Embed Size (px)
Citation preview
© LWF, Paderborn 2015Folie 1
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Prof. Dr.-Ing. G. Meschut, F. Augenthaler, V. Sartisson
Effiziente Fügetechniken für hybride Leichtbaustrukturen
15. Werkstoff-Forum, Hannover Messe
17.04.2015
© LWF, Paderborn 2015Folie 2
AGENDA
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
1 Werkstoff- und Bauweisentrends im Automobilbau
2 Herausforderungen für die Fügetechnik
3 Schädigungsbewertung beim Stanznieten von FKV
4 Schließelement-Stanznieten
5 Funktionselemente in FKV-Anwendungen
6 Zusammenfassung und Ausblick
© LWF, Paderborn 2015Folie 3
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
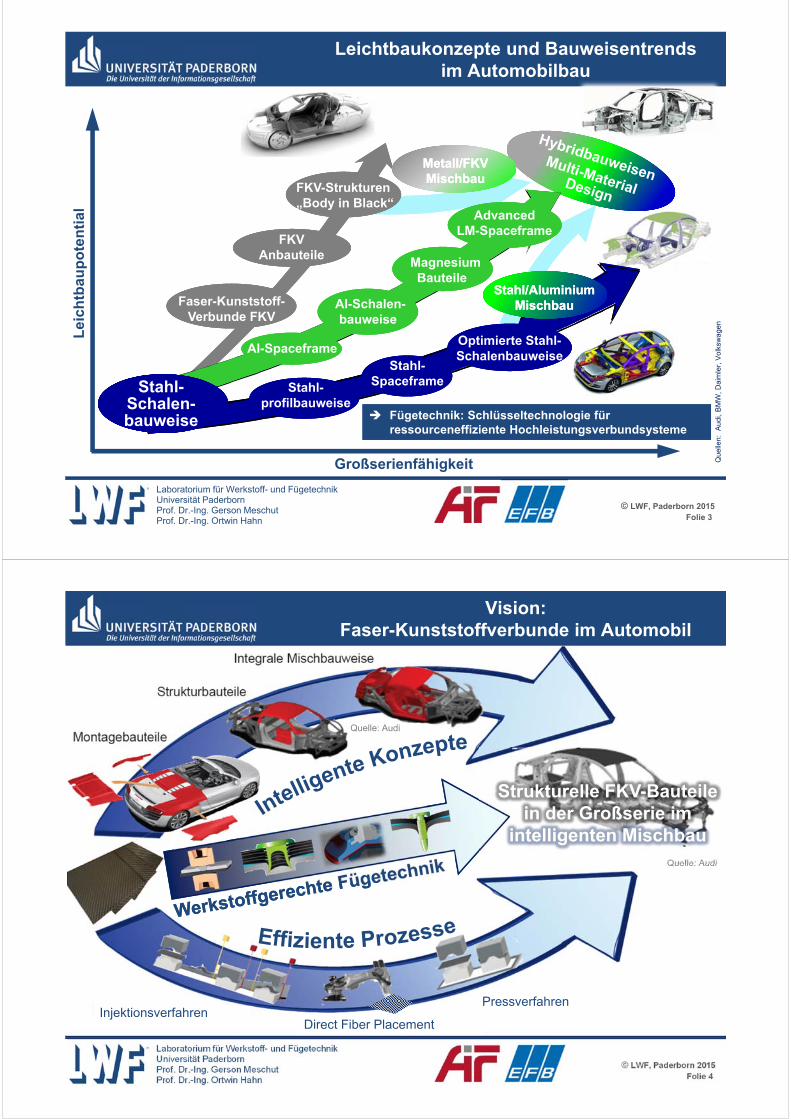
Leichtbaukonzepte und Bauweisentrendsim Automobilbau
FKV-Strukturen „Body in Black“FKV-Strukturen „Body in Black“
Stahl-Spaceframe
Stahl-Spaceframe
Faser-Kunststoff-Verbunde FKV
Faser-Kunststoff-Verbunde FKV
Al-SpaceframeAl-Spaceframe
AdvancedLM-Spaceframe
AdvancedLM-Spaceframe
Stahl-Schalen-bauweise
Stahl-Schalen-bauweise
Al-Schalen-bauweise
Al-Schalen-bauweise
Stahl-profilbauweise
Stahl-profilbauweise
FKVAnbauteile
FKVAnbauteile
Stahl/AluminiumMischbau
Stahl/AluminiumMischbau
Metall/FKVMischbauMetall/FKVMischbau
MagnesiumBauteile
MagnesiumBauteile
Optimierte Stahl-SchalenbauweiseOptimierte Stahl-Schalenbauweise
Lei
chtb
aup
ote
nti
al
Großserienfähigkeit
Fügetechnik: Schlüsseltechnologie für ressourceneffiziente HochleistungsverbundsystemeFügetechnik: Schlüsseltechnologie für ressourceneffiziente Hochleistungsverbundsysteme
Que
llen:
A
udi,
BM
W, D
aim
ler,
Vol
ksw
agen
© LWF, Paderborn 2015Folie 4
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
InjektionsverfahrenDirect Fiber Placement
Pressverfahren
Quelle: Audi
Quelle: Audi
Strukturelle FKV-Bauteile in der Großserie im
intelligenten Mischbau
Vision: Faser-Kunststoffverbunde im Automobil

© LWF, Paderborn 2015Folie 5
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Herausforderungen beim Fügen vonFKV- / Metall-Bauweisen
Extreme Festigkeiten / geringes Umformvermögenz.B. Delaminationen /Faserschädigung
Zusätzliche Korrosionseffektez.B. durch hohe elektrochemische Potenzialunterschiede zwischen Fügepartnern / Verbindungselementen
Bedarf an leistungsfähigen Fügetechnologien Bedarf an leistungsfähigen Fügetechnologien
Artverschiedene Werkstoffez.B. unterschiedliche Ausdehnungs-koeffizienten (∆α-Problematik)
Einseitige / Eingeschränkte Zugänglichkeitz.B. in profilintensiven Bauweisen
Kostenz.B. für Anlagen, Hilfsfügeteile, Bauteilvorbereitung
Materialgerechte Krafteinleitungz.B. optimale Faseranbindung
Oberflächen-definitionz.B. geringe Adhäsion durch Trennmittel
Source: Porsche
Wärmeempfindliche Materialienz.B. Schädigung der Matrix(Duroplast / Thermoplast)
Quelle: Lamborghini
© LWF, Paderborn 2015Folie 6
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Entwicklung effizienterFügetechnologien für FKV- / Metall-Bauweisen
EffizienteHybrid-füge-
technologien
Que
llen:
Aud
i, B
öllh
off,
Lind
e, S
CA
Sch
ucke
r, R
IFT
EC
“Evolution” thermischer, adhäsiver und mechanischer Verfahren ”Revolution“: Neue (hybride) Technologien“Evolution” thermischer, adhäsiver und mechanischer Verfahren ”Revolution“: Neue (hybride) Technologien
Audi R8 mit 310 fließlochformenden Schrauben
Kra
ft-
un
d
Fo
rmsc
hlu
ssS
toff
-sc
hlu
ssS
toff
sch
luss

© LWF, Paderborn 2015Folie 7
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Forschungsbedarf beim Fügen von FKV
Entwicklung geeigneter Prüf- und Berechnungskonzepte
Korrosionseffekte, Beschichtungen, Kriechvorgänge, Stäube, …
Analyse und Verringerung von Delaminationen und Schädigungen
Anforderungsgerechte Weiter-entwicklung von Fügeverfahren
© LWF, Paderborn 2015Folie 8
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Schadensdetektion: ComputertomographieRisiken bei vorhandenen Delaminationen
Herausforderung beim Stanznieten von FKV-Metall-Strukturen
Delamination FVK Problemstellung
Stanzen
Gefahr StabilitätsversagenErhöhte Deformation Dauerfestigkeit herabgesetztDruckfestigkeit stark reduziert
[Quelle: Department of Aeronautics, Imperial College London]
Schädigungsinduzierung inFaser-Kunststoff-Verbunden:
FaserbrücheZwischenfaserbrücheDelaminationen
Unbekanntes Schadens-potential für Verbindung undWerkstoff
[Que
lle: I
LK]
Hohe AuflösungRäumlicheInformationenIn-Situ CT
© LWF, Paderborn 2015Folie 9
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Methodik HalbhohlstanznietenMethodik Vollstanznieten
Problematik bei Defektdetektion in der Computertomographie
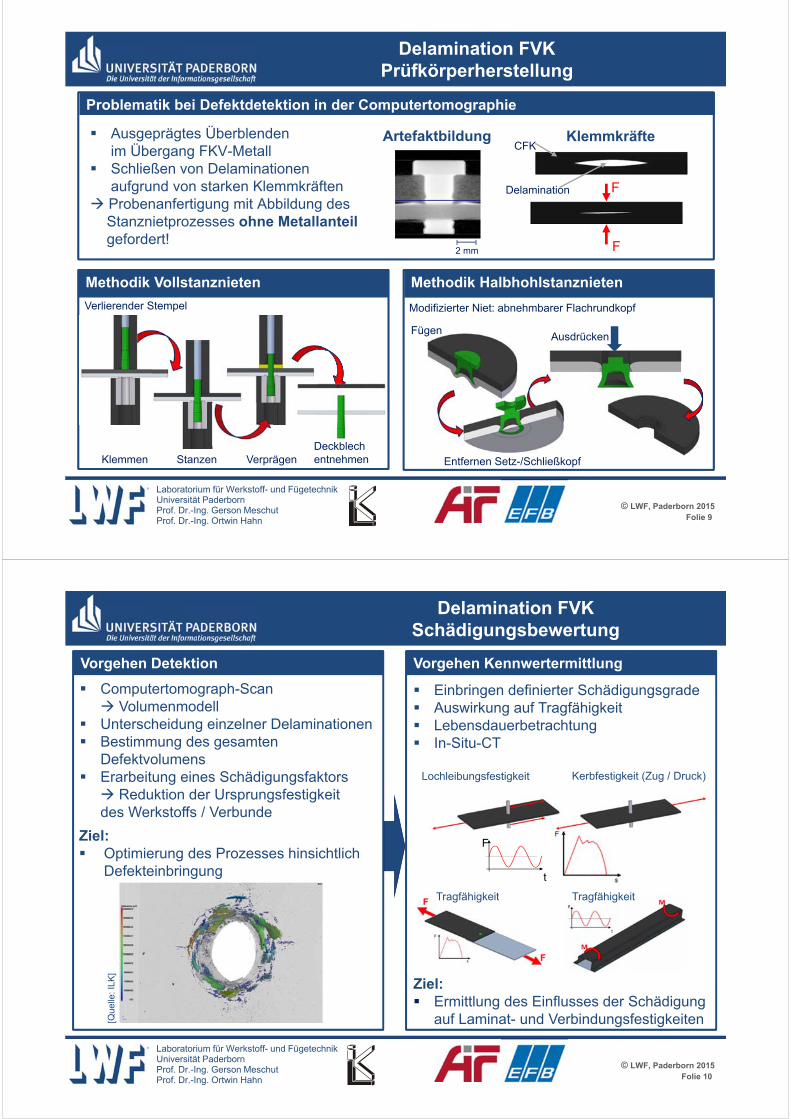
Delamination FVK Prüfkörperherstellung
Ausgeprägtes Überblenden im Übergang FKV-MetallSchließen von Delaminationen aufgrund von starken KlemmkräftenProbenanfertigung mit Abbildung des Stanznietprozesses ohne Metallanteil gefordert! F
F
CFK
Delamination
Klemmkräfte
2 mm
Artefaktbildung
Klemmen
Modifizierter Niet: abnehmbarer Flachrundkopf
StanzenDeckblech entnehmenVerprägen
Verlierender Stempel
Fügen
Entfernen Setz-/Schließkopf
Ausdrücken
© LWF, Paderborn 2015Folie 10
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Vorgehen KennwertermittlungVorgehen Detektion
Delamination FVK Schädigungsbewertung
Computertomograph-Scan Volumenmodell
Unterscheidung einzelner DelaminationenBestimmung des gesamten DefektvolumensErarbeitung eines Schädigungsfaktors
Reduktion der Ursprungsfestigkeit des Werkstoffs / Verbunde
Ziel:Optimierung des Prozesses hinsichtlich Defekteinbringung
[Que
lle: I
LK]
Kerbfestigkeit (Zug / Druck)Lochleibungsfestigkeit
F
t
Einbringen definierter SchädigungsgradeAuswirkung auf TragfähigkeitLebensdauerbetrachtungIn-Situ-CT
Ziel:Ermittlung des Einflusses der Schädigung auf Laminat- und Verbindungsfestigkeiten
Tragfähigkeit Tragfähigkeit
© LWF, Paderborn 2015Folie 11
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
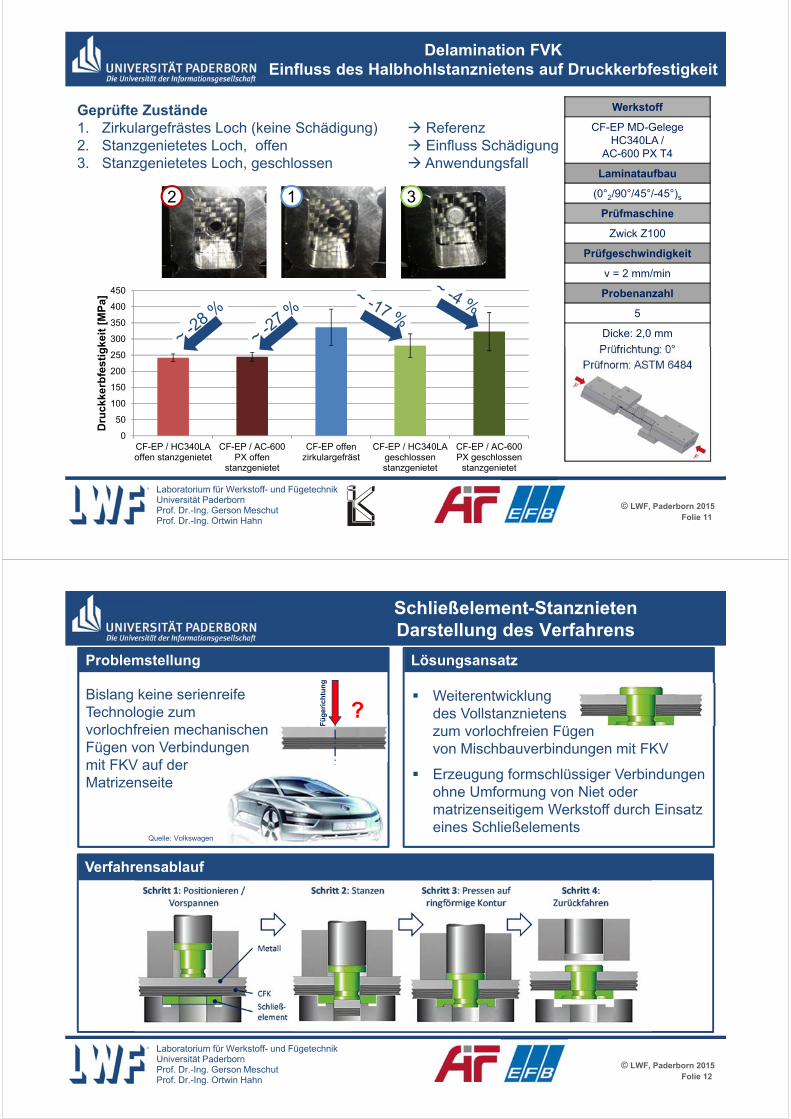
Delamination FVK Einfluss des Halbhohlstanznietens auf Druckkerbfestigkeit
Werkstoff
CF-EP MD-GelegeHC340LA /
AC-600 PX T4
Laminataufbau
(0°2/90°/45°/-45°)s
Prüfmaschine
Zwick Z100
Prüfgeschwindigkeit
v = 2 mm/min
Probenanzahl
5
Dicke: 2,0 mm
Prüfrichtung: 0°
Prüfnorm: ASTM 6484
0
50
100
150
200
250
300
350
400
450
CF-EP / HC340LAoffen stanzgenietet
CF-EP / AC-600PX offen
stanzgenietet
CF-EP offenzirkulargefräst
CF-EP / HC340LAgeschlossenstanzgenietet
CF-EP / AC-600PX geschlossen
stanzgenietet
Dru
ckke
rbfe
stig
keit
[M
Pa]
Geprüfte Zustände1. Zirkulargefrästes Loch (keine Schädigung) Referenz2. Stanzgenietetes Loch, offen Einfluss Schädigung3. Stanzgenietetes Loch, geschlossen Anwendungsfall
12 3
© LWF, Paderborn 2015Folie 12
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
LösungsansatzProblemstellung
Verfahrensablauf
Schließelement-Stanznieten Darstellung des Verfahrens
Bislang keine serienreife Technologie zum vorlochfreien mechanischen Fügen von Verbindungen mit FKV auf der Matrizenseite
Weiterentwicklung des Vollstanznietens zum vorlochfreien Fügen von Mischbauverbindungen mit FKV
Erzeugung formschlüssiger Verbindungen ohne Umformung von Niet oder matrizenseitigem Werkstoff durch Einsatz eines Schließelements
?
Fü
ger
ich
tun
g
Quelle: Volkswagen
© LWF, Paderborn 2015Folie 13
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
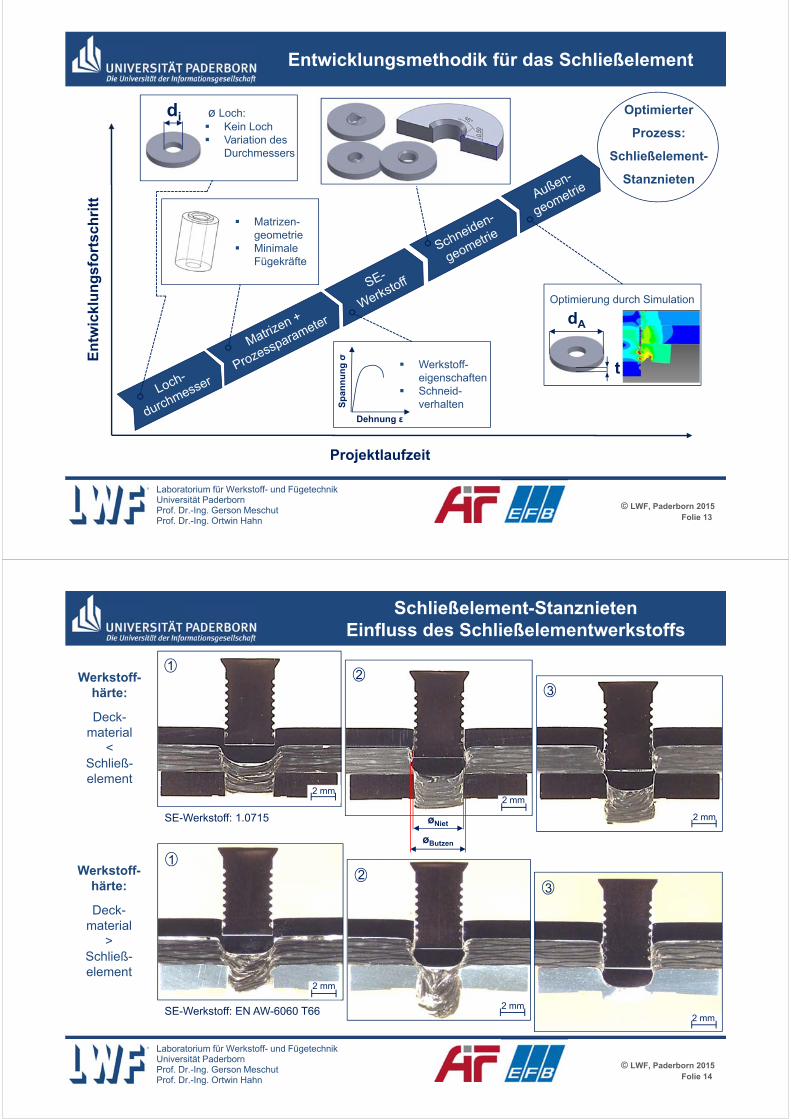
Entwicklungsmethodik für das Schließelement
En
twic
klu
ng
sfo
rtsc
hri
tt
Projektlaufzeit
Optimierter
Prozess:
Schließelement-
Stanznieten
dA
t
di ø Loch:Kein LochVariation des Durchmessers
Matrizen-geometrieMinimale Fügekräfte
Werkstoff-eigenschaftenSchneid-verhaltenS
pan
nu
ng
σ
Dehnung ε
Optimierung durch Simulation
© LWF, Paderborn 2015Folie 14
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
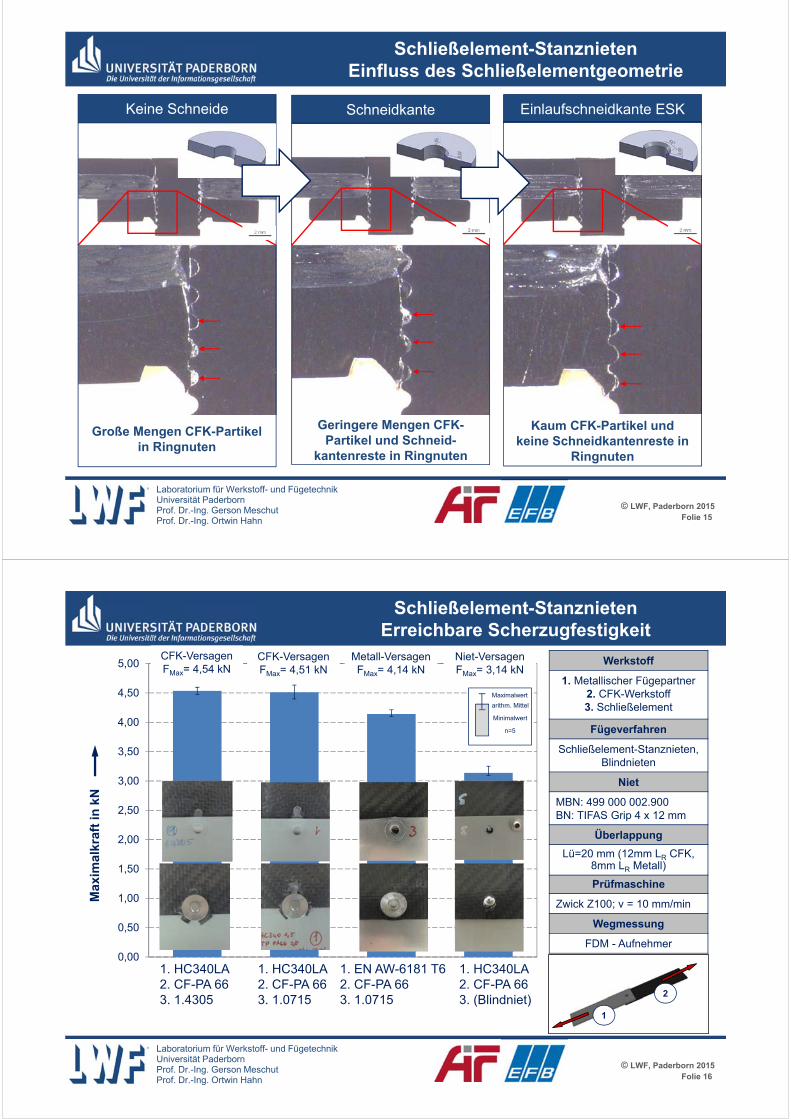
Schließelement-StanznietenEinfluss des Schließelementwerkstoffs
12
3
2 mm2 mm
2 mm
12
3
2 mm
2 mm2 mm
Werkstoff-härte:
Deck-material
< Schließ-element
Werkstoff-härte:
Deck-material
> Schließ-element
øButzen
øNietSE-Werkstoff: 1.0715
SE-Werkstoff: EN AW-6060 T66
© LWF, Paderborn 2015Folie 15
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
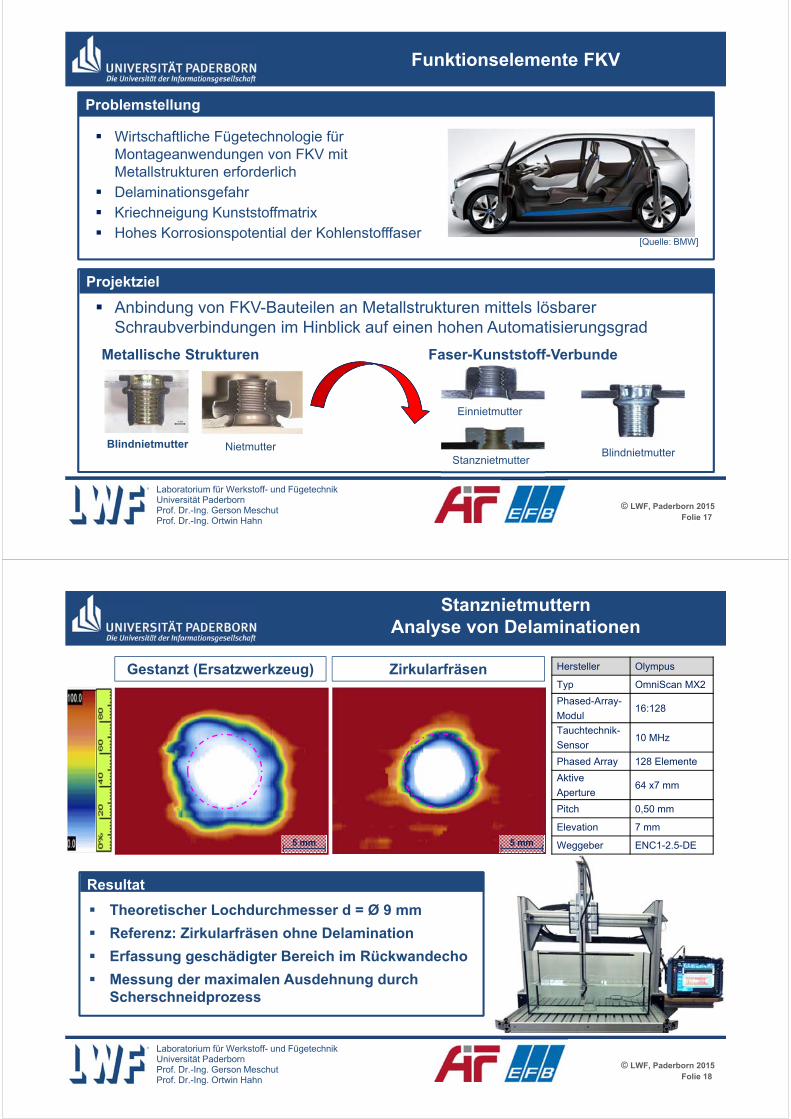
Schließelement-StanznietenEinfluss des Schließelementgeometrie
SchneidkanteKeine Schneide Einlaufschneidkante ESK
Große Mengen CFK-Partikel in Ringnuten
Geringere Mengen CFK-Partikel und Schneid-
kantenreste in Ringnuten
Kaum CFK-Partikel und keine Schneidkantenreste in
Ringnuten
© LWF, Paderborn 2015Folie 16
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
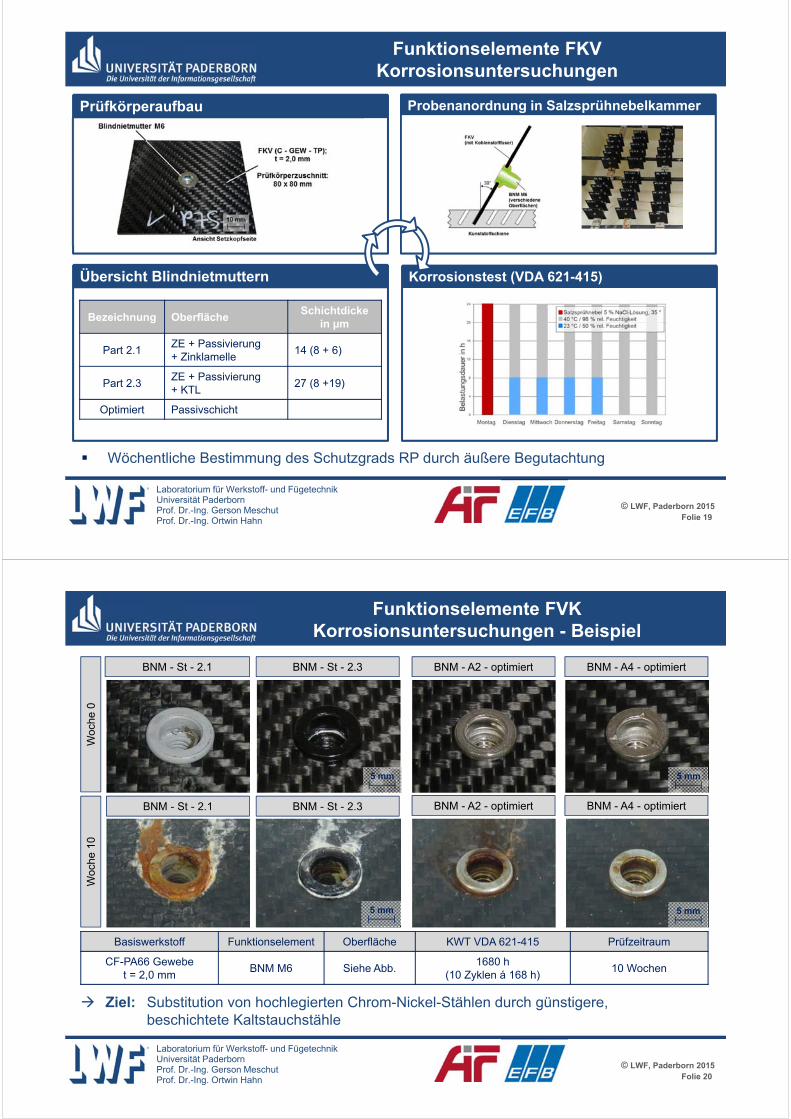
Schließelement-StanznietenErreichbare Scherzugfestigkeit
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00 Werkstoff
1. Metallischer Fügepartner2. CFK-Werkstoff3. Schließelement
Fügeverfahren
Schließelement-Stanznieten, Blindnieten
Niet
MBN: 499 000 002.900BN: TIFAS Grip 4 x 12 mm
Überlappung
Lü=20 mm (12mm LR CFK, 8mm LR Metall)
Prüfmaschine
Zwick Z100; v = 10 mm/min
Wegmessung
FDM - Aufnehmer
Max
imal
kraf
t in
kN
1. HC340LA 2. CF-PA 66 3. 1.4305
1. HC340LA 2. CF-PA 663. 1.0715
1. EN AW-6181 T6 2. CF-PA 66 3. 1.0715
1. HC340LA 2. CF-PA 66 3. (Blindniet)
1
2
CFK-VersagenFMax= 4,54 kN
CFK-VersagenFMax= 4,51 kN
Metall-VersagenFMax= 4,14 kN
Niet-VersagenFMax= 3,14 kN
Maximalwert
Minimalwert
arithm. Mittel
n=5
© LWF, Paderborn 2015Folie 17
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Funktionselemente FKV
Problemstellung
Wirtschaftliche Fügetechnologie für Montageanwendungen von FKV mit Metallstrukturen erforderlichDelaminationsgefahrKriechneigung Kunststoffmatrix Hohes Korrosionspotential der Kohlenstofffaser
[Quelle: BMW]
Projektziel
Anbindung von FKV-Bauteilen an Metallstrukturen mittels lösbarer Schraubverbindungen im Hinblick auf einen hohen Automatisierungsgrad
Blindnietmutter NietmutterStanznietmutter
Einnietmutter
Blindnietmutter
Faser-Kunststoff-VerbundeMetallische Strukturen
© LWF, Paderborn 2015Folie 18
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Resultat
StanznietmutternAnalyse von Delaminationen
Hersteller Olympus
Typ OmniScan MX2
Phased-Array-
Modul 16:128
Tauchtechnik-
Sensor 10 MHz
Phased Array 128 Elemente
Aktive
Aperture64 x7 mm
Pitch 0,50 mm
Elevation 7 mm
Weggeber ENC1-2.5-DE5 mm 5 mm
Theoretischer Lochdurchmesser d = Ø 9 mm
Referenz: Zirkularfräsen ohne Delamination
Erfassung geschädigter Bereich im Rückwandecho
Messung der maximalen Ausdehnung durch Scherschneidprozess
Gestanzt (Ersatzwerkzeug) Zirkularfräsen
© LWF, Paderborn 2015Folie 19
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Korrosionstest (VDA 621-415)
Probenanordnung in SalzsprühnebelkammerPrüfkörperaufbau
Übersicht Blindnietmuttern
Funktionselemente FKVKorrosionsuntersuchungen
Bezeichnung OberflächeSchichtdicke
in µm
Part 2.1ZE + Passivierung+ Zinklamelle
14 (8 + 6)
Part 2.3ZE + Passivierung+ KTL
27 (8 +19)
Optimiert Passivschicht
Wöchentliche Bestimmung des Schutzgrads RP durch äußere Begutachtung
© LWF, Paderborn 2015Folie 20
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Funktionselemente FVKKorrosionsuntersuchungen - Beispiel
BNM - A2 - optimiert
Woc
he 1
0
Basiswerkstoff Funktionselement Oberfläche KWT VDA 621-415 Prüfzeitraum
CF-PA66 Gewebet = 2,0 mm
BNM M6 Siehe Abb.1680 h
(10 Zyklen á 168 h)10 Wochen
BNM - A2 - optimiert BNM - A4 - optimiert
Woc
he 0
BNM - St - 2.1
BNM - St - 2.3BNM - St - 2.1
5 mm
BNM - St - 2.3
5 mm
BNM - A4 - optimiert
5 mm
Ziel: Substitution von hochlegierten Chrom-Nickel-Stählen durch günstigere, beschichtete Kaltstauchstähle
5 mm
© LWF, Paderborn 2015Folie 21
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
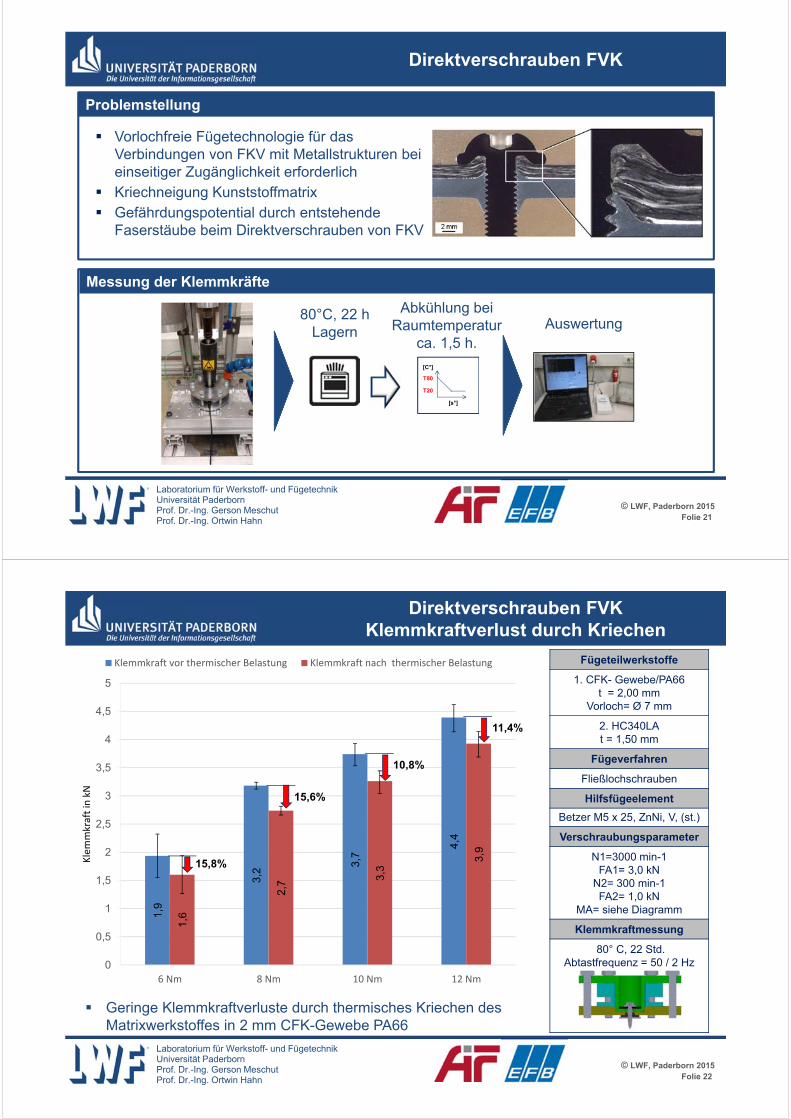
Direktverschrauben FVK
Problemstellung
Vorlochfreie Fügetechnologie für das Verbindungen von FKV mit Metallstrukturen bei einseitiger Zugänglichkeit erforderlichKriechneigung Kunststoffmatrix Gefährdungspotential durch entstehende Faserstäube beim Direktverschrauben von FKV
Messung der Klemmkräfte
80°C, 22 h Lagern
Abkühlung bei Raumtemperatur
ca. 1,5 h.
T80
T20
[C°]
[s°]
Auswertung
© LWF, Paderborn 2015Folie 22
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Direktverschrauben FVKKlemmkraftverlust durch Kriechen
Geringe Klemmkraftverluste durch thermisches Kriechen des Matrixwerkstoffes in 2 mm CFK-Gewebe PA66
1,9
3,2
3,7
4,4
1,6
2,7
3,3
3,9
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
6 Nm 8 Nm 10 Nm 12 Nm
Klemmkraft in kN
Klemmkraft vor thermischer Belastung Klemmkraft nach thermischer Belastung
15,8%
15,6%
10,8%
11,4%
Fügeteilwerkstoffe
1. CFK- Gewebe/PA66t = 2,00 mm
Vorloch= Ø 7 mm
2. HC340LAt = 1,50 mm
Fügeverfahren
Fließlochschrauben
Hilfsfügeelement
Betzer M5 x 25, ZnNi, V, (st.)
Verschraubungsparameter
N1=3000 min-1FA1= 3,0 kN
N2= 300 min-1FA2= 1,0 kN
MA= siehe Diagramm
Klemmkraftmessung
80° C, 22 Std.Abtastfrequenz = 50 / 2 Hz

© LWF, Paderborn 2015Folie 23
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Zusammenfassung
Oberflächen-definition
Zusätzliche Korrosionseffekte
Materialgerechte Krafteinleitung
Einseitige / EingeschränkteZugänglichkeit
Artverschiedene Werkstoffe
Kosten
Extreme Festigkeiten / geringes Umform-vermögen
WärmeempfindlicheMaterialien
Herausforderungen beim Fügen im Mischbau
Serientaugliche Fügeverfahren für automobile FKV-AnwendungenMaximale Werkstoffausnutzung durch optimale Lasteinleitung in die FKV-StrukturKompensation thermischer Ausdehnungs- und elektrochemischer PotentialunterschiedeFügetechnik für FKV-Reparaturlösungen
Ausblick
• Herausforderungen mit innovativen (Hybrid-) Fügetechnologien begegnen• Fügen = Schlüsseltechnik für den Leichtbau mit FKV! • Herausforderungen mit innovativen (Hybrid-) Fügetechnologien begegnen• Fügen = Schlüsseltechnik für den Leichtbau mit FKV!
Quelle: Lamborghini
Funktionselemente
Innovative Lösungen
Halbhohl-stanznieten
Schließelement-Stanznieten
Voll-stanznieten
© LWF, Paderborn 2015Folie 24
Laboratorium für Werkstoff- und FügetechnikUniversität PaderbornProf. Dr.-Ing. Gerson MeschutProf. Dr.-Ing. Ortwin Hahn
Vielen Dank für Ihre Aufmerksamkeit!
Förderhinweis:
Die IGF-Vorhaben Nr. 17667 BG/1 / EFB-Nr. 02/112; 17437 N / EFB-Nr. 02/211; 17595 N / EFB-Nr. 01/112; 17597 N / EFB-Nr. 04/112 der Forschungsvereinigung „Europäische Forschungsgesellschaft für Blechverarbeitung e.V.“ (EFB), Lothringer Str. 1, 30559 Hannover werden/wurden über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Danksagung:
Die Forschungsstellen danken den genannten Institutionen und den Mitgliedsunternehmen der projektbegleitenden Ausschüsse für die Förderung und Unterstützung der Forschungsprojekte.





























