Embed Size (px)
Citation preview

Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması
Proje Adı : Dışarı Firelerinin Azaltılması
Proje Lideri : Hakan KETEN

PROJE EKİBİ
➢ Proje Şampiyonu: Numan Alver
➢ Proje Lideri: Hakan Keten
➢ Proje Ekip Üyeleri: E.Sümer, A.Karadağ, F.Tümer, OOnursal,
A.Sarısaltık, Z.Ökmen, A.Atalanlılar, T.Türüdü, M.Tunç,
M.A.Sarıaslan, B.Kırlı, A.Hazindar,

GÖREV DAĞILIMI
İsim Bölüm Görev
Hakan Keten Kalite Zaman planı, kök-neden analizi yapma, aksiyon atama ve takibi
Fevzi Tümer Mühendislik Tasarım uygunluğunun kontrolü ve tasarım değişikliklerinin onayı
Tümer Türüdü Üretim Kök neden analizi yapılması ve aksiyon takibi
Onur Onursal Bakım Mekanik kısımda kök-neden analizi yapılması ve aksiyon alınması
Ali Hazindar Bakım Elektrik - yazılım kısmında kök-neden analizi ve aksiyon alınması
Akın Karadağ Kalite Kök neden analizi yapılması ve aksiyon takibi
M Ali Sarıaslan Üretim Kök neden analizi yapılması ve aksiyon alınması
Mahir Tunç Üretim Kök neden analizi yapılması ve aksiyon alınması
Zafer Ökmen Üretim Kök neden analizi yapılması ve aksiyon alınması
Bünyamin Kırlı Üretim Kalıp ile ilgili kök-neden analizleri yapılması ve aksiyon alınması
A Atalanlılar GKK Tedarikçi tarafında kök-neden analizi yapılması ve aksiyon takibi
Emre Sümer Kalite Verilerin analiz edilip derlenmesi ve periyodik sunumlar hazırlanması
Anıl Sarısaltık Planlama Tasarım değişikliklerinde zaman planının yapılması ve aksiyon takibi

PROJE KONUSU
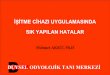
➢ Amaç: Kutu-kapak yapışma yerinden asit atması kaynaklı fire oranının 21%
hedefinin altına indirilmesi
➢ Projenin İyileştirme Yaptığı Alan: Kalite – Maliyet
100%
75%
33%
24%
21%
0%
20%
40%
60%
80%
100%
120%
2014 2015 2016 2017 2018
SON 4 YILIN VERİLERİ (2018 Öncesi)
Gerçekleşen Fire 2018 Hedefi
?

İŞ PLANI
No Konu Hafta 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
1PROJE FİKRİNİN
OLUŞTURULMASI
P
G
2EKİBİN
KURULMASI
P
G
3MEVCUT DURUM
ANALİZİ
P
G
4AKSİYONLARIN BELİRLENMESİ
P
G
5AKSİYONLARIN
DEVREYE ALINMASI
P
G
6AKSİYONLARIN
TAKİBİ
P
G

PROSES AKIŞI
▪ Operatör * Eleman Set
▪ Kutu boyut * Kapak
▪ Kalıp * Tutucu Piston
▪ Sıcaklık * Eritme Süresi
▪ Baskı süresi * Teflon
▪ Kalıp düzlüğü * Hat düzlüğü
▪ Hot-plate
malzeme * Rezistans boyu
▪ Kapak tutucu * Kutu malzeme
▪ Kapak malzeme *
Baskı basıncı
▪ Sınırlandırıcı
▪ Basınçlı Hava
▪ Test Süresi
▪ Kaçak Toleransı
▪ Sızdırmazlık Test
Makinesi
▪ Buşon Yuvalarına
Özel Plastik
Başlıklar
▪ Uygun Yapışmış Akü
▪ Ölçü Uygun Akü
▪ Çapaksız Akü
▪ Sehimsiz Kutu
▪ 400 mbar Test Edilmiş
Akü
▪ <2mbar Az Kaçak

HATA ANALİZİ (BALIK KILÇIĞI METODU İLE)
Metot / Method
Kapama basınç
standardının olmaması
Uygun ürün kapama
parametrelerinin
olmaması
Tedarikçide kutu
ambalajlama metodunun
uygun olmaması
Çevre / Environment Çalışan / Man
Problem;
Kutu, kapak
yapışma
yerinden
dışarı asit
atması
Kapama sıcaklık
parametrelerinin
doğruluğu, kalibrasyonu
Kumpasların
kalibrasyonu
Kapama hot plate
bağlantı aynalarının
deforme olması
Konveyör çalışma
prensibinin hatalı olması
kutu perdelerinin sehimli
olması
Kapak dizaynının uygun
olmaması
Termokopul türünün
uygunluğu
Yazın hava sıcaklığı
nedeniyle kutu
perdelerinin yamulması
Yaz aylarında
iklimlendirmelerin kalıba
soğuk hava üflemesi
Kapama makinesi ayar
hatası
Kapama akü sabitleme
ayar hatası
Kalıp bakım standardının
olmamasıKalıp dizayn hatası
Makine / MachineÖlçüm / Measurement Malzeme / Material
Akü sabitleme
aparatlarının deforme
olması
Kapama kapak tutucu
kalıplarının , kapak
tutucu maçaları
Kutu kısa kenar perde
kalınlıklarının uygun
olmaması
Kutu dizaynının uygun
olmaması
Akü tutucu dizayn
uygunsuzluğu
(Hat-F)
Hammadde
uygunsuzluğu (Kırma
malzeme)
Masterbatch
uygunsuzluğu
Açık akü stoklama hatası Ölçüm hatası
Kutu kapak eritme
kontrol metodunun
standardının olmaması
=Major Sebepler

AKSİYONLAR LİSTESİ
No Aksiyon Sorumlu Termin TarihiGerçekleşme Tarihi
Son Durum
1F15-EX-2 yeni kalıp teknik resminin oluşturularak yeni kalıp yapılması
Ü.CanikT.Türüdü
20.04.2018 10.05.2018 Tamamlandı
2Kalıp bakım standardının oluşturulması ve sürekliliğinin sağlanması
T.TürüdüB.Kırlı
5.04.2018 3.05.2018 Tamamlandı
3D20 kapaklara revizyon yapılarak yönlendirici eklenmesi
G.AbacıH.Keten
10.04.2018 17.05.2018 Tamamlandı
4Stoklama esnasında perdelerin yamulmaması için sehim aparatının yaptırılması
D.TezcanA.Atalanlılar
2.04.2018 18.05.2018 Tamamlandı
5Kapama basınçlarının standardının oluşturulması ve kilitli regülatörlerle sabit hale getirilmesi
Z.ÖkmenO.Onursal
10.03.2018 25.03.2018 Tamamlandı
6E hattı konveyör çalışma uygunsuzluğunun yazılımsal olarak düzeltilmesi
A.HazindarZ.Ökmen
12.04.2018 4.05.2018 Tamamlandı
7Kutu-kapak eritme kontrollerinin standardının oluşturulması
A.KaradağM.A.Sarıaslan
2.04.2018 24.04.2018 Tamamlandı
8 D26 kutu revizyonu kısa kenarlara feder atılmasıF.TümerM.Tunç
11.09.2018 3.10.2018 Tamamlandı
9L2-L3 kapakların revizyonu ile yönlendirici sayılarının arttırılması
F.TümerA.Sarısaltık
9.11.2018 Devam Ediyor Devam Ediyor
EK OLARAK MİNÖR ETKİYE SAHİP 24 AKSİYON MEVCUTTUR.
PROJE BÜTÇESİ:
50,000 TL

ALINAN AKSİYONLAR - 1
Problem Tanımı: Kalıp üzerindeki sıcakların stabil olmaması kaynaklı uygunsuz eritme
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Kalıp üzerinde rezistansların eşit
aralıklarla konulmaması sonucu
orta kısımda sıcaklığın diğer
bölgelere göre 30°-40°C daha
yüksek olması
Mühendislik tarafından ısı
dağılımına uygun yeni teknik
resim oluşturulup yeni kalıp
yaptırıldı. Stoktaki tüm
kalıplar kontrol edilerek
uygunluğu doğrulandı.
Ü.Canik
T.Türüdü10.05.2018
SONRA
ONGOING ACTION
ÖNCE
✓

ALINAN AKSİYONLAR – 2
Problem Tanımı: Kalıp kullanımı süresine göre eritme duvarı yüzeyinde radüs oluşması ve
eritme duvar yüksekliğinin uygun olmaması
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Ü/T/0385 numaralı kalıp bakım
talimatında hot plate eritme yüzey
kontrolü metodunun olmaması ve
deforme olan kalıpların tespit
edilememesi
Ü/T/0385 no’lu bakım
talimatına eritme
duvarlarının kontrol metodu
eklendi.
T.Türüdü
B.Kırlı03.05.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 3
Problem Tanımı: Kutu-kapak yapışmasının uygun olmaması
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Kapakların kısa kenarlarında
yönlendiricilerin yeterli olmaması.
Eritme sonrası kutu ile kapağın
örtüşmemesi.
Kısa kenarlara eşi aralıklarla
yönlendirici konularak kapak
revizyonu gerçekleştirildi. L2
ve L3 kapaklarda
yaygınlaştırma başlatıldı.
G.Abacı
H.Keten17.05.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 4
Problem Tanımı: Stoklama alanındaki kutuların perdelerinin yamulması sonucu kutu-kapak
yapışmasının uygunsuz olması
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Tedarikçinin ambalajlama
metodunun yanlış olması. Özellikle
yaz aylarında sıcaklığa bağlı
olarak kutu perdelerinin
yamulması
Kutu ambalajlama metodu
değiştirildi. Perdelerin
sıcaklık ve baskıya bağlı
olarak yamulmaması için
sehim aparatı devreye
alındı. L serisinde başlandı,
tüm tiplere yaygınlaştırıldı.
D.Tezcan
A.Atalanlılar18.05.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 5
Problem Tanımı: Kutu perdelerinin içeri doğru sehimlenmesiyle yapışmanın uygun olmaması
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Kapama makinalarının
pistonlarının farklı olması. Hatlara
göre kapanan akü tiplerinin farklı
olması. Kapak tutucuların fabrika
basıncı (6-7 bar) ile çalışması
sonucu baskının fazla gelerek
perdeleri yamultması.
Ekteki piston çaplarına göre
uygulanan basınç tablosu
üzerinden kapamalardaki
pistonlara göre hava
standardı oluşturuldu. Festo
kilitli regülatör takılarak
sürekliliği sağlandı.
Z.Ökmen
O.Onursal25.03.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 6
Problem Tanımı: Zincir konveyörün taşıma esnasında akülerin birbirine baskısı sonucu kısa
kenarlarda perdelerin yamulması
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Konveyörün çalışma prensibi
sürekli dönmesi şeklindeydi. Bant
dolu olduğunda zincir sürekli
döndüğü için aküler birbirine baskı
yaparak perdelerde yamulmaya
sebep oluyordu.
Konveyör üzerine 3. akü
geldiğinde zincir konveyörün
durması için programsal
değişiklik yapıldı. Konveyör
sürekli çalışmadığı için
akülere baskı uygulaması
önlendi.
A.Hazindar
Z.Ökmen 04.05.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 7
Problem Tanımı: Eritme uygunsuzluğu (Aşırı eritme ya da az eritme)
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Kutu-kapak eritme uygunluk
kontrolünün standardının
olmaması. Kontrolün görsel olarak
yapılması. Kişinin tecrübesine ve
gözlemine bağlı olarak karar
vermesi. Hatalı kararlarda aşırı
eritme (perde yamulması) ya da az
erime (yapışmama) problemi.
Kutu-kapak eritme min &
max değerleri belirlendi.
Kutu & kapaklar erimemiş ve
erimiş ölçüleri alınarak
eritme mesafeleri ölçüsel
olarak çıkarıldı. Ölçüm
yapılarak eritme onayı verilip
standart sağlandı.
A.Karadağ
M.A.Sarıaslan24.04.2018
SONRAÖNCE
✓

ALINAN AKSİYONLAR – 7
Problem Tanımı: D26 kutularda eritme esnasında kısa kenar perdelerin içe doğru
sehimlenmesi
Kök Neden Düzeltici Aksiyon Sorumlu Termin Tarihi
Hot plate ısılarına bağlı olarak
eritme esnasında kısa kenar
perdelerinin sehimlenmesi
Sehimlenmeyi önlemek için
kutu kısa kenarlarına feder
atılarak perde güçlendirildi.
D31 kutular için de
yaygınlaştırıldı.
F.Tümer
M.Tunç03.10.2018
SONRAÖNCE
✓

ALINAN AKSİYONLARIN MALİYETİ
No Alınan Aksiyon Maliyet Birim
1 5 adet Festo kilitli regülatör 490 Euro
2 D20 kalıp revizyonu 3500 tl
3 D26 kalıp revizyonu 1600 Euro
4 Sehim aparatı 30000 tl
5 2018 kalıp tadilatı 2500 tl
Toplam: 7190 Euro
20% 19%
12%11% 10% 10% 9% 9% 9%
12%
21%
0%
5%
10%
15%
20%
25%
2018 Aylara Göre Dışarı Firesi Yüzdeleri
Gerçekleşen Hedef

İYİLEŞTİRME
100% 75% 33% 24% 12%
21%
0%
20%
40%
60%
80%
100%
120%
2014 2015 2016 2017 2018
2018 Aylara Göre Dışarı Firesi Yüzdeleri
Gerçekleşen Fire 2018 Hedefi
Proje ile birlikte dışarı firelerinde
2017 yılından bu yana %50’lık
iyileştirme sağlanmıştır

DIŞARI FİRELERİNİN MALİYETİ
Proje ile birlikte dışarı firelerinde 2017 yılından bu yana
maliyetlerde 172.865 tl’lik iyileştirme sağlanmıştır
324.709
151.844
0
50000
100000
150000
200000
250000
300000
350000
2017 2018
Yıllara Göre Dışarı Firelerinin Maliyeti (tl)

PROJENİN ÇEVREYE OLUMLU ETKİLERİ
Proje sonrası;
16.670 m² Separatör
14.444 kg Kutu, kapak PP ham madde
17.148 kg kurşun
66 Ah eşdeğer bir akü için ortalama 22 kwh enerji harcanıyor. %56 Fire azaltma ile
122.840 Kwh enerji tasarrufu sağlamış oluyoruz.
Böylece doğal kaynaklarımızı boşa harcamamış,daha verimli kullanmış olduk.
✓