Embed Size (px)
DESCRIPTION
portafolio 4 parcial Procesos de Fabricación
Citation preview

INSTITUTO TECNOLÓGICO DE CELAYA
PROCESOS DE FABRICACIÓN
INGENIERÍA INDUSTRIAL
4° Parcial
Profe.: M.C. Carlos M. Amezcua Álvarez
Andrea Ibarra Delgado
3° Semestre
Celaya, Gto. 10-Diciembre-2015

2
INDÍCE
Introducción…………………………………………………….............3
Actividad 4.1…………………………………………………………….4
Actividad 4.2…………………………………………………………...13
Actividad 4.3…………………………………………………………...15
Actividad 4.4…………………………………………………………...17
Actividad 4.5…………………………………………………………...21
Actividad 4.6…………………………………………………………...23
Actividad 4.7…………………………………………………………...25
Anexo…………………………………………………………………...31
Metacognición………………………………………………………….32
Bibliografía……………………………………………………….….….33

3
INTRODUCCIÓN
El presente proyecto pretende mostrar el tema de Soldadura; los procesos de
soldadura que se describen implican la fusión parcial y la unión entre dos
miembros. En este contexto, la soldadura por fusión se define como la fusión y
coalescencia de materiales mediante calor. Se pueden usar metales de aporte
(que son metales agregados a la zona de soldadura durante la operación). Las
soldaduras por fusión realizadas sin agregar metales de aporte se denominan
soldaduras autógenas.
Se describen las clases principales de los procesos de soldadura por fusión. Se
cubren los principios básicos de cada proceso; el equipo utilizado; sus ventajas,
limitaciones y capacidades relativas; y las consideraciones económicas que
afectan la selección del proceso. Estos procesos incluyen los procesos de soldado
mediante oxígeno y combustible gaseosos, de arco y de haces de alta energía
(rayo láser y haz de electrones), que tienen aplicaciones importantes y únicas en
la manufactura moderna.

4
ACTIVIDAD 4.1
¿POR QUÉ SON IMPORTANTES LAS UNIONES EN LOS
SISTEMAS DE MANUFACTURA?
Estos elementos, como en el caso de las articulaciones, deben estar sujetos entre
ellos para poder realizar su función de forma efectiva, para ello se utilizan las
uniones.
Es imposible manufacturar un producto de una sola pieza.
Es más económico fabricar productos en partes.
Los productos como los motores de automóvil, sistemas de transmisión de
potencia, impresoras, etc. necesitan diseñarse de tal forma que puedan
desarmarse para facilitar el mantenimiento o la reparación
Pueden necesitarse distintas propiedades para los fines funcionales del
producto.
Menor costo, el transporte y almacenaje del producto en componentes
individuales.

5
¿CUÁLES SON LOS PROCESOS DE UNIÓN QUE EXISTEN
ACTUALMENTE, CLASIFICADOS EN SOLDADURA,
ADHESIÓN Y SUJECIÓN MECÁNICA?
Los procesos de soldadura se dividen en dos categorías principales:
Soldadura por fusión, en la cual se obtiene una fusión derritiendo las dos
superficies que se van a unir, y en algunos casos añadiendo un metal de aporte a
la unión.
Soldadura de estado sólido, en la cual se usa calor o presión o ambas para
obtener la fusión, pero los metales base no se funden ni se agrega un metal de
aporte.
La soldadura por fusión es la categoría más importante e incluye:
1) la soldadura con arco eléctrico.
2) la soldadura por resistencia.
3) la soldadura con oxígeno y gas combustible.
4) otros procesos de soldadura por fusión (los que no pueden clasificarse en
alguno de los primeros tres tipos).
Los procesos de soldadura por fusión se analizan en las cuatro secciones
siguientes, que cubren las operaciones de soldadura de estado sólido. Y
posteriormente, examinamos temas relacionados con todas las operaciones de
soldadura: calidad de la soldadura, soldabilidad y diseño para soldadura.
Soldadura con arco eléctrico.
La soldadura con arco
eléctrico, SAC (arc
welding en inglés, AW), es un
proceso de soldadura en el
cual la unión de las partes se
obtiene por fusión mediante
el calor de un arco eléctrico
entre un electrodo y el material de trabajo.

6
Un arco eléctrico es una descarga de corriente eléctrica a través de una
separación en un circuito. Se sostiene por la presencia de una columna de gas
térmicamente ionizada (denominada plasma) a través de la cual fluye la corriente.
En un proceso de AW, el arco eléctrico se inicia al acercar el electrodo a la pieza
de trabajo, después del contacto el electrodo se separa rápidamente de la pieza a
una distancia corta. La energía eléctrica del arco eléctrico así formado produce
temperaturas de 5500 °C o mayores, que son lo suficientemente calientes para
fundir cualquier metal. Se forma un pozo de metal fundido, que consiste en
metal(es) base y metal de aporte (si se usa uno), cerca de la punta del electrodo.
Conforme el electrodo se mueve a lo largo de la unión, el pozo de metal fundido se
solidifica de inmediato.
Soldadura de puntos por resistencia.
La soldadura de puntos por resistencia es por mucho el proceso predominante en
este grupo. Se usa ampliamente en la producción masiva de automóviles,
aparatos domésticos, muebles metálicos y otros productos hechos a partir de
láminas metálicas. Si se considera que la carrocería de un automóvil normal tiene
aproximadamente 10000 soldaduras de puntos individuales y que la producción
anual de automóviles en todo el mundo se mide en decenas de millones de
unidades, es posible apreciar la importancia económica de la soldadura de puntos.
El proceso se usa para unir partes de láminas metálicas con un grosor de 3 mm o
menos, usando una serie de soldaduras de puntos en situaciones en donde no se
requiere un ensamble hermético. El tamaño y la forma del punto de soldadura se
determina por medio de la punta de electrodo, la forma de electrodo más común
es redonda; pero también se usan formas hexagonales, cuadradas y otras. La
pepita de soldadura resultante tiene normalmente un diámetro de 5 a 10 mm, con
una zona afectada por el calor que se extiende un poco más allá de la pepita
dentro de los metates base. Si la soldadura se hace correctamente, su resistencia
es comparable con la del metal circundante.

7
La soldadura por combustión (autógena)
Es un procedimiento de soldadura homogénea. Esta soldadura se realiza llevando
hasta la temperatura de fusión de los bordes de la pieza a unir mediante el calor
que produce la llama oxiacetilénica que se produce en la combustión de un gas
combustible mezclándolo con gas carburante (temperatura próxima a 3055 °C).
Se trata de un proceso de soldadura con fusión, normalmente sin aporte
externo de material metálico. Es posible soldar casi cualquier metal de uso
industrial: cobre y sus aleaciones, magnesio y sus aleaciones, aluminio y sus
aleaciones, así como aceros al carbono, aleados e inoxidables.
Aunque actualmente ha sido desplazada casi por completo por la soldadura por
arco, ya que uno de los problemas que plantea la soldadura oxiacetilénica son las
impurezas que introduce en el baño de fusión además de baja productividad y
difícil automatización.
Soldadura en estado solido
Principio de funcionamiento: si se colocan dos superficies limpias en
contacto atómico entre sí bajo la presión suficiente, se forman ligas u
producen una unión. Si se aplica calor, la liga mejora por difusión.
En la unión no está presente la fase líquida (fundida).
El calor se puede generar por fricción o mediante una resistencia eléctrica.
UNIÓN CON ADHESIVOS
La unión con adhesivos tiene aplicaciones únicas que requieren resistencia,
sellado, aislamiento térmico y eléctrico, amortiguamiento de vibraciones y
resistencia a la corrosión entre metales diversos.

8
Al aplicarse, los adhesivos suelen tener un espesor aproximado de 0.1 mm (0.004
pulgada).
Para satisfacer los requisitos de una aplicación en particular, un adhesivo puede
requerir una o más de las siguientes propiedades (tabla 32.3):
• Resistencia: cortante y al desprendimiento.
• Tenacidad.
• Resistencia a diversos fluidos y productos químicos.
• Resistencia a degradación ambiental, incluyendo calor y humedad.
• Capacidad para humedecer las superficies a unir.
Los adhesivos son usados desde la antigüedad, se tiene registros en esculturas y
grabados de 3300 años de antigüedad donde ya se usaba pegamento y brocha
para pegar chapas a planchas de madera. El pegado fue probablemente el
primero de los métodos de unión permanente.
Los adhesivos ofrecen muchas posibilidades de unión al integrar diferentes
materiales de diferente naturaleza.
La unión adhesiva es un proceso de unión en el cual se usa un material de
rellenador para mantener juntas 2 o más partes muy cercanas mediante la fijación
de la superficie.
Curvado
Proceso mediante el cual se modifican las propiedades físicas del adhesivo de
líquido a sólido para obtener la sujeción de las superficies de las partes.
El vulcanizado se provoca frecuentemente mediante calor o un catalizador y en
ocasión se aplica presión entre las dos partes para activar el proceso de unión. Si
se requiere calor, las temperaturas son muy bajas por lo que no se afectan los
materiales que se unen, lo cual es una ventaja del pegado.
La resistencia de la unión en la sujeción adhesiva está determinada por la
fortaleza del adhesivo mismo. La resistencia de la adhesión proviene de varios
mecanismos y todos ellos dependen del adhesivo y las partes adheridas

9
particulares:
1) Unión química, el adhesivo se une a las partes y forma una unión química
primaria tras el endurecimiento.
2) Interacciones físicas, se producen fuerzas de unión secundarias entre los
átomos de las superficies opuestas.
3) Entrelazado mecánico, la dureza de las superficies provoca que el adhesivo
endurecido se enrede o atrape en sus asperezas de superficie microscópica.
Para que estos mecanismos de adhesión operen con mejores resultados deben
predominar:
1) Las superficies adheridas deben estar limpias y libres de partículas de
suciedad.
2) El adhesivo en su forma líquida inicial debe conseguir una humidificación
completa de la superficie de la parte adherida.
3) Es útil que las superficies no estén perfectamente lisas.
SUJECIÓN MECÁNICA
La sujeción mecánica implica métodos tradicionales que usan diferentes
sujetadores, en particular pernos, tuercas y remaches.
El método más común de sujeción mecánica es el uso de tornillos, tuercas,
pernos, pasadores y otras variedades de sujetadores; estas operaciones también
se conocen como ensamble mecánico. Por lo general, la sujeción mecánica
requiere que los componentes tengan orificios a través de los cuales se inserten
los sujetadores. Estas uniones se pueden someter a esfuerzos cortantes y de
tensión, y deben diseñarse para resistir estas fuerzas.
Preparación de los orificios. Un aspecto importante de la sujeción mecánica es
la preparación de los orificios. La selección del método depende del tipo de
material, sus propiedades y espesor. Recuérdese de las partes II y III que los

10
orificios también se pueden producir integralmente en el producto durante la
fundición, forjado, extrusión y metalurgia de polvos. Para mejorar la precisión y el
acabado superficial, muchas operaciones de producción de orificios pueden ir
seguidas de operaciones de acabado, como rasurado, rebabeo, escariado y
horneado. Debido a las diferencias fundamentales en sus características, cada
una de las operaciones de fabricación de orificios produce orificios con diferentes
acabados y propiedades superficiales, así como características dimensionales. La
influencia más significativa de un orificio en un cuerpo sólido es su tendencia a
reducir la vida por fatiga del componente mediante la concentración de esfuerzos.
En el caso de los orificios, la vida por fatiga se puede mejorar induciendo
esfuerzos residuales a compresión en la superficie cilíndrica del orificio. Por lo
general, estos esfuerzos se desarrollan empujando una barra redonda (mandril) a
través del orificio, dilatándolo en muy pequeñas dimensiones.
Sujetadores roscados. Los pernos, tornillos y tuercas se encuentran entre los
sujetadores roscados de uso más común. En las referencias al final de este
capítulo se describen diversos estándares y especificaciones (incluyendo
dimensiones de las roscas, tolerancias dimensionales, paso, resistencia y calidad
de los materiales usados para fabricar estos sujetadores). Los pernos y tornillos se
pueden asegurar con tuercas, o pueden ser de autorroscado, en el que el tornillo
corta o forma la rosca en la parte a sujetar. El método de autorroscado es muy
efectivo y económico en productos de plástico en los que la sujeción no exige un
orificio machueleado o una tuerca. Si la unión se va a someter a vibración (como
en una aeronave, motores y maquinaria), existen diversas tuercas y contratuercas
especialmente diseñadas. Aumentan la resistencia a la fricción en la dirección de
torsión inhibiendo así cualquier aflojamiento de los sujetadores debido a la
vibración.
Remaches. El método más común de uniones mecánicas permanentes o
semipermanentes es por remachado. Se pueden utilizar cientos de miles de
remaches en la construcción y el ensamble de un avión comercial grande. Pueden
ser sólidos o tubulares.

11
La instalación de un remache sólido implica dos pasos: la colocación del remache
en el orificio (por lo general, troquelado o taladrado) y la deformación del extremo
de su vástago por recalcado (cabeceado). Los remaches huecos se instalan
abocardando su extremo más pequeño. Se pueden colocar explosivos en el
interior de la cavidad del remache y detonarlos para expandir el extremo de éste.
El remachado se puede realizar a temperatura ambiente o elevada. También es
posible efectuar esta operación por medios manuales o mecanizados, incluyendo
el uso de robots programables.
¿CUÁLES SON LOS FACTORES PARA PODER ELEGIR EL
PROCESO DE UNIÓN?
Cálculo de Soldadura: Es primordial calcular la cantidad de soldadura y el tipo de
material de aporte, pues al no realizar estos cálculos nuestra estructura puede
fallar por fatiga del material o por rompimiento en la unión; así mismo si
calculamos mal el material de aporte, puede presentarse gritas que harán fallar la
estructura o ser demasiado duros que hagan que se agriete el material en lugar de
la soldadura. Así mismo debemos calcular cual será el elemento fusible (Fusible:
Elemento que falla primero para conservar otro que puede ser más costoso o de
difícil consecución o de difícil acceso para reemplazarlo) en la unión en caso de
requerirse.
Selección del Adecuado procesos de Soldadura: Es muy importante que el
ingeniero mecánico conozca los diferentes procesos de soldadura, junto con sus
ventajas y desventajas para seleccionar el que más se ajuste a la necesidad del
momento.
Cálculo de Costos de la soldadura: Este es un factor determinante en algunos
diseños, pues siempre es necesario tener en cuenta los costos al momento de
seleccionar un proceso de fabricación.

12
Aplicación.
El diseño de la unión.
Los materiales que intervienen.
Las formas de los
componentes que se van a
unir.
El uso o aplicación de la unión
soldada.
El diseño de la unión soldada
(geometría).
El tipo de material.
La forma espesor y tamaño de
los componentes.
La localización de la unión en
el seno del producto final.
El nivel de destreza requerido
por el operador.

13
ACTIVIDAD 4.2
SIGNIFICADO DE SOLDADURA
Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por
aplicación de calor, presión, o una combinación de ambos, con o sin aporte de otro
metal, llamado metal de aportación, cuya temperatura de fusión es inferior a la de
las piezas que han de soldarse.
Soldar consiste en reunir las partes integrantes de una construcción asegurando la
continuidad de la materia entre ellas, entendiendo por continuidad no sólo la de
carácter geométrico sino la homogeneidad en todo tipo de propiedades.
También se puede considerar soldadura la aportación mediante fusión de material
sobre una pieza para modificar las dimensiones iniciales de la misma, o para
conseguir características superficiales diferentes a las de origen.
La normativa actual distingue entre soldadura y soldeo, de manera que no se
pueden usar indistintamente. Soldadura es el cordón físico que une las piezas y
soldeo el método que se ha empleado para conseguir realizar dicha unión o
soldadura.
CLASIFICACIÓN DE LOS TIPOS DE SOLDADURA SEGÚN LA
NORMA AWS.
La sociedad americana de soldadura (American Welding Society - AWS) es una
organización sin fines de lucro que se esfuerza por avanzar en la tecnología y el
uso de sistemas y operaciones de soldadura. El grupo ofrece certificación en tres
áreas principales: soldadura por arco con gas inerte (MIG por sus siglas en inglés),
soldadura por arco con gas inerte de tungsteno (TIG) y arco sumergido (SMAW),
también conocida como soldadura con electrodo revestido.
MIG: La forma más común y generalmente más fácil de soldadura es la soldadura
por arco con gas inerte, o MIG. El proceso implica el uso de una pistola cargada
eléctricamente que proporciona una alimentación de alambre continua que le
permite al usuario soldar materiales. La soldadura MIG es ampliamente utilizada y

14
bien conocida por su capacidad para soldar una gran variedad de metales, como
níquel, acero inoxidable, cobre y aluminio. Los mayores inconvenientes de la
utilización de esta forma es que funciona mejor en metales finos y no resiste bien
con piezas de metal grueso, además de que produce un cordón de soldadura un
poco descuidado en comparación con otras técnicas. El uso de MIG también crea
escoria, un revestimiento químico.
TIG
La soldadura por arco con gas inerte de tungsteno, o TIG, es un proceso que
utiliza un electrodo de tungsteno que produce el cordón de soldadura. La TIG es
más difícil de aprender que la MIG, ya que requiere más precisión y práctica para
convertirse en expertos. Este proceso es muy versátil y se puede utilizar en todo
tipo de metales y es especialmente útil para trabajos detallados, tales como
reparación de automóviles y el trabajo artístico. Los beneficios de la TIG sobre
MIG incluyen menos salpicaduras y escoria, una soldadura más limpia que
proporciona un aspecto más prolijo y una producción de humo y gases menor.
Soldadura con electrodo revestido
La soldadura con electrodos se realiza cuando una chispa se enciende entre un
electrodo y la superficie de trabajo. Aunque la MIG y la TIG utilizan una pistola
mecánica, esta forma de soldadura implica sostener una pinza que mantiene a un
electrodo de varilla en su lugar que proporcionar el material de aporte de la
soldadura. La soldadura con electrodos funciona en diversos tipos de metal,
dependiendo del electrodo utilizado. Los electrodos varían en longitud, diámetro y
composición, por lo que este tipo de soldadura es extremadamente versátil.

15
ACTIVIDAD 4.3
IMÁGENES DE UNIONES POR SOLDADURA

16

17
ACTIVIDAD 4.4
TABLA COMPARATIVA ENTRE PROCESOS DE SOLDADURA
CARACTERÍSTICA SMAW GMAW GTAW
CALIDAD El proceso de tiene la
ventaja de ser
relativamente sencillo
y versátil, y de requerir
una menor variedad
de electrodos. El
equipo consiste en
una fuente de poder,
cables de corriente y
un portaelectrodo.
El proceso es versátil,
rápido y económico, la
productividad de
soldadura duplica la
del proceso SMAW. El
proceso GMAW se
puede automatizar
con facilidad y se
presta para
incorporarse a los
sistemas robóticos y
de manufactura
flexible.
Se usa para una gran
variedad de metales y
aplicaciones, en
particular con
aluminio, magnesio,
titanio y los metales
refractarios. Es
adecuado sobre todo
para metales
delgados. El costo del
gas inerte hace que
este proceso sea más
costoso que
el de arco metálico
protegido, pero
produce soldaduras y
acabados superficiales

18
de muy alta calidad.
VELOCIDAD DE
SOLDADURA
La corriente, que
puede ser directa o
alterna, suele ser de
50 a 300 A.
Para soldar lámina
metálica se prefiere la
CD, porque el arco
que produce es
estable.
En general, los
requerimientos de
potencia son menores
a 10 kW.
La potencia requerida
es de unos 2 kW.
La fuente de
alimentación puede
ser CD a 200 A, o CA
a 500 A.
La potencia necesaria va de 8 a 20 kW.
MATERIAL DE APORTE Fue desarrollada para
metales no ferrosos,
pero se puede aplicar al
acero.
Los metales de aporte
son similares a los que
se van a soldar y no
se usa
fundente.

19
METAL DE BASE Aluminio, cobre,
níquel y otras
aleaciones.
Todos los materiales
soldables como:
aceros no aleados y
aleados,
Aluminio, cobre.
Níquel y aleaciones de
níquel
Aceros al Cr N.
Materiales sensibles al
gas como
Titanio, Tántalo,
Circonio.
Acero de tuberías,
acero de
construcción, acero de
calderería,
de construcción naval,
acero
de construcción de
grano fino,
de cementación y de
bonificado.
Acero al Cr-Ni; al Cr y
otros aceros
aleados, aceros a
base de níquel,
aceros Dúplex y
Superdúplex
TIPO DE ELECTRODOS
A USAR
Los electrodos tienen
la forma de una varilla
delgada y larga (por
lo que este proceso
se denomina también
Alambres (o hilos) de dos tipos:
Alambres sólidos (o macizos)
Electrodo permanente
de tungsteno, aleado a
veces con torio o
circonio en
porcentajes no

20
soldadura con varilla)
que se sostiene con la
mano.
Alambres tubulares
superiores a un 2%
GASES PROTECTORES Argón
MISON
VARIGON® He
VARIGON® S
VARIGON® He S
MISON® He
Argón, helio y dióxido
de carbono
VARIGON® He
VARIGON® S
VARIGON® He S
MISON® He
MISON®
El gas de protección
suele ser argón o
helio, o una mezcla de
los dos.
Argón MISON®
Helio VARIGON® S
VARIGON® He
VARIGON® He S
MISON® He
VARIGON® H
Argón 4.5 - 5.0

21
ACTIVIDAD 4.5
PRINCIPALES CARACTERÍSTICAS DE LA SOLDADURA FUERTE
Y BANDA.
Este tipo de soldadura se distingue de la soldadura por fusión debido a las
siguientes características:
El soldeo blando y fuerte es un
proceso en el cuál no se
produce la fusión de los
metales base, sino únicamente
del metal de aportación.
El soldeo blando se da a
temperaturas inferiores a 450
ºC.
El soldeo fuerte se da a
temperaturas superiores a 450
ºC.
Y el soldeo fuerte a altas
temperaturas se da a
temperaturas superiores a 900
ºC.
El material base (pieza) NO se
FUNDE por la aplicación de
calor y/o presión
Se DEBE utilizar material de
aporte
La energía para generar el
calor puede ser eléctrica o gas.
Es un procedimiento
relativamente barato y sencillo
que permite ejecutar uniones
complejas y de múltiples
componentes.

22
No generan concentraciones de tensiones residuales de origen térmica,
como ocurre con otros procedimientos de soldeo que concentran más el
foco de temperatura (por ejemplo, la soldadura de fusión por arco eléctrico).
La soldadura fuerte y blanda distribuye mejor las tensiones como
consecuencia de una mejor transferencia del calor generado, por lo que no
se producen deformaciones de origen térmico en las piezas del metal base.
Como consecuencia de lo anterior, y dado que no se produce la fusión del
metal base, se evitan también que se produzcan cambios metalúrgicos
entre las piezas soldadas, conservando mejor sus propiedades mecánicas.
Es un procedimiento de soldadura que permite la unión sin dañar los
recubrimientos metálicos que dispongan las piezas a unir.
Permite realizar la unión entre materiales distintos, por ejemplo, entre
piezas de fundición con otro tipo de metales, e incluso de piezas metálicas
con no metálicas.
Es un procedimiento empleado para el soldeo de metales disímeles, es
decir, entre metales que son diferentes en la naturaleza de sus
componentes principales, tales como cobre y aluminio, o bien entre metales
que son disímiles en la naturaleza de sus elementos de aleación, ejemplo:
cobre y latón, níquel e inconel, etc.

23
ACTIVIDAD 4.6
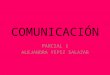
COMO SE LLEVA A CABO LA SOLDADURA POR EXPLOSIÓN
(CARACTERÍSTICAS Y VENTAJAS)
Soldadura por Explosion (EXW)
El proceso de soldadura por explosión se conoce técnicamente como EXW
(EXplosion Welding), basándose en la detonación de una carga explosiva
colocada adecuadamente y que obliga a uno de los metales que se desean soldar
a precipitarse aceleradamente sobre otro.
Una de las condiciones fundamentales para que se realice esta soldadura es la
existencia de un flujo o chorro limpiador que viaja inmediatamente por delante del
punto de colisión en el que la velocidad de la chapa, presión, ángulo y velocidad
del punto de colisión se controlan de manera que este flujo sea forzado a salir de
entre las chapas a alta velocidad, expulsando óxidos y contaminantes, dejando así
limpias las superficies de unión.
(1) instalación en la configuración paralela,
(2) durante la detonación de la carga explosiva

24
Características
Proceso en estado sólido.
Empleo de químicos explosivos
No se usa metal de relleno
No se aplica calor externo
No ocurre difusión el tiempo es demasiado corto
La unión es metalúrgica, combinada con un entrelazado mecánico que resulta
de un rizado
Ventajas
Posibilidad de soldar superficies amplias.
Soldadura bastante limpia.
Unión de materiales difícilmente soldables.
Las zonas afectadas térmicamente son mínimas.

25
TIPO DE UNIÓN METÁLICA
REMACHE TORNILLO LA JUNTA DE SELLADO
SOLDADURAS ADAPTADORES
¿QUÉ ES? Remache es un elemento de
fijación que se emplea para unir
de forma permanente dos o
más piezas.
Es un operador que deriva
directamente del plano
inclinado y siempre trabaja asociado a un
orificio roscado.
Una junta de sellado es un
material compresible, o una
combinación de materiales, que
cuando son sujetados entre dos
miembros estacionarios
impiden la fuga del medio a través de esos miembros.
Es un proceso de fijación en donde se realiza la unión
de dos o más p
Los adaptadores son manufacturados con medidas IPS y DIPS
para conectar tuberías de
polietileno con esos sistemas de medida
a conexiones mecánicas
ACTIVIDAD 4.7
CUADRO COMPARATIVO DE LOS TIPOS DE UNIONES

26
MAQUINA SOLDADORA
Para la soldadura GMAW se necesita una máquina soldadora de diseño especial. En lugar del ciclo
usual de trabajo de 60%, funciona con un ciclo de trabajo de 100%. Se utiliza un rectificador para
cc o un generador, que funcionan con corriente continua de polaridad inversa (CCPI). Estas
máquinas también son de voltaje constante, lo que significa que el voltaje cambiará muy poco,
incluso con gran cambio en el amperaje. Cuando se utiliza una máquina de voltaje constante con el
proceso GMAW, el amperaje se controla por velocidad de alimentación del alambre; cuanto mayor
sea la velocidad, más alto será el amperaje. Con ello, el arco se ajusta por sí solo.
MECANISMO ALIMENTADOR DE ELECTRODO
El mecanismo alimentador de electrodo consta de un sistema de rodillos y engranes movidos por
un motor. Si se gira el cuadrante en el alimentador de electrodo (alambre) para aumentar la
cantidad que alimenta a la zona de soldadura, el amperaje se incremento en forma automática. En
la figura se ilustra la forma como se alimenta el electrodo en el sistema simplificado de ali-
mentación los mecanismos actuales son más complicados y no sólo controlan el amperaje sino
también el flujo de gas y agua entre otras funciones. Hay tres métodos para mover el electrodo:
"empuje", "tracción" y una combinación de ambos. El método de empuje se emplea para alambres
duros, como los de acero; el método de tracción es para alambres (electrodos) blandos, como los
de aluminio. El método combinado de empuje y tracción se utiliza, a veces, en trabajos de
construcción en donde no es posible llevar toda la máquina al sitio de trabajo y se necesitan cables
largos. Los rodillos alimentadores se deben cambiar de acuerdo con el tipo y tamaño del electrodo
que se emplee.
ELECTRODOS
Los electrodos para la soldadura GMAW, igual que los normales para soldadura con arco, se
fabrican para que coincidan con el tipo de metal que se va a soldar. Según sea el proceso que se
utilice, los electrodos pueden ser dealambre macizo, desnudo, con recubrimiento de fundente o
con núcleo de fundente (alambre hueco con fundente en su interior). Los electrodos de alambre
se designan con las clasificaciones CSA W48-4 y AWS A45-18.
GASES PROTECTORES
La finalidad de los gases protectores, igual que en otros tipos de soldadura con arco, es evitar la
contaminación del metal de soldadura. Los gases protectores también influyen en el arco y en la
profundidad de penetración y la cantidad de salpicaduras de metal que produzcan. Los tres
principales gases que se emplean en GMAW son argón, helio y dióxido de carbono (o una mezcla
de ellos), que genere el gas más eficaz y menos costoso que sea posible. El helio es el más costoso,
seguido por el argón y el dióxido de carbono; sin embargo, el costo no es el único factor por
considerar. El argón produce un cordón muy estrecho y el helio uno ancho. El dioxido de carbono
produce un cordón más grueso que el argón, pero más delgado que el helio. Cuando se emplea
sólo dióxido de carbono, suele producir un arco brusco con muchas salpicaduras. Sin embargo, una
pequeña adición de argón estabilizará el arco y eliminará gran parte de las salpicaduras. El gas
protector que utilice depende del proceso de soldadura, el tipo de metal base y los resultados
deseados.
FUNDAMENTOS
La soldadura GMAW es similar a la SMAW y la diferencia radica en que en aquélla el electrodo

27
CARACTERÍSTICAS 1.-Consiste en un tubo cilíndrico (el
vástago) que en su fin dispone de una
cabeza. Las cabezas tienen un
diámetro mayor que el resto del
remache, para que así al introducir
éste en un agujero pueda ser encajado
2.-pueden estar constituidos por
más de una pieza o componente
1.-Diámetro exterior de la caña: en el
sistema métrico se expresa en
mm 2.-Tipo de rosca:
métrica, Whitworth, trapecial,
redonda, en diente de sierra,
eléctrica 3.-Paso de la
rosca: distancia que hay entre dos crestas sucesivas
4.-Sentido de la hélice de la
rosca: a derechas o a izquierdas.
5.-Tipo de cabeza: en
estrella o Phillips, Bristol, de pala y
algunos otros especiales
1.-La energía para soldaduras de
fusión o termoplásticos generalmente proviene del
contacto directo con una
herramienta o un gas caliente
2.- La energía necesaria para formar la unión
entre dos piezas de metal
generalmente proviene de un arco eléctrico
1.-Para conectar tuberías de extremos lisos con diámetros exteriores similares
2.-Previamente montados con
tolerancias pequeñas 3.-De DN50 (2”) a
DN300 (12”

28
USOS El uso que se le da es para unir dos piezas distintas, sean o no del mismo material.
Son utilizadas como elemento de sellado. Una junta
al ser apretada contra las
superficies de las bridas (flagets),
llenan las imperfecciones
entre ellas, proporcionando el
sellado
Es unir dos metales de idéntica o
parecida composición por la
acción del calor
CAMPOS DE UTILIZACIÓN
C¿Como método de fijación son:
automotriz, electrodomésticos,
muebles, hardware, industria
militar, metales laminados, entre
otros muchos
En radios para sujetar las tapas
o cubiertas. En lustradoras
para cubiertas del motor y otras
partes. En planchas
eléctricas también para
sujetar los protectores de
corriente.
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura,
incluyendo una llama de gas,
un arco eléctrico, un láser, un rayo
de electrones, procesos
de fricción o ultrasonido.

29
VENTAJAS 1.-Se trata de un método de unión
barato y automatizable.
2.-Es válido para unión de
materiales diferentes y para
dos o más piezas. 3.-Existe una gran
variedad de modelos y
materiales de remaches, lo que permite acabados más estéticos que con las uniones
atornilladas. 4.-Permite las
uniones ciegas, es decir, la unión cuando sólo es
accesible la cara externa de una de
las piezas.
1.- La ejecución de las uniones
puede realizarse en condiciones atmosféricas
adversas 2.- menores
costos de control de calidad
3.- plazos de ejecución más
cortos 4.- mejor
comportamiento frente a fatiga y frente a rotura
frágil
1.-Proporciona una unión permanente
y las partes soldadas se
vuelven una sola unidad.
2.- La unión soldada puede ser más fuerte que los
materiales originales si se usa
un material de relleno que tenga propiedades de
resistencia superiores a la de
los metales originales y se
aplican las técnicas correctas de soldar. 3.-La soldadura es
la forma más económica de unir
componentes. La soldadura no se limita al ambiente
de fábrica, se puede realizar en el
campo.

30
INCONVENIENTES 1.-No es adecuado para piezas de gran espesor.
2.-.La resistencia alcanzable con un
remache es inferior a la que se puede conseguir con un tornillo.
3.-La unión no es desmontable, lo que dificulta el mantenimiento.
4.-La unión no es estanca.
1.-Montaje de piezas más exigente al
precisar tolerancias más reducidas 2.-aspecto menos estético que las
uniones soldadas
1.-La mayoría de las operaciones de soldadura se hacen
manualmente, lo cual implica alto
costo de mano de obra. Hay
soldaduras especiales y la
realizan personas muy calificadas. 2.-La soldadura implica el uso de
energía y es peligroso.
3.-Por ser una unión permanente,
no permite un desensamble
adecuado. 4.-La unión soldada
puede tener defectos de calidad que son difíciles de
detectar. Estos defectos reducen la
resistencia de la unión.

31
ANEXO
PROYECTO SOLDADURA

32
METACOGNICIÓN
Durante este último parcial fue de gran importancia el poder descubrir los
diferentes tipos de uniones que hay. En todas las empresas de fabricación de
soldadura es muy esencial. Dado que la soldadura se ha utilizado en la fabricación
de acero ha expandido sus usos en otros sectores industriales como la
construcción, la fabricación mecánica y de coches, etc. Si miramos hacia atrás en
el pasado, podemos ver que la soldadura se ha utilizado durante muchos años.
En todos los casos, una buena soldadura requiere personal altamente calificado y
con requisitos específicos en cada proceso para lograr una unión perfecta de las
piezas a soldar.
Si bien cada proceso posee características particulares, todos se caracterizan por
la unión de dos materiales, generalmente metales o termoplásticos, en la cual las
piezas son soldadas fundiendo ambas que, al enfriarse, se convierte en una unión
fija.
Es por eso que puedo rescatar que este último aprendizaje me pudo llevar a
conocer un poco sobre el campo de trabajo que mi profesión me puede llevar a
hacer.

33
BIBLIOGRAFÍA
Electric, L. (s.f.). SOLDEO MANUAL. Recuperado el 29 de 11 de 2015, de
http://solysol.com.es/data/documents/soldadura=20electrodo=20rec.doc.pdf
KALPAKJIAN, S. (2008). En Manufactura, ingeniería y tecnología. Quinta edición
(pág. 1328). México: PEARSON EDUCACIÓN.
Rojas, J. (s.f.). Proceso de Soldadura SMAW . Recuperado el 29 de 11 de 2015,
de http://instructorjrp.blogspot.mx/2011/11/proceso-de-soldadura-smaw.html
SMAW, m. d. (s.f.). Steven. Recuperado el 29 de 11 de 2015, de
http://materialesdeaportesmaw.blogspot.mx/