Embed Size (px)
DESCRIPTION
Principios de Organización de Aserraderos INFOR-Chile. PARTE 1
Citation preview
111111111111 1111110006348
•
IMF HfqNTEAL C(NSULTAR ESTE MATERlFi', OBAMOS Mr.~CAR
UNA e UZ EN EL NUr-¡ RO SIGWr 'TE, ' • ,1 "
~rlfl'"uffi22r:z !Htg g :ItirDR - CENTRO DE IM"ORf1ACION VIRTUAL (CJU) •
INFOR
16
N5T1TU, '1 F( ~[SPí LORPOR'\C/ON r>< FOMENTO Jf LA PRODUCCfON
'/
MANUAL N° 16 - INFOR
F E D E E R R A T A S
Página
215
N°
34
Dice
PEREZ, R.
Debe Decir
P~~T¡';RS, R.

INSTITUTO' FORESTALDivisión Reg:l.onal
Blf1LIOTECA
INSlrLT..; F-Jr.ESTAL
CORPORACION DE FOMENTO DE LA PRODUCCIONGerenc:l.a de Desarrollo
MANUAL N· 16
"PRINCIPIOS DE ORGANIZACION y OPERACIONDEL ASERRADERO"
AF 89/15CONCEPCION, CHILE
Diciembre, 1989
PROPIEDAD INTELECTUAL: INSCRIPCION NI 74.462
"se autoriza la reproducci6n de lainfonnaci6n que se entrega en este documento. siempre y cuando secite como fuente a CORFO-INFOR".
PRO L o G o
La presente publicación "Principios de Organización yOperaci6n del Aserradero", se deriva de un proyecto de estudiocontratado por la Gerencia de Desarrollo de la Corporación deFomento de la Producción al Instituto Forestal.
El objetivo principal de este documento es colaborar aldesarrollo de la industria del aserrio, con el aporte de un textoque reune un conjunto de antecedentes básicos sobre principios,procedimientos y técnicas que regulan la organización y operacióndel aserradero. Dichos antecedentes se han obtenido a partir depublicaciones extranjeras y nacionales, datos prácticos de losproductores y entrevistas a expertos en los diversos tópicostratados, con el fin de aportar información que sea de unaefectiva aplicabilidad a la realidad de la industria forestal enChile.
La estructura que se le ha dado al informe correspondea doce capitulos ordenados secuencialmente, incluyendo lossiguientes aspectos Principios de Organización de unAserradero (localización, distribución en planta y otros); Manejode Trozas (almacenamiento, cubicación, descortezado); Sistemas deCorte; Máquinas de Aserrio Principales y Complementarias;Mantención de los elementos de Corte; Instalaciones Anexas;Clasificiación y Almacenamiento de Madera Aserrada y finalmente,·Cálculo Técnico y Económico de la Producción y Control deCalidad.
En la elaboración de este documento han participado losSres. Ingeniero Forestal (MFR) SERGIO VIDAURRE E.; IngenieroCivil Mecánico e Industrial ROBERTO MELO H.; e Ingeniero CivilMecánico MARTIN PAVON H., quienes contaron con la colaboración delas siguientes personas: Sr. César Moya L., Ingeniero Civil enIndustrias Forestales, Sr. Oscar Wettling G., Ingeniero deEjecución Mecánica, Sr. Gastón Cubillos C., Ingeniero Civil,Srta. Maria Loretto pérez Sch., Secretaria y Sr. Ebor ValenciaO., Dibujante.
I N D ICE
INTRODUCCION ••••.•••••••••••••......•••.•••....••.•.......
PRINCIPIOS DE ORGANIZACION DE UN ASERRADERO .....•••.......
Localización del aserradero
Terreno para instalación de aserraderos .......•......
2.2.1 Aserraderos permanente~ ..•..•••.•............
2.2.2 Aserraderos portátiles ...•.•....••...........
Distribución de planta .•.........•.............•.....
Recomendaciones generales para la operación de
un aserradero ..••....................................
I
II
2.1
2.2
2.3
2.4
2.1.1
2.1.2
2.1.3
2.1.4
Fuentes de trozas
Disponibilidad de mano de obra •••••.••.....•.
Mercados •••••••.••••.••••••••••••••..........
Transporte ..
1
2
2
2
3
3
4
4
4
5
5
6
III ALMACENAMIENTO, CUBICACION y MANEJO DE TROZAS 15
3.1 Almacenamiento de trozas 15
3.2 Cubicación de trozas ..................................................................3.2.1 Regla de cubicación de rollizos JAS ....................3.2.2 Regla de cubicación de rollizos EFA ....................3.2.3 Regla de cubicación de rollizos Smalian ............
3.3 Manejo de trozas ..........................................................................
3.1.1
3.1. 2
3.1.3
Factores que condicionan las características
del almacenamiento 15
Tipos de almacenamiento 17
Inventario de trozas ..................•...... 25
26
27
29
31
33
4.3
4.4
IV
V
VI
DESCORTEZADO .•.•..........................................
4 . 1 Justi f icaci6n ...•..••....•...........................
4.2 Consideraciones generales para optimizar la
operaci6n de los descortezadores .
Criterios de selecci6n de equipos .
Tipos de descortezadores .
4.4.1 Descortezadores de anillo mecánico .
4.4.2 Otros sistemas de descortezado .
4.S Productividad del descortezador .
SISTEMAS DE CORTE ..•..........•.•.•.......................
S.l Conceptos básicos .
S.2 Denominación de la madera aserrada según sus
dimensiones .
S.3 Clasificación general de los sistemas de corte .
S.3.l Individual o masivo .
S.3.2 Por el eje de la troza y por la generatriz .
S.3.3 Aserradero uniforme y prismático .
S.3.4 Madera cuarteada y floreada _.
S.4 Aspectos básicos sobre planes de corte .
S.S Recomendaciones sobre planes de corte .
MAQUINAS DE ASERRIO .
6.1 Clasificación y características generales ., .
6.1.1 Máquinas para aserrar trozas o principales .. _
6.1.2 Máquinas de reaserrío .
6.1.3 Máquinas auxiliares .
6.2 Componentes de las máquinas de aserrío _ .
6.2.1 Mecanismo motriz .
6.2.2 Mecanismo~ de transmisión .
34
34
34
36
36
37
38
38
41
41
42
43
43
44
44
45
47
49
51
51
51
53
54
55
55
62
6.3
6.2.3 Mecanismos de ejecuci6n •..•.••••••••.........
Máquinas principales .••••......•••••••••••••.........
6.3.1 Máquinas de sierra circular .•.•••..••........
6.3.2 Máquinas de sierra huincha •.••...•...•.......
6.3.3 Máquinas alternativas .•..••.....•............
62
73
74
94
103
VII MAQUINARIA ANEXA .••....•••..••..••....••...••...••..•..... 116
7.1 Astillado............................................ 116
7.1.1 Importancia ••••••..••.••••••....•............ 116
7.1. 2 Equipos principales 116
7.1.3 Consideraciones para seleccionar un
astillador •••••......••.•.•.•..••....•....... 120
7.2 Sistemas de extracci6n de productos secundarios 122
7.2.1 Transporte de desechos astillables •.......... 122
7.2.2 Transporte de astillas y aserrín 122
VIII BAÑO
8.1
ANTIMANCHA y MESA DE CLASIFICACION 124
Baño antimancha .•.........................••......... 124
8.1.1
8.1. 2
8.1.3
8.1.4
8.1. 5
8.1.6
8.1. 7
8.2
Factores que influyen en el desarrollo de la
mancha .....•........•............•••.........
Medidas para la prevenci6n de la mancha .
Forma de empleo de los antimanchas .
Sistemas de tratamiento antimancha .
Consideraciones econ6micas .
Precauciones para el manejo de preservantes
Otras recomendaciones para el control de la
mancha .
Mesa de clasificación de la madera aserrada .
124
125
126
126
131
132
132
133
IX CLASIFlCACION y ALMACENAMIENTO DE LA MADERA ASERRADA 134
9.1 Clasificación general de los sistemas de almace
namiento de la madera aserrada •••.•••••..•..........• 134
9.2 &l..cenamiento para secado al aire .•••............... 136
9.2.1 Movilidad del aire •.•.•...•..•.•.......•..... 136
9.2.2 Otras consideraciones relativas al encas
tillado ••..••..••..•.........•.•............. 141
9.2.3 Efecto del c1i.. sobre el almacenamiento
de la madera aserrada •••••.••••••••.••....... 142
9.3 Precauciones para la madera aserrada de calidad 143
X MANTENCION DE LOS ELEMENTOS DE CORTE ...•....•••........... 145
10.1 Importancia ...•.•.•..•...........•..•................ 145
10.2 Operaciones de mantención ..........••................ 145
10.2.1 Limpieza y examen de la sierra ....•.......... 145
10.2.2 Soldadura .•••.•.•...•••.•••.•....•............ 146
10.2.3 Aplanamiento. • . . . . . . • . • . . • . . . . . . . . . . . . . . . . . .. 151
10.2.4 Tensionado. • . . • • . . . • . • . . . . • . . . . . . . . . . . . . . . . .. 155
10.2.5 Torcedura.. . . • . . . . . • . . . . . . . • • • . . . . . . . . . . . . . .. 160
10.2.6 Trabado, recalcado e igualado 162
10.2.7 Afilado 169
XI CALCULO DE PRODUCCION ...............•..................... 173
11.1 Evaluación de eficiencia de conversión •.............. 173
11.2 Porcentaje de aprovech~iento .•.•.....•.............. 173
11.2.1 Ancho de corte .......•..........•............ 175
11.2.2 Esquema de corte 183
11.2.3 Dimensiones de la madera 184
11.2.4 Diámetro, longitud, conicidad y calidad de la
troza ....•................................... 184
11.2.5 Sobredimensión de la madera verde 185
11.4 Det:erminaci6n del precio de la madera aserrada ..•....
11.5 Cost:os de Producci6n •••••••••••..••..•••..••.•...•...
11. 5.1 Ej emp10 de cálculo •.••.•••••••••••••..•......
11.2.6
11.2.7
11.3 Cost:os
11.3.1
11.3.2
O'Pi ¡OTECA
INSI¡IGT-J FOr.ESTAL
~ cIiI!t .s.,clal0De8 e.••••._ •••••••••••••••••••••
ce-dtctoaea y _t:encl6n del equipo •••••.•...
d. produccl6n en una indust:ria _derera •••.•..
C1asificaci6n de los cost:os •••••••••••••.....
C1asificaci6n de los cost:os variables ••.••...
189
190
190
191
191
194
195
197
XII CONTROL DE CALIDAD ••••••••••••••••••••••••.••••....•...... 198
12.1 Cont:rol est:adist:ico •••••••••••••.....•••..••..••..... 198
12.2 Et:apas previas al proceso de cont:rol •••••••••.••..•.• 199
12.3 Taaafio de la muest:ra •..••....•..••••••••••••...••.... 199
12.4 Procedimient:o de medici6n ..••••.•••••••••••...•••.... 200
12.5 Cálculo del recorrido ••.••••.•••..••••.•••.•••....•.. 202
12.6 Limit:es para gráficos de medias •..•••••••••••••••.... 205
12.7 Gráficos de cont:rol más import:ant:es •••••.•••..••..... 207
12.7.1 Conclusiones. . . • . . • • . • • . • • • • • • • • • • • • . • • . • . . .. 208
12.8 Ejemplo de cálculo •••••..••..•..•..••••••••••••.•.... 209
BIBLIOGRAFIA •••••••...•....••••••••••.•.•..•••••••...•.•.•..... 213
2 Si........................................................................ 90
de resistencia especifica de corte (X)
sierra circular •••• o • o o • • • • • • • • • • • • • • • • • 58
de resistencia específica de corte (X)
sierra alternativa •• o ••• o • o • • • • • • • • • • • • • 58
de aserrio según tipo de avance •.••..•.. 71
de trabado o recalcado según f6rmula
CUADRO 5
CUADRO 6
CUADRO 7
CUADRO 8
CUADRO 9
o Valoreao
para la
Valorea
para la
: Valores
para la
: Tiempos
Valores
b • s +
de reaistencia
sierra huincha
especifica de corte (X)
.................................................... 57
178
182
204
149
167
175
soldaduras por
la sierra •....
Calibre de boquillas empleadas en
oxiacetileno. según el espesor de
Valores de trabado de las sierras
Porcentajes de aprovechamiento .....•.......•....
Cambio en el aprovechamiento de la madera redu
ciendo el ancho de corte de 6 a 3 mm ...•........
Datos comparativos para dos canales de corte .
Cuadro general para cálculo del recorrido .
: Valores de ángulos de los dientes según su
perfil ...•••••••••••••..••..••••••••••••••.•.... 92
Valores de algunos parámetros para diversos
tipos de dientes en sierr~ huinchas amplias .... 102
Avance por revoluci6n para una carrera del
marco de H = 600 mm .•....•..•.••••.•.••.•...•... 113
Caracteristicas principales de algunos tipos
de astilladores de disco disponibles en el
mercado ••••••••.•.•.•••••...•.••.........•.•.... 119
Costos del preservante para tratamiento manual .• 131
Ancho y espesor recomendado para separadores .... 139
Distancia recomendada entre separadores •.•...... 140
Utilidad de cada método de soldadura en la man
tenci6n de sierras .••.••.•••••..•..•......•..... 146
CUADRO 14 :
CUADRO 15
CUADRO 16
CUADRO 17
CUADRO 18
CUADRO 19
CUADRO 20
CUADRO 21
CUADRO 22
CUADRO 23
CUADRO 11
CUADRO 13
CUADRO 12
CUADRO 10
CUADRO 24
CUADRO 25
GRAFlCO 1
GRAFlCO 2
GRAFlCO 3
Fact:or t: de St:udent: ••..........•••..........•... 205
Parámet:ros para gráfico de recorrido 207
lNDlCE DE GRAFlCOS
Cost:os de inst:alaci6n de t:ransport:ador neumá
t:ico y convencional de banda para diferent:es
dist:ancias •..••.....••.•...•.••.•..••............ 123
Gráfico para medias •.......••••..•.••••......... 207
Gráfico para el recorrido ...•...•••.••..•....... 208
FIGURA 1
FIGURA 2
FIGURA 3
FIGURA 4
FIGURA 5
FIGURA 6
FIGURA 7
FIGURA 8
FIGURA 9
FIGURA 10
FIGURA 11
FIGURA 12
FIGURA 13
FIGURA 14
FIGURA 15
FIGURA 16
FIGURA 17
FIGURA 18
INDICE DE FI:GURAS
: Diagrama de flujo de un aserradero tipo ......•.• 7
: Cancha de t:rozas 17
: Trozas usadas como apoyo de las rumas 22
: Descortezador de anillo mecánico 38
: Superficies o zonas elementales de las
piezas aserradas 42
: Aserrado uniforme y prismático •................. 44
: Madera floreada y cuarteada .••••••.............. 46
: Diagrama de las dimensiones relativas
para obtener una basa •••.••••••...•..•.......... 48
: Un plan de corte recomendado para aserradero
cuya máquina principal posee avance con carro 49
Dos planes de corte recomendados para aserradero
con máquina principal con carro y partidora
huincha ..........•......•....•......•........... 50
Plan de corte recomendado para aserradero con
máquina principal con avance de carro y una
secundaria alternativa ......••......•.•......... 50
Clasificación general de las máquinas principales
de aserrío .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 52
Organo de corte de sierra alternativa •.•........ 63
: Organo de corte de sierra circular •............. 64
: Organo de corte de sierra huincha ......•........ 64
Rodillos de alimentación 66
Cadena de alimentación ..............•........... 67
: Frente y perfil de un carro de avance •.......... 68
F~GURA 19
F:IGUIlA 20
FIGURA 21
FIGURA 22
FIGURA 23
F:IGURA 24
FIGURA 25
FIGURA 26
FIGURA 27
FIGURA 28
FIGURA 29
FIGURA 30
FIGURA 31
FIGURA 32
FIGURA 33
FIGURA 34
FIGURA 35
FIGURA 36
FIGURA 37
FIGURA 38
FIGURA 39
FIGURA 40
FIGURA 41
FIGURA 42
FIGURA 43
FIGURA 44
FIGURA 45
FIGURA 46
FIGURA 47
: Co11arin de sierra ..••...•••..•..•..............
: Sierra circular con carro ••.•••.•..••...•.......
: Sierra circular doble ••••.•••..•..•.............
: Sierra circular múltiple •••••••....••....••••...
: Sierra de diente f ij o •••••.••.•....•............
: Sierra de diente postizo ....•.••................
: Sierras de puntas alzadas •......................
: Sierras c6nicas ...•••.•..•.•••.•..•••..•.......•
: Diente de lomo recto (NV) •............•.........
: Diente de lomo quebrado (KV) .•..••..............
: Diente de lomo curvo (PV) •.•••••.••...•...•.....
: Angu10 de los dientes ..•..•.......••..••........
: Sierra huincha doble .•.••.•...•••...•.••••......
: MAquinas alternativas ••......•.........•••.....•
: Altura del marco (L) de la sierra alternativa ...
: Astillador de disco •••••..•.•••••...............
: Asti11ador de tambor ••......••.•................
: Esquema del transporte neumático •......•........
: Dado de inmersi6n manual •••.•.•••••..•..•••.....
: Dado de inmersi6n semi-automático •..............
: Dado de inmersi6n mecanizado ....•......•........
: Dado antimancha por aspersi6n ••••..•..•••.•....•
: Almacenamiento de madera aserrada en el aire .
: Almacenamiento de madera aserrada en bodega .
: Disposici6n recomendable de los castillos para
secado al aire de madera aserrada •...•...•......
: Base de castillo para secado al aire de la
madera aserrada •...••............•..............
: Diferentes alternativas de techos de castillos ..
: Equipos para soldadura a presi6n o cautines .
Preparado de bisel para soldar a presi6n .
7!
8C
8::84
8~
87
88
91
92
92
93
96
105
111
117
118
122
127
128
129
130
135
135
137
138
142
147
147
FIGURA 48
FIGURA 49
FIGURA 50
FIGURA 51
FIGURA 52
FIGURA 53
FIGURA 54
FIGURA 55
FIGURA 56
FIGURA 57
FIGURA 58
FIGURA 59
FIGURA 60
FIGURA 61
FIGURA 62
FIGURA 63
FIGURA 64
FIGURA 65
FIGURA 66
FIGURA 67
FIGURA 68
FIGURA 69
Sentido que debeD tener los biseles de acuerdo
al giro de los volantes •••••••..••..•..•..•.•... 148
: Secuencia y traslapos de soldaduras mediante
equipo oxiace~il.no ••••••••••.•••.•••..••••.•.•• 150
: Martillo de caras cruzadas para el aplanamiento
de sierras circular.. 152
Aplanamiento de .-pollas. Corrección por
ID8rtillo 153
: Sierra circular retorcida y forma de corregir
.s'te defec'to 154
Control de la tensión de una sierra circular 156
: Control de la tensión de una sierra huincha 159
: Corrección de la tensión en una sierra huincha 159
Tensionado de una sierra huincha de 25 cm de
ancho 160
Sistema para comprobar torcedura en una sierra
huincha •..•..•....••••..••.••..••............... 161
Corrección de torcedura mediante horquillas de
madera ............•.••.••..•.••..•...••......... 161
Corrección de torcedura "caminando la sierra" ... 162
: Trabado y recalcado de dientes ..••.............. 163
: Trabado de dientes empleando pinzas especiales .. 164
: Aparato recalcador para sierra huincha 164
Aspectos del proceso de recalcado 165
Dientes igualados 168
Dientes antes y después de igualar 169
Ubicación del esmeril en el afilado de la sierra
huincha ..•...................................... 171
Ancho de corte práctico 176
Ancho de corte teórico 177
.Longitud libre para diferentes tipos de sierras. 181
F:IGURA 70
Fl:GURA 71
Fl:GURA 72
Fl:GURA 73
CUADRO 1
CUADRO :2
CUADRO 3
CUADRO 4
: Sobredimensiones a considerar para ob~ener el
tamaao ne~o final de la pieza aserrada 18
: Medidas den~ro de una ~abla ..•.................. 18
: Forma de efectuar mediciones ....•.•............. 20
Demos~raci6n gráfica del FACTOR - .. ~ 20
INDICE DE CUADROS
Tabla de cubicaci6n de rollizos según regla
JAS .••..........................•.•............. 1
: Tabla de cubicaci6n de rollizos según regla
EFA 3
: Tabla de cubicaci6n de rollizos según f6rmula
de Smalian .
Carac~erísticas ~écnicas de algunos descor~eza -
dores de anillo mecánico .
X Dn'RODUCCXON
La exis~encia de una gran masa de recursos fores~ales
es~ablecida-como consecuencia de la al~a ~asa de forestaci6n delos úl~imos ados, plan~ea un impor~an~e desafio a quienes ~ienen
la responsabilidad de su u~ilizaci6n indus~rial.
La industria nacional de madera aserrada presen~a, engeneral, problemas impor~an~es que resolver a ~odo nivel. Dichosproblemas se relac·ionan con: ma~eria prima; variables del procesode producci6n; uso, mercado y normalizaci6n del producto;necesidades de man~enci6n de las herramien~as de corte;capaci~aci6n de personal y necesidades de maquinarias y equipos.
Exis~e normalmen~e consenso en aflrmar que la maderaaserrada chilena tiene problemas de calidad, lo cual obedeceprincipalmen~e al es~ado de la maquinaria del aserradero y al usoque le da a és~a el personal que la programa y opera.
Las anteriores son razones suficientes para que, engeneral, exista reticencia por parte ·de algunos profesionales yempresarios a recomendar y promover el uso de la madera aserrada.
En las grandes instalaciones existentes en el país, losproblemas son mínimos, ya que se cuenta con maquinaria moderna ypersonal calificado, lo cual posibilita una producci6n de calidad.
No sucede lo mismo con las instalaciones pequeñas ymedianas, las que cuentan en su mayoría con maquinaria antigua ysin ningún programa de mantenci6n preventiva. Huchas de éstaspequeñas y medianas industrias están interesadas en mejorar sussistemas productivos y con ello la calidad de sus productos.Ellas se han acercado al INFOR en busca de orientaci6ntecno16gica. Su interés es contar con textos guias de fácilcomprensi6n y aplicaci6n que puedan servir como elementos deconsulta para resolver sus principales problemas, dado que estematerial no existe en el país.
- 2 -
:u: • PRINCIPIOS DE ORG&JUZACION DE OH ASERRADERO
Para proyectar la instalación y posterior operación de unaserradero, es bAsico analizar algunos aspectos tales como:localización, tamaao, materia prima, mano de obra, mercado,transporte, distribución en planta, etc., asi como tambiénconsiderar algunos principios fundamentales para sufuncionamiento.
El objetivo de este capitulo es entregar una explicación delos puntos mencionados anteriormente, con el fin de ayudar a unamejor proyección de futuras instalaciones y una operación mAseficiente de las ya existentes.
2.1 Localización del aserradero
La localización del aserradero es esencial para el éxito deuna empresa que produce madera aserrada, no importando el tamañode la misma.
Varios factores inciden en la localización de la planta yalgunos de ellos se explican a continuación:
2.1.1 Fuentes de trozas
Las trozas son la materia prima de la industria maderera.De acuerdo a ello, un primer requisito para la buena localizaciónde un aserradero, es el suministro adecuado de trozas de calidadapropiada y dentro de una distancia razonable.
Al tomar la decisión sobre la localización, debe definirseprimero qué tamaño tendrA el aserradero a operar y cuál será sunecesidad anual de trozas. También se debe considerar laposibilidad que la capacidad de la planta aumente en el futuro.Cuando se ha determinado el requerimiento inmediato y al anualprobable para el futuro, debe buscarse el Area adecuada que cumplacon estos requisitos. Para ésto, deben hacerse inventariosforestales a fin de determinar si las trozas son de tamaño ycalidad aserrable, si existe un gran volumen de madera en un Areadeterminada y cual será la forma de extracción de dicho volumen.También es importante reunir información sobre su cantidad,tamaño, localización y las necesidades anuales de materia prima delos aserraderos y otras industrias consumidoras de maderaexistentes en el pais y que, probablemente, sean competidoras.
- 3 -
Genera~te, el empresario deberá asegurarse que exista unexc..o de _dera sobre la demanda, o al menos se encuentre en unaposición competidora para obtener su abastecimiento en el áreaconsiderada.
una vez que el empresario se haya asegurado que un área dadapuede apoyar la operación del aserradero, desde el punto de vistade sus recursos madereros, debe determinarse dónde, dentro de estaárea, se debe localizar el aserradero. Muchos factores, talescomo la facilidad de transporte, la disponibilidad de mano de obray un buen sitio para la planta deben ser considerados en estadecisión. En ausencia de razones contrarias, generalmenteresulta ventajoso ubicar el aserradero tan cerca como sea posibledel centro geográfico del área de suministro de las trozas. Esta
localización tiende a reducir al mínimo los costos de transportede las trozas y por lo tanto su costo de producción.
2.1.2 Disponibilidad de mano de obra
La operación eficiente de un aserradero, así como la decualquiera otra industria de elaboración, depende de contar conpersonal experimentado y estable que se pueda emplear con salarioscompetitivos en relación a otras empresas productoras de madera.La disponibilidad de dicha fuente de trabajo, será un factorimportante en la elección de la localización de un aserradero.
Si eL aserradero se localiza en una comunidad dondeanteriormente hayan operado otros por un tiempo considerable,generalmente existirá disponible mano de obra experimentada. Sinembargo, si en dicha localidad no ha funcionado recientemente onunca un aserradero, será necesario contratar mano de obraespecializada desde otra área productora de madera.
2.1. 3 Mercados
Debido a que las trozas se caracterizan por un gran peso yvolumen muerto en forma de agua, corteza, puntas, orillas yaserrín, generalmente es más económico situar los aserraderoscerca de la materia prima. Esto reduce al mínimo el flete de latrozas. Sin embargo, se tendrá que pagar un flete mayor por eltransporte del producto terminado.
Los aserraderos pequedos, permanentes y/o portátiles, por logeneral no abastecen los grandes mercados madereros, sino que,simplemente, funcionan suministrando madera para uso local,dentro o cerca del área de abastecimiento de las trozas.
- 4 -
Puede .er muy conveniente situar dichos aserraderos en zonasfAci1mente accesibles para los consumidores potenciales.
2.1.4 Transporte
Al seleccionar el lugar de instalación de un aserradero, sedebe tener en cuenta la facilidad de transporte, tanto paraentregar trozas al aserradero, como para movilizar el producto al.mercado. El aserradero portátil, normalmente se lleva al sitio decorte y transporte de las trozas, y éstas se depositandirectamente en el patio del aserradero.
Al localizar aserraderos permanentes o fijos, se debeconsiderar tanto el transporte de las trozas como de la maderaaserrada. Normalmente, las trozas llegan a los patios delaserradero mediante camión y/o ferrocarril. También es factibletransportar el abastecimiento por algún medio fluvial, sinembargo, en Chile no se utiliza este sistema.
El aS.erradero debe situarse en un lugar fácilmenteaccesible, que cuente con caminos tanto hacia los diversos sitiosde explotación, como para el transporte dentro del área deabastecimien-to.
También deben considerarse caminos con una adecuadacapacidad de carga, para evitar que éstos se dañen por el excesivotráfico y tener que incurrir en gastos de reparación o mantención.
2.2 Terreno para instalación de aserraderos
2.2.1 Aserraderos permanentes
Una vez determinadaaserradero, resulta necesariopara instalar la planta.
la localización general de undecidir sobre un sitio específico
Uno de los factores más importantes que se deben consideraren la selección de un sitio, es el tamafto de éste. El área debeser suficient_ente grande como para acomodar las instalacionesque se planearon originalmente y también, para prever lo necesarioen una futura expansión. El hecho de no haber consideradoespacio para el crecimiento de la capacidad de la planta, halimitado la expansión de muchas empresas madereras.
- 5 -
2.2.2 Aserraderos portátiles
Los aserraderos portátiles generalmente se instalan en unsitio por un periodo que va desde una semana a varios meses yluego se trasladan a otro sitio. De acuerdo con ésto, lalocalización seleccionada para un aserradero portátil debe sertal, que requiera el mínimo de gastos previos de preparación parasu utilización, tanto en dinero como en tiempo.
Debido a que las trozas generalmente se almacenandirectamente en los patios del aserradero, éste debe ubicarsedonde la distancia promedio que se movilizan las trozas, sea lamínima posible. El área despejada debe ser suficiente grande comopara proporcionar almacenamiento adecuado para las trozas y lamadera aserrada.
Si se proyecta secar la totalidad o parte de la maderaaserrada en el aserradero, el área de secado debe ser bienventilada para proporcionar un secado rápido y libre de defectos.El sitio de la planta debe estar nivelado y bien drenado, de modoque los ciJllientos de las máquinas y equipos no sufranasentamientos.
En general, en la localización de una empresa maderera, seaésta grande o pequeña, no se debe subestimar la importancia de unaplanificación preliminar cuidadosa, que considere el máximo defactores que puedan incidir en el funcionamiento futuro de ésta.
2.3 Distribución en planta
La distribución en planta está relacionada con la ubicaciónde las instalaciones de producción de madera dentro del recinto.Esta es una consideraci6n obviamente necesaria cuando se estáinstalando una nueva planta, cuando se moviliza una existente, y/ocuando se amplia.
Sin considerar la calidad de la maquinaria y de los equiposdisponibles para la producción de madera, si éstos están malubicados en el área productiva, la operación resultará pocoeficiente. Esto es igualmente válido, tanto para un aserraderogrande como para uno pequeño.
diferentescondiciones
terreno, la
Todas las distribuciones en planta de losaserraderos, se ven en parte afectadas porparticulares, tales como, la topografia dellocalización del ferrocarril y/o caminos de acceso.
- 6 -
Por otra ~e, en la dis~ribución en plan~a de un
aserradero, juega un papel illlPor~an~isimo la selección de losequipos. Ss decir, al seleccionar un ~ipo de sierra principal con
sus úquiDas aecundarias, ya se es~á condicionando una
dis~ribuci6D determinada para el resto de las aaquinarias.
Al decidirse por una de~erminada dis~ribución en planta,
deben preverse futuras expansiones, para lo cual es necesario que
esta dis~ribución tenga una buena flexibilidad, perllli~iendo que
queden espacios libres disponibles para las futuras
construcciones.
Otras consideraciones generales relativas a
distribución en plan~a de un aserradero, se exponen
2.4 y en otros capitulos de este manual.
mejorar la
en el punto
2.4 Reco nA.ciones generales para la operación de un aserradero
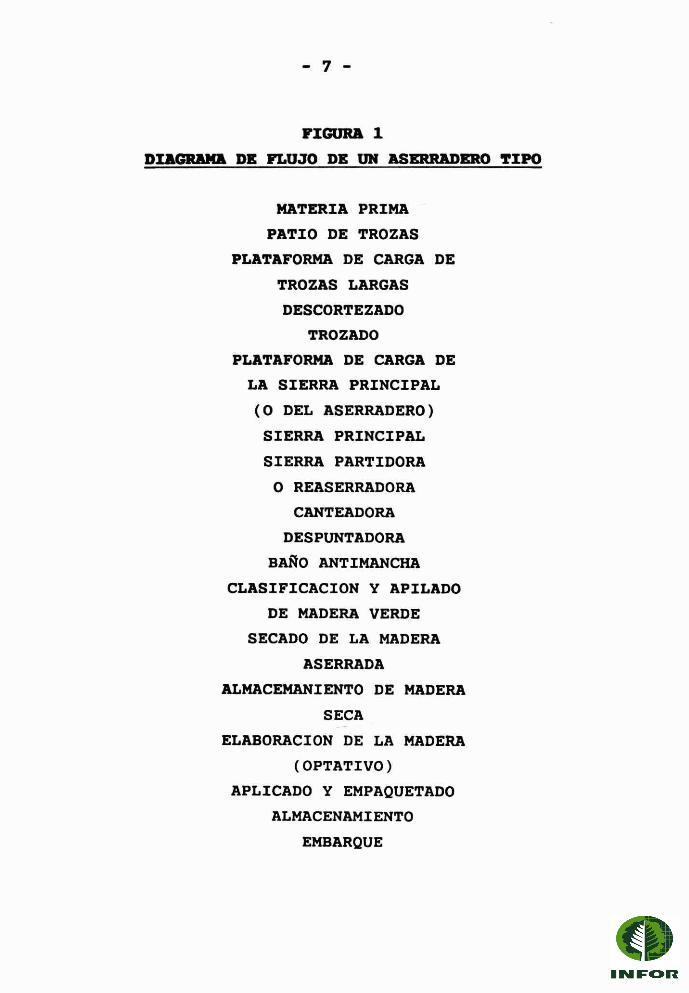
Siguiendo el orden del flujo del proceso de producci6n
(Ftgur. 1), en esta sección se entregan sugerencias, estimadas
ideales para el buen funcionamien~o de un aserradero.
a) Se requiere disponer de un volumen suficien~e de trozas de
buena calidad a lo largo del tiempo y en cada momen~o de la
operación de la plan~a
Es básico que, previo a la construcci6n de un aserradero, se
~segure la disponibilidad de una adecuada fuente de materia
prima de calidad. Los bosques deben estar geográficamente
disponibles considerando
- 7 -
Fl:GURA 1
DUGIUUOL DE FLUJO DE UN ASERRUERO 'l'l:PO
MATERIA PRIMA
PATIO DE TROZAS
PLATAFORMA DE CARGA DE
TROZAS LARGAS
DESCORTEZADO
TROZADO
PLATAFORMA DE CARGA DE
LA SIERRA PRINCIPAL
(O DEL ASERRADERO)
SIERRA PRINCIPAL
SIERRA PARTIDORA
O REASERRADORA
CANTEADORA
DESPUNTADORA
BAaO ANTlMANCHA
CLASIFICACION y APILADO
DE MADERA VERDE
SECADO DE LA MADERA
ASERRADA
ALMACEMANIENTO DE MADERA
SECA
ELABORACION DE LA MADERA
(OPTATIVO)
APLICADO Y EMPAQUETADO
ALMACENAMIENTO
EMBARQUE
- 8 -
la 1:opografia del 1:erreno y la dis1:ancia, y, además, debeser suficien1:e como para abas1:ecer a la plan1:a durante todasu vida 61:il proyec1:adao
Taabién .s obvio que, diariamente, se debe disponer de unvoluaen suficien1:e de ma1:eria prima para operar la planta asu úxima capacidad de diseil.o 01 Paralelamente, -aebeverificarse que la calidad de la materia prima seacompatible con las instalaciones que la procesarán.
bl Se requiere un adecuado stock de materia prima en la plantapara man1:enerla operando con la máxima eficiencia a lo largodel tiempo y en cada instante
Un volumen suficiente de madera de calidad en el bosque, noes 6til hasta que se lleve al stock de patio, donde esrecomendable que esté cerca de la plataforma de trozas concorteza, para iniciar el proceso.
Una planta no debiera parar nunca por falta de trozas, esdecir, deben preverse los posibles problemas deabas1:ecimiento, disponiendo de un stock adicional a lacan1:idad que habitualmente se procesa."
cl La plataforma acumuladora de trozassuficientemente grande para evitar pérdidasresultado de interrupciones en el suministrode trozas
debe ser lode tiempo, comodesde la cancha
Es inevitable que los equipos de manejo de trozas fallen ointerrumpan su servicio por una u otra razón, inclusoexistiendo equipos de reemplazo.
Siempre existe una demora hasta que todo vuelva a lanormalidad. Es necesario, entonces, tener adecuado espacioen la plataforma para abastecer la planta hasta que sesolucione el problema.
La mayoria de las interrupciones cortas significan alrededorde media a una hora; luego, debe tenerse una cantidadadicional de trozas en la plataforma, que permita operardurante este lapso.
- 9 -
d) La capacidad de trozado y descortezado debe ser suficientepara procesar el volumen requerido, considerando unacapacidad adicional por precaución a interrupciones cortas
Es común observar en los aserraderos la paralizaciónobligada de la sierra principal, simplemente porque huboalgun problema con la operación del descortezador o latrozadora. Esto, representa importantes pérdidas económicaspor disminución de la producción. Para obviar el problema,es deseable disponer de una trozadora o motosierra derepuesto. A su vez, también puede resultar muy convenientecontar con un descortezador de emergencia, pero ésto,generalmente, no se justifica para los aserraderos chilenos.
f) Trozar la madera de forma que se obtenga la máxima longitudrecta posible
Esto es necesario para maximizar la recuperación yproductividad. Por simple lógica, los troncosrectos~correctamente aserrados, implican el mejoraprovechamiento de la madera, aparte de procesarse másfácilmente, con menos detenciones, atascamientos y pérdidas.
Como los árboles, generalmente noes necesario eliminar todas susdurante la operación del trozado.
son rectos o cilíndricos,posibles irregularidades
g) Medir el diámetro y longitud de las trozas para calcular elvolumen de madera de cada troza alimentada al sistema
Esto es necesario para determinar el volumen sólido demadera alimentada al sistema. La información obtenida esmuy útil para precisar la eficiencia de la operación. Puedehacerse en forma electrónica y automática o de maneramanual, de acuerdo a los recursos existentes.
- 10 -
h) Man~ener una can~idad adecuada de madera ~rozada de largos ydiAme~ros apropiados, pr6xima a la (s) sierra(s) principali.!!l.
Dicho de una manera más simple, la planta debe contar conuna capacidad de reserva de trozas en la plataforma previa ala sierra principal.
Se trata de no parar el funcionamiento de la sierraprincipal por interrupciones que se pueden generar en elsuminis~ro de trozas. La cantidad real de trozas deemergencia, dependerá de la tasa de alimentaci6n de diseño.En t'rminos generales, se estima adecuado un stock de maderaque permi~a el funcionamiento de la sierra por un periodode aproximadamente media hora.
i) Donde exi.~an dos sierras principales, como en elaserradero con dos líneas de producci6ncontemplar un sistema de transporte bilateral
caso de unparalelas,
En el caso de que las dos líneas sean, una para trozasgruesas y la o~ra para delgadas, el sistema debe permitir latransferencia de las trozas de una a otra línea cuando seadviertan errores en la alimentaci6n de ellas.
Esto incluye también la habilidad de partir alguna troza malcortada o enviarla a un proceso alternativo. El operadordebe saber c6mo disponer de las trozas en mal estado ycuándo destinarlas a la producci6n de astillas, de tal formade evitar que se procesen trozas defectuosas, con losconsecuentes problemas y pérdidas.
j) Medir las trozas en diámetro y longitud, y alimentar a lasierra primero por el extremo de menor diámetro de la trozapara evitar repentinas sobrecargas y aparición decurvaturas, torceduras u ovalaciones. Esto produce piezasde anchos máximos y, por lo tanto, máxima recuperaci6n
Esto es particularmente importante cuando se alimentansierras para trozas pequeñas, ya sean huinchas, circularesmúltiples o astilladores-canteadores. Actualmente, enforma electr6nica se pueden medir diámetros con unaprecisión del orden de 0,1 pulgada ( 2,54 nun); además, se
qy 10 hJt./'~ de Jl9- p. T-- 11 -
puedea ..sir ditaos a intervalos a lo largo de la uoza ycalcular asi la CODlcidad, curva'tUra y ezcenaicidad.
'rodos _'toa fa~s
op'tillisar .1 efn- .dey ob'tenieDdo _ ..zi_
_ bIportaDWS para decidir yaorte, di.-iDuyeDdo asi las pérdidasrecuperaci6D de _dera aserrada.
k) Bujet:ar la uoza fiZ'll•••nt:e lIIient:ras es1:a pasa a t:ravés dela sierra principal para evit:ar t:odo lIIOVilllient:o lat:eral
Bst:o es fundallleDt:al paraa~t:aDdo por l~ t:aDt:o el_dera a_rrada.
realizar un cort:e eficient:e.rendimient:o de producci6n de la
1) Maximizar la eant:idad de piezas a pasar por la sierraprincipal
Bs obvio que aient:ras als piezas se proceseD de un diámet:rodet:er1llinado. se produce un VOlUlll8D mayor. Est:o implica unaals alt:a product:ividad si no exist:en problemas post:erioresque lillit:en la producci6n a lo largo del proeeso.
Por el hecho de que la industria maderera está. tendiendohacia los diémet:ros peque60s. se haee neeesario aument:ar latasa de madera a procesar para mant:ener el volumen deproducei6n.
11 ) Kvit:ar pérdidas de tiempo causadas por exceso de madera.iDlllediatamente después de la sierra principal
Bsto es especiallllent:e import:ant:e de considerar detrás desierras que hacen cort:es DIÚltiples en una pasada. En elcaso de sierras huincha g_elas. es necesario limpiar laplat:aforma de tres piezas, usualmente un canto centralgrueso y dos lampazos delgados.
Det:rás de una sierra huincha euádruple, el problema seamplia a 5 piezas: un canto central, 2 tablas laterales y 2l8lllpazos. Las canteadoras cuádruples silllplifican elproblema, astillando los lampazos de los lados y reduciendoel número de piezas de 5 a 3.
m)
- 12 -
Con'templar adecuado espacio delan'tepos'terior a la sierra principal
de cada máquina
Se 'tra'ta de evi'tar de'tener la sierra principal cada vez queuna o ús úquinas pos'teriores a és'ta, a 10 largo delproceso, se in'terrumpan. El primer requisi'to es tener unaárea libre suficiente, en la pla'taforma de la primeramáquina, a con'tinuaci6n de la máquina principal. Dichaárea debería equivaler a un tiempo de funcionamiento delorden de 15 a 30 minutos. Esta consideraci6n ímplica unaumento en los cos'tos, pero es conveniente.
n) Evi'tar atochamien'to de'trás de las canteadoras y otrasmáquinas secundarias de corte
Esto puede parecer repetitivo, pero vale la pena enfatizarlouna vez más. Si se desea tener un proceso con flujoininterrumpido y de alta velocidad, en lo posible, debetenerse adecuado espacio disponible antes y después de cadaunidad ,de corte del sistema, evitando atochamientos.
o) Donde varias máquinas secundarias de corte descargan piezassobre un solo transportador delante de la despuntadora,dejar adecuado espacio entre los diversos puntos de descargay evitar que la madera sea lanzada bruscamente
Debe proveerse suficiente espacio para descargar pilasaserradas y piezas individuales o se produciránatochamientos y detenciones. Esto requiere experiencia,buen diseño y conocimiento de la cantidad de piezas. Enparticular, debe calcularse para la cantidad máxima depiezas con márgenes de seguridad. Los problemas másfrecuentes ocurren cuando se procesa, sucesivamente, un altonúmero de trozas de diámetro máximo, sobrepasando lacapacidad de diseño; las piezas mal manufacturadas que setuercen o rompen durante el proceso, agravan la situación.La popularidad de los diferentes astilladores-canteadoresradica en su habilidad para procesar o aprovechar lampazos ybordes, que causan problemas en las etapas posteriores delproceso.
- 13 -
p) XncOrporar un desvio alternativo a la despuntadora paraaquellas piezas que no necesitan ser despuntadas
Esto deberia contemplarse siempre, aunque a menudo no selleva a cabo. A pesar que se requiere un hombre adicionalpara separar las piezas que no serán. despuntadas, este mismohombre frecuentemente puede ocupar parte de su tiempo enayudar al operador de la despuntadora.
Los aserraderos modernos mecanizados podrian eventualmentegenerar más tablas que la capacidad del despuntador. Porotro lado, se supone que las necesidades de despunte irándisminuyendo con la tendencia actual de ir incorporandomadera de menores diámetros, manejada y con menos defectosque la proveniente de los bosques mas antiguos. Por último,pudiera ser que el operario del despuntador esté con excesode trabajo, con lo cual es fácil que se vea forzado acometer errores, destinando madera de 6ptima calidad afabricaci6n de astillas, o no despuntando piezas que 10requieran. Por estas razones, un desvío alternativo a ladespuntadora alivia la situaci6n, pudiendo esto signi f icarconsiderables ganancias econ6micas en la producci6n.
q) Evaluar la posibilidad de usar clasificaci6n mecanizada demadera verde
El grado de alimentaci6n requerida para clasificar lamadera verde depende de la linea de producción. En aquellasplantas donde existe poca clasificaci6n, la mecanizaci6n nose justifica. Donde la línea de productos incluyediferentes largos y anchos, aparte de una alta producci6n,podria justificarse la mecanizaci6n.
r) Para los principales aserraderos del pais, considerar laposibilidad de un sistema de transporte y apiladoautomático, con adecuado manejo desde el apilado a las=ámaras de secado o a la planta de elaboraci6n
El apilado automático hará un paquete mejor y más fácilmentemanejable que el apilado manual.
- 14 -
s) Asegurar que exista suficiente espacio disponible entre ellugar de clasificaci6n de la madera verde y las cámaras desecado y entre las cámaras y la planta de elaboraci6n
El espacio se requiere debido a que una buena operación,selogra con trabajo ininterrumpido por largos períodos detiempo. Inevitablemente, la falta de espacio ocasionadetenciones.
t) En las plantas en que se usen secadores, debe existir unasuficiente capacidad de secado para procesar laproducci6n,tanto en invierno como en verano
Primero que nada, debe existir una adecuada fuente deenergia para manejar las máximas cargas posibles durante eltieapo ais f~ío y húmedo. Una falta de energía para secadoprovoca que el espacio disponible entre el aserradero y lascámaras esté sobrecargado. Esto trae consigo unadisminuci6n de la producción o detenciones en la planta deelaboraci6n.
- 15 -
II:I • ALIOLCENlUUEIft'O, CUB:ICAC:ION y tmNEJO DE TROZAS
3.1 ~een··1eDt:o de 'trozas
El objetivo principal del almacenamiento de rollizos esmantener un nivel de inventario suficiente para que el aserraderoopere ininterrumpidamente. funcionando a la capacidad planificada.
Además, se deben proteger las trozas a fin de evitar elataque de hongos e insectos y la formaci6n de defectos asociados ala cont:racci6n de la madera.
En forma conjunta al almacenamiento. es posible seleccionary clasificar las trozas de acuerdo a su clase diamétrica y a losdefectos de forma de la troza, tales como rectitud del fuste ypresencia de nudos y ramas.
Generalmente. los aserraderos portátiles pequedos aserreanla madera inmediatamente después. de recibirla. La única área dealmacenamiento que se requiere. es una rampa de tamado suficientepara contener el abastecimiento diario.
Los aserraderos fijos pequedos. pueden requerir elalmacenamiento de trozas para varios días. debido a lo cual, sehace necesario disponer de un reducido sector de acopio.
En los aserraderos de tipo mediano o grandes. comúnmente esnecesario almacenar rollizos durante períodos que fluctúan de unoa varios meses, dependiendo fundamentalmente de las dificultadesde abastecimiento (explotaci6n en invierno. transporte) y de lascondiciones climáticas (temperatura. humedad). que favorecen eldeterioro de la madera.
En todo caso, siempre es recomendable aserrar las trozasprovenientes del bosque tan pronto como sea posible. especialmentedurante la temporada de calor.
3.1.1 Factores quealmacenamiento
condicionan las ca-racterísticas del
En la decisi6n del tiempo de almacenamiento de trozasinterviene una gran cantidad de factores. de modo que es muydifícil establecer un modelo general, aplicable a cualquiersituaci6n. Las condiciones locales influyen fuertemente. y es tangrande el nÚMero de posibles combinaciones de factores a
- 16 -
considerar. que cualquier solución es normalmente aplicable sóloal caso particular.
Sin embargo. los factores fundamentales que determinan eltipo. tamafto y distribución del almacenamiento de trozas son lossiguientes:
a) Tipo de explotación de los bosques. Según los distintostipos de explotación de los bosques. los sectores de acopiodeben estar acondicionados para la recepción,almacenamiento. y manejo de madera corta y madera larga.
b) Transporte de la madera. El tipo de transporte empleadopara hacer llegar la aadera al aserradero fija los medios derecepción que han de disponerse en el mismo y el tipo dealmacenamiento. La elección del transporte, dependefundamentalmente. de la configuración y caracteristicasgeográficas y climáticas de la zona y del tipo de madera atransportar. aparte. naturalmente. de la disponibilidadesexistentes.
c) Caracteristicas de laprincipales de la maderasector de acopio son:
madera. Las caracteristicasque afectan el planeamiento del
Las especies de madera. Aunque pocas veces tiene influenciadirecta una especie determinada. como no sea por supredisposici6n a la pudrici6n y mancha. la cual acorta superiodo de almacenamiento. puede darse el caso que unaserradero trabaje simultáneamente con diferentes especiesque se almacenan en forma separada.
La densidad de la madera y el tamaño de los rollizos sedeben tener en cuenta para el calculo de la capacidad delevante y de transporte de las grúas o elementos mecánicos.
Los defectos de forma en los troncos provocan des6rdenes enel almacenamiento. L6gicamente. pueden aceptarsedeformaciones relativamente pequeñas, pero las piezas muymal conformadas se deben eliminar en el bosque o en larecepci6n de las trozas.
Las condiciones climáticas inciden en el deterioro de lamadera. ya sea por secado violento y rajado de los extremosde las trozas o por la pudrici6n y manchas causadas porhongos.
- 17 -
3.1.2 Tipos de almacenamiento
Existen dos tipos de almacenamiento de rollizos cuyafunción es bAsicamente la misma: la cancha de trozas y el estanquede trozas. Este último sistema no se utiliza en Chile.
3.1.2.1 Cancha de trozas
En los aserraderos pequeaos móviles, la única Area dealmacenamiento que normalmente se requiere, es una rampa paracontener el abastecimiento diario. Los aserraderos fijos pequeaospueden almacenar el abastecimiento de trozas de varios días, peroaún en estos casos el sector de acopio es pequeao.
Los aserraderos de mayor tamaao poseen canchas losuficientemente grandes (Figura 2) como para almacenar cantidadesapreciables de materia prima y asegurar una operación normal, aúnen el caso que se produzcan anomalías en el abastecimiento detrozas.
FIGURA 2
CANCHA DE TROZAS
,--:. :,:::' :~':;'~:~':.~...:::...'.-
<k4~<~~~i~t~j'·._'!T> .. . '; ..:~ ~:..:.
- 18 -
a) Localizaci6n
El patio de trozas se debe localizar cerca del aserraderopero a una distancia prudente de éste y otras fuentes potencialesde incendios, tales como matorrales y bosques.
Además, es necesario construir como medida de prevenci6n,cortafuegos alrededor de la cancha de almacenamiento y entre lasrumas de rollizos.
Es ideal estructurar un sector de acopio cementado,asfaltado, ripiado, o al menos nivelar y endurecer la superficiede almacenamiento para proporcionarle la suficiente resistencia,ya que debe soportar altisimas cargas en forma repetida bajodiferentes condiciones climáticas. En lo posible, se debeacondicionar el terreno, proporcionándole pendiente y drenaje paraevitar la excesiva acumulaci6n de lodo.
b) Tamaao y distribuci6n
El tamaao de la cancha se determina en base a losrequerimientos máximos de materia prima. El patio de trozas debeser mayor en la medida que se dificulte o interrumpa elabastecimiento de rollizos. Tanto el tamaño de la cancha detrozas como su disposici6n, dependen de las características de lamateria prima y de la clasificaci6n que se efectúa de ella segúnsu diámetro, longitud, especie, calidad y tiempo de almacenado.También se deben consideran factores tales como la rectitud delrollizo, puesto que fustes torcidos y encorvados ocupan mayorespacio.
A su vez, el tipo y tamaño de la planta, así como susrequerimientos particulares de servicios, tienen un efectosigníficativo en la disposici6n y tamaño del patio.Afortunadamente, la distribuci6n de la cancha de trozas puedemodificarse con relativa facilidad si la situaci6n lo requiere.
Recomendaciones de carácter general para determinar en formaaproximada la superficie de la cancha de trozas
Unasuperficie,siguiente:
de las expresiones que permite calcular dichabasada en el volumen de madera que se almacena, es la
s =H * K 1
Q
BIALIOTECA
IN8TITL:T:' F:-:;~tSTAL
- 19 -
H •
Q •
x =1
donde:S •
2superficie de la cancha de trozas (m )
volumen de madera que se desea almacenar durante
un tiempo determinado (m3 )
altura que alcanzará la ruma de rollizos (m)
coeficiente de utilización de la superficie de la
cancha
X2= coeficiente de densidad de la ruma
X3= coeficiente de utilización de la altura
La altura de la ruma depende de las maderas con las cualesse cuenta para almacenar los rollizos. Se deben considerar lossiguientes valores:
almacenamiento manual, hasta 2,5 mmontacargas, horquillas, hasta 3,5grúas puente y pluma, hasta 8 m
vm
Para los coeficientes Xl' K2 Y K3 existen rangos devalores recomendados:
Xl X2 X3
0,56 a 0,70 0,40 a 0,60 0,50 a 0,80
e) Modos de evitar el deterioro
Las trozas almacenadas se deterioran principalmente comoresultado del excesivo secado de los extremos y por el ataque deinsectos y microorganismos que causan pudrición y/o manchas. Enclimas secos y calurosos se acelera el agrietamiento yendurecimiento de la madera, dificultando además el descortezado yposterior aserrado.
Una consideración de suma importancia en lo que respecta altiempo de permanencia de la madera en el patio, es que losrollizos deben acumularse de manera tal que los más antiguos seprocesen primero, a fin de evitar su excesivo deterioro en elfondo de las rumas. Para ello, se almacenan las trozas por uncostado de la ruma y se extraen por el otro.
- 20 -
En términos más especificos,algunas recomendaciones para reducirmancha y la pudrición de la trozas.
a continuación se mencionanel rajado de los extremos, la
Rajado de los extremos. Con el secado de las trozas, segeneran tensiones que producen fallas en forma de rajadurasy grietas.Entre estas tensiones se tiene, por una parte, que los
rollizos pierden agua con mayor rapidez por sus extremos olongitudinalmente que por los lados, y por otra parte, que lacontracción de la madera varía significativamente en los distintosplanos de la madera. Las tensiones generadas pueden evitarse o almenos reducirse, si se impide un secado brusco de las trozas.
El agrietamiento de los extremos de los rollizos,generalmente se elimina o se reduce cuando éstos se almacenan enagua. También se puede retardar el secado de las trozas cubriendosus extremos con materiales que impidan el flujo de agua, talescomo ciertas pinturas y aceites especiales.
Otro método para reducir el rajado de la madera, consiste enmantener las trozas húmedas por medio de rociadores o aspersores,distribuidos en forma conveniente en los sectores de acopio.Mayores detalles sobre los aspersores se entregan en la pr6ximaspáginas. Por último, se debe tener presente que la aparición degrietas se acentúa durante los períodos cal idos y secos, por locual, si es posible se recomienda en éstos reducir las cantidadesy tiempo de almacenado.
Mancha y pudrición. Aparte de la pudrici6n, uno de losdeterioros más serios que sufre el Pino radiata es la manchaazul. Estos defectos generalmente se controlan empleando unsistema de aspersión para humedecer la madera y apilándolaconvenientemente según se explica a continuación en el puntod) •
Por otra parte, se debe tener presente que existe una granvariedad de insectos que ocasionan daños a las trozasalmacenadas. Además, éstos facilitan el ataque de los hongos queocasionan la mancha y la pudrición. El ataque de insectosgeneralmente se presenta durante el final de la primavera y losmeses de verano. El rociar las trozas con agua es de gran ayudapara prevenir su acción.
Cálculo del consumo de agua de los aspersores. El consumode agua depende de la superficie de acopio y se determina dela siguiente forma:
- 21 -
s • B • D • K (.3¡h)Q • 24
donde:
o = consumo horario de agua (m3¡h)2S • superficie de aspersi6n (m )
3 2H • norma de aspersi6n (m ¡m )
n • número de aspersiones diarias
K • coeficiente que considera la evaporaci6n del agua
Los valores de los parámetros que intervienen son lossiguientes:
I 1,2 ~ 1,4
Cálculo de la potencia de la motobomba. La potencia de lamotobomba que se debe instalar se calcula con la siguienteexpresi6n:
donde:
N = y • O • (H + h)7S * n
(HP)
N = potencia de la motobomba (HP)
O • consumo horario de agua (m3¡seg.)
H = altura de los aspersores (m)
h • pérdidas de presi6n en el circuito (m)
n = rendimiento de la motobomba, tanto por uno
y = peso especifico del fluido (1000 kg¡m3 ) (agua)
d) Apoyos para las rumas de trozas
En la cancha, las trozas se deben apilar sobresuficientemente resistentes como para soportar las grandesa las que se someten. Estos apoyos pueden ser rollizos deuniforme, adecuadamente tratados o especies resistentespudrici6n (Figura 3).
apoyoscargastamaño
a la
- 22 -
FIGURA 3
TROZAS USADAS COMO APOYO DE LAS RUMAS
Se debe procurar mantener la madera en las mejorescondiciones sanitarias posibles. Para ello es conveniente fijaruna distancia del orden de 50 cm entre la ruma de trozas y elsuelo. Es preciso también evitar la acumulaci6n de residuos yvegetaci6n bajo la madera para disminuir el riesgo de incendio.
Es aconsejable dejar un acceso libre entre las pilas demadera, para permitir la rotaci6n del inventario. Las trozasdeben apilarse cuidadosa y ordenadamente, evitando el pesoexcesivo y la mezcla de tamaños distintos.
Se prefiere emplear madera como base para las pilas, debidoa su flexibilidad, ya que acepta altas cargas sin romperse porlargo tiempo. Además, es de fácil reemplazo y uso inmediato.
Si se desea utilizar concreto, los apoyos deben diseñarseconsiderando el gran peso que soportarán, por lo cual se empleaconcreto reforzado. La principal desventaja que presenta, es sureemplazo más dificultoso y un uso no inmediato.
- 23 -
3.1.2.2 Estanque de trozas
Se entiende por estanque de trozas a cualquier forma dealmacenamiento de rollizos en agua. El tamaño del estanque puedevariar desde superficies menores a media hectárea hasta seccionesde un lago, rio, ribera de agua salada de varios miles dehectáreas.
El sistema de almacenamiento en estanques, a pesarampliamente empleado en otros lugares, prácticamente noutilizado ni se utiliza en Chile. .
de serse ha
al Ventajas y Desventajas
El estanque de trozasrespecto a la cancha decontinuaci6n:
presenta varias ventajas y desventajastrozas, las cuales se enuncian a
Ventajas:
elde
facilitacostos
selos
el costo de asperjar lasla porcí6n de madera que
y uní forme ,dísmínuyen
planay se
incendio.parcialmentese deteriora
No existe peligro deSe elimina al menostrozas, ya que s6loemerge del agua.Como la superficie esmanejo de las trozastransporte y selección.Las trozas se mantienen limpias y libres de arena y otrosmateriales. Parte de la suciedad se remueve y eliminacuando el estanque es un río o entrada de mar.Se reduce el rajado de los extremos de las trozas debido alsecado excesivo.Se evita el ataque de hongos, pudrící6n, mancha azul einsectos destructivos.
Desventajas:
Las trozas pesadas, tales como las de algunas especies dealta densidad, pueden saturarse y hundírse. Las coníferasde menor densidad, como el Pino radiata, también puedensaturarse si se almacenan durante períodos prolongados.Sí las trozas flotan, la parte de la troza que queda fueradel agua puede ser atacada por insectos y/o por hongos.Si los estanques de trozas están mal drenados y tíenen unflujo insuficiente de agua, los materiales extractivossolubles en agua pueden acumularse y ocasionar manchas enlos rollizos.
- 24 -
Donde no hay estanques disponibles de aguas naturales, esbastante caro construir un estanque artificial.Pueden producirse problemas de contaminaci6n de las aguasempleadas en el estanque.En general, se requiere mayor superficie para elalmacenamiento.
bl Principales tipos de estanques
Existen fundamentalmente dos tipos de estanques de trozas.El primero de éstos es el estanque pequeño, empleadoprincipalmente por los aserraderos menores, con escaso o ningúntipo de selecci6n de trozas, a menudo formado artificialmenteaprovechando la existencia de un lago o río. A pesar de poseer lamayoría de las desventajas de un estanque mayor, no tiene elinconveniente de las pérdidas por hundimiento de rollizos ni de lacontaminaci6n ambiental.
El segundo tipo es el gran estanque de almacenamiento, queconsidera la utilizaci6n prácticamente sin límites, de lagos. ríoso riberas de mar. Donde al almacenamiento en agua es posible, elaserradero normalmente se construye adyacente al área dealmacenaje. Las trozas abastecidas a la planta son botadas alagua y posteriormente, cuando se requiere, se conducendirectamente del agua a la plataforma para su utilización, pormedio de una cadena transportadora o elevador de trozas.
Los estanques de almacenamiento necesitan limpiarseocasionalmente. Las trozas pesadas y aquellas que se han saturadode agua, se hunden. Algunas veces el cieno tiende a llenar elestanque y cubrir las trozas hundidas. La corteza, astillas ypedazos de madera también pueden llenar el estanque después dealgún tiempo. Los rollizos hundidos se deben rescatarocasionalmente mediante un sistema de grúa y cable.
cl Tamaño del estanque
La superficie del estanque de almacenamientoforma similar que para la cancha de trozas,siguientes expresiones:
s * D * KS _-------"0--
se determina enempleando las
donde:
- 25 -
• • D • L <.2)
QD •
CI-.B
• It•• D
s - superficie del estanque <m2 >
s - superficie que ocupa la troza en el estanque <m2 >
D • di'-etro mayor de la troza <m>
L - largo de la troza <m>
n-nÚMero de trozas almacenados
O = capacidad planificada del estanque <m3 >
CIm- volumen medio de la troza <m3 >
m = nÚMero de hileras de trozas en el estanque
H - profundidad del estanque <m>
K = coeficiente de desplazamiento de trozas
KO• coeficiente de sobrestock
Kl - coeficiente de uso de la superficie del estanque
K2- coeficiente de uso del volumen del estanque
K3 - coeficiente de uso de la profundidad del estanque
LoS rangos de valores que se recomiendan para H, K, KO'Kl , K2 , Y K3 , son los siguientes:
H(a) K
3a7 1,10 a 1,15 1,10 a 1,20 0,60 a 0,80 0,40 a 0,50 0,70 a 0,80
3.1.3 Inventario de trozas
El mantenimiento de un adecuado inventarioproblema de suma importancia. Generalmente,rollizos en el patio o estanque, representa unadel capital de operación de la planta.
de trozas es unla cantidad departe sustancial
El control de inventario se puede efectuar mediante uncomputador o un libro de inventario. Las trozas se cubican a suentrada en el patio o estanque y se registran en el libro.
- 26 -
Nuevamen1:e .e cubican al momen1:o de su u1:ilizaci6n y el volumenusado .e de.cuen1:a del 1:o1:al.
Aunque es1:e sis1:ema de llevar un inven1:ario de 1:rozas seu1:iliza ampliamen1:e, adolece de impor1:an1:es defec1:os:
Diferencias en la cubicaci6n de en1:rada y salida, que sereflejan en errores en el inventario.
J3e requieren controles regulares para revisar y corregirdiscrepancias entre el inventario del libro y el real.
Una alternativa para el sistema de inventario de libro que dabuenos resultados, es un sistema de identificaci6n de trozas.Cuando una troza se ubica, se coloca un número de identificacióren ella, ya sea con pintura, sello o una etiqueta de metalnumerada. El volumen, calidad, especie y otras características dela troza se registran en el libro con el número de la troza.Posteriormente, cuando el rollizo se utiliza, se registra s~
número y la entrada original de esta troza se elimina del libro deinventario. Este procedimiento evita ciertas discrepancias entrecubicaciones, puesto que la entrada y la salida se basan en lamisma escala.
3.2 Cubicación de trozas
La madera que se procesabase de transacci6n, comodeterminaci6n del rendimiento
debe cubicarse, tanto para tener unapara fines de inventario y de
en el proceso de aserrío.
La cubicaci6n indirecta de trozas mediante su pesaje presentala desventaja que el peso varía con la humedad del rollizo, lacual, a su vez, depende de factores tales como la estaci6n delaño, tiempo de almacenamiento, especie, etc. En tales casos, sedetermina una humedad media mediante algún procedimientoestadístico de muestreo.
En lo que respecta al cálculo de rendimiento del proceso deaserrado, la cubicaci6n de los rollizos es de suma importancia.puesto que la referencia es la cantidad de madera que se procesacomo trozas.
En el país se emplean diferentes métodos de cubicaci6n detrozas. Las reglas más conocidas son la Japanese Agricul turalStandars ( JAS) , la desarrollada por la Empresa Forestal Arauco(EFA) Y la f6rmula de Smalian. Comparando estas reglas, SE
observa que con la regla EFA se obtienen los volúmenes mayores
- 27 -
para casi todas las longitudes y clases diamétricas, y con lafórmula de Smalian los menores.
Actualmente algunos aserraderos modernos utilizan un sistemaelectrónico (scanner) en la recepción de trozas, previo aldescortezado. Este sistema electrónico mide el largo y diámetrode cada troza, entregando mediante un computador, la cantidad detrozas y la cubicación, en base a alguna regla preestablecida.
3.2.1 Regla de cubicación de rollizosAgricultural Standards) (Cuadro 1)
JAS (Japonese
a) Cálculo del volumen para largos de trozas menores a 6 m.
b) Cálculo de volumen para largos de trozas mayores o iguales a6 m.
donde:
v = (D +2
L' - 4) * L * 10-42
3(a s.s.c.)
v =D •
L'=
L =
volumen de la troza (m3s.s.c)diámetro menor del rollizo sinal par inferior (cm)(Por ejemplo 25.9 = 24 cm)largo expresado en enteros,decimales (m)largo aproximado a los 20inferiores a la medida real (m)(Por ejemplo 4,36 m = 4,20 m)
corteza, aproximado
despreciando los
cm inmediatamente
En ambos casos, si la diferenciamenor en el extremo medido, es mayordiámetro mayor excede los 40 cm),diámetro por cada 6 cm de diferencia.
entre el diámetro mayor y elque 4 cm (u 8 cm cuando else agregan 2 cm al menor
- 28 -
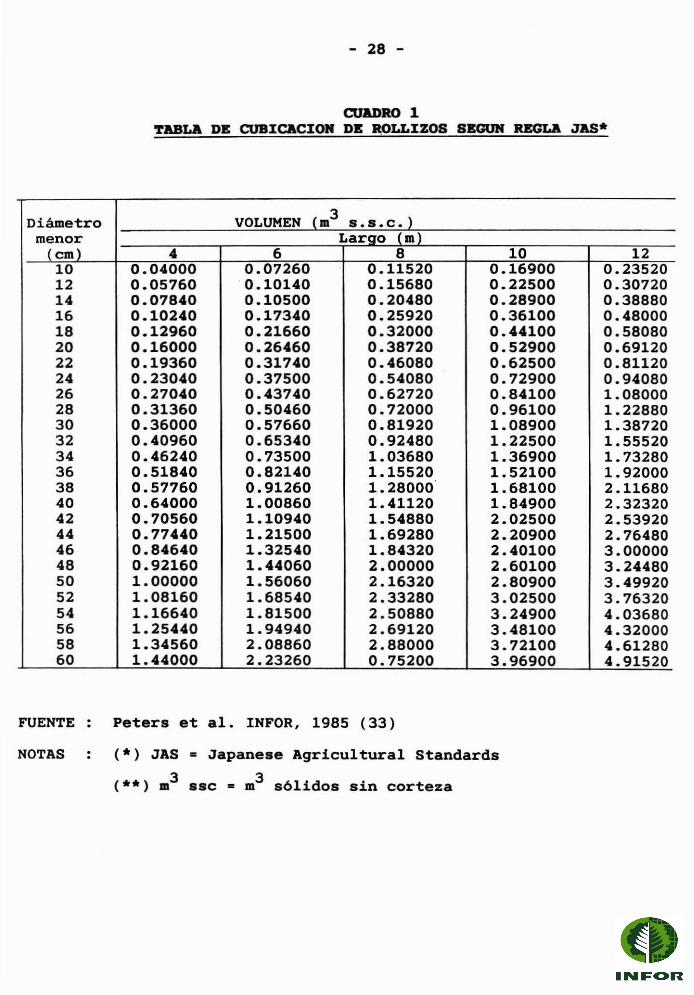
CUADRO 1TABLA DE CUB:ICAC:IOM DE ROLL:IZOS SEGUM REGLA JAS*
Diámetro VOLUMEN (m3 s.s.c.)
m~~~~Larao 1m)
4 6 8 10 1210 0.04000 0.07260 0.11520 0.16900 0.2352012 0.05760 0.10140 0.15680 0.22500 0.3072014 0.07840 0.10500 0.20480 0.28900 0.3888016 0.10240 0.17340 0.25920 0.36100 0.4800018 0.12960 0.21660 0.32000 0.44100 0.5808020 0.16000 0.26460 0.38720 0.52900 0.6912022 0.19360 0.31740 0.46080 0.62500 0.8112024 0.23040 0.37500 0.54080 0.72900 0.9408026 0.27040 0.43740 0.62720 0.84100 1.0800028 0.31360 0.50460 0.72000 0.96100 1.2288030 0.36000 0.57660 0.81920 1.08900 1.3872032 0.40960 0.65340 0.92480 1.22500 1.5552034 0.46240 0.73500 1.03680 1.36900 1.7328036 0.51840 0.82140 1.15520 1.52100 1.9200038 0.57760 0.91260 1.28000 1.68100 2.1168040 0.64000 1.00860 1.41120 1.84900 2.3232042 0.70560 1.10940 1.54880 2.02500 2.5392044 0.77440 1.21500 1.69280 2.20900 2.7648046 0.84640 1.32540 1.84320 2.40100 3.0000048 0.92160 1.44060 2.00000 2.60100 3.2448050 1.00000 1.56060 2.16320 2.80900 3.4992052 1.08160 1.68540 2.33280 3.02500 3.7632054 1.16640 1.81500 2.50880 3.24900 4.0368056 1.25440 1.94940 2.69120 3.48100 4.3200058 1.34560 2.08860 2.88000 3.72100 4.6128060 1.44000 2.23260 0.75200 3.96900 4.91520
FUENTE
NOTAS
Peters et al. INFOR, 1985 (33)
(*) JAS • Japanese Agricultural Standards
(**) m3 ssc = m3 s6lidos sin corteza
3.2.2
- 29 -
Regla de cubicaci6n de rollizos EFA (Empresa Forestal
Arauco) (Cuadro 2).
a) Cilculo del volumen para largos de trozas menores a 8 m.
v = (- 0,018194441 + 0,009303081 * L - 0,000034368 * 0 2+
0,000099294 * n2 * L) (m3 s.s.c.)
b) Cilculo del volumen para largo de trozas mayores o iguales a
8 m.
v. (- 0,088694341 + 0,0171553 * L - 0,000157322 * 02
+
0,000115609 * 02 * L) (m3 s.s.c.)
donde:
v = volumen del rollizo (m3 s.s.c.)
O· diámetro .miximo del extremo menor del rollizo, sip
L =
corteza aproximado al
largo de la troza
sobredimensi6n.
par inferior (cm)
(m), agregindole 0,1 m de
Para obtener el volumen s6lido con corteza, se deben
multiplicar por 1,123 los valores obtenidos sin corteza.
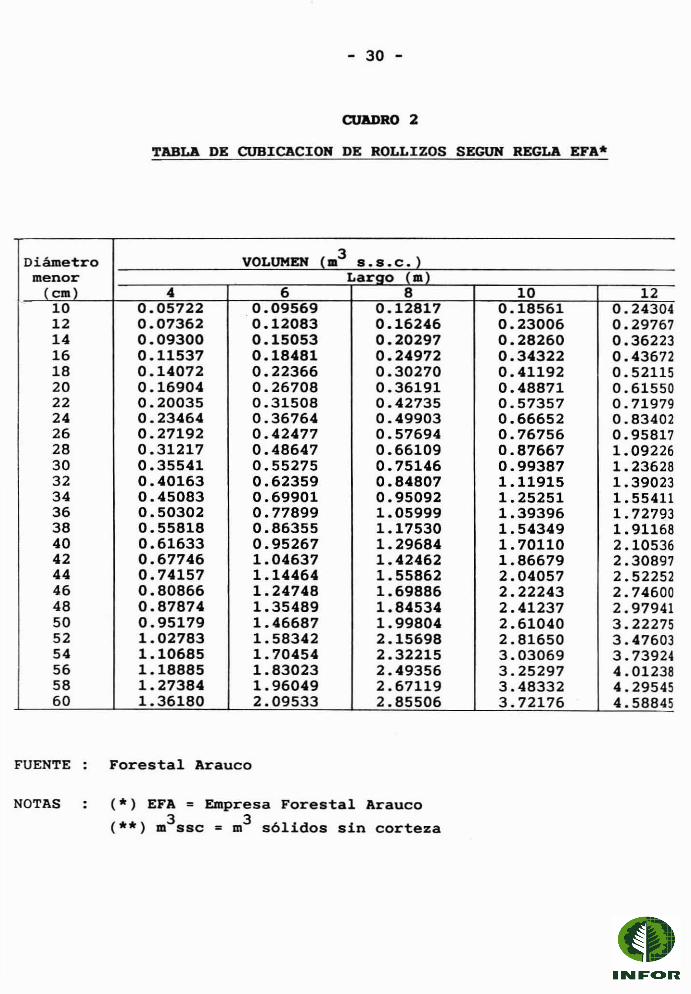
- 30 -
CUADRO 2
TABLA DE CUBICACION DE ROLLIZOS SEGUN REGLA EFA*
Diámetro 3VOLUMEN (m s.s.c.)menor Larco (m)
(cm) 4 6 8 10 1210 0.05722 0.09569 0.12817 0.18561 0.2430412 0.07362 0.12083 0.16246 0.23006 0.2976714 0.09300 0.15053 0.20297 0.28260 0.3622316 0.11537 0.18481 0.24972 0.34322 0.4367218 0.14072 0.22366 0.30270 0.41192 0.5211520 0.16904 0.26708 0.36191 0.48871 0.6155022 0.20035 0.31508 0.42735 0.57357 0.7197924 0.23464 0.36764 0.49903 0.66652 0.8340226 0.27192 0.42477 0.57694 0.76756 0.9581728 0.31217 0.48647 0.66109 0.87667 1.0922630 0.35541 0.55275 0.75146 0.99387 1.2362832 0.40163 0.62359 0.84807 1.11915 1.3902334 0.45083 0.69901 0.95092 1.25251 1.5541136 0.50302 0.77899 1.05999 1.39396 1. 7279338 0.55818 0.86355 1.17530 1.54349 1.9116840 0.61633 0.95267 1.29684 1.70110 2.1053642 0.67746 1.04637 1.42462 1.86679 2.3089744 0.74157 1.14464 1.55862 2.04057 2.5225246 0.80866 1.24748 1.69886 2.22243 2.7460048 0.87874 1.35489 1.84534 2.41237 2.9794150 0.95179 1.46687 1.99804 2.61040 3.2227552 1.02783 1.58342 2.15698 2.81650 3.4760354 1.10685 1.70454 2.32215 3.03069 3.7392456 1.18885 1.83023 2.49356 3.25297 4.0123858 1.27384 1.96049 2.67119 3.48332 4.2954560 1.36180 2.09533 2.85506 3.72176 4.58845
FUENTE
NOTAS
Forestal Arauco
(*) EFA = Empresa Forestal Arauco
(**) m3 ssc = m3 sólidos sin corteza

- 31 -
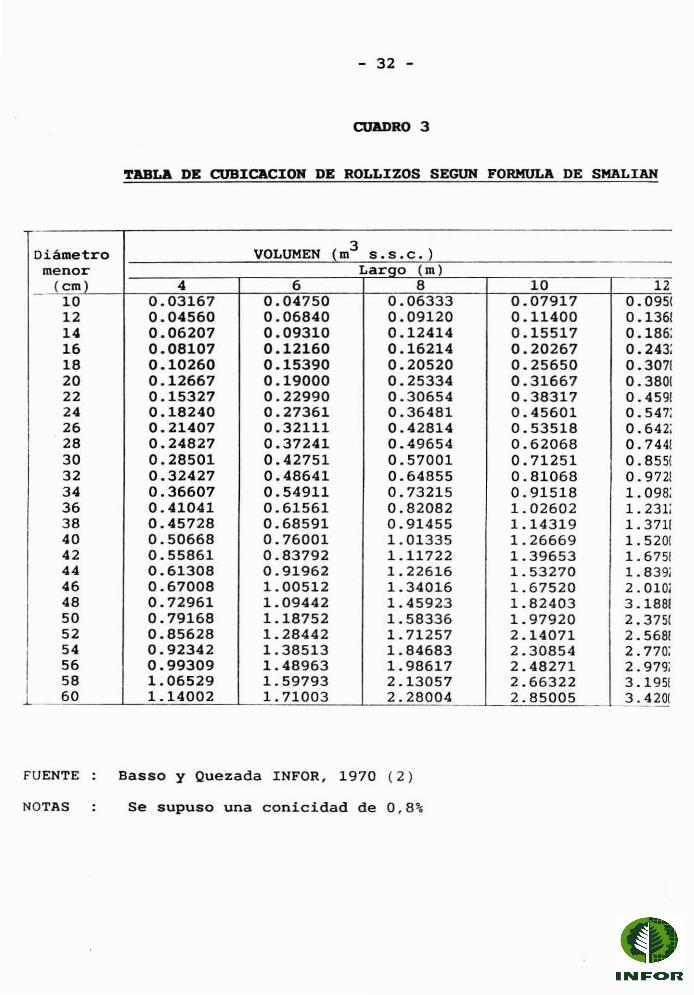
3.2.3 Regla de cubicaci6n de rollizos Sma1ian (Cuadro 3)
La f6rmula de volumen Sma1ian permite calcular el volumen
de madera que contiene una troza, sin efectuar deducciones por
tapas, cantoneras o ancho de corte.
v • ( a + A • L)2
donde:
v • volumen de la troza (m3 )
L • longitud de la troza (m)
a = área de la sección del diámetro menor (m2 )
A = área de la sección del diámtero mayor (m2 )
- 32 -
CUADRO 3
TABLA DE ctJBICACION DE ROLLIZOS SEGUN FORMULA DE SMALIAN
Diámetro VOLUMEN (m3 S.S.c. )menor Larao (m)
(cm) 4 6 8 10 1210 0.03167 0.04750 0.06333 0.07917 0.095112 0.04560 0.06840 0.09120 0.11400 0.136114 0.06207 0.09310 0.12414 0.15517 0.186:16 0.08107 0.12160 0.16214 0.20267 0.243:18 0.10260 0.15390 0.20520 0.25650 0.307120 0.12667 0.19000 0.25334 0.31667 0.380l22 0.15327 0.22990 0.30654 0.38317 0.459124 0.18240 0.27361 0.36481 0.45601 0.547:26 0.21407 0.32111 0.42814 0.53518 0.642:28 0.24827 0.37241 0.49654 0.62068 0.744130 0.28501 0.42751 0.57001 0.71251 0.855132 0.32427 0.48641 0.64855 0.81068 0.972134 0.36607 0.54911 0.73215 0.91518 1.098;36 0.41041 0.61561 0.82082 1.02602 1. 231:38 0.45728 0.68591 0.91455 1.14319 1. 371140 0.50668 0.76001 1.01335 1.26669 1. 520l42 0.55861 0.83792 1.11722 1.39653 1. 675144 0.61308 0.91962 1.22616 1.53270 1.839:46 0.67008 1.00512 1.34016 1.67520 2.010148 0.72961 1.09442 1.45923 1.82403 3.188150 0.79168 1.18752 1.58336 1.97920 2.375152 0.85628 1.28442 1.71257 2.14071 2.568154 0.92342 1.38513 1.84683 2.30854 2.770;56 0.99309 1.48963 1.98617 2.48271 2.979:58 1.06529 1.59793 2.13057 2.66322 3.195160 1.14002 1.71003 2.28004 2.85005 3.4201--
FUENTE
NOTAS
Basso y Quezada INFOR, 1970 (2)
Se supuso una conicidad de 0,8%
- 33 -
3.3 Manejo de trozas
El manejo, de la materia prima es una actividad costosa enla mayoría de las operaciones de elaboraci6n.
En el aserradero portátil pequei'l.o, donde las trozas ,leentregan directamente al bote de recepci6n, el manejo se reduce :;~
se instala una plataforma inclinada para desplazar los rolliz(lspor gravedad.
En los aserraderos fijos, y especialmente en los de grantamai'l.o, donde laa trozas se almacenan durante períodosprolongados, los problemas de manejo son mayores. Si las trozasse almacenan en estanques, se pueden manipular por medio degarrocha,s con ganchos, y en el caso de que se hundan, se empleauna grúa. para extraerlos.
Los problemas reales de manejo se presentan en elalmacenamiento en la cancha de trozas. Las grúas m6viles y lasfijas son equipos comunes para manejar trozas en un patio. Lasprimeras se montan en ferrocarriles, camiones o tractores. Lagrúa estacionaria es la de torre, la cual es más barata pero menosversátil que la grúa m6vil. También es menos eficiente en lautilizaci6n de espacios.
Los equipos de mayor usos actualmente, son los cargadoresfrontales, debido a su movilidad, versatilidad y flexibilidad.Esta maquinaria da buenos resultados, especialmente cuando seprepara previamente el terreno, lo cual reduce los costos demantenci6n y reparaci6n y aumenta la velocidad de operación. Enalgunos aserraderos modernos se ha optado por pavimentar la canchade trozas puesto que este sistema, además de presentar lasventajas descritas, permite recuperar el agua de aspersión de lastrozas.
- 34 -
rv. DESCORrEZADO
4.1 Just~f~cac~6n
La finalidad obvia del descortezado, es separar la cortezade la madera. La corteza pasa a ser así un resíduo, mientras quela madera, sigue algún proceso de transformacíón como el aserrío,pulpaje, etc.
Las principales razones que justifican el proceso dedescortezado de las trozas son:
al Mejorar la conservaci6n de las herramientas de corte en elaseradero. Esto se debe al hecho que al descortezar antesde aserrar, se elimina todo el elemento extraño adherido ala corteza, como arena, piedras, etc.
b) Desde el punto de vista econ6mico, el descortezado puedeser muy conveniente de realizar en el bosque para favorecerel secado de las trozas con lo cual se disminuyen loscostos de transporte por concepto de pérdida de agua.
e) El descortezado permite aprovechar los residuos del procesodel aserrado, transformándolos en astillas pulpables. Lacorteza indeseable para producir pulpa, ya que tiene valorcomo fibra, genera un mayor consumo de productos químicosen los digestores y ocasiona una celulosa sucia. Es porello que, por lo general, la corteza se debe separar de lastrozas pulpables antes del proceso de astillado.
4.2 Consideraciones generales para optimizar la operación delos descortezadores
Uno de los factores más importantes a considerar en laplanificaci6n del proceso de descortezado, es proveer un volumensuficiente de materia prima, de manera tal que no existaninterrupciones en los procesos que siguen al descortezado. Paralograr esto deben considerarse los siguientes aspectos:
Capacidad de producci6n del aserradero.Características de las trozas (dimensiones, especie, etc.).Superficie de almacenamiento (patio de trozas).
Adicionalmente, paraproducci6n, debe analizarse
aserraderos dela posibilidad
gran capacidadde contar con
deun
- 35 -
desoortezador de sustituci6n, de menor capacidad, con el objeto deabsorber los consumos máximos y también las detenc~ones pormantenci6n y reparaci6n del equipo principal. Sin embargo,. estaopci6n normalmente no se justifica econ6micamente para la realidadchilena.
I"El descortezador requiere frecuentes periodos de
lubricaci6n de acuerdo a las instrucciones del fabricante. Loscuchillos y herramientas de los descortezadores, deben revisarse yafilarse o cambiarse frecuentemente.
La máquina, en general, debe inspeccionarse para verificarel desgaste o daños, al menos una vez por semana, o con mayorfrecuencia aún bajo condiciones severas. Además, cuando seaposible, es preferible descortezar trozas de mayor longitud ya quelos costos de mantenci6n aumentan al operar con trozas más cortas,debido al aumento de la frecuencia de impactos de la madera, y elabrir y cerrar de rodillos y cuchillos. También es recomendabletener un stock disponible en todo momento, de repuestos de piezascriticas. Estas pueden ser indicadas por el fabricante yverificadas posteriormente por el operador.
Es indispensable considerar un mecanismo de extracción deresiduos de corteza para no obstaculizar la operación.Generalmente se instalan correas transportadoras bajo eldescortezador, de forma tal que la corteza cae por gravedad a lacinta y es conducida al silo de almacenamiento de la caldera.
No deben introducirse trozas encorvadas, con puntas deramas y tierra, ya que estos factores tienden a frenar laoperación, disminuir la producción y a destruir los cuchillos.
Hay ciertos periodos en los cuales se puede mejorarbastante el rendimiento del descortezado. La corteza se desprendecon mayor facilidad en madera recién volteada, ya que hay mayorelasticidad en las células del cambium debido a un mayor contenidode humedad. Por otro lado, el descortezado es más fácil enprimavera que en invierno, debido a que en primavera, los tejidosdel cambium se hinchan, las paredes se adelgazan y pierdenadhesión con la corteza.
Cuando se instala un descortezador asociado a un aserraderopermanente (grande) es importante, considerar una ubicación talque, en caso de falla prolongada, su localización permitaalimentar trozas sin descortezar al aserradero. En muchos casosno conviene detener el proceso de aserrio, aún cuando se trabajecon trozas con corteza, y esto limite la capacidad de uso o valorde las astillas.
- 36 -
En otras palabras, la localización del descortezador, encaso de falla, no debe bloquear el acceso de trozas al aserradero.
4.3 Criterios de selección de equipos
Para elegir un descortezador conviene tener presente lossiguientes factores:
a) Capacidad del descortezador en relación al consumo diariomáxi.o de _dera en la planta.
b) Especie a procesar: generalmente las latifoliadas son másdificiles de descortezar.
cl Largo y diámetro máximo y minimo de las trozas adescortezar.
dl Potencia requerida.
el Costo del descortezador.
f l Pretratamiento de la madera. Se debe considerar, si lamadera será sometida a algún proceso previo aldescortezado, como el riego por aspersión, el cual facilitala extracción de la corteza y limpia la superficie de lastrozas, reduciéndose así los costos de mantencíón.
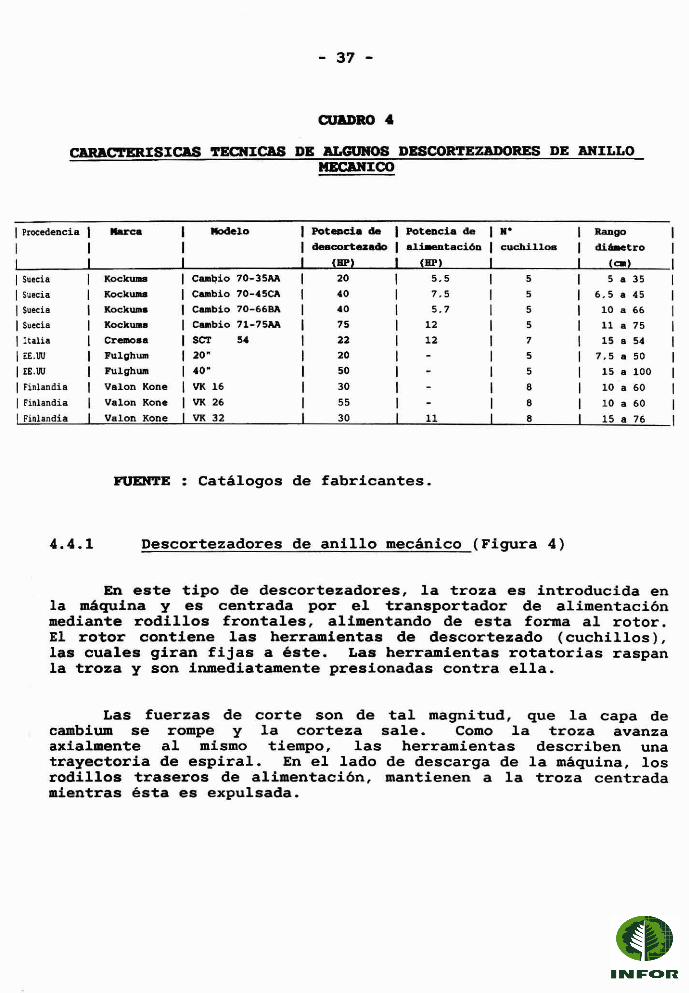
4.4 Tipos de descortezadores
Para el descortezado de las trozas, existe una variedad deprocesos y máquinas disponibles. En la fabricación de maderaaserrada en Chile, normalmente se emplea el descortezador deanillo mecánico. Algunas de las principales característicastécnicas de éste, se exponen en el Cuadro 4.
- 37 -
CUADRO 4
CARAC'l'ERI:SI:CAS 'l'ECHI:CAS DE ALGUNOS DESCOR'l'EZADORES DE AMI:LLOMECAHI:CO
I Procedencia liare. IlocIel0 Pot_ci. de Potea.cia de •• Rango
-.cortea.do al.iaeDtaci6D cuchillos dit.etro
IBPI IBPI (ca)
I Sueeia KockW118 Cambio 70-35M 20 5.5 5 5 a 35
1 Su!Cia Koc:kUJn8 Cambio 70-"SCA. 40 7.5 5 6.5 a 45
I Suecia Kockuma C...bio 70-66BA. 40 5.7 5 10 a 66
I Suecia ItockUlUl CUlbio ?l-75M 75 12 5 11 • 75
1 Itllia Cre.o.8 SCT 54 22 12 7 15 • S4
I EE.\JU PulghulII 20· 20 5 1.5 a 50
I EE.\JU Fulghwtl 40· 50 5 15 alOa
I Finlandia Valon Kone VI( 16 30 6 la 8 60
I Finlandia Valon Kone VI( 26 55 6 la a 60! Finlandia Valon Rone VI( 32 30 11 6 15 a 76
FUENTE : Catálogos de fabricantes.
4.4.1 Descortezadores de anillo mecánico (Figura 4)
En este tipo de descortezadores, la troza es introducida enla máquina y es centrada por el transportador de alimentaciónmediante rodillos frontales, alimentando de esta forma al rotor.El rotor contiene las herramientas de descortezado (cuchillos),las cuales giran fijas a éste. Las herramientas rotatorias raspanla troza y son inmediatamente presionadas contra ella.
Las fuerzas de corte son de tal magnitud, que la capa decambium se rompe y la corteza sale. Como la troza avanzaaxialmente al mismo tiempo, las herramientas describen unatrayectoria de espiral. En el lado de descarga de la máquina, losrodillos traseros de alimentación, mantienen a la troza centradamientras ésta es expulsada.
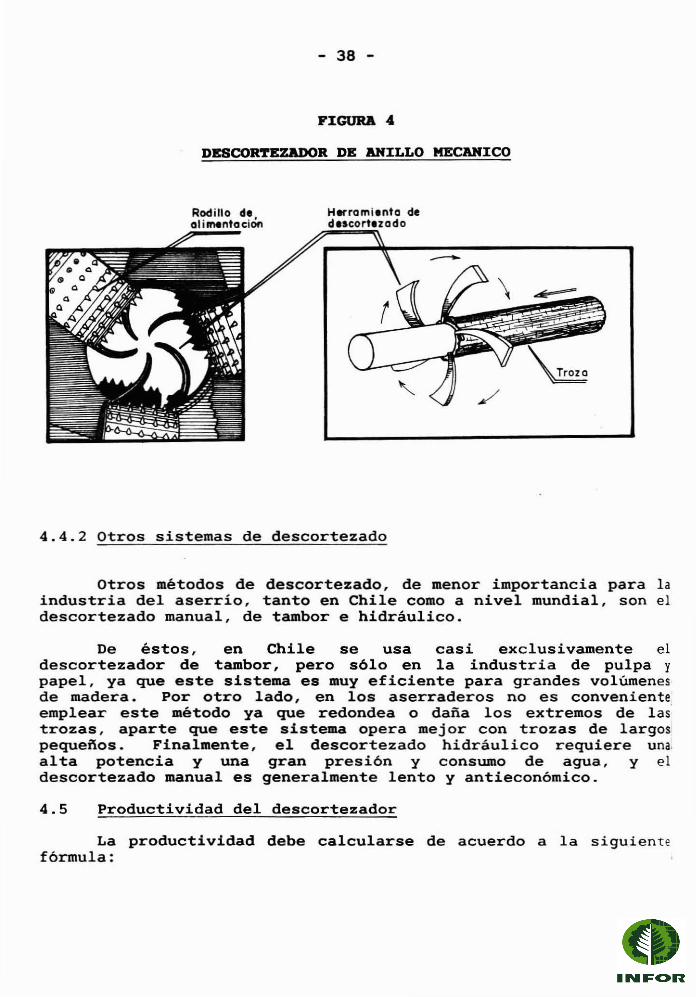
- 38 -
FIGURA "
DESCORTEZADOR DE MULLO MECANICO
Rodillo d••ell ¡menta cion
Herramienta ded.scortlzado
4.4.2 Otros sistemas de descortezado
Otros métodos de descortezado, de menor importancia para laindustria del aserrio, tanto en Chile como a nivel mundial, son eldescortezado manual, de tambor e hidráulico.
De éstos, en Chile se usa casi exclusivamente eldescortezador de tambor, pero s610 en la industria de pulpa ypapel, ya que este sistema es muy eficiente para grandes volúmenesde madera. Por otro lado, en los aserraderos no es convenienteemplear este método ya que redondea o daña los extremos de las'trozas, aparte que este sistema opera mejor con trozas de largospequeños. Finalmente, el descortezado hidráulico requiere una.alta potencia y una gran presi6n y consumo de agua, y eldescortezado manual es generalmente lento y antieconómico.
4.5 Productividad del descortezador
La productividad debe calcularse de acuerdo a la siguientefórmula:
- 39 -
R =
donde:
(núgero rollizos/turno)
R =T =U =L •
Xl =
Ejemplo l
Productividad en número de rollizos por turnoDuraci6n del turno (seg)Velocidad de avance de la máquina (m/seg)Largo del rollizo (m)Coeficiente de uso del tiempo de trabajo, que variaentre 0,8 y 0,9Coeficiente de uso de la máquina, que varia entre0,7 y 0,8.
Calcular la productividad de undescortezador que opera en
un aserradero cuyo turno es T = 8 (h) = 28.800 (seg), su velocidad
de avance U es O, 5 (m/ seg) y procesa trozas de 4 m de largo,
considerando que sus coeficientes de uso del tiempo de trabajo y
de la máquina son Xl = 0,9 Y X2 = 0,8, respectivamente.
T * U * XI * K2R = = 28.800 * 0,5 * 0,9 * 0,8
L 4
R = 2592 trozas/turno
- 40 -
Ejemplo 2
Determinar el tipo de descortezador, de acuerdo a su
velocidad de avance, si los coeficientes de uso del tiempo de
trabaj o y de la máquina, para ese modelo, son Kl = 0,87 Y K2 =
0,47 , respectivamente. El aserradero, de acuerdo a sus
caracteristicas, debe procesar 4.250 trozas de 2,4 m o 2.800
trozas de 4.0 m por turno de 8 horas.
i) caso : 4.250 trozas de 2,4 ..
R * L 4.250 * 2,4U = = = 0,55 m/seg
T * )(1* )(2 28.800 * 0,87 * 0,74
ii) Caso : 2.800 trozas de 4,0 m
2.800 * 4,0U = = 0,60 m/seg
28.800 * 0,87 * 0,74
Por lo tanto, se debe seleccionar el descortezador cuyavelocidad de avance U sea 0.6 m/seg.
- 41 -
V SISTEMAS DE CORTE
Antes de entrar al análisis de los sistemas o planes de
corte propiamente tales, se entregan algunos conceptos básicos y
definiciones de la madera aserrada según sus dimensiones.
5.1. Conceptos básicos
La producción de los aserraderos: tablas, basas, vigas,
tablones, etc., obtenidas al aserrar los rollizos de diferentes
especies madereras, se denominan piezas aserradas. En ellas,
también se incluyen las formas intermedias como lampazos, tapas y
recortes de diferentes medidas. Caracteristico de las piezas
aserradas es que a lo menos, uno de sus lados se obtiene mediante
un corte longitudinal hecho con sierra.
La forma de las piezas aserradas es variada. Lo más
frecuente es encontrar una forma prismática, en la cual se
distinguen las siguientes partes:
Caras: las superficies longitudinales más anchas de la
pieza. (Figura 5a l.
Cantos: las superficies longitudinales más angostas de la
pieza. (Figura 5b l.Frentes o cabezas: los dos cortes transversales de la pieza.
(Figura 5c l.
Aristas: las lineas donde se cruzan dos lados adyacentes.
(Figura 5d l.
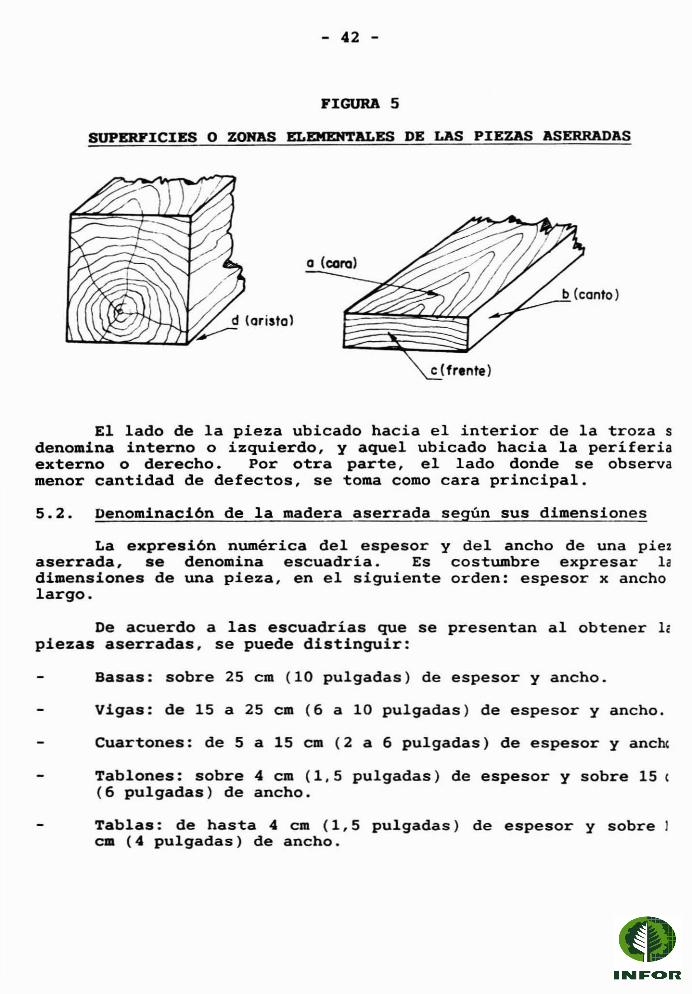
- 42 -
FIGURA 5
SUPERFICIES O ZONAS ELEMENTALES DE LAS PIEZAS ASERRADAS
Q (coro)
e (frente)
El lado de la pieza ubicado hacia el interior de la troza sdenomina interno o izquierdo, y aquel ubicado hacia la periferiaexterno o derecho. Por otra parte, el lado donde se observamenor cantidad de defectos, se toma como cara principal.
5.2. Denominaci6n de la madera aserrada según sus dimensiones
La expresi6n numérica del espesor y del ancho de una piezaserrada, se denomina escuadría. Es costumbre expresar ladimensiones de una pieza, en el siguiente orden: espesor x ancholargo.
De acuerdo a las escuadrías que se presentan al obtener 1¡piezas aserradas, se puede distinguir:
Basas: sobre 25 cm (10 pulgadas) de espesor y ancho.
Vigas: de 15 a 25 cm (6 a 10 pulgadas) de espesor y ancho.
Cuartones: de 5 a 15 cm (2 a 6 pulgadas) de espesor y anche
Tablones: sobre 4 cm (1,5 pulgadas) de espesor y sobre 15 ((6 pulgadas) de ancho.
Tablas: de hasta 4 cm (1,5 pulgadas) de espesor y sobre 1cm (4 pulgadas) de ancho.
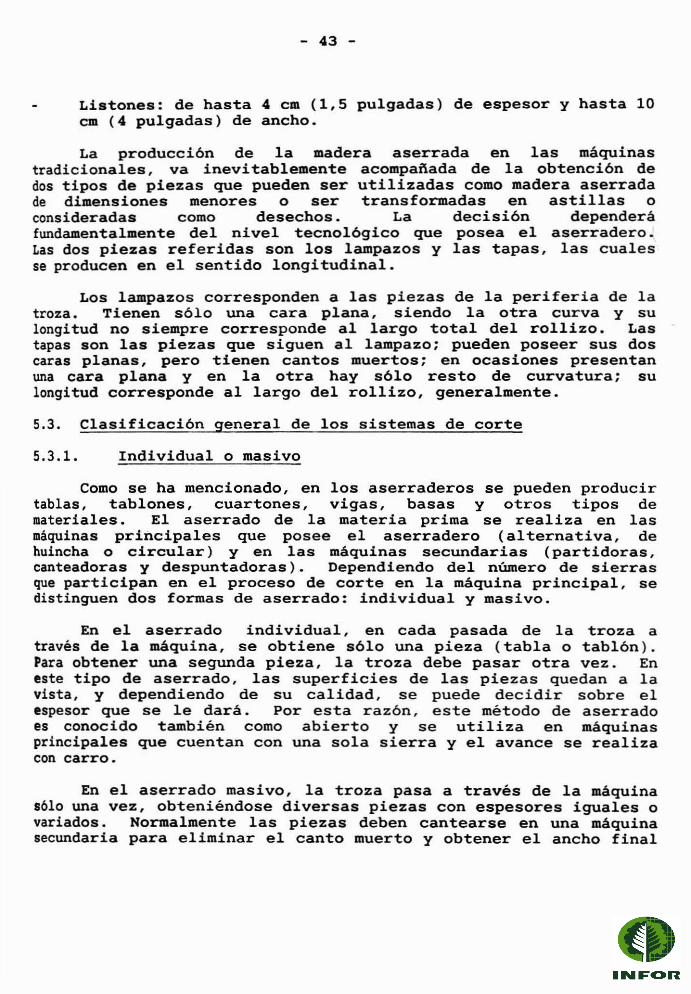
- 43 -
Listones: de hasta 4 cm (1,5 pulgadas) de espesor y hasta 10cm (4 pulgadas) de ancho.
La producción de la madera aserrada en las máquinastradicionales, va inevitablemente acompaiiada de la obtención dedos tipos de piezas que pueden ser utilizadas como madera aserradade dimensiones menores o ser transformadas en astillas oconsideradas como desechos. La decisión dependeráfundamentalmente del nivel tecnológico que posea el aserradero.Las dos piezas referidas son los lampazos y las tapas, las cualesse producen en el sentido longitudinal.
Los lampazos corresponden a las piezas de la periferia de latroza. Tienen sólo una cara plana, siendo la otra curva y sulongitud no siempre corresponde al largo total del rollizo. Lastapas son las piezas que siguen al lampazo; pueden poseer sus doscaras planas, pero tienen cantos muertos; en ocasiones presentanuna cara plana y en la otra hay sólo resto de curvatura; sulongitud corresponde al largo del rollizo, generalmente.
5.3. Clasificación general de los sistemas de corte
5.3.1. Individual o masivo
Como se ha mencionado, en los aserraderos se pueden producirtablas, tablones, cuartones, vigas, basas y otros tipos demateriales. El aserrado de la materia prima se realiza en lasmáquinas principales que posee el aserradero (alternativa, dehuincha o circular) y en las máquinas secundarias (partidoras,canteadoras y despuntadoras). Dependiendo del número de sierras~e participan en el proceso de corte en la máquina principal, sedistinguen dos formas de aserrado: individual y masivo.
En el aserrado individual, en cada pasada de la troza através de la máquina, se obtiene sólo una pieza (tabla o tablón).Para obtener una segunda pieza, la troza debe pasar otra vez. Eneste tipo de aserrado, las superficies de las piezas quedan a lavista, y dependiendo de su calidad, se puede decidir sobre elespesor que se le dará. Por esta razón, este método de aserradoes conocido también como abierto y se utiliza en máquinasprincipales que cuentan con una sola sierra y el avance se realizacon carro.
En el aserrado masivo, la troza pasa a través de la máquinas610 una vez, obteniéndose diversas piezas con espesores iguales ovariados. Normalmente las piezas deben cantearse en una máquinasecundaria para eliminar el canto muerto y obtener el ancho final
- 44 -
de la pieza. En este tipo de aserrado no existe posibilidad deobservar las superficies de corte y los defectos internos quepudiera tener la troza. La clasificación por calidad se debeefectuar después del aserrado. Este tipo de aserrado también esconocido como cerrado. El aserrado masivo se realiza con máquinasalternativas, circulares múltiples o grupos de sierras huincha.
La tendencia actual, considerando el creciente manejo a quese están sometiendo los bosques de Pino radiata, es utilizar elsistema de aserrado masivo por cuanto es superior en rendimiento.En cambio, para las especies nativas, es preferible el aserradoindividual.
5.3.2. Por el eje de la troza y por la generatriz
Dependiendo de la dirección del avance de la troza conrespecto a su eje de simetria, se distinguen dos tipos deaserrado: por el eje de la troza y por la generatriz, éste últimoconocido como corte paralelo a la corteza.
En el aserrado por el eje, los cortes se realizan en formaparalela al eje longitudinal de la troza. Las piezas se obtienencon veta atravesada, producto de la conicidad del rollizo. En elaserrado por la generatriz, los cortes son paralelos a una de lasgeneratrices; en una de las caras de la pieza no se observa vetaatravesada, pero en la cara posterior, ésta es mayor.
5.3.3. Aserrado uniforme y prismático
Para la obtención de piezas aserradas, han encontradoaplicación una serie de formas de corte en la sección transversalde la troza. Algunas ampliamente difundidas son el aserradouniforme y el prismático (Figura 6 ).
FIGURA 6
ASERRADERO UNIFORME Y PRISMATICO
o (uniforme) b (pri smático )
- 45 -
En el aserrado uniforme (Figura 6a ), los cortes necesariospara el aserrado total, son paralelos entre si, obteniéndosepiezas con canto muerto, las que se cantean es una segundamáquina, determinándose su ancho. En la máquina alternativa, estaforma de corte se realiza mediante una sola pasada de la troza através de la máquina.
En el aserrado prismático (Figura 6b ), la troza se aserreaprimero como corte uniforme, obteniéndose del centro un prisma (osemi-basa) con mayor espesor y canto muerto, y de la periferia,piezas de menores espesores y también con canto muerto. En unasegunda pasada del prisma central, se obtienen piezas sin cantomuerto, siendo el ancho de ellas igual a la altura de dichoprisma.
Estos dos métodos de aserrado se utilizan para obtenerpiezas de diferentes escuadrias, sin que se considere algúnrequisito especial en cuanto a veta o calidad. Generalmente, lastrozas de diámetros menores se aserrean en forma uniforme y losdiámetros mayores, en forma prismática. El aserrado en formaprismática facilita el proceso tecnológico, ya que se obtienengran cantidad de piezas sin canto muerto e igual ancho,descongestionando con esto las canteadoras, la clasificación y elalmacenamiento de las piezas.
5.3.4. Madera cuarteada y floreada
Si se desea obtener piezas aserradas con algún requerimientoen veta y/o determinadas propiedades, otra forma de clasificaciónde los sistemas de corte es en madera cuarteada y floreada, que,por su importancia, se detallan en forma especial a continuación.
Si se busca obtener madera en que exista una claradiferencia en sus caras radiales o tangenciales, el rollizo sepuede aserrar radialmente a los anillos de crecimiento (maderacuarteada) o tangente a ellos (madera floreada). Comercialmente,a la madera con anillos formando un ángulo de O· a 45· con lasuperficie de la pieza, se le denomina floreada (Figura 7a). Siel ángulo es de 45· a 90·, se le llama cuarteada (Figura 7b ).
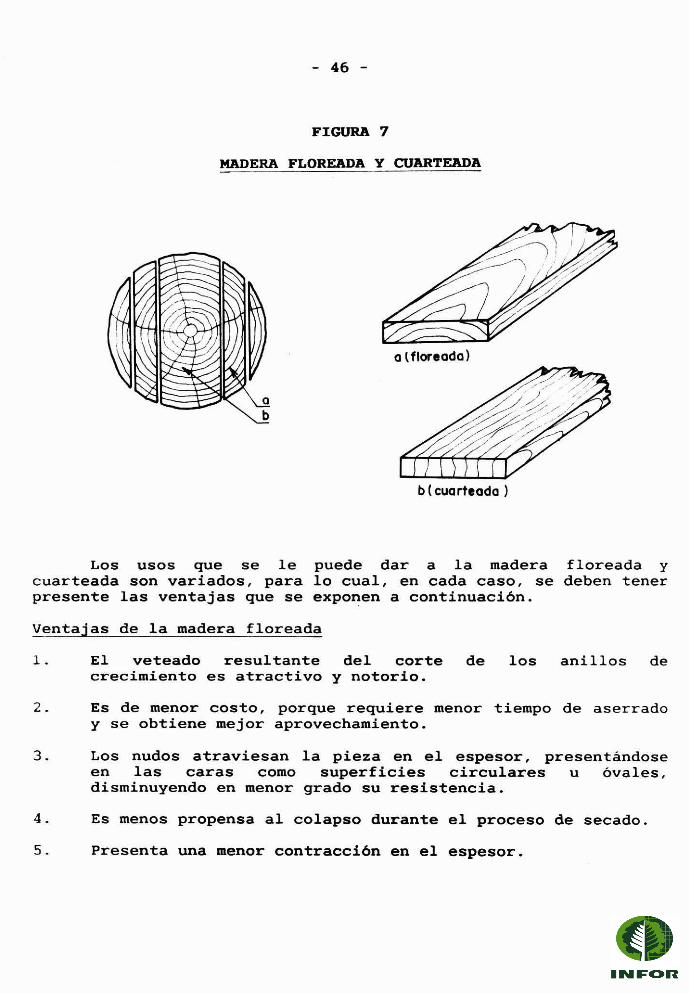
- 46 -
FIGURA 7
MADERA FLOREADA Y CUARTEADA
a lfloreada)
b ( cua rteodo )
Los usos que se lecuarteada son variados, parapresente las ventajas que se
puede dar a la maderalo cual, en cada caso, seexponen a continuación.
floreada ydeben tener
Ventajas de la madera floreada
1. El veteado resultante del cortecrecimiento es atractivo y notorio.
de los anillos de
2. Es de menor costo, porque requiere menor tiempo de aserradoy se obtiene mejor aprovechamiento.
3. Los nudos atraviesan la pieza en el espesor, presentándoseen las caras como superficies circulares u óvales,disminuyendo en menor grado su resistencia.
4. Es menos propensa al colapso durante el proceso de secado.
5. Presenta una menor contracción en el espesor.
- 47 -
Ventajas de la madera cuarteada
l. Presenta menor contracción en el ancho de la pieza.
2. Es menos propensa a la torsión y acanaladura.
3. La superficie no se agrieta ni se raja tanto durante elproceso de secado y posterior uso de la pieza.
4. El veteado debido a los radios leñosos, puede ser notorio yatractivo en algunas especies.
5. Impide en forma más efectiva el paso de los liquidas através de la pieza, o la penetración de ésta.
5.4. Aspectos básicos sobre planes de corte
Los planes de corteutilización de los rollizos.madera que se producen bajo la
tienen importancia vital para laDe ellos dependen las pérdidas deforma de aserrin, lampazos u otros.
Los planes de corte que se pueden experimentar en el planotransversal de la troza, generalmente el diámetro menor, dependende los procesos tecnológicos, maquinarias y defectos que presentela materia prima con que cuenta el aserradero. Particularvariación existe al aserrear las trozas en forma individual; éstasse deben girar en torno a su eje longitudinal en el proceso deaserrado, para obtener un conjunto de piezas con dimensionespredeterminadas.
Cada aserradero debe estudiar la mejor forma de establecerlos planes de corte, de acuerdo a los objetivos de producción. Noexiste una regla fija para aserrear los rollizos, sino sólorecomendaciones de indole general.
A manera de ejemplo, se citan algunas generalidades quepueden inducir a un aumento en el aprovechamiento.
1. Establecer un sistema de clasificación por diámetro en lacancha de acopio.
2. Planificarutilizarán,dimensiones
previamentede acuerdo aa producir.
los planes de corte que selos diámetros disponibles y a las
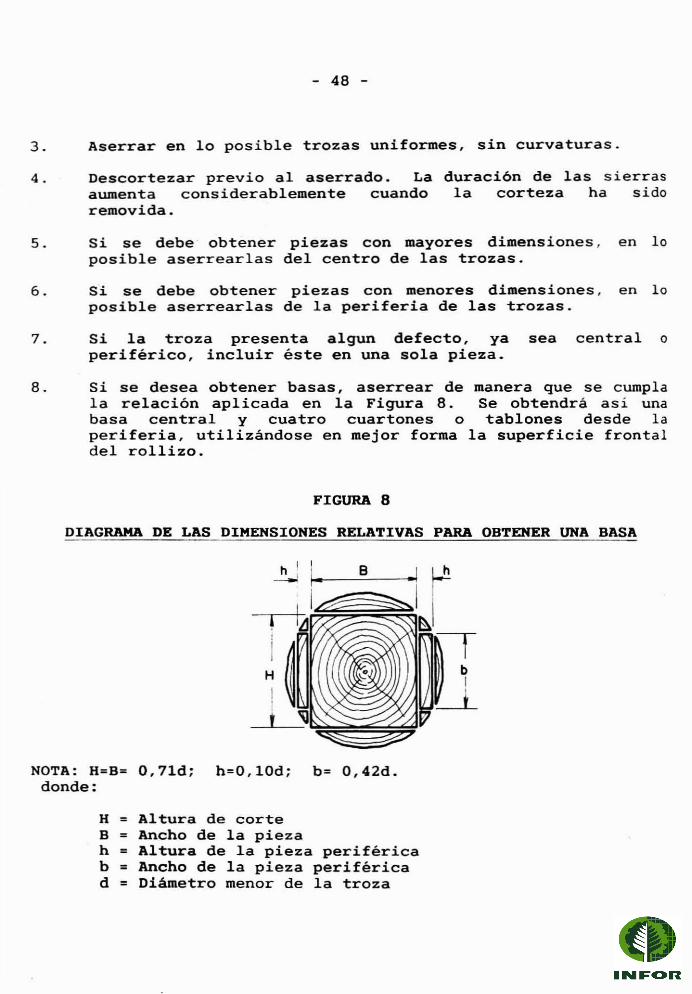
- 48 -
3. Aserrar en lo posible trozas uniformes, sin curvaturas.
4. Descortezar previo al aserrado. La duraci6n de las sierrasaumenta considerablemente cuando la corteza ha sidoremovida.
5. Si se debe obtener piezas con mayores dimensiones, en loposible aserrearlas del centro de las trozas.
6. Si se debe obtener piezas con menores dimensiones, en loposible aserrearlas de la periferia de las trozas.
7. Si la troza presenta algun defecto, ya sea central operiférico, incluir éste en una sola pieza.
8. Si se desea obtener basas, aserrear de manera que se cumplala relaci6n aplicada en la Figura 8. Se obtendrá así unabasa central y cuatro cuartones o tablones desde laperiferia, utilizándose en mejor forma la superficie frontaldel rollizo.
FIGURA 8
DIAGRAMA DE LAS DIMENSIONES RELATIVAS PARA OBTENER UNA BASA
H
I!
t
NOTA: H=B= O,71d; h=O,lOd; b= O,42d.donde:
H = Altura de corteB = Ancho de la piezah = Altura de la pieza periféricab = Ancho de la pieza periféricad = Diámetro menor de la troza
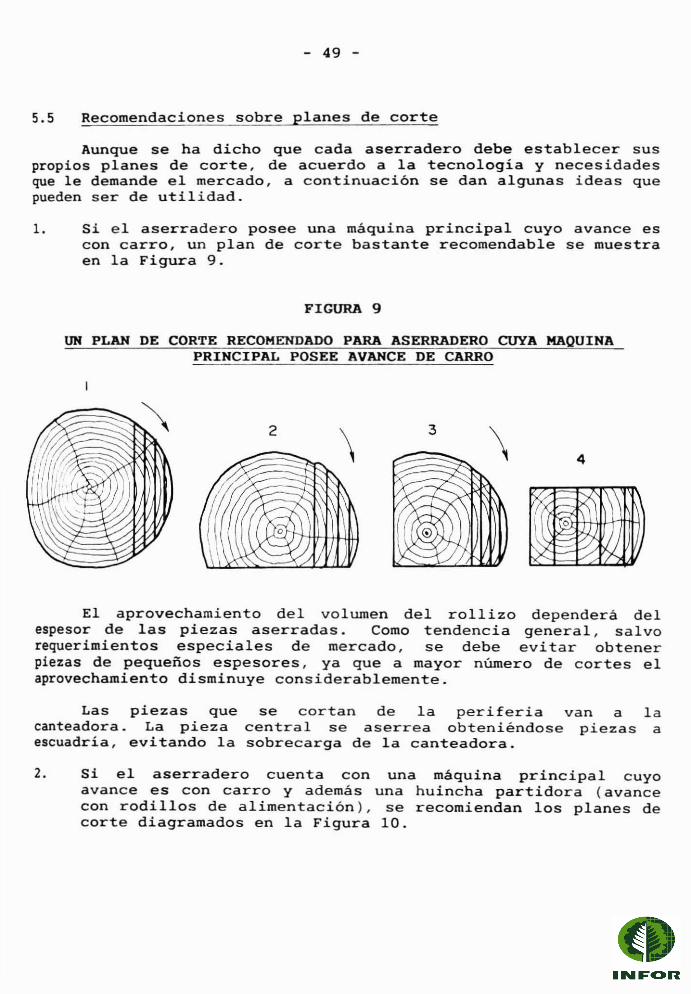
- 49 -
5.5 Recomendaciones sobre planes de corte
Aunque se ha dicho que cada aserradero debe establecer suspropios planes de corte, de acuerdo a la tecnologia y necesidades~e le demande el mercado, a continuación se dan algunas ideas quepueden ser de utilidad.
l. Si el aserradero posee una máquina principal cuyo avance escon carro, un plan de corte bastante recomendable se muestraen la Figura 9.
FIGURA 9
UN PLAN DE CORTE RECOMENDADO PARA ASERRADERO CUYA MAQUINAPRINCIPAL POSEE AVANCE DE CARRO
4\3
\2
El aprovechamiento del volumen del rollizo dependerá delespesor de las piezas aserradas. Como tendencia general, salvorequerimientos especiales de mercado, se debe evitar obtenerpiezas de pequeños espesores, ya que a mayor número de cortes elaprovechamiento disminuye considerablemente.
Las piezas quecanteadora. La piezaescuadría, evitando la
se cortan de la períferia van acentral se aserrea obteniéndose piezassobrecarga de la canteadora.
laa
2. Si el aserradero cuenta con una máquina principal cuyoavance es con carro y además una huincha partidora (avancecon rodillos de alimentación), se recomiendan los planes decorte diagramados en la Figura 10.
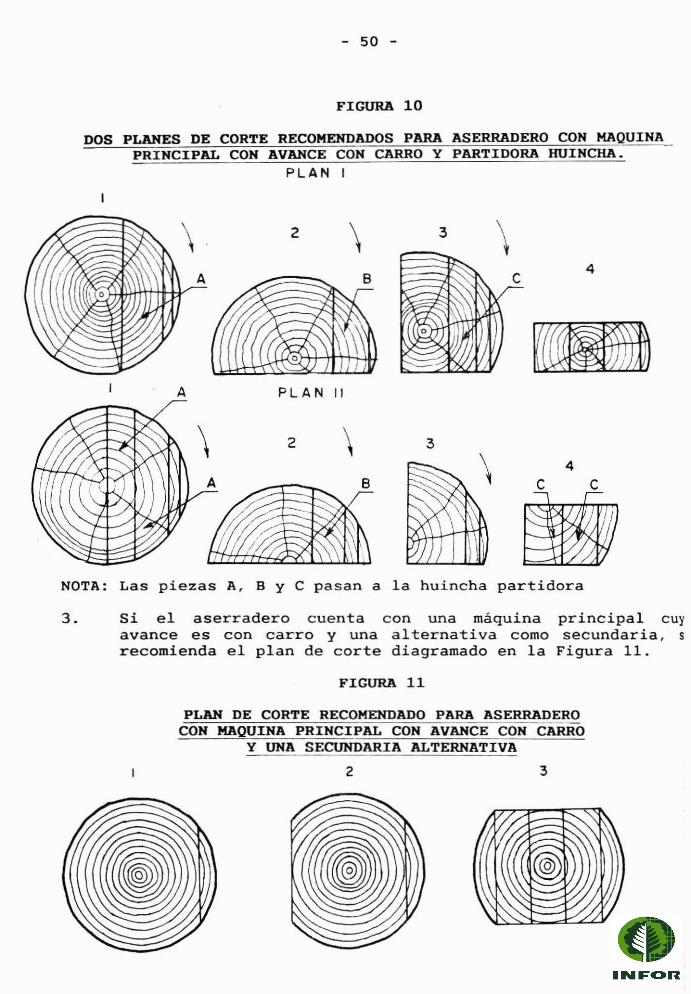
- 50 -
FIGURA 10
DOS PLANES DE CORTE RECOMENDADOS PARA ASERRADERO CON MAQUINAPRINCIPAL CON AVANCE CON CARRO Y PARTIDORA HUINCHA.
PLAN I
2 \ 3 \e 4
A PL AN 11
4e e
:3\2\
NOTA: Las piezas A, B Y C pasan a la huincha partidora
3. Si el aserradero cuenta con una máquinaavance es con carro y una alternativa comorecomienda el plan de corte diagramado en la
principal cuysecundaria, s
Figura 11.
FIGURA 11
PLAN DE CORTE RECOMENDADO PARA ASERRADEROCON MAQUINA PRINCIPAL CON AVANCE CON CARRO
Y UNA SECUNDARIA ALTERNATIVA
2 3
- 51 -
VI MAQUIHAS DE ASERRIO
6.1. Clasificación y características generales
El volumen, calidad y tipoaserradero, dependen básicamentemaquinaria con que cuente ladeterminado típo de sierra serácalidad del recurso y el volumenproducir.
de madera a producir en unde la materia prima y lainstalación. Por ello, un
adecuado o no, según sean lay tipo de piezas que se desee
Los diferentes tipos de sierra que se distinguen son:A.- Máquinas para aserrar trozas o principalesB.- Máquinas de reaserríoC.- Máquinas auxiliares
6.1.1. Máquinas para aserrar trozas o principales (Figura 12)
Son llamadas máquinas principales y realizan los primeroscortes de acuerdo al programa correspondiente.
Los tipos de sierra que se distinguen son los siguientes:
- Sierra circulares- Sierras huinchas- Sierras alternativas- Sierras astilladoras
Sierras circulares
a) Aserradora simple- Estacionaria- Portátil
b) Aserradora doble- De sierras paralelas- De sierras superpuestas (doble eje)
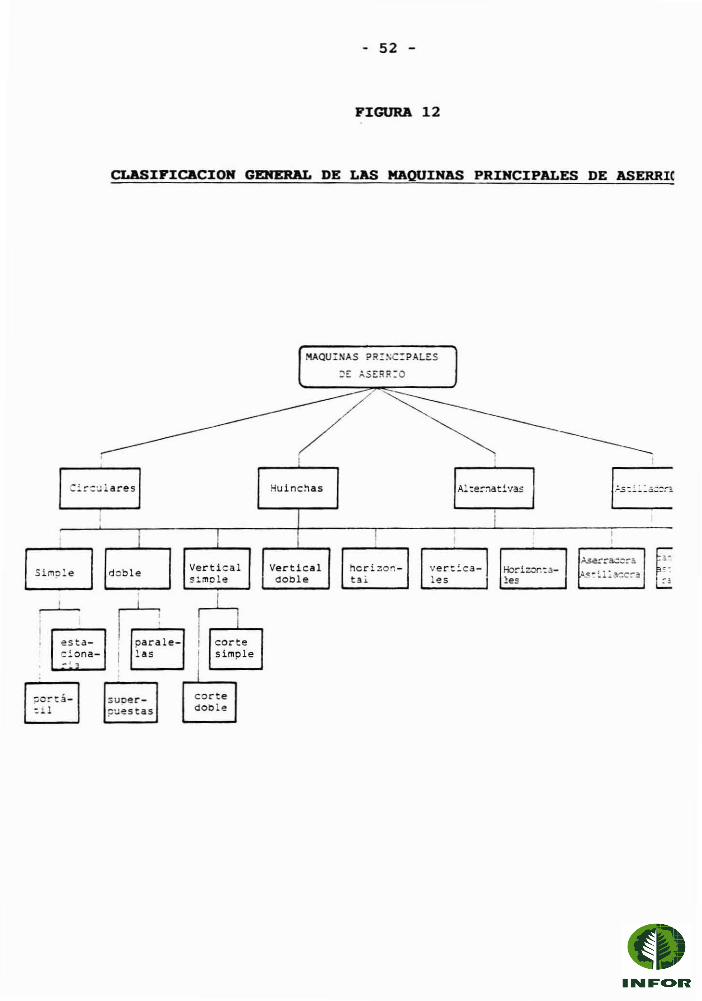
- 52 -
F:IGURA 12
CLAS:IF:IcaC:ION GENERAL DE LAS MAQU:INAS PR:INC:IPALES DE ASERRIC
MAQU~NAS ?R!~C:PALSS
:'s ASERR:O
cortedoble
,í ,
I c:~oo¡msl Huinchas Al :e:":"Iati 'las E.- • ___ Q._o:lo
, I1 ! ! , I, ,
I{:~' :0·-1 § ffi- .
le doble Vertical Vertical E:j Ho:.-iz...'Yl:3-.l.$::'l~a-=c:-~
, .s:mole doble t3.i. les :-~
I
r2--I
!I
corteesta- i 'Parale-c:ona- I las I simple-' ,
!§I~o~ti- I suoer-
:i1 ~~estas
BIBLIOTECA
INSTITUTO FOr.ESTAL
- 53 -
Sierras huinchas
a) Aserradora vertical simple
- De corte aimple- De corte doble (en carreras de avance y retroceso)
b) Aserradora vertical doble
e) Aserradora horizontal
Sierra alternativas
- Vertical- Horizontal
Sierras astilladoras
- Aserradora astilladora- Canteadora astilladora
6.1.2. Máquinas de reaserrio
Se conocen como maquinaria secundaria en el proceso deaserrio y su labor radica en dar la dimensi6n final a las piezasde madera.
Las máquinas de reaserrio más conocidas son:
- Sierras circulares- Sierras alternativas
Sierras circulares
a) Reaserradora simple
b) Reaserradora múltiple
- De un eje- De doble eje
e) Canteadora
- Simple- Doble- Múltiple
- 54 -
d) Despuntadora o trozadora de eje fijo
- De rodillos- De mesa- De carro
e) Despuntadora o trozadora de eje m6vil
- De péndulo- De brazo radial- De monorriel
Las máquinas trozadoras pueden tener una o varias sierras,siendo las más comunes en el proceso de aserrio, las de una sierr¡con eje y motor independiente.Sierras huincha
a) Reaserradora vertical simpleb) Reaserradora vertical doblee) Reaserradora vertical cuádrupled) Reaserradora horizontal
Sierras alternativas
a) Reaserradora vertical múltiple
6.1.3 Máquinas auxiliares
Son aquellas máquinas que sin participar directamente en l¡producci6n, constituyen elementos indispensables en el proceso dIaserrio. Las máquinas auxiliares principales son:
a) Afiladora de sierras circulares
- Manual- Automática
b) Afiladora automática de sierras huinchac) Tensionadora de sierras huinchad) Recalcadora e igualadora
- Manual- Automática
- 55 -
6.2. Componentes de las máquinas de aserrío
La principalobtención de piezascilíndrico o cónico.
dificultad del proceso de aserrío es lade sección rectangular a partir de un cuerpo
Las máquinas de aserrío están diseñadas para realizar estocon mayor o menor eficiencia, dependiendo ello de la calidad, tipoy elementos con que la máquina haya sido dotada.
En relacióndesempeñan en laprincipales:
a las funciones quemáquina, es posible
los elementos mecánicosidentificar tres tipos
- Mecanismo motriz- Mecanismo de transmisión- Mecanismo ejecutor
6.2.1. Mecanismo motriz
Es el que alimenta a la máquina de la energía mecánica parasu operación, la que puede ser eléctrica, de combustión interna ode vapor.
En aquellas instalaciones que disponen de energia eléctricapara su operación, las distintas unidades cuentan con motoresindependientes. Otras, en cambio, están obligadas a usartransmisiones para mover los diferentes elementos, pues su energíaproviene de una unidad motriz central, cOmo sucede coninstalaciones generalmente pequeñas que usan motores de combustióninterna, normalmente motores DIESEL, o motores a vapor(locomóviles) .
En general, todas las instalaciones de relativa importanciacuentan con energía eléctrica para su operación. Los aserraderospequeños o de temporada, en cambio, están obligados a usar motoresde combustión interna o a vapor, ya que su carácter deinstalaciones móviles en zonas rurales, les impide acceder a laenergia eléctrica.
Potencia del motor
Todos los movimientos que se ejecutan en un aserradero y quepermiten que el proceso de aserrío se efectúe, son realizados poralgún tipo de motor. La potencia de éste debe ser la suma de lossiguientes procesos:
- 56 -
- Marcha en vacío- Corte de la madera- Avance de la madera
Además, se debe considerar para determinar la potencia demotor, los factores que se indican:
- Especie maderera- Altura máxima de corte (diámetro de trozas)- Ancho de corte (ancho del diente)
La potencia necesaria para el corte puede determinarse pola siguiente fórmula:
NC
= X * b * h * U = P * Vc
donde:
N = potencia de corte (W)(N/m2 )XC = resistencia especifica de corte
b = ancho de corte (m)h = altura de corte (m)U = velocidad de avance (m/seg)p = fuerza tangencial media de corte (N)V = velocidad de corte (m/seg)c
La fórmula anterior esta referida sólo para una sierra.se quiere aplicarla para varias sierras, se debe multiplicar peel número de ellas.
N = X * b * h * U * Zc
donde:
Z = número de sierras.
Como lo que interesa es saber la potencia del motor que vaaccionar a la máquina, está se calcula por:
N =
donde:
n = rendimiento del motor
- 57 -
lID la f6~a pu1l 1& po't.ncia de corte, _ puede apreciarq.- _ fvnd 'tal 00" aDelr la lreaia'teooia eapecifica de corte (K)de la _dera, ya que loe 1re.'taD'tea par"'uo. que in'tervienen enal 06
'cul0 _ de f.c:l.l ob'teDCi6n.
La de'tierainaci6a. de la re.ia'tencia eapecifica de corte esea-pliceda, puea'to que depende de .ucboa fac'tore.: especie..der.a, b~d de la _delra, ~gulo de corte, deagaate del filodel el_to de corte, eapeaor de viruta, velocidad de corte yavance, etc.
Para cada aierra y por ende para cada "quina, existe una-etodologia eapecial de c.lculo de la reaiatencia específica decorte. :lndepeDdien'te de .a'to, diferen'te. au'torea han elaboradotablaa de valolrea para Je, que pueden aer utilisadaa en formaprictica con re8Ul'tadoa 1»&8tante _'tiafactorioa. (Cuadros 5, 6 Y7) . Zata. 'tablaa -ae han obt..u.do en funci6n del avance por dientede la _dera (u ), teniendo preaente que el avance de la _derae. calculado por'
u • Uz * Z * n
donde:
u • velocidad de avance de la madera (m/.eg)u • avance por diente (m)
zz • número de diente. de la sierran • revoluciones por minuto del eje motriz (l/min)
CUADRO 5
VALORES DE RESISTENCIA Il:SPIl:CIPICA DE CORTE (Je) PARA LA SIERRABUDlCBA
u . 1O- 3mz
Iu 0,05 0,10 0,15 0,2°1 0,25 0,30 0,40 0,50 0,60 I 0,70z
K . 106 N/m 2
I 120 90 75 65 I 60 55 47 45 44 ! 43K !
-3NOTA. Ejemplo: Si se tiene un valor de u = 0,10 * 10 m,entonces: Z
K = 90 * 106 N/m2
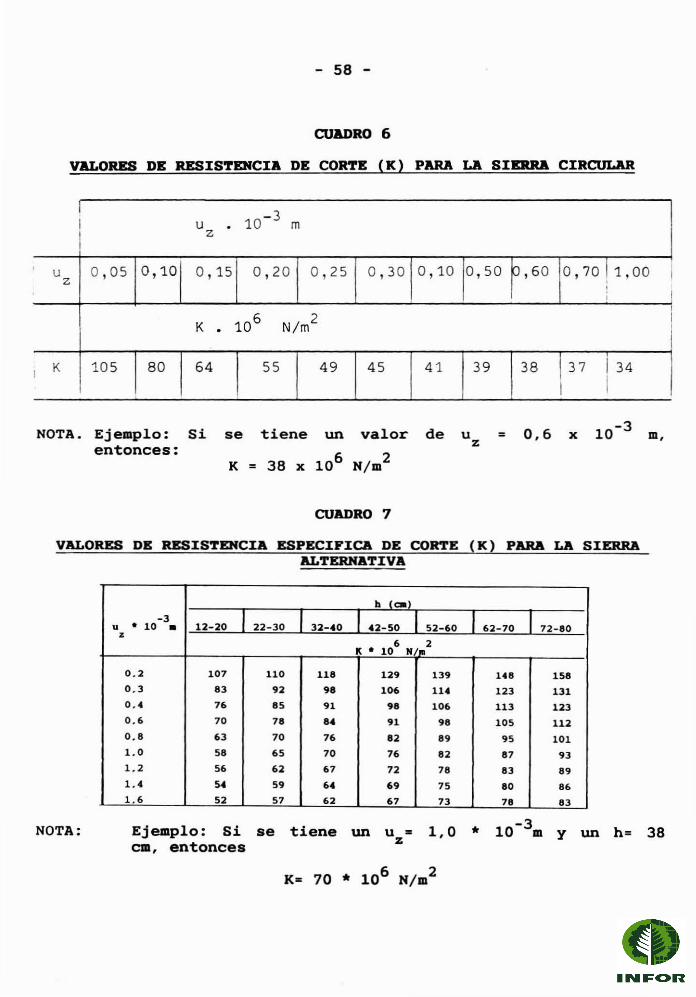
- 58 -
CUADRO 6
vu.ORES DE RESXSTENCXA DE CORTE (K) PARA LA SXERRJI. CXRCULAR
I10-3 mI u .z
,u 0,05 0,10 0,15 0,20 0,25 0,30 0,10 0,50 b,60 0,70 !1,00z ,
!I
K . 106 N/m2
I K 105 80 64 55 49 45 41 39 38 \37 ! 34I I
NOTA. Ejemplo: Sientonces:
se tiene un valor
CUADRO 7
de = 0,6 x m,
VALORES DE RESXSTENCXJl. ESPECXFXCJI. DE CORTE (K) PARA LA SXERRJI.ALTERNATXVA
I 22-30 I 32-40
b (e-)
-3 I 42-50 I 52-60 I 6:;1-70 I 72-80u • 10 • 12-20• 6 2K • 10 "1.-
0.2 107 110 118 120 130 140 1580.3 03 02 08 106 114 123 1310.0 76 85 01 08 106 113 1230.6 70 78 80 01 08 105 1120.8 63 70 76 82 80 05 1011.0 58 65 70 76 82 07 031.2 56 62 67 72 78 83 801.0 54 50 60 60 75 80 861.6 52 57 62 67 73 78 83
NOTA: Ej emplo: Si se tiene uncm, entonces
u =z 1,0 * 38
- 59 -
Ej.-plo de cilculo de po~encia
Un aserradero ~iene una "quina de sierra circular, conavance con carro, de las siguien~es carac~eris~icas:
Diámetro de la sierra, DNúmero dientes de la sierra, zRevoluciones del eje principal, n
~:~~~~~:~ ~: ~~~~~~, ~c'Ancho de corte sierra, bPotencia del motor, NRendimiento motor eléctrico, n
• 1200 _• 70• 750/min
• 47 m/seg• 30m/min• 5,5 ...• 50 KW• 85\
El aserradero deberá procesar rollizos de 45 cm de diámetropromedio y se desea saber si el lIO~or está en condiciones detrabajar hasta dicha al~ura de cor~e.
Se debe calcular la po~encia requerida para el cor~e
NC
• R * b * h * U
Para utilizar la fórmula se debe conocer R, b, h Y U.
Para averiguar K, se debe conocer el avance por dien~e Uz
U = Uz * Z * n
u =z
u =z
U =z * n
30 m/min70 * 750 l/min
Con el valor de Uz ' se busca en6 1a ~bla para la sierracircular y se tiene que K- 38 * 10 N/m
Se calcula Nc
Nc = K * b * h * U
Nc =(38*106 )(N/m2 )*(5,5*10-3 )(m)*0,45(m)*30/60(m/seg)
Nc = 47025 W
N = 47 KWc
- 60 -
Se calcula la potencia del -ator, N.
NC
N· --.n47
0,85 • 55 KW
El re8Ultado sef\ala que para las condiciones dadas en elproble.a, no se podrían aserrear alturas de corte de 45 cm,ya que la "quina tiene una potencia de solo 50 KW, esdecir, insuficiente.
Alternativas para solucionar la falta de potencia
Como la llláquina está establecida en el aserradero y no sepuede caabiar, el problema de la falta de potencia se puedesolucionar según alguna de las dos formas siguientes:
disminuyendo la altura de corte odi_inuyendo el avance, si es que la máquina posee avanceregulable.
COIDO el diámetro de las trozas es grande, es lógico que seobtenga una basa en el banco aserrador, con lo que se disminuye laaltura de corte. Por ejemplo, se obtiene una basa cuadrada de0,71 d (según fórmula explicada en el Capítulo V) y se recalculala potencia:
h ~ 0,71 d • 0,71 * 0,45 • 0,32m
N = k*b*h*U • (38*106 )(N/m2 )*(5,5*10-3 )m*0,32(m)*30/60(m/seg)c
N • 33 KWc
N = 33 KW0,85 • 39 KW
En este caso, el resu1tado señala que se pueden obtenerbasas con esas dimensiones, ya que la altura de corte que ellastienen, está en el rango para el cual la máquina ha sido diseñada.
k * b * hu •
Si el resultado hubiese sido que para esa altura no existesuficiente potencia, se debería disminuir la velocidad de avance:
Nc
u • N * nk * b * h

u •
u •
- 61 -
5000011 * 0,85
(38 * 106 ) (N/.2 ) * 0,0055(a)
27 ./un* 60
u • Uz * Z * n
u •z
uz·
u •z
uz * n
27 m/min70 * 750/min
0,5 IDID
420.85= 49 KW
Con el resultado para el avance por diente u =0,5*10-3m,se va nuevamente a la tabla para K sierra circular, le ubica K yse verifica la potencia para ese avance, recalculando con losnuevos datos:
K • (39 * 106 ) (N/m2 ) para U z • (0,5 * 10-3 )m
u • Uz * Z * n
U • (0,5 * 10-3 ) * 70 * 750
u = 26m/min
NC
• k * b * h * U
Ne • (39 * 106 ) * (5,5 * 10-3 ) * 0,45 * 26/60
Ne • 42 KW
NeN • - =n
Como deducci6n del problema planteado, se puede concluirque, para aserrear en buenas condiciones los rollizos de 45 cm dediámetro con el banco aserrador de 50 KW de potencia, no se debesuperar una altura de corte de 32 cm o bien no se puede superar unavance de 27 m/min.
- 62 -
6.2.2 Mecani.-os de tran..isión
Son aquellos que transmiten la energía y el movimiento desdeel motor basta el siste-a operativo de la máquina. Para lograrlose utilisan diferentes elementos, siendo los mils comunes lascorreas en sus diferentes tipos, los engranajes y las cadenas ypifiones.
Normalmente la transmisión del movimiento desde el motor aleje de la sierra se hace mediante correas. En cambio, para lograrmover los rodillos de avance de una máquina, se usan pifiones ycadenas obteniéndose el movimiento desde un reductor de velocidad.
Al seleccionar los reductores o motorreductores de unainstalación, es necesario tomar en cuenta que los pifiones de éstostengan el _isDlO paso con el fin de usar el mismo tipo de cadena detransmisión de movimiento.
6.2.3. Mecanismos de ejecución
Los mecanismos de ejecución son combinaciones de elementosde trabajo que realizan movimientos de carros, marcos de lasierra, etc., y entran en contacto directo con la madera (sierra),realizando el proceso de corte.
Los elementos de trabajo de la milquina cumplen diferentesfunciones en el proceso de corte y entran en diferentes grados derelaciones con la madera. Basándose en su destino funcional, loselementos de trabajo se pueden clasificar de la siguiente manera:
Organos de corteOrganos de avance
6.2.3.1. Organos de corte
Los órganos de corte son aquellos que ejecutan la funciórprincipal en el proceso, esto es, realizan directamente lo!movimientos de corte. Los órganos de corte son innumerables comeinnumerables son las milquinas madereras. En las alternativas, elórgano de corte es el marco de las sierras (Figura 13 a), que elmetálico y en el cual están montadas las sierras (Figura l3b). Elmovimiento de corte se realiza cuando el marco alcanza un punte
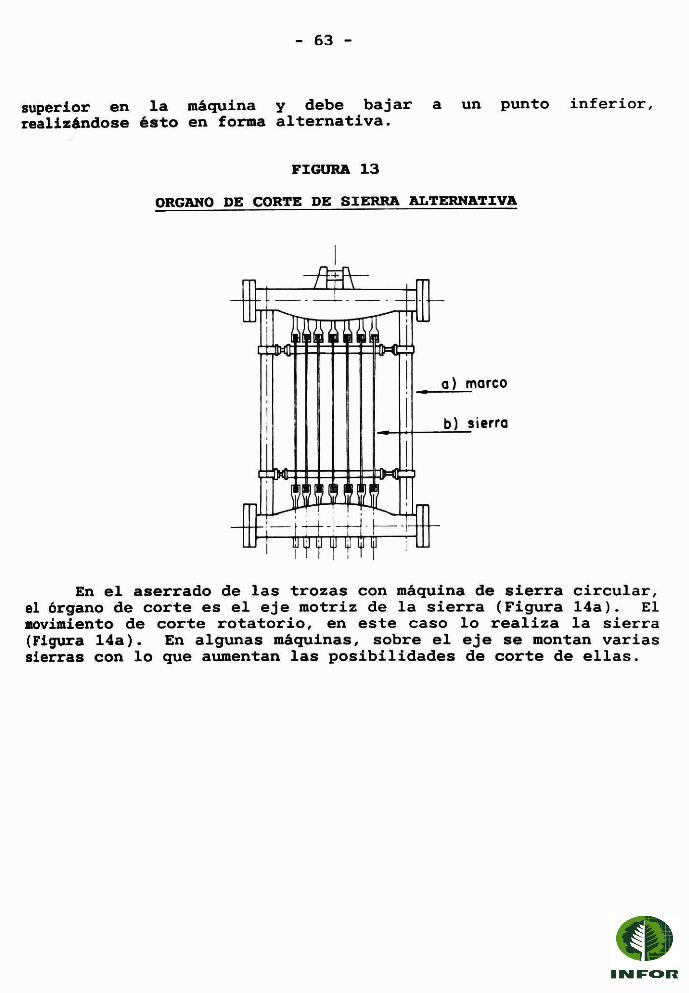
- 63 -
superior en la máquina y debe bajar a un punto inferior,realizándose ésto en forma alternativa.
FIGURA 13
ORGANO DE CORTE DE SIERRA ALTERNATIVA
¡erra
marca
f"l,...,..<1
/tT1I- -h---L_--±- -
, ~ m ~
, II ' •
a)
I I b) sI
1
i IT/\i7 T1- ,T _ - . ' ' -r
- -i- t +- -I-t- +-- -
I ~~ ' f ~ ~ i
En el aserrado de las trozas con máquina de sierra circular,e16rgano de corte es el eje motriz de la sierra (Figura l4a). El~vimiento de corte rotatorio, en este caso lo realiza la sierra(Figura l4a). En algunas máquinas, sobre el eje se montan variassierras con lo que aumentan las posibilidades de corte de ellas.














![ORGANIZACION ORGANIZACION :i?] SANITARIA MUNDIAL Y](https://img.pdfslide.tips/doc/110x75/62e01592bc98a73b7c206adf/organizacion-organizacion-i-sanitaria-mundial-y-.jpg)