Embed Size (px)
Citation preview
RACIONALIZACE VÝROBNÍHO SYSTÉMU V PODNIKU PRODIA
RATIONALIZATION OF MANUFACTURING SYSTEM AT PRODIA COMPANY
DIPLOMOVÁ PRÁCEMASTER'S THESIS
AUTOR PRÁCE Bc. Jan JAKUBECAUTHOR
VEDOUCÍ PRÁCE Ing. Roman KUBÍK, Ph.D.SUPERVISOR
BRNO 2014
Vysoké učení technické v Brně, Fakulta strojního inženýrství
Ústav strojírenské technologieAkademický rok: 2013/2014
ZADÁNÍ DIPLOMOVÉ PRÁCE
student(ka): Bc. Jan Jakubec
který/která studuje v magisterském navazujícím studijním programu
obor: Strojírenská technologie (2303T002)
Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním azkušebním řádem VUT v Brně určuje následující téma diplomové práce:
Racionalizace výrobního systému v podniku Prodia
v anglickém jazyce:
Rationalization of a manufacturing system at Prodia company
Stručná charakteristika problematiky úkolu:
Úkolem práce je optimalizovat výrobní systém v podniku Prodia, zabývající se zejména výrobouřezačů na beton a asfalt. Tento problém bude řešen racionalizací uspořádání technologickýchpracovišť a tím i změnou souvisejících materiálových toků. U výsledné varianty návrhu budeprovedeno ekonomické zhodnocení.
Cíle diplomové práce:
1. Analýza současné situace ve výrobním systému podniku2. Stanovení kritických míst a návrh optimalizace současného stavu3. Návrh nových variant uspořádání technologických pracovišť a materiálových toků4. Výběr optimální varianty a její ekonomické zhodnocení
Seznam odborné literatury:
1. HLAVENKA, B. Projektování výrobních systémů: Technologické projekty I. 3. vyd. Brno:Akademické nakladatelství CERM, 2005. 197 s. ISBN 80-214-2871-6.2. HLAVENKA, B. Manipulace s materiálem: Systémy a prostředky manipulace s materiálem. 4.vyd. Brno: Akademické nakladatelství CERM, 2008. 163 s. ISBN 978-80-214-3607-7.3. SAMEK, J. Modely optimálního rozmístění výroby. 1. vyd. Praha: Státní nakladatelstvítechnické literatury, 1989. 150 s.4. SMETANA, J. Projektování technologických pracovišť. 1. vyd. Ostrava: Vysoká škola báňská,1990. 195 s. ISBN 80-7078-033-9.5. ZELENKA, A. Projektování výrobních procesů a systémů. 1. vyd. Praha: České vysoké učenítechnické v Praze, 2007. 136 s. ISBN 978-80-01-03912-0.
Vedoucí diplomové práce: Ing. Roman Kubík, Ph.D.
Termín odevzdání diplomové práce je stanoven časovým plánem akademického roku 2013/2014.
V Brně, dne 22.11.2013
L.S.
_______________________________ _______________________________prof. Ing. Miroslav Píška, CSc. doc. Ing. Jaroslav Katolický, Ph.D.
Ředitel ústavu Děkan fakulty
FSI VUT DIPLOMOVÁ PRÁCE List 4
ABSTRAKTPráce se zabývá optimalizací výrobního systému ve strojírenském podniku Prodia s.r.o.Vmetody rozboru, návrhové metody
v analýze. Nakonec je provedeno vyhodnocení nejlepší varianty a její ekonomické zhodnocení.
technologickoptimalizace
ABSTRACT The work deals with the optimization of the production system in the engineering company Prodia s.r.o. There is a review of technological design in the introduction, the methods of analysis, design methods and capacity calculations are introduced. Subsequently, using these methods, the current state of material flows are analysed, the critical points in the production defined and design of new solution options to eliminate the main weaknesses identified during the analysis. Finally, an evaluation of the best variant and its economic profitability is introduced.
Key wordstechnological designing, manufacturing system, material flow, technological workplace,optimization
BIBLIOGRAFICKÁ CITACE
JAKUBEC, J. Racionalizace výrobního systému v podniku Prodia.68 s. Vedoucí diplomové práce
Ing. Roman Kubík, Ph.D.
FSI VUT DIPLOMOVÁ PRÁCE List 5
PROHLÁŠENÍProhlašuji, že jsem diplomovou práci na téma Racionalizace výrobního systému v podniku Prodia vypracoval
________________________________ _______________________________
Datum Bc. Jan Jakubec
26. 5. 2014

FSI VUT DIPLOMOVÁ PRÁCE List 6
za cenné rady ajejím vypracování.
Prodia za ochotu a spolupráci dat a v neposlední t své manželce,
FSI VUT DIPLOMOVÁ PRÁCE List 7
OBSAHABSTRAKT ..........................................................................................................................4
PROHLÁŠENÍ.......................................................................................................................5
.....................................................................................................................6
OBSAH .................................................................................................................................7
ÚVOD....................................................................................................................................9
1 TECHNOLOGICKÉ PROJEKTOVÁNÍ VÝROBNÍCH SYS .....................10
...................................................................................10
1.2 Metody rozboru stávajícího stavu výrobního systému ..............................................11
1.2.1 Rozborové metody..............................................................................................11
1.2.2 Grafoanalytické metody rozboru ........................................................................12
..............................................................................................14
1.3 Návrhové metody.......................................................................................................16
1.4 Disp .........................................................................................18
1.4.1 Typy výroby........................................................................................................18
...........................................................19
2 ANALÝZA SITUACE V PODNIKU ......................................................................23
.......................................................................................................23
2.2 Stav výroby................................................................................................................24
.....................................................................................25
2.2.2 Typická výroba ...................................................................................................27
...............................................................30
........................................................................................34
2.3.1 Postupové grafy ................................................................35
2.3.2 Šachovnicová tabulka .........................................................................................36
...........................................................................37
áleností ......................................................38
...............................................................................................40
..........................................................................41
2.5 Stanovení kritických míst ..........................................................................................44
3 OPTIMALIZACE VÝROBNÍHO SYSTÉMU PODNIKU .....................................45
........................45
3.1.1 Varianta A...........................................................................................................46
3.1.2 Varianta B ...........................................................................................................51
3.2 Vyhodnocení jednotlivých variant.............................................................................55
FSI VUT DIPLOMOVÁ PRÁCE List 8
3.3 Ekonomické zhodnocení optimální varianty .............................................................57
...............................................................................................57
3.3.2 Provozní náklady ................................................................................................59
3.3.3 Tržby a zisk.........................................................................................................61
...................62
...............................................................................................................................63
.....................................................................................64
SEZN ........................................................66
..............................................................................................................68

FSI VUT DIPLOMOVÁ PRÁCE List 9
ÚVODrodia s.r.o. je malý strojírenský podnik, Jeho
hlavním a stálým výrobním sortimentem je výroba motorových
kusová) a v . tedy, s , která bude v této
práci racionalizována.
Racionalizací je v myšlena optimalizace zejménaa s tím souvisejícího výrobního toku.systema dané historií firmy. Ja
Vzhledem k tomu, že vedení firmy se nebrání v rámci možností investovat do výrobní budovy, bude uvažováno i s možností menších dispozice výrobního objektu.
Vedení , protože vudržení konkurenceschopnosti snižovat výrobní náklady ve všech
budou využity metody a postupy technologického projektování tak, aby hmotné zdroje a y
Obr. 1 Vjezd do areálu firmy Prodia s hlavním produktem firmy.
FSI VUT DIPLOMOVÁ PRÁCE List 10
1 TECHNOLOGICKÉ PROJEKTOVÁNÍ VÝROBNÍCH SYSTechnologické projektování je problematika zabývající se analyzováním, navrhováníma
a produktivitu výrobního procesu [1].
Výrobní proces musí být zabezpe en v každém okamžiku co nejefektivn ji. Technologickýprojekt musí ovat plynulost a dynamiku výrobního procesu.
Výstupem technologického projektování je výrobní dokumentace technologická (výrobní
materiálem apod.). Tato dokumentace se zpracovává jak pro nové, tak pro modernizované nebo racionalizované výrobní systémy. Posledním
se bude zabývat tato práce.
1.1V úkolem technologického projektování optimalizace nebo moderPro sestavení dobrého návrhu je nutné dodržovat správný postup.
Sestavování návrhu probíhá v [2]:
diagnostikaS prvotním seznámení se s
.
sZa Pje do dvou skupin na informace z evidence a informace vypozorované. Pmusí být informace zpracovány.
rVychází z informací. Obvykle hodnotí vybavenost stroji, jejich využití, materiálové toky, manipulace, vybavenost
Hodnocení probíhá zergonomické, psychologické atd.).
zV ydle daných kritérií.
vD pro daný výrobní systém.
FSI VUT DIPLOMOVÁ PRÁCE List 11
ekonomické zhodnoceníVýsledná varianta je posouzena z hlediska návratnosti.
realizace Završení procesu projektování zavedením navrženého projektu.
1.2 Metody rozboru stávajícího stavu výrobního systémuípravy.
zobrazeny v tabulkách a grafech [2, 3].
ávajícím provozu.
1.2.1 Rozborové metody[2]:
a) Metody studia práce:
- studie organizace uspo ádání pracoviš
-
- studie rozmíst ho za
b) Metody studia technologického procesu:
- výpo ty a
- látkové a energetické bilance
c) Matematické metody:
- statistické metody
- matematické simulace výrobních proces
- grafické metody
d) Metody hodnotové analýzy
e) Metody humanizace práce:
- hygienická a fyziologická m
- sociologické a psychologické pr
- pracovní testy a rozbory
FSI VUT DIPLOMOVÁ PRÁCE List 12
1.2.2 Grafoanalytické metody rozboruJedná se o rozborové metody používané zejména k
nich [1, 2, 5]:
šachovnicová tabulka,
,
trojúhelníková tabulka návaznosti operací.
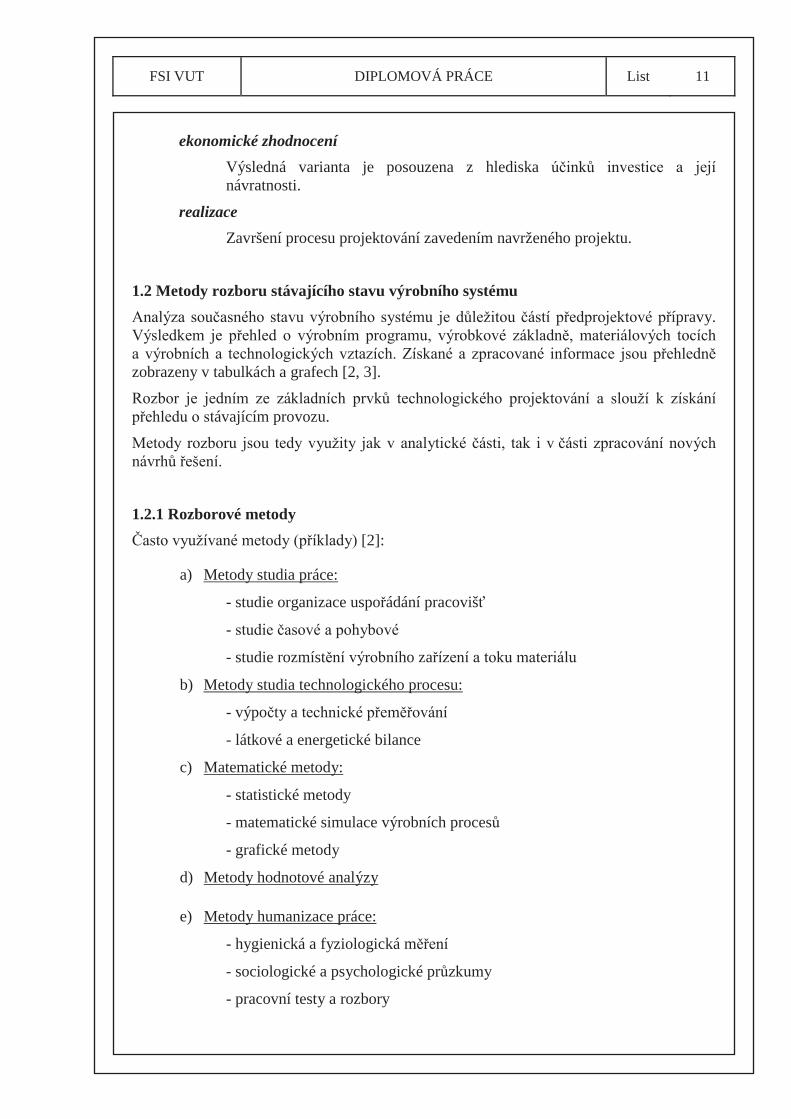
a) Šachovnicová tabulka
2) v jednotkách t/rok, , atd.) mezi objekty nebo pracovišti v rámci daného výrobního
(technologické dispozice) v žství. Hodnoty z tabulkyvazeb mezi
jednotlivými pracovišti. je šachovnicová tabulka vvyužívána pro tvorbu (trojúhelníkových) tabulek
Obr. 2 [2].
FSI VUT DIPLOMOVÁ PRÁCE List 13
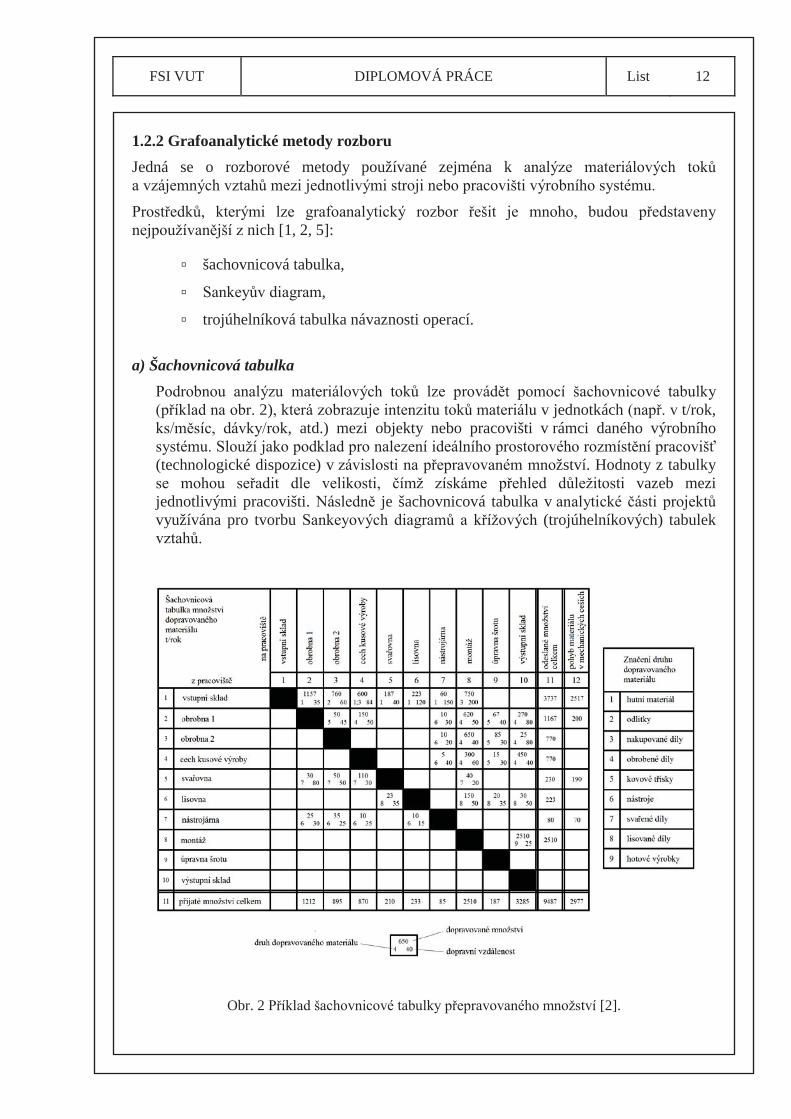
b)
ks/rok), délka vzdál správné sestrojení Sankeyova diagramu je kvantifikace materiálového toku ve výrobním systému. Obr. 3
Obr. 3 Sankeyova diagramu [6].
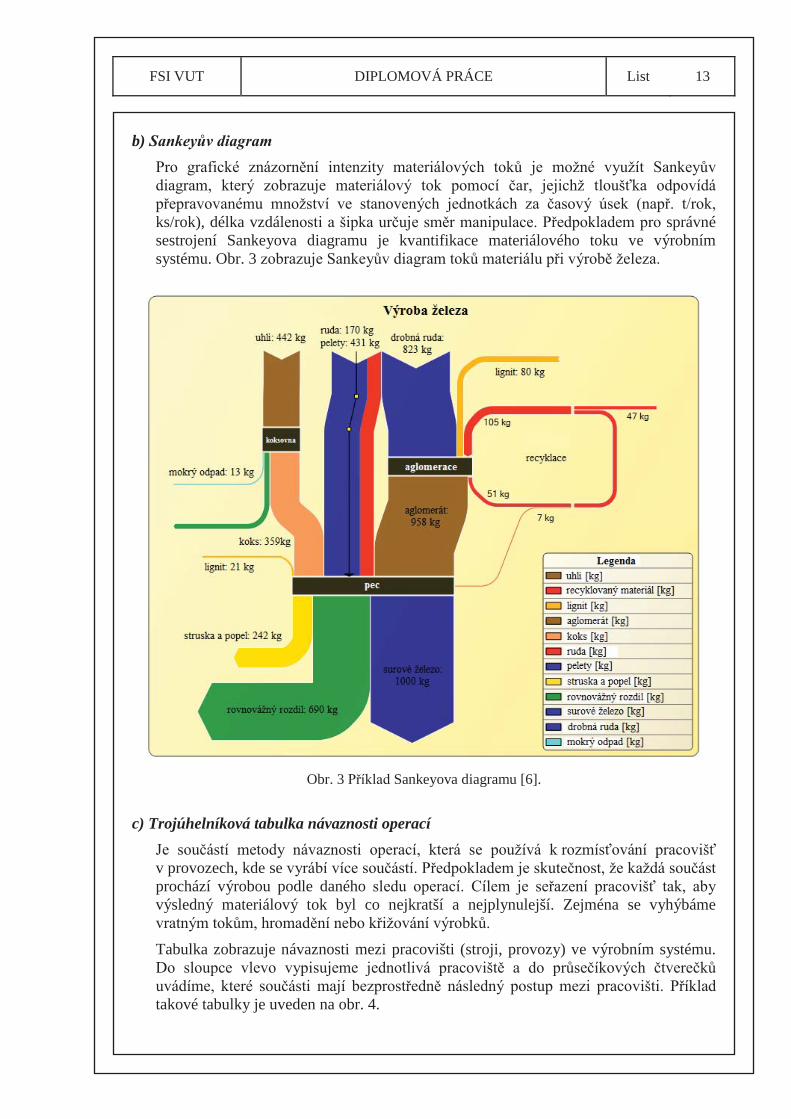
c) Trojúhelníková tabulka návaznosti operací
v provozech, kde seprochází výrobou podle daného výsledný materiálový tok byl co nejkratší a nejplynulejší. Zejména se vyhýbáme
Tabulka zobrazuje návaznosti mezi pracovišti (stroji, provozy) ve výrobním systému.
takové tabulky je uveden na obr. 4.
FSI VUT DIPLOMOVÁ PRÁCE List 14
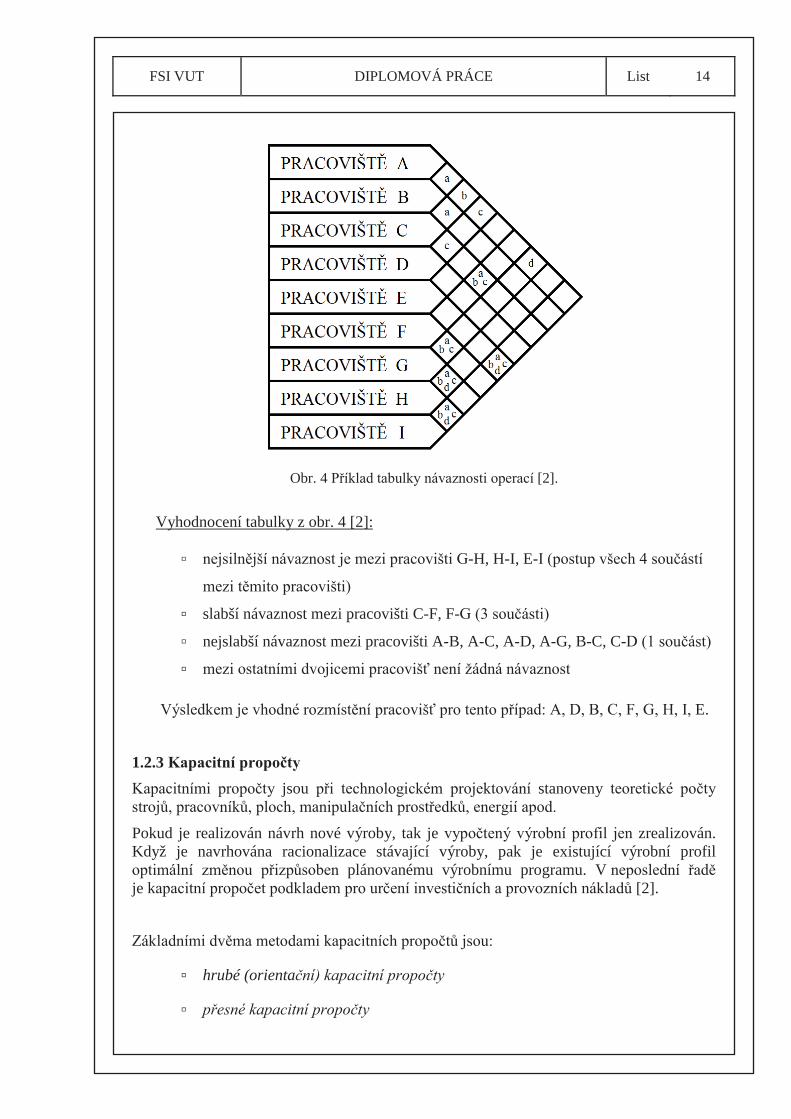
Obr. 4 [2].
Vyhodnocení tabulky z obr. 4 [2]:
-H, H-I, E-
slabší návaznost mezi pracovišti C-F, F-
nejslabší návaznost mezi pracovišti A-B, A-C, A-D, A-G, B-C, C-
E.
1.2.3jsou stanoveny
Pokud je realizován návrh nové výroby, tak je zrealizován.Když je navrhována racionalizace stávající výroby, pak je existující výrobní profil
plánovanému výrobnímu programu. Vje k [2].
hrubé (orienta

FSI VUT DIPLOMOVÁ PRÁCE List 15
:
[2].
v
. takto:
8·)12-101-365(=rE (1)
kde: Er
je nižší o plánovanou údržbu a opravy což 4 až 8 % z
( )[ ]rrs EEE ·08,004,0- ÷= (2)
kde: Es
je nižší o dovolenou a neplánované absence (nemoc apod.).
( ) 8·1220- += rd ED (3)
kde: Dd
[2, 9].
[7]:
pnsss
kths ksE
NtP
···60·
= (4)
kde: Pths [ks],
tk Nmin],
N … [ks],
ss … [-],
kpns [-].
FSI VUT DIPLOMOVÁ PRÁCE List 16
[7]:
pnrrr
kthr ksE
NtP
···60·
= (5)
kde: Pthr ks],
sr [-],
kpnr [-].
[2]:
100·sk
th
PP
= (6)
kde: … využití [%],
Pth [ks],
Psk [ks].
provedeny v v kapitole 2.4.
1.3 Návrhové metodysvé intuice, citu a zkušeností.
V pro napomáhajíprojektan .
[1, 2]:
Trojúhelníková metoda
Metoda S.L.P.
Metoda návaznosti operací
bude edstavena pouze trojúhelníková metoda prostá pro ,použitá v .
FSI VUT DIPLOMOVÁ PRÁCE List 17
Trojúhelníková metodaPoužívá se v je to intenzita
praxi to znamená, že stroje
u sebe.
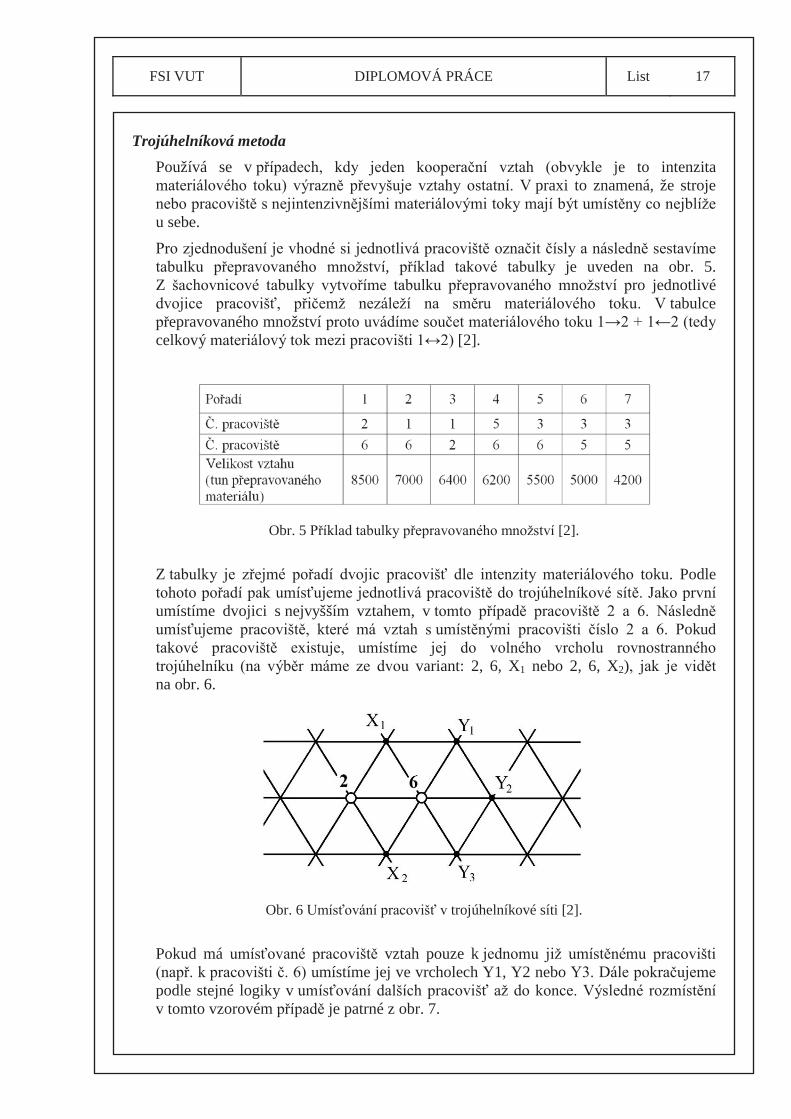
, je uveden na obr. 5.Z ro jednotlivé
tabulce epravovaného množství
celkový [2].
Obr. 5 [2].
Z toku. Podle
umístíme dvojici s nejvyšším vztahem, vokud
variant: 2, 6, X1 nebo 2, 6, X2)na obr. 6.
Obr. 6 trojúhelníkové síti [2].
Pokud má vztah pouze kmístíme jej ve vrcholech Y1, Y2 nebo
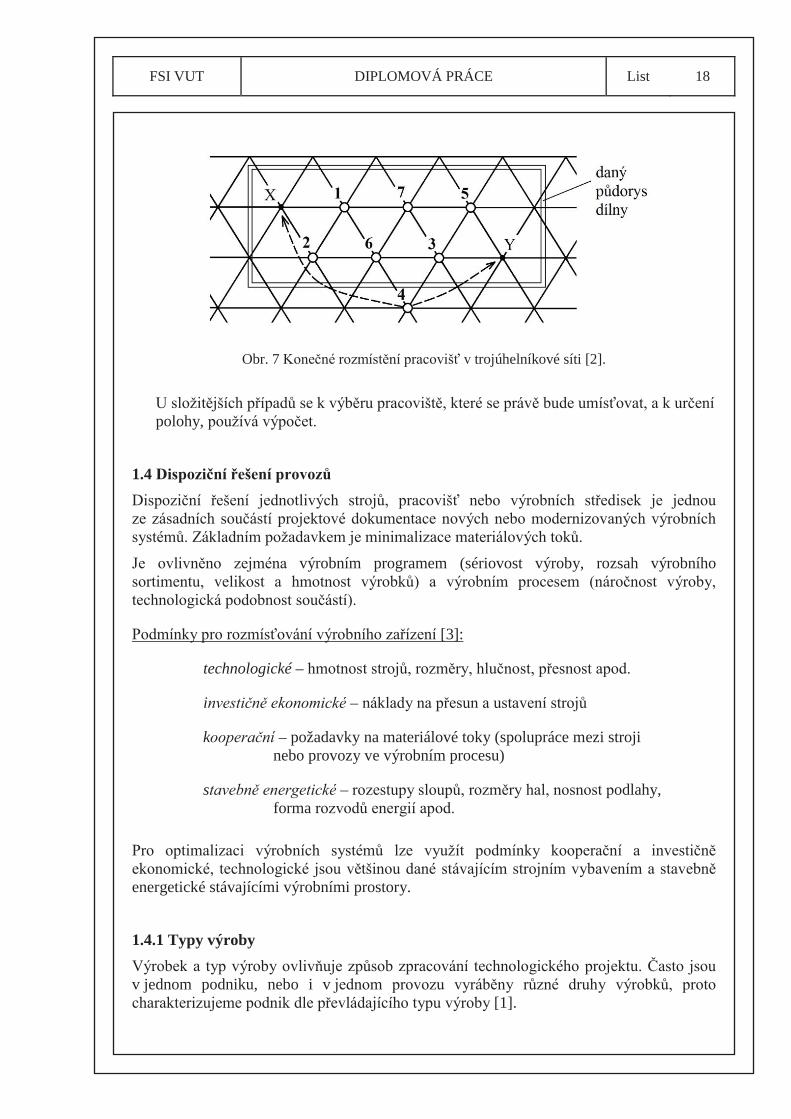
podle stejné logiky vv tomto vzorovém je patrné z obr. 7.
FSI VUT DIPLOMOVÁ PRÁCE List 18
Obr. 7 trojúhelníkové síti [2].
polohy,
1.4
výrobním programem (sériovost výroby, rozsah výrobního
[3]:
technologické –
i –
k – požadavky na materiálové toky (spolupráce mezi stroji nebo provozy ve výrobním procesu)
s – odlahy,forma
energetické stávajícími výrobními prostory.
1.4.1 Typy výroby
v jednom podniku, nebo i v[1].
FSI VUT DIPLOMOVÁ PRÁCE List 19
,
,
lehká výroba.
kusová výroba,
sériová výroba,
hromadná výroba.
Kusová výroba:
vybavení. Nutnost vysoce kvalifiupraveny tak, aby na jednom stroji bylo provedeno co nejvíce výrobních operací. Vzhledem knižší než u sériové a hromadné výroby.
Sériová výroba:
dávce (malá série 5 50 500 ks, velká
oje
Hromadná výroba:
vní linku.
1.4.2ihlížíme zejména k
jednoduchou a hospodárnou manipulaci s materiálem, nástroji a odpadem,
,
.
FSI VUT DIPLOMOVÁ PRÁCE List 20
[1, 2]:
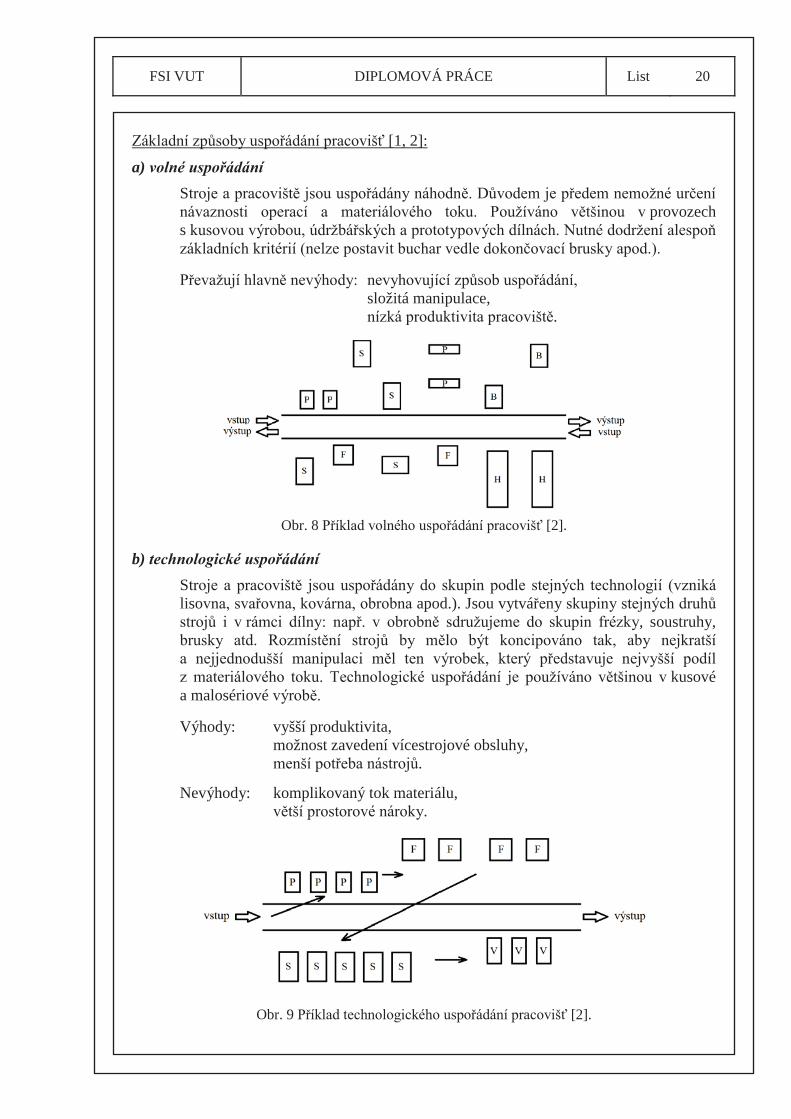
a) S
provozech s
složitá manipulace,.
Obr. 8 [2].
b) Sliso apod.). Jsou vytvá ny
, soustruhy,
kusové a malosériové
Výhody: vyšší produktivita,možnost zavedení vícestrojové obsluhy,
.
Nevýhody: komplikovaný tok materiálu,.
Obr. 9 [2].
FSI VUT DIPLOMOVÁ PRÁCE List 21
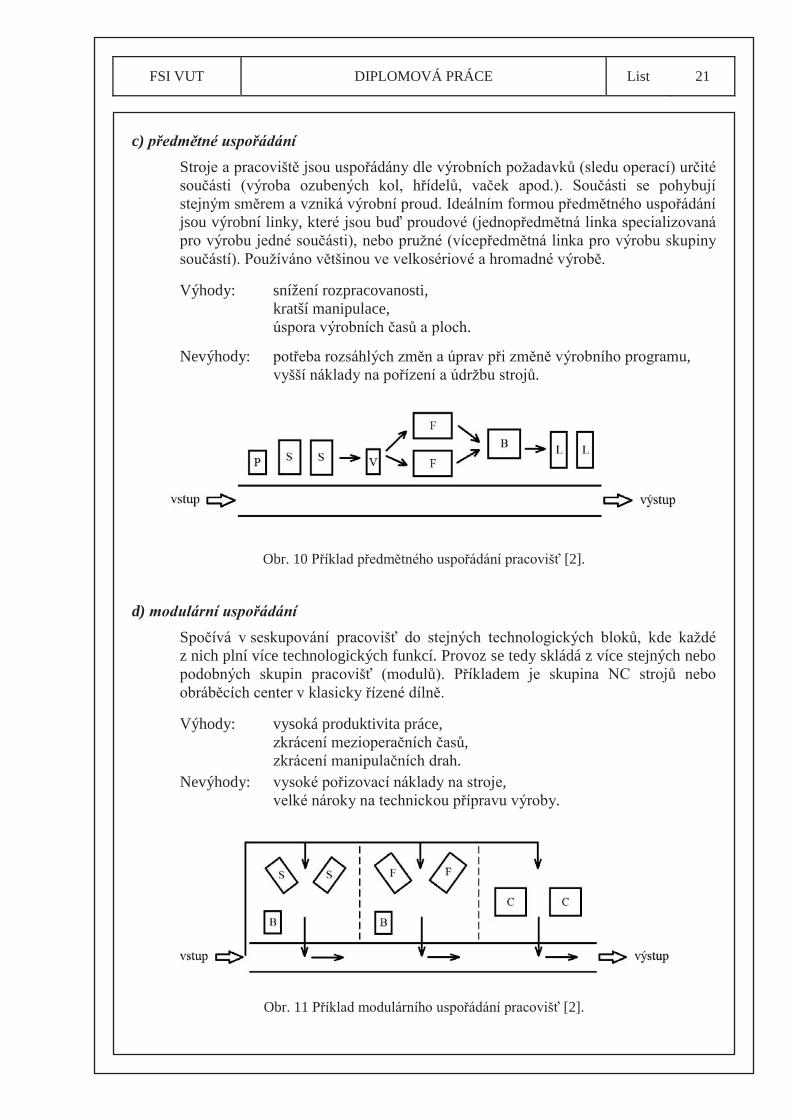
c) S
jsou výrobní linky,
Výhody: snížení rozpracovanosti,kratší manipulace,
.
Nevýhody: ,.
Obr. 10 [2].
d) Sz nich plní více technologických funkcí. Provoz se tedy skládá z více stejných nebo
kla
Výhody: vysoká produktivita práce,,
.Nevýhody: ,
.
Obr. 11 [2].
FSI VUT DIPLOMOVÁ PRÁCE List 22
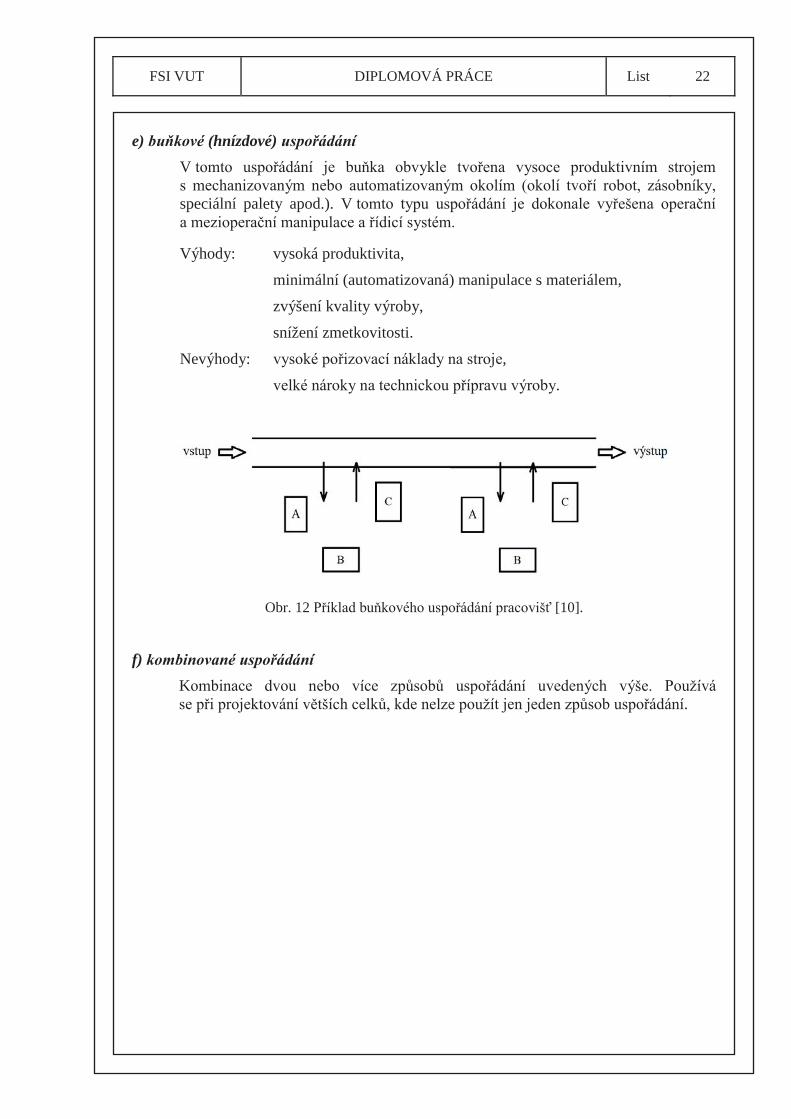
e) (hnízdové) V
speciální palety apod.). V
Výhody: vysoká produktivita,
minimální (automatizovaná) manipulace s materiálem,
zvýšení kvality výroby,
snížení zmetkovitosti.
Nevýhody: ,
.
Obr. 12 [10].
f)K
.
FSI VUT DIPLOMOVÁ PRÁCE List 23
2 ANALÝZA SITUACE V PODNIKU
2.1
, je malý strojírenský podnik, jehož stálým výrobním
zakázková kovovýroba (zábradlí, brány, ploty, reklamní stojany apod.). V[11].
Firma byla založena vých ploch.
do výrobního programu v roce 2004.
Vs .
[12]:
s ,
z ,
.
Obr. 13 [11].
[11]:
- výroba 35, RAB 45,- vývoj a výroba ,- zakázková kovovýroba,- ,- servis malé stavební mechanizace,- ,- ,- .
FSI VUT DIPLOMOVÁ PRÁCE List 24
Obr. 14 Letecký pohled na areál firmy PRODIA s.r.o. [13]
2.2 Stav výroby, jejíž optimalizací se zabývá tato práce, probíhá v areálu
bývalých ých objektech. Tento stav není ideální, ale jiné prostory k dispozici, ani
v možnostech firmy PRODIA s.r.o. jednou firmou. V areálu se nachází administrativní budova, kde jsou umí í
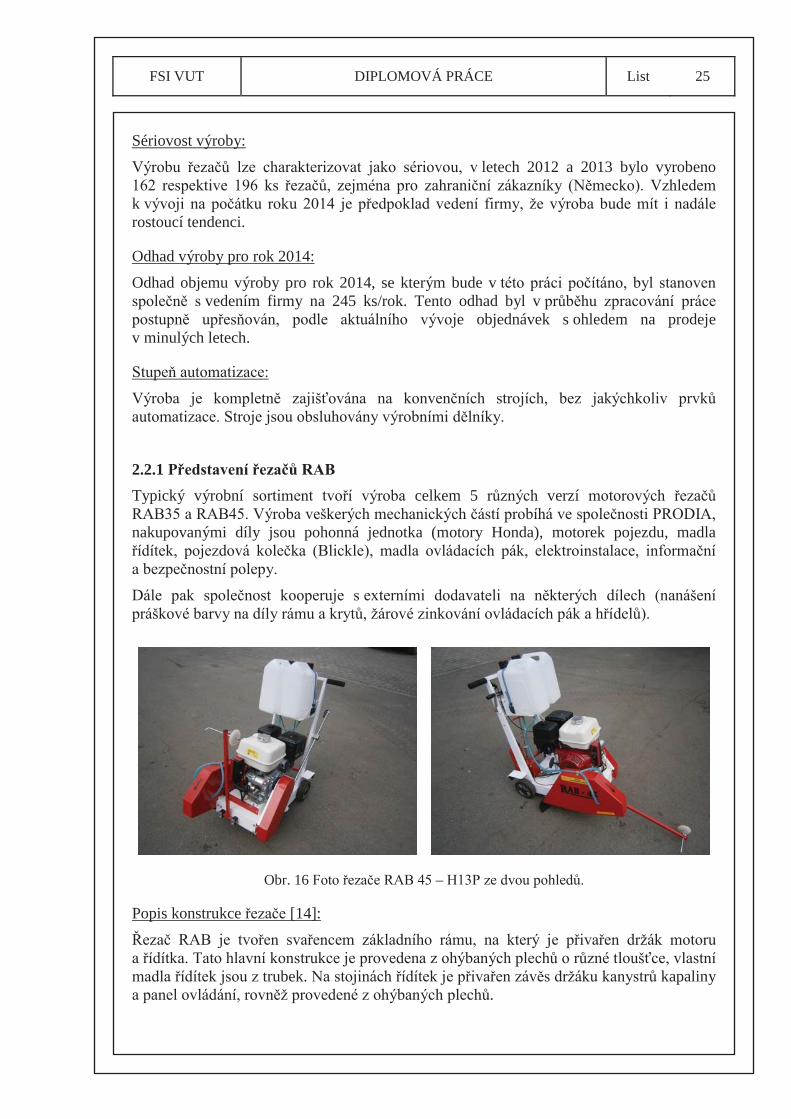
Obr. 15 Objem výroby v posledních letech s odhadem pro rok 2014.
Personální obsazení:
Výrob
162196
245
050
100150200250300
2012 2013 odhad 2014
[ks]
rok [-]
Objem výroby v letech 2012 - 2014
FSI VUT DIPLOMOVÁ PRÁCE List 25
Sériovost výroby:
letech 2012 a 2013 bylo vyrobeno
krostoucí tendenci.
Odhad výroby pro rok 2014:
Odhad objemu výroby pro rok 2014, se kterým bude vvedením firmy na 245 ks/rok. Tento odhad byl v
e objednávek s ohledem na prodeje v minulých letech.
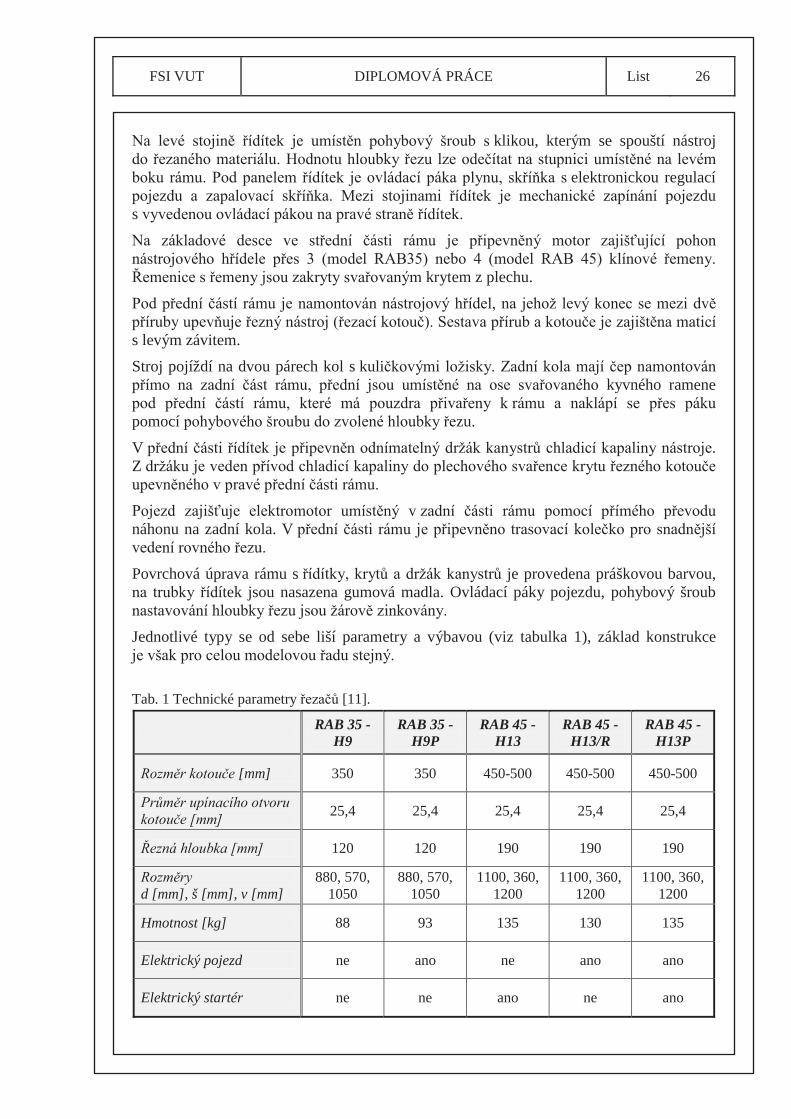
2.2.1Typický výrobní celkem 5 verzí
nakupovanými díly jsou pohonná jednotka (motory Honda), motorek pojezdu, madla
Obr. 16 –
Popis konstrukce [14]:
trubek. kapaliny .
FSI VUT DIPLOMOVÁ PRÁCE List 26
klikou, kterým se spouští nástroj
elektronickou regulací du
s
krytem z plechu.
s levým závitem.
Stroj pojíždí na dvou párech kol s kulikyvného ramene
pomocí zu.
V .Z
náhonu na zadní kola. V
Povrchová úprava rámu s je provedena práškovou barvou, ítek jsou nasazena gumová madla. Ovládací páky pojezdu, pohybový šroub
Jednotlivé typy se od sebe liší parametry a výbavou (viz tabulka 1), základ konstrukce
Tab. 1 Technické parametry [11].
RAB 35 -H9
RAB 35 -H9P
RAB 45 -H13
RAB 45 -H13/R
RAB 45 -H13P
[mm] 350 350 450-500 450-500 450-500
25,4 25,4 25,4 25,4 25,4
120 120 190 190 190
d [mm], š [mm], v [mm]880, 570,
1050880, 570,
10501100, 360,
12001100, 360,
12001100, 360,
1200
Hmotnost [kg] 88 93 135 130 135
Elektrický pojezd ne ano ne ano ano
Elektrický startér ne ne ano ne ano
FSI VUT DIPLOMOVÁ PRÁCE List 27
2.2.2 Typická výrobaoké, výroba zahrnuje zakázkovou
Optimalizací jejich výroby se proto bude tato práce zabývat.
Vzhledem k množství sou ze kterých jsou, byli po konzultaci s vedením firmy
kových skupin.podobné položky, z jejichž skupiny vybereme zástupce, který bude danou skupinu reprezentovat. S ve zbytku práce.
1) – vrtaných a ohýbaných ,
2) – ,
3) –
VÝROBA 1 –
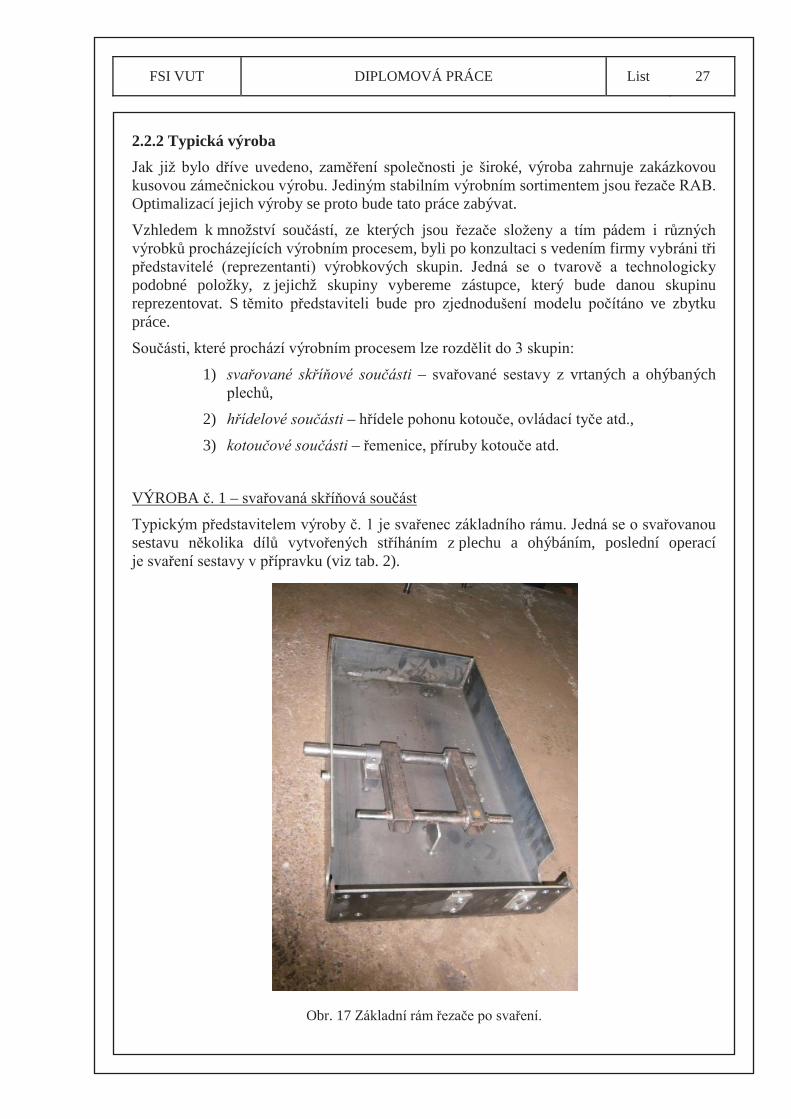
sestavu plechu a ohýbáním, poslední operací(viz tab. 2).
Obr. 17 Z
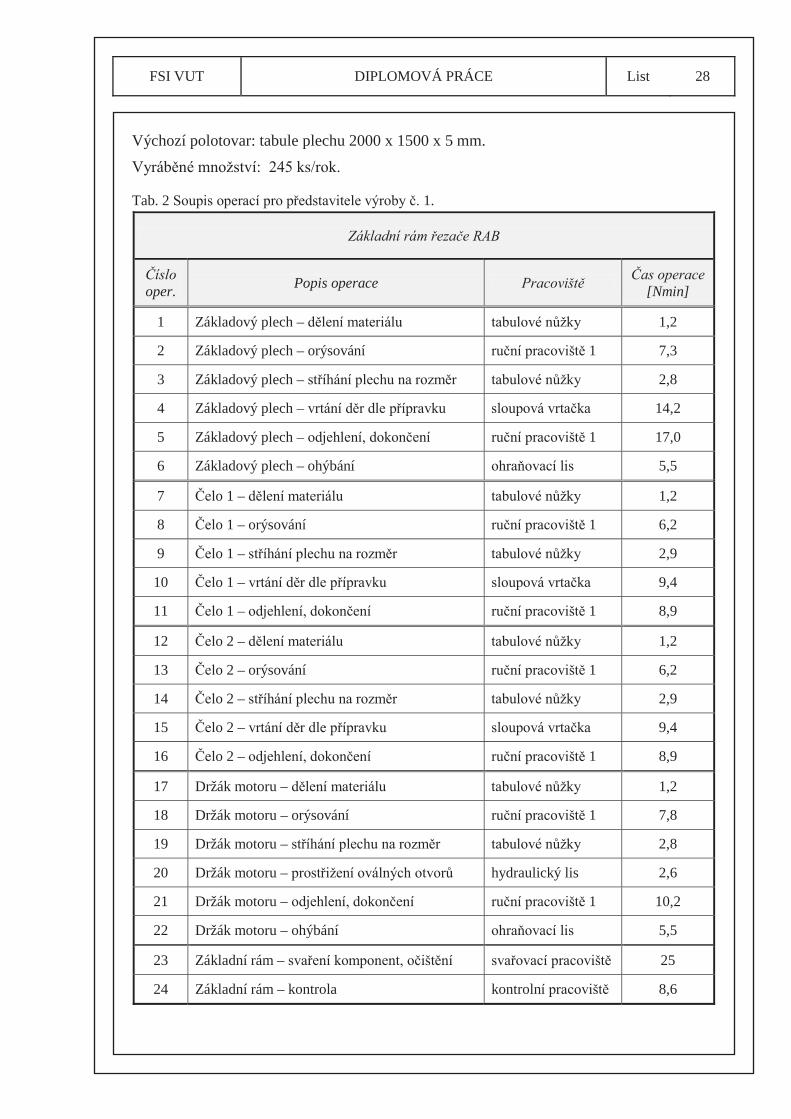
FSI VUT DIPLOMOVÁ PRÁCE List 28
Výchozí polotovar: tabule plechu 2000 x 1500 x 5 mm.
Tab. 2 1.
oper. Popis operace [Nmin]
1 Základový plech – 1,2
2 Základový plech – orýsování 1 7,3
3 Základový plech – 2,8
4 Základový plech – 14,2
5 Základový plech – 1 17,0
6 Základový plech – ohýbání 5,5
7 o 1 – 1,2
8 o 1 – orýsování 1 6,2
9 o 1 – 2,9
10 o 1 – 9,4
11 o 1 – 1 8,9
12 o 2 – 1,2
13 o 2 – orýsování 1 6,2
14 o 2 – 2,9
15 o 2 – 9,4
16 o 2 – 1 8,9
17 Držák motoru – 1,2
18 Držák motoru – orýsování 1 7,8
19 Držák motoru – 2,8
20 Držák motoru – hydraulický lis 2,6
21 Držák motoru – 1 10,2
22 Držák motoru – ohýbání 5,5
23 Základní rám – 25
24 Základní rám – kontrola kontroln 8,6
FSI VUT DIPLOMOVÁ PRÁCE List 29
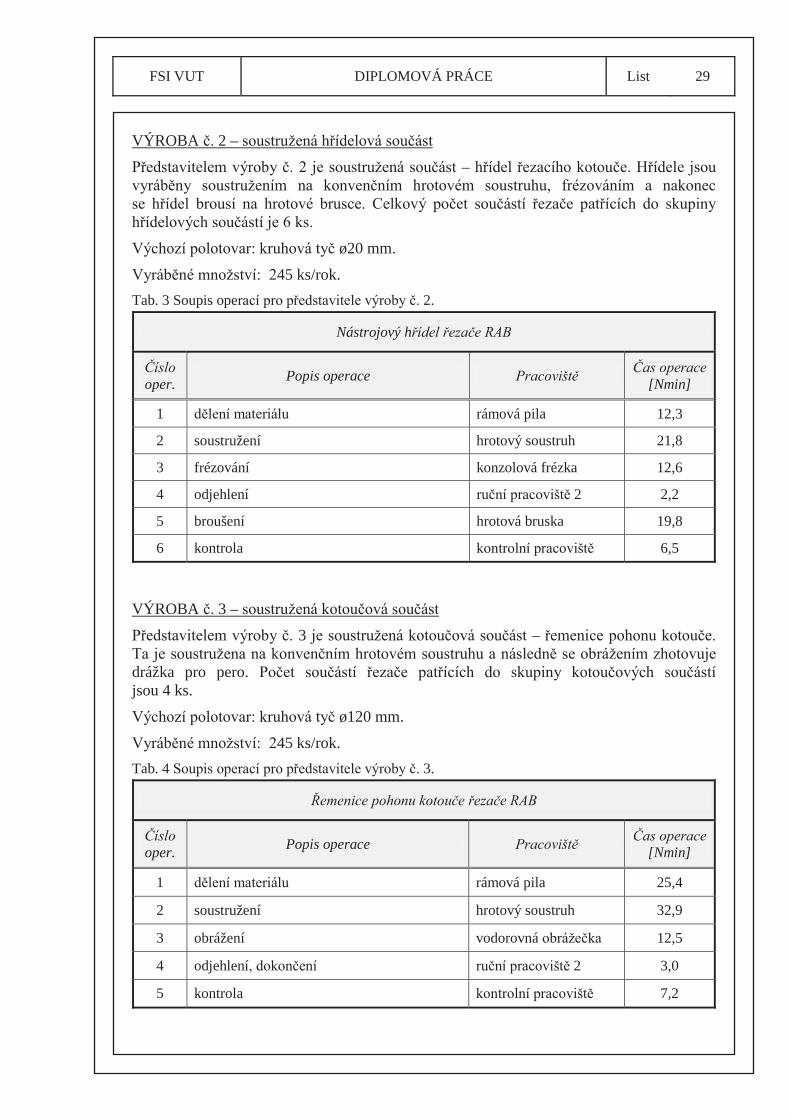
VÝROBA 2 –
–
ø20 mm.
45 ks/rok.Tab. 3 Soupis ope 2.
Nástrojový h
oper. Popis operace [Nmin]
1 rámová pila 12,3
2 soustružení hrotový soustruh 21,8
3 frézování konzolová frézka 12,6
4 odjehlení 2 2,2
5 broušení hrotová bruska 19,8
6 kontrola 6,5
VÝROBA 3 –
3 –
drážka pro pero.jsou 4 ks.
ø120 mm.
45 ks/rok.Tab. 4 3.
oper. Popis operace [Nmin]
1 rámová pila 25,4
2 soustružení hrotový soustruh 32,9
3 obrážení vodorovná 12,5
4 odjehlení 2 3,0
5 kontrola 7,2
FSI VUT DIPLOMOVÁ PRÁCE List 30
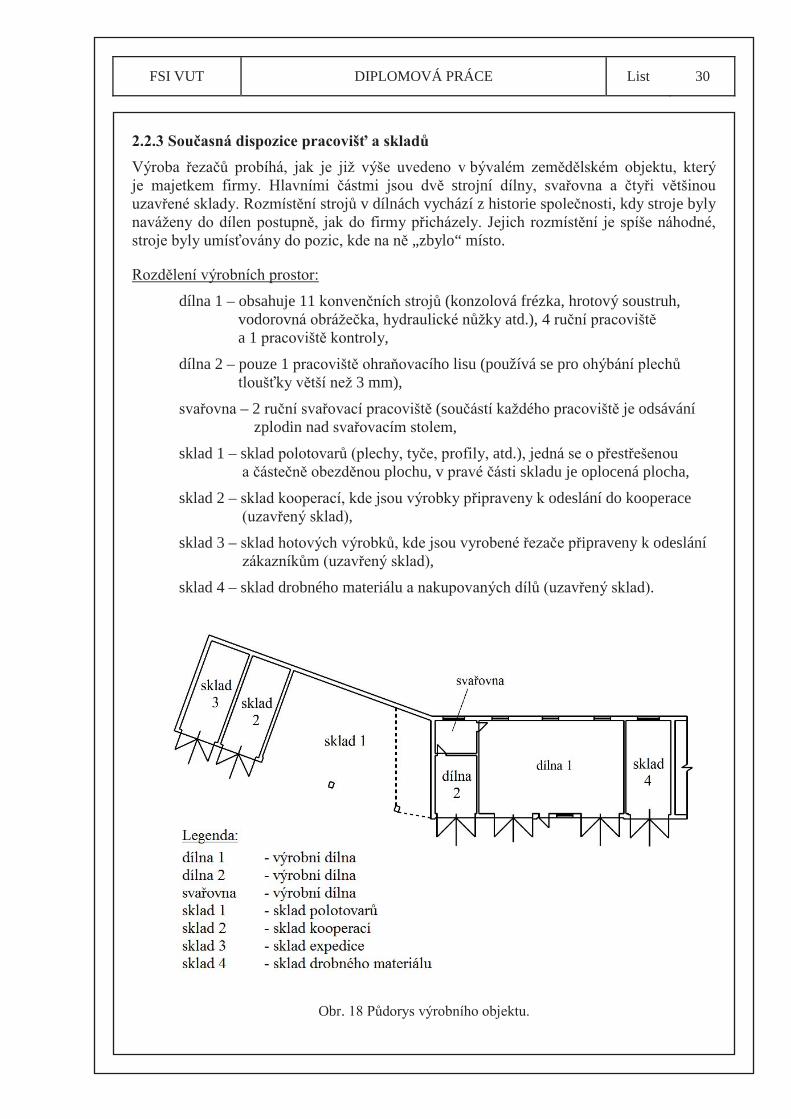
strojní v dílnách vychází z historie , kdy stroje byly
„zbylo“ místo.
dílna 1 – obsahuje 11 (konzolová frézka, hrotový soustruh,vodorov atd.), 4a 1 ,
dílna 2 – pouze 1 ho lisu (používá se pro 3 mm),
– 2 (s odsávánízplodin nad ,
sklad 1 – sklad atd.)plochu, v skladu je oplocená plocha,
sklad 2 – odeslání do kooperace ,
sklad 3 – ipraveny k odeslání ,
sklad 4 – sklad drobného materiálu .
Obr.
FSI VUT DIPLOMOVÁ PRÁCE List 31
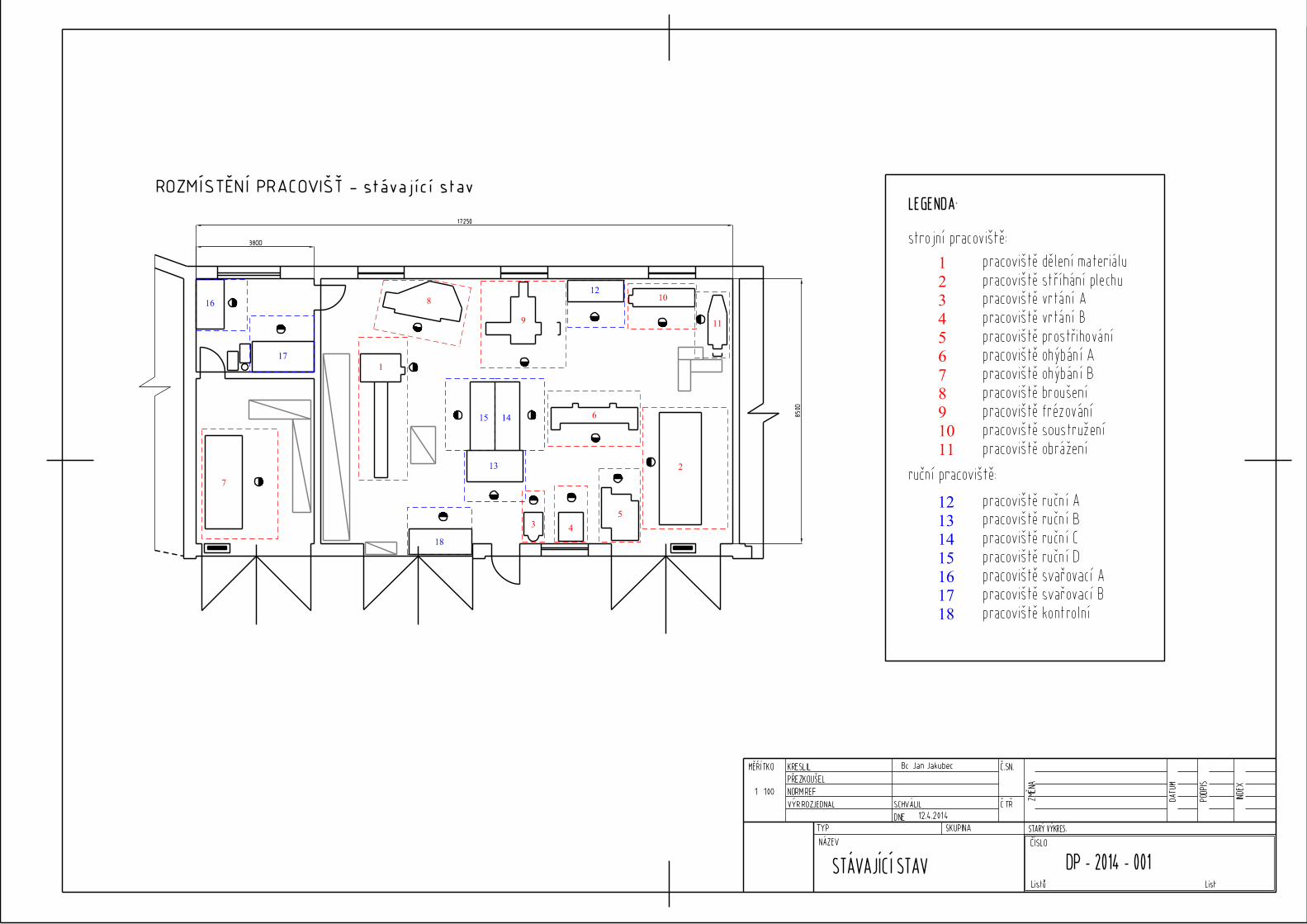
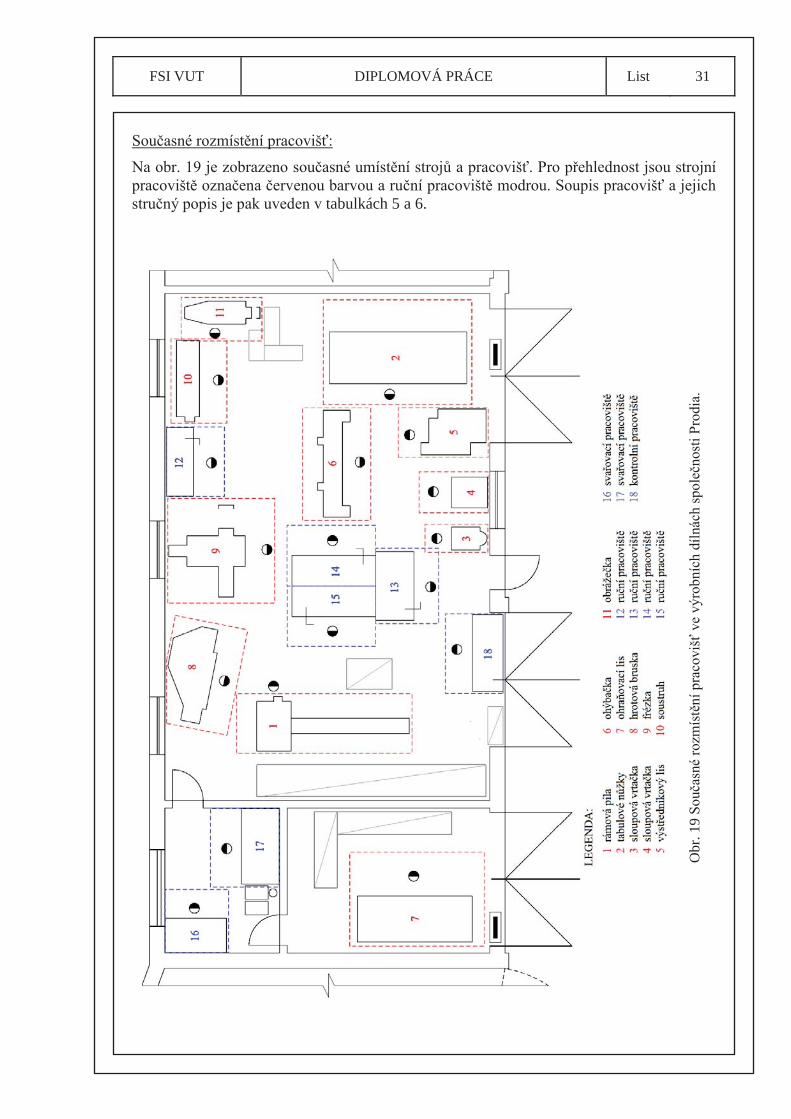
tabulkách 5 a 6.
Obr
. 19
FSI VUT DIPLOMOVÁ PRÁCE List 32
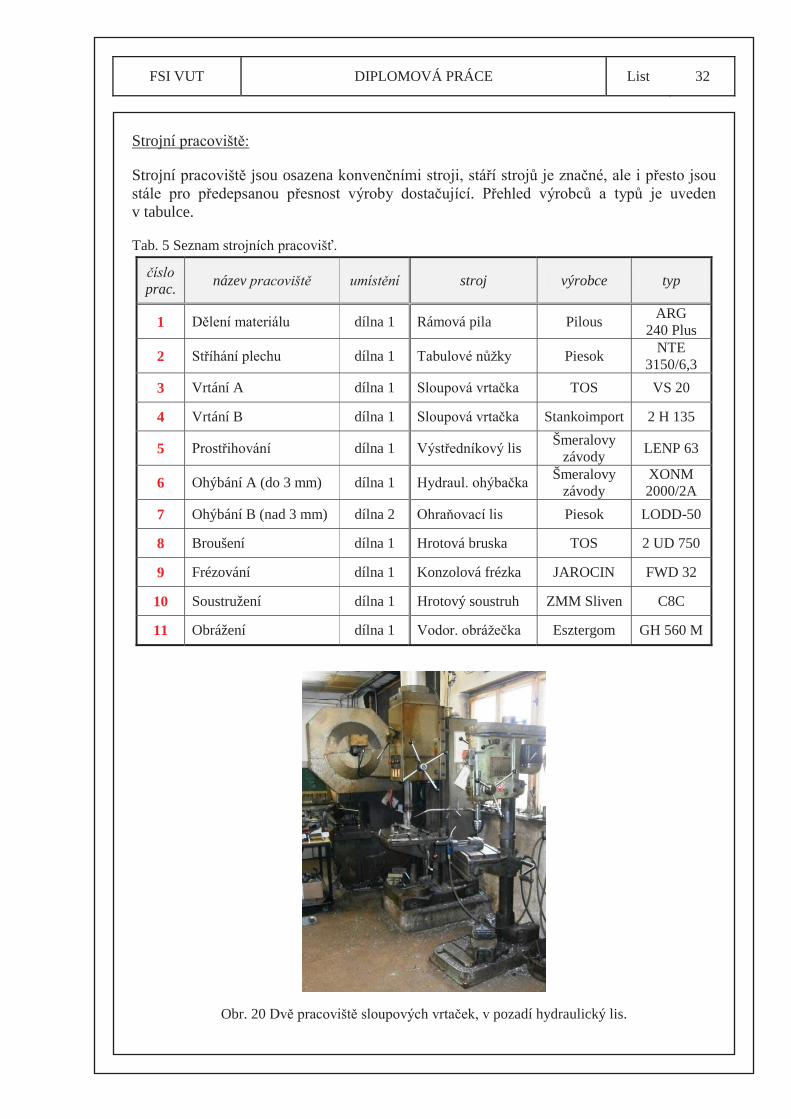
Strojní
Strojní jsou osazena.
v tabulce.
Tab. 5 Seznam
prac. název stroj výrobce typ
1 dílna 1 Rámová pila Pilous ARG 240 Plus
2 dílna 1 Piesok NTE3150/6,3
3 Vrtání A dílna 1 TOS VS 20
4 Vrtání B dílna 1 Stankoimport 2 H 135
5 dílna 1 lis Šmeralovy závody LENP 63
6 Ohýbání A (do 3 mm) dílna 1 Šmeralovy závody
XONM 2000/2A
7 Ohýbání B (nad 3 mm) dílna 2 Piesok LODD-50
8 Broušení dílna 1 Hrotová bruska TOS 2 UD 750
9 Frézování dílna 1 Konzolová frézka JAROCIN FWD 32
10 Soustružení dílna 1 Hrotový soustruh ZMM Sliven C8C
11 Obrážení dílna 1 Esztergom GH 560 M
Obr. 20 pozadí hydraulický lis.
FSI VUT DIPLOMOVÁ PRÁCE List 33
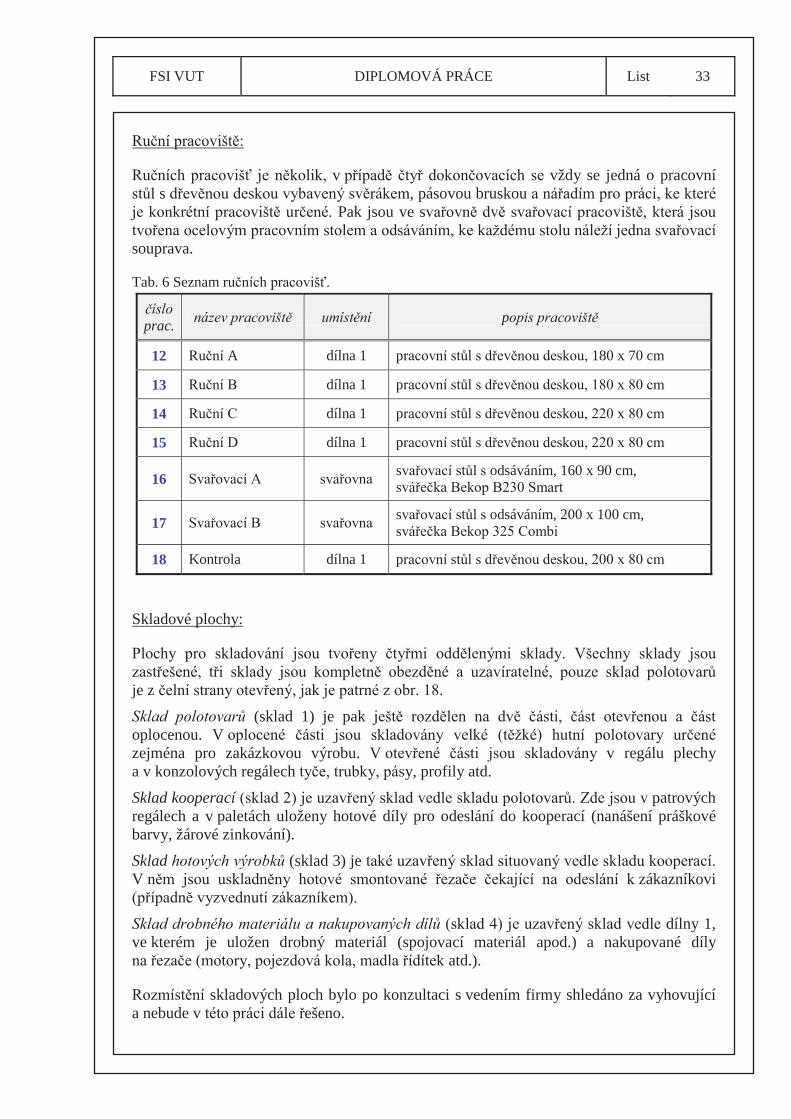
v vždy se jedná o pracovní s , pásovou bruskou
Pak jsou ve s
souprava.
Tab. 6 Seznam
prac. p
12 A dílna 1 p 180 x 70 cm
13 dílna 1 p
14 dílna 1 p
15 dílna 1 p
16 s odsáváním, 160 x 90 cm,
17 s odsáváním, 200 x 100 cm,
18 Kontrola dílna 1 p
Skladové plochy:
je z
(sklad 1) je pak oplocenou. Vzejména pro zakázkovou výrobu. V v regálu plechy a v konzolových regálech y, profily atd.
Sklad kooperací patrových regálech a v paletách uloženy hotové díly pro odeslání do kooperací (nanášení práškové barvy, žárové zinkování).
Sklad (sklad 3) je V zákazníkovi
dílny 1,ve kterém je uložen drobný materiál (spojovací materiál apod.) a nakupované díly
atd.).
skladových ploch bylo po konzultaci s vedením firmy shledáno za vyhovujícía nebude v ešeno.
FSI VUT DIPLOMOVÁ PRÁCE List 34
Manipulace s materiálem:
K manipulaci s používá jeden naftový motorový vozík Desta DVHM 2522 s nosností 2,5 tuny a zdvihem 3,3 m. Manipulace v dílnách je pak
Obr. 21 [15].
do výrobních dílen jsou dány pevným.
do skupiny siny
.(hydrauli technologických postupech ani jednoho z
.Vzhledem k íslována, viz tabulka 7.
Tab. 7
1 8 (skupina)
2 9 rámová pila
3 sloupová (skupina) 10 hrotový soustruh
4 (skupina) 11 konzolová frézka
5 2 126 hydraulický lis 13 hrotová bruska
7 (skupina) 14
po konzultaci s vedením
FSI VUT DIPLOMOVÁ PRÁCE List 35
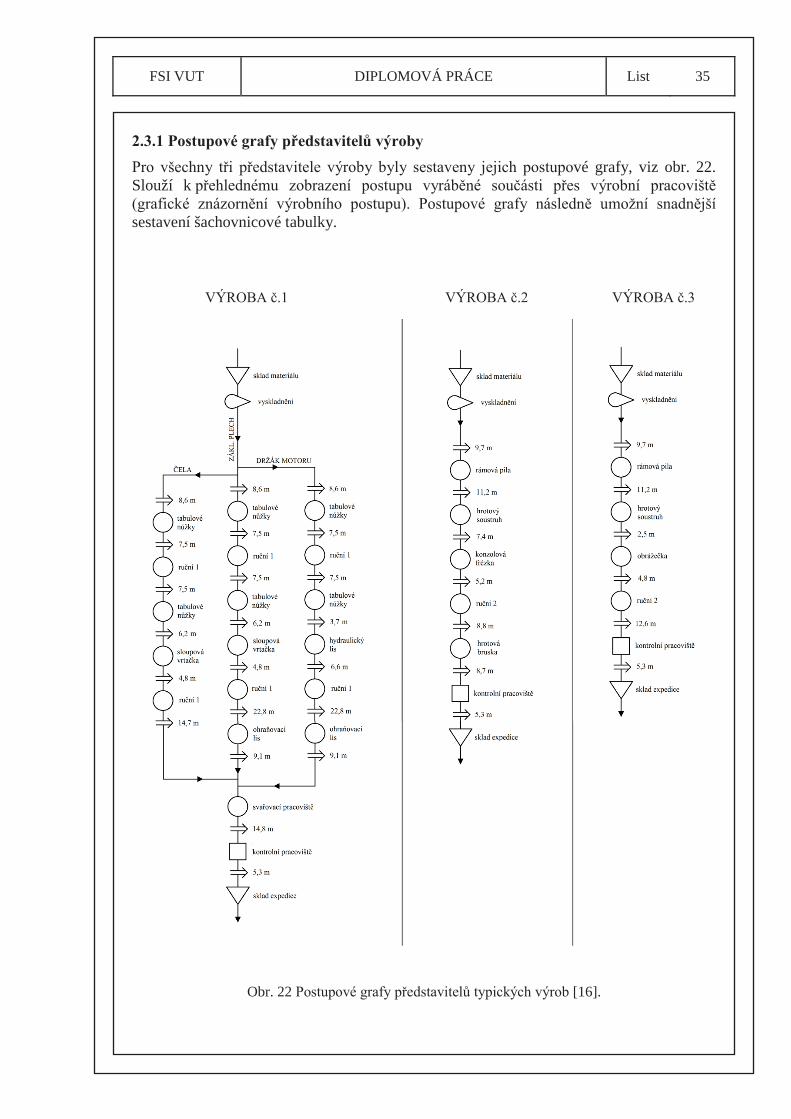
vé grafy, viz obr. 22.Slouží k
sestavení šachovnicové tabulky.
Obr. 22 [16].
FSI VUT DIPLOMOVÁ PRÁCE List 36
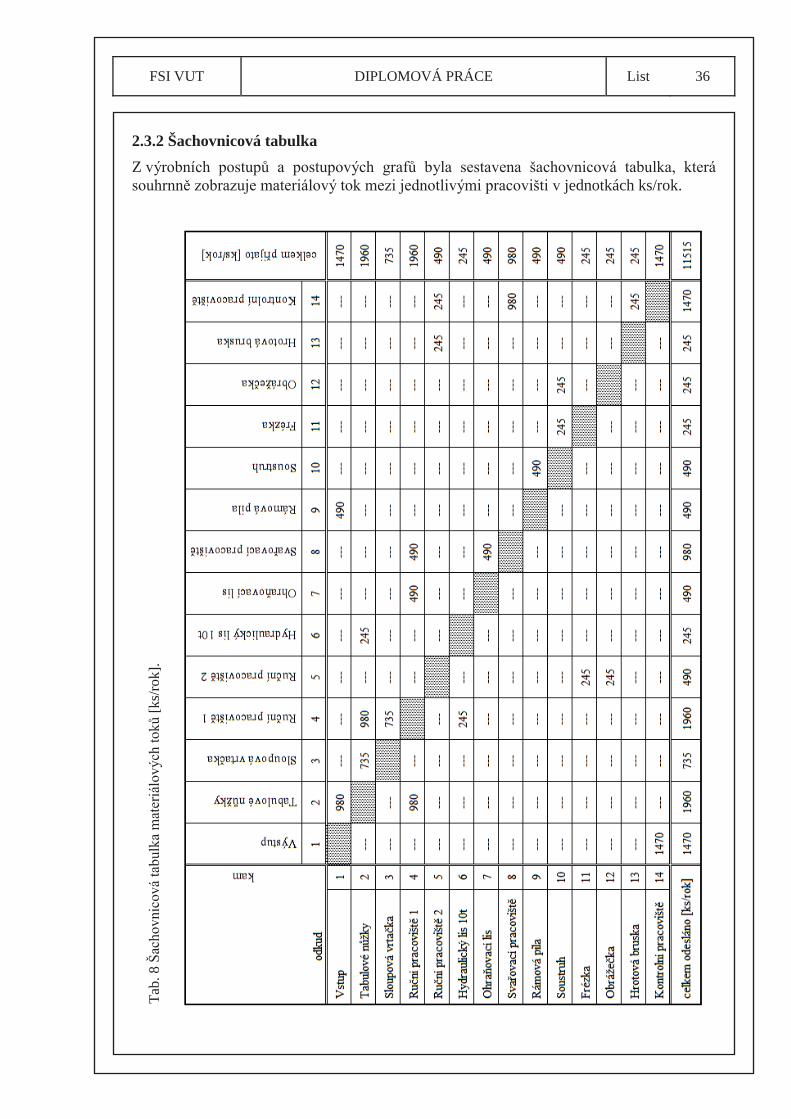
2.3.2 Šachovnicová tabulkaZ
jednotkách ks/rok.
Tab.
8[k
s/ro
k].
FSI VUT DIPLOMOVÁ PRÁCE List 37
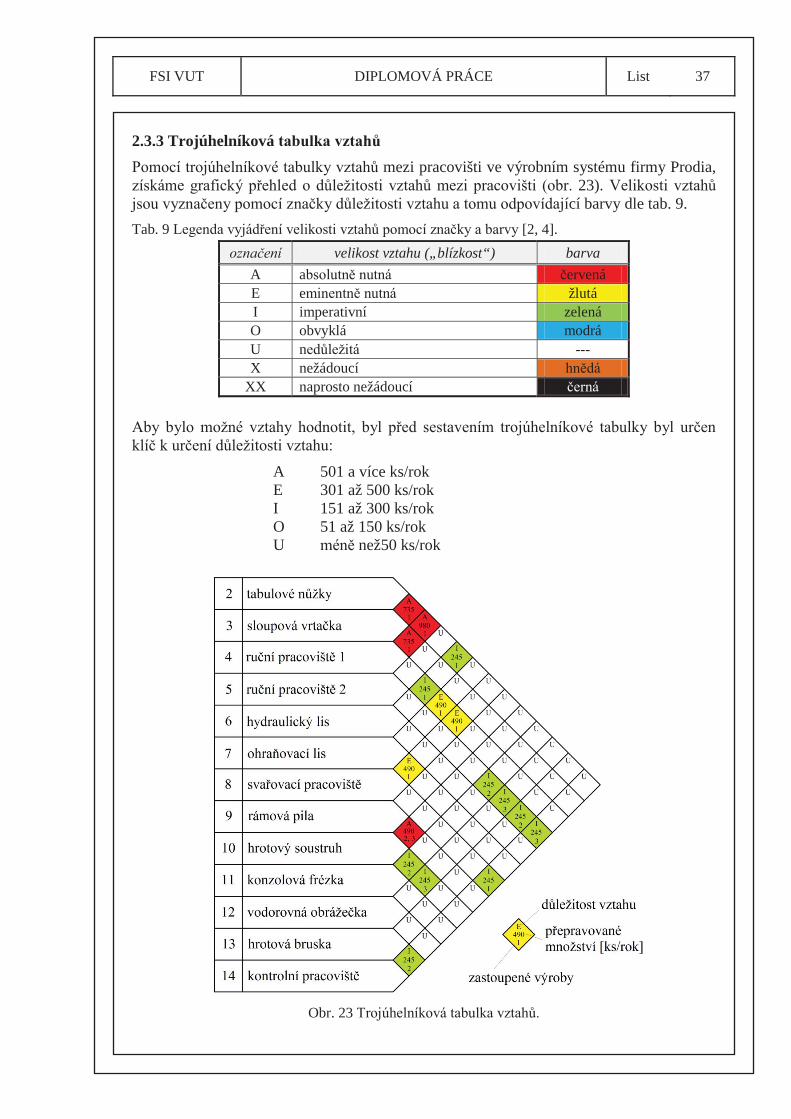
2.3.3 Trojúhelníková mezi pracovišti ve výrobním systému firmy Prodia,
23).ící barvy dle tab. 9.
Tab. 9 [2, 4].velikost vztahu („blízkost“) barva
A a ervenáE e žlutáI imperativní zelenáO obvyklá modráU n ---X nežádoucí
XX naprosto nežádoucí
A 501 a více ks/rokE 301 až 500 ks/rokI 151 až 300 ks/rokO 51 až 150 ks/rokU než50 ks/rok
Obr. 23
FSI VUT DIPLOMOVÁ PRÁCE List 38
šachovnicové tabulkyi ze Sankeyova diagramu v kapitole 2.3.5.
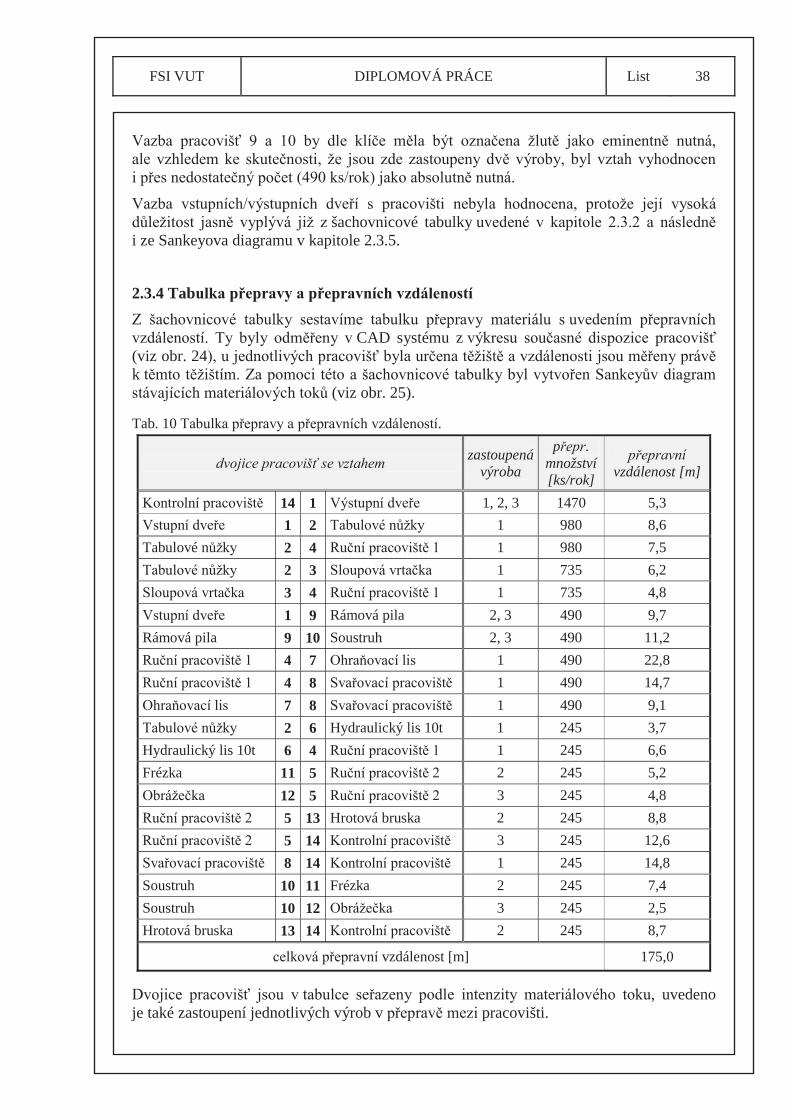
2.3.4 Tab
CAD systému z(viz obr. 24k
(viz obr. 25).
Tab. 10 .
zastoupenávýroba
p .množství [ks/rok] vzdálenost [m]
14 1 1, 2, 3 1470 5,31 2 1 980 8,6
Tabulové n 2 4 1 980 7,52 3 1 735 6,23 4 1 735 4,81 9 Rámová pila 2, 3 490 9,7
Rámová pila 9 10 Soustruh 2, 3 490 11,24 7 1 490 22,84 8 1 490 14,77 8 1 490 9,12 6 Hydraulický lis 10t 1 245 3,7
Hydraulický lis 10t 6 4 1 245 6,6Frézka 11 5 2 245 5,2
12 5 3 245 4,85 13 Hrotová bruska 2 245 8,85 14 3 245 12,68 14 1 245 14,8
Soustruh 10 11 Frézka 2 245 7,4Soustruh 10 12 3 245 2,5Hrotová bruska 13 14 2 245 8,7
vzdálenost [m] 175,0
, uvedeno je také zastoupení jednotlivých výrob v pracovišti.
FSI VUT DIPLOMOVÁ PRÁCE List 39
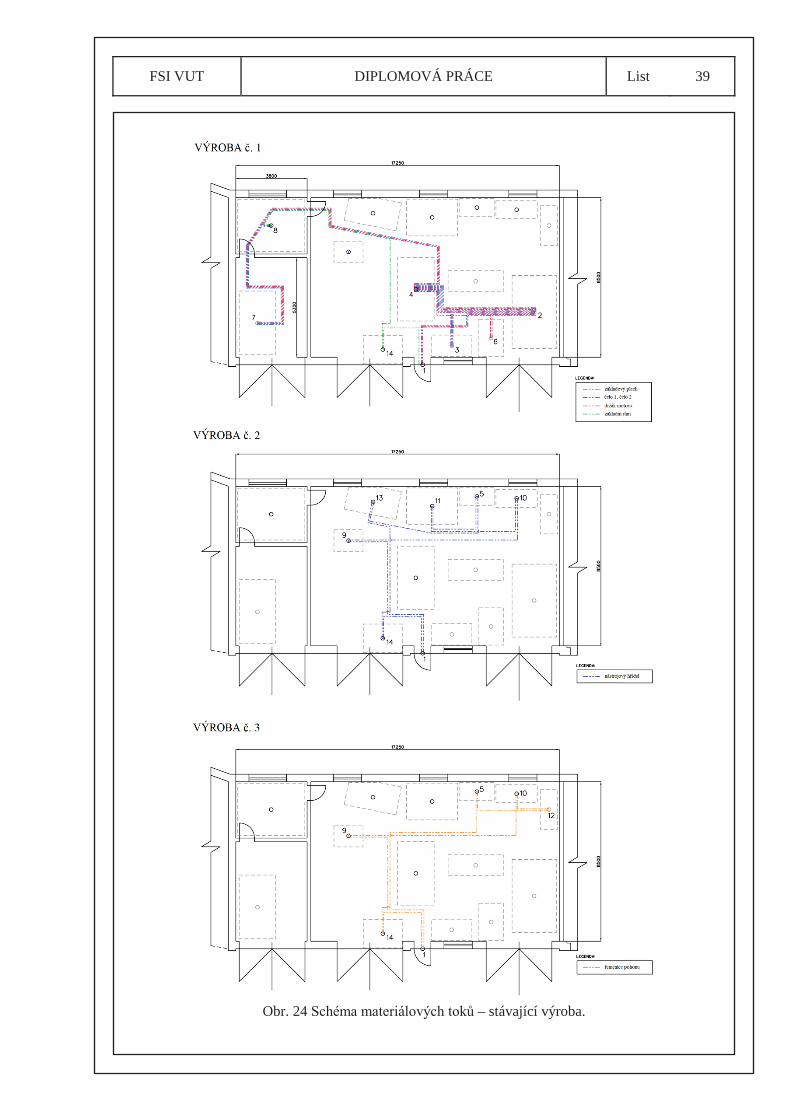
Obr. 24 – stávající výroba.
FSI VUT DIPLOMOVÁ PRÁCE List 40
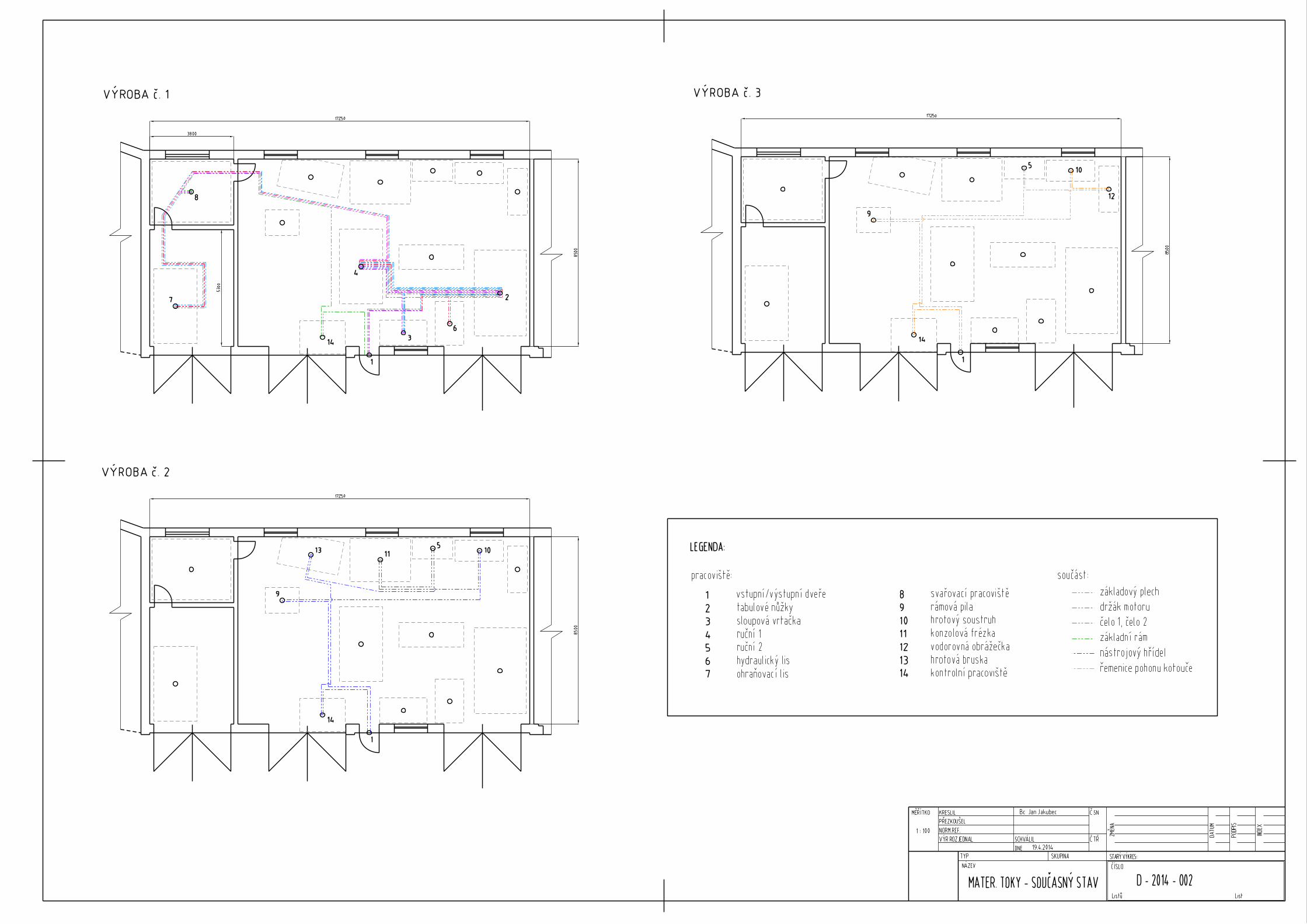
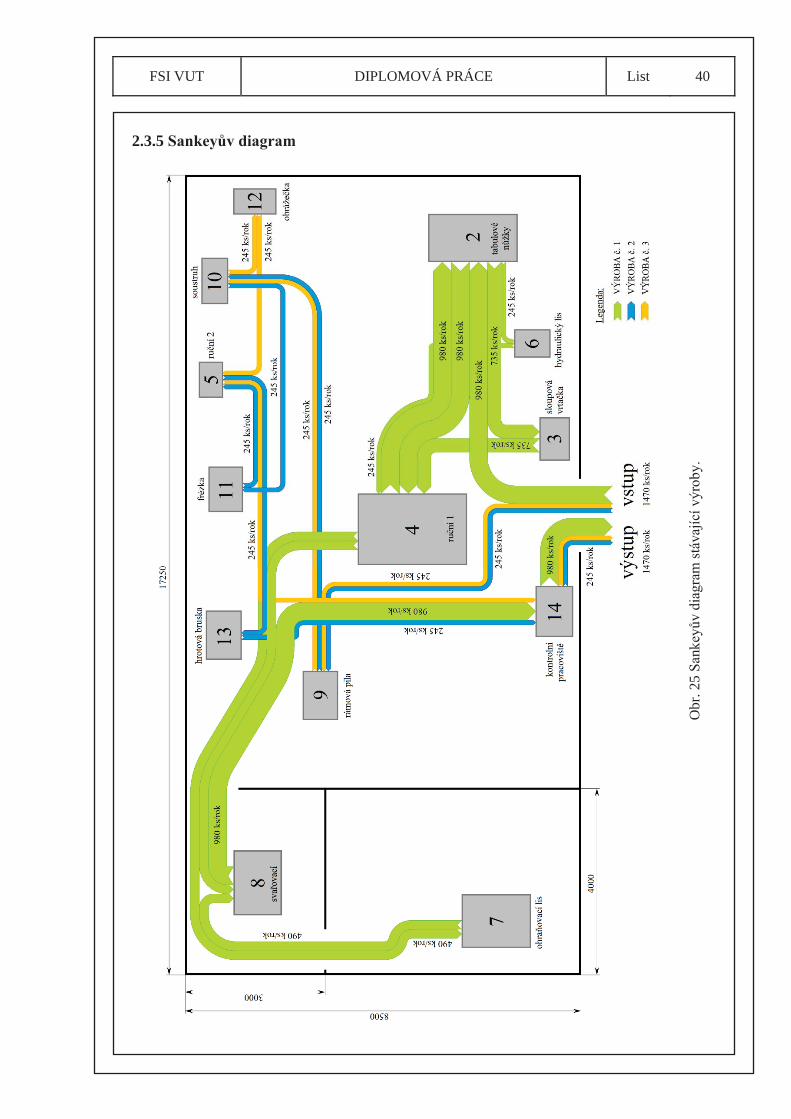
2.3.5
Obr
. 25

FSI VUT DIPLOMOVÁ PRÁCE List 41
stávající výroby
Rok 2014 má 365 dní, z toho 110 dní roce 2014 toho 3 jsou v sobotu nebo v Pracovní doba jedné
pracovních dní v roce. 20 dny na dovolenou a 12 dní na neplánované absence (nemoc apod.).
rokhodEr /20168·2528·)21-110-365( === (7)
fond stroj
( ) ( ) rokhodEEE rrs /04,18952016·0,06-2016·06,0- === (8)
fond
( ) ( ) =+=+= rokhodED rd /17608·1220-20168·1220- (9)
pro výrobu všech zvolených ro rok 2014 ( vedení firmy je 245 ks).
Výroba je tedy ss = 1. pns = 1.
Teoretický p – :
244,01·1·895,041·60
1715·,216···60
· 222 ===
pnsss
kths ksE
NtP (10)
–
213,01·1·895,041·60
735·33···60
· 333 ===
pnsss
kths ksE
NtP (11)
– lis):
006,01·1·895,041·60
245·,62···60
· 666 ===
pnsss
kths ksE
NtP (12)
FSI VUT DIPLOMOVÁ PRÁCE List 42
–
047,01·1·895,041·60
490·11···60
· 777 ===
pnsss
kths ksE
NtP (13)
–
162,01·1·895,041·60
490·7,73···60
· 999 ===
pnsss
kths ksE
NtP (14)
– hrotový soustruh):
236,01·1·895,041·60
490·4,75···60
· 101010 ===
pnsss
kths ksE
NtP (15)
– konzolová frézka):
027,01·1·895,041·60
245·2,61···60
· 111111 ===
pnsss
kths ksE
NtP (16)
– vodorovná
027,01·1·895,041·60
245·2,51···60
· 121212 ===
pnsss
kths ksE
NtP (17)
– hrotová bruska):
043,01·1·895,041·60
245·9,81···60
· 131313 ===
pnsss
kths ksE
NtP (18)
:
p 245 ks).
je tedy sr = 1. pnr = 1.
– 4 ( ):
175,11·1·0162·60
1960·2,57···60
· 444 ===
pnrrr
kthr ksE
NtP (19)
FSI VUT DIPLOMOVÁ PRÁCE List 43
–
021,01·1·0162·60
490·,25···60
· 555 ===
pnrrr
kthr ksE
NtP (20)
–
051,01·1·0162·60
245·52···60
· 888 ===
pnrrr
kthr ksE
NtP (21)
–
136,01·1·0162·60
735·2,32···60
· 141414 ===
pnrrr
kthr ksE
NtP (22)
:
%4,24100·1244,0
100·2
22 ===
sks
ths
PP
(23)
%65,10100·2213,0
100·3
33 ===
sks
ths
PP
(24)
%17,39100·3
175,1100·
4
44 ===
skr
thr
PP
(25)
%1,2100·1021,0
100·5
55 ===
skr
thr
PP
(26)
%6,0100·1006,0
100·6
66 ===
sks
ths
PP
(27)
%7,4100·1047,0
100·7
77 ===
sks
ths
PP
(28)
%55,2100·2051,0
100·8
88 ===
skr
thr
PP
(29)
%2,16100·1162,0
100·9
99 ===
sks
ths
PP
(30)

FSI VUT DIPLOMOVÁ PRÁCE List 44
%6,23100·1236,0
100·10
1010 ===
sks
ths
PP
(31)
%7,2100·1027,0
100·11
1111 ===
sks
ths
PP
(32)
%7,2100·1027,0
100·12
1212 ===
sks
ths
PP
(33)
%3,4100·1043,0
100·13
1313 ===
sks
ths
PP
(34)
%6,13100·1136,0
100·14
1414 ===
skr
thr
PP
(35)
2.5 Stanovení kritických místnáslednou návrhovou
Kritická místa:
Zmnožství velká vzdálenos .
také
U
nerespektuje výrobní toky.
Ze Sankeyova diagramutras.
(v rozboru seskupena do skupiny dopravních tras.
by vzhledem k
FSI VUT DIPLOMOVÁ PRÁCE List 45
3 OPTIMALIZACE VÝROBNÍHO SYSTÉMU PODNIKUV ena kritická místa
hmotných zdroj výrobních .
3.1 Návrhho systému budou využity
materiálové toky mezi pracovišti) náklady ) , protože stávající výrobní
prostory lze upravovat. Technologické podmínky jsou dané stávajícím strojním vybavením
parku.
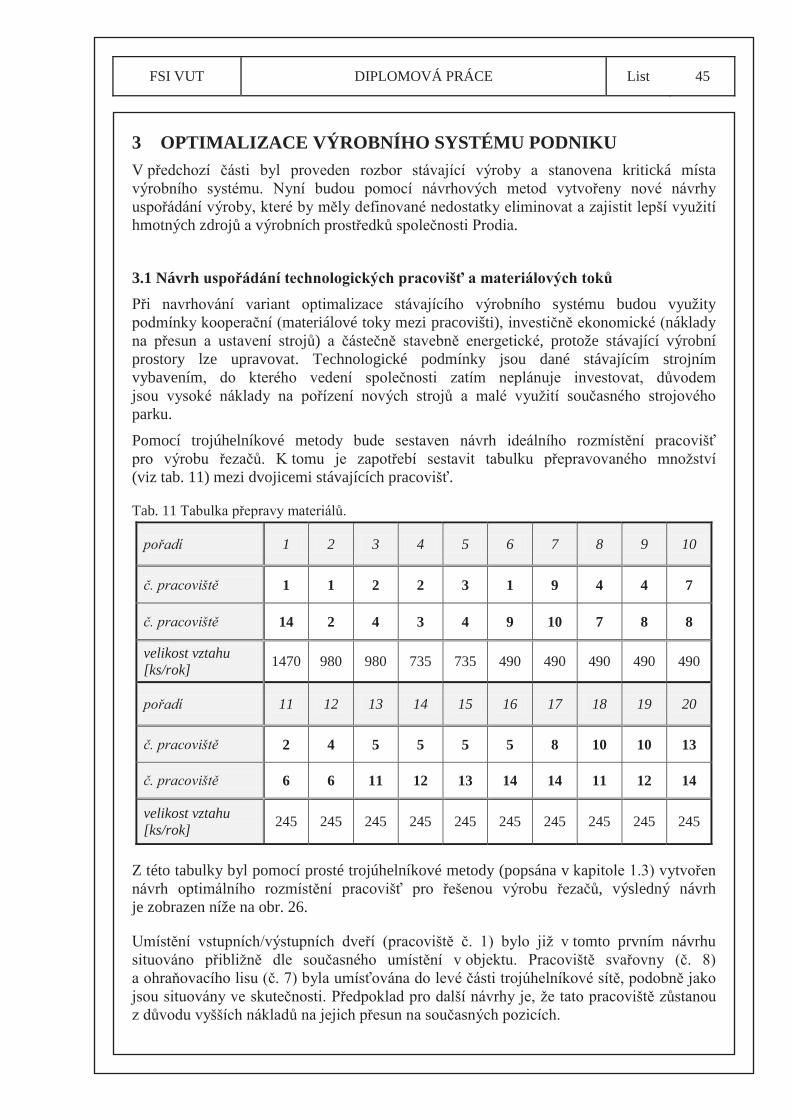
Pomocí trojúhelníkové metody
(viz tab. 11) mezi dvojicemi stávajících prac .
Tab. 11
1 2 3 4 5 6 7 8 9 10
1 1 2 2 3 1 9 4 4 7
14 2 4 3 4 9 10 7 8 8
velikost vztahu [ks/rok] 1470 980 980 735 735 490 490 490 490 490
11 12 13 14 15 16 17 18 19 20
2 4 5 5 5 5 8 10 10 13
6 6 11 12 13 14 14 11 12 14
velikost vztahu [ks/rok] 245 245 245 245 245 245 245 245 245 245
Z této tabulky byl pomocí prosté trojúhelníkové metody (popsána v, výsledný návrh
je zobrazen níže na obr. 26.
tomto prvním návrhu
FSI VUT DIPLOMOVÁ PRÁCE List 46
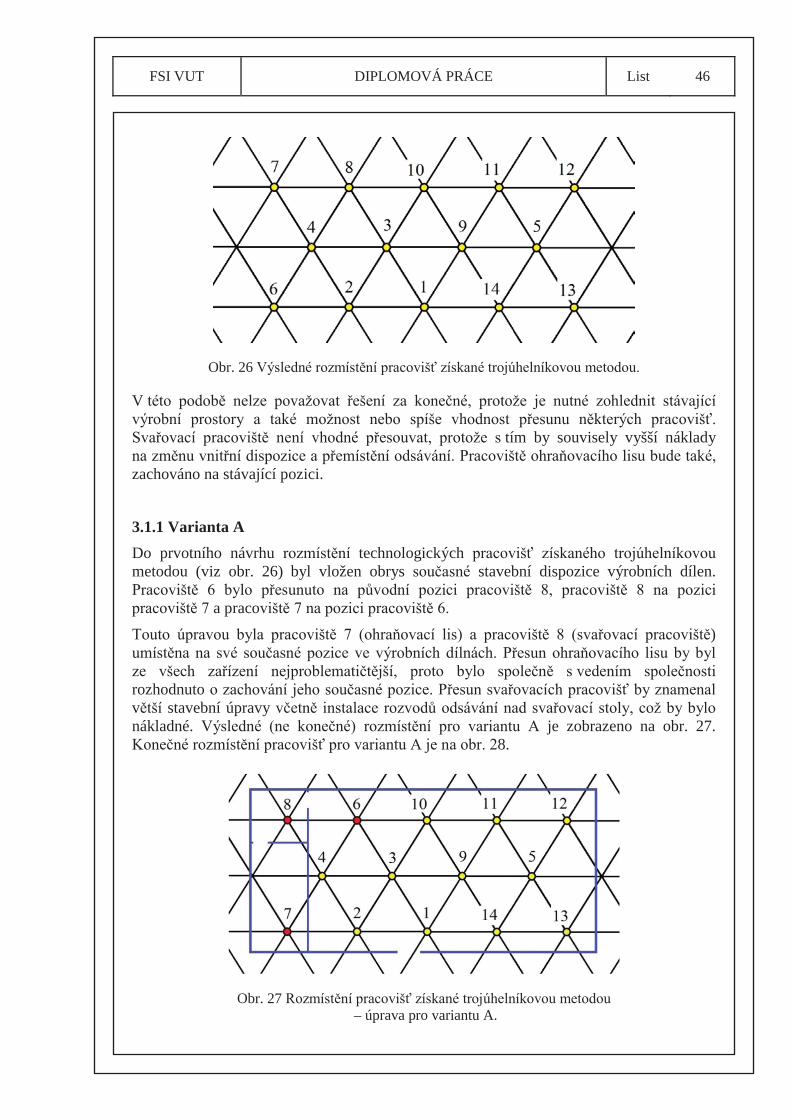
Obr. 26
V
tím by souvisely vyšší náklady
zachováno na stávající pozici.
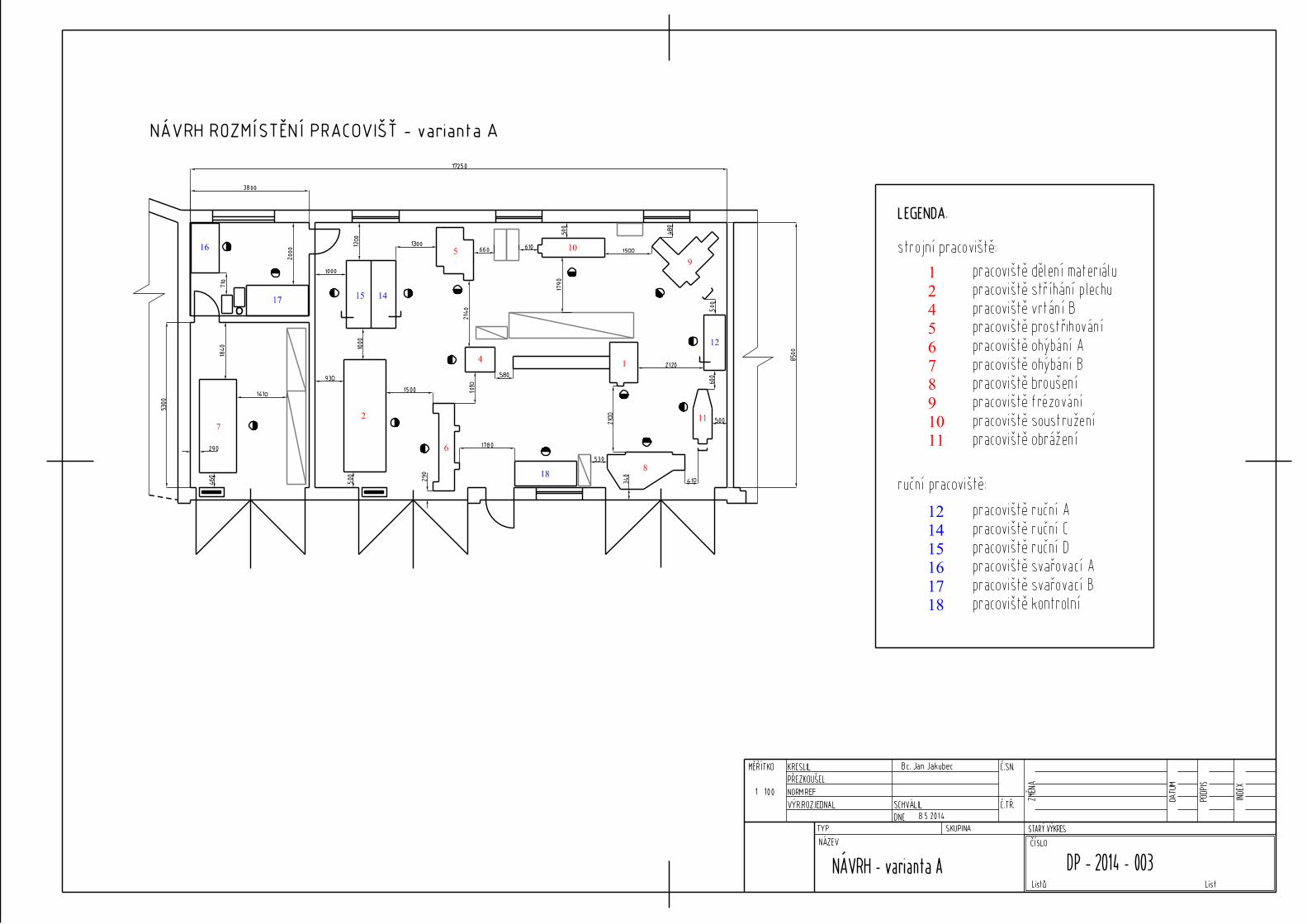
3.1.1 Varianta ADo prvotního návrhu technologických metodou (viz obr. 26) byl vložen obrys stavební dispozice výrobních dílen.
a praco
)
rozhodnutov stavební úpravy nákladné. je zobrazeno na obr. 27.
8.
Obr. 27– úprava pro variantu A.
FSI VUT DIPLOMOVÁ PRÁCE List 47
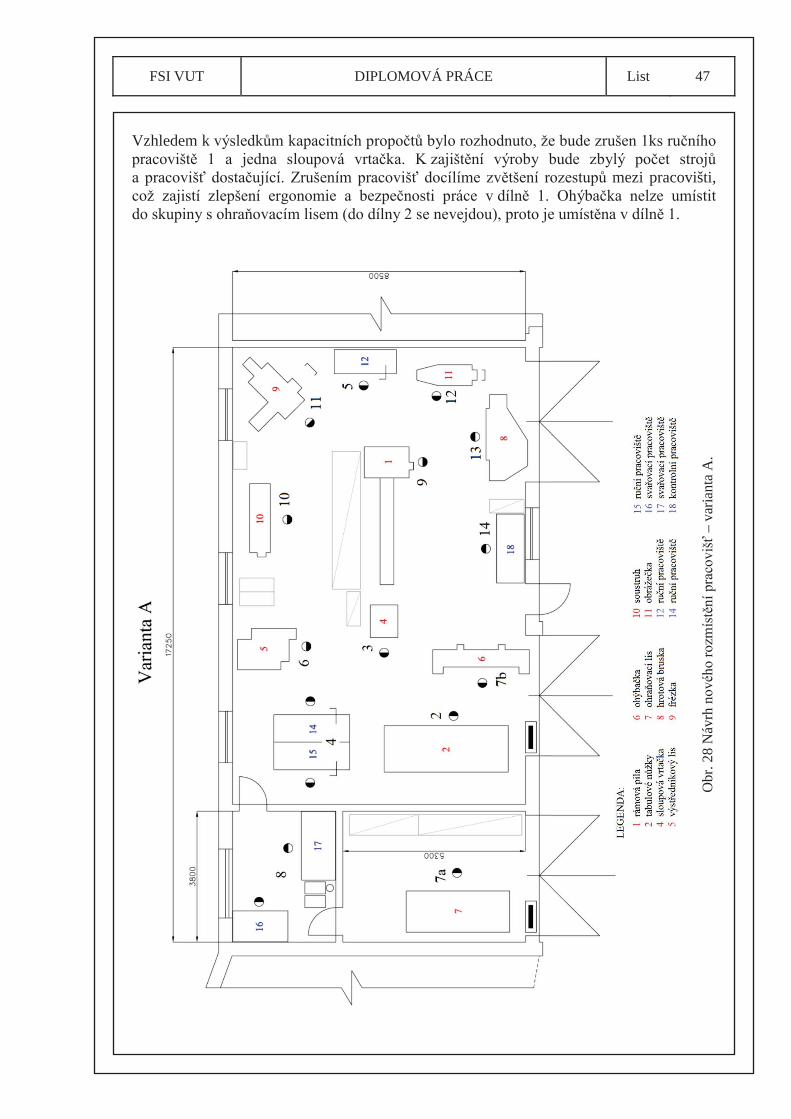
Vzhledem k
mezi pracovišti,
Obr
. 28
Náv
–va
riant
a A
.
FSI VUT DIPLOMOVÁ PRÁCE List 48
Tab. 12 na obr. 28.ozn. prac. prac.
ozn. prac. prac.
1 - 7 62 2 7
3 3 (zrušeno) 8 164 17
413 (zrušeno) 9 1 Rámová pila14 10 10 Soustruh15 11 9 Frézka
5 12 12 116 5 Hydraulický lis 13 8 Hrotová bruska
14 18 Kontrolní
z tab. 5 a 6).
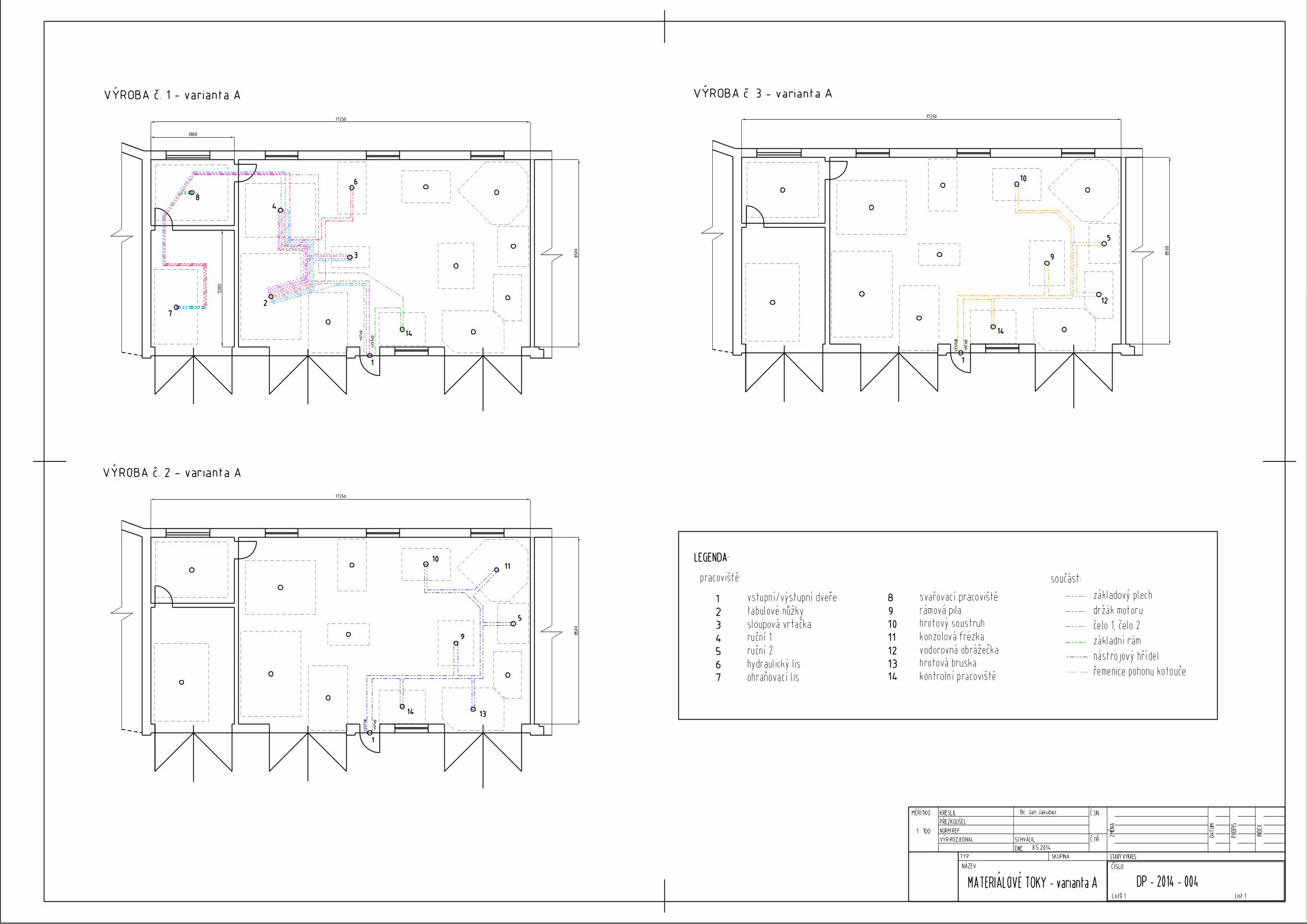
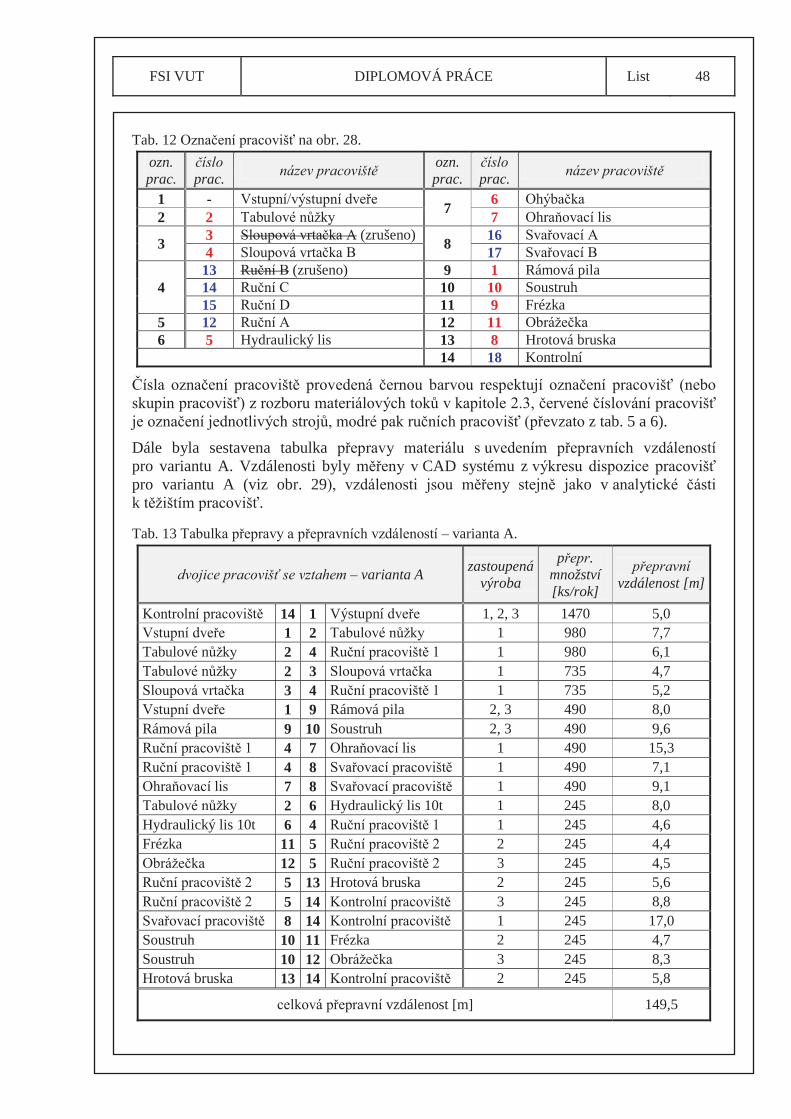
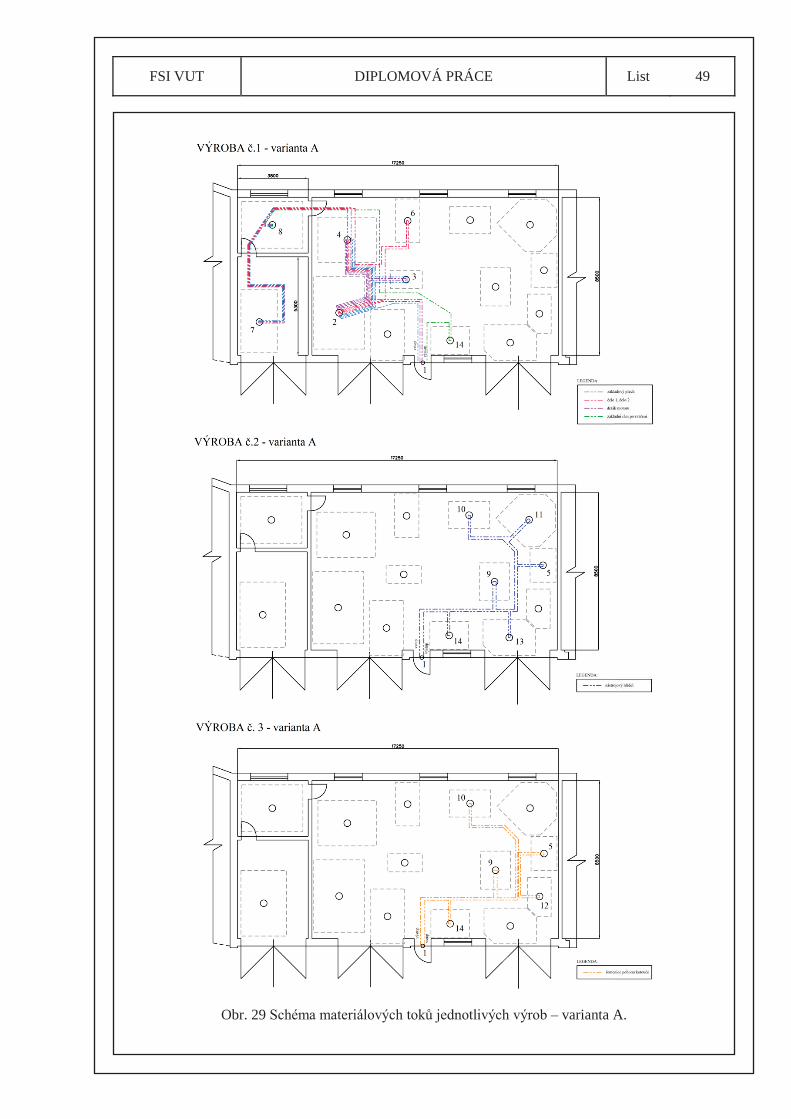
Dále byla sestavena tabulkapro variantu A. Vzdálenosti byly CAD systému zpro variantu A (viz obr. 29 ko vk .
Tab. 13 – varianta A.
– varianta A zastoupenávýroba
p .množství [ks/rok] vzdálenost [m]
14 1 Výstupní 1, 2, 3 1470 5,01 2 1 980 7,7
Tabulové n 2 4 1 980 6,12 3 1 735 4,73 4 1 735 5,21 9 Rámová pila 2, 3 490 8,0
Rámová pila 9 10 Soustruh 2, 3 490 9,64 7 1 490 15,34 8 1 490 7,17 8 1 490 9,12 6 Hydraulický lis 10t 1 245 8,0
Hydraulický lis 10t 6 4 1 245 4,6Frézka 11 5 2 245 4,4
12 5 3 245 4,55 13 Hrotová bruska 2 245 5,65 14 3 245 8,88 14 1 245 17,0
Soustruh 10 11 Frézka 2 245 4,7Soustruh 10 12 3 245 8,3Hrotová bruska 13 14 2 245 5,8
vzdálenost [m] 149,5
FSI VUT DIPLOMOVÁ PRÁCE List 49
Obr. 29 – varianta A.
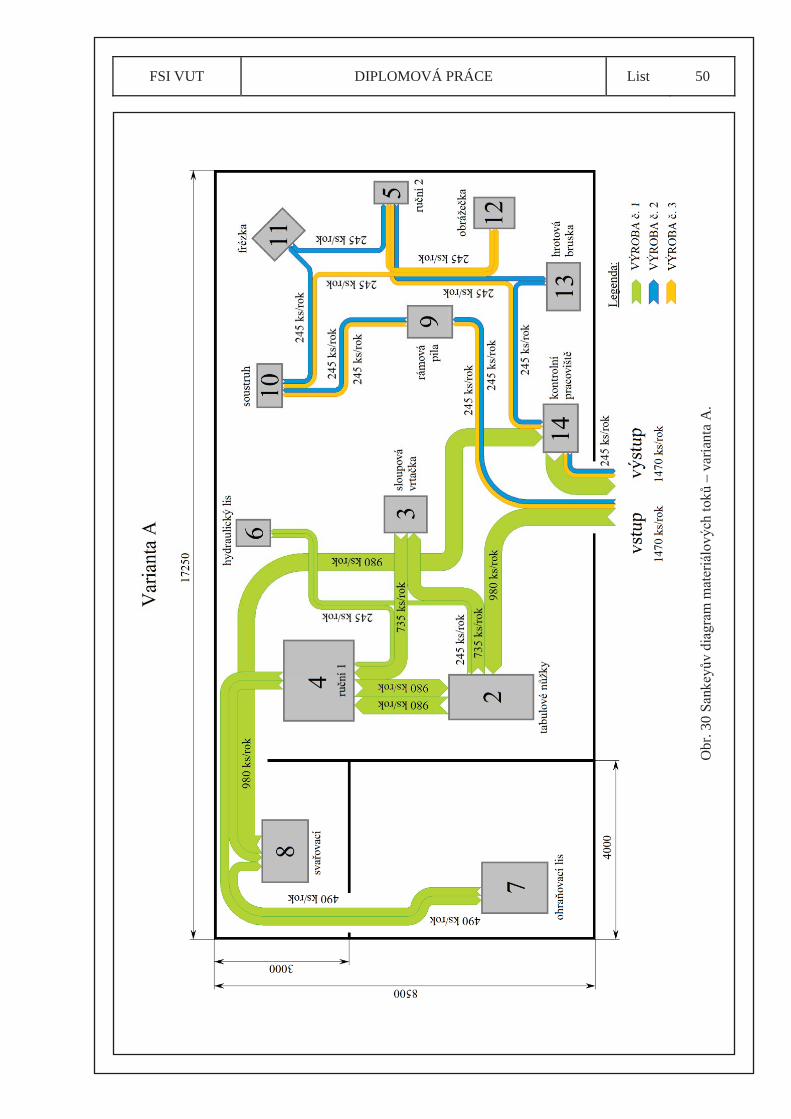
FSI VUT DIPLOMOVÁ PRÁCE List 50
Obr
. 30
–va
riant
a A
.
FSI VUT DIPLOMOVÁ PRÁCE List 51
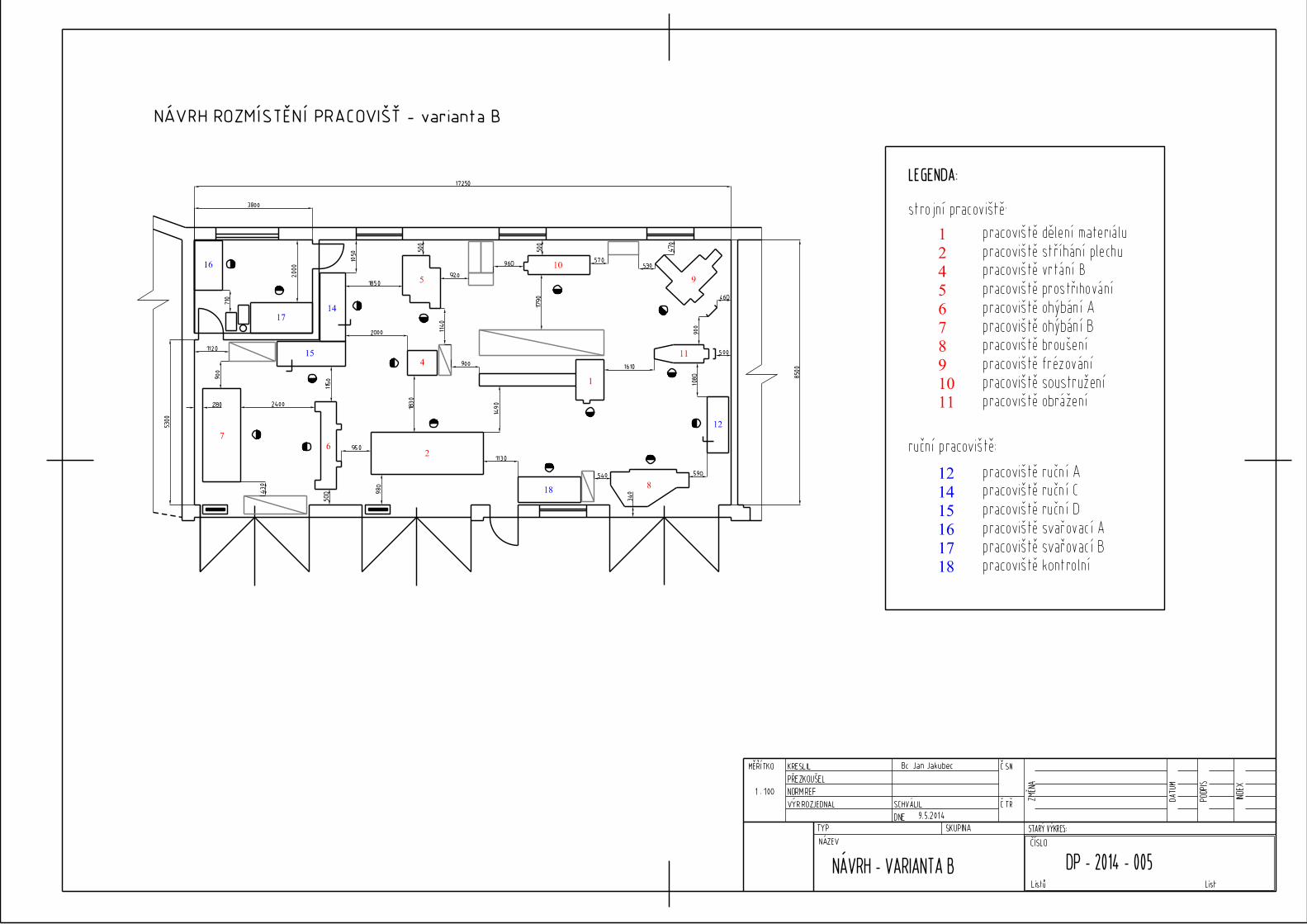
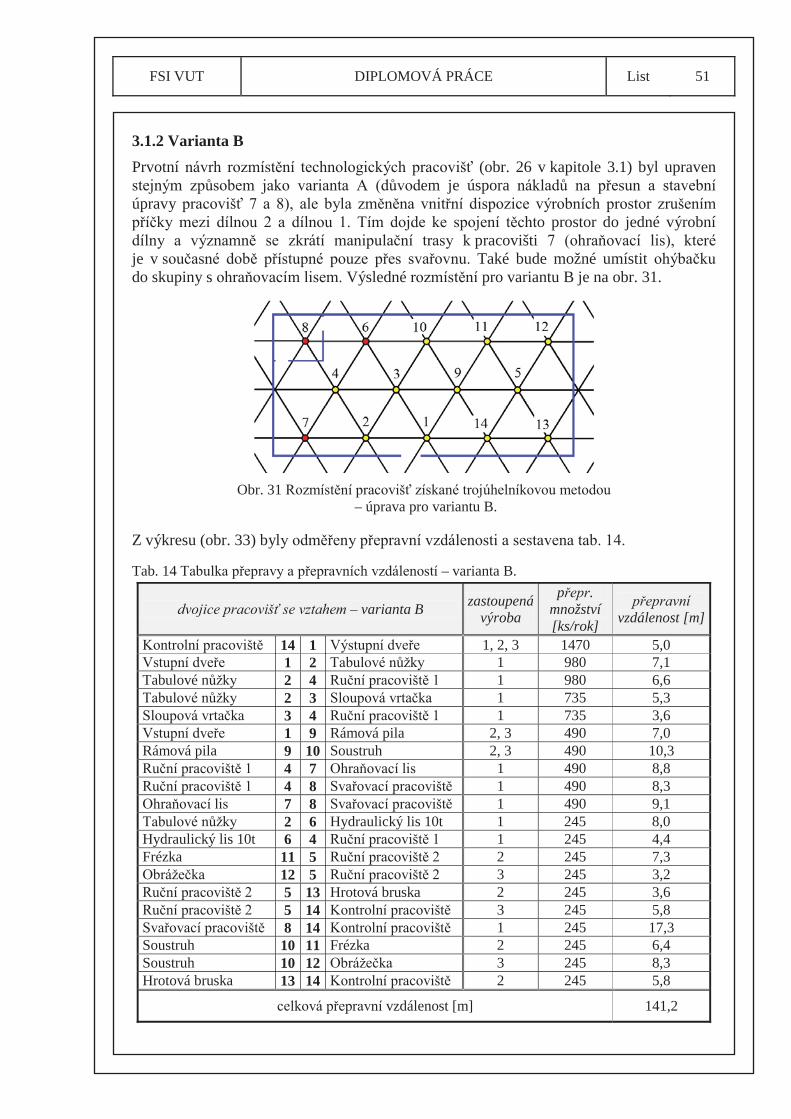
3.1.2 Varianta BPrvotní (obr. 26 v kapitole 3.1) byl upraven
em je úsporaúpravy
o prostor do jedné výrobní pracovišti
je v Také bude možné umístitdo skupiny s Výsledné pro variantu B je na obr. 31.
Obr. 31– úprava pro variantu B.
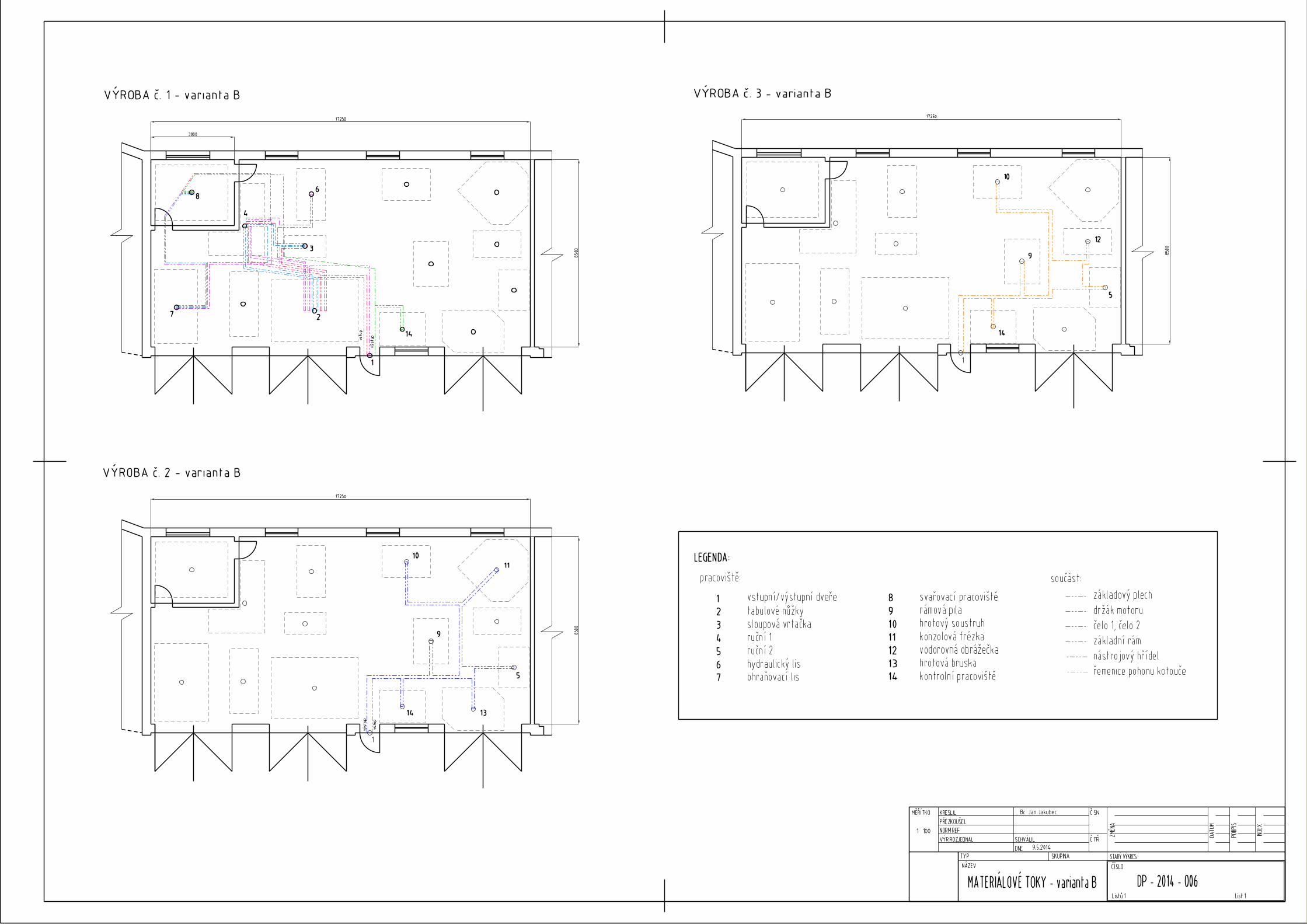
Z výkresu (obr. 33) byl
Tab. 14 – varianta B.
– varianta B zastoupenávýroba
p .množství [ks/rok] vzdálenost [m]
14 1 1, 2, 3 1470 5,01 2 1 980 7,1
Tabulové n 2 4 1 980 6,62 3 1 735 5,33 4 1 735 3,61 9 Rámová pila 2, 3 490 7,0
Rámová pila 9 10 Soustruh 2, 3 490 10,34 7 1 490 8,84 8 1 490 8,37 8 1 490 9,12 6 Hydraulický lis 10t 1 245 8,0
Hydraulický lis 10t 6 4 1 245 4,4Frézka 11 5 2 245 7,3
12 5 3 245 3,25 13 Hrotová bruska 2 245 3,65 14 3 245 5,88 14 1 245 17,3
Soustruh 10 11 Frézka 2 245 6,4Soustruh 10 12 3 245 8,3Hrotová bruska 13 14 2 245 5,8
vzdálenost [m] 141,2
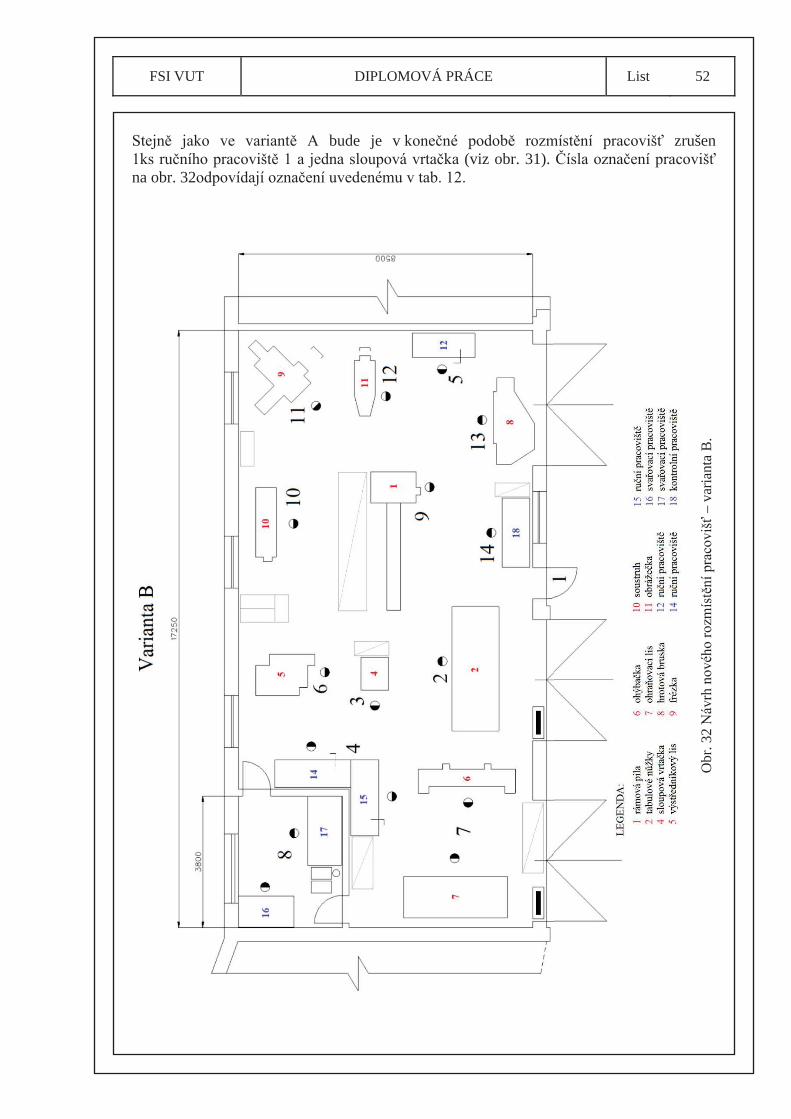
FSI VUT DIPLOMOVÁ PRÁCE List 52
bude je v zrušen (viz obr. 31).
na obr. 32
Obr
. 32
–va
riant
a B
.
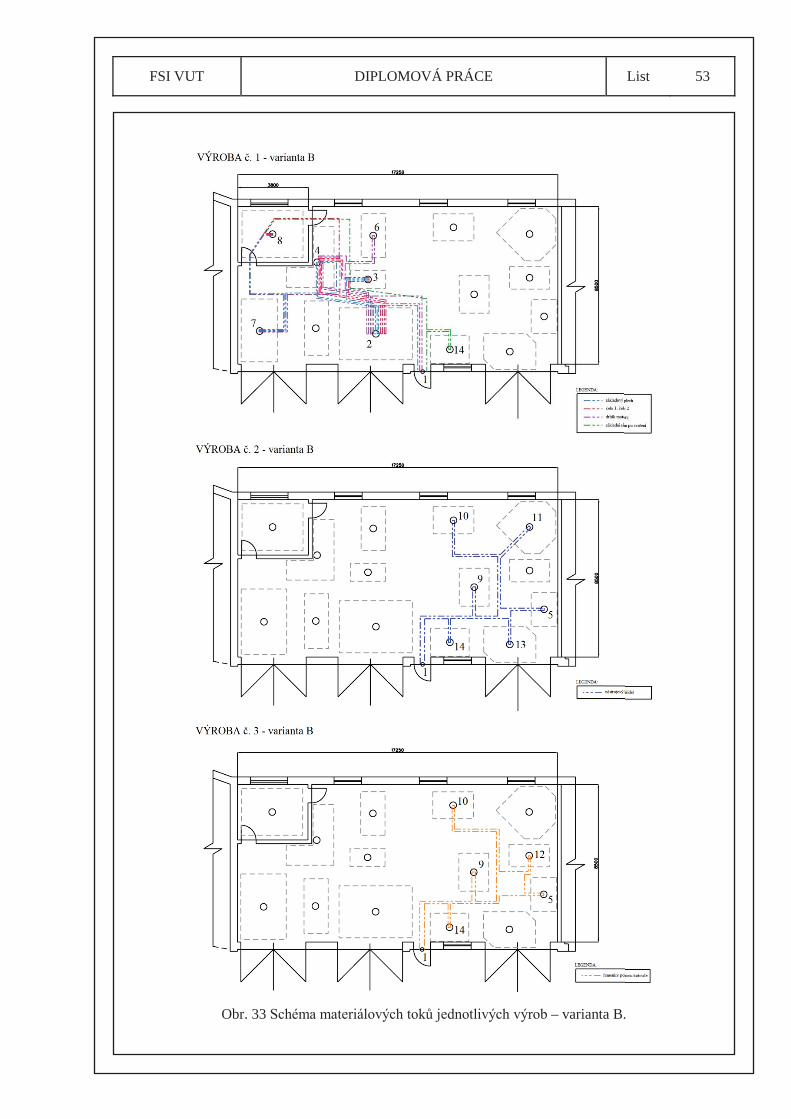
FSI VUT DIPLOMOVÁ PRÁCE List 53
Obr. 33 – varianta B.
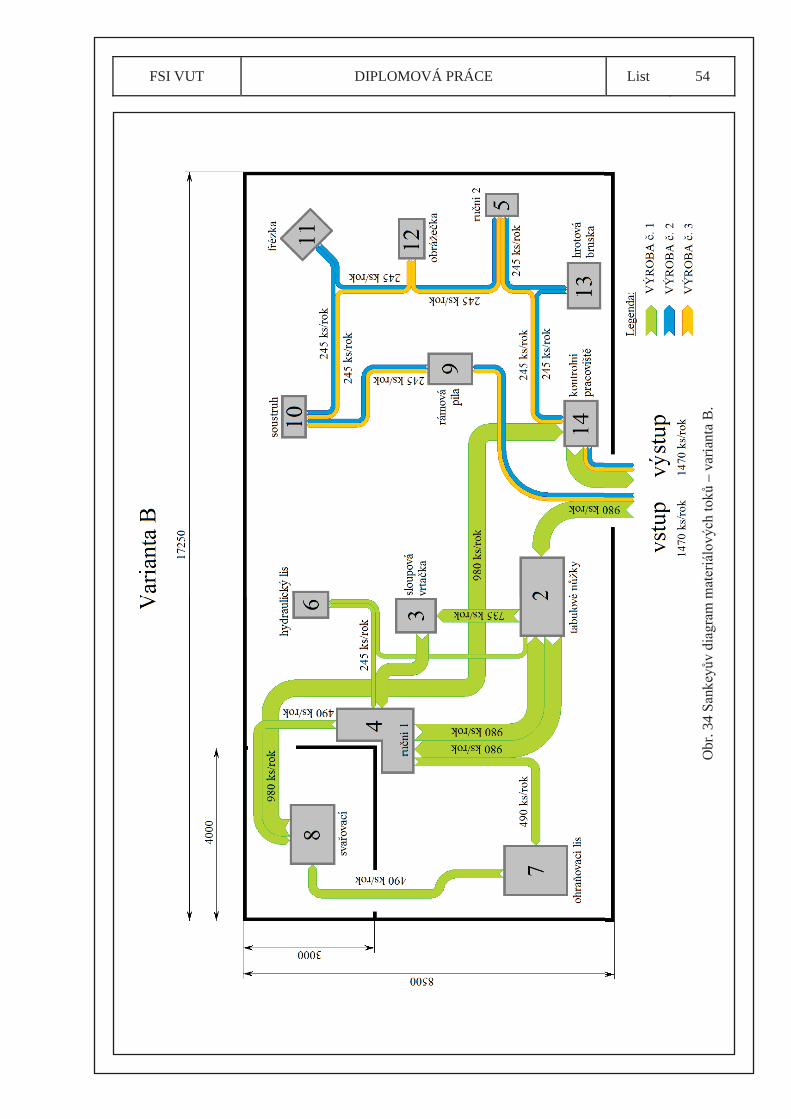
FSI VUT DIPLOMOVÁ PRÁCE List 54
Obr
. 34
–va
riant
a B
.
FSI VUT DIPLOMOVÁ PRÁCE List 55
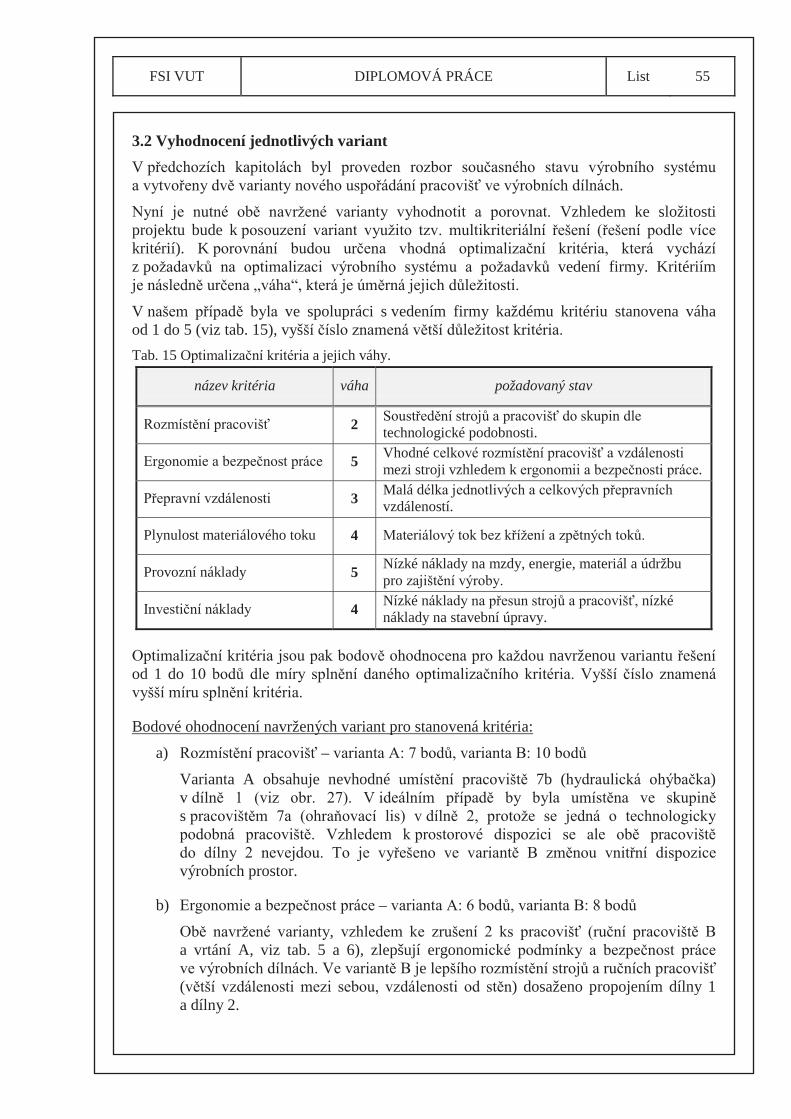
3.2 Vyhodnocení jednotlivých variant V
.
Vzhledem ke složitosti projektu bude kkritérií). Kz p vedení firmy. Kritériím
V ve spolupráci s vedením firmy každému kritériu stanovena váha od 1 do 5 (viz tab. 15), vyšTab. 15 O a a jejich váhy.
název kritéria váha požadovaný stav
2 technologické podobnosti.
5 Vhodné cmezi stroji vzhledem k .
3 Malá dvzdáleností.
Plynulost materiálového toku 4
Provozní náklady 5 Nízké náklady na mzdy, energie, materiál a údržbupro
4 Nízké n nízké náklady na stavební úpravy.
navrženou variantuod 1 do 1
Bodové ohodnocení navržených variant pro stanovená kritéria:
a) –
Varianta A obsahuje nevhodné 7b ( )vs
výrobních prostor.
b) –
,a vrtání A, viz tab. 5 a 6), zlepšují ergono
e( ) dosaženo propojením dílny 1a dílny 2.
FSI VUT DIPLOMOVÁ PRÁCE List 56
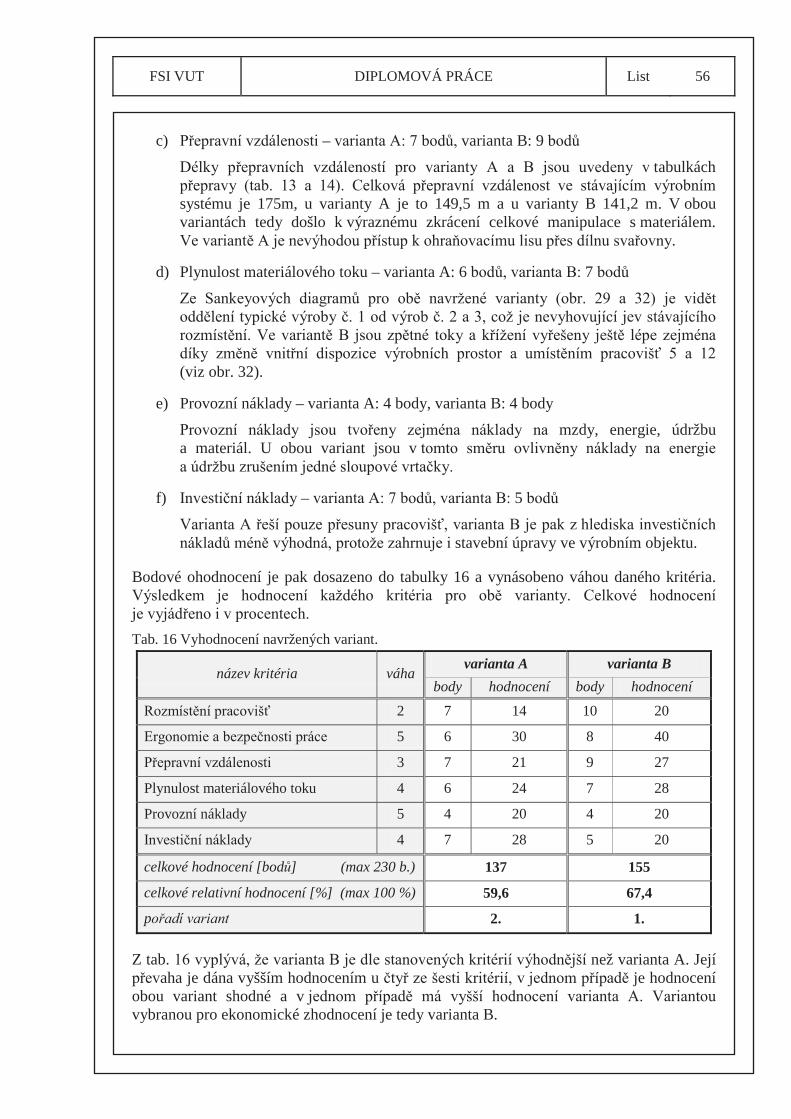
c) – varianta B: 9
tabulkách
systému je 175m, u varianty A je to 149,5 m a u varianty B 141,2 m. V obou variantách tedy došlo k výraznému zkrácení celkové manipulace s materiálem.
.
d) Plynulost materiálového toku – varianta A: 6 7
(viz obr. 32).
e) Provozní náklady – varianta A: 4 body, varianta B: 4 body
mzdy, energie, údržbua materiál. U obou variant jsou v
f) – 5
stavební úpravy ve výrobním objektu.
Bodové ohodnocení je pak dosazeno do tabulky 16 a vynásobeno váhou daného kritéria.
Tab. 16 Vyhodnocení navržených variant.
název kritéria váhavarianta A varianta B
body hodnocení body hodnocení
2 7 14 10 20
5 6 30 8 40
3 7 21 9 27
Plynulost materiálového toku 4 6 24 7 28
Provozní náklady 5 4 20 4 20
4 7 28 5 20
celkové hodnocení [bod ] (max 230 b.) 137 155
celkové relativní hodnocení [%] (max 100 %) 59,6 67,4
p 2. 1.
Z tab. než varianta A. Její aha je dána vyšším hodnocením u je hodnocení
obou variant shodné a vvybranou pro ekonomické zhodnocení je tedy varianta B.
FSI VUT DIPLOMOVÁ PRÁCE List 57
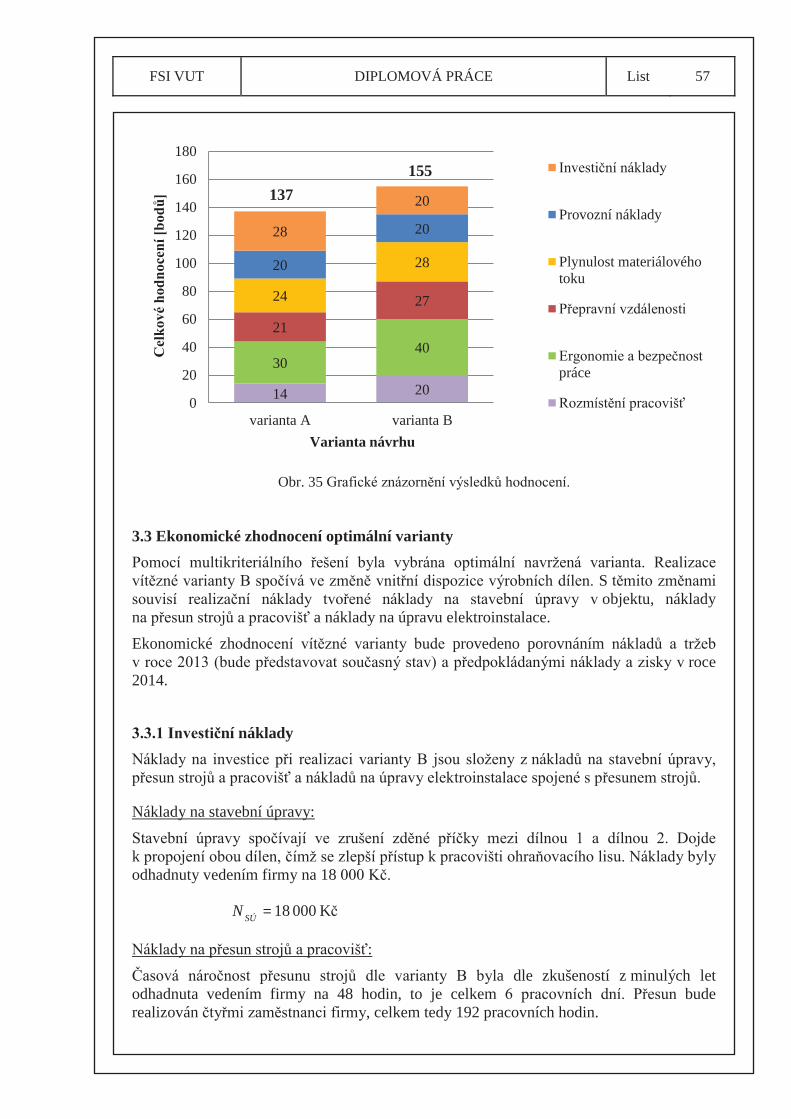
Obr. 35
3.3 Ekonomické zhodnocení optimální varianty
Sobjektu, náklady
n a náklady na úpravu elektroinstalace.
Ekonomické zh provedeno porovnáním roce
2014.
ní náklady
Náklady na stavební úpravy:
kodhadnuty vedením firmy na 18
K00018=SÚN
:
u a dle zkušeností z minulých let odhadnuta vedením firmy na 48 hodin, to je celkem bude realizován , celkem tedy 192 pracovních hodin.
14 20
3040
21
2724
2820
2028
20
0
20
40
60
80
100
120
140
160
180
varianta A varianta BVarianta návrhu
Provozní náklady
Plynulost materiálovéhotoku
práce
137155

FSI VUT DIPLOMOVÁ PRÁCE List 58
:
K000306=rokN
Hodinové náklady na pracovníka:
K174
1760000306
Dd
==
=
hod
rokhod
N
NN
(36)
kde: Nhod
Nrok …
Dd [hod].
:
K40833192·174D·N PShod
==
=
PS
PS
NN
(37)
kde: NPS
Nhod … hodinové náklady na
DPS [hod].
Náklady na úpravy elektroinstalace:
Sprovedení revizí. odhadnuty
minulých letech na 130
K000130=ÚEN
áklady (náklady na realizaci varianty B):
K4081810001304083300018NNN
2014
ÚEPSSÚ2014
=++=
++=
I
I
NN
(38)
kde: NI 2014 v roce 2014
NSÚ
NPS
NÚE … náklady na úpravy elektroinstalace
FSI VUT DIPLOMOVÁ PRÁCE List 59
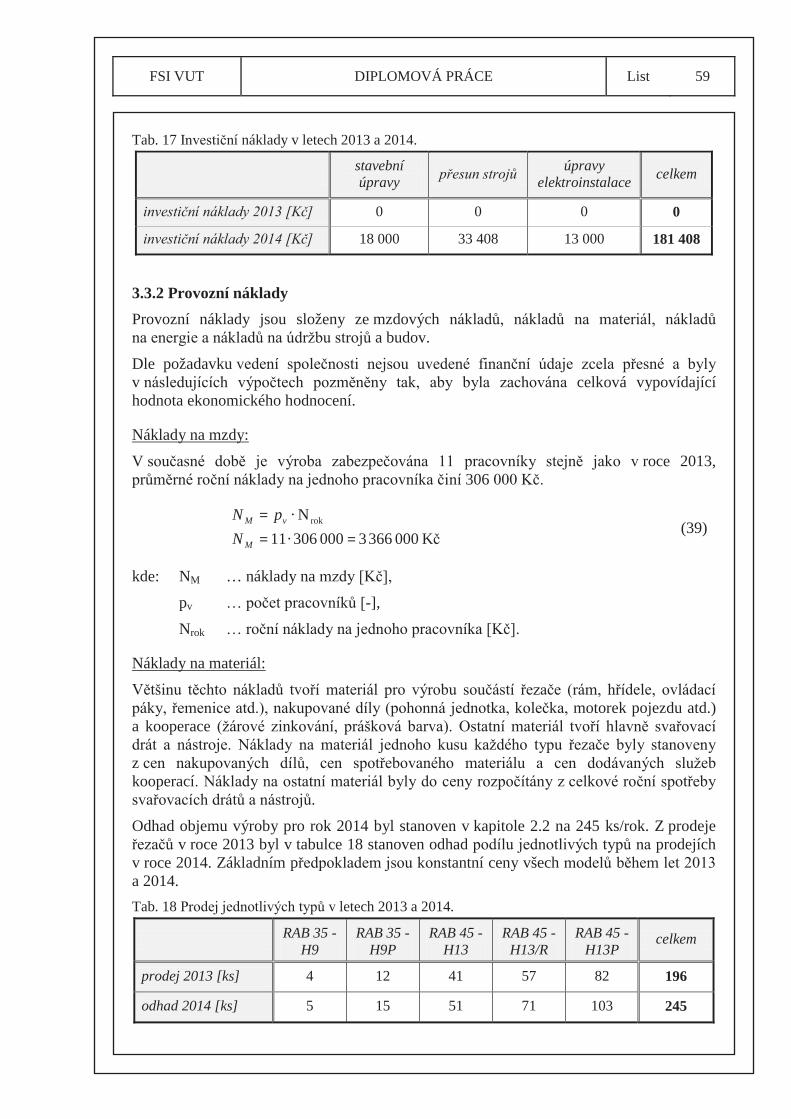
Tab. 17 I í náklady v letech 2013 a 2014.
stavební úpravy
úpravy elektroinstalace celkem
0 0 0 0
18 000 33 408 13 000 181 408
3.3.2 Provozní nákladyProvozní náklady jsou složeny ze mzdových
a budov.
Dle požadavkuv celková vypovídající hodnota ekonomického hodnocení.
Náklady na mzdy:
V roce 2013,306
K0003663000306·11N· rok
==
=
M
vM
NpN
(39)
kde: NM … náklady na
pv -],
Nrok
Náklady na materiál:
motorek pojezdu atd.)a kooperace
zkooperací
.
Odhad objemu výroby pro rok 2014 byl stanoven v kapitole 2.2 na 245 ks/rok. Z prodejev roce 2013 byl v tabulce 18 stanoven odhad prodejích
v roce 2014. Základním p antní ceny všech a 2014.Tab. 18 letech 2013 a 2014.
RAB 35 -H9
RAB 35 -H9P
RAB 45 -H13
RAB 45 -H13/R
RAB 45 -H13P
celkem
prodej 2013 [ks] 4 12 41 57 82 196
odhad 2014 [ks] 5 15 51 71 103 245
FSI VUT DIPLOMOVÁ PRÁCE List 60
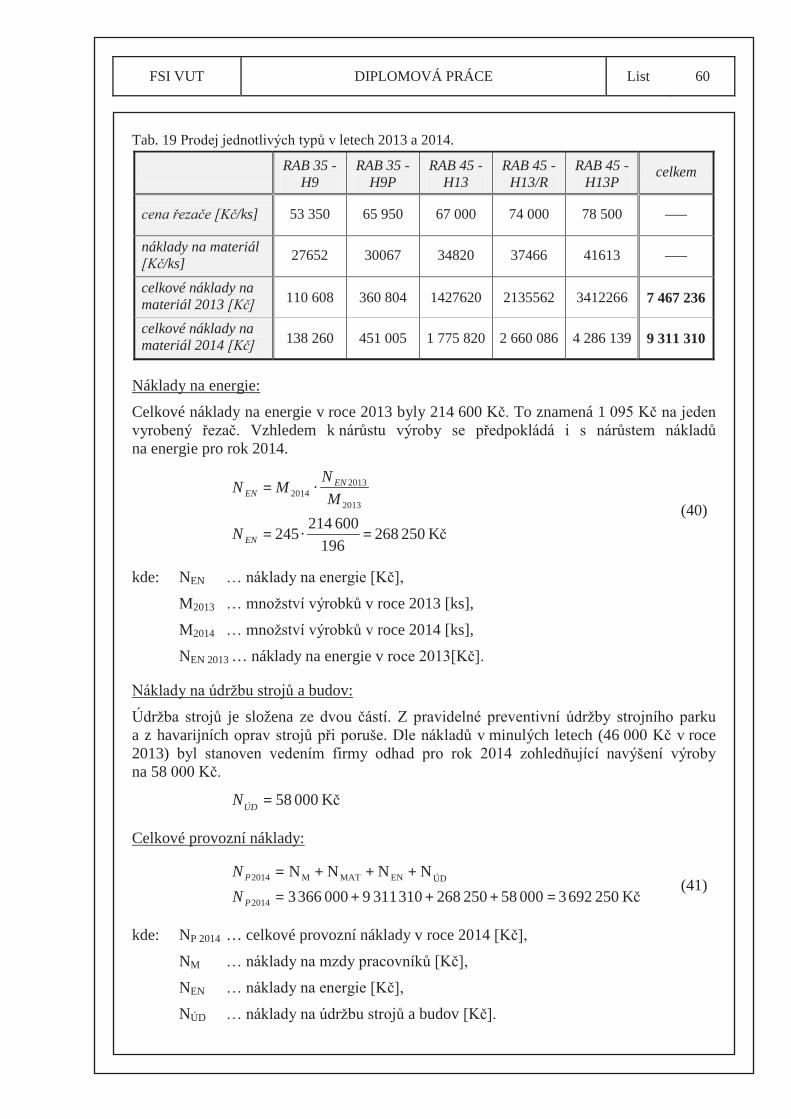
Tab. 19 letech 2013 a 2014.
RAB 35 -H9
RAB 35 -H9P
RAB 45 -H13
RAB 45 -H13/R
RAB 45 -H13P
celkem
/ks] 53 350 65 950 67 000 74 000 78 500 –––
náklady na materiál /ks] 27652 30067 34820 37466 41613 –––
celkové náklady na materiál 2013 110 608 360 804 1427620 2135562 3412266 7 467 236
celkové náklady na materiál 2014 138 260 451 005 1 775 820 2 660 086 4 286 139 9 311 310
Náklady na energie:
Celkové náklady na energie v roce 2013 byly 214 600 To znamená 1Vzhledem k
na energie pro rok 2014.
K250268
196600214
·245
·2013
20132014
==
=
EN
ENEN
N
MN
MN(40)
kde: NEN
M2013 v roce 2013 [ks],
M2014 roce 2014 [ks],
NEN 2013 … náklady na energie v
a budov:
je složenaa z havarijních minulých letech (46 roce 2013)na 58
K00058=ÚDN
Celkové provozní náklady:
K25069230005825026831031190003663NNNN
2014
ÚDENMATM2014
=+++=
+++=
P
P
NN
(41)
kde: NP 2014 … celkové provozní náklady v roce 2014
NM
NEN
NÚD a budov
FSI VUT DIPLOMOVÁ PRÁCE List 61
Tab. 20 Provozní náklady v letech 2013 a 2014.
mzdy materiál energie údržba celkem
provozní náklady 2013 3 366 000 7 467 236 214 600 46 000 11 093 836
provozní náklady 2014 3 366 000 9 311 310 268 250 58 000 13 003 560
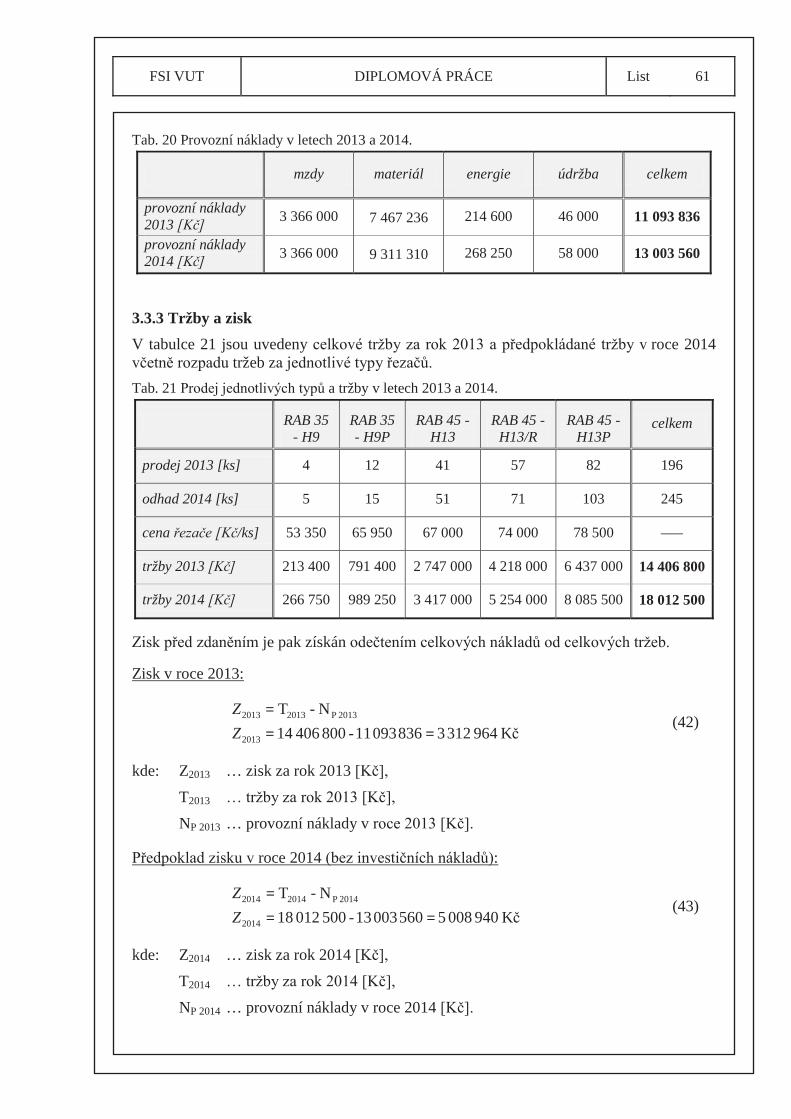
3.3.3 Tržby a ziskV tabulce 21 jsou uvedeny roce 2014
tržeb zTab. 21 a tržby v letech 2013 a 2014.
RAB 35 - H9
RAB 35 - H9P
RAB 45 -H13
RAB 45 -H13/R
RAB 45 -H13P
celkem
prodej 2013 [ks] 4 12 41 57 82 196
odhad 2014 [ks] 5 15 51 71 103 245
cena /ks] 53 350 65 950 67 000 74 000 78 500 –––
tržby 2013 213 400 791 400 2 747 000 4 218 000 6 437 000 14 406 800
tržby 2014 266 750 989 250 3 417 000 5 254 000 8 085 500 18 012 500
je pak získán
Zisk v roce 2013:
K964312383609311-80040641N-T
2013
2013P20132013
==
=
ZZ
(42)
kde: Z2013 … zisk za rok 2013
T2013
NP 2013 … provozní náklady v
roce 2014 :
K940008556000313-50012081N-T
2014
2014P20142014
==
=
ZZ
(43)
kde: Z2014 … zisk za rok 2014
T2014
NP 2014 … provozní náklady v roce 2014
FSI VUT DIPLOMOVÁ PRÁCE List 62
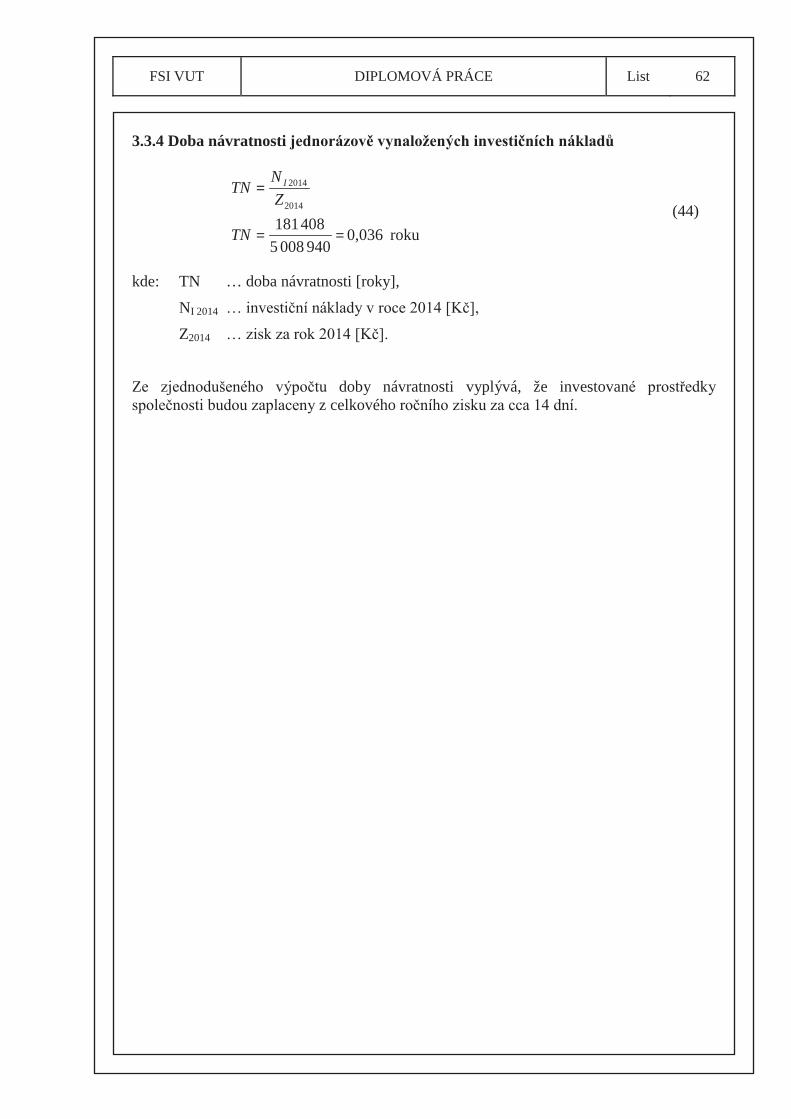
3.3.4 Doba návratnosti
roku0,036
9400085408181
2014
2014
==
=
TN
ZN
TN I
(44)
kde: TN … doba návratnosti [roky],
NI 2014
Z2014
Z doby návratnosti vyplývá, že investovanz celkového
FSI VUT DIPLOMOVÁ PRÁCE List 63
Cílem práce byla optimalizace výrobního systému podniku Prodia, jehož hlavním V
seznámení s metody rozboru, návrhové metody.
V podniku. Zmapováno
byla jedním z Provedeny byly
rianty novéhoa zkrácení materiálových tok Jako v ianta byla vyhodnocena varianta B
, zejména díky provedeným stavebním úpravám
pracovišti ohvzdálenostem mezi stroji a pracovišti byly zlepšenypráce v provozu.
, kdy ze 196 ks na 245 ks. Zisk v pro rok 2014 je na 5 mil.D je 14 dní. Úspory provozních
optimalizaci z
rozhodnuto6 pracovních dní).
FSI VUT DIPLOMOVÁ PRÁCE List 64
SEZNAM
1. ZELENKA, A., KRÁL, M. Praha: Vydavatelství , 1995. 365 s. ISBN 80-01-01302-2.
2. HLAVENKA, B. Projektování výrobních systém : Technologické projekty I. 3. vyd. Brno: Akademické nakladatelství CERM, 2005. 197 s. ISBN 80-214-2871-6.
3. ZELENKA, A. Praha: eská technika – , 2007. 136 s. ISBN 978-80-01-03912-0.
4. RUMÍŠEK, P. Technologické projekty. Brno: 1991. 185 s. ISBN 80-214-0385-3.
5. HLAVENKA, B. s materiálem. 4. vyd. Brno: Akademické nakladatelství CERM, 2008. 163 s. ISBN 978-80-214-3607-7.
6. IFU HAMBURG GMBH. E!Sankey [online]. ©1998-2014 [vid. 11. dubna 2014]. Dostupné z: http://www.e-sankey.com/en/demos-screenshots/
7. VUT v – Ústav strojírenské technologie. Technologické projektování návody. [online]. Podklady d Brno: VUT-FSI, Ústav strojírenské technologie. 2006 [vid. 3. a 2014]. Dostupné z: http://ust.fme.vutbr.cz/obrabeni/podklady/tech_projekt/ technologicke_projektovani_navody.pdf
8. RUMÍŠEK, Pavel. Technologické projekty a manipulace s[online]. Studijní opory. Brno: VUT-FSI, Ústav
strojírenské technologie. 2002 [vid. 3. února 2014]. Dostupné z: http://ust.fme.vutbr.cz/tvareni/opory_soubory/technologicke_projekty_a_manipulace__rumisek.pdf
9. ZELENKA, A., VOLF, L.Praha: eská technika – , 2009. 150 s.
ISBN 978-80-01-04394-3.
10. RUMÍŠEK, Pavel. Technologické projekty a manipulace s materiálem (tabulky a obrázky k [online]. Studijní opory. Brno: VUT-FSI, Ústav strojírenské technologie. 2002 [vid. 3. února 2014]. Dostupné z: http://ust.fme.vutbr.cz/tvareni/opory_soubory/technologicke_projekty_a_manipulace__tabulky__rumisek.pdf
11. PRODIA [online]. ©2014 [vid. 16. dubna 2014]. Dostupné z: http://www.prodia.cz/
12. eJUSTICE [online]. © 2012-[vid. 12. ledna 2014]. Dostupné z: https://or.justice.cz/ias/ui/ vypis-vypis?subjektId=isor%3a137141&typ=full&klic=7 byt0o
FSI VUT DIPLOMOVÁ PRÁCE List 65
13. MAPY.CZ [online]. © GEODIS BRNO, s.r.o, © Seznam.cz, a.s., © 2011 NAVTEQ All rights reserved. stupné z: http://www.mapy.cz/#!x=16.280318&y=50.171823&z=18http://www.prodia.cz/
14. PRODIA. Návod k - 45 H, RAB - 45 K [online]. Ke stažení. [vid. 26. února 2014]. Dostupné z: http://www.prodia.cz/RAB45hk.pdf
15. AGRI FAIR [online]. © 2007 [vid. 12http://www.agrifair.cz/component.php?cocode=catalogue&itid=83&icid=36
16. ŠTRONER, Marek. [online]. Brno: VUT-FSI, Ústav strojírenské technologie. 2008 [vid. 20. dubna 2014]. Dostupné z: http://ust.fme.vutbr.cz/tvareni/cviceni_soubory/ht1__znacky_pro_postupove_grafy__stroner.pdf
FSI VUT DIPLOMOVÁ PRÁCE List 66
SEZNAM POUŽITÝCH SYMZkratka Jednotka Popis
CAD [-] Computer Aided Design
S.L.P. [-] Systematic Layout Planning
s.r.o. [-]
Symbol Jednotka Popis
Dd [hod/rok]
DPS [hod]
Er [hod/rok]
Es [hod/rok]
M2013 [ks] roce 2013
M2014 [ks] roce 2014
N [ks]
N2, N3, … [ks]
NEN [ ] náklady na energie
NEN 2013 [ ] náklady na energie v roce 2013
Nhod [ ] hodinové náklady na pracovníka
NI 2014 [ ] roce 2014
NM [ ] náklady na mzdy
NPS [ ]
NP 2013 [ ] celkové provozní náklady v roce 2013
NP 2014 [ ] celkové provozní náklady v roce 2014
Nrok [ ]
NSÚ [ ] náklady na stavební úpravy
NÚD [ ]
NÚE [ ] náklady na úpravy elektroinstalace
Psk [ks]
Pth [ks]
Pthr [ks]
Pthr4, Pthr5, … [ks]
FSI VUT DIPLOMOVÁ PRÁCE List 67
Pths [ks]
Pths2, Pths3, … [ks]
T2013 [ ] tržby za rok 2013
T2014 [ ] tržby za rok 2014
TN [roky] doba návratnosti
Z2013 [ ] zisk za rok 2013
Z2014 [ ] zisk za rok 2014
kpnr [-]
kpns [-]
pv [-]
sr [-]
ss [-]
tk [Nmin]
tk2, tk3, … [Nmin]
tk2, tk3, … [Nmin] et kusových
[%]
2 3, … [%]

FSI VUT DIPLOMOVÁ PRÁCE List 68
DP – 2014 – – (A3)DP – 2014 – – varianta A (A3)DP – 2014 – – varianta B (A3)DP – 2014 – – (A2)DP – 2014 – 004, Výkres – varianta A (A2)DP – 2014 – – varianta B (A2)