Embed Size (px)
Citation preview
Revista INGENIERÍA UC
ISSN: 1316-6832
Universidad de Carabobo
Venezuela
del Valle Arrieche Montero, Milagros; de Fuentes, Judith
Simulación del sistema de absorción, enfriamiento del ácido y generación de vapor de una planta de
ácido sulfúrico.
Revista INGENIERÍA UC, vol. 7, núm. 2, 2000, p. 0
Universidad de Carabobo
Valencia, Venezuela
Disponible en: http://www.redalyc.org/articulo.oa?id=70770205
Cómo citar el artículo
Número completo
Más información del artículo
Página de la revista en redalyc.org
Sistema de Información Científica
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto
SIMULACIÓN DEL SISTEMA DE ABSORCIÓN, ENFRIAMIENTO DEL ÁCIDO Y GENERACIÓN DE VAPOR DE UNA PLANTA DE ÁCIDO SULFÚRICO
Milagros del Valle Arrieche Montero y Judith de Fuentes
Escuela de Ingeniería Química Universidad de Carabobo Valencia - Venezuela
Resumen
El presente trabajo tuvo como objetivo simular el sistema de absorción y enfriamiento del ácido, y el sistema de generación de vapor de una planta de ácido sulfúrico utilizando el paquete de simulación ASPEN PLUS. Para el desarrollo y verificación del esquema de simulación se consideraron las siguientes variables de operación: temperatura, presión, flujos y composición de las corrientes de proceso, balances de masa y de energía del proceso así como también datos de las hojas de control diario y resultados de ensayos de laboratorio. Se simularon las siguientes unidades: Torres de absorción (3), intercambiadores de calor (6) y derivadores de corrientes (4). Para el desarrollo del modelo de simulación se partió de la selección del tipo de aplicación y corrida, especificaciones de los componentes presentes y la química del proceso, así como los modelos termodinámicos, definición: del diagrama de flujo del proceso, corrientes de alimentación y el método de convergencia más apropiado para los sistemas electrolitos involucrados en la absorción del S03 con ácido sulfúrico. Luego de la validación con datos de proceso y operacionales se pudo concluir que el programa ASPEN PLUS permite simular con una buena reproducibilidad el funcionamiento de las unidades evaluadas Se recomienda utilizar el esquema de simulación para cada sistema propuesto, con el objeto de evaluar en forma rápida y predecir de manera confiable el efecto que se presenta cuando hay variaciones de alimentación, además emplearlo como herramienta para realizar evaluaciones periódicas a los equipos que conforman el proceso, para verificar el comportamiento adecuado de los mismos. Palabras Claves: Simulación, Acido Sulfúrico, Absorción, Procesos Químicos
Summary
The simulation of the absorption system, acid cooling and vapor generation circuits in a sulphuric acid plant was the main object of this work. The program selected was ASPEN PLUS and the units simulated were: three absorption towers, six heat exchanger and four stream derivators. In order to simplify the model, four different simulation scheme were developed using thermodynamic models for electrolyte mixtures and convergetion methods available in ASPEN PLUS applications; data for validation of the model was obtained from design manuals and daily data sheets. Results from simulation indicated a good agreement with real values. Because of that, we recommend the use of the model for process evaluation and sensibility analysis. Key Words: Simulation, Sulfuric Acid, Absorption, Chemical Process
DESCRIPCIÓN DEL PROCESO
La planta de ácido sulfúrico tiene una capacidad de 800 toneladas métricas por día (TMD) de ácido sulfúrico al 98% de concentración y 80 TMD de oleúm al 106%. La producción del ácido sulfúrico y del óleum se lleva a
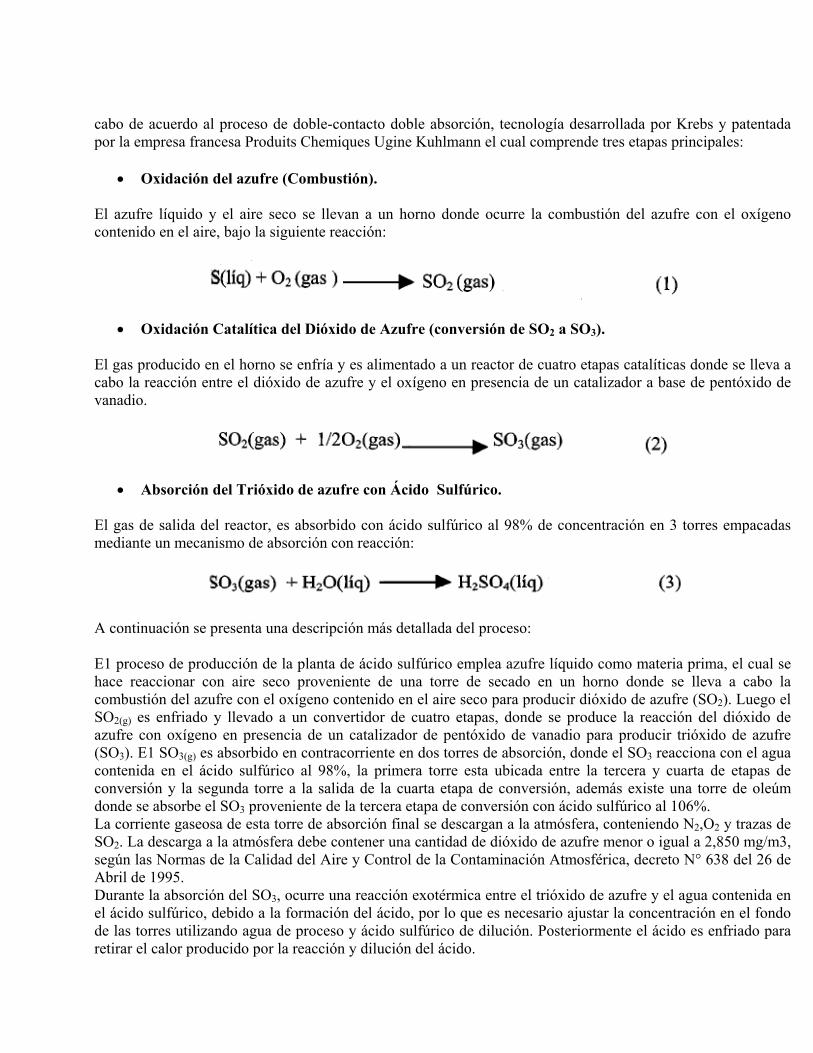
cabo de acuerdo al proceso de doble-contacto doble absorción, tecnología desarrollada por Krebs y patentada por la empresa francesa Produits Chemiques Ugine Kuhlmann el cual comprende tres etapas principales:
• Oxidación del azufre (Combustión). El azufre líquido y el aire seco se llevan a un horno donde ocurre la combustión del azufre con el oxígeno contenido en el aire, bajo la siguiente reacción:
• Oxidación Catalítica del Dióxido de Azufre (conversión de SO2 a SO3). El gas producido en el horno se enfría y es alimentado a un reactor de cuatro etapas catalíticas donde se lleva a cabo la reacción entre el dióxido de azufre y el oxígeno en presencia de un catalizador a base de pentóxido de vanadio.
• Absorción del Trióxido de azufre con Ácido Sulfúrico. El gas de salida del reactor, es absorbido con ácido sulfúrico al 98% de concentración en 3 torres empacadas mediante un mecanismo de absorción con reacción:
A continuación se presenta una descripción más detallada del proceso: E1 proceso de producción de la planta de ácido sulfúrico emplea azufre líquido como materia prima, el cual se hace reaccionar con aire seco proveniente de una torre de secado en un horno donde se lleva a cabo la combustión del azufre con el oxígeno contenido en el aire seco para producir dióxido de azufre (SO2). Luego el SO2(g) es enfriado y llevado a un convertidor de cuatro etapas, donde se produce la reacción del dióxido de azufre con oxígeno en presencia de un catalizador de pentóxido de vanadio para producir trióxido de azufre (SO3). E1 SO3(g) es absorbido en contracorriente en dos torres de absorción, donde el SO3 reacciona con el agua contenida en el ácido sulfúrico al 98%, la primera torre esta ubicada entre la tercera y cuarta de etapas de conversión y la segunda torre a la salida de la cuarta etapa de conversión, además existe una torre de oleúm donde se absorbe el SO3 proveniente de la tercera etapa de conversión con ácido sulfúrico al 106%. La corriente gaseosa de esta torre de absorción final se descargan a la atmósfera, conteniendo N2,O2 y trazas de SO2. La descarga a la atmósfera debe contener una cantidad de dióxido de azufre menor o igual a 2,850 mg/m3, según las Normas de la Calidad del Aire y Control de la Contaminación Atmosférica, decreto N° 638 del 26 de Abril de 1995. Durante la absorción del SO3, ocurre una reacción exotérmica entre el trióxido de azufre y el agua contenida en el ácido sulfúrico, debido a la formación del ácido, por lo que es necesario ajustar la concentración en el fondo de las torres utilizando agua de proceso y ácido sulfúrico de dilución. Posteriormente el ácido es enfriado para retirar el calor producido por la reacción y dilución del ácido.
SIMULACIÓN DE PROCESOS QUÍMICOS
La simulación de procesos es la actividad por la cual un conjunto de sub-programas (unidades de cálculo), escritos en lenguaje simbólico, permiten, una vez ejecutados en el computador, la obtención por cálculo de valores realistas para las variables de operación características de un proceso químico. Este proceso puede ser una planta de tratamiento de minerales, una refinería, una industria de productos alimenticios o una planta de tratamiento de aguas residuales, puesto que todos ellos tienen en común: Algunas de las aplicaciones técnicas más frecuentes que justifican una simulación:
• Predicción de los efectos producidos en el proceso por cambios en las condiciones operacionales, distribución y capacidad de los equipos.
• Resolución rápida de balances de masa y energía en procesos de gran envergadura. • Optimización de la operación rápida y con seguridad. • Evaluación de cambios en las condiciones de alimentación (análisis), de ciertas condiciones de
operación (optimización) y de la distribución de redes corrientes-equipos (diseño). • Identificación de las unidades controlantes o cuellos de botellas en un proceso. • Utilización como herramienta de entrenamiento para ingenieros y operadores (análisis de sistemas). • Estimación de costos, control de presupuesto, y la planificación de la producción.
La metodología para realizar una simulación comprende las siguientes etapas:
• Definir el problema y objetivos a lograr para decidir si se justifica la realización de la simulación. En esta etapa es fundamental estudiar el proceso para identificar áreas sensibles económicamente, recolectar datos de los balances de masa y energía, procedimientos de operación y control.
• Desarrollar inicialmente la simulación con datos de diseño (caso base) y analizar la sensibilidad del proceso, con el objetivo de identificar aquellas unidades y parámetros donde una pequeña perturbación sobre las condiciones operaciones del caso base, producen un cambio apreciable con la que el modelo representa al proceso real.
• Analizar los recursos requeridos para el logro de los objetivos de la simulación, considerando la mano de obra, el tiempo y dinero.
• Desarrollar las unidades de cálculo o modelo de simulación. • Validación del modelo de simulación o evaluación de la precisión con la que el modelo representa al
proceso real. • Aplicación del modelo, interpretación y comprensión de los resultados.
ESQUEMA DE SIMULACIÓN
Para la realización de la simulación de los sistemas de absorción y enfriamiento del ácido, y del sistema de generación de vapor de la planta de ácido sulfúrico, se emplea el paquete comercial ASPEN PLUS versión 9.3 de Aspen Technology. Este es un simulador modular secuencial de procesos en estado estacionario, el cual tiene la capacidad de calcular propiedades termodinámicas y de transporte valiéndose de ecuaciones de estado, tablas de propiedades y correlaciones empíricas. Con el propósito de verificar los datos de diseño, la simulación se efectúa inicialmente en cada uno de los equipos de los sistemas, especificando las características de diseño de los mismos. Luego debido a la complejidad del proceso, se realiza la simulación de los sistemas por separado, a fin de acelerar la convergencia y obtener los resultados y análisis de sensibilidad en un tiempo razonable.
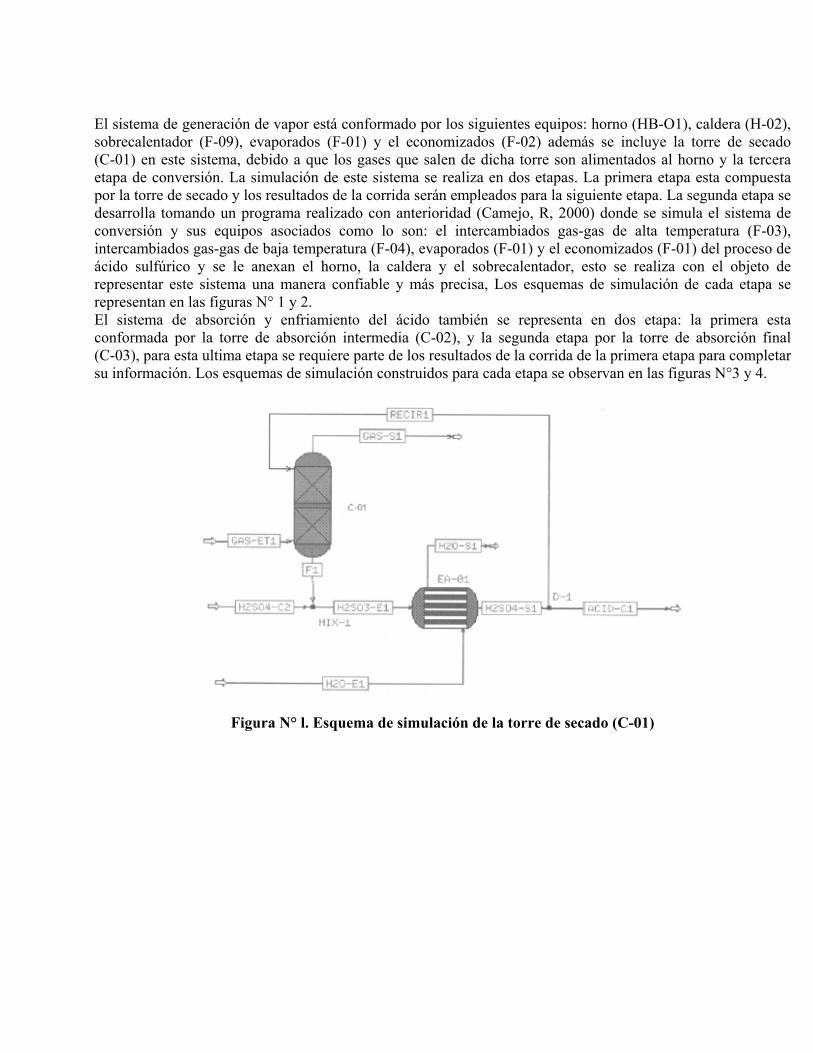
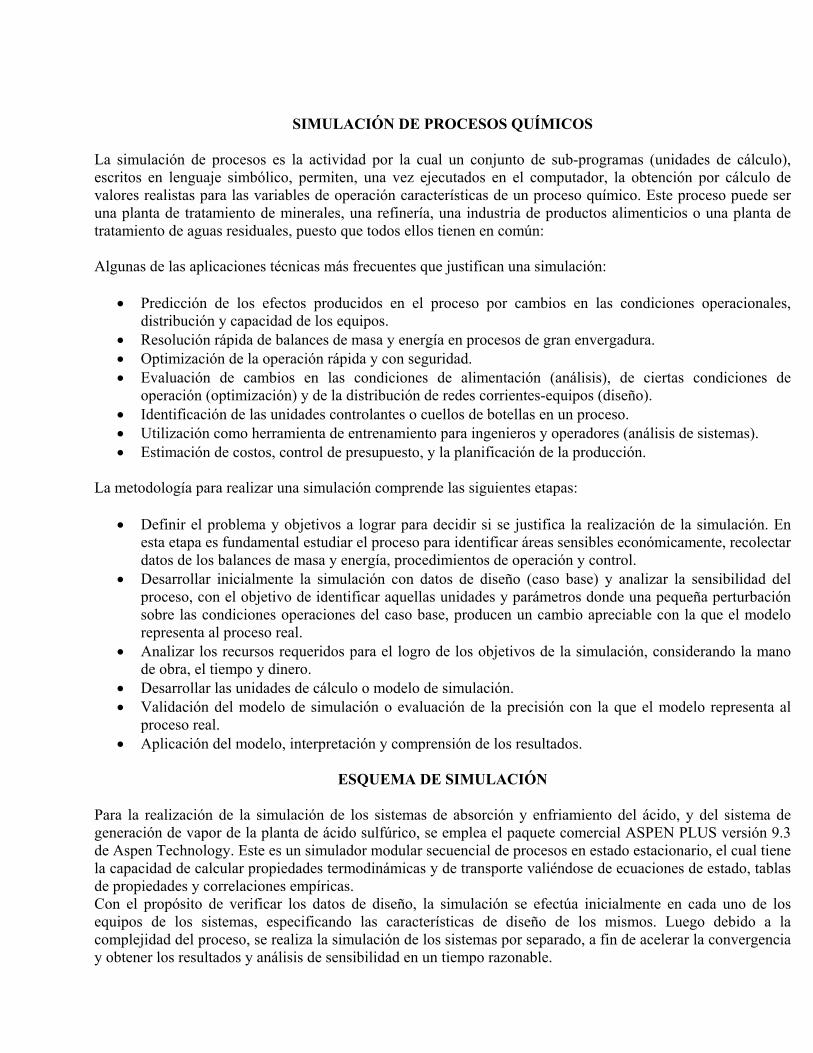
El sistema de generación de vapor está conformado por los siguientes equipos: horno (HB-O1), caldera (H-02), sobrecalentador (F-09), evaporados (F-01) y el economizados (F-02) además se incluye la torre de secado (C-01) en este sistema, debido a que los gases que salen de dicha torre son alimentados al horno y la tercera etapa de conversión. La simulación de este sistema se realiza en dos etapas. La primera etapa esta compuesta por la torre de secado y los resultados de la corrida serán empleados para la siguiente etapa. La segunda etapa se desarrolla tomando un programa realizado con anterioridad (Camejo, R, 2000) donde se simula el sistema de conversión y sus equipos asociados como lo son: el intercambiados gas-gas de alta temperatura (F-03), intercambiados gas-gas de baja temperatura (F-04), evaporados (F-01) y el economizados (F-01) del proceso de ácido sulfúrico y se le anexan el horno, la caldera y el sobrecalentador, esto se realiza con el objeto de representar este sistema una manera confiable y más precisa, Los esquemas de simulación de cada etapa se representan en las figuras N° 1 y 2. El sistema de absorción y enfriamiento del ácido también se representa en dos etapa: la primera esta conformada por la torre de absorción intermedia (C-02), y la segunda etapa por la torre de absorción final (C-03), para esta ultima etapa se requiere parte de los resultados de la corrida de la primera etapa para completar su información. Los esquemas de simulación construidos para cada etapa se observan en las figuras N°3 y 4.
Figura N° l. Esquema de simulación de la torre de secado (C-01)
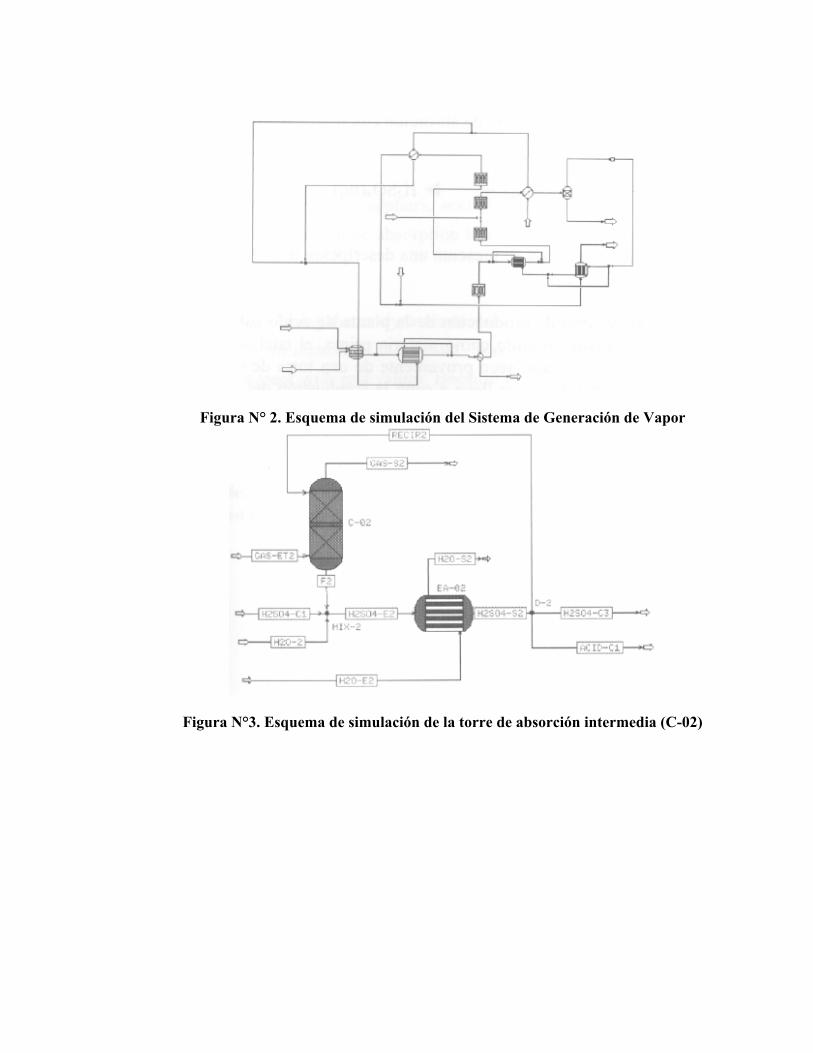
Figura N° 2. Esquema de simulación del Sistema de Generación de Vapor
Figura N°3. Esquema de simulación de la torre de absorción intermedia (C-02)
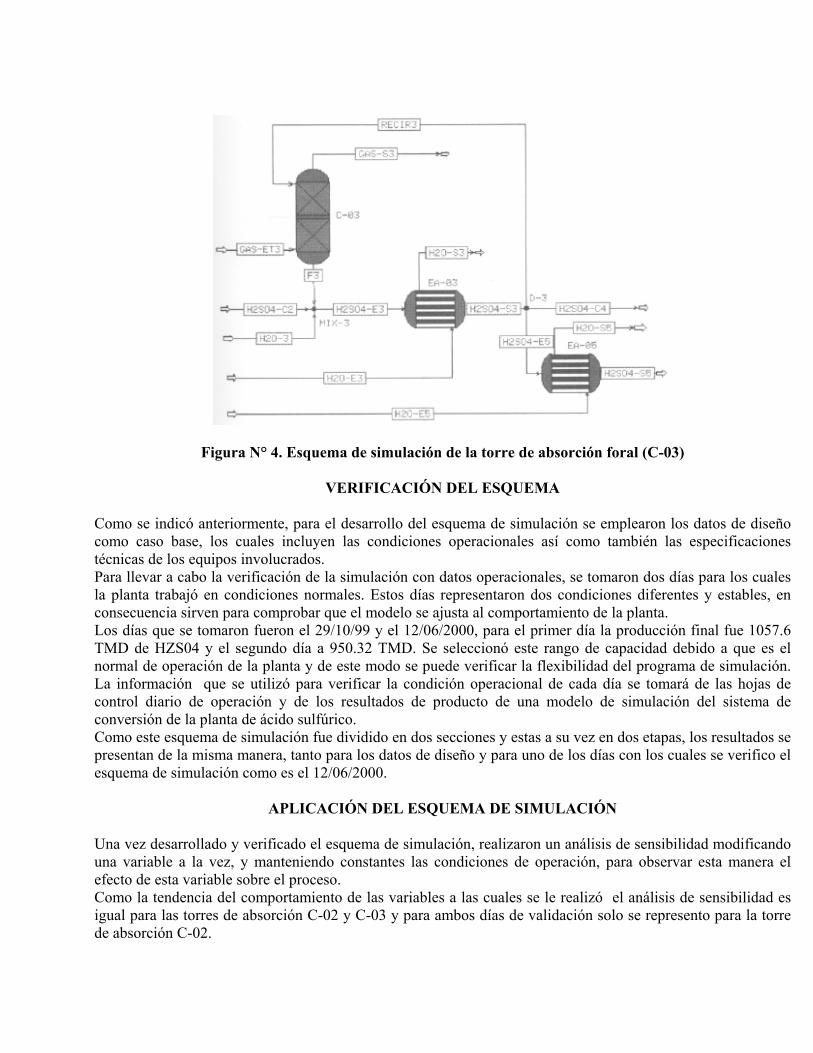
Figura N° 4. Esquema de simulación de la torre de absorción foral (C-03)
VERIFICACIÓN DEL ESQUEMA
Como se indicó anteriormente, para el desarrollo del esquema de simulación se emplearon los datos de diseño como caso base, los cuales incluyen las condiciones operacionales así como también las especificaciones técnicas de los equipos involucrados. Para llevar a cabo la verificación de la simulación con datos operacionales, se tomaron dos días para los cuales la planta trabajó en condiciones normales. Estos días representaron dos condiciones diferentes y estables, en consecuencia sirven para comprobar que el modelo se ajusta al comportamiento de la planta. Los días que se tomaron fueron el 29/10/99 y el 12/06/2000, para el primer día la producción final fue 1057.6 TMD de HZS04 y el segundo día a 950.32 TMD. Se seleccionó este rango de capacidad debido a que es el normal de operación de la planta y de este modo se puede verificar la flexibilidad del programa de simulación. La información que se utilizó para verificar la condición operacional de cada día se tomará de las hojas de control diario de operación y de los resultados de producto de una modelo de simulación del sistema de conversión de la planta de ácido sulfúrico. Como este esquema de simulación fue dividido en dos secciones y estas a su vez en dos etapas, los resultados se presentan de la misma manera, tanto para los datos de diseño y para uno de los días con los cuales se verifico el esquema de simulación como es el 12/06/2000.
APLICACIÓN DEL ESQUEMA DE SIMULACIÓN
Una vez desarrollado y verificado el esquema de simulación, realizaron un análisis de sensibilidad modificando una variable a la vez, y manteniendo constantes las condiciones de operación, para observar esta manera el efecto de esta variable sobre el proceso. Como la tendencia del comportamiento de las variables a las cuales se le realizó el análisis de sensibilidad es igual para las torres de absorción C-02 y C-03 y para ambos días de validación solo se represento para la torre de absorción C-02.
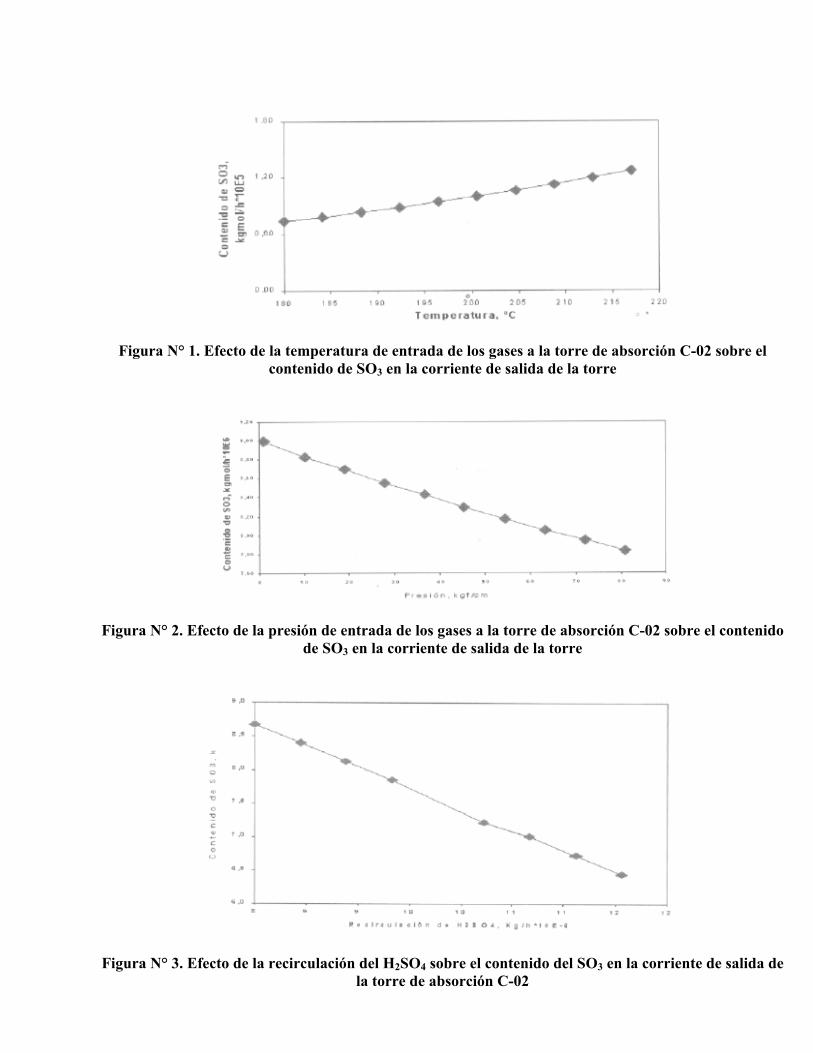
Figura N° 1. Efecto de la temperatura de entrada de los gases a la torre de absorción C-02 sobre el contenido de SO3 en la corriente de salida de la torre
Figura N° 2. Efecto de la presión de entrada de los gases a la torre de absorción C-02 sobre el contenido de SO3 en la corriente de salida de la torre
Figura N° 3. Efecto de la recirculación del H2SO4 sobre el contenido del SO3 en la corriente de salida de
la torre de absorción C-02
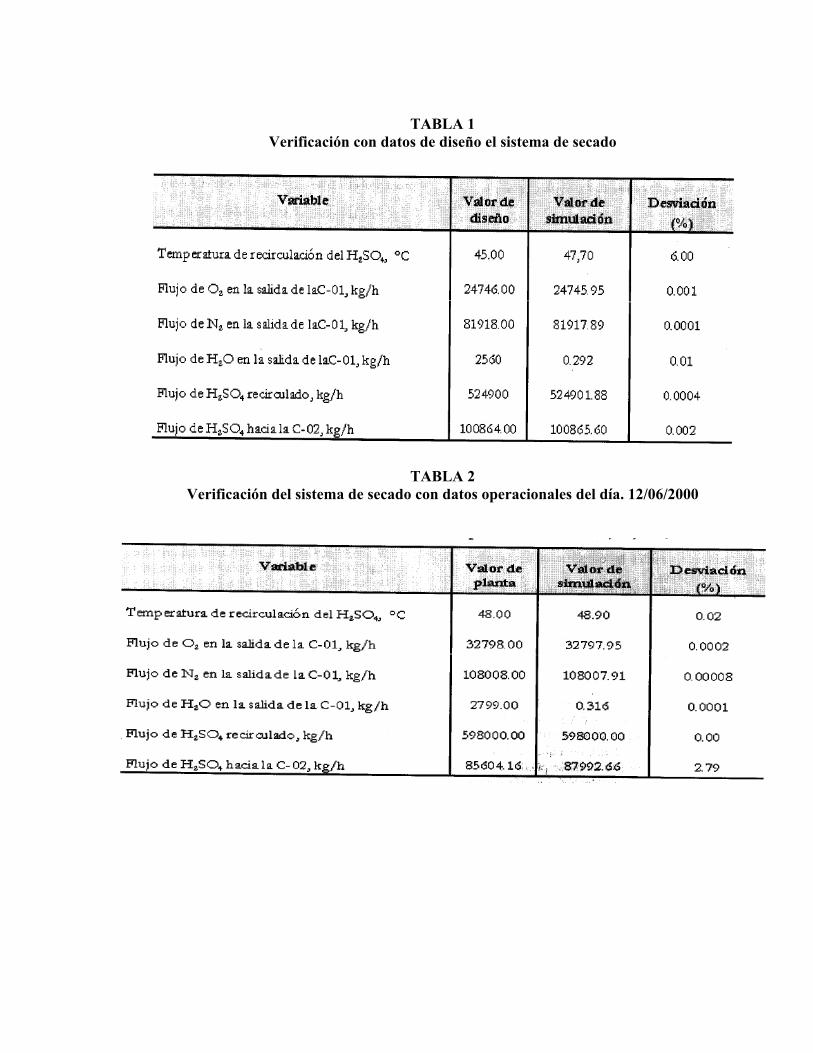
TABLA 1 Verificación con datos de diseño el sistema de secado
TABLA 2 Verificación del sistema de secado con datos operacionales del día. 12/06/2000
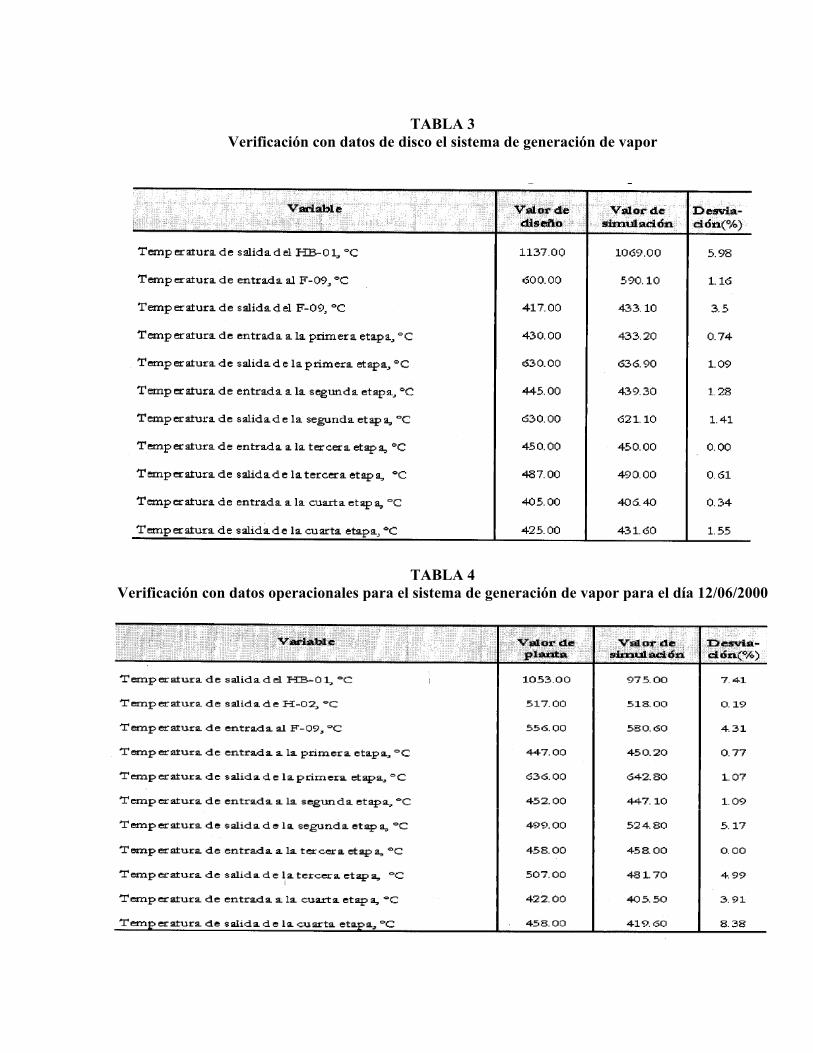
TABLA 3 Verificación con datos de disco el sistema de generación de vapor
TABLA 4 Verificación con datos operacionales para el sistema de generación de vapor para el día 12/06/2000
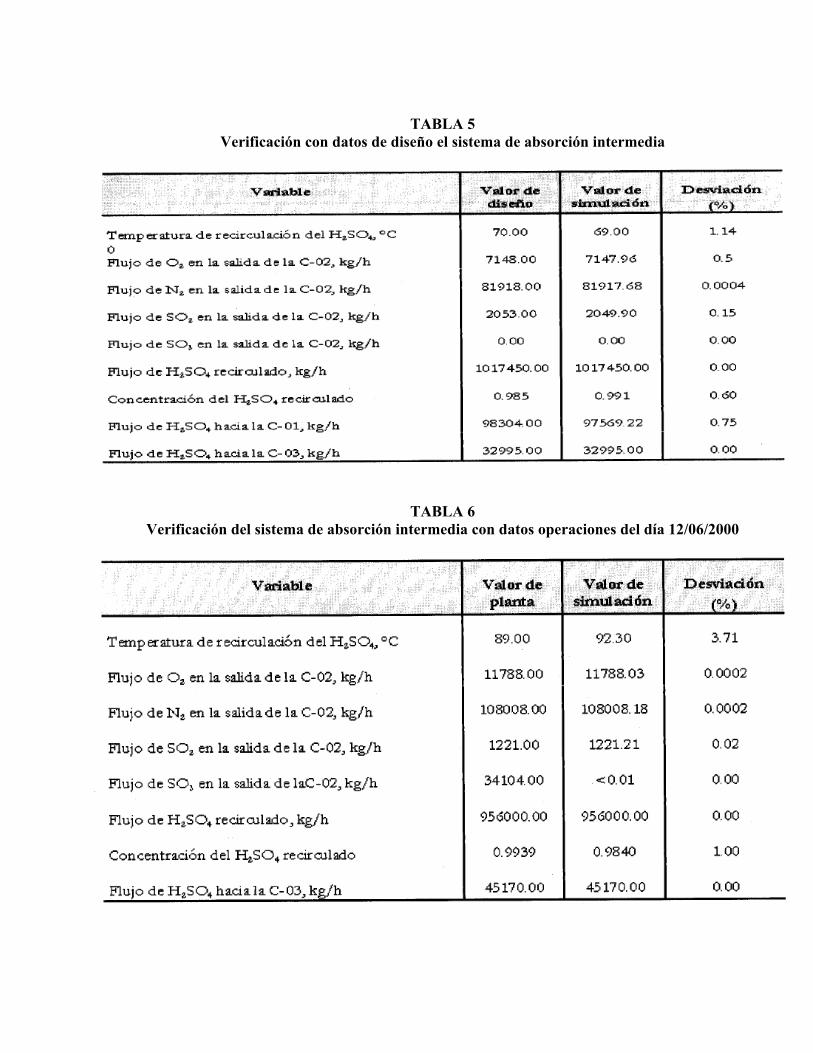
TABLA 5 Verificación con datos de diseño el sistema de absorción intermedia
TABLA 6 Verificación del sistema de absorción intermedia con datos operaciones del día 12/06/2000
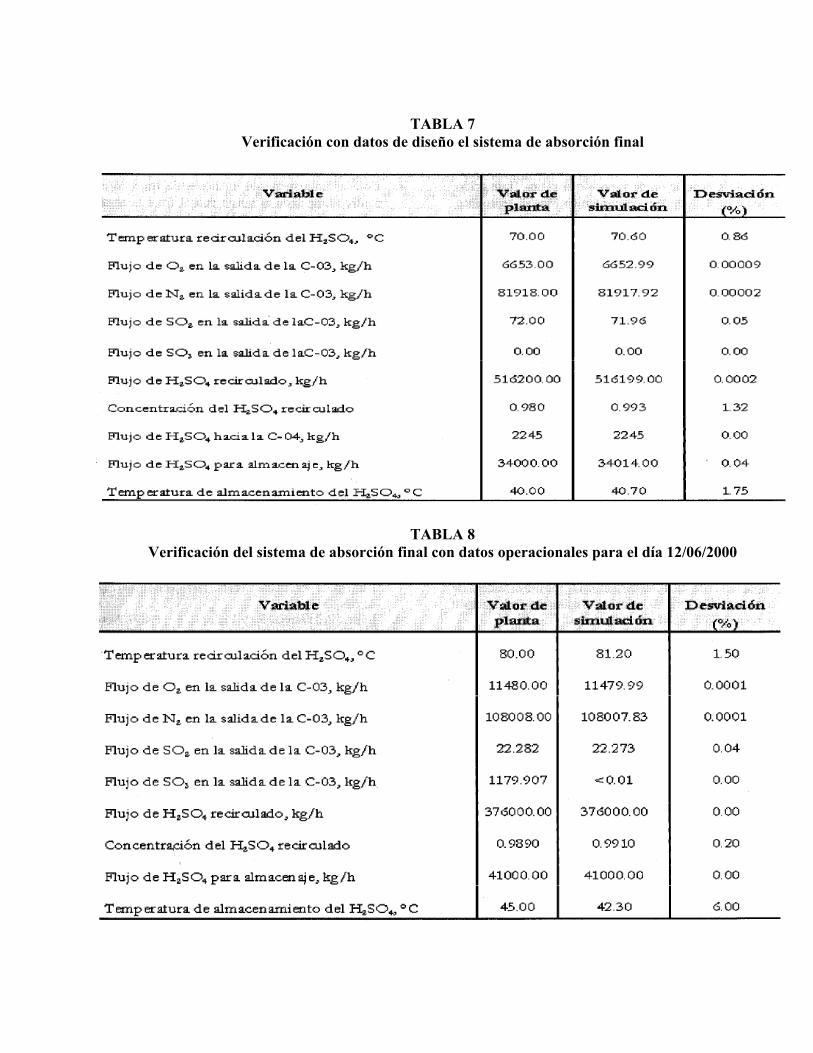
TABLA 7 Verificación con datos de diseño el sistema de absorción final
TABLA 8 Verificación del sistema de absorción final con datos operacionales para el día 12/06/2000
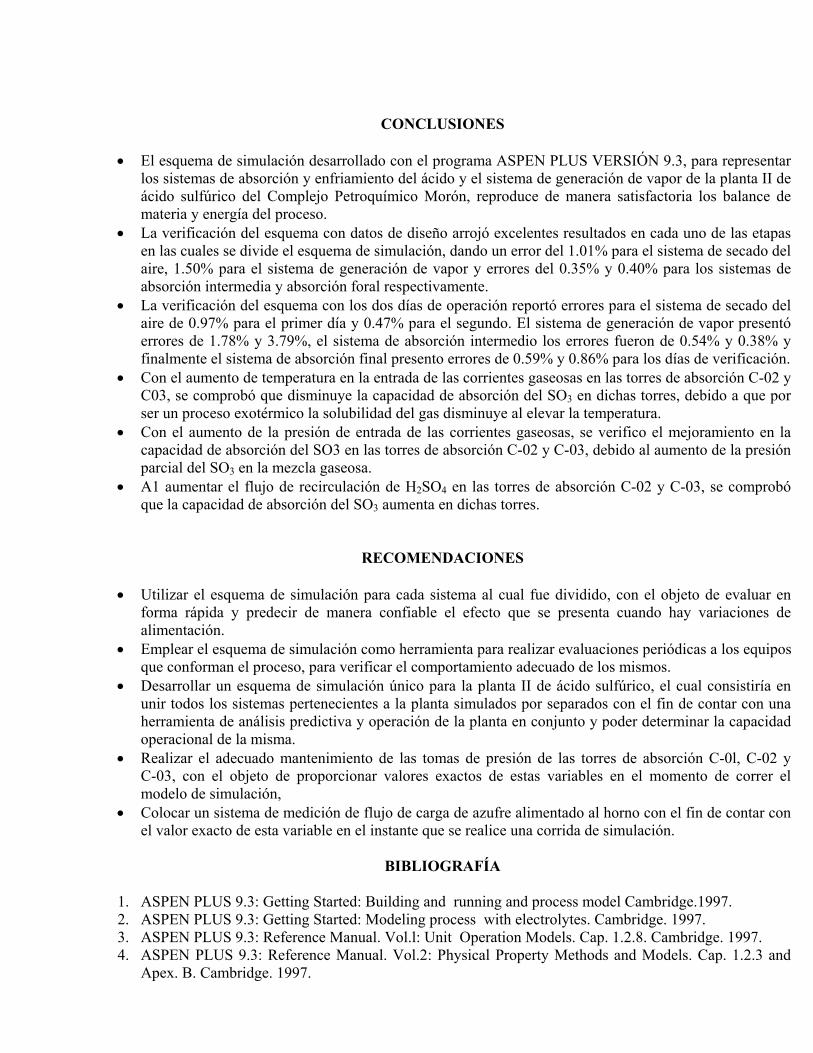
CONCLUSIONES
• El esquema de simulación desarrollado con el programa ASPEN PLUS VERSIÓN 9.3, para representar los sistemas de absorción y enfriamiento del ácido y el sistema de generación de vapor de la planta II de ácido sulfúrico del Complejo Petroquímico Morón, reproduce de manera satisfactoria los balance de materia y energía del proceso.
• La verificación del esquema con datos de diseño arrojó excelentes resultados en cada uno de las etapas en las cuales se divide el esquema de simulación, dando un error del 1.01% para el sistema de secado del aire, 1.50% para el sistema de generación de vapor y errores del 0.35% y 0.40% para los sistemas de absorción intermedia y absorción foral respectivamente.
• La verificación del esquema con los dos días de operación reportó errores para el sistema de secado del aire de 0.97% para el primer día y 0.47% para el segundo. El sistema de generación de vapor presentó errores de 1.78% y 3.79%, el sistema de absorción intermedio los errores fueron de 0.54% y 0.38% y finalmente el sistema de absorción final presento errores de 0.59% y 0.86% para los días de verificación.
• Con el aumento de temperatura en la entrada de las corrientes gaseosas en las torres de absorción C-02 y C03, se comprobó que disminuye la capacidad de absorción del SO3 en dichas torres, debido a que por ser un proceso exotérmico la solubilidad del gas disminuye al elevar la temperatura.
• Con el aumento de la presión de entrada de las corrientes gaseosas, se verifico el mejoramiento en la capacidad de absorción del SO3 en las torres de absorción C-02 y C-03, debido al aumento de la presión parcial del SO3 en la mezcla gaseosa.
• A1 aumentar el flujo de recirculación de H2SO4 en las torres de absorción C-02 y C-03, se comprobó que la capacidad de absorción del SO3 aumenta en dichas torres.
RECOMENDACIONES
• Utilizar el esquema de simulación para cada sistema al cual fue dividido, con el objeto de evaluar en forma rápida y predecir de manera confiable el efecto que se presenta cuando hay variaciones de alimentación.
• Emplear el esquema de simulación como herramienta para realizar evaluaciones periódicas a los equipos que conforman el proceso, para verificar el comportamiento adecuado de los mismos.
• Desarrollar un esquema de simulación único para la planta II de ácido sulfúrico, el cual consistiría en unir todos los sistemas pertenecientes a la planta simulados por separados con el fin de contar con una herramienta de análisis predictiva y operación de la planta en conjunto y poder determinar la capacidad operacional de la misma.
• Realizar el adecuado mantenimiento de las tomas de presión de las torres de absorción C-0l, C-02 y C-03, con el objeto de proporcionar valores exactos de estas variables en el momento de correr el modelo de simulación,
• Colocar un sistema de medición de flujo de carga de azufre alimentado al horno con el fin de contar con el valor exacto de esta variable en el instante que se realice una corrida de simulación.
BIBLIOGRAFÍA
1. ASPEN PLUS 9.3: Getting Started: Building and running and process model Cambridge.1997. 2. ASPEN PLUS 9.3: Getting Started: Modeling process with electrolytes. Cambridge. 1997. 3. ASPEN PLUS 9.3: Reference Manual. Vol.l: Unit Operation Models. Cap. 1.2.8. Cambridge. 1997. 4. ASPEN PLUS 9.3: Reference Manual. Vol.2: Physical Property Methods and Models. Cap. 1.2.3 and
Apex. B. Cambridge. 1997.
5. Camejo, R. (2000). Simulación del Convertidor Catalítico de la Planta II de Ácido Sulfúrico de Pequiven Morón. Tesis de Grado no publicada. Facultad de Ingeniería, Universidad de Carabobo, Valencia.
6. García, A. y Rodríguez, G. (1998). Simulación del Sistema de Remoción de CO2 de la Planta de Amoniaco de Pequiven Morón. Tesis de Grado no publicada. Facultad de Ingeniería, Universidad de Carabobo, Valencia.
7. Himmelblau, D. (1988). Balance de Materia y Energía. Prentice Hall Hispanoamérica. Cuarta edición. México.
8. López, A., García, R. y Polloolí, F. (1989). Manual de Operación de la Planta de Ácido Sulfúrico Instalación 218 . Petroquímica de Venezuela.
9. Perry, R. y Otros. (1922). Manual del Ingeniero Químico. McGraw-Hill / interamericana de México. Sexta edición. México.
10. Sander, U. y Otros. (1984). Sulphur, Sulphur Dioxide and Sulphuric Acid. The British Corporation Limited. Londres.
11. Shannon, P. y Johnson. A. (1966). Simulación Computarizada de una Planta de Ácido Sulfúrico. Chemical Engineering Progress. Vol. 62. No 6.
12. Stanford Research institute: Sulfuric Acid. Menlo Park, N° 84 California, 1973. 13. Treybal, R. (1980). Operaciones de Transferencia de Masa. McGraw Hill. Segunda edición. México
















![Propiedades Termodinámicas [Modo de Compatibilidad]](https://img.pdfslide.tips/doc/110x75/563db80c550346aa9a900ad0/propiedades-termodinamicas-modo-de-compatibilidad.jpg)