Embed Size (px)
Citation preview
PROYECTO -542 (GRUPO 6)
MUEBLERIA INTERIOR FURNITURE
CONTENIDO MEMORIA TECNICA PRACTICA EMPRESARIAL
INDICE
1.1 INTRODUCCIÓN AL ESTUDIO1.1. Objetivos del estudio…………………………………………………………………21.1.1. Objetivo general………………………………………………………………………21.1.2. Objetivo específico……………………………………………………………………21.2. Resultados esperados ……………………………………………………………….21.3. Matriz de indicadores…………………………………………………………………32. DIAGNOSTICO2.1. Estudio preliminar- información general……………………………………………32.2. Análisis de factores externos………………………………………………………..62.3. Análisis de factores internos………………………………………………………...72.4. Análisis FODA………………………………………………………………………...82.5. Identificación de factores clave para el éxito………………………………………92.6. Establecimiento plan de mejora …………………………………………………….93. INFORMACIÓN TÉCNICA 3.1. Proceso de producción ……………………………………………………………..143.1.1. Descripción del proceso de producción …………………………………………..143.1.2. Diagrama de flujo del proceso……………………………………………………...193.2. Producto………………….....................................................................................203.2.1. Clasificación y descripción de los productos……………………………………...203.2.2. Clasificación y descripción de las materias primas ……………………………...203.2.3. Clasificación y descripción de los insumos………………………………………..203.3. Instalaciones complementarias……………………………………………………..213.3.1. Descripción de las instalaciones de agua ………………………………………...213.4. Productividad………………………………………………………………………….213.4.1. Índices de productividad……………………………………………………………..213.4.2. Índice global de productividad………………………………………………………234. BIBLIOGRAFÍA……………………………………………………………………………23
INTRODUCCIÓN AL ESTUDIO
Página 1INTERIOR FURNITURE
1.1. OBJETIVOS DEL ESTUDIO1.1.1. OBJETIVO GENERAL
Diseñar e implementar un plan de mejora continua para los procesos de los productos más representativos en la línea de muebles de INTERIOR FURNITURE como instrumento para aumentar la productividad
1.1.2. OBJETIVO ESPECIFICO
Dar a conocer las herramientas de mejora continua, técnicas y filosofía que conforman y se utilizan en ingeniería de métodos.
Realizar un diagnóstico en el proceso productivo de la línea de muebles para los productos más representativos, detectando así posibles despilfarros e ineficiencias.
Determinar los tiempos de proceso, capacidad instalada y capacidad utilizada en cada uno de los centros de trabajo.
Implantar las 5´Ss en la mueblería para generar mayor productividad en el área de trabajo.
Desarrollo y aplicar las herramientas de mejora continua a la empresa INTERIOR FURNITURE para lograr altos niveles de competitividad
1.2. RESULTADOS ESPERADOS
En la parte las herramientas de mejora continua se pretenden dar a conocer todas las herramientas que son necesarias para la empresa.
En el diagnóstico del proceso productivo se pretende reducir los despilfarros e un porcentaje considerable.
Para terminar los tiempos de procesos se pretende realizar .un estudio de tiempos .hallando el tiempo básico .y con esto esperamos que se pueda reducir los tiempos improductivos en un porcentaje considerable
Las herramientas de mejora continua solo esperamos aplicar las cinco eses en un 5%.mientras en las herramientas de registro esperamos un 10%
1.3. MATRIZ DE INDICADORES
Página 2INTERIOR FURNITURE
Resultado esperado
Indicador Base de calculo
Medio de verificación
Supuestos relevantes
Reducir el tiempo improductivo
IGP productos de materia prima por ponderación
registro de ventasplanilla de costos
La empresa tenga problemas de provisión de materia prima
Reducir despilfarros
materia primames
Entrada de materia prima y salida de materia prima
Planilla compras y ventas
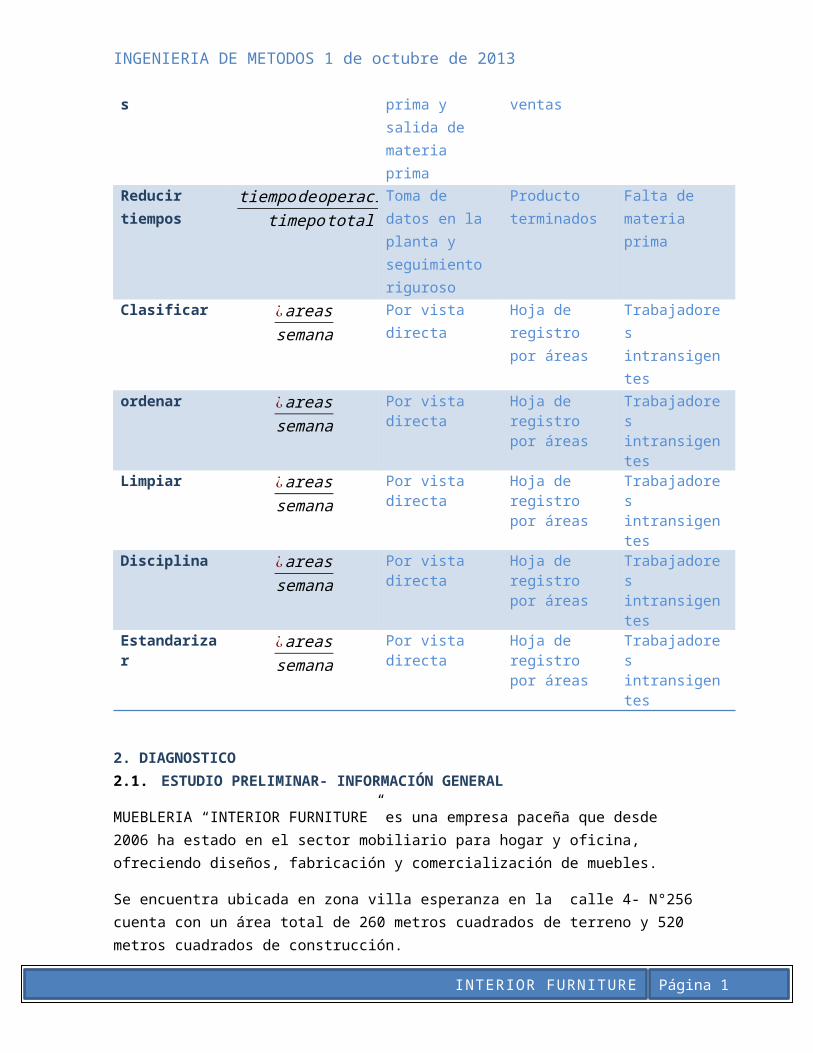
Reducir tiempos
tiempode operaciontimepo total
Toma de datos en la planta y seguimiento riguroso
Producto terminados
Falta de materia prima
Clasificar ¿areassemana
Por vista directa Hoja de registro por áreas
Trabajadores intransigentes
ordenar ¿areassemana
Por vista directa Hoja de registro por áreas
Trabajadores intransigentes
Limpiar ¿areassemana
Por vista directa Hoja de registro por áreas
Trabajadores intransigentes
Disciplina ¿areassemana
Por vista directa Hoja de registro por áreas
Trabajadores intransigentes
Estandarizar ¿areassemana
Por vista directa Hoja de registro por áreas
Trabajadores intransigentes
2. DIAGNOSTICO2.1. ESTUDIO PRELIMINAR- INFORMACIÓN GENERAL
MUEBLERIA “INTERIOR FURNITURE” es una empresa paceña que desde 2006 ha estado en el sector mobiliario para hogar y oficina, ofreciendo diseños, fabricación y comercialización de muebles.
Se encuentra ubicada en zona villa esperanza en la calle 4- N°256 cuenta con un área total de 260 metros cuadrados de terreno y 520 metros cuadrados de construcción.
Donde la empresa cuenta con áreas de producción y administrativa
Reseña histórica
Página 3INTERIOR FURNITURE
MUEBLERIA “INTERIOR FURNITURE” inicia sus actividades hace muchos años atrás, donde este pequeño emprendimiento empieza, con la iniciativa del padre quien realiza esfuerzos para formar una empresa.
MUEBLERIA “INTERIOR FURNITURE” surgió en 2006 a partir del pensamiento emprendedor de un vendedor de muebles el señor Edwin Raúl Cori Ramos, quien dándose cuenta de las posibilidades que presentaba el mercado para iniciar su propio negocio, incursiono en la comercialización de muebles para el hogar, teniendo como sede de operaciones su propia casa la cual al termino de poco se vio pequeña para sus futuros planes.
Luego de varios años de haber empezado su negocio, este emprendedor paceño, se dio a la búsqueda de un espacio que estuviese acorde al crecimiento de la empresa .y en este momento la empresa está en crecimiento continuo gracias a su gran conocimiento en carpintería del dueño de la empresa
La empresa cuenta con seis maestros carpinteros, dos ayudantes, uno en ventas.
Misión
MUEBLERIA “INTERIOR FURNITURE” busca bridar a todos sus clientes una amplia diversidad de muebles con característica funcionales y diseños atractivos , de alta calidad y a menor precio, que consigan satisfacer sus gustos , necesidades y que superen sus expectativas utilizando tecnología y métodos de fabricación modernos y seguros , de tal manera que se puede contar con una operación eficiente que vaya de la mano con el bienestar de nuestro talento humano para así cumplir con las responsabilidades propias de la empresa.
Visión
Obtener el desarrollo óptimo de la empresa tanto en su estructura física como en su aspecto técnico y organizacional, para ser líderes a nivel nacional en la producción y comercialización de muebles para el hogar, buscando continuamente mayor calidad, innovación y el mejoramiento continuo de todos nuestros procesos
Mercados y clientes
MUEBLERIA “INTERIOR FURNITURE” sus principales clientes son atendidos en los puntos de distribución (solo existe un lugar de venta en la ciudad de La Paz) y también realiza muebles a pedido. La empresa se dedica más a realizar muebles a pedido. Por la alta competencia q existe en el mercado.
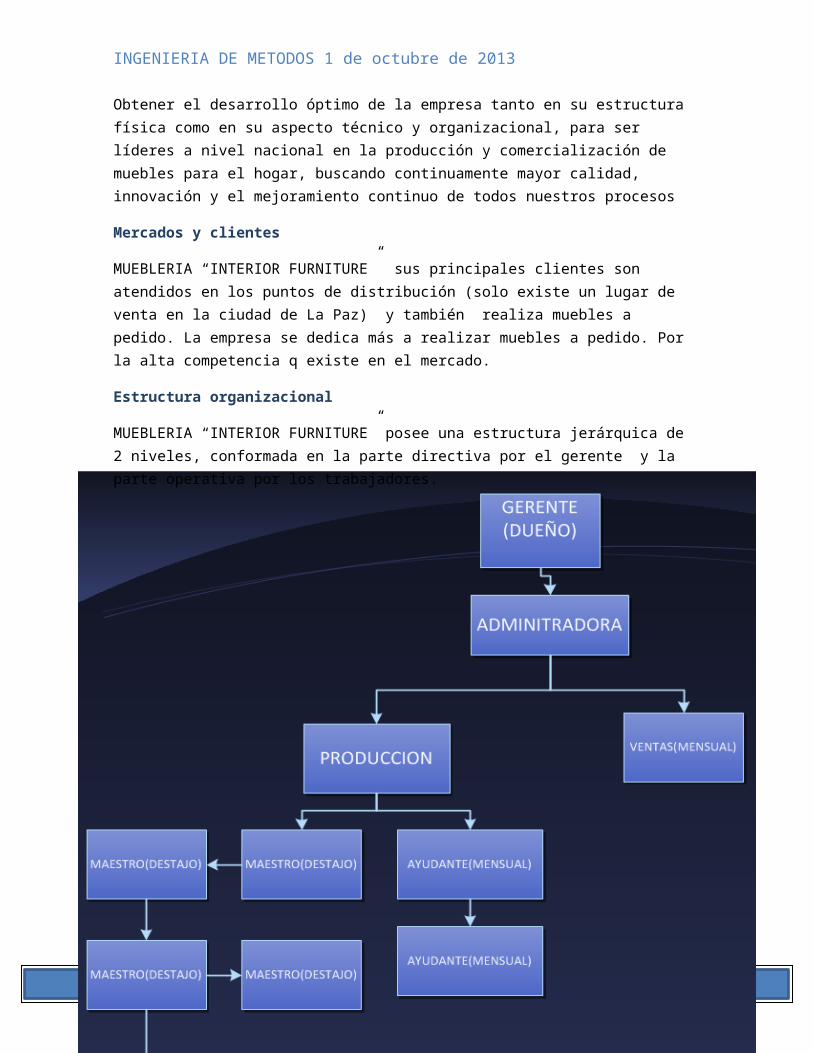
Estructura organizacional
MUEBLERIA “INTERIOR FURNITURE” posee una estructura jerárquica de 2 niveles, conformada en la parte directiva por el gerente y la parte operativa por los trabajadores.
Página 4INTERIOR FURNITURE
2.2. ANÁLISIS DE FACTORES EXTERNOS
OPORTUNIDADES Existencia real de nichos de mercado con demanda creciente.
Página 5INTERIOR FURNITURE
Tendencias internacionales crecientes de preferencia del público por productos sustentables (renovables y reciclables).
Demanda creciente del sector público (construcción con madera, muebles especializados, bibliotecas, bancos y mesas para escuelas, mobiliario y mesas de apoyo para el sector salud, entre otros).
Aparición de alternativas de promoción para la producción regional. Disponibilidad de programas de apoyos tanto nacionales como locales, públicos y
privados. Oferta creciente en educación superior, tanto en el sector público como en el
privado, de carreras de ingeniería (forestal, industrial, civil), de diseño (arquitectura, industrial, de interiores) y de administración.
Futuras obras de infraestructura y equipamiento urbano, principalmente en la ciudad de la paz y el alto
AMENAZAS Condiciones desfavorables para la inversión. Imprevisibilidad en la evolución de la crisis internacional y nacional actual que
dificulta una planificación a mediano y largo plazo. Escasa oferta de servicios para el sector (provisión de maquinarias, consumibles,
servicios financieros y de consultoría). Competencia de grandes cadenas de comercialización. Ineficiencia y/o falta de infraestructura de comunicaciones. Deficiencias en medios de transporte e infraestructura logística que dificulta la
salida de la producción hacia mercados externos a la provincia. Falta de continuidad de las políticas de apoyo al sector. Alta presión impositiva con escasos incentivos y facilidades fiscales. Falta de programas de apoyo financiero para pequeños emprendimientos e
insuficiente articulación de los existentes con el sector. Alto grado de exigencia de la legislación laboral que no favorece a la contratación
de personal e incentiva la generación de empleo en condiciones informales. Alto costo de la energía eléctrica a nivel minorista. Creciente exigencia de certificados de calidad internacionales, ambientales y
laborales, que limitan el acceso a nuevos mercados.
2.3. ANÁLISIS DE FACTORES INTERNOS
FORTALEZAS
Página 6INTERIOR FURNITURE
Intención de competir por calidad y agregado de valor. Experiencia ya establecida. Industria del aserrado establecida. Proximidad geográfica de las empresas con los demás actores Interés por la modernización de las instalaciones para agregar valor. Alto potencial de mejora en la producción, por el uso de materiales nobles, y/o por
aplicación de procesos productivos y servicios externos como el diseño especializado.
DEBILIDADES Orientación comercial al mercado doméstico. Falta de conocimiento y acceso a los mercados provincial, regional, nacional e
internacional. Estrategias comerciales basadas en precios, sin capacidad de soportar su caída. Escasa profesionalización de los cuadros propietarios, lo que limita su
disponibilidad de tiempo para decisiones estratégicas. Falta de promoción de la producción regional. Poco aprovechamiento de tecnologías de información, lo que limita la innovación
comercial. Escasa vinculación del sector con las instituciones Dificultades para la incorporación de tecnología y modernización de equipos. Falta de mano de obra calificada (serias falencias en la calificación de la mano de
obra, para todos los puestos laborales del sector). Escaso uso de normas de calidad, ambientales y métodos de trabajo. Orientación únicamente a la producción y falta de desarrollo del sector comercial. Poco aprovechamiento de la información moderna, lo que limita la innovación
comercial.
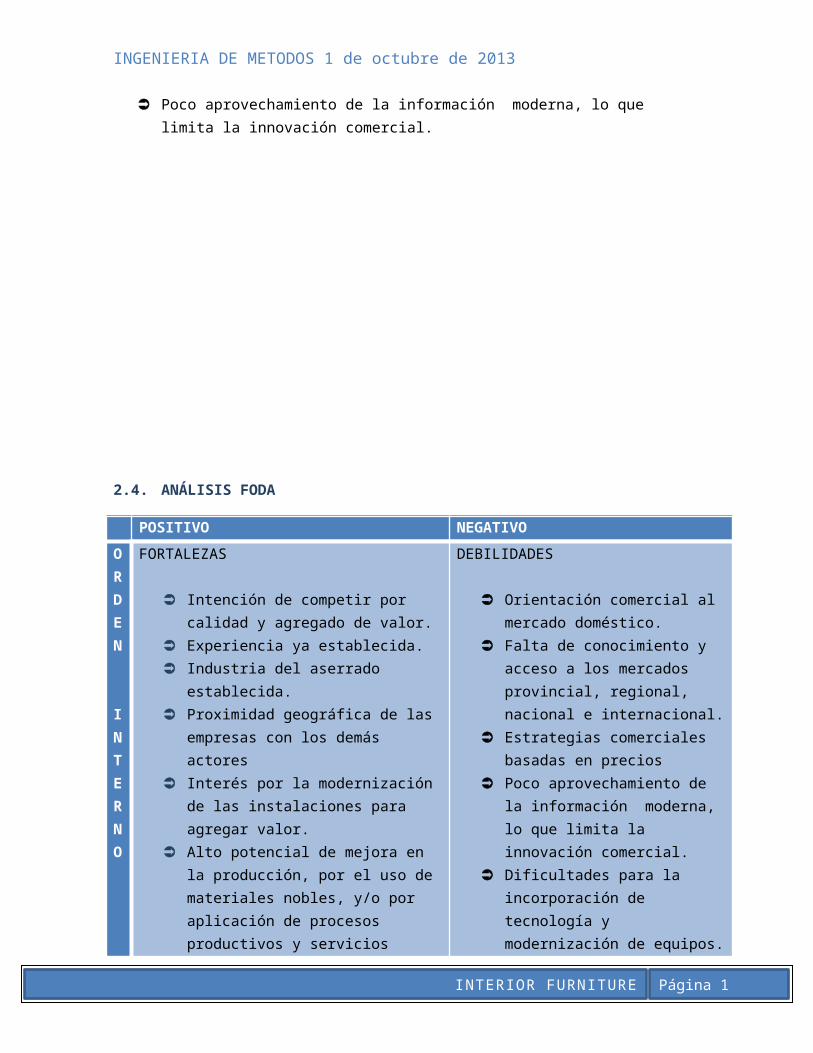
2.4. ANÁLISIS FODA
Página 7INTERIOR FURNITURE
POSITIVO NEGATIVO
ORDEN
INTERNO
FORTALEZAS
Intención de competir por calidad y agregado de valor.
Experiencia ya establecida. Industria del aserrado establecida. Proximidad geográfica de las
empresas con los demás actores Interés por la modernización de las
instalaciones para agregar valor. Alto potencial de mejora en la
producción, por el uso de materiales nobles, y/o por aplicación de procesos productivos y servicios externos como el diseño especializado.
DEBILIDADES
Orientación comercial al mercado doméstico.
Falta de conocimiento y acceso a los mercados provincial, regional, nacional e internacional.
Estrategias comerciales basadas en precios
Poco aprovechamiento de la información moderna, lo que limita la innovación comercial.
Dificultades para la incorporación de tecnología y modernización de equipos.
Falta de mano de obra calificada
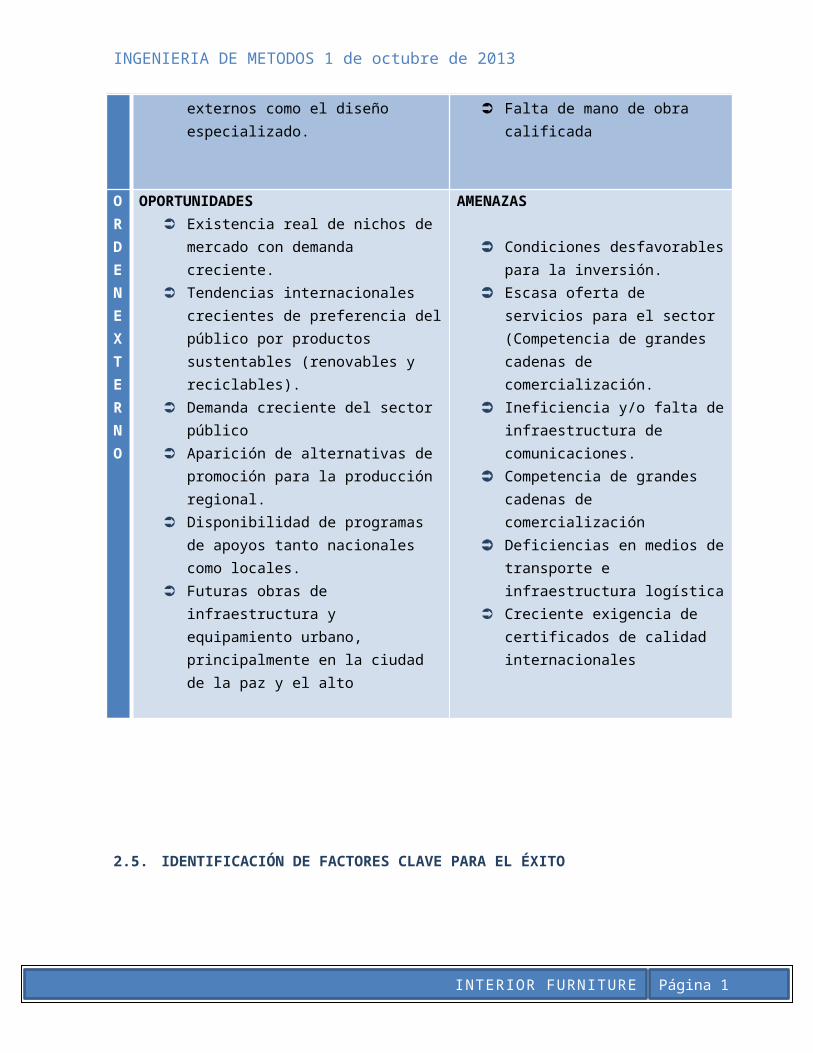
ORDENEXTERNO
OPORTUNIDADES Existencia real de nichos de mercado
con demanda creciente. Tendencias internacionales crecientes
de preferencia del público por productos sustentables (renovables y reciclables).
Demanda creciente del sector público Aparición de alternativas de promoción
para la producción regional. Disponibilidad de programas de
apoyos tanto nacionales como locales. Futuras obras de infraestructura y
equipamiento urbano, principalmente en la ciudad de la paz y el alto
AMENAZAS
Condiciones desfavorables para la inversión.
Escasa oferta de servicios para el sector (Competencia de grandes cadenas de comercialización.
Ineficiencia y/o falta de infraestructura de comunicaciones.
Competencia de grandes cadenas de comercialización
Deficiencias en medios de transporte e infraestructura logística
Creciente exigencia de certificados de calidad internacionales
2.5. IDENTIFICACIÓN DE FACTORES CLAVE PARA EL ÉXITO
Página 8INTERIOR FURNITURE
El almacén no cuenta con la señalización especifica de ubicación de cada una de las referencias de insumos necesarios para el proceso de producción
En la empresa no se lleva ningún indicador como rotación de inventario, duración de mecánicas, etc. Que permitan medir la eficiencia de los inventarios, analizar los proveedores y trazar nuevas metas.
En las bodegas de materiales de producción se observan incorrectos hábitos en limpieza y organización, no se aplica la condición de “cada cosa en su lugar y un lugar para cada cosa “
El coordinador de materia prima e insumos ha almacenado los materiales de producción a su criterio, causando una inadecuada ubicación de materiales dentro de la bodega puesto que algunos insumos de baja rotación se encuentran ocupando espacios estratégicos, evitando una mejor utilización del espacio.
El no tener definida una política de inventario optima, generada el riesgo de no pedir lo que realmente se necesita y el desconocimiento del tiempo en el cual se debe realizar el pedido, teniendo como consecuencia un mayor costo de inventario.
No se realiza seguimiento diario a la materia prima e insumos, se observa acumulación de inventario obsoleto, desaprovechándose así el espacio necesario para referencia con alta rotación.
La cantidad de material perdido muchas veces no es el correcto, ya que se realiza basado en condiciones para minimizar costos, y puede generar faltantes o desperdicio de insumos sino se les da un uso y control adecuado
No están documentados los procedimientos de recepción y entrega de materiales, para señalarle al coordinador de materia prima e insumos como debe realizar estas actividades
2.6. ESTABLECIMIENTO PLAN DE MEJORA
Una vez conocido el diagnostico en el área de producción, se procedió a dar alternativas de mejora a las dificultades encontradas. Algunas de ellas ya están implementadas y otras están en proceso de implementación. a continuación se presentan las mejoras . Justificación, implementación y resultados para la empresa, luego se presenta un listado de indicadores que permitiría evaluar el impacto de dichas mejoras.
Programas de capacitación y concientización
Mejoramiento continuo 5”s”
Propuesta: desarrollar programas de capacitación en el mejoramiento continuo y herramienta de 5”s” que involucre a cada empleado de la línea de muebles INTERION FURNITURE en un cambio en la cultura organizacional.
Objetivos
Página 9INTERIOR FURNITURE
Fomentar y promover una cultura de mejoramiento continuo en los trabajadores Implantar jornadas de orden y limpieza en cada centro de trabajo que permitan
mantener un ambiente laboral agradable Concientizar a los operarios sobre la importancia de la herramienta de cinco eses
como primer paso en el mejoramiento continuo Mejorar el nivel de seguridad , salud e higiene del personal de la línea
Actividades a desarrolladas
El programa de capacitaciones se divide en cuatro fases :
Primera fase: jornadas de sensibilización Segunda fase: diagnostico se lleva a cabo con la lista de chequeo (formato de lista
de chequeo) identificar y aclarar objetivos , determinar metas , conocer el estado actual de la línea , desarrollada proyectos de mejora y crear una estrategia de implementación
Tercera fase : implementación hacer un plan –quien , que y cuando implementar reviasr resultados , documentar e implementar el plan de control.
Cuarta fase :seguimiento fomentar la disciplina y mantener resultados
Implementación
Primera fase: sensibilización
Inicialmente se realizó una conferencia sobre ¿Qué es? y ¿Qué abarca? el mejoramiento continuo esto se llevara a cabo en dos capacitaciones que dura tres semanas. en la primera semana la primera capacitación.
la tercera semana se realizara la segunda capacitación. En la segunda capacitación se dará a conocer la metodología como se va a llevar acabo la implementación (puede ser creando folletos )
Segunda fase: diagnostico
En esta etapa nos encargaremos de realizar un diagnóstico de la cultura organizacional mediante la aplicación de una lista de chequeo (lista de chequeo para diagnostico en cinco eses)
VALOR DESCRIPCIÓN PORCENTAJE
1 Nunca2 Rara vez3 Pocas veces4 Con frecuencia5 siempre
Tercera fase: diseño del plan a seguir
Página 10INTERIOR FURNITURE
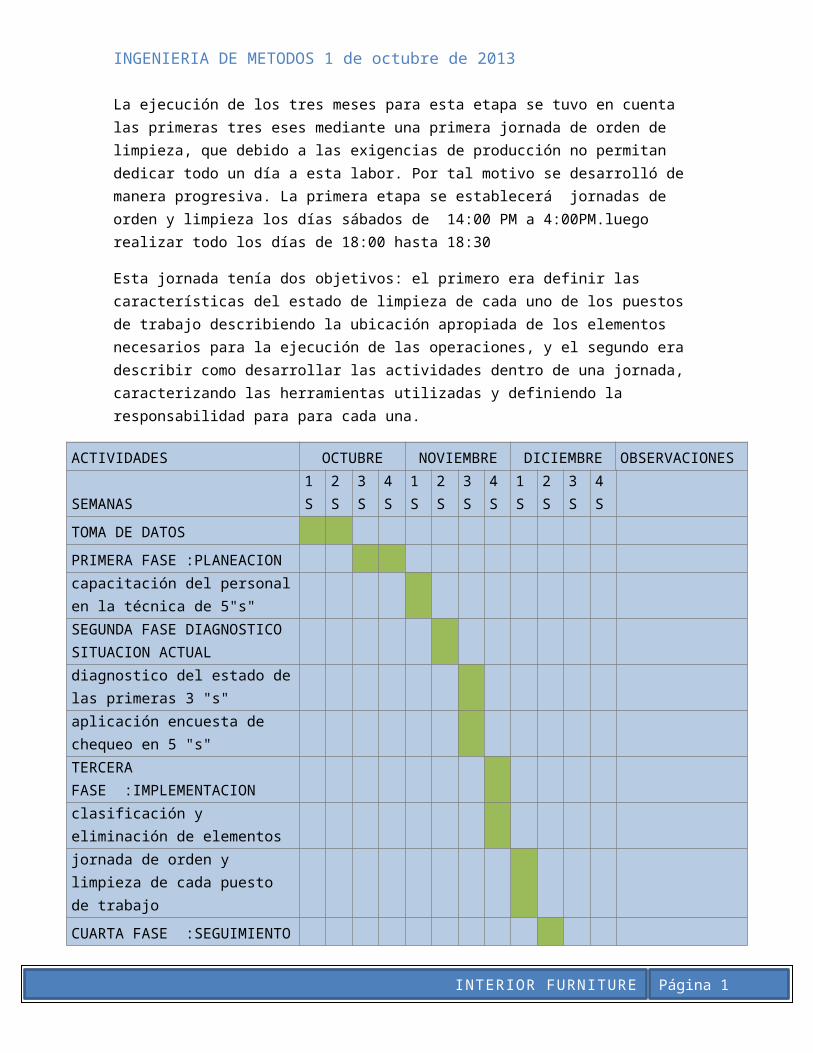
De acuerdo a las falencias que se encontró se creó un crono grama de actividades donde se especifica las funciones y los responsables de cada actividad. Se realizó la actividad teniendo en cuenta el criterio de los operarios.
La ejecución de los tres meses para esta etapa se tuvo en cuenta las primeras tres eses mediante una primera jornada de orden de limpieza, que debido a las exigencias de producción no permitan dedicar todo un día a esta labor. Por tal motivo se desarrolló de manera progresiva. La primera etapa se establecerá jornadas de orden y limpieza los días sábados de 14:00 PM a 4:00PM.luego realizar todo los días de 18:00 hasta 18:30
Esta jornada tenía dos objetivos: el primero era definir las características del estado de limpieza de cada uno de los puestos de trabajo describiendo la ubicación apropiada de los elementos necesarios para la ejecución de las operaciones, y el segundo era describir como desarrollar las actividades dentro de una jornada, caracterizando las herramientas utilizadas y definiendo la responsabilidad para para cada una.
ACTIVIDADES OCTUBRE NOVIEMBRE DICIEMBREOBSERVACIONES
SEMANAS1S
2S
3S
4S
1S
2S
3S
4S
1S
2S
3S
4S
TOMA DE DATOS
PRIMERA FASE :PLANEACIONcapacitación del personal en la técnica de 5"s"SEGUNDA FASE DIAGNOSTICO SITUACION ACTUALdiagnostico del estado de las primeras 3 "s"aplicación encuesta de chequeo en 5 "s"TERCERA FASE :IMPLEMENTACIONclasificación y eliminación de elementosjornada de orden y limpieza de cada puesto de trabajo
CUARTA FASE :SEGUIMIENTO
seguimiento y control
auditorias a los puestos de trabajo
Página 11INTERIOR FURNITURE
Las primeras actividades consistieron en mejoras locativas como pintar paredes y demarcar zonas seguido a ello se realizaron actividades de clasificación organización y limpieza los resultados más relevantes de esta actividad fueron :
Se establecieron los últimos 15 minutos de cada jornada laboral para limpieza del puesto de trabajo
Se clasificaron las herramientas y dispositivos según su nivel de utilización Eliminación de despilfarros ocasionados por búsquedas Los equipos se mantienen el mejor estado y se facilita el mantenimiento Disminución de accidentes de trabajo Se dio el primer paso hacia una cultura organizacional
Cuarta fase: seguimiento. Fomentar la disciplina y mantener resultados
El proceso de seguimiento y control consta básicamente de tres mecanismos: las fichas 5S”s para cada uno de los puestos de trabajo, la ficha de caracterización del procedimiento de las jornadas de orden y limpieza de la línea y la lista de control de auditorías para el estado de las 5S”s . Las dos primeras fichas son documentos estándar de control y la ultima es de seguimiento de las 5S”s.
Fichas estándar de 5S”s
Entendiendo que el estándar del estado de limpieza no se refiere a una actividad sino a un estado, por tanto, se define como el mantenimiento de las tres primeras S (serire, seiton y seiso) por tal razón, se crea un formato para establecer el estándar de 5S”s que permita el control de la herramienta en los puestos de trabajo y fomente mayor compromiso por parte de los operarios de la línea de producción. En el anexo S2 se puede ver el formato diligenciado de la ficha 5S”s que se utilizo entre los meses de noviembre y diciembre de 2013 para establecer el estado correcto de cada uno de los centros de trabajo.
Fichas de caracterización del procedimiento para las jornadas de orden y limpieza de la línea:
La ejecución de las jornadas de orden y limpieza en la línea normalmente son dirigidas por el jefe de producción estas jornadas quedaron establecidas cada sábado al finalizar el turno de trabajo
Con la elaboración de un formato, se propuso documentar las diferentes actividades inmersas en las jornadas, tomando como referencia el puesto de trabajo, las tareas , el responsable de ejecutarlas y sus herramientas . En anexo S3 se puede ver la ficha de caracterización del procedimiento y las actividades inmersas de las jornadas , que permitió estandarizar la forma de ejecutar cada una de las jornadas de orden y limpieza en la línea.
Lista de control de auditorías para el estadio de las 5S”s
Página 12INTERIOR FURNITURE
Como paso siguiente a la estandarización de los mecanismos de control del estado de 5S”s se realizó un seguimiento al grado de implementación de estos estándares en la línea de producción. Esto se llevó a cabo mediante la ejecución de auditorías mensuales por parte del jefe de producción a los puestos de trabajo utilizado una lista de control. En el anexo S4 se muestra el formato de esta lista.
Esta lista examina el estado de 5S”s mediante una evaluación del cumplimiento de los estándares definidos y en los cuales se estudian aspectos tales como.
la seguridad industrial de los operarios el estado de orden y limpieza del área de trabajo la ubicación correcta de los dispositivos y herramientas la manipulación adecuada del producto en proceso
Una propuesta positiva (S1) significa que tanto el puesto de trabajo como el operario cumplen con la totalidad de los requerimientos del estándar y una respuesta negativa (no) significa que no es está cumpliendo al menos uno de los requerimientos del estándar.
Resultados del seguimiento y control del estado de 5S”s en la línea
Luego de la implementación de los mecanismos de control del estado de 5S”s, se programó con el jefe de producción realizar seguimiento a la sección, utilizando la lista de control diseñada para esta actividad.
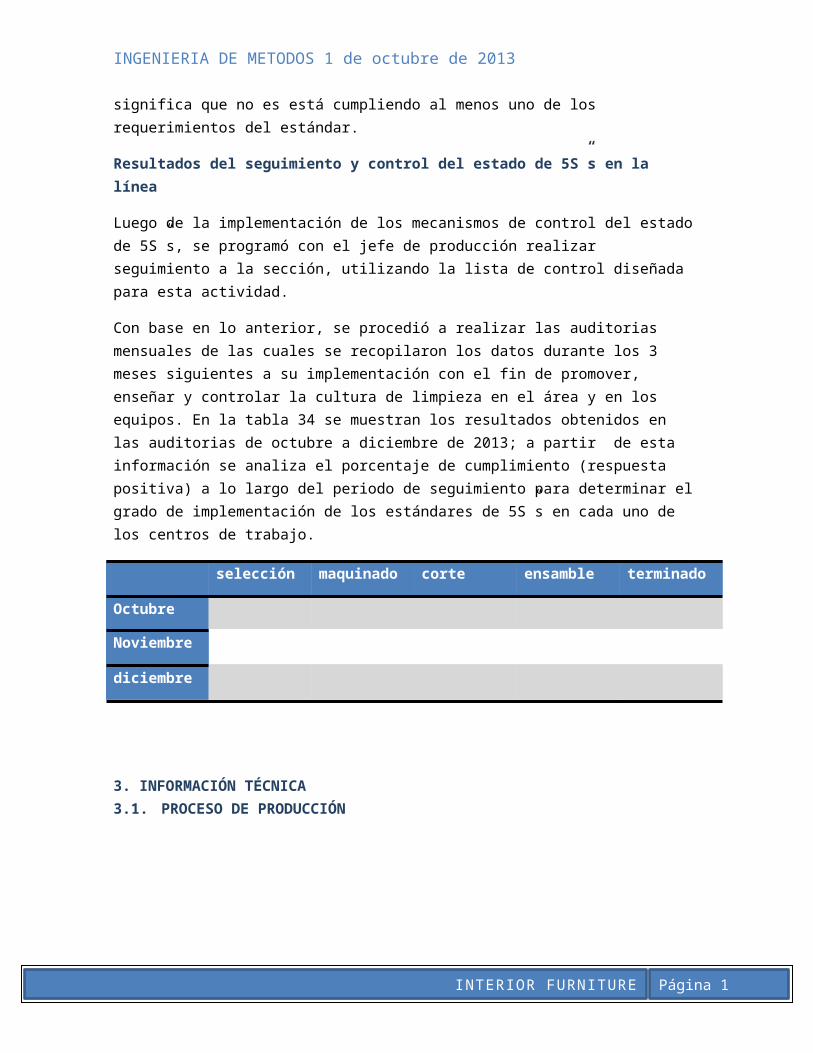
Con base en lo anterior, se procedió a realizar las auditorias mensuales de las cuales se recopilaron los datos durante los 3 meses siguientes a su implementación con el fin de promover, enseñar y controlar la cultura de limpieza en el área y en los equipos. En la tabla 34 se muestran los resultados obtenidos en las auditorias de octubre a diciembre de 2013; a partir de esta información se analiza el porcentaje de cumplimiento (respuesta positiva) a lo largo del periodo de seguimiento para determinar el grado de implementación de los estándares de 5S”s en cada uno de los centros de trabajo.
selección maquinado corte ensamble terminado
Octubre
Noviembre
diciembre
3. INFORMACIÓN TÉCNICA 3.1. PROCESO DE PRODUCCIÓN
Página 13INTERIOR FURNITURE
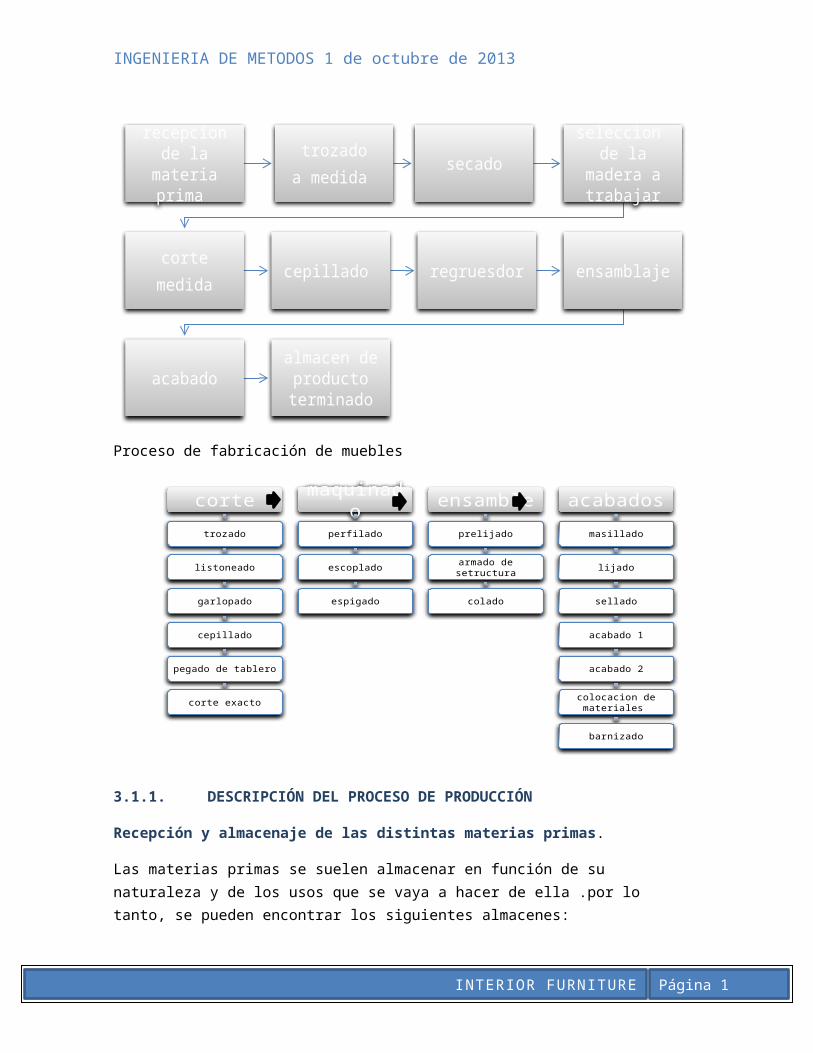
Proceso de fabricación de muebles
3.1.1. DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN
Recepción y almacenaje de las distintas materias primas.
Las materias primas se suelen almacenar en función de su naturaleza y de los usos que se vaya a hacer de ella .por lo tanto, se pueden encontrar los siguientes almacenes:
Almacén de madera maciza Almacén de chapas Almacén de tableros
recepcion de la materia prima
trozadoa medida
secadoseleccion de la
madera a trabajar
cortemedida
cepillado regruesdor ensamblaje
acabadoalmacen de
producto terminado
corte
trozado
listoneado
garlopado
cepillado
pegado de tablero
corte exacto
maquinado
perfilado
escoplado
espigado
ensamble
prelijado
armado de setructura
colado
acabados
masillado
lijado
sellado
acabado 1
acabado 2
colocacion de materiales
barnizado
Página 14INTERIOR FURNITURE
Almacén de adhesivos Almacén de pinturas, barcines, tintes, y disolventes Almacén de montaje (herrajes, etc.) Almacén de mantenimiento
Trozado de la madera
El trozado es un proceso por el que se corta de largo (generalmente, según las piezas de más longitud) el tablón o cuartón procedente de la recepción de materia prima .este corte es transversal al eje longitudinal del tablón y la malla de madera.
La medida de largo del troceado se realiza según la dimensión mayor de las piezas que en los posteriores mecanizados que se vayan a obtener.
Secado
La empresa de muebles no tiene tecnología para el secado. Es por eso que utiliza un secado natural como indicaremos enseguida.
La madera maciza después de un trozado a medida. Se realiza un secado natural en las instalaciones de la planta .por lo menos el secado tiene que durar tres meses para tener una buena calidad en el producto terminado.
Selección de la madera a trabajar
El marcaje consiste en señalar los defectos e imperfecciones de la superficie de la madera que va a ser procesada. Se realiza sobre las tablas de madera maciza ya seca, procedentes del secado natural de la madera maciza ya cortada
La elección del espesor del tablón dependerá del grueso de la pieza que se quieren obtener, siempre con un sobre dimensionamiento porque durante el proceso de fabricación se pierde grosor por los diversos mecanizados a los que se le somete
El objetivo de este proceso es el de aprovechar al máximo la madera, saneándola de nudos y grietas, ya que esta materia prima es muy costosa
Aserrado
El proceso de aserrado es una operación de corte en sentido longitudinal y su misión principal es la de dar hilos, es decir listones de ancho próximo al de la pieza a fabricar, según marcaje previo.
Cepillado
Se llama cepillado a la operación de aplanar una superficie, mediante una herramienta de corte, con el objeto de hacer completamente lisa la madera y sin astillas
El cepillado es un proceso por el cual, en los tablones aserrados, se consigue una cara plana de cada uno de los listones obtenidos.
Página 15INTERIOR FURNITURE
En el caso de piezas procedentes del troceado se planea una cara, sobre la que se va a sentar la pieza a la que se someterá al proceso posterior de regruesado, obteniendo así dos caras planas paralelas al espesor deseado
Regruesado
Una vez cepillada y por tanto alisada la pieza se lleva ala regruesadora ,cuya misión es planear con respecto a la cara (o caras cepilladas ) ,la cara o caras restantes , dimensionando además el grueso , el ancho o ambos , a las medidas correctas .
Las piezas que se pasan por la regruesadora han de estar primeramente bien cepilladas, ya que los dispositivos de avance y de presión de la maquina las comprime bajo el árbol porta cuchillas fuertemente contra la mesa, de manera que las irregularidades que llevara la parte inferior aparecerían en la parte superior regruesada
En definitiva, el regruesado consiste en el aplanamiento de la parte superior de la pieza tomando como referencia la parte plana inferior
Corte a media y buchido
Se trata de una operación de corte. En la que se obtienen las dimensiones exactas, ya sean de longitud, de ancho o según la figura que queremos obtener. Depende en cada caso de la pieza que se quiere cortar.
Si se parte de piezas ya cepilladas y regruesadas , dimensionadas en espesor y/o anchura , el corte longitudinal dimensiona la pieza también en longitud obteniendo así pues la pieza a medida
En la operación de corte con figura se le llama comúnmente buchir y se realiza siempre en la sierra de cinta
Moldurado
Se trata de operaciones de mecanizado en las superficies de las piezas, mediante una herramienta de corte, para dar realce o mejorar su estética y presencia visual. Normalmente fresado es la denominación general de este tipo de operaciones, mientras moldurando se suele emplear cuando se realizan mecanizados con figura.
Hay una gran diversidad de procesos que se puede llevar a cabo dependiendo del tipo de figura que se quiera conseguir.
Los mecanizados más importantes que se realizan son: contornear piezas, dar forma apropiada a piezas rectas sin necesidad de recaladas, rayado, etc.
Taladrado y escopleado
Son procesos de trabajo con arranque de viruta que se realizan en las caras y cantos de las piezas mediante la acción de una herramienta (broca o fresa) que ejecuta mediante un movimiento de rotación yo traslación un orificio cilíndrico o alargado.
Página 16INTERIOR FURNITURE
Los taladros o escoplos se utilizan para la inserción de mechones (clavijas), para el encolado o bien para el posterior acoplamiento de elementos de ensamblaje. Soportes, etc.
Según el tipo de maquinaria las operaciones o acciones de taladrado se pueden realizar de forma manual o automática
Curvado
El curvado es un proceso por el cual una o varias piezas de madera o tablero son curvadas por deformación de sus fibras, de acuerdo al diseño del mueble. También pueden conseguirse piezas de forma curva mediante perfilado,buchido , pero sin deformar sus fibras
La madera es un material que a temperatura ambiente se comporta de forma elástica, es decir que si la sometemos a un esfuerzo la madera se deforma, pero si desaparece dicho esfuerzo, esta deformación desaparece. En cambio cuando la temperatura de la madera esta alrededor a 100ºC su comportamiento en este sentido es muy diferente sobre todo a esfuerzos de compresión
Torneado
El torneado es el proceso que se realiza para dar forma redondeada a una pieza, dando como resultado una sección circular de forma homogénea o bien de forma variable. el mecanizado se basa en el giro de la pieza a gran velocidad , mientras una herramienta de corte que se mueve en sentido longitudinal y según la figura que deseamos realiza un mecanizado circular en la superficie de la pieza debido a su giro
Para la fabricación en serie de piezas torneadas, se parte inicialmente de la elaboración de una pieza muestra o plantilla, la cual se realiza de forma manual utilizado diversas herramientas y técnicas determinadas según el tipo de pieza a obtener. Este procedimiento es netamente artesanal por lo que requiere practica en cuanto a las técnicas de elaboración
Talla
El tallado es un proceso artesanal que consiste en la obtención de figuras y motivos a partir de piezas de madera maciza o en algún caso de tablero de fibras.
Lijado y calibrado
El lijado de forma genérica, es el conjunto de operaciones realizadas antes de proceder a la aplicación de las distintas capas de recubrimiento:tintes,barnices, etc.
Los objetivos fundamentalesson:
Conseguir una superficie lo más lisa posibles , libres de defectos y limpias de polvo o partículas extrañas dado que los soportes (madera ) presentan , según su naturaleza , diversas irregularidades en su superficie , tales como poros , grietas , nudos ,etc.
Página 17INTERIOR FURNITURE
Además pueden estar presentes defectos superficiales producidos por las herramientas en los procesos anteriores de mecanizado y polvo procedente del proceso industrial o de los lijados realizados en las propias preparaciones
Lijado de capas de acabado (barnices)
Este proceso se realiza sobre el mueble, después de la aplicación de productos de acabado
Las operaciones de lijado de barniz se realizan dependiendo de las características de los productos que se apliquen, ya que están condicionadas a la calidad de los barnices, en las sucesivas fases o manos de barnizado, a excepción del acabado final, se procede al lijado de las superficies tras la aplicación del producto con el objetivo de conseguir mayor afinamiento de la superficie y facilitar la adherencia con la capa siguiente.
Se distinguen los lijados manuales y los realizados con máquinas automáticas. Normalmente el lijado de un mueble barnizado ya montado es manual debido a la dificultad de acceso a todos los elementos, mientras que en el caso del lijado de una parte de un mueble, por ejemplo las puertas de un armario, se hace de forma automática,al tratarse de elementos planos.
Armado previo
Algunas ocasiones y para determinar piezas constitutivas del mueble se puede realizar un pre –montaje, mediante un encolado del mueble y ajuste, mediante un acabado del mueble y ajuste, antes de ser enviado a la sección de pulimiento o acabado.
Este pre montaje no es siempre necesario, pero cuando se realiza se aprovecha para realizar una inspección de calidad del mueble en crudo.
Se realiza la composición total o parcial del producto mediante un encolado del mueble y ajuste, antes de ser enviado a la sección de pulimiento o acabado. Para ello muchas veces se requiere de una prensa.
Después del prensado, se ajusta el montaje, y si es necesario, se da un repasado manual a ciertas piezas
Acabado
El acabado en general se considera el proceso que incluye tintado, secado, barnizado (fondo), secado, lijado intermedio, barnizado final (acabado propiamente dicho) y secado
Una vez montado el mueble o sub conjunto de él, y siempre que el diseño lo requiera, se procede al tintado. Su función básica es la de conseguir que la madera sobre la que se aplica adquiera un color determinado, conservando la textura, aspecto y dibujo de las vetas y poros los productos utilizados para este proceso son los tintes.
El tinte se puede aplicar de forma manual empleando trapos o brochas
Página 18INTERIOR FURNITURE
Una vez la madera adquiera el tono deseado, se procede a aplicar las sucesivas capas de productos de acabado. La finalidad de estos productos es doble:
Por una parte se trata de proteger la superficie del mueble y darle un brillo adecuado. Y por otra, la de embellecer y obtener un aspecto externo final decorativo
3.1.2. DIAGRAMA DE FLUJO DEL PROCESO
3.2. PRODUCTO3.2.1. CLASIFICACIÓN Y DESCRIPCIÓN DE LOS PRODUCTOS
Muebles de madera, clasificados según su función:
• Dormitorio (camas, mesas de luz, cómodas, marcos de espejo, entre otros).
Página 19INTERIOR FURNITURE
• Armarios (armarios, roperos, muebles de vestidores).• Juveniles (escritorios, bibliotecas, camas superpuestas, entre otros).• Comedor • Sillas y sillones (asientos con y sin relleno y con y sin apoyabrazos).• Mesas (rectangulares, circulares y de otras formas).• Muebles accesorios (mesas de centro, mesas para TV y para computadoras).• Oficina (escritorios, mesas de reuniones, bibliotecas, armarios, puestos de trabajo).• Especiales (decoración, instalación de negocios, hoteles, bancos, casas de culto, hospitales, etcétera.
Aberturas de madera:• Puertas macizas.• Ventanas y puertas ventana macizas.• Puertas placa.
Viviendas y otras construcciones de madera.
Otras manufacturas de madera:• Accesorios decorativos.• Muebles artesanales.
3.2.2. CLASIFICACIÓN Y DESCRIPCIÓN DE LAS MATERIAS PRIMAS
Son todos los elementos que se utilizan en la producción y constituyen parte del producto.
La principal materia prima que tiene la empresa es:
Madera Tablero Melanina
En el tipos de maderas utiliza con mayor frecuencia el cedro, mara, roble .otros
3.2.3. CLASIFICACIÓN Y DESCRIPCIÓN DE LOS INSUMOS
Los insumos se encuentran disponibles a nivel minorista en diferentes comercios, con una gran gama en cuanto a calidad y precio según sea su origen (nacional o importado).
Por lo general, estos productos son comercializados en locales proveedores, además de los tableros y las placas.
Abrasivos: lijas, bandas abrasivas para lijadoras de banda, discos, entre otros. Adhesivos: colas vinílicas, adhesivos de contacto, cintas, etcétera. Acabados: selladores, masillas, tintas, barnices, lacas, preservantes, etcétera. Herrajes: bisagras, cerrojos, cerraduras, correderas, rieles, ruedas, tiradores, entre
otros.
Página 20INTERIOR FURNITURE
3.3. INSTALACIONES COMPLEMENTARIAS
En esta parte del proyecto no existe ninguno de las instalaciones complementarias. Lo que sí se puede considerar son las instalaciones domiciliarias de agua.
3.4. PRODUCTIVIDAD3.4.1. ÍNDICES DE PRODUCTIVIDAD
Datos de la empresa
3000pies/mes
1pie=19Bs
Costo de mano de obra directa =16000Bs y 4500Bs
Costo de mano de obra indirecta=6000Bs
Costo de energía eléctrica=400Bs
Costo de capital
Escuadra dora 50000Bs 4años
Tupi 45000Bs 4ños
Groseadora 32000Bs 2años
Cercha 45000Bs 2años
Escuadra dora 10000Bs 4años
Escoplo 150000Bs 6meses
Cepillo 28000Bs 4años
Compresora 24000Bs 6meses
Cantidad vendida 80000Bs/mes
CMP=3000 piemes
19 Bs1 pie
=57000 Bsmes
Qvendida=80000Bsmes
CMO=CMOD+CMOI
CMOD=16000+4500
Página 21INTERIOR FURNITURE
CMOD=20500 Bsmes
CMOI=6000 Bsmes
CMO=26500 Bsmes
CEE=400 Bsmes
Costo de capital
d=50000−50000×0.1254×12
=911.46 Bsmes
d= 45000−45000×0.1254×12
=820.31 Bsmes
d=32000−32000×0.1252×12
=1166.67 Bsmes
d= 45000−45000×0.1252×12
=1640.63 Bsmes
d=10000−10000×0.1254×12
=182.29 Bsmes
d=15000−15000×0.1256
=2187.5 Bsmes
d=28000−28000×0.1254×12
=510.42 Bsmes
d=24000−24000×0.1256
=3500 Bsmes
CK=10919.28 Bsmes
πMP=8000057000
=1.4
πMo=8000026500
=3.02
Página 22INTERIOR FURNITURE
π EE=80000400
=200
π K=8000010919.18
=7.33
3.4.2. ÍNDICE GLOBAL DE PRODUCTIVIDAD
57000Bs/mes 60.11%26500Bs/mes 27.95%400Bs/mes 0.42%10919.28Bs/mes 11.52%Total=94819.28 100%
IGP=1.4× 60.11%100%
+3,02× 27.95%100%
+200× 0.42%100%
+7.33× 11.52%100%
IGP=3.37
Interpretación
4. BIBLIOGRAFÍA
Mitologías japonesas para el desarrollo económico y socioeconómico agencia de cooperación internacional del Japón (JICA)
Introducción al estudio del trabajo (OIT) http://www.contactopyme.gob.mx http://www.mueblesdida.com http://turnkey.taiwantrade.com.tw Apuntes del docente (ING. JUAN PABLO FERNANDEZ)
Página 23INTERIOR FURNITURE





























