Embed Size (px)
Citation preview

KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA
ZAKŁAD INŻYNIERII SPAJANIA
Publikacja współfinansowana
ze środków Unii Europejskiej
w ramach Europejskiego Funduszu Społecznego
Technologie Materiałowe II Spajanie materiałów
Wykład 12
Lutowanie miękkie (SOLDERING) i twarde (BRAZING)
dr inż. Dariusz Fydrych
Kierunek studiów: Inżynieria Materiałowa
Studia stacjonarne I stopnia
sem. VI

LITERATURA
• Babiński W.: Stopy srebra i ich zastosowanie. Wydawnictwo
Politechniki Śląskiej, Gliwice 1987.
• Czech J., Winiowski A.: Spawanie metali nieżelaznych i lutowanie. Instytut
Spawalnictwa, Gliwice 1997.
• Nowacki J. i in.: Lutowanie w budowie maszyn. Wydawnictwa Naukowo
Techniczne, Warszawa 2007.
• Radomski T., Ciszewski A.: Lutowanie. Wydawnictwa Naukowo
Techniczne, Warszawa 1971.
• Katalogi producentów materiałów dodatkowych do lutowania
• Normy
2
WIADOMOŚCI OGÓLNE
LUTOWANIE – proces polegający na łączeniu przedmiotów (metalowych)
za pomocą dodatkowego, roztopionego metalu, zwanego lutem, którego
temperatura topnienia jest niższa niż temperatura topnienia metali
łączonych.
Podczas lutowania nie zachodzi nadtapianie brzegów łączonych elementów.
Przebieg typowego procesu lutowania:
1. ukształtowanie i oczyszczenie powierzchni łączonych części,
2. nagrzanie powierzchni łączonych części do temperatury bliskiej
temperaturze topnienia lutu,
3. nałożenie topnika, roztopienie lutu i wprowadzenie go do między łączone
powierzchnie,
4. wzajemna dyfuzja łączonych metali i ciekłego lutu,
5. ochłodzenie i zakrzepnięcie lutowiny.
3
Wymagania stawiane lutom:
1. Temperatura topnienia lutu musi być niższa od temperatury topnienia
lutowanych materiałów,
2. Lut powinien dobrze zwilżać powierzchnie lutowanych części,
3. Powinowactwo chemiczne lutu do metali łączonych powinno zapewniać
tworzenie się na granicy styku roztworów stałych i związków
międzymetalicznych,
4. Lut w stanie roztopionym powinien wskazywać dobrą lejność,
5. Zakres krystalizacji nie powinien być zbyt duży,
6. Współczynnik rozszerzalności cieplnej lutu i łączonych materiałów
powinny być zbliżone do siebie,
7. Lut i łączone materiały powinny wykazywać zbliżoną odporność na
korozję.
WIADOMOŚCI OGÓLNE
4

KLASYFIKACJA LUTOWANIA
5
KLASYFIKACJA LUTOWANIA
6
KLASYFIKACJA LUTOWANIA
7

FIZYKO-CHEMICZNE PODSTAWY LUTOWANIA
8
FIZYKO-CHEMICZNE PODSTAWY LUTOWANIA
9
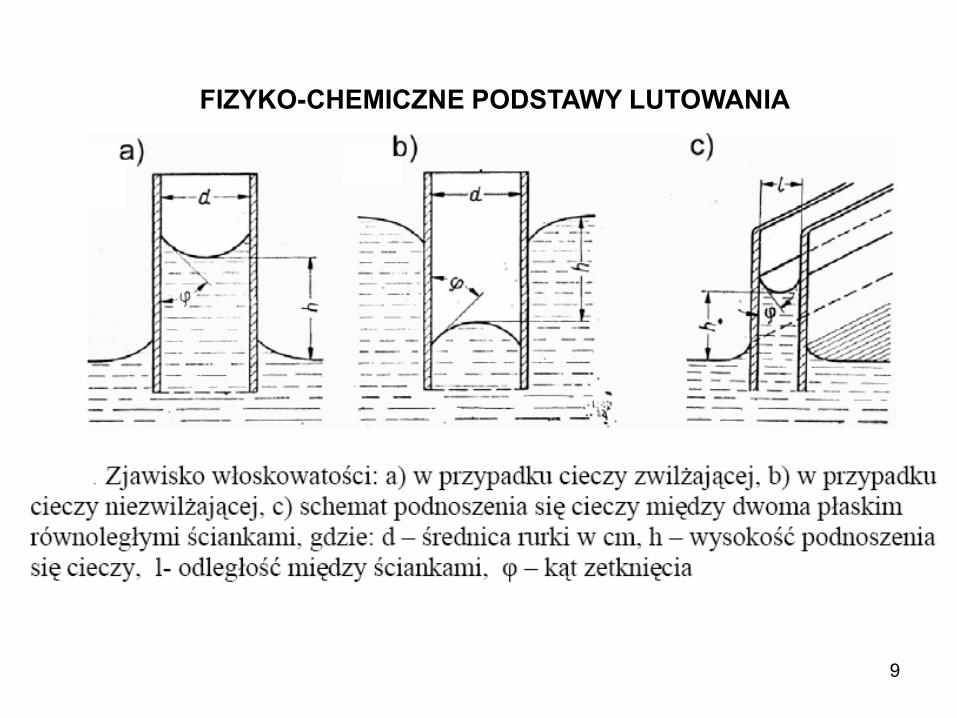
FIZYKO-CHEMICZNE PODSTAWY LUTOWANIA
10
FIZYKO-CHEMICZNE PODSTAWY LUTOWANIA
11

KLASYFIKACJA LUTÓW
12
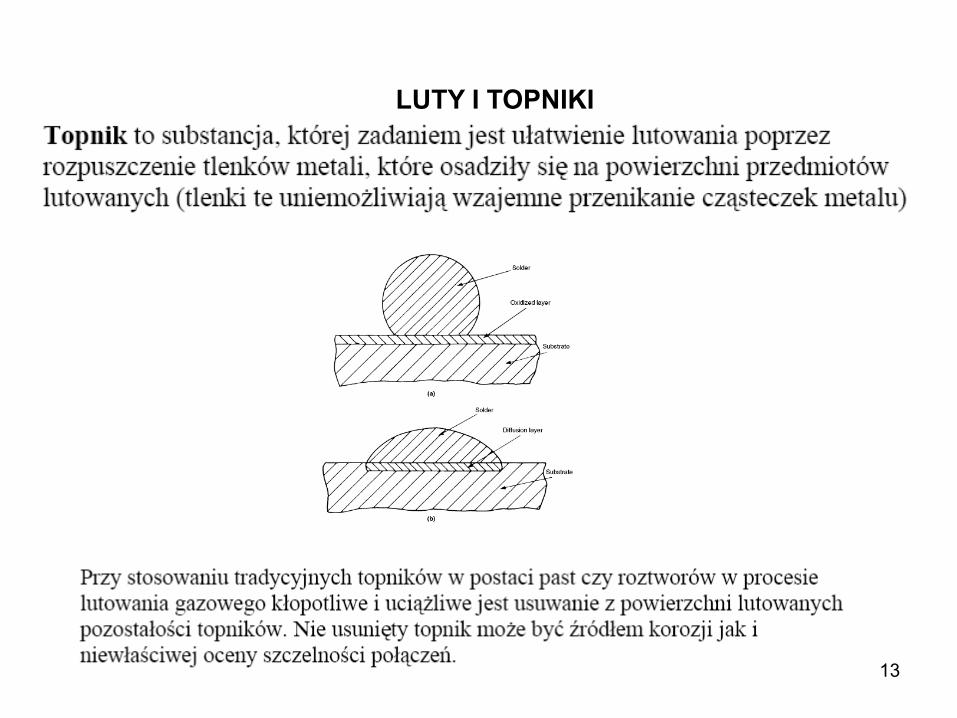
LUTY I TOPNIKI
13
BUDOWA ZŁACZA LUTOWANEGO
Budowa złącza lutowanego zależy od:
1. Rodzaju wzajemnego oddziaływania lutowanego materiału oraz lutu (czyli
od składu chemicznego i własności materiału i lutu),
2. Temperatury procesu,
3. Wielkości szczeliny pomiędzy łączonymi powierzchniami,
4. Sposobu ochrony złącza przed utlenianiem (topniki, atmosfery ochronne),
5. Czystości łączonych powierzchni,
6. Metody lutowania.
14
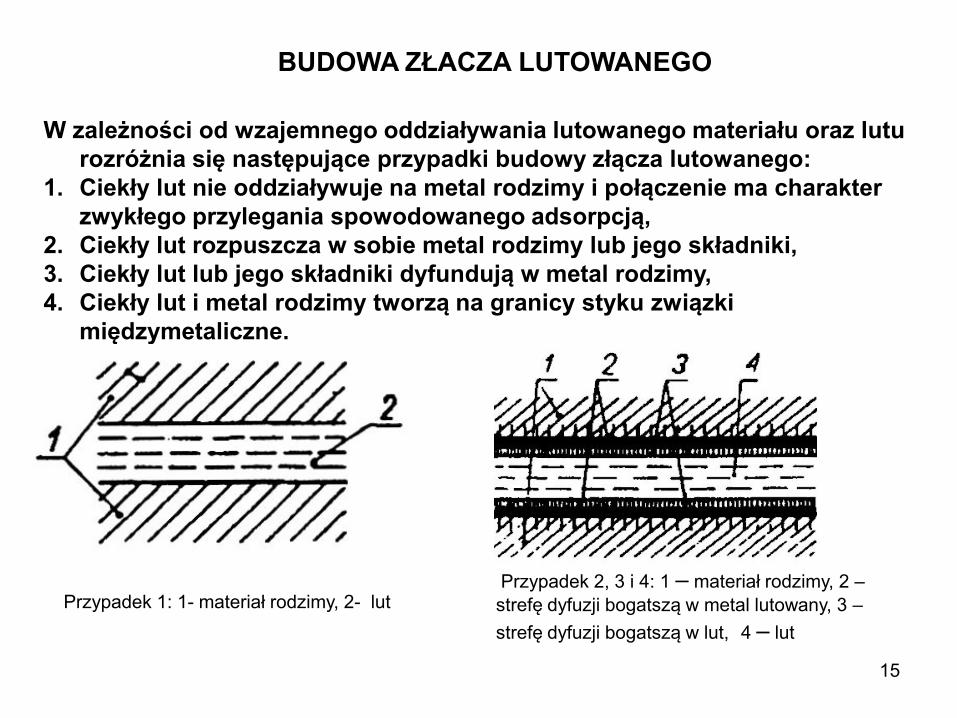
BUDOWA ZŁACZA LUTOWANEGO
W zależności od wzajemnego oddziaływania lutowanego materiału oraz lutu
rozróżnia się następujące przypadki budowy złącza lutowanego:
1. Ciekły lut nie oddziaływuje na metal rodzimy i połączenie ma charakter
zwykłego przylegania spowodowanego adsorpcją,
2. Ciekły lut rozpuszcza w sobie metal rodzimy lub jego składniki,
3. Ciekły lut lub jego składniki dyfundują w metal rodzimy,
4. Ciekły lut i metal rodzimy tworzą na granicy styku związki
międzymetaliczne.
Przypadek 1: 1- materiał rodzimy, 2- lut Przypadek 2, 3 i 4: 1 – materiał rodzimy, 2 –
strefę dyfuzji bogatszą w metal lutowany, 3 –
strefę dyfuzji bogatszą w lut, 4 – lut
15
BUDOWA ZŁACZA LUTOWANEGO
16
TECHNOLOGIA LUTOWANIA
17

TECHNOLOGIA LUTOWANIA
18

TECHNOLOGIA LUTOWANIA
19
TECHNOLOGIA LUTOWANIA
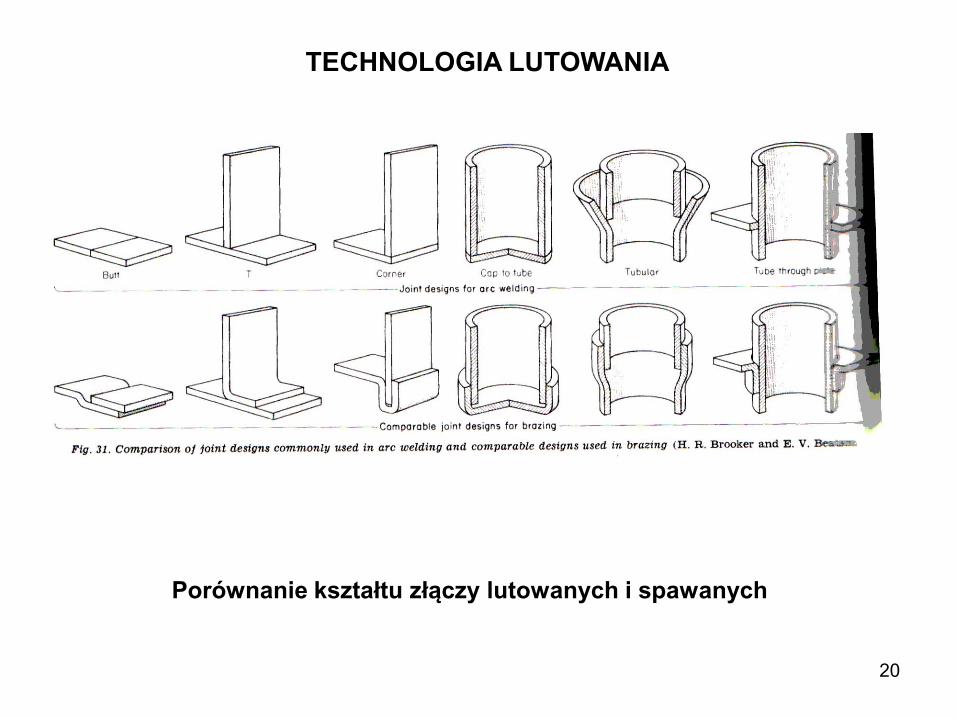
Porównanie kształtu złączy lutowanych i spawanych
20
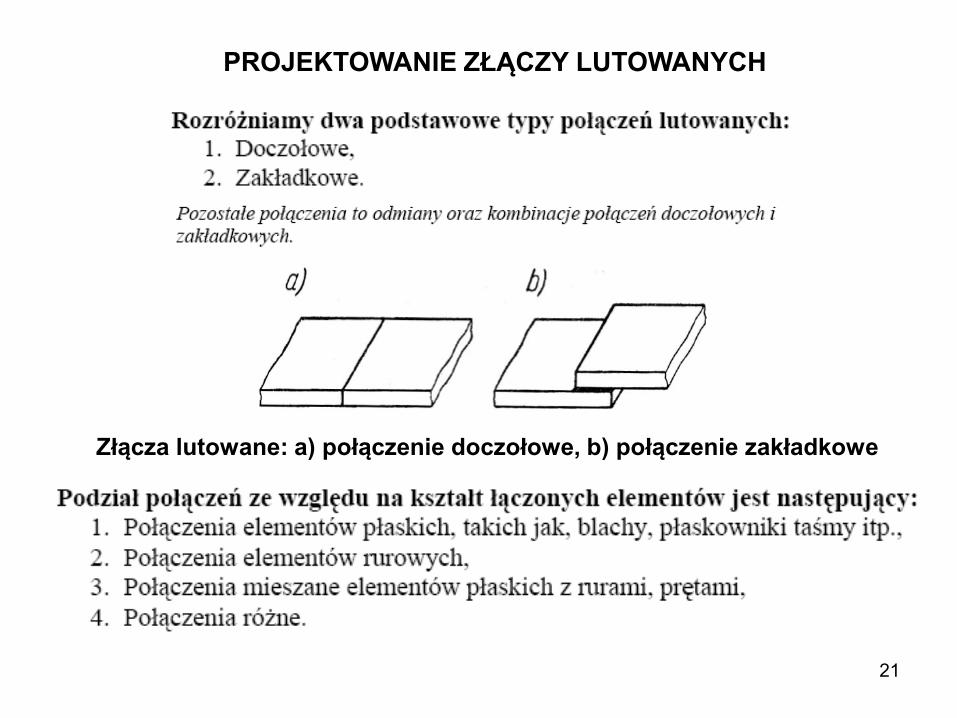
PROJEKTOWANIE ZŁĄCZY LUTOWANYCH
Złącza lutowane: a) połączenie doczołowe, b) połączenie zakładkowe
21
PROJEKTOWANIE ZŁĄCZY LUTOWANYCH
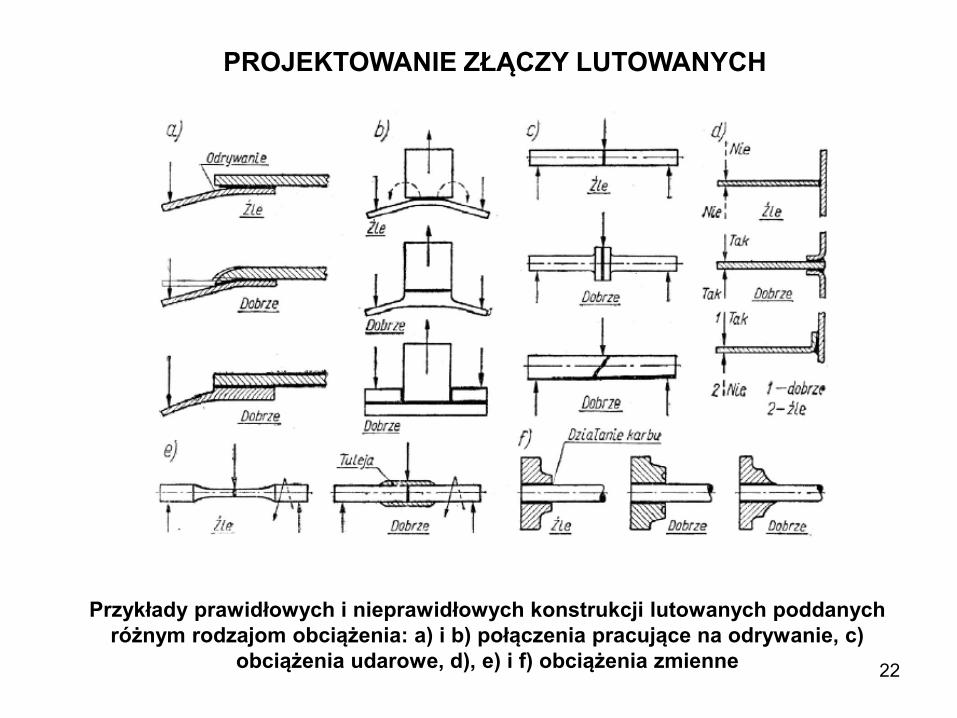
Przykłady prawidłowych i nieprawidłowych konstrukcji lutowanych poddanych
różnym rodzajom obciążenia: a) i b) połączenia pracujące na odrywanie, c)
obciążenia udarowe, d), e) i f) obciążenia zmienne 22

PROJEKTOWANIE ZŁĄCZY LUTOWANYCH
Połączenia lutowane rur: a) z dnem, b) z blachą, c) z kołnierzem, d) ze sworzniem
23

BADANIA NISZCZĄCE ZŁĄCZY LUTOWANYCH
Badania niszczące złączy lutowanych na twardo przeprowadza się
zgodnie z normą PN-EN 12797 2002.
Norma ta opisuje następujące metody badań:
24
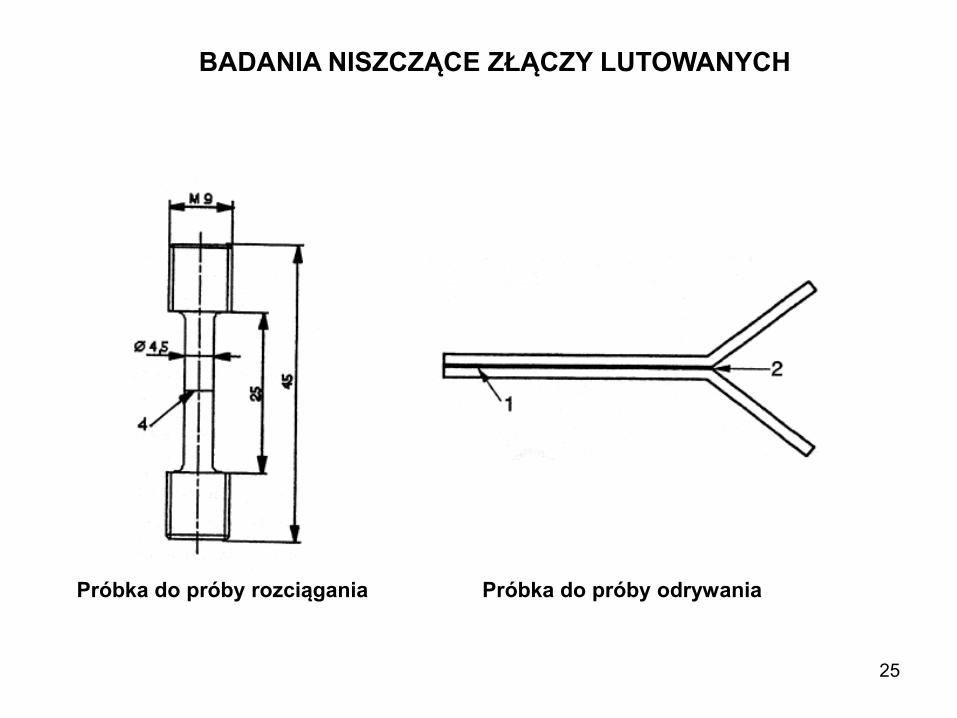
BADANIA NISZCZĄCE ZŁĄCZY LUTOWANYCH
Próbka do próby rozciągania Próbka do próby odrywania
25

BADANIA NISZCZĄCE ZŁĄCZY LUTOWANYCH
Próbki do próby zginania
26
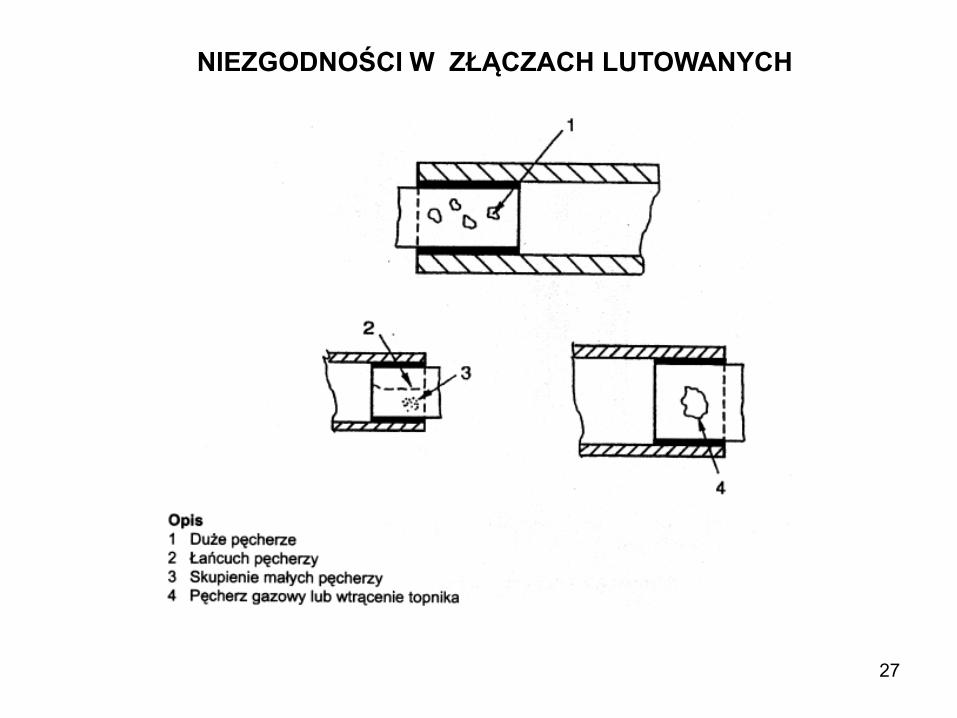
NIEZGODNOŚCI W ZŁĄCZACH LUTOWANYCH
27
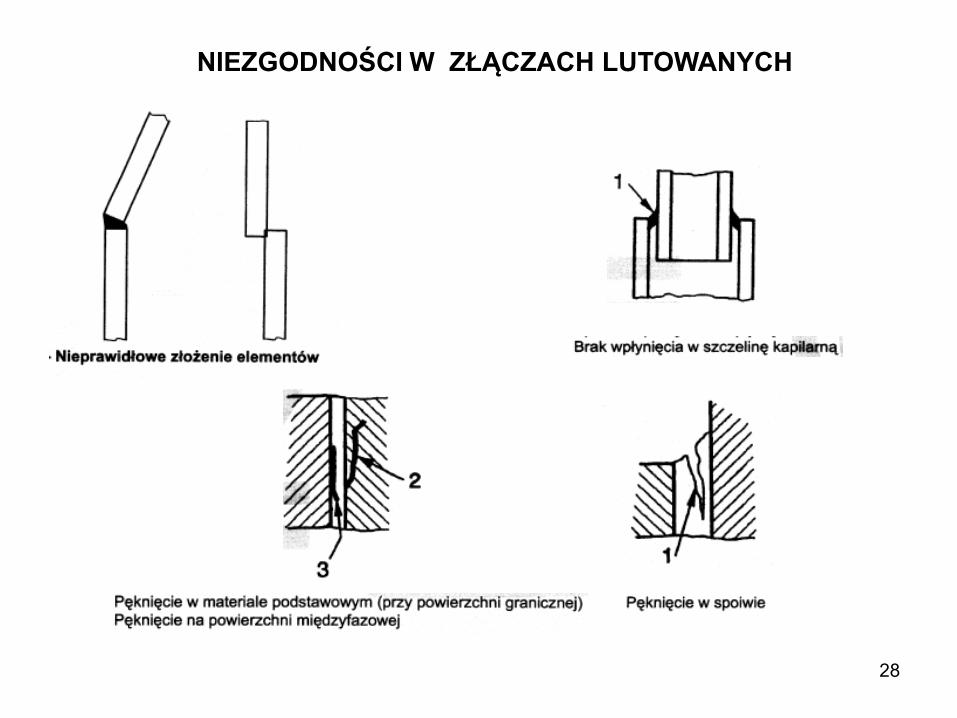
NIEZGODNOŚCI W ZŁĄCZACH LUTOWANYCH
28
PRZYKŁADY LUTOWANIA
Grzejniki (lutowanie płomieniowe z
wykorzystaniem lutów na bazie
srebra)
29
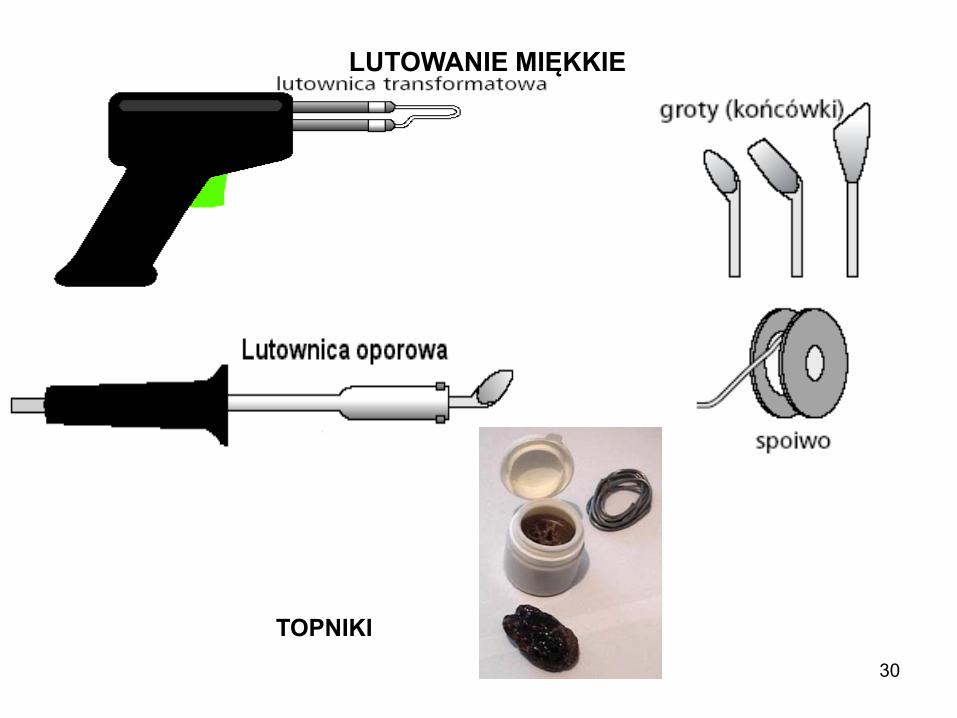
LUTOWANIE MIĘKKIE
TOPNIKI
30
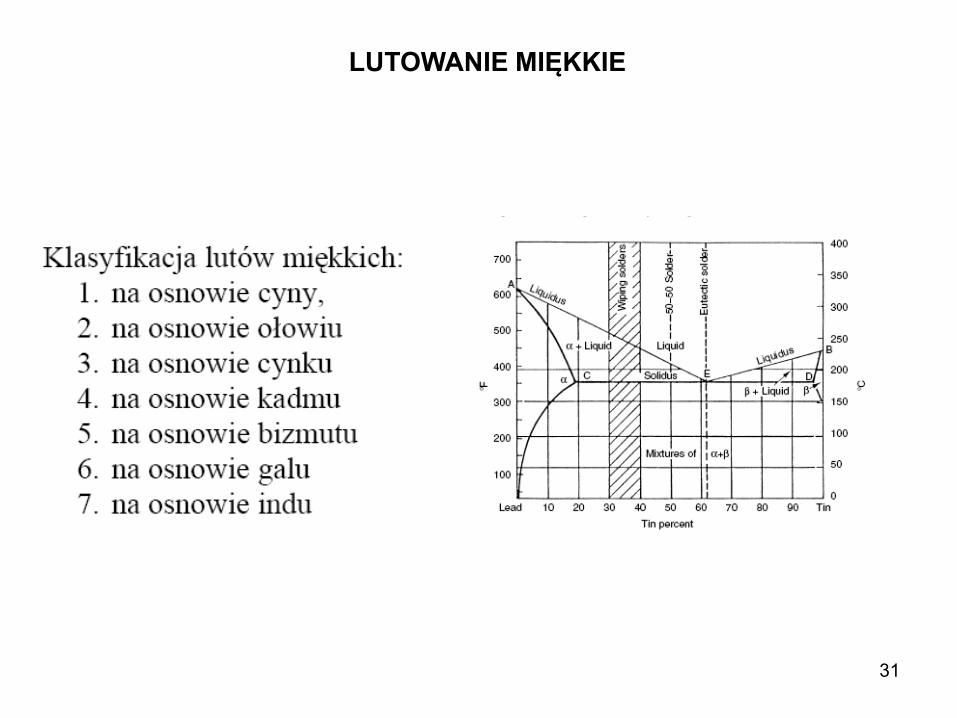
LUTOWANIE MIĘKKIE
31
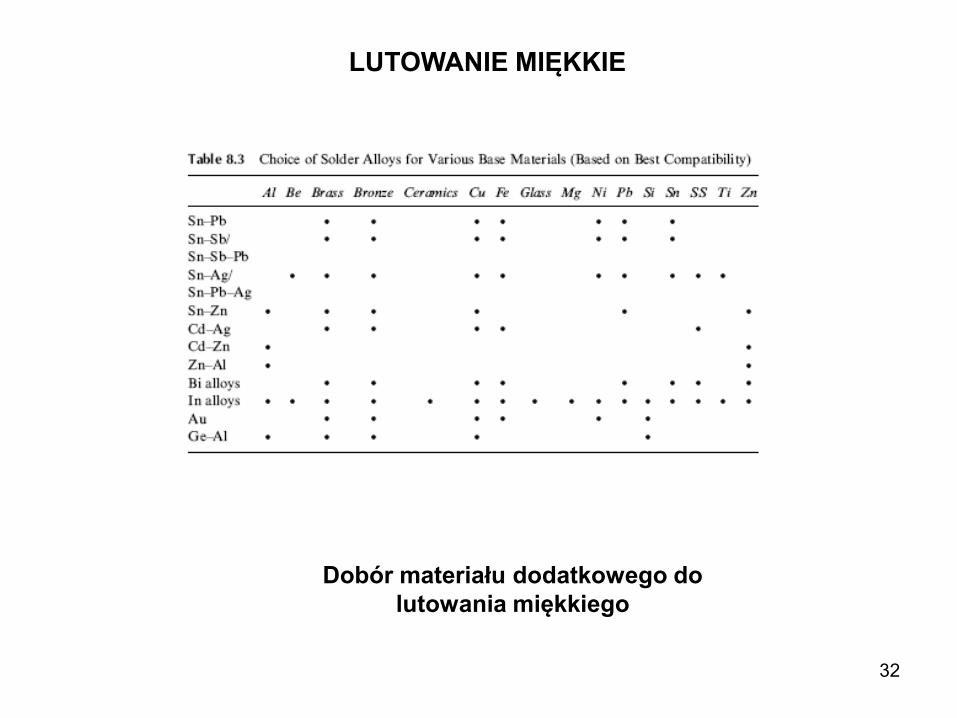
LUTOWANIE MIĘKKIE
Dobór materiału dodatkowego do
lutowania miękkiego
32

LUTOWANIE MIĘKKIE
Przykład zastosowania lutowania
miękkiego
Montaż powierzchniowy. 1 – element
SMD, 2 – wyprowadzenia elektryczne
elementu SMD, 3 – lutowina, 4 – klej,
5 – ścieżki przewodzące, 6 – podłoże
33