Embed Size (px)
Citation preview
Willkommen in der „HOHEN SCHULE“
Risiko und Chancen Management(gemäss den Anforderungen der ISO/TS 22163)
Andreas Heinzmann International Competence Centre Rail GmbH
Mitteldorfstrasse 17
CH – 6315 Oberaegeri
Schweiz
Mobil (D): +49 172 622 32 73
www.cc-rail.com
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 2
Schutzklausel
Dieses Dokument und sein Inhalt sind Eigentum der International Competence Center Rail GmbH oder ihrer Tochtergesellschaften. Dieses Dokument enthält vertrauliche geschützte Informationen. Die Vervielfältigung, Verbreitung, Nutzung oder die Kommunikation dieses Dokuments oder eines Teils davon, ohne ausdrückliche Genehmigung ist strengstens untersagt. Zuwiderhandlungen werden mit der Zahlung von Schadenersatz verfolgt.
© 2018 INTERNATIONAL COMPETENCE CENTRE RAIL GmbH oder ihre Tochtergesellschaften. Alle Rechte vorbehalten.
Besondere Stärken / Kenntnisse im Bereich Qualität, Zertifizierung, IRIS etc.
• einer von drei Initiatoren des IRIS Standards und erster Präsident der IRIS
Gruppe,
• verantwortlich für dessen Inhalte und die erfolgreiche Markteinführung 2006
in Genf,
• von Anbeginn bis heute durchgängig an IRIS-Revisionen beteiligt; Mitglied
eines 5-köpfigen Kernteams, das mit dem Entwurf der ISO/TS 22163-Norm
beauftragt war,
• bisher weltweit mehr als 1350 Manager ausgebildet und mehr als 40
Unternehmen (> 60'000 Mitarbeiter) auf die IRIS-Zertifizierung erfolgreich
vorbereitet.
Karriere
• 1976 Dipl.-Ing für Elektrotechnik und Nachrichtentechnik an der TU Ilmenau,
• 1981 Institut für Regelungstechnik (Entwicklung analoger und digitaler Schaltungstechnik für
Glasfaseroptiken)
• 1990 AEG-Westinghouse Berlin > AEG in Hennigsdorf, (Shanghai Metro, BR12X, VT 611/612),
• 1998 Leiter Q&HSE bei der Adtranz’s Business Unit “Light Rail Vehicles” in Nürnberg,
• 2000 General Direktor für Qualität & Kundendienst bei Bombardier (DWA),
• 2002 Senior Director Quality in Bombardier Transportation’s Headquarter,
• > 37 Jahre Berufserfahrungen> Netzwerk aus Lieferanten, Bahnbetreibern, Zulassungsbehörden und
Zertifizierungsstellen, u.a. auch in der Automobilindustrie und in der Luftfahrtindustrie,
• 2009 Gründung der CC-Rail GmbH, dem heutige weltweite Marktführer für IRIS Schulungen & Beratung.
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 3
Andreas Heinzmann
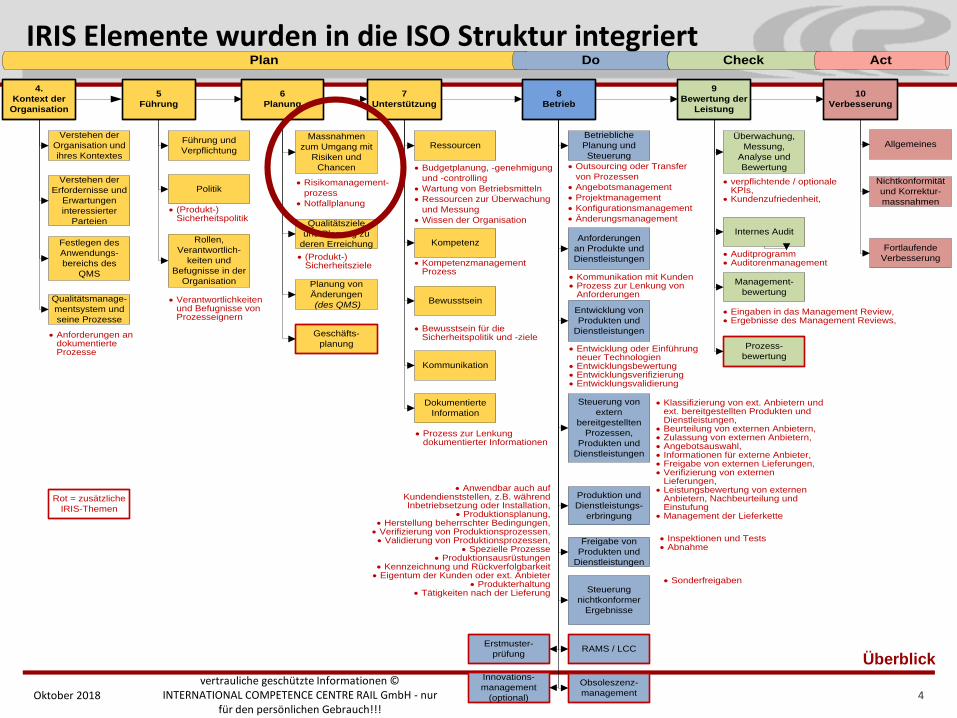
IRIS Elemente wurden in die ISO Struktur integriert
Überblick
4.
Kontext der
Organisation
Verstehen der
Organisation und
ihres Kontextes
10
Verbesserung
9
Bewertung der
Leistung
8
Betrieb
7
Unterstützung
6
Planung
5
Führung
Qualitätsmanage-
mentsystem und
seine Prozesse
Festlegen des
Anwendungs-
bereichs des
QMS
Verstehen der
Erfordernisse und
Erwartungen
interessierter
Parteien
Führung und
Verpflichtung
Rollen,
Verantwortlich-
keiten und
Befugnisse in der
Organisation
Politik
Massnahmen
zum Umgang mit
Risiken und
Chancen
Dokumentierte
Information
Qualitätsziele
und Planung zu
deren Erreichung
Ressourcen
Kommunikation
Bewusstsein
Kompetenz
Betriebliche
Planung und
Steuerung
Überwachung,
Messung,
Analyse und
Bewertung
Management-
bewertung
Internes Audit
Nichtkonformität
und Korrektur-
massnahmen
Fortlaufende
Verbesserung
Plan Do Check Act
Planung von
Änderungen
(des QMS)
Anforderungen
an Produkte und
Dienstleistungen
Entwicklung von
Produkten und
Dienstleistungen
Steuerung von
extern
bereitgestellten
Prozessen,
Produkten und
Dienstleistungen
Produktion und
Dienstleistungs-
erbringung
Freigabe von
Produkten und
Dienstleistungen
Steuerung
nichtkonformer
Ergebnisse
RAMS / LCC
· Risikomanagement-
prozess
· Notfallplanung
Geschäfts-
planung· Anforderungen an
dokumentierte Prozesse
· (Produkt-) Sicherheitspolitik
· Verantwortlichkeitenund Befugnisse von Prozesseignern
· (Produkt-) Sicherheitsziele
· Budgetplanung, -genehmigung
und -controlling
· Wartung von Betriebsmitteln
· Ressourcen zur Überwachung
und Messung
· Wissen der Organisation
· Kompetenzmanagement Prozess
· Bewusstsein für die Sicherheitspolitik und -ziele
· Prozess zur Lenkung dokumentierter Informationen
· Outsourcing oder Transfer
von Prozessen
· Angebotsmanagement
· Projektmanagement
· Konfigurationsmanagement
· Änderungsmanagement
· Kommunikation mit Kunden· Prozess zur Lenkung von
Anforderungen
· Entwicklung oder Einführung neuer Technologien
· Entwicklungsbewertung · Entwicklungsverifizierung· Entwicklungsvalidierung
· Klassifizierung von ext. Anbietern und ext. bereitgestellten Produkten und Dienstleistungen,
· Beurteilung von externen Anbietern,· Zulassung von externen Anbietern, · Angebotsauswahl,· Informationen für externe Anbieter,· Freigabe von externen Lieferungen,· Verifizierung von externen
Lieferungen,· Leistungsbewertung von externen
Anbietern, Nachbeurteilung und Einstufung
· Management der Lieferkette
· Anwendbar auch auf Kundendienststellen, z.B. während Inbetriebsetzung oder Installation,
· Produktionsplanung,· Herstellung beherrschter Bedingungen,
· Verifizierung von Produktionsprozessen,· Validierung von Produktionsprozessen,
· Spezielle Prozesse· Produktionsausrüstungen
· Kennzeichnung und Rückverfolgbarkeit· Eigentum der Kunden oder ext. Anbieter
· Produkterhaltung · Tätigkeiten nach der Lieferung
· Inspektionen und Tests· Abnahme
· Sonderfreigaben
Erstmuster-
prüfung
Obsoleszenz-
management
Innovations-
management
(optional)
· verpflichtende / optionale KPIs,
· Kundenzufriedenheit,
· Auditprogramm· Auditorenmanagement
· Eingaben in das Management Review,· Ergebnisse des Management Reviews,
Prozess-
bewertung
Rot = zusätzliche
IRIS-Themen
Allgemeines
Oktober 2018vertrauliche geschützte Informationen ©
INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!!
4
0.3.3 risikobasiertes Denken
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 5
▪ Frage:
Ist es wirklich notwendig, alle
externen Bereitstellung von
Produkten oder Dienstleistungen
und alle externen Anbieter mit der
gleichen Sorgfalt zu behandeln?
Einführung von risikobasiertem Denken (1)
risikobasiertes Denken
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 6
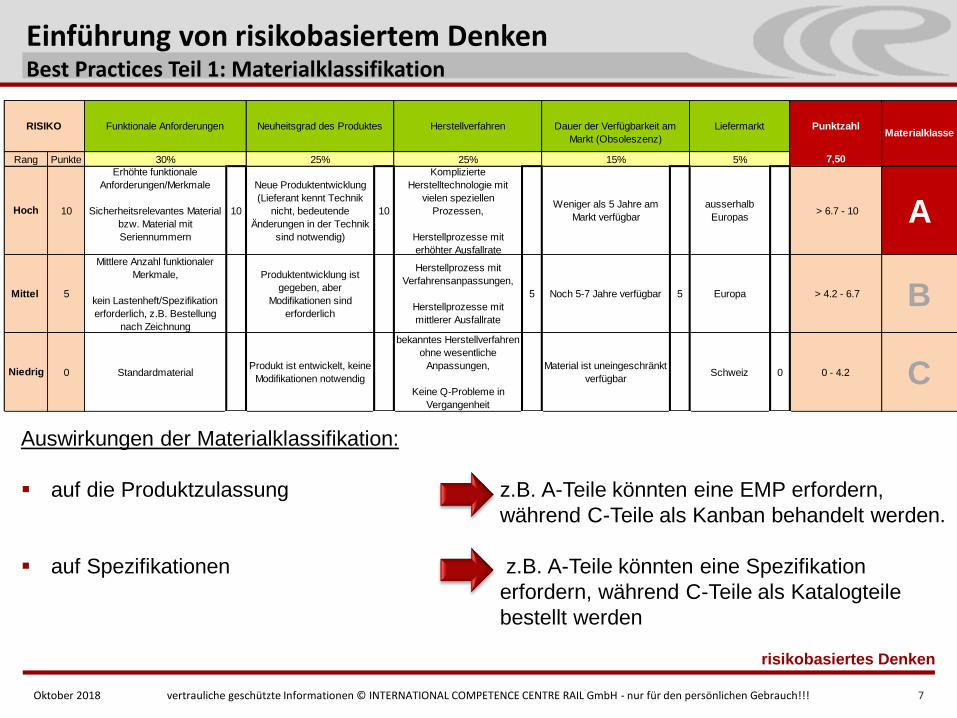
Einführung von risikobasiertem Denken Best Practices Teil 1: Materialklassifikation
Auswirkungen der Materialklassifikation:
▪ auf die Produktzulassung z.B. A-Teile könnten eine EMP erfordern,
während C-Teile als Kanban behandelt werden.
▪ auf Spezifikationen z.B. A-Teile könnten eine Spezifikation
erfordern, während C-Teile als Katalogteile
bestellt werden
risikobasiertes Denken
Punktzahl
Rang Punkte 7,50
Hoch 10
Erhöhte funktionale
Anforderungen/Merkmale
Sicherheitsrelevantes Material
bzw. Material mit
Seriennummern
10
Neue Produktentwicklung
(Lieferant kennt Technik
nicht, bedeutende
Änderungen in der Technik
sind notwendig)
10
Komplizierte
Herstelltechnologie mit
vielen speziellen
Prozessen,
Herstellprozesse mit
erhöhter Ausfallrate
Weniger als 5 Jahre am
Markt verfügbar
ausserhalb
Europas > 6.7 - 10 A
Mittel 5
Mittlere Anzahl funktionaler
Merkmale,
kein Lastenheft/Spezifikation
erforderlich, z.B. Bestellung
nach Zeichnung
Produktentwicklung ist
gegeben, aber
Modifikationen sind
erforderlich
Herstellprozess mit
Verfahrensanpassungen,
Herstellprozesse mit
mittlerer Ausfallrate
5 Noch 5-7 Jahre verfügbar 5 Europa > 4.2 - 6.7 B
Niedrig 0 StandardmaterialProdukt ist entwickelt, keine
Modifikationen notwendig
bekanntes Herstellverfahren
ohne wesentliche
Anpassungen,
Keine Q-Probleme in
Vergangenheit
Material ist uneingeschränkt
verfügbarSchweiz 0 0 - 4.2 C
LiefermarktMaterialklasse
30% 25%
RISIKO Funktionale Anforderungen Neuheitsgrad des Produktes Herstellverfahren Dauer der Verfügbarkeit am
Markt (Obsoleszenz)
25% 15% 5%
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 7
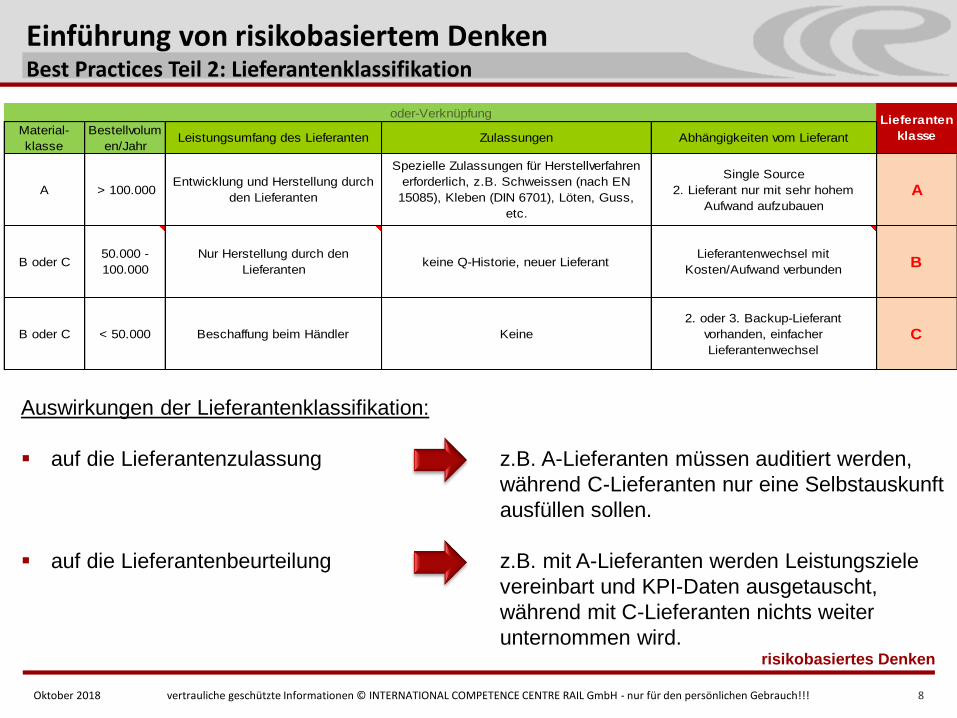
Einführung von risikobasiertem Denken Best Practices Teil 2: Lieferantenklassifikation
risikobasiertes Denken
Material-
klasse
Bestellvolum
en/JahrLeistungsumfang des Lieferanten Zulassungen Abhängigkeiten vom Lieferant
A > 100.000Entwicklung und Herstellung durch
den Lieferanten
Spezielle Zulassungen für Herstellverfahren
erforderlich, z.B. Schweissen (nach EN
15085), Kleben (DIN 6701), Löten, Guss,
etc.
Single Source
2. Lieferant nur mit sehr hohem
Aufwand aufzubauen
A
B oder C50.000 -
100.000
Nur Herstellung durch den
Lieferantenkeine Q-Historie, neuer Lieferant
Lieferantenwechsel mit
Kosten/Aufwand verbundenB
B oder C < 50.000 Beschaffung beim Händler Keine
2. oder 3. Backup-Lieferant
vorhanden, einfacher
Lieferantenwechsel
C
oder-VerknüpfungLieferanten
klasse
Auswirkungen der Lieferantenklassifikation:
▪ auf die Lieferantenzulassung z.B. A-Lieferanten müssen auditiert werden,
während C-Lieferanten nur eine Selbstauskunft
ausfüllen sollen.
▪ auf die Lieferantenbeurteilung z.B. mit A-Lieferanten werden Leistungsziele
vereinbart und KPI-Daten ausgetauscht,
während mit C-Lieferanten nichts weiter
unternommen wird.
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 8
▪ Frage:
Ist es wirklich notwendig,
alle Projekte mit der
gleichen Sorgfalt zu
steuern?
Einführung von risikobasiertem Denken (2)
risikobasiertes Denken
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 9
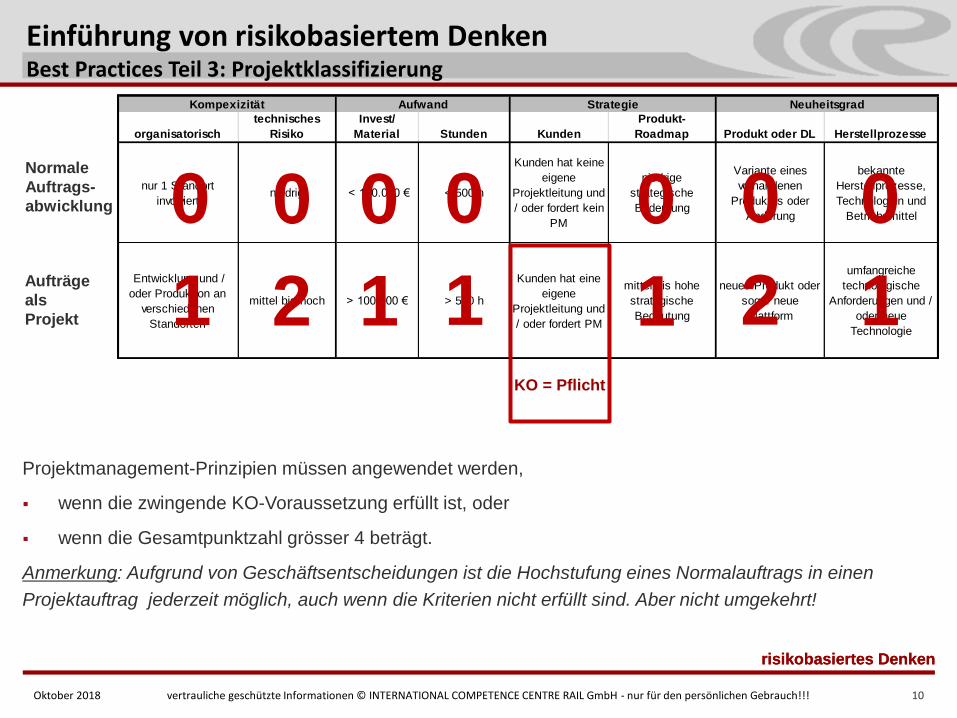
Einführung von risikobasiertem Denken Best Practices Teil 3: Projektklassifizierung
risikobasiertes Denken
Projektmanagement-Prinzipien müssen angewendet werden,
▪ wenn die zwingende KO-Voraussetzung erfüllt ist, oder
▪ wenn die Gesamtpunktzahl grösser 4 beträgt.
Anmerkung: Aufgrund von Geschäftsentscheidungen ist die Hochstufung eines Normalauftrags in einen
Projektauftrag jederzeit möglich, auch wenn die Kriterien nicht erfüllt sind. Aber nicht umgekehrt!
risikobasiertes Denken
organisatorisch
technisches
Risiko
Invest/
Material Stunden Kunden
Produkt-
Roadmap Produkt oder DL Herstellprozesse
nur 1 Standort
involviertniedrig < 100.000 € < 500 h
Kunden hat keine
eigene
Projektleitung und
/ oder fordert kein
PM
niedrige
strategische
Bedeutung
Variante eines
vorhandenen
Produktes oder
Änderung
bekannte
Herstellprozesse,
Technologien und
Betriebsmittel
Entwicklung und /
oder Produktion an
verschiedenen
Standorten
mittel bis hoch > 100.000 € > 500 h
Kunden hat eine
eigene
Projektleitung und
/ oder fordert PM
mittel bis hohe
strategische
Bedeutung
neues Produkt oder
sogar neue
Plattform
umfangreiche
technologische
Anforderungen und /
oder neue
Technologie
Kompexizität Aufwand Strategie Neuheitsgrad
22 1 1 1 1
00 0 0 0 0
1
0
KO = Pflicht
Normale
Auftrags-
abwicklung
Aufträge
als
Projekt
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 10
Ist es wirklich notwendig, alle Kunden mit der
gleichen Sorgfalt zu behandeln, um sie glücklich zu
machen?
Ist es wirklich notwendig, alle Angebote mit der gleichen
Sorgfalt zu behandeln, um Aufträge zu gewinnen?
Ist es wirklich notwendig, alle eingehenden Waren mit der gleichen
Sorgfalt zu überprüfen, um die Materialverfügbarkeit in der Produktion
sicherzustellen?
Ist es wirklich notwendig, alle laufenden Arbeiten mit der gleichen Sorgfalt zu prüfen und zu
kontrollieren, um fehlerfreie Produkte zu gewährleisten?
Ist es wirklich notwendig, 3.1 Zertifikat (EN 10204) für alle externen beschafften Produkte zu bestellen?
Ist es wirklich notwendig, alle 3.1-Zertifikat (EN 10204) von Rohstoffen quartalsweise durch eigene Laboruntersuchungen
gegen zu prüfen?
…..
Weitere Anwendungen von risikobasiertem Denken (3)
risikobasiertes Denken
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 11
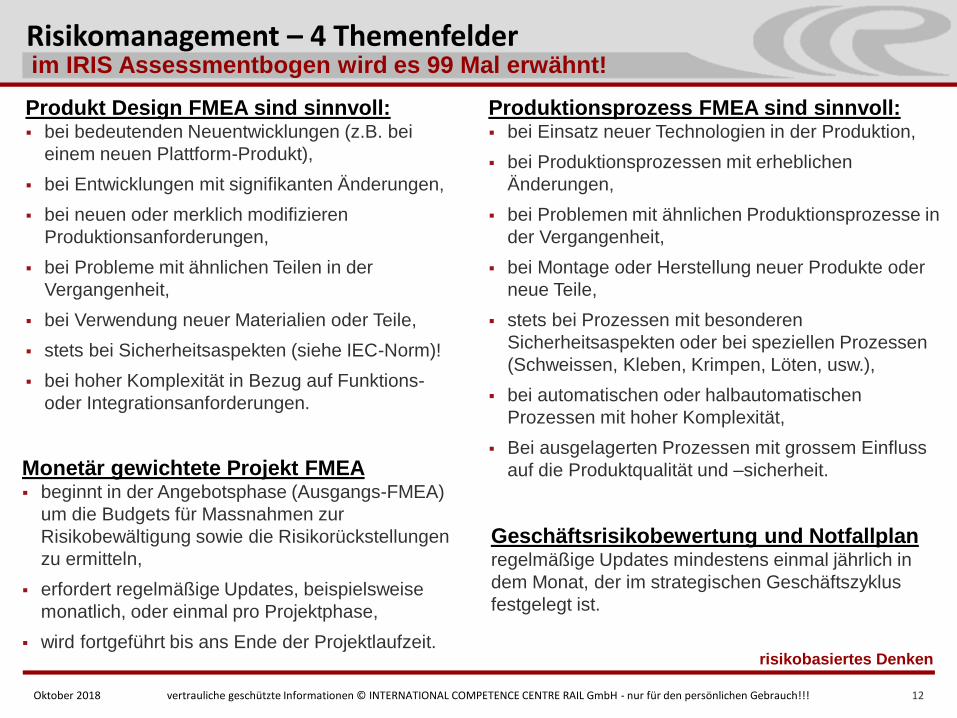
Risikomanagement – 4 Themenfelderim IRIS Assessmentbogen wird es 99 Mal erwähnt!
Produkt Design FMEA sind sinnvoll: ▪ bei bedeutenden Neuentwicklungen (z.B. bei
einem neuen Plattform-Produkt),
▪ bei Entwicklungen mit signifikanten Änderungen,
▪ bei neuen oder merklich modifizieren
Produktionsanforderungen,
▪ bei Probleme mit ähnlichen Teilen in der
Vergangenheit,
▪ bei Verwendung neuer Materialien oder Teile,
▪ stets bei Sicherheitsaspekten (siehe IEC-Norm)!
▪ bei hoher Komplexität in Bezug auf Funktions-
oder Integrationsanforderungen.
Produktionsprozess FMEA sind sinnvoll: ▪ bei Einsatz neuer Technologien in der Produktion,
▪ bei Produktionsprozessen mit erheblichen
Änderungen,
▪ bei Problemen mit ähnlichen Produktionsprozesse in
der Vergangenheit,
▪ bei Montage oder Herstellung neuer Produkte oder
neue Teile,
▪ stets bei Prozessen mit besonderen
Sicherheitsaspekten oder bei speziellen Prozessen
(Schweissen, Kleben, Krimpen, Löten, usw.),
▪ bei automatischen oder halbautomatischen
Prozessen mit hoher Komplexität,
▪ Bei ausgelagerten Prozessen mit grossem Einfluss
auf die Produktqualität und –sicherheit.Monetär gewichtete Projekt FMEA▪ beginnt in der Angebotsphase (Ausgangs-FMEA)
um die Budgets für Massnahmen zur
Risikobewältigung sowie die Risikorückstellungen
zu ermitteln,
▪ erfordert regelmäßige Updates, beispielsweise
monatlich, oder einmal pro Projektphase,
▪ wird fortgeführt bis ans Ende der Projektlaufzeit.
Geschäftsrisikobewertung und Notfallplanregelmäßige Updates mindestens einmal jährlich in
dem Monat, der im strategischen Geschäftszyklus
festgelegt ist.
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 12
risikobasiertes Denken
Planung6.1 Maßnahmen zum Umgang mit Risiken und Chancen
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 13
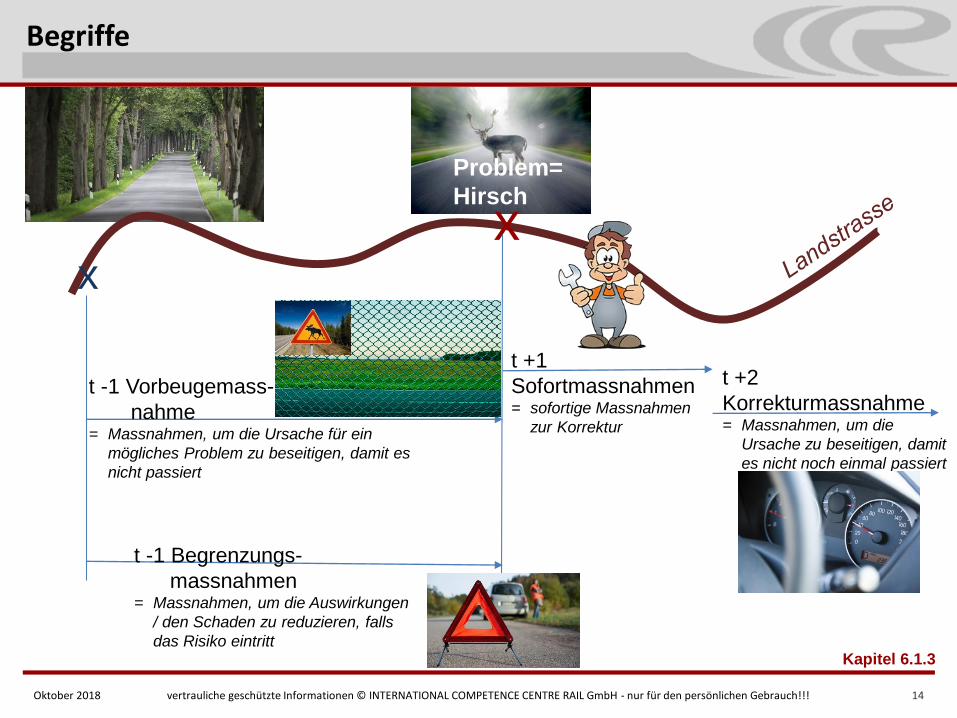
t +1
Sofortmassnahmen= sofortige Massnahmen
zur Korrektur
Begriffe
Kapitel 6.1.3
xx
Problem=
Hirsch
t +2
Korrekturmassnahme= Massnahmen, um die
Ursache zu beseitigen, damit
es nicht noch einmal passiert
t -1 Begrenzungs-
massnahmen= Massnahmen, um die Auswirkungen
/ den Schaden zu reduzieren, falls
das Risiko eintritt
t -1 Vorbeugemass-
nahme= Massnahmen, um die Ursache für ein
mögliches Problem zu beseitigen, damit es
nicht passiert
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 14
Prozessfluss NachweisdokumenteVorgabedokumente
Prozessnummer – Doc-ID . Revisionsindex:
.1. – .001
Prozessname:
Risiko- & Chancen Management ProzessProzesseigner:
Management
Verwaltung des
Wissens der
Organisation
Risiken/Chancen
ermitteln
Risiken/Chancen
bewerten
(analysieren)
Bewältigung von
Risiken/Chancen
planen
Massnahmen zur
Bewältigung von R/C
umsetzen
regelmäßige Ver-
folgung und Bericht-
erstattung der R/C
Massnahme-
plan
(z.B. FMEA)
Formblatt
einschl.
Bewertungs-
schema
Lehren &
Schluss-
folgerungen
QDC AnalyseQDC Daten
Geschäft Projekt Produkt Prozess
regelmäßige
Überprüfung und
Aktualisierung der
Risiken/Chancen
Bewertungs-
bogen
Bericht
Einladung
Checkliste
Messung, Analyse
und Verbesserung
der QDC
Organisation und ihren Kontext
Bedürfnisse und Erwartungen der interessierten Kreise
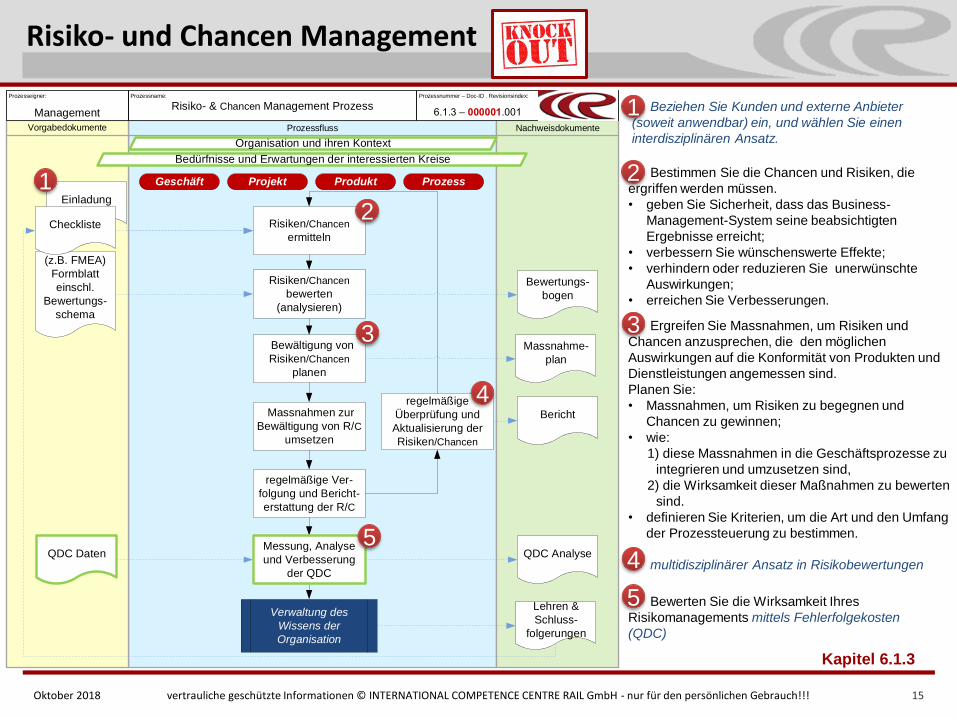
Risiko- und Chancen Management
3Ergreifen Sie Massnahmen, um Risiken und
Chancen anzusprechen, die den möglichen
Auswirkungen auf die Konformität von Produkten und
Dienstleistungen angemessen sind.
Planen Sie:
• Massnahmen, um Risiken zu begegnen und
Chancen zu gewinnen;
• wie:
1) diese Massnahmen in die Geschäftsprozesse zu
integrieren und umzusetzen sind,
2) die Wirksamkeit dieser Maßnahmen zu bewerten
sind.
• definieren Sie Kriterien, um die Art und den Umfang
der Prozessteuerung zu bestimmen.
3
Bewerten Sie die Wirksamkeit Ihres
Risikomanagements mittels Fehlerfolgekosten
(QDC)
4
Beziehen Sie Kunden und externe Anbieter
(soweit anwendbar) ein, und wählen Sie einen
interdisziplinären Ansatz.
1
1
2
Bestimmen Sie die Chancen und Risiken, die
ergriffen werden müssen.
• geben Sie Sicherheit, dass das Business-
Management-System seine beabsichtigten
Ergebnisse erreicht;
• verbessern Sie wünschenswerte Effekte;
• verhindern oder reduzieren Sie unerwünschte
Auswirkungen;
• erreichen Sie Verbesserungen.
2
Kapitel 6.1.3
52 multidisziplinärer Ansatz in Risikobewertungen4
5
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 15
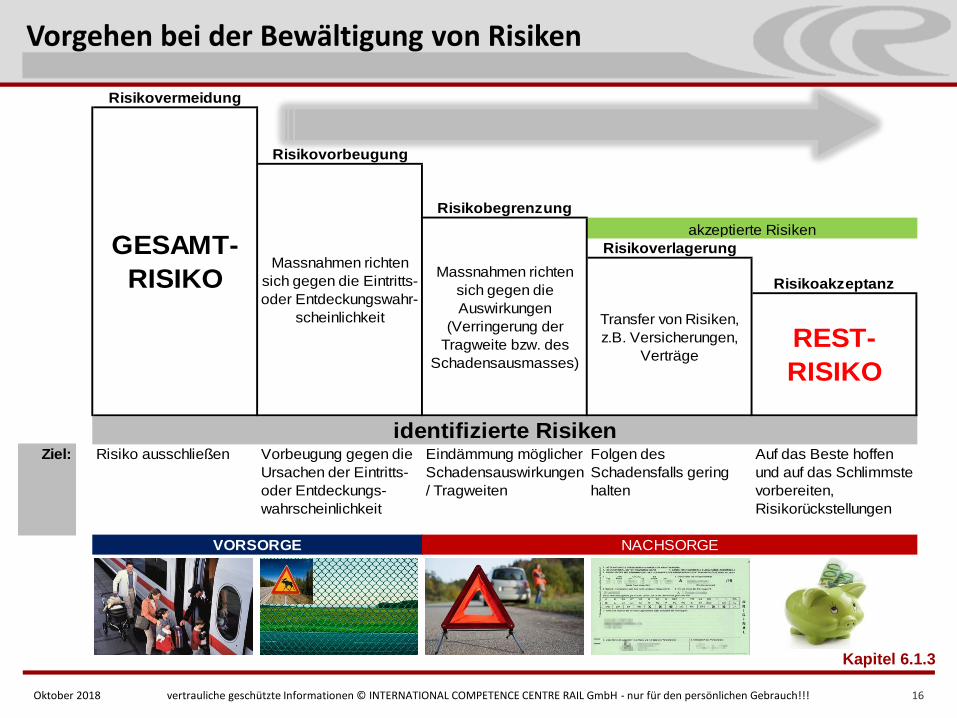
Risikovermeidung
Risikovorbeugung
Risikobegrenzung
Risikoverlagerung
Risikoakzeptanz
Ziel: Risiko ausschließen Vorbeugung gegen die
Ursachen der Eintritts-
oder Entdeckungs-
wahrscheinlichkeit
Eindämmung möglicher
Schadensauswirkungen
/ Tragweiten
Folgen des
Schadensfalls gering
halten
Auf das Beste hoffen
und auf das Schlimmste
vorbereiten,
Risikorückstellungen
NACHSORGEVORSORGE
Massnahmen richten
sich gegen die Eintritts-
oder Entdeckungswahr-
scheinlichkeit
Massnahmen richten
sich gegen die
Auswirkungen
(Verringerung der
Tragweite bzw. des
Schadensausmasses)
REST-
RISIKO
identifizierte Risiken
GESAMT-
RISIKO
Transfer von Risiken,
z.B. Versicherungen,
Verträge
akzeptierte Risiken
Vorgehen bei der Bewältigung von Risiken
Kapitel 6.1.3
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 16
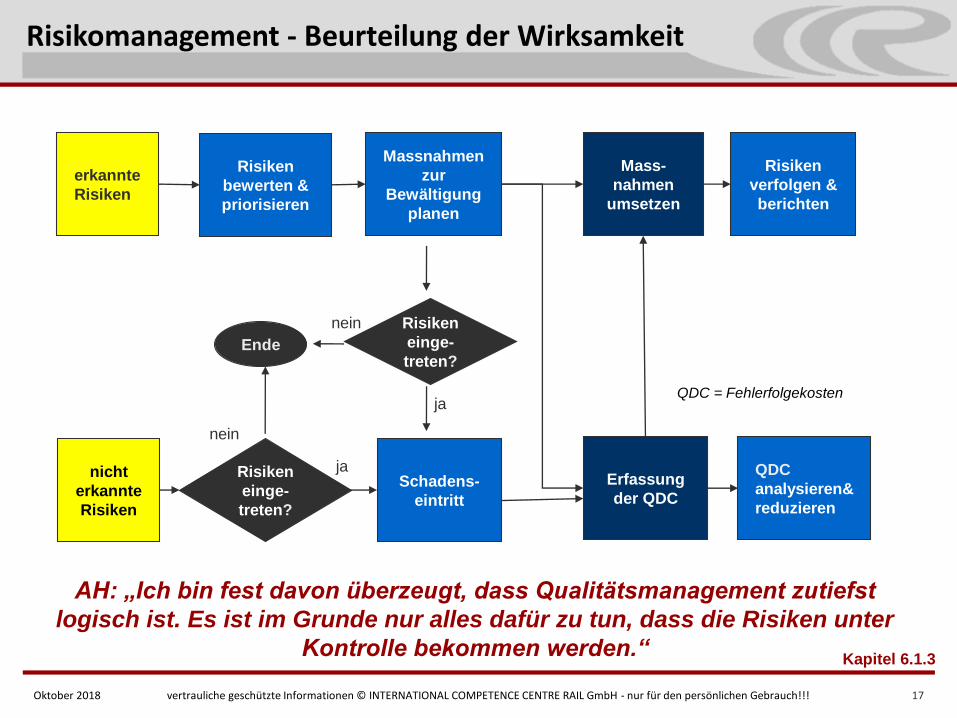
Risikomanagement - Beurteilung der Wirksamkeit
Risiken
bewerten &
priorisieren
Massnahmen
zur
Bewältigung
planen
Schadens-
eintritt
Risiken
verfolgen &
berichten
erkannte
Risiken
Erfassung
der QDC
nicht
erkannte
Risiken
QDC
analysieren&
reduzieren
Mass-
nahmen
umsetzen
Risiken
einge-
treten?
ja
Risiken
einge-
treten?
ja
nein
Ende
nein
AH: „Ich bin fest davon überzeugt, dass Qualitätsmanagement zutiefst
logisch ist. Es ist im Grunde nur alles dafür zu tun, dass die Risiken unter
Kontrolle bekommen werden.“Kapitel 6.1.3
QDC = Fehlerfolgekosten
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 17
Planung6.1. Geschäftsrisiken und 6.1.4 Notfallplanung
Festlegung, Validierung und regelmäßige
Überprüfung eines Notfallplans auf der Grundlage
einer Bewertung von Geschäftsrisiken, wie
beispielsweise Versorgungsunterbrechungen,
Unterbrechungen in der Lieferkette,
Arbeitskräftemangel, kritische Technologien, Ausfall
von Schlüsselproduktionsausrüstungen, „Rollkuren“,
Nachfolgeregelungen, Informations- und
Kommunikationstechnik und vieles mehr …
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 18
Entschuldigung, aber dieses Thema wird hier in dieser Leseprobe weggelassen.
Projekt Risiken
empfohlene Literatur:
http://www.cc-rail.info/wp-content/uploads/2016/10/iapm_pm-guide2_de.pdf
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 19
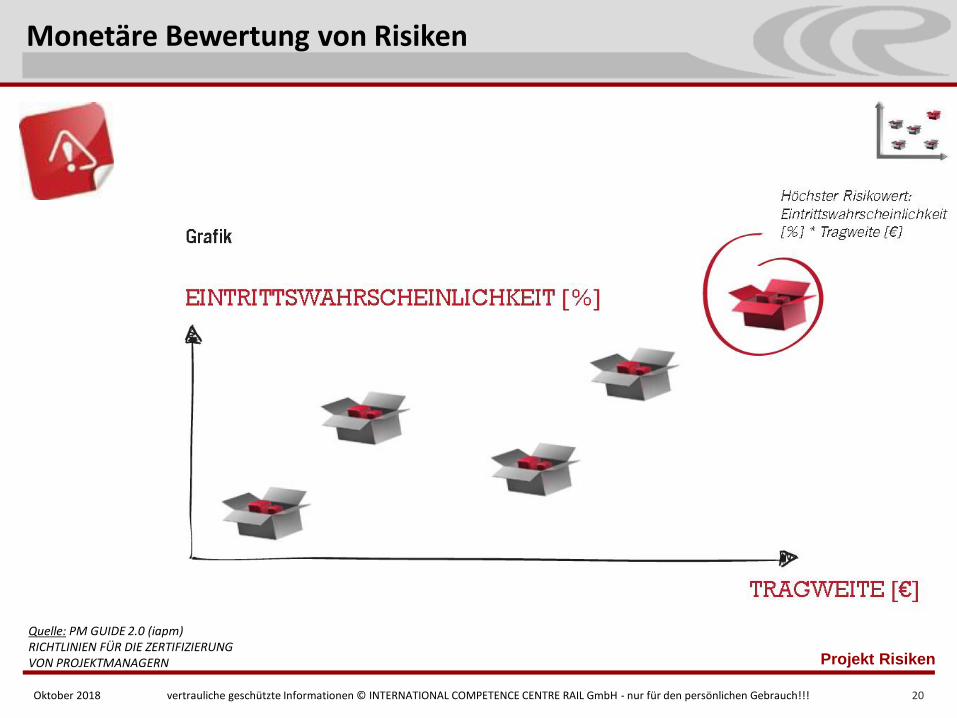
Monetäre Bewertung von Risiken
Projekt Risiken
Quelle: PM GUIDE 2.0 (iapm)RICHTLINIEN FÜR DIE ZERTIFIZIERUNGVON PROJEKTMANAGERN
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 20
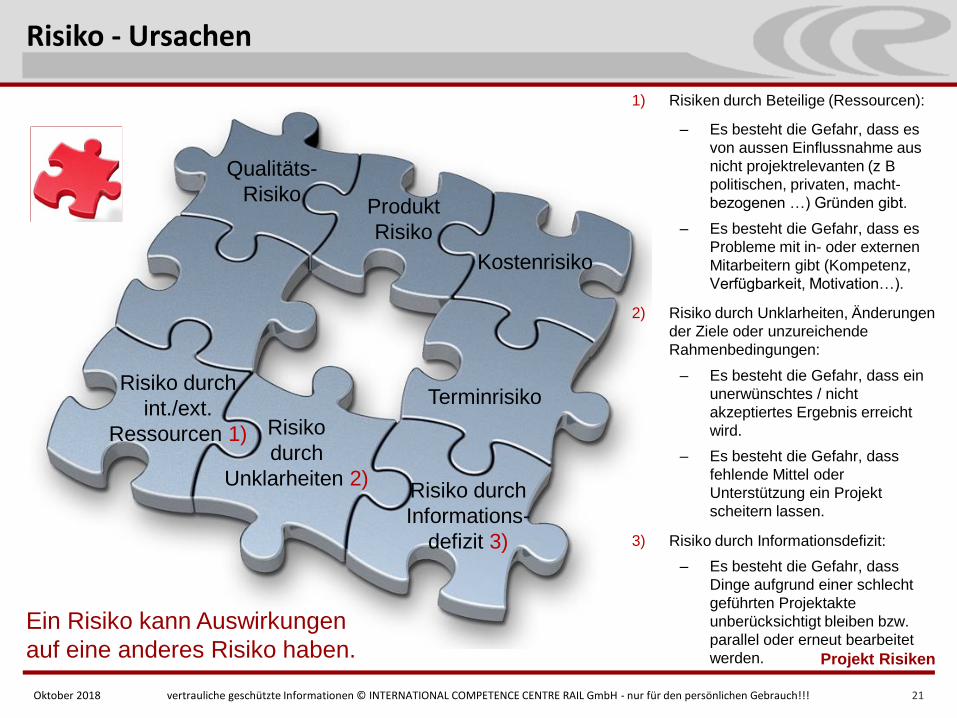
Risiko - Ursachen
Projekt Risiken
Qualitäts-
Risiko Produkt
Risiko
Kostenrisiko
TerminrisikoRisiko durch
int./ext.
Ressourcen 1)
1) Risiken durch Beteilige (Ressourcen):
– Es besteht die Gefahr, dass es
von aussen Einflussnahme aus
nicht projektrelevanten (z B
politischen, privaten, macht-
bezogenen …) Gründen gibt.
– Es besteht die Gefahr, dass es
Probleme mit in- oder externen
Mitarbeitern gibt (Kompetenz,
Verfügbarkeit, Motivation…).
2) Risiko durch Unklarheiten, Änderungen
der Ziele oder unzureichende
Rahmenbedingungen:
– Es besteht die Gefahr, dass ein
unerwünschtes / nicht
akzeptiertes Ergebnis erreicht
wird.
– Es besteht die Gefahr, dass
fehlende Mittel oder
Unterstützung ein Projekt
scheitern lassen.
3) Risiko durch Informationsdefizit:
– Es besteht die Gefahr, dass
Dinge aufgrund einer schlecht
geführten Projektakte
unberücksichtigt bleiben bzw.
parallel oder erneut bearbeitet
werden.
Risiko
durch
Unklarheiten 2)Risiko durch
Informations-
defizit 3)
Ein Risiko kann Auswirkungen
auf eine anderes Risiko haben.
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 21
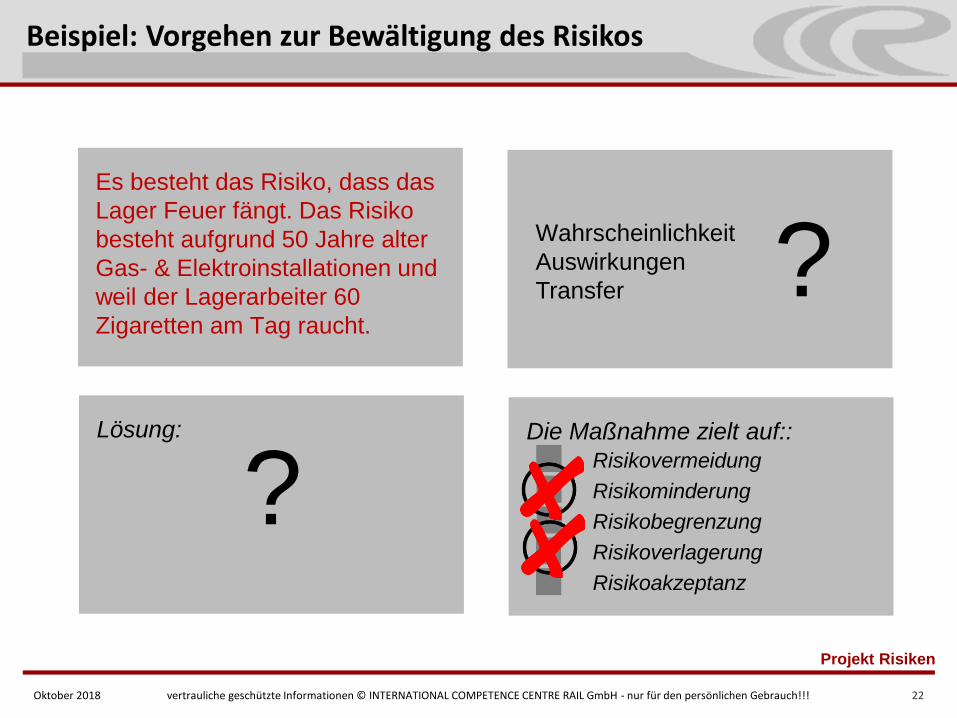
Beispiel: Vorgehen zur Bewältigung des Risikos
Projekt Risiken
Es besteht das Risiko, dass das
Lager Feuer fängt. Das Risiko
besteht aufgrund 50 Jahre alter
Gas- & Elektroinstallationen und
weil der Lagerarbeiter 60
Zigaretten am Tag raucht.
Wahrscheinlichkeit
Auswirkungen
Transfer
Lösung: Die Maßnahme zielt auf::
Risikovermeidung
Risikominderung
Risikobegrenzung
Risikoverlagerung
Risikoakzeptanz
?
?
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 22
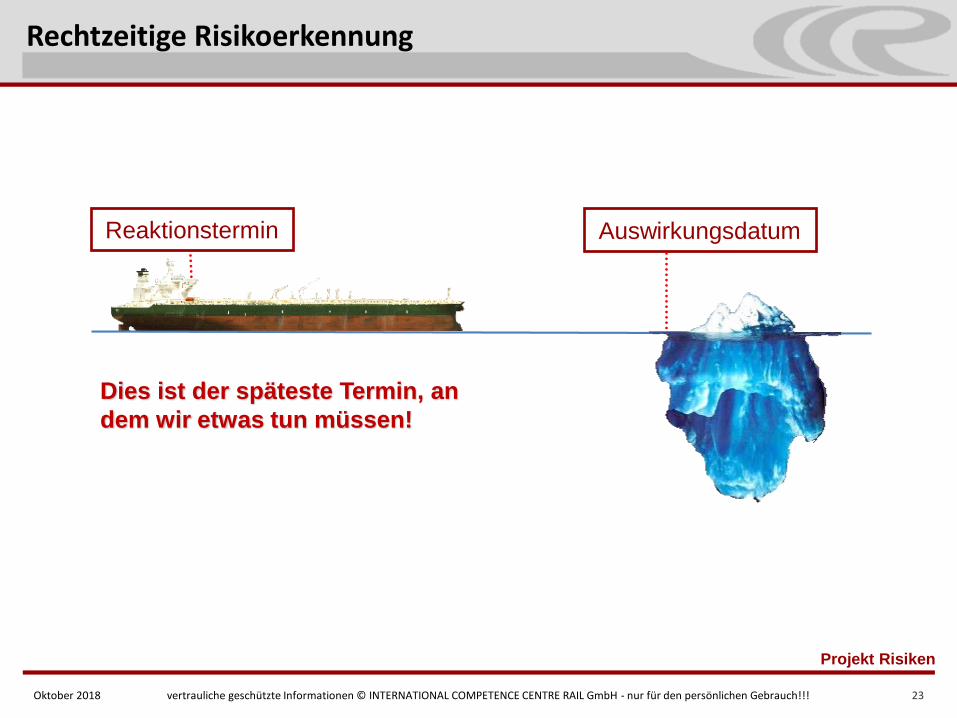
Rechtzeitige Risikoerkennung
Projekt Risiken
Reaktionstermin Auswirkungsdatum
Dies ist der späteste Termin, an
dem wir etwas tun müssen!
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 23
Übung 6: Fallstudie - Projekt FMEA
Projekt Risiken
▪ Bitte teilen Sie sich in Gruppen auf.
▪ Sie haben jetzt Zeit, um ein Projekt-Risikobewertung nach der FMEA
Methodik basierend auf einer Fallstudie auf Seite durchzuführen.
Bitte benutzen Sie Ihr Laptop und dieses
▪ Ihr Ziel ist es, den Entscheidungsprozess Ihres Unternehmens noch vor
dem ersten Gate, d.h. noch vor Abgabe des Angebots zu unterstützen.
Was schlagen Sie vor? Anbieten oder nicht?
Ich bin gespannt auf Ihre Antworten!
Excel Tool
190
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 24
Prozess Risiken
Kapitel 8.5
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 25

Prozess FMEA
Risk based thinking
Beispiel:
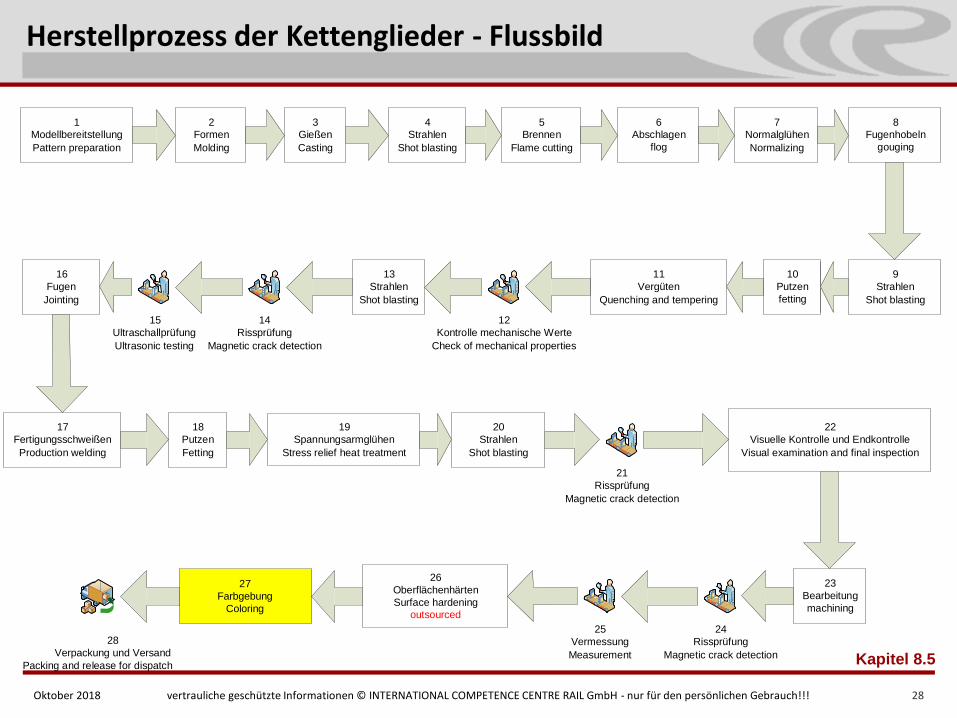
Giesserei-Prozess von Kettengliedern für Bagger
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 26
Unterstützer__________________
___
FMEA Beginn ______________ Datum der letzten Teambesprechung _____________
Prozess-
schritt/
Eingangs-
grössen/
Gegen-
stand
Funktionmögliche
Fehlerart
mögliche
Auswirkungen
der Fehlerart
mögliche Ursache
monetane Vorsorge
zur Verhinderung
des Fehlers
monetane
Möglichkleiten der
Entdeckung
empfohlene
Massnahme
verantw. &
Zieldatum
Massnahmen
erledigt
Wie lautet
der zu
unter-
suchende
Prozess-
schritt?
Was könnten
kritischen
Funktion/
Parameter
sein?
Auf welche Weise
könnten die
wichtigsten
Funktionen
fehlerhaft sein?
Was könnten die
Auswirkungen auf
die wichtigsten
Ergebnisse/Aus-
gangsgrößen sein?
Was könnte die
Fehlerart
verursachen?
Was sind die
bestehenden
Steuerungen oder
Verfahren, die
entweder die Ursache
oder die Fehlerart
verhindern könnten?
Was sind die
bestehenden Kontroll-
oder Pürfverfahren, die
entweder die Ursache
oder die Fehlerart
entdecken könnten?
Was sind die
Massnahmen, um
das Auftreten der
Ursache zu
verringern oder
um die Erkennung
zu verbessern?
Wie hoch ist die
RPZ wenn die
Massnahmen
abgeschlossen
sind?
0 0
0 0
0 0
0 0
S
C
H
W
E
R
E
A
U
F
T
R
E
T
E
N
E
N
T
D
E
C
K
U
N
G
R
P
Z
Prozess- oder Produktname:
____________________________________________________________________________________________________Aufzeichner: ______________________ Seite ____ von ____
Prozess- or Produkteigner:
_________________________________Projektleiter: ____________________________________________
S
C
H
W
E
R
E
K
L
A
S
S
E
A
U
F
T
R
E
T
E
N
E
N
T
D
E
C
K
U
N
G
RPZ
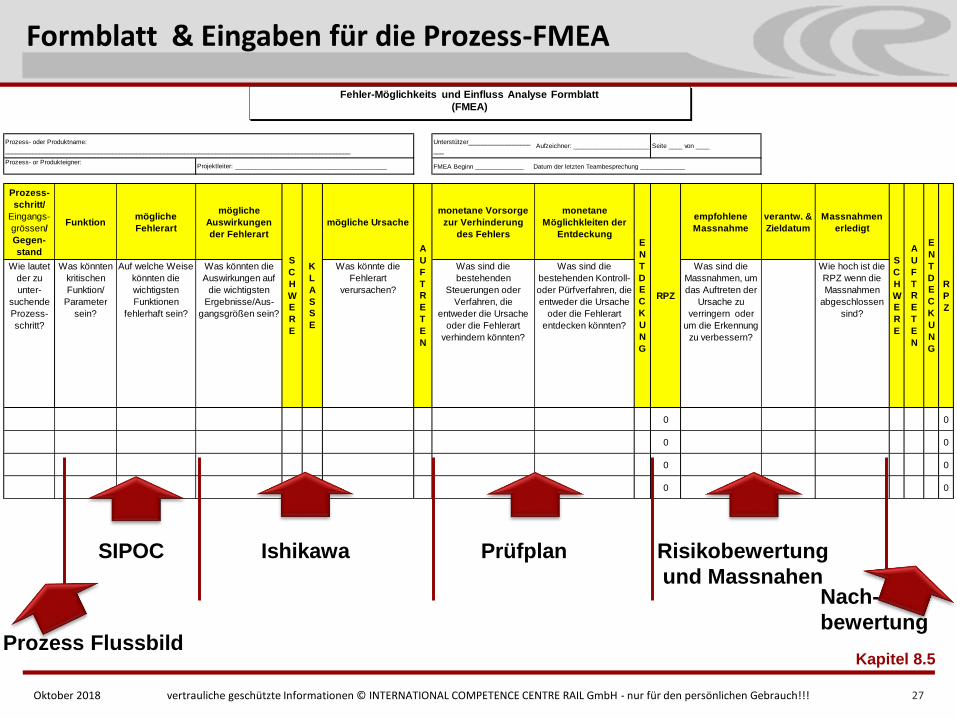
Fehler-Möglichkeits und Einfluss Analyse Formblatt
(FMEA)
Nach-
bewertung
Formblatt & Eingaben für die Prozess-FMEA
Prozess Flussbild
SIPOC Ishikawa Prüfplan Risikobewertung
und Massnahen
Kapitel 8.5
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 27
1
Modellbereitstellung
Pattern preparation
2
Formen
Molding
3
Gießen
Casting
4
Strahlen
Shot blasting
5
Brennen
Flame cutting
6
Abschlagen
flog
7
Normalglühen
Normalizing
8
Fugenhobeln
gouging
16
Fugen
Jointing
13
Strahlen
Shot blasting
11
Vergüten
Quenching and tempering
10
Putzen
fetting
9
Strahlen
Shot blasting
15
Ultraschallprüfung
Ultrasonic testing
14
Rissprüfung
Magnetic crack detection
12
Kontrolle mechanische Werte
Check of mechanical properties
17
Fertigungsschweißen
Production welding
18
Putzen
Fetting
19
Spannungsarmglühen
Stress relief heat treatment
20
Strahlen
Shot blasting
22
Visuelle Kontrolle und Endkontrolle
Visual examination and final inspection
21
Rissprüfung
Magnetic crack detection
28
Verpackung und Versand
27
Farbgebung
Coloring
26
Oberflächenhärten
Surface hardening
outsourced
25
Vermessung
Measurement
24
Rissprüfung
Magnetic crack detection
23
Bearbeitung
machining
Packing and release for dispatch
Herstellprozess der Kettenglieder - Flussbild
Kapitel 8.5
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 28
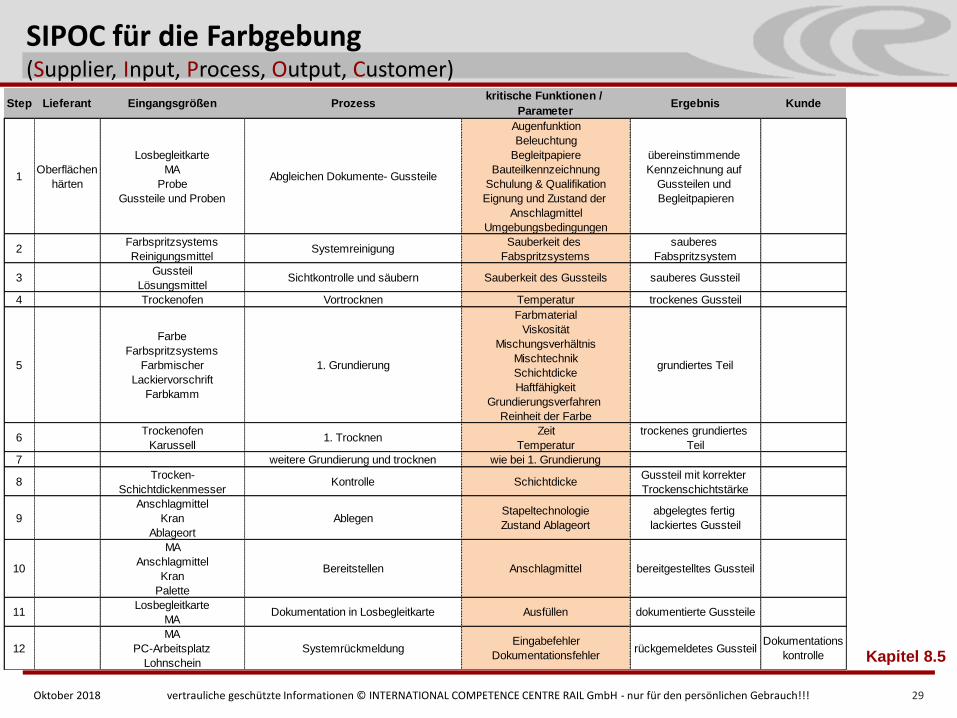
SIPOC für die Farbgebung(Supplier, Input, Process, Output, Customer)
Kapitel 8.5
Step Lieferant Eingangsgrößen Prozesskritische Funktionen /
ParameterErgebnis Kunde
1Oberflächen
härten
Losbegleitkarte
MA
Probe
Gussteile und Proben
Abgleichen Dokumente- Gussteile
Augenfunktion
Beleuchtung
Begleitpapiere
Bauteilkennzeichnung
Schulung & Qualifikation
Eignung und Zustand der
Anschlagmittel
Umgebungsbedingungen
übereinstimmende
Kennzeichnung auf
Gussteilen und
Begleitpapieren
2Farbspritzsystems
ReinigungsmittelSystemreinigung
Sauberkeit des
Fabspritzsystems
sauberes
Fabspritzsystem
3Gussteil
LösungsmittelSichtkontrolle und säubern Sauberkeit des Gussteils sauberes Gussteil
4 Trockenofen Vortrocknen Temperatur trockenes Gussteil
5
Farbe
Farbspritzsystems
Farbmischer
Lackiervorschrift
Farbkamm
1. Grundierung
Farbmaterial
Viskosität
Mischungsverhältnis
Mischtechnik
Schichtdicke
Haftfähigkeit
Grundierungsverfahren
Reinheit der Farbe
grundiertes Teil
6Trockenofen
Karussell1. Trocknen
Zeit
Temperatur
trockenes grundiertes
Teil
7 weitere Grundierung und trocknen wie bei 1. Grundierung
8Trocken-
SchichtdickenmesserKontrolle Schichtdicke
Gussteil mit korrekter
Trockenschichtstärke
9
Anschlagmittel
Kran
Ablageort
Ablegen Stapeltechnologie
Zustand Ablageort
abgelegtes fertig
lackiertes Gussteil
10
MA
Anschlagmittel
Kran
Palette
Bereitstellen Anschlagmittel bereitgestelltes Gussteil
11Losbegleitkarte
MADokumentation in Losbegleitkarte Ausfüllen dokumentierte Gussteile
12
MA
PC-Arbeitsplatz
Lohnschein
SystemrückmeldungEingabefehler
Dokumentationsfehlerrückgemeldetes Gussteil
Dokumentations
kontrolle
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 29
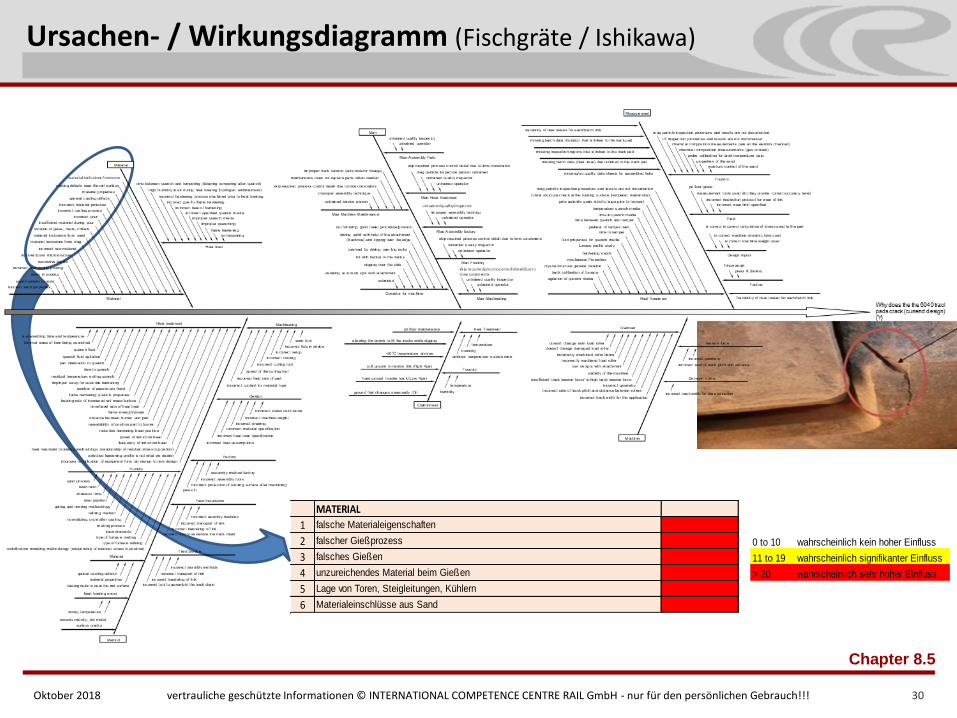
Ursachen- / Wirkungsdiagramm (Fischgräte / Ishikawa)
Chapter 8.5
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 30
MATERIAL
1 falsche Materialeigenschaften 34
2 falscher Gießprozess 28 0 to 10 wahrscheinlich kein hoher Einfluss
3 falsches Gießen 26 11 to 19 wahrscheinlich signifikanter Einfluss
4 unzureichendes Material beim Gießen 34 > 20 wahrscheinlich sehr hoher Einfluss
5 Lage von Toren, Steigleitungen, Kühlern 36
6 Materialeinschlüsse aus Sand 24
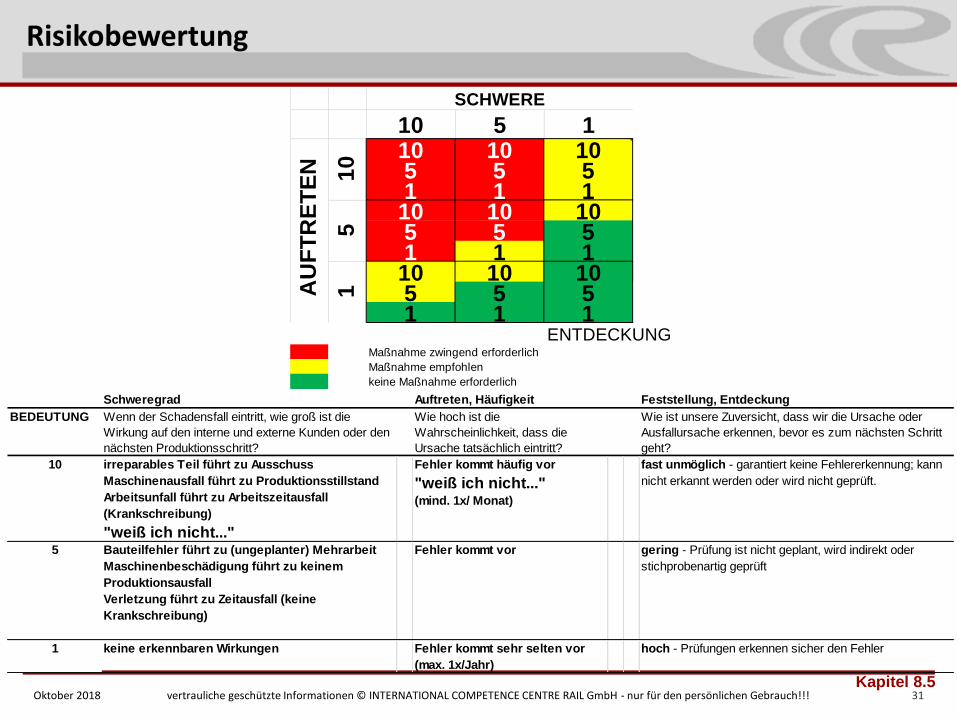
Risikobewertung
Kapitel 8.5
10 5 110 10 105 5 51 1 110 10 105 5 51 1 110 10 105 5 51 1 1
ENTDECKUNGMaßnahme zwingend erforderlich
Maßnahme empfohlen
keine Maßnahme erforderlich
AU
FT
RE
TE
N 10
51
SCHWERE
Schweregrad Auftreten, Häufigkeit Feststellung, Entdeckung
BEDEUTUNG Wenn der Schadensfall eintritt, wie groß ist die
Wirkung auf den interne und externe Kunden oder den
nächsten Produktionsschritt?
Wie hoch ist die
Wahrscheinlichkeit, dass die
Ursache tatsächlich eintritt?
Wie ist unsere Zuversicht, dass wir die Ursache oder
Ausfallursache erkennen, bevor es zum nächsten Schritt
geht?
10 irreparables Teil führt zu Ausschuss
Maschinenausfall führt zu Produktionsstillstand
Arbeitsunfall führt zu Arbeitszeitausfall
(Krankschreibung)
"weiß ich nicht..."
Fehler kommt häufig vor
"weiß ich nicht..."(mind. 1x/ Monat)
fast unmöglich - garantiert keine Fehlererkennung; kann
nicht erkannt werden oder wird nicht geprüft.
5 Bauteilfehler führt zu (ungeplanter) Mehrarbeit
Maschinenbeschädigung führt zu keinem
Produktionsausfall
Verletzung führt zu Zeitausfall (keine
Krankschreibung)
Fehler kommt vor gering - Prüfung ist nicht geplant, wird indirekt oder
stichprobenartig geprüft
1 keine erkennbaren Wirkungen Fehler kommt sehr selten vor
(max. 1x/Jahr)
hoch - Prüfungen erkennen sicher den Fehler
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 31
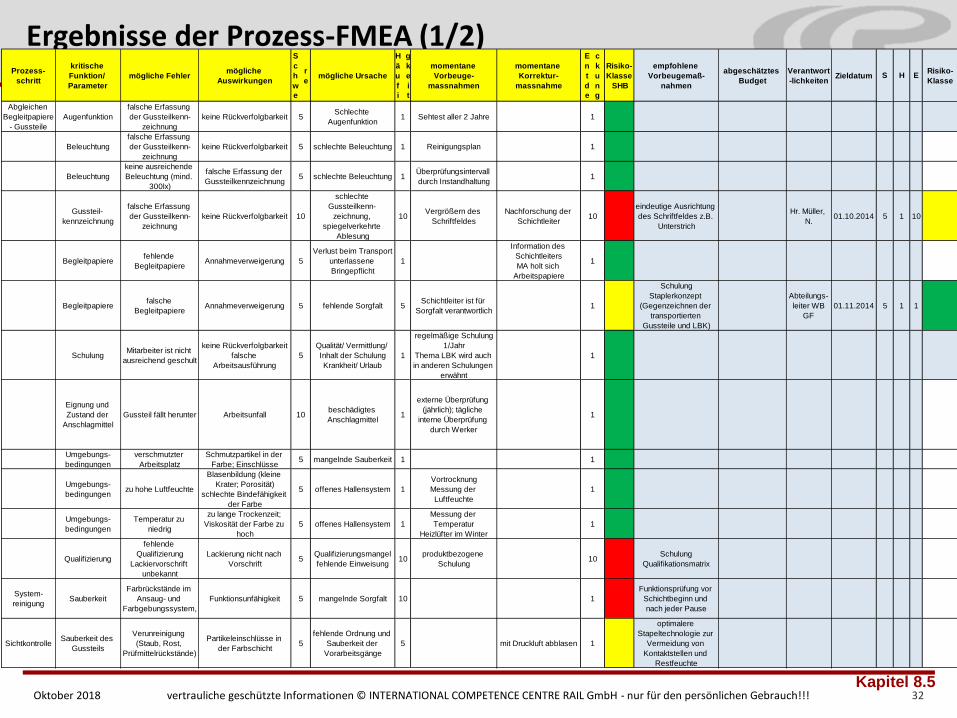
Ergebnisse der Prozess-FMEA (1/2) Prozess-
schritt
kritische
Funktion/
Parameter
mögliche Fehlermögliche
Auswirkungen
S
c
h
w
e
r
emögliche Ursache
H
ä
u
f
i
g
k
e
i
t
momentane
Vorbeuge-
massnahmen
momentane
Korrektur-
massnahme
E
n
t
d
e
c
k
u
n
g
Risiko-
Klasse
SHB
empfohlene
Vorbeugemaß-
nahmen
abgeschätztes
Budget
Verantwort
-lichkeiten Zieldatum S H E
Risiko-
Klasse
Abgleichen
Begleitpapiere
- Gussteile
Augenfunktion
falsche Erfassung
der Gussteilkenn-
zeichnung
keine Rückverfolgbarkeit 5Schlechte
Augenfunktion1 Sehtest aller 2 Jahre 1
Beleuchtung
falsche Erfassung
der Gussteilkenn-
zeichnung
keine Rückverfolgbarkeit 5 schlechte Beleuchtung 1 Reinigungsplan 1
Beleuchtung
keine ausreichende
Beleuchtung (mind.
300lx)
falsche Erfassung der
Gussteilkennzeichnung5 schlechte Beleuchtung 1
Überprüfungsintervall
durch Instandhaltung1
Gussteil-
kennzeichnung
falsche Erfassung
der Gussteilkenn-
zeichnung
keine Rückverfolgbarkeit 10
schlechte
Gussteilkenn-
zeichnung,
spiegelverkehrte
Ablesung
10Vergrößern des
Schriftfeldes
Nachforschung der
Schichtleiter 10
eindeutige Ausrichtung
des Schriftfeldes z.B.
Unterstrich
Hr. Müller,
N.01.10.2014 5 1 10
Begleitpapierefehlende
BegleitpapiereAnnahmeverweigerung 5
Verlust beim Transport
unterlassene
Bringepflicht
1
Information des
Schichtleiters
MA holt sich
Arbeitspapiere
1
Begleitpapierefalsche
BegleitpapiereAnnahmeverweigerung 5 fehlende Sorgfalt 5
Schichtleiter ist für
Sorgfalt verantwortlich1
Schulung
Staplerkonzept
(Gegenzeichnen der
transportierten
Gussteile und LBK)
Abteilungs-
leiter WB
GF
01.11.2014 5 1 1
SchulungMitarbeiter ist nicht
ausreichend geschult
keine Rückverfolgbarkeit
falsche
Arbeitsausführung
5
Qualität/ Vermittlung/
Inhalt der Schulung
Krankheit/ Urlaub
1
regelmäßige Schulung
1/Jahr
Thema LBK wird auch
in anderen Schulungen
erwähnt
1
Eignung und
Zustand der
Anschlagmittel
Gussteil fällt herunter Arbeitsunfall 10beschädigtes
Anschlagmittel 1
externe Überprüfung
(jährlich); tägliche
interne Überprüfung
durch Werker
1
Umgebungs-
bedingungen
verschmutzter
Arbeitsplatz
Schmutzpartikel in der
Farbe; Einschlüsse5 mangelnde Sauberkeit 1 1
Umgebungs-
bedingungenzu hohe Luftfeuchte
Blasenbildung (kleine
Krater; Porosität)
schlechte Bindefähigkeit
der Farbe
5 offenes Hallensystem 1
Vortrocknung
Messung der
Luftfeuchte
1
Umgebungs-
bedingungen
Temperatur zu
niedrig
zu lange Trockenzeit;
Viskosität der Farbe zu
hoch
5 offenes Hallensystem 1
Messung der
Temperatur
Heizlüfter im Winter
1
Qualifizierung
fehlende
Qualifizierung
Lackiervorschrift
unbekannt
Lackierung nicht nach
Vorschrift5
Qualifizierungsmangel
fehlende Einweisung 10
produktbezogene
Schulung10
Schulung
Qualifikationsmatrix
System-
reinigungSauberkeit
Farbrückstände im
Ansaug- und
Farbgebungssystem,
Funktionsunfähigkeit 5 mangelnde Sorgfalt 10 1
Funktionsprüfung vor
Schichtbeginn und
nach jeder Pause
SichtkontrolleSauberkeit des
Gussteils
Verunreinigung
(Staub, Rost,
Prüfmittelrückstände)
Partikeleinschlüsse in
der Farbschicht5
fehlende Ordnung und
Sauberkeit der
Vorarbeitsgänge
5 mit Druckluft abblasen 1
optimalere
Stapeltechnologie zur
Vermeidung von
Kontaktstellen und
Restfeuchte
Kapitel 8.5Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 32
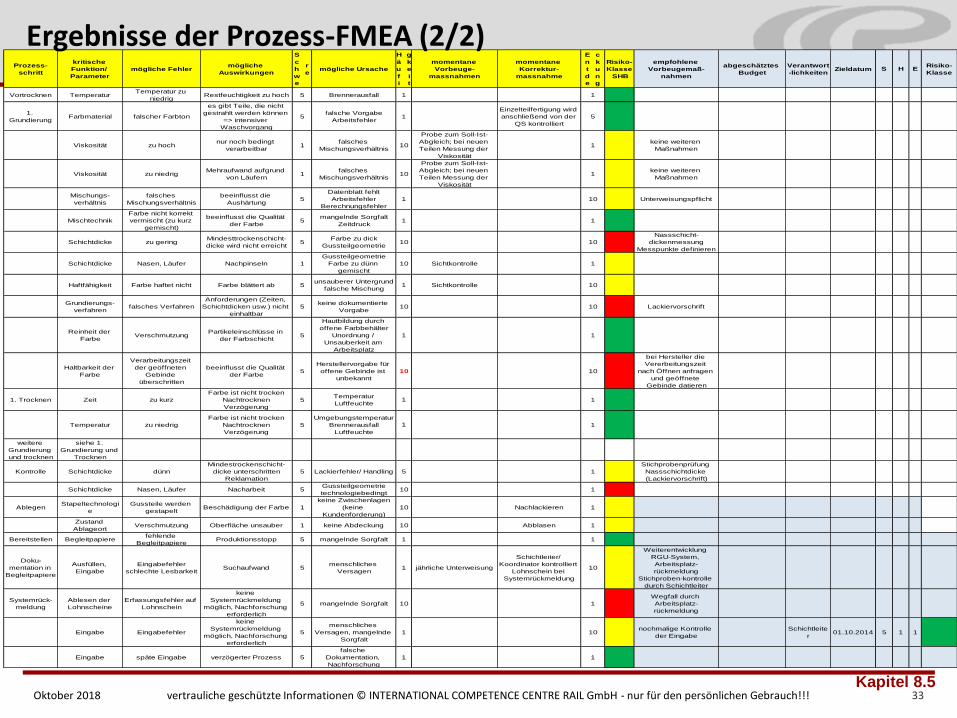
Prozess-
schritt
kritische
Funktion/
Parameter
mögliche Fehlermögliche
Auswirkungen
S
c
h
w
e
r
emögliche Ursache
H
ä
u
f
i
g
k
e
i
t
momentane
Vorbeuge-
massnahmen
momentane
Korrektur-
massnahme
E
n
t
d
e
c
k
u
n
g
Risiko-
Klasse
SHB
empfohlene
Vorbeugemaß-
nahmen
abgeschätztes
Budget
Verantwort
-lichkeiten Zieldatum S H E
Risiko-
Klasse
Vortrocknen TemperaturTemperatur zu
niedrigRestfeuchtigkeit zu hoch 5 Brennerausfall 1 1
1.
GrundierungFarbmaterial falscher Farbton
es gibt Teile, die nicht
gestrahlt werden können
=> intensiver
Waschvorgang
5falsche Vorgabe
Arbeitsfehler1
Einzelteilfertigung wird
anschließend von der
QS kontrolliert
5
Viskosität zu hochnur noch bedingt
verarbeitbar1
falsches
Mischungsverhältnis10
Probe zum Soll-Ist-
Abgleich; bei neuen
Teilen Messung der
Viskosität
1keine weiteren
Maßnahmen
Viskosität zu niedrigMehraufwand aufgrund
von Läufern1
falsches
Mischungsverhältnis10
Probe zum Soll-Ist-
Abgleich; bei neuen
Teilen Messung der
Viskosität
1keine weiteren
Maßnahmen
Mischungs-
verhältnis
falsches
Mischungsverhältnis
beeinflusst die
Aushärtung5
Datenblatt fehlt
Arbeitsfehler
Berechnungsfehler
1 10 Unterweisungspflicht
Mischtechnik
Farbe nicht korrekt
vermischt (zu kurz
gemischt)
beeinflusst die Qualität
der Farbe5
mangelnde Sorgfalt
Zeitdruck1 1
Schichtdicke zu geringMindesttrockenschicht-
dicke wird nicht erreicht5
Farbe zu dick
Gussteilgeometrie10 10
Nassschicht-
dickenmessung
Messpunkte definieren
Schichtdicke Nasen, Läufer Nachpinseln 1
Gussteilgeometrie
Farbe zu dünn
gemischt
10 Sichtkontrolle 1
Haftfähigkeit Farbe haftet nicht Farbe blättert ab 5unsauberer Untergrund
falsche Mischung1 Sichtkontrolle 10
Grundierungs-
verfahren falsches Verfahren
Anforderungen (Zeiten,
Schichtdicken usw.) nicht
einhaltbar
5keine dokumentierte
Vorgabe10 10 Lackiervorschrift
Reinheit der
FarbeVerschmutzung
Partikeleinschlüsse in
der Farbschicht5
Hautbildung durch
offene Farbbehälter
Unordnung /
Unsauberkeit am
Arbeitsplatz
1 1
Haltbarkeit der
Farbe
Verarbeitungszeit
der geöffneten
Gebinde
überschritten
beeinflusst die Qualität
der Farbe5
Herstellervorgabe für
offene Gebinde ist
unbekannt
10 10
bei Hersteller die
Vererbeitungszeit
nach Öffnen anfragen
und geöffnete
Gebinde datieren
1. Trocknen Zeit zu kurz
Farbe ist nicht trocken
Nachtrocknen
Verzögerung
5Temperatur
Luftfeuchte1 1
Temperatur zu niedrig
Farbe ist nicht trocken
Nachtrocknen
Verzögerung
5
Umgebungstemperatur
Brennerausfall
Luftfeuchte
1 1
weitere
Grundierung
und trocknen
siehe 1.
Grundierung und
Trocknen
Kontrolle Schichtdicke dünn
Mindestrockenschicht-
dicke unterschritten
Reklamation
5 Lackierfehler/ Handling 5 1
Stichprobenprüfung
Nassschichtdicke
(Lackiervorschrift)
Schichtdicke Nasen, Läufer Nacharbeit 5Gussteilgeometrie
technologiebedingt10 1
Ablegen Stapeltechnologi
e
Gussteile werden
gestapeltBeschädigung der Farbe 1
keine Zwischenlagen
(keine
Kundenforderung)
10 Nachlackieren 1
Zustand
AblageortVerschmutzung Oberfläche unsauber 1 keine Abdeckung 10 Abblasen 1
Bereitstellen Begleitpapierefehlende
BegleitpapiereProduktionsstopp 5 mangelnde Sorgfalt 1 1
Doku-
mentation in
Begleitpapiere
Ausfüllen,
Eingabe
Eingabefehler
schlechte LesbarkeitSuchaufwand 5
menschliches
Versagen1 jährliche Unterweisung
Schichtleiter/
Koordinator kontrolliert
Lohnschein bei
Systemrückmeldung
10
Weiterentwicklung
RGU-System,
Arbeitsplatz-
rückmeldung
Stichproben-kontrolle
durch Schichtleiter
Systemrück-
meldung
Ablesen der
Lohnscheine
Erfassungsfehler auf
Lohnschein
keine
Systemrückmeldung
möglich, Nachforschung
erforderlich
5 mangelnde Sorgfalt 10 1
Wegfall durch
Arbeitsplatz-
rückmeldung
Eingabe Eingabefehler
keine
Systemrückmeldung
möglich, Nachforschung
erforderlich
5
menschliches
Versagen, mangelnde
Sorgfalt
1 10nochmalige Kontrolle
der Eingabe
Schichtleite
r01.10.2014 5 1 1
Eingabe späte Eingabe verzögerter Prozess 5
falsche
Dokumentation,
Nachforschung
1 1
Ergebnisse der Prozess-FMEA (2/2)
Kapitel 8.5Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 33
Schlussfolgerungen
2 Formeln noch abschliessend zum Nachdenken:
Qualität = Erfüllung der Anforderungen x Geisteshaltung (Können / Fähigkeiten) (Wollen / Verhalten)
QM = Prozessfokus x risikobasiertes Denken x PDCA-Ansatz
(wirksame & effektive (Prävention) (ständige
Abläufe) Verbesserungen)
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 34

Ihr Kontakt:
Andreas Heinzmann International Competence Centre Rail GmbH
CH – 6315 Oberaegeri
Switzerland
www.cc-rail.com
Mobil (D): +49 172 622 32 73
Phone (D): +49 333 977 33 37
Ich würde mich sehr freuen, wieder
von Ihnen zu hören.
Falls Sie mir eine Nachricht
hinterlassen, werden ich versuchen
diese innerhalb von 24 Stunden zu
beantworten.
Oktober 2018 vertrauliche geschützte Informationen © INTERNATIONAL COMPETENCE CENTRE RAIL GmbH - nur für den persönlichen Gebrauch!!! 35





























