Embed Size (px)
Citation preview
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Formação de Green Belts Lean 6 Sigma Prof. Alexandre Andrioli Iwankio
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
SUMÁRIO
COMPREENDENDO A METODOLOGIA LEAN 6 SIGMA ............................. 3
COMO IMPLEMENTAR O LEAN 6 SIGMA ............................................... 15
CONCEITO DE VARIAÇÃO ................................................................... 20
FERRAMENTAS DO LEAN 6 SIGMA INTEGRADAS AO DMAIC ................. 24
RACIOCÍNIO ESTATÍSTICO .................................................................. 41
MAPA DE RACIOCÍNIO ........................................................................ 45
SIPOC ................................................................................................ 58
MÉTRICAS LEAN ................................................................................. 60
VSM – MAPEAMENTO DO FLUXO DE VALOR ........................................ 65
INTRODUÇÃO À ESTATÍSTICA ............................................................. 86
CARTAS DE CONTROLE .................................................................... 152
CAPACIDADE DE PROCESSOS ............................................................ 188
AVALIAÇÃO DE SISTEMAS DE MEDIÇÃO DE ATRIBUTOS ..................... 205
AVALIAÇÃO DE SISTEMAS DE MEDIÇÃO DE VARIÁVEIS ...................... 220
MAPA DE PROCESSO ......................................................................... 248
FERRAMENTAS DA ADMINISTRAÇÃO E DO PLANEJAMENTO ............... 257
INTRODUÇÃO AO PLANEJAMENTO DE EXPERIMENTOS ....................... 280
EXPERIMENTO FATORIAL COMPLETO ................................................ 297
REGRESSÃO LINEAR MÚLTIPLA - DADOS DE EXPERIMENTAÇÃO ......... 318
COMO MANTER AS MELHORIAS ALCANÇADAS .................................. 333
CASE: POPEYE LOGÍSTICA ................................................................. 352
REFERÊNCIAS BIBLIOGRÁFICAS........................................................... 365
3
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMPREENDENDO A METODOLOGIA LEAN 6 SIGMA
6 SIGMA
Todo produto ou serviço é resultado de um processo.
Todo processo apresenta variação.
6 Sigma é uma estratégia gerencial disciplinada e quantitativa, cuja
aplicação se dá através de projetos para reduzir a variação existente nos
processos empresariais.
A metodologia 6 Sigma pode ser utilizada em processos de qualquer
natureza, proporcionando à empresa os seguintes benefícios:
• Maior eficiência operacional;
• Redução de custos;
• Melhoria da qualidade;
• Aumento da satisfação dos clientes;
• Aumento da lucratividade.
HISTÓRICO DO 6 SIGMA
• Desenvolvido pela Motorola em meados da década de 80.
• Prêmio "Malcolm Baldrige“, 1988.
• A General Electric, por meio de seu ex-CEO Jack Welch, iniciou a
implementação em meados dos anos 90.
• A partir do final dos anos 90, difusão global do uso da metodolo-
gia.
• Em 1997, Grupo Brasmotor (Brastemp/Consul) é o primeiro a apli-
car 6 Sigma no Brasil.
4
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
LEAN
A Filosofia Lean é baseada nos conceitos utilizados no TPS (Sistema
Toyota de Produção).
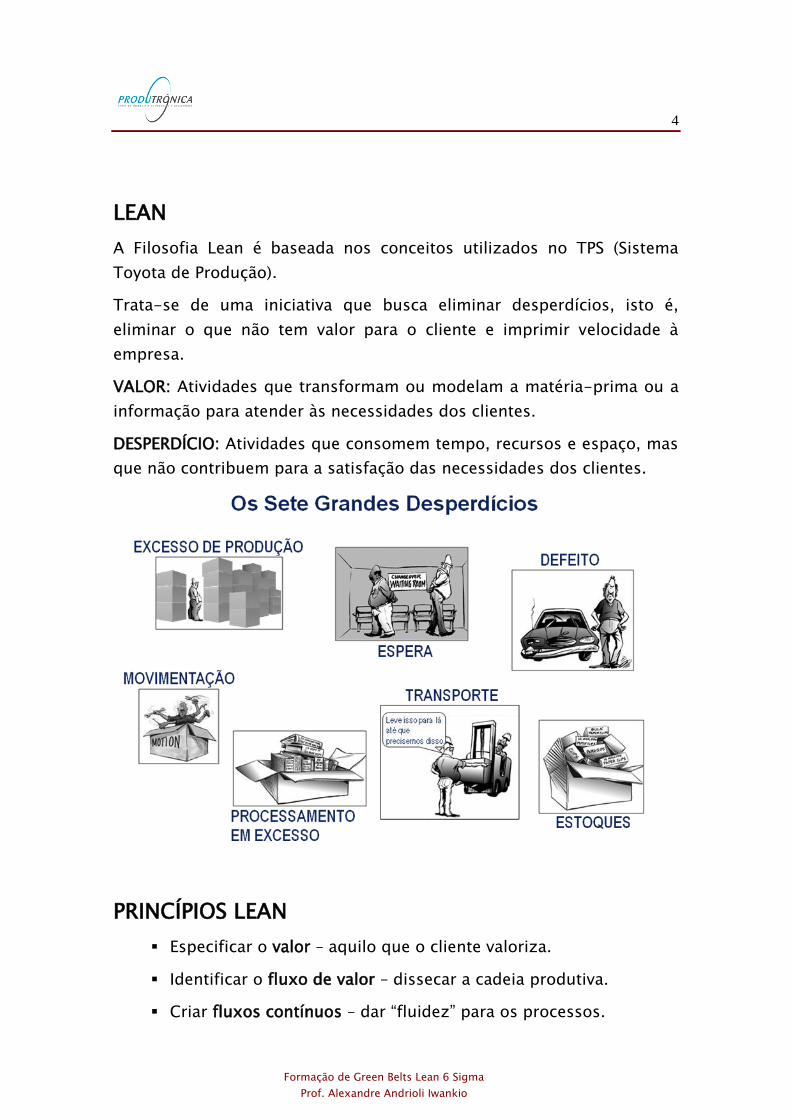
Trata-se de uma iniciativa que busca eliminar desperdícios, isto é,
eliminar o que não tem valor para o cliente e imprimir velocidade à
empresa.
VALOR: Atividades que transformam ou modelam a matéria-prima ou a
informação para atender às necessidades dos clientes.
DESPERDÍCIO: Atividades que consomem tempo, recursos e espaço, mas
que não contribuem para a satisfação das necessidades dos clientes.
PRINCÍPIOS LEAN
Especificar o valor – aquilo que o cliente valoriza.
Identificar o fluxo de valor – dissecar a cadeia produtiva.
Criar fluxos contínuos – dar “fluidez” para os processos.
5
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Produção puxada – o consumidor passa a “puxar” a produção, e-
liminando estoques.
Buscar a perfeição – busca contínua de melhores formas de criar
valor.
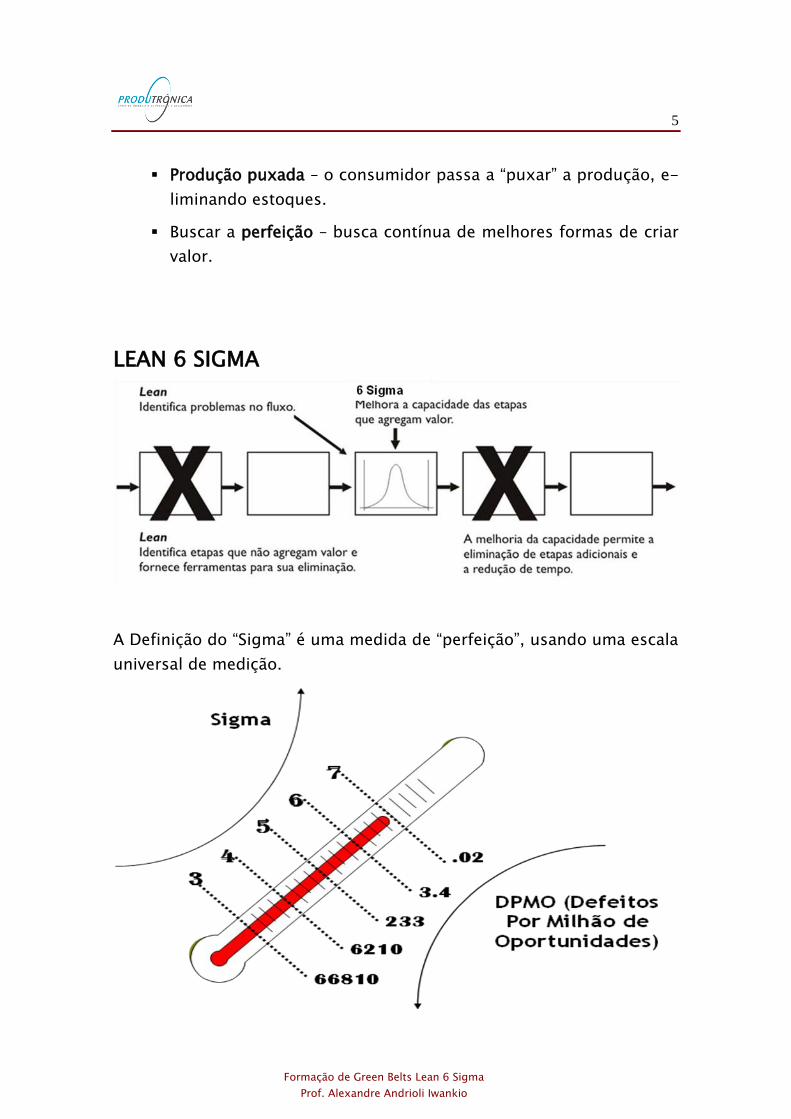
LEAN 6 SIGMA
A Definição do “Sigma” é uma medida de “perfeição”, usando uma escala
universal de medição.
6
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
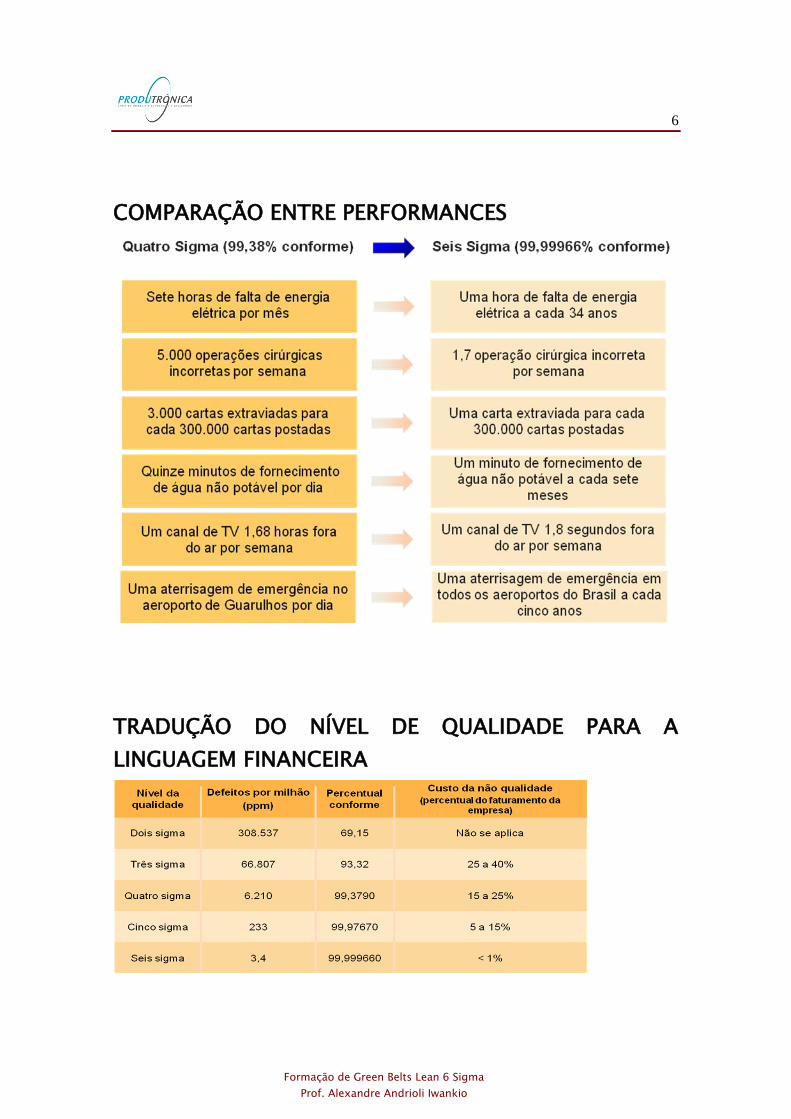
COMPARAÇÃO ENTRE PERFORMANCES
TRADUÇÃO DO NÍVEL DE QUALIDADE PARA A
LINGUAGEM FINANCEIRA
7
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Qual é o verdadeiro custo da baixa qualidade?
Os sucessos esperados pela aplicação da metodologia Lean 6 Sigma:
• Redução de custos (defeitos, retrabalhos)
• Melhoria da produtividade
• Crescimento da fatia de mercado
• Retenção dos clientes
• Mudança cultural
8
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
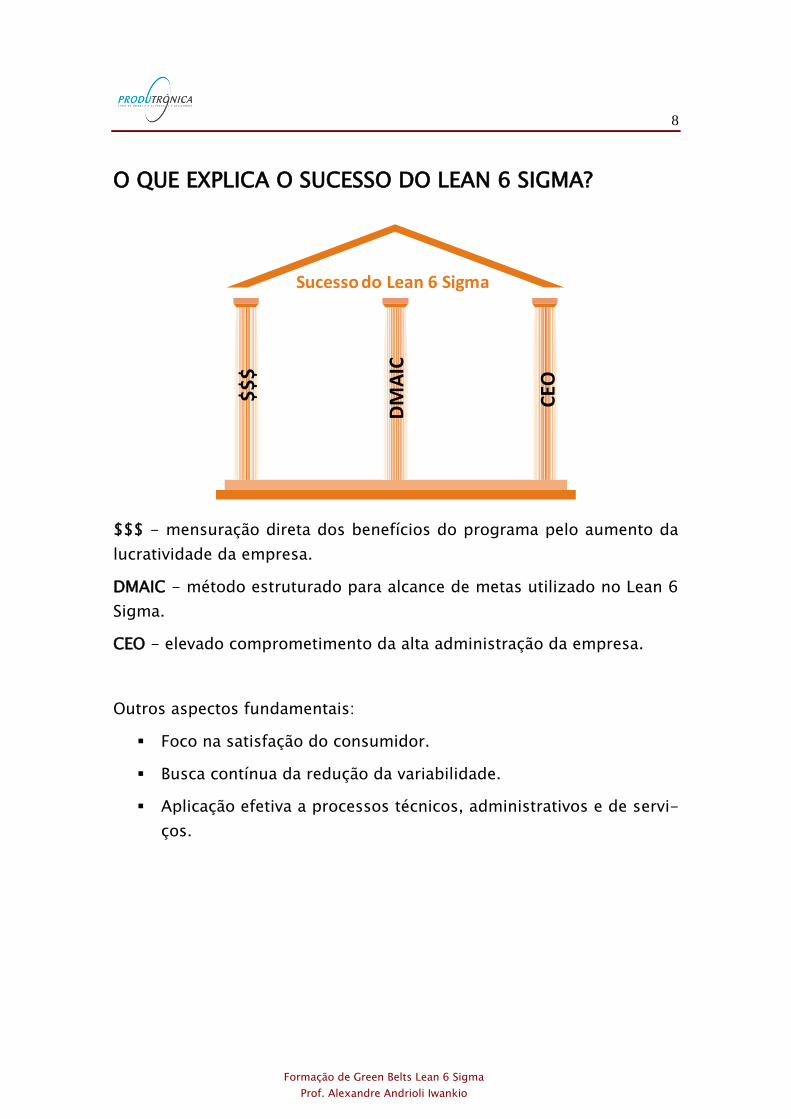
O QUE EXPLICA O SUCESSO DO LEAN 6 SIGMA?
Sucesso do Lean 6 Sigma
$$
$
DM
AIC
CEO
$$$ - mensuração direta dos benefícios do programa pelo aumento da
lucratividade da empresa.
DMAIC - método estruturado para alcance de metas utilizado no Lean 6
Sigma.
CEO - elevado comprometimento da alta administração da empresa.
Outros aspectos fundamentais:
Foco na satisfação do consumidor.
Busca contínua da redução da variabilidade.
Aplicação efetiva a processos técnicos, administrativos e de servi-
ços.
9
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
APRESENTAÇÃO DO MÉTODO DMAIC
10
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
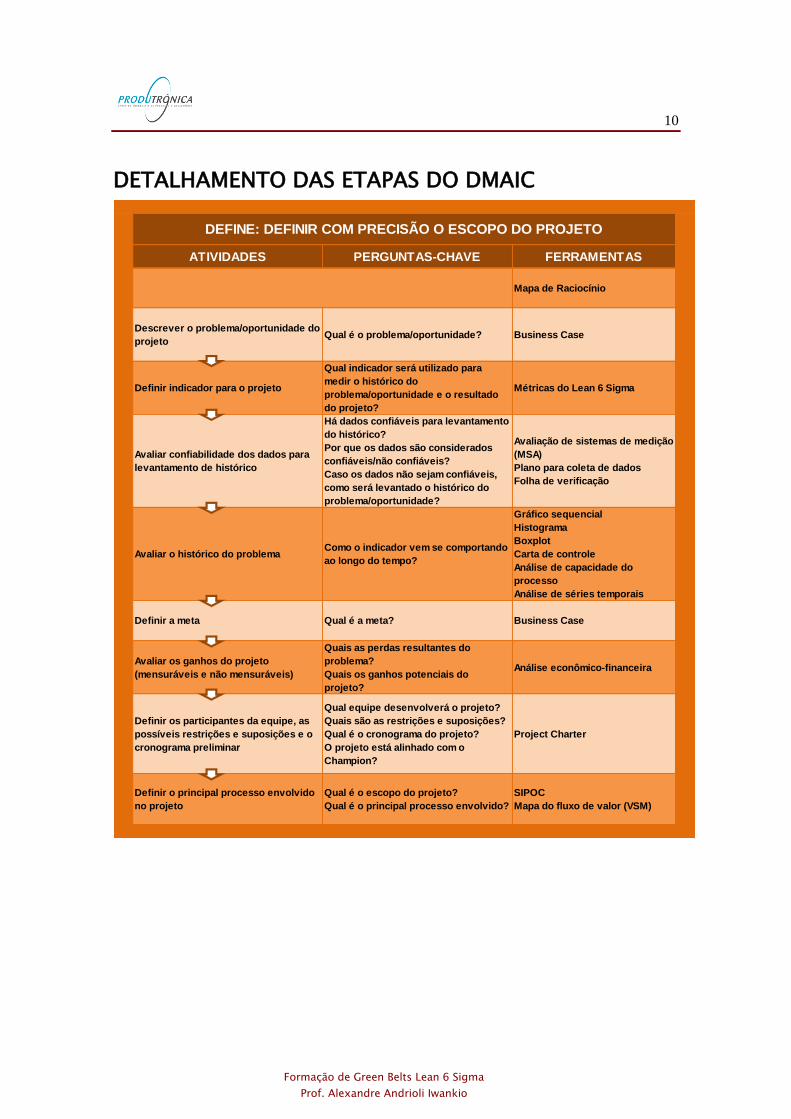
DETALHAMENTO DAS ETAPAS DO DMAIC
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Mapa de Raciocínio
Descrever o problema/oportunidade do
projetoQual é o problema/oportunidade? Business Case
Definir indicador para o projeto
Qual indicador será utilizado para
medir o histórico do
problema/oportunidade e o resultado
do projeto?
Métricas do Lean 6 Sigma
Avaliar confiabilidade dos dados para
levantamento de histórico
Há dados confiáveis para levantamento
do histórico?
Por que os dados são considerados
confiáveis/não confiáveis?
Caso os dados não sejam confiáveis,
como será levantado o histórico do
problema/oportunidade?
Avaliação de sistemas de medição
(MSA)
Plano para coleta de dados
Folha de verificação
Avaliar o histórico do problemaComo o indicador vem se comportando
ao longo do tempo?
Gráfico sequencial
Histograma
Boxplot
Carta de controle
Análise de capacidade do
processo
Análise de séries temporais
Definir a meta Qual é a meta? Business Case
Avaliar os ganhos do projeto
(mensuráveis e não mensuráveis)
Quais as perdas resultantes do
problema?
Quais os ganhos potenciais do
projeto?
Análise econômico-financeira
Definir os participantes da equipe, as
possíveis restrições e suposições e o
cronograma preliminar
Qual equipe desenvolverá o projeto?
Quais são as restrições e suposições?
Qual é o cronograma do projeto?
O projeto está alinhado com o
Champion?
Project Charter
Definir o principal processo envolvido
no projeto
Qual é o escopo do projeto?
Qual é o principal processo envolvido?
SIPOC
Mapa do fluxo de valor (VSM)
DEFINE: DEFINIR COM PRECISÃO O ESCOPO DO PROJETO
11
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Identificar a forma de estratificação
para o problema
Como o problema pode ser
estratificado?Estratificação
Avaliar confiabilidade dos dados para
estratificação
Há dados confiáveis para a
estratificação do problema?
Por que os dados são considerados
confiáveis/não confiáveis?
Caso os dados não sejam confiáveis,
como serão coletados os novos dados?
Avaliação de sistemas de medição
(MSA)
Plano para coleta de dados
Folha de verificação
Analisar o impacto das várias partes do
problema e identificar os problemas
prioritários
Quais são os focos do problema
(estratos mais significativos)?
Estratificação
Gráfico de barras
Gráfico de setores
Diagrama de Pareto
Estudar as variações dos problemas
prioritários
Como os focos do problema se
comportam ao longo do tempo?
Gráfico sequencial
Histograma
Boxplot
Carta de controle
Análise de capacidade do
processo
Análise de séries temporais
Estabelecer as metas para os
problemas prioritários
Quais são as metas específicas para
cada foco do problema?
As metas específicas são suficientes
para o alcance da meta global?
As metas específicas pertencem à área
de atuação da equipe?
Cálculo matemático
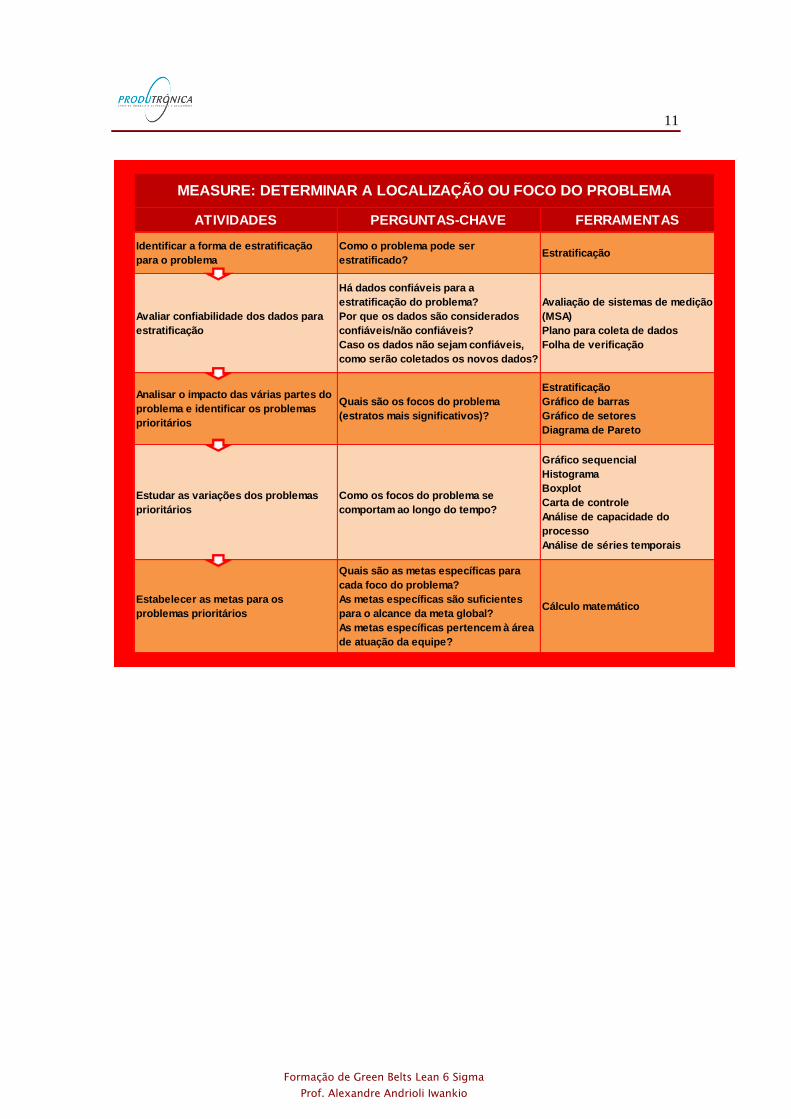
MEASURE: DETERMINAR A LOCALIZAÇÃO OU FOCO DO PROBLEMA
12
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Analisar o processo gerador do
problema prioritárioQual o processo gerador do problema?
Fluxograma
Mapa de processo
Mapa do fluxo de valor (VSM)
FMEA
Identificar e organizar as causas
potenciais do problema prioritário
Quais são as causas potenciais para a
geração do problema?
Brainstorming
Diagrama de causa e efeito
Diagrama de afinidades
Diagrama de relações
Priorizar as causas potenciais do
problema prioritário
Quais as causas potenciais
prioritárias?Matriz de priorização
Quantificar a importância das causas
potenciais prioritárias
As causas potenciais prioritárias foram
comprovadas (quantificadas)?
Quais as causas fundamentais?
Avaliação de sistemas de medição
(MSA)
Carta de controle
Diagrama de dispersão
Análise de regressão
Teste de hipóteses
Análise de variância
Planejamento de experimentos
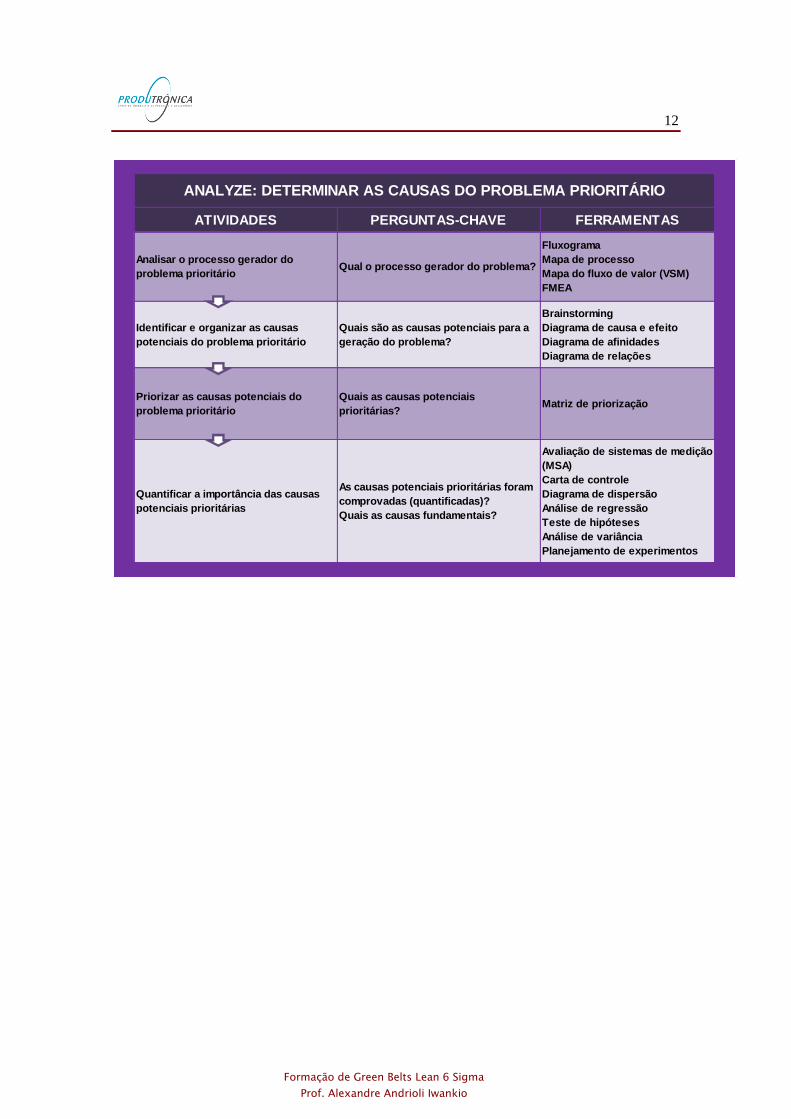
ANALYZE: DETERMINAR AS CAUSAS DO PROBLEMA PRIORITÁRIO
13
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Gerar idéias de soluções potenciais
para eliminar as causas fundamentais
do problema prioritário
Quais são as possíveis soluções?
Brainstorming
Diagrama de causa e efeito
Diagrama de afinidades
Diagrama de relações
Mapa do fluxo de valor futuro
(VSM)
Priorizar as soluções potenciaisQuais as soluções potenciais
prioritárias?Matriz de priorização
Avaliar e minimizar os riscos das
soluções prioritárias
As soluções priorizadas apresentam
algum risco?
Stakeholder analysis
FMEA
Testar as soluções priorizadas em
pequena escala
Será possível/necessário testar as
soluções?
Como os testes serão executados?
Quais os resultados dos testes?
5W2H
Diagrama de árvore
Diagrama do processo decisório
Kaizen
Kanban
Redução de set-up
Diagrama de Gantt
Elaborar e executar plano de
implementação das soluções em larga
escala
Qual o plano de ação para implementar
as soluções em larga escala?
As ações foram implementadas
conforme planejado?
As metas específicas foram
alcançadas?
5W2H
Diagrama de árvore
Diagrama do processo decisório
Kaizen
Kanban
Redução de set-up
Diagrama de Gantt
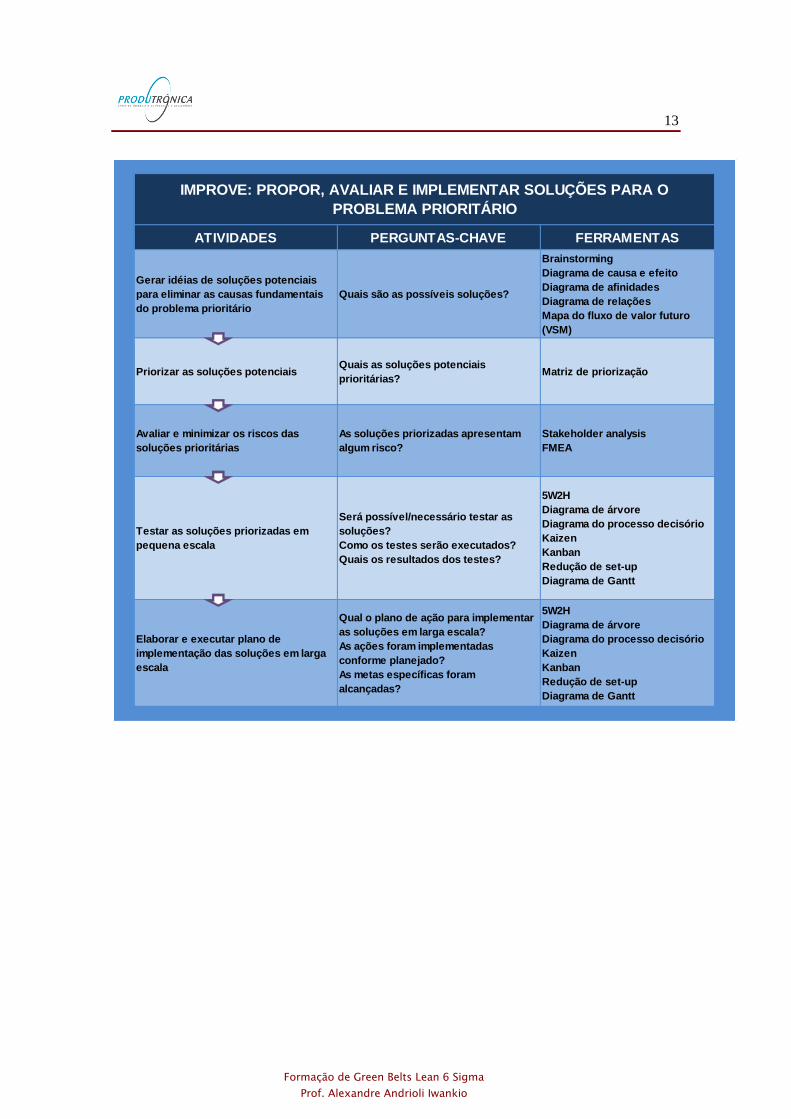
IMPROVE: PROPOR, AVALIAR E IMPLEMENTAR SOLUÇÕES PARA O
PROBLEMA PRIORITÁRIO
14
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Avaliar o alcance da meta em larga
escala
A meta global foi alcançada?
Foi obtido o retorno financeiro
previsto?
Gráfico sequencial
Carta de controle
Análise de capacidade de
processo
Cálculo matemático
Padronizar as alterações realizadas no
processo como consequência das
soluções adotadas
Foram criados ou alterados padrões
para a manutenção dos resultados?
As pessoas envolvidas com o
cumprimento dos padrões foram
treinadas?
Padronização
5S
TPM
Gestão visual
Manuais
Treinamentos, reuniões
Implementar plano de monitoramento
da performance do processo
Quais variáveis do processo serão
monitoradas?
Como será feito esse monitoramento?
Plano para coleta de dados
Folha de verificação
Carta de controle
Análise de capacidade do
processo
Boxplot
Auditoria de padrões
Poka-Yoke
Implementar plano para tomada de
ações corretivas
Como será o acompanhamento do
processo com base no sistema de
monitoramento (planos de manutenção
preventiva e corretiva)?
OCAP
Relatórios de anomalias
Diário de bordo
Sumarizar o que foi aprendido e
recomendar trabalhos futuros
O que foi aprendido com o projeto?
Quais as recomendações da equipe?
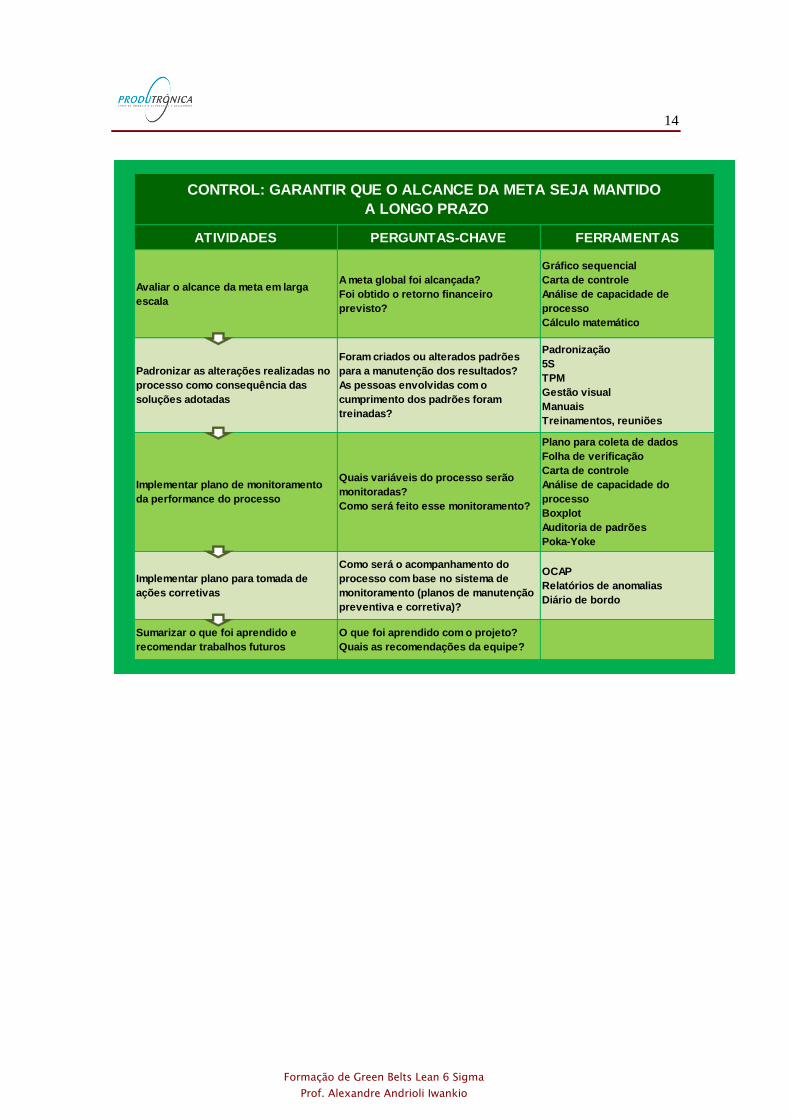
CONTROL: GARANTIR QUE O ALCANCE DA META SEJA MANTIDO
A LONGO PRAZO
15
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO IMPLEMENTAR O LEAN 6 SIGMA
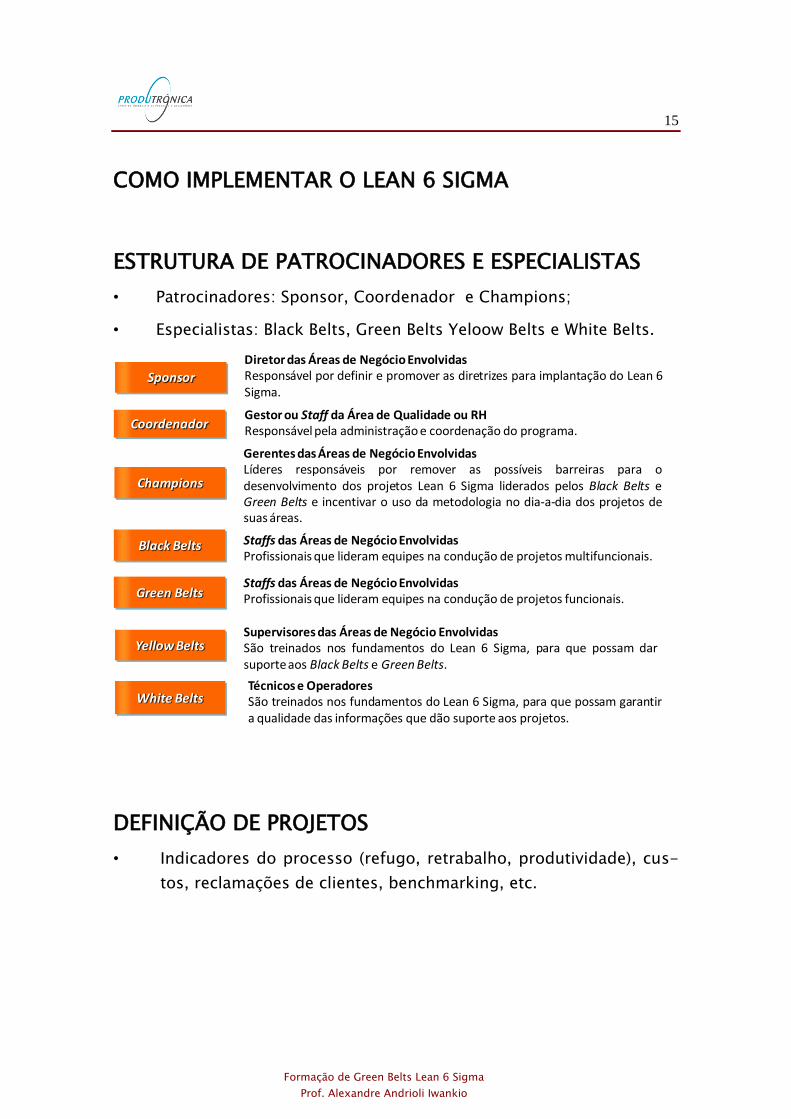
ESTRUTURA DE PATROCINADORES E ESPECIALISTAS
• Patrocinadores: Sponsor, Coordenador e Champions;
• Especialistas: Black Belts, Green Belts Yeloow Belts e White Belts.
Sponsor
Champions
Green Belts
Diretor das Áreas de Negócio EnvolvidasResponsável por definir e promover as diretrizes para implantação do Lean 6Sigma.
Gerentes das Áreas de Negócio EnvolvidasLíderes responsáveis por remover as possíveis barreiras para odesenvolvimento dos projetos Lean 6 Sigma liderados pelos Black Belts eGreen Belts e incentivar o uso da metodologia no dia-a-dia dos projetos desuas áreas.
Staffs das Áreas de Negócio EnvolvidasProfissionais que lideram equipes na condução de projetos multifuncionais.
Black Belts
Staffs das Áreas de Negócio EnvolvidasProfissionais que lideram equipes na condução de projetos funcionais.
CoordenadorGestor ou Staff da Área de Qualidade ou RHResponsável pela administração e coordenação do programa.
Yellow BeltsSupervisores das Áreas de Negócio EnvolvidasSão treinados nos fundamentos do Lean 6 Sigma, para que possam darsuporteaos Black Belts e GreenBelts.
White BeltsTécnicos e OperadoresSão treinados nos fundamentos do Lean 6 Sigma, para que possam garantira qualidade das informações que dão suporte aos projetos.
DEFINIÇÃO DE PROJETOS
• Indicadores do processo (refugo, retrabalho, produtividade), cus-
tos, reclamações de clientes, benchmarking, etc.
16
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
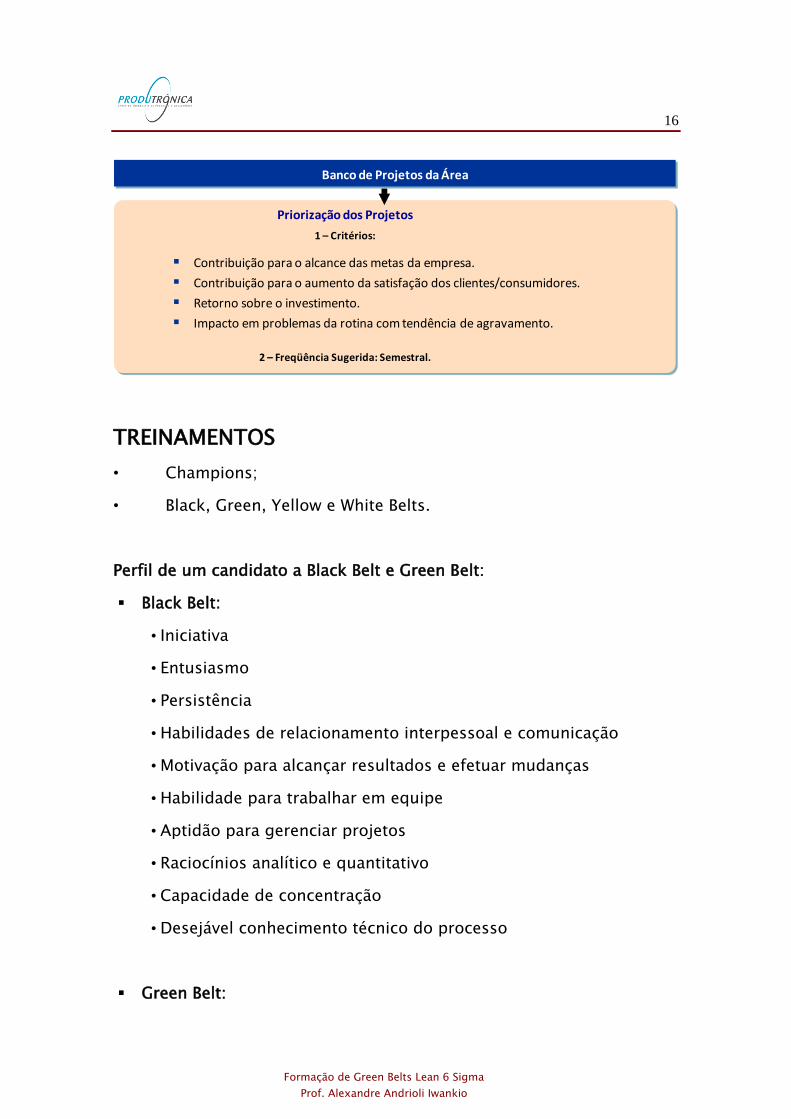
Banco de Projetos da Área
Priorização dos Projetos
1 – Critérios:
2 – Freqüência Sugerida: Semestral.
Contribuição para o alcance das metas da empresa.
Contribuição para o aumento da satisfação dos clientes/consumidores.
Retorno sobre o investimento.
Impacto em problemas da rotina com tendência de agravamento.
TREINAMENTOS
• Champions;
• Black, Green, Yellow e White Belts.
Perfil de um candidato a Black Belt e Green Belt:
Black Belt:
• Iniciativa
• Entusiasmo
• Persistência
• Habilidades de relacionamento interpessoal e comunicação
• Motivação para alcançar resultados e efetuar mudanças
• Habilidade para trabalhar em equipe
• Aptidão para gerenciar projetos
• Raciocínios analítico e quantitativo
• Capacidade de concentração
• Desejável conhecimento técnico do processo
Green Belt:
17
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Similar ao Black Belt, mas com menor ênfase nos aspectos com-
portamentais.
Os Black e Green Belts devem ser respeitados pela organização, ser
capazes de usar a metodologia Lean 6 Sigma para melhorar os
processos e possuir as habilidades de liderança necessárias para
conduzir sua equipe de trabalho durante a execução do projeto.
DESENVOLVIMENTO DE PROJETOS
• Orientação.
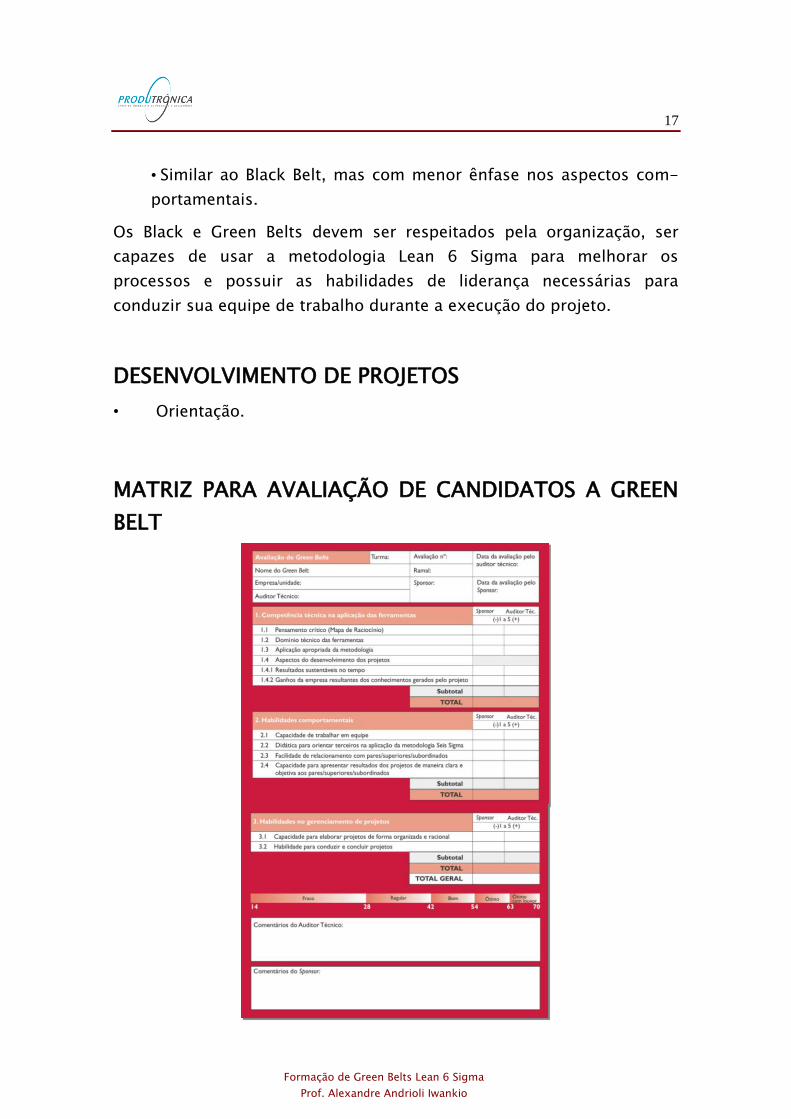
MATRIZ PARA AVALIAÇÃO DE CANDIDATOS A GREEN
BELT
18
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DE QUANTOS BLACK BELTS E GREEN BELTS UMA
EMPRESA NECESSITA?
Definir os projetos que devem ser desenvolvidos e treinar apenas o
número suficiente de Belts para a sua execução.
Observações:
• Cada Black Belt e Green Belt já treinado deve executar pelo
menos um projeto por ano.
• O prazo máximo ideal para a conclusão dos projetos é seis
meses.
• Uma referência para a relação entre o número de Black Belts
e Green Belts é “2 a 10 Green Belts para cada Black Belt”.
• Deverão ser treinadas como Green Belts apenas as pessoas
que, em função da natureza do trabalho que executam, te-
rão oportunidade/ necessidade de desenvolverem projetos
para a empresa (melhoria ou criação de novos produtos e
processos).
FALHAS MAIS COMUNS NA IMPLEMENTAÇÃO DO LEAN
6 SIGMA
Escolha inadequada de projetos:
• Complexidade dos projetos.
o Escopo não deve ser muito amplo nem muito simples.
• Tipos de ganhos resultantes dos projetos.
o Deve ser mensurável.
• Qualificações básicas de um projeto Lean Seis Sigma:
o Lacuna entre performance atual e necessária.
o Causa do problema não é conhecida.
o Solução não é conhecida.
19
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Baixo tempo de dedicação dos candidatos.
Fraco comprometimento da alta administração.
Falta de acompanhamento/suporte aos projetos pelos Champions.
Resultados dos projetos não traduzidos para a linguagem financei-
ra.
Perfil inadequado dos candidatos.
20
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CONCEITO DE VARIAÇÃO
EXERCÍCIO: CANETAS TRAÇO CERTO
A indústria de canetas “Traço Certo” sempre investiu na produção de
canetas com design arrojado e alto padrão de qualidade. As novas
diretrizes apontam para a conquista do mercado externo. Porém, o
tempo de produção é um fator que compromete a produtividade, pois
varia muito e aumenta o custo operacional por peça produzida.
Com a nova linha de produção pronta para ser iniciada, os supervisores
decidiram produzir 5 peças como amostra piloto com o objetivo de
mensurar o tempo de ciclo para a produção das canetas. Para simular a
produção dessa amostra, cada grupo realizará uma dinâmica conforme
descrito a seguir.
Eleger um participante como cronometrista.
Utilizar uma caneta como objeto a ser repassado entre os partici-
pantes da equipe (fase que representará o processo produtivo).
Passar a caneta sempre no sentido horário, seguindo o procedi-
mento operacional padrão abaixo:
1 - O cronometrista deverá disparar o cronômetro com a mão
direita e passar a caneta para a pessoa ao lado utilizando a mão
esquerda.
2 - Ao receber a caneta, o participante deverá passá-la à pessoa
ao lado também utilizando a mão esquerda. Esta ação será
repetida pelos demais participantes até que a caneta retorne ao
cronometrista. Nesse momento, o cronometrista deverá parar o
cronômetro com a mão direita e anotar o tempo gasto para
realizar a operação.
3 - Em seguida o cronometrista deverá zerar o cronômetro.
4 - Repetir as tarefas constantes nesse procedimento 5 vezes.
21
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
VARIAÇÃO
Uma vez que o fenômeno da variação é inevitável, foram criados
modelos matemáticos para identificar os padrões de comportamento
dessa variação.
Os processos produtivos costumam obedecer o mesmo padrão de
comportamento.
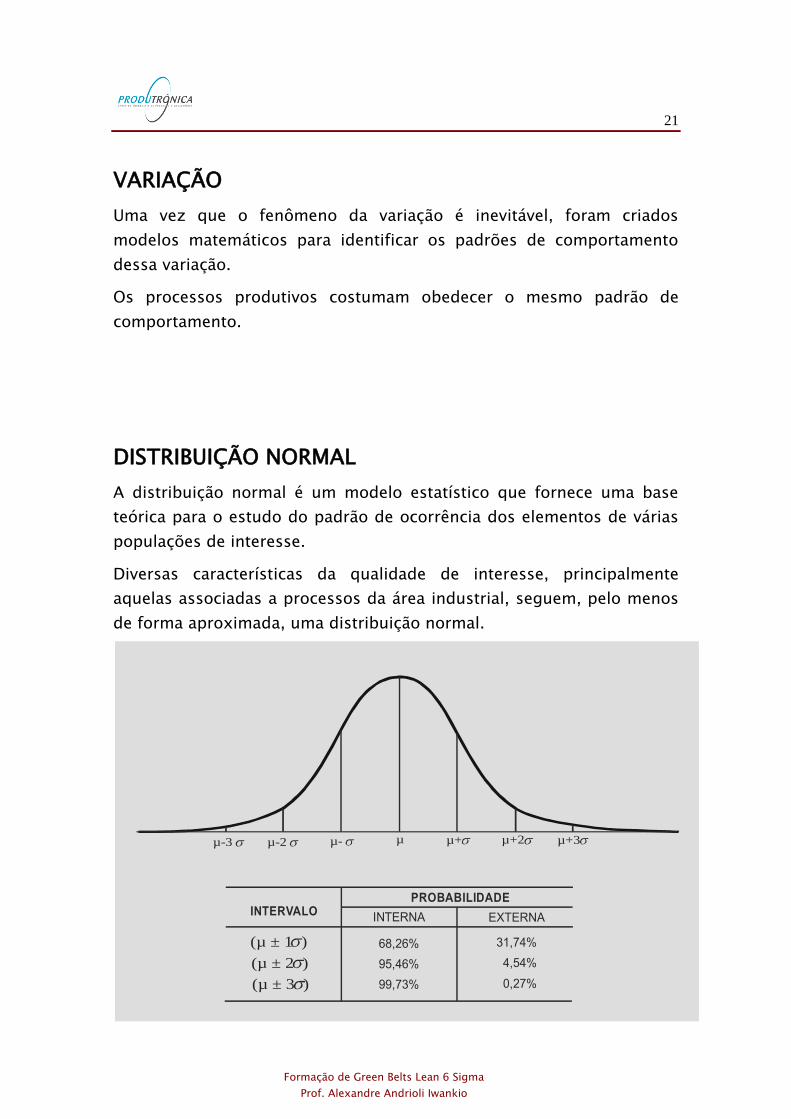
DISTRIBUIÇÃO NORMAL
A distribuição normal é um modelo estatístico que fornece uma base
teórica para o estudo do padrão de ocorrência dos elementos de várias
populações de interesse.
Diversas características da qualidade de interesse, principalmente
aquelas associadas a processos da área industrial, seguem, pelo menos
de forma aproximada, uma distribuição normal.
PROBABILIDADE INTERVALO
INTERNA
68,26%
95,46%
99,73%
(µ ± 1 )
µ µ+µ- µ+2µ-2 µ+3µ-3
(µ ± 2 )
(µ ± 3 )
31,74%
4,54%
0,27%
EXTERNA
22
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
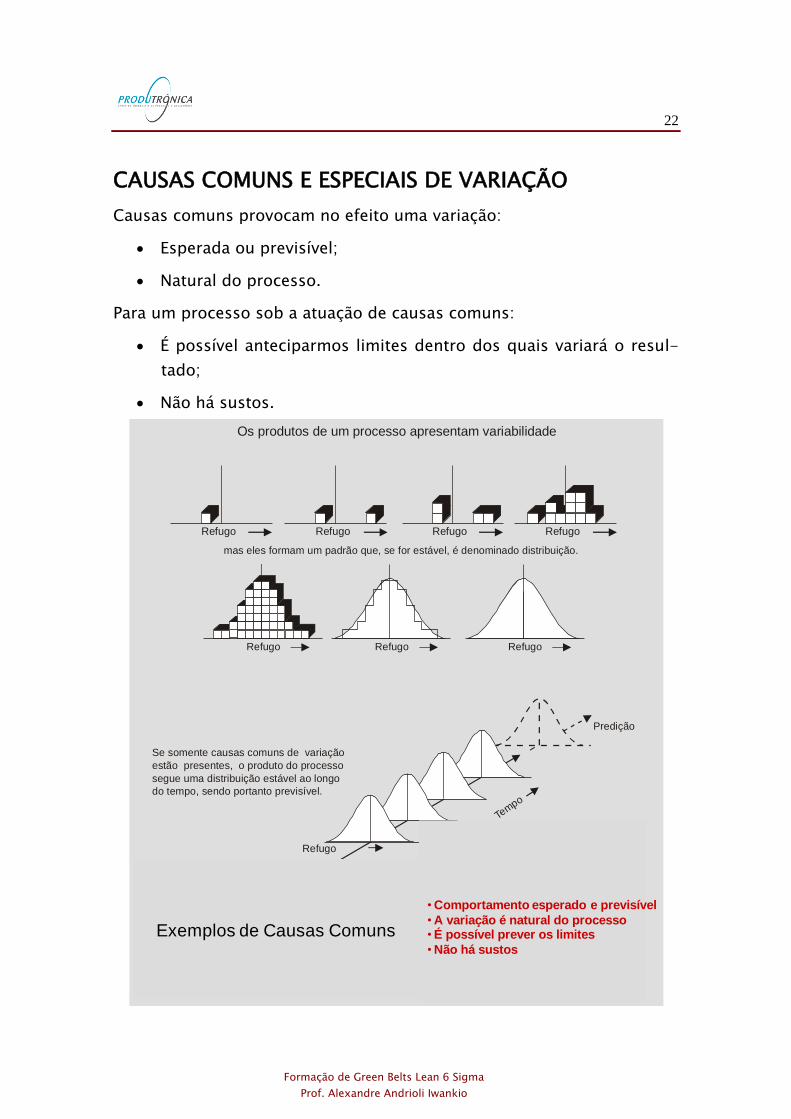
CAUSAS COMUNS E ESPECIAIS DE VARIAÇÃO
Causas comuns provocam no efeito uma variação:
Esperada ou previsível;
Natural do processo.
Para um processo sob a atuação de causas comuns:
É possível anteciparmos limites dentro dos quais variará o resul-
tado;
Não há sustos.
Os produtos de um processo apresentam variabilidade
mas eles formam um padrão que, se for estável, é denominado distribuição.
Refugo Refugo Refugo Refugo
RefugoRefugoRefugo
segue uma distribuição estável ao longo
do tempo, sendo portanto previsível.
estão presentes, o produto do processo
Se somente causas comuns de variação
Se causas especiais de variação
Refugo
Predição
Predição
Tempo
Tempo
Refugo
?
?
?
?
?
?
?
?
?
?
?
? ?
?
? ?
?
?
?
?
?
?
?
?
?
?
Causas Comuns e Especiais de Variação
Exemplos de Causas Comuns
• Comportamento esperado e previsível
• A variação é natural do processo• É possível prever os limites
• Não há sustos
23
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
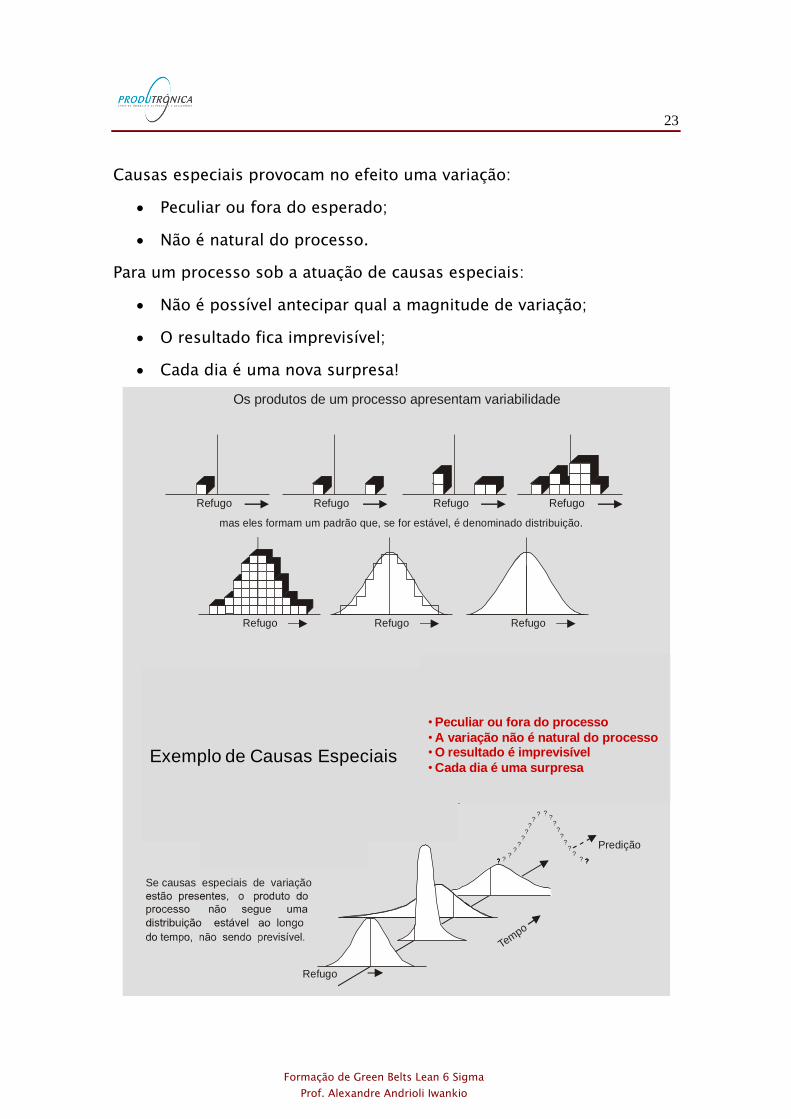
Causas especiais provocam no efeito uma variação:
Peculiar ou fora do esperado;
Não é natural do processo.
Para um processo sob a atuação de causas especiais:
Não é possível antecipar qual a magnitude de variação;
O resultado fica imprevisível;
Cada dia é uma nova surpresa!
Os produtos de um processo apresentam variabilidade
mas eles formam um padrão que, se for estável, é denominado distribuição.
Refugo Refugo Refugo Refugo
RefugoRefugoRefugo
segue uma distribuição estável ao longo
do tempo, sendo portanto previsível.
estão presentes, o produto do processo
Se somente causas comuns de variação
Se causas especiais de variação
Refugo
Predição
Predição
Tempo
Tempo
Refugo
?
?
?
?
?
?
?
?
?
?
?
? ?
?
? ?
?
?
?
?
?
?
?
?
?
?
Causas Comuns e Especiais de Variação
Exemplo de Causas Especiais
• Peculiar ou fora do processo
• A variação não é natural do processo• O resultado é imprevisível
• Cada dia é uma surpresa
24
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FERRAMENTAS DO LEAN 6 SIGMA INTEGRADAS AO
DMAIC
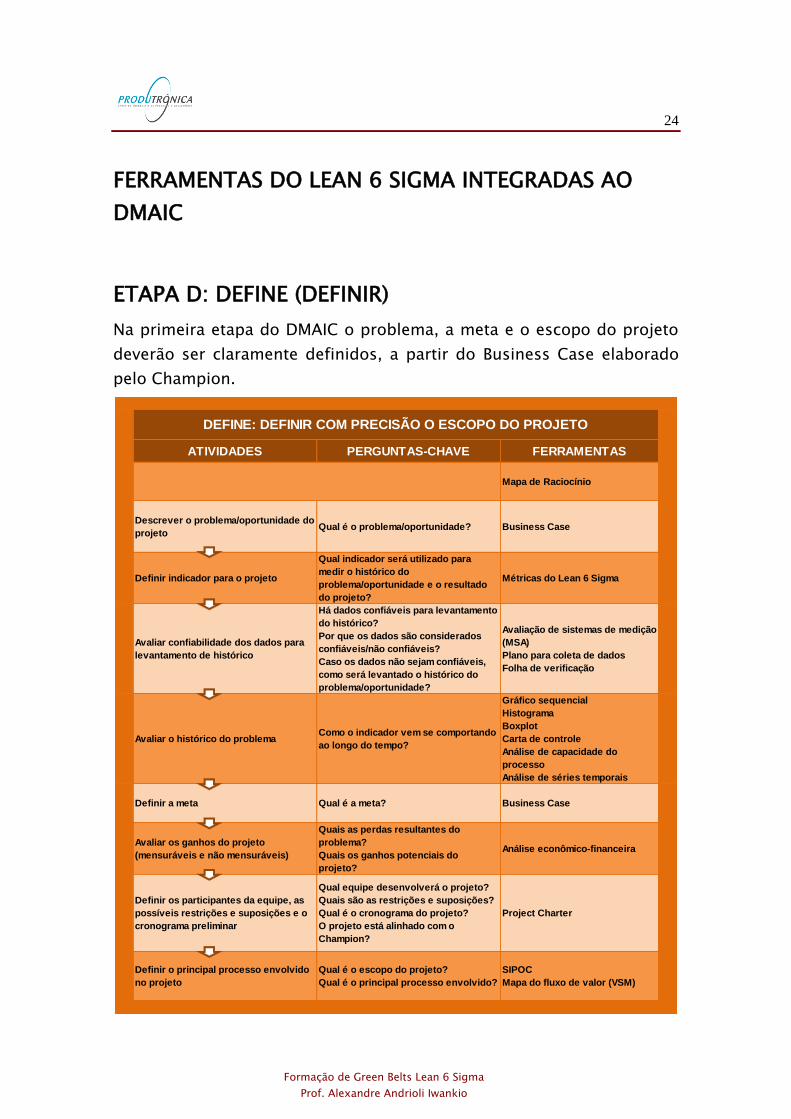
ETAPA D: DEFINE (DEFINIR)
Na primeira etapa do DMAIC o problema, a meta e o escopo do projeto
deverão ser claramente definidos, a partir do Business Case elaborado
pelo Champion.
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Mapa de Raciocínio
Descrever o problema/oportunidade do
projetoQual é o problema/oportunidade? Business Case
Definir indicador para o projeto
Qual indicador será utilizado para
medir o histórico do
problema/oportunidade e o resultado
do projeto?
Métricas do Lean 6 Sigma
Avaliar confiabilidade dos dados para
levantamento de histórico
Há dados confiáveis para levantamento
do histórico?
Por que os dados são considerados
confiáveis/não confiáveis?
Caso os dados não sejam confiáveis,
como será levantado o histórico do
problema/oportunidade?
Avaliação de sistemas de medição
(MSA)
Plano para coleta de dados
Folha de verificação
Avaliar o histórico do problemaComo o indicador vem se comportando
ao longo do tempo?
Gráfico sequencial
Histograma
Boxplot
Carta de controle
Análise de capacidade do
processo
Análise de séries temporais
Definir a meta Qual é a meta? Business Case
Avaliar os ganhos do projeto
(mensuráveis e não mensuráveis)
Quais as perdas resultantes do
problema?
Quais os ganhos potenciais do
projeto?
Análise econômico-financeira
Definir os participantes da equipe, as
possíveis restrições e suposições e o
cronograma preliminar
Qual equipe desenvolverá o projeto?
Quais são as restrições e suposições?
Qual é o cronograma do projeto?
O projeto está alinhado com o
Champion?
Project Charter
Definir o principal processo envolvido
no projeto
Qual é o escopo do projeto?
Qual é o principal processo envolvido?
SIPOC
Mapa do fluxo de valor (VSM)
DEFINE: DEFINIR COM PRECISÃO O ESCOPO DO PROJETO
25
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
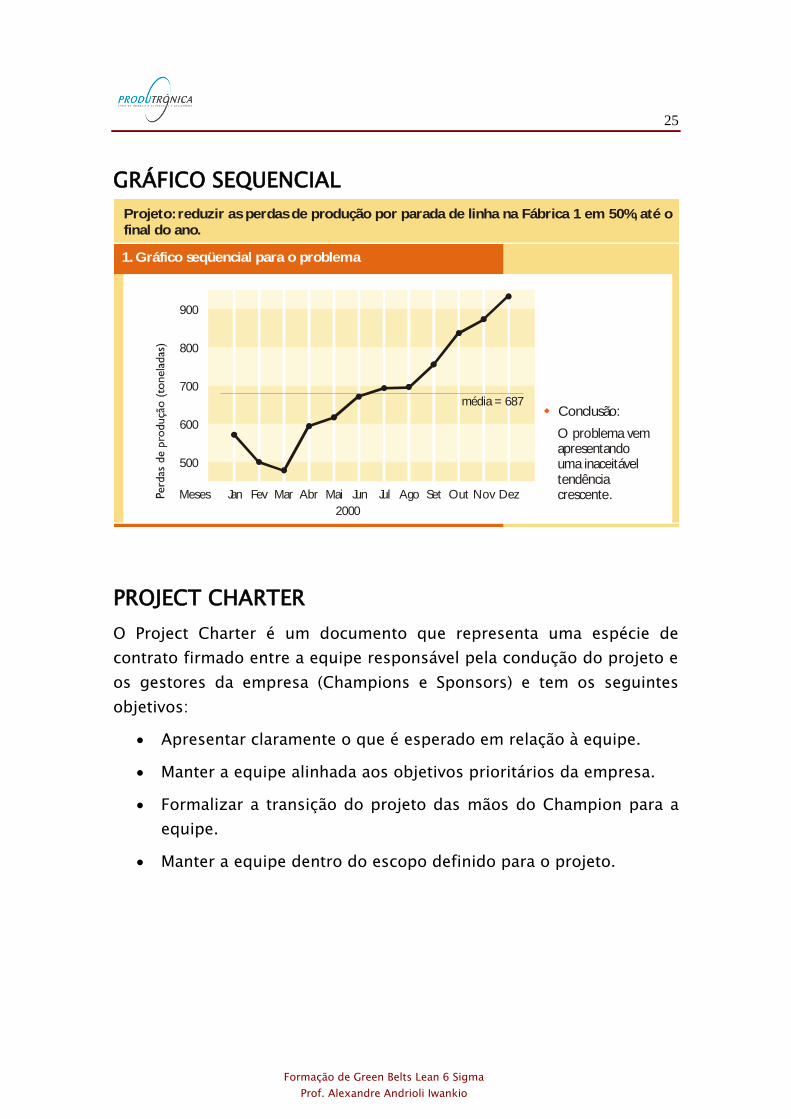
GRÁFICO SEQUENCIAL
Projeto: r
eduzir as perdas de produção por parada de linha na Fábrica 1 em 50%, até o
final do ano.
1. Gráfico seqüencial para o problema
900
800
700
600
500
Conclusão:
O problema vem apresentando uma inaceitável tendência crescente.Jan Fev Mar Abr Mai Jun JulMeses Ago Set Out Nov Dez
1 - Perdas de faturamento por produtos não entregues aos clientes no prazo previsto, em 2000:
2 - Gastos com horas extras dos funcionários, para recuperação da produção, em 2000:
Volume do produto (toneladas)
Número de horas extras
6.679
34.765
Margem média (R$/tonelada)
Valor (R$/hora)
164,70
5,93
Perda de faturamento (R$)
Totais (R$)
1.100.000,00
206.156,00
3 - Despesas com transporte e alimentação dos funcionários, para recuperação da produção, em 2000:
R$ 128.844,00
média = 687
2000
II - Perdas resultantes do problema
Parte do Anexo 1 integrante do da figura 5.2Project Charter
FIGURA 5.3
PROJECT CHARTER
O Project Charter é um documento que representa uma espécie de
contrato firmado entre a equipe responsável pela condução do projeto e
os gestores da empresa (Champions e Sponsors) e tem os seguintes
objetivos:
Apresentar claramente o que é esperado em relação à equipe.
Manter a equipe alinhada aos objetivos prioritários da empresa.
Formalizar a transição do projeto das mãos do Champion para a
equipe.
Manter a equipe dentro do escopo definido para o projeto.
26
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Avaliação do histórico do problema Anexo 1
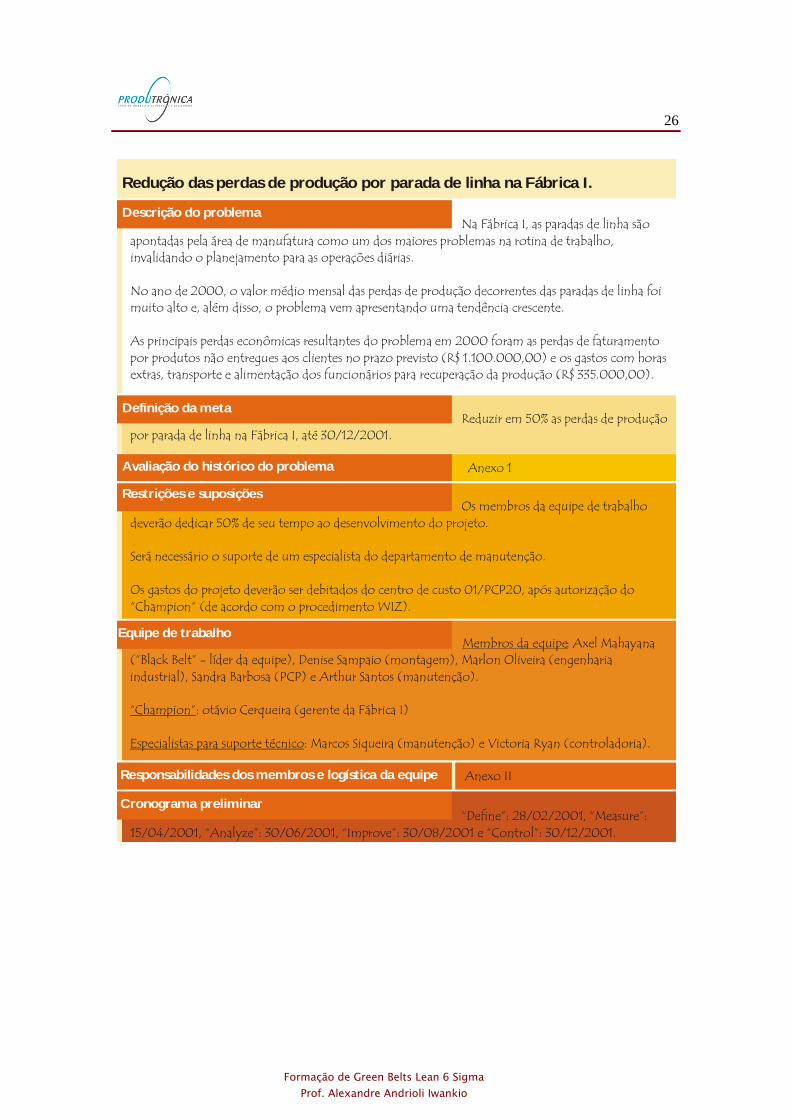
Redução das perdas de produção por parada de linha na Fábrica I.
Exemplo de Project Charter3,4
FIGURA 5.2
Reduzir em 50% as perdas de produção por parada de linha na Fábrica I, até 30/12/2001.
Na Fábrica I, as paradas de linha são apontadas pela área de manufatura como um dos maiores problemas na rotina de trabalho, invalidando o planejamento para as operações diárias.
No ano de 2000, o valor médio mensal das perdas de produção decorrentes das paradas de linha foi muito alto e, além disso, o problema vem apresentando uma tendência crescente.
As principais perdas econômicas resultantes do problema em 2000 foram as perdas de faturamento por produtos não entregues aos clientes no prazo previsto (R$ 1.100.000,00) e os gastos com horas extras, transporte e alimentação dos funcionários para recuperação da produção (R$ 335.000,00).
Definição da meta
Descrição do problema
Os membros da equipe de trabalho deverão dedicar 50% de seu tempo ao desenvolvimento do projeto.
Será necessário o suporte de um especialista do departamento de manutenção.
Os gastos do projeto deverão ser debitados do centro de custo 01/PCP20, após autorização do “Champion” (de acordo com o procedimento WIZ).
Restrições e suposições
Equipe de trabalho : Axel Mahayana (”Black Belt” - líder da equipe), Denise Sampaio (montagem), Marlon Oliveira (engenharia industrial), Sandra Barbosa (PCP) e Arthur Santos (manutenção).
: otávio Cerqueira (gerente da Fábrica I)
: Marcos Siqueira (manutenção) e Victoria Ryan (controladoria).
Membros da equipe
“Champion”
Especialistas para suporte técnico
Anexo IIResponsabilidades dos membros e logística da equipe
Cronograma preliminar “Define”: 28/02/2001, “Measure”: 15/04/2001, “Analyze”: 30/06/2001, “Improve”: 30/08/2001 e “Control”: 30/12/2001.
Avaliação do histórico do problema Anexo 1
Redução das perdas de produção por parada de linha na Fábrica I.
Exemplo de Project Charter3,4
FIGURA 5.2
Reduzir em 50% as perdas de produção por parada de linha na Fábrica I, até 30/12/2001.
Na Fábrica I, as paradas de linha são apontadas pela área de manufatura como um dos maiores problemas na rotina de trabalho, invalidando o planejamento para as operações diárias.
No ano de 2000, o valor médio mensal das perdas de produção decorrentes das paradas de linha foi muito alto e, além disso, o problema vem apresentando uma tendência crescente.
As principais perdas econômicas resultantes do problema em 2000 foram as perdas de faturamento por produtos não entregues aos clientes no prazo previsto (R$ 1.100.000,00) e os gastos com horas extras, transporte e alimentação dos funcionários para recuperação da produção (R$ 335.000,00).
Definição da meta
Descrição do problema
Os membros da equipe de trabalho deverão dedicar 50% de seu tempo ao desenvolvimento do projeto.
Será necessário o suporte de um especialista do departamento de manutenção.
Os gastos do projeto deverão ser debitados do centro de custo 01/PCP20, após autorização do “Champion” (de acordo com o procedimento WIZ).
Restrições e suposições
Equipe de trabalho : Axel Mahayana (”Black Belt” - líder da equipe), Denise Sampaio (montagem), Marlon Oliveira (engenharia industrial), Sandra Barbosa (PCP) e Arthur Santos (manutenção).
: otávio Cerqueira (gerente da Fábrica I)
: Marcos Siqueira (manutenção) e Victoria Ryan (controladoria).
Membros da equipe
“Champion”
Especialistas para suporte técnico
Anexo IIResponsabilidades dos membros e logística da equipe
Cronograma preliminar “Define”: 28/02/2001, “Measure”: 15/04/2001, “Analyze”: 30/06/2001, “Improve”: 30/08/2001 e “Control”: 30/12/2001.
27
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
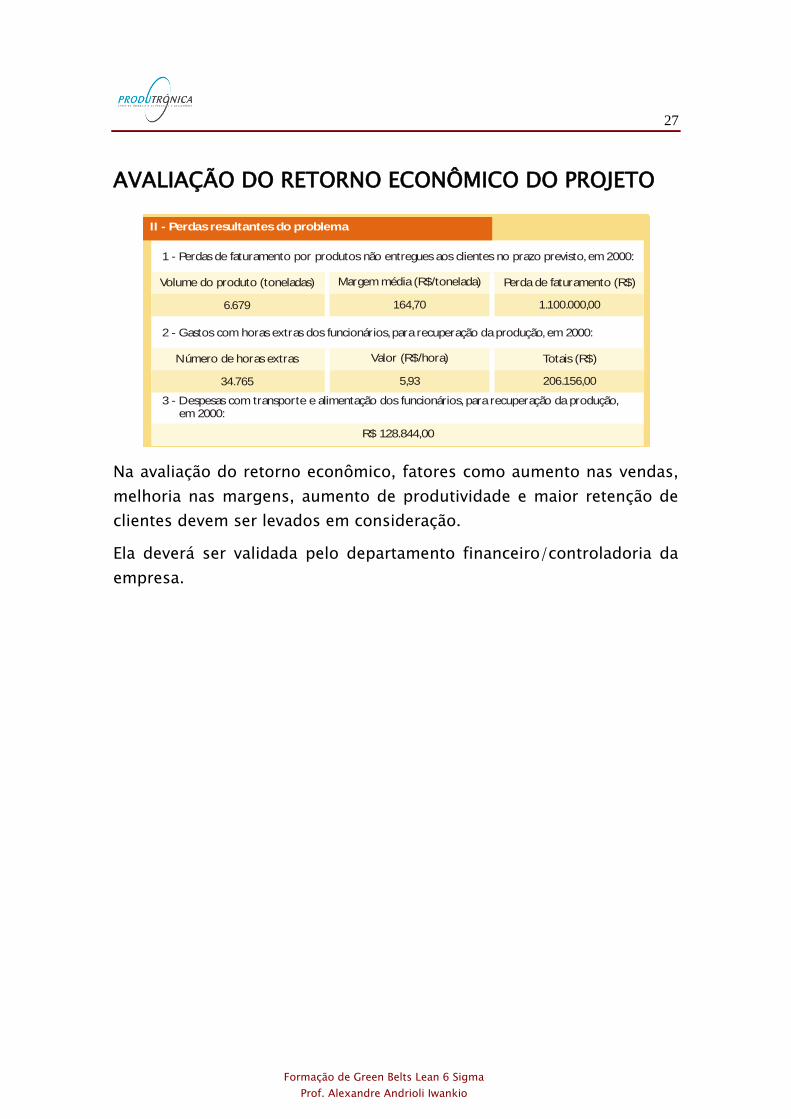
AVALIAÇÃO DO RETORNO ECONÔMICO DO PROJETO
Projeto: r
eduzir as perdas de produção por parada de linha na Fábrica 1 em 50%, até o
final do ano.
1. Gráfico seqüencial para o problema
900
800
700
600
500
Conclusão:
O problema vem apresentando uma inaceitável tendência crescente.Jan Fev Mar Abr Mai Jun JulMeses Ago Set Out Nov Dez
1 - Perdas de faturamento por produtos não entregues aos clientes no prazo previsto, em 2000:
2 - Gastos com horas extras dos funcionários, para recuperação da produção, em 2000:
Volume do produto (toneladas)
Número de horas extras
6.679
34.765
Margem média (R$/tonelada)
Valor (R$/hora)
164,70
5,93
Perda de faturamento (R$)
Totais (R$)
1.100.000,00
206.156,00
3 - Despesas com transporte e alimentação dos funcionários, para recuperação da produção, em 2000:
R$ 128.844,00
média = 687
2000
II - Perdas resultantes do problema
Parte do Anexo 1 integrante do da figura 5.2Project Charter
FIGURA 5.3
Projeto: r
eduzir as perdas de produção por parada de linha na Fábrica 1 em 50%, até o
final do ano.
1. Gráfico seqüencial para o problema
900
800
700
600
500
Conclusão:
O problema vem apresentando uma inaceitável tendência crescente.Jan Fev Mar Abr Mai Jun JulMeses Ago Set Out Nov Dez
1 - Perdas de faturamento por produtos não entregues aos clientes no prazo previsto, em 2000:
2 - Gastos com horas extras dos funcionários, para recuperação da produção, em 2000:
Volume do produto (toneladas)
Número de horas extras
6.679
34.765
Margem média (R$/tonelada)
Valor (R$/hora)
164,70
5,93
Perda de faturamento (R$)
Totais (R$)
1.100.000,00
206.156,00
3 - Despesas com transporte e alimentação dos funcionários, para recuperação da produção, em 2000:
R$ 128.844,00
média = 687
2000
II - Perdas resultantes do problema
Parte do Anexo 1 integrante do da figura 5.2Project Charter
FIGURA 5.3
Na avaliação do retorno econômico, fatores como aumento nas vendas,
melhoria nas margens, aumento de produtividade e maior retenção de
clientes devem ser levados em consideração.
Ela deverá ser validada pelo departamento financeiro/controladoria da
empresa.
28
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
SIPOC FornecedoresSuppliers
InsumosInputs
ProcessoProcess
ProdutosOutputs
ConsumidoresCustomers
Exemplo de SIPOC
FIGURA 5.4
Departamento de vendas
Cliente(distribuidor)
Pedido do clienteProduto entregue
ao clienteReceber o pedido
Estoque de material plástico
Consumidor finalMaterial plásticoFabricar
peças plásticas
Estoque de chapas de aço
Chapas de aço Fabricar peças metálicas
Departamento de pintura
Tinta e equipamen- tos para pintura
Pintar peças metálicas
Estoque de materiais comprados
Componentes metálicos
Receber compo- nentes metálicos
do estoque
Departamentode montagem
Equipamentosde montagem
Montar o produtode acordo com
o pedido
Box R Us Ltda.Caixas de papelão,
plástico bolhae adesivo.
Embalar o produto
Entregar o produtoao cliente
FornecedoresSuppliers
InsumosInputs
ProcessoProcess
ProdutosOutputs
ConsumidoresCustomers
Exemplo de SIPOC
FIGURA 5.4
Departamento de vendas
Cliente(distribuidor)
Pedido do clienteProduto entregue
ao clienteReceber o pedido
Estoque de material plástico
Consumidor finalMaterial plásticoFabricar
peças plásticas
Estoque de chapas de aço
Chapas de aço Fabricar peças metálicas
Departamento de pintura
Tinta e equipamen- tos para pintura
Pintar peças metálicas
Estoque de materiais comprados
Componentes metálicos
Receber compo- nentes metálicos
do estoque
Departamentode montagem
Equipamentosde montagem
Montar o produtode acordo com
o pedido
Box R Us Ltda.Caixas de papelão,
plástico bolhae adesivo.
Embalar o produto
Entregar o produtoao cliente
29
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
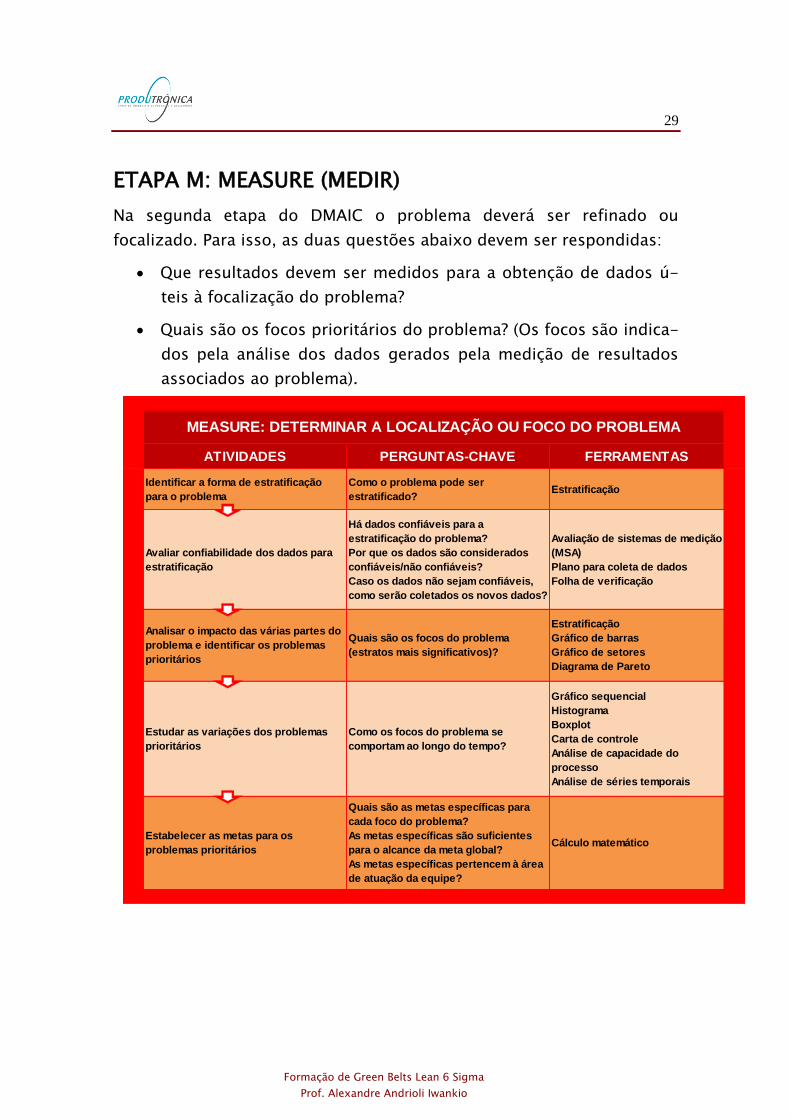
ETAPA M: MEASURE (MEDIR)
Na segunda etapa do DMAIC o problema deverá ser refinado ou
focalizado. Para isso, as duas questões abaixo devem ser respondidas:
Que resultados devem ser medidos para a obtenção de dados ú-
teis à focalização do problema?
Quais são os focos prioritários do problema? (Os focos são indica-
dos pela análise dos dados gerados pela medição de resultados
associados ao problema).
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Identificar a forma de estratificação
para o problema
Como o problema pode ser
estratificado?Estratificação
Avaliar confiabilidade dos dados para
estratificação
Há dados confiáveis para a
estratificação do problema?
Por que os dados são considerados
confiáveis/não confiáveis?
Caso os dados não sejam confiáveis,
como serão coletados os novos dados?
Avaliação de sistemas de medição
(MSA)
Plano para coleta de dados
Folha de verificação
Analisar o impacto das várias partes do
problema e identificar os problemas
prioritários
Quais são os focos do problema
(estratos mais significativos)?
Estratificação
Gráfico de barras
Gráfico de setores
Diagrama de Pareto
Estudar as variações dos problemas
prioritários
Como os focos do problema se
comportam ao longo do tempo?
Gráfico sequencial
Histograma
Boxplot
Carta de controle
Análise de capacidade do
processo
Análise de séries temporais
Estabelecer as metas para os
problemas prioritários
Quais são as metas específicas para
cada foco do problema?
As metas específicas são suficientes
para o alcance da meta global?
As metas específicas pertencem à área
de atuação da equipe?
Cálculo matemático
MEASURE: DETERMINAR A LOCALIZAÇÃO OU FOCO DO PROBLEMA
30
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
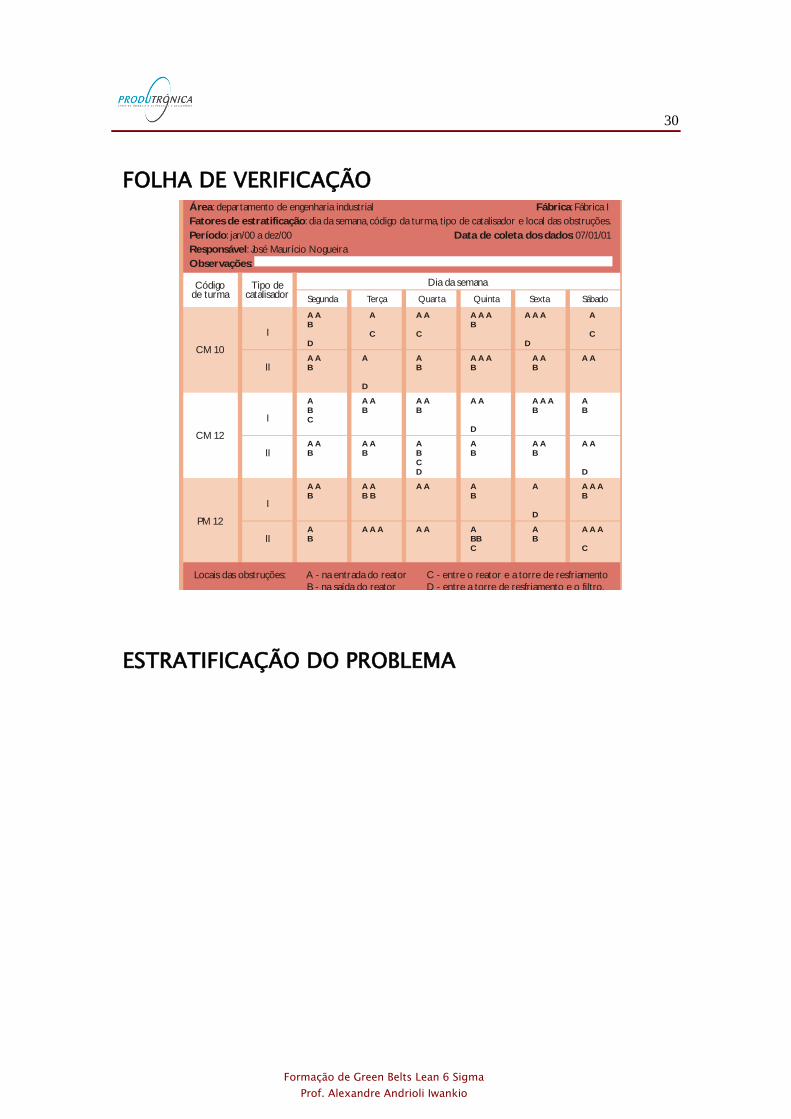
FOLHA DE VERIFICAÇÃO Área Fábrica
Fatores de estratificação
Período Data de coleta dos dados
Responsável
Observações
: departamento de engenharia industrial : Fábrica I
: dia da semana, código da turma, tipo de catalisador e local das obstruções.
: jan/00 a dez/00 : 07/01/01
: José Maurício Nogueira
:
Folha de Verificação
FIGURA 5.7 Estratificação das paradas de linha por obstrução das tubulações
Código de turma
CM 10
CM 12
PM 12
Tipo decatalisador
Dia da semana
A A
B
D
A A
B
A A
B
A A
B
A
B
A A
B B
A A A
B
A
D
A A A
B
A A A A A A
BB
C
A
B
A A A
C
A A
B
A
B
C
D
A
B
A A
B
A A
D
A A
B
A A
B
A A
D
A A A
B
A
B
A
D
A
B
A A A
B
A A
B
A A
A
C
A A
C
A A A
B
A A A
D
A
C
A
B
C
I
II
I
II
I
II
Segunda Terça Quarta Quinta Sexta Sábado
Locais das obstruções: A - na entrada do reator C - entre o reator e a torre de resfriamento
B - na saída do reator D - entre a torre de resfriamento e o filtro.
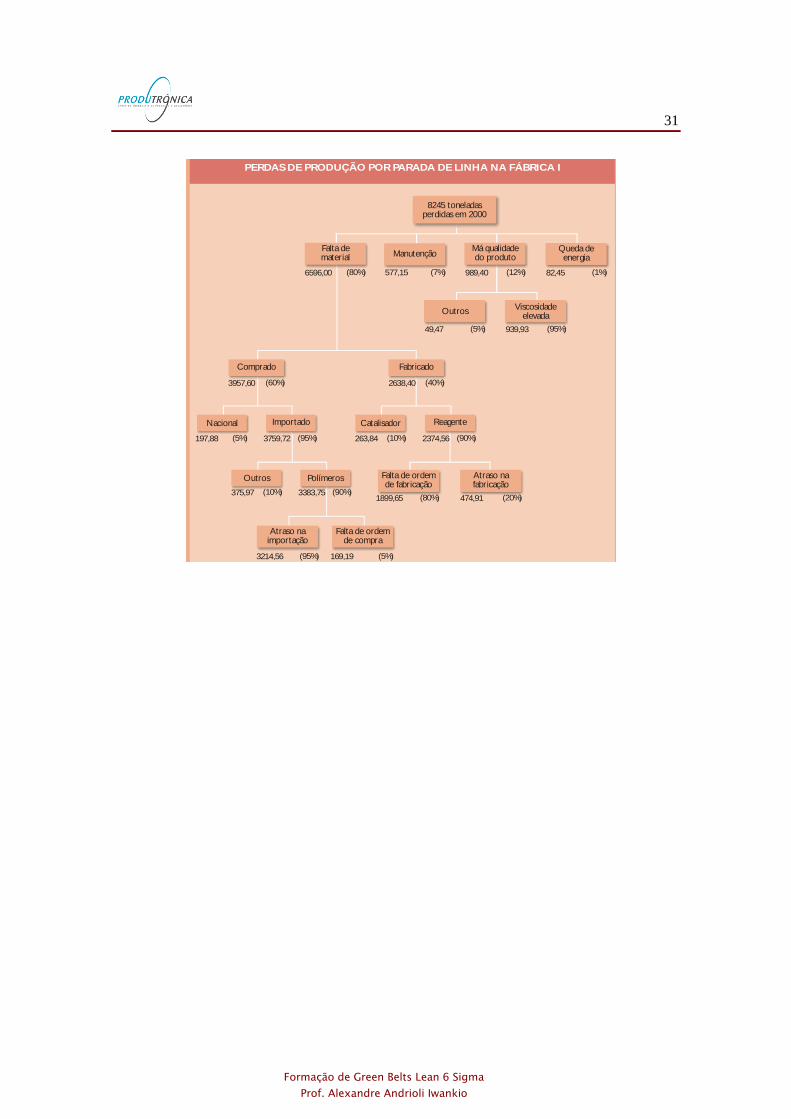
ESTRATIFICAÇÃO DO PROBLEMA
31
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Falta de ordemde fabricação
Atraso nafabricação
Outros
6596,00 577,15 82,45
939,9349,47
3957,60
197,88
375,97 3383,751899,65 474,91
3214,56 169,19
3759,72 263,84 2374,56
2638,40
989,40
Viscosidadeelevada
PERDAS DE PRODUÇÃO POR PARADA DE LINHA NA FÁBRICA I
Estratificação do problema associado à meta reduzir em 50% as perdas de produção por parada de linha na Fábrica I, até o final do ano.
FIGURA 5.8
Comprado Fabricado
Importado ReagenteNacional Catalisador
PolímerosOutros
Atraso naimportação
Falta de ordemde compra
ManutençãoFalta de material
Má qualidade do produto
Queda deenergia
8245 toneladas perdidas em 2000
(80%) (7%) (12%) (1%)
(95%)(5%)
(60%)
(5%)
(10%) (90%)(80%) (20%)
(95%) (5%)
(95%) (10%) (90%)
(40%)
32
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
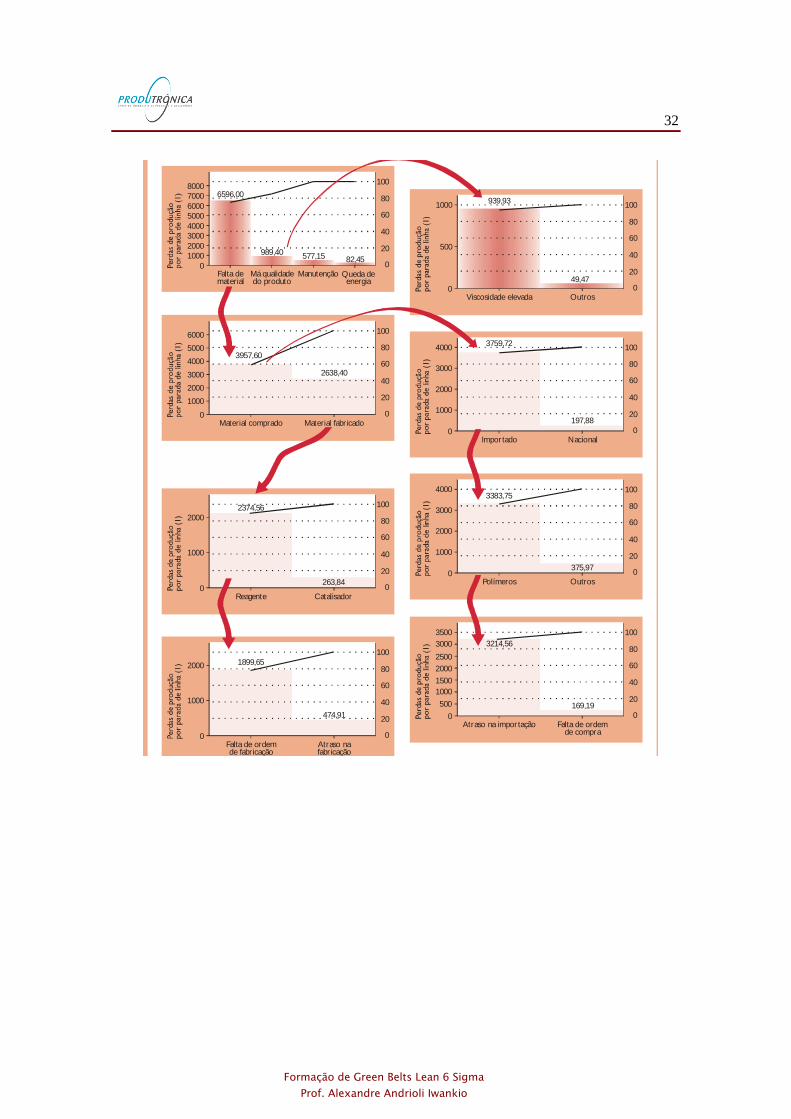
Diagramas de Pareto para priorização do problema associado à meta reduzir em 50% as perdas de produção por parada de linha na Fábrica I, até o final do ano.
FIGURA 5.9
8000
6000
7000
5000
4000
3000
2000
1000
0 0
20
40
60
80
100
Má qualidadedo produto
Manutenção Queda deenergia
6596,00
989,40577,15 82,45
1000
500
0 0
20
40
60
80
100
Viscosidade elevada Outros
939,93
49,47
4000
3000
2000
1000
0 0
20
40
60
80
100
Impor tado Nacional
3759,72
197,88
4000
3000
2000
1000
0 0
20
40
60
80
100
Polímeros Outros
3383,75
375,97
2000
1000
0 0
20
40
60
80
100
Falta de ordemde fabricação
Atraso nafabricação
1899,65
474,91
2000
1000
0 0
20
40
60
80
100
Reagente Catalisador
2374,56
263,84
3500
3000
2000
2500
1000
500
1500
0 0
20
40
60
80
100
Atraso na impor tação Falta de ordemde compra
3214,56
169,19
6000
5000
4000
3000
2000
1000
0 0
20
40
60
80
100
Material fabricado
3957,60
2638,40
Material comprado
Falta dematerial
33
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
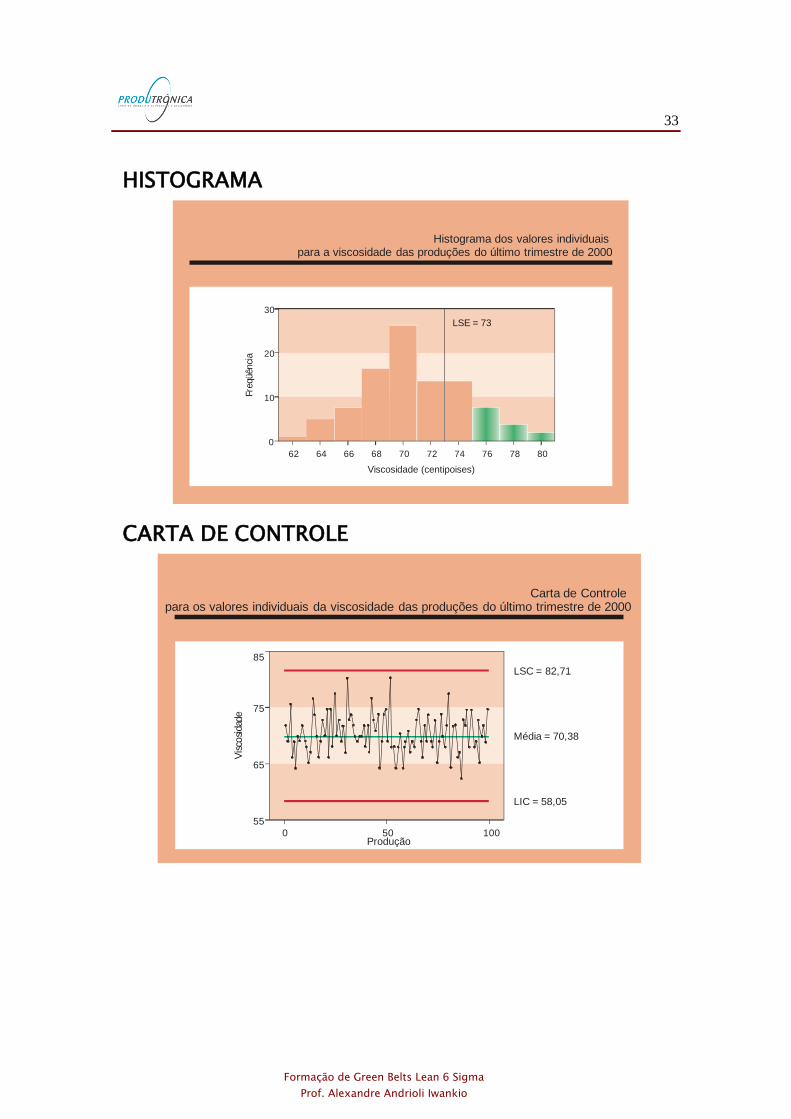
HISTOGRAMA
Histograma dos valores individuais para a viscosidade das produções do último trimestre de 2000
Viscosidade (centipoises)
30
20
10
0
62 64 66 68 70 72 74 76 78 80
LSE = 73
Fre
qüênci
a
CARTA DE CONTROLE
Limites de Controle Superior
Limites de Controle Inferior
Carta de Controle para os valores individuais da viscosidade das produções do último trimestre de 2000
Produção
LSC = 82,71
Média = 70,38
LIC = 58,05
85
75
65
55
0 50 100
Vis
c osi
dad
e
34
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DEFINIÇÃO DE METAS ESPECÍFICAS/PRIORITÁRIAS
Reduzir em 70% as perdas de produção por parada de linha na
Fábrica I, por atraso na importação de polímeros até o final do
ano.
Eliminar as perdas de produção por parada de linha na Fábrica I,
por falta de ordem de fabricação de reagente, até o final do ano.
Eliminar a ocorrência de produções com viscosidade igual ou su-
perior a 75 centipoises, resultantes da variação natural do proces-
so produtivo, até o final do ano.
35
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
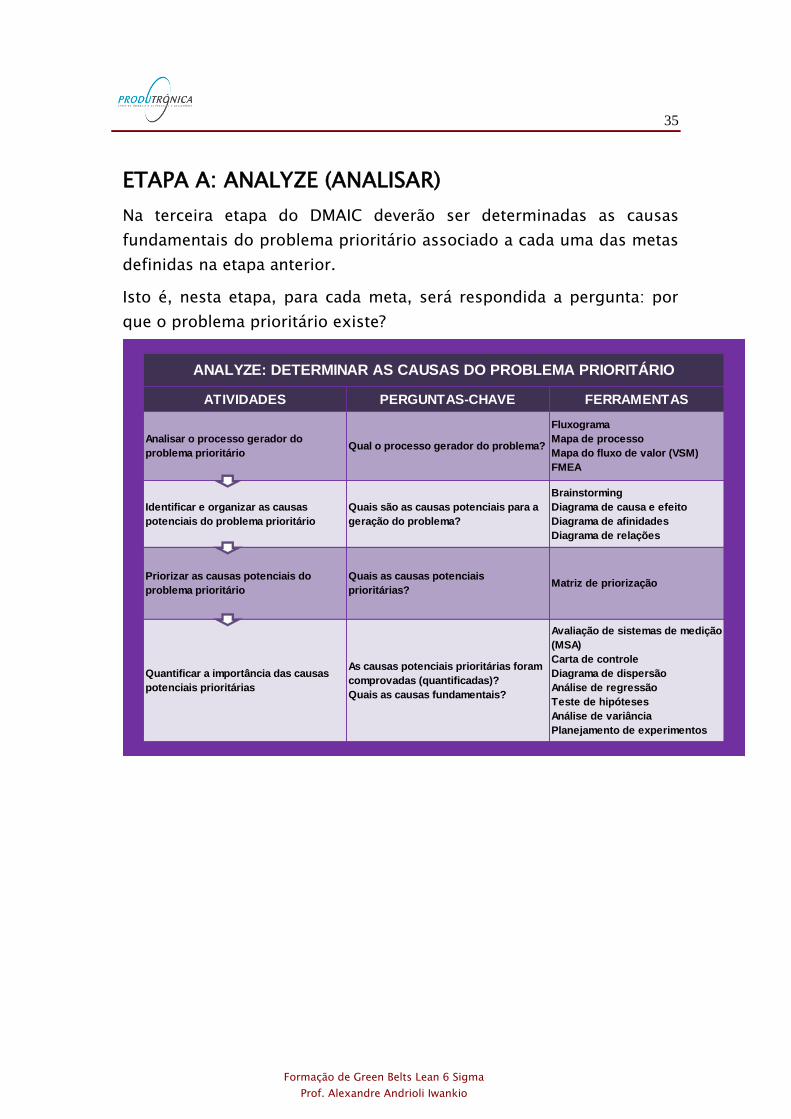
ETAPA A: ANALYZE (ANALISAR)
Na terceira etapa do DMAIC deverão ser determinadas as causas
fundamentais do problema prioritário associado a cada uma das metas
definidas na etapa anterior.
Isto é, nesta etapa, para cada meta, será respondida a pergunta: por
que o problema prioritário existe?
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Analisar o processo gerador do
problema prioritárioQual o processo gerador do problema?
Fluxograma
Mapa de processo
Mapa do fluxo de valor (VSM)
FMEA
Identificar e organizar as causas
potenciais do problema prioritário
Quais são as causas potenciais para a
geração do problema?
Brainstorming
Diagrama de causa e efeito
Diagrama de afinidades
Diagrama de relações
Priorizar as causas potenciais do
problema prioritário
Quais as causas potenciais
prioritárias?Matriz de priorização
Quantificar a importância das causas
potenciais prioritárias
As causas potenciais prioritárias foram
comprovadas (quantificadas)?
Quais as causas fundamentais?
Avaliação de sistemas de medição
(MSA)
Carta de controle
Diagrama de dispersão
Análise de regressão
Teste de hipóteses
Análise de variância
Planejamento de experimentos
ANALYZE: DETERMINAR AS CAUSAS DO PROBLEMA PRIORITÁRIO
36
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
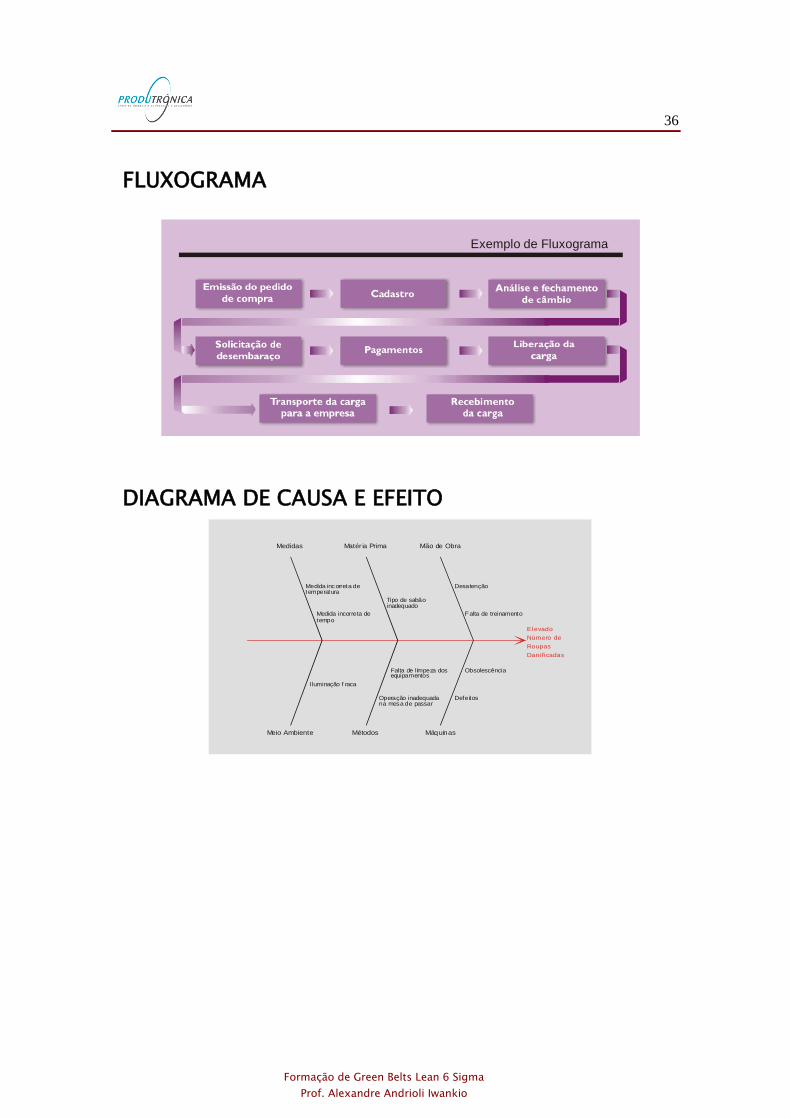
FLUXOGRAMA
Exemplo de Fluxograma
DIAGRAMA DE CAUSA E EFEITO
El evado
Número de
Roupas
Dani fi cadas
Meio Ambiente
Medidas
Métodos
Matér ia Prima
Máquinas
Mão de Obra
Falta de treinamento
Desatenção
Obsolescência
Defeitos
Tipo de sabãoinadequado
Falta de limpeza dosequipamentos
Operação inadequadana mesa de passar
Medida incorreta detempo
Medida incorreta detemperatura
Iluminação f raca
37
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
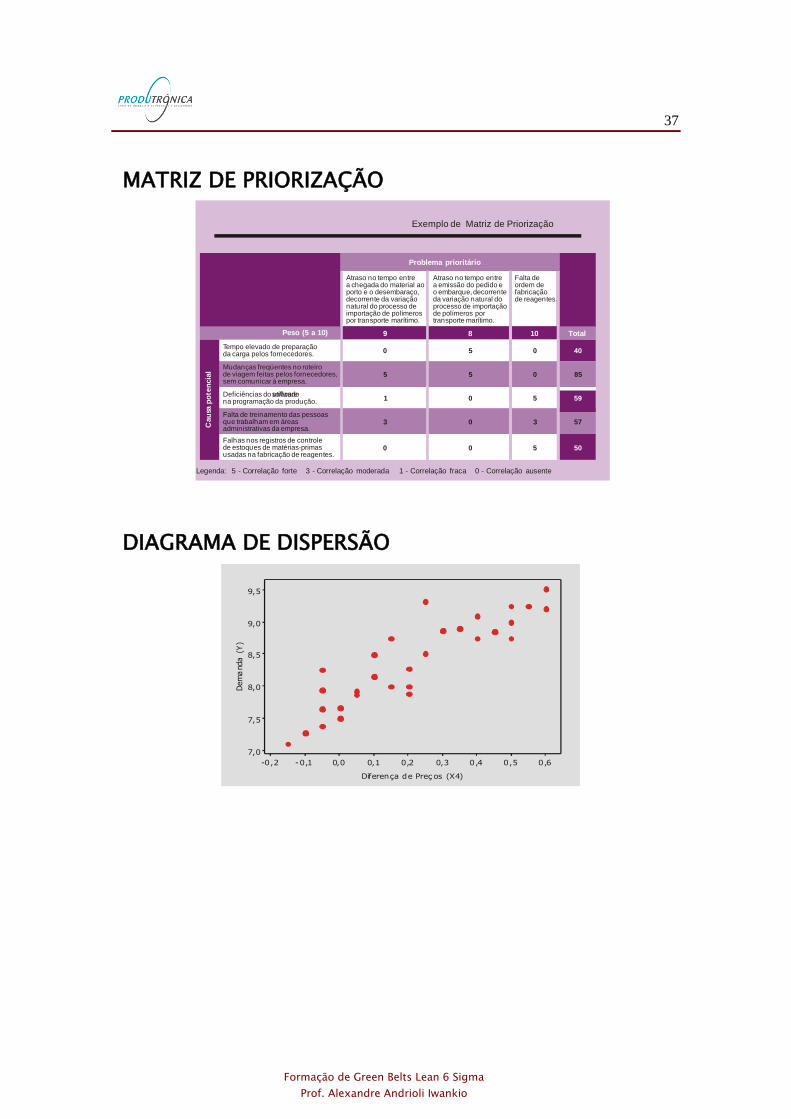
MATRIZ DE PRIORIZAÇÃO
Exemplo de Matriz de Priorização
Legenda: 5 - Correlação forte 3 - Correlação moderada 1 - Correlação fraca 0 - Correlação ausente
Atraso no tempo entre a chegada do material ao porto e o desembaraço, decorrente da variação natural do processo de importação de polímeros por transporte marítimo.
Atraso no tempo entre a emissão do pedido e o embarque, decorrente da variação natural do processo de importação de polímeros portransporte marítimo.
Falta de ordem de fabricação de reagentes.
Deficiências do utilizado na programação da produção.
software
Falta de treinamento das pessoas que trabalham em áreas administrativas da empresa.
Falhas nos registros de controle de estoques de matérias-primas usadas na fabricação de reagentes.
Mudanças freqüentes no roteiro de viagem feitas pelos fornecedores, sem comunicar à empresa.
Problema prioritário
Cau
sap
ote
ncia
l
9
0
5
1
3
0
8
5
5
0
0
0
10
0
0
5
3
5
Tempo elevado de preparação da carga pelos fornecedores.
Total
40
85
57
50
59
Peso (5 a 10)
DIAGRAMA DE DISPERSÃO
Diferença de Preç os (X4)
Dem
anda
(Y)
0,60,50,40,30,20,10,0-0,1-0,2
9,5
9,0
8,5
8,0
7,5
7,0
38
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
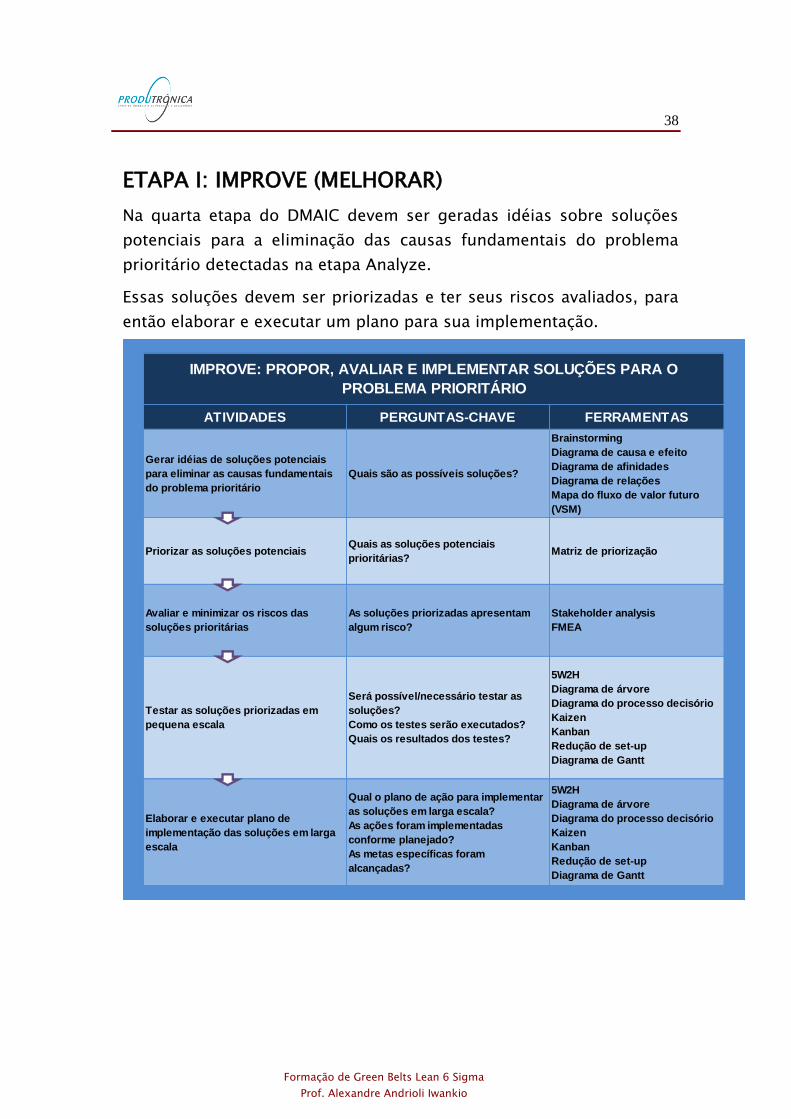
ETAPA I: IMPROVE (MELHORAR)
Na quarta etapa do DMAIC devem ser geradas idéias sobre soluções
potenciais para a eliminação das causas fundamentais do problema
prioritário detectadas na etapa Analyze.
Essas soluções devem ser priorizadas e ter seus riscos avaliados, para
então elaborar e executar um plano para sua implementação.
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Gerar idéias de soluções potenciais
para eliminar as causas fundamentais
do problema prioritário
Quais são as possíveis soluções?
Brainstorming
Diagrama de causa e efeito
Diagrama de afinidades
Diagrama de relações
Mapa do fluxo de valor futuro
(VSM)
Priorizar as soluções potenciaisQuais as soluções potenciais
prioritárias?Matriz de priorização
Avaliar e minimizar os riscos das
soluções prioritárias
As soluções priorizadas apresentam
algum risco?
Stakeholder analysis
FMEA
Testar as soluções priorizadas em
pequena escala
Será possível/necessário testar as
soluções?
Como os testes serão executados?
Quais os resultados dos testes?
5W2H
Diagrama de árvore
Diagrama do processo decisório
Kaizen
Kanban
Redução de set-up
Diagrama de Gantt
Elaborar e executar plano de
implementação das soluções em larga
escala
Qual o plano de ação para implementar
as soluções em larga escala?
As ações foram implementadas
conforme planejado?
As metas específicas foram
alcançadas?
5W2H
Diagrama de árvore
Diagrama do processo decisório
Kaizen
Kanban
Redução de set-up
Diagrama de Gantt
IMPROVE: PROPOR, AVALIAR E IMPLEMENTAR SOLUÇÕES PARA O
PROBLEMA PRIORITÁRIO
39
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
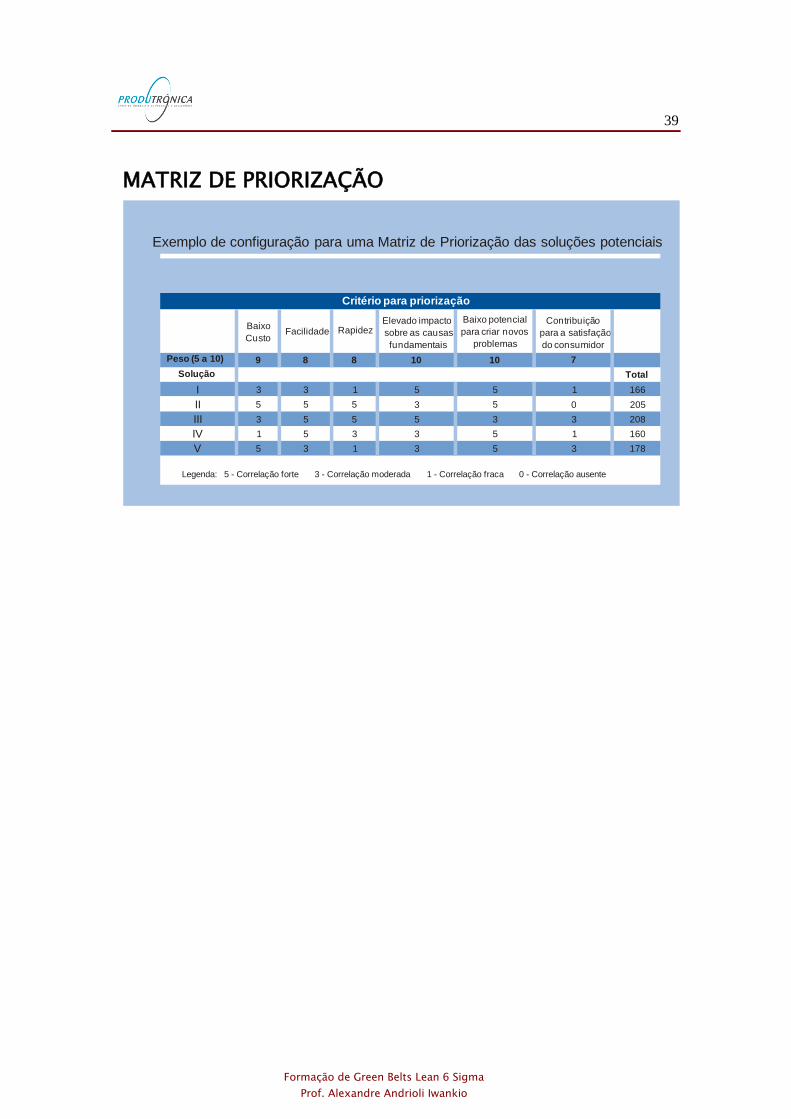
MATRIZ DE PRIORIZAÇÃO
Exemplo de configuração para uma Matriz de Priorização das soluções potenciais
Baixo
CustoFacilidade Rapidez
Elevado impacto
sobre as causas
fundamentais
Baixo potencial
para criar novos
problemas
Contribuição
para a satisfação
do consumidor
9 8 8 10 10 7
I 3 3 1 5 5 1 166
II 5 5 5 3 5 0 205
III 3 5 5 5 3 3 208
IV 1 5 3 3 5 1 160
V 5 3 1 3 5 3 178
Critério para priorização
Total
Peso (5 a 10)
Solução
Legenda: 5 - Correlação forte 3 - Correlação moderada 1 - Correlação fraca 0 - Correlação ausente
40
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
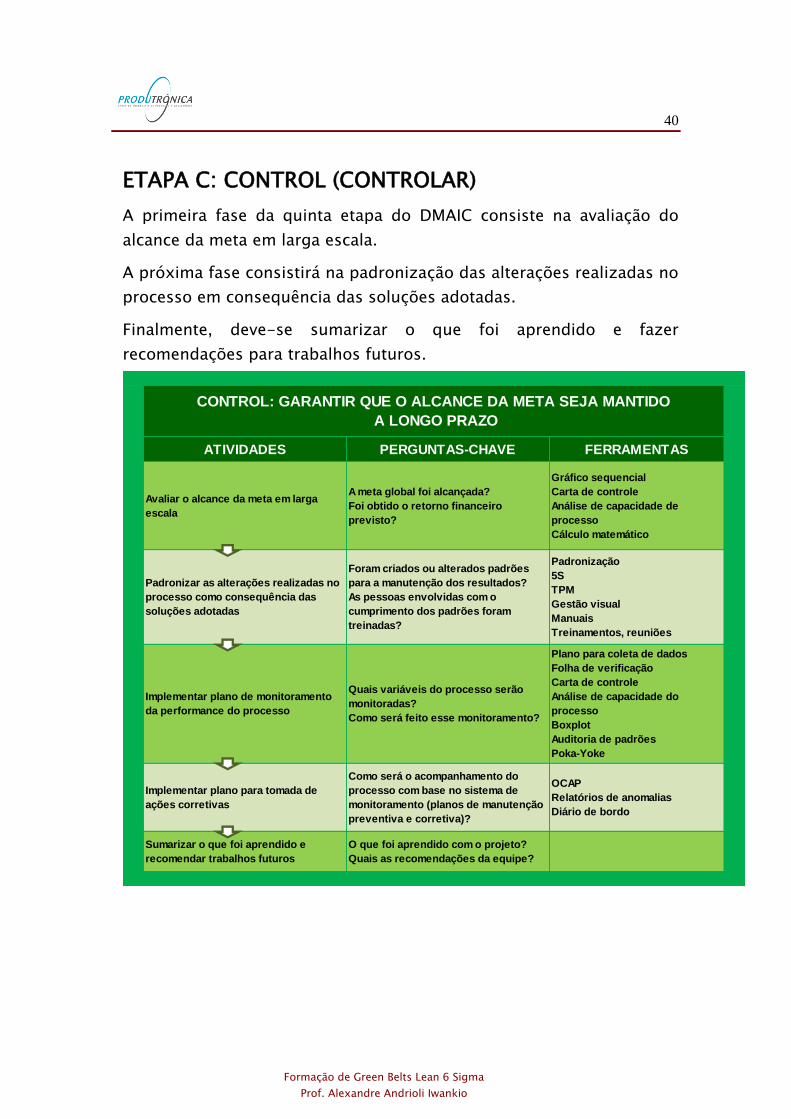
ETAPA C: CONTROL (CONTROLAR)
A primeira fase da quinta etapa do DMAIC consiste na avaliação do
alcance da meta em larga escala.
A próxima fase consistirá na padronização das alterações realizadas no
processo em consequência das soluções adotadas.
Finalmente, deve-se sumarizar o que foi aprendido e fazer
recomendações para trabalhos futuros.
ATIVIDADES PERGUNTAS-CHAVE FERRAMENTAS
Avaliar o alcance da meta em larga
escala
A meta global foi alcançada?
Foi obtido o retorno financeiro
previsto?
Gráfico sequencial
Carta de controle
Análise de capacidade de
processo
Cálculo matemático
Padronizar as alterações realizadas no
processo como consequência das
soluções adotadas
Foram criados ou alterados padrões
para a manutenção dos resultados?
As pessoas envolvidas com o
cumprimento dos padrões foram
treinadas?
Padronização
5S
TPM
Gestão visual
Manuais
Treinamentos, reuniões
Implementar plano de monitoramento
da performance do processo
Quais variáveis do processo serão
monitoradas?
Como será feito esse monitoramento?
Plano para coleta de dados
Folha de verificação
Carta de controle
Análise de capacidade do
processo
Boxplot
Auditoria de padrões
Poka-Yoke
Implementar plano para tomada de
ações corretivas
Como será o acompanhamento do
processo com base no sistema de
monitoramento (planos de manutenção
preventiva e corretiva)?
OCAP
Relatórios de anomalias
Diário de bordo
Sumarizar o que foi aprendido e
recomendar trabalhos futuros
O que foi aprendido com o projeto?
Quais as recomendações da equipe?
CONTROL: GARANTIR QUE O ALCANCE DA META SEJA MANTIDO
A LONGO PRAZO
41
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
RACIOCÍNIO ESTATÍSTICO
O QUE É RACIOCÍNIO ESTATÍSTICO?
O raciocínio estatístico é uma filosofia de aprendizagem e tomada de
ações baseada nos seguintes princípios fundamentais:
Todo tipo de trabalho acontece em um sistema de processos in-
terconectados.
A variação existe em todos os processos.
O entendimento e a redução da variação são fundamentais para o
alcance de melhorias.
ATIVIDADE: O PAPEL DAS PERGUNTAS E A
IMPORTÂNCIA DO RACIOCÍNIO ESTATÍSTICO
Suponha que Ronaldo Santana, o vice-presidente de vendas da filial
brasileira da “Selit Corporation” tenha acabado de receber um relatório
contendo os resultados das vendas trimestrais, nos últimos cinco anos,
das regiões sob sua responsabilidade (veja a tabela). Insatisfeito com os
resultados, ele ligou imediatamente para sua secretária: “Márcia, diga
aos gerentes regionais que preciso falar com eles amanhã à tarde.
Todos têm que estar presentes.”
Márcia era secretária de Ronaldo há mais de dez anos. Ela sabia pelo seu
tom de voz que ele queria dizer “temos que fazer negócios” e então ela
contactou os gerentes regionais para marcar a inesperada reunião para
2 horas da tarde do dia seguinte.
No outro dia, eram cinco minutos antes das duas e todos os gerentes já
estavam aguardando na sala de reuniões. Quando eles eram chamados
42
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
para uma reunião, o motivo era sempre o mesmo: Ronaldo estava
insatisfeito com alguma coisa.
Ronaldo foi direto ao ponto: “Acabei de receber o relatório das vendas
trimestrais. As vendas na região sul foram fantásticas. Silas, você não
somente aumentou as vendas em 17,6% no último trimestre, como
também aumentou as vendas em 20,6% em relação ao ano passado! Não
sei como você faz isto!” Silas sorriu. Sua filosofia de encerrar o ano com
um “estrondo”, fazendo os clientes formarem estoques, funcionou mais
uma vez. Ronaldo ainda não havia percebido como as vendas de Silas no
primeiro trimestre eram sempre baixas.
Ronaldo continuou: “Teresa, as vendas na região sudeste 1 também
foram fenomenais! Você conseguiu um aumento de 11,7% no último
trimestre e um aumento de 11,8% em relação ao ano passado!” Teresa
também sorriu. Ela não sabia por que tinha se saído tão bem, mas tinha
certeza de que não iria mudar nada.
“João, as vendas no sudeste 2 cresceram 17,2% no último trimestre, mas
caíram 8,2% em relação ao ano passado,” disse Ronaldo. “Você precisa
descobrir o que você fez antes para que suas vendas aumentassem
tanto. Mesmo assim, seu desempenho no último trimestre foi bom.”
João tentou esconder sua surpresa. Apesar de ter recebido um pedido
grande em novembro, este foi o único “de grande porte” em muito
tempo. De modo geral, as vendas na região sudeste 2 estavam caindo.
A seguir, Ronaldo estava pronto para lidar com as regiões
problemáticas. “Lúcia, as vendas na região centro oeste diminuíram 5,5%
no último trimestre, mas aumentaram 4,8% em relação ao ano passado.
Eu não entendo como suas vendas podem variar tanto! Você precisa de
mais incentivo?” Lúcia olhou para baixo. Ela vinha trabalhando duro nos
últimos cinco anos e tinha conseguido várias contas novas. Ela tinha até
mesmo recebido um bônus por ter captado a maioria das novas contas
em 1995.
“Kátia, as vendas na região norte caíram 3,2% no último trimestre e 2,6%
em comparação ao ano passado. Estou muito desapontado com seu
desempenho. Você já foi a responsável pelo maior crescimento de
43
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
nossas vendas! Eu tinha grandes expectativas em relação a você. Agora,
só posso esperar que neste trimestre você mostre algum sinal de vida.”
Kátia sentiu seu rosto corar. Ela sabia que tinha vendido mais unidades
em 1997 do que em 1996. “Afinal de contas, o que Ronaldo de fato sabe
sobre vendas?”, ela pensou.
Ronaldo se virou para Daniel, que sentiu uma descarga de adrenalina.
“Daniel, as vendas no nordeste foram as piores de todas! Houve uma
queda de 19,7% no último trimestre e uma queda de 22,3% em relação
ao ano passado. Como você pode explicar isto? Você dá valor ao seu
emprego? Quero ver uma melhoria significativa neste trimestre, caso
contrário …” Daniel se sentiu paralisado. Esta era uma região difícil,
cheia de competidores. É claro que algumas contas foram perdidas ao
longo dos anos, mas elas foram substituídas por novas contas. Como
era possível estar indo tão mal?
Tarefa
a) Você concorda com as afirmativas feitas pelo vice-presidente à sua
equipe de vendas? Justifique sua resposta utilizando o raciocínio
estatístico.
b) Que fatores, não citados, o vice-presidente deveria levar em conta
para concluir corretamente sobre a eficiência de seu pessoal de venda?
44
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
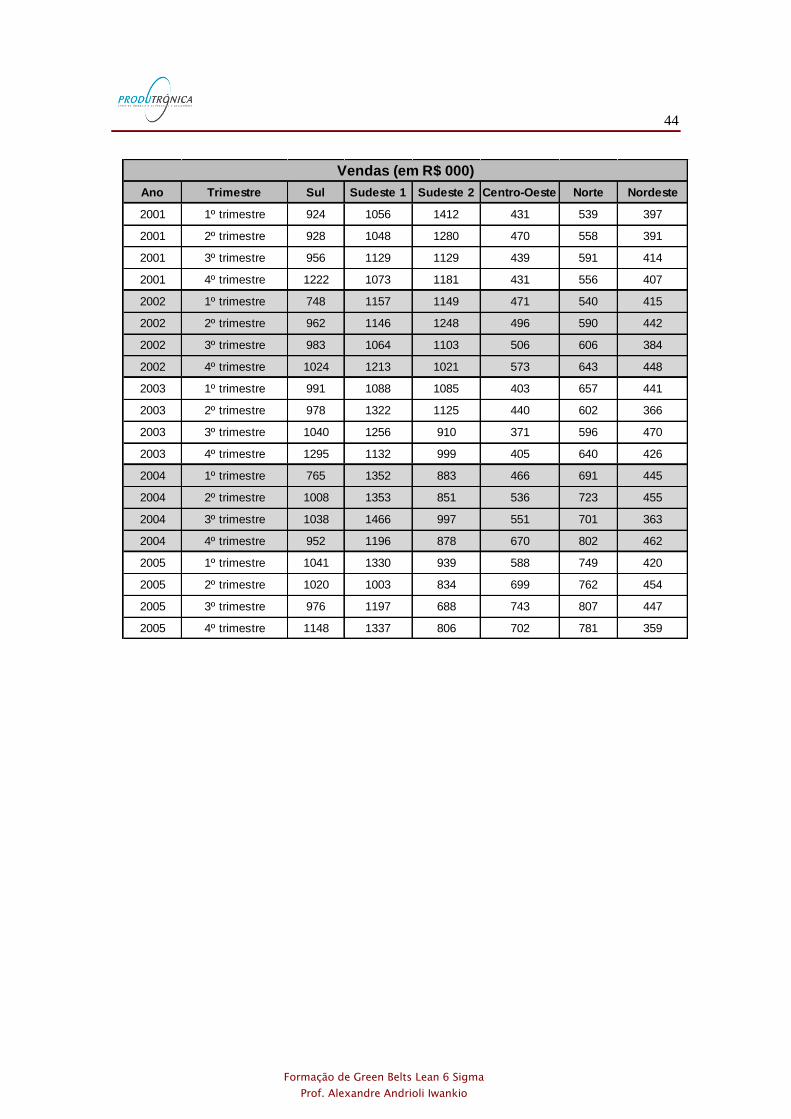
Ano Trimestre Sul Sudeste 1 Sudeste 2 Centro-Oeste Norte Nordeste
2001 1º trimestre 924 1056 1412 431 539 397
2001 2º trimestre 928 1048 1280 470 558 391
2001 3º trimestre 956 1129 1129 439 591 414
2001 4º trimestre 1222 1073 1181 431 556 407
2002 1º trimestre 748 1157 1149 471 540 415
2002 2º trimestre 962 1146 1248 496 590 442
2002 3º trimestre 983 1064 1103 506 606 384
2002 4º trimestre 1024 1213 1021 573 643 448
2003 1º trimestre 991 1088 1085 403 657 441
2003 2º trimestre 978 1322 1125 440 602 366
2003 3º trimestre 1040 1256 910 371 596 470
2003 4º trimestre 1295 1132 999 405 640 426
2004 1º trimestre 765 1352 883 466 691 445
2004 2º trimestre 1008 1353 851 536 723 455
2004 3º trimestre 1038 1466 997 551 701 363
2004 4º trimestre 952 1196 878 670 802 462
2005 1º trimestre 1041 1330 939 588 749 420
2005 2º trimestre 1020 1003 834 699 762 454
2005 3º trimestre 976 1197 688 743 807 447
2005 4º trimestre 1148 1337 806 702 781 359
Vendas (em R$ 000)
45
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MAPA DE RACIOCÍNIOINTRODUÇÃO
O Mapa de Raciocínio é uma documentação progressiva da forma de
raciocínio durante a execução de um trabalho ou projeto. Ele deve
documentar:
A meta inicial do projeto (objetivo inicial)
As questões às quais a equipe precisou responder durante o
desenvolvimento do projeto
O que foi feito para responder às questões
Respostas às questões
Novas questões, novos passos, novas respostas.
Para ser efetivo, o Mapa de Raciocínio deve possuir as seguintes
características:
Apresentar todas as atividades desenvolvidas durante o
projeto.
Mostrar a relevância das perguntas formuladas, ferramentas
utilizadas e atividades realizadas para o alcance da meta i-
nicial do projeto.
Apresentar a identificação da etapa do DMAIC correspon-
dente a cada parte do projeto.
Apresentar referências aos documentos que contêm o deta-
lhamento dos dados e do uso de ferramentas necessárias ao
desenvolvimento do projeto. Esses documentos podem ser
integrados ao mesmo sob a forma de anexos.
Apresentar símbolos, fontes, formatos ou cores distintos
para destacar os diferentes elementos do mapa: perguntas,
respostas, referências aos documentos que justificam as
respostas, etapas do DMAIC e caminhos seguidos em cada
etapa.
46
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A seguir são identificados os principais benefícios do uso do Mapa de
Raciocínio:
Permite a documentação de informações que, muitas vezes,
são de conhecimento apenas da equipe responsável pelo
desenvolvimento do projeto. Em outras palavras, torna pos-
sível a retenção, na empresa, do conhecimento gerado e
serve como fonte de consulta para o desenvolvimento de
projetos similares, o que pode evitar duplicidade de esfor-
ços.
A natureza evolutiva do Mapa de Raciocínio força os res-
ponsáveis pela condução do projeto a questionar a lógica de
seu pensamento e de suas análises e ações, tendo em vista
a meta a ser atingida.
Pode constituir a base de uma apresentação do projeto que
está sendo desenvolvido para colegas, pessoas de outras
áreas funcionais da empresa, gestores, fornecedores e cli-
entes.
Facilita o entendimento do projeto por pessoas que não
participam da equipe. Por meio do Mapa de Raciocínio, é
mais fácil entender:
Porque e como foram coletados os dados;
As análises realizadas, as interpretações dos resultados
e as conclusões daí decorrentes;
Que perguntas ainda necessitam ser respondidas;
Quais são os resultados não conclusivos;
Os aspectos do trabalho que estão fora da área de in-
fluência direta e imediata da equipe e necessitam de
suporte dos níveis gerenciais.
O Mapa de Raciocínio favorece contribuições (novos conhe-
cimentos e idéias) de pessoas que não fazem parte da equi-
47
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
pe responsável pelo trabalho, já que o entendimento do
projeto fica facilitado
É importante que a equipe responsável pelo projeto tome cuidado para
não cometer os seguintes erros no uso do Mapa de Raciocínio:
Tratá-lo como um documento estático, elaborado no início
do projeto e depois abandonado. A principal característica
da ferramenta é o seu caráter dinâmico, ou seja: ele deve
ser um documento evolutivo, que funciona como um diário
de bordo do trabalho. O Mapa de Raciocínio deverá regis-
trar, em tempo real, as perguntas a serem respondidas e os
novos conhecimentos adquiridos na busca das respostas a
essas perguntas, durante o desenvolvimento do projeto.
Redigir as perguntas, respostas e atividades realizadas de
maneira confusa ou deixar de apresentá-las. Esse erro com-
promete a utilidade do Mapa de Raciocínio como uma fer-
ramenta cuja função é facilitar o questionamento da lógica
do raciocínio, das análises e das ações adotadas.
Transformá-lo na única documentação do projeto, sobre-
carregando-o com dados, gráficos e análises detalhadas.
Essa parte do trabalho deve estar registrada em outros do-
cumentos (anexos) e o Mapa de Raciocínio deve fazer refe-
rência a eles, quando apropriado.
48
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
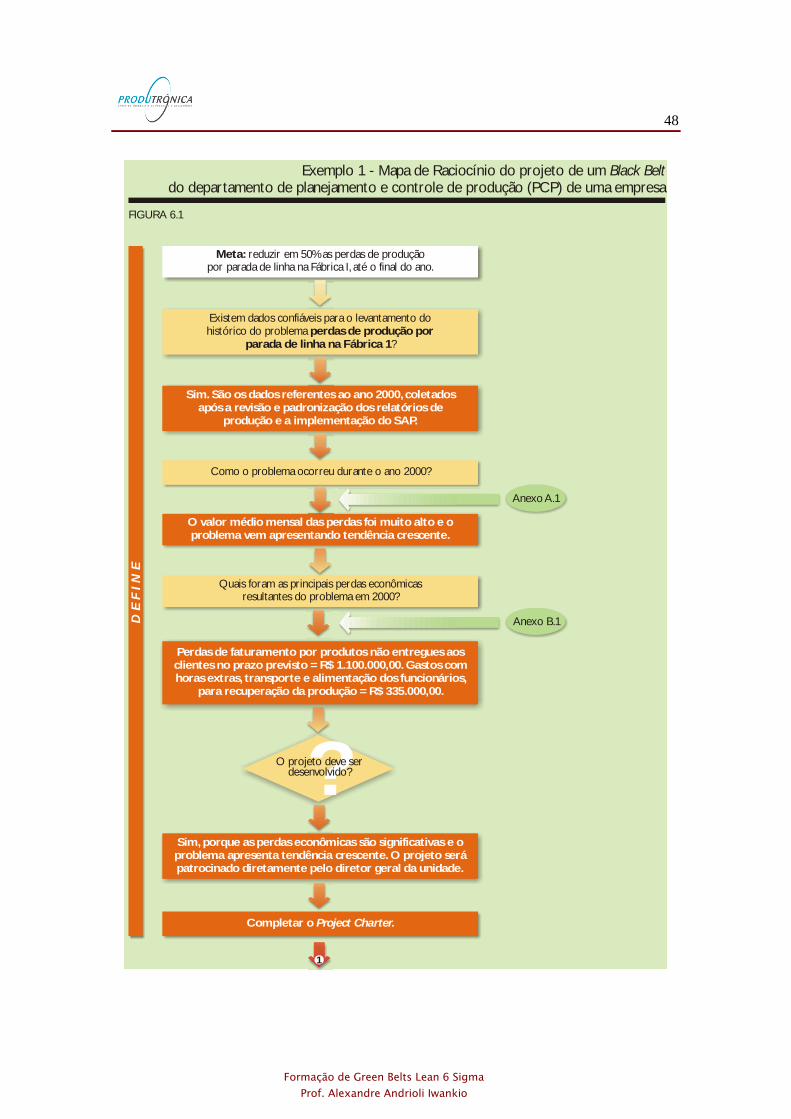
Exemplo 1 - Mapa de Raciocínio do projeto de um do departamento de planejamento e controle de produção (PCP) de uma empresa
Black Belt
FIGURA 6.1
Existem dados confiáveis para o levantamento do histórico do problema
?perdas de produção por
parada de linha na Fábrica 1
Como o problema ocorreu durante o ano 2000?
Completar o Project Charter.
O valor médio mensal das perdas foi muito alto e o problema vem apresentando tendência crescente.
Sim, porque as perdas econômicas são significativas e o problema apresenta tendência crescente. O projeto será patrocinado diretamente pelo diretor geral da unidade.
Quais foram as principais perdas econômicasresultantes do problema em 2000?
Perdas de faturamento por produtos não entregues aos clientes no prazo previsto = R$ 1.100.000,00. Gastos com horas extras, transporte e alimentação dos funcionários,
para recuperação da produção = R$ 335.000,00.
Meta: reduzir em 50% as perdas de produção por parada de linha na Fábrica I, até o final do ano.
Sim. São os dados referentes ao ano 2000, coletados após a revisão e padronização dos relatórios de
produção e a implementação do SAP.
D E
F I
N E
?O projeto deve serdesenvolvido?
1
Anexo A.1
Anexo B.1
49
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
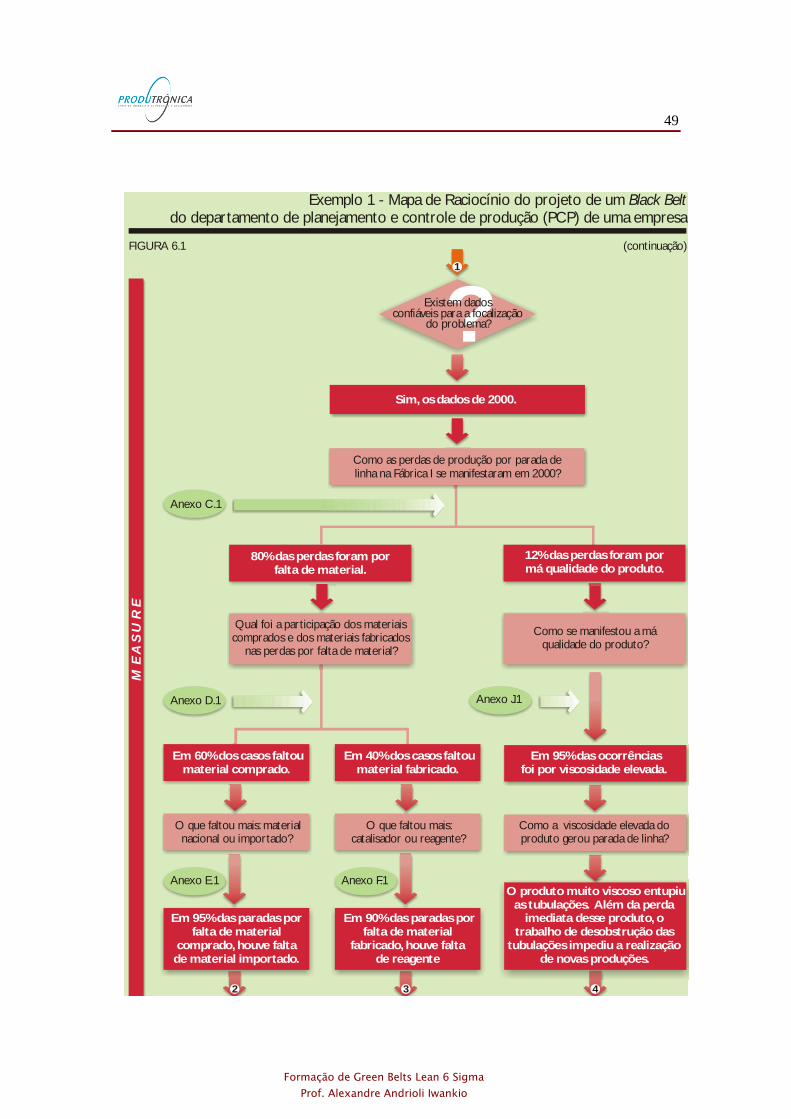
FIGURA 6.1 (continuação)
M E
A S
U R
E
Como se manifestou a máqualidade do produto?
Anexo E.1
Anexo D.1
Anexo C.1
Anexo J.1
Anexo F.1
80% das perdas foram por falta de material.
Sim, os dados de 2000.
Como as perdas de produção por parada delinha na Fábrica I se manifestaram em 2000?
?Existem dadosconfiáveis para a focalização
do problema?
1
2 3 4
12% das perdas foram por má qualidade do produto.
Em 60% dos casos faltoumaterial comprado.
Em 95% das paradas porfalta de material
comprado, houve falta de material importado.
O que faltou mais: materialnacional ou importado?
Em 40% dos casos faltoumaterial fabricado.
Em 90% das paradas porfalta de material
fabricado, houve falta de reagente
O que faltou mais:catalisador ou reagente?
Em 95% das ocorrênciasfoi por viscosidade elevada.
O produto muito viscoso entupiuas tubulações. Além da perda
imediata desse produto, o trabalho de desobstrução das
tubulações impediu a realizaçãode novas produções.
Como a viscosidade elevada doproduto gerou parada de linha?
Qual foi a participação dos materiais comprados e dos materiais fabricados
nas perdas por falta de material?
Exemplo 1 - Mapa de Raciocínio do projeto de um do departamento de planejamento e controle de produção (PCP) de uma empresa
Black Belt
50
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
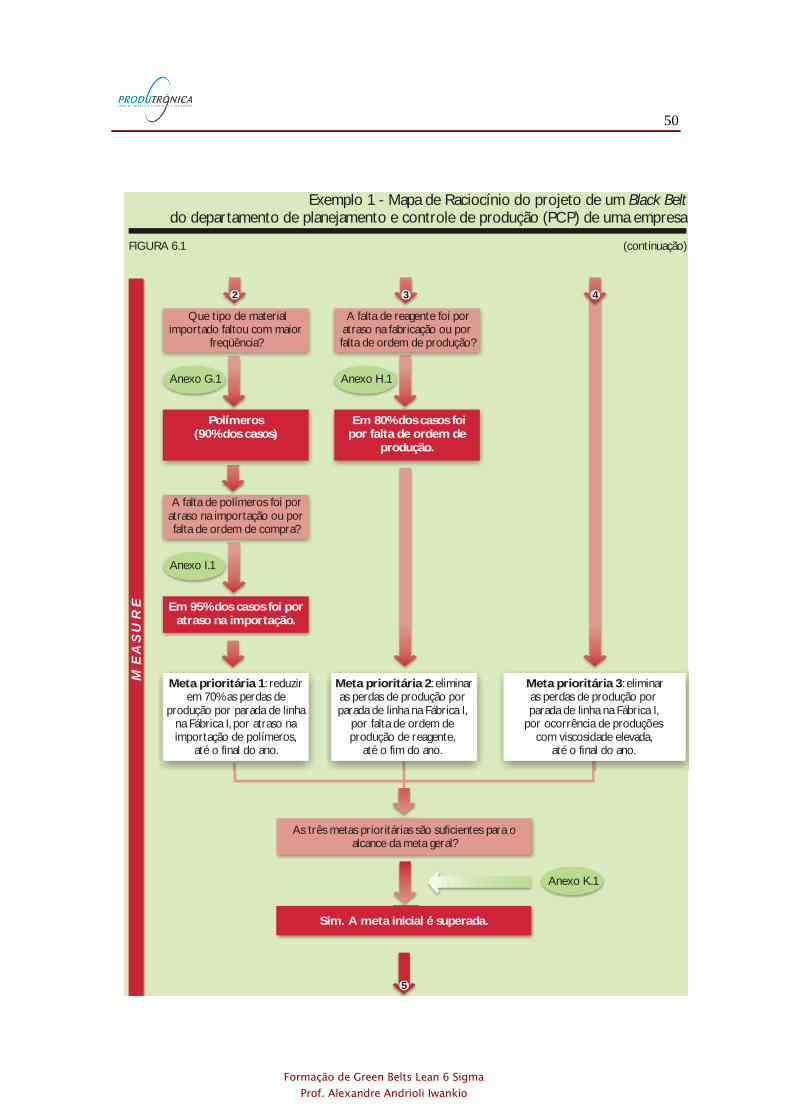
FIGURA 6.1 (continuação)
M E
A S
U R
E
Anexo G.1
Anexo I.1
Anexo H.1
2 3
Polímeros (90% dos casos)
Meta prioritária 1: reduzirem 70% as perdas de
produção por parada de linhana Fábrica I, por atraso naimportação de polímeros,
até o final do ano.
Em 95% dos casos foi por atraso na importação.
Que tipo de material importado faltou com maior
freqüência?
A falta de polímeros foi poratraso na importação ou por falta de ordem de compra?
Em 80% dos casos foipor falta de ordem de
produção.
: eliminaras perdas de produção porparada de linha na Fábrica I,
por falta de ordem de produção de reagente,
até o fim do ano.
Meta prioritária 2
A falta de reagente foi poratraso na fabricação ou porfalta de ordem de produção?
: eliminar as perdas de produção por parada de linha na Fábrica I,
por ocorrência de produções com viscosidade elevada,
até o final do ano.
Meta prioritária 3
4
As três metas prioritárias são suficientes para oalcance da meta geral?
Sim. A meta inicial é superada.
Anexo K.1
5
Exemplo 1 - Mapa de Raciocínio do projeto de um do departamento de planejamento e controle de produção (PCP) de uma empresa
Black Belt
51
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
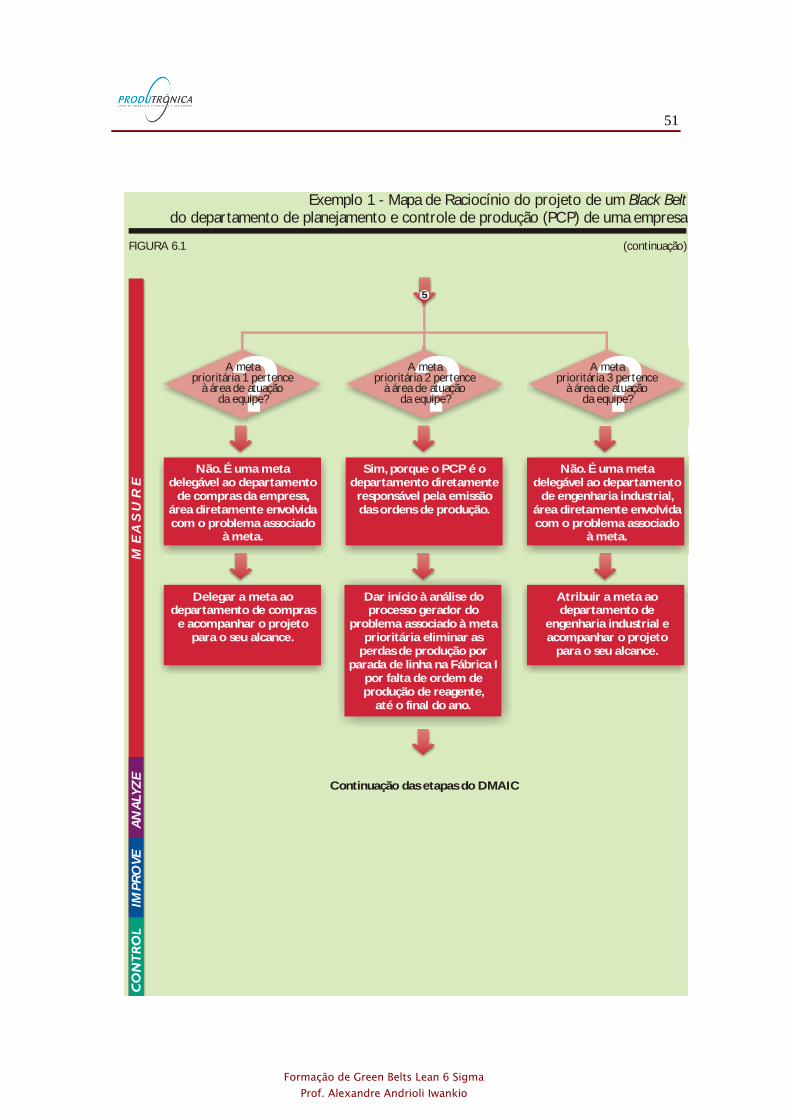
FIGURA 6.1 (continuação)
M E
A S
U R
E
5
Não. É uma meta delegável ao departamento
de compras da empresa, área diretamente envolvida com o problema associado
à meta.
Delegar a meta aodepartamento de comprase acompanhar o projeto
para o seu alcance.
Sim, porque o PCP é odepartamento diretamente responsável pela emissãodas ordens de produção.
Não. É uma meta delegável ao departamento
de engenharia industrial, área diretamente envolvida com o problema associado
à meta.
Atribuir a meta ao departamento de
engenharia industrial e acompanhar o projeto
para o seu alcance.
Dar início à análise doprocesso gerador do
problema associado à metaprioritária eliminar as
perdas de produção porparada de linha na Fábrica I
por falta de ordem de produção de reagente,
até o final do ano.
Continuação das etapas do DMAIC
?A meta
prioritária 2 pertence à área de atuação
da equipe? ?A meta
prioritária 3 pertence à área de atuação
da equipe??A meta
prioritária 1 pertence à área de atuação
da equipe?
AN
ALY
ZE
IMP
RO
VE
Exemplo 1 - Mapa de Raciocínio do projeto de um do departamento de planejamento e controle de produção (PCP) de uma empresa
Black Belt
52
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
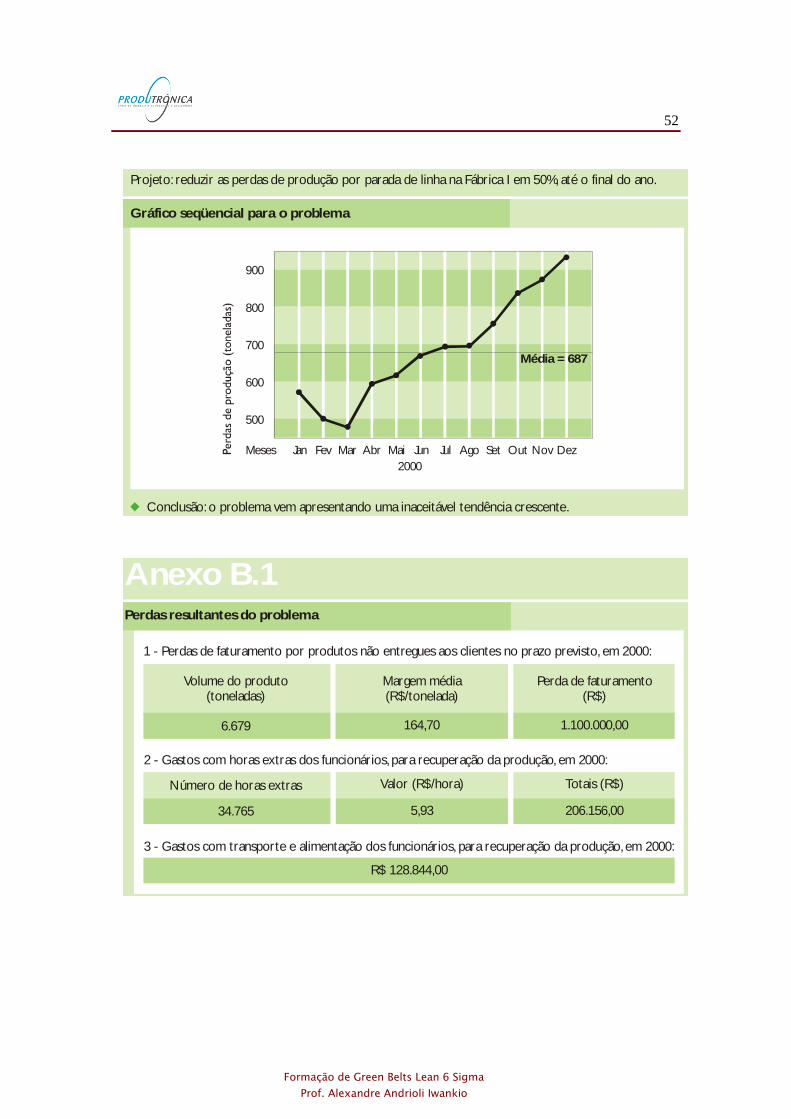
Projeto: reduzir as perdas de produção por parada de linha na Fábrica I em 50%, até o final do ano.
Gráfico seqüencial para o problema
Anexo A.1
Conclusão: o problema vem apresentando uma inaceitável tendência crescente.
900
800
700
600
500
Jan Fev Mar Abr Mai Jun JulMeses Ago Set Out Nov Dez
Média = 687
2000
1 - Perdas de faturamento por produtos não entregues aos clientes no prazo previsto, em 2000:
2 - Gastos com horas extras dos funcionários, para recuperação da produção, em 2000:
Volume do produto (toneladas)
Número de horas extras
6.679
34.765
Margem média (R$/tonelada)
Valor (R$/hora)
164,70
5,93
Perda de faturamento (R$)
Totais (R$)
1.100.000,00
206.156,00
3 - Gastos com transporte e alimentação dos funcionários, para recuperação da produção, em 2000:
R$ 128.844,00
Perdas resultantes do problema
Anexo B.1
53
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
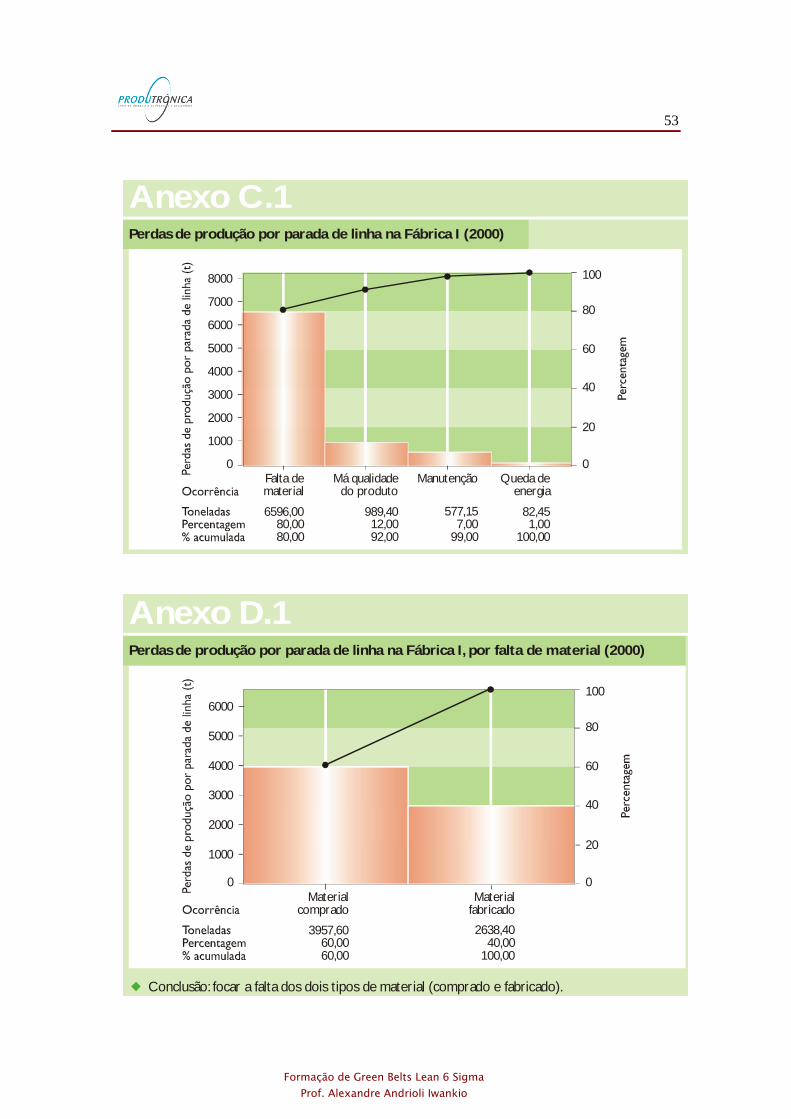
Perdas de produção por parada de linha na Fábrica I (2000)
Conclusão: focar as perdas de produção por falta de material e por má qualidade do produto.
Anexo C.1
100
80
60
40
20
00
1000
3000
4000
5000
6000
7000
8000
Falta de material
6596,0080,0080,00
Má qualidadedo produto
989,4012,0092,00
Manutenção
577,157,00
99,00
82,451,00
100,00
Queda deenergia
2000
Conclusão: focar a falta dos dois tipos de material (comprado e fabricado).
Anexo D.1
100
80
0
1000
3000
4000
5000
6000
3957,6060,0060,00
Material fabricado
Material comprado
2638,4040,00
100,00
2000
60
40
20
0
Perdas de produção por parada de linha na Fábrica I, por falta de material (2000)
54
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
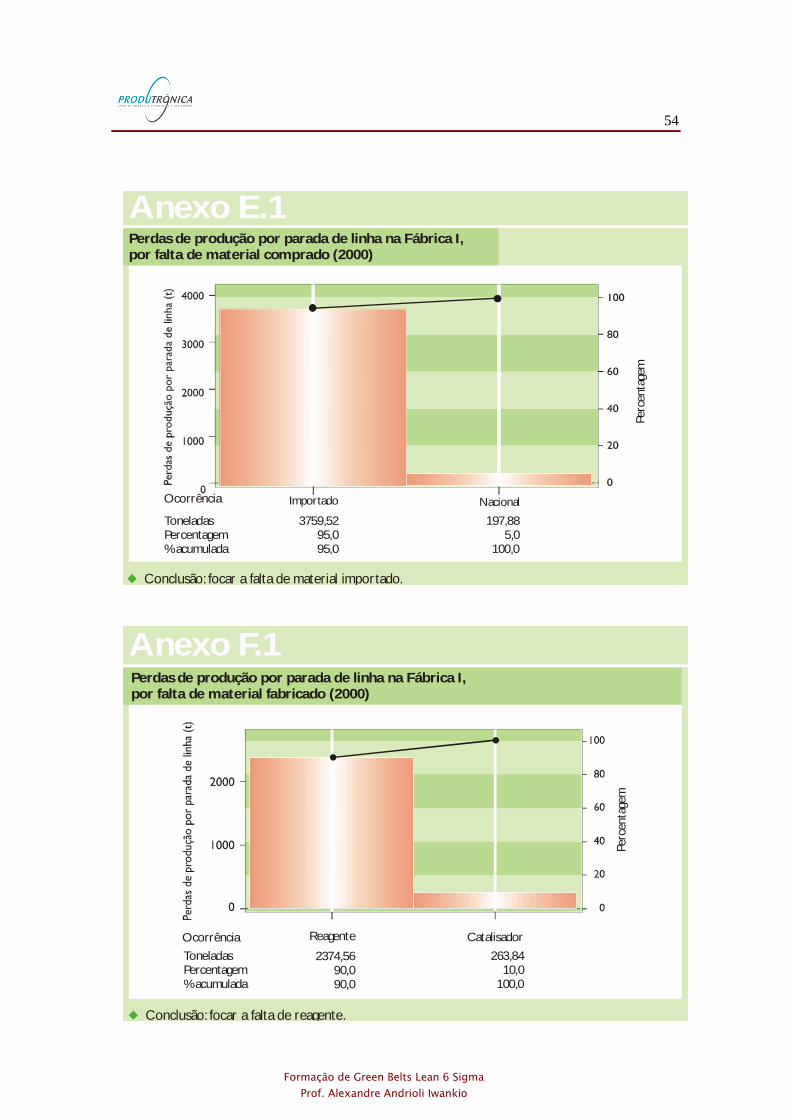
Anexo E.1
Importado Nacional
Perc
enta
gem
Ocorrência
ToneladasPercentagem% acumulada
3759,5295,095,0
197,885,0
100,0
Conclusão: focar a falta de material importado.
Perdas de produção por parada de linha na Fábrica I, por falta de material comprado (2000)
Anexo F.1
Conclusão: focar a falta de reagente.
Perdas de produção por parada de linha na Fábrica I, por falta de material fabricado (2000)
Ocorrência
ToneladasPercentagem% acumulada
Perc
enta
gem
Reagente Catalisador
2374,5690,090,0
263,8410,0
100,0
55
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
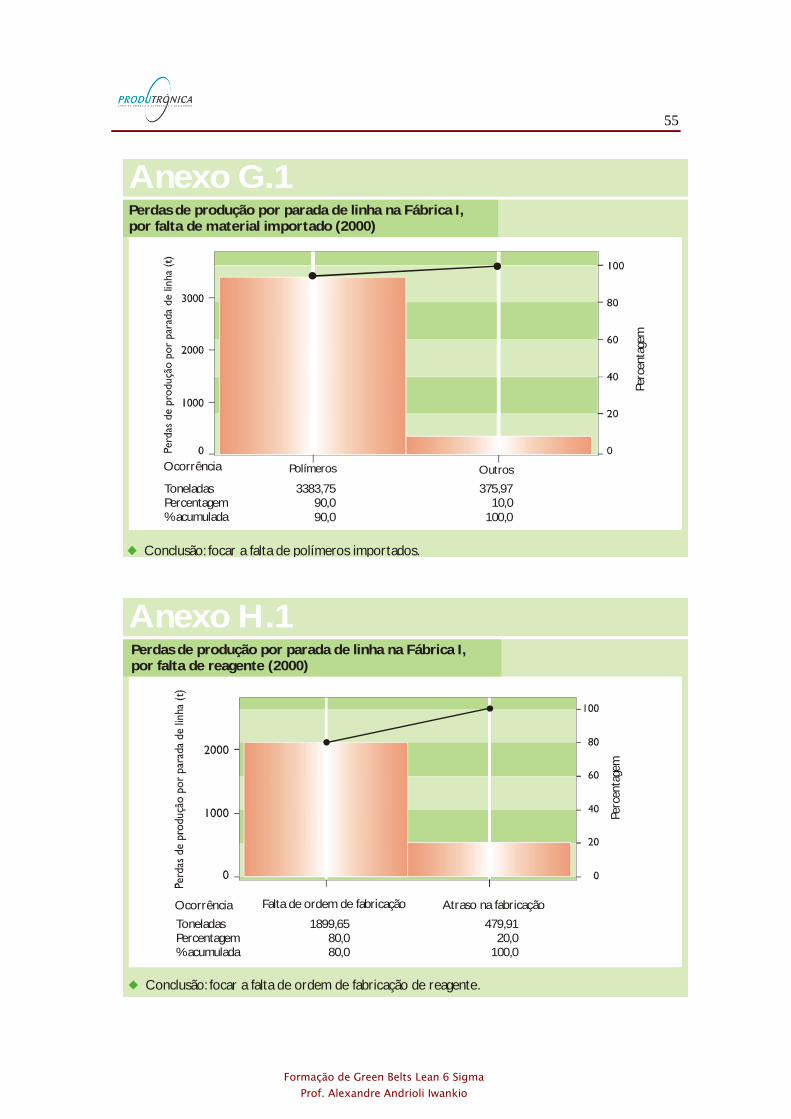
Anexo G.1
Conclusão: focar a falta de polímeros importados.
Perdas de produção por parada de linha na Fábrica I, por falta de material importado (2000)
Polímeros Outros
Perc
enta
gem
Ocorrência
ToneladasPercentagem% acumulada
3383,7590,0
90,0
375,9710,0
100,0
Anexo H.1
Conclusão: focar a falta de ordem de fabricação de reagente.
Perdas de produção por parada de linha na Fábrica I, por falta de reagente (2000)
Ocorrência
ToneladasPercentagem% acumulada
Perc
enta
gem
Falta de ordem de fabricação Atraso na fabricação
1899,6580,080,0
479,9120,0
100,0
56
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
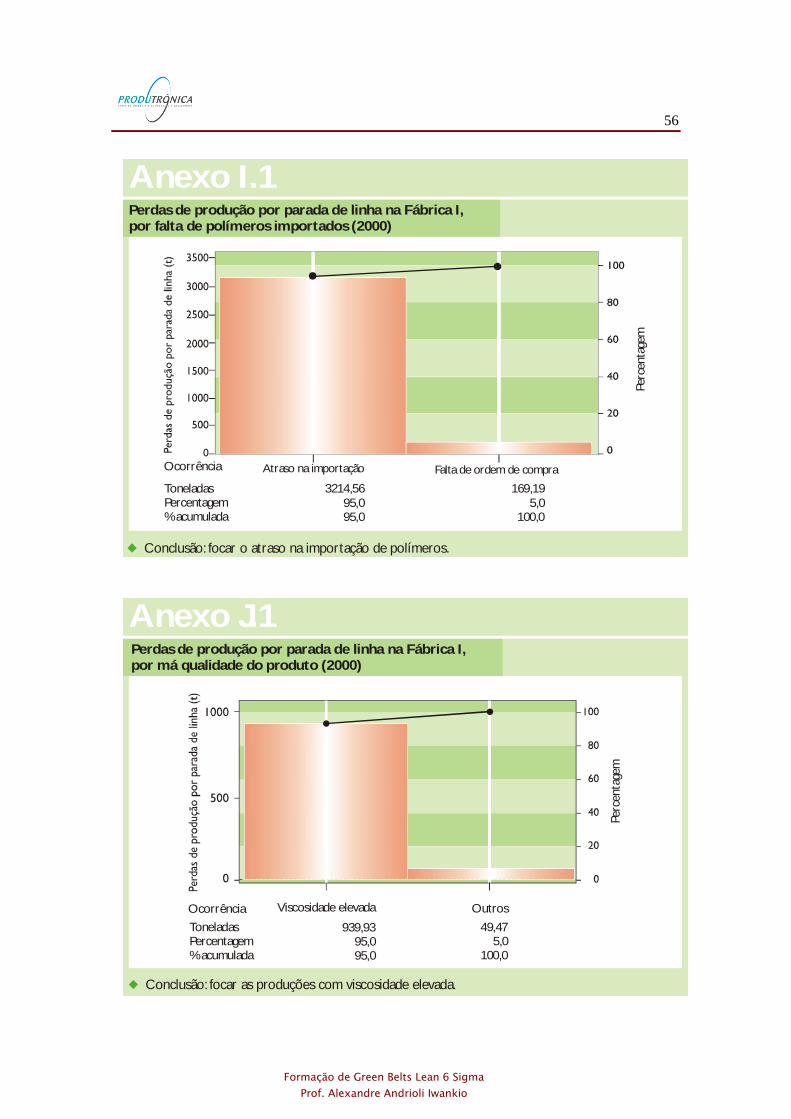
Anexo I.1
Atraso na importação Falta de ordem de compra
Perc
enta
gem
Ocorrência
ToneladasPercentagem% acumulada
3214,56
95,095,0
169,19
5,0100,0
Conclusão: focar o atraso na importação de polímeros.
Perdas de produção por parada de linha na Fábrica I, por falta de polímeros importados (2000)
Anexo J.1
Ocorrência
ToneladasPercentagem% acumulada
Perc
enta
gem
Viscosidade elevada Outros
939,9395,095,0
49,475,0
100,0
Conclusão: focar as produções com viscosidade elevada.
Perdas de produção por parada de linha na Fábrica I, por má qualidade do produto (2000)
57
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Verificação do alcance da meta inicial
Anexo K.1
A partir dos Diagramas de Pareto dos anexos H.1, I.1 e J.1, é possívelconcluir que as metas prioritárias são suficientes para levar ao alcanceda meta inicial:
Reduzir em 70% as perdas de produção por parada de linha naFábrica I, por atraso na importação de polímeros, até o final do ano.
Redução 1 = 0,7 x 3.214,56 = 2.250,19 toneladas (anexo I.1).
Eliminar as perdas de produção por parada de linha na Fábrica I,por falta de ordem de fabricação de reagente, até o final do ano.
Redução 2 = 1.899,65 toneladas. (anexo H.1).
Eliminar a ocorrência de produções com viscosidade elevada, até ofinal do ano.
Redução 3 = 939,93 toneladas (anexo J.1)
Total da redução = 2.250,13 + 1.899,65 + 939,93 = 5.089,77toneladas.
Como 5.089,77 = 0,6173 x 8.245 (8.245 toneladas representam asperdas de produção por parada de linha em 2000 - anexo C.1), seas três metas prioritárias forem alcançadas, as perdas de produçãopor parada de linha na Fábrica I serão reduzidas em 61,73% e ameta inicial será superada.
58
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
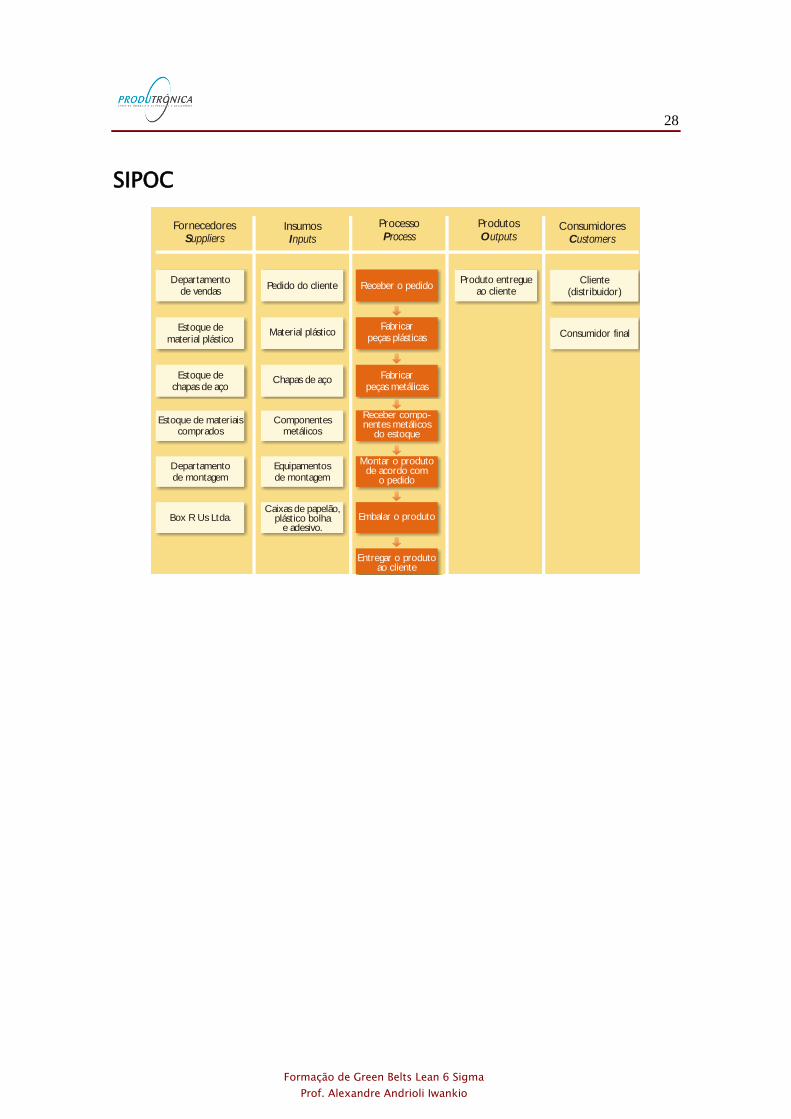
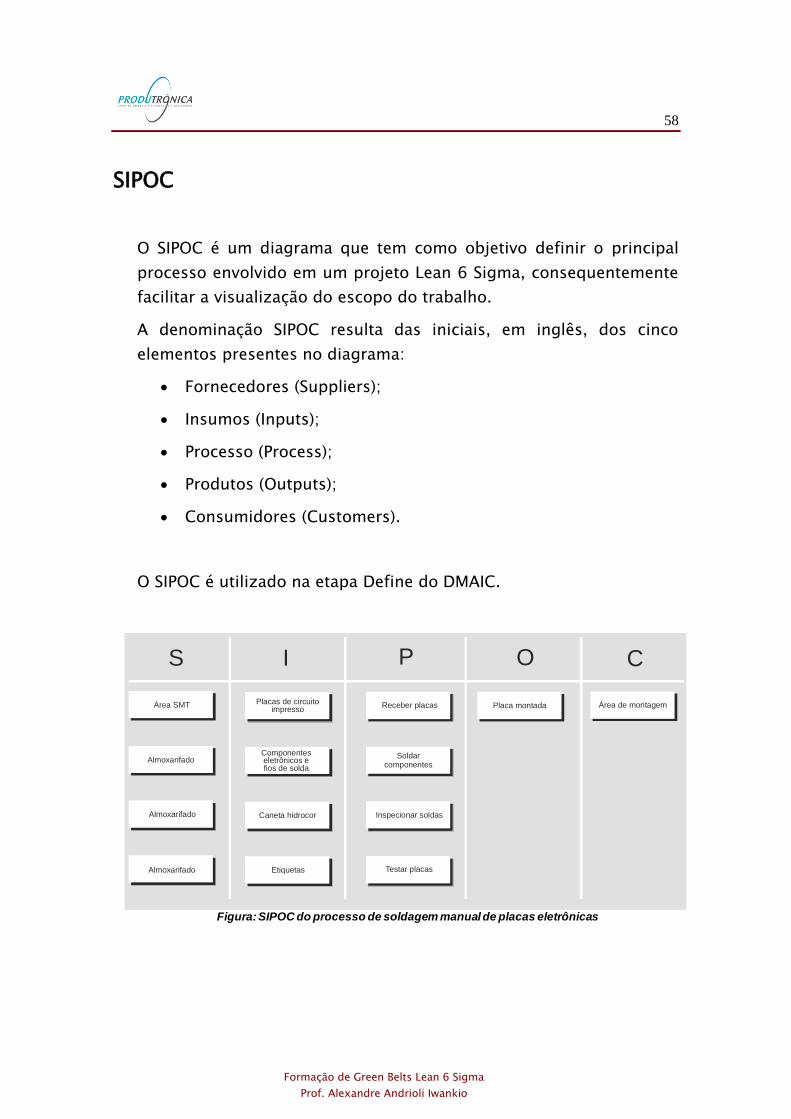
SIPOC
O SIPOC é um diagrama que tem como objetivo definir o principal
processo envolvido em um projeto Lean 6 Sigma, consequentemente
facilitar a visualização do escopo do trabalho.
A denominação SIPOC resulta das iniciais, em inglês, dos cinco
elementos presentes no diagrama:
Fornecedores (Suppliers);
Insumos (Inputs);
Processo (Process);
Produtos (Outputs);
Consumidores (Customers).
O SIPOC é utilizado na etapa Define do DMAIC.
Figura: SIPOC do processo de soldagem manual de placas eletrônicas
S I P O C
Almoxarifado
Almoxarifado
Almoxarifado
Área SMT
Soldar componentes
Inspecionar soldas
Testar placas
Receber placas Área de montagem
Componentes eletrônicos efios de solda
Caneta hidrocor
Etiquetas
Placas de circuitoimpresso
Placa montada
59
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Por meio do SIPOC é possível a padronização, entre os participantes
da equipe, Champions e demais gestores, do escopo do projeto e da
forma de visualização do principal processo envolvido.
Detalhes do processo não devem ser apresentados no SIPOC, já que
estes detalhes não são úteis na etapa Define do DMAIC.
O detalhamento do processo deverá ser feito na etapa Analyze do
DMAIC, por meio do uso das ferramentas mapa de processo ou
fluxograma.
ATIVIDADE
Construir um diagrama SIPOC para o processo “preparação de café”
(até 5 etapas).
60
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MÉTRICAS LEAN
O QUE SÃO AS MÉTRICAS LEAN?
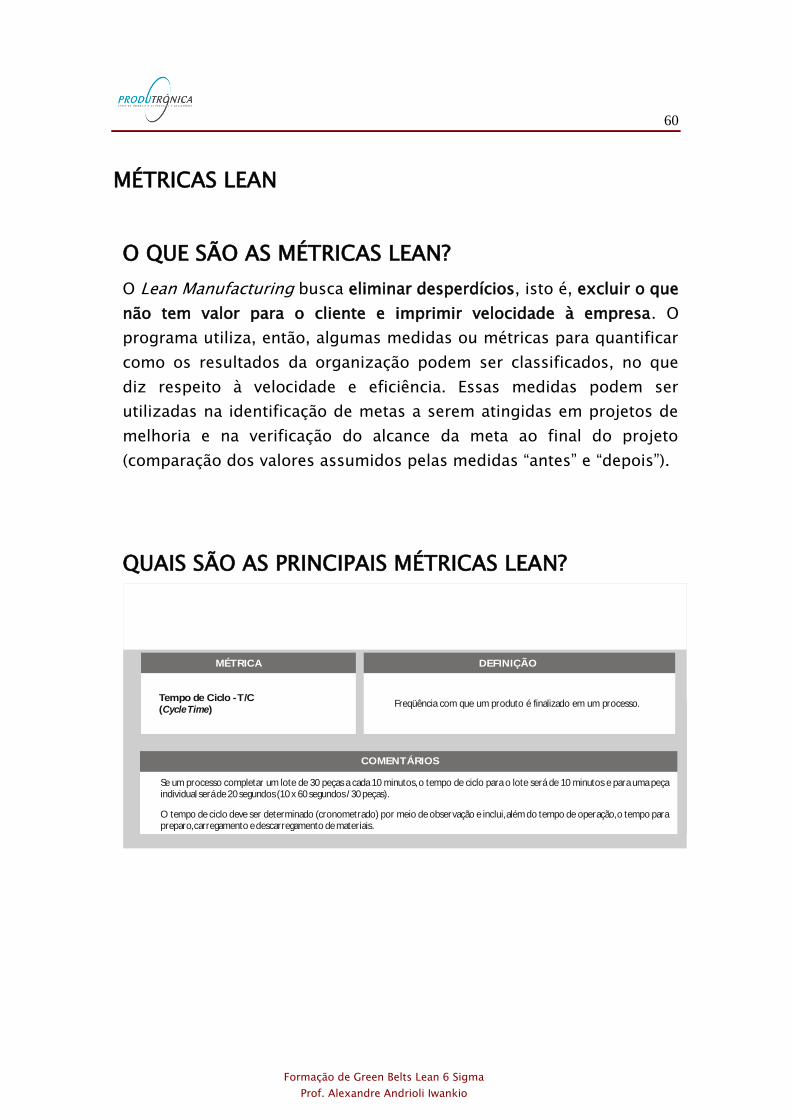
O Lean Manufacturing busca eliminar desperdícios, isto é, excluir o que
não tem valor para o cliente e imprimir velocidade à empresa. O
programa utiliza, então, algumas medidas ou métricas para quantificar
como os resultados da organização podem ser classificados, no que
diz respeito à velocidade e eficiência. Essas medidas podem ser
utilizadas na identificação de metas a serem atingidas em projetos de
melhoria e na verificação do alcance da meta ao final do projeto
(comparação dos valores assumidos pelas medidas “antes” e “depois”).
QUAIS SÃO AS PRINCIPAIS MÉTRICAS LEAN?
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
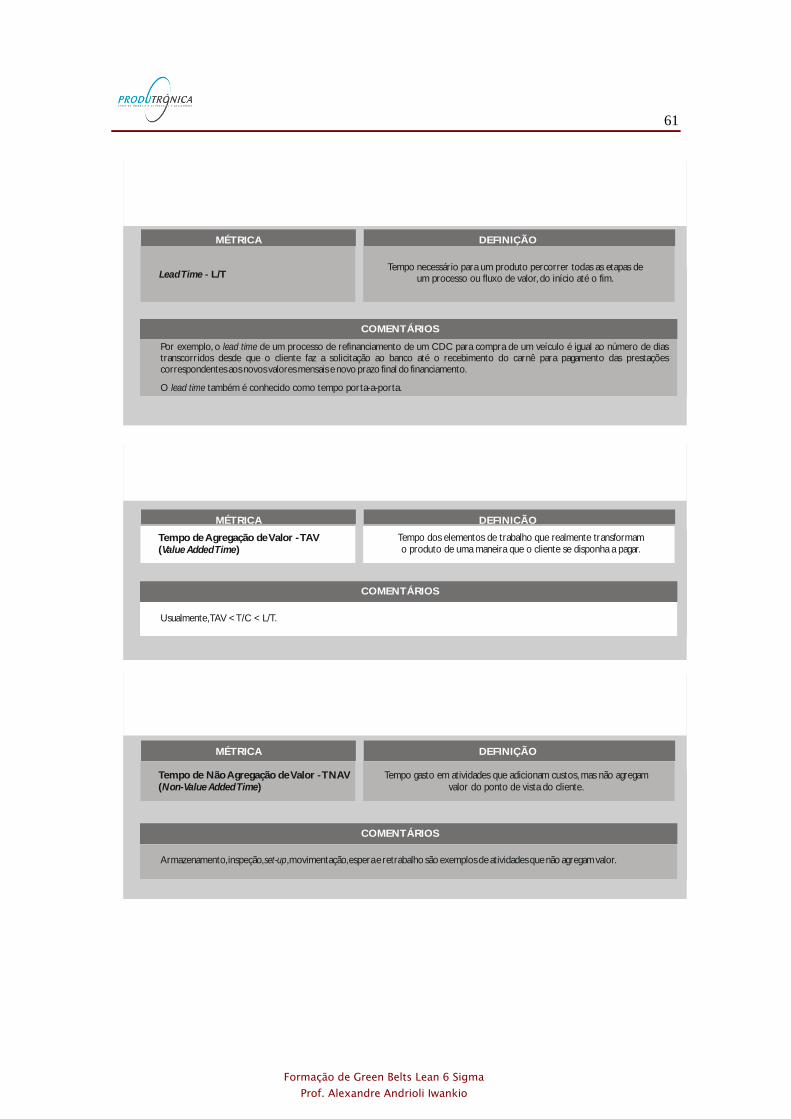
61
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
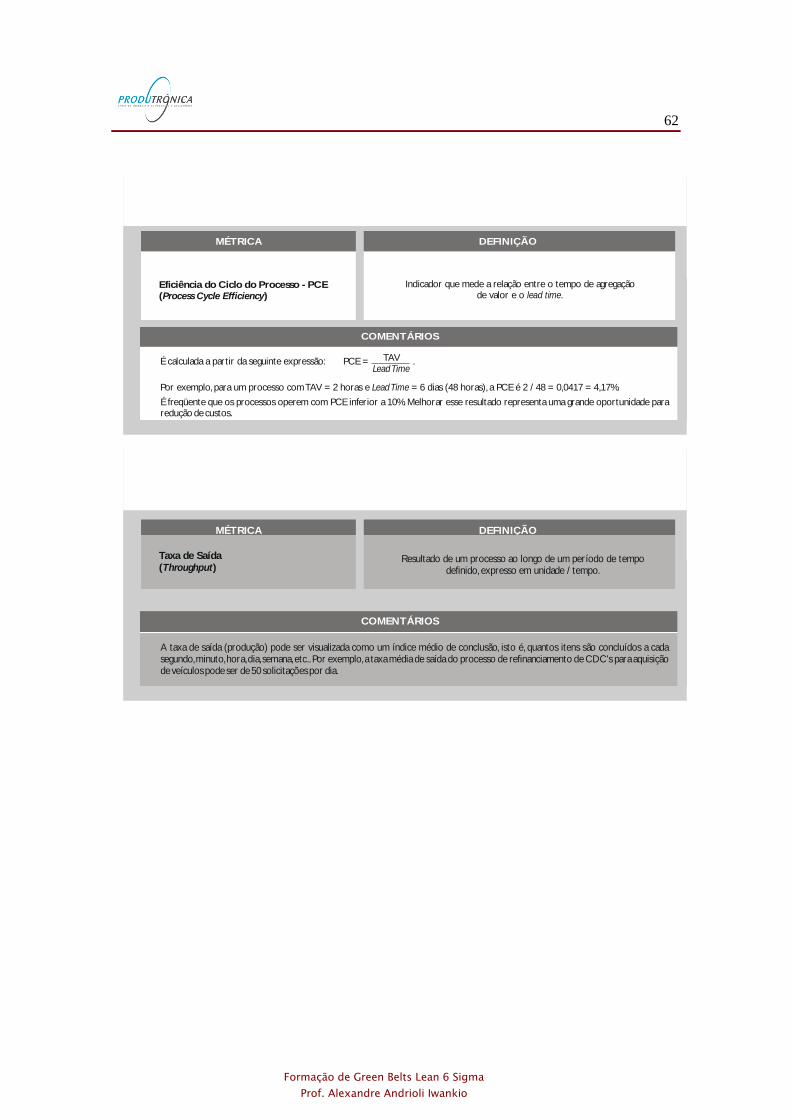
62
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
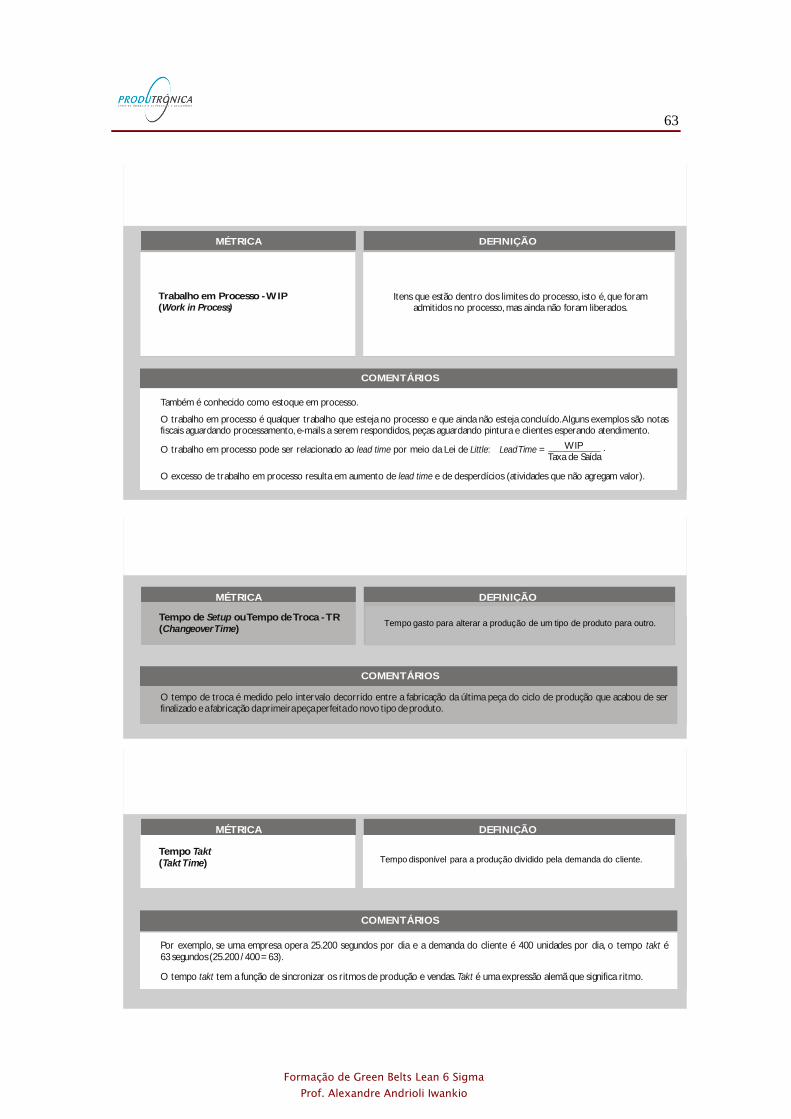
63
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
Tempo gasto para alterar a produção de um tipo de produto para outro.
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
Tempo disponível para a produção dividido pela demanda do cliente.

64
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
COMENTÁRIOS
Usualmente, TAV < T/C < L/T.
É calculada a partir da seguinte expressão: PCE = TAV .
Por exemplo, para um processo com TAV = 2 horas e = 6 dias (48 horas), a PCE é 2 / 48 = 0,0417 = 4,17%.
Lead Time
Lead Time
O trabalho em processo pode ser relacionado ao por meio da Lei de : = WIP .
Taxa de Saída
O excesso de trabalho em processo resulta em aumento de e de desperdícios (atividades que não agregam valor).
lead time Little Lead Time
lead time
takt TaktO tempo tem a função de sincronizar os ritmos de produção e vendas. é uma expressão alemã que significa ritmo.
Isto é: OEE = taxa de disponibilidade x taxa de desempenho x taxa de qualidade.
Se um processo completar um lote de 30 peças a cada 10 minutos, o tempo de ciclo para o lote será de 10 minutos e para uma peça individual será de 20 segundos (10 x 60 segundos / 30 peças).
O tempo de ciclo deve ser determinado (cronometrado) por meio de observação e inclui, além do tempo de operação, o tempo para preparo, carregamento e descarregamento de materiais.
Por exemplo, o de um processo de refinanciamento de um CDC para compra de um veículo é igual ao número de dias transcorridos desde que o cliente faz a solicitação ao banco até o recebimento do carnê para pagamento das prestações correspondentes aos novos valores mensais e novo prazo final do financiamento.
lead time
O também é conhecido como tempo porta-a-porta.lead time
Armazenamento, inspeção, , movimentação, espera e retrabalho são exemplos de atividades que não agregam valor.set-up
É freqüente que os processos operem com PCE inferior a 10%. Melhorar esse resultado representa uma grande oportunidade para redução de custos.
Também é conhecido como estoque em processo.
O trabalho em processo é qualquer trabalho que esteja no processo e que ainda não esteja concluído. Alguns exemplos são notas fiscais aguardando processamento, e-mails a serem respondidos, peças aguardando pintura e clientes esperando atendimento.
O tempo de troca é medido pelo intervalo decorrido entre a fabricação da última peça do ciclo de produção que acabou de ser finalizado e a fabricação da primeira peça perfeita do novo tipo de produto.
Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63).
takt
Taxa de disponibilidade, que mede as paradas causadas por falhas nos equipamentos e por ajustes, percentualmente ao tempo programado. Taxa de desempenho, que mede as paradas relativas à velocidade de operação, o funcionamento em velocidades mais baixas do que a determinada e pequenas paradas de alguns segundos.Taxa de qualidade, que representa as perdas geradas por refugo e retrabalho, percentualmente ao total de itens produzidos.
A OEE é calculada a partir da multiplicação dos valores das seguintes taxas:
Se, por exemplo, a taxa de disponibilidade é 93%, a taxa de desempenho é 98% e a taxa de qualidade é igual a 96%, então a OEE é 87,5% (0,93 x 0,98 x 0,96 = 0,875).
A taxa de saída (produção) pode ser visualizada como um índice médio de conclusão, isto é, quantos itens são concluídos a cada segundo, minuto, hora, dia, semana, etc.. Por exemplo, a taxa média de saída do processo de refinanciamento de CDC's para aquisição de veículos pode ser de 50 solicitações por dia.
FIGURA 3.1
MÉTRICA DEFINIÇÃO
Tempo de Ciclo - T/C ( )Cycle Time
Lead Time - L/T
Tempo de Agregação de Valor - TAV( ) Value Added Time
Tempo de Não Agregação de Valor - TNAV( )Non-Value Added Time
Eficiência do Ciclo do Processo - PCE( )Process Cycle Efficiency
Taxa de Saída( )Throughput
Trabalho em Processo - WIP(Work in Process)
Tempo de ou Tempo de Troca - TR( )
SetupChangeover Time
Freqüência com que um produto é finalizado em um processo.
Tempo necessário para um produto percorrer todas as etapas de um processo ou fluxo de valor, do início até o fim.
Tempo dos elementos de trabalho que realmente transformam o produto de uma maneira que o cliente se disponha a pagar.
Tempo gasto em atividades que adicionam custos, mas não agregam valor do ponto de vista do cliente.
Indicador que mede a relação entre o tempo de agregação de valor e o .lead time
Resultado de um processo ao longo de um período de tempo definido, expresso em unidade / tempo.
Itens que estão dentro dos limites do processo, isto é, que foram admitidos no processo, mas ainda não foram liberados.
Tempo ( )
TaktTakt Time
Eficácia Total do Equipamento - OEE ( )Overall Equipment Effectiveness
Indicador de Manutenção Produtiva Total ( ) que mede o grau de eficácia no uso de um equipamento.
TPM
65
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
VSM - MAPEAMENTO DO FLUXO DE VALOR
O QUE É FLUXO DE VALOR?
O fluxo de valor consiste em todas as atividades – tanto as que
agregam quanto as que não agregam valor – realizadas por uma
empresa para projetar, produzir e entregar seus produtos (bens ou
serviços) aos clientes, sendo constituído pelos seguintes elementos:
Fluxo de materiais, desde o recebimento dos fornecedores
até a entrega aos clientes.
Transformação de matérias primas em produtos acabados.
Fluxo de informações que apóiam e direcionam os dois e-
lementos anteriores.
O QUE É MAPEAMENTO DO FLUXO DE VALOR?
O Mapeamento do Fluxo de Valor (Value Stream Mapping – VSM) é uma
ferramenta que utiliza símbolos gráficos (ícones) para documentar e
apresentar visualmente a sequência e o movimento de informações,
materiais e ações que constituem o fluxo de valor de uma empresa.
POR QUE USAR O MAPEAMENTO DO FLUXO DE
VALOR?
Entendimento do fluxo de valor de toda a organização e não apenas de
processos ou departamentos individuais.
Geração de consenso sobre o verdadeiro estado da organização, com a
identificação de etapas que geram valor e de pontos de ocorrência de
desperdícios.
Visualização dos relacionamentos entre atividades, informações e
fluxos de material que exercem impacto sobre o lead time.
66
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Localização e separação das atividades que agregam valor para o
cliente das que não agregam valor.
Elaboração de um plano para utilização das ferramentas adequadas
para a otimização do fluxo de valor, a partir das oportunidades de
melhoria identificadas.
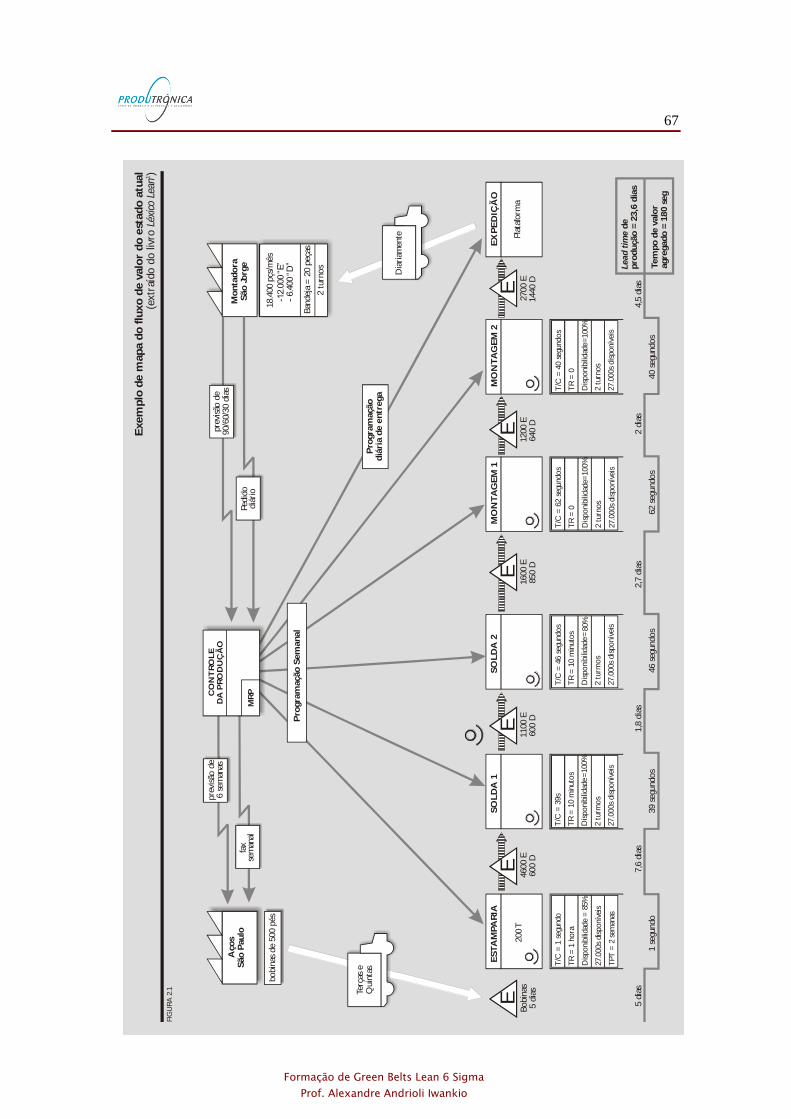
67
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIG
UR
A 2
.1
5 d
ias
1 s
egu
ndo
7,6
dia
s
39 s
egu
ndos
1,8
dia
s
46 s
egu
ndos
2,7
dia
s
62 s
egu
ndos
2 d
ias
40 s
egu
ndos
4,5
dia
s
SO
LD
A 1
SO
LD
A 2
MO
NT
AG
EM
1M
ON
TA
GE
M 2
EX
PE
DIÇ
ÃO
Lead t
ime d
e
pro
dução =
23,6
dia
s
Pla
tafo
rma
Tem
po
de v
alo
ragre
gado
= 1
80 s
eg
ES
TA
MPA
RIA
200 T
18.4
00 p
çs/m
ês
-12.0
00 “
E”
- 6.4
00 “
D”
Ban
deja
= 2
0 p
eça
s
2 t
urn
os
T/C
= 1
segu
ndo
TR
= 1
hora
Disponib
ilidad
e =
85%
27.0
00s
dis
ponív
eis
TPT
= 2
sem
anas
T/C
= 3
9s
TR
= 1
0 m
inuto
s
Dis
ponib
ilidad
e=
100%
2 t
urm
os
27.0
00s
dis
ponív
eis
T/C
= 4
6 s
egu
ndos
TR
= 1
0 m
inuto
s
Dis
ponib
ilidad
e =
80%
2 t
urm
os
27.0
00s
dis
ponív
eis
T/C
= 6
2 s
egu
ndos
TR
= 0
Dis
ponib
ilidad
e=
100%
2 t
urn
os
27.0
00s
dis
ponív
eis
T/C
= 4
0 s
egu
ndos
TR
= 0
Dis
ponib
ilidad
e=
100%
2 t
urn
os
27.0
00s
dis
ponív
eis
EBobin
as5 d
ias
4600 E
600 D
1100 E
600 D
1600 E
850 D
1200 E
640 D
2700 E
1440 D
Aços
São P
aulo
bobin
as d
e 500 p
és
fax
sem
anal
pre
visã
o d
e6 s
em
anas
CO
NT
RO
LE
DA
PR
OD
UÇ
ÃO
Exem
plo
de m
apa d
o flu
xo
de v
alo
r do
est
ado a
tual
(extr
aído
do liv
ro
)Lé
xico
Lea
n1
MR
P
pre
visã
o d
e90/6
0/3
0 d
ias
Pedid
o
diá
rio
Monta
do
raS
ão Jo
rge
Pro
gra
mação
Sem
anal
Pro
gra
mação
diá
ria d
e e
ntr
ega
Terç
as e
Quin
tas
Dia
riam
ente
EE
EE
E
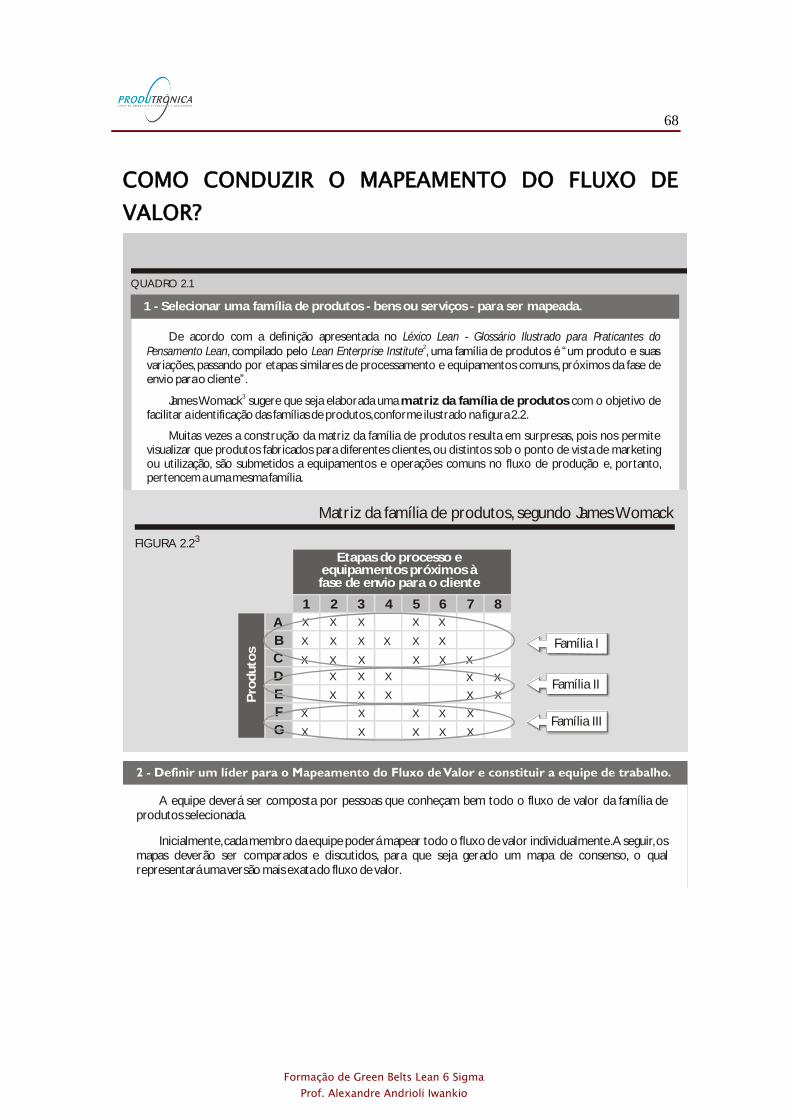
68
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO CONDUZIR O MAPEAMENTO DO FLUXO DE
VALOR?
QUADRO 2.1
1 - Selecionar uma família de produtos - bens ou serviços - para ser mapeada.
De acordo com a definição apresentada no
, compilado pelo , uma família de produtos é “um produto e suas variações, passando por etapas similares de processamento e equipamentos comuns, próximos da fase de envio para o cliente”.
James Womack sugere que seja elaborada uma com o objetivo de facilitar a identificação das famílias de produtos, conforme ilustrado na figura 2.2.
Muitas vezes a construção da matriz da família de produtos resulta em surpresas, pois nos permite visualizar que produtos fabricados para diferentes clientes, ou distintos sob o ponto de vista de marketing ou utilização, são submetidos a equipamentos e operações comuns no fluxo de produção e, portanto, pertencem a uma mesma família.
Léxico Lean - Glossário Ilustrado para Praticantes do
Pensamento Lean Lean Enterprise Institute2
3matriz da família de produtos
FIGURA 2.23
Matriz da família de produtos, segundo James Womack
Etapas do processo e equipamentos próximos à fase de envio para o cliente
Pro
duto
s
1
A
B
C
D
E
F
G
2 3 4 5 6 7 8
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X XX
X X X X X
X X X X
Família I
Família II
Família III
3 - Distribuir papel, lápis, borracha e cronômetro aos membros da equipe de trabalho.
Os desenhos do mapa devem ser sempre feitos a mão e a lápis. O uso do computador e do PowerPoint não é indicado, para que as atenções não sejam desviadas do que realmente interessa: o entendimento dos fluxos de materiais e informações, bem como a observação e o registro das variáveis que caracterizam o desempenho das atividades que constituem o processo de produção.
É importante que as atividades sejam cronometradas pela equipe no momento em que estão ocorrendo, já que muitas vezes dados históricos não refletem a realidade presente.
A equipe deverá ser composta por pessoas que conheçam bem todo o fluxo de valor da família de produtos selecionada.
Inicialmente, cada membro da equipe poderá mapear todo o fluxo de valor individualmente. A seguir, os mapas deverão ser comparados e discutidos, para que seja gerado um mapa de consenso, o qual representará uma versão mais exata do fluxo de valor.
QUADRO 2.1
1 - Selecionar uma família de produtos - bens ou serviços - para ser mapeada.
De acordo com a definição apresentada no
, compilado pelo , uma família de produtos é “um produto e suas variações, passando por etapas similares de processamento e equipamentos comuns, próximos da fase de envio para o cliente”.
James Womack sugere que seja elaborada uma com o objetivo de facilitar a identificação das famílias de produtos, conforme ilustrado na figura 2.2.
Muitas vezes a construção da matriz da família de produtos resulta em surpresas, pois nos permite visualizar que produtos fabricados para diferentes clientes, ou distintos sob o ponto de vista de marketing ou utilização, são submetidos a equipamentos e operações comuns no fluxo de produção e, portanto, pertencem a uma mesma família.
Léxico Lean - Glossário Ilustrado para Praticantes do
Pensamento Lean Lean Enterprise Institute2
3matriz da família de produtos
FIGURA 2.23
Matriz da família de produtos, segundo James Womack
Etapas do processo e equipamentos próximos à fase de envio para o cliente
Pro
duto
s
1
A
B
C
D
E
F
G
2 3 4 5 6 7 8
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X XX
X X X X X
X X X X
Família I
Família II
Família III
3 - Distribuir papel, lápis, borracha e cronômetro aos membros da equipe de trabalho.
Os desenhos do mapa devem ser sempre feitos a mão e a lápis. O uso do computador e do PowerPoint não é indicado, para que as atenções não sejam desviadas do que realmente interessa: o entendimento dos fluxos de materiais e informações, bem como a observação e o registro das variáveis que caracterizam o desempenho das atividades que constituem o processo de produção.
É importante que as atividades sejam cronometradas pela equipe no momento em que estão ocorrendo, já que muitas vezes dados históricos não refletem a realidade presente.
A equipe deverá ser composta por pessoas que conheçam bem todo o fluxo de valor da família de produtos selecionada.
Inicialmente, cada membro da equipe poderá mapear todo o fluxo de valor individualmente. A seguir, os mapas deverão ser comparados e discutidos, para que seja gerado um mapa de consenso, o qual representará uma versão mais exata do fluxo de valor.
QUADRO 2.1
1 - Selecionar uma família de produtos - bens ou serviços - para ser mapeada.
De acordo com a definição apresentada no
, compilado pelo , uma família de produtos é “um produto e suas variações, passando por etapas similares de processamento e equipamentos comuns, próximos da fase de envio para o cliente”.
James Womack sugere que seja elaborada uma com o objetivo de facilitar a identificação das famílias de produtos, conforme ilustrado na figura 2.2.
Muitas vezes a construção da matriz da família de produtos resulta em surpresas, pois nos permite visualizar que produtos fabricados para diferentes clientes, ou distintos sob o ponto de vista de marketing ou utilização, são submetidos a equipamentos e operações comuns no fluxo de produção e, portanto, pertencem a uma mesma família.
Léxico Lean - Glossário Ilustrado para Praticantes do
Pensamento Lean Lean Enterprise Institute2
3matriz da família de produtos
FIGURA 2.23
Matriz da família de produtos, segundo James Womack
Etapas do processo e equipamentos próximos à fase de envio para o cliente
Pro
duto
s
1
A
B
C
D
E
F
G
2 3 4 5 6 7 8
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X XX
X X X X X
X X X X
Família I
Família II
Família III
3 - Distribuir papel, lápis, borracha e cronômetro aos membros da equipe de trabalho.
Os desenhos do mapa devem ser sempre feitos a mão e a lápis. O uso do computador e do PowerPoint não é indicado, para que as atenções não sejam desviadas do que realmente interessa: o entendimento dos fluxos de materiais e informações, bem como a observação e o registro das variáveis que caracterizam o desempenho das atividades que constituem o processo de produção.
É importante que as atividades sejam cronometradas pela equipe no momento em que estão ocorrendo, já que muitas vezes dados históricos não refletem a realidade presente.
A equipe deverá ser composta por pessoas que conheçam bem todo o fluxo de valor da família de produtos selecionada.
Inicialmente, cada membro da equipe poderá mapear todo o fluxo de valor individualmente. A seguir, os mapas deverão ser comparados e discutidos, para que seja gerado um mapa de consenso, o qual representará uma versão mais exata do fluxo de valor.
69
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
QUADRO 2.1
1 - Selecionar uma família de produtos - bens ou serviços - para ser mapeada.
De acordo com a definição apresentada no
, compilado pelo , uma família de produtos é “um produto e suas variações, passando por etapas similares de processamento e equipamentos comuns, próximos da fase de envio para o cliente”.
James Womack sugere que seja elaborada uma com o objetivo de facilitar a identificação das famílias de produtos, conforme ilustrado na figura 2.2.
Muitas vezes a construção da matriz da família de produtos resulta em surpresas, pois nos permite visualizar que produtos fabricados para diferentes clientes, ou distintos sob o ponto de vista de marketing ou utilização, são submetidos a equipamentos e operações comuns no fluxo de produção e, portanto, pertencem a uma mesma família.
Léxico Lean - Glossário Ilustrado para Praticantes do
Pensamento Lean Lean Enterprise Institute2
3matriz da família de produtos
FIGURA 2.23
Matriz da família de produtos, segundo James Womack
Etapas do processo e equipamentos próximos à fase de envio para o cliente
Pro
duto
s
1
A
B
C
D
E
F
G
2 3 4 5 6 7 8
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X XX
X X X X X
X X X X
Família I
Família II
Família III
3 - Distribuir papel, lápis, borracha e cronômetro aos membros da equipe de trabalho.
Os desenhos do mapa devem ser sempre feitos a mão e a lápis. O uso do computador e do PowerPoint não é indicado, para que as atenções não sejam desviadas do que realmente interessa: o entendimento dos fluxos de materiais e informações, bem como a observação e o registro das variáveis que caracterizam o desempenho das atividades que constituem o processo de produção.
É importante que as atividades sejam cronometradas pela equipe no momento em que estão ocorrendo, já que muitas vezes dados históricos não refletem a realidade presente.
A equipe deverá ser composta por pessoas que conheçam bem todo o fluxo de valor da família de produtos selecionada.
Inicialmente, cada membro da equipe poderá mapear todo o fluxo de valor individualmente. A seguir, os mapas deverão ser comparados e discutidos, para que seja gerado um mapa de consenso, o qual representará uma versão mais exata do fluxo de valor.
Procedimento para o Mapeamento do Fluxo de Valor
A seguir, na parte superior esquerda do mapa devem ser representados os (no máximo três) por meio do ícone fábrica. As caixas de dados devem ser
usadas para registrar o tamanho dos lotes comprados. O movimento das matérias primas dos fornecedores até a empresa é desenhado por meio dos ícones de transporte e do ícone de movimento de material (seta larga).
fornecedores das principais matérias-primas
Para finalizar, deve ser desenhada uma abaixo dos ícones de processo e de estoque para registro do de produção.
linha do tempolead time
Após o desenho do fluxo das informações devem ser identificados os , isto é, material que é
produzido de forma independente das necessidades do processo seguinte, usualmente gerando estoque. O ícone do movimento de material de produção empurrada é uma seta listrada.
movimentos de materiais que são “empurrados” pelo fabricante e não “puxados” pelo cliente
A etapa seguinte consiste na adição ao mapa do , que deve ser desenhado na parte superior, da direita para a esquerda, por meio dos ícones fluxo de informação manual (seta estreita), fluxo de informação eletrônica (seta estreita na forma de raio) e informação (caixa pequena que descreve o conteúdo do fluxo de informação).
fluxo de informações
Tudo que for observado deve ser registrado da forma em que ocorre, de modo neutro e sem que se analise o mérito das atividades.
O desenho do mapa começa pela identificação do (ícone fontes externas) e suas necessidades (ícone caixa de dados), que são registrados na parte superior direita do mapa.
cliente
Mesmo que a equipe seja composta por várias pessoas, cada uma delas deve mapear o fluxo completo. que diferentes pessoas construam mapas para partes específicas do fluxo e que depois
essas partes sejam agrupadas para gerar o todo.Não é indicado
Os trabalhos desta etapa devem ser iniciados com uma caminhada no chão da fábrica por todo o fluxo de valor,
. Essa ordem é importante para que o início se dê pelas atividades que têm um relacionamento mais direto com o cliente. São essas atividades que devem (ou deveriam) imprimir o ritmo de trabalho dos processos anteriores.
partindo da expedição final e continuando pelos processos anteriores, até o setor de recebimento de materiais
A seguir, os (ícone processo) são desenhados da esquerda para a direita na parte inferior do mapa. Uma caixa de dados deve ser desenhada embaixo de cada ícone processo para registrar informações básicas, tais como
. Cada local de acúmulo de estoque, bem como a quantidade e/ou tempo de estoque, devem ser registrados nessa fase do mapeamento (ícone estoque).
processos básicos de produção
tempo de ciclo, tempo de , disponibilidade, número de operadores e índice de refugo
setup
O próximo passo consiste em desenhar o , usando os ícones de transporte apropriados (com a identificação da freqüência de carregamento) e
o ícone de movimento de produtos acabados para o cliente.
movimento de entrega dos produtos acabados para o cliente
4 - Acompanhar, in loco, o fluxo de valor desde o recebimento de materiais comprados até a entrega do produto ao cliente, para identificar e visualizar todos os fluxos de materiais e informações para a construção do mapa do estado atual.
5 - Desenhar o mapa do estado atual, utilizando os ícones apresentados no Anexo A (veja o exemplo na figura 2.1).
6 - Revisar o mapa do fluxo de valor com o objetivo de verificar se todas as atividades e
fluxos relevantes foram representados.
70
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Procedimento para o Mapeamento do Fluxo de Valor
A seguir, na parte superior esquerda do mapa devem ser representados os (no máximo três) por meio do ícone fábrica. As caixas de dados devem ser
usadas para registrar o tamanho dos lotes comprados. O movimento das matérias primas dos fornecedores até a empresa é desenhado por meio dos ícones de transporte e do ícone de movimento de material (seta larga).
fornecedores das principais matérias-primas
Para finalizar, deve ser desenhada uma abaixo dos ícones de processo e de estoque para registro do de produção.
linha do tempolead time
Após o desenho do fluxo das informações devem ser identificados os , isto é, material que é
produzido de forma independente das necessidades do processo seguinte, usualmente gerando estoque. O ícone do movimento de material de produção empurrada é uma seta listrada.
movimentos de materiais que são “empurrados” pelo fabricante e não “puxados” pelo cliente
A etapa seguinte consiste na adição ao mapa do , que deve ser desenhado na parte superior, da direita para a esquerda, por meio dos ícones fluxo de informação manual (seta estreita), fluxo de informação eletrônica (seta estreita na forma de raio) e informação (caixa pequena que descreve o conteúdo do fluxo de informação).
fluxo de informações
Tudo que for observado deve ser registrado da forma em que ocorre, de modo neutro e sem que se analise o mérito das atividades.
O desenho do mapa começa pela identificação do (ícone fontes externas) e suas necessidades (ícone caixa de dados), que são registrados na parte superior direita do mapa.
cliente
Mesmo que a equipe seja composta por várias pessoas, cada uma delas deve mapear o fluxo completo. que diferentes pessoas construam mapas para partes específicas do fluxo e que depois
essas partes sejam agrupadas para gerar o todo.Não é indicado
Os trabalhos desta etapa devem ser iniciados com uma caminhada no chão da fábrica por todo o fluxo de valor,
. Essa ordem é importante para que o início se dê pelas atividades que têm um relacionamento mais direto com o cliente. São essas atividades que devem (ou deveriam) imprimir o ritmo de trabalho dos processos anteriores.
partindo da expedição final e continuando pelos processos anteriores, até o setor de recebimento de materiais
A seguir, os (ícone processo) são desenhados da esquerda para a direita na parte inferior do mapa. Uma caixa de dados deve ser desenhada embaixo de cada ícone processo para registrar informações básicas, tais como
. Cada local de acúmulo de estoque, bem como a quantidade e/ou tempo de estoque, devem ser registrados nessa fase do mapeamento (ícone estoque).
processos básicos de produção
tempo de ciclo, tempo de , disponibilidade, número de operadores e índice de refugo
setup
O próximo passo consiste em desenhar o , usando os ícones de transporte apropriados (com a identificação da freqüência de carregamento) e
o ícone de movimento de produtos acabados para o cliente.
movimento de entrega dos produtos acabados para o cliente
4 - Acompanhar, in loco, o fluxo de valor desde o recebimento de materiais comprados até a entrega do produto ao cliente, para identificar e visualizar todos os fluxos de materiais e informações para a construção do mapa do estado atual.
5 - Desenhar o mapa do estado atual, utilizando os ícones apresentados no Anexo A (veja o exemplo na figura 2.1).
6 - Revisar o mapa do fluxo de valor com o objetivo de verificar se todas as atividades e
fluxos relevantes foram representados.
71
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MAPEAMENTO DO FLUXO DE VALOR: ESTAMPARIA
ABC
Família de Produto: Suporte da direção de automóvel (dois modelos:
lado esquerdo e direito)
Cliente: Montadora de Veículos São Jorge.
Necessidades do Cliente:
18.400 peças por mês:
12.000 por mês do tipo “LE”
6.400 por mês do tipo “LD”
A planta do cliente opera em dois turnos
Embalagens retornáveis com 20 suportes em cada bandeja e 10
bandejas por “pallet”
O cliente faz o pedido em quantidades múltiplas de bandejas
Uma expedição diária para a montadora é levada de caminhão
Informações do Processo:
1. Estamparia:
(A prensa faz peças para muitos produtos da ABC)
Prensa automática de 200 t com bobina
Tempo de ciclo: 1 segundo (60 peças por minuto)
Tempo de troca: 1 hora (de peça boa para peça boa)
Disponibilidade da máquina: 85%
Estoque observado:
- 5 dias de bobinas antes da estamparia
72
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
- 4.600 peças estampadas acabadas do tipo “LE”
- 600 peças estampadas acabadas do tipo “LD”
2. Estação de solda a ponto I:
(Dedicada a esta família de produtos)
Processo manual com 1 operador
Tempo de ciclo: 39 segundos
Tempo de troca: 10 minutos (troca de dispositivo)
Disponibilidade da máquina: 100%
Estoque observado:
- 1.100 peças do tipo “LE”
- 600 peças do tipo “LD”
3. Estação de solda a ponto II:
(Dedicada a esta família de produtos)
Processo manual com 1 operador
Tempo de ciclo: 46 segundos
Tempo de troca: 10 minutos (troca de dispositivo)
Disponibilidade da máquina: 80%
Estoque observado:
- 1.600 peças do tipo “LE”
- 850 peças do tipo “LD”
4. Estação de montagem I:
(Dedicada a esta família de produtos)
Processo manual com 1 operador
73
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Tempo de ciclo: 62 segundos
Tempo de troca: nenhum
Disponibilidade da máquina: 100%
Estoque observado:
- 1.200 peças do tipo “LE”
- 640 peças do tipo “LD”
5. Estação de montagem II:
(Dedicada a esta família de produtos)
Processo manual com 1 operador
Tempo de ciclo: 40 segundos
Tempo de troca: nenhum
Disponibilidade da máquina: 100%
Estoque observado de produtos acabados no almoxarifado:
- 2.700 peças do tipo “LE”
- 1.440 peças do tipo “LD”
6. Departamento de expedição:
Remove as peças do almoxarifado de produtos acabados e as
prepara para o caminhão de entrega ao cliente.
Tempo de trabalho:
20 dias em um mês
Dois turnos de operação em todos os departamentos que
cuidam da produção
Oito horas cada turno, com horas extras se necessário
Dois intervalos de 10 minutos por turno
74
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Paralização dos processos manuais durante o intervalo
Fornecedor Aços São Paulo:
Fornece bobinas de aço de 500 pés
Envia para a ABC às terças e quintas feiras
A entrega do material é realizada por caminhão
Departamento de Controle da Produção da ABC:
Recebe as projeções para 90/60/30 dias e dá entrada no
MRP
ABC lança 6 semanas de projeção para a Aços São Paulo via
MRP
Assegura bobinas de aço através do envio semanal de pedi-
dos via fax para a Aços São Paulo
Recebe diariamente a confirmação de pedidos da Montadora
São Jorge
Roda o MRP semanalmente conforme pedido do cliente e
emite semanalmente a programação de forma manual para
os processos da Estamparia, Solda e Montagem
Emite diariamente a programação de entrega para o Depar-
tamento de Expedição
75
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
O QUE DEVE SER FEITO APÓS A CONSTRUÇÃO DO
MAPA DO ESTADO ATUAL?
O mapa do estado atual deve ser utilizado para a discussão, o
planejamento e a implementação de ações de melhoria.
Se a equipe de trabalho estiver executando um projeto Lean 6 Sigma
de acordo com o método DMAIC, o mapa do estado atual – usualmente
elaborado durante as etapas Define e Measure – será a base para a
construção do mapa do estado futuro (incorporando as melhorias
identificadas) durante as fases Analyze e Improve.
Tendo como ponto de partida o mapa do estado atual, as diretrizes
listadas abaixo devem ser consideradas durante a discussão e o
planejamento das ações de melhoria e do mapa do estado futuro.
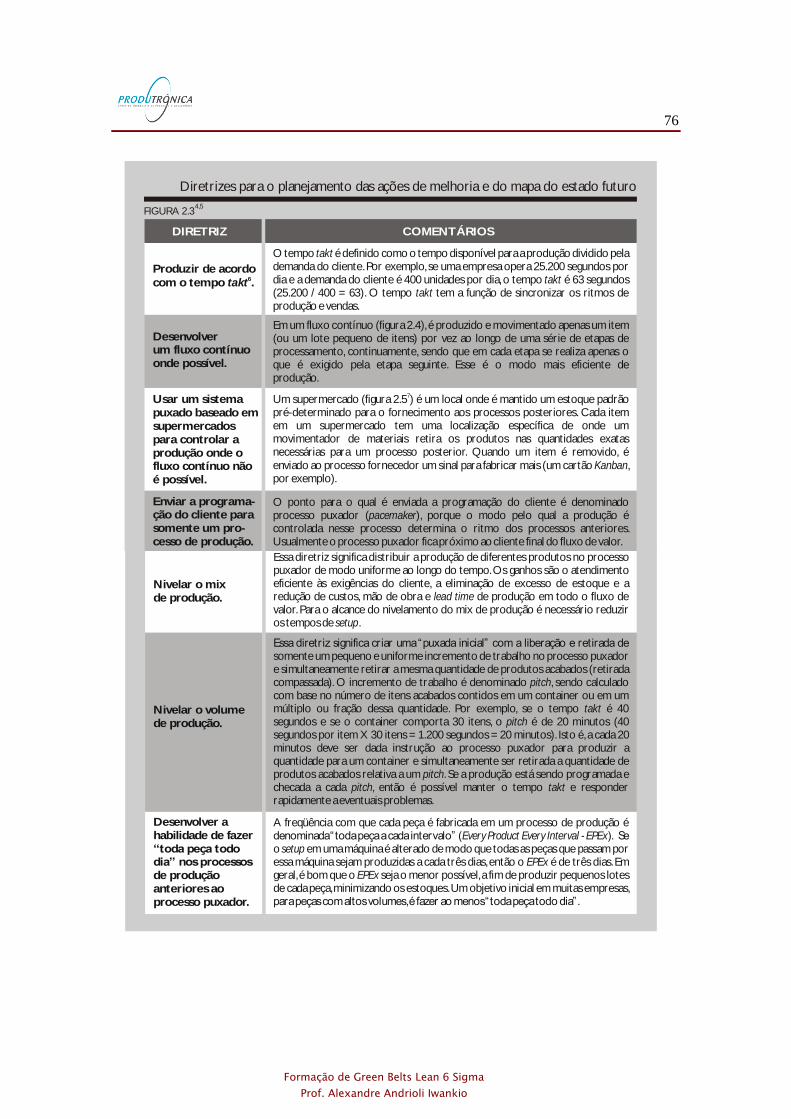
76
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.34,5
Diretrizes para o planejamento das ações de melhoria e do mapa do estado futuro
DIRETRIZ COMENTÁRIOS
O tempo é definido como o tempo disponível para a produção dividido pela demanda do cliente. Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63). O tempo tem a função de sincronizar os ritmos de produção e vendas.
takt
takttakt
Em um fluxo contínuo (figura 2.4), é produzido e movimentado apenas um item (ou um lote pequeno de itens) por vez ao longo de uma série de etapas de processamento, continuamente, sendo que em cada etapa se realiza apenas o que é exigido pela etapa seguinte. Esse é o modo mais eficiente de produção.
Um supermercado (figura 2.5 ) é um local onde é mantido um estoque padrão pré-determinado para o fornecimento aos processos posteriores. Cada item em um supermercado tem uma localização específica de onde um movimentador de materiais retira os produtos nas quantidades exatas necessárias para um processo posterior. Quando um item é removido, é enviado ao processo fornecedor um sinal para fabricar mais (um cartão , por exemplo).
7
Kanban
O ponto para o qual é enviada a programação do cliente é denominado processo puxador ( ), porque o modo pelo qual a produção é controlada nesse processo determina o ritmo dos processos anteriores. Usualmente o processo puxador fica próximo ao cliente final do fluxo de valor.
pacemaker
Essa diretriz significa distribuir a produção de diferentes produtos no processo puxador de modo uniforme ao longo do tempo. Os ganhos são o atendimento eficiente às exigências do cliente, a eliminação de excesso de estoque e a redução de custos, mão de obra e de produção em todo o fluxo de valor. Para o alcance do nivelamento do mix de produção é necessário reduzir os tempos de .
lead time
setup
Essa diretriz significa criar uma “puxada inicial” com a liberação e retirada de somente um pequeno e uniforme incremento de trabalho no processo puxador e simultaneamente retirar a mesma quantidade de produtos acabados (retirada compassada). O incremento de trabalho é denominado , sendo calculado com base no número de itens acabados contidos em um container ou em um múltiplo ou fração dessa quantidade. Por exemplo, se o tempo é 40 segundos e se o container comporta 30 itens, o é de 20 minutos (40 segundos por item X 30 itens = 1.200 segundos = 20 minutos). Isto é, a cada 20 minutos deve ser dada instrução ao processo puxador para produzir a quantidade para um container e simultaneamente ser retirada a quantidade de produtos acabados relativa a um . Se a produção está sendo programada e checada a cada , então é possível manter o tempo e responder rapidamente a eventuais problemas.
pitch
taktpitch
pitchpitch takt
A freqüência com que cada peça é fabricada em um processo de produção é denominada “toda peça a cada intervalo” ( ). Se o em uma máquina é alterado de modo que todas as peças que passam por essa máquina sejam produzidas a cada três dias, então o é de três dias. Em geral, é bom que o seja o menor possível, a fim de produzir pequenos lotes de cada peça, minimizando os estoques. Um objetivo inicial em muitas empresas, para peças com altos volumes, é fazer ao menos “toda peça todo dia”.
Every Product Every Interval - EPExsetup
EPExEPEx
Desenvolver a habilidade de fazer “toda peça todo dia” nos processos de produção anteriores ao processo puxador.
Produzir de acordo
com o tempo .takt6
Desenvolver um fluxo contínuo onde possível.
Usar um sistema puxado baseado em supermercados para controlar a produção onde o fluxo contínuo não é possível.
Enviar a programa-ção do cliente para somente um pro-cesso de produção.
Nivelar o mix de produção.
Nivelar o volume de produção.
FIGURA 2.34,5
Diretrizes para o planejamento das ações de melhoria e do mapa do estado futuro
DIRETRIZ COMENTÁRIOS
O tempo é definido como o tempo disponível para a produção dividido pela demanda do cliente. Por exemplo, se uma empresa opera 25.200 segundos por dia e a demanda do cliente é 400 unidades por dia, o tempo é 63 segundos (25.200 / 400 = 63). O tempo tem a função de sincronizar os ritmos de produção e vendas.
takt
takttakt
Em um fluxo contínuo (figura 2.4), é produzido e movimentado apenas um item (ou um lote pequeno de itens) por vez ao longo de uma série de etapas de processamento, continuamente, sendo que em cada etapa se realiza apenas o que é exigido pela etapa seguinte. Esse é o modo mais eficiente de produção.
Um supermercado (figura 2.5 ) é um local onde é mantido um estoque padrão pré-determinado para o fornecimento aos processos posteriores. Cada item em um supermercado tem uma localização específica de onde um movimentador de materiais retira os produtos nas quantidades exatas necessárias para um processo posterior. Quando um item é removido, é enviado ao processo fornecedor um sinal para fabricar mais (um cartão , por exemplo).
7
Kanban
O ponto para o qual é enviada a programação do cliente é denominado processo puxador ( ), porque o modo pelo qual a produção é controlada nesse processo determina o ritmo dos processos anteriores. Usualmente o processo puxador fica próximo ao cliente final do fluxo de valor.
pacemaker
Essa diretriz significa distribuir a produção de diferentes produtos no processo puxador de modo uniforme ao longo do tempo. Os ganhos são o atendimento eficiente às exigências do cliente, a eliminação de excesso de estoque e a redução de custos, mão de obra e de produção em todo o fluxo de valor. Para o alcance do nivelamento do mix de produção é necessário reduzir os tempos de .
lead time
setup
Essa diretriz significa criar uma “puxada inicial” com a liberação e retirada de somente um pequeno e uniforme incremento de trabalho no processo puxador e simultaneamente retirar a mesma quantidade de produtos acabados (retirada compassada). O incremento de trabalho é denominado , sendo calculado com base no número de itens acabados contidos em um container ou em um múltiplo ou fração dessa quantidade. Por exemplo, se o tempo é 40 segundos e se o container comporta 30 itens, o é de 20 minutos (40 segundos por item X 30 itens = 1.200 segundos = 20 minutos). Isto é, a cada 20 minutos deve ser dada instrução ao processo puxador para produzir a quantidade para um container e simultaneamente ser retirada a quantidade de produtos acabados relativa a um . Se a produção está sendo programada e checada a cada , então é possível manter o tempo e responder rapidamente a eventuais problemas.
pitch
taktpitch
pitchpitch takt
A freqüência com que cada peça é fabricada em um processo de produção é denominada “toda peça a cada intervalo” ( ). Se o em uma máquina é alterado de modo que todas as peças que passam por essa máquina sejam produzidas a cada três dias, então o é de três dias. Em geral, é bom que o seja o menor possível, a fim de produzir pequenos lotes de cada peça, minimizando os estoques. Um objetivo inicial em muitas empresas, para peças com altos volumes, é fazer ao menos “toda peça todo dia”.
Every Product Every Interval - EPExsetup
EPExEPEx
Desenvolver a habilidade de fazer “toda peça todo dia” nos processos de produção anteriores ao processo puxador.
Produzir de acordo
com o tempo .takt6
Desenvolver um fluxo contínuo onde possível.
Usar um sistema puxado baseado em supermercados para controlar a produção onde o fluxo contínuo não é possível.
Enviar a programa-ção do cliente para somente um pro-cesso de produção.
Nivelar o mix de produção.
Nivelar o volume de produção.
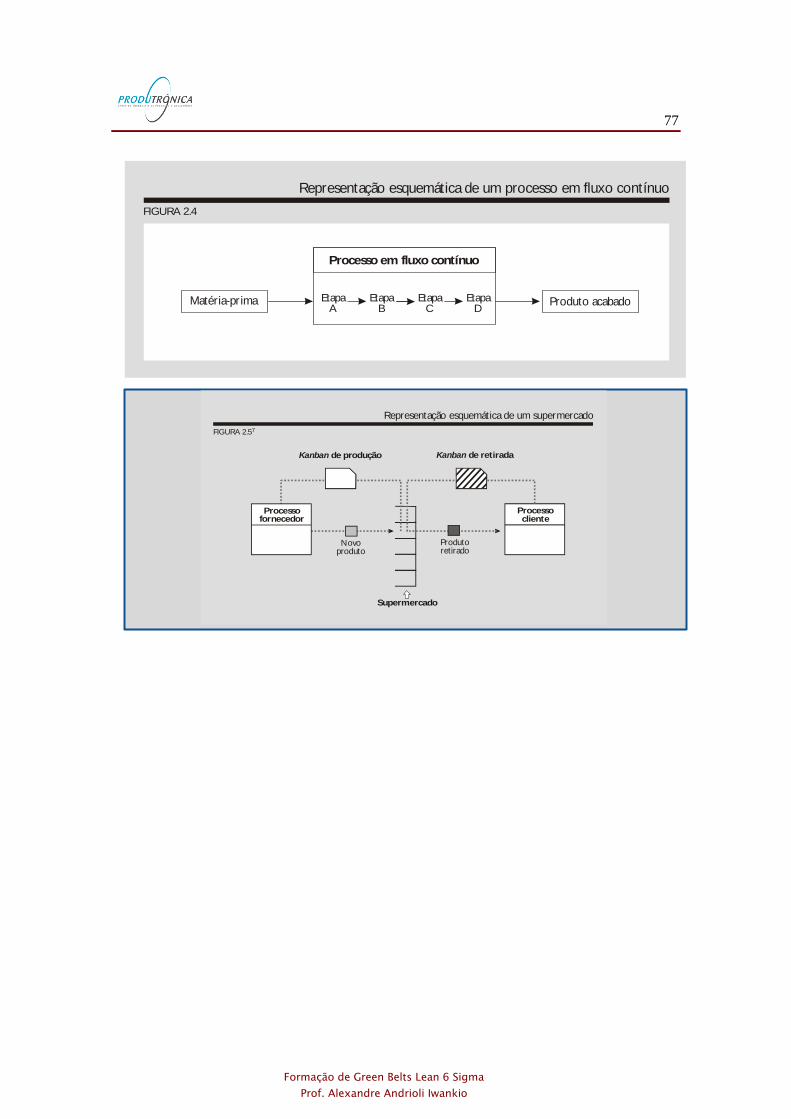
77
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Representação esquemática de um processo em fluxo contínuo
FIGURA 2.4
Processo em fluxo contínuo
EtapaA
EtapaB
EtapaC
EtapaD
Matéria-prima Produto acabado
Representação esquemática de um supermercado
FIGURA 2.57
Processocliente
Processofornecedor
Novoproduto
Kanban de produção Kanban de retirada
Supermercado
Produtoretirado
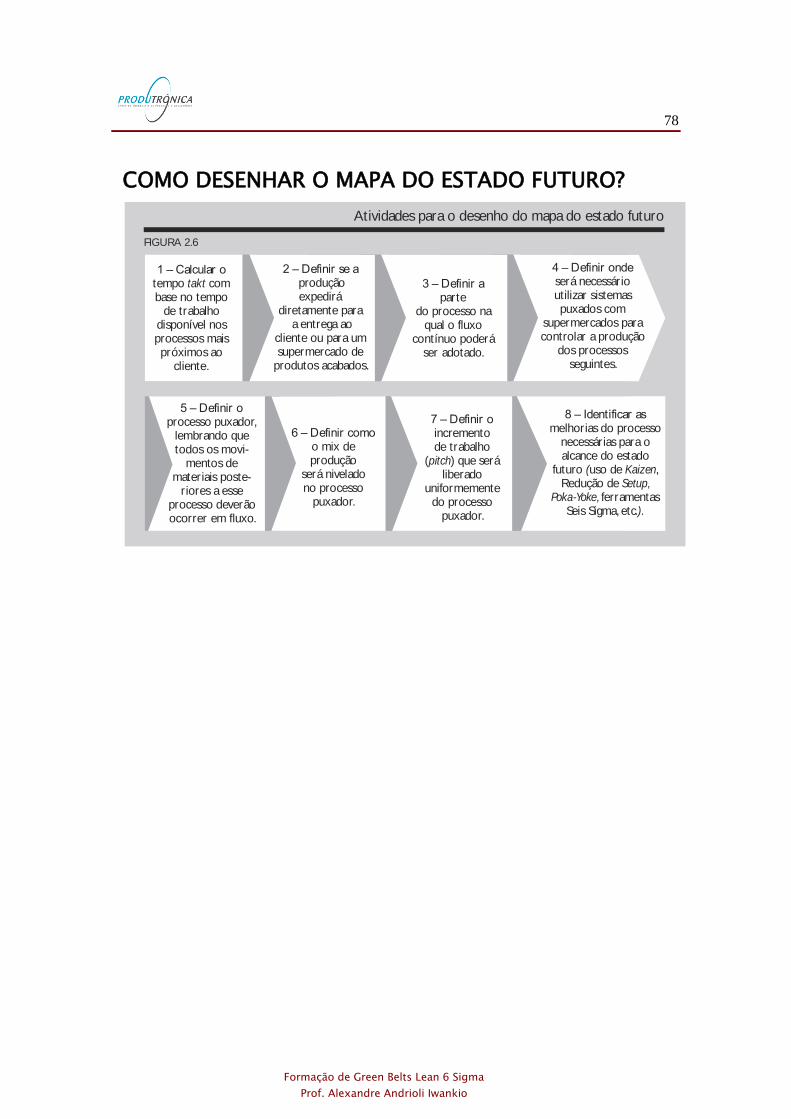
78
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO DESENHAR O MAPA DO ESTADO FUTURO?
Atividades para o desenho do mapa do estado futuro
FIGURA 2.6
1 – Calcular o tempo combase no tempo
de trabalho disponível nos processos mais próximos ao
cliente.
takt
2 – Definir se a produção expedirá
diretamente para a entrega ao
cliente ou para um supermercado de
produtos acabados.
3 – Definir a parte
do processo naqual o fluxo
contínuo poderáser adotado.
4 – Definir ondeserá necessárioutilizar sistemas puxados com
supermercados paracontrolar a produção
dos processosseguintes.
5 – Definir oprocesso puxador,
lembrando que todos os movi-
mentos de materiais poste-
riores a esse processo deverãoocorrer em fluxo.
6 – Definir comoo mix de produção
será nivelado no processo
puxador.
7 – Definir oincremento de trabalho
( ) que seráliberado
uniformemente do processo
puxador.
pitch
8 – Identificar asmelhorias do processo
necessárias para o alcance do estado
futuro uso de ,Redução de
ferramentas Seis Sigma, etc
( KaizenSetup,
Poka-Yoke, .).
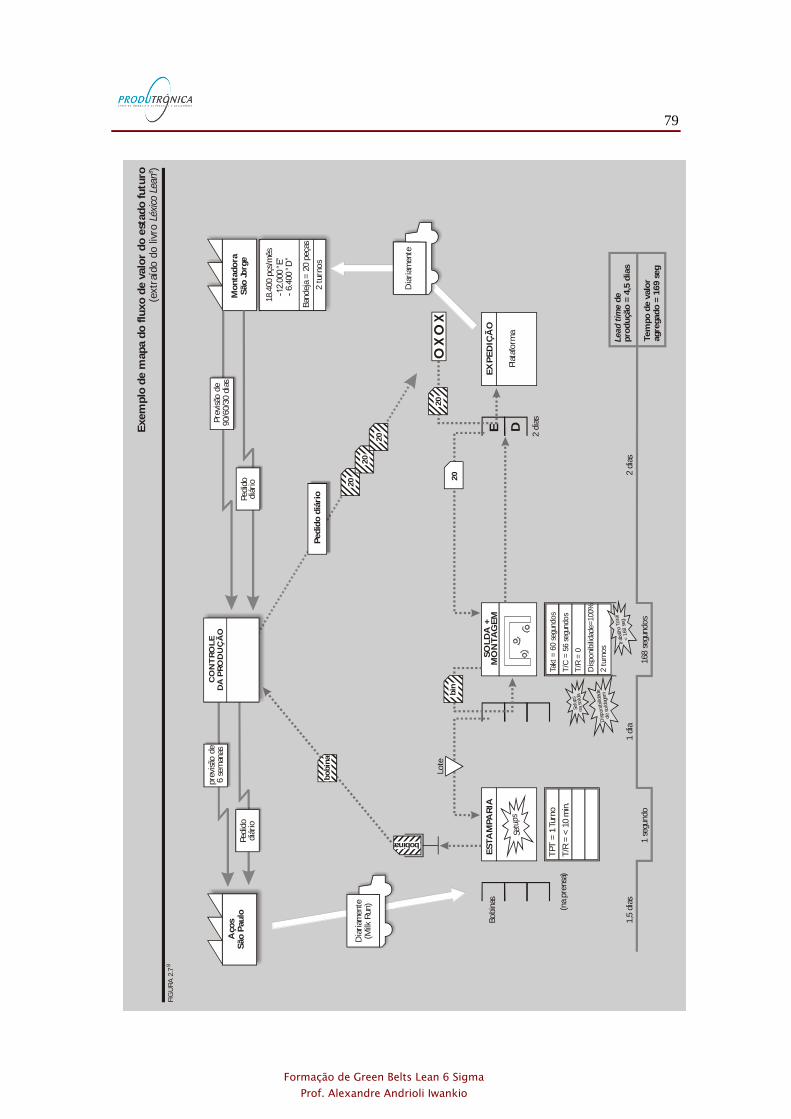
79
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIG
UR
A 2
.78
1,5
dia
s
1 s
egu
ndo
1 d
ia
168 s
egu
ndos
2 d
ias
2 d
ias
SO
LD
A +
M
ON
TA
GE
ME
XP
ED
IÇÃ
O
Lead t
ime d
e
pro
dução =
4,5
dia
s
Pla
tafo
rma
Tem
po
de v
alo
ragre
gado
= 1
69 s
eg
ES
TA
MPA
RIA
Setu
ps
18.4
00 p
çs/m
ês
-12.0
00 “
E”
- 6.4
00 “
D”
Ban
deja
= 2
0 p
eça
s
2 t
urn
os
TPT
= 1
Turn
o
T/R
= <
10 m
in.
(na
pre
nsa
)
Bobin
as
Lote
Takt
= 6
0 s
egundos
T/C
= 5
6 s
egu
ndos
T/R
= 0
Dis
ponib
ilidad
e=100%
2 t
urn
os
Aços
São P
aulo
Pedid
odiá
rio
pre
visã
o d
e6 s
em
anas
CO
NT
RO
LE
DA
PR
OD
UÇ
ÃO
Exem
plo
de m
apa d
o flu
xo
de v
alo
r do
est
ado futu
ro(e
xtr
aído
do liv
ro
)Lé
xico
Lea
n8
Pre
visã
o d
e90/6
0/3
0 d
ias
Pedid
o
diá
rio
Monta
do
raS
ão Jo
rge
Pedid
o d
iári
o
Dia
riam
ente
(Milk
Run)
E D
20
bin
bobin
a
20
20
20
20
bobina
Dia
riam
ente
Setu
ps
na
sold
a
Dis
ponib
ilidad
e
de s
old
agem
Trab
alho T
ota
l
= 1
68 s
eg.
80
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO ALCANÇAR O ESTADO FUTURO?
Após o desenho do mapa do estado futuro deve ser elaborado o plano
de implementação do estado futuro.
Para a elaboração do plano será necessário dividir a implementação em
etapas – é impossível fazer tudo ao mesmo tempo! – e priorizar essas
etapas.
Cada etapa poderá contemplar uma parte do processo como, por
exemplo, a ligação entre o cliente e o processo puxador ou entre o
fornecedor e o primeiro processo do fluxo de valor. Vale ressaltar que
o plano usualmente abrange um período anual de implementação.
O plano deve mostrar:
“Exatamente o que se planeja fazer e quando, etapa por eta-
pa”.
“Metas quantificáveis”.
“Pontos de checagem claros com os prazos reais e o(s) avalia-
dor(es) definido(s).”
ALERTAS QUANTO AO USO DO MAPEAMENTO DO
FLUXO DE VALOR
Os pontos abaixo devem ser objetos de atenção da empresa:
Todos os fluxos de valor da empresa não devem ser mapeados
simultaneamente e de forma apressada. Deve-se iniciar com o
fluxo de uma família de produtos considerada estratégica, pa-
ra o qual deverão ser rapidamente implementadas ações de
melhoria a partir dos pontos fracos detectados. A seguir, o
procedimento deve ser repetido para outra família de produ-
tos.
81
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A tarefa de mapeamento não deve ser dividida entre os depar-
tamentos ou áreas individuais da empresa, para, a seguir, ser
construído um mapa global do fluxo de valor com base nos
mapas individuais. Essa estratégia não funciona. O mapea-
mento precisa ser conduzido por um líder que tenha a visão
da empresa como um todo e que possa posteriormente im-
plementar as ações de melhoria, independentemente de fron-
teiras funcionais ou departamentais.
O Mapeamento do Fluxo de Valor para uma família de produ-
tos deve levar de dois a cinco dias até que seja iniciada a im-
plementação das ações de melhoria para o alcance do estado
futuro.
No mapeamento, o fluxo de informações é tão importante
quanto o fluxo de materiais.
Segundos (e não minutos) é a unidade de medida indicada pa-
ra registro, no mapa do fluxo de valor, das variáveis associa-
das ao tempo.
Todas as atividades relacionadas a retrabalho e inspeção de-
vem ser registradas no mapa.
O mapa não deve conter excesso de informações ou detalhes
pouco úteis.
A versão e a data de elaboração do mapa devem ser sempre
registradas.
Dados que não foram coletados e/ou confirmados pela equipe
não devem ser utilizados no Mapeamento do Fluxo de Valor.
No mapa do estado futuro, os sete tipos de desperdícios de-
vem ser reduzidos o máximo possível.
O projeto do produto, a tecnologia de processo instalada e a
localização e a estrutura da fábrica não devem constituir alvos
para mudanças nas primeiras iterações para construção do es-
tado futuro.
82
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
O mapeamento deve ser reiniciado após a implementação do
estado futuro (que se transformou em um novo estado atual),
dando continuidade ao processo de melhoria contínua.
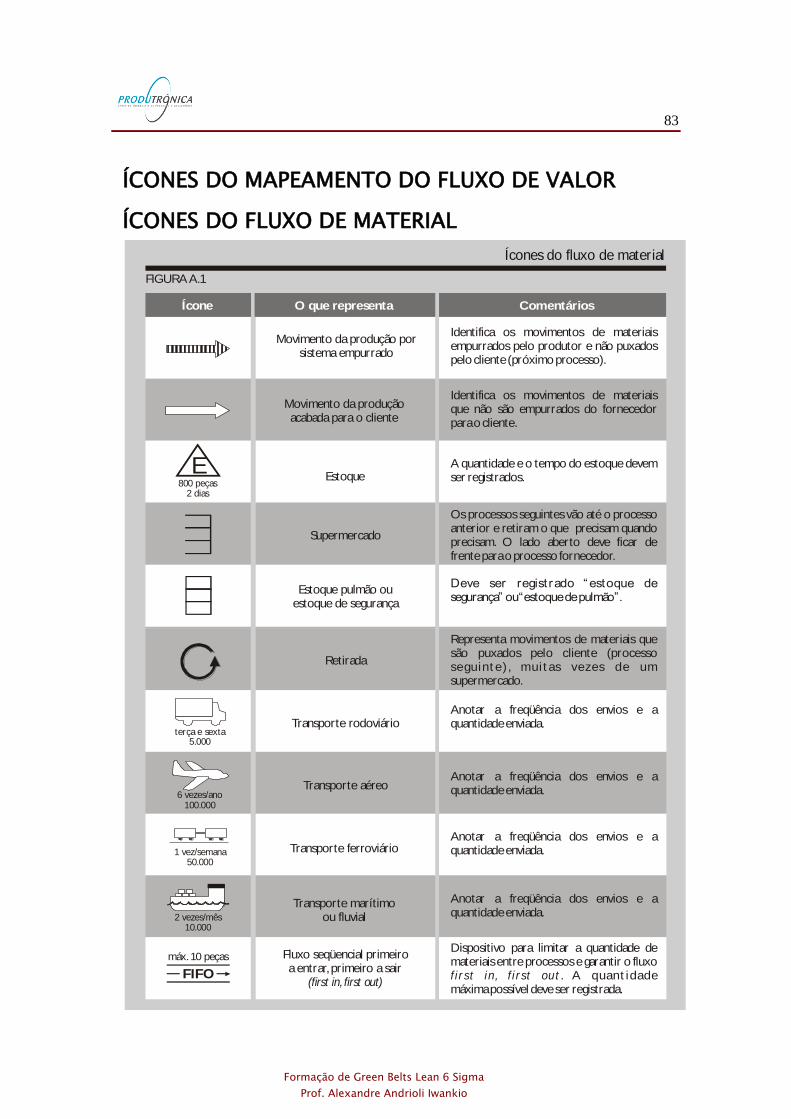
83
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ÍCONES DO MAPEAMENTO DO FLUXO DE VALOR
ÍCONES DO FLUXO DE MATERIAL
FIGURA A.1
Ícones do fluxo de material
O que representaÍcone
Movimento da produção por sistema empurrado
Comentários
Movimento da produção acabada para o cliente
Estoque
Supermercado
Estoque pulmão ou estoque de segurança
Retirada
Transporte rodoviário
Transporte aéreo
Transporte ferroviário
E800 peças
2 dias
terça e sexta5.000
6 vezes/ano100.000
1 vez/semana50.000
Transporte marítimo ou fluvial
Fluxo seqüencial primeiroa entrar, primeiro a sair
(first in, first out)FIFO
máx. 10 peças
2 vezes/mês10.000
Identifica os movimentos de materiais empurrados pelo produtor e não puxados pelo cliente (próximo processo).
Identifica os movimentos de materiais que não são empurrados do fornecedor para o cliente.
A quantidade e o tempo do estoque devem ser registrados.
Os processos seguintes vão até o processo anterior e retiram o que precisam quando precisam. O lado aberto deve ficar de frente para o processo fornecedor.
Deve ser regist rado “ estoque de segurança” ou “estoque de pulmão”.
Representa movimentos de materiais que são puxados pelo cliente (processo seguint e), muit as vezes de um supermercado.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Dispositivo para limitar a quantidade de materiais entre processos e garantir o fluxo
. A quant idade máxima possível deve ser registrada.f i r st in, f i r st out
FIGURA A.1
Ícones do fluxo de material
O que representaÍcone
Movimento da produção por sistema empurrado
Comentários
Movimento da produção acabada para o cliente
Estoque
Supermercado
Estoque pulmão ou estoque de segurança
Retirada
Transporte rodoviário
Transporte aéreo
Transporte ferroviário
E800 peças
2 dias
terça e sexta5.000
6 vezes/ano100.000
1 vez/semana50.000
Transporte marítimo ou fluvial
Fluxo seqüencial primeiroa entrar, primeiro a sair
(first in, first out)FIFO
máx. 10 peças
2 vezes/mês10.000
Identifica os movimentos de materiais empurrados pelo produtor e não puxados pelo cliente (próximo processo).
Identifica os movimentos de materiais que não são empurrados do fornecedor para o cliente.
A quantidade e o tempo do estoque devem ser registrados.
Os processos seguintes vão até o processo anterior e retiram o que precisam quando precisam. O lado aberto deve ficar de frente para o processo fornecedor.
Deve ser regist rado “ estoque de segurança” ou “estoque de pulmão”.
Representa movimentos de materiais que são puxados pelo cliente (processo seguint e), muit as vezes de um supermercado.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Anotar a freqüência dos envios e a quantidade enviada.
Dispositivo para limitar a quantidade de materiais entre processos e garantir o fluxo
. A quant idade máxima possível deve ser registrada.f i r st in, f i r st out
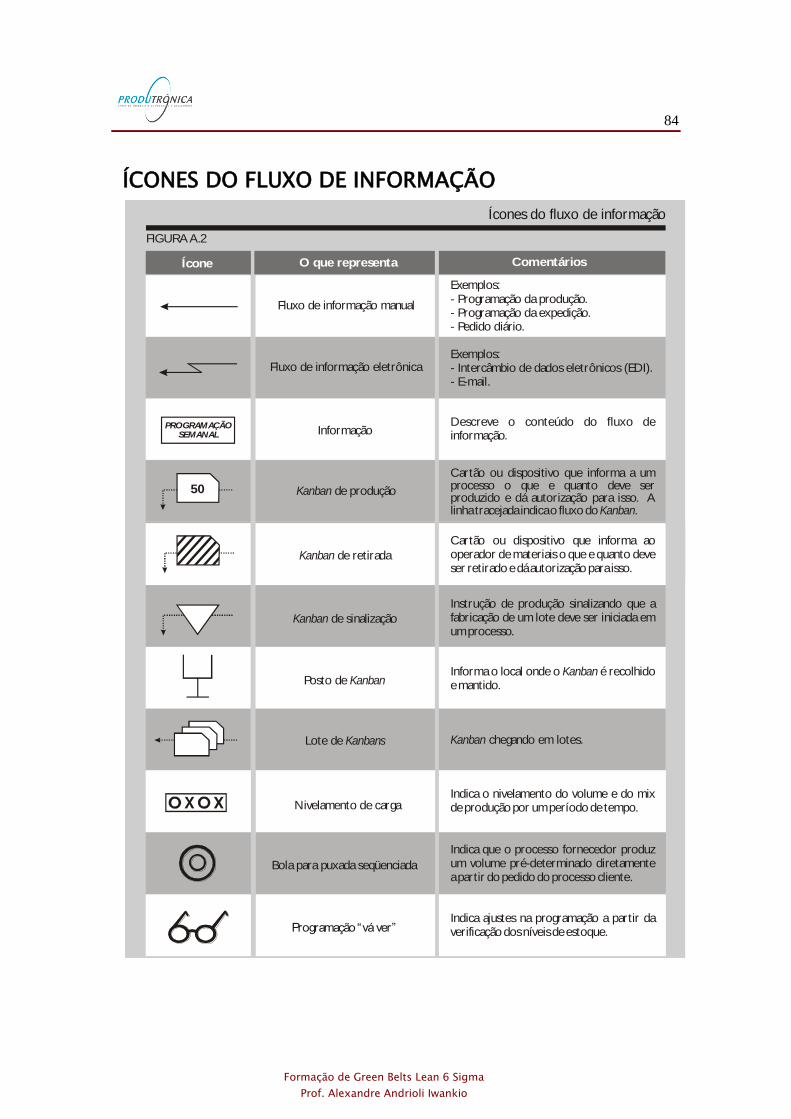
84
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ÍCONES DO FLUXO DE INFORMAÇÃO
FIGURA A.2
Ícones do fluxo de informação
O que representaÍcone Comentários
Fluxo de informação manual
Fluxo de informação eletrônica
Informação
Kanban de produção
Kanban de retirada
Kanban de sinalização
Posto de Kanban
Lote de Kanbans
Exemplos:- Programação da produção.- Programação da expedição.- Pedido diário.
Exemplos:- Intercâmbio de dados eletrônicos (EDI).- E-mail.
Kanban chegando em lotes.
PROGRAMAÇÃOSEMANAL
50
Nivelamento de carga
Bola para puxada seqüenciada
Programação “vá ver”Indica ajustes na programação a partir da verificação dos níveis de estoque.
Indica que o processo fornecedor produz um volume pré-determinado diretamente a partir do pedido do processo cliente.
Indica o nivelamento do volume e do mix de produção por um período de tempo.
Informa o local onde o é recolhido e mantido.
Kanban
Instrução de produção sinalizando que a fabricação de um lote deve ser iniciada em um processo.
Cartão ou dispositivo que informa ao operador de materiais o que e quanto deve ser retirado e dá autorização para isso.
Cartão ou dispositivo que informa a um processo o que e quanto deve ser produzido e dá autorização para isso. A linha tracejada indica o fluxo do .Kanban
Descreve o conteúdo do fluxo de informação.
FIGURA A.2
Ícones do fluxo de informação
O que representaÍcone Comentários
Fluxo de informação manual
Fluxo de informação eletrônica
Informação
Kanban de produção
Kanban de retirada
Kanban de sinalização
Posto de Kanban
Lote de Kanbans
Exemplos:- Programação da produção.- Programação da expedição.- Pedido diário.
Exemplos:- Intercâmbio de dados eletrônicos (EDI).- E-mail.
Kanban chegando em lotes.
PROGRAMAÇÃOSEMANAL
50
Nivelamento de carga
Bola para puxada seqüenciada
Programação “vá ver”Indica ajustes na programação a partir da verificação dos níveis de estoque.
Indica que o processo fornecedor produz um volume pré-determinado diretamente a partir do pedido do processo cliente.
Indica o nivelamento do volume e do mix de produção por um período de tempo.
Informa o local onde o é recolhido e mantido.
Kanban
Instrução de produção sinalizando que a fabricação de um lote deve ser iniciada em um processo.
Cartão ou dispositivo que informa ao operador de materiais o que e quanto deve ser retirado e dá autorização para isso.
Cartão ou dispositivo que informa a um processo o que e quanto deve ser produzido e dá autorização para isso. A linha tracejada indica o fluxo do .Kanban
Descreve o conteúdo do fluxo de informação.
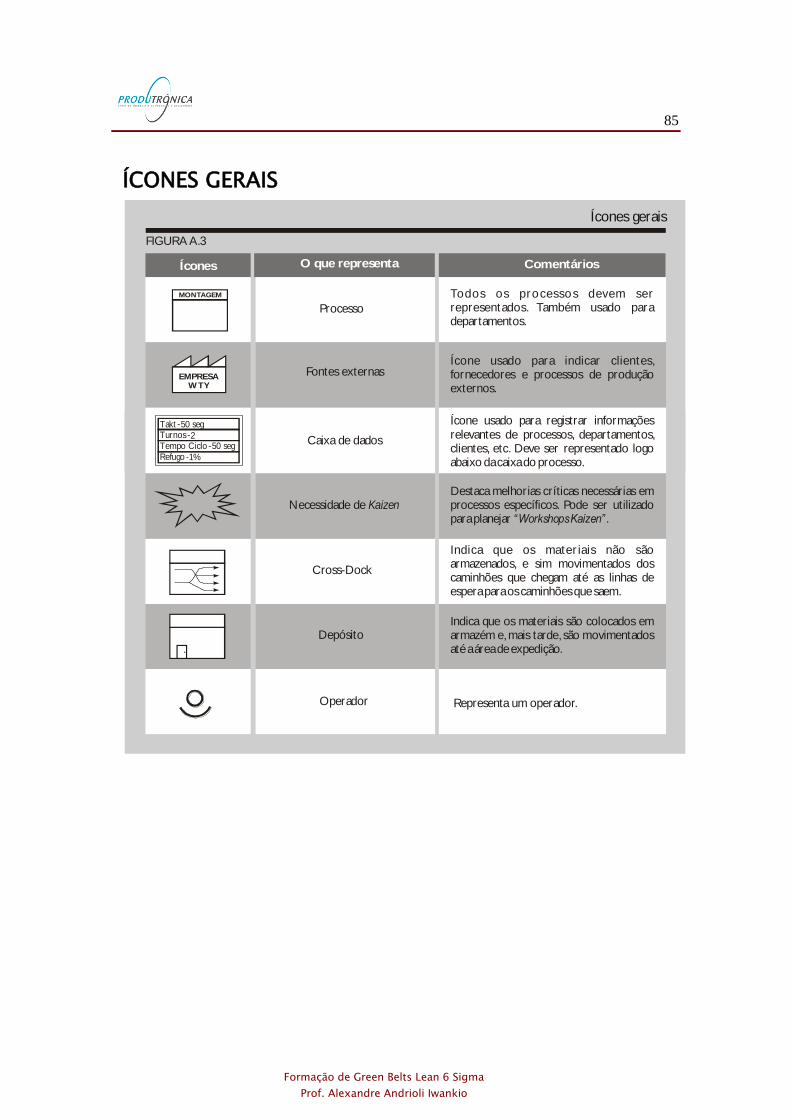
85
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ÍCONES GERAIS
FIGURA A.3
Ícones gerais
O que representaÍcones Comentários
Processo
Fontes externas
Caixa de dados
Necessidade de Kaizen
Cross-Dock
Depósito
Operador Representa um operador.
MONTAGEM
EMPRESAW TY
Takt - 50 segTurnos - 2Tempo Ciclo - 50 seg
Refugo - 1%
Todos os processos devem ser representados. Também usado para departamentos.
Ícone usado para indicar clientes, fornecedores e processos de produção externos.
Ícone usado para registrar informações relevantes de processos, departamentos, clientes, etc. Deve ser representado logo abaixo da caixa do processo.
Destaca melhorias críticas necessárias em processos específicos. Pode ser utilizado para planejar .“Workshops Kaizen”
Indica que os mater iais não são armazenados, e sim movimentados dos caminhões que chegam até as linhas de espera para os caminhões que saem.
Indica que os materiais são colocados em armazém e, mais tarde, são movimentados até a área de expedição.
FIGURA A.3
Ícones gerais
O que representaÍcones Comentários
Processo
Fontes externas
Caixa de dados
Necessidade de Kaizen
Cross-Dock
Depósito
Operador Representa um operador.
MONTAGEM
EMPRESAW TY
Takt - 50 segTurnos - 2Tempo Ciclo - 50 seg
Refugo - 1%
Todos os processos devem ser representados. Também usado para departamentos.
Ícone usado para indicar clientes, fornecedores e processos de produção externos.
Ícone usado para registrar informações relevantes de processos, departamentos, clientes, etc. Deve ser representado logo abaixo da caixa do processo.
Destaca melhorias críticas necessárias em processos específicos. Pode ser utilizado para planejar .“Workshops Kaizen”
Indica que os mater iais não são armazenados, e sim movimentados dos caminhões que chegam até as linhas de espera para os caminhões que saem.
Indica que os materiais são colocados em armazém e, mais tarde, são movimentados até a área de expedição.
86
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
INTRODUÇÃO À ESTATÍSTICA
CONCEITOS BÁSICOS
ESTATÍSTICA
Ciência que trata da coleta, do processamento e da disposição de dados
provenientes de processos onde existe variabilidade.
DADOS
Medidas que descrevem algum fenômeno de interesse.
TIPOS DE DADOS
A) DADOS DISCRETOS
Os dados discretos podem assumir somente alguns valores específicos,
havendo “saltos” (“gaps”) entre estes valores.
Os dados discretos resultam de contagens ou de classificações.
Os dados discretos também podem ser qualitativos (classificação) ou
quantitativos (contagem).
Exemplos:
• Número de componentes defeituosos em um lote recebido.
(quantitativo)
• Número de placas de circuitos integrados (PCI) aprovadas
em um dia de produção. (quantitativo)
• Número de rebarbas em uma peça. (quantitativo)
87
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Respostas codificadas das pessoas que responderam, em
um questionário, qual é a marca de seu automóvel, sendo 1
= General Motors, 2 = Ford, 3 = Fiat, 4 = Toyota, 5 = Audi.
(qualitativo)
• Faixa etária dos consumidores de produtos dietéticos, sen-
do (1) 10 a 15 anos, (2) 16 a 20 anos, (3) 21 a 30 anos, (4)
31 a 40 anos, (5) Acima de 40 anos. (qualitativo)
Os dados discretos podem conter ponto decimal:
Exemplo:
• Valores possíveis para a média dos resultados obtidos em
dois lançamentos consecutivos de um dado:
• 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 6
(Note que há “saltos” entre os valores possíveis).
Dados discretos qualitativos
Os dados qualitativos podem, somente, ser classificados em uma
categoria de um conjunto de categorias.
Exemplos:
• Cor dos olhos (1 = azul, 2 = verde, 3 = castanho, 4 = pre-
to).
• Sexo (1 = feminino, 2 = masculino).
• Marca de automóvel (1 = General Motors, 2 = Ford, 3 = Fi-
at).
• Resultado de uma corrida com dez competidores (1 = mais
rápido (o vencedor), 2 = segundo mais rápido, ... 10 =
mais lento).
• Nível de satisfação dos consumidores (1 = muito insatisfei-
to, 2 = insatisfeito, 3 = satisfeito, 4 = muito satisfeito).
88
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Os dados qualitativos podem ser nominais ou ordinais.
Os dados nominais são dados qualitativos para os quais não faz sentido
ordenar as categorias. (exemplo: marca de automóveis).
Os dados ordinais são dados qualitativos para os quais faz sentido
ordenar as categorias de menor para maior ou de pior para melhor.
(faixa etária).
A associação de códigos numéricos aos dados qualitativos nominais é
feita por questões de conveniência para o processamento destes dados.
Não faz sentido realizar cálculos - por exemplo, obter a média - com
estes números. Geralmente estamos interessados na proporção de
dados em cada categoria.
Dados discretos quantitativos
Os dados quantitativos são observações medidas em uma escala
numérica, já que estes dados consistem de observações que,
naturalmente, assumem valores numéricos (quantitativos).
Exemplos:
Escore de uma pessoa em um teste de QI (discreto).
Número de peças defeituosas em um lote (discreto).
B) DADOS CONTÍNUOS
Os dados contínuos são expressos em unidades de medidas e podem
assumir qualquer valor dentro de uma faixa especificada.
Os dados contínuos são necessariamente quantitativos.
Exemplos:
• Tempo de aprovação de um pedido de compra (h).
• Medidas da espessura de pasta de solda (mm).
• Temperatura ambiente (graus Celsius).
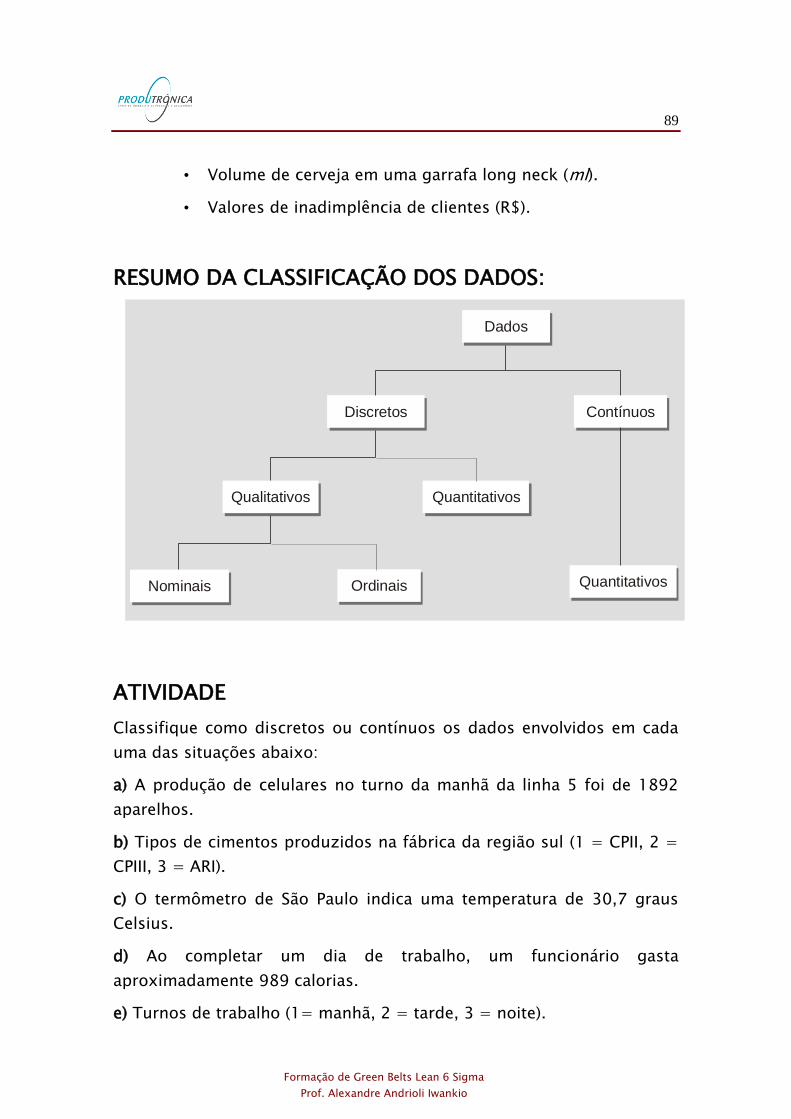
89
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Volume de cerveja em uma garrafa long neck (ml).
• Valores de inadimplência de clientes (R$).
RESUMO DA CLASSIFICAÇÃO DOS DADOS:
Dados
Discretos
Qualitativos Quantitativos
Quantitativos
Contínuos
Nominais Ordinais
ATIVIDADE
Classifique como discretos ou contínuos os dados envolvidos em cada
uma das situações abaixo:
a) A produção de celulares no turno da manhã da linha 5 foi de 1892
aparelhos.
b) Tipos de cimentos produzidos na fábrica da região sul (1 = CPII, 2 =
CPIII, 3 = ARI).
c) O termômetro de São Paulo indica uma temperatura de 30,7 graus
Celsius.
d) Ao completar um dia de trabalho, um funcionário gasta
aproximadamente 989 calorias.
e) Turnos de trabalho (1= manhã, 2 = tarde, 3 = noite).
90
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
f) De um lote de 600 carros inspecionados no final da linha, foram
encontrados 22 com defeitos na pintura.
g) Nível de satisfação dos consumidores de uma rede de fast - food (1=
muito insatisfeito, 2 = insatisfeito, 3 = satisfeito, 4 = muito satisfeito).
h) A potência média dos celulares do modelo Leonardo produzidos no
último turno da linha 3 foi de 26,30 DBM.
POPULAÇÃO
Uma população é o conjunto de todos os dados que descrevem algum
fenômeno de interesse.
AMOSTRA
Uma amostra é um subconjunto de dados extraído de uma população.
Como geralmente não é prático ou é impossível medir todas as
observações que constituem a população, o mais frequente é que se
trabalhe com amostras.
Existem metodologias de amostragem que determinam os tamanhos e
frequências ideais para cada caso.
População Amostra
Amostra representativa de uma população
91
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COLETA DE DADOS
Os dados representam a base para a tomada de decisões confiáveis
durante a análise de qualquer problema.
Os objetivos da coleta de dados podem variar de acordo com área de
interesse:
• Desenvolvimento de novos produtos
Provenientes de pesquisa de mercado, os dados são utilizados com o
propósito de gerar, para a empresa, o conhecimento das necessidades
e opiniões dos clientes.
• Inspeção
Os dados são utilizados com o objetivo de “aprovar” ou “rejeitar” um
produto, ou seja, permitem a classificação de um produto nas
categorias de defeituoso ou não-defeituoso.
• Controle de processos produtivos
Os dados nos permitem:
o Avaliar se um processo está ou não sob controle estatísti-
co.
o Quantificar a variabilidade associada a algum item de
controle do processo.
o Determinar se um produto é capaz de atender às especi-
ficações do cliente.
• Melhoria do processo produtivo
Os dados são provenientes de alterações planejadas e controladas nos
fatores (causas) do processo com o propósito de observar as mudanças
correspondentes na resposta (efeito).
92
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ESTRATIFICAÇÃO
A coleta de dados, muitas vezes, pode ser mais eficiente quando
realizada sob a forma de estratos. Este procedimento consiste na
obtenção dos dados de acordo com vários pontos de vista, de modo a
focalizar a ação.
Portanto, a estratificação consiste na divisão de um grupo de dados em
dois ou mais subgrupos, os quais são então conhecidos como estratos.
Os fatores equipamentos, insumos, turnos e métodos são exemplos de
algumas categorias possíveis de estratificação de dados.
Antes do início da coleta de dados devemos pensar a respeito dos
fatores de estratificação:
• Tempo:
• Os resultados relacionados ao problema são diferentes de
manhã, à tarde ou à noite?
• Local:
• Os resultados são diferentes nas diversas linhas de produ-
ção da indústria ou nas várias regiões do país onde ele é fa-
bricado?
• Tipo:
• São obtidos diferentes resultados dependendo do fornece-
dor da matéria prima utilizada?
• Sintoma:
• Os resultados diferem em função dos inúmeros defeitos
que podem ocorrer?
• Indivíduo:
• Diferentes operadores estão associados a resultados dis-
tintos?
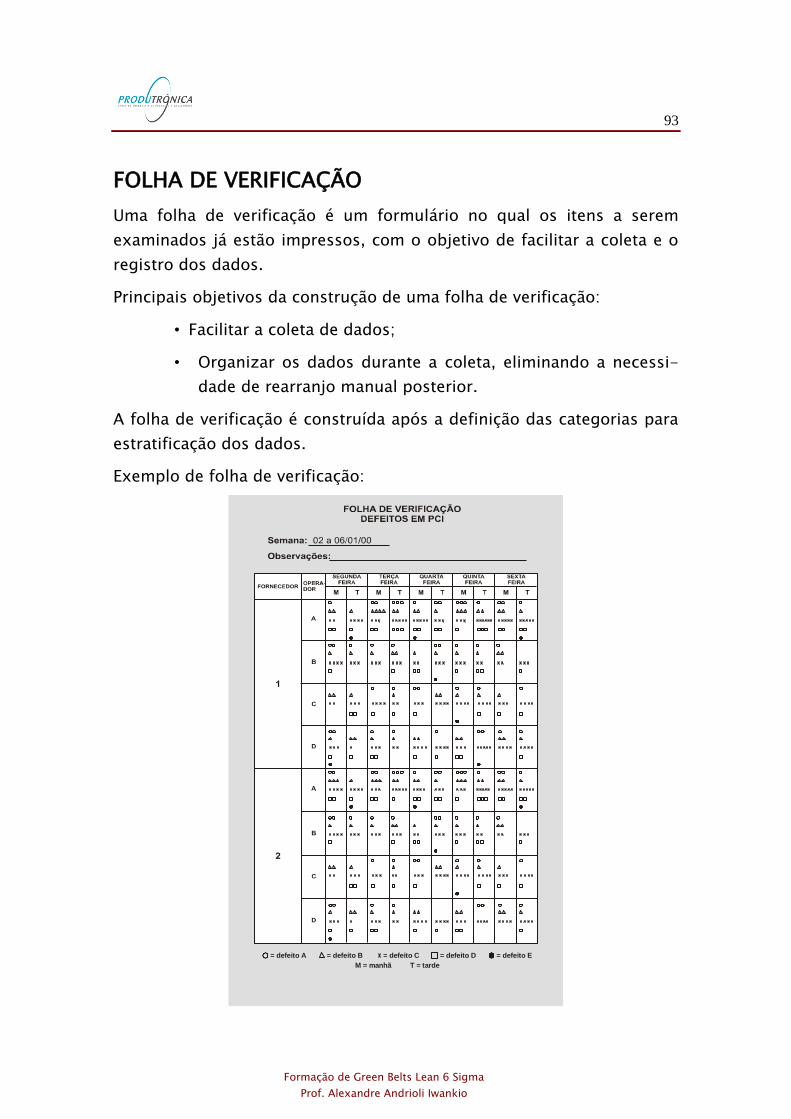
93
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FOLHA DE VERIFICAÇÃO
Uma folha de verificação é um formulário no qual os itens a serem
examinados já estão impressos, com o objetivo de facilitar a coleta e o
registro dos dados.
Principais objetivos da construção de uma folha de verificação:
• Facilitar a coleta de dados;
• Organizar os dados durante a coleta, eliminando a necessi-
dade de rearranjo manual posterior.
A folha de verificação é construída após a definição das categorias para
estratificação dos dados.
Exemplo de folha de verificação:
= defeito A = defeito B = defeito C = defeito D = defeito E
M = manhã T = tarde
94
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADE
No processo de uma indústria do ramo de eletro-eletrônicos que fabrica
CD players para automóveis, existem três linhas de produção com
tecnologias um pouco diferentes, sendo que cada linha pode produzir
dois modelos de aparelhos (A e B).
Recentemente, a indústria se deparou com um aumento brusco no
índice de chamadas de campo deste produto, o qual foi provocado pelo
grande número de ocorrências do defeito “curto-circuito do display” nos
aparelhos de ambos os modelos A e B.
O processo de montagem do display no aparelho é realizado por dois
operadores a cada turno de trabalho, em cada uma das três linhas de
produção. Além disso, os displays podem ser procedentes de dois
fornecedores distintos.
Logo que o problema foi divulgado, começaram as especulações a
respeito de suas causas. Os operadores começaram a solicitar a troca do
equipamento de solda, alegando que ele estava ultrapassado e causava
o curto-circuito. Já o pessoal técnico do processo apontou a qualidade
dos fornecedores do display como a principal causa do problema. Por
sua vez, quando questionados, os fornecedores disseram que o
problema era a falta de atenção dos operadores na montagem do
aparelho.
Diante desta situação, o responsável pelo processo propôs a realização
de uma coleta de dados, para que o foco do problema pudesse ser
determinado.
Tarefas
1- Qual é o principal objetivo da coleta de dados proposta pelo
responsável pelo processo?
2- Identifique os principais fatores de estratificação que poderiam ser
considerados para a investigação das características do problema.
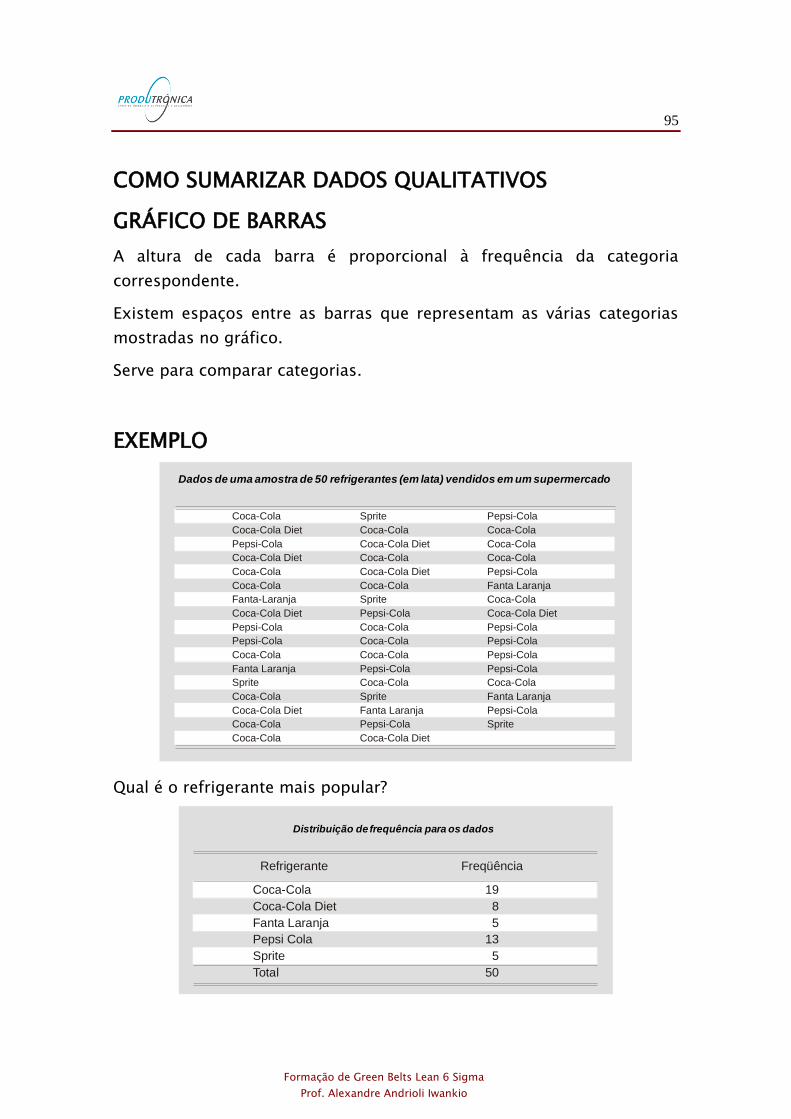
95
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO SUMARIZAR DADOS QUALITATIVOS
GRÁFICO DE BARRAS
A altura de cada barra é proporcional à frequência da categoria
correspondente.
Existem espaços entre as barras que representam as várias categorias
mostradas no gráfico.
Serve para comparar categorias.
EXEMPLO
Sprite
Coca-Cola
Coca-Cola Diet
Coca-Cola
Coca-Cola Diet
Coca-Cola
Sprite
Pepsi-Cola
Coca-Cola
Coca-Cola
Coca-Cola
Pepsi-Cola
Coca-Cola
Sprite
Fanta Laranja
Pepsi-Cola
Coca-Cola Diet
Coca-Cola
Diet
Pepsi-Cola
Coca-Cola
Coca-Cola Diet
Coca-Cola
Coca-Cola
Fanta-Laranja
Coca-Cola Diet
Pepsi-Cola
Pepsi-Cola
Coca-Cola
Fanta Laranja
Sprite
Coca-Cola
Coca-Cola Diet
Coca-Cola
Coca-Cola
Pepsi-Cola
Coca-Cola
Coca-Cola
Coca-Cola
Pepsi-Cola
Fanta Laranja
Coca-Cola
Coca-Cola Diet
Pepsi-Cola
Pepsi-Cola
Pepsi-Cola
Pepsi-Cola
Coca-Cola
Fanta Laranja
Pepsi-Cola
Sprite
Dados de uma amostra de 50 refrigerantes (em lata) vendidos em um supermercado
Qual é o refrigerante mais popular?
19
8
5
13
5
50
Refrigerante Freqüência
Coca-Cola
Diet
Fanta Laranja
Pepsi Cola
Coca-Cola
Sprite
Total
Distribuição de frequência para os dados
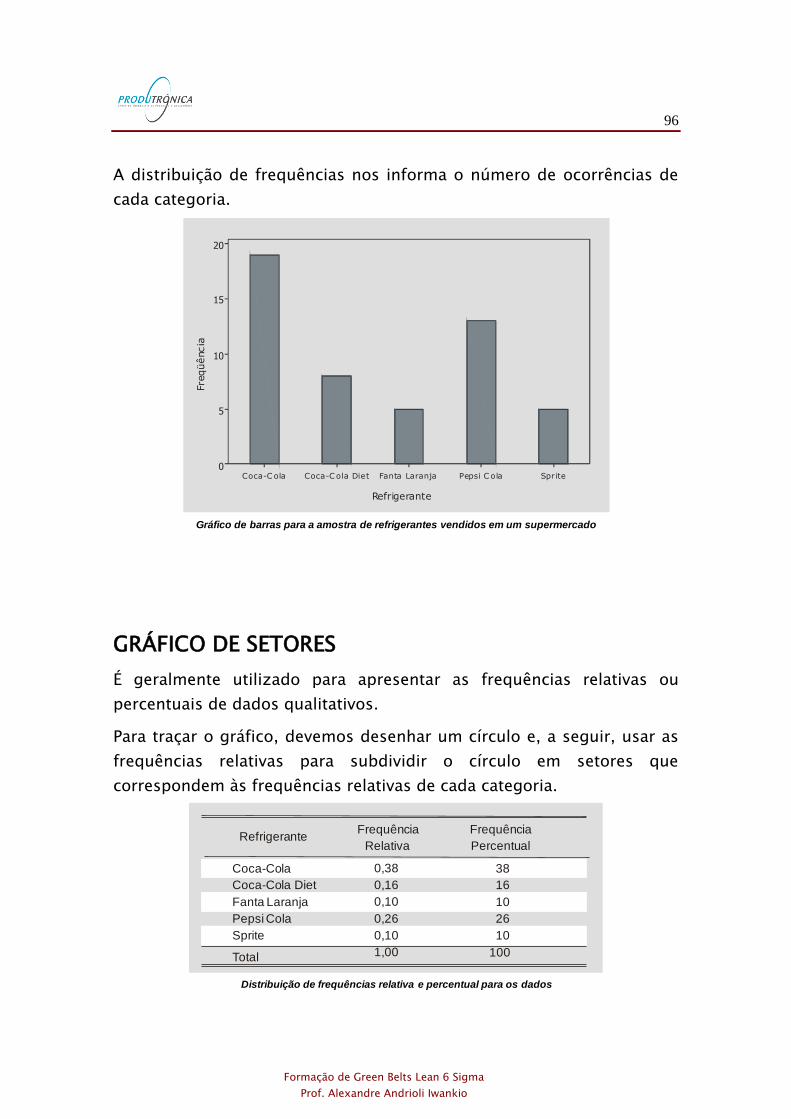
96
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A distribuição de frequências nos informa o número de ocorrências de
cada categoria.
Gráfico de barras para a amostra de refrigerantes vendidos em um supermercado
Refrigerante
Fre
qüência
SpritePepsi C olaFanta LaranjaCoca-C ola DietCoca-C ola
20
15
10
5
0
GRÁFICO DE SETORES
É geralmente utilizado para apresentar as frequências relativas ou
percentuais de dados qualitativos.
Para traçar o gráfico, devemos desenhar um círculo e, a seguir, usar as
frequências relativas para subdividir o círculo em setores que
correspondem às frequências relativas de cada categoria.
Distribuição de frequências relativa e percentual para os dados
38
16
10
26
10
100
0,38
0,16
0,10
0,26
0,10
1,00
RefrigeranteFrequência
Percentual
Frequência
Relativa
Coca-Cola
Diet
Fanta Laranja
Pepsi Cola
Coca-Cola
Sprite
Total
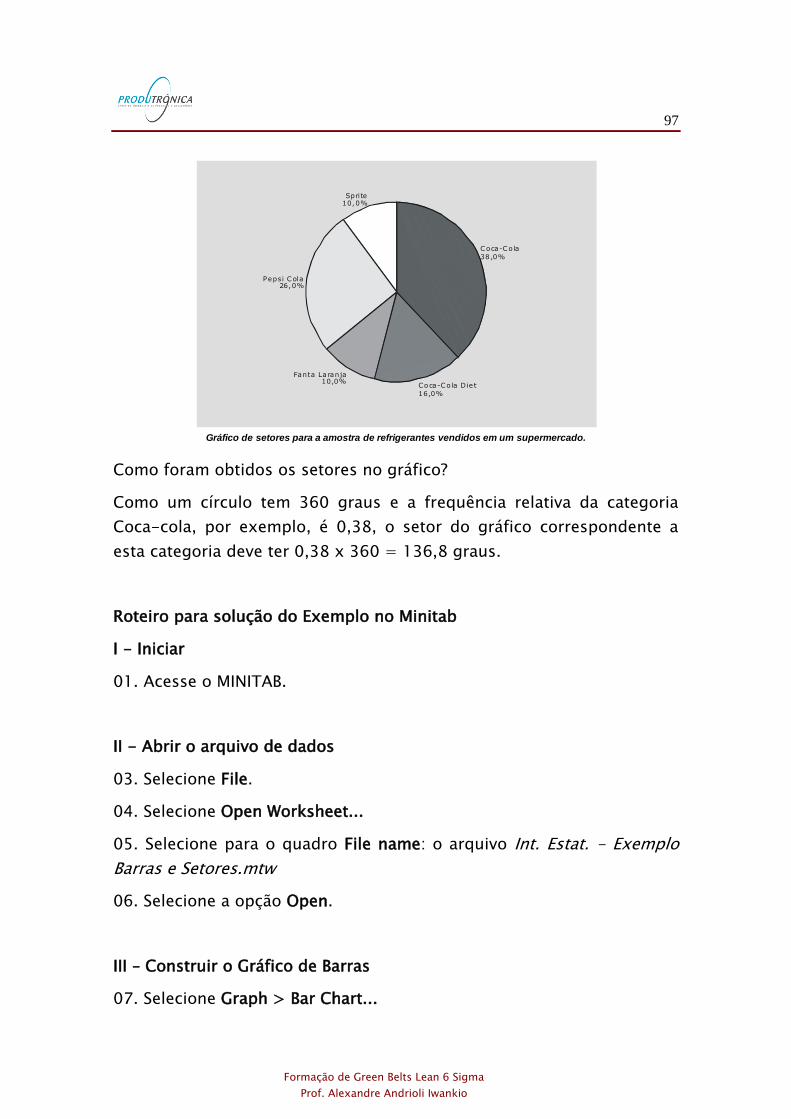
97
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
10,0%Sprite
26,0%Pepsi Cola
10,0%Fanta Laranja
16,0%
Coca-Cola Die t
38,0%
Coca-Cola
Gráfico de setores para a amostra de refrigerantes vendidos em um supermercado.
Como foram obtidos os setores no gráfico?
Como um círculo tem 360 graus e a frequência relativa da categoria
Coca-cola, por exemplo, é 0,38, o setor do gráfico correspondente a
esta categoria deve ter 0,38 x 360 = 136,8 graus.
Roteiro para solução do Exemplo no Minitab
I - Iniciar
01. Acesse o MINITAB.
II - Abrir o arquivo de dados
03. Selecione File.
04. Selecione Open Worksheet...
05. Selecione para o quadro File name: o arquivo Int. Estat. - Exemplo
Barras e Setores.mtw
06. Selecione a opção Open.
III – Construir o Gráfico de Barras
07. Selecione Graph > Bar Chart...
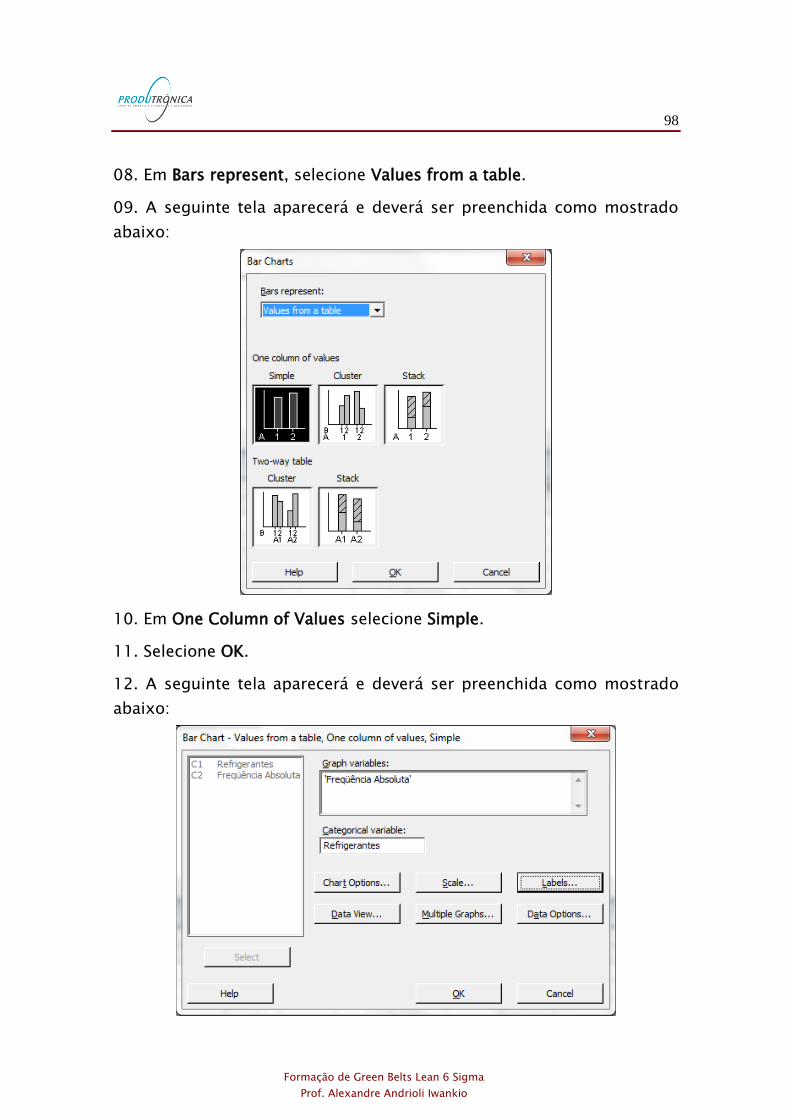
98
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
08. Em Bars represent, selecione Values from a table.
09. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
10. Em One Column of Values selecione Simple.
11. Selecione OK.
12. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
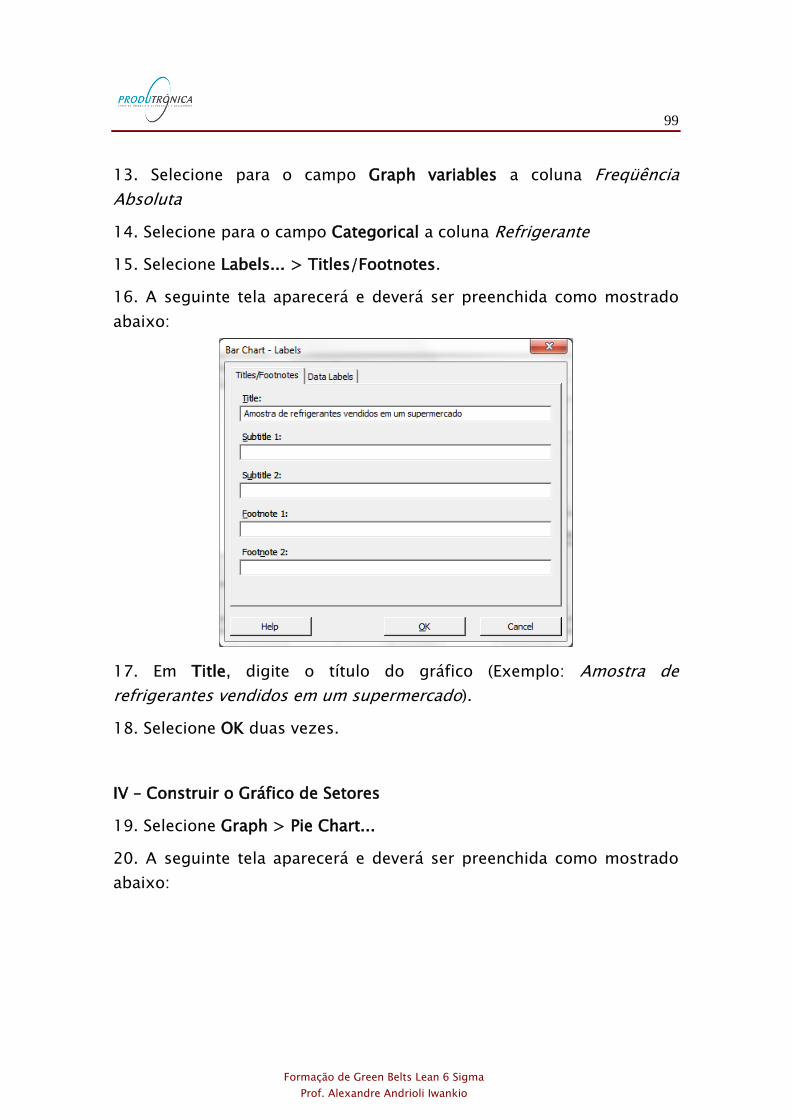
99
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
13. Selecione para o campo Graph variables a coluna Freqüência
Absoluta
14. Selecione para o campo Categorical a coluna Refrigerante
15. Selecione Labels... > Titles/Footnotes.
16. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
17. Em Title, digite o título do gráfico (Exemplo: Amostra de
refrigerantes vendidos em um supermercado).
18. Selecione OK duas vezes.
IV – Construir o Gráfico de Setores
19. Selecione Graph > Pie Chart...
20. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
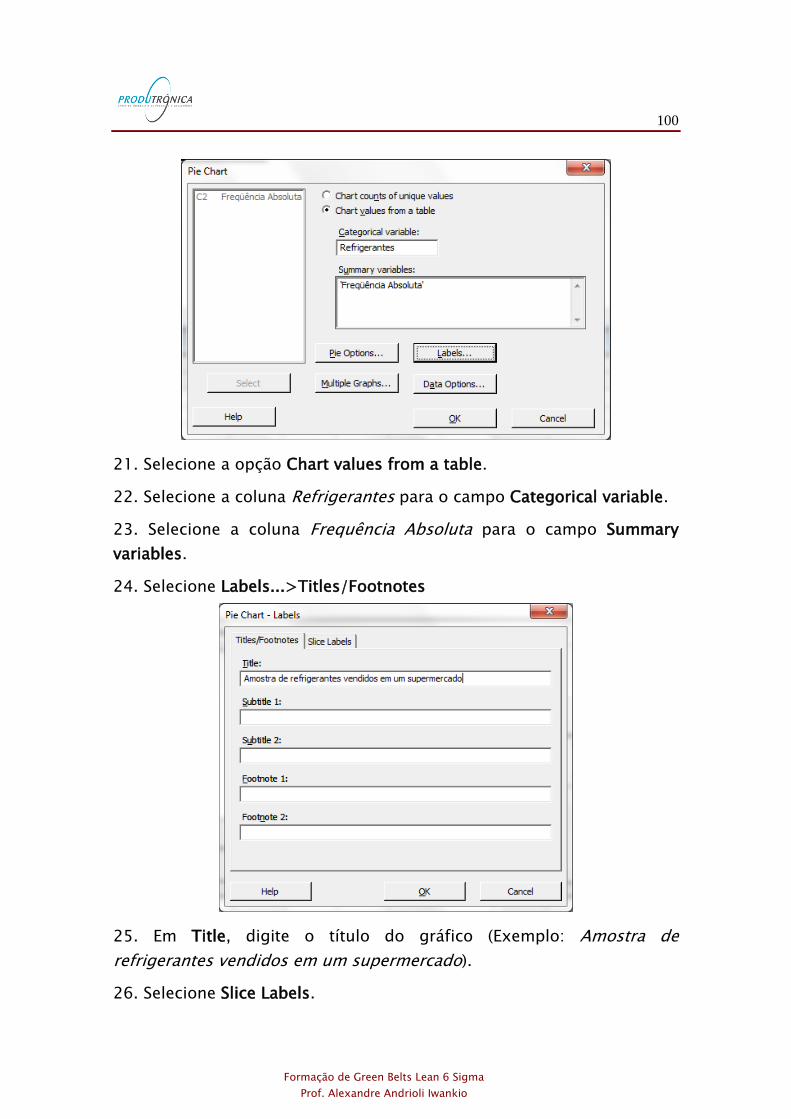
100
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
21. Selecione a opção Chart values from a table.
22. Selecione a coluna Refrigerantes para o campo Categorical variable.
23. Selecione a coluna Frequência Absoluta para o campo Summary
variables.
24. Selecione Labels...>Titles/Footnotes
25. Em Title, digite o título do gráfico (Exemplo: Amostra de
refrigerantes vendidos em um supermercado).
26. Selecione Slice Labels.
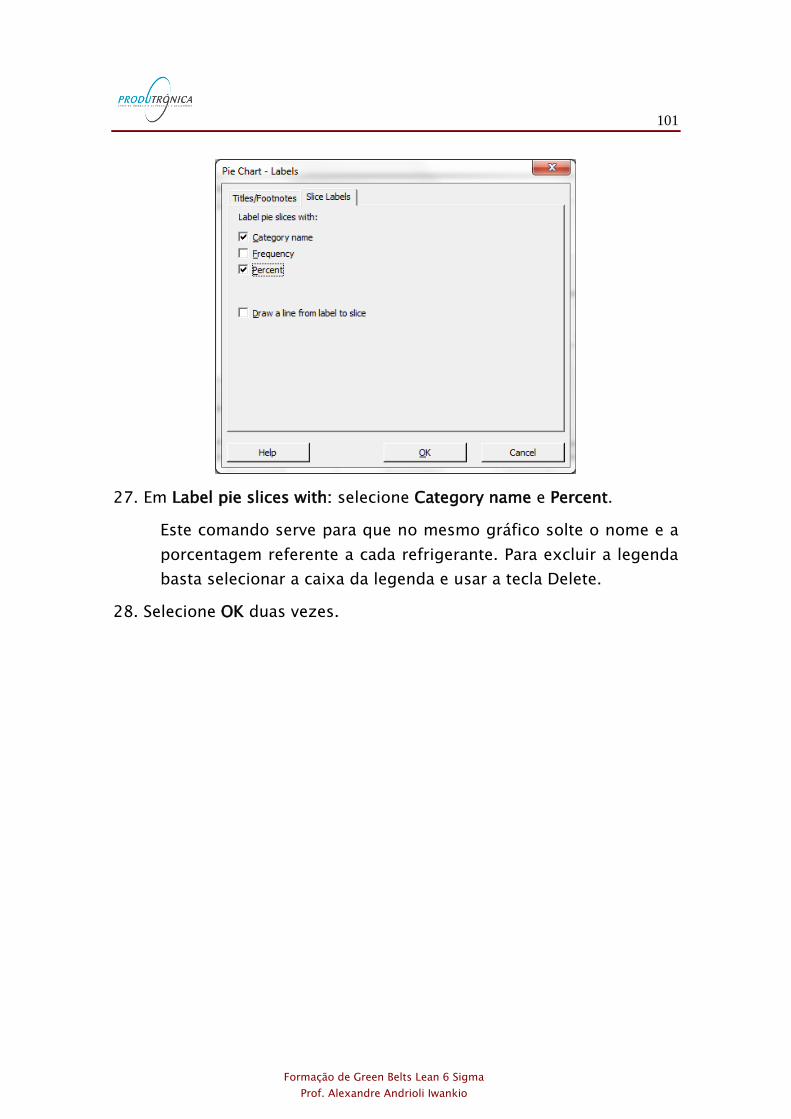
101
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
27. Em Label pie slices with: selecione Category name e Percent.
Este comando serve para que no mesmo gráfico solte o nome e a
porcentagem referente a cada refrigerante. Para excluir a legenda
basta selecionar a caixa da legenda e usar a tecla Delete.
28. Selecione OK duas vezes.
102
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
GRÁFICO DE PARETO
É uma distribuição de frequências para dados qualitativos.
Dispõe a informação de forma a permitir a concentração dos esforços
para melhoria nas áreas onde os maiores ganhos podem ser obtidos, ou
seja, ele torna evidente e visual a priorização de problemas e projetos.
O princípio de Pareto classifica os problemas relacionados à qualidade
em duas categorias:
• Poucos vitais.
• Muitos triviais.
Pelo princípio de Pareto, devemos em um primeiro momento concentrar
nossa atenção sobre os poucos vitais, já que estes resultam em grandes
perdas para a empresa, apesar de representarem um pequeno número
de problemas.
EXEMPLO
Empresa: Circuitos Mont
Produto: Placas de circuito impresso
Cenário:
• Indústria do setor eletrônico, produz e monta placas de circuito
impresso e vem apresentando um elevado número de defeitos no
processamento e montagem das placas.
• O processo de montagem envolve as etapas de impressão da pas-
ta de solda, a inserção dos componentes e a refusão da pasta no
forno.
• Preocupada em melhorar o nível de qualidade de seu processo, a
empresa estabeleceu a seguinte meta: reduzir o número de defei-
tos no processo em 40%, até o final do ano.
• Foi formada uma equipe para garantir o alcance da meta por meio
do emprego do método DMAIC.
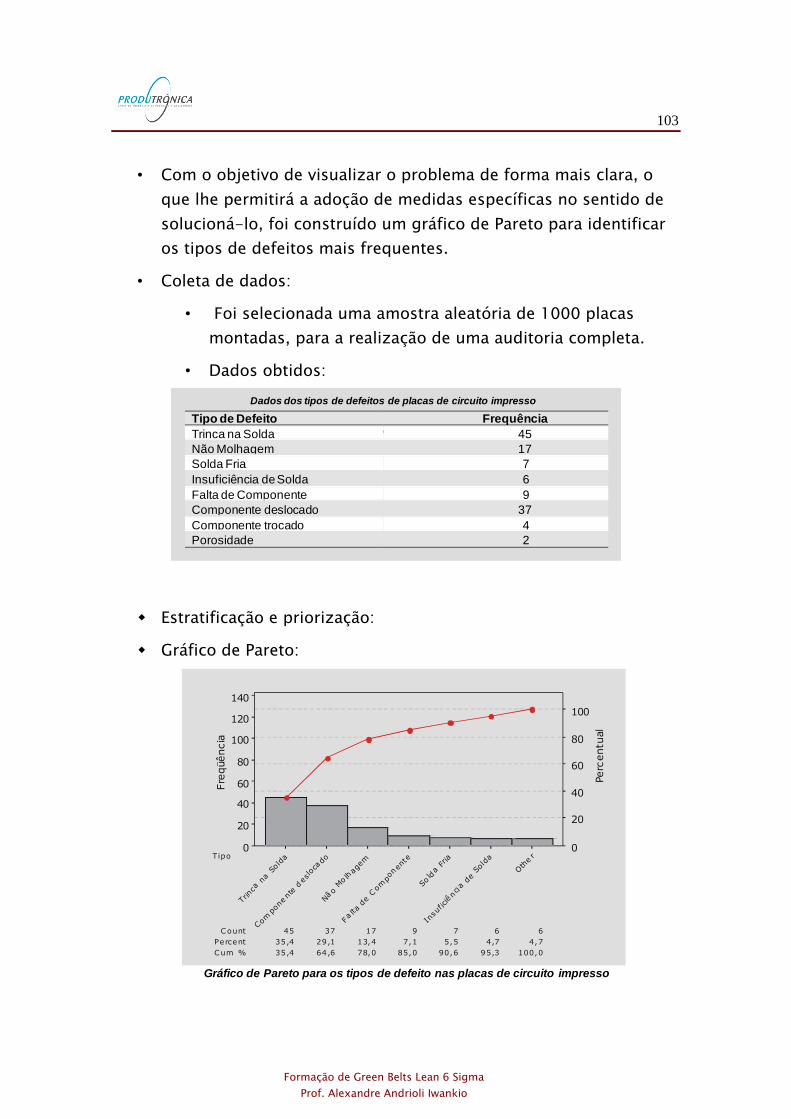
103
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Com o objetivo de visualizar o problema de forma mais clara, o
que lhe permitirá a adoção de medidas específicas no sentido de
solucioná-lo, foi construído um gráfico de Pareto para identificar
os tipos de defeitos mais frequentes.
• Coleta de dados:
• Foi selecionada uma amostra aleatória de 1000 placas
montadas, para a realização de uma auditoria completa.
• Dados obtidos:
Tipo de Defeito Frequência
Trinca na Solda 45
Não Molhagem 17
Solda Fria 7
Insuficiência de Solda 6
Falta de Componente 9
Componente deslocado 37
Componente trocado 4
Porosidade 2
Dados dos tipos de defeitos de placas de circuito impresso
Estratificação e priorização:
Gráfico de Pareto:
Gráfico de Pareto para os tipos de defeito nas placas de circuito impresso
Fre
qüência
Perc
entu
al
Tipo
Count
35,4 29,1 13,4 7,1 5,5 4,7 4,7
Cum % 35,4 64,6
45
78,0 85,0 90,6 95,3 100,0
37 17 9 7 6 6
Percent
Oth
er
Insu
f iciência
de
Sold
a
Sold
aFria
Falta
de
Com
ponent
e
Não
Molh
agem
Com
ponente
deslo
cado
Trin
ca
na
Sold
a
140
120
100
80
60
40
20
0
100
80
60
40
20
0
104
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Conclusões:
Os defeitos dos tipos trinca na solda e componente deslocado são os
predominantes (64,6% das ocorrências).
Estabelecimento das metas prioritárias específicas:
Determinar o percentual de redução dos defeitos trinca na solda e
componente deslocado, para que a meta inicial seja atingida:
Situação 1:
• Meta prioritária 1: reduzir os defeitos do tipo trinca na solda em
63% até o final do ano.
• Meta prioritária 2: reduzir os defeitos do tipo componente deslo-
cado em 63% até o final do ano.
Situação 2:
• Meta prioritária 1: reduzir os defeitos do tipo trinca na solda em
68%, até o final do ano.
• Meta prioritária 2: reduzir os defeitos do tipo componente deslo-
cado em 57%, até o final do ano.
Cuidados a serem observados durante a construção e uso de gráficos de
Pareto:
• Categoria “outros": Se a frequência da categoria “outros" repre-
sentar mais que 10% do total de observações, isto significa que as
categorias analisadas não foram classificadas de forma adequada.
• Utilizar o bom senso é fundamental.
• Se um problema for de solução simples, mesmo pertencendo à
categoria dos muitos triviais, ele deve ser eliminado de imediato.
• Muitas vezes também é importante construir um gráfico de Pare-
to com base no custo de cada categoria do fenômeno, além do
gráfico baseado no número de ocorrências.
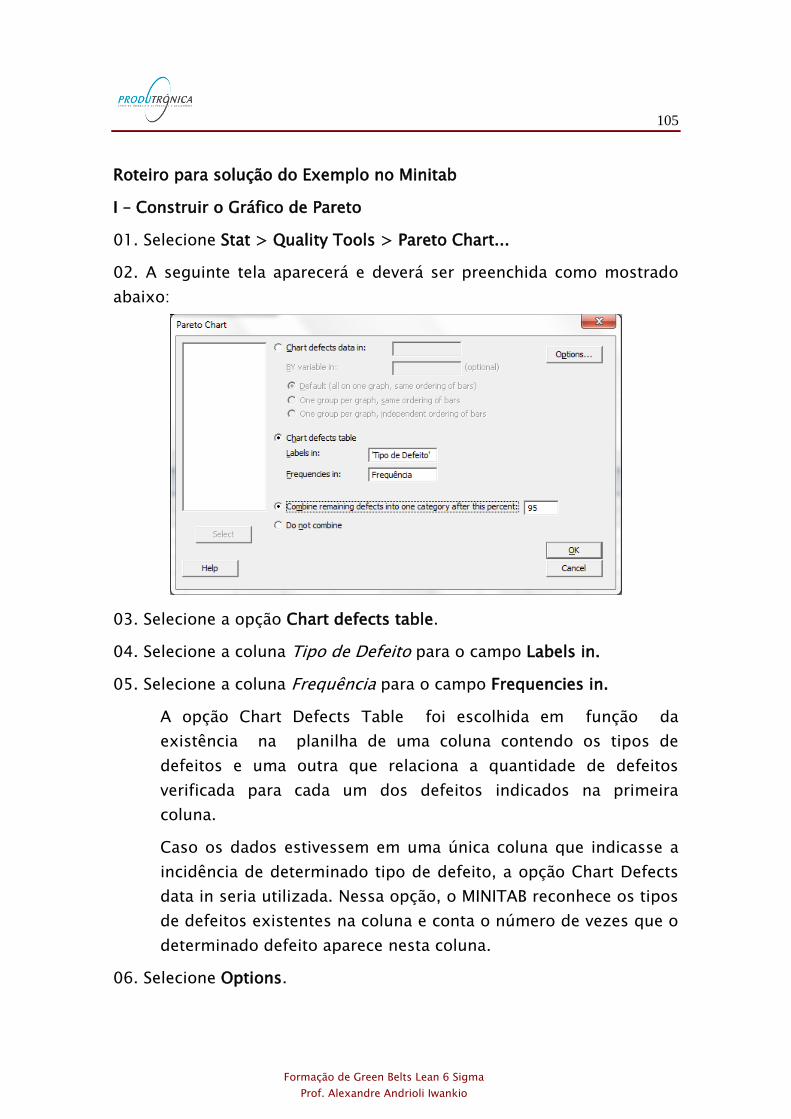
105
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Roteiro para solução do Exemplo no Minitab
I – Construir o Gráfico de Pareto
01. Selecione Stat > Quality Tools > Pareto Chart...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Selecione a opção Chart defects table.
04. Selecione a coluna Tipo de Defeito para o campo Labels in.
05. Selecione a coluna Frequência para o campo Frequencies in.
A opção Chart Defects Table foi escolhida em função da
existência na planilha de uma coluna contendo os tipos de
defeitos e uma outra que relaciona a quantidade de defeitos
verificada para cada um dos defeitos indicados na primeira
coluna.
Caso os dados estivessem em uma única coluna que indicasse a
incidência de determinado tipo de defeito, a opção Chart Defects
data in seria utilizada. Nessa opção, o MINITAB reconhece os tipos
de defeitos existentes na coluna e conta o número de vezes que o
determinado defeito aparece nesta coluna.
06. Selecione Options.
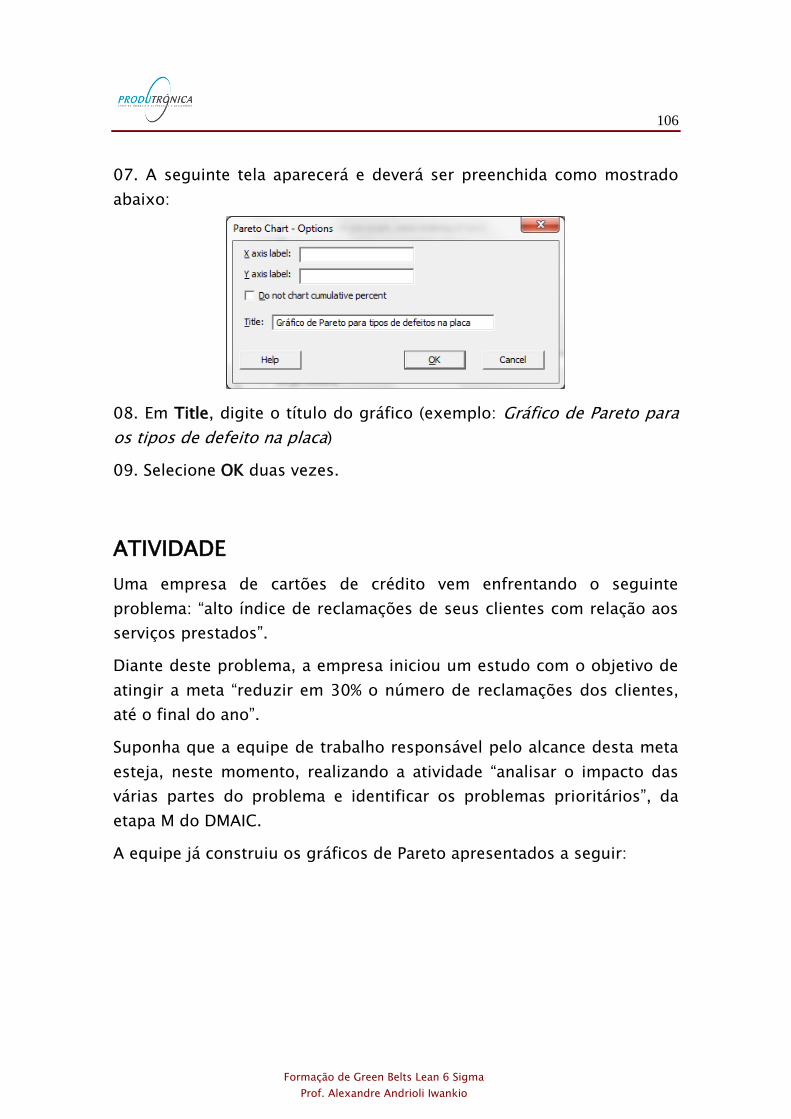
106
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
07. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
08. Em Title, digite o título do gráfico (exemplo: Gráfico de Pareto para
os tipos de defeito na placa)
09. Selecione OK duas vezes.
ATIVIDADE
Uma empresa de cartões de crédito vem enfrentando o seguinte
problema: “alto índice de reclamações de seus clientes com relação aos
serviços prestados”.
Diante deste problema, a empresa iniciou um estudo com o objetivo de
atingir a meta “reduzir em 30% o número de reclamações dos clientes,
até o final do ano”.
Suponha que a equipe de trabalho responsável pelo alcance desta meta
esteja, neste momento, realizando a atividade “analisar o impacto das
várias partes do problema e identificar os problemas prioritários”, da
etapa M do DMAIC.
A equipe já construiu os gráficos de Pareto apresentados a seguir:
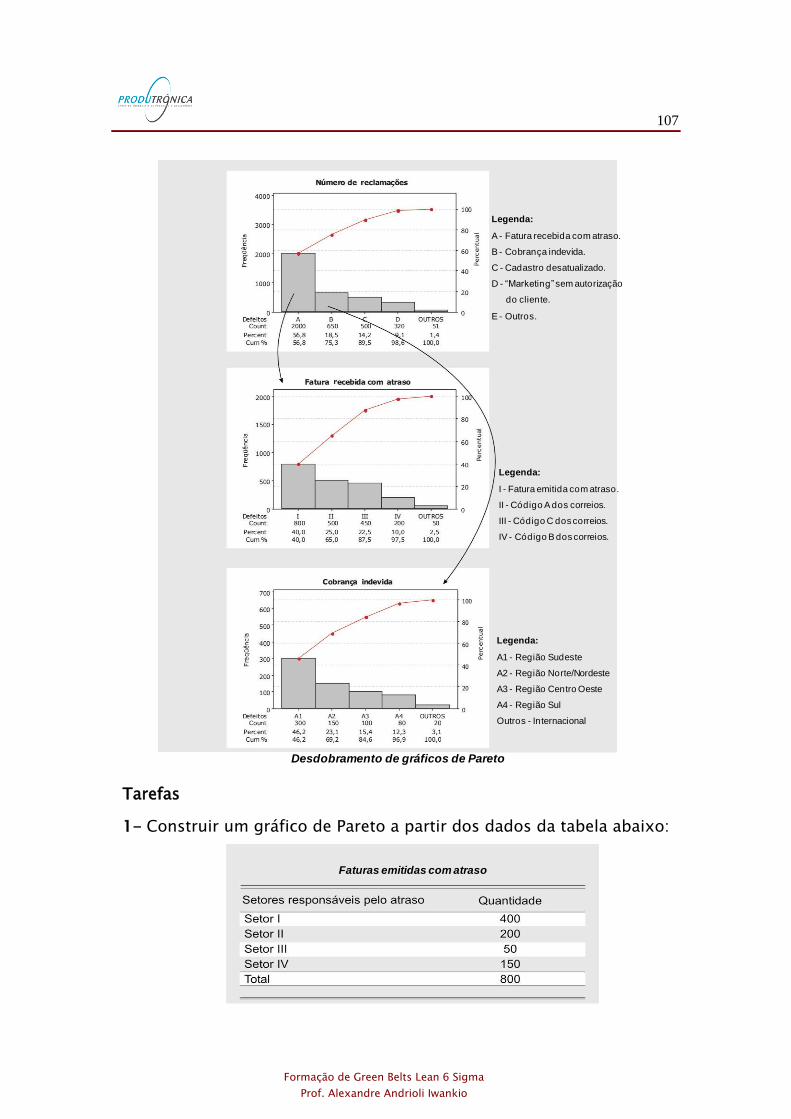
107
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Legenda:
A - Fatura recebida com atraso.
B - Cobrança indevida.
C - Cadastro desatualizado.
D - “Marketing”sem autorização
do cliente.
E - Outros.
Legenda:
I - Fatura emitida com atraso.
II - Código A dos correios.
III - Código C dos correios.
IV - Código B dos correios.
Legenda:
A1 - Região Sudeste
A2 - Região Norte/Nordeste
A3 - Região Centro Oeste
A4 - Região Sul
Outros - Internacional
Desdobramento de gráficos de Pareto
Tarefas
1- Construir um gráfico de Pareto a partir dos dados da tabela abaixo:
Faturas emitidas com atraso

108
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
2- Estabelecer metas para os problemas prioritários identificados de
modo que a meta inicial possa ser alcançada.
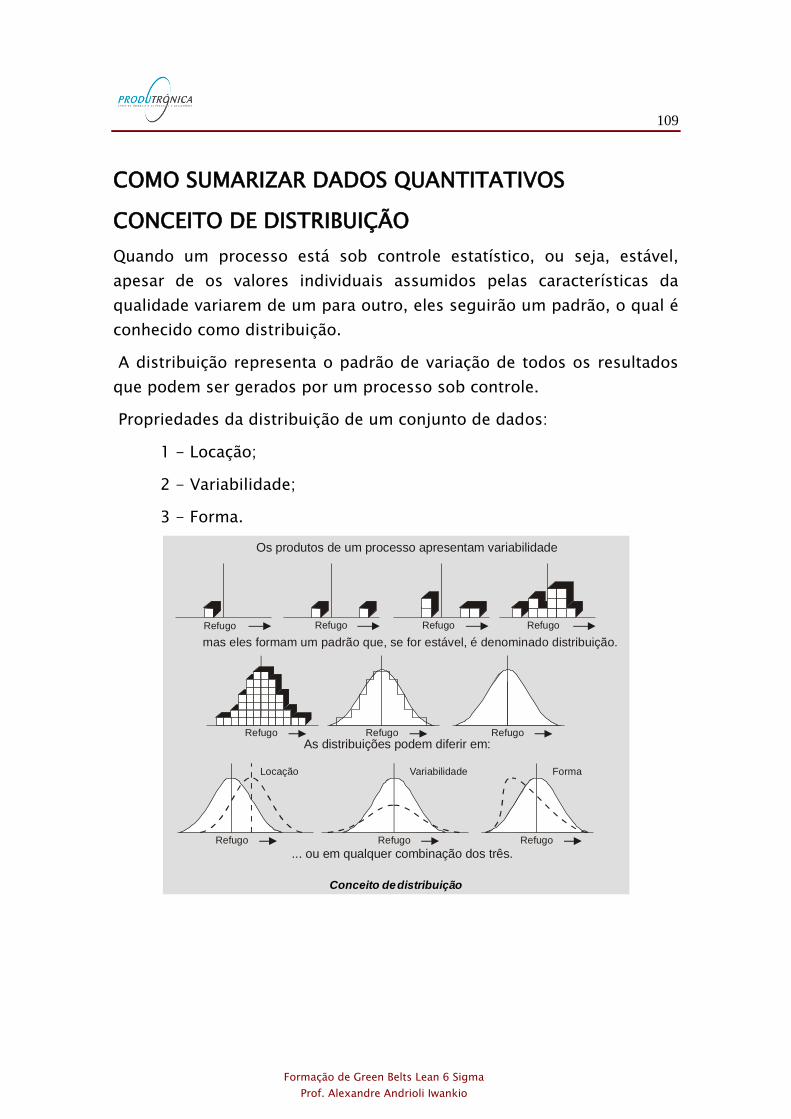
109
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO SUMARIZAR DADOS QUANTITATIVOS
CONCEITO DE DISTRIBUIÇÃO
Quando um processo está sob controle estatístico, ou seja, estável,
apesar de os valores individuais assumidos pelas características da
qualidade variarem de um para outro, eles seguirão um padrão, o qual é
conhecido como distribuição.
A distribuição representa o padrão de variação de todos os resultados
que podem ser gerados por um processo sob controle.
Propriedades da distribuição de um conjunto de dados:
1 - Locação;
2 - Variabilidade;
3 - Forma.
Os produtos de um processo apresentam variabilidade
mas eles formam um padrão que, se for estável, é denominado distribuição.
As distribuições podem diferir em:
... ou em qualquer combinação dos três.
Refugo Refugo Refugo Refugo
Locação Variabilidade Forma
Refugo Refugo Refugo
RefugoRefugoRefugo
Conceito de distribuição
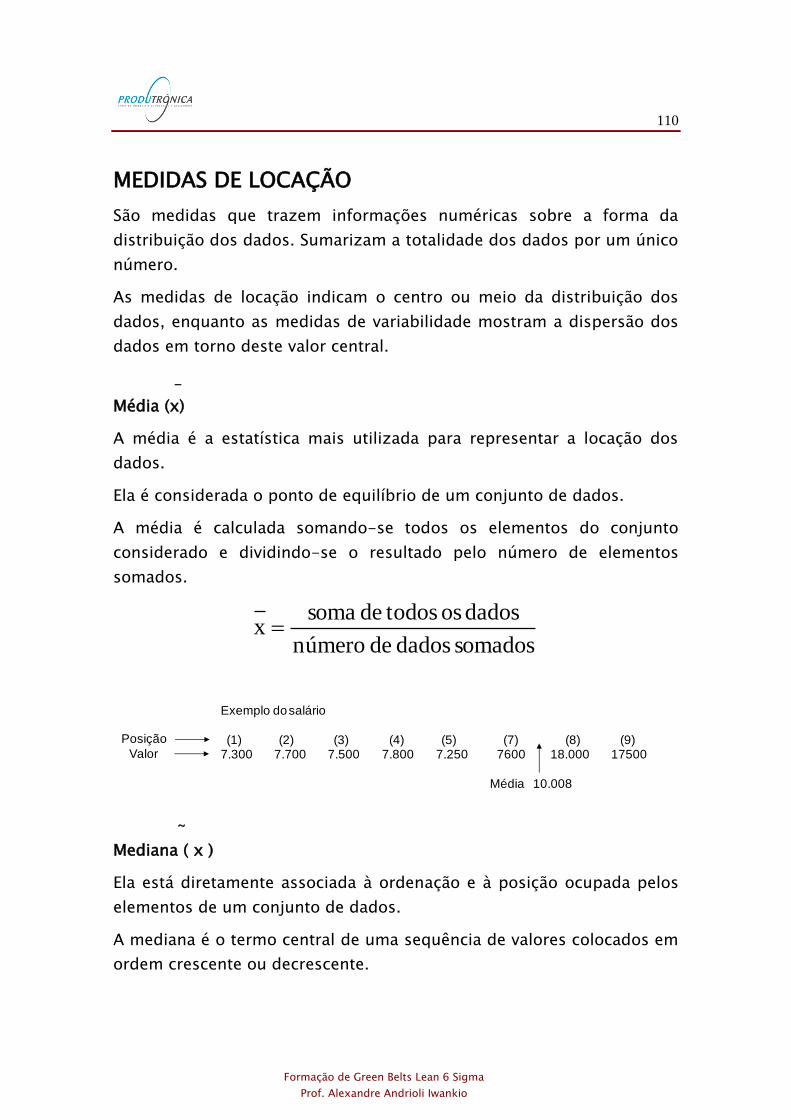
110
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MEDIDAS DE LOCAÇÃO
São medidas que trazem informações numéricas sobre a forma da
distribuição dos dados. Sumarizam a totalidade dos dados por um único
número.
As medidas de locação indicam o centro ou meio da distribuição dos
dados, enquanto as medidas de variabilidade mostram a dispersão dos
dados em torno deste valor central.
_
Média (x)
A média é a estatística mais utilizada para representar a locação dos
dados.
Ela é considerada o ponto de equilíbrio de um conjunto de dados.
A média é calculada somando-se todos os elementos do conjunto
considerado e dividindo-se o resultado pelo número de elementos
somados.
somados dados de número
dados os todos de somax =
Exemplo do salário
(1) (2) (3) (4) (5) (7) (8) (9)7.300 7.700 7.500 7.800 7.250 7600 18.000 17500
Média 10.008
Posição
Valor
~
Mediana ( x )
Ela está diretamente associada à ordenação e à posição ocupada pelos
elementos de um conjunto de dados.
A mediana é o termo central de uma sequência de valores colocados em
ordem crescente ou decrescente.
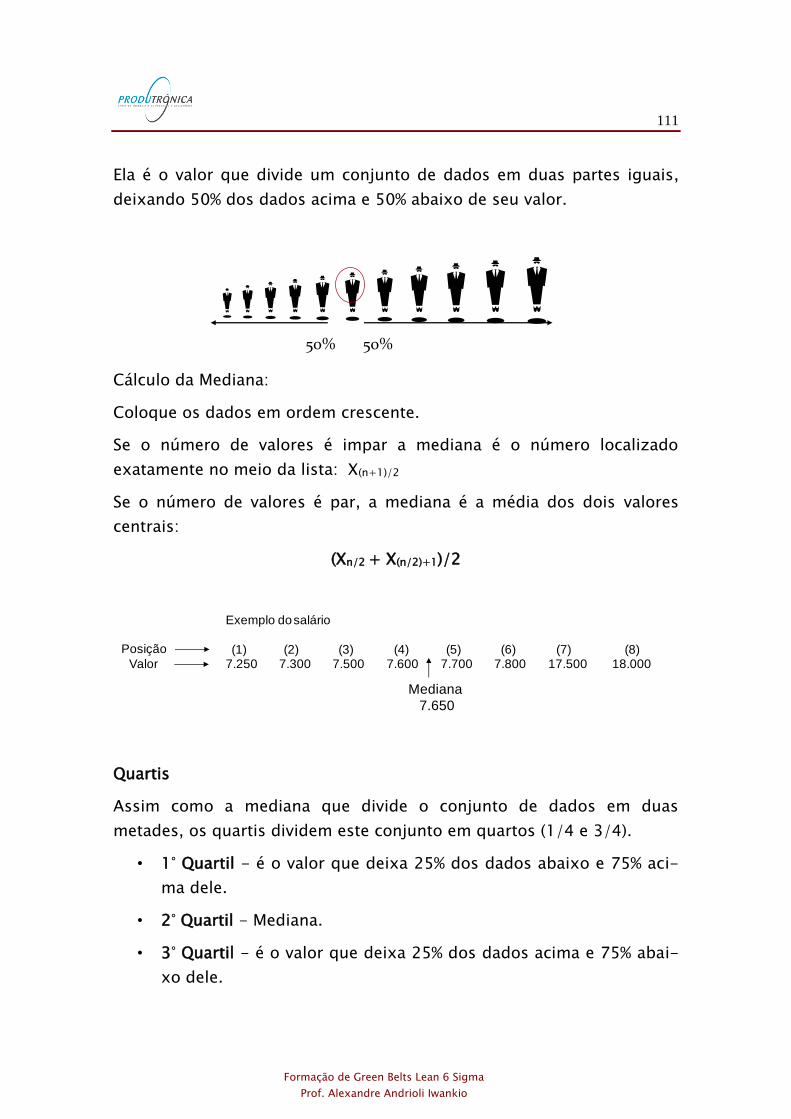
111
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Ela é o valor que divide um conjunto de dados em duas partes iguais,
deixando 50% dos dados acima e 50% abaixo de seu valor.
mmmmmmmmmmm50% 50%
Cálculo da Mediana:
Coloque os dados em ordem crescente.
Se o número de valores é impar a mediana é o número localizado
exatamente no meio da lista: X(n+1)/2
Se o número de valores é par, a mediana é a média dos dois valores
centrais:
(Xn/2 + X(n/2)+1)/2
Exemplo do salário
(1) (2) (3) (4) (5) (6) (7) (8) 7.250 7.300 7.500 7.600 7.700 7.800 17.500 18.000
Mediana
7.650
Posição
Valor
Quartis
Assim como a mediana que divide o conjunto de dados em duas
metades, os quartis dividem este conjunto em quartos (1/4 e 3/4).
• 1° Quartil - é o valor que deixa 25% dos dados abaixo e 75% aci-
ma dele.
• 2° Quartil - Mediana.
• 3° Quartil - é o valor que deixa 25% dos dados acima e 75% abai-
xo dele.
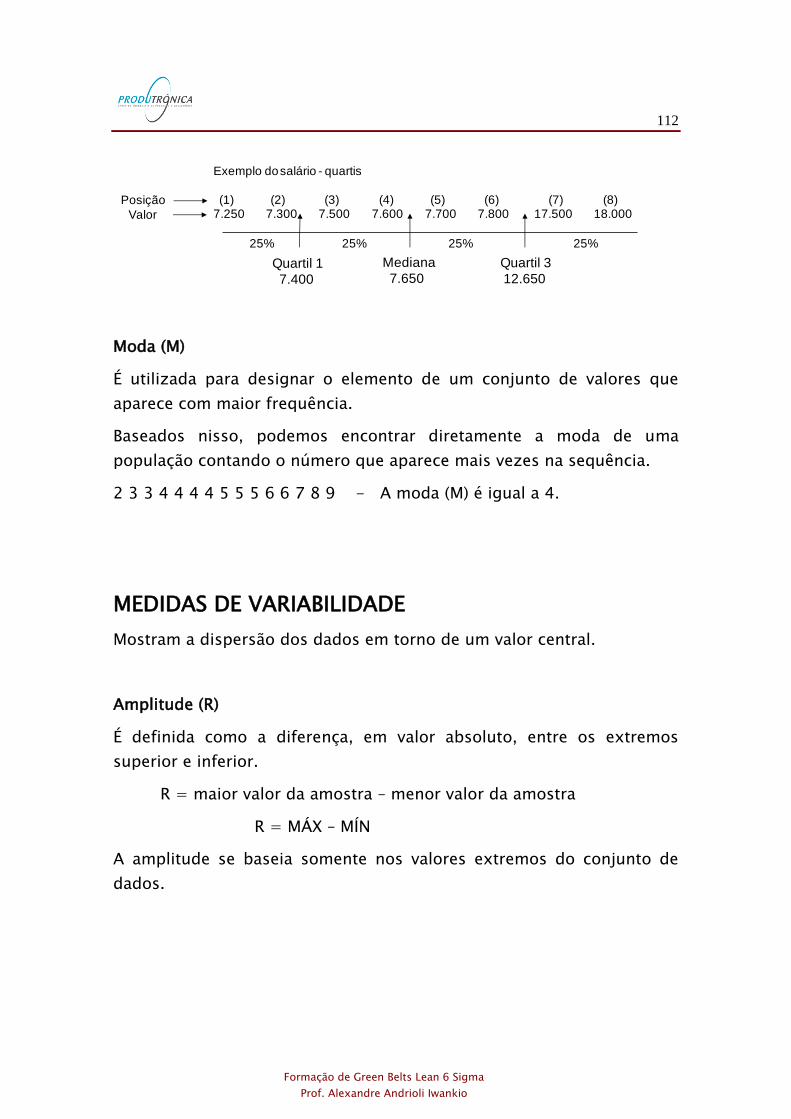
112
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo do salário - quartis
(1) (2) (3) (4) (5) (6) (7) (8)7.250 7.300 7.500 7.600 7.700 7.800 17.500 18.000
Mediana
7.650Quartil 1
7.400
Quartil 3
12.650
Posição
Valor
25% 25% 25% 25%
Moda (M)
É utilizada para designar o elemento de um conjunto de valores que
aparece com maior frequência.
Baseados nisso, podemos encontrar diretamente a moda de uma
população contando o número que aparece mais vezes na sequência.
2 3 3 4 4 4 4 5 5 5 6 6 7 8 9 - A moda (M) é igual a 4.
MEDIDAS DE VARIABILIDADE
Mostram a dispersão dos dados em torno de um valor central.
Amplitude (R)
É definida como a diferença, em valor absoluto, entre os extremos
superior e inferior.
R = maior valor da amostra – menor valor da amostra
R = MÁX – MÍN
A amplitude se baseia somente nos valores extremos do conjunto de
dados.
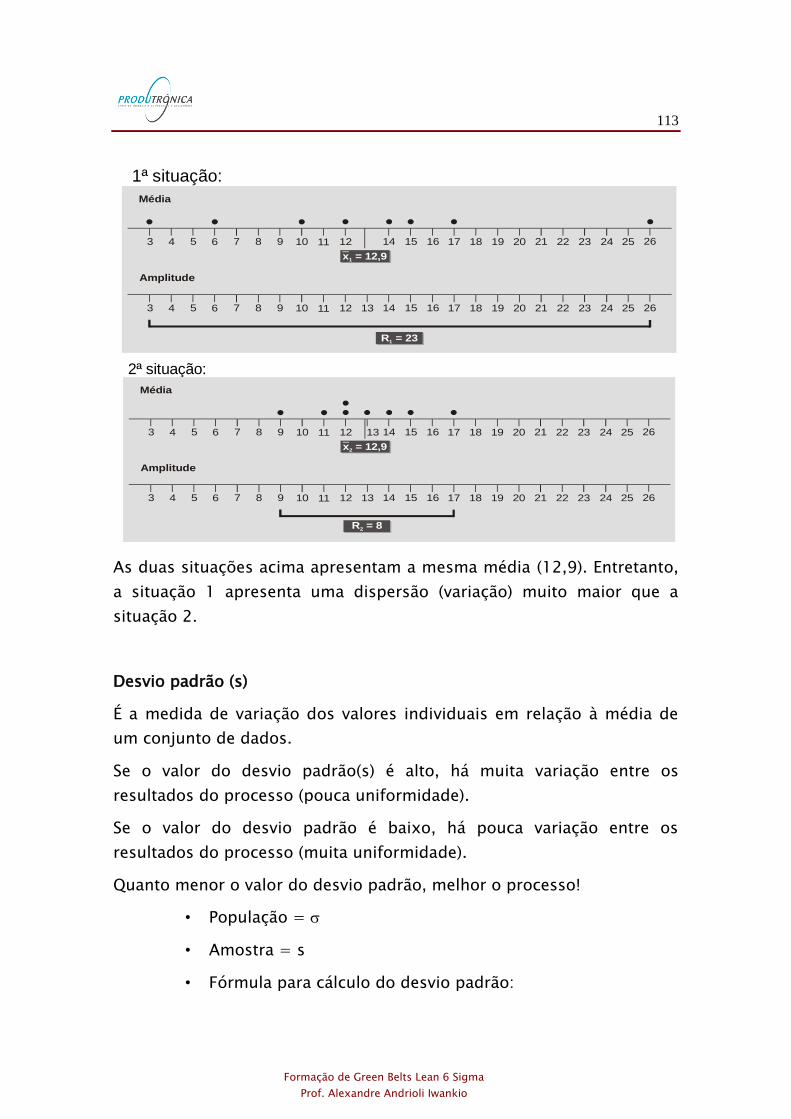
113
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
3 6 10 12
x = 12,91
14 15 17 26
Média
Amplitude
R = 231
4 5 7 8 9 11 16 18 19 20 21 22 23 24 25
3 6 10 12 14 15 17 264 5 7 8 9 11 16 18 19 20 21 22 23 24 2513
1ª situação:
2ª situação:
3 6 10 12
x = 12,92
14 15 17 26
Média
Amplitude
R = 82
4 5 7 8 9 11 16 18 19 20 21 22 23 24 25
3 6 10 12 14 15 17 264 5 7 8 9 11 16 18 19 20 21 22 23 24 2513
13
As duas situações acima apresentam a mesma média (12,9). Entretanto,
a situação 1 apresenta uma dispersão (variação) muito maior que a
situação 2.
Desvio padrão (s)
É a medida de variação dos valores individuais em relação à média de
um conjunto de dados.
Se o valor do desvio padrão(s) é alto, há muita variação entre os
resultados do processo (pouca uniformidade).
Se o valor do desvio padrão é baixo, há pouca variação entre os
resultados do processo (muita uniformidade).
Quanto menor o valor do desvio padrão, melhor o processo!
• População =
• Amostra = s
• Fórmula para cálculo do desvio padrão:
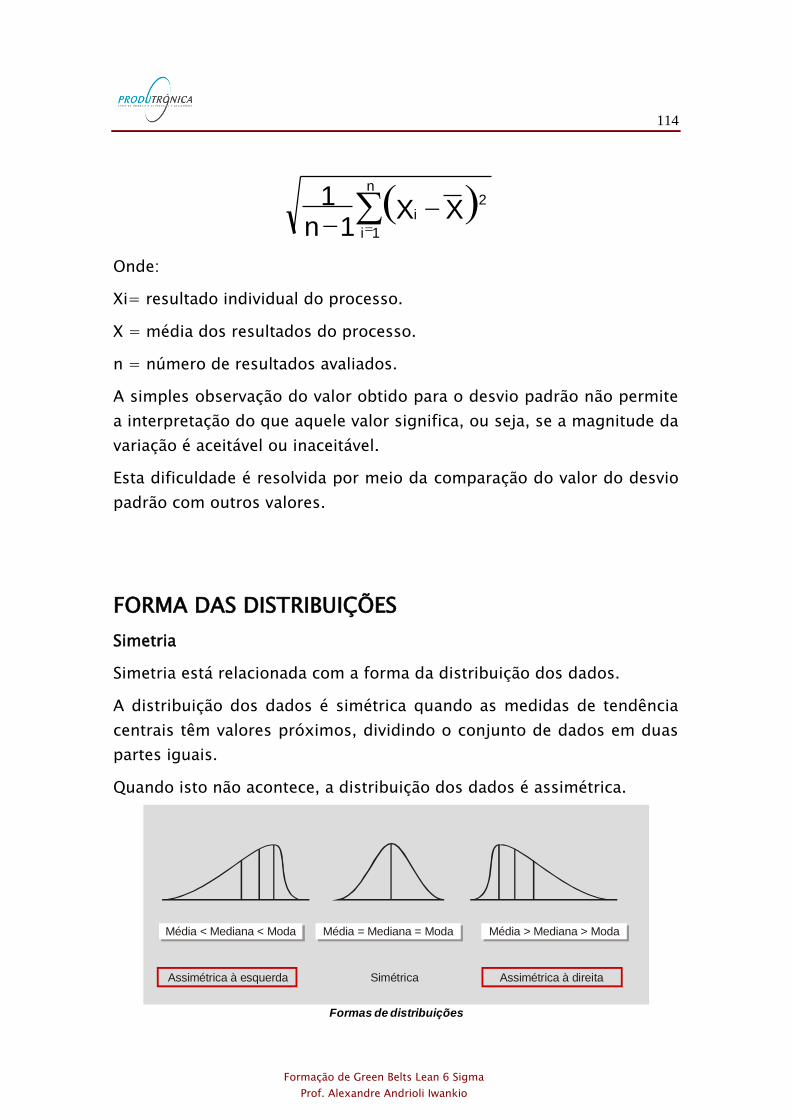
114
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
( )=
--
n
1i
2i XX
1n1
Onde:
Xi= resultado individual do processo.
X = média dos resultados do processo.
n = número de resultados avaliados.
A simples observação do valor obtido para o desvio padrão não permite
a interpretação do que aquele valor significa, ou seja, se a magnitude da
variação é aceitável ou inaceitável.
Esta dificuldade é resolvida por meio da comparação do valor do desvio
padrão com outros valores.
FORMA DAS DISTRIBUIÇÕES
Simetria
Simetria está relacionada com a forma da distribuição dos dados.
A distribuição dos dados é simétrica quando as medidas de tendência
centrais têm valores próximos, dividindo o conjunto de dados em duas
partes iguais.
Quando isto não acontece, a distribuição dos dados é assimétrica.
Formas de distribuições
Média < Mediana < Moda Média = Mediana = Moda Média > Mediana > Moda
Assimétrica à esquerda Simétrica Assimétrica à direita
115
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
HISTOGRAMA
O histograma é uma ferramenta que permite conhecer as características
de uma determinada distribuição.
O histograma dispõe as informações graficamente, tornando mais fácil a
visualização das três propriedades da distribuição de um conjunto de
dados:
1. Localização do valor central;
2. Dispersão dos dados em torno do valor central;
3. Forma.
EXEMPLO
Empresa: Can Ker embalagens metálicas.
Produto: Latas de refrigerante.
Problema: Aumento da variabilidade no diâmetro das latas.
Meta: Reduzir em 80% a produção de latas com diâmetro fora das
especificações, em três meses.
Coleta de dados: Amostra de 120 latas, sendo 40 observações de cada
uma das 3 linhas de produção.
Especificações para o diâmetro das latas:
LIE= 6,16 cm.
VN= 6,24 cm.
LSE= 6,32 cm.
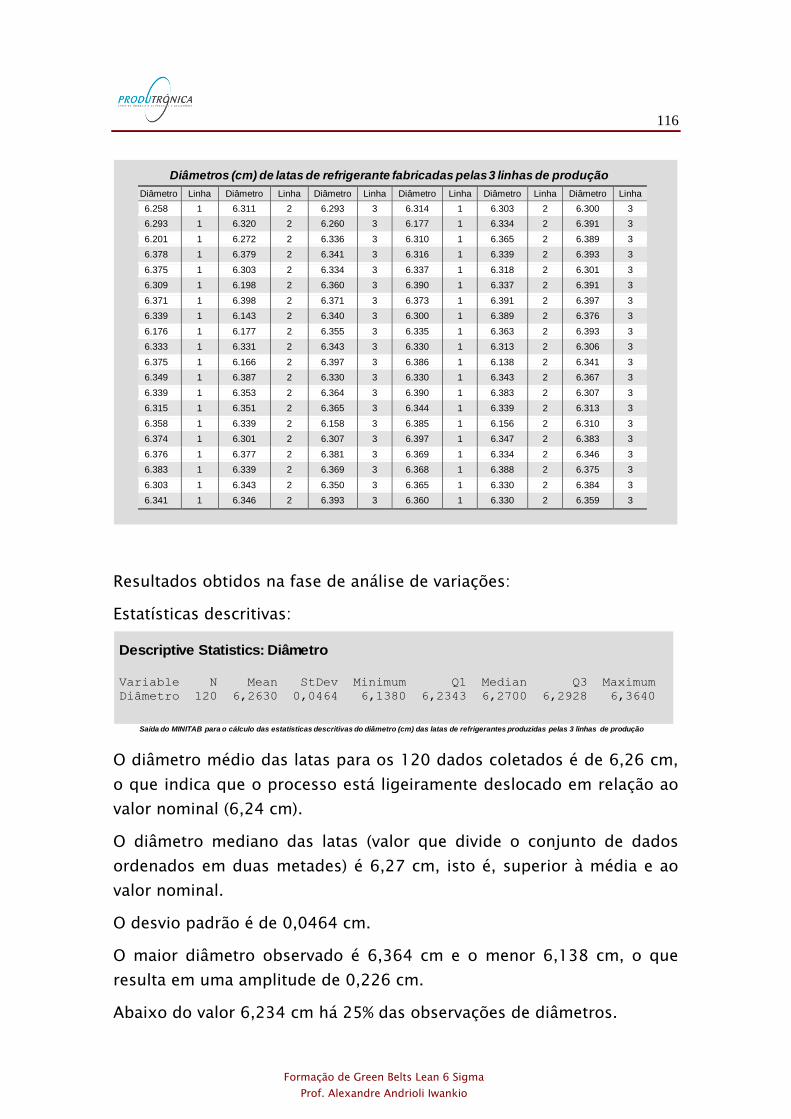
116
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Diâmetro Linha Diâmetro Linha Diâmetro Linha Diâmetro Linha Diâmetro Linha Diâmetro Linha
6.258 1 6.311 2 6.293 3 6.314 1 6.303 2 6.300 3
6.293 1 6.320 2 6.260 3 6.177 1 6.334 2 6.391 3
6.201 1 6.272 2 6.336 3 6.310 1 6.365 2 6.389 3
6.378 1 6.379 2 6.341 3 6.316 1 6.339 2 6.393 3
6.375 1 6.303 2 6.334 3 6.337 1 6.318 2 6.301 3
6.309 1 6.198 2 6.360 3 6.390 1 6.337 2 6.391 3
6.371 1 6.398 2 6.371 3 6.373 1 6.391 2 6.397 3
6.339 1 6.143 2 6.340 3 6.300 1 6.389 2 6.376 3
6.176 1 6.177 2 6.355 3 6.335 1 6.363 2 6.393 3
6.333 1 6.331 2 6.343 3 6.330 1 6.313 2 6.306 3
6.375 1 6.166 2 6.397 3 6.386 1 6.138 2 6.341 3
6.349 1 6.387 2 6.330 3 6.330 1 6.343 2 6.367 3
6.339 1 6.353 2 6.364 3 6.390 1 6.383 2 6.307 3
6.315 1 6.351 2 6.365 3 6.344 1 6.339 2 6.313 3
6.358 1 6.339 2 6.158 3 6.385 1 6.156 2 6.310 3
6.374 1 6.301 2 6.307 3 6.397 1 6.347 2 6.383 3
6.376 1 6.377 2 6.381 3 6.369 1 6.334 2 6.346 3
6.383 1 6.339 2 6.369 3 6.368 1 6.388 2 6.375 3
6.303 1 6.343 2 6.350 3 6.365 1 6.330 2 6.384 3
6.341 1 6.346 2 6.393 3 6.360 1 6.330 2 6.359 3
Diâmetros (cm) de latas de refrigerante fabricadas pelas 3 linhas de produção
Resultados obtidos na fase de análise de variações:
Estatísticas descritivas:
Saída do MINITAB para o cálculo das estatísticas descritivas do diâmetro (cm) das latas de refrigerantes produzidas pelas 3 linhas de produção
Descriptive Statistics: Diâmetro Variable N Mean StDev Minimum Q1 Median Q3 Maximum
Diâmetro 120 6,2630 0,0464 6,1380 6,2343 6,2700 6,2928 6,3640
O diâmetro médio das latas para os 120 dados coletados é de 6,26 cm,
o que indica que o processo está ligeiramente deslocado em relação ao
valor nominal (6,24 cm).
O diâmetro mediano das latas (valor que divide o conjunto de dados
ordenados em duas metades) é 6,27 cm, isto é, superior à média e ao
valor nominal.
O desvio padrão é de 0,0464 cm.
O maior diâmetro observado é 6,364 cm e o menor 6,138 cm, o que
resulta em uma amplitude de 0,226 cm.
Abaixo do valor 6,234 cm há 25% das observações de diâmetros.
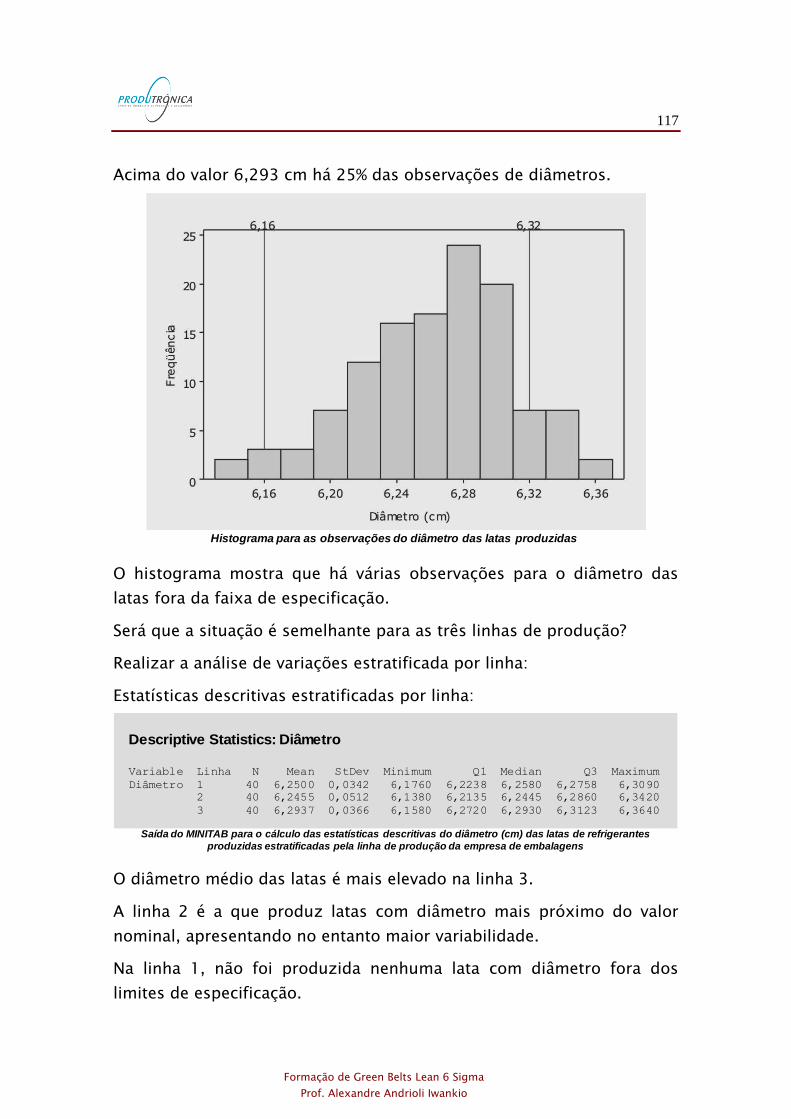
117
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Acima do valor 6,293 cm há 25% das observações de diâmetros.
Histograma para as observações do diâmetro das latas produzidas
O histograma mostra que há várias observações para o diâmetro das
latas fora da faixa de especificação.
Será que a situação é semelhante para as três linhas de produção?
Realizar a análise de variações estratificada por linha:
Estatísticas descritivas estratificadas por linha:
Saída do MINITAB para o cálculo das estatísticas descritivas do diâmetro (cm) das latas de refrigerantes
produzidas estratificadas pela linha de produção da empresa de embalagens
Descriptive Statistics: Diâmetro Variable Linha N Mean StDev Minimum Q1 Median Q3 Maximum
Diâmetro 1 40 6,2500 0,0342 6,1760 6,2238 6,2580 6,2758 6,3090
2 40 6,2455 0,0512 6,1380 6,2135 6,2445 6,2860 6,3420
3 40 6,2937 0,0366 6,1580 6,2720 6,2930 6,3123 6,3640
O diâmetro médio das latas é mais elevado na linha 3.
A linha 2 é a que produz latas com diâmetro mais próximo do valor
nominal, apresentando no entanto maior variabilidade.
Na linha 1, não foi produzida nenhuma lata com diâmetro fora dos
limites de especificação.
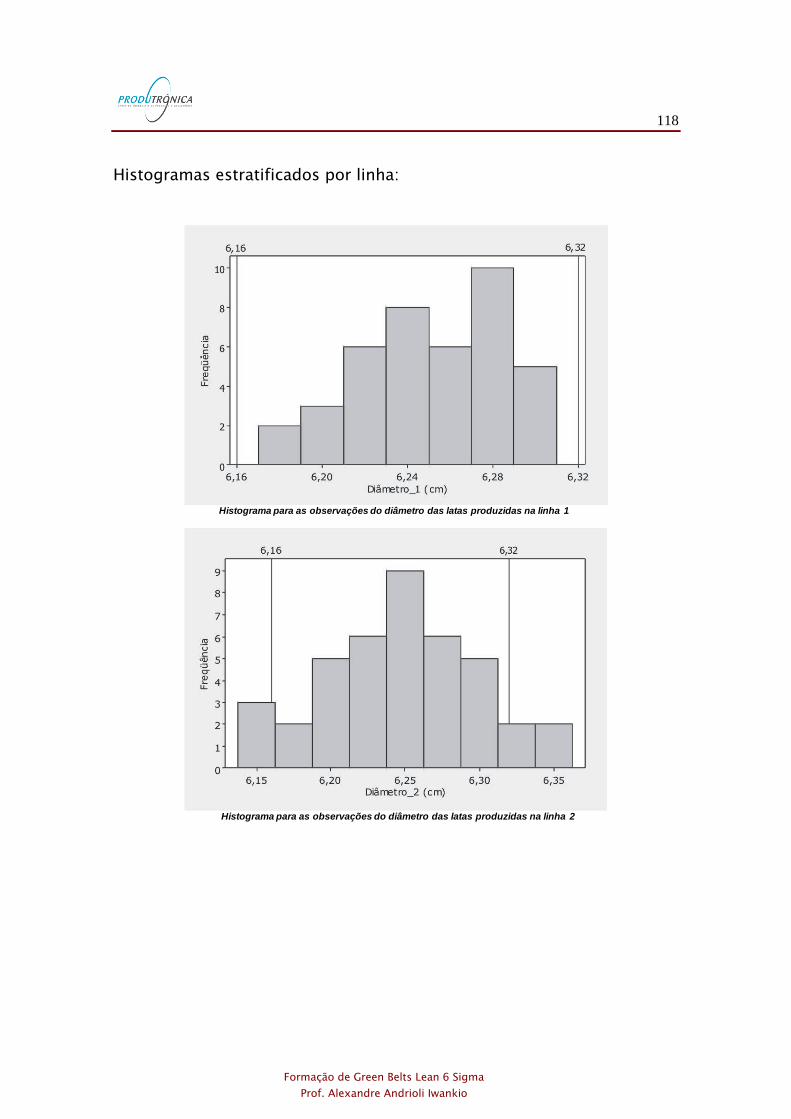
118
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Histogramas estratificados por linha:
Histograma para as observações do diâmetro das latas produzidas na linha 1
Histograma para as observações do diâmetro das latas produzidas na linha 2
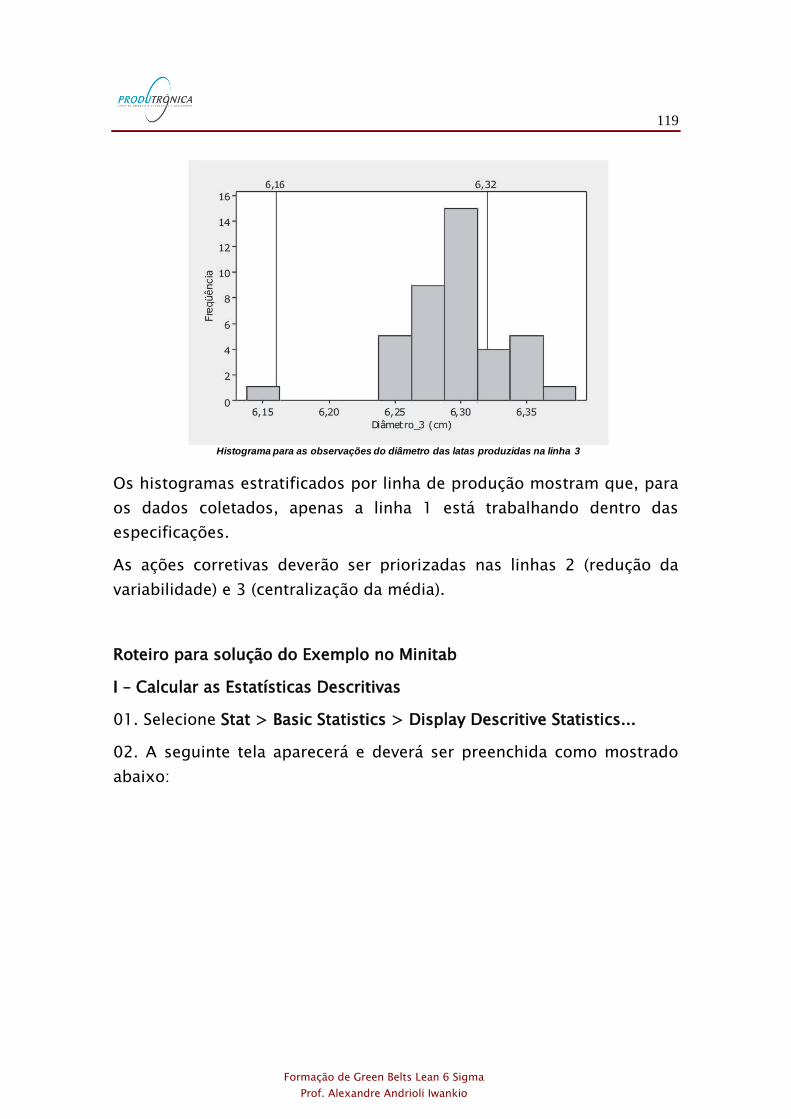
119
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Histograma para as observações do diâmetro das latas produzidas na linha 3
Os histogramas estratificados por linha de produção mostram que, para
os dados coletados, apenas a linha 1 está trabalhando dentro das
especificações.
As ações corretivas deverão ser priorizadas nas linhas 2 (redução da
variabilidade) e 3 (centralização da média).
Roteiro para solução do Exemplo no Minitab
I – Calcular as Estatísticas Descritivas
01. Selecione Stat > Basic Statistics > Display Descritive Statistics...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
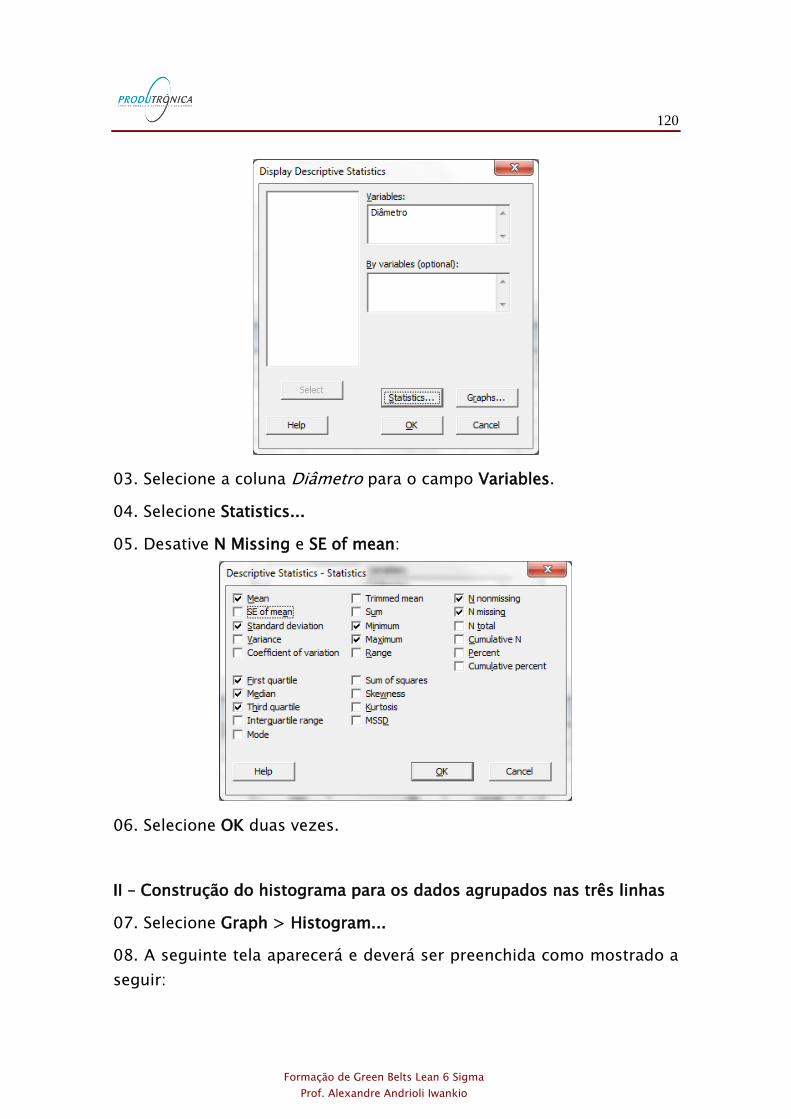
120
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
03. Selecione a coluna Diâmetro para o campo Variables.
04. Selecione Statistics...
05. Desative N Missing e SE of mean:
06. Selecione OK duas vezes.
II – Construção do histograma para os dados agrupados nas três linhas
07. Selecione Graph > Histogram...
08. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
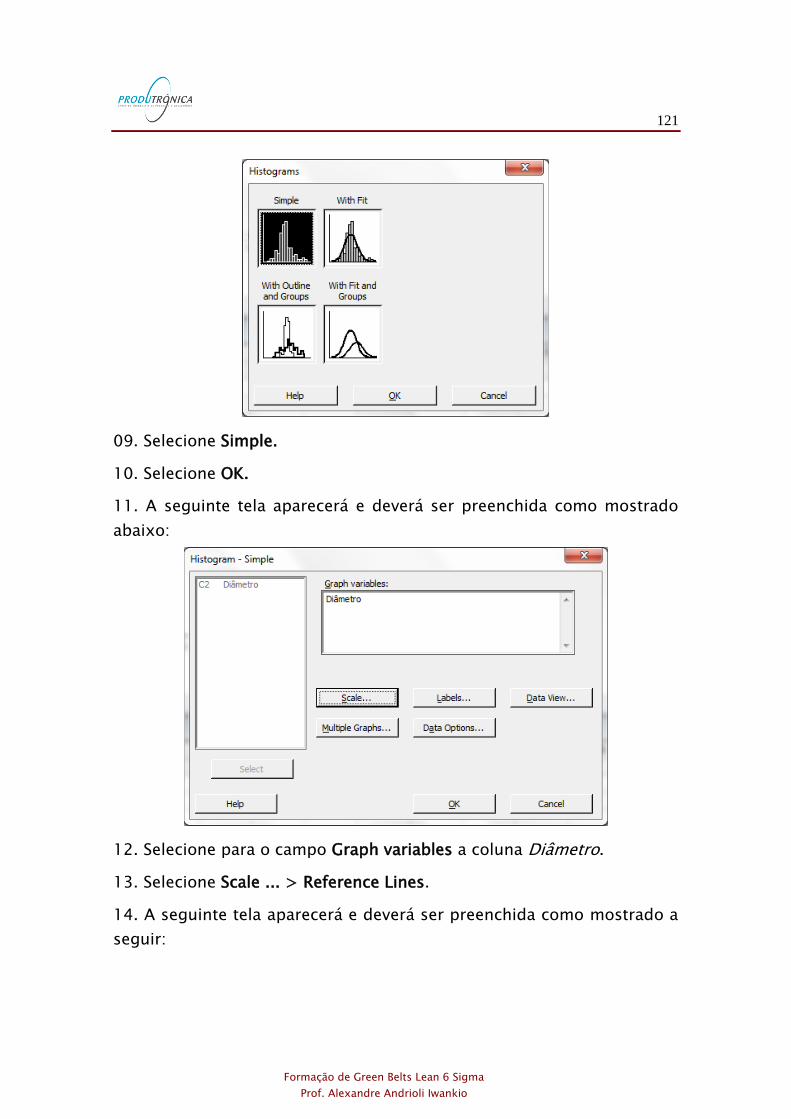
121
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
09. Selecione Simple.
10. Selecione OK.
11. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
12. Selecione para o campo Graph variables a coluna Diâmetro.
13. Selecione Scale ... > Reference Lines.
14. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
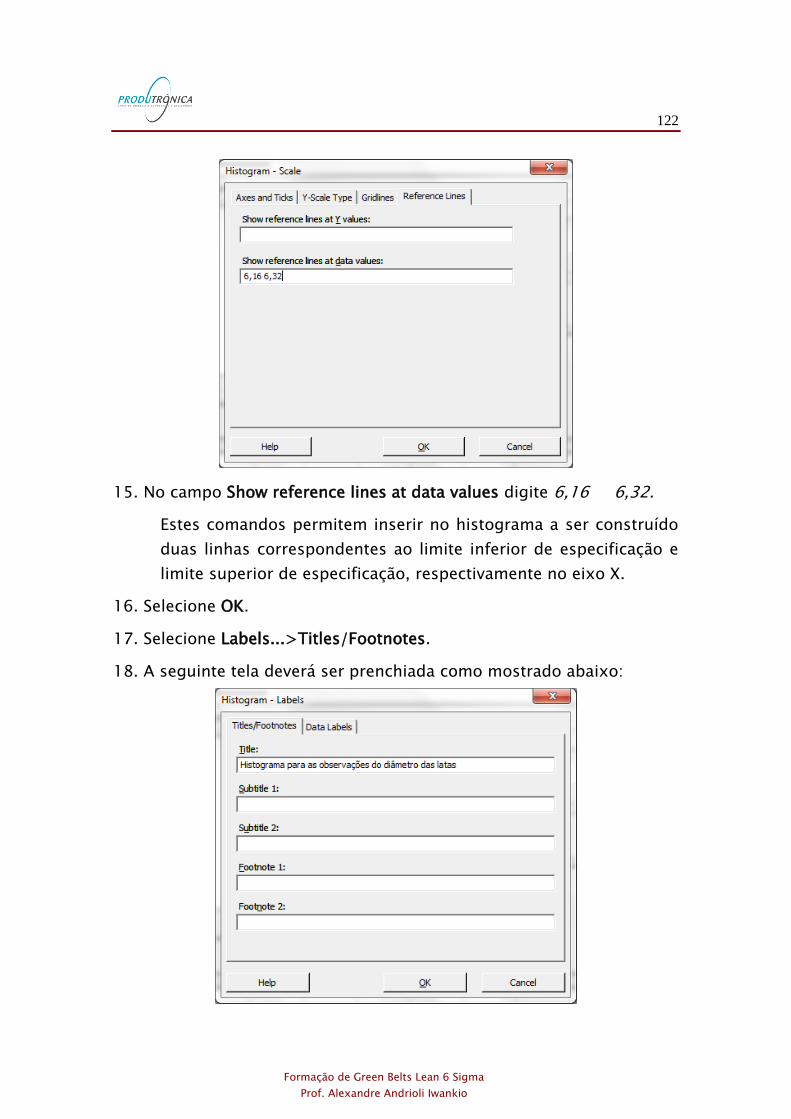
122
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
15. No campo Show reference lines at data values digite 6,16 6,32.
Estes comandos permitem inserir no histograma a ser construído
duas linhas correspondentes ao limite inferior de especificação e
limite superior de especificação, respectivamente no eixo X.
16. Selecione OK.
17. Selecione Labels...>Titles/Footnotes.
18. A seguinte tela deverá ser prenchiada como mostrado abaixo:
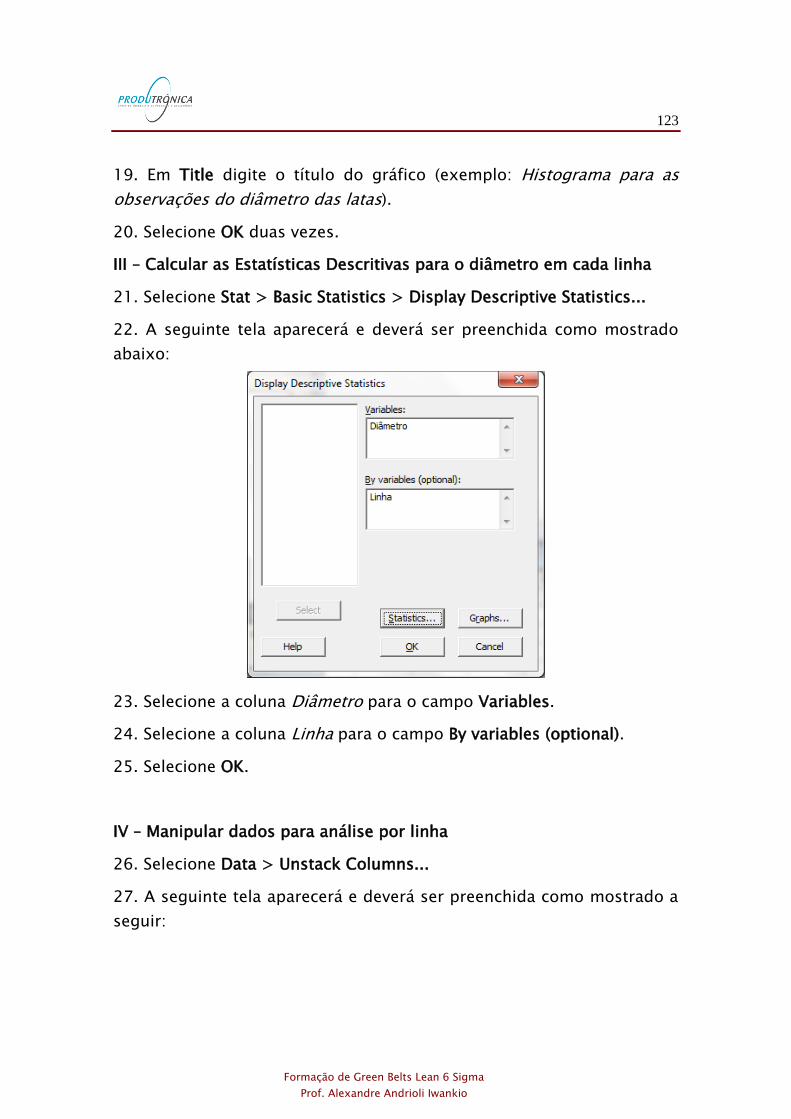
123
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
19. Em Title digite o título do gráfico (exemplo: Histograma para as
observações do diâmetro das latas).
20. Selecione OK duas vezes.
III – Calcular as Estatísticas Descritivas para o diâmetro em cada linha
21. Selecione Stat > Basic Statistics > Display Descriptive Statistics...
22. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
23. Selecione a coluna Diâmetro para o campo Variables.
24. Selecione a coluna Linha para o campo By variables (optional).
25. Selecione OK.
IV – Manipular dados para análise por linha
26. Selecione Data > Unstack Columns...
27. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
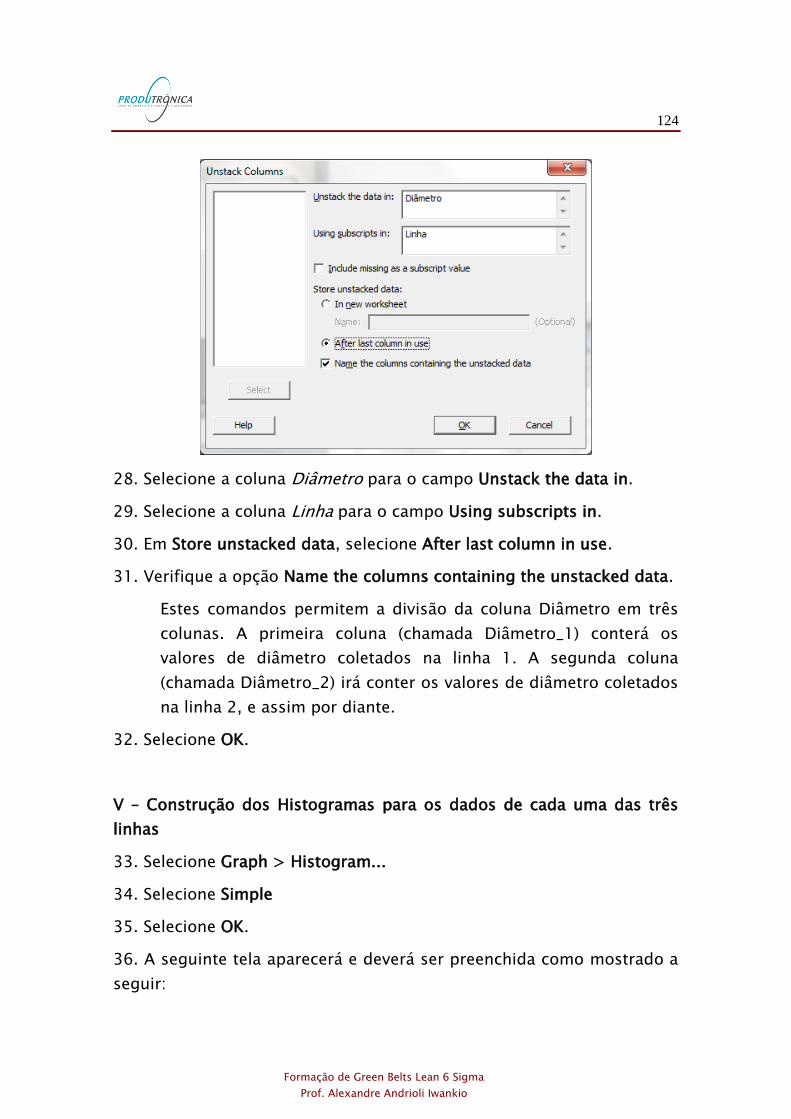
124
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
28. Selecione a coluna Diâmetro para o campo Unstack the data in.
29. Selecione a coluna Linha para o campo Using subscripts in.
30. Em Store unstacked data, selecione After last column in use.
31. Verifique a opção Name the columns containing the unstacked data.
Estes comandos permitem a divisão da coluna Diâmetro em três
colunas. A primeira coluna (chamada Diâmetro_1) conterá os
valores de diâmetro coletados na linha 1. A segunda coluna
(chamada Diâmetro_2) irá conter os valores de diâmetro coletados
na linha 2, e assim por diante.
32. Selecione OK.
V – Construção dos Histogramas para os dados de cada uma das três
linhas
33. Selecione Graph > Histogram...
34. Selecione Simple
35. Selecione OK.
36. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
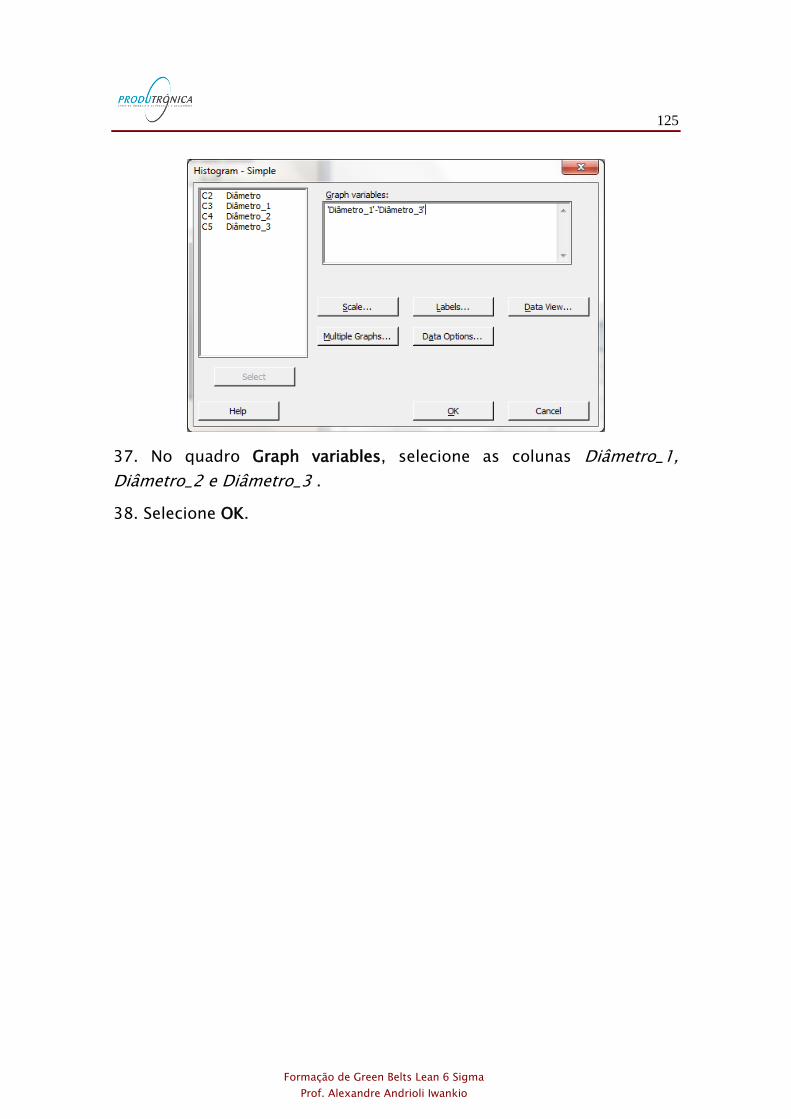
125
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
37. No quadro Graph variables, selecione as colunas Diâmetro_1,
Diâmetro_2 e Diâmetro_3 .
38. Selecione OK.
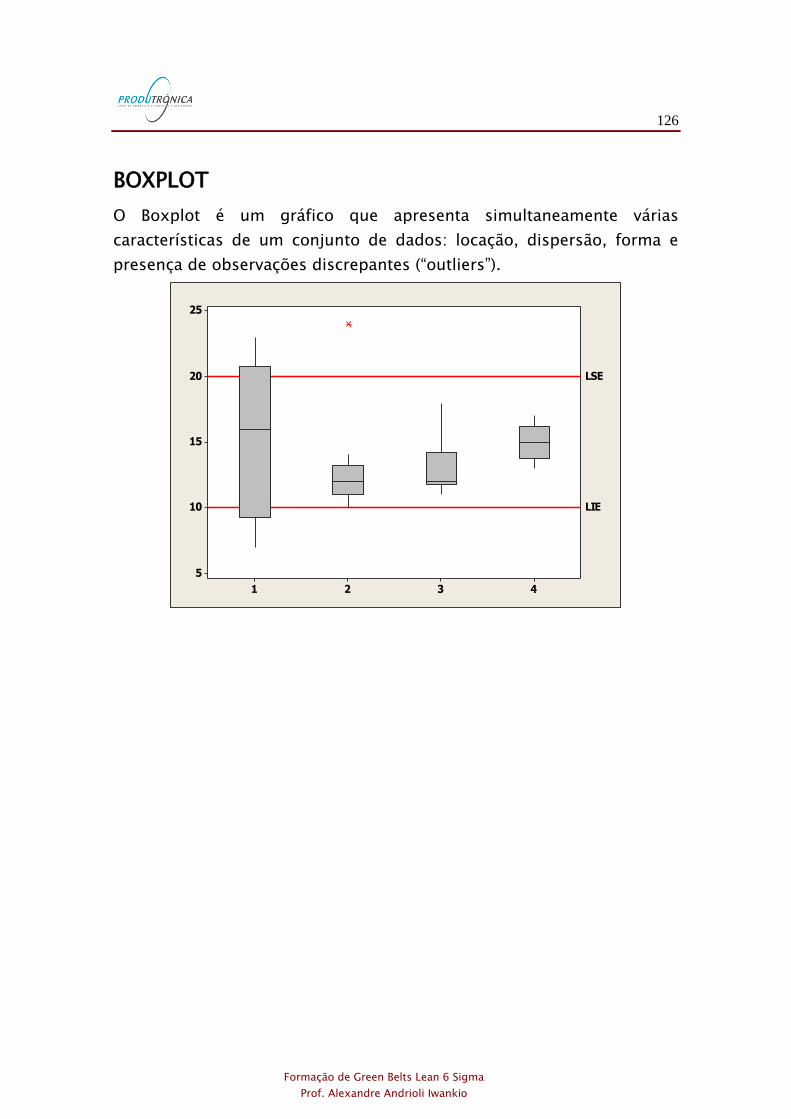
126
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
BOXPLOT
O Boxplot é um gráfico que apresenta simultaneamente várias
características de um conjunto de dados: locação, dispersão, forma e
presença de observações discrepantes (“outliers”).
4321
25
20
15
10
5
LIE
LSE
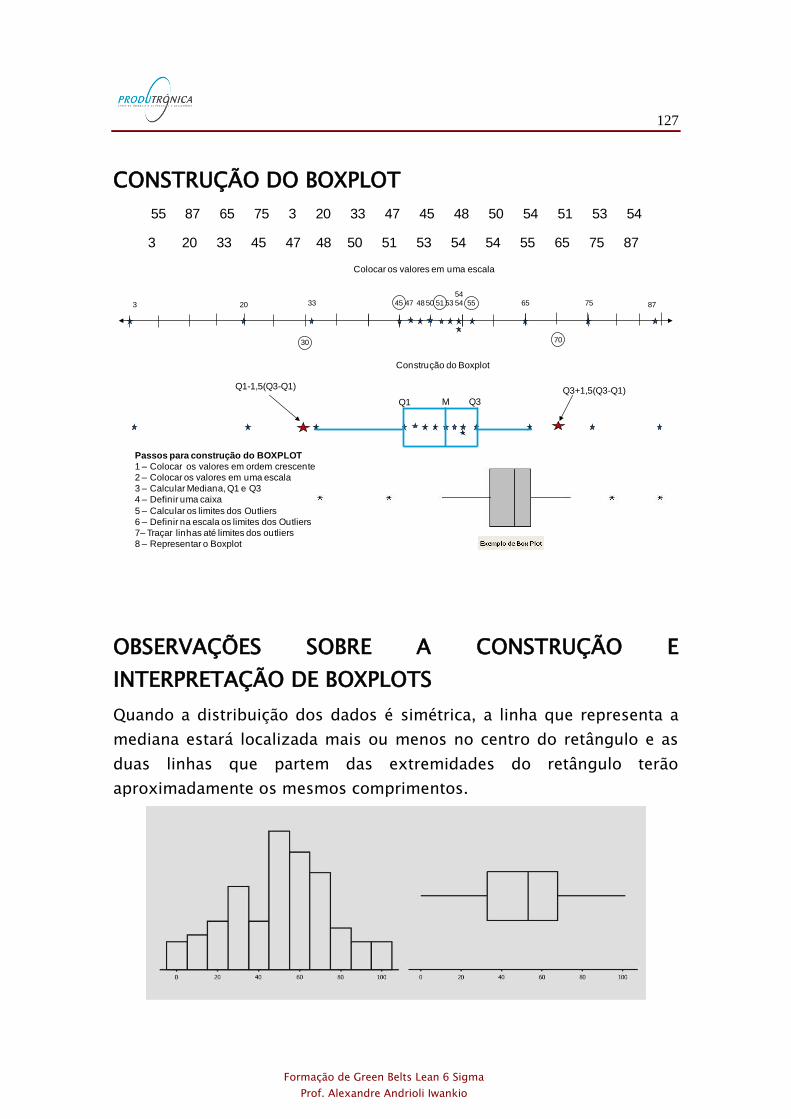
127
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CONSTRUÇÃO DO BOXPLOT
Q3+1,5(Q3-Q1)Q1-1,5(Q3-Q1)
3 20 33 45 47 48 50 51 53 5454
55 65 75 87
Colocar os valores em uma escala
Construção do Boxplot
Passos para construção do BOXPLOT
1 – Colocar os valores em ordem crescente
2 – Colocar os valores em uma escala
3 – Calcular Mediana, Q1 e Q3
4 – Definir uma caixa
5 – Calcular os limites dos Outliers
6 – Definir na escala os limites dos Outliers
7– Traçar linhas até limites dos outliers
8 – Representar o Boxplot
55 87 65 75 3 20 33 47 45 48 50 54 51 53 54
3 20 33 45 47 48 50 51 53 54 54 55 65 75 87
Q1 Q3M
30 70
OBSERVAÇÕES SOBRE A CONSTRUÇÃO E
INTERPRETAÇÃO DE BOXPLOTS
Quando a distribuição dos dados é simétrica, a linha que representa a
mediana estará localizada mais ou menos no centro do retângulo e as
duas linhas que partem das extremidades do retângulo terão
aproximadamente os mesmos comprimentos.
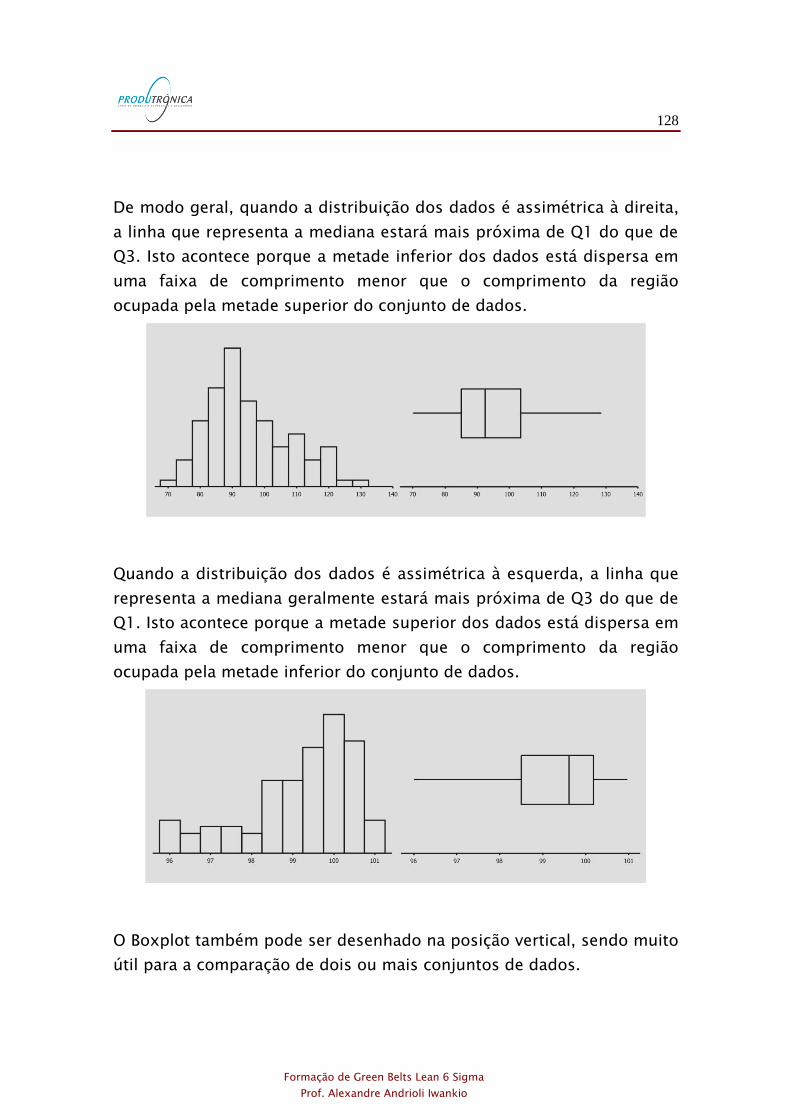
128
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
De modo geral, quando a distribuição dos dados é assimétrica à direita,
a linha que representa a mediana estará mais próxima de Q1 do que de
Q3. Isto acontece porque a metade inferior dos dados está dispersa em
uma faixa de comprimento menor que o comprimento da região
ocupada pela metade superior do conjunto de dados.
Quando a distribuição dos dados é assimétrica à esquerda, a linha que
representa a mediana geralmente estará mais próxima de Q3 do que de
Q1. Isto acontece porque a metade superior dos dados está dispersa em
uma faixa de comprimento menor que o comprimento da região
ocupada pela metade inferior do conjunto de dados.
O Boxplot também pode ser desenhado na posição vertical, sendo muito
útil para a comparação de dois ou mais conjuntos de dados.
129
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Representação de um Boxplot na posição vertical
EXEMPLO
Empresa: Pop Music Compact Disc.
Produto: CD - Players.
Problema: Elevada variabilidade do volume de produção.
Etapa do DMAIC: Measure.
Coleta de dados: Amostra de 30 dias de produção nos três turnos de
trabalho.
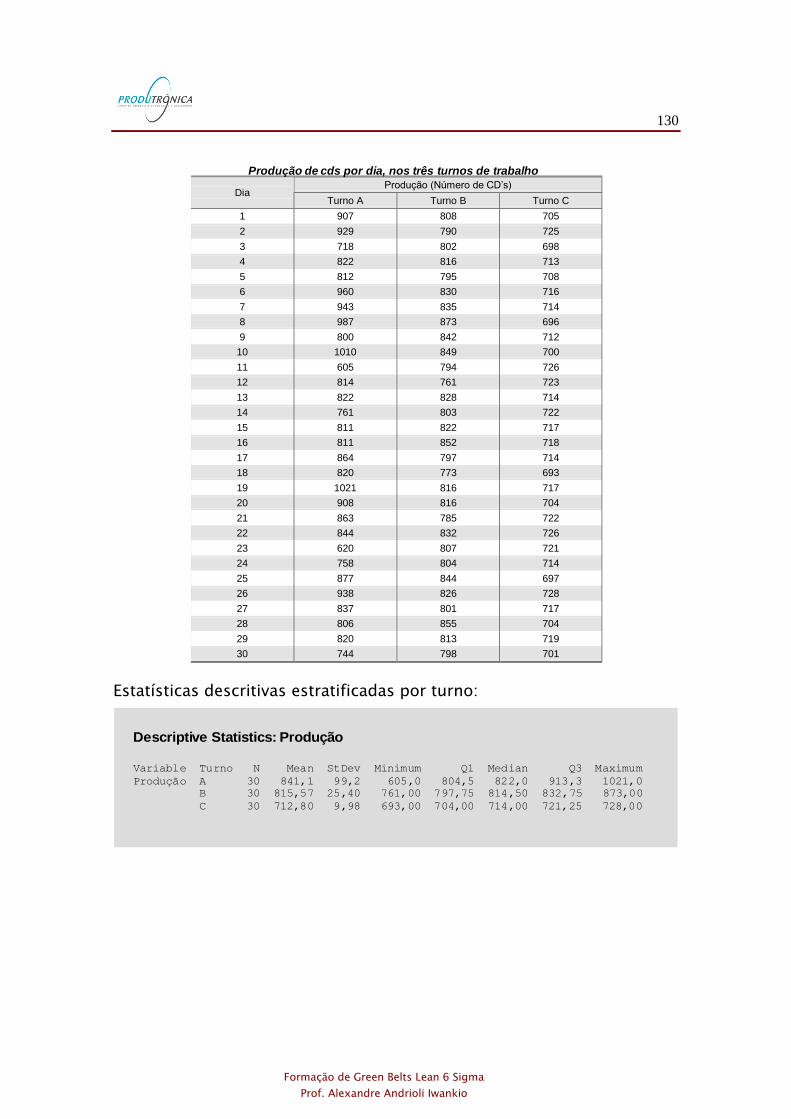
130
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Produção (Número de CD’s)Dia
Turno A Turno B Turno C
1 907 808 705
2 929 790 725
3 718 802 698
4 822 816 713
5 812 795 708
6 960 830 716
7 943 835 714
8 987 873 696
9 800 842 712
10 1010 849 700
11 605 794 726
12 814 761 723
13 822 828 714
14 761 803 722
15 811 822 717
16 811 852 718
17 864 797 714
18 820 773 693
19 1021 816 717
20 908 816 704
21 863 785 722
22 844 832 726
23 620 807 721
24 758 804 714
25 877 844 697
26 938 826 728
27 837 801 717
28 806 855 704
29 820 813 719
30 744 798 701
Produção de cds por dia, nos três turnos de trabalho
Estatísticas descritivas estratificadas por turno:
Descriptive Statistics: Produção Variable Turno N Mean StDev Minimum Q1 Median Q3 Maximum
Produção A 30 841,1 99,2 605,0 804,5 822,0 913,3 1021,0
B 30 815,57 25,40 761,00 797,75 814,50 832,75 873,00
C 30 712,80 9,98 693,00 704,00 714,00 721,25 728,00
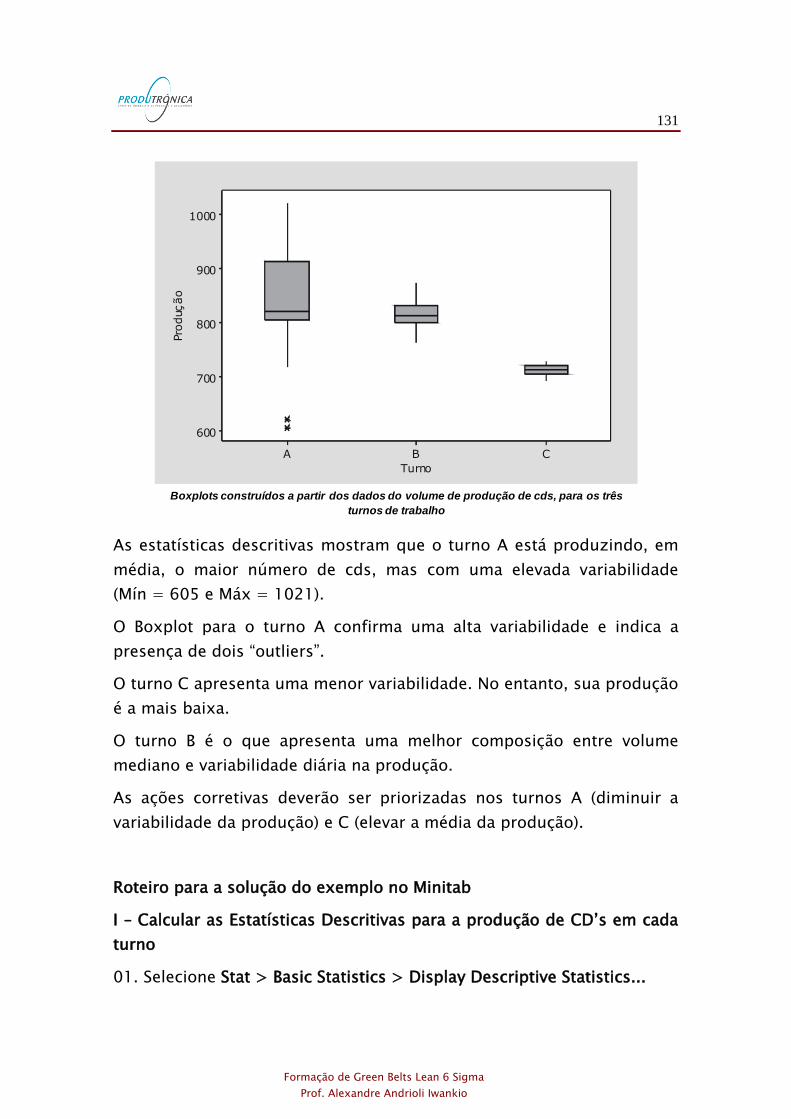
131
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Boxplots construídos a partir dos dados do volume de produção de cds, para os três
turnos de trabalho
Turno
Pro
dução
CBA
1000
900
800
700
600
As estatísticas descritivas mostram que o turno A está produzindo, em
média, o maior número de cds, mas com uma elevada variabilidade
(Mín = 605 e Máx = 1021).
O Boxplot para o turno A confirma uma alta variabilidade e indica a
presença de dois “outliers”.
O turno C apresenta uma menor variabilidade. No entanto, sua produção
é a mais baixa.
O turno B é o que apresenta uma melhor composição entre volume
mediano e variabilidade diária na produção.
As ações corretivas deverão ser priorizadas nos turnos A (diminuir a
variabilidade da produção) e C (elevar a média da produção).
Roteiro para a solução do exemplo no Minitab
I – Calcular as Estatísticas Descritivas para a produção de CD‟s em cada
turno
01. Selecione Stat > Basic Statistics > Display Descriptive Statistics...
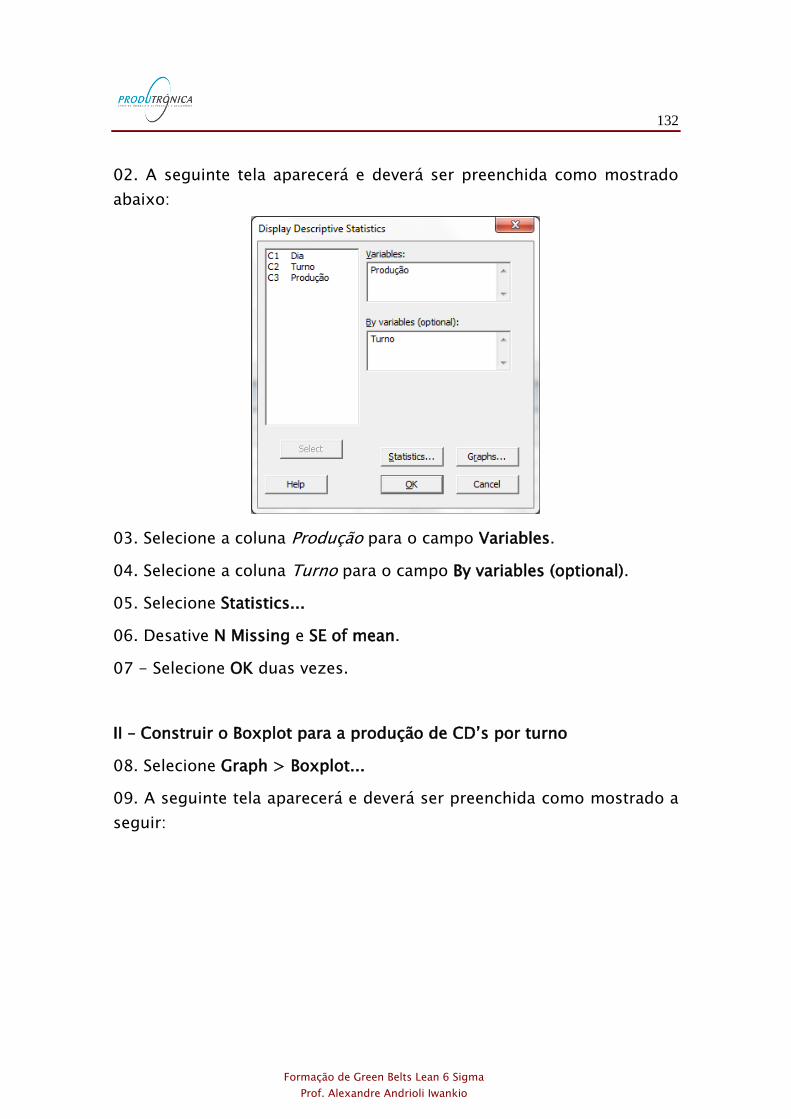
132
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Selecione a coluna Produção para o campo Variables.
04. Selecione a coluna Turno para o campo By variables (optional).
05. Selecione Statistics...
06. Desative N Missing e SE of mean.
07 - Selecione OK duas vezes.
II – Construir o Boxplot para a produção de CD‟s por turno
08. Selecione Graph > Boxplot...
09. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
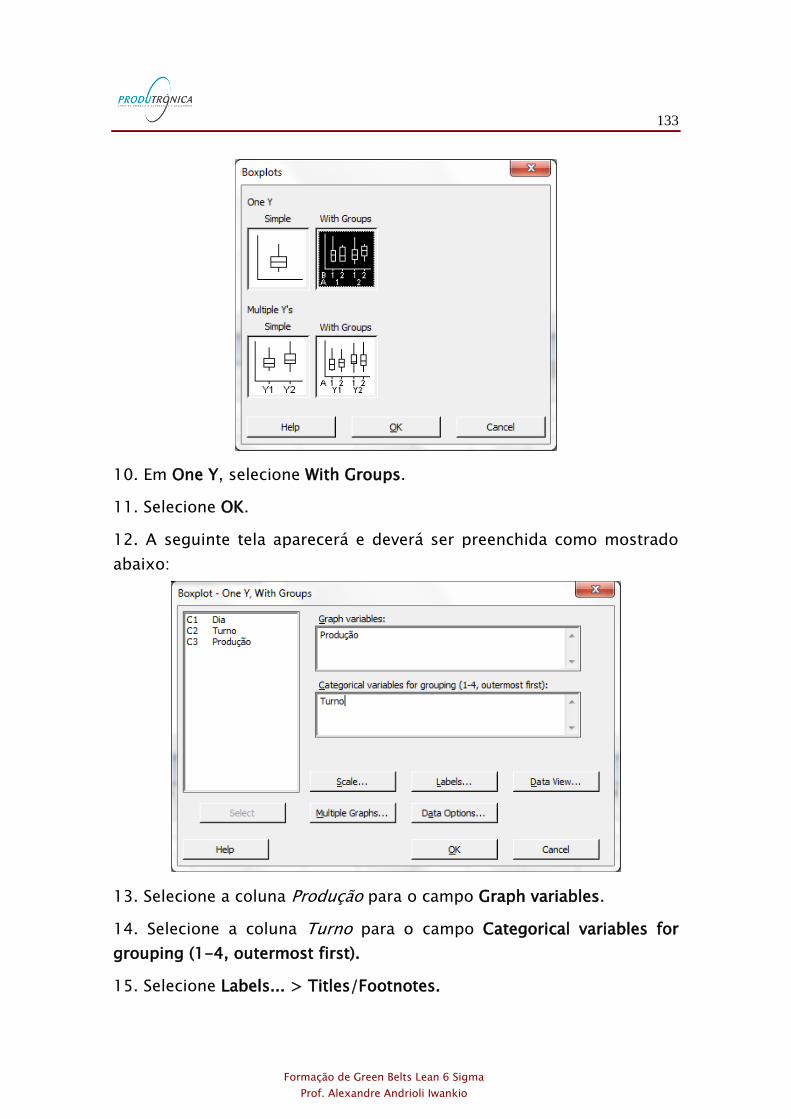
133
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
10. Em One Y, selecione With Groups.
11. Selecione OK.
12. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
13. Selecione a coluna Produção para o campo Graph variables.
14. Selecione a coluna Turno para o campo Categorical variables for
grouping (1-4, outermost first).
15. Selecione Labels... > Titles/Footnotes.
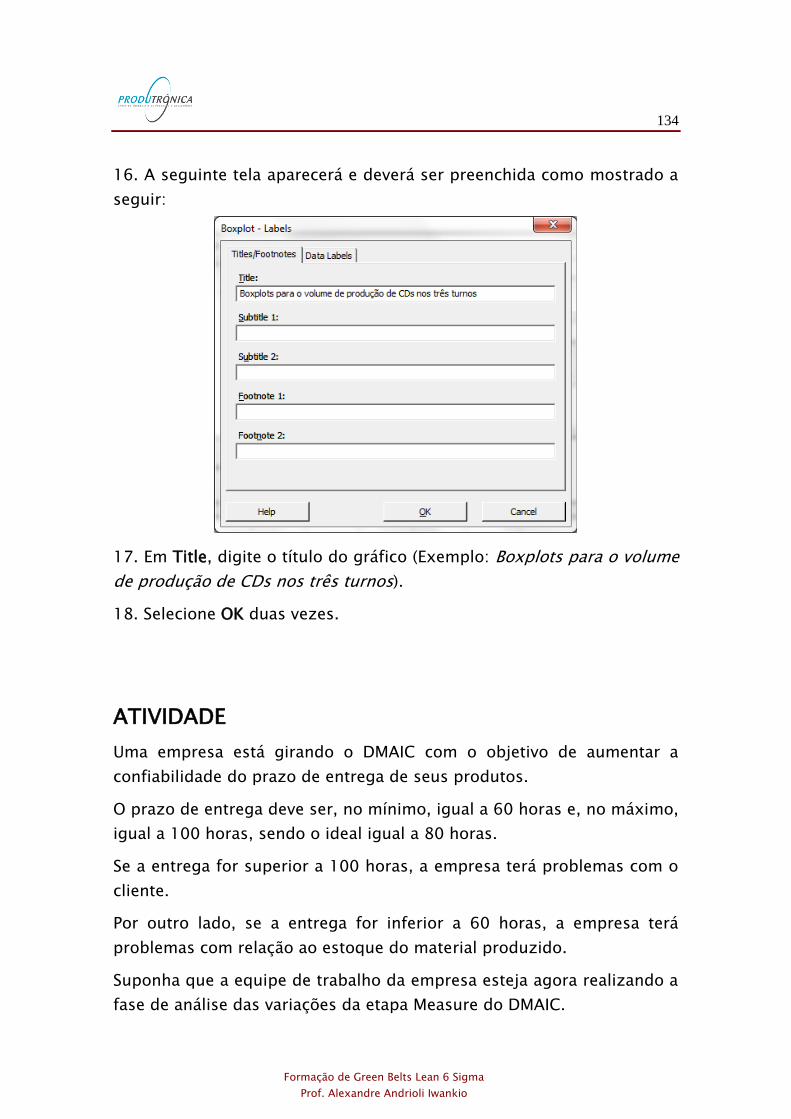
134
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
16. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
17. Em Title, digite o título do gráfico (Exemplo: Boxplots para o volume
de produção de CDs nos três turnos).
18. Selecione OK duas vezes.
ATIVIDADE
Uma empresa está girando o DMAIC com o objetivo de aumentar a
confiabilidade do prazo de entrega de seus produtos.
O prazo de entrega deve ser, no mínimo, igual a 60 horas e, no máximo,
igual a 100 horas, sendo o ideal igual a 80 horas.
Se a entrega for superior a 100 horas, a empresa terá problemas com o
cliente.
Por outro lado, se a entrega for inferior a 60 horas, a empresa terá
problemas com relação ao estoque do material produzido.
Suponha que a equipe de trabalho da empresa esteja agora realizando a
fase de análise das variações da etapa Measure do DMAIC.
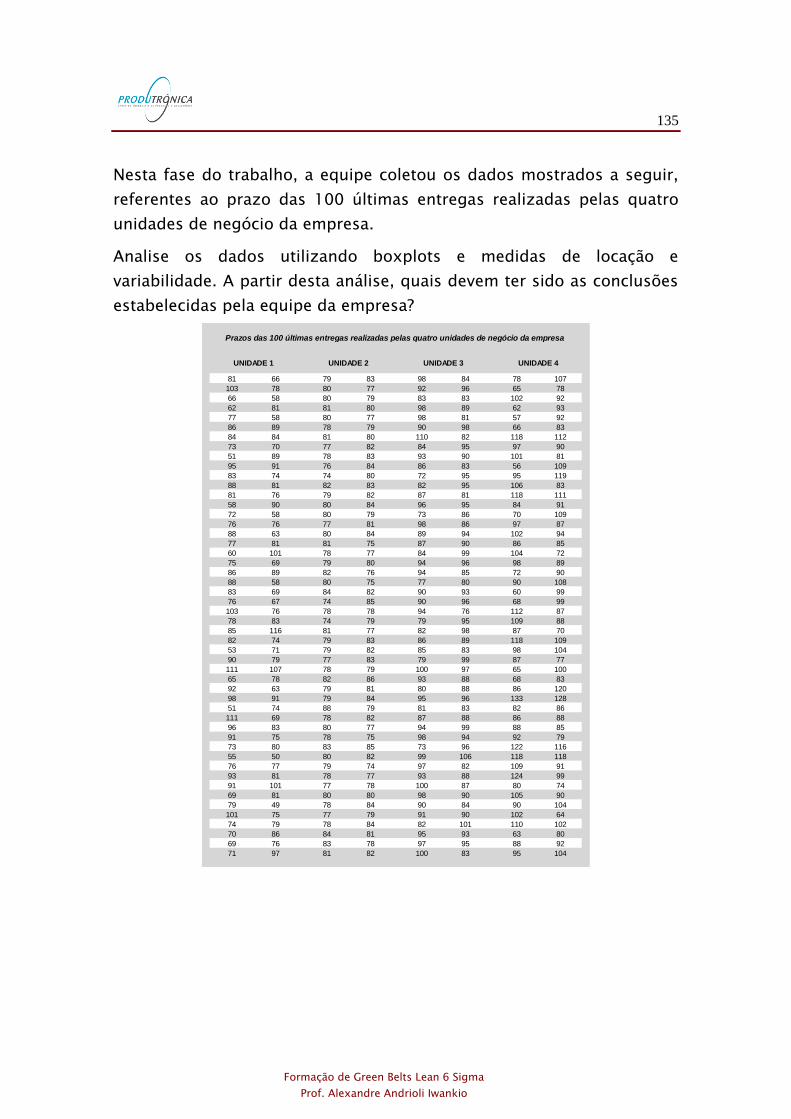
135
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Nesta fase do trabalho, a equipe coletou os dados mostrados a seguir,
referentes ao prazo das 100 últimas entregas realizadas pelas quatro
unidades de negócio da empresa.
Analise os dados utilizando boxplots e medidas de locação e
variabilidade. A partir desta análise, quais devem ter sido as conclusões
estabelecidas pela equipe da empresa?
81 66 79 83 98 84 78 107
103 78 80 77 92 96 65 78
66 58 80 79 83 83 102 92
62 81 81 80 98 89 62 93
77 58 80 77 98 81 57 92
86 89 78 79 90 98 66 83
84 84 81 80 110 82 118 112
73 70 77 82 84 95 97 90
51 89 78 83 93 90 101 81
95 91 76 84 86 83 56 109
83 74 74 80 72 95 95 119
88 81 82 83 82 95 106 83
81 76 79 82 87 81 118 111
58 90 80 84 96 95 84 91
72 58 80 79 73 86 70 109
76 76 77 81 98 86 97 87
88 63 80 84 89 94 102 94
77 81 81 75 87 90 86 85
60 101 78 77 84 99 104 72
75 69 79 80 94 96 98 89
86 89 82 76 94 85 72 90
88 58 80 75 77 80 90 108
83 69 84 82 90 93 60 99
76 67 74 85 90 96 68 99
103 76 78 78 94 76 112 87
78 83 74 79 79 95 109 88
85 116 81 77 82 98 87 70
82 74 79 83 86 89 118 109
53 71 79 82 85 83 98 104
90 79 77 83 79 99 87 77
111 107 78 79 100 97 65 100
65 78 82 86 93 88 68 83
92 63 79 81 80 88 86 120
98 91 79 84 95 96 133 128
51 74 88 79 81 83 82 86
111 69 78 82 87 88 86 88
96 83 80 77 94 99 88 85
91 75 78 75 98 94 92 79
73 80 83 85 73 96 122 116
55 50 80 82 99 106 118 118
76 77 79 74 97 82 109 91
93 81 78 77 93 88 124 99
91 101 77 78 100 87 80 74
69 81 80 80 98 90 105 90
79 49 78 84 90 84 90 104
101 75 77 79 91 90 102 64
74 79 78 84 82 101 110 102
70 86 84 81 95 93 63 80
69 76 83 78 97 95 88 92
71 97 81 82 100 83 95 104
UNIDADE 4
Prazos das 100 últimas entregas realizadas pelas quatro unidades de negócio da empresa
UNIDADE 1 UNIDADE 2 UNIDADE 3
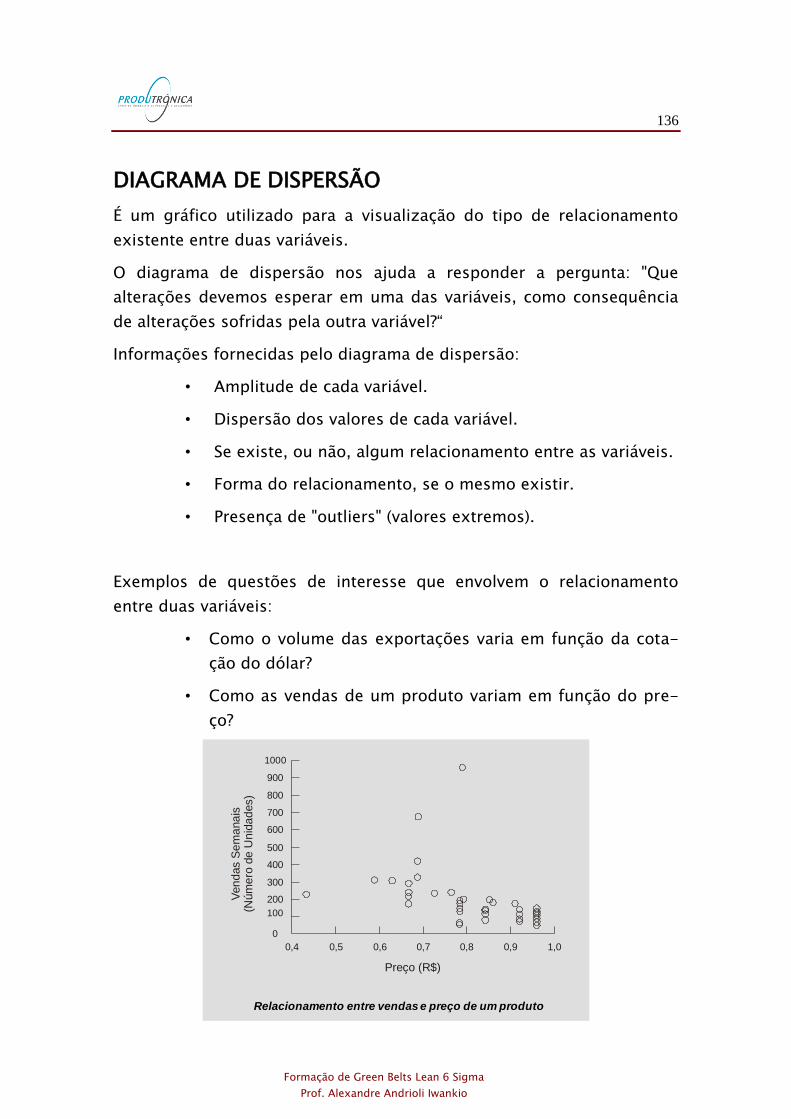
136
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DE DISPERSÃO
É um gráfico utilizado para a visualização do tipo de relacionamento
existente entre duas variáveis.
O diagrama de dispersão nos ajuda a responder a pergunta: "Que
alterações devemos esperar em uma das variáveis, como consequência
de alterações sofridas pela outra variável?“
Informações fornecidas pelo diagrama de dispersão:
• Amplitude de cada variável.
• Dispersão dos valores de cada variável.
• Se existe, ou não, algum relacionamento entre as variáveis.
• Forma do relacionamento, se o mesmo existir.
• Presença de "outliers" (valores extremos).
Exemplos de questões de interesse que envolvem o relacionamento
entre duas variáveis:
• Como o volume das exportações varia em função da cota-
ção do dólar?
• Como as vendas de um produto variam em função do pre-
ço?
1000
900
800
700
600
500
400
300
200
100
0
0,4 1,00,5 0,6 0,7 0,8 0,9
Ven
das S
em
ana
is(N
úm
ero
de
Un
ida
des)
Preço (R$)
Relacionamento entre vendas e preço de um produto
137
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
O número de unidades vendidas variou entre 40 e 980,
aproximadamente, nas semanas consideradas.
O preço variou, de modo geral, entre R$ 0,60 e R$ 0,97. Em apenas uma
semana o preço foi de R$ 0,45.
A análise do gráfico indica uma correlação negativa entre as variáveis,
exceto por três pontos:
• As vendas em duas semanas foram muito superiores ao que
seria esperado.
• As vendas para o preço de R$ 0,45 foram inferiores ao que se-
ria esperado para um preço tão baixo.
As três semanas associadas a estes pontos devem ser avaliadas com
cuidado.
COMO INTERPRETAR DIAGRAMAS DE DISPERSÃO
O padrão evidenciado em um diagrama de dispersão fornece
informações sobre o tipo de relacionamento existente entre as variáveis
consideradas.

138
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Possíveis padrões para diagramas de dispersão
Na análise de um diagrama de dispersão, a primeira providência a ser
tomada consiste em verificar se existem ou não pontos atípicos
("outliers").
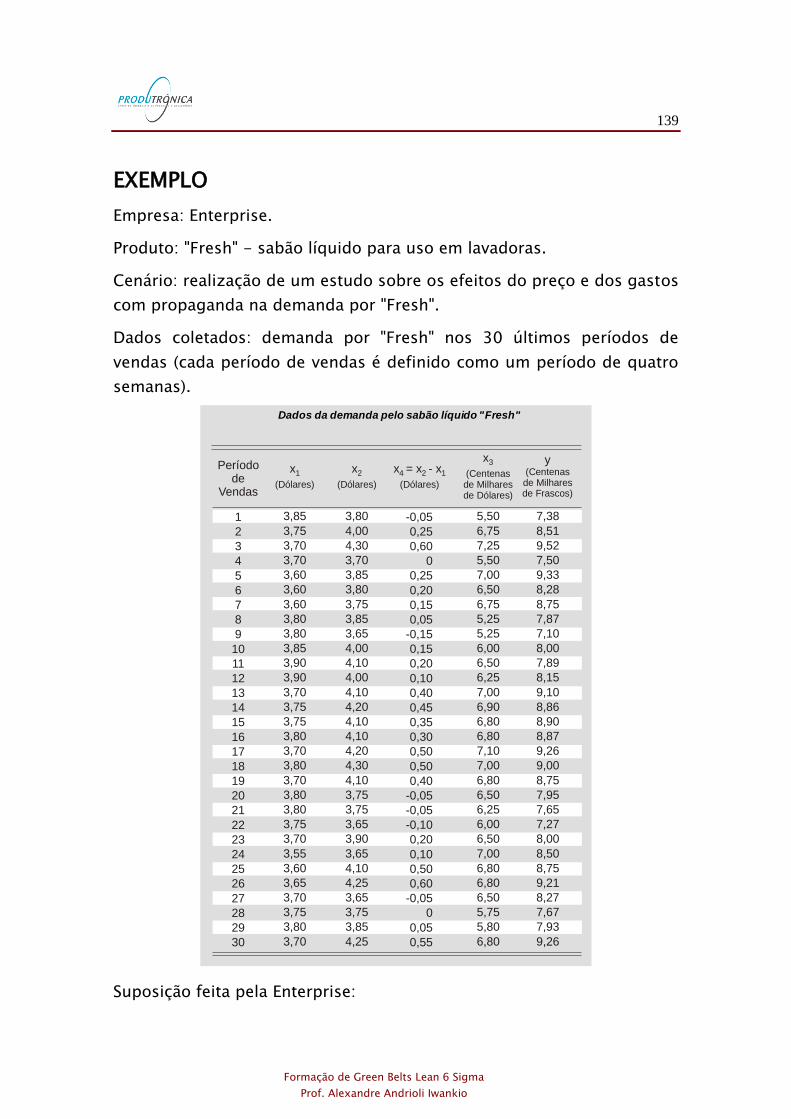
139
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXEMPLO
Empresa: Enterprise.
Produto: "Fresh" - sabão líquido para uso em lavadoras.
Cenário: realização de um estudo sobre os efeitos do preço e dos gastos
com propaganda na demanda por "Fresh".
Dados coletados: demanda por "Fresh" nos 30 últimos períodos de
vendas (cada período de vendas é definido como um período de quatro
semanas).
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
3,80
4,00
4,30
3,70
3,85
3,80
3,75
3,85
3,65
4,00
4,10
4,00
4,10
4,20
4,10
4,10
4,20
4,30
4,10
3,75
3,75
3,65
3,90
3,65
4,10
4,25
3,65
3,75
3,85
4,25
3,85
3,75
3,70
3,70
3,60
3,60
3,60
3,80
3,80
3,85
3,90
3,90
3,70
3,75
3,75
3,80
3,70
3,80
3,70
3,80
3,80
3,75
3,70
3,55
3,60
3,65
3,70
3,75
3,80
3,70
5,50
6,75
7,25
5,50
7,00
6,50
6,75
5,25
5,25
6,00
6,50
6,25
7,00
6,90
6,80
6,80
7,10
7,00
6,80
6,50
6,25
6,00
6,50
7,00
6,80
6,80
6,50
5,75
5,80
6,80
7,38
8,51
9,52
7,50
9,33
8,28
8,75
7,87
7,10
8,00
7,89
8,15
9,10
8,86
8,90
8,87
9,26
9,00
8,75
7,95
7,65
7,27
8,00
8,50
8,75
9,21
8,27
7,67
7,93
9,26
-0,05
0,25
0,60
0
0,25
0,20
0,15
0,05
-0,15
0,15
0,20
0,10
0,40
0,45
0,35
0,30
0,50
0,50
0,40
-0,05
-0,05
-0,10
0,20
0,10
0,50
0,60
-0,05
0
0,05
0,55
Períodode
Vendas
x1
(Dólares)
x2
(Dólares)
x = x - x4 2 1
(Dólares)
x3
(Centenasde Milharesde Dólares)
y(Centenasde Milharesde Frascos)
Dados da demanda pelo sabão líquido "Fresh"
Suposição feita pela Enterprise:
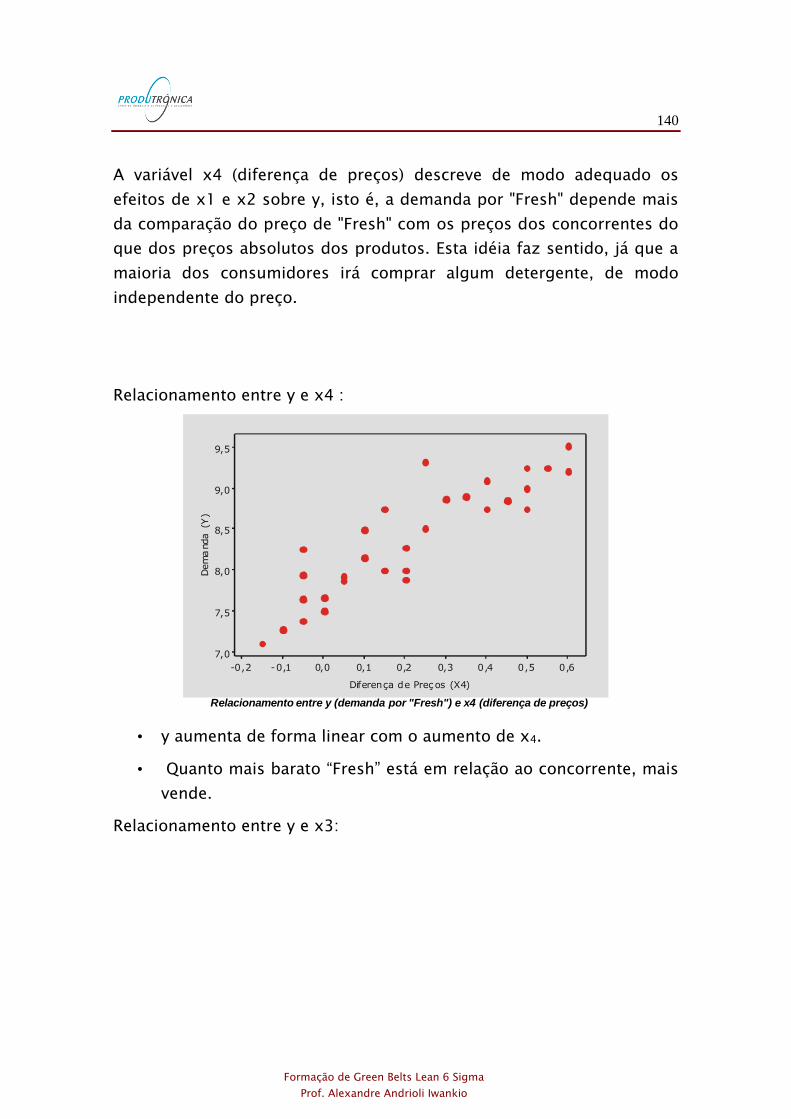
140
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A variável x4 (diferença de preços) descreve de modo adequado os
efeitos de x1 e x2 sobre y, isto é, a demanda por "Fresh" depende mais
da comparação do preço de "Fresh" com os preços dos concorrentes do
que dos preços absolutos dos produtos. Esta idéia faz sentido, já que a
maioria dos consumidores irá comprar algum detergente, de modo
independente do preço.
Relacionamento entre y e x4 :
Relacionamento entre y (demanda por "Fresh") e x4 (diferença de preços)
Diferença de Preç os (X4)
Dem
anda
(Y)
0,60,50,40,30,20,10,0-0,1-0,2
9,5
9,0
8,5
8,0
7,5
7,0
• y aumenta de forma linear com o aumento de x4.
• Quanto mais barato “Fresh” está em relação ao concorrente, mais
vende.
Relacionamento entre y e x3:
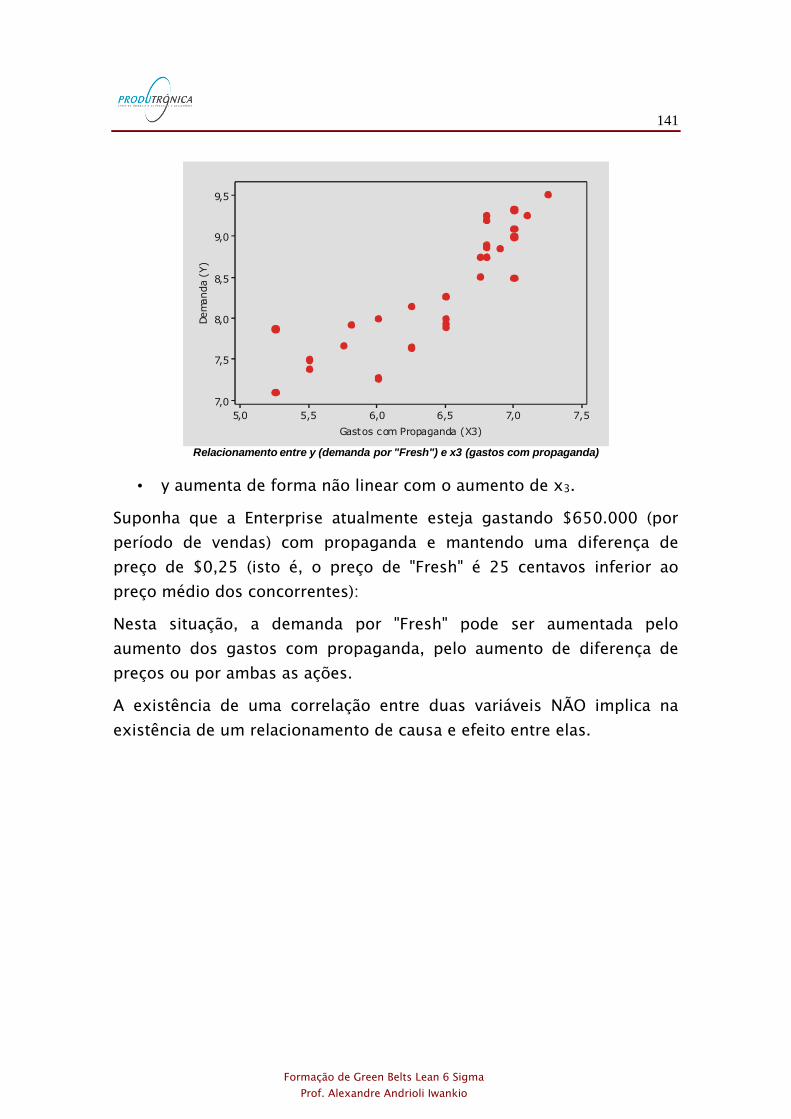
141
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Relacionamento entre y (demanda por "Fresh") e x3 (gastos com propaganda)
Gastos com Propaganda (X3)
Dem
anda
(Y)
7,57,06,56,05,55,0
9,5
9,0
8,5
8,0
7,5
7,0
• y aumenta de forma não linear com o aumento de x3.
Suponha que a Enterprise atualmente esteja gastando $650.000 (por
período de vendas) com propaganda e mantendo uma diferença de
preço de $0,25 (isto é, o preço de "Fresh" é 25 centavos inferior ao
preço médio dos concorrentes):
Nesta situação, a demanda por "Fresh" pode ser aumentada pelo
aumento dos gastos com propaganda, pelo aumento de diferença de
preços ou por ambas as ações.
A existência de uma correlação entre duas variáveis NÃO implica na
existência de um relacionamento de causa e efeito entre elas.
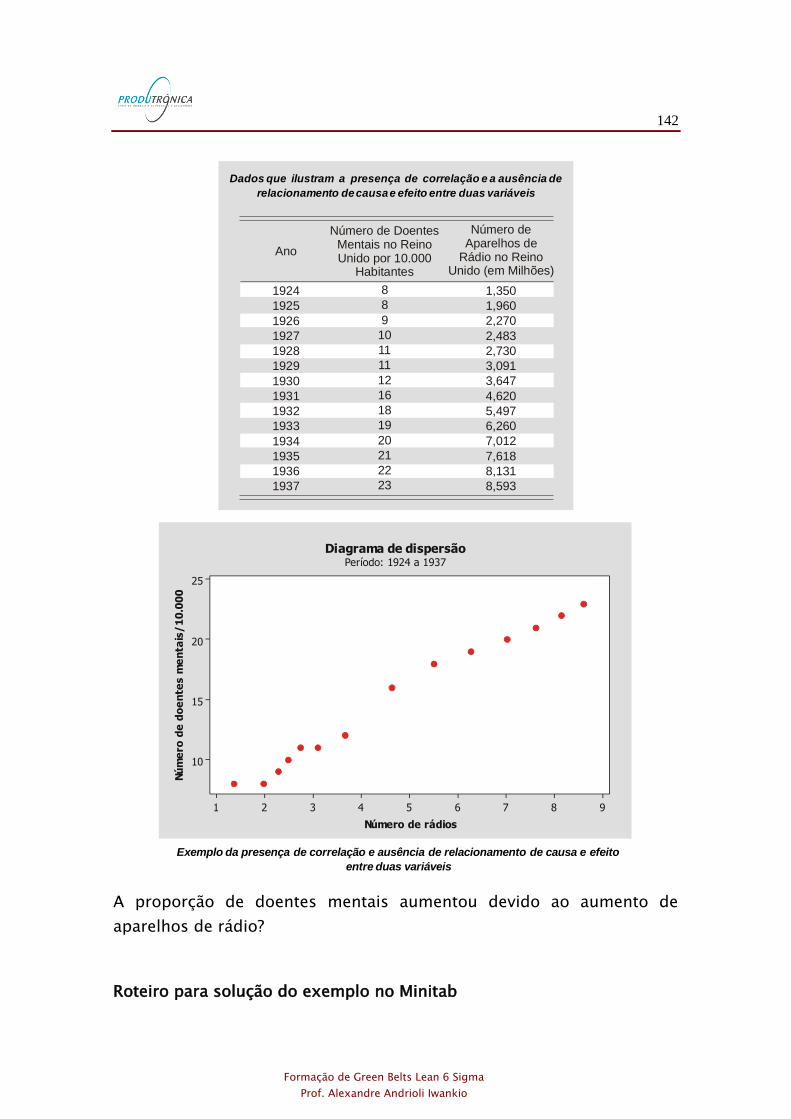
142
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
1924
1925
1926
1927
1928
1929
1930
1931
1932
1933
1934
1935
1936
1937
8
8
9
10
11
11
12
16
18
19
20
21
22
23
1,350
1,960
2,270
2,483
2,730
3,091
3,647
4,620
5,497
6,260
7,012
7,618
8,131
8,593
Ano
Número de DoentesMentais no ReinoUnido por 10.000
Habitantes
Número deAparelhos de
Rádio no ReinoUnido (em Milhões)
Dados que ilustram a presença de correlação e a ausência de
relacionamento de causa e efeito entre duas variáveis
Exemplo da presença de correlação e ausência de relacionamento de causa e efeito
entre duas variáveis
Número de rádios
Nú
me
rod
ed
oe
nte
sm
en
tais
/1
0.0
00
987654321
25
20
15
10
Diagrama de dispersãoPeríodo: 1924 a 1937
A proporção de doentes mentais aumentou devido ao aumento de
aparelhos de rádio?
Roteiro para solução do exemplo no Minitab
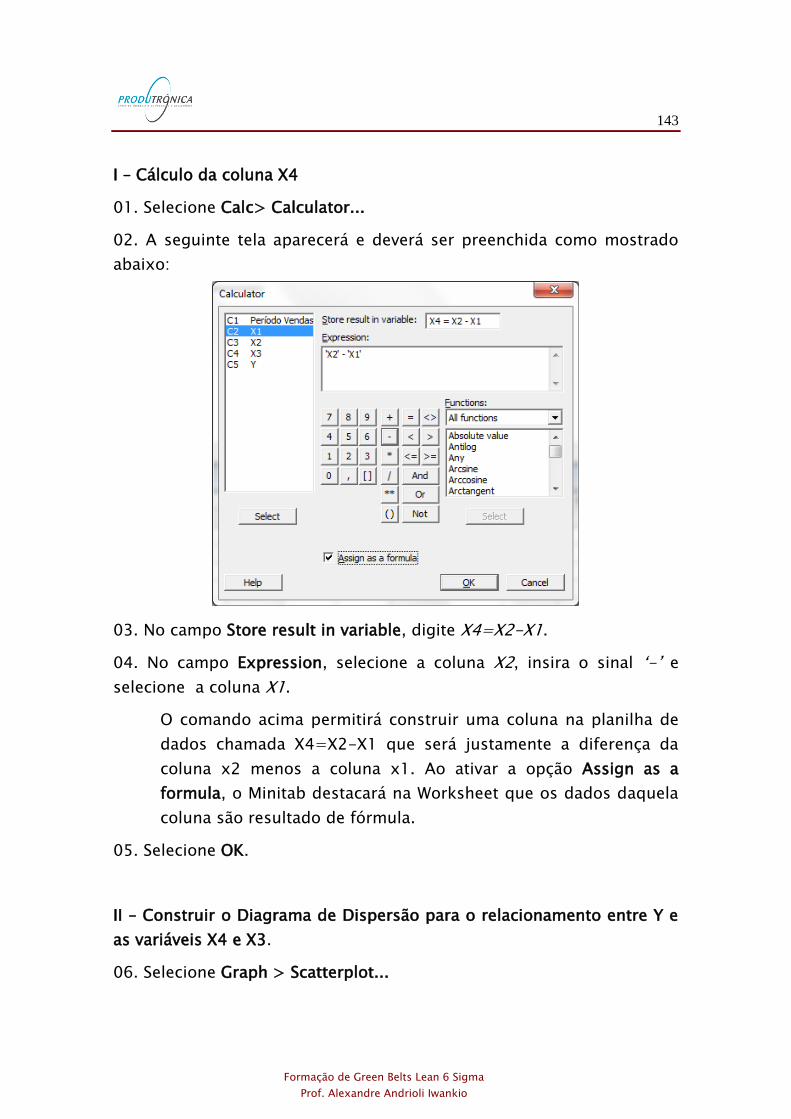
143
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
I – Cálculo da coluna X4
01. Selecione Calc> Calculator...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. No campo Store result in variable, digite X4=X2-X1.
04. No campo Expression, selecione a coluna X2, insira o sinal „-‟ e
selecione a coluna X1.
O comando acima permitirá construir uma coluna na planilha de
dados chamada X4=X2-X1 que será justamente a diferença da
coluna x2 menos a coluna x1. Ao ativar a opção Assign as a
formula, o Minitab destacará na Worksheet que os dados daquela
coluna são resultado de fórmula.
05. Selecione OK.
II – Construir o Diagrama de Dispersão para o relacionamento entre Y e
as variáveis X4 e X3.
06. Selecione Graph > Scatterplot...
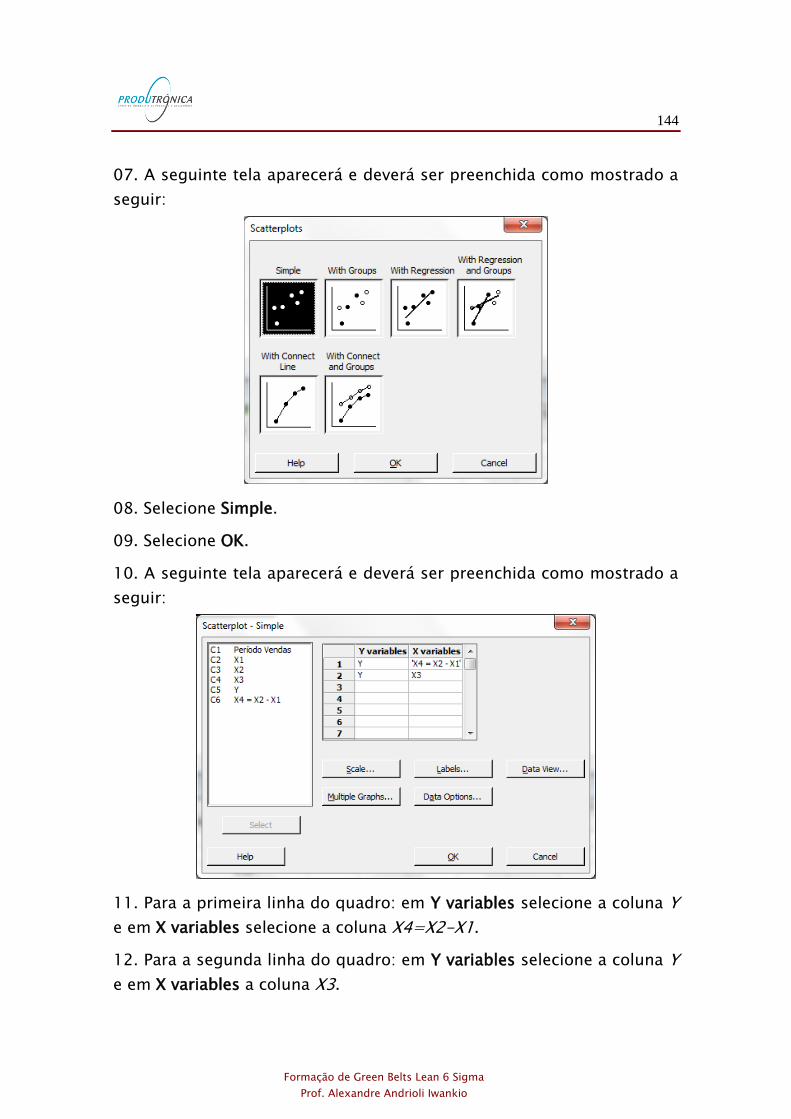
144
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
07. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
08. Selecione Simple.
09. Selecione OK.
10. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
11. Para a primeira linha do quadro: em Y variables selecione a coluna Y
e em X variables selecione a coluna X4=X2-X1.
12. Para a segunda linha do quadro: em Y variables selecione a coluna Y
e em X variables a coluna X3.
145
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Cada linha existente na opção y variables e x variables
corresponde a um gráfico a ser construído. A coluna inserida
como variável Y corresponderá ao eixo vertical do gráfico,
enquanto a coluna inserida como variável X corresponderá ao eixo
horizontal.
13. Selecione OK.
ATIVIDADE
Para 40 marcas de pizzas comercializadas nos Estados Unidos foram
observadas as seguintes variáveis:
A - Peso (em onça = 28,35 g).
B - Preço de uma fatia (em dólares).
C - Calorias por fatia (em kcal).
D - Gordura por fatia (em gramas).
E - Tipo do produto:
1 = pizza de mussarela vendida em pizzaria
2 = pizza de mussarela vendida em supermercado
3 = pizza de pepperoni vendida em supermercado
Os dados obtidos estão apresentados na tabela.
Avalie a existência de possíveis relacionamentos entre as variáveis
consideradas.
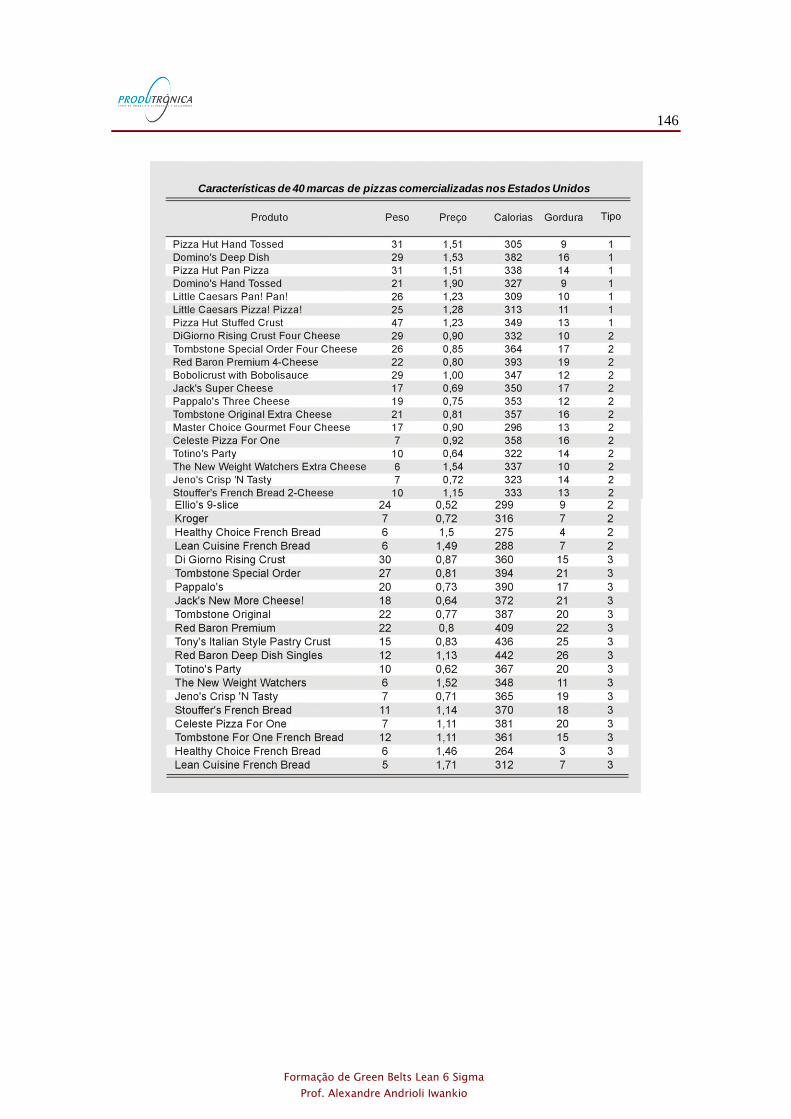
146
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Características de 40 marcas de pizzas comercializadas nos Estados Unidos
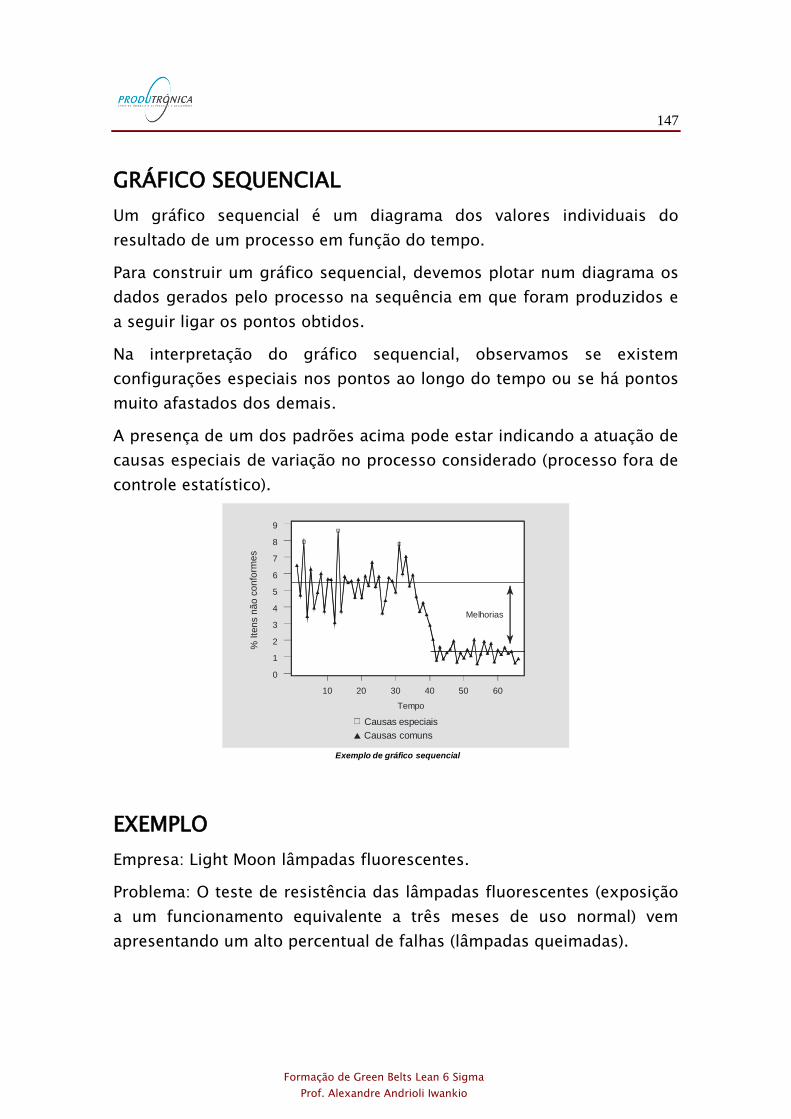
147
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
GRÁFICO SEQUENCIAL
Um gráfico sequencial é um diagrama dos valores individuais do
resultado de um processo em função do tempo.
Para construir um gráfico sequencial, devemos plotar num diagrama os
dados gerados pelo processo na sequência em que foram produzidos e
a seguir ligar os pontos obtidos.
Na interpretação do gráfico sequencial, observamos se existem
configurações especiais nos pontos ao longo do tempo ou se há pontos
muito afastados dos demais.
A presença de um dos padrões acima pode estar indicando a atuação de
causas especiais de variação no processo considerado (processo fora de
controle estatístico).
Exemplo de gráfico sequencial
605040302010
9
8
7
6
5
4
3
2
1
0
Tempo
% I
ten
s n
ão
co
nfo
rme
s
Causas
especiais
Causas comuns
Melhorias
EXEMPLO
Empresa: Light Moon lâmpadas fluorescentes.
Problema: O teste de resistência das lâmpadas fluorescentes (exposição
a um funcionamento equivalente a três meses de uso normal) vem
apresentando um alto percentual de falhas (lâmpadas queimadas).
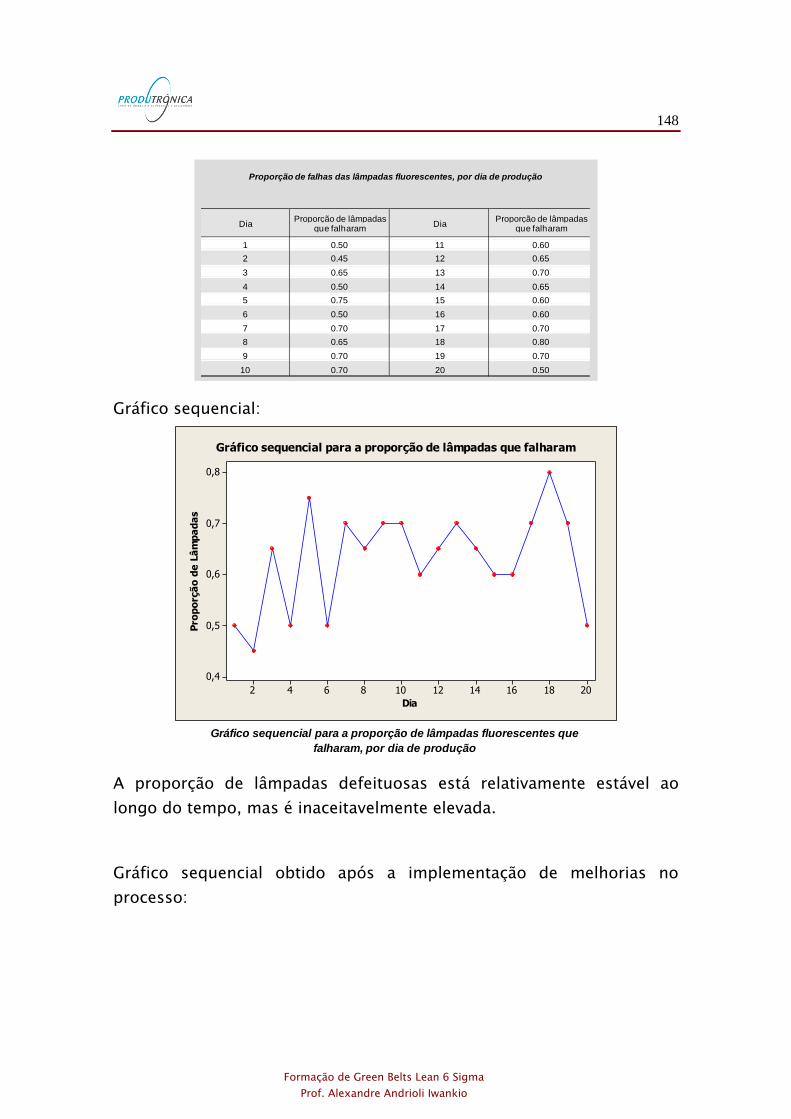
148
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DiaProporção de lâmpadas
que falharamDia
Proporção de lâmpadasque falharam
1 0.50 11 0.60
2 0.45 12 0.65
3 0.65 13 0.70
4 0.50 14 0.65
5 0.75 15 0.60
6 0.50 16 0.60
7 0.70 17 0.70
8 0.65 18 0.80
9 0.70 19 0.70
10 0.70 20 0.50
Proporção de falhas das lâmpadas fluorescentes, por dia de produção
Gráfico sequencial:
Gráfico sequencial para a proporção de lâmpadas fluorescentes que
falharam, por dia de produção
2018161412108642
0,8
0,7
0,6
0,5
0,4
Dia
Pro
po
rçã
o d
e L
âm
pa
da
s
Gráfico sequencial para a proporção de lâmpadas que falharam
A proporção de lâmpadas defeituosas está relativamente estável ao
longo do tempo, mas é inaceitavelmente elevada.
Gráfico sequencial obtido após a implementação de melhorias no
processo:
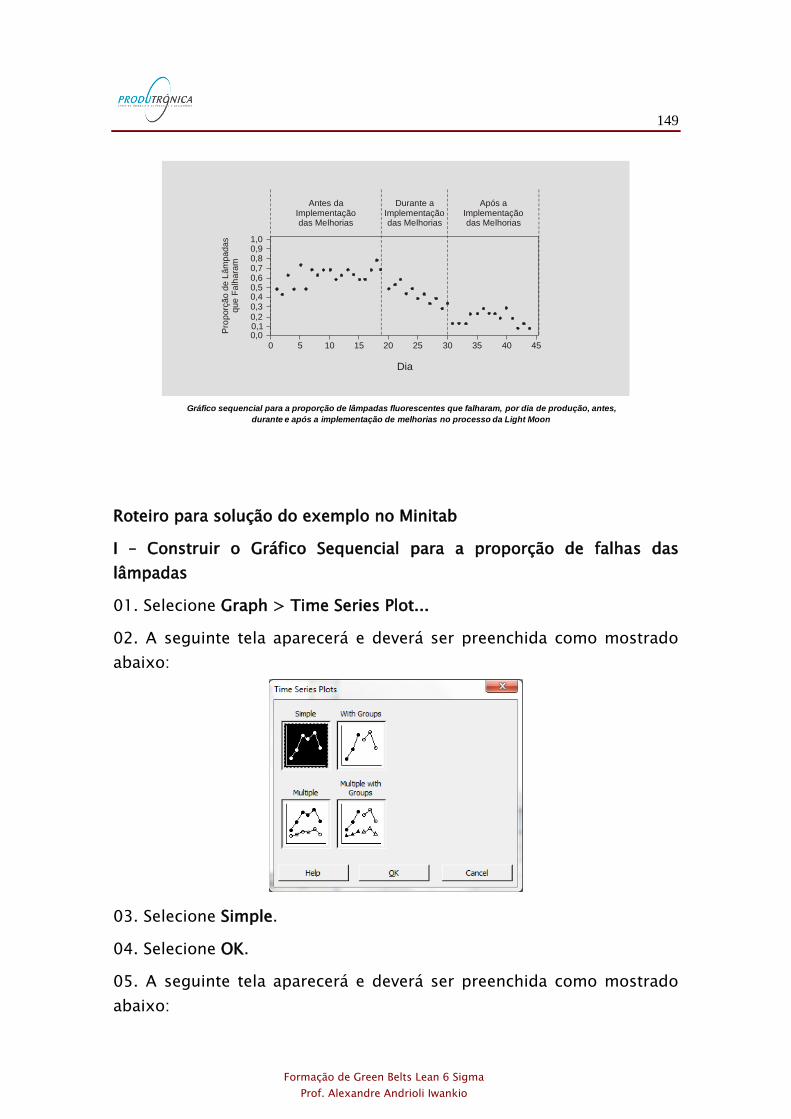
149
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Gráfico sequencial para a proporção de lâmpadas fluorescentes que falharam, por dia de produção, antes,
durante e após a implementação de melhorias no processo da Light Moon
1,00,90,80,70,60,50,40,30,20,10,0
0 5 10 15 20 25 30 35 40 45
Antes da Implementaçãodas Melhorias
Durante aImplementaçãodas Melhorias
Após aImplementaçãodas Melhorias
Dia
Pro
porç
ão d
e L
âm
padas
que F
alh
ara
m
Roteiro para solução do exemplo no Minitab
I – Construir o Gráfico Sequencial para a proporção de falhas das
lâmpadas
01. Selecione Graph > Time Series Plot...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Selecione Simple.
04. Selecione OK.
05. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
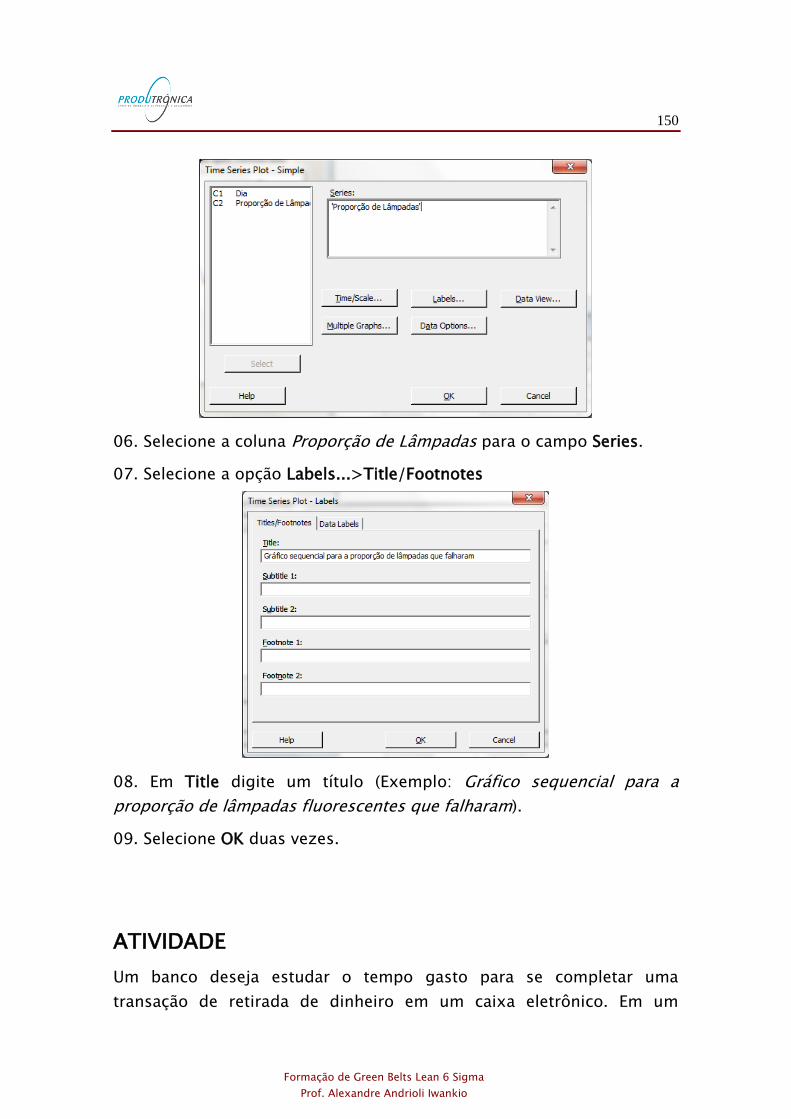
150
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
06. Selecione a coluna Proporção de Lâmpadas para o campo Series.
07. Selecione a opção Labels...>Title/Footnotes
08. Em Title digite um título (Exemplo: Gráfico sequencial para a
proporção de lâmpadas fluorescentes que falharam).
09. Selecione OK duas vezes.
ATIVIDADE
Um banco deseja estudar o tempo gasto para se completar uma
transação de retirada de dinheiro em um caixa eletrônico. Em um
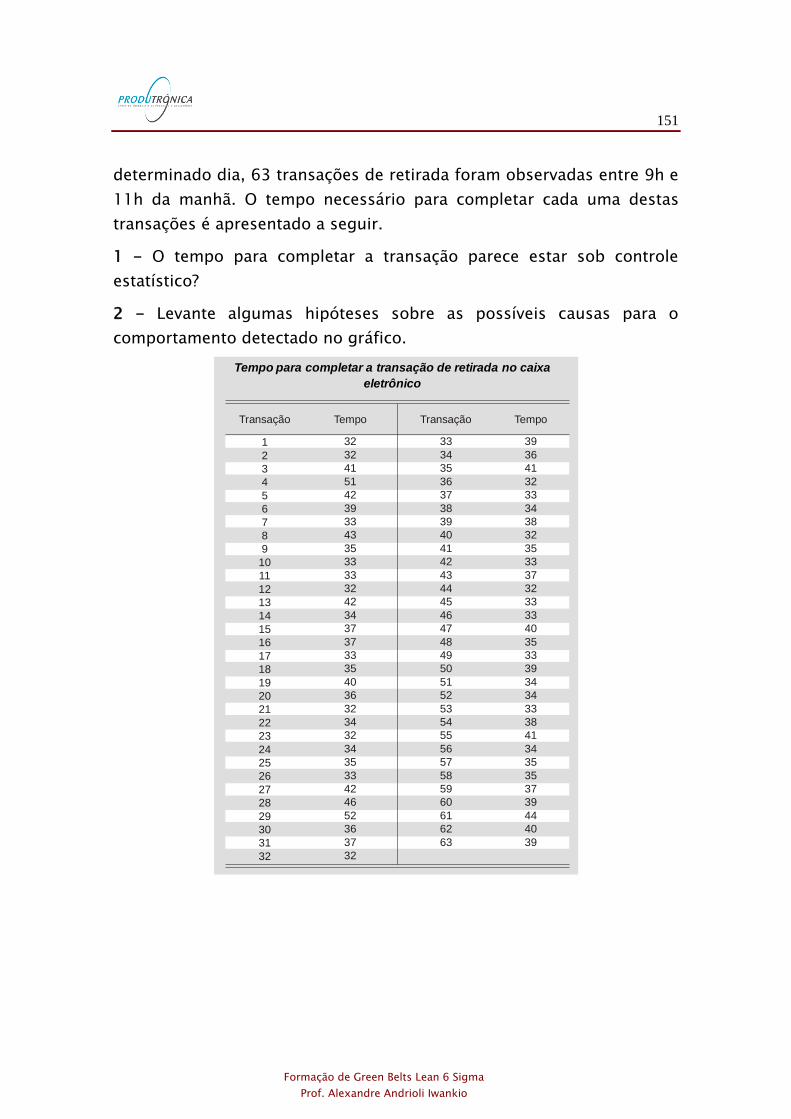
151
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
determinado dia, 63 transações de retirada foram observadas entre 9h e
11h da manhã. O tempo necessário para completar cada uma destas
transações é apresentado a seguir.
1 - O tempo para completar a transação parece estar sob controle
estatístico?
2 - Levante algumas hipóteses sobre as possíveis causas para o
comportamento detectado no gráfico.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
32
32
41
51
42
39
33
43
35
33
33
32
42
34
37
37
33
35
40
36
32
34
32
34
35
33
42
46
52
36
37
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
39
36
41
32
33
34
38
32
35
33
37
32
33
33
40
35
33
39
34
34
33
38
41
34
35
35
37
39
44
40
39
Transação TransaçãoTempo Tempo
Tempo para completar a transação de retirada no caixa
eletrônico
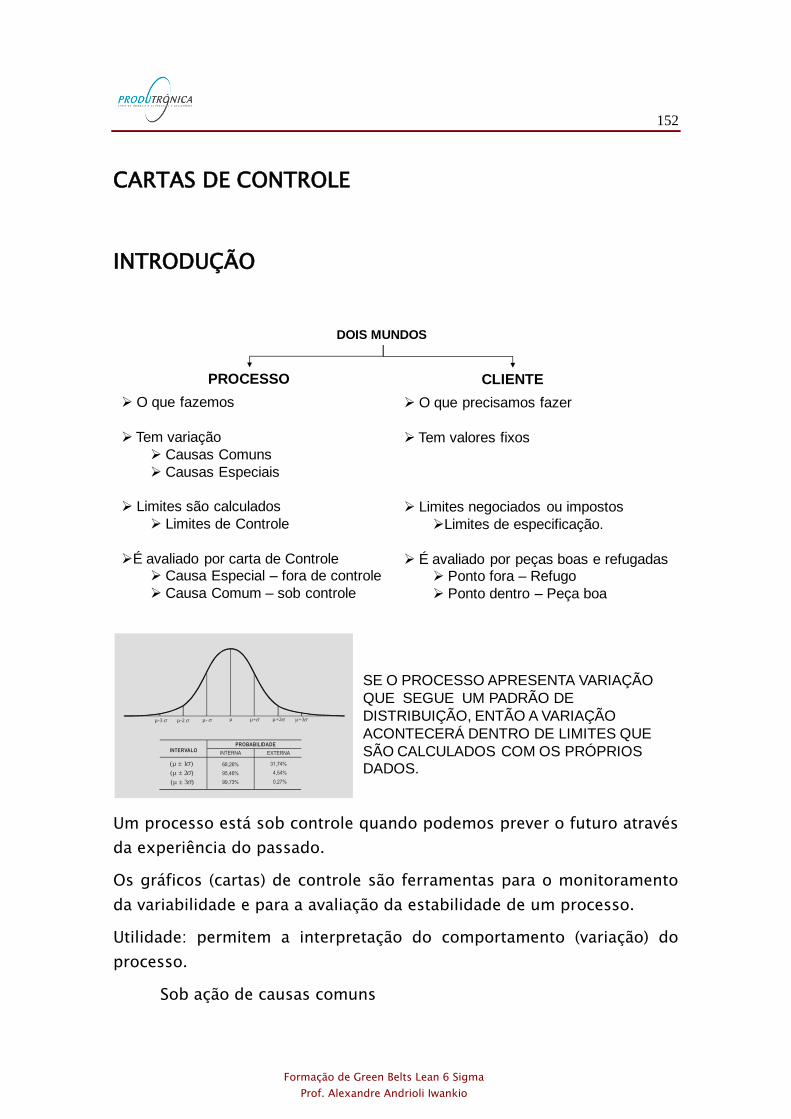
152
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CARTAS DE CONTROLE
INTRODUÇÃO
DOIS MUNDOS
PROCESSO CLIENTE
O que precisamos fazer
Tem valores fixos
Limites negociados ou impostos
Limites de especificação.
É avaliado por peças boas e refugadas Ponto fora – Refugo
Ponto dentro – Peça boa
O que fazemos
Tem variação
Causas Comuns
Causas Especiais
Limites são calculados
Limites de Controle
É avaliado por carta de Controle Causa Especial – fora de controle
Causa Comum – sob controle
PROBABILIDADE INTERVALO
INTERNA
68,26%
95,46%
99,73%
(µ ± 1 )
µ µ+µ- µ+2µ-2 µ+3µ-3
(µ ± 2 )
(µ ± 3 )
31,74%
4,54%
0,27%
EXTERNA
SE O PROCESSO APRESENTA VARIAÇÃO
QUE SEGUE UM PADRÃO DE
DISTRIBUIÇÃO, ENTÃO A VARIAÇÃO
ACONTECERÁ DENTRO DE LIMITES QUE
SÃO CALCULADOS COM OS PRÓPRIOS DADOS.
Um processo está sob controle quando podemos prever o futuro através
da experiência do passado.
Os gráficos (cartas) de controle são ferramentas para o monitoramento
da variabilidade e para a avaliação da estabilidade de um processo.
Utilidade: permitem a interpretação do comportamento (variação) do
processo.
Sob ação de causas comuns
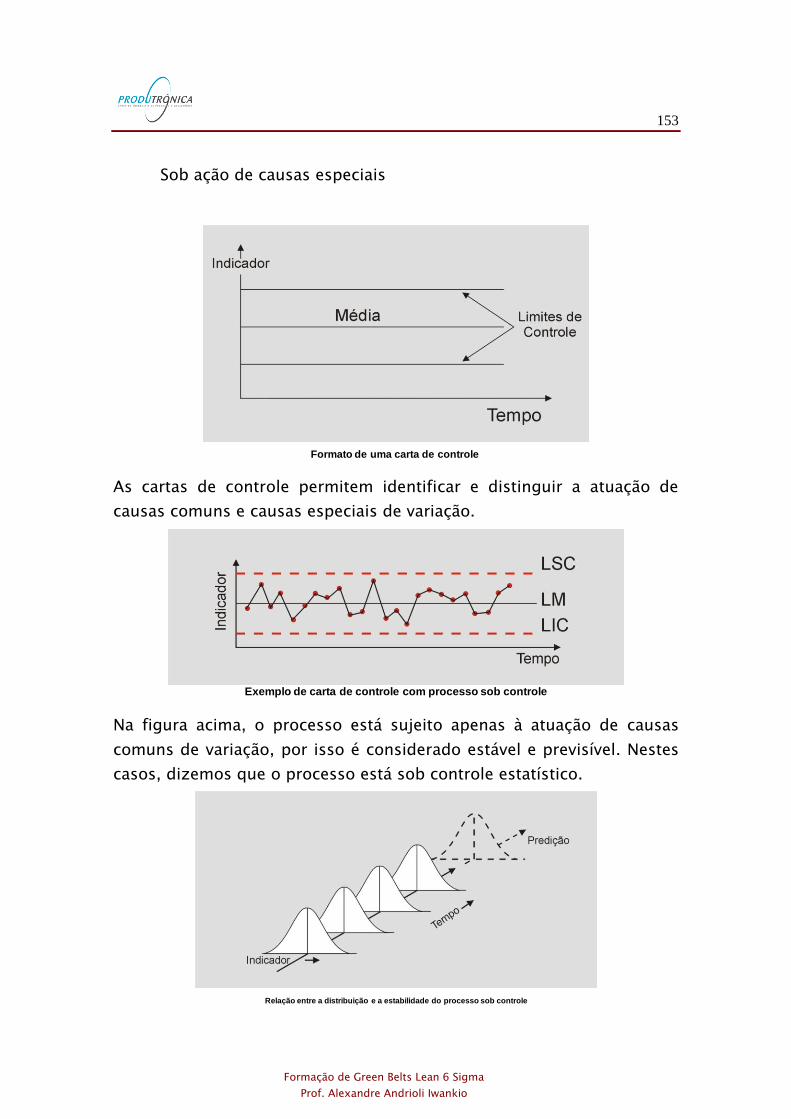
153
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Sob ação de causas especiais
Formato de uma carta de controle
As cartas de controle permitem identificar e distinguir a atuação de
causas comuns e causas especiais de variação.
Exemplo de carta de controle com processo sob controle
Na figura acima, o processo está sujeito apenas à atuação de causas
comuns de variação, por isso é considerado estável e previsível. Nestes
casos, dizemos que o processo está sob controle estatístico.
Relação entre a distribuição e a estabilidade do processo sob controle
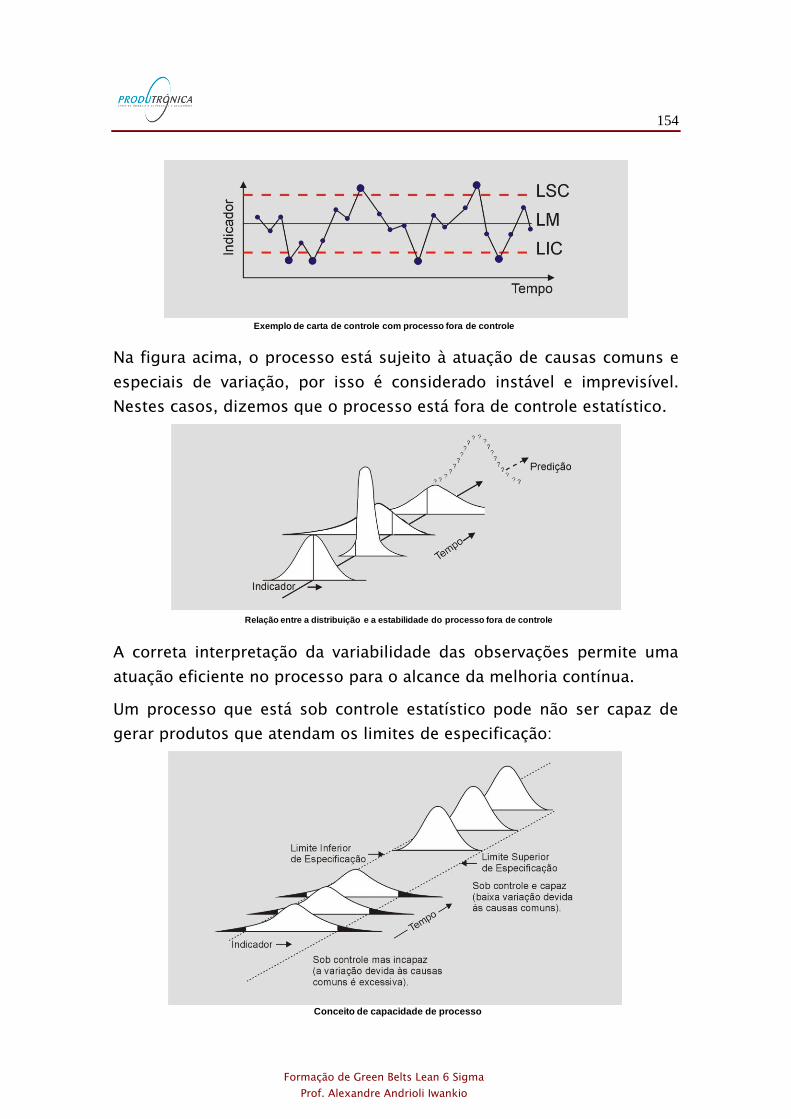
154
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo de carta de controle com processo fora de controle
Na figura acima, o processo está sujeito à atuação de causas comuns e
especiais de variação, por isso é considerado instável e imprevisível.
Nestes casos, dizemos que o processo está fora de controle estatístico.
Relação entre a distribuição e a estabilidade do processo fora de controle
A correta interpretação da variabilidade das observações permite uma
atuação eficiente no processo para o alcance da melhoria contínua.
Um processo que está sob controle estatístico pode não ser capaz de
gerar produtos que atendam os limites de especificação:
Conceito de capacidade de processo
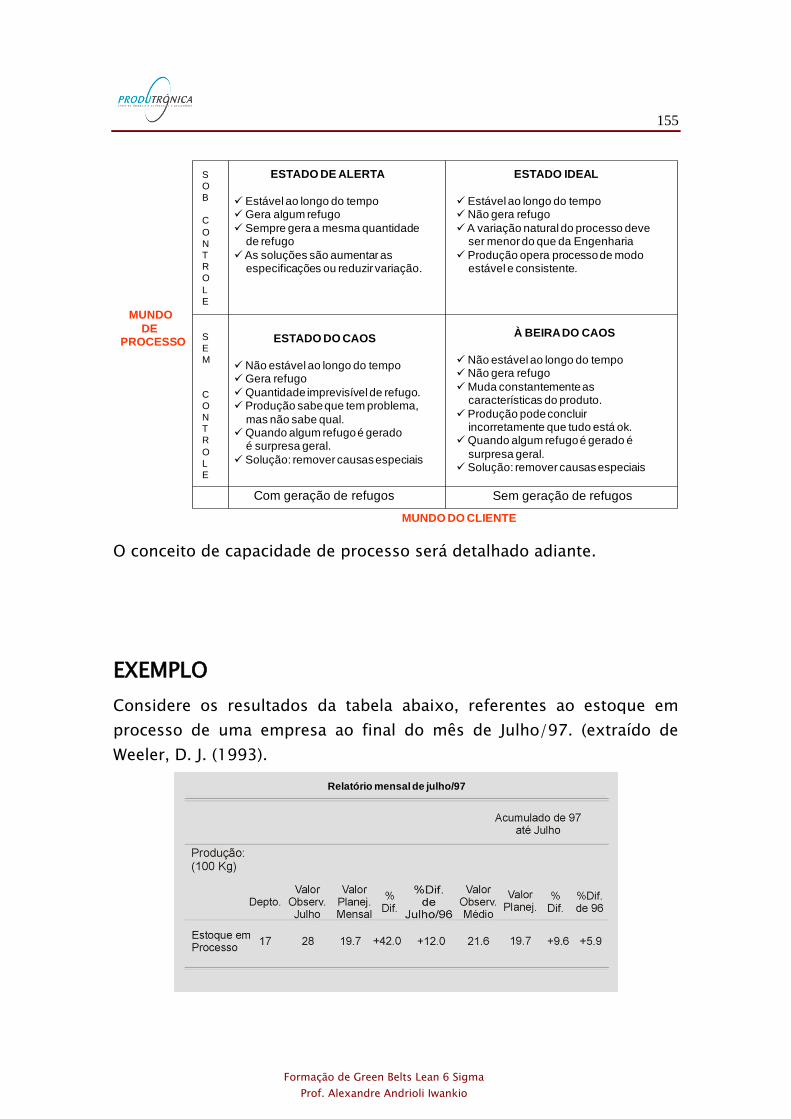
155
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
S
O
B
C
O
N
T
R
O
L
E
S
E
M
C
O
N
T
R
O
L
E
Sem geração de refugosCom geração de refugos
ESTADO IDEAL
Estável ao longo do tempoNão gera refugo
A variação natural do processo deveser menor do que da Engenharia
Produção opera processo de modoestável e consistente.
ESTADO DE ALERTA
Estável ao longo do tempoGera algum refugo
Sempre gera a mesma quantidadede refugo
As soluções são aumentar asespecificações ou reduzir variação.
À BEIRA DO CAOS
Não estável ao longo do tempoNão gera refugo
Muda constantemente ascaracterísticas do produto.
Produção pode concluirincorretamente que tudo está ok.
Quando algum refugo é gerado é
surpresa geral. Solução: remover causas especiais
ESTADO DO CAOS
Não estável ao longo do tempoGera refugo
Quantidade imprevisível de refugo. Produção sabe que tem problema,
mas não sabe qual.Quando algum refugo é gerado
é surpresa geral.
Solução: remover causas especiais
MUNDO DO CLIENTE
MUNDO
DEPROCESSO
O conceito de capacidade de processo será detalhado adiante.
EXEMPLO
Considere os resultados da tabela abaixo, referentes ao estoque em
processo de uma empresa ao final do mês de Julho/97. (extraído de
Weeler, D. J. (1993).
Relatório mensal de julho/97
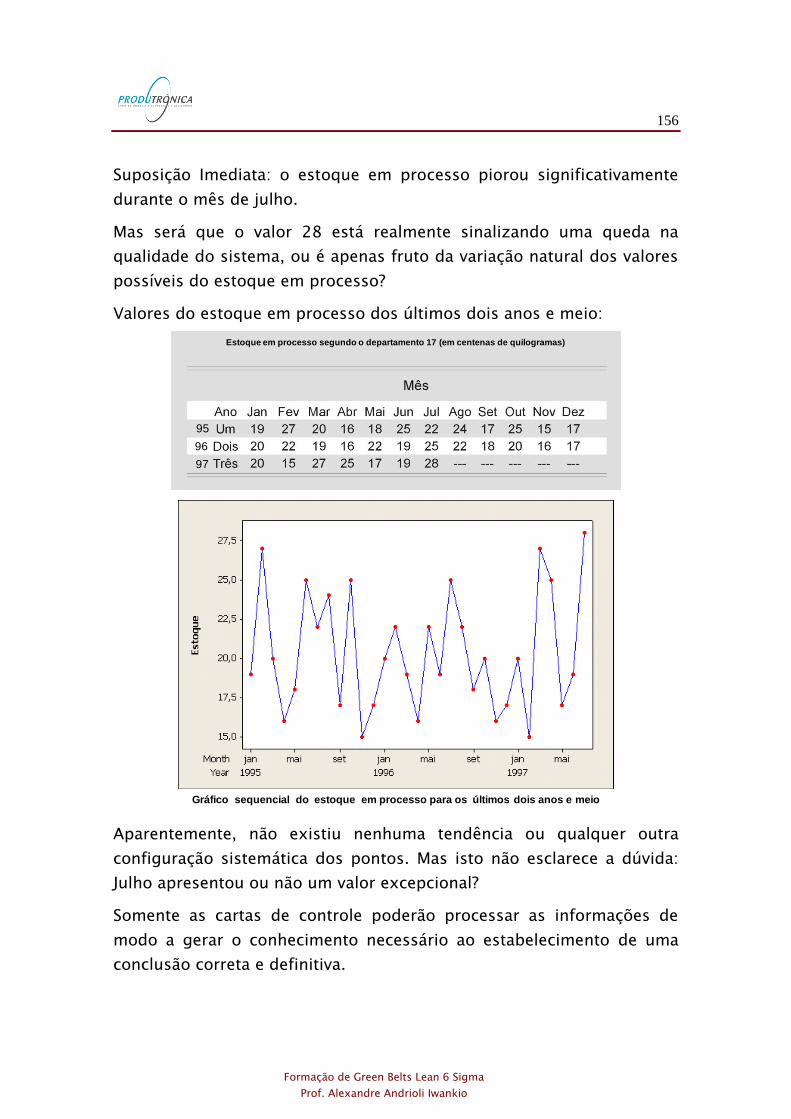
156
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Suposição Imediata: o estoque em processo piorou significativamente
durante o mês de julho.
Mas será que o valor 28 está realmente sinalizando uma queda na
qualidade do sistema, ou é apenas fruto da variação natural dos valores
possíveis do estoque em processo?
Valores do estoque em processo dos últimos dois anos e meio:
Estoque em processo segundo o departamento 17 (em centenas de quilogramas)
97
96
95
Gráfico sequencial do estoque em processo para os últimos dois anos e meio
Aparentemente, não existiu nenhuma tendência ou qualquer outra
configuração sistemática dos pontos. Mas isto não esclarece a dúvida:
Julho apresentou ou não um valor excepcional?
Somente as cartas de controle poderão processar as informações de
modo a gerar o conhecimento necessário ao estabelecimento de uma
conclusão correta e definitiva.
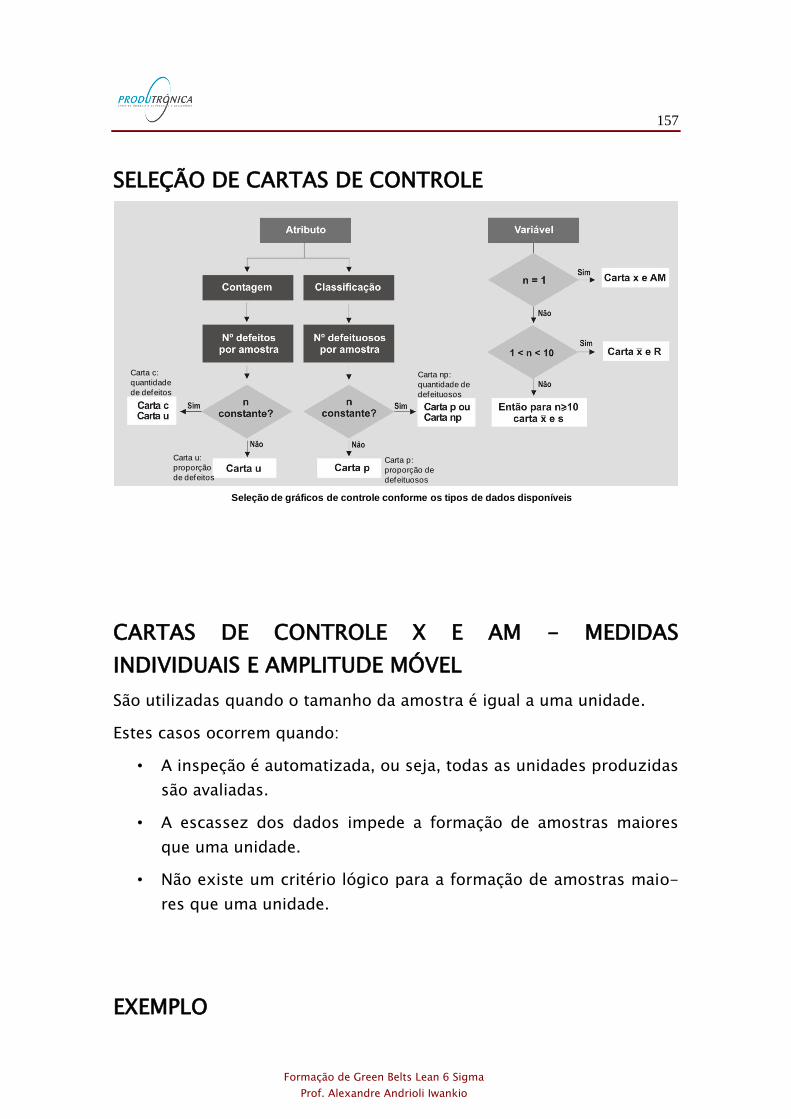
157
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
SELEÇÃO DE CARTAS DE CONTROLE
Seleção de gráficos de controle conforme os tipos de dados disponíveis
Carta c:
quantidade
de defeitos
Carta u:
proporção
de defeitos
Carta p:
proporção de
defeituosos
Carta np:
quantidade de
defeituosos
CARTAS DE CONTROLE X E AM - MEDIDAS
INDIVIDUAIS E AMPLITUDE MÓVEL
São utilizadas quando o tamanho da amostra é igual a uma unidade.
Estes casos ocorrem quando:
• A inspeção é automatizada, ou seja, todas as unidades produzidas
são avaliadas.
• A escassez dos dados impede a formação de amostras maiores
que uma unidade.
• Não existe um critério lógico para a formação de amostras maio-
res que uma unidade.
EXEMPLO
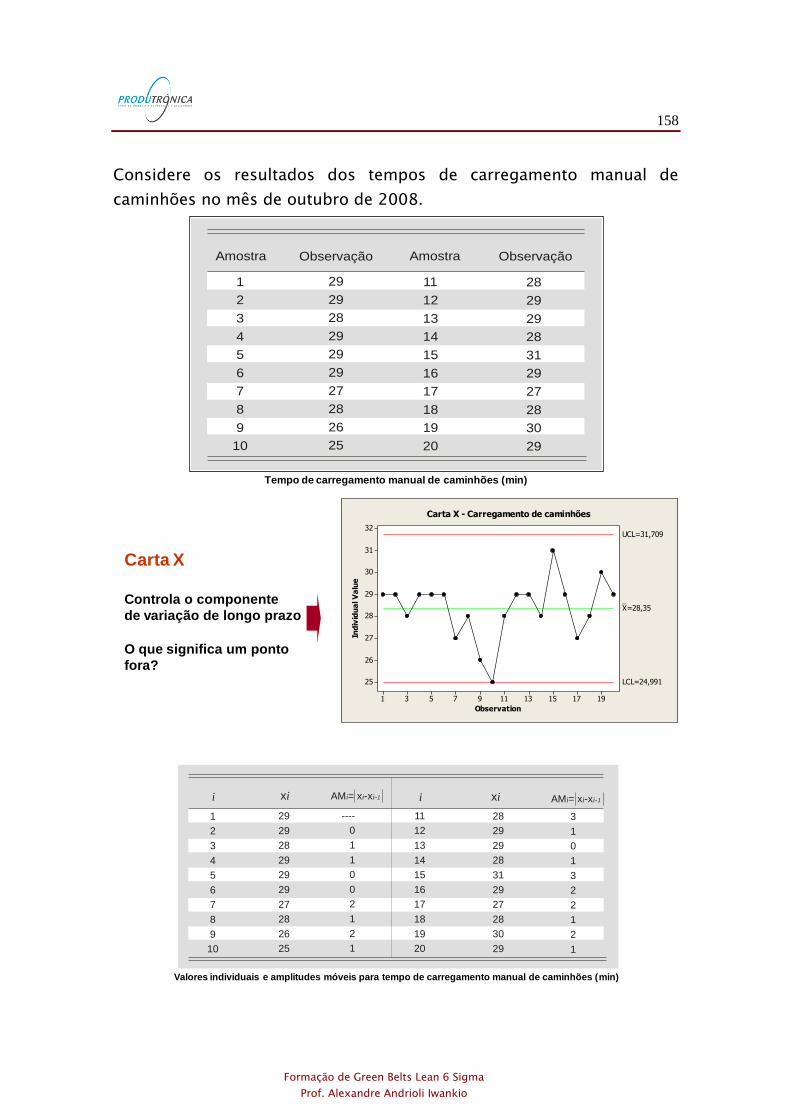
158
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Considere os resultados dos tempos de carregamento manual de
caminhões no mês de outubro de 2008.
Amostra
1
2
3
4
5
6
7
8
9
10
Observação
29
29
28
29
29
29
27
28
26
25
Amostra
11
12
13
14
15
16
17
18
19
20
Observação
28
29
29
28
31
29
27
28
30
29
Tempo de carregamento manual de caminhões (min)
Carta X
Controla o componente
de variação de longo prazo
O que significa um ponto
fora?
Observation
Ind
ivid
ua
l V
alu
e
191715131197531
32
31
30
29
28
27
26
25
_X=28,35
UCL=31,709
LCL=24,991
Carta X - Carregamento de caminhões
Valores individuais e amplitudes móveis para tempo de carregamento manual de caminhões (min)
i i
1
2
3
4
5
6
7
8
9
10
xi xi
29
29
28
29
29
29
27
28
26
25
----
0
1
1
0
0
2
1
2
1
3
1
0
1
3
2
2
1
2
1
11
12
13
14
15
16
17
18
19
20
28
29
29
28
31
29
27
28
30
29
AM = x -x 1 i i i- AM = x -x 1 i i i-
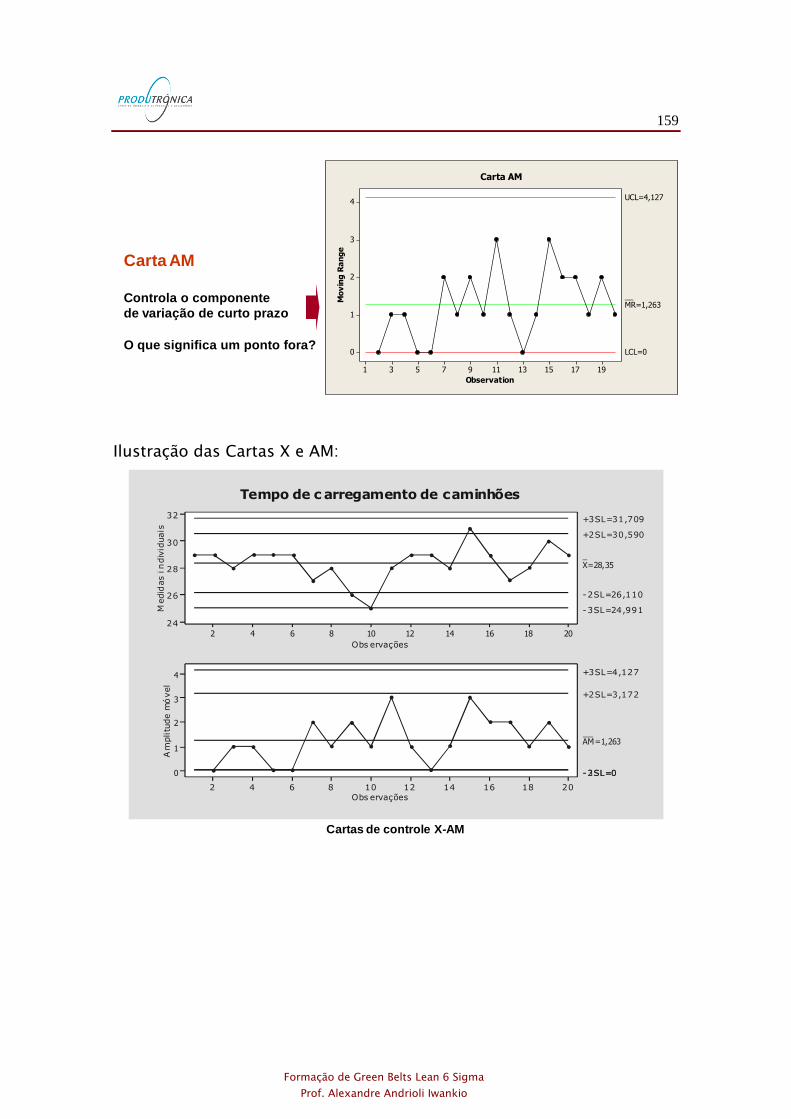
159
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Carta AM
Controla o componente
de variação de curto prazo
O que significa um ponto fora?
Observation
Mo
vin
g R
an
ge
191715131197531
4
3
2
1
0
__MR=1,263
UCL=4,127
LCL=0
Carta AM
Ilustração das Cartas X e AM:
Cartas de controle X-AM
Obs ervações
Medid
as
in
div
iduais
2018161412108642
32
30
28
26
24
_X=28,35
+3SL=31,709
-3SL=24,991
+2SL=30,590
-2SL=26,110
Obs ervações
Am
plitu
de
mó
vel
2018161412108642
4
3
2
1
0
AM=1,263
+3SL=4,127
-3SL=0
+2SL=3,172
-2SL=0
Tempo de c arregamento de caminhões
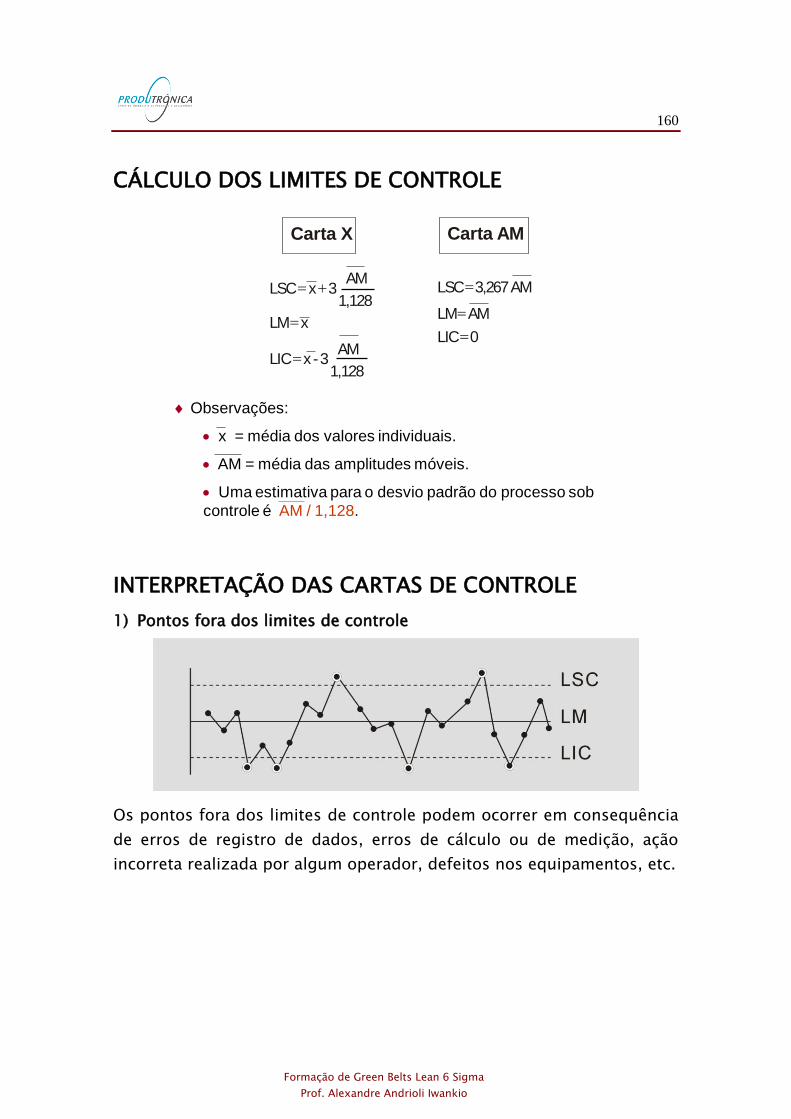
160
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CÁLCULO DOS LIMITES DE CONTROLE
Observações:
x = média dos valores individuais.
AM = média das amplitudes móveis.
Uma estimativa para o desvio padrão do processo sob
controle é AM / 1,128.
1,128
AM3-xLIC
xLM
1,128
AM3xLSC
=
=
+=
Carta X Carta AM
0LIC
AMLM
AM3,267LSC
=
=
=
INTERPRETAÇÃO DAS CARTAS DE CONTROLE
1) Pontos fora dos limites de controle
Os pontos fora dos limites de controle podem ocorrer em consequência
de erros de registro de dados, erros de cálculo ou de medição, ação
incorreta realizada por algum operador, defeitos nos equipamentos, etc.
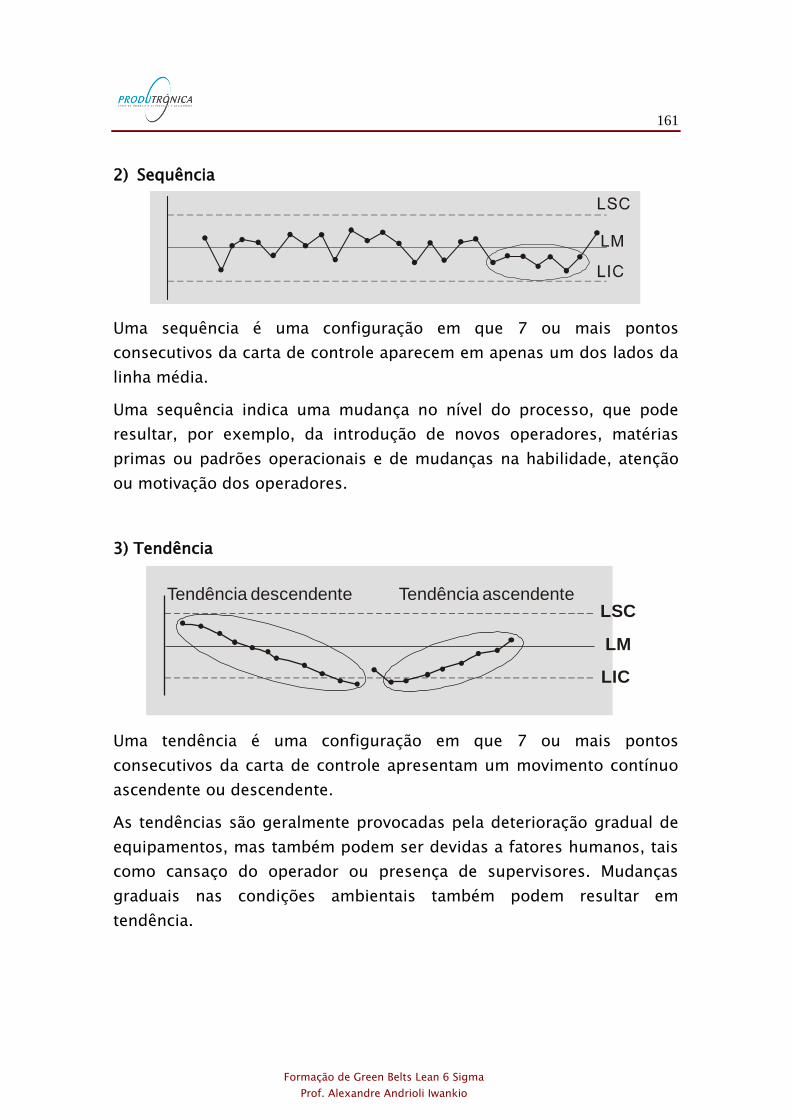
161
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
2) Sequência
Uma sequência é uma configuração em que 7 ou mais pontos
consecutivos da carta de controle aparecem em apenas um dos lados da
linha média.
Uma sequência indica uma mudança no nível do processo, que pode
resultar, por exemplo, da introdução de novos operadores, matérias
primas ou padrões operacionais e de mudanças na habilidade, atenção
ou motivação dos operadores.
3) Tendência
Tendência ascendenteTendência descendenteLSC
LM
LIC
Uma tendência é uma configuração em que 7 ou mais pontos
consecutivos da carta de controle apresentam um movimento contínuo
ascendente ou descendente.
As tendências são geralmente provocadas pela deterioração gradual de
equipamentos, mas também podem ser devidas a fatores humanos, tais
como cansaço do operador ou presença de supervisores. Mudanças
graduais nas condições ambientais também podem resultar em
tendência.
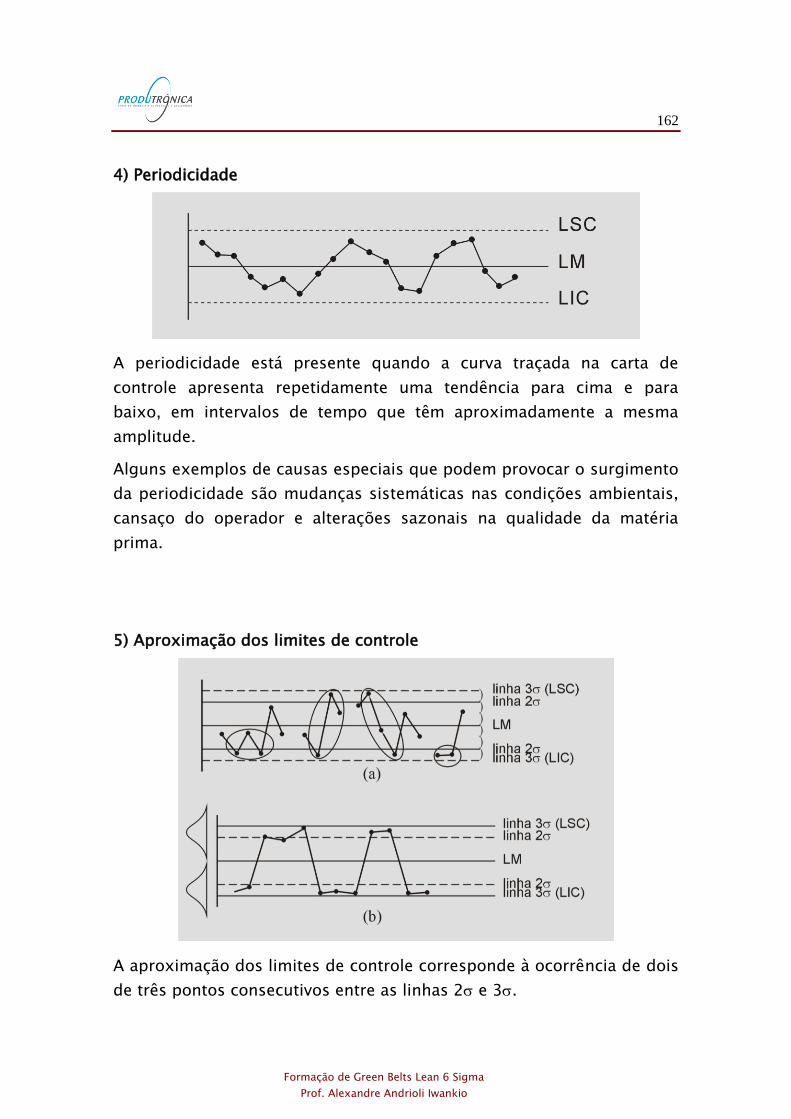
162
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
4) Periodicidade
A periodicidade está presente quando a curva traçada na carta de
controle apresenta repetidamente uma tendência para cima e para
baixo, em intervalos de tempo que têm aproximadamente a mesma
amplitude.
Alguns exemplos de causas especiais que podem provocar o surgimento
da periodicidade são mudanças sistemáticas nas condições ambientais,
cansaço do operador e alterações sazonais na qualidade da matéria
prima.
5) Aproximação dos limites de controle
A aproximação dos limites de controle corresponde à ocorrência de dois
de três pontos consecutivos entre as linhas 2 e 3.
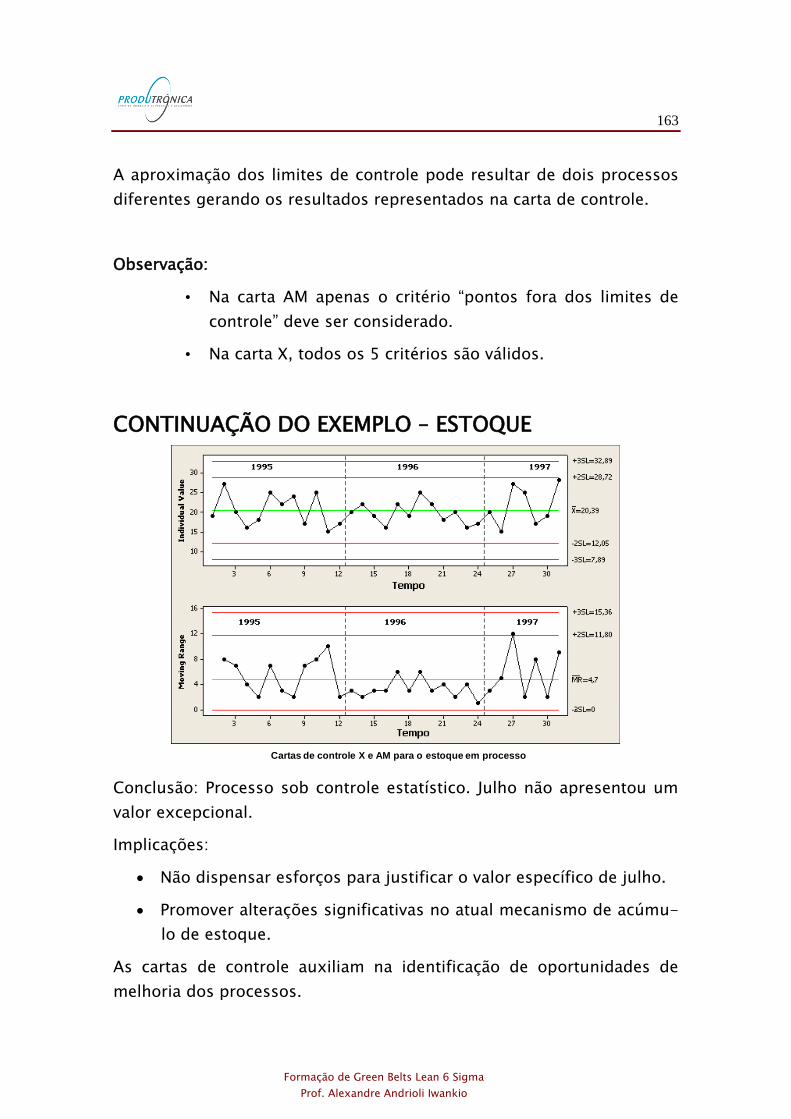
163
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A aproximação dos limites de controle pode resultar de dois processos
diferentes gerando os resultados representados na carta de controle.
Observação:
• Na carta AM apenas o critério “pontos fora dos limites de
controle” deve ser considerado.
• Na carta X, todos os 5 critérios são válidos.
CONTINUAÇÃO DO EXEMPLO – ESTOQUE
Cartas de controle X e AM para o estoque em processo
Conclusão: Processo sob controle estatístico. Julho não apresentou um
valor excepcional.
Implicações:
Não dispensar esforços para justificar o valor específico de julho.
Promover alterações significativas no atual mecanismo de acúmu-
lo de estoque.
As cartas de controle auxiliam na identificação de oportunidades de
melhoria dos processos.
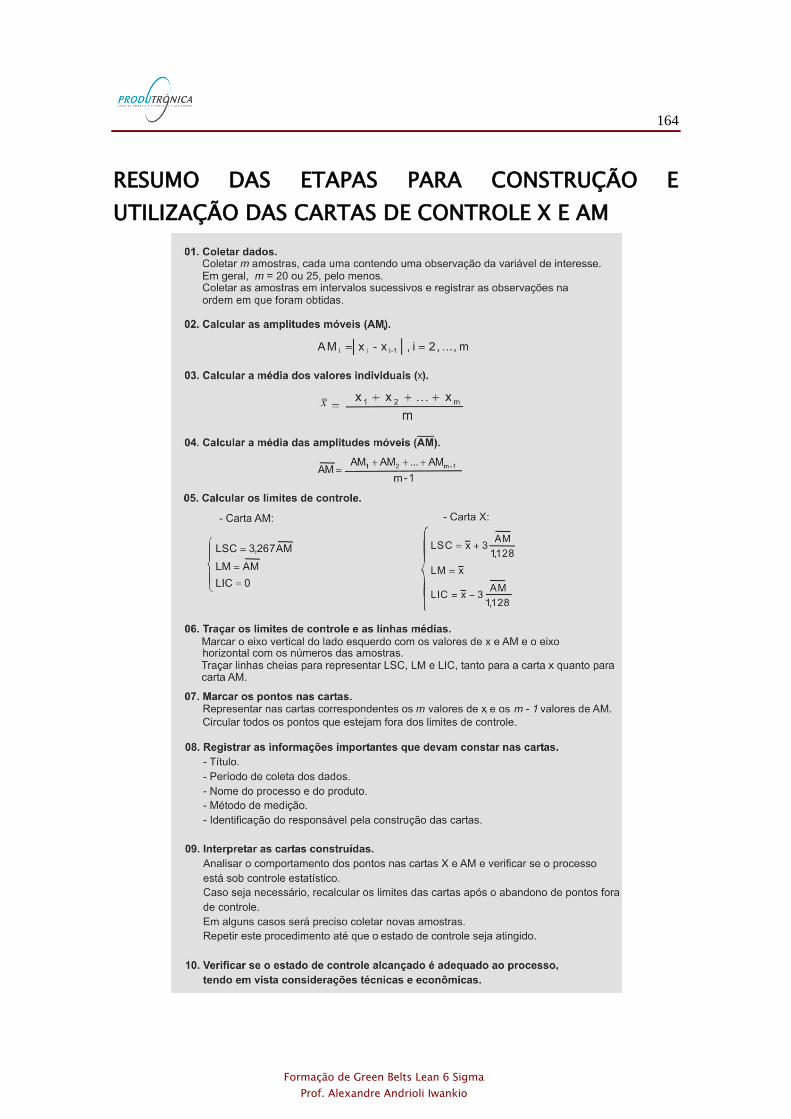
164
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
RESUMO DAS ETAPAS PARA CONSTRUÇÃO E
UTILIZAÇÃO DAS CARTAS DE CONTROLE X E AM
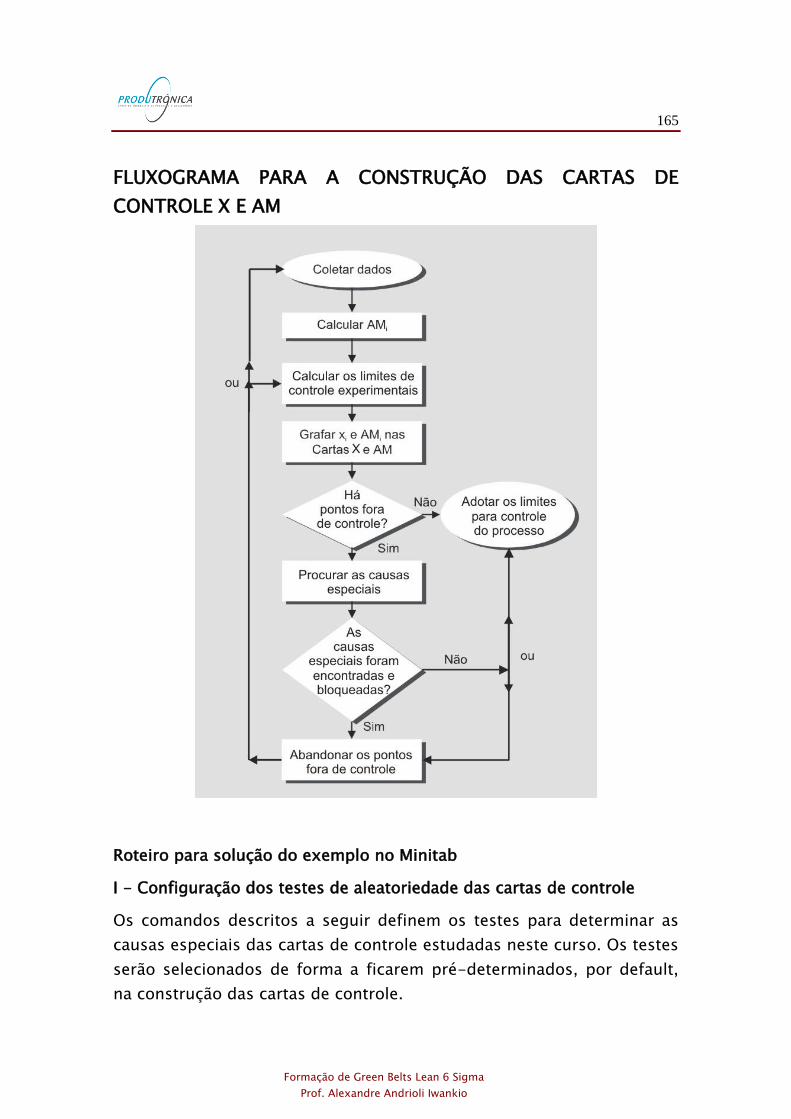
165
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FLUXOGRAMA PARA A CONSTRUÇÃO DAS CARTAS DE
CONTROLE X E AM
Roteiro para solução do exemplo no Minitab
I - Configuração dos testes de aleatoriedade das cartas de controle
Os comandos descritos a seguir definem os testes para determinar as
causas especiais das cartas de controle estudadas neste curso. Os testes
serão selecionados de forma a ficarem pré-determinados, por default,
na construção das cartas de controle.
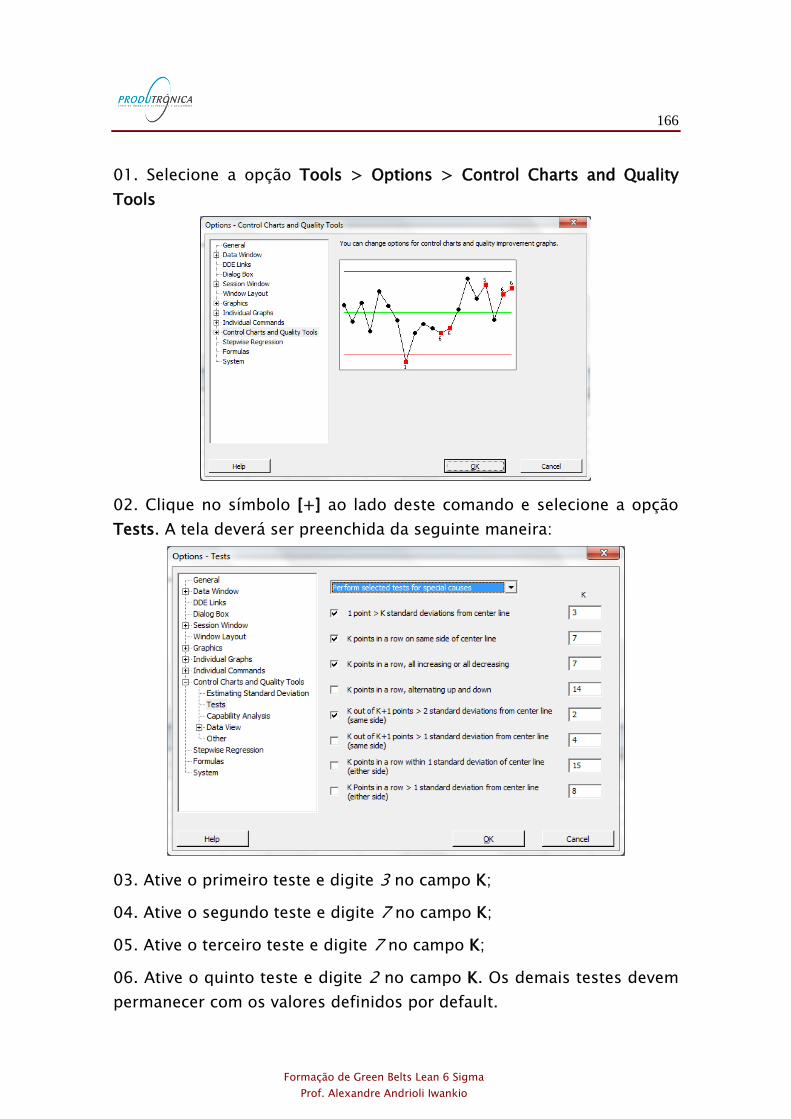
166
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
01. Selecione a opção Tools > Options > Control Charts and Quality
Tools
02. Clique no símbolo [+] ao lado deste comando e selecione a opção
Tests. A tela deverá ser preenchida da seguinte maneira:
03. Ative o primeiro teste e digite 3 no campo K;
04. Ative o segundo teste e digite 7 no campo K;
05. Ative o terceiro teste e digite 7 no campo K;
06. Ative o quinto teste e digite 2 no campo K. Os demais testes devem
permanecer com os valores definidos por default.
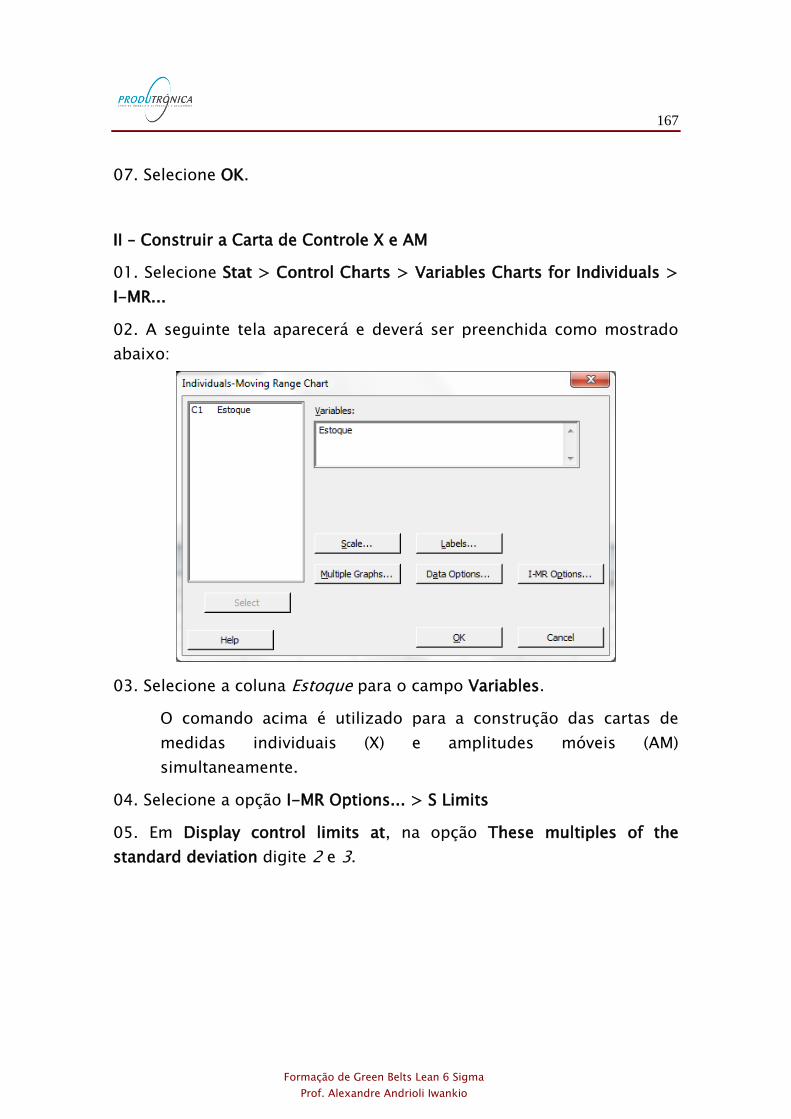
167
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
07. Selecione OK.
II – Construir a Carta de Controle X e AM
01. Selecione Stat > Control Charts > Variables Charts for Individuals >
I-MR...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Selecione a coluna Estoque para o campo Variables.
O comando acima é utilizado para a construção das cartas de
medidas individuais (X) e amplitudes móveis (AM)
simultaneamente.
04. Selecione a opção I-MR Options... > S Limits
05. Em Display control limits at, na opção These multiples of the
standard deviation digite 2 e 3.
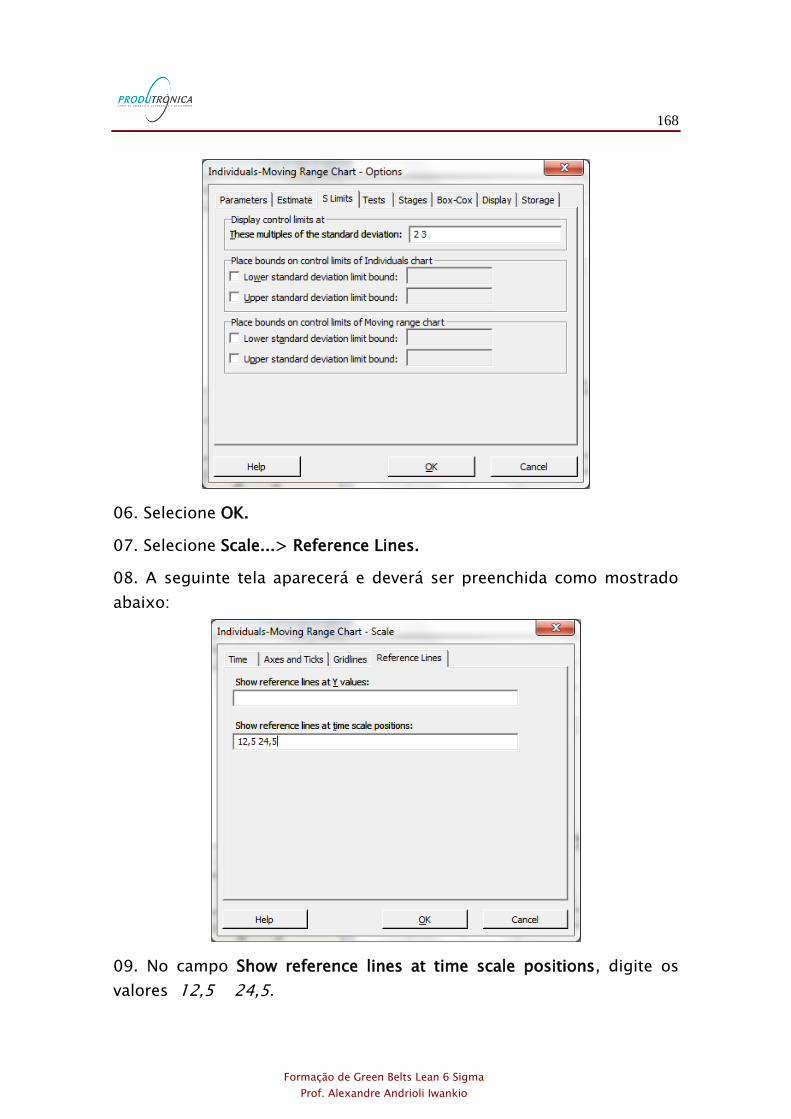
168
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
06. Selecione OK.
07. Selecione Scale...> Reference Lines.
08. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
09. No campo Show reference lines at time scale positions, digite os
valores 12,5 24,5.
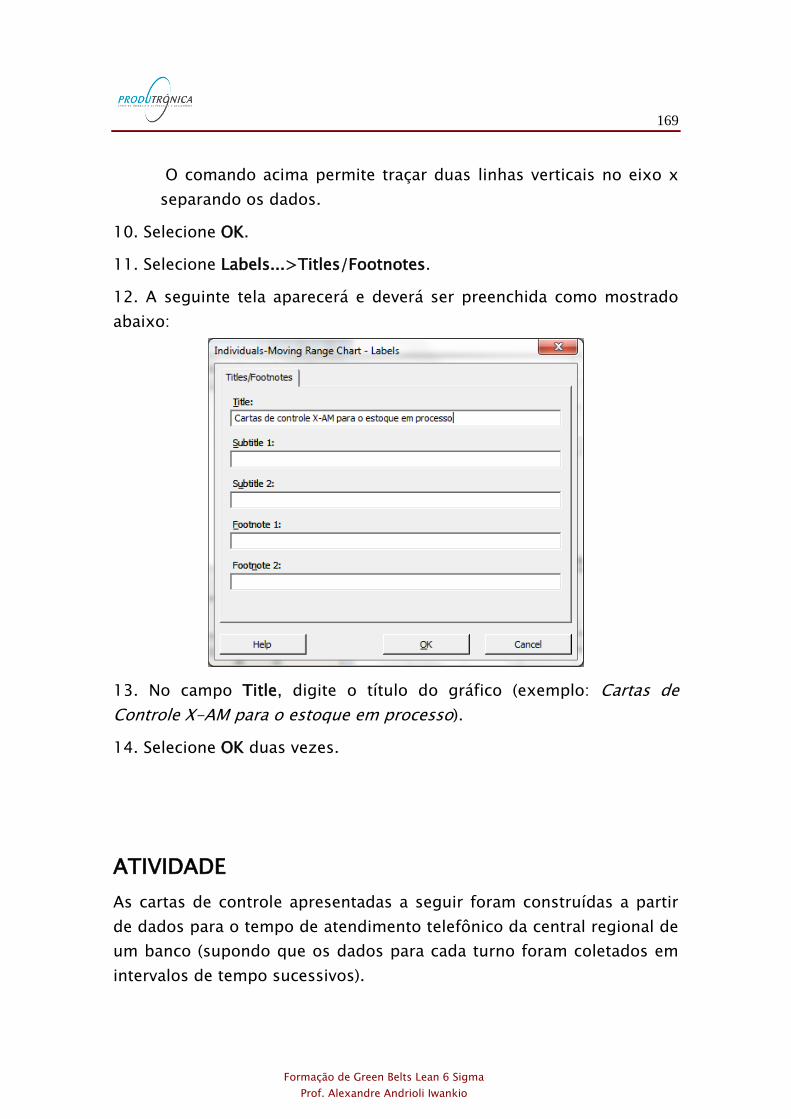
169
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
O comando acima permite traçar duas linhas verticais no eixo x
separando os dados.
10. Selecione OK.
11. Selecione Labels...>Titles/Footnotes.
12. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
13. No campo Title, digite o título do gráfico (exemplo: Cartas de
Controle X-AM para o estoque em processo).
14. Selecione OK duas vezes.
ATIVIDADE
As cartas de controle apresentadas a seguir foram construídas a partir
de dados para o tempo de atendimento telefônico da central regional de
um banco (supondo que os dados para cada turno foram coletados em
intervalos de tempo sucessivos).
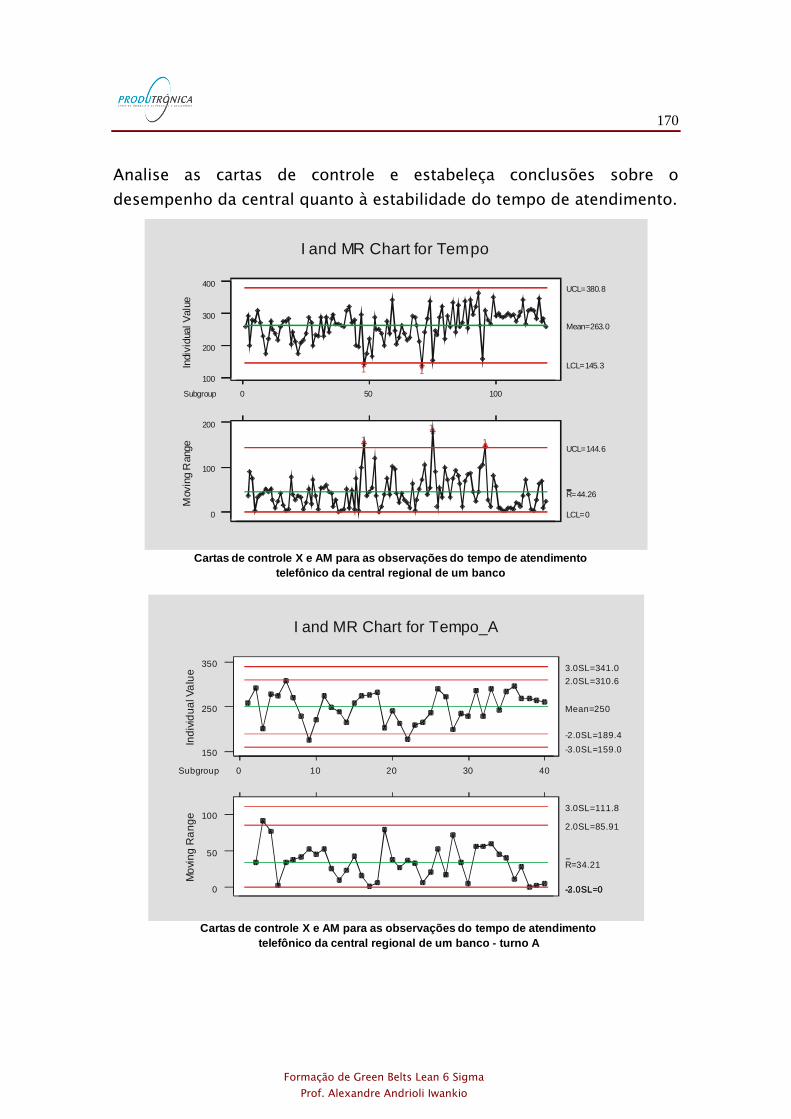
170
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Analise as cartas de controle e estabeleça conclusões sobre o
desempenho da central quanto à estabilidade do tempo de atendimento.
Cartas de controle X e AM para as observações do tempo de atendimento
telefônico da central regional de um banco
0Subgroup 50 100
100
200
300
400
Indiv
idualV
alu
e
1 1
Mean=263.0
UCL=380.8
LCL=145.3
0
100
200
Movin
gR
ange 1
1
1
R=44.26
UCL=144.6
LCL=0
I and MR Chart for Tempo
Cartas de controle X e AM para as observações do tempo de atendimento
telefônico da central regional de um banco - turno A
40302010Subgroup 0
350
250
150
Ind
ivid
ua
lVa
lue
Mean=250
2.0SL=310.6
3.0SL=341.0
-2.0SL=189.4
-3.0SL=159.0
100
50
0
Mo
vin
gR
an
ge
R=34.21
2.0SL=85.91
3.0SL=111.8
-2.0SL=0-3.0SL=0
I and MR Chart for Tempo_A
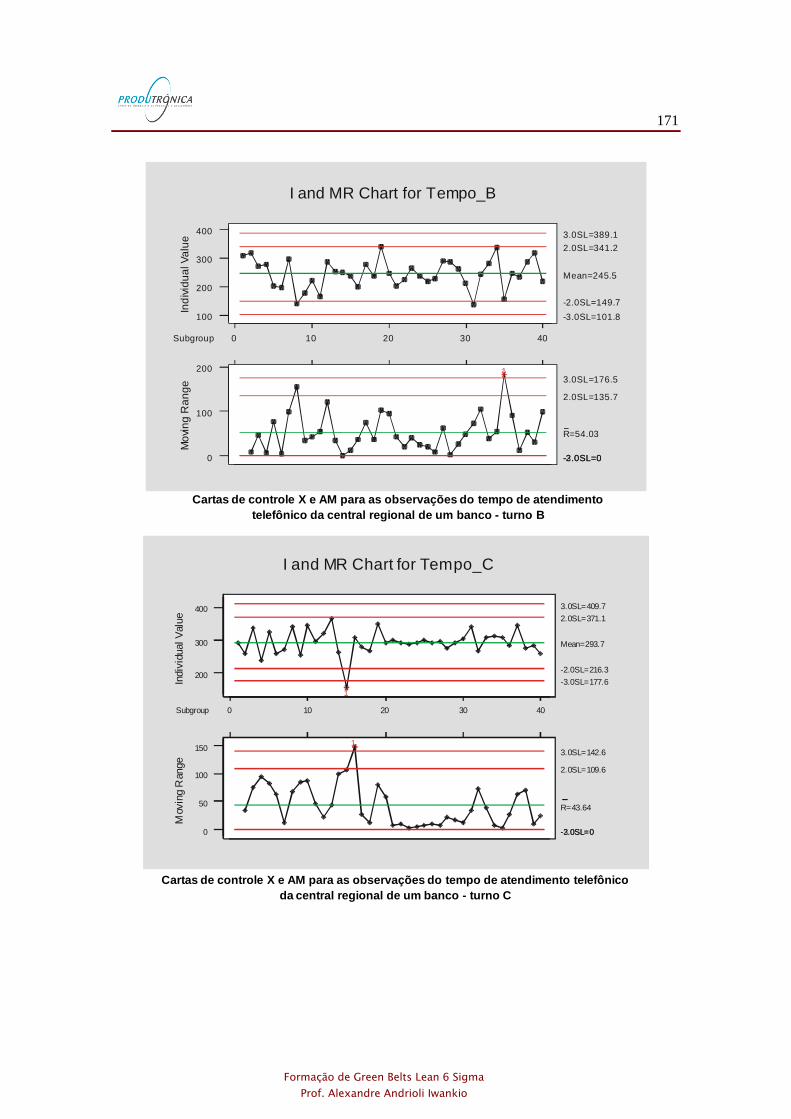
171
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Cartas de controle X e AM para as observações do tempo de atendimento
telefônico da central regional de um banco - turno B
40302010Subgroup 0
400
300
200
100
Ind
ivid
ua
lV
alu
e
Mean=245.5
2.0SL=341.2
3.0SL=389.1
-2.0SL=149.7
-3.0SL=101.8
200
100
0
Mo
vin
gR
an
ge
1
R=54.03
2.0SL=135.7
3.0SL=176.5
-2.0SL=0-3.0SL=0
I and MR Chart for Tempo_B
Cartas de controle X e AM para as observações do tempo de atendimento telefônico
da central regional de um banco - turno C
40302010Subgroup 0
400
300
200
Indiv
idualV
alu
e
1
Mean=293.7
2.0SL=371.1
3.0SL=409.7
-2.0SL=216.3
-3.0SL=177.6
150
100
50
0
Movin
gR
ange
1
R=43.64
2.0SL=109.6
3.0SL=142.6
-2.0SL=0-3.0SL=0
I and MR Chart for Tempo_C
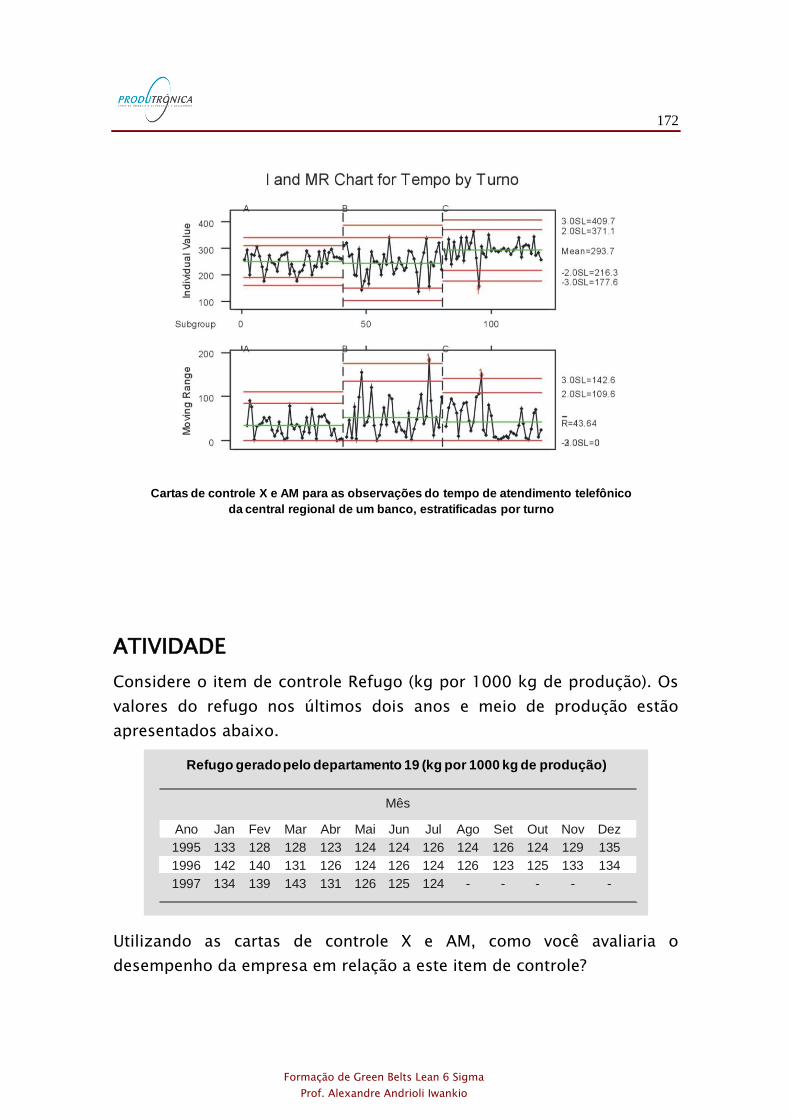
172
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Cartas de controle X e AM para as observações do tempo de atendimento telefônico
da central regional de um banco, estratificadas por turno
ATIVIDADE
Considere o item de controle Refugo (kg por 1000 kg de produção). Os
valores do refugo nos últimos dois anos e meio de produção estão
apresentados abaixo.
Ano
1995
1996
1997
Jan
133
142
134
Fev
128
140
139
Abr
123
126
131
Ago
124
126
-
Mar
128
131
143
Mai
124
124
126
Jun
124
126
125
Jul
126
124
124
Set
126
123
-
Out
124
125
-
Nov
129
133
-
Dez
135
134
-
Mês
Refugo gerado pelo departamento 19 (kg por 1000 kg de produção)
Utilizando as cartas de controle X e AM, como você avaliaria o
desempenho da empresa em relação a este item de controle?
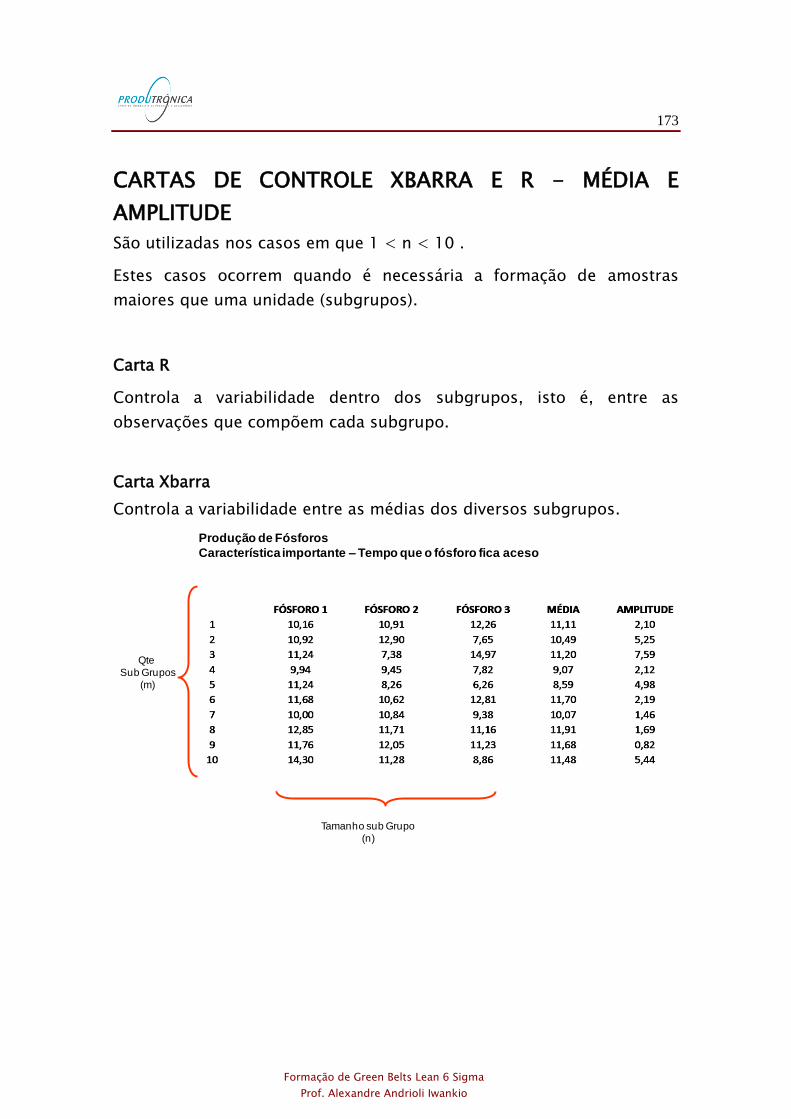
173
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CARTAS DE CONTROLE XBARRA E R - MÉDIA E
AMPLITUDE
São utilizadas nos casos em que 1 < n < 10 .
Estes casos ocorrem quando é necessária a formação de amostras
maiores que uma unidade (subgrupos).
Carta R
Controla a variabilidade dentro dos subgrupos, isto é, entre as
observações que compõem cada subgrupo.
Carta Xbarra
Controla a variabilidade entre as médias dos diversos subgrupos.
Produção de Fósforos
Característica importante – Tempo que o fósforo fica aceso
Qte
Sub Grupos
(m)
Tamanho sub Grupo
(n)
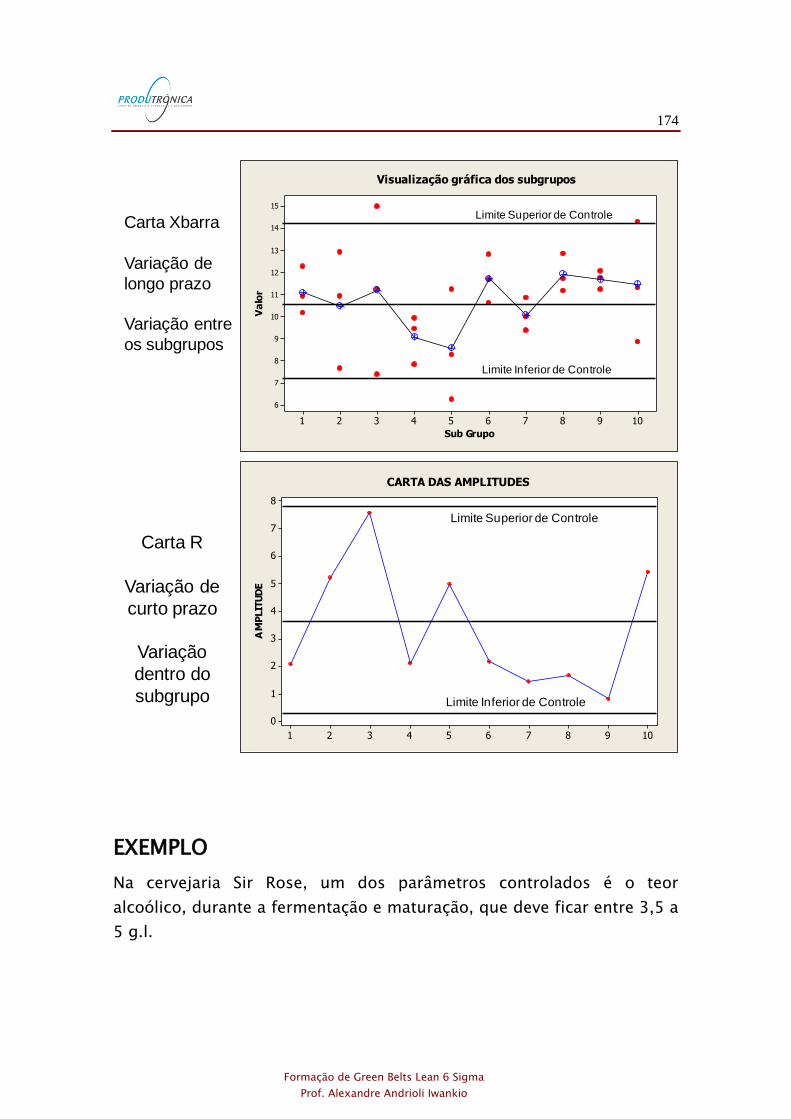
174
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Sub Grupo
Va
lor
10987654321
15
14
13
12
11
10
9
8
7
6
Visualização gráfica dos subgrupos
Limite Superior de Controle
Limite Inferior de Controle
Carta Xbarra
Variação de
longo prazo
Variação entre
os subgrupos
10987654321
8
7
6
5
4
3
2
1
0
AM
PLIT
UD
E
CARTA DAS AMPLITUDES
Limite Superior de Controle
Limite Inferior de Controle
Carta R
Variação de
curto prazo
Variação
dentro do
subgrupo
EXEMPLO
Na cervejaria Sir Rose, um dos parâmetros controlados é o teor
alcoólico, durante a fermentação e maturação, que deve ficar entre 3,5 a
5 g.l.
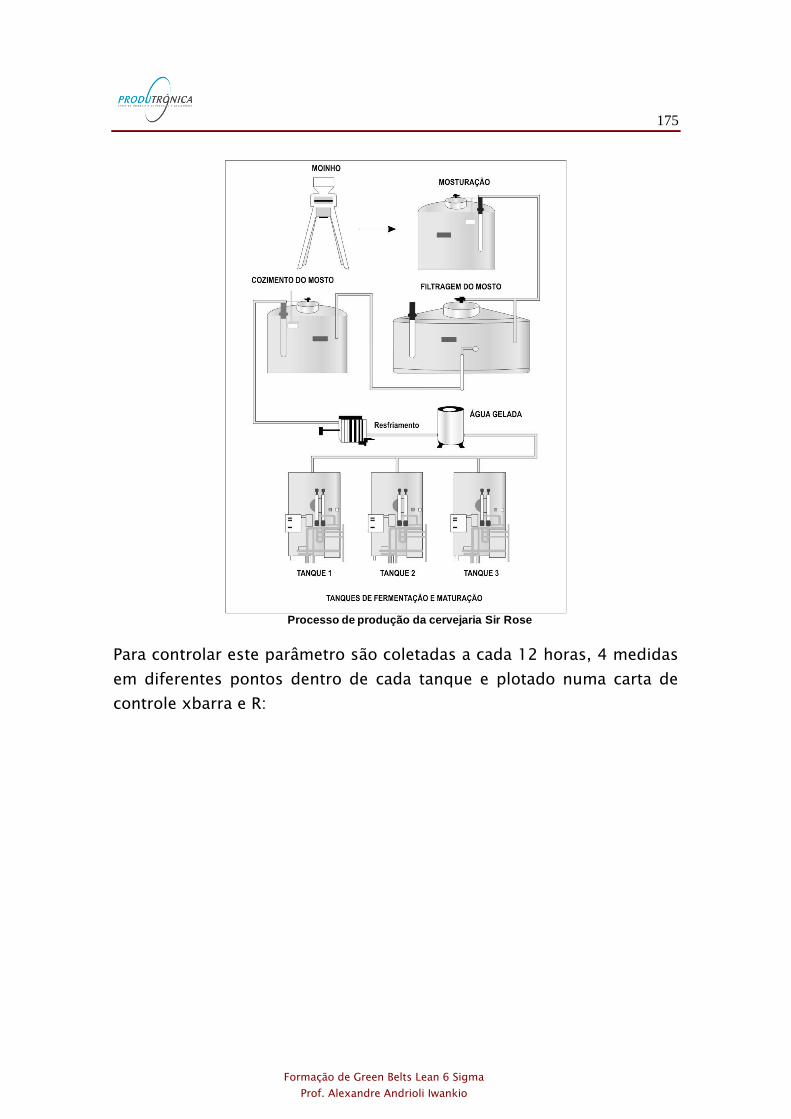
175
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Processo de produção da cervejaria Sir Rose
Para controlar este parâmetro são coletadas a cada 12 horas, 4 medidas
em diferentes pontos dentro de cada tanque e plotado numa carta de
controle xbarra e R:
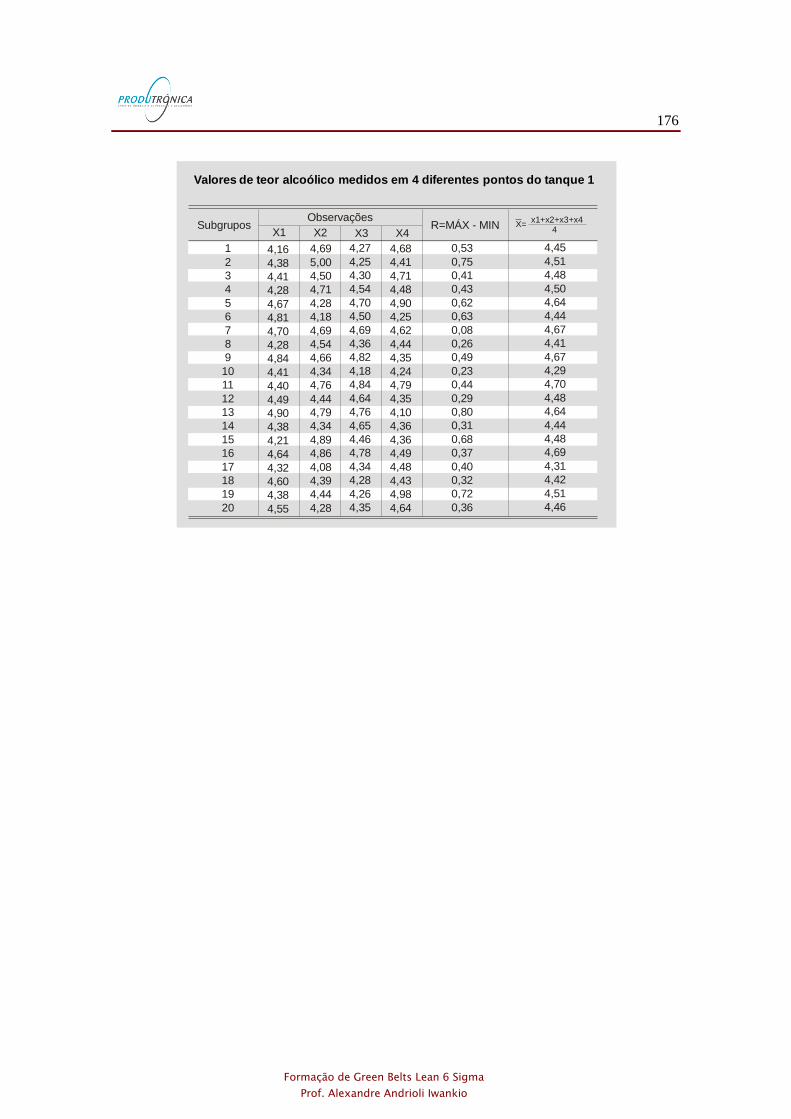
176
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
4,16
4,38
4,41
4,28
4,67
4,81
4,70
4,28
4,84
4,41
4,40
4,49
4,90
4,38
4,21
4,64
4,32
4,60
4,38
4,55
4,69
5,00
4,50
4,71
4,28
4,18
4,69
4,54
4,66
4,34
4,76
4,44
4,79
4,34
4,89
4,86
4,08
4,39
4,44
4,28
4,27
4,25
4,30
4,54
4,70
4,50
4,69
4,36
4,82
4,18
4,84
4,64
4,76
4,65
4,46
4,78
4,34
4,28
4,26
4,35
4,68
4,41
4,71
4,48
4,90
4,25
4,62
4,44
4,35
4,24
4,79
4,35
4,10
4,36
4,36
4,49
4,48
4,43
4,98
4,64
0,53
0,75
0,41
0,43
0,62
0,63
0,08
0,26
0,49
0,23
0,44
0,29
0,80
0,31
0,68
0,37
0,40
0,32
0,72
0,36
4,45
4,51
4,48
4,50
4,64
4,44
4,67
4,41
4,67
4,29
4,70
4,48
4,64
4,44
4,48
4,69
4,31
4,42
4,51
4,46
SubgruposObservações
X1 X2 X3 X4R=MÁX - MIN X=
x1+x2+x3+x44
Valores de teor alcoólico medidos em 4 diferentes pontos do tanque 1
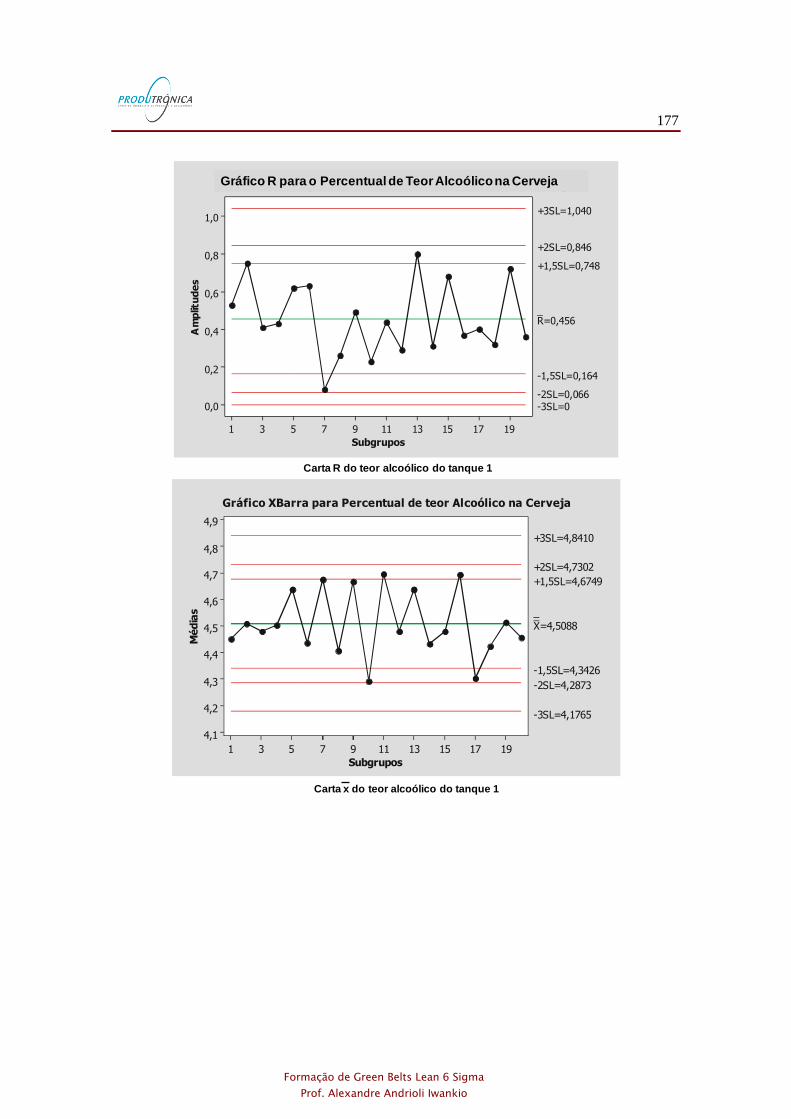
177
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Carta R do teor alcoólico do tanque 1
Subgrupos
Am
plit
ud
es
191715131197531
1,0
0,8
0,6
0,4
0,2
0,0
_R=0,456
+3SL=1,040
-3SL=0
+2SL=0,846
-2SL=0,066
+1,5SL=0,748
-1,5SL=0,164
Gráfico RBarra para o Percentual de Teor Acoólico na Cerveja
Gráfico R para o Percentual de Teor Alcoólico na Cerveja
Carta x do teor alcoólico do tanque 1
Subgrupos
Méd
i as
191715131197531
4,9
4,8
4,7
4,6
4,5
4,4
4,3
4,2
4,1
__X=4,5088
+3SL=4,8410
-3SL=4,1765
+2SL=4,7302
-2SL=4,2873
+1,5SL=4,6749
-1,5SL=4,3426
Gráfico XBarra para Percentual de teor Alcoólico na Cerveja
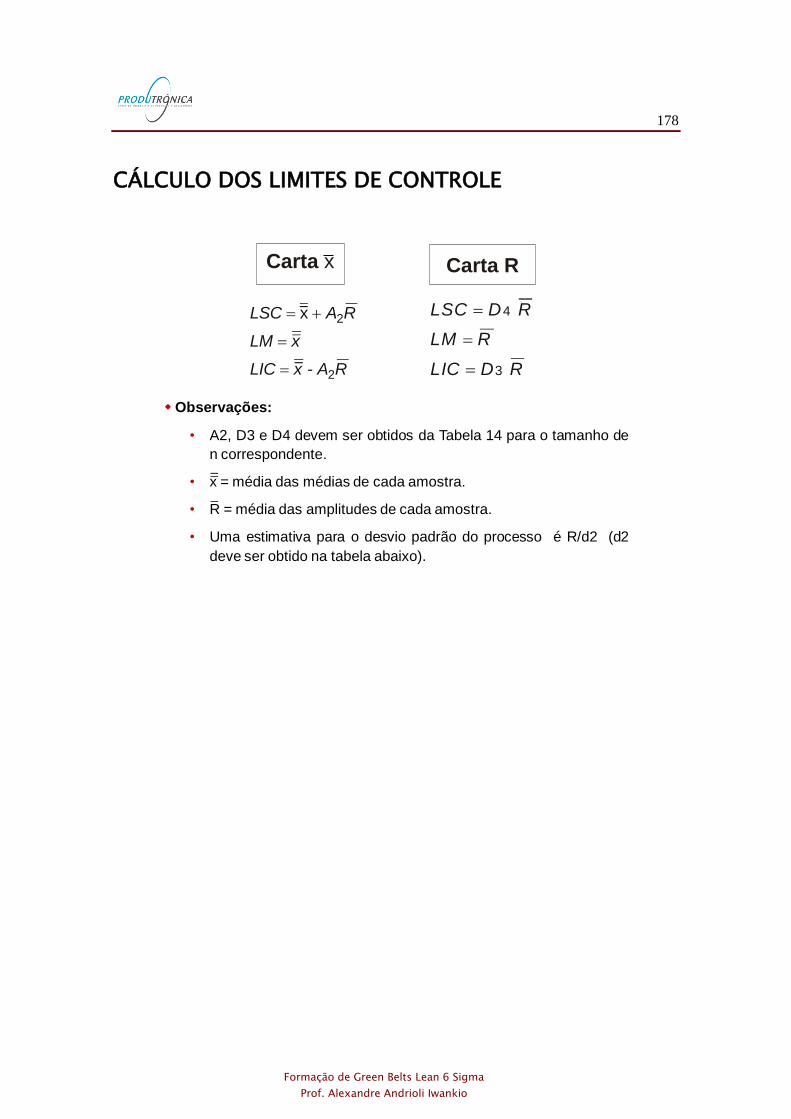
178
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CÁLCULO DOS LIMITES DE CONTROLE
RAxLIC
xLM
RALSC
2
2
-
x
=
=
+=
Carta x Carta R
RDLIC
RLM
RDLSC
3
4
=
=
=
Observações:
• A2, D3 e D4 devem ser obtidos da Tabela 14 para o tamanho de
n correspondente.
• x = média das médias de cada amostra.
• R = média das amplitudes de cada amostra.
• Uma estimativa para o desvio padrão do processo é R/d2 (d2
deve ser obtido na tabela abaixo).
__
_
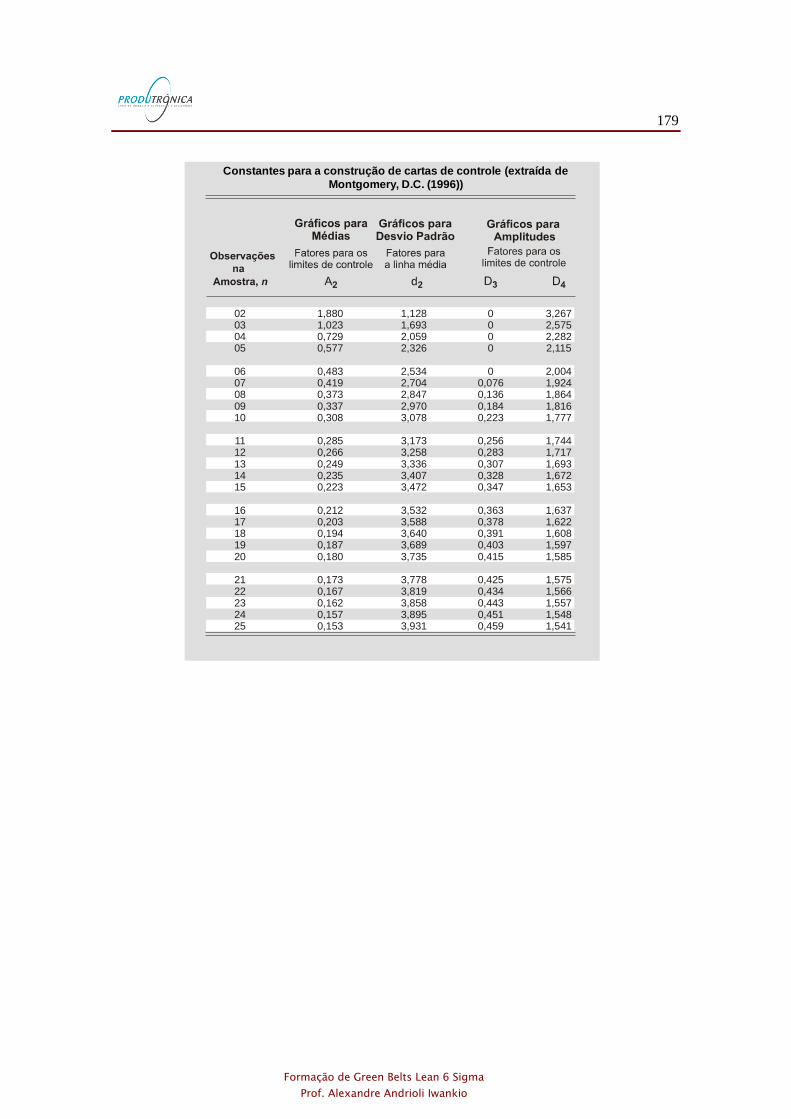
179
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
02030405
0607080910
1112131415
1617181920
2122232425
1,8801,0230,7290,577
0,4830,4190,3730,3370,308
0,2850,2660,2490,2350,223
0,2120,2030,1940,1870,180
0,1730,1670,1620,1570,153
1,1281,6932,0592,326
2,5342,7042,8472,9703,078
3,1733,2583,3363,4073,472
3,5323,5883,6403,6893,735
3,7783,8193,8583,8953,931
0000
00,0760,1360,1840,223
0,2560,2830,3070,3280,347
0,3630,3780,3910,4030,415
0,4250,4340,4430,4510,459
3,2672,5752,2822,115
2,0041,9241,8641,8161,777
1,7441,7171,6931,6721,653
1,6371,6221,6081,5971,585
1,5751,5661,5571,5481,541
Constantes para a construção de cartas de controle (extraída de
Montgomery, D.C. (1996))
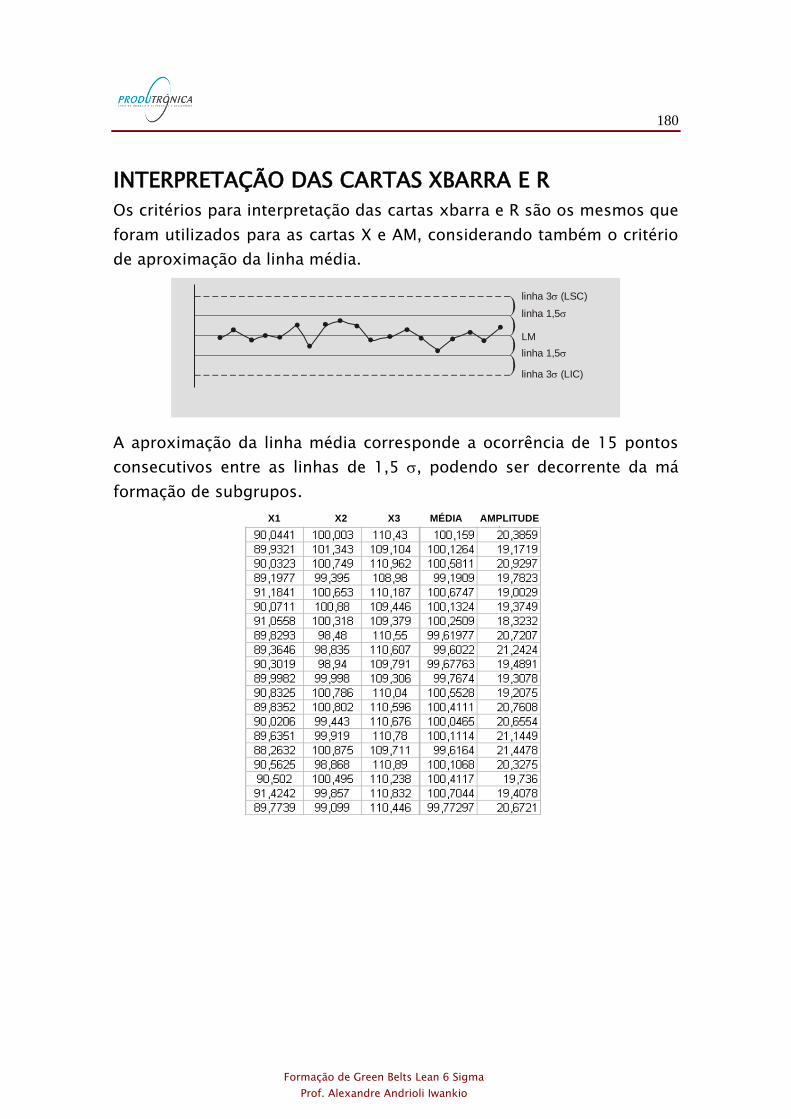
180
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
INTERPRETAÇÃO DAS CARTAS XBARRA E R
Os critérios para interpretação das cartas xbarra e R são os mesmos que
foram utilizados para as cartas X e AM, considerando também o critério
de aproximação da linha média.
linha 3 (LSC)
linha 3 (LIC)
linha 1,5
linha 1,5
LM
A aproximação da linha média corresponde a ocorrência de 15 pontos
consecutivos entre as linhas de 1,5 , podendo ser decorrente da má
formação de subgrupos.
X1 X2 X3 MÉDIA AMPLITUDE
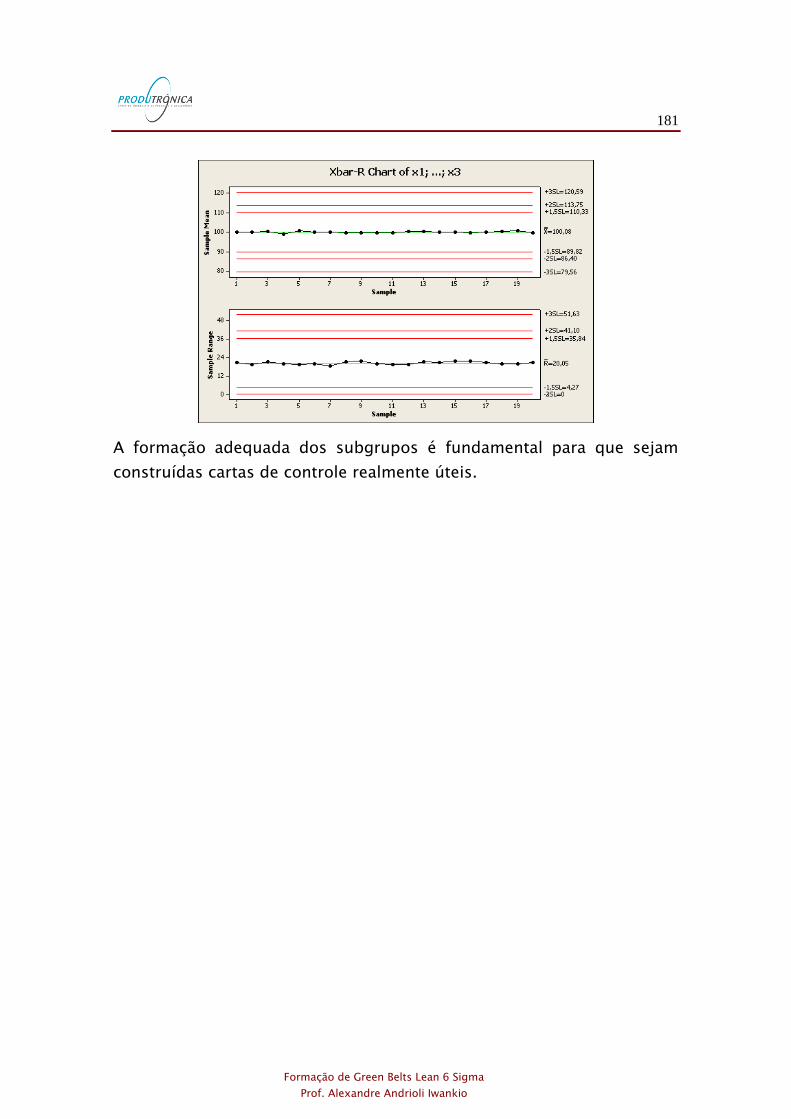
181
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A formação adequada dos subgrupos é fundamental para que sejam
construídas cartas de controle realmente úteis.
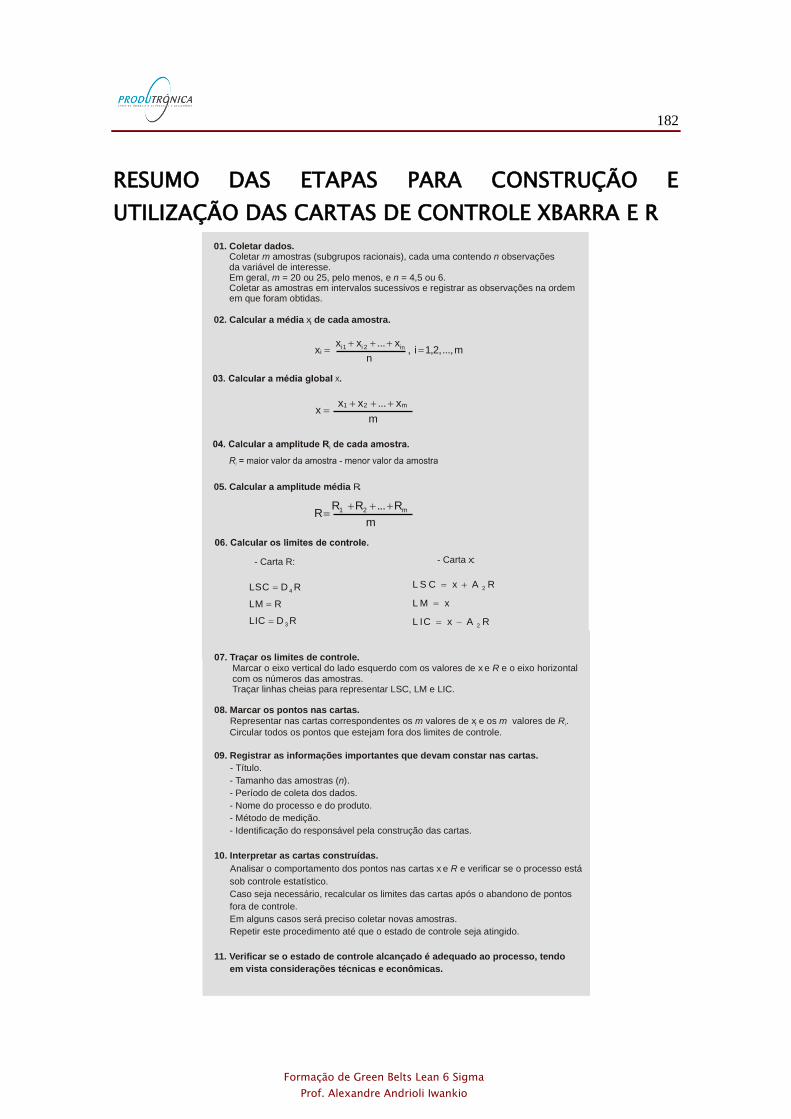
182
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
RESUMO DAS ETAPAS PARA CONSTRUÇÃO E
UTILIZAÇÃO DAS CARTAS DE CONTROLE XBARRA E R
01. Coletar dados.
02. Calcular a média de cada amostra.
Coletar amostras (subgrupos racionais), cada uma contendo observações da variável de interesse. Em geral, = 20 ou 25, pelo menos, e = 4,5 ou 6. Coletar as amostras em intervalos sucessivos e registrar as observações na ordem em que foram obtidas.
m n
m n
xi
m...,1,2,i,n
x...xxx ni2i1i
i =+++
=
m
x...xxx
m21 +++=
m
R...RRR m21 +++=
05. Calcular a amplitude média .R
- Carta :x- Carta R:
RDLIC
RLM
RDLSC
3
4
=
=
=
RAxL IC
xL M
RAxL S C
2
2
-=
=
+=
A D d n2 4 3, e são constantes apresentadas em função de na Tabela 9.6.07. Traçar os limites de controle.
08. Marcar os pontos nas cartas.
Marcar o eixo vertical do lado esquerdo com os valores de e e o eixo horizontal com os números das amostras. Traçar linhas cheias para representar LSC, LM e LIC.
Representar nas cartas correspondentes os valores de e os valores de .
Circular todos os pontos que estejam fora dos limites de controle.
x
x
R
m m Ri i
09. Registrar as informações importantes que devam constar nas cartas.
10. Interpretar as cartas construídas.
11. Verificar se o estado de controle alcançado é adequado ao processo, tendo
em vista considerações técnicas e econômicas.
- Título.
- Tamanho das amostras ( ).
- Período de coleta dos dados.
- Nome do processo e do produto.
- Método de medição.
- Identificação do responsável pela construção das cartas.
Analisar o comportamento dos pontos nas cartas e e verificar se o processo está
sob controle estatístico.
Caso seja necessário, recalcular os limites das cartas após o abandono de pontos
fora de controle.
Em alguns casos será preciso coletar novas amostras.
Repetir este procedimento até que o estado de controle seja atingido.
n
Rx
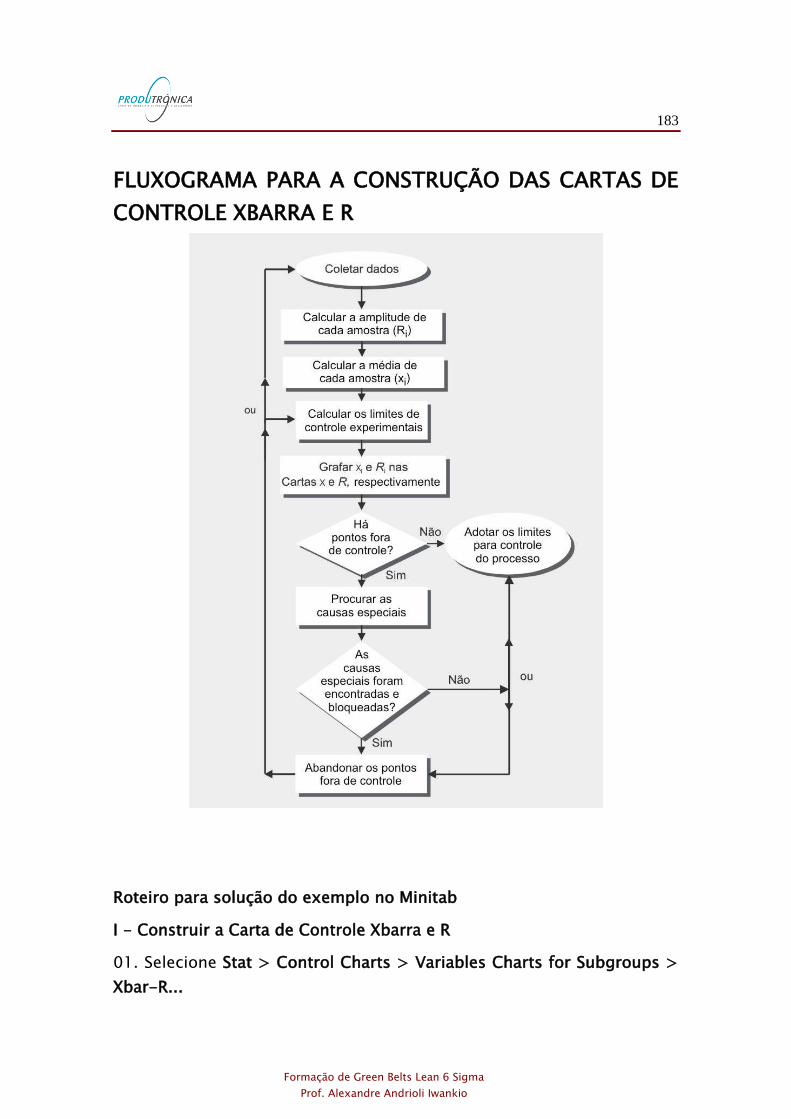
183
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FLUXOGRAMA PARA A CONSTRUÇÃO DAS CARTAS DE
CONTROLE XBARRA E R
Roteiro para solução do exemplo no Minitab
I - Construir a Carta de Controle Xbarra e R
01. Selecione Stat > Control Charts > Variables Charts for Subgroups >
Xbar-R...
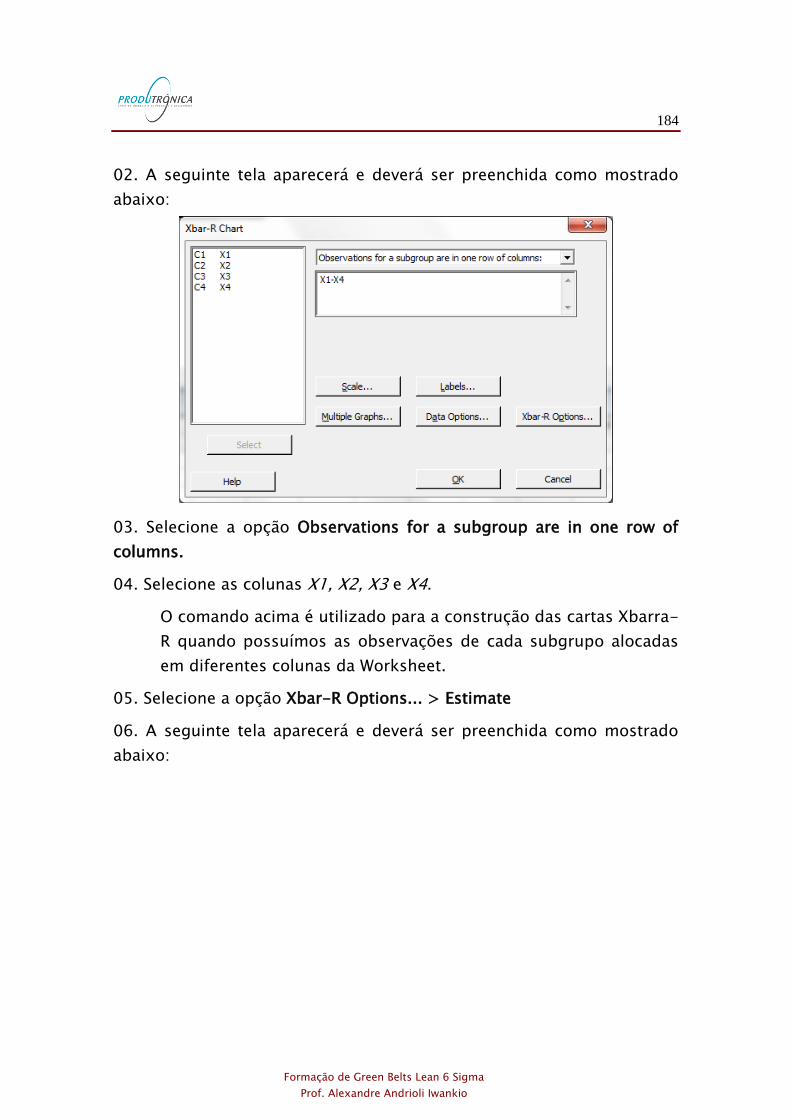
184
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Selecione a opção Observations for a subgroup are in one row of
columns.
04. Selecione as colunas X1, X2, X3 e X4.
O comando acima é utilizado para a construção das cartas Xbarra-
R quando possuímos as observações de cada subgrupo alocadas
em diferentes colunas da Worksheet.
05. Selecione a opção Xbar-R Options... > Estimate
06. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
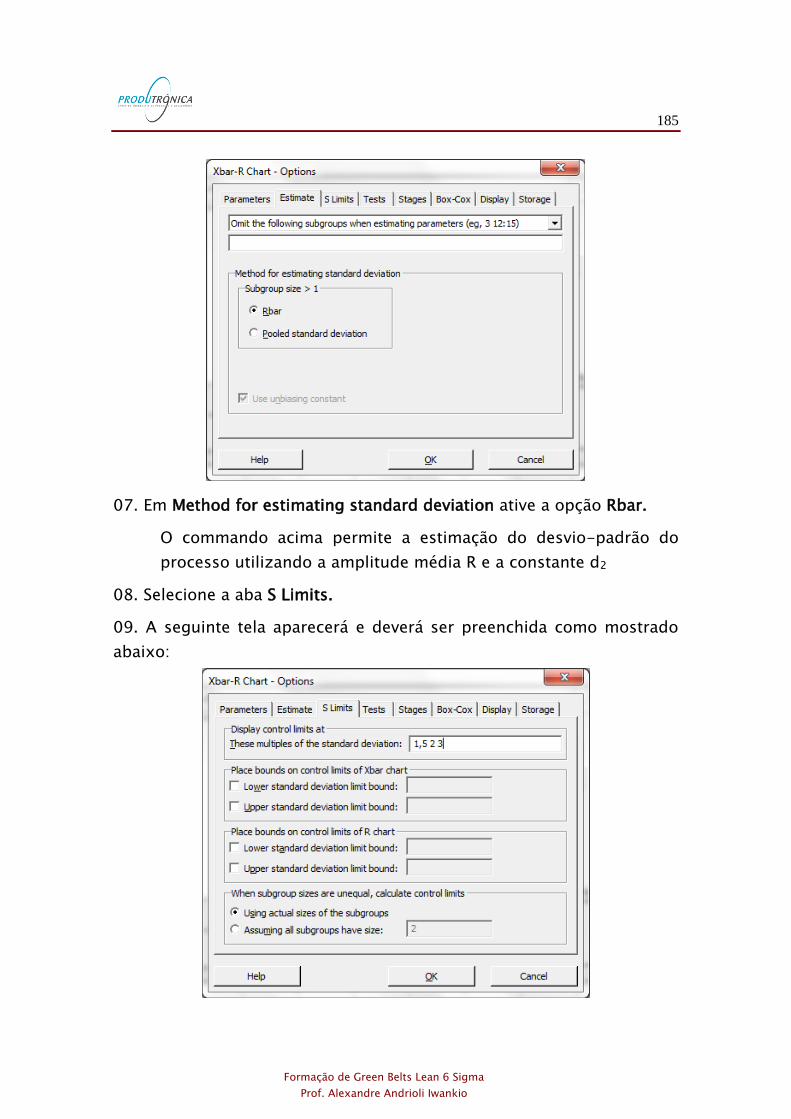
185
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
07. Em Method for estimating standard deviation ative a opção Rbar.
O commando acima permite a estimação do desvio-padrão do
processo utilizando a amplitude média R e a constante d2
08. Selecione a aba S Limits.
09. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
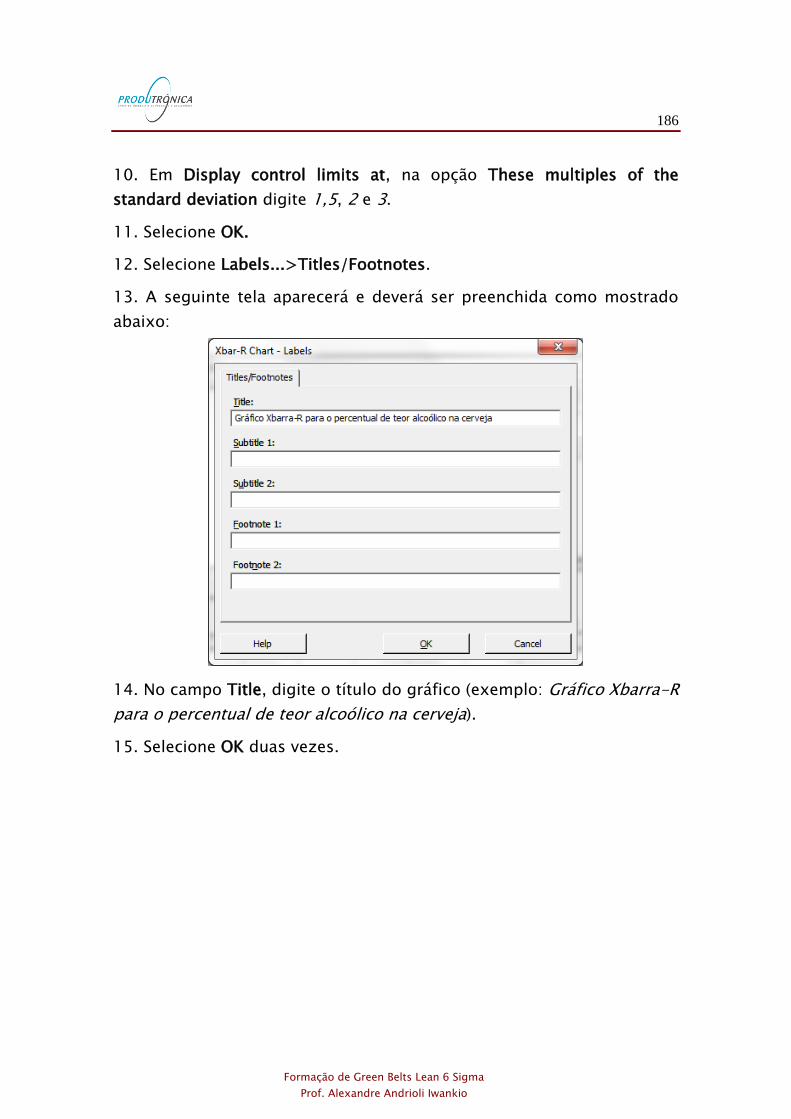
186
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
10. Em Display control limits at, na opção These multiples of the
standard deviation digite 1,5, 2 e 3.
11. Selecione OK.
12. Selecione Labels...>Titles/Footnotes.
13. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
14. No campo Title, digite o título do gráfico (exemplo: Gráfico Xbarra-R
para o percentual de teor alcoólico na cerveja).
15. Selecione OK duas vezes.
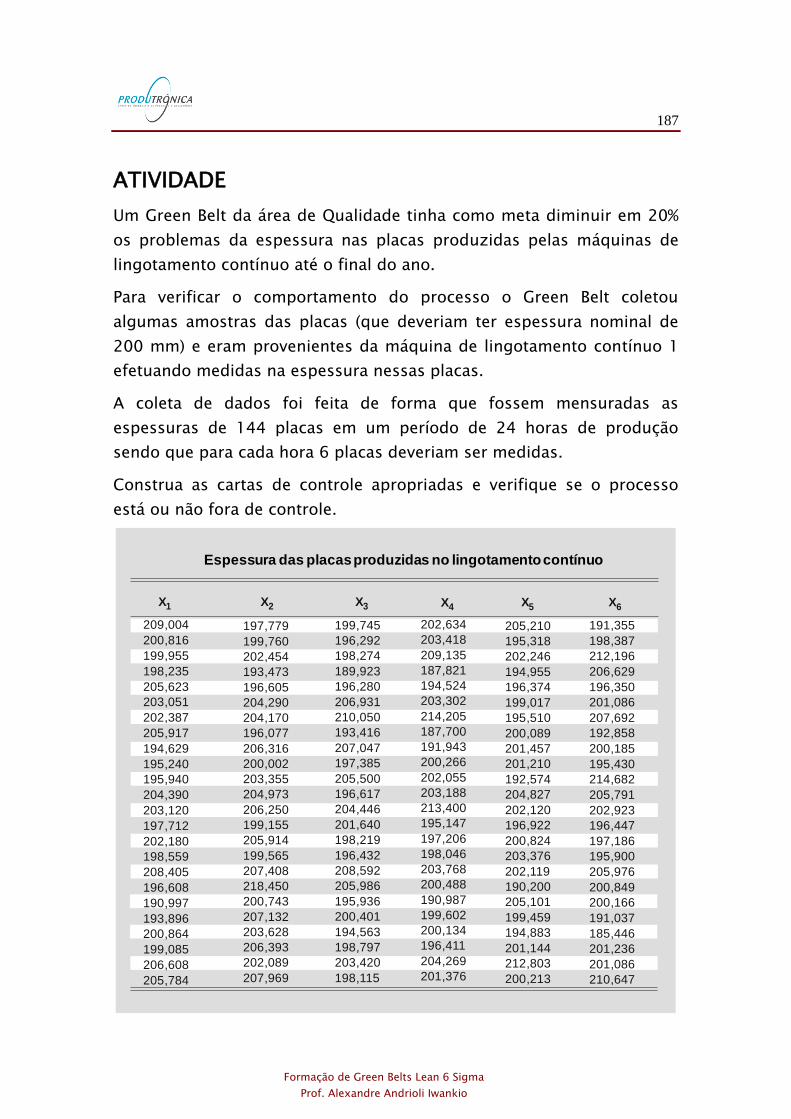
187
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADE
Um Green Belt da área de Qualidade tinha como meta diminuir em 20%
os problemas da espessura nas placas produzidas pelas máquinas de
lingotamento contínuo até o final do ano.
Para verificar o comportamento do processo o Green Belt coletou
algumas amostras das placas (que deveriam ter espessura nominal de
200 mm) e eram provenientes da máquina de lingotamento contínuo 1
efetuando medidas na espessura nessas placas.
A coleta de dados foi feita de forma que fossem mensuradas as
espessuras de 144 placas em um período de 24 horas de produção
sendo que para cada hora 6 placas deveriam ser medidas.
Construa as cartas de controle apropriadas e verifique se o processo
está ou não fora de controle.
...
197,779
199,760
202,454
193,473
196,605
204,290
204,170
196,077
206,316
200,002
203,355
204,973
206,250
199,155
205,914
199,565
207,408
218,450
200,743
207,132
203,628
206,393
202,089
207,969
199,745
196,292
198,274
189,923
196,280
206,931
210,050
193,416
207,047
197,385
205,500
196,617
204,446
201,640
198,219
196,432
208,592
205,986
195,936
200,401
194,563
198,797
203,420
198,115
202,634
203,418
209,135
187,821
194,524
203,302
214,205
187,700
191,943
200,266
202,055
203,188
213,400
195,147
197,206
198,046
203,768
200,488
190,987
199,602
200,134
196,411
204,269
201,376
205,210
195,318
202,246
194,955
196,374
199,017
195,510
200,089
201,457
201,210
192,574
204,827
202,120
196,922
200,824
203,376
202,119
190,200
205,101
199,459
194,883
201,144
212,803
200,213
191,355
198,387
212,196
206,629
196,350
201,086
207,692
192,858
200,185
195,430
214,682
205,791
202,923
196,447
197,186
195,900
205,976
200,849
200,166
191,037
185,446
201,236
201,086
210,647
X1 X2 X3 X4 X5 X6
209,004
200,816
199,955
198,235
205,623
203,051
202,387
205,917
194,629
195,240
195,940
204,390
203,120
197,712
202,180
198,559
208,405
196,608
190,997
193,896
200,864
199,085
206,608
205,784
Espessura das placas produzidas no lingotamento contínuo
188
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CAPACIDADE DE PROCESSOS
INTRODUÇÃO
Somente processos estáveis devem ter sua capacidade avaliada.
Faixa característica do processo:
• Média 3 Desvio padrão
• Média = x , x
• Desvio padrão = AM/d2, R/d2
Se o processo tem, aproximadamente, distribuição normal, a faixa
característica contém 99,73% dos resultados individuais do processo.
A capacidade do processo é avaliada por meio da comparação da faixa
característica do processo com a faixa de especificação.
ANÁLISE GRÁFICA DA CAPACIDADE DE PROCESSOS
Comparação de histogramas construídos para o parâmetro de interesse
com os limites de especificação.
Um processo pode não ser capaz por apresentar:
Elevada variabilidade;
Média deslocada em relação ao valor nominal.
Ou uma combinação dos dois.
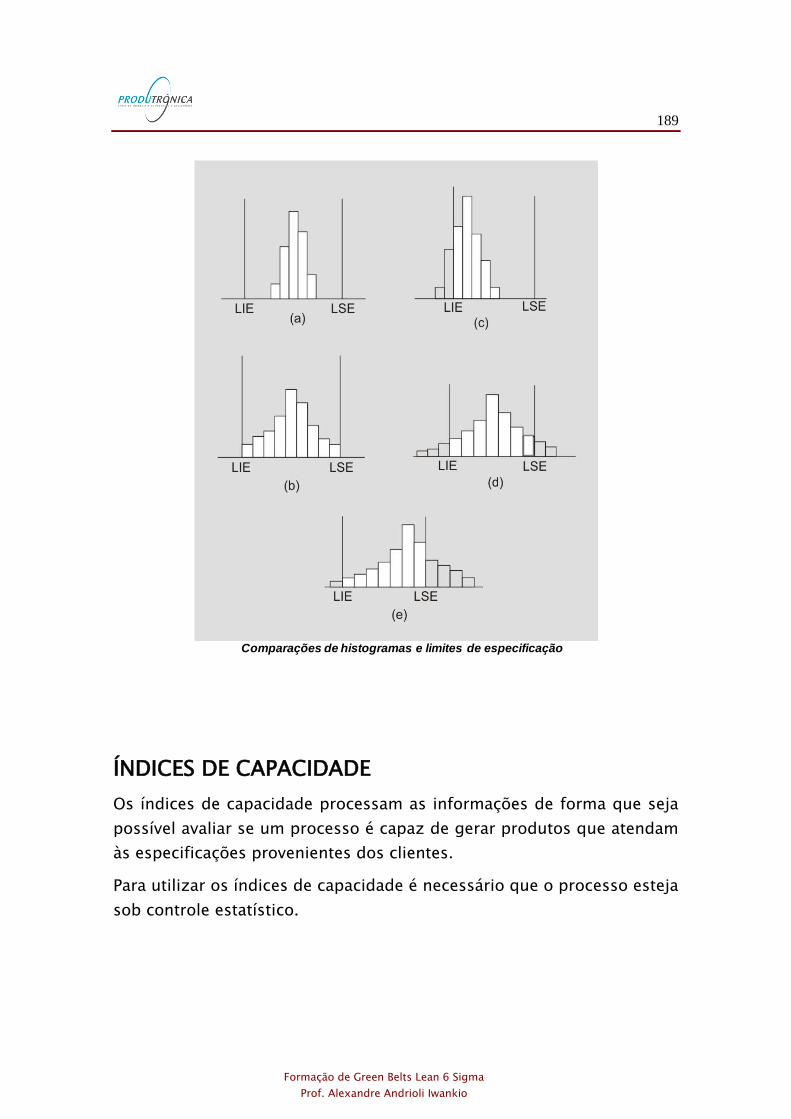
189
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Comparações de histogramas e limites de especificação
ÍNDICES DE CAPACIDADE
Os índices de capacidade processam as informações de forma que seja
possível avaliar se um processo é capaz de gerar produtos que atendam
às especificações provenientes dos clientes.
Para utilizar os índices de capacidade é necessário que o processo esteja
sob controle estatístico.
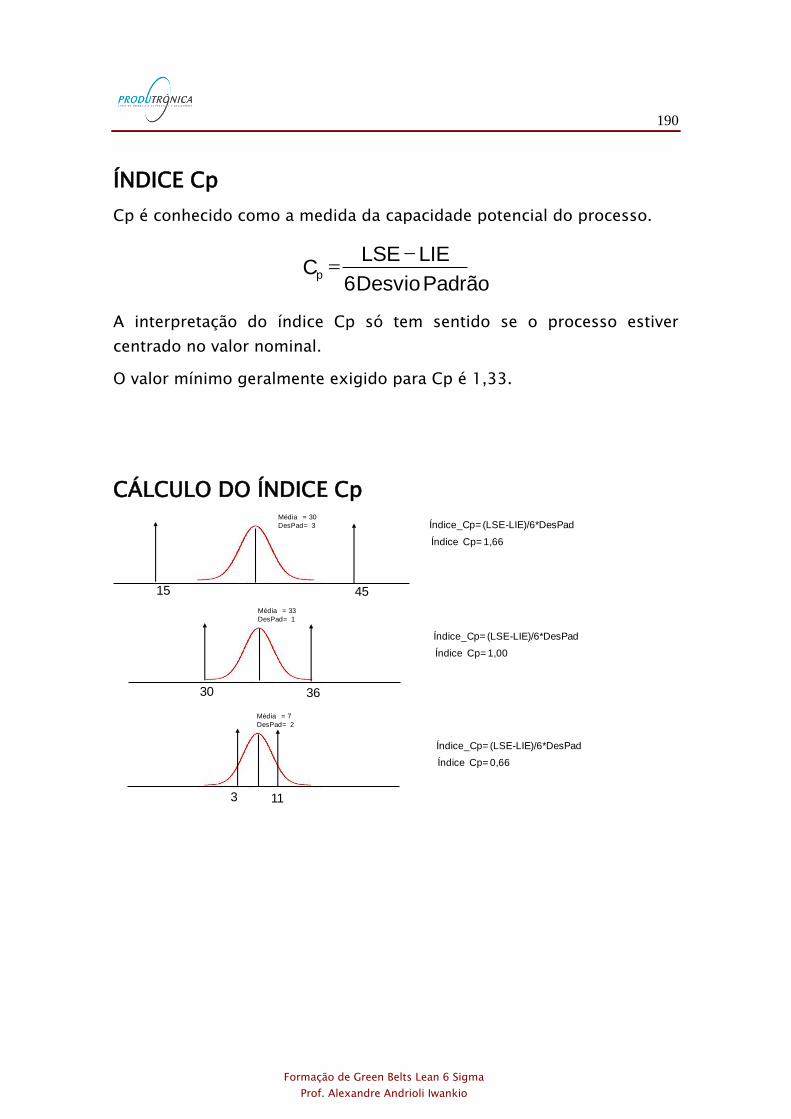
190
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ÍNDICE Cp
Cp é conhecido como a medida da capacidade potencial do processo.
PadrãoDesvio6
LIELSECp
-=
A interpretação do índice Cp só tem sentido se o processo estiver
centrado no valor nominal.
O valor mínimo geralmente exigido para Cp é 1,33.
CÁLCULO DO ÍNDICE Cp
Índice_Cp= (LSE-LIE)/6*DesPad
Índice_Cp= (LSE-LIE)/6*DesPad
Índice_Cp= (LSE-LIE)/6*DesPad
3630
Média = 33
DesPad= 1
4515
Média = 30
DesPad= 3
Média = 7
DesPad= 2
113
Índice Cp= 1,66
Índice Cp= 1,00
Índice Cp= 0,66
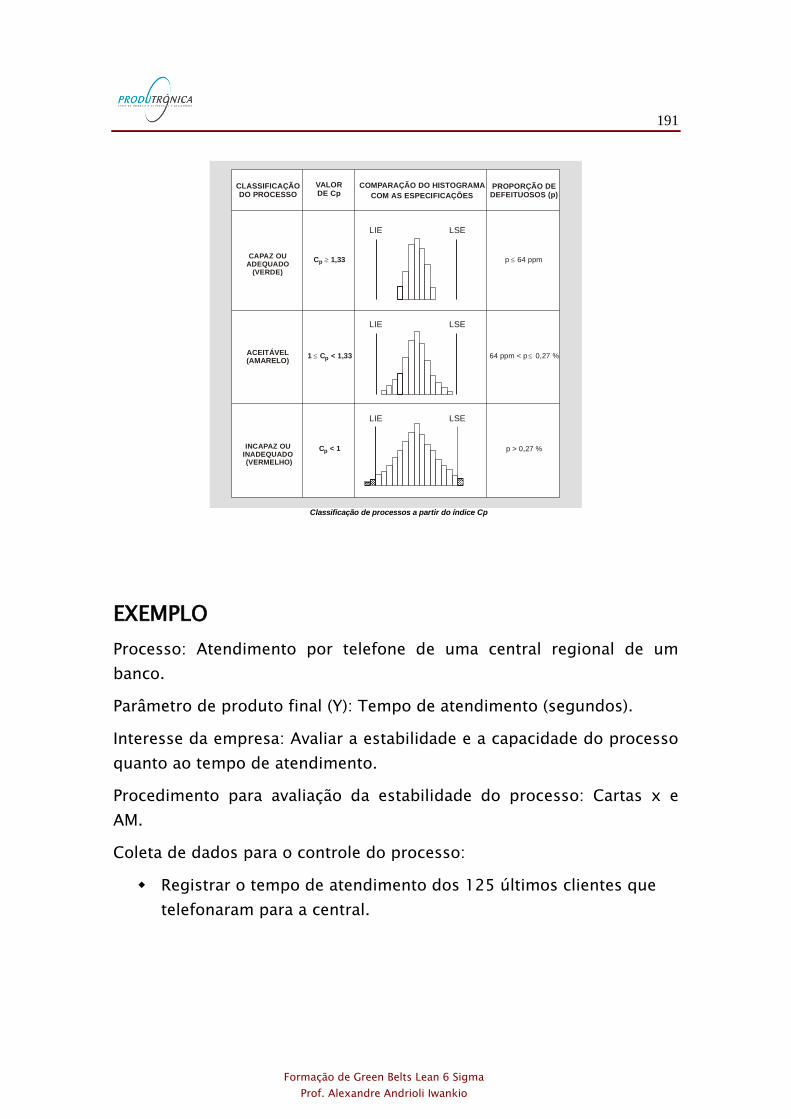
191
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Classificação de processos a partir do índice Cp
CLASSIFICAÇÃODO PROCESSO
CAPAZ OUADEQUADO
(VERDE)
ACEITÁVEL(AMARELO)
INCAPAZ OUINADEQUADO (VERMELHO)
p 64 ppm
64 ppm < p 0,27 %
p > 0,27 %
PROPORÇÃO DEDEFEITUOSOS (p)
LIE LSE
LIE LSE
LIE LSE
COMPARAÇÃO DO HISTOGRAMA
COM AS ESPECIFICAÇÕES
C 1,33p
1 C < 1,33 p
C < 1p
VALORDE Cp
EXEMPLO
Processo: Atendimento por telefone de uma central regional de um
banco.
Parâmetro de produto final (Y): Tempo de atendimento (segundos).
Interesse da empresa: Avaliar a estabilidade e a capacidade do processo
quanto ao tempo de atendimento.
Procedimento para avaliação da estabilidade do processo: Cartas x e
AM.
Coleta de dados para o controle do processo:
Registrar o tempo de atendimento dos 125 últimos clientes que
telefonaram para a central.
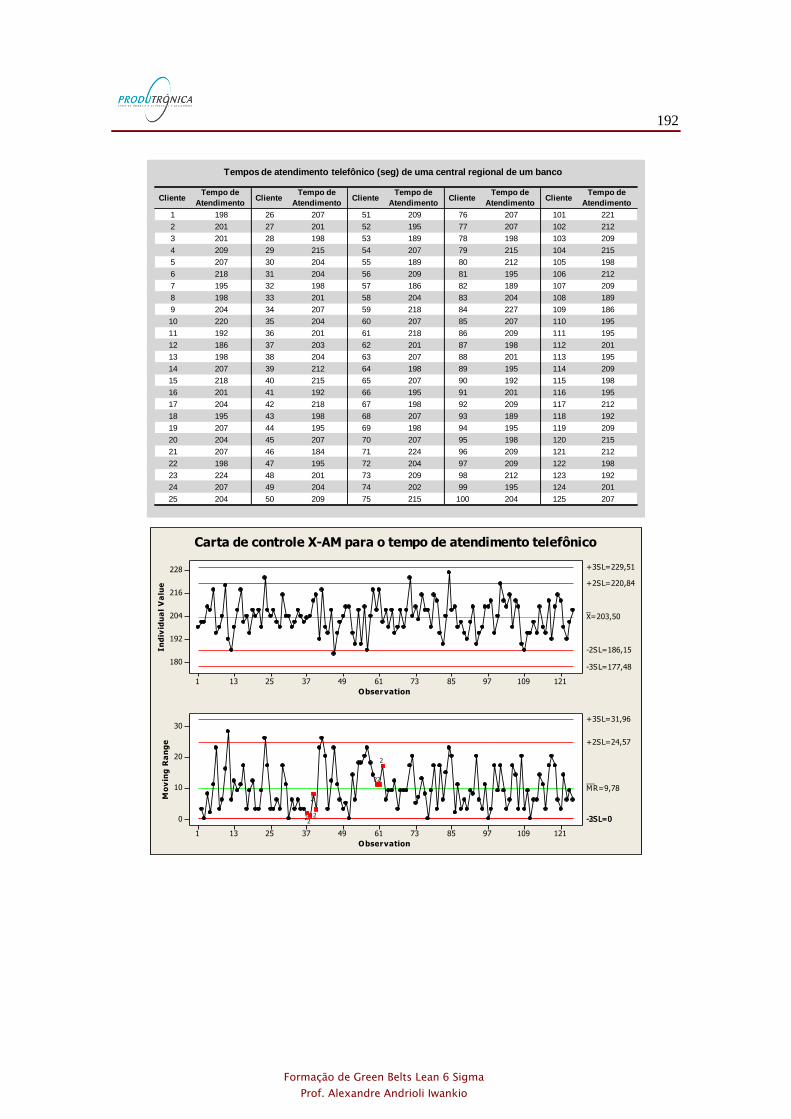
192
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ClienteTempo de
AtendimentoCliente
Tempo de
AtendimentoCliente
Tempo de
AtendimentoCliente
Tempo de
AtendimentoCliente
Tempo de
Atendimento
1 198 26 207 51 209 76 207 101 221
2 201 27 201 52 195 77 207 102 212
3 201 28 198 53 189 78 198 103 209
4 209 29 215 54 207 79 215 104 215
5 207 30 204 55 189 80 212 105 198
6 218 31 204 56 209 81 195 106 212
7 195 32 198 57 186 82 189 107 209
8 198 33 201 58 204 83 204 108 189
9 204 34 207 59 218 84 227 109 186
10 220 35 204 60 207 85 207 110 195
11 192 36 201 61 218 86 209 111 195
12 186 37 203 62 201 87 198 112 201
13 198 38 204 63 207 88 201 113 195
14 207 39 212 64 198 89 195 114 209
15 218 40 215 65 207 90 192 115 198
16 201 41 192 66 195 91 201 116 195
17 204 42 218 67 198 92 209 117 212
18 195 43 198 68 207 93 189 118 192
19 207 44 195 69 198 94 195 119 209
20 204 45 207 70 207 95 198 120 215
21 207 46 184 71 224 96 209 121 212
22 198 47 195 72 204 97 209 122 198
23 224 48 201 73 209 98 212 123 192
24 207 49 204 74 202 99 195 124 201
25 204 50 209 75 215 100 204 125 207
Tempos de atendimento telefônico (seg) de uma central regional de um banco
12110997857361493725131
228
216
204
192
180
Observation
In
div
idu
al
Va
lue
_X=203,50
+3SL=229,51
-3SL=177,48
+2SL=220,84
-2SL=186,15
12110997857361493725131
30
20
10
0
Observation
Mo
vin
g R
an
ge
__MR=9,78
+3SL=31,96
-3SL=0
+2SL=24,57
-2SL=0
2
22
2
2
22
Carta de controle X-AM para o tempo de atendimento telefônico
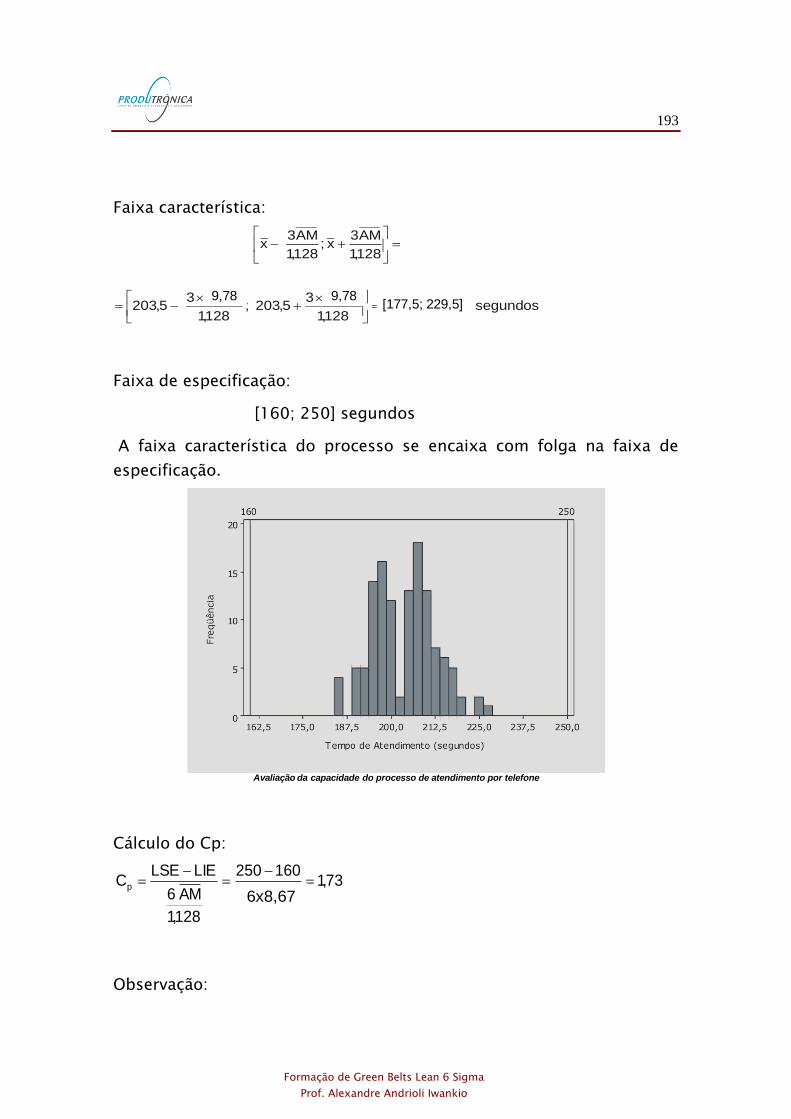
193
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Faixa característica:
segundos 229,6] ; [177,4 128,1
798,935,203 ;
128,1
798,93 5,203
128,1
AM3x ;
128,1
AM3 x
=
+
-=
=
+-
9,789,78[177,5; 229,5]
Faixa de especificação:
[160; 250] segundos
A faixa característica do processo se encaixa com folga na faixa de
especificação.
Avaliação da capacidade do processo de atendimento por telefone
Cálculo do Cp:
73,169,86
160250
128,1
AM 6
LIELSECp =
-=
-=
6x8,67
Observação:
194
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
1 100Cp
X
é a percentagem de faixa de especificação utilizada pelo
processo.
Logo:
1100=57,8%CpX
ÍNDICE CPK
MIN3 Desvio Padrão 3 Desvio Padrão
Média Média - LIELSECpk
-= ;
Quando a média do processo coincide com o valor nominal da
especificação, teremos Cp = Cpk.
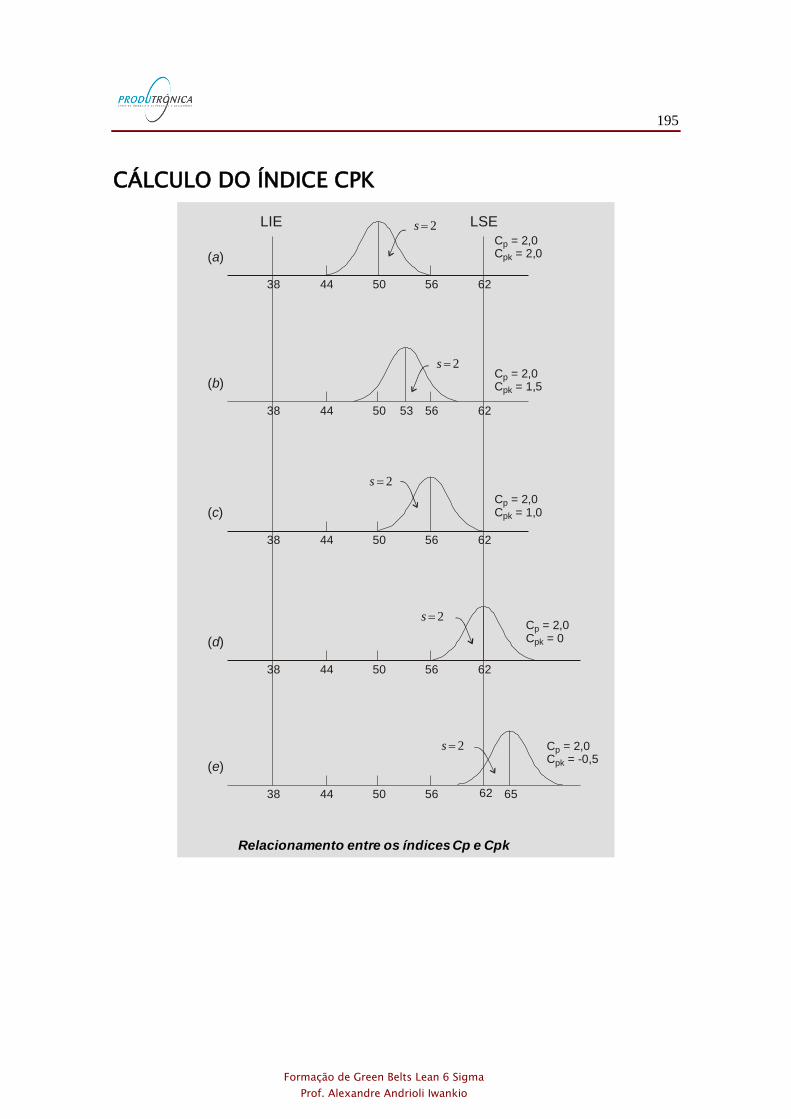
195
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CÁLCULO DO ÍNDICE CPK
44 50 56
C = 2,0p
C = 2,0pk
38 62
LIE LSE
( )a
C = 2,0p
C = 1,5pk
44 50 53 5638 62
( )b
C = 2,0p
C = 1,0pk
44 50 5638 62
( )c
C = 2,0p
C = 0pk
44 50 5638 62
( )d
C = 2,0p
C = -0,5pk
44 50 56 6538 62
( )e
2=s
2=s
2=s
2=s
2=s
Relacionamento entre os índices Cp e Cpk
196
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADE
Simular as seguintes situações:
A - Cp = 1,5
Cpk = 1,5
B - Cp = 1
Cpk = 0,5
C - Cp = 0,8
Cpk = 0,8
D - Cp = 1
Cpk = -0,5
E - Cp = 1,3
Cpk = 2
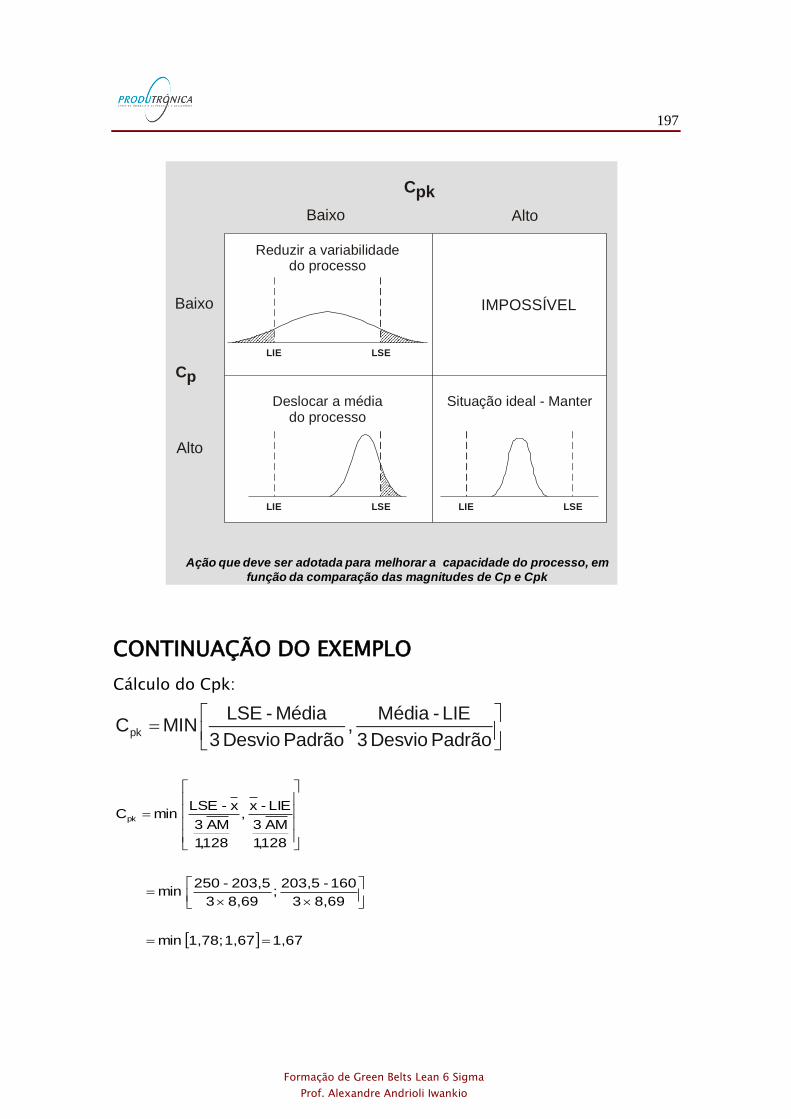
197
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
LIE LSE
Deslocar a médiado processo
LIE LSE
Reduzir a variabilidadedo processo
LIE LSE
Situação ideal - Manter
IMPOSSÍVELBaixo
Baixo
Cpk
Cp
Alto
Alto
Ação que deve ser adotada para melhorar a capacidade do processo, em
função da comparação das magnitudes de Cp e Cpk
CONTINUAÇÃO DO EXEMPLO
Cálculo do Cpk:
=
Padrão esvioD 3
LIE - édiaM ,
Padrão esvioD 3
édiaM - LSE MIN Cpk
1,67 1,67 1,78; min
8,69 3
160 - 203,5 ;
8,69 3
203,5 - 250 min
128,1
AM 3
LIE - x ,
128,1
AM 3
x - LSE min Cpk
==
=
=
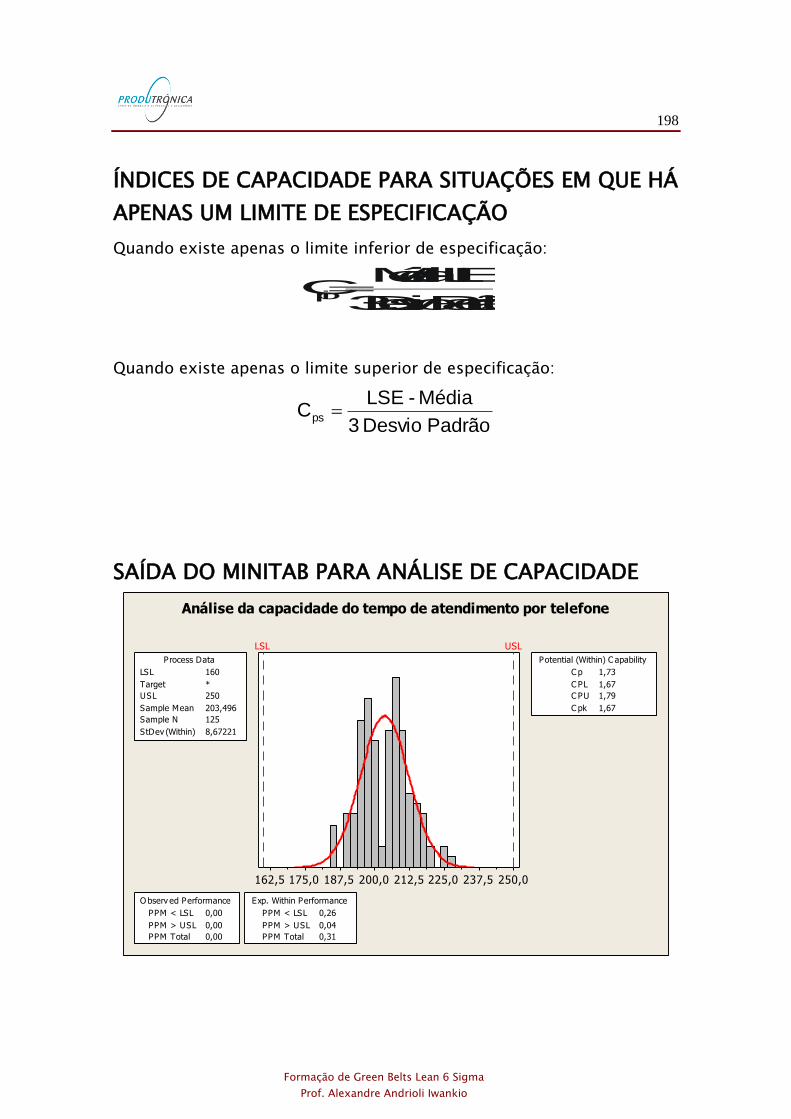
198
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ÍNDICES DE CAPACIDADE PARA SITUAÇÕES EM QUE HÁ
APENAS UM LIMITE DE ESPECIFICAÇÃO
Quando existe apenas o limite inferior de especificação:
Padrão esvioD 3
LIE - édiaM Cpi=
Quando existe apenas o limite superior de especificação:
Padrão esvioD 3
édiaM - LSE Cps =
SAÍDA DO MINITAB PARA ANÁLISE DE CAPACIDADE
250,0237,5225,0212,5200,0187,5175,0162,5
LSL USL
LSL 160
Target *
USL 250
Sample Mean 203,496
Sample N 125
StDev (Within) 8,67221
Process Data
C p 1,73
C PL 1,67
C PU 1,79
C pk 1,67
Potential (Within) C apability
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
O bserv ed Performance
PPM < LSL 0,26
PPM > USL 0,04
PPM Total 0,31
Exp. Within Performance
Análise da capacidade do tempo de atendimento por telefone

199
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Interpretação dos resultados da saída do Minitab:
Process Data:
• USL = Limite superior de especificação (LSE).
• LSL = Limite inferior de especificação (LIE).
• Mean = Média (x).
• Sample N = Número de observações.
StDev (Within) = Desvio Padrão calculado como: ou
Potential (Within) capability = Capacidade potencial calculada com
base em: ou
2d
R
2d
A M
2d
R
2d
A M
Observed Performance = Performance verificada a partir das observações
amostrais:
• PPM < LSL = ppm abaixo do LIE nas observações amostrais.
• PPM > USL = ppm acima do LSE nas observações amostrais.
• PPM total = ppm fora da faixa de especificação nas observações
amostrais.
Expected Performance = Performance esperada:
• PPM < LSL = ppm abaixo do LIE calculado com base em ou
• PPM > USL = ppm acima do LSE calculado com base em ou
• PPM Total = ppm fora da faixa de especificação calculado com
base em ou
2d
R
2d
A M
2d
R
2d
R
2d
A M
2d
A M
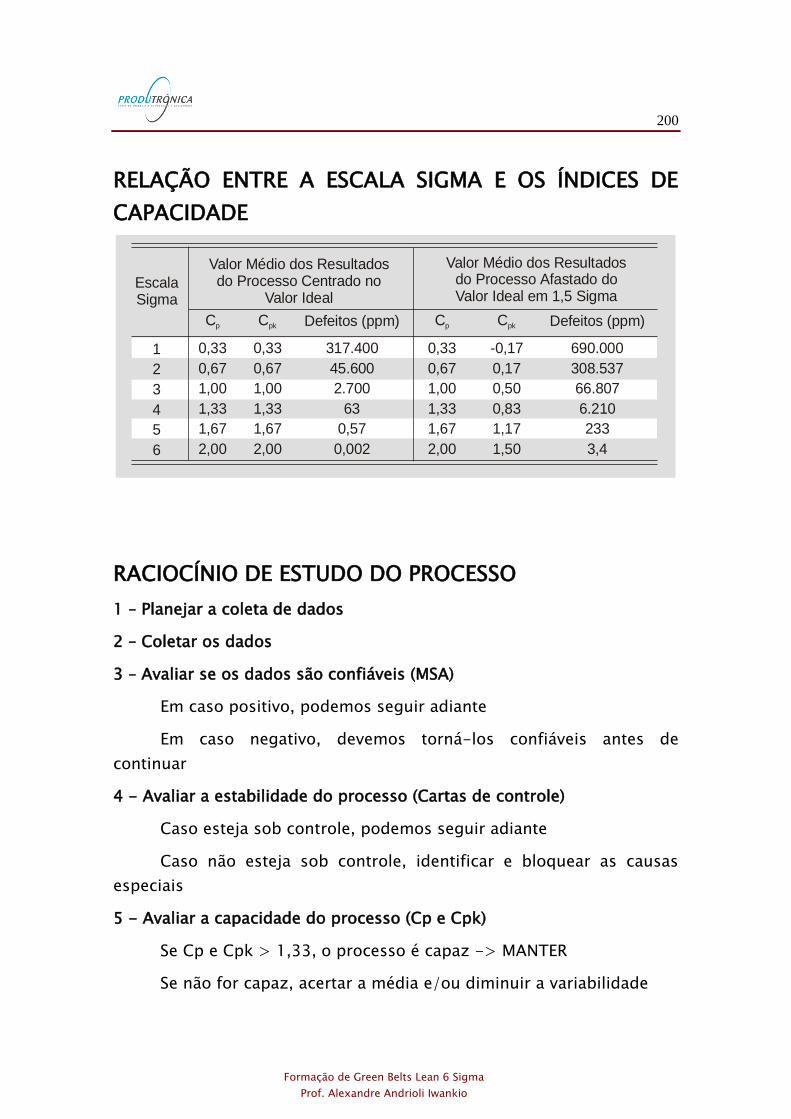
200
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
RELAÇÃO ENTRE A ESCALA SIGMA E OS ÍNDICES DE
CAPACIDADE
1
2
3
4
5
6
0,33
0,67
1,00
1,33
1,67
2,00
Cp
0,33
0,67
1,00
1,33
1,67
2,00
Cpk
317.400
45.600
2.700
63
0,57
0,002
Defeitos (ppm)
-0,17
0,17
0,50
0,83
1,17
1,50
Cpk
690.000
308.537
66.807
6.210
233
3,4
Defeitos (ppm)
0,33
0,67
1,00
1,33
1,67
2,00
Cp
EscalaSigma
Valor Médio dos Resultadosdo Processo Centrado no
Valor Ideal
Valor Médio dos Resultadosdo Processo Afastado doValor Ideal em 1,5 Sigma
RACIOCÍNIO DE ESTUDO DO PROCESSO
1 – Planejar a coleta de dados
2 – Coletar os dados
3 – Avaliar se os dados são confiáveis (MSA)
Em caso positivo, podemos seguir adiante
Em caso negativo, devemos torná-los confiáveis antes de
continuar
4 - Avaliar a estabilidade do processo (Cartas de controle)
Caso esteja sob controle, podemos seguir adiante
Caso não esteja sob controle, identificar e bloquear as causas
especiais
5 - Avaliar a capacidade do processo (Cp e Cpk)
Se Cp e Cpk > 1,33, o processo é capaz -> MANTER
Se não for capaz, acertar a média e/ou diminuir a variabilidade
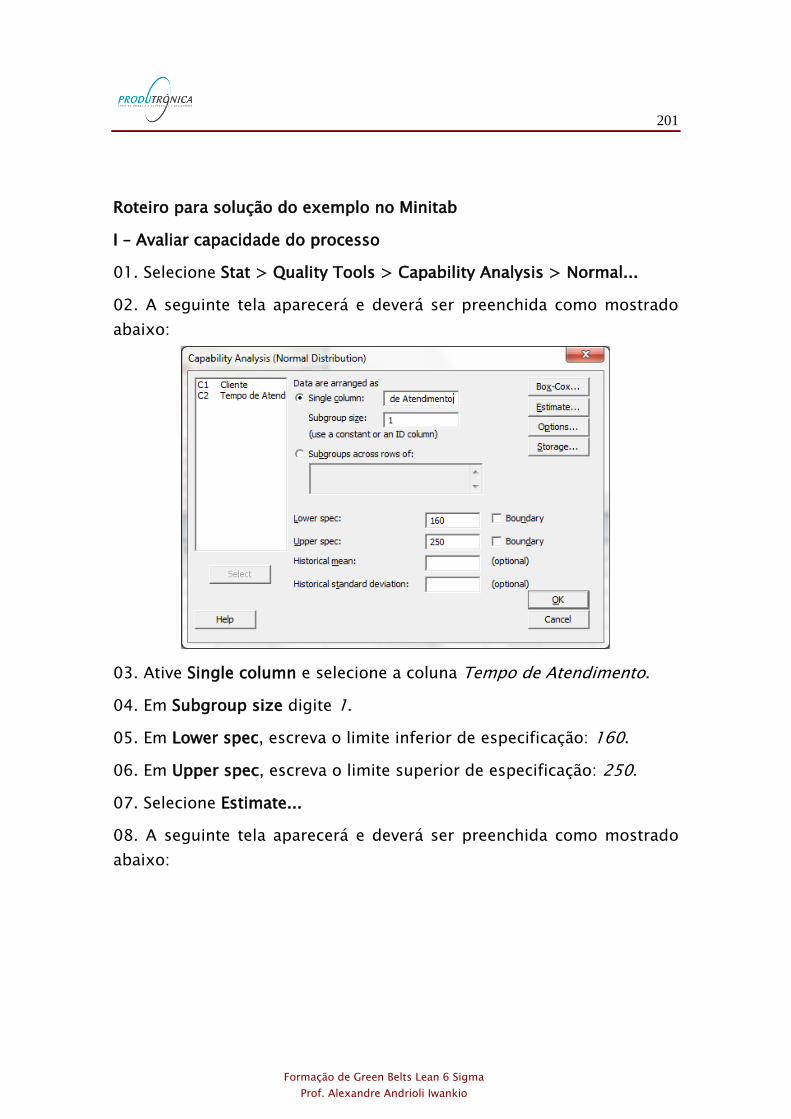
201
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Roteiro para solução do exemplo no Minitab
I – Avaliar capacidade do processo
01. Selecione Stat > Quality Tools > Capability Analysis > Normal...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. Ative Single column e selecione a coluna Tempo de Atendimento.
04. Em Subgroup size digite 1.
05. Em Lower spec, escreva o limite inferior de especificação: 160.
06. Em Upper spec, escreva o limite superior de especificação: 250.
07. Selecione Estimate...
08. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
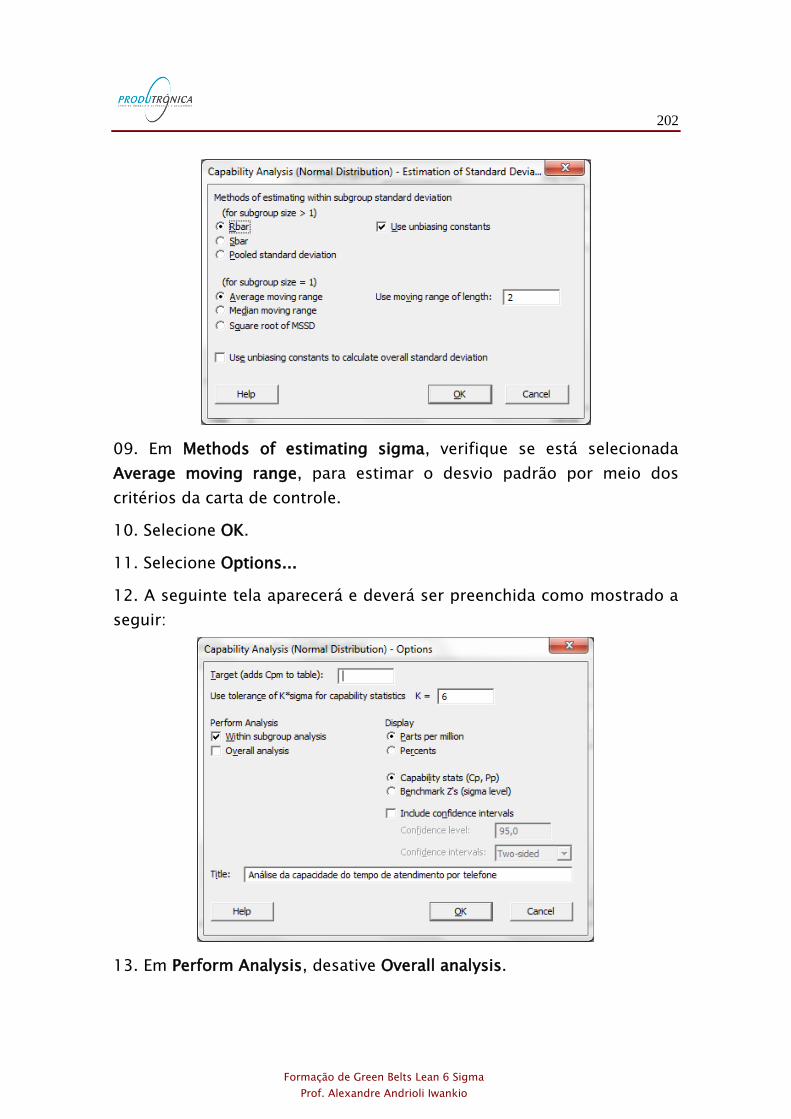
202
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
09. Em Methods of estimating sigma, verifique se está selecionada
Average moving range, para estimar o desvio padrão por meio dos
critérios da carta de controle.
10. Selecione OK.
11. Selecione Options...
12. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
13. Em Perform Analysis, desative Overall analysis.
203
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Esta opção calcularia os índices de capacidade do processo estimando o
desvio padrão através do procedimento comum. A opção Within
subgroups analysis fará o cálculo dos índices conforme o procedimento
da carta de controle.
14. Em Title, digite o título da análise de capacidade (Exemplo: Análise
de capacidade do tempo de atendimento por telefone).
15. Selecione OK duas vezes.
ATIVIDADE
Empresa: Fabricante de Palm-top.
Característica de interesse: Tempo de reparo na assistência técnica
(dias).
Política adotada pela empresa: Em caso de defeito do aparelho, o cliente
tem direito à troca por um aparelho novo se o tempo de reparo na
assistência técnica superar 30 dias.
Problema: Alto custo com a troca de produtos devido a excessivos casos
de reparos com mais de 30 dias.
Analise os dados da tabela e conclua sobre o que a empresa deve fazer
para resolver o problema.
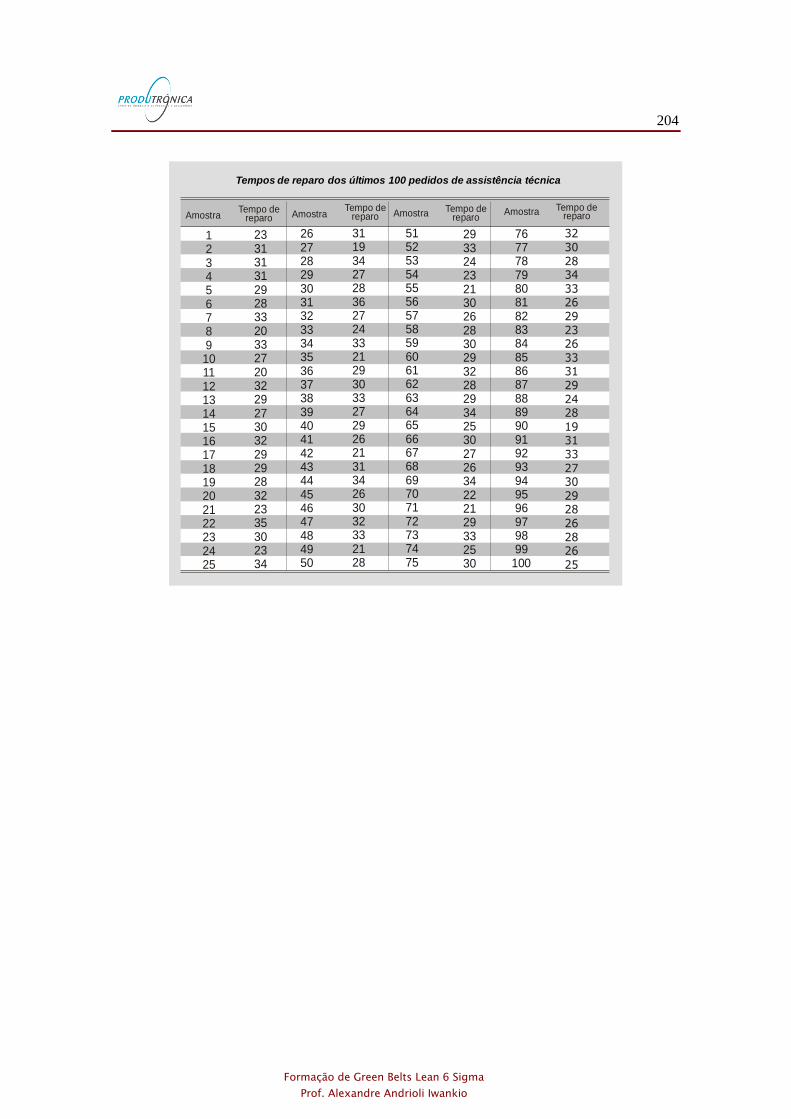
204
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
12345678910111213141516171819202122232425
23313131292833203327203229273032292928322335302334
26272829303132333435363738394041424344454647484950
31193427283627243321293033272926213134263032332128
51525354555657585960616263646566676869707172737475
29332423213026283029322829342530272634222129332530
767778798081828384858687888990919293949596979899
100
32302834332629232633312924281931332730292826282625
Amostra Amostra Amostra AmostraTempo dereparo
Tempo dereparo
Tempo dereparo
Tempo dereparo
Tempos de reparo dos últimos 100 pedidos de assistência técnica
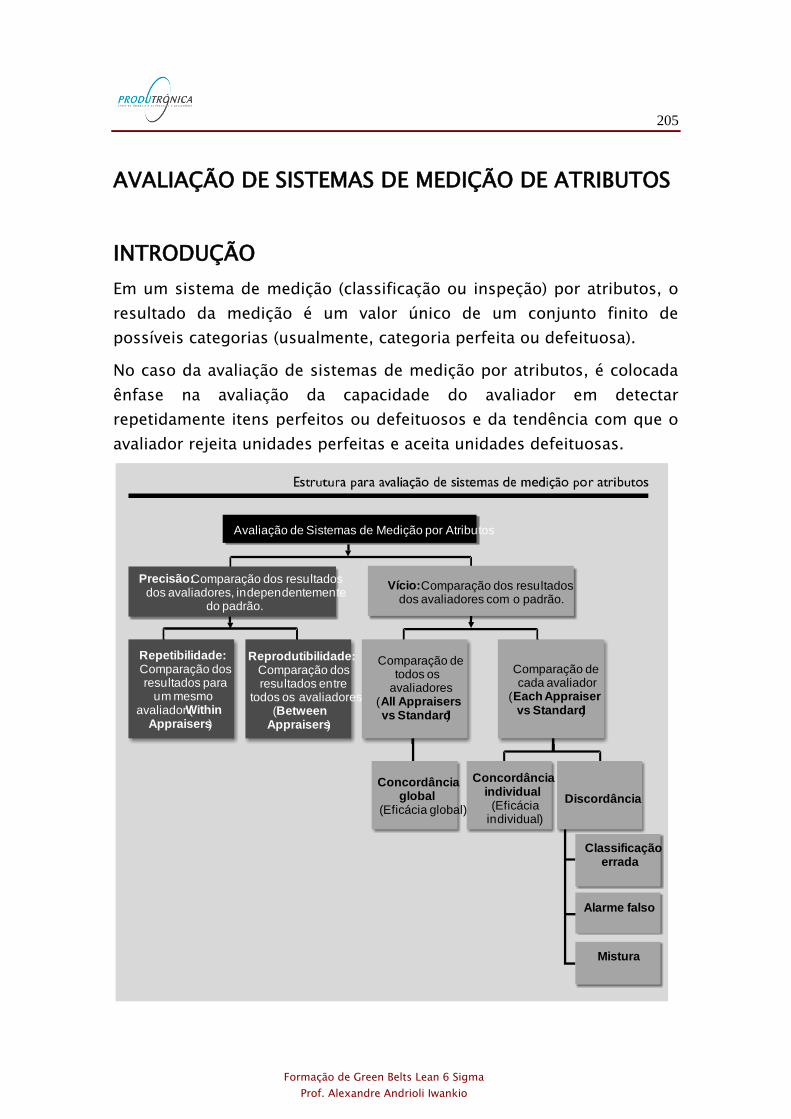
205
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
AVALIAÇÃO DE SISTEMAS DE MEDIÇÃO DE ATRIBUTOS
INTRODUÇÃO
Em um sistema de medição (classificação ou inspeção) por atributos, o
resultado da medição é um valor único de um conjunto finito de
possíveis categorias (usualmente, categoria perfeita ou defeituosa).
No caso da avaliação de sistemas de medição por atributos, é colocada
ênfase na avaliação da capacidade do avaliador em detectar
repetidamente itens perfeitos ou defeituosos e da tendência com que o
avaliador rejeita unidades perfeitas e aceita unidades defeituosas.
Avaliação de Sistemas de Medição por Atributos
Precisão: Comparação dos resultados dos avaliadores, independentemente
do padrão.
Vício: Comparação dos resultados dos avaliadores com o padrão.
Repetibilidade:
Within Appraisers
Comparação dos resultados para
um mesmo avaliador (
)
Reprodutibilidade:
Between Appraisers
Comparação dos resultados entre
todos os avaliadores (
)
Comparação de todos os
avaliadores(
)All Appraisers vs Standard
Comparação de cada avaliador
()
Each Appraiser vs Standard
Discordância
Concordância individual
(Eficácia individual)
Concordância global
(Eficácia global)
Mistura
Alarme falso
Classificação errada
206
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DEFINIÇÕES E EXEMPLOS - EXEMPLO
Uma empresa fabricante de produtos alimentícios estava utilizando o
método DMAIC para resolver o problema aumento do número de
embalagens de tortas congeladas defeituosas, a partir de julho de 2006.
Na etapa Measure do DMAIC, a empresa decidiu avaliar o sistema de
inspeção que vinha sendo utilizado para a detecção de embalagens
defeituosas, com o objetivo de verificar se o mesmo era confiável.
Nesse sistema, as embalagens eram visualmente inspecionadas para
que os possíveis defeitos - embalagem rasgada, amassada, aberta, com
data de validade do produto ilegível, entre outros - pudessem ser
detectados. Se uma embalagem apresentasse um ou mais defeitos ela
deveria ser classificada como defeituosa e, a seguir, ser separada do
restante da produção.
Participaram do estudo três avaliadores responsáveis pela inspeção das
embalagens. Vinte embalagens (nove perfeitas e onze defeituosas)
foram utilizadas na avaliação, após terem sido previamente
inspecionadas e classificadas pelo engenheiro que trabalhava no
gerenciamento do processo de produção.
Cada avaliador inspecionou três vezes cada uma das embalagens e os
resultados obtidos estão apresentados na tabela. Nessa tabela, P
significa embalagem perfeita e D embalagem defeituosa.
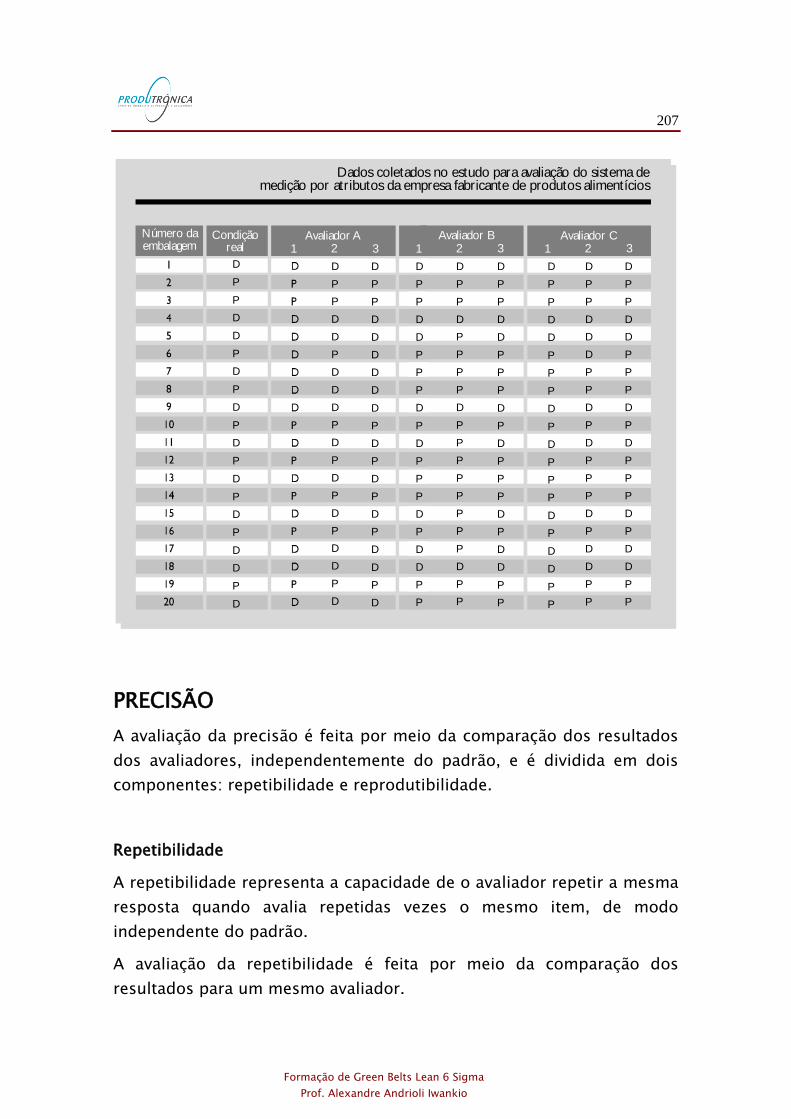
207
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
TABELA 3.1
Dados coletados no estudo para avalia o do sistema de medi o por atributos da empresa fabricante de produtos aliment cios
çç í
ãã
Número da embalagem
Condi ão real
ç Avaliador A
D
P
P
D
D
P
D
P
D
P
D
P
D
P
D
P
D
D
P
D
D
P
P
D
D
P
D
D
D
P
D
P
D
P
D
P
D
D
P
D
D
P
P
D
D
D
D
D
D
P
D
P
D
P
D
P
D
D
P
D
D
P
P
D
D
P
P
P
D
P
D
P
P
P
D
P
D
D
P
P
D
P
P
D
P
P
P
P
D
P
P
P
P
P
P
P
P
D
P
P
D
P
P
D
D
P
P
P
D
P
D
P
P
P
D
P
D
D
P
P
D
P
P
D
D
P
P
P
D
P
D
P
P
P
D
P
D
D
P
P
D
P
P
D
D
D
P
P
D
P
D
P
P
P
D
P
D
D
P
P
D
P
P
D
D
P
P
P
D
P
D
P
P
P
D
P
D
D
P
P
1 2 3Avaliador B
1 2 3Avaliador C
1 2 3
PRECISÃO
A avaliação da precisão é feita por meio da comparação dos resultados
dos avaliadores, independentemente do padrão, e é dividida em dois
componentes: repetibilidade e reprodutibilidade.
Repetibilidade
A repetibilidade representa a capacidade de o avaliador repetir a mesma
resposta quando avalia repetidas vezes o mesmo item, de modo
independente do padrão.
A avaliação da repetibilidade é feita por meio da comparação dos
resultados para um mesmo avaliador.
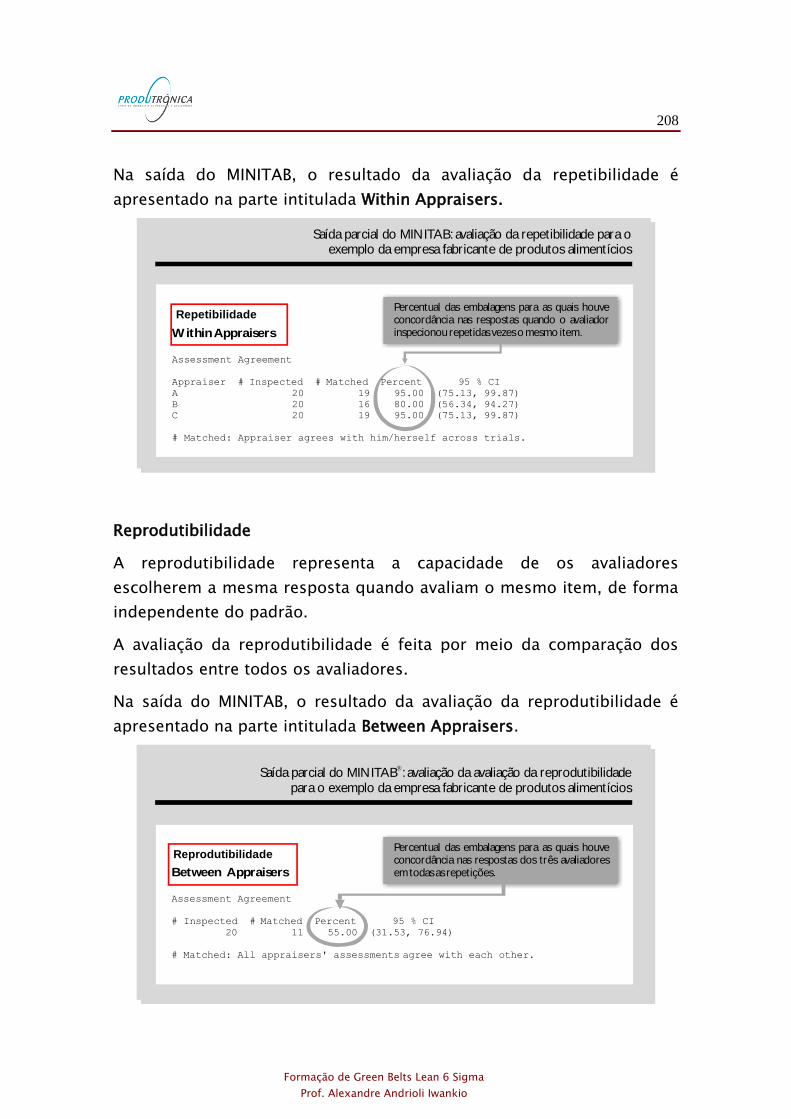
208
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Na saída do MINITAB, o resultado da avaliação da repetibilidade é
apresentado na parte intitulada Within Appraisers.
FIGURA 3.2
Saída parcial do MINITAB: avaliação da repetibilidade para o exemplo da empresa fabricante de produtos alimentícios
Within Appraisers Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CI
A 20 19 95.00 (75.13, 99.87)
B 20 16 80.00 (56.34, 94.27)
C 20 19 95.00 (75.13, 99.87)
# Matched: Appraiser agrees with him/herself across trials.
Percentual das embalagens para as quais houve concordância nas respostas quando o avaliador inspecionou repetidas vezes o mesmo item.
Repetibilidade
Reprodutibilidade
A reprodutibilidade representa a capacidade de os avaliadores
escolherem a mesma resposta quando avaliam o mesmo item, de forma
independente do padrão.
A avaliação da reprodutibilidade é feita por meio da comparação dos
resultados entre todos os avaliadores.
Na saída do MINITAB, o resultado da avaliação da reprodutibilidade é
apresentado na parte intitulada Between Appraisers.
FIGURA 3.3
Saída parcial do MINITAB : avaliação da avaliação da reprodutibilidade para o exemplo da empresa fabricante de produtos alimentícios
Percentual das embalagens para as quais houve concordância nas respostas dos três avaliadores em todas as repetições.Between Appraisers
Assessment Agreement
# Inspected # Matched Percent 95 % CI
20 11 55.00 (31.53, 76.94)
# Matched: All appraisers' assessments agree with each other.
Reprodutibilidade
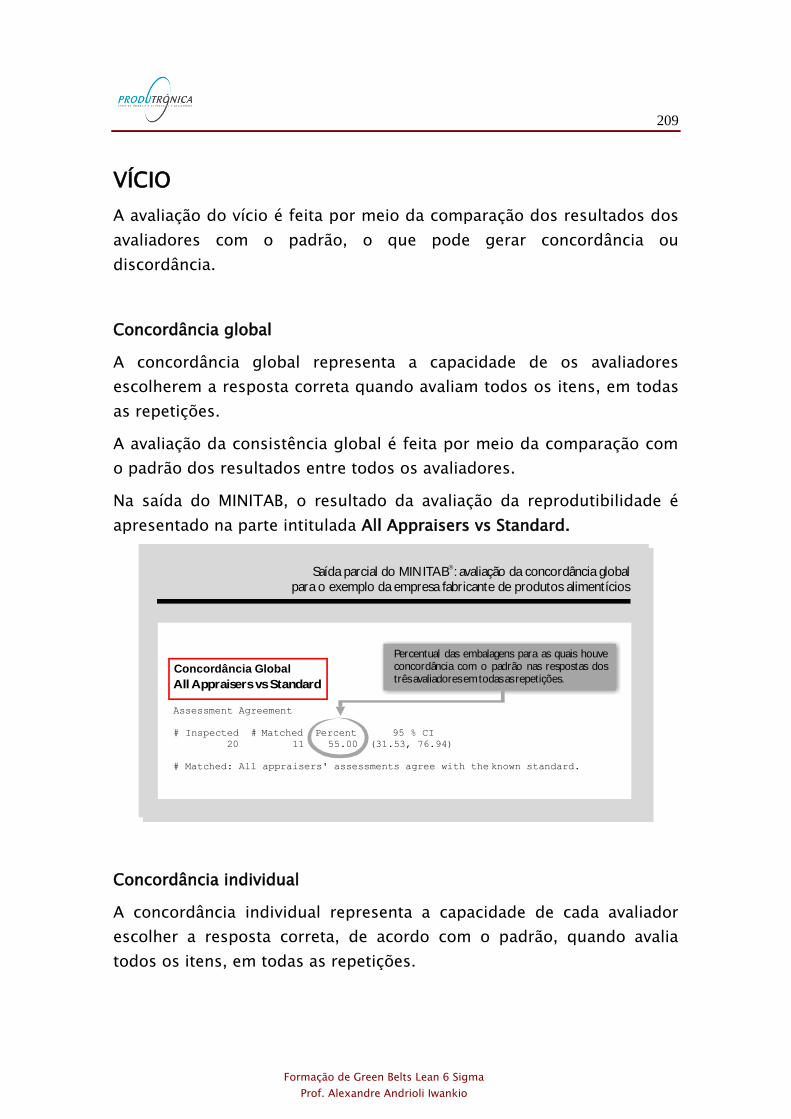
209
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
VÍCIO
A avaliação do vício é feita por meio da comparação dos resultados dos
avaliadores com o padrão, o que pode gerar concordância ou
discordância.
Concordância global
A concordância global representa a capacidade de os avaliadores
escolherem a resposta correta quando avaliam todos os itens, em todas
as repetições.
A avaliação da consistência global é feita por meio da comparação com
o padrão dos resultados entre todos os avaliadores.
Na saída do MINITAB, o resultado da avaliação da reprodutibilidade é
apresentado na parte intitulada All Appraisers vs Standard.
FIGURA 3.4
Saída parcial do MINITAB :
avaliação da concordância global para o exemplo da empresa fabricante de produtos alimentícios
Percentual das embalagens para as quais houve concordância com o padrão nas respostas dos três avaliadores em todas as repetições.
All Appraisers vs Standard Assessment Agreement
# Inspected # Matched Percent 95 % CI
20 11 55.00 (31.53, 76.94)
# Matched: All appraisers' assessments agree with the known standard.
Concordância Global
Concordância individual
A concordância individual representa a capacidade de cada avaliador
escolher a resposta correta, de acordo com o padrão, quando avalia
todos os itens, em todas as repetições.
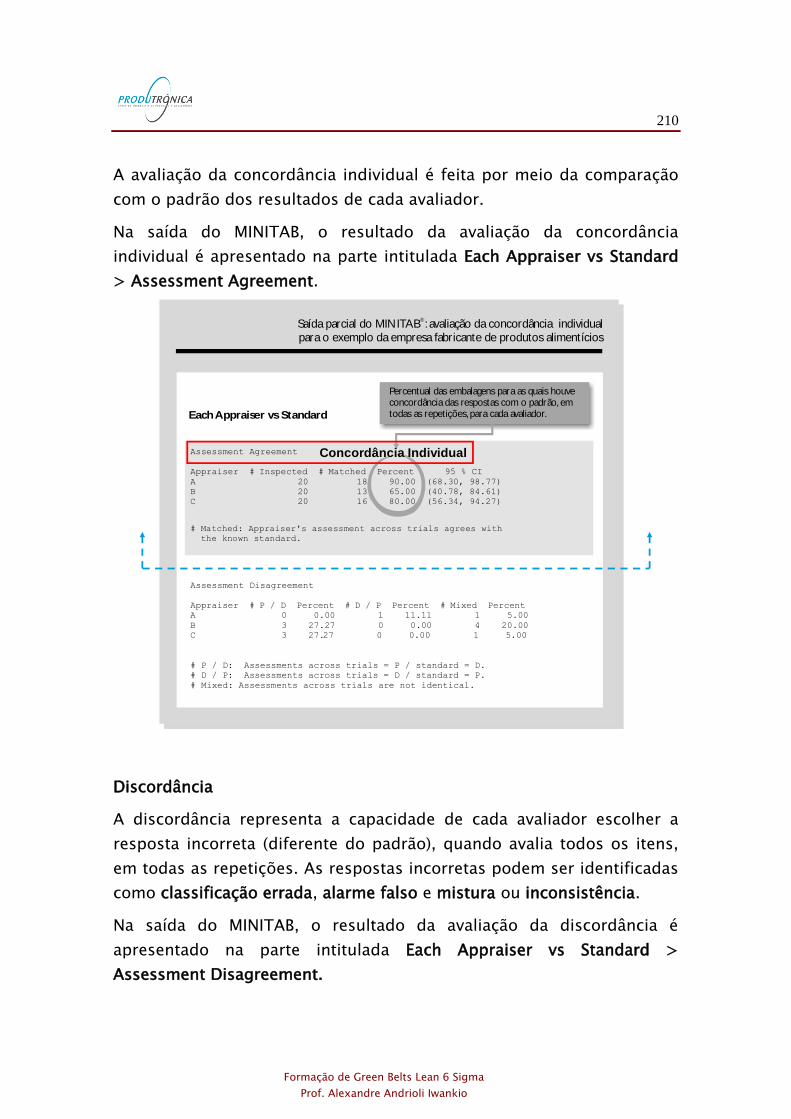
210
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A avaliação da concordância individual é feita por meio da comparação
com o padrão dos resultados de cada avaliador.
Na saída do MINITAB, o resultado da avaliação da concordância
individual é apresentado na parte intitulada Each Appraiser vs Standard
> Assessment Agreement.
FIGURA 3.5
Saída parcial do MINITAB : avaliação da concordância individualpara o exemplo da empresa fabricante de produtos alimentícios
Percentual das embalagens para as quais houve concordância das respostas com o padrão, em todas as repetições, para cada avaliador.Each Appraiser vs Standard
Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CI
A 20 18 90.00 (68.30, 98.77)
B 20 13 65.00 (40.78, 84.61)
C 20 16 80.00 (56.34, 94.27)
# Matched: Appraiser's assessment across trials agrees with
the known standard.
Assessment Disagreement
Appraiser # P / D Percent # D / P Percent # Mixed Percent
A 0 0.00 1 11.11 1 5.00
B 3 27.27 0 0.00 4 20.00
C 3 27.27 0 0.00 1 5.00
# P / D: Assessments across trials = P / standard = D.
# D / P: Assessments across trials = D / standard = P.
# Mixed: Assessments across trials are not identical.
Concordância Individual
Discordância
A discordância representa a capacidade de cada avaliador escolher a
resposta incorreta (diferente do padrão), quando avalia todos os itens,
em todas as repetições. As respostas incorretas podem ser identificadas
como classificação errada, alarme falso e mistura ou inconsistência.
Na saída do MINITAB, o resultado da avaliação da discordância é
apresentado na parte intitulada Each Appraiser vs Standard >
Assessment Disagreement.
211
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Classificação errada:
A classificação errada representa a aceitação de um item defeituoso, isto
é, classificar como perfeito um item que é defeituoso (P / D), o que é um
erro grave. O percentual de classificação errada é calculado por meio da
expressão:
número de itens defeituosos classificados como perfeitos em todas as
inspeções do avaliador
número de itens defeituosos
Alarme falso:
O alarme falso representa a rejeição de um item perfeito, isto é,
classificar como defeituoso um item que é perfeito (D / P). Esse erro não
é tão grave quanto o anterior, mas deve ser evitado, já que a rejeição de
um item perfeito implica na realização de trabalho e reinspeção
desnecessários. O percentual de alarme falso é calculado por meio do
quociente:
número de itens perfeitos classificados como defeituosos em todas as inspeções do avaliador
número de itens perfeitos
Mistura ou inconsistência:
A mistura ou inconsistência ocorre quando há resultados contraditórios
nas avaliações de um mesmo item, que é avaliado como perfeito e
também como defeituoso, nas diferentes repetições (um exemplo de
mistura ocorre com a embalagem 6, para os avaliadores A e C, conforme
mostra a tabela 1). O percentual de mistura é calculado de acordo com a
expressão abaixo:
número de itens classificados de modo contraditório nas inspeções repetidas do avaliador
número total de itens
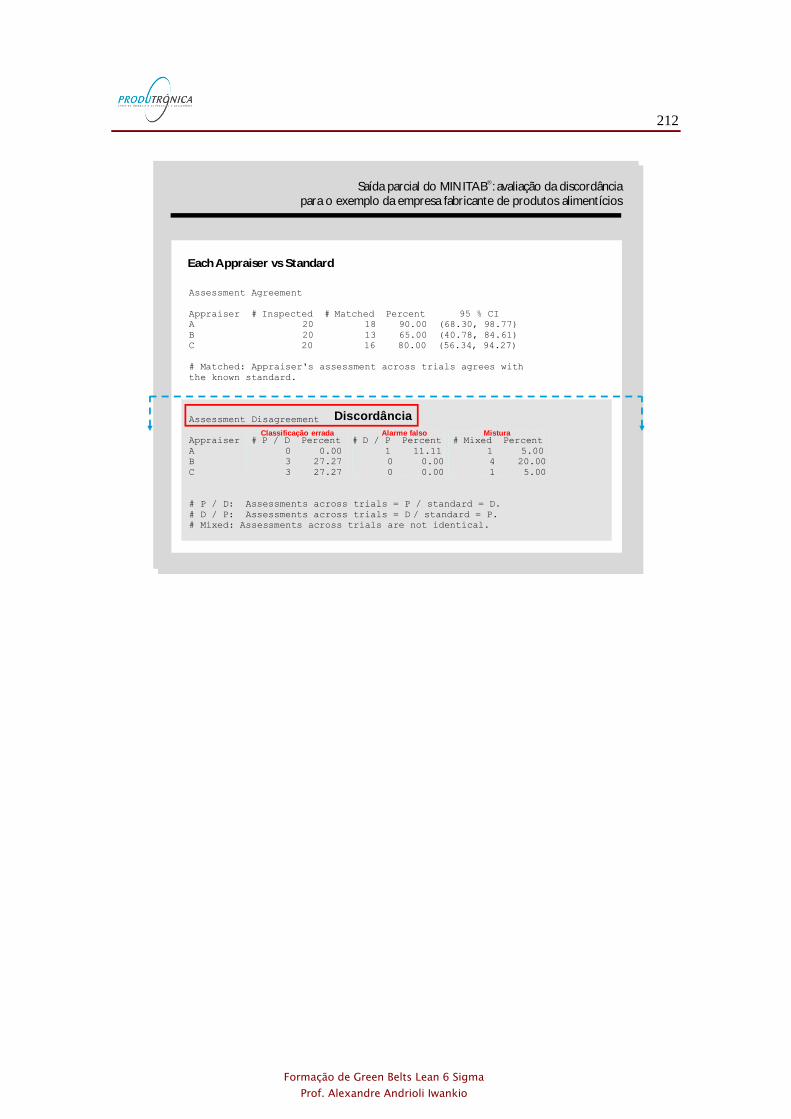
212
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 3.6
Saída parcial do MINITAB : avaliação da discordância para o exemplo da empresa fabricante de produtos alimentícios
Each Appraiser vs Standard
Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CI
A 20 18 90.00 (68.30, 98.77)
B 20 13 65.00 (40.78, 84.61)
C 20 16 80.00 (56.34, 94.27)
# Matched: Appraiser's assessment across trials agrees with
the known standard.
Assessment Disagreement
Appraiser # P / D Percent # D / P Percent # Mixed Percent
A 0 0.00 1 11.11 1 5.00
B 3 27.27 0 0.00 4 20.00
C 3 27.27 0 0.00 1 5.00
# P / D: Assessments across trials = P / standard = D.
# D / P: Assessments across trials = D / standard = P.
# Mixed: Assessments across trials are not identical.
Classificação errada Alarme falso Mistura
Discordância
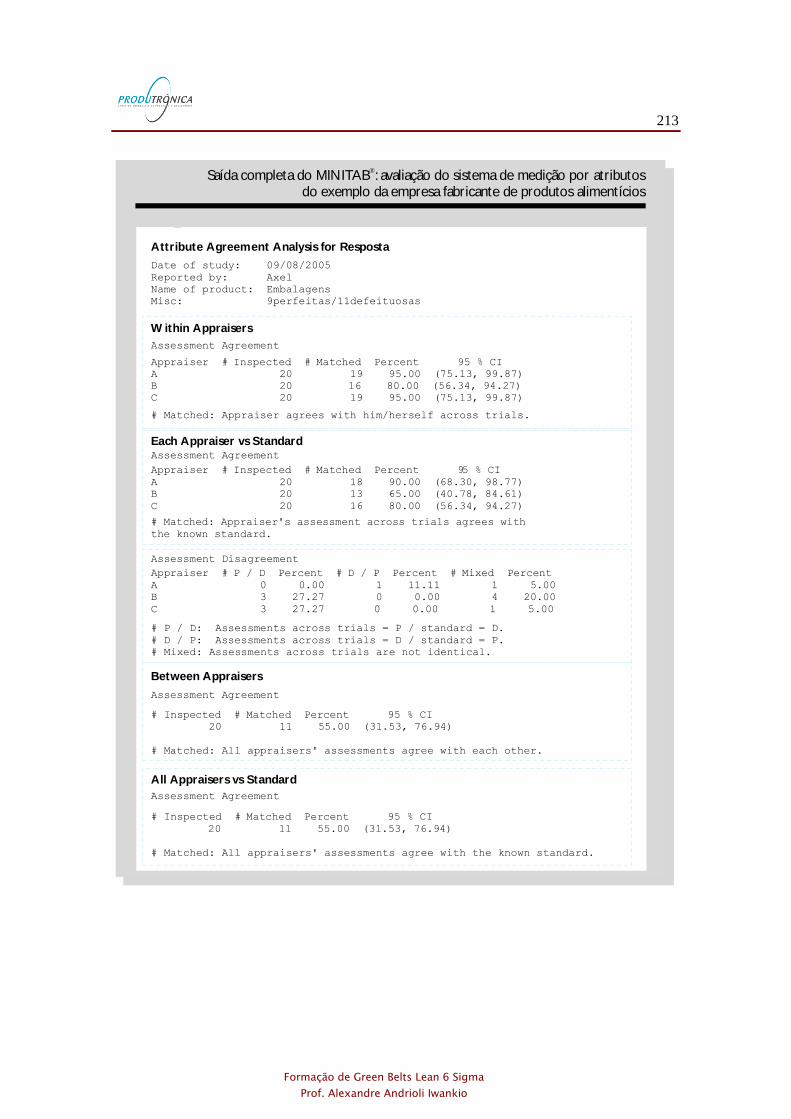
213
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 3.7
Saída completa do MINITAB : avaliação do sistema de medição por atributos do exemplo da empresa fabricante de produtos alimentícios
Attribute Agreement Analysis for Resposta
Date of study: 09/08/2005
Reported by: Axel
Name of product: Embalagens
Misc: 9perfeitas/11defeituosas
W ithin Appraisers
Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CI
A 20 19 95.00 (75.13, 99.87)
B 20 16 80.00 (56.34, 94.27)
C 20 19 95.00 (75.13, 99.87)
# Matched: Appraiser agrees with him/herself across trials.
Each Appraiser vs Standard
Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CI
A 20 18 90.00 (68.30, 98.77)
B 20 13 65.00 (40.78, 84.61)
C 20 16 80.00 (56.34, 94.27)
# Matched: Appraiser's assessment across trials agrees with
the known standard.
Assessment Disagreement
Appraiser # P / D Percent # D / P Percent # Mixed Percent
A 0 0.00 1 11.11 1 5.00
B 3 27.27 0 0.00 4 20.00
C 3 27.27 0 0.00 1 5.00
# P / D: Assessments across trials = P / standard = D.
# D / P: Assessments across trials = D / standard = P.
# Mixed: Assessments across trials are not identical.
Between Appraisers
Assessment Agreement
# Inspected # Matched Percent 95 % CI
20 11 55.00 (31.53, 76.94)
# Matched: All appraisers' assessments agree with each other.
All Appraisers vs Standard
Assessment Agreement
# Inspected # Matched Percent 95 % CI
20 11 55.00 (31.53, 76.94)
# Matched: All appraisers' assessments agree with the known standard.
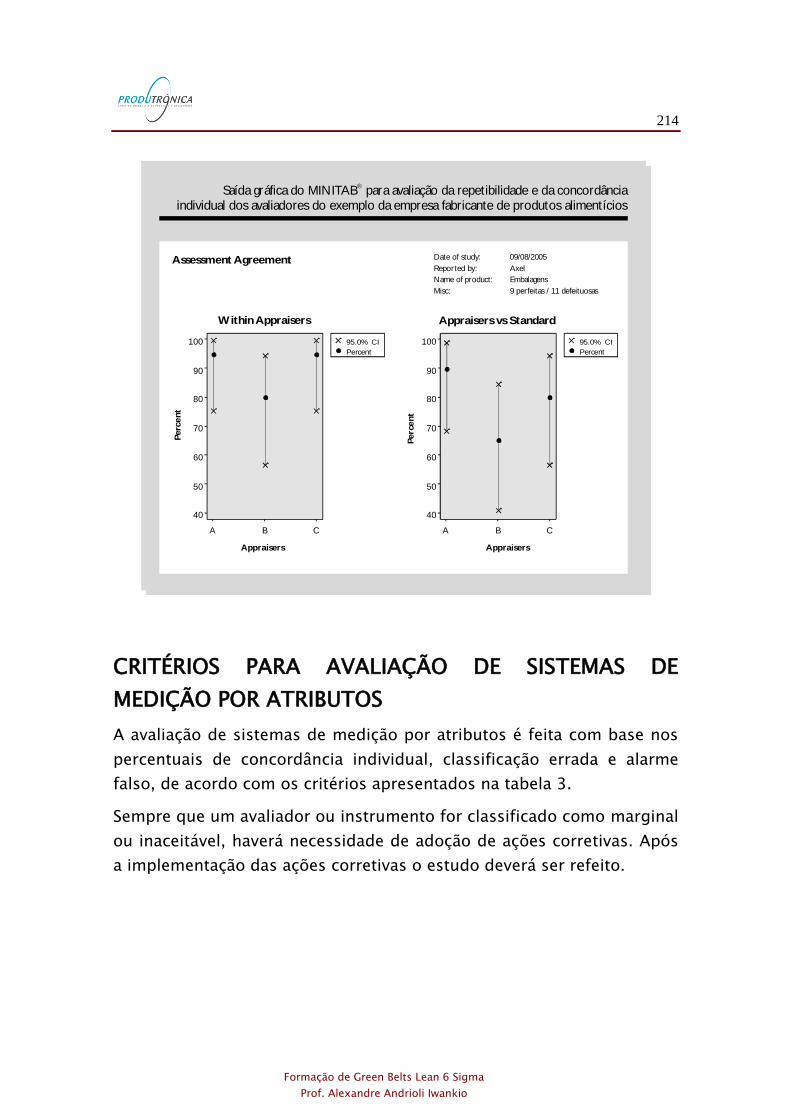
214
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 3.8
CBA
100
90
80
70
60
50
40
95.0% CI
Percent
CBA
100
90
80
70
60
50
40
95.0% CI
Percent
Date of study: 09/08/2005
Reported by: Axel
Name of product: Embalagens
Misc: 9 perfeitas / 11 defeituosas
Saída gráfica do MINITAB para avaliação da repetibilidade e da concordância individual dos avaliadores do exemplo da empresa fabricante de produtos alimentícios
Assessment Agreement
Within Appraisers
Appraisers Appraisers
Perc
ent
Perc
ent
Appraisers vs Standard
CRITÉRIOS PARA AVALIAÇÃO DE SISTEMAS DE
MEDIÇÃO POR ATRIBUTOS
A avaliação de sistemas de medição por atributos é feita com base nos
percentuais de concordância individual, classificação errada e alarme
falso, de acordo com os critérios apresentados na tabela 3.
Sempre que um avaliador ou instrumento for classificado como marginal
ou inaceitável, haverá necessidade de adoção de ações corretivas. Após
a implementação das ações corretivas o estudo deverá ser refeito.
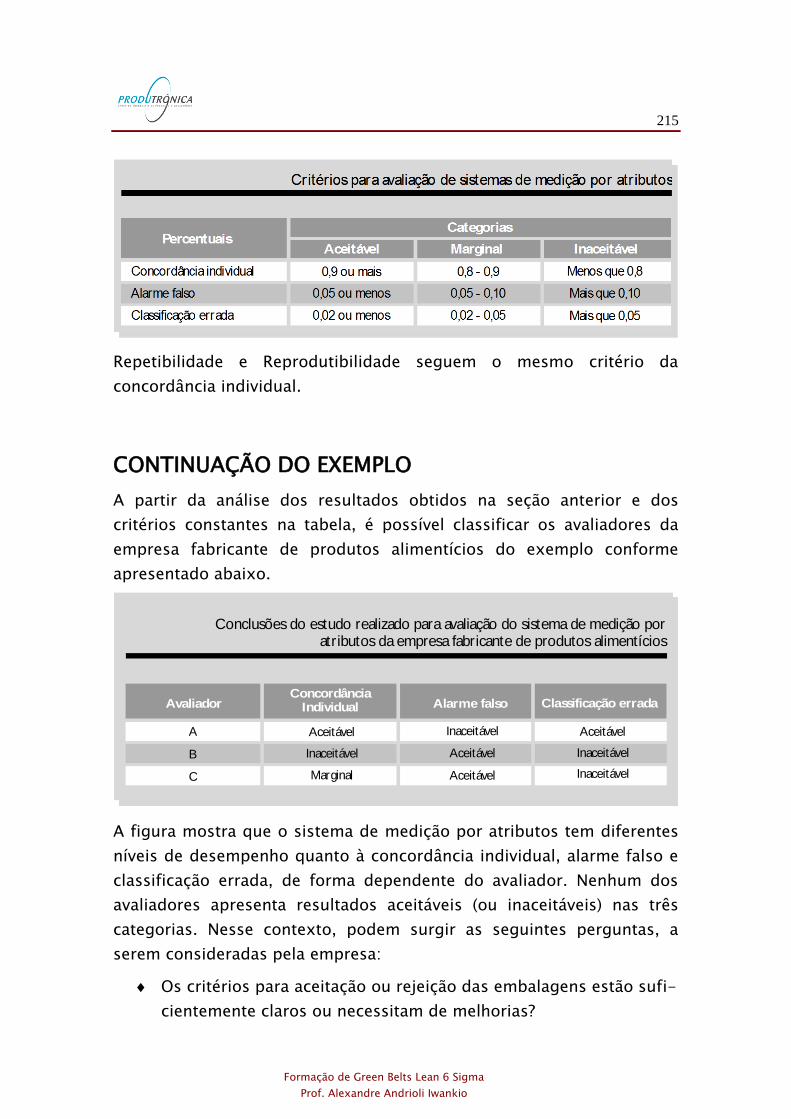
215
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Repetibilidade e Reprodutibilidade seguem o mesmo critério da
concordância individual.
CONTINUAÇÃO DO EXEMPLO
A partir da análise dos resultados obtidos na seção anterior e dos
critérios constantes na tabela, é possível classificar os avaliadores da
empresa fabricante de produtos alimentícios do exemplo conforme
apresentado abaixo.
Avaliador
A
B
C
Aceitável
Inaceitável
Marginal
Inaceitável
Aceitável
Aceitável
Aceitável
Inaceitável
Inaceitável
Concordância Individual Alarme falso Classificação errada
FIGURA 3.11
Conclusões do estudo realizado para avaliação do sistema de medição por atributos da empresa fabricante de produtos alimentícios
A figura mostra que o sistema de medição por atributos tem diferentes
níveis de desempenho quanto à concordância individual, alarme falso e
classificação errada, de forma dependente do avaliador. Nenhum dos
avaliadores apresenta resultados aceitáveis (ou inaceitáveis) nas três
categorias. Nesse contexto, podem surgir as seguintes perguntas, a
serem consideradas pela empresa:
Os critérios para aceitação ou rejeição das embalagens estão sufi-
cientemente claros ou necessitam de melhorias?
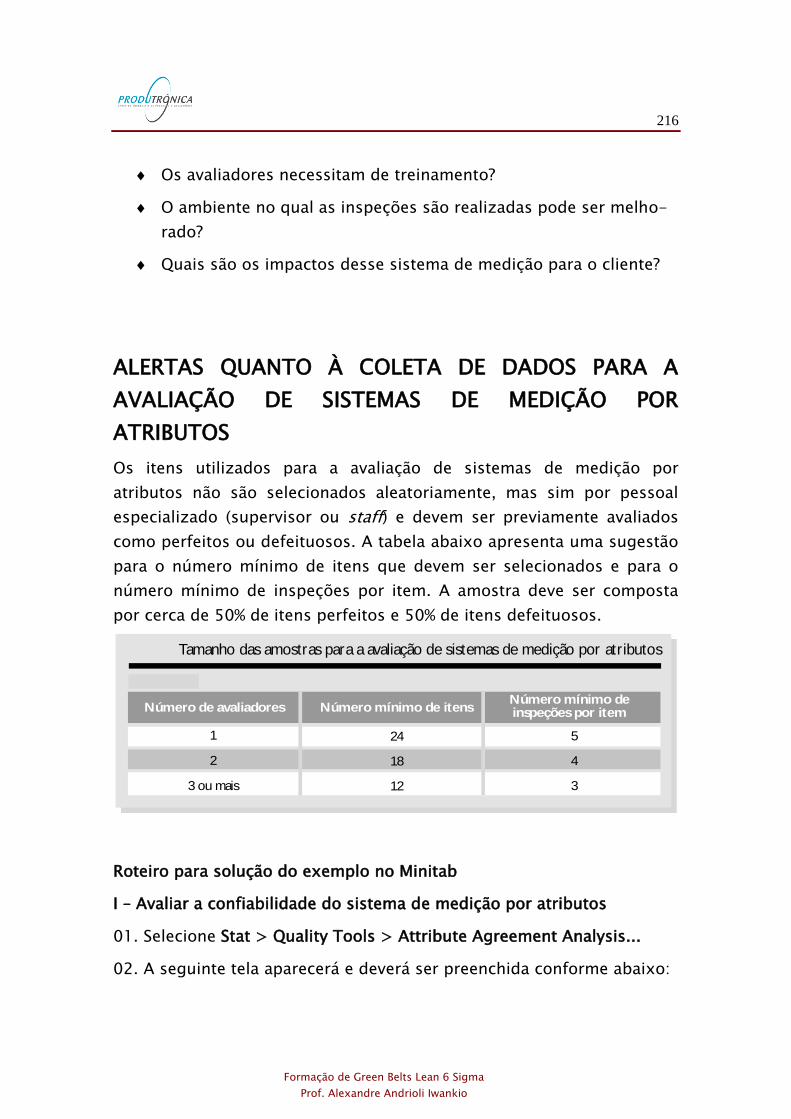
216
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Os avaliadores necessitam de treinamento?
O ambiente no qual as inspeções são realizadas pode ser melho-
rado?
Quais são os impactos desse sistema de medição para o cliente?
ALERTAS QUANTO À COLETA DE DADOS PARA A
AVALIAÇÃO DE SISTEMAS DE MEDIÇÃO POR
ATRIBUTOS
Os itens utilizados para a avaliação de sistemas de medição por
atributos não são selecionados aleatoriamente, mas sim por pessoal
especializado (supervisor ou staff) e devem ser previamente avaliados
como perfeitos ou defeituosos. A tabela abaixo apresenta uma sugestão
para o número mínimo de itens que devem ser selecionados e para o
número mínimo de inspeções por item. A amostra deve ser composta
por cerca de 50% de itens perfeitos e 50% de itens defeituosos.
1
2
3 ou mais
24
18
12
5
4
3
TABELA 3.4
Tamanho das amostras para a avaliação de sistemas de medição por atributos
Número mínimo de itensNúmero mínimo deinspeções por itemNúmero de avaliadores
Roteiro para solução do exemplo no Minitab
I – Avaliar a confiabilidade do sistema de medição por atributos
01. Selecione Stat > Quality Tools > Attribute Agreement Analysis...
02. A seguinte tela aparecerá e deverá ser preenchida conforme abaixo:
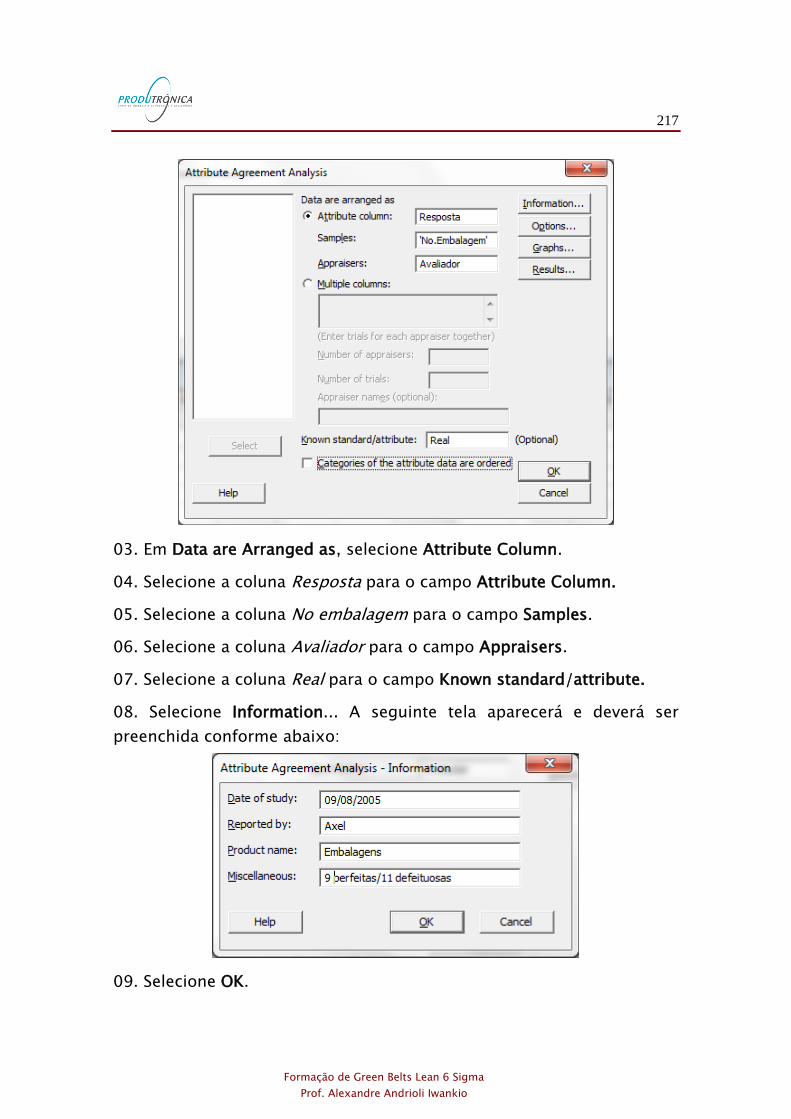
217
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
03. Em Data are Arranged as, selecione Attribute Column.
04. Selecione a coluna Resposta para o campo Attribute Column.
05. Selecione a coluna No embalagem para o campo Samples.
06. Selecione a coluna Avaliador para o campo Appraisers.
07. Selecione a coluna Real para o campo Known standard/attribute.
08. Selecione Information... A seguinte tela aparecerá e deverá ser
preenchida conforme abaixo:
09. Selecione OK.
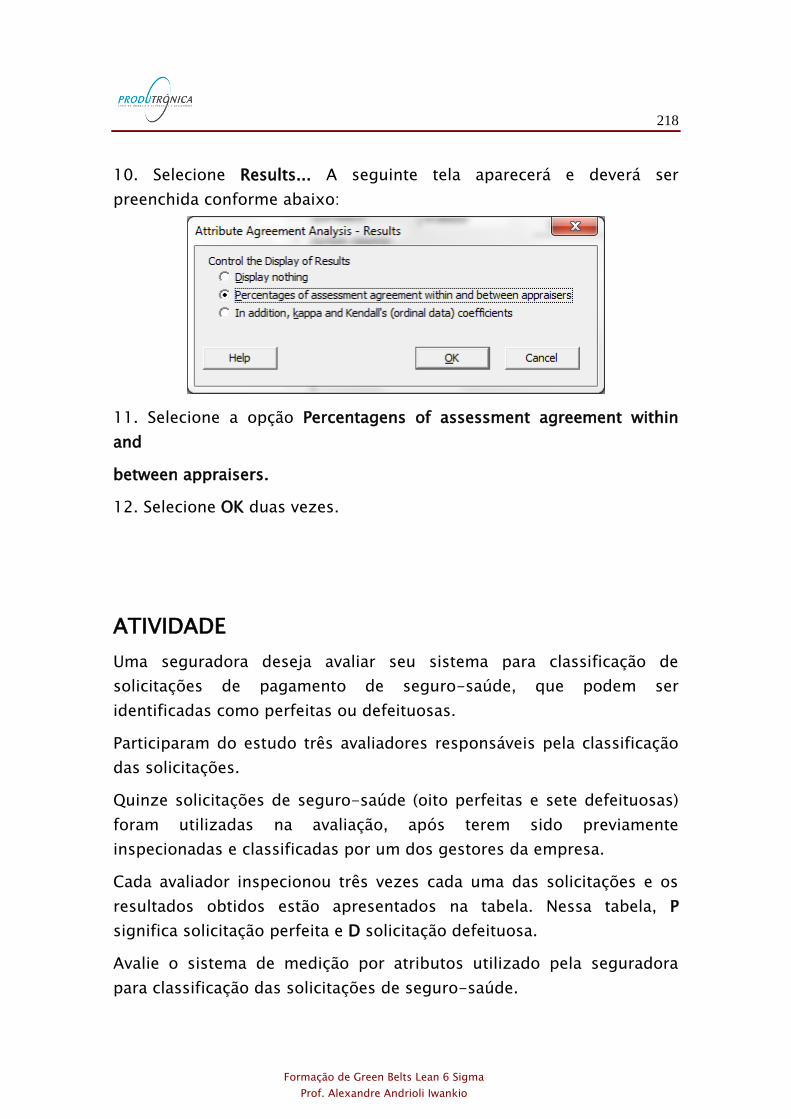
218
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
10. Selecione Results... A seguinte tela aparecerá e deverá ser
preenchida conforme abaixo:
11. Selecione a opção Percentagens of assessment agreement within
and
between appraisers.
12. Selecione OK duas vezes.
ATIVIDADE
Uma seguradora deseja avaliar seu sistema para classificação de
solicitações de pagamento de seguro-saúde, que podem ser
identificadas como perfeitas ou defeituosas.
Participaram do estudo três avaliadores responsáveis pela classificação
das solicitações.
Quinze solicitações de seguro-saúde (oito perfeitas e sete defeituosas)
foram utilizadas na avaliação, após terem sido previamente
inspecionadas e classificadas por um dos gestores da empresa.
Cada avaliador inspecionou três vezes cada uma das solicitações e os
resultados obtidos estão apresentados na tabela. Nessa tabela, P
significa solicitação perfeita e D solicitação defeituosa.
Avalie o sistema de medição por atributos utilizado pela seguradora
para classificação das solicitações de seguro-saúde.
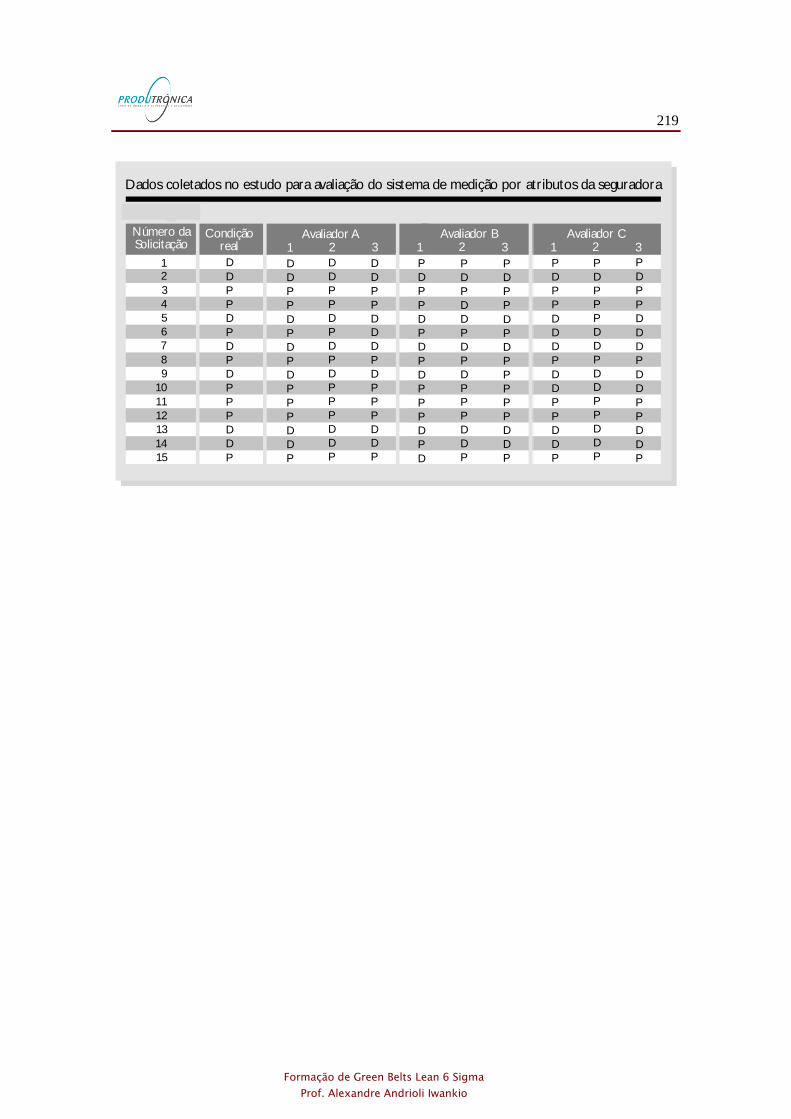
219
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
TABELA 3.5
Dados coletados no estudo para avaliação do sistema de medição por atributos da seguradora
Número da Solicitação
Condi ão real
ç Avaliador A
1
3
5
7
9
11
13
15
2
4
6
8
10
12
14
1 2 3Avaliador B
1 2 3Avaliador C
1 2 3
D
D
P
P
D
P
D
P
D
P
P
P
D
D
P
D
D
P
P
D
P
D
P
D
P
P
P
D
D
P
D
D
P
P
D
P
D
P
D
P
P
P
D
D
P
D
D
P
P
D
D
D
P
D
P
P
P
D
D
P
P
D
P
P
D
P
D
P
D
P
P
P
D
P
D
P
D
P
D
D
P
D
P
D
P
P
P
D
D
P
P
D
P
P
D
P
D
P
P
P
P
P
D
D
P
P
D
P
P
D
D
D
P
D
D
P
P
D
D
P
P
D
P
P
P
D
D
P
D
D
P
P
D
D
P
P
D
P
P
D
D
D
P
D
D
P
P
D
D
P
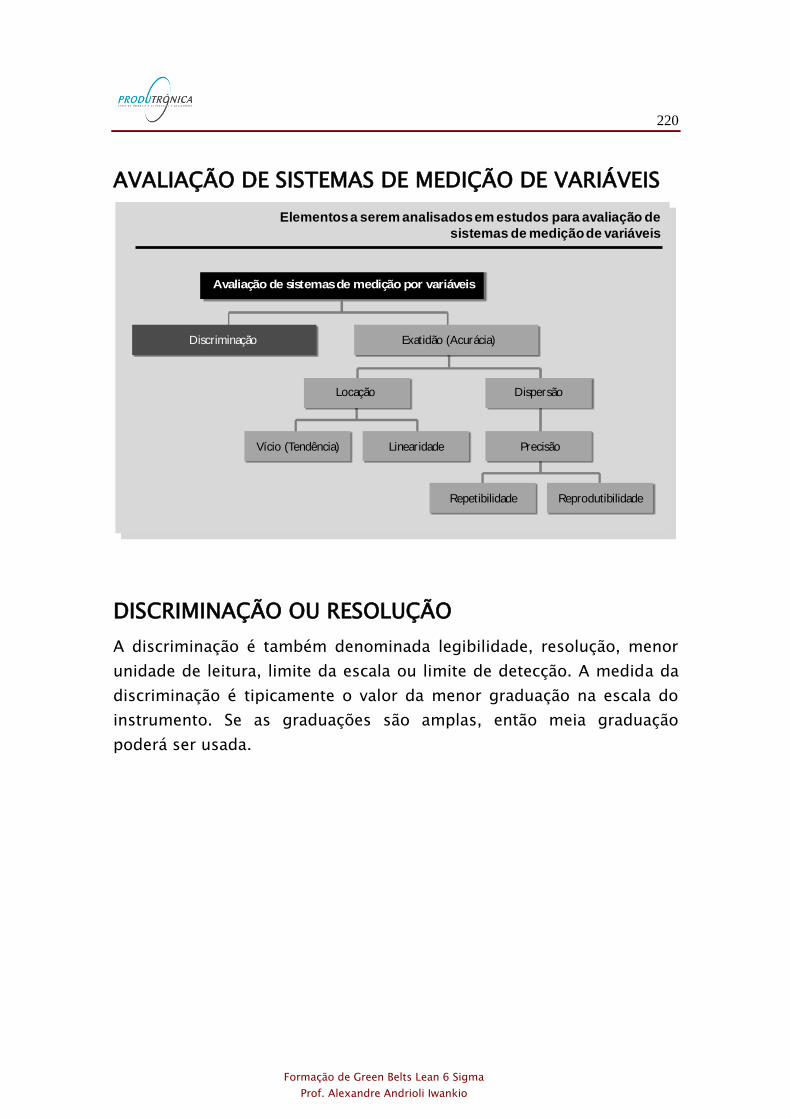
220
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
AVALIAÇÃO DE SISTEMAS DE MEDIÇÃO DE VARIÁVEIS
FIGURA 2.9
Avaliação de sistemas de medição por variáveis
Discriminação Exatidão (Acurácia)
DispersãoLocação
Vício (Tendência) Linearidade Precisão
Repetibilidade Reprodutibilidade
Elementos a serem analisados em estudos para avaliação de
sistemas de medição de variáveis
FIGURA 1
DISCRIMINAÇÃO OU RESOLUÇÃO
A discriminação é também denominada legibilidade, resolução, menor
unidade de leitura, limite da escala ou limite de detecção. A medida da
discriminação é tipicamente o valor da menor graduação na escala do
instrumento. Se as graduações são amplas, então meia graduação
poderá ser usada.
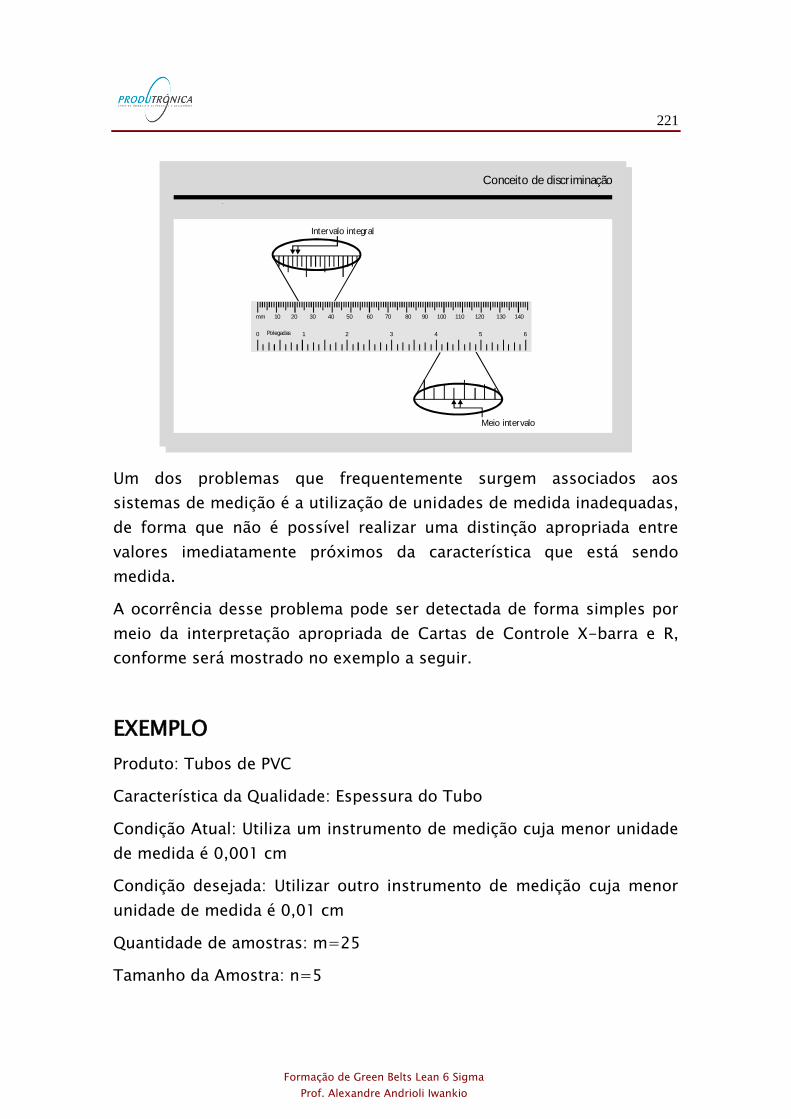
221
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.11
Conceito de discriminação
mm 10 20 30 40 50 60 70 80 90 100 110 120 130 140
Polegadas0 1 2 3 4 5 6
Intervalo integral
Meio intervalo
Um dos problemas que frequentemente surgem associados aos
sistemas de medição é a utilização de unidades de medida inadequadas,
de forma que não é possível realizar uma distinção apropriada entre
valores imediatamente próximos da característica que está sendo
medida.
A ocorrência desse problema pode ser detectada de forma simples por
meio da interpretação apropriada de Cartas de Controle X-barra e R,
conforme será mostrado no exemplo a seguir.
EXEMPLO
Produto: Tubos de PVC
Característica da Qualidade: Espessura do Tubo
Condição Atual: Utiliza um instrumento de medição cuja menor unidade
de medida é 0,001 cm
Condição desejada: Utilizar outro instrumento de medição cuja menor
unidade de medida é 0,01 cm
Quantidade de amostras: m=25
Tamanho da Amostra: n=5
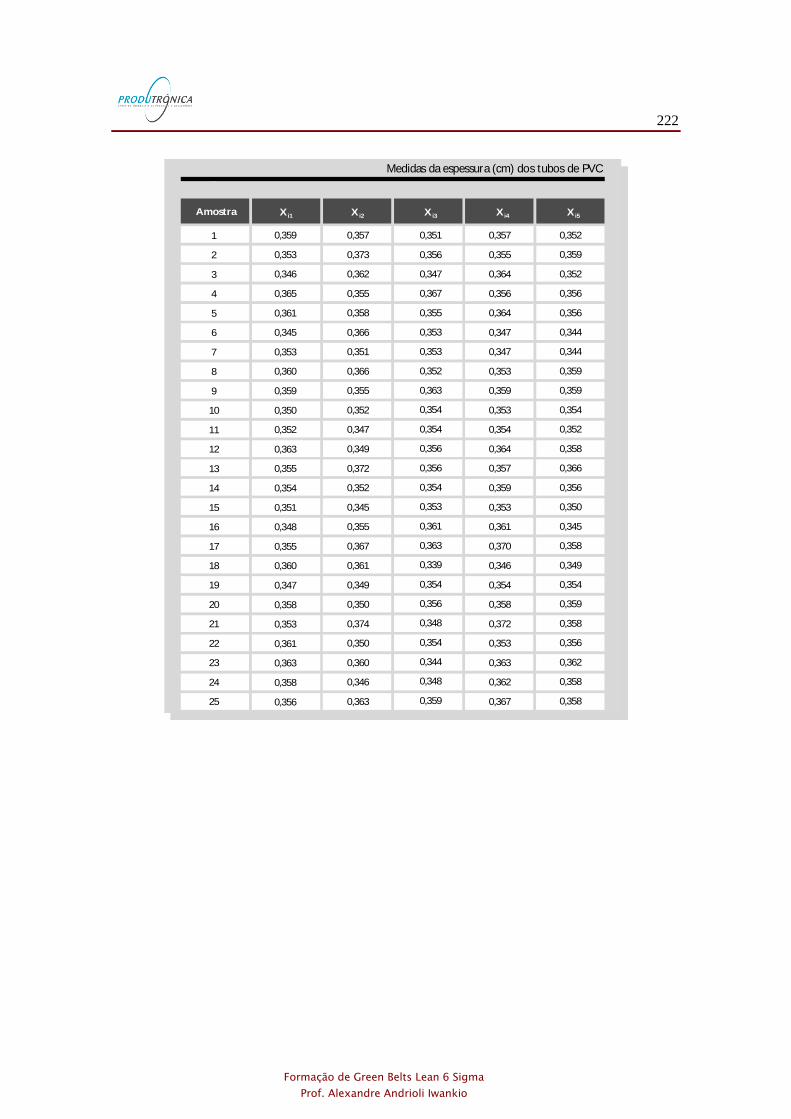
222
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
TABELA 2.1
Medidas da espessura (cm) dos tubos de PVC
Amostra
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
0,359
0,353
0,346
0,365
0,361
0,345
0,353
0,360
0,359
0,350
0,352
0,363
0,355
0,354
0,351
0,348
0,355
0,360
0,347
0,358
0,353
0,361
0,363
0,358
0,356
0,357
0,373
0,362
0,355
0,358
0,366
0,351
0,366
0,355
0,352
0,347
0,349
0,372
0,352
0,345
0,355
0,367
0,361
0,349
0,350
0,374
0,350
0,360
0,346
0,363
0,351
0,356
0,347
0,367
0,355
0,353
0,353
0,352
0,363
0,354
0,354
0,356
0,356
0,354
0,353
0,361
0,363
0,339
0,354
0,356
0,348
0,354
0,344
0,348
0,359
0,357
0,355
0,364
0,356
0,364
0,347
0,347
0,353
0,359
0,353
0,354
0,364
0,357
0,359
0,353
0,361
0,370
0,346
0,354
0,358
0,372
0,353
0,363
0,362
0,367
0,352
0,359
0,352
0,356
0,356
0,344
0,344
0,359
0,359
0,354
0,352
0,358
0,366
0,356
0,350
0,345
0,358
0,349
0,354
0,359
0,358
0,356
0,362
0,358
0,358
X i1 X i2 X i3 X i4 X i5
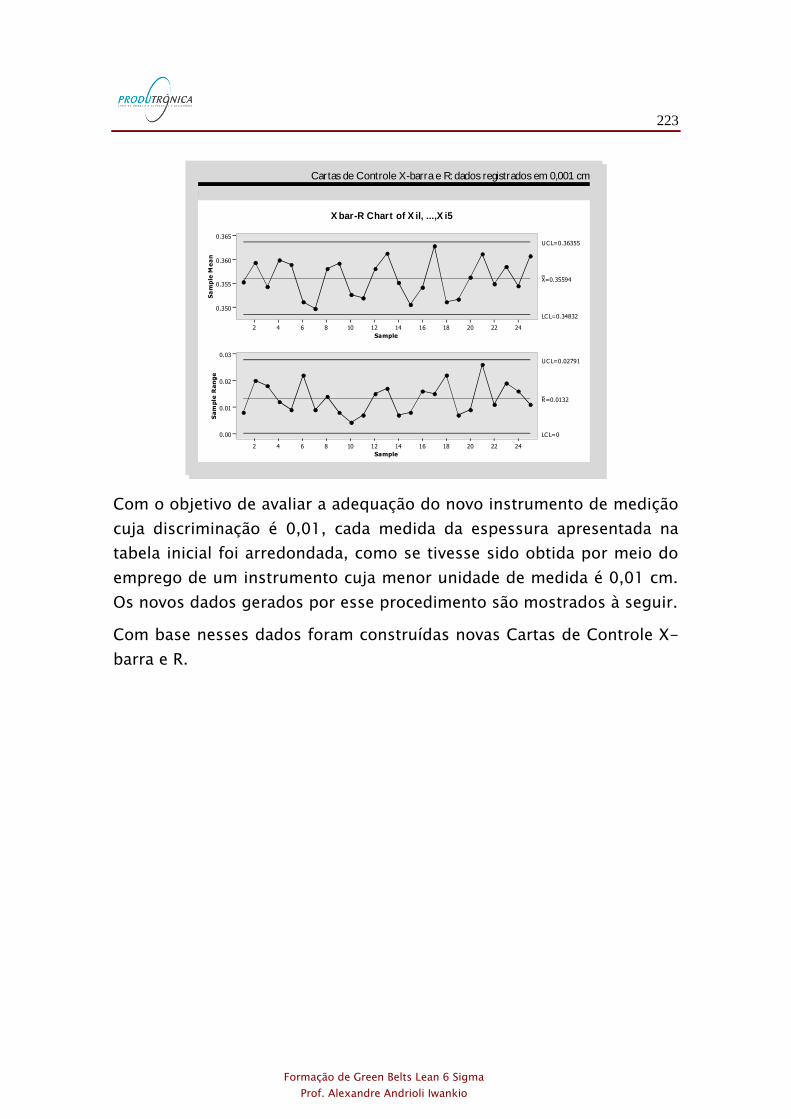
223
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.10
Cartas de Controle X-barra e R: dados registrados em 0,001 cm
X bar-R Chart of X il, ...,X i5
Sample
Sa
mp
leM
ea
n
24222018161412108642
0.365
0.360
0.355
0.350
__X=0.35594
UCL=0.36355
LCL=0.34832
Sample
Sa
mp
leR
an
ge
24222018161412108642
0.03
0.02
0.01
0.00
_R=0.0132
UCL=0.02791
LCL=0
FIGURA 3
Com o objetivo de avaliar a adequação do novo instrumento de medição
cuja discriminação é 0,01, cada medida da espessura apresentada na
tabela inicial foi arredondada, como se tivesse sido obtida por meio do
emprego de um instrumento cuja menor unidade de medida é 0,01 cm.
Os novos dados gerados por esse procedimento são mostrados à seguir.
Com base nesses dados foram construídas novas Cartas de Controle X-
barra e R.
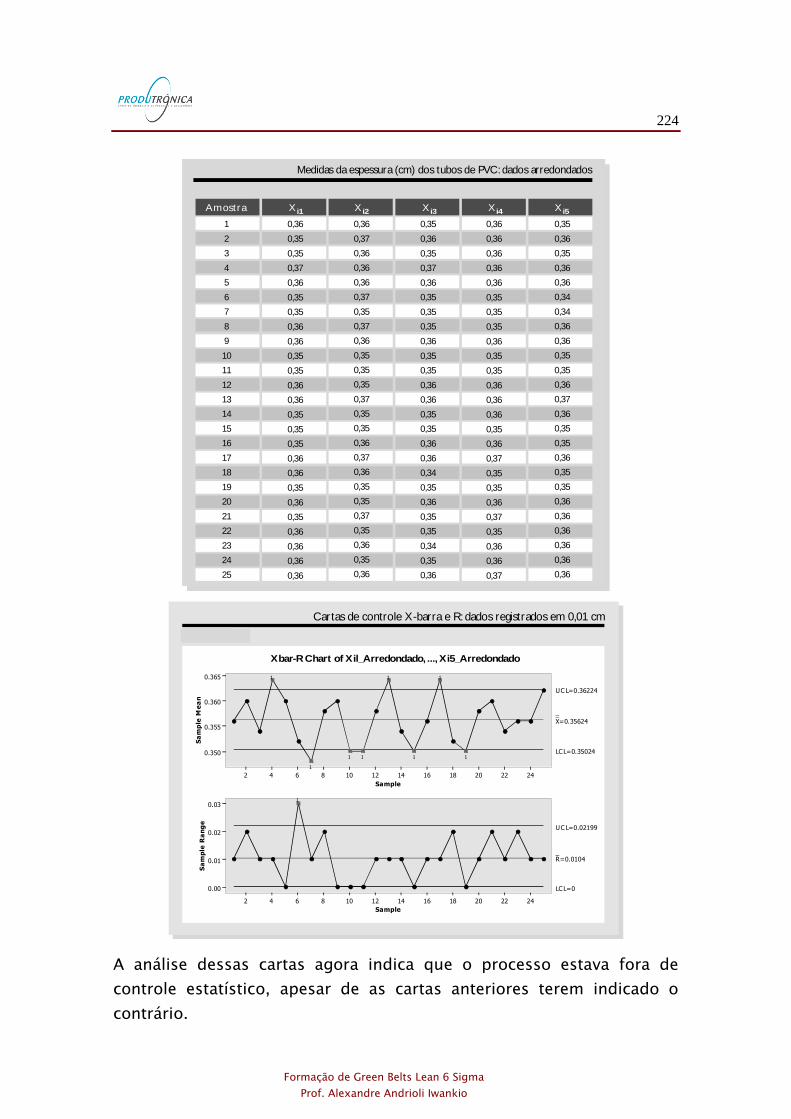
224
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
TABELA 2.2
Amostra X i1 X i2 X i3 X i4 X i5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Medidas da espessura (cm) dos tubos de PVC: dados arredondados
0,36
0,35
0,35
0,37
0,36
0,35
0,35
0,36
0,36
0,35
0,35
0,36
0,36
0,35
0,35
0,35
0,36
0,36
0,35
0,36
0,35
0,36
0,36
0,36
0,36
0,36
0,37
0,36
0,36
0,36
0,37
0,35
0,37
0,36
0,35
0,35
0,35
0,37
0,35
0,35
0,36
0,37
0,36
0,35
0,35
0,37
0,35
0,36
0,35
0,36
0,35
0,36
0,35
0,37
0,36
0,35
0,35
0,35
0,36
0,35
0,35
0,36
0,36
0,35
0,35
0,36
0,36
0,34
0,35
0,36
0,35
0,35
0,34
0,35
0,36
0,36
0,36
0,36
0,36
0,36
0,35
0,35
0,35
0,36
0,35
0,35
0,36
0,36
0,36
0,35
0,36
0,37
0,35
0,35
0,36
0,37
0,35
0,36
0,36
0,37
0,35
0,36
0,35
0,36
0,36
0,34
0,34
0,36
0,36
0,35
0,35
0,36
0,37
0,36
0,35
0,35
0,36
0,35
0,35
0,36
0,36
0,36
0,36
0,36
0,36
TABELA 2
Xbar-R Chart of Xil_Arredondado, ..., Xi5_Arredondado
FIGURA 2.116
Cartas de controle X-barra e R: dados registrados em 0,01 cm
Sample
Sa
mp
leM
ea
n
24222018161412108642
0.365
0.360
0.355
0.350
__X=0.35624
UC L=0.36224
LCL=0.35024
Sample
Sa
mp
leR
an
ge
24222018161412108642
0.03
0.02
0.01
0.00
_R=0.0104
UC L=0.02199
LCL=0
1
1
1
1
11
1
1
1
FIGURA 4
A análise dessas cartas agora indica que o processo estava fora de
controle estatístico, apesar de as cartas anteriores terem indicado o
contrário.
225
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
É importante ressaltar que os pontos fora de controle não foram
provocados por anomalias no processo produtivo – na verdade, eles são
o resultado do arredondamento das medidas da espessura dos tubos.
De modo geral, o arredondamento excessivo dos dados pode indicar
uma situação de falta de controle estatístico do processo produtivo,
quando na verdade o processo está sob controle.
A ocorrência desse tipo de problema pode ser facilmente identificada
por meio da observação do número de valores possíveis para a
amplitude das amostras dentro dos limites de controle da carta R.
Uma regra prática apresentada por D. J. Wheeler e R. W. Lyday
estabelece que se há cinco ou menos valores possíveis para a amplitude
das amostras dentro dos limites de controle da carta R, então a
discriminação não é adequada, não permitindo uma distinção
apropriada entre valores imediatamente próximos da característica que
está sendo medida.
( )61
Resolução
LICLSC+
-
226
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXATIDÃO OU ACURÁCIA
A exatidão quantifica a proximidade entre o valor real da característica
medida e os resultados fornecidos pelo sistema de medição.
VÍCIO OU TENDÊNCIA
O vício é a diferença entre o valor real da característica medida e a
média de medições repetidas dessa característica.
O vício representa uma superestimação ou subestimação sistemática do
valor verdadeiro que está sendo medido. Por exemplo, se um
instrumento fornece leituras da concentração de uma substância
química sempre 5 ppm superiores ao valor verdadeiro medido, é
possível dizer que esse instrumento apresenta um vício positivo de 5
ppm.
LINEARIDADE
A linearidade é a diferença entre os valores do vício ao longo do
intervalo de operação esperado do sistema de medição.
As mesmas causas que podem fazer com que um sistema de medição
apresente um vício elevado podem gerar um valor não aceitável para a
linearidade.
PRECISÃO
A precisão quantifica a proximidade entre as medidas individuais da
característica de interesse geradas pelo sistema de medição.
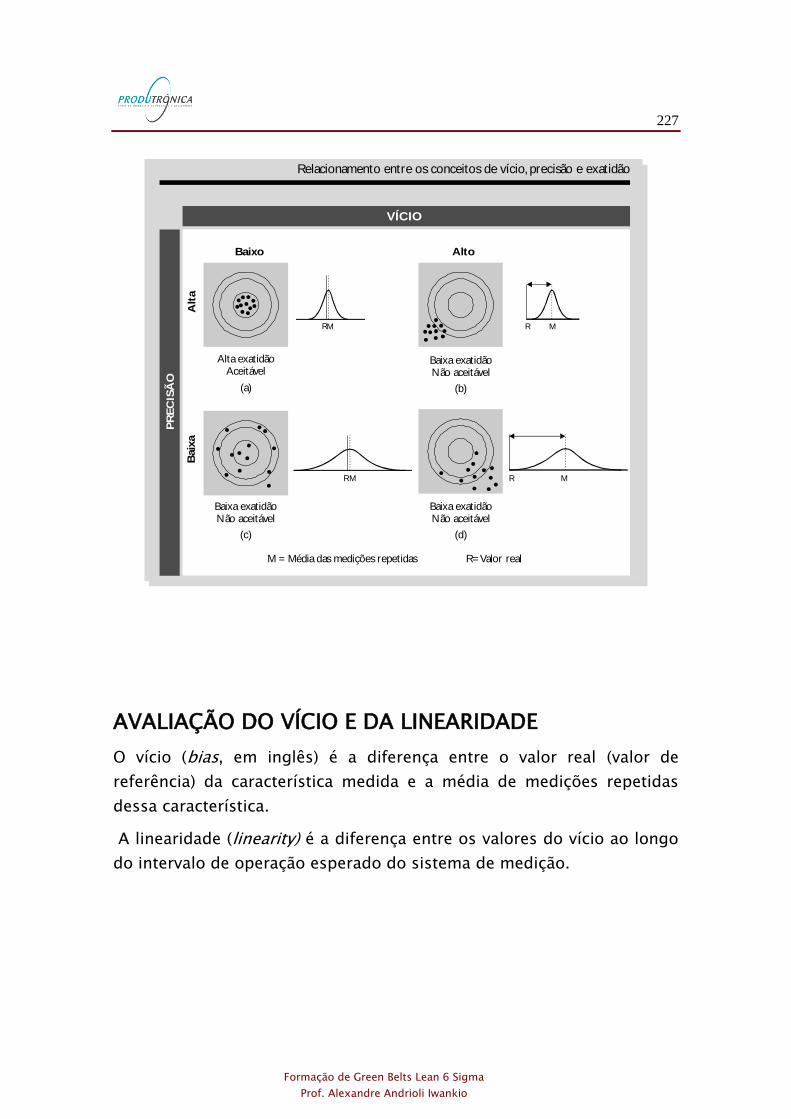
227
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.5
Relacionamento entre os conceitos de vício, preci ão e exatidãos
Alt
aB
aix
a
Alta exatidãoAceitável
(a)
Baixa exatidãoNão aceitável
(b)
Baixo Alto
Baixa exatidãoNão aceitável
(c)
Baixa exatidãoNão aceitável
(d)
M = Média das medições repetidas R= Valor real
VÍCIO
PR
EC
ISÃ
O
R MRM
R MRM
FIGURA 8
AVALIAÇÃO DO VÍCIO E DA LINEARIDADE
O vício (bias, em inglês) é a diferença entre o valor real (valor de
referência) da característica medida e a média de medições repetidas
dessa característica.
A linearidade (linearity) é a diferença entre os valores do vício ao longo
do intervalo de operação esperado do sistema de medição.
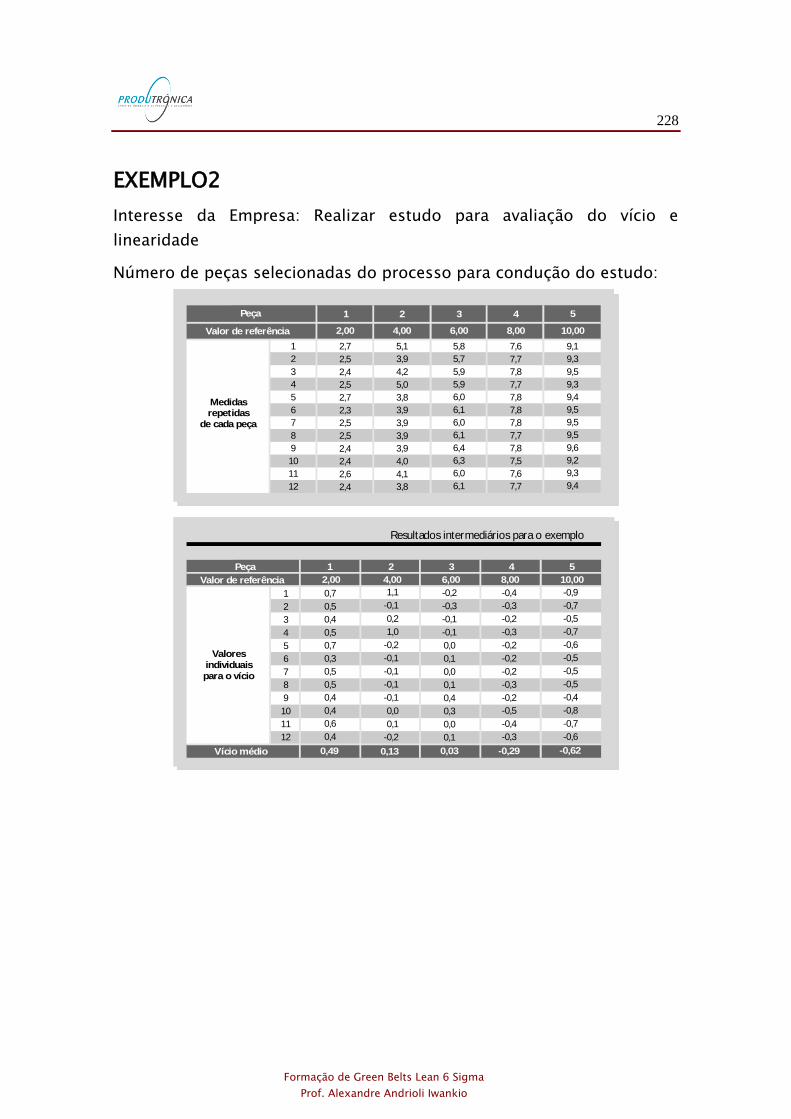
228
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXEMPLO2
Interesse da Empresa: Realizar estudo para avaliação do vício e
linearidade
Número de peças selecionadas do processo para condução do estudo:
TABELA 2.8
Dados do exemplo 2.5
Peça
Valor de referência
Medidas repetidas
de cada peça
1
2
3
4
5
6
7
8
9
10
11
12
2,7
2,5
2,4
2,5
2,7
2,3
2,5
2,5
2,4
2,4
2,6
2,4
5,1
3,9
4,2
5,0
3,8
3,9
3,9
3,9
3,9
4,0
4,1
3,8
5,8
5,7
5,9
5,9
6,0
6,1
6,0
6,1
6,4
6,3
6,0
6,1
7,6
7,7
7,8
7,7
7,8
7,8
7,8
7,7
7,8
7,5
7,6
7,7
9,1
9,3
9,5
9,3
9,4
9,5
9,5
9,5
9,6
9,2
9,3
9,4
1 2 3 4 5
2,00 4,00 6,00 8,00 10,00
TABELA 3
TABELA 2.9
Resultados intermediários para o exemplo 2.5
Peça
Valor de referência
Valoresindividuais para o vício
Vício médio
1
2
3
4
5
6
7
8
9
10
11
12
0,7
0,5
0,4
0,5
0,7
0,3
0,5
0,5
0,4
0,4
0,6
0,4
1,1
-0,1
0,2
1,0
-0,2
-0,1
-0,1
-0,1
-0,1
0,0
0,1
-0,2
-0,2
-0,3
-0,1
-0,1
0,0
0,1
0,0
0,1
0,4
0,3
0,0
0,1
-0,4
-0,3
-0,2
-0,3
-0,2
-0,2
-0,2
-0,3
-0,2
-0,5
-0,4
-0,3
-0,9
-0,7
-0,5
-0,7
-0,6
-0,5
-0,5
-0,5
-0,4
-0,8
-0,7
-0,6
1 2 3 4 5
2,00 4,00 6,00 8,00 10,00
0,49 0,13 0,03 -0,29 -0,62
TABELA 4
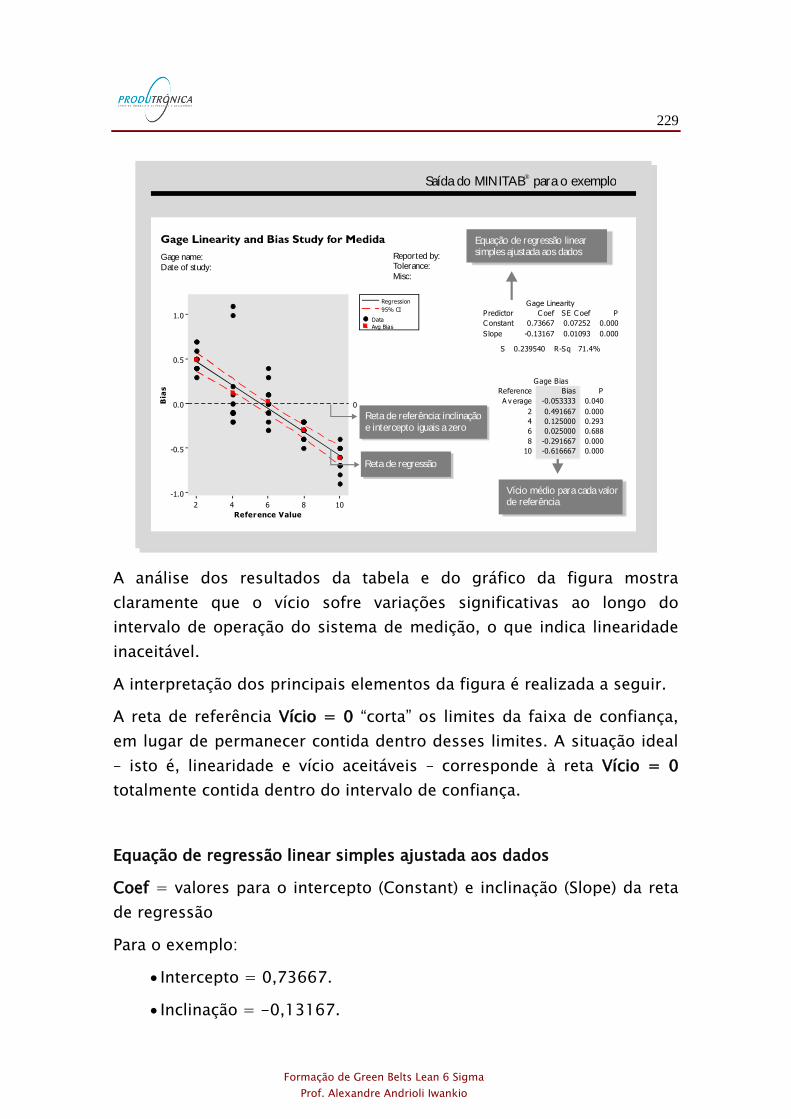
229
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.32
Saída do MINITAB para o exemplo 2.5
Gage name:
Date of study:
Reported by:Tolerance:
Misc:
Vício médio para cada valor de referência
Equação de regressão linear simples ajustada aos dados
Reference Value
Bia
s
108642
1.0
0.5
0.0
-0.5
-1.0
0
Regression
95% CI
Data
Avg Bias
Gage Linearity
S lope -0.13167 0.01093 0.000
Predictor C oef SE C oef P
C onstant 0.73667 0.07252 0.000
S 0.239540 R-Sq 71.4%
Gage Bias
0.000
4 0.125000 0.293
6 0.025000 0.688
8 -0.291667 0.000
Reference
10 -0.616667 0.000
Bias P
A v erage -0.053333 0.040
2 0.491667Reta de referência: inclinação e intercepto iguais a zero
Reta de regressão
FIGURA 9
A análise dos resultados da tabela e do gráfico da figura mostra
claramente que o vício sofre variações significativas ao longo do
intervalo de operação do sistema de medição, o que indica linearidade
inaceitável.
A interpretação dos principais elementos da figura é realizada a seguir.
A reta de referência Vício = 0 “corta” os limites da faixa de confiança,
em lugar de permanecer contida dentro desses limites. A situação ideal
– isto é, linearidade e vício aceitáveis – corresponde à reta Vício = 0
totalmente contida dentro do intervalo de confiança.
Equação de regressão linear simples ajustada aos dados
Coef = valores para o intercepto (Constant) e inclinação (Slope) da reta
de regressão
Para o exemplo:
Intercepto = 0,73667.
Inclinação = -0,13167.
230
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Equação de regressão: Vício = 0,73667 – 0,13167 x (Valor de
Referência)
P = p-valor do teste para avaliar se o intercepto é igual a zero ou a
inclinação é igual a zero.
Teste de hipóteses referente à inclinação (valor P associado à linha
identificada como Slope na saída do MINITAB):
H0: inclinação = 0 (vício constante ou linearidade aceitável).
H1: inclinação 0 (vício variável ou linearidade inaceitável).
- Se P 0,10, a linearidade é aceitável (isto é: “vale” a hipótese
H0).
- Se P < 0,10, a linearidade é inaceitável (isto é: “vale” a hipótese
H1).
Teste de hipóteses referente ao intercepto (valor P associado à li-
nha identificada como Constant na saída do MINITAB):
H0: intercepto = 0 (ausência de vício, dado que a linearidade é
aceitável).
H1: intercepto 0 (presença de vício, dado que a linearidade é
aceitável).
- Se P 0,10, o vício está ausente (isto é: “vale” a hipótese H0).
- Se P < 0,10, o vício está presente (isto é: “vale” a hipótese H1).
Roteiro para solução do exemplo no Minitab
I – Avaliar vício e linearidade
01. Selecione Stat > Quality Tools > Gage Study > Gage Linearity and
Bias Study...
02. A seguinte tela aparecerá e deverá ser preenchida conforme abaixo:
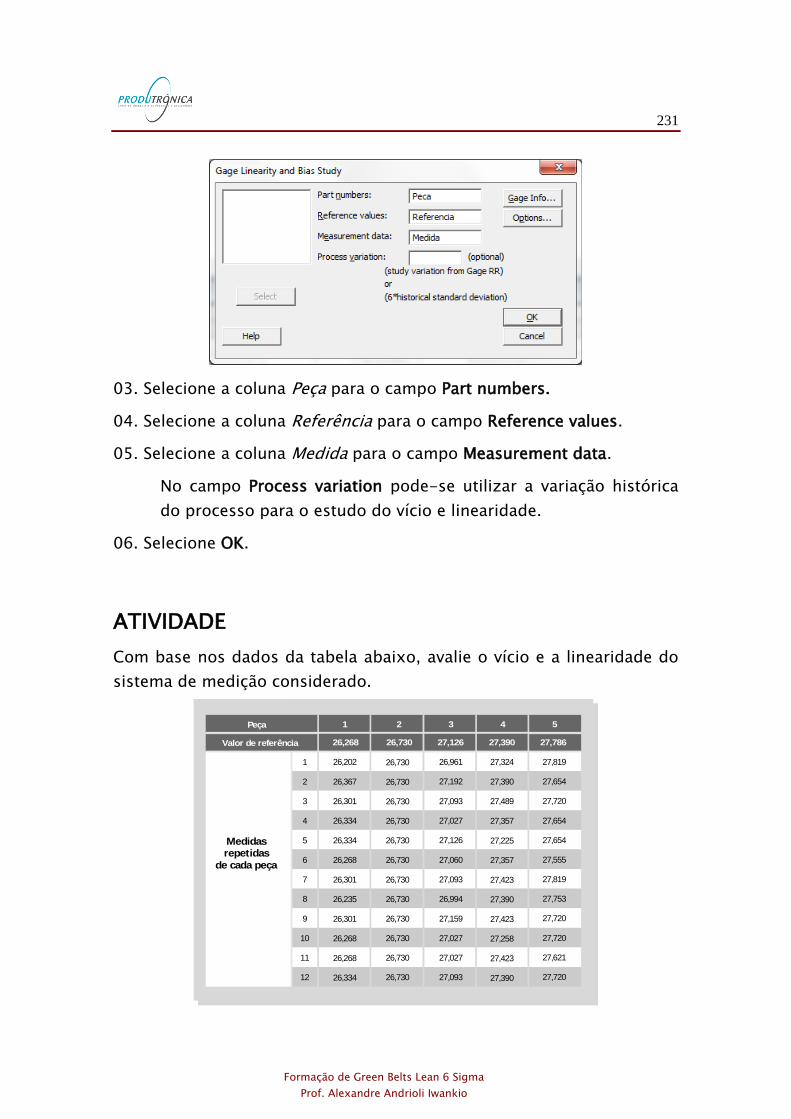
231
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
03. Selecione a coluna Peça para o campo Part numbers.
04. Selecione a coluna Referência para o campo Reference values.
05. Selecione a coluna Medida para o campo Measurement data.
No campo Process variation pode-se utilizar a variação histórica
do processo para o estudo do vício e linearidade.
06. Selecione OK.
ATIVIDADE
Com base nos dados da tabela abaixo, avalie o vício e a linearidade do
sistema de medição considerado. TABELA 2.10
Dados do exercício 2.5
Peça
Valor de referência
Medidasrepetidas
de cada peça
1
2
3
4
5
6
7
8
9
10
11
12
26,202
26,367
26,301
26,334
26,334
26,268
26,301
26,235
26,301
26,268
26,268
26,334
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,961
27,192
27,093
27,027
27,126
27,060
27,093
26,994
27,159
27,027
27,027
27,093
27,324
27,390
27,489
27,357
27,225
27,357
27,423
27,390
27,423
27,258
27,423
27,390
27,819
27,654
27,720
27,654
27,654
27,555
27,819
27,753
27,720
27,720
27,621
27,720
26,268 26,730 27,126 27,390 27,786
1 2 3 4 5
TABELA 5
232
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
AVALIAÇÃO DA PRECISÃO
A variabilidade total presente em um conjunto de dados, gerados por
um processo produtivo e medidos por meio de um sistema de medição,
pode ser dividida em duas parcelas:
Variabilidade inerente às unidades do produto ou peças (resultan-
te do processo produtivo).
Variabilidade (precisão) inerente ao sistema de medição.
Se
2total = variância total calculada para o conjunto de dados,
2peças = variância devida às unidades do produto usadas no estudo,
2medição = variância devida ao sistema de medição,
então é possível escrever:
2total = 2
peças + 2medição
Como a variabilidade do sistema de medição (precisão) é constituída por
dois componentes – repetibilidade e reprodutibilidade – a equação
anterior pode ser escrita como:
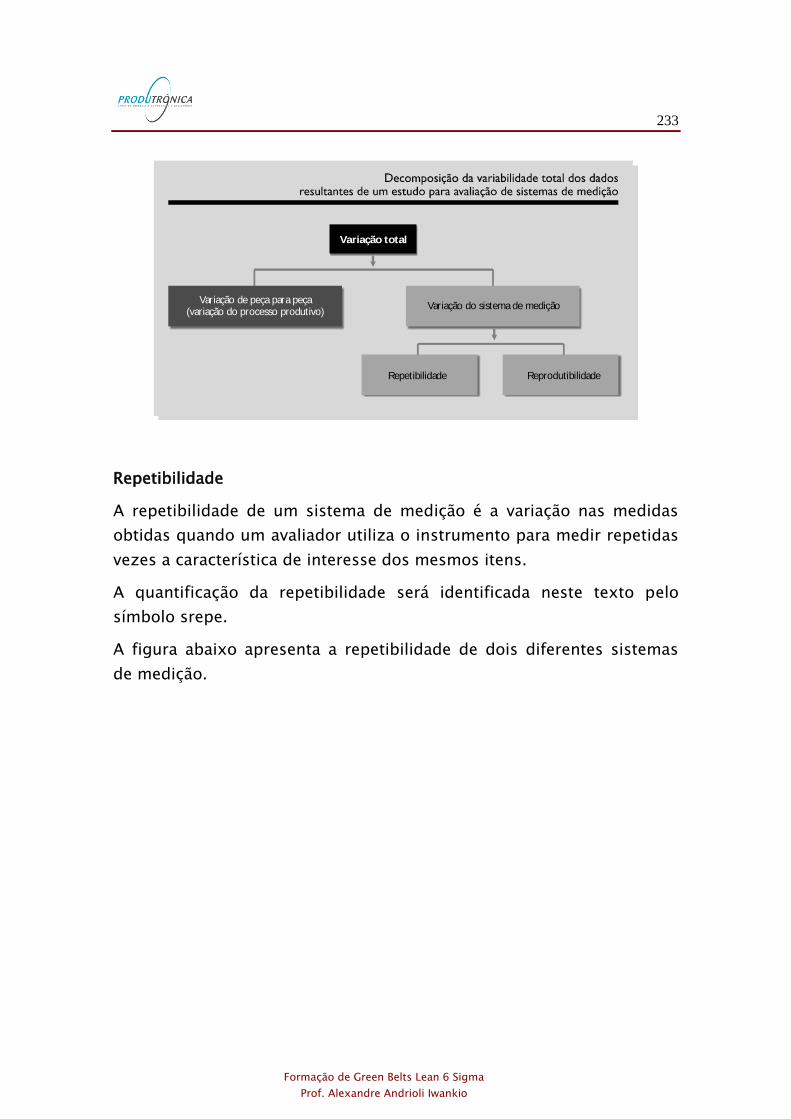
233
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.12
Variação total
Variação de peça para peça (variação do processo produtivo)
Variação do sistema de medição
Repetibilidade Reprodutibilidade
FIGURA 10
Repetibilidade
A repetibilidade de um sistema de medição é a variação nas medidas
obtidas quando um avaliador utiliza o instrumento para medir repetidas
vezes a característica de interesse dos mesmos itens.
A quantificação da repetibilidade será identificada neste texto pelo
símbolo srepe.
A figura abaixo apresenta a repetibilidade de dois diferentes sistemas
de medição.
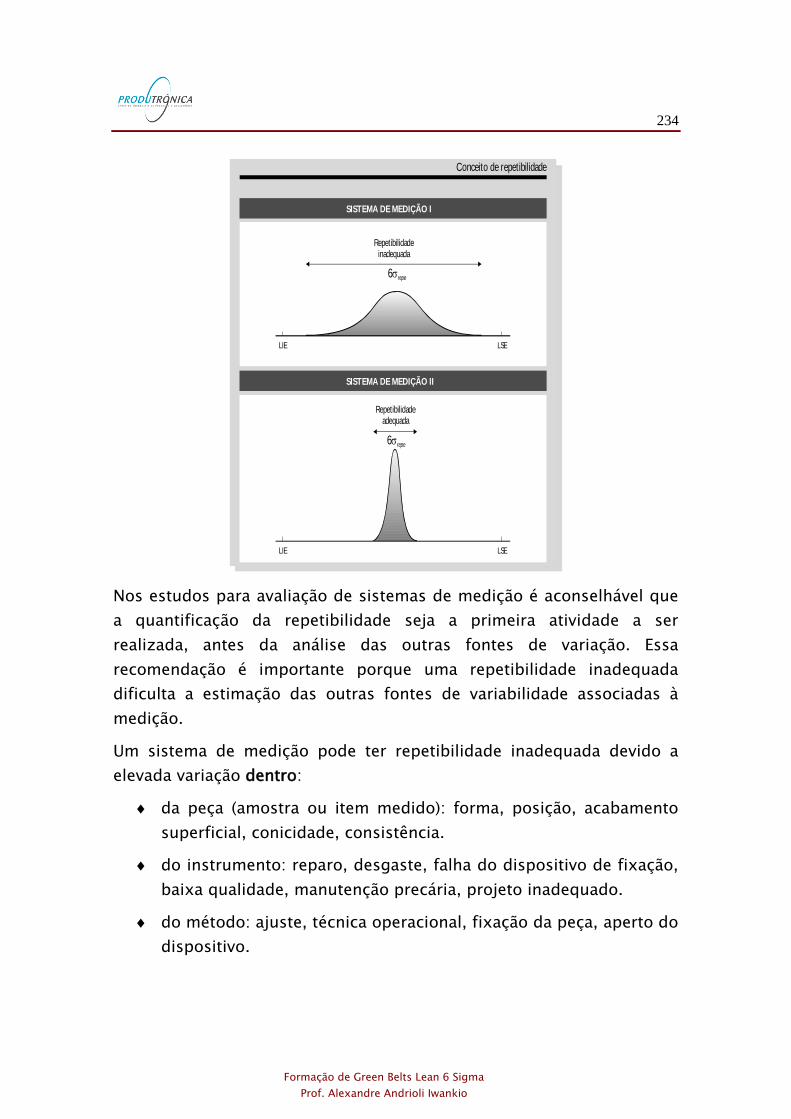
234
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.6
Conceito de repetibilidade
Repetibilidadeinadequada
Repetibilidadeadequada
6repe
6repe
LIE
LIE
LSE
LSE
SISTEMA DE MEDIÇÃO I
SISTEMA DE MEDIÇÃO II
Nos estudos para avaliação de sistemas de medição é aconselhável que
a quantificação da repetibilidade seja a primeira atividade a ser
realizada, antes da análise das outras fontes de variação. Essa
recomendação é importante porque uma repetibilidade inadequada
dificulta a estimação das outras fontes de variabilidade associadas à
medição.
Um sistema de medição pode ter repetibilidade inadequada devido a
elevada variação dentro:
da peça (amostra ou item medido): forma, posição, acabamento
superficial, conicidade, consistência.
do instrumento: reparo, desgaste, falha do dispositivo de fixação,
baixa qualidade, manutenção precária, projeto inadequado.
do método: ajuste, técnica operacional, fixação da peça, aperto do
dispositivo.
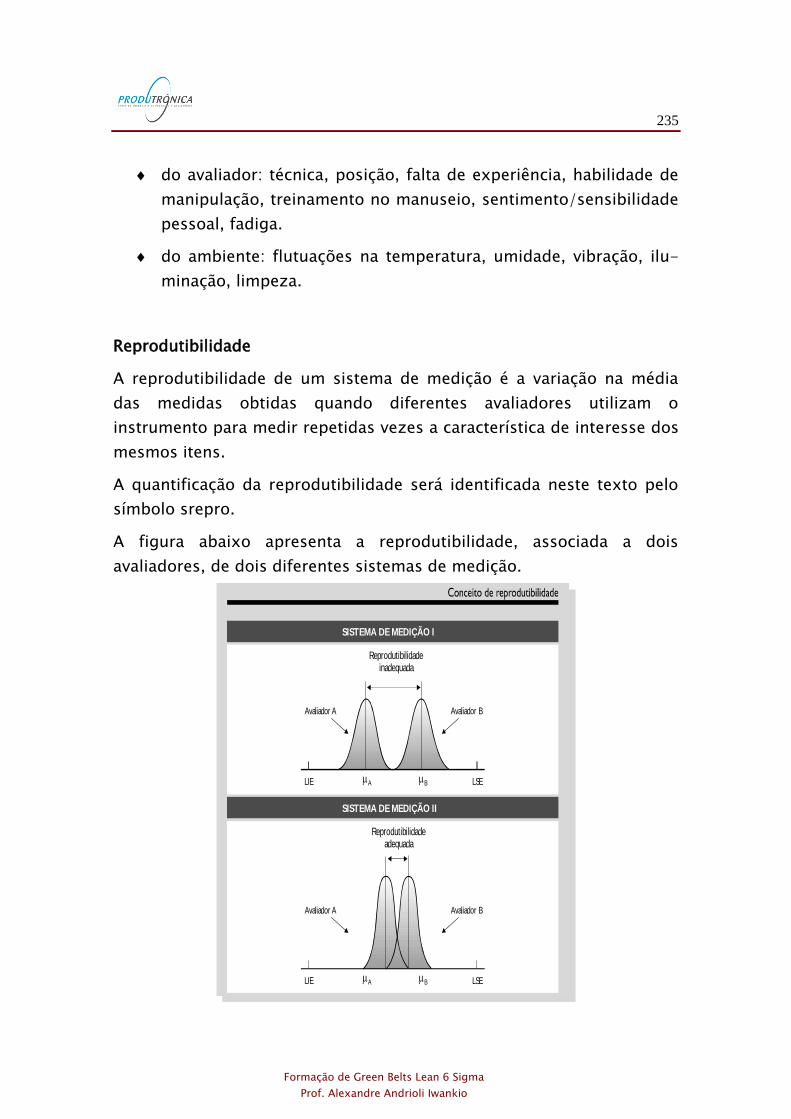
235
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
do avaliador: técnica, posição, falta de experiência, habilidade de
manipulação, treinamento no manuseio, sentimento/sensibilidade
pessoal, fadiga.
do ambiente: flutuações na temperatura, umidade, vibração, ilu-
minação, limpeza.
Reprodutibilidade
A reprodutibilidade de um sistema de medição é a variação na média
das medidas obtidas quando diferentes avaliadores utilizam o
instrumento para medir repetidas vezes a característica de interesse dos
mesmos itens.
A quantificação da reprodutibilidade será identificada neste texto pelo
símbolo srepro.
A figura abaixo apresenta a reprodutibilidade, associada a dois
avaliadores, de dois diferentes sistemas de medição.
FIGURA 2.8
Reprodutibilidadeinadequada
LIE A B LSE
Avaliador A Avaliador B
Reprodutibilidadeadequada
LIE A B LSE
Avaliador A Avaliador B
SISTEMA DE MEDIÇÃO I
SISTEMA DE MEDIÇÃO II
236
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
No caso de instrumentos de medição dependentes da habilidade do
avaliador, alguns exemplos de fatores que podem implicar em uma
reprodutibilidade inadequada são:
Utilização de diferentes procedimentos de medição por parte dos
avaliadores.
Treinamento insuficiente dos avaliadores.
Projeto inadequado do instrumento, de modo a permitir interpre-
tações subjetivas.
Já para sistemas de medição altamente automatizados, em que faz mais
sentido avaliar a diferença entre as médias de medições realizadas em
diferentes instantes de tempo, a baixa reprodutibilidade geralmente é
consequência de variações nas condições ambientais.
EXEMPLO
No gerenciamento da rotina de uma indústria são coletados dados
referentes à concentração de um elemento químico em um produto
fabricado pela empresa. Como foi adquirido recentemente um novo
aparelho para medir a concentração do elemento químico, a indústria
decidiu realizar um estudo para avaliar a capacidade do sistema de
medição. As especificações estabelecem que, para que o produto possa
ser considerado de boa qualidade, a concentração do elemento químico
deve pertencer ao intervalo (30 ; 40) ppm.
No estudo foram selecionadas vinte unidades do produto e três
avaliadores responsáveis pela realização das medições.
Cada avaliador utilizou o novo instrumento para medir duas vezes a
concentração do elemento químico em cada unidade do produto.
Os dados coletados estão mostrados na tabela a seguir. Com base
nestes dados serão apresentados os cálculos para estimação da
repetibilidade, reprodutibilidade e precisão do sistema de medição.
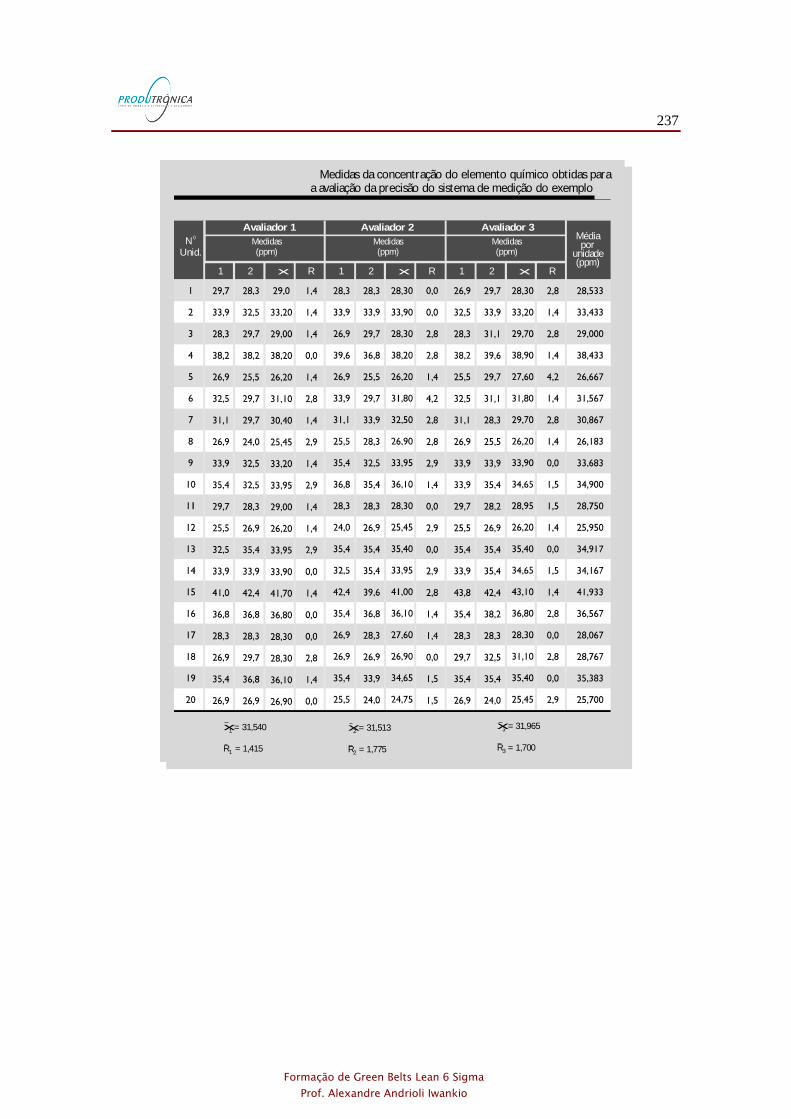
237
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
TABELA 2.4
Medidas da concentração do elemento químico obtidas paraa avaliação da precisão do sistema de medição do exemplo 2.2
Avaliador 1 Avaliador 2 Avaliador 3
Medidas(ppm)
Medidas(ppm)
Medidas(ppm)
N Unid.
0
1 2 R 1 2 R 1 2 Rx x x
Média por
unidade (ppm)
x1
1
= 31,540
R = 1,415
x2
2
= 31,513
R = 1,775
x3
= 31,965
R = 1,7003
TABELA 6
3

238
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.16
Saída do MINITAB para os exemplos 2.2 e 2.3: primeiraparte (método de análise = Cartas de Controle X-barra e R)
Gage R&R Study - XBar/R Method
Ver comentário napróxima página
2
Mostra a contribuição de cada fonte de variação na variação total:VarComp x 100 / 20,9821
( / ) X 1,41:Part-To_Part Total Gage R&R Não é indicado como critério para avaliação da discriminação. Deve ser usado o procedimento discutido na seção 2.
Compara as fontes de variação com os limites de especificação: 6*SD x 100LSE - LIE
%Contribution
Source VarComp (of VarComp)
Total Gage R&R 2.0921 9.97
Repeatability 2.0881 9.95
Reproducibility 0.0039 0.02
Part-To-Part 18.8901 90.03
Total Variation 20.9821 100.00
Fonte de
variação
Medição
Repe
Repro
Peças
Total
Study Var %Study Var %Tolerance
Source StdDev (SD) (6 * SD) (%SV) (SV/Toler)
Total Gage R&R 1.44639 8.6784 31.58 86.78
Repeatability 1.44504 8.6702 31.55 86.70
Reproducibility 0.06264 0.3758 1.37 3.76
Part-To-Part 4.34627 26.0776 94.88 260.78
Total Variation 4.58063 27.4838 100.00 274.84
Variação do estudo:
SV = 6 = 6 * SD
Number of Distinct Categories = 4
FIGURA 16
Saída do Minitab para o exemplo

239
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.17
Saída do MINITAB para os exemplos 2.2 e 2.3: segunda parte (método de análise = Cartas de Controle X-barra e R)
Gage name:Date of study:
Reported by:Tolerance:
Misc:
Components of Variation
R Chart by Avaliador
Xbar Chart by AvaliadorAvaliador* Unidade Interaction
Medida by Avaliador
Medida by Unidade
Perc
ent
Part-to-PartReprodRepeatGage
R&R
200
100
0
% Contribution
% Study Var
%
Tolerance
Sam
ple
Range
4
2
0
_R=1.63
UCL=5.326
LCL=0
1 2 3
Sam
ple
Mean 40
32
24
__X=31.67
UCL=34.74
LCL=28.61
1 2 3
Unidade
2019181716151413121110987654321
40
32
24
Avaliador
321
40
32
24
Unidade
Avera
ge
2 01 91 81716151413121110987654321
40
32
24
Avaliador
1
2
3
3 e 4Saída do Minitab para o exemplo
Classificação com base na percentagem da tolerância da medição
É muito útil comparar a capacidade do sistema de medição com o
comprimento da faixa de especificação (LSE – LIE) para a variável
considerada, por meio do cálculo da percentagem da tolerância da
medição (PTmedição).
A percentagem da tolerância da medição é definida por
100LIELSE
6PT
mediçãomedição
-
=
σ
Para o exemplo, as especificações estabelecem que, para que o produto
possa ser considerado de boa qualidade, a concentração do elemento
químico deve pertencer ao intervalo (30 ; 40) ppm. Isto é, LSE = 40 ppm
e LIE = 30 ppm. Logo,
%751,861003040
6751,8100
LIELSE
6PT
mediçãomedição =
-=
-
=
σ 8,678486,78%
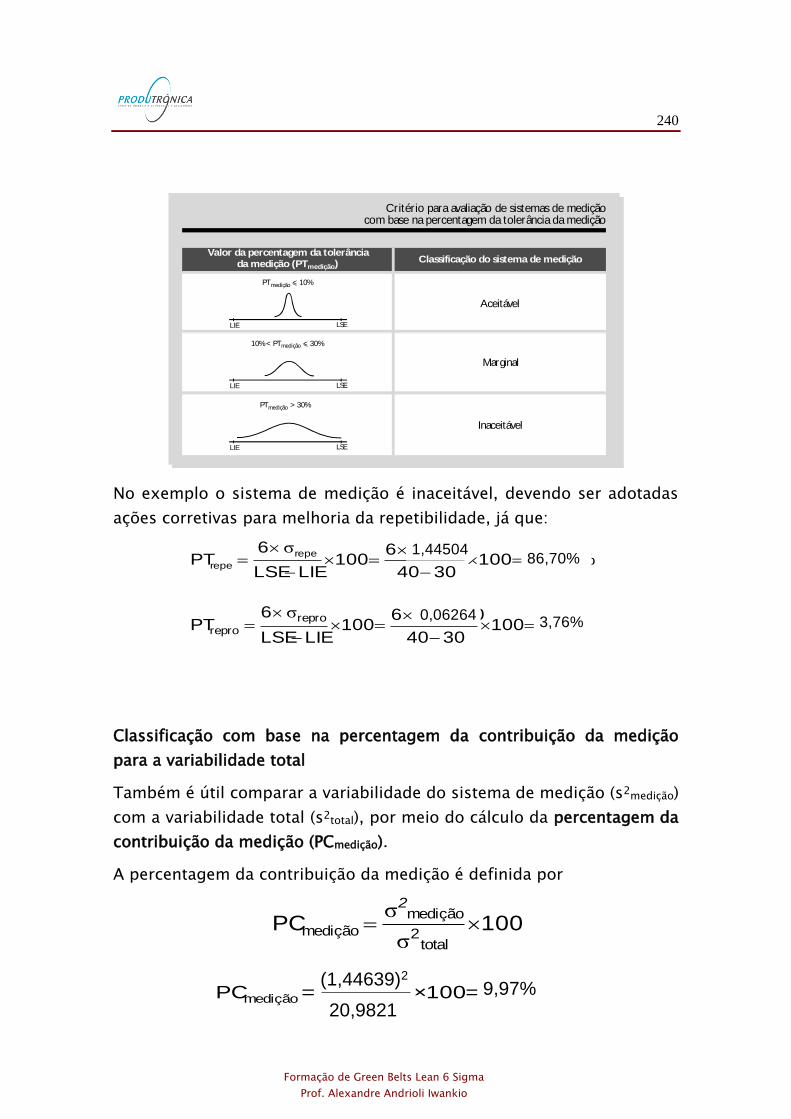
240
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.14
Critério para avaliação de sistemas de medição com base na percentagem da tolerância da medição
Valor da percentagem da tolerância da medição (PT )medição
Classificação do sistema de medição
PT < 10%medição
10% < PT < 30%medição
PT > 30%medição
Aceitável
Inaceitável
Marginal
LIE LSE
LIE LSE
LIE LSE
FIGURA 14
No exemplo o sistema de medição é inaceitável, devendo ser adotadas
ações corretivas para melhoria da repetibilidade, já que:
%673,861003040
44455,16100
LIELSE
6PT
repe
repe =-
=
-
=
σ 1,4450486,70%
%672,31003040
06120,06100
LIELSE
6PT
reprorepro =
-
=
-
=
σ 0,062643,76%
Classificação com base na percentagem da contribuição da medição
para a variabilidade total
Também é útil comparar a variabilidade do sistema de medição (s2medição)
com a variabilidade total (s2total), por meio do cálculo da percentagem da
contribuição da medição (PCmedição).
A percentagem da contribuição da medição é definida por
100PCtotal
2
medição
medição =σ
σ2
( )%3,10=100×
28762,20
44585,1=PC
2
medição (1,44639)2
20,98219,97%
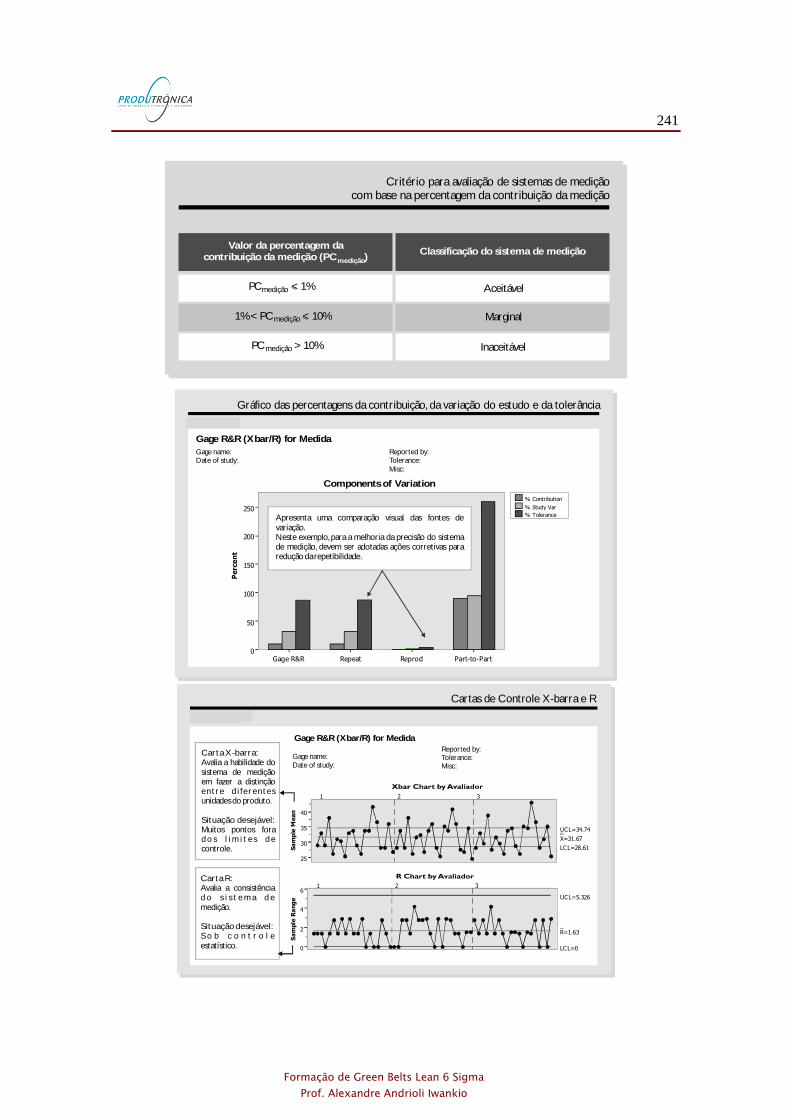
241
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.15
Critério para avaliação de sistemas de medição com base na percentagem da contribuição da medição
Valor da percentagem da contribuição da medição (PC )medição
Classificação do sistema de medição
PC < 1%medição
1% < PC < 10%medição
PC > 10%medição
Aceitável
Inaceitável
Marginal
FIGURA 15
FIGURA 2.18
Gráfico das percentagens da contribuição, da variação do estudo e da tolerância
Gage R&R (Xbar/R) for Medida
Gage name:Date of study:
Reported by:Tolerance:
Misc:
Components of Variation
Apresenta uma comparação visual das fontes de variação.Neste exemplo, para a melhoria da precisão do sistema de medição, devem ser adotadas ações corretivas para redução da repetibilidade.
Part-to-PartReprodRepeatGage R&R
250
200
150
100
50
0
% Contribution
% Study Var
% Tolerance
Perc
en
t
FIGURA 2.19
Cartas de Controle X-barra e R
Gage name:
Date of study:
Reported by:Tolerance:Misc:
Carta X-barra:
Situação desejável:
Avalia a habilidade do sistema de medição em fazer a distinção ent r e di fer ent es unidades do produto.
Muitos pontos fora do s l i m i t es de controle.
Carta R:
Situação desejável:
Avalia a consistência d o s i st ema d e medição.
So b c o n t r o l e estatístico.
Gage R&R (Xbar/R) for Medida
Sa
mp
leR
an
ge
6
4
2
0
_R=1.63
UCL=5.326
LCL=0
1 2 3
Sa
mp
leM
ea
n 40
35
30
25
__X=31.67
UCL=34.74
LCL=28.61
1 2 3
FIGURA 19
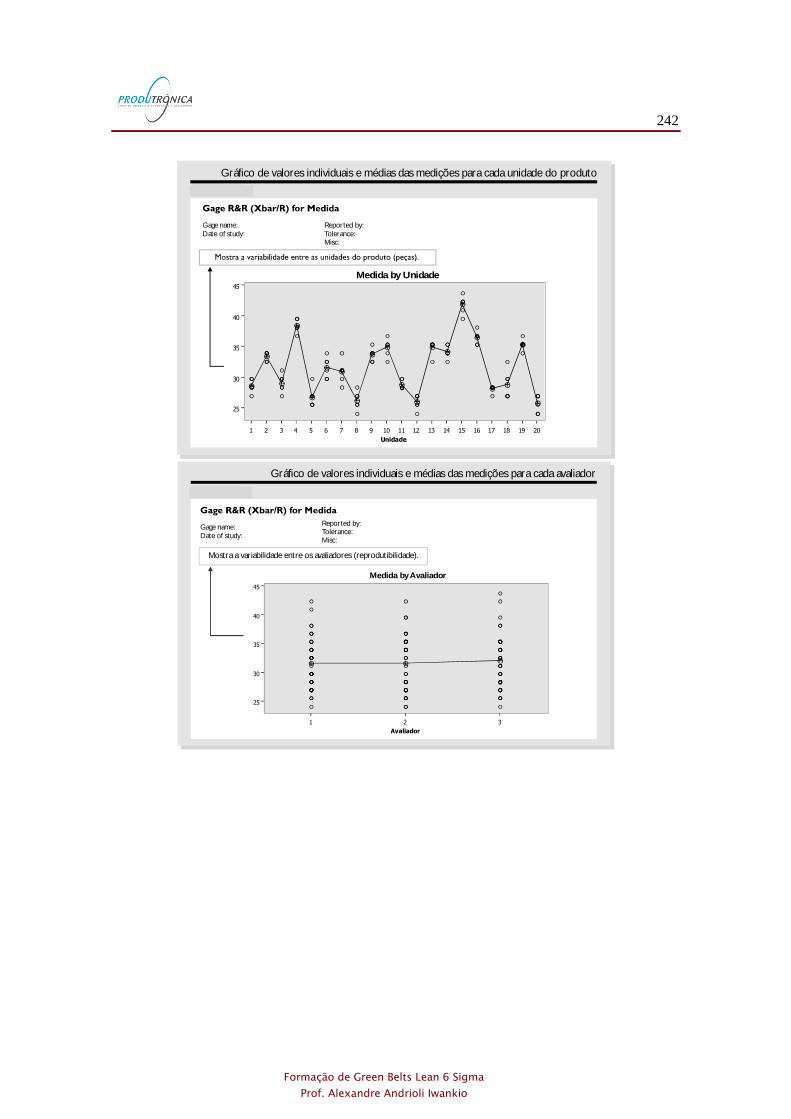
242
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.20
Gráfico de valores individuais e médias das medições para cada unidade do produto
Medida by Unidade
Gage name:
Date of study:
Reported by:
Tolerance:Misc:
Unidade
2019181716151413121110987654321
45
40
35
30
25
FIGURA 20
FIGURA 2.21
Gráfico de valores individuais e médias das medições para cada avaliador
Mostra a variabilidade entre os avaliadores (reprodutibilidade).
Gage name:
Date of study:
Reported by:Tolerance:Misc:
Avaliador
321
45
40
35
30
25
Medida by Avaliador
FIGURA 21
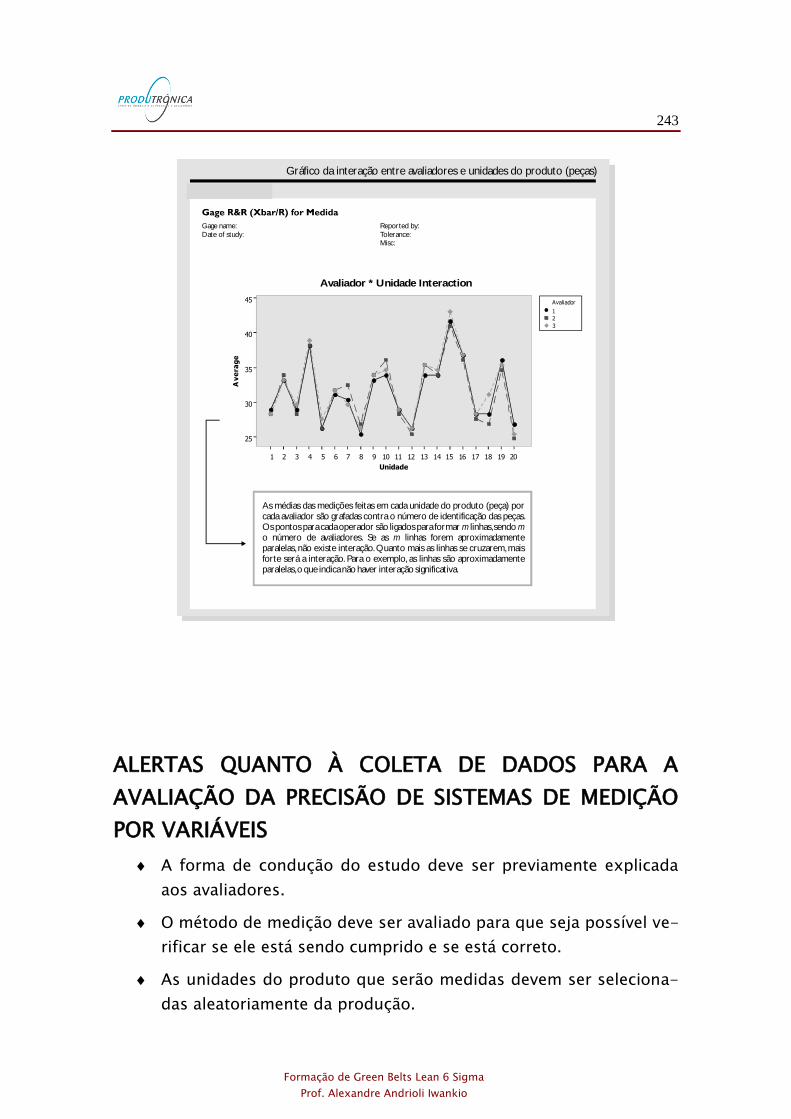
243
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FIGURA 2.22
Gráfico da interação entre avaliadores e unidades do produto (peças)
Gage name:
Date of study:
Reported by:
Tolerance:Misc:
Avaliador * Unidade Interaction
As médias das medições feitas em cada unidade do produto (peça) por cada avaliador são grafadas contra o número de identificação das peças. Os pontos para cada operador são ligados para formar linhas, sendo o número de avaliadores. Se as linhas forem aproximadamente paralelas, não existe interação. Quanto mais as linhas se cruzarem, mais forte será a interação. Para o exemplo, as linhas são aproximadamente paralelas, o que indica não haver interação significativa.
m mm
Unidade
Av
era
ge
2019181716151413121110 9 8 7 6 5 4 3 2 1
45
40
35
30
25
Avaliador
1
2
3
ALERTAS QUANTO À COLETA DE DADOS PARA A
AVALIAÇÃO DA PRECISÃO DE SISTEMAS DE MEDIÇÃO
POR VARIÁVEIS
A forma de condução do estudo deve ser previamente explicada
aos avaliadores.
O método de medição deve ser avaliado para que seja possível ve-
rificar se ele está sendo cumprido e se está correto.
As unidades do produto que serão medidas devem ser seleciona-
das aleatoriamente da produção.
244
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
As unidades escolhidas podem ou não estar dentro das especifi-
cações estabelecidas para a característica da qualidade de interes-
se. É aconselhável selecionar itens distribuídos em toda a faixa de
especificação.
Cada unidade deve ser rotulada com um número ou código para
facilitar sua identificação e a coleta de dados.
Pelo menos 10 unidades do produto devem ser medidas no estu-
do.
Cada unidade do produto deve ser medida uma vez, em ordem a-
leatória, e as leituras devem ser registradas em uma folha de veri-
ficação apropriada.
Cada unidade do produto deve ser medida uma segunda vez,
também em ordem aleatória, e as leituras devem ser registradas
em uma outra folha de verificação. É importante manter registros
separados para que os avaliadores não sejam influenciados pelos
resultados obtidos anteriormente.
As medições das unidades do produto devem continuar, até que o
número desejado de medidas por unidade seja alcançado. Cada
grupo de medições deve ser registrado em uma folha de verifica-
ção separada.
Roteiro para solução do exemplo no Minitab
I – Avaliar confiabilidade do sistema de medição por variáveis
01. Selecione Stat > Quality Tools > Gage Study > Gage R&R Study
(Crossed)...
02. A seguinte tela aparecerá e deverá ser preenchida conforme abaixo:
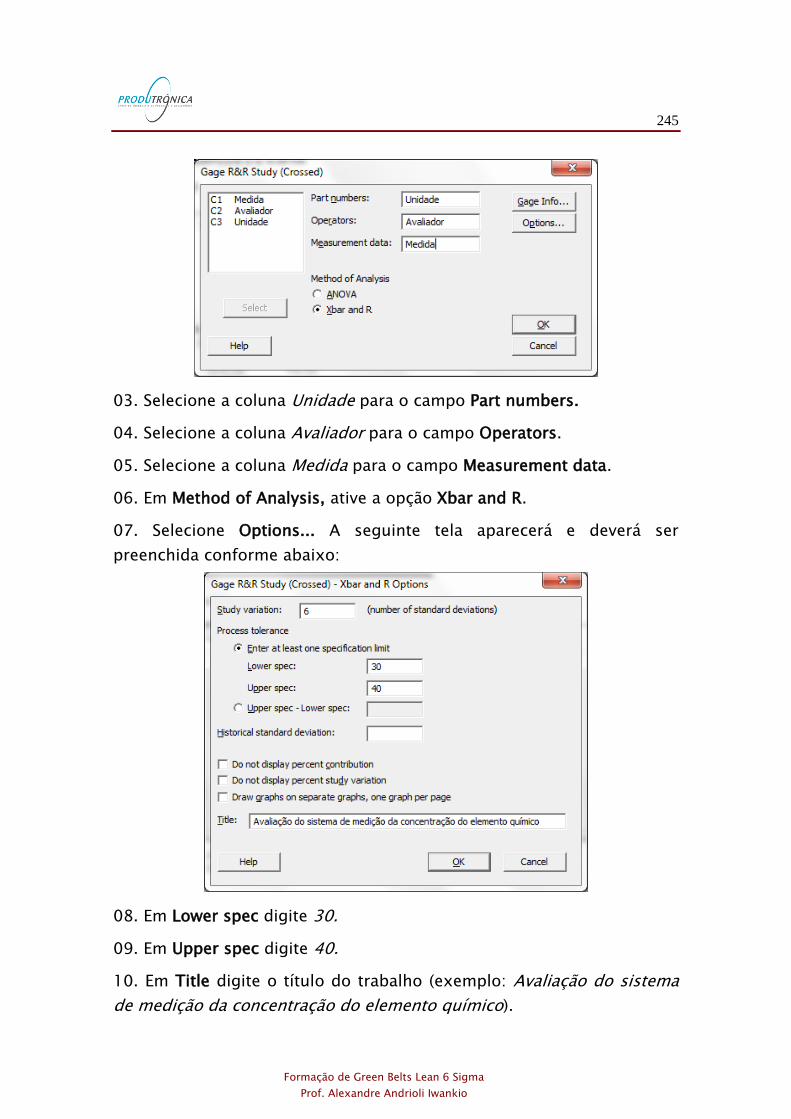
245
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
03. Selecione a coluna Unidade para o campo Part numbers.
04. Selecione a coluna Avaliador para o campo Operators.
05. Selecione a coluna Medida para o campo Measurement data.
06. Em Method of Analysis, ative a opção Xbar and R.
07. Selecione Options... A seguinte tela aparecerá e deverá ser
preenchida conforme abaixo:
08. Em Lower spec digite 30.
09. Em Upper spec digite 40.
10. Em Title digite o título do trabalho (exemplo: Avaliação do sistema
de medição da concentração do elemento químico).
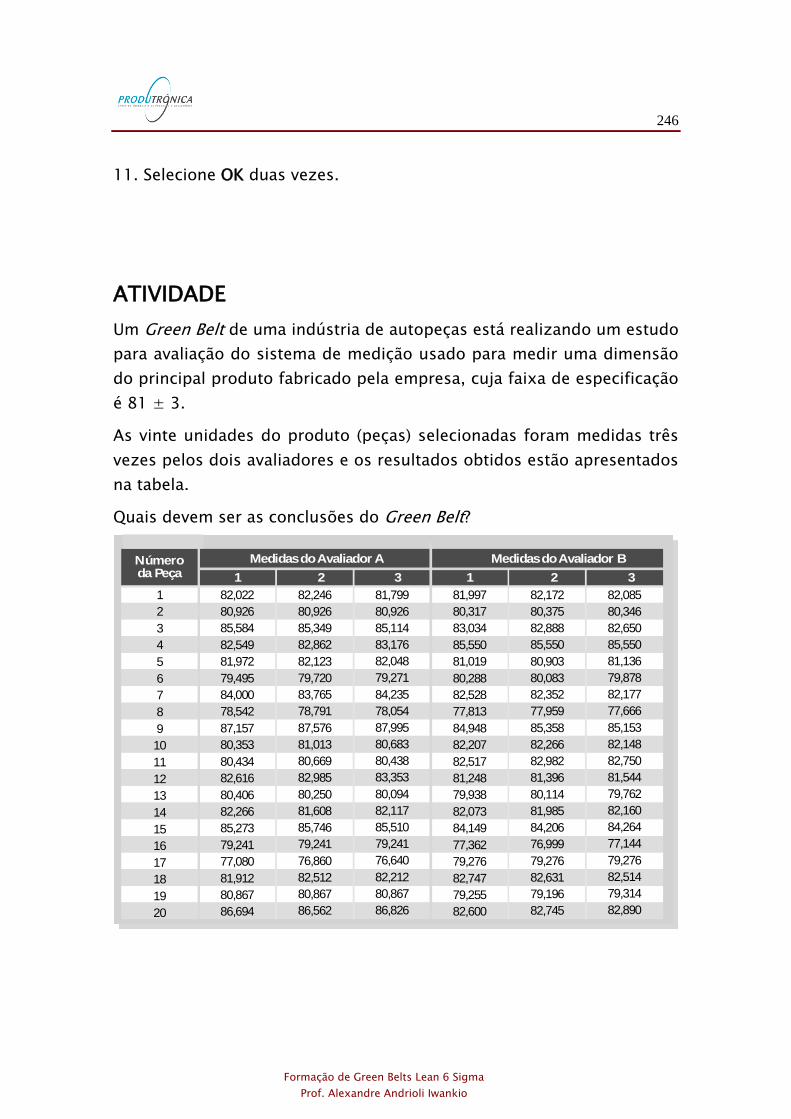
246
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
11. Selecione OK duas vezes.
ATIVIDADE
Um Green Belt de uma indústria de autopeças está realizando um estudo
para avaliação do sistema de medição usado para medir uma dimensão
do principal produto fabricado pela empresa, cuja faixa de especificação
é 81 ± 3.
As vinte unidades do produto (peças) selecionadas foram medidas três
vezes pelos dois avaliadores e os resultados obtidos estão apresentados
na tabela.
Quais devem ser as conclusões do Green Belt?
TABELA 2.5
Dados do exercício 2.2
Númeroda Peça
Medidas do Avaliador A Medidas do Avaliador B
1 2 3 1 2 3
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
82,022
80,926
85,584
82,549
81,972
79,495
84,000
78,542
87,157
80,353
80,434
82,616
80,406
82,266
85,273
79,241
77,080
81,912
80,867
86,694
82,246
80,926
85,349
82,862
82,123
79,720
83,765
78,791
87,576
81,013
80,669
82,985
80,250
81,608
85,746
79,241
76,860
82,512
80,867
86,562
81,799
80,926
85,114
83,176
82,048
79,271
84,235
78,054
87,995
80,683
80,438
83,353
80,094
82,117
85,510
79,241
76,640
82,212
80,867
86,826
81,997
80,317
83,034
85,550
81,019
80,288
82,528
77,813
84,948
82,207
82,517
81,248
79,938
82,073
84,149
77,362
79,276
82,747
79,255
82,600
82,172
80,375
82,888
85,550
80,903
80,083
82,352
77,959
85,358
82,266
82,982
81,396
80,114
81,985
84,206
76,999
79,276
82,631
79,196
82,745
82,085
80,346
82,650
85,550
81,136
79,878
82,177
77,666
85,153
82,148
82,750
81,544
79,762
82,160
84,264
77,144
79,276
82,514
79,314
82,890
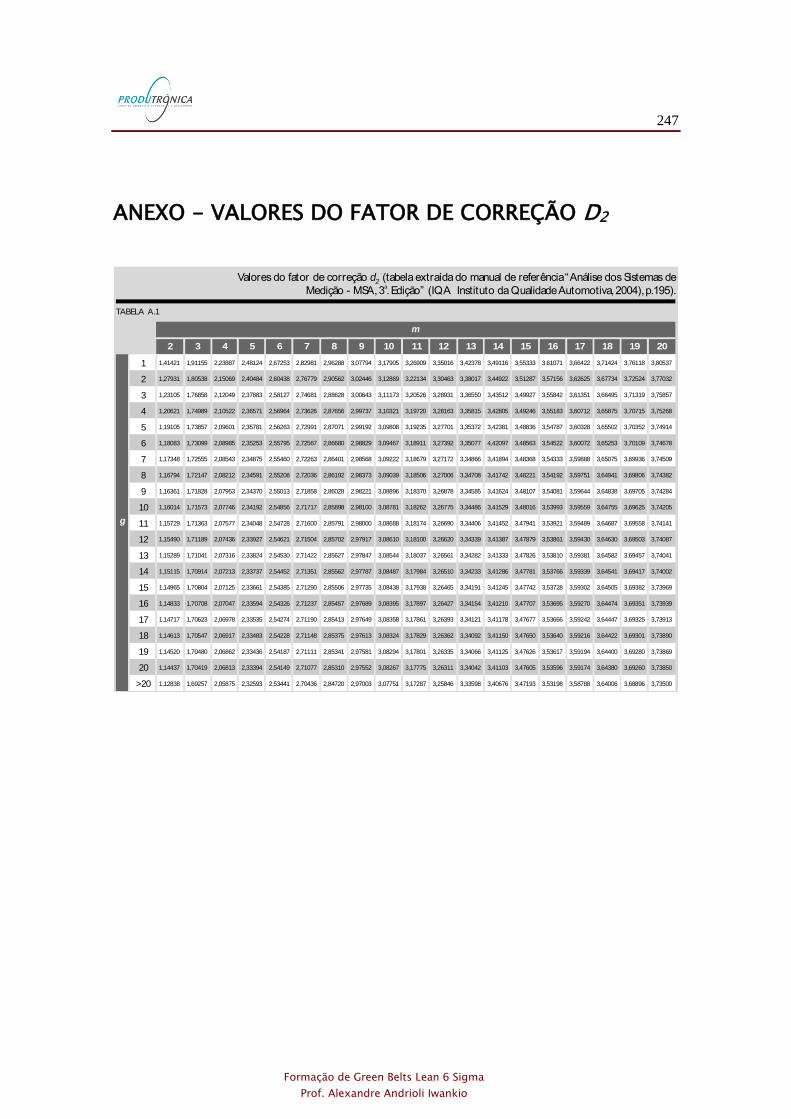
247
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ANEXO - VALORES DO FATOR DE CORREÇÃO D2
TABELA A.1
Valores do fator de correção (tabela extraída do manual de referência “Análise dos Sistemas de
Medição - MSA, 3 . Edição” (IQA Instituto da Qualidade Automotiva, 2004), p.195).
d2a
m
g
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
>20
1,41421
1,27931
1,23105
1,20621
1,19105
1,18083
1,17348
1,16794
1,16361
1,16014
1,15729
1,15490
1,15289
1,15115
1,14965
1,14833
1,14717
1,14613
1,14520
1,14437
1,12838
1,91155
1,80538
1,76858
1,74989
1,73857
1,73099
1,72555
1,72147
1,71828
1,71573
1,71363
1,71189
1,71041
1,70914
1,70804
1,70708
1,70623
1,70547
1,70480
1,70419
1,69257
2,23887
2,15069
2,12049
2,10522
2,09601
2,08985
2,08543
2,08212
2,07953
2,07746
2,07577
2,07436
2,07316
2,07213
2,07125
2,07047
2,06978
2,06917
2,06862
2,06813
2,05875
2,48124
2,40484
2,37883
2,36571
2,35781
2,35253
2,34875
2,34591
2,34370
2,34192
2,34048
2,33927
2,33824
2,33737
2,33661
2,33594
2,33535
2,33483
2,33436
2,33394
2,32593
2,67253
2,60438
2,58127
2,56964
2,56263
2,55795
2,55460
2,55208
2,55013
2,54856
2,54728
2,54621
2,54530
2,54452
2,54385
2,54326
2,54274
2,54228
2,54187
2,54149
2,53441
2,82981
2,76779
2,74681
2,73626
2,72991
2,72567
2,72263
2,72036
2,71858
2,71717
2,71600
2,71504
2,71422
2,71351
2,71290
2,71237
2,71190
2,71148
2,71111
2,71077
2,70436
2,96288
2,90562
2,88628
2,87656
2,87071
2,86680
2,86401
2,86192
2,86028
2,85898
2,85791
2,85702
2,85627
2,85562
2,85506
2,85457
2,85413
2,85375
2,85341
2,85310
2,84720
3,07794
3,02446
3,00643
2,99737
2,99192
2,98829
2,98568
2,98373
2,98221
2,98100
2,98000
2,97917
2,97847
2,97787
2,97735
2,97689
2,97649
2,97613
2,97581
2,97552
2,97003
3,17905
3,12869
3,11173
3,10321
3,09808
3,09467
3,09222
3,09039
3,08896
3,08781
3,08688
3,08610
3,08544
3,08487
3,08438
3,08395
3,08358
3,08324
3,08294
3,08267
3,07751
3,26909
3,22134
3,20526
3,19720
3,19235
3,18911
3,18679
3,18506
3,18370
3,18262
3,18174
3,18100
3,18037
3,17984
3,17938
3,17897
3,17861
3,17829
3,17801
3,17775
3,17287
3,35016
3,30463
3,28931
3,28163
3,27701
3,27392
3,27172
3,27006
3,26878
3,26775
3,26690
3,26620
3,26561
3,26510
3,26465
3,26427
3,26393
3,26362
3,26335
3,26311
3,25846
3,42378
3,38017
3,36550
3,35815
3,35372
3,35077
3,34866
3,34708
3,34585
3,34486
3,34406
3,34339
3,34282
3,34233
3,34191
3,34154
3,34121
3,34092
3,34066
3,34042
3,33598
3,49116
3,44922
3,43512
3,42805
3,42381
4,42097
3,41894
3,41742
3,41624
3,41529
3,41452
3,41387
3,41333
3,41286
3,41245
3,41210
3,41178
3,41150
3,41125
3,41103
3,40676
3,55333
3,51287
3,49927
3,49246
3,48836
3,48563
3,48368
3,48221
3,48107
3,48016
3,47941
3,47879
3,47826
3,47781
3,47742
3,47707
3,47677
3,47650
3,47626
3,47605
3,47193
3,61071
3,57156
3,55842
3,55183
3,54787
3,54522
3,54333
3,54192
3,54081
3,53993
3,53921
3,53861
3,53810
3,53766
3,53728
3,53695
3,53666
3,53640
3,53617
3,53596
3,53198
3,66422
3,62625
3,61351
3,60712
3,60328
3,60072
3,59888
3,59751
3,59644
3,59559
3,59489
3,59430
3,59381
3,59339
3,59302
3,59270
3,59242
3,59216
3,59194
3,59174
3,58788
3,71424
3,67734
3,66495
3,65875
3,65502
3,65253
3,65075
3,64941
3,64838
3,64755
3,64687
3,64630
3,64582
3,64541
3,64505
3,64474
3,64447
3,64422
3,64400
3,64380
3,64006
3,76118
3,72524
3,71319
3,70715
3,70352
3,70109
3,69936
3,69806
3,69705
3,69625
3,69558
3,69503
3,69457
3,69417
3,69382
3,69351
3,69325
3,69301
3,69280
3,69260
3,68896
3,80537
3,77032
3,75857
3,75268
3,74914
3,74678
3,74509
3,74382
3,74284
3,74205
3,74141
3,74087
3,74041
3,74002
3,73969
3,73939
3,73913
3,73890
3,73869
3,73850
3,73500
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
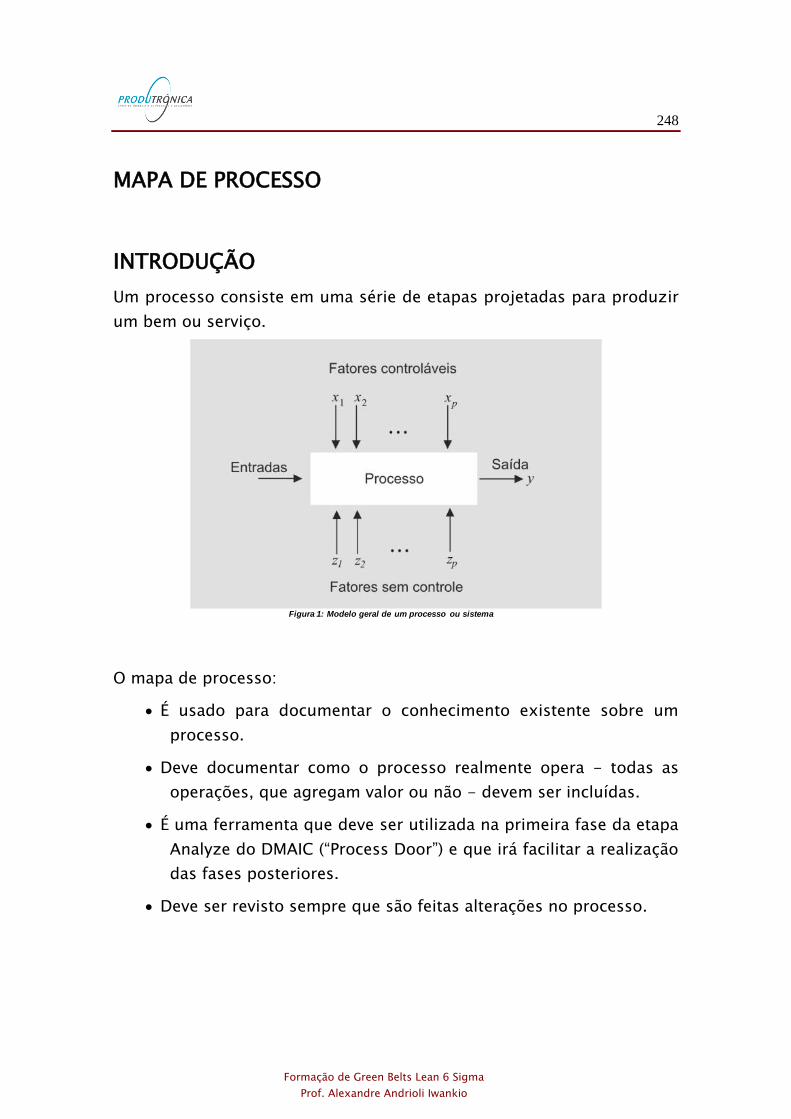
248
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MAPA DE PROCESSO
INTRODUÇÃO
Um processo consiste em uma série de etapas projetadas para produzir
um bem ou serviço.
Figura 1: Modelo geral de um processo ou sistema
O mapa de processo:
É usado para documentar o conhecimento existente sobre um
processo.
Deve documentar como o processo realmente opera - todas as
operações, que agregam valor ou não - devem ser incluídas.
É uma ferramenta que deve ser utilizada na primeira fase da etapa
Analyze do DMAIC (“Process Door”) e que irá facilitar a realização
das fases posteriores.
Deve ser revisto sempre que são feitas alterações no processo.
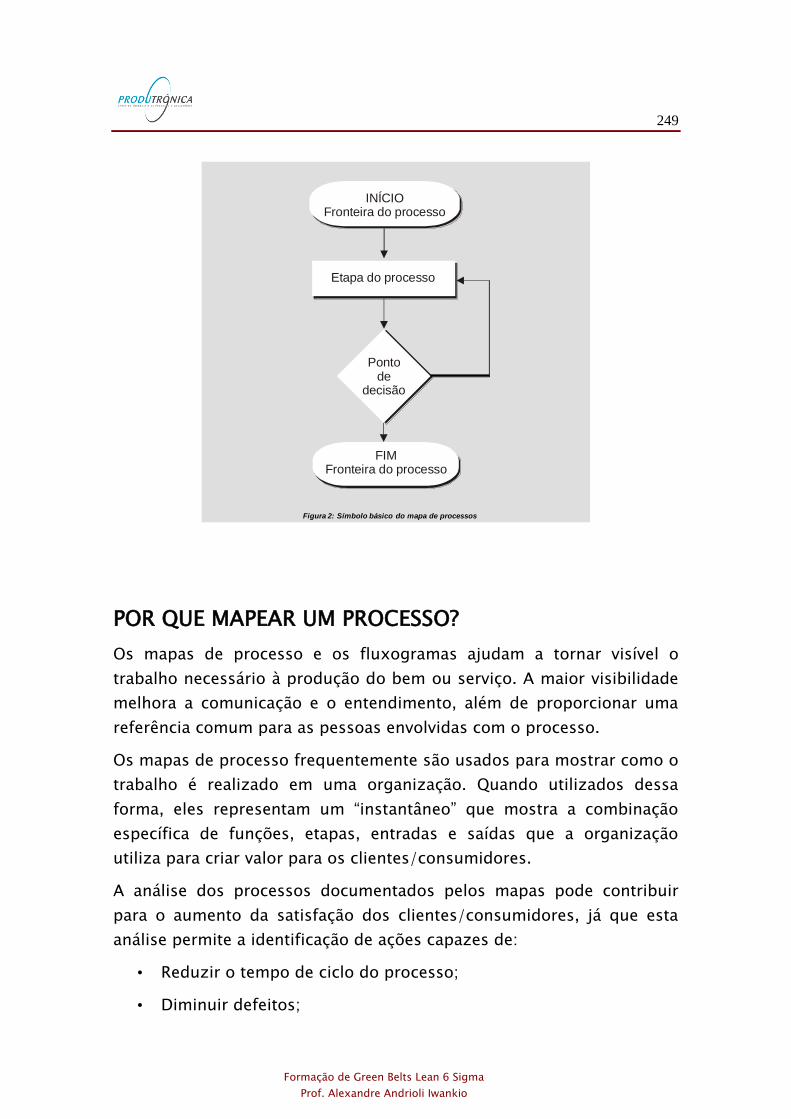
249
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
INÍCIOFronteira do processo
Etapa do processo
Pontode
decisão
FIMFronteira do processo
Figura 2: Símbolo básico do mapa de processos
POR QUE MAPEAR UM PROCESSO?
Os mapas de processo e os fluxogramas ajudam a tornar visível o
trabalho necessário à produção do bem ou serviço. A maior visibilidade
melhora a comunicação e o entendimento, além de proporcionar uma
referência comum para as pessoas envolvidas com o processo.
Os mapas de processo frequentemente são usados para mostrar como o
trabalho é realizado em uma organização. Quando utilizados dessa
forma, eles representam um “instantâneo” que mostra a combinação
específica de funções, etapas, entradas e saídas que a organização
utiliza para criar valor para os clientes/consumidores.
A análise dos processos documentados pelos mapas pode contribuir
para o aumento da satisfação dos clientes/consumidores, já que esta
análise permite a identificação de ações capazes de:
• Reduzir o tempo de ciclo do processo;
• Diminuir defeitos;
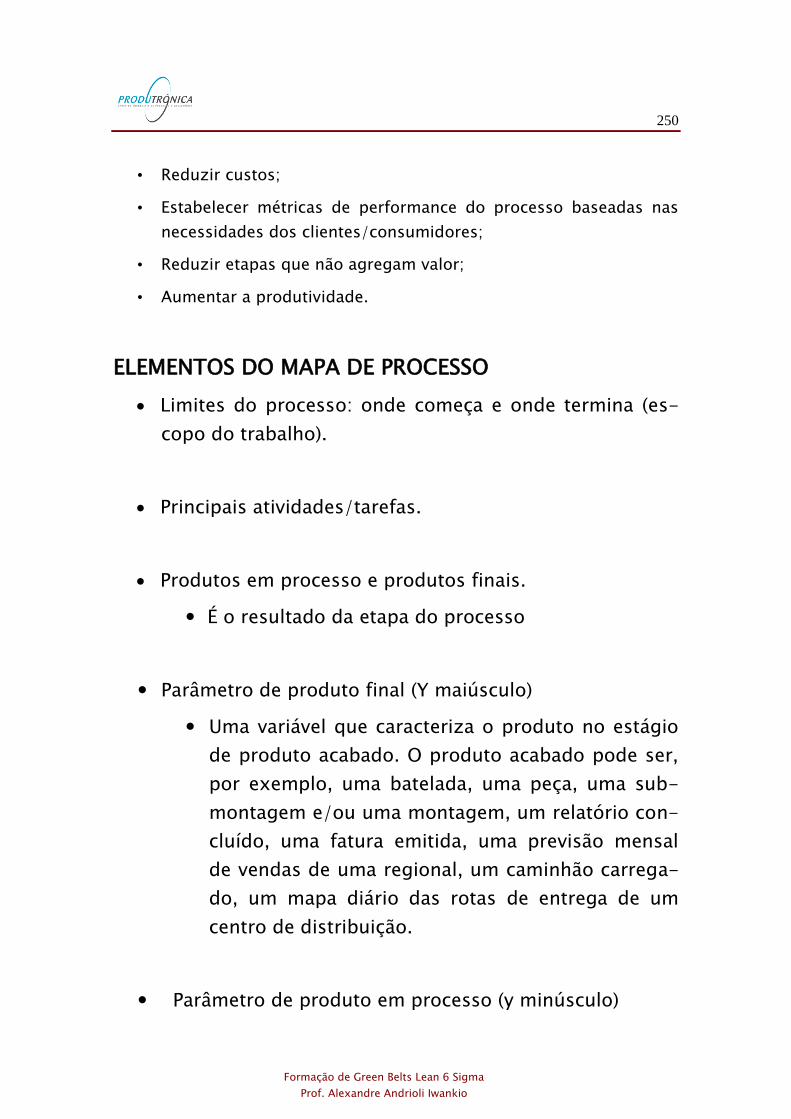
250
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Reduzir custos;
• Estabelecer métricas de performance do processo baseadas nas
necessidades dos clientes/consumidores;
• Reduzir etapas que não agregam valor;
• Aumentar a produtividade.
ELEMENTOS DO MAPA DE PROCESSO
Limites do processo: onde começa e onde termina (es-
copo do trabalho).
Principais atividades/tarefas.
Produtos em processo e produtos finais.
É o resultado da etapa do processo
Parâmetro de produto final (Y maiúsculo)
Uma variável que caracteriza o produto no estágio
de produto acabado. O produto acabado pode ser,
por exemplo, uma batelada, uma peça, uma sub-
montagem e/ou uma montagem, um relatório con-
cluído, uma fatura emitida, uma previsão mensal
de vendas de uma regional, um caminhão carrega-
do, um mapa diário das rotas de entrega de um
centro de distribuição.
Parâmetro de produto em processo (y minúsculo)
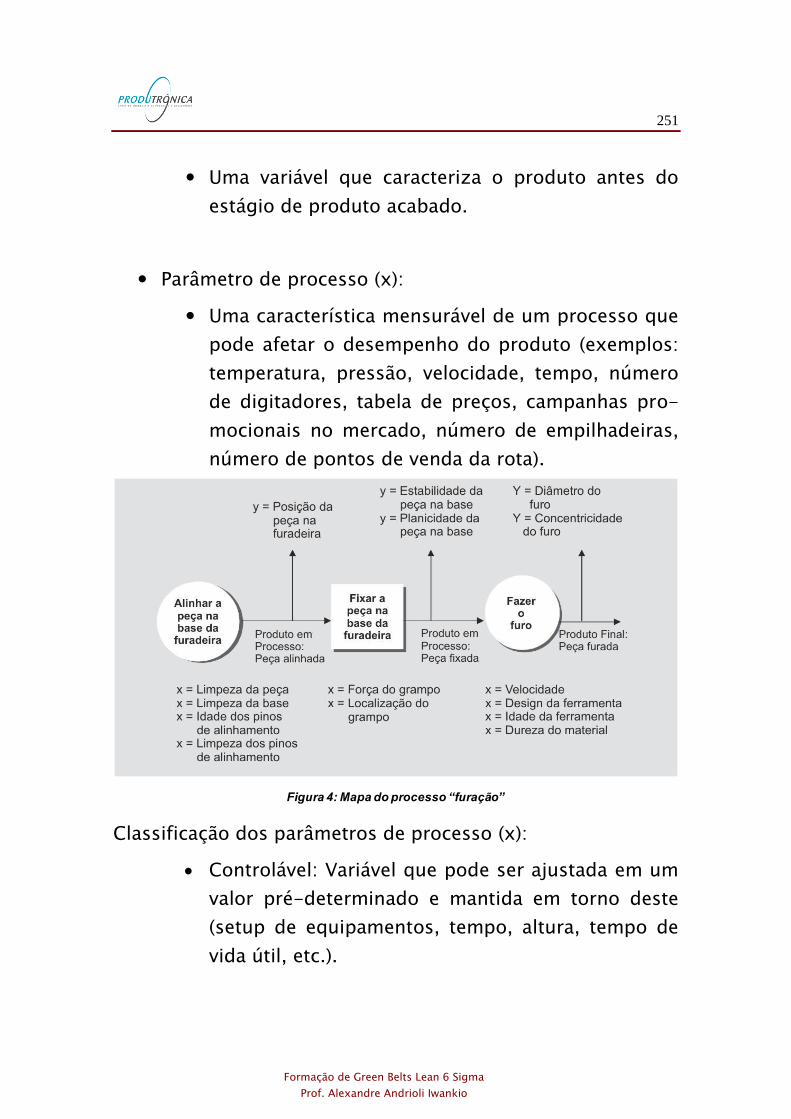
251
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Uma variável que caracteriza o produto antes do
estágio de produto acabado.
Parâmetro de processo (x):
Uma característica mensurável de um processo que
pode afetar o desempenho do produto (exemplos:
temperatura, pressão, velocidade, tempo, número
de digitadores, tabela de preços, campanhas pro-
mocionais no mercado, número de empilhadeiras,
número de pontos de venda da rota).
Figura 4: Mapa do processo “furação”
Classificação dos parâmetros de processo (x):
Controlável: Variável que pode ser ajustada em um
valor pré-determinado e mantida em torno deste
(setup de equipamentos, tempo, altura, tempo de
vida útil, etc.).
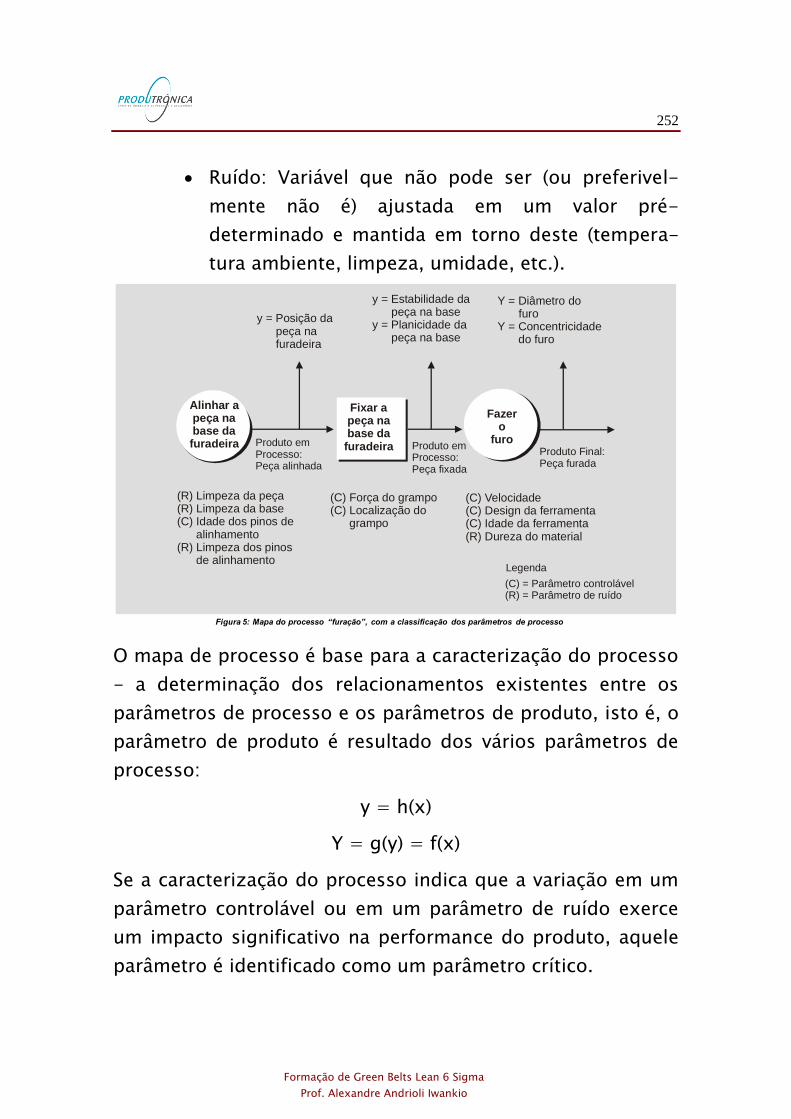
252
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Ruído: Variável que não pode ser (ou preferivel-
mente não é) ajustada em um valor pré-
determinado e mantida em torno deste (tempera-
tura ambiente, limpeza, umidade, etc.).
Figura 5: Mapa do processo “furação”, com a classificação dos parâmetros de processo
Alinhar apeça nabase dafuradeira
Fazero
furo
Fixar apeça nabase da
furadeira
(R) Limpeza da peça(R) Limpeza da base(C) Idade dos pinos de alinhamento(R) Limpeza dos pinos de alinhamento
(C) Velocidade(C) Design da ferramenta(C) Idade da ferramenta(R) Dureza do material
(C) Força do grampo(C) Localização do grampo
Legenda
(C) = Parâmetro controlável(R) = Parâmetro de ruído
y = Posição da peça na furadeira
y = Estabilidade da peça na base y = Planicidade da peça na base
Y = Diâmetro do furoY = Concentricidade do furo
Produto emProcesso:
linhadaPeça a
Produto emProcesso: Peça fixada
Produto Final:Peça furada
O mapa de processo é base para a caracterização do processo
- a determinação dos relacionamentos existentes entre os
parâmetros de processo e os parâmetros de produto, isto é, o
parâmetro de produto é resultado dos vários parâmetros de
processo:
y = h(x)
Y = g(y) = f(x)
Se a caracterização do processo indica que a variação em um
parâmetro controlável ou em um parâmetro de ruído exerce
um impacto significativo na performance do produto, aquele
parâmetro é identificado como um parâmetro crítico.
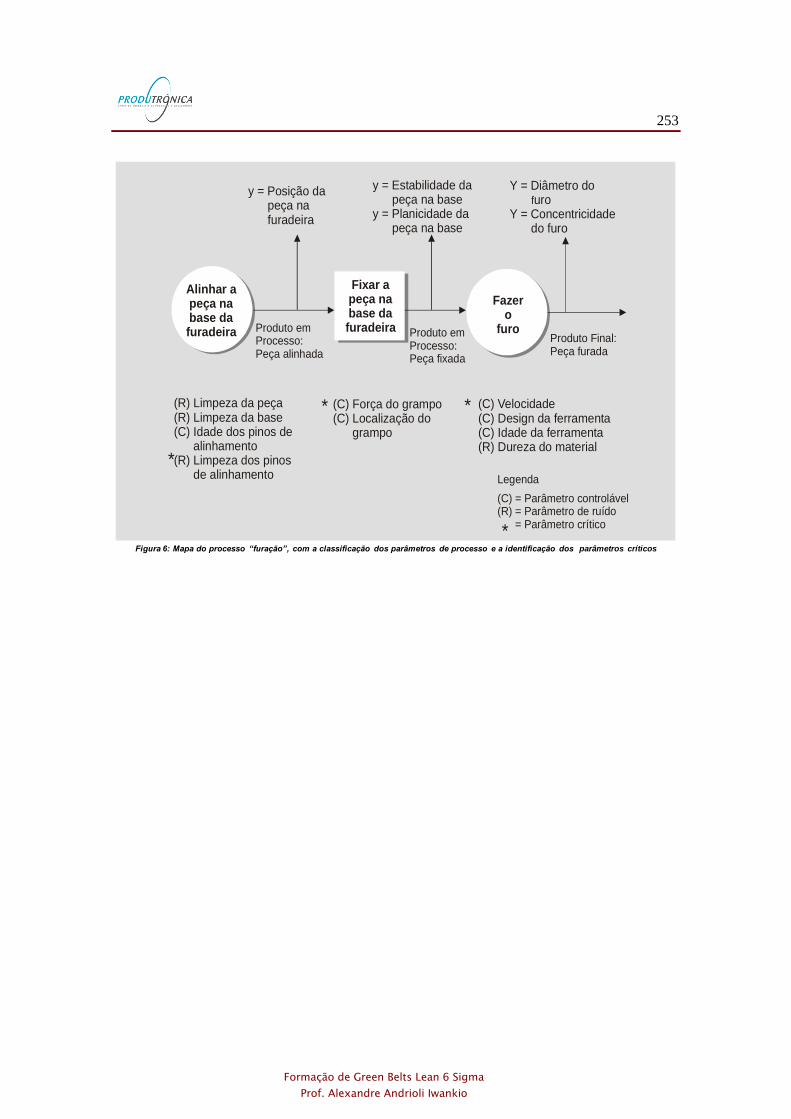
253
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 6: Mapa do processo “furação”, com a classificação dos parâmetros de processo e a identificação dos parâmetros críticos
Alinhar apeça nabase dafuradeira
Fazero
furo
Fixar apeça nabase dafuradeira
(R) Limpeza da peça(R) Limpeza da base(C) Idade dos pinos de alinhamento(R) Limpeza dos pinos de alinhamento
*
(C) Força do grampo(C) Localização do grampo
* (C) Velocidade(C) Design da ferramenta(C) Idade da ferramenta(R) Dureza do material
*
Legenda
(C) = Parâmetro controlável(R) = Parâmetro de ruído = Parâmetro crítico*
y = Posição da peça na furadeira
y = Estabilidade da peça na base y = Planicidade da peça na base
Y = Diâmetro do uroY = Concentricidade do furo
f
Produto emProcesso:Peça alinhada
Produto emProcesso: Peça fixada
Produto Final:Peça furada
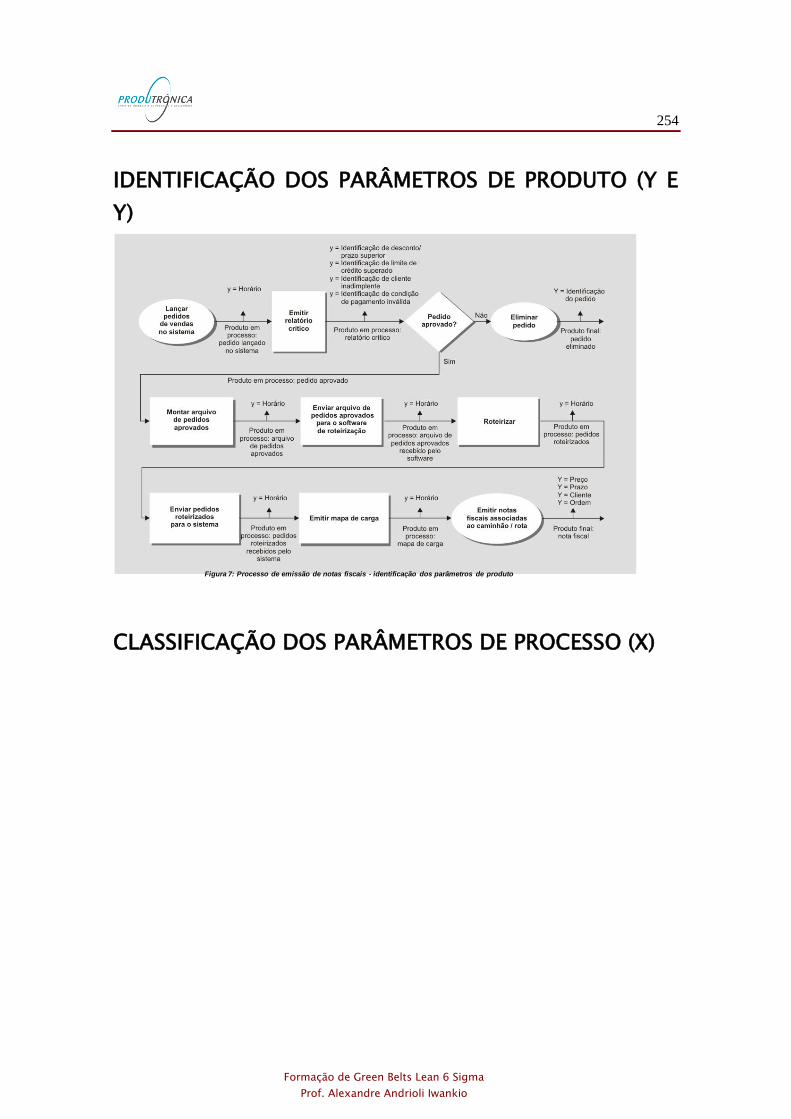
254
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
IDENTIFICAÇÃO DOS PARÂMETROS DE PRODUTO (Y E
Y)
Figura 7: Processo de emissão de notas fiscais - identificação dos parâmetros de produto
CLASSIFICAÇÃO DOS PARÂMETROS DE PROCESSO (X)
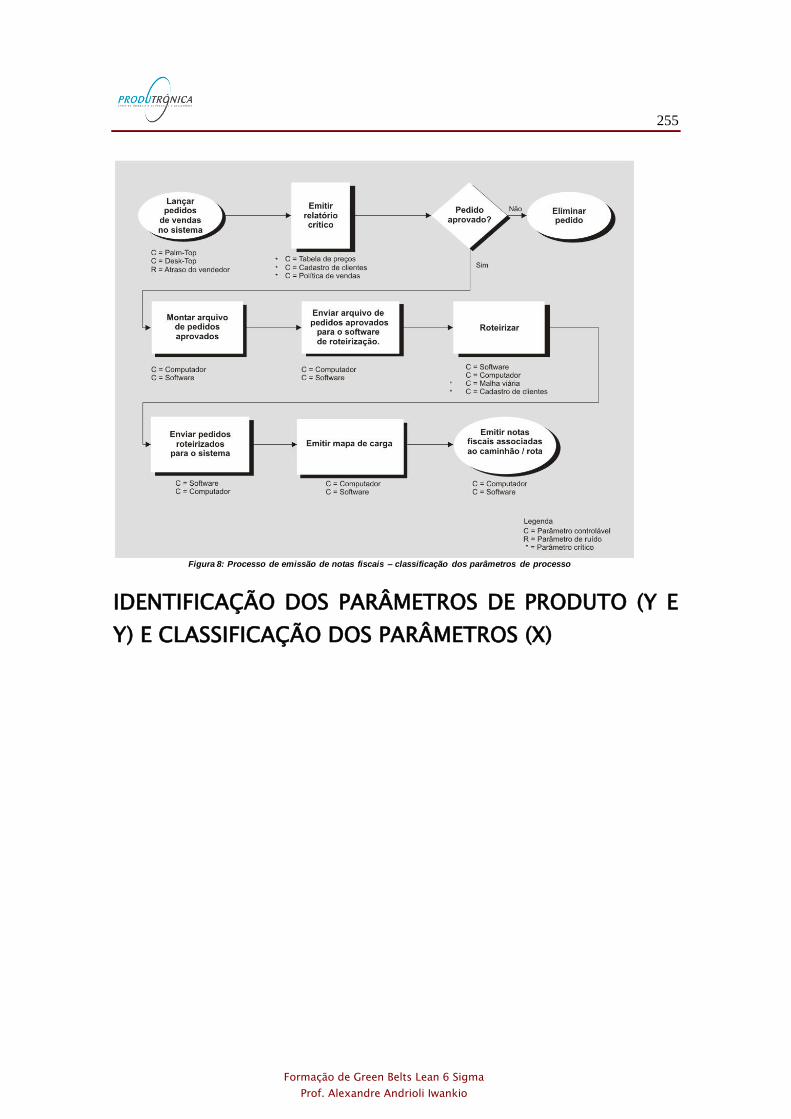
255
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 8: Processo de emissão de notas fiscais – classificação dos parâmetros de processo
IDENTIFICAÇÃO DOS PARÂMETROS DE PRODUTO (Y E
Y) E CLASSIFICAÇÃO DOS PARÂMETROS (X)
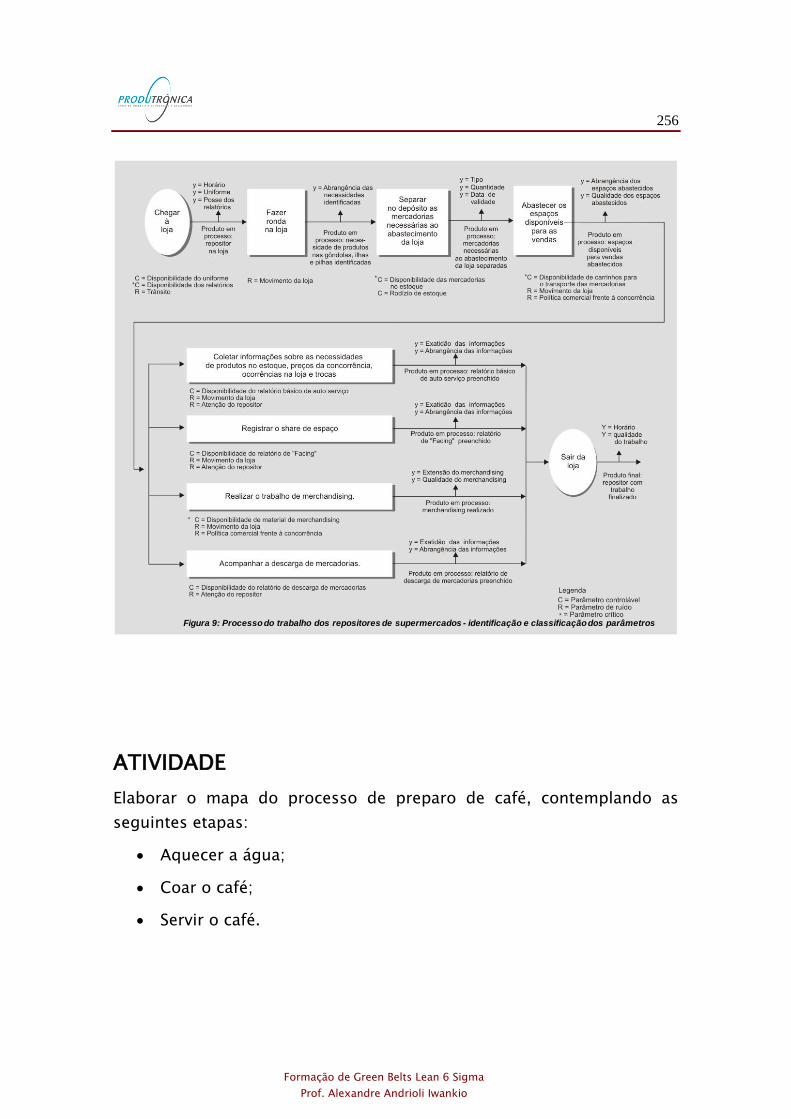
256
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 9: Processo do trabalho dos repositores de supermercados - identificação e classificação dos parâmetros
ATIVIDADE
Elaborar o mapa do processo de preparo de café, contemplando as
seguintes etapas:
Aquecer a água;
Coar o café;
Servir o café.
257
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
FERRAMENTAS DA ADMINISTRAÇÃO E DO
PLANEJAMENTO
5 POR QUÊS
O “5 Por quês” é uma técnica para encontrar a causa raiz de um defeito
ou problema. O princípio é muito simples: ao encontrar um problema,
você deve realizar 5 iterações perguntando o porquê daquele problema,
sempre questionando a causa anterior.
Exemplo:
Problema: Os clientes estão reclamando muito dos atrasos nas entregas.
Por que há atrasos? Porque o produto nunca sai da fábrica no momento
que deveria.
Por que o produto não sai quando deveria? Porque as ordens de
produção estão atrasando.
Por que estas ordens atrasam? Porque o cálculo das horas de produção
sempre fica menor do que a realidade.
Por que o cálculo das horas está errado? Porque estamos usando um
software ultrapassado.
Por que estamos usando este software? Porque o engenheiro
responsável ainda não recebeu treinamento no software mais atual.
Pelo exemplo, podemos ver que a causa raiz das reclamações dos
clientes é a falta de treinamento do engenheiro em softwares de
produção mais atuais. Se o responsável somente fizesse a primeira
pergunta, tentaria mudar o sistema de transportes da empresa, o que
provavelmente seria mais caro e não resolveria realmente o problema.
Na realidade, não é necessário que sejam exatamente 5 perguntas.
Podem ser menos ou mais, desde que você chegue à causa raiz do
problema. No exemplo, ainda poderia haver um por que mais, e se
descobriria que o engenheiro não foi treinado devido a sua forte carga
258
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
de trabalho. O importante é que esta ferramenta sirva para exercitar as
idéias e tire a pessoa de sua zona de conforto.
Também é importante entender que esta é uma ferramenta limitada.
Fazer 5 perguntas não substitui uma análise de qualidade detalhada.
Uma das principais críticas à ferramenta, é que pessoas diferentes
provavelmente chegarão a causas raiz diferentes com estas perguntas.
Por isso o ideal é que as perguntas sejam feitas com participação de
toda a equipe, para que gere um debate em torno das causas
verdadeiras.
Além disso, frequentemente a causa de um problema será mais de uma.
Se você usa somente esta ferramenta, pode estar deixando de lado
outros fatores importantes para a melhoria de seus processos.
259
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
BRAINSTORMING
Brainstorming é uma ferramenta para geração de novas idéias, conceitos
e soluções para qualquer assunto ou tópico num ambiente livre de
críticas e de restrições à imaginação.
O Brainstorming é útil quando se deseja gerar em curto prazo uma
grande quantidade de idéias sobre um assunto a ser resolvido, possíveis
causas de um problema, abordagens a serem usadas, ou ações a serem
tomadas.
Como conduzir um Brainstorming
1 - Prepare o grupo
Dedique o tempo suficiente para esclarecer os propósitos da sessão
de Brainstorming e as cinco regras que devem ser seguidas:
Suspensão do julgamento: estão proibidos os debates e as críticas
às idéias apresentadas, pois causam inibições e desvios dos obje-
tivos.
Quantidade é importante: quanto mais, melhor.
Liberdade total: nenhuma idéia é suficientemente esdrúxula para
ser desprezada. Pode ser que ela sirva de ponte para idéias origi-
nais e inovadoras.
Mudar e combinar: em qualquer momento, é permitido que al-
guém apresente uma idéia que seja uma modificação ou combi-
nação de idéias já apresentadas por outras pessoas do grupo.
Contudo, as idéias originais devem ser mantidas.
Igualdade de oportunidade: assegure-se de que todos tenham a
chance de apresentar suas idéias.
2 - Defina o problema
A clara definição do problema é um dos pontos mais importantes e,
frequentemente, um dos mais negligenciados. Descreva o problema ou
260
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
assunto para o qual estão procurando idéias e assegure que todos o
tenham compreendido. Evite que o grupo tome caminhos errados. Uma
boa medida é escrever a definição em uma folha de flipchart e colocá-la
na parede.
3 - Geração de idéias
Nesta etapa as idéias são criadas e anotadas. Siga os seguintes passos:
1. Estabeleça o tempo máximo de duração da sessão de geração
de idéias. Designe alguém para controlar o tempo.
2. Comunique o tópico a ser analisado na forma de uma pergunta.
Assegure-se de que todos o entendam.
3. Conceda alguns minutos para que todos pensem sobre a
pergunta e peça que eles apresentem suas idéias. Defina se as
idéias serão solicitadas de forma estruturada ou não estruturada:
Estruturada: o facilitador define uma rotação de maneira que
cada pessoa contribua com uma idéia em cada turno. Se a pes-
soa não tem uma idéia, passa a vez.
Não estruturada: as pessoas apresentam suas idéias à medida
que vão surgindo. Este método requer que o facilitador moni-
tore de perto o processo para assegurar que as regras sejam
seguidas e que todas as pessoas tenham a chance de partici-
par.
4. Anote as idéias numa folha de flipchart e disponha-as de forma
que todos possam vê-las. Isto evita duplicidades, mal entendidos
e ajuda a estimular o pensamento criativo no grupo.
Anote as idéias exatamente como foram faladas. Não as inter-
prete.
Tente obter uma lista mais longa possível. Faça o Brainstor-
ming até que todos os participantes tenham esgotado suas i-
déias ou que o tempo tenha expirado.
261
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
5. Terminada a sessão de geração, esclareça o significado de
todas as idéias apresentadas, para assegurar que todos tenham o
mesmo entendimento. Aponte cada idéia e pergunte se alguém
tem perguntas sobre seu significado. Você pode pedir ao autor da
idéia que a explique melhor.
6. Elimine as duplicidades. Se duas ou mais idéias parecem ser a
mesma coisa, você deve combiná-las ou eliminar as duplicatas.
Para isto, é necessário obter a concordância de seus autores de
que elas têm o mesmo significado. Se não concordarem,
mantenha as idéias intactas e separadas.
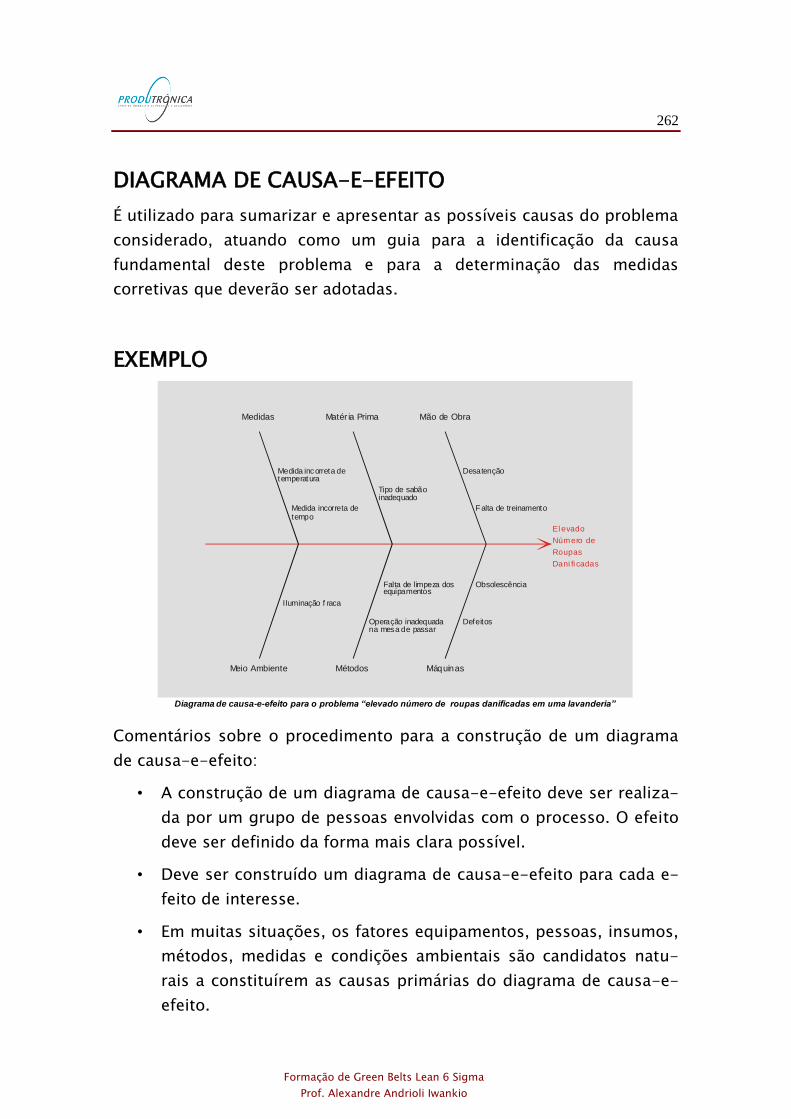
262
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DE CAUSA-E-EFEITO
É utilizado para sumarizar e apresentar as possíveis causas do problema
considerado, atuando como um guia para a identificação da causa
fundamental deste problema e para a determinação das medidas
corretivas que deverão ser adotadas.
EXEMPLO
Diagrama de causa-e-efeito para o problema “elevado número de roupas danificadas em uma lavanderia”
El evado
Número de
Roupas
Dani fi cadas
Meio Ambiente
Medidas
Métodos
Matér ia Prima
Máquinas
Mão de Obra
Falta de treinamento
Desatenção
Obsolescência
Defeitos
Tipo de sabãoinadequado
Falta de limpeza dosequipamentos
Operação inadequadana mesa de passar
Medida incorreta detempo
Medida incorreta detemperatura
Iluminação f raca
Comentários sobre o procedimento para a construção de um diagrama
de causa-e-efeito:
• A construção de um diagrama de causa-e-efeito deve ser realiza-
da por um grupo de pessoas envolvidas com o processo. O efeito
deve ser definido da forma mais clara possível.
• Deve ser construído um diagrama de causa-e-efeito para cada e-
feito de interesse.
• Em muitas situações, os fatores equipamentos, pessoas, insumos,
métodos, medidas e condições ambientais são candidatos natu-
rais a constituírem as causas primárias do diagrama de causa-e-
efeito.
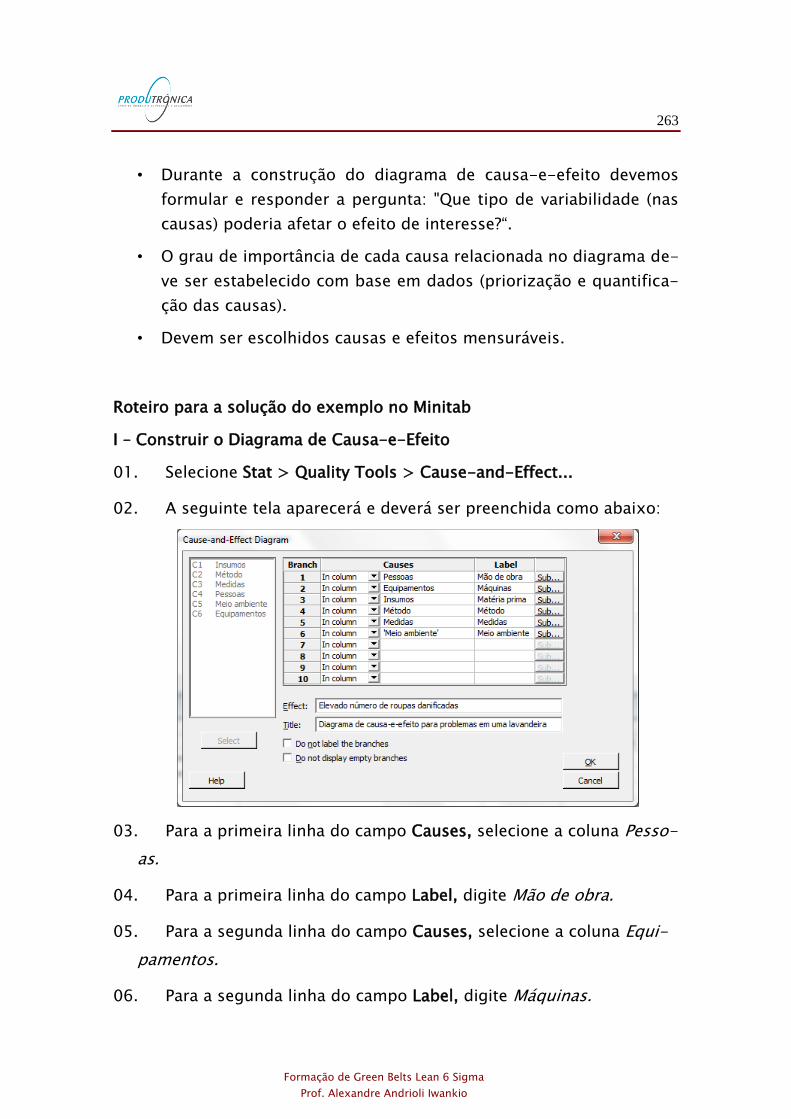
263
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Durante a construção do diagrama de causa-e-efeito devemos
formular e responder a pergunta: "Que tipo de variabilidade (nas
causas) poderia afetar o efeito de interesse?“.
• O grau de importância de cada causa relacionada no diagrama de-
ve ser estabelecido com base em dados (priorização e quantifica-
ção das causas).
• Devem ser escolhidos causas e efeitos mensuráveis.
Roteiro para a solução do exemplo no Minitab
I – Construir o Diagrama de Causa-e-Efeito
01. Selecione Stat > Quality Tools > Cause-and-Effect...
02. A seguinte tela aparecerá e deverá ser preenchida como abaixo:
03. Para a primeira linha do campo Causes, selecione a coluna Pesso-
as.
04. Para a primeira linha do campo Label, digite Mão de obra.
05. Para a segunda linha do campo Causes, selecione a coluna Equi-
pamentos.
06. Para a segunda linha do campo Label, digite Máquinas.
264
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
07. Para a terceira linha do campo Causes, selecione a coluna Insu-
mos.
08. Para a terceira linha do campo Label, digite Matéria prima.
09. Para a quarta linha do campo Causes, selecione a coluna Método.
10. Para a quarta linha do campo Label, digite Método.
11. Para a quinta linha do campo Causes, selecione a coluna Medidas.
12. Para a quinta linha do campo Label, digite Medidas.
13. Para a sexta linha do campo Causes, selecione a coluna Meio am-
biente.
14. Para a sexta linha do campo Label, digite Meio ambiente.
15. No campo Effect, digite o efeito do processo investigado: Elevado
número de roupas danificadas.
16. No campo Title, digite o título do diagrama (exemplo: Diagrama
de causa-e-efeito para problemas em uma lavandeira).
17. Selecione OK.
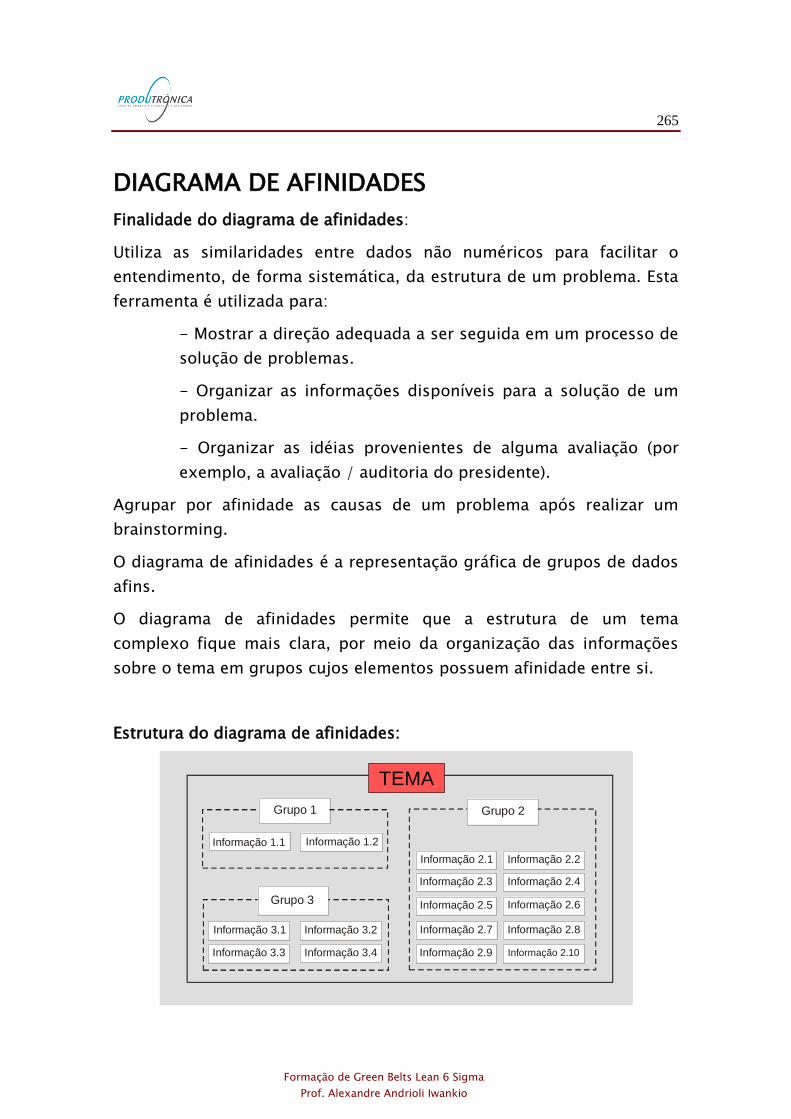
265
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DE AFINIDADES
Finalidade do diagrama de afinidades:
Utiliza as similaridades entre dados não numéricos para facilitar o
entendimento, de forma sistemática, da estrutura de um problema. Esta
ferramenta é utilizada para:
- Mostrar a direção adequada a ser seguida em um processo de
solução de problemas.
- Organizar as informações disponíveis para a solução de um
problema.
- Organizar as idéias provenientes de alguma avaliação (por
exemplo, a avaliação / auditoria do presidente).
Agrupar por afinidade as causas de um problema após realizar um
brainstorming.
O diagrama de afinidades é a representação gráfica de grupos de dados
afins.
O diagrama de afinidades permite que a estrutura de um tema
complexo fique mais clara, por meio da organização das informações
sobre o tema em grupos cujos elementos possuem afinidade entre si.
Estrutura do diagrama de afinidades:
Tema
Grupo 2
Grupo 3
Grupo 1
Informação 1.2
Informação 3.1
Informação 3.3
Informação 3.2
Informação 2.1
Informação 2.3
Informação 2.5
Informação 2.2
Informação 2.4
Informação 2.6
Informação 2.8
Informação 2.10
Informação 2.7
Grupo 2
Informação 1.1
Informação 3.4 Informação 2.9
TEMA
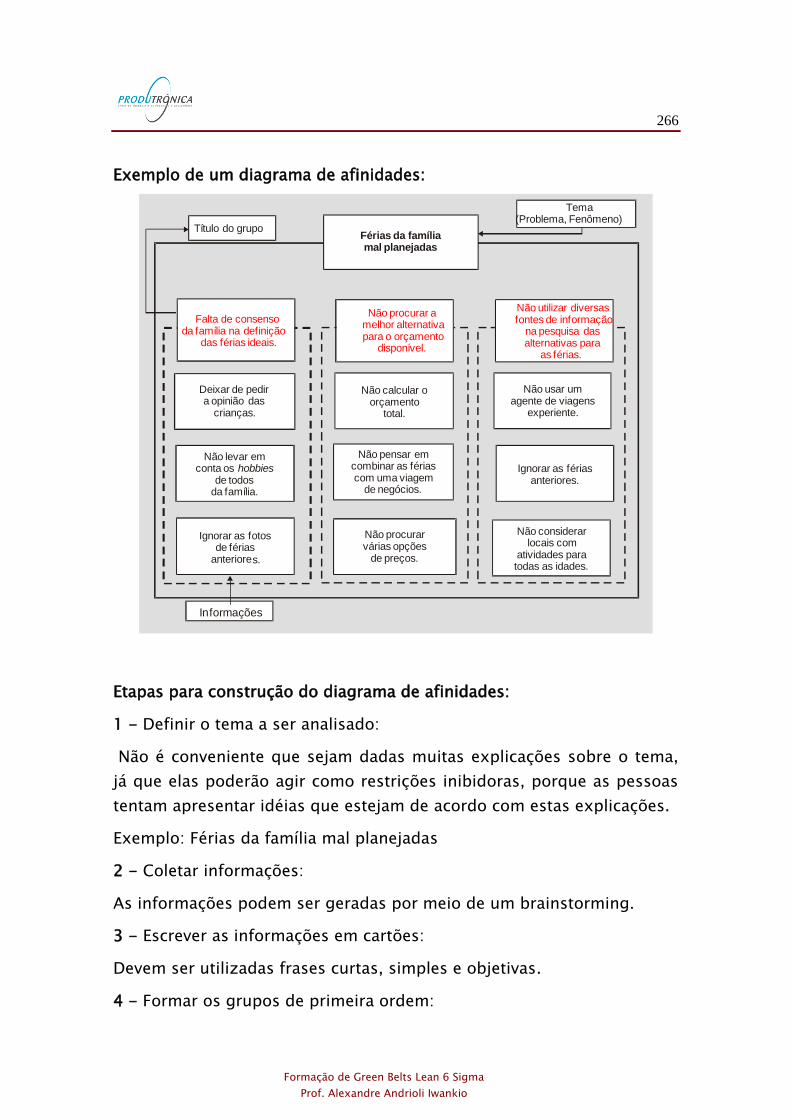
266
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo de um diagrama de afinidades:
Férias da família mal planejadas
Não utilizar diversasfontes de informação
na pesquisa dasalternativas para
as férias.
Deixar de pedir a opinião das
crianças.
Não calcular o orçamento
total.
Não usar umagente de viagens
experiente.
Não levar emconta os
de todosda família.
hobbies
Ignorar as fotosde férias
anteriores.
Não pensar em combinar as fériascom uma viagem
de negócios.
Ignorar as fériasanteriores.
Não procurarvárias opções
de preços.
Não considerar locais com
atividades paratodas as idades.
Não procurar amelhor alternativapara o orçamento
disponível.
Falta de consensoda família na definição
das férias ideais.
Título do grupo
Tema(Problema, Fenômeno)
Informações
Etapas para construção do diagrama de afinidades:
1 - Definir o tema a ser analisado:
Não é conveniente que sejam dadas muitas explicações sobre o tema,
já que elas poderão agir como restrições inibidoras, porque as pessoas
tentam apresentar idéias que estejam de acordo com estas explicações.
Exemplo: Férias da família mal planejadas
2 - Coletar informações:
As informações podem ser geradas por meio de um brainstorming.
3 - Escrever as informações em cartões:
Devem ser utilizadas frases curtas, simples e objetivas.
4 - Formar os grupos de primeira ordem:
267
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Agrupar os cartões cujas informações possuem algum tipo de afinidade
entre si.
5 - Identificar os cartões solitários:
Os cartões que não pertencem a nenhum grupo devem ficar sozinhos.
6 - Definir os títulos dos grupos de cartões de primeira ordem:
Deverá ser criado um cartão com uma informação concisa, denominado
cartão título, que dará nome ao grupo.
7 - Formar os grupos de ordem superior:
Os grupos de primeira ordem que apresentam afinidades devem ser
reunidos em grupos maiores.
O procedimento deve ser repetido até que seja formado um único
grupo, cujo título é o tema em análise.
8 - Finalizar a construção do diagrama:
Os grupos de cartões afins devem ser dispostos formando blocos.
Desenhar bordas em torno dos grupos e registrar os títulos dos grupos.
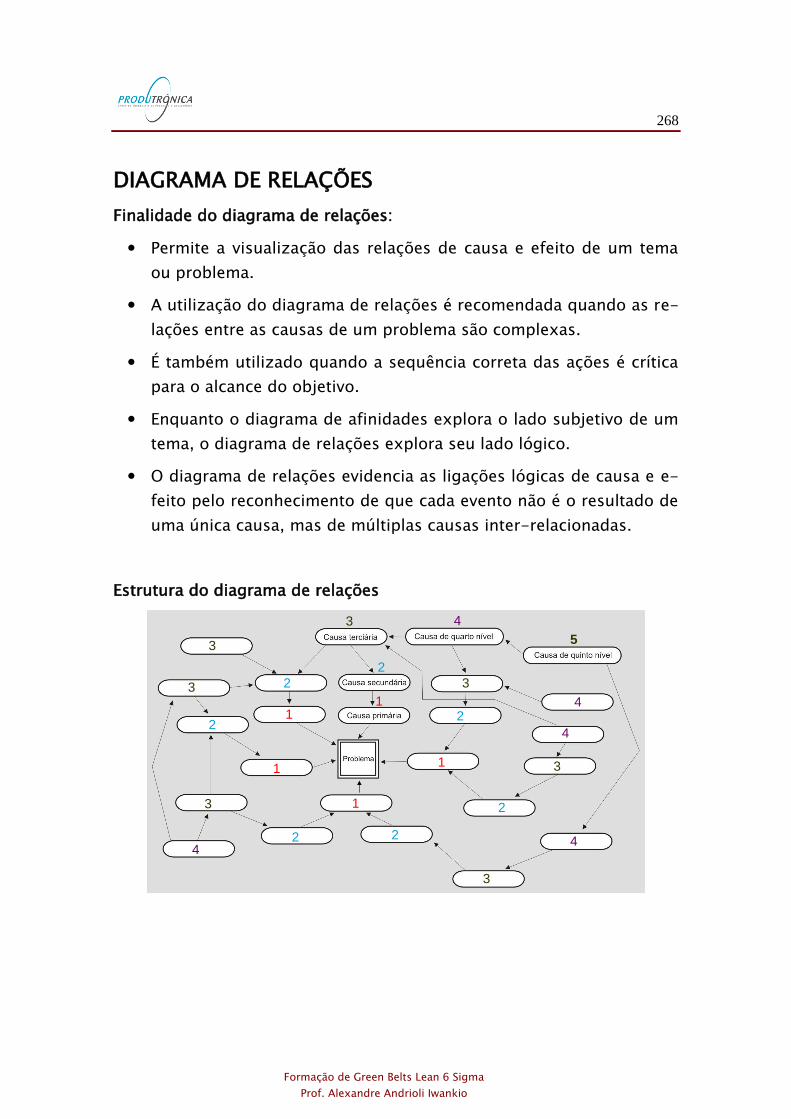
268
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DE RELAÇÕES
Finalidade do diagrama de relações:
Permite a visualização das relações de causa e efeito de um tema
ou problema.
A utilização do diagrama de relações é recomendada quando as re-
lações entre as causas de um problema são complexas.
É também utilizado quando a sequência correta das ações é crítica
para o alcance do objetivo.
Enquanto o diagrama de afinidades explora o lado subjetivo de um
tema, o diagrama de relações explora seu lado lógico.
O diagrama de relações evidencia as ligações lógicas de causa e e-
feito pelo reconhecimento de que cada evento não é o resultado de
uma única causa, mas de múltiplas causas inter-relacionadas.
Estrutura do diagrama de relações
1
11
11
22
2
2
2
2
2
3
3
3
3
3
3
3
44
4
4
4
5
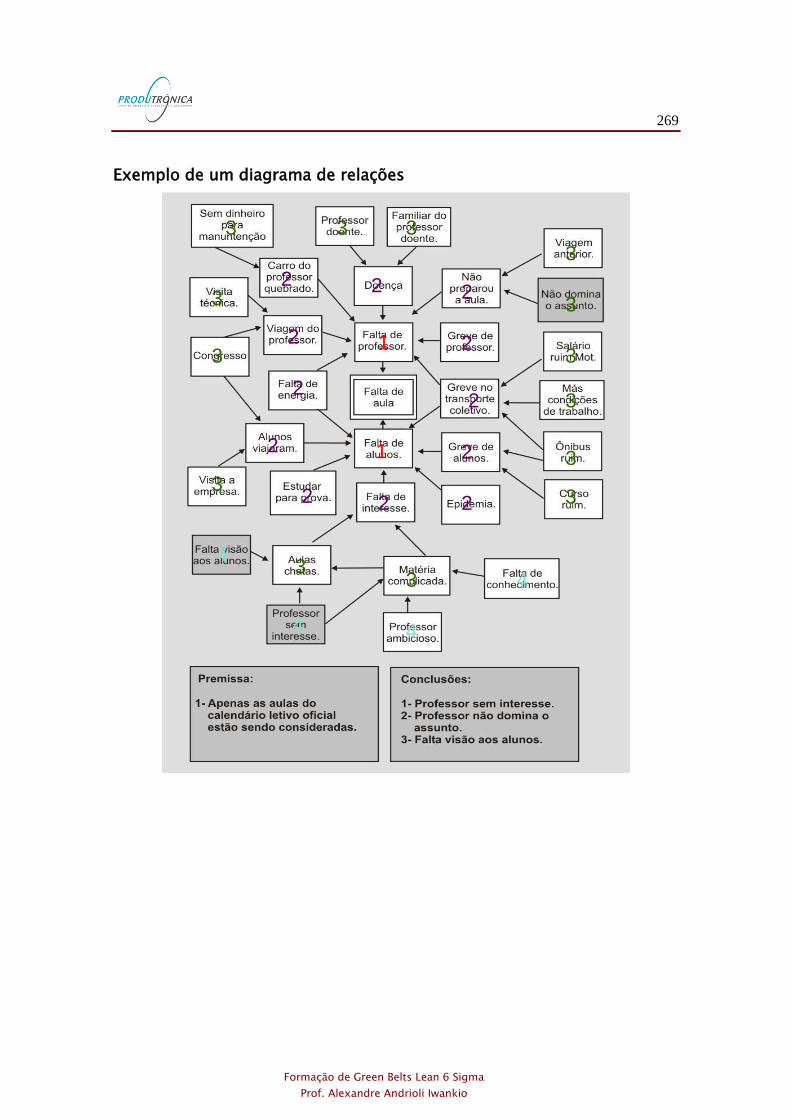
269
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo de um diagrama de relações
1
1
2
2
2
2 2
2
2
2
2
2
22
3 3 3
3
3
3
3
3
3
33
3
3
3
4
4
44
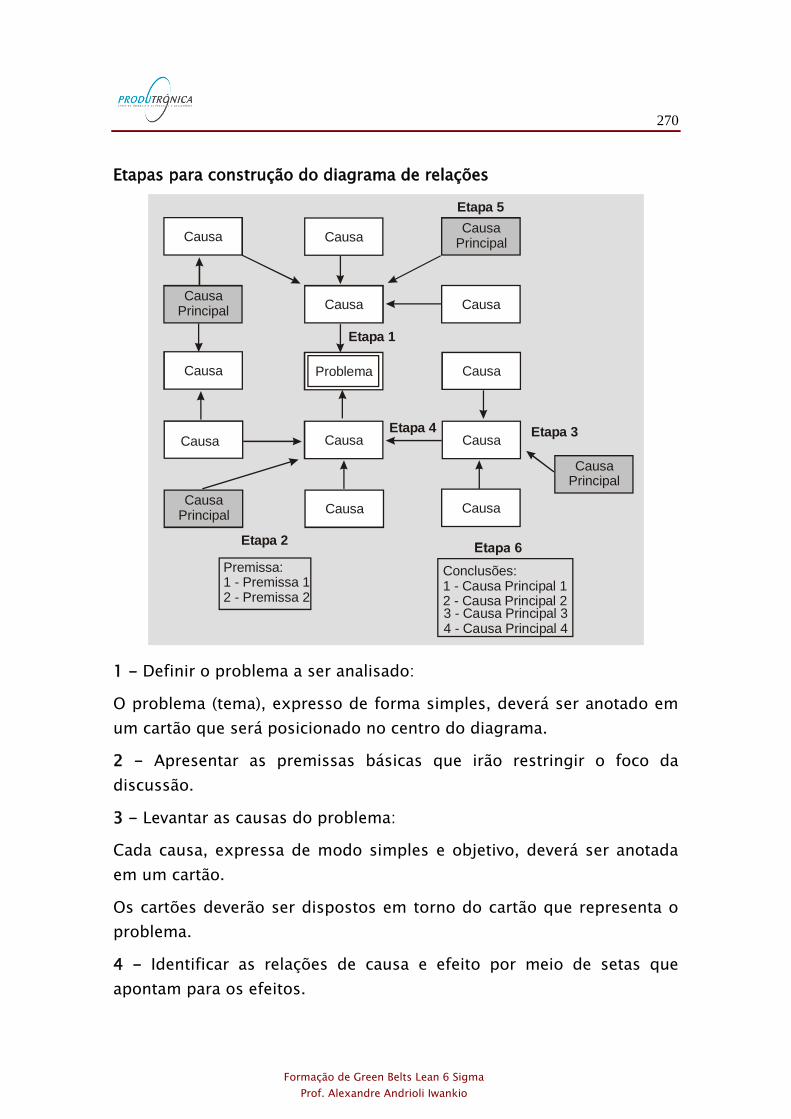
270
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Etapas para construção do diagrama de relações
Causa
Causa
Causa
Causa
Causa
Causa
Causa
Causa
Causa Principal
Causa Principal
CausaCausa
Causa
Etapa 5
Etapa 1
Etapa 4 Etapa 3
Premissa:1 - Premissa 12 - Premissa 2
Etapa 2
Conclusões:1 - Causa Principal 12 - Causa Principal 23 - Causa Principal 34 - Causa Principal 4
Causa Principal
Causa Principal
Problema
1 - Definir o problema a ser analisado:
O problema (tema), expresso de forma simples, deverá ser anotado em
um cartão que será posicionado no centro do diagrama.
2 - Apresentar as premissas básicas que irão restringir o foco da
discussão.
3 - Levantar as causas do problema:
Cada causa, expressa de modo simples e objetivo, deverá ser anotada
em um cartão.
Os cartões deverão ser dispostos em torno do cartão que representa o
problema.
4 - Identificar as relações de causa e efeito por meio de setas que
apontam para os efeitos.
271
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
5 - Identificar as causas principais por meio de uma representação em
destaque.
6 - Sumarizar as conclusões, listando as causas principais.
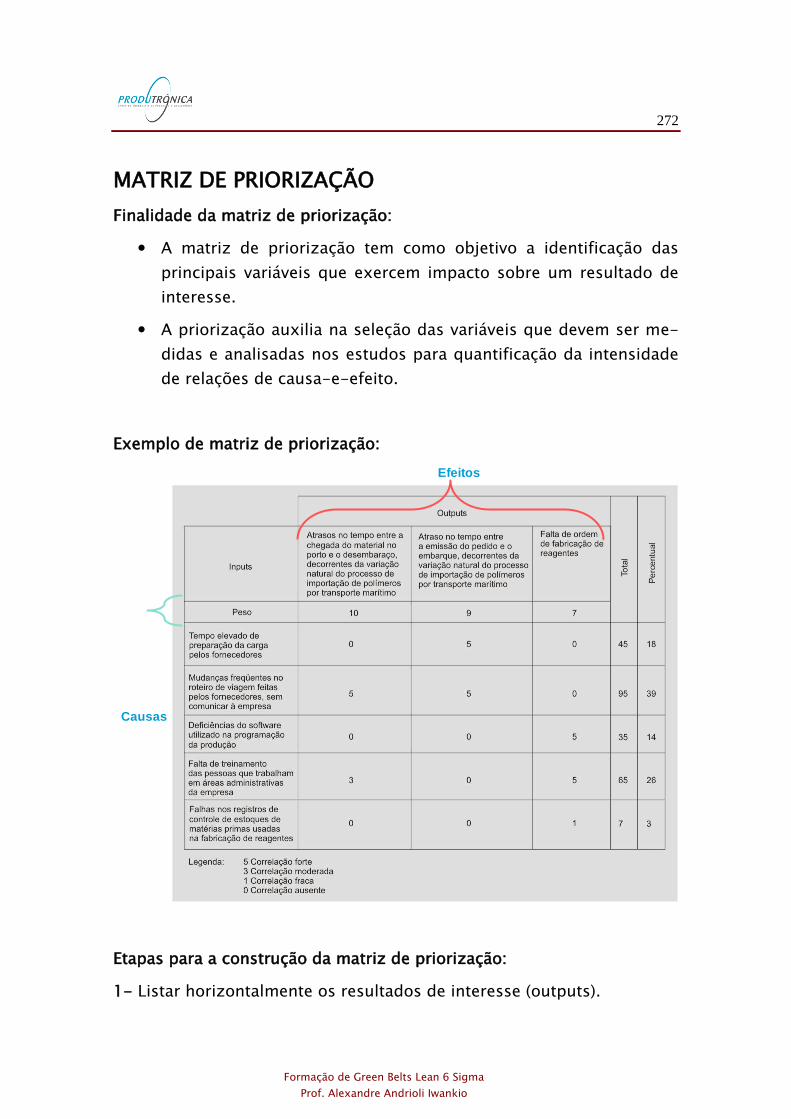
272
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MATRIZ DE PRIORIZAÇÃO
Finalidade da matriz de priorização:
A matriz de priorização tem como objetivo a identificação das
principais variáveis que exercem impacto sobre um resultado de
interesse.
A priorização auxilia na seleção das variáveis que devem ser me-
didas e analisadas nos estudos para quantificação da intensidade
de relações de causa-e-efeito.
Exemplo de matriz de priorização:
Efeitos
Causas
Etapas para a construção da matriz de priorização:
1- Listar horizontalmente os resultados de interesse (outputs).
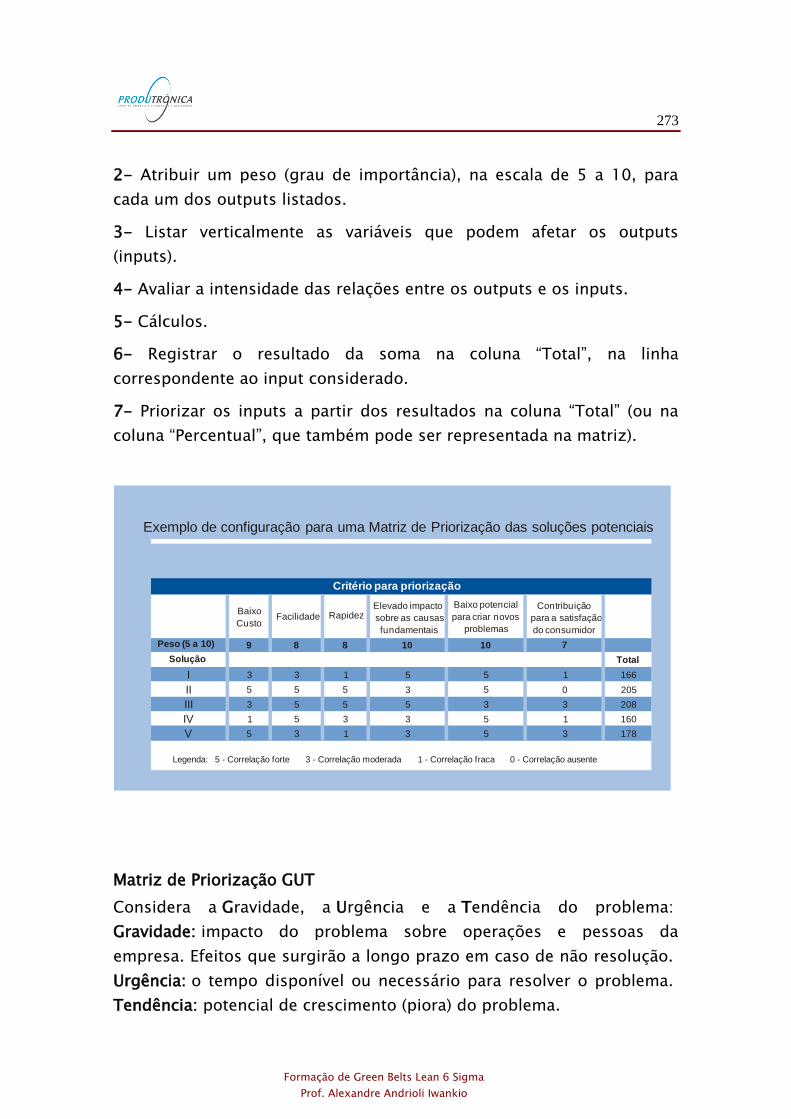
273
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
2- Atribuir um peso (grau de importância), na escala de 5 a 10, para
cada um dos outputs listados.
3- Listar verticalmente as variáveis que podem afetar os outputs
(inputs).
4- Avaliar a intensidade das relações entre os outputs e os inputs.
5- Cálculos.
6- Registrar o resultado da soma na coluna “Total”, na linha
correspondente ao input considerado.
7- Priorizar os inputs a partir dos resultados na coluna “Total” (ou na
coluna “Percentual”, que também pode ser representada na matriz).
Exemplo de configuração para uma Matriz de Priorização das soluções potenciais
Baixo
CustoFacilidade Rapidez
Elevado impacto
sobre as causas
fundamentais
Baixo potencial
para criar novos
problemas
Contribuição
para a satisfação
do consumidor
9 8 8 10 10 7
I 3 3 1 5 5 1 166
II 5 5 5 3 5 0 205
III 3 5 5 5 3 3 208
IV 1 5 3 3 5 1 160
V 5 3 1 3 5 3 178
Critério para priorização
Total
Peso (5 a 10)
Solução
Legenda: 5 - Correlação forte 3 - Correlação moderada 1 - Correlação fraca 0 - Correlação ausente
Matriz de Priorização GUT
Considera a Gravidade, a Urgência e a Tendência do problema:
Gravidade: impacto do problema sobre operações e pessoas da
empresa. Efeitos que surgirão a longo prazo em caso de não resolução.
Urgência: o tempo disponível ou necessário para resolver o problema.
Tendência: potencial de crescimento (piora) do problema.
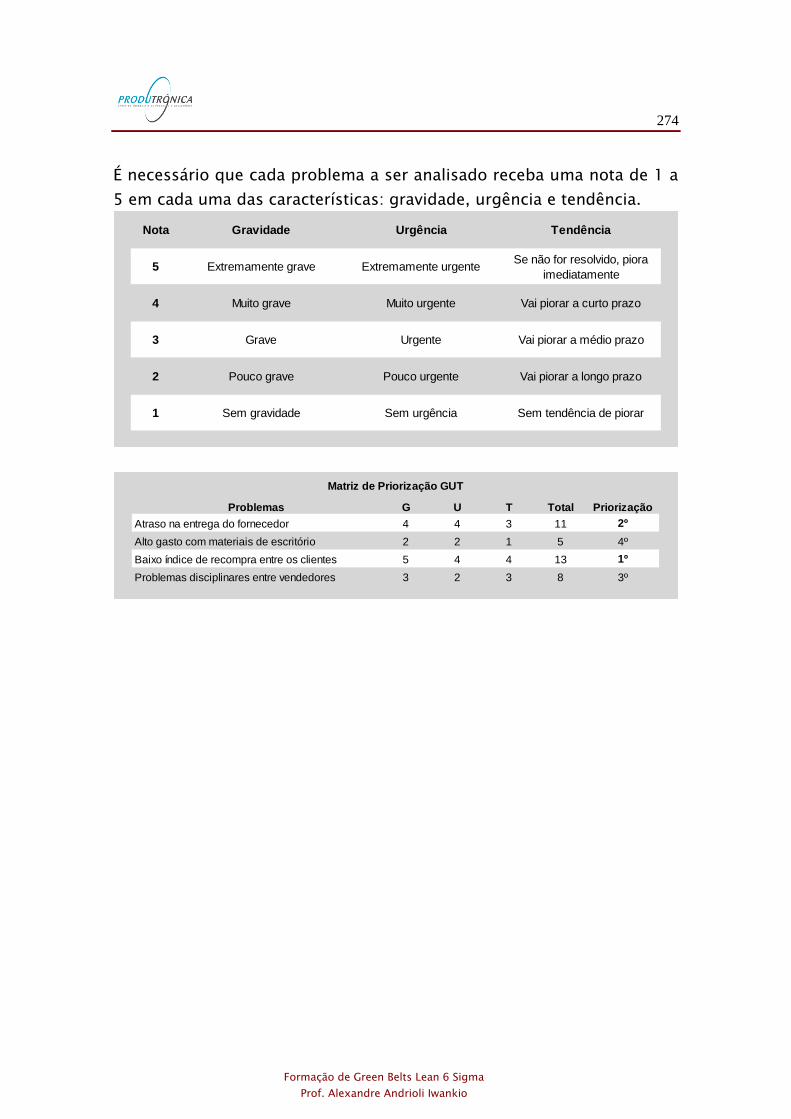
274
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
É necessário que cada problema a ser analisado receba uma nota de 1 a
5 em cada uma das características: gravidade, urgência e tendência.
Nota Gravidade Urgência Tendência
5 Extremamente grave Extremamente urgenteSe não for resolvido, piora
imediatamente
4 Muito grave Muito urgente Vai piorar a curto prazo
3 Grave Urgente Vai piorar a médio prazo
2 Pouco grave Pouco urgente Vai piorar a longo prazo
1 Sem gravidade Sem urgência Sem tendência de piorar
Problemas G U T Total Priorização
Atraso na entrega do fornecedor 4 4 3 11 2º
Alto gasto com materiais de escritório 2 2 1 5 4º
Baixo índice de recompra entre os clientes 5 4 4 13 1º
Problemas disciplinares entre vendedores 3 2 3 8 3º
Matriz de Priorização GUT
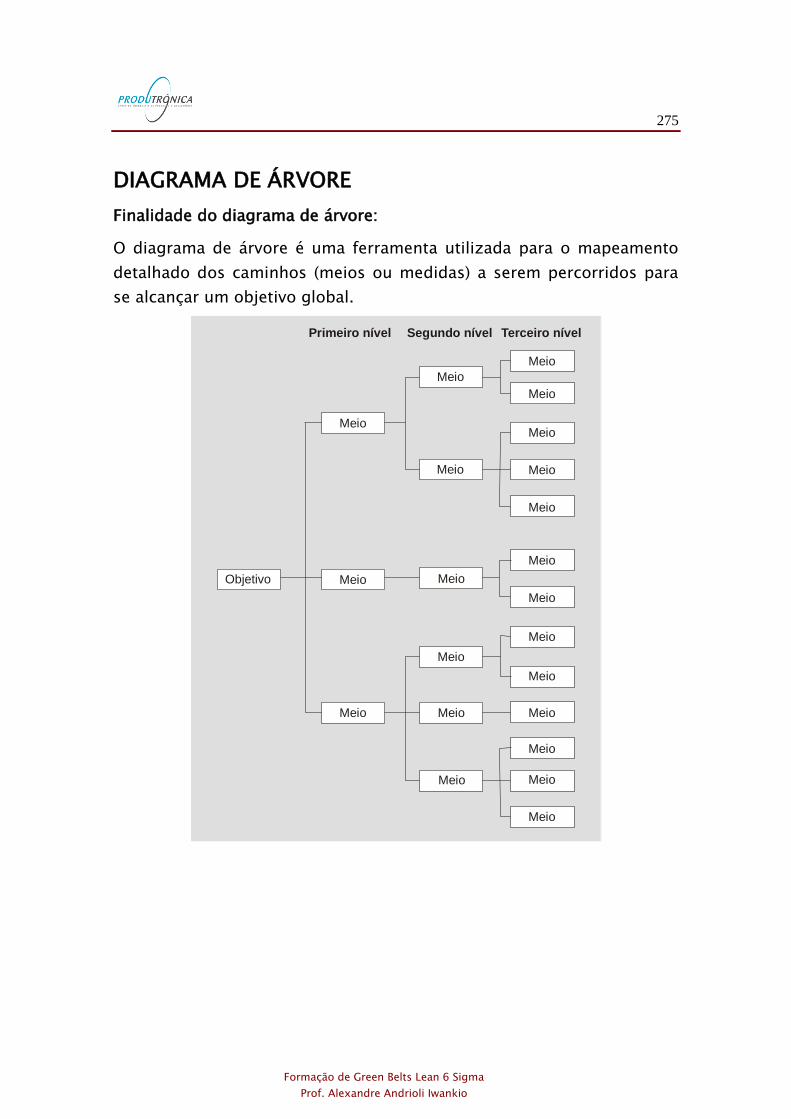
275
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DE ÁRVORE
Finalidade do diagrama de árvore:
O diagrama de árvore é uma ferramenta utilizada para o mapeamento
detalhado dos caminhos (meios ou medidas) a serem percorridos para
se alcançar um objetivo global.
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Meio
Objetivo
Terceiro nívelSegundo nívelPrimeiro nível
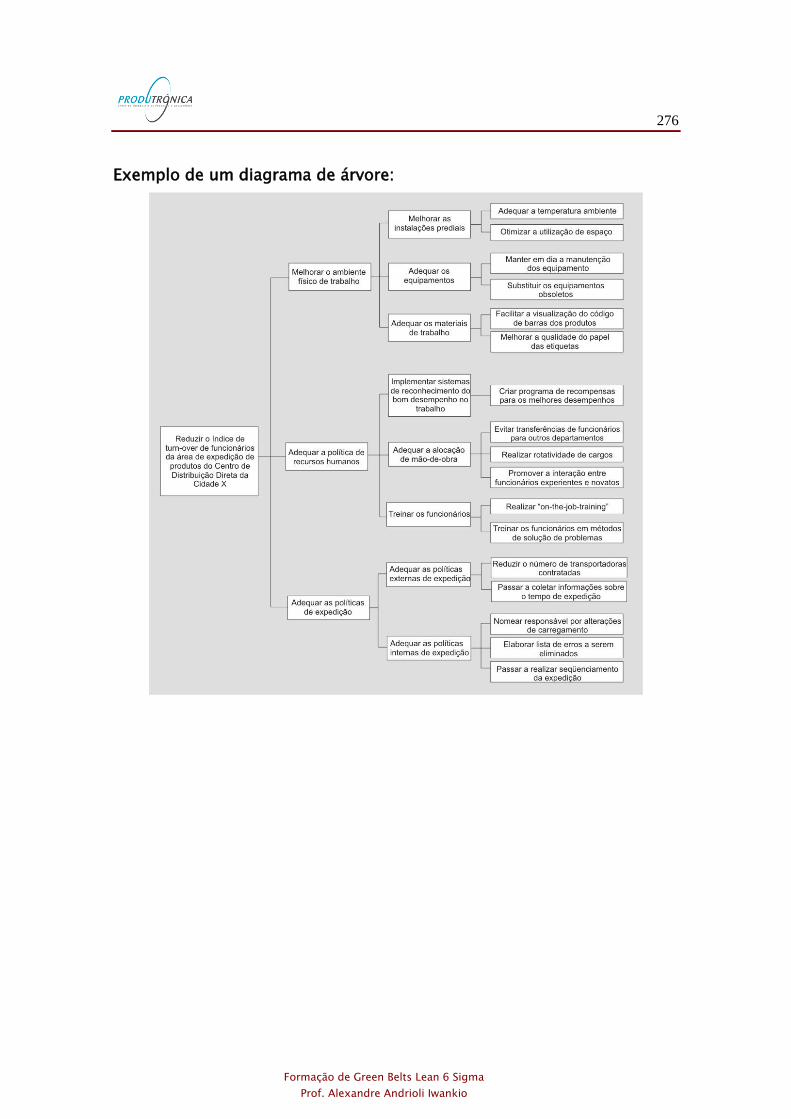
276
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo de um diagrama de árvore:
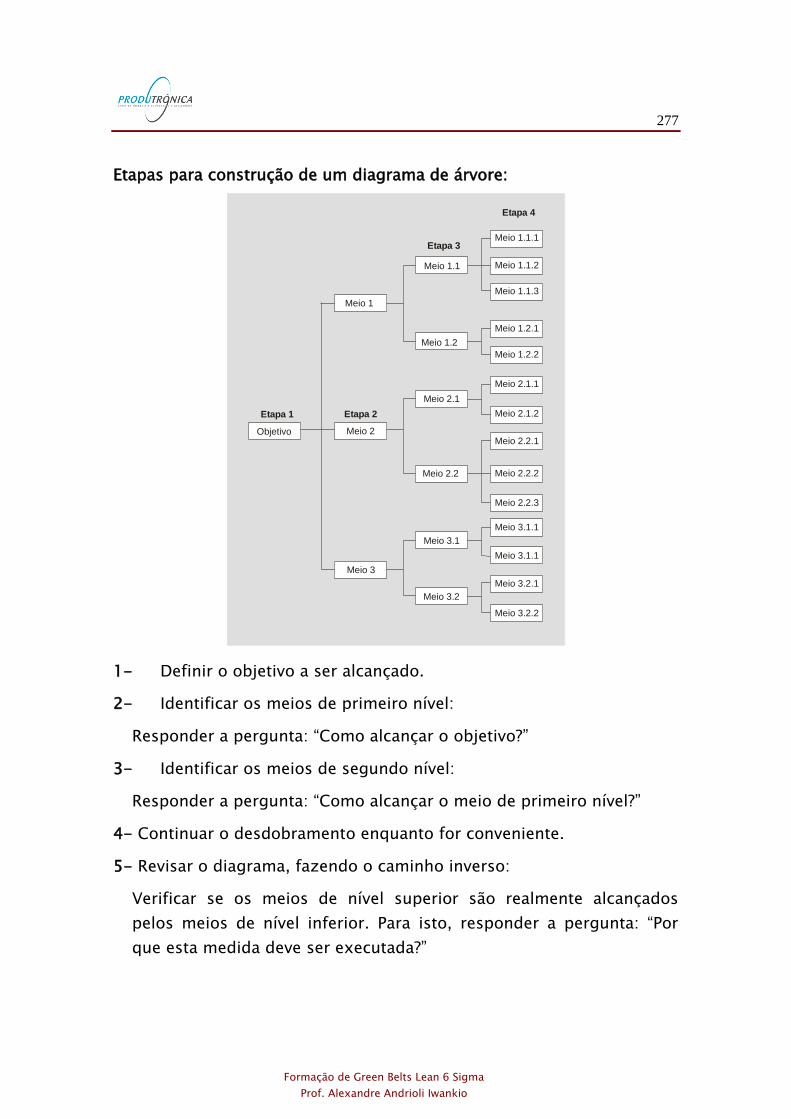
277
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Etapas para construção de um diagrama de árvore:
Meio 1.1
Meio 2.1
Meio 2.2
Meio 3.1
Meio 3.2
Meio 3
Meio 2
Meio 1
Objetivo
Etapa 4
Etapa 2Etapa 1
Etapa 3
Meio 1.2.1
Meio 1.2.2
Meio 2.1.1
Meio 2.1.2
Meio 2.2.1
Meio 2.2.2
Meio 2.2.3
Meio 3.1.1
Meio 1.1.1
Meio 1.1.2
Meio 1.1.3
Meio 3.1.1
Meio 3.2.1
Meio 3.2.2
Meio 1.2
1- Definir o objetivo a ser alcançado.
2- Identificar os meios de primeiro nível:
Responder a pergunta: “Como alcançar o objetivo?”
3- Identificar os meios de segundo nível:
Responder a pergunta: “Como alcançar o meio de primeiro nível?”
4- Continuar o desdobramento enquanto for conveniente.
5- Revisar o diagrama, fazendo o caminho inverso:
Verificar se os meios de nível superior são realmente alcançados
pelos meios de nível inferior. Para isto, responder a pergunta: “Por
que esta medida deve ser executada?”
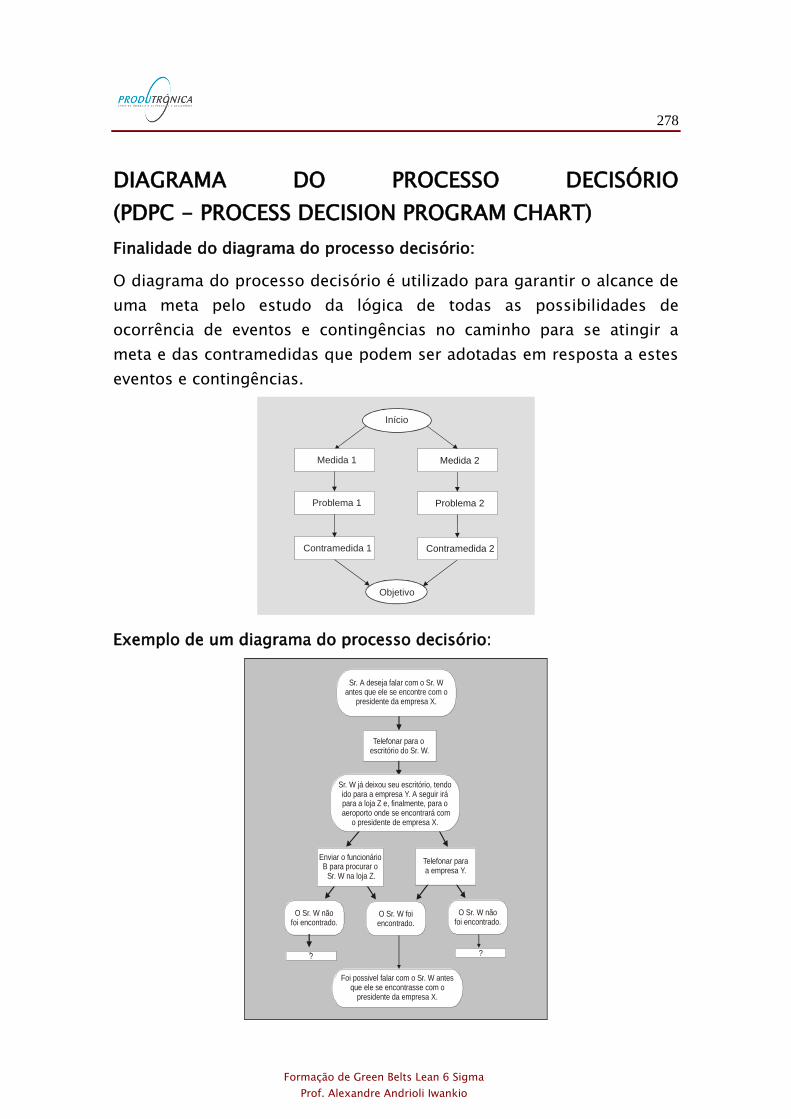
278
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
DIAGRAMA DO PROCESSO DECISÓRIO
(PDPC - PROCESS DECISION PROGRAM CHART)
Finalidade do diagrama do processo decisório:
O diagrama do processo decisório é utilizado para garantir o alcance de
uma meta pelo estudo da lógica de todas as possibilidades de
ocorrência de eventos e contingências no caminho para se atingir a
meta e das contramedidas que podem ser adotadas em resposta a estes
eventos e contingências.
Início
Objetivo
Medida 2
Problema 2
Contramedida 2
Medida 1
Problema 1
Contramedida 1
Exemplo de um diagrama do processo decisório:
Telefonar para o escritório do Sr. W.
O Sr. W nãofoi encontrado.
O Sr. W foiencontrado.
O Sr. W nãofoi encontrado.
?
Foi possivel falar com o Sr. W antes que ele se encontrasse com o
presidente da empresa X.
?
Sr. A deseja falar com o Sr. Wantes que ele se encontre com o
presidente da empresa X.
Sr. W já deixou seu escritório, tendoido para a empresa Y. A seguir irá para a loja Z e, finalmente, para o
aeroporto onde se encontrará com o presidente de empresa X.
Enviar o funcionárioB para procurar o Sr. W na loja Z.
Telefonar paraa empresa Y.
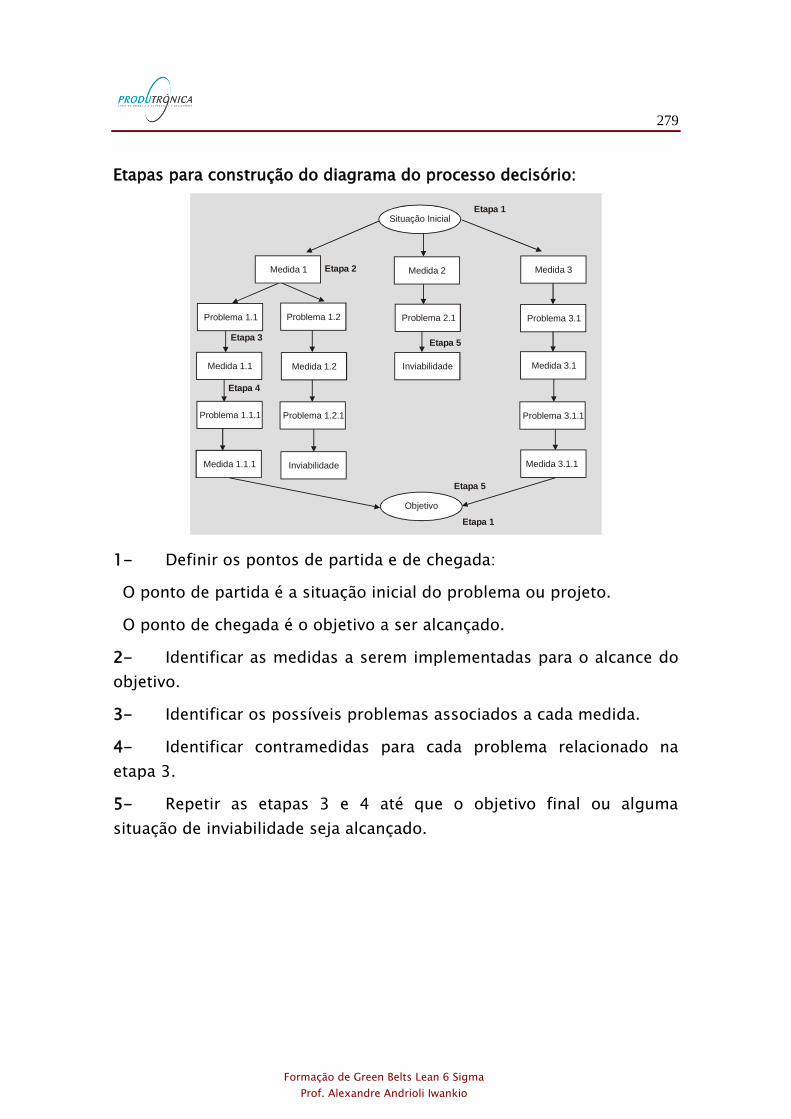
279
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Etapas para construção do diagrama do processo decisório:
Situação InicialEtapa 1
Etapa 1
Etapa 2
Etapa 3
Etapa 4
Etapa 5
Etapa 5
Medida 2
Inviabilidade
Problema 2.1
Medida 3
Problema 3.1
Medida 3.1
Problema 3.1.1
Medida 3.1.1
Problema 1.1
Medida 1.1
Problema 1.1.1
Medida 1.1.1 Inviabilidade
Objetivo
Problema 1.2.1
Medida 1.2
Problema 1.2
Medida 1
1- Definir os pontos de partida e de chegada:
O ponto de partida é a situação inicial do problema ou projeto.
O ponto de chegada é o objetivo a ser alcançado.
2- Identificar as medidas a serem implementadas para o alcance do
objetivo.
3- Identificar os possíveis problemas associados a cada medida.
4- Identificar contramedidas para cada problema relacionado na
etapa 3.
5- Repetir as etapas 3 e 4 até que o objetivo final ou alguma
situação de inviabilidade seja alcançado.
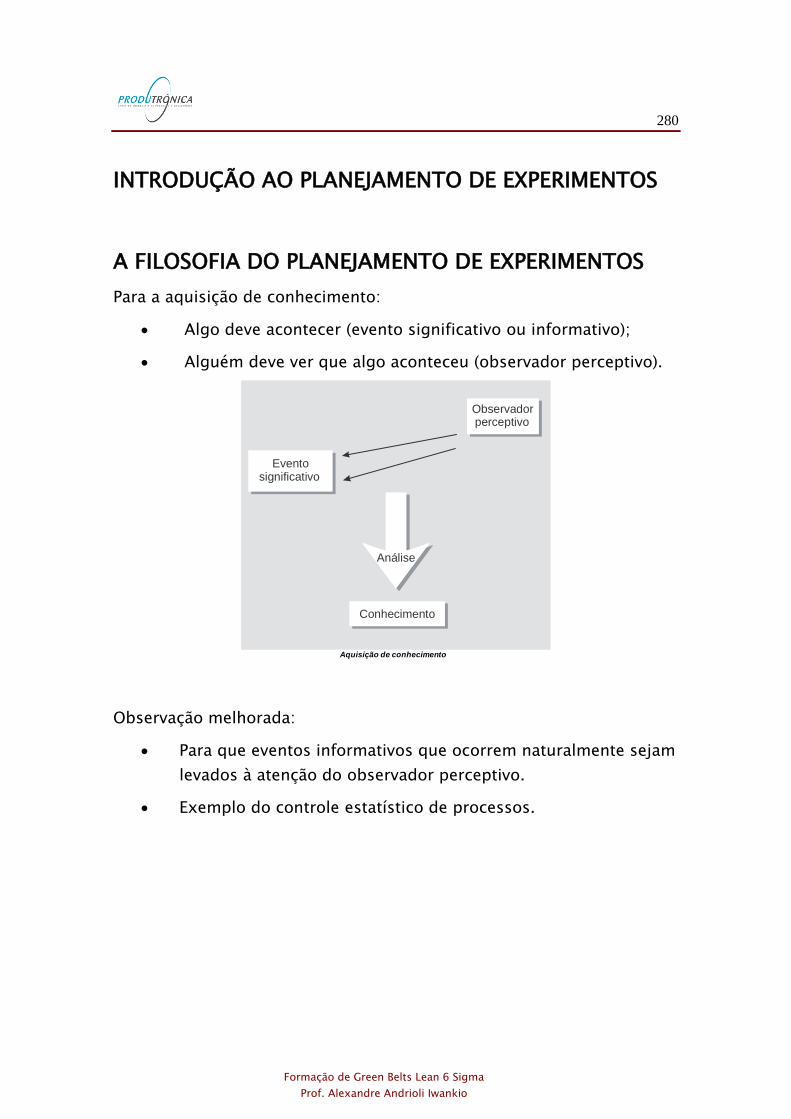
280
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
INTRODUÇÃO AO PLANEJAMENTO DE EXPERIMENTOS
A FILOSOFIA DO PLANEJAMENTO DE EXPERIMENTOS
Para a aquisição de conhecimento:
Algo deve acontecer (evento significativo ou informativo);
Alguém deve ver que algo aconteceu (observador perceptivo).
Aquisição de conhecimento
Evento significativo
Observadorperceptivo
Conhecimento
Análise
Observação melhorada:
Para que eventos informativos que ocorrem naturalmente sejam
levados à atenção do observador perceptivo.
Exemplo do controle estatístico de processos.
281
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplo do controle estatístico de processos
Evento significativo
Observadorperceptivo
Experimentação planejada:
Para induzir a ocorrência de eventos informativos.
Um experimento é um convite para que um evento informa-
tivo ocorra!
Experimentação ou experimento:
- Procedimento no qual alterações propositais são fei-
tas em fatores controláveis de um processo ou pro-
duto, de modo que se possa observar as possíveis al-
terações sofridas pelas variáveis resposta de interes-
se, bem como as razões destas alterações.
A importância das perguntas iniciais
Devemos fazer perguntas que nos guiarão na determinação do
experimento apropriado a ser realizado:
- Qual é nosso objetivo?
- Qual é nosso conhecimento anterior ?
- Como saberemos se atingimos nosso objetivo?
282
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADE
Projetando bolos
Você está envolvido com uma equipe que está desenvolvendo bolos a
serem vendidos em regiões urbanas. No momento, na fase de definição
do conceito do produto, a equipe está considerando o tamanho e a
forma do bolo. Um requisito de marketing estabelece que os bolos
devem ser uniformes, já que diversos bolos serão exibidos na mesma
caixa. Especificações indicam que a altura do bolo deve ser igual a 10,0
± 1,5 cm.
Experimentos iniciais, realizados para diferentes receitas, resultaram em
bolos de tamanhos muito variados.
Diante desta situação, quais seriam suas perguntas antes de realizar um
novo experimento?
283
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CONCEITOS BÁSICOS DO PLANEJAMENTO DE
EXPERIMENTOS
Variável resposta
Uma variável observada ou medida em um experimento – é o resultado
do experimento.
Frequentemente é uma característica da qualidade ou uma medida do
desempenho de um processo ou produto.
Um experimento pode ter uma ou mais de uma variável resposta.
Primeira pergunta a ser feita para a seleção da variável resposta:
A variável resposta é efetiva para quantificar os resultados deseja-
dos?
Exemplos:
Batimento radial no topo do cesto de uma lavadora.
Consumo de pó utilizado na pintura de peças.
Nível de ruído de um compressor.
Fator
Uma variável que é deliberadamente alterada (sofre mudanças de forma
controlada) em um experimento, com o objetivo de se observar seu
impacto sobre a variável resposta.
Um fator pode ser qualitativo ou quantitativo.
Exemplos:
Peso da carga de roupa (quantitativo).
Máquina (qualitativo).
Temperatura de reação (quantitativo).
Métodos para a identificação de fatores:
Mapeamento do processo;
284
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Teorias científicas;
Conhecimentos de engenharia;
Experiência da equipe;
Brainstorming;
Cartas de controle.
Nível
Um valor específico para um fator quantitativo ou uma opção específica
de um fator qualitativo incluído no experimento.
Exemplos:
Peso da carga de roupa igual a 2,5 ou 5,0 kg.
Máquina A ou B.
Temperatura de 90 ou 100º C.
Erros que NÃO podem ser cometidos na seleção dos níveis:
Níveis muito próximos entre si;
Níveis muito afastados.
Variável de ruído
Uma variável conhecida que pode afetar uma variável resposta em um
experimento, mas que não é de interesse como um fator.
Exemplos:
Lote de matéria prima.
Temperatura ambiente.
Formas de controle das variáveis de ruído:
Manter as variáveis constantes.
Medir as variáveis de Ruído e levar em conta seus efeitos durante
a análise dos dados.
285
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Variável perturbadora
Uma variável desconhecida que pode afetar uma variável resposta em
um experimento.
O impacto das variáveis perturbadoras pode ser minimizado por meio
da ALEATORIZAÇÃO.
ATIVIDADE
Considere um problema crônico associado à operação da empresa, com
o qual você é familiar, e que poderia estar sendo resolvido por um
equipe liderada por um Green Belt.
Suponha que, na etapa Analyze do DMAIC, será realizado um
experimento para quantificar a importância das causas potenciais do
problema prioritário considerado.
Para este experimento, relacione:
Objetivos;
Variáveis resposta; (Uma variável resposta)
Fatores e seus níveis; (4 fatores – 2 níveis em cada)
Variáveis de ruído. (Uma variável de Ruído)
286
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MÉTODOS DE EXPERIMENTAÇÃO
TENTATIVA E ERRO
Arcaico.
Não expande o conhecimento.
EXEMPLO
Problema:
O teor de pureza de um produto químico fabricado por uma indústria
varia entre 65 e 70%.
A empresa tem como meta obter teores de pureza superiores a 80%, até
o final do ano.
Solução proposta: Todas alterações realizadas juntas
Mudar a temperatura do reator.
Mudar a pressão do reator.
Aumentar o tempo de reação.
Usar nova marca de catalisador.
Alterar a concentração do reagente A.
Alterar a concentração do reagente B.
Passar a trabalhar com agitação no processo.
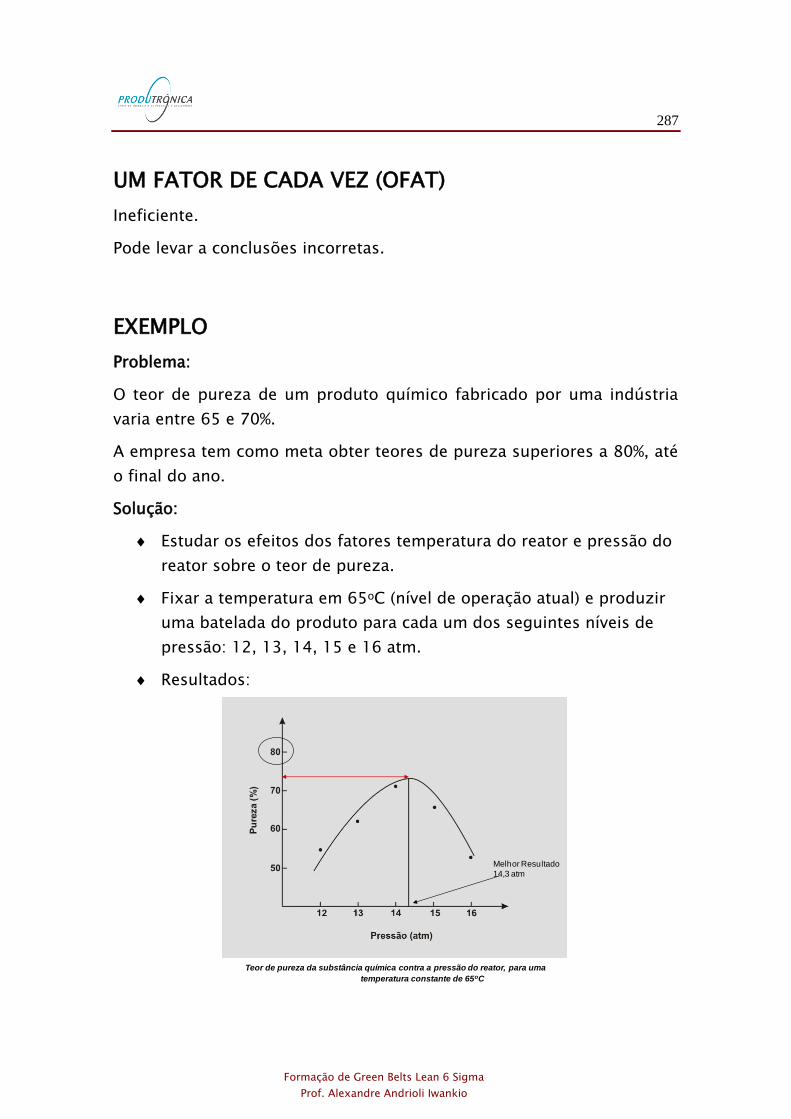
287
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
UM FATOR DE CADA VEZ (OFAT)
Ineficiente.
Pode levar a conclusões incorretas.
EXEMPLO
Problema:
O teor de pureza de um produto químico fabricado por uma indústria
varia entre 65 e 70%.
A empresa tem como meta obter teores de pureza superiores a 80%, até
o final do ano.
Solução:
Estudar os efeitos dos fatores temperatura do reator e pressão do
reator sobre o teor de pureza.
Fixar a temperatura em 65oC (nível de operação atual) e produzir
uma batelada do produto para cada um dos seguintes níveis de
pressão: 12, 13, 14, 15 e 16 atm.
Resultados:
Teor de pureza da substância química contra a pressão do reator, para uma
temperatura constante de 65oC
Melhor Resultado
14,3 atm
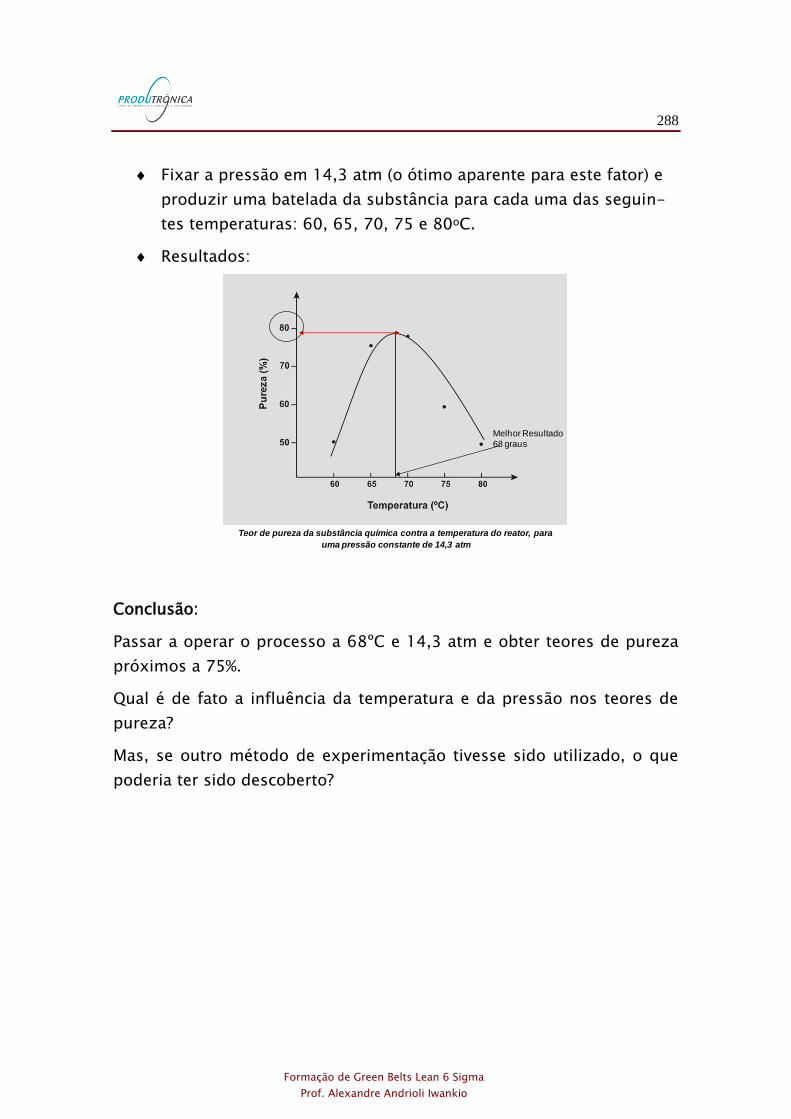
288
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Fixar a pressão em 14,3 atm (o ótimo aparente para este fator) e
produzir uma batelada da substância para cada uma das seguin-
tes temperaturas: 60, 65, 70, 75 e 80oC.
Resultados:
Teor de pureza da substância química contra a temperatura do reator, para
uma pressão constante de 14,3 atm
Melhor Resultado
68 graus
Conclusão:
Passar a operar o processo a 68ºC e 14,3 atm e obter teores de pureza
próximos a 75%.
Qual é de fato a influência da temperatura e da pressão nos teores de
pureza?
Mas, se outro método de experimentação tivesse sido utilizado, o que
poderia ter sido descoberto?
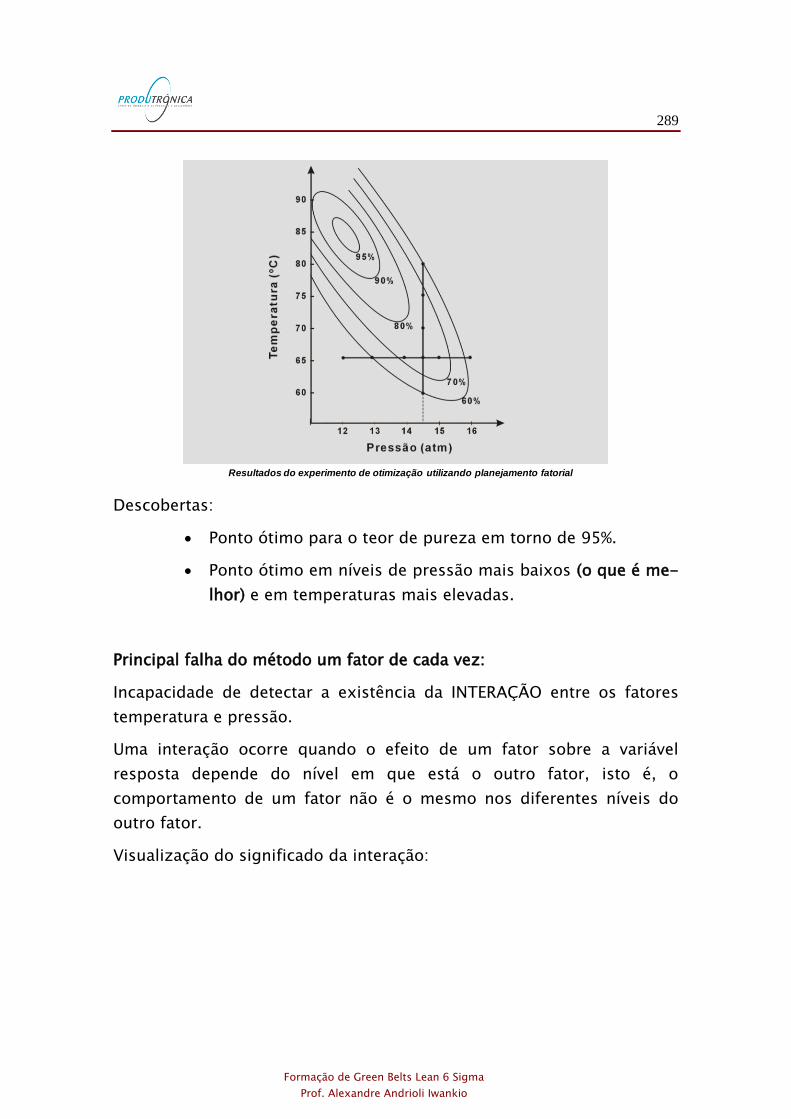
289
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Resultados do experimento de otimização utilizando planejamento fatorial
Descobertas:
Ponto ótimo para o teor de pureza em torno de 95%.
Ponto ótimo em níveis de pressão mais baixos (o que é me-
lhor) e em temperaturas mais elevadas.
Principal falha do método um fator de cada vez:
Incapacidade de detectar a existência da INTERAÇÃO entre os fatores
temperatura e pressão.
Uma interação ocorre quando o efeito de um fator sobre a variável
resposta depende do nível em que está o outro fator, isto é, o
comportamento de um fator não é o mesmo nos diferentes níveis do
outro fator.
Visualização do significado da interação:
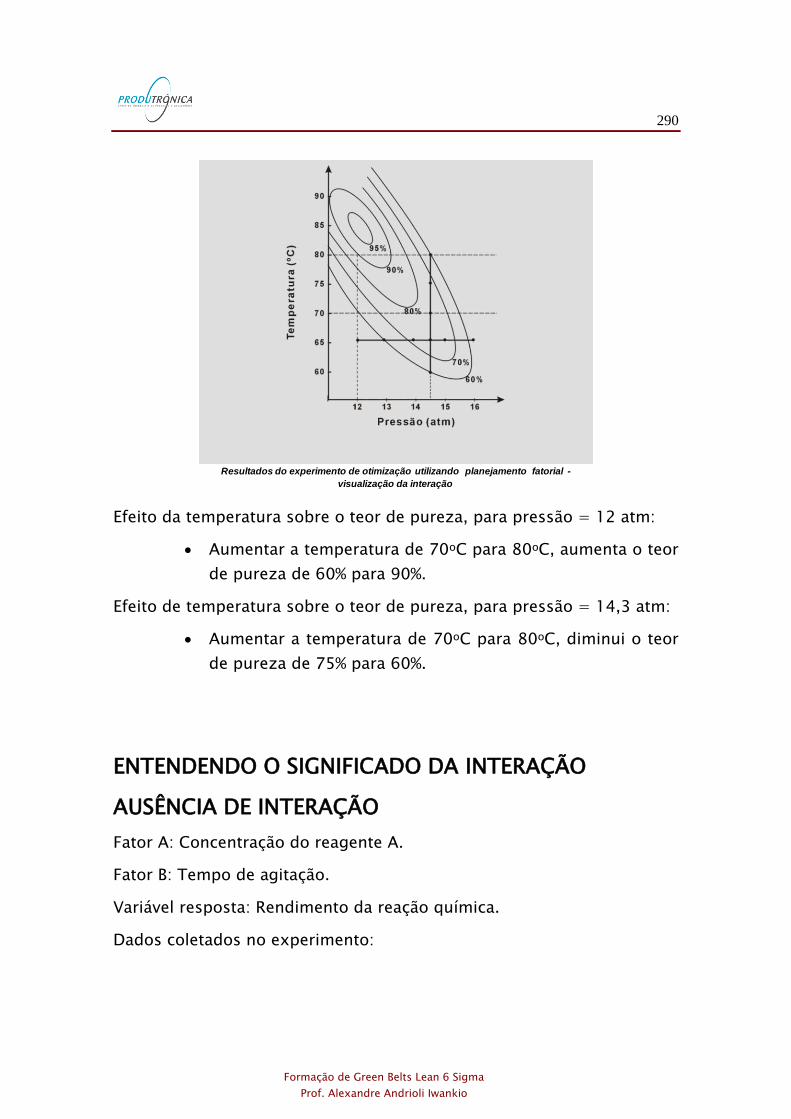
290
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Resultados do experimento de otimização utilizando planejamento fatorial -
visualização da interação
Efeito da temperatura sobre o teor de pureza, para pressão = 12 atm:
Aumentar a temperatura de 70oC para 80oC, aumenta o teor
de pureza de 60% para 90%.
Efeito de temperatura sobre o teor de pureza, para pressão = 14,3 atm:
Aumentar a temperatura de 70oC para 80oC, diminui o teor
de pureza de 75% para 60%.
ENTENDENDO O SIGNIFICADO DA INTERAÇÃO
AUSÊNCIA DE INTERAÇÃO
Fator A: Concentração do reagente A.
Fator B: Tempo de agitação.
Variável resposta: Rendimento da reação química.
Dados coletados no experimento:
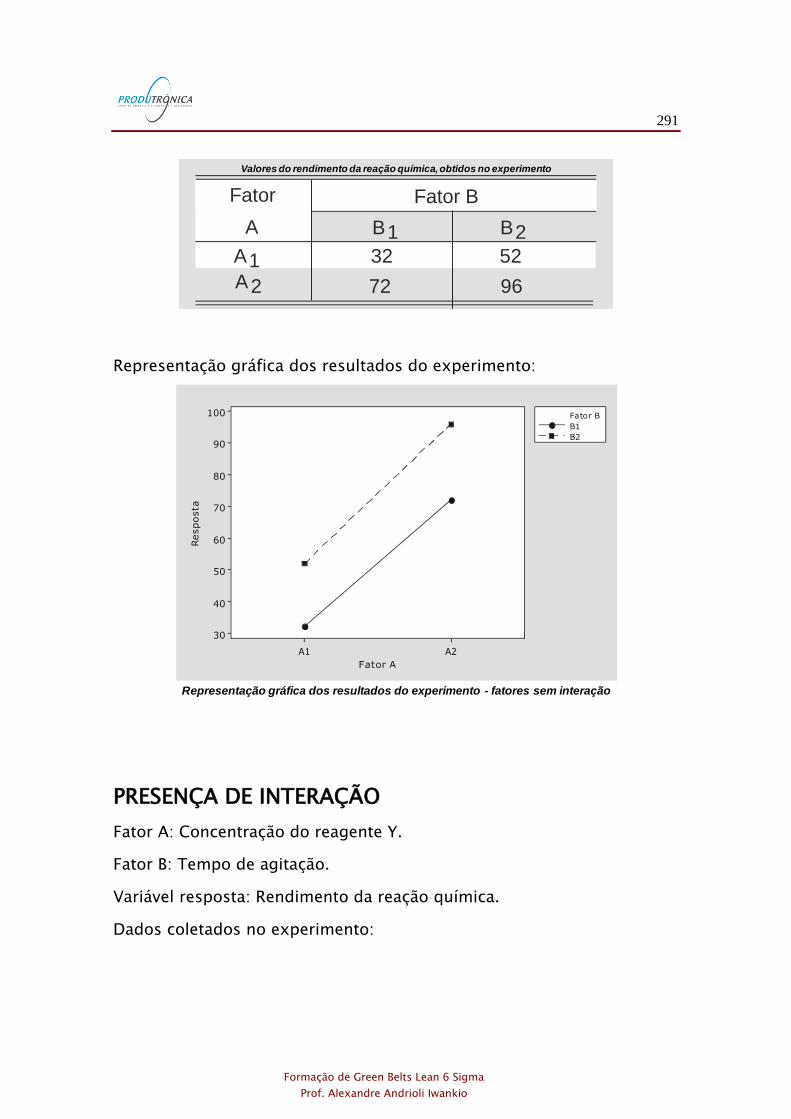
291
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Fator BFator
A
A1A2
B1 B2
32
72
52
96
Valores do rendimento da reação química, obtidos no experimento
Representação gráfica dos resultados do experimento:
Representação gráfica dos resultados do experimento - fatores sem interação
Fator A
Respost a
A2A1
100
90
80
70
60
50
40
30
Fator B
B1
B2
PRESENÇA DE INTERAÇÃO
Fator A: Concentração do reagente Y.
Fator B: Tempo de agitação.
Variável resposta: Rendimento da reação química.
Dados coletados no experimento:
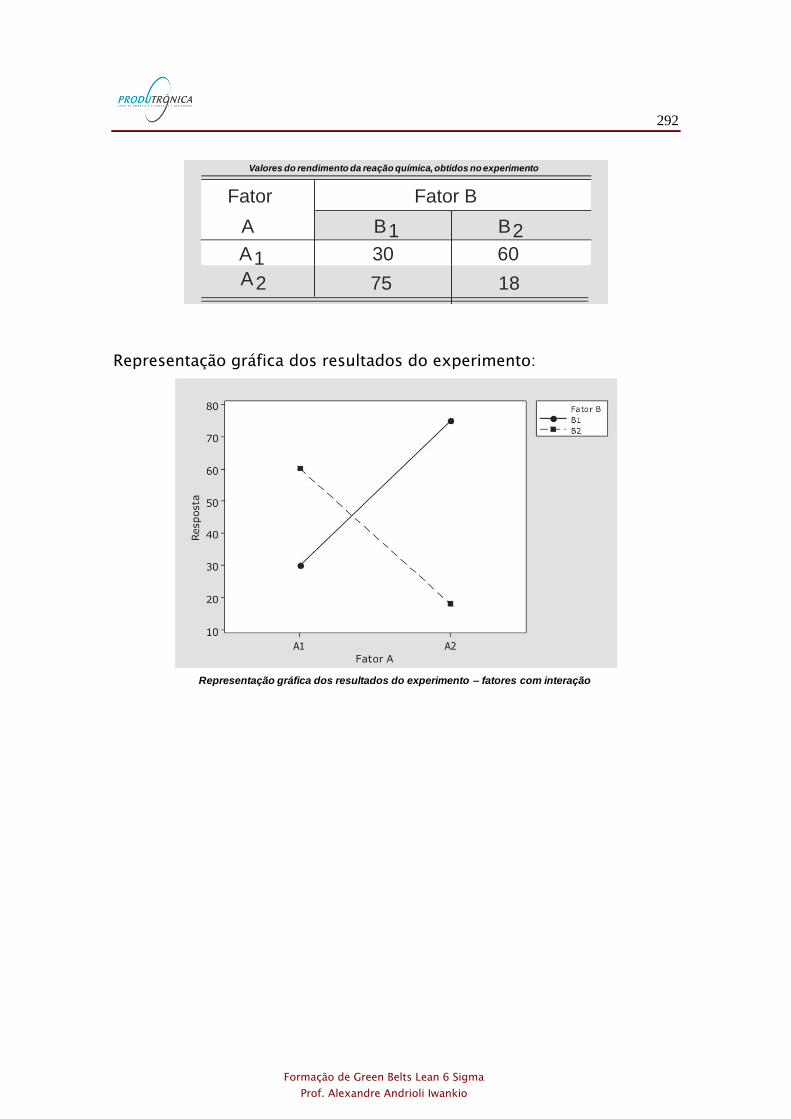
292
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Fator BFator
A
A1A2
B1 B2
30
75
60
18
Valores do rendimento da reação química, obtidos no experimento
Representação gráfica dos resultados do experimento:
Representação gráfica dos resultados do experimento – fatores com interação
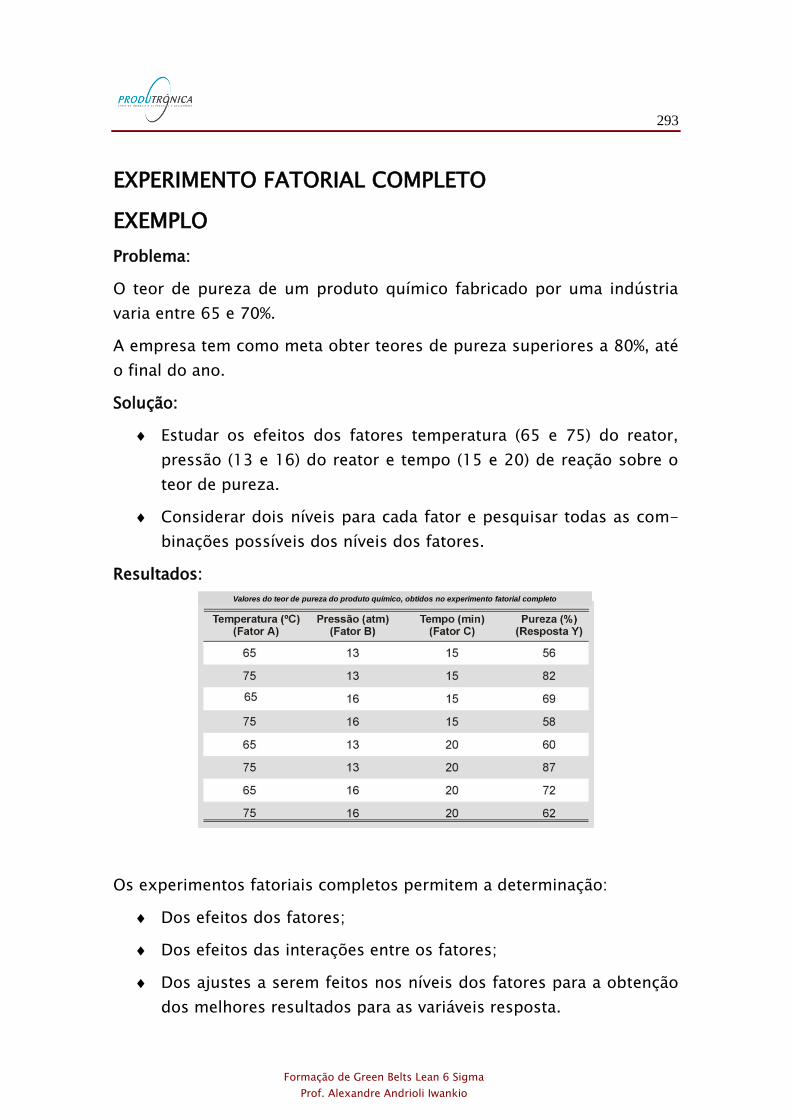
293
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXPERIMENTO FATORIAL COMPLETO
EXEMPLO
Problema:
O teor de pureza de um produto químico fabricado por uma indústria
varia entre 65 e 70%.
A empresa tem como meta obter teores de pureza superiores a 80%, até
o final do ano.
Solução:
Estudar os efeitos dos fatores temperatura (65 e 75) do reator,
pressão (13 e 16) do reator e tempo (15 e 20) de reação sobre o
teor de pureza.
Considerar dois níveis para cada fator e pesquisar todas as com-
binações possíveis dos níveis dos fatores.
Resultados:
Valores do teor de pureza do produto químico, obtidos no experimento fatorial completo
Os experimentos fatoriais completos permitem a determinação:
Dos efeitos dos fatores;
Dos efeitos das interações entre os fatores;
Dos ajustes a serem feitos nos níveis dos fatores para a obtenção
dos melhores resultados para as variáveis resposta.
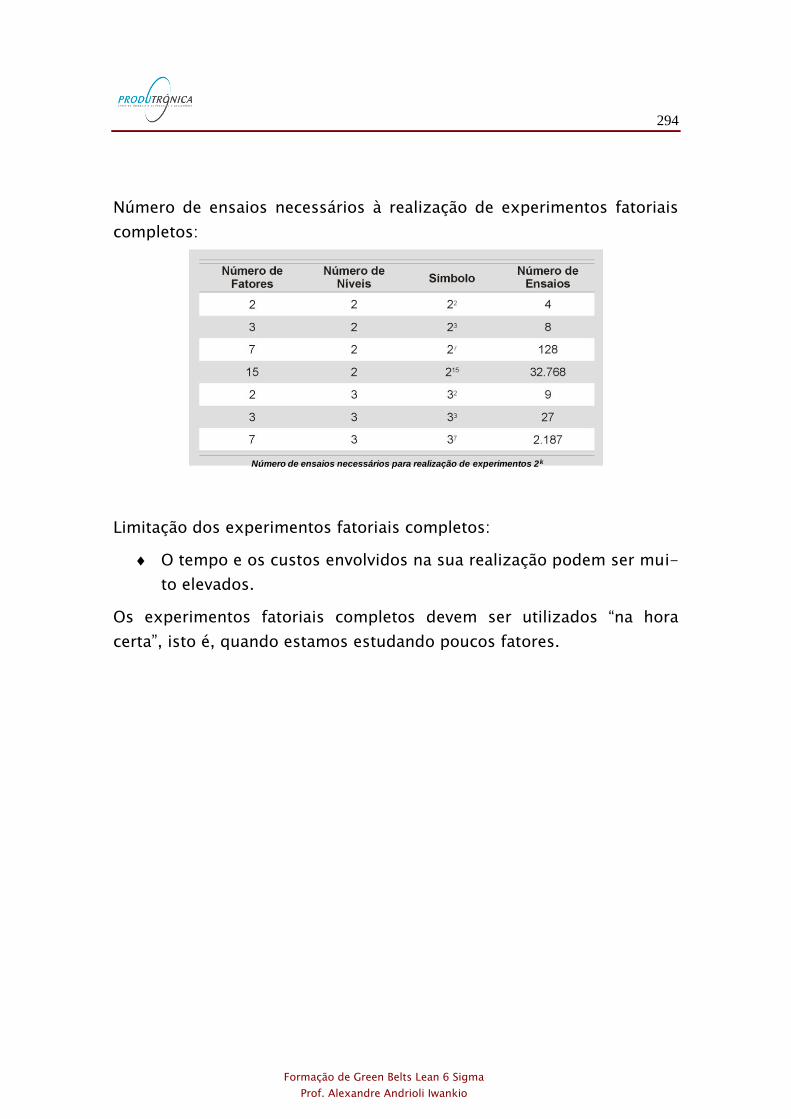
294
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Número de ensaios necessários à realização de experimentos fatoriais
completos:
Número de ensaios necessários para realização de experimentos 2k
Limitação dos experimentos fatoriais completos:
O tempo e os custos envolvidos na sua realização podem ser mui-
to elevados.
Os experimentos fatoriais completos devem ser utilizados “na hora
certa”, isto é, quando estamos estudando poucos fatores.
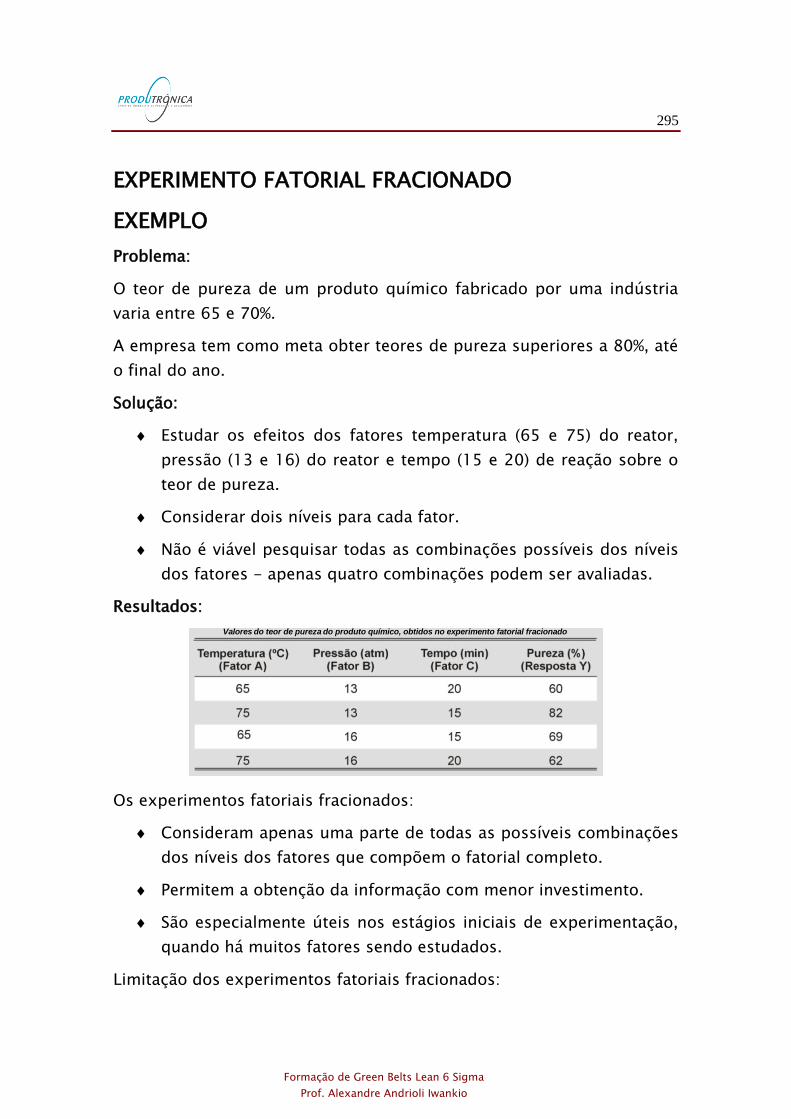
295
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXPERIMENTO FATORIAL FRACIONADO
EXEMPLO
Problema:
O teor de pureza de um produto químico fabricado por uma indústria
varia entre 65 e 70%.
A empresa tem como meta obter teores de pureza superiores a 80%, até
o final do ano.
Solução:
Estudar os efeitos dos fatores temperatura (65 e 75) do reator,
pressão (13 e 16) do reator e tempo (15 e 20) de reação sobre o
teor de pureza.
Considerar dois níveis para cada fator.
Não é viável pesquisar todas as combinações possíveis dos níveis
dos fatores - apenas quatro combinações podem ser avaliadas.
Resultados:
Valores do teor de pureza do produto químico, obtidos no experimento fatorial fracionado
Os experimentos fatoriais fracionados:
Consideram apenas uma parte de todas as possíveis combinações
dos níveis dos fatores que compõem o fatorial completo.
Permitem a obtenção da informação com menor investimento.
São especialmente úteis nos estágios iniciais de experimentação,
quando há muitos fatores sendo estudados.
Limitação dos experimentos fatoriais fracionados:
296
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Deve-se abrir mão da capacidade de detecção de alguns efeitos –
principalmente efeitos de interação.
ATIVIDADE
Escolha uma variável resposta e quatro fatores com dois níveis cada
para um experimento.
Construa uma tabela que ilustre como um estudo para avaliação do
efeito destes quatro fatores sobre a variável resposta seria construído
sob a forma de um experimento fatorial completo.
297
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXPERIMENTO FATORIAL COMPLETO
EXPERIMENTOS FATORIAIS 2K
2 = número de níveis por fator.
k = número de fatores.
Características dos experimentos fatoriais 2k:
Fáceis de planejar e de analisar.
Possibilitam o estudo de fatores qualitativos e quantitativos.
Possibilitam a quantificação das interações.
Formam a base dos experimentos fatoriais fracionados.
Codificação dos níveis dos fatores
Fator quantitativo:
Nível alto (+): nível de maior valor.
Nível baixo (-): nível de menor valor.
Fator qualitativo:
Os níveis alto (+) e baixo (-) são escolhidos aleatoriamente.
Exemplo de um experimento fatorial 2k na ordem padrão:
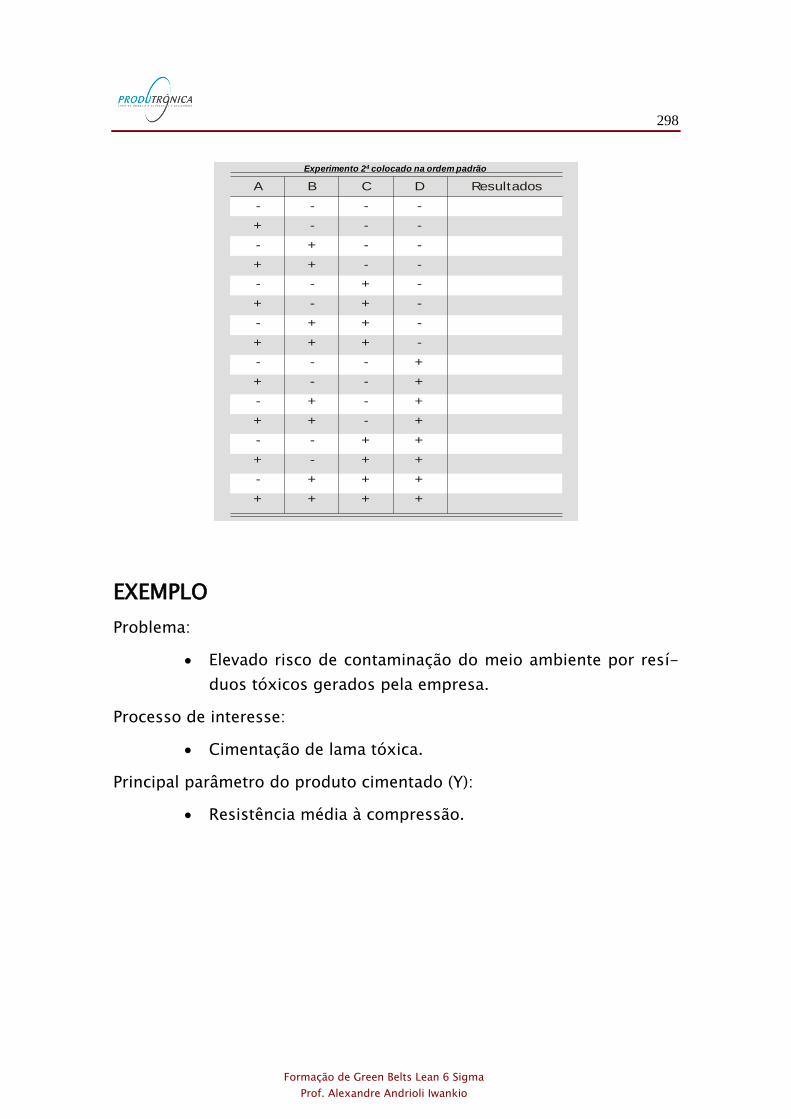
298
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
+
D
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
C
-
-
-
-
+
+
+
+
-
-
-
-
+
+
+
+
B
-
-
+
+
-
-
+
+
-
-
+
+
-
-
+
+
Resultados
Experimento 24 colocado na ordem padrão
EXEMPLO
Problema:
Elevado risco de contaminação do meio ambiente por resí-
duos tóxicos gerados pela empresa.
Processo de interesse:
Cimentação de lama tóxica.
Principal parâmetro do produto cimentado (Y):
Resistência média à compressão.
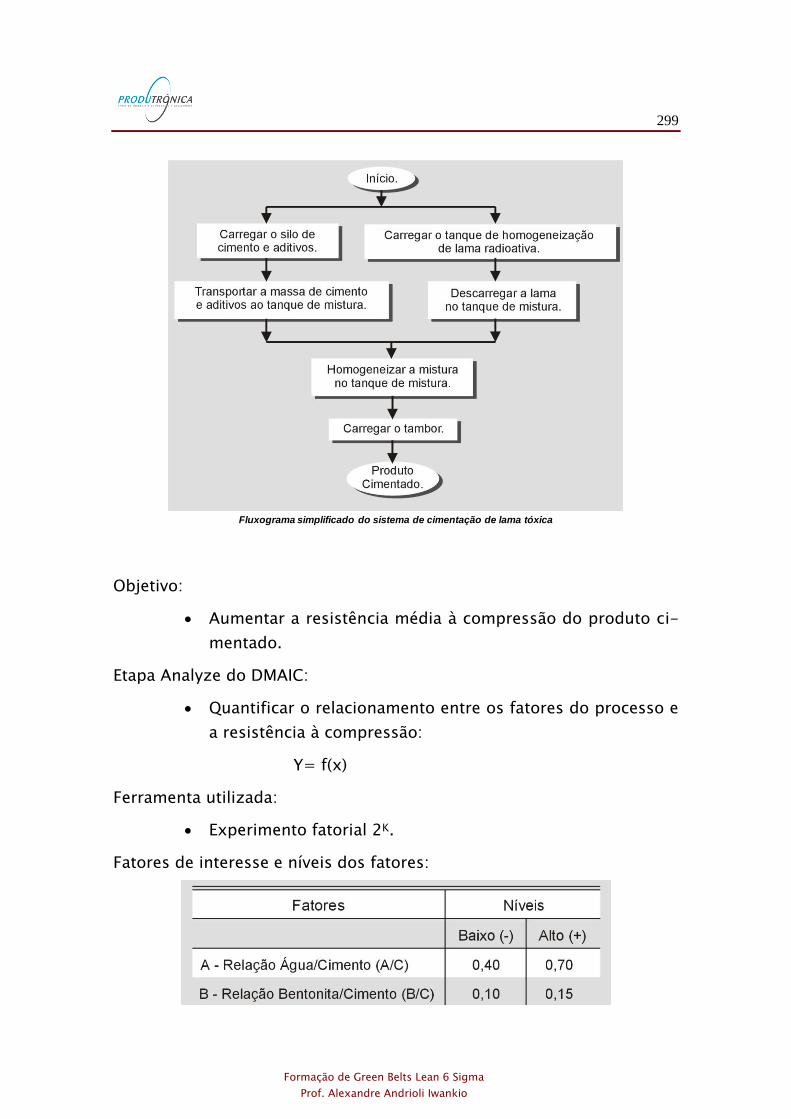
299
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Fluxograma simplificado do sistema de cimentação de lama tóxica
Objetivo:
Aumentar a resistência média à compressão do produto ci-
mentado.
Etapa Analyze do DMAIC:
Quantificar o relacionamento entre os fatores do processo e
a resistência à compressão:
Y= f(x)
Ferramenta utilizada:
Experimento fatorial 2K.
Fatores de interesse e níveis dos fatores:

300
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Dados coletados no experimento 22:
A
-
+
-
+
Ensaio
1
2
3
4
B
-
-
+
+
AB
+
-
-
+
Resistência média àcompressão (MPa)
24,10
14,30
23,50
12,10
Valores da resistência média à compressão obtidos nos ensaios
Forma de obtenção dos sinais da coluna de interação:
Multiplicação dos sinais das colunas dos fatores que compõem a
interação:
Número ímpar de sinais (-) : Interação terá sinal (-)
Número par de sinais (-) : Interação terá sinal (+)
Cálculo dos efeitos dos fatores e dos efeitos das interações:
Média das respostas
associadas aos sinais
+
Média das respostas
associadas aos sinais
-
Efeito=
Efeito principal do fator A:
60,102
50,2310,24
2
10,1230,14
-=
+-
+=
A
A
Efeito principal do fator B:
301
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Efeito da interação AB:
Qual é a interpretação dos efeitos principais?
Fator A:
Quando a relação água/cimento passa de 0,40 para 0,70, a
resistência média à compressão do produto cimentado di-
minui, em média, 10,60 MPa.
Fator B:
Quando a relação bentonita/cimento passa de 0,10 para
0,15, a resistência média à compressão do produto cimen-
tado diminui, em média, 1,40 MPa.
GRÁFICOS UTILIZADOS PARA A INTERPRETAÇÃO DOS
EFEITOS
GRÁFICO DE PROBABILIDADE NORMAL PARA OS
EFEITOS
No gráfico de probabilidade normal para os efeitos:
Os efeitos não significativos tenderão a estar distribuídos ao lon-
go de uma reta;
Os efeitos significativos deverão estar afastados desta reta.
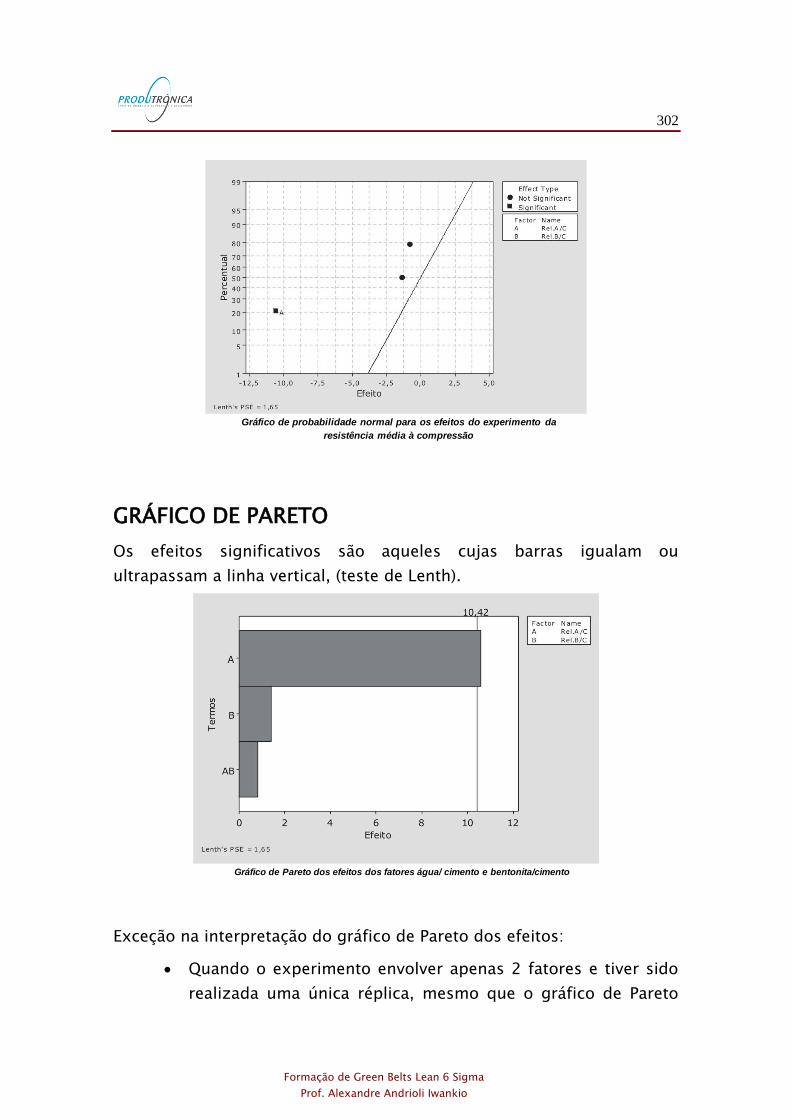
302
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Gráfico de probabilidade normal para os efeitos do experimento da
resistência média à compressão
GRÁFICO DE PARETO
Os efeitos significativos são aqueles cujas barras igualam ou
ultrapassam a linha vertical, (teste de Lenth).
Gráfico de Pareto dos efeitos dos fatores água/ cimento e bentonita/cimento
Exceção na interpretação do gráfico de Pareto dos efeitos:
Quando o experimento envolver apenas 2 fatores e tiver sido
realizada uma única réplica, mesmo que o gráfico de Pareto
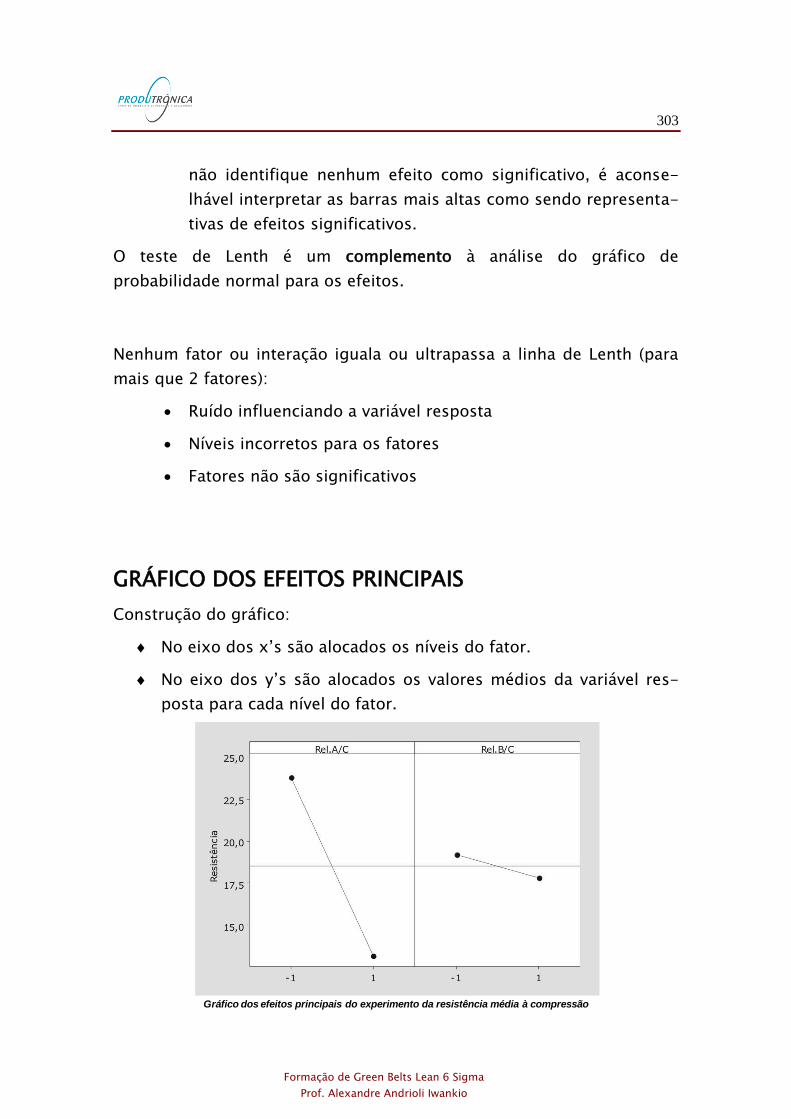
303
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
não identifique nenhum efeito como significativo, é aconse-
lhável interpretar as barras mais altas como sendo representa-
tivas de efeitos significativos.
O teste de Lenth é um complemento à análise do gráfico de
probabilidade normal para os efeitos.
Nenhum fator ou interação iguala ou ultrapassa a linha de Lenth (para
mais que 2 fatores):
Ruído influenciando a variável resposta
Níveis incorretos para os fatores
Fatores não são significativos
GRÁFICO DOS EFEITOS PRINCIPAIS
Construção do gráfico:
No eixo dos x‟s são alocados os níveis do fator.
No eixo dos y‟s são alocados os valores médios da variável res-
posta para cada nível do fator.
Gráfico dos efeitos principais do experimento da resistência média à compressão
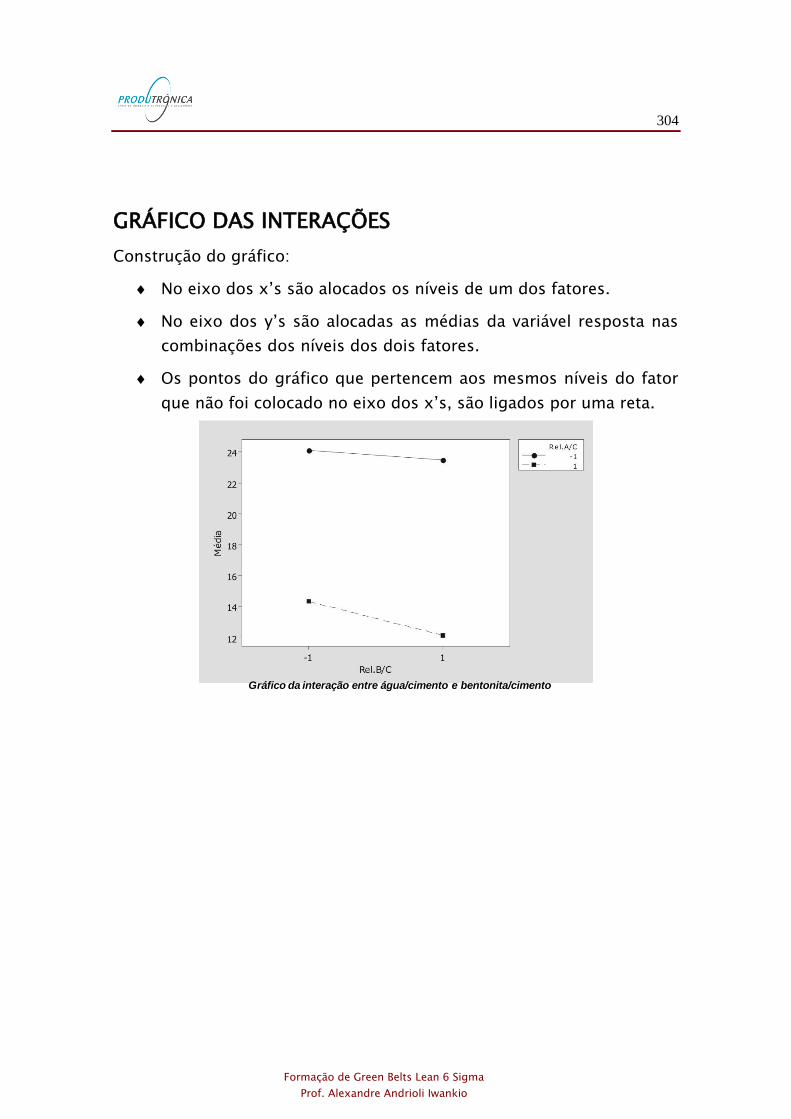
304
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
GRÁFICO DAS INTERAÇÕES
Construção do gráfico:
No eixo dos x‟s são alocados os níveis de um dos fatores.
No eixo dos y‟s são alocadas as médias da variável resposta nas
combinações dos níveis dos dois fatores.
Os pontos do gráfico que pertencem aos mesmos níveis do fator
que não foi colocado no eixo dos x‟s, são ligados por uma reta.
Gráfico da interação entre água/cimento e bentonita/cimento

305
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Alguns exemplos de como analisar os resultados de experimentos
fatoriais 2k:
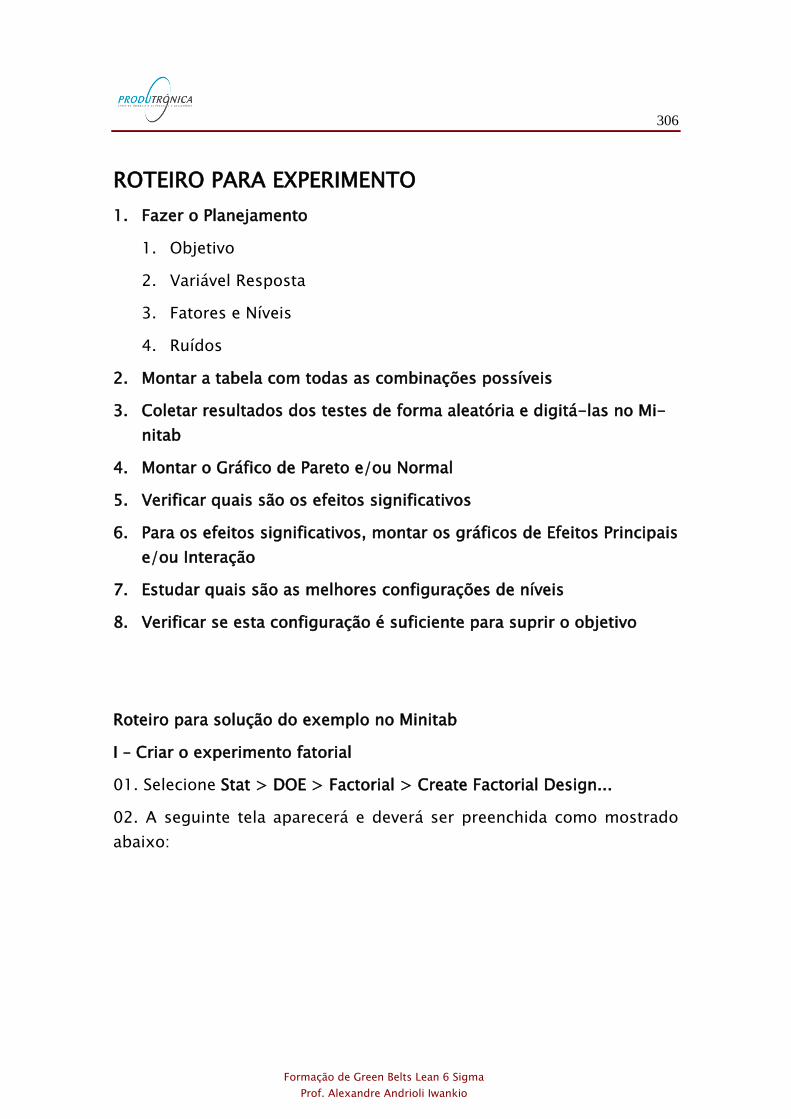
306
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ROTEIRO PARA EXPERIMENTO
1. Fazer o Planejamento
1. Objetivo
2. Variável Resposta
3. Fatores e Níveis
4. Ruídos
2. Montar a tabela com todas as combinações possíveis
3. Coletar resultados dos testes de forma aleatória e digitá-las no Mi-
nitab
4. Montar o Gráfico de Pareto e/ou Normal
5. Verificar quais são os efeitos significativos
6. Para os efeitos significativos, montar os gráficos de Efeitos Principais
e/ou Interação
7. Estudar quais são as melhores configurações de níveis
8. Verificar se esta configuração é suficiente para suprir o objetivo
Roteiro para solução do exemplo no Minitab
I – Criar o experimento fatorial
01. Selecione Stat > DOE > Factorial > Create Factorial Design...
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
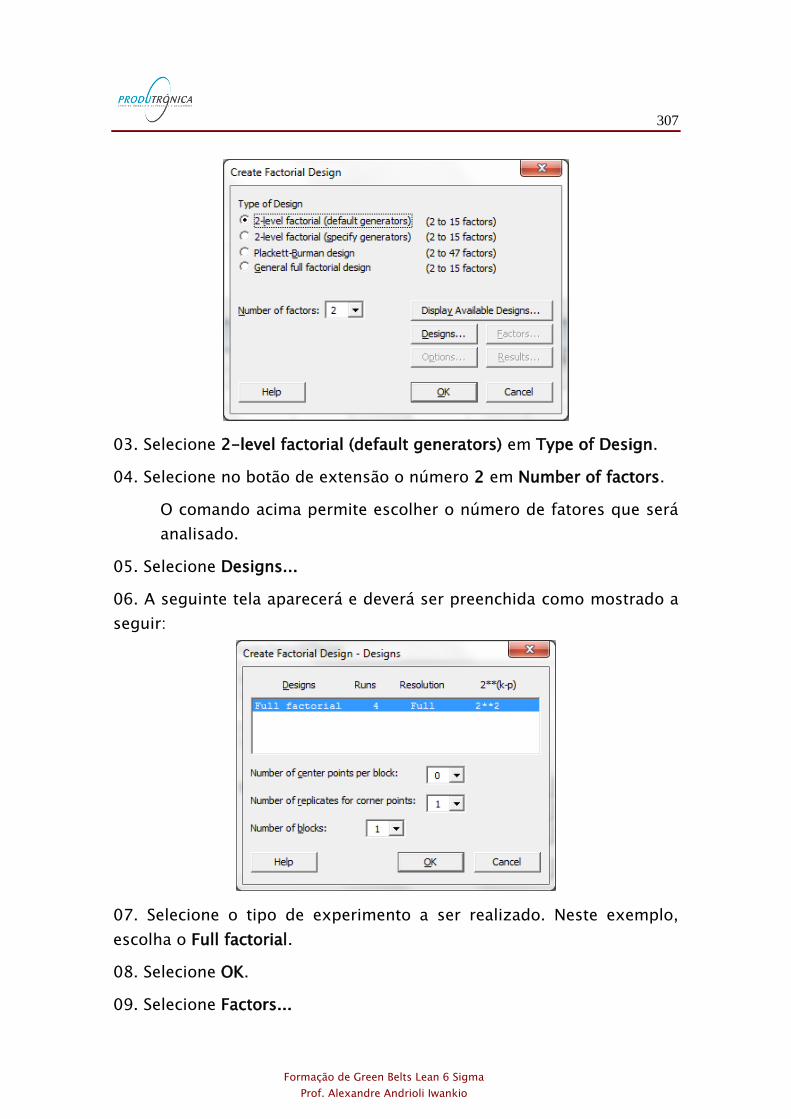
307
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
03. Selecione 2-level factorial (default generators) em Type of Design.
04. Selecione no botão de extensão o número 2 em Number of factors.
O comando acima permite escolher o número de fatores que será
analisado.
05. Selecione Designs...
06. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
07. Selecione o tipo de experimento a ser realizado. Neste exemplo,
escolha o Full factorial.
08. Selecione OK.
09. Selecione Factors...
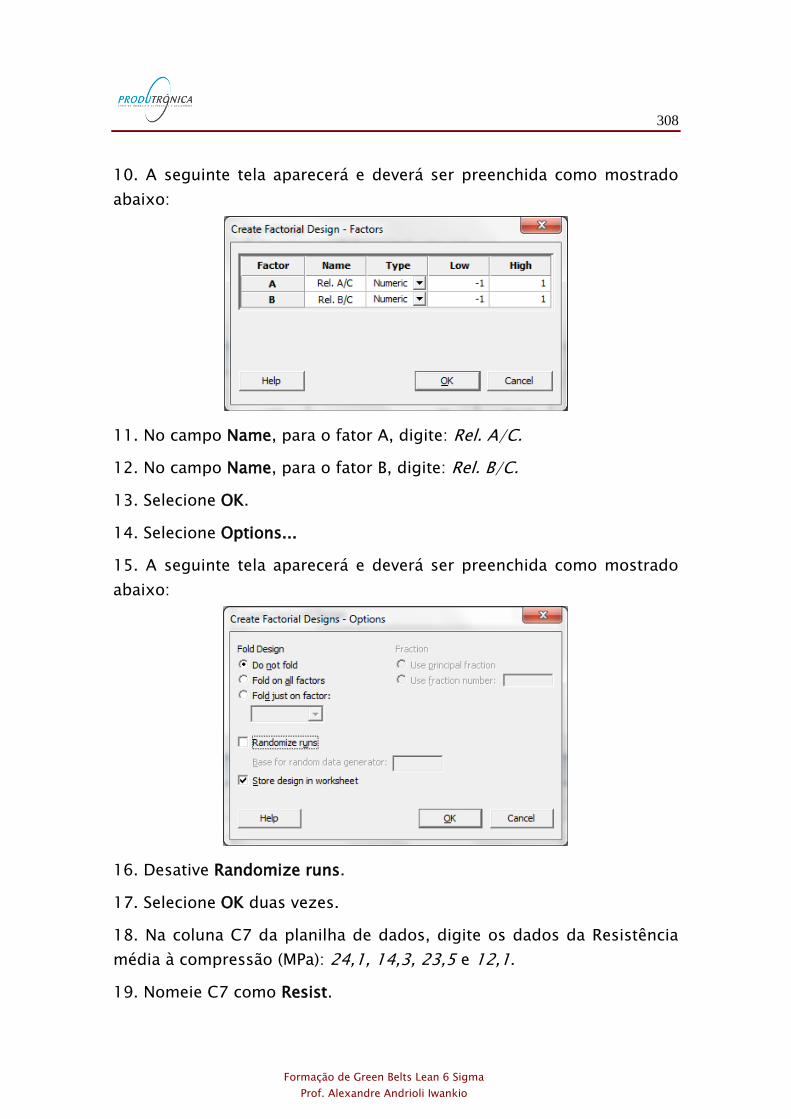
308
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
10. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
11. No campo Name, para o fator A, digite: Rel. A/C.
12. No campo Name, para o fator B, digite: Rel. B/C.
13. Selecione OK.
14. Selecione Options...
15. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
16. Desative Randomize runs.
17. Selecione OK duas vezes.
18. Na coluna C7 da planilha de dados, digite os dados da Resistência
média à compressão (MPa): 24,1, 14,3, 23,5 e 12,1.
19. Nomeie C7 como Resist.
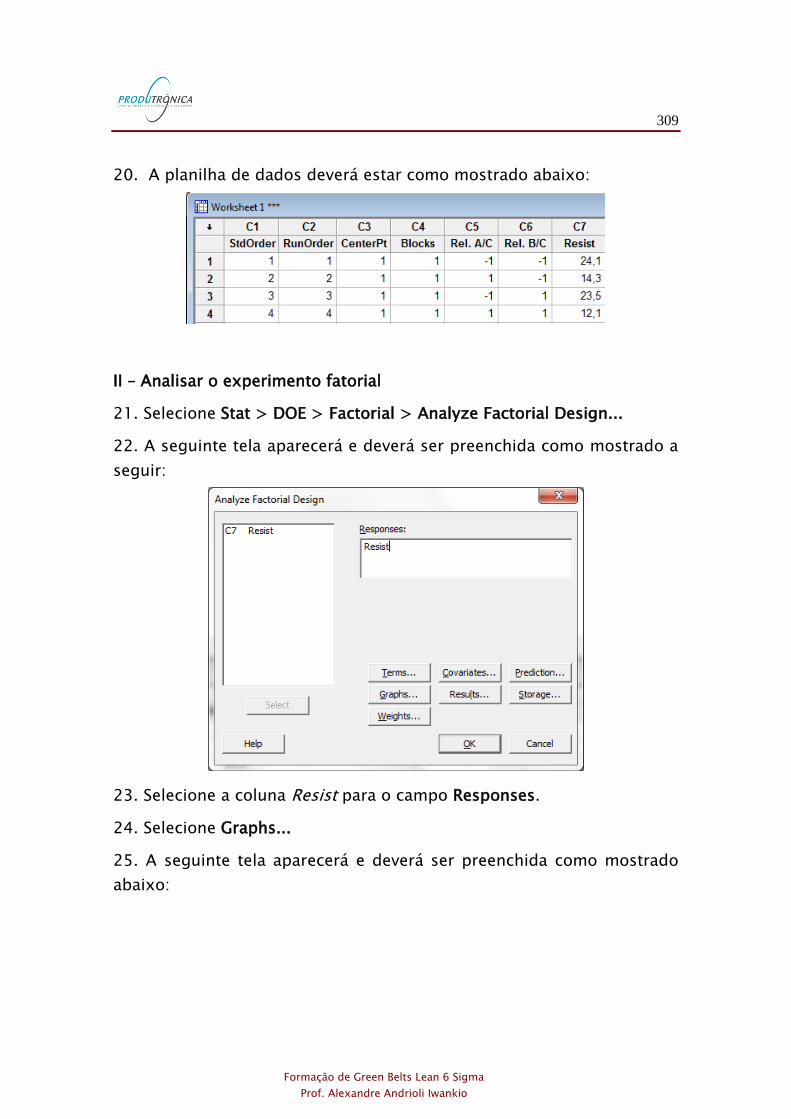
309
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
20. A planilha de dados deverá estar como mostrado abaixo:
II – Analisar o experimento fatorial
21. Selecione Stat > DOE > Factorial > Analyze Factorial Design...
22. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
23. Selecione a coluna Resist para o campo Responses.
24. Selecione Graphs...
25. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
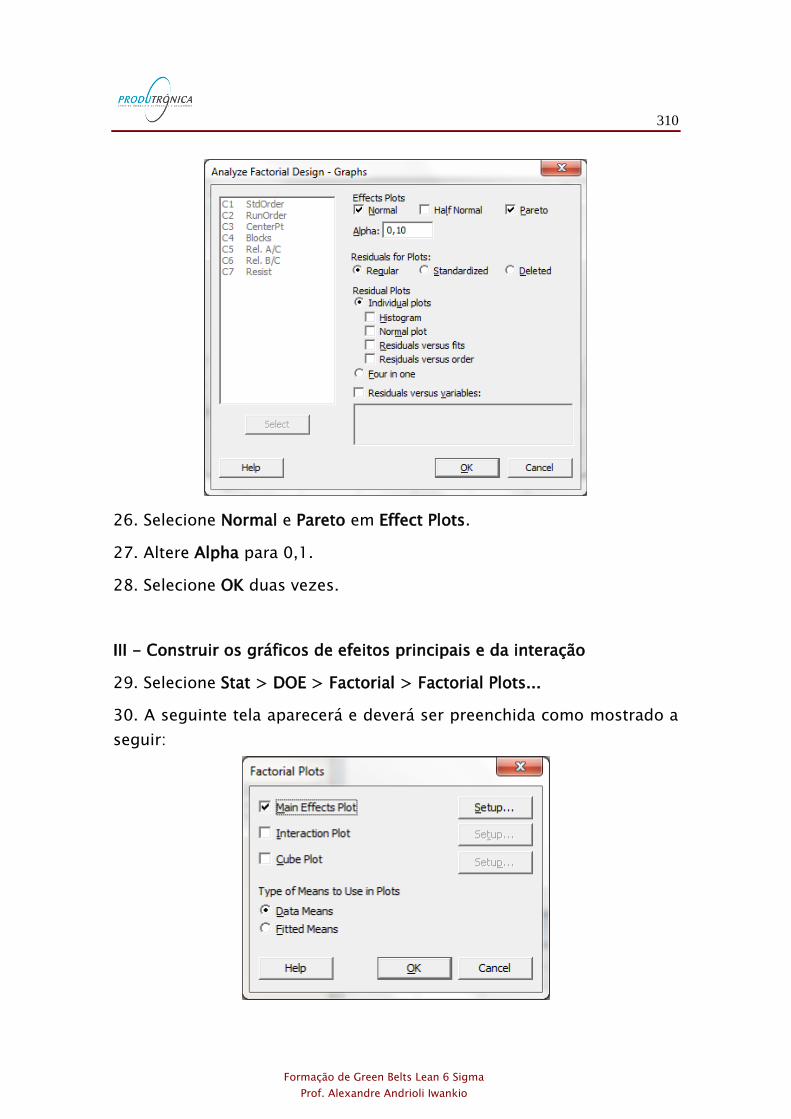
310
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
26. Selecione Normal e Pareto em Effect Plots.
27. Altere Alpha para 0,1.
28. Selecione OK duas vezes.
III - Construir os gráficos de efeitos principais e da interação
29. Selecione Stat > DOE > Factorial > Factorial Plots...
30. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
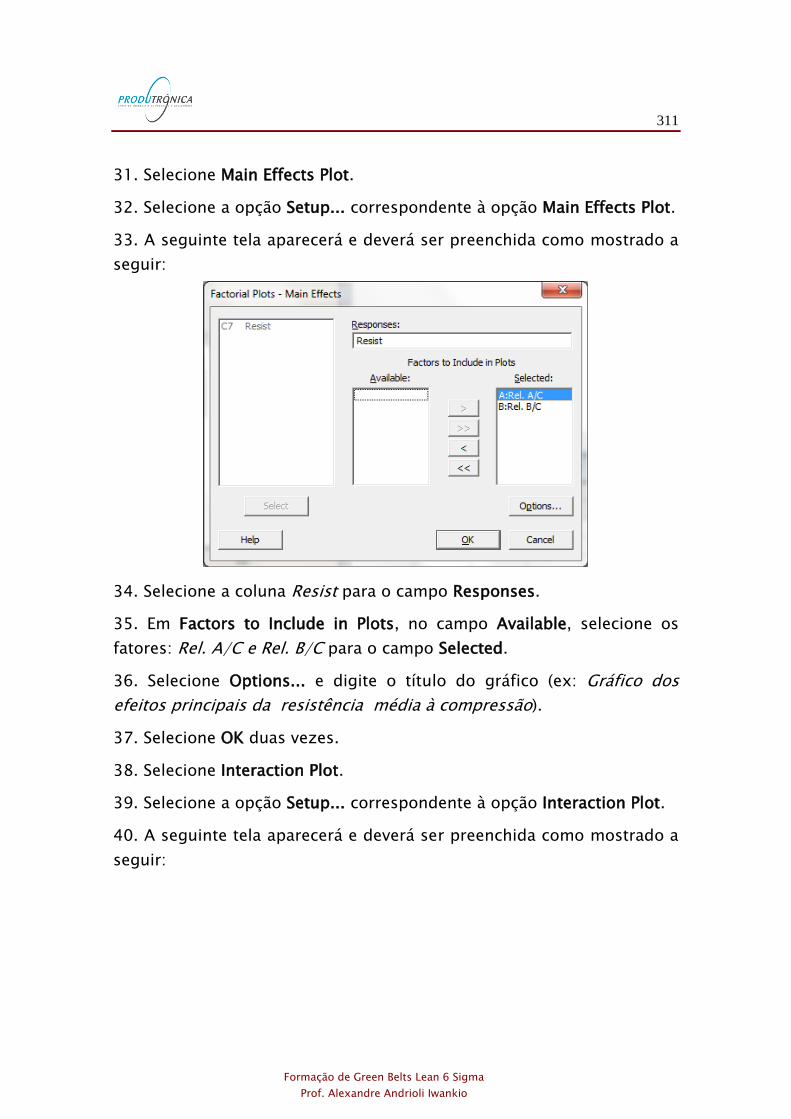
311
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
31. Selecione Main Effects Plot.
32. Selecione a opção Setup... correspondente à opção Main Effects Plot.
33. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
34. Selecione a coluna Resist para o campo Responses.
35. Em Factors to Include in Plots, no campo Available, selecione os
fatores: Rel. A/C e Rel. B/C para o campo Selected.
36. Selecione Options... e digite o título do gráfico (ex: Gráfico dos
efeitos principais da resistência média à compressão).
37. Selecione OK duas vezes.
38. Selecione Interaction Plot.
39. Selecione a opção Setup... correspondente à opção Interaction Plot.
40. A seguinte tela aparecerá e deverá ser preenchida como mostrado a
seguir:
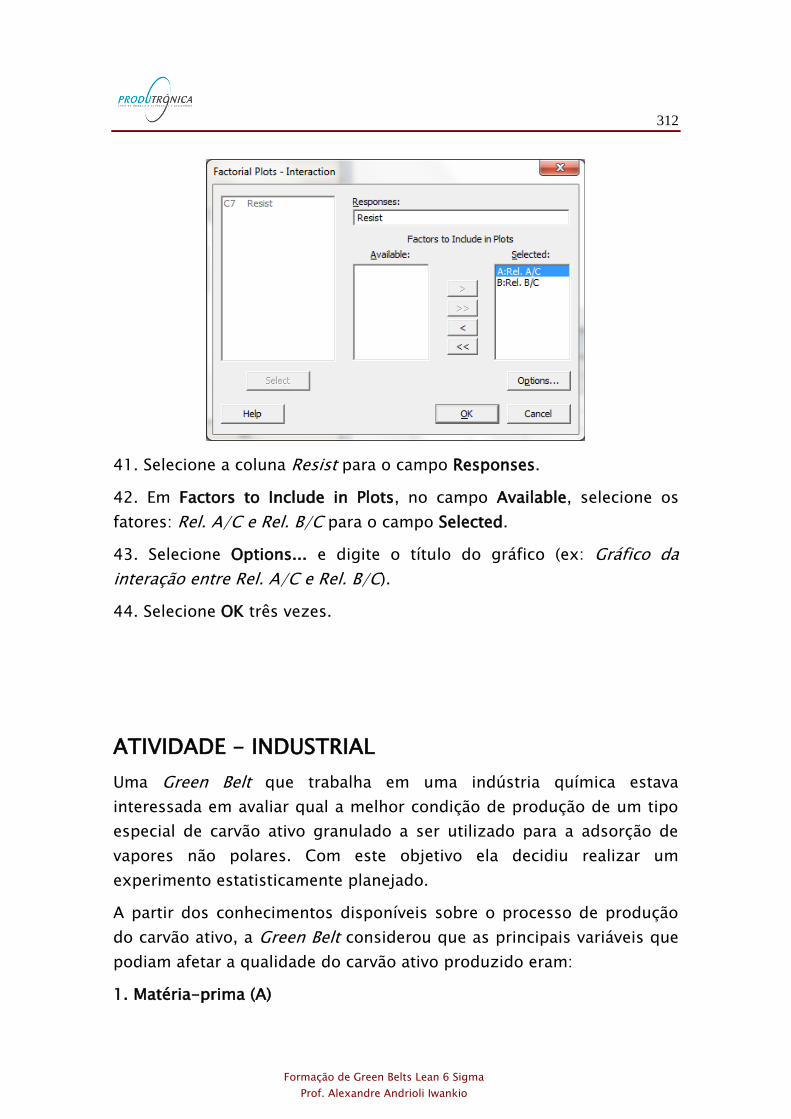
312
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
41. Selecione a coluna Resist para o campo Responses.
42. Em Factors to Include in Plots, no campo Available, selecione os
fatores: Rel. A/C e Rel. B/C para o campo Selected.
43. Selecione Options... e digite o título do gráfico (ex: Gráfico da
interação entre Rel. A/C e Rel. B/C).
44. Selecione OK três vezes.
ATIVIDADE - INDUSTRIAL
Uma Green Belt que trabalha em uma indústria química estava
interessada em avaliar qual a melhor condição de produção de um tipo
especial de carvão ativo granulado a ser utilizado para a adsorção de
vapores não polares. Com este objetivo ela decidiu realizar um
experimento estatisticamente planejado.
A partir dos conhecimentos disponíveis sobre o processo de produção
do carvão ativo, a Green Belt considerou que as principais variáveis que
podiam afetar a qualidade do carvão ativo produzido eram:
1. Matéria-prima (A)
313
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Os resíduos vegetais de maior dureza são considerados as me-
lhores matérias-primas para a produção de carvão ativo. A Green
Belt teve interesse em avaliar o efeito do emprego de casca de co-
co e de um tipo especial de serragem sobre a qualidade do carvão
ativo fabricado.
2. Temperatura de carbonização (B)
• A Green Belt decidiu utilizar duas diferentes temperaturas de car-
bonização (500oC e 700oC) na fabricação do carvão ativo, com o
objetivo de avaliar o efeito do fator temperatura sobre a qualidade
do produto obtido.
3. Substância ativante (C)
• A ativação do carvão consiste na carbonização da matéria-prima
em presença de agentes químicos, conhecidos como substâncias
ativantes. Estas substâncias promovem um grande aumento na
superfície das partículas de carvão, o que favorece o processo de
adsorção. A Green Belt decidiu estudar a eficiência do cloreto de
zinco e do ácido fosfórico como substâncias ativantes do carvão.
4. Tempo de carbonização (D)
• Suspeitava-se que o tempo de carbonização exercia um efeito
similar ao da temperatura sobre as propriedades do carvão ativo.
Os tempos de carbonização utilizados pela Green Belt foram 2 e 4
horas.
Uma das principais variáveis capazes de medir a qualidade do carvão
ativo produzido era a razão entre a massa dos vapores adsorvidos (v) e
a massa do carvão ativo utilizado em cada ensaio (m). Esta razão v/m foi
então escolhida como a variável resposta do experimento. Além disto, a
Green Belt considerou de interesse utilizar o tetracloreto de carbono
como o vapor a ser adsorvido pelo carvão ativo. Um fluxograma
simplificado do processo de condução do experimento para produção e
avaliação da qualidade do carvão ativo é apresentado na figura a seguir:
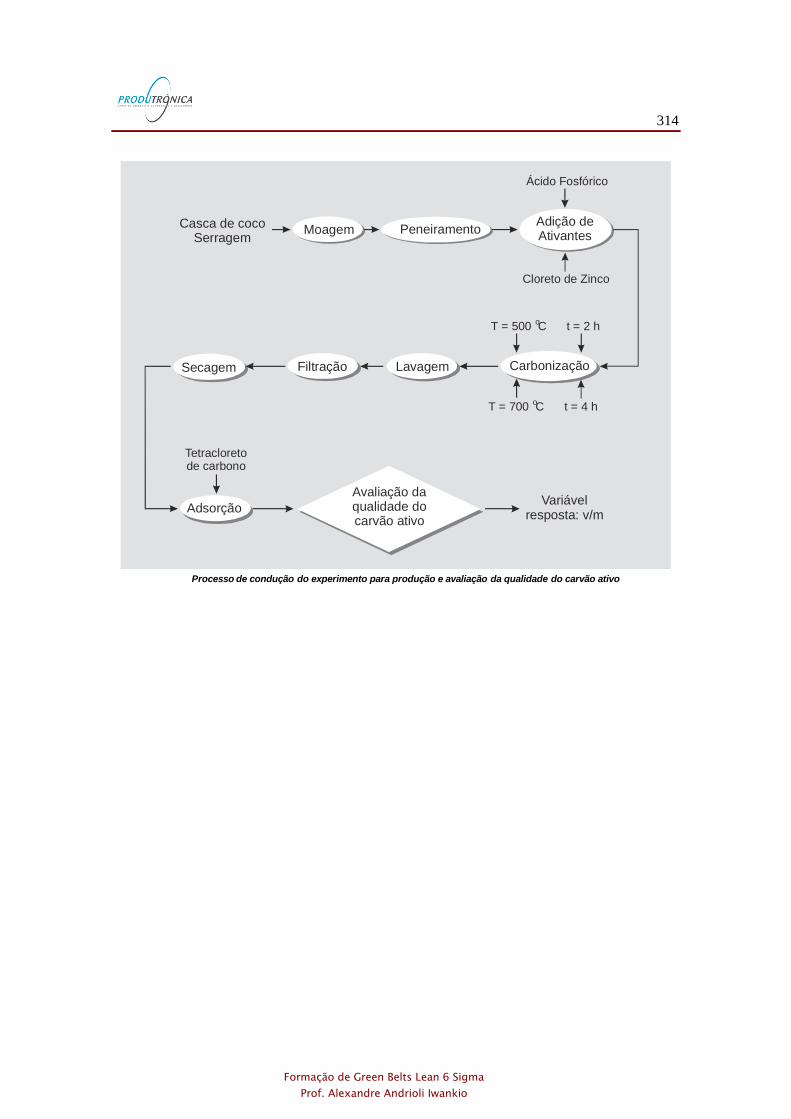
314
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Processo de condução do experimento para produção e avaliação da qualidade do carvão ativo
Casca de cocoSerragem
Moagem PeneiramentoAdição deAtivantes
Ácido Fosfórico
Tetracloretode carbono
T = 500 Co
T = 700 Co
t = 2 h
t = 4 h
Cloreto de Zinco
CarbonizaçãoFiltração LavagemSecagem
Adsorção
Avaliação daqualidade docarvão ativo
Variávelresposta: v/m
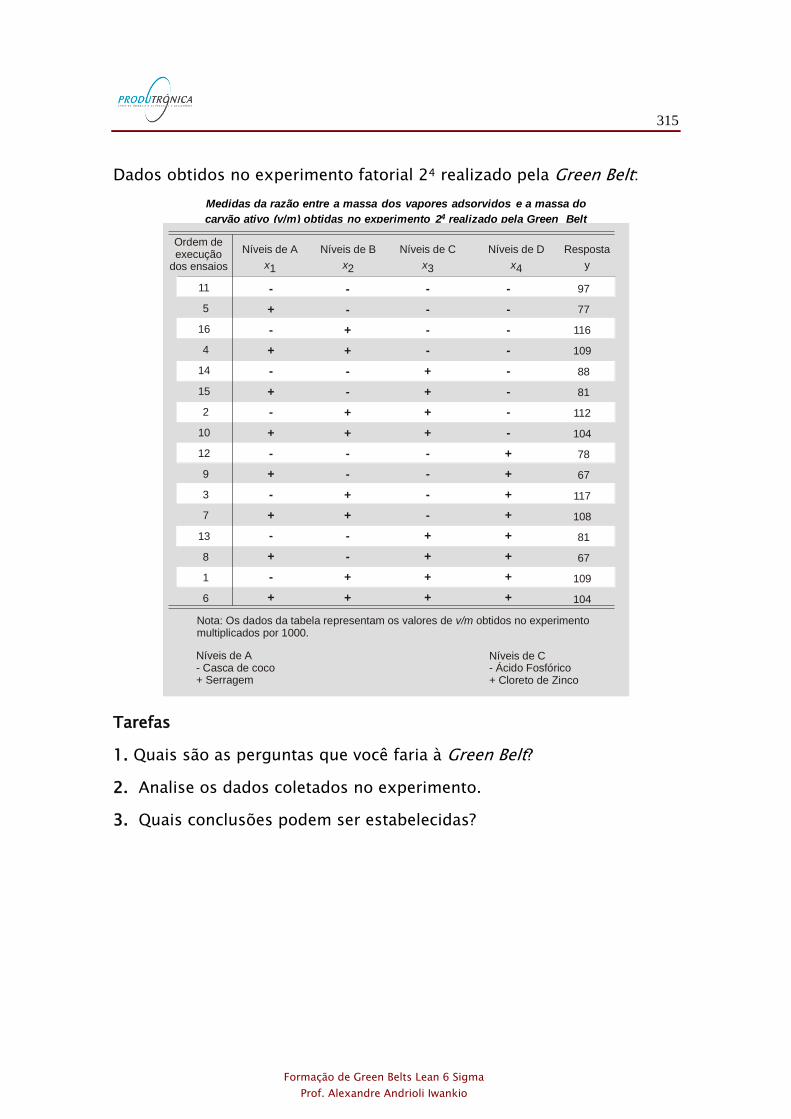
315
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Dados obtidos no experimento fatorial 24 realizado pela Green Belt:
Medidas da razão entre a massa dos vapores adsorvidos e a massa do
carvão ativo (v/m) obtidas no experimento 24 realizado pela Green Belt
Nota: Os dados da tabela representam os valores de obtidos no experimento multiplicados por 1000.
v/m
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
-
+
+
-
-
+
+
-
-
+
+
-
-
+
+
-
-
-
-
+
+
+
+
-
-
-
-
+
+
+
+
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
97
77
116
109
88
81
112
104
78
67
117
108
81
67
109
104
11
5
16
4
14
15
2
10
12
9
3
7
13
8
1
6
Ordem deexecução
dos ensaios
Níveis de A
1x
Níveis de B
2x
Níveis de C
3x
Níveis de D
4x
Níveis de A- Casca de coco+ Serragem
Níveis de C- Ácido Fosfórico+ Cloreto de Zinco
Resposta
y
Tarefas
1. Quais são as perguntas que você faria à Green Belt?
2. Analise os dados coletados no experimento.
3. Quais conclusões podem ser estabelecidas?
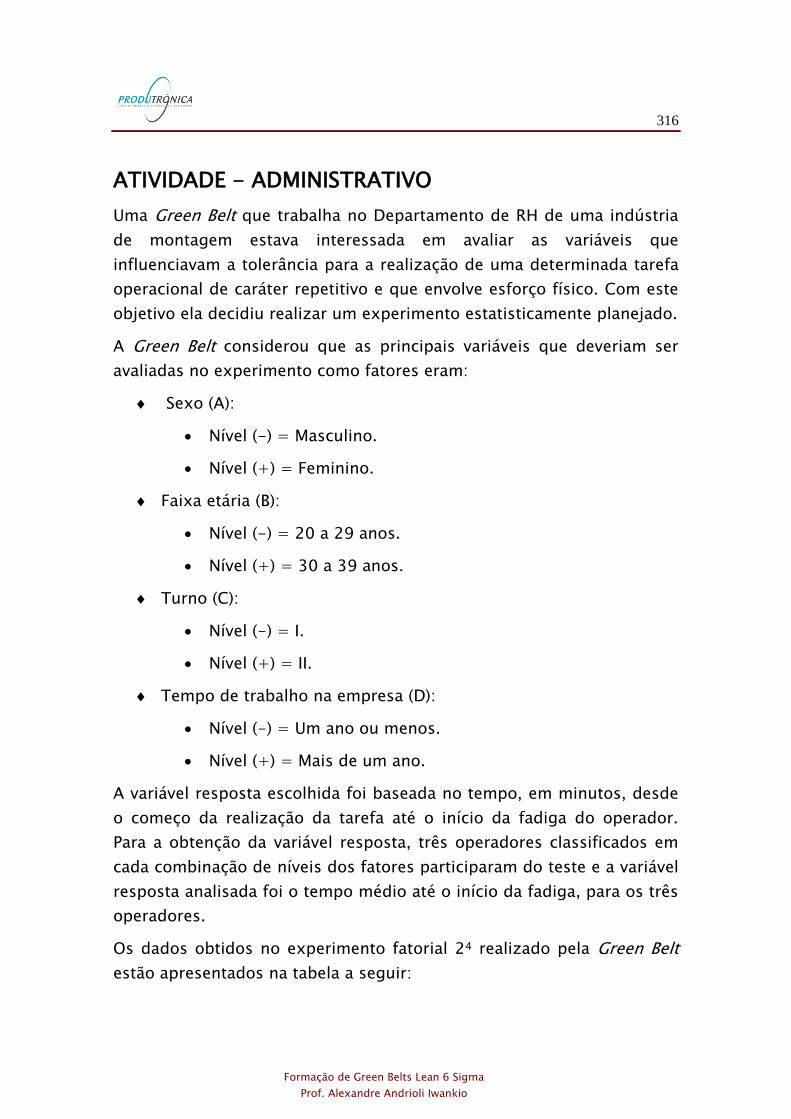
316
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ATIVIDADE - ADMINISTRATIVO
Uma Green Belt que trabalha no Departamento de RH de uma indústria
de montagem estava interessada em avaliar as variáveis que
influenciavam a tolerância para a realização de uma determinada tarefa
operacional de caráter repetitivo e que envolve esforço físico. Com este
objetivo ela decidiu realizar um experimento estatisticamente planejado.
A Green Belt considerou que as principais variáveis que deveriam ser
avaliadas no experimento como fatores eram:
Sexo (A):
Nível (-) = Masculino.
Nível (+) = Feminino.
Faixa etária (B):
Nível (-) = 20 a 29 anos.
Nível (+) = 30 a 39 anos.
Turno (C):
Nível (-) = I.
Nível (+) = II.
Tempo de trabalho na empresa (D):
Nível (-) = Um ano ou menos.
Nível (+) = Mais de um ano.
A variável resposta escolhida foi baseada no tempo, em minutos, desde
o começo da realização da tarefa até o início da fadiga do operador.
Para a obtenção da variável resposta, três operadores classificados em
cada combinação de níveis dos fatores participaram do teste e a variável
resposta analisada foi o tempo médio até o início da fadiga, para os três
operadores.
Os dados obtidos no experimento fatorial 24 realizado pela Green Belt
estão apresentados na tabela a seguir:
317
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Medidas do tempo médio até o início da fadiga (minutos) obtidas no experimento 2 4
realizado pela Green Belt
Tarefas
1. Quais são as perguntas que você faria à Green Belt?
2. Analise os dados coletados no experimento.
3. Quais conclusões podem ser estabelecidas?
318
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
REGRESSÃO LINEAR MÚLTIPLA PARA DADOS DE
EXPERIMENTAÇÃO
ANÁLISE DE REGRESSÃO
A análise de regressão processa as informações contidas em um
conjunto de dados de forma a gerar um modelo que represente o
relacionamento existente entre as variáveis de interesse de um
processo.
A análise de regressão pode ser utilizada com os seguintes objetivos:
Descrever um conjunto de dados;
Predizer os valores de uma variável de interesse;
Controlar uma variável de interesse em faixas de valores pré-
fixados;
Estimar parâmetros desconhecidos de equações teóricas que re-
presentam o relacionamento entre variáveis de interesse.
CONCEITOS BÁSICOS
Equação de regressão linear múltipla:
kk xbxbby +++= ...ˆ110
Onde:
y = variável dependente ou variável resposta.
x1, x2, ..., xk = variáveis independentes, explicativas, regressoras
ou preditoras.
b0, b1, ..., bk = coeficientes de regressão.

319
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Interpretação dos coeficientes de regressão:
bj (j = 1, 2, ..., k) representa a alteração esperada na variável res-
posta y quando a variável xj sofre um acréscimo unitário, enquan-
to todas as demais variáveis explicativas xi (i j) são mantidas
constantes.
Exemplo:
21 5,1005,00,9ˆ xxy +-=
Onde:
y = altura de um tipo de bolo (cm)
x1= temperatura do forno (oC)
x2= quantidade de fermento (g)
Para x1= 300oC:
25,1300005,00,9ˆ xyI +-=
25,15,7ˆ xyI +=
Se a quantidade de fermento sofre um acréscimo de um grama,
mantendo a temperatura do forno constante em 300oC, a altura do bolo
será:
)1(5,15,7ˆ2 ++= xyII
Portanto, a alteração esperada na altura do bolo quando a variável
quantidade de fermento (x2) sofre um acréscimo unitário, enquanto a
temperatura do forno (x1) é mantida constante em 300oC é:
)5,15,7( )1( 5,15,7ˆˆ22 xxyy III +-++=-
25,1ˆˆ byy III ==-
320
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
AJUSTE DA EQUAÇÃO DE REGRESSÃO LINEAR
MÚLTIPLA USANDO DADOS RESULTANTES DE
EXPERIMENTAÇÃO
É possível estabelecer uma equação que descreva a variável resposta em
função dos fatores testados no DOE?
Após a coleta e a análise dos dados em um experimento fatorial, é usual
ajustar aos dados uma equação de regressão que relacione a variável
resposta do experimento aos fatores e às interações identificadas como
significativas.
Esta equação poderá ser utilizada para a definição das condições de
ajuste da variável resposta na faixa de valores de interesse.
Quais termos colocar na equação?
Em um experimento 22, se os efeitos dos fatores A e B e da interação AB
são significativos, a equação de regressão a ser ajustada é:
211222110ˆ xxbxbxbby +++=
Onde:
x1 = variável que representa os níveis codificados do fator A.
x2 = variável que representa os níveis codificados do fator B.
b0, b1, b2, b12 = coeficientes de regressão.
No mesmo experimento, se apenas o efeito do fator A é significativo, a
equação de regressão é:
110ˆ xbby +=
Como calcular os coeficientes?
Para a equação de regressão ajustada aos dados de um experimento:
b0 = média global das observações de y.
321
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
bj (j 0) = metade do efeito principal do fator ou interação
correspondente.
Os coeficientes de regressão medem o efeito de uma variação unitária
em uma variável explicativa (x) e a estimativa do efeito está baseada na
variação de duas unidades de -1 a +1.
EXEMPLO
Uma Green Belt que trabalha em uma indústria química realizou um
experimento para avaliar qual a melhor condição de produção de um
tipo especial de carvão ativo granulado a ser utilizado para a adsorção
de vapores não polares.
Neste estudo foi utilizado um experimento fatorial 24 para avaliar os
efeitos dos seguintes fatores:
Matéria-prima (A).
Níveis: baixo (-): casca de coco; alto (+): serragem
Temperatura de carbonização (B)
Níveis: baixo (-): 500OC; alto (+): 700OC
Substância ativante (C)
Níveis: baixo (-): Ácido fosfórico; alto (+): Cloreto de zinco
Tempo de carbonização (D)
Níveis: baixo (-): 2 horas; alto (+): 4 horas
Uma das principais variáveis capazes de medir a qualidade do carvão
ativo produzido era a razão entre a massa dos vapores adsorvidos (v) e
a massa do carvão ativo utilizado em cada ensaio (m). Esta razão v/m foi
então escolhida como a variável resposta do experimento. A Green Belt
considerou de interesse utilizar o tetracloreto de carbono como o vapor
a ser adsorvido pelo carvão ativo.
Dados obtidos no experimento fatorial 24 realizado pela Green Belt:
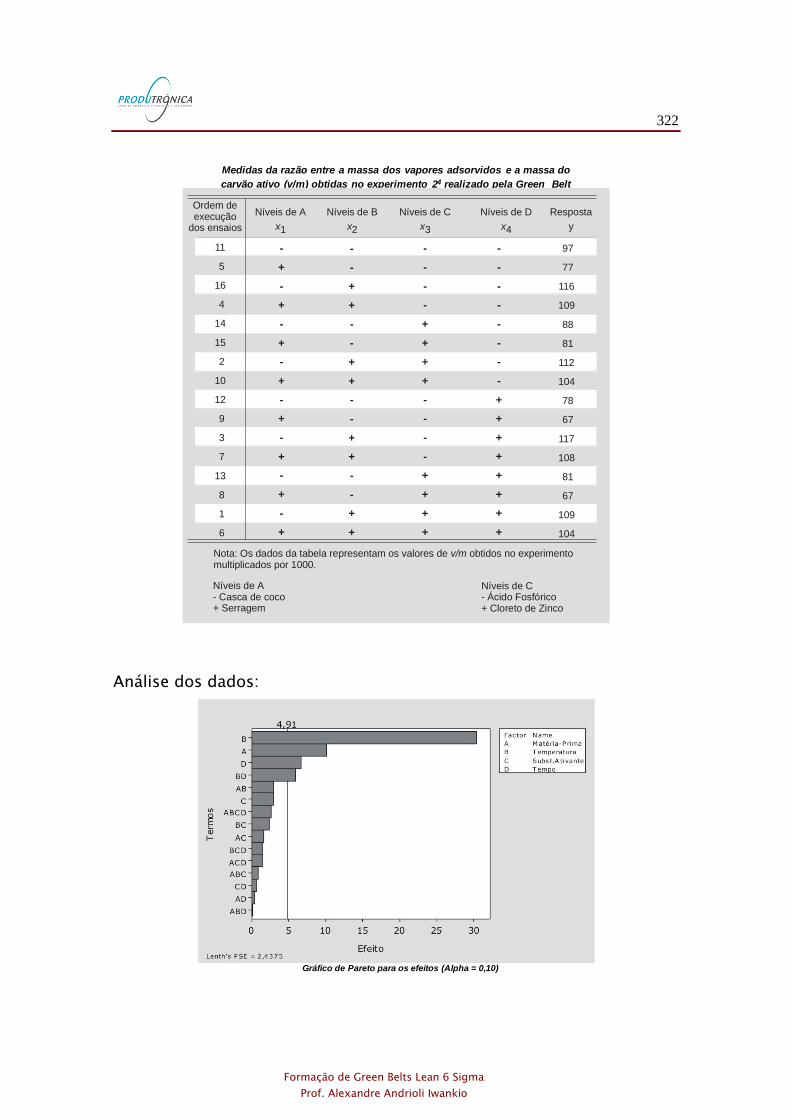
322
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Medidas da razão entre a massa dos vapores adsorvidos e a massa do
carvão ativo (v/m) obtidas no experimento 24 realizado pela Green Belt
Nota: Os dados da tabela representam os valores de obtidos no experimento multiplicados por 1000.
v/m
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
-
+
+
-
-
+
+
-
-
+
+
-
-
+
+
-
-
-
-
+
+
+
+
-
-
-
-
+
+
+
+
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
97
77
116
109
88
81
112
104
78
67
117
108
81
67
109
104
11
5
16
4
14
15
2
10
12
9
3
7
13
8
1
6
Ordem deexecução
dos ensaios
Níveis de A
1x
Níveis de B
2x
Níveis de C
3x
Níveis de D
4x
Níveis de A- Casca de coco+ Serragem
Níveis de C- Ácido Fosfórico+ Cloreto de Zinco
Resposta
y
Análise dos dados:
Gráfico de Pareto para os efeitos (Alpha = 0,10)
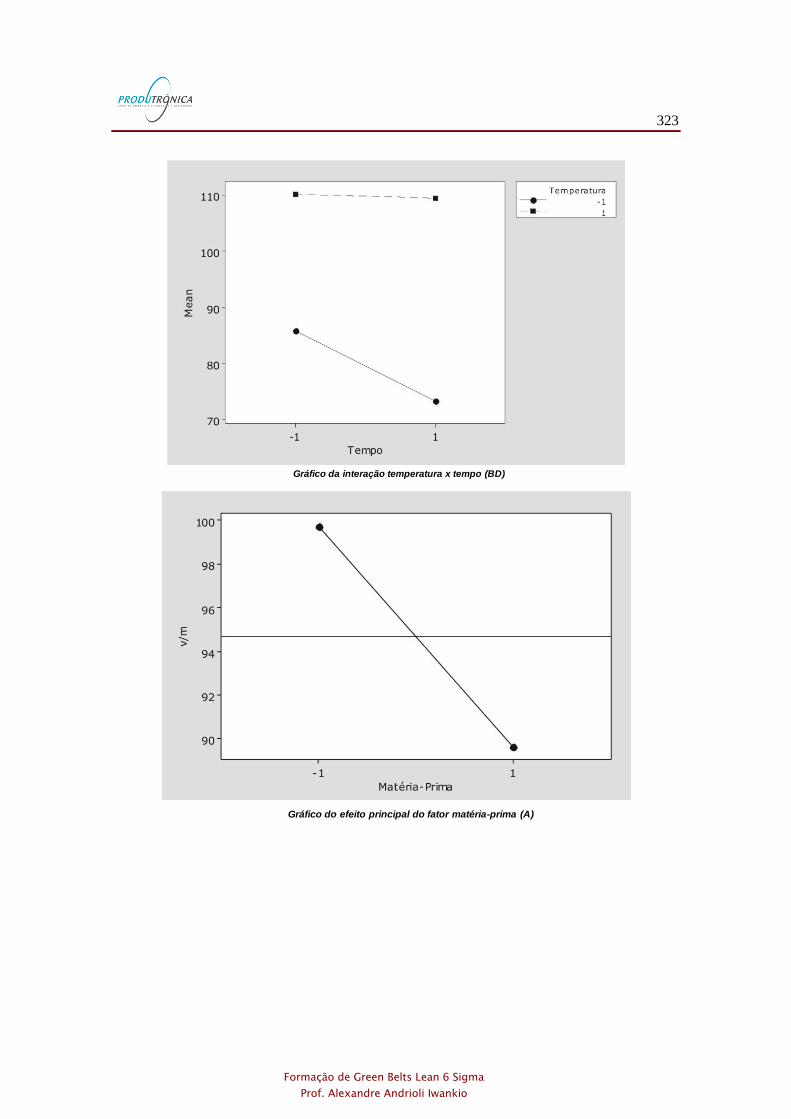
323
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Gráfico da interação temperatura x tempo (BD)
Gráfico do efeito principal do fator matéria-prima (A)
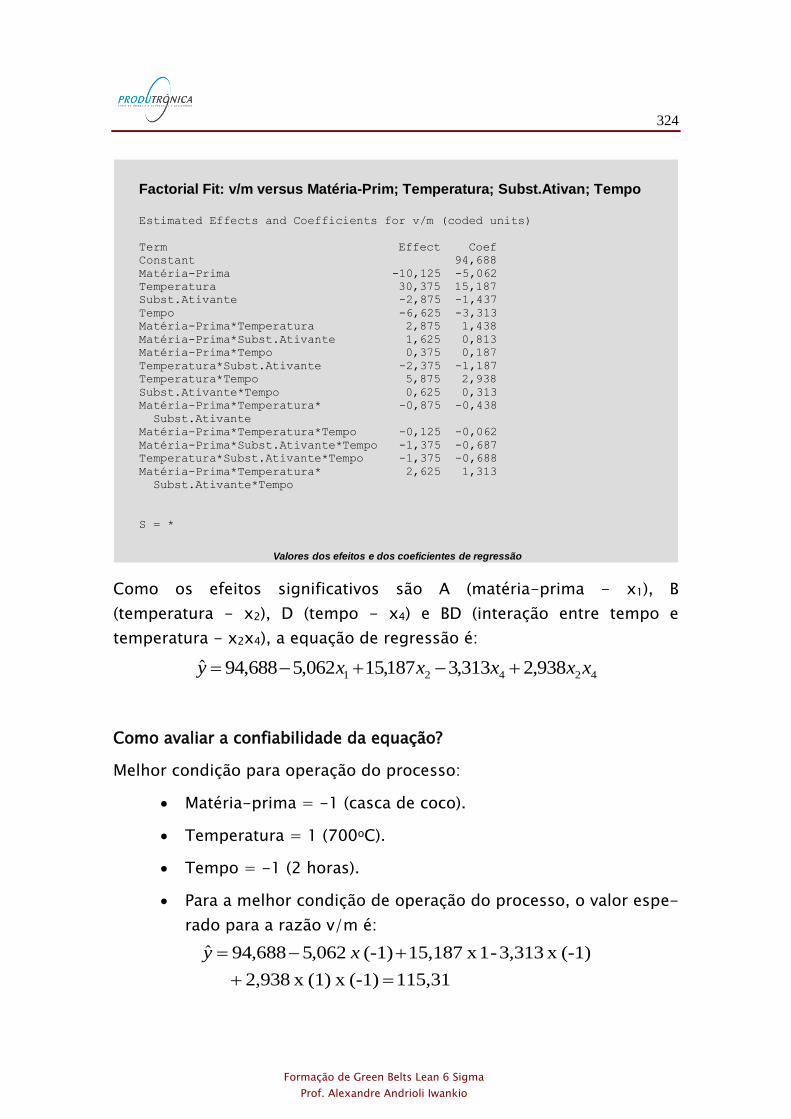
324
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Valores dos efeitos e dos coeficientes de regressão
Factorial Fit: v/m versus Matéria-Prim; Temperatura; Subst.Ativan; Tempo Estimated Effects and Coefficients for v/m (coded units)
Term Effect Coef
Constant 94,688
Matéria-Prima -10,125 -5,062
Temperatura 30,375 15,187
Subst.Ativante -2,875 -1,437
Tempo -6,625 -3,313
Matéria-Prima*Temperatura 2,875 1,438
Matéria-Prima*Subst.Ativante 1,625 0,813
Matéria-Prima*Tempo 0,375 0,187
Temperatura*Subst.Ativante -2,375 -1,187
Temperatura*Tempo 5,875 2,938
Subst.Ativante*Tempo 0,625 0,313
Matéria-Prima*Temperatura* -0,875 -0,438
Subst.Ativante
Matéria-Prima*Temperatura*Tempo -0,125 -0,062
Matéria-Prima*Subst.Ativante*Tempo -1,375 -0,687
Temperatura*Subst.Ativante*Tempo -1,375 -0,688
Matéria-Prima*Temperatura* 2,625 1,313
Subst.Ativante*Tempo
S = *
Analysis of Variance for v/m (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 4 4309,25 4309,25 1077,31 * *
2-Way Interactions 6 206,38 206,38 34,40 * *
3-Way Interactions 4 18,25 18,25 4,56 * *
4-Way Interactions 1 27,56 27,56 27,56 * *
Residual Error 0 * * *
Total 15 4561,44
Alias Structure
I
Matéria-Prima
Temperatura
Subst.Ativante
Tempo
Matéria-Prima*Temperatura
Matéria-Prima*Subst.Ativante
Matéria-Prima*Tempo
Temperatura*Subst.Ativante
Temperatura*Tempo
Subst.Ativante*Tempo
Matéria-Prima*Temperatura*Subst.Ativante
Matéria-Prima*Temperatura*Tempo
Matéria-Prima*Subst.Ativante*Tempo
Temperatura*Subst.Ativante*Tempo
Matéria-Prima*Temperatura*Subst.Ativante*Tempo
Como os efeitos significativos são A (matéria-prima - x1), B
(temperatura - x2), D (tempo - x4) e BD (interação entre tempo e
temperatura - x2x4), a equação de regressão é:
42421 938,2313,3187,15062,5688,94ˆ xxxxxy +-+-=
Como avaliar a confiabilidade da equação?
Melhor condição para operação do processo:
Matéria-prima = -1 (casca de coco).
Temperatura = 1 (700oC).
Tempo = -1 (2 horas).
Para a melhor condição de operação do processo, o valor espe-
rado para a razão v/m é:
115,31(-1) x (1) x 2,938
(-1) x 3,313-1 x 15,187(-1) 062,5688,94ˆ
=+
+-= xy
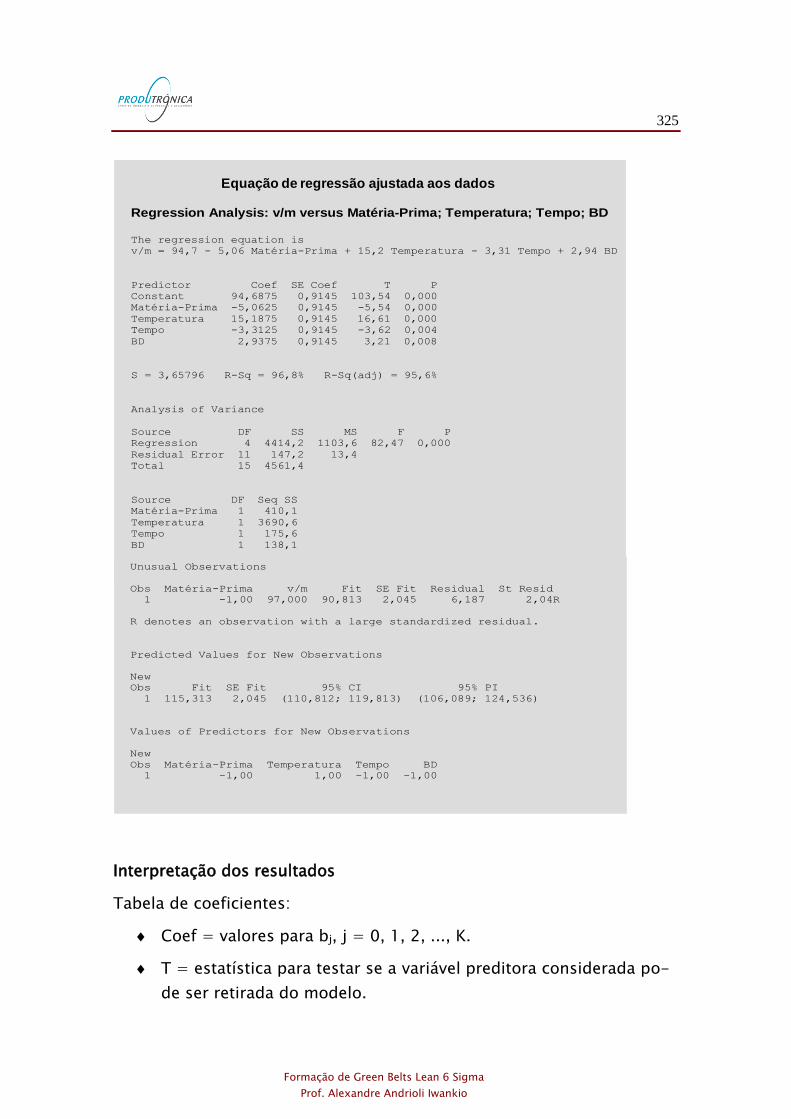
325
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Equação de regressão ajustada aos dados
Regression Analysis: v/m versus Matéria-Prima; Temperatura; Tempo; BD The regression equation is
v/m = 94,7 - 5,06 Matéria-Prima + 15,2 Temperatura - 3,31 Tempo + 2,94 BD
Predictor Coef SE Coef T P
Constant 94,6875 0,9145 103,54 0,000
Matéria-Prima -5,0625 0,9145 -5,54 0,000
Temperatura 15,1875 0,9145 16,61 0,000
Tempo -3,3125 0,9145 -3,62 0,004
BD 2,9375 0,9145 3,21 0,008
S = 3,65796 R-Sq = 96,8% R-Sq(adj) = 95,6%
Analysis of Variance
Source DF SS MS F P
Regression 4 4414,2 1103,6 82,47 0,000
Residual Error 11 147,2 13,4
Total 15 4561,4
Source DF Seq SS
Matéria-Prima 1 410,1
Temperatura 1 3690,6
Tempo 1 175,6
BD 1 138,1
Unusual Observations
Obs Matéria-Prima v/m Fit SE Fit Residual St Resid
1 -1,00 97,000 90,813 2,045 6,187 2,04R
R denotes an observation with a large standardized residual.
Predicted Values for New Observations
New
Obs Fit SE Fit 95% CI 95% PI
1 115,313 2,045 (110,812; 119,813) (106,089; 124,536)
Values of Predictors for New Observations
New
Obs Matéria-Prima Temperatura Tempo BD
1 -1,00 1,00 -1,00 -1,00
Regression Analysis: v/m versus Matéria-Prima; Temperatura; Tempo; BD The regression equation is
v/m = 94,7 - 5,06 Matéria-Prima + 15,2 Temperatura - 3,31 Tempo + 2,94 BD
Predictor Coef SE Coef T P
Constant 94,6875 0,9145 103,54 0,000
Matéria-Prima -5,0625 0,9145 -5,54 0,000
Temperatura 15,1875 0,9145 16,61 0,000
Tempo -3,3125 0,9145 -3,62 0,004
BD 2,9375 0,9145 3,21 0,008
S = 3,65796 R-Sq = 96,8% R-Sq(adj) = 95,6%
Analysis of Variance
Source DF SS MS F P
Regression 4 4414,2 1103,6 82,47 0,000
Residual Error 11 147,2 13,4
Total 15 4561,4
Source DF Seq SS
Matéria-Prima 1 410,1
Temperatura 1 3690,6
Tempo 1 175,6
BD 1 138,1
Unusual Observations
Obs Matéria-Prima v/m Fit SE Fit Residual St Resid
1 -1,00 97,000 90,813 2,045 6,187 2,04R
R denotes an observation with a large standardized residual.
Predicted Values for New Observations
New
Obs Fit SE Fit 95% CI 95% PI
1 115,313 2,045 (110,812; 119,813) (106,089; 124,536)
Values of Predictors for New Observations
New
Obs Matéria-Prima Temperatura Tempo BD
1 -1,00 1,00 -1,00 -1,00
Interpretação dos resultados
Tabela de coeficientes:
Coef = valores para bj, j = 0, 1, 2, ..., K.
T = estatística para testar se a variável preditora considerada po-
de ser retirada do modelo.
326
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
P = p - valor do teste para avaliar se a variável preditora conside-
rada pode ser retirada do modelo:
Se P > 0,10, a variável preditora considerada deve ser reti-
rada do modelo.
S:
S mede a variabilidade dos resultados em torno da equação
de regressão.
R - Sq (R2):
R2 é denominado coeficiente de determinação. (0 ≤ R2 ≤ 1).
R2 mede a proporção da variabilidade presente nas observa-
ções da variável resposta y que é explicada pelas variáveis
preditoras presentes na equação de regressão.
R - Sq (adj) (R2adj):
- R2adj é denominado coeficiente de determinação múl-
tipla ajustado, (0 ≤ R2adj ≤ 1).
Quanto mais próximo de 1 (ou de 100%) for R2adj, melhor a
qualidade da equação ajustada aos dados.
Por que é necessário calcular R2adj?
• Um grande valor para R2 não implica, necessariamente, que a
equação ajustada seja adequada.
• É sempre possível aumentar o valor de R2 por meio da adição
de novas variáveis preditoras no modelo.
• No entanto, apesar do maior valor para R2, nem sempre a nova
equação com mais variáveis preditoras será melhor que a e-
quação anterior que não envolve estas variáveis.
• Para contornar este problema deve ser utilizado R2adj, que leva
em conta o número de variáveis preditoras incluídas na equa-
ção.
• Se R2adj e R2 forem muito diferentes, então há uma indicação de
que foi incluído um número excessivo de variáveis preditoras
327
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
na equação de regressão, ou seja, foram incluídas variáveis que
não contribuem de modo significativo para melhorar a qualida-
de da equação ajustada.
Analysis of Variance:
A análise de variância é utilizada para testar a significância
da regressão, isto é, testar se pelo menos uma das variáveis
preditoras x1, x2, ..., xk contribui de modo significativo pa-
ra explicar a variabilidade da variável resposta y.
P = p - valor do teste da significância da regressão:
• Se P > 0,10, a regressão não é significativa.
Unusual observations:
As observações associadas a um valor não usual de uma va-
riável preditora são indicadas com um X.
As observações associadas a um valor não usual da variável
resposta são indicadas com um R.
Predicted Values:
Fit ( 0y):
0y é o valor pontual predito para a variável respos-
ta quando as variáveis preditoras assumem os valores
particulares x01, x02, ..., X0k.
115, 313 é o valor pontual previsto para a razão
v/mm quando a matéria prima = -1 (casca de coco),
temperatura = 1 (700OC) e tempo = -1 (2 horas).
Roteiro para solução do exemplo no Minitab
I – Obter a coluna referente à interação BD
01. Selecione Calc > Calculator...
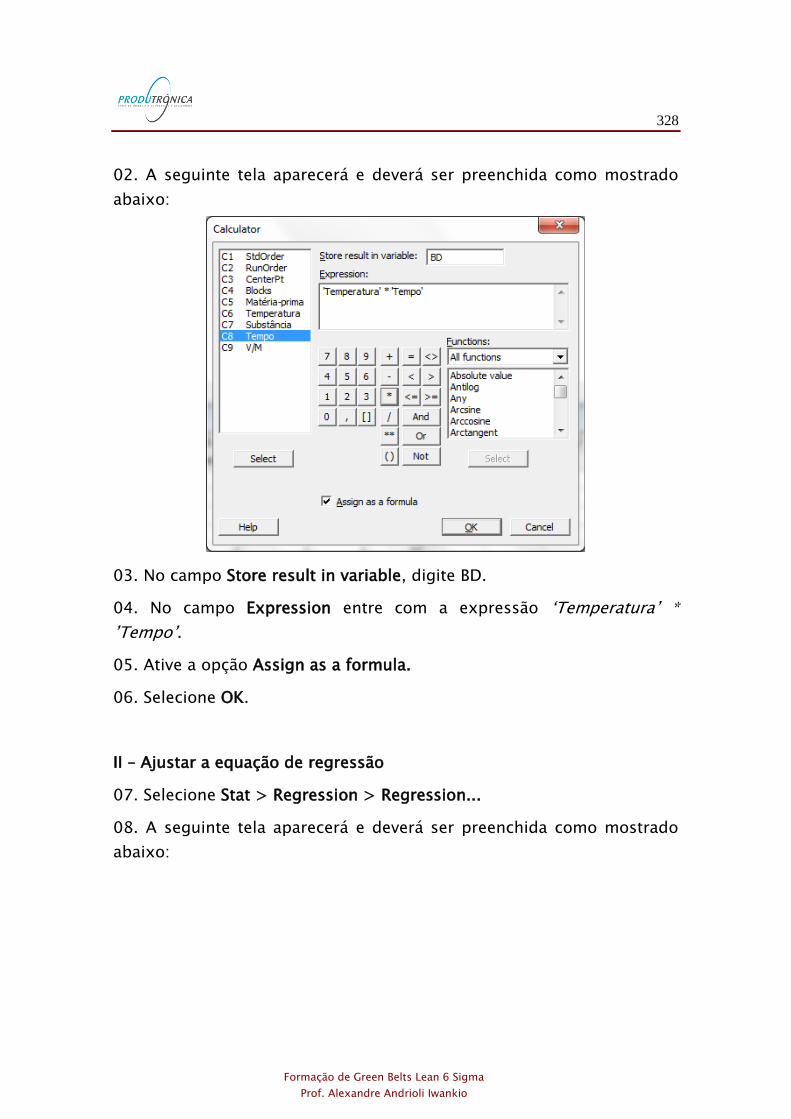
328
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
02. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
03. No campo Store result in variable, digite BD.
04. No campo Expression entre com a expressão „Temperatura‟ *
‟Tempo‟.
05. Ative a opção Assign as a formula.
06. Selecione OK.
II – Ajustar a equação de regressão
07. Selecione Stat > Regression > Regression...
08. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
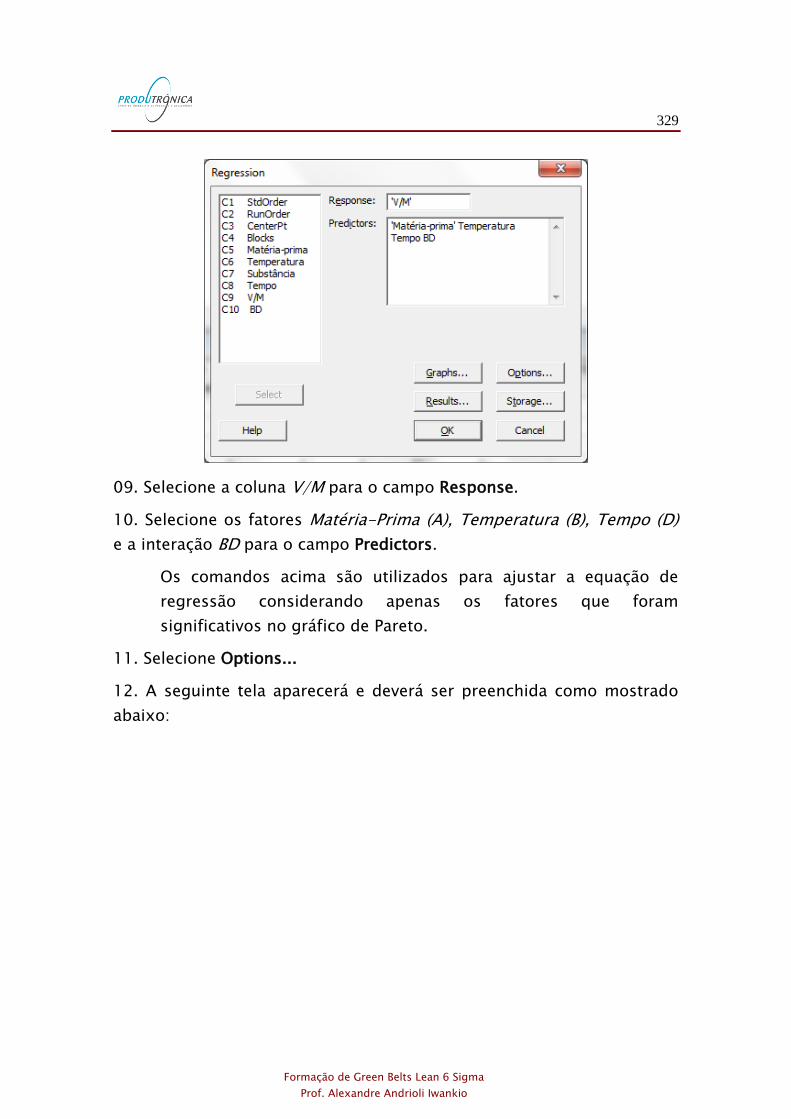
329
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
09. Selecione a coluna V/M para o campo Response.
10. Selecione os fatores Matéria-Prima (A), Temperatura (B), Tempo (D)
e a interação BD para o campo Predictors.
Os comandos acima são utilizados para ajustar a equação de
regressão considerando apenas os fatores que foram
significativos no gráfico de Pareto.
11. Selecione Options...
12. A seguinte tela aparecerá e deverá ser preenchida como mostrado
abaixo:
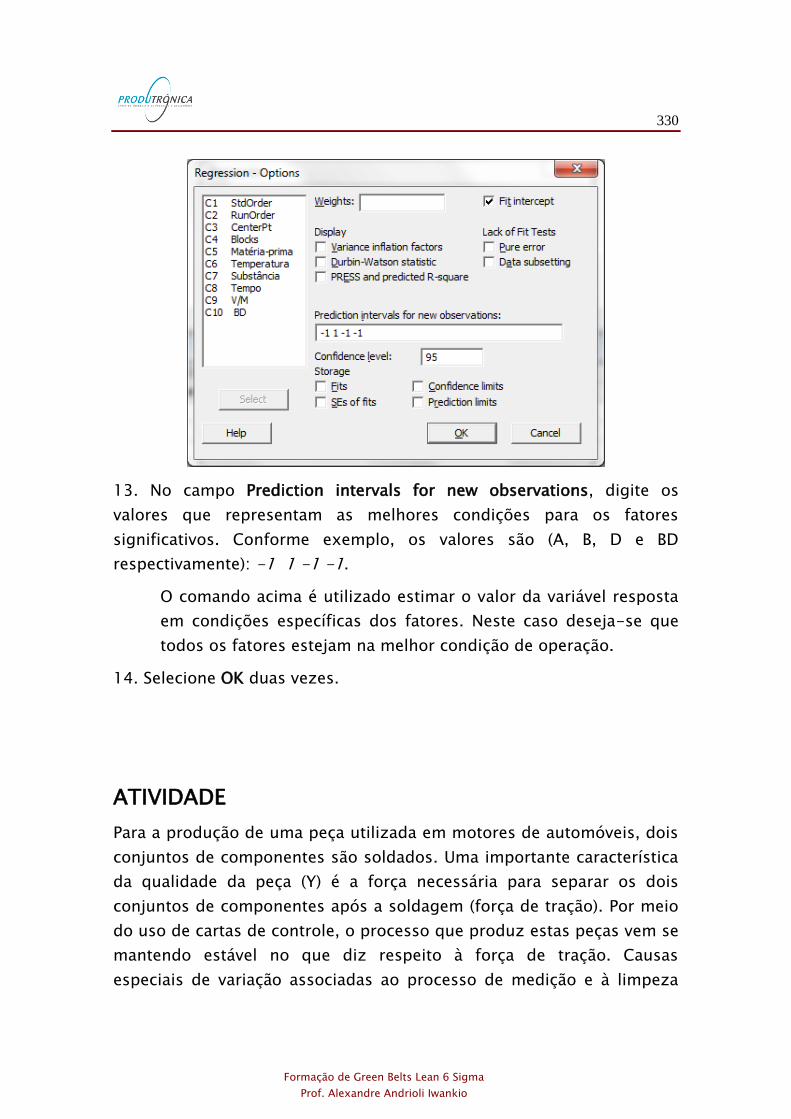
330
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
13. No campo Prediction intervals for new observations, digite os
valores que representam as melhores condições para os fatores
significativos. Conforme exemplo, os valores são (A, B, D e BD
respectivamente): -1 1 -1 -1.
O comando acima é utilizado estimar o valor da variável resposta
em condições específicas dos fatores. Neste caso deseja-se que
todos os fatores estejam na melhor condição de operação.
14. Selecione OK duas vezes.
ATIVIDADE
Para a produção de uma peça utilizada em motores de automóveis, dois
conjuntos de componentes são soldados. Uma importante característica
da qualidade da peça (Y) é a força necessária para separar os dois
conjuntos de componentes após a soldagem (força de tração). Por meio
do uso de cartas de controle, o processo que produz estas peças vem se
mantendo estável no que diz respeito à força de tração. Causas
especiais de variação associadas ao processo de medição e à limpeza
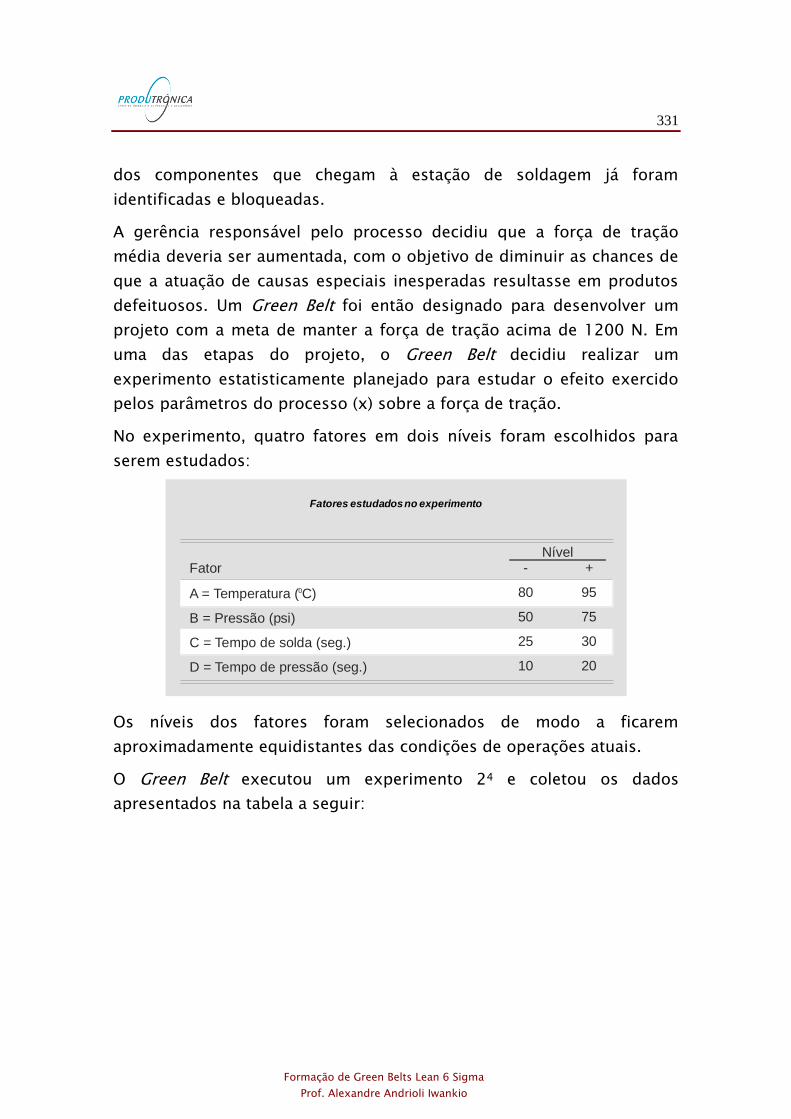
331
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
dos componentes que chegam à estação de soldagem já foram
identificadas e bloqueadas.
A gerência responsável pelo processo decidiu que a força de tração
média deveria ser aumentada, com o objetivo de diminuir as chances de
que a atuação de causas especiais inesperadas resultasse em produtos
defeituosos. Um Green Belt foi então designado para desenvolver um
projeto com a meta de manter a força de tração acima de 1200 N. Em
uma das etapas do projeto, o Green Belt decidiu realizar um
experimento estatisticamente planejado para estudar o efeito exercido
pelos parâmetros do processo (x) sobre a força de tração.
No experimento, quatro fatores em dois níveis foram escolhidos para
serem estudados:
Fator
A = Temperatura ( C)
B = Pressão (psi)
C = Tempo de solda (seg.)
D = Tempo de pressão (seg.)
0
-
80
50
25
10
+
95
75
30
20
Nível
Fatores estudados no experimento
Os níveis dos fatores foram selecionados de modo a ficarem
aproximadamente equidistantes das condições de operações atuais.
O Green Belt executou um experimento 24 e coletou os dados
apresentados na tabela a seguir:
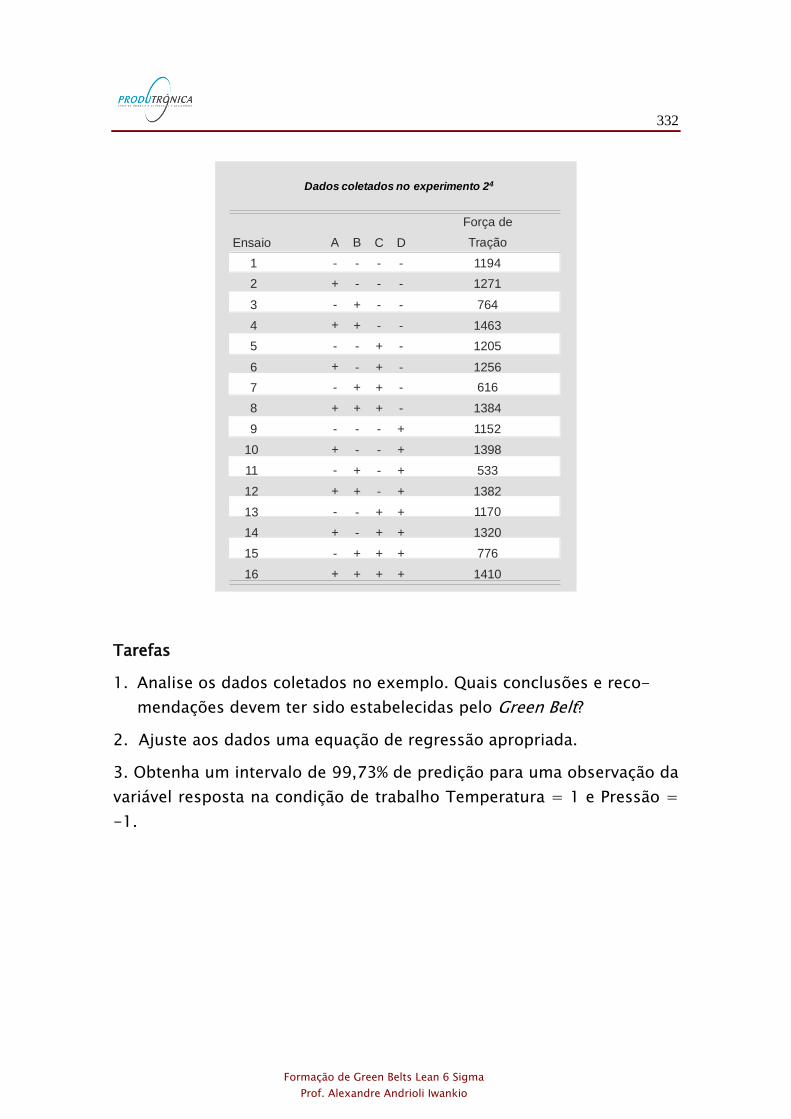
332
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A
-
+
-
+
-
+
-
+
-
+
-
+
-
+
-
+
B
-
-
+
+
-
-
+
+
-
-
+
+
-
-
+
+
C
-
-
-
-
+
+
+
+
-
-
-
-
+
+
+
+
D
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
Força de
Tração
1194
1271
764
1463
1205
1256
616
1384
1152
1398
533
1382
1170
1320
776
1410
Ensaio
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Dados coletados no experimento 24
Tarefas
1. Analise os dados coletados no exemplo. Quais conclusões e reco-
mendações devem ter sido estabelecidas pelo Green Belt?
2. Ajuste aos dados uma equação de regressão apropriada.
3. Obtenha um intervalo de 99,73% de predição para uma observação da
variável resposta na condição de trabalho Temperatura = 1 e Pressão =
-1.
333
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
COMO MANTER AS MELHORIAS ALCANÇADAS
CONTROLE DE PROCESSO
A função da fase Control é garantir que o problema permaneça
eliminado e que o processo esteja sob controle, de modo a manter a
melhoria alcançada.
Para controlar o processo, é necessária a coleta de dados da produção
da empresa, em tempo real.
O controle baseia-se na prevenção do defeito, em lugar da dependência
da inspeção em massa para a detecção do defeito depois que o mesmo
ocorreu.
É muito importante saber distinguir as situações que requerem uma
simples ação operacional das que necessitam de uma ação gerencial.
Para implementação do controle, devemos estudar o processo de
fabricação do produto ou execução do serviço e verificar os seguintes
pontos:
Descobrir quais fatores influenciam a característica de interesse
do processo.
Identificar as relações entre as variáveis de entrada (input) e va-
riáveis de saída (output) do processo.
Localizar etapas críticas do processo e selecionar as variáveis a
serem controladas.
Traduzir ao operador as necessidades dos clientes, através dos
itens de controle para cada produto ou família de produto.
Monitorar a variabilidade dos fatores críticos no desempenho
do processo e obter melhoramentos contínuos.
Alcançar e manter a previsibilidade do processo produtivo, com
o nível de defeitos em um patamar aceitável.
Preparação do plano de controle:
334
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Elaborar um fluxograma do processo de produção.
Descrever em detalhes o processo, incluindo matérias primas e
transformações físicas e químicas que ocorrem em cada etapa.
Listar os pontos do processo onde serão efetuadas as medidas
e conduzido o controle:
Listar as variáveis críticas (input/output) que deverão ser
monitoradas.
Preparar o plano de coleta de dados de cada variável.
Estabelecer quais cartas de controle são adequadas e
seus respectivos limites de controle.
Treinar os operadores para o monitoramento e interpre-
tação das cartas de controle.
O que deve ser feito se o processo sair de controle ?
Deve-se utilizar um procedimento operacional padrão para defini-
ção das ações que devem ser adotadas quando o processo não
está sob controle, para cada um dos critérios estudados.
335
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
PLANO DE AÇÃO PARA A FALTA DE CONTROLE:
OCAP (OUT-OF-CONTROL ACTION PLAN)
Durante a etapa Control do método DMAIC, as cartas de controle são
utilizadas com o objetivo de monitorar o comportamento do processo
ao longo do tempo.
As cartas de controle possibilitarão a identificação de causas especiais
no processo, indicando a existência de anomalia.
O que deve ser feito se o processo sair de controle?
Deve-se utilizar um procedimento operacional padrão (OCAP) para
definição das ações que devem ser adotadas para a eliminação da
anomalia detectada.
O OCAP é constituído por três partes:
Ativadores:
Definem as condições que indicam quando o OCAP deve
ser seguido.
Pontos de verificação:
São condições do processo que devem ser investigadas para
a descoberta da causa especial de variação.
Finalizadores:
Contêm as ações que devem ser adotadas para a remoção
do sintoma e para a eliminação da causa especial de varia-
ção.
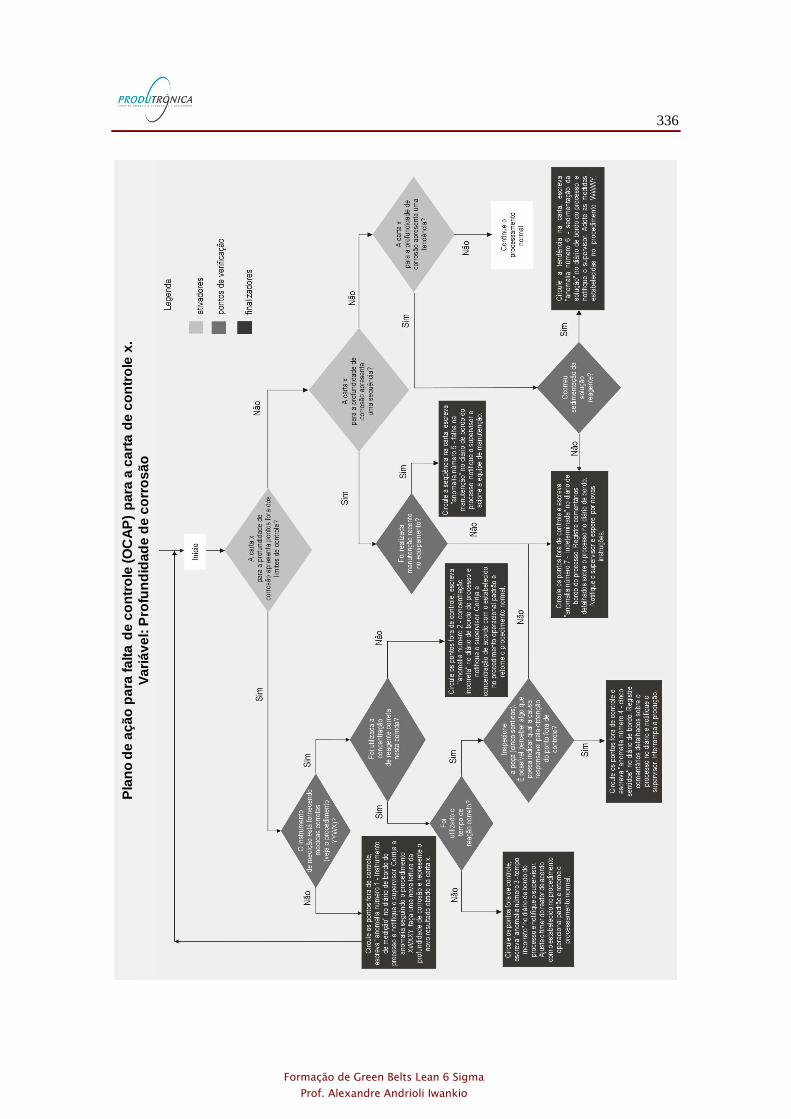
336
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Pla
no
de
aç
ão
pa
ra f
alt
a d
e c
on
tro
le (
OC
AP
) p
ara
a c
art
a d
e c
on
tro
le x
.
Va
riá
ve
l: P
rofu
nd
ida
de
de
co
rro
sã
o
337
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
A utilização das cartas de controle em conjunto com o OCAP resulta em:
Domínio da situação atual do processo.
Aumento da eficiência da ação gerencial de manutenção da
qualidade.
Maior atuação do supervisor e do staff técnico na ação ge-
rencial de melhoria da qualidade.
O OCAP é uma ferramenta que, quando usada em conjunto com a carta
de controle, pode facilitar a identificação das anomalias crônicas que
devem ser atacadas para a melhoria do processo.
Quando a carta de controle sinalizar que o processo está fora de
controle estatístico, deve-se identificar, com o auxílio do OCAP, o
motivo que levou à ocorrência da causa especial e a ação corretiva a ser
tomada.
Todas estas informações a respeito da descrição do problema e da ação
corretiva tomada deverão ser registradas em formulário próprio. Este
formulário chama-se Diário de Bordo e, usualmente, vem impresso no
verso da carta de controle.
No diário de bordo também devem ser registradas todas as alterações
feitas no processo, mesmo que, a princípio, essas alterações não
modifiquem o processo.
As informações contidas no diário de bordo serão importantíssimas para
futuras análises realizadas com o objetivo de melhorar o processo.
Exemplo de diário de bordo:
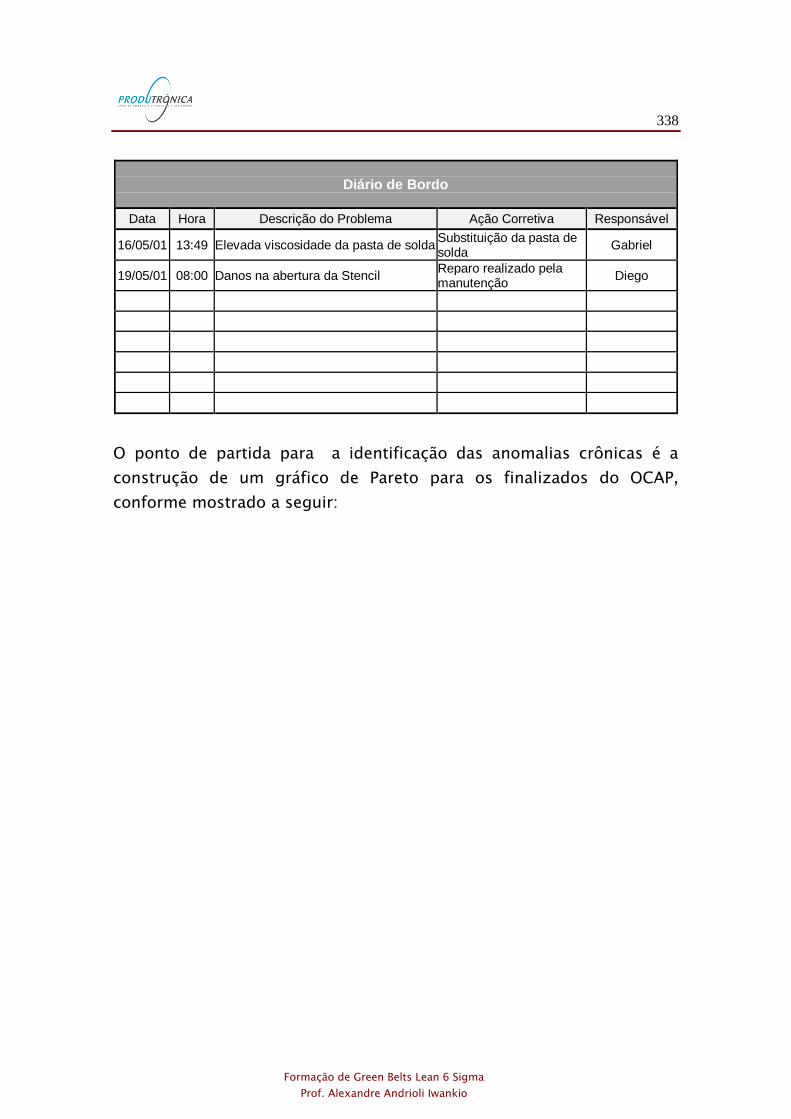
338
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Diário de Bordo
Data Hora Descrição do Problema Ação Corretiva Responsável
16/05/01 13:49 Elevada viscosidade da pasta de soldaSubstituição da pasta desolda
Gabriel
19/05/01 08:00 Danos na abertura da StencilReparo realizado pelamanutenção
Diego
O ponto de partida para a identificação das anomalias crônicas é a
construção de um gráfico de Pareto para os finalizados do OCAP,
conforme mostrado a seguir:
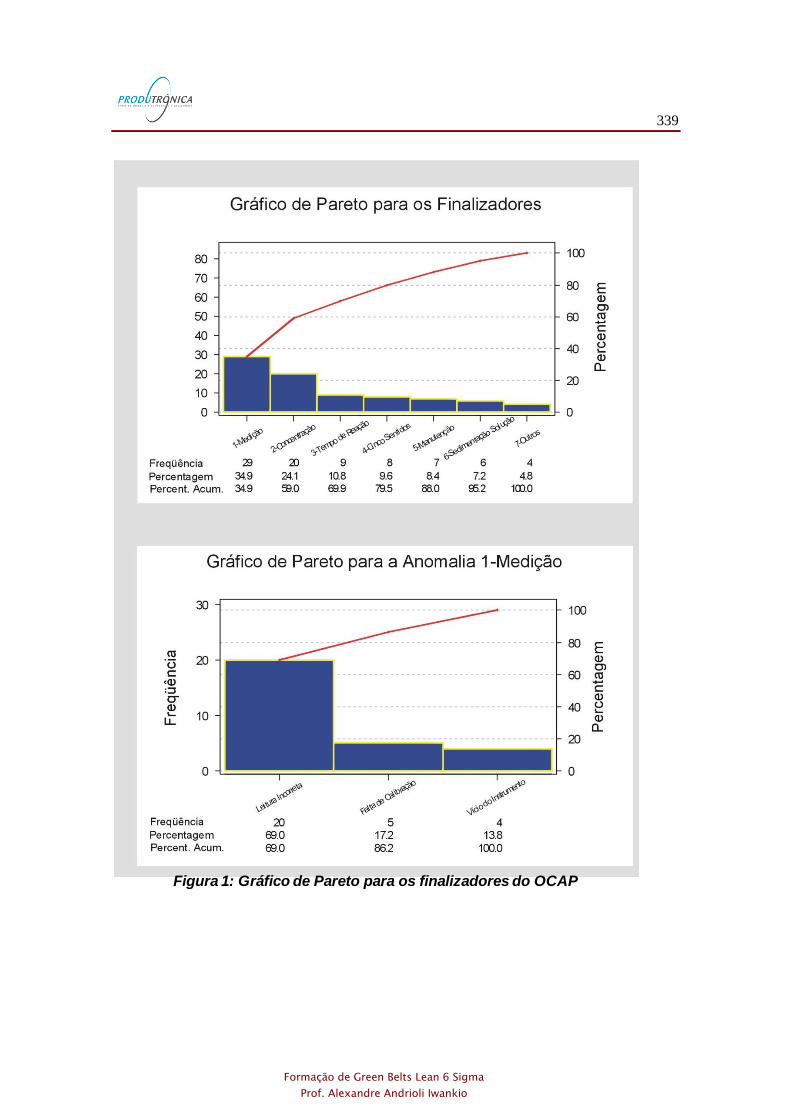
339
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 1: Gráfico de Pareto para os finalizadores do OCAP
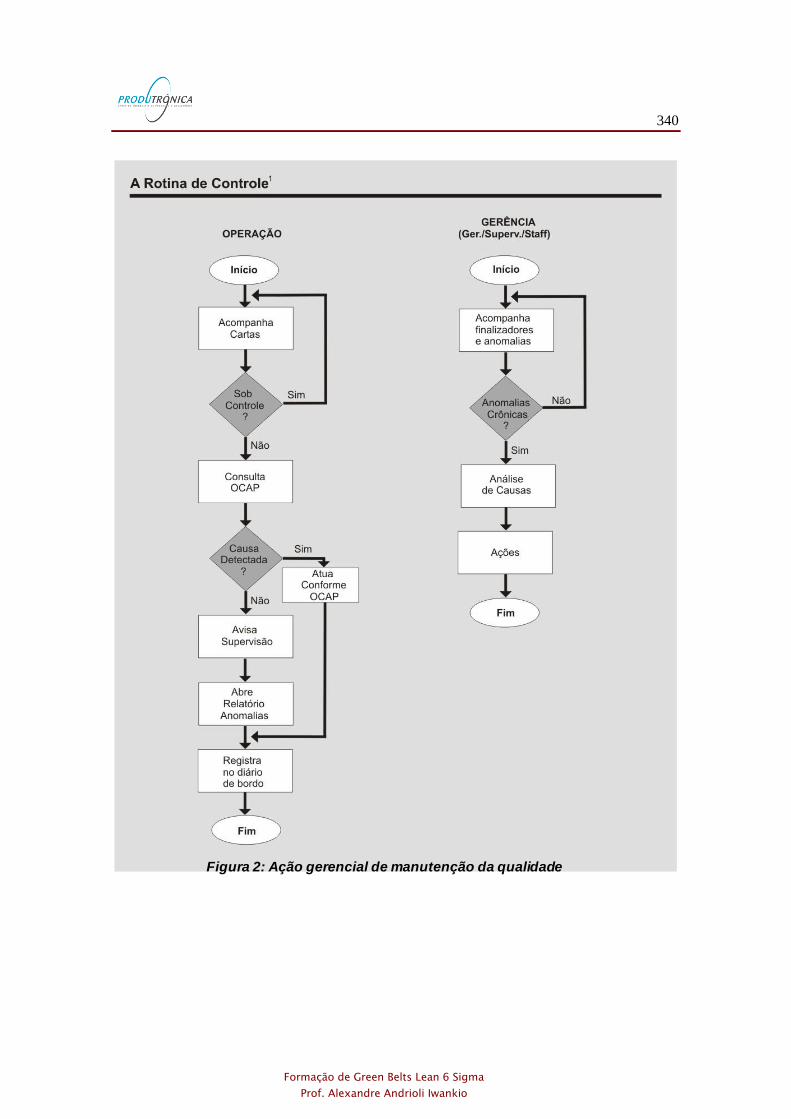
340
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 2: Ação gerencial de manutenção da qualidade
341
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
POKA-YOKE OU MISTAKE-PROOFING
Poka-yoke é um termo japonês e significa mistake-proofing (à prova de
erros).
O objetivo do Poka-Yoke é detectar e corrigir erros em um processo,
antes que estes erros se transformem em defeitos percebidos pelo
cliente (interno ou externo).
Um dispositivo Poka-yoke é qualquer mecanismo que previna que um
erro seja cometido ou que faça com que o erro seja óbvio à primeira
vista.
Defeitos surgem porque erros são cometidos; os dois têm uma relação
de causa e efeito. Contudo erros não se tornarão defeitos se houver
feedback e ação no momento do erro.
Se a pessoa que executa a operação de produção controlar seu próprio
trabalho, será possível um feedback rápido, o que permitirá que os
operadores avaliem a qualidade de seu próprio trabalho.
Isto é, já que os operadores controlam cada unidade produzida, eles
podem ser capazes de reconhecer quais alterações nas condições de
trabalho causaram o defeito da última unidade. Essa compreensão é
usada para prevenir futuros defeitos.
O Poka-Yoke pode ser utilizado de maneira eficiente para eliminação de
erros e, em conjunto com o Controle Estatístico de Processos, para a
eliminação da repetição de causas especiais.
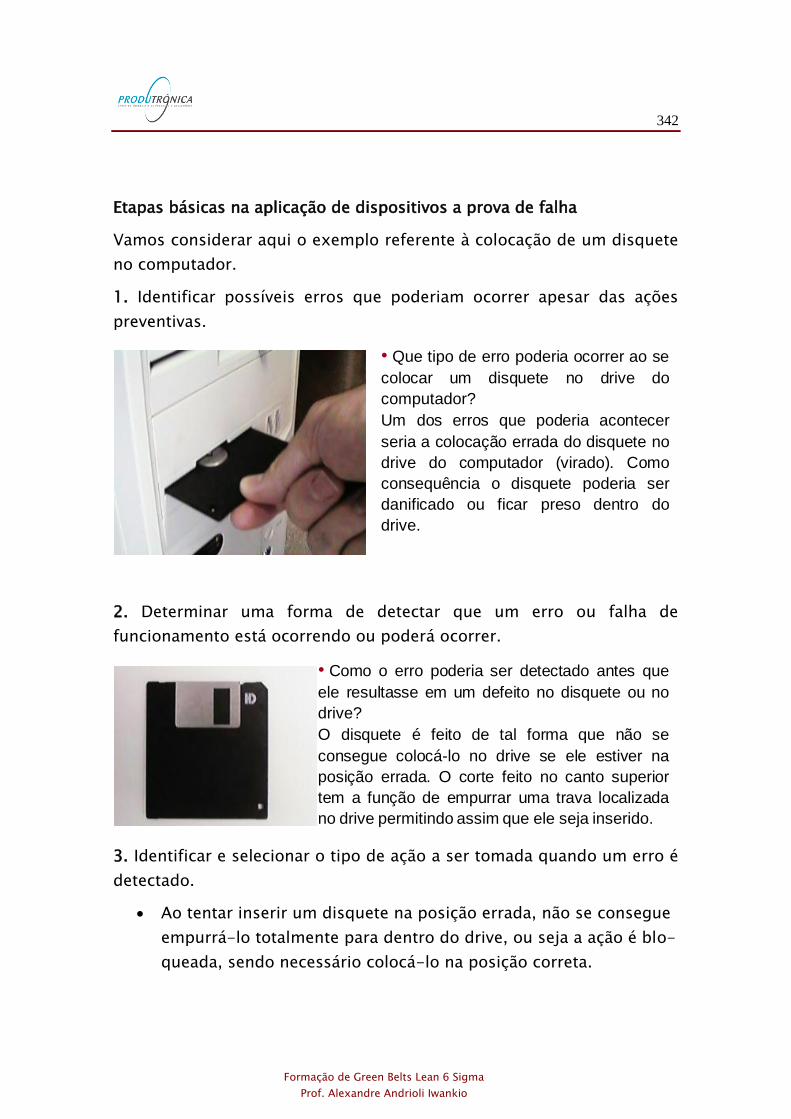
342
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Etapas básicas na aplicação de dispositivos a prova de falha
Vamos considerar aqui o exemplo referente à colocação de um disquete
no computador.
1. Identificar possíveis erros que poderiam ocorrer apesar das ações
preventivas.
• Que tipo de erro poderia ocorrer ao se
colocar um disquete no drive do
computador?
Um dos erros que poderia acontecer
seria a colocação errada do disquete no
drive do computador (virado). Como
consequência o disquete poderia ser
danificado ou ficar preso dentro do
drive.
2. Determinar uma forma de detectar que um erro ou falha de
funcionamento está ocorrendo ou poderá ocorrer.
• Como o erro poderia ser detectado antes que
ele resultasse em um defeito no disquete ou no
drive?
O disquete é feito de tal forma que não se
consegue colocá-lo no drive se ele estiver na
posição errada. O corte feito no canto superior
tem a função de empurrar uma trava localizada
no drive permitindo assim que ele seja inserido.
3. Identificar e selecionar o tipo de ação a ser tomada quando um erro é
detectado.
Ao tentar inserir um disquete na posição errada, não se consegue
empurrá-lo totalmente para dentro do drive, ou seja a ação é blo-
queada, sendo necessário colocá-lo na posição correta.
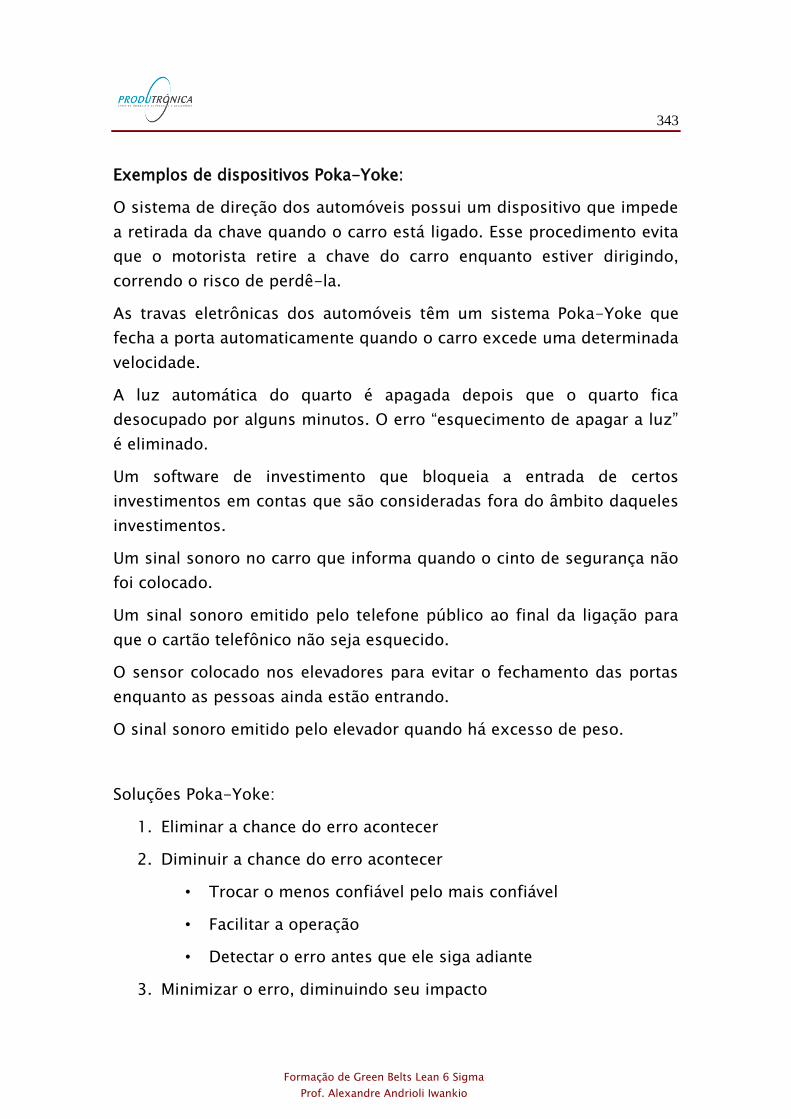
343
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Exemplos de dispositivos Poka-Yoke:
O sistema de direção dos automóveis possui um dispositivo que impede
a retirada da chave quando o carro está ligado. Esse procedimento evita
que o motorista retire a chave do carro enquanto estiver dirigindo,
correndo o risco de perdê-la.
As travas eletrônicas dos automóveis têm um sistema Poka-Yoke que
fecha a porta automaticamente quando o carro excede uma determinada
velocidade.
A luz automática do quarto é apagada depois que o quarto fica
desocupado por alguns minutos. O erro “esquecimento de apagar a luz”
é eliminado.
Um software de investimento que bloqueia a entrada de certos
investimentos em contas que são consideradas fora do âmbito daqueles
investimentos.
Um sinal sonoro no carro que informa quando o cinto de segurança não
foi colocado.
Um sinal sonoro emitido pelo telefone público ao final da ligação para
que o cartão telefônico não seja esquecido.
O sensor colocado nos elevadores para evitar o fechamento das portas
enquanto as pessoas ainda estão entrando.
O sinal sonoro emitido pelo elevador quando há excesso de peso.
Soluções Poka-Yoke:
1. Eliminar a chance do erro acontecer
2. Diminuir a chance do erro acontecer
• Trocar o menos confiável pelo mais confiável
• Facilitar a operação
• Detectar o erro antes que ele siga adiante
3. Minimizar o erro, diminuindo seu impacto
344
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
• Dispositivos Poka-Yoke de contato físico
Enviam sinal elétrico quando tocados. O sinal pode parar ou iniciar a
máquina, ou dar um aviso.
• Dispositivos Poka-Yoke de limite
Dispositivos de limite e microchaves podem ser usados para detectar
peças sendo alimentadas em uma máquina, em uma posição errada ou
sem que tenham sido processadas.
• Dispositivos Poka-Yoke fotoelétricos e por sensores de feixes e de
proximidade
Estes dispositivos podem ser utilizados para detectar o nível de fluido
do produto, fluxo de caixas pela esteira e verificar o abastecimento de
um equipamento.
• Dispositivos Poka-Yoke do tipo sensores de energia
Estes dispositivos podem, por exemplo, ser utilizados para contar
objetos, calcular dimensões de diâmetro e espessura e controlar o
movimento de um equipamento.
345
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
PADRONIZAÇÃO
A padronização não é uma obrigação e sim um consenso quanto a
melhor forma de se executar uma atividade, de modo que os melhores
resultados sejam alcançados.
A padronização garante a permanência do domínio tecnológico, ou seja,
o conhecimento do melhor procedimento e de como utilizá-lo fica
registrado na empresa.
A padronização deve ser vista dentro da empresa como algo que trará
melhoria de qualidade, custo, cumprimento de prazo e segurança.
Nos padrões, além dos procedimentos de rotina, devem constar
explicações sobre:
Forma de verificação da existência de possíveis anomalias.
Procedimentos para descoberta das causas das anomalias.
Procedimentos para bloqueio das causas e eliminação das anoma-
lias.
Mudanças nos padrões só deverão ser feitas quando os dados reais
mostrarem que a nova alternativa é melhor. Caso isto ocorra, todas as
pessoas devem ser treinadas novamente com base no novo padrão.
Passos para padronização:
Antes de se estabelecer um padrão, deve haver a consciência de sua
necessidade e a definição de seu objetivo.
Etapas da padronização:
1. Estabelecer o processo a ser padronizado, determinando as tarefas
repetitivas e os procedimentos básicos.
2. Reunir as pessoas envolvidas no processo, discutir os procedimentos
realizados e encontrar o melhor e mais simples procedimento
operacional.
3. Testar e documentar este procedimento, registrando todos os passos
em uma linguagem que todos possam entender.
346
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
4. Comunicar a existência do novo padrão, a todas as pessoas ou
departamentos afetados ou envolvidos com o mesmo.
5. Treinar todos os operadores e supervisores, de modo que eles façam
exatamente aquilo que foi padronizado, e sempre da mesma maneira.
6. Auditar periodicamente os processos para verificar a utilização dos
procedimentos padrão e aperfeiçoá-los sempre que possível.
Resultados da padronização:
Melhoria da capacidade do operador.
Delineamento claro dos objetivos do trabalho.
Consolidação da segurança no trabalho.
Redução da variabilidade do operador e entre diferentes operado-
res.
Melhoria da produtividade e da qualidade.
Redução do tempo de “set-up”das máquinas.
Diminuição das quebras e paradas das máquinas.
Incorporação das idéias dos próprios operadores para melhorar e
facilitar o trabalho.
EXEMPLO 1
Padrão de inspeção - Verificação de produto final.
Número: 03.
Data: 10/08/00.
1 – Objetivo do padrão
347
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Estabelecer uma metodologia única para a atividade de inspeção,
com o intuito de verificar a qualidade do produto acabado, antes
que ele chegue ao consumidor final.
Produto: Aparelho celular
Modelo: XYTZ
2 – Itens a serem inspecionados
Se o carregador esta carregando a bateria.
Se ao se pressionar a tecla “Power”, os Leds e Display se acendem.
Se a embalagem individual é a do modelo em produção.
3 – Lote de inspeção
A cada setup que ocorrer na linha.
Observação: O técnico de CQ e um representante da linha devem
providenciar que a primeira embalagem individual seja devida-
mente carimbada com a estampa “Aprovado” e assinada por am-
bas as partes.
4 – Tamanho da amostra
20 amostras a cada hora.
Observação: Em casos de produção abaixo deste valor, será feita a
inspeção 100%.
5 – Método de amostragem
Amostragem por subgrupos.
Coletar sistematicamente os 20 aparelhos, sem perder a ordem de
produção original.
6 – Sistema de inspeção e equipamentos utilizados
6.1 – Inspeção do carregador de bateria:
Encaixe a bateria no aparelho, ligue o carregador na tomada e co-
necte o carregador no aparelho. Verifique o carregamento no dis-
play.
6.2 – Tecla Power:
348
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Acione a tecla power e verifique o acendimento dos leds do dis-
play.
6.3 – Modelo de embalagem:
Verifique se a embalagem do produto corresponde a do modelo
que está sendo produzido.
7 – Critérios de julgamento
7.1 – Inspeção do carregador de bateria:
O carregador deve encaixar perfeitamente no aparelho, estar justo
folga.
O display deverá acionar o ícone de carregamento.
7.2 – Tecla Power
A tecla deve funcionar perfeitamente para ligar e desligar o apare-
lho.
Ao ligar o aparelho, os leds do display deverão acender automati-
camente.
7.3 – Modelo de embalagem
A embalagem do produto deve ser correspondente a do modelo
que está sendo produzido.
A embalagem deve em perfeitas condições.
8 - Indicação de aceitação do produto
Cole um rótulo no produto que passar pela inspeção, indicando
que ele foi aceito.
Caso isto não ocorra, notifique o supervisor e envie o produto p/
retrabalho.
9 - Critérios de rejeição de lote
O lote é conforme se apresentar:
Zero defeito crítico.
Até dois defeitos graves.
349
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Até quatro defeitos toleráveis.
Defeito crítico – Defeito que pode produzir condições perigosas
ou inseguras para quem usa ou mantém o produto. Ou também
um defeito que pode impedir o funcionamento ou o desempenho
de uma função importante do produto.
Defeito grave – Defeito que pode resultar em falha ou reduzir
substancialmente a utilidade da unidade de produto para o fim
que se destina, no entanto não impede o uso de suas funções im-
portantes.
Defeito tolerável – Defeito que não reduz substancialmente a uti-
lidade da unidade de produto para o fim a que se destina, ou não
influi substancialmente no seu uso efetivo ou operação, conforme
instrução padrão estético.
10 - Relatório de inspeção
Imediatamente após completar a inspeção, prepare um relatório
contendo três cópias. Uma cópia será submetida ao chefe da se-
ção de inspeção, outra para o técnico de CQ, e a terceira deve ser
arquivada na empresa.
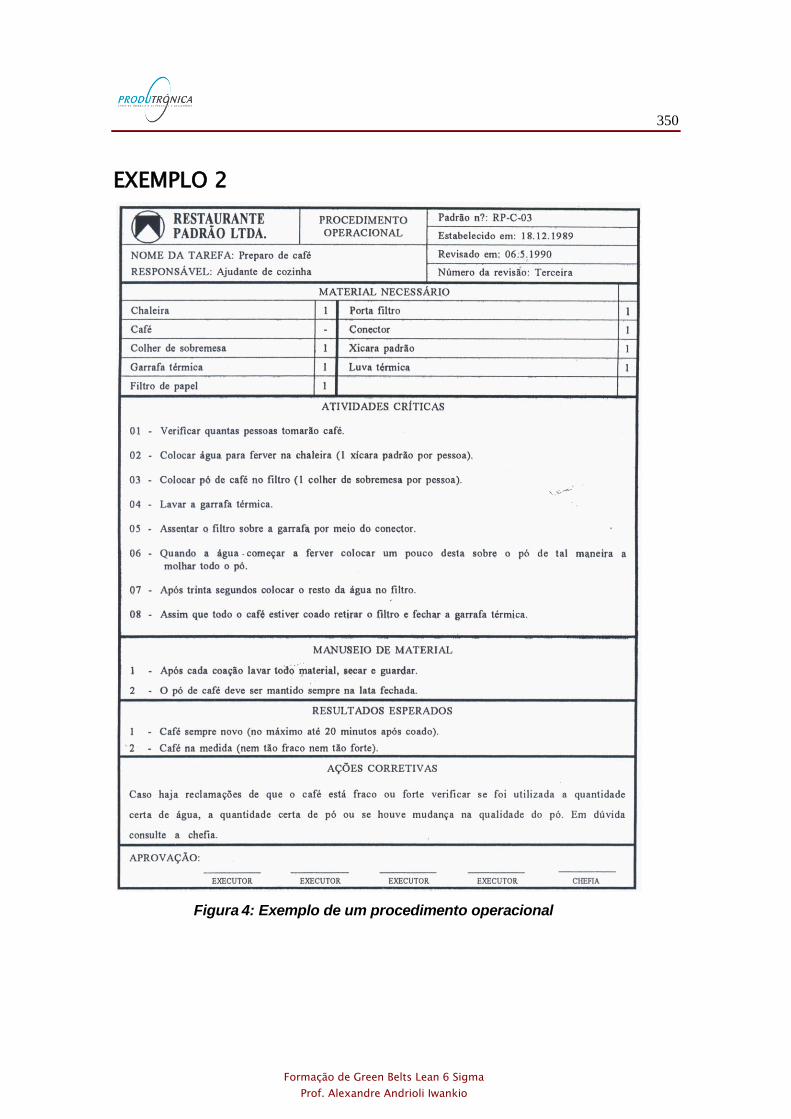
350
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
EXEMPLO 2
Figura 4: Exemplo de um procedimento operacional
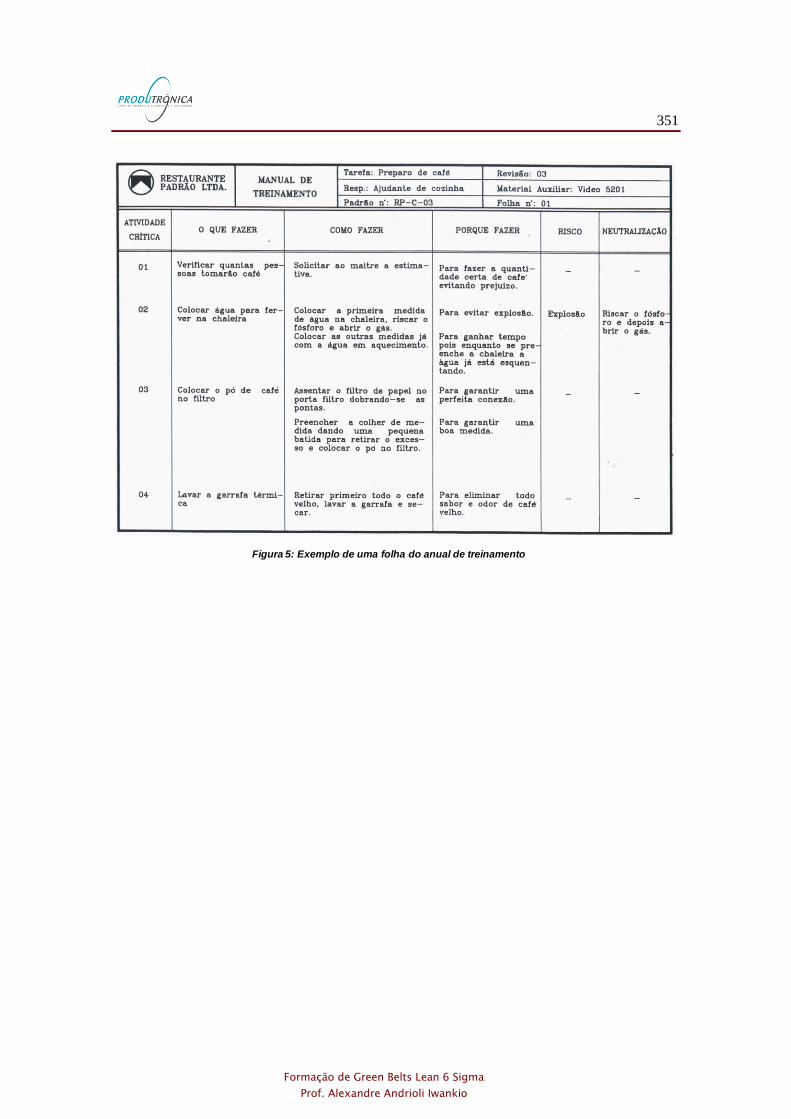
351
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Figura 5: Exemplo de uma folha do anual de treinamento
352
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CASE POPEYE LOGÍSTICA
A EMPRESA
A Popeye Logística atua no mercado de transporte marítimo de cargas.
Com sede no Brasil, transporta mercadorias para todo o mundo, sendo a
líder do mercado nacional e contando com grande prestígio junto aos
seus clientes.
Essa liderança foi conquistada ao longo dos anos, através de uma
política de preços agressiva em relação aos seus concorrentes e do
rigoroso cumprimento de prazos para entrega de cargas.
DEFINE - Definir com precisão o escopo do projeto
Qual o problema?
Em 2007, a Popeye teve um crescimento no índice de atraso na entrega
de carga, o que tem gerado insatisfação a seus clientes e prejuízos à
empresa em decorrência do pagamento de multas contratuais.
O índice de atraso na entrega de carga é um dos principais indicadores
da qualidade da Popeye, e consiste na relação entre a quantidade de
carga entregue em atraso e o volume transportado.
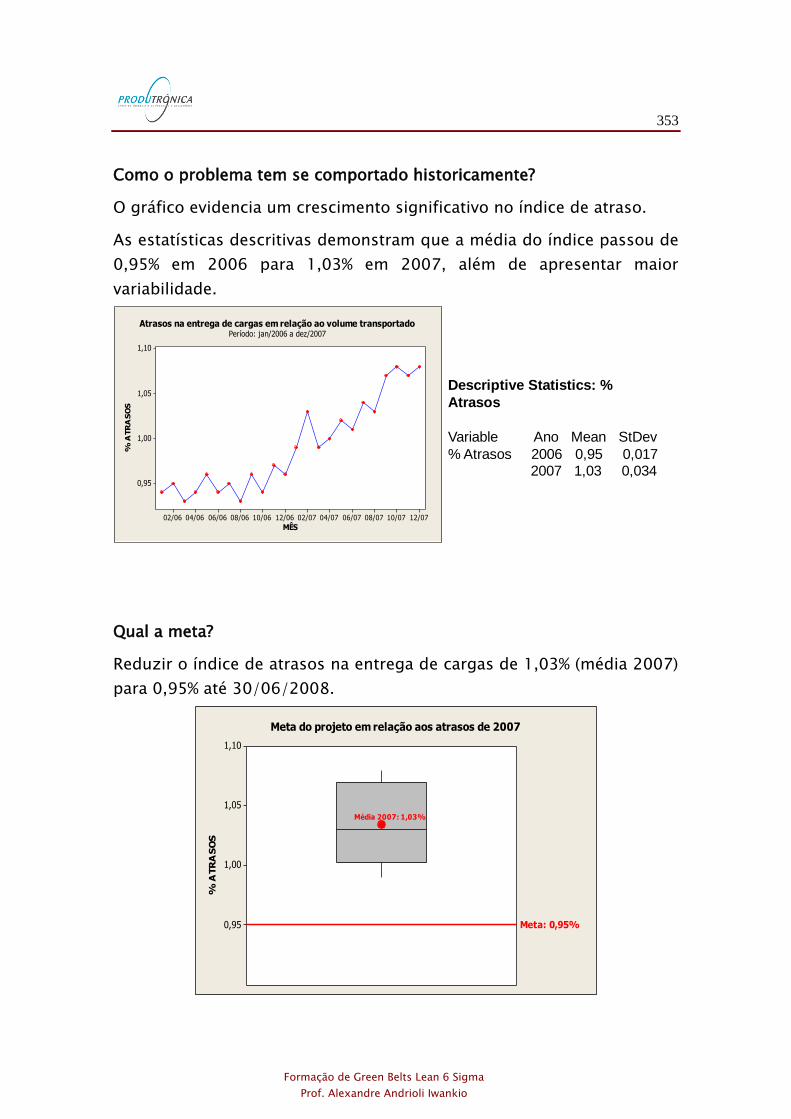
353
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Como o problema tem se comportado historicamente?
O gráfico evidencia um crescimento significativo no índice de atraso.
As estatísticas descritivas demonstram que a média do índice passou de
0,95% em 2006 para 1,03% em 2007, além de apresentar maior
variabilidade.
Descriptive Statistics: %
Atrasos
Variable Ano Mean StDev
% Atrasos 2006 0,95 0,0172007 1,03 0,034
12/0710/0708/0706/0704/0702/0712/0610/0608/0606/0604/0602/06
1,10
1,05
1,00
0,95
MÊS
% A
TR
AS
OS
Atrasos na entrega de cargas em relação ao volume transportadoPeríodo: jan/2006 a dez/2007
Qual a meta?
Reduzir o índice de atrasos na entrega de cargas de 1,03% (média 2007)
para 0,95% até 30/06/2008.
1,10
1,05
1,00
0,95
% A
TR
AS
OS
Meta: 0,95%
Média 2007: 1,03%
Meta do projeto em relação aos atrasos de 2007
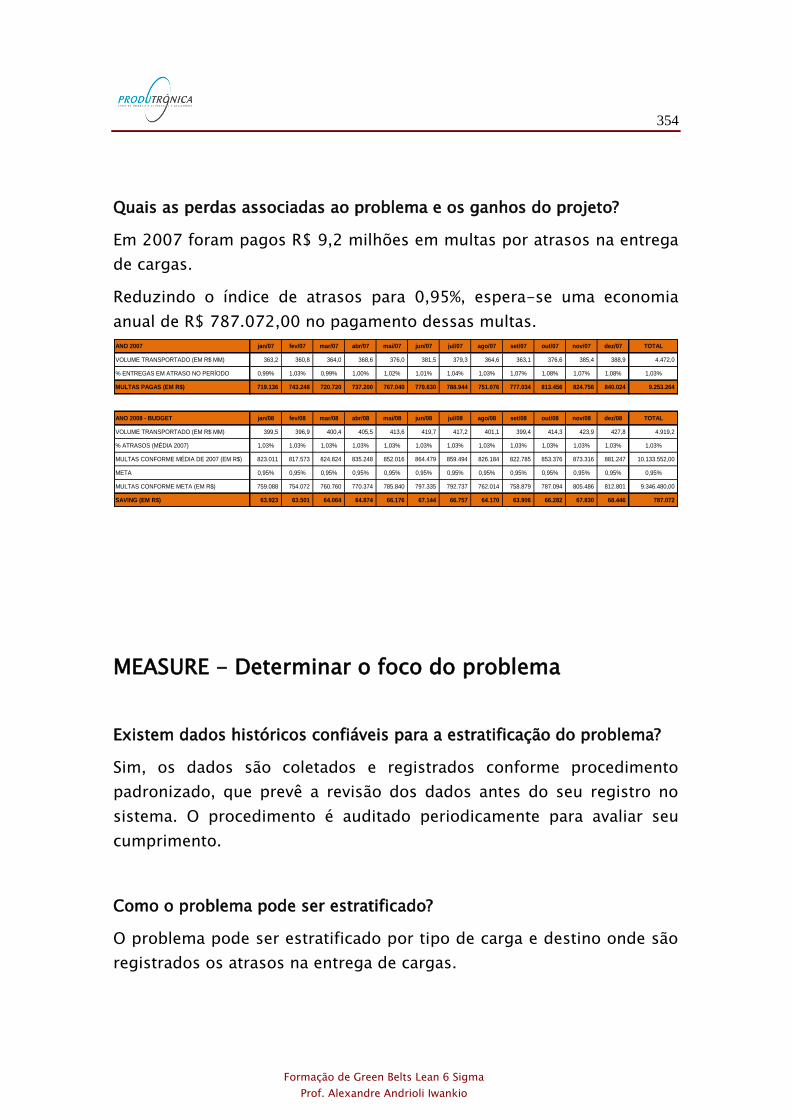
354
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Quais as perdas associadas ao problema e os ganhos do projeto?
Em 2007 foram pagos R$ 9,2 milhões em multas por atrasos na entrega
de cargas.
Reduzindo o índice de atrasos para 0,95%, espera-se uma economia
anual de R$ 787.072,00 no pagamento dessas multas.
ANO 2007 jan/07 fev/07 mar/07 abr/07 mai/07 jun/07 jul/07 ago/07 set/07 out/07 nov/07 dez/07 TOTAL
VOLUME TRANSPORTADO (EM R$ MM) 363,2 360,8 364,0 368,6 376,0 381,5 379,3 364,6 363,1 376,6 385,4 388,9 4.472,0
% ENTREGAS EM ATRASO NO PERÍODO 0,99% 1,03% 0,99% 1,00% 1,02% 1,01% 1,04% 1,03% 1,07% 1,08% 1,07% 1,08% 1,03%
MULTAS PAGAS (EM R$) 719.136 743.248 720.720 737.200 767.040 770.630 788.944 751.076 777.034 813.456 824.756 840.024 9.253.264
ANO 2008 - BUDGET jan/08 fev/08 mar/08 abr/08 mai/08 jun/08 jul/08 ago/08 set/08 out/08 nov/08 dez/08 TOTAL
VOLUME TRANSPORTADO (EM R$ MM) 399,5 396,9 400,4 405,5 413,6 419,7 417,2 401,1 399,4 414,3 423,9 427,8 4.919,2
% ATRASOS (MÉDIA 2007) 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03% 1,03%
MULTAS CONFORME MÉDIA DE 2007 (EM R$) 823.011 817.573 824.824 835.248 852.016 864.479 859.494 826.184 822.785 853.376 873.316 881.247 10.133.552,00
META 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95% 0,95%
MULTAS CONFORME META (EM R$) 759.088 754.072 760.760 770.374 785.840 797.335 792.737 762.014 758.879 787.094 805.486 812.801 9.346.480,00
SAVING (EM R$) 63.923 63.501 64.064 64.874 66.176 67.144 66.757 64.170 63.906 66.282 67.830 68.446 787.072
MEASURE - Determinar o foco do problema
Existem dados históricos confiáveis para a estratificação do problema?
Sim, os dados são coletados e registrados conforme procedimento
padronizado, que prevê a revisão dos dados antes do seu registro no
sistema. O procedimento é auditado periodicamente para avaliar seu
cumprimento.
Como o problema pode ser estratificado?
O problema pode ser estratificado por tipo de carga e destino onde são
registrados os atrasos na entrega de cargas.
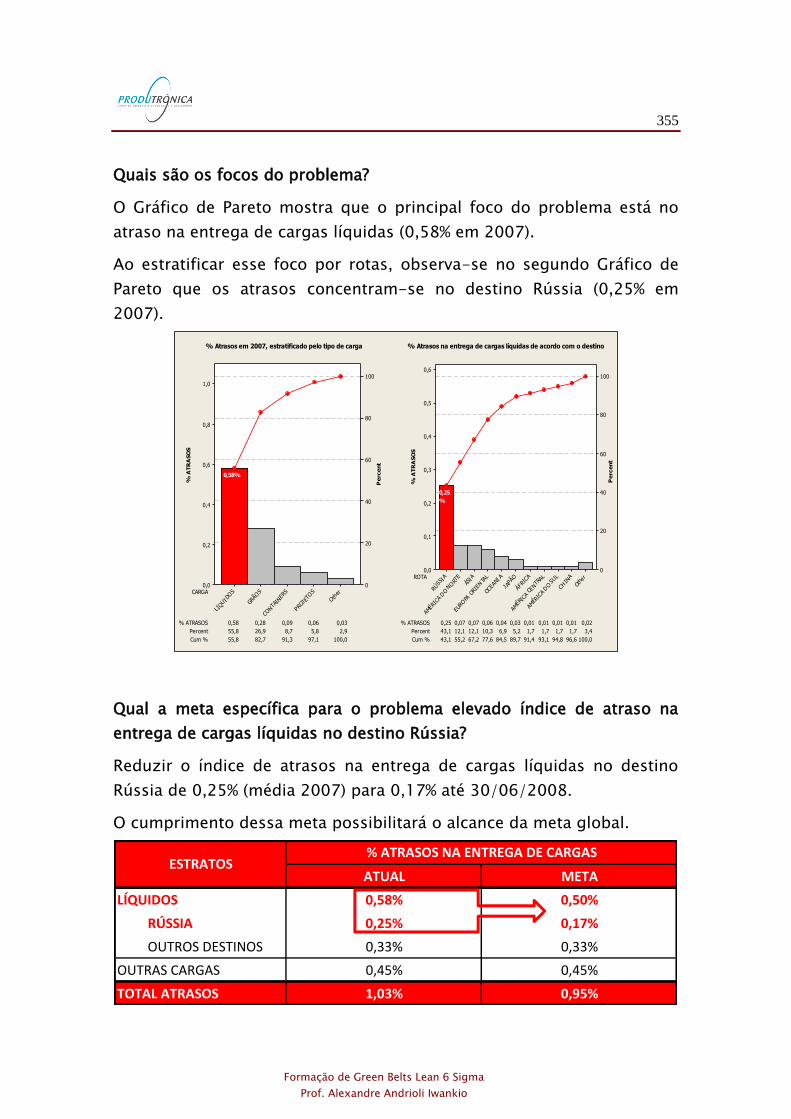
355
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Quais são os focos do problema?
O Gráfico de Pareto mostra que o principal foco do problema está no
atraso na entrega de cargas líquidas (0,58% em 2007).
Ao estratificar esse foco por rotas, observa-se no segundo Gráfico de
Pareto que os atrasos concentram-se no destino Rússia (0,25% em
2007).
% ATRASOS 0,58 0,28 0,09 0,06 0,03
Percent 55,8 26,9 8,7 5,8 2,9
Cum % 55,8 82,7 91,3 97,1 100,0
CARGA
Other
PROJ
ETOS
CONTA
INER
S
GRÃO
S
LÍQU ID
OS
1,0
0,8
0,6
0,4
0,2
0,0
100
80
60
40
20
0
% A
TR
ASO
S
Perc
ent
% ATRASOS 0,01 0,01 0,020,25 0,07 0,07 0,06 0,04 0,03 0,01 0,01
Percent 1,7 1,7 3,443,1 12,1 12,1 10,3 6,9 5,2 1,7 1,7
Cum % 94,8 96,6 100,043,1 55,2 67,2 77,6 84,5 89,7 91,4 93,1
ROTA
Othe
r
CHIN
A
AMÉR
ICA DO SU
L
AMÉR
ICA CE
NTR
AL
ÁFRI
CA
J APÃ
O
OCEA
NIA
EURO
PA O
RIEN
TAL
ÁSIA
AMÉR
ICA DO NO
RTE
RÚSS
IA
0,6
0,5
0,4
0,3
0,2
0,1
0,0
100
80
60
40
20
0
% A
TR
ASO
S
Perc
ent
% Atrasos em 2007, estratificado pelo tipo de carga % Atrasos na entrega de cargas líquidas de acordo com o destino
0,58%
%
0,25
Qual a meta específica para o problema elevado índice de atraso na
entrega de cargas líquidas no destino Rússia?
Reduzir o índice de atrasos na entrega de cargas líquidas no destino
Rússia de 0,25% (média 2007) para 0,17% até 30/06/2008.
O cumprimento dessa meta possibilitará o alcance da meta global.
ATUAL META
LÍQUIDOS 0,58% 0,50%
RÚSSIA 0,25% 0,17%
OUTROS DESTINOS 0,33% 0,33%
OUTRAS CARGAS 0,45% 0,45%
TOTAL ATRASOS 1,03% 0,95%
% ATRASOS NA ENTREGA DE CARGASESTRATOS
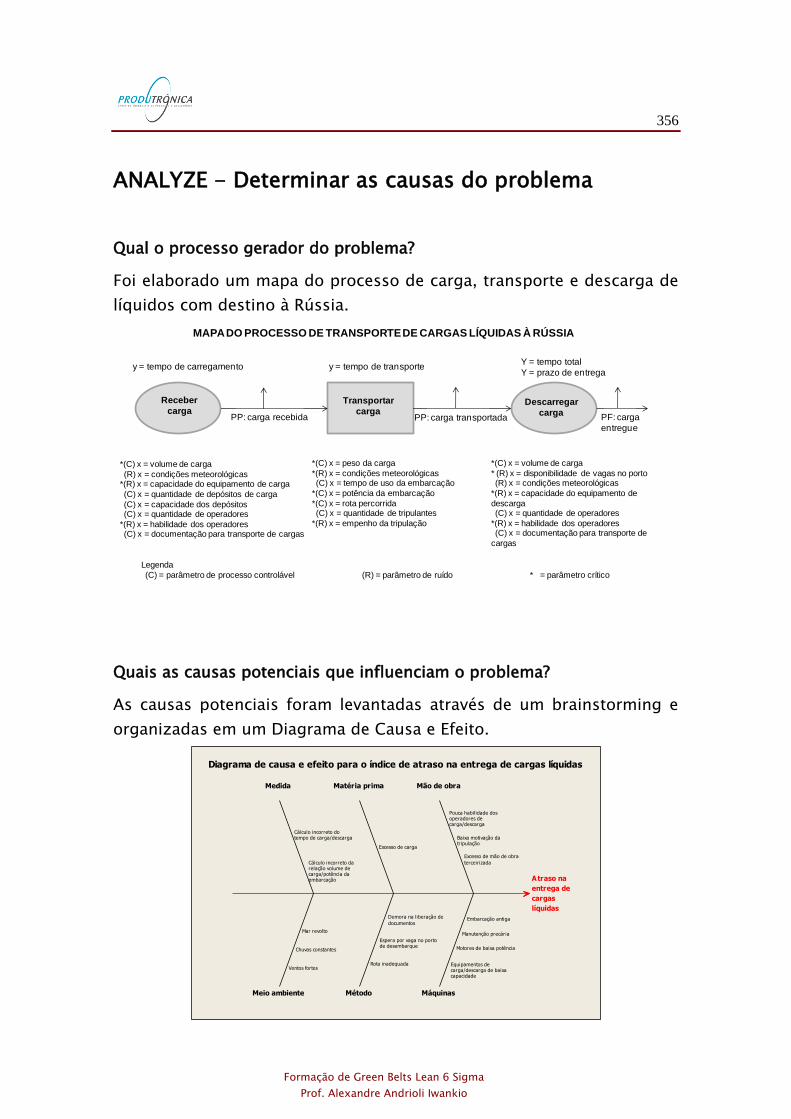
356
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ANALYZE - Determinar as causas do problema
Qual o processo gerador do problema?
Foi elaborado um mapa do processo de carga, transporte e descarga de
líquidos com destino à Rússia.
Receber
cargaTransportar
cargaDescarregar
cargaPP: carga recebida PP: carga transportada PF: carga
entregue
y = tempo de carregamento y = tempo de transporteY = tempo total
Y = prazo de entrega
*(C) x = volume de carga
(R) x = condições meteorológicas*(R) x = capacidade do equipamento de carga
(C) x = quantidade de depósitos de carga
(C) x = capacidade dos depósitos(C) x = quantidade de operadores
*(R) x = habilidade dos operadores(C) x = documentação para transporte de cargas
*(C) x = peso da carga
*(R) x = condições meteorológicas(C) x = tempo de uso da embarcação
*(C) x = potência da embarcação
*(C) x = rota percorrida(C) x = quantidade de tripulantes
*(R) x = empenho da tripulação
*(C) x = volume de carga
* (R) x = disponibilidade de vagas no porto(R) x = condições meteorológicas
*(R) x = capacidade do equipamento de
descarga(C) x = quantidade de operadores
*(R) x = habilidade dos operadores(C) x = documentação para transporte de
cargas
MAPA DO PROCESSO DE TRANSPORTE DE CARGAS LÍQUIDAS À RÚSSIA
Legenda
(C) = parâmetro de processo controlável (R) = parâmetro de ruído * = parâmetro crítico
Quais as causas potenciais que influenciam o problema?
As causas potenciais foram levantadas através de um brainstorming e
organizadas em um Diagrama de Causa e Efeito.
líquidas
cargas
entrega de
Atraso na
Meio ambiente
Medida
Método
Matéria prima
Máquinas
Mão de obra
terceirizada
Excesso de mão de obra
tripulaçãoBaixa motivação da
carga/descargaoperadores dePouca habilidade dos
capacidadecarga/descarga de baixaEquipamentos de
Manutenção precária
Motores de baixa potência
Embarcação antiga
Excesso de carga
documentos
Demora na liberação de
de desembarqueEspera por vaga no porto
Rota inadequada
embarcaçãocarga/potência darelação volume deCálculo incorreto da
tempo de carga/descargaCálculo incorreto do
Mar revolto
Chuvas constantes
Ventos fortes
Diagrama de causa e efeito para o índice de atraso na entrega de cargas líquidas
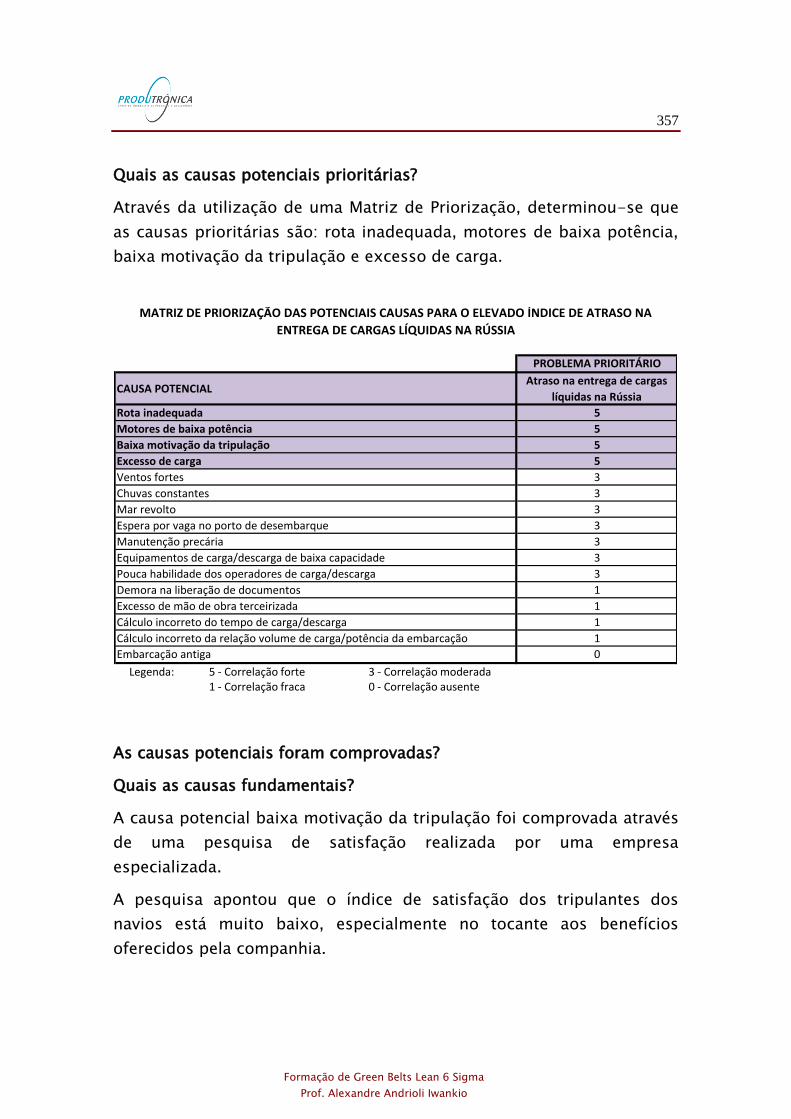
357
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Quais as causas potenciais prioritárias?
Através da utilização de uma Matriz de Priorização, determinou-se que
as causas prioritárias são: rota inadequada, motores de baixa potência,
baixa motivação da tripulação e excesso de carga.
PROBLEMA PRIORITÁRIO
CAUSA POTENCIALAtraso na entrega de cargas
líquidas na Rússia
Rota inadequada 5
Motores de baixa potência 5
Baixa motivação da tripulação 5
Excesso de carga 5
Ventos fortes 3
Chuvas constantes 3
Mar revolto 3
Espera por vaga no porto de desembarque 3
Manutenção precária 3
Equipamentos de carga/descarga de baixa capacidade 3
Pouca habilidade dos operadores de carga/descarga 3
Demora na liberação de documentos 1
Excesso de mão de obra terceirizada 1
Cálculo incorreto do tempo de carga/descarga 1
Cálculo incorreto da relação volume de carga/potência da embarcação 1
Embarcação antiga 0
MATRIZ DE PRIORIZAÇÃO DAS POTENCIAIS CAUSAS PARA O ELEVADO ÍNDICE DE ATRASO NA
ENTREGA DE CARGAS LÍQUIDAS NA RÚSSIA
Legenda: 5 - Correlação forte 3 - Correlação moderada1 - Correlação fraca 0 - Correlação ausente
As causas potenciais foram comprovadas?
Quais as causas fundamentais?
A causa potencial baixa motivação da tripulação foi comprovada através
de uma pesquisa de satisfação realizada por uma empresa
especializada.
A pesquisa apontou que o índice de satisfação dos tripulantes dos
navios está muito baixo, especialmente no tocante aos benefícios
oferecidos pela companhia.
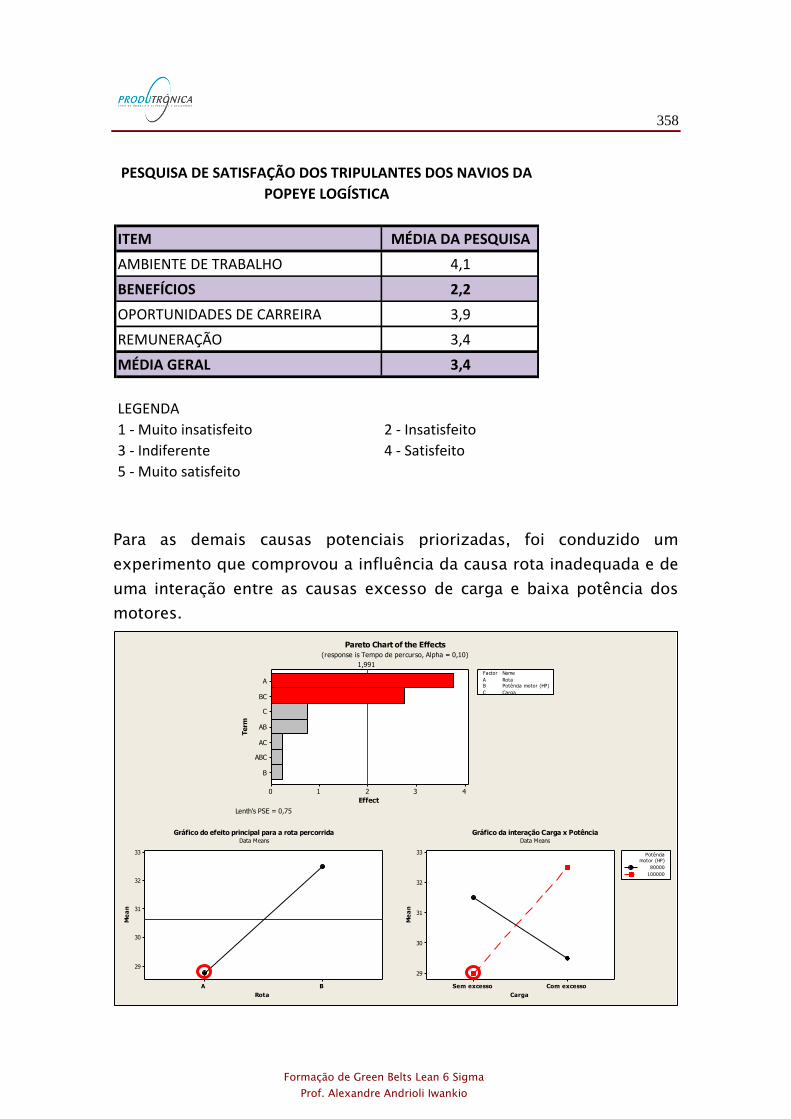
358
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
ITEM MÉDIA DA PESQUISA
AMBIENTE DE TRABALHO 4,1
BENEFÍCIOS 2,2
OPORTUNIDADES DE CARREIRA 3,9
REMUNERAÇÃO 3,4
MÉDIA GERAL 3,4
LEGENDA
1 - Muito insatisfeito 2 - Insatisfeito
3 - Indiferente 4 - Satisfeito
5 - Muito satisfeito
PESQUISA DE SATISFAÇÃO DOS TRIPULANTES DOS NAVIOS DA
POPEYE LOGÍSTICA
Para as demais causas potenciais priorizadas, foi conduzido um
experimento que comprovou a influência da causa rota inadequada e de
uma interação entre as causas excesso de carga e baixa potência dos
motores.
B
ABC
AC
AB
C
BC
A
43210
Term
Effect
1,991
A RotaB Potência motor (HP)
C Carga
Factor Name
BA
33
32
31
30
29
Rota
Me
an
Com excessoSem excesso
33
32
31
30
29
Carga
Me
an
80000
100000
motor (HP)Potência
Pareto Chart of the Effects
(response is Tempo de percurso, Alpha = 0,10)
Lenth's PSE = 0,75
Gráfico do efeito principal para a rota percorridaData Means
Gráfico da interação Carga x PotênciaData Means
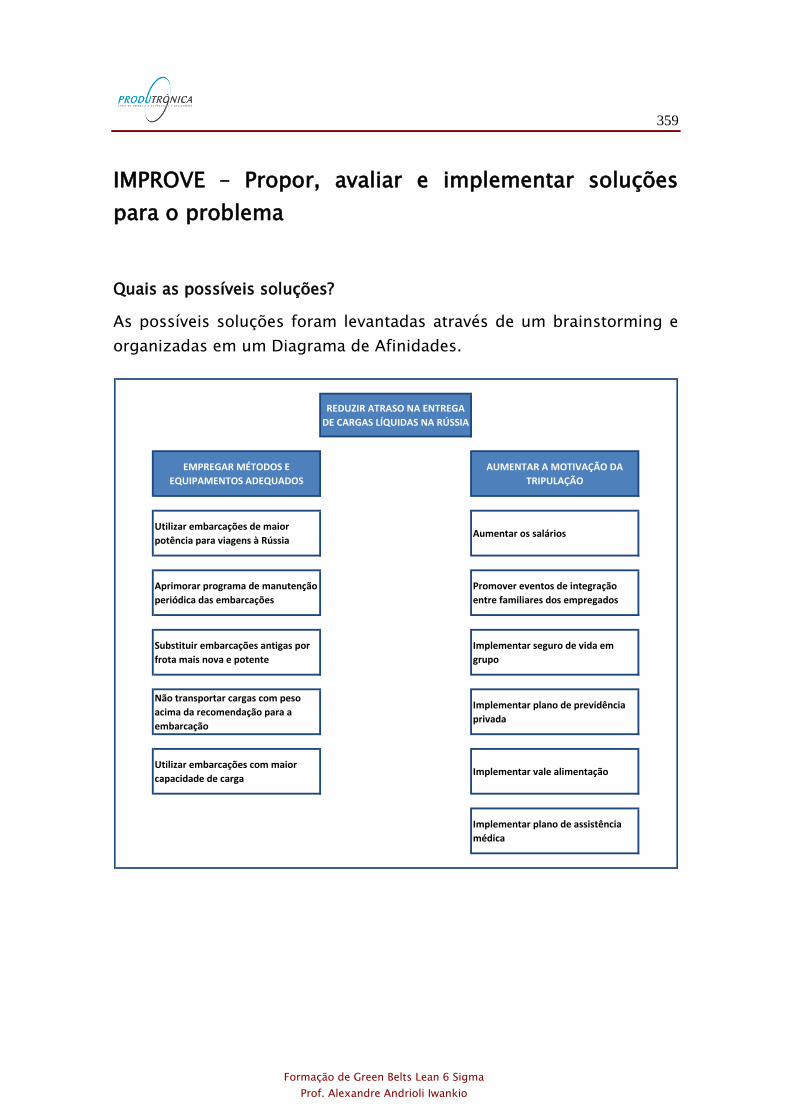
359
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
IMPROVE – Propor, avaliar e implementar soluções
para o problema
Quais as possíveis soluções?
As possíveis soluções foram levantadas através de um brainstorming e
organizadas em um Diagrama de Afinidades.
REDUZIR ATRASO NA ENTREGA
DE CARGAS LÍQUIDAS NA RÚSSIA
EMPREGAR MÉTODOS E
EQUIPAMENTOS ADEQUADOS
AUMENTAR A MOTIVAÇÃO DA
TRIPULAÇÃO
Utilizar embarcações de maior
potência para viagens à RússiaAumentar os salários
Aprimorar programa de manutenção
periódica das embarcações
Promover eventos de integração
entre familiares dos empregados
Substituir embarcações antigas por
frota mais nova e potente
Implementar seguro de vida em
grupo
Não transportar cargas com peso
acima da recomendação para a
embarcação
Implementar plano de previdência
privada
Utilizar embarcações com maior
capacidade de cargaImplementar vale alimentação
Implementar plano de assistência
médica
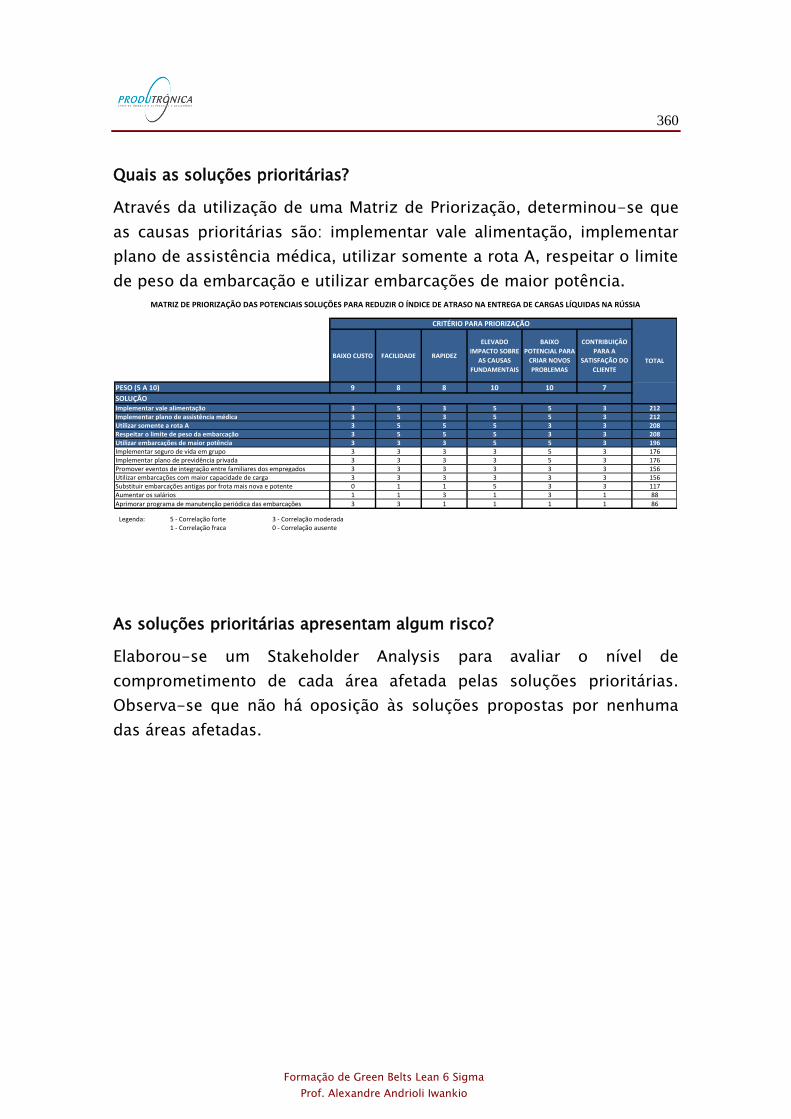
360
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Quais as soluções prioritárias?
Através da utilização de uma Matriz de Priorização, determinou-se que
as causas prioritárias são: implementar vale alimentação, implementar
plano de assistência médica, utilizar somente a rota A, respeitar o limite
de peso da embarcação e utilizar embarcações de maior potência.
BAIXO CUSTO FACILIDADE RAPIDEZ
ELEVADO
IMPACTO SOBRE
AS CAUSAS
FUNDAMENTAIS
BAIXO
POTENCIAL PARA
CRIAR NOVOS
PROBLEMAS
CONTRIBUIÇÃO
PARA A
SATISFAÇÃO DO
CLIENTE
PESO (5 A 10) 9 8 8 10 10 7
SOLUÇÃOImplementar vale alimentação 3 5 3 5 5 3 212Implementar plano de assistência médica 3 5 3 5 5 3 212Utilizar somente a rota A 3 5 5 5 3 3 208Respeitar o limite de peso da embarcação 3 5 5 5 3 3 208Utilizar embarcações de maior potência 3 3 3 5 5 3 196Implementar seguro de vida em grupo 3 3 3 3 5 3 176Implementar plano de previdência privada 3 3 3 3 5 3 176Promover eventos de integração entre familiares dos empregados 3 3 3 3 3 3 156Utilizar embarcações com maior capacidade de carga 3 3 3 3 3 3 156Substituir embarcações antigas por frota mais nova e potente 0 1 1 5 3 3 117Aumentar os salários 1 1 3 1 3 1 88
Aprimorar programa de manutenção periódica das embarcações 3 3 1 1 1 1 86
CRITÉRIO PARA PRIORIZAÇÃO
TOTAL
MATRIZ DE PRIORIZAÇÃO DAS POTENCIAIS SOLUÇÕES PARA REDUZIR O ÍNDICE DE ATRASO NA ENTREGA DE CARGAS LÍQUIDAS NA RÚSSIA
Legenda: 5 - Correlação forte 3 - Correlação moderada1 - Correlação fraca 0 - Correlação ausente
As soluções prioritárias apresentam algum risco?
Elaborou-se um Stakeholder Analysis para avaliar o nível de
comprometimento de cada área afetada pelas soluções prioritárias.
Observa-se que não há oposição às soluções propostas por nenhuma
das áreas afetadas.
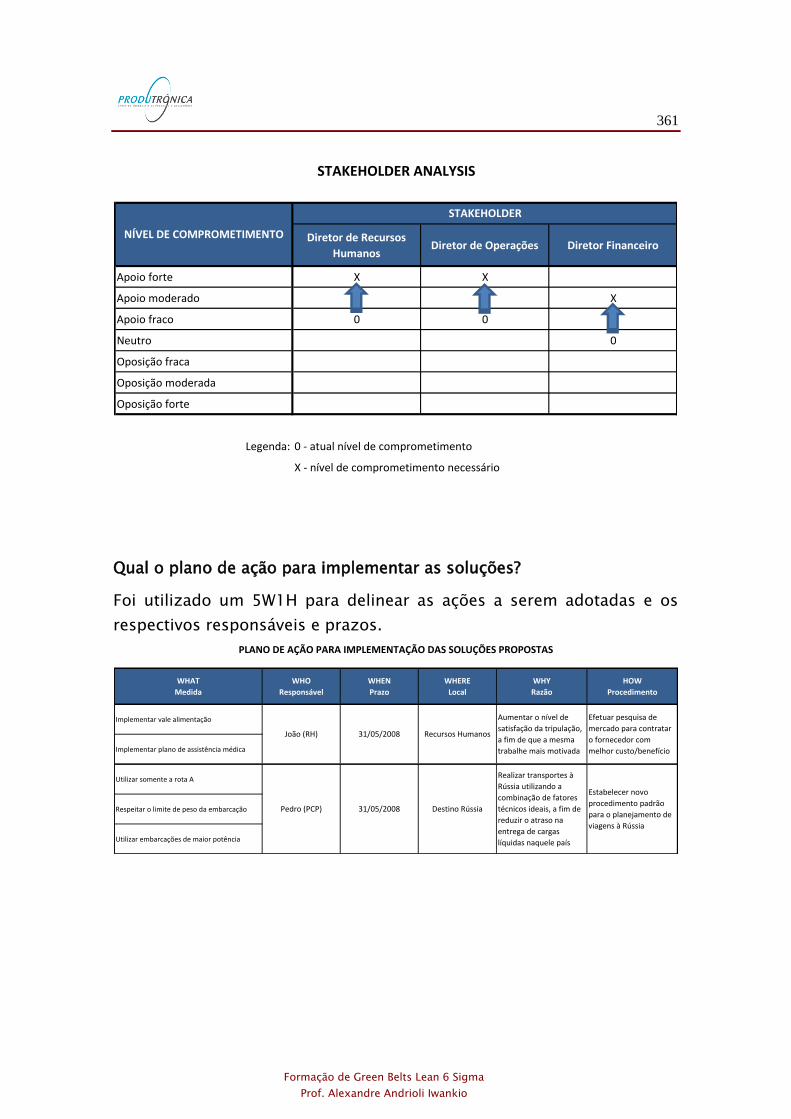
361
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Diretor de Recursos
HumanosDiretor de Operações Diretor Financeiro
Apoio forte X X
Apoio moderado X
Apoio fraco 0 0
Neutro 0
Oposição fraca
Oposição moderada
Oposição forte
Legenda: 0 - atual nível de comprometimento
X - nível de comprometimento necessário
STAKEHOLDER
NÍVEL DE COMPROMETIMENTO
STAKEHOLDER ANALYSIS
Qual o plano de ação para implementar as soluções?
Foi utilizado um 5W1H para delinear as ações a serem adotadas e os
respectivos responsáveis e prazos.
WHAT
Medida
WHO
Responsável
WHEN
Prazo
WHERE
Local
WHY
Razão
HOW
Procedimento
Implementar vale alimentação
Implementar plano de assistência médica
Utilizar somente a rota A
Respeitar o limite de peso da embarcação
Utilizar embarcações de maior potência
Destino Rússia
Estabelecer novo
procedimento padrão
para o planejamento de
viagens à Rússia
PLANO DE AÇÃO PARA IMPLEMENTAÇÃO DAS SOLUÇÕES PROPOSTAS
Aumentar o nível de
satisfação da tripulação,
a fim de que a mesma
trabalhe mais motivada
Realizar transportes à
Rússia utilizando a
combinação de fatores
técnicos ideais, a fim de
reduzir o atraso na
entrega de cargas
líquidas naquele país
Efetuar pesquisa de
mercado para contratar
o fornecedor com
melhor custo/benefício
João (RH) 31/05/2008 Recursos Humanos
Pedro (PCP) 31/05/2008
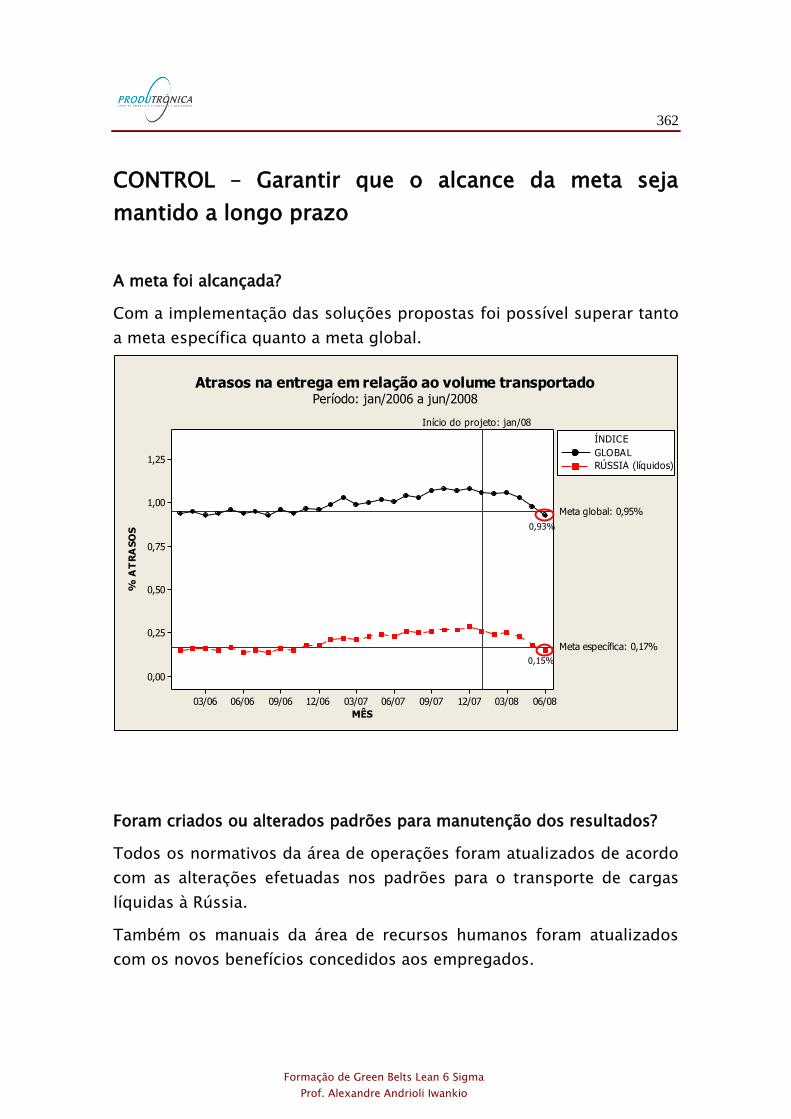
362
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
CONTROL – Garantir que o alcance da meta seja
mantido a longo prazo
A meta foi alcançada?
Com a implementação das soluções propostas foi possível superar tanto
a meta específica quanto a meta global.
06/0803/0812/0709/0706/0703/0712/0609/0606/0603/06
1,25
1,00
0,75
0,50
0,25
0,00
MÊS
% A
TR
AS
OS
Início do projeto: jan/08
Meta global: 0,95%
Meta específica: 0,17%
GLOBAL
RÚSSIA (líquidos)
ÍNDICE
Atrasos na entrega em relação ao volume transportadoPeríodo: jan/2006 a jun/2008
0,93%
0,15%
Foram criados ou alterados padrões para manutenção dos resultados?
Todos os normativos da área de operações foram atualizados de acordo
com as alterações efetuadas nos padrões para o transporte de cargas
líquidas à Rússia.
Também os manuais da área de recursos humanos foram atualizados
com os novos benefícios concedidos aos empregados.
363
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
As pessoas das áreas envolvidas com cumprimento dos padrões foram
treinadas?
Todos os empregados das áreas envolvidas foram informados das
alterações nos padrões e da importância de seu cumprimento para a
companhia.
Quais variáveis do processo serão monitoradas e como elas serão
acompanhadas?
Os indicadores de atraso na entrega de cargas serão monitorados
mensalmente e registrados em cartas de controle, para avaliar a
estabilidade do processo.
Serão efetuadas pesquisas semestrais de satisfação dos empregados, a
fim de se identificar a manutenção do seu grau de motivação.
Como será o acompanhamento do processo com base no sistema de
monitoramento?
Ao se observar ocorrências fora do esperado, deve-se investigar
imediatamente suas causas, iniciando pela verificação do cumprimento
dos novos padrões implementados. Causas especiais deverão ser
bloqueadas e devidamente registradas para consultas em caso de
necessidades futuras.
O que foi aprendido e quais as recomendações da equipe?
A aplicação de um método disciplinado e estruturado para a solução de
problemas (DMAIC) possibilitou à equipe a identificação precisa das
causas fundamentais que geravam elevados índices de atrasos na
entrega de cargas.
Com a utilização do método, foi possível adotar as medidas apropriadas
a cada causa fundamental, evitando o desperdício de tempo e recursos
em ações de tentativa e erro.
364
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Há espaço para mais melhorias em busca da redução dos índices de
atraso na entrega de cargas, através da atuação em focos que ficaram
fora do escopo deste projeto.
365
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, S., WERKEMA M. C. C. Análise de regressão: como entender o
relacionamento entre as variáveis de um processo. Belo Horizonte:
FCO, 1996. 311p.
BERENSON, M. L., LEVINE, D. M. Basic Business Statistics: Concepts and
Applications. New Jersey: Prentice Hall, 1999. 1058p.
BERTELS, T. Rath & Strong‟s Six Sigma Leadership Handbook. Hoboken:
John Wiley & Sons, Inc., 2003. 566 p.
BOWERMAN, B L., O‟CONNELL, R T. Applied satatistics - Improving
business processes. Chicago: Irwin, 1997. 1273p.
BOX, G.E.P., BISGAARD, S. The Scientific Context of Quality Improvement
- A book at the use of scientific method in quality improvement.
Quality Progress - June 1987.
BREYFOGLE III, F. W. Implementing Six Sigma: Smarter Solutions Using
Statistical Methods. New York: John Wiley & Sons, 1999. 791p.
BRITZ G., EMERLING D., HARE L., HOERL R., SHADE J. "How to teach
others to apply statistical thinking", Quality Progress, June 1997. 67
- 79p.
COLEMAN, J., ROSS, B., SANDERS, D. The Process Map. New York: Quality
Engeneering, 1999. 555 - 561p.
DEMING, W. E. Out of the crisis. Cambridge, Massachusetts: MIT, 1986.
507p.
GEORGE, Michael L. Lean Six Sigma for Service: How to Use Lean Speed
and Six Sigma Quality to Improve Services and Transactions. New
York: The McGraw-Hill Companies, 2003. 386 p.
HARRY M. J. The nature of six sigma quality. Schaumburg: Motorola
University Press, 1997. 25p.
366
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
HARRY M. J., LAWSON J. R. Six sigma producibility analysis and process
characterization. Reading, Massachusetts: Addison -Wesley
Publishing Company, 1992. 161p.
HARRY, M. Basic six sigma concepts. Schaumburg: Motorola University
Press, 1992. 101p.
Improving Product Quality by Preventing Defects. Portland Productivity
Press - 1998. 282 p.
IQA – INSTITUTO DA QUALIDADE AUTOMOTIVA. Análise dos Sistemas de
Medição – MSA: Manual de Referência, 3a. ed. São Paulo: IQA. 2004.
225p.
KANE, V.E. Defect Prevention: Use of Simple Statistical Tools. New York:
Marcel Dekker, Inc. 1989. 712p.
KEATS, J. B., MONTGOMERY, D. C. Statistical applications in process
control. New York: Marcel Dekker, Inc., 1996. 509p.
LATZKO, W. J., SAUNDERS, D. M. Four days with Dr. Deming: A strategy
for modern methods of management. Reading, Massachusetts:
Addison - Wesley Publishing Company, 1995. 228p.
LEAN ENTERPRISE INSTITUTE. Léxico Lean – Glossário Ilustrado para
Praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil,
2003. 98 p.
LEITNAKER, M. G., SANDERS, R. D., HILD, C. The power of statistical
thinking. Massachusetts: Addison- Wesley Publishing Company,
1996. 519p.
MINITAB. Measurement Systems Analysis. State College: Minitab. Inc.
2003. 31p.
MINITAB User‟s Guide- Version 14.
MOEN, R.D., NOLAN, T.W., PROVOST, L.P. Improving quality through
planned experimentation. New York: McGraw-Hill, Inc. 1991. 414p.
MONTGOMERY, D.C. Design and analysis of experiments. New York:
John Wiley & Sons, 1997. 704p.
367
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
MONTGOMERY, D. C. Introduction to statistical quality control. New
York: John Wiley & Sons, 1996. 677p
MONTGOMERY, D.C., PECK, E. A. Introduction to linear regression
analysis, second edition. New York: Jonh Wiley & Sons, Inc., 1992.
527p.
NEAVE, H. R. The Deming dimension. Knoxville, Tennessee: SPC press,
1990. 440p.
PANDE, P.S., NEUMAN, R.P., CAVANAGH, R.R. The Six Sigma Way - How
GE, Motorola and Other Top Companies Are Honing Their
Performance. New York: McGraw-Hill, 2000. 422p.
RATH & STRONG MANAGEMENT CONSULTANTS. Six Sigma Pocket Guide.
Lexington: Path & Strong, 2000. 192p.
ROTHER, Mike; SHOOK, John. Aprendendo a Enxergar – Mapeando o
Fluxo de Valor para Agregar Valor e Eliminar o Desperdício. São
Paulo: Lean Institute Brasil, 2003. 102 p.
SCHERKENBACH, W. W. Deming's road to continual improvement.
Knoxville, Tennessee: SPC press, 1991. 327p.
TRIOLA, M. F., Introdução à Estatística. Volume 2. Sétima Edição. Rio de
Janeiro: Editora LTC, 1999.
WERKEMA, Cristina. Avaliação da Qualidade de Medidas. Volume 13 da
Série Ferramentas da Qualidade. Belo Horizonte: Fundação
Christiano Ottoni, Escola de Engenharia da UFMG, 1996. 98 p.
WERKEMA, M. C. C. Criando a cultura Seis Sigma. Werkema Editora, 1ª
Edição, 2002, 253p.
WERKEMA, M. C. C. Ferramentas estatísticas básicas para o
gerenciamento de processos. Werkema Editora, 1ª Edição, 1995,
290p.
WERKEMA, M.C.C., AGUIAR, S. Planejamento e análise de experimentos:
como identificar as principais variáveis influentes em um processo.
Volume 8 da Série Ferramentas da Qualidade. Belo Horizonte:
368
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1996.
294p.
WERKEMA, M.C.C., AGUIAR, S. Otimização estatística de processos: como
determinar a condição de operação de um processo que leva ao
alcance de uma meta de melhoria. Volume 9 da Série Ferramentas da
Qualidade. Belo Horizonte: Fundação Christiano Ottoni, Escola de
Engenharia da UFMG, 1996. 331p.
WHEELER, D. J. Beyond capability confusion. Knoxville: SPC Press, 1999.
120p
WHEELER, D. J., CHAMBERS, D. S. Understanding statistical process
control. Knoxville, Tennessee: SPC Press, 1992. 406p.
WHEELER, D.J.; LYDAY, R.W. Evaluating the Measurement Process, 2nd ed.
Knoxville: SPC Press, Inc. 1989. 114p.
WHEELER, D. J. Understanding variation the key to managing chaos.
Knoxville, Tennessee: SPC press, 1993. 136p.
WILLIAMS, M. A., BERTELS, T., DERSHIN, H.. Rath & Strong‟s Six Sigma
Pocket Guide. Lexington: Rath & Strong Management Consultants,
2000. 192 p.
WISE, S. A., FAIR, D. C. Innovative control charting - Practical SPC
solutions for today's manufacturing environment. Milwaukee: ASQ
Quality Press, 1998. 292p.
WOMACK, James P.; JONES, Daniel T. A Máquina que Mudou o Mundo.
Rio de Janeiro: Elsevier, 2004. 342 p.
WOMACK, James P.; JONES, Daniel T. A Mentalidade Enxuta nas
Empresas: Elimine o Desperdício e Crie Riqueza. Rio de Janeiro:
Elsevier, 2004. 408 p.
WOMACK, James P. The Product Family Matrix: Homework Before Value
Stream Mapping.
Zero Quality Control: Source Inspection and the Poka-Yoke System.
Shigeo Shingo Productivity Press - 1986