Embed Size (px)
Citation preview

Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 201
ROHN—ZIELIŃSKIb r o w n b o v e r i

STR. 202 W I A D O M O Ś C I E L E K T R O T E C H N N E Nr. 7
PROSTOWNIK----STYKOWY
» ł a d u j e a k u m u l a t o r y• zasila ap araty i centra
le ielefoniczne, ap araty M orse'a i Juza
• u rządzenia sygn alizacyjn e i alarm ow e
• u rządzenia g a lw an otech - niczne
W Y T W Ó R N I A A P A R A T Ó W E L E K T R Y C Z N Y C H
INŻ. J. RODKIEWICZW a r s z a w a 36, ul. P o d c h o r ą ż y c h 57, le i . 7-22-80
W a r s z t a t ye l e k t r o m e c h a n i c z n eL e g a l i z a c j a l i c z n i k ó wDost awa wszelkich artykułów elektrotechnicznych
POMOC I N Ż Y N I E R S K ASp. z o. o.
Wilno, ul. M ick iew icza 1 tel. 17-48
PRZYRZĄDYWESTONE. I. C. N ew a rk
G e n e r a ln e p r z e d s t a w ic ie ls t w o
„ E L E K T R O P R O D U K T "Sp . i o. o.
W a r s z a w a , u l. N o w y S w l a ł 5 te l 9 6 8 - 8 6
S I L N I K I
ASYNCHRO- N I C Z N E
Produkcja naszych nowych typów obejmuje silniki zwarte i pierścienioweo mocy od 0,5 do 700 KM
POLSKIE TOWARZYSTWO ELEKTRYCZNE s.a.W a r s z a w a , M a rs z a łk o w s k a 1 3 7 Telefon: C e n t ra la 5 7 0 - 4 0
CENTRALNE BIURO SPRZEDAŻY PRZEWODÓW
„C E N T R O P R Z E W Ó D“Spółka z ogr. odp.
W A R S Z A W A , K R Ó L E W S K A 23. Tel. 340-31, 34 0 -3 2 , 3 4 0-33 I 340-34
PRZEWODY IZOLOWANEZ F A B R Y K K R A J O W Y C H W W Y K O N A N I U PRZEPISOWYM, OZNACZONE ŻÓŁTĄ NITKĄ S. E. P.

¿ ¡^ 7 ą W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 203
WYŁĄCZNIKI SAMOCZYNNE„ w S c ”6 — 25 A V
/ 380
2 - BIEGUNOWE NADMIAROWE Z NIEZALEŻNYM TERMICZNYM I M AGNETYCZNYM WYŁĄCZANIEM
NA OBYDW UCH BIEGUNACH
FABRYKA A RTYKU ŁÓ W E L E K T R O T E C H N IC Z N Y C H
m SHEM CISZEWSKIS P Ó Ł K A A K C Y J N A
- B Y D G O S Z C Z -
STR. 204 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
SERYJNA PRODUKCJA OLEJOWYCH
W YŁĄCZN IKÓ W NADMIAROWYCH
SNTO PO ZW O LIŁA W YP U ŚC IĆ
A P A R A T
T A N I ,
PRECYZ Y J N Y
A Z A T E M
NIEZAWODNY
W P R A C Y
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 205
W Y K O N Y W A :PRZEKŁADNIE Z Ę BATE W S K R Z Y NIACH OLIWNYCH
MOTOREDUKTORY DO WBUDOWANIA W PŁASZCZ SILNIKA Z WBUDOWANYM W NIE SILNIKIEM
P Ę D N I E . SP R ZĘ G ŁA SPRĘŻYSTE. NAPRĘŻACZE. TO-
J<ARKI I WIERTARKI
J. JOHNS P . A K C . W Ł O D Z I
BIURA
WŁASNE:
WARSZAWA
KRAKÓW
POZNAŃ
KATOWI CE
LWÓW
GDAŃSK Motoreduktor w b u d o w a n y w p ła s z c z s i ln ik a
STR. 206 W I A D O M O S C I E L E K T R O T E C H N I C Z N E Nr. 7
Ini. EDMUND ROMERL W Ó W , U L . O B M I Ń S K I E G O N r . 1 6
TEL. 2 7 8 - 3 7
N o w e c e n n ik i n a d s y ła m y na ż g d a n ie .
p o l e c a :E L E K T R Y C Z N E P R Z Y R Z Ą D Y P O M IA R O W E
am pe ro m ierze , w oltom ierze, p rzyrzq d y w ie lo za - kresow e, ohm om ierze, oporniki p recyzyjne
O P O R N I K I S U W A K O W Ew s z e lk i c h t y p ó w i w i e l k o ś c i
Z A K Ł A D YE L E K T R O - M E C H A N I C Z N E
K. i W . DWORAKOWSCYW a r s z a w a 1, W s p ó ln a 4 6
Telefon 9 7 4 -0 6
D o b r e f i l t r y p o w i e t r z n e p r z e d ł u ż a jq ży c ie m aszyn!
F i l t r y
DELBAG ViSCIN
n i e z a w o d z ą !
Chrońcie przed szkodliwym działaniem kurzu g e n e ra to ry , k o m p re s o ry , s i ln ik i i t. p.
B. FI LI P s K lŻ O R Y , G Ó R N Y Ś L Ą S K , U L. N O W A 6 , TEL. 3 0
L I C Z I M I K Ienergii elektrycznej na prąd słały i zmienny. Sprzedaż, wymiana, naprawa, urzędowa legalizacja.
JULIAN SZWEDEZ A K Ł A D E L E K T R O M I E R N I C Z Y
W arszaw a , K o p e rn ik a 14, łe l. 250-03 i 631-31
R adiovisor P aren ł Ltd.L o n d o n
d o s t a r c z a
P r z y r z q d y ŚWIATŁOCZUŁEz k o m ó r k q s e l e n o w ą
Praktyczne zastosow anie:Z apalan ie i gaszen ie lam p ulicznych,
znaków ostrzegawczych, w ysepek e lektrycznych.
Kontrola czystości spalin w siłowni. Kontrola przejrzystości pow ietrza (np.
w lqczanie autom atyczne wentylatorów w tunelach, k o p a ln iach ild.).
Liczenie ilości w yprodukow anych towarów do 5000 sztuk n a minutą.
Liczenie osób w chodzących lub wychodzących ild.
U rucham ianie wind. schodów ruchomych, drzwi, b ram garażow ych ild.
Kontrola tem peratury metali żarzonych elektrycznie. Z abezpieczenie p rzed w łam aniem , pożarem , przekro
czeniem miejsc przez osoby niepow ołane, o ch rona ro botników w ruchu m aszynowym itd.
P l a n y i k o s z t o r y s y b e z p ł a t n i e
G E N E R A L N AR E P R E Z E N T A C JA »INDUSTRIA«LWOW, 3-go MAJA 7. Telefon 228-78
0 D IR O IB N I
OOLU L O S Z !E N II A
Silniki elektryczne pr. zmiennego 3000 V, od 20 do 250 KM stale na składzie. Biuro Techniczne Inż. S. Lebenhaft Łódź, ul. Wólczańska 35, telefon 205-59.
L A B O R A N Tdo regulow ania 1 le galizow ania liczn ików jednofazow ych
p o t r z e b n yZakład Elektromlern. J U L I A N S Z W E D E
Warszawa, ul. Kopernika 14.
Na|m nle|sze o gło szen ie te| w ielkości
kosztuje z ł . 2 . —
E L E K T R O W N I A W O Ł Y C Epragnie nabyć jeden zespół sprzężony bezpośrednio lub za pomocą przekładni pasowej: silnik napędowy — nagaz drzew ny lub olej gazowy; prądnicę — na prąd stały 2 x 230 V, o m ocy 100 — 150 kW, wraz z tablicą roz
dzielczą.
Szczegółow e opisy wraz z rysunkam i lub fotografiam i oraz ceną prosim y nadsyłać pod adresem Elektrow nia w
Ołyce Sp. z ogr. odp.
N o w o p r z y b y w o jq c y p r e n u m e r a to r z ym o g ą o t r z y m a ć r o c z n i k i
„ W I A D O M O Ś C I E L E K T R O T E C H N I C Z N Y C H “
z lat 1934, 1935, 1936 i 1937 po ulgowej cen!e: za rocznik 1934 bez oprawy z ł 6 .6 0
w oprąwie z ł 9 .— za roczniki 1935, 1936 i 1937
bez oprawy po z ł 9 .6 0 w oprawie po z ł 1 2 .—
łącznie z przesyłką.U W A G A : O d dzie lne zam ów ienia w drodze ko resp o n d en cji są zb y teczne. W ystarczy w p łac ić na leżno ść na konto w P . K O. N r. 255 z adnotacją na odw rocie blankietu ,,za ro c zn ik W iadom ości E le ktro technicznych w oprawie (lub bez) z 1934 r., 1935 r., 1936 r. i 1937 r .”

Nr. 7 • W A D 0 M O S C 1 E L E K T R O T E C H N C Z N E • STR. 207
M aszyny elektryczne d la statków m orskich
A paraty elektryczne do suwnic i żórawi.
Regulatory obrotów i rozruszniki sam oczynne do silników większych mocy.
M aszyny i a p a ra ty elektryczne do specja lnych c e lów.
M aszyny i A paraty Elektryczne do statków morskich.Maszyny, transform atory i dławiki d la rad iostacji n a dawczych.Przetwornice rodzaju prądu , n ap ięc ia i okresów.Prądn ice trójfazowe i jednofazowe.
W Y R A B IA
WYTWÓRNIA APARATÓW ELEKTRYCZNYCH
K. i W. P U S T O Ł AS P Ó Ł K A K O M A N D Y T O W A
W arszawa 4, ul. Jagiellońska 4/6. Telefon 10.33-26
AKUM ULATO RY
YAHTA
I I
Z a p e w n i a j q s z y b k i s ł a r ł , j a s n e ś w i a t ł o
Sprzedaż na m. st. W arszaw ę i woj. w a r s z a w s k i e
w f i r m i e
MAGNET11 Z. POPŁAWSKIW A R S Z A W A , U L . Z Ł O T A 5 , TEL. 6 -0 0 -0 3
S T A C J A O B S Ł U G IW A R S Z A W A , U L. P R O M E N A D A 1, Tel. 4 -1 9 -3 1
O SC Y LO G R A FY KATO D O W E. LAM PY DO O SC Y LO G R A FÓ W I T E L E W IZ JI, KOMÓRKI FO TO ELEK- TR YC ZN E . N EO N Ó W K I. ZAMKI ELEK T R Y C Z N E . S Y G N A L I Z A C J A Z A B E Z P IE C Z A JĄ C A PR ZED W ŁA M AN IEM . PR ZYR ZĄ D Y DO KONTROLI GOSPO D A RK I C IE P L N E J. K O SZTO RYSY . PR O JEK T Y . PORADY.
K A Z I M IE R Z K W I E S I E L E W I C ZLWÓW, ul. SZ A JN O CH Y 2, tel. 258-58
N A J P I Ę K N I E J S Z EPOMNIKI WARSZAWY
Z A W D Z I Ę C Z A J Ą S W O JĄ D E K O R A C J Ę Ś W I E T L N Ą N A S Z Y M R E F L E KTOROM Z T R A N S F O R M A T O R A M I O S ILN YM I WĄSKIM S T R U M I E N I U Ś W I A T Ł A
A. MARCINIAK**.F A B R Y K A W W A R S Z A W IE , W RO N IA 23. T E L . 592-02 i 614-81
S K L E P F A B R Y C Z N Y :W A R S Z A W A , UL. B R A C K A 4; B Y D G O S Z C Z , UL. D ŁU G A 6
STR. 208 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
SKODAPOLSKIE ZAKŁADY SKODYS P Ó Ł K A A K C Y J N A
Warszawa, Złota 68 tel. 260-05
D O S T A R C Z A
SILNIKI NA PRĄD T R Ó JFA ZO W Y - W RÓ ŻN YCH WYKONANIACH
TRANSFORMATORY G E N E R A T O R Y
SILNIKI TRAMWAJOWEB I U R A W Ł A S N E :
Ł O D Ź , P i o t r k o w s k a 128, te l.205-84 KATOWICE, PI. M. Piłsudskiego 5, tel. 356-92
P R Z E D S T A W I C I E L S T W A : L w ó w , F r e d r y 6, tel. 107-40K r a k ó w , Sobieskiego 16c, tel. 120-91P o z n a ń , PI. S p i s k i 1, tel. 37-78T o r u ń , Ż e g l a r s k a 31, tel. 15-44G d a ń s k , Paradlesgasse 35, tel. 266-27G d y n i a , Świętojańska 59, tel. 28-38L u b l i n , 1 M a j a 17, tel. 28-38Białystok
STOWARZYSZENIE ELEKTRYKÓW POLSKICHz a w i a d a m i a o w y d a n i u k s i q ż k i n a p i s a n e j p r z e z i n ż . E D W A R D A K O B O S K O p o d t y t u ł e m :
I N S T A L A C J E E L E K T R Y C Z N EP R Ą D U S I L N E G O W B U D Y N K A C H
(Wskazówki praktyczne projektowania i wykonywania instalacji elektrycznych)
Pierwsza ksigżka z cyklu „ B IB L IO T E C Z K A P R A K T Y C Z N A S E P ” .Ksiqżka ta przeznaczona dla monterów elektryków zaw iera m. in. n a s t ę p u j q c e d z i a ł y ;
O b liczan ie przekrojów przewodów. Plany insta- Montaż przewodów płaszczowych i kabelko-lacyjne. Sposoby sporzqdzania kosztorysów. wych. Układanie kabli w budynkach i mon-Układanie przewodów na zaciskach, gałkach, taż muf kablowych. Budowa przyłqczy i pio-rolkach i izolatorach. Układanie rurek płasz- nów. Środki ochronne przeciw porażeniu,czowych, pancernych (na tynku i pod tynkiem). S p o s o b y w y k o n y w a n i a u z i e m i e ń .
O b ję to ść książki około 2 3 0 stron, 1 8 0 rysunków.C e n a książk i w raz z przesyłką z ł 4 .1 0 ,
bez p rze syłk i z ł 3 .6 0 .
Zam ó w ien ie pisem ne jest zbędne — w y sta rczy w p łata zł. 4 . 1 0 na konto P K O N r. 6 2 5 Stow . Elektryków Polskich.
N A K Ł A D 5500 E G Z E M P L A R Z Y • C E N A Z E S Z Y T U 1 Z Ł. 2 0 G R.
W I A D O M O Ś C I E L E K T R O T E C H N IC Z N EC Z A S O P 1 S M O D L A E L E K T R Y K Ó W - P R A K T Y K Ó W
R ed ak to r: inż. el. W ło d z im ie r z K o te le w s k i • W a r s z a w a , ul. K r ó le w s k a 15. Tel. 5 2 2 - 54
R O K V I • L I P I E C 1 9 3 8 R. • Z E S Z Y T 7
Treść zeszytu 7-go. 1. ELEKTRYCZNE SPAW AN IE ŁUKOW E inż.-el. T. Żarnecki. 2. ELEKTRYCZNE ROZRUSZNIKI SAM OCHODOWE inż.-el. L. Gaszyński. 3. DZIAŁ BEZPIECZEŃSTWA PRACY. RZADKIE W YPADKI PORAŻENIA ELEKTRYCZNEGO. 4. LAMPY
SODOW E I RTĘCIOWE inż. M. Wodnicki. 5. NOW INY ELEKTROTECHNICZNE. 6. SKRZYNKA TECHNICZNA.
Elektryczne spawanie łukowe.Inż. e l. T. Ż A R N E C K I.
(Dokończenie)
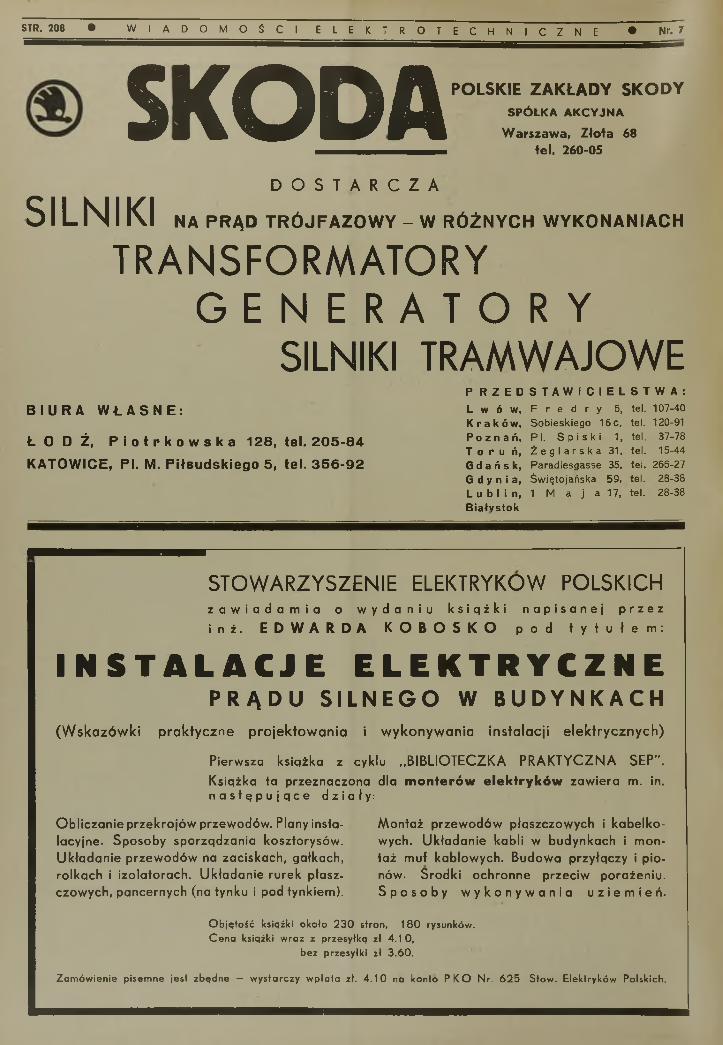
W ostatnim rozdziale *) przy omawianiu transformatora do spawania firm y „Arcos“ na rys. 54 podano przez omyłkę ten sam schemat transformatora, co i na rys. 52. W łaściwy schemat podajemy obecnie (rys. 54), zachowując ten sam numer rysunku, co i poprzednio. Ja k w yn ika ze schematu, uzwojenie transformatora głównego podzielone jest na 2 części a i b; po stronie pierwotnej obie połowy uzwojenia transformatora głównego oraz uzwojenie transformatora dodatkowego połączone są w tró jkąt. M a to na celu uzyskanie bardziej równomiernego obciążenia faz R , S i T sieci zasilającej transformator.
R S T
Rys. 54.Schemat transformatora do spawania f-my „Arcos“.
P o r ó w n a n ie p r q d n ic i t r a n s f o r m a t o r ó w d o s p a w a n ia .
Szybki rozwój spawania prądem zmiennym został wyw ołany k o r z y ś c i a m i natury technicznej i gospodarczej, jakie dają transformatory w porównaniu do zespołów w iru jących składających się z silnika i prądnicy zasilającej łuk spawalniczy prądem stałym. Zarówno konserwacja, jak i uruchomianie transformatorów do spa
*) Por- zeszyt 5/1938 r. „W . E .“ , str. 149.
wania, jest o wiele prostsze i łatwiejsze od utrzymywania i uruchomiania zespołów wirujących. Jednocześnie straty biegu jałowego przy zespołach w irujących są znacznie większe, niż przy transformatorach. Straty te w ogólnym zestawieniu kosztów spawania odgrywają poważną rolę, gdyż przerwy w pracy, w czasie których maszyna biegnie luzem, są tu stosunkowo dość długie, w y wołane są bowiem koniecznością zmiany elektrody, przygotowania materiału, oczyszczenia spoiny itp. Jed nocześnie trzeba zwrócić także uwagę i na to, że transformatory są na ogół znacznie tańsze od prądnic, wobec czego koszty stałe, związane z amortyzacją jednostek spawalniczych są mniejsze przy transformatorach, niż przy prądnicach.
Należy jednakże podkreślić, że spawanie prądem s t a ł y m w porównaniu do spawania prądem zmiennym przedstawia pewne k o r z y ś c i z punktu widzenia techniki spawania. Wym ienim y tu przede wszystkim łatwość zapalenia i utrzymania łuku (przy nowoczesnych prądnicach, o dogodnych charakterystykach ątatycznej i dynamicznej). Przy spawaniu prądem stałym mamy ponadto możność wykorzystania niejednakowego wydzielania ciepła na obu biegunach, co czasem może być bardzo przydatne, jak np. przy spawaniu ponad głową.
Dalszą przewagą prądu stałego nad zmiennym w zastosowaniu do spawania łukowego jest możność użycia elektrod niepowlekanych, tj. o powierzchni metalicznej. Poza możliwością spawania drutem gołym, a więc tańszym, umożliwia to spawanie elektrodą odwijaną z kręgu, przechodzącą przez uchwyt doprowadzający prąd, co pozwala na z a u t o m a t y z o w a n i e spawania łukowego. Do spawania elektrodą węglową z wydm uchem łuku przy pomocy cewki magnetycznej używa się również prądu stałego.
Widzim y więc, że, jako ź r ó d ł o prądu przy spawaniu elektrycznym, korzystniejszy jest t r a n s f o r m a t o r , czyli źródło prądu zmiennego, podczas, gdy pożądany do spawania jest prąd s t a ł y . Okazuje się, że oba te — sprzeczne pozornie — wymagania stosunkowo ła two można ze sobą pogodzić.
T r a n s f o r m a t o r y z a o p a t r z o n e w p r o s t o w n ik i.
Dla wyzyskania dodatnich stron spawania prądem stałym przy jednoczesnym uniknięciu ujemnych stron zespołów w iru jących wchodzą ostatnio w użycie transformatory z prostownikami. Początkowo, jako rozwiązanie
STR. 210 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
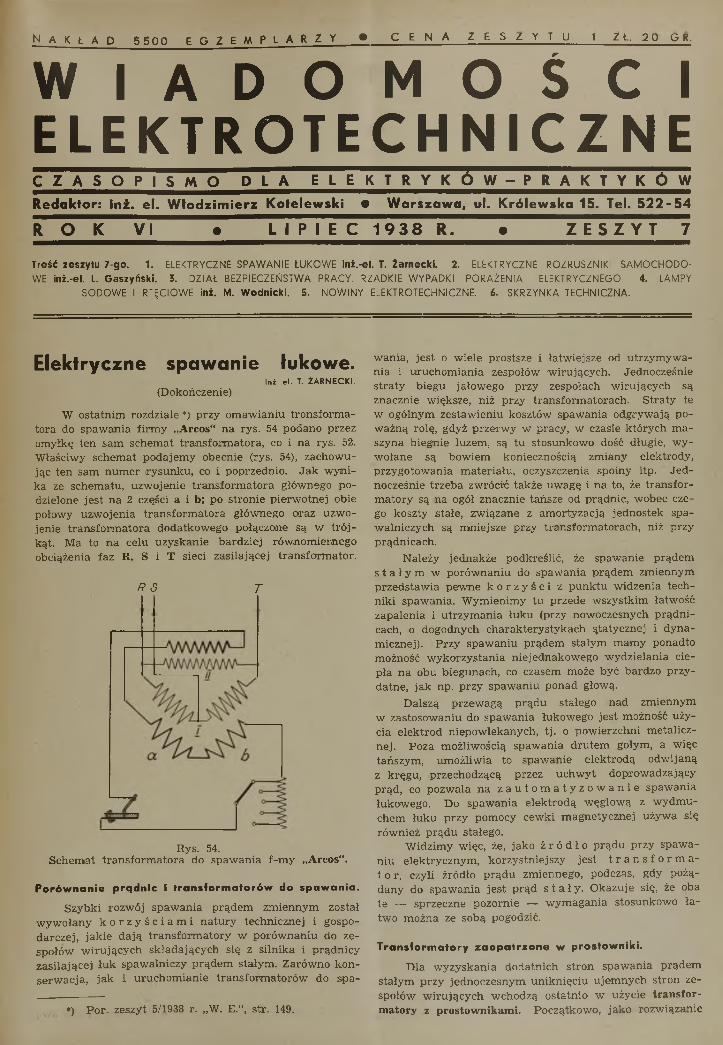
techniczne tego zagadnienia, ukazały się transformatory trójfazowe z lampami prostowniczymi po stronie wtórnej (rys. 55). Regulacja prądu w tych aparatach spawalniczych odbywała się przy pomocy zaczepów na uzwojeniu
Na sprawę przeciążalności należy zwrócić tu specjalną uwagę. Prądnica lub transformator spawalniczy przeznaczony do pracy ciągłej (nieprzerywanej) np. przy 80 A można obciążyć w ciągu krótkiego czasu prądem o natężeniu większym, np. 120 A, lub w czasie jeszcze krótszym nawet prądem 160 A. W ten sposób, posiadając zespół lub transformator przeznaczony do spawania blach o grubości do 2 mm, można przy pomocy tego samego aparatu spawać przedmioty grubsze, byle tylko okresy korzystania z dużego natężenia prądu by ły tak krótkie, aby uzwojenia maszyny wzgl. transformatora nie zdążyły się nagrzać ponad normę. Aparatu natomiast z lampami prostowniczymi nie można przeciążać nawet krótkotrwale. Zmniejszyło to zdolność konkurencyjną transformatorów zaopatrzonych w te lampy, a jednocześnie spowodowało powstanie nowej konstrukcji, a mianowicie tzw. aparatu „dwuprądowego“ . Jest to transformator w połączeniu z prostownikiem lampowym oraz przełącznikiem zbudowanym w ten sposób, że przy małych na-
Rys. 55.Widok spawarki składającej się z transformatora
i lamp prostowniczych.
wtórnym ransformatora, przełączanych jednocześnie przy pomocy przełącznika P (rys. 55). Dogodną charakterystykę statyczną aparatu uzyskać można przez odpowiednią konstrukcję transformatora o dużym rozproszeniu magnetycznym. Wadą tego rozwiązania jest pewna wrażliwość aparatu na wstrząsy, co zwłaszcza w warunkach warsztatowych odbija się bardzo niekorzystnie na pracy spawarki; wadą jest też ograniczony okres „życia“ lamp prostowniczych oraz nieprzeciążalność prostownika.
Rys. 56.Spawanie przy pomocy przyrządu składającego się
z transformatora z prostownikiem lampowym.
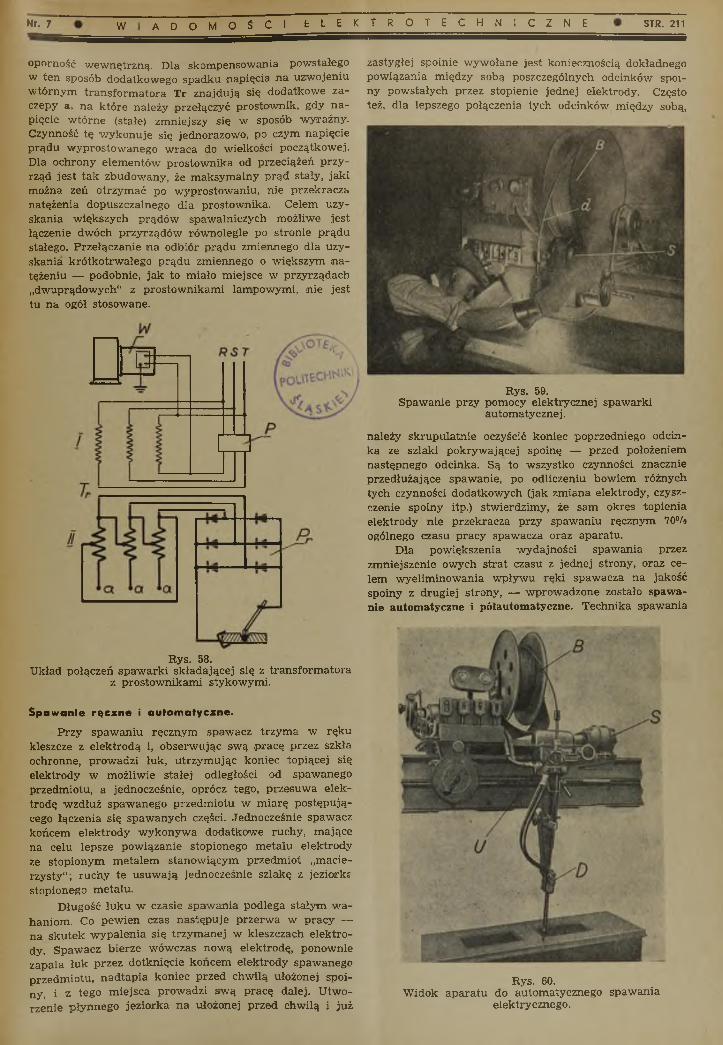
Na schemacie rys. 58 pokazane jest uzwojenia p ierwotne I oraz wtórne I I transformatora, elementy prostownika Pr, przełącznik P z gwiazdy w trójkąt (na dwa napięcia zasilania) oraz jednofazowy wentylator W do chłodzenia przyrządu. Prostownik stykowy po pewnym okresie pracy (od 6000 do 10000 godzin) powiększa swą
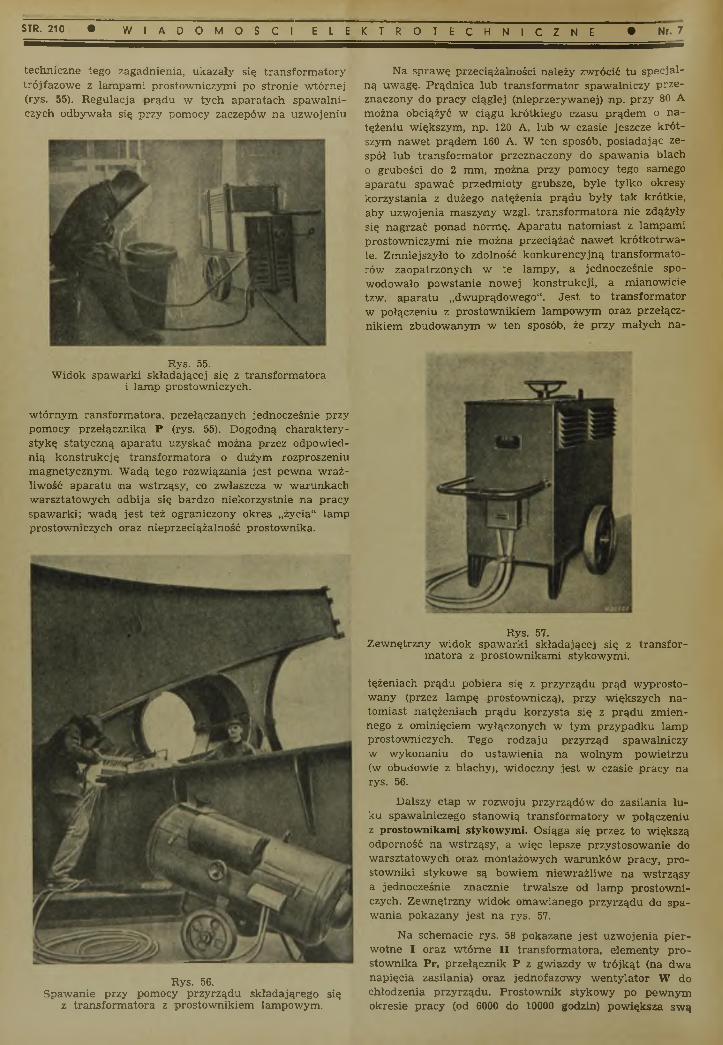
Rys. 57.Zewnętrzny widok spawarki składającej się z transfor
matora z prostownikami stykowymi.
tężeniach prądu pobiera się z przyrządu prąd wyprostowany (przez lampę prostowniczą), przy większych natomiast natężeniach prądu korzysta się z prądu zmiennego z ominięciem wyłączonych w tym przypadku lamp prostowniczych. Tego rodzaju przyrząd spawalniczy w wykonaniu do ustawienia na wolnym powietrzu (w obudowie z blachy), widoczny jest w czasie pracy na rys. 56.
Dalszy etap w rozwoju przyrządów do zasilania łu ku spawalniczego stanowią transformatory w połączeniu z prostownikami stykowymi. Osiąga się przez to większą odporność na wstrząsy, a więc lepsze przystosowanie do warsztatowych oraz montażowych warunków pracy, prostowniki stykowe są bowiem niewrażliwe na wstrząsy a jednocześnie znacznie trwalsze od lamp prostowniczych. Zewnętrzny widok omawianego przyrządu do spawania pokazany jest na rys. 57.
Nr. 7 W A D O M O S C I e l e k t r o t e c h n i c z n e STR. 211
Rys. 58.Układ połączeń spawarki składającej się z transformatora
z prostownikami stykowymi.
S p a w a n ie r ę c z n e i a u ło m a ły c z n e .
Przy spawaniu ręcznym spawacz trzyma w ręku kleszcze z elektrodą i, obserwując swą pracę przez szkła ochronne, prowadzi łuk, utrzymując koniec topiącej się elektrody w możliwie stałej odległości od spawanego przedmiotu, a jednocześnie, oprócz tego, przesuwa elektrodę wzdłuż spawanego przedmiotu w miarę postępującego łączenia się spawanych części. Jednocześnie spawacz końcem elektrody w ykonywa dodatkowe ruchy, mające na celu lepsze powiązanie stopionego metalu elektrody ze stopionym metalem stanowiącym przedmiot „macierzysty“ ; ruchy te usuwają jednocześnie szlakę z jeziorkć stopionego metalu.
Długość łuku w czasie spawania podlega stałym w ahaniom. Co pewien czas następuje przerwa w pracy — na skutek wypalenia się trzymanej w kleszczach elektrody. Spawacz bierze wówczas nową elektrodę, ponownie zapala łuk przez dotknięcie końcem elektrody spawanego przedmiotu, nadtapia koniec przed chwilą ułożonej spoiny, i z tego miejsca prowadzi swą pracę dalej. U tw orzenie płynnego jeziorka na ułożonej przed chwilą i już
Rys. 60.W idok aparatu do automatycznego spawania
elektrycznego.
oporność wewnętrzną. Dla skompensowania powstałego w ten sposób dodatkowego spadku napięcia na uzwojeniu wtórnym transformatora Tr znajdują się dodatkowe zaczepy a, na które należy przełączyć prostownik, gdy napięcie wtórne (stałe) zmniejszy się w sposób wyraźny. Czynność tę wykonuje się jednorazowo, po czym napięcie prądu wyprostowanego wraca do wielkości początkowej. Dla ochrony elementów prostownika od przeciążeń przyrząd jest tak zbudowany, że maksymalny prąd stały, jaki można zeń otrzymać po wyprostowaniu, nie przekracza natężenia dopuszczalnego dla prostownika. Celem uzyskania większych prądów spawalniczych możliwe jest łączenie dwóch przyrządów równolegle po stronie prądu stałego. Przełączanie na odbiór prądu zmiennego dla uzyskania krótkotrwałego prądu zmiennego o większym natężeniu — podobnie, jak to miało miejsce w przyrządach „dwuprądowych“ z prostownikami lampowymi, nie jest tu na ogół stosowane.
zastygłej spoinie wywołane jest koniecznością dokładnego powiązania między sobą poszczególnych odcinków spoiny powstałych przez stopienie jednej elektrody. Często też, dla lepszego połączenia tych odcinków między sobą,
Rys. 59.Spawanie przy pomocy elektrycznej spawarki
automatycznej.
należy skrupulatnie oczyścić koniec poprzedniego odcinka ze szlaki pokrywającej spoinę — przed położeniem następnego odcinka. Są to wszystko czynności znacznie przedłużające spawanie, po odliczeniu bowiem różnych tych czynności dodatkowych (jak zmiana elektrody, czyszczenie spoiny itp.) stwierdzimy, że sam okres topienia elektrody nie przekracza przy spawaniu ręcznym 70% ogólnego czasu pracy spawacza oraz aparatu.
D la powiększenia wydajności spawania przez zmniejszenie owych strat czasu z jednej strony, oraz celem wyelim inowania wpływu ręki spawacza na jakość spoiny z drugiej strony, — wprowadzone zostało spawanie automatyczne i półautomatyczne. Technika spawania
STR. 212 • W I A D O M O Ś C I E L
automatycznego rozwinęła się tak dalece, że dla przedstawienia obecnego jej stanu należałoby napisać oddzielny, dość obszerny, artykuł; wspomniemy tu jedynie0 z a s a d a c h , na jakich oparte jest spawanie automatyczne, bez wchodzenia w szczegóły.
Ja k wiemy, wraz ze zmianą długości łuku zmienia się napięcie na łuku. W miarę topienia się metalowej elektrody odległość jej od spawanego przedmiotu wzrasta, łuk się wydłuża, przy czym wzrasta napięcie na łuku (w założeniu nieruchomego umocowania elektrody). Ten właśnie wzrost napięcia został w y k o r z y s t a n y do sterowania automatycznego posuwu elektrody. Jako elektrody przy spawaniu półautomatycznym oraz automatycznym używa się drutu o odpowiednim składzie1 odpowiednim przekroju nawiniętego na bęben. Drut (d) odwija się z bębna (B — rys. 59) i przechodzi przez uchwyt (U — rys. 60) napędzany przy pomocy silniczka S prądu stałego; na uchwycie tym następuje jednocześnie doprowadzenie prądu spawalniczego do elektrody. Szybkość, z jaką obraca się silniczek S, a przez to i szybkość wysuwania się elektrody z uchwytu, zależy od napięcia panującego na łuku i jest tak wyregulowana, aby to napięcie miało wartość stałą tzn., aby długość łuku była stała. Całe urządzenie do odwijania drutu z bębna z regulacją szybkości .jest obudowane łącznie z doprowadzeniem prądu do elektrody (D — rys. 60) możliwie blisko łuku, tworząc tzw. głowicę. Gdy głowica posuwana jest wzdłuż spoiny ręcznie przez spawacza, — mamy do czynienia ze spawaniem półautomatycznym. Gdy zaś posuw głowicy napędzany jest mechanicznie, a spawacz kontroluje tylko proces spawania, — spawanie staje się całkowicie zautomatyzowanym (automatycznym).
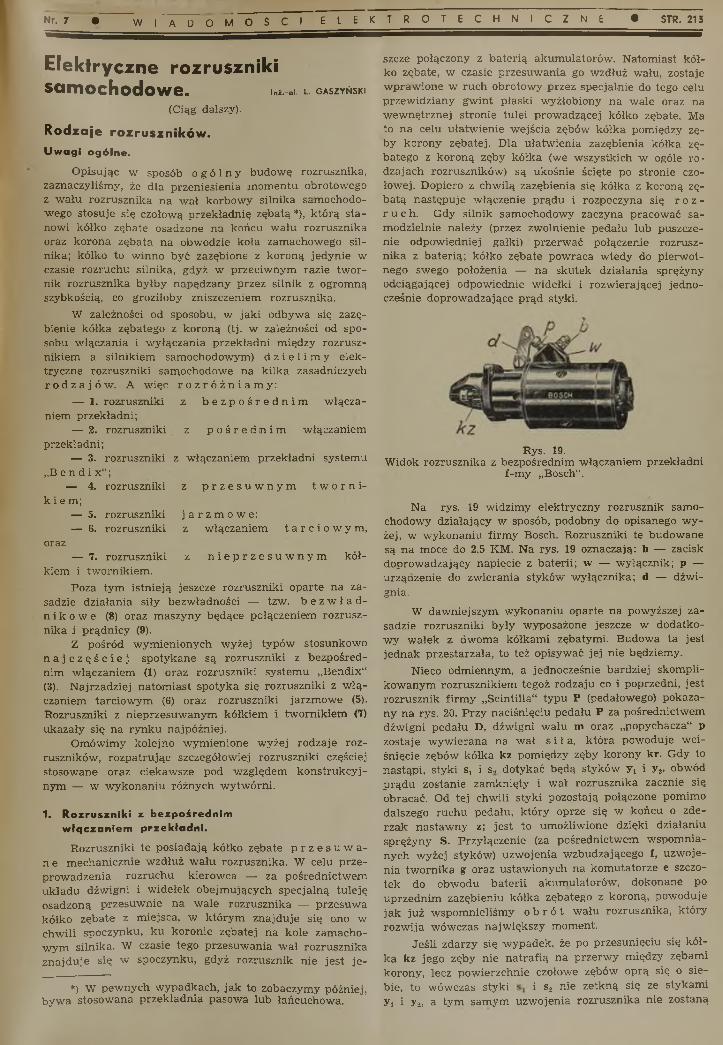
Rys. 61.Zastosowanie elektrycznego spawania półautomatycznego przy budowie stojanów do silników asynchronicznych.
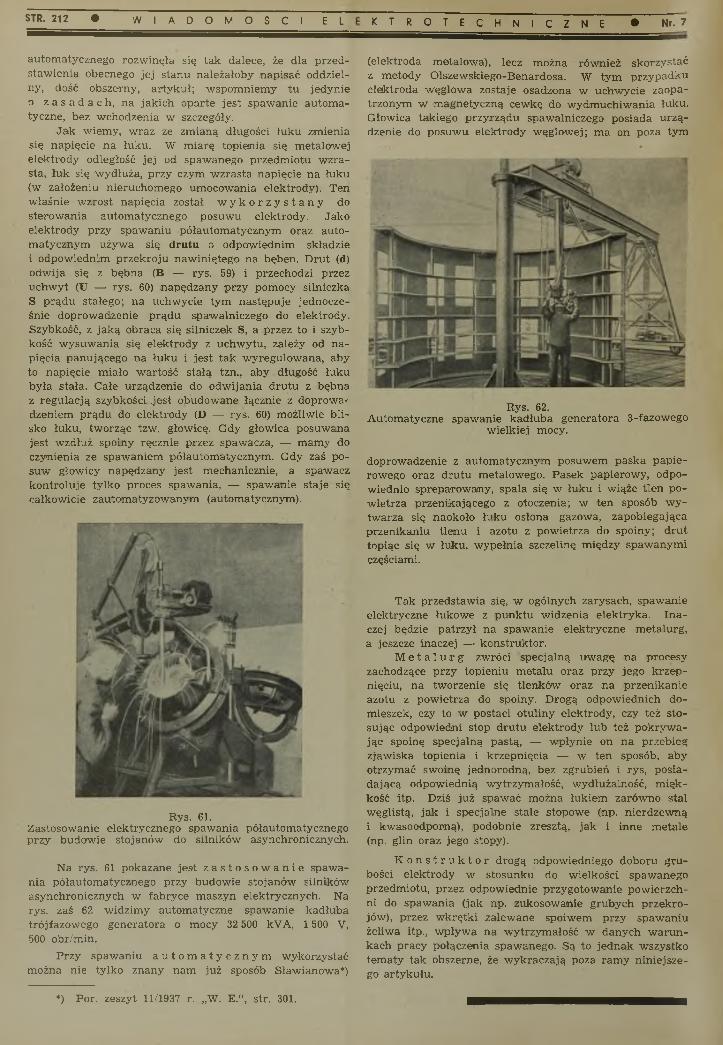
Na rys. 61 pokazane jest z a s t o s o w a n i e spawania półautomatycznego przy budowie stojanów silników asynchronicznych w fabryce maszyn elektrycznych. Na rys. zaś 62 widzimy automatyczne spawanie kadłuba trójfazowego generatora o mocy 32 500 kVA, 1 500 V, 500 obr/min.
Przy spawaniu a u t o m a t y c z n y m wykorzystać można nie tylko znany nam już sposób Sławianowa*)
K T R O T E C H N I C Z N E • Nr. 7
(elektroda metalowa), lecz można również skorzystać z metody Olszewskiego-Benardosa. W tym przypadku elektroda węglowa zostaje osadzona w uchwycie zaopatrzonym w magnetyczną cewkę do wydmuchiwania łuku. Głowica takiego przyrządu spawalniczego posiada urządzenie do posuwu elektrody węglowej; ma on poza tym
Rys. 62.Automatyczne spawanie kadłuba generatora 3-fazowego
wielkiej mocy.
doprowadzenie z automatycznym posuwem paska papierowego oraz drutu metalowego. Pasek papierowy, odpowiednio spreparowany, spala się w łuku i wiąże tlen powietrza przenikającego z otoczenia; w ten sposób w y twarza się naokoło łuku osłona gazowa, zapobiegająca przenikaniu tlenu i azotu z powietrza do spoiny; drut topiąc się w łuku, wypełnia szczelinę między spawanymi częściami.
Tak przedstawia się, w ogólnych zarysach, spawanie elektryczne łukowe z punktu widzenia elektryka. In a czej będzie patrzył na spawanie elektryczne metalurg, a jeszcze inaczej — konstruktor.
M e t a l u r g zwróci specjalną uwagę na procesy zachodzące przy topieniu metalu oraz przy jego krzepnięciu, na tworzenie się tlenków oraz na przenikanie azotu z powietrza do spoiny. Drogą odpowiednich domieszek, czy to w postaci otuliny elektrody, czy też stosując odpowiedni stop drutu elektrody lub też pokrywając spoinę specjalną pastą, — wpłynie on na przebieg zjawiska topienia i krzepnięcia — w ten sposób, aby otrzymać swoinę jednorodną, bez zgrubień i rys, posiadającą odpowiednią wytrzymałość, wydłużalność, miękkość itp. Dziś już spawać można lukiem zarówno stal węglistą, jak i specjalne stale stopowe (np. nierdzewną i kwasoodpomą), podobnie zresztą, jak i inne metale (np. glin oraz jego stopy).
K o n s t r u k t o r drogą odpowiedniego doboru grubości elektrody w stosunku do wielkości spawanego przedmiotu, przez odpowiednie przygotowanie powierzchni do spawania (jak np. zukosowanie grubych przekrojów), przez wkrętki zalewane spoiwem przy spawaniu żeliwa itp., w pływa na wytrzymałość w danych warunkach pracy połączenia spawanego. Są to jednak wszystko tematy tak obszerne, że wykraczają poza ramy niniejszego artykułu.
*) Por. zeszyt 11/1937 r. „W . E .“ , str. 301.
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 213
Elektryczne rozrusznikisamochodowe. In ż .-e l. L. G A S Z Y Ń S K I
(Ciąg dalszy).
R o d z a je r o z r u s z n ik ó w .U w a g i o g ó ln e .
Opisując w sposób o g ó l n y budowę rozrusznika, zaznaczyliśmy, że dla przeniesienia momentu obrotowego z wału rozrusznika na w ał korbowy silnika samochodowego stosuje się czołową przekładnię zębatą *), którą stanowi kółko zębate osadzone na końcu wału rozrusznika oraz korona zębata na obwodzie koła zamachowego silnika; kółko to winno być zazębione z koroną jedynie w czasie rozruchu silnika, gdyż w przeciwnym razie twor- nik rozrusznika byłby napędzany przez silnik z ogromną szybkością, co groziłoby zniszczeniem rozrusznika.
W zależności od sposobu, w jaki odbywa się zazębienie kółka zębatego z koroną (tj. w zależności od sposobu włączania i wyłączania przekładni między rozrusznikiem a silnikiem samochodowym) d z i e l i m y elektryczne rozruszniki samochodowe na kilka zasadniczych r o d z a j ó w . A więc r o z r ó ż n i a m y :
— 1. rozruszniki z b e z p o ś r e d n i m włączaniem przekładni;
— 2 . rozruszniki z p o ś r e d n i m włączaniemprzekładni;
— 3. rozruszniki z włączaniem przekładni systemu „ B e n d i x“ ;
— 4. rozruszniki z p r z e s u w n y m t w o r n i -k i e m;
— 5. rozruszniki j a r z m o w e :— 6. rozruszniki z włączaniem t a r c i o w y m ,
oraz— 7. rozruszniki z n i e p r z e s u w n y m kół
kiem i twornikiem.Poza tym istnieją jeszcze rozruszniki oparte na za
sadzie działania siły bezwładności — tzw. b e z w ł a d - n i k o w e (8) oraz maszyny będące połączeniem rozrusznika i prądnicy (9).
Z pośród wymienionych wyżej typów stosunkowo n a j c z ę ś c i e j spotykane są rozruszniki z bezpośrednim włączaniem (1) oraz rozruszniki systemu ,,Bendix“ (3). Najrzadziej natomiast spotyka się rozruszniki z w łą czaniem tarciowym (6) oraz rozruszniki jarzmowe (5). Rozruszniki z nieprzesuwanym kółkiem i twornikiem (7) ukazały się na rynku najpóźniej.
Omówimy kolejno wymienione wyżej rodzaje rozruszników, rozpatrując szczegółowiej rozruszniki częściej stosowane oraz ciekawsze pod względem konstrukcyjnym — w wrykonaniu różnych wytwórni.
1. R o z r u s z n i k i z b e z p o ś r e d n im w łq c z a n ie m p r z e k ła d n i.
Rozruszniki te posiadają kółko zębate p r z e s u w a- n e mechanicznie wzdłuż wału rozrusznika. W celu przeprowadzenia rozruchu kierowca — za pośrednictwem układu dźwigni i widełek obejmujących specjalną tuleję osadzoną przesuwnie na wale rozrusznika — przesuwa kółko zębate z miejsca, w którym znajduje się ono w chw ili spoczynku, ku koronie zębatej na kole zamachow ym silnika. W czasie tego przesuwania w ał rozrusznika znajduje się w spoczynku, gdyż rozrusznik nie jest je
*) W pewnych wypadkach, jak to zobaczymy później, bywa stosowana przekładnia pasowa lub łańcuchowa.
szcze połączony z baterią akumulatorów. Natomiast kółko zębate, w czasie przesuwania go wzdłuż wału, zostaje wprawione w ruch obrotowy przez specjalnie do tego celu przewidziany gwint płaski wyżłobiony na wale oraz na wewnętrznej stronie tulei prowadzącej kółko zębate. Ma to na celu ułatwienie wejścia zębów kółka pomiędzy zęby korony zębatej. D la ułatwienia zazębienia kółka zębatego z koroną zęby kółka (we wszystkich w ogóle ro dzajach rozruszników) są ukośnie ścięte po stronie czołowej. Dopiero z chwilą zazębienia się kółka z koroną zębatą następuje włączenie prądu i rozpoczyna się r o z r u c h . Gdy silnik samochodowy zaczyna pracować samodzielnie należy (przez zwolnienie pedału lub puszczenie odpowiedniej gałki) przerwać połączenie rozrusznika z baterią; kółko zębate powraca wtedy do pierwotnego swego położenia — na skutek działania sprężyny odciągającej odpowiednie w idełki i rozwierającej jednocześnie doprowadzające prąd styki.
Rys. 19.W idok rozrusznika z bezpośrednim włączaniem przekładni
f-my „Bosch“ .
Na rys. 19 widzimy elektryczny rozrusznik samochodowy działający w sposób, podobny do opisanego w y żej, w wykonaniu firm y Bosch. Rozruszniki te budowane są na moce do 2,5 K M . Na rys. 19 oznaczają: b — zacisk doprowadzający napięcie z baterii; w — wyłącznik; p — urządzenie do zwierania styków wyłącznika; d — dźwignia.
W dawniejszym wykonaniu oparte na powyższej zasadzie rozruszniki były wyposażone jeszcze w dodatkow y wałek z dwoma kółkami zębatymi. Budowa ta jest jednak przestarzała, to też opisywać jej nie będziemy.
Nieco odmiennym, a jednocześnie bardziej skomplikowanym rozrusznikiem tegoż rodzaju co i poprzedni, jest rozrusznik firm y „Scin tilla“ typu P (pedałowego) pokazany na rys. 20. Przy naciśnięciu pedału P za pośrednictwem dźwigni pedału D, dźwigni wału m oraz „popychacza“ p zostaje wyw ierana na wał s i ł a , która powoduje wciśnięcie zębów kółka kz pomiędzy zęby korony kr. Gdy to nastąpi, styki st i s., dotykać będą styków yŁ i y2, obwód prądu zostanie zamknięty i w ał rozrusznika zacznie się obracać. Od tej chwili styki pozostają połączone pomimo dalszego ruchu pedału, który oprze się w końcu o zderzak nastawny z; jest to umożliwiane dzięki działaniu sprężyny S. Przyłączenie (za pośrednictwem wspomnianych wyżej styków) uzwojenia wzbudzającego f, uzwojenia twornika g oraz ustawionych na komutatorze e szczotek do obwodu baterii akumulatorów, dokonane po uprzednim zazębieniu kółka zębatego z koroną, powoduje jak już wspomnieliśmy o b r ó t wału rozrusznika, który rozwija wówczas największy moment.
Jeś li zdarzy się wypadek, że po przesunięciu się kółka kz jego zęby nie natrafią na przerwy między zębami korony, lecz powierzchnie czołowe zębów oprą się o siebie, to wówczas styki i s2 nie zetkną się ze stykamiyt i y2, a tym samym uzwojenia rozrusznika nie zostaną
STR. 214 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
przyłączone do obwodu baterii i w ał jego nie zostanie wprowadzony w ruch. Nakrętka t dociskana sprężyną 1 pomiędzy tarczami n i a do tarczy hamulczej o i łożyska kulkowego r ma wówczas za zadanie spowodować obrót
tarcze n i a, jak również i dwa kułaczki c. Tarcze n i a zostają zablokowane tak długo, aż oba kułaczki c nie zostaną odwrócone przez kowadełka d, jak to pokazane jest na rys. 21. To odwrócenie kułaczków, spowodowane przez
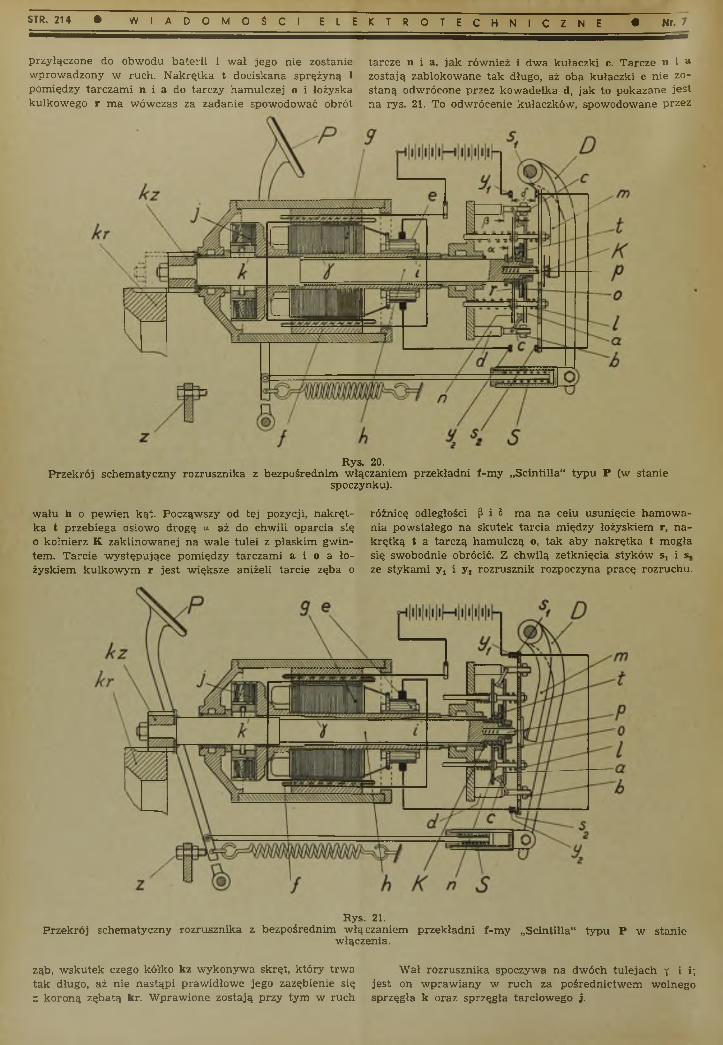
Rys. 20.Przekrój schematyczny rozrusznika z bezpośrednim włączaniem przekładni f-my „Scintilla “ typu P (w stanie
spoczynku).
wału h o pewien kąt. Począwszy od tej pozycji, nakrętka t przebiega osiowo drogę « aż do chwili oparcia się o kołnierz K zaklinowanej na wale tulei z płaskim gwintem. Tarcie występujące pomiędzy tarczami a i o a łożyskiem kulkowym r jest większe aniżeli tarcie zęba o
różnicę odległości ¡ł i 8 ma na celu usunięcie hamowania powstałego na skutek tarcia między łożyskiem r, nakrętką t a tarczą hamulczą o, tak aby nakrętka t mogła się swobodnie obrócić. Z chwilą zetknięcia styków st i s, ze stykami y , i y 2 rozrusznik rozpoczyna pracę rozruchu.
Rys. 21.Przekrój schematyczny rozrusznika z bezpośrednim włączaniem przekładni f-my „Sc in tilla “ typu P w stanie
włączenia.
ząb, wskutek czego kółko kz wykonywa skręt, który trwa W a ł rozrusznika spoczywa na dwóch tulejach y i i;tak długo, aż nie nastąpi prawidłowe jego zazębienie się jest on wpraw iany w ruch za pośrednictwem wolnegoz koroną zębatą kr. Wprawione zostają przy tym w ruch sprzęgła k oraz sprzęgła tarciowego j.
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 215
Duże ciśnienia w komorze sprężania, z jakim i spotykamy się przy silnikach Diesel‘a, dla których omawiane rozruszniki są przeznaczone, powodują nierównomierną szybkość obrotową wału w czasie rozruchu, wskutek czego twornik rozrusznika jest w czasie suwu sprężania raptownie przyhamowywany, a przy przekraczaniu martwych punktów tłoka*) — raptownie przyśpieszany. D la w y równywania tych skoków szybkości twornika przewidziane jest wolne sprzęgło k, dzięki któremu kółko zębate wraz ze swym wałkiem o małym momencie bezwładności przejmuje gwałtowne przyśpieszenie, podczas gdy cięższy twornik obraca się wolniej. Odciążony przez wolne sprzęgło twornik zwiększa swą szybkość aż do chwili osiągnięcia synchronizmu z obracającym się kółkiem zębatym, a wówczas następuje ponowne włączenie wolnego sprzęgła i przenoszenie pełnego momentu obrotowego na wał kółka zębatego.
Sprzęgło tarciowe j służy do tłumienia sił wstecznych, wywieranych przez zęby korony na zęby i w ał kółka zębatego (siły te powstają przy opóźnianiu biegu silnika samochodowego) oraz do ograniczenia nacisków na wolne sprzęgło.
Rys. 22.Zewnętrzny widok rozrusznika z bezpośrednim włącza
niem przekładni f-my „Scin tilla “ .
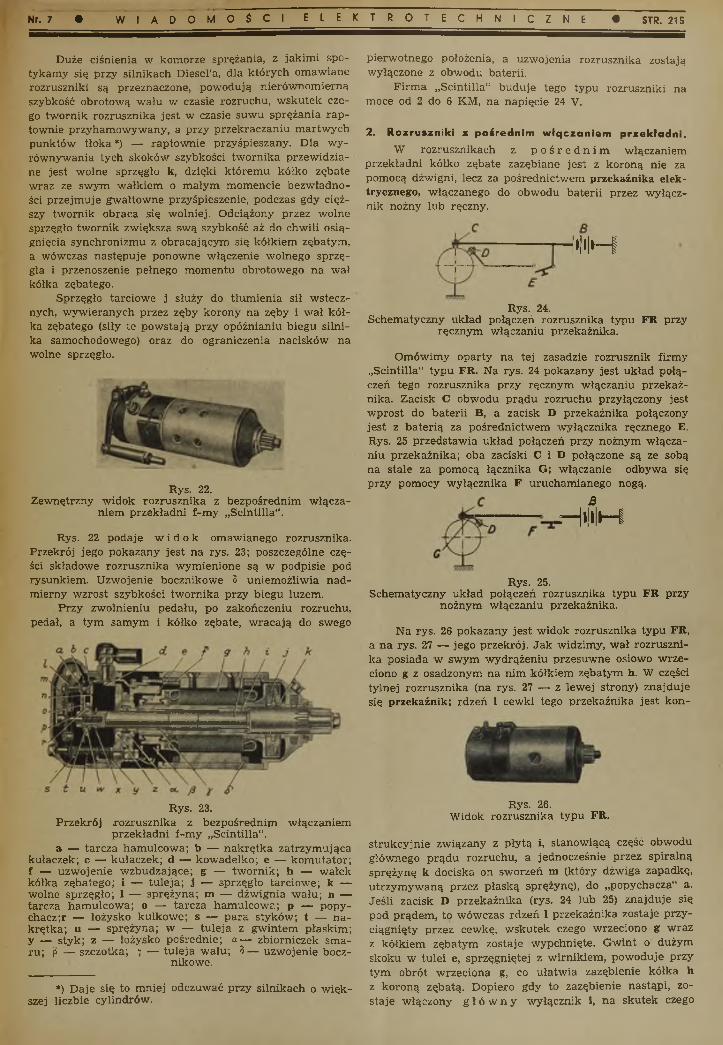
Rys. 22 podaje w i d o k omawianego rozrusznika. Przekrój jego pokazany jest na rys. 23; poszczególne części składowe rozrusznika wymienione są w podpisie pod rysunkiem. Uzwojenie bocznikowe 8 uniemożliwia nadmierny wzrost szybkości twornika przy biegu luzem.
Przy zwolnieniu pedału, po zakończeniu rozruchu, pedał, a tym samym i kółko zębate, w racają do swego
pierwotnego położenia, a uzwojenia rozrusznika zostają wyłączone z obwodu baterii.
F irm a „Scin tilla “ buduje tego typu rozruszniki na moce od 2 do 6 K M , na napięcie 24 V.
2. R o z r u s z n ik i z p o ś r e d n im w łq c z a n ie m p r z e k ła d n i.
W rozrusznikach z p o ś r e d n i m włączaniem przekładni kółko zębate zazębiane jest z koroną nie za pomocą dźwigni, lecz za pośrednictwem przekaźnika elektrycznego, włączanego do obwodu baterii przez wyłącznik nożny lub ręczny.
l # - i
Rys. 24.Schematyczny układ połączeń rozrusznika typu FR przy
ręcznym włączaniu przekaźnika.
Omówimy oparty na tej zasadzie rozrusznik firm y „Scin tilla “ typu FR. Na rys. 24 pokazany jest układ połączeń tego rozrusznika przy ręcznym włączaniu przekaźnika. Zacisk C obwodu prądu rozruchu przyłączony jest wprost do baterii B, a zacisk D przekaźnika połączony jest z baterią za pośrednictwem wyłącznika ręcznego E. Rys. 25 przedstawia układ połączeń przy nożnym włączaniu przekaźnika; oba zaciski C i D połączone są ze sobą na stale za pomocą łącznika G; włączanie odbywa się przy pomocy wyłącznika F uruchamianego nogą.
_h Ȕ m
Rys. 25.Schematyczny układ połączeń rozrusznika typu FR przy
nożnym włączaniu przekaźnika.
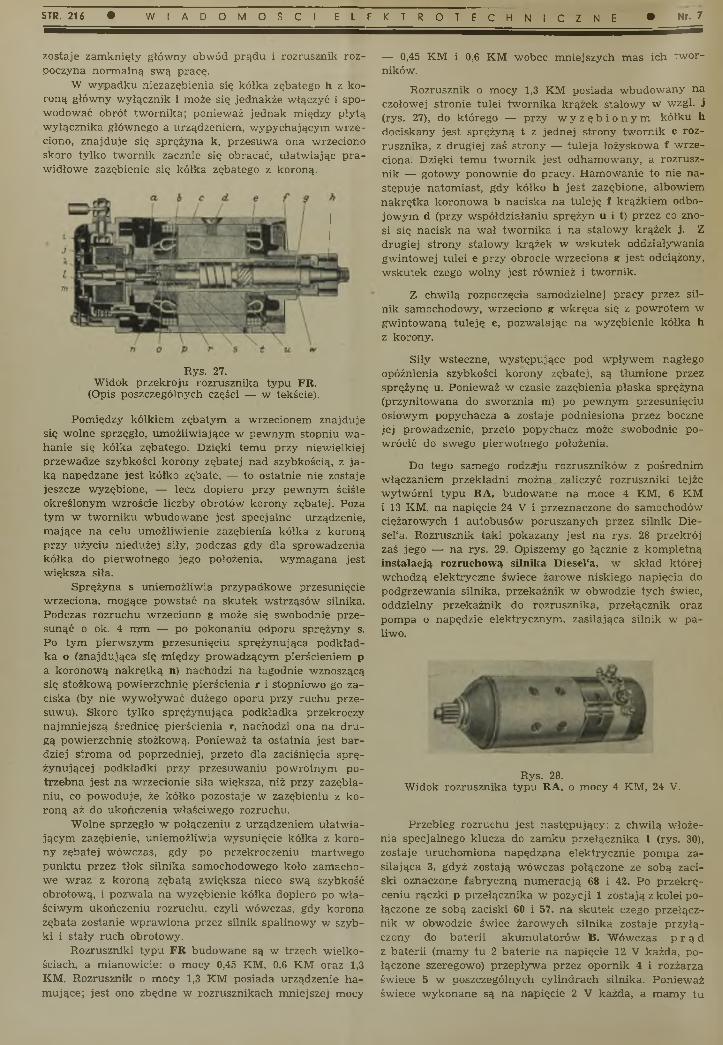
Na rys. 26 pokazany jest widok rozrusznika typu FR, a na rys. 27 — jego przekrój. Ja k widzimy, w ał rozrusznika posiada w swym wydrążeniu przesuwne osiowo wrzeciono g z osadzonym na nim kółkiem zębatym h. W części tylnej rozrusznika (na rys. 27 — z lewej strony) znajduje się przekaźnik; rdzeń 1 cewki tego przekaźnika jest kon-
Rys. 23.Przekrój rozrusznika z bezpośrednim włączaniem
przekładni f-my „Sc in tilla “ . a — tarcza hamulcowa; b — nakrętka zatrzymująca
kułaczek; c — kułaczek; d — kowadełko; e — komutator; f — uzwojenie wzbudzające; g — twornik; h — wałek kółka zębatego; i — tuleja; j — sprzęgło tarciowe; k — wolne sprzęgło; 1 — sprężyna; m — dźwignia wału; n — tarcza hamulcowa; o — tarcza hamulcowa; p — popy- chacz;r — łożysko kulkowe; s — para styków; t — nakrętka; u — sprężyna; w — tuleja z gwintem płaskim; y — styk; z — łożysko pośrednie; a — zbiorniczek smaru; p — szczotka; ) — tuleja wału; 8 — uzwojenie bocz
nikowe.
*) Daje się to mniej odczuwać przy silnikach o w iększej liczbie cylindrów.
Rys. 26.W idok rozrusznika typu FR.
strukcyjnie związany z płytą i, stanowiącą część obwodu głównego prądu rozruchu, a jednocześnie przez spiralną sprężynę k dociska on sworzeń m (który dźwiga zapadkę, utrzymywaną przez płaską sprężynę), do „popychacza“ a. Jeś li zacisk D przekaźnika (rys. 24 lub 25) znajduje się pod prądem, to wówczas rdzeń 1 przekaźnika zostaje przyciągnięty przez cewkę, wskutek czego wrzeciono g wraz z kółkiem zębatym zostaje wypchnięte. Gw int o dużym skoku w tulei e, sprzęgniętej z wirnikiem, powoduje przy tym obrót wrzeciona g, co ułatw ia zazębienie kółka h z koroną zębatą. Dopiero gdy to zazębienie nastąpi, zostaje włączony g ł ó w n y wyłącznik i, na skutek czego
STR. 216 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
zostaje zamknięty główny obwód prądu i rozrusznik rozpoczyna normalną swą pracę.
W wypadku niezazębienia się kółka zębatego h z koroną główny wyłącznik i może się jednakże włączyć i spowodować obrót twornika; ponieważ jednak między płytą wyłącznika głównego a urządzeniem, wypychającym wrzeciono, znajduje się sprężyna k, przesuwa ona wrzeciono skoro tylko twornik zacznie się obracać, ułatw iając prawidłowe zazębienie się kółka zębatego z koroną.
Rys. 27.W idok przekroju rozrusznika typu FR.
(Opis poszczególnych części — w tekście).
Pomiędzy kółkiem zębatym a wrzecionem znajduje się wolne sprzęgło, umożliwiające w pewnym stopniu w a hanie się kółka zębatego. Dzięki temu przy niewielkiej przewadze szybkości korony zębatej nad szybkością, z ja ką napędzane jest kółko zębate, — to ostatnie nie zostaje jeszcze wyzębione, — lecz dopiero przy pewnym ściśle określonym wzroście liczby obrotów korony zębatej. Poza tym w tworniku wbudowane jest specjalne urządzenie, mające na celu umożliwienie zazębienia kółka z koroną przy użyciu niedużej siły, podczas gdy dla sprowadzenia kółka do pierwotnego jego położenia, wymagana jest większa siła.
Sprężyna s uniemożliwia przypadkowe przesunięcie wrzeciona, mogące powstać na skutek wstrząsów silnika. Podczas rozruchu wrzeciono g może się swobodnie przesunąć o ok. 4 mm — po pokonaniu odporu sprężyny s. Po tym pierwszym przesunięciu sprężynująca podkładka o (znajdująca się między prowadzącym pierścieniem p a koronową nakrętką n) nachodzi na łagodnie wznoszącą się stożkową powierzchnię pierścienia r i stopniowo go zaciska (by nie wywoływać dużego oporu przy ruchu przesuwu). Skoro tylko sprężynująca podkładka przekroczy najmniejszą średnicę pierścienia r, nachodzi ona na drugą powierzchnię stożkową. Ponieważ ta ostatnia jest bardziej stroma od poprzedniej, przeto dla zaciśnięcia sprężynującej podkładki przy przesuwaniu powrotnym potrzebna jest na wrzecionie siła większa, niż przy zazębianiu, co powoduje, że kółko pozostaje w zazębieniu z koroną aż do ukończenia właściwego rozruchu.
Wolne sprzęgło w połączeniu z urządzeniem ułatw iającym zazębienie, uniemożliwia wysunięcie kółka z korony zębatej wówczas, gdy po przekroczeniu martwego punktu przez tłok silnika samochodowego koło zamachowe wraz z koroną zębatą zwiększa nieco swą szybkość obrotową, i pozwala na wyzębienie kółka dopiero po w ła ściwym ukończeniu rozruchu, czyli wówczas, gdy korona zębata zostanie wprawiona przez silnik spalinowy w szybki i stały ruch obrotowy.
Rozruszniki typu FR budowane są w trzech w ielkościach, a mianowicie: o mocy 0,45 K M , 0,6 K M oraz 1,3 K M . Rozrusznik o mocy 1,3 K M posiada urządzenie hamujące; jest ono zbędne w rozrusznikach mniejszej mocy
— 0,45 K M i 0,6 K M wobec mniejszych mas ich twor- ników.
Rozrusznik o mocy 1,3 K M posiada wbudowany na czołowej stronie tulei twornika krążek stalowy w wzgl. j (rys. 27), do którego — przy w y z ę b i o n y m kółku h dociskany jest sprężyną t z jednej strony twornik c rozrusznika, z drugiej zaś strony — tuleja łożyskowa f wrzeciona. Dzięki temu twornik jest odhamowany, a rozrusznik — gotowy ponownie do pracy. Hamowanie to nie następuje natomiast, gdy kółko h jest zazębione, albowiem nakrętka koronowa b naciska na tuleję f krążkiem odbojowym d (przy współdziałaniu sprężyn u i t) przez co znosi się nacisk na w ał twornika i na stalowy krążek j. Z drugiej strony stalowy krążek w wskutek oddziaływania gwintowej tulei e przy obrocie wrzeciona g jest odciążony, wskutek czego wolny jest również i twornik.
Z chwilą rozpoczęcia samodzielnej pracy przez silnik samochodowy, wrzeciono g wkręca się z powrotem w gwintowaną tuleję e, pozwalając na wyzębienie kółka h z korony.
S iły wsteczne, występujące pod wpływem nagłego opóźnienia szybkości korony zębatej, są tłumione przez sprężynę u. Ponieważ w czasie zazębienia płaska sprężyna (przynitowana do sworznia m) po pewnym przesunięciu osiowym popychacza a zostaje podniesiona przez boczne jej prowadzenie, przeto popychacz może swobodnie powrócić do swego pierwotnego położenia.
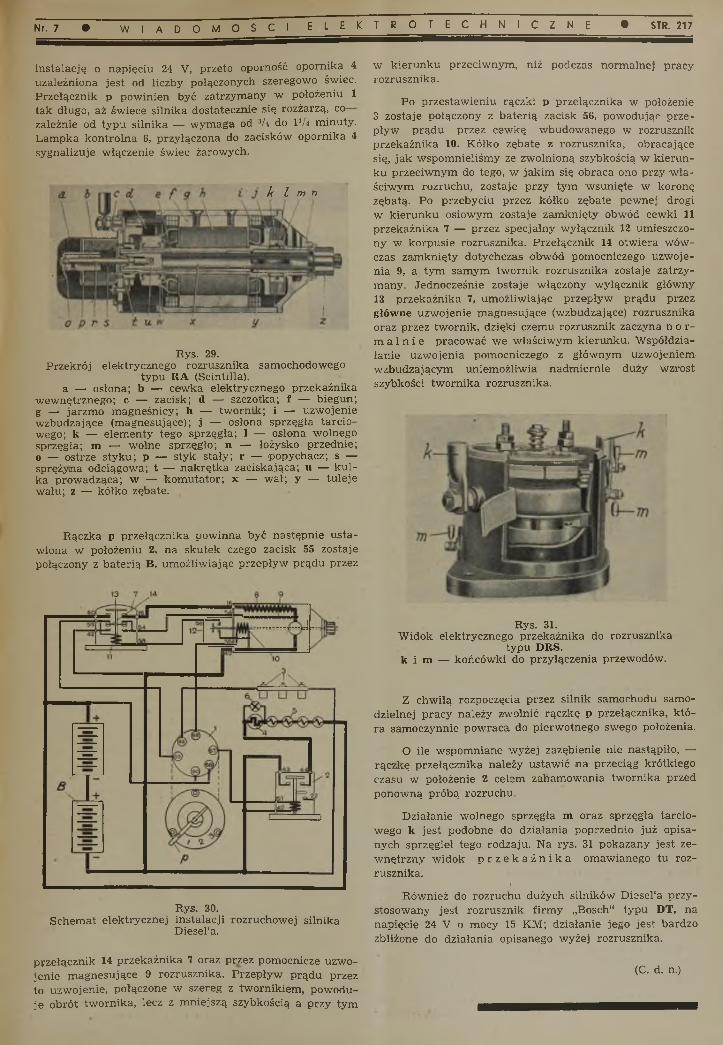
Do tego samego rodzaju rozruszników z pośrednim włączaniem przekładni można zaliczyć rozruszniki tejże wytwórni typu RA, budowane na moce 4 K M , 6 K M i 13 K M , na napięcie 24 V i przeznaczone do samochodów ciężarowych i autobusów poruszanych przez silnik Die- sel‘a. Rozrusznik taki pokazany jest na rys. 28 przekrój zaś jego — na rys. 29. Opiszemy go łącznie z kompletną instalacją rozruchową silnika Diesel‘a, w skład której wchodzą elektryczne świece żarowe niskiego napięcia do podgrzewania silnika, przekaźnik w obwodzie tych świec, oddzielny przekaźnik do rozrusznika, przełącznik oraz pompa o napędzie elektrycznym, zasilająca silnik w paliwo.
Rys. 28.Widok rozrusznika typu RA, o mocy 4 K M , 24 V.
Przebieg rozruchu jest następujący: z chwilą włożenia specjalnego klucza do zamku przełącznika 1 (rys. 30), zostaje uruchomiona napędzana elektrycznie pompa zasilająca 3, gdyż zostają wówczas połączone ze sobą zaciski oznaczone fabryczną numeracją 68 i 42. Po przekręceniu rączki p przełącznika w pozycji 1 zostają z kolei połączone ze sobą zaciski 60 i 57, na skutek czego przełącznik w obwodzie świec żarowych silnika zostaje przyłączony do baterii akumulatorów B. Wówczas p r ą d z baterii (mamy tu 2 baterie na napięcie 12 V każda, połączone szeregowo) przepływa przez opornik 4 i rozżarza świece 5 w poszczególnych cylindrach silnika. Ponieważ świece wykonane są na napięcie 2 V każda, a mamy tu
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 217
instalację o napięciu 24 V, przeto oporność opornika 4 uzależniona jest od liczby połączonych szeregowo świec. Przełącznik p powinien być zatrzymany w położeniu 1 tak długo, aż świece silnika dostatecznie się rozżarzą, co zależnie od typu silnika — wymaga od 3U do P A minuty. Lampka kontrolna 6, przyłączona do zacisków opornika 4 sygnalizuje włączenie świec żarowych.
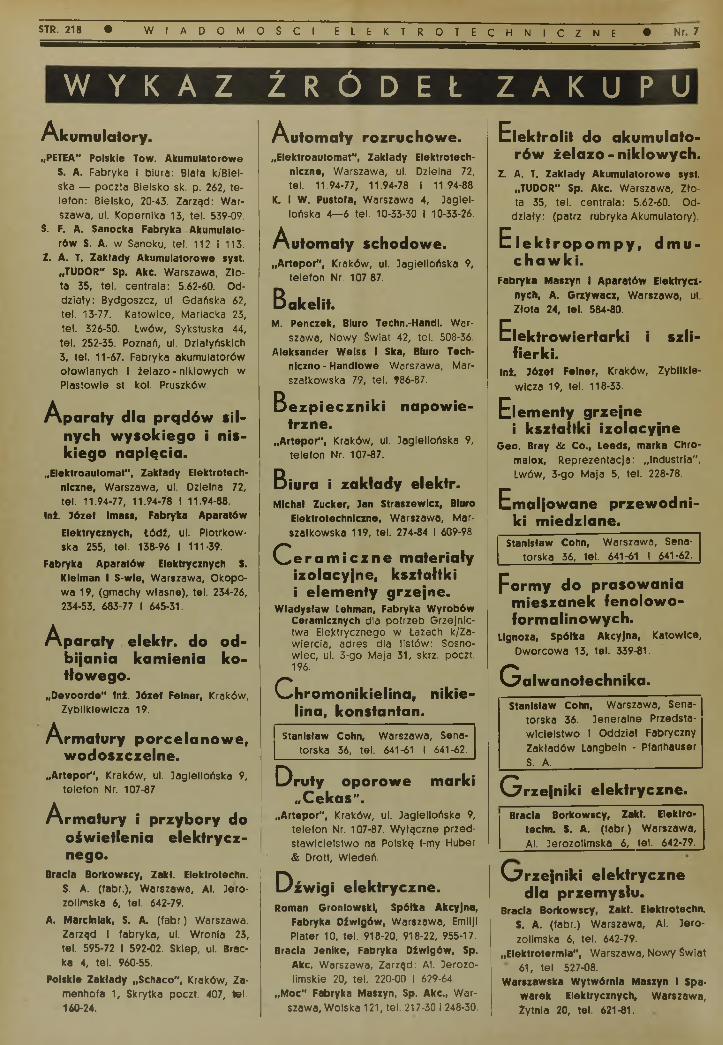
Rys. 29.Przekrój elektrycznego rozrusznika samochodowego
typu R A (Scintilla). a — osłona; b — cewka elektrycznego przekaźnika
wewnętrznego; c — zacisk; d — szczotka; f — biegun; g — jarzmo magneśnicy; h — twornik; i — uzwojenie wzbudzające (magnesujące); j — osłona sprzęgła tarciowego; k — elementy tego sprzęgła; 1 — osłona wolnego sprzęgła; m — wolne sprzęgło; n — łożysko przednie; o — ostrze styku; p — styk stały; r — popychacz; s — sprężyna odciągowa; t — nakrętka zaciskająca; u — ku lka prowadząca; w — komutator; x — wał; y — tuleje wału; z — kółko zębate.
Rączka p przełącznika powinna być następnie ustawiona w położeniu 2, na skutek czego zacisk 55 zostaje połączony z baterią B, umożliwiając przepływ prądu przez
Rys. 30.Schemat elektrycznej instalacji rozruchowej silnika
Diesel‘a.
przełącznik 14 przekaźnika 7 oraz przez pomocnicze uzwojenie magnesujące 9 rozrusznika. Przepływ prądu przez to uzwojenie, połączone w szereg z twornikiem, powoduje obrót twornika, lecz z mniejszą szybkością a przy tym
w kierunku przeciwnym, niż podczas normalnej pracy rozrusznika.
Po przestawieniu rączki p przełącznika w położenie 3 zostaje połączony z baterią zacisk 56, powodując przep ływ prądu przez cewkę wbudowanego w rozrusznik przekaźnika 10. Kółko zębate z rozrusznika, obracające się, jak wspomnieliśmy ze zwolnioną szybkością w kierunku przeciwnym do tego, w jakim się obraca ono przy w ła ściwym rozruchu, zostaje przy tym wsunięte w koronę zębatą. Po przebyciu przez kółko zębate pewnej drogi w kierunku osiowym zostaje zamknięty obwód cewki 11 przekaźnika 7 — przez specjalny wyłącznik 12 umieszczony w korpusie rozrusznika. Przełącznik 14 otwiera wówczas zamknięty dotychczas obwód pomocniczego uzwojenia 9, a tym samym twornik rozrusznika zostaje zatrzymany. Jednocześnie zostaje włączony wyłącznik główny 13 przekaźnika 7, umożliwiając przepływ prądu przez główne uzwojenie magnesujące (wzbudzające) rozrusznika oraz przez twornik, dzięki czemu rozrusznik zaczyna n o r m a l n i e pracować we właściwym kierunku. Współdziałanie uzwojenia pomocniczego z głównym uzwojeniem- wzbudzającym uniemożliwia nadmiernie duży wzrost szybkości twornika rozrusznika.
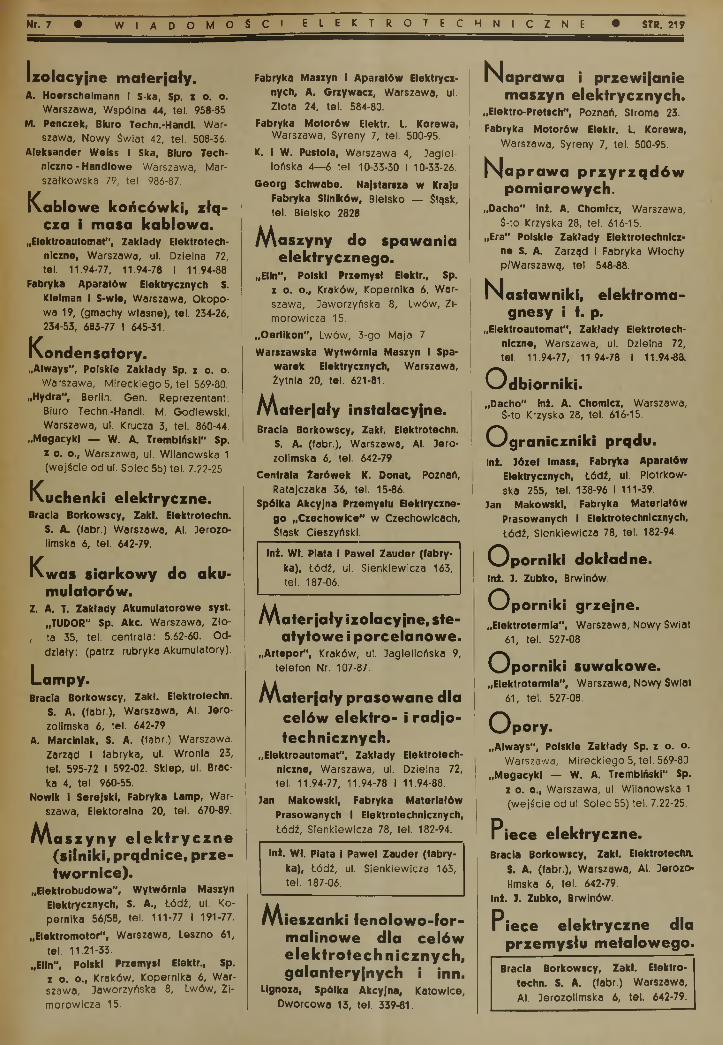
Rys. 31.W idok elektrycznego przekaźnika do rozrusznika
typu DRS.k i m — końcówki do przyłączenia przewodów.
Z chwilą rozpoczęcia przez silnik samochodu samodzielnej pracy należy zwolnić rączkę p przełącznika, która samoczynnie powraca do pierwotnego swego położenia.
O ile wspomniane wyżej zazębienie nie nastąpiło, — rączkę przełącznika należy ustawić na przeciąg krótkiego czasu w położenie 2 celem zahamowania twornika przed ponowną próbą rozruchu.
Działanie wolnego sprzęgła m oraz sprzęgła tarciowego k jest podobne do działania poprzednio już opisanych sprzęgieł tego rodzaju. Na rys. 31 pokazany jest zewnętrzny widok p r z e k a ź n i k a omawianego tu rozrusznika.
IRównież do rozruchu dużych silników Dieseka przy
stosowany jest rozrusznik firm y „Bosch“ typu DT, na napięcie 24 V o mocy 15 K M ; działanie jego jest bardzo zbliżone do działania opisanego wyżej rozrusznika.
(C. d. n.)
k l m rt
STR. 218 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
W Y K A Z Ź R Ó D E Ł Z A K U P U
Akum ulatory.„PETEA" Polskie Tow. Akumulatorowe
S. A. Fabryka I biura: Biała k/Biel- ska — poczta Bielsko sk. p. 262, telefon: Bielsko, 20-43. Zarząd: Warszawa, ul. Kopernika 13, tel. 539-09.
S. F. A. Sanocka Fabryka Akumulatorów S. A. w Sanoku, tel. 112 I 113.
Z. A. T. Zakłady Akumulatorowe syst. „TUDOR" Sp. Akc. Warszawa, Złota 35, tel. centrala: 5.62-60. Oddziały: Bydgoszcz, ul. Gdańska 62, tel. 13-77. Katowice, Mariacka 23, tel. 326-50. Lwów, Sykstuska 44, tel. 252-35. Poznań, ul. Dziatyńskich 3, tel. 11-67. Fabryka akumulatorów ołowianych i żelazo-niklowych w Piastowie st. kol. Pruszków.
A p a ra ty dla prqdów silnych wysokiego i niskiego napięcia.
„Elektroautomat", Zakłady Elektrotechniczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11.94-78 I 11.94-88.
Int. lózef Imass, Fabryka Aparatów Elektrycznych, Łódź, ul. Piotrkowska 255, tel. 138-96 I 111-39.
Fabryka Aparatów Elektrycznych S. Kleiman I S-wle, Warszawa, Okopowa 19, (gmachy własne), tel. 234-26, 234-53, 683-77 I 645-31.
A p a ra ty elektr. do odbijania kam ienia kotłowego.
„Devoorde" Int. Józef Feiner, Kraków,Zybllkiewicza 19.
A rm atu ry p o rce la wodoszczelne.
nowe,
„Artepor", Kraków, ul. Jagiellońska 9, telefon Nr. 107-87
A rm a tu ry i przybory do oświetlenia elektrycznego.
Brada Borkowscy, Zakł. Elektrotechn.S. A. (fabr.), Warszawa, Al. Jerozolimska 6, tel. 642-79.
A. Marciniak, S. A. (fabr.) Warszawa. Zarząd i fabryka, ul. Wronia 23, tel. 595-72 I 592-02. Sklep, ul. Bracka 4, tel. 960-55.
Polskie Zakłady „Schaco", Kraków, Zamenhofa 1, Skrytka poczt. 407, tel. 160-24.
A utom aty rozruchowe.„Elektroautomat", Zakłady Elektrotech
niczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11.94-78 I 11.94-88
K. I W. Pustota, Warszawa 4, Jagiellońska 4— 6 tel. 10-33-30 I 10-33-26.
A utom aty schodowe.„Artepor", Kraków, ul. Jagiellońska 9,
telefon Nr. 107 87.
Bakelit.M. Penczek, Biuro Techn.-Handl. War
szawa, Nowy Świat 42, tel. 508-36.Aleksander Weiss I Ska, Biuro Tech
niczno - Handlowe Warszawa, Marszałkowska 79, tel. 986-87.
B e z p ie c z n ik i napowietrzne.
„Artepor", Kraków, ul. Jagiellońska 9, telefon Nr. 107-87.
B iu ra i zakłady elektr.Michał Zucker, Jan Straszewlcz, Biuro
Elektrotechniczne, Warszawa, Marszałkowska 119, tel. 274-84 I 609-98
C e r a m i c z n e materiały izolacyjne, kształtki i elementy grzejne.
Władysław Lehman, Fabryka Wyrobów Ceramicznych dla potrzeb Grzejnic- twa Elektrycznego w Łazach k/Zawiercia, adres dla listów: Sosnowiec, ul. 3-go Maja 31, skrz. poczt. 196.
O hrom onikielina, nikie- lina, konstanłan.
Stanisław Cohn, Warszawa, Senatorska 36, tel. 641-61 i 641-62.
D markiruty oporowe „C ekas".
„Artepor", Kraków, ul. Jagiellońska 9, telefon Nr. 107-87. Wyłączne przedstawicielstwo na Polskę f-my Huber & Drott, Wiedeń.
D źw ig i elektryczne.Roman Gronlowskl, Spółka Akcyjna,
Fabryka Dźwigów, Warszawo, Emlljl Plater 10, tel. 918-20, 918-22, 955-17.
Bracia Jenike, Fabryka Dźwigów, Sp. Akc. Warszawa, Zarząd: Al. Jerozolimskie 20, tel. 220-00 i 629-64.
„Moc" Fabryka Maszyn, Sp. Akc., Warszawa, Wolska 121, tel. 217-30 i 248-30.
E lektro lit do akumulatorów żelazo-niklowych.
Z. A. T. Zakłady Akumulatorowe syst. „TUDOR" Sp. Akc. Warszawa, Złota 35, tel. centrala: 5.62-60. Od
działy: (patrz rubryka Akumulatory).
E l e k t r o p o m p y , d m u c h a w k i .
Fabryka Maszyn I Aparatów Elektrycznych, A. Grzywacz, Warszawa, ul Złota 24, tel. 584-80.
E lek łrow ie rła rk i i szlifierki.
Int. Józef Feiner, Kraków, Zybllkiewicza 19, tel. 118-33.
E lem enty grzejne i kształtki izolacyjne
Geo. Bray & Co., Leeds, marka Chro- malox, Reprezentacja: „Industrla", Lwów, 3-go Maja 5, tel. 228-78.
Em aljow ane przewodniki miedziane.
Stanisław Cohn, Warszawa, Senatorska 36, tel. 641-61 I 641h&2.
porm y do prasowania m ieszanek fenolowo- formalinowych.
Llgnoza, Spółka Akcyjna, Katowice,Dworcowa 13, tel. 339-81.
G a lw an o tech n ika .Stanisław Cohn, Warszawa, Sena
torska 36. Jeneralne Przedstawicielstwo I Oddział Fabryczny Zakładów Langbeln - PfanhauserS. A. _______
G rz e jn ik i elektryczne.Bracia Borkowscy, Zakł. Elektro
techn. S. A. (fabr ) Warszawa,Al. Jerozolimska 6, tel. 642-79.
^7rzejniki elektryczne dla przemysłu.
Bracia Borkowscy, Zakł. Elektrotechn.S. A. (fabr.) Warszawa, Al. Jerozolimska 6, tel. 642-79.
„Elektrotermla", Warszawa, Nowy świat * 61, tel 527-08.Warszawska Wytwórnia Maszyn I Spa
warek Elektrycznych, Warszawa, Żytnia 20, tel. 621-81.
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 21?
Izolacyjne materjały.A. Hoerschelmann I S-ka, Sp. z o. o.
Warszawa, Wspólna 44, tel. 958-85 M. Penczek, Biuro Techn.-Handl. War
szawa, Nowy Świat 42, tel. 508-36. Aleksander Weiss i Ska, Biuro Tech
niczno-Handlowe Warszawa, Marszałkowska 79, tel. 986-87.
K ab lo w e końcówki, z łą cza i masa kablowa.
„Elektroautomat", Zakłady Elektrotechniczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11.94-78 I 11.94-88.
Fabryka Aparatów Elektrycznych S. Kleiman I S-wle, Warszawa, Okopowa 19, (gmachy własne), tel. 234-26, 234-53, 683-77 I 645-31.
Kondensatory.„Always", Polskie Zakłady Sp. z o. o.
Warszawa, Mireckiego 5, tel. 569-80. „Hydra", Berlin. Gen. Reprezentant:
Biuro Techn.-Handl. M. Godlewski, Warszawa, ul. Krucza 3, tel. 860-44.
„Megacykl — W. A. Trembiński" Sp. z o. o., Warszawa, ul. Wilanowska 1 (wejście od ul. Solec 55) tel. 7.22-25.
Kuchenki elektryczne.Bracia Borkowscy, Zakł. Elektrotechn.
S. A. (fabr.) Warszawa, Al. Jerozolimska 6, tel. 642-79.
K was siarkow y do akumulatorów.
Z. A. T. Zakłady Akumulatorowe syst. „TUDOR" Sp. Akc. Warszawa, Zło-
i ta 35, tel. centrala: 5.62-60. Oddziały: (patrz rubryka Akumulatory).
Lam py.Brada Borkowscy, Zakł. Elektrotechn.
S. A. (fabr ), Warszawa, Al. Jerozolimska 6, tel. 642-79
A. Marciniak, S. A. (fabr.) Warszawa. Zarząd I fabryka, ul. Wronia 23, tel. 595-72 I 592-02. Sklep, ul. Bracka 4, tel. 960-55.
Nowik I Serejski, Fabryka Lamp, Warszawa, Elektoralna 20, tel. 670-89.
M a s z y n y e l e k t r y c z n e (silniki, prądnice, przetwornice).
„Elektrobudowa", Wytwórnia Maszyn Elektrycznych, S. A., Łódź, ul Kopernika 56/58, tel. 111-77 I 191-77.
„Elektromotor", Warszawa, Leszno 61, tel. 11.21-33.
„Elłn", Polski Przemysł Elektr., Sp. z o. o., Kraków, Kopernika 6, Warszawa, Jaworzyńska 8, Lwów, Zi- morowicza 15.
Fabryka Maszyn I Aparatów Elektrycznych, A. Grzywacz, Warszawa, ul. Złota 24, tel. 584-80.
Fabryka Motorów Elektr. L. Korewa,Warszawa, Syreny 7, tel. 500-95.
K. I W. Pustota, Warszawa 4, Jagiellońska 4— 6 tel. 10-33-30 i 10-33-26.
Georg Schwabe. Najstarsza w Kraju Fabryka Silników, Bielsko — Śląsk, tel. Bielsko 2828
M aszyny do spawania elektrycznego.
„Elłn", Polski Przemysł Elektr., Sp.z o. o., Kraków, Kopernika 6, Warszawa, Jaworzyńska 8, Lwów, Zi- morowicza 15.
„Oerlikon", Lwów, 3-go Maja 7.Warszawska Wytwórnia Maszyn I Spa
warek Elektrycznych, Warszawa, Żytnia 20, tel. 621-81.
AAaterja ły instalacyjne.Bracia Borkowscy, Zakł. Elektrotechn.
S. A. (fabr.), Warszawa, Al. Jerozolimska 6, tel. 642-79.
Centrala Żarówek K. Donat, Poznań, Ratajczaka 36, tel. 15-86.
Spółka Akcyjna Przemysłu Elektrycznego „Czechowice" w Czechowicach, Slask Cieszyński.
Ini. Wł. Piata i Paweł Zauder (fabryka), Łódź, ul. Sienkiewicza 163, tel. 187-06.
AAaterja ły izolacyjne, ste- atytowe i porcelanowe.
„Artepor", Kraków, ul. Jagiellońska 9, telefon Nr. 107-87.
AAaterja ły prasowane dla celów elektro- i rad io technicznych.
„Elektroautomat", Zakłady Elektrotechniczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11.94-78 I 11.94-88.
Jan Makowski, Fabryka Materiałów Prasowanych i Elektrotechnicznych, Łódź, Sienkiewicza 78, tel. 182-94.
Ini. Wł. Piata i Paweł Zauder (fabryka), Łódź, ul. Sienkiewicza 163, tel. 187-06.
M riieszanki fenolowo-for- malinowe dla celów e lek tro te ch n iczn ych , galanteryjnych i inn.
Lignoza, Spółka Akcyjna, Katowice, Dworcowa 13, tel. 339-81.
M a p ra w a i przewijanie maszyn elektrycznych.
„Elektro-Pretsch", Poznań, Stroma 23.Fabryka Motorów Elektr. L. Korewa,
Warszawa, Syreny 7, tel. 500-95.
N ja p r a w a p r z y r z ą d ó w pomiarowych.
„Dacho" Ini. A. Chômiez, Warszawa, S-to Krzyska 28, tel. 616-15.
„Era" Polskie Zakłady Elektrotechniczne S. A. Zarząd i Fabryka Włochy p/Warszawą, tel. 548-88.
M astaw n ik i, elektrom agnesy i t. p.
„Elektroautomat", Zakłady Elektrotechniczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11 94-78 I 11.94-8a
O d b io rn ik i.„Dacho" Ini. A. Chômiez, Warszawa,
S-to Krzyska 28, tel. 616-15.
^Ograniczniki prądu.Ini. Józef Imass, Fabryka Aparatów
Elektrycznych, Łódź, ul. Piotrkowska 255, tel. 138-96 I 111-39.
Jan Makowski, Fabryka Materiałów Prasowanych i Elektrotechnicznych, Łódź, Sienkiewicza 78, tel. 182-94
^Oporniki dokładne.Ini. J. Zubko, Brwinów.
O p o rn ik i grzejne.„Elektrotermla", Warszawa, Nowy Świat
61, tel. 527-08
O p o rn ik i suwakowe.„Elektrotermla", Warszawa, Nowy Świat
61, tel. 527-08.
O pory.„Always", Polskie Zakłady Sp. z o. o.
Warszawa, Mireckiego 5, tel. 569-80. „Megacykl — W. A. Trembiński" Sp.
z o. o., Warszawa, ul. Wilanowska 1(wejście od ul Solec 55) tel. 7.22-25.
P ie c e elektryczne.Bracia Borkowscy, Zakł. Elektrotechn.
S. A. (fabr.), Warszawa, Al. Jerozolimska 6, tel. 642-79.
Ini. J. Zubko, Brwinów.
P iece elektryczne dla przemysłu metalowego.
Bracia Borkowscy, Zakł. Elektrotechn. S. A. (fabr.) Warszawa, Al. Jerozolimska 6, tel. 642-79.
STR- 220 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
T irom ełry.Int. J. Zubko, Brwinów
P rosłowniki..Elin", Polski Przemysł Elektr., Sp.
z o. o., Kraków, Kopernika 6, Warszawa, Jaworzyńska 8, Lwów, Zl- morowicza 15.
Pros łow n ik i stykoweInt. J. Rodkiewicz (wytwórnia), War
szawa 36, ul. Podchorążych 57, tel. 722-80.
Westinghouse, London, Gen. Reprez., „Zetwest", S. A. Warszawa, Jasna 8, tel. 613-24 (Składy w Warszawie).
Prze łqczn ik i z gwiazdy w trójkqt.
Int. J. Relcher I S-ka, Łódź, ul. Południowa 28.
P rzewody.„Centroprzewód", Warszawa, Kró
lewska 23, tel. 340-31, 340-32, 340-33, 340-34.
„Elektroprzewód", Wytwórnia Drutów Emaliowanych, Lwów 24, Nowo- zniesleńska 3.
Przyrzqdy pomiarowe elektryczne.
„Bemar" — Wytwórnia Przyrządów Elektrycznych, Grodzisk Maz., ul. Królewska 3. Tel. Podmiejska II — Milanówek 41.
Chauvin Arnoux, Fabryka Aparatów Pomiarowych Elektrycznych w Polsce, Warszawa, ul. Czerska 12, tel. 9-72-65 I 9-71-29.
„Dacho" inż. A. Chômiez, Warszawa, S-to Krzyska 28, tel. 616-15.
„Era" Polskie Zakłady Elektrotechnlcz-, ne S. A. Zarząd I Fabryka Włochy
p/Warszawą, tel. 548-88.Hartmann & Braun, Przedstawiciel
stwo: Biuro Elektrotechniczne Michał Zucker, Jan Straszewlcz, Warszawa, Marszałkowska 119, telef. 274-84 i 609-98.
„Połam" — W-wa, Wilcza 47 m 3, tel. 927-64.
Reflekto ry (daszki) emaliowane.
Leon Bytner, Emaljernia i Wytłaczalnia „Tytan", Poznań 10, ul. Wrzeslńska 2.
S iln ik i elektryczne.(patrz dział „Maszyny elektryczne").
S y r e n y e l e k t r y c z n e a l a r m o w e .
Fabryka Maszyn I Aparatów Elektrycznych, A. Grzywacz, Warszawa, ul. Złota 24, tel. 584-80.
K. I W. Pustota, Warszawa 4, Jagiellońska 4—6 tel. 10-33-30 i 10-33-26.
Szczo tk i węglowe.„Elektro-Pretsch", Poznań, Stroma 23. A. Hoerschelmann I S-ka, Sp. z o. o
Warszawa, Wspólna 44, tel. 958-85
S z k ło do oświetlenia i potrzeb technicznych.
Huta i Rafinerja Szkła „Targówek" Kazimierz Klimczak I Synowie, Warszawa, ul. Orla 7. tel. 251-62.
Term ostatyRheostatic & Co., Slough, Anglia. Re
prezentacja: „Industria", Lwów, 3-go Maja 5, tel. 228-78.
T ransformatory.„Elektroautomat", Zakłady Elektrotech
niczne, Warszawa, ul. Dzielna 72, tel. 11.94-77, 11.94-78 I 11.94-88.
„Elektrobudowa", Wytwórnia Maszyn Elektrycznych, S. A., Łódź, ul. Kopernika 56/58, tel. 111-77 I 191-77.
Fabryka Maszyn I Aparatów Elektrycznych, A. Grzywacz, Warszawa, ul Złota 24, tel. 584-80.
K. i W. Pustota, Warszawa 4, Jagiellońska 4— 6 tel. 10-33-30 i 10-33-26.
U rzqdzenia do oczyszczania wody zasilajq- cej kotły.
Zakłady „Ekonomja" w Bielsku, skrytka pocztowa 110, tel. 1160
W entylatory.Feilchenteld Adam, Inż. Warszawa,
Zielna 11, tel. 527-01.
\ A / y łq c z n ik i a u t o m a t y c z n e .
„Elektroautomat", Zakłady Elektrotechniczne, Warszawa, ul. Dzielna 72, tel. 11-94-77, 11.94-78 I 11-94-88.
Fabryka Aparatów Elektrycznych S. Klelman I S-wle, Warszawa, Okopowa 19, (gmachy własne), tel. 234-26, 234-53, 683-77 I 645-31
h a r ó w k i .Centrala Żarówek K. Donat, Poznań,
Ratajczaka 36, tel. 15-86. „Tungsiam", Zjednoczona Fabryka Ża
rówek S. A., Warszawa, ul. 6-go Sierpnia 13, telefony: Dyrekcja
860-81, gab. Prokurenta 878-83, zamówienia 891-07, ogólny 856-50, propaganda 878-56. Przedstawicielstwa: Bydgoszcz, St. Ustynowlcz,ul. Gamma 2; Gdańsk, Edward Schlmmel, ul. Domlnikswall 8; Gdynia, Włodzimierz Morozewlcz, ul. Świętojańska 37 m. 1, skrz. poczt 175; Katowice: E. M. Busbach, ul. Reymonta 6; Kraków: Biuro Sprzedaży, ul. Szewska 17; Lwów, Wilhelm Bojko, ul. Gródecka 18; Łódź: D. H. Wł. Kirszbraun, ul. Piramowicza 2; Łuck, A. Szejner, ul. Kordeckiego 2; Poznań: inż. Henryk Segał, PI. Działowy 6; Wilno: S. Esterowlcz, ul. Za- walna 16.
■
ż y ra n d o le .Bracia Borkowscy, Zakł. Elektrotechn.
S. A. (fabr.), Warszawa, Al. Jerozolimska 6, tel. 642-79.
A. Marciniak, S. A. (fabr.) Warszawa. Zarząd I fabryka, ul. Wronia 23, tel. 595-72 i 592-02. Sklep, ul. Bracka 4, tel. 960-55.
Nowik i Serejski, Fabryka Lamp, Warszawa, Elektoralna 20, tel. 670-89.
RADJOTECHNIKA
Lam py radiowe.„Tungsram", Zjednoczona Fabryka Za
rówek S. A., Warszawa, ul. 6-go Sierpnia 13, tel. 8.78-56. Przedstawicielstwa: Bydgoszcz: St. Ustyno- wicz, ul. Gamma 2; Gdańsk: Edward Schlmmel, ul. Domlnikswall 8; Gdynia: Włodzimierz Morozewlcz, ul.Świętojańska 37 m. 1, skrz. poczt. 175; Katowice: E. M. Busbach, ul Reymonta 6; Kraków: Biuro Sprzedaży, ul. Szewska 17; Lwów, Wilhelm Bojko, ul. Gródecka 18; Łódź: D. H. Wł. Kirszbraun, ul. Piramowicza 2; Łuck, A. Szejner, ul. Kordeckiego 2; Poznań: Inż. Henryk Segał, PI. Działowy 6; Wilno: S. Esterowlcz, ul. Za- walna 16.
R a d io fo n i c z n y s p rz ę t p rzec iw zak łó cen io w y.
„Megacykl — W. A. Trembiński" Sp.z o. o., Warszawa, ul. Wilanowska 1 (wejście od ul. Solec 55) tel. 7.22-25.
Zjednoczeni Inżynierowie Elektrycy,Sp. z o. o., Warszawa, Widok 24, tel. 225-88.
\A^zmacniacze w ie lk ie j mocy.
„Dacho" inż. A. Chômiez, Warszawa,S-to Krzyska 28, tel. 616-15.
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 221
Dzigł bezpieczeństwa pracy.R z a d k ie w y p a d k i p o r a ż e n ia e le k t r y c z n e g o .
Przyczyn porażenia prądem elektrycznym należy szukać zarówno w niedostatecznym zabezpieczeniu się ze strony elektryków, jak i w l e k c e w a ż e n i u przez nich odpowiednich przepisów bezpieczeństwa.
Przytoczymy tu kilka wypadków porażenia elektrycznego, wprawdzie stosunkowo rzadkich, które tym nie mniej jednak dowodzą, jak w ielką o s t r o ż n o ś ć należy zachować w czasie pracy przy urządzeniach wysokiego napięcia.
Pewien robotnik, pracujący w jednej z elektrowni niemieckich, celem przymocowania głowicy kablowej w celce wysokiego napięcia w iercił od zewnątrz odpowiednie otwory. Po ukończeniu roboty wszedł on po drabinie i zajrzał do celi przez otwór znajdujący się pomiędzy ścianą celi a suiitem, dotykając przy tym głową i ręką do części wiodących prąd wysokiego napięcia. Spowodowało to natychmiastową ś m i e r ć r o b o t n i k a .
Podobny wypadek, spowodowany n i e o s t r o ż n o ś c i ą , zdarzył się w innej elektrowni w następujący sposób: ślusarz otrzymał polecenie zdjęcia na rozdzielni pewnych rozmiarów potrzebnych dla założenia przewodu uziemiającego; polecenie to miał on wykonać, nie otwierając drzwi, prowadzących do celki wysokiego napięcia (uziemienie miało być założone następnego dnia — po w y łączeniu urządzeń z pod napięcia). Mimo wyraźnego zakazu ślusarz otworzył drzwi dwu celek, po czym wszedł do jednej z nich, dotykając szyn będących pod napięciem, wskutek czego doznał tak ciężkich oparzeń, że zmarł po paru tygodniach.
Że nieszczęście może się przytrafić nawet bardzo doświadczonym elektrykom, dowodzi następujący wypadek, szczególnie tragiczny z tego względu, że wydarzył się on pewnemu kierownikowi ruchu mniejszej elektrowni, posiadającemu przeszło 25-letnią praktykę w swym zawodzie. W raz z dozorcą elektrowni kierownik zamierzał oczyścić niektóre części rozdzielni wysokiego napięcia. Po zostawiwszy dozorcę na dole w celi przy czyszczeniu w y łącznika olejowego, kierownik udał się sam na górne piętro dla odkurzenia odłączników. Rozdzielnia posiadała podwójny system szyn zbiorczych, z których jeden był wyłączony, drugi natomiast znajdował się pod napięciem. Trójbiegunowe odłączniki w jednej z celek były wyłą-- czone, pozostając jednakże na jednych biegunach przyłączone do systemu szyn będących pod napięciem, wobec czego ich kontakty nożowe znajdowały się również pod napięciem. O tym właśnie zapomniał na chwilę kierownik elektrowni. W czasie odkurzania izolatorów jednego z trójbiegunowych odłączników za pomocą pędzla nastąpiło z w a r c i e , na skutek którego wszystkie izolatory odłącznika zostały rozsadzone, cała zaś cela, przez powstały przy tym łuk, silnie zasmolona i zakopcona. Nieostrożny kierownik ruchu zmarł po k liku godzinach na skutek odniesionych ciężkich oparzeń.
Bardzo pouczający a jednocześnie niezmiernie rzadki wypadek porażenia prądem zdarzył się przy uruchamianiu przewodów o napięciu roboczym 60 000 woltów w rozdzielni napowietrznej jednej z niemieckich elektrowni — po zakończeniu prac związanych z rozbudową. W rozdzielni tej biegną m. inn. dwie trójfazowe linie napowietrzne (a i b) o napięciu 60 kV, które na pewnym odcinku przeprowadzone są na wspólnej konstrukcji k ra towej, ą następnie rozchodzą się w dwu przeciwnych
kierunkach. Poczynając od tego miejsca, jedna z tych linij(b) poprowadzona jest na długości przeszło 30 km na w s p ó l n y c h słupach z inną jeszcze linią trójfazową(c) 60 kV, będącą w owym czasie pod napięciem. W czasie prac związanych z rozbudową rozdzielni wspomniane linie a i b były wyłączone i zwarte drutem miedzianym na wszystkich trzech biegunach, a następnie połączone metalicznie z uziemioną linką odgromową, przeprowadzoną ponad słupami. Po zakończeniu prac 22-letni robotnik wszedł na słup kratowy z zamiarem usunięcia drutów zwierających przewody każdej z linij a i b; kazano mu przy tym wpierw usunąć oba druty zwierające przewody każdej z linij a i b, a po tym dopiero odłączyć te druty od uziemionej linki odgromowej. Robotnik postąpił mimo to wbrew dyspozycji, przypłacając swą lekkomyślność życiem. W pierw bowiem usunął on przewód zwierający linię a, a następnie usiłował odłączyć drut, zwierający przewody sąsiedniej lin ii b, od linki odgromowej (zamiast wpierw usunąć drut zwierający przewody lin ii b, a n a s t ę p n i e dopiero odłączyć uziemienie!); w trakcie tych usiłowań robotnik został ś m i e r t e l n i e porażony.
Bliższe badania tego, zagadkowego na pierwszy rzut oka, wypadku wykazały, że chodziło tu o porażenie prądem pojemnościowym, którego obwód zamykał się przez ciało robotnika i uziemiony słup. Prąd ten powstał na skutek w pływu będącej pod napięciem 60 kV lin ii c na równoległe do niej przewody lin ii b, zawieszone na wspólnych słupach na długości przeszło 30 km. Porażenie nastąpiło w chwili, gdy robotnik — po odłączeniu uziemienia — trzymał w ręku linkę miedzianą zwierającą trzy przewody lin ii b. Ja k wykazały dodatkowe pomiary, występowało tu napięcie ok. 1 000 woltów, wskutek czego prąd, jak i popłynął przez ciało robotnika, mógł osiągnąć wartość ok. 0,1 — 0,15 ampera. Jest to, jaik wiadomo, wielkość prądu śmiertelna dla przeciętnego organizmu ludzkiego.
Niecodzienny wypadek porażenia wydarzył się w następujących okolicznościach. Dwu monterów w czasie obchodu lin ii napowietrznej 15 000 V zauważyli na jednym ze słupów uszkodzony izolator. Chcąc go wymienić, umówili się oni ze sobą, że jeden z nich wróci na podstację i wyłączy prąd o pewnej ściśle umówionej godzinie; w międzyczasie drugi monter m iał wymienić uszkodzony izolator, po czym — również o ściśle umówionej godzinie, prąd m iał być ponownie włączony. Gdy monter, który się oddalił celem wyłączenia prądu, w rócił po upływie paru godzin spowrotem, znalazł on swego kolegę m a r t w e g o pod słupem z oznakami silnego poparzenia. Ja k ustaliło dochodzenie, prąd został, na podstacji wyłączony, a następnie włączony o ściśle umówionej godzinie, zegarki zaś obu monterów zgadzały się co do minuty. Czas, na przeciąg którego wyłączono prąd, był całkowicie wystarczający na wymianę izolatora. W ypadek wytłumaczono w ten sposób, że zegarek tego montera, który pozostał na miejscu i m iał wymienić uszkodzony izolator, posiadał pokrywkę ochronną z celuloidu, wskutek czego dokładne odróżnienie dużej wskazówki od małej nie było możliwe. Monter musiał wskutek tego pomylić wskazówki i w lazł na słup wcześniej, niż należało to uczynić, a więc przed wyłączeniem prądu. Poza tym nie zarzucił on naokoło przewodów linki uziemiającej.
Rzadki wreszcie wypadek porażenia zdarzył się z pewnym murarzem zatrudnionym w jednym z domów. Stojąc na kotle od centralnego ogrzewania, m urarz ów chwycił w pewnej chwili za przytwierdzoną w pobliżu rurkę Peszla, w której ułożone były przewody od insta
STR. 222 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
lacji oświetleniowej na napięcie 220 V. Wskutek powstałego przy tym naciągu urw ał się prawdopodobnie w pobliskiej żeliwnej puszce odgałęźnej jeden z przewodów, dotykając puszki gołym swym końcem. Puszka, a tym samym i połączona z nią metalicznie rurka, znalazły się wskutek tego pod napięciem. Wypadek zakończył się ś m i e r c i ą murarza.
(„Das deutsche Elektro-Handwerk“ . Zeszyt 4/1938 r.).
Technika oświetleniowa.
Lampy sodowe i rtęciowe.Inż . M . W O D N I C K I .
(Dokończenie).
Z a s t o s o w a n ie la m p s o d o w y c h .Z a s t o s o w a n i e l a m p s o d o w y c h w p r i e m y i l e .
Oprócz omówionego w poprzednim zeszycie zastosowania lamp sodowych przy oświetlaniu autostrad, mostów, lotnisk oraz urządzeń kolejowych, znalazły one zastosowanie także w szeregu innych dziedzin życia nowoczesnego.
Jako bardziej oszczędne, lampy sodowe powoli w y pierają żarówki z tych dziedzin oświetlenia, w których rozróżnianie barw posiada znaczenie drugorzędne.
A więc przede wszystkim znalazły lampy sodowe zastosowanie w przemyśle — przy oświetleniu z e w n ę t r z n y m , tj. przy oświetleniu terenów fabrycznych. Na rys. 46 widzimy ulicę na terenie w ielkich zakładów przemysłowych oświetloną przy pomocy 18 lamp sodowych o mocy 70 watów każda. Podobne oświetlenie zastosowano m. inn. na podwórzu gazowni w Zurychu oraz na terenach fabrycznych Polskich Zakładów Philips w W a rszawie.
Rys. 46.Ulica w obrębie fabryki oświetlona za pomocą lamp
sodowych.
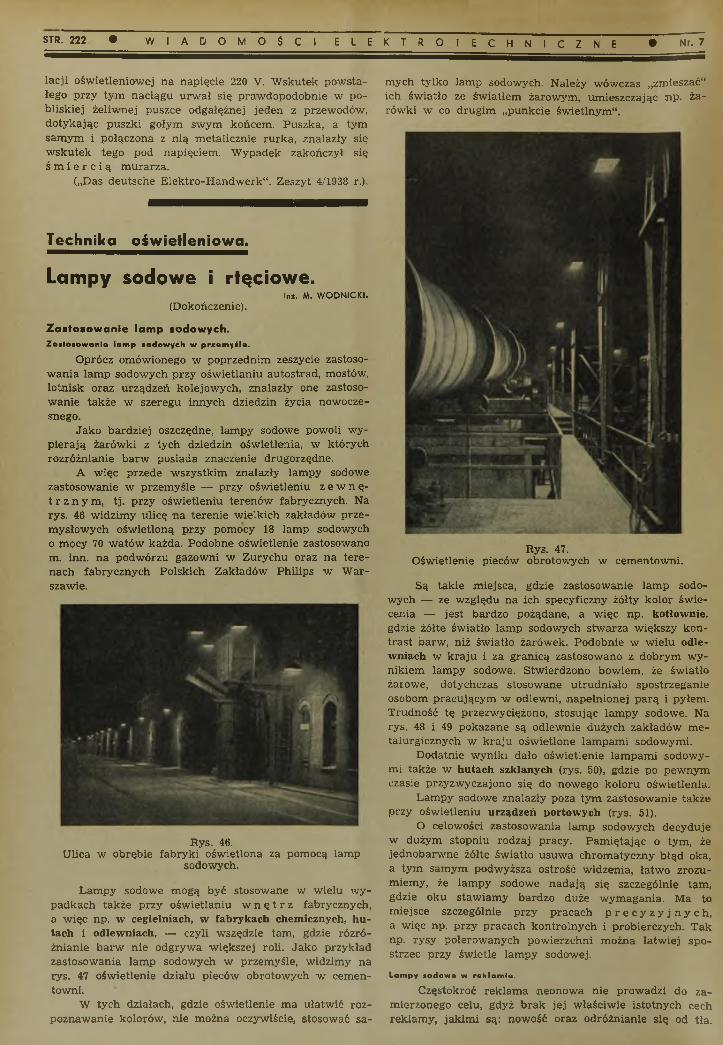
Lam py sodowe mogą być stosowane w w ielu w ypadkach także przy oświetlaniu w n ę t r z fabrycznych, a w ięc np. w cegielniach, w fabrykach chemicznych, hutach i odlewniach, — czyli wszędzie tam, gdzie rózró- żnianie barw nie odgrywa większej roli. Jako przykład zastosowania lamp sodowych w przemyśle, widzimy na rys. 47 oświetlenie działu pieców obrotowych w cementowni.
W tych działach, gdzie oświetlenie ma ułatw ić rozpoznawanie kolorów, nie można oczywiście, stosować sa
mych tylko lamp sodowych. Należy wówczas „zmieszać“ ich światło ze światłem żarowym, umieszczając np. żarówki w co drugim „punkcie świetlnym“ .
Rys. 47.Oświetlenie pieców obrotowych w cementowni.
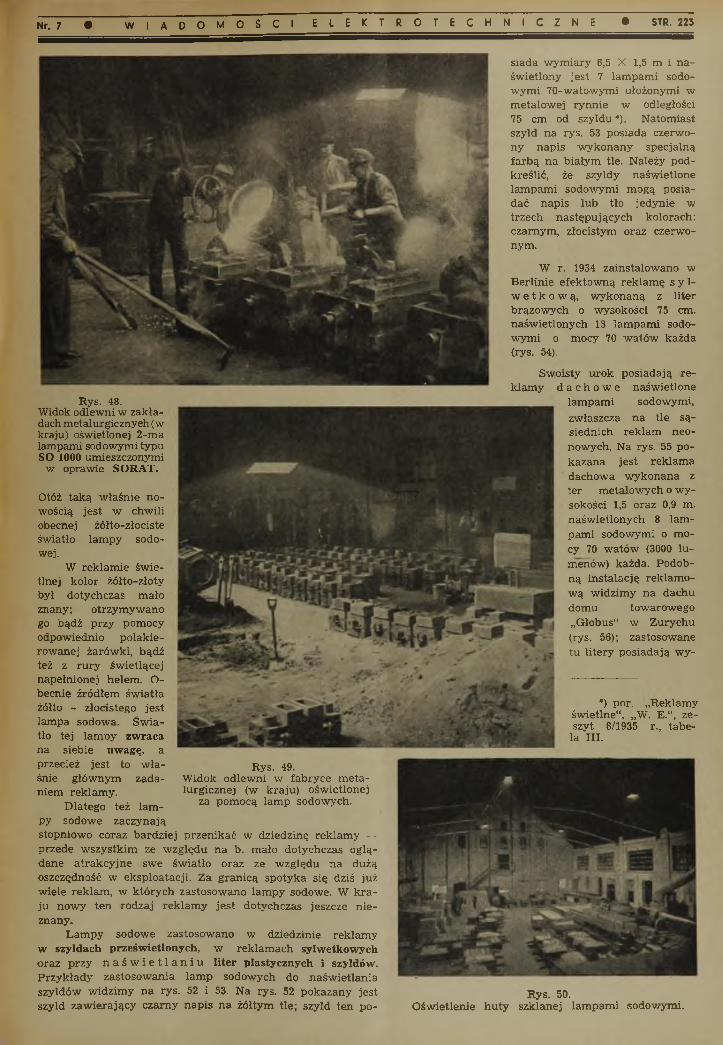
Są takie miejsca, gdzie zastosowanie lamp sodowych — ze względu na ich specyficzny żółty kolor świecenia — jest bardzo pożądane, a w ięc np. kotłownie, gdzie żółte światło lamp sodowych stwarza większy kontrast barw, niż światło żarówek. Podobnie w w ielu odlewniach w kraju i za granicą zastosowano z dobrym w y nikiem lampy sodowe. Stwierdzono bowiem, że światło żarowe, dotychczas stosowane utrudniało spostrzeganie osobom pracującym w odlewni, napełnionej parą i pyłem. Trudność tę przezwyciężono, stosując lampy sodowe. Na rys. 48 i 49 pokazane są odlewnie dużych zakładów metalurgicznych w kraju oświetlone lampami sodowymi.
Dodatnie w yn ik i dało oświetlenie lampami sodowymi także w hutach szklanych (rys. 50), gdzie po pewnym czasie przyzwyczajono się do nowego koloru oświetlenia.
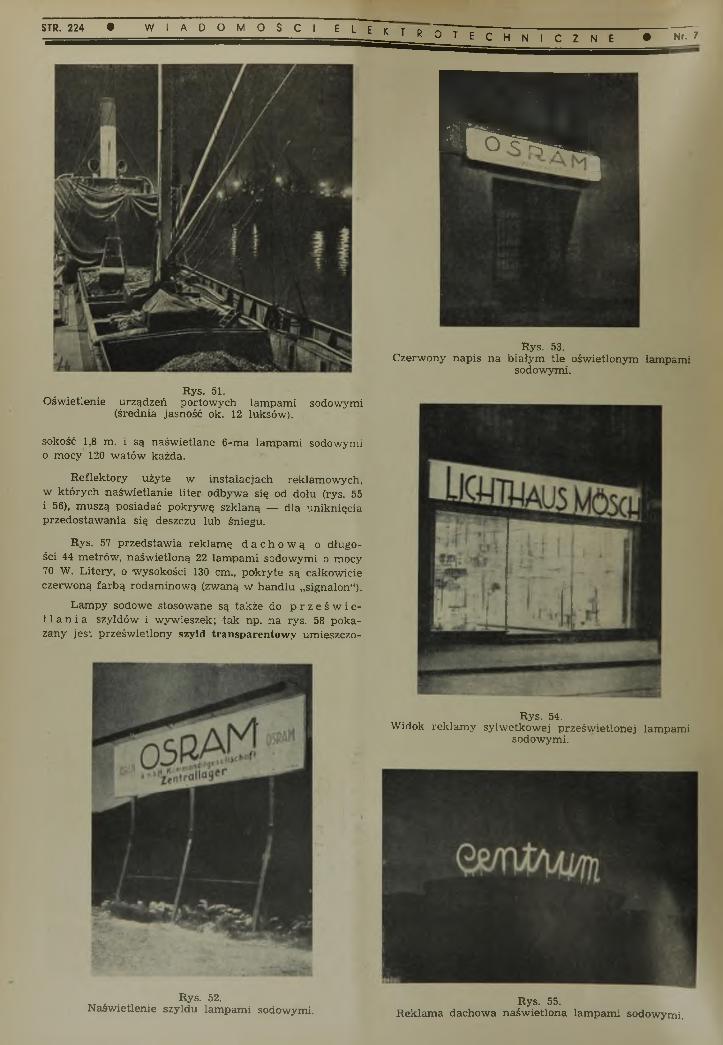
Lam py sodowe znalazły poza tym zastosowanie także przy oświetleniu urządzeń portowych (rys. 51).
O celowości zastosowania lamp sodowych decyduje w dużym stopniu rodzaj pracy. Pam iętając o tym, że jednobarwne żółte światło usuwa chromatyczny błąd oka, a tym samym podwyższa ostrość widzenia, łatwo zrozumiemy, że lampy sodowe nadają się szczególnie tam, gdzie oku stawiamy bardzo duże wymagania. M a to miejsce szczególnie przy pracach p r e c y z y j n y c h , a więc np. przy pracach kontrolnych i probierczych. Tak np. rysy polerowanych powierzchni można łatwiej spostrzec przy świetle lampy sodowej.
L a m p y s o d o w e w r e k l a m i e .
Częstokroć reklama neonowa nie prowadzi do zamierzonego celu, gdyż brak jej właściwie istotnych cech reklamy, jakim i są: nowość oraz odróżnianie się od tła.
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 223
Rys. 4.8.Widok odlewni w zakładach metal urgicznyeh (w kraju) oświetlonej 2-ma lampami sodowymi typu SO 1000 umieszczonymi
w oprawie SORAT.
Rys. 50.Oświetlenie huty szklanej lam pam i sodowymi.
Otóż taką właśnie nowością jest w chwili obecnej żółto-złociste światło lampy sodowej.
W reklamie świetlnej kolor żółto-złoty był dotychczas mało znany; otrzymywano go bądź przy pomocy odpowiednio polakie- rowanej żarówki, bądź też z ru ry świetlącej napełnionej helem. O- becnie źródłem światła żółto - złocistego jest lampa sodowa. Św ia tło tej lampy zwraca na siebie uwagę, a przecież jest to w ła śnie głównym zadaniem reklamy.
Dlatego też lampy sodowe zaczynająstopniowo coraz bardziej przenikać w dziedzinę reklamy — przede wszystkim ze względu na b. mało dotychczas oglądane atrakcyjne swe światło oraz ze względu na dużą oszczędność w eksploatacji. Za granicą spotyka się dziś już wiele reklam, w których zastosowano lampy sodowe. W k ra ju nowy ten rodzaj reklam y jest dotychczas jeszcze nieznany.
Lam py sodowe zastosowano w dziedzinie reklamy w szyldach prześwietlonych, w reklamach sylwetkowych oraz przy n a ś w i e t l a n i u liter plastycznych i szyldów. Przykłady zastosowania lamp sodowych do naświetlania szyldów widzimy na rys. 52 i 53. Na rys. 52 pokazany jest szyld zawierający czarny napis na żółtym tle; szyld ten po-
Rys. 49.W idok odlewni w fabryce metalurgicznej (w kraju) oświetlonej
za pomocą lamp sodowych.
*) por. „Reklam y świetlne“ , „W . E .“ , zeszyt 8/1935 r., tabe
la I I I .
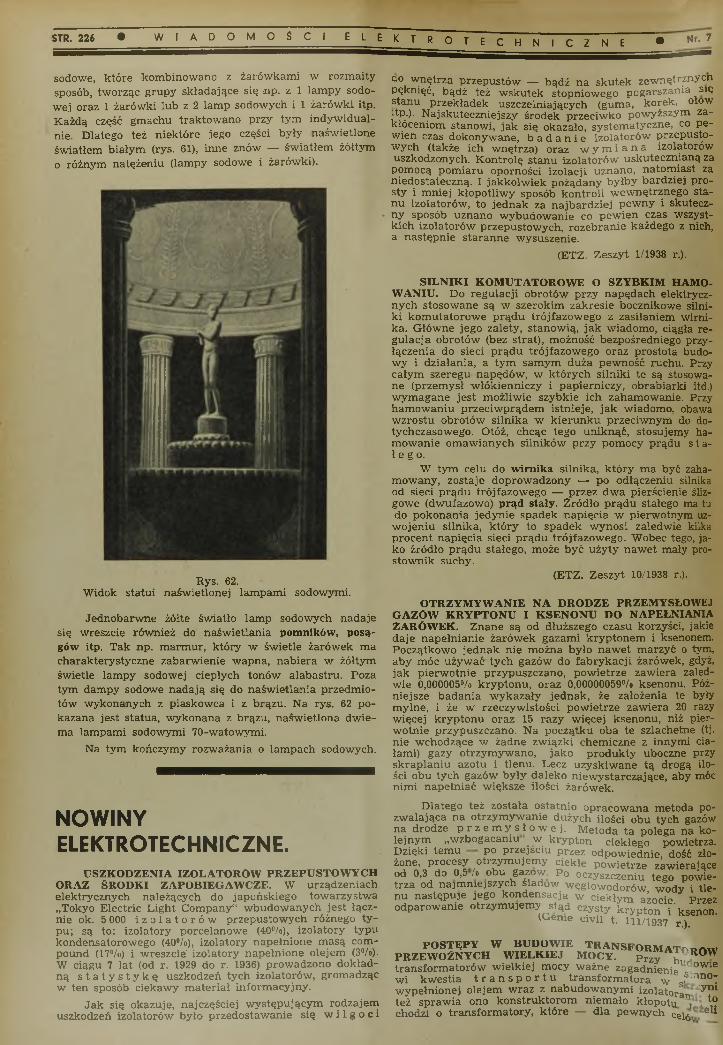
siada wym iary 6,5 X 1,5 m i naświetlany jest 7 lampami sodowym i 70-watowymi ułożonymi w metalowej rynnie w odległości 75 cm od szyldu *). Natomiast szyld na rys. 53 posiada czerwony napis wykonany specjalną farbą na białym tle. Należy podkreślić, że szyldy naświetlone lampami sodowymi mogą posiadać napis lub tło jedynie w trzech następujących kolorach: czarnym, złocistym oraz czerwonym.
W r. 1934 zainstalowano w Berlin ie efektowną reklamę s y l w e t k o w ą , wykonaną z liter brązowych o wysokości 75 cm. naświetlonych 13 lampami sodowym i o mocy 70 watów każda (rys. 54).
Swoisty urok posiadają reklamy d a c h o w e naświetlone
lampami sodowymi, zwłaszcza na tle sąsiednich reklam neonowych. Na rys. 55 pokazana jest reklama dachowa wykonana z ter metalowych o w y sokości 1,5 oraz 0,9 m. naświetlonych 8 lam pami sodowymi o mocy 70 watów (3000 lu menów) każda. Podobną instalację reklamową widzimy na dachu domu towarowego „Globus“ w Zurychu (rys. 56); zastosowane tu litery posiadają wy-
STR. 224 • W I A D O M O Ś C I E L E
Rys. 51.Oświetlenie urządzeń portowych lampami sodowymi
(średnia jasność ok. 12 luksów).
sokość 1,8 m. i są naświetlane 6-ma lampami sodowymi0 mocy 120 watów każda.
Reflektory użyte w instalacjach reklamowych, w których naświetlanie liter odbywa się od dołu (rys. 551 56), muszą posiadać pokrywę szklaną — dla uniknięcia przedostawania się deszczu lub śniegu.
Rys. 57 przedstawia reklamę d a c h o w ą o długości 44 metrów, naświetloną 22 lampami sodowymi o mocy 70 W. Litery, o wysokości 130 cm., pokryte są całkowicie czerwoną farbą rodaminową (zwaną w handlu „signalon“ ).
Lam py sodowe stosowane są także do p r z e ś w i e t l a n i a szyldów i wywieszek; tak np. na rys. 58 pokazany jest prześwietlony szyld transparentowy umieszczo-
Rys. 52.Naśw ietlenie szyldu lampam i sodowymi.
K T R 0 T E C H N I C Z N E • Nr. 7
N Iim
Rys. 53.Czerwony napis na białym tle oświetlonym lampami
sodowymi.
Rys. 54.Widok reklamy sylwetkowej prześwietlonej lampami
sodowymi.
Rys. 55.Reklama dachowa naświetlona lampami sodowymi.

Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E » • STR. 22S
GLOBUS
■ H Ü i ! — - S S S » Ü Ü !I ;!lll I II III III II I Mil
ii iii iii ii iiiiiiü»1 . 1111DII II I I I I I I II 1 *SSII« !) S ' i l H ! • ■ ■ ■ ■ ■ mmm ■ ■ { J *
.«■' a s l^ 1111 11 111 111 11 11111 inI I I I ™ G LO 8 U S *L O W E N PL A T Z * * 8!
»■siiilSr Si- —■W.tijjTi ' t n i f c
Rys. 56.Reklama naświetlona lampami sodowymi, umieszczona
na dachu jednego z domów handlowych Zurychu.
NATIONAL-KSUPPREGlSTR»eB
K A S S E N
Rys. 60.Gmach Banku Towarzystw Spółdzielczych w Warszawie naświetlony lampami sodowymi (oprawa zawierająca
lampy pokazana jest strzałką).
ny nad wejściem do kasy oszczędności; w szyldzie tym umieszczono 6 lamp sodowych 70-watowych.
Rys. 57.Reklama dachowa naświetlona lampami sodowymi
(litery koloru czerwonego).
Rys. 58.Widok szyldu transparentowego prześwietlonego lampami
sodowymi.
N a ś w ie t la n ie g m a c h ó w i p o m n ik ó w .
Lam py sodowe nadają się także do naświetlania budynków, które posiadają fasadę bądź jasną, białą (rys. 59), bądź też żółtą, stonowaną (ryc. 60). Szczególnie nadają się lampy sodowe do naświetlania budynków z niezbyt dużych odległości.
Pierwszym gmachem w W a r s z a w i e , jaski naświetlono lampami sodowymi, jest Bank Towarzystw Spółdzielczych (rys. 60). Do naświetlania fasady tego gmachu użyto dwu lamp SO 1000 umieszczonych w oprawie „SORAT“. Do naświetlania orłów, umieszczonych po obu stronach na budynku, zastosowano 2 lampy sodowe typu SO 250 w oprawie „SORA“.
Na Wystawie Międzynarodowej w Paryżu w roku ub. posługiwano się w dużym stopniu lampami sodowymi przy naświetlaniu gmachów. Tak np. z pośród całkowitej mocy zużytej do naświetlania pałacu Trocadero w w y sokości 270 kW , więcej niż połowa przypadła na lampy
Rys. 59.Hotel naśw ietlony lam pam i sodowymi.
Rys. 61.Naświetlenie pałacu Trocadero w Paryżu.
STR. 226 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr‘ 7
sodowe, które kombinowano z żarówkami w rozmaity sposób, tworząc grupy składające się np. z 1 lampy sodowej oraz 1 żarówki lub z 2 lamp sodowych i 1 żarówki itp. Każdą część gmachu traktowano przy tym indyw idualnie. Dlatego też niektóre jego części były naświetlone światłem białym (rys. 61), inne znów — światłem żółtym o różnym natężeniu (lampy sodowe i żarówki).
Rys. 62.Widok statui naświetlonej lampami sodowymi.
Jednobarwne żółte światło lamp sodowych nadaje się wreszcie również do naświetlania pomników, posągów itp. Tak np. marmur, który w świetle żarówek ma charakterystyczne zabarwienie wapna, nabiera w żółtym świetle lampy sodowej ciepłych tonów alabastru. Poza tym dampy sodowe nadają się do naświetlania przedmiotów wykonanych z piaskowca i z brązu. Na rys. 62 pokazana jest statua, wykonana z brązu, naświetlona dwiema lampami sodowymi 70-watowymi.
Na tym kończymy rozważania o lampach sodowych.
NOWINY ELEKTROTECHNICZNE.
USZKODZENIA IZOLATORÓW PRZEPUSTOWYCH ORAZ ŚRODKI ZAPOBIEGAWCZE, w urządzeniach elektrycznych należących do japońskiego towarzystwa „Tokyo Electric Light Company“ wbudowanych jest łącznie ok. 5 000 i z o l a t o r ó w przepustowych różnego ty pu; są to: izolatory porcelanowe (40%>), izolatory typu kondensatorowego (40%>), izolatory napełnione masą com- pound (17%) i wreszcie' izolatory napełnione olejem (3%). W ciągu 7 lat (od r. 1929 do r. 1936) prowadzono dokładną s t a t y s t y k ę uszkodzeń tych izolatorów, gromadząc w ten sposób ciekawy materiał informacyjny.
Ja k się okazuje, najczęściej występującym rodzajem uszkodzeń izolatorów było przedostawanie się w i l g o c i
do wnętrza przepustów — bądź na skutek z e w n ę t r z n y m
pęknięć, bądź też wskutek stopniowego p o g a r s z a n i a się stanu przekładek uszczelniających (guma, korek, ołow itp.). Najskuteczniejszy środek przeciwko powyższym zakłóceniom stanowi, jak się okazało, systematyczne, co pewien czas dokonywane, b a d a n i e izolatorów przepustowych (także ich wnętrza) oraz w y m i a n a izolatorów uszkodzonych. Kontrolę stanu izolatorów uskutecznianą za pomocą pomiaru oporności izolacji uznano, natomiast za niedostateczną. I jakkolw iek pożądany byłby bardziej prosty i mniej kłopotliwy sposób kontroli wewnętrznego stanu izolatorów, to jednak za najbardziej pewny i skuteczny sposób uznano wybudowanie co pewien czas wszystkich izolatorów przepustowych, rozebranie każdego z nich, a następnie staranne wysuszenie.
(ETZ. Zeszyt 1/1938 r.).
SILNIKI KOMUTATOROWE O SZYBKIM HAMOWANIU. Do regulacji obrotów przy napędach elektrycznych stosowane są w szerokim zakresie bocznikowe silnik i komutatorowe prądu trójfazowego z zasilaniem wirnika. Główne jego zalety, stanowią, jak wiadomo, ciągła regulacja obrotów (bez strat), możność bezpośredniego przyłączenia do sieci prądu trójfazowego oraz prostota budow y i działania, a tym samym duża pewność ruchu. Przy całym szeregu napędów, w których silniki te są stosowane (przemysł włókienniczy i papierniczy, obrabiarki itd.) wymagane jest możliwie szybkie ich zahamowanie. Przy hamowaniu przeciwprądem istnieje, jak wiadomo, obawa wzrostu obrotów silnika w kierunku przeciwnym do dotychczasowego. Otóż, chcąc tego uniknąć, stosujemy hamowanie omawianych silników przy pomocy prądu s t a ł e g o .
W tym celu do wirnika silnika, który ma być zahamowany, zostaje doprowadzony — po odłączeniu silnika od sieci prądu trójfazowego — przez dwa pierścienie ślizgowe (dwufazowo) prąd stały. Źródło prądu stałego ma tu do pokonania jedynie spadek napięcia w pierwotnym uzwojeniu silnika, który to spadek wynosi zaledwie kilka procent napięcia sieci prądu trójfazowego. Wobec tego, jako źródło prądu stałego, może być użyty nawet mały prostownik suchy.
(ETZ . Zeszyt 10/1938 r.).
OTRZYMYWANIE NA DRODZE PRZEMYSŁOWEJ GAZÓW KRYPTONU I KSENONU DO NAPEŁNIANIA ŻARÓWEK. Znane są od dłuższego czasu korzyści, jakie daje napełnianie żarówek gazami kryptonem i ksenonem. Początkowo jednak nie można było nawet marzyć o tym, aby móc używać tych gazów do fabrykacji żarówek, gdyż, jak pierwotnie przypuszczano, powietrze zawiera zaledwie 0,000005% kryptonu, oraz 0,00000059% ksenonu. Późniejsze badania w ykazały jednak, że założenia te były mylne, i że w rzeczywistości powietrze zawiera 20 razy więcej kryptonu oraz 15 razy więcej ksenonu, niż pierwotnie przypuszczano. Na początku oba te szlachetne (tj. nie wchodzące w żadne związki chemiczne z innymi ciałami) gazy otrzymywano, jako produkty uboczne przy skraplaniu azotu i tlenu. Lecz uzyskiwane tą drogą ilości obu tych gazów by ły daleko niewystarczające, aby móc nimi napełniać większe ilości żarówek.
Dlatego też została ostatnio opracowana metoda pozwalająca na otrzymywanie dużych ilości obu tych gazów na drodze p r z e m y s ł o w e j . Metoda ta polega na kolejnym „wzbogacaniu w krypton ciekłego powietrza. Dzięki temu po przejściu przez odpowiednie, dość złożone, procesy otrzymujemy ciekle powietrze zawierające od 0,3 do 0,5 /o obu gazów. Po oczyszczeniu tego powietrza od najmniejszych śladów węglowodorów, wody i tlenu następuje jego kondensacja w ciekłym azocie Przez odparowanie otrzymujemy stąd czysty krypton i ' ksenon.
(Genie c iv il t. I H /1937 r.).
POSTĘPY W BUDOWIE TRANSFORMATORÓW PRZEWOŹNYCH WIELKIEJ MOCY. Przy b R 0 W transformatorów wielkiej mocy ważne zagadnienieUc owie w i kwestia t r a n s p o r t u transformatora w gf lanoT wypełnionej olejem wraz z nabudowanymi izolatora« ' y i11 też sprawia ono konstruktorom niemało kłopotu t • t0 chodzi o transformatory, które — dla pewnych celó eU
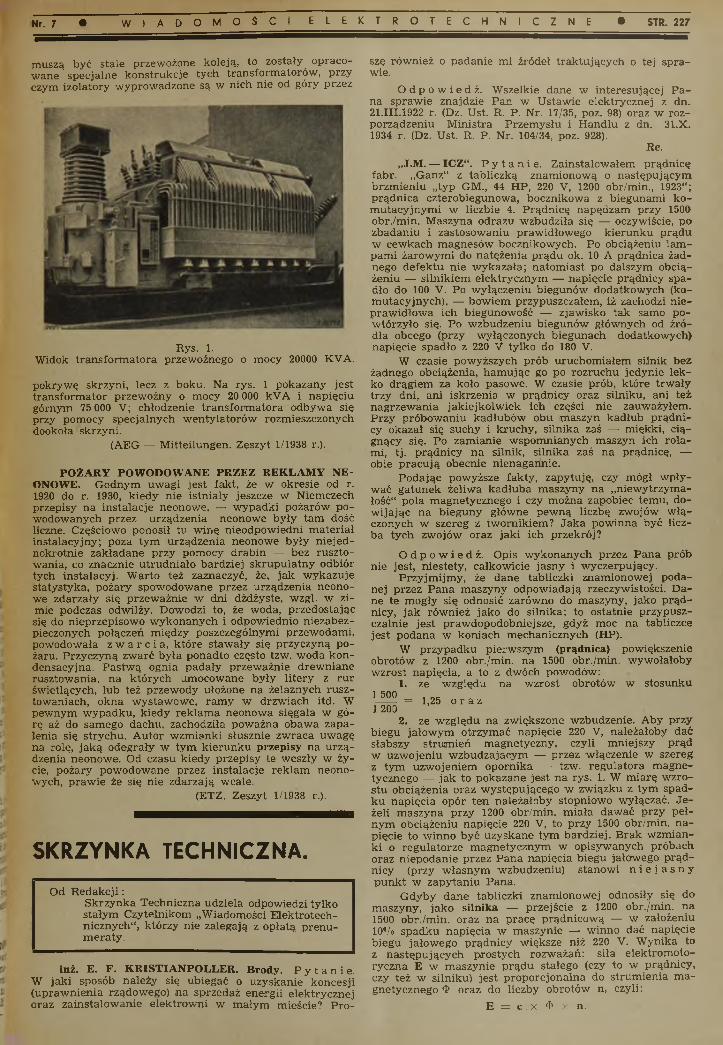
Nr. 7 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • STR. 227
muszą być stale przewożone koleją, to zostały opracow ane specjalne konstrukcje tych transformatorów, przy czym izolatory wyprowadzone są w nich nie od góry przez
Rys. 1.W idok transformatora przewoźnego o mocy 20000 K V A .
pokrywę skrzyni, lecz z boku. Na rys. 1 pokazany jest transformator przewoźny o mocy 20 000 k V A i napięciu górnym 75 000 V ; chłodzenie transformatora odbywa się przy pomocy specjalnych wentylatorów rozmieszczonych dookoła skrzyni.
(A EG — Mitteilungen. Zeszyt 1/1938 r.).
POŻARY POWODOWANE PRZEZ REKLAMY NEONOWE. Godnym uwagi jest fakt, że w okresie od r. 1920 do r. 1930, kiedy nie istniały jeszcze w Niemczech przepisy na instalacje neonowe, — wypadki pożarów powodowanych przez urządzenia neonowe były tam dość liczne. Częściowo ponosił tu winę nieodpowiedni materiał instalacyjny; poza tym urządzenia neonowe były niejednokrotnie zakładane przy pomocy drabin — bez rusztowania, co znacznie utrudniało bardziej skrupulatny odbiór tych instalacyj. W arto też zaznaczyć, że, jak wykazuje statystyka, pożary spowodowane przez urządzenia neonowe zdarzały się przeważnie w dni dżdżyste, wzgl. w zimie podczas odwilży. Dowodzi to, że woda, przedostając się do nieprzepisowo wykonanych i odpowiednio niezabezpieczonych połączeń między poszczególnymi przewodami, powodowała z w a r c i a , które stawały się przyczyną pożaru. Przyczyną zwarć była ponadto często tzw. woda kondensacyjna. Pastwą ognia padały przeważnie drewniane rusztowania, na których umocowane były litery z rur świetlących, lub też przewody ułożone na żelaznych rusztowaniach, okna wystawowe, ramy w drzwiach itd. W pewnym wypadku, kiedy reklama neonowa sięgała w górę aż do samego dachu, zachodziła poważna obawa zapalenia się strychu. Autor wzmianki słusznie zwraca uwagę na rolę, jaką odegrały w tym kierunku przepisy na urządzenia neonowe. Od czasu kiedy przepisy te weszły w życie, pożary powodowane przez instalacje reklam neonowych, prawie że się nie zdarzają wcale.
(ETZ . Zeszyt 1/1938 r.).
SKRZYNKA TECHNICZNA.Od R ed akc ji:
Skrzynka Techniczna udziela odpowiedzi tylko stałym Czytelnikom „Wiadomości Elektrotechnicznych“ , którzy nie zalegają z opłatą prenumeraty.
inż. E. F. KRISTIANPOLLER. Brody. P y t a n i e . W jak i sposób należy się ubiegać o uzyskanie koncesji (uprawnienia rządowego) na sprzedaż energii elektrycznej oraz zainstalowanie elektrowni w małym mieście? P ro
szę również o padanie mi źródeł traktujących o tej sprawie.
O d p o w i e d ź . Wszelkie dane w interesującej Pa na sprawie znajdzie Pan w Ustawie elektrycznej z dn. 21.111.1922 r. (Dz. Ust. R. P. Nr. 17/35, poz. 98) oraz w rozporządzeniu M inistra Przemysłu i Handlu z dn. 31.X. 1934 r. (Dz. Ust. R. P. Nr. 104/34, poz. 928).
Re.„J.M. — IC Z “ . P y t a n i e . Zainstalowałem prądnicę
fabr. „Ganz“ z tabliczką znamionową o następującym brzmieniu „typ GM., 44 H P , 220 V, 1200 obr/min., 1923“ ; prądnica czterobiegunowa, bocznikowa z biegunami komutacyjnymi w liczbie 4. Prądnicę napędzam przy 1500 obr./min. Maszyna odrazu wzbudziła się — oczywiście, po zbadaniu i zastosowaniu prawidłowego kierunku prądu w cewkach magnesów bocznikowych. Po obciążeniu lampami żarowymi do natężenia prądu ok. 10 A prądnica żadnego defektu nie wykazała; natomiast po dalszym obciążeniu — silnikiem elektrycznym — napięcie prądnicy spadło do 100 V. Po wyłączeniu biegunów dodatkowych (komutacyjnych), — bowiem przypuszczałem, iż zachodzi nieprawidłowa ich biegunowość — zjawisko tak samo powtórzyło się. Po wzbudzeniu biegunów głównych od źródła obcego (przy wyłączonych biegunach dodatkowych) napięcie spadło z 220 V tylko do 180 V.
W czasie powyższych prób uruchomiałem silnik bez żadnego obciążenia, hamując go po rozruchu jedynie lekko drągiem za koło pasowe. W czasie prób, które trw ały trzy dni, ani iskrzenia w prądnicy oraz silniku, ani też nagrzewania jakiejkolwiek ich części nie zauważyłem. Przy próbowaniu kadłubów obu maszyn kadłub prądnicy okazał się suchy i kruchy, silnika zaś — miękki, ciągnący się. Po zamianie wspomnianych maszyn ich rolami, tj. prądnicy na silnik, silnika zaś na prądnicę, — obie pracują obecnie nienagannie.
Podając powyższe fakty, zapytuję, czy mógł w p ływać gatunek żeliwa kadłuba maszyny na „niewytrzyma- łość“ pola magnetycznego i czy można zapobiec temu, dow ijając na bieguny główne pewną liczbę zwojów w łączonych w szereg z twomikiem? Jak a powinna być liczba tych zwojów oraz jaki ich przekrój?
O d p o w i e d ź . Opis wykonanych przez Pana prób nie jest, niestety, całkowicie jasny i wyczerpujący.
Przyjm ijm y, że dane tabliczki znamionowej podanej przez Pana maszyny odpowiadają rzeczywistości. Dane te mogły się odnosić zarówno do maszyny, jako prądnicy, jak również jako do silnika; to ostatnie przypuszczalnie jest prawdopodobniejsze, gdyż moc na tabliczcejest podana w koniach mechanicznych (HP).
W przypadku pierwszym (prądnica) powiększenie obrotów z 1200 obr./min. na 1500 obr./min. wywołałoby wzrost napięcia, a to z dwóch powodów:
1. ze względu na wzrost obrotów w stosunku1 500 . = 1,25 o r a z1 200
2. ze względu na zwiększone wzbudzenie. Aby przy biegu jałowym otrzymać napięcie 220 V, należałoby dać słabszy strumień magnetyczny, czyli mniejszy prądw uzwojeniu wzbudzającym — przez włączenie w szereg z tym uzwojeniem opornika — tzw. regulatora magnetycznego — jak to pokazane jest na rys. 1. W miarę wzrostu obciążenia oraz występującego w związku z tym spadku napięcia opór ten należałoby stopniowo wyłączać. Je żeli maszyna przy 1200 obr/min. m iała dawać przy pełnym obciążeniu napięcie 220 V, to przy 1500 obr/min. napięcie to winno być uzyskane tym bardziej. B rak wzmiank i o regulatorze magnetycznym w opisywanych próbach oraz niepodanie przez Pana napięcia biegu jałowego prądnicy (przy własnym wzbudzeniu) stanowi n i e j a s n y punkt w zapytaniu Pana.
Gdyby dane tabliczki znamionowej odnosiły się do maszyny, jako silnika — przejście z 1200 obr./min. na 1500 obr./min. oraz na pracę prądnicową — w założeniu 10°/o spadku napięcia w maszynie — winno dać napięcie biegu jałowego prądnicy większe niż 220 V. W ynika to z następujących prostych rozważań: siła elektromotoryczna E w maszynie prądu stałego (czy to w prądnicy, czy też w silniku) jest proporcjonalna do strumienia magnetycznego $ oraz do liczby obrotów n, czyli:
E = c . x i* x n.
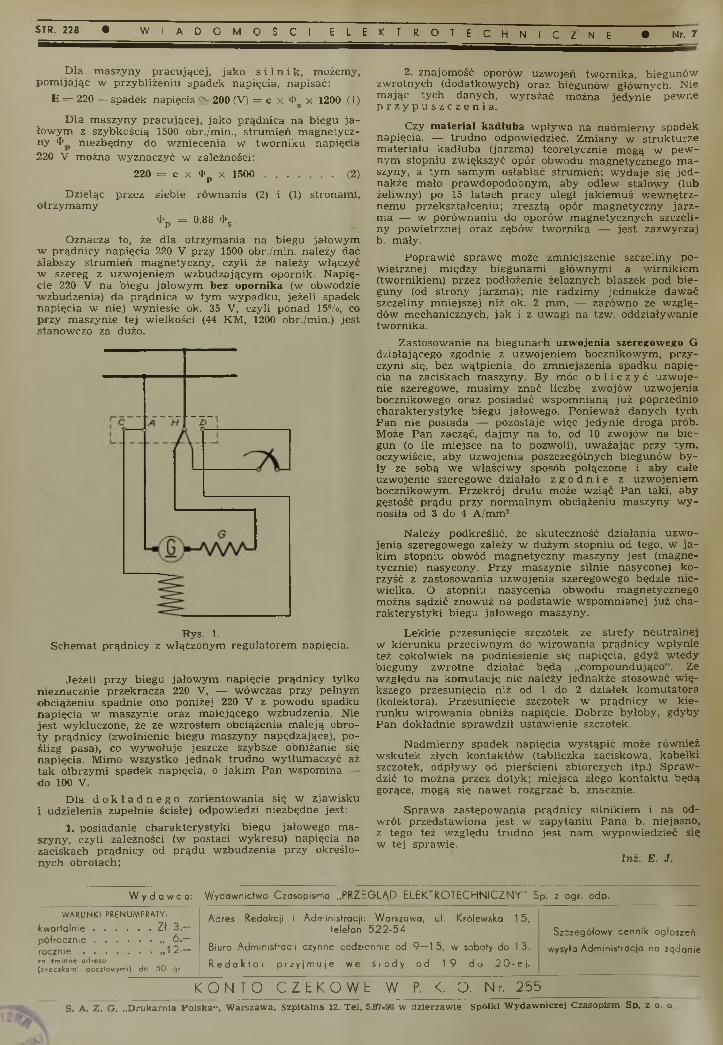
STR- 228 • W I A D O M O Ś C I E L E K T R O T E C H N I C Z N E • Nr. 7
Dla maszyny pracującej, jako s i l n i k , możemy, pomijając w przybliżeniu spadek napięcia, napisać:
E = 220 — spadek napięcia 200 (V) = c X <I>s x 1200 (1)
D la maszyny pracującej, jako prądnica na biegu ja łowym z szybkością 1500 obr./min., strumień magnetyczny <l> niezbędny do wzniecenia w tworniku napięcia 220 V można wyznaczyć w zależności:
220 = c X 4>p x 1500 .......................... (2)
Dzieląc przez siebie równania (2) i (1) stronami, otrzymamy
4«p = 0 ,88 <i>s .
Oznacza to, że dla otrzymania na biegu jałowym w prądnicy napięcia 220 V przy 1500 obr./min. należy dać słabszy strumień magnetyczny, czyli że należy włączyć w szereg z uzwojeniem wzbudzającym opornik. Napięcie 220 V na biegu jałowym bez opornika (w obwodzie wzbudzenia) da prądnica w tym wypadku, jeżeli spadek napięcia w niej wyniesie ok. 35 V, czyli ponad 15°/o, co przy maszynie tej wielkości (44 K M , 1200 obr./min.) jest stanowczo za dużo.
Rys. 1.Schemat prądnicy z włączonym regulatorem napięcia.
Jeżeli przy biegu jałowym napięcie prądnicy tylko nieznacznie przekracza 220 V, — wówczas przy pełnym obciążeniu spadnie ono poniżej 220 V z powodu spadku napięcia w maszynie oraz malejącego wzbudzenia. Nie jest wykluczone, że ze wzrostem obciążenia maleją obroty prądnicy (zwolnienie biegu maszyny napędzającej, poślizg pasa), co wywołuje jeszcze szybsze obniżanie się napięcia. Mimo wszystko jednak trudno wytłumaczyć aż tak olbrzymi spadek napięcia, o jakim Pan wspomina — do 100 V.
D la d o k ł a d n e g o zorientowania się w zjawisku i udzielenia zupełnie ścisłej odpowiedzi niezbędne jest:
1 . posiadanie charakterystyki biegu jałowego maszyny, czyli zależności (w postaci wykresu) napięcia na zaciskach prądnicy od prądu wzbudzenia przy określonych obrotach;
2 . znajomość oporów uzwojeń twornika, biegunów zwrotnych (dodatkowych) oraz biegunów głównych. Nie mając tych danych, wyrażać można jedynie pewne p r z y p u s z c z e n i a .
Czy materiał kadłuba wpływa na nadmierny spadek napięcia, — trudno odpowiedzieć. Zmiany w strukturze materiału kadłuba (jarzma) teoretycznie mogą w pewnym stopniu zwiększyć opór obwodu magnetycznego maszyny, a tym samym osłabiać strumień; wydaje się jednakże mało prawdopodobnym, aby odlew stalowy (lub żeliwny) po 15 latach pracy uległ jakiemuś wewnętrznemu przekształceniu; zresztą opór magnetyczny jarzma — w porównaniu do oporów magnetycznych szczeliny powietrznej oraz zębów twornika — jest zazwyczaj b. mały.
Poprawić sprawę może zmniejszenie szczeliny powietrznej między biegunami głównymi a w irnikiem (twornikiem) przez podłożenie żelaznych blaszek pod bieguny (od strony jarzma); nie radzimy jednakże dawać szczeliny mniejszej niż ok. 2 mm, — zarówno ze względów mechanicznych, jak i z uwagi na tzw. oddziaływanie twornika.
Zastosowanie na biegunach uzwojenia szeregowego G działającego zgodnie z uzwojeniem bocznikowym, przyczyni się, bez wątpienia, do zmniejszenia spadku napięcia na zaciskach maszyny. B y móc o b l i c z y ć uzwojenie szeregowe, musimy znać liczbę zwojów uzwojenia bocznikowego oraz posiadać wspomnianą już poprzednio charakterystykę biegu jałowego. Ponieważ danych tych Pan nie posiada — pozostaje więc jedynie droga prób. Może Pan zacząć, dajmy na to, od 10 zwojów na biegun (o ile miejsce na to pozwoli), uważając przy tym, oczywiście, aby uzwojenia poszczególnych biegunów były ze sobą we w łaściwy sposób połączone i aby całe uzwojenie szeregowe działało z g o d n i e z uzwojeniem bocznikowym. Przekrój drutu może wziąć Pan taki, aby gęstość prądu przy normalnym obciążeniu maszyny w y nosiła od 3 do 4 A/mm2.
Należy podkreślić, że skuteczność działania uzwojenia szeregowego zależy w dużym stopniu od tego, w ja kim stopniu obwód magnetyczny maszyny jest (magnetycznie) nasycony. Przy maszynie silnie nasyconej korzyść z zastosowania uzwojenia szeregowego będzie niewielka. O stopniu nasycenia obwodu magnetycznego można sądzić znowuż na podstawie wspomnianej już charakterystyki biegu jałowego maszyny.
Lekkie przesunięcie szczotek ze strefy neutralnej w kierunku przeciwnym do w irowania prądnicy wpłynie też cokolwiek na podniesienie się napięcia, gdyż wtedy bieguny zwrotne działać będą „compoundująco“ . Ze względu na komutację nie należy jednakże stosować w iększego przesunięcia niż od 1 do 2 działek komutatora (kolektora). Przesunięcie szczotek w prądnicy w kierunku w irowania obniża napięcie. Dobrze byłoby, gdyby Pan dokładnie sprawdził ustawienie szczotek.
Nadmierny spadek napięcia wystąpić może również wskutek złych kontaktów (tabliczka zaciskowa, kabelki szczotek, odpływy od pierścieni zbiorczych itp.) Spraw dzić to można przez dotyk; miejsca złego kontaktu będą gorące, mpgą się nawet rozgrzać b. znacznie.
Sprawa zastępowania prądnicy silnikiem i na odwrót przedstawiona jest w zapytaniu Pana b. niejasno, z tego też względu trudno jest nam wypowiedzieć się w tej sprawie.
Inż. E. J.
W y d a w c a : Wydawnictwo Czasopism a „ P R Z E G L Ą D E L E K T R O T E C H N IC Z N Y ” Sp. z ogr. odp.
W A R U N K I P R E N U M E R A T Y :
k w a rta ln ie ....................... Z ł 3 .—p ó łro c z n ie ........................... . 6 .—r o c z n ie ............................„ 1 2 -—za zm ian ę adresu(zn aczka m i pocztow ym i) do 5 0 gr.
Adres Redakcji i Administracji: Warszawa, ul. Królewska 15, telefon 5 2 2 -5 4
Biuro Administracji czynne codziennie od 9 —1 5, w soboty do 1 3.
R e d a k t o r p r z y j m u j e we ś r o d y od 1 9 d o 2 0 - e j .
Szczegółowy cennik ogłoszeń
wysyła Administracja na żgdanie
K O N T O C Z E K O W E W P. K. O. Nr. 255S. A. Z. G. „Drukarnia Polska", W arszawa, Szpitalna 12. Tel. 5.87-98 w dzierżaw ie Spółki W ydawniczej Czasopism Sp. z o. o
i,


























![Oslobođenje [broj 23775 djelimičan, 18.2.2013]](https://img.pdfslide.tips/doc/110x75/577cbc971a28aba7118dae7d/oslobodenje-broj-23775-djelimican-1822013.jpg)