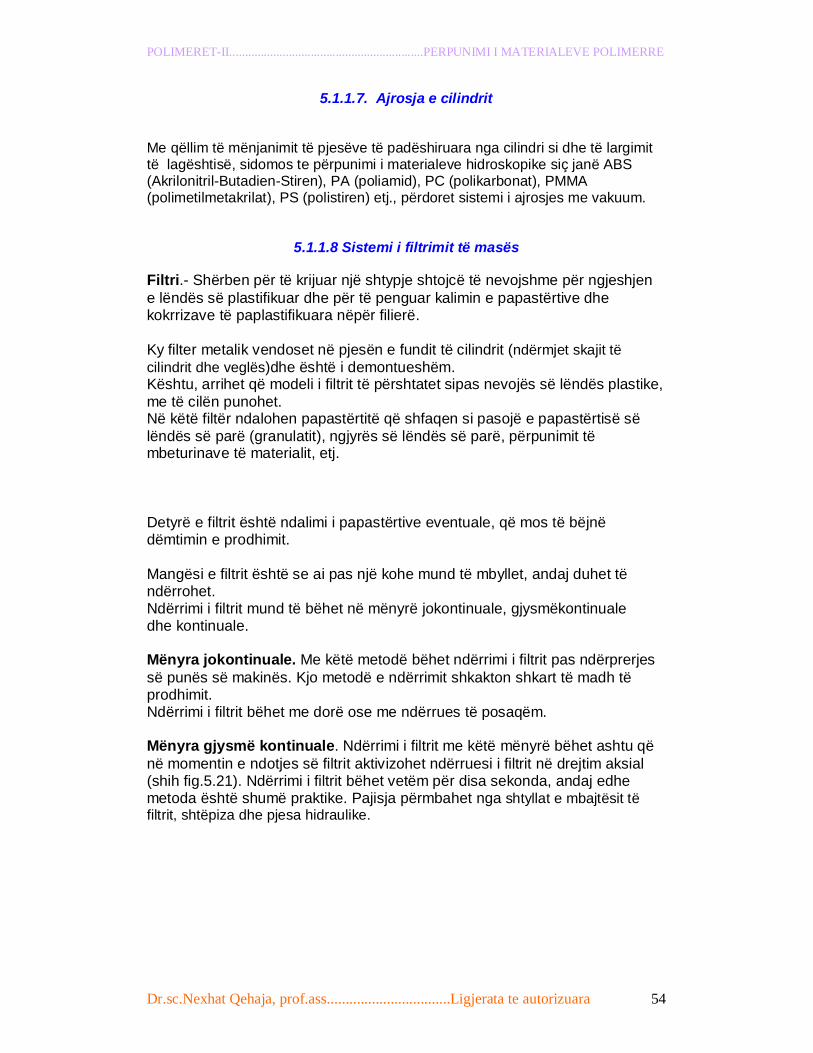
Fig. 5.21 Ndrruesi gjysmë kontinual i filtrit (Berstorff).
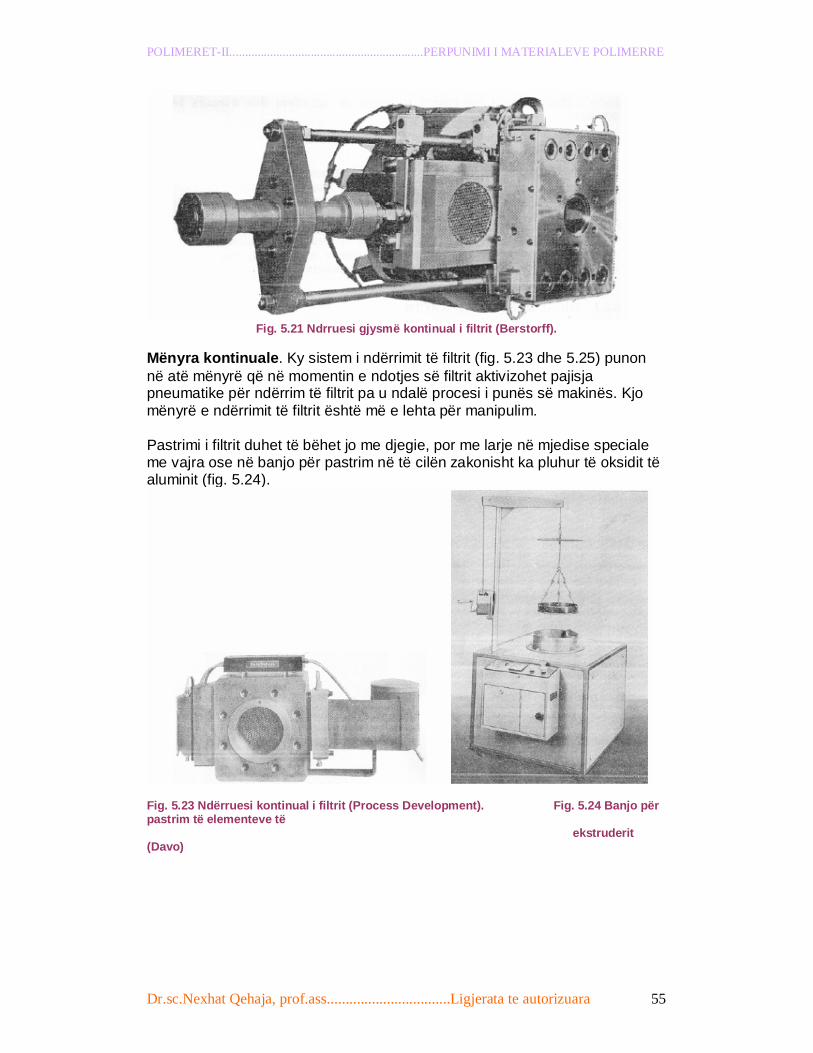
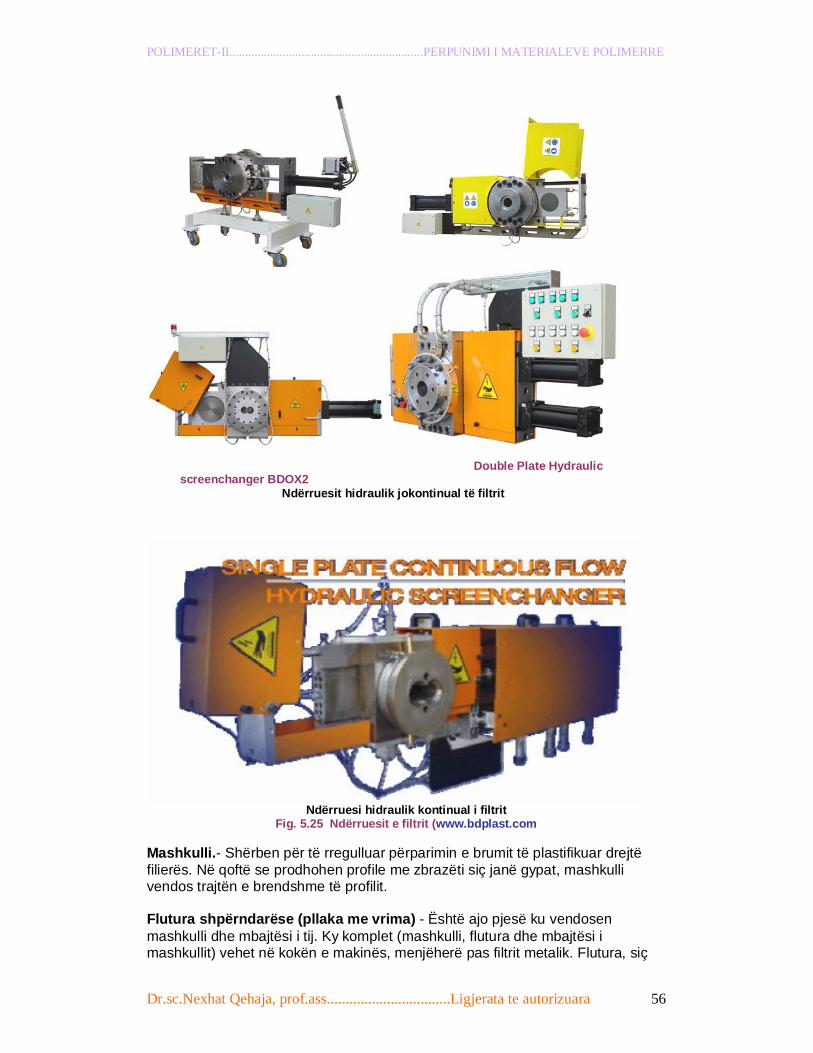
Mënyra kontinuale. Ky sistem i ndërrimit të filtrit (fig. 5.23 dhe 5.25) punon në atë mënyrë që në momentin e ndotjes së filtrit aktivizohet pajisja pneumatike për ndërrim të filtrit pa u ndalë procesi i punës së makinës. Kjo mënyrë e ndërrimit të filtrit është më e lehta për manipulim. Pastrimi i filtrit duhet të bëhet jo me djegie, por me larje në mjedise speciale me vajra ose në banjo për pastrim në të cilën zakonisht ka pluhur të oksidit të aluminit (fig. 5.24).
Fig. 5.23 Ndërruesi kontinual i filtrit (Process Development). Fig. 5.24 Banjo për pastrim të elementeve të ekstruderit (Davo)
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 56
Double Plate Hydraulic screenchanger BDOX2 Ndërruesit hidraulik jokontinual të filtrit
Ndërruesi hidraulik kontinual i filtrit
Fig. 5.25 Ndërruesit e filtrit (www.bdplast.com Mashkulli.- Shërben për të rregulluar përparimin e brumit të plastifikuar drejtë filierës. Në qoftë se prodhohen profile me zbrazëti siç janë gypat, mashkulli vendos trajtën e brendshme të profilit. Flutura shpërndarëse (pllaka me vrima) - Është ajo pjesë ku vendosen mashkulli dhe mbajtësi i tij. Ky komplet (mashkulli, flutura dhe mbajtësi i mashkullit) vehet në kokën e makinës, menjëherë pas filtrit metalik. Flutura, siç

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 57
kuptohet dhe nga emri, shërben për shpërndarjen e lëndës së plastifikuar në mënyrë të barabartë mbi mashkullin, që rrjedhshmëria e lëndës plastike të bëhet e njëllojtë në pjesën e fundit të kokës, në daljen e vet nga filiera. Filiera.- Është ajo pjesë e formës, e cila përcakton trajtën e jashtme të profilit që prodhohet. Vrima e saj duhet t,i përshtatet lëndës plastike me të cilën punohet. Një filierë e saktë dhe e mirëmbajtur mund të prodhojë mbi 100.000 metra lineare prodhim me masa te pa ndryshueshme.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 58
6.0 Kalandrimi
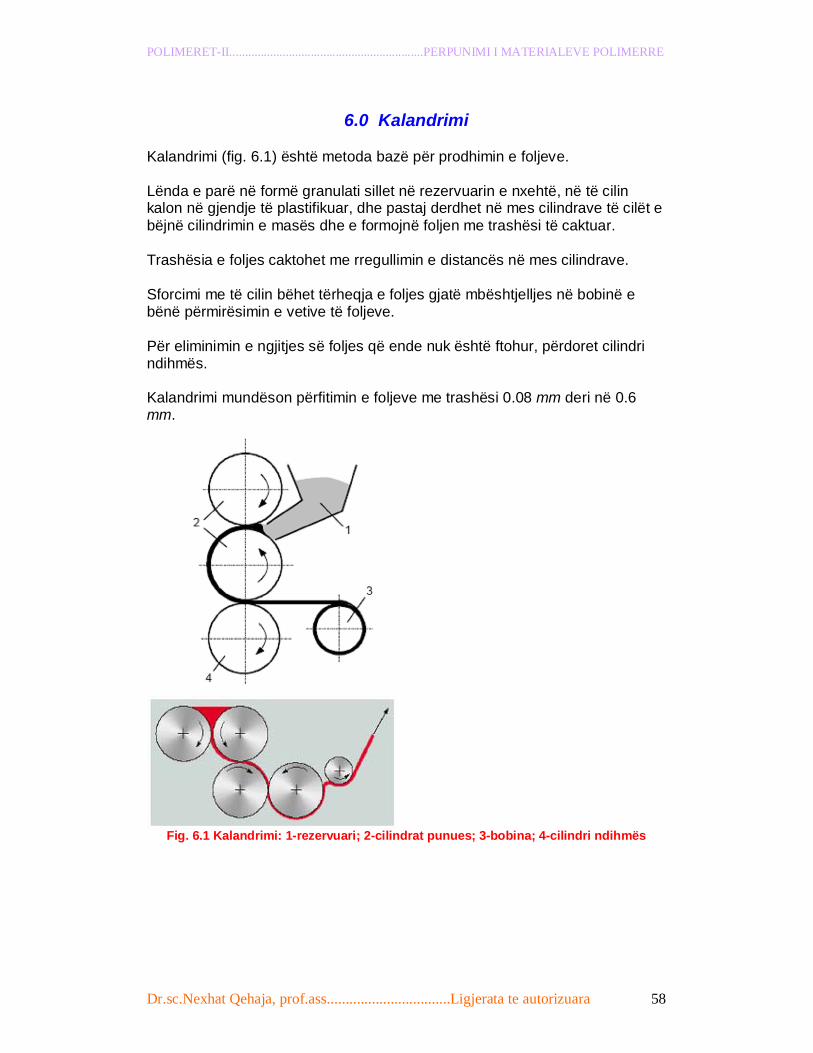
Kalandrimi (fig. 6.1) është metoda bazë për prodhimin e foljeve. Lënda e parë në formë granulati sillet në rezervuarin e nxehtë, në të cilin kalon në gjendje të plastifikuar, dhe pastaj derdhet në mes cilindrave të cilët e bëjnë cilindrimin e masës dhe e formojnë foljen me trashësi të caktuar. Trashësia e foljes caktohet me rregullimin e distancës në mes cilindrave. Sforcimi me të cilin bëhet tërheqja e foljes gjatë mbështjelljes në bobinë e bënë përmirësimin e vetive të foljeve. Për eliminimin e ngjitjes së foljes që ende nuk është ftohur, përdoret cilindri ndihmës. Kalandrimi mundëson përfitimin e foljeve me trashësi 0.08 mm deri në 0.6 mm.
Fig. 6.1 Kalandrimi: 1-rezervuari; 2-cilindrat punues; 3-bobina; 4-cilindri ndihmës
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 59
7.0 Kuposja Kuposja është metodë e formësimit të produkteve në vegla dy pjesëshe (matricës dhe patricës), dhe është e ngjashme me metodën e kuposjes së llamarinave. Te metoda e kuposjes dallojmë fazën e përgatitjes, të përkuljes dhe të nxjerrjes. Metoda përdoret për përpunimin e prodhimeve nga materialet termoplaste.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 60
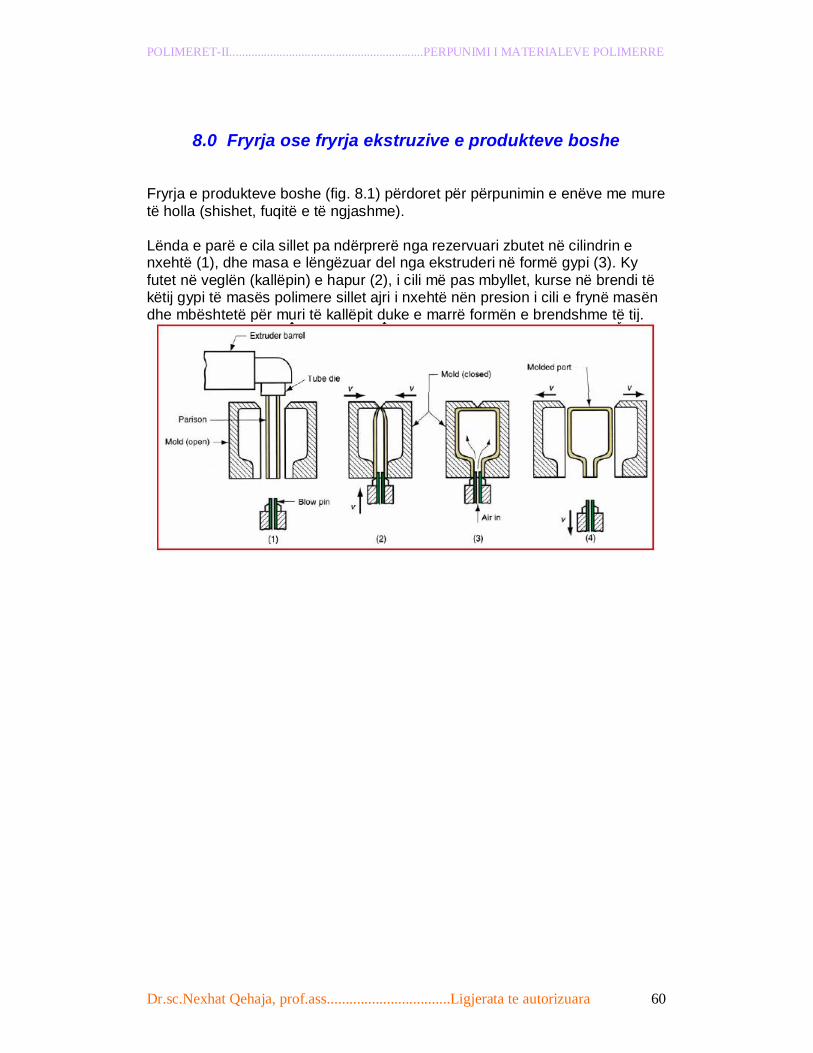
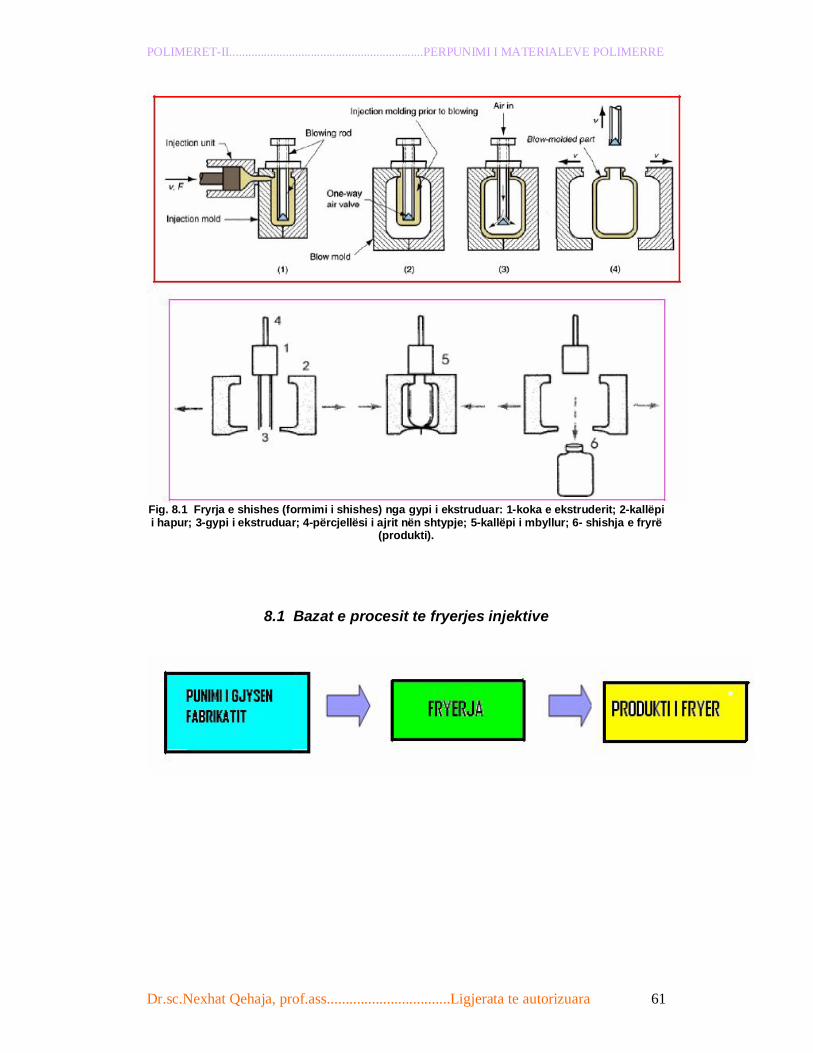
8.0 Fryrja ose fryrja ekstruzive e produkteve boshe Fryrja e produkteve boshe (fig. 8.1) përdoret për përpunimin e enëve me mure të holla (shishet, fuqitë e të ngjashme). Lënda e parë e cila sillet pa ndërprerë nga rezervuari zbutet në cilindrin e nxehtë (1), dhe masa e lëngëzuar del nga ekstruderi në formë gypi (3). Ky futet në veglën (kallëpin) e hapur (2), i cili më pas mbyllet, kurse në brendi të këtij gypi të masës polimere sillet ajri i nxehtë nën presion i cili e frynë masën dhe mbështetë për muri të kallëpit duke e marrë formën e brendshme të tij.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 61
Fig. 8.1 Fryrja e shishes (formimi i shishes) nga gypi i ekstruduar: 1-koka e ekstruderit; 2-kallëpi i hapur; 3-gypi i ekstruduar; 4-përcjellësi i ajrit nën shtypje; 5-kallëpi i mbyllur; 6- shishja e fryrë
(produkti).
8.1 Bazat e procesit te fryerjes injektive

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 62
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 63
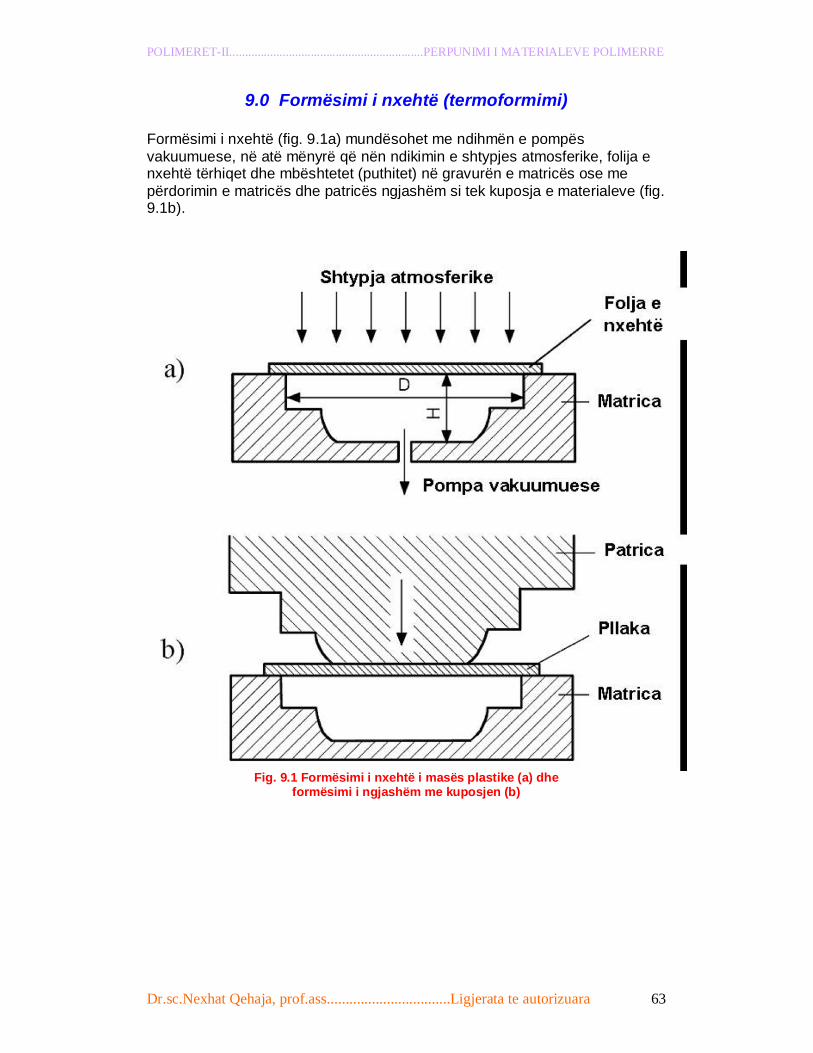
9.0 Formësimi i nxehtë (termoformimi) Formësimi i nxehtë (fig. 9.1a) mundësohet me ndihmën e pompës vakuumuese, në atë mënyrë që nën ndikimin e shtypjes atmosferike, folija e nxehtë tërhiqet dhe mbështetet (puthitet) në gravurën e matricës ose me përdorimin e matricës dhe patricës ngjashëm si tek kuposja e materialeve (fig. 9.1b).
Fig. 9.1 Formësimi i nxehtë i masës plastike (a) dhe
formësimi i ngjashëm me kuposjen (b)
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 64

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 65
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 66
10.0 TEKNOLOGJIA E VESHJES ME SHTRESA MBROJTESE
Varesisht nga forma e prodhimeve te plastifikuara dhe llojit te plastmases shfrytezohen metoda te ndryshme te veshjes se shtresave mbrojtese
10.1. Veshja me shtresa Teknologjia e veshjes me shtresa mbrojtëse, si dhe izolimi elektrik është i ndryshëm. Shtresat e veshura janë të nevojshme për pajisjet e industrisë kimike, galvanike (vaska, varëse të ndryshme), pastaj për pajisje për deponim të kimikaljeve, si dhe në industrinë elektroteknike (shtresat izoluese). Për shtresa antikorrozive dhe shtresa elektro izoluese përdoren poliamidi, polietileni, polivinil kloridi, polimetaakrilati, polistireni dhe rrëshirat silikone. Në varësi nga forma e detalit që plastifikohet dhe lloji i masës plastike përdoren metoda të ndryshme të veshjes me shtresa mbrojtëse sipërfaqësore:
10.1.1. Ngjitja Ngjitja e produkteve të gatshme nga plastika ose e folieve mbi sipërfaqen e cila duhet të mbrohet. Kjo paraqet metodën më të përshtatshme për mbrojtjen e sipërfaqeve të mëdha të rrafshta.
10.1.2. Hudhja e masës së shkrirë plastike mbi sipërfaqe Hudhja e masës së shkrirë plastike mbi sipërfaqe, duke përdorë pistoletën pneumatike. Metodë e përshtatshme për veshjen e sipërfaqeve të vogla dhe të thjeshta.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 67
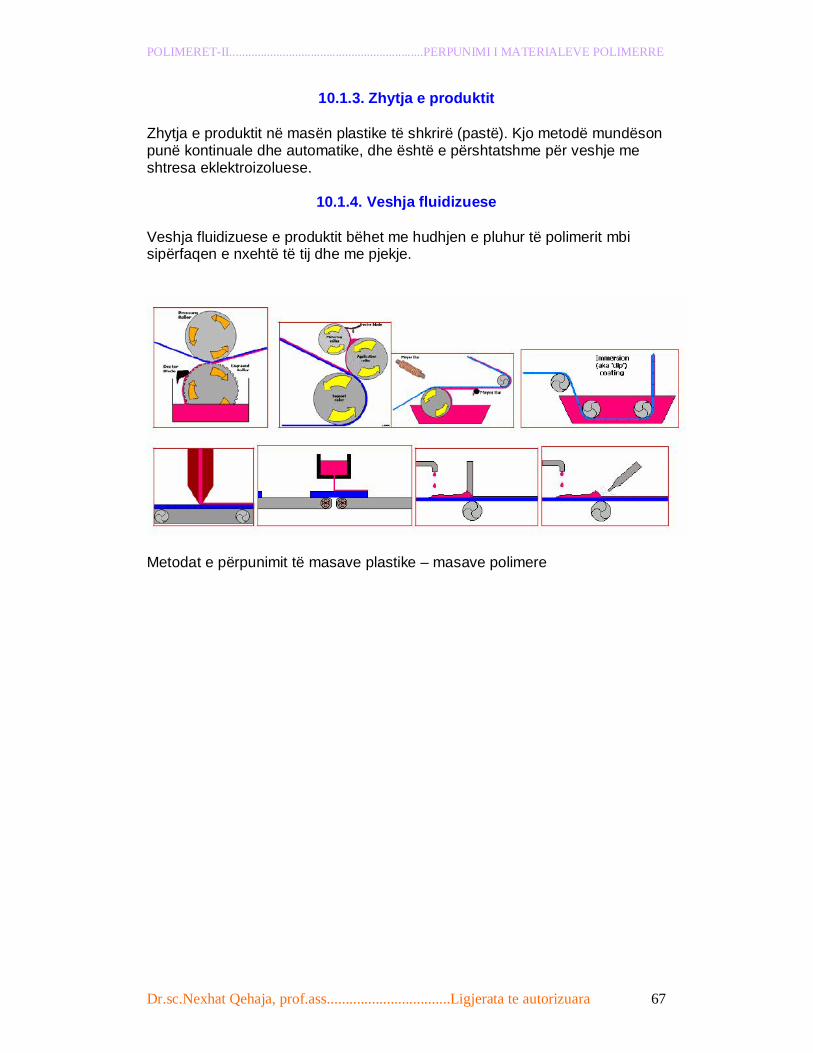
10.1.3. Zhytja e produktit
Zhytja e produktit në masën plastike të shkrirë (pastë). Kjo metodë mundëson punë kontinuale dhe automatike, dhe është e përshtatshme për veshje me shtresa eklektroizoluese.
10.1.4. Veshja fluidizuese Veshja fluidizuese e produktit bëhet me hudhjen e pluhur të polimerit mbi sipërfaqen e nxehtë të tij dhe me pjekje.
Metodat e përpunimit të masave plastike – masave polimere
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 68
11.0 Rregullimi i temperaturës së cilindrit dhe temperimi
11.1 Rregullimi i temperaturës së cilindrit Rregullimi i saktë i temperaturës luan rol me rëndësi në procesin e ekstrudimit. Procesi i rregullimit të temperaturës së procesit brenda ekstruderit është i kufizuar në rregullimin e temperaturës së cilindrit, por shpesh parashihet edhe mënyra e ftohjes së hinkës për mbushje me granulat dhe ftohja e boshtit kërmillor. Ftohja e hinkës (hyrjes së granulatit në cilindër) për furnizim duhet të pamundëson ngjitjen e granulatit ose grumbullimin e tij për shkak të transmetimit të nxehtësisë së cilindrit të ekstruderit me konduksion. Ftohja e boshtit të ekstruderit njëboshtor bëhet me qëllim të përmirësimit i furnizimit (transportimi) të zonës hyrëse me lëndë të parë si dhe rritjes së efektivitetit të ekstruderit. Ftohja e boshtit nuk ndikon në mënyrë të drejtpërdrejtë në temperaturën e masës së lëngëzuar, por zvogëlon kapacitetin e rrjedhjes dhe e mundëson homogjenitetin e materialit. Rregullimi i temperaturës së kërmillit dyboshtor për përpunimin e pluhurit PVC, me mjaft sukses përdoret me vite të tëra. Qëllimi kryesor gjatë konstruktimit të boshtit është që ai të rritë produktivitetin dhe të ruan cilësinë e produkteve. Tek shumë procese ekstruzive, kjo kërkesë është e lidhur me nevojën për ulje të temperaturës së masës së lëngëzuar. Nëse ka mundësi të realizohet ekstruzioni në temperatura të ulëta të masës së lëngëzuar, atëherë mund të kemi disa përparësi, siç janë: në temperatura të ulëta, masa e lëngët është më viskoze andaj më lehtë e ruan formën e saj dhe kështu nevojitet kohë më e shkurtër për ftohjen e produktit, gjithashtu për shkak të nxehtësisë së vogël mundësia e degradimit të nxehtësisë është e vogël. Në praktikë paraqitet vështirësia për shkak të përcjelljes së kufizuar të nxehtësisë në sistemin e ftohjes së cilindrit dhe ndikimit të pamjaftueshëm të përzierjes ftohëse në kanalet e boshtit kërmillor. Si rezultat i kësaj vjen deri te rritja e diferencës së temperaturës të masës së lëngëzuar. Për konstruktim të saktë të boshtit kërmillor duhet të merr parasysh bilancin energjetik të ekstruderit, prandaj duhet të merret parasysh edhe ftohja.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 69
Ekzistojnë sisteme të ndryshme të ftohjes së ekstruderit, në varësi nga prodhuesi dhe tipi i ekstruderit. Shumica e ekstruderëve përdorin ajrin, ujin ose kombinimin e tyre për ftohje.
11.2 Temperimi i cilindrit
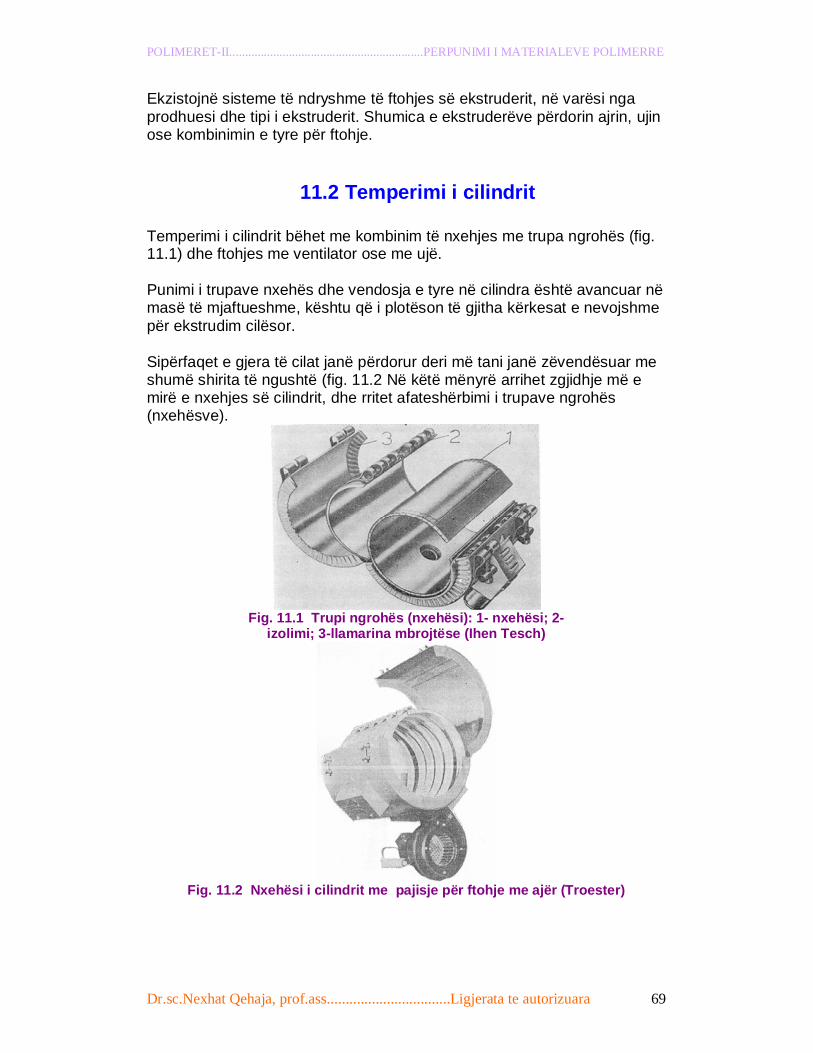
Temperimi i cilindrit bëhet me kombinim të nxehjes me trupa ngrohës (fig. 11.1) dhe ftohjes me ventilator ose me ujë. Punimi i trupave nxehës dhe vendosja e tyre në cilindra është avancuar në masë të mjaftueshme, kështu që i plotëson të gjitha kërkesat e nevojshme për ekstrudim cilësor. Sipërfaqet e gjera të cilat janë përdorur deri më tani janë zëvendësuar me shumë shirita të ngushtë (fig. 11.2 Në këtë mënyrë arrihet zgjidhje më e mirë e nxehjes së cilindrit, dhe rritet afateshërbimi i trupave ngrohës (nxehësve).
Fig. 11.1 Trupi ngrohës (nxehësi): 1- nxehësi; 2-
izolimi; 3-llamarina mbrojtëse (Ihen Tesch)
Fig. 11.2 Nxehësi i cilindrit me pajisje për ftohje me ajër (Troester)

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 70
11.3 Sistemi i ftohjes së cilindrit
Për ftohjes të cilindrit të ekstruderit përdoret ajri dhe lëngu. Ajri nuk është efikas sikurse lëngu dhe përdoret në rastet kur nevojitet të përcillet sasi e vogël e nxehtësisë, si p.sh. te ekstruderëst e shpejtë dhe ekstruderët me cilindra të shkurtër. Sistemi i ftohjes me ajër mund të rregullohet më lehtë, prandaj përcjellja e nxehtësisë është më e saktë se te sistemi i ftohjes me ujë. Një sistem i rregullimit të plotë temperaturës së cilindrit (temperimi) është treguar në figurën 11.3.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 71
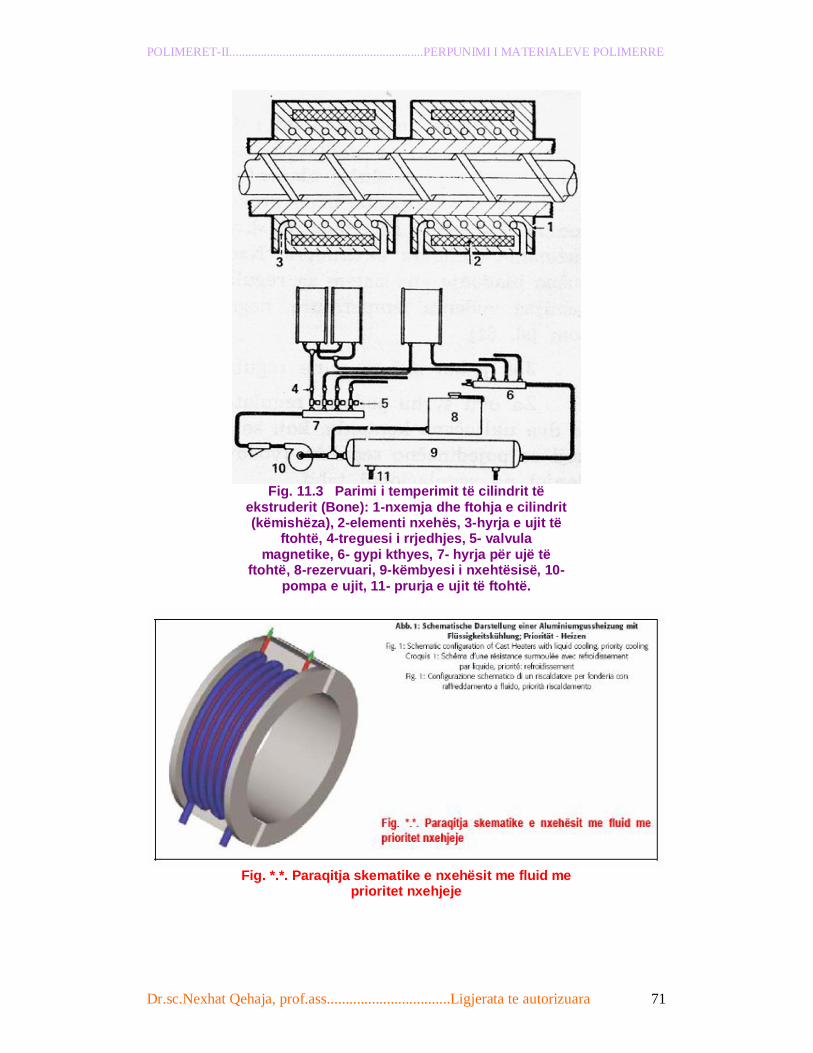
Fig. 11.3 Parimi i temperimit të cilindrit të
ekstruderit (Bone): 1-nxemja dhe ftohja e cilindrit (këmishëza), 2-elementi nxehës, 3-hyrja e ujit të
ftohtë, 4-treguesi i rrjedhjes, 5- valvula magnetike, 6- gypi kthyes, 7- hyrja për ujë të
ftohtë, 8-rezervuari, 9-këmbyesi i nxehtësisë, 10- pompa e ujit, 11- prurja e ujit të ftohtë.
Fig. *.*. Paraqitja skematike e nxehësit me fluid me
prioritet nxehjeje
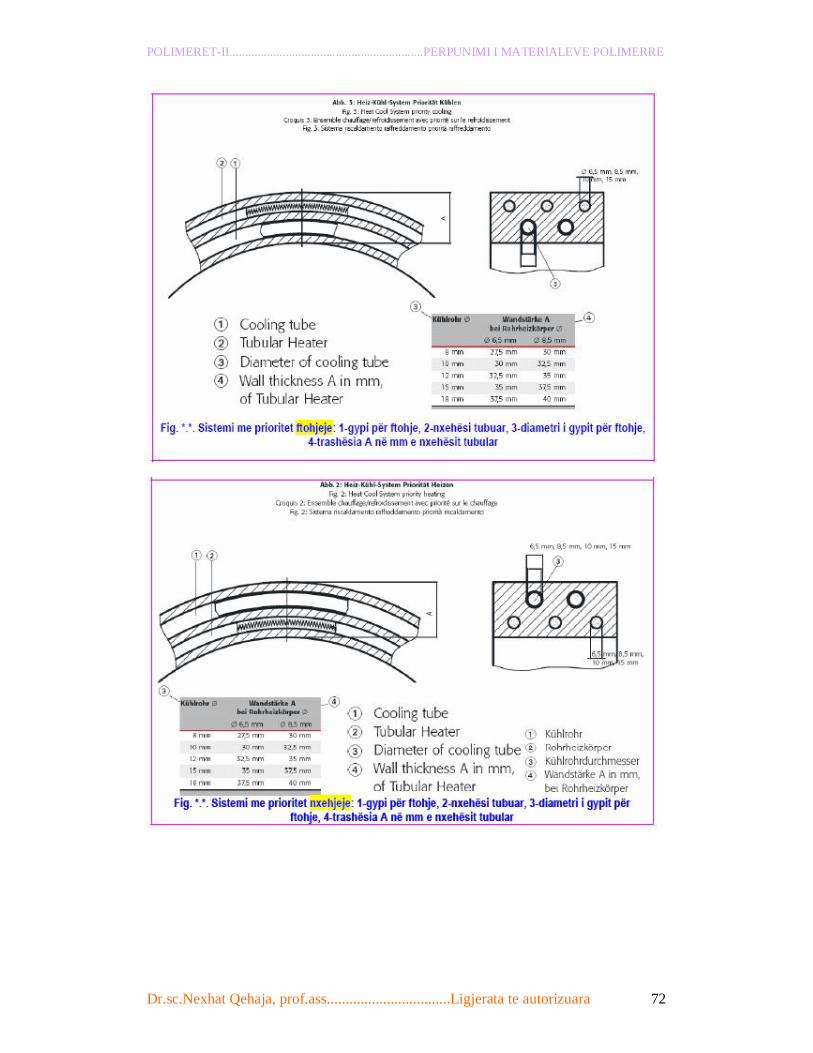
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 72
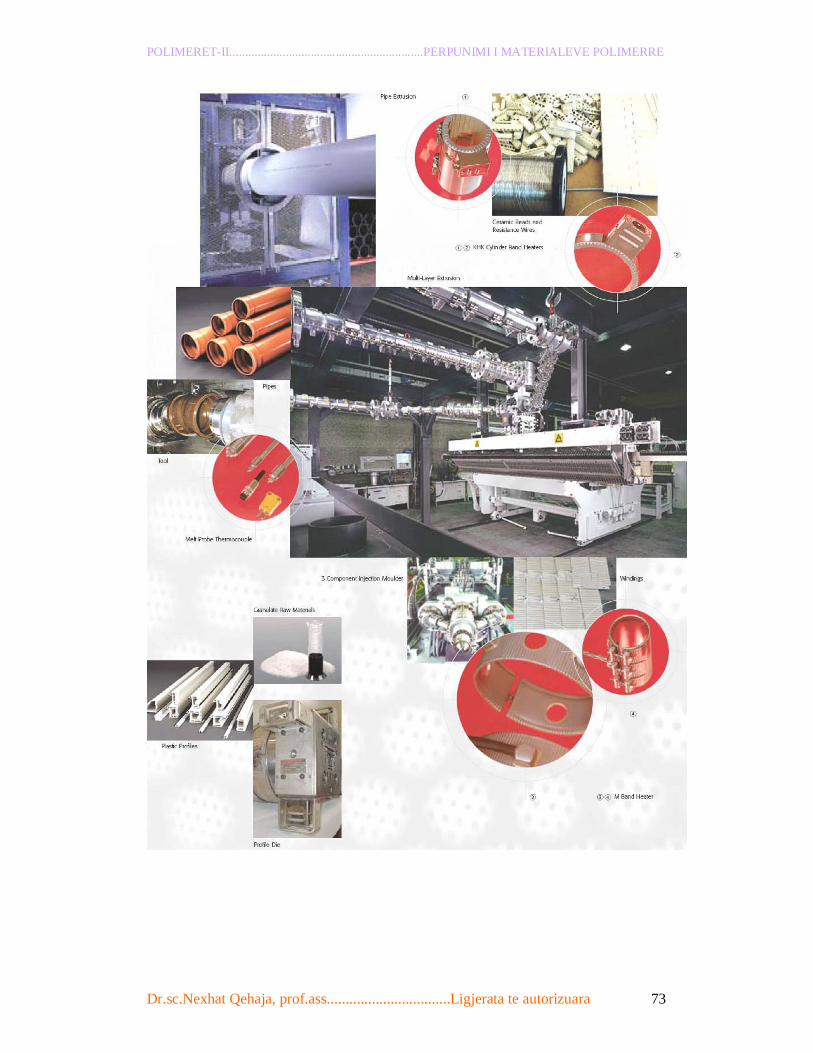
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 73

POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 74
Fig. *. Nxehësit që përdoren te makina për injektim dhe në kallëpet për injektim
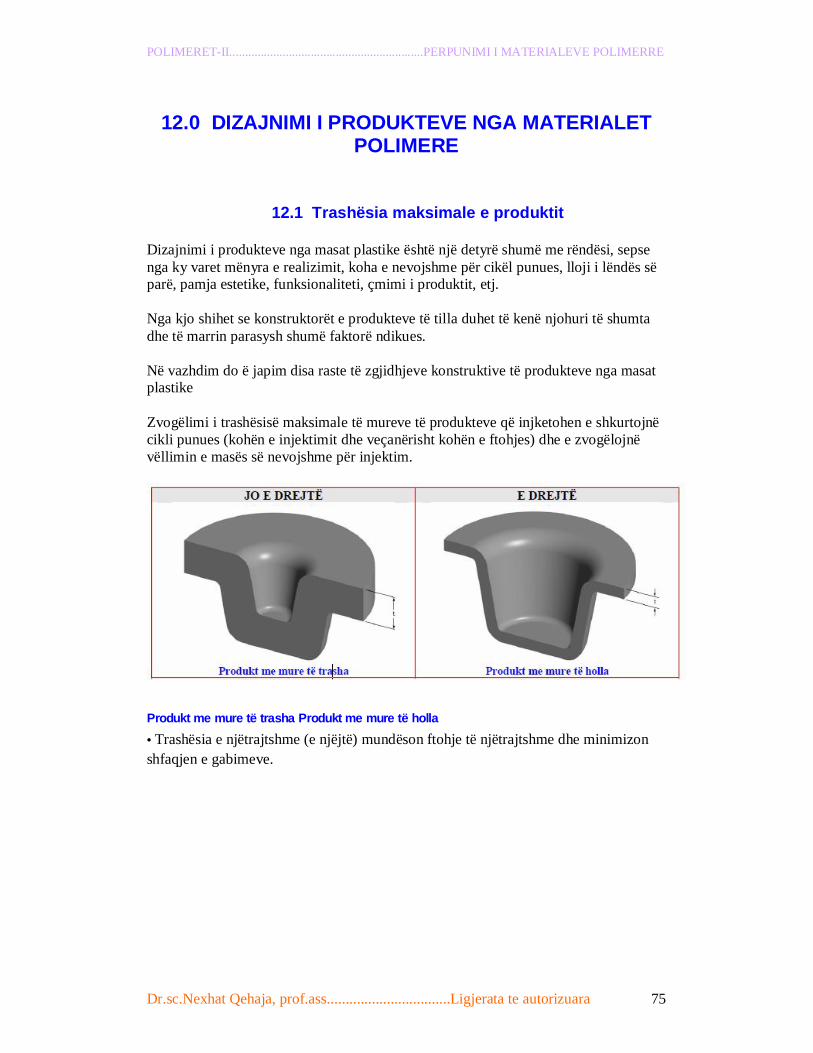
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 75
12.0 DIZAJNIMI I PRODUKTEVE NGA MATERIALET
POLIMERE
12.1 Trashësia maksimale e produktit
Dizajnimi i produkteve nga masat plastike është një detyrë shumë me rëndësi, sepse nga ky varet mënyra e realizimit, koha e nevojshme për cikël punues, lloji i lëndës së parë, pamja estetike, funksionaliteti, çmimi i produktit, etj. Nga kjo shihet se konstruktorët e produkteve të tilla duhet të kenë njohuri të shumta dhe të marrin parasysh shumë faktorë ndikues. Në vazhdim do ë japim disa raste të zgjidhjeve konstruktive të produkteve nga masat plastike Zvogëlimi i trashësisë maksimale të mureve të produkteve që injketohen e shkurtojnë cikli punues (kohën e injektimit dhe veçanërisht kohën e ftohjes) dhe e zvogëlojnë vëllimin e masës së nevojshme për injektim.
Produkt me mure të trasha Produkt me mure të holla • Trashësia e njëtrajtshme (e njëjtë) mundëson ftohje të njëtrajtshme dhe minimizon shfaqjen e gabimeve.
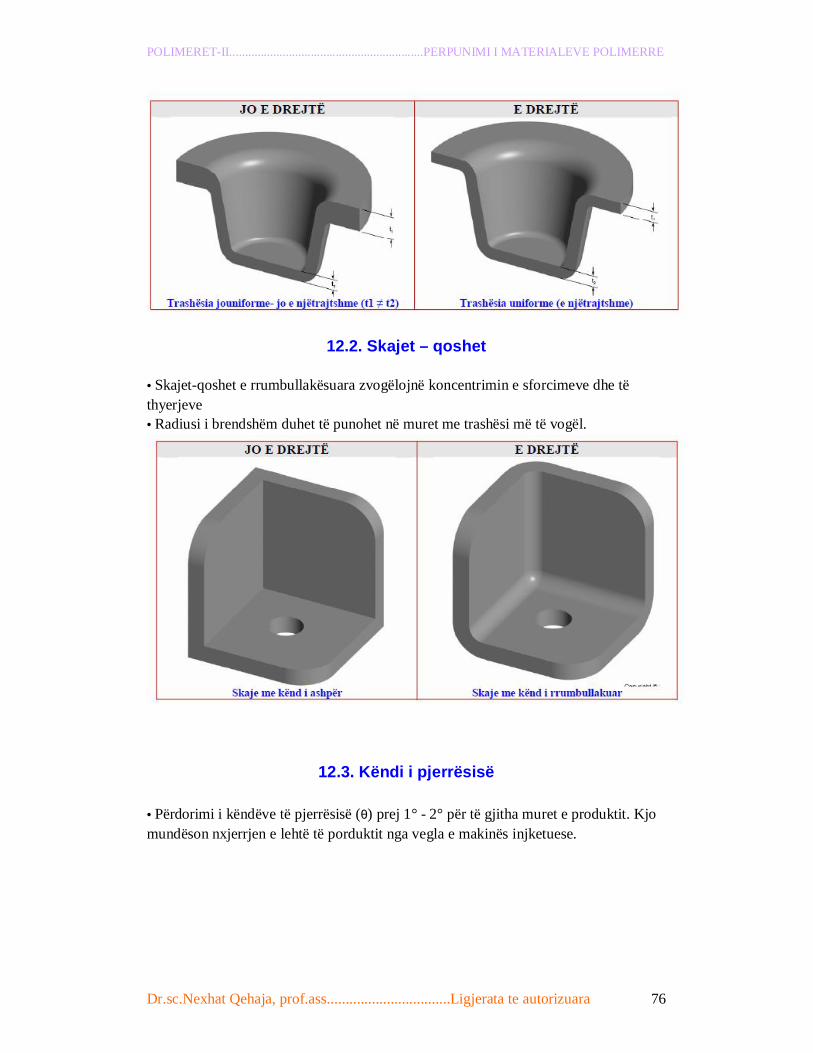
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 76
12.2. Skajet – qoshet
• Skajet-qoshet e rrumbullakësuara zvogëlojnë koncentrimin e sforcimeve dhe të thyerjeve • Radiusi i brendshëm duhet të punohet në muret me trashësi më të vogël.
12.3. Këndi i pjerrësisë • Përdorimi i këndëve të pjerrësisë (θ) prej 1° - 2° për të gjitha muret e produktit. Kjo mundëson nxjerrjen e lehtë të porduktit nga vegla e makinës injketuese.
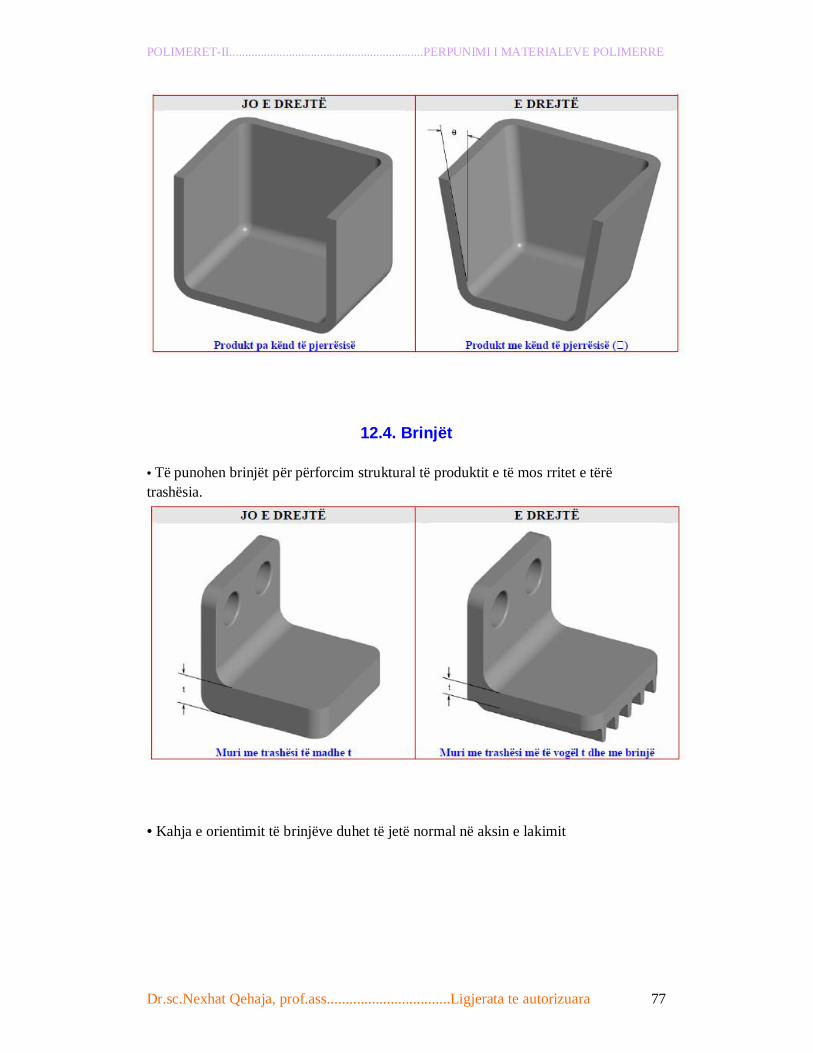
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 77
12.4. Brinjët
• Të punohen brinjët për përforcim struktural të produktit e të mos rritet e tërë trashësia.
• Kahja e orientimit të brinjëve duhet të jetë normal në aksin e lakimit
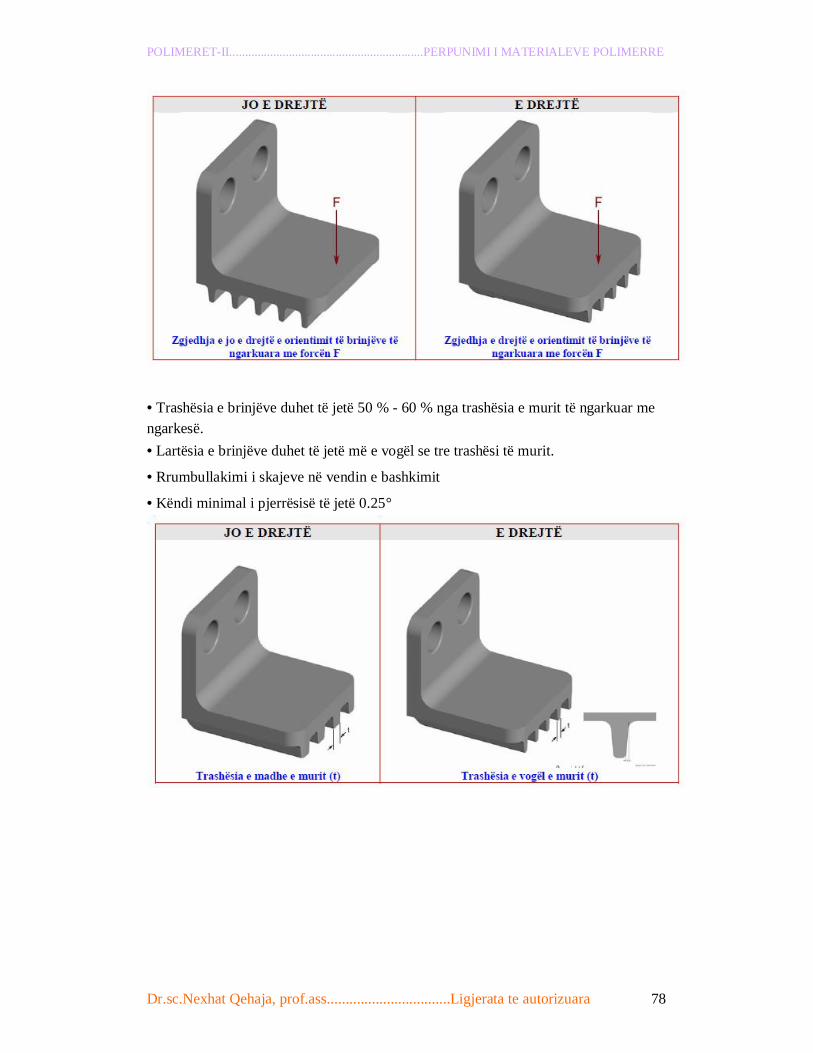
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 78
• Trashësia e brinjëve duhet të jetë 50 % - 60 % nga trashësia e murit të ngarkuar me ngarkesë. • Lartësia e brinjëve duhet të jetë më e vogël se tre trashësi të murit.
• Rrumbullakimi i skajeve në vendin e bashkimit
• Këndi minimal i pjerrësisë të jetë 0.25°
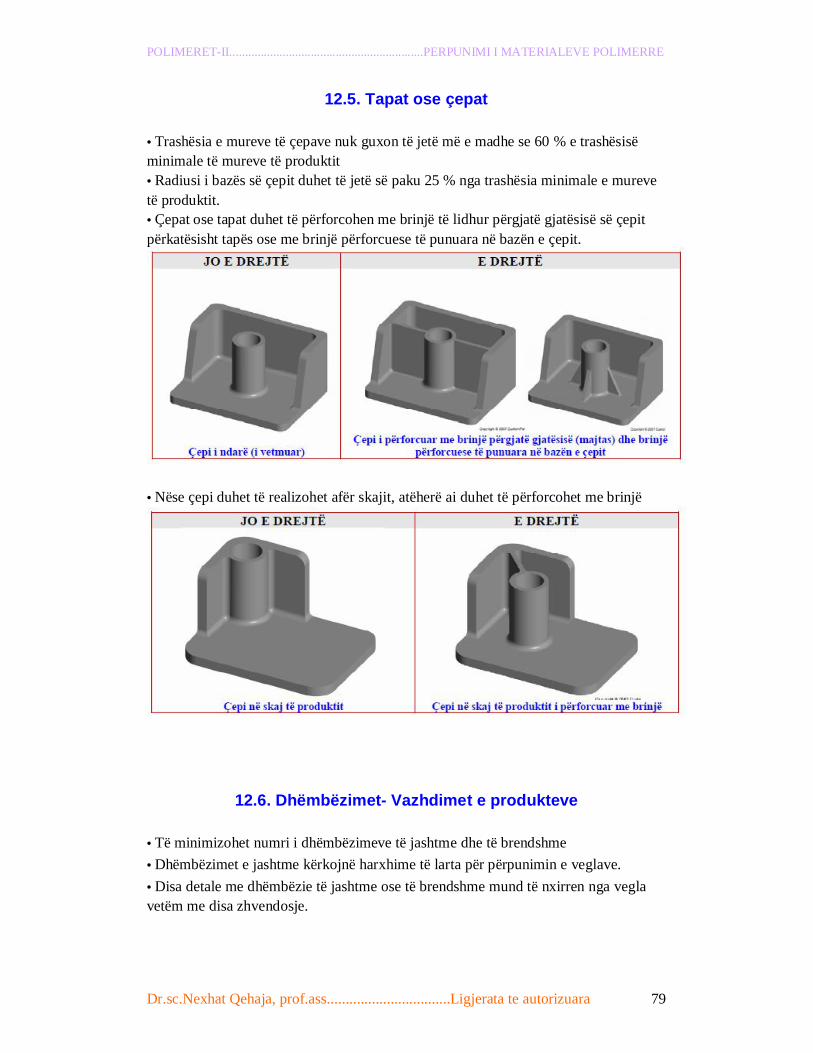
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 79
12.5. Tapat ose çepat • Trashësia e mureve të çepave nuk guxon të jetë më e madhe se 60 % e trashësisë minimale të mureve të produktit • Radiusi i bazës së çepit duhet të jetë së paku 25 % nga trashësia minimale e mureve të produktit. • Çepat ose tapat duhet të përforcohen me brinjë të lidhur përgjatë gjatësisë së çepit përkatësisht tapës ose me brinjë përforcuese të punuara në bazën e çepit.
• Nëse çepi duhet të realizohet afër skajit, atëherë ai duhet të përforcohet me brinjë
12.6. Dhëmbëzimet- Vazhdimet e produkteve • Të minimizohet numri i dhëmbëzimeve të jashtme dhe të brendshme • Dhëmbëzimet e jashtme kërkojnë harxhime të larta për përpunimin e veglave. • Disa detale me dhëmbëzie të jashtme ose të brendshme mund të nxirren nga vegla vetëm me disa zhvendosje.
POLIMERET-II..............................................................PERPUNIMI I MATERIALEVE POLIMERRE
Dr.sc.Nexhat Qehaja, prof.ass.................................Ligjerata te autorizuara 80
Literatura: 1. Hysni Osmani, MAKINAT PËR PËRPUNIMIN E MATERIALEVE POLIMERE (përmbledhje e ligjëratave), 2006, FSHTA – Ferizaj. 2. Nexhat Qehaja, Polimeret-ligjerata te autorizura, FIM, Prishtine, 2009. 3. Osman Perolli, TEKNOLOGJIA E LËNDËVE PLASTIKE, 1971, Tiranë. 4. Fatmir Qerkini, TEKNIKA E PËRPUNIMIT TË MATERIALEVE POLIMERE, FSHTA-Ferizaj, 2006. 5. William F. Smith, Javad Hashemi, FOUNDATIONS OF MATERIALS SCIENCE AND ENGINEERING, 4th ed., 2006, McGraw-Hill. 6. William D. Callister, Jr. MATERIALS SCIENCE AND ENGINEERING AN INTRODUCTION, 6th ed., 2003, John Wiley & Sons. 7. Hwaiyu Geng, MANUFACTURING ENGINEERING HANDBOOK, 2004, McGraw-Hill. 8. Serope Kalpakjian, Steven R. Schmid, MANUFACTURING ENGINEERING AND TECHNOLOGY, 5th ed., 2006, by Pearson Education. 9. Serope Kalpakjian, Steven R. SCHMID, MANUFACTURING PROCESSES FOR ENGINEERING MATERIALS, 5th ed., 2006, by Pearson Education. 10. Miroslav Nadj, POLIMERNI MATERIJALI,1978, Zagreb. 11. Dragan Rapajic, PRERADA PLASTICNIH MASA EKSTRUDIRANJEM, 1976, Beograd 12. POLYMER ENGINEERING, University of Nottingham, Department of Mechanical, Materials and Manufacturing Engineering, 13.www.bdplast.com