Embed Size (px)
Citation preview

1 Documentación preparada por: A. Rubín (Enero 2002)
SOLDADURA DE PUNTOS POR RESISTENCIA
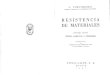
La soldadura eléctrica por resistencia, se funda en algo tan antiguo como la forja que hacían los herreros en casi todos los pueblos: Primero forjaban manualmente: Con la fragua producían el calor, lo que hoy se consigue con la corriente: y con el martillo, realizaban la soldadura; lo que hoy se consigue con los electrodos y las pinzas: Mas tarde se fue desarrollando el sistema, y forjaban con el martillo pilón, llegando a los procesos automatizados que existen en la actualidad.La soldadura por resistencia: Es un proceso en el que se ponen en contacto dos chapas metálicas, fuertemente apretadas una contra otra y se hace pasar a través de la unión, una fuerte corriente eléctrica: la resistencia que forma la unión de las dos chapas al paso de la corriente hace que se desarrolle el calor suficiente, para que se fundan superficialmente las piezas en su punto de contacto, y se realice el punto de soldadura. La soldadura, o ciclo de un punto por resistencia, se llama secuencia. Una secuencia sencilla, de soldadura por resistencia se compone de cuatro fases.Acercamiento. Tiempo de soldadura.Intensidad de soldadura. Forja.En las siguientes figuras, se muestran dos secuencias de soldadura por resistencia, una secuencia, sencilla, de cuatro fases: Letra A, capaz de soldar aceros normales, con suficiente Calidad: siempre que los parámetros estén correctamente ajustados. La secuencia de la letra B, es una secuencia de seis fases, que se puede aplicar a la soldadura de los mismos aceros que la secuencia de la letra A, pero seria complicar la soldadura, sin obtener ningún beneficio: Esta secuencia tiene mejor aplicación en la soldadura de aceros especiales, aceros revenidos, aceros con recubrimiento de, zinc o galvanizado, entre otros.Tenemos que tener en cuenta que cuanto más se compliquen las secuencias, mayores serán los problemas que tengamos en el proceso de soldadura.
a s f a p s r f
Fig A Fig B
(a). Acercamiento. Es el tiempo que transcurre desde que el autómata transmite la señal de maniobra (Cierre de la pinza de soldadura) y entra el tiempo programado en (s).
(s). Soldadura. Es la cantidad de tiempo, que esta pasando la Intensidad de corriente que nosotros programamos, esta Intensidad nosotros la programamos en períodos de tiempo: o milisegundos: cincuenta períodos, son un segundo de tiempo.
Intensidad de soldadura. Es la intensidad de corriente que esta pasando, el tiempo que nosotros tenemos programado en (s). Esta intensidad, en unos equipos, se programa en
- 1 -

2 Documentación preparada por: A. Rubín (Enero 2002)
tanto por % de la potencia del transformador de soldadura correspondiente al punto que queremos soldar: y en otros equipos, se programa directamente, en Kilo/Amperios.
(f) Forja. Es un tiempo en el que las pinzas siguen cerradas, apretando las piezas, con los electrodos, después de haber terminado de pasar la intensidad, programada en (s), para cristalizar el punto: Esta fase también se conoce, como. EnfriamientoEstos cuatro parámetros que intervienen en la consecución de una secuencia, como la de la letra A, nos dan multitud de combinaciones para conseguir un punto de soldadura en un tiempo lo mas corto posible; de hay, la importancia de que estos parámetros, estén bien regulados.
La secuencia de la letra B tiene dos fases mas, que en la secuencia de la letra A, las fases de las letras, (p) y (r).
(p) Precalentamiento: La rampa de precalentamiento de la secuencia B, es un tiempo durante el cual una corriente de menor intensidad que la de soldadura, pasa a través de las piezas.Este precalentamiento, en la soldadura de aceros, zincados y galvanizados tiene por finalidad romper la capa de zinc, antes de pasar la intensidad de soldadura: Hace el mismo efecto, de cuando pisamos un charco con el zapato; el agua se retira de bajo del zapato; y mientras no levantemos el pie, la parte que esta debajo del zapato no esta mojada. (El zinc funde a 420º C).Y lo mismo en los aceros revenidos, esta rampa rompe la fina capa de óxido o calamina: y en los dos ejemplos; al quitar esta capa se asegura, un contacto lo más perfecto posible entre las chapas a soldar.
(r) Revenido: Lo mismo que en la letra (p), una corriente de menor intensidad que la de soldadura circula entre las piezas: Esta fase de la secuencia, tiene aplicación para la soldadura de aceros especiales, hace que los puntos se enfríen lentamente, tenemos que tener en cuenta que los electrodos al soldar el punto de soldadura, siguen apretando el tiempo programado en (f) (forja) y enfriando rápidamente el punto soldado, debido a la refrigeración, que mantiene el electrodo frió.
Acercamiento. (a). En este parámetro intervienen factores ajenos, al tiempo que nosotros programamos en condiciones normales: Estos factores, pueden ser; que él embolo del cilindro que soporta el electrodo tenga rozamiento; Otro que tengamos fugas de aire entre la válvula y el cilindro, otro que la carrera del cilindro, o los porta electrodos sean cortos, otro que las juntas del cilindro estén deterioradas, y el aire o el aceite se repase entre las camaras del cilindro. Cualquiera de estos fallos hace que un cierre del cilindro, mas lento de lo programado, nos consuma una parte del tiempo que tenemos programado en, (s), para que este pasando corriente, por lo que el punto no tendrá las medidas exigibles.Es muy importante a tener en cuenta: Que los tiempos programados son fijos, ningún tiempo espera al anterior.Siendo esto así, es fácil comprender que el tiempo, (a), es de mucha importancia.¿ Que pasa si programamos en el acercamiento, (a) mas tiempo del necesario? Lo que pasa, es que la pinza esta esperando cerrada, a que se gaste el tiempo sobrante de, (a), para entrar el tiempo de soldadura, (s), y por lo tanto, aumentando el ciclo de soldadura.Actualmente, en los procesos de soldadura por resistencia, para asegurar, que cuando entra el tiempo de soldadura (s), la pinza se encuentra con la presión suficiente, como para realizar un punto de Calidad, se montan válvulas proporcionales, y presostatos
- 2 -

3 Documentación preparada por: A. Rubín (Enero 2002)
conectadas/dos, al autómata, que no comienzan ha contar el tiempo programado en (s) , hasta que no se alcanza la presión programada.El tiempo de soldadura, (s), se puede combinar con la intensidad de corriente, que se necesita para soldar un punto.Para conseguir un punto, de una medida determinada, se necesita una cantidad de calor fija, si la cantidad de calor es menor de la necesaria el punto será pequeño si es mayor, la huella que deje en la pieza será profunda.
La cantidad de calor necesaria para soldar un punto, se puede conseguir haciendo pasar menos Intensidad en mas tiempo, o más Intensidad en menos tiempo, (s).
Forja. (f): Como ya hemos dicho antes, este parámetro entra en funcionamiento una vez ha terminado el tiempo de soldadura (s), en la secuencia de la letra A: Y en la secuencia de la letra B este parámetro entra al finalizar el tiempo de revenido letra (r). Al seguir los electrodos, apretando las piezas, se consigue que el punto se solidifique, sin poros, ni fisuras, y también, si las piezas se soldaron forzadas haciendo ballesta, esto hace que el punto no se suelte, en el momento en que termina de pasar la intensidad, programada en (s).Si no tuviésemos nada de tiempo programado en la forja; o enfriamiento, en el instante, en que termine el tiempo, de soldadura, programado en (s) las pinzas, se abren. Otro valor muy importante en la soldadura por resistencia es la presión que ejercen las pinzas de soldadura, en la punta de los electrodos.
El valor de la resistencia, esta en relación inversa, con el valor de la presión en los electrodos: o sea, a mayor presión, menor resistencia en la unión de las chapas, o lo que es lo mismo cuanto mayor sea la presión que ejercen los electrodos, en las chapas, mayor tiene que ser la intensidad, para conseguir un punto de soldadura. La Calidad del punto de soldadura se asegura mejor, trabajando con la presión de los electrodos alta: Si trabajamos con presiones bajas, corremos el riesgo de que el punto soldado salga con poros, y fisuras.
- 3 -

4 Documentación preparada por: A. Rubín (Enero 2002)
La presión adecuada, para soldar chapas por resistencia deberia estar: Para chapa de 2 mm, de espesor, de 320, a 400 kg. Para chapas de 3 mm de espesor de 800 a 900 Kg.La distancia entre puntos, también tiene mucha importancia: En los procesos de soldadura por resistencia, la distancia entre puntos, esta regulada en los planos, pero nunca deberia ser inferior a como explica la fig Nº 1, distancias inferiores originan, por un lado, derivaciones de corriente, y por otro, el que con la misma pinza, la misma lamela, (conductor de corriente) y el mismo transformador, tengamos distinta intensidad para puntos iguales. En la Fig Nº 1, y a continuación, se dan ejemplos, y formulas, de distancias entre puntos, y bordes de chapas, según los espesores a soldar.
La distancia entre dos puntos de soldadura por resistencia: Es la longitud, p de la fig Nº 1, conocida ( paso ) y viene dada por las siguientes formulas:p = 12 e mm, para espesores inferiores a 3 milímetros. Por lo que sí soldamos dos chapas de 3 mm, la distancia, p seria, 12 X 3= 36 mm.p = 13 e + 4, para los espesores superiores a 3 milímetros. Si soldamos chapas de 4 mm la distancia, p sera, 13 X 4 + 4 =56 mm. (En estas formulas e representa el espesor de cada chapa).La distancia. L del centro del punto, al borde de la chapa, viene dada por la formula. L = 2 e + 4, por lo que sí soldamos chapas de 3 mm de espesor, del centro del punto al borde de la chapa tiene que haber 3 + 3 + 4 = 10 mm.
Cuando se sueldan 3 chapas, la distancia la p, entre dos puntos viene dada por las formulas siguientes: p = 16e mm, para espesores inferiores a 3 mm: Por lo que sí soldamos chapas de 3 mm, de espesor, la distancia p sera 16 X 3 = 48 mm.
p = (18e + 4) mm, para espesores superiores a 3 mm: Por lo que sí soldamos chapas de 4 mm, de espesor la distancia p sera, 18 X 4 + 4 = 76 mm.
Otros valores que intervienen en la consecución de un buen punto de soldadura por resistencia, es la alineación de los electrodos, en la Figura Nº2, tenemos un electrodo bien alineado, por lo que la lenteja esta bien centrada.
- 4 -

5 Documentación preparada por: A. Rubín (Enero 2002)
En la Figura Nº3, tenemos los electrodos desalineados por lo que la lenteja esta desplazada de su centro, y la penetración es inferior; esta desalineación de los electrodos se detecta con solo cerrar las pinzas, los electrodos no quedan enfrentados.El aislamiento de las pinzas, lamelas* de dos polos, y bases porta electrodos, tienen que estar correctamente aisladas, si esto no es así se producen derivaciones de corriente, derivaciones que también afectan a los cilindros.
Al estar estos en continuo movimiento se produce chisporroteo, que gripa los vástagos, y camisas de los cilindros, las juntas de los cilindros al deslizarse por la camisa rayada también se estropean.En la soldadura por resistencia, la única resistencia que nos interesa aprovechar, es la resistencia de la junta, entre pieza, y pieza: La resistencia 3 de la fig Nº 12, y por lo tanto no nos interesa eliminarla, el resto de las resistencias tenemos que eliminarlas. La refrigeración en la soldadura por resistencia es algo fundamental, en la figura Nº4 tenemos, un electrodo, un porta electrodo, y la caña de refrigeración, es importante que la caña llegue hasta el final del porta electrodo, esto hace que no se forme una burbuja de aire en la parte superior, impidiendo la circulación del agua, y por tanto la refrigeración del electrodo.Si el electrodo esta bien refrigerado tiene una vida mucho más larga, su diámetro se mantiene mas tiempo, lo mismo que el punto de soldadura, no debemos olvidar, que a medida que aumenta el diámetro del electrodo disminuye el diámetro del punto de soldadura: Para la misma intensidad.La refrigeración debe estar controlada, y las pinzas de soldadura deben tener unos caudalímetros independientes, que visualmente, nos informan de cuantos litros/minuto pasan, y a que temperatura.Una buena refrigeración seria. Transformadores 12. L/minuto. Lamelas y Bases porta electrodos 8. L/minuto. Chiristores 6.L/minuto, la temperatura del agua no deberia pasar de, 17º C.En los procesos de soldadura por resistencia, en los que los cilindros de soldadura son neumáticos, es muy importante mantener los equipos de mantenimiento, con aceite, y siempre funcionando, si esto no es así, las camisas de los cilindros se calientan, y las juntas se resecan, y se deterioran, por lo que el tiempo (a) de cierre de las pinzas, aumenta.Si en el proceso de soldadura por resistencia, los cilindros son hidráulicos, y el proceso es continuo, es necesario refrigerar el aceite, si no se refrigera la temperatura del aceite puede llegar a los 90º, haciendo que las juntas de los cilindros se deterioren, una temperatura adecuada seria entre 45 y 50º. En la soldadura por resistencia, frecuentemente ocurren cosas, como que los puntos cada vez son más pequeños, los electrodos y los parámetros son los mismos que cuando los puntos estaban bien, lo que puede estar ocurriendo, es que la lamela se nos este rompiendo, o si son lamelas de dos polos estos estén comunicados en su interior, también puede ser que la lamela este mal montada, si una lamela se deja mal montada, de momento puede soldar, pero a medida que se calienta, en la parte que hace mal contacto (por que no se apretó bien el tornillo, por que esta mal aislada, por que esta rozando en una parte metálica) se comienza a crear una capa de oxido de cobre que hace de aíslante, llegando al punto de fusión, en esa zona, y esto hace que la lenteja del punto soldado comience a disminuir paulatinamente, hasta desaparecer.Otra cosa bastante frecuente en la soldadura por resistencia, es la de estar saliendo los puntos de soldadura bien, y comenzar estos a dejar una huella cada vez mas profunda, y al mismo tiempo escupir material del punto de fusión hacia el exterior.
*Conductores de la corriente de soldadura entre el transformador y la pinza de soldadura.
- 5 -

6 Documentación preparada por: A. Rubín (Enero 2002)
Esto con bastante seguridad, es debido a que tenemos poca presión en los electrodos, causada esta disminución de presión, por el mal funcionamiento del cilindro, si el circuito es neumático; es posible que el equipo de mantenimiento, no tenga aceite, las juntas del embolo del cilindro están deterioradas, y el aire en el caso de un circuito neumático, o el aceite en el caso de un circuito hidráulico sé esta repasando; pasa de una camara a la otra, haciendo que la presión en los electrodos disminuya.
SOLDADURA DE PROTUBERANCIAS
La soldadura de protuberancias es una variante de la soldadura por puntos, la diferencia más importante, esta en que los puntos de soldadura se hacen al estampar, en una de las piezas a soldar, Figura Nº5.Si las piezas ha soldar, son de distintos espesores, las protuberancias se deben embutir en la pieza de mayor espesor.
Figura Nº 5
La presión de los electrodos esta condicionada con el espesor de la chapa y la cantidad de protuberancias que soldemos en cada secuencia: Nunca la presión de los electrodos debe deformar las protuberancias, y estas deben tener las alturas lo más homogéneas que sea posible; Si las alturas son diferentes al iniciarse la soldadura, toda la intensidad programada, repercute sobre las protuberancias que están sentadas, por lo que escupiran material candente, de la parte de las protuberancias que primero asientan.Tampoco se debe intentar hacer sentar las protuberancias, por la fuerza del electrodo, estas deben quedar sentadas en la estampación.Las protuberancias se tienen que soldar con un tiempo de soldadura (S), lo mas corto posible.La Intensidad de soldadura, tiene que ser alta, el tiempo de acercamiento (a), lo mas ajustado posible, el tiempo de forja (f), no se necesita que sea mas alto que para soldar un punto.
- 6 -

7 Documentación preparada por: A. Rubín (Enero 2002)
Es importante que estos parámetros estén bien compensados, la protuberancia se tiene que soldar sin deformar su configuración, se tiene que soldar el relieve, y no toda la superficie de la pieza; y esta superficie es la que se suele soldar, cuando estos parámetros están mal combinados. Cuando se sueldan tuercas por protuberancias es cuando más se nota si los parámetros de presión, tiempo, intensidad, no están bien regulados: Si la tuerca se calienta mas de lo debido, y la presión es excesiva, los hilos del paso de la tuerca se cierran, y luego se tienen dificultades para roscar el tornillo.En la soldadura por protuberancias, la refrigeración es lo mismo de importante, que en la soldadura por putos, así como el aislamiento de pinzas, y lamelas. Soldadura con impulsos: Los equipos de soldadura por resistencia nos permiten soldar con tantos impulsos como creamos necesario, o sea repetir el punto, una o dos veces sin que la pinza de soldadura se abra. En la soldadura de protuberancias por resistencia para soldar por impulsos, es mas complicado, que en la soldadura por puntos. Si damos dos impulsos, tenemos que tener una válvula proporcional, que nos dé, el primer impulso, a una presión mucho más baja, (para no deteriorar el resalte,) que la que necesitamos para el segundo impulso, que es la presión real de soldadura, pero se tiene que programar un espacio de tiempo entre impulso e impulso, para dar tiempo al cilindro a cargar la presión necesaria, para soldar el segundo impulso: que es en realidad el que hace la lenteja que queremos realizar.En la soldadura, por resistencia, los impulsos, se emplean en la soldadura de aceros especiales, aceros recubiertos de zinc, revenidos, y galvanizados.En la soldadura de protuberancias se puede hacer lo mismo, para la soldadura de estos aceros especiales, pero siempre, teniendo los medios de asegurar, que el primer impulso se realiza a baja presión, para no deteriorar los relieves.
En la soldadura de protuberancias: El primer impulso se da con una intensidad, y presión muy baja, solo para limpiar la superficie de calamina, óxido, zinc, entre otros: Lo que se pretende, es que el segundo impulso encuentre la superficie limpia. Variación de la forma del punto de soldadura: El perfil mas o menos en forma de elipse y las dimensiones del punto de soldadura dependen principalmente del espesor de las chapas que se sueldan, y del diámetro d de los dos electrodos que se emplean. Además depende también de la rapidez de la soldadura: una soldadura lenta con una aportación de corriente prolongada, hace que el punto de soldadura sea mayor, el diámetro d del electrodo influye haciendo mayor el punto de soldadura, a medida que aumentamos el diámetro del electrodo aumentamos el punto de soldadura, si este aumento lo compensamos con la intensidad, o con el tiempo de soldadura.
Cuando el diámetro d de los electrodos es mayor que el espesor de las dos planchas juntas, la elipse del punto es muy acusada. Fig Nº 6.
- 7 -

8 Documentación preparada por: A. Rubín (Enero 2002)
Cuando el diámetro d de los electrodos es pequeño con relación al espesor de las chapas a soldar la elipse se deforma y tiende hacia una forma rectangular. Fig Nº 7.Si variamos el diámetro d de cada electrodo con relación al espesor de las chapas a soldar, la forma del punto es rectangular por el lado del electrodo de menor diámetro, y lenticular por el lado del electrodo de mayor diámetro. Fig Nº 8. Cuando las chapas a soldar son de distintos espesores, y los electrodos del mismo diámetro el perfil del punto es irregular. Para lograr un perfil regular con forma de elipse los electrodos tienen que ser de distinto diámetro, y su diámetro d depende del espesor de la plancha sobre la que estén, debiendo ser el electrodo de mayor diámetro el que este sobre la chapa mas gruesa.Una formula muy aproximada para calcular el diámetro d de los electrodos es la siguiente. El diámetro de cada uno de los electrodos debe ser él d= 2 e + 4 doble que el espesor de la plancha sobre la que esta, más 4 mm.
En la Fig Nº 9 se representa, lo que se conoce como diámetro d de la punta del electrodo, y diámetro D cuerpo del electrodo.Ejemplo. Tenemos una chapa de 2,5 mm, y otra de 1,7 mm, el diametro (d) del electrodo que tenemos que utilizar, para soldar la chapa de 2,5 mm, seria de 2,5 + 2,5 + 4 = 9 mm. El diametro (d) del electrodo que tenemos que utilizar para soldar la chapa de 1,7 mm, seria de 1,7 + 1,7 + 4 = 7,4 mm.Controles de soldadura: Los controles de los parámetros de soldadura por resistencia, son de formas distintas, unos se controlan directamente del mismo control, otros de un Ordenador, pero en el fondo todos regulan y controlan lo mismo: Y todos disponen de suficientes funciones, como para cubrir todas las necesidades que se presenten al realizar un punto de soldadura por resistencia.Los controles de soldadura aseguran el paso de la corriente necesaria para obtener un punto de soldadura con una buena Calidad, pero no aseguran que esta Calidad se haya conseguido, en la Fig Nº 10 tenemos un ejemplo.En la letra A la intensidad se ha convertido en calor útil para adaptar la pieza superior a la inferior, pero no para hacer la lenteja deseada.En la letra B sé soldo correctamente, y en los dos casos el control informa que ha pasado la misma intensidad, por lo que hace pensar que las lentejas del punto son iguales Los controles de soldadura, cuentan el tiempo unos en milisegundos, otros, en períodos. 1 período = a 20 milisegundos En la tabla siguiente, se dan unos datos aproximados, de que diámetro de electrodos emplear, según los espesores de las piezas a soldar, así como presiones, intensidades, tiempos, y tipos de soldadura, rápida o lenta , esto es muy importante a tener en cuenta a la hora de regular los tiempos de soldadura, con tiempos de soldadura cortos (soldadura rápida) es mucho mas difícil de ajustar un proceso de soldadura por resistencia.
- 8 -

9 Documentación preparada por: A. Rubín (Enero 2002)
Con tiempos largos (soldadura lenta) es mucho más fácil conseguir Calidad en los puntos soldados: y seguridad en el proceso.
Fig Nº 10
En la soldadura por resistencia, nos podemos encontrar, con que la especificación nos pide, que en una de las caras no podemos dejar ninguna huella, como muestra la Fig Nº 11: Esto nos obliga ha emplear en la cara que no podemos dejar huella un electrodo de mayor diametro, con lo que la lenteja se acerca al electrodo de menor diametro, haciendo que el centro de la elipse quede fuera de la union de las dos chapas: Para cumplir con la especificación, en lo que al diametro de la lenteja se refiere, tendremos que trabajar con una intensidad más alta, que la que sé emplearia si los electrodos fuesen iguales.
Fig Nº 11
Resistencias a tener en cuenta al realizar un punto de soldadura: Las resistencias que se generan al realizar un punto de soldadura, son lo que dan el nombre al procedimiento.
- 9 -

10 Documentación preparada por: A. Rubín (Enero 2002)
En la soldadura por resistencia, esta se produce en la zona de contacto de los electrodos con las piezas a soldar, y de las piezas entre sí. Sí la junta entre estas piezas uese perfecta: si formasen como una sola pieza, la resistencia seria nula, y no se produciría calor por lo que seria imposible formar un punto de soldadura, o lo que conocemos como lenteja.
Las resistencias eléctricas a tener en cuenta al realizar un punto de soldadura por resistencia son 5, las que se señalan en la Fig Nº 12, entre la pieza A y B.
Pieza A Pieza B
R1 = Resistencia en la junta entre el electrodo superior y la pieza A.R2 = Resistencia interior de la pieza A.R3 = Resistencia en la junta entre la pieza A y la pieza B.R4 = Resistencia interior de la pieza B.R5 = Resistencia en la junta, entre la pieza B y el electrodo inferior.
De manera que la resistencia total a tener en cuenta es la suma de las cinco.De las cinco resistencias, las que menor importancia tiene son las R2 y la R4. Estas
dos resistencias, con relación a las otras son casi nulas.Dos resistencias que son importantisimas son las R1 y R5, entre las puntas de los
electrodos, y las chapas a soldar, dependiendo del estado de la superficie de las chapas, oxido, aceite, y otros, puede incluso hacer imposible la soldadura.
La presión de los electrodos sobre las chapas ayuda a romper la capa de estas resistencias: Pero la presión también hace que se genere menos resistencia en la R3, o sea la resistencia entre pieza, y pieza, que es la única que interesa aprovechar.
Si la superficie de las chapas esta rugosa en la parte donde hacen contacto los electrodos, se produce también un aumento de la resistencia, lo que provoca el “pegado” de los electrodos, y además hace que el metal en fusión sea escupido; y el asiento de los electrodos deteriorado.
Según lo expuesto, tenemos que reducir todas las resistencias menos una, que es la que genera la lenteja del punto de soldadura, la R3.
- 10 -
Fig Nº12

11 Documentación preparada por: A. Rubín (Enero 2002)
Soldadura por Resistencia de Galvanizado y Zincado: La soldadura por resistencia de Galvanizados y Zincados, presenta una gran diferencia con la soldadura de chapas sin tratar, en algunos casos dependiendo de los espesores del Galvanizado y del Zincado, puede no ser posible realizar la soldadura.
Un espesor en el Zincado, y Galvanizado, con una media de 13 µm, es bastante fácil de soldar, otra cosa es el mantenimiento de los electrodos.
Espesores de Zincado y Galvanizado con medias de 25 µm, también se puede soldar, pero requiere un mantenimiento mucho más frecuente de los electrodos, estos se contaminan mucho mas, que si soldamos espesores de 13 µm.
Los electrodos, en la soldadura de chapas Galvanizadas o Zincadas, se contaminan mucho más rápido, que en chapas sin protección, (se contaminan mas cuanto mayor sea el recubrimiento de las chapas) se contamina el asiento d del electrodo, por lo que la lenteja del punto de soldadura si no se cambia o se afila el electrodo, disminuye su diámetro mucho más rápido, que en chapas sin tratar superficialmente.
Para evitar un gran consumo de electrodos, en las soldaduras de chapas con recubrimiento de Zinc, o Galvanizado se deben emplear afiladores de electrodos, esto ahorra dinero en los electrodos, y tiempo en los cambios, que también es dinero.
Para utilizar afiladores de electrodos en automático, los cilindros tienen que estar gobernados por una válvula proporcional, la presión de afilado, dependiendo de los afiladores, es un 70 % menor que la presión de soldadura.
Debido a la contaminación del asiento del electrodo, (diámetro d de la fig Nº 9) es aconsejable utilizar electrodos con el asiento d al mínimo que sea posible, para la consecución de la lenteja de soldadura, así las posibilidades de que el asiento se contamine son inferiores
Sí los parámetros de soldadura. Presión, intensidad, refrigeración, están bien regulados, y los espesores del Galvanizado o Zincado están entre 9 y 13 µm, en espesores de entre 1,7 y 2,5 mm, se pueden soldar con los electrodos sin cambiar, ni afilar, 400 puntos, con una fiabilidad total.
La presión en los electrodos para soldar chapa Zincada, en espesores de 1,7 mm, no debe ser inferior a 350 Kg; y para espesores de 2,5 mm de 500 Kg, y la Intensidad, media aproximada, para estos mismos espesores, y aceros sera de 9,5 Kilo/Amperios. Estos espesores se pueden soldar con electrodos de 7 mm, en el diámetro de asiento d de la fig Nº 9: Y conseguir una lenteja en el punto soldado de 6 mm de diametro. Tanto la presión, como la intensidad, para soldar los mismos espesores en aceros que no estén recubiertos, disminuye considerablemente, un 10 % mínimo; así como el mantenimiento, y los repuestos: Lo contrario, que la Calidad de la soldadura, esta, aumenta en mas de un 10 %.
Resistividad y resistencia de contacto para los aceros recubiertos.
El desarrollo de una soldadura por puntos, resulta de un calentamiento por el efecto Joule durante el paso de una corriente. Este efecto generalmente es máximo en la zona de contacto entre chapa y chapa: Y es precisamente aquí donde se forma un núcleo, la llamada lenteja, que tiene que tener un diametro mínimo para cumplir con la especificación del producto.
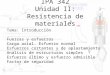
Intensidad de soldadura y repartición de la densidad de corriente: En el caso de los aceros recubiertos, la resistividad de las capas de zinc o bien de aluminio, es inferior a la del acero sin recubrir; el efecto Joule adquiere un valor menor y por lo tanto obliga a aumentar la intensidad de la corriente para compensar la falta de
- 11 -

12 Documentación preparada por: A. Rubín (Enero 2002)
resistividad en la zona de contacto de las chapas revestidas: El diagrama de la Fig Nº 13 nos aclara esta diferencia entre aceros recubiertos y aceros desnudos.
Fig Nº 13
La intensidad, y la presión se tiene que variar con el diámetro de asiento del electrodo: A mayor diámetro (d) de asiento mas presión, y más Intensidad, para conseguir la misma lenteja, del punto de soldadura.
El diámetro (d) de la punta del electrodo, debe ser superior a la lenteja que queremos conseguir, no podemos pretender conseguir lentejas en los puntos de soldadura, superiores a los diámetros de los electrodos con los que estamos soldando: cuando los electrodos están recién cambiados, y los parámetros que intervienen en la soldadura están correctamente ajustados, la lenteja sale con mas diámetro que el del electrodo, pero esto no es fiable, ni seguro, no es aconsejable mantener esta diferencia como norma de trabajo, esta diferencia en el diametro es consecuencia de la perfección del asiento del electrodo.
ELECTRODOS MEZCLADOS CON DIAMETROS (d) DE LA Fig Nº 9 DITINTOS: Esto es peligroso: En una parte de un proceso de soldadura por resistencia, se pueden emplear pinzas, que suelden con electrodos, de distintos diámetro (d). Estos electrodos se tienen que tener perfectamente separados e identificados: si no los tenemos controlados, y donde tenemos parámetros de soldadura ajustados para
- 12 -

13 Documentación preparada por: A. Rubín (Enero 2002)
electrodos de 7 mm, por una mezcla de electrodos incontrolada, colocamos electrodos de 9 mm, los puntos que se suelden con esos electrodos, saldrán pequeños en el momento del cambio, y poco más tarde saldrán sin soldar, es muy importante que los electrodos no estén mezclados, el proveedor tiene que ser fiable y seguro, así como preparadores y operarios, tienen que tener cuidado con la manipulación, y almacenamiento a pie de maquina, y mucho mas, en las lineas donde se utilizan distintos tipos de electrodos, con diámetros d distintos .
Si un electrodo de 7 mm, de diámetro d necesita una Intensidad media de 9.5 Kilo/Amperios, para realizar un punto de soldadura, con una lenteja de 6 mm, de diámetro, un electrodo de 9 mm, de diámetro d necesita un mínimo de 10,5 Kilo/Amperios, para realizar la misma lenteja.
Si en el proceso de soldadura tenemos instalados, los afiladores de electrodos, se programa el afilado cada ciertos puntos: Y se hace que el cambio coincida con el afilado, así, si tenemos electrodos mezclados con diámetros distintos, los afiladores los dejan al mismo diametro con el que el proceso estaba soldando.
- 13 -