Embed Size (px)
Citation preview

RAFAEL VIAPIANA PADILHA
PROJETO INTEGRADO DE VEÍCULOS – A INCLUSÃO DO PROJETO
PARA RECICLAGEM
Trabalho de conclusão de curso apresentada
à Escola Politécnica de São Paulo da
Universidade de São Paulo para a obtenção
do Título de Mestre em Engenharia
Automotiva
São Paulo
2005
RAFAEL VIAPIANA PADILHA
PROJETO INTEGRADO DE VEÍCULOS – A INCLUSÃO DO PROJETO
PARA RECICLAGEM
Trabalho de conclusão de curso apresentada
à Escola Politécnica de São Paulo da
Universidade de São Paulo para a obtenção
do Título de Mestre em Engenharia
Automotiva.
Área de Concentração:
Engenharia Automotiva
Orientador:
Prof. Doutor Ronaldo de Breyne Salvagni
São Paulo
2005
FICHA CATALOGRÁFICA
Padilha, Rafael Viapiana
Projeto integrado de veículos : a inclusão do projeto para reciclagem / Rafael Viapiana Padilha. -- São Paulo, 2005.
170 p.
Trabalho de curso (Mestrado Profissionalizante em Engenharia Automotiva). Escola Politécnica da Universidade de São Paulo.
1. Indústria automobilística (Reciclagem) 2. Materiais (Reci- clagem I. Universidade de São Paulo. Escola Politécnica. II. t.
“(...) a empresa produtora não é
detentora de um direito divino à livre
iniciativa, à livre escolha. Nem seus
consumidores. O interesse maior da
comunidade deve ser bem protegido, assim
como o futuro, e deve haver uma
preocupação com os recursos esgotáveis.
Como os automóveis têm de ser
construídos, ter combustível e ser dirigidos
(...), um compromisso entre o interesse
público mais longo é essencial e inevitável.
Entretanto, como regra geral, esse
compromisso deve favorecer os interesses
da comunidade com um todo e também os
das gerações futuras (...)(3)
John Kenneth Galbraith, A Sociedade Justa
RESUMO
O gerenciamento adequado do fim de vida dos veículos implica na proposição de
tecnologias ambientalmente adequadas durante a fase de projeto e após o fim de
vida, quando da chegada do momento da reciclagem. Mundialmente, no caso de
veículos no fim de vida, existem diversas legislações e formas de processamento que
tem resultados diferentes, de acordo com estas legislações e peculiaridades
econômicas. Entretanto, um ponto comum é que por força destas legislações e um
mercado cada vez mais globalizado, e necessário a aplicação de técnicas para a
melhoria do percentual de reciclagem dos veículos no fim de vida. A metodologia
estudada reúne subsídios para a coleta, gerenciamento e disposição de informações
sobre reciclagem de materiais e componentes automotivos, tendo em vista o peculiar
cenário econômico e territorial brasileiro. Esta, por sua vez, consiste em aplicar
técnicas de análise do valor em componentes e sistemas oriundos da desmontagem
de veículos, para a correta obtenção de dados sobre a reciclabilidade de veículos,
tendo em vista o emprego destas informações durante a fase de projeto do veículo
para a melhoria do índice de reciclabilidade. O potencial de aplicação do proposto
está nos fabricantes de veículos, podendo ser estendida para fabricantes de
componentes. Finalmente tem-se a aspiração de transmitir alguma experiência vivida
pelo autor para benefício da preservação ambiental.
SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 1
1.1 Objetivo........................................................................................................ 1
1.2 Escopo.......................................................................................................... 1
2 A DEFINIÇÃO DO PROBLEMA DA RECICLAGEM..................................... 2
2.1 O universo .................................................................................................... 2
2.2 Reciclagem e descarte .................................................................................. 3
2.3 A dependência da pureza dos materiais ....................................................... 5
2.4 Condições para o descarte e coleta dos produtos:........................................ 6
2.5 Disponibilidade de tecnologia e a demanda para reciclagem ...................... 7
2.6 Incentivos governamentais........................................................................... 9
2.7 Porque planejar veículos para a reciclabilidade ........................................... 9
2.8 O projeto e planejamento de veículos visando a reciclabilidade ............... 12
2.9 Porcentagem de reciclabilidade e recuperação no fim de vida. ................. 14
2.10 O fim de vida e a reciclagem de veículos no mundo ................................. 17
3 O ESTADO DA ARTE EM TERMOS DE RECICLAGEM ............................ 20
3.1 O veículo e seus subsistemas ..................................................................... 20
3.2 Seção 10: Trem de força ............................................................................ 21
3.3 Seção 15: Integração do trem de força....................................................... 23
3.4 Seção 20: Chassis....................................................................................... 33
3.5 Seção 30: Ventilação e arrefecimento........................................................ 42
3.6 Seção 40: Interior ....................................................................................... 48
3.7 Seção 50: Carroceria .................................................................................. 60
3.8 Seção 55: Fechamento da Carroceria......................................................... 61
3.9 Seção 60: Exterior ...................................................................................... 64
3.10 Seção 70: Elétrica e eletrônica ................................................................... 70
4 A PROPOSTA ................................................................................................... 77
4.1 A abrangência da proposta ......................................................................... 78
4.2 A coleta de dados: Avaliando o veículo por funções................................. 79
4.3 A coleta de dados: O atendimento as funções............................................ 80
4.4 Análise durante o processo de desmontagem do veículo........................... 83
4.5 A coleta de dados ....................................................................................... 84

4.6 A classificação das funções........................................................................ 86
4.7 O gerenciamento e divulgação das informações coletadas ........................ 89
4.8 A aplicação da proposta ............................................................................. 90
5 ESTUDO DE CASO.......................................................................................... 93
5.1 O Estudo do filtro de óleo lubrificante....................................................... 93
5.2 O passivo ambiental ................................................................................... 94
5.3 Os requisitos............................................................................................... 96
5.4 Estudo do filtro de óleo lubrificante do motor família I ............................ 99
5.5 As funções e a classificação para reciclagem .......................................... 116
5.6 Análise econômica da peça atual e das propostas A e B.......................... 119
5.7 Resultado final do estudo de caso ............................................................ 125
6 CONSIDERAÇÕES FINAIS........................................................................... 126
6.1 Conclusão e Recomendações Futuras ...................................................... 126
7 ANEXOS ......................................................................................................... 129
Anexo A - Divisão do veículo em subgrupos ...................................................... 129
Anexo B - Detalhamento do VPPS ...................................................................... 130
Anexo C - Cálculo da porcentagem de reciclagem e recuperação....................... 132
Anexo D - Restrições para aplicação de materiais perigosos em veículos
comercializados e produzidos na Comunidade Européia..................................... 133
Anexo E - Requisitos técnicos mínimos para o centro de tratamento de veículos no
fim de vida. .......................................................................................................... 134
Anexo F - O projeto para reciclagem de plásticos ............................................... 136
Anexo G - Requisitos funcionais e de desempenho do filtro de óleo do motor
Chevrolet Família I .............................................................................................. 145
LISTA DE REFERÊNCIAS .................................................................................... 147
7.1 Livros ....................................................................................................... 147
7.2 Artigos e Teses......................................................................................... 147
7.3 Resoluções, Deliberações e Normas ........................................................ 150
7.4 Eventos..................................................................................................... 152
LISTA DE TABELAS
Tabela 1 - Taxas de reciclagem e recuperação no fim de vida (38)........................... 15
Tabela 2 - Resumo das diretivas para o fim de vida de veículos (39). ...................... 19
Tabela 3 - Síntese da Resolução número 258 do CONAMA (36)............................. 38
Tabela 4 - Modelo para coleta de dados das funções para reciclabilidade. ............... 85
Tabela 5 - Notas atribuídas em função do investimento necessário. ......................... 88
Tabela 6 - Frota brasileira de automóveis por ano de fabricação (37)....................... 94
Tabela 7 - Estimativa de filtros de óleo utilizados no ano de 2004. .......................... 96
Tabela 8 - Composição do filtro de óleo do motor família I.................................... 102
Tabela 9 - Composição do filtro de óleo da proposta A. ......................................... 109
Tabela 10 - Composição do filtro de óleo da proposta B......................................... 114
Tabela 11 - Funções de reciclagem atendidas pelas propostas do filtro de óleo...... 119
Tabela 12 - Custo estimado de cada componente do filtro de óleo. ........................ 121
Tabela 13 - Custo estimado da proposta A. ............................................................. 122
Tabela 14 - Custo estimado da proposta B. ............................................................. 124
Tabela 15 - Plásticos mais utilizados pela indústria automobilística (2). ................ 142
Tabela 16 - Compatibilidade entre os diversos tipos de plásticos usados na indústria
automobilística (2)............................................................................. 143
LISTA DE ILUSTRAÇÕES
Figura 1 - Caixa do filtro de ar e coletor de admissão do Volkswagen Polo....... 24
Figura 2 - Exemplo de componente com a penas um material plástico e com
contaminantes de fácil remoção – Mercedez-Benz A160................... 27
Figura 3 - Aplicação de fixação de fácil remoção no defletor do escapamento do
Volkswagen Polo................................................................................. 29
Figura 4 - Secção transversal de um típico tanque plástico automotivo de
construção do tipo multicamadas (9). ................................................. 31
Figura 5 - Protótipo de aplicação de matéria prima reciclada em painéis de porta
e estrados (9). ...................................................................................... 32
Figura 6 - Painel com dutos de ar integrados – Chevrolet Corsa......................... 44
Figura 7 - Defletor do radiador com reservatório de líquido de arrefecimento
integrado – Toyota Corolla ................................................................. 47
Figura 8 - Estrutura do painel de instrumentos em Magnésio – Fiat Stilo........... 49
Figura 9 - Aplicação de materiais compostos, porém totalmente compatíveis em
um painel de instrumentos (2). ............................................................ 50
Figura 10 - Isolador inferior do painel de instrumentos com facilidade de remoção
de materiais incompatíveis – Honda Fit .............................................. 50
Figura 11 - Isolador do carpete composto por espuma reciclada – Toyota Yaris.. 59
Figura 12 - Pára-lama de plástico – Mercedes-Benz A160 e Renault Clio. .......... 60
Figura 13 - Moldura lateral do tipo encaixa e trava - Renault Clio. ...................... 63
Figura 14 - Pára-choque com absorvedor de impacto de mesmo material que a
capa externa - Renault Clio. ................................................................ 67
Figura 15 - Tela para inclusão de dados. ............................................................... 89
Figura 16 - Tela para a geração de relatórios......................................................... 90
Figura 17 - Diagrama de blocos de aplicação da proposta. ................................... 91
Figura 18 - Filtro de óleo em estudo antes e depois do corte transversal. ........... 100
Figura 19 - Vista explodida do filtro de óleo em estudo...................................... 101
Figura 20 - Análise sistêmica do filtro de óleo. ................................................... 106
Figura 21 - Proposta A para projeto para reciclagem do filtro de óleo................ 108
Figura 22 - Proposta B para projeto para reciclagem do filtro de óleo. ............... 113

Figura 23 - Estruturas moleculares dos diversos tipos de plásticos (2). .............. 137
Figura 24 - Exemplo de aplicação de encaixe em caixas de bateria (2). ............. 139
Figura 25 - Os diversos tipos de plásticos e suas combinações (2). .................... 140
Figura 26 - Melhorando as propriedades dos plásticos através de mistura (2). ... 141
LISTA DE SIGLAS
ABIP - Associação Brasileira da Indústria de Pneumáticos
ANFAVEA - Associação Nacional dos Fabricantes de Veículos Automotores
CONAMA - Conselho Nacional de Meio Ambiente
CONFAZ - Conselho Nacional de Política Fazendária
IPI - Imposto sobre Produtos Industrializados
ISO - International Organization for Standardization
MERCOSUL - Mercado Comum do Sul
VPPS - Vehicle Partitioning and Product Structure
1
1 INTRODUÇÃO
1.1 Objetivo
O objetivo deste trabalho é a criação de uma sistemática para avaliação de projeto de
componentes automotivos com relação à capacidade e facilidade de reciclagem e/ou
recuperação.
A definição de um determinado projeto para componentes automotivos deve basear-se em
diversos requisitos, sendo um destes a reciclagem, que normalmente é deixada em segundo
plano em detrimento de outras prioridades do projeto.
Este trabalho visa contribuir com a criação de uma metodologia simples e de fácil
compreensão para a coleta de informações sobre a reciclagem de componentes, possibilitando
assim o emprego destas informações durante a fase de projeto.
Além disso, um estudo de caso será analisado visando a análise do componente para a
reciclabilidade, com a apresentação dos resultados e os benefícios de cada proposta.
1.2 Escopo
O trabalho apresentado tem como escopo o entendimento da atual situação de coleta de
informações sobre reciclabilidade na industria automobilística, de forma a criar uma
sistemática para coleta destas informações de componentes automotivos. Ainda terá como
contribuição, a análise do material pesquisado sobre esse tema, sua análise crítica e
viabilização do emprego do proposto.

2
2 A DEFINIÇÃO DO PROBLEMA DA RECICLAGEM
2.1 O universo
O automóvel já foi de tudo na história do Brasil. Nos anos 50, quando Jucelino Kubitscheck,
embalado pelos sonhos de Vargas, anunciava mais uma revolução em nossa indústria, era o
motor do progresso nacional. A produção em terras brasileiras, uma espécie de passaporte
para a modernidade.
Se os carros transpiravam força, poder e riqueza, o que dizer então dos complexos engenhos
dedicados a sua produção? No pós-guerra, poucas foram as visões de desenvolvimento que
prescindiram da indústria de autoveículos. Não foi a toa que o automóvel circulou por todas
as alamedas do imaginário nacional. Freqüentou os sonhos de ricos e pobres, de governantes e
governados. Foi sinônimo de progresso. Sua locomotiva. E, literalmente, o carro chefe da
nação (1).
Segundo Posthuma (6), o Brasil conseguiu atrair os maiores produtores internacionais de
veículos, que passaram a produzir localmente e não apenas montar veículos com peças
importadas. Este processo estimulou o crescimento de uma indústria auxiliar, que surgiu a
partir da transformação de pequenos produtores de peças de manutenção para importados e,
muitas vezes, de funilarias de fundo de quintal, em uma autêntica indústria nacional de
autopeças. Deixando raízes em vários setores da economia, esse setor foi capaz de atender
quase 100% do índice de nacionalização dos veículos nos anos 60.
O surpreendente é que quarenta anos depois, apesar de todas as metamorfoses da economia
brasileira e mundial neste final de século, a indústria automobilística continua destilando seus
encantos. Ocupando a décima posição no ranking mundial, ao lado de países como a Canadá e
Reino Unido, a indústria automotiva brasileira tem motivos para comemorar com orgulho
seus mais de 40 anos de vida.
No Brasil dos anos 90, as corporações do setor automotivo, levadas a produzir em um novo
ambiente econômico, realizaram uma profunda inflexão em sua trajetória, (re) estruturando-
se, (re) investindo ou implantando novas fábricas de um modo só comparável a primeira

3
grande entrada no país quando do nascimento da indústria automobilística. A partir de 1993, a
indústria brasileira de veículos bateu sucessivos recordes de produção, destacando-se pela
exibição de um dos maiores desempenhos do cenário mundial e beneficiando-se também de
um dos maiores índices atuais de crescimento do mercado interno. Essa performance atraiu a
atenção dos principais mercados e dos incentivos propiciados pelo Novo Regime Automotriz
decidido pelo governo brasileiro no final de 1995.
A partir das mudanças no ambiente econômico nacional e internacional, das experiências
inovadoras da câmara setorial (Março 1992 e Fevereiro de 1993) e da consolidação do
Mercosul, pode-se observar diversas mudanças que dentre elas destacamos: reduções reais
nos preços dos veículos, alteração do nível de qualidade da indústria, atualização tecnológica,
nova gama de produtos, alteração do mix de produção, aumento do emprego de tecnologia da
informação e renovação profunda das formas de gestão. Novos veículos foram introduzidos
no mercado brasileiro em tempo recorde. Modelos globais começaram a ser produzidos a
partir de melhorias substantivas nos indicadores de qualidade e de produtividade.
Durante o pico de vendas de 1997, a indústria automobilística no Brasil teve um período de
ouro de investimentos, com vários projetos de aberturas de fábricas e chegada de novos
fabricantes. Havia uma expectativa muito grande de todo o segmento no que tange a
crescimento, entretanto, apesar do número de plantas fabricantes de veículos terem crescido
de 30 para 38 no período de 1997, para 1999 as vendas recuaram mais de 600.000 unidades
no mercado interno.
Devido a isto os fabricantes buscaram outras alternativas para escoar o excesso de capacidade,
sendo que a principal delas foi recorrer a exportação. Desde o ano 2002 esses números não
param de crescer, sendo que chega-se ao ano de 2004 com vendas no mercado interno de
1.578.751 unidades e produção de mais de 2,1 milhões de veículos.
2.2 Reciclagem e descarte
A recuperação e utilização de materiais descartados são atividades muito antigas e universais,
cuja importância econômica geralmente não é reconhecida. Reciclagem é um elemento
4
valioso no uso racional de materiais escassos ou potencialmente escassos. Sua produtividade e
benefícios podem ser aumentados pelo emprego de novas tecnologias e materiais.
O termo reciclagem refere-se no sentido puro da palavra a re-assimilação do material no fluxo
de matéria prima virgem, de uma forma que este material possa ser usado em um propósito
idêntico ou similar ao seu primeiro uso. Reciclagem deve ser diferenciada do termo re-uso,
que se refere à reutilização de um objeto, como por exemplo, uma garrafa de cerveja feita de
vidro. Deve também ser diferenciada de diversas atividades que fazem com que descartes de
material em processo sejam reaproveitados por um fabricante. Pode-se definir que somente
quando um material for recuperado, ou obtido de um canal de descarte é que este é
considerado como sendo reciclagem e que a recuperação deve preceder a reciclagem (32).
De uma forma bastante simplista, o termo reciclabilidade refere-se à facilidade técnica de
re-introduzir um material recuperado de produtos que estão em canais de descarte após o uso,
em uma nova fonte de matéria prima. Isso leva à recuperação de materiais como sendo oposto
à extração de energia.
Em uma análise mais geral, reciclabilidade também inclui:
- A facilidade de recuperação ou separação do descarte;
- Especificação e aceitabilidade dos produtos recuperados;
- Mercado para os produtos recuperados;
- Disposição para os resíduos, deixados após a recuperação dos materiais valiosos;
- Custo de recuperação dos materiais valiosos e disposição dos resíduos.
De acordo com Henstock (5), a máxima quantidade de um material que pode ser recuperada
em qualquer tempo é em função da quantidade de material colocada em serviço durante um
período de tempo e levando em consideração o tempo de vida do material. Por exemplo, para
cobre temos que a vida útil do mesmo é de 30 anos. Em 1953, a produção mundial de cobre
refinado foi de 3,4 x 106 toneladas. Mesmo que esta quantidade pudesse ser recuperada
completamente – impossível na prática – esta poderia prover não mais do que 35% da
produção de 1985 que foi de 9,7 x 106 toneladas de metal refinado.
5
Um outro ponto a ser considerado é com relação à pureza dos materiais obtidos durante ou
após o processo de reciclagem. Isso vai determinar o valor comercial do material obtido, bem
como a sua facilidade de utilização. No próximo tópico será abordado esse assunto.
2.3 A dependência da pureza dos materiais
Materiais são substâncias que são usadas para se fazer objetos. Estas devem possuir uma
combinação de propriedades satisfatórias, como por exemplo: resistência a corrosão, a
deformação, a impactos, condutividade elétrica e diversas outras. Esta combinação de
propriedades deve ser atingida com o mínimo de custo.
O custo total não somente depende do custo do material propriamente dito, mas também do
custo de conversão, na taxa de perda do material e no valor dos resíduos. Este último item
será positivo em caso de descarte de metais e negativo em caso de termos esses resíduos
misturados com detritos não metálicos, como por exemplo, os resíduos obtidos após o
processo de moagem (shredder).(5)
Muitas propriedades dos materiais dependem de sua composição. Um exemplo, citado em
Henstock (5), mostra que a condutividade elétrica do cobre tem uma relação inversamente
proporcional a contaminação, especialmente por metais de alta valência. A facilidade de
moldabilidade do aço é melhorada pela adição Manganês e Enxofre. A resistência à corrosão
de ferramentais fundidos em Zinco é adversamente afetada por traços de Cádmio, Chumbo ou
Estanho. A formabilidade a quente do aço é dependente da limitação de Cobre e Estanho até
0,2% e 0,06% respectivamente. Ou seja, a contaminação é um fator crítico para uma
determinada classe de resíduo, pois essa contaminação pode limitar ou até impedir a aplicação
destes materiais.
A natureza e extensão da contaminação dependem da aplicação inicial do material. A
fabricação, fixação, acabamento e reparo podem ser fontes de contaminação por outros
materiais. Um motor de um veículo usado e desmontado é muito mais valorizado do que um
veículo inteiro compactado em prensa, que contem diversos contaminantes que faz com que o
valor econômico seja bastante reduzido, a ponto de inviabilizar qualquer tentativa de
reciclagem.
6
Uma outra tendência é em direção de atingir certas propriedades requeridas através do uso de
materiais compostos e revestimentos. Estas medidas geralmente são adotadas com o objetivo
de se reduzir o custo inicial do material e conseqüentemente da peça, mas essas atitudes têm
um efeito totalmente oposto no valor do material recuperado. Levando isso a uma conclusão
lógica, esta tendência pode levar a uma virtual parada na recuperação de materiais
secundários de resíduos pós-consumo e o correspondente aumento do material descartado de
forma irrecuperável.
2.4 Condições para o descarte e coleta dos produtos:
Se a recuperação de materiais é o objetivo final, muitos produtos descartados não têm
atratividade financeira e muitas vezes são recuperados, oficialmente ou não, para a retirada de
peças reservas e metais não-ferrosos, que são mais valiosos. Outros são menos atrativos,
porque estes contêm pequenas quantidades de materiais menos desejados e ainda podem ser
recuperados, através do uso de mão de obra intensiva. Países como o Brasil são beneficiados
neste aspecto, devido ao baixo custo da mão de obra. Contudo, em países desenvolvidos, a
recuperação destes materiais tem que ser incentivada através de legislações ambientais e
incentivos governamentais.
A linha de divisão entre resíduos atrativos e não-atrativos para a reciclagem não é rígida e
pode ser mudada no curto prazo. Quando mudanças nos mercados para materiais recuperados
tornam um material sem atração para os recuperadores, os produtos tornam-se um problema
na hora de descarte e os materiais são perdidos.
Não existe dúvida de que certos materiais podem fazer com que haja certa preferência ou não
por certos tipos de produtos. A razão disto acontecer, é que muitas vezes o custo de coleta,
separação e transporte excedem o valor obtido com a reciclagem inviabilizando a operação.
Uma mudança em um desses fatores ou ainda uma nova tecnologia que faça com que se
recupere uma quantidade maior de material podem alterar essa equação, evitando-se assim,
grandes problemas para descarte.
7
Muitos produtos descartados contêm somente pequenas quantidades de matérias recuperáveis
e seus valores unitários são baixos. Se os produtos são fisicamente pequenos, por exemplo,
calculadoras portáteis, onde unidades quebradas podem convenientemente e sem custo serem
descartadas e com isso perdidas. Objetos maiores, como máquinas de lavar, por exemplo,
contém grande quantidade de materiais, e estes podem pagar os custos de coleta e
recuperação. (5)
Apesar da coleta dos materiais trazerem obstáculos significativos à recuperação, devem-se
levar em conta os problemas com a separação dos materiais. Se a separação pode ser
executada de uma forma mais barata, a coleta pode se tornar uma operação atrativa.
A viabilidade financeira dos sistemas de coleta depende das condições atuais dos mercados de
materiais reciclados. O problema da coleta assume particular importância em artigos de baixo
valor e de pequenas dimensões, que geralmente são dispostos nos canais de descarte e por
conseqüência, perdidos. Neste caso, no exemplo da calculadora acima citado, cada uma
contém quantidades diminutas de materiais preciosos. No entanto, como elas são vendidas em
larga escala e são tão baratas, raramente vale a pena repara-las, sendo assim, podem ser
consideradas descartáveis.
A questão levantada nesses casos é que se não vale a pena obter de volta esses metais
preciosos, em função da grande disponibilidade de calculadoras para descarte? Pergunta essa,
que somente pode ser respondida encaixando-se uma série de fatores relevantes para a
reciclagem, e o importante destes é se existe tecnologia para a recuperação destes metais
preciosos.
2.5 Disponibilidade de tecnologia e a demanda para reciclagem
A contaminação de materiais recuperados pode ser evitada pela segregação eficiente. A
separação manual, na maioria dos casos, é muito eficiente na desmontagem de estruturas
complexas, mas custos marginais de mão de obra podem facilmente exceder o lucro,
geralmente marginal também. Este sistema também não pode lidar com combinações como,
por exemplo, ligas ou materiais com revestimentos superficiais.
8
Segundo Henstock (5), estes sistemas são do tipo que utilizam energia intensivamente e são
menos eficientes nas economias altamente industrializadas. É muito usado o sistema de
separação mecânica, como por exemplo, o processo de moagem (shredding). Caso deseja-se
separar manualmente um motor de um veículo gasta-se aproximadamente 10MJ de energia,
enquanto uma máquina de moagem com uma potência de 5000HP irá processar um veículo
inteiro a cada 30 segundos, requerendo para isso pelo menos 112MJ de energia. Uma vez que
a mão de obra em países em desenvolvimento pode chegar a valores ínfimos de US$ 1,00 por
dia, geralmente não compensa instalar equipamentos de grande capital para executar tarefas
que podem ser feitas adequadamente pela farta e barata mão de obra.
Existe uma necessidade na indústria de reciclagem de métodos de identificação de materiais
eficientes, confiáveis e baratos. Em muitos casos a identificação é ainda feita pelo
conhecimento da aplicação na quais certos materiais são encontrados, o que dificulta a
separação e o emprego dos materiais obtidos.
A demanda para materiais reciclados é em função de sua utilidade. Mas, por exemplo, no caso
do alumínio, para a produção de certas ligas requer uma grande quantidade de material virgem
com uma composição química conhecida que dificilmente será atingida pela maioria das
fontes de material reciclável (5). A única possibilidade de isto ocorrer é de reciclarmos
separadamente cada objeto, como vem sendo aplicado atualmente pela indústria de latas de
bebidas, o que faz com que o material reciclado obtido através de latas tenha sempre a mesma
composição química.
O uso para materiais altamente contaminados é limitado, pois estes perdem em flexibilidade
em relação aos materiais novos. No entanto, eles comandam o preço baixo e os mercados para
eles são extremamente voláteis (5).
Um fator que pode mudar a relação de comércio de materiais reciclados é a questão da
interferência governamental sobre carga de impostos e leis de responsabilidade ambiental, que
será abordado no próximo tópico.
9
2.6 Incentivos governamentais
Apesar de o Brasil ser um país complexo em termos de legislações, tem-se desenvolvido
novas leis que visem à redução da carga tributária incidente sobre matérias primas recicladas
advindas de pressões da sociedade e influência do exterior.
Em 01 de novembro de 2002 entrou em vigor a Medida Provisória número 75, que alterou a
legislação tributária federal, beneficiando recicladores de produtos plásticos. De acordo com
esta medida provisória, a empresa que comprar resíduos plásticos terá direito a crédito
presumido de IPI. Na prática, isso acaba significando a isenção do imposto.
Existia até então uma situação bastante incompreensível: a indústria que consome matéria-
prima virgem pagava 15% menos IPI do que a indústria que consumia insumos reciclados.
Uma grande possibilidade de melhoria nos índices de reciclagem pode ser observada com a
reciclagem de garrafas do tipo PET, normalmente usadas para o acondicionamento de
refrigerantes. De acordo com o Ministério do Meio Ambiente, em 1994 a produção era de 1,7
bilhão, já no ano 2000 esse número pulou para 5,7 bilhões, sendo que a média de reciclagem
destes produtos não passa de 17%.(25)
Também está em tramitação junto ao Conselho Nacional de Política Fazendária (CONFAZ)
um projeto para a isenção de ICMS para produtos produzidos a partir de matéria-prima
reciclada (25).
Todos os incentivos são de extrema importância para que possa-se considerar o planejamento
para a reciclagem de um veículo, visando a necessidade de estabelecer-se um fluxo de
reciclagem.
2.7 Porque planejar veículos para a reciclabilidade
A principal preocupação dos projetistas é que os produtos devem cumprir a função desejada
com o mínimo custo. Isto tem sido tradicionalmente atingido através da economia de escala.

10
Componentes tem sido re-projetados para reduzir o consumo de materiais, ou facilitando a
substituição de materiais por alternativos mais baratos.
Estas ações são prováveis empecilhos para a reciclabilidade. Por exemplo, um radiador
composto inteiramente de latão e cobre removido de um veículo pode simplesmente ser
derretido, tornando-se matéria prima de ótima qualidade. Um radiador re-projetado pode
incluir alumínio, cobre, polímeros e aço. Entretanto, este deve ser primeiramente desmontado,
incorrendo em custos e na geração de materiais de baixo valor monetário por unidade.
A eficiente separação dos materiais de qualquer produto não pode ser executada sem custos.
Até então, os processadores e consumidores de resíduos estão conscientes a pertinente
afirmação. A questão é quando a soma de todo o custo de obtenção e separação dos materiais
excede a soma de todo o lucro, sendo que tanto o processador quanto o consumidor estão
preocupados com os custos individuais.
Outro questionamento e quando a soma de todos os custos individuais e externos associados
ao uso de determinada quantidade de material reciclado de um objeto é maior do que se o
objeto fosse disposto como sendo resíduo ao fim de sua vida útil.
A razão pela qual um material descartado não é re-absorvido nos canais de materiais é
geralmente porque este não tem sido valioso financeiramente a ponto de que isso aconteça.
Uma redução dos custos de recuperação resultante de um trabalho de engenharia ou mudanças
dos materiais para melhorar a reciclabilidade pode mudar este cenário. Essa redução é
facilitada através da adoção das seguintes diretrizes (5):
- Facilidade de desmontagem mecânica em produtos complexos;
- Aumento da padronização de materiais;
- Compostos químicos de materiais específicos facilmente identificáveis através de
mecanismo de marcação e rastreamento;
- Melhorias na separação química e física;
- Melhoria nas técnicas de separação de materiais complexos;
- Uso de combinações de materiais que não sejam mutuamente incompatíveis.

11
Levando em consideração que a maioria dos produtos é projetada para minimizar o custo
inicial, o que segue é que mudanças no design quase certamente aumentarão o custo. Os
mercados são competitivos e não existe evidência que o consumidor está disposto a pagar um
prêmio por um benefício tão remoto, o da melhoria da reciclabilidade no fim de vida.
Um projeto de um produto para a reciclabilidade, provavelmente seria uma desvantagem
competitiva e tem poucas chances de acontecer por livre e espontânea vontade de um
fabricante, a não ser que uma legislação pertinente exija. É também evidente que a preferência
do consumidor pelo estilo e acabamento pode ser inconsistente com a máxima reciclabilidade,
criando mais uma barreira para o projeto para a reciclagem.
Tem sido sugerido que os engenheiros de projeto e executivos de design deveriam tratar
reciclabilidade com a mesma importância que aparência, durabilidade e custos de seus
produtos. Mas a indústria não pode, e com razão tomar essa posição. Entretanto, este cenário
tem mudado naturalmente, em função das empresas assumirem compromissos ambientais
perante a sociedade.
Segundo Henstock (5), em conversações com fabricantes de eletrodomésticos nos Estados
Unidos e na Inglaterra, estes deixaram claro que apesar de estarem conscientes dos problemas
da reciclagem, os conceitos não chegam a entrar em suas listas de prioridades, as quais devem
ser baseadas em custo e competitividade. Além disso, o estilo e a redução de tamanho são
itens altamente em destaque nesta área, mas sem controle quanto à possibilidade de efeitos
adversos das mudanças feitas e que possam provocar dificuldades na desmontagem.
A lucratividade na desmontagem de produtos do dia a dia para gerar quantidades usáveis de
material, é geralmente complicada por fatores construtivos que foram adotados para a redução
do custo de manufatura. Materiais compostos e componentes com revestimento trazem o
material em uma associação íntima e geralmente permanente a um outro material, o qual pode
danificar suas propriedades. Alguns componentes, especialmente em equipamentos
eletrônicos, foram reduzidos a tamanho muito pequeno, tal recuperação é muito complicada e
com pouco retorno.
Não existe dúvida que o desejo para reduzir custos tem sido responsável pelas mudanças nos
materiais e nos processos de manufatura. Na média, cerca de 40% do custo do produto é
12
atribuída a matérias primas e isto com o aumento da automação na manufatura tende mais a
crescer do que cair (5).
Na área automobilística, o pensamento já é um pouco diferente da indústria de
eletrodomésticos, pois este tipo de indústria já esta acostumada com uma série de normas e
regulamentos ambientais, que regem desde seu resíduo sólido até os gases produzidos em suas
chaminés e veículos fabricados.
Isso leva a uma maior consciência ambiental, com isso o projeto para a reciclabilidade
começa a aparecer como sendo um dos requisitos de projetos na hora de desenvolver um novo
produto.
2.8 O projeto e planejamento de veículos visando a reciclabilidade
As barreiras à reciclagem de um veículo não são simples. Enfrenta-se essa condição quando
os veículos contem partes ou materiais que são de valor muito pequeno para justificar a
separação para a venda, sob as condições atuais de mercado. Com as restrições ambientais
atuais não existe nenhum incentivo financeiro para a recuperação destes.
Atualmente a tendência de uso de materiais em veículos é no emprego de materiais
recuperáveis que sejam possíveis de serem vendidos. Também é esperado o uso de grandes
quantidades de materiais cuja disposição não incorra em custos, pelo contrário, que sejam
auto-suficientes ou gerem um pequeno lucro. Um detalhe importante na disposição de
componentes é o custo da mão de obra necessária para recuperar os materiais destes veículos,
sobre um período de 10 anos, aumentou muito mais rapidamente do que as receitas
provenientes da operação (5).
Por isso, os fabricantes de veículos têm influência direta no qual será o destino de seu veículo
no fim de vida. Historicamente, o fabricante irá voluntariamente implementar mudanças de
design ou manufatura, visando a reciclabilidade, se estas não envolverem aumento de custos.
O fabricante não pode ser culpado disso, em fato ele está respondendo a um consumidor, o
qual este é propenso a pagar a mais por alguns opcionais do que para outros e este é
notadamente influenciado pelo custo inicial.
13
Quais seriam os compradores que estão preparados para pagar um pouco mais por uma vida
útil do veículo maior ou uma melhor possibilidade de reciclagem no fim de sua vida útil?
Naturalmente, um fabricante que deve sobreviver em um mercado altamente competitivo, não
pode assumir o ônus sozinho de incorporar mudanças de projeto para a reciclabilidade, se
essas mudanças aumentarem o custo e o produto deixar de ser competitivo.
Muitas vezes as mudanças no projeto de um veículo para a melhoria da reciclabilidade não
necessariamente incorrerão em aumentos de custos de manufatura e dos materiais. Isso vai
depender de uma série de fatores. Por um outro lado, em uma indústria que é sensível a
custos, como a indústria automobilística, os presentes métodos de manufatura são
presumivelmente os mais eficientes em termos de custos.
Em estudos elaborados por Henstock (5), existe alguma evidência que os compradores
estariam propensos a pagar um valor a mais por uma maior vida útil de seus veículos, mas em
compensação, não existe evidência que estes compradores estejam propensos a pagar por uma
maior reciclabilidade do veículo adquirido. Devido a este fato, o projeto para a reciclabilidade
poderá ser considerado como sendo essencial. Alem disso, implicações políticas e econômicas
de legislações podem encorajar ou obrigar os fabricantes a utilizarem maiores quantidades de
materiais reciclados ou ainda projetar veículos visando a reciclabilidade.
Os fabricantes de veículos alegam que seus produtos são completamente reciclados, e tem
sido por muitos anos. O acumulo de veículos descartados em tempos de baixa demanda por
materiais reciclados, são as evidências do oposto. Enquanto os maiores fabricantes têm
pesquisado técnicas para assegurar que seus carros são os mais fáceis e rápidos de serem
desmontados e conseqüentemente reciclados, esta preocupação parece que ainda não foi
plenamente aplicada em ações na fase de projeto.
Reciclabilidade parece um dos últimos itens da lista de prioridades a serem consideradas na
hora de desenvolvimento de um novo veículo, contudo, isto tem sido levado em conta ao fazer
componentes do veículo cada vez mais fáceis de serem removidos. A origem deste fato está
na facilitação de montagem.
14
Pode-se considerar que a ordem de prioridades na hora de projetar um novo veículo tem
mudado ao longo dos últimos anos, primeiramente por pressões de legislações cada vez mais
restritivas no aspecto de poluição ambiental. Em adição a estas legislações, uma outra que
será colocada em prática dentro de alguns anos será a de porcentagem de reciclabilidade
mínima dos veículos no fim de vida, sendo que esta legislação será detalhada mais adiante,
por isso as montadoras começam a se preocupar e projetar veículos visando a reciclabilidade
máxima no seu fim de vida.
Tendo em vista o projeto para reciclagem e os requisitos de legislações que exigem que
determinada porcentagem de um veículo seja reciclável, faz-se necessário ter uma
metodologia de cálculo que possa ser repetida em qualquer veículo.
2.9 Porcentagem de reciclabilidade e recuperação no fim de vida.
Em 2001 a ISO (International Organization for Standardization) elaborou um procedimento
de cálculo para reciclagem e recuperação de veículos automotores. Esse procedimento
encontra-se na fase de publicação e está sendo alvo de análise por parte dos especialistas da
área em todo o mundo.
Como abordado anteriormente, na fase de projeto de um veículo, é essencial levar em
consideração aspectos de reciclagem e recuperação. Conseqüentemente, há uma necessidade
de um indicador, o qual avalie o potencial de novos veículos a serem reciclados e
recuperados. A norma da ISO descreve um método de cálculo para as taxas de reciclagem e
recuperação baseadas nos quatro principais passos de tratamento dado nos centros de
reciclagem.
As taxas de reciclagem e recuperação dependem do projeto, das propriedades do material e a
consideração de tecnologias comprovadamente funcionais. Deve-se lembrar que esse método
resulta em uma estimativa, que não necessariamente será a porcentagem obtida ao fim de vida
deste veículo.
Os termos e definições empregadas nessa norma são:
Massa do veículo - mV
15
Massa do veículo completa, com lubrificante, combustível (90%), roda reserva, ferramentas,
mas sem ocupantes ou carga.
Reuso
Qualquer operação nos quais partes ou componentes de um veículo em fim de vida é usada
com o mesmo propósito de que elas foram concebidas
Reciclagem
Reprocessar em um processo produtivo de materiais descartados para o propósito original ou
para outros propósitos, excluindo-se o processamento para a geração de energia.
Recuperação
Reprocessar em um processo produtivo de materiais descartados para o propósito original ou
para outros propósitos, incluindo-se o processamento para a geração de energia (13).
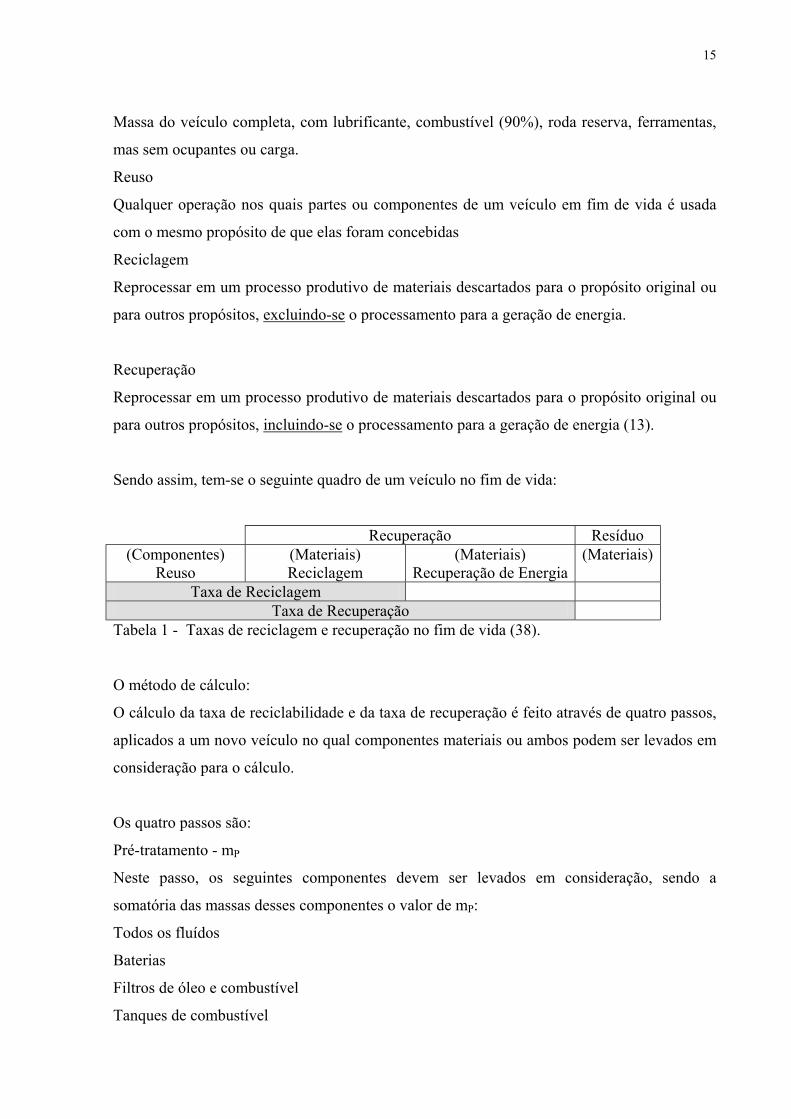
Sendo assim, tem-se o seguinte quadro de um veículo no fim de vida:
Recuperação Resíduo (Componentes)
Reuso (Materiais) Reciclagem
(Materiais) Recuperação de Energia
(Materiais)
Taxa de Reciclagem Taxa de Recuperação
Tabela 1 - Taxas de reciclagem e recuperação no fim de vida (38).
O método de cálculo:
O cálculo da taxa de reciclabilidade e da taxa de recuperação é feito através de quatro passos,
aplicados a um novo veículo no qual componentes materiais ou ambos podem ser levados em
consideração para o cálculo.
Os quatro passos são:
Pré-tratamento - mP
Neste passo, os seguintes componentes devem ser levados em consideração, sendo a
somatória das massas desses componentes o valor de mP:
Todos os fluídos
Baterias
Filtros de óleo e combustível
Tanques de combustível
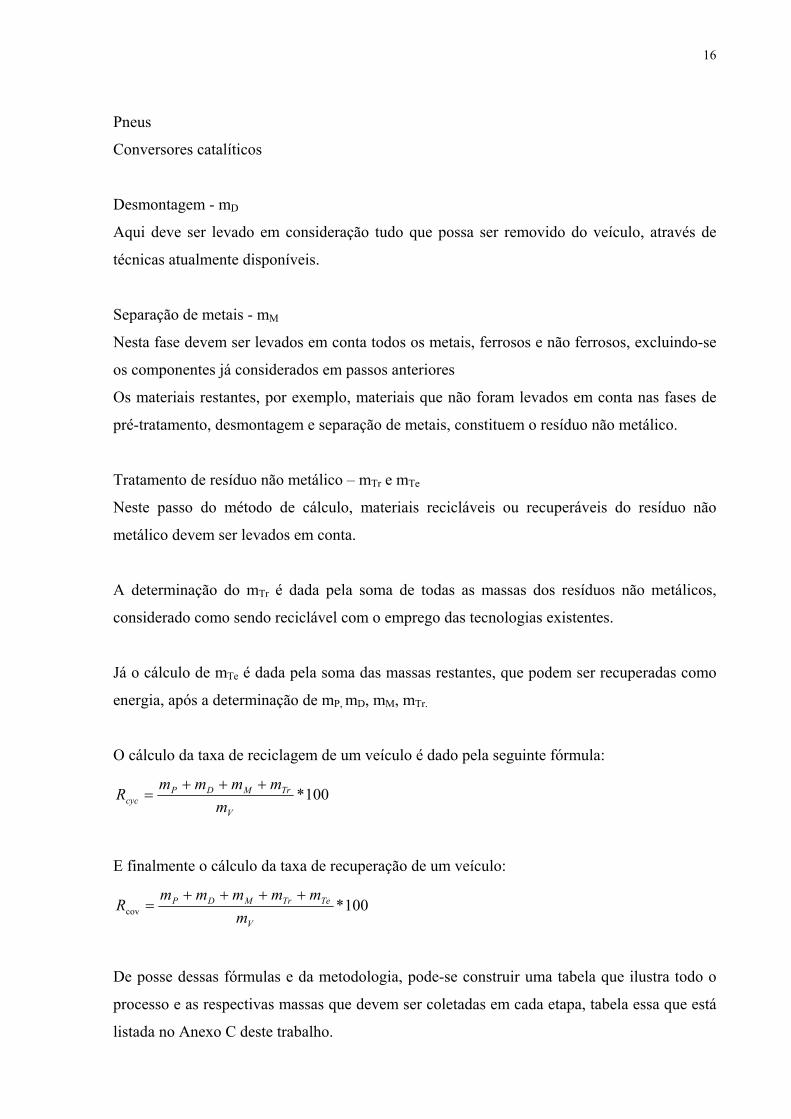
16
Pneus
Conversores catalíticos
Desmontagem - mD
Aqui deve ser levado em consideração tudo que possa ser removido do veículo, através de
técnicas atualmente disponíveis.
Separação de metais - mM
Nesta fase devem ser levados em conta todos os metais, ferrosos e não ferrosos, excluindo-se
os componentes já considerados em passos anteriores
Os materiais restantes, por exemplo, materiais que não foram levados em conta nas fases de
pré-tratamento, desmontagem e separação de metais, constituem o resíduo não metálico.
Tratamento de resíduo não metálico – mTr e mTe
Neste passo do método de cálculo, materiais recicláveis ou recuperáveis do resíduo não
metálico devem ser levados em conta.
A determinação do mTr é dada pela soma de todas as massas dos resíduos não metálicos,
considerado como sendo reciclável com o emprego das tecnologias existentes.
Já o cálculo de mTe é dada pela soma das massas restantes, que podem ser recuperadas como
energia, após a determinação de mP, mD, mM, mTr.
O cálculo da taxa de reciclagem de um veículo é dado pela seguinte fórmula:
100*V
TrMDPcyc m
mmmmR +++=
E finalmente o cálculo da taxa de recuperação de um veículo:
100*covV
TeTrMDP
mmmmmm
R++++
=
De posse dessas fórmulas e da metodologia, pode-se construir uma tabela que ilustra todo o
processo e as respectivas massas que devem ser coletadas em cada etapa, tabela essa que está
listada no Anexo C deste trabalho.

17
Um exemplo de cálculo usando essa metodologia foi feito por Paul, Chung e Raney (28) que
avaliou e confirmou o percentual de reuso, reciclagem de materiais e descarte de alguns
veículos da Honda.
Foram selecionados 18 veículos de diversos anos de fabricação, variando de 1982 a 2001, que
foram desmontados em um centro de reciclagem de veículos seguindo as diretivas da norma
acima exposta. Os resultados obtidos foram bastante animadores sob o ponto de vista de
porcentual de reciclabilidade, variando de 85,4% a 96,4% da massa total de cada veículo.
Este estudo foi executado para que pudesse comparar estes porcentuais com os valores
especificados em normas de porcentual mínimo de reciclagem e recuperação de veículos, que
melhor será detalhada no próximo tópico.
2.10 O fim de vida e a reciclagem de veículos no mundo
A abordagem de cada País sobre o fim de vida de veículos tem muita variação e isso faz com
que as iniciativas de legislação sobre o tema tenham conteúdos diferentes. Buscando entre
diversas legislações, pode-se destacar a legislação da Comunidade Européia, que versa desde
a proibição de utilização de materiais perigosos até aspectos ambientais do centro de recepção
dos veículos no seu fim de vida e a dos Estados Unidos que apesar de ser bastante pulverizada
(27), tem similaridades com a legislação da Comunidade Européia.
A diretiva da Comunidade Européia tem com primeira prioridade a prevenção de gerar
descarte, e em adição a isso o reuso, reciclagem e outras formas de recuperação de veículos e
componentes no fim da vida útil. Esta também tem como objetivo a melhora da performance
ambiental das operações econômicas envolvidas no ciclo de vida de um veículo e
especialmente as operações relacionadas ao tratamento de veículos no fim de vida (39) (40).
A norma encoraja a prevenção de resíduos pelos participantes da comunidade e destaca os
seguintes pontos para prevenção de resíduos:
- Fabricantes de veículos e de autopeças devem limitar o uso de substâncias perigosas nos
veículos e reduzi-las o máximo possível da concepção de futuros projetos a fim de evitar a
18
liberação destas substâncias no meio ambiente e para facilitar a reciclagem, evitando a
necessidade da eliminação de materiais perigosos.
- O projeto e produção de novos veículos devem levar em consideração a facilidade de
desmontagem, reciclagem, reuso e recuperação de energia no fim de vida dos veículos.
- Fabricantes de veículos e de autopeças devem integrar uma quantidade crescente de
materiais reciclados em veículos, tendo como objetivo o desenvolvimento do mercado para
materiais reciclados.
- Os Estados-Membros devem assegurar que materiais e componentes dos veículos colocados
no mercado a partir de julho de 2003 não contenham chumbo, mercúrio, cádmio ou cromo
hexavalente, exceto para os casos especificados no Anexo D que mostra as restrições para
aplicação de materiais perigosos em veículos comercializados e produzidos na Comunidade
Européia.
Um outro aspecto abordado por esta diretiva é com relação ao percentual médio em massa por
veículo por ano que deve ser reutilizada, reciclada, reaproveitada e descartada no fim de vida,
onde tem-se o seguinte cenário:
- Até 31 de Dezembro de 2006, a reutilização e reuso de todos os veículos em fim de vida
deverá aumentar para um mínimo de 85 %, em massa, em média, por veículo e por ano. A
reutilização e reciclagem devem aumentar, dentro do mesmo prazo, para um mínimo de 80 %,
em massa, em média, por veículo e por ano, ou seja, pode-se ter no máximo 15% de resíduo.
- Relativamente aos veículos produzidos antes de 1980, os Estados-Membros podem prever
objetivos menos elevados, embora não inferiores a 75 %, para a reutilização e valorização e
não inferiores a 70 % para a reutilização e reciclagem.
- Até 01 de Janeiro de 2015, a reutilização e valorização de todos os veículos no fim de vida
devem aumentar para um mínimo de 95 %, em massa, em média, por veículo e por ano.
Dentro do mesmo período, a reutilização e reciclagem devem aumentar para um mínimo de
85 % em massa, em média, por veículo e por ano, portanto neste caso o percentual de resíduo
deve ser no máximo 5%.
19
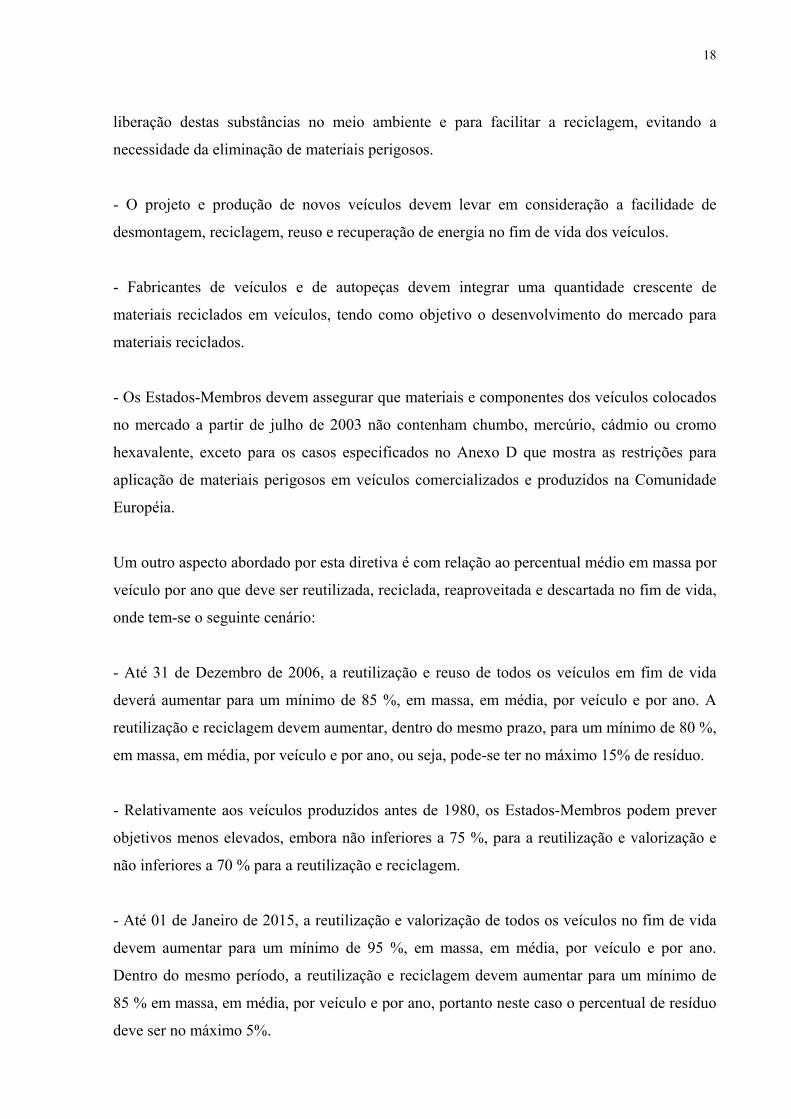
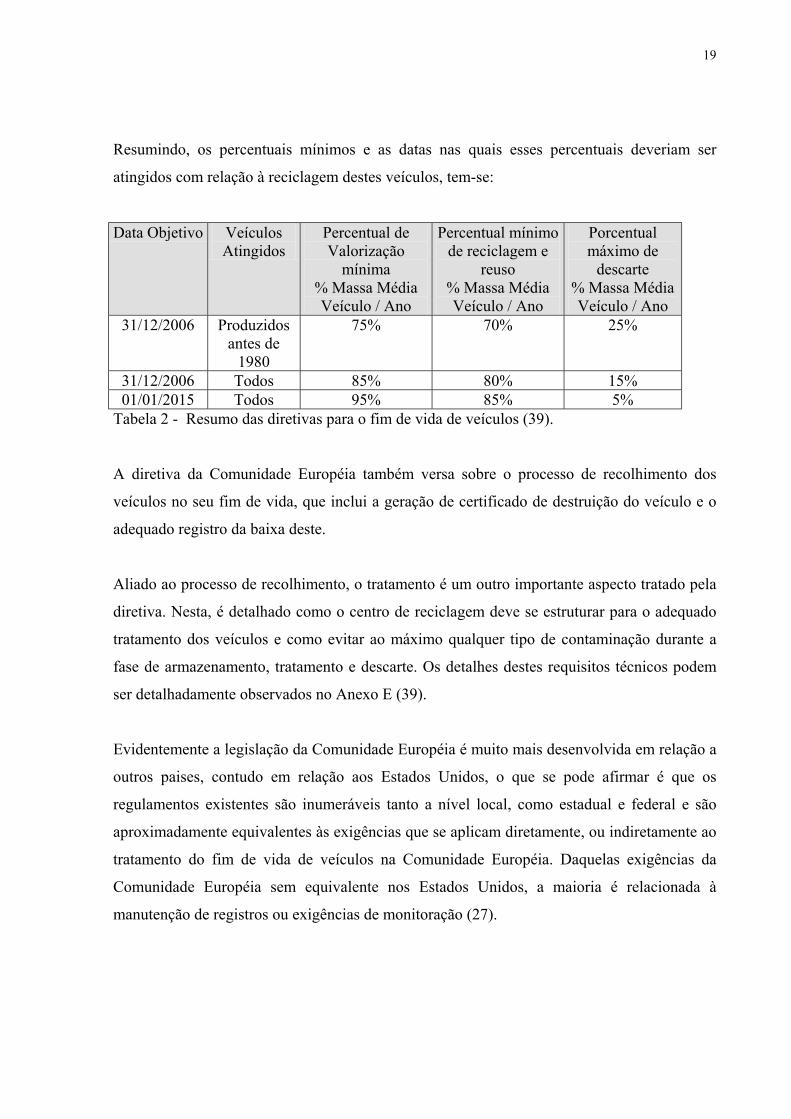
Resumindo, os percentuais mínimos e as datas nas quais esses percentuais deveriam ser
atingidos com relação à reciclagem destes veículos, tem-se:
Data Objetivo Veículos Atingidos
Percentual de Valorização
mínima % Massa Média Veículo / Ano
Percentual mínimo de reciclagem e
reuso % Massa Média Veículo / Ano
Porcentual máximo de
descarte % Massa Média Veículo / Ano
31/12/2006 Produzidos antes de
1980
75% 70% 25%
31/12/2006 Todos 85% 80% 15% 01/01/2015 Todos 95% 85% 5%
Tabela 2 - Resumo das diretivas para o fim de vida de veículos (39).
A diretiva da Comunidade Européia também versa sobre o processo de recolhimento dos
veículos no seu fim de vida, que inclui a geração de certificado de destruição do veículo e o
adequado registro da baixa deste.
Aliado ao processo de recolhimento, o tratamento é um outro importante aspecto tratado pela
diretiva. Nesta, é detalhado como o centro de reciclagem deve se estruturar para o adequado
tratamento dos veículos e como evitar ao máximo qualquer tipo de contaminação durante a
fase de armazenamento, tratamento e descarte. Os detalhes destes requisitos técnicos podem
ser detalhadamente observados no Anexo E (39).
Evidentemente a legislação da Comunidade Européia é muito mais desenvolvida em relação a
outros paises, contudo em relação aos Estados Unidos, o que se pode afirmar é que os
regulamentos existentes são inumeráveis tanto a nível local, como estadual e federal e são
aproximadamente equivalentes às exigências que se aplicam diretamente, ou indiretamente ao
tratamento do fim de vida de veículos na Comunidade Européia. Daquelas exigências da
Comunidade Européia sem equivalente nos Estados Unidos, a maioria é relacionada à
manutenção de registros ou exigências de monitoração (27).

20
3 O ESTADO DA ARTE EM TERMOS DE RECICLAGEM
Passada a fase de definição do problema, onde foram mostrados os aspectos relativos à
indústria automobilística no que tange ao universo desse setor, a necessidade do projeto para
reciclagem e a legislação, chega à fase de melhor explorar o veículo. Esta fundamentação
inicial é a base para o estudo proposto por este trabalho, sendo que neste capitulo será
observado o que já vem sendo executado em termos de reciclagem e projeto para reciclagem.
Neste tópico serão apresentados os principais sistemas que compõem um automóvel, seus
respectivos materiais e possíveis soluções visando o projeto para a reciclagem de um veículo.
As referências com relação aos materiais são as obtidas durante o processo de análise de
veículos e componentes. Também são expostos pensamentos de diversos cientistas e
pesquisadores da área.
Como o objetivo é o projeto para reciclagem de veículos, algumas vezes serão deixados de
lado componentes e sistemas não mais utilizados em veículos modernos, por exemplo, o
carburador, em detrimento de um melhor aproveitamento das idéias aqui expostas para o
projeto para a reciclagem.
A ordem de análise dos sistemas é baseada na utilizada por indústrias automobilísticas para a
separação dos subsistemas de um veículo e esta se encontra na forma completa no Anexo A
deste trabalho.
3.1 O veículo e seus subsistemas
A divisão do veículo por subsistemas foi aqui utilizada para facilitar o processo de análise dos
componentes do veículo e por se tratar de uma forma de divisão de trabalho comumente
utilizada na indústria durante a fase de desenvolvimento. Esta divisão é composta por nove
grupos principais e dentro deste grupo ela chega a ter 5 níveis hierárquicos de detalhamento
de componentes. As principais categorias e subdivisões podem ser observadas no Anexo A
deste trabalho.
21
3.2 Seção 10: Trem de força
O Motor e a transmissão são os componentes principais desse sistema, haja visto que estes são
responsáveis por toda a geração de movimento do veículo. Dada as grandes dimensões destes
componentes, regularmente estes possuem um grande interesse por parte da cadeia de
reciclagem, não sendo necessários grandes esforços para a reciclagem do mesmo.
Para a reciclagem, a desmontagem se faz necessária, pois motores e transmissões têm
composições metálicas dispersas, o que torna a operação relativamente onerosa, mas
lucrativa.
Entretanto, os agregados ao motor requerem cuidados especiais, pois estes não possuem o
mesmo interesse financeiro que o motor, portanto, os componentes abaixo listados devem ter
cuidados especiais durante a fase de reciclagem e a fase de projeto.
Filtros
Filtros são elementos utilizados em veículos com o objetivo de retirarmos impurezas de um
meio qualquer. Podem ser utilizados tanto para a remoção de partículas de pólen e outras
nocivas em sistemas de ventilação da cabine, ou ainda impurezas presentes no ar, mas que são
extremamente prejudiciais ao motor. Uma outra utilização de filtros é para a remoção de
sólidos em um meio líquido, típica aplicação de filtros de óleo em geral. Mas após o seu uso,
podem se tornar sérios vilões em relação à contaminação produzida.
Filtros de óleo & combustível
De acordo com Peaslee; Roberts II (29) mais de 425 milhões de filtros de óleo são usados e
descartados anualmente nos Estados Unidos, contendo uma estimativa de 6800 m3 de óleo
usado e 1.465.000 toneladas de aço, sendo que somente 15% desses filtros de óleo são
reciclados e o restante disposto em aterros com enormes riscos de contaminação da terra e das
águas.
22
Para o adequado projeto para a reciclabilidade dos filtros, deve-se considerar a condição dos
mesmos na hora do descarte. De acordo com os autores acima citados, os filtros usados
possuem em peso: de 30 – 50% de aço, 45 – 60% de óleo de motor usado e o restante é
composto pelo elemento filtrante em si, vedadores e adesivos, sendo que as diferenças são
provenientes do design em particular do filtro. Observando-se um filtro novo temos que 70 –
90% do peso é composto de aço e 6 – 28% do peso é composto de celulose.
Para a reciclagem destes filtros, o estudo de Peaslee; Roberts II (29) mostra que o melhor
método é a moagem (shredding) onde obtemos uma recuperação de 75 – 95% de óleo usado e
um resíduo ferroso de alta pureza, composto por mais de 95% de aço.
Deve-se projetar o filtro de forma a ter a menor quantidade possível de contaminantes, ou
seja, materiais como: colas, selos e adaptadores. Além de prever a instalação de forma que o
filtro tenha o óleo facilmente esgotado apenas através da ação da gravidade.
Fluídos
São considerados como fluídos todos os líquidos adicionados ao veículo e necessários para
sua operação. Destacam-se nesta categoria os óleos de motor, transmissão e diferencial,
fluídos de freio, o líquido de arrefecimento, o fluído hidráulico, fluído do limpador dos vidros
e finalmente o combustível. Todos são considerados como contaminantes e devem ser
adequadamente coletados visando a correta destinação (17).
Os óleos de Motor, transmissão e diferencial são adequadamente reciclados hoje e basta que
no fim de vida do veículo estes óleos sejam coletados e armazenados adequadamente,
possibilitando a reciclagem dos mesmos. O aumento da reciclagem dos fluídos pode, ser
conseguida com a adição de drenos em locais de fácil acesso e no ponto mais baixo.
No caso de fluído hidráulico e fluído de freio deve-se seguir as mesmas recomendações que as
dos óleos, sendo que neste caso o emprego de uma bomba de vácuo é necessário para que se
esgote completamente estes fluídos dada a complexidade de rotas das tubulações deste
sistema.
23
O líquido de arrefecimento pode deixar de ser considerado como sendo um resíduo perigoso
se este for propriamente reciclado. Em geral este é composto de etileno-glicol, propileno-
glicol ou outra química que auxilia na transferência de calor do motor para o radiador, este
também tem a função anti-congelante. Geralmente esse líquido vem com cerca de 50% em
volume do líquido em aditivo, além disso, este pode estar contaminado com traços de
combustível e partículas de metal e óleo.
A reciclagem deste líquido se dará através do re-uso. Métodos de processar o líquido do
radiador descartado incluem destilação, filtragem ou troca de íons. A melhora da reciclagem
deste fluído é possível com o emprego de líquido com um único tipo de aditivo, por exemplo,
o etilieno-glicol e a aplicação de linhas que facilitem a máxima drenagem de todo o líquido
durante a operação de desmontagem do veículo.
O fluído do limpador de vidros é pouco usado no Brasil, visto que em poucos lugares se
observam temperaturas abaixo do ponto de congelamento d’água, logo, tem-se apenas água
nestes reservatórios. Quando se observar a presença de algum fluído anti-congelante deve-se
proceder da mesma forma que foi exposta anteriormente para o líquido de arrefecimento.
O combustível é o líquido que tem a maior facilidade de reciclagem, dado o seu valor
comercial e a fácil aceitação. Portanto, pouca atenção é dada a meios de facilitar a reciclagem,
além do cuidado com a coleta e armazenamento.
3.3 Seção 15: Integração do trem de força
Nesta seção, destacam-se os periféricos necessários ao funcionamento do motor e tem relação
direta com a transmissão de força para as rodas. Estão inclusos nesta seção a admissão de ar,
os componentes da transmissão de força, sistema de exaustão e o sistema de combustível.
Admissão de ar
O sistema de admissão de ar é composto por todos os dutos e guias que fazem com que o ar
chegue até o motor. O sistema é composto por: dutos de ar, caixa do elemento filtrante, filtro
de ar, corpo de borboleta, coletor de admissão e resfriador de ar (intercooler ou

24
chargercooler). Todos esses componentes ficam localizados no compartimento do motor,
sendo que o corpo de borboletas se aplica somente a veículos com motores do tipo ciclo Otto.
Dutos de ar e caixa do filtro de ar
Os dutos são em geral fabricados de plástico, sendo que o mais utilizado é >PE-LD<
(Polietileno de baixa densidade) e a caixa de ar é empregado o >PP< (Polipropileno) com
carga mineral ou a Poliamida >PA6.6<.
Para a reciclagem destes componentes aplicam-se as técnicas descritas no Anexo F deste
trabalho para a reciclagem de componentes plásticos.
Uma proposta interessante para esse sistema é o aplicado pelo veículo Polo da Volkswagen,
que integra todo o conjunto de dutos e caixa do elemento filtrante em uma única peça,
composto de apenas um material, o >PA6+GF30< (Poliamida com 30% de fibra de vidro),
sendo que, sua fixação é feita apenas por encaixe em suportes metálicos com coxins de
borracha, o que facilita muito a reciclagem destes componentes.
Figura 1 - Caixa do filtro de ar e coletor de admissão do Volkswagen Polo.
Elemento Filtrante
Na maioria das vezes, este componente é constituído de papel dobrado, com uma moldura de
PU injetada em sua região de vedação com a caixa do filtro de ar. Existem ainda os filtros de
espuma embebida em óleo, outros apenas de espuma, ambos em desuso, e os filtros com um
tipo de tecido-não-tecido, que é colado a uma moldura de borracha, permitindo a sua vedação.
25
Do ponto de vista projeto de reciclagem, o mais prático seria o do tipo com espuma, que
permite que seja lavada e reaproveitada diversas vezes, mas este tem a desvantagem de não
ser eficiente e ser obsoleto em termos de solução de filtragem. Então a recomendação se volta
para os filtros de papel, que devem ter por objetivo a redução de contaminantes, que pode ser
cumprido com o emprego de papeis com diferentes composições para que a função de
vedação seja adequadamente cumprida.
Corpo de borboleta e coletor de admissão
Temos neste conjunto os componentes que são montados próximos ao motor e sofrem grande
influência deste, isso leva ao emprego de materiais extremamente complexos e rígidos nesta
região, tornando a reciclagem complicada e onerosa.
Alguns veículos utilizam coletor de admissão e corpo de borboleta fabricados em alumínio,
sendo estes unidos através de parafusos. Este conjunto é fixado ao bloco do motor através de
prisioneiros e porcas.
Recentemente alguns veículos estão utilizando polímeros como material principal do coletor,
sendo este composto de Poliamida 6.6 com fibra de vidro 30% >PA6.6+GF30< , material este
similar ao filtro de ar, o que torna o conjunto mais fácil de reciclar. O melhor conceito para
este sistema é ter o coletor de admissão e corpo de borboleta integrado em uma única peça.
Além disso, esta peça pode ser integrada a galeria dos injetores de combustível. Este conceito
do ponto de vista de reciclagem é o melhor, pois integra peças que são adjacentes em um
único conjunto de um mesmo material ou com pelo menos materiais compatíveis.
Resfriadores de ar
Estes componentes são empregados em veículos que tenham um turbocompressor ou soprador
mecânico para a melhora do rendimento dos motores.
O resfriador de ar é instalado após o soprador mecânico ou turbocompressor, sendo que este é
constituído pelos tubos trocadores de calor, as aletas e as caixas de conexão. Este componente
26
é regularmente fabricado com alumínio na região dos trocadores de calor e aletas e de
polímero nas caixas de conexão.
Do ponto de vista de reciclagem, este conceito não é bom, pois é necessário que se
desmontem as caixas de conexão, para que o alumínio possa ser recuperado. Uma proposta
para este componente é para que as caixas, tubos e aletas sejam constituídos de apenas um
material, no caso alumínio.
Sistemas de interface do trem de força
Neste subsistema estão relacionados os componentes que fazem a interação com o trem de
força do veículo. Estão inclusas nesta seção os pedais de acelerador e embreagem, e a
alavanca de transmissão.
Com relação à composição de materiais desses componentes, temos que os pedais são
compostos de aço e borracha e a alavanca de transmissão é um conjunto de diversos materiais,
incluindo plástico, chapas metálicas e fundidos.
Do ponto de vista de reciclagem, são sistemas improdutivos, pois a diversidade de materiais e
a dificuldade de remoção são aspectos bastante determinantes para a não reciclagem desses
itens.
Visando a melhor possibilidade de reciclagem desses componentes, adotam-se novos
materiais, como os do exemplo a seguir:
Pedais de Acelerador e Embreagem
Nestes componentes, com o advento de novos plásticos de engenharia, tem se alterado a
composição de metálicos para >PA66+GF20< (Poliamida 6.6 com 20% de Fibra de Vidro).
Além dos pedais, essa composição de materiais está sendo aplicada no suporte, trazendo uma
grande facilidade na hora da reciclagem devido à composição única de material.
27
Figura 2 - Exemplo de componente com a penas um material plástico e com
contaminantes de fácil remoção – Mercedez-Benz A160
Os cabos do acelerador e embreagem ainda são componentes complexos de serem reciclados
devido à composição variada de materiais. No que tange a reciclagem, temos que contar com
o advento da eletrônica, que está transformando os aceleradores em eletrônicos, removendo
assim o seu cabo de atuação. A embreagem, em função da necessidade de aumento de
desempenho está tendo o seu sistema de atuação alterado para hidráulico.
Do ponto de vista de fim de vida do veículo, este sistema traz algumas complicações,
principalmente a contaminação, visto que trabalha-se com fluído de freio. Excluindo-se este
fato, o sistema se torna mais fácil de desmontar, pois pode-se simplesmente cortar as
tubulações e dar destinação adequada às mesmas.
Alavanca de transmissão
Aqui o emprego de uma composição única de materiais também traz muitos benefícios para a
reciclagem. O que se utiliza, visando o fim de vida, é a facilidade de desmontagem de
componentes com materiais diferentes, como por exemplo, a separação do varão ou cabo da
alavanca do sistema.
A aplicação desse conceito, aliado a uma composição única de materiais na alavanca, torna
muito mais produtiva a operação de reciclagem deste componente.
28
Sistemas de exaustão
O sistema de exaustão é composto por toda a tubulação de descarga de gases oriundos do
motor. Isso inclui a tubulação, os ressonadores, os coxins, o conversor catalítico, o sistema de
absorção de vibrações e todos os defletores presentes na região do sistema de escape.
Em relação aos materiais tem-se uma uniformidade, pois em geral todo o sistema de
escapamento é composto por chapas de aço. O único cuidado que se deve ter é com relação ao
conversor catalítico, que deve ser separado do sistema na hora de descarte, haja visto o seu
grande valor comercial e a possibilidade de contaminação pela presença de metais nobres.
Na hora de projeto desse sistema, deve-se fazer a rota de forma a permitir a fácil
desmontagem de todo o conjunto, para isso a rota deve ser projetada de forma a não passar em
lugares de difícil acesso, bem como deixa-la o mais distante o possível de possíveis
componentes sensíveis ao calor, evitando assim o uso de defletores.
As conexões entre os tubos devem ser do tipo que facilite a desmontagem, duas placas
aparafusadas, onde mesmo após um longo período de uso se permite a fácil desmontagem.
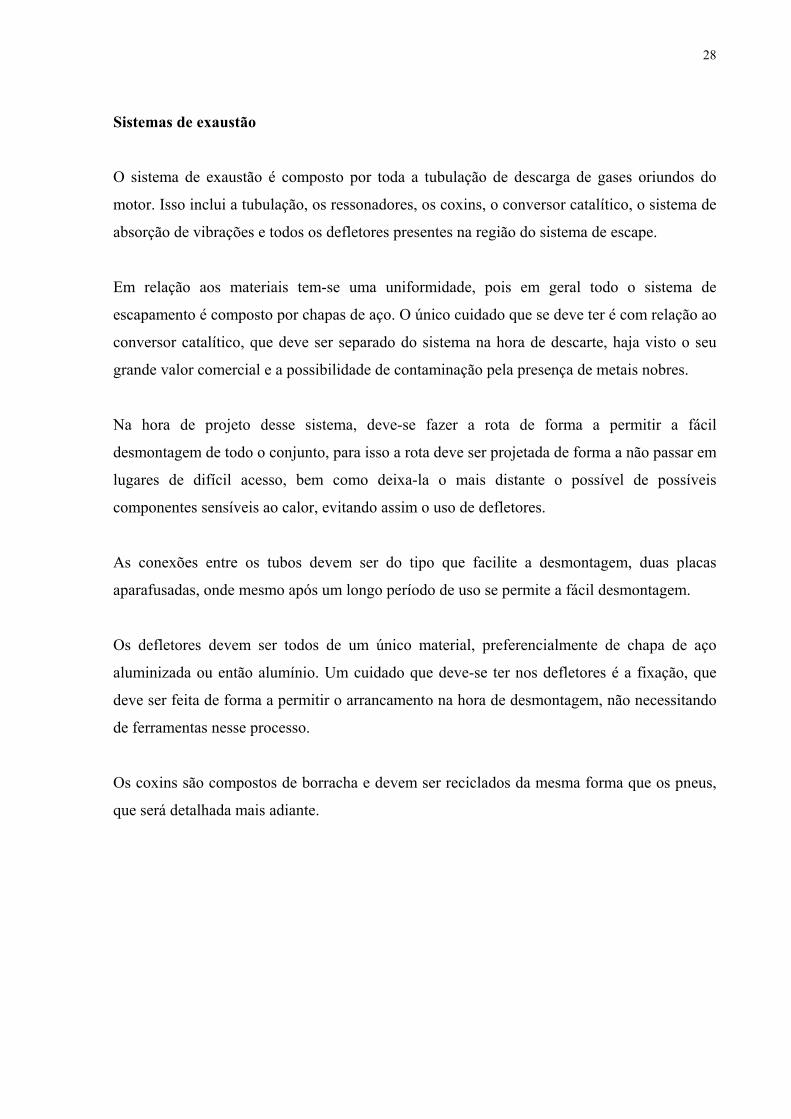
Os defletores devem ser todos de um único material, preferencialmente de chapa de aço
aluminizada ou então alumínio. Um cuidado que deve-se ter nos defletores é a fixação, que
deve ser feita de forma a permitir o arrancamento na hora de desmontagem, não necessitando
de ferramentas nesse processo.
Os coxins são compostos de borracha e devem ser reciclados da mesma forma que os pneus,
que será detalhada mais adiante.
29
Figura 3 - Aplicação de fixação de fácil remoção no defletor do escapamento do
Volkswagen Polo.
Transmissão de força
Os semi-eixos e, no caso de veículos com tração traseira ou 4x4, o cardan e os diferenciais são
componentes desse sistema. No que tange a diversidade de materiais, temos o aço, ferro
fundido, forjados e pequenos componentes de borracha como as capas de homocinéticas e
coxins de cardans.
A desmontagem dos componentes é simples, não requerendo nenhuma recomendação
especial. São itens de grande peso e conseqüentemente valor, que tornam atrativa a
reciclagem dos mesmos.
Observa-se em novos projetos mudanças de material na composição dos semi-eixos e do
cardan, passando do aço para o alumínio. Essa mudança tem pequena relação com a
reciclagem, mas uma grande relação com o aumento de desempenho da peça e redução de
peso do veículo. Neste caso, basta a adequada separação dos materiais.
Sistema de combustível
O sistema de combustível inclui: tanque, bomba, linhas e sistema de controle evaporativo
(canister). Todos esses sistemas são responsáveis por acondicionar e transportar o
combustível e seus vapores, necessários para o funcionamento do motor.

30
O controle evaporativo tem a função de coletar os vapores gerados pelo combustível e fazer
com que estes possam ser queimados pelo motor e não lançados na atmosfera, reduzindo com
isso a emissão de hidrocarbonetos.
Uma das primeiras operações que deve ser executada durante a desmontagem do veículo é o
completo esgotamento do tanque de combustível. Isso é de extrema importância para evitar
vazamentos de combustível e risco de incêndio. Essa operação pode ser realizada através do
emprego de dispositivos que furem e retirem o combustível por sucção, evitando-se assim,
derramamentos e geração de vapores.
Tanque de combustível
O tanque de combustível vem sofrendo uma transformação nos últimos anos. Na década de 80
/ 90, com o aumento do uso de plásticos nos automóveis, uma das áreas de mudança do
material aconteceu no reservatório de combustível.
Este passou de metálico para plástico, trazendo com isso ganhos significativos em diversos
aspectos, como por exemplo, facilidade de manufatura, possibilidade de conformação em
diversas formas, maior resistência a impactos e a corrosão. Mas este cenário tem mudado nos
últimos projetos devidos somente a um aspecto: legislações ambientais.
Uma das grandes desvantagens do tanque em plástico é com relação à permeabilidade do
plástico para combustíveis e a dificuldade na reciclagem. Um estudo feito por Brooks et al.
(9) mostra que devido a similaridade dos polímeros com os componentes dos combustíveis,
tem-se que um tanque plástico pode absorver até 5% do seu peso em combustível, e com isso
fazer com que esse combustível chegue até o ambiente externo.
Em relação a essa permeabilidade do plástico, se faz necessário a adição de camadas extras de
polímero, que impeçam a evaporação do combustível através das paredes do reservatório.
Ainda de acordo com Brooks et al (9), tanques de combustível do tipo multicamadas são
compostos pelos seguintes materiais:
31
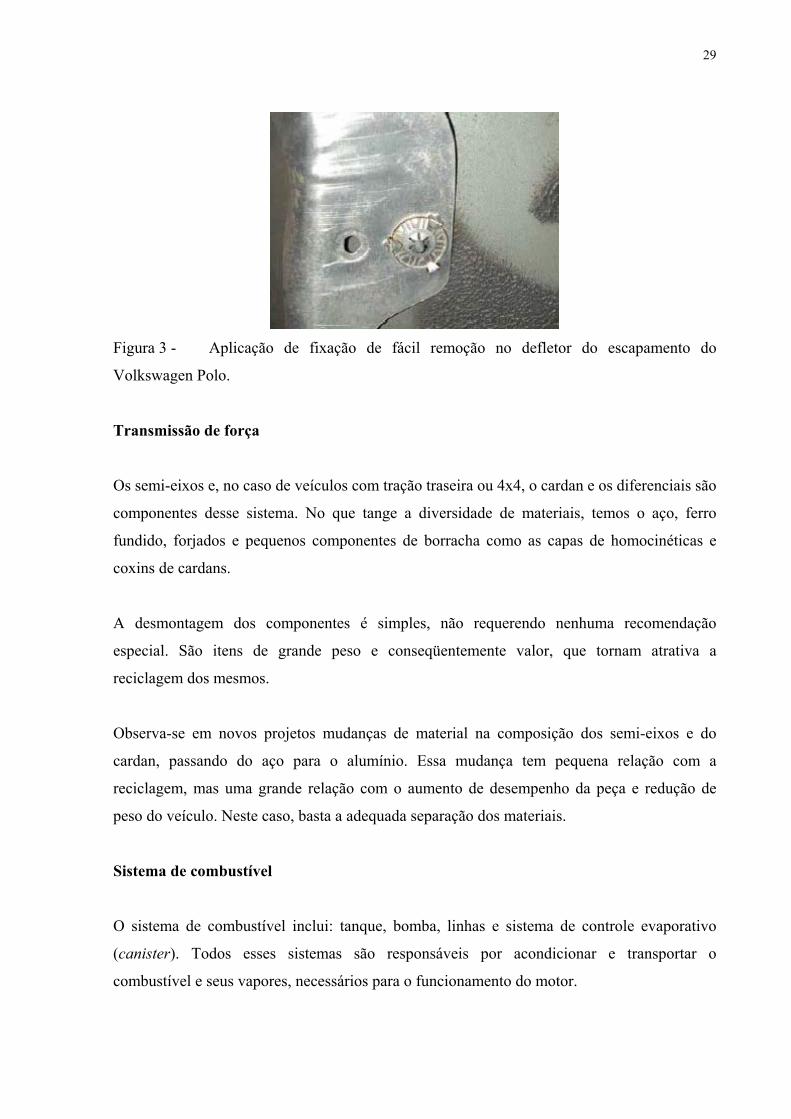
Adesivo – 2%
HDPE colorido – 13%
Barreira de EVOH – 3%
HDPE reciclado – 40%
HDPE – 40% Adesivo – 2%
Figura 4 - Secção transversal de um típico tanque plástico automotivo de construção do
tipo multicamadas (9).
Com isso, o tanque plástico tem se tornado mais caro que um similar de chapa, mesmo com
todas as vantagens da aplicação do plástico. Além deste acréscimo de custo com relação à
exigência de camadas extras, tem-se um problema para a reciclagem deste componente.
Apesar de ter grandes dimensões e de ser facilmente removido do veículo, a contaminação
com combustível é um grave impedimento para a reciclagem, pois faz com que a matéria
prima gerada com a moagem do material seja de baixa qualidade e de difícil processamento,
devido aos vapores de combustível gerados no processo de injeção da matéria prima
reciclada.
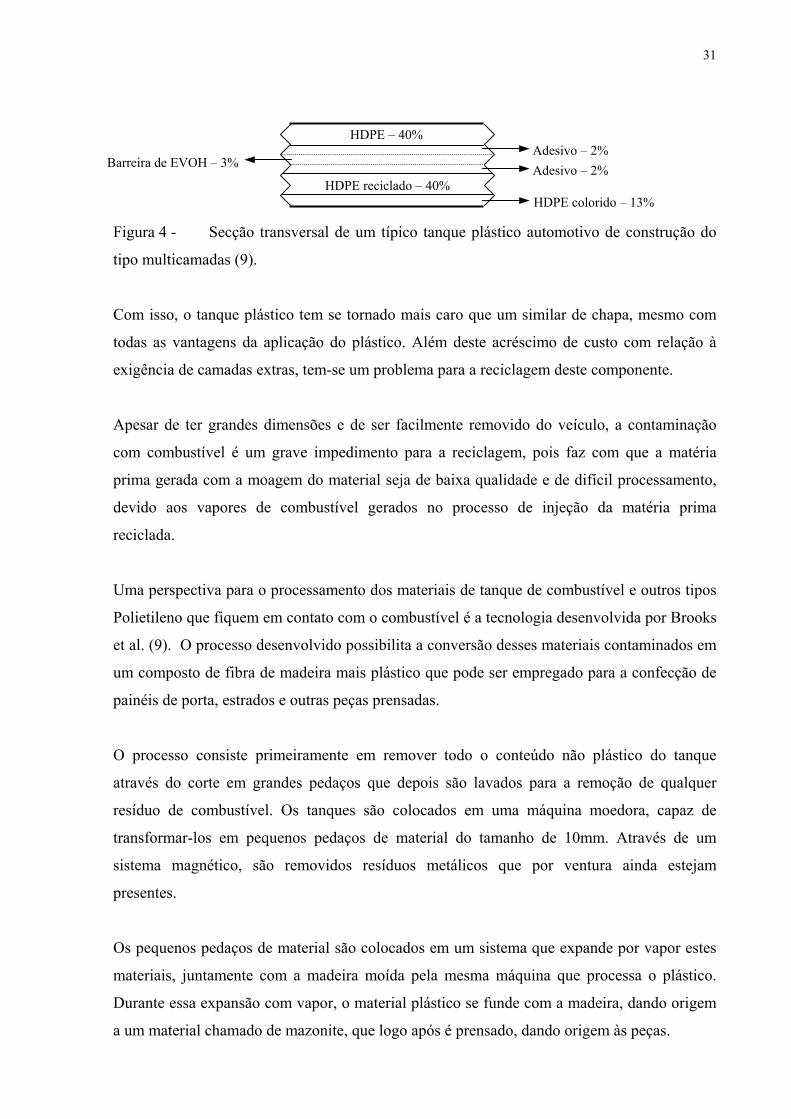
Uma perspectiva para o processamento dos materiais de tanque de combustível e outros tipos
Polietileno que fiquem em contato com o combustível é a tecnologia desenvolvida por Brooks
et al. (9). O processo desenvolvido possibilita a conversão desses materiais contaminados em
um composto de fibra de madeira mais plástico que pode ser empregado para a confecção de
painéis de porta, estrados e outras peças prensadas.
O processo consiste primeiramente em remover todo o conteúdo não plástico do tanque
através do corte em grandes pedaços que depois são lavados para a remoção de qualquer
resíduo de combustível. Os tanques são colocados em uma máquina moedora, capaz de
transformar-los em pequenos pedaços de material do tamanho de 10mm. Através de um
sistema magnético, são removidos resíduos metálicos que por ventura ainda estejam
presentes.
Os pequenos pedaços de material são colocados em um sistema que expande por vapor estes
materiais, juntamente com a madeira moída pela mesma máquina que processa o plástico.
Durante essa expansão com vapor, o material plástico se funde com a madeira, dando origem
a um material chamado de mazonite, que logo após é prensado, dando origem às peças.
32
Figura 5 - Protótipo de aplicação de matéria prima reciclada em painéis de porta e
estrados (9).
Esse processo faz com que se tenha uma destinação adequada aos tanques de combustível,
com um processo que gera muito pouca poluição e sem riscos de acidentes durante o
processamento do mesmo.
Um outro componente do tanque é o gargalo de abastecimento, que no caso de ser plástico,
pode ter o seu processamento feito junto com o tanque de combustível. Este também tem
sofrido o mesmo processo que o tanque, ou seja, está deixando o plástico de lado e utilizando
o metal.
Todos os problemas anteriormente descritos fizeram com que o metal voltasse com força total
nessa aplicação, como pode ser notado em novos projetos que são colocados no mercado nos
últimos anos.
Bomba de combustível:
Este é um componente na qual a utilização de plásticos tem sido feita em função da
necessidade de melhoria de desempenho, o que facilita de sobremaneira a reciclagem. Para a
melhoria da reciclagem, aqui devem prevalecer os princípios descritos no Anexo F deste
trabalho que versa sobre reciclagem de plásticos.
A montagem desse componente é um item importante, pois em sistemas projetados para
serem do tipo encaixe e trava, facilita-se muito na hora da reciclagem onde facilmente se
removem componentes que não podem ser reciclados juntos, como por exemplo, o motor
33
elétrico da bomba e o marcador de combustível. Além disso, uma forma de ter a recuperação
do material é processar estes resíduos juntamente com o tanque de combustível.
Linhas de combustível
Neste subsistema, o plástico ainda continua dominante e continuará a ser o melhor material
para estas aplicações. Um aspecto importante a considerar aqui é com relação à rota e
fixações das linhas, sendo que deve-se considerar rotas que não passem por locais fechados e
que esta tenha dispositivos de fixação projetados de modo a permitir um fácil arrancamento
das mesmas durante a fase de desmontagem.
As conexões dessas linhas devem ser adequadamente estudadas com relação à
compatibilidade de materiais, evitando-se assim a necessidade de desmontagem das mesmas.
Todos os componentes plásticos podem ser processados junto com o tanque de combustível
devido à presença de combustível na estrutura.
Sistema Evaporativo:
O sistema evaporativo é composto pelo reservatório de vapor (canister) e válvulas solenóides
de controle de fluxo de vapor. O reservatório de vapor é composto por um invólucro de
plástico com carga de carvão ativado.
As válvulas solenóides devem ser recicladas e projetadas da mesma forma que componentes
eletrônicos, sendo que estes estarão descritos em um tópico a seguir. O reservatório de vapor é
um componente complexo de ser reciclado, em função de sua carga de carvão ativado e a
necessidade de corte. Um projeto cuidadoso faria este componente de modo a ter uma tampa
do tipo encaixe e trava visando a possibilidade de esgotamento do carvão ativado além da
compatibilização de diferentes tipos de plásticos empregados na sua construção.
3.4 Seção 20: Chassis
Estão englobados nesta seção os componentes que servem de base para a dirigibilidade do
veículo e de elo entre o piso e a carroceria. Estão listados nesta categoria o sistema de direção,
as suspensões, as rodas e pneus, os freios e o kit de ferramentas.
34
Direção
Todos os componentes envolvidos na direção de um veículo fazem parte do sistema de
direção. Estão inclusos neste tópico a caixa de direção, a bomba e as mangueiras da direção
hidráulica, a coluna e o barramento de direção. São sistemas complexos, mas que
normalmente tem que ser desmontados para que outros sistemas possam ser acessados (motor,
painel de instrumentos, suspensão dianteira).
Em relação à reciclagem destes componentes, devem ser tomados os cuidados já detalhados
no capitulo anterior com relação à correta drenagem e destinação do fluído de direção
hidráulica.
Caixa de direção
Este sistema merece destaque, tendo em vista a diversidade de materiais que compõem. Uma
caixa de direção do tipo pinhão e cremalheira com ou sem assistência hidráulica é composta
por: materiais forjados (terminais, eixo e cremalheira), fundidos em alumínio (caixa da
cremalheira e válvulas), estampados metálicos (porcas, presilhas e tubos e extensão da caixa
da cremalheira), plásticos (guias internos) e borrachas (coberturas dos terminais). No caso de
uma caixa do tipo esferas recirculantes, empregada em veículos mais antigos e em utilitários,
observa-se alteração no material da caixa, que passa de alumínio para ferro fundido, tornando-
se um conjunto de apenas um material principal.
No caso da caixa do tipo pinhão e cremalheira, nota-se que devido à diversidade de materiais
a reciclagem direta desse componente é impossível, portanto aqui vale a proposta de utilizar-
se a menor diversidade possível de materiais. Pode-se conseguir isso através de pequenas
atitudes, como por exemplo, a substituição de capas dos terminais de borracha por plástico, ou
ainda fazendo toda a caixa da cremalheira em um único material. Também a facilidade de
desmontagem do conjunto deve ser levada em conta, com a aplicação de porcas fáceis de
serem acessadas e desmontadas.
Coluna de direção
35
A reciclagem desse componente é facilitada pela composição de materiais, sendo que na
maioria dos veículos esta é composta apenas de aço estampado. Portanto, basta remover a
coluna e reciclar diretamente.
Todavia, tem-se na atualidade uma das maiores inovações em relação a redução de
contaminação no fim de vida de veículos. A novidade é o uso de sistemas de direção
totalmente elétricos, sem o uso de fluídos. O sistema elétrico nada mais é que a aplicação de
um motor elétrico, que faz a vez de todo o conjunto de bomba de direção hidráulica e
mangueiras.
O sistema elétrico trem como vantagens a remoção de um grande conjunto de peças de
materiais diversos e o benefício de eliminarmos o fluído hidráulico do veículo, que sempre é
um ponto a mais de preocupação tanto para o usuário como para o reciclador.
Em termos de custo, esse sistema ainda não é competitivo quanto um sistema hidráulico, mas
com o aumento da utilização, o melhor aproveitamento dos recursos que o sistema permite e
os aspectos ambientais farão com que o preço desse sistema diminua a níveis inferiores ao
sistema hidráulico.
Volante
Na atualidade todos os veículos seguem a mesma composição para o volante: uma carcaça
metálica soldada ou fundida e a área de contato com o motorista recoberto por espuma de
poliuretano. Do ponto de vista de reciclagem, esta combinação é bastante desfavorável.
Um estudo de Brandrup et al. (2) mostra ser possível aplicar o conceito de plásticos
compatíveis para a confecção de um volante facilmente reciclável. O emprego de técnicas de
auto-reforço, melhor descrito no Anexo F deste trabalho que versa sobre a reciclagem de
plásticos, faz com que o volante seja composto de uma estrutura de polietileno reforçado e
seja recoberto com Polipropileno mais Etileno-Propileno-Dieno >PP+EPDM< e com isso ser
reciclado como uma peça composta de apenas um material.
36
Suspensão
Os conjuntos de suspensões são fáceis de remover e despertam interesse na cadeia
recicladora, tendo em vista o valor de certos materiais empregados nesses conjuntos.
Os componentes neste conjunto são constituídos por materiais ferrosos e borracha. Em alguns
veículos mais luxuosos existe a utilização de fundidos de alumínio e magnésio, o que torna
mais rentável a reciclagem destes materiais.
Os metais que compõem os braços, as barras estabilizadoras, as bases dos amortecedores, o
munhão e o sistema de freio, são de recuperação conhecida e fácil. Entretanto, alguns
cuidados têm que ser tomados em relação a fluído de freio, que ainda pode estar presente na
tubulação e a borracha, pois este é um componente relativamente difícil de se recuperar, ainda
mais se esta estiver vulcanizada sobre outros componentes.
Com relação à borracha, veja no decorrer deste trabalho o tópico sobre a recuperação de
pneus. Ainda no sistema de freios tem-se as sapatas e pastilhas, que são compostas por uma
base metálica e um material de atrito que devem ter verificado a possibilidade de reciclagem
destes componentes junto com os componentes metálicos da suspensão.
Os amortecedores têm que receber um tratamento especial por alguns motivos em particular.
Em primeiro lugar existe o problema, particularmente grave no Brasil, destes amortecedores
serem re-introduzidos no mercado como sendo “remanufaturados”, só que na verdade não
passam de amortecedores velhos, muitas vezes sem condições de uso que recebem apenas
uma nova pintura.
A correta destinação dos amortecedores passa pela remoção de sua pressurização interna, de
seu fluído interno, para depois serem reciclados como metais. O processo de esgotamento
pode ser feito no próprio centro de reciclagem, através de dispositivos que furem e extraiam
por sucção o conteúdo do mesmo.
Com relação aos agregados dos amortecedores, estes devem ser sempre projetados de forma a
permitir a completa remoção destes componentes, tornando a separação após o fim de vida
bastante simples. Enquadram-se neste tópico os batentes, buchas, isoladores e capas.

37
Rodas, calotas e pneus.
Rodas e Calotas
As rodas são um dos primeiros componentes removidos durante o processo de desmontagem
de um veículo e sua destinação é bastante fácil, sendo que o único cuidado a ser tomado é
com o chumbo, presente nos pesos de balanceamento, que deve ser descartado de forma
separada.
Um detalhe importante para as rodas de liga de alumínio são os insertos metálicos, que são
utilizados junto ao ponto de fixação em alguns modelos de roda. Estes insertos de latão devem
ser removidos antes do envio das rodas para reciclagem, visando uma maior pureza do
material. A alternativa seria a total eliminação destes insertos, que é possível com a aplicação
de parafusos e/ou porcas com uma conicidade diferente.
As calotas, como componentes plásticos, devem respeitar os princípios de projeto melhores
expostos no Anexo F deste trabalho. Com relação a fixação, as atuais calotas mais modernas
são fixadas pelos parafusos de rodas, evitando-se a aplicação de arame, que torna um
empecilho na hora de reciclar.
Pneus e componentes de borracha.
Finalmente, fazem parte desse subsistema os pneus e os componentes de borracha, que são
considerados um dos mais difíceis componentes a serem reciclados do veículo, tanto em
função da quantidade gerada durante a vida útil do veículo quanto ao problema ambiental que
este componente causa.
No caso do Brasil, de acordo com o artigo de Bressani (8), existe um passivo ambiental de
cerca 100 milhões de pneus usados e ainda corremos o risco de nos tornar o local de descarte
para países do primeiro mundo que não sabem o que fazer com uma produção anual de 900
milhões de peças.

38
Mesmo com resoluções do CONAMA como a 258/99 (36) que obriga fabricantes de pneus de
reciclarem uma quantidade em função da quantidade colocada no mercado, detalhada na
tabela 3. Ainda têm-se sérios problemas com os pneus, agravados pela importação de carcaças
de outros países. Carcaças essas que não têm mais condições de rodagem em seus países de
origem, mas aqui são remoldados e vendidos a preços baixos, em função do baixíssimo custo
pago por esses pneus, cerca de US$ 0,58 por unidade (8).
Pneus Novos Pneus Usados
A partir de Quantidade de
pneus fabricados e/ou
importados
Quantidade de pneus que devem ser
reciclados e/ou reutilizados
Quantidade de pneus
importados
Quantidade de pneus que devem ser
reciclados e/ou reutilizados
Janeiro/2002 4 1 - - Janeiro/2003 2 1 - - Janeiro/2004 1 1 4 5 Janeiro/2005 4 5 3 4 Tabela 3 - Síntese da Resolução número 258 do CONAMA (36).
A defasagem entre a avançada tecnologia de sua produção e a recente preocupação com
reciclagem, transformou o pneu em um dos resíduos de mais difícil decomposição na
natureza. Quanto mais resistente torna-se a estrutura, mais difícil fica a reciclagem de
material. Não há lixo mais indesejável que o pneu. Sua matéria-prima principal, a borracha
vulcanizada, não se degrada facilmente e quando queimada a céu aberto contamina o meio
ambiente com carbono, enxofre e outros poluentes. No descarte em aterro, o pneu ocupa
muito espaço e nunca afunda e se ficar exposto na superfície este acumula água e vira um
problema de saúde pública pelo habitat ideal para o mosquito da dengue e da febre amarela.
A reciclagem ainda é um processo caro, pelos custos das máquinas e pela logística de
transporte, mas não há alternativa. Sem isso, o descarte ainda traz mais complicações. Para
isso, começam a despontar novos processos para a correta destinação não só de pneus, mas
todo o conteúdo de borracha presente no veículo. Peças como guarnições de portas, canaletas
de vidros, mangueiras, coxins e molduras chegam a representar 3% do peso total do veículo
(18) e devem ser recicladas juntamente com os pneus.
Um estudo feito por Fukumori et al. (18), mostra que uma das possibilidades de reciclagem
para a borracha é o processo de desvulcanização. O processo consiste em picar a borracha em

39
pequenos fragmentos de 5mm de tamanho, depois esta borracha é inserida em um reator de
desvulcanização, que é composto por um cilindro de 30mm de diâmetro de 1260mm de
comprimento com uma rosca interna. Com a correta seleção de temperatura interna e rotação
da rosca se obtém uma borracha desvulcanizada no final do processo.
A borracha desvulcanizada pode ser utilizada na composição de novos pneus e com a
porcentagem de 10% de borracha desvulcanizada, não foram observados problemas em
relação ao processo de fabricação e durabilidade dos pneus.
Este processo tem com desvantagem em primeiro lugar os elevados custos para a
desvulcanização da borracha, depois se nota um sério problema com os odores produzidos
durante o processo de desvulcanização, que podem ser recolhidos com a aplicação de água
durante o processo. A água é transformada em vapor devido à alta temperatura e colhe os
componentes aromatizantes da borracha, só que depois esse vapor tem que ser tratado para a
remoção desses odorizantes.
Uma outra forma de tratar resíduos de borracha é de converter a mesma em carvão, para que
depois este seja usado como combustível. De acordo com Mastral et al. (23), o processo
consiste em colocar resíduos de pneu em um forno do tipo autoclave, isto é, totalmente
selado, para através do emprego de altas temperaturas obter-se o carvão, com ótimo poder
calorífico para aplicações industriais. Tem-se neste processo uma deficiência que é com
relação aos gastos da transformação da borracha em carvão e o investimento para o forno
autoclave.
O conceito que está em uso pela ABIP (Associação Brasileira da Indústria de Pneumáticos)
para o cumprimento da resolução número 258 do CONAMA é o de picar os pneus e depois
fazer o uso destes na usina de xisto localizada no estado no Paraná. A usina de xisto faz o
processamento desses resíduos e obtém derivados do petróleo.
Atualmente já existem três centros de moagem de pneus: Curitiba, São Bernardo do Campo e
Sorocaba. Os centros coletam materiais de suas respectivas regiões, mas não de regiões mais
afastadas, o que acaba trazendo um problema ambiental, pois mesmo que cumprida a
determinação de se reciclar / recuperar uma parcela dos pneus produzidos, muitos estados
terão que tratar adequadamente esse passivo ambiental.

40
Não pode-se deixar citar nesse tópico a proposta de Fernandes; Bertollo (15) que consiste na
mistura de borracha moída na pavimentação asfáltica. A idéia consiste em picar a borracha em
pedaços pequenos, da ordem de 5mm de tamanho, e com essa borracha fazer a adição na
mistura asfáltica, antes da mesma ser aplicada.
De acordo com os estudos, uma porcentagem de até 4% não altera significantemente as
propriedades do asfalto quanto da sua densidade, fluxo e estabilidade a ponto de prejudicar
sua aplicação, mas traz como benefício a melhor flexibilidade e estabilidade do asfalto em
baixas e médias temperaturas e com isso a maior resistência à fadiga e rachaduras. Em altas
temperaturas, traz uma maior rigidez, que faz com que o asfalto tenha uma maior resistência a
deformação permanente.
O fato de utilizar a borracha na composição asfáltica traz benefícios não só nas propriedades
mecânicas do mesmo, mas também traz o benefício ambiental e o de menor custo para
reciclagem. Esse menor custo deve-se ao fato que a geração dos resíduos de borracha e a
utilização do asfalto dá-se em todo o território Brasileiro.
Isso faz com que os custos de logística sejam bastante reduzidos pelo fato de que a região
geradora fica próxima da região consumidora, que no caso são as usinas de asfalto. As únicas
necessidades extras para a usina seria um moedor de borracha, para deixar os resíduos no
tamanho necessário e um sistema de coleta para o resíduo metálico e de fibras sintéticas dos
pneus.
Freios
O sistema de freios é removido com os sistemas de suspensão do veículo e por conseqüência
reciclados com este. No entanto, alguns componentes ficam para traz, como por exemplo, os
cabos de acionamento e a alavanca do freio de estacionamento, o cilindro mestre, reservatório
de fluído de freio, tubulações e o hidrovácuo.
Esses componentes devem se removidos individualmente, sendo que possuem pouco interesse
para reciclagem, visto a diversidade de materiais que são compostos.
41
Para melhoria de reciclagem, adota-se nas tubulações de freio presilhas que facilitem a
remoção, através do processo de arrancamento. No reservatório de fluído, a mesma técnica
deve ser adotada, pois facilita a separação deste componente que é feito de plástico, do
cilindro mestre que é composto por ferro fundido ou alumínio.
Visando a reciclagem, a alavanca do freio de estacionamento deve ser composta de apenas um
material e ser recoberta por uma capa plástica, evitando a mistura de materiais.
Coxins
Os coxins abordados neste subsistema são os que fixam o motor, transmissão, chassis, sub-
chassis e suportes do escapamento. Todos esses são compostos por um material metálico
recoberto por uma camada de borracha. Alguns poucos coxins utilizam apenas borracha para
desempenhar suas funções.
A forma de reciclagem dos mesmos deve ser feita como os pneus, explicada no item anterior.
A adição de componentes metálicos de grandes dimensões traz um empecilho a reciclagem,
pois estes devem ser removidos antes da reciclagem.
Um cuidado que deve-se ter é com o fluído contido dentro de certos tipos de coxins. Esses
coxins, chamados de hidráulicos, devem ter o seu fluído esgotado antes da reciclagem.
Na fase de projeto, é necessário precaução com as misturas de materiais e facilitar ao máximo
a separação de materiais. Isso pode ser atingido com a aplicação de técnicas de montagem e
desmontagem do tipo encaixe e trava.
Ferramentas
O macaco, chave de roda, chave de fenda e triângulo são os componentes deste subsistema,
sendo que, exceto pelo triângulo e pelo cabo da chave de fenda, que são de plástico, todos os
outros componentes são metálicos, portanto, facilmente recicláveis. Em alguns veículos, para
efeito de minimizar o peso, o macaco e a chave de roda são confeccionados em alumínio.
42
Uma forma de reduzir a quantidade de peças e conseqüentemente melhorar a reciclagem do
veículo é utilizar a chave de roda, confeccionada em chapa estampada, para acionar o eixo do
macaco.
O acondicionamento de todo o kit de ferramentas em geral, é feito em um componente
plástico, que deve ser reciclado da mesma forma que outros plásticos do veículo.
Vale aqui a premissa da facilidade de separação dos diversos materiais, evitando o descarte
conjunto de todo sistema sem a reciclagem de seus materiais.
3.5 Seção 30: Ventilação e arrefecimento
Aquecimento e ar condicionado
Neste subsistema encontram-se todos os componentes do sistema de ventilação, ar
condicionado e os componentes de dentro do painel de instrumentos. Com o intuito de
facilitar a análise, o sistema será dividido entre os componentes principais. Neste sistema, o
maior cuidado que deve-se ter é em relação ao gás de refrigerante, que tem de ser totalmente
esgotado antes de qualquer trabalho.
É extremamente prejudicial ao meio ambiente lançar o gás refrigerante na atmosfera, sendo
que todos os veículos devem ter-lo esgotado assim que este entrar no centro de reciclagem.
Modulo de Ventilação, Aquecimento e Ar condicionado
O módulo instalado sob o painel de instrumentos é responsável por todo o controle de
temperatura e direcionamento de ar dentro do veículo. Em alguns veículos mais sofisticados,
existe um outro, chamado de auxiliar instalado na parte traseira do veículo.
A composição do módulo em sua versão mais completa é feita por um ventilador, um
evaporador e um radiador de calor. Esses componentes são instalados dentro de uma caixa,
com um sistema de válvulas, responsáveis pelo direcionamento e temperatura do ar.

43
Os motores elétricos devem ser reciclados com outros motores. A fixação deste componente é
um detalhe importante, pois somente após a retirada do painel de instrumentos é que a caixa
de ar é acessada e conseqüentemente aos componentes da mesma. Um sistema de encaixe do
tipo gira e trava é o ideal para este componente, pois assim evita-se problemas na remoção do
mesmo.
O evaporador, em geral composto por alumínio, deve ser reciclado com estes materiais. Aqui
a fixação deve ser feita da forma mais simples possível, sem que seja necessária a
desmontagem completa da caixa de ar para sua remoção.
O alumínio e o cobre são os materiais normalmente empregados no radiador de aquecimento.
Deve-se evitar no projeto desses sistemas a utilização de radiadores com as caixas de conexão
de outro material, como por exemplo, metal ou ainda plástico. Isso tende a dificultar a
reciclagem destes sistemas, pois é mais um componente para separar durante a fase de
desmontagem.
Finalmente com relação à caixa de ar, esta tem o Polipropileno com talco >PP+T< como sua
composição básica. Em modelos sofisticados, com controle de direcionamento de ar e
temperatura eletrônicos, existem diversos motores que fazem a movimentação das válvulas.
Estes motores devem ter facilitada a remoção e descartados de forma adequada, juntamente
com o motor principal. As válvulas têm um fator determinante na reciclagem deste conjunto,
pois estas obrigatoriamente devem ser compostas pelo mesmo material da carcaça, sendo que,
para perfeita vedação podem ser usados co-injeções com materiais compatíveis. Melhores
detalhes sobre os plásticos podem ser observados no Anexo F deste trabalho.
Dutos de ar
São responsáveis pela distribuição do ar dentro do veículo, ficam dentro do painel de
instrumentos, tem ramificações para o assoalho e traseira do veículo. A composição destes
dutos é comumente feita por Polietileno de baixa e alta densidade >PT-LD< >PT-HD<.
Em alguns veículos estes dutos são integrados ao painel de instrumentos, evitando-se assim a
adição de peças para fazer essa função, a exemplo do veículo mostrado abaixo.
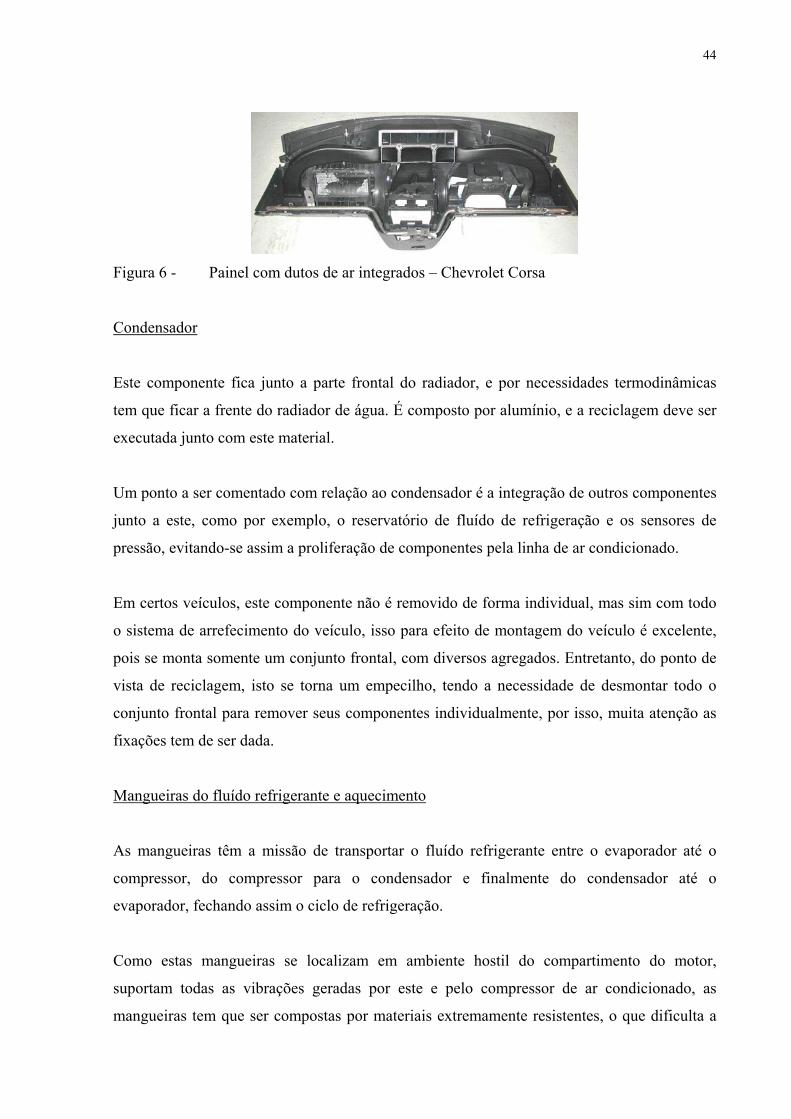
44
Figura 6 - Painel com dutos de ar integrados – Chevrolet Corsa
Condensador
Este componente fica junto a parte frontal do radiador, e por necessidades termodinâmicas
tem que ficar a frente do radiador de água. É composto por alumínio, e a reciclagem deve ser
executada junto com este material.
Um ponto a ser comentado com relação ao condensador é a integração de outros componentes
junto a este, como por exemplo, o reservatório de fluído de refrigeração e os sensores de
pressão, evitando-se assim a proliferação de componentes pela linha de ar condicionado.
Em certos veículos, este componente não é removido de forma individual, mas sim com todo
o sistema de arrefecimento do veículo, isso para efeito de montagem do veículo é excelente,
pois se monta somente um conjunto frontal, com diversos agregados. Entretanto, do ponto de
vista de reciclagem, isto se torna um empecilho, tendo a necessidade de desmontar todo o
conjunto frontal para remover seus componentes individualmente, por isso, muita atenção as
fixações tem de ser dada.
Mangueiras do fluído refrigerante e aquecimento
As mangueiras têm a missão de transportar o fluído refrigerante entre o evaporador até o
compressor, do compressor para o condensador e finalmente do condensador até o
evaporador, fechando assim o ciclo de refrigeração.
Como estas mangueiras se localizam em ambiente hostil do compartimento do motor,
suportam todas as vibrações geradas por este e pelo compressor de ar condicionado, as
mangueiras tem que ser compostas por materiais extremamente resistentes, o que dificulta a
45
reciclagem das mesmas. São compostas por borracha com reforço de nylon e encaixes de
alumínio.
Para efeito de melhoria da reciclagem desses componentes, deve-se utilizar a maior
quantidade possível de tubulações de alumínio e aplicar mangueiras somente nos locais onde
os requisitos de absorção de vibração sejam muito grandes, por exemplo, entre o compressor e
a tubulação fixa na carroceria e entre o compressor e o condensador. A reciclagem das
mangueiras pode ser feita com o emprego de guilhotinas, que separem a parte de borracha da
parte de alumínio.
As mangueiras que levam água quente do motor para o sistema de ventilação são compostas
de apenas borracha, portanto as mesmas devem ser recicladas junto com os pneus, já descritas
no item anterior.
Arrefecimento do motor
Aqui estão inseridos os componentes responsáveis pela retirada do calor gerado pelo motor e
transmissão. Inclui-se nesse subsistema todas as mangueiras, radiador, radiadores auxiliares,
ventiladores e o fluído de arrefecimento.
O fluído de arrefecimento é um dos fluídos esgotados durante a primeira etapa de
desmontagem do veículo. Esse fluído tem que ser tratado de forma cuidadosa, porque é um
contaminante em potencial.
Uma forma de reciclar corretamente esses fluídos é a utilização de um processo de
precipitação química, coagulação e filtração. Neste processo, são utilizados dois precipitantes
químicos para a remoção metais corrosivos e outros contaminantes. Após, este é filtrado e
inibidores de corrosão são adicionados para permitir ao fluído de arrefecimento desempenhar
adequadamente suas funções.
O fato de substituir os fluído do tipo comum por fluído do tipo vida longa tem trazido
benefícios ambientais, pois a durabilidade de um fluído do tipo comum é de aproximadamente
30.000 km, e um fluído do tipo vida longa dura pelo menos cinco vezes mais, chegando até a
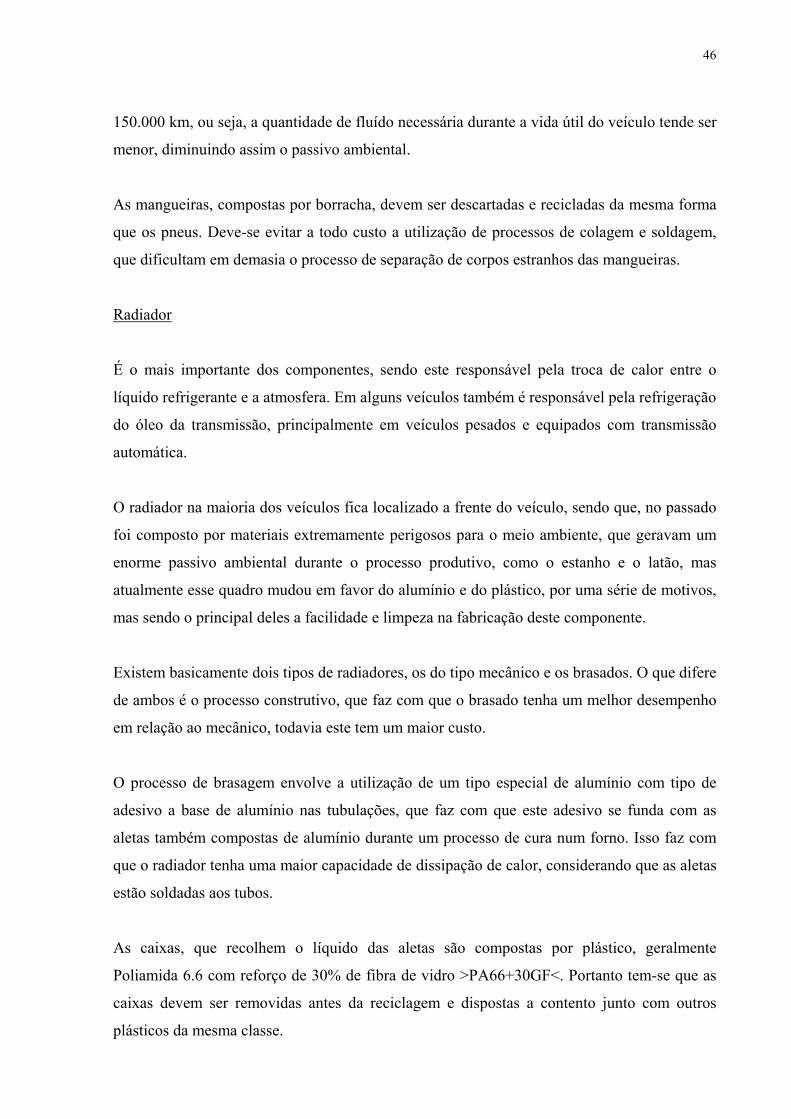
46
150.000 km, ou seja, a quantidade de fluído necessária durante a vida útil do veículo tende ser
menor, diminuindo assim o passivo ambiental.
As mangueiras, compostas por borracha, devem ser descartadas e recicladas da mesma forma
que os pneus. Deve-se evitar a todo custo a utilização de processos de colagem e soldagem,
que dificultam em demasia o processo de separação de corpos estranhos das mangueiras.
Radiador
É o mais importante dos componentes, sendo este responsável pela troca de calor entre o
líquido refrigerante e a atmosfera. Em alguns veículos também é responsável pela refrigeração
do óleo da transmissão, principalmente em veículos pesados e equipados com transmissão
automática.
O radiador na maioria dos veículos fica localizado a frente do veículo, sendo que, no passado
foi composto por materiais extremamente perigosos para o meio ambiente, que geravam um
enorme passivo ambiental durante o processo produtivo, como o estanho e o latão, mas
atualmente esse quadro mudou em favor do alumínio e do plástico, por uma série de motivos,
mas sendo o principal deles a facilidade e limpeza na fabricação deste componente.
Existem basicamente dois tipos de radiadores, os do tipo mecânico e os brasados. O que difere
de ambos é o processo construtivo, que faz com que o brasado tenha um melhor desempenho
em relação ao mecânico, todavia este tem um maior custo.
O processo de brasagem envolve a utilização de um tipo especial de alumínio com tipo de
adesivo a base de alumínio nas tubulações, que faz com que este adesivo se funda com as
aletas também compostas de alumínio durante um processo de cura num forno. Isso faz com
que o radiador tenha uma maior capacidade de dissipação de calor, considerando que as aletas
estão soldadas aos tubos.
As caixas, que recolhem o líquido das aletas são compostas por plástico, geralmente
Poliamida 6.6 com reforço de 30% de fibra de vidro >PA66+30GF<. Portanto tem-se que as
caixas devem ser removidas antes da reciclagem e dispostas a contento junto com outros
plásticos da mesma classe.
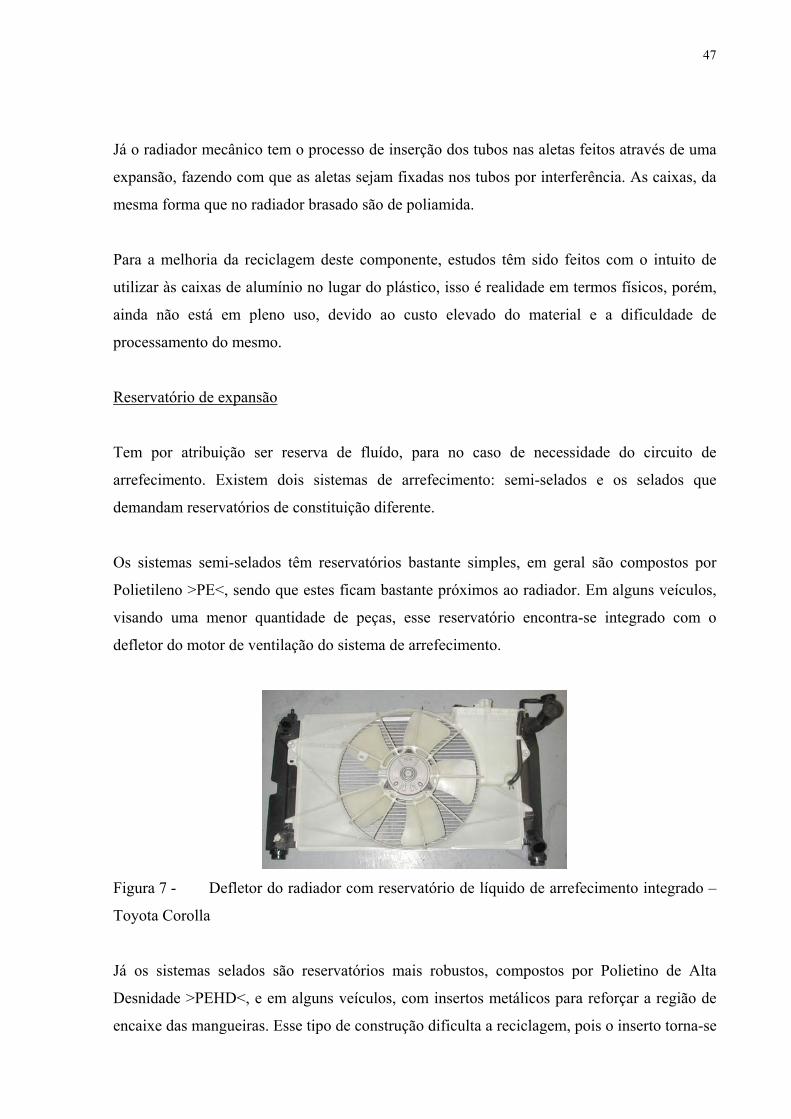
47
Já o radiador mecânico tem o processo de inserção dos tubos nas aletas feitos através de uma
expansão, fazendo com que as aletas sejam fixadas nos tubos por interferência. As caixas, da
mesma forma que no radiador brasado são de poliamida.
Para a melhoria da reciclagem deste componente, estudos têm sido feitos com o intuito de
utilizar às caixas de alumínio no lugar do plástico, isso é realidade em termos físicos, porém,
ainda não está em pleno uso, devido ao custo elevado do material e a dificuldade de
processamento do mesmo.
Reservatório de expansão
Tem por atribuição ser reserva de fluído, para no caso de necessidade do circuito de
arrefecimento. Existem dois sistemas de arrefecimento: semi-selados e os selados que
demandam reservatórios de constituição diferente.
Os sistemas semi-selados têm reservatórios bastante simples, em geral são compostos por
Polietileno >PE<, sendo que estes ficam bastante próximos ao radiador. Em alguns veículos,
visando uma menor quantidade de peças, esse reservatório encontra-se integrado com o
defletor do motor de ventilação do sistema de arrefecimento.
Figura 7 - Defletor do radiador com reservatório de líquido de arrefecimento integrado –
Toyota Corolla
Já os sistemas selados são reservatórios mais robustos, compostos por Polietino de Alta
Desnidade >PEHD<, e em alguns veículos, com insertos metálicos para reforçar a região de
encaixe das mangueiras. Esse tipo de construção dificulta a reciclagem, pois o inserto torna-se

48
um contaminante. Uma boa solução para este caso refere-se a integração desse reservatório
com o próprio radiador, diminuindo a quantidade de peças.
3.6 Seção 40: Interior
Painel de instrumentos e console
O painel de instrumentos é bastante complexo, com muitas variações de projeto de veículo
para veículo, sendo que este tem diversas funções para com o veículo, chegando a ser um
componente estrutural da carroceria, devido a presença de reforços em seu interior.
Em veículos antigos estes eram compostos apenas de chapas metálicas, recobertas por um
composto de espuma e vinil, que torna a reciclagem bastante desfavorável. Isso tem mudado
com a evolução dos materiais e aplicação de novos conceitos de manufatura.
No fim de vida do veículo este componente é totalmente desmontado, pois é necessária a
remoção de diversos componentes, que tem materiais diferentes e devem ser reciclados de
acordo com a sua composição.
Para o adequado projeto deste componente visando a reciclagem, primeiramente tem-se que
considerar o tipo de acabamento que deseja, visto que para veículos mais simples, um painel
injetado em um único material e sem a adição de apliques espumados ou pinturas especiais
pode ser adequado, o que não acontece para um veículo mais luxuoso.
No caso da grande maioria dos veículos mais populares, pode-se adotar um conceito de
material único, aplicando-se somente materiais diferentes em regiões onde realmente seja
necessário por requisitos térmicos ou mecânicos. Um exemplo disso é a completa fabricação
de um painel de instrumentos em Polipropileno com alguma carga mineral e utilizar-se o
Acrilonitrila-Butadieno-Stireno >ABS< para a confecção dos difusores de ar, que por
necessidade de resistência mecânica desse componente é necessário um material melhor do
que no restante do painel.

49
Já no caso de painéis mais complexos, a idéia é de utilizar materiais simples no substrato e
tudo que for de composição diferenciada tenha a sua remoção facilitada. Um outro ponto é
aplicar com bastante intensidade a compatibilização de plásticos, visando a reciclagem da
maior quantidade de peças, sem que seja necessária grandes desmontagens de peças, para isso
é necessário a aplicação dos conceitos ilustrados no anexo F desse trabalho.
A utilização de magnésio e alumínio na estruturação dos painéis de instrumentos em veículos
mais luxuosos acaba sendo um atrativo a mais para a reciclagem de todo o conjunto, pois para
chegar-se a esta estrutura se faz necessária a desmontagem.
Figura 8 - Estrutura do painel de instrumentos em Magnésio – Fiat Stilo.
A cobertura espumada de muitos dos painéis modernos, incluindo a do veículo acima
ilustrado é feita por um material chamado de Termoplástico Poliolefinico >TPO<, sendo que
já está comprovado através de estudos realizados por Spuck et al. (31) que é plenamente
possível a reciclagem e reutilização desses materiais.
Em relação a compatibilização de materiais, uma importante contribuição é a idéia de
Brandrup et al. (2) na qual ele propõe o uso de uma estrutura de Polipropileno >PP< reforçado
em um substrato de um termoplástico de manta de fibra com Polipropileno >PP-GMT<
executado por pressão a quente.
Uma camada de espuma de >PP< é usada como absorvedora de impacto e a sobre-injeção de
Polipropileno com Terpolímero de Etileno-Propileno-Dieno >PP+EPDM < são as camadas
externas. Segundo o estudo, este tipo de painel de instrumentos pode ser facilmente
desmontado e reciclado como sendo um único conjunto, tendo em vista a compatibilidade dos
plásticos nele empregados.
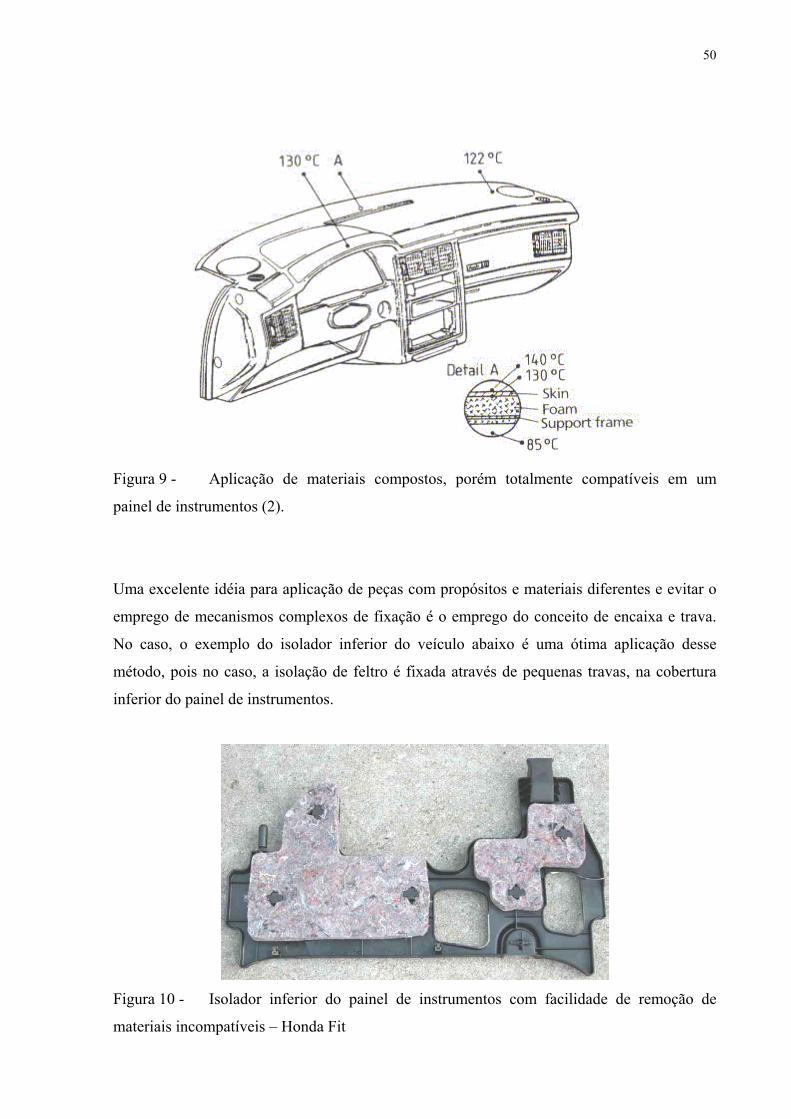
50
Figura 9 - Aplicação de materiais compostos, porém totalmente compatíveis em um
painel de instrumentos (2).
Uma excelente idéia para aplicação de peças com propósitos e materiais diferentes e evitar o
emprego de mecanismos complexos de fixação é o emprego do conceito de encaixa e trava.
No caso, o exemplo do isolador inferior do veículo abaixo é uma ótima aplicação desse
método, pois no caso, a isolação de feltro é fixada através de pequenas travas, na cobertura
inferior do painel de instrumentos.
Figura 10 - Isolador inferior do painel de instrumentos com facilidade de remoção de
materiais incompatíveis – Honda Fit
51
Para o console central, deve-se seguir o mesmo direcionamento das peças citadas no item de
painel de instrumentos, pois este é composto de plástico, de mesma composição do painel de
instrumentos.
Bancos
Estes componentes são um dos primeiros componentes de acabamento interno a serem
removidos do veículo durante a sua desmontagem, primeiramente pelo tamanho e segundo
pela necessidade de acessar outros componentes do veículo.
Os bancos, devido a diversidade de materiais nele empregados, não podem simplesmente ser
reciclados diretamente como sendo uma peça composta de apenas um material. Há a
necessidade de desmontá-lo para que possa chegar a basicamente cinco componentes
principais, que são: estrutura, sistemas de segurança, espuma, capa de tecido e coberturas e
alavancas plásticas. Para efeito de facilidade na análise, cada componente ser abordado de
forma individualizada.
A estrutura: é responsável por sustentar o peso dos seus ocupantes e ser ponto de ancoragem
com a carroceria. A composição desta é o aço, sendo que em alguns veículos tem-se também
o emprego de alumínio, com o intuito de diminuir o peso. A estrutura, após a remoção da capa
e da espuma, tem incorporado os mecanismos de ajuste longitudinal e vertical, que devem ser
reciclados com esta.
Para a melhoria da performance de reciclagem deste componente, tempos que evitar a mistura
de componentes com materiais diferentes, ou seja, evitar o uso de bases de borracha no lugar
de molas e alumínio em componentes de difícil acesso. Uma outra recomendação vale para os
bancos que possuem motores elétricos para a execução de ajustes. Estes devem ser removidos
antes da reciclagem da estrutura e reciclados da mesma forma que outros motores elétricos.
Os sistemas de segurança: Fazem parte desta divisão os fechos dos cintos de segurança, os
cintos de segurança e as bolsas infláveis laterais. O descarte desses materiais é bastante
complicado, principalmente no caso das bolsas infláveis e dos cintos com sistema de pré-
52
tensionador, que contém produtos químicos para as explosões. Estes componentes devem ser
adequadamente processados para evitar-se danos e contaminações por produtos químicos.
As espumas: São as responsáveis por garantir o conforto dos bancos. Tem em sua composição
o Poliuretano >PU< e são componentes com uma reciclagem ainda em processo de
estruturação, dado os baixos valores obtidos com a reciclagem destes componentes (30).
Uma das importantes tecnologias para a reciclagem das espumas é produzir mantas de espuma
picada e colada. De acordo com Mark; Kamprath (22) na Europa mais de 40.000 toneladas de
espuma picada colada foi produzida em 1999 e mais da metade desta quantidade foi dedicada
para aplicações de base em pisos. No entanto, este uso ainda tem que ser expandido, visto que
houve naquele ano uma produção estimada de 70.000 a 80.000 toneladas de espuma para
aplicações em veículos.
Ainda de acordo com Mark; Kamprath (22), existem outros caminhos para a reciclagem das
espumas, sendo que pode destacar: Processo de glicoses, que transforma as espumas de PU
em polioses, que depois podem ser utilizados para a confecção de novas espumas de PU, só
que estas serão rígidas, sendo mais adequadas para peças de enchimento e não para espuma de
banco; Processo de re-colagem do pó de espuma, onde o pó de espuma é pulverizado a
quente, re-estruturando a espuma para aplicações menos nobres, tal como revestimentos e
absorvedores.
Um estudo executado por Duranceau et al. (14) mostra que esses materiais re-processados de
espuma são muito eficientes quando utilizados como enchimento em placas de isolação
acústica sob os carpetes do veículo. A eficiência em certas freqüências mostrou-se superior ao
material virgem e no aspecto geral este material comportou-se de forma igual ao material
virgem, sendo estas medições executadas no campo e em laboratório.
O meio mais eficiente para melhorar o consumo dessa espuma produzida é através de
legislações, sendo que a exigência de que 95% do carro seja reciclável em 2015 fará com que
os fabricantes apliquem uma quantidade maior dessas espumas recicladas no veículo, tanto
em revestimentos sob o carpete, como para enchimento em áreas não críticas dos bancos.

53
Finalmente existem os tecidos, que uma vez removidos devem ser processados
adequadamente. Como estes normalmente são compostos por fibras sintéticas, podemos
facilmente reciclar esses compostos como sendo plásticos, apenas separando-os de outros
tipos.
Acabamento Interior
Esta seção é composta por todos os tipos de acabamento utilizados no interior do veículo, isto
inclui: as coberturas de colunas, soleiras, acabamentos do teto, acabamentos do assoalho,
painéis de porta e acabamentos de porta malas e região. Ou seja, tudo que os passageiros
podem ver dentro de um veículo, exceto pelos bancos e painel de instrumentos, já discutidos
em seções anteriores.
Coberturas de coluna e soleiras
As coberturas de coluna são todos os acabamentos que recobrem as colunas com o objetivo de
esconder a carroceria do veículo, e as soleiras são as coberturas utilizadas na região das portas
do veículo, com o propósito de manter para o usuário um acabamento adequado entre a
carroceria e o interior.
Estes componentes são manufaturados tendo por base plásticos, sendo que em muitos veículos
a remoção é feita de uma forma bastante simples, visto que a maioria desses componentes é
fixada apenas por clipes e encaixes na carroceria. Isso do ponto de vista de reciclagem é
bastante favorável. Porém, tem-se um problema em relação ao material do clipe, que é
composto por metal, o que traz uma complicação durante o processo de reciclagem destas
peças.
Para o melhor projeto destes componentes, deve-se sempre ter em mente a utilização de
apenas um tipo de composto plástico e atentar sempre para as compatibilidades de plásticos,
detalhado no Anexo F deste trabalho. Em relação a fixação destes componentes, deve-se levar
em consideração a aplicação de fixações positivas com o uso do próprio plástico, como o caso
de fixações do tipo encaixa e trava. No caso de serem necessários outros tipos de fixações,
deve-se apelar para compostos plásticos mais rígidos, mas sempre levando em conta a
compatibilidade.
54
Acabamentos do teto
No veículo, tudo que é colocado no teto é incluído neste item. Aqui estão inclusas as
sombreiras, o forro de teto, console de teto e alças de assistência. Em relação ao forro de teto,
este habitualmente é composto por um substrato de espuma de poliuretano >PUR<, reforçada
por camadas de fibra de vidro e finalmente acabada com tecido ou então um tipo de tecido
agulhado, chamado de tecido-não-tecido (TNT). As sombreiras têm diversas composições,
variando desde o Polipropileno Expandido (EPP) até o papelão com arame.
O console de teto tem no plástico a sua composição básica e este deve ser tratado da mesma
forma que outros compostos deste material. Finalmente a alça de teto é fabricada também com
plástico, mas este componente, devido aos requisitos de carga, tem que ser fabricado por um
composto de plástico mais reforçado em relação aos regularmente utilizados pelos
componentes plásticos do veículo, portanto cabe neste componente atenção redobrada.
Para a melhoria da reciclagem do forro de teto, uma alternativa é utilizar o mínimo possível
de diversidade de materiais. Este componente é mais reciclável quando composto de apenas
um material. Um exemplo é a utilização de plásticos do tipo Polietilenotetrafilato >PET< em
todo o forro de teto, tanto na base quanto no tecido de acabamento.
Seguindo a linha de componentes compatíveis, a utilização de consoles de teto fabricados em
Acrilonitrila-Butadieno-Stireno com Policarbonato >ABS/PC< podem ser descartados
juntamente com o forro de teto composto em >PET<. As sombreiras podem ser compostas
por materiais compatíveis, como por exemplo, substrato de >ABS/PC< com tecido de
poliéster.
Ou seja, através do adequado cuidado na seleção de materiais que irão compor os
componentes de acabamento do teto, pode-se ter um sistema que pode ser arrancado e
reciclado como sendo uma única peça composta de apenas um material.
55
Acabamentos do assoalho
Aqui há o grande desafio de reciclar e projetar visando a reciclagem os carpetes / tapetes e os
sobre-tapetes. Estes componentes ficam sobre as isolações acústicas e assim como essas
isolações, servem para atenuar o ruído dentro do compartimento de passageiros além de
servirem de acabamento estético para os ocupantes.
O carpete tem em sua composição o nylon, que apesar das grandes variações de gramatura,
aparência e cor existe a possibilidade de reciclar o material proveniente de carpetes usados
para serem produzidos componentes com uma porcentagem de material reciclado.
Um estudo realizado por Cartwright (12) mostra que mais de 1300 mil toneladas de carpetes
são descartados todo o ano no mundo e que quase um terço disso é composto por nylon
passível de utilização. O processo proposto para a reciclagem destes carpetes consiste num
processo de descontaminação e depois a fabricação de pellets1, que são utilizados em adição
de matéria prima virgem para a confecção de peças novas.
Já em alguns veículos utilitários há o uso de borracha na composição do acabamento do
assoalho. Neste caso, este componente deve ser destinado como os pneus. Além disso, temos
os sobre-tapetes com borracha na sua composição básica.
Do ponto de vista de otimização para a reciclagem, deve-se evitar a colagem de componentes,
método bastante utilizado para aderência de isoladores ao carpete, com o intuito de diminuir a
quantidade de peças na linha de montagem. Além disso, a não aplicação de outros tipos de
materiais ao carpete também é bastante benéfica para a reciclagem.
Painéis de porta
Cobrir a parte metálica do veículo é o propósito destes componentes, sendo que aqui existe
uma variação grande de materiais empregados para esta função. Além da função de cobrir os
1 Pellets são pequenos fragmentos de plástico, da ordem de 3 a 5 mm de diâmetro, sendo que esses fragmentos
são utilizados como matéria prima em injetoras.
56
mecanismos, os painéis de porta têm uma função estética bastante importante, o que demanda
uma grande criatividade por parte dos engenheiros e dos designers.
Nos carros mais populares busca-se uma otimização dos materiais, sendo que com isso tem-se
uma possibilidade maior de reciclagem, pois tem-se pouca variação de materiais e de
acabamentos. Entretanto, quanto mais se aumenta a necessidade de acabamentos mais
luxuosos no veículo, menos preocupação tem-se com os materiais e maior atenção é dada a
aparência, o que leva a utilização de uma gama muito grande de materiais, dificultando o
processo de reciclagem.
Nos carros básicos, os painéis de porta são compostos por um injetado em Polipropileno
>PP< sem insertos de tecido ou qualquer outro material. Quando deseja-se melhorar a
aparência, recursos como as inserções de detalhes em plástico de outra cor, ou ainda insertos
de tecidos são utilizados. Isso tende a piorar a reciclagem, mas se estes insertos,
principalmente os de tecido, forem facilmente removidos como se fossem apliques, não
existirão grandes problemas.
Já nos carros mais luxuosos, a miscelânea de materiais é latente, o que demanda que tenha-se
grande cuidado com a compatibilidade entre os materiais e com a fácil remoção. Seguir a
idéia já exposta na parte do painel de instrumentos desse trabalho pode ser de grande valia,
pois a utilização de materiais compatíveis torna possível a reciclagem de um painel inteiro,
sem que seja necessário ficar removendo sub-componentes.
Acabamento de porta malas e região
Todo material usado com a intenção de servir de acabamento na região do compartimento de
bagagens faz parte desta parte. Os tipos de acabamento variam em função do tipo de veículo,
sendo que, os veículos mais luxuosos recebem uma maior quantidade de coberturas.
Os tipos de materiais também variam em função do tipo de veículo, pois no caso de veículos
do tipo hatchback, perua e monovolume, observa-se que o porta malas é praticamente uma
extensão do interior do veículo. Portanto, um cuidado maior é dado ao acabamento desta
região, com a adição de coberturas plásticas, que em geral são feitas dos mesmos materiais
que as soleiras de portas e coberturas de coluna.
57
Já no caso de um veículo sedan nota-se que a cobertura utilizada nessa região é um carpete
moldado, que atende perfeitamente os requisitos de aparência e também os de reciclagem. O
único cuidado vale para as isolações, que no mesmo caso do carpete do assoalho, estas não
devem estar coladas e sim fixadas através de alguma fixação positiva, facilitando a
desmontagem e reciclagem da mesma.
O porta-pacotes é um item comum a todo tipo de veículo e tem também sua construção
diferenciada de acordo com a carroceria. Pode ser desde uma cobertura simples, composta
apenas por Polipropileno, com pequenos insertos de borracha nos pontos de ancoragem, até
coberturas complexas com sistemas de dobradiças, reforços metálicos e materiais compostos.
Neste aspecto a simplicidade de materiais deve sempre imperar, sendo que quando deseja-se
um melhor acabamento, podem ser utilizados recursos de embelezamento, como por exemplo,
pinturas, texturas especiais ou ainda aplicação de carpete.
Finalmente, em relação à cobertura da tampa traseira observa-se que o aspecto visual não é
muito importante, uma vez que essa cobertura tem mais a função de proteção do que
aparência, portanto a seleção dos materiais regularmente empregados nesta região se resume a
plásticos, os mesmos das soleiras das portas, e em alguns veículos a carpete moldado. Isso faz
com que a peça seja bastante simples, facilitando em demasia o aproveitamento dos materiais.
Iluminação interna
A iluminação interna, apesar de ser um item elétrico, é tratada junto com itens de acabamento
interno, devido à montagem das luzes acontecer juntamente com estes componentes. Fazem
parte desse conjunto todas as lanternas que permitam a iluminação tanto do compartimento do
passageiro como de compartimentos fechados, tais como, porta malas, porta luvas e porta
objetos em geral. A luz do compartimento do motor também está inclusa neste grupo.
A reciclagem destes itens deve ser feita da mesma forma que as outras lanternas do veículo e
este assunto será abordado mais adiante no item de iluminação externa deste trabalho.
58
Tratamento acústico
O tratamento acústico engloba todos os componentes aplicados na carroceria do veículo com
a intenção de evitar a propagação de ruídos para o interior da cabine de passageiros e também
com o objetivo de reduzir as vibrações e ressonâncias da carroceria.
De maneira geral, esses componentes são placas de material asfáltico, que são colocadas em
pontos estratégicos da carroceria. Essas placas fundem-se com a carroceria, pois são
colocadas antes do processo de pintura. Com isso, a reciclagem torna-se praticamente
inviável, sendo que são recicladas juntamente com as chapas do veículo, que durante o
processo de fusão do metal, acabam convertendo-se em cinzas.
Para a redução da quantidade de manta aplicada, recomenda-se estudo profundo de vibrações,
sendo que a simulação deve ser bem explorada, evitando-se assim a aplicação excessiva desse
material.
Já os isolantes que são aplicados sob o carpete, atraz do painel de instrumentos, nos painéis de
porta, sob o painel, na chapa entre o motor e a cabine e outros, devem ser reciclados de acordo
com as propriedades dos materiais de cada um deles, visto que existe uma diversidade grande
de materiais que podem ser aplicados nessas regiões.
Uma boa recomendação para o projeto desses itens é utilizar materiais reciclados para a
composição desses isoladores, aproveitando os compostos de espuma reciclada obtida do
processo de reciclagem das espumas dos bancos. Um exemplo é usar essa espuma reciclada
no lugar de espuma nova para isoladores do carpete e do painel de instrumentos. Ainda em
relação à reciclagem, pode-se citar a aplicação de manta de tecido reciclado, conhecida como
feltro, com resina para a substituição da espuma e manta asfáltica do conjunto isolador da
parede do motor.

59
Figura 11 - Isolador do carpete composto por espuma reciclada – Toyota Yaris
Uma alternativa que deve ser explorada durante a fase de projeto do veículo é substituir as
isolações da região da parede divisória entre a cabine e o motor por chapas de aço duplas, ou
seja, chapas que possuem uma barreira de plástico em seu interior e tem como propriedade a
melhor isolação entre a cabine e o motor. Isso evita a aplicação de isoladores nessa região e
facilita a reciclagem, pois essa chapa será reciclada com toda a carroceria.
Outro aspecto que tem que ser explorado é evitar a todo custo a utilização de materiais de
diferentes composições nos isoladores, como, por exemplo, utilizar lã de rocha ou lã de vidro
na isolação do motor ou ainda isoladores de poliuretano junto com isoladores de feltro.
Cintos de segurança e bolsas infláveis
Os componentes relacionados a segurança incluem todos os cintos de segurança, pré-
tensionadores de cintos e as bolsas infláveis, estes encontram-se montados em diversas partes
do veículo e geralmente são removidos durante o processo de desmontagem, pois ficam a
frente de outros componentes, obrigando a remoção.
Bolsas infláveis e cintos com sistema de pré-tensionador devem ter um cuidado todo especial,
devido ao risco que estes componentes representam para os operadores que fazem a remoção.
Estes componentes têm que ser estocados em local adequado e devem sempre que possível,
detonados para que não se corra o risco de um acionamento involuntário.
O projeto para a reciclagem destes componentes deve levar em conta a correta
compatibilização entre as matérias primas plásticas e também a facilidade de
desmembramento. No caso dos cintos, os cadarços podem ser reciclados junto com
componentes de Nylon.

60
3.7 Seção 50: Carroceria
A carroceria é sem dúvida um dos itens mais desejados e valorizados para a reciclagem de
materiais, pois dada as grandes dimensões e concentração de um único material, esta tem uma
atratividade muito grande. Isso é válido para as carrocerias fabricadas em aço e mais ainda
para as fabricadas em alumínio. Por um outro lado, carrocerias plásticas e de fibra de vidro
tem pouco interesse dada a reduzida produção de carrocerias com estes materiais.
No caso do Brasil, onde os veículos são desmontados para a reciclagem, a carroceria chega
para reciclagem em um estado de pureza bastante grande, não sendo necessária aplicação de
mão de obra adicional para a reciclagem.
A pintura, as massas de vedação e as placas anti-ruídos, apesar de serem contaminantes para a
reciclagem da carroceria, acabam sendo recicladas junto com esta, visto que estes
componentes são eliminados durante o processo de fundição. A eliminação completa destes
contaminantes não seria viável economicamente, além de ser um problema ambiental, pois
seriam necessários solventes para essa remoção, que não são bem vindos em operações de
reciclagem.
Uma observação a ser feita é com relação às peças plásticas da carroceria, já que muitos
veículos modernos estão empregando estas em substituição de peças metálicas. Portanto,
deve-se observar esse detalhe e sempre remover estas peças antes de reciclar a carroceria.
Figura 12 - Pára-lama de plástico – Mercedes-Benz A160 e Renault Clio.
61
3.8 Seção 55: Fechamento da Carroceria
Nesta sub-divisão do veículo estão incluídas todas as portas, que podem ser as portas
dianteiras, portas traseiras, tampa do porta-malas, capô e portinhola do tanque de combustível.
Todas essas peças são as responsáveis pelo fechamento da carroceria, sendo que estes
componentes habitualmente são compostos pelos mesmos materiais que a carroceria.
No caso das portas e tampa do porta malas, os componentes internos fazem parte desse
sistema. As guias e canaletas dos vidros, guarnições e pestanas, fechaduras, mecanismos
levantadores dos vidros e molduras estão aqui inclusos e serão detalhados a seguir.
Guias e canaletas dos vidros
Dependendo da forma que os vidros são removidos, estes itens não trazem preocupações.
Quando os vidros são quebrados, estes componentes acabam ficando retidos dentro da porta,
não trazendo problemas para a reciclagem, pois são compostos por componentes metálicos.
Porém, quando remove-se os vidros, estes componentes acabam saindo e devem ser
descartados apropriadamente. Para a melhoria da reciclagem, deve-se evitar a fixação de
canaletas através de adesivos. O melhor meio de executar esta operação é fixar o vidro no
mecanismo através de um furo, pois quando a remoção é executada, a canaleta permanece
junto com o mecanismo, sendo reciclada com este componente.
Guarnições e pestanas
Aqui estão inclusas todas as guarnições das portas, porta malas e também as pestanas, que
nada mais são do que guias para os vidros das portas não ficarem em contato com a carroceria
e com os painéis de porta.
A composição destes itens é feita por uma alma metálica, recoberta por uma capa de borracha.
A reciclagem destes componentes deve ser feita da mesma forma que o descrito na parte dos
pneus.
62
Fechaduras
As fechaduras são os componentes responsáveis pelo travamento da porta. Como o acesso a
estes componentes é bastante complicado e a composição básica é metal, podem ser
recicladas juntamente com as portas, apesar de conterem pequenas quantidades de borracha e
plástico.
Mecanismos levantadores dos vidros
Aqui é necessário diferenciar este componente entre as versões com motor elétrico das
versões sem motor elétrico. As versões elétricas devem, na medida do possível, ter os motores
removidos, uma vez que estes são contaminantes na hora de fundir o metal. Lembrando que o
cobre, presente nos motores, é extremamente prejudicial para a obtenção de novas ligas
metálicas.
Já os mecanismos que não possuem motores, podem ser descartados juntamente com a porta,
visto que a composição básica é metal. Totalmente compatíveis com o restante de metal das
portas. Além disso, muitas vezes esses mecanismos são rebitados na parte metálica da porta,
dificultando a remoção deste componente.
Molduras
As molduras de porta são empregadas nas portas e na carroceria em geral com a intenção de
proteger de pequenos arranhões e batidas. Habitualmente este componente é composto por
plástico e fixado a carroceria através do emprego de clipes ou fita adesivada.
Este componente deve ser removido antes de proceder a reciclagem do conjunto de portas,
pois dada as dimensões desta peça, esta não pode ser reciclada junto com as portas
diretamente.
Para a facilidade de reciclagem e menor custo da peça, alternativas podem ser encontradas.
Deve-se evitar a todo custo a utilização de adesivos para fixação das molduras, pois estes,
além de dificultarem a remoção da peça acabam se tornando contaminantes. Uma alternativa é
fixar essas molduras através de encaixe, como no exemplo abaixo.
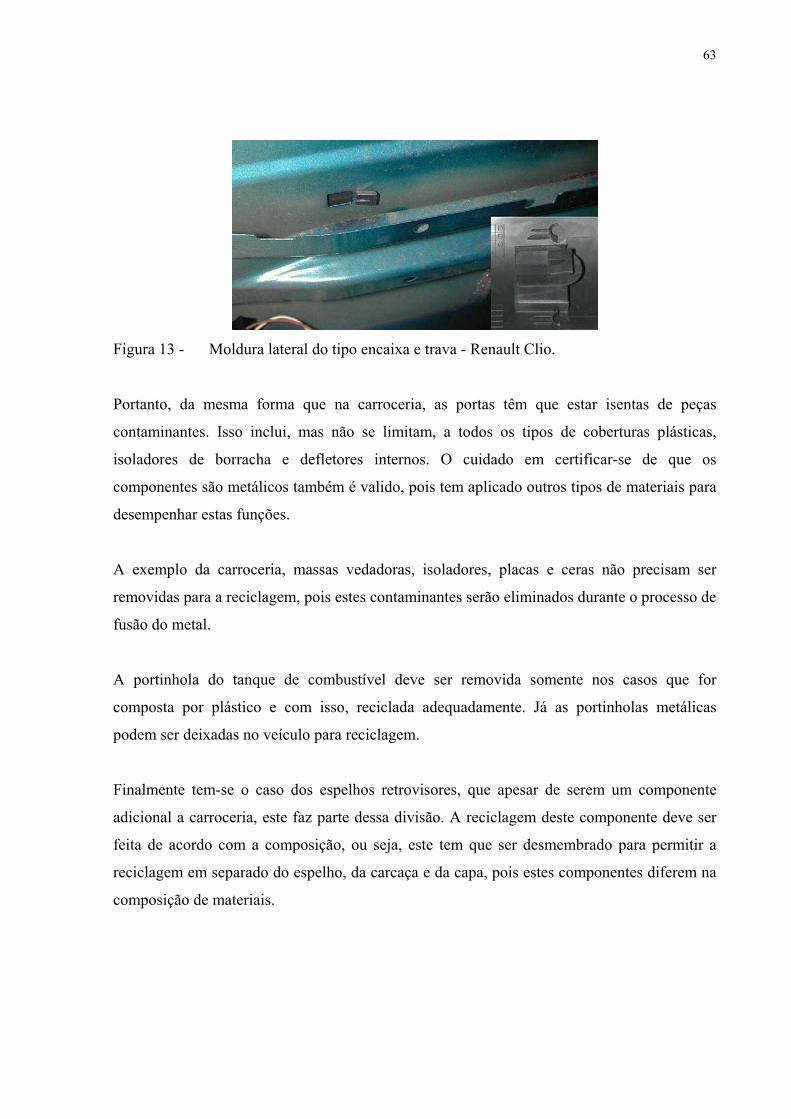
63
Figura 13 - Moldura lateral do tipo encaixa e trava - Renault Clio.
Portanto, da mesma forma que na carroceria, as portas têm que estar isentas de peças
contaminantes. Isso inclui, mas não se limitam, a todos os tipos de coberturas plásticas,
isoladores de borracha e defletores internos. O cuidado em certificar-se de que os
componentes são metálicos também é valido, pois tem aplicado outros tipos de materiais para
desempenhar estas funções.
A exemplo da carroceria, massas vedadoras, isoladores, placas e ceras não precisam ser
removidas para a reciclagem, pois estes contaminantes serão eliminados durante o processo de
fusão do metal.
A portinhola do tanque de combustível deve ser removida somente nos casos que for
composta por plástico e com isso, reciclada adequadamente. Já as portinholas metálicas
podem ser deixadas no veículo para reciclagem.
Finalmente tem-se o caso dos espelhos retrovisores, que apesar de serem um componente
adicional a carroceria, este faz parte dessa divisão. A reciclagem deste componente deve ser
feita de acordo com a composição, ou seja, este tem que ser desmembrado para permitir a
reciclagem em separado do espelho, da carcaça e da capa, pois estes componentes diferem na
composição de materiais.

64
3.9 Seção 60: Exterior
Estão listados todos os componentes que são agregados a carroceria e que contribuem com a
aparência do veículo. Esta seção engloba os vidros da carroceria, pára-choques,
complementos do teto, acabamento exterior, iluminação externa e limpadores de pára-brisa.
Vidros
Neste item, serão levados em questão todos os vidros presentes no automóvel, pois de acordo
com o estudo realizado por Jones et al. (20) os vidros representam quase 3% em peso de um
veículo típico dos anos 90. Ou seja, é uma quantidade razoável de um único material que pode
ser obtida do veículo.
Vidro é difícil de ser removido completamente sem a quebra do mesmo. Removendo-se este
componente sem a quebra, não ajuda para que o critério de remoção completa dos vidros seja
atingido, além disso, não é um uso eficiente do tempo de desmontagem.
No passado, os pára-brisas eram retidos por guarnições de borracha com insertos metálicos,
hoje são retidos por uma cola de poliuretano >PU<, onde o vidro ajuda na rigidez da
carroceria do veículo. Este método de fixação se repete para os vidros laterais fixos e para o
vidro traseiro.
Os vidros das portas são retidos por uma barra metálica dobrada revestida por uma fita de
borracha. Isto segura o vidro no canal com a força de aperto da barra metálica e a área de
atrito da borracha. O canal metálico também incorpora a fixação para o mecanismo do vidro.
Neste caso existe o canal metálico de difícil remoção.
A proposta de Jones et al. (20) é aplicar um princípio chamado de desmontagem ativa, na qual
através do emprego de calor, essas desmontagens possam ser facilmente concluídas, sem a
quebra do vidro. No lugar do canal metálico e utilizado um canal fabricado de polímero com
alguns insertos que realizam o efeito de memória de forma, no qual alguns tipos de liga
reagem de forma diferenciada a estímulos de calor. Isso faz com que o canal do vidro dilate e
libere facilmente o vidro para reciclagem.
65
Uma alternativa de remoção dos vidros é quebrar, isso faz com que a desmontagem fique
bastante facilitada, mas que se tem em contrapartida problemas com a segurança, devido aos
cacos de vidro e a necessidade da utilização de um sistema de sucção para a coleta dos cacos
de vidro.
A aplicação de grandes aspiradores durante o processo de quebra dos vidros faz com que estes
cacos sejam adequadamente retirados do veiculo e acondicionados para posterior reciclagem.
Para o caso de uso de vidros laminados nas portas, já presentes em carros mais luxuosos, a
desmontagem se torna necessária, uma vez que a quebra não vai permitir que o mesmo
desencaixe de suas canaletas, tornando impossível a sua retirada. O descarte deve ser feito
junto com o pára-brisa do veículo, visto que este tem que ser laminado por força de legislação
e maior segurança dos ocupantes do veículo.
O descarte de vidros laminados tem agora uma nova alternativa, pois a Saint-Gobain Sekurit,
fornecedora de vidros automotivos do País, deu início a um processo de reciclagem de vidros
laminados. A empresa desenvolveu um processo de separação dos vidros e do Polivinil
Butiral >PVB< (material aplicado entre as lâminas e que impede a fragmentação do pára-brisa
quando atingido por pedra ou qualquer outro objeto).
Por este processo, os vidros laminados, que eram destinados a aterros sanitários, passam a ser
completamente reciclados. O vidro separado é encaminhado à fabricação de garrafas, frascos
e materiais para a construção civil, enquanto o PVB é reutilizado na industrialização de
calçados, mangueiras, fios e produtos diversos, como tapetes e revestimentos.
Com a intenção de melhorar a reciclagem destes componentes, uma determinação deve ser
seguida para a fixação dos vidros à carroceria, o uso de adesivos de poliuretano é a melhor
alternativa nos dias de hoje, onde diversos requisitos de aparência, estanqueidade e resistência
têm que ser atingidos.
Deve ser evitada a fixação através de parafusos, que apesar de facilidade de fabricação tem
como agravante a difícil reciclagem do componente. Um outro aspecto é com a necessidade
de guarnição, onde deve ser aplicada através de encaixe e não coladas, evitando-se assim o
uso de vidros encapsulados.

66
Estes vidros encapsulados são vidros nos quais as guarnições são injetadas. Esse processo é
caro e traz como desvantagem a dificuldade de reciclagem, pois esta guarnição adere de forma
definitiva ao vidro, não permitindo a desmontagem e conseqüente separação do vidro da
borracha.
Pára-choques
Neste subsistema estão inclusas as barras, os absorvedores de impacto e as capas externas. As
barras de impacto são fixadas diretamente a carroceria e são recicladas junto. Somente em
casos de veículos onde essa barra é composta de materiais diferentes, como plástico ou
alumínio, é que deve ser removida e reciclada apropriadamente.
Aqui vale a idéia de melhorar a reciclagem do veículo com a supressão de componentes, pois
caso o projeto da carroceria seja adequadamente executado, esta peça não se faz necessária,
tendo esta função desempenhada por peças adicionadas a carroceria.
Já os absorvedores têm como atribuição a minimização de danos da capa externa em
pequenos impactos. Essa função pode ser desempenhada por um enchimento de Polipropileno
Expandido (EPP), por reforços do tipo colméia ou diretamente na capa externa.
Quando os absorvedores são separados do conjunto do pára-choque, estes devem ser
reciclados a contento. A melhor alternativa é adicionar essa função na capa externa, mas tem
como desvantagem o aumento de custo. O enchimento de EPP tem como vantagem a
possibilidade de ser reciclado junto com a capa externa, pois ambos são materiais
compatíveis.

67
Figura 14 - Pára-choque com absorvedor de impacto de mesmo material que a capa
externa - Renault Clio.
Finalmente têm-se as capas externas, que no Brasil é chamada de pára-choque. Esta peça pode
ser composta por dois tipos distintos de materiais. Os metálicos, ainda empregados em
veículos utilitários e em desuso para automóveis e os plásticos, com uso crescente esta
aplicação.
De acordo com um estudo realizado por Ohori et al. (26) mostra que entre as partes
automotivas, os pára-choques plásticos são relativamente fáceis de serem reciclados devido ao
seu tamanho e porque estes são constituídos de apenas um material. No entanto, muitos pára-
choques têm pintura aplicada para a melhoria da aparência e durabilidade.
A reciclagem de capas sem pintura e dos pára-choques metálicos é executada de forma
bastante simples, contudo, o cuidado com a compatibilidade de materiais é importante, pois
muitas vezes adicionam outras funções a este componente e todos esses agregados devem ser
compostos por materiais compatíveis.
Ainda de acordo com o estudo realizado por Ohori et al. (26) temos que uma capa pintada tem
em sua composição as seguintes camadas: primer, base e verniz, sendo que essas camadas
representam aproximadamente 100 microns de espessura e o plástico tem cerca de 4 a 5
milímetros. As camadas de pintura são compostas por materiais termoplásticos, a exemplo do
próprio material da capa.
Para o re-aproveitamento do material de capas já pintadas, Ohori et al. (26) propõem um
sistema no qual as capas são picadas e colocadas em uma extrusora de pellets juntamente com
um modificador químico, o azole, que irá agir para modificar a estrutura da pintura, durante o

68
processo de extrusão, ira atuar como sendo um reator, reduzindo as camadas de pintura em
substâncias de peso molecular baixo, inertes ao plástico reciclado obtido.
Complementos do teto
O teto solar e as capotas são os principais componentes desse sistema. Devido à pequena
utilização desses componentes tem-se pouca preocupação com relação a reciclagem.
Vidro e metal são os materiais básicos do teto solar, sendo que a destinação deve ser
executada da mesma forma que os vidros das portas do veículo. Já as capotas, compostas de
materiais que variam de lona a fibra de vidro, devem ter a destinação adequada. Esta
destinação pode ser até o aterro, dado a pequena aplicação destes materiais especiais em
veículos.
Acabamento exterior
As molduras da carroceria, todos os emblemas, defletores e protetores fazem parte dessa
divisão de componentes. Devido a diversidade de componentes e aos materiais utilizados na
fabricação, as diretrizes empregadas na construção dessas peças devem ser as relatadas no
anexo F deste trabalho.
Iluminação externa
As lanternas dianteiras, traseiras e laterais têm a mesma função no veículo. Inclui-se nesse
subsistema para efeito de reciclagem a iluminação interna, que já foi abordada em um capítulo
anterior. A composição destes é feita por polímero, sendo que o mais empregado é o
Policarbonato >PC< e o Acrilonitrila-Butadieno-Stireno >ABS/PC<.
Estão inclusas nessa composição as lanternas internas do veículo, como as empregadas na
iluminação do compartimento de passageiros, porta-luvas e porta malas. Em alguns veículos
observa-se a utilização de insertos metálicos que é feita com a intenção de melhorar a fixação
da peça, ou então para servirem como circuito elétrico.
69
A vedação desses componentes representa a adição de substâncias contaminantes, geralmente
espuma de poliuretano ou ainda Etileno-Propileno-Dieno >EPDM<. Nesse aspecto a
facilidade de remoção desta vedação vai ser um fator importante para a total reciclagem
destas peças.
A compatibilidade dos materiais tem que ser bem pensada, pois as lanternas requerem uma
série de requisitos, que geralmente não podem ser desempenhados por apenas um material. A
transparência a luz, a resistência a impactos, a estabilidade dimensional a altas e baixas
temperaturas são compromissos que devem ser atendidos com uma combinação de materiais,
que devem ser totalmente compatíveis. No caso de incompatibilidade, como por exemplo, nos
casos das vedações, estas devem ser facilmente removíveis.
Já o caso dos faróis, os requisitos em termos de desempenho são mais severos, pois estes
componentes têm que ter todas as características das lanternas, mais a capacidade de absorver
uma grande quantidade de calor, proveniente das lâmpadas incandescentes.
Com isso a complexidade dos materiais aumenta, sendo que a adição de plásticos termofixos e
do vidro em alguns poucos modelos, apesar deste já estar em processo de substituição pelo
policarbonato >PC<.
No caso dos termofixos, estes são empregados na parábola do farol, devido à elevada
temperatura deste componente que localiza-se no interior do farol.É necessária a completa
desmontagem do mesmo, para que os plásticos possam ser separados e reciclados
apropriadamente.
Um conceito que o projetista desse sistema deve ter em mente, é a de sempre procurar facilitar
a desmontagem, e isso pode ser conseguido através do emprego de mecanismos de encaixe,
colas que extraem com facilidade e rápida identificação dos materiais empregados.
Finalmente existem as lâmpadas, que devem ser recicladas adequadamente, mas dado o
volume de lâmpadas que pode ser obtido e com pequena variedade entre os veículos, podem
ser separadas e revendidas. Podem ser utilizados em substituição de lâmpadas queimadas em
veículos atualmente em uso sem nenhum problema. Com essa medida, termos apenas as
lâmpadas queimadas destinadas para reciclagem.

70
Limpadores de para-brisa
Estes componentes são peças complexas, que demandam uma certa dose de trabalho para que
possam ser adequadamente recicladas. O aço é componente básico dos suportes e liames, mas
em alguns modelos pode ser observado o emprego de alumínio e nos mais modernos
polímeros.
O motor deve ter uma destinação adequada e para um melhor aproveitamento desse
componente, é recomendada a aplicação de técnicas que facilitem a desmontagem e também
procurar diminuir a diversidade de materiais empregados.
3.10 Seção 70: Elétrica e eletrônica
Nesta divisão final estão representados todos os componentes elétricos e eletrônicos
empregados no veículo, sendo que para efeito de projeto alguns componentes elétricos-
mecânicos, como, por exemplo, o mecanismo levantador de vidro tem o motor, que deve ser
tratado como um componente elétrico.
Todos os meios de informação para o motorista, os condutores elétricos, módulos elétricos
eletrônicos, sistema de geração e armazenamento de energia estão inclusos nesta seção.
Informações para o motorista
O conjugado de instrumentos, display, telas e qualquer meio de informação para os ocupantes
do veículo estão inclusos nesta divisão. São componentes bastante dispersos e que tem em sua
composição uma série de materiais, tais como polímeros, alumínio, aço e até vidro.
Tomemos por exemplo o caso de um conjugado de instrumentos, peça esta responsável por
passar ao motorista informações sobre a velocidade do veículo, rotações do motor,
quilometragem percorrida, luzes de anomalias e informação, odômetro entre outras. Este é um
instrumento complexo, que tem em sua composição desde um simples plástico de sua carcaça
71
a um circuito eletrônico, o que torna a reciclagem muito complexa, da mesma forma que
outros componentes eletrônicos.
A destinação para esses componentes é geralmente a tentativa de re-uso, mas como o índice
de falha é baixo, acabamos por ter uma quantidade muito grande de peças sem destino. Uma
opção para a melhoria dos índices de reciclagem destes componentes é aplicar às
recomendações relacionadas à reciclagem de plásticos, detalhadas no Anexo F deste trabalho.
Essa medida pode contribuir para a possibilidade de desmontagem e reciclagem dos principais
componentes plásticos, principalmente capas, coberturas e carcaças.
Controle do veículo
Aqui estão inclusos os componentes que auxiliam o motorista no controle do veículo e na
manutenção da integridade. Estão aqui inclusas as buzinas, os módulos de controle de
iluminação, acesso ao veículo, de alerta, controle da carroceria e antifurto.
Buzinas
Estes componentes são instalados em locais de difícil acesso, mas que dependendo da
composição deste componente, este pode ser reciclado juntamente com a carroceria. Isto
acontece quando este componente é feito apenas de aço, ou seja, nas buzinas do tipo de disco.
Nas buzinas do tipo corneta e caracol esta condição de facilidade de reciclagem não acontece,
sendo necessária a separação da parte plástica da parte metálica, que pode ser executada
através de arrancamento. A recomendação para melhoria da reciclagem vale para o emprego
de buzinas compostas apenas por metal, ou pelo menos quando houver aplicação de plásticos,
que estes sejam facilmente removíveis.
Módulos
Apesar de terem funções distintas dentro do veículo, os módulos de controle de iluminação,
acesso ao veículo, de alerta, controle da carroceria e antifurto podem ser considerados como
sendo apenas um componente para efeito de projeto para reciclagem. Estão inclusos neste
subsistema quaisquer outros módulos eletrônicos empregados no veículo. Módulos estes que

72
podem ser desde pequenos conversores de sinais a complexos módulos de gerenciamento de
motores.
A composição interna destes módulos pouco varia pelo fato destes módulos terem aplicações
diversas. Basicamente estes módulos são compostos por uma placa de circuito eletrônico,
componentes eletrônicos, fios, conectores e uma cobertura de proteção.
As coberturas de proteção podem ser determinantes na atração deste material para a
reciclagem. Coberturas de alumínio fundido são muito valorizadas, mas simples coberturas de
plástico não têm a mesma atração. Cabe aqui neste sentido a recomendação de aplicação de
coberturas com fixações simples e possibilitem a separação desta dos outros componentes dos
módulos.
As placas de circuito eletrônicas, juntamente com os componentes, fios e conectores são um
único conjunto que tem a sua reciclagem ligada à obtenção de metais nobres, como no caso de
módulos de controle de motor, que possuem alguma quantidade de ouro em seus contatos.
Estas placas devem ser encaminhadas para empresas especializadas para a correta remoção
dos materiais nobres e reciclagem das mesmas.
Entretenimento
Nesta seção incluem-se todos os equipamentos empregados para o entretenimento dos
ocupantes do veículo. Incluem-se aqui os rádios, reprodutores de fitas de discos compactos
(CD), amplificadores, antenas, sistemas de navegação, de vídeo e alto falantes.
Devido às composições de materiais serem bastante dispersas e valiosos financeiramente
quando estão em operação, muitos destes componentes acabam nem sendo recebidos pelos
centros de reciclagem. A venda destes aparelhos, que podem ser adaptados entre os diversos
modelos de veículos, pode gerar mais lucro do que a desmontagem e coleta dos materiais em
separado.
A separação para reciclagem dos materiais é empregada no caso de componentes quebrados
ou então muito antigos. Mas dada a pequena massa envolvida, estes componentes são
73
encaminhados para descarte em aterros. Uma opção pode ser proceder a destinação destes
componentes juntamente com o módulos, detalhado no capítulo anterior.
Merece aqui ainda um destaque em especial para os alto falantes, que podem render bons
frutos em termos de lucratividade em função da composição deste ser metal e material
ferromagnético. Em alguns tipos de alto falantes, tem-se empregado o plástico em sua
carcaça, que beneficia este componente no que tange ao custo inicial, mas traz muitos
problemas na hora da reciclagem, pelo fato de ser necessária uma operação de arrancamento
bastante complexa e dispendiosa para separação dos materiais na fase de reciclagem.
Armazenamento de energia
Incluem-se neste subsistema todos os componentes relacionados com a geração e
armazenamento de energia no veículo. Pode-se destacar o alternador, o cabo de bateria e a
bateria.
Alternador
Este componente é responsável pela geração de toda eletricidade necessária pelo veículo. É
ligado mecanicamente no motor e é acionado pelas correias do motor para geração de
eletricidade. Por este fato a desmontagem deste componente é feita juntamente com o motor e
em uma segunda etapa, o alternador é removido.
A composição da carcaça do alternador em veículos atuais é o alumínio fundido. Em modelos
mais antigos, se empregava o aço. Na parte interna, o aço é empregado para o eixo e o cobre
para o enrolamento. Tem-se ainda, em alguns modelos, a magnetita atuando como ímã
permanente.
Dada a diversidade de componentes e a incompatibilidade na reciclagem conjunta de ambos é
necessária à completa desmontagem. Para a melhoria da reciclagem, o emprego da maior
quantidade possível de um único material pode trazer grandes benefícios neste aspecto.
74
Cabo de Bateria
O cabo de bateria deve ser tratado da mesma forma que os chicotes elétricos do veículo, dada
a mesma composição de materiais e a localização deste componente.
Bateria
A bateria de chumbo-ácido é um dos componentes que tem uma grande quantidade de
produtos químicos contaminantes. Tanto que de acordo com o Guia dos recicladores do
estado da Flórida nos Estados Unidos (16) recomenda como sendo uma das melhores práticas
para gerenciamento ambiental a remoção imediata da bateria do veículo para evitar-se
contaminação no centro de reciclagem.
Segundo esse próprio guia, após a remoção da bateria do veículo esta deve ser testada, pois
baterias boas podem ser vendidas e usadas em outros veículos. Se o teste falhar, devem ser
armazenadas em um local coberto, com um recipiente para coletar eventuais derramamentos
de ácido. Devem ser usados estrados de madeira ou plástico, pois estes não são atacados pelo
ácido.
Dada a peculiaridade deste componente em termos de contaminação das baterias de chumbo-
ácido, nos projetos de novos veículos, devem-se utilizar as baterias do tipo selada, que
minimiza o problema de contaminação por vazamento de ácido. Uma outra recomendação
vale para a utilização de baterias de gel, que reduz drasticamente o problema de vazamento do
acido, mas tem como empecilho o elevado custo.
Distribuição de força
O chicote elétrico e toda a parte de proteção desta fiação estão inclusos neste tópico. Cabe
aqui ressaltar a importância deste subsistema no veículo, pois estes componentes são os
responsáveis pela distribuição de energia e sinais. E dado o crescente aumento de conteúdo
elétrico-eletrônico nos veículos, estes sistemas tem aumentado na participação da massa total
do veículo.
75
O único cuidado que deve-se ter é com ao terminal que vai ligado a bateria, pois em modelos
mais antigos este componente é fabricado com chumbo, que deve ser removo do cabo de
bateria e enviado para reciclagem junto com esta (16).
Chicote Elétrico
Para muitas pessoas o chicote elétrico parece ter apenas um componente, que são os fios,
entretanto a abrangência deste componente vai muita além do que apenas fios. Aqui estão
inclusos também todos os conectores, presilhas, fitas, proteções, tubulações e outros ítens
menores empregados na fiação de um veículo com os mais diversos objetivos.
Como se pode observar, tem-se uma diversidade grande de materiais, muito embora os fios
em si representem a maior parte na composição de um chicote elétrico. Os outros
componentes, que são de dimensões e peso muito reduzido, acabam sendo descartados pelo
fato da pouca representatividade desses componentes e também pela dificuldade em reciclá-
los. Cabe aqui lembrar que a aplicação dos conceitos de projeto para reciclagem de plásticos,
como o explanado no Anexo F, pode permitir a coleta e reciclagem destes componentes.
Tratando-se em específico da fiação elétrica, um estudo executado por Diegmann et al. (10)
mostra ser possível a completa reciclagem de fios elétricos com cobertura de PVC, sendo esse
tipo de cobertura o mais empregado na indústria automobilística. O processo estudado requer
em primeiro lugar a separação previa dos pedaços de fio, sem nenhum conector ou outro
contaminante.
Em seguida estes pedaços de fio são tratados com um tipo de solvente especial que libera o
Poli Cloreto de Vinila >PVC< do cobre dos fios. Esta solução é filtrada e depois é removido o
solvente, resultando em >PVC< que pode ser empregado para confecção de novos fios. O
único ponto contra essa proposta é que com este processo pode-se fazer novos fios apenas das
cores preto e marrom.
Uma das grandes vantagens desse processo é que além de ter-se um destino adequado para os
fios, têm-se vantagens econômicas com a utilização do PVC reciclado, pois um material
virgem custa aproximadamente US$ 1,05 por quilo e o material reciclado tem um custo de
US$ 0,85 por quilo (10).
76
Abordando agora os conectores, um outro componente dos chicotes elétricos, tem-se que a
maioria destes consiste de Poliamida >PA<, Polibutileno Terafilato >PBT< e Polipropileno
>PP<, geralmente com insertos metálicos dos conectores (10).
O processo desenvolvido por Diegmann et al. (10) para reciclagem destes conectores envolve
o uso de uma centrífuga, onde os conectores de diversos materiais são colocados e depois
aquecidos a diferentes temperaturas, fazendo a fusão dos plásticos de acordo com a
temperatura. Os resultados foram bastante animadores em estudos laboratoriais.
Um outro tipo de fiação usado em alguns veículos e em alguns componentes, como no painel
de instrumentos, é o circuito impresso flexível. A metodologia de reciclagem deste
componente desenvolvida por Diegmann et al. (10) envolve um processo de Glicoses, onde o
Polyester Poliol, material base dos circuitos é separado do cobre e dos componentes
eletrônicos e este é destinado à fabricação de espumas.
Algumas recomendações podem ser empregadas durante a fase de projeto dos chicotes
elétricos, visando a facilidade de desmontagem e reciclagem de todo o chicote elétrico do
veículo, são estas:
- Rotas: A facilidade de desmontagem é um dos fatores determinantes no valor econômico de
um chicote elétrico, portanto a adequada atenção à rota do chicote é fundamental durante a
fase de projeto. A rota deve ser feita de uma forma que nenhum outro componente esteja
impedindo a remoção da fiação, particularmente no compartimento do motor.
- Fixadores: O sistema de fixação deve permitir a fácil desmontagem. Isto significa que os
fixadores devem estar em áreas acessíveis e a força de remoção deve ser baixa. Pense também
em sistemas de fixação não destrutivos, como por exemplo cola.
- Separabilidade: Para um projeto visando a separação posterior, os chicotes devem ter
materiais com propriedades químicas diferentes e com a fácil identificação dos materiais
visando o emprego de técnicas de separação.
- Coberturas: Evitar materiais que evitem os outros componentes de serem removidos e sejam
de composição diferente do restante do chicote. Isso vale inclusive para caixas de fusíveis e
centrais elétricas

77
Centrais Elétricas
Aqui estão inclusas todas as centrais empregadas no veículo, tais como centrais de fusíveis, de
conexão de relês e de módulos eletrônicos. Todas estas centrais, em veículos atuais, são
fabricadas em plástico e geralmente vem integradas ao chicote elétrico do veículo.
Por este motivo, deve-se prestar especial atenção às recomendações listadas no tópico de
chicote elétrico deste trabalho. Um cuidado especial deve ser tomado quanto a seleção de
material, evitando-se ao máximo a diversidade de materiais. As recomendações contidas no
Anexo F deste trabalho, que versa sobre o projeto para reciclagem de plásticos, são bastante
úteis neste caso.
Finalizando a parte de análise dos componentes e o estado da arte, passamos a seguir para a
parte da proposta deste trabalho.
4 A PROPOSTA
A análise criteriosa de veículos é um dos pontos fundamentais para a melhoria da reciclagem
dos futuros veículos, pois as informações coletadas durante essa análise, servirão de base para
o banco de dados para a reciclagem.
Para que o projeto para a reciclagem não se torne um ônus muito grande na fase de
desenvolvimento de um projeto e a aquisição de dados se enquadre perfeitamente nas
atividades desenvolvidas pelo departamento responsável pelas análises de componentes, a
proposta é utilizar como base o estudo já elaborado por Miori em 2002 que tem como tema a
análise de veículos automotores através da aplicação das técnicas da metodologia do valor.
O trabalho proposto por Miori (24) busca a melhoria dos resultados de avaliação dos veículos
durante as duas primeiras fases em que os mesmos estão disponíveis para avaliação:
• 1a. fase - na avaliação estática do veículo.
• 2a. fase - durante o processo de desmontagem do veículo.
78
Ambas as fases acima citadas deverão ser analisadas segundo uma abordagem funcional do
produto, a fim de gerar um banco de dados que possa disponibilizar as observações
verificadas.
4.1 A abrangência da proposta
O reduzido número de fontes de informação sobre aplicações de projeto para reciclagem
demonstra um excelente campo de desenvolvimento, motivando a demonstração da utilidade
desta no planejamento para reciclagem do produto.
O trabalho busca a adição da avaliação de reciclagem dos veículos durante a fase de
desmontagem, devendo ser analisada em conjunto com as análises normalmente já executadas
por este departamento em seu dia a dia.
De acordo com Miori (24) o trabalho desenvolvido no departamento de análise de
componentes e veículos segue a abordagem funcional através de funções preestabelecidas e
está inserida na busca de maiores informações para a comparação de veículos concorrentes de
um mesmo segmento ou não, podendo ser o resultado interpretado como soluções encontradas
pela concorrência para o desempenho da função avaliada.
O resultado da análise do veículo, ou seja, as observações para o atendimento das funções
preestabelecidas seguindo a abordagem funcional, são classificadas através do índice de valor.
Isto é feito para que seja possível identificar quais as observações que terão maior impacto
sobre o valor do produto.
Mas uma função não explorada durante a análise deste departamento é melhorar a reciclagem,
sendo um dos ramos de análise deste trabalho que é alimentar-se o banco de dados com
informações provenientes da análise de veículos.
Posteriormente, tendo por base os dados coletados, a proposta deste trabalho é o uso deste
banco de dados como base para o projeto de componentes automotivos visando à reciclagem.
79
A atuação dar-se-á através de um sistema eletrônico onde o projetista poderá fazer consultas
do seu projeto no que tange a reciclagem e também obter informações sobre o que de melhor
está sendo feito pela concorrência.
4.2 A coleta de dados: Avaliando o veículo por funções
Conforme observado por Miori (24), o grande desafio desta proposta de trabalho foi a
mudança cultural da forma de análise de um veículo, quer esteja ele montado ou desmontado.
A análise através da abordagem funcional busca resgatar o que realmente é necessário em um
veículo e como a função é atendida para satisfazer uma exigência definida em projeto ou
esperada pelos clientes.
O trabalho aqui proposto versa sobre a continuidade da análise do veículo através de funções
preestabelecidas, buscando a padronização durante a coleta de informações. Estas
informações estarão disponíveis em um banco de dados, onde é possível consultar todo e
qualquer componente e verificar o atendimento das funções desempenhadas, principalmente
quanto à reciclagem e reciclabilidade dos componentes.
Quando da elaboração das funções através da técnica "Verbo + Substantivo", deve-se ter em
mente os conceitos para entender que função é a proposta ou objetivo de um produto ou
operação, considerando suas características de performance. Da abordagem funcional é
lembrado que toda função tem que justificar sua existência, desta forma é necessário utilizar
esta definição no momento da elaboração do material de padronização para a coleta de
informações (24).
Durante a análise, é possível verificar que um mesmo componente pode atender várias
funções. Portanto, deve-se classificá-lo com quantas funções forem necessárias de forma a
entender seu real funcionamento, este fato e outros estão detalhados no capítulo da coleta de
dados.
80
A classificação ao atendimento das funções é através de nota resultante da divisão das notas
atribuídas a desempenho e custo. Isto deve ser feito para uma melhor clareza da função
desempenhada.
4.3 A coleta de dados: O atendimento as funções
Visando um melhor resultado do processo de análise do veículo, é necessário a determinação
de um objetivo antes do início dos trabalhos, desta forma, deve-se estabelecer algumas
funções para garantir que todos os componentes do veículo sejam analisados.
A análise através da abordagem funcional busca a identificação de soluções que atendam às
funções preestabelecias, desta forma, pode-se identificar diversas formas de atendimento a
uma mesma função por diferentes tipos de veículos ou marcas (24).
Na apresentação deste trabalho, foram identificadas algumas funções que atendem as
necessidades do estudo, ou seja, com o veículo montado ou desmontado. Essas funções são a
base do estudo deste trabalho como também dos testes realizados para a confirmação da
proposta teórica.
Para a definição das funções, foi usado o bom senso, sendo primeiramente identificado quais
eram as necessidades dos clientes finais do produto, suas expectativas e como poderiam ser
atendidas. Completando o quadro, algumas funções foram identificadas através do
conhecimento técnico: da necessidade de aprimoramento do produto, da redução de custos,
incremento da qualidade e qualquer outra função necessária. Tudo isso tendo em vista a
geração de funções para o atendimento dos ideais da proposta.
Como no caso, o ramo que estamos desenvolvendo é para aprofundar a análise da função e
melhorar a reciclagem, sendo que deverão ser analisadas as funções subseqüentes, visando um
melhor aproveitamento das idéias geradas tanto durante a fase de desmontagem, quanto os
dados obtidos pelos técnicos, principalmente durante palestras técnicas e experiência pessoal.
81
Função maximizar compatibilidade de materiais
A compatibilidade de materiais deve ser entendida como sendo um dos requisitos
fundamentais para a perfeita reciclabilidade de todo o veículo. A avaliação desta função deve
ser feita de forma a termos sempre a maior compatibilidade possível entre os materiais.
O ideal seria que a função um único material, melhor detalhada a seguir, fosse plenamente
atendido, porém isso é difícil e custoso de ser atingido.Por isso que esta função deve ser muito
bem explorada visando a obter a compatibilidade e assim evitando o custo da desmontagem
completa de sub-componentes.
Função melhorar fixação
Esta função busca a identificação de soluções criativas que contribuam efetivamente para a
melhoria da fixação dos componentes, sejam estes fixados diretamente ou indiretamente ao
veículo, a exemplo de sub-componentes. O objetivo da função é melhorar a fixação dos
componentes de forma a facilitar a desmontagem após o fim de vida útil do veículo, ou seja,
durante a reciclagem.
Também deve ser incorporada a esta função soluções que visem a diminuição de métodos
definitivos ou que ocasionem uma mão de obra muito grande na hora de separar os
componentes. Esta, muitas vezes, vai contra uma outra função, muito explorada nos dias de
hoje que é a facilidade de manufatura.
Entenda esta função como sendo aplicada a peças e seus componentes, principalmente quando
estes são de materiais diferentes e que não são podem ser reciclados em conjunto.
Função maximizar identificação
Deve-se entender a função melhor identificação como sendo a facilidade de localizar o tipo de
material que é composto cada parte do sub-componente. Muitas vezes esta função é deixada
de lado, fazendo com que a identificação do material seja feita em um lugar qualquer do
componente, ficando muitas vezes escondido ou em locais de difícil visualização na hora de
desmontagem. A correta aplicação desta função não traz benefícios imediatos, mas pode ser

82
uma vantagem competitiva no futuro onde qualquer mínima quantidade de material
identificada pode ser reciclada em seus canais corretos de descarte.
Função maximizar índice de reciclabilidade
A observação da função índice de reciclabilidade refere-se à aplicação de materiais que sejam
os mais fáceis para serem reciclados. Este índice é calculado em função da facilidade de
reciclagem de um determinado material e também da quantidade de material que pode-se
considerar como tendo as mesmas características de desempenho de um material virgem. Esse
índice varia de zero a um, sendo o maior valor atribuído ao ouro, que mantém todas as suas
características de desempenho mesmo após diversas reciclagens.
Para efeito de atendimento da função será considerado quando os técnicos, que fazem a coleta
dos dados, observarem que foi executada uma substituição de material que apresentava um
baixo potencial de reciclagem por um outro que seja bastante atraente em termos de
reciclagem.
Função reduzir material não-reciclável
A função reduzir material não-reciclável pode ser interpretada como sendo a aplicação de
técnicas e materiais que evitem o emprego de materiais nos quais a tecnologia de reciclagem
ou o custo faz com que o material seja descartado após o fim de vida. Está enquadrada nesta
função a diminuição no emprego de materiais contaminantes, tais como: metais pesados,
gases e lubrificantes.
Função aplicar único material
Cabe neste quesito a observação de atributos que efetivamente façam com que os
componentes sejam compostos por apenas um único material. Esta função de único material
está principalmente relacionada com a aplicação de um único composto em componentes que
normalmente são fabricados com diversos sub-componentes. Isso traz inúmeras vantagens na
hora da reciclagem, pois evita o custo extra da separação desses componentes.
83
Função reduzir sub-componentes
A proposta desta função, redução de sub-componentes, está estritamente ligada a fazer com
que cada vez mais os componentes possam ser projetados de uma forma única e com um
único material. Isso é possível com os avanços da área de engenharia dos materiais e isso,
aliado à vontade sempre crescente da indústria em reduzir a complexidade dos componentes
tem feito com que cada vez mais essa técnica seja empregada. A redução de sub-componentes
traz como vantagem a facilidade de no fim de vida do veículo termos a completa reciclagem
de todos os componentes, sem descartes.
4.4 Análise durante o processo de desmontagem do veículo
A primeira fase de análise do veículo é a análise estática através de comparativos com outros
veículos do segmento ou até mesmo isoladamente. Esta análise é feita tendo em vista a visão dos clientes, sendo que para efeito de reciclagem
não é a mais adequada. A abordagem aqui tem outro foco e tem como resultado basicamente
às vantagens e desvantagens de certo veículo. Para reciclagem o foco é outro e, portanto deve-
se aguardar até que proceda a fase de desmontagem, onde terá além dos resultados já obtidos
anteriormente pela área, a adição de contribuições para reciclagem.
Durante o processo de desmontagem do veículo, deve-se aplicar a abordagem funcional
visando à identificação de como as funções são atendidas, desta forma, pode-se ir além da
percepção usual e descobrir novas formas de atender uma mesma função.
Vale ressaltar que através da abordagem funcional, a forma de identificação das observações é
aprimorada e com a classificação através de uma nota atribuída, pode-se visualizar quais são
as melhores observações a serem implementadas nos veículos.
A grande vantagem da utilização da abordagem funcional nesta etapa de análise é a utilização
de um grande campo de funções cobrindo, praticamente todas as melhorias e aprimoramentos
visando à reciclagem, ressaltando as vantagens dos veículos e trabalhando nas desvantagens
identificadas para transformá-las em vantagens.
84
Para a desmontagem do veículo, deve-se executar o caminho inverso da montagem, assim
algumas funções podem ser melhor entendidas e interpretadas quando da análise das peças ou
sistemas como a montagem, a acessibilidade a componentes entre muitos outros.
Após a desmontagem dos componentes, estes são identificados, pesados e quantificados
sendo, posteriormente, dispostos em mesas permitindo uma total visão e manuseio com o
intuito de facilitar os trabalhos de análise.
A disposição das peças segue a ordem de classificação conforme descrito no VPPS (Anexo
A), uma vez que a integração dos sistemas, muito bem determinada por esta forma de
classificação, permite um melhor entendimento do atendimento das funções especificadas.
A análise do veículo desmontado permite que vários componentes possam ser analisados,
componentes estes que os clientes não têm acesso pelo motivo de não serem visíveis, com
foco para reciclagem.
4.5 A coleta de dados
Com a aplicação da abordagem funcional para a avaliação de veículos através de funções
preestabelecidas, foi detectada a necessidade do uso de uma forma de registro dessas funções
bem como facilitar a anotação das observações identificadas nos veículos analisados.
Depois de alguns estudos, ficou claro que a planilha para anotação e registro das observações
devia conter campos que contemplassem a descrição da observação, o componente foco da
análise e quais funções essa descrição e componente atendiam. A identificação do
componente pode seguir a orientação do VPPS (Anexo A), o qual descreve todos os
componentes de um automóvel.
Outra vantagem da utilização da planilha elaborada está na flexibilidade de uso, pode-se
utilizá-la em qualquer local ou ocasião, auxiliando inclusive em análises efetuadas fora do
local de trabalho como, por exemplo, em salões nacionais e internacionais de exposições de
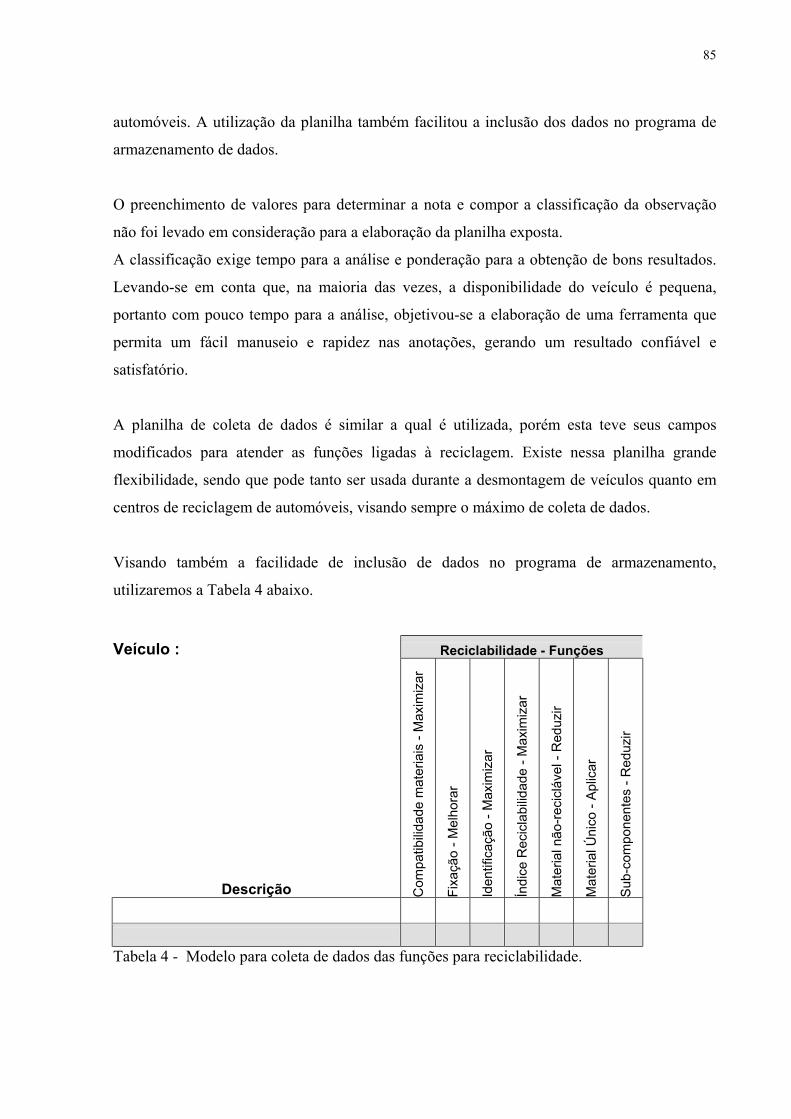
85
automóveis. A utilização da planilha também facilitou a inclusão dos dados no programa de
armazenamento de dados.
O preenchimento de valores para determinar a nota e compor a classificação da observação
não foi levado em consideração para a elaboração da planilha exposta.
A classificação exige tempo para a análise e ponderação para a obtenção de bons resultados.
Levando-se em conta que, na maioria das vezes, a disponibilidade do veículo é pequena,
portanto com pouco tempo para a análise, objetivou-se a elaboração de uma ferramenta que
permita um fácil manuseio e rapidez nas anotações, gerando um resultado confiável e
satisfatório.
A planilha de coleta de dados é similar a qual é utilizada, porém esta teve seus campos
modificados para atender as funções ligadas à reciclagem. Existe nessa planilha grande
flexibilidade, sendo que pode tanto ser usada durante a desmontagem de veículos quanto em
centros de reciclagem de automóveis, visando sempre o máximo de coleta de dados.
Visando também a facilidade de inclusão de dados no programa de armazenamento,
utilizaremos a Tabela 4 abaixo.
Veículo : Reciclabilidade - Funções
Descrição Com
patib
ilidad
e m
ater
iais
- M
axim
izar
Fixa
ção
- Mel
hora
r
Iden
tific
ação
- M
axim
izar
Índi
ce R
ecic
labi
lidad
e - M
axim
izar
Mat
eria
l não
-reci
cláv
el -
Red
uzir
Mat
eria
l Úni
co -
Aplic
ar
Sub-
com
pone
ntes
- R
eduz
ir
Tabela 4 - Modelo para coleta de dados das funções para reciclabilidade.

86
O objetivo primordial da planilha acima é de ser algo fácil e prático, pois a classificação e
ponderação das funções são atividades que demandam tempo para análise.
A coleta de dados através de outras fontes.
Uma outra forma de coleta de dados, que hoje não é explorada pelo departamento em questão,
é a coleta de informações através de outras fontes, que não sejam a análise estática dos
veículos e a desmontagem.
A atividade do departamento também envolve outras formas de coleta de dados, que no caso
para ao objetivo deste trabalho, podem render bons frutos em termos de idéias e práticas
visando a melhoria dos índices de reciclagem dos futuros veículos.
Esta coleta de dados pode ser feita em seminários, visitas a fornecedores, centros de
reciclagem e congressos. Todavia, essa coleta não se limita a estes pontos e pode ser realizada
a qualquer tempo, basta que se tenha informação relevante e que deva ser catalogada. O
cadastramento destas observações será feito no banco de dados do sistema pelo técnico que a
observou e sempre será citada a fonte para futura referência.
4.6 A classificação das funções
A classificação dos dados coletados é uma forma de facilitar a posterior análise dos dados. De
acordo com Miori (24), para a classificação das observações, deve-se submetê-las a duas
notas, uma referente ao desempenho adquirido e atribuído ao componente exclusivamente
pela ação da observação contemplando a função desempenhada e outra, para o custo da
modificação ou implementação, não esquecendo da possível redução de custo gerada.
Para facilitar a coleta destas, optou-se por utilizar as classificações já em uso pelo
departamento, isto evita a confusão por parte dos técnicos, além de reforçar os parâmetros
existentes. Apenas o foco será mudado para a reciclagem, que demanda um ponto de
observação diferenciado.
87
Deve-se observar que para o caso de reciclagem, o que importa é o quanto mais reciclável for
o composto, melhor será e por isso tem-se que adaptar esses critérios com o foco na
reciclabilidade do componente.
Portanto, tem-se que uma das notas será dada para a função desempenhada no que tange a
melhoria da reciclagem e a outra para o quanto isso vai impactar em termos de custo, seja este
aferido em aumento no tempo de desmontagem ou ainda acréscimo de custo devido a
utilização de materiais mais nobres.
Classificando o desempenho
A classificação de desempenho é algo que na maioria das vezes é de cunho subjetivo, ou seja,
deve-se basear em experiências e conhecimentos anteriores para que seja possível a
classificação adequada. Essa experiência é enriquecida com a aplicação de grupos para análise
focados nessa atividade, onde a classificação é discutida e tem-se um consenso.
Para efeito da classificação, considera-se que essa nota tem um valor mínimo de 1 e vai até
10, sendo 1 para o menor desempenho em termos de reciclagem e 10 o maior. Conforme
abordado anteriormente, esta classificação seguirá os mesmos padrões já em uso.
Classificando o custo
A classificação do custo deve levar em conta o quanto à observação analisada vai custar para
ser implementada. Deve-se contabilizar o aumento de custo do componente, os custos
envolvidos para a modificação de ferramental, adequação da produção e outros.
Como neste trabalho toma por base o que já está desenvolvido pela área em estudo, tem-se
que de acordo com Miori (24) a atribuição da nota pode ser definida como o custo necessário
para o desenvolvimento e implantação da proposta com relação ao desempenho esperado.
Para uma observação que melhore o desempenho significativamente com um baixo custo de
implementação pode-se estabelecer uma nota baixa, caso o custo de implementação seja alto,
a nota aumentaria. Este tipo de avaliação torna-se subjetiva, nos mesmos moldes da
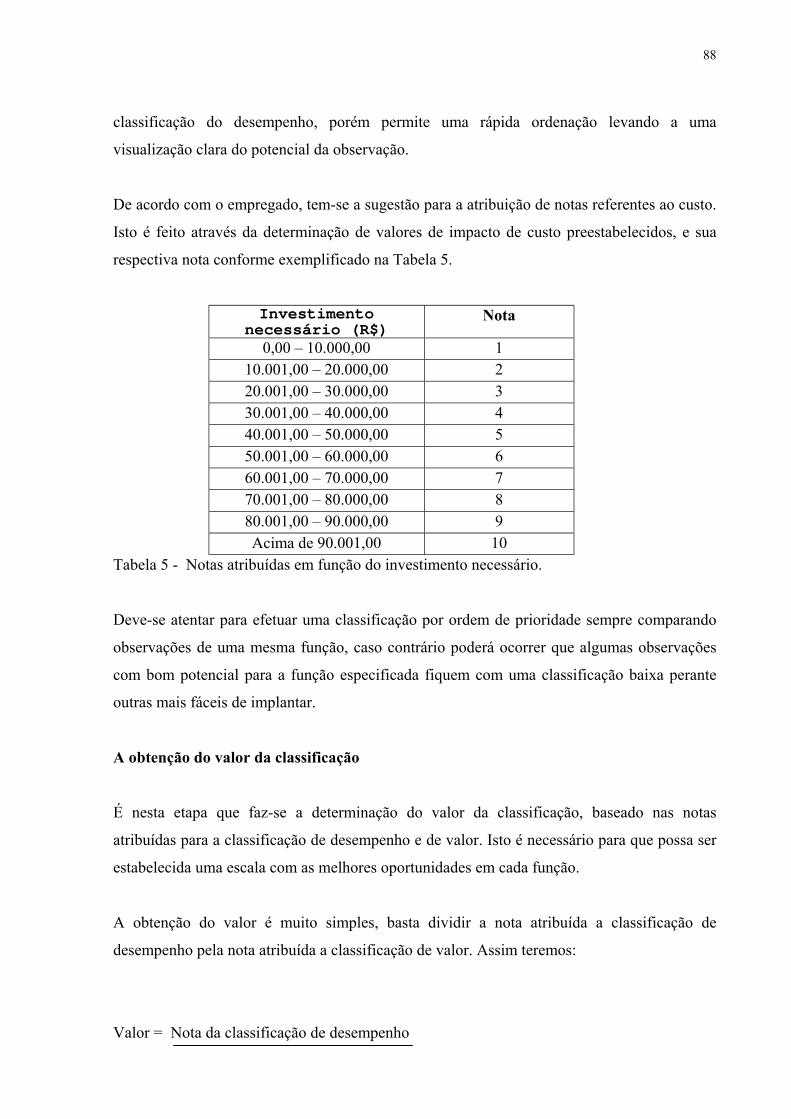
88
classificação do desempenho, porém permite uma rápida ordenação levando a uma
visualização clara do potencial da observação.
De acordo com o empregado, tem-se a sugestão para a atribuição de notas referentes ao custo.
Isto é feito através da determinação de valores de impacto de custo preestabelecidos, e sua
respectiva nota conforme exemplificado na Tabela 5.
Investimento necessário (R$)
Nota
0,00 – 10.000,00 1 10.001,00 – 20.000,00 2 20.001,00 – 30.000,00 3 30.001,00 – 40.000,00 4 40.001,00 – 50.000,00 5 50.001,00 – 60.000,00 6 60.001,00 – 70.000,00 7 70.001,00 – 80.000,00 8 80.001,00 – 90.000,00 9 Acima de 90.001,00 10
Tabela 5 - Notas atribuídas em função do investimento necessário.
Deve-se atentar para efetuar uma classificação por ordem de prioridade sempre comparando
observações de uma mesma função, caso contrário poderá ocorrer que algumas observações
com bom potencial para a função especificada fiquem com uma classificação baixa perante
outras mais fáceis de implantar.
A obtenção do valor da classificação
É nesta etapa que faz-se a determinação do valor da classificação, baseado nas notas
atribuídas para a classificação de desempenho e de valor. Isto é necessário para que possa ser
estabelecida uma escala com as melhores oportunidades em cada função.
A obtenção do valor é muito simples, basta dividir a nota atribuída a classificação de
desempenho pela nota atribuída a classificação de valor. Assim teremos:
Valor = Nota da classificação de desempenho
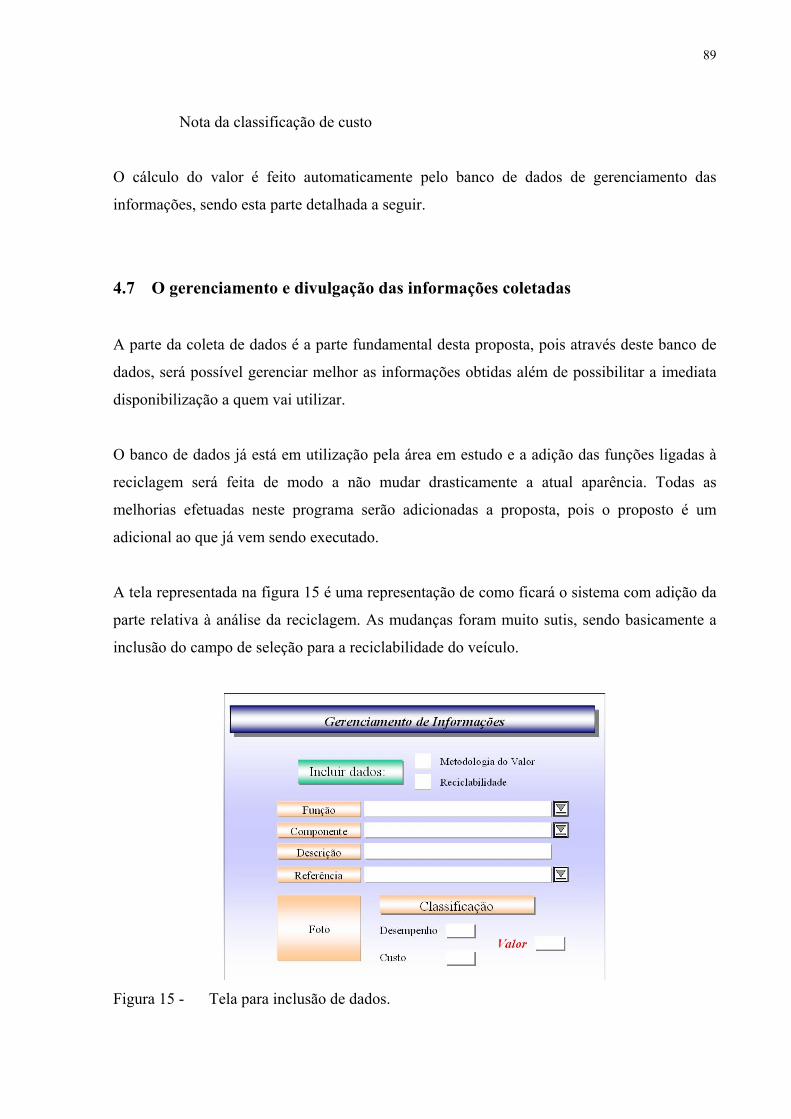
89
Nota da classificação de custo
O cálculo do valor é feito automaticamente pelo banco de dados de gerenciamento das
informações, sendo esta parte detalhada a seguir.
4.7 O gerenciamento e divulgação das informações coletadas
A parte da coleta de dados é a parte fundamental desta proposta, pois através deste banco de
dados, será possível gerenciar melhor as informações obtidas além de possibilitar a imediata
disponibilização a quem vai utilizar.
O banco de dados já está em utilização pela área em estudo e a adição das funções ligadas à
reciclagem será feita de modo a não mudar drasticamente a atual aparência. Todas as
melhorias efetuadas neste programa serão adicionadas a proposta, pois o proposto é um
adicional ao que já vem sendo executado.
A tela representada na figura 15 é uma representação de como ficará o sistema com adição da
parte relativa à análise da reciclagem. As mudanças foram muito sutis, sendo basicamente a
inclusão do campo de seleção para a reciclabilidade do veículo.
Figura 15 - Tela para inclusão de dados.

90
Com a adição da parte de reciclagem na coleta de dados, foi modificado também a tela de
geração de relatórios com os mesmos campos, ficando da forma ilustrada na figura 16.
Figura 16 - Tela para a geração de relatórios.
A divulgação dos resultados obtidos durante a fase de avaliação foi feita internamente ao
departamento em análise e posteriormente estendida às áreas de Engenharia, que são os
clientes do material aqui coletado.
No que tange a troca de dados, está sendo feita através da Intranet onde qualquer colaborador
pode ter acesso a um sítio com as informações coletadas. O que se planeja em um futuro
próximo é ter um sistema mais refinado de buscas, facilitando a utilização dos resultados.
4.8 A aplicação da proposta
A aplicação da proposta durante a fase de desenvolvimento de um veículo será fundamental
para que os requisitos de porcentagem mínima de reciclagem e/ou recuperação sejam
atingidos ao fim da vida útil de um veículo.
Para isto é necessário o desenvolvimento de alguma metodologia visando a aplicação do
proposto no decorrer deste trabalho e também servir de guia para o correto armazenamento e

91
disponibilidade das informações coletadas. O ponto de partida é a criação de um diagrama de
blocos, onde cada fase do processo é descrita, com suas respectivas entradas e saídas.
Este diagrama de bloco tem duas partes distintas, sendo a primeira com início no banco de
dados sobre reciclagem de componentes, que discorre de como serão coletadas e armazenadas
todas as informações a cerca das observações de reciclagem. A outra parte versa sobre o
método de abordagem para desenvolvimento de componentes. Nesta parte, são apresentados
os passos necessários para o desenvolvimento de novos componentes visando o projeto para
reciclagem. O diagrama completo está ilustrado na figura 16 abaixo.
Análise estática e desmontagem de veículos, informações publicadas
Buscar no banco de dados de reciclabilidade de componentes
Verificar a viab ilidade do proposto de acordo com a função desejada
Atribuir valores para o desempenho e custo para todas propostas
Classificar as propostas quanto a custo e valor para reciclabilidade
Selecionar a melhor proposta de acordo com o objetivo desejado
Coleta de observações de reciclabilidade dos componentes
Armazenar observações de
reciclabilidade dos componentes
Gerar novas propostas para atender as funções desejadas
Coleta das informações: Banco de dados sobre reciclagem de
componentes
Atribuir valores para o desempenho e custo para as observações
Uso das Informações: Método para desenvolvimento de
componentes
Resultado: Componente otimizado para reciclagem
Desenvolver novo componente visando a reciclabilidade
Análise estática e desmontagem de veículos, informações publicadas
Buscar no banco de dados de reciclabilidade de componentes
Verificar a viab ilidade do proposto de acordo com a função desejada
Atribuir valores para o desempenho e custo para todas propostas
Classificar as propostas quanto a custo e valor para reciclabilidade
Selecionar a melhor proposta de acordo com o objetivo desejado
Coleta de observações de reciclabilidade dos componentes
Armazenar observações de
reciclabilidade dos componentes
Gerar novas propostas para atender as funções desejadas
Coleta das informações: Banco de dados sobre reciclagem de
componentes
Atribuir valores para o desempenho e custo para as observações
Uso das Informações: Método para desenvolvimento de
componentes
Resultado: Componente otimizado para reciclagem
Desenvolver novo componente visando a reciclabilidade
Figura 17 - Diagrama de blocos de aplicação da proposta.

92
Analisando a parte do banco de dados sobre reciclagem de componentes e iniciando da
análise estática e desmontagem de veículos, tem-se os seguintes blocos:
Coleta de observações de reciclabilidade de componentes: Neste bloco o objetivo é a coleta
das informações, conforme detalhado anteriormente neste trabalho através da avaliação por
funções.
Atribuir valores para o desempenho e custo para as observações: Deve-se nesta etapa colocar
os valores para desempenho e custo das observações coletadas, visando à classificação das
informações.
Armazenar observações de reciclabilidade de componentes: Neste ponto a função do bloco é
destacar a função de armazenar as informações a cerca da reciclabilidade dos componentes
para posterior pesquisa.
Uma vez finalizada a parte de coleta e armazenamento de informações, passa-se para o
método de abordagem para desenvolvimento de componentes, que tem inicio com a intenção
de desenvolver um novo componente visando a reciclabilidade.
Buscar no banco de dados de reciclabilidade de componentes: Atividade que envolve a
pesquisa no banco de dados que contempla as informações de reciclabilidade de componentes,
todas devidamente classificadas em termos de desempenho e custo para cada função
cumprida.
Verificar a viabilidade do proposto pelo banco de dados de acordo com a função desejada:
Deve-se verificar se as propostas geradas pelo banco de dados são factíveis, tendo sempre em
vista quais funções de reciclagem deseja-se atingir.
Gerar novas propostas para atender as funções desejadas: Após analisar as propostas do banco
de dados, deve-se estudar a peça que está projetando, verificando se podem ser geradas novas
propostas para as funções desejadas.
Atribuir valores para o desempenho e custo para todas propostas: Classificar todas as
propostas obtidas de acordo com o proposto neste trabalho. Reclassificar as propostas obtidas

93
do banco de dados, visando o componente em estudo. Se possível, executar análise de custo
em cada proposta, visando a maior precisão dos resultados.
Selecionar a melhor proposta de acordo com o objetivo desejado: Depois da classificação,
nesta etapa o objetivo é selecionar as melhores propostas, que supram os requisitos de
reciclabilidade, sem esquecer de outros objetivos do programa.
Este diagrama traz benefícios de uma forma padronizada de aplicação do proposto por este
trabalho e uma melhor aplicação dos conceitos para a reciclagem durante a fase de
desenvolvimento de componentes. Para melhor ilustrar a aplicação deste diagrama, foi
elaborado o estudo de caso a seguir.
5 ESTUDO DE CASO
Face ao exposto no decorrer deste trabalho, uma aplicação prática é necessária para a
demonstração da aplicação da metodologia e dos resultados obtidos. Estes resultados servirão
de base para uma proposta de modificação do produto, baseada nos pontos identificados no
estudo.
Para a seleção do componente em que desejava aplicar a metodologia, foi levada em conta a
questão do passivo ambiental, que representa o quanto este veículo vai contribuir em termos
de contaminação ao longo da sua vida útil.
Dentre os diversos componentes do veículo, foi selecionado o filtro de óleo lubrificante do
motor, componente este localizado junto ao motor, que tem por função a retenção de
contaminantes no óleo do motor.
5.1 O Estudo do filtro de óleo lubrificante
O filtro de óleo do motor é um componente fundamental nos motores atuais pelo fato das
exigências extremas que os motores são submetidos. Este componente tem à função de
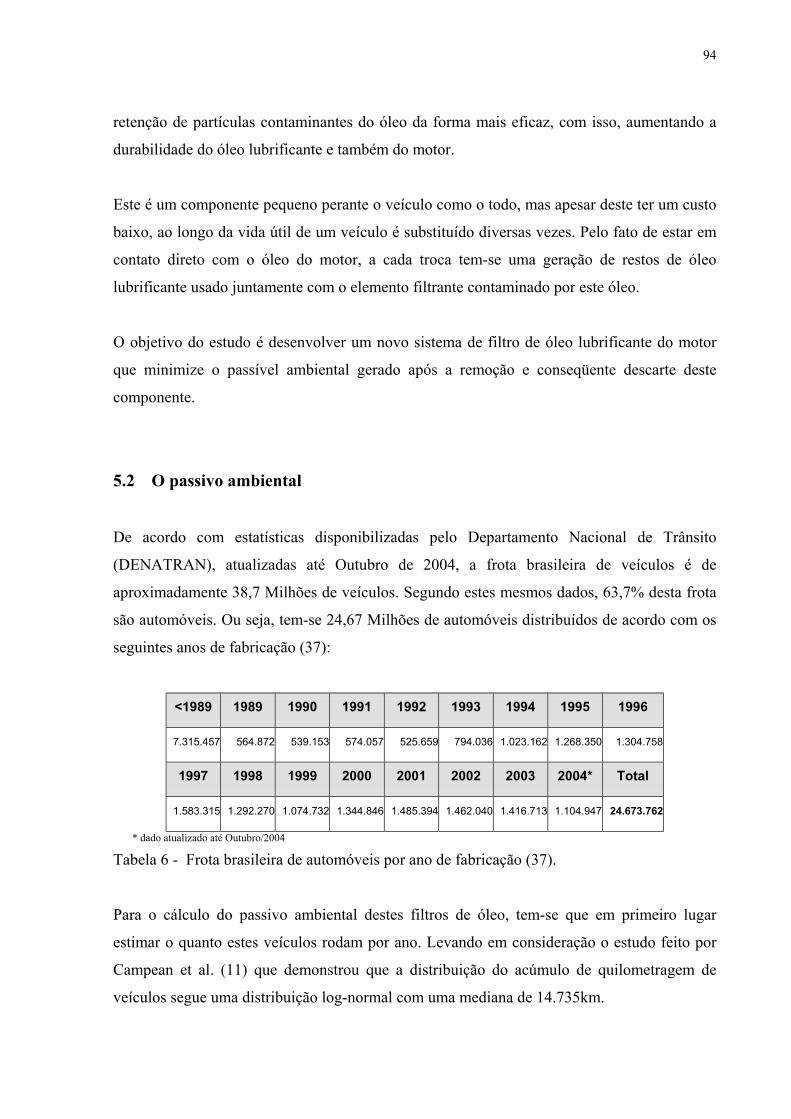
94
retenção de partículas contaminantes do óleo da forma mais eficaz, com isso, aumentando a
durabilidade do óleo lubrificante e também do motor.
Este é um componente pequeno perante o veículo como o todo, mas apesar deste ter um custo
baixo, ao longo da vida útil de um veículo é substituído diversas vezes. Pelo fato de estar em
contato direto com o óleo do motor, a cada troca tem-se uma geração de restos de óleo
lubrificante usado juntamente com o elemento filtrante contaminado por este óleo.
O objetivo do estudo é desenvolver um novo sistema de filtro de óleo lubrificante do motor
que minimize o passível ambiental gerado após a remoção e conseqüente descarte deste
componente.
5.2 O passivo ambiental
De acordo com estatísticas disponibilizadas pelo Departamento Nacional de Trânsito
(DENATRAN), atualizadas até Outubro de 2004, a frota brasileira de veículos é de
aproximadamente 38,7 Milhões de veículos. Segundo estes mesmos dados, 63,7% desta frota
são automóveis. Ou seja, tem-se 24,67 Milhões de automóveis distribuídos de acordo com os
seguintes anos de fabricação (37):
<1989 1989 1990 1991 1992 1993 1994 1995 1996
7.315.457 564.872 539.153 574.057 525.659 794.036 1.023.162 1.268.350 1.304.758
1997 1998 1999 2000 2001 2002 2003 2004* Total
1.583.315 1.292.270 1.074.732 1.344.846 1.485.394 1.462.040 1.416.713 1.104.947 24.673.762
* dado atualizado até Outubro/2004
Tabela 6 - Frota brasileira de automóveis por ano de fabricação (37).
Para o cálculo do passivo ambiental destes filtros de óleo, tem-se que em primeiro lugar
estimar o quanto estes veículos rodam por ano. Levando em consideração o estudo feito por
Campean et al. (11) que demonstrou que a distribuição do acúmulo de quilometragem de
veículos segue uma distribuição log-normal com uma mediana de 14.735km.
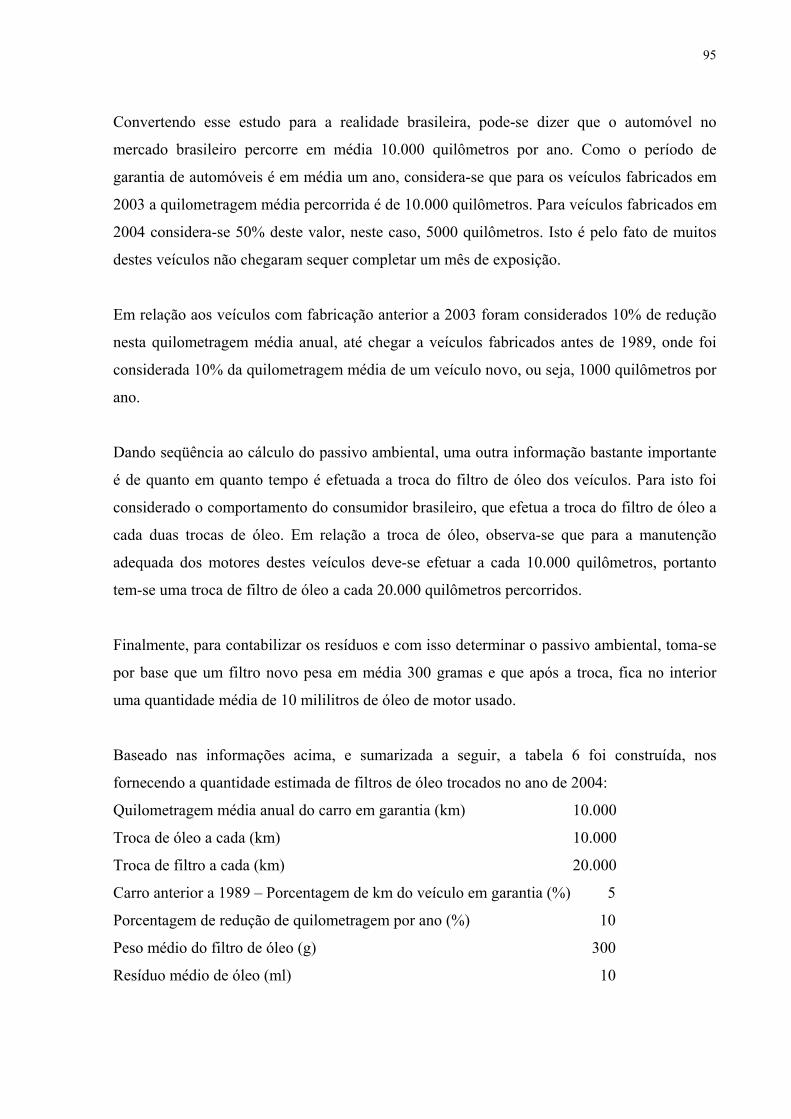
95
Convertendo esse estudo para a realidade brasileira, pode-se dizer que o automóvel no
mercado brasileiro percorre em média 10.000 quilômetros por ano. Como o período de
garantia de automóveis é em média um ano, considera-se que para os veículos fabricados em
2003 a quilometragem média percorrida é de 10.000 quilômetros. Para veículos fabricados em
2004 considera-se 50% deste valor, neste caso, 5000 quilômetros. Isto é pelo fato de muitos
destes veículos não chegaram sequer completar um mês de exposição.
Em relação aos veículos com fabricação anterior a 2003 foram considerados 10% de redução
nesta quilometragem média anual, até chegar a veículos fabricados antes de 1989, onde foi
considerada 10% da quilometragem média de um veículo novo, ou seja, 1000 quilômetros por
ano.
Dando seqüência ao cálculo do passivo ambiental, uma outra informação bastante importante
é de quanto em quanto tempo é efetuada a troca do filtro de óleo dos veículos. Para isto foi
considerado o comportamento do consumidor brasileiro, que efetua a troca do filtro de óleo a
cada duas trocas de óleo. Em relação a troca de óleo, observa-se que para a manutenção
adequada dos motores destes veículos deve-se efetuar a cada 10.000 quilômetros, portanto
tem-se uma troca de filtro de óleo a cada 20.000 quilômetros percorridos.
Finalmente, para contabilizar os resíduos e com isso determinar o passivo ambiental, toma-se
por base que um filtro novo pesa em média 300 gramas e que após a troca, fica no interior
uma quantidade média de 10 mililitros de óleo de motor usado.
Baseado nas informações acima, e sumarizada a seguir, a tabela 6 foi construída, nos
fornecendo a quantidade estimada de filtros de óleo trocados no ano de 2004:
Quilometragem média anual do carro em garantia (km) 10.000
Troca de óleo a cada (km) 10.000
Troca de filtro a cada (km) 20.000
Carro anterior a 1989 – Porcentagem de km do veículo em garantia (%) 5
Porcentagem de redução de quilometragem por ano (%) 10
Peso médio do filtro de óleo (g) 300
Resíduo médio de óleo (ml) 10
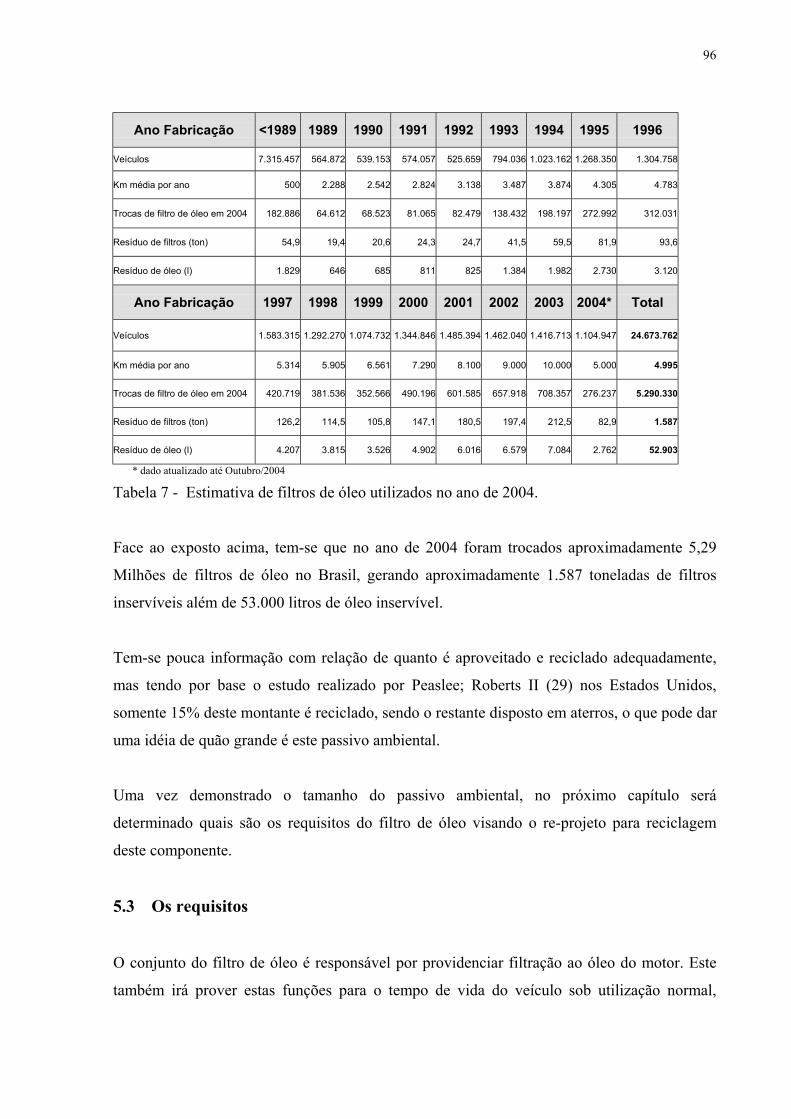
96
Ano Fabricação <1989 1989 1990 1991 1992 1993 1994 1995 1996
Veículos 7.315.457 564.872 539.153 574.057 525.659 794.036 1.023.162 1.268.350 1.304.758
Km média por ano 500 2.288 2.542 2.824 3.138 3.487 3.874 4.305 4.783
Trocas de filtro de óleo em 2004 182.886 64.612 68.523 81.065 82.479 138.432 198.197 272.992 312.031
Resíduo de filtros (ton) 54,9 19,4 20,6 24,3 24,7 41,5 59,5 81,9 93,6
Resíduo de óleo (l) 1.829 646 685 811 825 1.384 1.982 2.730 3.120
Ano Fabricação 1997 1998 1999 2000 2001 2002 2003 2004* Total
Veículos 1.583.315 1.292.270 1.074.732 1.344.846 1.485.394 1.462.040 1.416.713 1.104.947 24.673.762
Km média por ano 5.314 5.905 6.561 7.290 8.100 9.000 10.000 5.000 4.995
Trocas de filtro de óleo em 2004 420.719 381.536 352.566 490.196 601.585 657.918 708.357 276.237 5.290.330
Resíduo de filtros (ton) 126,2 114,5 105,8 147,1 180,5 197,4 212,5 82,9 1.587
Resíduo de óleo (l) 4.207 3.815 3.526 4.902 6.016 6.579 7.084 2.762 52.903
* dado atualizado até Outubro/2004
Tabela 7 - Estimativa de filtros de óleo utilizados no ano de 2004.
Face ao exposto acima, tem-se que no ano de 2004 foram trocados aproximadamente 5,29
Milhões de filtros de óleo no Brasil, gerando aproximadamente 1.587 toneladas de filtros
inservíveis além de 53.000 litros de óleo inservível.
Tem-se pouca informação com relação de quanto é aproveitado e reciclado adequadamente,
mas tendo por base o estudo realizado por Peaslee; Roberts II (29) nos Estados Unidos,
somente 15% deste montante é reciclado, sendo o restante disposto em aterros, o que pode dar
uma idéia de quão grande é este passivo ambiental.
Uma vez demonstrado o tamanho do passivo ambiental, no próximo capítulo será
determinado quais são os requisitos do filtro de óleo visando o re-projeto para reciclagem
deste componente.
5.3 Os requisitos
O conjunto do filtro de óleo é responsável por providenciar filtração ao óleo do motor. Este
também irá prover estas funções para o tempo de vida do veículo sob utilização normal,
97
incluindo, mas não limitada a temperaturas ambientes extremas, utilização em trânsito urbano,
reboque de trailer e operação em marcha lenta por longos períodos.
Os requisitos que este componente deve suportar estão divididos em seis categorias:
dimensão, vedação, instalação, segurança, desempenho e aparência. Estes requisitos serão
melhores detalhados a seguir.
Requisitos de Dimensão
Nestes requisitos estão listadas todas as principais dimensões do filtro: comprimento,
diâmetro, tamanho da rosca, volume de óleo, peso e encaixe para ferramenta de serviço.
Todos estes requisitos dependem exclusivamente da aplicação do filtro de óleo e quaisquer
que sejam os valores determinados, terão pouca ou nenhuma influência no re-projeto deste
componente visando à reciclagem.
Comprimento (mm)
Diâmetro (mm)
Dimensão da rosca
Volume de óleo (l)
Peso seco (g)
Encaixe para chave tipo copo
Requisitos de Vedação
Estão inclusos nestes requisitos tudo que refere-se às dimensões das vedações, o tipo da
vedação e a máxima pressão de operação. Estes requisitos devem ser respeitados, pois serão
exigidos na operação do conjunto.
Diâmetro interno da vedação(mm)
Diâmetro externo da vedação (mm)
Aplicação de camada de teflon
Pressão máxima de operação (kpa)
Requisitos de Instalação
Os valores de torque de instalação e remoção fazem parte deste requisito. Estes são
necessários face às condições de instalação e remoção do filtro e também pelo fato de que este
é um componente que será substituído diversas vezes ao longo da vida útil do veículo.
Torque de remoção com chave tipo cinta (N)

98
Torque de remoção com chave tipo copo (Nm)
Voltas após o contato da vedação (voltas)
Torque dinâmico (Nm @ 300 rpm)
Torque ângulo (Nm @ 300 rpm, com rotação adicional de 180o)
Requisitos de segurança
Estão inclusas nestes requisitos tudo relacionado ao que o filtro de óleo deve suportar para a
proteção do motor.
Vazamento máximo da válvula anti-dreno (Referência SAE HS J806 Capítulo 6) (cc por hora)
Pressão de explosão (Referência SAE HS J806 Capítulo 9 seção 3 com óleo 5W-30) (kpa)
Pressão de falha (Referência SAE HS J806 Capítulo 5) (kpa)
Requisitos de Desempenho
Neste requisito tem-se a parte mais importante do filtro de óleo, que são todos os pontos que o
filtro deve cumprir como requisitos mínimos para que este possa cumprir adequadamente sua
função de filtrar o óleo do motor.
- Teste de eficiência de filtração (Referência SAE HS J806 Capítulos 2 e 3)
Taxa de microns (Absoluto = 98% de eficiência)
Passagem única de esferas de vidro 10-20 microns (% mínima)
Passagem única de esferas de vidro 10-20 microns (% típica)
Eficiência balanceada (% mínima)
Eficiência balanceada (% típica)
- Teste de contaminação com poeira fina (Referência SAE HS J806 Capítulo 2)
Taxa de adição de contaminante (gramas/h)
Fluxo através do filtro (litros/min)
Pressão final (kpa)
Capacidade de contaminante (gramas – mínimo)
- Teste de resistência à água (Referência SAE HS J806 Capítulo 7 seção 2)
Resistência à água (minutos – mínimo)
- Teste de fluxo
Fluxo máximo (litros/minuto)
Resistência ao fluxo à quente (óleo 5W-30 a 87o C) (Max. kpa)
Resistência ao fluxo à frio (óleo SAE 5W-30 a 1o C) (Max. kpa)

99
- Teste de resistência a ciclagem de temperatura e pressão (Referência SAE HS J806 Capítulo
9 Seção 1)
Vazamento (cc)
Variação da pressão de óleo com óleo SAE 10W (kpa)
Vazamento no fim do teste de pulsação (cc)
Condições do teste: Freqüência da pulsação de pressão: 20 ciclos por minuto com óleo
SAE 10W; Duração do ciclo: 10.000 pulsos a 65o C; 500 pulsos a –35o C; 10.000 pulsos a
65o C
- Teste de resistência à vibração
Vazamento no fim do teste de vibração (cc)
Duração (ciclos)
Condições do teste: Montagem do filtro: Horizontal; Eixo de vibração: Vertical;
Freqüência de vibração: Ressonância; Nível de entrada: 6 G’s;
- Teste de resistência à corrosão
Vazamento (cc)
Condições do teste: 168hs em câmera de salt-spray
Marcas na pintura (pontos)
Condições do teste: 48hs em câmera de salt-spray
Requisitos de Aparência
A pintura e identificação de peça são consideradas parte deste requisito.
Pintura
Identificação de número de reposição
Como pode-se observar acima, os requisitos para um filtro de óleo são bastante variados,
sendo que os requisitos de desempenho são os mais relevantes e devem ser respeitados. No
estudo de caso deste trabalho, que será detalhado a seguir, todos estes requisitos com seus
respectivos valores foram compilados no Anexo G.
5.4 Estudo do filtro de óleo lubrificante do motor família I
Para o estudo de caso deste trabalho, foi selecionado o filtro de óleo aplicado no motor família
I. Esse motor foi introduzido no ano de 1994 e continua em produção até os dias de hoje. A
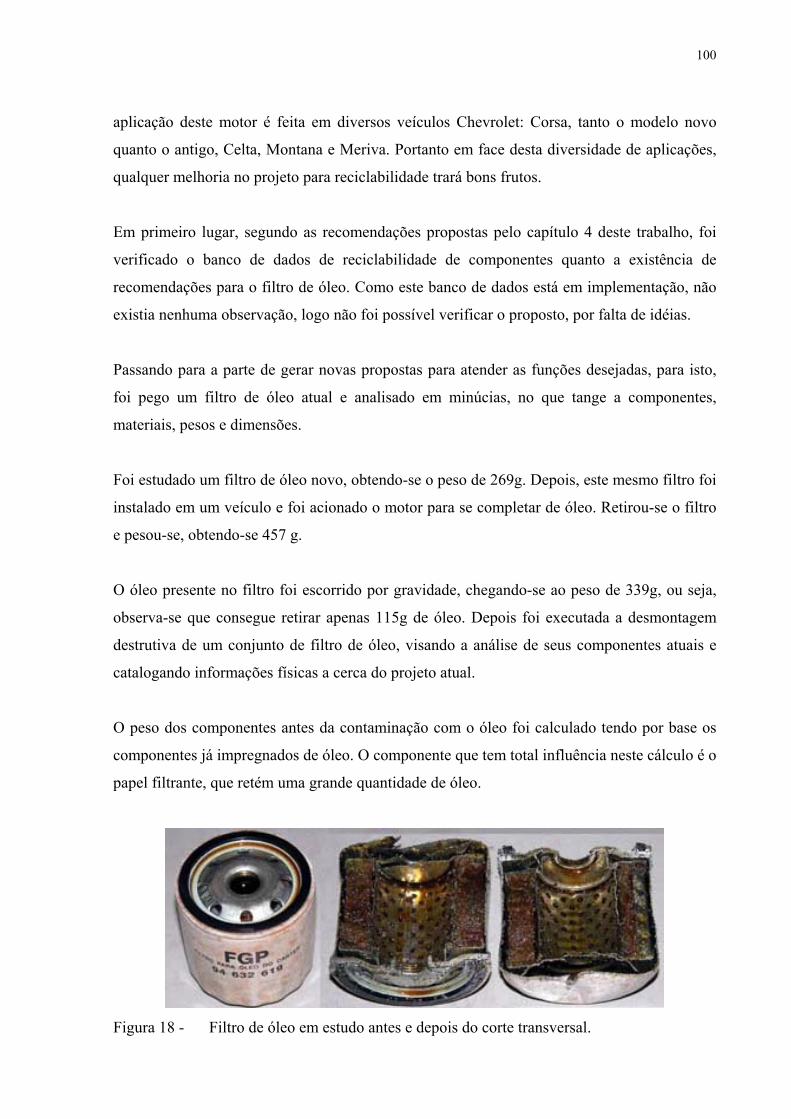
100
aplicação deste motor é feita em diversos veículos Chevrolet: Corsa, tanto o modelo novo
quanto o antigo, Celta, Montana e Meriva. Portanto em face desta diversidade de aplicações,
qualquer melhoria no projeto para reciclabilidade trará bons frutos.
Em primeiro lugar, segundo as recomendações propostas pelo capítulo 4 deste trabalho, foi
verificado o banco de dados de reciclabilidade de componentes quanto a existência de
recomendações para o filtro de óleo. Como este banco de dados está em implementação, não
existia nenhuma observação, logo não foi possível verificar o proposto, por falta de idéias.
Passando para a parte de gerar novas propostas para atender as funções desejadas, para isto,
foi pego um filtro de óleo atual e analisado em minúcias, no que tange a componentes,
materiais, pesos e dimensões.
Foi estudado um filtro de óleo novo, obtendo-se o peso de 269g. Depois, este mesmo filtro foi
instalado em um veículo e foi acionado o motor para se completar de óleo. Retirou-se o filtro
e pesou-se, obtendo-se 457 g.
O óleo presente no filtro foi escorrido por gravidade, chegando-se ao peso de 339g, ou seja,
observa-se que consegue retirar apenas 115g de óleo. Depois foi executada a desmontagem
destrutiva de um conjunto de filtro de óleo, visando a análise de seus componentes atuais e
catalogando informações físicas a cerca do projeto atual.
O peso dos componentes antes da contaminação com o óleo foi calculado tendo por base os
componentes já impregnados de óleo. O componente que tem total influência neste cálculo é o
papel filtrante, que retém uma grande quantidade de óleo.
Figura 18 - Filtro de óleo em estudo antes e depois do corte transversal.

101
A desmontagem e seus componentes
A desmontagem foi executada através de corte transversal na peça. Isto fez-se necessário, pois
esta peça é totalmente cravada e selada, não permitindo a fácil remoção de seus componentes
internos. Para efeito de contabilização dos corretos peso de cada componente, foi adicionada
uma porcentagem de perda durante o corte aos componentes que foram cortados.
O que observou-se durante esta desmontagem foi que os componentes são de difícil remoção,
sendo necessária muitas vezes à aplicação de força física para a extração. Além do corte de
alguns componentes. Nota-se também que fica retido no interior do filtro uma grande
quantidade de óleo usado, que apesar de ter-se mantido o filtro de forma a escorrer o óleo
interno, esta operação não foi satisfatória.
A composição de materiais do filtro de óleo em estudo não é muito diversa, sendo observado
cinco tipos de materiais: metal, papel, borracha, cola, e tinta. Em relação ao número de
componentes, observa-se a seguinte distribuição: Metal: 8 componentes; Borracha: 1
componente; Papel: 1 componente; Cola: 3 pontos; Tinta: 2 componentes. Além disso, existe
o óleo que é extraído juntamente com estes componentes.
Figura 19 - Vista explodida do filtro de óleo em estudo.
Partindo para a análise individual de componentes, a seguir serão detalhados cada
componente e sua respectiva função. Todos os pesos e especificações de materiais do filtro
em estudo estão compilados na Tabela 8 a seguir.

102
Filtro Usado Filtro Novo
Peso do Filtro (Antes e Depois do Corte) Peso Total (g)
Perda Corte (%)
Peso Total (g)
Filtro (antes corte) 339 269 Filtro (após corte) 334 1,47
Filtro de Óleo - Componentes Material Peso (g) Peso + %
perda (g) Peso
Estimado (g)
Carcaça Chapa aço 0,5 mm 71 72,0 72,0 Arruela encosto inferior Chapa aço 0,5 mm 13 13,2 13,2 Tampa inferior papel filtrante Chapa aço 0,5 mm 18 18,3 18,3 Tampa superior papel filtrante Chapa aço 0,5 mm 17 17,3 17,3 Tubo perfurado Chapa aço perfurado 0,5 mm 18 18,3 18,3 Fechamento papel filtrante Chapa aço 0,3 mm 2 2,0 2,0 Tampa superior rosca Chapa aço 3,0 mm 81 82,2 82,2 Tampa superior carcaça Chapa aço 0,5 mm 16 16,2 16,2 Guarnição Borracha 5 5,1 5,1 Papel filtrante (sem óleo) Papel 1,0 mm 13 13,2 13,3 Cola Cola de contato 6 6,1 6,1 Pintura carcaça Tinta branca 4 4,1 4,1 Pintura letras carcaça Tinta preta 1 1,0 1,0 Resto óleo Óleo motor 69 70,0 0,0 Soma 334 338,9 269,0
Tabela 8 - Composição do filtro de óleo do motor família I.
Com base na tabela acima, serão detalhadas as funções de cada componente e suas respectivas
interações, para que sirvam de base para o re-projeto para reciclagem deste componente.
Componentes de Metal:
Carcaça: Ser o elemento de sustentação de todo o elemento filtrante é sua
atribuição. Serve como estruturação do conjunto, além de ponto de apoio para
a instalação e remoção deste componente do motor. É flangeada a tampa
superior da carcaça.
Arruela de encosto inferior: Tem por função fazer o efeito mola no conjunto
filtrante para a perfeita vedação do conjunto após a montagem. Uma atribuição
secundária deste componente é servir de ponto de amassamento no caso de
excesso de pressão do conjunto devido a entupimento do elemento filtrante.
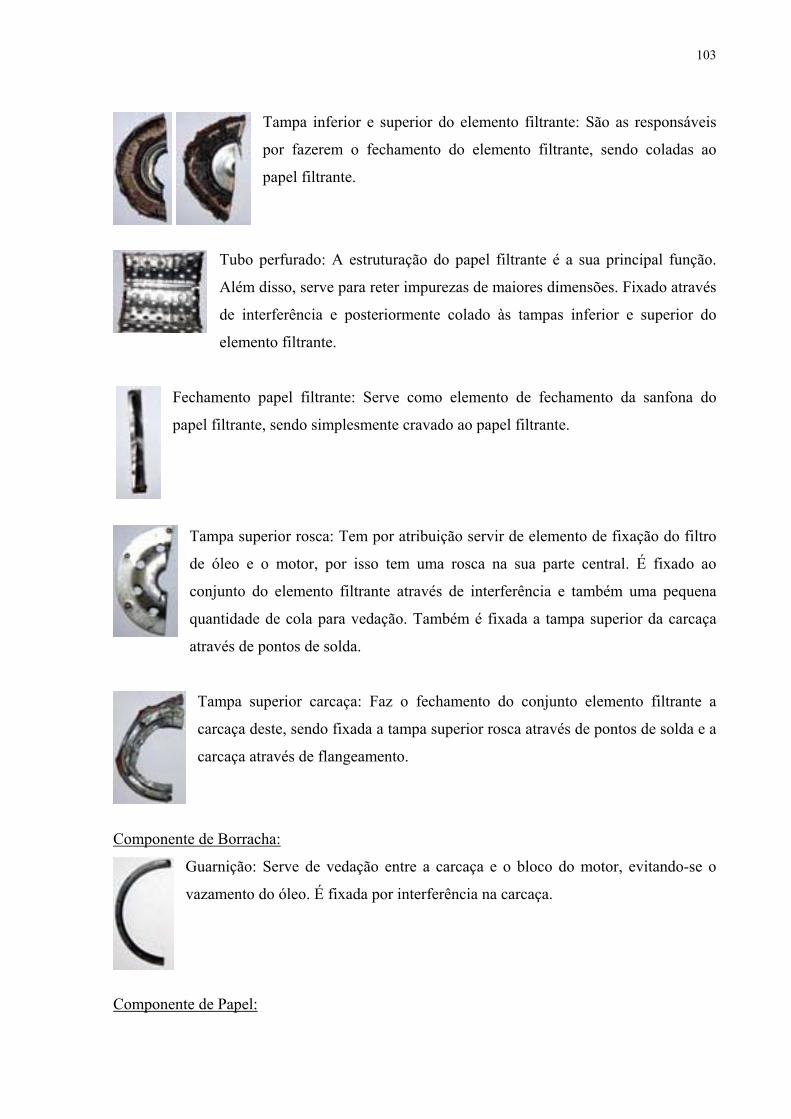
103
Tampa inferior e superior do elemento filtrante: São as responsáveis
por fazerem o fechamento do elemento filtrante, sendo coladas ao
papel filtrante.
Tubo perfurado: A estruturação do papel filtrante é a sua principal função.
Além disso, serve para reter impurezas de maiores dimensões. Fixado através
de interferência e posteriormente colado às tampas inferior e superior do
elemento filtrante.
Fechamento papel filtrante: Serve como elemento de fechamento da sanfona do
papel filtrante, sendo simplesmente cravado ao papel filtrante.
Tampa superior rosca: Tem por atribuição servir de elemento de fixação do filtro
de óleo e o motor, por isso tem uma rosca na sua parte central. É fixado ao
conjunto do elemento filtrante através de interferência e também uma pequena
quantidade de cola para vedação. Também é fixada a tampa superior da carcaça
através de pontos de solda.
Tampa superior carcaça: Faz o fechamento do conjunto elemento filtrante a
carcaça deste, sendo fixada a tampa superior rosca através de pontos de solda e a
carcaça através de flangeamento.
Componente de Borracha:
Guarnição: Serve de vedação entre a carcaça e o bloco do motor, evitando-se o
vazamento do óleo. É fixada por interferência na carcaça.
Componente de Papel:

104
Papel filtrante: É a parte principal do filtro de óleo, responsável pela retenção
das impurezas do óleo. É fixado com cola nas tampas superior e inferior.
Componentes de Cola
Cola: Responsável pela retenção do papel filtrante a suas respectivas tampas e também, por
fazer a vedação do conjunto elemento filtrante a tampa superior da rosca.
Componentes de Tinta
Tinta Branca: Função de proteção externa do conjunto além de aspecto visual
Tinta Preta: Impressa sobre a tinta branca com o objetivo de identificação do conjunto.
Componente Óleo
Óleo de motor: É um dos contaminantes do filtro de óleo e que não é totalmente extraído
deste. Este fica retido no papel filtrante e também entre os componentes metálicos do filtro.
Resíduos
Como pode-se observar ao longo da desmontagem, o filtro de óleo em estudo é de difícil
desmontagem, pois tem-se necessariamente que aplicar técnicas de corte para que os
componentes internos deste sejam removidos. Além disso, para a separação adequada dos
materiais é necessária a aplicação de algumas outras técnicas, como no caso da pintura e do
papel filtrante.
Um outro resíduo encontrado e que é de difícil remoção, a não ser que corte do componente
seja feito é o resto de óleo. Logo após a remoção, o filtro em repouso sobre a ação da
gravidade gera 115g, entretanto observa-se que 70g de óleo ficam retidas no interior do filtro
de óleo.
Estas 70 gramas de óleo ficam retidas entre os componentes do filtro de óleo e principalmente
no papel filtrante. Uma vez cortado o conjunto, sua extração é facilitada e, além disso, pode
ser aprimorada com a aplicação de um sistema de prensamento para a liberação da maior
quantidade de óleo possível.

105
Em face de todos esses problemas ambientais é que um estudo visando a reciclabilidade é
necessário e trará grandes benefícios ambientais.
Estudo de viabilidade
Para a geração de novas propostas, tendo em vista o aumento da reciclabilidade do filtro de
óleo, foi observado em primeiro lugar a necessidade de ter todos os requisitos deste filtro de
óleo, depois desmontado um filtro de óleo e todos seus componentes foram observados em
detalhes. Seguindo com o proposto por este trabalho, foi observada a necessidade de um
estudo de viabilidade, visando a ter uma facilidade para geração de propostas para a
reciclabilidade e o aumento do atendimento de todas as funções.
O início do projeto de qualquer componente é devido a uma necessidade, sendo que, esta
necessidade pode ser classificada em: declaradas e reais, culturais, implícitas e percebidas (7).
Se partido destas necessidades, serão listadas a seguir as principais considerações em relação
ao estudo de caso em questão.
Necessidades declaradas & reais: No estudo de caso, a necessidade que o consumidor busca
com a compra de um filtro de óleo é diferente daquela que o fabricante tem em relação à
compra deste mesmo componente durante a montagem do veículo. Apesar de ser o mesmo
componente, o que o consumidor busca é simplesmente a sua necessidade de compra, que é a
reposição de um componente que lhe foi informado que tem uma vida útil determinada e este
deve ser trocado independente de seu estado.
Já o fabricante busca o cumprimento de todos os requisitos especificados durante a fase de
projeto do filtro de óleo e que este componente preste ao longo de sua vida útil a tarefa de
retenção de resíduos do óleo do motor. Uma necessidade real pouco explorada é o que tange a
reciclagem deste componente, sendo este um dos objetivos deste trabalho, colaborando com o
cumprimento desta necessidade.
Necessidades Culturais: No estudo do filtro de óleo estas necessidades têm pouca influência,
pois em qualquer lugar que o veículo for vendido existirá a necessidade da troca do filtro de
óleo.
106
Necessidades Implícitas: O que está mais latente e evidencia-se no caso do filtro de óleo é a
obrigação deste componente cumprir com todos os requisitos de projetos ao longo de sua vida
útil. Nenhum consumidor de veículo expressará veementemente que deseja um filtro de óleo
projetado para a reciclagem, porém, em face da constante preocupação ambiental, muitos
clientes podem expressar esta necessidade quando da chegada de um produto com esta
característica no mercado.
Necessidades Percebidas: Não há o que a agregar ao produto filtro de óleo visando o aumento
das necessidades percebidas. Estas necessidades estão plenamente cobertas pelas necessidades
declaradas & reais.
Na figura 20 a seguir, tem-se o produto como sendo um sistema que recebe entradas e produz
saída visando à facilidade de geração de especificações do filtro de óleo (7).
Entradas Saídas Desejáveis Óleo do motor para filtrar Fácil montagem e desmontagem
Desejáveis Óleo do motor filtrado
Produto Não-desejáveis Impurezas de grandes dimensões Vibração Temperatura
Não-desejáveis Resíduo de óleo Vazamentos Dificuldade de reciclagem Bloqueio do filtro
Figura 20 - Análise sistêmica do filtro de óleo.
Baseado nestas entradas e saídas, a seguir será abordado estas necessidades com soluções para
o filtro de óleo visando o projeto para reciclagem.
Soluções propostas
Uma das primeiras idéias avaliadas foi de fazer algo semelhante ao filtro de combustível, que
é um componente que fica na linha de combustível e tem a sua manutenção muito facilitada.
A idéia era de utilizar algo similar a uma cápsula de comprimido, na qual as duas metades são
facilmente separadas, tendo acesso direto ao elemento filtrante.
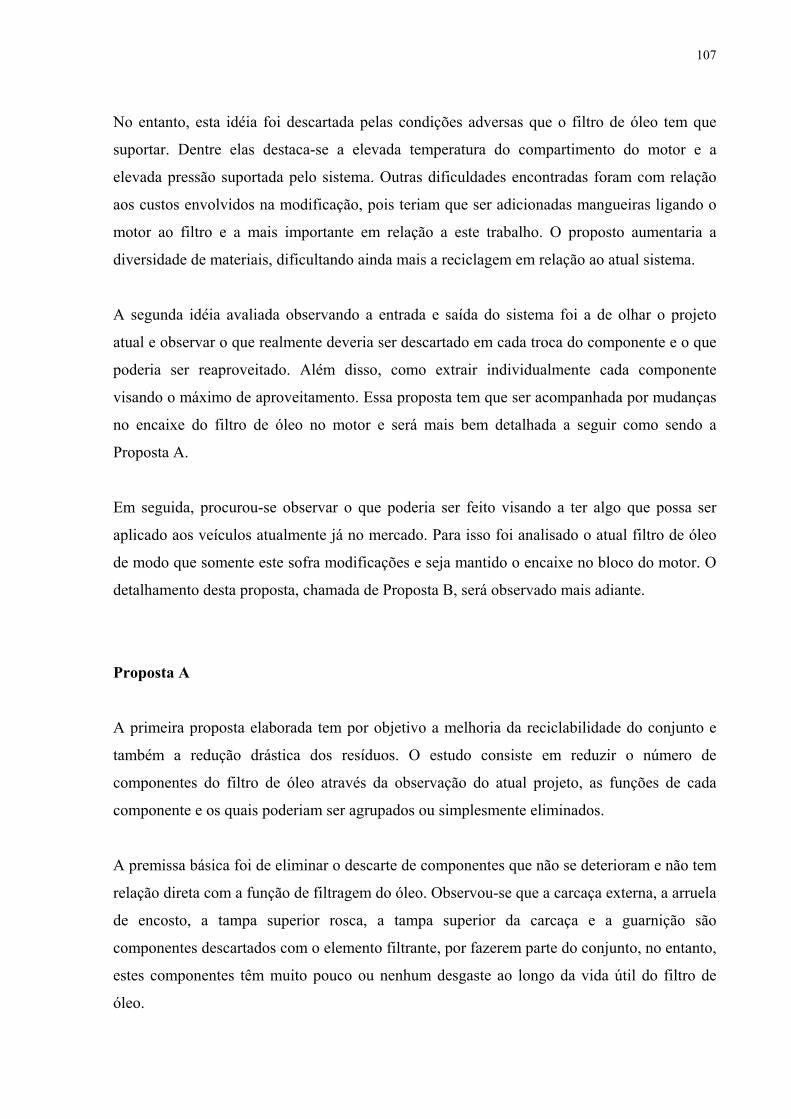
107
No entanto, esta idéia foi descartada pelas condições adversas que o filtro de óleo tem que
suportar. Dentre elas destaca-se a elevada temperatura do compartimento do motor e a
elevada pressão suportada pelo sistema. Outras dificuldades encontradas foram com relação
aos custos envolvidos na modificação, pois teriam que ser adicionadas mangueiras ligando o
motor ao filtro e a mais importante em relação a este trabalho. O proposto aumentaria a
diversidade de materiais, dificultando ainda mais a reciclagem em relação ao atual sistema.
A segunda idéia avaliada observando a entrada e saída do sistema foi a de olhar o projeto
atual e observar o que realmente deveria ser descartado em cada troca do componente e o que
poderia ser reaproveitado. Além disso, como extrair individualmente cada componente
visando o máximo de aproveitamento. Essa proposta tem que ser acompanhada por mudanças
no encaixe do filtro de óleo no motor e será mais bem detalhada a seguir como sendo a
Proposta A.
Em seguida, procurou-se observar o que poderia ser feito visando a ter algo que possa ser
aplicado aos veículos atualmente já no mercado. Para isso foi analisado o atual filtro de óleo
de modo que somente este sofra modificações e seja mantido o encaixe no bloco do motor. O
detalhamento desta proposta, chamada de Proposta B, será observado mais adiante.
Proposta A
A primeira proposta elaborada tem por objetivo a melhoria da reciclabilidade do conjunto e
também a redução drástica dos resíduos. O estudo consiste em reduzir o número de
componentes do filtro de óleo através da observação do atual projeto, as funções de cada
componente e os quais poderiam ser agrupados ou simplesmente eliminados.
A premissa básica foi de eliminar o descarte de componentes que não se deterioram e não tem
relação direta com a função de filtragem do óleo. Observou-se que a carcaça externa, a arruela
de encosto, a tampa superior rosca, a tampa superior da carcaça e a guarnição são
componentes descartados com o elemento filtrante, por fazerem parte do conjunto, no entanto,
estes componentes têm muito pouco ou nenhum desgaste ao longo da vida útil do filtro de
óleo.
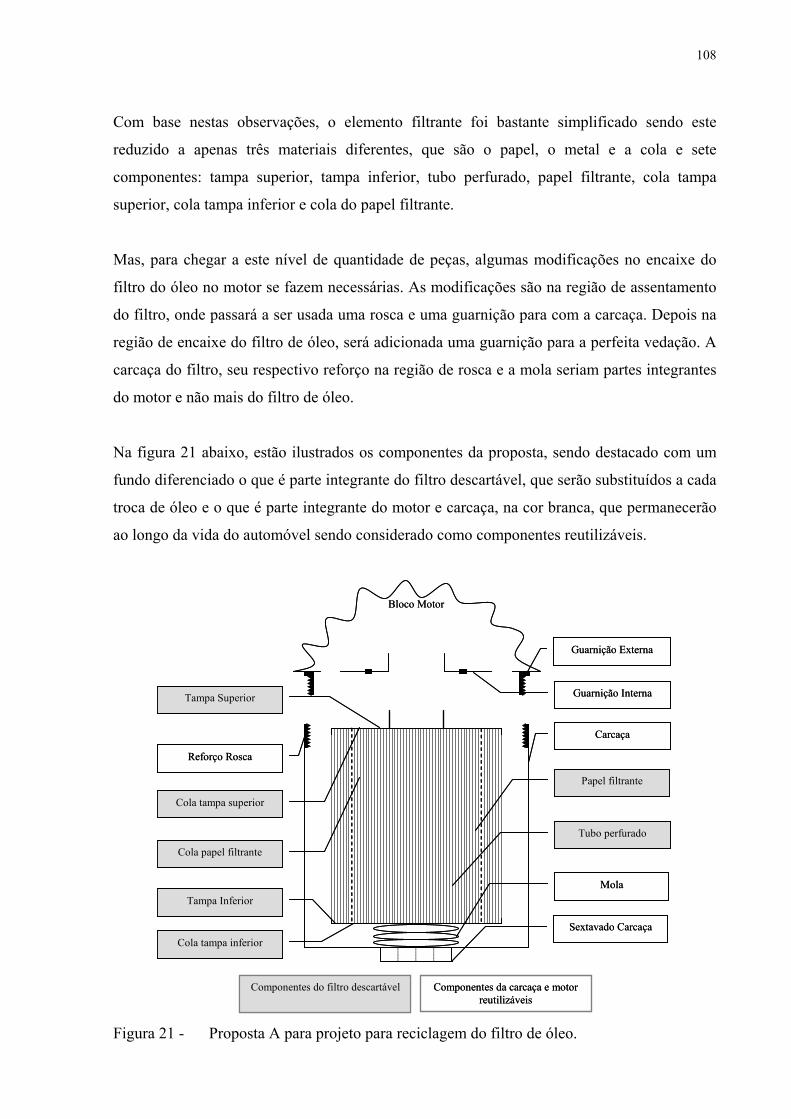
108
Com base nestas observações, o elemento filtrante foi bastante simplificado sendo este
reduzido a apenas três materiais diferentes, que são o papel, o metal e a cola e sete
componentes: tampa superior, tampa inferior, tubo perfurado, papel filtrante, cola tampa
superior, cola tampa inferior e cola do papel filtrante.
Mas, para chegar a este nível de quantidade de peças, algumas modificações no encaixe do
filtro do óleo no motor se fazem necessárias. As modificações são na região de assentamento
do filtro, onde passará a ser usada uma rosca e uma guarnição para com a carcaça. Depois na
região de encaixe do filtro de óleo, será adicionada uma guarnição para a perfeita vedação. A
carcaça do filtro, seu respectivo reforço na região de rosca e a mola seriam partes integrantes
do motor e não mais do filtro de óleo.
Na figura 21 abaixo, estão ilustrados os componentes da proposta, sendo destacado com um
fundo diferenciado o que é parte integrante do filtro descartável, que serão substituídos a cada
troca de óleo e o que é parte integrante do motor e carcaça, na cor branca, que permanecerão
ao longo da vida do automóvel sendo considerado como componentes reutilizáveis.
Papel filtrante
Carcaça
Guarnição Interna
Tubo perfurado
Tampa Inferior
Tampa Superior
Reforço Rosca
Mola
Cola tampa inferior
Cola tampa superior
Cola papel filtrante
Guarnição Externa
Bloco Motor
Componentes do filtro descartável Componentes da carcaça e motor reutilizáveis
Sextavado Carcaça
Papel filtrante
Carcaça
Guarnição Interna
Tubo perfurado
Tampa Inferior
Tampa Superior
Reforço Rosca
Mola
Cola tampa inferior
Cola tampa superior
Cola papel filtrante
Guarnição Externa
Bloco Motor
Componentes do filtro descartável Componentes da carcaça e motor reutilizáveis
Sextavado Carcaça
Figura 21 - Proposta A para projeto para reciclagem do filtro de óleo.
109
Com base no proposto, foi elaborada a lista de componentes do filtro de óleo, que são os que
serão descartados a cada troca e os componentes do filtro de óleo que ficam no motor, que
permanecerão fixos a este e serão substituídos somente em caso de algum dano.
Componentes do Filtro - Descartável Material Medida Peso
Estimado (g) Tampa inferior papel filtrante Chapa aço 0,5 mm 50mm diâmetro 18,0 Tampa superior papel filtrante Chapa aço 0,5 mm 50mm diâmetro 17,0 Tubo perfurado Chapa aço perfurado 0,5 mm 50mm x 40mm
diâmetro 18,0 Papel filtrante (sem óleo) Papel 1,0 mm 160mm x 50mm 13,0 Cola Cola de contato 6,0 Soma 72,0 Componentes da carcaça
e motor - Reutilizável Material Medida Peso Estimado (g)
Guarnição Externa Borracha 68mm x 3mm x 4mm 5,0 Guarnição Interna Borracha 30mm x 3mm x 4mm 4,0 Carcaça c/ sextavado c/ reforço da rosca Chapa aço 0,75 mm 73mm x 73mm 86,0
Mola Aço mola 0,5 mm - 4 espiras 25mm x 10mm 12,0 Pintura externa da carcaça Tinta epoxi azul 5,0 Soma 112,0
Tabela 9 - Composição do filtro de óleo da proposta A.
Observa-se com o proposto uma redução grande de peso e componentes no filtro de óleo, que
a parte que será descartada. Além disso, tem-se uma facilidade muito grande de separação dos
componentes, pois existe o acesso direto ao elemento filtrante, responsável por grande parte
da retenção de óleo no filtro.
O elemento filtrante de papel pode ser separado de suas respectivas tampas, possibilitando a
aplicação de técnicas de prensamento visando à completa remoção dos resíduos de óleo nele
contidas.
Visando a análise econômica, serão detalhados os materiais, dimensões e processo de
fabricação de cada componente. Estes detalhes construtivos são baseados nos processos
atualmente executados para o atual filtro de óleo, evitando-se assim gastos excessivos na
mudança para o projeto proposto.
Componentes do Filtro Descartável:
Tampa inferior papel filtrante:
110
Chapa de aço de 0,5mm, diâmetro de 50mm, Estampada em prensa em uma única operação.
Tampa superior papel filtrante:
Chapa de aço de 0,5mm, diâmetro de 50mm: , Estampada em prensa em uma única operação,
com um furo central de 15mm diâmetro e aba de 5mm de altura
Tubo perfurado
Chapa de aço perfurado, com furos a cada 4mm de 3mm cada e espessura de 0,5mm, 50mm
de comprimento por 40mm de diâmetro, Calandrada e dobrada nas extremidades.
Papel filtrante
Papel sanfonado com espessura de 1mm. 80 sanfonas com 50mm de largura e 20mm de
altura.
Cola
Cola de contato com secagem rápida. Aplicada automaticamente na tampa superior e inferior
com o papel filtrante e no tubo perfurado com as tampas inferior e superior. Aplicado 6,0g de
cola.
Componentes da carcaça e motor reutilizável
Modificações Executadas no bloco do motor para encaixe da proposta A
Removida a rosca central, alterado o fundido para encaixe das guarnições externa e interna e
adicionada rosca nas extremidades, para encaixe da carcaça.
Guarnição Externa
Borracha nitrilica fixada por interferência no bloco do motor. Diâmetro 68mm, altura 4mm,
largura 3mm.
Guarnição Interna
Borracha nitrilica fixada por interferência no bloco do motor. Diâmetro 30mm, altura 4mm,
largura 3mm.
Carcaça com sextavado e com reforço da rosca
111
Chapa de aço de 0,75mm, diâmetro de 73mm e Altura de 73mm. Estampada em prensa em
uma duas operações, com anel metálico de diâmetro 74mm com rosca cravada na extremidade
superior e encaixe sextavado para chave de 21mm soldado na parte inferior.
Mola
Mola de aço diâmetro 25mm, altura 10mm, 4 espiras com arame de 0,5mm.
Pintura
Tinta epóxi a pó aplicado com spray e cura em estufa. Peso aproximado de 5 gramas.
Proposta B
Analisando-se a proposta A, observou-se que ela é factível em novos veículos, ou seja, as
modificações devem ser obrigatoriamente aplicadas pelos fabricantes de veículos antes que o
consumidor ou mesmo a sociedade possa ter algum ganho no passivo ambiental.
Pensado na necessidade de desenvolver algo para os veículos já no mercado é que esta
proposta B foi gerada. Foi levado em consideração que existe um universo razoável de
veículos com o atual projeto e que não tem a possibilidade de aplicar um filtro de óleo com
menor geração de resíduos e apelo ecológico muito grande.
As modificações no projeto do atual filtro de óleo seguiram a mesma linha no ilustrado na
proposta A, porém, a premissa básica foi de não modificarem os pontos de encaixe do filtro
no motor.
Para poder cumprir com este objetivo, foi necessário o aumento de componentes. Por um
outro lado, este aumento no número de componentes levou a uma redução considerável no
descarte de peças, pelo fato do conjunto filtrante ficar similar a Proposta A.
Com isso o consumidor acaba tendo uma despesa inicial maior, com a compra de um conjunto
de carcaça reutilizável, mais filtro descartável. Mas uma vez feito este investimento, as
próximas trocas serão somente do filtro descartável, de custo muito menor que o atual filtro
de óleo.

112
A tampa da carcaça é um adaptador para poder encaixar o restante do filtro. Este componente
tem duas roscas, sendo uma para encaixe no bloco do motor e outra para encaixe da carcaça.
Além disso, existem ali três guarnições: a externa que serve de vedação para com a carcaça, a
do meio que visa a vedação entre a tampa e o bloco do motor e finalmente a que faz a vedação
entre o filtro descartável e a tampa da carcaça.
A carcaça segue o mesmo conceito da proposta A, que tem uma rosca na sua parte superior
para encaixe junto a tampa da carcaça. Em sua parte inferior existe uma mola com o objetivo
de posicionar o filtro descartável e também ser um elemento de segurança em caso de
entupimento do filtro. O sextavado contido na parte inferior visa à facilidade de desmontagem
e montagem do filtro.
O filtro descartável é similar ao da proposta A, visando a maior intercambiabilidade entre os
sistemas. A única diferença é na tampa superior que possui um diâmetro de encaixe um pouco
menor. Esse arranjo traz vantagens econômicas, pois se aumenta a escala de produção do
conjunto e um sistema ajuda a viabilizar o outro.
O desenho final do produto ficou como na figura 22 a seguir, onde destacou-se a parte que
será descartável a cada troca do filtro de óleo e a parte que será reutilizável.
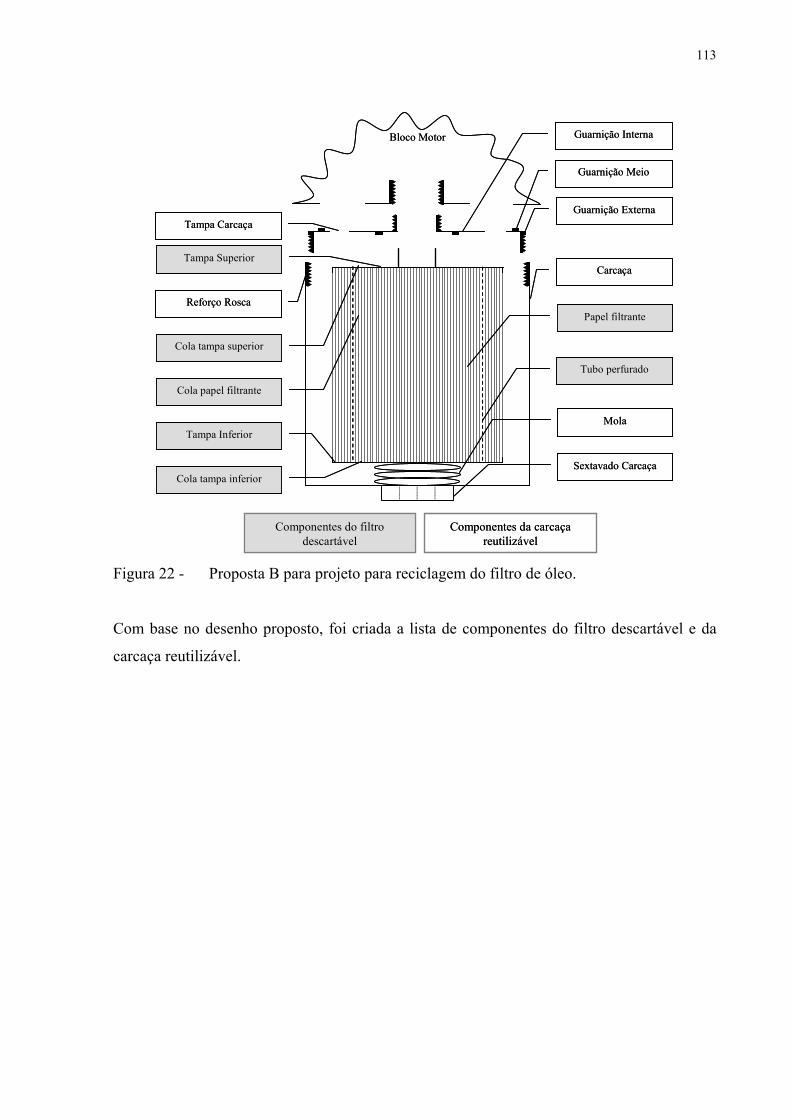
113
Guarnição Externa
Guarnição Meio
Bloco Motor
Papel filtrante
Carcaça
Tubo perfurado
Tampa Inferior
Tampa Superior
Mola
Cola tampa inferior
Cola tampa superior
Componentes do filtro descartável
Componentes da carcaça reutilizável
Cola papel filtrante
Guarnição Interna
Reforço Rosca
Tampa Carcaça
Sextavado Carcaça
Guarnição Externa
Guarnição Meio
Bloco Motor
Papel filtrante
Carcaça
Tubo perfurado
Tampa Inferior
Tampa Superior
Mola
Cola tampa inferior
Cola tampa superior
Componentes do filtro descartável
Componentes da carcaça reutilizável
Cola papel filtrante
Guarnição Interna
Reforço Rosca
Tampa Carcaça
Sextavado Carcaça
Figura 22 - Proposta B para projeto para reciclagem do filtro de óleo.
Com base no desenho proposto, foi criada a lista de componentes do filtro descartável e da
carcaça reutilizável.
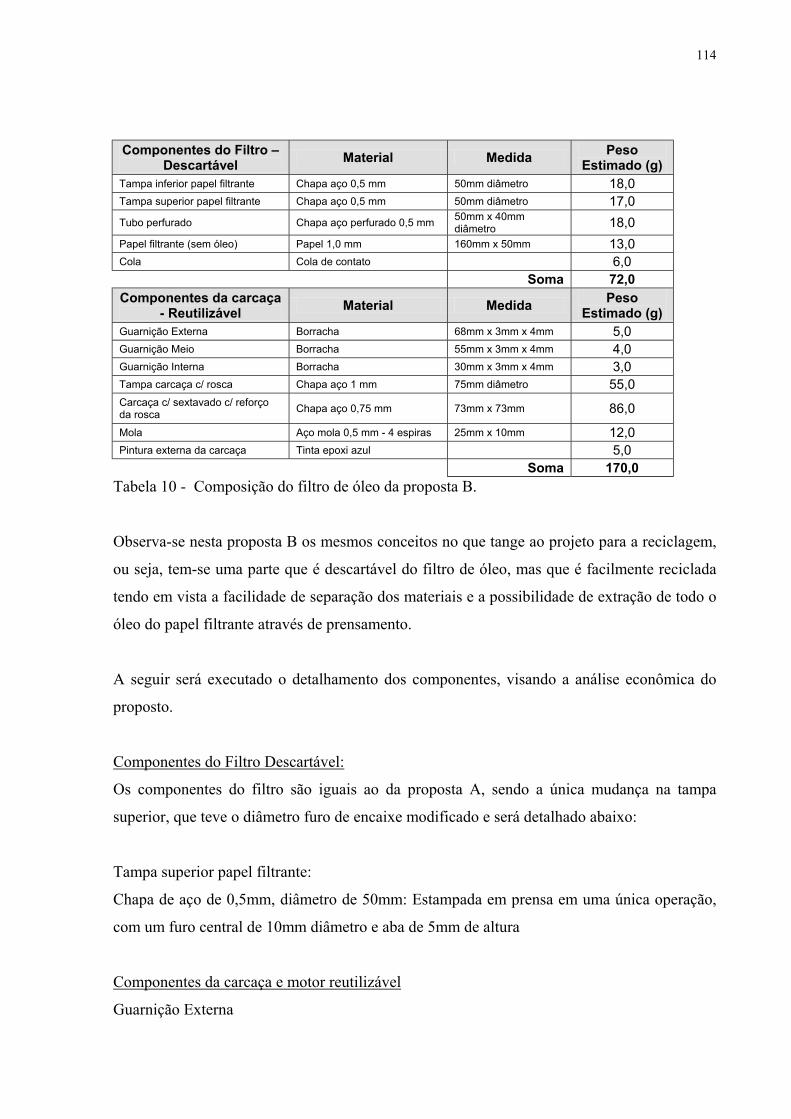
114
Componentes do Filtro – Descartável Material Medida Peso
Estimado (g) Tampa inferior papel filtrante Chapa aço 0,5 mm 50mm diâmetro 18,0 Tampa superior papel filtrante Chapa aço 0,5 mm 50mm diâmetro 17,0 Tubo perfurado Chapa aço perfurado 0,5 mm 50mm x 40mm
diâmetro 18,0 Papel filtrante (sem óleo) Papel 1,0 mm 160mm x 50mm 13,0 Cola Cola de contato 6,0 Soma 72,0 Componentes da carcaça
- Reutilizável Material Medida Peso Estimado (g)
Guarnição Externa Borracha 68mm x 3mm x 4mm 5,0 Guarnição Meio Borracha 55mm x 3mm x 4mm 4,0 Guarnição Interna Borracha 30mm x 3mm x 4mm 3,0 Tampa carcaça c/ rosca Chapa aço 1 mm 75mm diâmetro 55,0 Carcaça c/ sextavado c/ reforço da rosca Chapa aço 0,75 mm 73mm x 73mm 86,0
Mola Aço mola 0,5 mm - 4 espiras 25mm x 10mm 12,0 Pintura externa da carcaça Tinta epoxi azul 5,0 Soma 170,0
Tabela 10 - Composição do filtro de óleo da proposta B.
Observa-se nesta proposta B os mesmos conceitos no que tange ao projeto para a reciclagem,
ou seja, tem-se uma parte que é descartável do filtro de óleo, mas que é facilmente reciclada
tendo em vista a facilidade de separação dos materiais e a possibilidade de extração de todo o
óleo do papel filtrante através de prensamento.
A seguir será executado o detalhamento dos componentes, visando a análise econômica do
proposto.
Componentes do Filtro Descartável:
Os componentes do filtro são iguais ao da proposta A, sendo a única mudança na tampa
superior, que teve o diâmetro furo de encaixe modificado e será detalhado abaixo:
Tampa superior papel filtrante:
Chapa de aço de 0,5mm, diâmetro de 50mm: Estampada em prensa em uma única operação,
com um furo central de 10mm diâmetro e aba de 5mm de altura
Componentes da carcaça e motor reutilizável
Guarnição Externa

115
Borracha nitrilica fixada por interferência no bloco do motor. Diâmetro 68mm, altura 4mm,
largura 3mm.
Guarnição Meio
Borracha nitrilica fixada por interferência no bloco do motor. Diâmetro 55mm, altura 4mm,
largura 3mm.
Guarnição Interna
Borracha nitrilica fixada por interferência no bloco do motor. Diâmetro 30mm, altura 4mm,
largura 3mm.
Adaptador carcaça c/ rosca
Chapa de aço de 1mm, 75mm de diâmetro. Estampada em prensa em uma única operação,
com um furo central de 12mm de diâmetro por 10mm de altura e 8 furos menores de 5mm de
diâmetro. Anel metálico externo de diâmetro de 67 mm com rosca soldada na extremidade e
outro anel metálico de diâmetro de 12mm soldada na parte interna
Ou Plástico Poliamida 6 com 30% de reforço de fibra de vidro >PA6+GF30<, que apesar de
ser um material diferente da atual composição, tem-se que este componente é facilmente
removível dos demais e pode trazer como beneficio a redução de custos no preço da peça.
Carcaça c/ sextavado c/ reforço da rosca
Chapa de aço de 0,75mm, diâmetro de 73mm e Altura de 73mm. Estampada em prensa em
duas operações, com anel metálico de diâmetro 74mm, com rosca cravada na extremidade
superior e encaixe sextavado para chave de 21mm soldado na parte inferior.
Mola
Mola de aço diâmetro 25mm, altura 10mm, 4 espiras com arame de 0,5mm.
Pintura
Tinta epóxi a pó aplicado com spray e cura em estufa. Peso aproximado de 5 gramas.

116
5.5 As funções e a classificação para reciclagem
Nesta etapa, serão observadas as propostas geradas no que tange ao atendimento das funções
para reciclabilidade, além de serem atribuídos a classificação de custo e desempenho para
cada função.
A aplicação da análise proposta neste trabalho sobre os projetos A e B, tem como objetivo
mostrar quais funções cada projeto atende, além de identificar quais funções são atendidas e
qual seria a nota atribuída para o desempenho e valor para cada uma destas funções.
Além disso, esta análise busca mostrar uma aplicação prática da metodologia proposta neste
trabalho em um estudo de caso real, extraindo dados reais que podem ser seguidos para outros
projetos.
A primeira observação com relação aos dois projetos é que são muito similares em termos de
soluções para atendimento das funções pré-estabelecidas, desta forma partiu-se para a análise
conjunta das duas propostas, verificando quais são atendidas em cada projeto, alimentando o
banco de dados mostrado no capítulo quatro deste trabalho.
Com relação à classificação de desempenho e custo, as notas foram dadas baseadas na
experiência do autor.
O atendimento das funções
Cada componente da proposta foi analisado, observando quanto ao atendimento das funções
de reciclabilidade. Toda a análise foi baseada durante a fase de desmontagem dos veículos e
na observação dos componentes já desmontados. As observações, as funções atendidas e as
respectivas classificações para desempenho e custo serão detalhadas a seguir:
Arruela de encosto – não descartável: Atende a função de sub-componentes – reduzir pelo
fato deste componente ter sido substituído pela mola atrelada a carcaça do filtro de óleo e não
mais ser descartável a cada troca do filtro de óleo.
117
Carcaça – não descartável: Pelo fato de ser um componente recuperável e que não é
descartado a cada troca do filtro de óleo, também atende a função de sub-componentes –
reduzir.
Carcaça – roscada: Aqui a função atendida é de fixação – melhorar, pelo fato de que este
componente ser roscado ao invés de cravado. Este fato possibilitou a completa desmontagem
do filtro e por conseqüência a correta reciclagem de cada componente.
Fechamento do papel filtrante – remover: Pelo simples fato de remover este componente e
modificar o papel filtrante de modo que as próprias ondas do papel sirvam de fechamento
levou o atendimento da função compatibilidade de materiais – maximizar, pelo fato de não
existir mais metal cravado no papel.
Guarnição – não descartável: Com a modificação do projeto deste componente, passando este
do filtro descartável para o bloco do motor, podem-se atender duas funções, que são:
compatibilidade de material – maximizar e a segunda é material não reciclável – reduzir. A
primeira função é atendida pelo fato de que não ter a borracha como um material
contaminante no filtro de óleo que será descartado e a segunda função é pela redução da
quantidade de guarnições de borracha, material este de difícil reciclagem, que serão
descartadas a cada troca do filtro de óleo.
Papel filtrante – remoção sem corte: A remoção do papel filtrante sem processo de corte ou
arrancamento traz como funções cumpridas a de material não reciclado – reduzir, devido a
total possibilidade de remoção em separado do papel filtrante. Outra função atendida é de
fixação – melhorar, pelo motivo do papel filtrante ser facilmente removível da carcaça e
respectivas tampas.
Resíduo de óleo – reduzir: Neste quesito tem-se o maior impacto no que tange a redução de
contaminação, pois com a redução da quantidade de resíduo de óleo é atendida a função de
índice de reciclabilidade – maximizar.
Outro fato é que quando a carcaça é aberta e acessa-se o elemento filtrante, pode-se descartar
uma quantidade muito maior de óleo a cada troca, óleo que normalmente ficaria retido dentro
118
do filtro de óleo e no futuro seria um contaminante. Com isso consegue-se maximizar o índice
de reciclabilidade para todo conjunto.
Tampa superior carcaça – remover: A função deste componente passou a ser desempenha pela
nova carcaça, com isso atendeu-se a função sub-componentes – reduzir.
Tampa superior rosca – remover: Mais um caso de componente onde sua função passou a ser
desempenhada pela nova carcaça e da mesma forma que no componente anterior, atendeu-se a
função sub-componentes – reduzir.
Uma vez finalizado este processo de identificação das funções atendidas, passou-se para a
fase de classificação de custo e desempenho de cada observação. Esta classificação teve por
base o estudo já apresentado neste trabalho, sendo que para a classificação de desempenho foi
usada a experiência do autor aliado a discussões com colegas que trabalham com a
desmontagem e análise de veículos.
Para a melhor observação dos resultados obtidos, foram consolidadas na tabela a seguir as
observações, as funções atendidas, a classificação para o desempenho e custo e finalmente foi
obtido o valor de cada observação, seguindo os princípios já discorridos no capítulo 4 deste
trabalho.
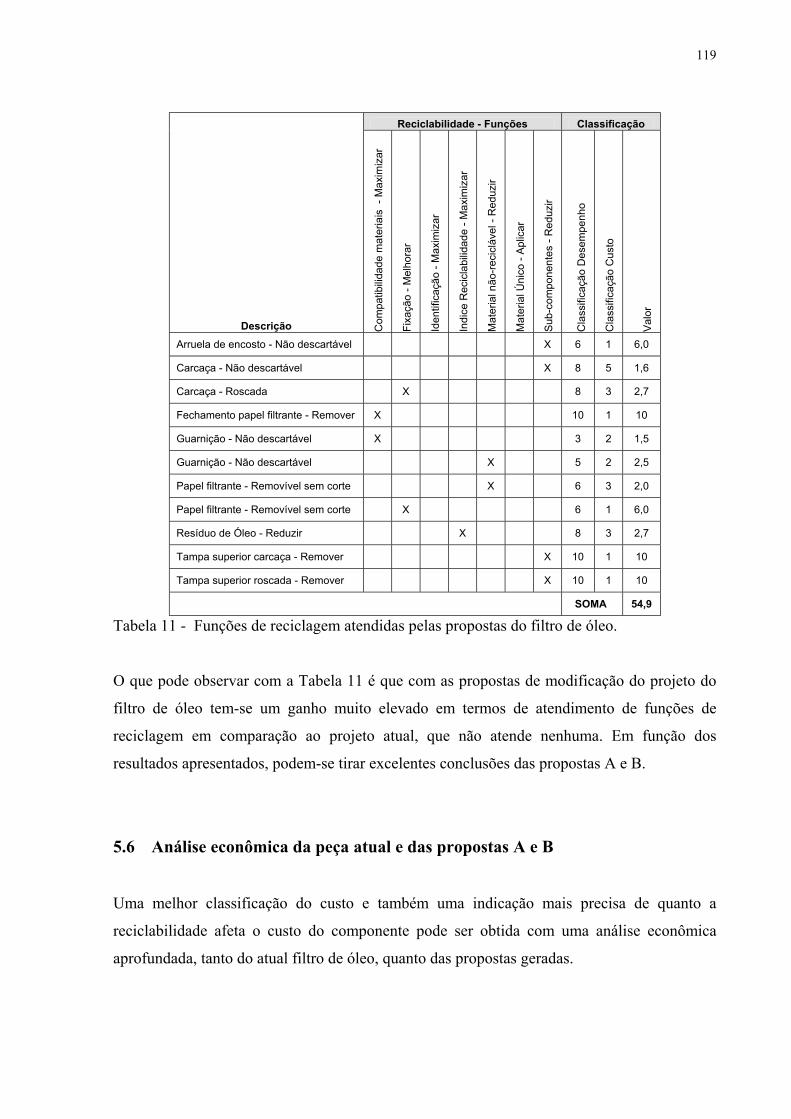
119
Reciclabilidade - Funções Classificação
Descrição Com
patib
ilidad
e m
ater
iais
- M
axim
izar
Fixa
ção
- Mel
hora
r
Iden
tific
ação
- M
axim
izar
Indi
ce R
ecic
labi
lidad
e - M
axim
izar
Mat
eria
l não
-reci
cláv
el -
Red
uzir
Mat
eria
l Úni
co -
Aplic
ar
Sub-
com
pone
ntes
- R
eduz
ir
Cla
ssifi
caçã
o D
esem
penh
o
Cla
ssifi
caçã
o C
usto
Valo
r
Arruela de encosto - Não descartável X 6 1 6,0
Carcaça - Não descartável X 8 5 1,6
Carcaça - Roscada X 8 3 2,7
Fechamento papel filtrante - Remover X 10 1 10
Guarnição - Não descartável X 3 2 1,5
Guarnição - Não descartável X 5 2 2,5
Papel filtrante - Removível sem corte X 6 3 2,0
Papel filtrante - Removível sem corte X 6 1 6,0
Resíduo de Óleo - Reduzir X 8 3 2,7
Tampa superior carcaça - Remover X 10 1 10
Tampa superior roscada - Remover X 10 1 10
SOMA 54,9
Tabela 11 - Funções de reciclagem atendidas pelas propostas do filtro de óleo.
O que pode observar com a Tabela 11 é que com as propostas de modificação do projeto do
filtro de óleo tem-se um ganho muito elevado em termos de atendimento de funções de
reciclagem em comparação ao projeto atual, que não atende nenhuma. Em função dos
resultados apresentados, podem-se tirar excelentes conclusões das propostas A e B.
5.6 Análise econômica da peça atual e das propostas A e B
Uma melhor classificação do custo e também uma indicação mais precisa de quanto a
reciclabilidade afeta o custo do componente pode ser obtida com uma análise econômica
aprofundada, tanto do atual filtro de óleo, quanto das propostas geradas.
120
Para a análise econômica das propostas, em primeiro lugar foi necessário o estudo do
componente atual, que servirá de base para a análise das propostas. O estudo do filtro de óleo
lubrificante atual foi executado tendo por base os componentes desmontados. Este
procedimento foi necessário pelo fato de não ter o custo de cada componente do atual
fornecedor.
Um outro ponto que deve-se levar em conta é que a análise feita na peça atual e as respectivas
propostas são uma estimativa, visto que existem particularidades de cada fornecedor que
podem influenciar no custo final. Além disso, cada empresa tem a sua metodologia para
cálculo econômico, sendo que isso varia de acordo com seus custos. O importante quando
estão comparando as propostas é ter o cuidado de preparar os estudos com a mesma
metodologia de cálculo.
O estudo foi executado por um analista financeiro com larga experiência na análise de custos
de componentes automotivos com o auxilio de programas de computadores especialmente
desenvolvidos para esta função e o custo real da peça. Os processos produtivos foram os
atualmente conhecidos e para as propostas A e B foram considerados os mesmos
componentes, apenas fazendo-se as alterações de produto e processo descritas em cada
proposta. Por questões de confidencialidade o custo de cada componente do filtro de óleo será
apresentado em porcentagem do custo total, inclusive as propostas A e B.
Tendo em mente as premissas acima, foi obtida a tabela abaixo com porcentagem do custo
total de cada componente do filtro de óleo.

121
Item Filtro de Óleo - Componentes Material
Peso Estimado
(g) %
Custo 1 Carcaça Chapa aço 0,5 mm 72,0 30,10 2 Arruela encosto inferior Chapa aço 0,5 mm 13,2 3,58 3 Tubo perfurado Chapa aço perfurado 0,5
mm 18,3 4,11 4 Tampa inferior papel filtrante Chapa aço 0,5 mm 18,3 3,59
5 Papel filtrante (sem óleo) Papel 1,0 mm 13,3 5,41
6 Fechamento papel filtrante Chapa aço 0,3 mm 2,0 0,67 7 Tampa superior papel
filtrante Chapa aço 0,5 mm 17,3 3,59 8 Tampa superior rosca Chapa aço 3,0 mm 82,2 18,25 9 Tampa superior carcaça Chapa aço 0,5 mm 16,2 5,89
10 Guarnição Borracha 5,1 2,44 11 Cola Cola de contato 6,1 0,31 12 Pintura carcaça Tinta branca 4,1 1,12 13 Pintura letras carcaça Tinta preta 1,0 0,28 14 Resto óleo Óleo motor 0,0 -
Soma 269,0 79,33 Tabela 12 - Custo estimado de cada componente do filtro de óleo.
Observando o resultado, nota-se que a soma dos custos de todos os componentes chega-se a
uma porcentagem de 79,33% do custo total. A diferença deste valor para os 100% de custo,
ou seja, os 20,67% referem-se aos custos de montagem, manuseio e embalagem do filtro de
óleo atual.
Além disso, todos os custos acima estão sem os respectivos impostos, que são os seguintes:
18% de Imposto de Circulação de Mercadorias e Serviços (ICMS), 9,25% de Programa de
Integração Social (PIS) e Contribuição para Financiamento da Seguridade Social (COFINS).
Com isso totaliza-se 27,25% de impostos sobre o custo da peça.
Uma vez finalizados os estudos da peça atual, serão analisados individualmente cada proposta
e observado os custos envolvidos nas modificações e também o impacto destas modificações
no custo final da peça.
A análise econômica da proposta A
Conforme já apresentado anteriormente a análise terá por base o produto atual, com as
modificações mostradas no detalhamento dos componentes de cada proposta. Com isso tem-
se o seguinte cenário.
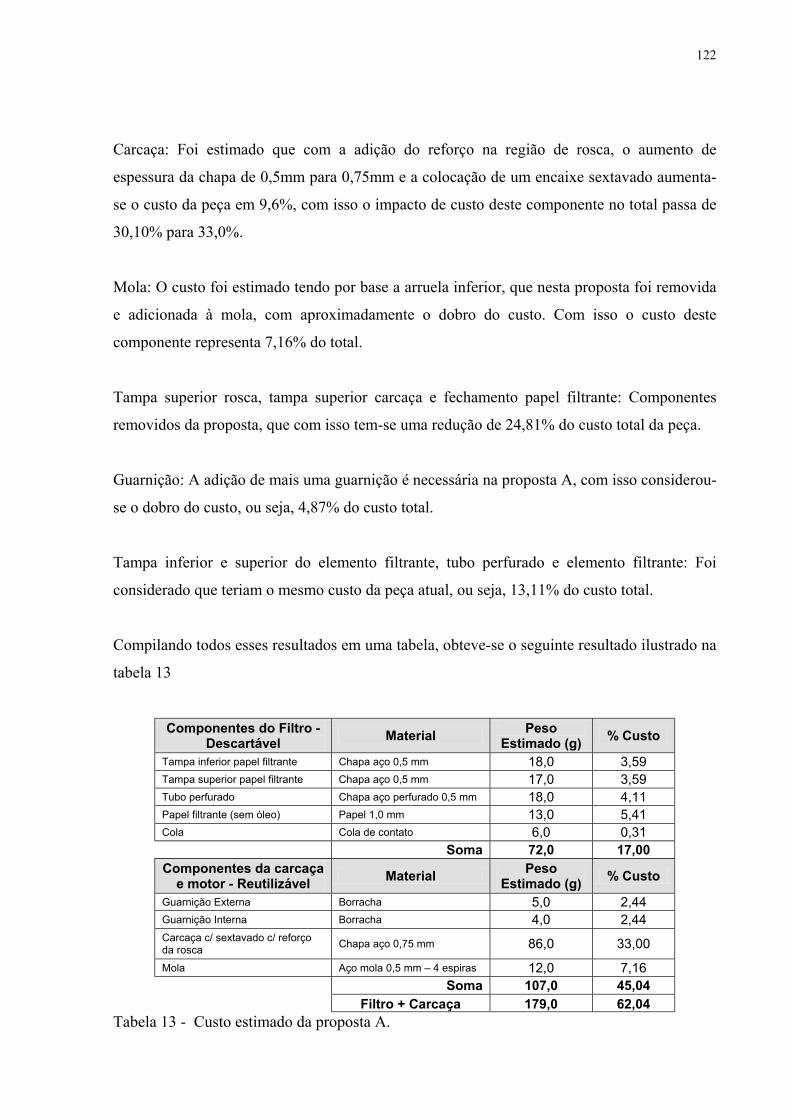
122
Carcaça: Foi estimado que com a adição do reforço na região de rosca, o aumento de
espessura da chapa de 0,5mm para 0,75mm e a colocação de um encaixe sextavado aumenta-
se o custo da peça em 9,6%, com isso o impacto de custo deste componente no total passa de
30,10% para 33,0%.
Mola: O custo foi estimado tendo por base a arruela inferior, que nesta proposta foi removida
e adicionada à mola, com aproximadamente o dobro do custo. Com isso o custo deste
componente representa 7,16% do total.
Tampa superior rosca, tampa superior carcaça e fechamento papel filtrante: Componentes
removidos da proposta, que com isso tem-se uma redução de 24,81% do custo total da peça.
Guarnição: A adição de mais uma guarnição é necessária na proposta A, com isso considerou-
se o dobro do custo, ou seja, 4,87% do custo total.
Tampa inferior e superior do elemento filtrante, tubo perfurado e elemento filtrante: Foi
considerado que teriam o mesmo custo da peça atual, ou seja, 13,11% do custo total.
Compilando todos esses resultados em uma tabela, obteve-se o seguinte resultado ilustrado na
tabela 13
Componentes do Filtro - Descartável Material Peso
Estimado (g) % Custo
Tampa inferior papel filtrante Chapa aço 0,5 mm 18,0 3,59 Tampa superior papel filtrante Chapa aço 0,5 mm 17,0 3,59 Tubo perfurado Chapa aço perfurado 0,5 mm 18,0 4,11 Papel filtrante (sem óleo) Papel 1,0 mm 13,0 5,41 Cola Cola de contato 6,0 0,31 Soma 72,0 17,00 Componentes da carcaça
e motor - Reutilizável Material Peso Estimado (g) % Custo
Guarnição Externa Borracha 5,0 2,44 Guarnição Interna Borracha 4,0 2,44 Carcaça c/ sextavado c/ reforço da rosca Chapa aço 0,75 mm 86,0 33,00
Mola Aço mola 0,5 mm – 4 espiras 12,0 7,16 Soma 107,0 45,04 Filtro + Carcaça 179,0 62,04
Tabela 13 - Custo estimado da proposta A.

123
Os custos acima não incluem os custos indiretos de montagem, manuseio e embalagem, que
no componente atual são da ordem de 20,67%, isso levaria a termos o componente final para a
montadora com a soma do custo do filtro descartável (17,00%) mais a carcaça reutilizável
(45,04%) e os custos de montagem, manuseio e embalagem (20,67%).
A porcentagem destinada aos custos de montagem, manuseio e embalagem é a mesma que no
filtro original, entretanto como o novo filtro tem menos operações de montagem e menos
processos, pode-se esperar um custo menor de montagem e manuseio. Por facilidade de
cálculo foi considerada a mesma porcentagem.
Ao final desta análise, pode-se concluir um fato interessante e relativamente difícil de ocorrer
em propostas de modificação de projeto de componentes visando à reciclagem, que é um
custo total da proposta A, para a montadora, menor do que o custo do componente original:
Custo da parte do filtro de óleo descartável (Proposta A): 17,00%
Custo da parte da carcaça do motor reutilizável (Proposta A): 45,04%
Custo da montagem, manuseio e embalagem: 20,67%
Custo para a montadora do filtro de óleo (Proposta A) 82,71%
Portanto, observa-se que o custo da proposta A para a montadora é de 82,71% do custo total,
ou seja, tem-se uma redução de custos de 17,29% em relação ao atual projeto do filtro de
óleo.
Além disso, tem-se uma grande redução de custos para o usuário do veículo, pois hoje ele é
obrigado a substituir todo o conjunto do filtro de óleo, com um custo de 100%, com o
proposto ele passará a gastar apenas 17,00% + 20,67% = 37,67%.
Concluindo-se a análise da proposta A, pode-se observar a grande possibilidade de viabilidade
econômica e ambiental, o que traduz em possibilidade real de implementação desta proposta.
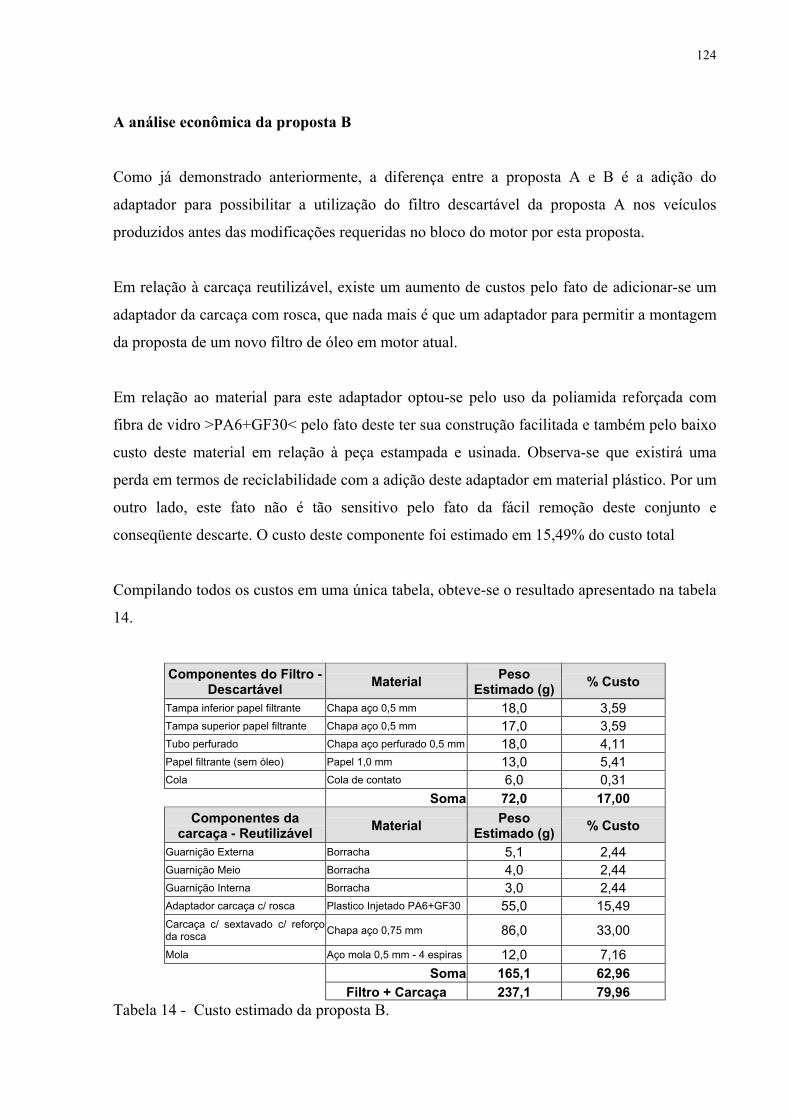
124
A análise econômica da proposta B
Como já demonstrado anteriormente, a diferença entre a proposta A e B é a adição do
adaptador para possibilitar a utilização do filtro descartável da proposta A nos veículos
produzidos antes das modificações requeridas no bloco do motor por esta proposta.
Em relação à carcaça reutilizável, existe um aumento de custos pelo fato de adicionar-se um
adaptador da carcaça com rosca, que nada mais é que um adaptador para permitir a montagem
da proposta de um novo filtro de óleo em motor atual.
Em relação ao material para este adaptador optou-se pelo uso da poliamida reforçada com
fibra de vidro >PA6+GF30< pelo fato deste ter sua construção facilitada e também pelo baixo
custo deste material em relação à peça estampada e usinada. Observa-se que existirá uma
perda em termos de reciclabilidade com a adição deste adaptador em material plástico. Por um
outro lado, este fato não é tão sensitivo pelo fato da fácil remoção deste conjunto e
conseqüente descarte. O custo deste componente foi estimado em 15,49% do custo total
Compilando todos os custos em uma única tabela, obteve-se o resultado apresentado na tabela
14.
Componentes do Filtro - Descartável Material Peso
Estimado (g) % Custo
Tampa inferior papel filtrante Chapa aço 0,5 mm 18,0 3,59 Tampa superior papel filtrante Chapa aço 0,5 mm 17,0 3,59 Tubo perfurado Chapa aço perfurado 0,5 mm 18,0 4,11 Papel filtrante (sem óleo) Papel 1,0 mm 13,0 5,41 Cola Cola de contato 6,0 0,31 Soma 72,0 17,00
Componentes da carcaça - Reutilizável Material Peso
Estimado (g) % Custo
Guarnição Externa Borracha 5,1 2,44 Guarnição Meio Borracha 4,0 2,44 Guarnição Interna Borracha 3,0 2,44 Adaptador carcaça c/ rosca Plastico Injetado PA6+GF30 55,0 15,49 Carcaça c/ sextavado c/ reforçoda rosca
Chapa aço 0,75 mm 86,0 33,00
Mola Aço mola 0,5 mm - 4 espiras 12,0 7,16 Soma 165,1 62,96 Filtro + Carcaça 237,1 79,96
Tabela 14 - Custo estimado da proposta B.
125
Da mesma forma que na proposta A, os custos acima não incluem os custos indiretos de
montagem, manuseio e embalagem, que no componente atual são da ordem de 20,67%, isso
levaria a ter o custo total com a soma do custo do filtro descartável (17,00%) mais a carcaça
reutilizável (62,96%) e os custos de montagem, manuseio e embalagem (20,67%).
A porcentagem destinada aos custos de montagem, manuseio e embalagem é a mesma que no
filtro original, entretanto como o novo filtro tem menos operações de montagem e menos
processos que o filtro original, pode-se esperar alguma redução de custos neste aspecto.
Ao final desta análise, pode-se concluir que tem-se um custo similar da proposta B e o custo
original:
Custo da parte do filtro de óleo descartável (Proposta B): 17,00%
Custo da parte da carcaça do motor reutilizável (Proposta B): 62,96%
Custo da montagem, manuseio e embalagem: 20,67%
Custo para a montadora do filtro de óleo (Proposta B) 100,63%
Observa-se que o custo da proposta A para a montadora é de 100,63% do custo total, ou seja,
tem-se um custo similar ao projeto atual.
5.7 Resultado final do estudo de caso
O resultado do estudo de caso foi realmente surpreendente, pois quando começou-se a
analisar a questão do filtro de óleo, a primeira observação que foi destacada é com relação a
grande quantidade de filtros de óleo descartados todo o ano pela frota brasileira.
Estes filtros de óleo são bastante contaminantes, principalmente pelo fato de estarem com
óleo, sendo este capaz de causar de grandes impactos ambientais se não forem adequadamente
descartados.
Durante a fase de aplicação do proposto, não existia nenhuma observação catalogada no
banco de dados, passou-se então pela análise de veículos de concorrentes e novamente

126
nenhum resultado foi obtido. Decidiu-se então fazer uma análise aprofundada no componente
atual.
Quando analisou-se qual seriam as propostas para melhorar a reciclabilidade deste
componente, a técnica de análise do componente atual por função foi determinante para que
fossem encontradas as peças que poderiam ser modificadas e quais trariam mais benefícios
em termos de projeto para reciclagem, o objetivo primordial deste trabalho.
Foi uma grande surpresa analisar as propostas e observar que uma delas, no caso a proposta
A, traz como benefício adicional a redução de custos para a montadora, algo muitas vezes
difícil de acontecer quando trata-se de projeto para a reciclagem.
Um outro destaque foi observar que pode-se ter uma solução para os veículos já produzidos
através da utilização do que foi abordado pela proposta B e o melhor de tudo, com custo
similar a peça atual.
Fechando este estudo de caso, cabe ressaltar que com medidas aparentemente simples, cada
um de nós pode dar a sua contribuição para termos um mundo com cada vez mais facilidade,
porém com um impacto ambiental cada vez menor, para o bem da nossa e das futuras
gerações.
6 CONSIDERAÇÕES FINAIS
6.1 Conclusão e Recomendações Futuras
A fase de pesquisa mostrou o quanto o universo da reciclagem de veículos é peculiar,
observou-se às definições para a reciclagem e as dificuldades envolvidas na reciclagem de
materiais.
Nota-se o quanto o cenário particular em termos de legislações de cada País afeta diretamente
na porcentagem de reciclabilidade dos veículos no fim de vida. Buscou-se explorar os razões
que devem impulsionar a indústria automobilística para o projeto para reciclabilidade.
127
Foi relatado que dentre as diversas prioridades durante a fase de desenvolvimento de um
componente, a reciclagem é uma das últimas e que esta ordem deve mudar ao longo dos
próximos anos, tendo em vista as regulamentações cada vez mais restritivas de todo o mundo.
Em relação ao estado da arte em termos de reciclagem, uma surpresa foi observar que estão
desenvolvendo técnicas para reciclagem de certos componentes e este vem acentuando desde
a década de 90 por força de legislações ambientais.
Entretanto, apesar deste crescente desenvolvimento, existem poucas literaturas que versam
sobre o projeto para reciclagem e que sirvam de base durante a fase de desenvolvimento do
veículo.
Por este fato, a proposta deste trabalho que visa à extensão da atividade de análise de veículos
para o ramo da reciclagem, foi explorada a fundo com o objetivo de extrair e classifica a
maior quantidade possível de informações.
Gerar classificações corretas e ter uma metodologia para atribuir valores das funções foram as
grandes dificuldades encontradas no desenvolvimento deste trabalho. Principalmente pelo fato
de ser algo totalmente novo para as pessoas que trabalham com a análise de veículos.
A proposta de classificação das observações trouxe como benefício à facilidade de aplicação
das idéias coletadas. Além disso, o desenvolvimento de um diagrama de blocos, facilita muito
a forma de abordagem durante a fase de projeto de componentes automotivos.
Em relação ao estudo de caso, quando este foi iniciado, não se esperavam grandes resultados
em termos de projeto para reciclagem pela complexidade do componente e materiais
envolvidos, entretanto foi surpreendente observar que foram obtidos ótimos resultados, tanto
na parte do projeto para a reciclagem quanto em custo.
As dificuldades encontradas durante o desenvolvimento deste trabalho foram como obter uma
classificação consistente das observações. Além disso, fazer com que essas novas
classificações fossem validadas por pessoas que trabalhem na análise de veículos.

128
Analisando o trabalho com um todo, observa-se que foi cumprido o papel de gerar uma
metodologia consistente de coleta e disponibilização de informações tendo em vista o projeto
para reciclagem de componentes automotivos. Além disso, trouxe como um adicional um
estudo de caso prático, mostrando as possibilidades do proposto.
Uma recomendação futura para melhor completar o estudo aqui proposto é buscar alguma
metodologia com o auxílio de softwares para melhor apoiar o Engenheiro durante a fase de
desenvolvimento de componentes. Essa metodologia deveria incluir todos os requisitos de um
projeto e de acordo com as prioridades individuais de cada componente, possam ser geradas
recomendações de projeto.
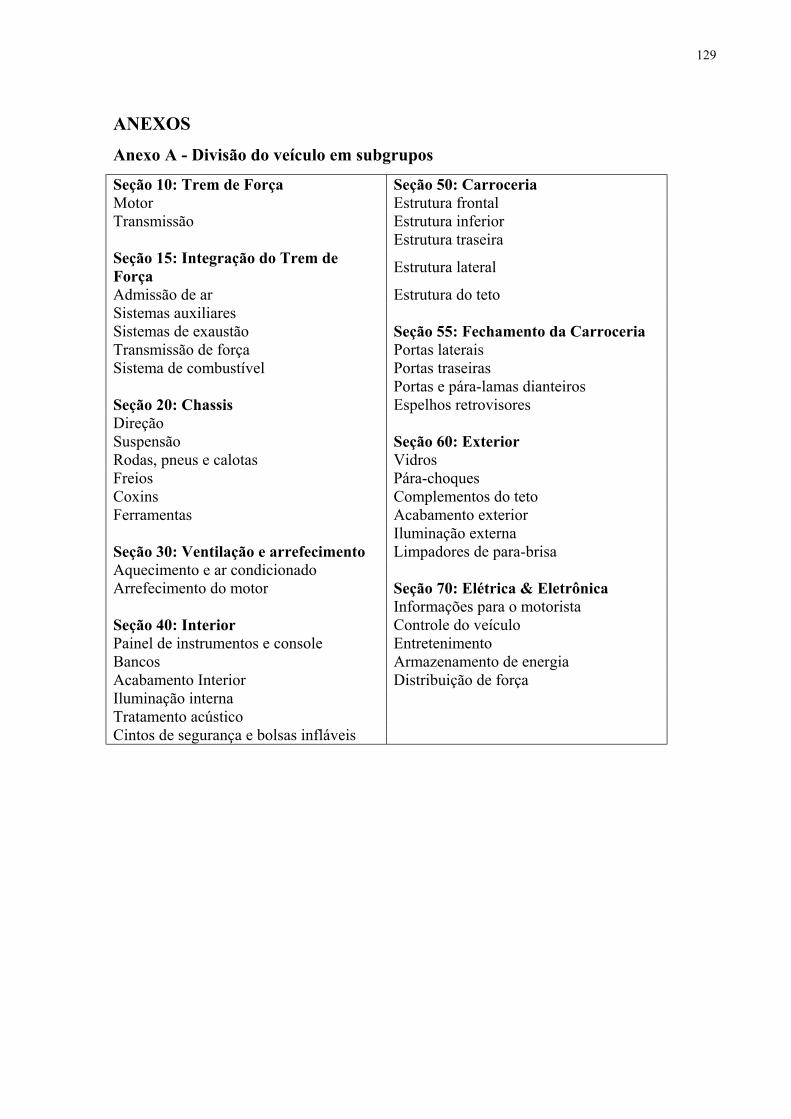
129
ANEXOS
Anexo A - Divisão do veículo em subgrupos
Seção 10: Trem de Força Seção 50: Carroceria Motor Estrutura frontal Transmissão Estrutura inferior Estrutura traseira Seção 15: Integração do Trem de Força Estrutura lateral
Admissão de ar Estrutura do teto Sistemas auxiliares Sistemas de exaustão Seção 55: Fechamento da Carroceria Transmissão de força Portas laterais Sistema de combustível Portas traseiras Portas e pára-lamas dianteiros Seção 20: Chassis Espelhos retrovisores Direção Suspensão Seção 60: Exterior Rodas, pneus e calotas Vidros Freios Pára-choques Coxins Complementos do teto Ferramentas Acabamento exterior Iluminação externa Seção 30: Ventilação e arrefecimento Limpadores de para-brisa Aquecimento e ar condicionado Arrefecimento do motor Seção 70: Elétrica & Eletrônica Informações para o motorista Seção 40: Interior Controle do veículo Painel de instrumentos e console Entretenimento Bancos Armazenamento de energia Acabamento Interior Distribuição de força Iluminação interna Tratamento acústico Cintos de segurança e bolsas infláveis
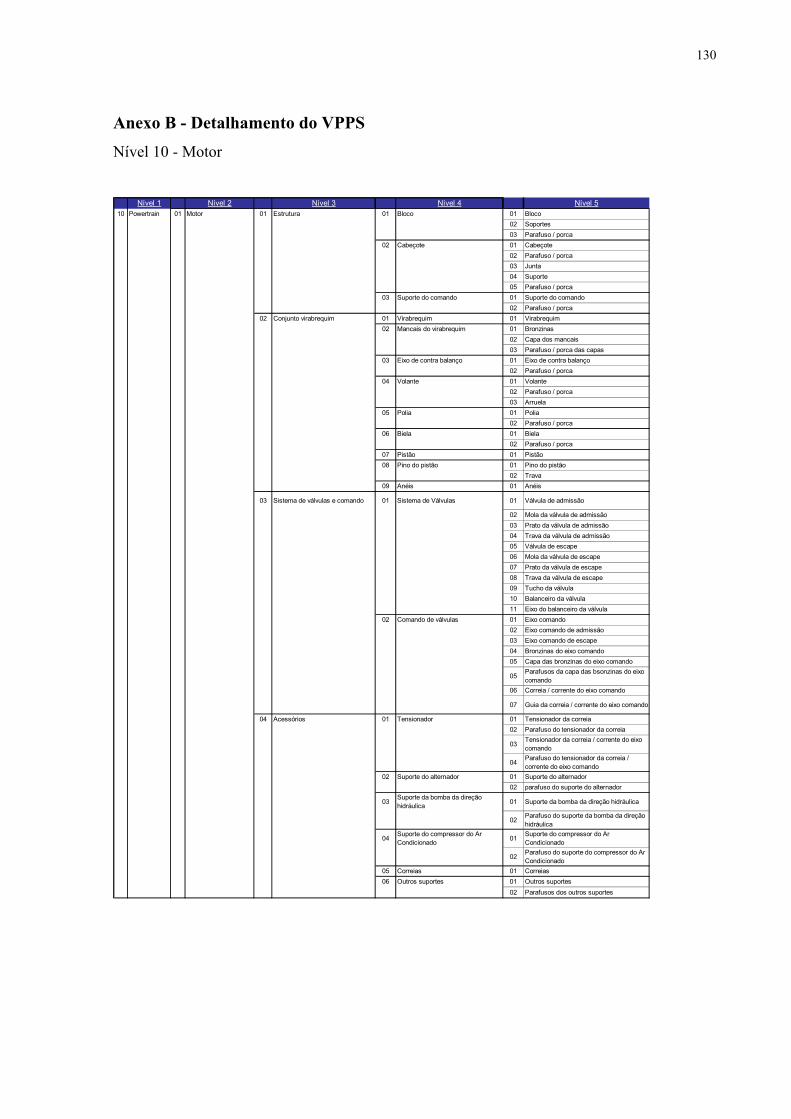
130
Anexo B - Detalhamento do VPPS
Nível 10 - Motor
Nível 1 Nível 2 Nível 3 Nível 4 Nível 510 Powertrain 01 Motor 01 Estrutura 01 Bloco 01 Bloco
02 Soportes03 Parafuso / porca
02 Cabeçote 01 Cabeçote02 Parafuso / porca03 Junta04 Suporte05 Parafuso / porca
03 Suporte do comando 01 Suporte do comando02 Parafuso / porca
02 Conjunto virabrequim 01 Virabrequim 01 Virabrequim02 Mancais do virabrequim 01 Bronzinas
02 Capa dos mancais03 Parafuso / porca das capas
03 Eixo de contra balanço 01 Eixo de contra balanço02 Parafuso / porca
04 Volante 01 Volante02 Parafuso / porca03 Arruela
05 Polia 01 Polia02 Parafuso / porca
06 Biela 01 Biela02 Parafuso / porca
07 Pistão 01 Pistão08 Pino do pistão 01 Pino do pistão
02 Trava09 Anéis 01 Anéis
03 Sistema de válvulas e comando 01 Sistema de Válvulas 01 Válvula de admissão
02 Mola da válvula de admissão03 Prato da válvula de admissão04 Trava da válvula de admissão05 Válvula de escape06 Mola da válvula de escape07 Prato da válvula de escape08 Trava da válvula de escape09 Tucho da válvula10 Balanceiro da válvula11 Eixo do balanceiro da válvula
02 Comando de válvulas 01 Eixo comando02 Eixo comando de admissão03 Eixo comando de escape04 Bronzinas do eixo comando05 Capa das bronzinas do eixo comando
05 Parafusos da capa das bsonzinas do eixo comando
06 Correia / corrente do eixo comando
07 Guia da correia / corrente do eixo comando
04 Acessórios 01 Tensionador 01 Tensionador da correia02 Parafuso do tensionador da correia
03 Tensionador da correia / corrente do eixo comando
04 Parafuso do tensionador da correia / corrente do eixo comando
02 Suporte do alternador 01 Suporte do alternador02 parafuso do suporte do alternador
03 Suporte da bomba da direção hidráulica 01 Suporte da bomba da direção hidráulica
02 Parafuso do suporte da bomba da direção hidráulica
04 Suporte do compressor do Ar Condicionado 01 Suporte do compressor do Ar
Condicionado
02 Parafuso do suporte do compressor do Ar Condicionado
05 Correias 01 Correias06 Outros suportes 01 Outros suportes
02 Parafusos dos outros suportes
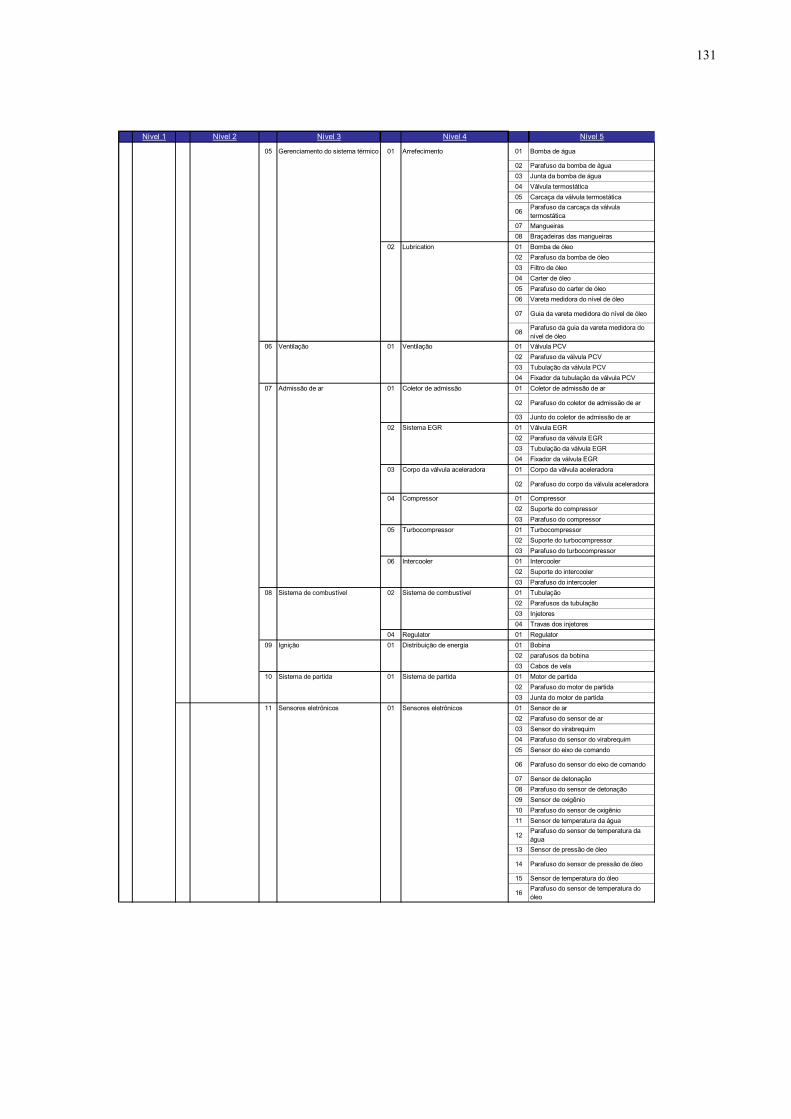
131
Nível 1 Nível 2 Nível 3 Nível 4 Nível 5
05 Gerenciamento do sistema térmico 01 Arrefecimento 01 Bomba de água
02 Parafuso da bomba de água03 Junta da bomba de água04 Válvula termostática05 Carcaça da válvula termostática
06 Parafuso da carcaça da válvula termostática
07 Mangueiras08 Braçadeiras das mangueiras
02 Lubrication 01 Bomba de óleo02 Parafuso da bomba de óleo03 Filtro de óleo04 Carter de óleo05 Parafuso do carter de óleo06 Vareta medidora do nível de óleo
07 Guia da vareta medidora do nível de óleo
08 Parafuso da guia da vareta medidora do nível de óleo
06 Ventilação 01 Ventilação 01 Válvula PCV02 Parafuso da válvula PCV03 Tubulação da válvula PCV04 Fixador da tubulação da válvula PCV
07 Admissão de ar 01 Coletor de admissão 01 Coletor de admissão de ar
02 Parafuso do coletor de admissão de ar
03 Junto do coletor de admissão de ar02 Sistema EGR 01 Válvula EGR
02 Parafuso da válvula EGR03 Tubulação da válvula EGR04 Fixador da válvula EGR
03 Corpo da válvula aceleradora 01 Corpo da válvula aceleradora
02 Parafuso do corpo da válvula aceleradora
04 Compressor 01 Compressor02 Suporte do compressor03 Parafuso do compressor
05 Turbocompressor 01 Turbocompressor02 Suporte do turbocompressor03 Parafuso do turbocompressor
06 Intercooler 01 Intercooler02 Suporte do intercooler03 Parafuso do intercooler
08 Sistema de combustível 02 Sistema de combustível 01 Tubulação02 Parafusos da tubulação03 Injetores04 Travas dos injetores
04 Regulator 01 Regulator09 Ignição 01 Distribuição de energia 01 Bobina
02 parafusos da bobina03 Cabos de vela
10 Sistema de partida 01 Sistema de partida 01 Motor de partida02 Parafuso do motor de partida03 Junta do motor de partida
11 Sensores eletrônicos 01 Sensores eletrônicos 01 Sensor de ar02 Parafuso do sensor de ar03 Sensor do virabrequim04 Parafuso do sensor do virabrequim05 Sensor do eixo de comando
06 Parafuso do sensor do eixo de comando
07 Sensor de detonação08 Parafuso do sensor de detonação09 Sensor de oxigênio10 Parafuso do sensor de oxigênio11 Sensor de temperatura da água
12 Parafuso do sensor de temperatura da água
13 Sensor de pressão de óleo
14 Parafuso do sensor de pressão de óleo
15 Sensor de temperatura do óleo
16 Parafuso do sensor de temperatura do óleo
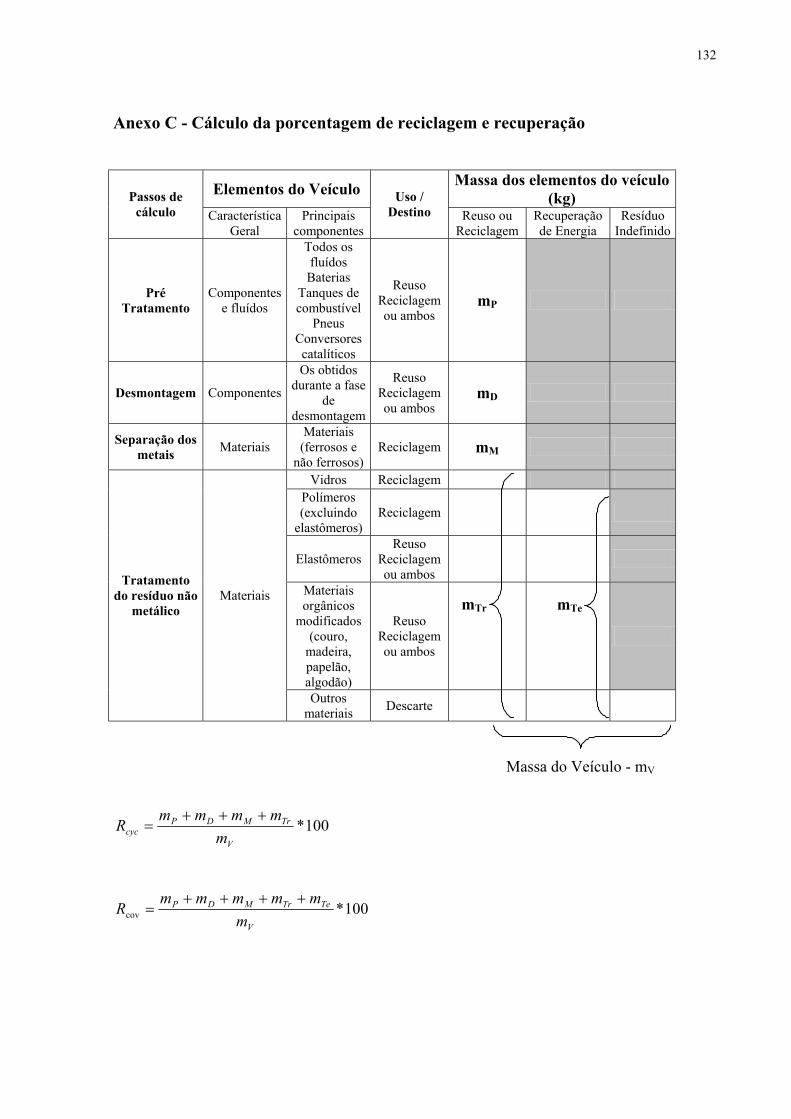
132
Anexo C - Cálculo da porcentagem de reciclagem e recuperação
Elementos do Veículo Massa dos elementos do veículo (kg) Passos de
cálculo Característica Geral
Principais componentes
Uso / Destino Reuso ou
Reciclagem Recuperação de Energia
Resíduo Indefinido
Pré Tratamento
Componentes e fluídos
Todos os fluídos Baterias
Tanques de combustível
Pneus Conversores catalíticos
Reuso Reciclagem ou ambos
mP
Desmontagem Componentes
Os obtidos durante a fase
de desmontagem
Reuso Reciclagem ou ambos
mD
Separação dos metais Materiais
Materiais (ferrosos e
não ferrosos) Reciclagem mM
Vidros Reciclagem Polímeros (excluindo
elastômeros) Reciclagem
Elastômeros Reuso
Reciclagem ou ambos
Materiais orgânicos
modificados (couro,
madeira, papelão, algodão)
Reuso Reciclagem ou ambos
Tratamento
do resíduo não metálico
Materiais
Outros materiais Descarte
e r
100*V
TrMDPcyc m
mmmmR +++=
100*covV
TeTrMDP
mmmmmm
R++++
=
mT
mT Massa do Veículo - mV
133
Anexo D - Restrições para aplicação de materiais perigosos em veículos
comercializados e produzidos na Comunidade Européia.
Chumbo como elemento de liga
1. Aço (incluindo o aço com revestimento de zinco) com um teor em chumbo igual ou inferior
a 0,35 % em massa.
2. Alumínio com um teor em chumbo igual ou inferior a 0,4 % em massa.
3. Alumínio das jantes, peças de motor e manivelas de elevadores de janelas com um teor em
chumbo igual ou inferior a 4 % em massa.
4. Liga de cobre com um teor em chumbo igual ou inferior a 4 % em massa.
5. Capas dos apoios e pistões em chumbo/bronze.
Chumbo e compostos de chumbo em componentes
6. Baterias
7. Revestimento interior de depósitos de gasolina
8. Amortecedores de vibrações
9. Vulcanizante para tubos flexíveis de alta pressão e de alimentação de combustível
10. Estabilizador de tintas de proteção
11. Soldaduras em placas de circuitos eletrônicos e outras
Crómio hexavalente
12. Revestimento anticorrosivo de numerosos componentes essenciais de veículo
(máximo 2 g por veículo)
Mercúrio
13. Lâmpadas e mostradores do painel de comando (equipamentos de iluminação)
134
Anexo E - Requisitos técnicos mínimos para o centro de tratamento de veículos
no fim de vida.
1. Instalações de armazenamento (incluindo armazenamento temporário) de veículos em fim
de vida antes do respectivo tratamento:
— superfícies impermeáveis para áreas apropriadas, equipadas com sistemas de recolhimento
de derramamentos, decantadores e purificadores-desengorduradores,
— equipamento para tratamento de água, incluindo a água da chuva, em conformidade com
os regulamentos em matéria de saúde e ambiente.
2. Instalações de tratamento:
— superfícies impermeáveis para áreas apropriadas, equipadas com sistemas de recolhimento
de derramamentos, decantadores e purificadores-desengorduradores,
— armazéns adequados para peças desmontadas, incluindo armazéns impermeáveis para
peças sobresselentes contaminadas com óleo,
— recipientes adequados para armazenamento de baterias (com neutralização dos eletrólitos
no próprio local), filtros e condensadores,
— reservatórios adequados para armazenamento separado dos fluídos provenientes de
veículos em fim de vida: combustível, óleo do motor, óleo do diferencial, óleo da transmissão,
óleo hidráulico, líquidos de arrefecimento, anticongelante, fluídos dos freios, ácidos das
baterias, fluídos dos sistemas de ar condicionado e quaisquer outros fluídos provenientes de
veículos em fim de vida,
— equipamento para tratamento de águas, incluindo a água da chuva, em conformidade com
os regulamentos em matéria de saúde e ambiente,
— locais de armazenamento adequado de pneumáticos usados, incluindo a prevenção de
incêndios e do empilhamento excessivo.
3. Operações de tratamento para despoluição dos veículos em fim de vida:
— remoção das baterias e dos depósitos de gás liquefeito,
— remoção ou neutralização dos componentes potencialmente explosivos (por exemplo,
bolsas infláveis),
— remoção, recolhimento e armazenagem separados do combustível, óleo do motor, óleo da
transmissão, óleo do diferencial, óleo dos sistemas hidráulicos, líquidos de arrefecimento,

135
anticongelante, fluídos dos freios, fluídos dos sistemas de ar condicionado ou de qualquer
outro fluído contido no veículo em fim de vida, a menos que sejam necessários para efeitos de
reutilização das peças visadas,
— remoção, na medida do possível, de todos os componentes identificados como contendo
mercúrio.
4. Operações de tratamento a fim de promover a reciclagem:
— remoção dos catalisadores,
— remoção dos componentes metálicos que contenham cobre, alumínio e magnésio, caso
esses metais não forem separados no ato da desmontagem,
— remoção dos pneumáticos e grandes componentes de plástico (por exemplo, pára-choques,
painel de instrumentos, reservatórios de fluídos, etc.), se estes materiais não forem separados
no ato da desmontagem, para que possam ser efetivamente reciclados como materiais,
— remoção dos vidros.
5. As operações de armazenamento serão realizadas de forma a evitar danos nos componentes
que contenham fluídos, nos componentes recuperáveis ou nos sobresselentes.
136
Anexo F - O projeto para reciclagem de plásticos
Os fundamentos dos plásticos
As propriedades dos plásticos, incluindo elastômeros, fibras sintéticas e polímeros naturais
como, por exemplo, fibras de plantas, madeiras e couros, dependem criticamente das suas
estruturas químicas resultando em estruturas físicas microscópicas e submicroscópicas que
são bastante diferentes daquelas das cerâmicas e metais.
Os materiais polímeros consistem de macromoléculas, compostas de milhares de átomos de
carbono interligados. Em certos plásticos, outras moléculas ou mesmo grupos de moléculas,
como por exemplo, cadeias aromáticas são arranjadas em intervalos regulares entre os átomos
de carbono para poder construir a cadeia de moléculas. As diferenças nas junções dessas
cadeias de carbono é que dá origem aos plásticos termoplásticos e termofixos.
Os termoplásticos são a grande massa de plásticos industriais, como o polipropileno >PP<,
poliestileno >PE<, cloreto de polivinil >PVC< e Poliestireno >PS< são fabricados pela
polimerização radical de monômeros hidrocarbônicos, tem como principal característica a
facilidade de moldagem dos mesmos com o aumento da temperatura e são solúveis.
Já os termofixos, são plásticos que tem sua cadeia molecular fortemente interligada e cruzada,
fazendo com que estes geralmente sejam plásticos bastante duros, que não derretem com o
aumento da temperatura e não são solúveis.
Os elastômeros são uma espécie de plástico termofixo, só que estes tem a sua ligação
molecular com poucos cruzamentos entre as moléculas, permitindo uma certa flexibilidade do
material, mas que não derretem com o aumento da temperatura. Veja abaixo a figura 23 com
as estruturas moleculares dos diversos tipos de plásticos.
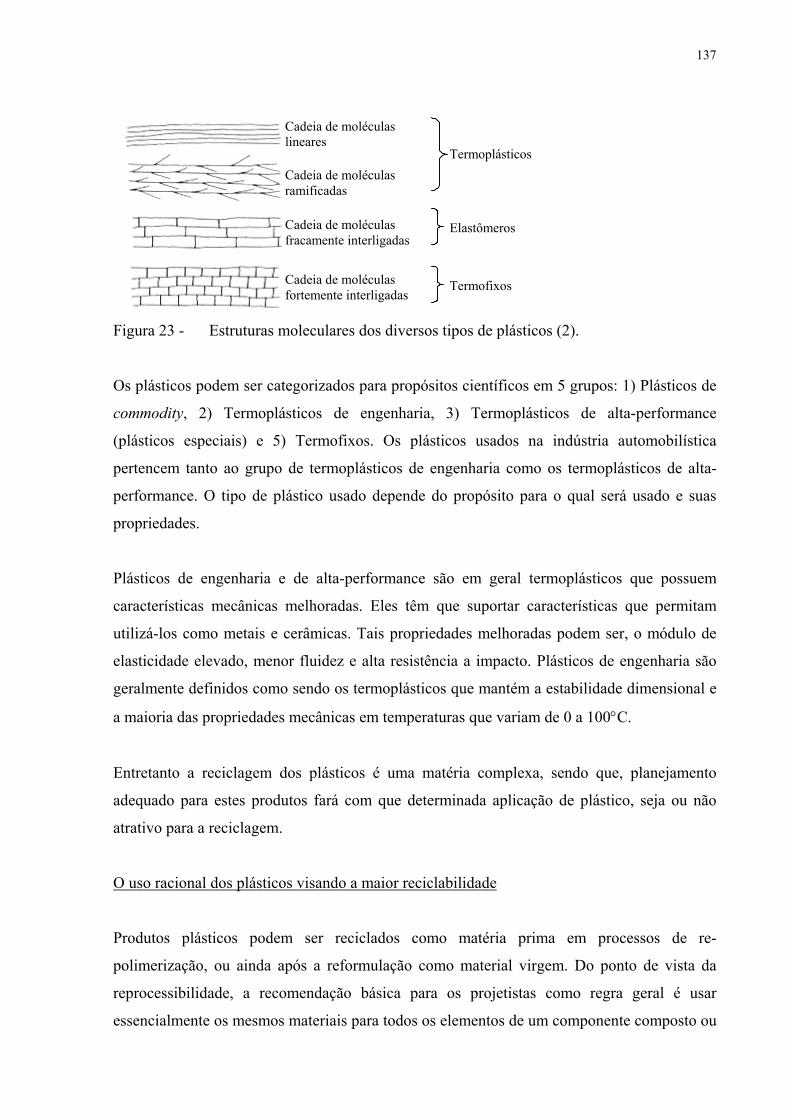
137
Cadeia de moléculas lineares
Termoplásticos Cadeia de moléculas ramificadas
Cadeia de moléculas fracamente interligadas
Elastômeros
Cadeia de moléculas fortemente interligadas
Termofixos
Figura 23 - Estruturas moleculares dos diversos tipos de plásticos (2).
Os plásticos podem ser categorizados para propósitos científicos em 5 grupos: 1) Plásticos de
commodity, 2) Termoplásticos de engenharia, 3) Termoplásticos de alta-performance
(plásticos especiais) e 5) Termofixos. Os plásticos usados na indústria automobilística
pertencem tanto ao grupo de termoplásticos de engenharia como os termoplásticos de alta-
performance. O tipo de plástico usado depende do propósito para o qual será usado e suas
propriedades.
Plásticos de engenharia e de alta-performance são em geral termoplásticos que possuem
características mecânicas melhoradas. Eles têm que suportar características que permitam
utilizá-los como metais e cerâmicas. Tais propriedades melhoradas podem ser, o módulo de
elasticidade elevado, menor fluidez e alta resistência a impacto. Plásticos de engenharia são
geralmente definidos como sendo os termoplásticos que mantém a estabilidade dimensional e
a maioria das propriedades mecânicas em temperaturas que variam de 0 a 100°C.
Entretanto a reciclagem dos plásticos é uma matéria complexa, sendo que, planejamento
adequado para estes produtos fará com que determinada aplicação de plástico, seja ou não
atrativo para a reciclagem.
O uso racional dos plásticos visando a maior reciclabilidade
Produtos plásticos podem ser reciclados como matéria prima em processos de re-
polimerização, ou ainda após a reformulação como material virgem. Do ponto de vista da
reprocessibilidade, a recomendação básica para os projetistas como regra geral é usar
essencialmente os mesmos materiais para todos os elementos de um componente composto ou

138
conjunto. Por exemplo, o mesmo plástico na forma de espuma, pode ser combinado com
outros componentes contendo fibras e/ou pó de mineral como reforços ou enchimentos. O
objeto desta aproximação deve ser criar o maior conjunto possível de um único tipo de
polímero.
Termoplásticos são preferíveis porque eles são todos facilmente recicláveis, entretanto, partes
muito grandes e fortes feitas de termofixos podem ser relativamente facilmente recicladas,
desde que o mesmo material matriz seja usado. Quando produtos complexos são feitos de
muitas peças individuais, onde não seja possível o uso do mesmo tipo de material, devem ser
facilmente separáveis em partes com os mesmos materiais.
Estratégias para a redução e aproveitamento de resíduos de plásticos
Uma estratégia para a redução dos resíduos plásticos é aplicar a menor quantidade possível,
isso pode ser particularmente fácil quando aplica-se em embalagens. Mas quando falamos em
aplicações nos veículos, isso não é muito fácil, e pode ser pensado em termos da substituição
completa do plástico por metal, como por exemplo, nos guias de pára-choques que podem ser
metálicos e soldados diretamente na carroceria ao invés de ser uma peça plástica rebitada.
Re-uso após a desmontagem pode ser uma boa para certos componentes com plásticos em sua
composição. Um exemplo disso pode ser a caixa de bateria, onde o projeto prevê que os
componentes da caixa possam ser soltos através da liberação de juntas. Componentes
individuais que não estejam danificados podem ser imediatamente re-utilizados. Peças
danificadas podem ser fragmentadas e transformadas em peças novas. Neste caso o
procedimento de separação durante a desmontagem é separar o componente e enviá-lo
completo para a reciclagem.

139
Figura 24 - Exemplo de aplicação de encaixe em caixas de bateria (2).
Hastes de polipropileno podem ser reforçadas sem o uso de outros materiais, somente com o
estiramento e prensagem. Esse material agora super-reforçado pode ser utilizado para servir
de reforço em certos componentes, como por exemplo, volantes.
Se necessária for a mistura de plásticos, é sempre importante lembrar um ponto bastante
importante, que é com relação à compatibilidade dos mesmos, portanto, a seguir será dada
uma diretriz das possíveis compatibilidades e incompatibilidades.
Compatibilização de plásticos
A importância das misturas de polímeros está crescendo bastante, devido principalmente, à
necessidade de novas e específicas propriedades dos plásticos. As primeiras misturas foram
produzidas para melhorar a resistência a impacto de componentes plásticos com a adição de
borracha. Mais tarde, foi possível produzir misturas de diversos componentes com um degrau
variável de solubilidade mútua. Ao longo dos últimos 15 anos, um grande número de plásticos
melhorados com uma taxa preço / performance atraente foi desenvolvida. Esta tecnologia
também permite que as propriedades dos plásticos sejam combinadas entre si em novas
formas.
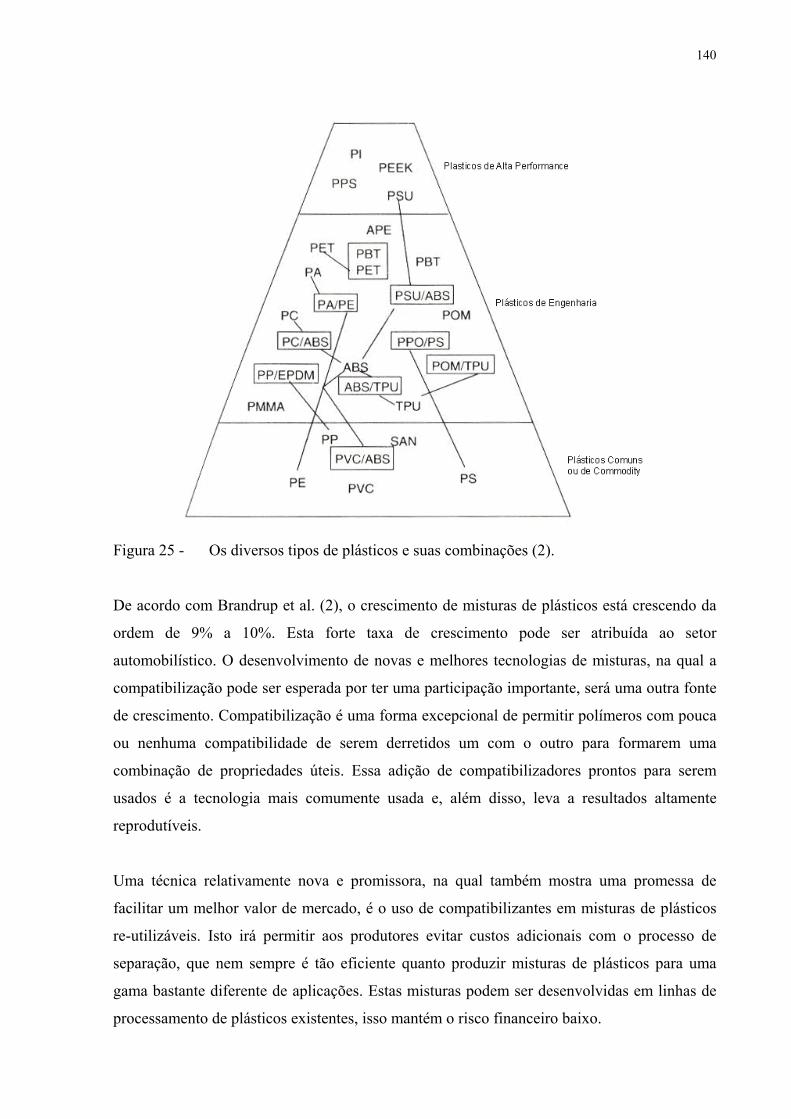
140
Figura 25 - Os diversos tipos de plásticos e suas combinações (2).
De acordo com Brandrup et al. (2), o crescimento de misturas de plásticos está crescendo da
ordem de 9% a 10%. Esta forte taxa de crescimento pode ser atribuída ao setor
automobilístico. O desenvolvimento de novas e melhores tecnologias de misturas, na qual a
compatibilização pode ser esperada por ter uma participação importante, será uma outra fonte
de crescimento. Compatibilização é uma forma excepcional de permitir polímeros com pouca
ou nenhuma compatibilidade de serem derretidos um com o outro para formarem uma
combinação de propriedades úteis. Essa adição de compatibilizadores prontos para serem
usados é a tecnologia mais comumente usada e, além disso, leva a resultados altamente
reprodutíveis.
Uma técnica relativamente nova e promissora, na qual também mostra uma promessa de
facilitar um melhor valor de mercado, é o uso de compatibilizantes em misturas de plásticos
re-utilizáveis. Isto irá permitir aos produtores evitar custos adicionais com o processo de
separação, que nem sempre é tão eficiente quanto produzir misturas de plásticos para uma
gama bastante diferente de aplicações. Estas misturas podem ser desenvolvidas em linhas de
processamento de plásticos existentes, isso mantém o risco financeiro baixo.
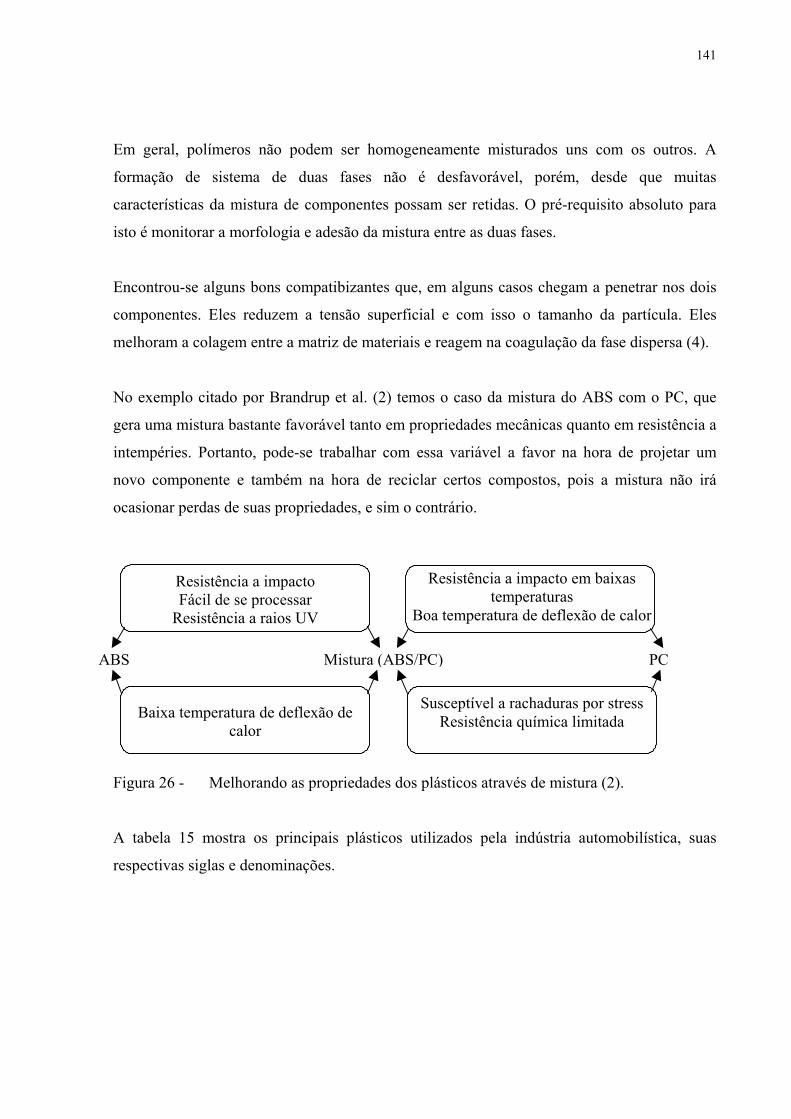
141
Em geral, polímeros não podem ser homogeneamente misturados uns com os outros. A
formação de sistema de duas fases não é desfavorável, porém, desde que muitas
características da mistura de componentes possam ser retidas. O pré-requisito absoluto para
isto é monitorar a morfologia e adesão da mistura entre as duas fases.
Encontrou-se alguns bons compatibizantes que, em alguns casos chegam a penetrar nos dois
componentes. Eles reduzem a tensão superficial e com isso o tamanho da partícula. Eles
melhoram a colagem entre a matriz de materiais e reagem na coagulação da fase dispersa (4).
No exemplo citado por Brandrup et al. (2) temos o caso da mistura do ABS com o PC, que
gera uma mistura bastante favorável tanto em propriedades mecânicas quanto em resistência a
intempéries. Portanto, pode-se trabalhar com essa variável a favor na hora de projetar um
novo componente e também na hora de reciclar certos compostos, pois a mistura não irá
ocasionar perdas de suas propriedades, e sim o contrário.
Resistência a impacto em baixas temperaturas
Boa temperatura de deflexão de calor
Mistura (ABS/PC) PC ABS
Baixa temperatura de deflexão de calor
Susceptível a rachaduras por stress Resistência química limitada
Resistência a impacto Fácil de se processar
Resistência a raios UV
Figura 26 - Melhorando as propriedades dos plásticos através de mistura (2).
A tabela 15 mostra os principais plásticos utilizados pela indústria automobilística, suas
respectivas siglas e denominações.

142
Sigla Nome Sigla Nome PA6 Poliamida 6 SMA Stireno-maleic-anidro
PA66 Poliamida 66 PET Polietileno Tereftalato PA12 Poliamida 12 PBT Politereftalato de Butileno PA11 Poliamida 11 TPE Termoplástico Elastômero PA46 Poliamida 46 PTFE Politertafluoeretileno
PA6/66 Poliamida 6/66 PVC Policloreto de Vinila POM Polioxidometileno / Poliacetal PMMA Polimetil-metacrilato
PP Polipropileno PC Policarbonato PE-HD Polietileno – Alta densidade TPUR Termoplastico Poliuretano PE-LD Polietileno – Baixa densidade PPS Polipropilenosufidrico
OS Poliestireno PAI Poliamida-imide PS-HI Poliestireno – Alta densidade PEI Polietiremida ABS Acrilonitrila-Butadieno-Stireno PPE Polipropileneoeter SAN Stireno-acrilonitrila-copolimero TPO Termoplástico Poliolefinico TEO Termoplástico Elastômero Poliefínico
Tabela 15 - Plásticos mais utilizados pela indústria automobilística (2).
Passando para a compatibilidade entre os plásticos mais usados na indústria automobilística,
temos a tabela 16. Pode-se utilizar tanto na fase de projeto de um veículo, como no fim de
vida, para facilitar a separação de materiais nos centros de reciclagem.
Durante a fase de reciclagem, esta tabela mostra como devemos trabalhar com os diversos
tipos de plásticos para que possam ser facilmente reciclados. Na fase de projeto, esta serve de
guia de aplicação de plásticos compatíveis e durante o fim de vida dos veículos pode fazer
com que materiais totalmente compatíveis possam ser acondicionados juntos.
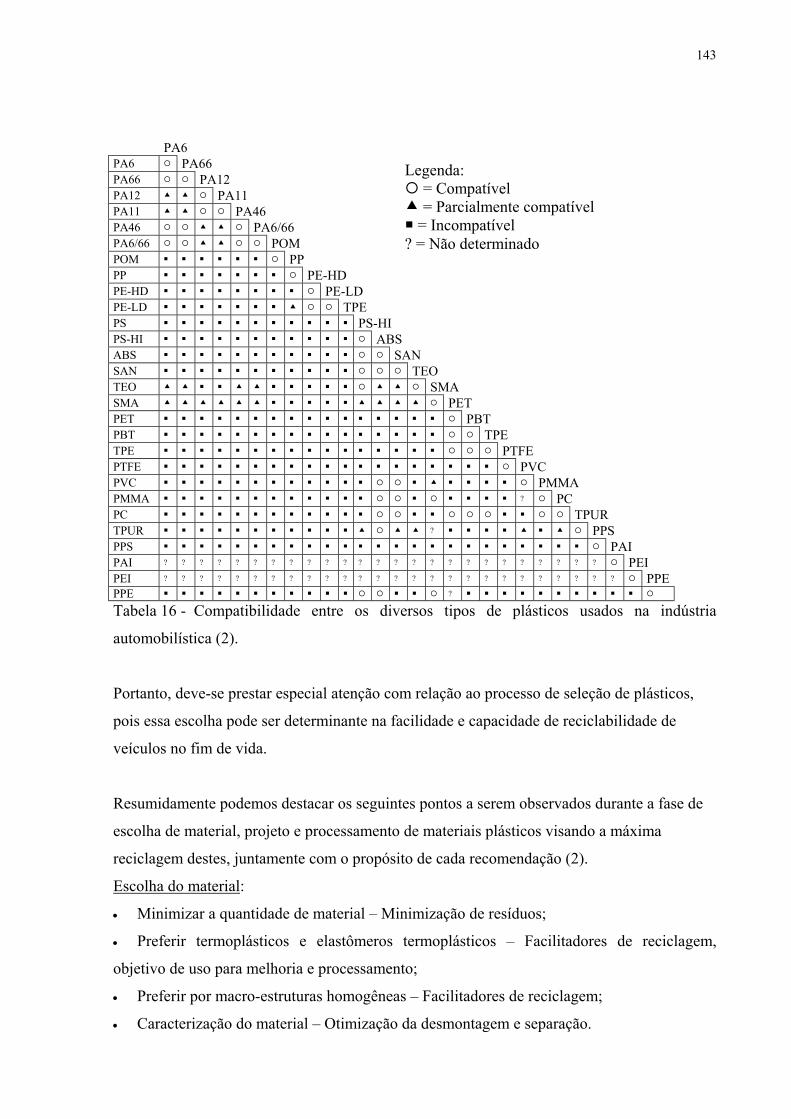
143
PA6 PA6 PA66 PA66 PA12 PA12 PA11 PA11 PA46 PA46 PA6/66 PA6/66 POM POM PP PP PE-HD PE-HD PE-LD PE-LD TPE PS PS-HI PS-HI ABS ABS SAN SAN TEO TEO SMA SMA PET PET PBT PBT TPE TPE PTFE PTFE PVC PVC PMMA PMMA ? PC PC TPUR TPUR ? PPS PPS PAI PAI ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? PEI PEI ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? PPE PPE ?
Legenda: = Compatível = Parcialmente compatível
= Incompatível ? = Não determinado
Tabela 16 - Compatibilidade entre os diversos tipos de plásticos usados na indústria
automobilística (2).
Portanto, deve-se prestar especial atenção com relação ao processo de seleção de plásticos,
pois essa escolha pode ser determinante na facilidade e capacidade de reciclabilidade de
veículos no fim de vida.
Resumidamente podemos destacar os seguintes pontos a serem observados durante a fase de
escolha de material, projeto e processamento de materiais plásticos visando a máxima
reciclagem destes, juntamente com o propósito de cada recomendação (2).
Escolha do material:
• Minimizar a quantidade de material – Minimização de resíduos;
• Preferir termoplásticos e elastômeros termoplásticos – Facilitadores de reciclagem,
objetivo de uso para melhoria e processamento;
• Preferir por macro-estruturas homogêneas – Facilitadores de reciclagem;
• Caracterização do material – Otimização da desmontagem e separação.

144
Projeto:
• Minimizar a quantidade de material – Minimização de resíduos;
• Caracterização do material – Otimização da desmontagem e separação. Pequeno volume
de construção, pequenas paredes – Minimização de resíduos, otimização da desmontagem e
separação;
• Reforços com termoplásticos auto-reforçados ou fibras sintéticas – Facilitadores de
reciclagem, objetivo de uso para melhoria, processamento;
• Juntas por encaixe ao invés de colagem – Otimização da desmontagem e separação.
Processamento:
• Juntas por encaixe ao invés de colagem – Otimização da desmontagem e separação;
• Encaixe por força ou molde ao invés de encaixe por material – Otimização da
desmontagem e separação;
• Processamento cuidadoso (baixa degradação) – Facilitadores de reciclagem e facilitadores
de reciclagem, objetivo de uso para melhoria e processamento;
• Minimização de resíduos de processamento – Redução de descarte;
• Tecnologias de aplicações:
o Juntas por encaixe ao invés de colagem – Otimização da desmontagem e separação;
o Encaixe por força ou molde ao invés de encaixe por material –Otimização da
desmontagem e separação;
o Possibilidade de remoção e desmontagem das partes e materiais – Redução de
descarte, otimização da desmontagem e separação.
• Definir ou delimitar zonas ou partes com alto ou baixo stress – Redução de descarte,
otimização da desmontagem e separação;
• Definir ou delimitar partes sujas ou desmontadas – Redução de descarte, possibilita o
processamento separado e reuso, objetivo de uso para melhoria, processamento.

145
Anexo G - Requisitos funcionais e de desempenho do filtro de óleo do motor
Chevrolet Família I
Categoria Especificação Condição do Teste Norma Referência Valor
Dimensão Comprimento (mm) 75 Diâmetro(mm) 75 Dimensão da Rosca M18x1.5 Volume de óleo (litros) 0,45 Peso seco (gramas) 275 Encaixe para chave tipo copo sim
Vedação Diâmetro externo da vedação (mm) 71 Diâmetro interno da vedação (mm) 61 Junta com aplicação de teflon sim Pressão máxima de operação (kpa) 690 Instalação Torque de remoção com chave tipo cinta (N) 440 Torque de remoção com chave tipo copo (Nm) 82 Voltas após o contato com a vedação 3/4 a 1
Torque dinâmico (Nm) @ 300 rpm 30 +/- 3 Torque ângulo (Nm) @ 300 rpm, com rotação de 180o 6+/- 2 Segurança Vazamento máximo da válvula anti-dreno SAE HS J806 Capítulo 6 200 Pressão de explosão (kpa mínimo) Óleo 5W-30 SAE HS J806 Capítulo 9 Seção 3 1380 Pressão de falha (kpa mínimo) SAE HS J806 Capítulo 5 517 Desempenho Teste de Eficiência de Filtração Taxa de mícron (Absoluto = 98% de eficiência) SAE HS J806 Capítulo 3 25 Passagem única de esferas de vidro (% mínimo) 10-20 mícron SAE HS J806 Capítulo 3 65 Passagem única de esferas de vidro (% típico) 10-20 mícron SAE HS J806 Capítulo 3 80 Eficiência balanceada (% mínima) SAE HS J806 Capítulo 2 85 Eficiência balanceada (% típica) SAE HS J806 Capítulo 2 90
Teste de contaminação com poeira de teste fina Taxa de adição de contaminante (gr/hr) SAE HS J806 Capítulo 2 1,8 Fluxo através do filtro (litros/min) SAE HS J806 Capítulo 2 11,4 Pressão final (kpa) SAE HS J806 Capítulo 2 55 Capacidade de contaminante (gramas - mínimo) SAE HS J806 Capítulo 2 7 Teste de resistência à água Resistência à água (minutos - mínimo) SAE HS J806 Capítulo 7, Seção 2 60 Teste de fluxo Fluxo máximo (litros / minuto) 25 Resistência ao fluxo à quente (Max. kpa) óleo SAE 5W-30 a 87o C 26 Resistência ao fluxo à frio (Max. kpa) óleo SAE 5W-30 a 1o C 100
Teste de ciclagem de temperatura e pressão Vazamento (cc) SAE HS J806 Capítulo 9 Seção 1 0
Variação da pressão de óleo (kpa)
Freqüência da pulsação de pressão: 20 ciclos por minuto com óleo SAE 10W; Duração do ciclo: 10.000 pulsos a 65o C; 500 pulsos a –35o C; 10.000 pulsos a 65o C
0-552
Teste de resistência à vibração
Vazamento no fim do teste de vibração (cc)
Condições do teste: Montagem do filtro: Horizontal; Eixo de vibração: Vertical; Freqüência de vibração: Ressonância; Nível de entrada: 6 G’s
0
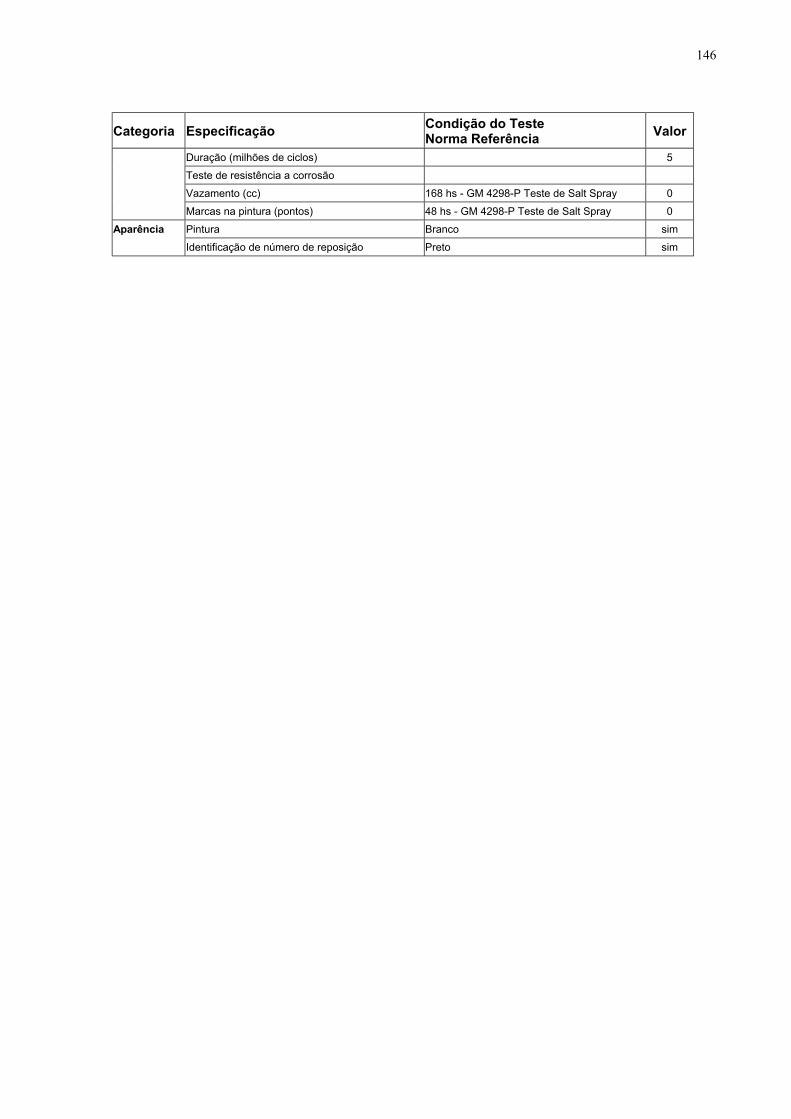
146
Categoria Especificação Condição do Teste Norma Referência Valor
Duração (milhões de ciclos) 5 Teste de resistência a corrosão Vazamento (cc) 168 hs - GM 4298-P Teste de Salt Spray 0 Marcas na pintura (pontos) 48 hs - GM 4298-P Teste de Salt Spray 0 Aparência Pintura Branco sim Identificação de número de reposição Preto sim
147
LISTA DE REFERÊNCIAS
6.2 Livros
(1) ARBIX, G.; ZILBOVICIUS, M. De JK a FHC, a reinvenção dos carros/ Organização.
São Paulo: Scritta, 1997. 522p ISBN 85-86567-04-3
(2) BRANDRUP, J.; BITTNER, M.; MICHAELI, W.; MENGES, G Recycling and recovery
of plastics. Cincinnatti, Ohio USA: Hanser / Gardner Publications, 1996. 893p ISBN 1-
56990-214-3
(3) GALBRAITH, J. K. A sociedade justa: uma perspectiva humana. Rio de Janeiro:
Campus, 1996. 176 p. ISBN 85-352-0054-1
(4) HEGBERG, B. A. BRENNIMAN G. R.; HALLENBECK W. H. Mixed plastics
recycling technology. Chicago, Illinois USA: Noyes Data Corporation, 1992. 207p. ISBN 0-
8155-1297-X
(5) HENSTOCK, M. E. Design for Recyclability. London, England: The Institute of Metals,
1988. 135p ISBN 0-901462-46-2
(6) POSTHUMA, A. C. Autopeças na encruzilhada: modernização desarticulada e
desnacionalização. Contido em ARBIX, G.; ZILBOVICIUS, M.
(7) KAMINSKI, P. C. Desenvolvendo produtos com planejamento, criatividade e
qualidade. Rio de Janeiro-RJ: LTC, 2000. 132p ISBN 85-216-1200-1
6.3 Artigos e Teses
(8) BRESSANI S.; Brasil pode virar lixão mundial de pneus. O Estado de São Paulo, São
Paulo. 17 março 2003. Principal, p. A8

148
(9) BROOKS, S. H. W.; DURANCEAU C. M.; GALLMEYER W. W.; WILLIAMS R. L.;
WINSLOW G. R. In: SAE WORLD CONGRESS, 2003, Detroit, Michigan USA. Stake
digester process for HDPE fuel tank recycling. SAE 2003-01-1371
(10) DIEGMANN W.; ADAM F. H; TIEDECK R; HOFFMANNS W. In: SAE WORLD
CONGRESS, 2000, Detroit, Michigan USA. Profitable Recycling of Automotive Wiring
Harnesses. SAE-2000-01-0736
(11) CAMPEAN I.F.; KÜHN F. P.; KHAN M. K.; Reliability analysis of automotive field
failure warranty data. Bradford University Journal, University of Bradford. 2000.
(12) CARTWRIGHT D. R. In: SAE WORLD CONGRESS, 2000, Detroit, Michigan USA.
Accepting the challenge of carpet recycling. SAE-01-1091
(13) DURANCEAU C.; LINDELL T. In: SAE WORLD CONGRESS, 1999, Detroit,
Michigan USA. Automotive recycling as reuse: Investigation to establish the contribution
of reuse on recyclability. SAE 1999-01-0987
(14) DURANCEAU C. M.; WINSLOW G. R.; SAHA P. In: SAE WORLD CONGRESS,
1998, Detroit, Michigan USA. Recycling of automotive seat foam: Acoustics of post
consumer rebond seat foam for carpet underlayment application. SAE-980094
(15) FERNANDES JR. J. L.; BERTOLLO S. A. M. In: CONGRESSO SAE BRASIL, 2000,
São Paulo, São Paulo Brasil. Use of recycled tire in the paving industry. SAE 2000-01-
3249
(16) FLORIDA DEPARTMENT OF ENVIRONMENTAL PROTECTION – HARZADOUS
WASTE COMPLIANCE ASSISTANCE PROGRAM AND FLORIDA CENTER FOR
SOLID AND HARZADOUS WASTE MANAGEMENT Florida automotive recyclers
handbook – Recycling and managing wastes. Florida USA, 1999.
(17) FLORIDA DEPARTMENT OF ENVIRONMENTAL PROTECTION AND FLORIDA
DISMANTLERS AND RECYCLERS ASSOCIATION An environmental compliance
workbook for automotive recyclers. Florida USA, 2002.
149
(18) FUKUMORI K.; MATSUSHITA M.; OKAMOTO H.; SATO N.; SUZUKI Y.;
TAKEUCHI K. Recycling technology of tire rubber. Jornal Japan SAE Review, Japan, ed.
23, p. 259-264, Jun. 2002.
(19) GENERAL MOTORS NORTH AMERICAN OPERATIONS; Headliner recycling
design guidelines. General Motors Detroit, Michigan USA, 13 Fevereiro 1997.
(20) JONES J.; HARISSON D.; CHIODO J.; BILLET E. In: INTERNATIONAL BODY
ENGINEERING CONFERENCE & EXHIBITION AND AUTOMOTIVE &
TRANSPORTATION TECHNOLOGY CONFERENCE, 2002, Paris, France. Design for
automotive glass removal using active disassembly. SAE 2002-01-2246
(21) LANGE W.; CARON J.; SNYDER J. D. In: SAE WORLD CONGRESS, 1999, Detroit,
Michigan USA. Automotive glass collection and recycling pilot study. SAE-1999-01-0672
(22) MARK F. E.; KAMPRATH A. In: SAE WORLD CONGRESS, 2000, Detroit, Michigan
USA. Recycling & recovery options for PU seating material: A joint study of ISOPA /
Euro-Moulders. SAE-2000-01-1514
(23) MASTRAL A.M.; MURILLO R.; CALLÉN M. S.; GARCÍA T. Application of coal
conversion technology to tire processing. Jornal of Fuel Processing Technology, ed. 60,
1999.
(24) MIORI M. Análise de Veículos Automotores Através da Aplicação das Técnicas da
Metodologia do Valor. Dissertação (Mestrado em Engenharia Automotiva) - Escola
Politécnica, Universidade de São Paulo, 2002
(25) O ESTADO DE SÃO PAULO; MP Beneficia reciclagem de plástico com isenção de
imposto. O Estado de São Paulo, São Paulo. 31 outubro 2002. Principal, p. A18
150
(26) OHORI N; SUYAMA T; YAMAMOTO N.; YAGI N. In: SAE JAPAN CONGRESS,
1996, Japan. A study of recycling technology for paint-coated plastic automotive bumper.
1996-401-416
(27) PAUL R. T. In: SAE WORLD CONGRESS, 2001, Detroit, Michigan USA How
prepared are U.S. dismantlers to meet the EU directive for ELV recycling? SAE 2001-
01-3744
(28) PAUL R. T.; CHUNG D.; RANEY D.W. In: SAE WORLD CONGRESS, 2004, Detroit,
Michigan USA Actual recyclability of selected Honda vehicles. SAE 2004-01-0246
(29) PEASLEE, K. D.; ROBERTS II, D. E. Characterization of used automotive oil filters
for recycling. Resources, Conservation and Recycling Journal, ed. 19, p. 81-91, 1997.
(30) RASSHOFER W.; SCHOMER D. In: SAE WORLD CONGRESS, 2003, Detroit,
Michigan USA European and National ELV regulation on car recovery, their impact on
Polyurethane applications in the automotive industry and a proposal by the German
plastics industry to solve the plastics recovery issue. SAE 2003-01-0644
(31) SPUCK B. E.; ANIM J.; HELLERS M. In: SAE WORLD CONGRESS, 2002, Detroit,
Michigan USA Instrument panel skin manufactured with 100% recycled TPO material.
SAE 2002-01-1262
(32) TAM E. K. L; JEKEL L. J. In: SAE WORLD CONGRESS, 2004, Detroit, Michigan
USA Separation and liberation factors in designing for automotive materials recovery.
SAE 2004-01-0471
(33) WIEBE R. D.; RICHARDSON R. C. In: SAE WORLD CONGRESS, 1999, Detroit,
Michigan USA A look at bulk engine coolant recycling and industry trends. SAE 1999-
01-0127
6.4 Resoluções, Deliberações e Normas

151
(34) Brasil. Resolução nº 007 de 31 de agosto de 1993. CONSELHO NACIONAL DO MEIO
AMBIENTE. Define as diretrizes básicas e padrões de emissão para o estabelecimento de
Programas de Inspeção e Manutenção de Veículos em Uso. Diário Oficial da União,
Brasília, DF, 31 de dezembro de 1993.
(35) Brasil. Resolução nº 257, de 30 de junho de 1999. CONSELHO NACIONAL DO MEIO
AMBIENTE. Disciplina o descarte e gerenciamento ambientalmente adequado de pilhas
e baterias, no que tange à coleta, reutilização, reciclagem, tratamento ou disposição
final. Diário Oficial da União, Brasília, DF, 22 julho 1999.
(36) Brasil. Resolução nº 258, de 26 de agosto de 1999.CONSELHO NACIONAL DO MEIO
AMBIENTE. Obriga as empresas fabricantes e as importadoras de pneumáticos a
coletar e dar destinação final, ambientalmente adequado, aos pneus inservíveis
existentes no território nacional, na proporção definida nesta resolução relativamente às
quantidades fabricadas e/ou importadas. Diário Oficial da União, Brasília, DF, 2 dezembro
1999.
(37) DEPARTAMENTO NACIONAL DE TRÂNSITO – DENATRAN. Tabela - Frota de
veículos, por ano de fabricação, segundo as Grandes Regiões e Unidades da Federação.
Disponível em <http://www.denatran.gov.br>. Acesso em 18 de Março de 2005.
(38) INTERNATIONAL ORGANIZATION FOR STANDARDIZATION. ISO/DIS 22628
International Standard – Road vehicles: Recyclability and recoverability Calculation
method. setembro 2002.
(39) THE EUROPEAN PARLIAMENT AND THE COUNCIL OF THE EUROPEAN
UNION. Directive 2000/53/EC of the European parliament and of the council of 18
september2000 on end-of life vehicles. Official Journal of the European Communities, 21
setembro 2000.
(40) THE EUROPEAN PARLIAMENT AND THE COUNCIL OF THE EUROPEAN
UNION. Decision 2002/151/EC. Commission Decision of 19 February 2002 on minimum
requirements for the certificate of destruction issued in accordance with Article 5(3) of

152
Directive 2000/53/EC of the European Parliament and of the Council on end-of-life
vehicles. Official Journal of the European Communities, 21 fevereiro 2002.
(41) THE EUROPEAN PARLIAMENT AND THE COUNCIL OF THE EUROPEAN
UNION. Decision 2002/525/EC. Commission Decision of 27 June 2002 amending Annex
II of Directive 2000/53/EC of the European Parliament and of the Council on end-of-life
vehicles. Official Journal of the European Communities, 29 junho 2002.
6.5 Eventos
(42) FROELICH D. In: PALESTRA SAE BRASIL – SEÇÃO CAMPINAS. Treatment of
End of Life Vehicle: Challenges and trends for European Manufacturers. Campinas, São
Paulo, 24 outubro 2002.





























