Embed Size (px)
Citation preview
Zapewnienie bezpieczeństwa instalacji przemysłowych z wykorzystaniem metod badań nieniszczących
Krzysztof Jan KURZYDŁOWSKIMaciej Marian SPYCHALSKI
Wojciech Leon SPYCHALSKI
III Sympozjum Klubu Paragraf
Politechnika WarszawskaWydział Inżynierii Materiałowej
2/58
•Diagnozowanie stanu technicznego na etapie- Produkcji- Odbioru- Eksploatacji
•Badania całej konstrukcji i wybranych elementów
•Kryteria wyboru miejsc badania- Analiza ryzyka- Analiza warunków pracy (wytężenie, temperatura, środowisko)- Historia eksploatacji (miejsca wcześniejszych awarii, zmiany konstrukcyjne, wymiana elementów)- Doświadczenie i praktyka inżynierska- Obliczenia numeryczne
Zapewnienie bezpieczeństwa instalacji
3/58
Celem badań jest ograniczenie ryzyka awarii poprzez wykrycie wad materiałowych, ocena ich szkodliwości oraz monitorowanie ich rozwoju
Ryzyko awarii w warunkach prawidłowej eksploatacji jest zależne od procesów zachodzących w materiałach pod wpływem naprężeń, temperatury i środowiska eksploatacji.
Zapewnienie bezpieczeństwa instalacji
4/58
Degradacja materiałów konstrukcyjnych - zmiany struktury (z reguły niekorzystną) zachodzące pod wpływem oddziaływania czynników środowiskowych.
Zmiany te powodują zwykle spadek, szeroko rozumianych, właściwości użytkowych materiałów (w tym powodują zmiany właściwości mechanicznych).
W praktyce przemysłowej degradacja materiałów zachodzi zawsze, choć z różną intensywnością, której tempo może ulegać wahaniom lub (co jest częstsze) intensyfikacji w końcowym okresie eksploatacji.
Degradacja materiałów

5/58
Uszkodzenie zgrzewów wymiennika w wyniku korozji
Skutki degradacji materiałów
Uszkodzenie rury pieca pirolitycznego w wyniku przegrzania

6/58
Skutki degradacji materiałów
Wybuch instalacji – rozszczelnienie w wyniku zmęczenia materiału
7/58
Podwyższona TemperaturaWysoka, stała – Nawęglanie, odwęglanie, utlenianie, rozrost ziarn, koagulacja wydzieleń, dyfuzja pierwiastków stopowych, kruchość odpuszczania, kruchość 475°C, kruchość fazy sigmaZmienna – zmęczenie termiczne
Środowisko (gazowe lub ciekłe)
Suche – korozja chemiczna (narastanie warstw - utlenianie, nawęglanie)Wilgotne – korozja galwaniczna, równomierna, szczelinowa, wżerowa, międzykrystaliczna, selektywna, naprężeniowa, zmęczeniowa, wodorowąZmienne – Erozja, Erozja-korozja
Obciążenia mechaniczneStałe – Niebezpieczne w połączeniu z innymi czynnikami: wysoką temperaturą pracy – pełzanie, obniżoną temperaturą – kruche pękanie Zmienne – Niskocyklowe, Wysokocyklowe (podkrytyczny rozwój pęknięć), Udarowe (kruche pękanie)
Czynniki wywołujące degradację materiałów
8/58
Degradacja powierzchni – Jest procesom zachodzącym w warstwie wierzchniej mogą jej również towarzyszyć zmiany geometrii powierzchni, w skali mikroskopowej, związane pojawieniem się warstw skorodowanych, ich pękaniem i łuszczeniem się.
Degradacja w objętości – Jest znacznie trudniejsza do wykrycia i zdiagnozowania. Może objawiać się w postaci lokalnych nieciągłości (pęknięcia, mikro pory pustki) lub globalnych zmian struktury i właściwości (korozja wodorowa, rozrost ziaren, dyfuzja pierwiastków stopowych).
Degradacja materiałów
9/58
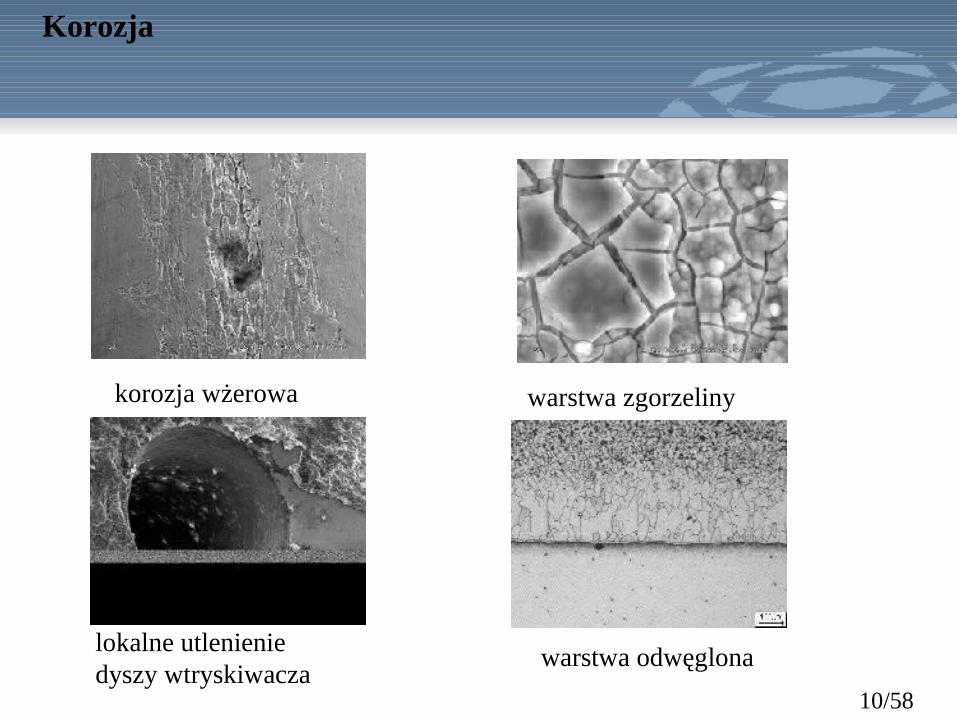
Korozja jest jedną z głównych form degradacji materiału.
Różne typy korozji charakteryzują się różnym obrazem powstających defektów:
– Galwaniczną
– Równomierną
– Szczelinową
– Wżerową
– Międzykrystaliczną
– Selektywną
– Naprężeniową
– Zmęczeniową
– Wodorową
Korozja
10/58
korozja wżerowa warstwa zgorzeliny
lokalne utlenienie dyszy wtryskiwacza
warstwa odwęglona
Korozja
11/58
Korozja
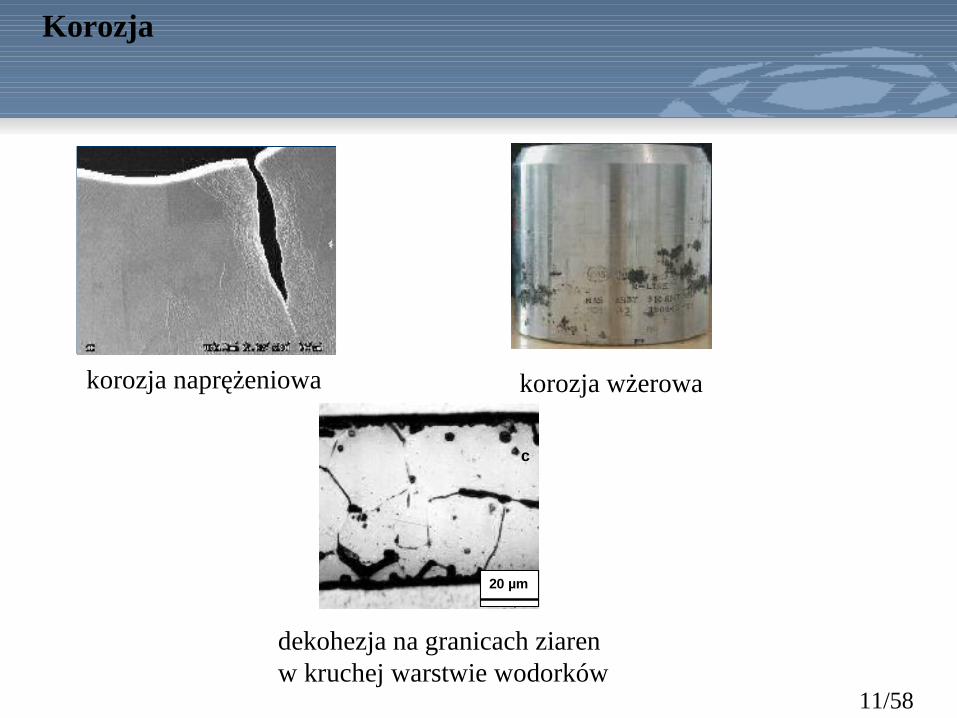
korozja naprężeniowa korozja wżerowa
20 µm
c
20 µm20 µm20 µm
c
dekohezja na granicach ziaren w kruchej warstwie wodorków
12/58
Wpływ temperatury
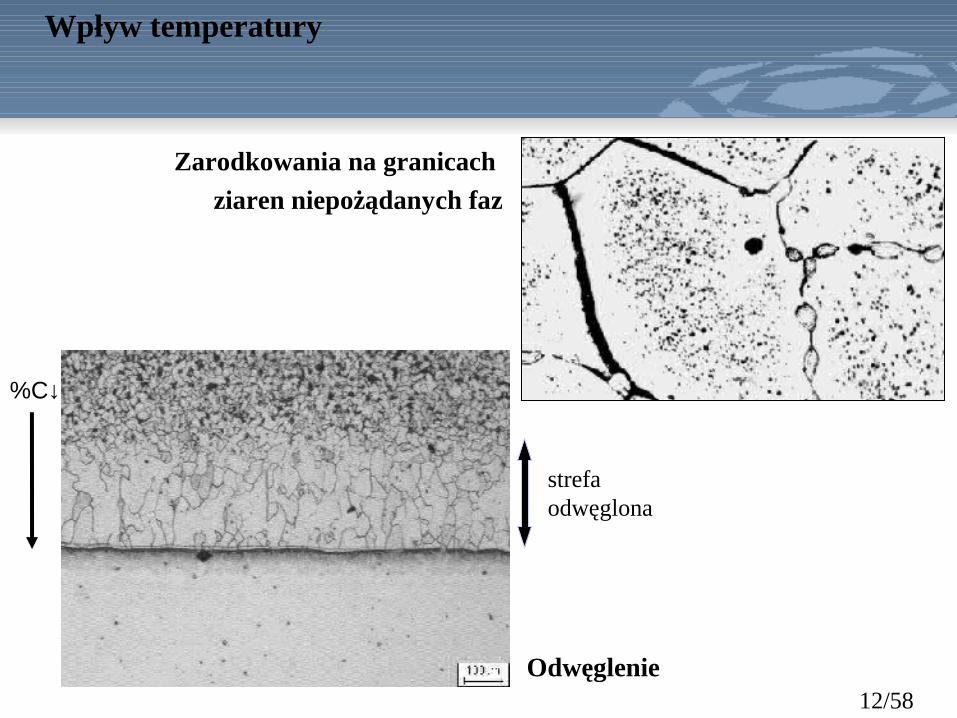
strefa odwęglona
Odwęglenie
%C↓
Zarodkowania na granicach
ziaren niepożądanych faz
13/58
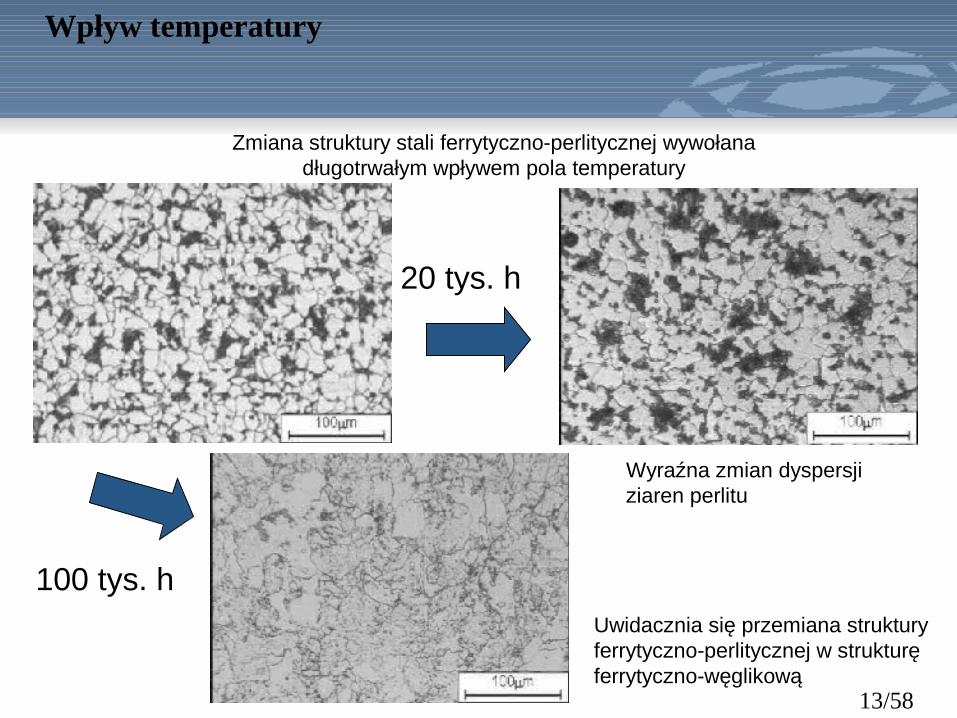
Zmiana struktury stali ferrytyczno-perlitycznej wywołana długotrwałym wpływem pola temperatury
100 tys. h
20 tys. h
Wyraźna zmian dyspersji ziaren perlitu
Uwidacznia się przemiana struktury ferrytyczno-perlitycznej w strukturę ferrytyczno-węglikową
Wpływ temperatury
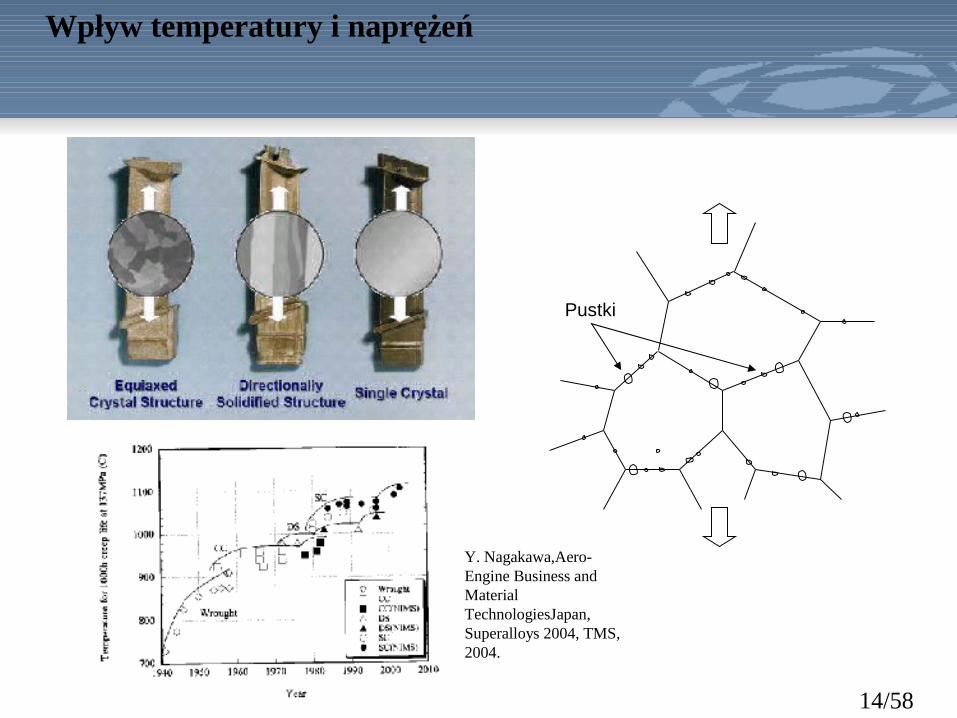
14/58
Pustki
Y. Nagakawa,Aero-Engine Business and Material TechnologiesJapan, Superalloys 2004, TMS, 2004.
Wpływ temperatury i naprężeń
15/58
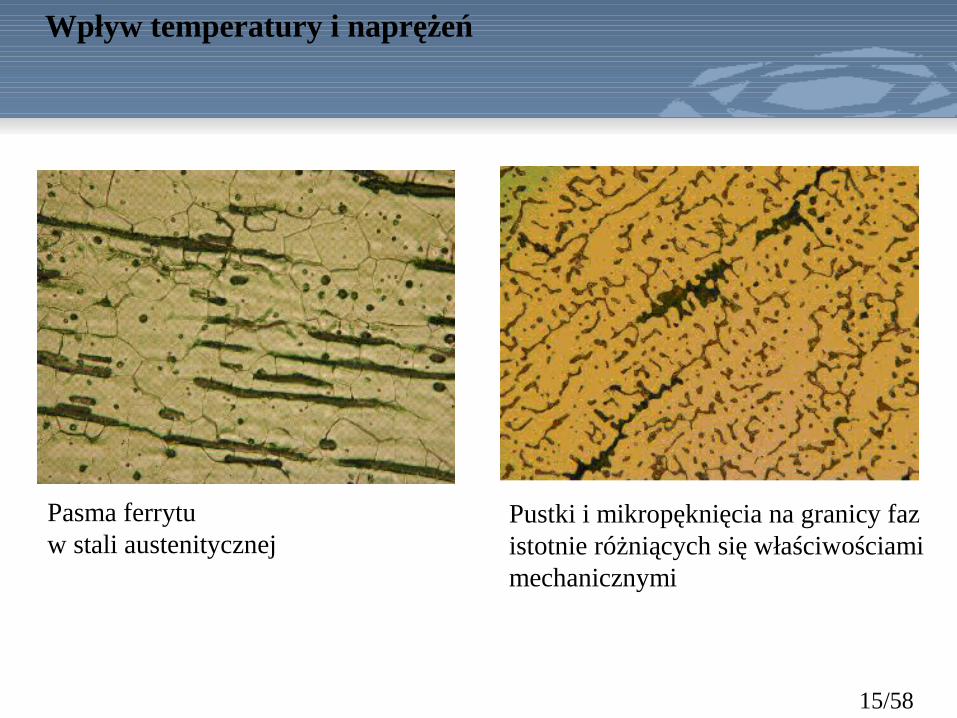
Pasma ferrytu w stali austenitycznej
Pustki i mikropęknięcia na granicy faz istotnie różniących się właściwościami mechanicznymi
Wpływ temperatury i naprężeń

16/58
Obciążenia mechaniczne
łopatka turbiny
mur z kamienia wapiennego
zerodowane kierownice wirnik
Erozja i kawitacja
17/58
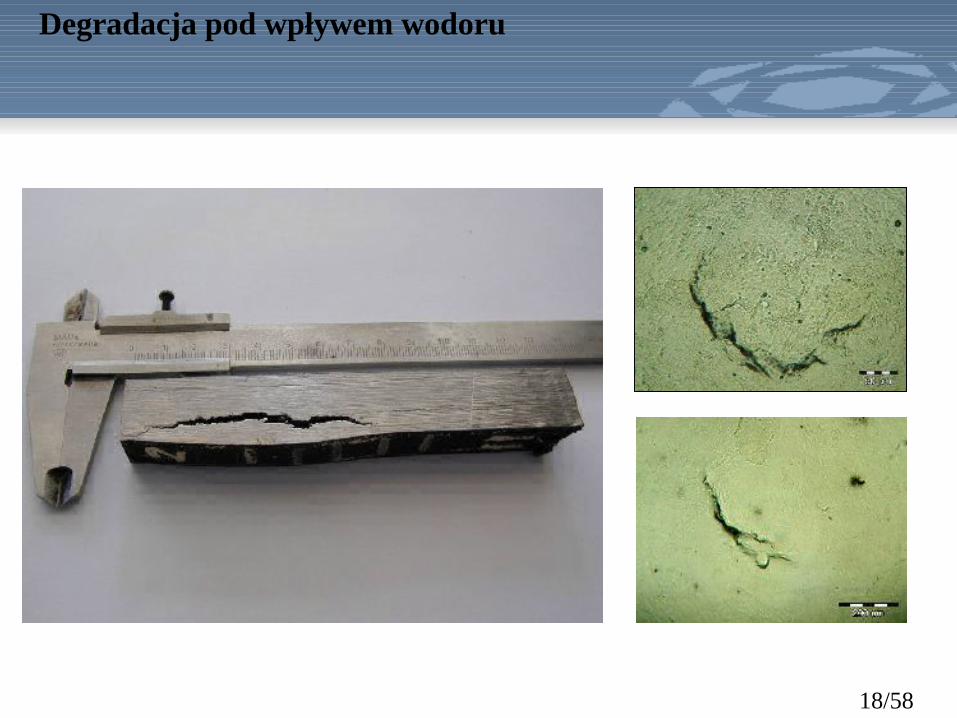
Stale niskostopowe, jak i stale odporne na korozję, mogą ulegać degradacji materiałowej, wywołanej degradacją wodorową.
Mechanizm degradacji wodorowej w znacznym stopniu zależy od szybkości dyfuzji, a także od zdolności do rozpuszczania wodoru.
W stalach austenitycznych pod wpływem wodoru zachodzą zmiany strukturalne związane m.in. z tworzeniem nietrwałych w temperaturze pokojowej faz wodorkowych, które powodują efekt kruchego pękania.
Niskostopowe stale Cr-Mo mogą ulegać atakowi wodorowemu, który ujawnia się m.in. uszkodzeniami w postaci wewnętrznego odwęglenia oraz pęcherzy, rozwarstwień i pęknięć.
Degradacja pod wpływem wodoru
18/58
Degradacja pod wpływem wodoru

19/58
Degradacja pod wpływem wodoru
20/58
Dobierając metody monitorowania degradacji materiału należy prać pod uwag możliwe mechanizmy degradacji, dostęp do badanych elementów czy możliwość pobrania wycinków materiałów. Nie bez znaczenia są aspekty ekonomiczne.
Przy obecnym poziomie rozwoju techniki i wiedzy o procesach degradacji możliwy jest często ilościowy opis kinetyki rozwoju uszkodzeń przy różnych warunkach obciążenia, temperaturach i środowiskach pracy.
Wybierając metody monitorowania degradacji materiału należy rozpatrzyć przede wszystkim wszystkie możliwe mechanizmy zniszczenia jakie mogą pojawiać się w rzeczywistych warunkach pracy urządzeń.
Monitorowanie degradacji materiałów
21/58
Techniki badań nieniszczących
Najczęściej stosowane techniki badań nieniszczących
• Metoda wizualna - Visual Testing (VT) - Ultraviolet, Infrared, and Visible Light. • Metoda penetracyjna - Penetrant Testing (PT) • Metoda prądów wirowych - Eddy Current/Electromagnetic Testing (ET) • Metoda magnetyczna - Magnetic Particle Testing (MT) • Metoda ultradźwiękowa - Utrasonic Testing (UT) • Metoda Radiograficzna - Radiography (RT): X-Rays, Gamma Rays, Beta Particles, Protons, Neutrons• Metoda emisji akustycznej - Acoustic Emissions (AE)
Przy wyborze metody badań nieniszczących należy kierować się informacjami zawartymi w odpowiednich normach dotyczących metod jak i sposobu badania określonych materiałów i urządzeń. Pomocne mogą tu być różnego rodzaju wytyczne określające optymalną metodę NDT w zależności od materiału i typu wady
22/58
Techniki badań nieniszczących
•Metody „lokalne”ultradźwiękowe, penetracyjne, prądów wirowych, magnetyczne, radiograficzne, …
•Metody „globalne”emisja akustyczna, wizualne, próba ciśnieniowa, badania szczelności, …
•Możliwość badania w czasie eksploatacjizależne od warunków pracy – tensometryczne, wizualne, emisja akustyczna, badania ultradźwiękowe, …

23/58
Techniki badań nieniszczących

24/58
Przykłady

25/58
Warunki pracy
Środowisko:- Węglowodory- sole amonowe (NH4HS)- Wodór- Woda
Temperatura: 60 °CPrędkość: > 7 m/s
erozja - korozja
korozja wodorowa - pęcherze
Monitorowanie uszkodzeń rurociągu
26/58
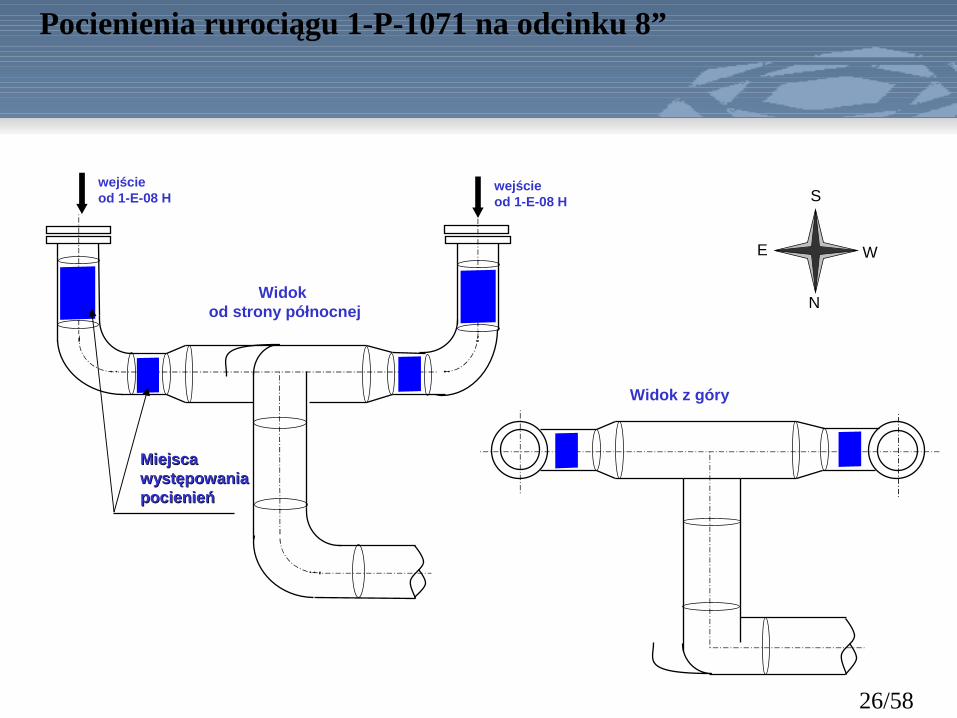
Widok z góry
Widok od strony północnej
N
S
E W
Miejsca Miejsca występowania występowania pocienieńpocienień
wejście od 1-E-08 H
wejście od 1-E-08 H
Pocienienia rurociągu 1-P-1071 na odcinku 8”
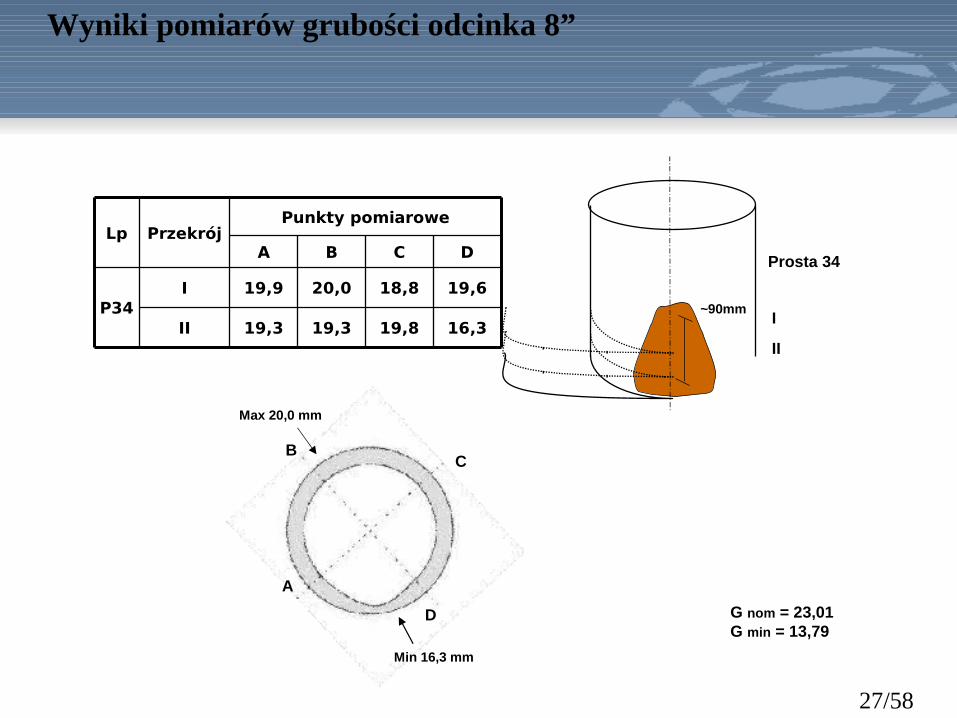
27/58
Lp PrzekrójPunkty pomiarowe
A B C D
P34I 19,9 20,0 18,8 19,6
II 19,3 19,3 19,8 16,3
Prosta 34
I
II
~90mm
Max 20,0 mm
Min 16,3 mm
A
BC
D G nom = 23,01G min = 13,79
Wyniki pomiarów grubości odcinka 8”

28/58
Erozja rur 8”
Obserwowane ubytki materiału we fragmencie rurociągu 8” 1-P-1071
29/58
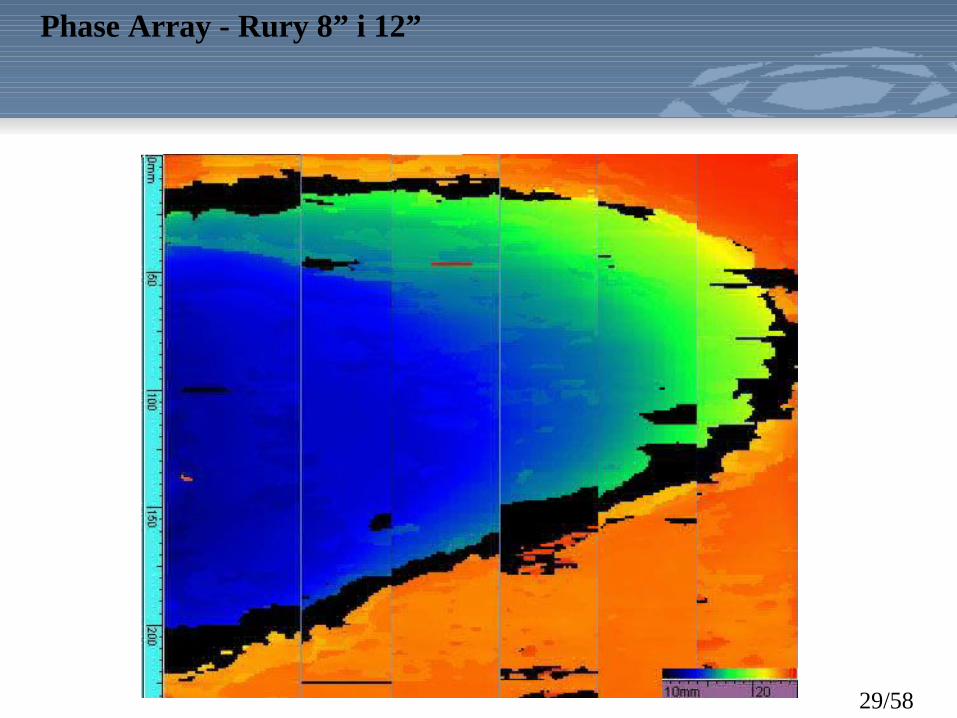
Phase Array - Rury 8” i 12”

30/58
Rura 8” – rekonstrukcja
31/58
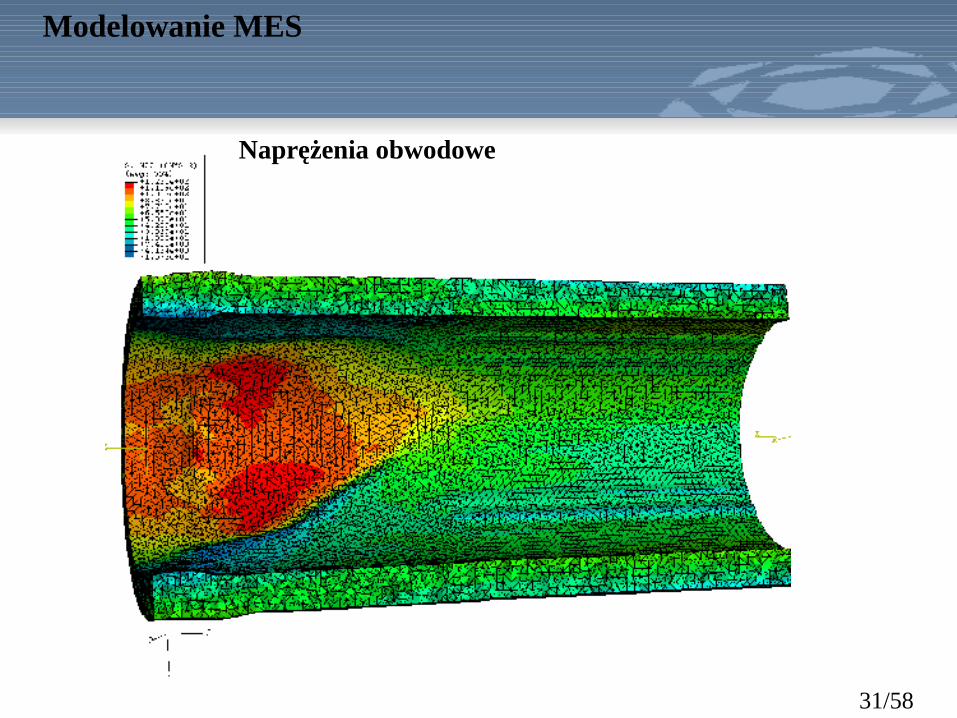
Modelowanie MES
Naprężenia obwodowe
32/58
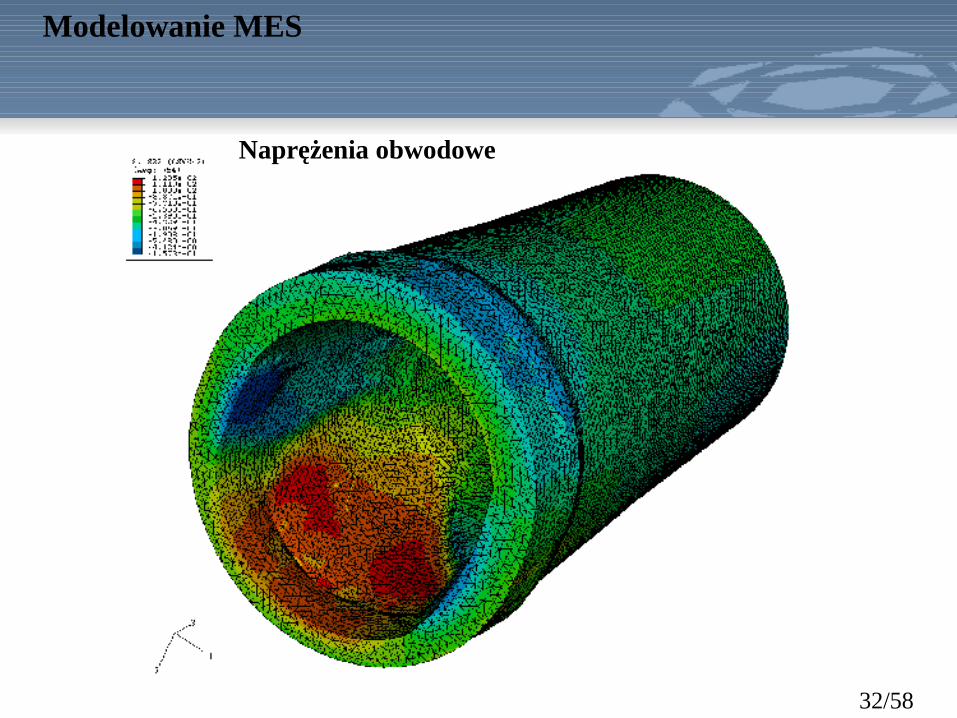
Naprężenia obwodowe
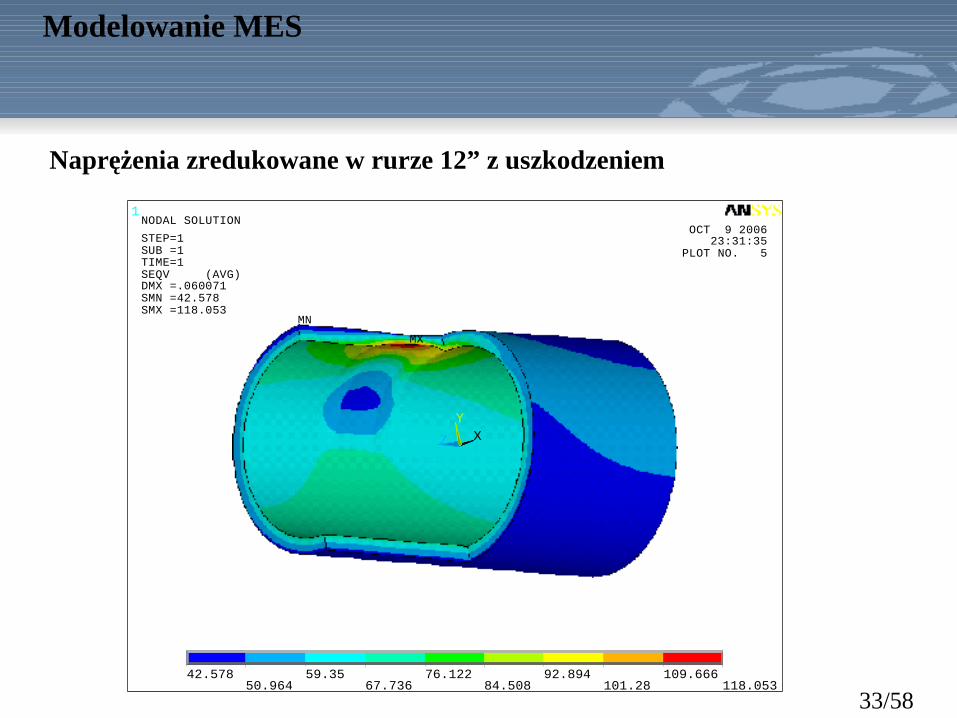
Modelowanie MES
33/58
1
MN
MX
XY
Z
42.57850.964
59.3567.736
76.12284.508
92.894101.28
109.666118.053
OCT 9 200623:31:35
PLOT NO. 5
NODAL SOLUTION
STEP=1SUB =1TIME=1SEQV (AVG)DMX =.060071SMN =42.578SMX =118.053
Naprężenia zredukowane w rurze 12” z uszkodzeniem
Modelowanie MES
34/58
X
Y
Z
020
4060
80100
120140
160180
OCT 13 200618:39:25
PLOT NO. 9
NODAL SOLUTION
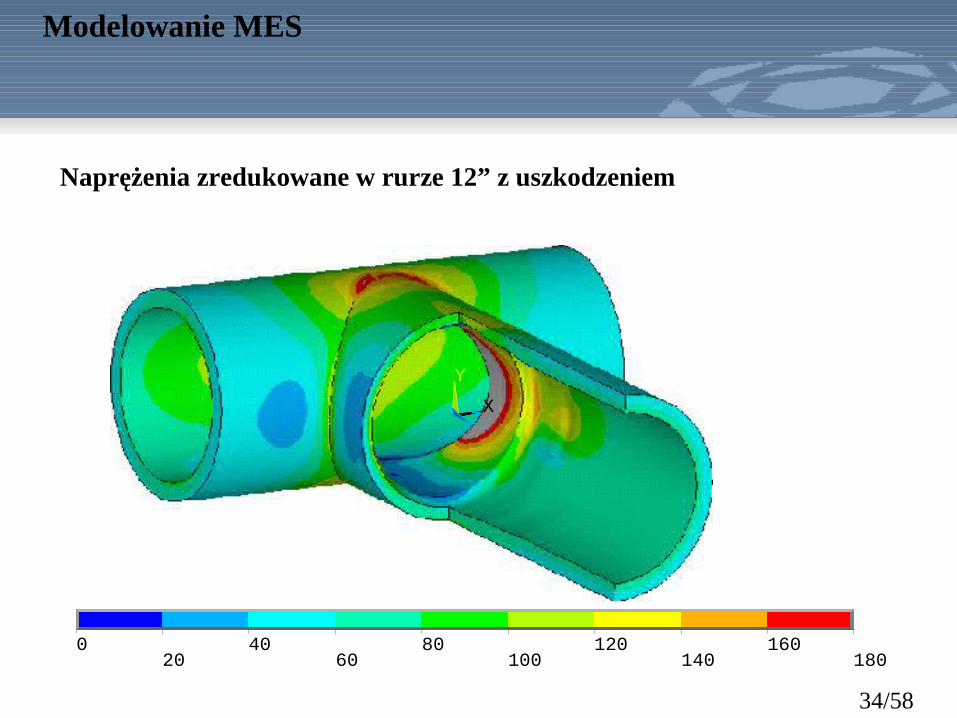
STEP=1SUB =1TIME=1SEQV (AVG)DMX =.314663SMN =4.467SMX =368.328
Modelowanie MES
Naprężenia zredukowane w rurze 12” z uszkodzeniem
35/58
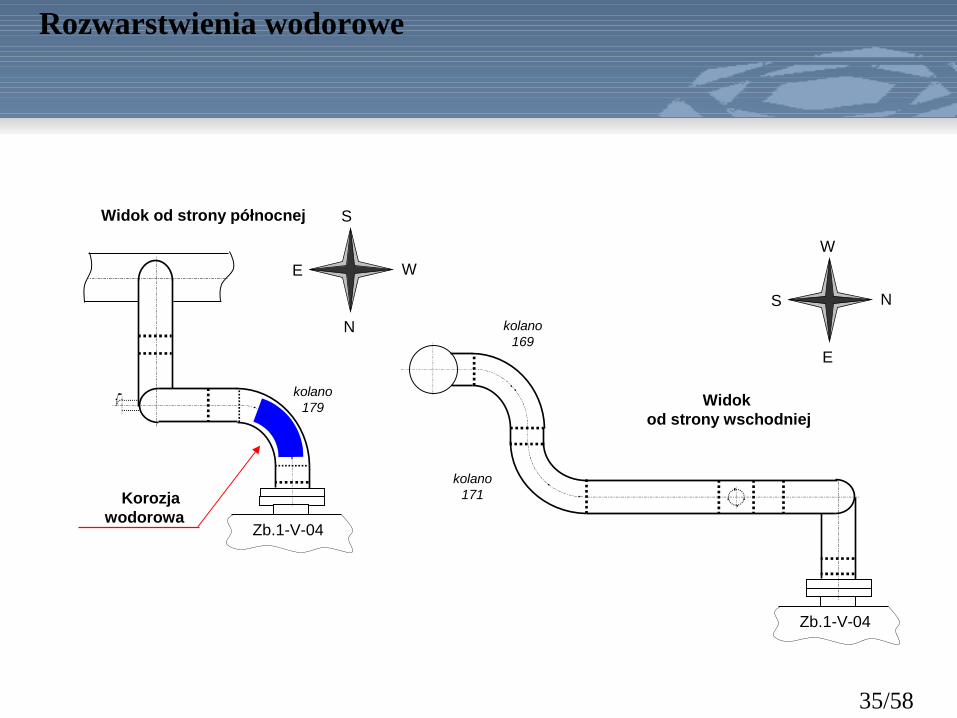
Zb.1-V-04
kolano179
Zb.1-V-04
kolano169
kolano171
Widok od strony północnej
Widok od strony wschodniej
WE
N
S
NS
E
W
Korozja wodorowa
Rozwarstwienia wodorowe
36/58
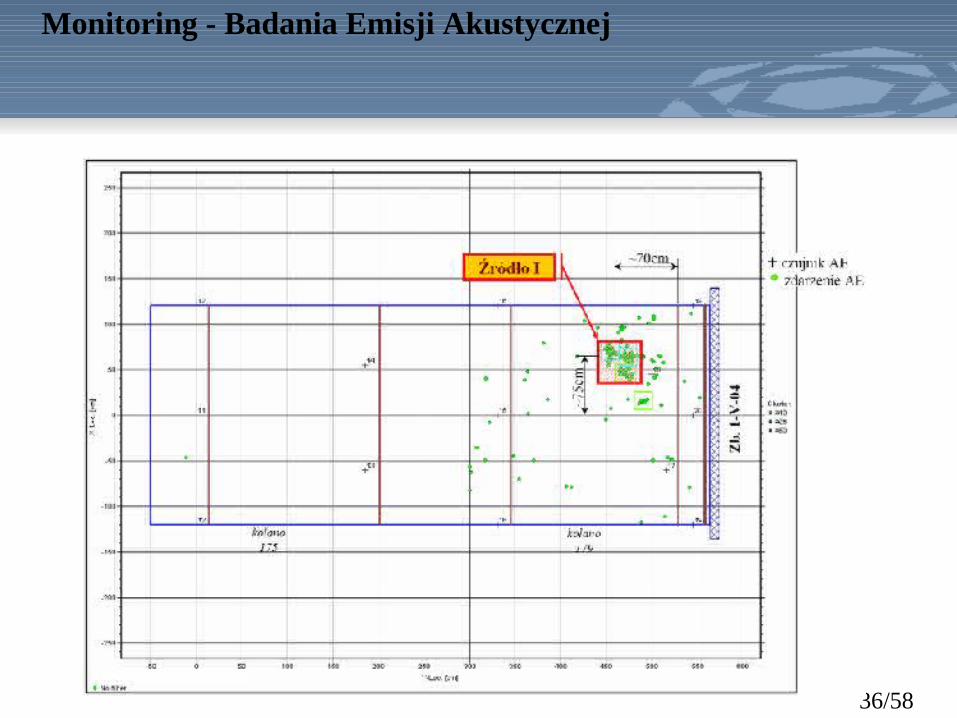
Monitoring - Badania Emisji Akustycznej
37/58
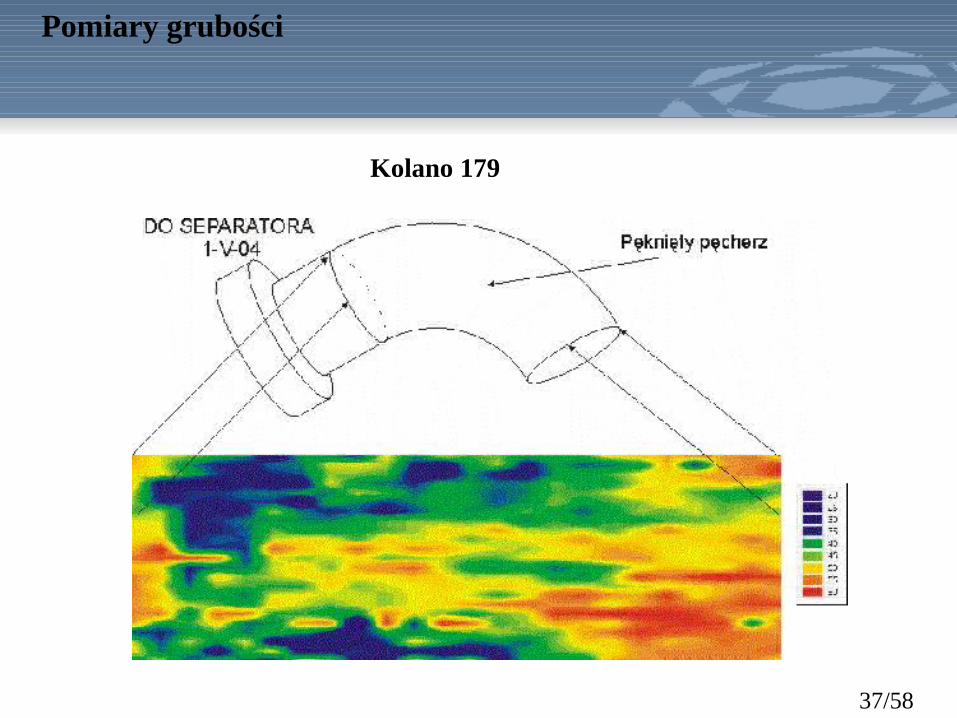
Pomiary grubości
Kolano 179
38/58
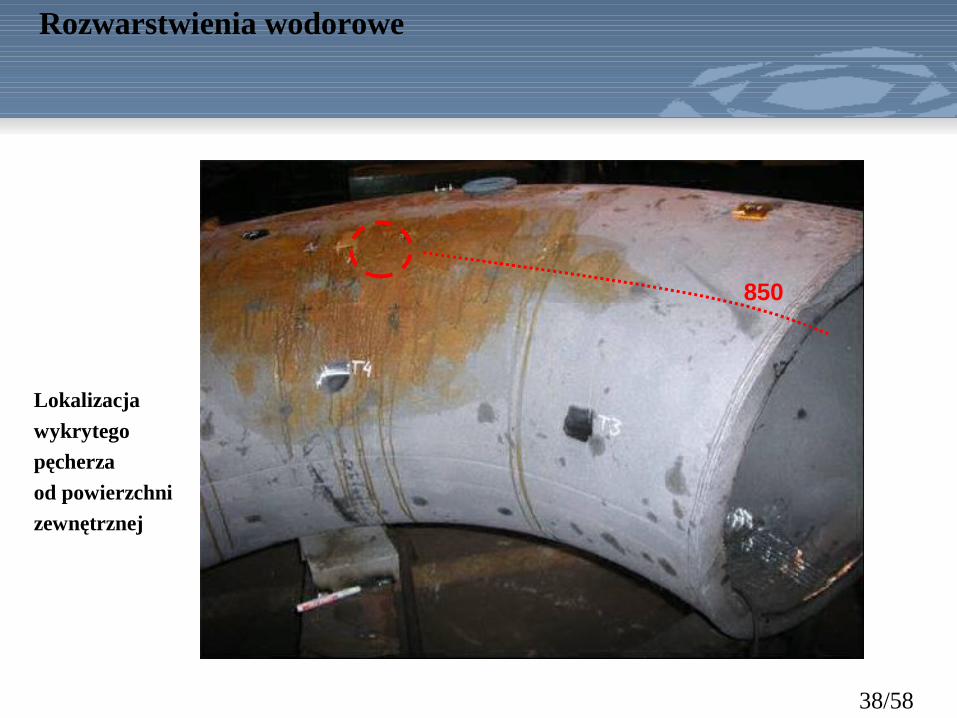
Lokalizacja
wykrytego
pęcherza
od powierzchni
zewnętrznej
850
Rozwarstwienia wodorowe
39/58
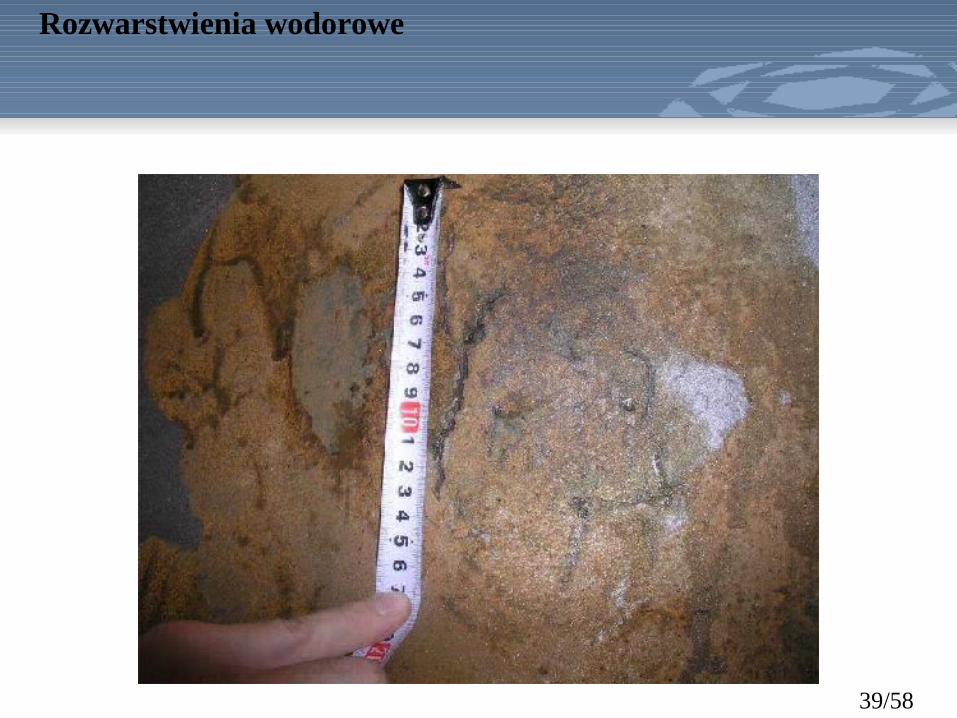
Rozwarstwienia wodorowe
40/58
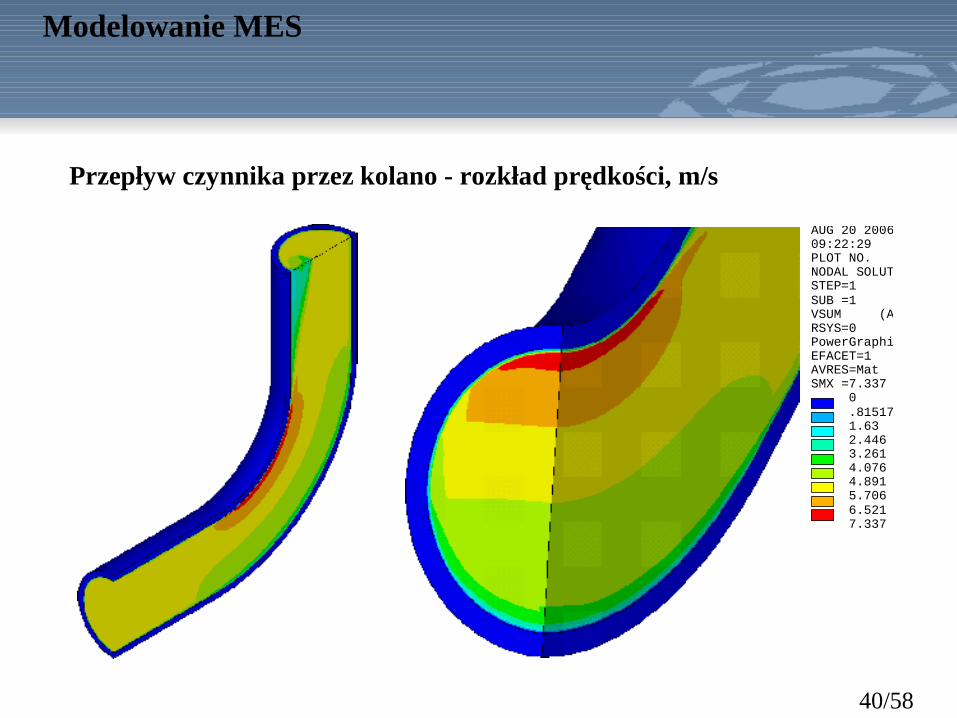
ANSYS 10.0AUG 20 200609:19:44PLOT NO. 4NODAL SOLUTIONSTEP=1SUB =1VSUM (AVG)RSYS=0PowerGraphicsEFACET=1AVRES=MatSMX =7.337
X
Y
Z
0.8151781.632.4463.2614.0764.8915.7066.5217.337
ANSYS 10.0AUG 20 200609:22:29PLOT NO. 5NODAL SOLUTIONSTEP=1SUB =1VSUM (AVG)RSYS=0PowerGraphicsEFACET=1AVRES=MatSMX =7.337
X
YZ
0.8151781.632.4463.2614.0764.8915.7066.5217.337
Przepływ czynnika przez kolano - rozkład prędkości, m/s
Modelowanie MES
41/58
Modelowanie MES
ANSYS 10.0AUG 20 200609:23:44PLOT NO. 7NODAL SOLUTIONSTEP=1SUB =1PRES (AVG)RSYS=0PowerGraphicsEFACET=1AVRES=MatSMN =.129E+08SMX =.130E+08
X
Y
Z
.129E+08
.129E+08
.129E+08
.129E+08
.129E+08
.129E+08
.130E+08
.130E+08
.130E+08
.130E+08
ANSYS 10.0AUG 20 200609:25:15PLOT NO. 8NODAL SOLUTIONSTEP=1SUB =1PRES (AVG)RSYS=0PowerGraphicsEFACET=1AVRES=MatSMN =.129E+08SMX =.130E+08
X
YZ
.129E+08
.129E+08
.129E+08
.129E+08
.129E+08
.129E+08
.130E+08
.130E+08
.130E+08
.130E+08
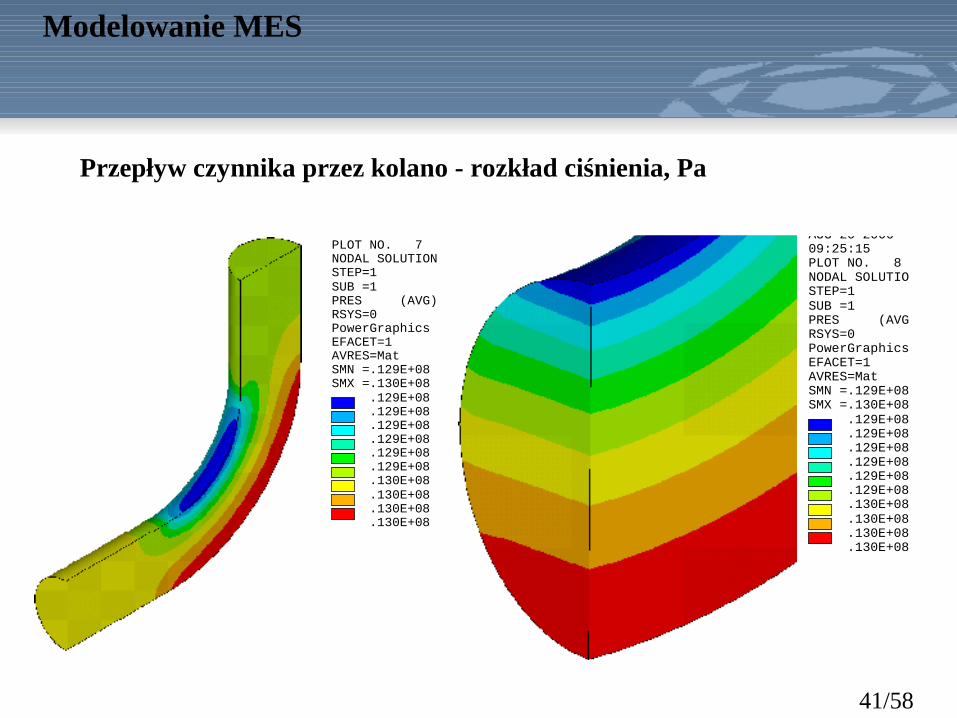
Przepływ czynnika przez kolano - rozkład ciśnienia, Pa
42/58
ANSYS 10.0AUG 20 200618:32:33PLOT NO. 7NODAL SOLUTIONSTEP=1SUB =1TIME=1UX (AVG)RSYS=0PowerGraphicsEFACET=1AVRES=All(Full)DMX =30.896SMN =-.141933SMX =.115576
XY
Z
-.141933-.113321-.084709-.056096-.027484.001128.02974.058352.086964.115576
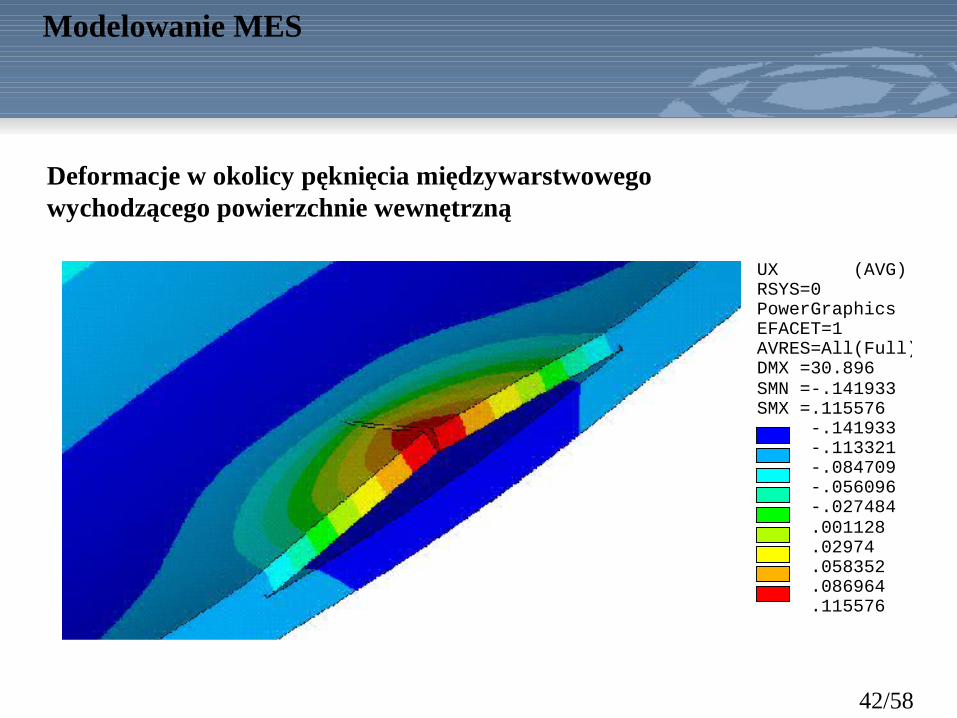
Deformacje w okolicy pęknięcia międzywarstwowego wychodzącego powierzchnie wewnętrzną
Modelowanie MES
43/58
ANSYS 10.0AUG 20 200618:54:41PLOT NO. 16NODAL SOLUTIONSTEP=1SUB =1TIME=1SEQV (AVG)PowerGraphicsEFACET=1AVRES=All(Full)DMX =30.896SMN =4.898SMX =157.723
X
YZ
4.89821.87838.85955.83972.8289.801106.781123.762140.743157.723
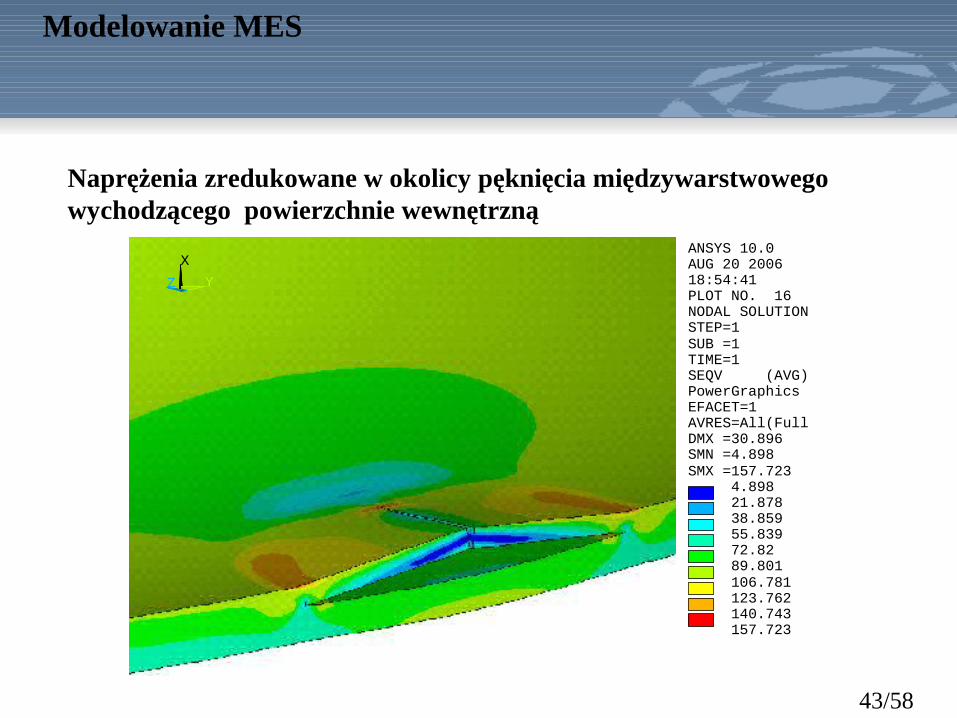
Naprężenia zredukowane w okolicy pęknięcia międzywarstwowego wychodzącego powierzchnie wewnętrzną
Modelowanie MES
44/58
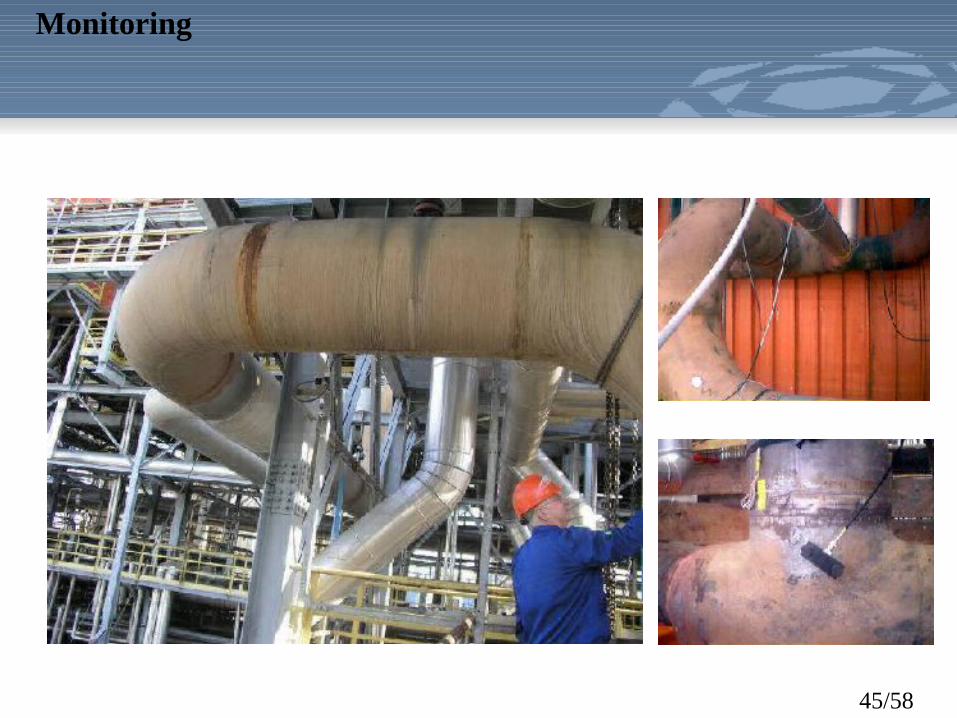
Monitoring ciągły:
• pomiary emisji akustycznej• pomiary tensometryczne• pomiary ciśnienia, temperatury i szybkości przepływu
Monitoring okresowy:
• ultradźwiękowe pomiary grubości• ultradźwiękowe pomiary geometrii uszkodzeń metodą PhaseArray
Monitoring
45/58
Monitoring

46/58
Monitoring

47/58
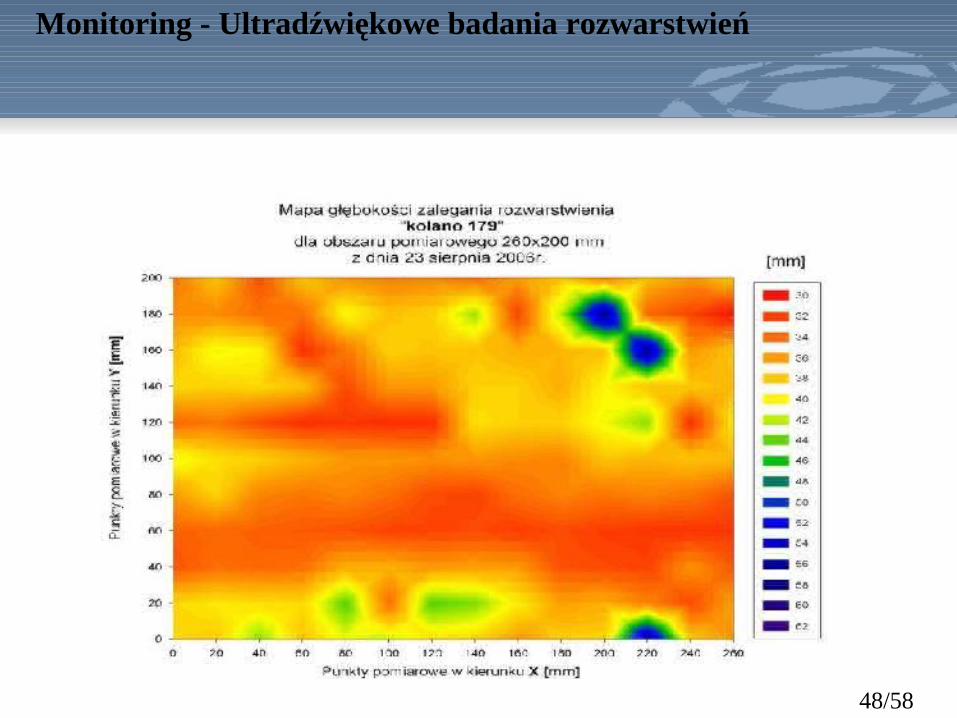
Monitoring - Ultradźwiękowe badania rozwarstwień
48/58
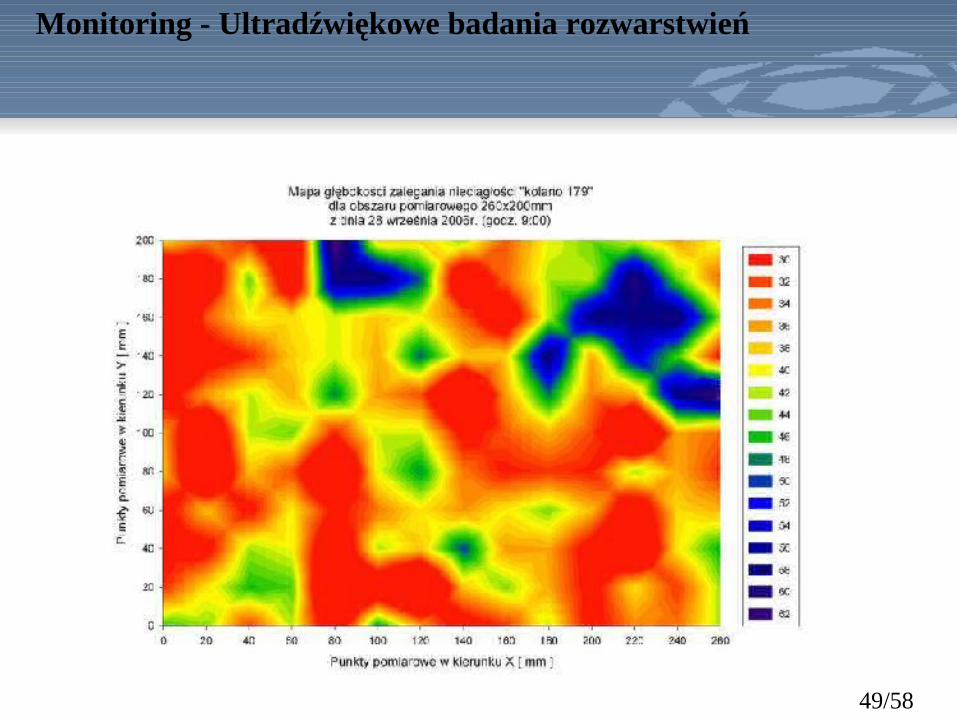
Monitoring - Ultradźwiękowe badania rozwarstwień
49/58
Monitoring - Ultradźwiękowe badania rozwarstwień
50/58
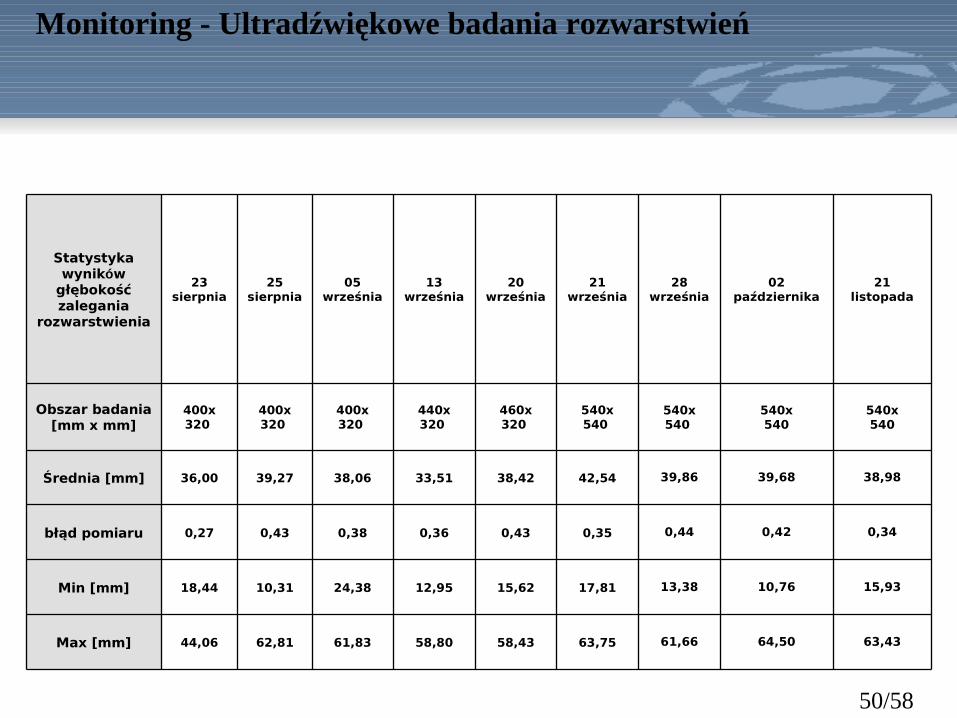
Monitoring - Ultradźwiękowe badania rozwarstwień
Statystyka wyników
głębokość zalegania
rozwarstwienia
23 sierpnia
25 sierpnia
05 września
13 września
20 września
21 września
28 września
02 października
21 listopada
Obszar badania [mm x mm]
400x 320
400x 320
400x320
440x320
460x320
540x540
540x540
540x540
540x540
Średnia [mm] 36,00 39,27 38,06 33,51 38,42 42,54 39,86 39,68 38,98
błąd pomiaru 0,27 0,43 0,38 0,36 0,43 0,35 0,44 0,42 0,34
Min [mm] 18,44 10,31 24,38 12,95 15,62 17,81 13,38 10,76 15,93
Max [mm] 44,06 62,81 61,83 58,80 58,43 63,75 61,66 64,50 63,43
51/58
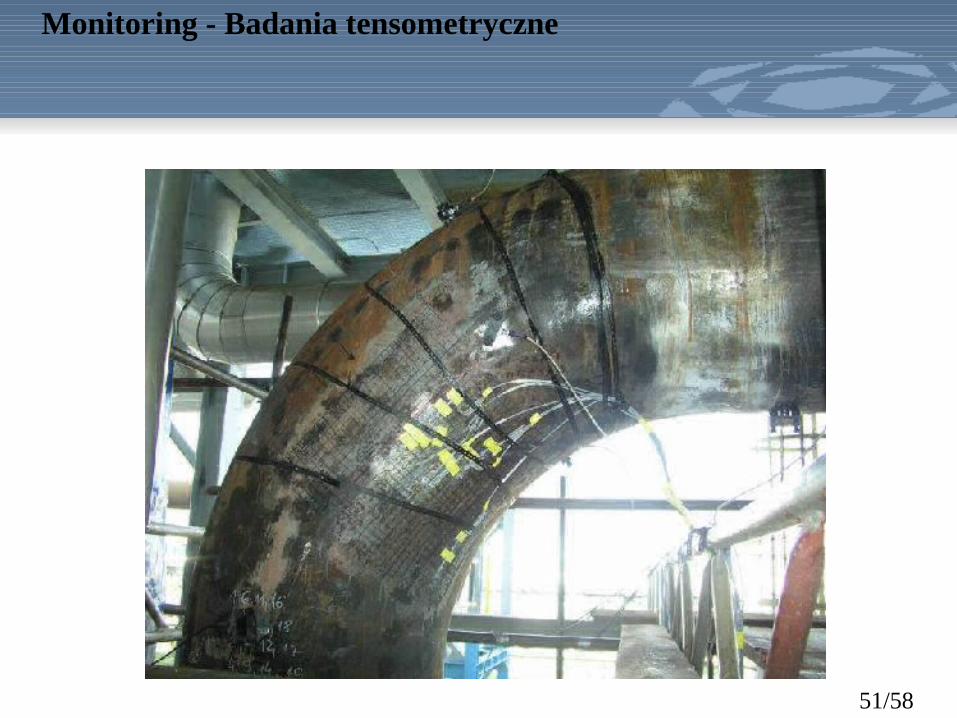
Monitoring - Badania tensometryczne
52/58
-50
0
50
100
150
200
29-9 30-9 1-10 2-10 3-10 4-10 5-10 6-10 7-10 8-10 9-10 10-10 11-10 12-10 13-10
[um
/m]
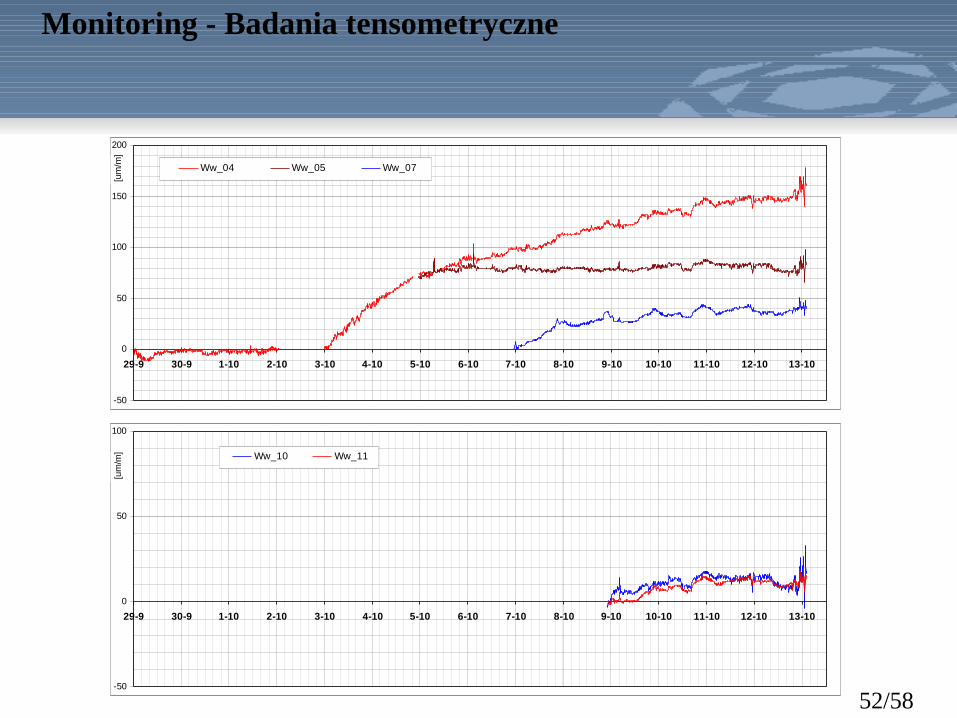
Ww_04 Ww_05 Ww_07
-50
0
50
100
29-9 30-9 1-10 2-10 3-10 4-10 5-10 6-10 7-10 8-10 9-10 10-10 11-10 12-10 13-10
[um
/m] Ww_10 Ww_11
Monitoring - Badania tensometryczne
53/58
-50
0
50
100
29-9 30-9 1-10 2-10 3-10 4-10 5-10 6-10 7-10 8-10 9-10 10-10 11-10 12-10 13-10
[um
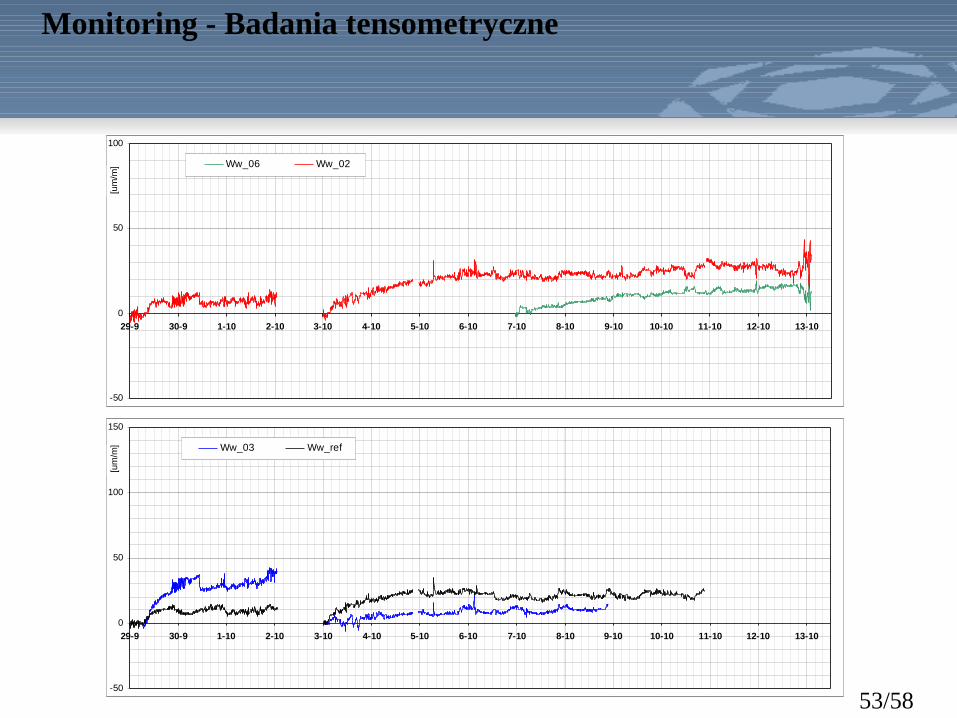
/m] Ww_06 Ww_02
-50
0
50
100
150
29-9 30-9 1-10 2-10 3-10 4-10 5-10 6-10 7-10 8-10 9-10 10-10 11-10 12-10 13-10
[um
/m] Ww_03 Ww_ref
Monitoring - Badania tensometryczne
54/58
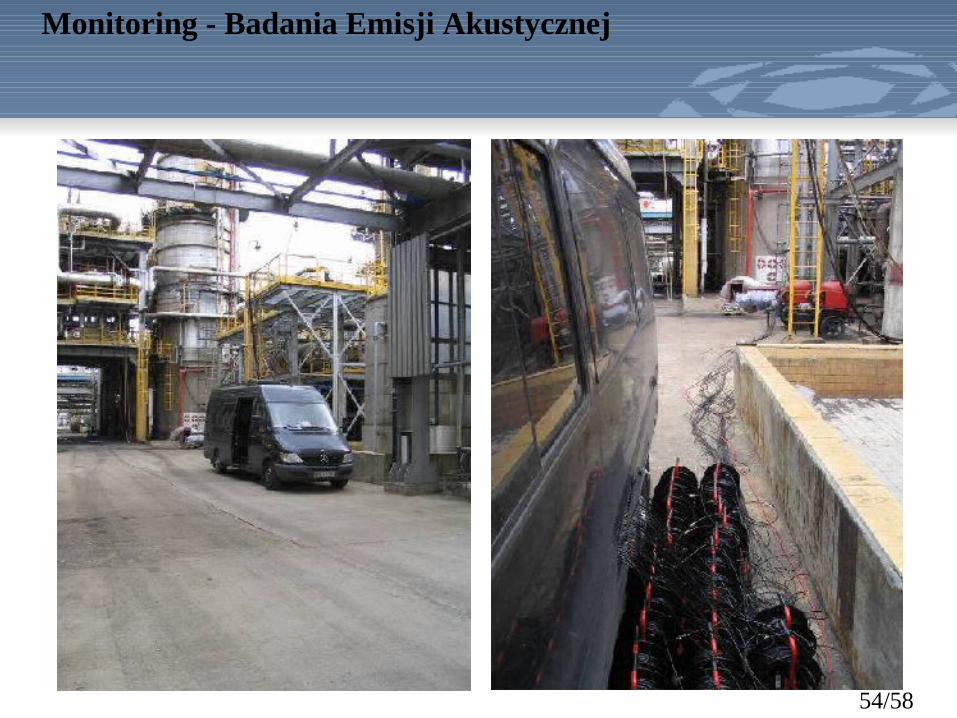
Monitoring - Badania Emisji Akustycznej

55/58
Czujnik z przedwzmacniaczem VS30-V
Przedwzmacniacz AEP4
Uchwyt
Czujnik zintegrowanych z przedwzmacniaczem VS150-RIC
Monitoring - Badania Emisji Akustycznej

56/58
Monitoring - Badania Emisji Akustycznej
57/58
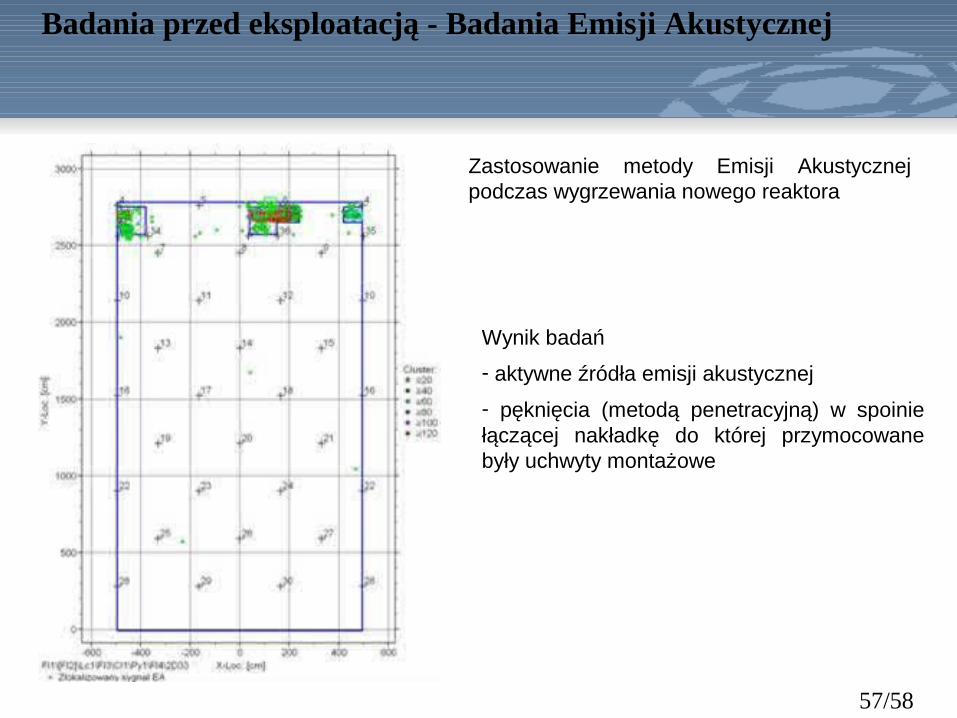
Badania przed eksploatacją - Badania Emisji Akustycznej
Zastosowanie metody Emisji Akustycznej podczas wygrzewania nowego reaktora
Wynik badań
- aktywne źródła emisji akustycznej
- pęknięcia (metodą penetracyjną) w spoinie łączącej nakładkę do której przymocowane były uchwyty montażowe
58/58
Podsumowanie
• Konstrukcje inżynierskie ulegają degradacji materiałowej także w warunkach prawidłowej eksploatacji
• Degradacja materiałów i uszkodzenia mogą być monitorowane nowoczesnymi metodami z zakresu badań nieniszczących
• Współczesne metody monitorowanie degradacji pozwalają na bezpieczną eksploatację instalacji o znacznym stopniu degradacji materiału