Embed Size (px)
Citation preview
Spis treści
PRZEDMOWA ................................................................................................... 3 1. WPROWADZENIE DO ZARZĄDZANIA JAKOŚCIĄ ......................... 4
1.1. Rozwój zarządzania jakością w ujęciu historycznym .............................. 4
1.2. Istota zarządzania jakością ....................................................................... 9
1.3. Twórcy zarządzania jakością ................................................................. 11
2. STANDARDY ZARZĄDZANIA JAKOŚCIĄ ....................................... 21 2.1. System zarządzania jakością według wymagań normy
ISO 9001:2008 ....................................................................................... 21
2.2. Wybrane standardy oparte na normie ISO 9001 .................................... 30
2.2.1. System zarządzania w przemyśle spożywczym wg ISO 22000 ........ 30
2.2.2. Wymagania dla dostawców w branży motoryzacyjnej - ISO/TS
16494 ................................................................................................ 32
2.2.3. Wymagania dla dostawców NATO – AQAP 2110 .......................... 39
2.2.4. Wymagania dla dostawców w branży telekomunikacyjnej -
TL 9000 ............................................................................................. 44
2.2.5. Wymagania dla dostawców w branży lotniczej - AS 9000............... 46
2.2.6. Wymagania dla dostawców w branży kolejowej – IRIS .................. 48
3. PLANOWANIE JAKOŚCI ...................................................................... 56 3.1. Planowania jako funkcja zarządzania .................................................... 56
3.2. Polityka i cele jakości ............................................................................ 58
3.3. Plan jakości ............................................................................................ 64
4. ORGANIZOWANIE ................................................................................. 69 4.1. Organizowanie jako funkcja zarządzania ............................................... 69
4.2. Standaryzacja postępowania .................................................................. 71
4.3. Zakresy obowiązków, odpowiedzialności i uprawnień .......................... 81
5. PRZEWODZENIE .................................................................................... 85 5.1. Przywództwo w organizacji ................................................................... 85
5.2. Cechy przywódców i ich typologia ........................................................ 90
5.3. Systemy motywacyjne ........................................................................... 93
5.4. Systemy ocen pracowników ................................................................. 101
6. KONTROLA ........................................................................................... 107 6.1. Istota kontroli jakości ........................................................................... 107
6.2. Kontrola jakości wyrobów ................................................................... 109
6.2.1. Kontrola jakości w procesie produkcyjnym .................................... 110
6.2.2. Przegląd metod kontroli jakości ...................................................... 113

2
6.2.2.1. Klasyfikacja czynności kontroli z punktu widzenia stosowanego
rodzaju kontroli ....................................................................................... 113
6.2.2.2. Klasyfikacja czynności kontroli z punktu widzenia
częstotliwości przeprowadzania kontroli ................................................ 122
6.2.2.3. Klasyfikacja czynności kontroli z punktu widzenia fazy procesu
produkcyjnego i czynnika kontrolowanego ........................................... 122
6.2.2.4. Klasyfikacja czynności kontroli z punktu widzenia stopnia
zaawansowania procesu .......................................................................... 124
6.2.2.5. Pozostałe klasyfikacje czynności kontroli ............................... 125
6.2.3. Charakterystyka sprzętu kontrolno-pomiarowego .......................... 126
6.3. Monitorowanie procesów ..................................................................... 130
7. DOSKONALENIE .................................................................................. 134 7.1. Istota doskonalenia ............................................................................... 134
7.2. Cykl ciągłego doskonalenia PDCA ...................................................... 137
7.3. Podstawowe filozofie doskonalenia ..................................................... 141
7.4. Benchmarking ...................................................................................... 146
LITERATURA ................................................................................................ 149 SPIS RYSUNKÓW ......................................................................................... 155 SPIS TABEL ................................................................................................... 156

3
PRZEDMOWA

4
1. WPROWADZENIE DO ZARZĄDZANIA JAKOŚCIĄ
1.1. Rozwój zarządzania jakością w ujęciu historycznym
Pierwsze zapisy dotyczące jakości można odnaleźć już w Kodeksie Hammu-
rabiego wydanym w 1750 roku przed Chrystusem, gdzie nakazywano ukarać
śmiercią murarza w przypadku gdy zbudowany przez niego dom zawaliłby się
i zabił mieszkańców. W 1664 roku reformator francuskiej gospodarki Jean Bup-
tiste Colbert pisał, że „jeżeli fabryki dzięki starannej pracy zagwarantują jakość
wyrobów, wówczas obcokrajowcy chętnie będą się zaopatrywali, a do Królestwa
popłyną pieniądze” [103].
W literaturze przedmiotu można spotkać wiele zróżnicowanych pojęć
i definicji jakości. Różnorodność definicji wynika z punktu widzenia kategorii
i aspektu w jakim pojęcie jakości jest rozpatrywane. Aspekty rozpatrywania
pojęcia jakości zaprezentowano w tabeli 1.1.
Tabela 1.1. Aspekty rozpatrywania jakości
(opracowanie własne na podstawie [80])
ASPEKT
ROZPATRYWANIA
JAKOŚCI
ISTOTA JAKOŚCI
filozoficzny wyodrębnienie z rzeczy i zjawisk elementów, które uznać
można za jakościowo jednorodne
prawny jako przestrzeganie norm jakościowych, ujętych w odpowied-
nich przepisach
socjologiczny jako ustosunkowanie się użytkowników do określonych cech
wyrobów
humanistyczny
jako kształtowanie warunków życia i pracy sprzyjających
wzrostowi poziomu kultury i moralności środowiska ludzkie-
go
techniczny
jako zrozumienie preferowania określonych właściwości
jakościowych nadawanych przedmiotom, w celu wykazania
optymalnej przydatności społecznej i użytkowej spełniającej
oczekiwania użytkowników
ekonomiczny jako uwzględnienie użyteczności społecznej, przydzielonych
wyrobom właściwości jakościowych
Jakość jest jednym z tych pojęć, które nie jest ściśle i jednoznacznie definio-
wane. Jedną z przyczyn tej sytuacji jest fakt, że jakość nie jest pojęciem jedno-
znacznym, a często bardzo zależy od kontekstu, w którym zostało użyte.
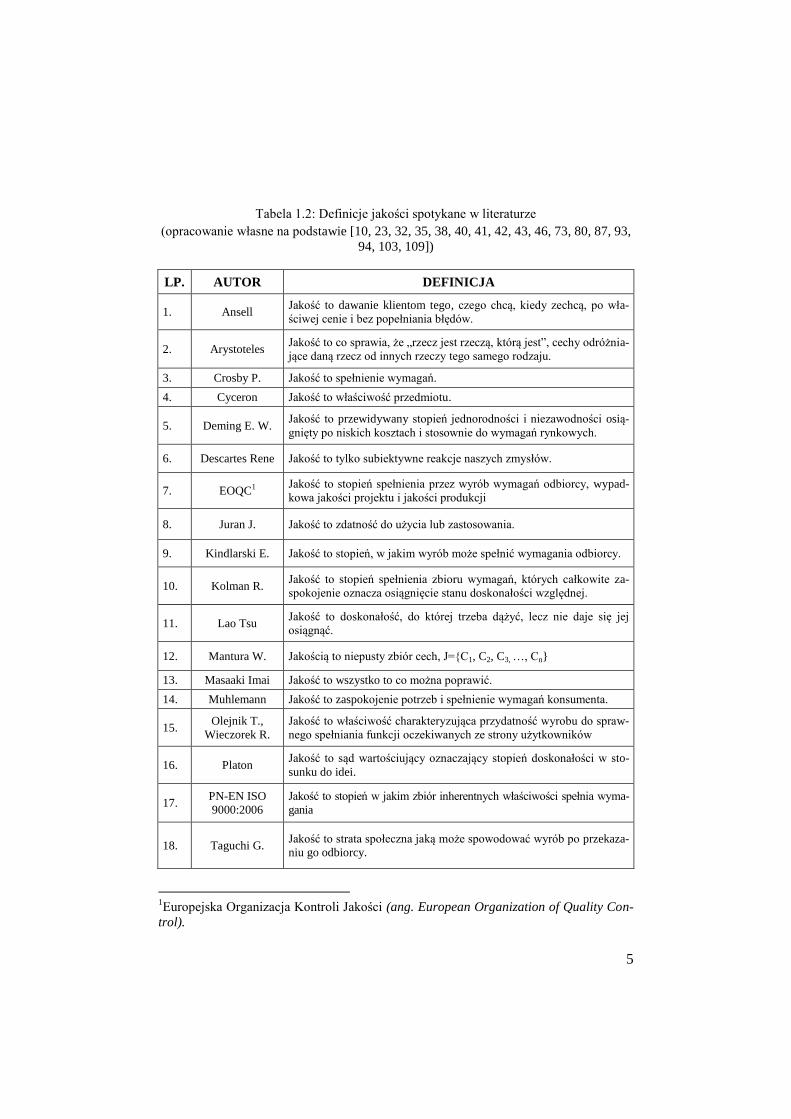
Spotykane w piśmiennictwie definicje jakości przedstawiono w tabeli 1.2.
5
Tabela 1.2: Definicje jakości spotykane w literaturze
(opracowanie własne na podstawie [10, 23, 32, 35, 38, 40, 41, 42, 43, 46, 73, 80, 87, 93,
94, 103, 109])
LP. AUTOR DEFINICJA
1. Ansell Jakość to dawanie klientom tego, czego chcą, kiedy zechcą, po wła-
ściwej cenie i bez popełniania błędów.
2. Arystoteles Jakość to co sprawia, że „rzecz jest rzeczą, którą jest”, cechy odróżnia-
jące daną rzecz od innych rzeczy tego samego rodzaju.
3. Crosby P. Jakość to spełnienie wymagań.
4. Cyceron Jakość to właściwość przedmiotu.
5. Deming E. W. Jakość to przewidywany stopień jednorodności i niezawodności osią-
gnięty po niskich kosztach i stosownie do wymagań rynkowych.
6. Descartes Rene Jakość to tylko subiektywne reakcje naszych zmysłów.
7. EOQC1 Jakość to stopień spełnienia przez wyrób wymagań odbiorcy, wypad-
kowa jakości projektu i jakości produkcji
8. Juran J. Jakość to zdatność do użycia lub zastosowania.
9. Kindlarski E. Jakość to stopień, w jakim wyrób może spełnić wymagania odbiorcy.
10. Kolman R. Jakość to stopień spełnienia zbioru wymagań, których całkowite za-
spokojenie oznacza osiągnięcie stanu doskonałości względnej.
11. Lao Tsu Jakość to doskonałość, do której trzeba dążyć, lecz nie daje się jej
osiągnąć.
12. Mantura W. Jakością to niepusty zbiór cech, J={C1, C2, C3, …, Cn}
13. Masaaki Imai Jakość to wszystko to co można poprawić.
14. Muhlemann Jakość to zaspokojenie potrzeb i spełnienie wymagań konsumenta.
15. Olejnik T.,
Wieczorek R.
Jakość to właściwość charakteryzująca przydatność wyrobu do spraw-
nego spełniania funkcji oczekiwanych ze strony użytkowników
16. Platon Jakość to sąd wartościujący oznaczający stopień doskonałości w sto-
sunku do idei.
17. PN-EN ISO
9000:2006
Jakość to stopień w jakim zbiór inherentnych właściwości spełnia wyma-
gania
18. Taguchi G. Jakość to strata społeczna jaką może spowodować wyrób po przekaza-
niu go odbiorcy.
1Europejska Organizacja Kontroli Jakości (ang. European Organization of Quality Con-
trol).
6
Analizując zaprezentowaną tabelę można zauważyć, że interpretacje pojęcia
jakości są bardzo różne. Pewna grupa naukowców przypisuje jakości sens abso-
lutny traktując jakość jako kategorie realnie istniejącą dającą się opisywać bądź
mierzyć, inna grupa naukowców wyznaje pogląd, że w przypadku jakości można
mówić wyłącznie o wzroście bądź spadku jej poziomu, negując pogląd mierze-
nia absolutnych wartości jakości [40].
Niemniej jednak badanie i obserwowanie jakości, a także podejmowanie
działań związanych z jej kształtowaniem i analizowaniem były przedmiotem
zainteresowania już w starożytności.
Egipcjanie dzięki rozwojowi technik inżynieryjnych, a także arytmetyki,
geometrii oraz technik o prowadzeniu pomiarów podjęli prace na rzecz kontroli
jakości, czego dowodem są przetrwałe do dziś precyzyjne konstrukcje piramid.
Wkład starożytnych Greków w rozwój zalążków formalnego podejścia do
kontroli jakości widoczny jest z kolei w obszarze architektury, literatury, mate-
matyki oraz sztuki. Wkład Rzymian w kształtowanie jakości widoczny jest
w architekturze i naukach inżynieryjnych, a największym ich osiągnięciem było
wynalezienie betonu, a także znaczne postępy w budowie dróg i mostów oraz
w projektowaniu przestronnych wnętrz.
Osiągnięcia kultur starożytnych pozostały fundamentem współczesnego, już
sformalizowanego podejścia do jakości, której początków należy szukać w śre-
dniowieczu, kiedy to produkcją towarów trudniły się jednostki lub niewielkie
grupy osób.
W średniowieczu wykonawcy byli jednocześnie kontrolerami wyników swo-
jej pracy, a tym samym, posługiwali się indywidualnie wypracowanymi standar-
dami jakości.
W tym samym czasie w Europie powstawały aktywne cechy rzemieślnicze
odzwierciedlające się w stowarzyszeniach mistrzów rzemiosła zorganizowa-
nych dla ochrony swoich ekonomicznych i społecznych interesów. Poza wpro-
wadzeniem pewnych lokalnych uregulowań makroekonomicznych, ustanowie-
niem monopoli i stabilnych poziomów cen, dokonały one specyfikacji standar-
dów jakości dla wytwarzanych w owym czasie produktów.
Przełom nastąpił dopiero pod koniec XIX wieku wraz z nastaniem rewolucji
przemysłowej.
Rozwój techniki i technologii, a tym samym rosnąca złożoność procesów
wytwórczych spowodowały konieczność wprowadzenia daleko posuniętej spe-
cjalizacji pracy. W dobie upowszechniania się produkcji masowej zapotrzebo-
wanie na kontrolę jakości produktów zaczęło rosnąć. Rozwinęła się era kierow-
ników, którzy sprawowali kontrolę nad wszystkim, co działo się w przedsiębior-
stwie, w ich gestii znajdowało się również ustalanie standardów jakości produk-
tu oraz podejmowanie kluczowych decyzji dotyczących kontroli jakości. Za
zgodność produktów z ustanowionymi standardami odpowiedzialni byli kierow-
nicy nadzorujący pracę powierzonych im grup pracowników wykonujących
podobne zadania [22].

7
Rozwój zarządzania jakością zaprezentowano na rysunku 1.1.
Rys. 1.1. Rozwój zarządzania jakością [35]
W okresie pierwszej wojny światowej w miarę wzrostu złożoności systemów
wytwórczych, liczba pracowników podlegających poszczególnym kierownikom
rosła. Zauważono potrzebę zaangażowania w proces produkcyjny osób niezwią-
zanych bezpośrednio z produkcją, które zajęłyby się szeroko pojętą inspekcją.
Pierwsze stadium rozwoju jakości można zauważyć od 1910 roku, gdy
pierwsze modele „T” samochodu Ford Motor Company zjechały z taśmy pro-
dukcyjnej. Firma zaczęła zatrudniać inspektorów (kontrolerów), którzy spraw-
dzali produkty i porównywali je z prototypem. Tę procedurę stosowano we
wszystkich fazach wytwarzania, tj.: w procesach produkcyjnych, zaopatrzeniu
itp. Celem inspekcji było wycofanie, naprawienie lub ustalenie specjalnych wa-
runków sprzedaży po niższej cenie wyrobów o nieakceptowanej jakości. Inspek-
cja święciła triumfy do połowy lat 30 - tych XX wieku [9].
Drugie stadium rozwoju zarządzania jakością przypada na lata dwudzieste
ubiegłego stulecia, gdy w 1924 roku w Stanach Zjednoczonych upowszechniła
się statystyczna kontrola jakości (z ang. SQC – Statistics Quality Control). Na-
stąpiło to w związku z przemysłowym zastosowaniem karty kontrolnej, opraco-
wanej przez W. A. Shewharta z American Bell Telephone Laboratories, który
był również pomysłodawcą algorytmu działań korygujących, nazwanego później
cyklem Shewharta. Pierwsze praktyczne zastosowanie kart kontrolnych miało
miejsce 16 maja 1924 roku, w USA. Propozycje Shewharta były reakcją na za-
Ori
enta
cja
ma
rket
ing
ow
a
Jakość totalna Kompleksowe zarządza-
nie jakością (TQM)
Strategiczne
planowanie jakości
Jakość procesów
biznesowych
Zapewnienie
jakości (QA)
Totalna kontrola jakości
(TQC)
Jakość usług
Ori
enta
cja
sprz
eda
żow
a Kontrola jakości Statystyczna kontrola
jakości (SQC)
Jakość procesu
wytwarzania
produktu
Inspekcja
Ori
enta
cja
pro
du
kcy
jna (QC) Kontrola kierownicza Jakość produktu
Samokontrola indywidu-
alnego wytwórcy
1990
1980
1960
1930
1920
1900
Lata

8
grożenia związane z powiększaniem się dystansu między produkcyjnymi i kon-
trolnymi możliwościami człowieka [29].
Okazało się, że dla wielu przedsiębiorstw rutynowa inspekcja jest zbyt mało
rygorystyczna oraz zbyt czasochłonna i wysoce kosztowna. Rozwiązaniem bar-
dziej ekonomicznym niż próba znalezienia i usunięcia problemu na poziomie
wadliwego produktu finalnego była precyzyjna kontrola jakości wykonania pro-
duktu na każdym etapie jego powstawania. Narzędziem, które umożliwiło doko-
nywanie kontroli procesu wytwarzania produktów, stały się właśnie karty kon-
trolne Shewharta2.
Osiągnięcia w dziedzinie nauk statystycznych pozwoliły odstąpić od stupro-
centowej inspekcji wszystkich wyrobów gotowych, zastępując je inspekcją wy-
biórczą opartą na doborze próby, pozwalającej uzyskać statystycznie istotne
wyniki. Pozwoliło to głównie na obniżenie kosztów działalności inspekcyjnej.
Był to przełom w zakresie postrzegania i kształtowania jakości, którego konse-
kwencją był postępujący rozwój metod kontrolowania wszelkich procesów biz-
nesowych w przedsiębiorstwie, takich jak statystyczna kontrola procesu (z ang.
SPC - Statistics Process Control), czy projektowanie eksperymentów (z ang.
DOE - Design Of Experiments).
Począwszy od 1925 roku statystyczna kontrola jakości rozwijała się, zaczęto
wydawać „Journal of the Americian Stastical Association”, który zapoczątkował
serię artykułów na temat stosowania statystyki w kształtowaniu jakości w prze-
myśle. W połowie lat 30-tych XX wieku kontrola jakości zdobyła międzynaro-
dowe zainteresowanie. W 1935 roku E.S. Pearson rozwinął brytyjskie standardy
stosowania metod statystycznych w standaryzacji przemysłowej i kontroli jako-
ści – British Standards 600.
Druga wojna światowa spowodowała rozwój kontroli jakości w przemysłach
o charakterze wojennym, jednak rosnąca skala produkcji nie była poparta wy-
kwalifikowaną siłą roboczą, co prowadziło do spadku jakości powstałych wyro-
bów. W tym celu USA uruchomiły programy szkoleniowe realizowane zarówno
przez pojedyncze instytucje jak i organizacje rządowe. Standardy okresu wojny,
opublikowane w tym czasie w USA nosiły nazwę Z-1 Standards, a zaadaptowa-
2 Zgodnie z poglądami Shewharta sterowanie jakością w sferze produkcji ma polegać na
wykrywaniu i usuwaniu kolejnych systematycznych (nielosowych) czynników zakłóca-
jących przebieg procesu technologicznego. Wykrycie rozregulowania monitorowanego
procesu przez kartę kontrolną jest pierwszym krokiem w tak zwanym cyklu Shewharta
(ang. Shewhart cycle), który jest ciągiem skoordynowanych działań mających na celu
ich identyfikację, a następnie wyeliminowanie czynnika zakłócającego przebieg monito-
rowanego procesu. W pracy W. A. Shewharta „Economic control of quality of manufac-
tured product” opublikowanej w USA 1931 roku, przyczyny te są określane jako „assi-
gnable causes”, czyli przyczyny wyznaczalne. Propozycje Shewharta zostały początko-
wo przyjęte z rezerwą. Ich szerokie zastosowanie stało się faktem dopiero w latach dru-
giej wojny światowej, w okresie wzmożonego wysiłku produkcyjnego amerykańskiego
przemysłu [29].

9
ne w Wielkiej Brytanii przyjęły nazwę British Standards 1008. Niektóre z metod
statystycznych stosowanych przez aliantów były tak rozwinięte, że zostały skla-
syfikowane jako tajemnica wojskowa.
W konsekwencji tych sukcesów, w roku 1946 powstało Amerykańskie Sto-
warzyszenie Sterowania Jakością (ang. Americian Society for Quality Control).
Organizację tę założono przede wszystkim w celu upowszechnienia w amery-
kańskim przemyśle statystycznych metod sterowania procesami, a także metod
odbiorczej kontroli jakości.
Dalszy rozwój zarządzania jakości wiąże się z nazwiskami wielu wybitnych
ekspertów3 w dziedzinie jakości, których opracowania będące efektami badań
i obserwacji do dziś wyznaczają kierunki analiz w zakresie zarządzania jako-
ścią.
1.2. Istota zarządzania jakością
Zgodnie z normą ISO 9000:2006 zarządzanie jakością są to skoordynowane
działania dotyczące kierowania organizacją i jej nadzorowania w odniesieniu do
jakości [87].
Zarządzanie jakością jest funkcją menedżerską odpowiedzialną za wszystkie
aspekty jakości produkowanych przez przedsiębiorstwo wyrobów, lub świad-
czonych usług. Jest to planowe i zorganizowane oddziaływanie systemu zarzą-
dzającego (np. pracownicy tworzący służbę jakości) na system zarządzany [24],
w skład, którego wchodzi to wszystko, co zmierza bezpośrednio do spełnienia
wymagań jakościowych.
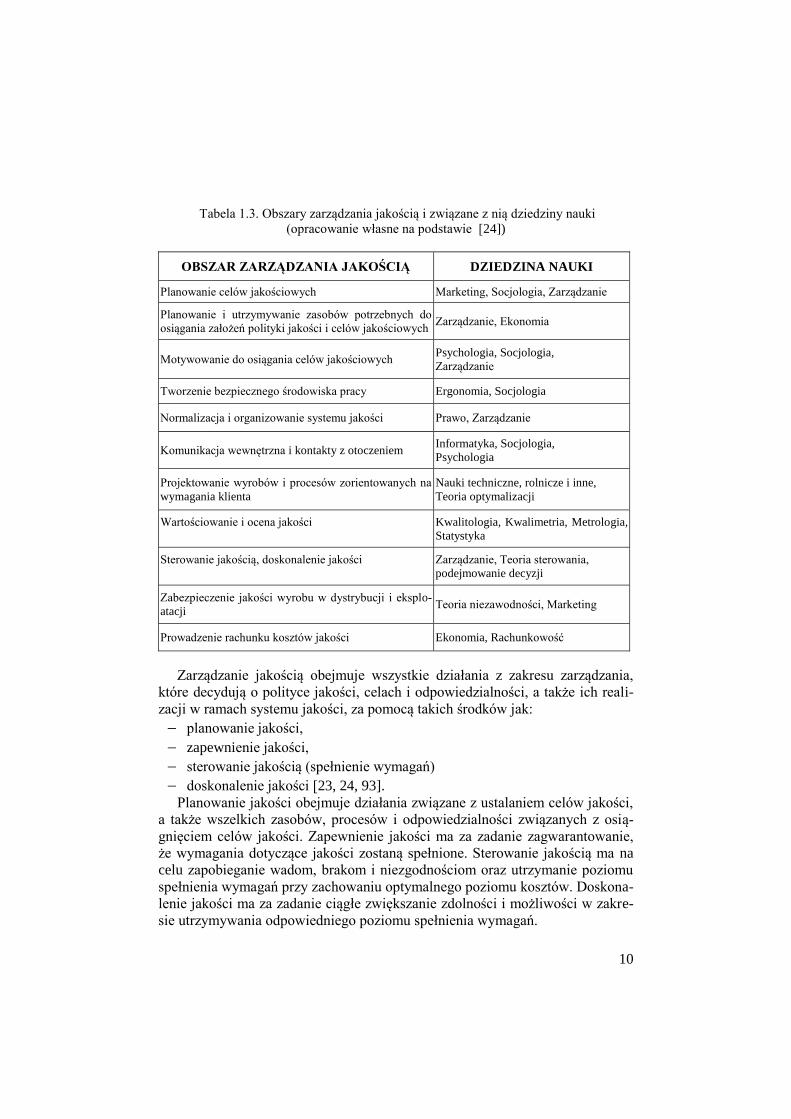
Zarządzanie jakością ma charakter wielowymiarowy i interdyscyplinarny.
Wybrane zagadnienia zarządzania jakością powiązane są z różnymi dziedzinami
wiedzy i nauki, co przedstawiono w tabeli 1.3.
Zadaniem nadrzędnym zarządzania jakością jest ciągle doskonalenie. Proces
ciągłego doskonalenia jest funkcją zarządzania zorientowaną bezpośrednio na
wzrost efektywności oraz skuteczności podejmowanych działań. Jest to cześć
zarządzania ukierunkowana na zwiększenie zdolności do spełnienia wymagań
związanych z jakością [24].
Literatura obszernie prezentuje konieczność ciągłego doskonalenia jakości.
Masaaki Imai definiuje jakość jako wszystko to, co można poprawić [120], więc
ciągłe doskonalenie to dążenie do optymalizacji wyrobów, procesów, podejmo-
wanych decyzji, itp.
3 Np. W.E. Deming, P.B. Crosby, J.M. Juran, J.S. Oakland i inni eksperci, których
zasługi dla zarządzania jakością omówiono w rozdziale 1.3.
10
Tabela 1.3. Obszary zarządzania jakością i związane z nią dziedziny nauki
(opracowanie własne na podstawie [24])
OBSZAR ZARZĄDZANIA JAKOŚCIĄ DZIEDZINA NAUKI
Planowanie celów jakościowych Marketing, Socjologia, Zarządzanie
Planowanie i utrzymywanie zasobów potrzebnych do
osiągania założeń polityki jakości i celów jakościowych Zarządzanie, Ekonomia
Motywowanie do osiągania celów jakościowych Psychologia, Socjologia,
Zarządzanie
Tworzenie bezpiecznego środowiska pracy Ergonomia, Socjologia
Normalizacja i organizowanie systemu jakości Prawo, Zarządzanie
Komunikacja wewnętrzna i kontakty z otoczeniem Informatyka, Socjologia,
Psychologia
Projektowanie wyrobów i procesów zorientowanych na
wymagania klienta
Nauki techniczne, rolnicze i inne,
Teoria optymalizacji
Wartościowanie i ocena jakości
Kwalitologia, Kwalimetria, Metrologia,
Statystyka
Sterowanie jakością, doskonalenie jakości
Zarządzanie, Teoria sterowania,
podejmowanie decyzji
Zabezpieczenie jakości wyrobu w dystrybucji i eksplo-
atacji Teoria niezawodności, Marketing
Prowadzenie rachunku kosztów jakości Ekonomia, Rachunkowość
Zarządzanie jakością obejmuje wszystkie działania z zakresu zarządzania,
które decydują o polityce jakości, celach i odpowiedzialności, a także ich reali-
zacji w ramach systemu jakości, za pomocą takich środków jak:
planowanie jakości,
zapewnienie jakości,
sterowanie jakością (spełnienie wymagań)
doskonalenie jakości [23, 24, 93].
Planowanie jakości obejmuje działania związane z ustalaniem celów jakości,
a także wszelkich zasobów, procesów i odpowiedzialności związanych z osią-
gnięciem celów jakości. Zapewnienie jakości ma za zadanie zagwarantowanie,
że wymagania dotyczące jakości zostaną spełnione. Sterowanie jakością ma na
celu zapobieganie wadom, brakom i niezgodnościom oraz utrzymanie poziomu
spełnienia wymagań przy zachowaniu optymalnego poziomu kosztów. Doskona-
lenie jakości ma za zadanie ciągłe zwiększanie zdolności i możliwości w zakre-
sie utrzymywania odpowiedniego poziomu spełnienia wymagań.

11
1.3. Twórcy zarządzania jakością
Walter A. Shewhart (1891 – 1967) był z wykształcenia matematykiem i sta-
tystykiem i od niego tak naprawdę wszystko w jakości się zaczęło. Doświadcze-
nie zdobyte na stanowisku specjalisty ds. jakości w Western Electric, a później
w Bell Telephone Laboratories pozwoliło mu na opracowanie metody sterowa-
nia jakością, która spowodowała rewolucję w podejściu do jakości.
Karty kontrolne Shewharta są najważniejszym narzędziem sterowania jako-
ścią, którym posługujemy się do dziś. Shewahart był również propagatorem
istoty jakości opartej na cyklu ciągłego doskonalenia. Od niego uczyli się póź-
niejsi mistrzowie jak Deming, Juran, Taguchi.
William Edwards Deming (1900 - 1993), odegrał znaczącą rolę w popula-
ryzacji kontroli jakości w Japonii4. W owym czasie przedsiębiorstwa japońskie
posługiwały się przedwojennymi standardami brytyjskimi, taylorowskimi meto-
dami pracy oraz inspekcją, co pozwalało być konkurencyjnym w zakresie kosztu
i ceny, a nie jakości.
W związku z problemami, z którymi borykała się gospodarka japońska
w 1950 roku, został zaproszony przez Japońskie Towarzystwo Naukowo - Inży-
nieryjne JUSE W.E. Deming, który odbył w Japonii cykl wykładów poświęco-
nych statystycznym metodom sterowania jakością. Nauczał japońskich inżynie-
rów stosowania karty kontrolnej, a menedżerów największych japońskich przed-
siębiorstw- odpowiedzialności, jaką ponoszą za jakość, zapoznając ich między
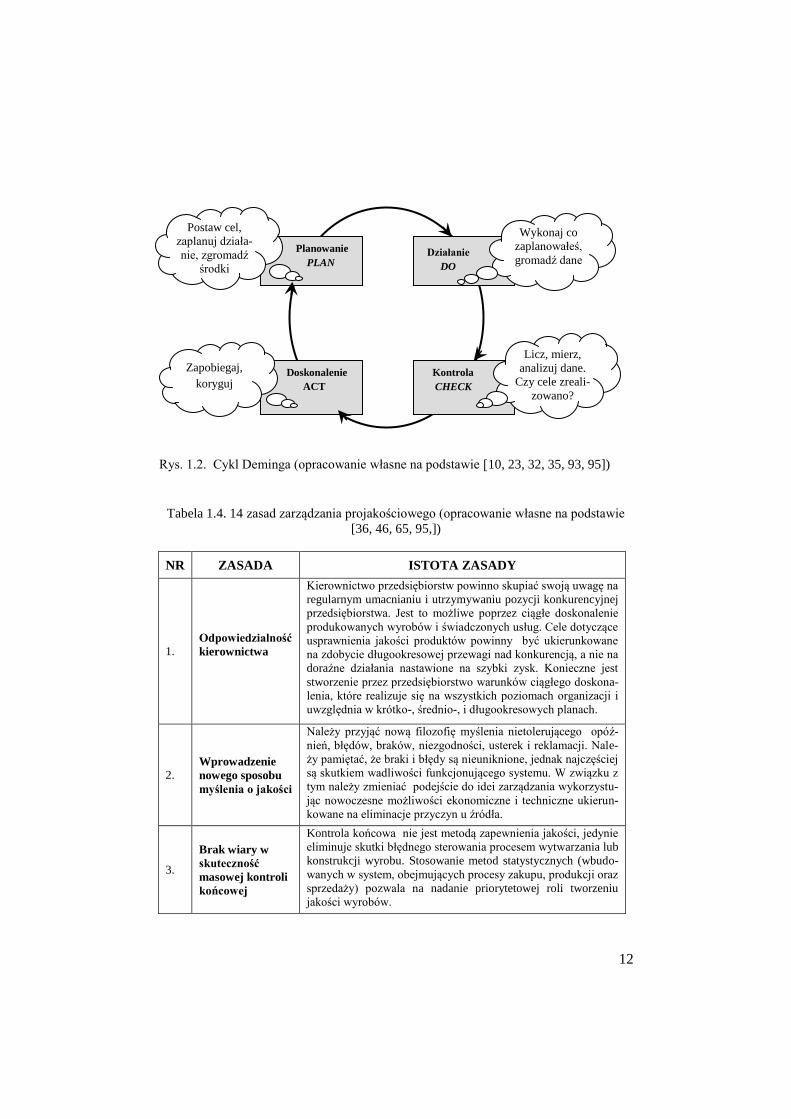
innymi z koncepcją cyklu PDCA5, który przedstawiono na rysunku 1.2.
Deming przyczynił się do swoistej „rewolucji jakościowej” w Japonii, jednak
przemysł amerykański zainteresował się jego pomysłami dopiero 30 lat później
[31]. Deming zaproponował stosowanie 14 zasad w pracy kierownictwa przed-
siębiorstwa, które zaprezentowano w tabeli 1.4.
4 W 1946 roku powstało Japońskie Towarzystwo Naukowo-Inżynieryjne (ang. Union of
Japanese Scientists and Engineers; JUSE). Organizację tę powołano do życia w celu
uchronienia japońskiego przemysłu przed całkowitym załamaniem, w następstwie po-
niesionej rok wcześniej klęski militarnej i restrykcyjnej polityki amerykańskich władz
okupacyjnych Japończycy rozumieli, że źródła amerykańskiej przewagi technologicznej
tkwią w wysokiej jakości produkcji. W konsekwencji w ramach JUSE powstał już
w 1946 roku zespół do spraw badań nad sterowaniem jakością (ang. Quality Control
Resarch Group), w skład której wchodzili przedstawiciele nauki, przemysłu i rządu. Rok
później 1947 roku do życia powołano ISO (International Organization for Standariza-
tion). Jednym z ważnych segmentów działalności tej organizacji była, od początku jej
istnienia, międzynarodowa standaryzacja metod statystycznych stosowanych w zarzą-
dzaniu jakością [22]. 5ang. Plan Do Check Ackt, koło Deminga, cykl Deminga.
12
Rys. 1.2. Cykl Deminga (opracowanie własne na podstawie [10, 23, 32, 35, 93, 95])
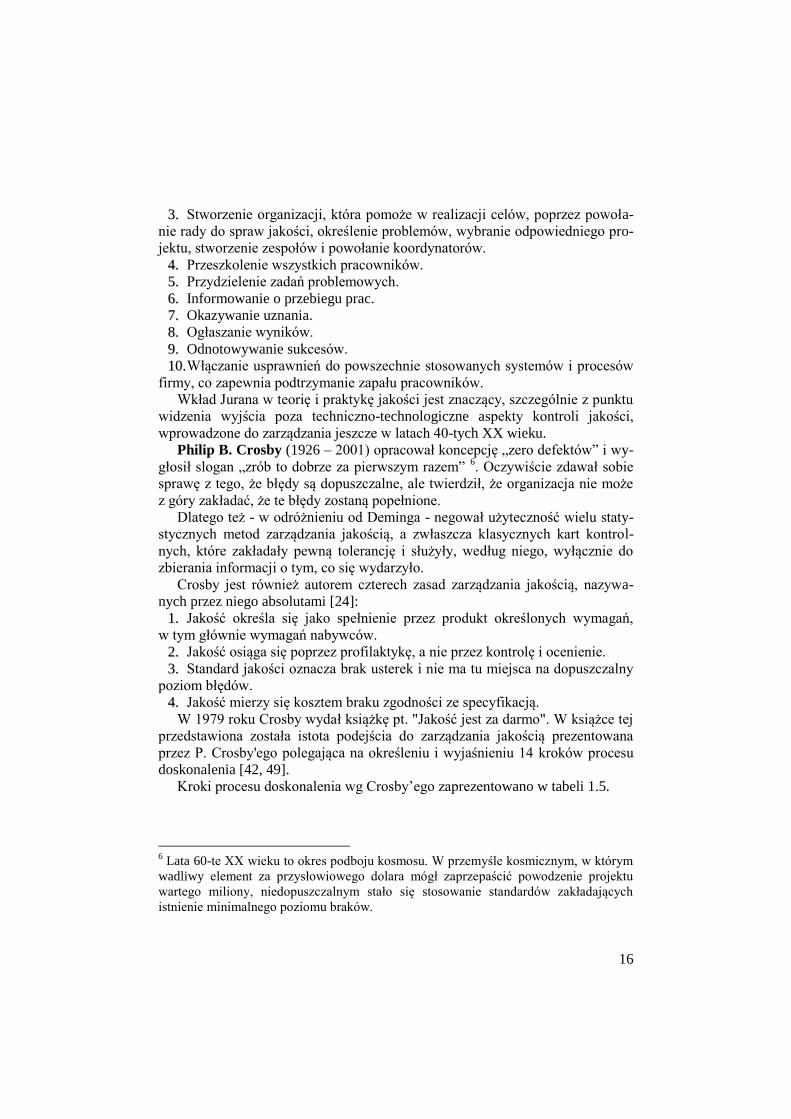
Tabela 1.4. 14 zasad zarządzania projakościowego (opracowanie własne na podstawie
[36, 46, 65, 95,])
NR ZASADA ISTOTA ZASADY
1. Odpowiedzialność
kierownictwa
Kierownictwo przedsiębiorstw powinno skupiać swoją uwagę na
regularnym umacnianiu i utrzymywaniu pozycji konkurencyjnej
przedsiębiorstwa. Jest to możliwe poprzez ciągłe doskonalenie
produkowanych wyrobów i świadczonych usług. Cele dotyczące
usprawnienia jakości produktów powinny być ukierunkowane
na zdobycie długookresowej przewagi nad konkurencją, a nie na
doraźne działania nastawione na szybki zysk. Konieczne jest
stworzenie przez przedsiębiorstwo warunków ciągłego doskona-
lenia, które realizuje się na wszystkich poziomach organizacji i
uwzględnia w krótko-, średnio-, i długookresowych planach.
2. Wprowadzenie
nowego sposobu
myślenia o jakości
Należy przyjąć nową filozofię myślenia nietolerującego opóź-
nień, błędów, braków, niezgodności, usterek i reklamacji. Nale-
ży pamiętać, że braki i błędy są nieuniknione, jednak najczęściej
są skutkiem wadliwości funkcjonującego systemu. W związku z
tym należy zmieniać podejście do idei zarządzania wykorzystu-
jąc nowoczesne możliwości ekonomiczne i techniczne ukierun-
kowane na eliminacje przyczyn u źródła.
3.
Brak wiary w
skuteczność
masowej kontroli
końcowej
Kontrola końcowa nie jest metodą zapewnienia jakości, jedynie
eliminuje skutki błędnego sterowania procesem wytwarzania lub
konstrukcji wyrobu. Stosowanie metod statystycznych (wbudo-
wanych w system, obejmujących procesy zakupu, produkcji oraz
sprzedaży) pozwala na nadanie priorytetowej roli tworzeniu
jakości wyrobów.
Planowanie
PLAN
Kontrola
CHECK Doskonalenie
ACT
Działanie
DO
Wykonaj co
zaplanowałeś,
gromadź dane
Licz, mierz,
analizuj dane.
Czy cele zreali-
zowano?
Postaw cel,
zaplanuj działa-
nie, zgromadź
środki
Zapobiegaj,
koryguj

13
4.
Zmiana sposobu
podejmowania
decyzji o zaku-
pach z uwzględ-
nieniem wyłącz-
nie kryterium
ceny
System zarządzania, powinien zapewnić dobór jak najlepszych
środków produkcji w celu uzyskania wymaganej jakości wyro-
bów finalnych. Należy dążyć do utrzymania długookresowej
współpracy z dostawcami opartej na zaufaniu i lojalności.
Kierowanie się wyłącznie kryterium ceny może spowodować
wadliwe dostawy. Podobne myślenie należy stosować analizując
kwalifikacje zatrudnianych pracowników oraz inwestycje w
sprzęt technologiczny, przyrządy kontrolno-pomiarowe itp.
5. Ciągłe doskona-
lenie procesów
Należy stale ulepszać system produkcji i obsługi dla podnosze-
nia jakości, produktywności i zmniejszenia kosztów. Ulepszanie
powinno dotyczyć planowania, projektowania, kontaktów z
klientem, produkcji i obsługi, zakupów, szkoleń itp..
Należy skutecznie wyszukiwać i rozwiązywać problemy w celu
doskonalenia elementów wytwarzania.
6. Szkolenia
Ważne jest, aby każde zadanie wykonywać dobrze za pierw-
szym razem, wszelkie poprawki to dodatkowe koszty. W związ-
ku z tym niezbędne jest wprowadzenie nowoczesnych metod
szkolenia oraz edukacji pracowników w celu podwyższenia ich
kompetencji.
Prawidłowo zaprojektowane oraz przygotowane procesy kształ-
cenia pozwalają pracownikom nadążyć za zmianami wprowa-
dzonymi w systemie organizacji. Systemem szkoleń powinna
być objęte zarówno kadra kierownicza jak i pracownicy przed-
siębiorstwa.
7. Zapewnienie
przywództwa
Kierownictwo powinno stosować projakościowy nadzór nad
produkcją poprzez stosowanie ulepszeń, poznawanie procesów
produkcyjnych i pracowniczych.
Zadaniem przełożonych jest aktywna pomoc i motywowanie
pracowników do osiągania coraz lepszych wyników pracy, a nie
tylko obarczanie ich winą za błędy i przekraczanie norm ilo-
ściowych.
8. Eliminacja stra-
chu ze sfery
zarządzania
Należy zagwarantować taką atmosferę w pracy, aby każdy mógł
pracować efektywnie. Pracownicy nie mogą się bać popełnienia
błędu i odpowiedzialności, gdyż to prowadzi do ukrywania i
zatajania problemów.
Eliminacja strachu przyczynia się do wzrostu zaangażowania
pracowników, zmniejszenia liczby popełnianych błędów, lepszej
wymiany informacji, szybszego ujawniania i rozwiązywania
problemów.
9. Przełamywanie
barier w komuni-
kacji
Poszczególne działy organizacji powinny tworzyć zgrany zespół
ukierunkowany na rozwiązywanie problemów. Umiejętność
pracy w zespołach, współpracy i wymiany informacjami, jest
konieczna do skutecznego funkcjonowania przedsiębiorstwa.
To współpraca przynosi sukcesy organizacji, a nie rywalizacja o
lepszą pozycję czy uznanie. Rywalizować powinno się z innymi
organizacjami a w obrębie własnej.
Cd. tabeli 1.4.

14
10.
Odrzucenie slo-
ganów, zadań
liczbowych, afiszy
i napomnienia
Nie należy pracowników napominać do coraz lepszej pracy.
Ciągłe nakłanianie do poprawy to dowód nieudolności kierow-
ników. Tego typu slogany przynoszą odwrotny skutek, zniechę-
cają i zmniejszają zaangażowanie pracowników do pracy.
Kierownictwo powinno opracowywać plany i instrukcje możli-
we do realizacji, a także dostarczać takich metod pracy aby
przyjęte założenia były możliwe do osiągnięcia.
11. Ograniczanie
norm ilościowych
Wszelakie normy ilościowe, normatywy braków itp. prowadzą
do osiągania dużych ilości kosztem jakości. Standardy pomia-
rów pracy często charakteryzują się ryzykiem niepowodzenia,
wzrostem zaniepokojenia wśród pracowników, spadkiem efek-
tywności pracy oraz łamaniem etyki pracy. Zamiast tego należy
starannie dobierać kierowników, inicjować pracę zespołową,
stosować statystyczne metody oceny.
12.
Usuwanie wszyst-
kiego, co pozba-
wia pracowników
dumy z wykony-
wanej pracy
Należy likwidować czynniki i bariery, które nie pozwalają pra-
cownikom i kierownikom wykonywać swojej pracy z dumą,
zadowoleniem i poczuciem uznania. Należy unikać kart oceny
pracowników i zarządzania przez wytyczanie celów.
Aby pracownicy mogli optymalnie wykonywać powierzone im
zadania należy eliminować systemy ocen punktowych dotyczą-
cych osiągniętych wyników, może to być przeszkodą w wyko-
nywaniu pracy w stopniu optymalnym.
13.
Wprowadzanie
programów
kształcenia i
samokształcenia
Należy odpowiednio motywować pracowników do poszerzania
swojej wiedzy. Warto skupić uwagę nie tylko na szkoleniu w
zakresie realizowanych zadań, ale również na zdobywaniu wie-
dzy ogólnej, która daje pracownikom zadowolenie, satysfakcję i
ułatwia wykorzystywanie wiedzy konkretnej.
Odpowiednio wykształcony pracownik jest czynnikiem przy-
czyniającym się do wzrostu konkurencyjności przedsiębiorstwa.
14. Zaangażowanie
wszystkich pra-
cowników
Wszystkich pracowników łączy jedno wspólne zadanie, jakim
jest odpowiedzialność za projakościowe przekształcanie organi-
zacji, doskonalenie jakości, realizację celów i zasad przedsię-
biorstwa w szczególności zasad opisanych powyżej.
Zasługi Deminga są tak wysoko oceniane, że corocznie od 1951 roku, przy-
znawana jest nagroda jego imienia (ang. Deming Applications Prize), za naj-
większe osiągnięcia w dziedzinie jakości i produktywności. Nagroda ta jest
symbolem japońskiej troski i precyzji w dbałości o wysoką jakość.
Joseph Moses Juran (1904 – 2008) przybył do Japonii w 1954 roku. Był ko-
lejnym propagatorem idei w zakresie zarządzania jakością. Wygłosił on wiele
wykładów dla menedżerów średniego szczebla tłumacząc im, jaką rolę powinni
odegrać w promowaniu działań na rzecz kontroli jakości. Jego idea, głosiła ko-
nieczność analizowania całej organizacji podczas realizacji działań związanych
Cd. tabeli 1.4.

15
z kontrolą jakości, zakładał że kontrola jakości nie powinna pozostawać domeną
tylko wąskiej grupy specjalistów.
Koncepcja opracowana przez Jurana zwana „trylogią jakości”, a także nacisk
położony na przywództwo i programy szkoleniowe stworzyły podwaliny rodzą-
cego się w owym czasie japońskiego podejścia do zarządzania jakością [22].
Założenia trylogii Jurana przedstawiono na rysunku 1.3.
Rys. 6. Trylogia Jurana
Rys. 3. Trylogia Jurana
Źródło: Opracowanie własne na postawie [41, s.167; 37, s.94]
Rys. 1.3. Założenia trylogii Jurana (opracowanie własne na podstawie [22])
Według Jurana zarządzanie jakością nie wymaga drastycznych i rewolucyj-
nych zmian, lecz jedynie nadania zauważonym problemom związanym z jako-
ścią takiej samej rangi jak innym problemom zdefiniowanym w organizacji.
Najważniejsze zalecenia dla zarządzania jakością, Juran zawarł w 10 kro-
kach dążenia do TQM [23, 49]:
11.. Uświadomienie potrzeby i szansy doskonalenia jakości.
22.. Ustalenie celów ciągłego doskonalenia.
PLANOWANIE JAKOŚCI
Zidentyfikowanie Klientów
Ustalenie najważniejszych wymagań Klientów
Dostosowanie wyrobów (usług) i procesów
Optymalizacja cech produktów wpływających na spełnienie wyma-
gań Klienta
KONTROLA JAKOŚCI
Ustanowienie standardów
Ocena efektywności działania
Optymalizacja procesów
POPRAWA JAKOŚCI
Usprawnianie procesów produkcyjnych (usługowych)
Optymalizacja procesów produkcyjnych (usługowych)
16
33.. Stworzenie organizacji, która pomoże w realizacji celów, poprzez powoła-
nie rady do spraw jakości, określenie problemów, wybranie odpowiedniego pro-
jektu, stworzenie zespołów i powołanie koordynatorów.
44.. Przeszkolenie wszystkich pracowników.
55.. Przydzielenie zadań problemowych.
66.. Informowanie o przebiegu prac.
77.. Okazywanie uznania.
88.. Ogłaszanie wyników.
99.. Odnotowywanie sukcesów.
1100.. Włączanie usprawnień do powszechnie stosowanych systemów i procesów
firmy, co zapewnia podtrzymanie zapału pracowników.
Wkład Jurana w teorię i praktykę jakości jest znaczący, szczególnie z punktu
widzenia wyjścia poza techniczno-technologiczne aspekty kontroli jakości,
wprowadzone do zarządzania jeszcze w latach 40-tych XX wieku.
Philip B. Crosby (1926 – 2001) opracował koncepcję „zero defektów” i wy-
głosił slogan „zrób to dobrze za pierwszym razem” 6. Oczywiście zdawał sobie
sprawę z tego, że błędy są dopuszczalne, ale twierdził, że organizacja nie może
z góry zakładać, że te błędy zostaną popełnione.
Dlatego też - w odróżnieniu od Deminga - negował użyteczność wielu staty-
stycznych metod zarządzania jakością, a zwłaszcza klasycznych kart kontrol-
nych, które zakładały pewną tolerancję i służyły, według niego, wyłącznie do
zbierania informacji o tym, co się wydarzyło.
Crosby jest również autorem czterech zasad zarządzania jakością, nazywa-
nych przez niego absolutami [24]:
11.. Jakość określa się jako spełnienie przez produkt określonych wymagań,
w tym głównie wymagań nabywców.
22.. Jakość osiąga się poprzez profilaktykę, a nie przez kontrolę i ocenienie.
33.. Standard jakości oznacza brak usterek i nie ma tu miejsca na dopuszczalny
poziom błędów.
44.. Jakość mierzy się kosztem braku zgodności ze specyfikacją.
W 1979 roku Crosby wydał książkę pt. "Jakość jest za darmo". W książce tej
przedstawiona została istota podejścia do zarządzania jakością prezentowana
przez P. Crosby'ego polegająca na określeniu i wyjaśnieniu 14 kroków procesu
doskonalenia [42, 49].
Kroki procesu doskonalenia wg Crosby’ego zaprezentowano w tabeli 1.5.
6 Lata 60-te XX wieku to okres podboju kosmosu. W przemyśle kosmicznym, w którym
wadliwy element za przysłowiowego dolara mógł zaprzepaścić powodzenie projektu
wartego miliony, niedopuszczalnym stało się stosowanie standardów zakładających
istnienie minimalnego poziomu braków.

17
Tabela 1.5. 14 kroków doskoanlenia wg Crosby’ego
(opracowanie własne na podstawie [19, 29])
NR KROK
DOSKONALENIA ISTOTA WG CROSBY’EGO
1. Zaangażowanie
kierownictwa
Wytworzenie projakościowej postawy menedżerów i ich
zobowiązującego zaangażowania. Wszyscy zarządzający, a
szczególnie naczelne kierownictwo przedsiębiorstwa, muszą
czuć potrzebę poprawy jakości i koncentrować się na działa-
niach zapobiegawczych, eliminujących możliwe źródła bra-
ków. To ich zaangażowanie musi być widoczne dla pozosta-
łych pracowników. Wyrazem nowego podejścia powinien
być dokument formułujący politykę firmy w tej dziedzinie.
2. Zespoły doskonalenia
jakości
Ich zadaniem powinno być określanie, przegląd i ocena
działań, realizowanych w organizacji i w poszczególnych jej
częściach.
3. Pomiar i ewidencja
jakości
Konieczne jest określenie odpowiednich miar jakości służą-
cych identyfikacji sfer wymagających poprawy.
4. Ocena kosztów
jakości
Jest niezbędne w celu określenia sfer, w których poprawa
jakości jest opłacalna.
5. Uświadomienie
wszystkim pracowni-
kom znaczenia jako-
ści
Wszyscy pracownicy organizacji muszą rozumieć koniecz-
ność dotrzymywania norm i znać koszty błędów.
6. Działania korygujące Konieczność ich podjęcia jest najczęściej następstwem sytu-
acji zidentyfikowanych w kroku 3 i 4, a także wynikiem
dyskusji między pracownikami.
7. Planowanie wytwa-
rzania bez braków
Zero defektów. Należy założyć możliwość wytwarzania bez
braków.
8. Trening
menedżerów
Kierownicy wszystkich szczebli muszą zostać przeszkoleni,
by potrafili wdrożyć własne, programy poprawy jakości.
9. Dzień bez braków Należy określić konkretny dzień, informujący wszystkich, że
firma zaczęła realizować nowy standard osiągnięć. W celu
uświadomienia wszystkim pracownikom, że zmiana jest
możliwa, a osiągnięcie zerowego poziomu defektów jest
realne.
10. Ustalanie celów Formułowanie celów przekształcających zobowiązania do
poprawy jakości w konkretne działania. Należy zachęcać
poszczególnych pracowników, by ustalili ambitne cele dla
siebie i swojej grupy.
11. Usunięcie przyczyn
błędów
Pracownicy muszą być zachęcani do informowania kierow-
nictwa o tym wszystkim, co może utrudnić im wykonywanie
pracy wolnej od braków.
12. Uznanie Pracownicy wyróżniający się osiągnięciami w zakresie jako-
ści muszą być doceniani.
13. Rady lub grupy jako-
ści
Powinny być stałym miejscem przepływu i wymiany infor-
macji.
14. Doskonalenie Doskonalenie jakości nigdy się nie kończy.

18
Należy dodać, że Crosby (w przeciwieństwie np. do K. Ishikawy) uważał
działanie "kół jakości" za nieefektywne z powodu udziału w nich jedynie ochot-
ników, podczas gdy wprowadzenie procesu totalnego usprawniania jakości wy-
maga aktywnego uczestnictwa wszystkich zatrudnionych. Crosby często wska-
zywał, że przedsiębiorstwa tracą około 20% przychodu, prowadząc niewłaściwie
swoją działalność, a następnie korygując błędy. W firmach usługowych wskaź-
nik ten sięga nawet 35%. Ponadto podkreślał, że kierownictwo ponosi główną
odpowiedzialność za jakość w organizacji. Dawał wskazówki kadrze kierowni-
czej, postulując przestrzeganie następujących zasad: słuchania, współpracy,
pomocy, uczenia się, kierowania, przewodzenia i unikania.
Armand Vallin Feigenbauma (ur. 1922) jest twórcą pojęcia TQC (ang. To-
tal Quality Control). To twórca zarządzania jakością, który położył nacisk na
fakt, że odpowiedzialność za kontrolę jakości leży we wszystkich komórkach
przedsiębiorstwa, a nie tylko w komórce kontroli jakości i dlatego każda z nich
powinna kreować wysoką jakość. Zauważył on, że największe problemy w za-
kresie jakości powstają na poziomie zarządzania przedsiębiorstwem (o czym
wcześniej mówił P.B. Crosby). Prowadzenie działań jakościowych powinno
odbywać się z uwzględnieniem następujących zasad [24]:
jakość jest kompleksowym procesem obejmującym całe przedsiębiorstwo,
w pracy nad jakością muszą być widoczne i docenione osiągnięcia po-
szczególnych pracowników oraz jednostek organizacyjnych,
jakość produktów należy rozpatrywać jako wartość dla nabywcy,
poprawa jakości wymaga stosowania nowoczesnych technik w badaniu,
projektowaniu, wytwarzaniu, wyznaczaniu i regulowaniu jakości produktów,
a także zaangażowania i współpracy określonych jednostek i pracowników,
jakość produktu stanowi podstawę doboru technik wytwórczych,
głównym czynnikiem w doskonaleniu jakości produktów jest postawa,
wiedza i umiejętności liniowej kadry kierowniczej.
Prewencja, eksponowana w ramach koncepcji TQC i innych powstających
w owym czasie, stała się wizytówką nowej ery w historii rozwoju zarządzania
jakością, zwanej erą zapewnienia jakości. Odtąd dotrzymywanie standardów
jakości zaczęło obowiązywać nie tylko komórkę produkcji, ale wszystkie ko-
mórki przedsiębiorstwa. Zauważono, że im większy wysiłek na rzecz jakości
tym faktycznie lepsze efekty w osiąganych wynikach rynkowych [22].
Kaoru Ishikawa (1915 – 1989) był kolejnym kontynuatorem rozwoju zarzą-
dzania jakością często nazywanym pionierem japońskiego zarządzania jakością.
Wśród jego dokonań wymienić należy:
upowszechnienie stosowania karty kontrolnej w przemyśle japońskim,
stworzenie w 1943 roku, w trakcie realizacji programu jakości w Kawasaki
Steel Work, diagramu przyczyn i skutków (zwanego również jako diagram Ishi-
kawy lub „rybiej ości”),

19
wypracowanie we wczesnych latach 60-tych ubiegłego stulecia koncepcji
kół jakości7, powstałej dla celów doskonalenia jakości.
Kaoru Ishikawa jest laureatem prestiżowej nagrody im. Deminga.
Ginochi Taguchi (ur. 1924) jest autorem metody funkcji strat jakości (znanej
jako Metoda Taguchi8), metody doskonalenia jakości wykorzystującej procedury
projektowania eksperymentów (DOE – ang. Design of experiments) oraz kon-
cepcji kontroli jakości poza linią produkcyjną (ang. off- line quality control)
[22].
Lata 60-te i późniejsze stały się okresem, w którym, aby zdobyć i utrzymać
silną pozycję na rynku klienta, przedsiębiorcy musieli się skupić na lepszym niż
dotąd satysfakcjonowaniu klientów i budowaniu ich lojalności. Zarządzanie
jakością zaczęło ewaluować w kierunku jakości totalnej obejmującej wszystkie
procesy przedsiębiorstwa.
Początek lat 80 – tych XX wieku był okresem narodzin kompleksowego za-
rządzania jakością w Stanach Zjednoczonych Ameryki i Europie. Od tej pory
wiele technik używanych dotąd procesów wytwarzania produktu, zaczęto stoso-
wać również do doskonalenia innych horyzontalnych procesów w przedsiębior-
stwie, dotychczas w dużej mierze nieobjętych procesem zarządzana.
Pionierem w tej dziedzinie był IBM, który na początku lat 80 – tych zasto-
sował kompleksowy program doskonalenia jakości (ang. Quality Improvement
Programme). Wszystkie działania podejmowane w IBM zostały sklasyfikowane,
jako odrębne procesy zdolne generować coraz to lepsze wyniki, przy wsparciu
klasycznymi procedurami kontroli jakości.
Propagatorem kolejnej idei związanej z rozwojem zarządzania jakością stała
się firma PHILIPS. Zgodnie z jej założeniami każda osoba w przedsiębiorstwie
jest potencjalnym klientem, podobnie jak każdy jest dostawcą. Narodziła się tak
zwana koncepcja „klienta wewnętrznego”. Te i wiele innych, powstałych
w dwóch ostatnich dekadach XX wieku, koncepcji technik w zakresie zarządza-
7 Koła jakości były jedną z koncepcji pracy zespołowej i miały na celu dyskusję nad
napotykanymi problemami i ich rozwiązywanie. Uczestnikami kół jakości byli pracow-
nicy, menedżerowie spotykający się z własnej woli w regularnych i krótkich odstępach
czasu. 8 Metodę Taguchi stosuje się do optymalizacji nowego produktu lub procesu, a także do
doskonalenia już istniejących. Metoda polega na odpowiedzeniu sobie na pytania: jak
szacować jakość; jak podnosić jakość przy efektywnych kosztach; jak kontrolować i
utrzymywać koszty na efektywnym poziomie? Do szacowania jakości wykorzystywana
jest funkcja strat jakości oraz stosunek sygnału do zakłócenia (ang. signal-to-noise ra-
tio). Do podnoszenia jakości wykorzystywane jest sterowanie jakością poza linią (ang.
off- line quality control). Do kontrolowania i utrzymywania kosztów na efektywnym
poziomie Taguchi proponuje założenie, że każdy produkt przekazywany do użytkownika
generuje określoną stratę, a rozmiar wielkości strat jest odwrotnie proporcjonalny do
jakości wyrobu, a wiec wzrost strat konsumenta jest dowodem spadku jakości dostar-
czonego wyrobu [56].
20
nia jakością doprowadziło do zredukowania kosztów przy jednoczesnym do-
trzymaniu lub podniesieniu poziomu jakości, tyle tylko, że odtąd w ramach róż-
norodnych procesów biznesowych. To nowe podejście obejmowało w szczegól-
ności skracanie czasu trwania cykli procesu, redukcję jego etapów oraz poprawę
całkowitej jego efektywności [93]. Tak, więc okres powojennej konkurencji
doprowadził do stopniowego przeistaczania się zarządzania jakością w TQM
(ang. Total Quality Management).
TQM (ang. Total Quality Management) tłumaczone jako zarządzanie przez
jakość, zarządzanie jakością totalną czy totalne lub kompleksowe zarządzanie
jakością jest filozofią kierowania przedsiębiorstwem opartą na zrozumieniu, że
najważniejszy na rynku jest klient. To on decyduje o kupnie wyrobu i to on sta-
wia wymagania decydujące o losie producenta.
To nowe podejście do problemów jakości powstało w USA, a za jego twórcę
uważa się Amerykanina W.E. Deminga. Dynamiczny rozwój nowej idei pojmo-
wania jakości nastąpił w Japonii, która jest na następnym etapie systemowego
podejścia do problemu jakości, a mianowicie Całkowitego Zarządzania Jakością
(TQM, KAIZEN). Jest to koncepcja kierowania przedsiębiorstwem, w którym
przez ciągłą analizę danych z rynku można sprostać, a nawet wyprzedzać ocze-
kiwania klientów. W koncepcjach tych zastosowanie ma wiele metod i narzędzi
wykorzystywanych do prawidłowego zarządzania.
W Polsce wśród osób szczególnie zasłużonych dla jakości należy wymienić
profesora Edwarda Kindlarskiego oraz profesora Romualda Kolmana.
Edward Kindlarski (1943 – 1996) zajmował się badaniami w zakresie pro-
blematyki jakości związanymi z:
inżynierią jakości,
doskonaleniem jakości w przedsiębiorstwach produkcyjnych (był doradcą
ds. jakości dyrekcji Warszawskich Zakładów Telewizyjnych oraz Fabryki Sa-
mochodów Osobowych),
metodami podniesienia poziomu jakości powyżej niezbędnego poziomu
standardowego,
usprawnieniem i wzbogacaniem metodyki sporządzania wykresów Ishika-
wy.
Zasługą Kindlarskiego jest wdrożanie do realiów funkcjonowania polskiej
gospodarki lat 90-tych istotnych założeń TQM-u, a także opracowanie kryteriów
Polskiej Nagrody Jakości.
Romuald Kolman (ur. 1922) to naukowiec zajmujący się badaniem zjawisk
jakościowych ze szczególnym uwzględnieniem zagadnień dokładności wytwa-
rzania. Jest autorem oryginalna koncepcji kwantyfikacji poziomu jakości (meto-
da uśrednionych znamion jakości) oraz ponad 40 analitycznych metod inżynierii
jakości, a także koncepcji i elementów teorii przemian jakościowych. Kontynu-
atorem jego myśli jest wielu naukowców w Polsce i za granicą.

21
2. STANDARDY ZARZĄDZANIA JAKOŚCIĄ
2.1. System zarządzania jakością według wymagań normy ISO 9001:2008
System zarządzania jakością zgodny z normą ISO 9001 jest obecnie bardzo
popularny, bez względu na branżę, wielkość organizacji, lokalizację czy formę
prawną. Wynika to w dużej mierze z chęci usprawnienia działań związanych
z podziałem obowiązków, przepływem informacji wewnątrz przedsiębiorstwa
i wzbudzeniem świadomości związanej z jakością produkowanych wyrobów lub
świadczonych usług wśród wszystkich pracowników [15]. System zarządzania
jakością mimo, że zbudowany w oparciu o tą samą normę ISO 9001 w każdym
przedsiębiorstwie będzie funkcjonował i wyglądał inaczej. W dużej mierze zale-
ży to od jego specyfiki, doświadczenia i kwalifikacji pracowników oraz formy
udokumentowania wymagań[15].
Podstawową ideą zawartą w normie ISO 9001 jest podeście procesowe, które
polega na zidentyfikowaniu procesów zachodzących w przedsiębiorstwie i za-
rządzaniu relacjami pomiędzy tymi procesami [88, 89].
Model systemu zarządzania jakością, którego podstawą jest proces, przed-
stawiono na rysunku 2.1.
Rys. 2.1. Model systemu zarządzania jakością, którego podstawą jest proces [88]

22
Model systemu zarządzania jakością pokazuje powiązania procesów, które
zostały omówione w rozdziałach 4 do 8 normy. Model ten podkreśla również, że
istotną rolę w określaniu wymagań wejściowych oraz ocenie rezultatów pełnią
klienci.
Wymagania dotyczące systemu zarządzania jakością ujęto w pięciu rozdzia-
łach (od 4 do 8), z czego procesy związane z bezpośrednią obsługą klienta oraz
tworzeniem wartości dodanej opisane są w rozdziale 7 „Realizacja wyrobu”.
Jeżeli organizacja w swojej praktyce nie stosuje wymagań opisanych w tym
rozdziale, to twórcy normy przewidzieli możliwość wyłączenia takiego punktu.
Warunkiem jest jednak to, aby taka sytuacja była uzasadniona i opisana w księ-
dze jakości.
Rozdział 4 „System zarządzania jakością” normy ISO 9001 podzielony jest
na dwa podrozdziały: wymagania ogólne i wymagania dotyczące dokumentacji.
Do szczególnych wymagań w tym zakresie należy:
zidentyfikowanie procesów zachodzących w organizacji,
określenie sekwencji tych procesów oraz ich wzajemne oddziaływanie,
ustalenie czynników niezbędnych do skutecznego przebiegu procesów,
ustalenie czynników niezbędnych do nadzorowania tych procesów,
zapewnienie zasobów niezbędnych do przebiegu oraz monitorowania pro-
cesów,
zastosowanie działań, w celu osiągania określonych wyników oraz dosko-
nalenia procesów.
W zakresie wymagań dotyczących dokumentacji, podstawową kwestią jest
to, co autorzy normy uważają za dokumentację. Zgodnie z punktem 4.2.1 „Po-
stanowienia ogólne” normy ISO 9001 na dokumentację składają się:
polityka jakości,
cele jakości,
księga jakości,
procedury,
zapisy.
Obszerność dokumentacji zależy od:
wielkości organizacji, np. mierzona ilością zatrudnionych pracowników.
Mniej dokumentów będzie w organizacji zatrudniającej do 10 pracowników,
a więcej jeżeli zatrudnionych będzie 600 osób,
rodzaju prowadzonej działalności, np. dla porównania produkcja mebli
a produkcja odlewów z mosiądzu, usługi medyczne a usługi sprzedażowe, prze-
mysł wydobywczy a przemysł odzieżowy. Każdy z nich ma swoją specyfikę
i wymagania technologiczne,
kompetencji personelu, np. określane na podstawie wykształcenia. Dla pra-
cowników z wykształceniem zawodowym konieczne będą instrukcje pracy, a dla
23
pracowników z wykształceniem wyższym wystarczą procedury, czy wręcz
schematy graficzne przebiegu procesu.
Polityka jakości i cele jakości zostały omówione w rozdziale 3 niniejszej
książki. Dlatego też, w tym rozdziale opisane zostaną pozostałe składniki doku-
mentacji.
Księga jakości jest dokumentem stanowiącym przewodnik po systemie za-
rządzania jakością wdrożonym w organizacji. Informacje, jakie musi zawierać są
następujące:
zakres systemu zarządzania jakością – nie ma wymogu obejmowania zakre-
sem systemu całej działalności prowadzonej przez daną firmę. Jeżeli przedsię-
biorca pod jedną firmą prowadzi działalność produkcyjną oraz usługową np.
hotel, może wdrożyć system zarządzania jakością tylko dla jednej z tych działal-
ności. Może również ograniczyć system do produkcji jednego wyrobu,
informacje dotyczące wyłączeń wraz z ich uzasadnieniem – autorzy normy
przewidzieli sytuację, w której przedsiębiorca np. nie projektuje wyrobu, który
produkuje. Taką sytuację należy w opisać księdze, podając punkt normy, który
nie ma zastosowania. Wyłączenia mogą dotyczyć tylko rozdziału siódmego
normy ISO 9001. Wyłączenie innego punktu, spoza rozdziału siódmego, powo-
duje, że nie można stwierdzić zgodności z wymaganiami normy i certyfikat nie
będzie przyznany,
procedury lub odwołania do nich – księga może zawierać w swojej treści
procedury, co najczęściej ma miejsce w bardzo małych organizacjach np. za-
trudniających do 10 osób. W większych, ze względu na większy podział specja-
lizacyjny pomiędzy działami czy samymi pracownikami powoduje, że procedury
nie są tak proste i wymagają dokładnego opisania. Dlatego też, w przedsiębior-
stwach najczęściej spotykamy się z sytuacją, że procedury stanowią odrębny
zbiór dokumentów,
opis wzajemnego oddziaływania pomiędzy procesami – ze względu na po-
dejście procesowe, w księdze należy przedstawić mapę procesów oraz opisać
zależności między tymi procesami np. kolejność przebiegu procesów, istotne
z punktu widzenia warunki realizacji niektórych procesów .
Elementy wymienione powyżej są wymaganiem normy, natomiast każde
z przedsiębiorstw, może wprowadzić dodatkowe dane i opisy. Często spotyka-
nym w praktyce dodatkowym rozdziałem w księdze jest:
prezentacja organizacji wraz ze schematem organizacyjnym,
zestawienie zakresów obowiązków kluczowego personelu,
wykaz produkowanych wyrobów i stosowanych technologii,
wykaz nagród i certyfikatów które organizacja już posiada.
Wszelkie dokumenty, przed wydaniem ich personelowi do stosowania, mu-
szą być zatwierdzane, napisane w sposób czytelny, zrozumiały i dostępny dla jej
czytelników [88]. Dlatego też, w zależności od adresata dokumentacja może

24
mieć różny poziom szczegółowości i różny sposób prezentowania sposobu po-
stępowania. Więcej na ten temat w rozdziale 3.3 i 4.2 niniejszej książki.
Kolejnym ważnym wymaganiem w zakresie dokumentacji jest nadzór nad
zapisami. Zauważono, że w praktyce organizacje mają problem z określeniem co
jest dokumentem, a co zapisem. Podstawowe różnice przedstawiono w tabeli 2.1
natomiast podobieństwa w zakresie nadzoru przedstawiono w tabeli 2.2.
Tabela 2.1. Różnice między dokumentem z zapisem (opracowanie własne)
DOKUMENT ZAPIS
- opisuje, co należy zrobić - stanowi dowód na wykonanie tego, co
należało zrobić
- podlega aktualizacji - nie podlega aktualizacji
- wskazuje kto powinien wykonać zadanie - wskazuje kto wykonał dane zadanie
Tabela 2.2. Sposoby nadzorowania dokumentów i zapisów (opracowanie własne)
ASPEKT NADZORU DOKUMENT ZAPIS
Udokumentowania procedura nadzoru x x
Zatwierdzenie pod kątem adekwatności x
Przegląd i aktualizacja x
Identyfikacja x x
Status zmian x
Dostępność w miejscach użytkowania x x
Czytelność x x
Zapobieganie niezamierzonemu stosowaniu nieaktual-
nych
x
Przechowywanie x x
Zabezpieczanie x x
Wyszukiwanie x
Zachowywanie x x
Łatwość zidentyfikowania i odszukania x x
Jak można zauważyć, w praktyce sposób nadzoru nad dokumentami i zapi-
sami jest bardzo do siebie zbliżony. Powoduje to również, że organizacje opisują
sposób nadzoru nad nimi w jednej udokumentowanej procedurze, która reguluje
wszystkie kwestie nadzoru, spełniając wymagania dwóch punktów normy ISO
9001.
W tabeli 2.3. przedstawiono zestawienie wymagań w tym zakresie, nie mniej
jednak pod pojęciem dokumentacji rozumieć należy również dokumenty wyni-
kające z wymagań prawnych oraz innych zewnętrznych źródeł, jak np. Kodeks

25
Pracy. Powoduje to np., że należy utrzymywać zapisy i dokumenty dotyczące
pomiarów czynników szkodliwych na stanowiskach pracy, mimo tego, że punkt
6.4 „Środowisko pracy” nie wymaga utrzymywania zapisów w tym zakresie.
Norma ISO 9001 nie jest ponad prawem.
Tabela. 2.3. Wymagania normy w zakresie procedur, zapisów i dokumentacji
(opracowanie własne)
RODZAJ WYMAGANIA
ROZDZIAŁY
P D Z
4. System zarządzania jakością
4.1 Wymagania ogólne
4.2 Wymagania dotyczące dokumentacji ++ +
5. Odpowiedzialność kierownictwa
5.1 Zaangażowanie kierownictwa
5.2 Orientacja na klienta
5.3 Polityka jakości +
5.4 Planowanie +
5.5 Odpowiedzialność, uprawnienia i komunikacja
5.6 Przegląd zarządzania +
6. Zarządzanie zasobami
6.1 Zapewnienie zasobów
6.2 Zasoby ludzkie +
6.3 Infrastruktura
6.4 Środowisko pracy
7. Realizacja wyrobu
7.1 Planowanie realizacji wyrobu + +
7.2 Procesy związane z klientem +
7.3 Projektowanie i rozwój +
7.4 Zakupy +
7.5 Produkcja i dostarczanie usługi +
7.6 Nadzorowanie wyposażenia do monitorowania i pomiarów +
8. Pomiary, analiza i doskonalenie
8.1 Postanowienia ogólne
8.2 Monitorowanie i pomiary + +
8.3 Nadzór nad wyrobem niezgodnym + +
8.4 Analiza danych
8.5 Doskonalenie ++ +
P- procedura, D- dokument, Z- zapis

26
Rozdział 5 „Odpowiedzialność kierownictwa” stawia wymagania wobec
władz organizacji. Najwyższym kierownictwem może być, w zależności od
formy prawnej: właściciel, zarząd, wspólnicy, dyrektor. Kierownictwo powinno
udowodnić swoje zaangażowanie w system, np. poprzez: przeprowadzanie
w ustalonych odstępach czasu przeglądów zarządzania, zapewnienia stosownych
zasobów niezbędnych do wdrożenia i funkcjonowania systemu (np. środki fi-
nansowe w budżecie), udokumentowanie swojej polityki jakości.
Polityka jakości jest dokumentem, który wskazuje na wartości jakie organi-
zacja przestrzega oraz cele jakie chce osiągnąć w trosce o klienta. Treść polityki
powinna:
być odpowiednia do celu istnienia organizacji, czyli z jej treści czytający
powinien wywnioskować, z jaką organizacją ma do czynienia, w jakiej branży
ona funkcjonuje i dla jakich obsługuje,
zawierać zobowiązanie do spełnienia wymagań systemu zarządzania jako-
ści oraz jego ciągłego doskonalenia,
wspomagać realizacje oraz przegląd celów związanych z jakością wyrobu,
być zrozumiała i rozpowszechniona w organizacji,
być przeglądana, w celu weryfikacji jej przydatności.
Najwyższe kierownictwo ma obowiązek wyznaczyć przedstawiciela firmy
(popularna nazwa tej funkcji: pełnomocnik ds. SZJ), do którego zadań będzie
należało zapewnienie, że procesy niezbędne w systemie są ustanowione, wdro-
żone i utrzymywane oraz który będzie przedstawiał raporty dotyczące funkcjo-
nowania systemu i potrzeb w zakresie jego doskonalenia.
Istotnym z punktu widzenia zaangażowania najwyższego kierownictwa
w system jest przeprowadzanie przeglądów zarządzania. Przegląd jest swoistym
„rachunkiem sumienia” dla systemu. Podczas przeglądu omawiane są bowiem:
wyniki auditów wewnętrznych i zewnętrznych, informacje od klienta (reklama-
cje, ocena zadowolenia), analizowane są wskaźniki oceny procesów oraz prze-
widywane zmiany, które mogą mieć znaczący wpływ na funkcjonowanie orga-
nizacji, a więc i systemu zarządzania jakością. W przeglądzie tym najczęściej
uczestniczą:
najwyższe kierownictwo,
pełnomocnik ds. systemu zarządzania jakością,
właściciele procesów,
wybrani audytorzy wewnętrzni,
zaproszeni goście.
Z przeglądu pełnomocnik ds. SZJ sporządza raport, który zatwierdza najwyż-
sze kierownictwo.
Rozdział 6 „Zarządzanie zasobami” zawiera wymagania w zakresie zarzą-
dzanie zasobami, którymi są personel, infrastruktura oraz środowisko pracy.

27
Pracownicy zatrudniani przez organizację muszą być kwalifikowani na pod-
stawie odpowiedniego wykształcenia, szkolenia, umiejętności i doświadczenia.
Wymagania w tym zakresie, czyli określenie siatki kompetencyjnej, jest obo-
wiązkiem każdej organizacji, która sama sobie narzuca standard pracowników.
Organizacja powinna zapewnić, aby pracownicy takie kompetencje posiadali
na etapie zatrudnienia lub w późniejszym etapie za pomocą np. szkoleń czy kur-
sów. Ważnym aspektem jest wymóg oceny skuteczności tych działań.
W zakresie nadzoru nad infrastrukturą i środowiskiem pracy, należy zapew-
nić, aby były one właściwe z punku widzenia zapewnienia zgodności wyrobu
z wymaganiami.
Rozdział 7 „Realizacja wyrobu” obejmuje swoim zakresem całość zagadnień
dotyczących obsługi klienta, czyli: zawieranie umów, projektowanie, zakupy,
produkcję/świadczenie usługi. Jeżeli w zakresie działania danej organizacji nie
mają miejsca zdarzenia opisane w tym rozdziale normy, wówczas organizacja
może taki element systemu wyłączyć (opisując to w księdze jakości).
Podrozdział 7.1 „Planowanie realizacji wyrobu” wymaga od organizacji, aby
zaplanowała oraz opracowała procesy niezbędne do realizacji wyrobu z
uwzględnieniem stawianych przez klientów czy przepisy wymagań oraz celów
jakości. Niezbędne jest także ustalenie działań związanych z weryfikacją, wali-
dacją, monitorowaniem, pomiarami, kontrolami oraz badaniami wyrobu oraz
procesów. W fazie planowania określić należy również niezbędne zapisy po-
trzebne do dostarczenia dowodów, że procesy realizacji i wyrób będący ich wy-
nikiem, spełniają wymagania.
Podrozdział 7.2 „Procesy związane z klientem” wymaga, aby organizacja
określiła wymagania klienta wobec wyrobu, jego dostawy oraz działań po do-
stawie. Należy dodatkowo zwrócić uwagę na określenie wymagań nieustalonych
przez klienta, ale niezbędnych do zamierzonego zastosowania wyrobu. Przed-
siębiorstwo musi posiadać informację na temat wymagań przepisów prawnych,
związanych z zastosowaniem wyrobu, aby dostarczyć klientowi wyrób odpo-
wiadający jego wymaganiom oraz wymaganiom prawnym. Pomocne w sprecy-
zowaniu wszelkich wymagań może być przegląd wymagań, który ma zapewnić,
że:
wymagania dotyczące wyrobu zostały określone,
rozwiązano rozbieżności pomiędzy wymaganiami umownymi, a sprecyzo-
wanymi wcześniej,
przedsiębiorstwo jest zdolne do spełnienia tych wymagań.
Podrozdział 7.3. „Projektowanie i rozwój wyrobu” wymaga, aby organizacja
określiła etapy projektowania i rozwoju: przegląd, weryfikację, walidację oraz
odpowiedzialności związane z etapami projektowania. Danymi początkowymi,
czyli wejściowymi do projektowania mogą być informacje zawierające wyma-
gania funkcjonalne, przepisy prawne oraz jeżeli to możliwe, informacje z wyko-
nanych w przeszłości podobnych projektów. Efektem prac projektowych mają

28
być dane wyjściowe zgodne z danymi określonym na wejściu. Powinny również
zawierać stosowne informacje związane z samym wyrobem, np. jego właściwo-
ści dotyczące bezpiecznego użytkowania.
Do określenia możliwości spełnienia wymagań postawionych w trakcie pro-
jektowania i rozwoju oraz identyfikacji możliwych problemów i ewentualnych
działań służą przeglądy poszczególnych etapów, natomiast weryfikacja i walida-
cja ma na celu zapewnienie, że wyrób spełnia wszelkie wymagania postawione
wobec niego. Ponadto, walidacja powinna odbyć się koniecznie przed oddaniem
wyrobu do użytku.
Wszelkie modyfikacje w trakcie projektowania i rozwoju powinny podlegać
stosownym zapisom. Organizacja ma również obowiązek poddać przeglądowi,
weryfikacji oraz walidacji wszelkie zastosowane zmiany.
Podrozdział 7.4.”Zakupy” wymaga współpracy z dostawcami spełniającymi
jej wymagania. Dlatego też, należy wprowadzić zasady oceniania, wybierania
i ponownego oceniania dostawców oraz utrzymywać z tych ocen stosowane
zapisy. Każdy zakupiony towar lub usługę należy poddać weryfikacji w celu
oceny, czy jest zgodny z zamówieniem.
Podrozdział 7.5. „Produkcja i dostarczanie usługi” wskazuje organizacji, że
zarówno planowanie, produkcja, jak i dostarczanie usług powinno odbywać się
w warunkach nadzorowanych. Ważnymi elementami tych warunków są:
dostępność informacji, w których określono właściwości wyrobu,
dostępność instrukcji pracy, jeżeli są niezbędne,
stosowanie właściwego wyposażenia,
dostępność i stosowanie wyposażenia do monitorowania i pomiarów,
wdrożenie monitorowania i pomiarów,
wdrożenie działań związanych ze zwolnieniem wyrobu, dostawą i po do-
stawie [88].
W sytuacji, gdy organizacja nie ma możliwości monitorowania oraz doko-
nywania pomiarów w trakcie trwania procesu, proces taki należy poddać walida-
cji (są to tzw. procesy specjalne np. spawanie, odlewania, malowanie). Jeżeli
wymagana jest identyfikacja i identyfikowalność wyrobu, organizacja powinna
ją stosować w trakcie całego procesu realizacji wyrobu/ usługi.
Gdy organizacja korzysta w jakiejkolwiek formie z własności klienta, np.
wytwarza wyroby z surowca czy materiału klienta, instaluje podzespoły klienta
do wyrobu gotowego, to należy taką własność zabezpieczyć przed uszkodze-
niem i zagubieniem [88]. Dostarczenie przez klienta czegokolwiek, co ma być
włączone do wyrobu bądź wykorzystane w procesie nie zwalnia organizacji
z kontroli odbiorczej i ewentualnego zakwestionowania przydatności własności
klienta do dalszego zastosowania.
Podrozdział 7.6. „Nadzorowanie wyposażenia do monitorowania i pomia-
rów” nakłada na organizację obowiązek, aby wszędzie tam gdzie konieczne jest
zapewnienie wiarygodnych wyników:

29
w ustalonych odstępach czasu lub przed jego użyciem wzorcowała i/lub
sprawdzała wyposażenie do pomiarów,
zapewniła adiustację, gdy jest to niezbędne,
identyfikowała przyrządy w celu określenia statusu wzorcowania,
zabezpieczała wyposażenie przed adiustacjami, które mogłyby mieć wpływ
na pomiary,
w trakcie przechowywania, utrzymywania oraz przemieszczania chroniła
wyposażenie przed uszkodzeniem [88].
Rozdział 8 „Pomiary, analiza i doskonalenie” zawiera wymagania w zakresie
weryfikacji funkcjonowania systemu zarządzania jakością. Jednym z podstawo-
wych wyznaczników skuteczności systemu jest ocena zadowolenia klienta. Or-
ganizacja powinna zbierać, analizować i wykorzystywać informacje o percepcji
klienta co do tego, czy spełniła jego wymagania.
Kolejnym narzędziem do oceny czy system spełnia swoje zdania, są audity
wewnętrzne. Powinny one być przeprowadzane przez przeszkolonych auditorów
niezależnych od obszarów podlegających auditom. Z każdego ąuditu należy
sporządzić raport, który jest podstawą podjęcia działań korygujących i zapobie-
gawczych.
Organizacja powinna stosować odpowiednie metody monitorowania oraz,
gdy to ma zastosowanie, metody pomiarów procesów. Metody te powinny wy-
kazać zdolność procesów do osiągania zaplanowanych wyników. Jeżeli zapla-
nowane wyniki nie są osiągane, należy dokonać korekcji oraz podjąć, tam gdzie
ma to zastosowanie, działania korygujące.
Organizacja powinna monitorować i mierzyć właściwości wyrobu w celu we-
ryfikacji, czy zostały spełnione wymagania dotyczące wyrobu. Należy to prze-
prowadzać na odpowiednich etapach procesu realizacji wyrobu zgodnie z zapla-
nowanymi ustaleniami.
W przypadku wystąpienia wyrobu niezgodnego z wymaganiami, organizacja
powinna podjąć stosowne działania mające na celu niedopuszczenie do nieza-
mierzonego zastosowania tego wyrobu. Wszelkie decyzje w takim przypadku
powinna podjąć osoba mająca stosowane uprawnienia nadane przez kierownic-
two organizacji oraz je udokumentować.
Aby poprawić skuteczność systemu zarządzania jakością, organizacja powin-
na zbierać niezbędne dane oraz je analizować. Dane te powinny dotyczyć do-
stawców, klientów, procesów i wyrobów. Ważne również jest nieustanne dosko-
nalenie systemu oraz odpowiednie wdrażanie działań zapobiegawczych i kory-
gujących [88].
Model zarządzania jakością według standardu ISO 9001 jest [23]:
– kompleksowy: zawiera wszystkie elementy niezbędne do utworzenia efek-
tywnego systemu zarządzania jakością,
– elastyczny: pozostawia organizacji ostateczną odpowiedzialność za dobór
metod i narzędzi zarządzania jakością,

30
– uniwersalny: nie jest modelem branżowym,
– oparty na dobrym zapleczu organizacyjnym: są wspierane przez organizacje
uznawane powszechnie jako forum do wprowadzania w normie zmian, dokony-
wania niezależnych ocen systemu zarządzania jakością,
– obiektywny: ocena funkcjonowania prowadzona przez jednostki certyfiku-
jące jest poufna, profesjonalna i oparta na interpretacji znanej wszystkim zainte-
resowanym.
2.2. Wybrane standardy oparte na normie ISO 9001
2.2.1. System zarządzania w przemyśle spożywczym wg ISO 22000
ISO 22000:2005 „Systemy zarządzania bezpieczeństwem żywności – Wy-
magania dla wszystkich organizacji w łańcuchu żywnościowym” jest międzyna-
rodową normą opublikowaną 1 września 2005 roku, zawierającą wymagania
dotyczące wdrażania, funkcjonowania i doskonalenia systemu zarządzania ukie-
runkowanego na dostarczanie klientowi bezpiecznej żywności.
Wszystkie wymagania normy ISO 22000 mają charakter ogólny i mają zasto-
sowanie dla wszystkich organizacji łańcucha żywnościowego. Norma podzielo-
na jest na osiem rozdziałów, zgodnie w układem normy ISO 9001.
Wybrane wymagania przedstawiono w tabeli 2.
Tabela 2.4. Wybrane wymagania normy ISO 22000:2005
(opracowanie własne na podstawie [86, 92])
ROZDZIAŁ
TYTUŁ WYBRANE WYMAGANIA
4
System
zarządzania
bezpieczeństwem
żywności
- określić zakres systemu,
- zapewnić, że zagrożenia bezpieczeństwa żywności można przewi-
dzieć, są zidentyfikowane, ocenione i kontrolowane,
- oceniać okresowo, i jeżeli to konieczne, aktualizować system zarzą-
dzania,
- nadzorować procesy przekazane na zewnątrz,
- udokumentować politykę bezpieczeństwa żywności, cele, procedury
i zapisy,
- udokumentować procedurę nadzoru nad dokumentami i zapisami.
5
Odpowiedzialność
kierownictwa
- dostarczać dowody zaangażowania w system bezpieczeństwa żyw-
ności,
- zakomunikować odpowiedzialność i uprawnienia,
- wyznaczyć przewodniczącego zespołu ds. bezpieczeństwa żywności,
- zapewnić skuteczną komunikację zewnętrzną i wewnętrzną,
- opracować procedury do zarządzania potencjalnymi sytuacjami
kryzysowymi i incydentami,
- przeprowadzać przeglądy zarządzania.

31
6
Zarządzanie
zasobami
- pracownicy powinni być kompetentni na podstawie odpowiedniego
wykształcenia, wyszkolenie, umiejętności o doświadczenia (w tym
członkowie zespołu ds. bezpieczeństwa żywności),
- zapewnić zasoby do stworzenia i utrzymania właściwego środowiska
pracy oraz infrastruktury.
7
Planowanie
i realizacja
bezpiecznych
wyrobów
- opracować programy wstępne,
- powołać zespół ds. bezpieczeństwa żywności,
- utrzymywać zapisy dotyczące posiadanej wiedzy i doświadczenia
przez członków zespołu,
- opisać wszystkie surowce, składniki i produkty wchodzące w kon-
takt z wyrobem,
- określić przeznaczenie wyrobu, w celu przeprowadzenia analizy
zagrożeń,
- opracować schematy procesów,
- przeprowadzić analizę zagrożeń z uwzględnieniem wyrobu, procesu
i urządzeń,
- ocenić zagrożenia i podjąć środki nadzoru ,
- ustanowić system identyfikowalności,
- określić właściwe sposoby postępowania z wyrobem niezgodnym i
potencjalnie niezgodnym,
- ustanowić udokumentowaną procedurę wycofania wyrobu z rynku.
8
Walidacja,
weryfikacja
i doskonalenie
systemu
zarządzania
bezpieczeństwem
żywności
- przeprowadzić walidację stosowanych środków nadzoru przed ich
stosowaniem,
- dostarczyć dowody, że określone metody monitorowania i pomiarów
oraz wyposażenie, są właściwe do zapewnienia efektywności procedur
monitorowania i pomiarów,
- przeprowadzać audity wewnętrzne,
- oceniać indywidualne wyniki planowej weryfikacji,
- analizować wyniki działań weryfikacyjnych,
- zapewnić ciągle doskonalenie systemu.
Norma ISO 22000 łączy wymagania systemu HACCP oraz Dobrych Praktyk
(Produkcyjnych, Higienicznych, Cateringowych, Dystrybucyjnych itp.) i posiada
strukturę analogiczną do pozostałych norm dotyczących systemów zarządzania,
ułatwiając integrację systemu z systemami zarządzania jakością oraz środowi-
skiem [122].
HACCP (ang. Hazard Analysis Critical Control Point) czyli Analiza Zagro-
żeń Krytycznych Punktów Kontroli, jest to system, który daje ogólne racjonalne
podejście do zapewnienia bezpieczeństwa żywności.
System HACCP opracowano w celu rozpoznania i kontroli zagrożeń, które
mogą pojawić się w jakimkolwiek momencie procesu produkowania i składo-
wania żywności. Jako zagrożenie określamy wszystko, co może przynieść szko-
dę konsumentowi. Zagrożenie rozpoznajemy poprzez obserwację każdego etapu
procesu produkowania żywności i stawianie pytania "co mogłoby pójść źle",
powodując w efekcie wyprodukowanie niebezpiecznej żywności.
Cd. tabeli 2.4.

32
Następnie należy zdecydować, gdzie musimy ustanowić nadzór i kontrolę te-
go procesu, aby zatrzymać zagrożenie i uniknąć przez to komplikacji. Są to
Kontrolne Punkty Krytyczne (ang. Critical Control Points - CCP) [122].
Podstawowy cel produkcji bezpiecznej żywności zostanie osiągnięty przez
skuteczne codzienne funkcjonowanie Kontrolnych Punktów Krytycznych.
HACCP został początkowo opracowany we wczesnym okresie amerykań-
skiego programu kosmicznych lotów załogowych w celu zapewnienia bezpie-
czeństwa mikrobiologicznego żywności dla astronautów. System został opraco-
wany przez Pillsbury Company współpracującą z NASA i laboratoriami armii
USA w Natick. Pillsbury następnie zastosował HACCP do własnych produktów
żywnościowych i wprowadził ten system do przemysłu spożywczego.
Obecnie HACCP jest stosowany w zakładach przemysłu spożywczego o róż-
nej wielkości na całym świecie. Posiada międzynarodową akceptację jako sys-
tem zapewniający uzyskiwanie bezpiecznej żywności [122].
System HACCP jest oparty na siedmiu zasadach zaakceptowanych w skali
międzynarodowej, które przedstawiono w tabeli 2.5.
Tabela 2.5. Zasady systemu HACCP [122]
NR ZASADA
1 Należy rozpoznać możliwe zagrożenia i środki dla ich kontroli
2 Należy określić Kontrolne Punkty Krytyczne (CCPs), gdzie muszą być zachowane
szczególne środki ostrożności
3 Należy ustalić krytyczne granice, które muszą być przestrzegane, aby CCP znajdowały
się pod kontrolą
4 Należy ustalić system nadzorowania kontroli w CCP
5 Należy opracować działania naprawcze, które podejmuje się w przypadku utraty kon-
troli nad CCP
6 Należy ustalić postępowanie sprawdzające, czy system HACCP działa prawidłowo
7 Należy opracować odpowiednią dokumentację i system zapisów
Zasady systemu HACCP określają, jak udoskonalać, realizować i utrzymy-
wać skuteczność systemu zapewniającego produkcję bezpiecznej żywności
[122].
2.2.2. Wymagania dla dostawców w branży motoryzacyjnej - ISO/TS 16494
Branża motoryzacji, jest jedną z gałęzi przemysłu, w której obowiązują ściśle
określone wymagania dotyczące jakości wytwarzanych wyrobów, a więc rów-
nież konieczności funkcjonowania systemów zarządzania jakością. Aby możli-

33
we było ich przestrzeganie, istnieje szereg powiązanych metod i narzędzi, które
ułatwiają osiągnięcie niezbędnych celów jakościowych.
Jednym z najbardziej popularnych standardów, zawierających zestawienie
wszystkich niezbędnych wymagań dla dostawców branży motoryzacyjnej, jest
dokument ISO/TS 16949. Standard ten, a właściwie specyfikacja techniczna jest
wynikiem współpracy producentów branży motoryzacyjnej. Powstała w oparciu
o amerykańską normę QS-9000, normę włoską AVSQ, niemiecką VDA 6.1 oraz
francuską EAQF. W połączeniu z ISO 9001:2000, określa ona wymagania doty-
czące systemu zarządzania jakością odnoszące się do projektowania, rozwoju,
produkcji oraz w niektórych przypadkach instalowania i serwisu wyrobów bran-
ży motoryzacyjnej, a także usług dotyczących materiałów produkcyjnych, su-
rowców, obróbki termicznej, malowania i montażu [28, 71, 101].
Najbardziej istotne różnice między ISO 9001 a ISO/TS 16949 dotyczą takich
elementów jak:
dokumentacja techniczna,
cele dotyczące jakości,
środowisko pracy,
zakupy,
plany kontroli,
analiza systemów pomiarowych oraz
audity [24].
Standard ISO/TS 16949 stawia wymagania, których spełnienie wymusza
pracę zespołową. Ponadto przywołuje bardzo przydatne, a nawet niezbędne
metody i narzędzia projakościowe, do których zalicza się między innymi stan-
dard APQP, metodę FMEA, MSA, SPC oraz system PPAP [61].
APQP to zaawansowane planowanie jakości wyrobów. Jest procesem
wspomagającym planowanie jakości wyrobów motoryzacyjnych, przy zaanga-
żowaniu kierownictwa przedsiębiorstwa oraz uwzględniającym indywidualne
wymagania klienta. APQP zawiera wytyczne dotyczące pięciu faz planowania:
1) planowanie i definiowanie wymagań – jest fazą mająca na celu zidentyfi-
kowanie wymagań oraz oczekiwań klienta przed rozpoczęciem projektowania,
wytwarzania, doskonalenia, bądź innych działań związanych z realizacją okre-
ślonego wyrobu. Na tym etapie mogą być zastosowane różne techniki, metody
i narzędzia wspomagające komunikacje z klientem oraz rozpoznawanie jego
potrzeb i oczekiwań względem organizacji. Rezultatem planowania jest plan
wdrożenia wyrobu obejmujący elementy, przedstawionego w dalszej części pra-
cy, systemu PPAP.
2) projektowanie i rozwój produktu – jest fazą pojawiającą się w sytuacji ko-
nieczności tworzenia przez organizację projektu wyrobu, bądź jego doskonale-
nia. Na tym etapie sporządzana jest dokumentacja techniczna, planowane są
formy weryfikacji i walidacji wyrobu, specyfikowane są niezbędne do produkcji

34
narzędzia i przyrządy pomiarowe oraz tworzony jest ostatecznie plan kontroli
prototypu.
3) projektowanie i rozwój procesu – to etap związany z projektowaniem pro-
cesu wytwarzania wyrobu. Efektem tej fazy, jest powstanie schematu produk-
cyjnego, instrukcji operacyjnych, pakowania oraz planu kontroli dla fazy
wstępnego uruchomienia. Na podstawie opracowanego planu kontroli oraz
przywołanych w nim systemów pomiarowych, powinna być przeprowadzana,
zgodnie z ustaleniami z klientem, analiza zdolności wyposażenia pomiarowego
i procesów, w celu zbadania rozrzutu wyników uzyskanych przez stosowaną
aparaturę kontrolną.
4) walidacja produktu i procesu – procesu polega na przeprowadzeniu pro-
dukcji próbnej oraz zastosowaniu metod i technik, mających na celu zagwaran-
towanie zdolności procesu do wytwarzania wyrobu zgodnego z wcześniej przy-
jętymi wymaganiami oraz ustaleniami. Efektem tej fazy jest powstanie planu
kontroli będącego podstawą do realizacji produkcji seryjnej.
5) działania korygujące i ciągłe doskonalenie – to etap badania zmienności
wyników otrzymanych w wyniku realizacji procesu produkcyjnego. Faza ta
pozwala przede wszystkim na zbadanie prawidłowego przebiegu oraz efektyw-
ności procesu planowania [63, 90].
FMEA (ang. Failure Mode and Effect Analysis) oznacza analizę przyczyn
i skutków wad. Jest metodą o szerokim zastosowaniu dlatego też wykorzystuje
się ją do rozwiązywania różnorodnych problemów pojawiających się na po-
szczególnych etapach związanych z realizacją wyrobu lub usługi, czego od-
zwierciedleniem jest następująca klasyfikacja:
FMEA wyrobu/projektu,
FMEA procesu (produkcji, świadczenia usługi),
FMEA środków produkcji,
FMEA organizacji [31].
Wykorzystywanie metody na etapie projektu, sprowadza się przede wszyst-
kim do wykrycia oraz niwelowania wszelkich możliwych błędów lub wad okre-
ślonego wyrobu, bądź usługi przed przyjęciem ostatecznego rozwiązania.
W toku produkcji, FMEA pozwala na wykrycie najbardziej słabych punktów
procesu wytwarzania lub montażu, co rzutuje na zmniejszenie ryzyka zawodno-
ści produkowanego obiektu.
W odniesieniu do środków produkcji, FMEA ma za zadanie zapewnić cią-
głość realizacji, natomiast w przypadku organizacji, prawidłowe i efektywne
działanie poszczególnych służb [16].
Celem omawianej metody jest zbadanie wyspecyfikowanych cech wyrobu,
funkcjonujących procesów produkcyjnych oraz stosowanych materiałów, pod
kątem ich możliwego wpływu na wadliwość wyrobu w trakcie jego późniejszej
eksploatacji [113].

35
Etapy FMEA przedstawiają się następująco:
1) planowanie i przygotowanie FMEA – powołanie oraz szkolenie zespołu,
który będzie odpowiadał za wdrożenie oraz utrzymywanie metody w przedsię-
biorstwie. W skład zespołu wchodzą doświadczeni pracownicy z różnych szcze-
bli organizacji, jak również w razie potrzeby, powoływani są także eksperci
z określonych dziedzin. W danej fazie analizy, problemy identyfikowane są
w oparciu o etapy realizacji projektu, produkcji, bądź reklamacje klientów.
2) analiza potencjalnych błędów – jest fazą w której następuje identyfikacja
wszystkich błędów, wad, ich przyczyn oraz możliwych skutków z wykorzysta-
niem wiedzy i doświadczenia pracowników wchodzących w skład zespołu,
a także informacji pochodzących od klientów, zarówno wewnętrznych, jak i
zewnętrznych. Ważnym jest uwzględnienie tych błędów i wad, które mogą
ujawnić się w bardzo mało prawdopodobnych okolicznościach. Istotnym ele-
mentem, jest również ocena wpływu zidentyfikowanego błędu z punktu widze-
nia procesu lub produktu.
3) określenie ryzyka związanego z błędami – to faza wyznaczania współczyn-
nika poziomu ryzyka (liczby priorytetowej LPR), związanego z wystąpieniem
określonego rodzaju wady. Aby dokonać obliczenia liczby priorytetowej, należy
określić wartość jej trzech składowych, według wytycznych przedstawionych
w tabeli 2.6.
Tabela 2.6. Ocena punktowa ryzyka błędu w skali 1-10 [32]
PRAWDOPODO-
BIEŃSTWO
WYSTĄPIENIA
BŁĘDU
PPM LPW
ZNACZE-
NIE BŁĘDU
DLA
KLIENTA
LPZ
WYKRY-
WAL-
NOŚĆ
BŁĘDU
PEW-
NOŚĆ
METO-
DY
LPO
Znikoma szansa
wystąpienia 1 1 Nieodczu-
walne 1
Bardzo
duża 99,99% 1
Małe prawdopo-
dobieństwo wy-
stąpienia
100
50 2-3 Niewielkie 2-3 Duża 99,9% 2-5
Umiarkowane
prawdopodobień-
stwo
5000
500 4-6
Umiarko-
wane 4-6
Wykry-
walny 99,7% 6-8
Wysoce prawdo-
podobne 50000
10000 7-8 Duże 7-8
Bardzo
trudno
wykry-
walny
98% 9
Bardzo wysoce
prawdopodobne 500000
100000 9-10
Bardzo
duże 9-10
Niewy-
krywalny 90% 10
36
Wartość liczby priorytetowej określana jest ze wzoru:
LPR = LPZ x LPW x LPO
gdzie:
LPZ – dotkliwość błędu dla klienta,
LPW – prawdopodobieństwo wystąpienia błędu,
LPO – prawdopodobieństwo niewykrycia niezgodności, pod warunkiem, że
takowa wystąpiła.
Wskaźnik LPR może przyjmować wartości od 1 do 1000, wskazując na błędy
najbardziej prawdopodobne, które koniecznie należ wziąć pod uwagę w kolej-
nym etapie FMEA.
4) planowanie działań zapobiegawczych – obejmuje przede wszystkim błędy
o największym priorytecie, w stosunku do których należy niezwłocznie określić
oraz podjąć działania zapobiegające ich przyszłemu występowaniu. Dla wszyst-
kich działań naprawczych sporządzić należy harmonogram zawierający terminy
wykonania, koszty realizacji, zadania oraz osoby odpowiedzialne za ich wyko-
nanie. Opracowanie działań zapobiegawczych wymaga niekiedy ponownej ana-
lizy, bądź identyfikacji przyczyn i skutków błędów [16, 78, 113].
SPC (Statystyczne sterowanie procesem) stanowi zbiór metod i narzędzi sta-
tystycznych, które pozwalają na bieżące nadzorowanie oraz udoskonalanie pro-
cesów produkcji, bądź usług, niezależnie od przyjętej praktyki produkcyjnej.
Stosowanie statystycznego sterowania procesem pozwala przede wszystkim na
sprawdzenie, czy:
określony proces jest zdolny do wypełnienia wymagań,
określony proces każdorazowo spełnia wymagania,
konieczne jest podjęcie działań korygujących [58, 59].
SPC może być stosowane w obszarach:
kontrola dostaw materiałów, części i surowców niezbędnych do działalno-
ści wytwórczej,
kontrola statystycznej regulacji procesów,
ocena zdolności procesów,
auditowanie i ocena zdolności oraz skuteczności procesów,
planowanie jakości procesów i wyrobów,
analiza wyposażenia do pomiarów i kontroli,
ocena jakości wyrobów na podstawie ich eksploatacji [99].
Zapewnienie jakości wytwarzanych wyrobów, bądź świadczonych usług za
pośrednictwem SPC, możliwe jest z wykorzystaniem trzech strategii, takich jak
strategia off –line, on-line oraz strategia mieszana.W pierwszym przypadku mó-
wić należy o postępowaniu najbardziej standardowym, gdzie zapewnienie jako-
ści wyrobów dokonywane jest po zakończeniu procesu produkcyjnego z nasta-

37
wieniem na wykrywanie braków. W przypadku strategii on-line mamy do czy-
nienia z oddziaływaniem na proces produkcyjny w trakcie jego realizacji oraz
założeniem, iż dobrze sterowany proces nie powinien emitować elementów nie-
zgodnych. Strategia mieszana z kolei opiera się na wielokrotnym nadzorowaniu
procesów oraz weryfikacji wytwarzanych obiektów, celem dostarczenia klien-
towi wyrobu o parametrach zgodnych ze ściśle określonymi wymaganiami. Stra-
tegia mieszana stosowana jest najczęściej wobec produktów o dużej odpowie-
dzialności, gdzie zakłada się, iż standardowy nadzór procesów oraz kontrola
parametrów detali, mogą przypadkowo nie wykryć wszystkich niezgodności,
które określane są wówczas jako braki szczątkowe [99].
O procesie, na który w większości oddziałują zmienne pierwszego rodzaju,
mówi się, iż jest statystycznie sterowalny, natomiast w sytuacji przeciwnej po-
zostaje poza kontrolą statystyczną [58, 59]. Realizacja SPC odbywa się z wyko-
rzystaniem procedury graficznej, która oparta jest o diagram przeglądowy,
umożliwiający ciągłą obserwację kontrolowanego procesu produkcyjnego.
MSA jest metodą, której zadaniem jest dostarczenie informacji o wiarygod-
ności funkcjonowania istniejącego systemu pomiarowego, obejmującego
wszystkie narzędzia, wzorce i sprawdziany wykorzystywane zarówno na linii
produkcyjnej, jak i w laboratoriach pomiarowych, celem zapobiegania zwolnie-
niu, bądź dostarczeniu do ostatecznego klienta wyrobu niezgodnego z wymaga-
niami. Kontrola wyposażenia do pomiarów, obejmować powinna cały okres jego
funkcjonowania, tj. od momentu wprowadzenia do użytku, aż do wycofania
z eksploatacji [30].
Idea MSA opiera się na dwuetapowej ocenie systemu pomiarowego poprzez:
badanie normalne – wykonywane jest w celu sprawdzenia, czy stosowany
system pomiarowy, posiada odpowiednie właściwości statystyczne do wykony-
wania określonych pomiarów. Analiza powinna być przeprowadzana przed za-
stosowaniem systemu pomiarowego w przedsiębiorstwie z uwzględnieniem
czynników (operator, urządzenia pomiarowe, środowisko oraz jakości badanych
części), które wpłynąć mogą na wiarygodność pomiarów. Badanie normalne
przeprowadzane jest zazwyczaj jednokrotnie w celu np. porównania urządzeń
pomiarowych, bądź zaakceptowania nowego wyposażenia pomiarowego, a jego
pozytywny wynik, jest podstawą do stosowania systemu w fabryce.
badanie skrócone –jest etapem realizowanym okresowo przez dwóch opera-
torów dokonujących jednokrotnego pomiaru pięciu detali, w celu stwierdzenia,
czy funkcjonujący system pomiarowy nadal zachowuje niezbędne właściwości
statystyczne i czy w dalszym ciągu nadaje się on do akceptacji. Pozytywny wy-
nik badania świadczy również o skuteczności procedur obsługi i rekalibracji
wyposażenia pomiarowego [17, 63].
Metoda MSA przeprowadzana jest przy użyciu kart kontrolnych Shewarta,
które są jednym z podstawowych narzędzi służących do badania zmienności

38
oraz przyczyn jej występowania. Największą zaletą tego narzędzia jest możli-
wość oceny bieżącego oraz przyszłego stanu badanego [82].
PPAP, czyli proces zatwierdzania części do produkcji jest wiodącym wymo-
giem wobec dostawców branży motoryzacyjnej, który w oparciu o specyfikację
techniczną ISO/TS 16949 integruje większość metod wspomagających spełnie-
nie wyszczególnionych przez normę wymagań.
Zadaniem PPAP jest przede wszystkim sprawdzenie, czy sporządzona na
podstawie wymagań klienta specyfikacja, została prawidłowo zinterpretowana
przez producenta oraz czy proces wytwarzania jest w stanie przedłożone wyma-
gania spełnić.
System PPAP obejmuje swoim zakresem następujące elementy:
identyfikacja wymagań klienta,
diagram przebiegu procesu produkcyjnego,
FMEA procesu produkcyjnego,
SPC procesu produkcyjnego,
plan kontroli z elementami APQP,
MSA systemu pomiarowego,
zapisy dotyczące wyników pomiaru wymiarów,
zapisy dotyczące wyników badań materiałów i osiągów,
zestandaryzowane formularze dotyczące zapisów jakości [91].
Proces zatwierdzania części do produkcji traktować można zatem jako zesta-
wienie wielu zadań, analiz i badań, które uzgodnione zostały uprzednio z klien-
tem oraz w zależności do relacji między dostawcą a odbiorcą, odpowiednio
przedłożone w postaci wyników [91].
Możliwe poziomy przedłożenia przedstawiono w tabeli 2.7.
Tabela 2.7. Poziomy przedłożenia PPAP. (opracowanie własne na podstawie [63, 91])
POZIOMY
PRZEDŁOŻENIA WYMAGAJĄ PRZEDŁOŻENIA DLA KLIENTA:
1 tylko gwarancji (w przypadku odpowiedzialności dostawcy za charakte-
rystyki wyglądu)
2 gwarancji i próbek wyrobu z ograniczoną liczbą zapisów, związaną z
realizacją PPAP
3 próbek wyrobu oraz kompletnych zapisów z danymi potwierdzającymi
4 gwarancji wraz ze spełnieniem innych wymagań klienta.
5
gwarancji, próbek wyrobu oraz kompletu zapisów związana z realizacja
PPAP i kompletne dane wspierające sprawdzone w dziale produkcyj-
nym dostawcy.

39
Wyrób zostaje ostatecznie zatwierdzony z chwilą akceptacji przez klienta, co
jednocześnie jest spełnieniem wymogu dla uzyskania zlecenia seryjnego [63].
Stosowanie procesu zatwierdzania części do produkcji konieczne jest
w przypadku:
dostarczenia po raz pierwszy części lub wyrobu określonemu odbiorcy,
konieczności skorygowania rozbieżności dla uprzednio wytwarzanych ele-
mentów,
zmian technologicznych dokonywanych na etapie specyfikacji, projektowa-
nia oraz materiałów produkcyjnych,
stosowania innego niż dotychczas rozwiązania konstrukcyjnego,
rozpoczynania produkcji na innych niż dotychczas maszynach, przyrządach
lub narzędziach,
rozpoczynania produkcji przy innym niż dotychczas układzie wyposażenia
produkcyjnego,
rozpoczynania produkcji po jakichkolwiek zmianach w procesie produkcji,
metodzie wytwarzania, bądź przeniesieniu wykorzystywanego wyposażenia do
innej niż dotychczas lokalizacji,
zmiany poddostawców materiałów, części lub usług,
chęci zastosowania niewykorzystywanego przez okres dłuższy niż jeden
rok wyposażenia produkcyjnego,
zakwestionowania przez klienta otrzymywanych dostaw [63, 91].
2.2.3. Wymagania dla dostawców NATO – AQAP 2110
Od dnia 12 marca 1999 roku Polska jest pełnoprawnym członkiem Sojuszu
Północnoatlantyckiego (NATO). Wraz z tym dniem Polska, dla wspólnego bez-
pieczeństwa państw członkowskich, powinna być zdolna do projektowania, pro-
dukowania i dostarczania wyrobów bezpiecznych, niezawodnych, materiałoosz-
czędnych i uwzględniających aspekty środowiskowe. Zasady te sprecyzowano
zgodnie z koncepcją, zakładającą [102]:
pełną odpowiedzialność dostawcy za jakość wyrobu,
analizowanie i ocenę występującego ryzyka kontraktowego,
zarządzanie konfiguracją wyrobu,
aspekty niezawodnościowe uwzględniające parametry nieuszkadzalności
i obsługiwalności,
planowanie jakości,
nadzorowanie systemu zarządzania jakością,

40
zapewnienie jakości wyrobu nie tylko w fazach projektowania i produkcji,
ale w cały cyklu życia, z uwzględnieniem jego wpływu na środowisko w czasie
eksploatacji i kasacji,
zaangażowanie wszystkich uczestników cyklu życia.
Każdy wyrób (w tym także usługa) dostarczany do wojska powinien spełniać
szczególne wymagania. Użytkownicy wyrobów obronnych muszą mieć pewność
i zaufanie do ich jakości i niezawodności.
Wojsko potrzebuje wyrobów prostych, używanych do codziennego funkcjo-
nowania jak również zaawansowanych technologicznie. Dlatego też wymaga się
od dostawców stosowania w swojej praktyce systemu zarządzania jakością opar-
tego o standardy AQAP. Standardy te to wymagania normy ISO 9001 rozsze-
rzone w tych obszarach, które są istotne z punktu widzenia zamawiającego, czy-
li, aby od początku określania wymagań na wyrób, aż do dostawy ostatniego
wyrobu, mieć przekonanie o zgodności każdego wyrobu ze specyfikacją [102].
Dokumenty standaryzacyjne AQAP podzielone są na dwa rodzaje: „typu
kontraktowego” przeznaczone do przywołania w umowie wymagań jakościo-
wych i typu „wytycznego”, czyli dokumenty pomocne przy wdrażaniu systemu
zarządzania jakością dostawcy oraz wskazówki jak QAR9 ma planować i reali-
zować proces bezpośredniego nadzorowania kontraktu.
Wymagania kontraktowe ma spełniać dostawca (w postaci systemu zarzą-
dzania jakością zgodnego z jednym ze standardów: AQAP 2110, AQAP 2120,
AQAP 2130) oraz zamawiający przy udziale Instytucji Narodowej NATO ds.
Zapewnienia Jakości (w Polsce: Wojskowe Centrum Normalizacji, Jakości
i Kodyfikacji, m.in. AQAP 2070, AQAP 2131, AQAP 2105).
Aktualnie obowiązują następujące publikacje AQAP:
AQAP 2110:2009, wydanie 3 - "Wymagania NATO dotyczące zapewnienia
jakości w projektowaniu, pracach rozwojowych i produkcji",
AQAP 2120:2009, wydanie 3 - "Wymagania NATO dotyczące zapewnienia
jakości w produkcji",
AQAP 2130:2009, wydanie 3 - "Wymagania NATO dotyczące zapewnienia
jakości w kontroli i badaniach",
AQAP 2210:2006, wydanie 1 - "Wymagania uzupełniające NATO do
AQAP 2110 dotyczące zapewnienia jakości oprogramowania",
AQAP 2105:2009, wydanie 2 - "Wymagania NATO dotyczące planów ja-
kości dla wyrobu będącego przedmiotem zamówienia".
W trakcie wdrażania systemu zarządzania jakością dostawca może wykorzy-
stać poniższe dokumenty:
AQAP 2009: 2006 - "Wytyczne NATO do stosowania AQAP serii 2000",
9 QAR- przedstawiciel zapewnienia jakości procesów realizacji państwa, w którym re-
alizowane jest zamówienie. W Polsce funkcję QAR pełni RPW/PW

41
AQAP 2131: 2006 - "Wymagania NATO dotyczące zapewnienia jakości
w kontroli końcowej",
AQAP 2105: 2005 - "Wymagania NATO dotyczące planów jakości dla wy-
robu będącego przedmiotem zamówienia",
AQAP 2210: 2006 - "Wymagania uzupełniające NATO do AQAP 2110 do-
tyczące zapewnienia jakości oprogramowania".
W celu nadzorowania i monitorowania systemu zapewnienia jakości dostaw
dodatkowo państwa NATO obowiązują następujące dokumenty:
STANAG 4107, wydanie 7 - który ustala zasady nadzorowania systemu za-
rządzania jakością dostaw, zwanego procesem Rządowego Zapewnienia Jakości
GQA (Government Quality Assurance) oraz wprowadza publikacje AQAP,
AQAP-2000 - Polityka NATO dotycząca zintegrowanego systemowego
podejścia do jakości w cyklu życia wyrobu.
Podstawą wymagań określonych w dokumentach AQAP 2110, AQAP 2120
i AQAP 2130 jest norma ISO 9001:2008. Praktycznie można stwierdzić, że
wszystkie wymagania AQAP mieszczą się w ogólnych wymaganiach ISO 9001.
AQAP jedynie uszczegóławia niektóre obszary, przede wszystkim obszary
współpracy z klientem począwszy od analizowania zagrożeń, związanych z re-
alizacją przedsięwzięcia i szacowaniem ryzyka, poprzez planowanie realizacji
z uwzględnieniem obszarów organizacyjnych, jakościowych, niezawodnościo-
wych, środowiskowych i wykonawstwo z użyciem właściwego wyposażenia
oraz z jednoznacznie sformalizowaną konfiguracją, a skończywszy na formal-
nym rozliczeniu i ocenie faktycznie występujących w czasie realizacji niezgod-
ności.
Wymagania AQAP 2110 wraz z rozszerzonym zakresem względem normy
ISO 9001 przedstawiono na rysunku 2.2.
Rys. 2.2. Wymagania AQAP 2110 (opracowanie własne na podstawie [102])
to
AQAP 2110
ISO 9001 Zarządzanie
konfiguracją
Zarządzanie
ryzykiem Wspomaganie nadzo-
rowania przez QAR
(przedstawiciela woj-
skowego)
Nadzorowanie wyposaże-
nia pomiarowego i proce-
sów pomiarowych wg
ISO 10012
Nieuszkadzalność
i obsługiwalność
Planowanie
jakości
oraz

42
Zgodnie z polityką NATO, w obszarze odpowiedzialności za jakość uznaje
się, że nie może być ona związana tylko z jednym uczestnikiem kontraktu.
Wszyscy uczestnicy (dostawca, zamawiający/ odbiorca i użytkownik) powinni
ze sobą współpracować. Ma to znaczenie szczególnie wtedy, gdy złożoność
i technologia sprzętu, uzbrojenia, systemów logistycznych i innych skompliko-
wanych wyrobów sprawia, ze są one w coraz mniejszym stopniu weryfikowane
podczas kontroli.
Proces, który uruchomiono w celu:
nadzorowania procesu realizacji wyrobu dla wojska,
monitorowania właściwego poziomu jakości dostaw,
zgodnego współdziałania dostawcy, zamawiającego/odbiorcy i użytkowni-
ka, dla zaprojektowania i wyprodukowania wyrobu zgodnie z wymaganiami
kontraktowymi w zamówieniach międzynarodowych, określono jako Rządowe
Zapewnienie Jakości (GQA- Government Quality Assurance), a w zamówie-
niach krajowych jako bezpośrednie nadzorowanie jakości dostaw.
Istotą procesu GQA jest działanie, polegające na zapewnieniu, że wymagania
kontraktowe są przez dostawcę spełnione. Działanie to nadzoruje Przedstawiciel
Zapewnienia Jakości QAR państwa, w którym realizowane jest zamówienie
[102]. Proces GQA zarządzany jest tylko wtedy, kiedy zostały zidentyfikowane
obszary ryzyka związane z wyrobem lub samym producentem.
Instytucja składająca wniosek o przeprowadzenie tego procesu powinna
przedstawić uzasadnienie, czy proces GQA jest konieczny. Jeżeli tak, należy
zdefiniować minimalne wymagania dla tego procesu. Jest to rola instytucji skła-
dającej wniosek (Instytucji Narodowej ds. Zapewnienia Jakości państwa składa-
jącego zamówienie, zwanego państwem zamawiającego; w Polsce jest nią Woj-
skowe Centrum Normalizacji, Jakości i Kodyfikacji).
Realizacja procesu GQA jest podstawowym wymaganiami STANAGu 4107.
Stosowanie zasad określonych przez ten dokument zapewnia:
wykorzystanie systemu zarządzania jakością producenta, jako narzędzia do
wprowadzenia do procesu realizacji wyrobów wymagań jakościowych, określo-
nych w kontrakcie,
ujednolicenie zasad nadzorowania jakości wyrobów i ich odbioru przez
przedstawicieli wojskowych we wszystkich państwach członkowskich NATO,
wzajemną realizację nadzorowania jakości wyrobów wśród państw człon-
kowskich NATO [102].
Proces GQA w ramach samej organizacji obejmuje dziewięć etapów:
1. opracowanie przez producenta planu jakości i przedstawienie go do akcep-
tacji QAR,
2. zarządzanie konfiguracją w procesach realizacji,
3. oszacowanie ryzyka związanego z realizacją umowy i zaplanowaniem nad-
zory ryzyka,

43
4. zapewnienie warunków nadzorowania procesów realizacji wyrobów przez
QAR,
5. zapewnienie właściwości komunikacji producenta z QAR,
6. wgląd QAR do systemu zarządzania jakością oraz jego oceną skuteczności,
7. zapewnienie możliwości weryfikacji wyrobu (w organizacji i u dostawcy)
przez QAR,
8. sterowanie ryzykiem na etapie realizacji,
9. przygotowanie certyfikatu zgodności (CoC – Certificate of Cenfotmuty)
[102].
Planowanie procesu GQA przedstawiono na rysunku 2.3.
Rys. 2.3. Planowanie procesu GQA [100]
Proces GQA uważa się za zakończony, kiedy QAR zakończy wszystkie dzia-
łania wymagane we wniosku RGQA, lub kiedy instytucja realizująca wniosek
GQA zostanie poinformowana przez instytucję składającą wniosek, że żądanie
przeprowadzenie procesu GQA zostało zrealizowane. QAR powinien powiado-
mić instytucję składającą wniosek o zgodnym z wymaganiami zakończeniu pro-
cesu GQA.
Państwo
zamawiającego
Instytucja
narodowa
Państwo
producenta
Producent
RGQA
kontrakt
QAR
Instytucja
narodowa

44
2.2.4. Wymagania dla dostawców w branży telekomunikacyjnej - TL 9000
W 1996 r. w Stanach Zjednoczonych, z inicjatywy głównych i największych
operatorów działających na północnoamerykańskim rynku telekomunikacyjnym,
zostało powołane dobrowolne stowarzyszenie przedstawicieli operatorów sieci
telekomunikacyjnych oraz dostawców sprzętu i usług, nazwane Quality Excel-
lence for Suppliers of Telecommunication (QuEST) Leadership Forum.
Podjęło sie ono zadania zmodyfikowania standardu ISO 9001 na potrzeby
branży telekomunikacyjnej. Założycielami były miedzy innymi takie firmy, jak:
Bell Atlantic, Bell Canada, South, 3M Telecom Systems Division, Alcatel Ne-
twork Systems, Ericsson, Hawlett Packard, Fijitsu Network Communication,
Lucent Technologies, Motorola, Siemens Telecom Network czy Juran Institute
[21].
W skład stowarzyszenia weszło: 12 operatorów, 46 dostawców sprzętu
i usług oraz 11 organizacji współdziałających. Pierwszym, konkretnym efektem
prac przedstawicieli wszystkich zgrupowanych w organizacji firm było wydanie
pod koniec 1999 r. nowego standardu TL 9000 (Telecommunication Leaders-
hip), Release 2.5, Quality System Requirements – Book 1 oraz Quality System
Metrics – Book 2, skonstruowanych według modelu zamieszczonego na rysunku
2.4.
Rys. 2.4. System zarządzania jakością: model dla bramy telekomunikacyjnej [60]
Podstawą zbioru wymagań TL 9000 jest pełny zbiór wymagań ISO 9001.
QuEST Forum, jako twórca i wydawca, do każdego z paragrafów standardu ISO
9001 dodał dodatkowe wymagania, aby w pełni dostosować go do branży tele-
komunikacyjnej.
OBSZAR ZAINTERESOWANIA QuEST Forum
Międzynarodowe standardy ISO 9001
Wspólne wymagania dla branży telekomunikacyjnej
Specyficzne Specyficzne Specyficzne
wymagania wymagania wymagania
dla sprzętu dla oprogramowania dla usług
Wspólne mierniki dla branży telekomunikacyjnej
Mierniki Mierniki Mierniki
Sprzętu oprogramowania usług
T
L
9
0
0
0

45
Dodatkowe wymagania są następujące (w skrócie):
organizacja, będąca producentem danego wyrobu ma obowiązek cykliczne-
go, okresowego ustalania celów dla mierników oraz śledzenia ich wykonania,
należy utworzyć i przedstawić model Cykl życia produktu, tj. zaprojektować
właściwe procesy, w tym działania i odpowiedzialności, poczynając od projek-
towania przez wykonanie oraz logistykę, instalacje i utrzymanie, aż po utylizacje
(jeśli wymagana), w tym ustanowienie niezbędnych metod w przypadku awarii
produktu,
konieczne jest prowadzenie zapisów szczegółowych, dotyczących planu
akceptacji produktu oraz odpowiedzialności za wszelkie nieprawidłowości
w pracy produktu w całym okresie post-akceptacyjnym,
nałożono na organizację obowiązek nadzorowania dokumentów i danych
przekazanych przez klienta, mających związek z projektowaniem produktu,
sprawdzaniem, testowaniem i/lub obsługa produktu,
podano kryteria oceny dostawców i podwykonawców oraz wskazano na
konieczność ich powiadamiania o osiąganych wynikach,
nałożono obowiązek zarządzania konfiguracja sprzętu i oprogramowania
produktu w każdym obiekcie klienta, identyfikacji sprzętu na najniższym, kon-
strukcyjnie przewidzianym poziomie wymienialności oraz dokładnego rozpo-
znawania wprowadzonych zmian konstrukcyjnych w sprzęcie,
należy zapisywać i przechowywać rezultaty testowania oraz kontrolowania
sprzętu, określenia kwalifikacji operatorów-testerów sprzętu (zarówno w sferze
produkcji, jak i usług), a także prowadzenia przez dostawce „banku” umiejętno-
ści pracowników. W odniesieniu do oprogramowania jest wymagane pełne za-
rządzanie jego odmianami, łącznie z komunikowaniem i udzielaniem rad klien-
towi na temat aktualnych lub planowanych zmian,
należy określić metody, parametry i ich zakresy tolerancji podczas kontroli
oraz testowania, zapisywania i przechowywania wyników testów całego produk-
tu (sprzętu, oprogramowania, usługi). Tylko w przypadku sprzętu nakazano
obowiązkowe testowanie naprawionych i zwracanych części – w warunkach co
najmniej równych do stosowanych w aktualnej produkcji. Nałożony jest również
obowiązek prowadzenia kontroli pakowania i oznaczania sprzętu tuż przed wy-
syłką,
wprowadzono obowiązek analizowania trendu, jako podstawy proponowa-
nych działań prewencyjnych i korygujących,
w zakresie zabezpieczania, pakowania i magazynowania wymaga się
ochrony przed wyładowaniem elektrostatycznym, zjawiskiem niezwykle groź-
nym dla produktów telekomunikacyjnych. Nałożono też obowiązek zabezpie-
czenia oprogramowania przed wirusem, a także obowiązek posiadania i dostar-
czania dokumentacji dla procedury „Tymczasowa zmiana oprogramowania”,

46
należy szkolić personel w zakresie wymienionych z nazwy zagadnień, te-
matów dotyczących podniesienia świadomości personelu i doskonalenia jakości,
prowadzenie specjalistycznych szkoleń propagujących podstawowa wiedze
o zjawisku wyładowań elektrostatycznych i działaniach prewencyjno-
zapobiegawczych,
organizacja musi dysponować właściwie przygotowanym personelem
świadczącym usługi, powiadamiania klienta o występujących problemach
w postępowania z produktami, opracowania procedur postępowania w nagłych
przypadkach oraz ustanowienia niezawodnego sposobu komunikowania sie
klient – dostawca. Te ostatnie dwa elementy musza obowiązywać tak długo, jak
to wynika z cyklu życia produktu. W odniesieniu do oprogramowania wymaga-
ne jest ustanowienie procedury „Tymczasowa zmiana oprogramowania”,
a w przypadku sprzętu procedury modyfikacji – zamiany jego elementów,
organizacja musi mierzyć główne procesy, aby ciągle podnosić efektyw-
ność systemu zarządzania [21].
2.2.5. Wymagania dla dostawców w branży lotniczej - AS 9000
Standard AS 9100 „System zarządzania jakością – Lotnictwo – Wymagania”
został ustanowiony w styczniu 2004 r. przez IAQG (The International Aerospace
Quality Group), organizację obejmującą przedstawicieli firm lotniczych z terenu
Ameryki, Azji i Pacyfiku oraz Europy. Standard ten został stworzony, aby lotni-
cze organizacje przemysłowe uzyskały zbiór jednolitych wymagań dla całego
łańcucha dostawców. Jest to ważne dla organizacji produkujących wyrób final-
ny, aby podzespoły i części składowe wykorzystywane w procesie jego wytwa-
rzania były produkowane i przetwarzane w organizacjach, których systemy za-
rządzania zapewniają bezpieczeństwo i niezawodność produkowanych wyrobów
oraz respektowanie mających zastosowanie przepisów.
Duża ilość krajowych i regionalnych regulacji organizacyjnych obowiązują-
cych w lotnictwie powoduje konieczność dostosowywania produkcji do szeregu
wzajemnie niespójnych wymagań jakościowych poszczególnych klientów. Jed-
nolity, wspólny standard jakościowy pozwoli zmniejszyć koszty organizacyjne
w całym łańcuchu dostawców działających w obszarze przemysłu lotniczego.
Wymagania AS 9100 (wybrane na potrzeby niniejszego podręcznika) w po-
równaniu do wymagania normy ISO 9001 są następujące [11]: dokumentacja
systemowa powinna być dostępna dla klienta i odpowiednich władz,
wymagania mających zastosowanie przepisów prawa i innych powinny
znajdować odzwierciedlenie w dokumentacji systemowej,
klient ma mieć możliwość weryfikacji każdego elementu systemowego tak,
aby tworzyć klimat pełnego zaufania w ramach całego łańcucha dostawców,

47
w odniesieniu do zawartości Księgi Jakości zdefiniowano wymaganie okre-
ślenia jasnego związku między treścią standardu, a zawartością udokumentowa-
nych procedur,
zawartość udokumentowanej procedury dotyczącej zapisów powinna okre-
ślać sposób kontrolowania zapisów tworzonych i/lub zachowywanych przez
dostawców. Zapisy powinny być dostępne dla klienta i odpowiednich władz
zgodnie z wymaganiem kontraktu i/lub mających zastosowanie przepisów,
dodano podrozdział 4.3. „Zarządzanie konfiguracją”, w którym nakazano
ustanowienie, udokumentowanie i utrzymywanie odpowiedniego dla wyrobu
procesu zarządzania konfiguracją,
przedstawiciel kierownictwa powinien posiadać swobodę organizacyjną do
rozwiązywania problemów dotyczących jakości,
wprowadzono wymaganie dotyczące identyfikacji surowców i materiałów
na etapie prac planistycznych,
w ramach realizacji przeglądu wymagań wobec wyrobu należy przeprowa-
dzić udokumentowaną ocenę ryzyka,
wprowadzono rozwinięcie nakazujące określenie etapów projektowania
i rozwoju, uwzględniające organizację, kolejność zadań, niezbędnych czynności,
istotnych działań i metod sterowania konfiguracją,
podrozdział 7.3.6 został rozwinięty w postaci podrozdziału 7.3.6.1 „Doku-
mentowanie projektowania i/lub rozwoju oraz walidacji”, który nakazuje za-
pewnienie, że sprawozdania, obliczenia, wyniki prób i inne dane wykazują
zgodność wyprodukowanego wyrobu z odnoszącymi się do niego wymaganiami,
oraz podrozdziału 7.3.6.2 „Badania podczas weryfikacji i walidacji projektowa-
nia i/lub rozwoju”, nakazującego określenie zakresu badań wyrobu, użytych
materiałów, celów i warunków badań, parametrów podlegających rejestracji
oraz odpowiednich kryteriów przyjęcia,
należy prowadzić wykaz dostawców kwalifikowanych, zawierający zakresy
zatwierdzeń,
wprowadzono zakaz używania lub przetwarzania zakupionych wyrobów
dopóki nie zostaną zweryfikowane, jako zgodne z wymaganiami, chyba że jest
to przewidziane w odpowiednich procedurach wycofania do badań i nakaz za-
twierdzenia danych z badań w odpowiednich specyfikacjach w przypadku, gdy
organizacja niszczy wyniki badań zakupionych wyrobów,
określono elementy planistyczne, które powinny zostać uwzględnione
w odniesieniu do kluczowych charakterystyk i procesów specjalnych oraz roz-
szerzono pojęcie warunków nadzorowanych: określono, jakie dane stanowią
zbiór dokumentacji produkcyjnej ustalono zasady i trybu wprowadzania zmian
w procesach produkcyjnych, wprowadzono nakaz walidacji przed użyciem oraz
obsługiwania i badania według udokumentowanej procedury wyposażenia pro-

48
dukcyjnego, narzędzi i oprogramowania, określono zakres procesu serwisowa-
nia,
nakazano ustanowienie i udokumentowanie nadzoru nad pieczęciami, pod-
pisami elektronicznymi, hasłami itp. środkami stosowanymi do akceptacji dzia-
łań przez uprawnione osoby,
zagadnienie auditu wewnętrznego uzupełniono o wymagania stosowania
technik pozwalających oceniać efektywność tego procesu oraz objęcia auditami
wewnętrznymi wymagań kontraktowych. Pomiar procesów rozwinięto w kie-
runku identyfikacji możliwych niezgodności wyrobu spowodowanych niezgod-
nością z wymaganiami procesu wykonawczego. Pomiar wyrobów uzupełniono
wymaganiami dotyczącymi konieczności przeprowadzenia badań wszystkich
zidentyfikowanych kluczowych charakterystyk i zapewnienia odpowiedniego
wyboru próbki (w rozumieniu statystycznym),
wprowadzono także dwa dodatkowe podrozdziały tj. 8.2.4.1 „Dokumento-
wanie badań”, w którym nakazano udokumentowanie miar akceptacji wyro-
bu/usługi w dokumentacji produkcyjnej oraz 8.2.4.2 „Badanie pierwszego eg-
zemplarza wyrobu”, w którym postawiono wymaganie zdefiniowania procesu
badania i weryfikacji pierwszych egzemplarzy produkowanych wyrobów, gdzie
jako przewodnik przywołano AS/EN/SJAC 9102 „Wymagania dotyczące badań
pierwszych egzemplarzy wyrobów lotniczych” organizacja lotnicza jest zobo-
wiązana dostarczać klientowi i/lub odpowiednim władzom jasno sformułowane
opisy niezgodności dostarczanych wyrobów, jeżeli tak uzgodniono w kontrakcie
lub wynika to z mających zastosowanie przepisów.
Przedstawiony opis zawartości standardu AS 9100 rev. B jest oczywiście
ogromnym skrótem, mającym na celu jedynie zasygnalizowanie głównych za-
gadnień.
Niektóre firmy pozaeuropejskie uważają, że wymagania AS 9100 nie spełnia-
ją ich wymagań i stosują własne modyfikacje tego systemu. Na przykład firma
Boeing utrzymuje system AQS (ang. Advanced Quality for Boeing Suppliers).
Firma ta certyfikuje dostawców według normy D1-9000. Z kolei firma Rolls-
royce plc Aerospace Group opiera swój system zarządzania jakością na normie
C.Q.C.103 stanowiącej rozszerzenie ISO 9001 [60].
2.2.6. Wymagania dla dostawców w branży kolejowej – IRIS
Europejskie Zrzeszenie Przemysłu Kolejowego UNIFE, w skład którego
wchodzą przedstawiciele producentów infrastruktury kolejowej tacy jak: AL-
STOM Transport, ANSALDO Breda, SIEMENS Transportation i BOMBAR-
DIER Transportation, w roku 2005 powołało grupę IRIS w celu stworzenia jed-
nolitych wymagań dla producentów kolejowych.
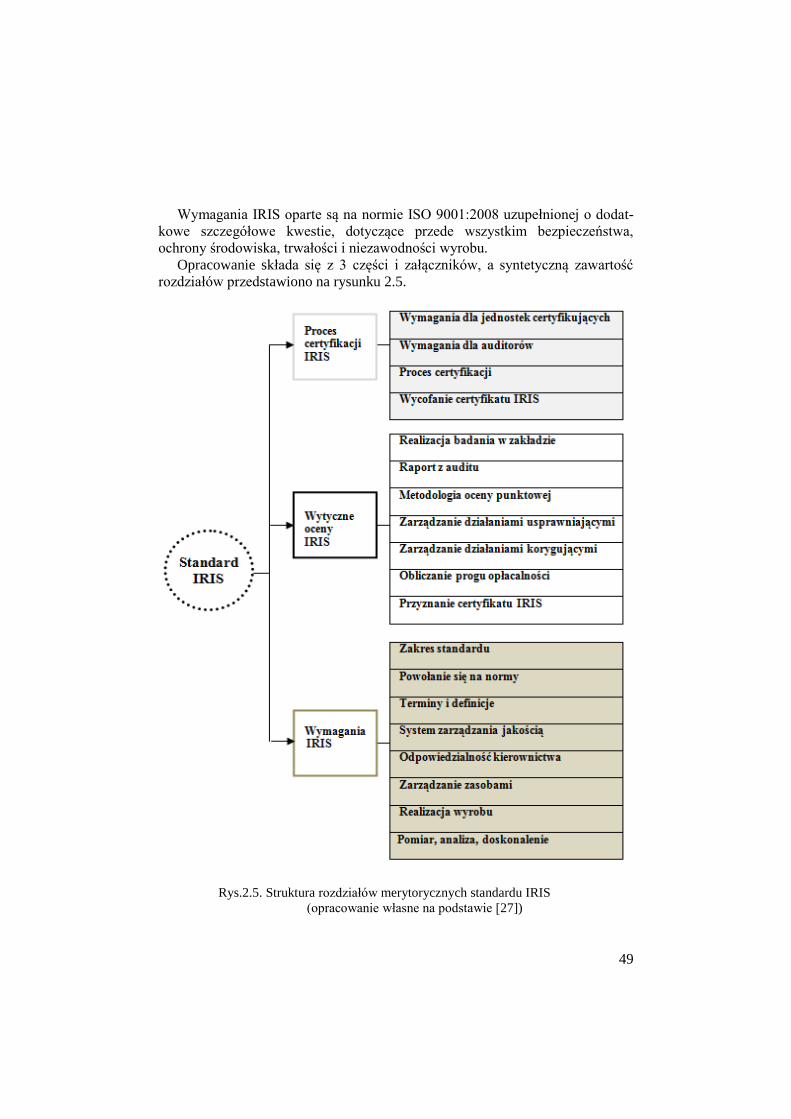
49
Wymagania IRIS oparte są na normie ISO 9001:2008 uzupełnionej o dodat-
kowe szczegółowe kwestie, dotyczące przede wszystkim bezpieczeństwa,
ochrony środowiska, trwałości i niezawodności wyrobu.
Opracowanie składa się z 3 części i załączników, a syntetyczną zawartość
rozdziałów przedstawiono na rysunku 2.5.
Rys.2.5. Struktura rozdziałów merytorycznych standardu IRIS
(opracowanie własne na podstawie [27])

50
Proces oceny organizacji obejmuje cztery etapy:
1. przegląd gotowości – ma na celu oszacowanie, w jakim stopniu organizacja
spełnia wstępne warunki IRIS. Przeprowadzany jest przed auditem certyfikują-
cym oraz w przypadku zmiany jednostki certyfikującej, maksymalnie 90 dni
przed auditem certyfikującym i powtarzany w razie niepowodzenia,
2. audit certyfikujący – ukierunkowany na certyfikację. Jeśli nie zakończy się
pomyślnie musi zostać powtórzony w ciągu 90 dni. W przypadku kolejnego
niepowodzenia proces certyfikacji musi rozpocząć się od nowa, począwszy od
nowego wniosku,
3. audity pokontrolne – przeprowadzane co 12 miesięcy od daty certyfikacji,
4. audit recertyfikujący – przeprowadzany co 3 lata, owocuje odnowieniem
certyfikatu IRIS.
Aby uzyskać certyfikat IRIS organizacja musi wykazać, że stosowany przez
nią system jest zgodny z wymaganiami standardu w kilku podstawowych obsza-
rach.
Pierwszy obszar stanowi tzw. 12 pytań KO (ang. Knock-Out, nokautujące).
Brak pozytywnej odpowiedzi na którekolwiek z tych pytań wiąże się z automa-
tycznym zakończeniem procesu oceny z wynikiem negatywnym. Nowy proces
certyfikacyjny przeprowadzany jest na ponowne żądanie organizacji. Kwestie
podlegające ocenie na tym etapie zaprezentowano w tabeli 2.8.
Tabela 2.8.. Zestawienie pytań eliminujących [27]
NR
PYTANIA
KO
PUNKT PYTANIE
1 4.1 System Zarządzania Jakością– wymagania ogólne
Czy w przypadku przekazania procesów lub ich części, które mają
wpływ na zgodność wyrobu z wymaganiami w ramach realizacji
kontraktu, istnieje udokumentowana procedura obejmująca stu-
dium wykonalności, analizę ryzyka, planowanie, komunikowanie
się z klientem oraz kontrolę pierwszej sztuki (FAI) aby zapewnić
odpowiedni poziom?
2 7.3 Prace projektowe i rozwojowe
Czy przy opracowywaniu złożonych systemów, w organizacji
zastosowano te zasady zgodnie z normą CENELEC lub innymi
uzgodnionymi równoważnymi modelami? Czy w procesie projek-
towania oprogramowania są wyraźnie zrealizowane wymagania
(np. IEC 62279 (EN 50128) związane z poziomem bezpieczeństwa
odnoszącym się do planowanego zakresu certyfikatu IRIS?
3 7.3.2 Walidacja danych wejściowych do projektowania i rozwoju.
Czy organizacja zapewnia, że nowe technologie/wyroby będą wali-
dowane przed zastosowaniem ich w projektach realizowanych na
zamówienie klienta?

51
4 7.3.6 Walidacja projektowania i rozwoju.
Czy organizacja zapewnia, że raporty, obliczenia, wyniki testów
wskazują spełnienia przez produkt specyfikacji we wszystkich
możliwych parametrach eksploatacji?
5 7.3.8 Aprobata projektu
Czy organizacja zapewnia udokumentowaną procedurę, która okre-
śla przypadki bezpieczeństwa oraz zatwierdzenia zgodnie z normą
IEC 62279 EN 50128) w przypadku kiedy ta norma jest wymagana?
6 7.5.2 Walidacja procesów produkcji i usług
Czy procesy specjalne są zarządzane zgodnie a wymaganiami okre-
ślonymi w kontrakcie i/lub wewnętrznymi?
7 7.7 Zarządzanie Projektem
Czy organizacja wdrożyła proces zarządzania projektem lub proces
opracowywania nowych wyrobów, nakierowany na odpowiednie
obszary zarządzania projektem, opisane role i odpowiedzialności,
integrację wszystkich działów organizacji w jeden multidyscypli-
narny zespół? Czy wyniki tego procesu są mierzone przez KPI?
8 7.7.5 Zarządzanie jakością
Czy organizacja zapewnia, że proces istnieje w celu zarządzania
efektami / wynikami zarządzania projektem?
9 7.9 Kontrola pierwszej sztuki (FAI)
Czy organizacja zapewnia udokumentowaną procedurę
określająca: inspekcje, weryfikację, dokumentację i uaktualnianie
zapisów z zapisami rezultatów dla reprezentatywnej sztuki pocho-
dzącej z pierwszej serii produkcji, będącej nową częścią produktów
lub powstałej w następstwie znaczących ulepszeń z istniejącej
części produktu?
10 7.10 Przekazanie do eksploatacji / Obsługa Klienta
Czy w procesach dotyczących realizacji prac serwisowych w terenie
uwzględniono działania, które należy podjąć wtedy, gdy po dosta-
wie zidentyfikowane zostaną problemy i czy procesy te obejmują
analizę, sprawozdawczość oraz działania, jakie będą wynikać z
informacji uzyskanych w trakcie prac serwisowych?
11 7.13 Nadzorowanie zmian
Czy walidacja i zatwierdzone działania są definiowane dla zapew-
niania zgodności zmian z wymaganiami klienta przed wdrożeniem?
12 8.3.1 Kontrola procesów niezgodnych z wymaganiami
Czy na wypadek, gdyby wystąpiła niezgodność w procesie zarzą-
dzania w organizacji funkcjonuje proces mający na celu:
a) identyfikowanie, rejestrowanie i analizowanie źródłowych przy-
czyn niezgodności jeżeli proces zarządzania biznesem jest niezgod-
ny z wymaganiami - podjęcie odpowiednich działań w celu skory-
gowania procesu niezgodnego z wymaganiami?
b) dokonywanie oceny, czy niezgodność procesu zarządzania bizne-
sem z wymaganiami spowodowała niezgodność wyrobu?
c) identyfikowanie i kontrolowanie wyrobów, które są niezgodne
z wymaganiami zgodnie z działem?
Cd. tabeli 2.8.

52
Spełnienie wymagań ujętych w pytaniach KO uważane jest za warunek
wstępny, dopuszczający do certyfikacji i nie są wliczane do punktacji auditowej.
Ze względu na zakres certyfikacji niektóre z pytań mogą nie mieć zastosowania,
np. dotyczące projektowania. W przypadku pozytywnej oceny każdego z nich
kolejnym etapem jest analiza dokumentacji firmy a więc dokumentów odnoszą-
cych się do realizowanych procesów oraz wymaganych procedur.
Obligatoryjne dla spełnienia wymagań IRIS jest udokumentowanie 15 proce-
dur, w skład których wchodzi 6 wymaganych standardem ISO 9001. Wszystkie
wymagane standardem IRIS procedury zobrazowano na rysunku 2.6.
Rys. 1.6. Udokumentowane procedury standardu IRIS
(opracowanie własne na podstawie [27])
Analizy RAMS (ang. Relaibility, Availability, Maintainability, Safety) to
procedury i metody analizy niezawodności, gotowości, serwisowania oraz bez-
pieczeństwa. Z analizą RAMS nierozerwalnie wiąże się szacowanie kosztu cy-
klu życia wyrobu.
Analiza ta służy ocenie całkowitego kosztu nabycia, posiadania i likwidacji
wyrobu. Decyzje dotyczące projektowania, wytwarzania i użytkowania wyrobu
powinny uwzględniać aspekty środowiskowe, które mogą mieć wpływ na cenę,
koszty posiadania i likwidacji. W celu spełnienia przepisów środowiskowych
przez wyrób, należy ponieść odpowiednie koszty działań, które jeśli zostaną
Procedury
wymagane
standardem
IRIS
P1. Transfer /zlecanie na zewnątrz działań związanych
z realizacją kontraktu
P2. Nadzór nad dokumentami
P3. Nadzór nad zapisami
P4. Zapewnienie zasobów
P5. Szkolenia
P6. Walidacja projektowania i rozwoju (procedura
testów)
P7. Aprobata projektu dla obszaru certyfikacji nr 19
P8. Utrzymanie wyposażenia i narzędzi
P9. Kontrola Pierwszej Sztuki (FAI)
P10. RAMS
P11. Audity wewnętrzne
P12. Nadzorowanie wyrobu niezgodnego
P13. Działania korygujące
P14. Działania zapobiegawcze
P15. Zarządzanie zmianą
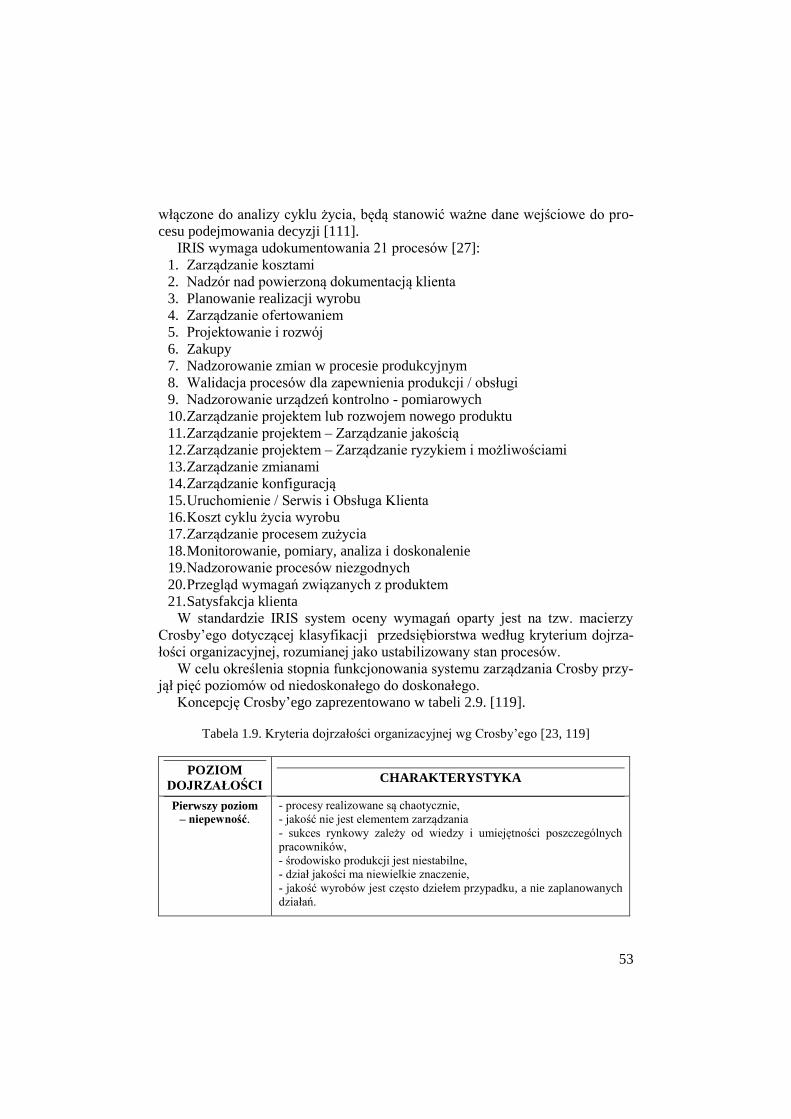
53
włączone do analizy cyklu życia, będą stanowić ważne dane wejściowe do pro-
cesu podejmowania decyzji [111].
IRIS wymaga udokumentowania 21 procesów [27]:
1. Zarządzanie kosztami
2. Nadzór nad powierzoną dokumentacją klienta
3. Planowanie realizacji wyrobu
4. Zarządzanie ofertowaniem
5. Projektowanie i rozwój
6. Zakupy
7. Nadzorowanie zmian w procesie produkcyjnym
8. Walidacja procesów dla zapewnienia produkcji / obsługi
9. Nadzorowanie urządzeń kontrolno - pomiarowych
10. Zarządzanie projektem lub rozwojem nowego produktu
11. Zarządzanie projektem – Zarządzanie jakością
12. Zarządzanie projektem – Zarządzanie ryzykiem i możliwościami
13. Zarządzanie zmianami
14. Zarządzanie konfiguracją
15. Uruchomienie / Serwis i Obsługa Klienta
16. Koszt cyklu życia wyrobu
17. Zarządzanie procesem zużycia
18. Monitorowanie, pomiary, analiza i doskonalenie
19. Nadzorowanie procesów niezgodnych
20. Przegląd wymagań związanych z produktem
21. Satysfakcja klienta
W standardzie IRIS system oceny wymagań oparty jest na tzw. macierzy
Crosby’ego dotyczącej klasyfikacji przedsiębiorstwa według kryterium dojrza-
łości organizacyjnej, rozumianej jako ustabilizowany stan procesów.
W celu określenia stopnia funkcjonowania systemu zarządzania Crosby przy-
jął pięć poziomów od niedoskonałego do doskonałego.
Koncepcję Crosby’ego zaprezentowano w tabeli 2.9. [119].
Tabela 1.9. Kryteria dojrzałości organizacyjnej wg Crosby’ego [23, 119]
POZIOM
DOJRZAŁOŚCI CHARAKTERYSTYKA
Pierwszy poziom
– niepewność.
- procesy realizowane są chaotycznie,
- jakość nie jest elementem zarządzania
- sukces rynkowy zależy od wiedzy i umiejętności poszczególnych
pracowników,
- środowisko produkcji jest niestabilne,
- dział jakości ma niewielkie znaczenie,
- jakość wyrobów jest często dziełem przypadku, a nie zaplanowanych
działań.
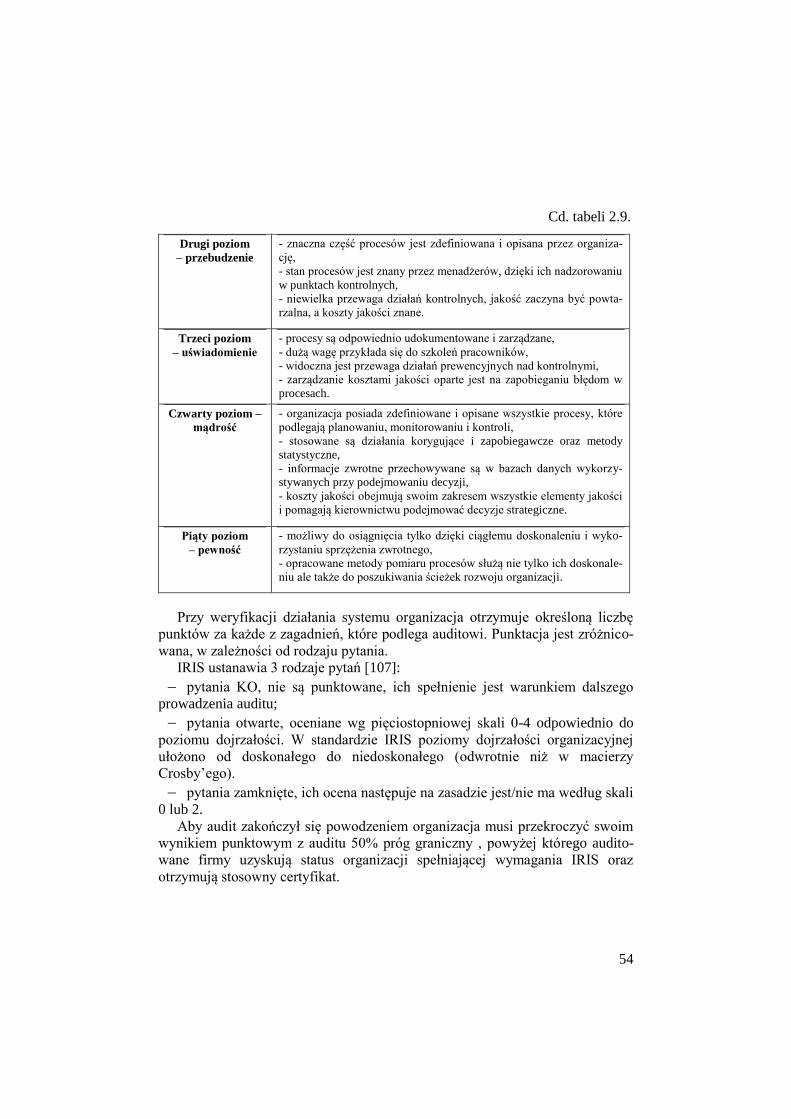
54
Drugi poziom
– przebudzenie
- znaczna część procesów jest zdefiniowana i opisana przez organiza-
cję,
- stan procesów jest znany przez menadżerów, dzięki ich nadzorowaniu
w punktach kontrolnych,
- niewielka przewaga działań kontrolnych, jakość zaczyna być powta-
rzalna, a koszty jakości znane.
Trzeci poziom
– uświadomienie
- procesy są odpowiednio udokumentowane i zarządzane,
- dużą wagę przykłada się do szkoleń pracowników,
- widoczna jest przewaga działań prewencyjnych nad kontrolnymi,
- zarządzanie kosztami jakości oparte jest na zapobieganiu błędom w
procesach.
Czwarty poziom –
mądrość
- organizacja posiada zdefiniowane i opisane wszystkie procesy, które
podlegają planowaniu, monitorowaniu i kontroli,
- stosowane są działania korygujące i zapobiegawcze oraz metody
statystyczne,
- informacje zwrotne przechowywane są w bazach danych wykorzy-
stywanych przy podejmowaniu decyzji,
- koszty jakości obejmują swoim zakresem wszystkie elementy jakości
i pomagają kierownictwu podejmować decyzje strategiczne.
Piąty poziom
– pewność
- możliwy do osiągnięcia tylko dzięki ciągłemu doskonaleniu i wyko-
rzystaniu sprzężenia zwrotnego,
- opracowane metody pomiaru procesów służą nie tylko ich doskonale-
niu ale także do poszukiwania ścieżek rozwoju organizacji.
Przy weryfikacji działania systemu organizacja otrzymuje określoną liczbę
punktów za każde z zagadnień, które podlega auditowi. Punktacja jest zróżnico-
wana, w zależności od rodzaju pytania.
IRIS ustanawia 3 rodzaje pytań [107]:
pytania KO, nie są punktowane, ich spełnienie jest warunkiem dalszego
prowadzenia auditu;
pytania otwarte, oceniane wg pięciostopniowej skali 0-4 odpowiednio do
poziomu dojrzałości. W standardzie IRIS poziomy dojrzałości organizacyjnej
ułożono od doskonałego do niedoskonałego (odwrotnie niż w macierzy
Crosby’ego).
pytania zamknięte, ich ocena następuje na zasadzie jest/nie ma według skali
0 lub 2.
Aby audit zakończył się powodzeniem organizacja musi przekroczyć swoim
wynikiem punktowym z auditu 50% próg graniczny , powyżej którego audito-
wane firmy uzyskują status organizacji spełniającej wymagania IRIS oraz
otrzymują stosowny certyfikat.
Cd. tabeli 2.9.

55
Certyfikat IRIS wystawiany jest na 3 lata. Jego ważność weryfikowana jest
corocznymi auditami nadzoru, potwierdzającymi, że wdrożony i utrzymywany
przez organizację system jest zgodny z wymaganiami i ciągle doskonalony.
Dane certyfikowanych jednostek umieszczane są w bazie danych IRIS na
portalu internetowym. Portal ten stanowi platformę wymiany informacji oraz
nawiązywania kontaktów handlowych. W bazie danych umieszczany jest raport
z auditu wraz z certyfikatem.
Publikowane i dostępne dla innych użytkowników portalu są wyłącznie na-
zwa i adres firmy oraz zakres i ważność świadectwa. Pełny dostęp do portalu
mają wyłącznie przedsiębiorstwa kolejowe, które złożyły wniosek oraz jednostki
certyfikujące zatwierdzone przez IRIS Group.
Certyfikowana organizacja może zdecydować się na podanie większej liczby
szczegółów swoim klientom, w przeciwnym razie są to informacje poufne [121].
Zamierzeniem standardu IRIS jest stworzenie bazy firm, które cechuje naj-
wyższa wiarygodność dotycząca jakości produkowanych wyrobów dla sektora
szynowego. Twórcy IRIS kładą też duży nacisk na nawiązywanie kontaktów
biznesowych za pośrednictwem portalu. Rok 2009 był rokiem granicznym
do rozpoczęcia procesu certyfikacji przez firmy liczące się w branży. Kwalifi-
kowanie grupy poddostawców ma być oparte od tego czasu wyłącznie na fir-
mach stosujących system IRIS.
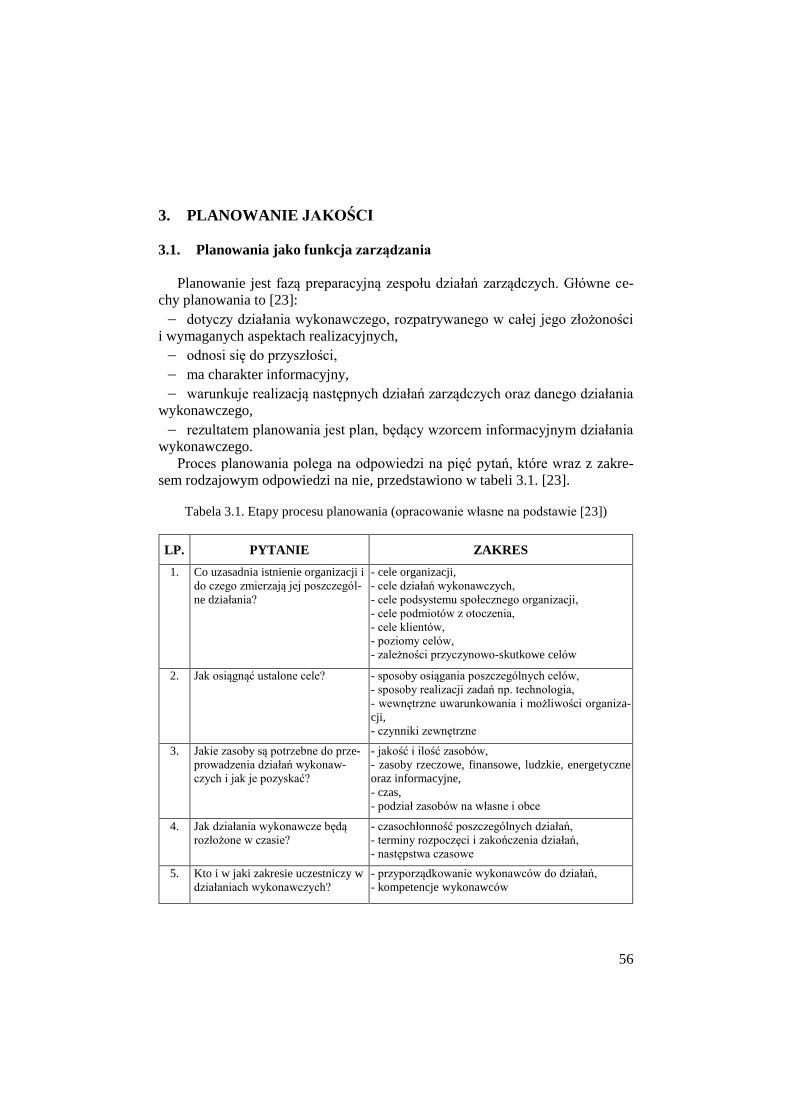
56
3. PLANOWANIE JAKOŚCI
3.1. Planowania jako funkcja zarządzania
Planowanie jest fazą preparacyjną zespołu działań zarządczych. Główne ce-
chy planowania to [23]:
dotyczy działania wykonawczego, rozpatrywanego w całej jego złożoności
i wymaganych aspektach realizacyjnych,
odnosi się do przyszłości,
ma charakter informacyjny,
warunkuje realizacją następnych działań zarządczych oraz danego działania
wykonawczego,
rezultatem planowania jest plan, będący wzorcem informacyjnym działania
wykonawczego.
Proces planowania polega na odpowiedzi na pięć pytań, które wraz z zakre-
sem rodzajowym odpowiedzi na nie, przedstawiono w tabeli 3.1. [23].
Tabela 3.1. Etapy procesu planowania (opracowanie własne na podstawie [23])
LP. PYTANIE ZAKRES
1. Co uzasadnia istnienie organizacji i
do czego zmierzają jej poszczegól-
ne działania?
- cele organizacji,
- cele działań wykonawczych,
- cele podsystemu społecznego organizacji,
- cele podmiotów z otoczenia,
- cele klientów,
- poziomy celów,
- zależności przyczynowo-skutkowe celów
2. Jak osiągnąć ustalone cele? - sposoby osiągania poszczególnych celów,
- sposoby realizacji zadań np. technologia,
- wewnętrzne uwarunkowania i możliwości organiza-
cji,
- czynniki zewnętrzne
3. Jakie zasoby są potrzebne do prze-
prowadzenia działań wykonaw-
czych i jak je pozyskać?
- jakość i ilość zasobów,
- zasoby rzeczowe, finansowe, ludzkie, energetyczne
oraz informacyjne,
- czas,
- podział zasobów na własne i obce
4. Jak działania wykonawcze będą
rozłożone w czasie?
- czasochłonność poszczególnych działań,
- terminy rozpoczęci i zakończenia działań,
- następstwa czasowe
5. Kto i w jaki zakresie uczestniczy w
działaniach wykonawczych?
- przyporządkowanie wykonawców do działań,
- kompetencje wykonawców

57
Procesy planowania i plany mają:
określoną hierarchię,
strukturę podmiotową odpowiadającą strukturze organizacji,
układ przedmiotowy oparty na wyróżnionych obszarach działalności wyko-
nawczej lub przedsięwzięciach,
określony horyzont czasowy [23].
W hierarchii planowania i planów występują trzy podstawowe poziomy:
strategiczny,
taktyczny,
operacyjny.
Każdy z tych poziomów można scharakteryzować za pomocą: czasu, rangi
problemu, zasięgu, miary, udziału i odpowiedzialności. Zestawienie tych cech
zaprezentowano w tabeli 3.2.
Tabela 3.2. Cechy planowania i planów w zależności od ich poziomu
(opracowanie własne na podstawie [23])
POZIOM PLANOWANIA:
CECHA: Strategiczny Taktyczny Operacyjny
CZAS Najdłuższy
np. 5 lat
Średni
np. 1 rok
Krótki np. dzień,
tydzień, miesiąc.
RANGA
PROBLEMU Najwyższa Przeciętna Najniższa
ZASIĘG Cała organizacja Wyróżnione
obszary Operacje
MIARY Syntetyczne Pośrednie Analityczne
UDZIAŁ I
ODPOWIEDZIALNOŚĆ
Naczelne
kierownictwo
Szczebel
średni
Szczebel
najniższy
Plan powinien charakteryzować się wieloma walorami, gdyż pełni rolę wzor-
ca działań wykonawczych. Pożądane cechy planu to:
optymalność,
wykonalność,
elastyczność,
skuteczność,
rzetelność,
obiektywizm [23].
58
3.2. Polityka i cele jakości
Polityka jakości to ogół zamierzeń i ukierunkowanie organizacji dotyczące
jakości formalnie wyrażone przez najwyższe kierownictwo. Zazwyczaj, polityka
jakości jest spójna z całościową polityką organizacji i tworzy ramy do ustana-
wiania celów dotyczących jakości [87].
Najwyższe kierownictwo publikując politykę jakości przedstawia pracowni-
kom oraz klientom i konkurencji jak postrzega jakość funkcjonowania swojego
przedsiębiorstwa. Deklaracja ta to część strategii, jaką obrało przedsiębiorstwo
w odniesieniu do jakości.
Polityka jakości pełni kilka funkcji:
poznawczą – pracownicy i otoczenie wie, jaki jest stosunek najwyższego
kierownictwa do problematyki jakości, dlatego mogą nabrać zaufania do organi-
zacji, że ta zawsze będzie dbała o spełnienie ich wymagań jakościowych,
kierunkującą – jest podstawą wyznaczania celów, jaki organizacja chce
osiągnąć w najbliższych horyzoncie czasowym, co daje pogląd w którym kie-
runku rozwoju zmierza i w co będzie inwestowała,
rozliczeniową – jest podstawą do oceny pracy kierownictwa, czy to co zo-
stało publicznie zadeklarowane zostało osiągnięte.
Zgodnie z wymaganiami normy PN-EN ISO 9001:2009 polityka jakości po-
winna [88]:
być odpowiednia do celu istnienia organizacji,
zawierać zobowiązanie do spełnienia wymagań i ciągłego doskonalenia
skuteczności systemu zarządzania jakością,
tworzyć ramy do ustanowienia i przeglądu celów dotyczących jakości,
być zakomunikowana i zrozumiała w organizacji,
być przeglądana pod względem jej ciągłej przydatności. Metody opracowywania polityki są różne. Często najwyższe kierownictwo
wraz z przedstawicielami pracowników (szczebel kierowniczy i średni) wspólnie
opracowują tekst polityki, biorąc pod uwagę deklaracje składane klientom oraz
to co wyróżnia daną organizację na rynku. Skutecznym sposobem jest zaprezen-
towany na rysunku 3.1. model budowy polityki jakości (MPJ).
Odpowiedź na pytanie: kim jesteśmy wymaga od organizacji określenia:
istoty swojego funkcjonowania na rynku, w jakim celu jest,
tego co chce zrobić w przyszłości,
tego jakimi wartościami kieruje się na co dzień.
Odpowiedzi na te pytania określą swoistą tożsamość organizacji. Ustalenie
tożsamości przedsiębiorstwa przedstawiono na rysunku 3.2.

59
Rys. 3.1. Model bodowy polityki jakości (opracowanie własne)
Rys. 3.2. Ustalenie tożsamości organizacji (opracowanie własne)
Tożsamość przedsiębiorstwa (ang. Corporate Identity) jest wobec powyższe-
go niepowtarzalnym zestawem cech, które pozwolą wyróżnić się na tle konku-
rencji i otoczenia.
Istotą tożsamości firmy jest jej kultura, zasady i wzorce postępowania oraz
zasady i wzorce komunikacyjne z otoczeniem, z klientami czy między pracow-
nikami. Tożsamość buduje się latami. Buduje się ją ciężką pracą wszystkich
pracowników, zaczynając od właścicieli poprzez kadrę menadżerską, a na pra-
cownikach wykonawczych kończąc.
Co jest dla nas ważne w
codziennej pracy?
Dlaczego
istniejemy?
Jak widzimy
naszą przyszłość?
MISJA
WIZJA
WARTOŚCI
Dlaczego
powstaliśmy?
Kim jesteśmy?
Co jest naszym
produktem?
Jakie wymagania mają
nasi klienci?
Jakie są nasze mocne
strony?
POLITYKA JAKOŚCI
Jesteśmy …………………..
Oferujemy naszym klientom
……………………………...
………………………………
Zapewniamy ……………….
………………………………
Osiągamy to poprzez:
- …………..
- ……………
Zarząd

60
Kolejną ważną kwestią podczas opracowywania polityki jakości jest identy-
fikacja wymagań klienta oraz mocnych stron organizacji. Wymagania klienta są
na ogół znane i wystarczy rozmowa z pracownikami działów projektowania czy
obsługi klienta, a określą oni bardzo precyzyjnie te oczekiwania. Wykaz jest
czasami bardzo długi i opracowujący politykę muszą zmierzyć się z trudności
wyboru tych, które znajdą się w tekście, jako zapewnienie, że te właśnie wyma-
gania firma spełnia najlepiej.
W zakresie identyfikacji mocnych stron organizacji można zastanowić się
nad tym:
jak wybierani są dostawcy materiałów, surowców czy usług?
jaki mamy park maszynowy i infrastrukturę około-produkcyjną?
jakie metody kontroli wyrobu czy procesu stosujemy?
co nas wyróżnia na tle konkurencji?
jakich mamy pracowników? Jaki są ich mocne strony?
za jakie działania otrzymaliśmy nagrodę, wyróżnienie, referencje?
Na rysunku 3.3. przytoczono przykład polityki jakości
Rys. 3.3. Przykład polityki jakości [50]
POLITYKA JAKOŚCI
Zakłady Elektorchemiczne ALCO-MOT sp. z o.o., jako producent
małych elementów ołowianych do akumulatorów trakcyjnych i elemen-
tów metalowych do akumulatorów Cd-Ni, stawia sobie za cel doskonale-
nie swoich wyrobów i organizacji pracy tak, aby jak najlepiej i jak naj-
szybciej zaspokajać potrzeby klientów oraz wytwarzać wyroby po opty-
malnych kosztach.
Polityka jakości realizowana będzie poprzez:
- ocenę i kwalifikowanie dostawców,
- zapobieganie powstawania wad,
- podnoszenie kwalifikacji zawodowych pracowników i roz-
wój ich świadomości na rzecz jakości,
- terminową realizację dostaw,
- efektywny system jakości.
Zobowiązujemy się do spełniania wymagań i ciągłego doskonalenia
skuteczności systemu zarządzania jakością wg PN-EN ISO 9001:2009.
Prezes Zarządu
Czarnków, 20.09.2009r.

61
Tekst polityki jakości jest rozpowszechniany, a treść znana każdemu pra-
cownikowi przedsiębiorstwa. Politykę każdy z pracowników powinien wdrażać
w codziennej pracy. Zadaniem kierownictwa jest natomiast zapewnienie wła-
ściwego zrozumienia polityki przez pracowników oraz zapewnienie niezbędnych
zasobów potrzebnych do realizacji tej polityki.
Na bazie strategii i polityki jakości najwyższe kierownictwo wyznacza cele,
mające potwierdzić realizację zawartych w polityce deklaracji. W systemach
zarządzania jakością cele te dotyczą jakości i określają przedmiot starań lub
zamierzeń organizacji w odniesieniu do jakości.
Cele to uświadomiony i pożądany przez jej członków stan rzeczy, który za-
mierza ona osiągnąć w określonym przedziale czasowym. Cele wytyczają szero-
kie zamierzenia organizacji i określone zadania, które wzmacniają jej zdolność
do przetrwania i ukierunkowują działania wszystkich członków.
Traktując cel jako kamień milowy i punkt kontrolny w przyszłości, można
powiedzieć, że wskazuje on drogę w kierunku urzeczywistnienia wizji i służy
jako punkt odniesienia podczas oceny wyników podejmowanych działań [93].
Do wyznaczania celów często stosowana jest reguła SMART jako ta, która
w najistotniejszy sposób określa kryteria, które każdy cel powinien spełniać.
SMART to akronim słów: specific, measurable, achievable, realistic, timely.
Wymagania dla poszczególnych kryteriów zaprezentowano w tabeli 3.
Tabela 3.3. Wymagania dla kryteriów zasady SMART (opracowanie własne)
LP. KRYTERIUM WYMAGANIA
1. Specific
– konkretny
- adresat celu,
- korzyści z osiągnięcia celu
- jednoznacznie określony,
- precyzyjnie nazwany
2. Measurable
– mierzalny
- miara osiągnięcia celu
- oznaki osiągnięcia celu
- dowody na to że cel został osiągnięty?
3. Achievable
– osiągalny
- zasoby potrzebne są do osiągnięcia celu,
- źródła pozyskania zasobów na osiągnięcie celu,
- musi nas być stać nas na osiągniecie tego celu,
- możliwy do osiągnięcia
- ambitny, ale w „zasięgu ręki”
4. Realistic
– realny
- rzeczywisty, a nie mrzonka,
- istnieje potrzeba osiągnięcia celu
5. Timely
– terminowy
- dokładnie określony w czasie,
- data, godzina osiągnięcia celu
- terminy oceny działań składających się na osiągnięcia celu
i wczesne modyfikowanie

62
Do powyższych zasad określania celu należy dodać również to, aby był on:
ekologiczny – nikt nie zostanie skrzywdzony dlatego, że cel osiągnięto,
ekscytujący – powodujący, że pracownicy będą chcieli zaangażować się
w osiągniecie tego celu,
- zapisany – skuteczność osiągnięcia celu jest zdecydowanie większa, jeżeli
cel zostanie zapisany na papierze.
Precyzyjne określenie każdego celu za pomocą zasady SMART daje pew-
ność, że cel jest właściwie określony i możliwy do osiągnięcia, bo wiadomo
czego się oczekuje.
Przed formalnym ogłoszenie, jakie cele najwyższe kierownictwo chce osią-
gnąć, warto odpowiedzieć na następujące pytania:
Co się stanie, jeśli cel zostanie osiągnięty?
Co się stanie, jeśli cel nie zostanie osiągnięty?
Co się nie stanie, jeśli cel zostanie osiągnięty?
Co się nie stanie, jeśli cel nie zostanie osiągnięty?
Odpowiedź na te pytania daje pewność, że rzeczywiście dany cel jest tym
o który nam chodzi.
Wyznaczanie celów ma za zadanie realizację strategii organizacji oraz poli-
tyki jakości.
Schemat realizacji polityki za pomocą celów przedstawiono na rysunku 3.4.
Rys. 3.4. Schemat realizacji polityki jakości za pomocą celów (opracowanie własne)
Strategia Polityka
jakości
Cel 1
Cel 2
Cel …
Cel n
Zadanie 1.1
Zadanie 1.2
Zadanie 1.n
Zadanie n.1
Zadanie n.1
Zadanie n.y
Zadanie 2.1
Zadanie 2.2
Zadanie 2.m
Zadanie ….1
Zadanie ….2
Zadanie ...x

63
Jedną z zasad osiągania celów jest to, że powinny być one spisane. Przedsię-
biorstwa stosują do tego celu różnego rodzaju dokumenty np. zarządzenia, księ-
ga, czy rejestr celów, zapisują je w raporcie z przeglądu zarządzania.
Na rysunku 3.5. przedstawiono przykład zawartości księgi celów.
CELE JAKOŚCI NA ROK ……
Deklaracja
w polityce
jakości
Cel
Miara
osiągnięcia
celu
Wartość
planowana
Termin
osiągnięcia
celu
Odpowie-
dzialny Zasoby
Rys. 3.5. Przykład zawartości księgi celów (opracowanie własne)
Dodatkowe informacje, jaki może zawierać księga celów, to:
wykaz zadań, jakie należy wykonać, aby cel osiągnąć,
sposób monitorowania osiągania celów,
sposób monitorowania realizacji zadań składających się na osiąganie celu,
wskazanie osób odpowiedzialnych za wykonanie poszczególnych zadań
(jeżeli są to inne osoby niż osoba odpowiedzialna za cel),
terminy wykonania poszczególnych zadań,
mierniki zadań.
Ponieważ systemy zarządzania jakością budowane są z zastosowaniem po-
dejścia procesowego to realizacja polityki i osiąganie celów też może mieć prze-
łożenie na procesy. Schemat realizacji polityki jakości za pomocą procesów
zaprezentowano na rysunku 3.6.
Rys. 3.6. Schemat realizacji za pomocą procesów (opracowanie własne)
Strategia Polityka
jakości
Cel 1
Cel 2
Cel …
Proces
Proces
Proces
Proces
Proces ….
Proces …..
Cel procesu
Cel procesu
Cel procesu
Cel procesu
Cel procesu
Cel procesu

64
W podejściu procesowym księga celów może mieć wzór taki, jaki przedsta-
wiono na rysunku 3.7.
CELE JAKOŚCI NA ROK ……
Cele Procesy
Deklaracja
w polityce
jakości
Cel
Miara
osiągnięcia
celu
Wartość
planowana Proces
Cel
dla
procesu
Miara
osiągnięcia
celu
Wartość
planowana
Rys. 3.7. Przykład księgi celów w podejściu procesowym (opracowanie własne)
Dodatkowo, taka księga celów, może zawierać między innymi następujące
informacje:
zasoby na potrzeby osiągnięcia celów dla procesów,
terminy osiągnięcia poszczególnych celów,
osoby odpowiedzialne za cele i cele procesów.
zadania do wykonania dla celów procesów
3.3. Plan jakości
Dokumentem specyfikującym, które procedury i związane z nimi zasoby na-
leży zastosować, kto i kiedy ma je zrealizować w odniesieniu do określonego
procesu, projektu, umowy, wyrobu jest plan jakości [87].
Plan jakości sporządzany jest po to, aby:
pokazać jak system zarządzania jakością organizacji jest stosowany do
określonego obszaru np. umowy na produkcję danego wyrobu,
spełniać wymagania aktów prawnych, przepisów lub klienta,
opracować i walidować nowe wyroby lub procesy,
wykazać wewnętrzne i/lub na zewnątrz organizacji, jak będą spełnione
wymagania dotyczące jakości,
organizować działania zmierzające do spełnienia wymagań dotyczących ja-
kości i osiągnięcia celów dotyczących jakości i zarządzać tymi działaniami,
optymalizować wykorzystanie zasobów do osiągnięcia celów dotyczących
jakości,
minimalizować ryzyko niespełnienia wymagań dotyczących jakości,
stosować, jako podstawę do monitorowania i oceny zgodności z wymaga-
niami dotyczącymi jakości,
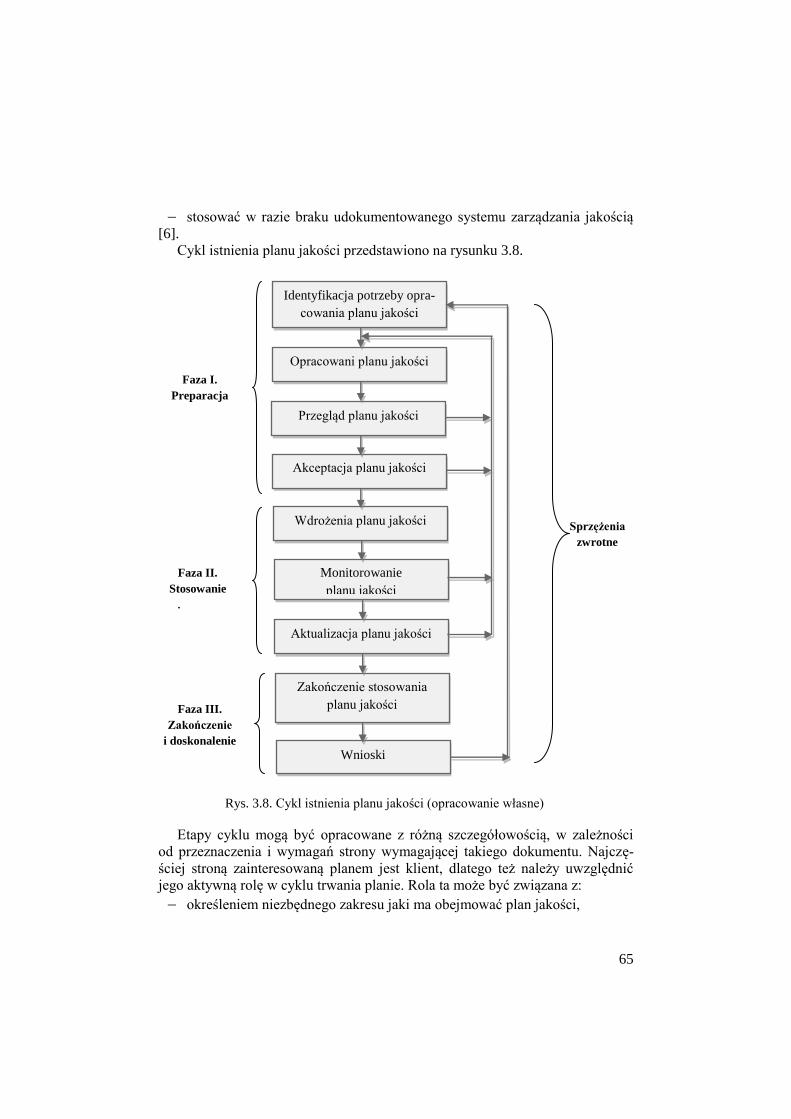
65
stosować w razie braku udokumentowanego systemu zarządzania jakością
[6].
Cykl istnienia planu jakości przedstawiono na rysunku 3.8.
.
Rys. 3.8. Cykl istnienia planu jakości (opracowanie własne)
Etapy cyklu mogą być opracowane z różną szczegółowością, w zależności
od przeznaczenia i wymagań strony wymagającej takiego dokumentu. Najczę-
ściej stroną zainteresowaną planem jest klient, dlatego też należy uwzględnić
jego aktywną rolę w cyklu trwania planie. Rola ta może być związana z:
określeniem niezbędnego zakresu jaki ma obejmować plan jakości,
Faza I.
Preparacja
Faza II.
Stosowanie
Faza III.
Zakończenie
i doskonalenie
Sprzężenia
zwrotne
Identyfikacja potrzeby opra-
cowania planu jakości
Opracowani planu jakości
Wdrożenia planu jakości
Przegląd planu jakości
Akceptacja planu jakości
Monitorowanie
planu jakości
Aktualizacja planu jakości
Zakończenie stosowania
planu jakości
Wnioski
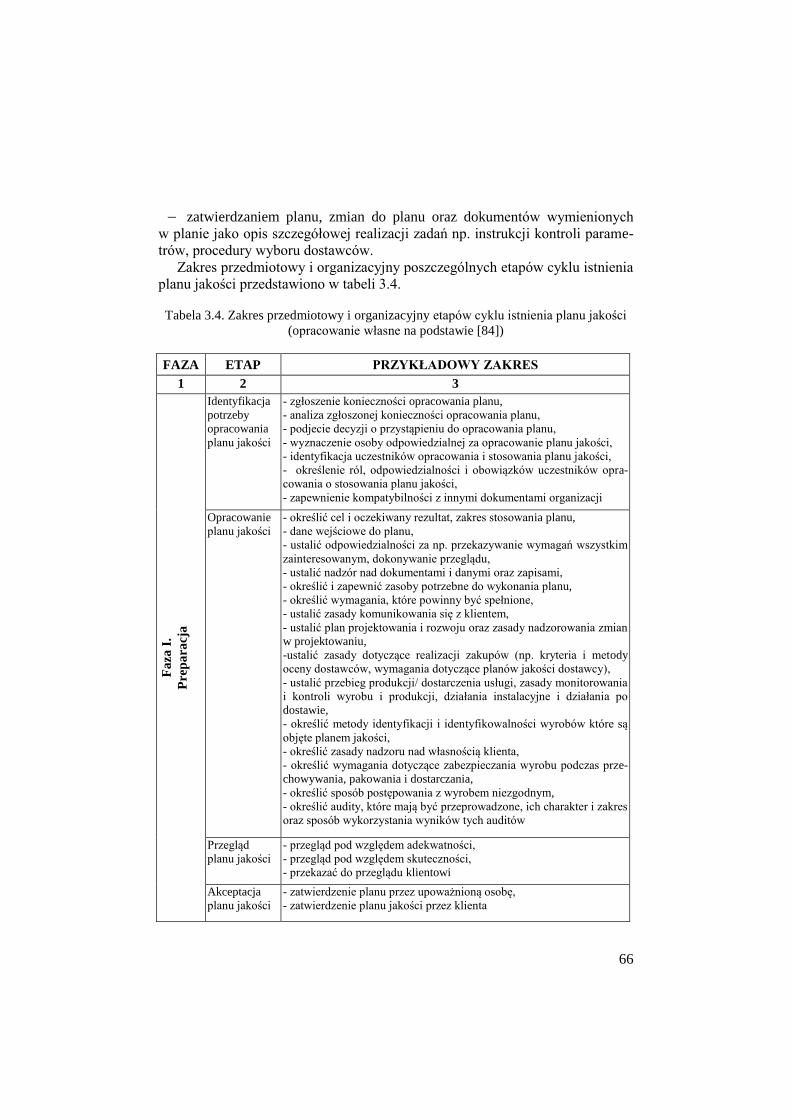
66
zatwierdzaniem planu, zmian do planu oraz dokumentów wymienionych
w planie jako opis szczegółowej realizacji zadań np. instrukcji kontroli parame-
trów, procedury wyboru dostawców.
Zakres przedmiotowy i organizacyjny poszczególnych etapów cyklu istnienia
planu jakości przedstawiono w tabeli 3.4.
Tabela 3.4. Zakres przedmiotowy i organizacyjny etapów cyklu istnienia planu jakości
(opracowanie własne na podstawie [84])
FAZA ETAP PRZYKŁADOWY ZAKRES
1 2 3
Fa
za I
.
Pre
pa
racj
a
Identyfikacja
potrzeby
opracowania
planu jakości
- zgłoszenie konieczności opracowania planu,
- analiza zgłoszonej konieczności opracowania planu,
- podjecie decyzji o przystąpieniu do opracowania planu,
- wyznaczenie osoby odpowiedzialnej za opracowanie planu jakości,
- identyfikacja uczestników opracowania i stosowania planu jakości,
- określenie ról, odpowiedzialności i obowiązków uczestników opra-
cowania o stosowania planu jakości,
- zapewnienie kompatybilności z innymi dokumentami organizacji
Opracowanie
planu jakości
- określić cel i oczekiwany rezultat, zakres stosowania planu,
- dane wejściowe do planu,
- ustalić odpowiedzialności za np. przekazywanie wymagań wszystkim
zainteresowanym, dokonywanie przeglądu,
- ustalić nadzór nad dokumentami i danymi oraz zapisami,
- określić i zapewnić zasoby potrzebne do wykonania planu,
- określić wymagania, które powinny być spełnione,
- ustalić zasady komunikowania się z klientem,
- ustalić plan projektowania i rozwoju oraz zasady nadzorowania zmian
w projektowaniu,
-ustalić zasady dotyczące realizacji zakupów (np. kryteria i metody
oceny dostawców, wymagania dotyczące planów jakości dostawcy),
- ustalić przebieg produkcji/ dostarczenia usługi, zasady monitorowania
i kontroli wyrobu i produkcji, działania instalacyjne i działania po
dostawie,
- określić metody identyfikacji i identyfikowalności wyrobów które są
objęte planem jakości,
- określić zasady nadzoru nad własnością klienta,
- określić wymagania dotyczące zabezpieczania wyrobu podczas prze-
chowywania, pakowania i dostarczania,
- określić sposób postępowania z wyrobem niezgodnym,
- określić audity, które mają być przeprowadzone, ich charakter i zakres
oraz sposób wykorzystania wyników tych auditów
Przegląd
planu jakości
- przegląd pod względem adekwatności,
- przegląd pod względem skuteczności,
- przekazać do przeglądu klientowi
Akceptacja
planu jakości
- zatwierdzenie planu przez upoważnioną osobę,
- zatwierdzenie planu jakości przez klienta

67
Fa
za I
I.
Sto
sow
an
ie
Wdrożenie
planu jakości
- rozpowszechnienie planu wśród wykonawców oraz nadzorujących,
- rozpowszechniać zgodnie z zasadami nadzoru nad dokumentami,
- szkolenie dotyczące prawidłowego stosowaniu planu,
Monitorowa-
nie planu
jakości
- nadzór operacyjny planowanych zamierzeń,
- wykonywać przeglądy na ustalonych etapach,
- przeprowadzać audity realizacji planu,
- wyciągać wnioski w zakresie np. praktycznego wdrożenia planu,
podejmowania działań korygujących i zapobiegawczych, identyfiko-
waniu możliwości doskonalenia planu i działań z nim związanych,
Aktualizacja
planu jakości
- zgłaszanie potrzeb zmian w planie jakości,
- wprowadzanie zmian do planu przez osoby podsiadające takie upraw-
nienia,
- zatwierdzanie odstępstwa od planu jakości,
- traktować plan jakości jak konfigurację i zarządzać nim jak konfigu-
racją
Fa
za I
II.
Za
ko
ńcz
en
ie
i d
osk
on
ale
nie
Zakończenie
stosowania
planu jakości
- plan jakości przestaje obowiązywać ze względu na np.
zakończenie produkcji danego wyrobu, zakończenie realizacji
umowy
Wnioski - poddać przeglądom nabyte doświadczenia, a uzyskane
informacji wykorzystać do doskonalenia przyszłych planów lub
systemu zarządzania jakością
Przygotowując opracowanie planu można, w zależności od potrzeb i wyma-
gań stron zainteresowanych, rozszerzyć bądź ograniczyć przedstawiony zakres
planu. Najprostszy plan jakości może zawierać wykaz zadań do wykonania (np.
w procesie, podczas realizacji kontraktu, projektu) wraz ze wskazaniem, jakie
dokumenty regulują wykonanie danego zadania oraz wskazanie pracownika
odpowiedzialnego za zadanie.
Z przedstawionego w tabeli 3.4. zakresu wynika, że najwięcej czynności do
wykonania jest podczas opracowania planu jakości. W.E. Deming podawał, że
75% przyczyn błędów powstaje w fazie projektowania, jednak 80% błędów
ujawnia się w czasie produkcji, kontroli i u klienta, czyli tam, gdzie koszty są
największe. Warto więc poświęcić czas, aby przygotować tak dokument planu
jakości oraz dokumenty z nim związane, aby podczas realizacji kontraktu można
było dostarczać klientowi tylko wyrobu zgodne z jego wymaganiami oraz do-
wody na skuteczne stosowania zasad opisanych w planie jakości.
Jeżeli plan jakości opracowywany jest w postaci dokumentu opisującego po-
szczególne elementy planu, wówczas może on mieć następujący spis treści:
1. Oczekiwania jakościowe i organizacyjne klienta.
2. Kryteria akceptacji planu, wyrobu i procesu.
3. Obowiązki, uprawnienia i odpowiedzialności.
4. Procedury i instrukcje stosowane w realizacji zadań.
Cd. tabeli 3.4.

68
5. Kontrola jakości wyrobu i procesu.
6. Proces auditu planu jakości.
7. Plan zarządzania konfiguracją.
Plan jakości może mieć również postać tabelaryczną. Stosuje się ją najczę-
ściej dla procesu lub zadania. Przykład takiego planu jakości zamieszczono na
rysunku 3.9.
OBSZAR
ODPOWIE-
DZIALNY
ZA
WYKONANIE
ODPOWIE-
DZIALNY
ZA
NADZÓR
DOKU-
MENT RE-
GULUJĄCY
KRYTE-
RIA WY-
KONANIA
DOKUMENT
POTWIER-
DZAJĄCY
WYKONANIE
POSTĘPO-
WANIE Z
WYROBEM
NIEZGOD-
NYM
Produkcja
Produk-
cja tulej-
ki
mosięż-
nej
Tokarz Kierownik
Zakładu
Instrukcja
PROD-P2/I1
„Wytwarza-
nie tulejki
mosiężnej”
Rys.
88721304.
3
PRODO-
P2/I2/F2
Raport pomia-
rowy
M10x30
Procedura
PROD-P4
„Nadzorowa-
nie wyrobu
niezgodnego”
Rys. 3.9. Przykład planu jakości w ujęciu tabelarycznym
(opracowanie własne na podstawie [50])
Przedstawiony plan jest najczęściej spotykanym w praktyce przemysłowej
planem jakości dla procesu produkcji. Takie ujęcie może być częścią większego
zakresu planu, co zależy od celu i obszaru dla którego tworzony jest plan i jakie
wobec niego mają wymagania klienci czy kierownictwo organizacji.

69
4. ORGANIZOWANIE
4.1. Organizowanie jako funkcja zarządzania
Organizowanie jest zespołem działań zarządczych zmierzających do osią-
gnięcia, a następnie utrzymania stanu gotowości organizacji do prowadzenia
działań wykonawczych zgodnie z opracowanymi planami [23].
Bezpośrednim celem organizowania jest zagwarantowanie skuteczności
struktury organizacyjnej, która może być mierzona skutecznością osiągania za-
planowanych celów organizacji. Tworzenie takiej struktury wymaga przeprowa-
dzenia szeregu działań organizatorskich, z których ważniejsze to [23]:
pełna identyfikacja i wieloprzekrojowa klasyfikacja zaplanowanych działań
wykonawczych,
specjalizacyjny podział działań wykonawczych oraz określenie rozmiarów
prac, badanie celowości i możliwości agregacji prac,
projektowanie jednostek organizacyjnych o zróżnicowanym stopniu złożo-
ności oraz postulowanych powiązań między nimi,
projektowanie schematu organizacyjnego odpowiadającego wielopozio-
mowej, hierarchicznej struktury organizacyjnej,
alokacja w strukturze organizacyjnej: zadań, obowiązków, uprawnień,
kompetencji, decyzji i odpowiedzialności,
projektowanie wyposażenia jednostek organizacyjnych w zasoby, określone
co do jakości i ilości,
opracowanie harmonogramu i procedur koordynacji dostarczania zasobów
do jednostek organizacyjnych,
projektowanie systemu informacji, potrzebnego dla sprawnego przebiegu
działań wykonawczych,
opracowanie programu przygotowania i wykorzystania zasobów ludzkich,
opracowanie pełnej dokumentacji organizacyjnej (np. schematy, algorytmy,
procedury, księgi, normatywy, druki, instrukcje, regulaminy).
Podstawy metodyki postępowania organizatorskiego opracował H.L. Le Cha-
telier, który obserwował działania F. Taylora i analizował logikę postępowania
człowieka w działaniu [6].
Zgodnie z opracowanym przez niego cyklem należy zachować odpowiednie
etapy postępowania, jeśli chce się, aby jakiekolwiek działanie przebiegało
w sposób skuteczny.
Pięć etapów cyklu obejmuje całość działania zorganizowanego, w którym
trzy pierwsze etapy tworzą fazę przygotowawczą [23], kolejny wykonawczą
i ostatni kontrolną, co zaprezentowano na rysunku 4.1.

70
Rys. 4.1. Cykl organizacyjny Le Chateliera (opracowanie własne na podstawie [68])
Faza przygotowawcza definiuje cel podjęcia wysiłku organizacyjnego i fi-
nansowego na rzecz realizacji działania, oraz wymaga zidentyfikowania i za-
pewnienia zasobów materialnych i intelektualnych niezbędnych do realizacji
sformułowanego celu. Faza ta jest fazą działań zarządczych w przeciwieństwie
do dwóch kolejnych, które stanowią działania wykonawcze.
Faza wykonania zamierzonych czynności zgodnie z opracowanym wcześniej
planem. Le Chatelier, komentując często występujące w praktyce przemysłowej
zjawisko zmian w planach działania w trakcie ich realizacji, stwierdza, że: „…
postępuje się tak w nadziei zrobienia lepiej, ale jest to zwykła wymówka, gdyż
rzadko się zdarza, aby te improwizacje były lepsze od projektu wykonanego z
rozmysłem; w każdym razie poprawki takie są zawsze przyczyną opóźnienia
i dodatkowych kosztów”.
Podczas realizacji działań konieczna jest stała koordynacja i kontrola fak-
tycznych ich przebiegów z przebiegami zaplanowanymi i dokonywanie na tej
podstawie odpowiedniej regulacji wykonania.
Ostatnią fazą cyklu działania zorganizowanego jest kontrola osiągniętych
wyników. Wyniki uzyskiwane i gromadzone w toku realizacji działań zostają
zebrane, poddane analizie oraz konfrontacji z założonymi w fazie preparacji
celami. Taki przebieg kontroli wymaga zastosowania podejścia systemowego do
ewidencjonowania wyników i wszelkich dokumentów, która pozwali ocenić
stopień realizacji celu. Na podstawie zebranych danych można dokonać oceny
skuteczności podjętych działań.
Opisany cykl postępowania jest układem nie tyle chronologicznym ile racjo-
nalnym [68]. W praktyce przedsiębiorstw często okazuje się, że dany etap ujaw-
nia okoliczności wskazujące na konieczność powrotu do etapu wcześniejszego
Określenie celu
Określenie środków
i metod
Przygotowanie środków
i zasobów
Wykonanie zamierzonych
czynności
Kontrola osiągniętych wyników
Faza
przygotowawcza
Faza
wykonawcza
Faza
kontrolna

71
i ponowienie tej części cyklu, który po niej powinien następować. Ten sposób
postępowania, rozwijany i modyfikowany w zależności od potrzeb, przez ostat-
nich kilkadziesiąt lat stanowił podstawę, na której były organizowane różne
przedsięwzięcia usprawniania organizacji [47].
Cykl Le Chateliera jest możliwy do zastosowania dla działań organizacyj-
nych, które można traktować jako wyodrębnioną całość np. podczas wdrażania
działań korygujących w wybranym procesie.
W zarządzania jakością doskonalenie czy usprawnienie działań odbywa się
z wykorzystaniem Koła Deminga PDCA.
W tabeli 4.1 zaprezentowano porównanie tych dwóch narzędzi.
Tabela 4.1. Porównanie zakresów cyklu Le Chateliera i koła Deminga
(opracowanie własne)
CYKL LE CHATELIERA KOŁO DEMINGA PDCA
1. Określenie celu Planuj:
- określ problem do rozwiązania,
- określ cel jaki chcesz osiągnąć (mierzalny),
- określ przyczyny problemu,
- określ działania korygujące,
- określ harmonogram wdrożenia działań korygujących
2. Określenie środków i metod
3. Przygotowanie środków
i zasobów
4. Wykonanie zamierzonych
czynności
Wykonaj:
- wykonaj działania zgodnie z harmonogramem
Sprawdź:
- zmierz i przedstaw wyniki,
- odnieś je do planu
5. Kontrola osiągniętych wyni-
ków
Działaj:
- podejmij działania doskonalące,
- standaryzuj lub zaplanuj kolejną zmianę
Podstawową różnicą między cyklem Le Chateliera a kołem Deminga jest
brak stałego sprzężenia zwrotnego w pierwszym z nich. Deming wychodził
z założenia, że zawsze jest coś do zmiany, do usprawnienia, natomiast u Le Cha-
teriera etap ostatni nie jest powiązany z pierwszym, nie ma „wymuszenia” ko-
lejnego cyklu poprawy.
4.2. Standaryzacja postępowania
Standardy to wzorce systemów i procesów, które określają właściwości
obiektów i które są ich realnymi odpowiednikami w systemie. Posługiwanie się
standardami ogranicza zmienność związaną z brakiem powtarzalności w postę-

72
powaniu człowieka oraz umożliwia korzystanie ze sprawdzonych doświadczal-
nie sposobów postępowania, pozwala uniknąć błędów i ułatwia pracę.
Za pomocą standardów programuje się funkcjonowanie systemu zarządzania.
Nieprawidłowości funkcjonowania systemu, niezgodności wyników procesów –
to w większości przypadków skutki słabości standardów. Zarządzanie jakością
standardów jest jednym z najważniejszych zagadnień zarządzania jakością [57].
Standardy można klasyfikować według różnych kryteriów. Przykład podziału
standardów zobrazowano na rysunku 4.2.
Rys. 4.2. Rodzaje standardów (opracowanie własne)
Każdy z wymienionych standardów ma swoje zastosowanie w organizacji. Są
one w większości obligatoryjne z mocy prawa oraz współpracy z klientami,
natomiast część z nich zależy od samodzielnych rozwiązań danej organizacji,
np. wymaganiem prawnym jest, aby pracodawca zatrudniający powyżej 20 pra-
cowników opracował regulamin pracy, natomiast co będzie zawierał w szczegó-
łach zależy już do samego pracodawcy (oprócz minimum wymaganego kodek-
sem pracy).
Przykłady standardów wewnętrznych przedstawiono w tabeli 4.2.
Standardy odgrywają bardzo ważną rolę w systemie zarządzania. Za pomocą
standardów można dokumentować zasady obowiązujące na różnych etapach
obsługi zlecenia/ kontraktu.
Na rysunku 4.3 przedstawiono powiązanie różnego rodzaju standardów z cy-
klem działań jakie zachodzą w przedsiębiorstwie produkcyjnym.
STANDARDY
Wewnętrzne Zewnętrzne
Wymagania normatywne
Wymagania prawne
Wymagania klienta
Opracowane na podstawie
wymagań zewnętrznych
Opracowane na podstawie
wymagań wewnętrznych

73
Tabela 4.2. Rodzaje standardów wewnętrznych (opracowanie własne na podstawie
[104])
LP. RODZAJ OPIS
1. Przepis wewnętrzny opisy stanowisk, karty czynności, regulaminy, zarządzenia,
2. Standard
jakościowy
wymagania jakościowe, jakie muszą spełnić produkty bądź
usługi, stworzone na podstawie standardów określonych przez
klienta, mogą być zapisane w umowie lub przekazane w innej
formie,
3. Standard techniczny metody produkcji, wymiary wyrobów, temperatury, składniki,
wytrzymałości
4. Standard procesowy procedury opisujące przebieg procesu, schematy postępowania,
broszury instruktażowe
5. Specyfikacje wymagania stawiane dostawcom materiałów, części, usług
6. Instrukcje odpowiada na pytanie: jak coś wykonać? Jak wypełnić?
7. Wytyczne wykaz zasad, którymi należy się kierować np. podczas opraco-
wywania innych standardów
8. Okólniki pisma informujące pracowników o nowych lub zmienionych
standardach
9. Tablice miejsca wywieszania istotnych informacji dla pracowników
Rys. 4.3. Powiązania rodzajów standardów z cyklem działań w przedsiębiorstwie
(opracowanie własne)
Obsługa klienta
Projektowanie
Testy
Planowanie
produkcji
Produkcja
Dostawa
Standard procesowy, wytyczne, przepisy
wewnętrzne
Standard procesowy, techniczny, wy-
tyczne, normy, przepisy prawne, specy-
fikacje
Standard procesowy, techniczne, jako-
ściowe, instrukcje,
Standard procesowy, wytyczne, okólniki,
Standard procesowy, techniczne, jako-
ściowe, specyfikacje, instrukcje, tablice,
przepisy wewnętrzne
Standard procesowy, instrukcje,

74
Jakość standardów nie pozostaje bez wpływu na zachowanie ludzi. Zadaniem
ich jest m.in. ułatwienie wykonania zadań, wskazywanie drogi, której powinni
się trzymać pracownicy. Drogi te mogą być wytyczone szeroko, zapewniając
przy tym kilka wariantów „pokonania" trasy uwzględniających wielość możli-
wych opcji wyboru.
Rezultatami niedoskonałości standardów mogą być [44]:
zachęta do zachowań nieuczciwych ("chodzenia na skróty") wywołana
nadmiernym skomplikowaniem opisu metody lub samego przebiegu postępowa-
nia,
stres i frustracja wywołujące bierność i apatię lub nadmierną pobudliwość
i agresję wywołane nieskutecznością stosowania metody,
brak motywacji do działania spowodowany za dużym lub za małym wybo-
rem możliwych opcji działania, ,
poczucie bezradności i nieumiejętność podejmowania decyzji, rozpraszanie
odpowiedzialności i poszukiwanie informacji poza systemem - spowodowane za
dużym wyborem opcji działania.
Doskonalenie "człowieka", jako elementu systemu, może polegać na:
zwiększaniu powtarzalności jego działania, np. przez trening,
poszerzaniu zakresu jego wiedzy i umiejętności, przez szkolenie teoretycz-
ne i praktyczne,
wzmacnianiu jego pozytywnej motywacji wewnętrznej, przez stosowanie
systemu motywacyjnego, pozytywne oddziaływanie najbliższego otoczenia,
wzmacnianiu jego pozytywnego systemu wartości, przez okazywanie mu
szacunku, pozytywny przykład dawany przez osoby darzone autorytetem.
O ile jakości produktów poświęca się dużo uwagi, bo jest ona postrzegana
przez klientów organizacji, o tyle jakość standardów pozostaje w cieniu.
Do klientów procesu tworzenia standardu m.in. należą:
a) bezpośredni użytkownicy standardów, a wśród nich:
osoba odpowiedzialna za prawidłowy sposób postępowania lub za osiąga-
nie odpowiedniego efektu postępowania. Nadzoruje ona funkcjonowanie frag-
mentu systemu, w którym stosowany jest standard, i posiada uprawnienia do
inicjowania stosownych zmian w standardzie (taką osobę nazwa się często wła-
ścicielem standardu),
osoby lub stanowiska w organizacji, które wykonują działania opisane
w standardzie lub posługują się nim w celu wykonania przydzielonych im zadań.
b) osoby zainteresowane - do grupy osób zainteresowanych należą również
osoby, które nie mają bezpośrednio do czynienia ze standardem, ale potencjalnie
mogą odczuwać skutki jego stosowania. Należą do nich m.in.:
właściciele firmy oraz instytucje finansujące organizację, w której stosowa-
ny jest standard,
mimowolni uczestnicy (niekorzystnych) zdarzeń towarzyszących użyciu

75
standardu.
Standardy są tworzone w celu ustalenia sposobu postępowania (wzorce pro-
cesu) lub np. skutku postępowania (wzorce systemu). Rzadko są celem samym
w sobie, raczej pełnią funkcję pomocniczą - są środkiem do celu.
Zarządzanie jakością można określić, jako dbanie o racjonalność działania
wyrażającą się w [85]:
określaniu celów i metod ich osiągnięcia, zgodnych z wymaganiami klien-
tów, czyli planowanie jakości (część zarządzania jakością ukierunkowana na
ustalenie celów dotyczących jakości i określająca procesy i związane z nimi
zasoby niezbędne do osiągnięcia celów dotyczących jakości),
osiąganiu tych celów w sposób zapewniający optymalizację rezultatów
w stosunku do zużytych zasobów, czyli sterowanie jakością (część zarządzania
jakością ukierunkowana na spełnienie wymagań dotyczących jakości).
Natomiast środkami do zarządzania jakością są [85]:
posługiwanie się najlepszymi i dostępnymi w określonych warunkach stan-
dardami - zapewnienie jakości (część zarządzania jakością ukierunkowana na
zapewnienie zaufania, że wymagania dotyczące jakości będą spełnione),
systematyczne doskonalenie tych standardów, tj. doskonalenie jakości
(część zarządzania jakością ukierunkowana na zwiększenie zdolności do speł-
nienia wymagań dotyczących jakości).
W standardach poszukuje się informacji, co zrobić i jak to zrobić, które okre-
ślają stan początkowy wyznaczony przez:
wymagania klientów,
zadania związane z działaniem na określonym stanowisku,
ograniczenia obowiązujące w danej działalności (zarządzenia jednostek
nadrzędnych, przepisy prawne itp.),
wzorce dobrego postępowania w danej działalności,
własne schematy - zagospodarowujące przyznaną swobodę decydowania.
Zawsze powinno przyjmować się założenie, że jeśli coś działa dobrze, to nie
ma sensu tego poprawiać. Jeżeli wyniki procesu są zgodne z oczekiwanymi,
świadczy to pozytywnie również o zarządzaniu jakością.
Stwierdzenie istnienia zakłóceń stanowi sygnał do rewizji stosowanych stan-
dardów. Działania korygujące powinny znaleźć odbicie w odpowiedniej mody-
fikacji ładu stosowanych standardów, dzięki czemu będą one lepiej odpowiadały
potrzebom zarządzającego.
Normy serii ISO 9000 są źródłem standardów, czyli gotowych schematów
zarządzania jakością, po które można sięgnąć, poszukując wzorców do zarzą-
dzania. Czasami może się okazać, że własne podejście do zarządzania, oparte na
własnym przykładzie standardów, będzie skuteczniejsze niż inne, i że w przy-
szłości może być owym wzorcem zarządzania. W tej dziedzinie nie ma stanu
optymalnego, choćby ze względu na zróżnicowanie organizacji oraz procesów

76
i zmieniające się warunki, w których funkcjonują organizacje.
Według PN-EN ISO 9000:2006 weryfikacja jest to potwierdzenie przez do-
starczenie dowodu obiektywnego, że zostały spełnione określone wymagania.
Natomiast walidacja jest potwierdzeniem, przez przedstawienie dowodu obiek-
tywnego, że zostały spełnione wymagania dotyczące konkretnego, zamierzone-
go użycia lub zastosowania.
Przeprowadzanie weryfikacji standardu może polegać m.in. na dokonywaniu
jego przeglądu, wykonywaniu alternatywnych obliczeń, porównywaniu z innymi
standardami, przeprowadzaniu eksperymentów itp. Służy upewnieniu się, że
właściwości obiektu odwzorowane w standardzie są zgodne z założonymi
w zadaniu projektowym.
Weryfikacja standardu nie jest jednak w stanie dostarczyć odpowiedzi na py-
tanie, czy jego realizacja przyniesie skutek zgodny z oczekiwanym. Tę funkcję
spełnia walidacja.
Walidacja standardu polega na dostarczeniu dowodów, że system, w którym
będzie on stosowany, nie będzie błędnie funkcjonował w wyniku jego stosowa-
nia. Narzędziem służącym do weryfikacji i walidacji standardu, jakim jest udo-
kumentowany i wdrożony system zarządzania jakością jest między innymi audit
wewnętrzny.
Audit jest to systematyczny, niezależny i udokumentowany proces pozyski-
wania dowodu z auditu oraz jego obiektywnej oceny, w celu określenia stopnia
spełnienia kryteriów auditu [24, 85].
Audit wewnętrzny przeprowadzony w sposób poprawny gwarantuje zebranie
szeregu informacji o procesie, wyrobie czy przedsiębiorstwie. Procedura prze-
prowadzania auditu w każdym z przedsiębiorstw ma swoją specyfikę. Algorytm
przeprowadzania auditu wewnętrznego wraz ze wskazaniem działań niezbęd-
nych do realizacji przedstawiono na rysunku 4.4.
Ważne jest, aby w określonym okresie czasu wszystkie obszary objęte stan-
daryzacją zostały sprawdzone. Program auditów powinien być harmonogramem
przeprowadzania auditów w poszczególnych obszarach. Częstotliwość przepro-
wadzania auditów musi uwzględniać skalę problemów występujących w danym
obszarze.
Istotnym etapem zarządzania auditami jest wyznaczenie auditora lub zespołu
auditorów. Często audit wewnętrzny przeprowadza jeden auditor. W przypadku
szerszego zakresu lub większej złożoności prac może to być zespól dwu- lub
kilkuosobowy. W takim przypadku wyznacza się auditora wiodącego, który
odpowiada za całokształt działań auditowych.
Pierwszym etapem auditu wewnętrznego jest sporządzenie planu auditu, czy-
li określenie kiedy i na jakich stanowiskach będą odbywały się działania audito-
we.

77
Rys. 4.4. Algorytm przeprowadzania auditów wewnętrznych
(opracowanie własne na podstawie [24, 85])
Podjęcie działań doskonalących
Opracowanie i zatwierdzenie programu auditów
Ustalenie terminu auditu zgodnie z zatwierdzonym programem auditów
Powołanie auditora lub zespołu auditorów
Przygotowanie
auditu
Zapoznanie się auditora z badanym obszarem
Zebranie i przegląd dokumentów oraz ocena ich
stopnia adekwatności w odniesieniu do celu auditu
Sporządzenie listy pytań kontrolnych
Sporządzenie listy dokumentów odniesienia
Opracowanie szczegółowego planu auditu
Przeprowadze-
nie auditu
Spotkanie otwierające
Zbieranie dowodów
Opracowanie ustaleń z auditu,
Określenie niezgodności,
Przygotowanie wniosków
Spotkanie zmykające
Opracowanie, zatwierdzenie i rozdysponowanie raportu z auditu
Działania
korygujące
Działania
zapobiegawcze
Zaplanowanie działań doskonalących
Realizacja działań doskonalących
Ocena działań doskonalących
PL
AN
OW
AN
IE A
UD
ITU
WE
WN
ĘT
RZ
NE
GO
WY
KO
NA
NIE
AU
DY
TU
D
ZIA
ŁA
NIA
PO
AU
DY
TO
WE

78
Auditor (lub zespół auditorów) zobowiązany jest do przygotowania się do
auditu, czyli zapoznania się z badanym obszarem oraz zaplanowania jakie do-
kumenty podlegają sprawdzeniu. Polega ono przeważnie na tym, że auditor wio-
dący:
przeprowadza zebranie zespołu auditorów, na którym omawia cel, zakres,
metodykę postępowania,
zapoznaje siebie oraz członków zespołu auditującego z dokumentacją audi-
towanego (np. księga jakości, karty procesów, procedury, instrukcje, zapisy itd.),
wspólnie z zespołem auditorów dokonuje podziału zadań pomiędzy audito-
rów,
przekazuje auditowanemu plan auditu.
Przygotowanie się do auditu wymaga od auditorów opracowania pytań, jakie
powinny zostać zadane auditowanym. Przygotowana lista pytań kontrolnych
powinna odzwierciedlać cel i zakres danego auditu oraz specyfikę tego, co ma
być ocenione. Dlatego nie powinna to być lista standardowa - zawsze taka sama
dla danego obszaru. Sporządzenie listy kontrolnej wymaga dobrego zapoznania
się z auditowanym obszarem, jej wykorzystanie zaś usprawnia przebieg auditu
i daje pewność, że w czasie auditu żadna istotna kwestia nie zostanie pominięta
[24].
Dużym ułatwieniem podczas sporządzania listy pytań kontrolnych jest rów-
noczesne zaznaczanie dokumentów odniesienia, w których auditor będzie po-
szukiwał dowodów spełnienia wymagań. Należy pamiętać, że dobre przygoto-
wanie auditu jest konieczne, by uzyskać jak najwięcej informacji niezbędnych
do oceny, weryfikacji i doskonalenia procesu czy procedury.
Kolejny etap to przeprowadzenie auditu wewnętrznego, który rozpoczyna się
spotkaniem otwierającym. Celem takiego spotkania jest przedstawienie całego
zespołu auditorskiego, celu i zakresu auditu, jego organizacji itp.
Samo przeprowadzenie auditu obejmuje [24]:
analizę dokumentacji dotyczącej obszaru poddawanego auditowi pod kątem
jej zgodności z przyjętymi kryteriami auditu,
badania na stanowiskach pracy, polegające na poznaniu stanu faktycznego
(zazwyczaj poprzez przeprowadzenie odpowiedniego wywiadu, obserwacji
i badanie wyrobów).
Podczas przeprowadzania auditów auditorzy wewnętrzni powinni zwrócić
uwagę na takie zagadnienia jak [112]:
ocena skuteczności i wydajności wdrażanych procesów, wykorzystywanych
technik statystycznych,
okoliczności prowadzące do doskonalenia systemu,
ocena zdolności procesów do wytwarzania produktu zgodnie z wcześniej
ustalonymi wymaganiami;
ocena wykorzystania technologii informatycznej;

79
analiza danych dotyczących kosztów jakości;
porównanie rezultatów i oczekiwań dotyczących przebiegu procesów i re-
alizacji wyrobów;
ocena doboru narzędzi pomiarowych
ocena dokładności pomiarów;
ocena działań doskonalących.
Audit odbywa się poprzez:
rozmowy,
badanie dokumentów (ich merytorycznej oceny oraz zgodności postępowa-
nia z ich zasadami) i zapisów,
obserwacje działalności
w zakresie będącym przedmiotem auditu, biorąc za podstawę stosowanie
procedur, instrukcji oraz inne istotne, zdaniem auditów, zagadnienia.
Osoba odpowiedzialna za obszar auditowany zobowiązana jest udostępnić
potrzebne dokumenty, zapisy, elementy infrastruktury, przedmioty oraz udzielić
informacji osobiście lub przez podległych jej pracowników na pytania auditora.
Wszystkie spostrzeżenia rejestrowane są przez auditorów na formularzach do-
kumentujących spostrzeżenia z auditu [106].
Po przeprowadzeniu oceny, auditorzy w zespole analizują spostrzeżenia
z auditu i decydują, które z nich należy uznać jako niezgodności. Zespół audito-
wy przygotowuje również wnioski z auditu, które oprócz wskazanych niezgod-
ności, spostrzeżeń i potencjałów do doskonalenia zawierają również opis tych
elementów systemu, które zasługują na pochwałę i uznanie.
Na zakończenie auditu, auditor wiodący przeprowadza spotkanie zamykające
z kierownictwem jednostki auditowanej. Auditor wiodący powinien zakomuni-
kować kierownictwu jednostki auditowanej wyniki auditu, spostrzeżenia poparte
dowodami, a także zaobserwowane niezgodności.
Auditor wiodący jest zobowiązany do przygotowania raportu z auditu. Istotne
jest to, aby raport zawierał odpowiednie elementy. Należy w nim zamieścić in-
formacje na temat [24]:
niezgodności,
spostrzeżeń,
potencjałów racjonalizatorskich, które nie są niezgodnością wobec wyma-
gań normy, ale mogą służyć doskonaleniu systemu zarządzania jakością,
uwag pozytywnych, czyli punkty dotyczące systemu zarządzania jakością
wartych podkreślenia.
Wzór raportu z auditu wewnętrznego, który może stanowić podstawę doku-
mentowania auditu zaprezentowano na rysunku 4.5.

80
HISTORIA AUDITU WEWNĘTRZNEGO NR ……
Wy
peł
nia
peł
no
mo
cnik
ds.
SZ
J
POWIADOMIENIE
1. …………………………………………(auditor wiodący)
2. …………………………………………
W jednostce (proces/dział/komórka)………………………………………
Cel auditu:…………………………………………………………………
Zakres auditu:……………………………………………………………..
Punkty odniesienia w dokumentacji SZJ………………………………….
Termin zgodnie z programem auditów na rok……………………………
Data i podpis Pełnomocnika ds. SZJ …………………………
Wy
peł
nia
au
dy
tor
wio
dą
cy
PLAN AUDITU
Termin auditu………………………….. godz. od…………do………….
Stanowiska godziny auditor
Uwagi
……………………………………. Data i podpis auditora
……………………………………. Data i podpis auditowanego
Wy
peł
nia
au
dit
or
wio
dą
cy
RAPORT Z AUDYTU
-Audit przeprowadzono zgodnie z planem ……………
-Audit przeprowadzono w dniu……………………………………………………….
(podać przyczynę przesunięcia)
Analiza realizacji dotychczas podejmowanych działań doskonalących:
Spostrzeżenia z auditu:
Wskazanie stwierdzonych niezgodności
Stwierdzona
niezgodność
Propozycja działań
doskonalących
Podpis
auditora
Podpis
auditowanego
DOSKONALENIE
Podjęte działania (korygujące/
zapobiegawcze)
soba odpowiedzialna
Termin realizacji
Podpis osoby odpowiedzialnej
Ocena działań po wykonaniu
Wnioski w odniesieniu do celu auditu:
Data i podpis auditora
Przeanalizowano:
Data i podpis Pełnomocnika ds. SZJ
Rys. 4.5. Wzór formularza wykorzystywanego w dokumentowaniu auditu we-
wnętrznego (opracowanie własne)

81
Wyniki przeprowadzonych auditów wewnętrznych są najbardziej przydat-
nym źródłem informacji o standardach stosowanych w organizacji. Ich rola do-
strzegana jest zarówno przez pracowników średniego szczebla odpowiedzial-
nych za funkcjonowanie procesów podstawowych jak i pracowników najwyż-
szego szczebla, odpowiedzialnych za doskonalenie [7].
4.3. Zakresy obowiązków, odpowiedzialności i uprawnień
Zgodnie z wymaganiami Kodeksu Pracy, pracodawca musi zaznajomić pra-
cownika, przed rozpoczęciem przez niego pracy, jaki jest jego zakres obowiąz-
ków (zadań do wykonania), sposobem wykonywania pracy na wyznaczonych
stanowiskach oraz jego podstawowymi uprawnieniami [39].
Podobne wymagania zawiera norma ISO 9001 w podrozdziale 5.5.1 Odpo-
wiedzialność i uprawnienia: „Najwyższe kierownictwo powinno zapewnić, że
odpowiedzialność i uprawnienia są określone i zakomunikowane w organizacji”
[88].Każdy z pracowników powinien więc wiedzieć: co należy do jego obo-
wiązków, jakie ma nadane uprawienia aby mógł wykonywać swoje zadania oraz
jak będzie rozliczany ze swojej pracy czyli jaką ma odpowiedzialność.
Schemat opracowywania obowiązków, uprawnień i odpowiedzialności zo-
brazowano na rysunku 4.6.
Rys. 4.6.Schemat opracowywania obowiązków, uprawnień i odpowiedzialności
(opracowanie własne)
Określenie zakresu obowiązków, czyli zadań jakie pracownik będzie wyko-
nywał na danym stanowisku pracy, ich zakres i szczegółowość zależą między
innymi od wielkości przedsiębiorstwa.
Obowiązki Uprawnienia Odpowiedzialność
- zadania
do wykonywania co
dziennie,
- zadania do wykonania
w innych odstępach
czasu,
- prawa do podejmowa-
nia decyzji samodziel-
nych,
- dostęp do informacji i
akt,
- zasady rozliczania z
wykonanych zadań, np.
za terminowość, jakość,
- sankcje za niewyko-
nanie zadań,
Karta zakresu obowiązków, uprawnień, odpowiedzialności

82
Z obserwacji wynika, że im przedsiębiorstwo większe, tym bardziej precy-
zyjnie zdefiniowane są obowiązki. W małych organizacjach, gdzie jeden pra-
cownik pełni kilka funkcji, są one bardzo ogólne i elastyczne, tak aby nie było
konieczności ich ciągłego aktualizowania ze względu na zmieniające się potrze-
by w zakresie nowych zadań do wykonania.
Podczas wdrażania systemów zarządzania jakością (i nie tylko) zauważono,
że w licznych przedsiębiorstwach pracownicy posiadają najczęściej zakresy
obowiązków opracowane wg dostępnych w Internecie szablonów lub wg opra-
cowanych w literaturze przedmiotu schematów, bez analizy tego co tak napraw-
dę dany pracownik wykonuje na swoim stanowisku. Rodzi to zawsze problem:
czy jest to wystarczające i dla kogo wystarczające? Na pewno jest wystarczają-
ce, aby spełnić wymóg formalny, ale nie dla właściwego nadzorowania i egze-
kwowania wyników pracy pracownika, który ma realizować konkretne zadania,
osiągać cele dla których dane stanowisko funkcjonuje w organizacji.
Największy problem jest jednak z uznaniem przez pracodawców, że pracow-
nik wykonujący swoje obowiązki musi mieć przyznane pewne uprawnienia. Nie
chodzi w tym momencie o uprawnienia wynikające z przepisów prawa i norm
np. uprawnienia spawalnicze, dozorowe, do pracy na wysokościach, ale o te,
które może nadać pracodawca samodzielnie. Do typowych, tego typu upraw-
nień, można zaliczyć np.:
dostęp do informacji finansowych,
dostęp do umów,
dostęp do programów informatycznych,
korzystanie z sal konferencyjnych,
korzystanie z samochodu służbowego czy telefonu.
Uprawnienia wynikają wprost z obowiązków pracownika. Nie można egze-
kwować od Dyrektora Handlowego wyników sprzedaży bez nadania mu upraw-
nień do reprezentowania firmy wobec klientów i do zawierania zobowiązań
finansowych w tym zakresie. Nie można egzekwować od pracownika produko-
wania wyrobów o odpowiedniej jakości jeżeli na nada się mu uprawnień do
samokontroli czy do korzystania z przyrządów pomiarowych. To są tylko przy-
kłady, a każde stanowisko, w każdym przedsiębiorstwie to indywidualny przy-
padek. Nie można w tym aspekcie posługiwać się szablonami czy kopiować od
innych przedsiębiorców.
Podstawowym zadaniem dokumentu określającego zakres obowiązków jest
wyraźne sformułowanie oczekiwań pracodawcy wobec pracownika. Dokument
ten stanowi merytoryczne uzupełnienie umowy o pracę, określające świadczenia
na rzecz pracodawcy, do których zobowiązany jest pracownik. Jest on bardzo
ważny, gdyż stanowi jedno z podstawowych kryteriów rozliczania pracy pra-
cownika. Istotna jest zatem precyzja w jego sformułowaniu [8].
Rzeczywistym celem zatrudnienia pracownika jest przeniesienie na niego
części odpowiedzialności za prawidłowe funkcjonowanie organizacji. Tylko

83
w takim ujęciu możemy oczekiwać, że pracownik będzie czuł się współgospoda-
rzem zakładu pracy i będzie się z nim identyfikował.
Pracownik o nie sprecyzowanym zakresie obowiązków nigdy nie będzie miał
w sobie poczucia odpowiedzialności za to co robi. Będzie miał skłonność do
postrzegania siebie jako obojętnego na wszystko narzędzia w ręku zwierzchnika.
Ze strony takiego pracownika nie można spodziewać się jakiejkolwiek inicjaty-
wy czy kreatywnego myślenia. Brak wyraźnych zakresów obowiązków daje też
pole do nadużyć przełożonym pracowników. Prowadzi to do braku dobrej at-
mosfery, powoduje poczucie rozgoryczenia i naruszonej godności [8].
Aby skutecznie uczynić pracownika współodpowiedzialnym za funkcjono-
wanie przedsiębiorstw, nie wystarczy mu jednak wypunktować czynności,
z których będzie rozliczany. Musimy równocześnie określić zasady jego odpo-
wiedzialności oraz zapewnić warunki, aby mógł ją ponosić czyli dać mu upraw-
nienia. Najważniejsze jest wskazanie poziomu i obszaru samodzielności pra-
cownika. Jeżeli tego nie uczynimy, odpowiedzialność pracownika może się oka-
zać nieegzekwowana [8].
Punktem przejścia do prawidłowego skonstruowania systemu określającego
obszar obowiązków, odpowiedzialności i uprawnień jest jasno określony cel
działalności organizacji, przedsiębiorstwa lub instytucji. Idea podziału obowiąz-
ków jest prosta: za całość funkcjonowania zakładu odpowiada jego kierownik.
Może on jednak przelać część tej odpowiedzialności na swego bezpośredniego
podwładnego, przekazując mu jednocześnie adekwatną część własnych upraw-
nień, pozostawiając sobie, oczywiście, prawo do nadzoru.
Kierownik zakładu pracy, delegując odpowiedzialność za konkretne obszary
funkcjonowania zakładu na swoich zastępców oraz podległych mu bezpośrednio
kierowników działów i pracowników samodzielnych, tworzy pewien system,
w którym łatwo wskazać osobę odpowiedzialną za każdą, najdrobniejszą nawet
czynność.
Aby system ten był skutecznym narzędziem zarządzania, powinien charakte-
ryzować się pięcioma cechami [8]:
spójnością – nie może zawierać żadnych sprzeczności ani niekonsekwencji,
poszczególne elementy powinny z sobą harmonizować i pozostawać z sobą
w wyrazistych relacjach,
szczelnością – powinien przewidywać każdą sytuację, nie dopuszczać do
niedomówień, niejasności, nadinterpretacji, wykorzystywania poszczególnych
elementów w sposób niezgodny z interesem zakładu,
konsekwencją hierarchiczną – powinien być perfekcyjnie podporządkowa-
ny strukturze organizacyjnej zakładu oraz zasadzie, w myśl której delegować
odpowiedzialność można wyłącznie w granicach obszaru, za który się samemu
odpowiada,
precyzją – granice między poszczególnymi obszarami odpowiedzialności
powinny być wyraźne i jednoznaczne, a każdy, nawet najdrobniejszy element

84
funkcjonowania zakładu powinien być przyporządkowany w sposób nie budzący
wątpliwości konkretnemu elementowi systemu,
sprawnością – powinien tworzyć optymalne warunki do realizacji celów
zakładu.
Tworząc obszary obowiązków odpowiedzialności i uprawnień należy pamię-
tać, że są one tylko narzędziem do zarządzania. Pracodawca powinien nie tylko
egzekwować od pracownika wykonanie przydzielonych mu w tym dokumencie
obowiązków, ale także i sam nie przekraczać granic z nich wynikających oraz
skutecznie stać na straży, aby nie robili tego inni.

85
5. PRZEWODZENIE
5.1. Przywództwo w organizacji
Według niektórych badań osiągniecie sukcesu w zarządzaniu jakością zależy
tylko w 10% od wyposażenia technicznego, w 40% od technologii i aż w 50%
od ludzi i stylu zarządzania. W związku z tym przywództwo ma decydujące
znaczenie w zarządzaniu jakością [24].
Wyzwaniem dla współczesnych organizacji jest wykazanie określonych
zdolności mających na celu przystosowanie się do otoczenia. Jest to niezwykle
istotne z uwagi na to, że przedsiębiorstwa stają się częścią świata ulegającego
ciągłym przemianom.
Potrzeba przywództwa pojawia się bowiem tam, gdzie wzrasta prawdopodo-
bieństwo zmian, niepewności, frustracji, realnych zagrożeń itp. [45].
Próby zdefiniowania przywództwa podejmowano wielokrotnie. W związku
z tym istnieje wiele pojęć postrzeganych z kilku perspektyw, m.in.:
jako „zarządzanie”,
jako radzenie sobie ze zmianami,
jako proces oddziaływania,
jako postać przywódcy.
W efekcie tego dyskusja na temat przywództwa jest niezwykle trudna i każdy
może mieć na jego temat odmienny pogląd10
. Rozumienie przywództwa i po-
szczególnych zadań przywódcy ulegało zmianom wraz z rozwojem socjologii,
politologii, psychologii społecznej, nauki o organizacji i zarządzaniu oraz innych
dziedzin [77].
Warto przytoczyć jednak kilka stanowisk w odniesieniu do rozumienia przy-
wództwa, które zaprezentowano w tabeli 5.1.
Przewodzenie jest częścią procesu kierowania i łącznie z pozostałymi jego
elementami stanowi zwarty model zarządzania [45].
W związku z powyższym konieczne jest przeanalizowanie podstawowych
składowych funkcji kierowniczych, co zaprezentowano w tabeli 5.2.
10
Z przywództwem mamy bowiem do czynienia na trzech poziomach rzeczywistości
społecznej, tj: mikrostrukturalnym (w relacjach międzyludzkich i w małych grupach
społecznych), mezostrukturalnym (w grupach społecznych średniej wielkości, grupach
pośrednich, a przede wszystkim w organizacjach) oraz makrostrukturalnym (w wielkich
grupach społecznych) [34,45]. Pojęcie przywództwa jest złożone, w związku z czym
wśród badaczy i praktyków brakuje zgody co do najwłaściwszej definicji
[9].społecznych), mezostrukturalnym (w grupach społecznych średniej wielkości, gru-
pach pośrednich, a przede wszystkim w organizacjach) oraz makrostrukturalnym (w
wielkich grupach społecznych) [34,45]. Pojęcie przywództwa jest złożone, w związku z
czym wśród badaczy i praktyków brakuje zgody co do najwłaściwszej definicji [4].

86
Tabela 5.1. Rozumienie przywództwa
(opracowanie własne na podstawie [1, 34, 45,72, 98])
M. Armstrong Przywództwo polega na podjęciu działań ukierunkowanych na zachęcenie
i zainspirowanie określonych osób do tego, aby dali z siebie to, co najlep-
sze i zarazem konieczne do osiągnięcia pożądanych wyników. Przywódca
wywierając odpowiedni wpływ na zespół może osiągnąć zamierzony cel.
J.C. Maxwell Przywództwo jest zdolnością, która polega na wywieraniu wpływu.
R.M. Stogdill Przywództwo jest zarazem procesem i właściwością. Otóż jako proces
oznacza nieprzymuszone ukierunkowanie i koordynowanie działań po-
szczególnych członków zespołu dla osiągnięcia grupowego celu. Z kolei
jako właściwość przywództwo jest zbiorem cech osobowościowych
przypisanych temu, kogo postrzega się jako stosującego takie oddziały-
wania z powodzeniem.
J.A.F. Stoner Przewodzenie za jedną z głównych czynności kierowniczych, obok pla-
nowania, organizowania i kontrolowania. Planowanie, organizowanie,
przewodzenie i kontrolowanie nie są odrębnymi działaniami, lecz stano-
wią układ wzajemnie zależnych funkcji.
Tabela 5.2. Podstawowe funkcje kierownicze i ich składowe [81]
FUNKCJA KIEROWNICZA
PLANOWANIE ORGANIZOWANIE PRZEWODZENIE KONTROLOWANIE
- określenie celów
organizacji i
sposobów ich
realizacji,
- planowanie
zasobów niezbęd-
nych dla realizacji
wyznaczonych
celów,
- planowanie
działań.
- projektowanie
kształtu organizacji
(struktury organiza-
cyjnej, stanowisk,
podziału pracy i kom-
petencji),
- dobór ludzi do sta-
nowisk i przygotowa-
nie ich do pracy,
- organizowanie rze-
czowe procesów
pracy,
- koordynowanie
działań,
- informacja.
- określanie i wyja-
śnianie celów i treści
zadań podwładnym,
inicjowanie działań,
- motywowanie w
kierunku realizacji
założonych celów i
zadań,
- ocena możliwości
pracowników,
- skłanianie do rozwo-
ju zawodowego,
- kształtowanie sto-
sunków pracy i roz-
wiązywanie konflik-
tów.
- określenie miejsc,
form i zakresu oceny i
kontroli, określenie
mierników, kryteriów
i parametrów do
oceny i kontroli,
- porównywanie
rezultatów zakłada-
nych (oczekiwanych)
z osiągniętymi,
- podejmowanie
działań korygujących.
Rozważania nad miejscem i rolą przywództwa we współczesnych organiza-
cjach wynikają z wielu przesłanek, co zaprezentowano na rysunku 5.1.

87
Rys. 5.1. Przywództwo we współczesnych organizacjach
(opracowanie własne na podstawie [45])
Wraz ze wzrostem niepewności przywództwo nabiera coraz większego zna-
czenia. Zmiany (zarówno wewnątrz jak i w otoczeniu organizacji) wynikające
z postępu społecznego, ekonomicznego, cywilizacyjnego i kulturowego, powo-
dują stopniową utratę znaczenia formalnych kompetencji kierowniczych, na
rzecz kompetencji materialnych i intelektualnych [45].
R.W. Griffin wskazał, że przywództwo powiązane jest z wieloaspektowym
procesem władzy oraz zarządzania.
W aspekcie władzy11
przywództwo należy rozumieć jako zdolność do wpły-
wania na zachowania innych, a miarą przywództwa jest wówczas umiejętność
wykorzystania tej władzy poprzez:
uprawomocnione żądanie (podwładni wiedzą, że przywódca otrzymał od-
górnie prawo do stawiania żądań),
11
Wiele definicji przywództwa bezpośrednio łączy się z władzą, głównie poprzez
podkreślenie aspektu wpływania na grupę. Władza zakłada asymetrię relacji pomiędzy
członkami zespołu, organizacji czy społeczeństwa. Związane to jest z tym, że sprawują-
cy władzę mają większą kontrolę nad zachowaniem podwładnych, niż ci nad postępo-
waniem przywódców. Liderzy mają zatem kontrolę nad tymi, którymi przewodzą. Nale-
ży jednak pamiętać, że pojęcie władzy jest tak pojemne, iż precyzyjne zdefiniowanie
przywództwa za pomocą tej kategorii jest niezwykle trudne, ponieważ może odnosić się
do rożnych zachowań [77].

88
instrumentalne zastosowanie się (podwładni wykonują polecenia przywód-
cy, ponieważ oczekują nagrody),
przymus (podwładni zdają sobie sprawę z tego, że wykonanie poleceń prze-
łożonego leży w ich najlepiej pojętym interesie),
osobiste utożsamianie się (menedżer stanowi dla podwładnych przykład
warty naśladowania),
inspirujący cel (menedżer dzięki sile perswazji wyzwala pożądane działania
pracowników),
zniekształcanie informacji (menedżer zachowuje pewne informacje dla sie-
bie, lub je zniekształca w celu wpłynięcia na zachowanie podwładnych) [20, 45].
Kolejną cechą władzy wykorzystywaną w próbie definiowania przywództwa
jest zdolność do wprowadzania zmian. Niezbędna jest w tym zakresie umiejęt-
ność takiego ingerowania w dany bieg zdarzeń, aby dokonać przekształcenia. Od
przywódcy wymaga się wówczas aby posiadał wizję zmiany [77].
W aspekcie zarządzania przywództwo jest niezbędne do zaistnienia określo-
nych zmian i stanowi ważny środek uzyskiwania systematycznych wyników
[20, 45]. Przywództwo i zarządzanie stanowią odrębne działania, lecz wzajem-
nie się uzupełniają. Prawdziwym wyzwaniem dla organizacji jest połączenie
silnego przywództwa, przejawiającego się w zdolności radzenia sobie w zmien-
nych warunkach, ze skutecznym zarządzaniem, wprowadzającym uporządkowa-
nie i spójność w takich wymiarach jak jakość czy rentowność produktów [48].
Między zarządzaniem a przywództwem istnieją również pewne różnice, które
zestawiono w tabeli 5.3.
Niezwykle istotne z punktu widzenia organizacji jest to, aby zarządzanie
i przywództwo, jako dwie formy aktywności menedżerów i lidrów/przywódców,
współgrały ze sobą.
Tabela 5.3. Różnice pomiędzy przywództwem a zarządzaniem
(opracowanie własne na podstawie [48, 115])
OBSZAR PRZYWÓDZTWO ZARZĄDZANIE
Pla
no
wa
nie
i b
ud
żeto
wa
nie
OKREŚLANIE KIERUNKU
- charakter indukcyjny
- przywódcy gromadzą dane, poszu-
kują wzorów, relacji i powiązań
- wynikiem są wizje i strategie, które
opisują branżę, technologię lub
kulturę organizacji w perspektywie
długookresowej i podsuwają rozsąd-
ny sposób osiągnięcia nakreślonego
celu
PLANOWANIE I USTALANIE
BUDŻETU
- charakter dedukcyjny
- ustalanie szczegółowych etapów i
harmonogramów dla osiągnięcia po-
trzebnych wyników
- alokacja niezbędnych zasobów
- wynikiem są uporządkowane plany,
nie inicjujące zmian
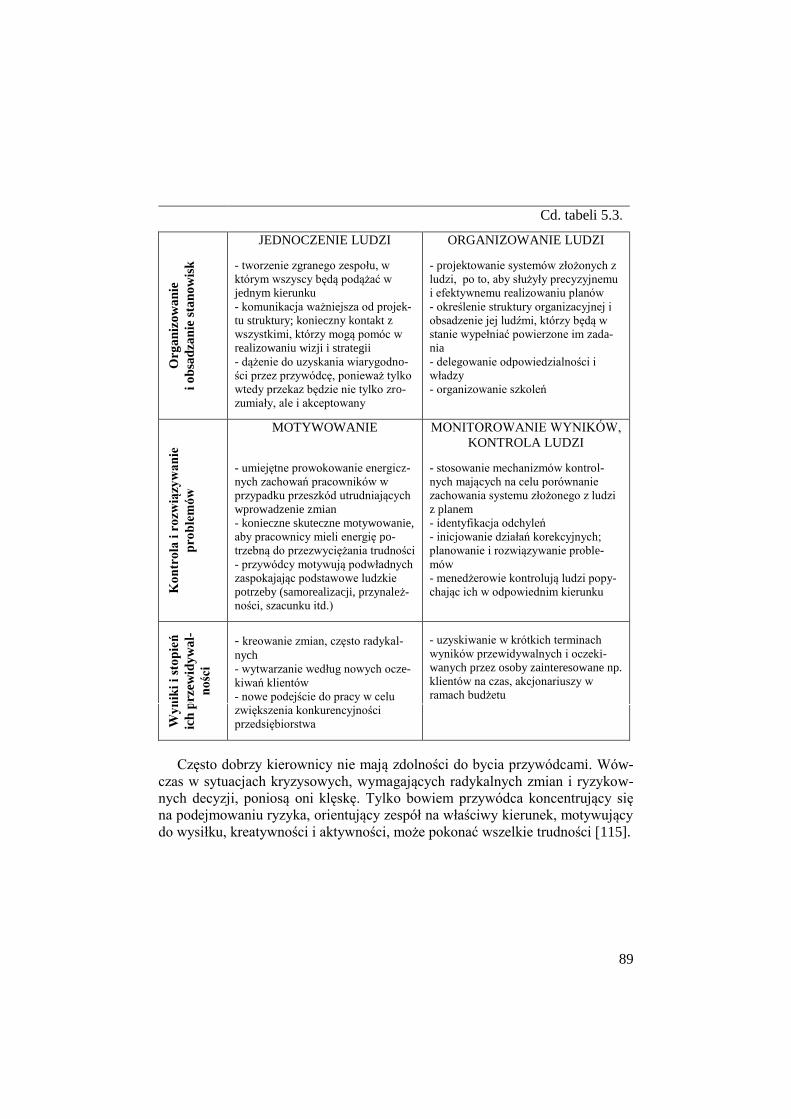
89
Cd. tabeli 5.3.
Org
an
izo
wa
nie
i o
bsa
dza
nie
sta
no
wis
k
JEDNOCZENIE LUDZI
- tworzenie zgranego zespołu, w
którym wszyscy będą podążać w
jednym kierunku
- komunikacja ważniejsza od projek-
tu struktury; konieczny kontakt z
wszystkimi, którzy mogą pomóc w
realizowaniu wizji i strategii
- dążenie do uzyskania wiarygodno-
ści przez przywódcę, ponieważ tylko
wtedy przekaz będzie nie tylko zro-
zumiały, ale i akceptowany
ORGANIZOWANIE LUDZI
- projektowanie systemów złożonych z
ludzi, po to, aby służyły precyzyjnemu
i efektywnemu realizowaniu planów
- określenie struktury organizacyjnej i
obsadzenie jej ludźmi, którzy będą w
stanie wypełniać powierzone im zada-
nia
- delegowanie odpowiedzialności i
władzy
- organizowanie szkoleń
Ko
ntr
ola
i r
ozw
iązy
wa
nie
pro
ble
mó
w
MOTYWOWANIE
- umiejętne prowokowanie energicz-
nych zachowań pracowników w
przypadku przeszkód utrudniających
wprowadzenie zmian
- konieczne skuteczne motywowanie,
aby pracownicy mieli energię po-
trzebną do przezwyciężania trudności
- przywódcy motywują podwładnych
zaspokajając podstawowe ludzkie
potrzeby (samorealizacji, przynależ-
ności, szacunku itd.)
MONITOROWANIE WYNIKÓW,
KONTROLA LUDZI
- stosowanie mechanizmów kontrol-
nych mających na celu porównanie
zachowania systemu złożonego z ludzi
z planem
- identyfikacja odchyleń
- inicjowanie działań korekcyjnych;
planowanie i rozwiązywanie proble-
mów
- menedżerowie kontrolują ludzi popy-
chając ich w odpowiednim kierunku
Wy
nik
i i
sto
pie
ń
ich
prz
ewid
yw
al-
no
ści
- kreowanie zmian, często radykal-
nych
- wytwarzanie według nowych ocze-
kiwań klientów
- nowe podejście do pracy w celu
zwiększenia konkurencyjności
przedsiębiorstwa
- uzyskiwanie w krótkich terminach
wyników przewidywalnych i oczeki-
wanych przez osoby zainteresowane np.
klientów na czas, akcjonariuszy w
ramach budżetu
Często dobrzy kierownicy nie mają zdolności do bycia przywódcami. Wów-
czas w sytuacjach kryzysowych, wymagających radykalnych zmian i ryzykow-
nych decyzji, poniosą oni klęskę. Tylko bowiem przywódca koncentrujący się
na podejmowaniu ryzyka, orientujący zespół na właściwy kierunek, motywujący
do wysiłku, kreatywności i aktywności, może pokonać wszelkie trudności [115].

90
5.2. Cechy przywódców i ich typologia
Liderzy/przywódcy projektują przyszłość organizacji, podczas gdy kierowni-
cy/menedżerowie rozwiązują problemy i nadzorują realizację zadań [115].
Zasadnicze różnice pomiędzy przywódcą a menedżerem zaprezentowano
w tabeli 5.4.
Tabela 5.4. Różnice pomiędzy przywódcą a menedżerem
(opracowane własne na podstawie [3, 45, 79, 115])
PRZYWÓDCA/LIDER MENEDŻER/KIEROWNIK
CHARAKTERYSTYCZNE CECHY
- oryginalny wizjoner
- kreatywny eksperymentator
- ma czas wolny
- entuzjastyczny i ambitny
- uczciwy i sprawiedliwy
- stanowczy
- serdeczny
- pokorny i pewny siebie
- umiejętnie wywiera wpływ na innych
- asertywny
- odważny
- kopiuje, powtarza działania
- decydent
- praktyk
- jest bardzo zajęty
- ma tendencje do narzekania
PRZEJAWY POSTAW I WYKONYWANE ZADANIA
- wprowadza inspirujący chaos
- wprowadza innowacje
- rozwija działania członków
- koncentruje się na ludziach
- tworzy strategiczne wizje
- stawia sobie nowe wyzwania
- zadaje pytanie: co i dlaczego?
- realizuje dobre pomysły
- przyznaje prawo do błędu
- preferuje analizę jakościową
- akcentuje długookresowość
- mówi: działajmy
- szybko podejmuje decyzje
- działa racjonalnie i konsekwentnie
- wyznacza kierunek działania
- buduje zespoły
- daje przykład
- dąży do bycia akceptowanym
- inicjator i realizator zmian
- wprowadza porządek organizacyjny
- administruje
- podtrzymuje działania ludzi
- koncentruje się na systemie i strukturze
- opiera się na kontroli
- dba o dobre wykonawstwo zadań
- zadaje pytania: jak i kiedy
- poprawnie wykonuje zadania
- nie uznaje prawa do błędu
- preferuje analizę ilościową
- akcentuje krótki okres
- mówi: działaj
- wzbudza lęk
- wykonuje plan
- uświadamia pracowników o swojej pozycji

91
Należy jednak podkreślić, że nie istnieje uniwersalny zbiór cech przywód-
ców. Wieloletnie badania w tym zakresie nie przyniosły jednoznacznego roz-
wiązania. Wobec tego podejmowane są próby wyróżnienia takich atrybutów,
które zdaniem różnych autorów, związane są z przywództwem i zarazem stano-
wią przeciwieństwo cech osób, które przywódcami nigdy nie zostaną [45].
Przywódcy niewątpliwie różnią się między sobą. Ogólnie można ich zaklasy-
fikować do czterech kategorii. Zgodnie z typologią zaproponowaną przez J.C.
Maxwella wyróżnia się przywódców:
a) naturalnych, którzy:
dysponują wrodzonymi predyspozycjami przywódczymi,
postrzegają wzorce przywództwa przez całe życie,
świadomie doskonalą swoje umiejętności przywódcze,
mają samodyscyplinę potrzebną wybitnym przywódcom,
b) ukształtowanych, którzy:
postrzegają wzorce przywództwa przez większość część życia,
świadomie doskonalą swoje umiejętności przywódcze,
mają samodyscyplinę potrzebną wybitnym przywódcom,
c) kształcących się, którzy:
niedawno zetknęli się z wzorcami przywództwa,
uczą się umiejętności przywódczych,
mają samodyscyplinę potrzebną dobrym przywódcom,
d) potencjalnych, którzy:
nie zetknęli się z wzorcami przywództwa lub stykali się z nimi w niewiel-
kim zakresie,
nie uczą się umiejętności przywódczych lub czynią to w ograniczonym za-
kresie, chcą stać się nimi [72, 115].
Niezwykle ważnym aspektem, niezbędnym do tego, aby być dobrym przy-
wódcą, jest umiejętność radzenia sobie z funkcjami przywódczymi. Funkcje te
powiązane są z trzema obszarami:
potrzebą realizacji zadań,
potrzebą utrzymania zespołu
potrzebami jednostkowymi poszczególnych członków zespołu.
W każdym z tych zakresów lider powinien rozwijać potrzebne umiejętności
[79].
W tabeli 5.5. zestawiono poszczególne cechy przywódcy z punktu widzenia
ich znaczenia dla funkcji przywódczych.

92
Tabela 5.5. Znaczenie poszczególnych cech lidera dla funkcji przywódczych [79]
POTRZEBY
I WYMOGI
CECHA
LIDERA
ZNACZENIE DLA FUNKCJI
PRZYWÓDCZYCH
ZADANIE Inicjatywa
Wytrwałość
Wydajność
Szczerość
Pewność siebie
Pracowitość
Śmiałość
Zachęcanie grupy do działania
Podtrzymywanie grupy na duchu, aby nie poddawała
się przeciwnościom
Uwzględnianie kosztów realizacji zadań
Uczciwe przedstawianie faktów
Zdolność do stawienia czoła faktom
Udowodnienie, że systematyczna praca przynosi efekty
Umiejętność przekraczania reguł i konwencji
ZESPÓŁ Uczciwość
Poczucie humoru
Śmiałość
Pewność siebie
Sprawiedliwość
Szczerość
Pokora
Integrowanie zespołu i zdobywanie zaufania pracowni-
ków
Rozładowywanie napięcia i zachęcanie zespołu, aby
podchodził do życia z dystansem
Dostarczanie pracownikom inspiracji dzięki własnej
oryginalności lub energii
Zdobywanie zaufania pracowników
Zwiększanie dyscypliny w grupie dzięki sprawiedli-
wemu traktowaniu pracowników
Zdobywanie szacunku zespołu
Wyzbycie się egocentryzmu i arogancji, niestwarzanie
podziałów, udzielanie pochwał
JEDNOSTKA Takt
Zdolność do
empatii
Konsekwencja
Pokora
Szczerość
Sprawiedliwość
Wrażliwość w postępowaniu z ludźmi
Umiejętność wczuwania się w sytuację innych u goto-
wość do udzielania im pomocy
Przewidywalność, której podwładni oczekują od lidera
Docenianie cech i zdolności pracowników oraz obda-
rzanie ich zaufaniem
Zdobywanie szacunku poszczególnych członków
grupy
Zachęcanie każdego pracownika do większego wysiłku
poprzez sprawiedliwe traktowanie wszystkich
Nie ulega wątpliwości, że każda organizacja powinna dążyć do tego, aby li-
der skutecznie przewodził. W związku z tym wyłonione zostały zasady, którymi
przywódca powinien się kierować, aby osiągnąć sukces:
1) Lider musi być konsekwentny i uczciwy, ponieważ są to dwie cechy stano-
wiące podstawę przywództwa.

93
2) Charakter przywództwa zależy od kontekstu, w związku z czym lider powi-
nien stosować te same zasady przywództwa niezależnie od sytuacji, ale realizo-
wać je w sposób, jaki wymagają dane uwarunkowania.
3) Lider powinien szybko przeć do przodu, być gotowy do zmian, zamiast sta-
rać się wymuszać zmiany tam, gdzie może pojawić się duży opór.
4) W momencie kryzysu przywódca powinien podejmować ważne decyzje,
nawet bez konsensusu i wyczerpujących wyjaśnień.
5) Najważniejszym celem lidera powinno być uwolnienie potencjału osób,
którymi przewodzi.
6) Przywódca powinien wspierać i pielęgnować innowacyjność na wszystkich
poziomach przedsiębiorstwa.
7) Aby osiągnąć cele organizacji lider musi budować pomost pomiędzy indy-
widualnymi celami poszczególnych osób, a całościowymi celami wynikającymi
z planu strategicznego.
8) Nieodłącznym atrybutem każdego przywódcy powinna być umiejętność
zdrowej oceny każdej sytuacji.
9) Niezbędne jest uzyskanie przez lidera zaufania podwładnych.
10) Przywódca musi stworzyć i wdrożyć system nagradzania osób, którymi
przewodzi, oparty na racjonalnych i rzeczowych przesłankach.
11) Lider musi wykazywać zdolności do wybiegania myślami do przodu, nie
może jednak zapomnieć, że grupa musi za nim nadążać – i należy jej to umożli-
wić.
12) Konieczne jest zakomunikowanie celów w całej organizacji przez lidera.
13) Przywódca powinien umiejętnie wyczuć granicę tego, co mu wypada
robić, a co nie, tak aby podwładni z jednej strony czuli do niego respekt, ale z
drugiej nie mieli poczucia, że funkcjonuje on na zupełnie innej płaszczyźnie niż
reszta organizacji.
14) Nie wolno zapomnieć o tym, że wszystkie obszary przedsiębiorstwa są
ważne, ale to właśnie jakość przywództwa decyduje o tym, czy organizacja
osiąga sukces, czy ponosi porażkę [83].
5.3. Systemy motywacyjne
Najważniejszym atrybutem przywódcy jest zdolność do motywowania in-
nych. John Gardner, autor wielu pozycji literaturowych na temat przywództwa,
uznał motywowanie za „serce przywództwa” [83]. Lider, który opanował sztukę
motywacji, może nie tylko wydobyć z ludzi to, co najlepsze, ale jednocześnie
zwiększyć ich efektywność i podnieść wydajność [79].
Termin „motywacja” oznacza wszelkie mechanizmy odpowiedzialne za uru-
chomienie, ukierunkowanie, podtrzymywanie i zakończenie zachowania [64,
114], a „motywowanie” to „wykorzystywanie wiedzy o mechanizmach motywacji
do powodowania, aby ludzie działali w określonym kierunku, czyli w nieprzy-

94
padkowy sposób: stawiali sobie nieprzypadkowe cele, rozpoczynali nieprzypad-
kowe ciągi zachowań, kontynuowali te zachowania z nieprzypadkową siłą, bądź
wytrwałością oraz kończyli je w nieprzypadkowym momencie” [114].
Z kolei poprzez system motywacyjny należy rozumieć „praktykowane w or-
ganizacji sposoby oddziaływania motywacyjnego na pracowników, które mają
odzwierciedlenie w procedurach organizacyjnych” [114]. Są to więc „systemy
oddziaływań na uczestników organizacji, których celem jest zachęcanie do po-
dejmowania zachowań korzystnych z punktu widzenia przedsiębiorstwa oraz do
unikania zachowań niewłaściwych z punktu widzenia całości organizacji” [118].
Istnieje wiele teorii motywacji. Do najważniejszych i najczęściej wymienianych
w literaturze należą: teoria potrzeb Maslowa, dwuczynnikowa teoria Herzberga,
teoria X i Y McGregora, teoria wartości oczekiwanej Vrooma, oraz teoria mo-
tywacji osiągnięć McClellanda.
Teoria potrzeb Maslowa – Maslow podzielił ludzkie potrzeby na 5 grup,
które są ułożone w „piramidę”, od potrzeb najbardziej podstawowych do tych
wyższego rzędu.
Piramidę potrzeb Maslowa zaprezentowano na rysunku 5.2..
Rys. 5.2. Hierarchia potrzeb Maslowa [114]
Z teorią Maslowa związane są dwie tezy. Zgodnie z pierwszą człowiek kon-
centruje całą swą uwagę na realizacji ważnych potrzeb z grupy potrzeb niższego
rzędu, jeśli ta nie została jeszcze zaspokojona. Warunkiem uaktywnienia się
potrzeby z wyższego rzędu jest konieczność zaspokojenia potrzeby bardziej

95
podstawowej. Druga teza podkreśla, że zaspokojenie danej potrzeby jest równo-
znaczne z tym, że przestaje ona oddziaływać na zachowania jednostki.
Dla badaczy mechanizmów motywacji i praktyków zarządzania główną war-
tością teorii potrzeb Maslowa, jest wynikająca z tych tez, konieczność koncen-
trowania przez przywódców działań motywujących na potrzebach wyższego
rzędu. Wynika to z faktu, że motywatorami ludzkiego działania są tylko potrze-
by niezaspokojone [12, 79, 114].
Dwuczynnikowa teoria Herzberga – Herzberg wyróżnił dwa wymiary za-
dowolenia z pracy:
pierwszy odnosi się do czynników wewnętrznych, takich jak: osiągnięcia,
uznanie, praca sama w sobie, odpowiedzialność, awans, rozwój, które zostały
zdefiniowane jako czynniki motywujące;
drugi wymiar to czynniki zewnętrzne (polityka firmy i administracja, nad-
zór, stosunki z przełożonym, warunki pracy, relacje z kolegami), które Herzberg
określił mianem czynników higieny.
Efektem takiego podziału był wniosek, że nawet całkowite wyeliminowanie
negatywnego wpływu wszystkich czynników higieny nie będzie źródłem moty-
wacji pracowników. Kształtując czynniki higieny można jedynie zminimalizo-
wać niezadowolenie z pracy. Z kolei motywację można uzyskać tylko poprzez
aktywizację czynników motywujących [12].
Teoria X i Y McGregora – Teoria ta jest próbą określenia relacji pomiędzy
pracownikami i przełożonymi. Wyróżniono w niej dwa podejścia, tj.:
teorię X – zgodnie z którą zakłada się, że pracownicy są leniwi z natury, nie
wykazują chęci do pracy, unikają odpowiedzialności i mają niewielkie ambicje,
ponieważ praca jest dla nich jedynie źródłem zaspokojenia podstawowych po-
trzeb. W takiej sytuacji menedżerowie muszą zmuszać podwładnych do pracy.
Takimi pracownikami łatwo można manipulować, ponieważ w większym stop-
niu są oni uzależnieni od pracodawcy. Motywowanie w takich okolicznościach
ogranicza się jedynie do dwóch najniższych poziomów Maslowa i przybiera
formę raczej groźby pozbawienia pracownika możliwości ich zaspokojenia, niż
oferty ich uzupełnienia w ramach dodatkowego bodźca.
teorię Y – u podstaw której leży założenie, że ludzie traktują pracę, jako coś
co może być źródłem ich przyjemności, chętnie biorą na siebie odpowiedzial-
ność, stawiają sobie ambitne cele i wymagają kontroli. Wówczas nie można
motywować pracowników tylko w odniesieniu do chęci zaspokojenia podsta-
wowych potrzeb. Przywódcy powinni starać się zapewnić podwładnym możli-
wość wykorzystania ich rzeczywistego potencjału [12].
Teoria wartości oczekiwanej Vrooma – Zgodnie z tą teorią motywacja jest
funkcją wartości oczekiwanej wyniku oraz przeświadczenia, że wynik jest osią-
galny [116].
Wynik działania ma więc dla jednostki określoną wartość, na którą składa się
zarówno bezpośredni rezultat działania (np. duża wydajność), jak i efekt pośred-

96
ni (np. awans otrzymany na skutek pracy z dużą wydajnością). Dzięki tej teorii
udowodniono, że nagradzanie wpływa na działanie tylko wówczas, gdy jednost-
ka jest przekonana, iż nagradzany wynik jest możliwy do osiągnięcia, pod wa-
runkiem dołożenia większych starań [114].
Istotę teorii Vrooma zaprezentowano na rysunku 5.3..
Rys. 5.3. Teoria oczekiwań Vrooma [114]
Teoria motywacji osiągnięć McClellanda – McClelland wyróżnił trzy po-
trzeby: osiągnięć, władzy i przynależności. Wśród charakterystycznych cech
osób mających duże potrzeby osiągnięć zidentyfikowano chęć bycia odpowie-
dzialnym za wykonanie zadania, chęć podejmowania ryzyka oraz chęć poznania
oceny swoich wyników, bez względu na to, czy będzie ona pozytywna, czy ne-
gatywna. Osoby takie są silnie motywowane przez cele ustalone wewnętrznie
przez nich samych, bez pomocy innych osób.
Osoby o dużej potrzebie władzy wykazują z kolei chęć wpływania lub kie-
rowania innymi, kontrolowania ich oraz chęć utrzymywania kontaktów z innymi
według relacji lider – jego naśladowcy. Potrzeba ta może przyjmować charakter
motywacji negatywnej lub pozytywnej. Z motywacją negatywną mamy do czy-
nienia wtedy, gdy wykorzystuje się potrzebę władzy w celu wykazania swojej
wyższości, a z pozytywną, gdy potrzeba ta zostaje zaspokojona dzięki uzyskaniu
władzy niezbędnej do wywierania wpływu na osiągnięcie celów zespołu.
Wśród charakterystycznych cech osób przejawiających dużą potrzebę przy-
należności wyróżniono silne dążenie do uzyskania aprobaty, silne tendencje do

97
ulegania tym, których szanują oraz szczere zainteresowanie uczuciami innych.
Pracownicy o tych cechach są bardziej wydajni i nie najlepiej czują się w roli
lidera.
Wiedza na temat powyższych potrzeb jest trudna do wykorzystania przy bu-
dowie systemów motywacyjnych dla całego przedsiębiorstwa, z uwagi na to, że
każdy pracownik w różnym stopniu wykazuje konieczność osiągnięć, władzy i
przynależności. Okazuje się jednak przydatna w programie doboru na poszcze-
gólne stanowiska [12].
Oprócz teorii wyróżnia się również modele, które przedstawiają ogólne po-
dejście do problemu motywacji.
Najbardziej popularne modele zestawiono w tabeli 5.6.
Tabela 5.6. Modele motywacji (opracowanie własne na podstawie [116])
MODEL TRADYCYJNY MODEL STOSUNKÓW
WSPÓŁDZIAŁANIA
MODEL ZASOBÓW
LUDZKICH
ZAŁOŻENIA
- praca postrzegana jest jako
coś nieprzyjemnego
- ważniejsze jest dla pracow-
nika to ile zarabia, niż to jakie
zadania wykonuje
- większość pracowników
niechętnie podejmuje się
wykonania pracy wymagają-
cej twórczości, samokierowa-
nia i samokontroli
- istotne dla pracowników jest
to, aby czuć się użytecznym i
być ważnym
- potrzeby przynależności i
uznania mają ogromne zna-
czenie, ponieważ każdy pra-
cownik dąży do tego, aby być
indywidualną jednostką
- w motywacji do pracy za-
spokojenie tych potrze ma
większe znaczenie niż pienią-
dze
- praca nie jest postrzegana
jako nieprzyjemna
- pracownicy odczuwają
potrzebę współustalania
celów, a tym samym chcą
przyczyniać się do ich
realizacji
- większość pracowników
stać na więcej twórczości,
samokierowania i
samokontroli niż tego od
nich wymaga obecna praca
ZADANIA KIEROWNIKA
- ścisły nadzór i kontrola
podwładnych
- koniczność rozkładania
zadania na proste, powtarzal-
ne, łatwe do wyuczenia ope-
racje
- ustanowienie szczegółowych
instrukcji i procedur robo-
czych oraz sprawiedliwe, ale
stanowcze wymuszanie ich
przestrzegania
- konieczność zapewnienia
każdemu pracownikowi
poczucia użyteczności
- informowanie podwładnych
o swoich planach i wysłuchi-
wanie ich zastrzeżeń
- pozwalanie podwładnym na
pewien zakres samokierowa-
nia i samokontroli w rutyno-
wych sprawach
- konieczność spożytkowa-
nia niewykorzystanych
zasobów ludzkich
- stworzenie środowiska, w
którym każdy może wnieść
wkład do granic swoich
możliwości
- zachęcanie do pełnego
uczestnictwa w ważnych
sprawach
- ciągłe rozszerzanie zakre-
su samokierowania i samo-
kontroli podwładnych

98
MODEL TRADYCYJNY MODEL STOSUNKÓW
WSPÓŁDZIAŁANIA
MODEL ZASOBÓW
LUDZKICH
SPOSÓB MOTYWOWANIA
- stosowanie systemu zachęt
płacowych do motywowania
robotników – im więcej pra-
cownik wyprodukował, tym
więcej zarabiał
- motywowanie pracowników
poprzez uznanie ich potrzeb
społecznych oraz zapewnienie
im poczucia przydatności i
znaczenia
- motywacja pracowników
składa się z wielu czynni-
ków, nie tylko finansowych
czy chęci zadowolenia, lecz
także potrzeby osiągnięć,
odpowiedzialności i rozwo-
ju własnej kariery
SKŁANIANIE PRACOWNIKÓW DO PODPORZĄDKOWANIA SIĘ POPRZEZ:
- przekupywanie
ich wysokimi płacami
- manipulowanie za pomocą
łagodnego traktowania
- dzielenie się odpowie-
dzialnością za osiągnięcie
celów organizacyjnych i
indywidualnych, przy czym
każdy przyczynia się do
realizacji celów według
swoich własnych
zainteresowań i umiejętno-
ści
OCZEKIWANIA
- ludzie mogą tolerować
pracę, jeśli płaca jest przy-
zwoita, a szef sprawiedliwy
- jeśli zadania są wystarczają-
co proste, a pracownicy ściśle
kontrolowani, ich wydajność
będzie zgodna z normami
- dzielenie się informacją z
podwładnymi i angażowanie
ich w podejmowanie rutyno-
wych decyzji zadowoli ich
podstawowe potrzeby przyna-
leżności i poczucia ważności
- zaspokojenie tych potrzeb
poprawi morale i zmniejszy
opór wobec autorytetu for-
malnego – podwładni będą
„chętnie współpracować”
-rozszerzanie wpływów,
samokierowania i samo-
kontroli podwładnych
doprowadzi do zwiększenia
efektywności operacji
- zadowolenie z pracy
może poprawić się jako
„uboczny produkt” wyko-
rzystania przez podwład-
nych ich możliwości
Zapoznanie się z różnymi teoriami i modelami motywacji pozwala na zdecy-
dowanie lepsze poznanie siebie i innych, dzięki czemu można doprowadzić do
lepszych wyników osiąganych przy znacznie niższym koszcie i w lepszej atmos-
ferze [116].
W ramach budowanego systemu motywacyjnego organizacja musi wybrać
zestaw narzędzi, za pomocą których będzie motywować pracowników. W litera-
turze znaleźć można różne podziały motywatorów (materialne, niematerialne,
finansowe, pozafinansowe itp.). Z uwagi jednak na wiele rozbieżności wynika-
Cd. tabeli 5.6.

99
jących z braku jednoznacznego zdefiniowania poszczególnych grup12
w ramach
niniejszego podręcznika przyjmuje się ujęcie zaproponowane przez Armstronga
[2], zgodnie z którym działania prowadzone przez organizacje wobec pracowni-
ków dzielone są na działania transakcyjne i działania relacyjne.
Działania transakcyjne wynikają z zawieranej pomiędzy pracownikiem
a pracodawcą umowy o pracę. Dotyczą płacy i świadczeń dodatkowych. Obej-
mują zatem:
płacę podstawową wraz z wynikającymi z niej świadczeniami pracowni-
czymi (ubezpieczenia, głównie administrowane przez ZUS i NFZ),
zależną i zmienną część płacy, tzn. różnego rodzaju premie,
udziały własnościowe bezpośrednie i odroczone,
benefity, czyli wymierne finansowo korzyści przysługujące z powodu za-
trudnienia, np. trzynastka [114].
Kształtując płace w firmie osoby za to odpowiedzialne muszą zdać sobie
sprawę z tego, że wynagrodzenie powinno pełnić nie tylko funkcję rekompensa-
ty za wykonaną pracę, ale również być źródłem motywacji do efektywnej pracy.
W związku z tym należy rozważyć m.in. jakie proporcje ustalić między składni-
kiem stałym a zmiennym, tj. wynagrodzeniem zasadniczym a premią, jakie będą
zasady przyznawania premii, jaki poziom wynagrodzeń w porównaniu do po-
ziomu rynkowego będzie właściwy itp. [105].
Aby wynagrodzenie skutecznie spełniało funkcję motywacyjną muszą być
spełnione zasady, które zaprezentowano na rysunku 5.4..
Działania relacyjne odnoszą się do takiego kształtowania środowiska pracy,
aby było ono przyjazne dla każdego pracownika i było źródłem ich zaangażo-
wania.
Działania te nie wynikają bezpośrednio z kontraktu, ale z samego faktu, że
dana osoba jest pracownikiem.
Można tu wyróżnić:
działania używane jako narzędzia wyrażania uznania, zarówno symboliczne
(np. docenienie, publiczna pochwała), jak i mające konkretną wartość finansową
(np. wycieczka zagraniczna, prezenty, bony, nagrody pieniężne),
działania o charakterze fizycznego kształtowania środowiska pracy, zwięk-
szające ergonomię lub prestiż,
działania o charakterze niematerialnym, np. dni wolne, swoboda w harmo-
nogramie pracy, swoboda w sposobie ubierania się [113].
12
porównaj [114], rozdział 4 i 5 (str. 63-118).
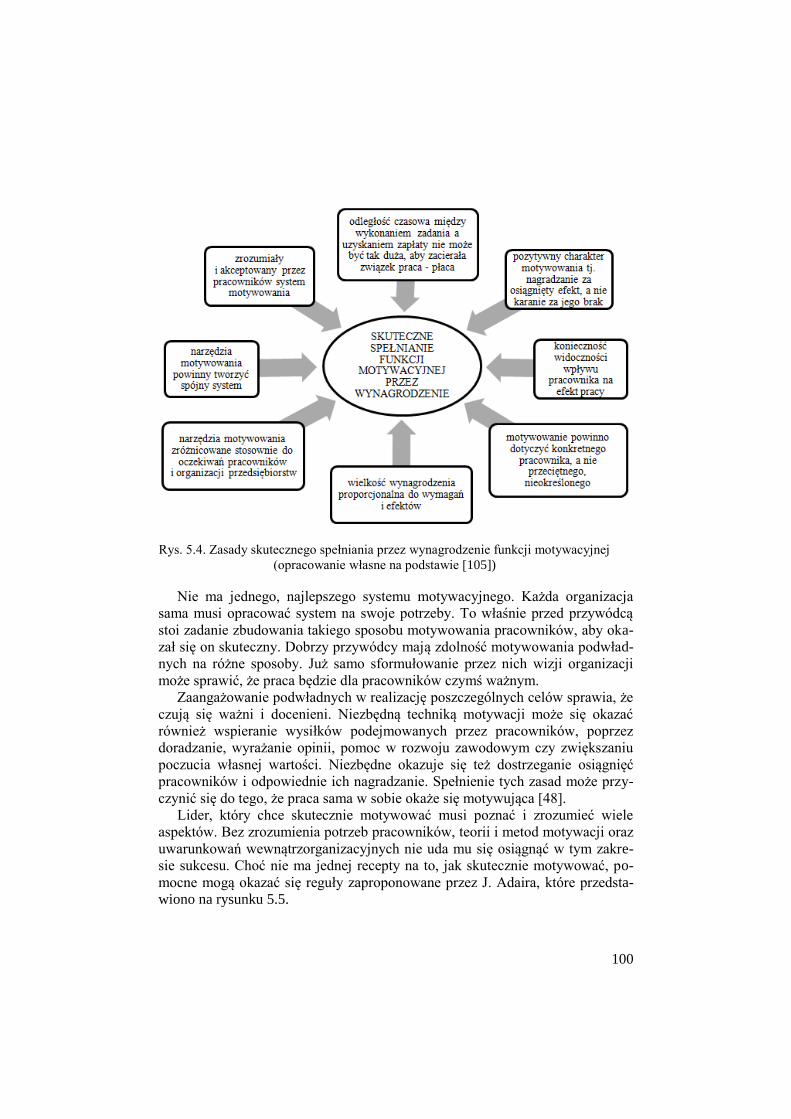
100
Rys. 5.4. Zasady skutecznego spełniania przez wynagrodzenie funkcji motywacyjnej
(opracowanie własne na podstawie [105])
Nie ma jednego, najlepszego systemu motywacyjnego. Każda organizacja
sama musi opracować system na swoje potrzeby. To właśnie przed przywódcą
stoi zadanie zbudowania takiego sposobu motywowania pracowników, aby oka-
zał się on skuteczny. Dobrzy przywódcy mają zdolność motywowania podwład-
nych na różne sposoby. Już samo sformułowanie przez nich wizji organizacji
może sprawić, że praca będzie dla pracowników czymś ważnym.
Zaangażowanie podwładnych w realizację poszczególnych celów sprawia, że
czują się ważni i docenieni. Niezbędną techniką motywacji może się okazać
również wspieranie wysiłków podejmowanych przez pracowników, poprzez
doradzanie, wyrażanie opinii, pomoc w rozwoju zawodowym czy zwiększaniu
poczucia własnej wartości. Niezbędne okazuje się też dostrzeganie osiągnięć
pracowników i odpowiednie ich nagradzanie. Spełnienie tych zasad może przy-
czynić się do tego, że praca sama w sobie okaże się motywująca [48].
Lider, który chce skutecznie motywować musi poznać i zrozumieć wiele
aspektów. Bez zrozumienia potrzeb pracowników, teorii i metod motywacji oraz
uwarunkowań wewnątrzorganizacyjnych nie uda mu się osiągnąć w tym zakre-
sie sukcesu. Choć nie ma jednej recepty na to, jak skutecznie motywować, po-
mocne mogą okazać się reguły zaproponowane przez J. Adaira, które przedsta-
wiono na rysunku 5.5.

101
Rys. 5.5. Reguły motywacji J. Adaira (opracowanie własne na podstawie [79])
5.4. Systemy ocen pracowników
Ocena pracowników pojmowana jest jako „czynność kierowania i zarazem
podstawa szeregu decyzji personalnych, dokonywana profesjonalnie przez kie-
rowników i specjalistów w celach ściśle zawodowych” [81]. Celem przeprowa-
dzania takiej oceny jest więc umożliwienie podjęcia odpowiednich decyzji w
zakresie:
doboru ludzi do stanowisk,
racjonalizacji zatrudnienia,
rozwoju zawodowego i przygotowania awansów,
wynagradzania,
usprawnienia i wzrostu efektywności w danym przedsiębiorstwie [81].
Ocena pracowników jest przydatna w ramach trzech funkcji kierowniczych
(tj. organizowania, przewodzenia i kontrolowania). Potrzeba oceny w ramach
funkcji przywódczej13
dotyczy:
konieczności właściwego określenia i zróżnicowania wynagrodzeń, ade-
kwatnie do treści pracy i uzyskiwanej efektywności,
13
Zestawienie wszystkich potrzeb dokonywania oceny pracowników z uwagi na pozo-
stałe funkcje kierownicze można odnaleźć w [81] str. 15-16.

102
mobilizowania pracowników do rozwoju,
konieczności poszerzania treści pracy,
zwiększania efektywności pracy itd.[81].
Ocenianie pracowników niewątpliwie jest więc jednym z podstawowych za-
dań przywódców. Bez przeprowadzenia takiej oceny niemożliwe jest bowiem
skuteczne przewodzenie.
W każdej organizacji, dla której istotne jest to, aby podejmować słuszne de-
cyzje w odniesieniu do kadry, powinien być stworzony system oceny pracowni-
ków, przez który rozumie się „układ świadomie dobranych, wewnętrznie zorga-
nizowanych i wzajemnie spójnych kryteriów ocen” [81]. Wobec tego, aby stwo-
rzyć system ocen konieczna jest wiedza na temat czemu ma on służyć. Należy tu
podkreślić, że dany zestaw kryteriów nie może być jednocześnie wykorzystany
do różnych celów np. premiowania i awansowania.
Nie ma więc uniwersalnego systemu, za pomocą którego będzie można do-
konać oceny, a następnie podjąć decyzje w zakresie kilku dziedzin. Co więcej
kryteria oceny muszą być odpowiednio dobrane, a system powinien uwzględniać
specyfikę danej organizacji. Warunkiem koniecznym do tego, aby dany system
był efektywny, musi być to, że zostanie on ogólnie przyjęty i będzie dobrze zna-
ny w przedsiębiorstwie [81].
Najogólniej kryteria oceny można podzielić na 4 grupy:
a) kryteria kwalifikacyjne – obejmują wszelkie umiejętności pracownika,
dzięki którym może on pełnić określoną rolę w organizacji. Dotyczą one m.in.:
wykształcenia,
wiedzy zdobytej w trakcie szkoleń, staży, kursów itp.,
wiedzy uzyskanej w procesie samokształcenia,
praktycznych umiejętności zawodowych,
znajomości niezbędnego prawa, wewnętrznych zarządzeń i instrukcji,
znajomości przedsiębiorstwa,
skłonności do podnoszenia kwalifikacji,
kwalifikacji specjalnych, np. umiejętności obsługi komputera, pracy w ze-
spole, rozwiązywania konfliktów itd.
b) kryteria efektywnościowe – umożliwiają uzyskanie oceny efektywności
pracy zatrudnionych. Dzieli się je na kryteria indywidualne (trudne do określe-
nia, wymagające zastanowienia i konsultacji), zespołowe (np. wartość sprzedaży
osiągnięta przez daną grupę pracowników, jakość wykonania, termin itp.) oraz
kryteria na poziomie przedsiębiorstwa (najłatwiejsze do ustalenia, np. wynik
finansowy, stopa zysku, stopa rentowności, dochód ze sprzedaży itd.).
c) kryteria behawioralne (zachowań) – obejmują te cechy, które są powią-
zane z zachowaniami pożądanymi w danej organizacji. Przede wszystkim
w ramach tych kryteriów bierze się pod uwagę:
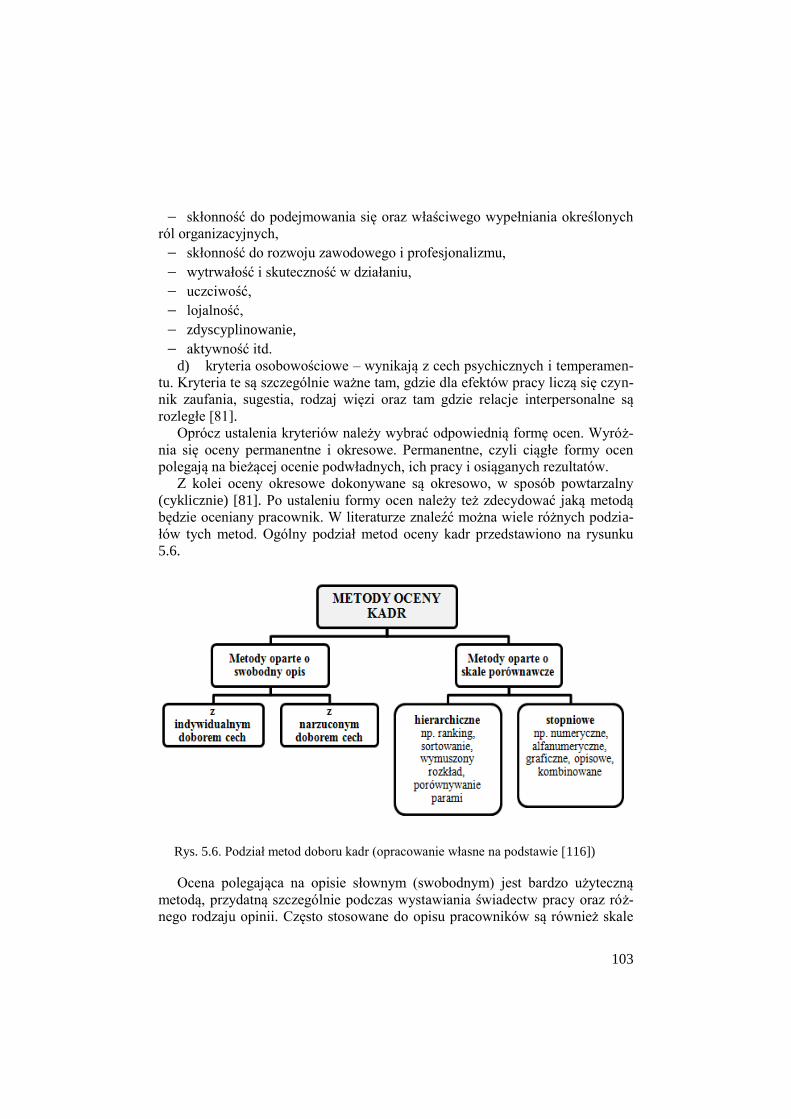
103
skłonność do podejmowania się oraz właściwego wypełniania określonych
ról organizacyjnych,
skłonność do rozwoju zawodowego i profesjonalizmu,
wytrwałość i skuteczność w działaniu,
uczciwość,
lojalność,
zdyscyplinowanie,
aktywność itd.
d) kryteria osobowościowe – wynikają z cech psychicznych i temperamen-
tu. Kryteria te są szczególnie ważne tam, gdzie dla efektów pracy liczą się czyn-
nik zaufania, sugestia, rodzaj więzi oraz tam gdzie relacje interpersonalne są
rozległe [81].
Oprócz ustalenia kryteriów należy wybrać odpowiednią formę ocen. Wyróż-
nia się oceny permanentne i okresowe. Permanentne, czyli ciągłe formy ocen
polegają na bieżącej ocenie podwładnych, ich pracy i osiąganych rezultatów.
Z kolei oceny okresowe dokonywane są okresowo, w sposób powtarzalny
(cyklicznie) [81]. Po ustaleniu formy ocen należy też zdecydować jaką metodą
będzie oceniany pracownik. W literaturze znaleźć można wiele różnych podzia-
łów tych metod. Ogólny podział metod oceny kadr przedstawiono na rysunku
5.6.
Rys. 5.6. Podział metod doboru kadr (opracowanie własne na podstawie [116])
Ocena polegająca na opisie słownym (swobodnym) jest bardzo użyteczną
metodą, przydatną szczególnie podczas wystawiania świadectw pracy oraz róż-
nego rodzaju opinii. Często stosowane do opisu pracowników są również skale

104
punktowe. Stosując je należy jednak pamiętać o tym, aby podać co dokładnie
znaczą poszczególne przedziały skal. Najczęściej wykorzystuje się w tym celu
oceny szkolne (ocena bardzo dobra, dobra, dostateczna itd.) lub zmodyfikowane
ich formy (np. ocena niezadowalająca, przeciętna, dobra, wysoka, wyróżniająca
itp.). Niektórzy dodatkowo uzupełniają skale punktowe wagami korygującymi
stosownie dla ważności danego kryterium.
Należy jednak pamiętać o tym, aby unikać bardzo dużych skal oraz ograni-
czyć je do poszczególnych kryteriów. Sumowanie punktów dla różnych kryte-
riów, a następnie ustalenie punktacji łącznej może okazać się bowiem niespra-
wiedliwe z uwagi na to, że kryteria różnią się jakościowo. Dodatkowo taka oce-
na może okazać się nieobiektywna jeżeli będzie wykorzystana do porównania
kilku komórek, wydziałów czy pionów. W związku z tym obiektywne, a tym
samym lepsze efekty można uzyskać stosując skale opisowe.
Szeroko stosowaną metodą jest również tzw. rangowanie pracowników
w układzie przyjętych kryteriów. Polega to na uszeregowaniu pracowników od
najlepszego do najgorszego w odniesieniu do danych cech [81].
Przeprowadzeni oceny kadr jest niewątpliwie procesem trudnym i wymaga-
jącym przestrzegania wielu zasad. Sam wybór kryteriów, formy oraz metod
oceny nie gwarantuje tego, że dany system ocen będzie skuteczny. Należy bo-
wiem uwzględnić dodatkowo następujące aspekty:
a) system ocen wymaga odpowiedniego zaprojektowania, przetestowania
oraz ewentualnego skorygowania przed wdrożeniem,
b) system ocen powinien być dostosowany m.in. do:
stawianych celów,
wielkości przedsiębiorstwa,
rodzaju działalności,
przyjętej metody zarządzania,
stylu kierowania,
wielu pracownika,
c) kryteria ocen powinny być jednoznacznie zdefiniowane,
d) system ocen wraz z kryteriami powinien być dobrze znany ocenianym
pracownikom,
e) system ocen powinien być stabilny, należy unikać zaskakujących zmian,
f) oceny muszą być obiektywne i sprawiedliwe,
g) przedstawienie wyników powinno odbyć się w taktowny sposób, ko-
nieczne jest przy tym uwzględnienie indywidualnych cech osobowości, tempe-
ramentu oraz sposobu reagowania poszczególnych pracowników [81].
W tabeli 5.7. zestawiono przykłady stosowanych metod do oceny pracownika
ze względu na dwa kryteria tj. kompetencje i efektywność.

105
Tabela5.7.Przykłady metod oceny pracownika (opracowanie własne na postawie [12]
KRYTE
RIUM METODY OCENY
Kom
pet
encj
e pra
cow
nik
a
Ogólny system ocen
np. „znacznie poniżej oczekiwanego standardu”, „poniżej oczekiwanego stan-
dardu”, „generalnie do przyjęcia”, „powyżej średniej”, „znakomita”
System oceniający ważność kryterium dla stanowiska
np. „bardzo niewielkie znaczenie”, „pomocne”, „bardzo pomocne”, „ogromnie
wartościowe”, „kluczowe”
Zasada BARS (Behaviourally Anchored Rating Scale), na którą składa się :
1. określenie “wymiarów” stanowiska, takich jak: praca w zespole, pla-
nowanie, obsługa klienta itp.,
2. zidentyfikowanie dla danego stanowiska zachowań związanych z róż-
nymi poziomami efektywności,
3. przypisanie każdego z zachowań jednemu z „wymiarów”,
4. określenie dla każdego zachowania odpowiadającego mu poziomu
efektywności,
5. ustalenie hierarchii zachowań
6. porównanie zachowań ocenianego pracownika z hierarchią w każdym
„wymiarze”,
Określenie pozycji zachowań we wszystkich hierarchiach w każdym „wymiarze”
stanowiska pracownika daje ostateczną ocenę jego kompetencji.
System rangowania
Pracownicy są porównywani i zostają uszeregowani w odniesieniu do pewnego
zestawu kryteriów. Metoda ta powinna być stosowana wówczas, gdy na jednym
stanowisku pracuje kilku pracowników.
Efe
kty
wność
pra
cow
nik
a
Skala absolutna
odnosi się do każdego z zadań: „niewykonanie”, „częściowe wykonanie”, „wy-
konanie”, „przekroczenie”, „znaczne przekroczenie”
Skala relatywna
związana z rankingiem osiągnięć poszczególnych pracowników na tym samym
stanowisku. Szczególnym jej zastosowaniem jest rozkład wymuszony, opierający
się na założeniu, że rozkład ocen powinien być w przybliżeniu rozkładem nor-
malnym.
Skala procentowa
stosowana do zadań ilościowych, np. odnoszących się do wielkości sprzedaży.
Według takiej skali przypisuje się ocenę procentowi realizacji zadania (lub śred-
niej ważonej kilku zadań)
Prawidłowo opracowany system oceny kadr powinien zawierać elementy
zaprezentowane na rysunku 5.7.

106
Rys. 5.7. Elementy prawidłowo opracowanego systemu oceny kadr [116]
Dzięki prawidłowo opracowanemu systemowi oceny pracownika organizacja
może wiele zyskać. Mianowicie wśród korzyści przeprowadzania oceny kadr
wymienia się w szczególności:
zrozumienie czynników, za pomocą których osiągane są dobre wyniki, a
tym samym umożliwienie ich wzmocnienia w przyszłości,
zidentyfikowanie przeszkód do lepszej efektywności takich jak: luki kwali-
fikacyjne, braki w zasobach, trudności w komunikacji itp.,
umożliwienie opracowania nowych sposobów organizacji pracy, bardziej
wydajnych i podwyższających jakość,
zarówno menedżer jak i pracownicy mają możliwość lepszego zrozumienia
potrzeb i oczekiwań firmy w stosunku do stanowiska, a w związku z tym sku-
teczniejszego ich spełnienia,
umożliwienie rozwoju kariery zatrudnionego,
zidentyfikowanie oraz usunięcie problemów w motywowaniu i inne [12].
Skuteczny system ocen pracowników jest więc niezbędnym narzędziem każ-
dej organizacji, która chce osiągać coraz lepsze wyniki. Niewątpliwie jest przy-
datna w prawidłowym wykonywaniu zadań przywódcy. Dzięki niej przywódca
może lepiej poznać podwładnych, w efekcie czego trafniej zbuduje i zastosuje
odpowiedni system motywacyjny.
Opracowanie systemu ocen przynosi niewątpliwie wymierne korzyści za-
równo organizacji jako całości, jak i przywódcom oraz poszczególnym ocenia-
nym pracownikom.
107
6. KONTROLA
6.1. Istota kontroli jakości
Kontrolę należy rozumieć jako zmierzenie, zbadanie, oszacowanie, a także
sprawdzenie jednej lub kilku właściwości przedmiotu kontroli14
, jak również
porównanie wyników z wymaganiami, dla stwierdzenia czy nastąpiła zgodność
w odniesieniu do określonych właściwości [24].
Norma PN-EN ISO 9000:2006 definiuje kontrolę jako ocenienie zgodności
przez obserwację i orzecznictwo w połączeniu, odpowiednio z pomiarami, prze-
prowadzeniem badań lub stosowaniem sprawdzianów [87].
Skupiając się na jakości kontrola polega na stwierdzeniu, czy określony wy-
nik działania przedsiębiorstwa jest zgodny z zamierzeniami, czy wszystkie
czynności i środki, które zostały zastosowane w działaniu były potrzebne, aby
osiągnąć zamierzony stan. Kontrola taka może polegać na jednorazowej ocenie
lub posiadać charakter procesu badawczego. Uzależnione jest to od zakresu
i przedmiotu kontroli. W pierwszym i drugim przypadku rozróżnić należy nastę-
pujące kroki procesu kontrolnego [49]:
określenie norm, wzorców, celów, metod pomiaru;
określenie rzeczywistego stanu działania;
porównanie stanu rzeczywistego ze stanem jaki chcemy osiągnąć w działa-
niu w przyszłości;
zastosowanie działań korygujących.
Kontrola jakości może być również rozumiana jako suma czynności, które
zmierzają do określenia stanu faktycznego badanego zagadnienia. Stan faktycz-
ny porównywany jest z planem, następnie ustalane są przyczyny powodujące
odchylenia stanu faktycznego od planowanego. Ważne jest, aby kontrola dostar-
czała danych do podjęcia właściwych decyzji kierowniczych [117].
Kontrola jakości i podejście do niej ewaluowało przez lata. W ewolucji sys-
temu kontroli jakości można wyróżnić trzy okresy rozwoju [80]:
1. Okres do 1960 roku, w którym kontrola działała jako kontrola techniczna
wykonująca tzw. czynności brakarskie polegające na porównaniu zgodności
wyrobów z dokumentacją oraz na dokonywaniu na tej podstawie odpowiedniej
selekcji.
2. Lata 1960 – 1970, kiedy następował stopniowy wzrost zadań kontroli.
Obejmował on przede wszystkim analizę powstawania braków oraz reklamacji,
prowadzenie badań wyrobów oraz poszerzenie stosowanych metod odbioru, co
oznacza przechodzenie do czynnych form działalności kontroli. Dotychczasowa
14
Przedmiotem kontroli może być wyrób, proces lub dowolne zjawiska podlegające
badaniu.

108
(wyłącznie bierna) forma kontroli polegająca przede wszystkim na czynnościach
brakarskich nabrała pomocniczego charakteru.
3. Okres od roku 1970, w którym zgodnie z uchwałą Rady Ministrów nastąpi-
ła zmiana w charakterze i zakresie organizacji kontroli, co wpłynęło na przemia-
nowanie działu technicznej kontroli jakości na dział kontroli jakości.
Zakres kontroli powinien się odbywać w trzech aspektach [80]:
jakościowym (ze względu na użyteczność społeczną),
ilościowym (ze względu na zapotrzebowanie środków dla sprostania pla-
nowanym zadaniom produkcyjnym),
terminowym (w zrozumieniu optymalnego wykorzystania dysponowanego
czasu dla terminowej realizacji swych zobowiązań).
Kontrola jakości opiera się na założeniu, iż jakości nie da się wymusić kon-
trolą, ale należy ją wytworzyć. Ma znacznie rozwiniętą strukturę organizacyjną
o jednostki laboratoryjne, badawczo-analityczne, sztabowe i inne. Stosuje roz-
szerzony, nie tylko techniczny punkt widzenia spraw jakości, jak również
uwzględnia elementy działalności profilaktycznej. Kontrola jakości rozkłada
odpowiedzialność za jakość na jednostki wykonawcze oraz zarządcze i wyko-
rzystuje metodę samokontroli.
Za pomocą kontrolowania można otrzymać pogląd o stanie, w jakim znajduje
się przedsiębiorstwo. Kontrolowanie pozwala uzyskać obraz funkcjonowania
przedsiębiorstwa w każdym z jego aspektów, w zależności od przedmiotu kon-
troli. Umożliwia to znalezienie nieprawidłowości jakie wystąpiły, po to aby je
eliminować, a analizowane obszary doskonalić.
Kontrolowanie może dotyczyć obszarów przedsiębiorstwa związanych z po-
dejmowaniem decyzji, marketingiem i promocją, księgowością, obsługą klien-
tów, zakupami, zarządzaniem personelem, nadzorowaniem infrastruktury,
planowaniem, realizacją i rozliczeniem produkcji15
, świadczeniem usług, maga-
zynowaniem, transportem itp.
Cel kontroli konkretyzuje się za pomocą różnych funkcji, a mianowicie [49]:
funkcji informacyjnej (sygnalizacyjna) kontroli, która polega na sygnaliza-
cji stopnia realizacji zadań, efektów i nieprawidłowości;
funkcji profilaktycznej kontroli ułatwiającej uniknięcia nieprawidłowości;
funkcji korygującej (ochronnej) kontroli, która przywraca stan pożądany;
funkcji kreatywnej (inspirującej) kontroli skłaniającej do lepszych wyni-
ków;
funkcji instruktażowej kontroli pokazującej jak likwidować odchylenia
i podpowiadającej nowe rozwiązania;
funkcji pobudzającej kontroli polegającej na wywołaniu zamierzonych
zmian w osobowości osób kontrolowanych.
15
w przypadku przedsiębiorstw produkcyjnych

109
W zależności od punktu analizy, funkcje kontroli mogą być ujmowane mniej
lub bardziej ogólnie. Ważne znaczenie praktyczne ma ujęcie funkcji i rodzajów
kontroli w sposób pełny, a zarazem syntetyczny. Dobrze wykorzystując infor-
macje uzyskane podczas kontrolowania przedsiębiorstwo ma szanse na poprawę
wyników ilościowych i finansowych. Porównując rzeczywisty przebieg działal-
ności organizacji z przebiegiem założonym w planie oraz znając przyczyny od-
chyleń od planu, kontrola oddziałuje na prawidłowość planowania. Pokazując
słabe punkty planowania, doprowadza do doskonalenia metod planowania.
6.2. Kontrola jakości wyrobów
Jakość wyrobu uzyskuje się w danej fazie jego powstawania, bądź eksploata-
cji i ma ona na celu porównanie jej z jakością deklarowaną, np.: w specyfikacji
zamówienia, w charakterystyce wyrobu (jakość projektowa), w specyfikacji
technologicznej elementów wyrobu. Kontrola jakości wyrobu dotyczy różnych
faz powstawania wyrobu.
Dziedziny kontroli jakości wyrobu przedstawiono na rysunku 6.1.
Rys. 6.1. Dziedziny działania kontroli jakości [80]
Należy również zwrócić uwagę, ze nowoczesna kontrola jakości łączy dzia-
łania [26]:
sterownicze w zakresie dążenia do uzyskania i utrzymania jakości optymal-
nej ekonomicznie i ekologicznie uzasadnionej (przyjaznej człowiekowi),
KONTROLA JAKOŚCI
Badania rozwojowe
Konstrukcja
Technologia
Ekonomika
Technika
Organizacja
Materiały
Proces produkcji
Obsługa produkcji
Wyroby gotowe
TECHNICZNE
PRZYGOTOWANIE
PRODUKCJI
EKSPLOATACJA
WYROBÓW
WYKONAWSTWO
PRODUKCJI
110
kontrolno – pomiarowe (np. status kontroli i badań, nadzór nad przyrządami
kontrolno – pomiarowymi, mierzenie jakości i efektywności procesów),
weryfikacje i egzekucje (np. postępowanie z wyrobem niezgodnym, audity,
współpraca z klientem),
doskonalące – zarówno w sferze kreowania jakości, jak i jej kosztów.
Na różnych etapach powstawania wyrobu czy świadczenia usługi kontrola
jakości przybiera odmienne formy [24].
Na etapie projektowania produktu kontrola, a właściwie weryfikacja, odnosi
się do oceny zgodności stanu uzyskanego z wymaganiami sformułowanymi
przez użytkowników lub przez samych projektantów. Jej skuteczność jest ogra-
niczona, gdyż jakość projektowa jest trudna do pomiaru, a jej ocena charaktery-
zuje się znacznym subiektywizmem.
Opiera się na wynikach badań porównawczych rynku (rankingi, benchmar-
king), rezultatach analizy wartości, ocenach ekspertów, badaniach symulacyj-
nych lub modelowych, badaniach prototypów wyrobu itp.
Przy projektowaniu procesu realizacji zadanie kontroli (weryfikacji) pole-
ga na sprawdzeniu, czy przyjęte lub posiadane metody i środki produkcji pozwa-
lają na uzyskanie jakości wykonania zgodnej z jakością projektową.
W tym celu wykorzystuje się metody stymulacji, dokonuje się porównań z
innymi, już sprawdzonymi rozwiązaniami, ocenia się zdolność jakościową ma-
szyn i procesów oraz wytwarza się serie pilotowe.
Na etapie produkcji wyrobu kontrola służy do określenia zgodności uzy-
skanej jakości cząstkowej wyrobu lub jego części i podzespołów z wymagania-
mi zawartymi w dokumentacji konstrukcyjnej albo technologicznej.
Dotyczy również kontroli zdolności jakościowej procesów, urządzeń, sprzętu
kontrolno-pomiarowego, kompetencji pracowników, kompletności dokumentacji
itp. W procesach świadczenia usługi polega na sprawdzeniu, czy odbiorca usługi
nie jest narażony na dyskomfort, niezgodności, czas realizacji usługi odbiega od
uznanej (lub zadeklarowanej) normy.
W procesie eksploatacji wyrobu do odbiorcy lub wykonaniu zleconej przez
niego usługi kontrola polega na ocenie satysfakcji odbiorcy, czy wyrób lub usłu-
ga są tym, czego oczekuje, co jest jeszcze ewentualnie do udoskonalenia.
Zadania kontroli jakości obejmują zagadnienia bardzo rozległe i istotne dla roz-
woju jakości wyrobów.
6.2.1. Kontrola jakości w procesie produkcyjnym
Przedsiębiorstwa w ramach wybranej strategii produkcyjnej muszą wdrożyć
system kontroli wewnętrznej. System taki powinien obejmować wszystkie fazy
procesu produkcyjnego. Pozwala on na ujednolicenie poziomu jakości proce-

111
sów, produkcji w toku oraz zapewnienie właściwej jakości wyrobu gotowego,
finalnego.
Do faz procesu kontroli jakości zalicza się [13]:
kontrolę materiałów, które są przyjmowane do magazynu lub dostarczone
na stanowisko pracy;
kontrolę w czasie trwania procesu produkcyjnego. Ważne jest wyznaczenie
punktów kontrolnych, a także opracowanie zestawu wymagań, aby ocenić pro-
ces, zapisać wyniki, wybrać odpowiednie przyrządy kontrolno – pomiarowe,
oraz zapewnić kadrę o najlepszych kwalifikacjach;
kontrolę końcową, zanim części zostaną przekazane do magazynu lub na
kolejną jednostkę produkcyjną;
kontrolę ostateczną wyrobu gotowego;
na końcu kontrolę zajmującą się pakowaniem, magazynowaniem i załadun-
kiem.
Zadaniami kontroli jakości są: [80]:
śledzenie przebiegu procesu technologicznego w taki sposób, aby stwierdzić
jego stabilność, czyli jego udokumentowaną zdolność do zachowania w przewi-
dzianym czasie wymaganej dokładności realizacji poszczególnych etapów
kształtowania jakości wyrobu,
dostrzeganie ważnych zmian w warunkach produkcji oraz przyczyn powodu-
jących niekorzystny wpływ na cechy wyrobu, które mogą wywoływać powsta-
wanie braków,
niedopuszczenie, aby wyroby wadliwe opuściły zakład produkcyjny.
Na kontrolę składa się ciąg działań przedstawionych na rysunku 6.2.
Rys. 2.2. Działania realizowane w ramach kontroli [93]
PLANOWANIE KONTROLI
Sformułowanie
zadania
kontrolnego
Przygotowanie
technologiczne
Przygotowanie
organizacyjno -
techniczne
Realizacja Analiza i
opracowanie
wyników
Wyniki
pomiarów
Porównanie
wyników z
planem
Ustalenie
odchyleń

112
Istotną sprawą w trakcie kontroli jakości procesu produkcji jest prawidłowe
sporządzenie planu kontroli dla konkretnego procesu produkcyjnego. Przed
opracowaniem planu kontroli, bardzo ważny jest wybór cech kontrolowanych,
które w sposób bezpośredni lub pośredni decydują o jakości wyrobu gotowego,
a także wpływają na przebieg realizacji procesu. Konieczne jest również wyzna-
czenie granic tolerancji, czyli określenie czy występuje zgodność lub jej brak
z określonymi wcześniej wymogami.
Kolejnym działaniem jest dobór odpowiedniego sprzętu kontrolno-
pomiarowego, gdzie rozdzielczość jest nie mniejsza niż 0,1 pola tolerancji bada-
nej cechy. Należy również określić formę, czas i miejsce kontroli, sposób po-
miaru, częstość, sposób przetwarzania i wykorzystania informacji.
Określając sposób prowadzenia kontroli należy odpowiedzieć na następujące
pytania:
czy kontrola jest zlecana jako samokontrola, kontrola planowania, która
wynika z planu jakości albo kontrola inspekcyjna?
czy kontrola jest przeprowadzana przed rozpoczęciem procesu, w czasie je-
go trwania, czy też po jego zakończeniu?
czy ocena jest prowadzona za pomocą kontroli liczbowej, czy też kontroli
alternatywnej?
czy kontrola będzie stuprocentowa lub statystyczna?
czy wyniki kontroli będą wykorzystane do uzyskania określonego poziomu
jakości np. kontrola inspekcyjna i odbiorcza, czy do podjęcia decyzji o akcepta-
cji partii produktów np. kontrola dostaw i odbiorcza, czy do sterowania proce-
sem np. samokontrola i karty kontrolne?
Plan kontroli powinien zostać zapisany ( np. w postaci schematu blokowego,
słownego opisu przebiegu kontroli). Kontrola powinna być również sformalizo-
wania poprzez opracowanie i udostępnienie szczegółowych instrukcji kontroli.
Planowanie realizacji kontroli jakości pozostaje w bliskim związku
z planowaniem technologii kontroli jakości. W tym zakresie na szczególne wy-
różnienie zasługuje [80]:
planowanie sprawnej organizacji sterowania jakością produkowanych wy-
robów, przebieg niezbędnej informacji jakościowej, współpracy z innymi zainte-
resowanymi działami oraz sprawnego przebiegu i wystarczających stanowisk
kontroli międzyoperacyjnej, a w końcu zapewnienie jednolitości miar w przed-
siębiorstwie przez okresową kontrolę sprzętu pomiarowego,
planowanie postępu technicznego, w zakresie czynności kontroli oraz form
i metod kontroli w procesie produkcji,
planowanie określonego poziomu jakości produkcji dla nowych wyrobów
oraz stopniowego wzrostu poziomu jakości dla wyrobów dotychczas produko-
wanych,
planowanie przedsięwzięć mających na celu osiągnięcie zamierzonego po-
ziomu jakości.

113
Istotnym jest, aby do kontroli były wybierane te cechy, które w bezpośredni
lub pośredni sposób decydują o jakości wykonania wyrobu lub jakości dostar-
czanej usługi. Proces realizacji właściwej kontroli jakości powinien być dokład-
nie określony, wymagane jest więc wskazanie miejsca, fazy w procesie produk-
cyjnym, gdzie należy sprawdzić stan przedmiotu kontroli. Jest to najbardziej
wskazane w rozbudowanych cyklach technologicznych. Lokalizując miejsce
kontroli, należy m. in. uwzględnić proces, technologię i koszt (zarówno inspek-
cji, jak i niezgodności).
Decyzja odnośnie do lokalizacji punktu kontrolnego w procesie oraz jego
funkcji i zadań wynika z analizy przebiegu kształtowania kontrolowanych cech.
Jest zasadą, że ze względów ekonomicznych i technicznych kontrola powinna
być przeprowadzona tylko po określonych operacjach, w momencie najwcze-
śniejszym z możliwych.
Kontrolować należy krytyczne punkty procesu, umiejscawiające miejsca kon-
troli po takich operacjach lub grupach operacji, podczas których najliczniej mo-
gą powstać braki oraz przed przystąpieniem do operacji czasochłonnych lub
kosztowych [93].
Analiza i opracowanie wyników kontroli jest z kolei w dużej mierze uzależ-
niona od przyjętych metod kontroli jakości.
6.2.2. Przegląd metod kontroli jakości
6.2.2.1. Klasyfikacja czynności kontroli z punktu widzenia stosowanego rodzaju kontroli
W zakresie klasyfikacji czynności kontroli z punktu widzenia stosowanego
rodzaju kontroli wyróżnia się kontrolę [24, 80, 93]:
stuprocentową,
wyrywkową (statystyczną),
zapobiegawczą.
1. Kontrola stuprocentowa inaczej zwana pełną dotyczy wszystkich produk-
tów w procesie technologicznym, ma miejsce po każdej operacji, i obejmuje
wszystkie cechy lub parametry wyrobu. Jest czasochłonna i powinna być sto-
sowana wyłącznie w kontroli wyrobów produkowanych jednostkowo lub w ma-
łych seriach. Przy produkcji seryjnej powinno się ją stosować tylko w szczegól-
nie uzasadnionych przypadkach, gdy przekazanie odbiorcy wyrobów niezgod-
nych z wymaganiami może pociągnąć za sobą poważne następstwa [23].
Najczęściej kontrola stuprocentowa jest stosowana:
przy stwierdzaniu nieodpowiedniej jakości dostarczanych materiałów, pół-
fabrykatów lub części,
gdy urządzenia produkcyjne nie zapewniają jednorodnego poziomu jakości
parametrów,
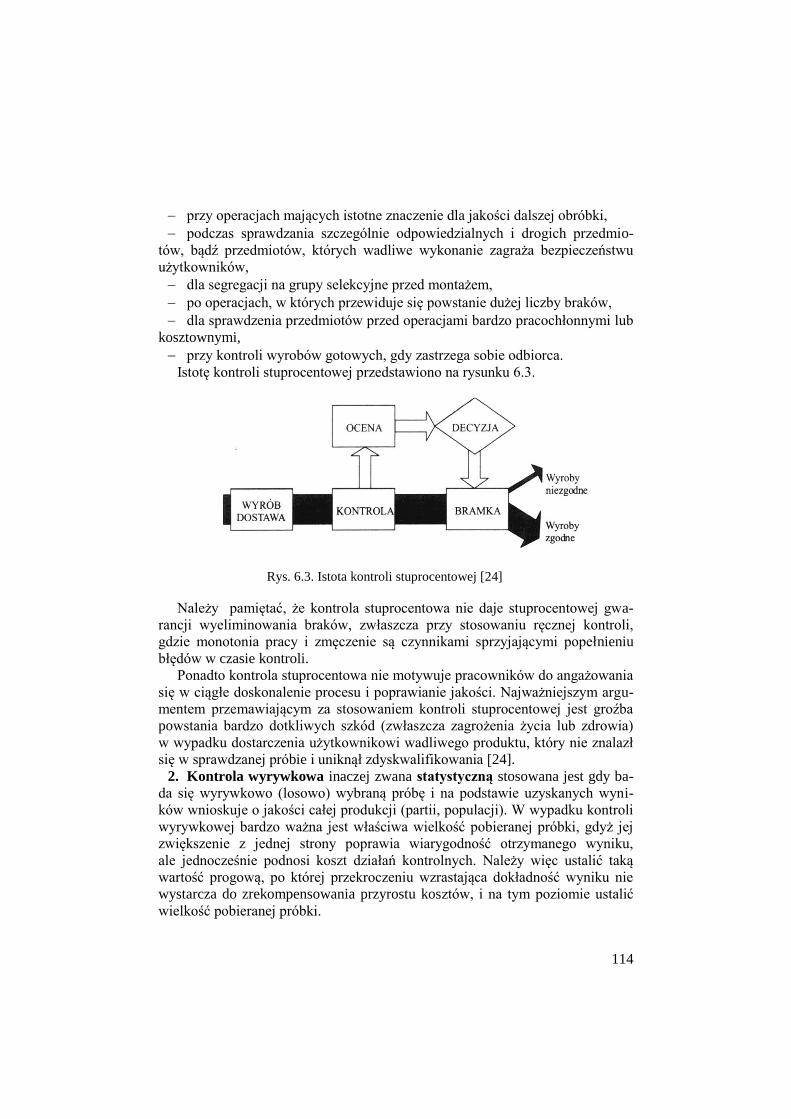
114
przy operacjach mających istotne znaczenie dla jakości dalszej obróbki,
podczas sprawdzania szczególnie odpowiedzialnych i drogich przedmio-
tów, bądź przedmiotów, których wadliwe wykonanie zagraża bezpieczeństwu
użytkowników,
dla segregacji na grupy selekcyjne przed montażem,
po operacjach, w których przewiduje się powstanie dużej liczby braków,
dla sprawdzenia przedmiotów przed operacjami bardzo pracochłonnymi lub
kosztownymi,
przy kontroli wyrobów gotowych, gdy zastrzega sobie odbiorca.
Istotę kontroli stuprocentowej przedstawiono na rysunku 6.3.
Rys. 6.3. Istota kontroli stuprocentowej [24]
Należy pamiętać, że kontrola stuprocentowa nie daje stuprocentowej gwa-
rancji wyeliminowania braków, zwłaszcza przy stosowaniu ręcznej kontroli,
gdzie monotonia pracy i zmęczenie są czynnikami sprzyjającymi popełnieniu
błędów w czasie kontroli.
Ponadto kontrola stuprocentowa nie motywuje pracowników do angażowania
się w ciągłe doskonalenie procesu i poprawianie jakości. Najważniejszym argu-
mentem przemawiającym za stosowaniem kontroli stuprocentowej jest groźba
powstania bardzo dotkliwych szkód (zwłaszcza zagrożenia życia lub zdrowia)
w wypadku dostarczenia użytkownikowi wadliwego produktu, który nie znalazł
się w sprawdzanej próbie i uniknął zdyskwalifikowania [24].
2. Kontrola wyrywkowa inaczej zwana statystyczną stosowana jest gdy ba-
da się wyrywkowo (losowo) wybraną próbę i na podstawie uzyskanych wyni-
ków wnioskuje o jakości całej produkcji (partii, populacji). W wypadku kontroli
wyrywkowej bardzo ważna jest właściwa wielkość pobieranej próbki, gdyż jej
zwiększenie z jednej strony poprawia wiarygodność otrzymanego wyniku,
ale jednocześnie podnosi koszt działań kontrolnych. Należy więc ustalić taką
wartość progową, po której przekroczeniu wzrastająca dokładność wyniku nie
wystarcza do zrekompensowania przyrostu kosztów, i na tym poziomie ustalić
wielkość pobieranej próbki.

115
W wyniku tego kontrola statystyczna może mieć charakter [23]:
statystycznej kontroli odbiorczej (SKO),
statystycznej kontroli procesu (SKP), której wyniki stanowią podstawę bie-
żącej oceny jakości procesu (najczęściej jest związana z prowadzeniem kart
kontrolnych Shewharta).
Statystyczna kontrola odbiorcza (SKO) jest ukierunkowana na wyrób i sta-
nowi podstawę podejmowania decyzji o tym, czy partia wyrobów, z której po-
brano próbkę może zostać przekazana do kolejnych faz procesu produkcyjnego,
czy też powinna być odrzucona lub poddana dodatkowej kontroli stuprocento-
wej. Jej istotę przedstawiono na rysunku 6.4.
Rys. 6.4. Statystyczna kontrola odbiorcza [24]
SKO ma charakter bierny, gdyż daje małe możliwości korygowania procesu,
pozwala jedynie na oszacowanie w kontrolowanej partii udziału jednostek nie
spełniających wymagań, nie daje jednak możliwości prognozowania ich wystą-
pienia, a tym samym podjęcia na czas odpowiedniego przeciwdziałania.
Prowadząc SKO zakłada się, że występowanie w produkcji lub w dostawach
wyrobów niezgodnych, jest czymś naturalnym i oczywistym16
. Wyróżnia się
wiele rodzajów SKO. Ogólna zasada tej kontroli polega na tym, że ocenianą
produkcję dzielimy na odrębne partie o ustalonej liczebności partii N sztuk.
Istotą statystycznej kontroli odbiorczej jest to, że kontroli podlegają nie
wszystkie wyroby w danej partii, lecz jedynie pobrana z tej partii w sposób lo-
sowy próbka o liczebności n sztuk [24].
Ze względu na sposób dokonywania oceny SKO dzieli się na:
kontrolę z oceną alternatywną – występuje wtedy, gdy w wyniku badania
następuje kwalifikowanie badanych wyrobów do jednej z dwu kategorii: zgodny
(dobry) lub niezgodny (niedobry), względnie, gdy jakość wyrobu oceniamy po-
przez liczbę występujących w próbce niezgodności [24, 31],
16
Przeczy to zasadzie „ciągłego doskonalenia procesu” oraz zasadzie „zero defektów”.

116
kontrolę z oceną liczbową – występuje wtedy, gdy badany wyrób opisany
jest przez jedną lub wiele cech, którym przypisane są określone wartości. W tym
przypadku w toku kontroli dokonuje się pomiaru wartości tych cech, a na pod-
stawie zbioru wyników oblicza się miary statystyczne próbki, zazwyczaj wartość
średnią oraz odchylenie standardowe [24, 31].
Podział kontroli statystycznej zobrazowano na rysunku 6.5.
Rys. 6.5. Podział metod SKO [97]
SKO jest przeprowadzana według planu badania, które dzieli się na [80]:
jednostopniowe,
dwustopniowe,
wielostopniowe,
sekwencyjne.
Zastosowanie kontroli wyrywkowej jest uzasadnione w następujących przy-
padkach [80]:
podczas kontroli odbiorczej i międzyoperacyjnej,
Według metody
alternatywnej
Według metody
liczbowej
Jednostopniowe plany badań z
próbkami o małej liczności
Plany:
System kontowy
Metoda S
Metoda σ
Jednostopniowe plany badań małych
partii
KONTROLA
STATYSTYCZNA
Wielostopniowe
Jednostopniowe Dwustopniowe
Sekwencyjne

117
gdy stwierdzono, że jakość np. dostaw materiałów nie budziła zastrzeżeń
przez dłuższy czas,
gdy kontrola jest związana z badaniami niszczącymi,
podczas sprawdzania bardzo dużych ilości jednakowych produktów.
Statystyczna kontrola procesu (SKP) ukierunkowana na proces i ma cha-
rakter kontroli czynnej, gdyż jej wyniki nie są wykorzystywane do oceny wyro-
bów w kategoriach zgodności z wymaganiami, lecz do rozpoznania, czy na pro-
ces nie oddziałują czynniki zakłócające jego przebieg. Jeśli jest połączona
z kartami kontrolnymi Shewharta, stanowi ważny element statystycznego stero-
wania procesem.
SKP ma charakter ciągły, jest prowadzona w czasie rzeczywistym i ma na ce-
lu [24]:
rozpoznanie zdolności jakościowej procesu,
utrzymywanie właściwości statystycznych procesu w granicach wyznacza-
nych przez jego zdolność jakościową,
ciągłe doskonalenie procesu.
Kontrola ta jest nastawiona na wyeliminowanie usterek i nieustanne doskona-
lenie jakości. Jest to zbiór technik wykorzystywanych do doskonalenia różnych
procesów. Umożliwia rozwiązywanie problemów na podstawie danych liczbo-
wych dzięki zastosowaniu metod diagnostycznych do lokalizacji nieprawidło-
wości i technik opisowych, które pomagają lepiej zrozumieć te problemy [16].
Ogólny schemat statystycznej kontroli procesu przedstawiono na rysunku
6.6.
Rys. 6.6. Statystyczna kontrola procesu [24]

118
Stosowanie SKP ogranicza się zazwyczaj do trzech etapów postępowania
[16]:
pobrania własnej próbki procesu, wykorzystania statystycznych kalkulacji
do skonstruowania wykresu kontrolnego,
regularnego pobierania prób, rejestracji wyników na wykresach kontrol-
nych, co zapewnia ciągłą kontrolę przebiegu procesu,
prowadzenia badań możliwości procesu w celu określenia zdolności do
osiągnięcia oczekiwanych założeń.
Techniki stosowane w ramach SKP są skuteczne, gdy [108]:
są stosowane do bieżącej analizy procesu, a nie – jak w przypadku kontroli
końcowej - gdy jest już za późno, by zapobiec powstałym nieprawidłowościom,
są stosowane przez specjalistów z zakresu danego procesu,
dane wykorzystywane do analizy spełniają warunek aktualności i auten-
tyczności,
prezentacja danych następuje w formie graficznej, będącej swego rodzaju
„obrazem procesu”.
Ponadto stosując przy SKP karty kontrolne Shewharta można śledzić prze-
bieg procesu i oceniać, czy ewentualne wahania średniej lub innej miary staty-
stycznej kontrolowanych cech, są na tyle znaczne, że oznaczają trwałe rozregu-
lowanie procesu i w konsekwencji, mogą prowadzić do produkowania wyrobów
nie spełniających wymagań.
Niebezpieczeństwo rozregulowania procesu jest sygnalizowane pojawieniem
się na karcie kontrolnej pewnych symptomów, np. w postaci punktów poza tzw.
linią kontrolną lub ich niedopuszczalnej sekwencji, łatwych do zauważenia
przez operatora procesu. Istotne jest przy tym, ze kryteria oceny są określone
przez właściwości procesu, a nie przez granice przyjęte przez technologa lub
konstruktora [24].
Przy projektowaniu karty kontrolnej każdy proces jest poddany działaniu
czynników zakłócających, którymi są [23]:
naturalne czyli losowe, które są nierozerwalne z procesem i powinny być
uwzględnione przy jego projektowaniu za pomocą odpowiednich tolerancji
technologicznych;
specjalne czyli sporadyczne, systematyczne, które można łatwo wykryć i
usunąć lub ograniczyć ich działanie. Zakłócenia te mogą znaleźć się poza do-
puszczalnymi granicami.
Karty kontrolne Shewharta stosuje się w celu jak najwcześniejszego wykry-
cia, wyeliminowania i skompensowanie zakłóceń specjalnych, dzięki czemu
zostają ograniczone przyczyny, które wywołują zmienność jakości produktu do
przyczyn naturalnych.
Do najczęściej stosowanych typów kart kontrolnych Shewharta zalicza się
[23]:

119
karty kontrolne dla cech oceniających liczbowo. Ich zalety to wnioskowa-
nie o aktualnym stanie procesu, prognozowanie stanów przyszłych, a także pro-
wadzenia kart od momentu rozpoczęcia procesu. Prowadzenie tego typu kart
kontrolnych nie zawsze jest możliwe ze względów technicznych lub ekonomicz-
nych;
karty kontrolne dla cech oceniających alternatywnie. Ich wadami jest pobie-
ranie próbek o dużej liczebności i niska wartość informacyjna karty z powodu
dostarczania sygnałów o jakości produkcji w dużych odstępach czasu, gdzie nie
nadzoruje się procesu produkcyjnego. Ponadto występują małe możliwości szu-
kania przyczyn zakłóceń, ponieważ sygnały na karcie informują tylko o rozregu-
lowaniu procesu. Karty te stosuje się z powodu prostoty prowadzenia oraz pro-
wadzenie jednej karty dla dowolnej liczby cech. W momencie, gdy jedna z cech
przekracza wartości dopuszczalne, zostaje to zapisane na karcie i proces zostaje
zatrzymany a przyczyna usunięta.
W praktyce karty według oceny liczbowej są stosowane dla cech krytycz-
nych, a według oceny alternatywnej dla pozostałych cech.
Aby uniknąć prowadzenie kontroli jakości każdego wyrobu ustala się sposób
kontroli stabilności procesu. Często tym sposobem jest prawidłowo wybrana
metoda statystycznej kontroli jakości. Podział tych metod zestawiono na rysun-
ku 6.7.
Rys. 6.7. Metody statystycznej kontroli jakości [80]
wg miary cechy wg oceny
alternatywnej
karta
kontrolna w
karta
kontrolna z
METODY SKJ
kontrola wskaźników
x - R
kontrola wskaźników
x - S
kontrola wskaźników
M - R
metoda
Romanowskiego
metoda
Bagińskiego
kontrola skrajnych
wartości min, max
wg średniej
wartości cechy
kontrola liczby sztuk
niedobrych w próbie wg indywidualnych
wartości cechy

120
Metoda kontroli wskaźników x – R – w karcie kontrolnej badana liczbowa
właściwość x ma rozkład normalny, czyli rozkład Gaussa. Na podstawie pobra-
nej z produkcji próbki można stwierdzić czy ma właśnie ona taki rozkład.
Obliczając R uwzględnia się tylko dwie wartości jakimi są max i min. Znale-
zienie tych wartości w próbce jest uciążliwe i męczące dla osoby kontrolującej,
czego powodem są pomyłki.
Kartę kontrolną należy opracować w sposób prosty i czytelny. Rejestrację
wartości parametrów przeprowadza się dla różnych cech wyrobu na oddzielnej
karcie. Kartę kontrolną dzieli się z reguły na formularz obliczeniowy, wykres
zmienności badanych parametrów statystycznych i część opisową, która zawiera
zbiór informacji o postępach w procesie produkcyjnym [23].
Metoda kontroli parametrów statystycznych x – S – metoda ta jest podob-
na do metody x - R, ponieważ badana cecha posiada rozkład normalny oraz za-
sady zakładania i wyboru karty są takie same. Różnica polega na stosowaniu
dokładniejszej miary rozrzutu- odchylenie średnie s badanej cechy, gdzie bada
się wszystkie wartości cechy analizowanej próby.
Metoda ta posiada większą czułość na zmiany jakie zachodzą w procesie
produkcyjnym co stwarza możliwość obliczenia najdokładniejszej miary rozrzu-
tu s. Wadą jest duża pracochłonność obliczeń, niemożliwość zastosowania
sprawdzianów, a także węższa liczba sprawdzanych cech [23].
Metoda kontroli parametrów statystycznych M – R –metoda ta polega na
kontroli wartości średniej M, czyli mediany, a także rozstępu badanej właściwo-
ści w próbie. Karty M – R nie posiadają dodatkowych obliczeń czego skutkiem
są pewne uproszczenia dla kontrolera, który ustala tylko położenie linii central-
nych i linii kontrolnych. Określając medianę i rozstęp trzeba dla każdej próby
poukładać wartość cech według wartości rosnących lub malejących. Rozstęp to
różnica wartości skrajnych, natomiast wartość znajdująca się na środku jest me-
dianą. W metodzie tej badania są mało sprecyzowane, ponieważ ma ona zasto-
sowanie głównie do niewielkiej ilości procesów technologicznych [23].
Metoda kontroli skrajnych wartości x min i x max – karta kontrolna D-G
rejestruje wartość najmniejszą i największą badanej cechy w próbie na jednoto-
rowym wykresie. Stabilność procesu jest oceniana w zależności od położenia na
karcie w stosunku do linii kontrolnych. Liczebność próby waha się od 4 do 10
jednostek.
W metodzie tej jest zachowana mała liczebność próby, nie występują obli-
czenia w czasie kontroli, a czynności kontrolera polegają głównie na nanoszeniu
punktów na wykres. Nie można skontrolować jednocześnie większej liczby wła-
ściwości, a także nie uwzględnia się na karcie każdego punktu w próbie [23].
Metoda Bagińskiego – polega na kontroli indywidualnej każdej sztuki
w próbie. Każdy produkt w próbie ma ustalone graniczne wartości cechy i linie
kontrolne. Proces przebiega prawidłowo w momencie, gdy punkty kontrolne dla
konkretnych produktów znajdują się w polu ograniczonym liniami kontrolnymi.
Proces jest rozregulowany w momencie, gdy jeden punkt wyjdzie poza linie

121
kontrolne. Umieszcza się na wykresie punkty dla jednostek w próbie, aby przed-
stawić wynik kontroli [23].
Metoda Romanowskiego – jest podobna do metody Bagińskiego, przy czym
porównuje się w niej wartości cech odpowiednich sztuk w kolejnych próbach.
Za dobry sposób porównania uznaje się obliczenie prawdopodobieństwa. Kon-
trola jest prowadzona za pomocą wykresu punktowego, nanosząc wartości cechy
każdej sztuki w próbce. Dzięki punktom kontroler porównuje wykres
z rozkładem punktów w poprzednie próbie [23].
Karta kontrolna W – ma zastosowanie w kontroli bieżącej, dzieląc przed-
mioty na dobre i złe. Kontrola ta polega na pobraniu w wyznaczonych odstępach
czasu próbek o liczebności n, wyliczeniu liczby produktów wadliwych z w każ-
dej z nich, oraz wyznaczeniu wadliwości w, która jest zaznaczana na wykresie
za pomocą punktów.
Karta kontrolna Z – polega na pobraniu próby o ustalonej liczebności, na-
stępnie kontroluje się wszystkie produkty w próbie, a w ostateczności zapisuje
się na wykresie liczbę punktów niedobrych:
kontrola liczby wad w próbie;
kontrola wadliwości w próbie, czyli karta w o stałych i zmiennych grani-
cach kontrolnych.
Kontrola stabilności procesu z wykorzystaniem którejś z wyżej opisanych
metod pozwala na wyeliminowanie konieczności stosowania kontroli stuprocen-
towej.
Techniki stosowane podczas SKP są skuteczne, gdyż:
są stosowane do bieżącej analizy procesu,
stosowane są przez specjalistów z zakresu danego procesu,
dane wykorzystywane do analizy spełniają warunek aktualności oraz auten-
tyczności,
prezentacja danych następuje w formie graficznej.
3. Kontrola zapobiegawcza –dąży do zapobiegania możliwości powstawania
braków i zmniejszenia strat spowodowanych powstawaniem wyrobów niezgod-
nych. Kontrolę zapobiegawczą będzie realizować np. [23].:
konstruktor – przez szczegółową analizę stosowanych tolerancji jak rów-
nież przez dobór materiałów dobrze obrabialnych itp.,
główny technolog – przez dobór właściwego stanowiska pracy, odpowied-
nie oprzyrządowanie i technologię, która będzie przystosowana do możliwości
produkcyjnych parku maszynowego,
kierownicy wydziałów produkcyjnych – poprzez dbałość o stan techniczny
urządzeń produkcyjnych, instruktaż robotników obsługi produkcji, wytwarzanie
właściwego klimatu pracy, stosowanie odpowiednich bodźców,
kontrola techniczna – przez współpracę ze wszystkimi komórkami biorą-
cymi udział w kształtowaniu odpowiedniego poziomu jakości, również poprzez
współpracę z użytkownikami wyrobów, stosowanie odpowiednich metod kon-
122
troli o charakterze profilaktycznym, analizę braków, czyli stosowanie czynnej
formy działalności kontroli.
6.2.2.2. Klasyfikacja czynności kontroli z punktu widzenia częstotliwości przeprowadzania
kontroli
W zakresie klasyfikacji czynności kontroli z punktu widzenia częstotliwości
przeprowadzania kontroli wyróżnia się kontrolę [23, 24, 80, 93]:
bieżącą,
okresową,
wynikową.
1. Kontrola bieżąca polega na ciągłym kontrolowaniu realizacji procesów
produkcyjnych i zużywanych środków w produkcji. Głównym celem tej kontroli
jest bieżące oddziaływanie na proces produkcji przez poprawianie wykrytych
nieprawidłowości [80].
2. Kontrola okresowa polega na badaniu w pewnych odstępach czasu reali-
zacji produkcji za pomocą komórek produkcyjnych w całej organizacji. Kontrola
ta obejmuje cały okres sprawozdawczy np. miesiąc, kwartał czy też rok w celu
ukazania nieprawidłowości jakie powstały w badanym czasie, a także ich elimi-
nowanie w kolejnych okresach sprawozdawczych. W odróżnieniu od kontroli
bieżącej, która oddziałuje bezpośrednio na przebieg produkcji danego okresu,
kontrola okresowa może oddziaływać na proces produkcji w kolejnych okre-
sach. Kontrola okresowa stanowi także podstawę do oceny gospodarności komó-
rek produkcyjnych i całej organizacji w badanym okresie [80].
3. Kontrola wynikowa jest stosowana najczęściej w odniesieniu do określo-
nych wyrobów lub innych zadań produkcyjnych. Kontrola ta polega na badaniu
terminów wykonania produkcji, jak również ilości wykorzystanych środków.
Głównym celem kontroli wynikowej jest pokazanie odchyleń od wielkości zało-
żonych w planie i normach. Kontrola wynikowa stanowi podstawę do wytycze-
nia skorygowanych zadań w przyszłości. Może ona być prowadzona okresowo
oraz po zakończeniu określonych zadań, zależy to jednak od istniejących warun-
ków produkcyjnych w określonych organizacjach [80].
6.2.2.3. Klasyfikacja czynności kontroli z punktu widzenia fazy procesu produkcyjnego
i czynnika kontrolowanego
W zakresie klasyfikacji czynności kontroli z punktu widzenia fazy procesu
produkcyjnego i czynnika kontrolowanego wyróżnia się kontrolę [23, 24, 80,
93]:
inspekcyjną,
wstępną,

123
bieżącą,
ostateczną,
środków produkcji,
międzyoperacyjną,
końcową,
samokontrolę.
1. Kontrola inspekcyjna posiada charakter superkontroli. Polega ona na
okresowym (planowanym) lecz nie zapowiadanym kontrolowaniu produkcji
wykonanej przez pracowników objętych samokontrolą oraz tych miejsc procesu
produkcyjnego, które mają skłonność do rozregulowania się. Kontroli inspek-
cyjnej dokonuje komisja specjalnie do tego powołana.
Prowadzenie superkontroli ma na celu stwierdzenie:
poziomu jakości produkcji finalnej,
przestrzegania przebiegu procesu technologicznego,
prawidłowości pracy personelu kontroli technicznej,
jakości produkcji wykonanej przez pracowników objętych samokontrolą
[80].
2. Kontrola wstępna polega na sprawdzeniu czy istnieje zgodność materia-
łów wykorzystywanych do produkcji z ustalonymi wymaganiami. Dotyczy ona
również materiałów pomocniczych, półfabrykatów oraz zespołów dostarczonych
do organizacji [80, 23].
3. Kontrola bieżąca odbywa się podczas realizacji procesu technologicznego
i polega na likwidowaniu z procesu wadliwie wykonanych przedmiotów, aby
uniknąć ich dalszej obróbki. Kontrola ta obejmuje również kontrolę pomiędzy
różnymi operacjami obróbki części, a także montaż podzespołów, zespołów oraz
nadzorowanie przestrzegania dyscypliny technologicznej [80].
4. Kontrola ostateczna, która dotyczy gotowych części, podzespołów, zespo-
łów oraz wyrobów, gdzie obróbka lub montaż zostały ukończone. Kontrola ta
zajmuje się oględzinami zewnętrznymi, sprawdzaniem wymiarów i kształtów,
jak również właściwościami mechanicznymi i eksploatacyjnymi. Kontrola osta-
teczna zajmuje się także nadzorowaniem konserwacji, opakowaniami oraz eks-
pedycją wyrobów gotowych [80].
5. Kontrola środków produkcji zajmuje się odbiorem kupionych obrabiarek,
przyrządów i narzędzi lub wykonanych urządzeń i przyrządów we własnym
zakładzie. Na podstawie kontroli środków produkcji dokonuje się kontroli do-
kładności obrabiarek, przyrządów i narzędzi w trakcie użytkowania, a także po
remontach [52].
6. Kontrola międzyoperacyjna przebiega w czasie cyklu produkcji zarówno
w czasie obróbki jak i montażu. Do głównych zadań tej kontroli zaliczamy wy-
łapanie i eliminację części wadliwie wykonanych, natychmiast gdy się ukazały
na poszczególnych etapach procesu technologicznego obróbki i montażu. Przed
zrealizowaniem zadań kontroli międzyoperacyjnej należy [80]:

124
upewnić się czy kolejność operacji obróbki i montażu jest zgodna z proce-
sem technologicznym, który obowiązuje w, a także czy wszystkie wcześniejsze
operacje zostały wykonane;
sprawdzić pierwszą sztukę w produkcji seryjnej, dotyczy to głównie opera-
cji, które są wykonywane przez pracowników samo kontrolujących się;
sprawdzić zgodność parametrów z dokumentacją;
zastosować kontrolę grupową, która odbywa się po pewnej grupie operacji,
gdy następne operacje nie są tak ważne, a także w przypadku kilku niekontrolo-
wanych operacji powoduje małą liczbę braków;
oznaczać sprawdzone elementy przez stemplowanie, znakowanie niebez-
piecznych braków, przez zniekształcenie i uszkodzenie, a w ostateczności znisz-
czenie przedmiotu, aby uniemożliwić powrót wybrakowanej części lub wyrobu
do dalszej produkcji albo handlu.
Kontrolę międzyoperacyjną należy wykonywać bezpośrednio na stanowi-
skach roboczych lub w przygotowanych do tego celu pomieszczeniach.
7. Kontrola końcowa jest wykonywana przez pracowników wydziałowej
kontroli po ukończeniu w całości procesu technologicznego części lub podze-
społów. Kontrola ta jest określana jako drugi stopień kontroli na wydziale pro-
dukcyjnym. Zadaniami kontroli końcowej są [80]:
eliminacja części wadliwych, które nie zostały wcześniej ujawnione;
przekazywanie informacji o brakach.
Zadania te realizowane są poprzez sprawdzanie obróbki, montażu, współpracy
oraz dobór współpracujących ze sobą elementów.
8. Samokontrola polega na przejęciu odpowiedzialności za proces przez pra-
cownika, który go realizuje [13].
6.2.2.4. Klasyfikacja czynności kontroli z punktu widzenia stopnia zaawansowania procesu
W zakresie klasyfikacji czynności kontroli z punktu widzenia stopnia za-
awansowania procesu wyróżnia się kontrolę [23, 24, 80, 93]:
bierną,
czynną.
1. Kontrola bierna jest przeprowadzana po zakończeniu jednego etapu pro-
cesu, wykonaniu elementu, części lub zespołu lub po wykonaniu wyrobu goto-
wego. Kontrola bierna składa się z kontroli międzyoperacyjnej i kontroli koń-
cowej czyli ostatecznej.
Do najważniejszych celów kontroli biernej należy zaliczyć:
uniknięcie dostarczenia klientowi produktów, których właściwości są nie-
zgodne z wymaganiami jakie uzgodnili odbiorcy;
eliminowanie w procesie produkcyjnym elementów posiadających wady;

125
weryfikowanie za pomocą ponownej kontroli, poprawności wcześniej prze-
prowadzonych kontroli.
2. Kontrola czynna jest kontrolą aktywną, zwaną inaczej zapobiegawczą.
Kontrola ta jest jedną z najczęściej stosowanych metod pomiaru procesu. Pro-
wadzona jest w trakcie wykonywania procesu. Do celów kontroli czynnej zali-
cza się sterowanie jakością procesu, który gwarantuje utrzymanie stabilności
jakości wykonania na określonym poziomie w czasie jej realizacji, jak również
zmniejszenie liczby wadliwych wyrobów podczas procesu produkcyjnego, a tym
samym ograniczenie kosztów gorszej jakości.
W kontroli tej nie są wymagane pomiary lub sprawdzenia wszystkich pro-
duktów w danym procesie. Do kontroli czynnej zalicza się sprawdzanie:
zanim nastąpi uruchomienie nowych procesów lub modernizacja przesta-
rzałych;
pierwszej sztuki, czyli po wykonaniu każdej partii wyrobów, aby upewnić
się czy poprawnie ustawiono proces;
wykonawcy czyli operatora, która jest przeprowadzona podczas nadzoru,
by właściwe parametry procesu zostały zachowane. W trakcie kontroli procesu
można zastosować ocenę jakości opierając się o dokumentację jakościową, kon-
trolę stuprocentową, kontrolę wyrywkową oraz kontrolę statystyczną.
6.2.2.5. Pozostałe klasyfikacje czynności kontroli
Do pozostałych klasyfikacji czynności kontroli zalicza się:
a) klasyfikację czynności kontroli z punktu widzenia sprawdzanych cech
i właściwości wyrobu, która wyróżnia [80]:
kontrolę stanu zewnętrznego dla ujawnienia wad powierzchniowych,
kontrolę wymiarów i kształtu,
kontrolę specjalną dla ujawnienia właściwości wytrzymałościowych, fi-
zycznych czy innych,
kontrolę wad wewnętrznych.
b) klasyfikację czynności kontroli z punktu widzenia lokalizacji, która obej-
muje [80]:
kontrolę o stałej lokalizacji, gdzie kontroler obsługuje wyłącznie określone
stanowisko kontroli, które może znajdować się bezpośrednio przy urządzeniu
produkcyjnym, lub w wyodrębnionym miejscu, do którego dostarcza się przed-
mioty z różnych stanowisk produkcji.
kontrolę o zmiennej lokalizacji (lotna), kiedy kontroler dochodzi do po-
szczególnych stanowisk produkcji, dokonując jedynie kontroli pierwszych wy-
konanych części lub wyrywkowo w toku produkcji.
c) klasyfikację czynności kontroli odnośnie do stopnia mechanizacji kontroli
[80]. Mechanizacja kontroli to stosowanie w procesie kontroli uniwersalnego,

126
nastawnego i wielowymiarowego przyrządu kontrolnego. Polega ona na tym, że
przyrządy kontrolne stopniowo przejmują czynności kontrolne, aż do czynności
sterowniczych. Wybór odpowiedniego typu urządzenia kontrolnego przeprowa-
dza się zależnie od wielkości produkcji oraz jego zastosowania do kontroli bier-
nej (międzyoperacyjnej lub końcowej), lub kontroli czynnej i od stopnia zme-
chanizowania. Istotne jest również ustalenie czy wykonywanie czynności kon-
trolnych powierzyć wyspecjalizowanym brakarzom, czy robotnikom wykonują-
cym operacje produkcyjne (w ramach tak zwanej samokontroli) [55, 108].
6.2.3. Charakterystyka sprzętu kontrolno-pomiarowego
Ilość niezbędnych przyrządów kontrolno – pomiarowych i wybór metod po-
miarowych zależą w dużej mierze od ilości produkowanych wyrobów, stopnia
złożoności konstrukcji, a także od posiadanych przez załogę kwalifikacji. Wraz
ze wzrostem asortymentu produkowanych wyrobów rośnie liczba stosowanych
przyrządów kontrolno – pomiarowych.
Nie zawsze sprawność i dokładność kontroli wymaga zastosowania najbar-
dziej nowoczesnego i kosztownego sprzętu. Często zadowalające wyniki można
osiągnąć, stosując bardzo proste, a przez to tanie i zazwyczaj niezawodne urzą-
dzenia [55].
Przy wyborze odpowiedniej metody i środków pomiaru, należy zauważyć, że
stosowanie w metrologii metody i środki powinny umożliwiać [80]:
dokonanie pomiaru z możliwie małym błędem i uzyskanie w ten sposób
maksymalnie poprawnej oceny metrologicznej mierzonego przedmiotu,
uzyskanie wysokiej sprawności i wydajności operacji kontrolno – pomia-
rowych bez nadmiernych nakładów finansowych,
profilaktyczne oddziaływanie na proces produkcyjny w celu zapobiegania
wytworzenia wadliwych wyrobów.
Przy wyborze odpowiedniego sprzętu pomiarowego i najwłaściwszej metody
pomiarowej, która powinna być stosowana w danych warunkach pomiaru, nale-
ży uwzględnić kryteria techniczne oraz ekonomiczne.
Kryteria techniczne mierzonego wyrobu to [80]:
kształt mierzonego wyrobu, który może być płaski, walcowy lub złożony.
Kształt wpływa na wybór odpowiedniej bazy pomiarowej i rodzaj urządzenia
pomiarowego,
rozmiary przedmiotu wywierają wpływ na dobór sprzętu pomiarowego
przede wszystkim w zakresie decyzji o zastosowaniu sprzętu przenośnego,
rodzaj mierzonego wymiaru w zależności od tego, czy jest on zewnętrzny
czy wewnętrzny,
wartość liczbowa mierzonego wymiaru ma wpływ na dobór sprzętu o od-
powiednio dużym zakresie pomiarowym,
127
wielkość tolerancji ma wpływ na przyjęcie odpowiednio dokładnej metody
pomiarowej i sprzętu pomiarowego o właściwej dokładności wskazania,
chropowatość powierzchni ograniczających mierzony wymiar decyduje
o dokładności i rodzaju stosowanego do pomiaru sprzętu i metody pomiarowej,
typ produkcji wpływa na wybór urządzeń pomiarowych; dla produkcji pro-
totypowych stosuje się środki pomiarowe uniwersalne; jednostkowej – uniwer-
salne i częściowo sprawdziany; seryjnej – sprawdziany, narzędzia odchyłkowe,
urządzenia odbiorcze; wieloseryjnej – sprawdziany odchyłkowe, pneumatyczne
czujniki elektryczne, sygnalizujące urządzenia pomiarowe, automaty kontrolno –
sterownicze [33],
rodzaj materiału ma wpływ przy wyborze pomiaru (np. przy metodach po-
miaru elektrycznych, pojemnościowych i magnetycznych własności materiału,
a zwłaszcza jego własności magnetyczne rzutują bezpośrednio na wyniki pomia-
ru),
warunki i miejsce wykonania pomiaru – pomiaru mogą być dokonywane
w warunkach warsztatowych, laboratoriach lub jednostkach specjalistycznych.
Na wybór miejsca dokonania pomiaru ma wpływ wiele czynników, takich jak:
temperatura, dokładność pomiaru, specyfika procesu technologicznego.
Kryteria ekonomiczne decydują o opłacalności stosowania przyrządów po-
miarowych mierzących z dużą dokładnością oraz automatów kontrolno – sortu-
jących czy też urządzeń samonastawczych. Zaliczyć tutaj należy [80]:
koszt nabycia narzędzia pomiarowego to nakład pieniężny poniesiony przez
przedsiębiorstwo na zakupienie narzędzia pomiarowego wraz z jego niezbędnym
wyposażeniem,
odporność na zużycie i uszkodzenia jest to trwałość narzędzia, zależna od
własności materiałowych i konstrukcyjnych narzędzia, sposobu jego użytkowa-
nia oraz konserwacji i magazynowania,
odporność na rozregulowanie – zdolność do jak najdłuższego utrzymywa-
nia nastawionych wymiarów,
czas potrzebny do przygotowania narzędzia do pomiaru zależy od: kon-
strukcji narzędzia lub urządzenia pomiarowego, nastawienia do pomiaru, spraw-
dzenia jego dokładności, stopnia mechanizacji i automatyzacji urządzeń pomia-
rowych,
koszty konserwacji i przechowywania oraz naprawy,
szybkość wykonania pomiaru uzależniona jest od tego czy wynik pomiaru
powinien stwierdzić obiektywną wielkość przedmiotu, czy stosujemy pomiar
ustalony,
łatwość regeneracji – możliwość przeprowadzenia regeneracji narzędzia
pomiarowego stanowi dla przedsiębiorstwa zysk,
wymagania kwalifikacyjne personelu obsługującego uzależnione są od ro-
dzaju produkcji i wybranej metody pomiaru. Przy produkcji prototypowej i jed-
nostkowej odpowiednio bardzo wysokie; przy seryjnej – kontrola międzyopera-

128
cyjna – średnie, kontrola ostateczna – wysokie, przy wieloseryjnej - kontrola
międzyoperacyjne – małe, kontrola ostateczna – wysokie i przy masowej – siły
pomocnicze, kontrola statystyczna – wysokie.
Wybór odpowiedniego przyrządu do kontroli wymaga posiadania gruntownej
wiedzy na temat rodzajów istniejących przyrządów kontrolno – pomiarowych
oraz spełnianych przez nie zadań. Każde przedsiębiorstwo przed rozpoczęciem
procesu produkcyjnego musi posiadać zestaw odpowiednich narzędzi pomiaro-
wych, które pozwolą na wykrycie wyrobów nie spełniających wcześniej okre-
ślonych norm i wymagań. Dokonywanie pomiarów i odnajdywanie odchyleń
będzie powodowało, że liczba jednostek produkcji niezgodnych z dokumentacją
i wymaganiami zostanie wychwycona w procesie, a to pozwoli na uzyskanie
produktów pełnowartościowych.
Przyrządy pomiarowe, które są nieodłącznie związane z przeprowadzaną
kontrolą. Mają zastosowanie w komórkach pomocniczych jak również usługo-
wych, np. [80]:
w dziale głównego mechanika przy sprawdzaniu i kontroli remontowanych
urządzeń technologicznych i obrabiarek,
w dziale głównego energetyka przy sprawdzaniu silników, napędów,
w narzędziowni przy sprawdzaniu twardości narzędzi, ich wymiarów, tole-
rancji,
w komórce bezpieczeństwa i higieny pracy przy określeniu poziomu hała-
sów, oświetlenia pomieszczeń, zapylenia i dopuszczalnego zanieczyszczenia
ścieków.
Środki pomiaru dzieli się na cztery grupy [80]:
narzędzia pomiarowe – za pomocą których ustala się miarę lub wymiarowa
wielkość przy mierzeniu lub sprawdzaniu,
przybory pomiarowe – które przy mierzeniu lub sprawdzeniu uzupełniają
narzędzia pomiarowe, umożliwiając ich stosowanie do tego rodzaju pomiarów,
do których nie są bezpośrednio przeznaczone,
pomoce pomiarowe – które przy mierzeniu lub sprawdzaniu spełniają zada-
nia pomocnicze, służą do mocowania lub ustawiania narzędzi pomiarowych lub
przedmiotów mierzonych,
przyrządy pomiarowe – są to takie narzędzia pomiarowe, które odtwarzają
miarę na skutek działania zawartego w ich budowie mechanizmu lub urządzenia.
Przyrządy pierwszego rodzaju zezwalają bezpośrednio odczytać miarę wielkości
mierzonej (np. mikrometr), a przyrządy pomiarowe drugiego rodzaju zezwalają
określić miarę przez porównanie z wzorcami, nie tworzącymi części przyrządu
(np. czujnik).
Ze względu na stopień mechanizacji przyrządy pomiarowe dzielą się na:
zwykłe,
półautomatyczne
automatyczne.

129
Przyrządy pomiarowe zwykle wymagają ręcznego wykonania wszystkich
czynności związanych z pomiarem przy ich użyciu. Przyrządy pomiarowe pół-
automatyczne wymagają ręcznego wprowadzenia i wyjęcia przedmiotu mierzo-
nego, wszystkie inne czynności związane z ustawieniem i pomiarem odbywają
się samoczynnie. Natomiast przyrządy pomiarowe automatyczne wykonują
wszystkie czynności samoczynnie [80].
Narzędzia, które stosuje się w przemyśle metalowym do pomiarów długości
i kątów można podzielić wg ich przeznaczenia i zakresu stosowalności na grupy
[80]:
wzorce: kontrolne, które służą sprawdzeniu wzorców użytkowych (np.
wzorcowe płytki podstawowe) oraz wzorce użytkowe, które stosuje się bezpo-
średnio do pomiaru wyrobu (np. płytki kątowe, kątowniki),
sprawdziany i przeciwsprawdziany: stałe – przeznaczone do kontroli ściśle
określonych wyrobów o jednakowych wymiarach, nastawne, które mogą być
w pewnym zakresie nastawiane na żądane wymiary, czujnikowe, zawierające
różnego rodzaju czujniki,
uniwersalne przyrządy pomiarowe – to wielowymiarowe przyrządy pomia-
rowe ogólnego przeznaczenia, jak suwmiarki, kątomierze, czujniki, maszyny
pomiarowe, mikroskopy,
narzędzia pomiarowe specjalne, które stosuje się do pomiaru przedmiotów
o kształtach określonych lub do pomiarów specjalnych. To narzędzia pomiarowe
do gwintów, do kół zębatych, do sprawdzania prawidłowości i płaskości lub
gładkości powierzchni,
przyrządy pomiarowe sygnałowe – zaopatrzone w sygnały świetlne lub
dźwiękowe, nie posiadające podziałek, wskaźników,
pomiarowe urządzenia sterujące – są to półautomatyczne lub automatyczne
urządzenia, które kierują ruchami przyrządów obróbkowych w ten sposób, aby
zapewnić poprawność wymiarów przedmiotów obrabialnych;
pomiarowe urządzenia segregujące – są to również półautomatyczne lub au-
tomatyczne urządzenia, które samoczynnie oddzielają wyroby dobre od złych
lub segregują na grupy o różnych wymiarach w granicach pola tolerancji.
Narzędzia kontrolno – pomiarowe, za pomocą których dokonuje się kontroli
wyrobu, a także urządzenia zainstalowane przy maszynach produkcyjnych,
umożliwiają kontrolę prawidłowości ich pracy. Dlatego wszystkie przedsiębior-
stwa powinny dbać, aby wszystkie urządzenia kontrolno – pomiarowe charakte-
ryzowały się dużą precyzją i dokładnością pomiarową, która warunkuje przydat-
ność danego urządzenia w procesie kontrolnym.
Jednocześnie wymagane jest sporządzenie ewidencji wszystkich przyrządów
znajdujących się w przedsiębiorstwie. Ponadto, dokumentuje się wszystkie po-
miary dokonywane danym przyrządem i rodzaje ewentualnych regulacji po to,
aby w trakcie badania przyczyn różnego rodzaju błędów jakościowych umożli-

130
wić ustalenie, czy ich powodem nie były niewłaściwe wskazania przyrządu po-
miarowego [26].
Wszystkie narzędzia kontrolno - pomiarowe maja na celu uzyskanie wyrobu
w pełni sprawnego i gwarantującego najwyższą jakość. Tylko i wyłącznie wła-
ściwie przeprowadzona kontrola przy użyciu właściwych narzędzi będzie
w stanie zaspokoić nawet największe wymagania stawiane przez potencjalnych
klientów.
6.3. Monitorowanie procesów
Każde działanie lub zbiór działań, w których wykorzystuje się zasoby do
przekształcenia wejść w wyjścia, można rozpatrywać jako proces [13]. Monito-
rowanie procesów polega na zorganizowanym, ciągłym i długoterminowym
analizowaniu i obserwowaniu zjawisk zachodzących w procesie, po to aby od-
powiednio wcześnie reagować na niezgodności zaistniałe lub potencjalne.
Niezgodności te dotyczą nieosiągania założonych celów z wykorzystaniem
metod określonych podczas planowania. Mierzenie procesów potwierdza naszą
wiedzę w zakresie przebiegu zdarzeń w procesie oraz ujawnia to, czego o nim
nie wiemy [19].
Ocena zdolności procesów może być dokonana przez pomiar czterech zasad-
niczych atrybutów procesu [19]:
koszt procesu,
czas realizacji procesu,
elastyczność procesu,
jakość procesu.
Atrybuty te są podstawą do sformułowania mierników procesów, które są
dość powszechnymi narzędziami takiej analizy. Planując monitorowanie proce-
sów i budując systemy monitorowania zmierzające do uzyskiwania danych licz-
bowych o wynikach osiąganych przez proces, można skorzystać z dotychczaso-
wych osiągnięć ekonomii budując szereg mierników i wskaźników ekonomicz-
nych.
Monitorowanie procesów z wykorzystaniem tych metod umożliwia śledzenie
ponoszonych kosztów i strat lub też spodziewanych przychodów. Daje to moż-
liwość wczesnego reagowania na mogące pojawić się problemy finansowe. Mia-
ry ekonomiczne mogą być stosowane nie tylko dla procesu produkcyjnego, lecz
również dla każdego procesu zidentyfikowanego w przedsiębiorstwie [14].
Monitorowanie powinno również umożliwiać ocenę ogólnych wyników po-
szczególnych procesów z punktu widzenia ich skuteczności, czyli stopnia osią-
gnięcia planowanych wyników i wykorzystania działań (stopnia osiągania celu
procesu), oraz z punktu widzenia efektywności, czyli relacji między osiągnięty-
mi wynikami a nakładami.

131
Chcąc ocenić ile kosztuje osiągniecie wyznaczonego celu, należy ocenić
efektywność procesu stosując np. rachunek kosztów jakości [14]. Przyjęcie
wskaźników ekonomicznych do oceny procesów w systemie zarządzania jako-
ścią jest pierwszym krokiem do wprowadzenia rachunku kosztów jakości, który
obejmuje działania polegające na:
przyjęciu odpowiednich kont w księgowości,
bieżącym ewidencjonowaniu tych kosztów,
systematycznemu analizowaniu kosztów,
wyciąganiu wniosków,
podejmowaniu działań korygujących i/lub zapobiegawczych.
Rachunek kosztów jakości wymaga systemowego rozwiązania kwestii ewi-
dencjonowania kosztów w miejscach ich powstawania i przekazywania uzyska-
nych wartości do księgowości. Rzetelne ewidencjonowanie i systematyczna
analiza zaksięgowanych wartości pozwala odpowiednio wcześnie reagować na
pojawiające się symptomy zagrożenia [14].
Monitorowanie procesu powinno przebiegać zgodnie z określoną procedurą
uwzględniającą [74] :
sposób monitorowania (np. czy odbywa się z wykorzystaniem odpowied-
nich przyrządów pomiarowych do pomiaru czasu, temperatury itp.),
częstotliwość monitorowania (np. raz na 30 minut, raz w ciągu dnia, raz na
zmianę itp.),
formę zapisu uzyskanych danych i informacji (np. formularze, karty proce-
su itp.),
sposób przetworzenia informacji uzyskanych z monitorowania
(np. wykresy, tabele, diagramy itp.)
odpowiedzialność w zakresie dokonywania bieżących zapisów, a także
przetwarzania uzyskanych informacji (np. kto zapisuje wyniki z pomiaru oraz
kto dokonuje analizy wyników i oceny);
odpowiedzialność w zakresie reagowania na zakłócenia w procesie.
Kluczową rolę w nadzorowaniu procesu odgrywa jego właściciel. Ważne jest
aby osoby odpowiedzialne za proces miały świadomość, że należy go nadzoro-
wać w ramach wszystkich struktur uczestniczących w procesie, a nie w obrębie
jednego działu lub komórki organizacyjnej [14, 74].
Wartości oczekiwane (docelowe) dla procesów powinny być ustalane na
podstawie doświadczeń z lat poprzednich, a także, np. w przypadku wskaźników
z obszaru finansowego, na podstawie literatury i innych źródeł. Odpowiedzial-
ność za pozyskiwanie odpowiednich danych, prowadzenie monitoringu i obli-
czanie wartości poszczególnych mierników ponoszą właściciele danego procesu.
Liczba wskaźników dla każdego z procesów jest zależna od specyfiki działa-
nia przedsiębiorstwa, złożoności procesu oraz celu, dla którego dokonuje się
analizy wskaźnikowej [76]. Przykłady wskaźników wykorzystywanych w moni-
torowaniu procesów zaprezentowano w tabeli 6.1.

132
Tabel 6.1. Przykłady wskaźników oceny procesów (opracowanie własne)
PROCES
WSKAŹNIKI I
MIERNIKI OCENIA-
JĄCE PROCES
SPOSÓB OCENY
Planowanie
wyników
i strategii
wskaźnik podnoszenia
kwalifikacji pracowników wskaźnik zrealizowania
planowanych inwestycji
czy zrealizowano planowane inwestycje?
(zerojedynkowo TAK/NIE)
wskaźnik skuteczność
działań zarządu
Ofertowanie
i zawieranie
umów
wskaźnik skuteczności
reakcji (odpowiedzi na
zapytania ofertowe)
Marketing i
sprzedaż
wskaźnik zysku netto ze
sprzedaży Wartość sprzedaży netto
wskaźnik realizacji zamó-
wień
wskaźnik zwrotów
Wskaźnik wywiązania się z
umowy
Przygoto-
wanie pro-
dukcji
wskaźnik braków
w dokumentacji
Produkcja
wskaźnik wyrobów nie-
zgodnych wskaźnik
niewykrytych
niezgodności
liczba niezgodności z podziałem na poszczegól-
ne rodzaje obróbki
wskaźnik kosztów nie-
zgodności
produkcyjnych
wskaźnik reklamacji
Logistyka
wskaźnik czasu dostawy data dostarczenia do klienta – data przekazania
do Magazynu Wyrobów Gotowych
wskaźnik kosztów opóź-
nień w logistyce zewnętrz-
nej
Zaopatrze-
nie
wskaźnik terminowości
dostaw
wskaźnik jakości dostaw

133
Infrastruk-
tura i
utrzymanie
ruchu
wskaźnik wypadkowości
związanej z awariami
wskaźnik wartości napraw
Zakupy wskaźnik kontroli dostaw
Zarządzanie
zasobami
ludzkimi
wskaźnik fluktuacji pra-
cowników
Dane będące wynikiem monitorowania procesów muszą być poddawane ana-
lizom, których wyniki są niezbędne przy doskonalenia procesów. Ważne aby
pozwalały one za bieżącą analizę procesu (monitorowanie) i korygowanie go w
przypadku stwierdzenia odstępstw od założonych wartości. Ponadto wyniki mo-
nitorowania powinny dać odpowiedź, którym procesom należy poświęcić szcze-
gólną uwagę, które wymagają działań korygujących oraz które mogłyby w przy-
szłości osiągać lepsze wyniki.
Cd. tabeli 6.1.

134
7. DOSKONALENIE
7.1. Istota doskonalenia
Henry Ford, założyciel Ford Motor Company kilkanaście lat temu powie-
dział: „firmy, które rosną dzięki rozwojowi i ulepszeniom nie zginą, lecz kiedy
firma przestaje być twórcza, kiedy uważa że osiągnęła już wszystko i teraz wy-
starczy tylko produkować – już po niej” [67]. Wypowiedz ta nie straciła swojej
aktualności do dziś. Przedsiębiorstwa ukierunkowane na osiąganie sukcesu,
zdające sobie sprawę z tego jak ważny jest ciągły rozwój, nie stoją w miejscu,
lecz się rozwijają i wciąż doskonalą.
Według słownika języka polskiego doskonałość to najwyższy stopień cech
dodatnich, bycie doskonałym, brak wad, idealność, wzorowość [97]. Doskonale-
nie jest przedsięwzięciem podejmowanym w celu uzyskania dodatkowych ko-
rzyści dla organizacji oraz jej klientów [24].
Doskonalenie jakości należy rozumieć jako część zarządzania jakością ukie-
runkowaną na zwiększanie zdolności do spełniania wymagań dotyczących jako-
ści [24]. Warunek doskonalenia jakości wynika ze zmagania się o pozycję lidera
na rynku oraz z dążenia do maksymalizacji zysków. W związku z tym rosną
wymagania klienta, a to z kolei staje się podstawowym czynnikiem rozwoju
cywilizacji.
Definicja jakości w ujęciu totalnym zawiera sformułowanie optymalizacji, co
wiąże się z maksymalizacją spełniania wymagań. Doskonalenie jest nieodzow-
nie zdeterminowane przez postęp techniczny w odniesieniu do wielu obszarów,
od rozwiązań konstrukcyjnych poprzez techniki wytwarzania i logistykę, aż do
preferencji i możliwości finansowych klientów.
Analizując problematykę doskonalenia należy pamiętać, że konieczne jest
kompleksowe podejście do tej problematyki. Doraźne działanie mające na celu
stosowanie sporadycznej poprawy w miejscach, które tego wymagają, nie ma
nic wspólnego z ideą ciągłego doskonalenia [75].
Największe światowe autorytety17
w dziedzinie jakości rekomendują stoso-
wanie filozofii ciągłej poprawy. Podejście takie przedstawione jest także
w kryteriach ocen zróżnicowanych konkursów, tzw. nagród jakości. Deming
w swoich zasadach zaleca nieustanne dążenie do poprawy jakości produktów
i usług oraz ukierunkowuje na myślenie ciągłej poprawy wszystkich procesów
[73, 120].
Masaaki Imai dostrzega ścisły związek pomiędzy jakością a pojęciem dosko-
nalenia, co wyrażone zostało przesłaniem TQM, w myśl którego zawsze można
znaleźć sposób na osiągnięcie wyższej jakości przy mniejszym koszcie. Uważa
17
porównaj rozdział 1.3.

135
on, że wyższą jakość można, a wręcz należy uzyskać przez poprawę zarówno
wewnętrznej jak i zewnętrznej jakości.
Odchudzenie, zapobieganie wadom i problemom w wewnętrznych proce-
sach, prowadzi do obniżenia kosztów, dlatego też to jest główny cel udoskonaleń
wewnętrznej jakości. Poprawa zewnętrznej jakości ukierunkowana jest na klien-
ta zewnętrznego, w celu zwiększenia jego zadowolenia, co z kolei przyczynia się
do pozyskania większego udziału w rynku, a przez to osiągnięcia większych
dochodów. Doskonalenie zarówno w aspekcie usprawnień wewnętrznych jak i
zewnętrznych powinno stać się integralną częścią kultury jakości firmy i popra-
wy jakości wraz z aktywnym uczestnictwem wszystkich pracowników [73, 120].
Kierunki i efekty ciągłego doskonalenia zaprezentowano na rysunku 7.1.
Rys. 7.1. Efekty ciągłego doskonalenia (opracowanie własne na podstawie [24, 73])
Doskonalenie może być również traktowane jako naturalny ludzki odruch
ułatwiania sobie pracy. Upraszczanie to związane jest z korzyściami dla klienta
wewnętrznego. W każdym przedsiębiorstwie powinny być doskonalone wszel-
kie procesy, personel, park maszynowy, infrastruktura oraz systemy komunika-
cji, obiegu informacji itp. [73, 120].
Ciągłe doskonalenie
Usprawnienia wewnętrzne:
Optymalne wykorzystanie
zasobów
Wydajniejsze procesy
Racjonalne zarządzanie pro-
cesami
Usprawnienia zewnętrzne:
Lepsza jakość produktów
Obsługa klienta na możliwie
najwyższym poziomie
Profesjonalne spełnianie
wymagań
Mniej braków, błędów
i pomyłek Bardziej zadowolony klient
Na
sta
wie
nie
na
kli
enta
zew
nęt
rzn
ego
Na
sta
wie
nie
na
do
sko
na
len
ie p
roce
sów
wew
nęt
rzn
ych
Niższe koszty Większy udział w rynku
Wyższe zyski
136
Ciągłe doskonalenie jest również jedną z ośmiu zasad zarządzania jakością.
Nowoczesne przedsiębiorstwa mają wpisane w swojej strategii dążenie do cią-
głego doskonalenia.
Przedsiębiorstwa powinny przestrzegać reguł, które świadczą o doskonaleniu
w kategoriach racjonalnych, a mianowicie [24]:
1. Proces doskonalenia powinien być wpisany w koło Deminga.
2. Ciąg działań prowadzących do rozwiązywania problemów potencjalnych
oraz takich, które już występowały nazywamy doskonaleniem.
3. Proces doskonalenia musi być mierzalny, a jego wyniki wymierne. Ko-
nieczne jest ustalenie stosownych wskaźników pomiarowych, a także ich warto-
ści docelowych, do których będzie się dążyć i uzyskane rezultaty doskonalenia
przyrównywać. Wskaźniki mogą być związane ze zmniejszeniem rozrzutu wy-
ników, obniżeniem liczby wyrobów niezgodnych, obniżeniem kosztów niezgod-
ności, zwiększeniem satysfakcji klienta, co świadczy o tym, że powinny doty-
czyć wielu aspektów procesów i produktów.
4. Przedsiębiorstwa muszą przyjąć własną dynamikę doskonalenia. Mogą ko-
rzystać z procesów doskonalenia o charakterze ciągłym , powolnym bądź sko-
kowym – tak jak w podejściu reengineeringu, gdzie obserwuje się większe ryzy-
ko niepowodzenia i występowanie okresowych niestabilności.
Sukces tzw. japońskich kół jakości wynika z przeniesienia na szczebel wyko-
nawczy elementów cyklu Deminga. Przedsiębiorstwa ukierunkowane projako-
ściowo rozumieją istotę doskonalenia i traktują ją jako naturalne działania po-
dejmowane w celu poprawy wewnętrznych procesów, relacji z otoczeniem oraz
pozycji na rynku.
Mimo to procesy wprowadzania udoskonaleń powinny przebiegać według
określonych etapów zaprezentowanych w tabeli 7.1.
Tabela 7.1.: Etapy wprowadzania udoskonaleń [112]
ETAP WYJAŚNIENIE – CO ZROBIĆ?
1.Ustalenie przyczyn do-
skonalenia Należy wybrać proces, a następnie obszar, który wymaga
poprawy
Zastanowić się, dlaczego proces wymaga tej poprawy
2. Ocena obecnej sytuacji Ocenić skuteczność i wydajność istniejącego procesu
Zebrać i przeanalizować dane na temat najczęściej poja-
wiających się problemów dotyczących procesu
Przeanalizować problemy
Określić cele poprawy
3. Analiza przyczyn Identyfikować i weryfikować przyczyny problemów

137
4.Ustalenie sposobów
rozwiązania problemów Zaproponować różne możliwe rozwiązania
Wybrać najlepsze rozwiązania w danej sytuacji
Wdrożyć rozwiązania w praktyce
5. Ocena wyników Znaleźć dowody, że przyjęte rozwiązanie jest skuteczne, że
przyczyna problemu została wyeliminowana, a jej skutek zmi-
nimalizowany
6. Wdrożenie udoskonaleń Wprowadzić nowe udoskonalone procesy do realizacji w
miejsce starych procesów
7. Ocena wprowadzonych
udoskonaleń Ocenić skuteczność i wydajność nowych i udoskonalonych
procesów
Wprowadzić podobne rozwiązania, tam gdzie to konieczne
w naszej organizacji.
Doskonalenie może przebiegać w sposób ciągły lub skokowy. Doskonalenie
skokowe (np. z wykorzystaniem podejścia reengineeringu), charakteryzuje się
nieregularnością w odniesieniu do czasu i dużymi, często przełomowymi zmia-
nami. Doskonalenie o charakterze ciągłym polega na drobnych i powolnych, ale
systematycznych zmianach [24].
Można przedstawić dwa podstawowe sposoby przeprowadzania ciągłego do-
skonalenia [23]:
przedsięwzięcia przełomowe, które prowadzą do zmiany i udoskonalenia
istniejących procesów lub do wdrożenia nowych procesów; zazwyczaj są one
wykonywane przez powołane do tego zespoły. Przedsięwzięcia przełomowe
przeprowadza się w sposób skuteczny i efektywny, wykorzystując metody za-
rządzania przedsięwzięciem. Po czym po dokonaniu zmian nowy plan przedsię-
wzięcia stanowi podstawę do ciągłego zarządzania procesem.
bieżące działania dotyczące doskonalenia prowadzone, przez ludzi małymi
krokami, w istniejących procesach.
7.2. Cykl ciągłego doskonalenia PDCA
Uzasadnione z punktu widzenia skuteczności działań jest postępowanie
zgodne z zasadą ciągłego doskonalenia PDCA (Planuj – Wykonaj – Sprawdź –
Działaj, ang. Plan – Do – Check – Act), która gwarantuje cykliczność i regular-
ność podejmowanych działań doskonalących. Ciągłe doskonalenie stanowi pod-
Cd. tabeli 7.1.
138
stawę wszystkich zasad Deminga. Stałe udoskonalenie jakości następuje poprzez
realizacje kolejnych czynności cyklu Deminga18
[24]:
PLAN - zaplanuj (zmianę, poprawę),
DO - wykonaj (zaplanowane działania),
CHECK - sprawdź (oceń czy wykonane działania przyniosły zaplanowany
efekt),
ACT- zadziałaj (aby zostały osiągnięte zamierzone efekty, jeśli stwierdzono
niezgodność realizacji z planem.
Model PDCA jest podstawowym narzędziem systemowym wykorzystywanym
w doskonaleniu procesów w systemie zarządzania, w celu wprowadzenia zmian
i innowacji w przedsiębiorstwie. Cykl PDCA zawiera chronologicznie uporząd-
kowane działania, charakterystyczne dla układów sterowania ze sprzężeniem
zwrotnym [62].
Zasada doskonalenia oparta o PDCA zakłada, iż na początku planujemy
udoskonalenia poprzez rozwiązanie problemu, następnie go sprawdzamy w
ograniczonym stopniu i jak to rozwiązanie działa to wprowadzamy go na pełną
skalę.
Koło Deminga składa się z czterech faz, a mianowicie [36, 62]:
1. Planowanie obejmuje wiele działań ukierunkowanych na dążenie do wybo-
ru rozwiązań nadających się najlepiej do wdrożenia, a mianowicie zdefiniowanie
problemu, analiza przyczyn wystąpienia problemu, opracowanie projektu dzia-
łań, określenie krytycznych czynników sukcesu, celów jakościowych i mierni-
ków wyników, zebranie i analiza danych, wybór rozwiązania optymalnego. Na
tym etapie należy dostrzec możliwość zmiany, czyli udoskonalenia procesu i je
zaplanować.
2. Wykonanie polega na wprowadzeniu planu w małej skali czy przeprowa-
dzeniu testów, które posłużą do oceny zaproponowanych rozwiązań. Pozytywna
weryfikacja pozwala na przeszkolenie pracowników, scharakteryzowanie proce-
su oraz wyznaczenie zespołów projektowych. W tym miejscu należy wdrożyć
rozwiązania przy wsparciu i zrozumieniu działań podejmowanych przez najwyż-
sze kierownictwo.
3. Sprawdzenie, sprowadza się do oceny czynności występujących na pod-
stawie przyjętych mierników wykonania. Sprawdza się, czy działania uspraw-
niające przyniosły przyjęte założenia w pierwszym etapie.
4. Działanie, wprowadzenie sprawdzonych usprawnień, natomiast w przy-
padku występowania odchyleń od planu należy wdrożyć działania korygujące.
Należy pamiętać, że ciągłe doskonalenie jest przeciwieństwem postawy - lep-
sze jest wrogiem dobrego [53] i zawsze istnieje możliwość poprawy, udoskona-
lenia stanu obecnego.
18
Cykl PDCA zaproponował w 1931 W.A. Shewhart, a Deming spopularyzował w czasie swoich
wykładów [51, 94]. Koncepcja PDCA nazywana jest również Kołem Deminga. Cykl cią-
głego doskonalenia PDCA zaprezentowano na rysunku 1.2

139
W procesie doskonalenia można wyróżnić sześć etapów [120]:
1. Zmiana uwarunkowań – związana ze zmianą przepisów prawnych, zmianą
struktury organizacyjnej, zmianą technologii czy innymi zmianami wpływają-
cymi na funkcjonowanie przedsiębiorstwa, a szczególnie procesu produkcyjne-
go.
2. Stwierdzenie nieprawidłowości – pojawia się w sytuacji, gdy członkowie
przedsiębiorstwa są niezadowoleni z aktualnego stanu na skutek sygnałów (in-
formacji) wewnętrznych (przedsiębiorstwo) lub zewnętrznych płynących z ryn-
ku (np. od klientów).
3. Zidentyfikowanie problemu – głównym zadaniem na tym etapie jest zbada-
nie problemu pod kątem określenia celów procesu za pomocą zmierzenia jego
wskaźników (parametrów). Porównanie celów z osiągniętymi wynikami służy
do uzyskania odpowiedzi na pytanie: czy założone cele zostały osiągnięte?
4. Rozwiązywanie problemu – czyli ustalenie przyczyn oraz szukanie właści-
wych rozwiązań. Istotne jest, aby rozróżnić przypadkowość od wystąpienia
związków przyczynowo – skutkowych. Na tym etapie opracowuje się plan dzia-
łań korygujących.
5. Realizacja działań – czyli staranne wykonanie zaplanowanych zadań.
6. Sprawdzenie skuteczności – polegające na nadzorowaniu wyników oraz
opracowywaniu, a następnie wykonywaniu działań korygujących. W prawidło-
wym funkcjonowaniu doskonalenia procesów dużą rolę odgrywa również samo-
kontrola.
Algorytm wdrażania procesu doskonalenia ujęto na rysunku 7.2
T
T
T
N
N
Zmiana
uwarunkowania
Stwierdzenie nie-
prawidłowości
Adaptacja do obowiązują-
cych wymagań
Zidentyfikowanie
problemów
Szukanie właściwych
rozwiązań
Planowanie zadań
Wykonanie zadań
Sprawdzenie skuteczności
Okresowy przegląd
Czy rozwiąza-
nie było po-
prawne ?
OK?
OK?
N
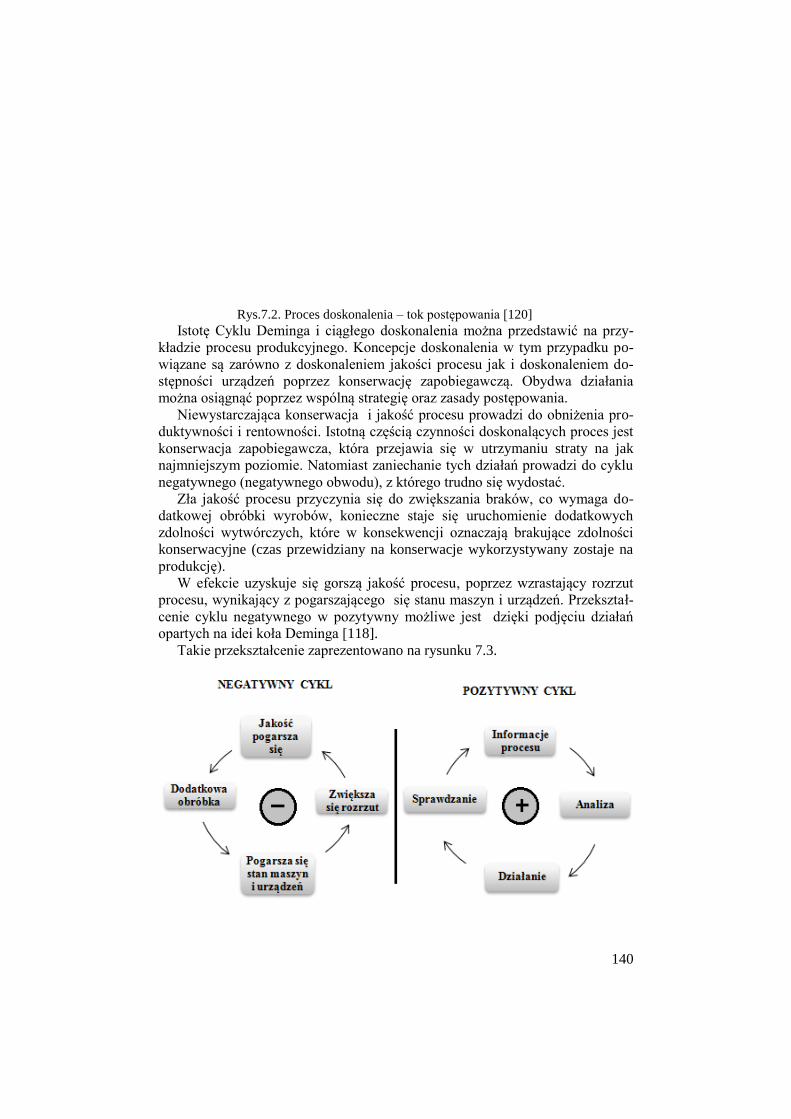
140
Rys.7.2. Proces doskonalenia – tok postępowania [120]
Istotę Cyklu Deminga i ciągłego doskonalenia można przedstawić na przy-
kładzie procesu produkcyjnego. Koncepcje doskonalenia w tym przypadku po-
wiązane są zarówno z doskonaleniem jakości procesu jak i doskonaleniem do-
stępności urządzeń poprzez konserwację zapobiegawczą. Obydwa działania
można osiągnąć poprzez wspólną strategię oraz zasady postępowania.
Niewystarczająca konserwacja i jakość procesu prowadzi do obniżenia pro-
duktywności i rentowności. Istotną częścią czynności doskonalących proces jest
konserwacja zapobiegawcza, która przejawia się w utrzymaniu straty na jak
najmniejszym poziomie. Natomiast zaniechanie tych działań prowadzi do cyklu
negatywnego (negatywnego obwodu), z którego trudno się wydostać.
Zła jakość procesu przyczynia się do zwiększania braków, co wymaga do-
datkowej obróbki wyrobów, konieczne staje się uruchomienie dodatkowych
zdolności wytwórczych, które w konsekwencji oznaczają brakujące zdolności
konserwacyjne (czas przewidziany na konserwacje wykorzystywany zostaje na
produkcję).
W efekcie uzyskuje się gorszą jakość procesu, poprzez wzrastający rozrzut
procesu, wynikający z pogarszającego się stanu maszyn i urządzeń. Przekształ-
cenie cyklu negatywnego w pozytywny możliwe jest dzięki podjęciu działań
opartych na idei koła Deminga [118].
Takie przekształcenie zaprezentowano na rysunku 7.3.

141
Rys. 7.3.: Konieczność zmiany kierunku cyklu procesu [118]
Zaleca, aby kierownictwo wciąż poszukiwało sposobów doskonalenia sku-
teczności i efektywności zjawisk zachodzących w przedsiębiorstwie, nie czeka-
jąc na pojawienie się problemu, który ujawni możliwości doskonalenia.
Doskonalenie można prowadzić na bieżąco małymi krokami, jak też za po-
mocą strategicznych przełomowych przedsięwzięć doskonalących.
Zaleca się, aby firma dysponowała właściwymi umiejętnościami do identyfi-
kowania i zarządzania działaniami dotyczącymi doskonalenia. Wynikiem tych
działań doskonalących mogą być zmiany w wyrobie lub procesach, a nawet w
systemie zarządzania jakością lub w całym przedsiębiorstwie [89].
Należy zwrócić uwagę, że zamknięcie cyklu działania zorganizowanego tylko
kontrolowaniem (bez następującego po nim doskonalenia), nie ukazuje dalszego
ciągu działań pokontrolnych oraz nie oddaje istoty ciągłego doskonalenia.
Funkcja doskonalenia odpowiada działaniom towarzyszącym kontroli wstępnej
i regulacyjnej, a także operacjom wykonywanym w sprzężeniach zwrotnych, wystę-
pujących w układzie działania zorganizowanego. Ogromne znaczenia ma przenosze-
nie funkcji doskonalenia na następne powtarzalne cykle, które dzięki powyższemu
wznoszą się spiralnie na coraz wyższe poziomy doskonałości.
7.3. Podstawowe filozofie doskonalenia
Postęp cywilizacyjny jest efektem ciągłego niezadowolenia człowieka ze
swoich osiągnięć, chęci ich poprawy i udoskonalania. Na drodze postępu cywili-
zacyjnego pojawiały się różne filozoficzne podejścia, rozpoczynając od staro-
żytności, a skończywszy na współczesnym podejściu do doskonalenia.
Do takiej nowej filozofii opartej na sprawdzonych doświadczeniach pokoleń
należy m.in.:
TQM19
(Total Quality Management),
Kaizen
benchmarking [120].
Często pojawia się przekonanie, że cel do którego konsekwentnie i systema-
tycznie powinno dążyć przedsiębiorstwo to wprowadzenie TQM [19]. Dzieje się
tak prawdopodobnie dlatego, że coraz więcej przedsiębiorstw chętnie podejmuje
decyzje o wdrażaniu systemów zarządzania jakością zgodnych z określonym
standardem, najczęściej z normą ISO 9001:2008.
19
W Polsce TQM najczęściej określane jest jako kompleksowe zarządzanie przez ja-
kość.
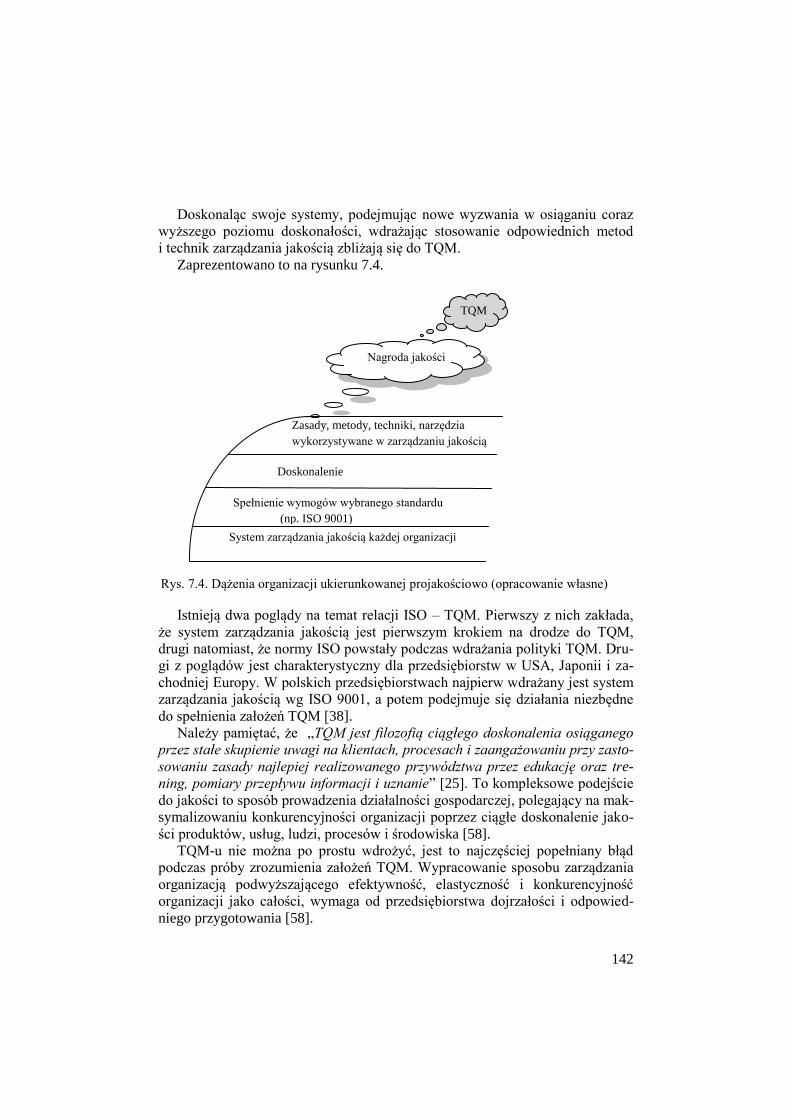
142
Doskonaląc swoje systemy, podejmując nowe wyzwania w osiąganiu coraz
wyższego poziomu doskonałości, wdrażając stosowanie odpowiednich metod
i technik zarządzania jakością zbliżają się do TQM.
Zaprezentowano to na rysunku 7.4.
Rys. 7.4. Dążenia organizacji ukierunkowanej projakościowo (opracowanie własne)
Istnieją dwa poglądy na temat relacji ISO – TQM. Pierwszy z nich zakłada,
że system zarządzania jakością jest pierwszym krokiem na drodze do TQM,
drugi natomiast, że normy ISO powstały podczas wdrażania polityki TQM. Dru-
gi z poglądów jest charakterystyczny dla przedsiębiorstw w USA, Japonii i za-
chodniej Europy. W polskich przedsiębiorstwach najpierw wdrażany jest system
zarządzania jakością wg ISO 9001, a potem podejmuje się działania niezbędne
do spełnienia założeń TQM [38].
Należy pamiętać, że „TQM jest filozofią ciągłego doskonalenia osiąganego
przez stałe skupienie uwagi na klientach, procesach i zaangażowaniu przy zasto-
sowaniu zasady najlepiej realizowanego przywództwa przez edukację oraz tre-
ning, pomiary przepływu informacji i uznanie” [25]. To kompleksowe podejście
do jakości to sposób prowadzenia działalności gospodarczej, polegający na mak-
symalizowaniu konkurencyjności organizacji poprzez ciągłe doskonalenie jako-
ści produktów, usług, ludzi, procesów i środowiska [58].
TQM-u nie można po prostu wdrożyć, jest to najczęściej popełniany błąd
podczas próby zrozumienia założeń TQM. Wypracowanie sposobu zarządzania
organizacją podwyższającego efektywność, elastyczność i konkurencyjność
organizacji jako całości, wymaga od przedsiębiorstwa dojrzałości i odpowied-
niego przygotowania [58].
System zarządzania jakością każdej organizacji
Spełnienie wymogów wybranego standardu
(np. ISO 9001)
Zasady, metody, techniki, narzędzia
wykorzystywane w zarządzaniu jakością
Nagroda jakości
TQM
Doskonalenie

143
Kompleksowe zarządzanie jakością stanowi klucz do skutecznego przywódz-
twa poprzez [58]:
zaangażowanie w ciągłe doskonalenie i zarządzanie systemami doskonale-
nia,
filozofię robienia dobrych rzeczy za pierwszym razem,
szkolenia w zakresie zrozumienia istoty i charakteru relacji między dostaw-
cą i klientem,
nowocześnie nadzorowane i trenowane procesy zarządzania poprzez pracę
zespołową,
doskonalenie komunikacji oraz eliminowanie barier i strachu,
ciągłą edukację i „ekspercki” rozwój,
systematyczność w implementacji TQM.
Model TQM-u zaprezentowano na rysunku 7.5.
Rys. 7.5. Model TQM [58]
Sukces wdrożenia TQM w przedsiębiorstwie uzależniony jest od spełnienia
wielu warunków, z których najważniejsze to [5]:
absolutne zaangażowanie najwyższego kierownictwa, stanowiące warunek
najważniejszy;
zaangażowanie wszystkich pracowników oraz powszechne i ciągłe szkole-
nie i edukacja;
stałe działania doskonalące umożliwione przez organizację przedsiębior-
stwa;
stosowanie i dobra znajomość narzędzi i technik jakości.
Fundamentem modelu TQM są relacje między klientem i dostawcą, wspiera-
ne przez „miękkie” elementy modelu takie jak kultura, komunikacja i zaanga-
żowanie. Procesy, które tworzą podstawę modelu otoczone są przez „twarde”
wymogi zarządzania czyli systemy, narzędzia i zespoły [58].

144
Kolejna filozofia wspierającą ciągle doskonalenie jest Kaizen. Swobodne
tłumaczenie słowa „Kaizen” bezpośrednio związane z ideą ciągłego doskonale-
nia. Kaizen to sposób myślenia i zarządzania – „kai” rozumie się jako „zmianę”,
a słowo „zen” jako – „dobry”, co oznacza proces doskonalenia, który nie ma
końca [66, 70, 93].
Ta japońska koncepcja powstała w Japonii i w jeszcze większym stopniu niż
TQM akcentuje zaangażowanie wszystkich pracowników przedsiębiorstwa
w ciągłe ulepszanie i sterowanie procesami20
[24]. Polega na małej, przyrostowej
poprawie procesów i wyrobów, krok po kroku z udziałem wszystkich pracowni-
ków firmy oraz z wykorzystaniem technologii przedsiębiorstwa. Pojęcie to jest
też tłumaczone jako stopniowe i uporządkowane oraz ciągłe ulepszanie, podno-
szenie wartości, poprawę, postęp, udoskonalenie.
Innymi słowy jest to ciągłe udoskonalenia w życiu osobistym, społecznym
oraz w pracy. Koncentruje się na eliminowaniu strat we wszystkich procesach,
a także na zaangażowaniu wszystkich uczestników przedsiębiorstwa do realizo-
wania procesu doskonalenia.
Filozofia ta nie opiera się na nowych technologiach czy ewolucyjnych, kosz-
towych inwestycjach, lecz na osiąganiu sukcesów dzięki nieustannym i drobnym
zmianom. Kaizen to ciągłe usprawnienie bez gwałtownych ingerencji czy reor-
ganizacji procesów, sukcesy z kolei wynikają z synergii efektów (sukcesywnych
drobnych przemian), w przeciwieństwie do innowacji, gdzie zachodzą diame-
tralne zmiany stanu istniejącego [62].
Kaizen wykorzystuje wysiłek grupowy i pracę zespołową w tzw. kołach ja-
kości, których działalność opiera się na: dobrowolności uczestnictwa i wyboru
tematów z zakresu własnej pracy, regularności spotkań oraz treningu i szkoleniu
kierowników kół jak również ich uczestników [38, 120].
Proces Kaizen składa się z siedmiu kroków, które obejmują [93]:
zdefiniowanie obszaru usprawnień,
analizę i wybór głównych problemów,
identyfikację powodów usprawnień,
20
Zachodni model zarządzania przedsiębiorstwami skupia się na orientacji produktowej,
z uwzględnieniem ilości i jakości produkowanych wyrobów. Japoński model zarządza-
nia przedsiębiorstwami przejawia orientację procesową, gdzie szczególny nacisk kła-
dziony jest na jakość procesów pracy [23]. W przedsiębiorstwach stosujących zachodni
styl zarządzania przyjmuje się, że pracownicy powinni stosować określone instrukcje
wykonywania pracy, natomiast w stylu japońskim, mimo istniejących i stosowanych
norm, naturalne dla pracowników jest zgłaszanie rozwiązań mających na celu uspraw-
nienie realizowanych procesów pracy [110]. W podejściu Japończyków przeważa orien-
tacja na procesy. Umożliwia to dobrą jakościowo realizację procesów, a tym samym
osiąganie dobrych wyników. Japończycy potrafią zauważyć w drobnych zmianach, czę-
sto nie pociągających za sobą wydatków, znaczne źródło oszczędności zasobów przed-
siębiorstwa.

145
zaplanowanie środków zaradczych,
zastosowanie,
porównanie rezultatów,
utrwalanie – standaryzację.
Podejście Kaizen które jest bezpośrednio związane z istotą funkcji doskona-
lenia, charakteryzuje się wolniejszym, ale permanentnym ulepszaniem wszyst-
kiego, rozpoczynając od prostych udoskonaleń narzędzi i metod pracy, a skoń-
czywszy na doskonaleniu całych procesów, dokonywanych przez wszystkich
pracowników przy niewielkich nakładach finansowych [18].
Kaizen stanowi sposób myślenia, w którym poszukiwanie wszelkiego ro-
dzaju usprawnień i twórczych rozwiązań jest naturalnym działaniem podejmo-
wanym w celu skutecznego zarządzania. Myślenie zgodnie z Kaizen jest ukie-
runkowane na proces oraz sposób zarządzania, a nie na ocenę ludzi przez pry-
zmat wyników, jakie osiągają [110].
Cechy charakteryzujące filozofię Kaizen na każdym etapie od planowania
wdrożenia kazein poprzez jego adaptację w przedsiębiorstwie aż do osiągnięcia
wyników zaprezentowano w tabeli 7.2.
Tabela 7.2. Cechy Kaizen (opracowanie własne na podstawie [24, 31, 62])
KAIZEN -
ZAŁOŻENIA
KAIZEN -
REALIZACJA KAIZEN -EFEKTY
- delegowanie uprawnień
i odpowiedzialności
- praca zespołowa
- system motywacyjny
- konwencjonalna wiedza
na temat reguł działania
- inwestycje w celu
inwestowania ruchu
inwestycji wśród pracow-
ników
- wykazywanie przez
wszystkich pracowników
dążenia do poprawy
jakości produktów, proce-
sów i pracy
- powolne tempo wprowa-
dzania
- stopniowa rewolucja
- uczestnictwo wszystkich
zatrudnionych
- systemowe podejście,
grupowy wysiłek
- utrzymanie istniejącego
stanu oraz jego usprawnianie
- rozwinięty system szkoleń
- robienie dobrze za pierw-
szym razem
- przywiązywanie wagi do
szczegółów
- długookresowe skutki
- poprawa jakości procesów,
wyrobów
- poprawa warunków pracy
- obniżenie kosztów
- podniesienie wiedzy i kwali-
fikacji pracowników
- poprawa morale załogi
- większe identyfikowanie się
z przedsiębiorstwem
- poprawa komunikacji miedzy
współpracownikami oraz pra-
cownikami i kierownictwem
- wzrost udziału pracy zespo-
łowej
- zespołowe rozwiązywanie
problemów
- zniwelowanie marnotraw-
stwa, wyszczuplenie produkcji,
optymalne wykorzystywanie
mocy produkcyjnych
Punktem wyjścia dla filozofii Kaizen jest odpowiednie zdefiniowanie pojęcia
straty w przedsiębiorstwie. Tradycyjnie strata jest rozumiana jako ujemny wynik

146
finansowy przedsiębiorstwa. W przypadku procesu produkcyjnego ze startą
mamy do czynienia, gdy funkcjonowanie procesu nie przynosi zysku. W odnie-
sieniu do Kaizen, stratą jest jednak każda czynność, która z punktu widzenia
klienta nie dodaje wartości do produktu lub usługi.
Wyeliminowanie wszelkiego marnotrawstwa – czynności zjawisk zbędnych,
niedających wartości dodanej klientowi przyczynia się do poprawy wykorzysta-
nia potencjału firmy. Wyłączenie MUDA21
m.in.. poprzez długotrwałe, krytycz-
ne obserwacja procesów roboczych we własnym zakresie i zapisywanie uwag,
przeprowadzanie burzy mózgów22
, a także poprzez autorejestrację, prowadzi do
wykreowania przedsiębiorstwa, które stanie się bardziej elastyczne na realizację
wyzwań rynkowych.
Głównymi przyczynami marnotrawstwa są: nadprodukcja, zapasy, zbędne
ruchy, transport, błędy w procesie produkcyjnym, braki, oraz ich naprawa oraz
czas oczekiwania [62]. Przyczyny strat w przedsiębiorstwie w rozumieniu filo-
zofii Kaizen to:
źle zorganizowany transport wewnętrzny powodujący przestoje;
przestoje wynikające ze spowolnienia realizacji procesu w określonym
miejscu – „wąskie gardło”;
nadprodukcja generująca większe koszty produkcji i potencjalne koszty
magazynowania;
niedopracowane metody wytwarzania. Zbyt skomplikowane lub zbyt roz-
budowane i pracochłonne;
zbędne ruchy robocze pracowników, które wydłużają proces produkcyjny;
defekty produktów: wewnętrzne: braki , odpady, przeróbki;
zewnętrzne: naprawy gwarancyjne i serwis;
zbędne zapasy wynikające z nadprodukcji lub złego planowania.
Należy pamiętać, że Kaizen jest nie tylko koncepcją zarządzania, jest przede
wszystkim częścią kultury japońskiej, obecną w wielu aspektach życia.
7.4. Benchmarking
Benchmarking polega na porównywaniu się organizacji ze zidentyfikowa-
nymi liderami, następnie adoptowanie najlepszych rozwiązań poprzez naślado-
wanie gotowych lub tworzenie nowych [55]. Istotą benchmarkingu jest poznanie
siebie i konkurentów oraz dążenie do stania się najlepszym z najlepszych [93].
Ze względu na wzorzec odniesienia benchmarkingu możemy podzielić
na[54, 93]:
21
MUDA po japońsku oznacza marnotrawstwo [62]. 22
Wykrywanie marnotrawstwa na spotkaniach z udziałem moderatora i przedstawianie
za pomocą technik wizualizacji.

147
benchmarking wewnętrzny (ang. internal benchmarking) , który polega na
porównywaniu procesów, usług i mierników między poszczególnymi wydziała-
mi organizacji,
benchmarking zewnętrzny (ang. external benchmarking) gdy porównanie
ma miejsce między organizacjami tego samego typu i wówczas ma on na celu
rozpoznanie trendów danego obszaru. Gdy porównywanie ma miejsce z organi-
zacjami innych typów mamy do czynienia z tzw. benchmarkingiem Best Practi-
se.
Stosowanie benchmarkingu jest sposobem poprawnej realizacji zasady cią-
głego doskonalenia i prowadzi do stałej poprawy realizowanych procesów oraz
działalności organizacji, zweryfikowania jej strategii, zwiększenia zadowolenia
klientów oraz wzmocnienia konkurencyjności [69].
Realizacje działań poprzeglądowych z wykorzystaniem benchmarkingu za-
prezentowano w tabeli 7.3.
Tabela 7.3. Działania poprzeglądowe na zasadach benchmarkingu
(opracowanie własne na podstawie [69])
ETAP DZIAŁAŃ
POPRZEGLĄDOWYCH ZASADY BENCHMARKINGU
Określenie celów realizacji
ustaleń z przeglądu
zarządzania
ustalenie zadań i obiektów
uwzględnienie strategicznych celów organizacji
aktywne uczestnictwo najwyższego kierownictwa
hierarchizacja celów (wybór celu nadrzędnego)
Wewnętrzna samoanaliza
analiza bieżącej sytuacji, w jakiej znajduje się
organizacja
modelowanie i definiowanie mierników
ustalenie wielkości porównawczych
opracowanie kwestionariusza pytań
Porównanie
wybór przedsiębiorstw do porównań, tzw. bench-
marków, lub innych obszarów (benchmarking we-
wnętrzny)
zgromadzenie danych benchmarkach
przeprowadzenie porównania
ocena uzyskanych wyników
ustalenie przyczyn ustalonych różnic
Wdrożenie działań
wdrożenie działań doskonalących
regularna weryfikacja aktualności i skuteczności
wykrytych praktyk
Realizacja i doskonalenie
zakomunikowania wyników analizy całej organiza-
cji, np. na kolejnym przeglądzie zarządzania
zdefiniowanie działań dla wdrożenia udoskonaleń
(rzeczowych i mierzalnych)

148
Benchmarking jest etapem na drodze do ciągłego doskonalenia, który prowa-
dzi do stałej poprawy świadczonych usług oraz działalności organizacji, zwery-
fikowania strategii tej organizacji, zwiększenia zadowolenia klientów oraz
wzmocnienia konkurencyjności [54].
Strategicznym celem każdej organizacji powinno być ciągłe doskonalenie
pozwalające poprawiać ich funkcjonowanie i osiągnąć korzyści dla wszystkich
stron zainteresowanych. Wprowadzenie tej idei nie należy do czynności pro-
stych i nie przebiega szybko. Kluczowymi czynnikami są tutaj kultura organiza-
cji, tradycja, wzorce oraz umiejętności najwyższego kierownictwa w zaszcze-
pianiu w pracownikach chęci do poszukiwania możliwości poprawy procesów
czy wyrobów.
149
LITERATURA
[1] Armstrong M., Jak być lepszym menedżerem, Dom wydawniczy ABC, War-
szawa, 1997.
[2] Armstrong M., Zarządzanie wynagrodzeniami, Wydawnictwo Wolters Kluwer,
Kraków, 2009.
[3] Atamańczuk K., Jednostka, grupa, przywództwo w teorii i praktyce zarządza-
nia, Olsztyńska Wyższa Szkoła Zarządzania, Olsztyn, 2000.
[4] Avery G.C., Przywództwo w organizacji. Paradygmaty i studia przypadków,
Polskie Wydawnictwo Ekonomiczne, Warszawa, 2009.
[5] Bancewicz J., Pacholski L., TQM jako etap doskonalenia zarządzania przedsię-
biorstwem, Zeszyty Naukowe seria Organizacja i Zarządzanie, Wyd. Politech-
niki Poznańskiej, nr 25/1999
[6] Błaszczyk W., Metody organizacji i zarządzania. Kształtowanie relacji organi-
zacyjnych, PWN, Warszawa, 2006.
[7] Broniewska G., Cykl PDCA odzwierciedleniem cyklu zorganizowanego działa-
nia, Problemy Jakości, nr 7/2007.
[8] Bukowski M.K., Wiedzieć, czego firma potrzebuje. Jak określać zakres obo-
wiązków, Rzeczpospolita, dodatek Praca-Specjaliści-Zarządzanie, 04.10.96.
[9] Dahlgaard J. J., Kristesen K., Kanji G. K., Podstawy zarządzania jakością,
PWN, Warszawa 2000.
[10] Deming W. E., Out of the Crisis, Massechusetts Instytute of Technology, Cen-
ter for Advanced Engineering Study, Cambridge, Massechusetts 1996
[11] Dziuba Z., AS 9100 rev. B –lotniczy standard jakościowy, QHowKnow, strona
www.qhowknow.pl z dnia 03.12.2010r.
[12] Gick A., Tarczyńska M., Motywowanie pracowników, Polskie Wydawnictwo
Ekonomiczne, Warszawa, 1999.
[13] Głowacka D., Fertach M., Zarządzanie produkcją, Poznań, 2004
[14] Gołaś H., Mazur A. Ekonomiczne wskaźniki oceny procesów w Systemie Za-
rządzania Jakością, Ogólnopolska konferencja naukowa, Doskonalenie Syste-
mów Zarządzania w Społeczeństwie Informacyjnym, Stabryła A. [red.], Aka-
demia Ekonomiczna w Krakowie, s. 235-240, t. 1, Kraków 2006
[15] Gołaś H., Mazur A., Zarządzanie jakością w małym przedsiębiorstwie produk-
cyjnym, Współczesne nurty w inżynierii jakości, P. Grudowskiego, J. Preihs, P.
[red.], Waszczura. – Gdańsk, 2005.
[16] Gołębiowski M., Janasz W., Prozorowicz M., Polityka projakościowa w przed-
siębiorstwie, Wydawnictwo Naukowe Uniwersytetu Szczecińskiego, Szczecin
2002.
[17] Gothbergerg A., Klerx R, Procedura Oceny Systemu Pomiarowego. QT 5,1997.
[18] Górska E., Kaizen po polsku, Problemy Jakości, nr 8/2007.
[19] Grajewski Piotr, Koncepcja struktury organizacji procesowej, TONiK DOM
ORGANIZATORA, Toruń 2003
[20] Griffin R.W., Podstawy zarządzania organizacjami, PWN, Warszawa, 1996.

150
[21] Guzikowski A., TL 9000 – zmodyfikowany standard ISO 9001dla telekomuni-
kacji, Telekomunikacja i techniki informacyjne, 3-4/2001.
[22] Haffer R., Systemy zarządzania jakością w budowaniu przewag konkurencyj-
nych przedsiębiorstw, Wydawnictwo Uniwersytetu Mikołaja Kopernika, Toruń
2003.
[23] Hamrol A., Mantura W., Zarządzanie jakością. Teoria i praktyka, PWN. War-
szawa, 2005.
[24] Hamrol A., Zarządzanie jakością z przykładami, PWN, Warszawa, 2008.
[25] Hernas A., Gajda L., Systemy zarządzania jakością w organizacji, Wyd. Wyż-
szej Szkoły Zarządzania Ochroną Pracy w Katowicach, Katowice 2006.
[26] Hernas A., Gajda L., Systemy zarządzania jakością, Wydawnictwo Politechniki
Śląskiej, Gliwice, 2005.
[27] IRIS- International Railway Industry Standard, Revision 02, UNIFE, Brus-
sels,2009
[28] ISO/TS 16949:2002 Systemy zarządzania jakością – Szczegółowe wymagania
do stosowania ISO 9001: 2000 w przemyśle motoryzacyjnym w produkcji se-
ryjnej oraz w produkcji części zamiennych.
[29] Iwasiewicz A., Zarządzanie jakością. Podstawowe problemy i metody, Wydaw-
nictwo Naukowe PWN, Warszawa-Kraków, 1999.
[30] Jarysz-Kamińska E., Nadzór nad sprzętem pomiarowo-kontrolnym jako ele-
ment systemu zarządzania jakością, Problemy Jakości, 1/2007, Wydawnictwo
Czasopism i Książek Technicznych SIGMA-NOT, Warszawa.
[31] Jazdon A., Doskonalenie zarządzania jakością, Oficyna Wydawnicza Ośrodka
Postępu Organizacyjnego Sp. z o.o., Bydgoszcz, 2002.
[32] Jedliński M. Jakość w nowoczesnym zarządzaniu, Wydawnictwo Zachodznio-
pomorskiej Szkoły Biznesu, Szczecin, 2000.
[33] Juran J. M., Gryna F. M., Jakość, projektowanie – analiza, WNT, Warszawa
1974
[34] Kaczmarek B., Organizacje. Polityka. Władze. Struktury, Międzynarodowa
Szkoła Menedżerów, Warszawa, 2001.
[35] Karaszewski R. Total Quality Management Zarządzanie przez jakość wybrane
zagadnienia, TNOiK, Toruń 1999.
[36] Karaszewski R., Nowoczesne koncepcje zarządzania jakością, TNOiK, Toruń,
2006.
[37] Kawecka-Endler A., Organizacja technicznego przygotowania produkcji – prac
rozwojowych, Wydawnictwo Politechniki Poznańskiej, Poznań 2004
[38] Kawecka-Endler A., TQM – strategia wdrażania w przedsiębiorstwie, Zeszyty
Naukowe seria Organizacja i Zarządzanie, Wyd. Politechniki Poznańskiej, nr
25/1999,
[39] Kodeks Pracy, Dziennik Ustaw nr 24 poz. 141, z późniejszymi zmianami, War-
szawa, 1974
[40] Kolman R., Ilościowe określanie jakości, PWE, Warszawa, 1973.
[41] Kolman R., Inżynieria jakości, PWE, Warszawa 1992.
[42] Kolman R., Krukowski K., Nowoczesne systemy jakości, Seria: Biblioteka
Menedżera i Służby Pracowniczej, Oficyna wydawnicza Ośrodka Postępu Or-
ganizacyjnego, Bydgoszcz 1997.

151
[43] Kolman R., Kwalitologia. Wiedza o różnych dziedzinach jakości., Wydawnic-
two Placet, Warszawa 2009.
[44] Komputerowy słownik języka polskiego, PWN, Warszawa 1998.
[45] Konarski L., Przywództwo we współczesnych organizacjach, Dom Wydawni-
czy ELIPSA, Warszawa, 2005.
[46] Kopaliński W., Słownik wyrazów obcych i zwrotów obcojęzycznych, Wiedza
Powszechna, Warszawa 1990.
[47] Kosieradzka A., Lis S., Produktywność. Metody analizy oceny i tworzenia
programów poprawy, Oficyna Wydawnicza Politechniki Warszawskiej, War-
szawa, 2000.
[48] Kotter J.P., Co tak naprawdę robią przywódcy?, [w:] Przywództwo, Harvard:
Business Review , Wydawnictwo HELION, 2005.
[49] Koźmiński K., Piotrowski W., Zarządzanie. Teoria i praktyka, PWN, Warszawa
2002.
[50] Księga jakości Zakładów Elektrochemicznych ALCO-MOT sp. z o.o., Czarn-
ków, 2009.
[51] Latzko W.J., Saunders D.M., Cztery dni z dr Demingiem. Nowoczesna teoria
zarządzania, WNT, Warszawa 1998.
[52] Lis S., Organizacja i ekonomika procesów produkcyjnych w przemyśle maszy-
nowym, PWN, Warszawa 1984.
[53] Lis S., [red.], Vademecum produktywności, Placet, Warszawa, 1999.
[54] Lisiecka K., Zastosowanie benchmarkingu w praktyce, Problemy Jakości, nr
9/2006.
[55] Liwowski B., Kozłowski R., Podstawowe zagadnienia zarządzania produkcją,
Oficyna Ekonomiczna, Kraków 2006
[56] Lock D., Podręcznik zarządzania jakością, PWN, Warszawa , 2002.
[57] Ładoński W., Szołtysek K., Zarządzanie jakością cz.3. Metody kształtowania
jakości w organizacji, Wydawnictwo Uniwersytetu Ekonomicznego we Wro-
cławiu, Wrocław, 2008.
[58] Łańcucki J., Podstawy kompleksowego zarządzania jakością TQM, Wydawnic-
two Uczelniane AE, Poznań, 2003.
[59] Łańcucki J., Zarządzanie jakością w przedsiębiorstwie. Praca zbiorowa, Oficy-
na Wydawnicza Ośrodka Postępu Organizacyjnego, Bydgoszcz, 1997.
[60] Łańcucki J., Zarządzanie jakością. Standardy i zasady, WNT, Warszawa, 2008.
[61] Łuczak J., Maćkiewicz E., 8 D oraz inne metody zarządzania jakością w branży
motoryzacyjnej (OE/OES) – analiza przypadku, Problemy jakości, 11/2006,
Wydawnictwo Czasopism i Książek Technicznych SIGMA-NOT, Warszawa,
2006.
[62] Łuczak J., Matuszak - Flejszman A., Metody i techniki zarządzania jakością.
Kompendium wiedzy, Quality Progress, Poznań, 2007.
[63] Łuczak J., System zarządzania jakością dostawców branży motoryzacyjnej –
ocena istotności wymagań, Wydawnictwo Uczelniane AE, Poznań, 2008.
[64] Łukaszewski W., Motywacja w najważniejszych systemach teoretycznych, [w:]
Strelau J. (red.), Psychologia, t.2, Wydawnictwo Psychologiczne, Gdańsk, 2006
[65] Łunarski J., Zarządzanie jakością. Standardy i zasady, WNT, Warszawa 2008.
[66] Magnusson K., Kroslid D., Bergman B., Six Sigma. The pragmatic approach,
Studentlitteratur, Lund, 2003.

152
[67] Martyniak Z., Prekursorzy nauki organizacji i zarządzania, PWE, Warszawa,
1993.
[68] Martyniak Z., Zarządzanie i organizacja. 50 problemów teorii i praktyki, Książ-
ka i Wiedza, Warszawa, 1986.
[69] Masłyk-Musiał E., Organizacje w ruchu, Wydawnictwo Oficyna Ekonomiczna,
Kraków 2003.
[70] Massaaki I., Kaizen. Klucz do konkurencyjnego sukcesu Japonii, Wydawnictwo
MT Biznes, Warszawa, 2007.
[71] Materiały firmy SKF udostępnione do badań, Poznań, 2010.
[72] Maxwell J.C., Być liderem, Medium, Warszawa, 1994
[73] Mazur A., Gołaś H., Zasady, metody i techniki wykorzystywane w zarządzaniu
jakością, Wyd. Politechnika Poznańska, 2010.
[74] Mazur A., Gołaś H., Podejście procesowe - pomysł na zarządzania przedsię-
biorstwem, Zeszyty Naukowe Politechniki Poznańskiej Organizacja i Zarządza-
nie, nr 44, Poznań 2006
[75] Mazur A., Kaizen in production process improvement, in: Contemporary corpo-
rate management, Poznan University of Technology, Poznan, 2009.
[76] Mazur A., Malchar J., ,Ocena skuteczności funkcjonowania procesów w przed-
siębiorstwie, Zeszyty Naukowe Politechniki Poznańskiej : Organizacja i Zarzą-
dzanie nr 53, Poznań, 2009.
[77] Mrówka R., Przywództwo w organizacjach. Analiza najlepszych praktyk, Wy-
dawnictwo Wolters Kluwer Polska, Warszawa, 2010.
[78] Myszewski Jan M., Po prostu jakość. Podręcznik zarządzania jakością, Wy-
dawnictwo Wyższej Szkoły Przedsiębiorczości i Zarządzania im. Leona Koź-
mińskiego, Warszawa, 2009.
[79] Neil T. (red), Przywództwo według Johna Adaira, Wydawnictwo Wolters Klu-
wer Polska, Kraków, 2009.
[80] Olejnik T., Wieczorek R., Kontrola i sterowanie jakością, Warszawa – Poznań,
PWN, 1982.
[81] Oleksyn T., Systemy ocen i rozwoju zawodowego pracowników, Poradnik 38,
Biblioteczka Pracownicza, Warszawa, 1994.
[82] Opolski K., Modzelewski P., Zarządzanie jakością w usługach publicznych,
CeDeWu, Warszawa, 2004.
[83] Palmer R.E., Przywództwo doskonałe, Wydawnictwo Wolters Kluwer Polska,
Warszawa, 2010.
[84] PN-EN ISO 10005:2007, Zarządzanie jakością – Wytyczne dotyczące planów
jakości, PKN, Warszawa, 2007.
[85] PN-EN ISO 19011:2003, Wytyczne dotyczące auditowania systemów zarzą-
dzania jakością i/lub zarządzania środowiskowego.
[86] PN-EN ISO 22000:2006, Systemy zarządzania bezpieczeństwem żywności.
Wymagania dla każdej organizacji należącej do łańcucha żywnościowego,
PKN, Warszawa, 2005.
[87] PN-EN ISO 9000:2006, Systemy zarządzania jakością. Podstawy i terminolo-
gia, PKN, Warszawa, 2006
[88] PN-EN ISO 9001:2009, Systemy zarządzania jakością, Wymagania, PKN,
Warszawa, 2009.
[89] PN – EN ISO 9004:2001, Systemy zarządzania jakością, Wytyczne doskonale-

153
nia funkcjonowania, PKN, Warszawa, 2001.
[90] PN-ISO 3951:1997 Kontrola wyrywkowa procentu jednostek niezgodnych na
podstawie liczbowej oceny właściwości: procedury i programy.
[91] Proces Zatwierdzania Części do Produkcji (PPAP), DaimlerChrysler, Ford
Motor Company, General Motors Corporation, 2006.
[92] Prussak W., Jasiulewicz-Kaczmarek M., Elementy inżynierii systemów zarzą-
dzania jakością, Wydawnictwo PP, Poznań, 2010.
[93] Prussak W., Zarządzanie jakością Wybrane elementy, Wydanie II poprawione,
Wydawnictwo Politechniki Poznańskiej, Poznań, 2006.
[94] Pszczołowski T., Mała encyklopedia prakseologii i teorii organizacji, Zakład
Narodowy Imienia Ossolińskich, Wrocław 1978.
[95] Saunders D.M., Cztery dni z dr Demingiem. Nowoczesna teoria zarządzania,
WNT, Warszawa 1998
[96] Sęp J., Perłowski J., Pacana A., Techniki wspomagania zarządzania jakością,
Oficyna Wydawnicza Politechniki Rzeszowskiej, Rzeszów, 2006.
[97] Słownik wyrazów bliskoznacznych, Inprint sp. z o.o., Warszawa, 2008.
[98] Stoner J.A.F, Freeman R.E., Gilbert D.R. Jr., Kierowanie, PWE, Warszawa,
1997.
[99] Szkoda J., Sterowanie jakością procesów produkcyjnych. Teoria i praktyka,
Wydawnictwo Uniwersytetu Warmińsko-Mazurskiego w Olsztynie, Olsztyn,
2004.
[100] Szkoda J., Świderski A., Problemy oceny skuteczności jakościowej procesów
realizacji wyrobów w aspekcie wymagań AQAP, wyd. Europejski Instytut Ja-
kości, Warszawa, 2005.
[101] Szymula M., Standardy jakości o szczególnym znaczeniu dla przemysłu moto-
ryzacyjnego, Problemy jakości, 8/2005, Wydawnictwo Czasopism i Książek
Technicznych SIGMA-NOT, Warszawa.
[102] Świderski A., Zarządzanie jakością – wymagania NATO, Problemy Jakości,
12/2005.
[103] Tabora A., Zając A., Rączka M. (red.), Zarządzanie Jakością tom I. Jakość i
systemy zapewnienia jakości, Wydawnictwo Politechniki Krakowskiej, Kraków
2000.
[104] The productivity Press development team, Standaryzacja pracy na hali produk-
cyjnej, ProdPress, Wrocław, 2008.
[105] Twardo D., Wynagrodzenia i systemy motywacyjne, Wydawnictwo INFOR
Ekspert, Warszawa, 2010
[106] Urbaniak M., Systemy zarządzania w praktyce gospodarczej, Centrum doradz-
twa Difin, Warszawa 2006
[107] Wapienik S., IRIS-system certyfikacji producentów, Technika Transportu Szy-
nowego, nr 4-5/2009
[108] Wasilewski L., „Metody kontroli jakości w przedsiębiorstwach przemysło-
wych”, PWE, Warszawa 1974
[109] Wasilewski L., Podstawy zarządzania jakością, Wydawnictwo Wyższej Szkoły
Przedsiębiorczości i Zarządzania im. L. Koźmińskiego, Warszawa1998.
[110] Wawak S., Zarządzanie jakością. Teoria i praktyka., Wydawnictwo Helion,
Gliwice 2002.

154
[111] Wełnic P., Szacowanie kosztu cyklu życia według Polskiej Normy PN-EN
60300-3-3, Technika Transportu Szynowego, 6/2009
[112] Wiśniewska M., Normy ISO serii 9000:2000. Wymagania, analiza, wdrażanie,
Ośrodek doradztwa i doskonalenia kadr, Gdańsk, 2002
[113] Wolniak R., Skotnicka B., Metody i narzędzia zarządzania jakością. Teoria i
praktyka, Wydawnictwo Politechniki Śląskiej, Gliwice, 2007.
[114] Woźniak J., systemy motywowania we współczesnej firmie, Wydawnictwo
Olsztyńskiej Wyższej Szkoły Informatyki i Zarządzania, Olsztyn, 2010.
[115] Wójcik M., Czarnecka – Wójcik E., Przywództwo i władza menedżerska. Nowe
idee, metody, praktyka, Wydawnictwo Akademii Ekonomicznej w Katowicach,
Katowice, 2009.
[116] Wyrwicka M., Polityka kadrowa przedsiębiorstwa, Wydawnictwo Politechniki
Poznańskiej, Poznań, 2006
[117] Zapolski Z., Kontrola i dokumentacja procesów produkcji, PWE, Warszawa
1967.
[118] Zarządzanie procesem, Materiały szkoleniowe TUV Rheinland Berlin Bran-
denburg, Wydawnictwo TUV Akademie Polska Sp. z o.o., Warszawa, 2002.
[119] Zymonik Z., IRIS-nowy standard zarządzania jakością dla przemysłu kolejowe-
go, Problemy Jakości, 11.2007
[120] Żuchowski J., Łagowski E., Narzędzia i metody doskonalenia jakości, Wydaw-
nictwo Politechniki Radomskiej, Radom, 2004
[121] http://www.iris-rail.org, dostęp na dzień 08.04.2010
[122] http://www.iso9001.org.pl/iso-22000-haccp/ z dnia 03.12.2010r.

155
SPIS RYSUNKÓW
Rys. 1.1. Rozwój zarządzania jakością ............................................................................. 7 Rys. 1.2. Cykl Deminga ................................................................................................. 12 Rys. 1.3. Założenia trylogii Jurana.................................................................................. 15 Rys. 2.1. Model systemu zarządzania jakością, którego podstawą jest proces ............... 21 Rys. 2.2. Wymagania AQAP 2110 ................................................................................. 41 Rys. 2.3. Planowanie procesu GQA ................................................................................ 43 Rys. 2.4. System zarządzania jakością: model dla bramy telekomunikacyjnej .............. 44 Rys. 2.5. Struktura rozdziałów merytorycznych standardu IRIS .................................... 49 Rys. 2.6. Udokumentowane procedury standardu IRIS .................................................. 52 Rys. 3.1. Model bodowy polityki jakości ....................................................................... 59 Rys. 3.2. Ustalenie tożsamości organizacji ..................................................................... 59 Rys. 3.3. Przykład polityki jakości.................................................................................. 60 Rys. 3.4. Schemat realizacji polityki jakości za pomocą celów ...................................... 62 Rys. 3.5. Przykład zawartości księgi celów .................................................................... 63 Rys. 3.6. Schemat realizacji za pomocą procesów .......................................................... 63 Rys. 3.7. Przykład księgi celów w podejściu procesowym ............................................. 64 Rys. 3.8. Cykl istnienia planu jakości ............................................................................. 65 Rys. 3.9. Przykład planu jakości w ujęciu tabelarycznym .............................................. 68 Rys. 4.1. Cykl organizacyjny Le Chateliera.................................................................... 70 Rys. 4.2. Rodzaje standardów ......................................................................................... 72 Rys. 4.3. Powiązania rodzajów standardów z cyklem działań w przedsiębiorstwie ..... 73 Rys. 4.4. Algorytm przeprowadzania auditów wewnętrznych ....................................... 77 Rys. 4.5. Wzór formularza wykorzystywanego w dokumentowaniu auditu
wewnętrznego ................................................................................................................. 80 Rys. 4.6.Schemat opracowywania obowiązków, uprawnień i odpowiedzialności ........ 81 Rys. 5.1. Przywództwo we współczesnych organizacjach ............................................ 87 Rys. 5.2. Hierarchia potrzeb Maslowa ............................................................................ 94 Rys. 5.3. Teoria oczekiwań Vrooma ............................................................................... 96 Rys. 5.4. Zasady skutecznego spełniania przez wynagrodzenie funkcji motywacyjnej 100 Rys. 5.5. Reguły motywacji J. Adaira ........................................................................... 101 Rys. 5.6. Podział metod doboru kadr ............................................................................ 103 Rys. 5.7. Elementy prawidłowo opracowanego systemu oceny kadr ........................... 106 Rys. 6.1. Dziedziny działania kontroli jakości .............................................................. 109 Rys. 6.2. Działania realizowane w ramach kontroli ...................................................... 111 Rys. 6.3. Istota kontroli stuprocentowej ........................................................................ 114 Rys. 6.4. Statystyczna kontrola odbiorcza .................................................................... 115 Rys. 6.5. Podział metod SKO ....................................................................................... 116 Rys. 6.6. Statystyczna kontrola procesu ........................................................................ 117 Rys. 6.7. Metody statystycznej kontroli jakości............................................................ 119 Rys. 7.1. Efekty ciągłego doskonalenia ........................................................................ 135 Rys.7.2. Proces doskonalenia – tok postępowania ........................................................ 140 Rys. 7.3.: Konieczność zmiany kierunku cyklu procesu ............................................... 141 Rys. 7.4. Dążenia organizacji ukierunkowanej projakościowo ..................................... 142

156
Rys. 7.5. Model TQM ................................................................................................... 143 SPIS TABEL
Tabela 1.1. Aspekty rozpatrywania jakości ................................................................ 4 Tabela 1.2: Definicje jakości spotykane w literaturze .................................................. 5 Tabela 1.3. Obszary zarządzania jakością i związane z nią dziedziny nauki ................ 10 Tabela 1.4. 14 zasad zarządzania projakościowego ................................................... 12 Tabela 1.5. 14 kroków doskoanlenia wg Crosby’ego................................................. 17 Tabela 2.1. Różnice między dokumentem z zapisem ................................................. 24 Tabela 2.2. Sposoby nadzorowania dokumentów i zapisów ....................................... 24 Tabela. 2.3. Wymagania normy w zakresie procedur, zapisów i dokumentacji .......... 25 Tabela 2.4. Wybrane wymagania normy ISO 22000:2005 ......................................... 30 Tabela 2.5. Zasady systemu HACCP ....................................................................... 32 Tabela 2.6. Ocena punktowa ryzyka błędu w skali 1-10 ............................................ 35 Tabela 2.7. Poziomy przedłożenia PPAP.................................................................. 38 Tabela 2.8.. Zestawienie pytań eliminujących .......................................................... 50 Tabela 2.9. Kryteria dojrzałości organizacyjnej wg Crosby’ego ................................. 53 Tabela 3.1. Etapy procesu planowania ..................................................................... 56 Tabela 3.2. Cechy planowania i planów w zależności od ich poziomu ........................ 57 Tabela 3.3. Wymagania dla kryteriów zasady SMART ............................................. 61 Tabela 3.4. Zakres przedmiotowy i organizacyjny etapów cyklu istnienia planu
jakości .................................................................................................................. 66 Tabela 4.1. Porównanie zakresów cyklu Le Chateliera i koła Deminga ..................... 71 Tabela 4.2. Rodzaje standardów wewnętrznych ........................................................ 73 Tabela 5.1. Rozumienie przywództwa ..................................................................... 86 Tabela 5.2. Podstawowe funkcje kierownicze i ich składowe ..................................... 86 Tabela 5.3. Różnice pomiędzy przywództwem a zarządzaniem .................................. 88 Tabela 5.4. Różnice pomiędzy przywódcą a menedżerem ......................................... 90 Tabela 5.5. Znaczenie poszczególnych cech lidera dla funkcji przywódczych ............. 92 Tabela 5.6. Modele motywacji ................................................................................ 97 Tabela5.7.Przykłady metod oceny pracownika ....................................................... 105 Tabel 6.1. Przykłady wskaźników oceny procesów ................................................. 132 Tabela 7.1.: Etapy wprowadzania udoskonaleń ....................................................... 136 Tabela 7.2. Cechy Kaizen ..................................................................................... 145 Tabela 7.3. Działania poprzeglądowe na zasadach benchmarkingu ......................... 147


![ECH zarzadzanie jakoscia 250413.ppt [tryb zgodności]ekspercibolonscy.org.pl/ekspercibolonscy.org.pl/sites/e... · 2016-09-20 · WARUNKIEM EFEKTYWNEGO FUNKCJONOWANIA WEWNĘTRZNEGO](https://img.pdfslide.tips/doc/110x75/5c75e5e409d3f25d028b7583/ech-zarzadzanie-jakoscia-tryb-zgodnosciekspercibolonscyorgplekspercibolonscyorgplsitese.jpg)


























