Embed Size (px)
Citation preview

36 Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008
Rilevazione e monitoraggio di cricche indottesu recipienti a pressione in servizio in ambiente
“WET H2S” nell’industria petroliferaG. Chiofalo* - V. Gazzoli** - F. Giacobbe*** - C. Delle Site****
*Università di Messina**Raffineria di Milazzo RAM S.C.p.A., Milazzo (ME)
***ISPESL dip. Messina****ISPESL dip. DCC Roma
Key wor ds: pr essur e vessel, monitor ing, petr olchemical plants, wet H2S damage
SommarioLe cricche indotte da “wet H2S” rappresentano un pro-blema che coinvolge il normale acciaio al carbonio delleapparecchiature impiegate nella lavorazione degli idro-carburi. L’idrogeno che si sviluppa nei processi corrosiviche si svolgono in tale ambiente, rimanendo dissociatosotto forma atomica, diffonde nell’acciaio provocandodelle cricche. Attualmente sul mercato sono disponibili dei materialiche presentano caratteristiche tali da resistere a questimeccanismi di danno. Tuttavia rimane il problema dellagestione di moltissime apparecchiature a pressione anco-ra in servizio costruite nei decenni scorsi con materialinon resistenti a questo meccanismo, che presentano varitipi di danneggiamento. In questo lavoro viene svolta una panoramica sulle tecni-che idonee per la rilevazione, riparazione e mitigazionedei danneggiamenti sui recipienti a pressione operanti inambiente “Wet H2S”, con riferimento alla pubblicazioneNace Std RP 0296-96, che rappresenta una linea guidaper queste attività. Si riporta inoltre l’esperienza di gestione di questa pro-blematica, che viene vissuta in una raffineria di petrolio,dove tramite una periodica attività ispettiva a cui segueuna valutazione di fitness for service, vengono tenute sot-to controllo oltre 300 apparecchiature, tramite una meto-dologia che è riconosciuta anche dai principali organisminotificati internazionali.
IntroduzioneMolte delle apparecchiature utilizzate per la lavorazionee il trasporto degli idrocarburi si trovano a operare in am-bienti caratterizzati dalla presenza di H
2S e fase acquosa,
noto anche come “wet H2S”. Queste condizioni di servi-zio si possono rilevare molto deleterie per l’acciaio al car-bonio a bassa resistenza (P275NL/NH o P355NL/NH;A-516 Gr. 60/65/70), che rappresenta il materiale più dif-fuso per la realizzazione degli apparecchi a pressione, inquanto verifica i requisiti previsti dalle norme UNIEN(1).
Poiché l’attenzione a questo tipo di problematica è relati-vamente recente, solo da qualche decennio si sono svi-luppate opportune specifiche di progetto per la costru-zione di apparecchiature operanti in tale tipo di ambien-te, l’approvvigionamento dei materiali, le riparazioni e leispezioni. Sono però tuttora in servizio moltissime appa-recchiature, costruite nei decenni scorsi quando poca at-tenzione era rivolta a tale problema, le quali, sia per i lun-ghi anni di funzionamento, sia perché sono state realizza-te con materiali non appositamente progettati, presenta-no varie tipologie di cricche che devono necessariamenteessere tenute sotto controllo.Un caso storico [1] che diede notevole impulso all’istitu-zione di gruppi di lavoro che avessero il compito di stu-diare fratture di apparecchi a pressione in acciaio al car-bonio, fu l’esplosione catastrofica di una colonna di as-sorbimento di H2S tramite soluzione amminica (MEA-monoetanoloammina), avvenuta nel 1984 in una raffine-ria a Lemont (Illinois). L’incidente, oltre a provocare 17vittime, comportò un danno economico complessivo di100 milioni di dollari per la Compagnia. Venne così isti-tuito [2] il NACE Task Group T-8-14, con il compito distudiare i meccanismi di Stress Corrosion Cracking degliacciai al carbonio nelle soluzioni amminiche. Ulterioridati e casi di cracking provenienti dall’ispezione di reci-pienti, dimostrarono che rotture da “wet H2S” potevanoavvenire anche in altre soluzioni contenenti H2S, e nonsolo quelle amminiche. Venne così istituito, nel 1988, unapposito gruppo di lavoro dedicato specificatamente aidanni da “wet H2S”: NACE Task Group T-8-16 (Crac-king in wet H2S Environment).
Danneggiamenti dal servizio in “wet H2S”L’acciaio utilizzato nei processi di raffinazione del petrolio,si trova in condizioni per cui viene caricato da idrogeno. Lecricche indotte dal servizio in “wet H2S”, definito ancheambiente sour, rientrano nei fenomeni di danneggiamentoda idrogeno a bassa temperatura. Nel caso più generale, [3]quando in seguito a un processo catodico si viene a forma-re dell’idrogeno sulla superficie di un metallo, tale proces-
(1) UNI EN 13445-2:2004, Recipienti a Pressione non Sottoposti a Fiamma, 2° Parte: Materiali, sez. 4.1
Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008 37
so avviene in due stadi, attraverso la formazione di idroge-no atomico: H+ ➛ H° ➛ 1/2 H2. E’ la velocità con cui sisvolge la seconda parte della reazione che influisce note-volmente sul danneggiamento del metallo, in quanto con-trolla la possibilità dell’ingresso dell’idrogeno nel reticolocristallino. Se infatti il secondo stadio è veloce rispetto alprimo, si viene a formare idrogeno molecolare, che nonproduce effetti negativi sul metallo. Se invece il secondostadio è lento rispetto al primo, a causa della presenza dispecie chimiche che lo inibiscono, come i cianuri e i solfu-ri, si verifica la possibilità di diffusione dell’idrogeno nelmetallo. Ciò può provocare un’alterazione delle proprietàmeccaniche, poiché l’idrogeno ostacola il moto delle dislo-cazioni, ma in questo caso si producono solo dei danni re-versibili al materiale. In questo caso l’idrogeno,ancora sot-to forma atomica, andrà ad occupare delle posizioni inter-stiziali nel reticolo in cui viene accolto. Alternativamente,l’idrogeno può accumularsi in corrispondenza di microca-vità, bordi grano, o altri difetti come inclusioni non metal-liche, dove si ricombina ad idrogeno molecolare, raggiun-gendo pressioni tali da generare delle cricche, e provocan-do in tal caso dei danni irreversibili. Nel [4] caso degli acciai in servizio in ambiente sour, lereazioni anodiche e catodiche che conducono alla caricadi idrogeno sono le seguenti:
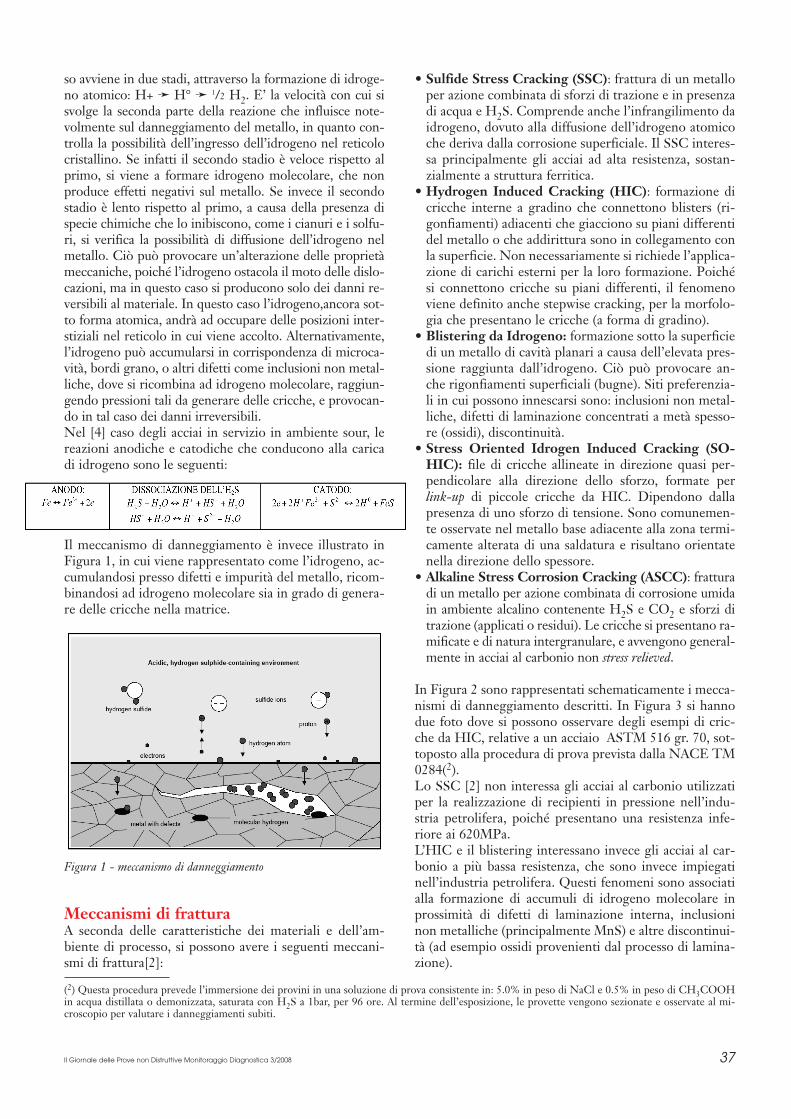
Il meccanismo di danneggiamento è invece illustrato inFigura 1, in cui viene rappresentato come l’idrogeno, ac-cumulandosi presso difetti e impurità del metallo, ricom-binandosi ad idrogeno molecolare sia in grado di genera-re delle cricche nella matrice.
Figura 1 - meccanismo di danneggiamento
Meccanismi di fratturaA seconda delle caratteristiche dei materiali e dell’am-biente di processo, si possono avere i seguenti meccani-smi di frattura[2]:
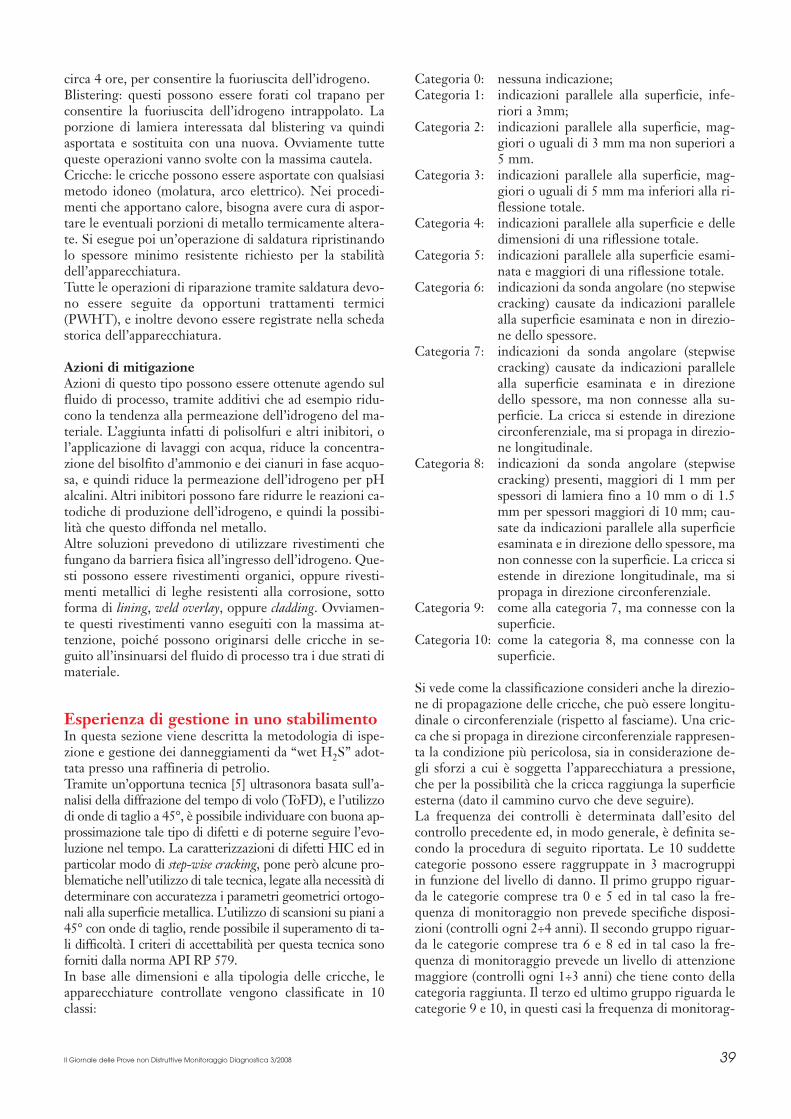
• Sulfide Stress Cracking (SSC): frattura di un metalloper azione combinata di sforzi di trazione e in presenzadi acqua e H2S. Comprende anche l’infrangilimento daidrogeno, dovuto alla diffusione dell’idrogeno atomicoche deriva dalla corrosione superficiale. Il SSC interes-sa principalmente gli acciai ad alta resistenza, sostan-zialmente a struttura ferritica.
• Hydrogen Induced Cracking (HIC): formazione dicricche interne a gradino che connettono blisters (ri-gonfiamenti) adiacenti che giacciono su piani differentidel metallo o che addirittura sono in collegamento conla superficie. Non necessariamente si richiede l’applica-zione di carichi esterni per la loro formazione. Poichési connettono cricche su piani differenti, il fenomenoviene definito anche stepwise cracking, per la morfolo-gia che presentano le cricche (a forma di gradino).
• Blistering da Idrogeno: formazione sotto la superficiedi un metallo di cavità planari a causa dell’elevata pres-sione raggiunta dall’idrogeno. Ciò può provocare an-che rigonfiamenti superficiali (bugne). Siti preferenzia-li in cui possono innescarsi sono: inclusioni non metal-liche, difetti di laminazione concentrati a metà spesso-re (ossidi), discontinuità.
• Stress Oriented Idrogen Induced Cracking (SO-HIC): file di cricche allineate in direzione quasi per-pendicolare alla direzione dello sforzo, formate perlink-up di piccole cricche da HIC. Dipendono dallapresenza di uno sforzo di tensione. Sono comunemen-te osservate nel metallo base adiacente alla zona termi-camente alterata di una saldatura e risultano orientatenella direzione dello spessore.
• Alkaline Stress Corrosion Cracking (ASCC): fratturadi un metallo per azione combinata di corrosione umidain ambiente alcalino contenente H2S e CO2 e sforzi ditrazione (applicati o residui). Le cricche si presentano ra-mificate e di natura intergranulare, e avvengono general-mente in acciai al carbonio non stress relieved.
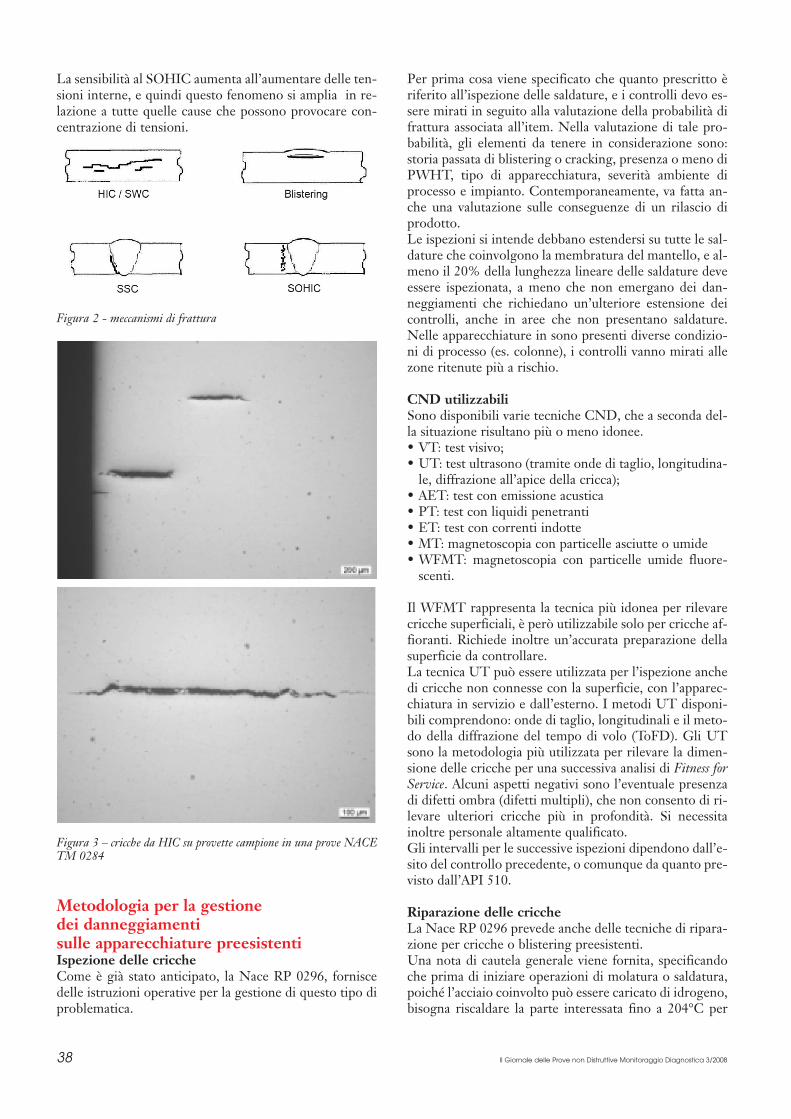
In Figura 2 sono rappresentati schematicamente i mecca-nismi di danneggiamento descritti. In Figura 3 si hannodue foto dove si possono osservare degli esempi di cric-che da HIC, relative a un acciaio ASTM 516 gr. 70, sot-toposto alla procedura di prova prevista dalla NACE TM0284(2). Lo SSC [2] non interessa gli acciai al carbonio utilizzatiper la realizzazione di recipienti in pressione nell’indu-stria petrolifera, poiché presentano una resistenza infe-riore ai 620MPa. L’HIC e il blistering interessano invece gli acciai al car-bonio a più bassa resistenza, che sono invece impiegatinell’industria petrolifera. Questi fenomeni sono associatialla formazione di accumuli di idrogeno molecolare inprossimità di difetti di laminazione interna, inclusioninon metalliche (principalmente MnS) e altre discontinui-tà (ad esempio ossidi provenienti dal processo di lamina-zione).
(2) Questa procedura prevede l’immersione dei provini in una soluzione di prova consistente in: 5.0% in peso di NaCl e 0.5% in peso di CH3COOHin acqua distillata o demonizzata, saturata con H2S a 1bar, per 96 ore. Al termine dell’esposizione, le provette vengono sezionate e osservate al mi-croscopio per valutare i danneggiamenti subiti.
38 Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008
La sensibilità al SOHIC aumenta all’aumentare delle ten-sioni interne, e quindi questo fenomeno si amplia in re-lazione a tutte quelle cause che possono provocare con-centrazione di tensioni.
Figura 2 - meccanismi di frattura
Figura 3 – cricche da HIC su provette campione in una prove NACETM 0284
Metodologia per la gestione dei danneggiamenti sulle apparecchiature preesistentiIspezione delle criccheCome è già stato anticipato, la Nace RP 0296, forniscedelle istruzioni operative per la gestione di questo tipo diproblematica.
Per prima cosa viene specificato che quanto prescritto èriferito all’ispezione delle saldature, e i controlli devo es-sere mirati in seguito alla valutazione della probabilità difrattura associata all’item. Nella valutazione di tale pro-babilità, gli elementi da tenere in considerazione sono:storia passata di blistering o cracking, presenza o meno diPWHT, tipo di apparecchiatura, severità ambiente diprocesso e impianto. Contemporaneamente, va fatta an-che una valutazione sulle conseguenze di un rilascio diprodotto. Le ispezioni si intende debbano estendersi su tutte le sal-dature che coinvolgono la membratura del mantello, e al-meno il 20% della lunghezza lineare delle saldature deveessere ispezionata, a meno che non emergano dei dan-neggiamenti che richiedano un’ulteriore estensione deicontrolli, anche in aree che non presentano saldature.Nelle apparecchiature in sono presenti diverse condizio-ni di processo (es. colonne), i controlli vanno mirati allezone ritenute più a rischio.
CND utilizzabiliSono disponibili varie tecniche CND, che a seconda del-la situazione risultano più o meno idonee. • VT: test visivo;• UT: test ultrasono (tramite onde di taglio, longitudina-
le, diffrazione all’apice della cricca);• AET: test con emissione acustica• PT: test con liquidi penetranti• ET: test con correnti indotte• MT: magnetoscopia con particelle asciutte o umide• WFMT: magnetoscopia con particelle umide fluore-
scenti.
Il WFMT rappresenta la tecnica più idonea per rilevarecricche superficiali, è però utilizzabile solo per cricche af-fioranti. Richiede inoltre un’accurata preparazione dellasuperficie da controllare. La tecnica UT può essere utilizzata per l’ispezione anchedi cricche non connesse con la superficie, con l’apparec-chiatura in servizio e dall’esterno. I metodi UT disponi-bili comprendono: onde di taglio, longitudinali e il meto-do della diffrazione del tempo di volo (ToFD). Gli UTsono la metodologia più utilizzata per rilevare la dimen-sione delle cricche per una successiva analisi di Fitness forService. Alcuni aspetti negativi sono l’eventuale presenzadi difetti ombra (difetti multipli), che non consento di ri-levare ulteriori cricche più in profondità. Si necessitainoltre personale altamente qualificato. Gli intervalli per le successive ispezioni dipendono dall’e-sito del controllo precedente, o comunque da quanto pre-visto dall’API 510.
Riparazione delle criccheLa Nace RP 0296 prevede anche delle tecniche di ripara-zione per cricche o blistering preesistenti.Una nota di cautela generale viene fornita, specificandoche prima di iniziare operazioni di molatura o saldatura,poiché l’acciaio coinvolto può essere caricato di idrogeno,bisogna riscaldare la parte interessata fino a 204°C per
Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008 39
circa 4 ore, per consentire la fuoriuscita dell’idrogeno.Blistering: questi possono essere forati col trapano perconsentire la fuoriuscita dell’idrogeno intrappolato. Laporzione di lamiera interessata dal blistering va quindiasportata e sostituita con una nuova. Ovviamente tuttequeste operazioni vanno svolte con la massima cautela. Cricche: le cricche possono essere asportate con qualsiasimetodo idoneo (molatura, arco elettrico). Nei procedi-menti che apportano calore, bisogna avere cura di aspor-tare le eventuali porzioni di metallo termicamente altera-te. Si esegue poi un’operazione di saldatura ripristinandolo spessore minimo resistente richiesto per la stabilitàdell’apparecchiatura. Tutte le operazioni di riparazione tramite saldatura devo-no essere seguite da opportuni trattamenti termici(PWHT), e inoltre devono essere registrate nella schedastorica dell’apparecchiatura.
Azioni di mitigazioneAzioni di questo tipo possono essere ottenute agendo sulfluido di processo, tramite additivi che ad esempio ridu-cono la tendenza alla permeazione dell’idrogeno del ma-teriale. L’aggiunta infatti di polisolfuri e altri inibitori, ol’applicazione di lavaggi con acqua, riduce la concentra-zione del bisolfito d’ammonio e dei cianuri in fase acquo-sa, e quindi riduce la permeazione dell’idrogeno per pHalcalini. Altri inibitori possono fare ridurre le reazioni ca-todiche di produzione dell’idrogeno, e quindi la possibi-lità che questo diffonda nel metallo. Altre soluzioni prevedono di utilizzare rivestimenti chefungano da barriera fisica all’ingresso dell’idrogeno. Que-sti possono essere rivestimenti organici, oppure rivesti-menti metallici di leghe resistenti alla corrosione, sottoforma di lining, weld overlay, oppure cladding. Ovviamen-te questi rivestimenti vanno eseguiti con la massima at-tenzione, poiché possono originarsi delle cricche in se-guito all’insinuarsi del fluido di processo tra i due strati dimateriale.
Esperienza di gestione in uno stabilimentoIn questa sezione viene descritta la metodologia di ispe-zione e gestione dei danneggiamenti da “wet H2S” adot-tata presso una raffineria di petrolio.Tramite un’opportuna tecnica [5] ultrasonora basata sull’a-nalisi della diffrazione del tempo di volo (ToFD), e l’utilizzodi onde di taglio a 45°, è possibile individuare con buona ap-prossimazione tale tipo di difetti e di poterne seguire l’evo-luzione nel tempo. La caratterizzazioni di difetti HIC ed inparticolar modo di step-wise cracking, pone però alcune pro-blematiche nell’utilizzo di tale tecnica, legate alla necessità dideterminare con accuratezza i parametri geometrici ortogo-nali alla superficie metallica. L’utilizzo di scansioni su piani a45° con onde di taglio, rende possibile il superamento di ta-li difficoltà. I criteri di accettabilità per questa tecnica sonoforniti dalla norma API RP 579.In base alle dimensioni e alla tipologia delle cricche, leapparecchiature controllate vengono classificate in 10classi:
Categoria 0: nessuna indicazione;Categoria 1: indicazioni parallele alla superficie, infe-
riori a 3mm;Categoria 2: indicazioni parallele alla superficie, mag-
giori o uguali di 3 mm ma non superiori a5 mm.
Categoria 3: indicazioni parallele alla superficie, mag-giori o uguali di 5 mm ma inferiori alla ri-flessione totale.
Categoria 4: indicazioni parallele alla superficie e delledimensioni di una riflessione totale.
Categoria 5: indicazioni parallele alla superficie esami-nata e maggiori di una riflessione totale.
Categoria 6: indicazioni da sonda angolare (no stepwisecracking) causate da indicazioni parallelealla superficie esaminata e non in direzio-ne dello spessore.
Categoria 7: indicazioni da sonda angolare (stepwisecracking) causate da indicazioni parallelealla superficie esaminata e in direzionedello spessore, ma non connesse alla su-perficie. La cricca si estende in direzionecirconferenziale, ma si propaga in direzio-ne longitudinale.
Categoria 8: indicazioni da sonda angolare (stepwisecracking) presenti, maggiori di 1 mm perspessori di lamiera fino a 10 mm o di 1.5mm per spessori maggiori di 10 mm; cau-sate da indicazioni parallele alla superficieesaminata e in direzione dello spessore, manon connesse con la superficie. La cricca siestende in direzione longitudinale, ma sipropaga in direzione circonferenziale.
Categoria 9: come alla categoria 7, ma connesse con lasuperficie.
Categoria 10: come la categoria 8, ma connesse con lasuperficie.
Si vede come la classificazione consideri anche la direzio-ne di propagazione delle cricche, che può essere longitu-dinale o circonferenziale (rispetto al fasciame). Una cric-ca che si propaga in direzione circonferenziale rappresen-ta la condizione più pericolosa, sia in considerazione de-gli sforzi a cui è soggetta l’apparecchiatura a pressione,che per la possibilità che la cricca raggiunga la superficieesterna (dato il cammino curvo che deve seguire).La frequenza dei controlli è determinata dall’esito delcontrollo precedente ed, in modo generale, è definita se-condo la procedura di seguito riportata. Le 10 suddettecategorie possono essere raggruppate in 3 macrogruppiin funzione del livello di danno. Il primo gruppo riguar-da le categorie comprese tra 0 e 5 ed in tal caso la fre-quenza di monitoraggio non prevede specifiche disposi-zioni (controlli ogni 2÷4 anni). Il secondo gruppo riguar-da le categorie comprese tra 6 e 8 ed in tal caso la fre-quenza di monitoraggio prevede un livello di attenzionemaggiore (controlli ogni 1÷3 anni) che tiene conto dellacategoria raggiunta. Il terzo ed ultimo gruppo riguarda lecategorie 9 e 10, in questi casi la frequenza di monitorag-
40 Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008
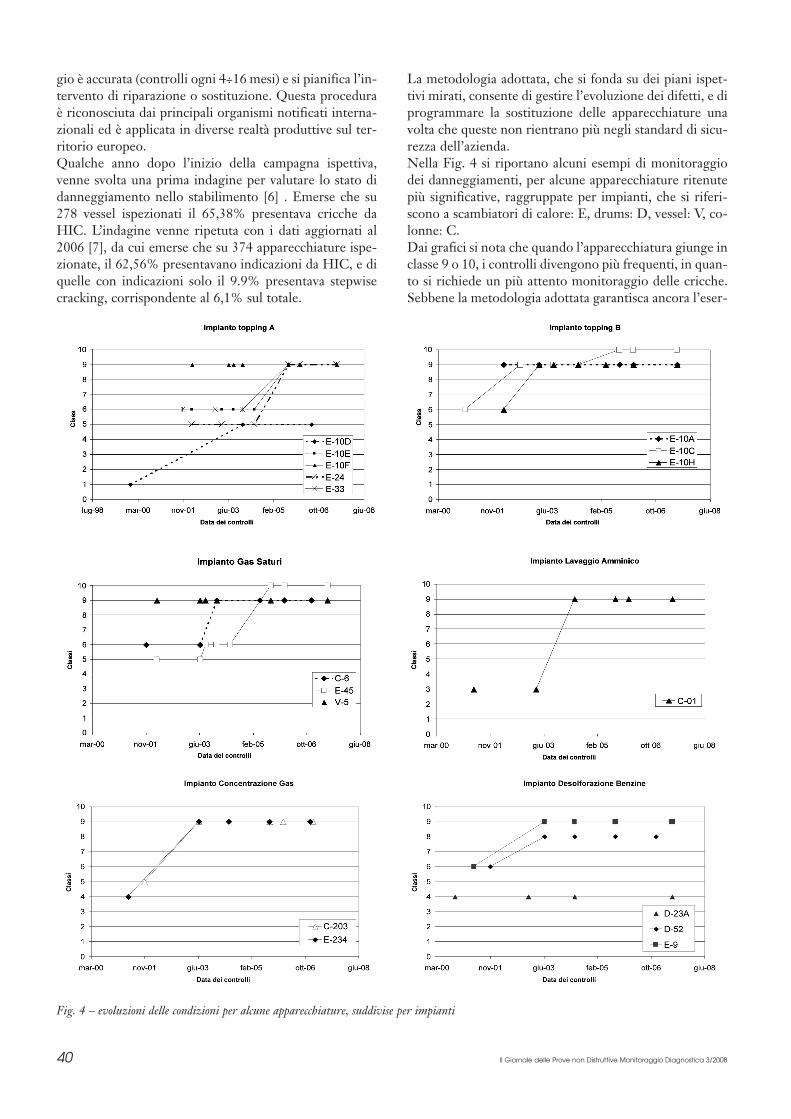
gio è accurata (controlli ogni 4÷16 mesi) e si pianifica l’in-tervento di riparazione o sostituzione. Questa proceduraè riconosciuta dai principali organismi notificati interna-zionali ed è applicata in diverse realtà produttive sul ter-ritorio europeo.Qualche anno dopo l’inizio della campagna ispettiva,venne svolta una prima indagine per valutare lo stato didanneggiamento nello stabilimento [6] . Emerse che su278 vessel ispezionati il 65,38% presentava cricche daHIC. L’indagine venne ripetuta con i dati aggiornati al2006 [7], da cui emerse che su 374 apparecchiature ispe-zionate, il 62,56% presentavano indicazioni da HIC, e diquelle con indicazioni solo il 9.9% presentava stepwisecracking, corrispondente al 6,1% sul totale.
La metodologia adottata, che si fonda su dei piani ispet-tivi mirati, consente di gestire l’evoluzione dei difetti, e diprogrammare la sostituzione delle apparecchiature unavolta che queste non rientrano più negli standard di sicu-rezza dell’azienda. Nella Fig. 4 si riportano alcuni esempi di monitoraggiodei danneggiamenti, per alcune apparecchiature ritenutepiù significative, raggruppate per impianti, che si riferi-scono a scambiatori di calore: E, drums: D, vessel: V, co-lonne: C.Dai grafici si nota che quando l’apparecchiatura giunge inclasse 9 o 10, i controlli divengono più frequenti, in quan-to si richiede un più attento monitoraggio delle cricche.Sebbene la metodologia adottata garantisca ancora l’eser-
Fig. 4 – evoluzioni delle condizioni per alcune apparecchiature, suddivise per impianti

Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008 41
cibilità dell’apparecchiatura, se ne programma la sostitu-zione quando questa giunge nelle classi più alte di accet-tabilità.Per verificare la validità del metodo, si è pensato di sezio-nare un’apparecchiatura sostituita, per individuare la pre-senza delle cricche rilevate dall’ispezione con ultrasuoni. L’apparecchiatura sezionata è un condensatore di testacolonna di uno dei due impianti di distillazione atmosfe-rica (topping A) in servizio presso lo stabilimento in esa-me. La denominazione dell’item è: E-10F, di cui se ne ri-portano alcuni dati Tabella 1:
Tabella 1
La zona dell’apparecchiatura che è stata sezionata è ilmantello, dove erano stati rilevati blisters, delaminazionie cricche a scalino. Dai dati di esercizio si osserva che lapressione di esercizio è molto bassa, e ciò rappresenta unadimostrazione del fatto che le cricche sono determinatedalla pressione che raggiunge l’idrogeno nelle cavità chesi vengono a creare nel materiale, così come è previstoper i fenomeni da HIC.In Fig. 5 vengono rappresentate le sezioni successive diun blistering che si è formato sul mantello dello scam-biatore. Le sezioni sono state tagliate in senso longitudi-nale, cosicché non è apprezzabile la curvatura del fascia-me. Si nota come il blistering si sia innescato al di sottodi metà spessore della lamiera, dalla parte del prodotto.Il blistering ha avuto origine molto probabilmente dauna cricca da HIC, dopo di che, trovando evidentemen-te in quel punto della lamiera accumulate impurità o in-clusioni, ha potuto ingrandirsi e propagarsi così nella re-gione circostante. Quando il quantitativo di idrogeno,all’interno del blistering, e quindi la pressione, aumenta-no, è come se la porzione interessata dal rigonfiamentotenda ad essere strappata dalla lamiera, e di conseguenze
i bordi della cricca appaiono più irregolari e tendono apropagarsi verso la parte più vicina alla superficie (ester-na o interna). La Fig. 6 è sempre riferita alla stessa apparecchiatura, e lefoto rappresentano delle sezioni sempre del mantello, se-zionate in senso circonferenziale. In questo caso la lamie-ra è soggetta a una delaminazione, che però si origina inuna zona dello spessore più vicino alla superficie esterna,come è visibile dalla foto di sinistra. Nella foto di destrasi ha invece un ingrandimento della prima sezione, in cuiè evidente una cricca a scalino che tende a raggiungere lasuperficie esterna. In questo caso non si può parlare di ve-ro e proprio stepwise cracking, ma come spiegato pocosopra, l’effetto della pressione dell’idrogeno all’internodel blistering tende a strappare la porzione di materialeinteressato, producendo nelle zone di bordo delle cricchecon profilo irregolare.
Fig. 5 – sezioni successive di un blisters sul mantello di uno scambia-tore di calore
L’efficacia di un’attività di ispezione e controllo comequella descritta, dipende in notevole misura dall’abilitàdegli operatori CND e dall’esperienza e dalla memoriastorica degli Ispettori d’Impianto che operano nello sta-bilimento, che devono sapere indirizzare opportunamen-te i controlli. Per indirizzare i controlli, si può tenere presente che gliambienti di processo in sui si ha maggiore incidenza [2],[8] sono quelli caratterizzati da una temperatura di eser-cizio da temperatura ambiente fino a 150°C e:
Fig. 6 – Delaminazione con cricche a scalino nella parte terminale
42 Il Giornale delle Prove non Distruttive Monitoraggio Diagnostica 3/2008
• Alta concentrazione di H2S (>2000 ppm) e pH superio-re a 7.8;
• Presenza di H2S (>50ppm) e pH inferiore a 5.0;• Presenza di cianuro di idrogeno e altri composti cianu-
rici (generalmente >20ppm in fase acquosa; oppure• Altri ambiente ad elevata potenzialità di attività dell’i-
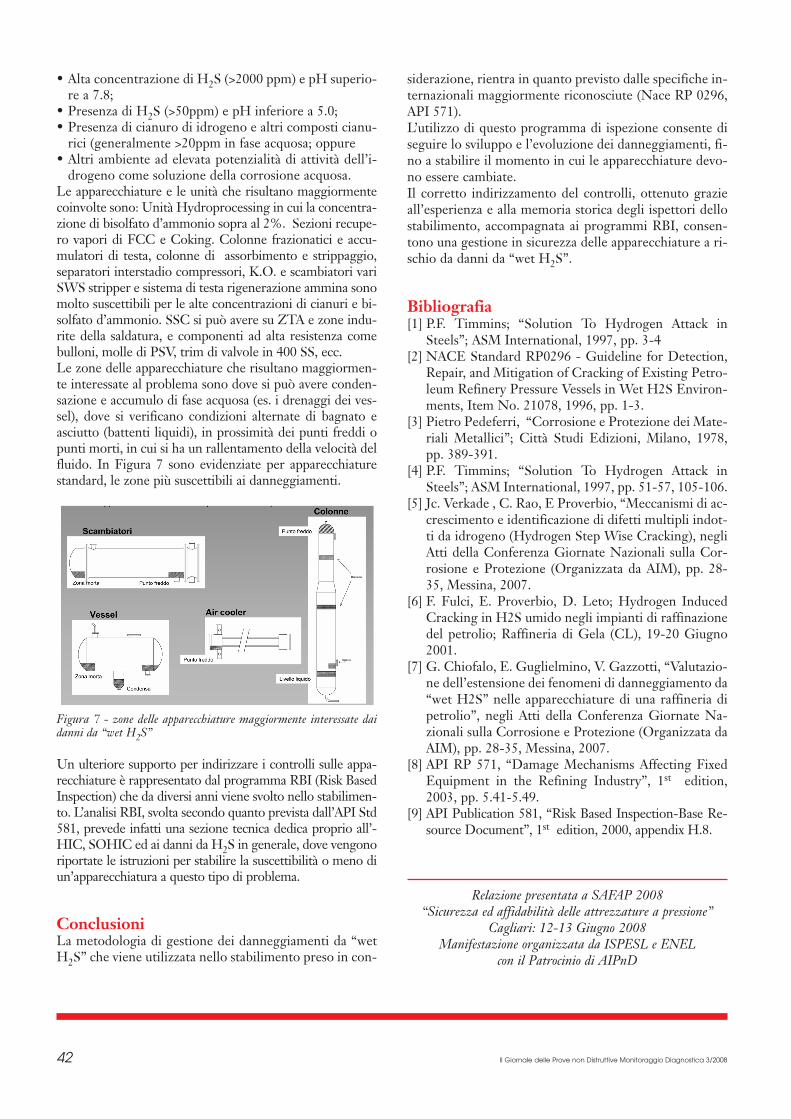
drogeno come soluzione della corrosione acquosa. Le apparecchiature e le unità che risultano maggiormentecoinvolte sono: Unità Hydroprocessing in cui la concentra-zione di bisolfato d’ammonio sopra al 2%. Sezioni recupe-ro vapori di FCC e Coking. Colonne frazionatici e accu-mulatori di testa, colonne di assorbimento e strippaggio,separatori interstadio compressori, K.O. e scambiatori variSWS stripper e sistema di testa rigenerazione ammina sonomolto suscettibili per le alte concentrazioni di cianuri e bi-solfato d’ammonio. SSC si può avere su ZTA e zone indu-rite della saldatura, e componenti ad alta resistenza comebulloni, molle di PSV, trim di valvole in 400 SS, ecc.Le zone delle apparecchiature che risultano maggiormen-te interessate al problema sono dove si può avere conden-sazione e accumulo di fase acquosa (es. i drenaggi dei ves-sel), dove si verificano condizioni alternate di bagnato easciutto (battenti liquidi), in prossimità dei punti freddi opunti morti, in cui si ha un rallentamento della velocità delfluido. In Figura 7 sono evidenziate per apparecchiaturestandard, le zone più suscettibili ai danneggiamenti.
Figura 7 - zone delle apparecchiature maggiormente interessate daidanni da “wet H2S”
Un ulteriore supporto per indirizzare i controlli sulle appa-recchiature è rappresentato dal programma RBI (Risk BasedInspection) che da diversi anni viene svolto nello stabilimen-to. L’analisi RBI, svolta secondo quanto prevista dall’API Std581, prevede infatti una sezione tecnica dedica proprio all’-HIC, SOHIC ed ai danni da H2S in generale, dove vengonoriportate le istruzioni per stabilire la suscettibilità o meno diun’apparecchiatura a questo tipo di problema.
ConclusioniLa metodologia di gestione dei danneggiamenti da “wetH2S” che viene utilizzata nello stabilimento preso in con-
siderazione, rientra in quanto previsto dalle specifiche in-ternazionali maggiormente riconosciute (Nace RP 0296,API 571). L’utilizzo di questo programma di ispezione consente diseguire lo sviluppo e l’evoluzione dei danneggiamenti, fi-no a stabilire il momento in cui le apparecchiature devo-no essere cambiate. Il corretto indirizzamento del controlli, ottenuto grazieall’esperienza e alla memoria storica degli ispettori dellostabilimento, accompagnata ai programmi RBI, consen-tono una gestione in sicurezza delle apparecchiature a ri-schio da danni da “wet H2S”.
Bibliografia[1] P.F. Timmins; “Solution To Hydrogen Attack in
Steels”; ASM International, 1997, pp. 3-4 [2] NACE Standard RP0296 - Guideline for Detection,
Repair, and Mitigation of Cracking of Existing Petro-leum Refinery Pressure Vessels in Wet H2S Environ-ments, Item No. 21078, 1996, pp. 1-3.
[3] Pietro Pedeferri, “Corrosione e Protezione dei Mate-riali Metallici”; Città Studi Edizioni, Milano, 1978,pp. 389-391.
[4] P.F. Timmins; “Solution To Hydrogen Attack inSteels”; ASM International, 1997, pp. 51-57, 105-106.
[5] Jc. Verkade , C. Rao, E Proverbio, “Meccanismi di ac-crescimento e identificazione di difetti multipli indot-ti da idrogeno (Hydrogen Step Wise Cracking), negliAtti della Conferenza Giornate Nazionali sulla Cor-rosione e Protezione (Organizzata da AIM), pp. 28-35, Messina, 2007.
[6] F. Fulci, E. Proverbio, D. Leto; Hydrogen InducedCracking in H2S umido negli impianti di raffinazionedel petrolio; Raffineria di Gela (CL), 19-20 Giugno2001.
[7] G. Chiofalo, E. Guglielmino, V. Gazzotti, “Valutazio-ne dell’estensione dei fenomeni di danneggiamento da“wet H2S” nelle apparecchiature di una raffineria dipetrolio”, negli Atti della Conferenza Giornate Na-zionali sulla Corrosione e Protezione (Organizzata daAIM), pp. 28-35, Messina, 2007.
[8] API RP 571, “Damage Mechanisms Affecting FixedEquipment in the Refining Industry”, 1st edition,2003, pp. 5.41-5.49.
[9] API Publication 581, “Risk Based Inspection-Base Re-source Document”, 1st edition, 2000, appendix H.8.
Relazione presentata a SAFAP 2008“Sicurezza ed affidabilità delle attrezzature a pressione”
Cagliari: 12-13 Giugno 2008Manifestazione organizzata da ISPESL e ENEL
con il Patrocinio di AIPnD