Embed Size (px)
Citation preview

0
Production of Poly L-Lactic Acid Final Feasibility Study
Lucas Ripley, Asim Iqbal, Peter Wanfried, Francisco Caamano
3 May 2016
1
Table of Contents
Design Problem ………………………………………………………….……….. 3
Market Analysis …………………………………………………………….…….. 4
Figure 1 ……………………………………………………………………. 4
Figure 2 ……………………………………………………………………. 5
Figure 3 ……………………………………………………………………. 7
Figure 4 ……………………………………………………………………. 8
Polylactic acid Processing Technology …………………………………………... 8
Figure 5 ……………………………………………………………………. 9
Figure 6 ……………………………………………………………………. 10
Figure 7 ……………………………………………………………………. 11
Process Description ……………………………………………………………….. 11
Figure 8 ……………………………………………………………………. 14
Health and Safety ………………………………………………………………….. 15
Environmental Impact ……………………………………………………………... 16
Legal Consideration ………………………………………………………………... 17
Equipment Costs……………………………………………………………………. 17
Table 1……………………………………………………………………… 18
Economic Analysis and Feasibility………………………………………………… 19
Table 2……………………………………………………………………… 19
Figure 9……………………………………………………………………... 20
Conclusion ………………………………………………………………………….. 21
References ………………………………………………………………………….. 24
2
Appendix …………………………………………………………………………….. 26
Figure 10 …………………………………………………………………….. 26
Tables 3-6 …………………………………………………………………… 27
Sample Calculations ………………………………………………………… 29
3
Design Problem
Plastics are an integral part of society in that they are used in a variety of things such as
packaging, water bottles, machinery, and a lot more. Traditionally, plastics have been made
from refining crude oil. The production of plastics from this route accounts for over 99% of
plastic production in industry [1]. With the availability of crude oil, we have had the resources
to produce plastics at such a high level that society depends on the use of plastics. Since there is
a finite amount of crude oil available to us now and the price of crude oil has increased
significantly since we started producing plastics, it is important that we can find a way to keep
making plastics sustainably without tapping out the crude oil supply.
People nowadays are becoming more aware of the deteriorating environment, and the fact that
plastics are currently not really biodegradable doesn’t help with this situation. According to
CNN.com, it is projected that there will be more plastics than fish in the ocean by the year 2050
[2]. This has become alarming to people and it is clear that we need to find another way to
produce plastics that is not only sustainable, but also better for the environment.
The goal here at Orange Polymers is to develop a process to create bio-plastics at a large scale
and to determine the feasibility of this process. The process is determined as feasible if a 10%
initial rate of return can be achieved. The research team has decided to use polylactic acid,
commonly known as PLA, to use in the bio-plastic production process and will do so using ring-
opening polymerization. More specifically, poly L-Lactic acid was chosen due to its high
melting point which will allow it to be used in the production of several different plastic
production processes without melting. Polylactic acid can be produced from lactic acid which
can be fermented from raw materials such as corn, wheat, and barley. Our team is going to
evaluate this process using corn as a raw material while keeping in mind the risks of doing so.
4
Market Analysis
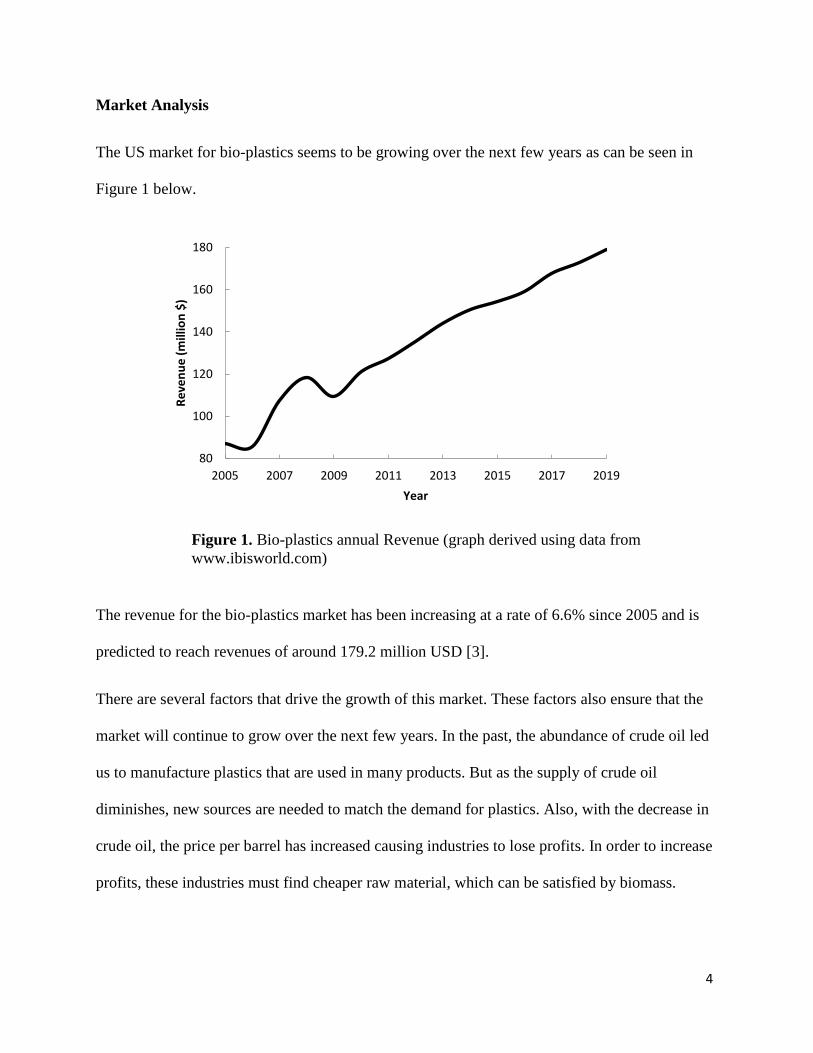
The US market for bio-plastics seems to be growing over the next few years as can be seen in
Figure 1 below.
The revenue for the bio-plastics market has been increasing at a rate of 6.6% since 2005 and is
predicted to reach revenues of around 179.2 million USD [3].
There are several factors that drive the growth of this market. These factors also ensure that the
market will continue to grow over the next few years. In the past, the abundance of crude oil led
us to manufacture plastics that are used in many products. But as the supply of crude oil
diminishes, new sources are needed to match the demand for plastics. Also, with the decrease in
crude oil, the price per barrel has increased causing industries to lose profits. In order to increase
profits, these industries must find cheaper raw material, which can be satisfied by biomass.
80
100
120
140
160
180
2005 2007 2009 2011 2013 2015 2017 2019
Re
ven
ue
(m
illio
n $
)
Year
Figure 1. Bio-plastics annual Revenue (graph derived using data from
www.ibisworld.com)
5
A rise in environmental awareness has also helped in the growth of the market. Many
companies have switched to using packaging made from bio-plastics in order to be more
environmentally friendly. Since these plastics are biodegradable, there will be less waste and
less space needed to dispose of these plastics. Large Companies like Coca Cola and PepsiCo
have also begun using bio-plastics bottles to hold beverages. This helps companies look more
environmentally friendly and attract more customers.
Stronger economic conditions also help grow the market. As more products are sold, more
packaging is needed; hence more plastics will tend to sell as well.
Research and Development expenditure is predicted to increase slowly as well which will help
introduce new technologies and produce better products.
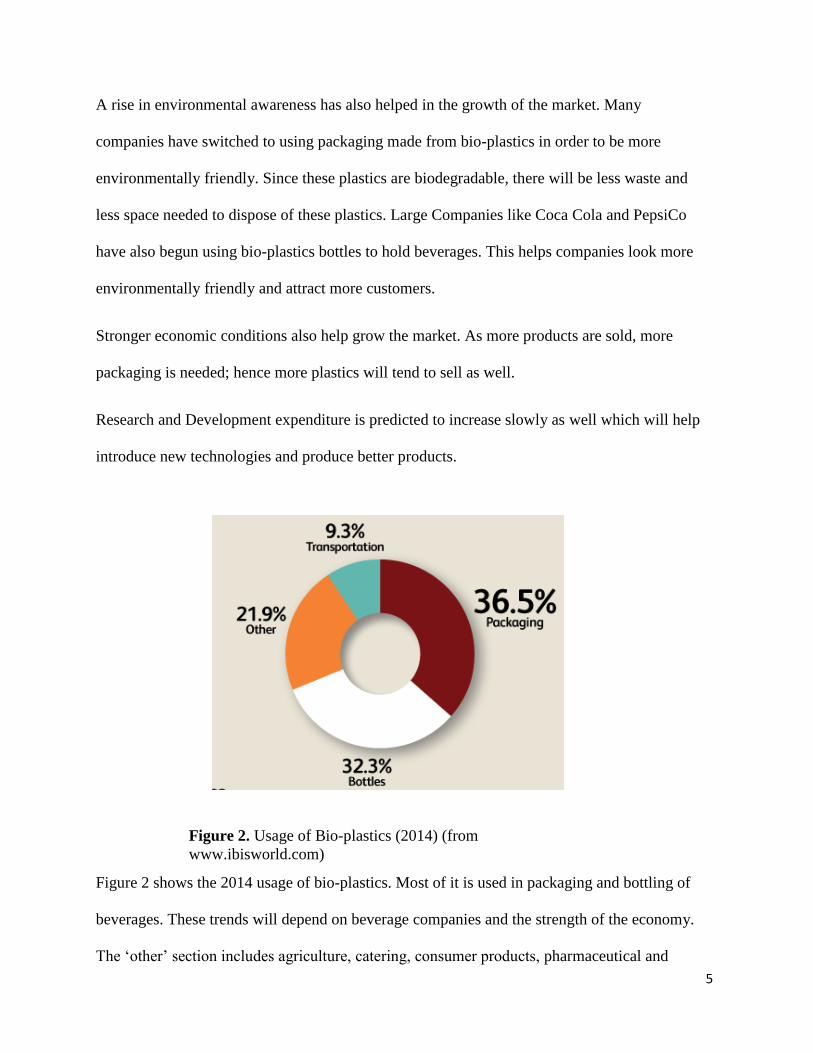
Figure 2 shows the 2014 usage of bio-plastics. Most of it is used in packaging and bottling of
beverages. These trends will depend on beverage companies and the strength of the economy.
The ‘other’ section includes agriculture, catering, consumer products, pharmaceutical and
Figure 2. Usage of Bio-plastics (2014) (from
www.ibisworld.com)
6
construction markets. The transport sector includes plastics needed for automotive
manufacturing.
The major competitors of polylactic acid in the US are the Dow Chemical Company, and
NatureWorks LLC. NatureWorks is a company that primarily deals in products manufactured
using biopolymers and holds an 11.2% market share (2014). They produce serviceware, textiles,
bottles, packaging, films and apparel from bio-plastics. Dow Chemical is a multinational
company that deals with chemicals, plastics, agriculture and several other fields. They have also
entered the bio-plastic market [3].
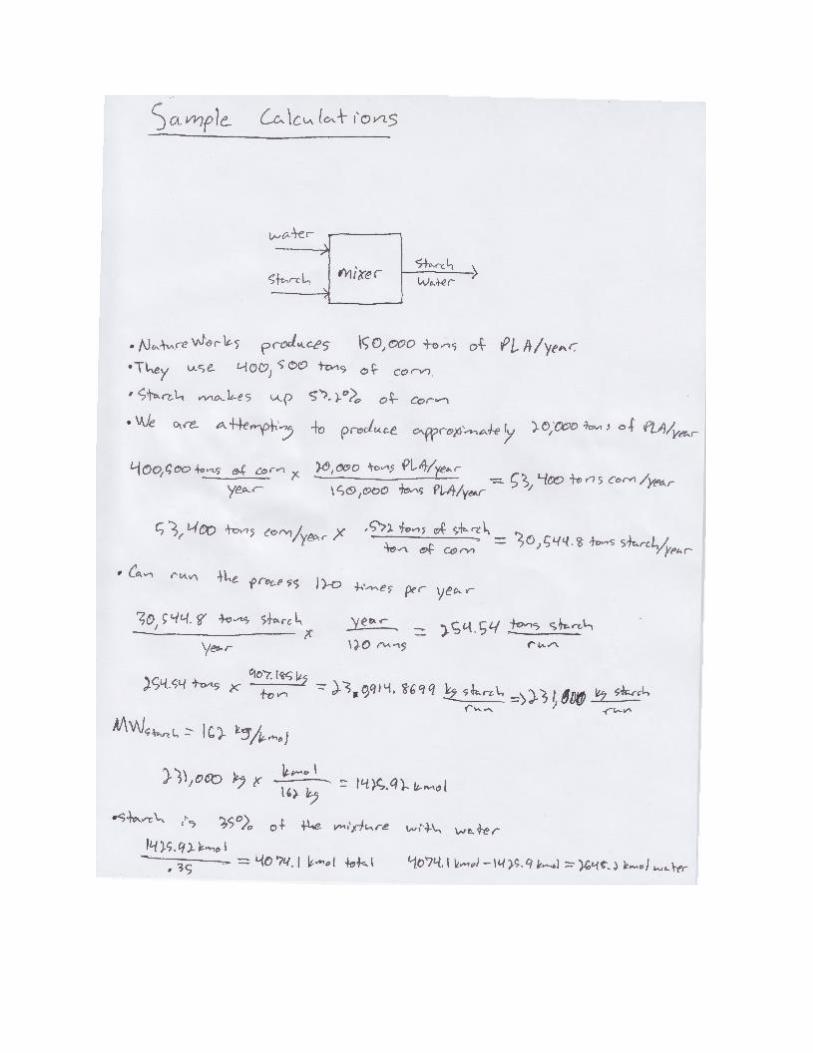
For polylactic acid, in 2013 NatureWorks had a 45.2% market share which accounted for all
polylactic acid production, which comes out to an annual capacity of 150,000 tons. Based on
these values, the total polylactic acid production was 320,000 tons. Six major manufacturers
account for 90% of the global total production of polylactic acid [4]. We find it realistic to be
able to make approximately 20,000 tons of PLA each year. Based on 2013’s values, once we
add in our share of the market to the 320,000 tons produced globally, our production would
account for 5.9% of the market.
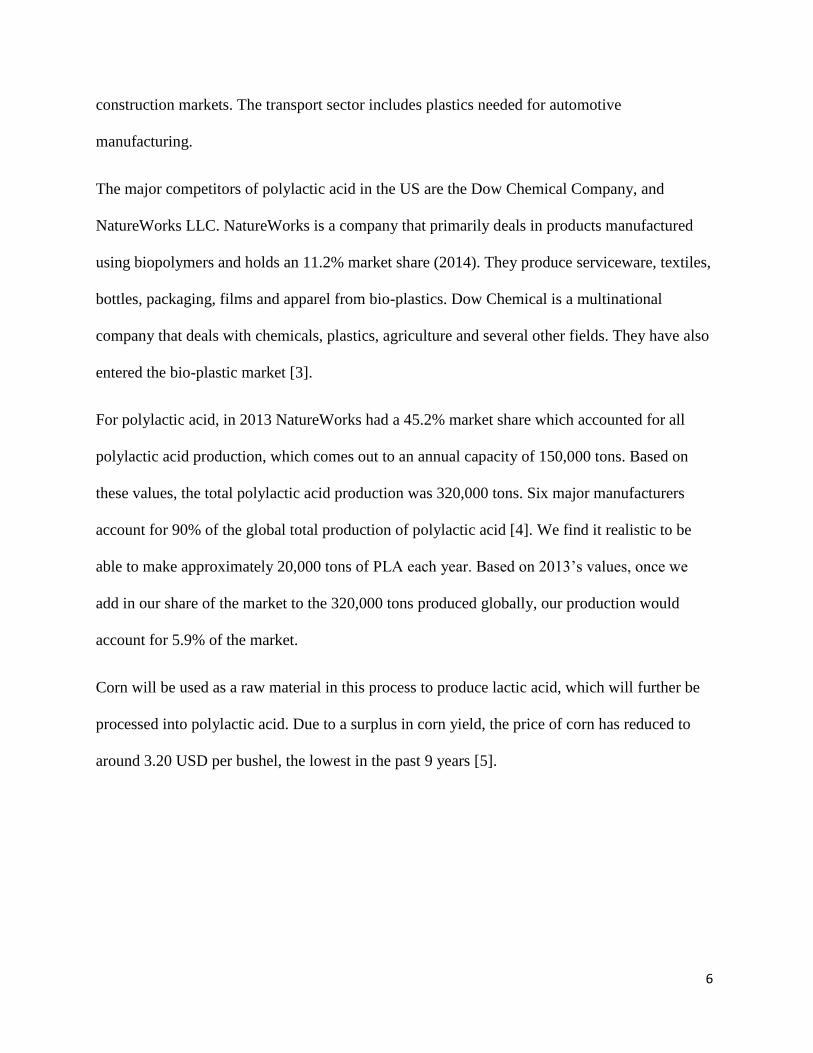
Corn will be used as a raw material in this process to produce lactic acid, which will further be
processed into polylactic acid. Due to a surplus in corn yield, the price of corn has reduced to
around 3.20 USD per bushel, the lowest in the past 9 years [5].
7
Thus we can conclude that corn will be a cheap raw material to use in the production of
polylactic acid to maximize profits.
If we are to tap into the bio-plastic market, it must be done as soon as possible. There is a low
concentration of companies that deal with bio-plastics, as it is a fairly young market. But with
time, more companies are realizing the potential of bio-plastics and will try to enter the market.
The main barrier to enter the market is the high costs of hiring appropriately skilled personnel to
conduct the production. Producers must also spend large sums on processing equipment and
storage tanks. Currently there is also high competition in the market. Firms compete over
pricing, quality and skilled personnel.
Figure 3. Price of corn per bushel (2015) [3].
8
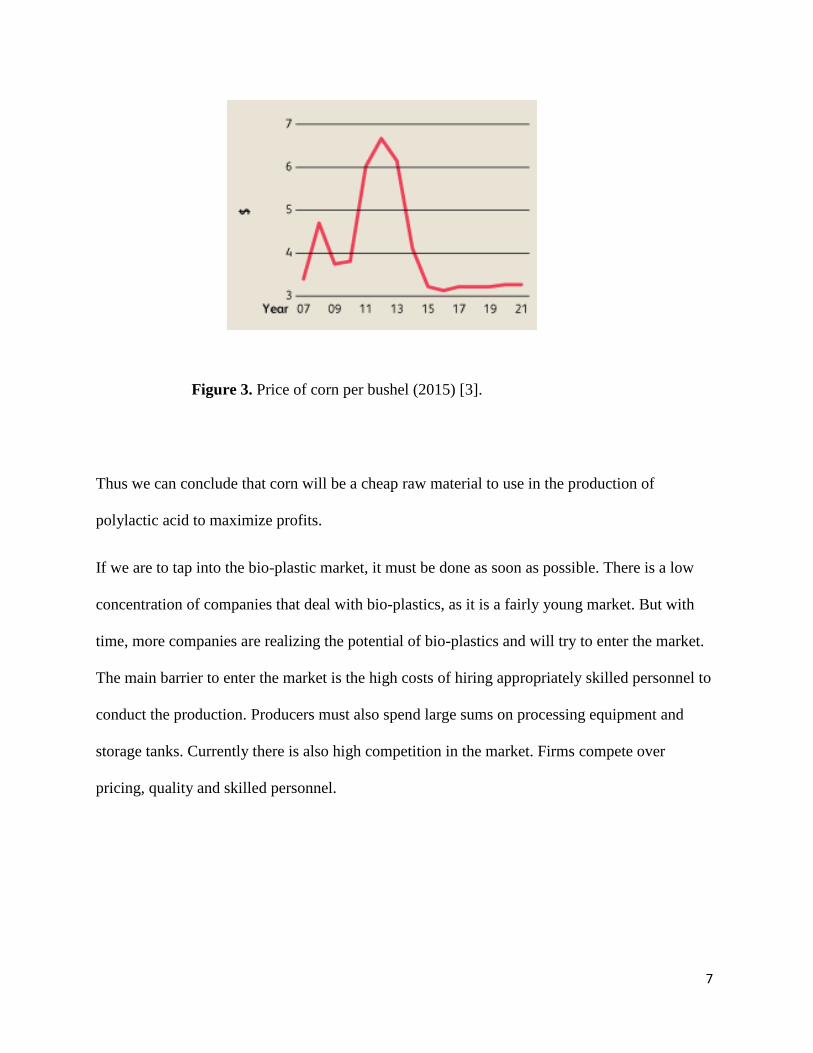
Currently 44.0% of corn is used in biofuel and biopolymers. If the usage of bio-plastics
becomes popular, then more corn will be required to meet this demand. This demand may not be
able to be satisfied, as most of the corn is needed for livestock or food. Hence if the market
expands too much, there might be a sharp decrease in supply of raw materials. However, if the
production of plastics can transfer completely to bio-plastics, then the amount of corn that is
currently used in the production of polymers can be reallocated towards bioplastics, which
would help save some of the corn supply.
Polylactic Acid Processing Technology
Polyactic acid or more commonly known as PLA is a polymer with a broad range of
applications. Due to PLA’s ability to be crystallized, modified and processed in a vast range of
processing equipment it is a widely used plastic. Uses for PLA range from transparent films,
injection molding and food packaging. This polymer also has many environmentally friendly
properties. One of the materials used to make this polymer, lactic acid, is a renewable resource
[6].
Figure 4. Corn usage in percentage of revenue.
9
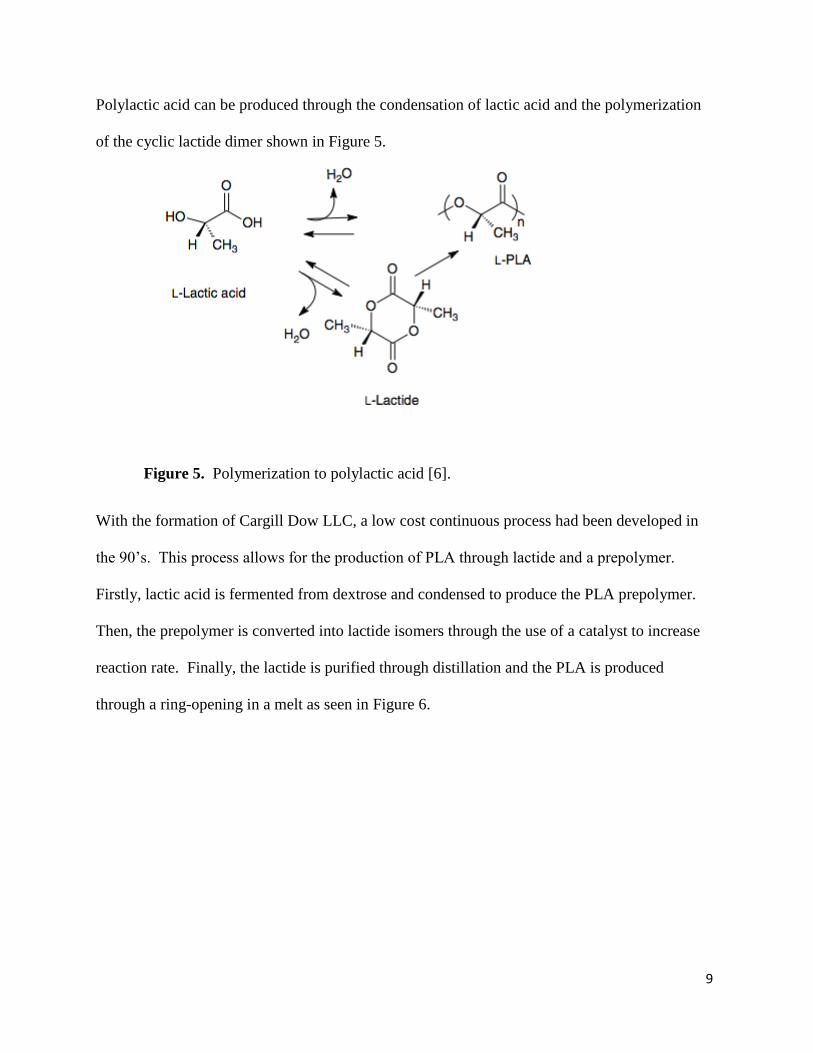
Polylactic acid can be produced through the condensation of lactic acid and the polymerization
of the cyclic lactide dimer shown in Figure 5.
Figure 5. Polymerization to polylactic acid [6].
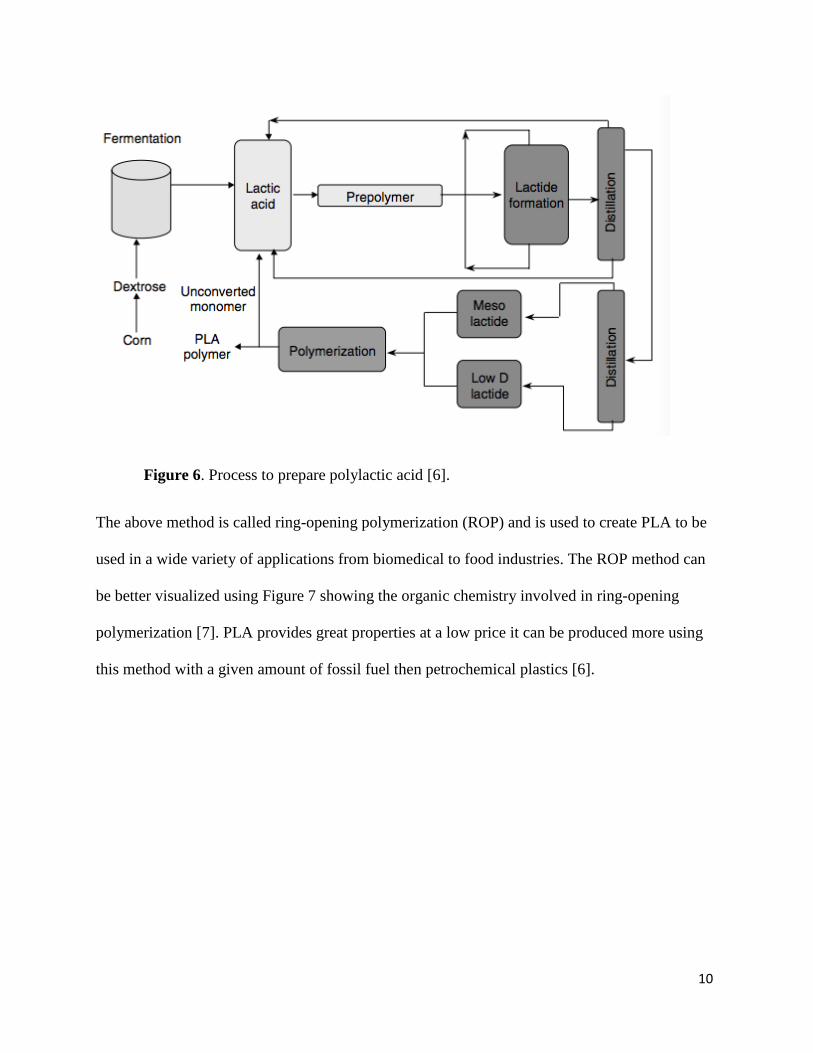
With the formation of Cargill Dow LLC, a low cost continuous process had been developed in
the 90’s. This process allows for the production of PLA through lactide and a prepolymer.
Firstly, lactic acid is fermented from dextrose and condensed to produce the PLA prepolymer.
Then, the prepolymer is converted into lactide isomers through the use of a catalyst to increase
reaction rate. Finally, the lactide is purified through distillation and the PLA is produced
through a ring-opening in a melt as seen in Figure 6.
10
Figure 6. Process to prepare polylactic acid [6].
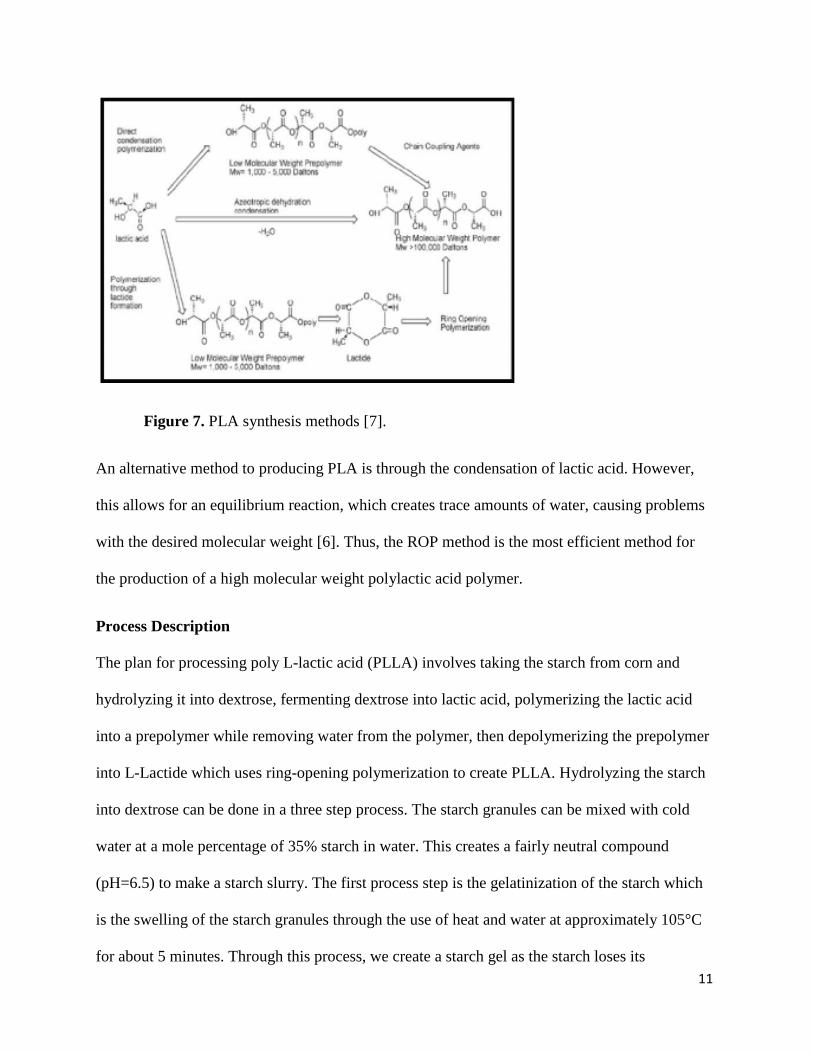
The above method is called ring-opening polymerization (ROP) and is used to create PLA to be
used in a wide variety of applications from biomedical to food industries. The ROP method can
be better visualized using Figure 7 showing the organic chemistry involved in ring-opening
polymerization [7]. PLA provides great properties at a low price it can be produced more using
this method with a given amount of fossil fuel then petrochemical plastics [6].
11
Figure 7. PLA synthesis methods [7].
An alternative method to producing PLA is through the condensation of lactic acid. However,
this allows for an equilibrium reaction, which creates trace amounts of water, causing problems
with the desired molecular weight [6]. Thus, the ROP method is the most efficient method for
the production of a high molecular weight polylactic acid polymer.
Process Description
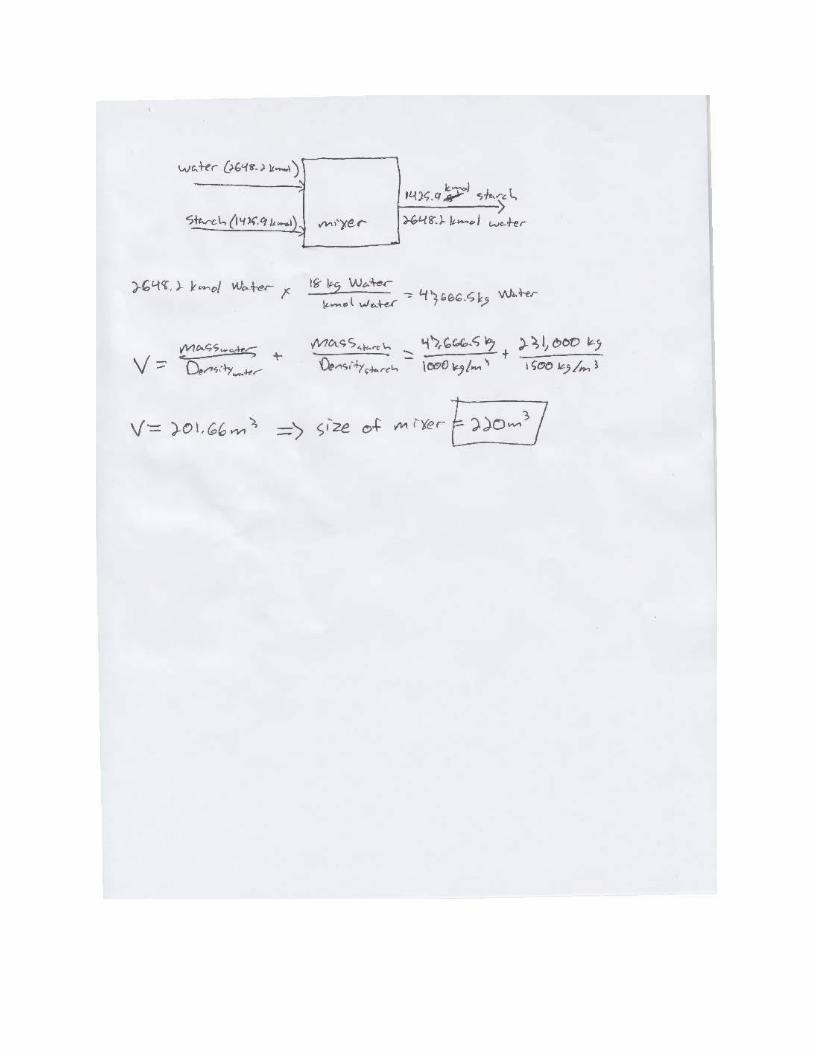
The plan for processing poly L-lactic acid (PLLA) involves taking the starch from corn and
hydrolyzing it into dextrose, fermenting dextrose into lactic acid, polymerizing the lactic acid
into a prepolymer while removing water from the polymer, then depolymerizing the prepolymer
into L-Lactide which uses ring-opening polymerization to create PLLA. Hydrolyzing the starch
into dextrose can be done in a three step process. The starch granules can be mixed with cold
water at a mole percentage of 35% starch in water. This creates a fairly neutral compound
(pH=6.5) to make a starch slurry. The first process step is the gelatinization of the starch which
is the swelling of the starch granules through the use of heat and water at approximately 105°C
for about 5 minutes. Through this process, we create a starch gel as the starch loses its
12
crystallinity. This gel can then be attacked by enzymes. The gel is a very thick solution so using
bacterial α-amylase is necessary to hydrolyze the starch into dextrin. This process step is
liquefaction that makes the dextrin solution which has a much lower viscosity than the starch
gel. This can be run at 95°C for 2 hours and not only does the solution have a lower viscosity,
but it also has a lower molecular size substrate. A smaller substrate allows glucoamylase, the
enzyme for the third process step of saccharification, to hydrolyze the dextrin into D-glucose
(Dextrose) [8]. The saccharification process takes 72 hours when run at 60°C.
Once we have Dextrose, it must be fermented using bacteria in order to make L-Lactic acid. The
bacteria that will be used is lactobacillus bulgarics as it has a high L-Lactic acid yield of 98.8%
and glucose is assimilative in this bacteria. The fermentation process will take three days to run
and will be run at approximately 30°C as fermentation bacteria survives best in a temperature
range of 5-45°C along with slightly acidic conditions (pH 5.5-6.5) [9].
After the Dextrose is fermented into L-Lactid acid, the lactic acid can be sent into a mixer with
a feed of ammonia. The purpose of this ammonia feed is to purify the L-Lactic acid into an
ammonium lactate which will be used in the next process which is esterification. During
esterification, butanol is mixed with the ammonium lactate. The products of this reaction are
ammonia, water, and a lactate ester, which in our case is butyl lactate. The ammonia can be
recycled back into the ammonia tank to be used for purification again and the water also get
recycled into a tank of water that can be recycled back to the fermentation process.
The next step of the process is to convert the butyl lactate into a prepolymer. For this process,
we are going to do so through the use of stepwise heating to polycondense the butyl lactate. The
stepwise heating will take place through five condensers. Each condenser will be run at a higher
temperature than the last with the first condenser being run at 135°C and the fifth condenser

13
being run at 200°C. Within each of the five condensers, the pressure is being decreased down to
5 mmHg while the temperature is being held constant. The purpose of using more condensers at
increasing temperatures is to remove any water that may still be in solution with the butyl
lactate. The water retained from this process is recycled into a water tank and can also be
recycled back to the lactic acid fermentation process. Butanol is also removed from this process
and can be sent back into the butanol tank that was used for the esterification process of
ammonium lactate to butyl lactate. The product of the polycondensation process that we are
most concerned with getting is a low molecular weight PLLA prepolymer. A metal catalyst is
used during this process in order to reduce the reaction time and to improve the selectivity of the
prepolymer [9]. We need to use a metal catalyst that will be able to be used in reaction
conditions of 200°C and 5 mmHg as these are the conditions of the last stage of the process.
Sodium hydroxide will be used and applied at a .01 wt% with respect to the lactate entering the
condensers.
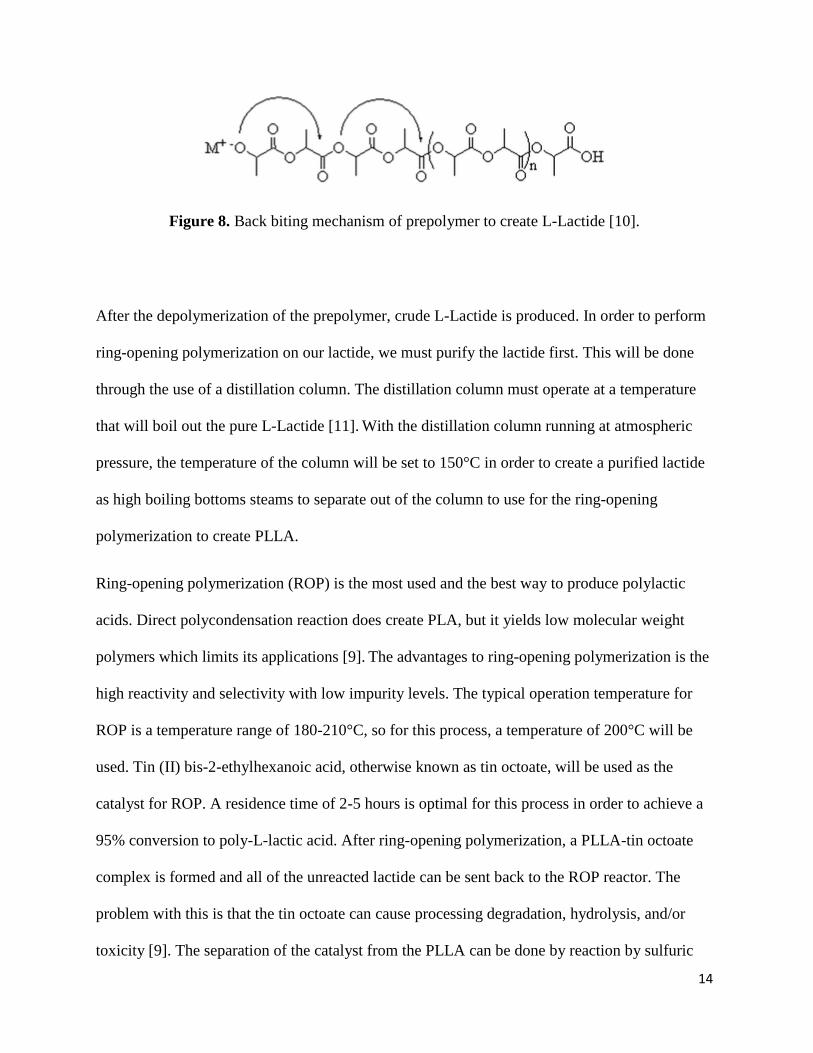
Polymerization and depolymerization occur simultaneously. The polycondensing process is a
polymerization process to create the prepolymer, but in order to produce L-Lactide from the
PLLA prepolymer, we must depolymerize it. The same catalyst, NaOH, can be used in lactide
production which will also occur at 200°C and 5 mmHg. For this reaction, there is a ring-chain
equilibrium between L-Lactide and the prepolymer. To produce the lactide, depolymerization
occurs through a back-biting mechanism that involves the –OH terminals of the prepolymer as
shown below
14
Figure 8. Back biting mechanism of prepolymer to create L-Lactide [10].
After the depolymerization of the prepolymer, crude L-Lactide is produced. In order to perform
ring-opening polymerization on our lactide, we must purify the lactide first. This will be done
through the use of a distillation column. The distillation column must operate at a temperature
that will boil out the pure L-Lactide [11]. With the distillation column running at atmospheric
pressure, the temperature of the column will be set to 150°C in order to create a purified lactide
as high boiling bottoms steams to separate out of the column to use for the ring-opening
polymerization to create PLLA.
Ring-opening polymerization (ROP) is the most used and the best way to produce polylactic
acids. Direct polycondensation reaction does create PLA, but it yields low molecular weight
polymers which limits its applications [9]. The advantages to ring-opening polymerization is the
high reactivity and selectivity with low impurity levels. The typical operation temperature for
ROP is a temperature range of 180-210°C, so for this process, a temperature of 200°C will be
used. Tin (II) bis-2-ethylhexanoic acid, otherwise known as tin octoate, will be used as the
catalyst for ROP. A residence time of 2-5 hours is optimal for this process in order to achieve a
95% conversion to poly-L-lactic acid. After ring-opening polymerization, a PLLA-tin octoate
complex is formed and all of the unreacted lactide can be sent back to the ROP reactor. The
problem with this is that the tin octoate can cause processing degradation, hydrolysis, and/or
toxicity [9]. The separation of the catalyst from the PLLA can be done by reaction by sulfuric
15
acid by precipitation. The sulfuric acid will break the tin octoate away from the PLLA and will
be reduced to 10 ppm or less in order to make as pure PLLA as possible. This improves the
quality for end-user applications. The PLLA, tin octoate, and sulfuric acid can be sent to a
separator and the sulfuric acid will get recycled back to the mixer where it was used on the
PLLA-tin octoate and the tin octoate can be recycled back to the ROP reactor to be used as a
catalyst again. Pure PLLA is in the final product stream.
Polylactic acid itself has some open issues. First, PLA is not a good use for mechanical
performance applications as it is a very brittle material, with not a lot of elongation. If it is easy
to break, it will not perform well in mechanical uses. Second, there is a slow rate of degradation
of PLA’s ester groups through hydrolysis, meaning the process would take a long time and
would make applications like food packaging much more difficult. Despite these drawbacks,
researchers have been looking into different ways to modify polylactic acid in a way that PLA
can be used more effectively in the bioplastics industry [12].
Health and Safety
In all chemical processes there is always the concern about health and safety. There are federal
and state regulations that govern processes and what can be produced. The team will be using
dextrose extracted from corn to run through a fermentation process to get lactic acid. According
to the Occupational Safety and Health Administration (OSHA) criteria, dextrose is not
considered to contain hazardous ingredients [13]. Eye/face protection and skin protection is
needed for dextrose while respiratory and body protection are not required unless there are very
high concentrations and amounts of dextrose. The product from our process, polylactic acid has
minimal hazards when below the melting point. The main concern for polylactic acid is at high
temperatures exceeding the melting point where fumes can cause irritation to the eyes and
16
mucous membranes. Good ventilation is recommended as to not permit the accumulation of dust
that can be ignited by spontaneous combustion or other ignition sources [14]. The use of safety
glasses, body covering clothing and thermal protective gloves is recommended. In order to
ensure proper safety, all workers personal protective equipment (PPE) should fall in accordance
with OSHA laws and regulations. Other considerations to take into account for worker safety is
that a safety department should oversee that all workers know proper handling on chemicals in
the plant and should have emergency protocols in case of emergencies.
Environmental Impact
With the increase of plastics found in the ocean and concerns about global warming, an
alternative to petroleum-based plastics is needed. Plastic substitutes like polylactic acid are
more favorable than petroleum-based plastics as they could be used as a biodegradable
replacement. The process of making polylactic acid in itself reduces fossil fuel resource use as
corn uses energy from the sun and carbon dioxide compared to other polymers that derive from
hydrocarbons. An environmental concern to take into account from our process is waste
management. The most common methods for treating polylactic acid waste streams include
composting, chemical recycling and anaerobic digestion [15]. In composting, polylactic acid
goes through a two-step degradation process where moisture and heat split the polymer chains
into small fragments and lactic acid. Microorganisms like fungi and bacteria consume the small
fragments and lactic acid as an energy source and metabolize carbon dioxide, water and humus.
Polylactic acid in commercial composting conditions will compost in approximately 30-45 days
[16]. Residential composting is not recommended as the degradation process is temperature and
humidity dependent; the minimum required conditions are usually not met for polylactic acid.
Chemical recycling is another form of waste management that recycles manufacturing-waste,
converter-waste or post-consumer polylactic acid materials to produce lactic acid monomer and
17
oligomers through chemical means [15]. The lactic acid monomers and oligomers can be used
in the beginning of the process to produce more polylactic acid and reduce waste production.
Chemical recycling is very beneficial for our process as it recycles waste polylactic acid into
functional lactic acid at lower economic and environmental costs than if sent to an incinerator or
composting. Unused materials should be sent to an incinerator or other thermal destruction
device if other forms of waste management are not feasible [14]. For used materials, the
disposal options are the same but must list and identify all hazardous waste in accordance to
regulations. In our process, we are extracting starch from corn which is used to make polylactic
acid. This would mean a larger demand for corn, which could raise the question of genetically
modified foods and their impact to the environment and human health.
Legal Considerations
After extensive research looking for patents related to ring-opening polymerization of PLA, we
were unable to find any patents that would restrict our team from conducting our process.
United States Patent # 5,866,677 had a method and system for producing polylactic acid but
was different from our process as in their method, “lactide vapor is discharged from a
polymerization reaction vessel in which poly(lactic acid) is produced by ring-opening
polymerization, and trapped by solidification” [17]. The only similarities between the two
processes was the use of the ring opening polymerization to produce lactic acid but the use of it
was different.
Equipment Costs
For this process, we will be constructing our equipment out of stainless steel. The purpose for
this is that stainless steel is relatively cheap compared to most other metals and with the amount
of equipment that this process has, we must find a way to cut down on the costs of this overall
process. Pricing was acquired through the use of a program called CAPCOST. The costs of the
18
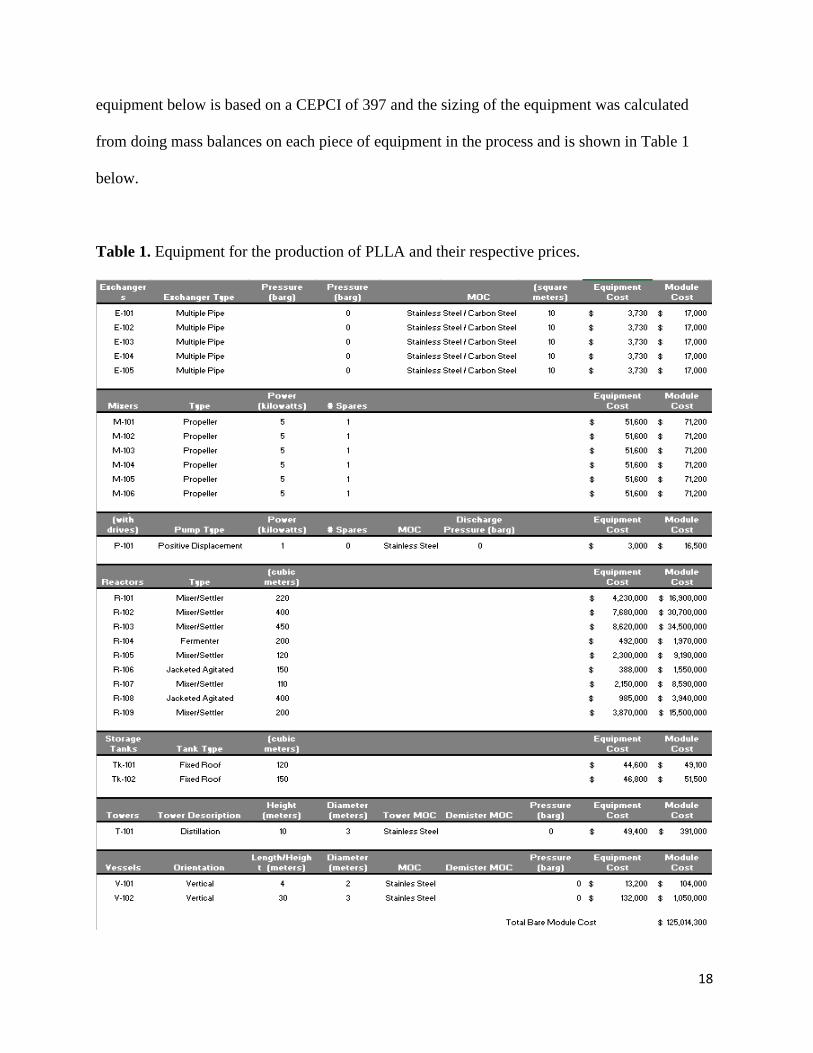
equipment below is based on a CEPCI of 397 and the sizing of the equipment was calculated
from doing mass balances on each piece of equipment in the process and is shown in Table 1
below.
Table 1. Equipment for the production of PLLA and their respective prices.
19
Based on the share of the market that our team believed to be achievable, several pieces of
equipment are very large. Reactors R-102, R-103, and R-108 are 400 cubic meters or larger. As
a result, these pieces of equipment are going to be very expensive as one can see that R-102 and
R-103 are both greater than $30 million. It would be possible to break these reactors down into
multiple smaller reactors, but the bare module cost will still be very large as it is shown in Table
1 as $125,014,300.00. Using smaller reactors may cut down on the costs a little bit, but it will
not help us overcome the massive bare module costs. For the propellers used in this process,
their costs are mostly based on the amount of power that each of them will use. Additionally,
there will be one spare propeller for each mixer in the process.
Economic Analysis and Feasibility
For our process of producing PLLA, we are assuming a two year construction period and a 10
year project life. Before we can set up the equipment for this process, we need to estimate how
much land alone is going to cost. Using the costs of land in the New York region since that is
where the production of PLLA will take place, we believe that the cost of our land will be
approximately $1.25 million. The tax rates of New York were also used for calculating the costs
of this process. The tax rate was set at 42%. In order to determine the feasibility of this process,
a cash flow diagram was created based on fixed capital investment (FCI), working capital
(WC), revenue per year, costs of manufacturing, and raw material costs.
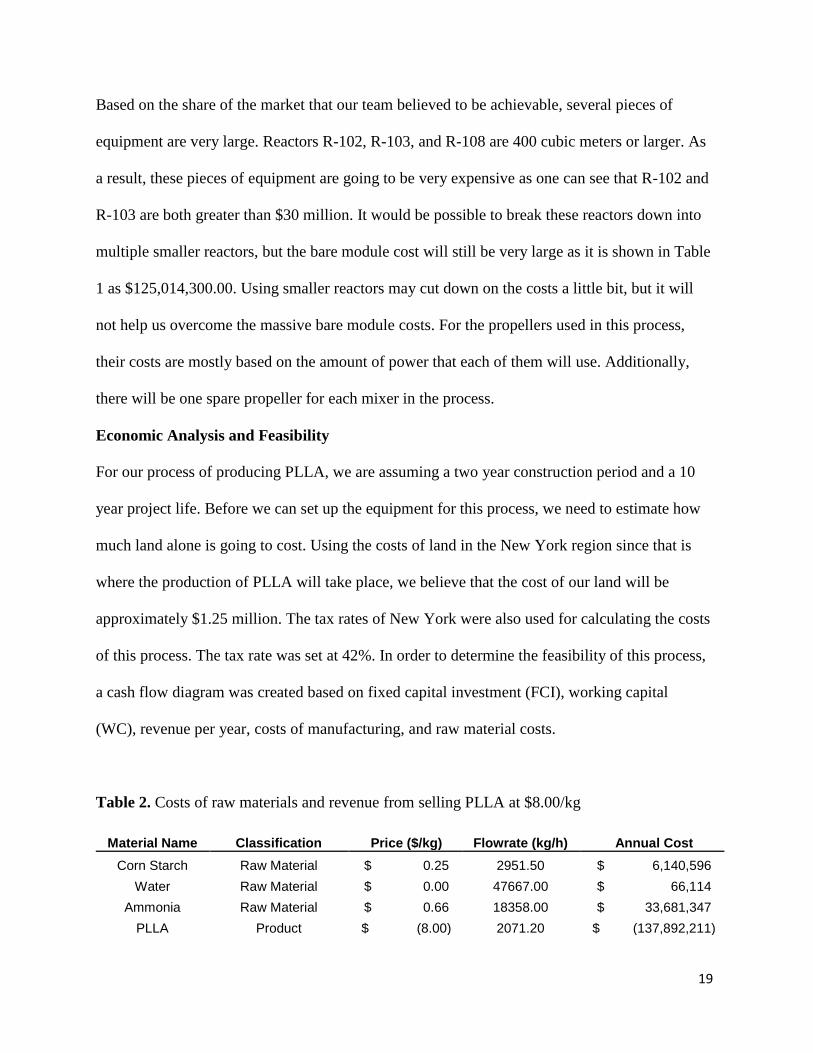
Table 2. Costs of raw materials and revenue from selling PLLA at $8.00/kg
Material Name Classification Price ($/kg) Flowrate (kg/h) Annual Cost
Corn Starch Raw Material $ 0.25 2951.50 $ 6,140,596
Water Raw Material $ 0.00 47667.00 $ 66,114
Ammonia Raw Material $ 0.66 18358.00 $ 33,681,347
PLLA Product $ (8.00) 2071.20 $ (137,892,211)
20
Based on a selling price of $8.00/kg and the share of the polylactic acid market that we would
like Orange Polymers to achieve, annual revenue for this process is about $137.9 million.
However, annual costs of raw materials also approach $40 million which will cut out a
significant portion of this process’ annual revenue. Additionally, we must take into account the
costs of manufacturing (COM). This accounts for another massive hit into the annual revenue as
our COM came out to be approximately $128 million which is a major contributing factor to the
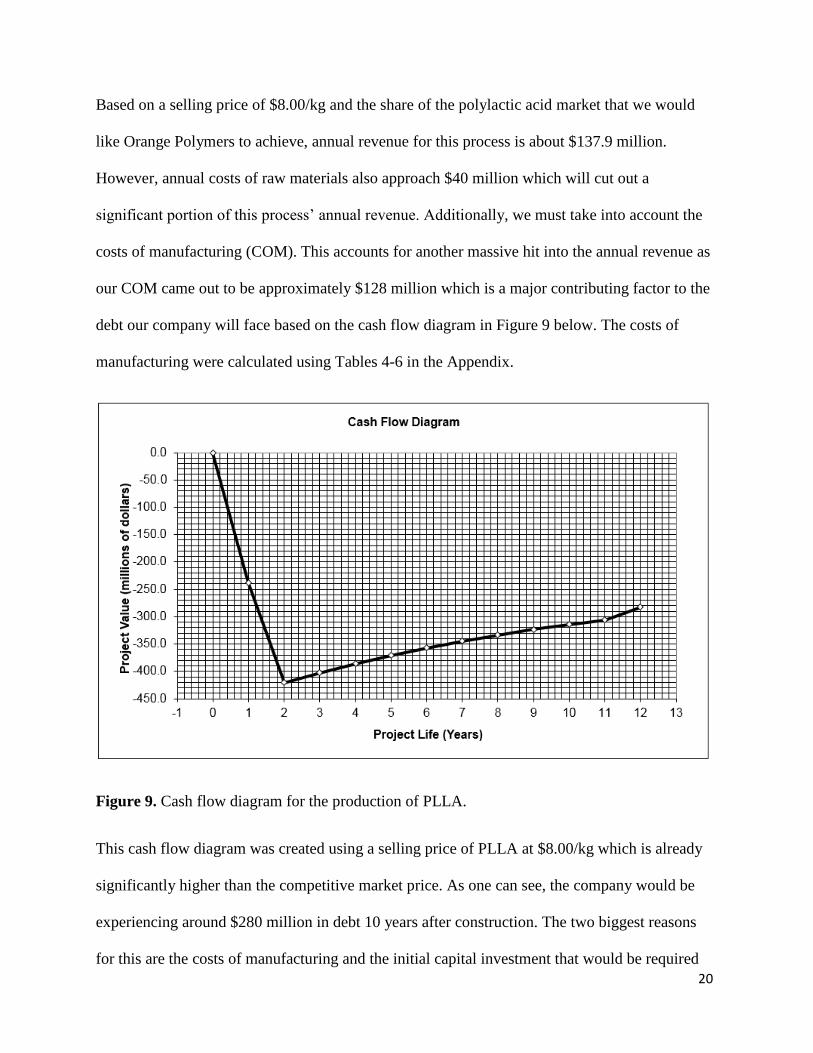
debt our company will face based on the cash flow diagram in Figure 9 below. The costs of
manufacturing were calculated using Tables 4-6 in the Appendix.
Figure 9. Cash flow diagram for the production of PLLA.
This cash flow diagram was created using a selling price of PLLA at $8.00/kg which is already
significantly higher than the competitive market price. As one can see, the company would be
experiencing around $280 million in debt 10 years after construction. The two biggest reasons
for this are the costs of manufacturing and the initial capital investment that would be required
21
to make this exact process work. Our process uses a lot of equipment and even though it will be
made using a relatively cheap material, it does not help the company save much money. A
constraint of an internal rate of return of 10% was given to us by the company. From the
CAPCOST calculations, the annual rate of return of this process is -4.39%. Putting this value up
against the company’s standards, this process is not feasible. Based on the trendline shown after
the first two years for construction, this process would end up breaking even around 25 years;
however, by that time, the equipment has already been replaced at least twice which would lead
to an even larger capital investment for this process.
Conclusion
The research team here at Orange Polymers have decided to investigate the ring-opening
polymerization of L-Lactic acid in order to produce poly-L-lactic acid for bioplastics. In a more
environmentally conscious world that we currently live in, it is becoming necessary to find a more
environmentally friendly way to produce plastics than we currently do. Current plastics made out
of crude oil are not biodegradable so they get disposed of in multiple ways, particularly in the
ocean. Also, with a finite amount of oil, it will become necessary that we need to produce plastics
in a different way in order to preserve the amount of crude oil that we have.
We plan to produce PLLA through the use of corn starch that we will buy off of the market
where lactic acid can be produced from the dextrose that can be extruded from the starch of
corn. 44% of the corn supply is currently being used in the production of biofuels and polymers.
If we are able to reallocate the corn being used in polymer production to be used for bioplastics,
it will be possible to use corn as a sustainable resource in the production of PLLA.
Technologically, this process is possible as it is already a process that takes place. Dextrose is
extracted from corn starch and is then fermented into lactic acid. The lactic acid condenses into
22
a prepolymer that is then depolymerized into crude L-Lactide. The crude L-Lactide that is
formed gets sent to a distillation column for purification. The pure lactide that comes as a result
of the distillation is then run through ring-opening polymerization to create poly L-Lactic acid.
Any monomers that aren’t converted into PLA are sent back through the process.
With regards to health, producing PLA is not very concerning because it has a very high melting
point, and when PLA is below its melting point, it is not hazardous. The biggest concern with
this process is the emission of greenhouse gases; however, the production of polylactic acid can
cut down greenhouse gas emissions in comparison to the production of current hydrocarbon
based plastics. Additionally, dextrose does not contain hazardous ingredients. PLA is also
better for the environment because it is biodegradable, and all unconverted monomers can be
reused in the ring-opening polymerization process to minimize waste. Legally, there will not be
any issues because the only patent our team could find after extensive research regarding the
production of polylactic acid was for the use of the PLA, not the ring-opening polymerization
process itself. With more research, our team at Orange Polymers will be able to determine the
feasibility of our process design.
Based on the global market from 2013, if we are able to produce 20,000 tons each year, we will
be able to achieve nearly a 6% share of the global market when it comes to PLA production. We
will only be able to have a small share of the market since we are just getting into the market
and will not be able to compete with the top PLA manufacturers yet.
Based on our team’s economic analysis using the program CAPCOST, we developed a cash
flow diagram based on equipment costs, raw material costs, fixed capital investment, working
capital, costs of manufacturing, and annual revenue. After the generation of the cash flow
diagram, it was determined that the company would face a debt of $280 million after running
23
the process for 10 years. Most of this debt is due to the significantly high costs of manufacturing
and the costs of setting up the equipment. The initial capital investment is far too high for this
process to become profitable. Also, the cash flow diagram used a selling price of $8.00/kg
which is far higher than the actual market price. Even if this process were to theoretically break
even at this price, we would not be able to sell our product because our price is much higher
than competitors. This process obtained a rate of return on investment of -4.39% and we had to
determine feasibility based on an internal rate of return of 10%. Because of this and the extreme
debt that the company would face if we go through with producing poly-L-lactic acid, we have
determined that this process is not feasible and we recommend that Orange Polymers does not
explore the production of PLLA.

24
References
[1] http://www.plasticsindustry.org/
[2] http://money.cnn.com/2016/01/19/news/economy/davos-plastic-ocean-fish/
[3] http://clients1.ibisworld.com/reports/us/industry/default.aspx?entid=4512
[4] Tiwari, Ritesh. "Lactic Acid Market and Derivatives 2016 Forecasts." PR Newswire
Association LLC, 5 Mar. 2016. Web. 15 Oct. 2014.
[5] http://clients1.ibisworld.com/reports/us/industry/default.aspx?entid=8
[6] Henton, David. "Polylactic Acid Technology." Citeseerx. Membrane Technology, 2002.
Web. 9 Feb. 2016.
[7] Lopes, Milena S., André L. Jardini, and Rubens M. Filho. "Synthesis and Characterizations
of Poly (Lactic Acid) by Ring-Opening Polymerization for Biomedical Applications."
CHEMICAL ENGINEERING TRANSACTIONS 38 (2014): 331-36. Aidic.it. AIDIC, 2014. Web.
9 Feb. 2016.
[8] Borglum, Gerald B. Starch Hydrolysis for Ethanol Production. Web. 4 Mar. 2016.
[9] Sin, Lee Tin, Abdul Razak Rahmat, and Wan Azian Wan Abdul Rahman. Polylactic Acid:
PLA Biopolymer Technology and Applications. William Andrew. 2012. Web. 5 Mar. 2016.
[10] Kazunari Masutani and Yoshiharu Kimura, Chapter 1 : PLA Synthesis. From the Monomer
to the Polymer, in Poly(lactic acid) Science and Technology: Processing, Properties, Additives
and Applications, 2014. Web. 1 Mar. 2016
[11] “Purification Process for Lactide.” US8053584B2. Google Patents, 8 Nov. 2011. Web. 8
Mar. 2016.

25
[12] Lin Xiao, Bo Wang, Guang Yang and Mario Gauthier (2012). Poly(Lactic Acid)-Based
Biomaterials: Synthesis, Modification and Applications, Biomedical Science, Engineering and
Technology, Prof. Dhanjoo N. Ghista (Ed.) Web. 9 Feb. 2016.
http://www.intechopen.com/books/biomedicalscience-engineering-and-technology/poly-lactic-
acid-based-biomaterials-synthesis-modification-andapplications
[13] "Dextrose." Safety Data Sheet. Sigma-Aldrich, 25 June 2014. Web. 9 Feb. 2016.
[14] "Technology Focus Report: Toughened PLA." NatureWorks, 1 Mar. 2007. Web. 9 Feb.
2016.
[15] Vink, Erwin T. H., Karl. R. Rábago, David A. Glassner, Bob Springs, Ryan P. O'connor,
Jeff Kolstad, and Patrick R. Gruber. "The Sustainability of NatureWorks™ Polylactide
Polymers and Ingeo™ Polylactide Fibers: An Update of the Future." Macromol. Biosci.
Macromolecular Bioscience 4.6 (2004): 551-64. Macromolecular Bioscience. Web. 28 Feb.
2016.
[16] "Biodegradable Products FAQ." The Dalana Group of Companies Inc. N.p., 2009. Web.
08 Mar. 2016.
[17] "Method and System for Producing Poly (lactic Acid)." US5866677A. Google Patents, 2
Feb. 1999. Web. 9 Feb. 2016.

Appendix
Figure 10. PFD for the ring-opening polymerization process to produce poly L-Lactic acid

Table 3. Sizing and flows for the ring-opening polymerization to produce poly L-Lactic acid.
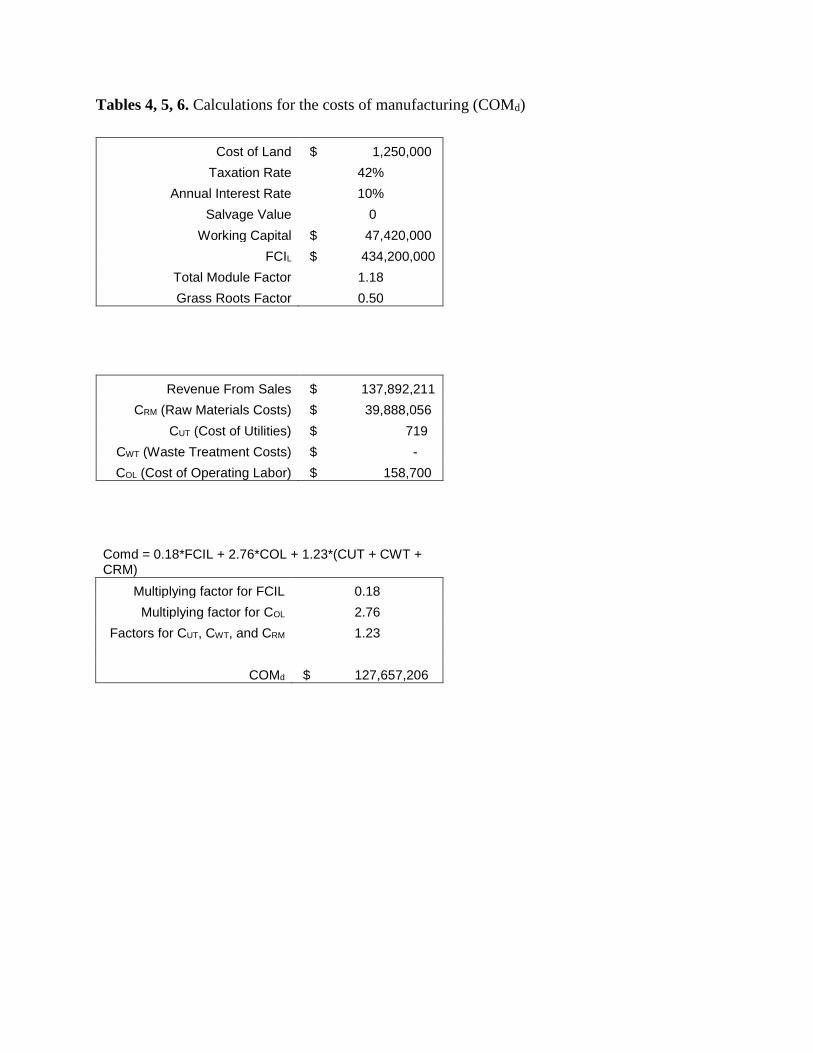
Tables 4, 5, 6. Calculations for the costs of manufacturing (COMd)
Cost of Land $ 1,250,000
Taxation Rate 42%
Annual Interest Rate 10%
Salvage Value 0
Working Capital $ 47,420,000
FCIL $ 434,200,000
Total Module Factor 1.18
Grass Roots Factor 0.50
Revenue From Sales $ 137,892,211
CRM (Raw Materials Costs) $ 39,888,056
CUT (Cost of Utilities) $ 719
CWT (Waste Treatment Costs) $ -
COL (Cost of Operating Labor) $ 158,700
Comd = 0.18*FCIL + 2.76*COL + 1.23*(CUT + CWT + CRM)
Multiplying factor for FCIL 0.18
Multiplying factor for COL 2.76
Factors for CUT, CWT, and CRM 1.23
COMd $ 127,657,206



![IN VITRO TESTING OF A POLYLACTIC POLYMER ...chem.ubbcluj.ro/~studiachemia/issues/chemia2018_2/09...in tissues [10]. Polylactic polymer degradation occurs by hydrolysis in living organisms](https://img.pdfslide.tips/doc/110x75/5e86398ff0d3a92ac4381e04/in-vitro-testing-of-a-polylactic-polymer-chem-studiachemiaissueschemia2018209.jpg)

























