Embed Size (px)
Citation preview

1
SUPORT CURS SUPORT CURS SUPORT CURS SUPORT CURS
TEHNOLOGIE SI MANAGEMENT TEHNOLOGIE SI MANAGEMENT TEHNOLOGIE SI MANAGEMENT TEHNOLOGIE SI MANAGEMENT
OPERATIONALOPERATIONALOPERATIONALOPERATIONAL

2
CUPRINS
CAP.1 MANAGEMENTUL OPERAŢIUNILOR........................................... 5
Funcţia de operaţiuni a organizaţiilor ....................................................................................................................... 6 Operaţiuni de producţie şi operaţiuni de servicii ...................................................................................................... 8
Evoluţia istorică a managementului producţiei şi operaţiunilor............................................................................. 9
Concepţia sistemică a operaţiunilor: Definirea subsistemului Organizaţiile privite ca sisteme ........................ 11
Conducerea subsistemului operaţiunilor ................................................................................................................ 11 Definirea managementului operaţiunilor ................................................................................................................ 11 Managementul clasic .............................................................................................................................................. 12 Exemplu ................................................................................................................................................................. 13 Managementul comportamental ............................................................................................................................. 13
Managementul bazat pe modelare .......................................................................................................................... 14
Studiu de management al operaţiunilor .................................................................................................................. 14
Schema cadru pentru managementul operaţiunilor .............................................................................................. 15
Probleme ale managerului operaţiunilor ................................................................................................................ 16
Rolul strategic al operaţiunilor ................................................................................................................................ 16
0 perspectivă strategică .......................................................................................................................................... 16
Alternative şi opţiuni ale operaţiunilor ................................................................................................................... 18
Tendinţe în managementul operaţiunilor ............................................................................................................... 18 Modificări ale activităţii economice ....................................................................................................................... 18
0 perspectivă globală .............................................................................................................................................. 19
Cariere în managementul producţiei şi operaţiunilor ........................................................................................... 19
Posturi la început de carieră în managementul producţiei/operaţiunilor ................................................................ 19
Studiu de management al operaţiunilor. Managementul operaţiunilor în culturile socialiste ........................... 20 Exemplu ................................................................................................................................................................ 21 Opţiuni referitoare la carieră în managementul producţiei/operaţiunilor ............................................................... 21
Probleme actuale de management al operaţiunilor ................................................................................................ 21
Rezumat ..................................................................................................................................................................... 22 Probleme recapitulative şi pentru discuţie .............................................................................................................. 23 Probleme ................................................................................................................................................................ 24 Termeni cheie ......................................................................................................................................................... 25
CAP. 2 STRATEGII DE OPERAŢIUNI PENTRU OBŢINEREA DE AVANTAJE COMPETITIVE ..................................................................... 25
Planificare strategică ................................................................................................................................................ 27
Planificarea strategică pentru producţie şi operaţiuni .......................................................................................... 27
Productivitatea si calitatea ....................................................................................................................................... 29 Exemplu .................................................................................................................................................................. 30 Niveluri de productivitate ....................................................................................................................................... 30
2.1 Studiu de caz - Managementul operaţiunilor. Procesul şi conţinutul strategiilor de operaţiuni ................. 30 Tendinţe ale productivităţii .................................................................................................................................... 31
Calitatea şi productivitatea .................................................................................................................................... 32

3
Eforturi de îmbunătăţire a calităţii şi productivităţii ............................................................................................. 33
Tehnologie şi mecanizare .......................................................................................................................................... 34
Studiul de caz 2.2 - Managementul Operaţiunilor ................................................................................................. 34
Managementul operaţiunilor interna ţionale........................................................................................................... 35 Problema internaţională a productivităţii în producţie şi operaţiuni .................................................................... 35 înţelegerea provocării japoneze pentru producţie şi operaţiuni ............................................................................ 36
Studiul de management al operaţiunilor 2.3 ........................................................................................................... 37
Maquiladoras - O realizare internaţională cu mare potenţial pentru producţia din SUA ................................. 37
Elemente de natură competitivă în managementul operaţiunilor ........................................................................ 39
Rezumat .................................................................................................................................................................. 39 Studiu de caz Martha’s Burger Queen ................................................................................................................... 39 Probleme pentru analiză şi discuţie ....................................................................................................................... 40 Probleme ................................................................................................................................................................ 41
CAP. 3 PLANIFICAREA (PROIECTAREA) SISTEMULUI UE CONVERSIE (DE TRANSFORMARE) .......................................................................... 42
Previziunea în operaţiuni ......................................................................................................................................... 42
Previziunea şi subsistemele de operaţiuni .............................................................................................................. 43 Modele cantitative naive (bazate pe date istorice) ................................................................................................. 45
Exemplu .................................................................................................................................................................. 45 Exemplu .................................................................................................................................................................. 46 Regresie .................................................................................................................................................................. 47 Exemplu .................................................................................................................................................................. 47
Selecţia modelului de previziune .............................................................................................................................. 48
Combinarea modelelor naive de previziune bazate pe date istorice ...................................................................... 49
Elementele comportamentale în procesul de previziune ....................................................................................... 49
Previziunea intuitivă ca proces de raţionament ..................................................................................................... 49
CAP. 4 OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT S.M.E.D. .................................................................................................. 52
CAP.5. OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT M.R.P. ................................................................................................................. 56
CAP.6. OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT KANBAN ................................................................................................. 59
CAP. 7 OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT O.P.T. ........................................................................... 64
CAP.8 PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A FIRMEI ........ 67
8.1. CAPACITATEA DE PRODUCŢIE A FIRMEI ......................................................................................... 67
8.2. PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A SECŢIILOR DE BAZ Ă DIN FIRM Ă .. 68 Calculul matriceal al grupelor de produse sau repere ............................................................................................. 71

4
8.3. PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A SECŢIILOR AUXILIARE ŞI DE SERVIRE ................................................................................................................................................................... 74
8.4. PROIECTAREA MĂRIMII SUPRAFE ŢELOR SECŢIILOR PRODUCTIVE ŞI NEPRODUCTIVE ALE FIRMEI ........................................................................................................................................................... 77
8.5. REZERVE DE CAPACITATE DE PRODUCŢIE ..................................................................................... 78
CAP. 9. PROIECTAREA ORGANIZĂRII STRUCTURALE A FIRMEI . 81
9.1. FUNDAMENTELE ORGANIZ ĂRII STRUCTURALE .............................................................................. 81
9.2. STRUCTURA ORGANIZATORIC Ă A FIRMEI ....................................................................................... 84
9.3. PROIECTAREA STRUCTURII ORGANIZATORICE ...... ........................................................................ 87
9.4. TIPURI DE STRUCTURI ORGANIZATORICE ........ ............................................................................... 87 PREŞEDINTE ...................................................................................................................................................... 96
9.5. ORGANIZAREA INFORMAL Ă .................................................................................................................... 98
9.6. RELAŢIA ORGANIZARE FORMAL Ă – ORGANIZARE INFORMAL Ă ........................................... 99
9.7. COMUNICARE ORGANIZA ŢIONAL Ă ..................................................................................................... 102
9.8. GRUPURILE DE LUCRU ............................................................................................................................ 110
9.9. SOLUŢIONAREA CONFLICTELOR DE MUNC Ă ................................................................................ 116
CAP. 10. PROIECTAREA MANAGEMENTULUI PRODUCŢIEI DE BAZĂ ......................................................................................................118
10.1. TIPOLOGIA producţieI industrialE.......................................................................................................... 118
10.2. fundamentELE managementului producţiei de bază ........................................................................... 123
10. 3. MANAGEMENTUL PRODUC ţIEI ÎN FLUX ........................................................................................ 137
10.4. CARACTERIZAREA principalelor elemente AFERENTE producţiei în flux .................................. 141
10.5. proiectarea liniilor în flux ........................................................................................................................... 143
10.6. Eficienţa economică a managementului producţiei în flux ................................................................... 153
10.7. Managementul producţiei pe comenzi ....................................................................................................... 154
CAP. 11. EFICIENŢA ACTIVITĂŢII MANAGERIALE ...........................158
11.1. INTERCONDIŢIONAREA MANAGEMENT - EFICIEN ŢĂ ................................................................. 158
11.2. Evaluarea eficienţei ACTIVIT ĂŢII manageriale ..................................................................................... 166

5
CAP.1 MANAGEMENTUL OPERAŢIUNILOR
In timp ce toţi managerii se ocupă de planificare, organizare şi control, managerii operaţiunilor au responsabilitatea directă să „ducă treaba la bun sfârşit“. Ei trebuie să aibă capacitatea de conducere care este necesară pentru a realiza produsul sau serviciul cerut de client.
In industria aparatelor de aer condiţionat şi a frigiderelor, conceptul de focalizare a unităţilor de producţie pe un anumit obiectiv a fost introdus în anii ’80 şi multe organizaţii au atins niveluri mai ridicate ale randamentului aplicând aceste principii. Datorită evoluţiilor din anii ’90, sarcinile acestor unităţi de producţie focalizate trebuie modificate. Se va pune un accent mai mare pe obţinerea unor performanţe bune în domeniul competiţiei bazate pe timp. Nu numai că părţile şi produsele trebuie să treacă prin fabrici cu o viteză accelerată, dar timpul dintre dezvoltarea produsului şi producţie trebuie scurtat cu un factor de 3 sau 4. Conceptul de calitate al anilor ’80 trebuie extins pentru a include orice angajat într-o măsură semnificativă. Cele mai bune organizaţii îşi vor delega angajaţii să identifice şi să rezolve rapid o gamă largă de probleme. Abordarea acestor noi complexităţi, misiuni şi domenii concurenţiale va solicita din partea managerilor operaţiunilor o profunzime şi cuprindere care nu au fost necesare anterior.
în timp ce calitatea, productivitatea şi factorul timp au devenit mai importante ca niciodată din punct de vedere al concurenţei, managementul operaţiunilor a adăugat unele metode comportamentale şi de modelare la utilizarea tradiţională a tehnicilor şcolilor clasice/ştiinţifice de management.
Toată această multitudine de elemente intervine în domeniul fascinant al managementului operaţiunilor.
Dean M. Ruwe Preşedinte Director de operaţiuni Copeland Corporation Sidney, Ohio
Comentariile domnului Ruwe exemplifică experienţa împărtăşită de mulţi manageri din multe
organizaţii şi industrii. Managementul operaţiunilor este o parte importantă din viaţa noastră; are mai multe aspecte, implică diferite activităţi şi capacităţi şi este un domeniu interesant, dinamic. Privind dincolo de comentariile domnului Ruwe, în rândul a mii de organizaţii din ţară persistă îngrijorări serioase legate de starea managementului operaţiunilor şi rolul său în viitorul economic al naţiunii noastre.
La începutul anilor ’80, când productivitatea Japoniei îşi continua tendinţa ascendentă, conducătorii firmelor şi guvernelor din întreaga lume erau alarmaţi în legătură cu faptul că productivitatea stagna în S.U.A. Ce se întâmplase cu gigantul comerţului şi industriei? Ce determinase această letargie? Ce am învăţat în anii care au urmat? Ce se poate face pentru a recâştiga poziţia dominantă? Răspunsurile la aceste întrebări se află în modul în care ne conducem organizaţiile şi operaţiunile acestora.
In timp ce productivitatea în S.U.A. era în declin, americanii au devenit din ce în ce mai preocupaţi de alte probleme legate de acest fapt: menţinerea unor surse de energie corespunzătoare, protecţia mediului şi satisfacerea cererii de bunuri şi servicii pe plan intern şi extern. Aceşti factori continuă să impună cerinţe complexe asupra organizaţiilor noastre. Astăzi managementul se confruntă cu probleme nemaiîntâlnite din partea unei societăţi mai educate, mai prospere, mai pretenţioase şi mai preocupate decât oricând şi din partea unei competiţii internaţionale mai dure ca niciodată. Niciodată n-au fost mai mari aceste probleme, ca şi costul eşecului. Şi niciodată n-au fost mai disponibile pentru managerii operaţiunilor tehnicile şi cunoştinţele pentru rezolvarea acestor probleme.

6
Complexităţile lumii noastre ne-au crescut dependenţa de organizaţii şi de persoanele care le conduc; totuşi, adesea nu reuşim să înţelegem şi să evaluăm procesul de management. în plus, după cum am aflat de la concurenţii străini, am neglijat serios operaţiunile din organizaţiile noastre. Am luat ca pe un dat superioritatea noastră de producători capabili. Nu ne mai putem permite să facem acest lucru. Trebuie să reexaminăm procesele prin care bunurile şi serviciile sunt create şi să revitalizăm modurile prin care administrăm resursele umane şi materiale pentru a face acest lucru. Cartea de faţă doreşte să satisfacă aceste cerinţe. Ea prezintă conceptele, terminologia, problemele şi oportunităţile care compun managementul operaţiunilor.
Începem acest prim capitol printr-o descriere a ceea ce se înţelege prin „funcţia de operaţiuni” a organizaţiilor. Apoi, urmărind istoria sa, observăm cum a evoluat managementul operaţiunilor de la începuturile sale simple până la dobândirea statutului actual de element principal al strategiei competitive în organizaţiile actuale. Funcţia de operaţiuni a organizaţiilor
Sistemul de operaţiuni Parte a unei organizaţii care produce bunurile fizice sau serviciile organizaţiei
Proces de conversie Procesul de transformare a intrărilor - for ţă de muncă, capital, teren şi management - în ieşiri - bunuri şi servicii
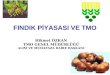
Sistemul (funcţia) de operaţiuni a mei organizaţii este partea care realizează produsele organizaţiei. în unele organizaţii produsul este un bun fizic (frigidere, cereale pentru micul dejun), în timp ce în altele este un serviciu (asigurări, asistenţă medicală pentru persoanele în vârstă). Ce au în comun, în cadrul sistemului lor de operaţiuni, organizaţii atât de diferite cum sunt companiile de producţie, instituţiile financiare şi unităţile de asistenţă medicală? Principalele elemente comune sunt prezentate în Figura 1.1. Au un proces de conversie, unele îşi iau mijloacele de producţie din acest proces, produsele rezultând din conversia mijloacelor de producţie, şi obţin feedback informaţional în legătură cu activităţile din sistemul de operaţiuni. După ce bunurile şi serviciile sunt produse, sunt convertite în bani (sunt vândute) pentru a obţine mai multe resurse necesare menţinerii funcţionării procesului de conversie.
încercaţi să vă reamintiţi exemple de organizaţii reale în timp ce vă gândiţi la
procesul de conversie prezentat în Figura 1.1. Poate aţi lucrat într-un magazin universal, într-o fermă, într-o firmă de constructii sau într-o fabrică de asamblare automobile.
î Care au fost mijloacele de producţie? Mijloacele de producţie ale unui magazin
universal includ terenul pe care este amplasată clădirea; munca dumneavoastră ca gestionar de stoc; capitalul sub forma clădirii, echipamentului şi mărfii şi capacităţile administrative ale managerilor magazinului (vezi Figura 1.2).
Intr-o fermă, sistemul de operaţiuni constă în transformarea care are loc când mijloacele de producţie ale fermierului (teren, echipament, forţă de muncă etc.) sunt convertite în produse — porumb, grâu sau lapte. Forma exactă a procesului de conversie variază de la industrie la
FIGURA 1.1 Sistemul de operaţiuni

7
industrie, dar este un fenomen economic care există în fiecare industrie. Economiştii denumesc această transformare a resurselor în bunuri şi servicii funcţie de producţie. Pentru toate sistemele de operaţiuni, scopul general este crearea unui tip de valoare adăugată, astfel încât produsele să valoreze mai mult pentru consumatori decât suma mijloacelor de producţie individuale.
Valoare adăugată Când se combină mijloacele de producţie într-un produs sau serviciu, reprezintă creşterea valorii ieşirilor în compara ţie cu suma valorilor intrărilor.
Fluctuaţiile aleatoare enumerate în Figurile 1.1 şi 1.2 constau în influenţe neplanificate sau necontrolabile care cauzează diferenţa dintre producţia reală şi cea estimată. Fluctuaţiile aleatoare pot proveni din surse externe (incendiu, inundaţii sau fulger, de exemplu) sau din probleme interne, cum ar fi imperfecţiunile materialelor şi echipamentelor sau simpla eroare umană. De fapt, fluctuaţiile sunt regula, şi nu excepţia pentru procesele de producţie, iar reducerea fluctuaţiilor (variaţiilor) este o sarcină principală de management.
Ciclul feedback-ului din Figura 1.1 oferă informaţii de bază pentru manageri. Fără feedback, managerii nu pot controla operaţiunile, deoarece nu cunosc rezultatele deciziilor lor.
FIGURA 1.2 Sistemul de operaţiuni pentru un magazin universal a) şi o fermă b) Fluctuaţii aleatoare Influenţe neplanificate sau necontrolabile ale mediului (greve,
inundaţii etc.) care determină diferenţa dintre producţia reală şi cea planificată. Feedback Informa ţii în procesul de control care îi permit managementului să decidă

8
dacă activităţile organizaţiei trebuie modificate. Tehnologie Nivelul de experienţă tehnică al fabricii, echipamentului şi cunoştin ţelor
în procesul de conversie. Tehnologii de conversie Conversia mijloacelor de producţie în produse variază în mod considerabil în funcţie de
tehnologia utilizată. Prin tehnologie înţelegem nivelul de experienţă tehnică al fabricii, echipamentului, cunoştinţelor şi produsului (sau serviciului) în procesul de conversie (transformare). Operaţiunea de îmbuteliere a unei băuturi răcoritoare, de exemplu, necesită un proces de conversie extrem de mecanizat, cu mari investiţii de capital pe unitate de produs. Un laborator de cercetare ştiinţifică foloseşte oameni de ştiinţă calificaţi, profesionişti şi echipament specializat. Alte industrii folosesc forţă de muncă de joasă calificare, minim de echipament şi procese simple în producerea bunurilor şi serviciilor. Operaţiuni de producţie şi operaţiuni de servicii
Procesul de conversie care include fabricaţia (sau producţia) are un rezultat tangibil. produsul. Din contră, vin proces de conversie care include servicii are un rezultat intangibil. un fapt, un randament, un efort. Să luăm în considerare cazul McDonnell Douglas Corporation (MDC), o firmă producătoare de echipament aerospaţial şi cel mai mare subcontractor pentru apărare al S.U.A. Filiala sa Douglas Aircraft Company produce avioane, în mod clar un produs. Totuşi, alte componente ale MDC, cum ar fi Grupul de sisteme informatice (ISG) prestează servicii. ISG, de exemplu, prestează servicii computerizate către spitale, arhitecţi şi alte firme - servicii cum ar fi programarea, analiza şi stocarea datelor folosind calculatoarele ISG. Alte componente ale MDC lansează rachete spaţiale, prestează servicii contractuale de cercetare, asamblează rachete, proiectează şi produc avioane de luptă. Această combinaţie de servicii şi producţie este tipică pentru majoritatea firmelor din domeniul producţiei de echipament aerospaţial.
Distincţia dintre operaţiunile de producţie şi servicii Distincţia dintre operaţiunile de producţie şi servicii poate fi dificil de făcut. în general, luăm în considerare caracteristici cum ar fi: ■ Natura tangibilă/intangibilă a producţiei ■ Consumul de produse ■ Natura activităţii (posturi) ■ Gradul de contact cu clientul ■ Participarea clientului la procesul de conversie ■ Măsurarea randamentului
Pentru a simplifica la maxim, producţia se caracterizează prin produse tangibile, produse pe care clienţii le consumă în timp, prin locuri de muncă care folosesc mai puţină forţă de muncă şi mai mult echipament, un contact redus cu clientul, nici o participare a clientului în procesul de conversie (în producţie) şi metode sofisticate de măsurare a activităţilor de producţie şi de reducere a consumului pe măsura realizării produselor. Serviciile, pe de altă parte, se caracterizează prin produse intangibile, produse pe care clienţii le consumă imediat, posturi care folosesc mai multă forţă de muncă şi mai puţin echipament, contact direct cu clientul, participare frecventă a clientului în procesul de conversie şi metode elementare de măsurare a activităţilor de conversie şi de reducere a consumului. Unele servicii se bazează pe echipamente: serviciile de programare computerizată, cele de cale ferată şi cele telefonice, în timp ce alte servicii se bazează pe oameni: serviciile de contabilitate fiscală, coafură şi cele de predare a golfului.
Să studiem mai îndeaproape modul în care clienţii participă în procesul de conversie, în operaţiunile de servicii, managerii consideră uneori utilă distincţia între tipurile produs şi produs intermediar de participare a clienţilor. Produsul este un serviciu generat, produsul intermediar este un element care trece prin acest proces. într-o clinică pediatrică, produsul constă în serviciile de asistenţă medicală acordate unui copil care, trecând prin procesul de conversie, este

9
de asemenea un produs intermediar. La un restaurant fast-food, prin contrast, clientul nu trece prin procesul de conversie. Produsele sunt hamburgerii şi cartofii prăji ţi serviţi în grabă (atât bunuri cât şi servicii), în timp ce produse intermediare sunt alimentele preparate şi convertite. Clientul nu este nici produs intermediar, nici produs. Atât clinica cât şi restaurantul prestează servicii, chiar dacă produsele şi produsele intermediare diferă considerabil.
Produse intermediare Elemente care trec prin procesul de conversie, în contrast cu ieşirile care sunt rezultatul procesului de conversie.
în această carte căutăm menţinerea unui echilibru între producţie şi servicii. în măsura posibilului, vom utiliza termenul operaţiuni pentru a include atât producţia cât şi serviciile. Exemplele vor fi alese atât din producţie, cât şi din servicii. Evoluţia istorică a managementului producţiei şi operaţiunilor
De peste 2 secole managementul operaţiunilor a fost recunoscut ca fiind un factor important pentru prosperitatea economică a unei ţări.
Trecând de la o denumire la alta — managementul fabricaţiei, managementul producţiei şi managementul operaţiunilor - toate descriind aceeaşi disciplină generală, evoluţia termenului reflectă evoluţia managementului modern al operaţiunilor. Concepţia tradiţională de management al fabricaţiei îşi are originea în sec. XVIII, când Adam Smith a recunoscut beneficiile economice ale specializării muncii. El a recomandat defalcarea posturilor pe sarcini şi realocarea muncitorilor pe sarcini specializate, în care ar putea deveni foarte calificaţi şi eficienţi. La începutul sec. XX, Frederick W. Taylor a pus în practică teoriile lui Smith şi a dus o campanie pentru managementul ştiinţific prin vastul complex al fabricaţiei din perioada sa. Din acel moment până în anii 1930 a prevalat concepţia tradiţională şi au fost elaborate multe dintre tehnicile pe care încă le folosim astăzi. Enumerarea sumară a acestora şi a altor contribuţii la managementul fabricaţiei este prezentată în Tabelul 1.1.
Managementul producţiei a devenit termenul acceptat pe scară largă în perioada anilor 1930 -1950. Pe măsură ce lucrările lui Frederick Taylor au început să fie mai cunoscute, managerii au elaborat tehnici care s-au concentrat pe eficienţa economică în procesul fabricaţiei. Muncitorii au fost „puşi sub microscop“ şi studiaţi în amănunţime pentru a elimina acţiunile inutile şi a creşte eficienţa activităţii. în aceeaşi perioadă, managementul a început să descopere că muncitorii au nevoi multiple, nu numai nevoi economice. Psihologii, sociologii şi alţi cercetători din domeniul ştiinţelor sociale au început să studieze oamenii şi comportamentul uman în mediul de lucru. In plus, economiştii, matematicienii şi specialiştii în computere au elaborat metode analitice noi, mai complexe.
Odată cu anii 1970 au avut loc două modificări distincte ale concepţiilor noastre. Cea mai evidentă dintre acestea, reflectată în noua denumire — managementul operaţiunilor a fost schimbarea poziţiei sectoarelor de servicii şi producţie din economie. Pe măsură ce sectorul serviciilor s-a dezvoltat, tranziţia de la „producţie" la „operaţiuni" a subliniat lărgirea domeniului nostru la organizaţiile de servicii. Cea de a doua schimbare, mai subtilă, a fost începutul unui accent pus pe sinteză, şi nu doar pe analiză, în practicile de management. In primul rând datorită lui Wickham Skinner, industria americană a fost trezită din ignorarea funcţiei operaţiunilor ca armă vitală în strategia competitivă de ansamblu a organizaţiei. Preocupaţi până acum de o orientare analitică intensă şi de accentul pus pe marketing şi finanţe, managerii nu au reuşit să integreze coerent activităţile legate de operaţiuni în cele mai înalte nivele de strategie şi politică. Astăzi, funcţia de operaţiuni are un rol nou ca element strategic vital. Prin urmare, scopurile organizaţiei sunt concentrate mai bine, pentru a satisface nevoile consumatorilor din toată lumea.

10
TABELUL 1.1 Privire istoric ă asupra managementului operaţiunilor
Data (aprox.)
Contributie >
Reprezentant
1776 Specializarea muncii în procesul de fabricaţie Adam Smith
1799 Părţi interschimbabile, contabilitatea costurilor Eli Whitney şi alţii 1832 Diviziunea muncii în funcţie de calificare;
alocarea posturilor în funcţie de calificare; bazele Charles Babbage
1900 Managementul ştiinţific; elaborarea studiului timpului şi al muncii; diviziunea între planificare şi efectuarea lucrului
Frederick W. Taylor
1900 Studiul posturilor din perspectiva mişcării Frank B. Gilbreth 1901 Tehnici de planificare pentru angajaţi, maşini,
posturi din producţie Henry L. Gantt
1915 Mărimi economice ale loturilor pentru controlul stocurilor
F. W. Harris
1927 Relaţii umane; studiile Hawthorne Elton Mayo 1931 Concluzia statistică aplicată la calitatea produ-
sului; diagrame de control al calităţii Walter A. Shewhart
1935 Sondajul statistic aplicat la controlul calităţii; H. F. Dodge şi planuri de control prin sondaj al calităţii H. G. Romig 1940 Aplicaţii de cercetare a operaţiunilor în cel de-al P. M. S. Blacket II -lea război mondial şi alţii 1946 Computerul digital John Mauchly şi J.
P. Eckert 1947 Programarea liniară George B. Dantzig,
William Orchard-Hays şi alţii
1950 Programarea matematică, procesele non-lineare A. Charnes, W.W. şi stochastice Cooper, H. Raiffa şi 1951 Computerul digital comercial; sunt disponibile
calcule pe scară mare Sperry Univac
1960 Comportamentul organizaţiilor; studiul continuu L. Cummings, al oamenilor în procesul muncii L. Porter şi alţii 1970 Integrarea operaţiunilor în strategia şi politica de
ansamblu W. Skinner
Aplicaţii computerizate pentru producţie, plani-ficare şi control, planificarea necesarului de materiale (MRP)
J. Orlicky şi O. Wright
1980 Aplicaţii ale productivităţii şi calităţii în W. E. Deming şi Japonia; robotică, proiectare şi producţie asistată
de calculator (CAD/CAM) J. Juran

11
FIGURA 1.3 Firma: Privire din perspectiva sistemică
CONCEPŢIA SISTEMICĂ A OPERAŢIUNILOR: DEFINIREA SUBSISTEMULUI
ORGANIZAŢIILE PRIVITE CA SISTEME
Sistem Mul ţime de obiecte legate printr-o interacţiune regulată şi de interdependenţă
Ce este un sistem? In sens foarte general, un sistem este o mulţime de obiecte legate
printr-o interacţiune regulată şi de interdependenţă. Sistemele variază de la mari — reţelele de comunicaţii naţionale, de exemplu — la mici - cum ar fi un sistem pentru prelucrarea documentelor într-un birou. Pentru a veni în ajutorul celor care doresc să descrie un sistem, sunt elaborate adesea modele care reprezintă un sistem sau un aspect al acestuia. Modelul sistemelor, aplicat organizaţiilor, vă poate ajuta să înţelegeţi operaţiunile.
Un model al sistemelor unei organizaţii identifică subsistemele sau subcomponentele care alcătuiesc organizaţia. După cum arată Figura 1.3, o firmă poate avea subsistemele de finanţe, marketing, contabilitate, personal, proiectare, achiziţii şi distributie fizică în afară de sistemul operaţiunilor. Aceste subsisteme nu sunt independente, ci sunt legate între ele în
multe moduri vitale. Am decis să prezentăm producţia/operaţiunile ca având interacţiuni principale cu finanţele şi marketingul şi interacţiuni mai mici cu celelalte funcţii. Deciziile luate în subsistemul de producţie/operaţiuni afectează adesea comportamentul şi randamentul celorlalte subsisteme. în final, trebuie să înţelegem că limitele care separă diferitele subsisteme nu sunt clare şi distincte. Unde se termină reponsabilităţile din producţie/operaţiuni şi unde încep cele din distribuţia fizică? Răspunsurile la aceste întrebări sunt adesea neclare şi uneori nu sunt niciodată rezolvate. Conducerea subsistemului operaţiunilor
Am descris subsistemul operaţiunilor; problema reală nu este însă identificarea sa ci funcţionarea sa eficientă. Procesul de conversie trebuie condus de cineva, şi acel cineva este managerul operaţiunilor. Definirea managementului operaţiunilor
Managementul operaţiunilor Managementul procesului de conversie, care transformă intr ările-teren, for ţă de muncă, capital şi management-în ieşiri - bunuri şi servicii
Sarcina managerului operaţiunilor este administrarea procesului de transformare a intrărilor in ieşiri. Definiţia pe care noi o dăm managementului operaţiunilor este, deci, managementul procesului de conversie, care transformă mijloacele de producţie - teren, forţă de muncă, capital şi management - în produsele dorite - bunuri şi servicii. în acest proces, managerul foloseşte diferite metode ale concepţiilor clasică, comportamentală şi barată pe modelare de management. După cum este rezumat în Tabelul 1.2, percepţiile noastre asupra responsabilităţilor şi conceptelor de management au evoluat de-a lungul anilor şi am învăţat din mai multe surse de orientări diferite.
Managementul clasic Una din cele trei teorii de bază ale managementului, care pune accentul pe eficienţa nucleului de producţie, separarea planificării şi realizării activit ăţii, principii şi funcţii de management Managementul ştiinţific Una din teoriile managementului clasic care pune accentul pe eficienţa economică a nucleului de producţie, prin raţionalitate de management, motivarea economică a muncitorilor şi separarea planificării

12
şi realizării activit ăţii Managementul clasic
Managementul clasic a contribuit la cunoştinţele managerului operaţiunilor cu teoriile managementului ştiinţific şi orientării pe proces. La baza managementului ştiinţific stă concentrarea pe eficienţa economică a nucleului de producţie al organizaţiei. Convingerea că un management raţional va determina eficienţa economică are o deosebită importanţă. Eficienţa economică, un termen încă folosit de multe organizaţii, se referă la raportul ieşiri/intrări. Eficienţa organizaţiei se referă la raportul dintre ieşiri şi diferite tipuri de intrări — teren, capital sau forţă de muncă.
TABELUL 1.2 Elemente ale managementului operaţiunilor din diferitele şcoli de management
Şcoala Unele ipoteze importante
Accent pus în principal pe:
Contributii generale la management
Clasică Managementul ştiinţific Orientarea pe procese
Oamenii sunt motivaţi doar de factorul economic Raţionalitate managerială Organizaţia este un sistem închis (siguranţă) Activităţi de management
Eficientă economică Aspectele fizice ale mediului de lucru Analiza ştiinţifică a sarcinilor de lucm Aplicarea tehnicilor la sarcinile de lucru Procese de management
Demonstrarea beneficiilor obţinute din specializarea şi diviziunea muncii, analiza posturilor, separarea planificării şi punerii in practică Identificarea prin-cipiilor şi funcţiilor Comp or tamentală
Relaţii umane Ştiinta compor-tamentală
Complex de oameni; au nevoi multiple Fiinţele umane, creaturi sociale
Comportamentul individului în mediul de muncă Aspecte interper-
Conştiinţa indivizilor Identificarea variabilelor compor-tamentale legate de
Sisteme sociale Modelatoare Luarea deciziilor Teoria sistemelor Modelare matematică
Organizaţia, sistem deschis Procesele de luare a deciziilor reprezintă comportamentul primar de management Organizaţia — sistem deschis Organizaţia - complex de subcomponente corelate Principalele elemente ale organizaţiilor pot fi rezumate,'corelate şi exprimate matematic
mediului de muncă Relaţii de interacţiune a organizaţiei cu mediul sau Procesul obţinerii de informaţii, utilizării şi ’ exprimării opţiunilor Identificarea limi-telor organizaţiei, corelaţiilor dintre subsisteme şi relaţiilor dintre organizaţie şi mediul mai larg Cuantificarea problemelor şi sistemelor de decizie Optimizarea unei mici mulţimi de situatii
orgamzaUei Elaborarea unor teorii care corelează comportamentul organizaţiilor cu caracteristicile umane şi variabilele organizaţiei Elaborarea unor linii directoare pentru îmbunătăţirea procesului de luare a deciziilor Elaborarea unor metode de predicţie şi explicare a comportamentului sistemului Elaborarea unor reguli explicite pentru deciziile de management Elaborarea unor metode de analiză a

13
FIGURA 1.4 Procesul de management
Acest raport, restrâns la mijlocul de producţie forţă de muncă este denumit eficienţa muncii.
Exemplu Managementul este preocupat de eficienţa muncii, mai ales când costul forţei de muncă este
mare. Pentru a determina cât de eficientă este munca într-o anumită situaţie, managementul fixează un anumit standard, un obiectiv care reflectă producţia unui muncitor mediu per unitate de timp în condiţii normale de lucru. Să presupunem că standardul într-un bufet cu autoservire este pregătirea a 200 de salate pe oră. Dacă forţă de muncă un anumit tip de ieşire pregăteşte 150 de salate pe oră, cât de eficientă este operaţiunea pregătirii de salate?
Procesul de management Una din teoriile managementului clasic, care pune accentul pe
management ca proces continuu de planificare, organizare şi control pentru a influenţa acţiunile celorlalţi Şcoala procesului de management, care mai este denumită abordarea administrativă sau
funcţională a managementului, a fost fondată la începutul anilor 1900. Managementul este privit ca un proces continuu de planificare, organizare şi control.
1. Planificarea include toate activităţile care stabilesc un curs de
. 9 acţiune. Aceste activităţi ghidează
procesul viitor de luare a deciziilor. 2. Organizarea include toate activităţile care stabilesc o struc- î
tură de sarcini şi autoritate 3. Controlul include toate activităţile prin care se verifică că randamentul real respectă randamentul planificat.
Aceste activităţi se suprapun în practică, după cum se arată în Figura 1.4.
Managementul comportamental
Managementul comportamental Una dintre principalele teorii de management, care pune accentul pe relaţiile umane şi ştiin ţele comportamentale. Relaţii umane Fenomen recunoscut de către specialiştii care studiază comportamentul, după care oamenii sunt complecşi şi au nevoi multiple,’iar relaţia subordonat-supervizor afectează direct productivitatea. Ştiinţa comportamentală Ştiin ţă care studiază modul în care comportamentul uman este afectat de conducere, motivaţie, comunicare, relaţii interpersonale şi modificarea atitudinii. Şcoala managementului comportamental a început în anii 1920 cu mişcarea relaţiilor umane,
care s-a dezvoltat neaşteptat dintr-un studiu tipic de cercetare al managementului ştiinţific. Acest studiu avea ca scop măsurarea modului în care modificările mediului de muncă afectează
In comparaţie cu standardul, această operaţiune are o eficienţă de 75% în prepararea salatelor.

14
producţia. Unii cercetători sociali din echipa de cercetare au observat totuşi că modificările producţiei s-au datorat adesea altor factori în afara modificărilor fizice din mediul de lucru. Muncitorii au părut să răspundă favorabil atenţiei şi interesului pe care le-au arătat experimentatorii, iar productivitatea a crescut. Această cercetare a generat o nouă atitudine care a subminat în mod serios conceptul de management ştiinţific om-maşină.
Teoriile de management comportamental susţin că oamenii în mediul lor de lucru, ca şi în altă parte, sunt extrem de complecşi. Psihologii au elaborat teorii ale ştiinţei comportamentale asupra indivizilor; psihologii sociali, sociologii şi antropologii culturali au elaborat teorii ale sistemelor sociale privind grupurile de oameni în procesul muncii. Studiul de caz Managementul Operaţiunilor 1.1 analizează modul în care comportamentul angajaţilor este de importanţă critică pentru managerul operaţiunilor. Managementul bazat pe modelare
Management bazat pe modelare Una dintre principalele teorii de management, care pune accentul pe luarea deciziilor, sisteme şi modelare matematică. Modelare matematică Crearea şi utilizarea reprezentărilor matematice ale problemelor şi organizaţiilor de management pentru a prevedea rezultatele modurilor propuse de acţiune. Şcoala managementului modelator priveşte luarea deciziilor şi teoria sistemelor, ca şi
modelarea matematică a acestor teorii. Orientarea spre luarea deciziilor consideră că luarea deciziilor este scopul central al managementului. Susţinătorii teoriei sistemice subliniază importanţa studiului organizaţiilor din perspectiva „sistemelor totale". Conform acestei şcoli, identificarea relaţiilor dintre subsisteme, prevederea efectelor modificărilor din sistem şi implementarea corectă a modificărilor de sistem fac parte din administrarea întregii organizaţii. Bazată pe cercetarea operaţiunilor şi ştiinţa de management, modelarea matematică se concentrează pe crearea unor reprezentări matematice ale problemelor şi organizaţiilor de management. Pentru o anumită problemă, variabilele sunt exprimate matematic, iar modelul este folosit pentru demonstrarea diferitelor rezultate care ar proveni din diferite decizii posibile de management. Anexa la acest capitol priveşte modelarea şi managementul, prezentând rolul modelelor în managementul operaţiunilor.
STUDIU DE MANAGEMENT AL OPERAŢIUNILOR Managerii operaţiunilor urm ăresc participarea angajaţilor Pe măsură ce societătile industrializate avansează în anii 1990, lipsa de muncitori calificaţi continuă, mai ales în fabricaţie.
Această lipsă există, în ciuda faptului că 16 milioane de oameni din Comunitatea Europeană şi peste 5 milioane de oameni din S.U.A. sunt şomeri. Ar putea managerii să folosească ce au învăţat despre comportamentul la locul de muncă pentru ca satisfacţia adusă de aceasta să crească, crescând astfel calificarea muncitorilor şi diminuând lipsa?
O soluţie parţială, de exemplu, poate fi creşterea participăm la locul de muncă. Conform Asociaţiei naţionale pentru sisteme de sugestie (NASS), programele de participare a angajaţilor din S.U.A. au crescut satisfacţia adusă la locurile de muncă, iar organizaţiile au economisit în acest proces 2,2 mld. Ş numai în
1988. NASS distinge între 8 tipuri de sisteme de sugestie: cutii de sugestii, echipe de îmbunătăţire, studii ale organizaţiilor, replanificarea muncii, calitatea muncii, fixarea participativă a scopurilor, participarea la câştig şi programe de asistenţă socială. Vom studia mai îndeaproape reproiectarea locurilor de muncă în Capitolul 8, examinând metode populare cum ar fi îmbunătăţirea posturilor, metoda posturilor caracteristice, calitatea muncii şi stilul japonez de management con-centrat pe Hito No Wa (armonie şi lucru în echipă pentru toţi angajaţii).
Sunt eficiente aceste eforturi de replani- ficare a muncii şi sunt ele folosite? Mai multe studii prezintă concluzia că angajaţii se comportă mai bine şi sunt mai satisfăcuţi de posturile lor atunci când este aplicată reproiectarea locurilor de muncă. Totuşi nu este clar dacă această reproiec- tare este cauza îmbunătăţirii, sau alte modi- ficări simultane

15
FIGURA 1.5 Schema cadru pentru managementul
operaţiunilor
sunt cauzele — de exemplu, o schimbare a grupului de lucru, noi cadre, echipamente diferite sau noi sisteme şi nivele de salarizare. Companiile canadiene beneficiază în special de pe urma unei game largi de moduri inovatoare de organizare, recompensare şi conducere a muncitorilor. Un studiu realizat la nivel naţional între 1985 şi 1986 a prezentat o multitudine de dovezi că folosirea sistemelor inovatoare de plată (plată pentru cunoştinţe, participarea la câştig, participarea la profit), posturi comune, îmbogăţirea posturilor, grupuri de lucru semiauto- nome şi alte programe pentru îmbunătăţirea participării şi satisfacţiei angajaţilor sunt din ce în ce mai folosite. Nu există nici o dovadă că această creştere este doar o parte a „ciclului participării" care se va diminua, după cum au sugerat unii experţi.
Surse: Jill Kanin-Lovers, „Meeting the Challenge of Workforce 2000“, Journal of Compensation and Benefits 5, nr. 4, (ianua-rie/februarie 1990), 233-36; Don Nichols, „Bottom-Up Strategies: Asking Employees for Advice“, Management Review 78, nr. 12 (decembrie 1989), 44-49; Richard J. Long, „Patterns of Workplace Innovation in Canada“, Industrial Relations, (Canada) 44, nr. 4 (toamna 1989), 805-24; Marcelo Malen- tacchi, „Improving the Work Environment: Developments in the European Community“, ILR Report 27, nr. 1 (toamna 1989), 30-34; şi Barbara Mandell, „Does a Better Worklife Boost Productivity?“, Personncl 66, nr. 10 (octombrie 1989), pg. 48-52.
Schema cadru pentru managementul operaţiunilor
In această carte folosim aceste trei metode drept cadru pentru studiul nostru asupra managementului operaţiunilor. Acest cadru este descris în Figura 1.5.
Planificare Activit ăţi care stabilesc cursul de acţiune şi ghidează luarea deciziilor în viitor
Planificare Managerul operaţiunilor defineşte obiectivele pentru subsistemul de operaţiuni al organizaţiei, ca şi politicile, programele şi procedurile pentru atingerea obiectivelor. Această etapă include clarificarea rolului şi domeniului operaţiunilor în strategia de ansamblu a organizaţiei. Implică şi planificarea produsului, proiectarea unităţilor şi utilizarea procesului de conversie.
Organizare Activit ăţi care stabilesc structura sarcinilor şi autorit ăţii.
Organizare Managerii operaţiunilor stabilesc structura rolurilor şi fluxul de
informaţii în cadrul subsistemului operaţiunilor. Ei determină activităţile necesare pentru atingerea scopurilor subsistemului de operaţiuni şi pentru a acorda autoritate şi responsabilitate în îndeplinirea lor.
Control Activit ăţi care verifică concordanţa dintre randamentul real şi cel planificat. Control Pentru a se asigura că planurile privind subsistemul de operaţiuni sunt îndeplinite,
managerul operaţiunilor trebuie să-şi exercite controlul prin evaluarea produselor reale şi compararea lor cu cele planificate. Controlul costurilor, al calităţii şi planurilor stă la baza managementului operaţiunilor.
Comportament Managerii operaţiunilor sunt preocupaţi de modul în care eforturile lor de a planifica, organiza şi controla afectează comportamentul uman. Ei doresc să cunoască şi modul în care comportamentul subordonaţilor poate afecta acţiunile de planificare, organizare şi control

16
ale managementului. în operaţiuni, suntem interesaţi de comportamentul managerilor, ca şi de comportamentul lor în luarea deciziilor.
Modele Pe măsură ce managerii operaţiunilor planifică, organizează şi controlează procesul de conversie, ei se confruntă cu multe probleme şi trebuie să ia multe decizii. Ei pot simplifica frecvent aceste dificultăţi folosind modele. Tipurile de modele şi exemplele de folosire a lor sunt ilustrate în detaliu pe măsură ce acoperim problemele funcţionale ale managementului operaţiunilor din manual.
Probleme ale managerului operaţiunilor Managerii operaţiunilor sunt preocupaţi de diferite probleme: controlul costurilor în casele de
brokeraj, calitatea serviciilor din spitale şi cotele de producţie în fabricile de mobilă. Deşi managerii operaţiunilor ocupă poziţii la diferite nivele ale organizaţiilor şi deşi lucrează în diferite tipuri de organizaţii, ei împărtăşesc anumite tipuri de probleme. The Manufacturing Futures Project, un studiu realizat de Universitatea Boston, prezintă tipurile de activităţi pe care le realizează 160 de directori în firme din S.U.A. şi Canada. Repondenţii - manageri sau directori de operaţiuni, directori de fabrici, manageri generali de divizie, vicepreşedinţi şi alţii, cu sarcini similare — au arătat că multe dintre cele mai importante activităţi ale firmelor lor pentru îmbunătăţirea operaţiunilor erau legate de planificarea, organizarea şi controlul sistemului de operaţiuni şi a procesului său de conversie (Tabelul 1.3). Planificarea producţiei, definirea strategiei de fabricaţie şi reproiectarea produsului, de exemplu, sunt activităţi de planificare. Modificarea organizaţiei, relaţiile de muncă/management şi elaborarea unor sisteme integrate de informaţii sunt activităţi de organizare. Controlul stocurilor, îmbunătăţirea activităţii de întretinere şi reducerea TTL sunt activităti de control. Studiile mai recente de fabricaţie nu colectează aceste date. Ne îndoim că au avut loc schimbări majore ale activităţilor, acestea având loc doar în poziţiile lor relative. Acest lucru este explicat într-o oarecare măsură în următorul capitol, unde este analizat un studiu mai recent. Rolul strategic al operaţiunilor
Pe măsură ce studiaţi şi practicaţi managementul operaţiunilor, este uşor să deveniţi preocupaţi de aspectele economice şi de proiectare detaliate ale procesului de conversie şi să pierdeţi din vedere scopul său fundamental. Acest lucru s-a produs în realitate în multe firme din S.U.A., iar rezultatele au fost costisitoare din punctul de vedere general al organizaţiilor. Economia şi eficienţa operaţiunilor de conversie sunt scopuri secundare, nu primare, ale organizaţiei. Scopurile primare sunt legate de oportunităţile de piaţă. 0 perspectivă strategică
Din Figura 1.6 ar trebui să înţelegeţi fluxul de bază descrescător al influenţei strategice care duce la administrarea operaţiunilor şi rezultatelor de conversie. Progresul general al procesului este determinat de condiţiile competitive şi de piaţă ale industriei, care furnizează baza pentru stabilirea strategiei organizaţiei. Unde se află industria în prezent, şi unde va fi în viitor? Care sunt pieţele existente şi cele potenţiale? Ce nişe de piaţă există, şi de ce calificări dispunem pentru a le umple? Analiza atentă a segmentelor de piaţă şi capacitatea concurenţilor noştri şi a noastră de a satisface nevoile acestor segmente va determina cea mai bună direcţie de concentrare a eforturilor unei organizaţii.
După evaluarea potenţialului unei industrii, trebuie elaborată o strategie de ansamblu a organizaţiei, inclusiv formularea unor opţiuni fundamentale privind baza primară de concurenţă. în realizarea acestui lucru sunt stabilite priorităţile dintre următoarele 4 caracteristici: ■ Calitate (performanţele produsului) ■ Eficienţa costurilor (preţ redus al produsului) ■ Credibilitate (livrare sigură, la timp, a comenzilor către clienţi) ■ Flexibilitate (răspuns rapid cu noi produse sau modificări ale volumului producţiei)

17
în ultimii ani, am aflat că majoritatea organizaţiilor nu pot excela la toate aceste dimensiuni şi, încercând acest lucru, sfârşesc prin a nu face nimic bine. în plus, când există o calificare în unul din aceste domenii, încercarea de a trece la altul poate duce la o scădere a eficienţei (satisfacerea obiectivelor primare).
Timpul pare a fi dimensiunea critică a concurenţei în industriile de fabricaţie şi servicii, în orice industrie, firma cu cel mai rapid răspuns la cerinţele clienţilor are potenţialul de a obţine un avantaj decisiv pe piaţă. Domnul Ruwe, în introducerea acestui capitol, a făcut aluzie la această tendinţă şi la importanţa sa pentru Copeland Corporation.
Într-o eră a concurenţei bazate pe timp, avantajul competitiv al unei firme este definit nu prin cost, ci prin timpul total necesar pentru a realiza un produs sau serviciu.
FIGURA 1.6 Operaţiunile ca element strategic în atingerea obiectivelor organizaţiei
1. Serviciile faţă de clienţi (programare) (a) Producerea unor cantităţi care să satisfacă cererea estimată

18
(b) Respectarea datei de livrare necesare pentru bunuri şi servicii. 2. Adaptabilitatea (pentru asigurarea supravieţuirii viitoare)
Priorităţile între aceste obiective secundare ale operaţiunilor şi ponderea lor relativă trebuie să fie reflectarea directă a misiunii organizaţiei. Corelând cele 6 obiective secundare ale operaţiunilor cu opţiunile strategice mai largi de mai sus, este clar că eficienţa, calitatea şi credibilitatea (serviciile faţă de clienţi) sunt reflectate în obiectivele secundare. Flexibilitatea cuprinde adaptabilitatea, dar este legată şi de produs/serviciu şi caracteristicile de proces. După cum vom vedea în Capitolul 4, din momentul în care se manifestă opţiunile legate de produs şi proces, sunt fixate limitele pentru îndeplinirea celorlalte obiective ale organizaţiei. Alternative şi opţiuni ale operaţiunilor
Scopurile secundare ale operaţiunilor - obiectivele — pot fi atinse prin deciziile care se iau în diferitele domenii ale operaţiunilor. Fiecare decizie implică alegeri importante între opţiunile legate de produs şi proces şi cele legate de calitate, eficienţă, programare şi adaptabilitate.
Să luăm în considerare popularitatea de la sfârşitul anilor 1980 şi începutul anilor 1990 a deserturilor cu iaurt congelat ca alternativă la îngheţată. Din momentul în care se ia decizia de a vinde iaurtul în unităţi care vând îngheţată, se pot exprima multe opţiuni. Unde trebuie amplasate unităţile? Cât de mari trebuie să fie acestea? Ce grad de automatizare trebuie folosit? Cât de calificată trebuie să fie forţa de muncă pentru a lucra cu echipamentul automatizat? Iaurtul congelat va fi produs local? Ce impact au aceste decizii asupra calităţii, eficienţei, programării (servicii faţă de clienţi) şi adaptabilităţii? Suntem pregătiţi pentru modificări ale produsului sau serviciului, sau sunt incluse aceste decizii în operaţiunile noastre? Acestea sunt exemple de alegeri dure, esenţiale, care stau la baza înţelegerii modului în care trebuie exprimate opţiunile când se iau decizii de planificare strategică şi tactică. Tendinţe în managementul operaţiunilor
Care sunt noile cerinţe care stau în faţa managerilor operaţiunilor de azi? Cum se vor schimba sarcinile acestora în viitor? Răspunsurile la aceste întrebări sunt speculative, dar ne putem face o părere prin studiul tendinţelor recente în activităţile economice de ansamblu. Modific ări ale activităţii economice
Fac oamenii acelaşi tip de muncă azi ca în trecut? Această întrebare este importantă, deoarece managementul operaţiunilor se întâlneşte de obicei în zonele în care activitatea economică este în creştere. Tabelul 1.4 ne prezintă unele soluţii. Putem vedea că a avut loc un transfer al ratelor ocupării forţei de muncă din agricultură şi alte industrii extractive (minerit şi contractări de construcţii) în sectorul servicii: agricultura a scăzut TABELUL 1.4 Distributia muncitorilor angaja ţi pe principalele sectoare ale economiei, 1900-1989
Sursa: Victor Fuchs, The Service Economy (New York: Columbia University Press, 1968), pg. 207, cu permisiunea NBER; Statistical Abstract ofthe United States 1972, pg. 227-30; Departamentul muncii din S.U.A., Biroul statisticilor de muncă, 1975, 1979, 1984, 1990.
Agricultur ă şi alte A
nul industrii
extractive (%) Industri
e (%) Servici
i (%) Total
(%) 1900
38 34 28 100 1 34 37 29 100 1 30 39 31 100 1 27 35 38 100 1 25 34 41 100 1 15 40 45 100 1 11 39 50 100 1 5 34 61 100 1 4 28 68 100 1
989 3 27 70 100

19
de la 38% din totalul forţei de muncă în 1900 la 3% în 1989, iar numărul angajaţilor din sectorul servicii a crescut de la 28% în 1900 la 70% în 1989. Procentajul muncitorilor în industrie a scăzut constant. Va continua această tendinţă? Este posibil ca procentajul muncitorilor din sectorul servicii să continue să crească treptat, dar această creştere este cel mai probabil să fie relativ înceată. Cele mai recente date prevăd că muncitorii vor migra din sectorul industriei în cel al serviciilor, în timp ce procentul muncitorilor agricoli va rămâne aproximativ 3%.
Un aspect este clar. Cel mai mare sector din economia S.U.A. de azi este cel al serviciilor. Dintre cele 47,6 milioane de persoane angajate în S.U.A. în 1929, 18,1 milioane lucrau în sectorul serviciilor. In 1989,117,3 milioane de persoane erau angajate, din care 82,1 milioane în sectorul serviciilor. Sectorul serviciilor cu cea mai rapidă creştere a fost cel guvernamental, cel al reparaţiilor urmând îndeaproape. Forţa totală de muncă a crescut cu aproximativ 69 milioane de muncitori - dintre care 64,0 milioane lucrează în sectorul serviciilor.2 De asemenea, şi cheltuielile consumatorilor s-au orientat către sectorul serviciilor.
Creşterea activităţii economice în sectorul serviciilor sugerează faptul că mulţi dintre dumneavoastră probabil lucraţi în industriile de servicii. In această carte adoptăm teoria după care conceptele, calificările şi tehnicile de management al operaţiunilor sunt transferabile între sectoarele industriei/serviciilor şi în ^«//industriilor şi serviciilor. Exemplele şi explicaţiile noastre se aplică deci ambelor tipuri de operaţiuni, chiar dacă este mentionată doar una dintre ele.3 0 perspectivă globală
Nu toate naţiunile trec de la industrializare la un echilibru între producţie/servicii, după cum am arătat mai sus în cazul economiei S.U.A. — multe dintre acestea nu sunt încă industrializate. Există trei regiuni industrializate principale care au echilibre rezonabile între producţie şi consum: litoralul Pacificului, America de Nord şi Europa de vest. în afara acestor regiuni producţia rămâne adesea în urma cererii. Oferta este limitată. Multe naţiuni sunt pur şi simplu sărace şi nu pot produce eficient, neputând prin urmare să concureze în economia mondială.
O regiune aflată în tranziţie este Europa de Est. De fapt, toate culturile socialiste din lume par a se afla în tranziţie. Studiul de management al operaţiunilor 1.2 explorează managementul operaţiunilor în culturile socialiste. După cum puteţi vedea, managementul în democraţiile capitaliste, cum ar fi Canada sau S.U.A., este foarte diferit. Cariere în managementul producţiei şi operaţiunilor
în 1989, forţa de muncă din S.U.A. era alcătuită din 117,3 milioane de persoane. Aproximativ 7 milioane dintre aceştia, după estimările noastre, ocupau poziţii de conducere în domeniul finanţelor, operaţiunilor şi marketingului. Intensitatea muncii, caracteristică pentru domeniul operaţiunilor, constituie cauza pentru care există, comparativ cu celelalte sectoare manageriale, un număr disproporţionat de mare a posturilor de management în acest domeniu. în producţie şi operaţiuni, mulţi viitori manageri îşi pot face o carieră. Posturi la început de carieră în managementul producţiei/operaţiunilor
Dacă obiectivele carierei dumneavoastră constau în avansarea la o poziţie superioară de conducere, operaţiunile sunt un domeniu adecvat. Un studiu al revistei Fortune asupra celor mai mari 500 de companii individuale din S.U.A. a arătat că directorii de companii puneau accentul pe o carieră în producţie/operaţiuni 18,6% din timp.4 în afara poziţiei de vârf din organizaţie, în general un vicepreşedinte sau o persoană cu o poziţie similară este responsabil pentru producţie/operaţiuni. Cum puteţi obţine o astfel de poziţie? Ce posturi la început de carieră vă pot permite să acumulaţi experienţă pentru a fi promovat în cadrul operaţiunilor?
Sunt disponibile două variante de posturi la început de carieră: de conducere şi de execuţie. Posturile de conducere sunt direct legate de atingerea obiectivelor financiare, de marketing şi de operaţiuni ale organizaţiei, în timp ce posturile de execuţie sprijină orientarea conducerii în cadrul organizaţiei. Printre posturile tipice de conducere legate de operaţiuni se numără supervizorii din primul eşalon de conducere, instructorii de management şi şefii de echipă. Posturile de execuţie legate de operaţiuni includ analiştii pe calculator, analiştii de proiect,

20
controlul şi planificarea stocurilor şi materialelor, planificarea producţiei, logistica şi controlul calităţii.
Studiu de management al operaţiunilor. Managementul operaţiunilor în culturile socialiste
În procesul de spectaculoasă liberalizare politică şi economică, ţările din Europa de Est sunt în căutarea unui cadru de management care să funcţioneze în culturile lor. Uniunea Sovietică şi, într-o oarecare măsură, China îşi eliberează şi ele economiile. Totuşi, producţia şi consumul în aici rămân drastic în urma naţiunilor vestice. In ce măsură fac faţă managerii producţiei şi operaţiunilor acestor sisteme socialiste în schimbare? Vor fi ei capabili să copieze stilurile şi practicile de management din America de Nord, Asia şi Europa de Vest? Cum s-au comportat managerii în cadrul structurii politice şi economice mai represive şi controlate a acestor tări?
Experţii tind să fie de acord că ţările din Europa de Est, statele sovietice şi provinciile din Republica Populară Chineză trebuie să facă faţă unui paradox. Cum pot ele obţine calificări şi cunoştinţe de management într-un sistem liber de piaţă, şi totuşi să nu copieze pur şi simplu ceea ce funcţionează pentru alte culturi libere de piaţă? în mod similar, este clar că practicile japoneze de management nu sunt direct transferabile în S.U.A., la fel cum practicile din S.U.A. nu funcţionează întotdeauna bine în multe alte culturi (inclusiv în Europa de Vest şi în Japonia). Acest principiu este cel mai posibil să fie valabil şi pentru Europa de Est. În cadrul unei zone geografice există variaţii mari în modul în care muncesc oamenii. în Asia, de exemplu, diferenţele între coreenii care muncesc într-o ierarhie bine stabilită şi indonezienii care apreciază armonia sunt chiar mai mari decât cele dintre americani şi japonezi. La fel, în Europa de Est, românii sunt extrem de individualişti şi ostili, în timp ce polonezii sunt mai cooperanţi. Există unii oameni în Europa de Est care au lucrat în sisteme libere de piaţă acum 40 de ani. în Rusia, totuşi, aproape nimeni nu-şi aminteşte cum era viata înainte de începutul regimului socialist care a durat 70 de ani. în cea mai mare parte, managerii din aceste regiuni vor trebui să înveţe noi modalităţi de a-şi desfăşura activitatea.
Profesorul Magoroh Maruyama, expert internaţional în management la Universitatea Auyoma Gakuin din Tokyo, sugerează că, chiar în momentul în care este introdus sistemul liber de piaţă în Europa de Est, va exista o rezistenţă ridicată din partea muncitorilor care preferă să nu muncească mult, din partea administratorilor şi managerilor care s-au obişnuit să trăiască din mite şi din partea beneficiarilor de subvenţii care nu trebuie să se justifice pentru profit sau pierdere. Maruyama recomandă ca aceste ţări să trimită instructori de management în multe părţi ale lumii şi să-şi examineze cu atenţie propriile culturi în acelaşi timp. In 1990, 5.000 de sovietici au studiat economia în străinătate, fapt ce sugerează că opiniile lui Maruyama sunt adevărate pentru cel puţin o naţiune.
Cum îşi conduc chinezii subordonaţii? Profesorul James A. Wall, Jr., de la Universitatea Missouri a intervievat 50 de muncitori şi 120 de manageri în provincia Jiangsu din Republica Populară Chineză în timpul anului 1989 şi a găsit unele rezultate interesante. Wall a descoperit că programul de „reforme“ al lui Deng Xiaoping şi inflaţia au avut cel mai mare impact asupra managerilor. Acestea, împreună cu Parddul Comunist, 40 de ani de socialism, valorile feudale, guanxi (traficul de influenţă) şi economia cu un mare volum de muncă au modelat manage-mentul în această perioadă. In consecinţă, managerii din China au dezvoltat relaţii strânse cu muncitorii, au oferit favoruri şi uneori chiar i-au făcut de ruşine pe muncitori pentru a obţine favoruri în schimb.
Trăsăturile comune ale sistemelor din China, Europa de Est şi Uniunea Sovietică constau în mituirea managerilor şi lenea muncitorilor. Prevalenta acestor trăsături conduce la probleme legate de etică şi la punerea sub semnul îndoielii a conceptului „muncii de calitate“, o etică a muncii comun acceptată în America de Nord, Europa de Vest şi Japonia.
Pe măsură ce globalizarea afacerilor continuă, tehnicile de management într-o ţară străină vor fi o problemă majoră pentru firmele internaţionale. Managementul operaţiunilor necesită

21
dezvoltarea unor relaţii superior-subordonat la cele mai joase nivele ale firmei, ceea ce sugerează faptul că va trebui să apară o mare varietate de stiluri de conducere.
Surse: „Crash Courses in Capitalism for Ivan the Globe-Trotter“, Business Week (28 mai 1990), 42-44; „Eastern Europe: A New Frontier“, National Business (1 aprilie 1990), 45-49; M. Maruyama, „Some Management Considerations in the Economic Reorga- nization of Eastern Europe“, Academy of Management Executive 2, nr. 4 (1990), 90-91; J. A. Wall, Jr., „Managers in the People’s Republic of China“, Academy of Management Executive 2, nr. 4 (1990), 19-32.
Exemplu
Recent, două persoane au asistat la un curs de management al operaţiunilor pentru studenţi. Răspunzând la întrebările studenţilor legate de carieră, un oaspete, managerul de personal de la o nouă unitate de fabricaţie a Quaker Oats Company, a subliniat interesul pentru studenţii la management, managementul operaţiunilor şi imginerie, vizaţi pentru posturi de şefi de echipă, ce fac parte din primul eşalon de conducere. După cum a explicat, posturile se aflau într-o unitate curată, modernă, cu bune posibilităţi pentru avansarea în posturi de conducere sau de execuţie. Cel de-al doilea oaspete, vicepreşedintele de operaţiuni de la Boatmen’s Bank din Kansas City şi-a exprimat interesul pentru absolvenţii de la managementul operaţiunilor, fiind vizaţi pentru Dosturile la început de carieră în analiza operaţiunilor, o funcţie de execuţie care sprijină direct operaţiunile bancare. După 6 luni până la 2 ani, analiştii operaţiunilor trec de obicei la poziţii de conducere (de supraveghere). In ambele cazuri, promovarea este disponibilă în cadrul operaţiunilor şi pentru alte funcţii (marketing, finanţe etc.).
Opţiuni referitoare la carieră în managementul producţiei/operaţiunilor
Opţiunea dumneavoastră referitoare la carieră merită să fie analizată cu atenţie. Vă sugerăm ca în exprimarea opţiunilor referitoare la carieră în managementul producţiei/ operaţiunilor să luaţi în considerare: (1) posibilitatea de avansare, dezvoltare profesională şi perspective în cadrul organizaţiei; (2) satisfacţia postului; (3) recompense financiare; (4) calitatea mediului (climat, divertisment etc.); (5) caracteristicile grupului de lucru; şi (6) nevoile şi dorinţele individuale (amplasament, considerente de sănătate etc.). Deciziile referitoare la carieră în managementul operaţiunilor sunt supuse schimbărilor. Deşi este posibil să fi ţi nevoit să învăţaţi tehnologii noi într-o modificare majoră a postului, calificările din managementul operaţiunilor sunt în general transferabile între servicii şi fabricaţie şi în cadrul fiecărui sector. Organizaţiile profesionale şi ziarele îşi rezumă ocazional oportunităţile de carieră în domeniile lor de management al operaţiunilor, oferind astfel o bună sursă de informaţii.
> Probleme actuale de management al operaţiunilor
Această carte este organizată în jurul subfuncţiilor de management: planificare, organizare şi control, încercând să prezinte o perspectivă sintetică (vezi Figura 1.7). Prin corelarea fiecărei probleme a operaţiunilor cu o temă comună, sperăm să sugerăm o continuitate de gândire pentru a ilustra elementele fundamentale ale managementului operaţiunilor. In acest cadru, am considerat utilă analiza subfuncţiei de planificare prin divizarea sa în două părţi principale: planificarea şi programarea sistemului de conversie. Planificarea sistemului de conversie este legată de proiectarea sa; programarea se concentrează pe funcţionarea sa, din momentul în care există.
Un subiect principal, de exemplu, este controlul sistemului de conversie. In control avem de-a face cu controlul stocurilor, gestiunea materialelor şi managementul calităţii - toate fiind activităţi necesare ale managerilor operaţiunilor. Industria de azi, indiferent dacă este legată de servicii sau produse, este complexă. Managementul operaţiunilor trebuie să clarifice complexitatea, să identifice problemele şi să creeze soluţii. Când problemele ţin de comportament (de ex. motivaţia calităţii), introducem tehnici actuale cum ar fi cercurile calităţii şi procedurile de modificare a atitudinii pentru a le aborda. Când problemele sunt orientate spre

22
proces (de exemplu controlul şi analiza calităţii), arătăm de ce modele şi metode ca teoria eşantionării şi procedurile de control al procesului statistic sunt adecvate.
înainte de a lua în considerare anumite soluţii la problemele legate de operaţiuni, trebuie să explorăm mai întâi principalele probleme, chestiuni şi provocări care stau în faţa managerilor operaţiunilor. Acestea includ probleme legate de productivitate, tehnologie, concurenţă şi strategii, toate acestea reprezentând problemele care stau în faţa unui randament eficient astăzi. Acest set de probleme va fi luat în considerare de noi în cele ce urmează.
Rezumat
Acest capitol a subliniat rolul funcţiei de operaţiuni în organizaţii şi importanţa administrării sale eficiente. Operaţiunile au fost definite în termenii misiunii pe care o îndeplinesc pentru organizaţie, tehnologiei pe care o folosesc şi proceselor umane şi manageriale pe care le implică. Folosind această metodă, am putut să cunoaştem domeniul de probleme cu care se confruntă managerul operaţiunilor, ca şi tipurile de probleme şi decizii care apar în managementul operaţiunilor.
Pentru a înţelege şi rezolva problemele legate de operaţiuni, am adoptat un cadru care se bazează pe conceptele celor trei şcoli ale gândirii de management - clasică, comportamentală şi bazată pe modelare. Conceptele sistemice pot fi utile pentru înţelegerea organizaţiilor şi a rolului funcţiei operaţiunilor în cadrul acestora. Managementul operaţiunilor foloseşte aceste sisteme, modele şi diferite tehnici în direcţionarea procesului de conversie, care converteşte mijloacele de producţie în produsele dorite. Managerii operaţiunilor trebuie să se implice în operaţiunile de planificare, organizare şi control. Pe măsură ce decid între alternative, ei trebuie să ia în considerare scopurile organizaţiei şi strategia de ansamblu.
Modificările istorice ale activităţii economice şi predicţia modificărilor de creştere ale principalelor industrii indică creşterea importanţei sectorului serviciilor. Aceste modificări prezintă unele noi probleme pentru managementul operaţiunilor, cea mai importantă dintre acestea fiind transferul cunoştinţelor noastre de management al producţiei către sectorul servicii.
Figura 1.7 Model general pentru managementul operaţiunilor

23
Studiu de caz Kare-Full Katering Harrison T. Wenk III are 43 de ani, este căsătorit şi are doi copii, în vârstă de 10 şi 14 ani. El
este doctor în educaţie şi predă muzica la o şcoală primară dintr-un orăşel din Ohio. Tatăl lui Harrison a decedat acum două luni, lăsându-i singurului său copil o oportunitate neobişnuită de afaceri. Conform testamentului tatălui său, Harrison are un termen de 12 luni pentru a se implica în firma de catering a familiei, Kare-Full Katering, Inc., în caz contrar aceasta fiind vândută către doi angajaţi de bază pentru un preţ rezonabil şi corect. Dacă Harrison se implică, cei doi angajaţi beneficiază de opţiunea de a achiziţiona o poziţie semnificativă, dar mai mică decât cea majoritară, în firmă.
Singura implicare a lui Harrison în această firmă, înfiinţată de bunicul său, a fost în calitate de angajat cu ora în timpul vacanţelor de vară de la liceu şi colegiu. El are încredere că poate învăţa şi poate chiar privi cu plăcere partea de marketing a firmei şi că îşi poate menţine poziţia de şef al departamentului contabilitate/financiar. Dar nu va aprecia niciodată cu adevărat operaţiunile zilnice. De fapt, nu înţelege ce implică în realitate managementul operaţiunilor.
în 1991 Kare-Full Katering, Inc. a avut vânzări de 3,75 mii. $ în zona centrală a statului Ohio. Profitul net după impozitare a fost 105.000 $, cel de-al 11-lea an consecutiv de operaţiuni profitabile şi cel de-al 17-lea în ultimii 20 de ani. Există 210 de angajaţi în această firmă cu un mare volum de muncă. Contractele instituţionale reprezintă peste 70% din vânzări şi includ servicii alimentare parţiale pentru cele trei colegii, şase instituţii comerciale (mai ales fabrici şi bănci), două unităţi de îngrijire pe termen lung şi cinci şcoli primare. Unele amplasamente ale clienţilor folosesc un manager permanent al operaţiunilor; altele sunt deservite din bucătăria Kare-Full Katering. Harrison este de părere că, dacă devine activ în afaceri, unul dintre cei doi angajaţi cheie, vicepreşedintele operaţiunilor, va părăsi firma.
Harrison a decis să termine ultimele două luni din acest an şcolar şi apoi să petreacă vara la Kare-Full Katering - ca şi în instituţii cu propriile lor servicii alimentare - pentru a decide dacă vrea să se implice în afaceri. El este interesat mai ales să afle cât mai multe posibil în legătură cu operaţiunile. Harrison crede că le datorează soţiei şi copiilor lor evaluarea corectă a acestei oportunităţi. întrebări de caz 1. întocmiţi o foaie de lucru cu activităţile legate de operaţiuni pe care trebuie să le studieze Harrison în această vară. 2. Pentru a conduce firma, cât de multe trebuie să ştie Harrison despre operaţiuni? De ce? 3. Ce probleme apreciaţi că va întâmpina Harrison în această vară, atât la Kare-Full cât şi la alte instituţii? 4. Dacă ati fi în locul lui Harrison, ce ati face? De ce? Studiu de caz Managementul operaţiunilor într-o clinic ă veterinară
încercaţi să identificaţi mijloacele de producţie, produsele şi procesele de conversie într-o clinică veterinară alcătuită din trei medici veterinari, personal administrativ şi două asistente care controlează animalele. Identificaţi operaţiunile principale de management al operaţiunilor (folosiţi Tabelul 1.3 ca ghid) în acest cadru. Prezentaţi-le într-un cadru similar celui din Figura 1.1. Trebuie să luaţi în considerare modul în care creşterea personalului clinicii cu un manager al operaţiunilor va afecta costul şi eficienţa serviciilor medicale. în mod normal, într-o astfel de situaţie, managerul operaţiunilor va fi unul dintre medicii veterinari. Puteţi explica de ce ar trebui să vă angajeze pe dumneavoastră pentru a conduce operaţiunile clinicii? Probleme recapitulative şi pentru discuţie 1. Organizaţiile pot fi considerate ca fiind sisteme. Concepţia sistemică este importantă pentru managerii operaţiunilor deoarece (a) sistemul de producţie/operaţiuni este o parte a firmei sau organizaţiei şi (b) în cadrul funcţiei de producţie/operaţiuni există subsisteme. Explicaţi. 2. Folosind Figura 1.1, explicaţi procesul de conversie într-o unitate fast-food (McDonald’s, de exemplu) şi o piscină publică. 3. (a) Care sunt scopurile secundare ale operaţiunilor?

24
(b) Care este scopul general al subsistemului de operaţiuni? (c) Care sunt corelaţiile dintre ele?
4. Conservarea energiei este o preocupare individuală, a firmelor şi totodată naţională. Dacă aţi fi manager într-un mare magazin general cu 200 de angajaţi, care cheltuieşte peste 10.000 $ pe lună pentru cheltuieli de regie, ce metodă (sau şcoală de management) vă poate ajuta cel mai bine în reducerea costurilor cu energia? De ce? 5. Cum se corelează politica de producţie/operaţiuni cu politica de contabilitate şi financiară şi cu politica de marketing? Ce se obţine prin această corelaţie? 6. Atingerea scopurilor unei organizaţii necesită ca managementul operaţiunilor să justifice politica privind industria, strategia, operaţiunile organizaţiei şi procesul de conversie. în ce măsură se corelează aceste elemente între ele? în ce măsură se corelează cu atingerea scopurilor organizaţiei? 7. Faceţi corelaţia între diagrama de conversie din Figura 1.1 şi primele 15 domenii de activitate enumerate pe manageri ai operaţiunilor în Tabelul 1.3. 8. Comparaţi şi prezentaţi diferenţa dintre cele trei mari categorii ale teoriei de management: şcoala clasică, comportamentală şi bazată pe modelare. 9. Pe măsură ce o naţiune industrializată devine mai bogată, oamenii au mai mult timp liber şi cer mai multe servicii. Mulţi oameni intră în cadrul forţei de muncă la o vârstă mai mare şi o părăsesc la o vârstă mai mică. în ce măsură afectează aceste modificări rolul tradiţional al managerului de producţie/operaţiuni? 10. O problemă legată de tehnicile moderne ale liniei de asamblare pare a fi accea că muncitorii sunt apatici. Cum poate fi folosit managementul ştiinţific ca bază pentru rezolvarea acestei probleme? în ce măsură poate filozofia relaţiilor umane să ajute la rezolvarea sa? 11. De ce există necesitatea unei teorii comportamentale de management? Din propriile dumneavoastră experienţe sau observaţii, prezentaţi o situaţie supraveghetor-subordonat care vă sprijină răspunsul. 12. Corelaţi modelul general de management al operaţiunilor (Figura 1.7) cu fiecare teorie de management. 13. în ce măsură prezintă noi probleme inflaţia, lipsa de energie şi o săptămână mai redusă de lucru pentru managerii de producţie/operaţiuni? Probleme 1. Managerul unei fabrici de îmbuteliere pentru Coca-Cola a venit la lucru vineri dimineaţa, după ce a lipsit din oraş cu probleme de afaceri în timpul săptămânii, înainte de sosirea celorlalţi, el a verificat raportul zilnic de eficienţă a muncii pentru fabrica de îmbuteliere. Eficienţa zilnică a fost de 102% luni, 94% marţi şi 87% miercuri. Mergând la biroul managerului adjunct, el a constatat că joi, angajaţii au lucrat 96 de ore şi au îmbuteliat 1.025 lăzi. Standardul pentru productivitatea muncii a fost de 12,5 lăzi per oră. Ce întrebări trebuie să pună managerul când angajaţii sosesc vineri? 2. Standardul de producţie a muncii pentru un birou de asigurări este de 150 cereri prelucrate zilnic. în timpul acestei săptămâni, au fost prelucrate zilnic 160, 125, 140 şi 100 de cereri. Volumul de cereri creşte. întocmiţi un grafic pentru eficienţa zilnică. Ce indică graficul?

25
Termeni cheie
CAP. 2 STRATEGII DE OPERAŢIUNI PENTRU OBŢINEREA DE AVANTAJE COMPETITIVE
Arkansas Freightways este o companie de transport auto regional, programat, de închirieri, în
modul comun şi cu contract care transportă în primul rând mărfuri generale cu o greutate mai mică decât greutatea camionului. Compania a fost înfiinţată în octombrie 1982 în timpul fazei timpurii de relaxare a reglementărilor şi la momentul maxim al recesiunii. Iniţial firma deţinea 20 de terminale şi oferea servicii tuturor oraşelor din Arkansas, ca şi oraşelor Memphis (Tennessee); Dallas (Texas) şi Kansas City, St. Louis şi Springfield (Missouri).
Agenţii din cadrul acestei ramuri — în primul rând concurenţii noştri - mi-au spus că sunt nebun; compania nu va rezista nici o lună. De la început, ne-am orientat resursele către segmentul sensibil la servicii, şi nu către cel sensibil la preţuri al pieţei. Strategia noastră a constat în punerea accentului pe preţuri, faţă de valoarea serviciilor faţă de clienţi; cel mai mic preţ nu înseamnă în mod necesar cel mai mic cost.
Filozofia AF constă în sprijinirea eforturilor sale de marketing cu un randament calitativ superior, pentru a asigura o rată ridicată a menţinerii clienţilor. Funcţionăm într-un cadru de timp extrem de comprimat, deoarece standardele noastre de servicii necesită ca majoritatea mărfii să fie livrată peste noapte sau a doua zi. Astfel, punem un accent puternic pe atingerea unui nivel extrem de ridicat al randamentului. Una dintre cele mai mari probleme care ne-a stat în faţă a constat în formarea managerilor pentru a-şi face treaba bine de la început, şi totuşi într-un ritm foarte rapid.
Deşi probabil că echipamentul este cel mai vizibil aspect al operaţiunilor noastre, recunoaştem faptul că personalul este cel care ne diferenţiază de concurenţi. Când am înfiinţat AF, am stabilit cinci principii de bază care să ne ghideze: 1. Grija faţă de clienţi. 2. Grija faţă de personal. 3. Onorarea angajamentelor. 4. Să muncim din greu, să muncim bine şi să muncim împreună. 5. Să ne distrăm.
Sunt foarte simple, dar în cazul nostru funcţionează. Din 1982 am adăugat 92 de terminale. Astăzi, AF are peste 2.600 angajaţi şi un parc de peste 1.300 tractoare şi 3.100 trailere. Astăzi deservim fiecare oraş din Alabama, Arkansas, Kansas, Louisiana, Mississippi, Missouri, Oklahoma, Tennessee, Texas şi zonele metropolitane ale oraşelor Adanta şi Chicago.
Management comportamental Sistemul Ştiinţă comportamentală Organizare Management clasic Produse Control Planificare Proces de conversie (de
transformare) Management
de proces Feedback Fluctuaţii Relaţii umane
y Management
ştiinţific Mijloace de producţie Sistem Modelare matematică Tehnologie Management modelator Produse Management al operaţiunilor Valoare
adăugată

26
F. S. Garrison Preşedinte - Director Executiv Arkansas Freightways, Inc.
Harrison, Arkansas

27
1 Skinner face această observaţie când susţine că strategia de producţie şi cea a organizaţiei trebuie legate printr-un mecanism integrator - strategia de producţie. Vezi Wickham Skinner, Manufacturing in the Corporate Strategy (New York: John Wiley & Sons, 1978), 27-29.
Cel mai bun mod de determinare a strategiei unei organizaţii este de a observa realizările reale ale organizaţiei de-a lungul timpului. Arkansas Freightways, Inc., după cum se pare, a urmat o strategie de creştere, rămânând în sectorul serviciilor şi în zona de piaţă pe care o cunoaşte cel mai bine. Ştim, totuşi, că această firmă de succes a pus accentul pe o creştere profitabilă; o creştere a calităţii serviciilor prestate faţă de clienţi, operaţiunilor de producţie şi evoluţiei sistematice a unor manageri ai operaţiunilor şi unor angajaţi capabili.
In acest capitol introducem planificarea strategică pentru producţie şi operaţiuni şi identificăm apoi mai multe presiuni competitive pe care managerii de succes, ca dl. Garrison, le pot transforma în avantaje operaţionale pentru firmele lor. Planificare strategică
Planificare strategică Procesul de analiză a misiunii prezente a organizaţiei şi a mediului şi apoi prezentarea unui ghid pentru deciziile şi rezultatele de mâine.
Planificare pentru operaţiuni Stabilirea unui program de acţiune pentru convertirea resurselor în bunuri sau servicii.
Planificarea sistemului de conversie Stabilirea unui program de acţiune pentru obţinerea dotărilor fizice necesare pentru a fi utilizate în procesul de conversie.
Planificarea strategică este procesul de analiza a tnisiuniiprezente a organizaţiei şi a condiţiilor prezente de mediu cu care se confruntă, şi apoi prezentarea unui ghidpentru deciziile şi rezultatele de mâine. Planificarea strategică este construită pe concepte fundamentale: acela că deciziile prezente se bazează pe condiţii şi rezultate viitoare, că planificarea strategică este un proces, că încorporează o filozofie, şi că prezintă o legătură sau structură în cadrul organizaţiei. Planificarea strategică pentru producţie şi operaţiuni
în funcţia de producţie sau de operaţiuni, planificarea strategică este planificarea generală, de ansamblu, care precede planificarea mai detaliată a operaţiunilor. Directorii executivi care conduc funcţia de producţie şi operaţiuni sunt implicaţi activ în planificarea strategică, elaborarea unor planuri care respectă strategiile de ansamblu ale firmei ca şi funcţiile de marketing, contabilitate financiară şi proiectare.1 Din momentul în care sunt elaborate, planurile strategice de producţie şi operaţiuni stau la baza: (1) planificării operaţionale a facilităţilor şi (2) planificării operaţionale a utilizării acestor facilităţi. în această carte punem accentul pe aceste ultime două eforturi de planificare, dar trebuie să accentuăm şi faptul că o astfel de planificare a operaţiunilor nu trebuie să se facă într-un vid. Ea trebuie să aibă loc sub umbrela unei planificări eficiente a strategiei.
Metode de planificare strategică pentru producţie/operaţiuni Un specialist în planificare strategică sugerează trei moduri opuse de planificare strategică: modul antreprenorial, adaptiv şi de planificare. în modul antreprenorial, un lider puternic, curajos efectuează acţiunile de planificare în numele funcţiei de producţie/operaţiuni, în modul adaptiv, planul managerului este formulat într-o serie de etape mici, disparate, în reacţie la un mediu disparat. Modelul de planificare foloseşte fundamentele planificării împreună cu analiza logică a ştiinţei de management.
Există multe abordări ale planificării strategice. Principala observaţie pe care dorim s-o facem este aceea că strategiile operaţiunilor trebuie să respecte strategia generală a firmei. Observaţiile noastre ne conduc la concluzia că operaţiunile folosesc în mod tipic metoda generală a corporaţiilor faţă de planificarea strategică, cu modificări speciale şi, desigur, concentrându-se pe problemele legate de operaţiuni şi pe oportunităţi. Din acest motiv, dorim să introducem o singură metodă generală pentru planificarea strategică - modelul alegerii forţate - şi o anumită metodă elaborată în mod special pentru operaţiuni.
Modelul alegerii forţate pentru planificarea strategică Unul din multiplele modele de planificare care a fost folosit în planificarea strategică este modelul alegerii forţate, prezentat în

28
Figura 2.1. în sesiuni de grup sau individual, analiştii evaluează condiţiile de mediu împreună cu poziţia curentă de producţie/operaţiuni a organizaţiei, forţând astfel managementul să elaboreze opţiuni strategice pentru operaţiuni. Acest model este explicat destul de detaliat, inclusiv modul de aplicare, folosind tehnicile structurate de grup, în altă parte.
Modelul operaţiunilor pentru planificarea strategică Profesorul Chris A. Voss de la London Business School, Anglia, a fixat un cadru pentru strategie şi elaborarea unor politici de producţie, pe care l-am modificat şi pentru servicii. Concepţia sa este aceea că strategia de producţie are tendinţa de a corela deciziile de politică asociate operaţiunilor cu mediul de piaţă, mediul şi scopurile de ansamblu ale companiei. în Figura 2.2 este prezentat un cadru simplificat pentru examinarea strategiei de operaţiuni. Observaţi relaţia dintre marginea superioară a Figurii 2.2 şi Figura 2.1.
O trăsătură a metodei profesorului Voss care este crucială pentru competitivitate (şi este bineînţeleasă de către japonezi) este concepţia sa bazată pe piaţă asupra planificării strategice. El sugerează că orice unitate de planificare strategică a unei companii funcţionează în contextul resurselor sale, al mediului general şi competitiv al industriei şi al scopurilor specifice ale companiei. In orice domeniu în care compania decide să concureze, există mai multe criterii barate pe piaţă pentru obţinerea succesului’, după cum arată Figura 2.3.
Eficienţa face posibilă practicarea unor preţuri mici, acesta fiind criteriul principal pentru succes. O operaţiune cu cost redus şi o productivitate ridicată face posibilă eficienţa. Utilizarea minimă a unor resurse limitate -- forţă de muncă, management,
■ Integrare verticală — gradul şi natura dependenţei de resursele achiziţionate până la producţia pentru consumator ■ Integrarea operaţiunilor— politicile de muncă, metodele de plată, sistemele de producţie şi control al stocurilor, care sunt elemente cheie pentru controlul de management
FIGURA 2.1 Modelul alegerii forţate pentru planificarea strategică a operaţiunilor Sursa: Charles N. Greene, Everett E. Adam,Jr. şi Ronald J. Ebert, Mangementfor Effective Performatice (Englewood Cliffs, N.J.: Prentice Hali, 1985), 544.

29
■ Interfaţa operaţiunilor cu alte funcţii — mecanismele de comunicare cu alte funcţii Combinaţia opţiunilor exprimate în toate zonele enumerate mai sus reprezintă strategia de
operaţiuni a unei anumite firme. în mod interesant, profesorul Voss explică eşecul şi în termenii criteriilor bazate pe piaţă.
Cum eşuează o organizaţie? Dacă o companie întreprinde una din următoarele acţiuni, este probabil să eşueze: ■ Se concentrează pe criterii de performanţă în producţie care nu corespund criteriilor de piaţă pentru succes ■ încearcă să satisfacă criterii de succes incompatibile pe o singură piaţă ■ încearcă să producă bunuri într-o singură fabrică pentru pieţe cu criterii foarte diferite de succes
FIGURA 2.2 Cadrul de strategie a operaţiunilor Deşi există multe metode de planificare strategică de succes a operaţiunilor, rămâne
întrebarea: Care este relaţia fundamentală dintre operaţiuni şi pieţe? Suntem de acord cu profesorul Voss asupra afirmaţiei că sau strategia de operaţiuni trebuie schimbată şi adaptată pentru a maximiza criteriile de piaţă pentru succes, sau pieţele alese trebuie schimbate pentru a face faţă mai precis capacităţii de operaţiuni în ce privesc criteriile de piaţă pentru succes. Studiul de caz - Managementul operaţiunilor 2.1 continuă analiza procesului şi conţinutului strategiilor de operaţiuni. Există trei principale probleme care se pun în faţa capacităţii de operaţiuni a unei firme, şi acestea vor fi studiate de noi în cele ce urmează: productivitatea şi calitatea, tehnologia şi mecanizarea şi managementul operaţiunilor internaţionale. Productivitatea si calitatea
Eficienţa, productivitatea, performanţa - aceştia sunt termenii pe care avem tendinţa de a-i folosi alternativ când discutăm despre comportament şi realizări. Eficienţa şi productivitatea se referă la raportul dintre ieşiri şi intrări; performanţe este de fapt un termen mai larg care incorporează eficienţa şi productivitatea în realizările de ansamblu.

30
Exemplu Anul trecut, un mic restaurant a servit în medie 224 de clienţi zilnic. Programul este 6-14
şi personalul este alcătuit din trei angajaţi. Productivitatea medie a muncii poate fi exprimată ca fiind:
Produse 224 clienţi serviţi Productivitatea muncii =------------- --------- = ----------- ---- ------ —;— =
Factorul de producţie muncă 3 angajaţi x 8 ore/angajat
224 clienţi = --- = 8,1 clienţi serviţi/om 24 ore
în ziua de marţi din această săptămână, 264 de clienţi au fost serviţi de întreg personalul. în ziua de miercuri au fost serviţi 232 de clienţi, doi angajaţi lucrând cu normă întreagă şi unul lucrând doar două ore. Productivitatea muncii pentru fiecare zi este:
Productivitatea muncii (marţi) = 264/3x8 =11,0 clienţi serviti/oră
Productivitatea muncii (miercuri) = 232/((2x8)+2)= 12,9 clienti serviţi/oră Pentru fiecare zi, productivitatea muncii a fost cu mult deasupra mediei anului, un
nivel al randamentului muncii care ar trebui să satisfacă proprietarul (dacă nu a determinat clienţii să aştepte excesiv service-ul). Niveluri de productivitate
Eficienţa muncii Raportul dintre rezultate (produse) şi volumul de muncă real depus pentru obţinerea acestei producţii; măsură a productivităţii cu ajutorul factorilor parţiali. Productivitatea poate fi privită din două extreme. Putem privi la nivelul întregii naţiuni
sau la nivelul unui anumit angajat. între aceste extreme se află industria,
2.1 STUDIU DE CAZ - MANAGEMENTUL OPERAŢIUNILOR. PROCESUL ŞI CONŢINUTUL STRATEGIILOR DE OPERAŢIUNI
Pe măsură ce firmele aplică strategii
corporative mai clare, se dezvoltă un proces care necesită strategii funcţionale în domenii cum ar fi finanţele, marketingul şi producţia sau operaţiunile. Disciplina managementului producţiei şi operaţiunilor abordează activ atât procesul cât şi conţinutul strategiilor de producţie/opera-ţiuni în domeniul academic ca şi în practică. Planificatorii strategici ai afacerilor (corporaţiilor) au dat exemplul pentru metoda procesului şi conţinutului. Această abordare duală a planificării este benefică pentru studenţi şi manageri. Managementul producţiei în clasă poate utiliza planificarea strategică ca umbrelă pentru acoperirea deciziilor legate de operaţiuni, oferind astfel structura pentru multe concepte şi tehnici detaliate. în firmele de pretutindeni, managerii producţiei şi operaţiunilor
descoperă că rolurile lor în planificarea strategică îi fac mai activi, şi nu pur şi simplu reactivi. Pe scurt, ei pot acum să dea o formă firmei şi direcţiilor pe care le va lua aceasta.
Pentru a ilustra, să luăm în considerare două principale conferinţe academice/de ramură ţinute în anii ‘90, pentru a împărtăşi realizările cercetării şi practicii - una în S.U.A. la Universitatea Michigan şi alta în Marea Britanie la London Business School. Acestea au fost co-sponsorizate de Asociaţia de Management al operaţiunilor (OMA) şi respectiv de OMA - Marea Britanie. Profesorul John Ettlie a susţinut prima conferinţă, în timp ce profesorul Chris Voss, ale cărui criterii de succes bazate pe piaţă sunt prezentate aici, a susţinut-o pe cea de-a doua. A reieşit clar din prezentările asupra procesului de pla-

31
nificare strategică că mediul academic şi industria pot coopera pentru a elabora linii directoare ale strategiei de producţie. De exemplu, un profesor de la Universitatea Minnesota a lucrat cu compania 3M pentru a elabora un proces de planificar organizaţia (firma), divizia (unitatea de afaceri) şi grupul de lucru. Figura 2.4 ilustrează productivitatea multifactor - ca şi factorii parţiali capital şi muncă - pentru economia
S.U.A. pe o perioadă de 20 de ani. Datele din figură reprezintă creşterea procentuală, calculată prin determinarea raportului dintre productivitatea dintr-un an şi productivitatea din următorul an. Putem vedea că, deşi a fost relativ stabilă, creşterea productivităţii muncii a scăzut la sfârşitul anilor ‘70 înainte de o creştere recentă. Tendinţe ale productivităţii
în Figura 2.4 observăm o porţiune a productivităţii stagnante din S.U.A. din ultimul deceniu. Din 1960 până în 1988, creşterea productivităţii muncii nu a depăşit niciodată 4% în orice an. Dar în ce priveşte contribuţia de capital? Aceasta este importantă pentru managerii operaţiunilor, deoarece opţiunea dintre investiţii şi muncă este întotdeauna studiată. Figura 2.4 ilustrează faptul că productivitatea capitalului este în zece etape care îi ajută pe managerii de operaţiuni de la 3M, care sunt responsabili pentru mai mult de 50.000 produse fabricate în lume, să elaboreze şi să implementeze strategiile de operaţiuni. In Anglia, profesorii de la Colegiul de Ingi-nerie din Cambridge au elaborat un sistem similar de planificare a producţiei pentru mai multe firme. Procesul este important, dar ce părere aveţi despre conţinutul unei bune strategii de producţie (operaţiuni)?
Wickham Skinner, profesor la Harvard Business School şi pioner al metodelor contemporane de planificare strategică, abordează conţinutul, sugerând că în anii ‘80 au avut loc multe cercetări şi experi-mentări legate de principalele variabile „de bază“ în fabricaţie: productivitate, cost, calitate, livrare şi flexibilitate. El sugerează că singura variabilă care s-a îmbunătăţit semnificativ în ultimii zece ani este cali-tatea, şi, chiar aşa, în S.U.A. această îmbu-nătăţire s-a clasat doar pe locul 4 sau 5 pe o
scară de zece. Trebuie încă realizate multe lucruri în domeniul academic şi al practicii pentru a îmbunătăţi randamentul producţiei, nu numai pentru fiecare dimensiune „de bază“ ci şi pentru combinaţiile dimensiunilor de bază.
9 Surse: John E. Etdie, Michael C. Burstein, Avi Fiegenbaum, redactori - Manufacturing Strategy (Boston: Kluwer Academic Pu- blishers, 1990); Chris A. Voss, redactor „Manufacturing Strategy - Theory and Practice", Lucr ările celei de 5-a Conferinţe . . 9 internaţionale a Asociaţiei de Management al Operaţiunilor - Marea Britanie, voi. I şi II, iunie 1990; K. W. Platts şi M. J. Gregory, „A Manufacturing Audit Approach to Strategy Formulation“, în Voss, Manufacturing Strategy — Theory and Practice, 636-54; şi Wickham Skinner, „Manufacturing Strategy: On the S-Curve“, intervenţia lui Keynote, Conferinţa industrial - universitar ă asupra strategiilor de producţie, Universitatea Michigan, Ann Arbor, 8 ianuarie 1990. Everett E. Adam, Jr. şi Paul W. Swamidass, „Assessing Operations Management from a Strategic Perspective", Journal of Management, 13, nr. 2 (1989), 181-203; Roger G. Schroeder şi T. N. Lahr, „Development of Manufacturing Strategy: A Proven Process“, în Ettlie, Manufacturing Strategy, 3-4; Peter T. Ward, G. Keong Leong şi David L. Snyder, „Manufacturing Strategy. An Overview of Current Process and Content Models“, în Ettlie, Manufacturing Strategy, 189-99.

32
FIGURA 2.4 Creşterea productivităţii multifactori în S.U.A. Sursa: Pespeciives 1990 (Houston, Texas: Centrul american pentru productivitate şi calitate, 1990), 3.
întotdeauna mai mică decât productivitatea multifactori. Chiar dacă productivitatea
multifactori a crescut din 1982, aceasta reprezintă încă o frână a productivităţii multifactori.6 Ce înseamnă acest lucru? înseamnă că nu a avut loc o contribuţie pozitivă, generală, a
capitalului la creşterea productivităţii în decursul ultimilor ani în economia S.U.A. Managerii prudenţi ai operaţiunilor trebuie să cunoască acest lucru şi trebuie să urmărească investiţii care cresc în mod clar productivitatea în domeniul lor de operaţiuni. Calitatea şi productivitatea
Calitate Gradul în care specificaţiile de proiecte pentru un produs sau serviciu sunt adecvate funcţiei şi utilizării sale, şi gradul în care un produs sau serviciu se conformează specificaţiilor sale de proiecte.
Unul dintre motivele pentru care poziţia competitivă a unei firme se poate deteriora este acela că aşteptările clienţilor nu sunt satisfăcute de calitatea bunurilor şi serviciilor produse. Când calitatea - caracterul adecvat al specificaţiilor de proiecte în funcţionare şi utilizare ca şi gradul în care produsele se conformează specificaţiilor de design - este slabă, cererea pentru produse şi servicii poate scădea rapid. Dar ce are în comun acest lucru cu productivitatea?
Există o relaţie clară între calitate şi productivitate. în general, odată cu creşterea calităţii, creşte şi productivitatea. De ce? Deoarece se elimină risipa. Valoarea mijloacelor de producţie (numitorul din raportul productivităţii) necesare pentru a realiza produsele (numărătorul din acelaşi raport) se reduce. Productivitatea creşte.
Dacă acest proces este atât de simplu, de ce nu şi-au dat seama de el toate firmele din SUA? Multe au făcut acest lucru. Chiar dacă cineva acceptă această concepţie, obţinerea unei calităţi ridicate nu este deloc atât de simplă. Există şi alte concepţii asupra relaţiei calitate-productivitate.
O astfel de concepţie este cea în care calitatea şi productivitatea avansează în direcţii diferite. Gândiţi-vă la procese cum ar fi bătutul la maşină sau introducerea de date la tastatura unui computer. Pe măsură ce viteza dvs. creşte, ce se întâmplă? Aveţi tendinţa să faceţi mai multe greşeli, mai ales când tastaţi foarte rapid. în mod logic, reiese că dacă tastaţi încet şi cu atenţie, veţi face mai puţine greşeli. Trebuie să alegeţi între corectitudine şi viteză. Pe măsură ce corectitudinea (calitatea) creşte, viteza (şi productivitatea) scad.
Cum pot fi rezolvate aceste două poziţii opuse legate de relaţiile calitate-pro- ductivitate? Suntem de părere că răspunsul se află în conceptul de capacitate. Sugerăm că, atât timp cât există o capacitate nefolosită a unui individ (cum ar fi dactilografa) sau a sistemului de operaţiuni (cum ar fi unitatea de producţie), pot fi obţinute creşteri ale vitezei (şi productivităţii) fară scăderi ale calităţii. Sau, alternativ, calitatea poate fi îmbunătătită fară modificarea vitezei. Dacă ne concentrăm pe îmbunătăţirea calitătii menţinând viteza constantă, calitatea ar trebui să crească, risipa ar trebui eliminată, iar productivitatea ar trebui să crească. Acest lucru se poate
Creşterea procentuală anuală Sectorul privat, nu ferme Perio
ada Productivitate
a muncii
Productivitatea
capitalului
Productivitatea
multifactori 1968-78
1,3 % 0,9 % 0,5 % 1978 (0,4) (4,4) (1.8) 1982 2,1 1,6 2,0 1987 1,1 0,7 1,0 1988 2,1 N/A N/A

33
produce atât timp cât individul, sau un grup de indivizi, doreşte să depună un efort şi are capacitatea să atingă nivelurile de calitate-productivitate dorite. Sarcina managerului operaţiunilor constă în asigurarea facilităţilor, instrumentelor şi dorinţei (motivaţiei) pentru a face acest lucru. Aceasta este o sarcină foarte dificilă.
Strategia calitate-productivitate îmbunătăţirea calităţii este un mod important de menţinere a poziţiei competitive pe pieţele de azi. Calitatea poate fi promovată pentru clienţi şi angajaţi. Clienţii doresc produse şi servicii de calitate, iar angajaţilor de la toate nivelurile din organizaţie le place să fie asociaţi cu nişte câştigători. Majoritatea oamenilor asociază calitatea ridicată cu o poziţie competitivă câştigătoare. Deşi angajaţii se pot împotrivi când sunt încurajaţi să lucreze mai productiv (deoarece cred că li se spune să lucreze mai repede), foarte puţini vor contesta calitatea ca scop.
Din perspectivă economică, când se pune accentul pe calitate şi aceasta este îmbunătăţită corespunzător, risipa este redusă sau eliminată. Nu se pierd ore reprelucrând produse. Nu se aruncă materiale. Se reduc costurile cu operaţiunile. în ace’iaşi timp, clientul primeşte produse şi servicii care sunt ,,’bune“ pentru consum, în plus, preţurile pot fi scăzute pentru a împărţi acest câştig din productivitate cu clienţii, stimulând astfel creşterea cotei de piaţă a firmei. Sau, alternativ, produsul de calitate ridicată (în comparaţie cu ofertele de produse ale concurenţilor) poate determina o primă de preţ şi poate obţine o nişă temporară de piaţă. Nişa de piaţă este adesea temporară, deoarece preţul ridicat le creează teren liber concurenţilor. Pentru angajaţi, aceste rezultate pot semnifica o securitate crescută a postului, din cauza unei poziţii competitive solide. Acţionarii pot beneficia de pe urma unor profituri generale mai mari şi a unei utilizări mai bune a activelor. Pe scurt, calitatea ridicată îl poate transforma pe oricine în învingător — un mesaj pe care unele firme şi manageri par să-l înţeleagă mai bine decât altele.
înţelegerea şi acceptarea acestei strategii calitate-productivitate este primul pas spre realizarea sa. Vă încurajăm să meditaţi serios asupra acestui raţionament pe măsură ce avansaţi în lectură. Eforturi de îmbunătăţire a calităţii şi productivităţii
Să analizăm câteva exemple de firme care urmăresc îmbunătăţirea calităţii şi productivităţii şi a poziţiei lor competitive.
noastre, ci şi pentru că suntem de părere că sunt vitale pentru supravieţuirea economică a naţiunii noastre şi pentru securitatea noastră naţională.
Cu aprox. 3 ani şi jumătate în urmă, am început să punem accentul cu prioritate la nivel de corporaţie pe creşterea productivităţii, din două motive de bază. In primul rând exista nevoia noastră de continuare a creşterii randamentului corporaţiei, iar în al doilea rând exista preocuparea noastră legată de creşterea concurenţei internaţionale. Nu doream ca acesta să fie un efort cu o singură direcţie, ci doream ca îmbunătăţirea productivităţii să devină un mod de viaţă în toată corporaţia.
La începutul anului 1979 am format un Comitet al Corporaţiei pentru Productivitate, şi eu am fost desemnat să-l prezidez. La început, comitetul nostru a petrecut multe luni studiind situaţia - în primul rând în S.U.A., apoi în Europa, şi apoi în bazinul Pacificului, mai ales în Japonia. In mod semnificativ, nu am anticipat, la început, că majoritatea studiilor noastre vor arăta că japonezii sunt atât de formidabili. In cazul meu, vizitez Japonia de aproape 20 de ani. Dar în primii 17 ani, ca profesor, şi doar în ultimii 3 ani, ca student. Această „schimbare de roluri“ a însemnat mult pentru mine.
în mod semnificativ, nu am realizat, la început, că, pentru productivitate, calitatea este la fel de importantă ca şi oamenii şi tehnologia.
Servicii, calitate şi productivitate Trebuie subliniat că modificările concepţiei noastre asupra productivităţii şi calităţii nu se aplică numai la fabricile şi muncitorii manuali, ci şi la industriile de servicii şi birouri. Ce perspective există pentru îmbunătăţirea productivităţii şi calităţii serviciilor, mai ales pentru serviciile administrative? Studiul de caz 2.2 - Managementul Operaţiunilor oferă unele detalii asupra creşterii productivităţii administrative.

34
Tehnologie şi mecanizare în Capitolul 1 ne-am referit la procesul de conversie (de transformare) ca la elementul central
al funcţiei de producţie şi operaţiuni. Activitatea managementului operaţiunilor gravitează în jurul conversiei, în care mijloacele de producţie (intrările) sunt convertite sau transformate în produse şi servicii utile. Acest proces de conversie este prezent în majoritatea organizaţiilor, dar este diferit la o bancă, o firmă aerospaţială sau o firmă ce prestează servicii publice. Tehnologiile de bază ale operaţiunilor diferă între industrii ca şi în cadrul diferitelor organizaţii dintr-o industrie. în firma ce prestează servicii publice, de exemplu, firma solicită capacităţi de proiectare pentru proiectarea unităţilor, capacităţi de întreţinere pentru diferitele aplicaţii mecanice şi electrice şi capacităţi de operare pentru echipamentele mai mari folosite în operaţiuni. Combinaţia de muncă, teren, capital şi management - ca şi experienţa ştiinţifică necesară pentru această sarcină — stau la ba%a tehnologiei operaţiunilor.
Mecanizare Procesul introducerii utilizării echipamentului şi maşinilor în producţie şi operaţiuni.
în unele cazuri, maşinile sunt înlocuite cu munca manuală. Mecanizarea este procesul introducerii echipamentului şi maşinilor in producţie şi operaţiuni. într-o bancă, de exemplu, unele posturi — cum ar fi verificarea conturilor de cecuri şi întocmirea extraselor de cont — sunt mecanizate. Alte sarcini, cum ar fi interviul, în care sunt colectate informaţii de un funcţionar de la credite pentru a demara procesul de creditare, nu sunt mecanizate.
Organizaţiile se confruntă astăzi cu decizii legate de alegerea tehnologiei pe care o vor folosi şi de gradul de mecanizare. Multe dintre problemele puse de îmbunătăţirea productivităţii şi calităţii au fost rezolvate de manageri şi proprietari pe măsură ce au adoptat tehnologii mai sofisticate şi au crescut gradul de mecanizare. Concurenţii care au substituit eficient capitalul şi echipamentul cu munca la costuri de operare mai scăzute îşi pot creşte foarte rapid cota de piaţă. De exemplu, companiile foarte mecanizate din Japonia şi Coreea au determinat industria oţelului din SUA să-şi piardă cota de piaţă. Pe de altă parte, mecanizarea, când nu este necesară sau nu este adecvată, poate fi foarte costisitoare. O firmă poate fi împovărată de costuri fixe ridicate, în comparaţie cu alte firme din industrie. Managementul poate să nu fie capabil să reducă costurile variabile de producţie suficient pentru a recupera costurile mecanizării. Studiul de caz 2.2 - Managementul Operaţiunilor TRW determină angajaţii să-şi crească productivitatea
TRW este o companie multinaţională, extrem de diversificată, cu vânzări de peste 7 mld. $, active de 3 mld. $ şi 73.000 angajaţi care lucrează în 27 de tări. Produsele com-
J paniei variază de la piese pentru
automobile la sisteme de sateliţi; aprox. 1/2 din vânzări vine din industria aerospaţială şi cea de apărare şi aprox. 1/2 din cea a automobilului.
TRW este a doua mare producătoare de software a ţării, după IBM. în timp ce 40% din angajaţii TRW sunt implicaţi în prezent în producţie, numărul se va reduce la 5% până în anul 2000, conform lui Henry P. Conn, fostul vicepreşedinte al TRW pentru productivitate.
TRW are un obiectiv fundamental: obţinerea unei performanţe superioare, punând un accent special pe produse şi servicii de înaltă calitate. Acest lucru se exprimă în şapte
scopuri: o calitate ridicată la preţuri competitive, putere de piaţă, diversificare, management şi inovaţie tehnologică, productivitate maximă şi folosirea eficientă a resurselor din afara companiei (consultanţi, instruire etc.)
TRW îşi atinge obiectivele concentrân- du-se asupra oamenilor. Managerii fac ceea ce trebuie să facă — planifică, ghidează, comunică şi sprijină angajaţii de la toate nivelurile. Angajaţii lucrează cu un nou sentiment al implicării. TRW utilizează mai multe tehnici de implicare, inclusiv metoda „plată pentru cunoştinţe" la fabrica de air bag-uri pentru autoturisme din Romeo, Michigan. La Romeo, muncitorii din producţie pot atinge unul din cinci niveluri pe baza cunoştinţelor lor, ajungând maistru tehnician sau maistru şef. Metoda strategică care integrează relaţiile

35
umane în strategiile funcţionale rentează pentru firmă.
De exemplu, TRW a crescut eficienţa software-ului pentru calculator — a posturilor de programator. Programatorii petrec mai puţin timp vorbind la telefon, îndosariind, participând la meeting-uri sau privind pe fereastră. în schimb, ei petrec cât mai mult timp posibil scriind liniile de cod care ghidează rachetele sau reperează sateliţii. Ei dispun acum de terminale individuale, nu de grup, de poştă electronică şi sistem de teleconfeiinţe — toate cu scopul de a lucra mai mult la activităţile de conducere care adaugă valoare serviciului pe care compania îl produce şi vinde. în alt exemplu, TRW economiseşte 1,3 mii. Ş anual pentru electricitate folosind senzorii de prezenţă în 8.000 de birouri, laboratoare şi camere pentru a stinge luminile. Dacă nici o mişcare nu este detectată în cameră timp de 8-12 minute, lumina se stinge. Această investiţie s-a amortizat în puţin peste 1 an. Angajaţii administrativi - inginerii din acest exemplu
— au avut într-adevăr o idee bună! Surse: Moody’s Industrial Manual, 1989; Jon
Martin, „Let People Deal with the Issues“, Manufacturing Engineering 103, 2 (august 1989) , 75-76; „Automatic Lighting Controls”, Plant Engineering 43, nr. 11 (iunie 1989), 88-90; şi Martha I. Finnely, „From Suits to Satellites“, Personnel Administrator 34, nr. 6 (iunie 1989), 54-58; „Faced with a Changing Work Force, TRW Pushes to Raise White Collar Product- ivity“, Wall Street Journal, 22 august 1983; William A. Ruch, „The Measurement of White-Collar Productivity", National Productivity Review (toamna 1982), pg. 416-26; şi William A. Ruch şi William B. Werther, Jr., „Productivity Strategies at TRW“, National Productivity Review (primăvara 1983), pg. 109-26.
Ce grad de schimbare tehnologică, mecanizare şi automatizare este cel mai bun din punct de
vedere strategic pentru orice organizaţie? Răspunsul corect la această întrebare este adesea critic pentru supravieţuirea afacerii. Este necesară experienţă şi înţelepciune pentru a lua o astfel de decizie; aceste calităţi nu pot fi învăţate dintr-o carte. Totuşi, vă putem introduce în unele din alternativele de mecanizare cu care se confruntă firmele astăzi. Prin discuţia noastră asupra acestor opţiuni - cum ar fi computerele, robotica şi proiectarea asistată de calculator - în Capitolul 4 vă puteţi face o idee asupra complexităţii acestor decizii şi a opţiunilor cost-beneficiu care sunt implicate. Managementul operaţiunilor internaţionale
Lumea se îngustează, iar competiţia economică mondială se intensifică. Progresul din transport şi comunicaţii fac ca naţiunile să pară mai apropiate. Pe măsură ce o naţiune devine conştientă de produsele şi serviciile disponibile în lume, cererea pentru aceste produse şi servicii are tendinţa să crească. Şi cum este satisfăcută această cerere? în unele cazuri nu este satisfăcută, mai ales în cazul ţărilor sărace. în alte cazuri, produsele şi serviciile sunt realizate într-o anumită ţară pentru consum intern. în alte situaţii, bunurile sunt importate în timp ce serviciile sunt produse local (deoarece majoritatea serviciilor nu pot fi depozitate). Totuşi, altă alternativă pentru ţara producătoare este transferul tehnologiei sale de conversie către ţara consumatoare. Această metodă este folosită în mod curent de către companiile care prestează servicii; ea prevalează din ce în ce mai mult în rândul firmelor care realizează produse (prin aranjamente de licenţiere). Ca rezultat, se manifestă un interes crescut pentru dimensiunea internaţională a producţiei şi operaţiunilor. Deşi interesul nostru ţine de management, adică este un interes pentru similarităţile şi diferenţele managementului operaţiunilor în rândul diferitelor ţări, nu putem înţelege pe deplin problemele de management fară a înţelege factorii economici implicaţi. Problema internaţională a productivităţii în producţie şi operaţiuni
în ce măsură se compară creşterea productivităţii în SUA cu cea din alte ţări industrializate? între 1979 şi 1988, creşterea medie anuală a productivităţii muncii a fost de 1,0% în SUA, 1,2%

36
în Canada, 1,8% în Marea Britanie, 2,0% în Franţa, 3,0% în Japonia şi 5,5% în Coreea. Coreea se află pe primul loc, iar SUA şi Canada încheie şirul.
Rata de creştere este importantă pe termen lung, dar care sunt bazele relative pentru fiecare ţară? Adică, după ce am văzut cine avansează cel mai rapid (Coreea), cine se află în fruntea grupului? După cum ilustrează Figura 2.5, Elveţia şi SUA sunt primele, cu majoritatea celorlalte ţări industrializate în faţa Coreei din punct de vedere al produsului intern brut (PIB, măsură a producţiei) per angajat. Naţiunile care sunt cel mai probabil să depăşească SUA sunt Japonia, Germania de vest şi Franţa, acestea având o productivitate ridicată şi rate de creştere a productivităţii ridicate.
În 1986, aceşti directori din eşalonul superior de conducere au avut vânzări medii de 918 mii. $ în firmele lor.
Priorităţi competitive Un mod de comparare a producţiei între centrele industriale din lume este examinarea diferitelor priorităţi competitive enumerate în Tabelul 2.1.10 în acest tabel, priorităţile sunt prezentate în ordinea descrescătoare a importanţei. Directorii din America de Nord reflectă accentul pus pe calitate, randament şi servicii. Japonezii sunt mai preocupaţi de preţ, viteză şi produse noi. Directorii europeni seamănă mai mult cu omologii lor nord-americani; ei enumera calitatea, performanţa şi service-ul ca fiind cele mai importante.
Ce reacţie au grupurile faţă de aceste practici competitive? Aici putem observa mai puţine
similarităţi între America de Nord şi Europa (Tabelul 2.2). Directorii din America de Nord sunt în mod clar concentraţi pe îmbunătăţirea calităţii, în cazul primelor trei acţiuni şi a patru din principalele 6 probleme menţionate de aceştia. Primele trei acţiuni pentru directorii din Europa sunt motivaţia directă a muncii, sistemele de control al producţiei şi stocurilor şi automatizarea posturilor. Directorii japonezi posedă planuri de acţiune focalizate asupra sistemelor flexibile de producţie, cercurilor calităţii şi sistemelor de control al producţiei şi stocurilor.
Studiul de producţie din 1990 asupra a 184 de directori din SUA indică modificări semnificative ale priorităţilor competitive şi planurilor de acţiune.11 Accentul asupra calităţii rămâne dominant. Concurenţa legată de preţ şi de dezvoltarea mai rapidă a unor produse a devenit semnificativ mai importantă. Planurile de acţiune s-au modificat şi ele. Controlul procesului statistic continuă să fie important, dar planurile pun şi ele accentul pe îmbogăţirea postului, formare şi echipe de lucru. Toate aceste modificări reflectă rolul în creştere al producătorilor din SUA pe piaţa globală. înţelegerea provocării japoneze pentru producţie şi operaţiuni
Succesul economic al Japoniei de după cel de-al doilea război mondial a fost fenomenal după orice standard istoric. Japonia a înregistrat o rată de creştere a productivităţii (6,2%) mai mare
Europa America de nord Japonia
1. Calitate sustinută
1. Calitate sustinută
1. Preturi scăzute (1) (1) (1) (1) (1) (1) ^ (i) (i)
2. Produse de performantă 2. Produse de 2. Schimbări de ridicată (3) ridicată (2) rapidă (2) (2) (2)
3. Livrări sigure 3. Livrări sigure 3. Calitate sustinută (2) (3) (3) (3) (3) (2) (3) (3)
4. Livrare rapidă 4. Preturi scăzute 4. Livrări sigure (6) (6) (5) (6) (5) (5) (4) (4)
5. Preturi scăzute ?
5. Livrări rapide
5. Modificări rapide de (5) (5) (6) (4) (4) (4) volum (o) (o) (o)
6. Schimbări de proiectare
6. Schimbări de proiectare
6. Produse de performantă rapide (5) (5) (6) rapide (7) (5) ridicate (4) (4) (4)
7. Servicii post- 7. Servicii post- 7. Livrare rapidă (8) (8) (7) (5) (7) (6) ^ (8) (7)
8. Modificări 8. Modificări 8. Service post-vânzare volum (7) (7)
(8) volum (8) (8)
(8) (7) (8)
(8)

37
decât SUA (1,5%) în ultima decadă. Totuşi productivitatea generală a Japoniei, măsurată în funcţie de produsul intern brut per angajat, a fost de 75,5% din cea a SUA în 1985. Japonia recuperează distanţa faţă de SUA, dar trebuie încă să facă multe progrese. Totuşi, managerii şi studenţii din America de Nord sunt extrem de interesaţi de stilul japonez de management şi de descoperirea a ceea ce japonezii fac diferit. Am ales să amânăm discuţia asupra Japoniei pentru capitolul 15. Până la acea parte a cărţii ar trebui să evaluaţi mai bine contribuţiile japoneze deoarece veţi fi mai familiarizat cu conceptele, modelele şi comportamentele funcţiei de operaţiuni. Probleme legate de managementul producţiei şi operaţiunilor la nivel internaţional
Predicţiile legate de problemele internaţionale importante cu care se confruntă managerii operaţiunilor la mijlocul anilor ’90 şi după sunt într-adevăr speculative. Studiul de caz 2.3 — Managementul operaţiunilor ne introduce în domeniul traficului maquiladora, o realizare interesantă între SUA şi Mexic. In mod clar, pe măsură ce vă începeţi cariera în operaţiuni, vă veţi întâlni cu probleme la nivelul de bază al organizaţiei. Pe măsură ce progresaţi în carieră, veţi deveni mai implicat în timp ce decideţi care sunt strategiile de ansamblu pe care firma trebuie să le urmărească în operaţiuni. Având în vedere această perspectivă mai largă, următoarele probleme legate de operaţiuni sunt importante pentru asigurarea succesului în competiţia internaţională. 1. Productivitatea creşte într-un ritm mai rapid în alte ţări, în comparaţie cu Statele Unite. Acest progres trebuie înregistrat atât pentru ţări, cât şi pentru firmele individuale. Care ţări avansează cel mai repede pentru a-l ajunge din urmă pe liderul productivităţii, SUA? 2. Analizele industrie cu industrie ale productivităţii în cadrul unei economii naţionale le permit directorilor de operaţiuni să se concentreze în mare asupra concurenţei. 3. Comparaţiile firmă cu firmă şi situaţiile de caz ale altor ţări pot fi utile. Ce fac cei mai puternici concurenţi ai noştri? Cum fac acest lucru? De ce? 4. Calitatea poate fi variabila strategică care face ca o firmă să fie competitivă pe plan internaţional. 5. Dacă ţările în curs de dezvoltare au avantaje de pe urma forţei de muncă, care ar trebui să fie strategia de operaţiuni? înlocuiţi muncitorii cu costuri ridicate din SUA cu (1) mecanizare, sau (2) proprietate directă asupra fabricilor străine în ţările în curs de dezvoltare cu costuri scăzute ale forţei de muncă? Care sunt opţiunile economice între mecanizare, costurile cu forţa de muncă din lume, transport şi alţi factori de cost din operaţiunile noastre? 6. Ce putem învăţa de la ţările din bazinul Pacificului, mai ales de la Japonia, despre stilul de management şi practicile de producţie? 7. Pe măsură ce climatul politic şi economic se modifică — de exemplu, pe măsură ce au loc schimbări în Europa de Est şi în Uniunea Sovietică - ce oportunităţi şi ameninţări există pentru funcţia de operaţiuni?
STUDIUL DE MANAGEMENT AL OPERAŢIUNILOR 2.3 MAQUILADORAS - O REALIZARE INTERNAŢIONALĂ CU MARE POTENŢIAL PENTRU PRODUCŢIA DIN SUA
Locuitorii Americii de Nord nu trebuie să studieze ţările din bazinul Pacificului î
sau din Europa de Est pentru a examina impactul costurilor mai reduse cu forţa de muncă asupra producţiei şi comerţului. In timp ce japonezii folosesc fabrici satelit în Coreea de Sud şi Taiwan, iar Germania a devenit o ţară cu două tipuri distincte de forţă de muncă, firmele din SUA
trebuie doar să privească la sudul graniţei mexicane pentru a descoperi avantajele muncii în producţie.
In timpul anului 1990 aproximativ 50 mld. Ş au trecut graniţa SUA-Mexic în traficul maquiladora, fată de aproximativ 30 mld. în 1986. Din centrul fluxului, El Paso, Texas, sunt răspândite peste 400 de unităţi în SUA şi Mexic. Efectul maquiladora este oarecum

38
analog cu modul în care calea ferată a facilitat dezvoltarea vestului SUA cu peste un secol în urmă, deşi economiile sunt diferite. Maquiladora!nseamnă „fabrică geamănă“, referindu-se la fabricile din două locuri diferite. În această situatie,
gemenii sunt în SUA şi în Mexic. Atracţia pentru industria SUA este forţa de
muncă ieftină din Mexic. Fabricile mexicane detinute de străini au demonstrat că pot concura în ceea ce priveşte costurile cu forţa de muncă nu numai cu SUA, dar şi cu Asia. Există o abundentă de muncitori mexicani şi aceştia primesc aproximativ 1/7 din salariul din SUA. Chryslei; Ford, General Foods, General Electric, Miller Brewing... lista principalelor firme americane care func-ţionează la graniţa SUA-Mexic creşte: peste de muncitori mexicani sunt angajaţi în 1.800 de fabrici maquiladora.
Mexicul caută investitori europeni şi japonezi. în prezent, totuşi, în primul rând firmele din SUA aduc piese componente la graniţă, unde acestea sunt asamblate de o forţă de muncă cu costuri scăzute, fiind
5 apoi returnate pe pieţele din SUA.
Transportul în SUA şi Mexic este încă controlat şi funcţionează în cadrul fiecărei ţări. Problemele abundă în domeniul educaţiei
şi tehnologiei pentru forţa de muncă mexicană, ca şi în atitudinile culturale legate de menţinerea calităţii. Totuşi economia, până în prezent, pare să favorizeze investiţiile în fabrici, echipamente şi forţă de muncă. Se va forma o zonă de comerţ liber? Va semăna America de Nord cu bazinul Pacificului sau regiunea europeană de producţie fără graniţe naturale? Dacă s-ar forma într-adevăr o zonă de comerţ
5 liber, blocul comercial Canada-SUA-
Mexic ar depăşi Comunitatea economică din Europa de vest, în 1992, cu aprox. 6 mld. până la 4,8 mld. producţie anuală. Acest lucru desigur că nu se va produce imediat, dar maquiladoras sunt o realizare internaţională care trebuie studiată şi înţeleasă.
Sursa: „Inching Toward a North Ame-
rican Market“, Business Week (25 iunie 1990) , 40-41; „Along the Border, Ftee
Trade Is Becoming a Fact of Life“, Business Week (18 iunie 1990), 41-42; William C. Gruben, „Mexican Maquiladora Growth: Does It Cost U.S. Jobs?“ Economic Review (Federal Reserve Bank of Dallas, ianuarie 1990), 15-29; Philip Mirowski şi Susan Helper, “Maquiladoras: Mexico’s Tiger by the Tail?“ Challen- ge 2, nr. 3 (mai-iunie 1990), 24-30; şi Mariah E. DeForest, „A Manager’s Guide to a Successful Maquiladora", Manufacturing Systems 6, nr. 6 (iunie 1988), 24-25.

39
Aceste probleme par critice pentru operaţiunile globale de succes. Sperăm că împărtăşiţi
entuziasmul nostru legat de această provocare. Elemente de natură competitivă în managementul operaţiunilor
Atenţia noastră a fost concentrată asupra planificării strategice şi asupra a 3 probleme competitive majore: productivitatea şi calitatea, mecanizarea şi tehnologia şi managementul operaţiunilor internaţionale. Provocările sunt în faţa noastră. Managementul operaţiunilor în restul acestui secol trebuie să fie pasionant. Firmele, instituţiile guvernamentale, academiile şi studenţii acordă importanţă managementului producţiei şi operaţiunilor. Funcţia devine din ce în ce mai semnificativă în societatea noastră.
vom încerca să vă prezentăm conceptele, modelele şi abordările comportamentale de care veţi avea nevoie pentru a satisface provocările care vă stau în faţă. Rezumat
Acest capitol a ilustrat modul în care strategia de ansamblu a unei firme este reflectată în anumite strategii de operaţiuni, astfel încât managerii să poată răspunde schimbărilor de piaţă sau să găsească în timp pieţe noi pentru capacitatea de operaţiuni a firmei.
Consumatorii, proprietarii, cetăţenii şi angajaţii cunosc din ce în ce mai mult mediul competitiv în care trăiesc. în cadrul organizaţiilor individuale, problemele legate de operaţiuni sunt semnificative. în acest capitol ne-am concentrat asupra productivităţii şi calităţii , tehnologiei şi mecanizării şi managementului operaţiunilor internaţionale. Am descoperit că, recent, productivitatea SUA nu a crescut la fel de rapid ca în timpul perioadei de după cel de-al doilea război mondial. Legătura calitate-productivitate a fost discutată ca problemă strategică pentru firmă. Prezentarea provocării internaţionale a operaţiunilor s-a construit pe cunoştinţele şi productivitatea noastră în creştere; am analizat şi realizările Europei şi Japoniei în comparaţie cu SUA.
Provocările competitive prezentate în acest capitol abundă în multe organizaţii. Echilibrul acestei cărţi se concentrează pe satisfacerea acestor probleme printr-o mai bună înţelegere a conceptelor modelelor şi abordărilor de comportament. Studiu de caz Martha’s Burger Queen
Martha Thompson, care lucrează în restaurante de 20 de ani, şi-a deschis prima cafenea „Mom-and-Pop“ acum 12 ani. Ea este considerată în comunitatea sa ca o persoană excelentă pentru afacerile mici. în 1985 şi-a vândut cafeneaua şi a început să lucreze ca manager profesionist pentru o unitate fast-food în sistem franchising. In 1987 a demisionat şi a deschis Martha’s Original Burger Queen. Salariul Marthei este cu 25% mai mare decât cel câştigat când era manager profesionist. în 1987 Burger Queen şi-a acoperit cheltuielile; în 1988 a avut un profit net după impozitare de 10.0 $. Martha a mai deschis apoi încă 2 restaurante în acelaşi oraş. Rezultatele tuturor celor 3 restaurante sunt rezumate în raportul alăturat.
Martha îşi expune strategia: „Conceptul meu de restaurant este copierea lanţurilor fast-food ca McDonald’s, Burger King şi Jack-in-the-Box. Am încercat parties, burgeri cu soia, mic dejun şi sandwich-uri mai mari pentru a creşte volumul vânzărilor per client. Cred că trebuie să mă extind rapid, la fel ca aceste lanţuri, menţinând totuşi un personal local de operaţiuni şi o atmosferă „de casă“. Dar se pare că operaţiunile mele sunt mai puţin eficiente decât în perioada în care conduceam lanţul. Cred că amplasamentul este bun, ca şi calitatea alimentelor oferite. Nu pot cumpăra cantităţi mari, dar încerc să-mi reînnoiesc stocul cel puţin săptămânal. Cred în angajaţii femei, mai ales în posturile de conducere. Angajez caucazieni, afro-americani şi mexico-ame- ricani, aşa că nimeni nu poate spune că am prejudecăţi/'
Răspunsul Marthei la dificultăţile legate de venitul net în cel de-al doilea şi al treilea restaurant este: „Trebuie să deschid mai multe restaurante pentru a-mi repartiza costurile fixe.

40
Expansiunea operaţiunilor este strategia mea, dar găsesc că finanţarea este greu de obţinut până acum.“
întrebări
1. Dintre diferitele moduri de planificare strategică, care credeţi că este cel mai tipic pentru Martha’s Burger Queen? Enumeraţi caracteristicile modului strategic şi operaţiunilor Marthei care vă sprijină alegerea. 2. După examinarea raportului, vin datele în sprijinul ideii că Martha are nevoie de o modificare a strategiei de operaţiuni? Dacă da, care date? 3. Prezentaţi ceea ce credeţi că este o bună strategie de afaceri pentru Martha. Specificaţi o strategie de operaţiuni care respectă strategia de ansamblu. Probleme pentru analiză şi discuţie 1. Explicaţi productivitatea factorilor globali. Ce este productivitatea factorilor parţiali? Ce productivitate a factorilor parţiali este probabil că va fi măsurată cel mai frecvent în managementul producţiei/operaţiunilor? 2. Figura 2.1 prezintă un proces bun de planificare strategică a operaţiunilor, în timp ce Figura 2.2 prezintă mai detaliat conţinutul strategiei de operaţiuni. Explicaţi. 3. Explicaţi relaţia dintre calitate şi productivitate. Discutaţi teoria care afirmă că productivitatea şi calitatea (a) avansează în aceeaşi direcţie sau (b) avansează în direcţii diferite. Pe care o acceptaţi? De ce? 4. Dacă o firmă acceptă calitatea ca variabilă strategică pentru îmbunătăţirea operaţiunilor, la ce rezultate se poate aştepta firma? Cum ar acţiona firma pentru îmbunătăţirea poziţiei sale competitive în acel mod? 5. Iau în calcul strategiile de operaţiuni condiţiile de piaţă în schimbare prin adaptarea capacităţii la piaţă sau prin găsirea unor noi pieţe care să corespundă capacităţii existente de operaţiuni? Discutaţi. 6. Luaţi în considerare începerea unei noi afaceri - deschiderea unui magazin de vinuri şi brânzeturi într-un complex de magazine. Folosind Figura 2.2, elaboraţi o strategie de operaţiuni pentru a ghida operaţiunile generale ale noii dvs. afaceri. 7. Prezentaţi principalele diferenţe de producţie dintre Japonia, Europa şi America de Nord pe baza studiului asupra directorilor realizat de DeMeyei; Nakane, Miller şi Ferdows (1987). 8. La sfârşitul capitolului există o listă speculativă a mai multor probleme de operaţiuni importante pentru obţinerea succesului în competiţia internaţională. Selectaţi oricare dintre
1989 1990 1989' 1990 1989 1990
Vânzări
Venituri 330.000 $ 370.000 $ 210.000 $
200.000 $ 170.000 $
150.000 $ Nr. de clienţi 132.000 130.00 91.00 90.000 85.000 85.000
Venituri/client 2,50 $ 2,84$ 2,30$ 2,22$ 2,00$ 1,76$ Cheltuieli
Amortizarea 16.500$ 16.500 $ 10.500 $ 10.500 $ 8.500 $ 8.500 $ echipamentului
Chiria clădirii 33.000 33.000 21.00 21.000 17.00 17.00Operaţiuni: Alimente 82.500 83.400 52.50 52.500 42.50 51.00
Forţă de muncă 115.500 129.000 73.50 73.500 68.00 68.00Aprovizionări 16.000 18.000 10.00 10.000 8.500 8.500 Cheltuieli de regie 17.000 17.000 11.00 11.000 8.500 8.500
Marja brută de vânzare şi costuri administrative
Reclamă 15.000 15.000 12.000
12.000 9.000 9.000
Administrare 18.000 18.000 9.000 9.000 8.000 8.000 Venit net (piedere) înainte de impozitare
16.500$ 40.100 $ 10.500 $ 500 $ -0- 28.500 $

41
aceste aspecte şi explicaţi de ce credeţi că este important. 9. Explicaţi pe scurt cum se corelează productivitatea, tehnologia şi mecanizarea şi afacerile internaţionale, pe măsură ce devin împreună o provocare formidabilă la adresa managerilor de producţie şi operaţiuni în restul acestui secol. Probleme 1. O companie de asigurări are un standard de grup în departamentul de reclamaţii prelucrarea a 1.250 de reclamaţii pe zi cu tot personalul de 52 de angajaţi. Luaţi în considerare următoarele date şi calculaţi productivitatea muncii pentru fiecare din următoarele 4 săptămâni. Ce vă sugerează rezultatele? Săptămâna (5 zile) Media angajaţilor Reclamaţii prelucrateîn Problema 1, dacă se menţine standardul productivităţii de grup, contribuţia la profit pentru fiecare reclamaţie prelucrată este 11 Ş. Pentru a obţine această contribuţie se cheltuie 13,75 Ş/oră cu forţa de muncă şi alte beneficii, ca şi pentru echipamentul computerizat şi forţa de muncă 12.000 $/angajat/an. în cea mai recentă lună, costurile legate de computere sunt în medie de 1.200 Ş /angajat în departamentul de reclamaţii. a) Calculaţi costurile standard totale lunare pentru reclamaţii. b) Determinaţi productivitatea totală a factorilor (forţă de muncă şi computer) pentru reclamaţii, luna trecută. c) Care este contribuţia netă la profit, după câştigurile (sau pierderile) de productivitate lunare?

42
CAP. 3 PLANIFICAREA (PROIECTAREA) SISTEMULUI UE CONVERSIE (DE TRANSFORMARE)
La Donaldson Company, Inc., deservim mai mulţi clienţi cu o mare varietate de produse,
variind de la mărimea unei case la mărimea unui filtru pentru unităţile de dischetă de 3 1/2 inci. Ne servim clienţii prin intermediul fabricilor noastre din SUA şi din lume. Nevoile pieţei se schimbă pentru noi, şi trebuie să răspundem mai rapid ca niciodată la livrarea produselor. Pentru a face acest lucru, am pus un accent mai mare pe previziune, adică pe utilizarea datelor din evenimentele trecute pentru a le determina pe cele viitoare. La Donaldson Company, previziunea este esenţială pentru îmbunătăţirea avansului nostru competitiv.
Richard M. Negri Vicepreşedinte şi Director General Divizia de fabricaţie
> Donaldson Company, Inc.
Minneapolis, Minnesota Ca personaj cheie în luarea deciziilor, dl. Negri ştie că previziunea îi permite firmei sale să
răspundă mult mai rapid şi precis la schimbările pieţei decât ar fi posibil în alt caz. Cum se corelează previziunea cu procesele de management de planificare, organizare şi control? Acestea nu sunt procese independente; între ele există conexiuni şi suprapuneri. Dacă operaţiunile au fost planificate şi organizate corect, controlul este mai facil şi mai uşor de realizat. Aici intervine previziunea. Aceasta poate reduce costul ajustării operaţiunilor ca răspuns la deviaţii neaşteptate prin specificarea cererii viitoare. în mod clar, dacă cererea viitoare pentru bunuri şi servicii este corect estimată, eficienţa operaţiunilor creşte. Să vedem cum firme de succes, ca Donaldson, pot folosi previziunea în operaţiuni. Previziunea în operaţiuni
în termeni generali, previziunea prezintă o dilemă filozofică nerezolvată. „Nu poti niciodată să prevezi viitorul după trecut“ a spus Edmund Burke. Dar Patrick Henry l-a contrazis: „Nu cunosc alt mod de evaluare a viitorului decât în funcţie de trecut“. Managerii operaţiunilor încearcă să previzioneze o gamă largă de evenimente viitoare care le afectează potenţial succesul. Cel mai des, preocuparea constă în estimarea cererii clienţilor pentru produse şi servicii. Managerii pot dori estimări pe termen lung ale cererii globale sau estimări pe termen scurt ale cererii pentru fiecare produs individual.
Sunt necesare chiar estimări mai detaliate pentru anumite elemente sau subcomponente care intră în structura fiecărui produs.
Putem face distincţia între diferitele tipuri de necesităţi de previziune prin luarea în considerare a gradului concentrării acestora în viitor. Previziunile detaliate ale elementelor individuale sunt folosite pentru planificarea utilizării pe termen scurt a sistemului de conversie. La cealaltă extremă, previziunile globale sau agregate produs-cerere sunt folosite pentru planificarea capacităţii, amplasamentului şi cadrului într-un interval de timp mult mai lung. După cum arată Figura 3.1, diferitele tipuri de decizii de planificare depind de diferitele tipuri de informaţii, care depind la rândul lor de ceea ce sunt denumite orizonturi de timp de planificare, sau perioadele viitoare la care se referă previziunea.
în comunităţile de afaceri, economice şi politice, previziunea are diferite sensuri. în managementul operaţiunilor adoptăm o definiţie specifică a previziunii, şi o distingem de conceptul mai larg al predicţiei.
Previziune Utilizarea datelor trecute pentru a determina evenimentele viitoare; calcul obiectiv.

43
Previziunea este estimarea unui eveniment viitor realizată prin combinarea şi extrapolarea sistematică, într-un mod prestabilit, a unor date despre trecut.
Predicţie Estimări subiective al viitorului. Predicţia este estimarea unui eveniment viitor realizată prin consideraţii subiective, altele
decât datele trecute; această consideraţie subiectivă nu trebuie să aibă loc într-un mod predeterminat.1
După cum exprimă clar aceste definiţii, previziunile sunt posibile doar când există o evidenţă a datelor din trecut. Un producător cunoscut de televizoare, de exemplu, poate utiliza datele din trecut pentru a prevedea numărul de tuburi necesare pentru programul de asamblare televizoare de săptămâna viitoare. Un restaurant fast-food poate folosi datele din trecut pentru a prevedea numărul de chifle de hamburger necesare pentru acest weekend. Dar să presupunem că producătorul oferă un nou model de televizor sau restaurantul se decide să ofere un nou produs. Deoarece nu există date din trecut pe baza cărora să se poată estima vânzările din primul an pentru noile produse, este necesară predicţia, nu previziunea. Pentru predicţie, estimările bune, subiective, se pot baza pe aptitudinile, experienţa şi raţionamentul managerului; dar previziunea necesită tehnici statistice şi care ţin de ştiinţa de management.
în general, când oamenii de afaceri vorbesc de previziuni, ei au în vedere în general o combinaţie de previziune şi predicţie. De obicei, previziunea este înlocuită în
mod liber cu previziunea economică şi implică adesea o combinaţie de calcule obiective şi judecăţi subiective. Noi atenţionăm studenţii şi managerii operaţiunilor să evite neînţelegerile, clarificând ce înţeleg prin „previziune" când discută probleme, soluţii şi acţiuni pe baza previziunilor. Previziunea şi subsistemele de operaţiuni
Previziunea cererii globale se obţine de obicei prin estimarea volumelor previzionate de vânzări, exprimate în dolari, şi convertirea ulterioară a vânzărilor în dolari în unităţi de producţie omogene. Unităţile de producţie - cum ar fi numărul de televizoare dintr-o fabrică, numărul de pacienţi hrăniţi de un spital, numărul de cărţi care circulă într-o bibliotecă, sau numărul de pachete de acţiuni obişnuite vândute într-o casă de brokeraj - pot fi ulterior subdivizate în părţi componente şi convertite în cerinţe de muncă şi materiale. Aceste previziuni ale resurselor sunt folosite pentru planificarea şi controlul subsistemelor de operaţiuni, după cum prezintă Figura 3.2.
FIGURA 3.1 Cerinţele de previziune în managementul producţiei şi operaţiunilor

44
în studiul previziunii, trebuie să fim atenţi să nu ne cufundăm în tehnici şi să pierdem din vedere motivele previziunii. Previziunea este o componentă importantă a planificării strategice şi operaţionale. Ea stabileşte legătura între sistemele de planificare şi control. Previziunile sunt necesare pentru planificarea, programarea şi controlul sistemului pentru a facilita producerea efectivă şi eficientă a bunurilor şi serviciilor.
Planificarea (programarea) sistemului După cum prezintă Figura 3.2, în planificarea sistemului, managerii trebuie să previzioneze cererea agregată astfel încât să poată planifica sau replanifica procesele necesare pentru satisfacerea cererii. Gradul de automatizare, de exemplu, depinde în mare măsură de cererea viitoare pentru produse. Fluxurile automatizate continui facilitează volumele mari de produse; fluxurile manuale sau semiautomate, intermitente (seriile de producţie) sunt în general mai economice pentru volume de producţie mai mici. Previziunea cererii este critică pentru această decizie de proiectare. După ce deciziile legate de proiectarea de proces, produs şi investiţiile în echipament au fost luate pentru un volum anticipat, managerii sunt blocaţi într-o unitate cu o anumită capacitate. Prin urmare, variaţiile mari între cererea anticipată şi cererea reală pot avea ca rezultat costuri excesive de producţie şi operare.
FIGURA 3.2 Folosirea previziunii cererii şi a subsistemelor de producţie/ operaţiuni Planificarea capacităţii care foloseşte previziunile pe termen lung este unul din domeniile
producţiei/operaţiunilor care este critic şi nu foarte bine înţeles şi dezvoltat. In industria oţelului, producerii de energie electrică şi altor industrii de bază, dacă capacitatea nu este extinsă destul de rapid, atât firmele individuale cât şi economia naţională suferă. Pe de altă parte, o capacitate prea mare este împovărătoare. De exemplu, avioanele cu reacţie, la preţul de 20 mii. $ bucata, nu pot fi cumpărate şi depozitate pentru o cerere aleatoare, deoarece costul capacităţii în exces este considerabil. Boeing, McDonnell Douglas şi Airbus - cei mai mari producători de avioane comerciale - încearcă foarte mult să-şi dimensioneze fabricile de producţie pentru a satisface

45
suma cererilor din toate perioadele MS= --------------------------------7^ ------ ------ = / 3 3 n
numărul de perioade ' ' ' n
D +D +... + D _ / = l _ 1 2 *
exact numărul de avioane cerut. Dacă fabricile sunt prea mari, sunt produse avioane care nu sunt necesare sau unităţile nu sunt folosite. Oricare variantă este costisitoare pentru firmă.
Programarea sistemului în luarea deciziei de folosire optimă a sistemului existent de conversie, previziunile precise ale cererii sunt foarte importante. Managerii au nevoie de previziuni ale cererii intermediare pentru 3 luni, 6 luni şi 1 an. Atât nivelul curent Cheia procesului nominal de grup este identificarea clară a problemei, permiţând creativitatea, încurajând discuţia şi, în ultimul rând, obţinând consensul. Modele cantitative naive (bazate pe date istorice)
Multe modele folosesc date istorice pentru a calcula o medie a cererii trecute. Această medie este apoi folosită ca previziune. Există mai multe moduri de calcul al unei medii; iată câteva.
Media simplă Media cererilor înregistrate în toate perioadele anterioare; cererile din toate perioadele sunt ponderate în mod egal.
înainte de a continua, poate ar trebui să analizăm motivul pentru care calculăm media. După ciim vă puteţi aminti din discuţia anterioară asupra „distorsiunilor" în datele legate de cerere, încercăm să determinăm modelul de bază general sau tendinţa centrală a cererii. Cererea din orice perioadă se va situa probabil deasupra sau dedesubtul modelului de bază, iar cererile din mai multe perioade vor fi dispersate în jurul modelului. Prin urmare, dacă facem media tuturor cererilor din trecut, cererile ridicate din unele perioade vor avea tendinţa de a compensa cererile reduse din alte perioade. Rezultatul va fi o medie care este reprezentativă pentru model, mai ales pe măsură ce numărul de perioade folosite în calculul mediei creşte. Calculul mediei reduce şansele de a fi indus în eroare de fluctuaţiile mari care pot apărea în orice perioadă. Totuşi, dacă modelul de bază se modifică în timp, media simplă nu va detecta această modificare. Exemplu
La Welds Supplies, cererea pentru un, nou element de sudură a fost de 50 duzini în primul trimestru, 60 duzini în cel de-al doilea şi 40 duzini în cel de-al treilea. Cererea medie a fost:
= = 50 + 60±40 = 50
3 3 Previziunea pentru toate trimestrele viitoare s-ar putea baza pe această medie simplă şi ar fi
50 de duzini elementi de sudură trimestrial. MM=Di/ nr perioade
unde Media mobilă simplă Media cererilor înregistrate în mai multe din cele mai recente perioade; cele mai recente perioade sunt adăugate şi cele mai vechi sunt eliminate pentru a păstra corectitudinea calculelor.
Media mobilă simplă O medie mobilă simplă (MM) combină datele legate de cerere din cele
mai recente perioade, media lor fiind previziunea pentru următoarea perioadă. După selectarea
numărului de perioade trecute ce vor fi folosite în calcule, acesta este menţinut constant. Putem
folosi o medie mobilă pentru 3 perioade sau o medie mobilă pentru 20 de perioade, dar după
ce ne-am decis, trebuie să continuăm să folosim acelaşi număr de perioade. Cererile pentru
toate perioadele sunt ponderate în mod egal. Media „evoluează" în timp, adică, după ce trece
fiecare perioadă, cererea pentru perioada mai veche este eliminată şi cererea pentru perioada
cea mai nouă este adăugată la următorul calcul, depăşind principalul neajuns al modelului
mediei simple. Media mobilă simplă se calculează după cum urmează:

46
Di = cererea pentru perioada i Exemplu
Frigerware a înregistrat următoarea cerere pentru răcitoare cu gheaţă în timpul ultimelor 6 luni:
Managerul fabricii v-a cerut să întocmiţi o previziune folosind o medie mobilă pe 6
perioade pentru a previziona vânzările din iulie. Astăzi este 2 iulie şi trebuie să începem producţia de răcitoare cu gheaţă pe 6 iulie.
Un avantaj al acestui model este acela că vă permite să compensaţi o tendinţă sau sezonalitate potrivind cu atenţie coeficienţii C. Dacă doriţi, puteţi pondera mai mult lunile recente şi să diminuaţi cumva efectele distorsiunilor stabilind ponderi mici .
Nivelare exponenţială Nivelare exponenţială Metodă de calcul al mediei care scade exponenţial ponderea cererilor
mai vechi. Modelele de nivelare exponenţială sunt binecunoscute şi sunt adesea folosite în
managementul operaţiunilor. Motivele popularităţii lor sunt două: sunt larg disponibile i 1 "sfirtixinjiuirfcvciit wart~peîftru cumparer~şYireces1 ta un vdium rdiafiv mic cie
stocare a datelor şi de calcul, o consideraţie importantă când sunt necesare previziuni pentru fiecare din multe elemente individuale. Multe companii de computere au petrecut o perioadă considerabilă de timp elaborând şi comercializând software de previziune şi instruind managerii să-l folosească. In plus, unele asociaţii profesionale şi comerciale majore, printre care se numără American Production and Inventory Control Society (APICS), şi-au familiarizat membrii cu aceste tehnici.
Nivelarea exponenţială se distinge prin modul special în care ponderează fiecare cerere trecută. Modelul ponderilor are o formă exponenţială. Cererea pentru perioada cea mai recentă este ponderată cel mai mult; ponderile din diferite perioade succesive mai vechi scad exponenţial. Cu alte cuvinte, ponderile scad în magnitudine cu cât datele ponderate sunt mai vechi; scăderea este nonliniară (exponenţială).
Nivelare exponenţială de prim rang Pentru început, să examinăm aspectul computaţional al nivelării exponenţiale de prim rang. Ecuaţia de creare a unei previziuni noi sau actualizate foloseşte două informaţii: cererea reală pentru cea mai recentă perioadă şi previziunea pentru cererea cea mai recentă. Pe măsură ce expiră fiecare perioadă de timp se face o nouă previziune:
0 < a < 1, iar t este perioada După terminarea perioadei t— 1, cunoaşteţi cererea reală D/; pentru perioada t-1. La
începutul perioadei t-1 aţi făcut o previziune F , a cererii în perioada t-1. Prin urmare, la sfârşitul t-1 dispuneţi de ambele informaţii necesare pentru calculul previziunii cererii pentru următoarea perioadă F;.
De ce este denumit acest model nivelare exponenţială? Extrapolarea ecuaţiei 3.6 se prezintă în următorul mod:
Deoarece F, = a Dm + (l-a) (3.7)
Luna Răcitoare cu gheaţă cerute
Ianuarie 200
Februarie 300 Martie 200 Aprilie 400 Mai 500 Iunie 600

47
Regresie Analiză de regresie Model cauzal de previziune în care, din datele istorice, este stabilită o
relaţie funcţională între variabile, care este apoi folosită pentru a previziona valorile dependente ale variabilelor.
Regresie liniară Analiza de regresie este o tehnică de previziune care stabileşte o legătură între variabile. O variabilă este cunoscută sau estimată şi este folosită pentru a previziona valoarea unei variabile necunoscute. Datele trecute stabilesc o relaţie funcţională între cele două variabile. Luăm în considerare aici cea mai simplă situaţie de regresie, pentru doar două variabile şi relaţia lor funcţională liniară.
Previziunea noastră pentru cererea perioadei, F este exprimată de Ft -
a+ bX't unde Ft este previziunea pentru perioada /, fiind dată valoarea variabilei X în perioada /.
Coeficienţii a şi b sunt constante; a este valoarea de intercepţie pentru axa verticală (F) şi b este panta liniei. Adesea această ecuaţie este exprimată în forma mai familiară
Y=a + bX
Am înlocuit F cu Y, pentru a indica că F este valoarea previzionată. în ecuaţia 3.14, cererea previzionată, F, reflectă viitorul. Totuşi, pentru a determina în realitate coeficienţii a şi b, este utilizată cererea veche în locul previziunii vechi. Folosim D( pentru a reflecta cererea veche şi pentru a determina coeficienţii a şi b. Apoi, când dorim să previzionăm noua cerere, folosim F pentru a reprezenta cererea previzionată. Coeficienţii a şi b sunt calculau cu următoarele două ecuaţii:
F = a + bX (3.18) Şi n— numărul de perioade.
Exemplu O companie de ambalaje din carton produce cutii de pizza. Departamentul de planificare a
operaţiunilor ştie că vânzările de pizza ale unui client principal sunt o funcţie a sumei în dolari cheltuită de client pentru publicitate, un aconto pe care îl pot primi înainte de livrarea mărfii. Planificarea operaţiunilor este interesată de determinarea legăturii dintre reclamă şi vânzările clientului. Se ştie că valoarea comenzii de cutii de pizza, în dolari, este un procent fix din vânzări.

48
Planificatorul operaţiunilor poate solicita acum cheltuielile de publicitate planificate şi pe
baza acestora se pot previziona vânzările. Să spunem, de exemplu, că publicitatea din următorul trimestru este estimată la 1.100.000 Ş, sau 11 x 100.000 Ş. înlocuind 11 cu X în ecuaţia de mai sus, rezultă
F = 0,22 + 0,29 x 11 = 3,41
Vânzările sunt previzionate la 3.410.000 $. în cazul în care comenzile de cutii sunt
estimate la 5% din vânzări, planificatorul operaţiunilor s-ar putea aştepta ca volumul comenzilor totale în dolari să fie de 170.500 $ trimestrial (0,05 x 3.410.000 Ş). O astfel de estimare poate fi foarte utilă în planificarea generală a operaţiunilor.
Deşi regresia liniară este mai complexă din punct de vedere al calculelor decât celelalte modele discutate, a fost considerată utilă în unele situaţii. Poate fi aplicată, de exemplu, când o mulţime de date sugerează că modelul cererii este o linie dreaptă sau aproape dreaptă. Ea necesită totuşi multe date, care pot fi dificil şi costisitor de stocat. Este de asemenea costisitoare realizarea calculelor necesare perioadă cu perioadă, adesea săptămânal, pentru mii de elemente. Selecţia modelului de previziune
Am discutat mai multe modele statistice de previziune pentru estimarea cererii în planificare şi control. Ca manager, acum aveţi sarcina de selectare a celui mai bun model în funcţie de necesităţile dumneavoastră. Pe care trebuie să-l alegeţi, şi ce criterii trebuie să folosiţi pentru a lua decizia?
După cum am spus mai sus, criteriile importante sunt costul şi acurateţea (precisa). Acurateţea (eroarea de previziune), măsurată de MAD şi abatere, poate fi convertită în cost
Publicitatea şi vânzările trimestriale Trimestrul Publicitate (100.000 $) Vânzări
(1.000.000 $) 1 4 1 2 10 4 3 15 5 4 12 4 5 8 3 6 16 4 7 5 2 8 7 1 9 9 4 10 10 2 Calculă
m b şi apoi a, unde publicitatea este X pentru trimestrul /,
vânzările sunt Dt pentru trimestrul t şi previziunea este Ft pentru perioada
viitoare t.
X Dt Publicit Vânzări Trimestrul (100.00 (1.000.00 V XD
(1) (2) (3) (4)
(5) 1 4 1 1 4 2 10 4 1 40 3 15 5 2 75 4 12 4 1 48 5 8 3 6 24 6 16 4 2 64 7 5 2 2 10 8 7 1 4 7 9 9 4 8 36 10 10 2 1 20 2 96 30 1 328

49
(dolari). Costurile care trebuie luate în considerare în selecţia modelului sunt costurile de implementare, costurile sistemice şi costurile erorilor de previziune. Dintre cele trei, costurile erorilor de previziune sunt probabil cel mai dificil de evaluat. Ele depind de distorsiunile din seria de timp, de evoluţia cererii, de mărimea perioadei de previziune şi de măsurarea erorii de previziune. Nu există nici un substitut pentru analiza atentă a cererii pentru elementele tipice, inclusiv a reprezentărilor, când este selectat un model.
Mai multe studii au evaluat şi comparat randamentul diferitelor modele. în general, diferite modele sunt cele mai bune, în funcţie de evoluţia cererii, nivelul distorsiunilor
A 5 5 şi durata perioadei de previziune. In mod uzual dispunem de mai multe modele bune
pentru orice evoluţie a cererii, când alegerea se bazează doar pe eroarea de previziune. Nivelarea exponenţială dublă este cel mai bun model în multe studii. Combinarea modelelor naive de previziune bazate pe date istorice
In studii complete, s-a arătat că media simplă şi media ponderată a previziunilor realizate cu diferite metode de previziune a depăşit majoritatea sau probabil toate metodele individuale.6 Din aceste studii putem trage concluzia că acurateţea previziunii se îmbunătăţeşte, variabilitatea acurateţii între diferitele combinaţii scade, iar numărul de metode creşte în medie. Combinarea metodelor de previziune prezintă perspective considerabile pentru operaţiuni. După cum menţionează Makridakis şi Winkler, „Combinarea previziunilor pare a fi o alternativă practică rezonabilă când, după cum este adesea cazul, un model corect al procesului de generare de date sau o singură metodă de cea mai bună previziune nu poate sau nu este, din indiferent ce motiv, indentificat.“7 Elementele comportamentale în procesul de previziune
Pentru a înţelege unele din dimensiunile previziunii, este raţională luarea în considerare a comportamentelor umane, deoarece previziunile nu se fac adesea cu modele statistice. Indivizii pot realiza previziunea extrapolând intuitiv datele din trecut, şi adesea intervin în alte moduri în procedura de previziune statistică. Un manager poate fi de părere că previziunile elementelor generate de modele trebuie verificate pentru rezonabilitate de persoane calificate care iau decizii de operare. Previziunile generate de modele nu trebuie urmate orbeşte; consecinţele potenţiale de costuri trebuie analizate cu atentie. Persoanele care iau deciziile trebuie să ia în considerare
) datele calitative care nu sunt incluse în model. Ele trebuie să considere modelul de
previziune ca ajutor în luarea deciziilor şi nu trebuie să se bazeze total pe modelul de previziune pentru toate deciziile.
Multe, poate majoritatea previziunilor din managementul producţiei/operaţiunilor sunt previziuni individuale intuitive. Am observat previziuni intuitive, de exemplu, în mari unităţi de producţie şi în spitale. Una din problemele implementării modelelor de previziune a elementelor constă în convingerea persoanei care realizează previziunea că nu face o treabă atât de bună ca cea făcută de un model. Previziunea intuitivă ca proces de raţionament
în prezent sunt cunoscute puţine lucruri despre eficienţa previziunii intuitive. Putem, totuşi, să analizăm unele dintre procesele mentale implicate. O previziune poate fi privită ca reprezentând culmea unui proces alcătuit din mai multe etape, inclusiv căutarea şi prelucrarea informaţiilor. Ea are ca rezultat deducţii umane legate de viitor care se bazează pe anumite evoluţii ale datelor istorice prezentate celui care face previziunea. Putem face speculaţii în legătură cu mai mulţi factori de mediu care pot afecta aceste procese mentale, afectând deci previziunea intuitivă.
Semnificaţie Previziunea necesită luarea în considerare a unui set restrâns de informaţii legate de cererea istorică. Când discutăm proiectarea şi reproiectarea postului de muncă (capitolul 8), vom vedea că, dacă sarcinile repetitive au semnificaţie pentru persoana care le realizează, efectele pozitive rezultă de obicei. Stabilirea de semnificaţie sarcinii previziunii se poate estima

50
că afectează siguranţa previziunii intuitive: cu cât are o semnificaţie mai mare sarcina de previziune, cu atât este mai corectă previziunea intuitivă.
Complexitatea modelului Complexitatea modelului, forma modelului cererii, este o variabilă critică în previziunea intuitivă, ca şi în previziunea modelelor. Unele studii de comportament sugerează că cei care fac previziuni intuitive pot avea un randament mai bun şi liniar decât modelul nonliniar de cerere. în plus, oamenii încearcă în aparenţă să folosească date nonliniare într-un mod liniar.
Gradul de distorsiune Dacă există suficiente date istorice, problemele de previziune sunt banale în majoritatea cazurilor fără distorsiuni. Introducerea variaţiilor aleatoare aduce adesea o condiţie denumită incertitudinea dovezilor (datelorj. Nivelurile foarte ridicate de distorsiune îngreunează baza unei previziuni corecte, iar adesea rezultatul este o acurateţe mai redusă a previziunii.
Variabilitate individual ă Altă concluzie a studiilor asupra previziunii intuitive este variabilitatea mare a randamentului între cei care fac previziunea. Când se compară cei care fac previziunea cu modelele, există în mod tipic câteva persoane care fac previziuni foarte bune, dar există mai multe persoane care fac previziuni foarte proaste. Dacă planificarea şi direcţionarea producţiei şi operaţiunilor se bazează pe previziuni intuitive slabe, aceste variaţii ale randamentului pot fi foarte costisitoare.
Randament individual faţă de randamentul modelului în ce mod se compară indivizii cu modelele naive de previziune? în studii, modelele de nivelare exponenţială, când sunt incluse în cererea trecută orientată spre persoane care fac previziuni intuitive, au depăşit semnificativ randamentul mediu de grup. Doar câteva persoane care au făcut previziuni intuitive au depăşit randamentul modelelor. Managerul operaţiunilor ar face bine să ia în considerare modelele ca alternativă la indivizi. Modelele sunt în general mai exacte, şi dacă trebuie previzionat un număr mare de elemente, modelele sunt mai economice.
Previziune, planificare şi comportament O analiză şi evaluare excelentă a documentaţiei compară multe dimensiuni de modelare şi psihologice ale previziunii, planificării şi luării deciziilor. Multe abateri şi limit ări ale prelucrării informaţiilor ce implică raţionamentul uman se aplică şi la previziune şi planificare. Erorile procedurilor de previziune sunt cauzate de folosirea unor informaţii redundante, de neluarea în considerare a datelor ce infirmă o anumită tendinţă şi de încrederea prea mare în raţionamente. în plus, numeroase studii arată că raţionamentul predictiv al oamenilor este adesea mai puţin sigur decât cel al modelelor cantitative simple. Persoanele interesate în aspectele de comportament ale previziunii vor dori să examineze această documentaţie mai atent. Rezumat
Acest capitol a ilustrat că, în managementul operaţiunilor, deviem de la conceptul general de afaceri al previziunii de afaceri şi definim previziunea ca folosire a datelor trecute pentru a determina evenimente viitoare. Predicţia, pe de altă parte, se referă la estimări subiective ale viitorului. Aptitudinile, experienţa şi raţionamentul corect al managerului sunt necesare pentru realizarea unor predicţii bune; adesea tehnicile de statistică şi ştiinţă de management trebuie folosite pentru a face predicţii rezonabile.
Am studiat opţiunile dintre cost şi acurateţe în abordările de previziune. In general, cu cât este mai puţin costisitoare abordarea de previziune, cu atât sunt mai puţin corecte rezultatele. Am discutat trei grupări de bază ale tehnicilor de previziune: modele calitative, modele naive (ale seriei timp) şi modele cauzale. Situaţia de previziune a elementelor individuale cel mai des întâlnite în managementul producţiei/operaţiunilor este cel mai bine abordată cu modelele naive (ale seriei de timp).
Rezultatele cercetării au ilustrat faptul că cel mai bun model de previziune ce poate fi folosit depinde de durata perioadei de previziune; de nivelul de distorsiuni; de măsura erorii de previziune şi, cel mai important, de evoluţia cererii. Am observat că pare să nu existe nici un

51
model de previziune care să fie cel mai bun pentru toate modelele cererii, deşi nivelarea exponenţială dublă pare a fi adecvată celor mai multe situaţii.
Adesea, previziunile nu se fac cu modele statistice; indivizii pot şi folosesc intuitiv datele din trecut pentru a previziona evenimentele viitoare. Discuţia noastră a arătat, totuşi, că randamentul individual de previziune scade în general cu lipsa de semnificaţie, complexitatea modelului şi incertitudinea indiciilor. Modelele de previziune au tendinţa să depăşească ca randament majoritatea previziunilor intuitive, puţini indivizi putând depăşi repetat randamentul modelelor.
După ce s-a gândit la un model de previziune şi a selectat parametrii (valorile de început şi
coeficienţii de nivelare), Suzi a decis să folosească MAD ca mecanism primar de evaluare. Ea a auzit de abatere, dar nu-şi aminteşte nimic de semnificaţia pe care ar sugera că trebuie să o folosească.
întrebări de caz 1. Ce modele observaţi când reprezentaţi datele? 2. Elaboraţi o procedură de analiză pentru Suzi Trotter. Includeţi modele de previziune, măsuri de evaluare şi procedura de setare a valorilor de început şi a parametrilor modelului. 3. Cum pot fi modificate modelele mediei simple mobile şi modelele exponenţiale de prim rang pentru a include ajustările de tendinţă şi date sezoniere?
În afara exemplelor cu companii individuale, o nouă industrie de servicii organizează
eforturile de îmbunătăţire în centre şi institute de productivitate, cu mai mult de 300 de centre cunoscute în întreaga lume. Aceste centre au în mod tipic una din patru orientări de bază - formare şi educaţie, distribuţia şi promovarea informaţiilor, abordări socio-tehnologice, proiectare industrială şi accent pe economia managerială — reflectând interesele firmelor (consumatorii din centrele de servicii) pe care le servesc. Poate că cea mai bine cunoscută unitate din America de Nord este Centrul american pentru productivitate şi calitate din Houston, Texas.
Perioada de timp (săptămâni)
Vânzări Perioada de timp (săptămâni)
Vânzări
1 1084 25 64 2 1056 26
3 1090 27 4 953 28 5 868 29 6 868 30 7 1034 31 8 1088 32 9 1069 33 10 856 34 11 876 35 12 796 36 13 1023 37 14 1003 38 15 1036 39 16 835 40 17 747 41 18 856 42 19 1008 43 20 1036 44 21 920 45 22 805 46 23 816 47 24 776 48
92

52
CAP. 4 OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT S.M.E.D.
Această metodă managerială face parte din familia metodelor „Timpi juşti (reali)” , care
reprezintă, de fapt, o stare de spirit a diferitelor servicii din firmă, potrivit căreia fiecare caută să pună în aplicare acele structuri, care permit să se producă nu numai ce se vinde, ci şi ce se va vinde întru-un timp real, just, adică nu va rămâne în stoc. Ea permite firmei să întreţină o politică de parteneriat cu furnizorii şi antreprenorii săi.
Prima acţiune ce trebuie realizată pentru aplicarea acestei metode constă în realizarea unor măsuri raţionale, care să conducă la amplasarea funcţională a maşinilor şi utilajelor de producţie. Potrivit acestei amplasări, maşinile care realizează acelaşi tip de operaţie vor fi regrupate după criterii geografice în ateliere ca de exemplu: turnătorie, montaj etc. Ca regulă generală, montajul va fi total separat de recepţia materiilor prime şi subansamblelor lor componente, fiind organizat în mod centralizat într-un loc unic. Este de fapt o organizare după modelul Taylor, care face ca operaţiile cu grad mare de repetabilitate să fie executate de personalul specializat în fiecare sector şi are ca efect maximizarea traseelor de circulaţie a materiilor prime şi produselor finite (fig. 4.1).
Montaj
Frezare
Magazie
Turnătorie
Fig. 4.1 Amplasarea funcţională a atelierelor.
Reperele parcurg succesiv traseul turnătorie, frezare, montaj. Deplasarea este, deci, lungă şi costisitoare şi poate fi optimizată numai dacă se utilizează fabricaţia pe loturi, fapt ce conduce la apariţia întârzierilor în fabricaţie şi la creşterea nivelului stocurilor. Deosebirile între organizarea pe lanţuri de fabricaţie şi respectiv pe loturi de transport este evidenţiată în fig. 4.2.

53
Loturi
Producţie pe loturi de transport
Sfârşitul producţiei
Producţie pe loturi de
fabricaţie
Începutul producţiei Sfârşitul
producţiei
Timp
Fig. 4.2. Evidenţierea diferenţelor în organizarea producţiei pe loturi
de fabricaţie şi respectiv de transport. Din analiza graficului rezultă necesitatea fluidizării traficului pieselor în atelier, iar pentru
evitarea transporturilor inutile este recomandabil să se amplaseze locurile de muncă unul lângă altul şi să se efectueze operaţii succesive. O astfel de organizare conduce la minimizarea operaţiilor de transport şi la eliminarea costurilor aferente, la reducerea stocurilor intermediare din parcurs, la simplificarea fluxului reperelor, la îmbunătăţirea în sensul creşterii vitezei de circulaţie în flux, la uşurarea urmăririi fabricaţiei. Se poate realiza astfel ceea ce se denumeşte punerea în linie a operaţiilor , folosind drept mijloace de lucru crearea celulelor de fabricaţie în ateliere, separarea geografică şi punerea în linie a fabricaţiei diferitelor produse, descentralizarea activităţii de recepţie, stocare şi expediţie etc.
Punerea în linie a operaţiilor depinde în primul rând de tipul de atelier. Se cunosc următoarele tipuri: • ateliere în flux (Flow shop) în care fluxul pieselor este un flux evident, adică materiile prime
intră pe de o parte şi produsele finite ies pe de altă parte, iar maşinile sunt în general specializate (valabil pentru producţia de serie mare, industria chimică, alimentară etc);
• ateliere pe operaţii (Job shop) cum sunt atelierele de mecanică generală, în care trebuie apelat la tehnologia de grupare a pieselor pentru a se putea transforma în final un astfel de atelier în atelier în flux;
• ateliere - celule flexibile de fabricaţie reprezintă un set de maşini capabile să realizeze un ansamblu de piese trecând foarte repede de la fabricarea uneia la alta. Dacă regruparea pieselor a fost corect făcută atunci se poate regăsi într-o celulă flexibilă un flux principal, care să permită amplasarea maşinilor într-o anume ordine încât deplasarea reperelor să fie reduse la minim (fig. 4.3).
OP. 2 OP. 3 OP. 4 OP. 1
OP. 2 OP. 3 OP. 4 OP. 1 Transport Transport Transport

54
•
Fig. 4.3 Celule flexibile de fabricaţie în formă de „U”.
Separarea geografică se aplică cu bune rezultate în situaţia firmelor, care realizează un singur tip de produs, dar în versiuni diferite. Organizarea mai raţională în această situaţie poate conduce la separarea diferitelor variante de produse pe centre de subproducţie, în care să se realizeze punerea în linie a maşinilor.
Deoarece orice deplasare a reperelor reprezintă şi o plată, care nu aduce valoare adăugată produsului, este recomandabilă descentralizarea activităţilor de stocare, recepţie şi expediţie, ceea ce va conduce la înlăturarea unor deplasări inutile (fig. 4.4).
Recepţie – expediţie
Stocare
Recepţie expediţie 1
Recepţie expediţie 2
Atelier A1
Atelier A2
Atelier A1
Atelier A2
Atelier
A3
Atelier
A4
Atelier A3
Atelier A4
Recepţie expediţie 3
Recepţie expediţie 4
Fig. 4.4 Descentralizarea activităţilor de stocaj, expediţie, recepţie.
Realizarea descentralizării acestor activităţi conduce la diminuarea distanţelor de transport şi presupune schimbarea caracterului relaţiei cu furnizorii, a naturii controlului şi autocontrolului de calitate cerând din partea acestuia realizarea unei politici de creştere a calităţii producţiei.
Aplicarea metodei SMED, inventată de Shigu Schingo, are ca obiectiv reducerea timpilor de schimbare a seriei la mai puţin de 10 minute sau chiar la realizarea automată a acestei schimbări.
Obstacolul principal al producţiei organizată pe loturi mici constă în existenţa unor timpi mari de schimbare a seriei. Aplicarea metodei deosebeşte la schimbare seriei două tipuri de operaţii: operaţii interne (IED Input Exchange Die) care nu pot fi efectuate decât atunci când maşinile şi utilajele sunt oprite; operaţii externe (OED Output Exchange Die), care trebuie efectuate în timpul funcţionării maşinilor şi utilajelor.
Implementarea metodei SMED presupune parcurgerea mai multor etape şi anume: – stabilirea distinctă a operaţiilor IED şi OED, necesită studierea atentă a procesului
tehnologic şi identificarea clară a celor două tipuri de operaţii. Dacă este posibil, operaţiile OED
Flux de producţie

55
trebuie efectuate în afara timpilor de schimbare a seriei. Simpla diferenţiere a celor două categorii de operaţii permite raţionalizarea activităţii de schimbare a seriei şi reducerea timpului aferent cu circa 30% fără a fi efectuate modificări importante;
– transformarea operaţiilor IED în OED dacă este posibil, ea este principalul aport de eficienţă al metodei, când printr-o mai bună organizare a muncii, operaţiile interne pot fi transformate în operaţii externe;
– aplicarea unor standarde de funcţiuni în sensul că pentru schimbarea rapidă a seriei trebuie eliminată pe cât posibil reglarea maşinilor, fapt pentru care este necesară standardizarea funcţiilor ce trebuie să fie schimbate pe maşini;
– adoptarea unor restrângeri funcţionale. Se caută prin intermediul tuturor tehnicilor posibile optimizarea timpului în care maşinile şi utilajele sunt oprite pentru schimbarea seriei;
– adoptarea unor măsuri pentru sincronizarea lucrului. Astfel, o nesincronizare a lucrului antrenează deplasări inutile şi pierderi de timp, iar o sincronizare corespunzătoare a acesteia conduce la realizarea unei activităţi bune a operatorului;
– suprimarea reglajelor. Se recomandă reglarea unei maşini numai dacă ea este realmente indispensabilă. Acest lucru este posibil de realizat prin folosirea gabaritelor, adică elementele să fie întotdeauna în acelaşi loc în momentul schimbului şi prin fixarea poziţiilor utile;
– folosirea mecanizării . Deoarece costul reducerii timpilor de schimbare a seriei devine foarte important se vor efectua calcule de rentabilitate, deşi aportul reducerii schimbării de serie la creşterea rentabilităţii este dificil de estimat. De aceea, în aceste condiţii se recomandă pe cât posibil folosirea mecanizării.
Aplicarea acestei metode este mai mult decât necesară în situaţia unor durate mari ale schimbării de serie care presupune totdeauna obstacole serioase în fluidizarea circulaţiei. Utilizarea acestei metode a condus la reduceri de circa 100-200 ori ale timpului de schimbare a seriei în cazul firmelor Toyota, Mitsubishi, Fichet-Bauche etc.

56
CAP.5. OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT M.R.P.
Această metodă a fost pusă la punct pentru prima dată în SUA şi cunoaşte mai multe
variante: - MRP – 0, folosită pentru planificarea necesarului, pornindu-se de la
elementele componente ale nomenclatorului de fabricaţie; - MRP – 1, serveşte pentru planificarea necesarului, având drept punct de plecare
elementele componente realizate în buclă închisă pe baza noţiunii de prioritate;
- MRP – 2, apreciază gestiunea de ansamblu a Planului Industrial şi Comercial sau a gestiunii de urmărire a producţiei;
- MRP – 3, este recomandabilă pentru o gestiune pe termen scurt, integrând conceptele de tip just (real)stabilite de firmele japoneze.
Metoda scoate în evidenţă, potrivit opiniei profesorului Joseph Orlicky, două categorii fundamentale de necesar şi anume: necesarul independent, care constituie graniţa între firme şi mediul său exterior (produse finite, piese de schimb etc.) şi necesarul dependent, determinat de necesarul independent şi calculat pornind de la descompunerea produselor finite în elementele lor componente, determinându-se pe această bază necesarul de materiale, piese, subansamble etc.
Diferenţierile între cele două categorii de necesar, deşi aparent nesemnificatife, prezintă o importanţă foarte mare, iar identificarea acestor diferenţieri constituie esenţa conceptului MRP. Astfel, dacă necesarul independent nu poate fi estimat prin măsuri previzionale, necesarul dependent poate să fie şi trebuie astfel calculat.
MRP se aplică cu succes în situaţia firmelor industriale, care produc produse finite complexe formate din foarte multe elemente componente (electronică, mecanică, textile etc.). Firmele în care se aplică cu succes această metodă acoperă o paletă largă a economiei naţionale.
Între variantele MRP putem considera că pentru economia noastră se poate aplica cu succes MRP –2, care permite glisarea producţiei de pe termen lung pe termen scurt. Ea este în egală măsură şi o metodă de simulare a activităţii industriale, care permite obţinerea unui răspuns pentru următoarele întrebări: Capacitatea de producţie este suficientă? Care comandă este în întârziere? Care pot fi consecinţele acestei situaţii? Ce se întâmplă în situaţia unei comenzi urgente? Este de fapt o metodă care permite tuturor serviciilor firmei, tuturor angajaţilor angrenaţi în producţie să folosească acelaşi limbaj.
Schema logică a acestei metode (fig. 5.1) evidenţiază înlănţuirea funcţiunilor cheie ale metodei. Se poate preciza că schema posedă bucle de retro-acţiune, este deci un sistem de pilotaj buclat. Deciziile şi acţiunile sunt controlate în aval, cu posibilitatea de a le modifica atunci când apar unele incompatibilităţi.
Planul industrial şi comercial are drept obiectiv principal stabilirea priorităţilor viitoare ale firmei pentru lunile care vor urma. El se întocmeşte pe familii de produse ţinând cont de cererea vânzărilor şi nivelul stocurilor pentru o perioadă variabilă în funcţie de tipul fabricaţiei (între 1 şi 5 ani).
Producţia previzionată prin plan se va obţine însumând vânzările previzionate cu nivelul dorit al stocurilor şi scăzând nivelul actual al stocurilor.
Programul director de producţie defineşte producţia firmei pentru săptămânile sau lunile viitoare. El este de fapt instrumentul de dialog indispensabil între activitatea comercială şi producţie. Nivelul producţiei astfel stabilit are în vedere vânzările produselor previzionate, comenzile clienţilor şi stocul previzionat de produse finite.

57
Calculele de încărcare globală permit să se verifice în general dacă necesarul planificat este în concordanţă cu capacitatea firmei. În esenţă, el arată dacă există pericolul iminent sau mai îndepărtat ca prevederile din Planul industrial şi comercial şi cele din Programul director de producţie să nu poată fi realizate de firmă. Deciziile se iau deci la acest nivel. Calculul necesarului dependent se face pornind de la producţia planificată prin Programul director de producţie pentru a satisface necesarul independent rezultând, deci, astfel, prin calcul necesarul dependent.
Fig. 5.1 Schema logică MRP – 2.
Calculul detaliat al încărcării are în vedere faptul că verificarea încărcării globale permite eliminarea în mare parte a problemei încărcării posturilor de execuţie. Totuşi, pot fi substituite, astfel, unele probleme locale constante la nivelul strangulării unor posturi. Trebuie verificat dacă încărcarea rezultă din necesarul calculat nu este superioară capacităţii de producţie a postului considerat, situaţie în care piesele ce se prelucrează la postul respectiv de producţie, se vor aranja într-un şir de aşteptare, deci vor fi în întârziere.
Urmărirea şi controlul fluxului de încărcare permite controlul pe posturile cele mai importante care stabileşte dacă intervalul de timp scurs între momentul sosirii piesei la postul respectiv şi momentul în care ea părăseşte respectivul post nu este sensibil diferit de cel rezultat din calculul necesarului.
Controlul execuţiei (priorităţilor) permite a se stabili dacă ansamblul ordinii de fabricaţie, care trebuie să sosească pe un post de lucru la un moment dat este acelaşi cu momentul prevăzut de MRP. Aceasta urmăreşte punerea în evidenţă a unei eventuale reordonanţări a producţiei.
Metoda MRP – 2, fiind o înlănţuire ierarhică de funcţiuni, este de fapt un sistem buclat, care permite reglarea activităţii. Se disting trei bucle de reglare şi anume: prima buclă de reglare permite remarca că există imposibilitatea respectării angajamentelor luate prin Programul director de producţie; a doua buclă apare ca urmare a diferenţelor între controlul de execuţie a
Calculul detaliat de încărcare
Calculul necesarului
Program director de producţie (realist)
Plan industrial şi comercial
Programul director de producţie este el realizabil?
Controlul de execuţie (al încărcării)
Centrul de execuţie (al priorităţilor)
Calculul global de încărcare
Dacă există imposibilitatea de a fi realizat
U
A

58
încărcării şi controlul detaliat al încărcării; bucla a treia apare între controlul de execuţie al priorităţilor şi calculul necesarului.
Aceste bucle sunt foarte importante pentru implementarea în practica industrială a metodei, deoarece permit introducerea datelor obţinute din practică în calculul teoretic. Aceasta permite reglarea sistemului, introducând în calcule subîncărcările sau supraîncărcările, întârzierile sau avansurile şi stabilirea capacităţii posturilor de producţie în condiţiile acestor restricţii.
Metoda MRP – 2 este, deci, un ansamblu de utilităţi destinate prezentării tuturor aspectelor managementului industrial şi care permite elaborarea unei viziuni globale asupra activităţii firmei industriale.

59
CAP.6. OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT KANBAN
Această metodă este folosită în Japonia, îndeosebi după cel de-al doilea război mondial,
fiind elaborată de M.Ohana şi aplicată cu bune rezultate începând cu anul 1958 în cadrul firmei TOYOTA MOTOR COMPANY.
Autorul metodei a pornit de la constatarea că, în general, salariaţii firmei au tendinţa de a realiza totdeauna supraproducţie. De aceea în aceste condiţii trebuiau căutate şi găsite acele mijloace, care să permită continuarea producţiei în următoarele condiţii: producţia să fie comandată (cerută); producţia să se realizeze la termenul cerut de beneficiar; producţia să fie fabricată în cantitatea solicitată. Aceste condiţii solicită ca un loc de muncă, un atelier etc. din amonte, să ceară unui loc de muncă din aval, să realizeze numai o anumită producţie care lui îi este necesară şi la rândul său el să realizeze acea producţie, care îi este cerută de locul de muncă următor, adică de cel din amontele său pentru care el ocupă poziţia de aval, iar acesta din urmă să producă numai ceea ce este cerut de clienţi. Trebuie, deci, găsit un sistem informatic care poate transmite rapid şi eficient, nevoile (cererile) din aval spre amonte. Un astfel de sistem este tocmai Metoda Kanban (a etichetelor). Deşi metoda nu este dificilă, totuşi, implementarea ei ridică unele probleme.
• Descrierea metodei Producţiei industrială este organizată pe locuri de muncă aşezate succesiv unul în
continuarea celuilalt, pe fluxul tehnologic, orientate de la stânga la dreapta. În această situaţie, reperele trec succesiv de la un loc de muncă la altul (fig. 6.1)
Locul de muncă nr. 1
Flux
tehnologic
Locul de muncă Nr. 2
Flux
Tehnologic
Locul de muncă nr. n
Flux
tehnologic
Produse finite
Fig. 6.1 Circulaţia reperelor conform fluxului tehnologic. Paralel acestui flux, metoda presupune crearea unui flux informaţional în sens invers, de la
locul de muncă în amonte spre locul de muncă din aval (fig. 6.2).

60
Locul de
muncă nr. 1
Flux Kanban
Flux
tehnologic
Locul
de muncă Nr. 2
Flux Kanban
Flux
tehnologic
Locul
de muncă nr. n
Flux
Kanban
Flux tehnologic
Produs
finit
Legen
dă:
Flux
Kanban.
Flux tehnologic.
Fig. 6.2 Fluxul informaţional în Metoda Kanban.
Analiza fluxului tehnologic şi informaţional arată că locul de muncă nr. 2 prelucrează reperele uzinate la locul de muncă nr.1. De fiecare dată ele se află într-un container, din care locul de muncă nr. 2 ridică o etichetă denumită Kanban pe care o returnează locului de muncă din aval, adică nr. 1. Această etichetă constituie pentru locul de muncă nr. 1un ordin, o dispoziţie de a fabrica - de a executa un container de repere. Când locul de muncă nr. 1 - din aval - a terminat executarea reperelor ce constituie conţinutul containerelor, ataşează acestuia o etichetă (un Kanban), iar containerul împreună cu eticheta este trimis spre locul de muncă din amonte, adică nr. 2.
Conform acestui raţionament între două locuri de muncă consecutive, circulă un număr definit de etichete (de Kanban-uri), deci un număr limitat de containere. Deci, etichetele se pot afla în două situaţii fie ataşate containerelor care se află cu piese fabricate de la locul de muncă nr. 1 şi merg spre locul de muncă nr. 2 , fie conform planului de fabricaţie la locul de muncă nr. 1 unde aşteaptă ca reperele să fie executate aici. În condiţiile în care, la locul de muncă nr. 1, conform planului, toate etichetele sunt ataşate la containere şi trimise la locul de muncă nr. 2, atunci locul de muncă nr. 1 are producţia stagnată, aşteptând o comandă de producţie - deci o etichetă (un Kanban) - de la locul de muncă din amonte, nr. 2. Aşadar, fabricaţia din amonte dirijează producţia din aval, conform nevoilor din amontele său (fig. 6.3).
Locul de muncă nr. 1
Locul de muncă nr. 2
Locul de muncă nr. n
Produs finit
Legendă: reprezintă tichet Kanban de producţie. containere cu etichetă (Kanban) de producţie.
Fig. 6.3 Circulaţia etichetelor (Kanban-urilor) şi containerelor.
Acest sistem de fabricaţie şi de transmitere a informaţiei se realizează între toate locurile de muncă situate pe fluxul tehnologic, cu precizarea că fiecare etichetă (Kanban) este individualizată în sensul că este specificat pe aceasta atât adresa locului de muncă din amonte,
. .

61
cât şi din aval, adică aceasta circulă între cele două locuri de muncă succesive. O astfel de etichetă (Kanban) este denumită etichetă (Kanban) de producţie. Folosirea acestei etichete presupune ca locurile de muncă să fie consecutive pe fluxul tehnologic şi să existe spaţii de depozitare pentru containere atât la fiecare loc de muncă, cât şi între două locuri de muncă succesive.
Atunci când locurile de muncă sunt situate la distanţă unul de altul, în ateliere diferite, de exemplu, este necesar să se efectueze o operaţie suplimentară pentru transportul containerelor cu reperele fabricate însoţite de Kanban-uri (fig. 6. 4).
Locul de
muncă nr. 1
Depozit stocaj
locul de muncă nr. 1
Transport
Depozit stocaj
locul de muncă nr. 2
Locul de muncă nr. 2
Locul de
muncă nr. n
Produs
finit
Legendă: reprezintă containere cu etichetă (Kanban) de producţie.
- containere cu etichetă (Kanban) de transport.
Fig. 6.4 Circuitul containerelor între locuri de muncă situate la
distanţă.
Atunci când locul de muncă nr. 2 foloseşte un container cu repere, el reţine eticheta (Kanban) de transport, iar unitatea de deservire (de transport) va căuta să aducă un nou container cu piese, din depozitul de stocaj al locului de muncă nr. 1, conform planului de transport, reţinând eticheta (Kanban) de producţie, care este plasată în planul de producţie al locului de muncă nr. 1. Containerul astfel pregătit este transportat la depozitul de stocaj al locului de muncă nr. 2, unde i se va ataşa o etichetă (Kanban) de transport.
Deci, etichetele (Kanban-urile) sunt separate pentru activităţi de producţie şi pentru activităţi de transport, iar atunci când un loc de muncă realizează mai multe tipuri de repere, se va stabili în planul acestuia câte un tip de etichete (Kanban-uri) pentru fiecare tip de reper, dispecerul trebuind să aleagă fiecare tip de reper pentru a fi introdus în fabricaţie.
Dacă planul de producţie al unui loc de muncă cuprinde mai multe repere, deci, mai multe tipuri de etichete (Kanban-uri), problema principală a dispecerului producţiei este de a alege acel tip de repere ce se va introduce în fabricaţie cu prioritate.
Să presupunem că pe un loc de muncă, se fabrică trei tipuri de repere în următoarea structură:
– reperul R1 cu 8 etichete în circulaţie;

62
– reperul R2 cu 5 etichete în circulaţie; – reperul R3 cu 3 etichete în circulaţie. Conform circuitului etichetelor există două variante: – nu există în planul de producţie al locului de muncă etichete, deci aceasta are
producţie sistată, nefiind cerere din partea locului de muncă următor; – în planul de producţie al locului de muncă există trei etichete pentru fiecare reper.
Deci, pentru reperul R1 vor fi în stocaj 8-3=5 containere, pentru reperul R2 vor fi în stocaj 5-3=2 containere, pentru reperul R3 vor fi în stocaj 3-3=0 containere. Este, deci, urgenţă pentru lansarea preferenţială în fabricaţie, a reperului R3.
Raţionamentul este că de fiecare dată când lansăm în fabricaţie un container cu repere, prioritate va avea acel reper pentru care cantitatea stocată este cea mai mică, dispecerului revenindu-i sarcina de a preciza în planul de producţie printr-un indice numărul total de etichete pentru fiecare reper de fabricat.
Pentru a evita apariţia rupturilor în fluxul de producţie - în situaţia unor avarii, de exemplu - se poate decide constituirea unui stoc minim de containere pentru fiecare reper fabricat, folosindu-se pentru fiecare etichetă un al doilea indice, care să precizeze nivelul de alertă la care trebuie lansată producţia reperului respectiv. Deci, fiecare etichetă cuprinsă în planul de producţie al locului de muncă respectiv va avea doi indici unul al producţiei totale, celălalt al nivelului de alertă la care trebuie lansată în fabricaţie producţia reperului respectiv. În această situaţie, se vor depune toate eforturile pentru lansarea cu prioritate în fabricaţie a reperelor a căror producţie este mai aproape de zona de alertă. Sub acest aspect, sistemul se apropie de metoda gestiunii stocurilor cu punct de comandă, dar se diferenţiază de aceasta prin faptul că, cererea de producţie se materializează prin indicele de alertă, care în Occident reprezintă producţia pe câteva săptămâni, iar în Japonia doar pe câteva ore.
• Stabilirea numărului de containere Containerele, care transportă reperele între două locuri de muncă consecutive, sunt
însoţite întotdeauna de o etichetă în formă dreptunghiulară de mărime mică, care trebuie să conţină un număr minim de informaţii de identificare adică: referinţe despre piesele de fabricat; capacitatea containerelor; adresa postului din amonte şi separat din aval etc..
Principala problemă a aplicării acestei metode constă în determinarea mărimii containerului şi a numărului de etichete - deci de containere - puse în circulaţie. Mărimea containerelor trebuie stabilită astfel încât fiecare să conţină acelaşi număr de piese, dar să nu fie nici prea mare, nici prea mică pentru a nu împiedica fluiditatea producţiei.
Pentru stabilirea numărului de etichete - de containere - în circulaţie, nu există o metodă bine pusă la punct, folosindu-se de fapt un procedeu empiric conform căruia se calculează la început un număr mai mare, care apoi este diminuat succesiv în raport cu necesităţi, astfel încât, să nu se afecteze fluiditatea fluxului de producţie. Se poate folosi cu bune rezultate, totuşi, următoarea formulă:
c
fr
C
kRN n
××= (6. 1)
unde: n reprezintă numărul de etichete (containere);
rN - numărul mediu de repere solicitat în unitatea de timp; Rf - cadenţa de fabricaţie (intervalul de timp la care trebuie pus la dispoziţie un
container); Cc - capacitatea containerului; k - coeficient de corecţie (calculat sub 10 % din produsul fr RN × ).
Conform opiniei lui Shiega Shinga expusă la lucrarea Managementul producţiei şi
metoda Kanban, problema principală nu este cum determinăm numărul de containere, ci cum

63
îmbunătăţim sistemul de producţie pentru a folosi un număr minim de containere. Răspunsul la această întrebare va avea în vedere: diminuarea timpilor necesari pentru schimbarea seriei în fabricaţie; reducerea neritmicităţilor din producţie; asigurarea supremaţiei stocurilor de securitate atunci sunt corect dimensionate, pentru a se asigura fluiditatea procesului tehnologic în condiţiile apariţiei unor neritmicităţi în producţie.
În această condiţie, se va asigura folosirea ritmică a unui număr mic de containere. • Implementarea metodei etichetelor (Kanban) Deşi simplă această metodă necesită folosirea unui sistem informaţional care să
evidenţieze toate problemele dificile cu care se confruntă managementul producţiei la locurile de muncă respective. Este necesară o fluiditate mare în circulaţia produselor, deoarece orice perturbaţie a circulaţiei produselor se va amplifica prin aplicarea acestei metode, generând neritmicităţi atât la locurile de muncă din aval, cât şi la cele din amonte.
Implementarea acestei metode porneşte de la cerinţele impuse de piaţa produsului respectiv, cu precizarea că aplicarea metodei în condiţii nefundamentate temeinic atrage după sine disfuncţionalităţi mai mari decât în cazul organizării producţiei prin metode tradiţionale. De regulă, aceasta se aplică bine în atelierele care necesită un timp scăzut al schimbării seriei în fabricaţie, elimină hazardul, dezvoltă relaţii privilegiate şi asigură un veritabil parteneriat cu furnizorii.
Totuşi, implementarea ei necesită realizarea unor condiţii minime şi anume: formarea polivalentă a personalului, care să fie capabil să-şi schimbe locul de muncă şi să participe cu bune rezultate la reglarea şi întreţinerea utilajelor, atunci când este nevoie; creşterea continuă a nivelului calitativ al produselor standardizate, fapt ce va diminua numărul de serii în fabricaţie; existenţa unor comenzi glisante etc.
Principalul avantaj al acestei metode decurge din faptul că este relevată pentru cunoaşterea problemelor atelierului, în sensul că orice perturbaţie în sistem, ridică nivelul stocurilor pentru a realiza o ameliorare a ritmului fluxului de producţie. Japonezii susţin că cel mai bun mijloc de combatere a perturbaţiilor - atunci când ele apar - este diminuarea nivelurilor stocurilor şi deci ameliorarea în final a debitului din fluxul de producţie.
În orice unitate structurală de producţie care utilizează această metodă se poate constata: circulaţia rapidă a informaţiilor între locurile de muncă cu privire la utilaje, defecţiuni, piese rebutate; dezvoltarea unor legături coerente între locurile de lucru cu dependenţă între ele; o bună adaptare a produsului la cerere; ameliorarea activităţii de service propusă clienţilor; descentralizarea şi simplificarea gestiunii de producţie; policalificarea executanţilor; realizarea unei gestiuni financiare facile; etc. Există şi câteva deficienţe ale acestei metode şi anume: corespunde numai gestiunii pe termen scurt; nu poate folosi informaţii previzionale; nu permite lansarea aprovizionării sau producţiei atunci când gradul de aprovizionare este ridicat etc.
Folosirea metodei este caracteristică firmelor a căror producţie are un grad mare de repetitivitate, nefiind implementată cu bune rezultate acolo unde producţia are un grad scăzut de repetitivitate, situaţie în care se aplică cu bune rezultate metoda MRP (Managementul Resurselor de Producţie). Totuşi, există posibilitatea ordonanţării producţiei prin folosirea simultană a celor două metode, în sensul că montajul să fie organizat după metoda etichetelor (Kanban) pentru a respecta cererea, iar fabricarea pieselor standard să fie organizată după metoda MRP. Poate exista deci o complementaritate între cele două metode.

64
CAP. 7 OPERAŢIONALIZAREA SISTEMULUI DE MANAGEMENT O.P.T.
O.P.T. (Technologie Production Optimisee) este o metodă utilizată în managementul
producţiei industriale de dată relativ recentă, folosită pentru prima dată în SUA de către fraţii Goldrath, a cărei esenţă a fost aplicată în lucrarea Le but, l’exellence en production autori E. Goldrath şi J. Cox. Metoda permite folosirea unei scheme logice G.P.I., care să integreze în algoritmul său de calcul, fiecare model al sistemului firmă industrială.
Toate variantele acestei metode s-au aplicat în firme industriale pentru a elimina posibilele intrări strangulate, concretizate în resurse, maşini, utilaje, ateliere a căror capacitate reală (nu teoretică) de producţie este inferioară cererii pe piaţă. Metoda precizează că astfel de strangulări definesc în totalitate condiţiile de producţie din firmă şi că de ele trebuie ţinut cont pentru organizarea mai bună a producţiei în firmă.
Pentru început, specialiştii au căutat să cunoască adevăratele intrări, neştrangulate, din firmă, care privite prin prisma întreprinzătorului înseamnă realizarea unor câştiguri băneşti reflectate în rentabilitate, trezorerie şi în beneficiul net.
Deoarece legăturile între intrările neştrangulate şi astfel de indicatori sunt influenţate de creşterea unora în detrimentul altora, adepţii metodei au decis folosirea şi a unor alţi indicatori, care să releve performanţele firmei ca de exemplu: valoarea vânzărilor (adică sumele încasate de firmă din vânzarea produselor finite); mărimea stocurilor (sumele imobilizate de firmă în stocuri de materii prime şi materiale din magazie sau aflate între secţii sau faze ale procesului tehnologic); cheltuielile de exploatare (salariile, impozitele, amortizarea maşinilor şi utilajelor) ocaziţionate de prelucrarea materiilor prime şi a materialelor în vederea realizării produselor finite.
Activitatea organizată conform acestei metode are ca obiective: reducerea stocurilor, creşterea producţiei vândute, diminuarea cheltuielilor de exploatare cu precizarea că, în cele mai multe situaţii, nivelul stocurilor condiţionează atât realizarea producţiei, cât şi nivelul cheltuielilor de exploatare.
Aplicarea acestei metode se face respectând unele reguli, care reprezintă în acelaşi timp restricţii şi anume:
– regula nr. 1: trebuie echilibrat fluxul tehnologic şi nu capacităţile de producţie, deoarece din obişnuinţă, firma industrială este preocupată de realizarea unor linii de producţie echilibrate sub aspectul capacităţilor diferitelor maşini şi utilaje folosite. Fiecare loc de muncă poate fi influenţat atât de defectarea maşinilor şi utilajelor, cât şi de calitatea materiilor prime care se prelucrează şi a procesului tehnologic, fapt ce poate conduce la acumularea şi creşterea unor întârzieri în producţie a respectivului loc de muncă. Deci, trebuie să nu se caute echilibrarea capacităţilor de producţie sau variaţia acestora în funcţie de cererea de pe piaţă, ci să se utilizeze maşinile şi utilajele existente la fiecare loc de muncă, astfel încât să se creeze un flux adaptat la cererea pieţii;
– regula nr. 2: nivelul de utilizare a unor intrări strangulate nu se stabileşte folosind propriu său potenţial, ci prin folosirea celorlalte restricţii ale sistemului, care este firma industrială, pentru că în orice firmă deosebim două tipuri de resurse şi anume: resurse a căror capacitate este inferioară sau egală cu cererea pieţei şi resurse a căror capacitate este superioară cererii existente pe piaţă.
Să presupunem că un atelier de producţie foloseşte două resurse X1 (resursă insuficientă) în cantitate 100 unităţi pe zi şi X2 (resursă excedentară) în cantitate de 120 unităţi pe zi şi că resursa excedentară poate fi folosită numai după prelucrarea resursei insuficiente, iar producţia finită ce trebuie realizată este de 100 unităţi pe zi. (fig. 7.1)

65
Intrare resursă
Capacitatea
resursei X1
100
Capacitatea
resursei X2
100
Produs finit
X1
Teoretic 100 Practic 100
Teoretic 120 Practic 100
Fig. 7.1. Corelaţia între resurse în procesul de producţie
În această situaţie, deoarece resursa X1 condiţionează prelucrarea resursei X2 în vederea realizării produsului finit, deşi teoretic putem prelucra 120 unităţi din X2, totuşi nu se pot transfera şi prelucra decât 100 unităţi din X1;
– regula nr. 3: utilizarea şi folosirea deplină a unei resurse sunt noţiuni diferite, deci nu sunt sinonime. Să presupunem că într-un atelier sunt folosite patru resurse excedentare X1, X2, X3, X4 în cantităţile 200, 120, 100, 150 unităţi pe zi conform fluxului tehnologic de prelucrare (fig. 7.2)
Intrare X1 Cap. 200
X2 Cap. 120
X3 Cap. 100
X4 Cap. 150
Produs finit
Fig. 7.2 Fluxul tehnologic pentru prelucrarea resurselor X1, X2, X3, X4.
Dacă presupunem că fiecare maşină prelucrează o singură resursă, dar nu într-o cantitate mai mare decât cea care trece prin fluxul tehnologic, atunci situaţia aşteptărilor între două locuri de muncă succesive este cea din fig. 7.3.
Intrări
de resurse
X1 Cap. 200
Prod 200
200 120
X2 Cap. 120
Prod 120
120 100
X3 Cap. 100
Prod 100
100
X4 Cap. 150
Prod 100
100
Produs finit
Fig. 7.3 Evidenţierea cantităţilor stocate pe flux.
Deci, în prima zi se creează un stoc de 80 de unităţi din resursa X2 şi 20 de unităţi din resursa X3 în amonte. Aceste stocuri nu vor putea fi absorbite niciodată de maşinile de la locurile de muncă, fiind de fapt strangulări, fapt pentru care este recomandabil ca ele să nu fie create niciodată;
0 0

66
– regula nr. 4: o oră pierdută în situaţia unei resurse insuficiente (ştrangulate) este de fapt o oră pierdută pentru întregul sistem de resurse. Dacă presupunem că în fluxul tehnologic precedent are loc o reducere a unei resurse de la 100 de unităţi la 90 de unităţi, atunci atât în aval cât şi în amontele postului de lucru, care prelucrează respectiva resursă, nu pot trece la prelucrare pe întreg fluxul tehnologic decât 90 unităţi;
– regula nr. 5: o oră câştigată prin folosirea unei resurse neinsuficiente nu prezintă importanţă. Să presupunem că postul de lucru, care prelucrează resursa X4 poate să-şi sporească producţia la 150 de unităţi prin eliminarea unor defecţiuni şi opriri accidentale ale maşinilor şi utilajelor şi să-şi reducă timpul pentru schimbarea seriei de fabricaţie. Totuşi, la acest post nu se va manifesta un astfel de interes, deoarece cantitatea care se poate prelucra aici este influenţată de cantitatea care se prelucrează la postul de lucru din aval, adică de prelucrarea lui X3, care este de numai 100 de unităţi (fig. 7. 5).
Intrări de Resurse
X3
Cap. 100
Prod 100
100
X4
Cap. 150
Prod 100
100
Produs finit
Fig.7.5 Noninfluenţa resursei excedentare.
– regula nr. 6: resursele insuficiente determină atât nivelul intrărilor la fiecare locul de muncă, cât şi nivelul stocurilor iniţiale şi intermediare;
– regula nr. 7: de cele mai multe ori lotul de transfer se consideră egal cu lotul de producţie, deoarece, deseori, firmele au tendinţa de a confunda sub aspectul mărimii, lotul de transfer cu lotul de producţie, deşi lotul de transfer reprezintă cantitatea care se transportă de la o operaţie la alta conform fluxului tehnologic, iar lotul de producţie reprezintă cantitatea produsă dintr-o anumită resursă între două schimbări succesive de serie. De regulă, pentru a se evita creşterea nivelului unor stocuri în parcurs, lotul de transfer trebuie să fie mai mic comparativ cu lotul de producţie.
Respectarea acestor reguli conduce la realizarea obiectivului acestei metode, adică suma optimurilor locale nu este egală cu optimul global al sistemului. Astfel, dacă eficacitatea maximă pentru un atelier este producerea de piese de calitate cât mai repede posibil (cu minimul de schimbări de serie) ţinând cont de cererea atelierului din aval, pentru firmă se concretizează în livrarea la timp a unor produse de calitate şi la preţ cât mai convenabil.
Aplicarea în practică a acestei metode este însoţită de creşterea calităţii, de îmbunătăţirea fiabilităţii maşinilor, de reducerea timpului de schimbare a seriei etc. Folosirea metodei trebuie privită separat la nivelul atelierelor de producţie şi respectiv la nivelul firmei. Aceasta deoarece şi condiţiile concrete existente în fiecare firmă organizatoare sunt diferite adică: formarea şi informarea personalului, schimbarea concepţiei tradiţionale asupra firmei, căutarea şi eliminarea resurselor insuficiente, creşterea calităţii, reducerea timpului de constituire şi de schimbare a seriei etc.

67
CAP.8 PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A FIRMEI
8.1. CAPACITATEA DE PRODUCŢIE A FIRMEI Dacă cu privire la necesitatea cunoaşterii şi luării în evidenţă a tuturor capacităţilor de producţie
există o unanimitate de păreri, referitor la definirea şi interpretarea noţiunii de capacitate de producţie există anumite divergenţe de păreri, cu implicaţii negative asupra dimensionării reale a potenţialului productiv.
Astfel, de multe ori, determinarea ştiinţifică a capacităţii de producţie este înlocuită cu unele calcule empirice sau chiar cu o situaţie de facto. O astfel de abordare exclude total posibilitatea descoperirii rezervelor interne de capacitate, fapt ce nu permite o mai bună folosire a factorilor de producţie.
O altă interpretare dată capacităţii de producţie este identificarea ei cu producţia obţinută la nivelul locului îngust, interpretare ce anulează deja unele capacităţi existente şi determină nefolosirea la întreaga capacitate a utilajelor conducătoare.
Există deasemena o opinie care se bazează pe caracterul static al capacităţii, ignorându-se realitatea care demonstrează posibilitatea obţinerii unor rezultate diferite în acelaşi interval de timp. Prin esenţa sa, capacitatea de producţie are caracter dinamic, iar cunoaşterea reală a acesteia permite fundamentarea sarcinilor de producţie, descoperirea şi evaluarea corectă a rezervelor interne, dimensionarea necesarului sau excedentului de factori de producţie, alegerea soluţiei de organizare a producţiei cea mai corespunzătoare.
Definiţia aproape unanim acceptată consideră capacitatea de producţie ca fiind producţia maximă ce poate fi obţinută într-o perioadă de timp pentru o anumită structură şi calitate a producţiei, în condiţiile folosirii depline, intensive şi extensive, a factorilor de producţie, potrivit celui mai eficient regim de lucru şi de organizare raţională a producţiei şi a muncii.
În calculul capacităţii de producţie se exclud o serie de factori, ca de exemplu: existenţa locurilor înguste, lipsa de desfacere, întreruperi accidentale în procesul de producţie etc.
Deosebit de producţia efectivă sau programată, care se bazează pe condiţiile concrete existente în perioada respectivă în firmă, capacitatea de producţie evidenţiază posibilitatea maximă de producţie în condiţiile folosirii depline, intensive şi extensive, a factorilor de producţie şi se exprimă de obicei prin volumul fizic al producţiei finite a firmei (se măsoară în aceleaşi unităţi: t; buc, mp, mc etc.).
Sunt şi anumite excepţii: dacă din aceeaşi factori de producţie prelucraţi într-o instalaţie rezultă un număr mare de sortimente de produse finite, cu structură variabilă, capacitatea de producţie se exprimă în cantitatea de factori materiali de producţie supuşi prelucrării; atunci când producţia se realizează într-o gamă variată de sortimente, dar se poate exprima într-un produs echivalent, capacitatea de producţie se va stabili în mărime echivalentă; pentru produsele sau grupele de produse care se compun din număr mare de tipodimensiuni, a căror structură prezintă modificări însemnate în timp, capacitatea de producţie se exprimă valoric; pentru firmele cu producţie sezonieră, capacitatea de producţie anuală se stabileşte pe durata campaniei de lucru realizată sau programată.
Mărimea capacităţii de producţie este influenţată de două categorii de factori şi anume: – factorii direcţi, care se regăsesc nemijlocit în formula de calcul a capacităţii de producţie, sunt: 1) numărul de utilaje şi mărimea suprafeţelor de producţie, care se află în relaţie de proporţionalitate directă cu mărimea
capacităţii de producţie. Pentru calculul acestora se au în vedere numai acele maşini, utilaje, agregate, suprafeţe de lucru etc. destinate exclusiv scopurilor industrial productive şi care concură nemijlocit la realizarea produsului finit. Se iau în considerare utilajele în funcţiune, indiferent dacă funcţionează sau nu, dacă sunt în reparaţie sau modernizare, inclusiv cele care vor intra în funcţiune pe parcursul anului. Sunt excluse: utilajele din secţiile de reparaţii şi sculărie, deoarece ele servesc numai la crearea condiţiilor necesare îndeplinirii producţiei şi nu direct la realizarea ei; utilajele în rezervă deoarece sunt destinate înlocuirii utilajelor aflate în reparaţii; utilajele aflate în conservare şi cele care nu mai corespund structurii de producţie a firmei.
Determinarea capacităţii de producţie în firmele industriale se face în funcţie de capacitatea utilajului, grupei de utilaje, suprafeţei de producţie, instalaţiilor sau secţiilor care fac parte din veriga conducătoare, definită ca fiind acea verigă de producţie ce are o importanţă majoră în realizarea produsului respectiv, are o complexitate tehnică deosebită sau o valoare de inventar mai mare comparativ cu celelalte verigi;

68
2) indicatorul de utilizare intensivă, determinat fie pe baza documentaţiei tehnice sau a fişei tehnice a utilajului, fie pe baza realizărilor din luna de vârf din evidenţa firmei în anul de bază, caz în care se foloseşte metoda mediilor mobile pe câte 10 zile din luna cu realizări maxime. Dacă aceste realizări au fost influenţate de acţiunea factorilor aleatori, ele se exclud, iar atunci când structura producţiei din perioada de vârf diferă de cea din perioada pentru care se calculează capacitatea de producţie, se procedează la recalcularea producţiei obţinute în perioada de vârf exprimată în produse echivalente pe baza structurii producţiei din perioada curentă;
3) fondul de timp de funcţionare a utilajelor sau de utilizare a suprafeţelor de producţie este de fapt fondul de timp disponibil, ce se calculează funcţie de natura procesului de producţie, care poate fi continuu sau discontinuu.
Pentru procesele de producţie cu caracter continuu, fondul de timp nominal se identifică cu fondul de timp calendaristic:
Tn = Tc (8.1)
În cazul proceselor de producţie cu caracter discontinuu, fondul de timp nominal este mai mic decât fondul de timp calendaristic cu numărul duminicilor şi sărbătorilor legale:
H)TT(T scn ⋅−= (8.2)
)TT(TT optrnd +−= (8.3)
unde: Tn reprezintă fondul de timp nominal, exprimat în ore;
Tc - fondul de timp calendaristic, exprimat în zile; Ts - fondul de timp aferent duminicilor şi sărbătorilor legale exprimat în zile; Td - fondul de timp maxim disponibil; H - durata unei zile (24 ore); Tr - fondul de timp aferent reparaţiilor, exprimat în ore; Topt - fondul de timp aferent opririlor tehnologice, exprimat în ore.
La stabilirea timpului pentru reparaţii şi opriri tehnologice se au în vedere următoarele precizări: se vor lua în calcul numai
reparaţiile, reviziile şi opririle tehnologice programate legal; astfel de activităţi se vor executa pe cât posibil în schimburile neprogramate şi în zilele de sărbători; pentru opririle tehnologice se au în vedere numai cele cu caracter obligatoriu;
– factorii indirecţi sunt acei factori care nu se pot cuantifica, fapt pentru care nu pot fi luaţi în calculul capacităţii de producţie în mod direct, dar influenţează mărimea capacităţii de producţie prin intermediul factorilor direcţi, urmare a influenţei pe care ei o exercită asupra acestora.
8.2. PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A SECŢIILOR DE BAZĂ DIN FIRMĂ
În studierea problematicii capacităţii de producţie a firmei se are în vedere următoarea clasificare a elementelor tehnice ale capacităţii în: utilaje, agregate, instalaţii şi suprafeţe de producţie care participă direct la realizarea producţiei de bază în firmă; utilaje şi suprafeţe de producţie destinate activităţilor auxiliare, de deservire şi concepţie; suprafeţe construite pentru amplasarea utilajelor, agregatelor şi instalaţiilor tehnologice, precum şi pentru desfăşurarea celorlalte activităţi din secţiile de bază, auxiliare, de deservire şi concepţie.
Având în vedere această clasificare, pentru calculul capacităţii de producţie sunt necesare o serie de date despre programul de producţie şi tehnologia de fabricaţie adoptată.
Referitor la programul de producţie, se vor avea în vedere date despre: nomenclatura şi caracteristicile constructive ale produselor, complexitatea şi gradul de integrare a fabricaţiei, volumul producţiei de realizat etc.
Cu privire la tehnologia de fabricaţie, sunt necesare date referitoare la: fluxul tehnologic şi fazele acestuia; operaţiile de bază cerute de realizarea producţiei; felul utilajelor, instalaţiilor şi agregatelor; normele şi normativele de exploatare a verigilor de producţie; regimul de lucru al firmei etc.
Pe baza acestor date se poate calcula mărimea capacităţii de producţie, conform formulei:
duiap TIKC ⋅⋅= (8.4)
un
de: Cap
reprezintă capacitatea de producţie a firmei;
- mărimea caracteristicii dimensionale a verigii conducătoare de producţie (număr de utilaje, agregate, linii tehnologice, metri pătraţi

69
pentru suprafaţă, metri cubi pentru volum);
ui - indicele de utilizare intensivă a caracteristicii dimensionale a verigii conducătoare (volumul de producţie pe unitatea de mărime a caracteristicii şi unitate de timp de funcţionare).
Deoarece există mai multe elemente care pot fi luate în calcul la stabilirea verigii de producţie conducătoare, se întâlnesc următoarele situaţii în calculul capacităţii de producţie şi anume:
• Verigile de producţie conductoare sunt formate din utilaje, agregate, linii tehnologice sau locuri de muncă, situaţia fiind frecvent întâlnită în industria constructoare de maşini. Mărimea caracteristicii dimensionale a verigii conductoare de producţie K se exprimă numeric pe grupe de acelaşi tip şi se calculează în funcţie de omogenitatea producţiei, de modul de organizare spaţială a fabricaţiei şi de gradul de cunoştere a procesului tehnologic.
a) Dacă producţia este omogenă, atunci la organizarea spaţiului pe grupe omogene de utilaje, agregate sau locuri de muncă, numărul acestora se stabileşte cu ajutorul formulei:
dinij
apijui tq
CN
⋅= (8.5)
unde: Nui
reprezintă numărul de utilaje, agregate sau locuri de muncă din veriga de producţie conducătoare i (i = 1. . . m);
apij - capacitatea de producţie ce trebuie realizată la veriga de producţie conducătoare i, corespunzătoare produsului j;
qnij - norma tehnico-economică de producţie de la veriga de producţie conducătoare i, pentru produsul j (exprimă de fapt randamentul orar al utilajului, agregatului sau instalaţiei tehnologice);
tdi - timpul disponibil al utilajului, agregatului sau locului de muncă, calculat funcţie de regimul de lucru al verigii de producţie conducătoare i.
Atunci când se proiectează creşteri de capacitate în cadrul firmelor existente, pe baza
tehnologiilor de fabricaţie curentă, atât norma tehnico-economică de producţie cât şi timpul normat pe unitatea de produs se pot determina pe baza coeficienţilor de îndeplinire a normelor astfel:
n
ep q
qk = (8.6)
e
nt t
tk = (8.7)
unde: kp, kt reprezintă coeficienţii de îndeplinire a normei de producţie,
respectiv de timp;
qe, qn - producţie efectiv realizată şi respectiv normată;
tn, te
- timpul unitar normat şi respectiv realizat.
În cazul în care producţia se realizează pe linii tehnologice de prelucrare în flux monoobiect, numărul liniilor tehnologice, agregatelor sau locurilor de muncă la operaţiile ce se execută în linie se stabileşte în două etape:
– stabilirea cadenţei de fabricaţie a fiecărei linii , care va fi egală cu timpul unitar de prelucrare a produsului sau a reperului j la utilajul sau agregatul principal;
– calculul numărului de utilaje, agregate sau locuri de muncă de la fiecare operaţie din linie, pe baza cadenţei şi a timpului normat unitar de prelucrare stabilit pentru operaţiile care compun linia în flux, cu ajutorul formulei:

70
C
tN nij
ui = (8.8)
u
nde: tnij reprezintă timpul normat de prelucrare a produsului sau reperului
j la operaţia i stabilit prin proiectul de inginerie tehnologică tehnologică, conform planului de operaţii stabilit;
C
- cadenţa de fabricaţie a liniei.
b) În situaţia în care producţia este eterogenă, se deosebesc două situaţii: 1) organizarea spaţială pe grupe de utilaje, agregate sau locurile de muncă, astfel ca pe aceeaşi
grupă să se execute mai multe produse sau repere, caz în care, numărul de utilaje se calculează astfel:
di
n
1jnijij
di
tniui t
tq
t
TN
∑=
⋅== (8.9)
u
nde: Ttni reprezintă timpul total necesar pentru realizarea sarcinii de
producţie la veriga de producţie i;
ij - volumul de repere sau produse j care se execută la veriga
de producţie i şi care în faza de proiectare corespunde cantitativ capacităţii de producţie Capij.
2) organizarea spaţială pe linii tehnologice de prelucrare în flux conduce la existenţa a două situaţii:
– se poate alege un utilaj principal şi un produs sau reper reprezentativ din grupa celor programate a se realiza pe linia multiobiect, caz în care se procedează în două etape:
– etapa I - a, în care numărul de utilaje principale se calculează conform relaţiilor (8.8) şi (8.9) şi va fi egal cu numărul liniilor multiobiect ce urmează a se construi:
principal d
n
1jj principal nj
principal u t
tq
N∑=
⋅= (8.10)
j(max) principal nlinie tC = (8.11)
linie
nijui C
tN = (8.12)
– etapa a II - a, când se verifică numărul de utilaje sau locuri de muncă pe fiecare operaţie, pentru toate operaţiile necesare prelucrării produselor sau reperelor pe linie, efectuându-se şi ajustările necesare. Se calculează coeficientul posibilităţii tehnice pe fiecare loc de muncă din linia multiobiect, care este invariabil pentru toate produsele sau reperele ce se execută la locul de muncă cel mai reprezentativ:
∑=
⋅=
n
1jnijj
dii
tq
TC (8.13)
unde: Ci reprezintă coeficientul posibilităţilor tehnice a locului de muncă i.
Dacă Ci < 1 locul de muncă i este subdimensionat pentru executarea tuturor produselor sau reperelor j, iar dacă Ci > 1 locul de muncă i dispune de rezerve de capacitate;

71
– nu este posibilă alegerea unui produs sau reper reprezentativ, caz în care se procedează mai întâi la o grupare a produselor sau reperelor după principiul asemănării timpilor de prelucrare pe utilaje şi locuri de muncă, folosind calculul matriceal (tabelul 8.1).
Tabelul 8.1
Calculul matriceal al grupelor de produse sau repere
Produse sau
repere Gama operaţiilor pe locuri de muncă
Grupa
G I
...
G II
...
Volumul
qi qj
O1 tn1j
O2 tn2j . . .
Om tnm
j
Sarcina astfel calculată conduce la stabilirea unor linii monoobiect sau multiobiect necesare
pentru realizarea capacităţii de producţie din fiecare grupă sau verigă de producţie considerată. Se fac apoi calcule de ajustare pentru stabilirea unui nivel real al capacităţii de producţie.
Dacă nu se poate realiza o astfel de grupare pentru un produs reprezentativ, dimensionarea elementelor liniei multiobiect se face folosind coeficienţii structurii tipice pe loc de muncă şi pe operaţii, calculaţi astfel:
∑=
⋅
⋅=
n
1jnijj
nijjstij
tq
tqC (8.14)
unde: Cstij reprezintă coeficientul structurii tipice pentru produsul j pe locul de muncă i.
Apoi, cu ajutorul acestui coeficient, se stabileşte cota parte din timpul disponibil al locului de muncă i din linia multiobiect la care se alocă produsul j.
stijdidij CTt ⋅= (8.15)
Cadenţa de lucru a fiecărui loc de muncă i pentru reperul j ce se prelucrează şi numărul de utilaje sau locuri de muncă identice va fi:
j
dijlij q
tC = (8.16)
lij
nijuij C
tN = (8.17)
unde: Clij reprezintă cadenţa liniei pentru locul i şi reperul j; Nuij - numărul de utilaje pentru locul i şi reperul j.
Pentru ca linia multiobiect să funcţioneze în condiţii normale la fiecare loc de muncă se va adopta numărul de utilaje cel mai mare. Astfel, se repartizează timpul disponibil al perioadei în aşa fel încât numărul utilajelor sau al locurilor de muncă de la fiecare operaţie pentru toată gama de produse să fie egal.

72
• Verigile de producţie conducătoare sunt formate din utilaje, agregate sau linii tehnologice care realizează producţia în şarje, caz întâlnit frecvent în metalurgie, industria materialelor de construcţii, industria inului şi cânepii etc.
Numărul de utilaje, agregate sau instalaţii tehnologice din veriga conducătoare se calculează astfel:
şş
api
ş
dişi
apiui nq
C
d
tI
CN
⋅=
⋅= (8.18)
unde: dş
reprezintă durata unei şarje sau a unui ciclu exprimată în ore/şarjă sau ciclu;
şi - indicele de utilizare intensivă a şarjei sau ciclului, exprimat
prin producţia realizată pe şarjă sau ciclu;
qş - producţia pe şarjă sau ciclu;
nş - numărul de şarje sau cicluri stabilit în funcţie de regimul de
lucru al verigii de producţie.
• Verigile de producţie conducătoare la care elementul tehnic de capacitate este suprafaţa de producţieVerigile de producţie conducătoare la care elementul tehnic de capacitate este suprafaţa de producţieVerigile de producţie conducătoare la care elementul tehnic de capacitate este suprafaţa de producţieVerigile de producţie conducătoare la care elementul tehnic de capacitate este suprafaţa de producţie Este o situaţie frecventă în secţiile de producţie din construcţiile de maşini, construcţii etc. Pentru stabilirea mărimii suprafeţei productive sunt necesare informaţii despre: sarcina de producţie ce urmează să fie
executată, suprafaţa normată pe unitatea de măsură necesară executării operaţiilor stabilite prin tehnologia de fabricaţie, timpul normat în care se execută operaţiile tehnologice pe suprafaţa respectivă, timpul disponibil al verigii de producţie.
Suprafaţa productivă se va calcula astfel:
di
ijtnapijpi t
)ns(CS
⋅= (8.19)
unde: Spi reprezintă suprafaţa de producţie a verigii de producţie i; sn, nt - norma de suprafaţă şi timpul normat pentru executarea unui produs sau semifabricat j.
• Verigile de producţie conducătoare din industria textilă Calculul capacităţii de producţie în această situaţie are în vedere natura verigii de producţie
conducătoare şi anume: a) Maşini de filat cu inele:
10001000F
TINC
f
duifap ⋅⋅
⋅⋅= (8.20)
unde
: Cap reprezintă capacitatea de producţie exprimată în t/ani;
Nf
- numărul de fuse;
Iui
- indicele de utilizare intensivă;
Td
- timpul disponibil, exprimat în ore;
Ff
- fineţea firului exprimată în ml/gram.

73
b) Bazine de topire:
1000CC
NIVC
sfst
maxcuiubap ⋅⋅
⋅⋅= (8.21)
unde: Cst
reprezintă consumul specific la topire;
Csf - consum specific la fibre;
Vub - volumul util al bazinului;
Ncmax - numărul maxim de cicluri din ultimii 5 ani;
Iui - indicele de utilizare intensivă exprimat în kg tulpini crude/ciclu/m3.
c) Maşină de ţesut:
b
fdruirap D10001000
lTINC
⋅⋅⋅⋅⋅
= (8.22)
unde: Nr
reprezintă numărul de războaie;
Iui - indicele de utilizare intensivă exprimat în bătăi/ore/război;
Tdr - timpul disponibil pe război;
l f - lăţimea ţesăturii finite;
Db - desimea în bătătură.
Având în vedere caracterul dinamic al capacităţii, este necesar să se calculeze capacitatea medie anuală care are în vedere atât intrările, cât şi ieşirile de capacitate cu ajutorul formulei:
12
TC
12
TCCC ff
apifs
apsapexapm +−= (8.23)
unde: Capm
reprezintă capacitatea medie anuală;
Capex - capacitatea existentă la începutul anului şi care va funcţiona pe tot
parcursul lui;
Caps - capacitatea existentă la începutul anului, dar care va fi scoasă din funcţiune în cursul anului;
Capi - capacitatea ce va fi pusă în funcţiune în cursul anului;
Tfs - numărul lunilor de nefuncţionare în anul respectiv;
Tff - numărul lunilor de funcţionare în anul respectiv; 12 - mărimea anului exprimată în luni.

74
8.3. PROIECTAREA CAPACITĂŢII DE PRODUCŢIE A SECŢIILOR AUXILIARE ŞI DE SERVIRE
Realizarea activităţii de bază a firmelor industriale presupune existenţa activităţilor auxiliare şi de
servire desfăşurate în secţii special amenajate. Aceste activităţi se referă la: – activitatea resortului mecanoenergetic, care se ocupă cu întreţinerea şi repararea maşinilor,
utilajelor şi instalaţiilor etc., precum şi cu producerea energiei electrice, termice etc. necesară bunei desfăşurări a activităţii firmelor. Este vorba despre atelierul sau secţia pentru întreţinerea şi repararea activelor fixe existente în orice firmă industrială - aproape cu aceleaşi caracteristici - indiferent de ramura din care aceasta face parte. Astfel de ateliere sau secţii au în dotare utilaje de prelucrare, la cald sau la rece, specifice construcţiilor de maşini (strunguri, maşini de găurit, maşini de rectificat etc.), instalaţii pentru tratamente termice şi acoperiri galvanice, standuri de probe şi rodaje etc.
Elementele tehnice de capacitate din cadrul acestor ateliere sau secţii vizează stabilirea numărului de utilaje şi instalaţii pe tipuri şi mărimea suprafeţelor de producţie, conform aceloraşi formule de calcul ca şi în cazul calculului capacităţii de producţie în secţiile de bază, ţinând cont de următoarele precizări:
– timpul total necesar are la bază datele obţinute din programul de reparaţii, întocmit conform prevederilor din structura ciclului de reparaţii. El reprezintă cota din orele de lucru ce se acordă pentru executarea reparaţiilor utilajelor din grupa i;
– defalcarea din numărul total de ore de lucru ce se acordă prin normative pentru executarea diferitelor categorii de reparaţii şi a cotelor aferente grupei de utilaje i are la bază un sistem de coeficienţi stabilit conform normativelor;
- calculul suprefeţelor necesare ce urmează a se construi are la bază norme specifice utilajelor şi agregatelor din dotarea firmei industriale, precum şi specificul operaţiilor de demontare şi montare a utilajelor şi instalaţiilor firmei.
Suprafeţele acestea se pot asimila cu cele din secţiile de montaj ale firmei industriale ce furnizează astfel de maşini şi utilaje; – activitatea resortului de scule, dispozitive şi verificatoare se concreterizează în producerea,
recondiţionarea, întreţinerea şi repararea SDV-urilor. O astfel de activitate este dezvoltată în firmele constructoare de maşini, prelucrătoare de metale, mase plastice, cauciuc etc.
Elementele tehnice pentru calculul capacităţii acestui resort sunt asemănătoare cu cele din secţiile de prelucrări mecanice din industria constructoare de maşini. De aceea, se foloseşte aceeaşi relaţie de calcul ca şi la secţiile de bază. Gradul de precizie al calculelor depinde direct de exactitatea cu care se pot obţine informaţii referitoare la calculul timpului total necesar.
Dacă la data efectuării nu se dispune de documentaţia tehnologică pentru executarea SDV-urilor, calculul numărului de maşini şi de utilaje din acest resort are la bază indicatori care stabilesc consumul de SDV-uri la 1.000.000 lei produţie realizată de firmă. Acest calcul este caracterizat însă prin gradul de precizie mai scăzut;
– activitatea resortului depozite se desfăşoară într-un sistem unic, care se dezvoltă în mod coordonat în funcţie de legăturile existente între diferite tipuri de depozite şi în funcţie de fluxul tehnologic stabilit pentru fiecare firmă industrială.
Pentru dimensionarea dispozitivelor este necesară cunoaşterea următoarelor elemente din faza de producţie şi anume: corelarea fluxului factorilor de producţie cu fluxul tehnologic, începând de la conceperea produsului finit şi terminând cu asamblarea şi expedierea acestuia; elaborarea graficului de circulaţie în depozite în funcţie de amplasarea principalelor zone (recepţie, depozitare, încărcare-descărcare, expediţie etc.); modalitatea de formare a încărcăturilor (palete, în blocuri, în pachete, pe boxpaleţi etc.); natura proprietăţilor fizico-chimice ale materiilor prime, semifabricatelor şi produselor finite şi sensibilitatea acestora (la presiune, temperatură, vânturi, umiditate etc.); felul mijloacelor de transport folosite în aprovizionarea firmei şi la expedierea produselor finite; mărimea distanţelor de transport şi felul căilor de acces folosite; sistemul de manipulare folosit (mecanizat, automatizat etc.); tipul rafturilor şi sistemul de aşezare a produselor în rafturi şi în depozite etc.
Având în vedere factorii enumeraţi şi mărimea elementelor specifice, calculul capacităţii depozitelor se poate face în două modalităţi:
a) folosind metoda indicatorilor sintetici (globali) care are un grad de precizie scăzut, stabilit experimental sau pe bază de date statistice şi se aplică atunci când lipsesc elementele precise de calcul. Ea constă în stabilirea suprafeţei depozitelor prin aplicarea unei cote procentuale sau a unor indici

75
de suprafaţă asupra suprafeţei totale a secţiilor de producţie respective. Această metodă are un grad de precizie scăzut.
100
SpS tsp
td
⋅= (8.24)
unde: Std reprezintă suprafaţa totală a depozitelor; Stsp - suprafaţa totală a secţiei de producţie;
p - cota procentuală sau indicele de suprafaţă (%).
b) folosind metoda calculului analitic, care utilizează o serie de relaţii matematice şi elemente specifice activităţilor din depozite. Formulele de calcul sunt următoarele:
ussalc
pbtd kqz
tGS
⋅⋅⋅
= (8.25)
unde: Gb reprezintă greutatea brută a materialelor ce se vor depozita în cursul unui an; exprimată în tone;
pt - timpul mediu de păstrare a materialelor exprimat în zile calendaristice;
zlc - numărul de zile calendaristice aferente perioadei de funcţionare a firmei; qsa - cantitatea admisă ca sarcină pe mp de pardoseală exprimată în t/mp; kus - coeficientul de utilizare a suprafeţei depozitului, stabilit ca raport între suprafaţa utilă a
depozitului şi suprafaţa totală a acestuia, care include şi suprafeţele ocupate de căile de acces, suprafeţele pentru birouri, pentru sortare şi ambalare, suprafeţele ocupate cu structura de rezistenţă a depozitului.
ussalc
p
m
1ibi
td kqz
tG
S⋅⋅
⋅=∑= (8.26)
unde: i=1-m reprezintă numărul de feluri de materiale, semifabricate, produse finite care se depozitează şi au caracteristici diferite.
)k(1 S S usudtd += (8.27)
unde: Sud reprezintă suprafaţa utilă a depozitului.
sallc
nsepbud qz
ktGS
⋅⋅⋅
= (8.28)
unde: knse reprezintă coeficientul de neuniformitate al sosirilor sau ieşirilor din depozit; qsal - încărcătura specifică pe suprafaţa pardoselii exprimată în t/mp.
p
psal s
nqq
⋅= (8.29)
unde: qp reprezintă încărcătura unei palete exprimată în tone; n - numărul de rânduri verticale pe palete în stivă;
sp - suprafaţa ocupată de o paletă exprimată în mp.
H
VS l
td = (8.30)
unde: Vl reprezintă volumul rafturilor sau stelajelor exprimat în mc; H - înalţimea stelajelor în metri.

76
usgl ccvV ⋅⋅= (8.31)
unde: v reprezintă volumul mărfurilor exprimat în mc; cg - coeficientul de golire al stelajului (1,3 - 1,5); cus - coeficientul de utilizare al stelajului (1,4 - 1,45).
Conform acestor formule, importanţa majoră revine suprafeţei utile a depozitului. Dar este recomandabil să se dimensioneze oportun şi următoarele spaţii: spaţiul pentru primirea mărfurilor de la furnizor în afara programului de lucru; spaţiul pentru păstrarea mărfurilor necorespunzătoare şi în custodie; spaţiul pentru păstrarea ambalajelor folosite, a stelajelor, a paleţilor etc.;
– activitatea resortului de transport intern are menirea, de a asigura atât transportul materiilor prime de la depozit la secţiile de producţie, cât şi a produselor finite la depozitele de expediere. Capacitatea în acest caz este dată de numărul de mijloace de transport necesare, care trebuie să ţină seama de fluxul şi circuitele de transport.
Cunoscând circuitele şi fluxurile de transport corelate cu cerinţele procesului de fabricaţie, se poate calcula numărul de mijloace de transport folosind informaţii despre: volumul manipulărilor şi al încărcăturilor de transport, inclusiv frecvenţa acestora; natura încărcăturilor şi modul de formare a unităţilor de transport; caracteristicile mijloacelor de transport alese pentru fiecare circuit de transport; elementele caracteristice traseelor de transport; norma de timp pentru manipulare, încărcare, transport şi descărcare a fiecărei unităţi de transport; regimul de lucru al mijloacelor de transport; timpii de imobilizare a acestora în revizii şi reparaţii; coeficientul de utilizare a capacităţii mijloacelor de transport.
Pe baza acestor informaţii, aplicând metoda de calcul analitic a numărului de mijloace de transport, rezultă necesarul pe tipuri şi circuite de transport şi apoi prin însumarea acestora, rezultă necesarul pentru întreaga firmă:
ktqn
qN
dc
imti ⋅⋅⋅
= (8.32)
unde: Nmti reprezintă numărul de mijloace de transport din circuitul i; qi - cantitatea de transport a circuitului i, exprimată în tone; nc - numărul de curse pe care-l poate efectua mijlocul de transport în unitatea de timp; q - capacitatea de încărcare a mijlocului de transport, exprimată în tone; td - timpul disponibil al mijlocului de transport, calculat în funcţie de regimul de lucru şi
exprimat în unităţi corespunzătoare numărului de curse; k - coeficientul de utilizare a mijlocului de transport.
Numărul de curse se stabileşte în funcţie de natura mersului, care poate fi: – mers pendular, atunci când automobilul se deplasează în mod repetat între două puncte fixe A
şi B (fig. 8.1);
Fig. 8.1 Mers pendular.
– mers radial, format din mai multe mersuri pendulare, care au un punct comun de plecare sau de sosire (fig. 8.2);
– mers inelar, adică deplasarea mijloacelor de transport între mai multe puncte de încărcare-descărcare, astfel încât traseul formează o linie închisă (fig. 8.3);
– mers de colectare, care constă din parcurgerea unui traseu cu atingerea mai multor puncte de încărcare-descărcare, în care automobilul respectiv îşi completează încărcătura în fiecare din ele (fig. 8.4);
– mers de distribuţie, adică efectuarea unor operaţii inverse faţă de sistemul de colecatre (fig. 8.5). De remarcat că mersul de colectare şi mersul de distribuţie pot fi practicate atât la ducere, cât şi la înapoiere.
mers cu încărcătură.
mers fără încărcătură.
Legendă:

77
–
Fig. 8.2 Mers radial. Fig. 8.3 Mers inelar.
Fig. 8.4 Mers de colectare.
Fig. 8.5 Mers de distribuţie.
Dacă se ţine cont de randamentul orar al mijlocului de transport, numărul de mijloace de
transport pe fiecare circuit se calculează astfel:
dmt
imti tR
qN
⋅= (8.33)
unde: Rmt reprezintă randamentul mijlocului de transport, dat de relaţia:
cmt d
kq60R
⋅⋅= (8.34)
unde: dc reprezintă durata unei curse a mijlocului de transport, exprimată în minute:
îddgdi
c tV
L
V
Ld ++= (8.35)
unde: L reprezintă lungimea circuitului de transport, exprimată în metri; Vdî, Vdg - viteza de deplasare a mijlocului de transport încărcat, respectiv gol, exprimate în m/min; tîd - durata unei operaţii de încărcare-descărcare a mijlocului de transport, exprimată în
minute. Dacă aceleaşi mijloace de transport deservesc mai multe circuite, se însumează numărul lor, rezultând necesarul la nivelul
firmei.
8.4. PROIECTAREA MĂRIMII SUPRAFEŢELOR SECŢIILOR PRODUCTIVE ŞI NEPRODUCTIVE ALE FIRMEI
Suprafaţa totală a firmei include suprafaţa construită pentru toate secţiile din structura de producţie şi de concepţie a acesteia trebuie să asigure o amplasare normală a activelor fixe, circulante şi a elementelor umane, astfel încât firma să lucreze eficient. Stabilirea mărimii acestei suprafeţe este necesară
A B C D A B C D

78
atât pentru calculul fondurilor investiţionale necesare, cât şi pentru organizarea în spaţiu a fluxului tehnologic în cadrul fiecărei secţii sau atelier.
Calculul suprafeţei construite, care se face separat pentru fiecare secţie, parcurge următoarele etape mai importante:
– gruparea maşinilor, utilajelor şi instalaţiilor etc., pe tipuri identice cu stabilirea caracteristicilor de amplasare pentru fiecare tip, când, pe baza informaţiilor oferite de cartea tehnică a fiecărui utilaj, se stabileşte mai întâi numărul acestora pe grupe de utilaje sau verigi de producţie, pentru ca apoi să se stabilească elementele de amplasare pe tipuri de utilaje, maşini şi instalaţii;
– calculul suprafeţei de amplasare pentru fiecare tip de utilaj, agregat sau instalaţie tehnologică, cu precizarea că pentru orice element de capacitate care trebuie amplasat se foloseşte formula:
dpumuefntu SSSS ++= (8.36)
psuefumu nSS ⋅= (8.37)
amuefudpu k)SS(S ⋅+= (8.38)
unde: Stu reprezintă suprafaţa totală de amplasare a unui utilaj, maşină, instalaţie etc., exprimată în mp;
Sefu - suprafaţa efectivă pe care o ocupă un utilaj, agregat, instalaţie care are la bază cotele de gabarit ale fiecăruia, exprimată în mp;
Smu - suprafaţa folosită de muncitori în jurul unui utilaj, agregat etc. pentru depozitarea materialelor, semifabricatelor şi deplasarea lor, exprimată în mp;
npsu - numărul de părţi de servire a utilajului; Sdpu - suprafaţa folosită pentru deplasarea personalului şi pentru efectuarea transporturilor,
exprimată în mp; ka - coeficient de amplasare a utilajului, stabilit experimental (0,1<ka<3,5).
În lipsa elementelor de calcul necesare formulelor precedente, pot fi folosite suprafeţele medii admise pe categorii sau grupe de utilaje, agregate sau instalaţii, categorisite în mici, mijlocii, mari şi foarte mari;
– stabilirea suprafeţei totale a verigii de producţie are în vedere suprafeţele necesare pentru maşini, utilaje şi agregate, suprafeţele necesare pentru alte dotări ale halei, suprafeţe necesare pentru căile de acces etc. Mărimea suprafeţei totale astfel calculată trebuie ajustată în funcţie de soluţiile constructive adoptate. Anticipând amplasarea verigilor de producţie şi a celorlalte dotări din hală, chiar din faza de proiectare trebuie urmărită realizarea unor indicatori superiori de folosire a suprafeţelor construite.
Pentru dimensionarea suprafeţelor aferente activităţilor neproductive şi de concepţie, baza de calcul o constituie numărul lucrătorilor din fiecare compartiment şi norma de suprafaţă admisă prin legislaţie, inclusiv tendinţele de dezvoltare în viitor ale firmei. 8.5. REZERVE DE CAPACITATE DE PRODUCŢIE
Capacitatea de producţie reprezintă un însemnat potenţial, a cărui punere în valoare este obligatorie pentru fiecare firmă. Calculul capacităţii de producţie permite evidenţierea rezervelor nefolosite, rezerve ce pot fi mobilizate pentru creşterea producţiei în firmă.
Rezervele de capacitate pot fi împărţite în: – rezerve extensive, care apar urmare a nefolosirii complete a timpului disponibil al utilajelor,
atunci când nu sunt folosite toate utilajele ce au fost luate în calculul capacităţii de producţie sau dacă în cursul anului apar intrări sau ieşiri de utilaje. Pentru verigile a căror capacitate se calculează în funcţie de suprafaţa de producţie, aceste rezerve apar ca urmare a nefolosirii integrale a timpului disponibil, a suprafeţei de producţie sau dacă în cursul anului sunt date în funcţiune noi suprafeţe de producţie.
Aceste rezerve au caracter limitat, epuizându-se în momentul înlăturării tuturor pierderilor de timp, precum şi în momentul folosirii integrale a suprafeţelor de producţie şi utilajelor.

79
Îmbunătăţirea utilizării extensive a capacităţii de producţie are o serie de avantaje: reducerea amortizării pe unitatea de produs, reducerea duratei de recuperare a investiţiilor, scurtarea ciclului de reînnoire a activelor fixe etc.;
– rezerve intensive, ce sunt determinate de perfecţionările ce se aduc tehnologiilor de fabricaţie, de îmbunătăţirea parametrilor utilajelor şi de organizarea mai bună a producţiei şi a muncii.
Rezervele de capacitate se pot calcula atât în mărimi absolute, cât şi în mărimi relative, astfel:
Rc = Cp – P (8.39)
up
cc G100100
C
R%R −=⋅= (8.40)
100C
PG
pu ⋅= (8.41)
unde: Rc
reprezintă rezerve de capacitate de producţie, exprimate în mărimi absolute;
c% - rezerve de capacitate de producţie, exprimate în mărimi procentuale;
p - capacitatea de producţie;
- producţia realizată;
u - gradul de utilizare a capacităţii de producţie.
Relaţiile care se stabilesc între nivelul capacităţii de producţie şi producţia obţinută pot fi reliefate grafic prin reprezentatea balanţei capacităţilor de producţie pe verigi de producţie (fig. 8.6).
0 Legendă: D reprezintă deficitul de capacitate.
E - excedentul de capacitate. C - capacitate. Pp - producţia posibilă.
Fig. 8.6 Balanţa capacităţii de producţie.
În literatura de specialitate sunt prezentate o serie de posibilităţi de mobilizare a rezervelor de
capacitate de producţie, între care enumerăm: – eliminarea locurilor înguste, retehnologizarea, reducerea la minim a timpului de stagnare.
Deşi folosirea extensivă a utilajului este limitată la trei schimburi, prezintă interes real folosirea potenţialului adevărat al firmei. De multe ori, unele capacităţi sunt ignorate, urmare a modului greşit de calcul a acesteia pe seama producţiei obţinute la nivelul locului îngust. Eliminarea locurilor înguste se
000
500
200
900
Veriga
V
Veriga
V
Veriga
V
p

80
face prin retehnologizarea firmei, ceea ce necesită efort financiar sau prin reanalizarea situaţiei existente, ceea ce nu necesită efort financiar;
– îngrijirea utilajelor şi reducerea la minim a timpului aferent reparaţiilor . Reducerea la minim a întreruperilor în funcţionarea maşinilor şi utilajelor, cale importantă de sporire a gradului de utilizare a capacităţii, impune diminuarea cauzelor ce conduc la apariţia opririlor accidentale. Această situaţie poate fi evitată prin îmbunătăţirea activităţii de întreţinere şi reparaţie a utilajelor, sarcină a tuturor lucrătorilor;
– asigurarea cu piese de schimb. Organizarea necorespunzătoare a producţiei şi a aprovizionării cu piese de schimb conduce la creşterea duratei reparaţiilor accidentale şi deci la pierderi de producţie. Din aceste considerente, aprovizionarea ritmică a firmei cu piese de schimb permite creşterea capacităţii de producţie;
– creşterea coeficientului numărului de schimburi. Prin această măsură, gradul de utilizare a timpului disponibil atât pentru utilaje, cât şi pentru forţa de muncă se măreşte, fapt ce implică creşterea capacităţii de producţie. Din aceste considerente, firmele sunt preocupate pentru asigurarea cantitativă şi calitativă cu forţa de muncă necesară;
– întărirea disciplinei în muncă, folosirea integrală a zilei de lucru, creşterea motivaţiei personale. Analizele efectuate arată serioase rezerve în privinţa acestui factor, fapt ce implică un nivel scăzut al capacităţii de producţie.
Punerea în aplicare a acestor cerinţe conduce la creşterea productivităţii muncii pe baza următoarelor măsuri: întărirea disciplinei la locul de muncă, îmbunătăţirea sistemului de salarizare, creşterea calificării, sporirea rolului elementelor motivaţionale etc.
Desigur, enumerarea celor câteva posibilităţi, de mobilizare a rezervelor de capacitate nu epuizează toate posibilităţile existente. Important este însă aplicarea în practică, de fiecare firmă, a acestora, în totalitate sau parţial.

81
CAP. 9. PROIECTAREA ORGANIZĂRII STRUCTURALE A FIRMEI
9.1. FUNDAMENTELE ORGANIZĂRII STRUCTURALE
Organizarea formală - structura organizatorică a firmei - reprezintă ansamblul persoanelor,
subdiviziunilor organizatorice şi relaţiilor dintre acestea, astfel constituite încât să asigure premizele organizatorice adecvate realizării obiectivelor prestabilite.
Părţile structurii organizatorice - în principal - sunt: structura de conducere (funcţională) care reuneşte ansamblul persoanelor, compartimentelor şi relaţiilor organizaţionale, constituite şi plasate astfel incât să asigure condiţiile economice, tehnice şi de personal necesare desfăşurării corespunzătoare, atât a procesului de conducere cât şi a procesului de execuţie a producţiei; structura de execuţie operaţională cuprinde ansamblul persoanelor, compartimentelor şi relaţiilor organizaţionale constituite în vederea realizării directe a obiectivului de activitate a firmei.
Componentele de bază ale organizării formale a firmei sunt: - postul format din ansamblul obiectivelor sarcinilor, competenţelor şi responsabilităţilor
desemnate pe anumite perioade fiecărui component al firmei. Orice post se caracterizează prin: obiectivele postului (regăsite în sistemul piramidal al obiectivelor firmei ca obiective individuale); competenţa organizaţională sau autoritatea formală (exprimă limitele în cadrul cărora titularii de posturi au dreptul de a acţiona în vederea realizării obiectivelor individuale şi deci exercitării atribuţiilor, poate fi ierarhică - acţionând asupra persoanelor – funcţională - exercitată asupra unor activităţi, competenţa sau autoritatea profesională - exprimată prin nivelul de pregătire şi experienţă de care dispune persoana care deţine postul respectiv - responsabilitatea - obligaţia de a îndeplini anumite sarcini sau atribuţii, de a realiza obiectivele individuale ce revin fiecărui post);
- funcţia, este factorul de generalizare a unor posturi asemănătoare sub aspectul ariei de cuprindere a autorităţii şi responsabilităţii . Se deosebesc funcţii de conducere (pondere ridicată a competenţelor, sarcinilor şi responsabilităţilor ce implică exercitarea atributelor conducerii) şi funcţii de execuţie (competentele, sarcinile şi responsabilităţile vizează transpunerea în viaţă a deciziilor emise de titularii funcţiilor de conducere);
- compartimentele, cuprind ansamblul de posturi şi funcţii cu conţinut similar şi/sau complementar, în care persoanele desfăşoară activităţi relativ omogene ce solicită cunoştinţe specializate de un anumit tip, precum şi un ansamblu de metode şi tehnici adecvate, ce sunt amplasate într-un anumit spaţiu şi subordonate nemijlocit unui singur cadru de conducere. Ele pot fi compartimente operaţionale (contribuie direct la realizarea obiectivelor derivate şi fundamentale ale firmei, concretizate în activităţi de bază, auxiliare şi de deservire) şi compartimente funcţionale (contribuie la stabilirea obiectivelor deoarece ele fundamentează deciziile luate de conducerea superioară şi medie a firmei);
- relaţiile organizatorice sunt alcătuite din ansamblul legăturilor dintre componentele structurii instituite prin lege. Ele pot fi relaţii de autoritate, se instituie prin prevederi legale şi sunt obligatoriu de executat. Se deosebesc: relaţii ierarhice (sunt instituite între titularii funcţiilor de conducere şi cei ai funcţiilor de execuţie), relaţii funcţionale (sunt exercitate de autoritatea funcţională), relaţii de stat major (iau naştere ca urmare a delegării sarcinilor, autorităţii şi responsabilităţii de către conducerea superioară a unor persoane anume desemnate), relaţii de cooperare (stabilite între posturile situate pe acelaşi nivel ierarhic dar în compartimente diferite datorită realizării în comun a unor acţiuni complexe), relaţii de control (apar şi funcţionează între compartimentele specializate în efectuarea controlului şi cele controlate), relaţii de reprezentare (stabilite între conducătorii superiori ai firmei şi reprezentanţii firmelor profesionale şi sindicale din firmă sau persoanele fizice şi juridice din afara acesteia);
- nivelul ierarhic, defineşte ansamblul subdiviziunilor organizatorice plasate pe linii orizontale la distantă egală faţă de conducerea de vârf a firmei. Numărul de niveluri ierarhice este influenţat de

82
dimensiunea firmei, diversitatea activităţii şi a atribuţiilor, complexitatea producţiei (influenţă direct proporţională), competenţa conducătorilor (influenţă invers proporţională);
- ponderea ierarhică, reprezintă numărul persoanelor conduse nemijlocit de un cadru de conducere, fiind o modalitate de ordonare a posturilor şi funcţiilor în cadrul compartimentelor. Ea înregistrează valori variabile, pe verticala structurii organizatorice - crescând către nivelurile inferioare, pe orizontală - amplificându-se pe măsura trecerii de la compartimentele de concepţie către cele de execuţie.
Toate elementele structurii formale constituie un tot unitar, ale cărui elemente sunt bine dimensionate.
Eficienţa unei anumite structuri organizaţionale este influenţată de anumiţi factori întâmplători, ca de exemplu tehnologia folosită, mărimea organizaţiei sau mediul. Aceste elemente şi relaţia lor cu structura organizaţională sunt ilustrate în figura 9.1.
Fig. 9.1 Principalii factori care influenţează eficienţa structurii organizatorice.
La începutul studiilor teoretice de specialitate, teoreticienii au încercat să creeze structura
organizatorică ideală. Dar, în loc să realizeze acest lucru, ei au observat că o configuraţie structurală potrivită unei firme era ineficientă însă pentru alţii. Treptat s-a conturat teoria contextuală care susţine că acţiunile manageriale optime depind de anumite caracteristici proprii situaţiei date.
Studiile realizate au dovedit că eficienţa unei structuri organizatorice depinde de factori cum sunt: tehnologia, mărimea firmei şi mediul.
• Tehnologia Diferite firme au structuri diferenţiate în mare parte datorită tehnologiei, care reprezintă
cunoştinţele, uneltele, echipamentul şi tehnicile de lucru folosite de o firmă pentru realizarea produselor sau serviciilor sale. Tehnologia are două principale şi anume: complexitatea tehnologică şi interdependenţa tehnologică.
Complexitatea tehnologică a producţiei realizate conduce la o anumită structură organizatorică diferenţiată pentru: producţia de unicate şi de serie mică (produse fabricate pentru a veni în întâmpinarea cerinţelor clientului sau produsele realizate în cantităţi mici de către artiştii plastici); producţia de masă sau de serie mare, produsele fiind fabricate în cantităţi mari, frecvent pe linii de producţie producţie continuă - produsele sunt lichide, solide sau gaze şi se fabrică într-un proces continuu. Odată cu creşterea complexităţii tehnologice, creştea şi numărul de niveluri ierarhice, creşte numărul personalului funcţional raportat la cel executiv şi ponderea ierarhică la nivelul conducerii superiorare. Formalizarea şi centralizarea sunt întâlnite mai ales în firmele cu producţie de masă, în care eforturile unui mare număr de muncitori trebuie standardizate. În schimb, ele au o pondere scăzută în firmele cu producţie în serie mică şi în producţia continuă, unde deciziile de lucru se iau la niveluri inferioare. De aceea, totdeauna firmele de succes au carcateristici structurale specifice tehnologiei lor.
Factori de influenţă: -Tehnologie -Mărimea firmei -Mediu
Structura organizaţională: -funcţională -divizională -hibridă -matriceală
Scopuri organizaţionale: -Eficienţă -Eficacitate
Strategie

83
Interdependenţa tehnologică reprezintă gradul în care diferite subunităţi ale firmei trebuie să facă schimb de informaţii şi materiale pentru a-şi desfăşura activitatea. Există trei tipuri de interdependenţă tehnologică: acumulată, secvenţială şi reciprocă.
Cea care implică cea mai mică interdependenţă este interdependenţa acumulată în care unităţile acţionează independent, iar efectele lor personale sunt importante pentru succesul firmei ca întreg (de aici şi termenul de acumulat).
Dimpotrivă, în interdependenţa secvenţială o firmă trebuie să-şi termine activitatea pentru ca următoarea să şi-o poată începe pe a ei..
În fine, situaţia cea mai complexă este interdependenţa reciprocă, în care rezultatele unei firme devin resurse pentru alta şi invers.
• Mărimea firmei Investigaţiile de început privind posibilitatea unei legături între dimensiunea firmei şi
caracteristici structurale ale acesteia, nu au fost bine definite. Pe parcurs s-a constatat că dimensiunea firmei este numai un factor al structurii finale. Există şi alţi factori importanţi care afectează structura firmei, cum sunt mediul sau tehnologia. În plus, dimensiunea firmei poate fi măsurată în moduri diferite prin profitul brut sau numărul de angajaţi – ceea ce crează unele dificultăţi.
Au fost identificate patru tendinţe privind influenţa dimensiunii firmei asupra structurii organizatorice şi anume:
− pe măsură ce firma se dezvoltă, se vor adăuga tot mai multe departamente şi niveluri ierarhice, ceea ce face ca structura să fie foarte complexă. Cu structurile funcţionale această dezvoltare creează necesitatea unei schimbări de tipul structurii divizionale;
− firmele aflate în dezvoltare au tendinţa de a crea cât mai multe posturi pentru a veni în ajutorul conducerii. Această tendinţă scade după ce s-a creat un număr suficient de posturi;
− se pare că normele şi regulamentele suplimentare dezvoltă firma. Deşi sunt foarte importante pentru dezvoltarea pe verticală, proliferarea lor duce la o formalizare excesivă şi la o eficienţă scăzută;
− pe măsura dezvoltării, firmele tind să devină mai descentralizate. Acest fapt se datorează în mare parte regulamentelor suplimentare, care fixează modul de luare a deciziilor la niveluri ierarhice inferioare.
Datorită efectelor potenţiale ale dimensiunii firmei, multe firme de succes încearcă să se asigure că subunităţile lor nu devin prea mari prin crearea de noi diviziuni, atunci când cele existente devin deja greoaie.
• Mediul Unul dintre cele mai cunoscute studii privind efectele mediului asupra structurii organizatorice
aparţine lui Tom Burns şi G.M. Stalker. Ei au descoperit că firmele au caracteristici structurale diferite în funcţie de mediul în care acţionează, adică un mediu stabil în care existau puţine schimbări sau un mediu instabil cu schimbări rapide şi cu multe incertitudini.
Firmele care acţionează într-un mediu stabil tind să aibă caracteristici mecaniciste, centralizare la nivel înalt, multe norme, regulamente şi multe canale de comunicare ierarhice. Accentul se pune pe organizarea pe verticală, dar cu o delegare a competenţelor limitată de la un nivel de conducere la altul. Firmele pot funcţiona bine cu aceste caracteristici şi chiar să aibă succes, pentru că schimbările mediului apar gradat, conducerea superioară reuşind să le facă faţă.
Firmele care acţionează într-un mediu instabil şi incert au caracteristici organice: descentralizarea deciziilor, puţine norme, regulamente şi canale de comunicare ierarhice şi laterale. Accentul se pune pe coordonarea orizontală, competenţele fiind delegate frecvent de la un nivel la altul. Aceste caracteristici sunt necesare datorită schimbărilor rapide ale mediului..

84
9.2. STRUCTURA ORGANIZATORICĂ A FIRMEI
Structura firmei este modelul formal de interacţiune şi coordonare a personalului şi subunităţilor firmei, proiectat de conducere pentru a corela sarcinile persoanelor şi grupurilor pentru atingerea scopurilor comune. Cuvântul formal se referă la faptul că structurile de organizare sunt create de conducere cu anumite scopuri şi, deci, sunt rezultatul oficial, formal, al funcţiei de organizare. Firmele au, de asemenea, structuri informale, care nu sunt proiectate de conducere ci apar datorită intereselor comune sau prieteniei.
Structura firmei se compune din patru elemente şi anume: distribuirea sarcinilor şi responsabilităţilor caracteristice fiecărui post şi subunitate în parte; gruparea posturilor personalului în unităţi şi a subunităţilor în departamente şi unităţi mai mari pentru a forma ierarhia firmei; mecanismele variate cerute pentru a facilita coordonarea pe verticală (vârf-bază), precum numărul de persoane din subordinea unui manager şi gradul de delegare a autorităţii ; mecanismele necesare pentru a supraveghea coordonarea orizontală (între departamente), cum sunt echipele interdepartamentale.
Procesul de elaborare a structurii unei firme este denumit uneori proiectarea firmei. De mare ajutor pentru vizualizarea structurii organizatorice este organigrama (fig. 9.2).
Fig. 9.2 Organigramă.
Organigrama este o diagramă care prezintă liniile generale ale structurii organizatorice a unei
firme. Organigramele variază ca detalii, dar, în mod obişnuit, ele ilustrează principalele posturi sau departamente în firmă, indică modul în care posturile sunt grupate în unităţi specifice, relaţiile de subordonare de la cel mai jos la cel mai înalt nivel, canalele oficiale de comunicare a informaţiei. Unele organigrame prezintă funcţiunile asociate posturilor precum şi pe deţinătorii actuali ai posturilor.
Astfel de organigrame ajută la vizualizarea lanţului de comandă care reprezintă linia neîntreruptă ce leagă fiecare salariat de conducerea superioară a firmei printr-un şir de poziţii manageriale
Director Executiv
Secretariat
Vicepreşedinte
mark
Consilier general
Vicepreşedinte
prod
Vicepreşedinte
resur
Vicepreşedinte
finan
Comunicare
Cercetarea pieţei
Departament contracte
regiunea 1
Departament contracte
regiunea 2
Aprovizionare
Producţie
Desfacere
Dezvoltarea
resurselor
Unitate sanitară
Centru de
pregătire şi
Audit intern
Investiţii
Imobiliar
Analiză
financiară
Taxe

85
corespunzătoare fiecărui nivel ierarhic. Ideea de bază este că fiecare persoană din firmă trebuie să-şi poată identifica şeful direct şi linia de autoritate până la nivelul managerial de vârf.
Toate firmele cu un număr mare de angajaţi trebuie să elaboreze o organigramă care să ilustreze lanţul de comandă şi structura de bază a firmei. Ele nu includ însă informaţii detaliate despre modul în care sunt împărţite posturile. De aceea, o importanţă deosebită se acordă proiectării postului.
Există patru abordări principale ale proiectării postului: simplificarea, rotaţia, lărgirea şi îmbogăţirea.
Simplificarea postului este procesul de proiectare a postului astfel încât deţinătorul acestuia să aibă doar un număr mic de sarcini de îndeplinit. Adam Smith a fost primul care a arătat avantajele acestei metode. Ideea a fost mai târziu popularizată de Frederick Taylor prin teoria managementului ştiinţific, care punea accent pe reducerea numărului de activităţi ale unui post şi pregătirea muncitorilor pentru a realiza aceste activităţi într-un mod performant.
Deoarece activităţile la care se adresează procesul de simplificare sunt simple şi repetitive, muncitorii care le realizează sunt interschimbabili, fapt ce determină ca pregătirea noilor veniţi să fie foarte uşoară. Totuşi, simplificarea poate merge uneori prea departe, postul implicând activităţi repetitive, simple ce reduc motivaţia lucrătorilor. Alte efecte negative sunt plictiseala, slaba satisfacţie, absenteismul, sabotajul.
Rotaţia postului reprezintă transferul angajaţilor, cu o anumită periodicitate, între diferite posturi. Această metodă are în vedere reducerea monotoniei asociată simplificării, prin crearea unei variaţii a sarcinilor. Rotaţia are şi avantajul instruirii-încrucişate a executanţilor (pregătirea lor pentru îndeplinirea sarcinilor asociate mai multor posturi), astfel încât să se asigure o flexibilitate maximă. Aceste avantaje pot fi însă de scurtă durată. Datorită simplificării, angajaţii vor învăţa repede şi se vor plictisi din nou.
Rotaţia prezintă mai multe avantaje, dacă este utilizată ca metodă de perfecţionare a personalului. Prin această metodă angajaţii sunt rotaţi în cadrul unor posturi cu activităţi mai solicitante, pentru a le spori flexibilitatea şi capacitatea de a înţelege mai multe aspecte ale organizării. Rotaţia între unităţi din zone geografice diferite stimulează motivaţia, favorizând schimbul de idei. Dezavantajul rotaţiei este că departamentele îi pot privi pe noii veniţi ca pe un angajat temporar (dându-le de făcut lucruri neînsemnate). De asemenea, se pune problema loialităţii faţă de departament.
Lărgirea postului se realizează prin alocarea unui număr mai mare de sarcini asemănătoare unui post pentru a-l face mai atractiv. Lărgirea extinde sfera postului - numărul de sarcini diferite pe care un angajat le îndeplineşte într-un anumit post. Deşi reprezintă un progres faţă de simplificare, lărgirea are un succes limitat în ceea ce priveşte motivaţia, deoarece adăugarea unor sarcini similare nu oferă suficientă provocare şi stimulare.
Îmbogăţirea postului este procesul de combinare a mai multor sarcini diferite pentru a mări oportunităţile de dezvoltare şi de recunoaştere profesională ale personalului. Cel care a introdus acest concept este Frederick Herzberg. Îmbogăţirea creşte profunzimea posturilor adică gradul în care lucrătorii îşi pot planifica şi controla munca.
Cercetătorii Richard Hackman şi Greg Oldham au elaborat modelul caracteristicilor unui post (fig. 9.3), care are trei elemente principale: caracteristici esenţiale, stări psihologice critice, rezultate.
Cele cinci caracteristici esenţiale ale postului sunt: varietatea aptitudinilor (reprezintă măsura în care postul cuprinde un număr de activităţi care cer calităţi diferite); identitatea sarcinii (reprezintă gradul în care postul permite realizarea unor lucrări complete); semnificaţia sarcinii (reprezintă măsura în care angajatul vede rezultatul muncii ca având un impact important asupra celorlalţi); autonomia (reprezintă gradul de libertate în stabilirea programelor şi a metodelor de lucru pentru a se ajunge la rezultatul dorit); feedback-ul (gradul în care postul oferă informaţii clare şi la timp în legătură cu performanţele rezultatelor).
Cu cât aceste caracteristici esenţiale sunt mai prezente în reflectarea postului, cu atât activitatea este mai motivată.
Valoarea motivaţională a acestor caracteristici este determinată de cele trei stări psihologice critice prin care trec angajaţii: sentimentul că munca lor este folositoare, conştientizarea faptului că sunt responsabili pentru rezultatele obţinute şi aflarea rezultatelor. Aceste stări conduc la rezultate precum:

86
Varietatea aptitudinilor
Identitatea
sarcinii
Autonomia
F
Percepţia semnificaţiei muncii
Percepţia
responsabilităţii rezultatelor muncii
Cunoaşterea
rezultatelor actuale ale muncii
Motivaţie ridicată pentru muncă
Satis
facţia perfecţionării
Satis
facţie generală faţă de post
Efici
enţa mare a
Caracteristici
esenţiale
Stări psihologice
critice
Rezultate
Factori moderatori: cunoştinţe şi aptitudini nevoia de auto-
perfecţionare aceptarea condiţiilor de
lucru
motivaţie puternică, creşterea satisfacţiei în muncă, eficienţă. Eficienţa înseamnă creşterea calităţii sau, în unele cazuri, a volumului de muncă depusă.
Cercetările indică faptul că lucrătorii pot reacţiona diferit la caracteristicile esenţiale ale postului. Oamenii se simt motivaţi de schimbările de post dacă au cunoştinţele şi calităţile necesare pentru celălalt post, dacă prezintă nevoia de autoperfecţionare şi dacă sunt satisfăcuţi de alte aspecte ale postului (supravegherea muncii, salarizare, colaboratori, siguranţă la locul de muncă).
Fig. 9.3 Modelul caracteristicilor unui post
Modificarea conţinutul postului este o metodă de organizare a muncii care are în vedere nevoile
firmei şi ale lucrătorului iar o altă metodă este elaborarea unor programe de lucru alternative. Un aspect important al reproiectării postului este crearea unor programe de lucru alternative, care
se axează mai mult pe schimbări aduse programului de lucru normal, şi mai puţin pe modificarea conţinutului posturilor sau activităţilor. Obiectivul principal este creşterea satisfacţiei şi a motivaţiei angajaţilor, prin stabilirea unui astfel de program de lucru, care să permită angajaţilor să-şi satisfacă nevoile personale şi profesionale. Există trei variante principale de programe de lucru: programul de lucru flexibil (reprezintă acel program prin care angajatului i se cere să presteze un anumit număr de ore de muncă, fără a se stabili momentele de începere şi încheiere a activităţii, cu condiţia să fie prezent în anumite ore de vârf şi are drept avantaje ridicarea moralului angajaţilor, reducerea întârzierilor, reducerea problemelor de trafic, reducerea absenteismului şi a migraţiei forţei de muncă şi ca dezavantaje, lipsa supravegherii în anumite perioade, indisponibilitatea persoanelor-cheie între anumite ore, insuficienţa personalului în anumite momente, dificultatea coordonării personalului); săptămâna de lucru comprimată (este un program în care angajaţii lucrează patru zile a câte 10 ore pe zi sau o combinaţie similară, în loc de 8 ore pe zi şi permite obţinerea unor reduceri de cheltuieli de întreţinere dar poate avea şi unele dezavantaje potenţiale cum sunt oboseala, scăderea productivităţii, accidente şi dificultatea colaborării cu firmele care au program de lucru normal); programul de lucru parţial (este un program în care două sau mai multe persoane împart sarcinile aferente unui post de lucru în sens că o persoană poate lucra dimineaţa iar cealaltă după-amiaza, sau alternativ).

87
9.3. PROIECTAREA STRUCTURII ORGANIZATORICE
Proiectarea oricărei structuri formale are la bază următoarele principii: supremaţia obiectivelor,
unitate de decizie şi acţiune, apropierea conducerii de execuţie, interdependenţă minimă, permanenţa conducerii, economie de comunicaţii, concordanţă între cerinţele postului şi caracteristicile titularului, instituirea de colective intercompartimentare, flexibilitatea structurii, eficienţa structurii, varianta optimă, definirea armonizată a posturilor şi funcţiunilor, reprezentarea grafică a structurii.
Pentru proiectarea structurii formale este necesar să se parcurgă mai multe etape şi faze metodologice şi anume:
- etapa pregătitoare, orientată spre culegerea datelor preliminare necesare declanşării studiului. Cuprinde următoarele faze: identificarea problemelor (stabilirea abaterilor care generează şi au generat dereglări în funcţionarea normală a firmei), precizarea ariei (stabilirea componentelor ce vor fi investigate), determinarea obiectivelor (reproiectare, redresare, redimensionare);
- etapa de investigare şi analiză, constă din următoarele faze: colectarea şi sistematizarea datelor necesare, prelucrarea datelor, analiza critică a situaţiei existente;
- etapa raţionalizării se compune din două faze: elaborarea măsurilor de perfecţionare şi experimentarea măsurilor de perfecţionare.
Materializarea în plan operaţional a structurii formale se face prin: - regulamentul de organizare şi funcţionare, care este documentul cel mai cuprinzător al
acesteia, elaborat la nivelul fiecărei firme. Cuprinde: partea I-a Organizarea firmei (dispoziţii generale şi structura organizatorică); partea a II-a - Atribuţiile firmei; partea a III-a – Conducerea firmei (atribuţiile Consiliului reprezentanţilor statului, atribuţiile Consiliului de administraţie, atribuţiile Conducerii executive); partea a IV-a – Compartimentele funcţionale şi de producţie (atribuţiile fiecărui compartiment din structura funcţională, atribuţiile fiecărui compartiment al structurii operaţionale); partea a V-a – Dispoziţii generale;
- fisa postului, include: denumirea şi obiectivele postului, compartimentul, cerinţele (studii, vechime), relaţiile (ierarhice, funcţionale, de cooperare şi de reprezentare), sarcinile, limitele de competenţă, responsabilităţile;
- organigrama, înţeleasă ca fiind reprezentarea grafică a structurii organizatorice formale a firmei. Organigramele se pot clasifica în: generale sau de ansamblu şi parţiale (după sfera de cuprindere a ilustrării structurii organizatorice); piramidale şi circulare (după forma reprezentării); ordonate de sus în jos şi ordonate de la stânga la dreapta (după sensul reprezentării).
La elaborarea organigramelor se au în vedere următoarele reguli: relaţia de proporţionalitate directă între mărimea dreptunghiurilor de reprezentare şi importanţa compartimentelor pe care le reprezintă; specificarea numărului total de personal, din care, de conducere, de execuţie pentru fiecare compartiment; plasarea dreptunghiurilor de reprezentare în organigramă trebuie să indice raporturile de subordonare ierarhică din firmă; plasarea la distanţă egală de conducerea superioara a firmei a tuturor posturilor şi compartimentelor situate pe acelaşi nivel ierarhic; folosirea legendei pentru explicarea simbolurilor utilizate în cazul organigramelor complexe.
9.4. TIPURI DE STRUCTURI ORGANIZATORICE Proiectarea structurii organizatorice a unei firme implică gruparea persoanelor în subunităţi şi a
subunităţilor în departamente, pentru a facilita atingerea obiectivelor firmei. În literatura de specialitate se cunosc următoarele tipuri de structuri şi anume: structura
funcţională (grupează posturile ce solicită calificare similară, în care activităţile desfăşurate au un ridicat grad de asemănare ca de exemplu: comercial, contabilitate, producţie, resurse umane); structura divizională ierarhică (grupează posturile pe criteriul participării la realizarea unui produs sau la deservirea unei pieţe); structura hibridă (combină caracteristicile celor două metode, unele posturi fiind grupate în departamente după criteriul funcţional, iar altele în funcţie de produsele realizate sau pieţele deservite); structura matriceală (suprapune o serie de relaţii orizontale, conform structurii divizionale, cu relaţii funcţionale ierahice).

88
Indiferent de structura organizatorică, importantă este realizarea unei bune coordonări pe verticală şi pe orizontală, astfel încât activitatea firmei să devină eficientă.
Structura funcţională este un mod de împărţire a firmei pe departamente în care posturile sunt grupate în funcţie de principalele domenii funcţionale (fig. 9.4).
Structurii funcţionale îi sunt asociate câteva funcţiuni speciale cum sunt: funcţiunea de producţie, care combină activităţile asociate producerii unui bun sau prestării unui serviciu; funcţiunea comercială, care se concentrează asupra promovării vânzărilor de produse sau servicii şi asupra procurării materilor prime, materialelor şi echipamentelor necesare funcţionării organizaţiei; funcţiunea de personal, care este responsabilă cu atragerea şi păstrarea membrilor firmei; funcţiunea financiară, care se ocupă cu obţinerea şi alocarea resurselor financiare; funcţiunea de cercetare-dezvoltare, care răspunde de metodele şi ideile ce vor conduce la înnoirea şi îmbunătăţirea produselor şi serviciilor.
Fig. 9.4 Exemplu de structură organizatorică funcţională
Structura funcţională prezintă câteva avantaje principale (fig. 9.5.) În primul rând structura funcţională încurajează acumularea de experienţă, deoarece angajaţii se pot concentra doar asupra sarcinilor aferente unei singure funcţiuni şi le pot realiza mai eficient.
Un alt avantaj este acela că angajaţii au o idee clară despre direcţia pe care o vor urma în cariera profesională şi acest lucru le stimulează dorinţa de a acumula experienţă. În plus, structura funcţională facilitează alocarea eficientă a resurselor, deoarece este relativ uşor ca, în măsura în care este nevoie, să schimbi între ei membrii unor echipe care lucrează la diferite proiecte, dar aparţin aceluiaşi departament. Se pot realiza economii importante fie datorită faptului că un volum relativ mare de muncă poate fi realizat mai eficient de specialişti, fie pentru că volumul mare de muncă justifică utilizarea unor echipe performante. Un avantaj suplimentar este acela că structura funcţională poate facilita coordonarea în interiorul departamentelor, deoarece toate activităţile sunt legate, într-un fel sau altul, de acelaşi domeniu specific. În final, gruparea pe funcţiuni măreşte potenţialul pentru dezvoltarea unor competenţe tehnice deosebite, ceea ce poate constitui un avantaj concurenţial.
Structura funcţională are şi câteva dezavantaje (fig. 9.5). În primul rând necesitatea coordonării diferitelor funcţiuni poate fi cauza unor soluţionări întârziate, deoarece problemele şi conflictele importante care apar sunt trimise spre rezolvare la niveluri ierarhice superioare. De asemenea, s-ar putea ca ritmul producţiei să scadă atunci când o funcţiune aşteaptă să fie completată de alta.
Avantaje Dezavantaje • Acumularea de experienţă • Carieră profesională clar definită în în cadrul fiecărei funcţiuni • Posibile economii la scară • Facilitarea coordonării în interiorul funcţiei • Avantaj tehnic potenţial asupra concurenţilor
• Răspuns întârziat la problemele multifuncţionale • Acumularea deciziilor la vârful ierarhiei • Întreruperi datorate sarcinilor secvenţiale • Angajaţii nu pot avea o privire de ansamblu asupra firmei • Măsurarea inexactă a performanţei
Fig. 9.5 Avantaje şi dezavantaje ale structurii funcţionale
Vicepreşedinte ptoducţie
Vicepreşedinte financiar
Vicepreşedinte comercial
Vicepreşedinte cercetare-dezvoltare
Vicepreşedinte resurse umane
Preşedinte

89
În plus, specialiştii au perspective reduse asupra ansamblului proceselor şi nu pot face legătura
între activitatea lor şi activitatea celorlalte funcţiuni sau dintre activitatea lor şi obiectivele generale ale firmei. În acelaşi timp, performanţele unui anumit departament nu pot fi evaluate cu precizie, din moment ce şi celelalte departamente au avut o contribuţie la rezultatele acestuia. În final, structura funcţională nu permite acumularea unei vaste experinţe de către manageri, deoarece aceştia evoluează în ierarhia unei anumite funcţiuni şi au cunoştinţe limitate despre celelalte funcţiuni din firmă.
Acest tip de structură de împărţire pe departamente este des folosită în firmele mici şi mijlocii, care sunt prea mari pentru a-şi putea coordona activitatea în lipsa unei anumite structuri, dar nu sunt destul de mari pentru ca, între funcţiuni, coordonarea să fie dificilă. Astfel de firme au în mod frecvent un număr limitat de produse şi servicii sau se adresează unui segment relativ omogen de clienţi şi consumatori. Această structură poate fi folositoare şi în firmele mai mari sau mai diverse, în care schimbările se produc destul de încet pentru ca funcţiunile să-şi poată coordona eforturile. În plus, o astfel de structură apare în firmele mari unde se cere o mare coordonare între produse.
Structura divizională reprezintă o modalitate de împărţire pe departamente în care posturile sunt grupate în funcţie de similitudinea produselor fabricate, a serviciilor prestate sau a pieţelor deservite. În această structură, fiecare divizie dispune de resursele necesare pentru a-şi atinge scopurile proprii cu sprijin redus sau deloc din partea celorlalte.
În figura 9.6 este ilustrată diferenţa dintre structura funcţională şi cea divizională. Structura divizională are trei variante: pe produs, pe zonă geografică, pe client. Diviziile pe produs sunt divizii create pentru un singur produs sau serviciu sau pentru o grupă
omogenă de produse sau servicii (fig. 9.7). Această structură foarte lentă şi ineficientă este utilă atunci când există diferenţe mari între produse, diferenţe care ar face coordonarea prin structura funcţională. Fiecare departament pe produs îşi are proprii specialişti în domenii ca marketing, producţie, personal.
Diviziile pe zonă geografică sunt divizii proiectate pentru a deservi diferite zone geografice (fig. 9.7). Acest tip de împărţire este adoptat atunci când este necesar să fie livrate produse şi servicii adaptate la nevoile proprii anumitor regiuni.
Fig. 9.6 Comparaţie între structura funcţională şi cea divizională
PREŞEDINTE
Vicepreşedinte
Divizia produsului B
Vicepreşedinte
Divizia produsului A
Vicepreşedinte
Divizia produsului B
Cercetare-dezvoltare
Producţie Marketing
PREŞEDINTE
Vicepreşedinte producţie
Vicepreşedinte cercetare-dezvoltare
Vicepreşedinte marketing
Produsul A Produsul B Produsul C

90
Diviziile pe clienţi sunt create pentru a servi categorii speciale de clienţi sau consumatori (fig. 9.7). Fiecare departament este alcătuit din persoane care îndeplinesc funcţiunile necesare pentru un anumit tip de client.
Fig. 9.7. Principalele forme de structuri divizionale
Structura divizională are mai multe avantaje importante (fig. 9.8). Având în vedere modul în care
sunt proiectate diviziile pot reacţiona rapid atunci când este necesar, pentru că nu trebuie să-şi coordoneze activitatea cu cea a altor divizii. Mai mult, coordonarea între funcţiuni este foarte mult simplificată, deoarece divizia însăşi conţine diferite funcţiuni. În plus, funcţiunile se pot concentra simultan asupra atingerii obiectivelor diviziilor. Structura divizională încurajează, de asemenea, o puternică orientare către satisfacerea cerinţelor clientului, deoarece accentul se pune fie pe un număr limitat de produse sau servicii, fie pe un segment limitat de consumatori. În plus, rezultatele se pot măsura pe fiecare divizie în parte, în funcţie de un anumit produs, serviciu, zonă geografică sau tip de client, depinzând de forma structurii divizionale. În final, structura divizională oferă managerilor oportunitatea de a-şi îmbunătăţi aptitudinile manageriale, pentru că, spre deosebire de cei aflaţi în structuri funcţionale, aceştia trebuie să facă faţă unor sarcini funcţiunale multiple în cadrul diviziei lor.
Avantaje Dezavantaje
• Răspuns rapid la schimbările de mediu • Facilitarea coordonării între funcţiuni • Accent simultan pe scopurile divizilor • Orientarea către cerinţele clienţilor • Evaluarea corectă a performanţelor • Dezvoltarea aptitudinilor manageriale
• Împărţirea resurselor între divizii • Reducerea specializării • Concurenţă ridicată între divizii • Transfer limitat al experienţei între divizii • Reducerea inovaţiilor • Neglijarea obiectivelor de ansamblu ale firmei
Fig. 9.8 Avantaje şi dezavantaje ale structurii divizionale
Divizia pe zone geografice
Divizia pe clinţi
PREŞEDINTE
Vicepreşedintele regiunii centrale
Vicepreşedintele regiunii de est
Vicepreşedintele regiunii de vest
Vicepreşedinte divizia băuturi
Vicepreşedinte divizia alimente
congelate
Vicepreşedinte divizia cereale
Divizia pe produse
Vicepreşedinte pentru relaţiile cu persoanele fizice
Vicepreşedinte pentru relaţiile cu
persoanele juridice
Vicepreşedinte pentru relaţiile cu instituţiile de stat
PREŞEDINTE
PREŞEDINTE

91
Structura divizională are şi dezavantaje. Organizarea pe divizii conduce la o împărţire a
resurselor. De exemplu, fiecare divizie are nevoie de propriul sistem computerizat, chiar dacă sistemul nu este utilizat la capacitatea maximă în fiecare caz în parte. Mai mult, persoanele dintr-o structură divizională nu se pot specializa aşa cum o fac cei dintr-o structură funcţională. Atunci când o firmă trece de la o structură funcţională la o structură divizională, conducerea va distribui specialiştii departamentului de resurse umane diferitelor divizii. În consecinţă, un specialist în recrutare, de exemplu, trebuie să facă faţă problemelor legate de salarizare sau altor probleme, pentru că diviziile nu-şi pot permite să aibă un departament de resurse umane complet. Alt dezavantaj poate să fie dificultatea împărţirii resurselor între departamente. De asemenea, transferul experienţei şi inovaţiilor se realizează greu între divizii. În sfârşit, în structura divizională angajaţii se concentrează pe scopurile imediate ale diviziilor în detrimentul scopurilor pe termen lung ale firmei.
Structura divizională este folosită mai degrabă în firmele mari, în care există diferenţe substanţiale între produsele şi serviciile oferite, între ariile geografice sau clienţii deserviţi. Această structură este utilă şi în cazul în care pentru împărţirea resurselor comune se doreşte crearea unor subunităţi relativ independente.
Structura hibridă este o formă de organizare care împrumută atât elemente din structura funcţională, cât şi din cea divizională, la acelaşi nivel de conducere (fig. 9.9). Ea tinde să încorporeze avantajele ambelor structuri. Multe firme, mai ales cele mari, apelează la asemenea combinaţii. Departamentele funcţionale sunt create pentru a beneficia de avantajele utilizării eficiente a resurselor, ale economiilor la scară şi ale acumulării de experienţă. În acelaşi timp, departamentele divizionale sunt utile atunci când se doreşte o concentrare puternică pe anumite produse, servicii sau pieţe.

92
Legendă: Relaţiile de subordonare sunt indicate prin literele A,B,C şi D.
Fig. 9.9 Structura hibridă a firmei IBM.
Conform figurei 9.9 departamentele funcţionale se ocupă de diferite domenii, precum cel juridic şi de relaţii externe, cercetare-dezvoltare, personal -învăţământ domenii în care specializarea este importantă şi resursele pot fi utilizate mai eficient prin aranjamente funcţionale. Restul firmei este împărţit în patru zone geografice principale, pentru a veni mai bine în întâmpinarea nevoilor consumatorilor din lumea întreagă. Departamentele funcţionale din structura hibridă se mai numesc şi departamente de corporaţie, pentru că au o autoritate funcţională asupra departamentelor divizionale, autoritate ce emană de la cel mai înalt nivel al firmei.
Vicepreşedinte IBM şi Preşedinte al Corporaţiei IBM
World Trade Europe/Middle
East/Africa
C
Vicepreşedinte şi Director al
grupului IBM, World Trade Asia/Pacific
Group
C
Vicepreşedinte şi Director al
grupului IBM, World Trade
Americas Group
C
Director general IBM, Statele
Unite
B
-Producţie -Previziune B
Consiliul de Administraţie
Consiliul Director (A) Preşedintele Consiliului de
Administraţie (B) Director General
(C şi D) Primi vice-preşedinţi
-Comunicaţii -Marketing -Calitate -Sisteme informatice şi de telecomunicaţii
C
Divizia cercetare
Vicepreşedinte tehnic
A
Vicepreşedinte Departamentul
Juridic şi Relaţii externe
A
Consilier general
A
Vicepreşedinte personal
A
-Control intern -Patrimoniu -Secretariat -Planificarea strategică -Trezorerie
D
Divizii pe arii geografice
Departamente funcţionale

93
Avantaje Dezavantaje
Corelarea obiectivelor divizionale cu cele ale firmei Specializare funcţională şi/sau eficienţă Adaptabilitatea şi flexibilitatea diviziilor
Conflicte între departamente şi divizii Supraveghere funcţională excesivă Reacţii lente la situaţiile excepţionale
Fig. 9.10 Avantaje şi dezavantaje ale structurii hibride
În general, o structură hibridă are mai multe avantaje (fig. 9.10.). Firma poate să se specializeze şi să obţină economii substanţiale în majoritatea domeniilor funcţionale. În acelaşi timp, adaptabilitatea şi flexibilitatea în ceea ce priveşte oferirea anumitor produse şi servicii sau în deservirea anumitor zone geografice sunt posibile, datorită structurii parţial divizională. În fine, combinarea departamentelor funcţionale cu cele divizionale sprijină corelarea obiectivelor divizionale cu cele organizaţionale.
Conducătorii trebuie să ţină cont de dezavantajele structurii hibride (fig. 9.10), pentru a înlătura potenţialele puncte slabe. Există tendinţa de a plasa un personal numeros la nivelul departamentelor funcţionale. Pe măsură ce departamentele se măresc, acestea vor încerca să exercite un control mai puternic asupra diviziilor, ceea ce duce deseori la conflicte. De asemenea, structurile hibride pot reacţiona lent la situaţiile care impun coordonarea între o divizie şi un departament funcţional.
Acest tip de structură este întâlnit în firmele care nu numai că se confruntă cu un grad ridicat de incertitudine în ceea ce priveşte factorii de mediu, pentru care se adoptă o structură divizională, dar cer şi o specializare funcţională şi/sau eficienţă. În general, această structură se întâlneşte în firmele mijlocii şi mari, care au suficiente resurse pentru a justifica împărţirea funcţională şi pe divizii.
Structura matriceală suprapune o structură divizională peste o structură funcţională. În acest fel structura este în acelaşi timp divizională şi funcţională. Există două sensuri de comandă: unul vertical şi unul orizontal. Acest sistem de autoritate dublă, contravine principiului clasic al unităţii de decizie. În figura 9.11 se prezintă o structură matriceală. În acest caz vice-preşedinţii departamentelor de producţie, marketing, financiar, organizare şi cercetare-dezvoltare reprezintă departamentele funcţionale care formează o structură ierarhică verticală. Simultan, conducătorii sectoarelor de activitate A, B şi C reprezintă unităţile divizionale care operează orizontal în structură (şefii departamentelor şi diviziilor care formează matricea sunt denumiţi uneori şi şefi matriceali). O caracteristică majoră a unei structuri matriceale este că angajaţii sunt subordonaţi faţă de doi şefi matriceali. De exemplu, aşa cum se prezintă în figura 9.11, un specialist în marketing răspunde, pe linie verticală faţă de vicepreşedintele departamentului de marketing, iar pe linie orizontală faţă de conducătorul diviziei A. Acest sistem de dublă autoritate încalcă principiul clasic al uniităţii de comandă (care spune că fiecare persoană trebuie să se subordoneze unui singur conducător la un moment dat), ceea ce face dificilă funcţionarea unei structuri matriceale.
Fig. 9.11 Exemplu de structură matricială
Vicepreşedinte organizare
Vicepreşedinte cercetare - dezvoltare
Vicepreşedinte producţie
Vicepreşedinte markting
Vicepreşedinte financiar
Manager divizia A
Manager divizia B
Manager divizia C

94
Firmele care adoptă o astfel de structură parcurg mai multe etape şi anume:
Etapa 1 Structura tradiţională este de obicei o structură funcţională care respectă principiul unităţii de
decizie; Etapa 2 Suprapunerea temporală în care se creează posturile manageriale coordonatoare pentru proiectele
speciale (de exemplu managerii de proiect), lansările de produse (managerii de produs) sau alte acţiuni cu durată limitată, care implică coordonarea unor activităţi la care participă mai multe departamente funcţionale. Aceşti manageri conduc sau lucrează cu echipe interdepartamentale temporare create special pentru o anumită problemă;
Etapa 3 Suprapunere permanentă, în care managerii coordonatori acţionează permanent, în
general cu echipe interdepartamentale permanente;
Etapa 4
Matricea matură, în care şefii matriceali au putere egală. Fiecare etapă prezintă posibilităţi de coordonare orizontală, dar cu costul aferent unei mai mari
complexităţi administrative. Chiar şi în cazul coordonatorilor, dubla autoritate îşi face prezenţa, deoarece aceşti coordonatori lucrează cu diferiţi membri ai departamentelor funcţionale, însărcinaţi să colaboreze la un anumit proiect. Autoritatea lor se extinde asupra tuturor persoanelor implicate în proiect. Atunci când matricea ajunge la maturitate, dubla autoritate este evidentă. Toate deciziile importante trebuie aprobate atât de managerul funcţional cât şi de cel de divizie. Se ajunge la stadiul de maturitate atunci când ambelor dimensiuni (funcţională şi divizională) li s-a determinat şi precizat importanţa corespunzătoare.
Structurile matriceale, mai ales în etapele de suprapunere temporară şi permanentă, sunt folosite cu succes de multe firme. Dar, înainte de a fi aplicate trebuie luate în calcul atât avantajele cât şi dezavantajele acestora.
Avantaje Dezavantaje Descentralizarea luării deciziilor
Buna coordonare a proiectului sau produsului
Creşterea gradului de urmărire a schimbărilor în mediu Reacţie rapidă la schimbare Utilizarea eficientă a sistemelor de susţinere
Costuri administrative ridicate Potenţială confuzie în ceea ce priveşte autoritatea şi responsabilităţile Creşte riscul apariţiei conflictelor înterpersonale Accent excesiv pe relaţiile interne şi pe deciziile de grup Posibilă reacţie lentă la schimbare
Fig. 9.12 Avantajele şi dezavantajele structurii matriceale
Structura matricială are unele avantaje (fig. 9.12). În structura matriceală deciziile pot fi descentralizate astfel încât să fie adoptate la nivelul conducătorului unui proiect divizional şi la nivelul managerului funcţional. Acest lucru permite nivelurilor superioare de management să se concentreze asupra strategiilor pe termen lung. Mai mult, folosirea matricei duce la o mai eficientă coordonare orizontală a proiectelor decât în structura funcţională, crescând astfel probabilitatea de succes. Această structură facilitează supravegherea modificărilor condiţiilor de mediu, atât în ceea ce priveşte proiectele cât şi sectoarele de activitate. Deseori, această structură poate reacţiona rapid la schimbare, pentru că multe decizii sunt luate la niveluri joase. Un alt avantaj este flexibilitatea resurselor umane, specialiştii putând fi transferaţi între diferite proiecte. În fine, sistemele de susţinere a activităţii, cum sunt computerele şi echipamentele speciale, pot fi alocate mai multor proiecte, în funcţie de necesităţi, reducând astfel costurile acestor sisteme.
Există şi unele dezavantaje ale structurii matriciale. Pentru că în structura matriceală se mai adaugă un nivel ierarhic format din managerii de proiect şi din personalul imediat subordonat lor, acest

95
lucru determină o creştere a costurilor administrative. Mai mult, pentru că există doi conducători, persoanele care lucrează în structura matriceală vor avea dificultăţi, neştiind care dintre cei doi are autoritatea şi responsabilitatea de a adopta anumite decizii. Dezvoltarea comunicării şi dubla autoritate cresc probabilitatea unor conflicte între conducătorii de proiect şi conducătorii funcţionali. Personalul poate deveni preocupat mai mult de relaţiile interne decât de clienţi şi obiective. În plus, structura matriceală poate să încurajeze adoptarea deciziilor în grup până acolo încât chiar şi cele mai neînsemnate decizii să fie luate în în grup, ducând la scăderea productivităţii. În sfârşit, deşi structura matriceală se adaptează rapid la schimbare, acestă adaptare se poate face lent dacă personalul este slab pregătit sau dacă există tendinţa, din partea conducerii superioare, de a institui un control centralizat.
Structura matriceală se recomandată dacă sunt îndeplinite următoarele trei condiţii: există o presiune puternică din partea mediului, care necesită o concentrare simultană atât funcţională cât şi pe divizii; cererea de produse sau servicii este schimbătoare şi imprevizibilă necesitând o capacitate mare de procesare a informaţiilor şi de coordonare rapidă a activităţii; când există dificultăţi în împărţirea resurselor interne.
Este tot mai evident faptul că structurile matriceale cer o schimbare corespunzătoare în cultura organizaţională, pentru a susţine nevoia tot mai mare de colaborare. În plus, angajaţii firmei au nevoie de pregătire, în special în domeniul relaţiilor interpersonale, pentru a putea să lucreze eficient în noua structură. Deorece multe firme nu au nevoie de o structură matriceală matură, formele de suprapunere temporală şi permanentă sunt tot mai des întâlnite.
Pentru adoptarea structurii organizatorice optime, este nevoie de compararea avantajelor şi dezavantajelor diferitelor variante structurale precum şi de cunoaşterea influenţelor factorilor contextuali care pot afecta structura.
Majoritatea cercetărilor privind organizarea firmelor internaţionale s-au îndreptat asupra firmei multinaţionale. Astfel de corporaţii au tendinţa să adopte unul din următoarele cinci tipuri de structuri organizatorice: pe divizii funcţionale internaţionale, pe produse, pe regiuni geografice şi matricea globală.
Structura organizatorică pe divizii funcţionale se caracterizează prin faptul că directorii funcţionali de la cel mai înalt nivel al firmei mamă au responsabilităţi internaţionale pentru funcţii separate, cum ar fi producţia, marketingul, finanţele (figura 9.13).
Fig. 9.13 Structura organizatorică pe divizii funcţionale
Astfel, diferitele unităţi funcţionale din cadrul unei filiale din străinătate raportează direct unităţii funcţionale corespunzătoare a firmei mamă. Avantajul acestei structuri constă în faptul că asigură expertiză funcţională solidă filialelor din străinătate, în domenii ca producţia şi proiectarea. Oricum, deoarece trebuie coordonate acţiunile între diferitele unităţi funcţionale, structura poate întâmpina reacţii rapide la schimbarea condiţiilor în diferite ţări şi în funcţie de concurenţă, dacă există un număr de produse diferite. În general, această structură funcţionează cel mai bine când se vând câteva produse înrudite pe o piaţă internaţională relativ uniformă şi când există doar câteva filiale în străinătate.
Structura organizatorică divizonală, pe tipuri de produse are ca element caracteristic faptul că directorii de la cel mai înalt nivel sunt responsabili pentru anumite produse pe plan internaţional (fig. 9.14). În cadrul acestei structuri, firma mamă tinde să se concentreze asupra coordonării deciziilor legate de produs, dar permite filialelor străine să se ocupe de alte aspecte ale afacerii. Datorită focalizării pe
PREŞEDINTE
Internaţional
Financiar
Internaţional
Operaţional
Internaţional
Marketing
Internaţional
Inginerie
Internaţional
Resurse umane

96
produse, această structură e foarte eficientă în firme ale căror produse sunt complexe din punct de vedere tehnologic, sunt foarte diversificate sau sunt supuse uzurii morale.
Fig. 9.14 Structura organizaţională pe produse
Structura organizatorică cu o divizie internaţională are ca specific creerea unei divizii căreia îi raportează toate filialele din străinătate. Figura 9.15 arată o companie multinaţională cu divizii interne pe produse şi o divizie internaţională (o divizie internaţională poate fi adăugată unei structuri funcţionale, dar această formă este întâlnită mai rar). Structura cu divizie internaţională dă posibilitatea intereselor geografice şi de produs să fie reprezentate la acelaşi nivel. Totuşi, aranjamentul acesta face mai dificilă coordonarea informaţiei între diviziile interne şi divizia internaţională.
Fig. 9.15 Divizia Internaţională
PREŞEDINTE
Staff-ul corporaţiei
Divizia electronic
Intern ă
Divizia Maşini-unelte
Intern ă
Divizia Motoare Internă
Divizia Internaţională
Fliala Brazilia
Filiala Australia
Filiala Germania
PREŞEDINTE
Staff-ul corporaţiei
Internaţional Divizia
"Electronice"
Internaţional Divizia
"Maşini-unelte" Internaţional
Divizia "Motoare"
PREŞEDINTE
Stafful corporaţiei
Divizia America de
Nord
Divizia America Latină
Divizia Europa
Divizia Orientul Mijlociu
Africa
Divizia Orientul
Îndepărtat

97
Fig. 9.16 Structura pe regiuni geografice
Structura organizatorică cu divizii regionale este acel tip de organizare care foloseşte o împărţire în divizii regionale, cu filiale care raportează celei mai apropiate divizii (fig. 9.16). Acest tip de structură facilitează fluxul informaţiilor în cadrul regiunilor, dar inhibă schimbul de informaţii între regiuni. Prin urmare, se potriveşte adaptării la diferenţele naţionale. Structura pe regiuni geografice este folosită mult mai mult de către europeni, decât de companiile multinaţionale americane.
În cazul structurii matrice globală se distribuie o autoritate şi responsabilităţi egale, împărţite în cel două două dimensiuni, una fiind regiunea şi a doua fiind un produs sau o funcţie. O matrice globală, având ca dimensiuni regiunea şi produsele, este prezentată în figura 9.17. În cadrul acestei structuri, directorii de la nivel mediu sunt subordonaţi faţă de doi directori, care împart autoritatea asupra deciziilor ce afectează o anumită regiune şi un anumit produs. Unii specialişti au argumentat că structura de matrice globală, de obicei cu două dimensiuni (regiune şi produs), este necesară când o firmă urmăreşte o strategie policentrică.
Fig. 9.17 Structura matricială globală
În lucrarea sa Strategie şi Structură, cunoscutul istoric Alfred D. Chandler a studiat originile celor mai mari firme americane, căutând să afle dacă dezvoltarea strategiei a precedat sau a urmat definirii structurii organizatorice. Pe baza studiilor, Chandler a concluzionat că marile companii (ca Du Pont, General Motors, Standard Oil) schiţează mai întâi o strategie şi apoi îi adaptează o structură organizatorică.
Potrivit lui Chandler, firmele îşi schimbă deseori strategiile, cu scopul de a folosi mai bine resursele. Schimbările strategiilor duc, în general, la dificultăţi de management, pentru că structura curentă nu se potriveşte noii strategii. Dacă structura nu este schimbată, noile strategii pot fi valorificate la valoarea maximă.
Unii cercetători au pus la îndoială această teză, considerând-o prea simplistă. Se pare că anumite structuri influenţează structurile oganizatorice pe care firmele le pot adopta. Structura poate urmări strategia până la un punct, după care noua structură poate influenţa dezvoltarea noilor strategii.
PREŞEDINTE
Grupul Electronice
Grupul Maşini-Unelte
Grupul Motoare
Regiunea America de Nord
Regiunea America Latină
Regiunea Europa
Regiunea Orientul Mijlociu / Africa
Regiunea Orientul Îndepărtat

98
Specialistul în strategie Danny Miller a încercat să îmbine strategiile cu structurile potrivite, cu scopul de a obţine o eficienţa optimă. Miller a definit patru strategii principale:
- diferenţierea concentrată reprezintă diferenţierea produselor şi serviciilor de cele ale concurenţilor pentru un segment redus de piaţă;
- conducerea prin costuri pune accentul pe eficienţa firmei astfel încât produsele şi serviciile să fie oferite la preţuri mai mici decât cele ale concurenţilor;
- diferenţierea inovatoare este strategia bazată pe deosebirea între propriile produse şi servicii şi cele ale concurenţilor, aducând pe piaţă produse şi servicii noi şi complexe;
- diferenţierea pe piaţă este strategia care se bazează pe deosebirea între propriile produse şi servicii şi cele ale concurenţilor prin reclamă, preţuri de promovare şi segmentarea pieţei. Produsele şi serviciile nu sunt neapărat mai bune, dar firma respectivă oferă un ambalaj mai atractiv , servicii mai bune şi produse şi servicii de mai mare încredere.
Combinaţiile dintre structură şi strategie făcute de Miller apar în figura 9.18.
Tip de structură organizatorică
Strategie
Funcţională Divizională sau hibridă Matriceală, integratoare
Diferenţiere concentrată Conducere prin costuri, o posibilă diferenţiere pe piaţă Diferenţierea pe piaţă sau conducerea prin costuri la nivelul diviziei Diferenţiere inovativă
Fig. 9.18 Combinaţii de structuri organizatorice şi strategii
Astfel, diferenţierea concentrată se întâlneşte în firmele mici sau mijlocii care intră în contact cu
un grup omogen de clienţi şi consumatori pentru care structura funcţională se potriveşte. Această structură poate susţine şi o conducere prin costuri, chiar în firmele mari atunci când se produce un număr relativ mic de bunuri şi servicii. În mod similar, strategia de diferenţiere pe piaţă se poate potrivi cu structura funcţională atâta timp cât produsele şi serviciile fac parte dintr-o gamă relativ îngustă, putând fi coordonate eficient prin unităţi funcţionale. Structura hibridă sau cea divizionară se potriveşte strategiei de diferenţiere pe piaţă şi conducerii prin costuri. Teoretic, deciziile pot diferi foarte mult din punct de vedere al structurii, matriceală sau funcţională. Pentru diviziile cu structură funcţională sunt potrivite strategia preţurilor joase sau diferenţierea pe piaţă. Diviziile matriceale pot avea succes folosind strategia de diferenţiere inovatoare. Structura matriceală este, în general, compatibilă cu structura inovaţiei. Acest gen de structură pune accentul pe flexibilitate şi colaborare între specialişti, condiţii de bază pentru dezvoltarea noilor produse. 9.5. ORGANIZAREA INFORMALĂ
Structura organizatorica a oricărei firme stabilită potrivit legii şi instituită prin documente oficiale este exponenta organizării formale.
Însoţind organizarea formală, dar cu acţiune uneori independentă faţă de aceasta, în orice firma există şi organizare informală, alcătuită din ansamblul grupărilor şi al relaţiilor interumane stabilite spontan între membrii unei firme orientate spre satisfacerea unor interese personale. Cauzele organizării informale sunt: relaţii de afectivitate, satisfacţie, interese, aspiraţii şi preocupări comune, originea sociala etc.
Organizarea informală are următoarele componente: - grupul informal, înţeles ca o reunire cu o durată variabilă a unui număr restrîns de membri,
bazată pe similitudini, raporturi dominant afective şi nevoi comune; - rolul componentei informale, reprezintă ansamblul de componente pe care alţii îl aşteaptă
legitim din partea individului; - liderul informal, asigură conducerea grupului informal, iar datorită capacităţii de conducere,
competenţei profesionale, prestigiului şi popularităţii sale, el câştigă autoritate neformală adică îşi exercita influenţa asupra componenţilor grupului informal şi asupra altor persoane din firmă;
- relaţiile informale, înţelese ca ansamblul interdependenţelor dintre membrii grupurilor informale şi dintre grupuri, reglementate prin normele de grup şi percepţiile comune. Ele pot fi: relaţii tip

99
şuviţă - când informaţiile trec succesiv de la un membru la altul al grupului; relaţii tip margaretă - când informaţiile sunt deţinute de liderul grupului care este singurul furnizor de informaţii pentru fiecare membru al grupului informal; relaţii necoerente - când circulaţia informaţiilor are un caracter şi o intensitate aleatoare; relaţii tip ciorchine- când informaţiile sunt comunicate de lider numai anumitor persoane din grupul informal, care la rândul lor furnizează informaţii altor persoane selectate etc. (în funcţie de modul de circulaţie al informaţiilor); relaţii de cooperare - care determină o stare afectivă pozitivă în grupul informal; relaţii de competiţie - care menţin o stare tensionată între membrii grupului informal (în funcţie de coincidenta aspiraţiilor individuale cu cele ale grupului informal ); relaţii pe verticală - când circulaţia informaţiilor este dinspre liderul informal spre membrii grupului informal şi invers; relaţii pe orizontală - când informaţiile circula între membrii grupului informal (funcţie de sensul circulaţiei informaţiilor în grupul informal ) etc.
Organizarea formală influenţează organizarea informală prin: constituirea grupurilor informale şi selectarea liderilor informali; intensificarea activităţii grupurilor informale; amplificarea volumului şi frecventei relaţiilor informale.
Organizarea informală influenţează structura organizatorică pozitiv - când grupurile informale se suprapun subdiviziunilor organizatorice formale şi negativ - când grupurile informale se constituie între compartimentele sau nivelurile ierarhice din firmă.
Importantă este însă, găsirea modalităţilor de utilizare a valenţelor acesteia în cadrul organizării formale
9.6. RELAŢIA ORGANIZARE FORMALĂ – ORGANIZARE INFORMALĂ Coordonarea trebuie analizată atât pe verticală cât şi pe orizontală. • Coordonarea verticală Aceasta presupune corelarea activităţilor de la nivelurile superioare cu cele de la nivelurile medii
şi inferioare, în scopul îndeplinirii obiectivelor firmei. În lipsa acestei coordonări, va fi dificil ca diferitele subunităţi ale firmei să poată conlucra eficient. Cei mai importanţi factori care contribuie la realizarea eficientă a coordonării verticale sunt: gradul de formalizare, ponderea ierarhică, centralizarea şi descentralizarea, delegarea competenţelor şi împărţirea pe poziţii operaţionale şi funcţionale.
Formalizarea exprimă gradul în care politicile firmei, regulile, procedurile, descrierile posturilor şi alte documente scrise, specifică modul în care trebuie să se acţioneze în anumite situaţii. Formalizarea contribuie la coordonarea verticală, precizând anticipat care este comportamentul aşteptat. De exemplu: politicile firmei prevăd, în linii mari, limitele între care au dreptul să acţioneze membrii firmei; procedurile prevăd modul în care se va acţiona în anumite situaţii bine determinate; regulile specifică ce ar trebui făcut şi ce nu ar trebui făcut într-o situaţie dată; descrierea posturilor detaliază sarcinile şi atribuţiile asociate anumitor posturi.
De regulă, când firmele sunt mici, pot funcţiona în mod informal, având puţine documente care să specifice foarte clar procedurile şi regulile. Pe măsură ce firmele se extind, gradul de formalizare tinde să crească, încercându-se în acelaşi timp să se evite formalismului excesiv.
Ponderea ierarhică reprezintă numărul de lucrători ce pot fi subordonaţi direct unui anume manager. Ponderea ierarhică este importantă pentru coordonarea verticală pentru că are un efect direct asupra modului în care managerii intră în contact cu subordonaţii şi îi supraveghează. Dacă sunt prea mulţi subordonaţi, managerii pot deveni supraîncărcaţi, pot avea dificultăţi de coordonare a activităţii şi pot pierde controlul asupra a ceea ce se întâmplă în compartimentul lor. Pe de altă parte, dacă sunt prea puţini subordonaţi, managerii nu sunt solicitaţi la capacitatea maximă şi atunci au tendinţa de a extinde excesiv controlul, lăsându-le subordonaţilor prea puţină libertate de acţiune. Ponderea ierarhică este influenţată de o serie de factori şi anume: cerinţe de colaborare scăzute; niveluri de competenţă ridicate; similaritatea muncii; frecvenţa şi dificultatea redusă a problemelor; apropierea fizică; numărul redus de

100
sarcini manageriale, în afară de supraveghere; posibilităţi de lucru motivante; asistenţă disponibilă considerabilă. Ponderea ierarhică influenţează direct numărul de niveluri ierarhice dintr-o firmă. O structură înaltă este cea în care există numeroase niveluri ierarhice, care deţin ponderi scăzute. Pe de altă parte, o structură plată este cea în care există puţine niveluri, cu ponderi ridicate. Centralizarea şi descentralizarea influenţează coordonarea verticală. Centralizarea denotă măsura în care puterea şi autoritatea sunt reţinute la nivelurile superioare. Opusul acesteia este descentralizarea, care exprimă măsura în care puterea şi autoritatea sunt delegate nivelurilor inferioare. Centralizarea şi descentralizarea se succed, presupunând diverse grade de delegare a puterii şi autorităţii între acestea. Centralizarea are mai multe avantaje. Dacă toate deciziile importante se iau la niveluri superioare, poate fi mai uşor de coordonat activitatea diferitelor departamente. Coordonarea la vârf poate contribui la reducerea eforturilor şi resurselor necesare pentru a lua o decizie, în sensul că se împiedică realizarea unor acţiuni similare de către unităţi organizaţionale diferite. Managerii de nivel superior au mai multă experienţă şi pot lua decizii mai bune. De asemenea, au o altă perspectivă şi pot echilibra mai bine nevoile diferitelor unităţi ale firmei. În sfârşit, centralizarea promovează leadership-ul deoarece o mare parte din putere rămâne la nivelurile superioare. Şi descentralizarea are avantajele sale. Încurajarea luării deciziei la niveluri inferioare tinde să uşureze munca managerilor, lăsându-le mai mult timp pentru a se concentra asupra problemelor importante. Descentralizarea îmbogăţeşte posturile angajaţilor de la niveluri inferioare, stimulându-i în munca lor. În plus, deciziile se iau mai rapid la niveluri inferioare. Angajaţii de la aceste niveluri pot fi mai aproape de problemă şi, astfel, într-o poziţie mai bună de a lua decizii. Deoarece ambele abordări au avantaje proprii, se au în vedere patru factori principali care tind să încline balanţa în favoarea descentralizării: mărimea (este foarte dificil pentru managerii de nivel superior să aibă întotdeauna timpul şi cunoştinţele necesare pentru a lua deciziile importante); dispersia geografică (este imposibil ca managerii să ţină cont de toate detaliile apărute în locuri diferite); complexitatea tehnologică (este greu pentru conducere să ţină pasul cu toate noutăţile tehnologice); incertitudinea mediului (este dificilă adaptarea rapidă la mediu). Delegarea competenţelor este un alt mijloc de coordonare verticală, care implică transferul responsabilităţilor şi autorităţii luării deciziilor de la un nivel al firmei la un nivel imediat inferior. Managerii delegaţi sunt responsabili pentru obţinerea rezultatelor şi vor da explicaţii şefilor lor. Delegarea este foarte importantă pentru coordonarea verticală, deoarece permite ca o mare parte a sarcinilor să fie realizată la niveluri inferioare. În plus, delegarea pregăteşte subordonaţii pentru a ocupa viitoarele poziţii manageriale, sporind astfel şansele unei coordonări pe verticală corespunzătoare, în viitor. În general, delegarea este mai des întâlnită în structurile descentralizate decât în cele centralizate. Totuşi, chiar şi în structurile centralizate trebuie să existe un anumit grad de delegare. Managerii de nivel superior nu pot face totul singuri. Unii manageri sunt împotriva delegării, deoarece consideră că vor fi învinuiţi dacă subordonaţii greşesc, că nu au timpul necesar pentru a-i pregăti sau pentru că doresc să-şi păstreze puterea şi autoritatea. Alţii evită delegarea pentru că nu sunt capabili să delege, sau pentru că se tem de acei subordonaţi competenţi, care ar putea îndeplini foarte bine anumite sarcini, afectând astfel imaginea managerului.
Poziţia operaţională este o poziţie care are autoritate şi responsabilitate pentru realizarea obiectivelor principale ale firmei.
Poziţia funcţională este o poziţie al cărui scop principal este oferirea de cunoştinţe şi asistenţă de specialitate lucrătorilor operaţionali.
Poziţiile şi departamentele operaţionale sau funcţionale variază în funcţie de tipul firmei. Într-o firmă de producţie, departamentele de producţie şi vânzări sunt considerate departamente operaţionale, iar aprovizionarea şi contabilitatea sunt departamente funcţionale. Între departamentele funcţionale din orice firmă se întâlnesc: resurse umane, juridic, cercetare - dezvoltare şi aprovizionarea. La stabilirea compartimentelor funcţionale şi operaţionale trebuie să se analizeze gradul acestora de participare la realizarea obiectivelor firmei.
Utilitatea distincţiei între aceste două tipuri de departamente devine mai clară când se ia în considerare autoritatea funcţională şi cea operaţională. Departamentele operaţionale au autoritate

101
operaţională sau ierarhică, adică acea autoritate care urmează lanţul de comandă stabilit de ierarhia formală. Pe de altă parte, departamentele funcţionale au autoritate funcţională, adică autoritatea exercitată asupra celorlalţi din cadrul firmei, în probleme legate direct de funcţiile lor.
• Coordonarea orizontală Aceasta asigură mijloace suplimentare pentru prelucrarea informaţiilor în interiorul firmelor.
Cercetătorul Jay R. Galbraith afirmă că, cu cât vor avea de prelucrat mai multe informaţii aferente procesului de producţie, cu atât legăturile orizontale vor fi mai folosite. În general, firmele trebuie să prelucreze mai multe informaţii atunci când se confruntă cu schimbările tehnologice complexe, modificări ale mediului înconjurător sau când se extind.
Deoarece coordonarea orizontală facilitează prelucrarea informaţiilor, contribuie şi la promovarea inovaţiilor. Există trei motive pentru aceasta. În primul rând, ideile noi apar mai uşor în confruntarea diferitelor puncte de vedere. În al doilea rând, conştientizarea problemelor şi oportunităţilor din diferite domenii poate genera idei creatoare. În al treilea rând, implicarea altor persoane în dezvoltarea ideilor influenţează pozitiv dorinţa lor de a sprijini aplicarea noilor propuneri.
Prin facilitarea schimbului de informaţii între unităţile aflate pe aceleaşi niveluri, mecanismele de coordonare orizontală suplimentează metodele coordonării verticale specifice ierarhiei de bază. Trei modalităţi importante şi deosebit de utile în promovarea coordonării orizontale sunt: resursele tampon, sistemele de informaţii şi relaţiile orizontale (fig. 9.19).
Fig. 9.19 Metode de coordonare orizontală destinate creşterii capacităţii de
prelucrare a informaţiilor Resursele tampon sunt o modalitate interesantă de sprijinire a coordonării orizontale, care
facilitează atât adaptarea la presiunile interne şi externe, cât şi ini ţierea unor schimbări. Firmele folosesc de multe ori resurse tampon de genul personalului excedentar, timpului, stocurilor sau echipamentelor suplimentare, pentru a reduce eforturile de coordonare a repartizării acestora între unităţi şi pentru a oferi o anumită libertate în utilizarea resurselor.
Sistemele de informaţii reprezintă un alt mijloc tot mai des folosit pentru coordonarea orizontală, mai ales cele computerizate, pentru a coordona diferite părţi ale firmei. Purtând denumirea de participate, acest sistem permitea angajaţilor să comunice şi să îşi coordoneze eforturile în mod prompt.
Relaţiile orizontale sunt o altă metodă foarte folosită, adică coordonarea eforturilor prin intermediul comunicării şi rezolvarea problemelor împreună cu membrii aflaţi pe acelaşi nivel ierarhic, dar în cadrul altor departamente, fără implicarea superiorilor. Această colaborare promovează soluţiile inovatoare şi încurajează creativitatea.
Modalităţile principale de realizare a relaţiilor orizontale sunt:
Metode de coordonare orizontală
Necesităţi de prelucrare a informaţiilor Relaţii
orizontale
Sisteme de informaţii
Resurse tampon
Coordonarea verticală
Ierarhie
Capacitatea de prelucrare a informaţiilor

102
- contactul direct, care reprezintă comunicarea între două sau mai multe persoane aflate pe niveluri ierarhice similare cu scopul coordonării muncii şi rezolvării problemelor. Contactul direct permite managerilor de la nivelul inferior sau mijlociu să-şi rezolve problemele fără a mai implica superiorii. De fapt, problemele pot fi rezolvate mai bine la niveluri inferioare, pentru că managerii respectivi sunt mai familiarizaţi cu subiectul în discuţie;
- rolul de agent de legătură, reprezintă rolul unei anumite persoane de a facililita comunicarea şi rezolvarea problemelor între două sau mai multe departamente. Acest rol se întâlneşte des în situaţiile în care este nevoie de o coordonare aproape continuă între departamente pentru ca acestea să funcţioneze eficient;
- grupurile operative şi echipele de lucru, reprezintă un grup interdepartamental temporar, constituit, de regulă, pentru a face recomandări asupra unui anume subiect. Aceste recomandări sunt privite ca sfaturi. Persoana sau departamentul căruia i s-au oferit aceste recomandări îl poate folosi sau nu, după cum doreşte. Aceste grupuri promovează coordonarea orizontală prin faptul că aceasta constituie un mijloc prin care lucrătorii din diferite departamente îşi pot împărtăşi ideile asupra unei probleme şi pot planifica o modalitate viabilă de acţiune. Pe de altă parte, echipele de lucru sunt grupuri, temporare sau permanente, constituite pentru a rezolva probleme şi a implementa soluţii într-un anumit domeniu. Echipele sunt compuse din angajaţi din departamente diferite sau din acelaşi departament.
Manager coordonator este un manager, care are sarcina de a coordona o activitate care implică participarea mai multor departamente funcţionale. Aceşti manageri sunt deseori denumiţi manageri de proiect, manageri de produs, manageri de marcă şi nu sunt membri ai nici unuia dintre departamentele pe care le coordonează. Managerii de proiect sunt responsabili pentru coordonarea activităţii asociate unui proiect până la terminarea acestuia. Se întâlnesc deseori în industria aeronautică, apărare, construcţii şi în proiecte tehnice complexe, ce trebuie terminate până la un termen limită, la costurile contractate. Managerii de produs au sarcina de a a lansa noile produse şi servicii şi de a continua coordonarea activităţilor interdepartamentale asociate acestor produse şi servicii. Managerii de marcă coordonează eforturile firmei asociate unei game de produse de marcă, în special în domeniile produselor alimentare şi articolelor de toaletă. Aceştia sprijină elaborarea şi implementarea strategiilor şi planurilor aferente produselor de marcă, supraveghează rezultatele şi aduc corecţiile necesare.
În esenţă, managerii coordonatori acţionează ca agenţi de coordonare orizontală. Utilizarea lor permite reacţii rapide la schimbările mediului şi utilizarea eficientă a resurselor. În general, nu au autoritate ierarhică asupra persoanelor şi departamentelor funcţionale pe care le coordonează. Mai mult, trebuie să obţină cooperarea managerilor departamentelor funcţionale care controlează resursele principale. Astfel, vor trebui să concureze cu alţi manageri de proiect (produs sau marcă), care coordonează alte activităţi. Ca rezultat, aceşti manageri coordonatori trebuie să-şi utilizeze cunoştinţele, competenţa, personalitatea, abilităţile manageriale şi iscusinţa în contactul cu ceilalţi manageri şi/sau angajaţi care lucrează la acelaşi proiect.
9.7. COMUNICARE ORGANIZAŢIONALĂ Comunicarea reprezintă schimbul de mesaje între oameni, în scopul de a ajunge la acelaşi mod de
a percepe lucrurile. Conducătorii consideră că este extrem de dificil să-şi determine colaboratorii să adopte un anumit comportament, sau să realizeze o anumită activitate, dacă aceştia din urmă au puncte de vedere diferite.
Conform precizărilor lui A. Smith, comunicarea este o componentă importantă a gestiunii firmei. Fără o comunicare eficientă, chiar şi cele mai elaborate strategii şi cele mai bune planuri de conducere au puţine şanse de succes.
În activitatea practică se folosesc două tipuri importante de comunicare: verbală şi nonverbală. Fiecare tip deţine un rol important în transmiterea eficientă a mesajelor în cadrul firmelor.
• Comunicarea verbală se realizează pe cale orală sau scrisă şi este cel mai frecvent utilizată în firmă, având o contribuţie importantă la crearea unui mediu adecvat atingerii obiectivelor.
Comunicarea în scris se realizează sub diverse forme, cum ar fi: scrisori de afaceri, rapoarte, mesaje prin fax, corespondenţă, planuri de activitate. În ciuda deficienţelor unor persoane privind aptitudinile de redactare, comunicarea în scris are câteva avantaje: asigură o înregistrare a mesajului, poate fi difuzată cu minimum de efort şi permite emiţătorului să elaboreze mesajul cu atenţie. De

103
asemenea, comunicarea în scris are câteva dezavantaje cu privire la costul pregătirii, caracterul relativ impersonal, posibila neînţelegere a mesajului de către receptor şi întârzierea răspunsului la mesaj.
Comunicarea orală ia forma conversaţiilor directe între indivizi, a discuţiilor cu mai multe persoane şi a conversaţiilor telefonice. Aceasta are avantajul de a fi rapidă, mai personală decât comunicarea în scris asigurând un feedback imediat la cei implicaţi în conversaţie. Printre dezavantajele comunicării orale se numără consumul de timp şi efortul suplimentar pentru pregătirea documentelor necesare, dacă este cazul.
Având în vedere avantajele şi dezavantajele comunicării orale şi în scris, în practică se folosesc ambele tipuri de comunicare verbală.
• Comunicarea nonverbală se realizează prin intermediul elementelor şi comportamentelor care nu sunt exprimate în cuvinte. Interesant este faptul că rareori se poate realiza o comunicare verbală fără a fi însoţită de anumite forme ale comunicării nonverbale.
Principalele forme ale comunicării nonverbale sunt: comportamentul cinetic,( care se referă la mişcări ale corpului cum ar fi: gesturi, expresii ale feţei, mişcări ale ochilor şi poziţia corpului); proximitatea (care se referă la influenţa apropierii şi spaţiului asupra comunicării); paralimbajul (se referă la aspecte vocale ale comunicării, mai precis la modul în care se comunică ceva şi nu la conţinutul mesajului); comunicarea prin obiecte (care reprezintă utilizarea obiectelor materiale, precum îmbrăcăminte, cosmetice, mobilă şi arhitectură în scopul comunicării ) .
O privire generală asupra principalelor elemente ale procesului de comunicare ne ajută să apreciem importanţa unei comunicări eficiente. Aceste elemente sunt: emiţătorul, codificarea mesajului, mesajul, receptorul, decodificarea mesajului, factorii perturbatori, feedback-ul (fig. 9.20).
Factorii perturbatori
Canal
Codificare Decodificare
Mesaj
Feedback
Decodificare Codificare Canal
Contextul organizaţional
Fig. 9.20 Componentele de bază ale procesului de comunicare
Emiţătorul este iniţiatorul mesajului. De obicei, mesajele sunt iniţiate ca răspuns la un stimul extern, ca de exemplu, o întrebare, o şedinţă, un interviu, o problemă sau un raport. Stimulul extern declanşează dorinţa emiţătorului de a comunica sau de a ajunge la un consens cu o altă persoană.
Codificarea se referă la faptul că înainte ca schimbul de mesaje să aibă loc, emiţătorul trebuie să codifice ceea ce vrea să transmită. Codificarea este procesul de transformare a sensului mesajului în cuvinte şi gesturi. Alegerea cuvintelor şi gesturilor emiţătorului va depinde de factori precum: aptitudinile de codificare ale acestuia, evaluarea aptitudinilor de decodificare ale receptorului, experienţa anterioară, evaluarea oportunităţii folosirii anumitor simboluri, funcţia deţinută, educaţia sau starea emoţională la momentul comunicării.
Mesajul este rezultatul procesului de codificare şi constă în simboluri verbale (orale sau scrise) şi nonverbale realizate în scopul transmiterii către receptor.
Canalul reprezintă metoda utilizată pentru transmiterea mesajului către receptor. Emiţătorul mesajului trebuie să ia în considerare caracterul adecvat al canalului de transmitere a mesajului.
Receptorul este persoana căreia i se adresează mesajul. În cazul în care nu se realizează un schimb de mesaje (de exemplu, receptorul nu primeşte mesajul), nu există comunicare. În procesul de comunicare poate exista un singur receptor, ca în cazul conversaţiei între două persoane, sau mai mulţi receptori, ca în
Emiţător
PERSOANA A
Receptor
Receptor
PERSOANA B
Emiţător

104
cazul unei circulare adresate mai multor departamente ale unei firme. Pot exista şi receptori la care mesajul ajunge întâmplător, atunci când, de exemplu, o persoană aude fără să vrea o anume conversaţie.
Decodificarea are loc după ce receptorul primeşte mesajul, care apoi trebuie să fie decodificat. Decodificarea reprezintă procesul de transformare a simbolurilor în mesaj interpretat. Atunci când comunicarea este eficace, emiţătorul şi receptorul acordă aceeaşi semnificaţie mesajului. Se poate ajunge la neînţelegeri, dacă receptorul nu decodifică corect mesajul.
Factorii perturbatori sunt acei factori care perturbă transmiterea mesajului şi care pot constitui un obstacol în înţelegerea acestuia. Aceştia pot fi de exemplu, defecţiuni pe linia telefonică, oboseala emiţătorului sau a receptorului etc.
Feedback este răspunsul receptorului la mesajul transmis. Acest răspuns implică inversarea procesului, astfel încât receptorul devine emiţător, iar emiţătorul devine receptor. Feedback-ul oferă emiţătorului informaţii preliminare despre succesul procesului de comunicare. Fără feedback, pot apare dificultăţi în evaluarea eficienţei procesului de comunicare din firmă.
Atunci când în procesul de comunicare nu există feedback, vorbim de o comunicare unilaterală în care nu se specifică precis necesitatea unui răspuns din partea celor către care este direcţionat mesajul.
Când procesul de comunicare include şi feedback-ul vorbim despre comunicare bilaterală care are o şansă mai mare în obţinerea ca rezultat a unui schimb de mesaje cu înţeles comun. Oricum, o comunicare bilaterală eficientă impune acordarea unei atenţii sporite procesului în sine, mai ales dacă transmiterea mesajului are loc între niveluri ierarhice diferite. O astfel de atenţie este necesară din două motive. În primul rând, cu cât distanţa dintre emiţător şi receptor este mai mare, cu atât creşte posibilitatea ca procesele de codificare sau decodificare, sau factorii perturbatori să deformeze informaţia. Al doilea motiv îl constituie faptul că subordonaţii nu transmit superiorilor informaţii negative, deoarece le este teamă că vor fi criticaţi. Astfel, conducătorii trebuie să depună un efort susţinut pentru a obţine informaţii exacte, chiar şi prin comunicare bilaterală.
Multe din informaţiile eronate preluate prin comunicare se datorează corespondenţei expediate greşit şi mesajelor pierdute, care au drept cauze factori individuali, ce pot împiedica sau favoriza procesul de comunicare în cadrul firmei. Astfel de factori sunt: percepţia, semantica, aptitudinile de comunicare, corelaţia dintre elementele comunicării verbale şi nonverbale.
Percepţia este procesul prin care indivizii îşi însuşesc şi înţeleg informaţia primită din mediu. Acest proces este complex şi implică trei etape principale. Prima etapă este selectarea, adică filtrarea stimulilor pe care îi primim, astfel încât atenţia să poată fi îndreptată doar asupra anumitor informaţii. A doua etapă o reprezintă organizarea, adică modelarea informaţiei selectate. O caracteristică interesantă a percepţiei este tendinţa de a organiza informaţia sub forma unor tipare. A treia etapă este interpretarea, adică atribuirea unui înţeles informaţiei selectate şi organizate.
Percepţia indivizilor este afectată de o varietate de factori precum experienţa, nevoile, personalitatea, cultura şi educaţia. În consecinţă, este posibil ca una şi aceeaşi situaţie să fie percepută diferit de persoane diferite.
În comunicarea practică există câteva tendinţe comune de a denatura percepţiile cum sunt: stereotipia, efectul de halou, proiectarea, apărarea perceptuală şi tendinţele de părtinire. Cunoaşterea şi înţelegerea acestor tendinţe perceptuale pot ajuta la evitarea neînţelegerilor ce pot apărea.
Stereotipia este tendinţa de a atribui caracteristici unui individ pe baza evaluării grupului din care individul face parte. Când apare tendinţa de stereotipie, se vor parcurge două etape. În primul rând, încadrarea individului într-un grup ai cărui membri sunt cunoscuţi ca având anumite trăsături comune. În al doilea rând, folosirea trăsăturilor comune ale grupului pentru a trage concluzii despre caracterul individului.
Stereotipia creează probleme atunci când nu se aplică în mod egal la toţi membrii grupului, sau atunci când se încearcă generalizarea anumitor caracteristici specifice. În astfel de situaţii, apare perceperea greşită a realităţii.
Efectul de halo reprezintă tendinţa de formare a unei impresii generale asupra unei persoane, bazându-ne pe una sau pe mai multe trăsături de caracter pe care le cunoaştem la persoana respectivă. De exemplu, aprecierea capacităţii unui executant de a lucra cu publicul, pornind de la impresia pe care o creează un raport întocmit de acesta. Pentru a evita efectul de halo, trebuie depuse eforturi susţinute în vederea obţinerii unor informaţii care să permită adoptarea unor decizii adecvate în toate domeniile specifice de activitate.

105
Proiectarea reprezintă tendinţa unui individ de a presupune că alţii împărtăşesc aceleaşi gânduri şi sentimente şi că au aceleaşi trăsături de caracter. Din nefericire, proiectarea poate încuraja comunicarea unilaterală, deoarece se porneşte de la ipoteza că se cunoaşte simţul angajaţilor în diferite situaţii. Din acest motiv este necesară comunicarea bilaterală, care permite înţelegerea sentimentelor celorlalţi indivizi în anumite situaţii şi contribuie la înţelegerea unor puncte de vedere diferite, evitându-se astfel efectele negative ale proiectării.
Apărarea perceptuală este tendinţa unor persoane de a bloca sau deforma informaţiile pe care le consideră periculoase pentru propria persoană sau care nu corespund cu convingerile personale. În consecinţă, angajaţii pot să nu fie receptivi la anumite tipuri de informaţii. Această situaţie duce la sindromul izolării informaţiilor nefavorabile, sindrom datorită căruia persoana tinde să-l decapiteze pe cel care aduce veştile proaste, chiar dacă acesta nu este cauza problemei.
Părtinirea este tendinţa unui individ de a se considera personal responsabil pentru succesul în activitate, iar pe alţii responsabili pentru eşecuri. Această tendinţă poate provoca probleme serioase de comunicare.
Semantica reprezintă procesul de alegere a cuvintelor şi studiul sensurilor acestora. O reţea semantică reprezintă totalitatea cuvintelor şi înţelesurilor acestora pe care un anumit individ le foloseşte în comunicare. Fiecare individ are propria reţea semantică, care poate fi mai mare sau mai mică decât a altor persoane. Blocajele semantice sunt dificultăţi de comunicare ce rezultă din alegerea cuvintelor. Astfel de blocaje sunt obişnuite, datorită înţelesurilor variate ale unor cuvinte sau a înţelesurilor diferite pe care indivizii le atribuie cuvintelor. Ele depind de reţeaua semantică proprie a fiecărei persoane. În procesul de comunicare, receptorul decodifică frazele şi cuvintele în conformitate cu reţeaua semantică proprie, care poate fi diferită de cea a emiţătorului.
În departamente diferite se poate utiliza o terminologie ce s-a dezvoltat prin tradiţie, sau care este legată în mod special de tipul de muncă efectuat. O cauză obişnuită a blocajelor semantice este folosirea jargonului profesional, adică limbajul folosit într-o anumită profesie, dar nefamiliar pentru cei din afara acesteia. Un astfel de limbaj trebuie să fie folosit cu grijă, deoarece poate încurca pe noii-veniţi, pe clienţi sau pe vizitatori. Fără îndoială, limbajul specific unei firme poate ajuta la consolidarea coeziunii între angajaţi.
Corelaţia dintre comunicarea verbală şi nonverbală evidenţiază faptul că la interpretarea unui mesaj primit, trebuie să luăm în considerare atât elementele comunicării verbale, cât şi elementele de comunicare nonverbală. Există şase moduri prin care aceste elemente se corelează. În cazul primelor patru, comunicarea nonverbală întăreşte mesajul verbal. Astfel, întărirea mesajului verbal printr-un gest (de exemplu, explicarea localizării unui anume departament unui vizitator şi indicarea direcţiei corecte); completarea mesajului verbal prin gesturi (de exemplu, un angajat care este jenat atunci când raportează şefului său că nu şi-a îndeplinit sarcina cum trebuie); accentuarea prin gesturi a mesajului verbal (de exemplu, desenarea unei săgeţi pe tablă atunci când spui că trebuie crescută producţia); atenţionarea (de exemplu, să faci semn unei persoane să nu mai vorbească).
În cazul celei de-a cincea metode, mesajul nonverbal îl înlocuieşte pe cel verbal adică, substituirea mesajului verbal (de exemplu, utilizarea unor expresii faciale sau utilizarea unor mişcări ale corpului pentru a comunica mesajul verbal).
În cazul ultimei metode, comunicarea verbală se combină cu cea nonverbală şi de aici rezultă un mesaj inconsistent adică, contrazicerea mesajului verbal (de exemplu, tremuri înainte de o întâlnire, dar spui Nu îmi este frică!).
Practica a dovedit că atunci când mesajul verbal şi cel nonverbal sunt în contradicţie, receptorul are tendinţa de a interpreta mesajul nonverbal ca mesaj adevărat.
Pentru a fi eficienţi în procesul de comunicare, participanţii trebuie să aibă calităţi de comunicare, adică, calităţi de ascultător. În procesul de comunicare, receptorul trebuie să depună un efort considerabil pentru a fi sigur că a descifrat şi înţeles corect mesajul transmis de emiţător. Calităţile de ascultător sunt foarte importante, deoarece se bazează în primul rând pe informaţii primite pe cale orală. Experţii în arta ascultării diferenţiază între ascultarea pasivă, în care ascultătorul urmăreşte în linii generale ceea ce se discută, şi ascultarea activă, care reprezintă procesul prin care ascultătorul participă activ, încercând să înţeleagă faptele şi sentimentele exprimate de vorbitor. Ascultarea activă (atât înţelegerea sentimentelor, cât şi a faptelor) este foarte importantă în înţelegerea per ansamblu a mesajului transmis.

106
Feedback-ul este o altă calitate a procesului de comunicare atât pentru primirea mesajului, şi pentru transmiterea lui. Un feedback eficient are mai multe caracteristici: se concentrează asupra comportamentelor sau rezultatelor relevante şi nu asupra persoanelor, ţine cont de specificitatea comportamentală specifică şi nu de generalităţi, iar percepţiile, reacţiile şi opiniile sunt considerate ca atare. În final, feedback-ul indică ceea ce poate face o anumită persoană pentru a se perfecţiona. De asemenea, o importanţă deosebită o prezintă şi recepţionarea corespunzătoare a feedback-ului interlocutorului. Majoritatea persoanelor nu întâmpină nici o dificultate în primirea unui feedback pozitiv. Probleme apar atunci când feedback-ul este negativ. La recepţionarea unui feedback negativ se recomandă parafrazarea, repetarea unor aspecte neclare sau cu care nu sunteţi de acord, până la înţelegerea corectă a acestora şi evitarea unei reacţii defensive.
Când pentru îndeplinirea sarcinilor sunt necesare informaţii de la mai mulţi indivizi, apar reţelele de comunicare, care trebuie să corespundă modelului fluxului informaţional dintre membrii grupurilor de lucru. Numeroase studii au evaluat impactul diferitelor reţele asupra comunicării şi sarcinilor viitoare. În figura 9.21 sunt ilustrate structurile a cinci reţele principale de comunicare de grup.
Trei dintre ele sunt reţele centralizate, majoritatea mesajelor trebuind să circule prin intermediul unei singure persoane din reţea.
Fig. 9.21 Reţele de comunicare de grup
În reţeaua roată, cea mai centralizată, toate mesajele trebuie să circule către persoana din centrul
roţii. În reţeaua lanţ, unii membri pot comunica cu mai mult de un membru, dar persoana din centrul lanţului tinde să deţină controlul mesajelor. În reţeaua Y, cel care se află la bifurcaţia lui Y devine, de obicei, persoana centrală din reţea. În reţeaua cerc fiecare membru poate să comunice cu indivizii aflaţi pe posturile alăturate (din stânga şi din dreapta). În final, în reţeaua stea, cea mai descentralizată, fiecare membru poate să comunice cu oricare alt membru.
Studiile arată că, pentru sarcini de rutină, relativ simple, reţelele centralizate sunt, de obicei, mai rapide şi mai clare. Aceasta deoarece în fiecare dintre reţelele centralizate individul cu poziţie centrală tinde să devină coordonator, facilitând astfel îndeplinirea sarcinilor de rutină. Din contră, pentru sarcini mai complexe, reţelele descentralizate se dovedesc, adesea, a fi mai rapide şi mai clare, prin reţeaua stelată obţinându-se cele mai bune performanţe. În cazul unor sarcini complexe, schimbul liber de informaţii asigurat de reţeaua circulară sau de cea stelată facilitează comunicarea şi stimulează creativitatea.
Studiile arată că moralul celor din reţelele descentralizate este mai ridicat, indiferent de tipul sarcinii. Aceste rezultate au reprezentat o dilemă. Reţelele centralizate par a fi cele mai bune pentru
Y Roată Lanţ
Cerc Toate canalele

107
atingerea performanţelor în cazul sarcinilor simple, mai ales când timpul este un factor important. Totuşi, moralul poate avea de suferit. Pentru sarcinile mai complexe, reţelele descentralizate ating performanţe deosebite atât din punct de vedere al comunicării, cât şi al moralului grupului. Dintr-un anumit punct de vedere, multe sarcini organizaţionale pot intra într-o categorie complexă. Dacă sarcinile sunt relativ simple şi necesită reţele centralizate, poate creşte moralul angajaţilor oferind acestora oportunitatea de a lucra la realizarea unor sarcini mai complexe, fapt ce permite contactul cu alte persoane din reţele mai descentralizate.
Un aspect important al evaluării comunicării organizaţionale este circuitul informaţiilor între diferite unităţi ale firmei. Atunci când informaţiile ajung la persoane care nu au nevoie de ele în munca pe care o desfăşoară, poate fi afectată eficienţa. Modelele de fluxuri ale comunicării organizaţionale sunt denumite şi canale de comunicare, deoarece reprezintă canalele prin care se pot trimite sau primi informaţii. Se iau în considerare două direcţii majore ale cursului informaţiilor şi anume: comunicarea pe verticală şi comunicarea pe orizontală. De asemenea, trebuie analizate şi canalele de comunicare informale, denumite şi sursele de zvonuri ale firmei, precum şi creşterea capacităţii echipamentelor electronice de a facilita comunicarea în cadrul unei firme.
• Comunicarea pe verticală Aceasta se referă la schimbul de mesaje între două sau mai multe niveluri ierarhice. Astfel,
comunicare pe verticală poate însemna comunicarea între un conducător şi un subordonat, sau între mai multe niveluri ale ierarhiei. Informaţiile pot circula în sens ascendent sau descendent.
Comunicarea descendentă este acea comunicarea pe verticală care se realizează de la un nivel superior către unul inferior Acest tip de comunicare poate lua mai multe forme, şi anume: întâlniri cu personalul; rapoarte privind politica firmei; scrisori emise de firmei; contacte directe. Comunicare descendentă presupune, în general, transmiterea acelor informaţii cuprinse într-una din următoarele cinci categorii: instrucţiuni în legătură cu sarcinile specifice postului; explicaţii ale legăturilor existente între mai multe sarcini de lucru; proceduri şi practici ale firmei; feedback privind performanţa personală; eforturi de încurajare a realizării obiectivelor firmei.
Comunicarea ascendentă reprezintă fluxul vertical de informaţii, de la un nivel organizatoric inferior către unul superior. Formele comunicării ascendente sunt: întâlnirile cu superiorul direct; întâlnirile şefilor de departamente cu superiorii; note şi rapoarte; caietele de sugestii şi reclamaţii; elaborarea de studii privind comportamentul angajaţilor. Informaţiile transmise prin comunicarea ascendentă se referă în general la: evoluţia proiectelor aflate în lucru; probleme importante nesoluţionate, în care subordonaţii au nevoie de sprijinul superiorilor; evenimente noi ivite în activitatea firmei sau evenimente care influenţează activitatea; sugestii pentru optimizări şi inovaţii; atitudinea, moralul şi eficienţa angajaţilor.
Distorsiunea specifică comunicării descendente afectează, de asemenea, şi comunicarea ascendentă, din două motive principale. În primul rând, este foarte probabil ca informaţiile favorabile să fie transmise nivelului superior, în timp ce informaţiile nefavorabile nu vor fi transmise, chiar dacă sunt importante pentru firmă. De regulă, subordonaţii filtrează informaţiile atunci când nu au încredere în superiori, atunci când consideră că aceştia au o mare influenţă asupra carierei lor şi atunci când doresc foarte mult să promoveze. În al doilea rând, unii conducători nu depun suficient efort pentru încurajarea comunicării cu nivelul ierarhic inferior.
• Comunicarea pe orizontală Aceasta reprezintă schimbul de mesaje intervenit fie în cadrul aceleiaşi firme, între angajaţi aflaţi
pe acelaşi nivel ierarhic, care raportează aceluiaşi superior, fie între unităţi de lucru diferite, implicând persoane care raportează unor superiori diferiţi (fig. 9.22)

108
.
Fig. 9.22 Comunicarea pe orizontală şi verticală
Comunicarea pe orizontală poate lua diferite forme, incluzând întâlniri, rapoarte, convorbiri
telefonice, discuţii directe între angajaţi. Comunicarea pe orizontală se referă la unul sau la mai multe dintre următoarele aspecte: coordonarea sarcinilor; soluţionarea problemelor; transmiterea informaţiilor; rezolvarea conflictelor; sprijinirea colegilor.
Comunicarea pe orizontală poate fi influenţată negativ de trei factori principali. În primul rând, rivalitatea dintre angajaţi sau dintre compartimente poate determina anumite persoane să ascundă informaţii, fapt ce poate provoca neplăceri atât lor, cât şi altora. În al doilea rând, specializarea poate face ca indivizii să se concentreze mai ales asupra activităţii departamentului lor şi să acorde mai puţină importanţă activităţii altora şi nevoii de comunicare. În al treilea rând, motivaţia poate să dispară atunci când comunicarea pe orizontală a subordonaţilor nu este încurajată sau recompensată.
Comitetele, grupurile operative şi structurile matriciale reprezintă procedee obişnuite folosite pentru a încuraja comunicarea pe orizontală, în special în interiorul firmei. Folosirea efectivă a comunicării pe orizontală impune ca angajaţii aflaţi pe acelaşi nivel ierarhic să colaboreze între ei şi să-şi informeze şefii asupra schimbărilor semnificative intervenite. Altfel, lanţul vertical de decizie va începe să se rupă, iar conducătorii de pe nivelele ierarhice superioare nu vor şti ce se întâmplă.
Comunicarea informală Această formă de comunicare este cunoscută şi sub denumirea sursă de zvoniri. Tipurile de comunicare pe orizontală şi pe verticală sunt atribuite în general comunicării formale, deoarece comunicarea urmează structura ierarhică organizatorică oficială şi cerinţele aferente acestora. Putem percepe comunicarea formală ca fiind comunicarea legată de poziţia unei persoane în cadrul firmei. În schimb, comunicarea informală, cunoscută ca sursă de zvonuri, este cea care se produce fără respectarea cerinţelor ierarhice sau a celor referitoare la atributele postului. Comunicarea informală este mai degrabă legată de persoană, decât de sarcinile postului. Comunicarea informală (grapevine) se realizează în cadrul acestor relaţii şi poate împiedica în mare măsură cerinţele de comunicare asociate ierarhiei. Termenul de grapevine (sursă de zvonuri) a apărut încă din timpul Războilui Civil din SUA, când
liniile de telegraf întinse din copac în copac transmiteau mesaje codificate. Surse de zvonuri există practic în toate firmele, iar comunicarea informală include atât elemente ale comunicării verticale, cât şi orizontale. Un studiu clasic a analizat 4 configuraţii de lanţuri de comunicare informală (fig. 9.23).
Comunicare orizontală
Comunicare descedentă
Comunicare ascedentă

109
În lanţul cu verigă unică, comunicarea se face în serie de la persoana A la B la C şi aşa mai departe. În lanţul bârfelor, persoana A poartă mai multe discuţii cu alte persoane. Din analiza lanţului de probabilităţi rezultă că persoana A împrăştie un zvon iar B şi F de asemenea. În lanţul ciorchine persoana A transmite un mesaj către trei persoane anume şi apoi fiecare dintre ele transmite, la rândul ei, informaţia altor trei persoane. Potrivit studiului, lanţul ciorchine este cel mai des întâlnit. Aceasta sugerează că indivizii care lansează zvonuri preferă să selecteze persoanele cărora le transmit informaţia şi numai unele dintre acestea vor transmite informaţia mai departe.
Verigă unică Bârfe Probabilităţi Ciorchine
Fig. 9.23 Tipuri de canale de comunicaţii informale
Zvonurile care afectează firmele au diferite caracteristici. Deşi nu pot fi sancţionate oficial, ele
reprezintă o parte integrantă a fiecărei firme şi nu pot fi eliminate. Ele pot crea uneori dificultăţi, dar pot avea şi unele aspecte pozitive, dacă sunt corect direcţionate. Zvonurile, clevetirile pot fi o modalitate de combatere a stresului, multor oameni plăcându-le să vorbească despre munca lor.
Cercetări recente au arătat că discuţiile generate de zvonuri pot facilita comunicarea valorilor, tradiţiilor şi istoriei firmelor. Acestea incită angajaţii să reflecteze asupra schimbărilor iminente, favorizând contribuţia acestora la realizarea obiectivelor firmei. În plus, pot încuraja inovaţia prin intensificarea comunicării între diferite părţi ale firmei.
Folosirea electronicii pentru facilitarea comunicării oferă conducătorilor noi metode şi canale de comunicaţie. Trei dintre cele mai importante facilităţi sunt: poşta electronică (e-mail), poşta vocală (voice mail) şi teleconferinţa. Există de asemenea un interes crescând pentru realizarea grupurilor de dialog prin reţeaua de PC-uri.
Sistemul de poştă electronică permite schimbul rapid de mesaje pe baza procesării computerizate a textului şi comunicaţiei prin reţea. Orice persoană care are acces la un computer poate concepe şi trimite un mesaj scris oricui deţine o cutie poştală (mailbox) pe un computer din reţea.
De asemenea, poşta electronică facilitează schimbul de informaţii între conducătorii care nu comunicau anterior prin poştă sau telefon şi care acum, prin intermediul acesteia, primesc tipuri noi de informaţii. Poşta electronică stimulează nu numai comunicarea pe verticală, ci şi pe cea pe orizontală.
Un dezavantaj al poştei electronice este că elimină informaţiile nonverbale (de exemplu, expresia feţei, mişcările corpului, tonul vocii etc.), care sunt foarte importante în comunicarea directă. Un alt dezavantaj constă în faptul că, datorită uşurinţei trimiterii mesajelor, utilizatorii pot primi un număr excesiv de scrisori neinteresante.
Poşta vocală reprezintă un sistem de înregistrare care oferă posibilitatea de a lăsa mesaje celor apelaţi prin telefon. Ea permite transmiterea de informaţii nonverbale, ca de exemplu, tonul vocii. Acest sistem este util în special pentru comunicarea mesajelor scurte.

110
Teleconferinţa permite organizarea de întruniri între persoane din două sau mai multe localităţi prin intermediul circuitului închis de televiziune.
O altă metodă de comunicare electronică o reprezintă crearea de grupuri de dialog prin reţea. Acest sistem coordonează mesajele electronice simultane de la membrii grupului; fiecare dintre aceştia foloseşte un computer pe al cărui ecran apar toate mesajele. Mesajele sunt anonime.
Deoarece comunicarea implică frecvent grupuri, se consideră utilă cunoaşterea unor noţiuni practice despre dinamica grupului şi despre conflictele acestora cu conducerea.
9.8. GRUPURILE DE LUCRU Prin noţiunea de grup se înţelege două sau mai multe persoane care comunică şi se influenţează
reciproc în vederea atingerii unui scop comun. Această definiţie ajută la diferenţierea unui grup de o mulţime de indivizi. De asemenea, grupurile diferă de firme, datorită faptului că acestea implică eforturi sistematice (prin folosirea celor cinci funcţii majore ale managementului şi a structurii oficiale) în scopul producerii de bunuri şi servicii. Grupurile sunt întotdeauna o parte importantă a firmelor.
Într-o firmă există diferite tipuri de grupuri. Ele pot fi clasificate în două mari categorii şi câteva subcategorii prezentate în figura 9.24.
Grupul formal este un grup creat de o organizaţie cu un anumit scop. Există două tipuri de grupuri formale: funcţionale şi operative.
Fig. 9.24 Tipuri de grupuri de lucru
Grupul de comandă sau funcţional este un grup formal alcătuit dintr-un manager şi toţi subordonaţii săi. Fiecare unitate de lucru (manager şi subordonaţi) este considerată un grup funcţional, deoarece fiecare supraveghetor se subordonează managerului de pe nivelul ierarhic superior şi împreună
Grupuri de comandă sau funcţionale
Grupuri operative
Grupuri operative
permanente obiective
Grupuri operative temporare
Grupuri formale
Grupuri
informale
Grupuri de
interese
Grupuri de
prieteni
Grupuri de lucru

111
fac parte din alt grup de comandă. În acest mod, fiecare supraveghetor constituie un punct de legătură între grupul de nivel inferior şi grupul de nivel superior.
Fig. 9.25. Ilustrarea conceptului de punct de legătură
Punctul de legătură este reprezentat de o persoană care asigură coordonarea între grupurile de
comandă situate pe două niveluri diferite, persoană care are rolul de superior al grupului de pe nivelul ierarhic inferior şi de subordonat pentru grupul de pe nivelul ierarhic superior (fig. 9.25).
Aşadar firmele sunt alcătuite din grupuri de comandă sau funcţionale dispuse în formă piramidală, cu puncte de legătură care asigură coordonarea lor.
Grupul operativ este un grup formal, creat într-un scop anume, care suplineşte sau înlocuieşte munca depusă în mod obişnuit de grupurile de comandă. Acest grup poate fi atât temporar cât şi relativ permanent.
Grupul permanent este un grup operativ permanent, însărcinat cu rezolvarea problemelor periodice din domenii strict definite, pentru o perioadă nedefinită, dar în general lungă. Un grup operativ temporar este creat pentru a rezolva o anumită problemă, într-o perioadă de timp specificată. Grupurile operative temporare sunt numite frecvent comitete ad-hoc, grupuri operative, colective de proiect sau echipe. Denumirile diferă de la organizaţie la organizaţie.
Grupul informal este un grup creat mai degrabă de către angajaţi şi nu de firmă, pentru a servi interesele membrilor grupului şi nevoile lor sociale. Astfel de grupuri pot sprijini sau nu scopurile firmei. Uneori un grup informal are aceeaşi membrii cu grupul formal (de exemplu, membrii unui grup de lucru care iau masa împreună).
Există două tipuri importante de grupuri informale: de interese şi de prieteni (fig. 9.26). Grupul de interese este un grup informal creat pentru a facilita satisfacerea preocupărilor
comune. Interesele care determină formarea grupurilor pot avea o sferă de acţiune largă, cum ar fi încercarea de a impune noi tehnologii pe care firma nu este dispusă să le achiziţioneze pentru moment, dorinţa de a influenţa firma în schimbarea politicii sale. Grupurile de interese pot sprijini firmele, dar pot crea şi dificultăţi. Grupul de prieteni este un grup informal care urmăreşte în principal satisfacerea nevoilor sociale ale angajaţilor.

112
Legendă: Grup formal de comandă - marketing Grup formal operativ - echipa de producţie Grup informal de interese - membrii ai clubului local de golf
VP – vicepreşedinte; R.U. – resurse umane
Fig. 9.26 Grupuri oficiale şi neoficiale într-o firmă
Asemenea grupuri se formează datorită unei atracţii reciproce, bazată deseori pe preocupări comune, cum ar fi: activitate asemanătoare, pregătire şi/sau sisteme de valori similare.
Membrii unui grup de prieteni pot lua frecvent masa împreună, pot juca golf sau pot să se implice împreună în alte activităţi sociale.
Grupul de prieteni poate fi benefic pentru firmă, prin creşterea fluxului de informaţii şi prin stimularea dorinţei angajaţilor de a colabora în muncă. Astfel de grupuri pot fi totuşi în detrimentul firmei, atunci când angajaţii au preocupări sociale mai importante decât munca lor sau când apar conflicte între prieteni. Astfel, trebuie analizat comportamentul grupurilor informale datorită riscului ca acestea să influenţeze eficienţa organizaţională (fig. 9.27).
PREŞEDINTE
Conducător proiecte
VP Ingineri
VP Producţie
VP Marketing
VP Fianaţe
VP R. U.

113
Fig. 9.27. Grupuri formale şi informale - caracteristici
Concluziile sociologului George Homans ajută la explicarea modului în care grupurile informale
iau naştere de multe ori din grupurile formale La formarea unui grup formal se solicită anumite comportamente şi sentimente de la membrii săi. Acţiunile solicitate reprezintă comportamentele ce trebuie adoptate pentru realizarea sarcinilor. Interacţiunile solicitate sunt relaţiile cu alte persoane, relaţii considerate parte integrantă a sarcinii. Sentimentele solicitate sunt opiniile şi atitudinile necesare realizării sarcinilor. Există de asemenea şi sentimente inerente, acele atitudini şi valori care nu sunt cerute, dar care sunt proprii fiecărei persoane.
Grupurile informale pot avea efecte pozitive, minime sau negative, care afectează îndeplinirea scopurilor firmei. De exemplu, sentimentele spontane pot conduce la acţiuni spontane care pot interfera cu acţiunile cerute. Majoritatea firmelor au mai multe grupuri formale şi informale. Grupurile formale dau naştere în general celor informale, însă uneori lucrurile se întâmplă invers, când, de exemplu, un grup de prieteni porneşte o afacere.
Modul în care acţionează grupurile de lucru şi respectiv eficienţa lor sunt influenţate de mai mulţi factori. În analizarea acestor grupuri este util să considerăm grupurile ca nişte sisteme care au anumite caracteristici, şi care se implică în diferite procese sau transformări şi obţin rezultate.
Figura 9.28 prezintă câţiva factori generali importanţi pentru înţelegerea interacţiunii şi rezultatelor grupurilor. Aceşti factori sunt grupaţi în trei categorii: caracteristici, procese şi rezultate.
Fig. 9.28 Factorii care afectează comportamentul grupurilor de lucru
CARACTERISTICI
Structura grupului
Rolurile membrilor
Mărimea grupului
PROCESE
Normele grupurilor
Coeziunea grupului
Dezvoltarea grupului
REZULATE
Performanţa grupului
Nevoile membrilor
Satisfacţie
Grupul de lucru viitor
Compatibilitatea
Grupurile formale Acţiuni solicitate Interacţiuni solicitate Sentimente solicitate Sentimente inerente
Grupurile informale Activităţi spontane Interacţiuni spontane Sentimente spontane
Rezultate (productivitate, satisfacţie
profesională)

114
Pentru ca un grup să funcţioneze trebuie să beneficieze de anumite caracteristici. Câteva dintre cele mai importante caracteristici care caracterizează grupul, sunt: structura grupului, rolul jucat de fiecare membru al grupului şi mărimea grupului.
Structura unui grup de lucru are o puternică influenţă asupra succesului final al grupului. În acest sens, doi factori sunt deosebit de importanţi: caracteristicile membrilor şi motivul pentru care
membrii sunt ataşaţi de un anumit grup. Expertul în problemele grupurilor J. Richard Hackman susţine că trebuie să ţină cont de trei
probleme importante în selectarea membrilor grupurilor de lucru, adică de caracteristicile membrilor grupului.
În primul rând, membrii grupului trebuie să aibă experienţă în domeniu. Membrii grupului trebuie să aibă, de asemenea, abilităţi interpersonale. În final, pentru problemele care implică anumite solicitări, este indicat un grad moderat de diversitate în formarea grupului. Dacă un grup este prea omogen, membrii se pot descurca bine, dar apare o lipsă de perspective, care generează idei puţine. Pe de altă parte, dacă un grup este prea eterogen, avantajele lărgimii orizontului de talente se pierd, deoarece grupurile pot avea dificultăţi în coordonarea eforturilor. Un alt factor care trebuie luat în calcul în alcătuirea unui grup este atracţia potenţialilor membri către grup. Deşi angajaţii nu au întotdeauna posibilitatea să aleagă grupurile în care muncesc, ei au deseori posibilitatea de a alege grupurile operative sau comitetele.
Rolurile îndeplinite de membrii grupului se împart în trei categorii: roluri executive, roluri de menţinere a grupului şi roluri de orientare asupra problemelor proprii.
Rolurile executive sunt cele care ajută la formarea grupului şi îndeplinirea scopurilor sale. Aceste roluri se concretizează în următoarele: iniţiativă-contribuţie (propuneri de obiective, sugestii de modalităţi de abordare a problemelor); achiziţie de informaţii (solicitarea informaţiilor, punctelor de vedere şi sugestiilor referitoare la problemele existente); furnizare de informaţii (prezentarea informaţiilor, punctelor de vedere şi sugestiilor referitoare la problemele curente); coordonare (clarificarea şi sintetizarea diferitelor idei în încercarea de a armoniza activitatea diferiţilor membrii); orientare (indicarea căii ce trebuie urmată pentru atingerea scopului); catalizare (stimularea grupului pentru atingerea unor niveluri superioare de muncă şi calitate).
Rolurile de menţinere a grupului nu se adreseză direct unei probleme, dar în schimb ajută la întărirea coeziunii grupului, la îmbunătăţirea relaţiilor interpersonale şi la dezvoltarea capacităţii membrilor de a lucra efectiv împreună. Ele includ următoarele: încurajare (creerea unei atmosfere calde, umane şi de prietenie în cadrul grupului, încurajarea şi recunoaşterea contribuţiilor); comunicare (menţinerea relaţiilor de comunicare şi promovarea participării tuturor membrilor grupului); standardizare (stabilirea standardelor după care operează grupul şi verificarea gradului de satisfacţie a membrilor grupului în ceea ce priveşte funcţionarea grupului); observare (urmărirea operaţiunilor interne şi emiterea concluziilor cu privire la gradul de eficienţă a membrilor grupului); supraveghere (urmărirea amicală, dar relativ pasivă a activităţii grupului).
Rolurile orientate asupra problemelor proprii sunt legate de nevoile personale ale membrilor grupului şi influenţează deseori negativ eficienţa grupului. Aceste roluri includ următoarele: agresiune (reducerea participării altora prin atacarea ideilor şi ridiculizarea sentimentelor acestora, sau prin afişarea unei competitivităţi excesive); blocare (înclinaţia spre negativism, opoziţie la nou, în scopul forţării grupului de a reveni la puncte de vedere mai vechi); căutarea recunoaşterii (tentativa de captare a atenţiei, laudele cu privire la realizările şi capacităţile proprii); dominare (încercarea de a prelua controlul şi de a manipula grupul prin flatare, trasare de sarcini, întreruperea altora).
Liderii grupurilor îşi asumă adesea multe dintre rolurile executive. În plus, ei pot să-şi asume unele roluri de menţinere, pentru a favoriza progresul grupului. Totuşi este dificilă exercitarea tuturor rolurilor executive, de o singură persoană, fără suportul celorlalţi membri ai grupului. În grupurile fără lideri desemnaţi persoanele care percepute ca lideri sunt persoanele active care îşi asumă roluri executive.
Chiar şi atunci când grupul are un lider desemnat oficial, pot apărea unul sau mai mulţi lideri informali. Liderul informal este o persoană, alta decât liderul formal, care are o influenţă majoră asupra membrilor grupului, fiind perceput de aceştia ca lider.
Mărimea grupului este un alt factor important de intrare. Cercetările asupra grupurilor mici au evidenţiat câteva aspecte importante referitoare la efectele dimensiunii grupului. Unul dintre acestea ia în

115
consideraţie modul în care dimensiunea grupului afectează interacţiunile, în timp ce altul investighează modul în care dimensiunea grupului influenţează performanţa acestuia.
Numărul persoanelor dintr-un grup influenţează modul de interacţiune a acestora. De exemplu, într-un grup de două persoane nu există alţi membri care să intervină în caz de divergenţe. În plus, dacă un membru părăseşte grupul, este posibil ca cel rămas să nu-şi mai poată îndeplini sarcinile. Grupurile de două persoane sunt structurate pe personalitatea unuia dintre membri. Este posibil ca cei doi membri să fie foarte politicoşi şi să reuşească să evite neînţelegerile, dar este la fel de posibil ca disputele frecvente să genereze relaţii încordate. Alăturarea unei a treia persoane nu rezolvă întotdeauna problemele de interacţiune, deoarece există tendinţa de scindare a grupului atunci când doi sunt împotriva unuia singur. Grupurile mici cu un număr par de membri pot ajunge adesea în impas, datorită împărţirii opţiunilor pro şi contra în proporţii egale. Grupurile formate din 5 persoane oferă unele avantaje în domeniul luării deciziilor sau îndeplinirii sarcinilor care impun numeroase interacţiuni. Astfel de grupuri sunt suficient de mari pentru a da naştere la idei diferite, dar destul de mici pentru a permite majorităţii membrilor să participe deplin la activitatea grupului. Pe de altă parte datorită numărului impar de membrii, situaţiile de conflict sunt soluţionate mai uşor.
În grupurile de peste şapte persoane (în caz particular mai mari de 12 persoane) este dificilă participarea activă a tuturor membrilor grupului. Drept urmare, interacţiunea tinde să devină mai centralizată, unii membrii având roluri mai active decât alţii. Neînţelegerile apar mult mai uşor, iar satisfacţia scade, dacă membrii nu depun un efort corespunzător în rolurile de menţinere a grupului. Uneori, datorită modului în care trebuie desfăşurată activitatea sau datorită numărului mare de puncte de vedere, este nevoie de grupuri de mari dimensiuni. În grupurile mari, atunci când apar probleme complexe, interacţiunile sunt lente.
Dimensiunea grupului are impact asupra performanţei grupului, deoarece efectele pot fi diferite într-un grup ai cărui membri lucrează oarecum independent (cum ar fi chelnerii dintr-un restaurant), faţă de un grup în care membri îşi coordonează strâns eforturile (de exemplu într-o echipă de salvare). Totuşi, în general, impactul dimensiunii asupra performanţei grupului se reprezintă grafic ca în figura 9.29. Astfel, când creşte numărul de persoane dintr-un grup, pentru început performanţa creşte. Însă, după un anumită perioadă, creşterea numărului de membrii ai grupului începe să limiteze performanţa şi chiar să o diminueze.
Fig. 9.29 Efectele dimensiunii grupului asupra performanţei
De multe ori performanţa grupului poate fi diminuată sau chiar stopată odată cu creşterea
dimensiunii grupului. Un motiv îl constituie delăsarea socială, adică tendinţa indivizilor de a depune mai puţin efort atunci când lucrează în grup, decât atunci când lucrează individual. Acest efect se poate
Performanţa grupului Bună
Slabă
Mică Mare Dimensiunea grupului

116
amplifica (efectul bulgărelui de zăpadă), când alte persoane din grup observă tendinţa de delăsare şi îşi reduc la rândul lor eforturile.
Persoanele care suferă de delăsare socială, sunt numite călăreţi liberi, deoarece beneficiază de pe urma muncii grupului fără a suporta şi costurile implicate. Sunt necesare unele măsuri pentru a preveni apariţia acestei situaţii. Un prim pas îl constituie angajarea unui număr potrivit de persoane. Alte măsuri impun ca fiecare membru al grupului să aibă sarcini diferite, să răspundă individual pentru munca depusă şi să fie răsplătit atât pentru performanţa individuală, cât şi pentru cea a grupului. Trebuie stabilite obiective stimulative sau să se selecteze membrii grupului potriviţi pentru îndeplinirea anumitor sarcini. 9.9. SOLUŢIONAREA CONFLICTELOR DE MUNCĂ
Conflictul este divergenţa care apare între două sau mai multe părţi şi care conduce la o opoziţie reciprocă. Bineînţeles că rezultatele grupurilor operative şi ale echipelor nu se obţin fără unele conflicte. În firme, conflictele în şi între grupuri sunt obişnuite.
Deşi conflictele sunt considerate deseori un factor negativ, ele pot avea consecinţe atât pozitive, cât şi negative. Unele efecte distructive sunt binecunoscute. De exemplu, conflictele pot face indivizii sau grupurile să devină ostili, să refuze să ofere informaţii şi resurse, să intervină în activitatea altora. Astfel, pot fi amânate proiecte, pot creşte costurile şi angajaţi valoroşi pot fi determinaţi să plece. Pe de altă parte, conflictele pot avea şi un aspect constructiv. Ele pot determina găsirea unor soluţii mai bune şi rezolvarea unor probleme. În plus, ele pot ridica moralul şi pot spori coeziunea membrilor grupului. În fine, prin încurajarea unor noi idei, conflictele pot stimula interesul, creativitatea şi inventivitatea.
Drept urmare, unele conflicte sunt importante într-o firmă, dar prea multe pot avea un efect negativ asupra performanţei firmei (fig. 9.30) Un nivel redus al conflictelor poate indica şi faptul că problemele sunt ascunse şi ideile inhibate. În contrast, prea multe conflicte arată că energia este consumată în alimentarea divergenţelor şi neînţelegerilor. Conducătorii trebuie să înţeleagă cauzele conflictelor, modul în care acestea pot fi reduse, rezolvate şi orientate într-o direcţie pozitivă.
La declanşarea conflictelor contribuie o serie de cauze dintre care mai importante sunt următoarele:
- interdependenţa sarcinilor, se referă în general la două tipuri de interdependenţă între sarcini ce pot genera conflicte. Unul este interdependenţa secvenţială, în care o persoană sau un grup de lucru sunt dependente de altele. A doua formă de interdependenţă a sarcinilor este interdependenţa reciprocă în care indivizii sau grupurile de lucru sunt reciproc interdependente;
- resurse limitate pot genera conflicte ca de exemplu în cazul lipsei spaţiului în birou, a echipamentului necesar, a resurselor umane, a fondurilor operative etc;
- incompatibilitatea sarcinilor între membrii firmei care au sarcini diferite, creează cadrul propice pentru potenţiale conflicte;
- lipsa comunicării, în sensul apariţiei unor deficienţe de comunicare datorită distorsiunilor sau lipsei de comunicare care pot conduce deseori la conflicte;
- diferenţierea indivizilor ca urmare a deosebirilor de personalitate, experienţă şi sistem de valori sunt deseori generatoare de conflicte;
- sisteme de recompensă greşit concepute pot conduce la conflicte distructive atunci când ele provoacă invidia persoanelor de a căror cooperare depinde succesul acţiunii.

117
Fig. 9.30 Efectele conflictelor asupra performanţei grupului
Diminuarea intensităţii conflictului se bazează pe folosirea diferitelor metode pentru aplanarea
conflictelor. Astfel de eforturi sunt folosite în general pentru minimizarea impactului distructiv al conflictelor. Dintre acestea enumerăm: modificarea factorilor generatori (un mod de a aplana conflictele constă în modificarea factorilor care le generează); stabilirea unor scopuri superioare (dacă situaţiile cauzatoare de conflicte sunt greu de stăpânit, managerii pot totuşi să regrupeze indivizii sau grupurile în jurul unor obiective superioare, care impun colaborarea tuturor); găsirea unei modalităţi de rezolvare interpersonală a conflictelor reprezintă un alt mijloc de stingere a conflictelor.
Sunt la dispoziţie cinci astfel de modalităţi de rezolvare a conflictelor: evitarea (presupune ignorarea sau interzicerea conflictului în speranţa dispariţiei de la sine); adaptarea (se concentrează asupra rezolvării conflictelor prin acceptarea ca interesele celeilalte părţi să prevaleze); competiţia (presupune încercarea de a ieşi triumfător din conflict); compromisul (urmăreşte rezolvarea conflictului prin renunţarea de ambele părţi la unele pretenţii pe baza unor negocieri între părţi); colaborarea (ajută la rezolvarea conflictelor prin găsirea de soluţii care permit ambelor părţi să-şi realizeze scopurile).
Deoarece conflictele puţine, conduc la apatie, letargie şi performanţe scăzute, e nevoie ca uneori să se încurajeze conflictul. Evident, stimularea conflictelor trebuie iniţiată în cel mai pozitiv mod posibil şi cu grijă, pentru a evita atingerea unui nivel periculos. Există câteva mijloace principale de stimulare a conflictelor constructive. Formarea unui grup de indivizi cu preocupări diferite este unul dintre acestea. Alt mijloc este comunicarea informaţiilor care va îndemna membrii firmei să angajeze dialoguri constructive cu privire la nevoile de schimbare. De asemenea, se poate încuraja comunicarea internă. Desigur, în stimularea conflictelor, trebuie create mijloacele de supraveghere a situaţiei şi de menţinere a controlului asupra acesteia.
Bună
Slabă
Performanţa grupului
Reduse Intense Conflicte
Nivelul optim de conflict

118
CAP. 10. PROIECTAREA MANAGEMENTULUI PRODUCŢIEI DE BAZĂ 10.1. TIPOLOGIA PRODUCŢIEI INDUSTRIALE
Organizarea concretă a proceselor de producţie în diverse forme este în dependenţă directă cu
numărul denumirilor de produse ce se fabrică în veriga respectivă, cu volumul producţiei care se fabrică din fiecare fel de produs, cu stabilirea nomenclaturii de fabricaţie. Toţi aceşti parametri sunt legaţi, deci, de tipologia producţiei industriale.
Tipul de producţie poate fi definit ca totalitatea factorilor tehnico-organizatorici ce caracterizează stabilitatea nomenclaturii producţiei fabricate, volumul producţiei, gradul de specializare a locurilor de muncă, a secţiilor sau firmelor şi modul de mişcare a factorilor de producţie de natură materială pe locurile de muncă. Importanţa practică a structurării pe tipuri de producţie industrială constă în aceea că tipul de producţie din care face parte o verigă organizatorică a firmei determină metodele de management folosite, de pregătire tehnică a fabricaţiei, de evidenţă şi control etc.
Se deosebesc teoretic trei tipuri de producţie şi anume: producţie în masă, în serie şi individuală, cu toate că în practică nici una din acestea nu există în formă pură. De aceea, încadrarea unei verigi organizatorice a firmei în unul sau altul din cele trei tipuri de producţie trebuie să aibă în vedere nu un singur criteriu, ci ansamblul de criterii care caracterizează separat fiecare din cele trei tipuri de producţie în parte.
Deosebirile existente între diferitele tipuri de producţie influenţează gradul de încărcare a locurilor de muncă, nivelul plein flux sur l’entreprise şi deci gradul de specializare al fiecărui loc de muncă. Sub acest aspect deosebim următoarele locuri de muncă: locuri de muncă în care se execută permanent o anumită operaţie la unul şi acelaşi reper (caracteristic pentru producţia în masă); locuri de muncă la care se execută permanent câteva feluri de operaţii la mai multe repere şi care se repetă după anumite perioade de timp (caracteristic pentru producţia în serie); locuri de muncă la care se execută operaţii diferite la o varietate de repere, care se repetă la perioade de timp nedeterminate sau care nu se repetă niciodată, desfăşurându-se fără a avea o anumită succesiune (caracteristic pentru producţia individuală).
Tipul de producţie influenţează nu numai gradul de concentrare al fabricării unuia sau altuia dintre repere, dar şi mărimea, coeficientului de încărcare a locurilor de muncă, care poate lua următoarele valori: sub 0,1 pentru producţia individuală; între 0,11 şi 0,8 pentru producţia în serie; între 0,8 şi 1 pentru producţia în masă. Tipul de producţie exercită o influenţă importantă asupra costurilor de producţie, în sensul că dacă organizarea producţiei este mai apropiată de tipul în masă, costul este mai scăzut urmare a reducerii ponderii salariilor ca o consecinţă a creşterii specializării şi productivităţii muncii. În caz contrar, cu cât organizarea producţiei se apropie mai mult de producţia individuală, costurile sunt mai mari.
Fiecare din cele trei tipuri de producţie prezintă anumite caracteristici şi condiţii proprii de organizare astfel:
• Tipul producţie în masă Organizarea acestui tip de producţie are loc numai când se asigură încărcarea permanentă a
fiecărui loc de muncă cu executarea aceluiaşi reper, adică atunci când volumul producţiei şi cheltuielile de muncă necesare executării producţiei, satisfac pentru fiecare operaţie a procesului tehnologic sau pentru totalul operaţiilor executate de un executant, în mod succesiv asupra fiecărei unităţi de produs, relaţia:
tFtQ ≥⋅ (10.1)
unde: Q reprezintă volumul de producţie din reperul respectiv în perioada luată în
calcul;
t - timpul necesar executării operaţiei respective sau totalului de operaţii asupra unei unităţi de

119
produs; Ft - fondul de timp al locului de muncă la care se execută operaţia respectivă pentru perioada luată
în calcul.
Din analiza acestei formule rezultă că volumul de lucrări pe fiecare operaţie tehnologică sau pe total operaţii trebuie să asigure ocuparea completă a locului de muncă în perioada luată în calcul, adică:
Q
Ft t≥ (10.2)
Dacă notăm CQ
Ft = (cadenţa), adică perioada de timp cuprinsă între obţinerea pe linia de flux a
două produse consecutive de acelaşi fel, rezultă:
1C
t sau Ct ≥≥ (10.3)
Deci, principala condiţie a organizării producţiei în masă este ca raportul între timpul cheltuit pe unitatea de reper la o anumită operaţie şi cadenţa liniei să fie supraunitar. Raportul între t şi C serveşte ca indicator pentru determinarea gradului în care o anumită producţie are un caracter în masă sau nu. Cu ajutorul acestui indicator se calculează numărul locurilor de muncă, care trebuie organizate pentru executarea continuă a unei anumite operaţii, adică se asigură o producţie ritmică în anumite condiţii date.
Caracteristicile acestui tip de producţie sunt: – specializarea fiecărui executant sau loc de muncă în executarea unei anumite operaţii
tehnologice în perioada de timp luată în calcul, fapt ce conduce la crearea premiselor necesare creşterii productivităţii muncii;
– urmare a deplinei specializări a locurilor de muncă este posibilă repartizarea unui complex de utilaje în vederea executării de produse cu aceeaşi tipodimensiune şi crearea, astfel, a unor sectoare sau linii tehnologice specializate pe repere sau piese. Acest lucru este posibil prin amplasarea utilajelor, instalaţiilor şi maşinilor în succesiunea operaţiilor prevăzute în fluxul tehnologic de fabricaţie al respectivului produs sau reper. Piesele şi subansamblele se deplasează rectiliniu, fapt ce creează premisele necesare unei ordonanţări corespunzătoare în timp a producţiei. Se simplifică mult sarcinile managementului operativ al producţiei respective;
– forma de mişcare a pieselor şi subansamblelor asigură desfăşurarea rapidă a procesului tehnologic, transformarea factorilor de producţie de natură materială în produs finit, în cel mai scurt timp posibil. Executarea continuă a aceluiaşi reper sau produs evită formarea loturilor de produse, deoarece fiecare produs în parte, după terminarea unei anumite operaţii, trece imediat la locul de muncă unde se realizează operaţia următoare;
– ciclul de producţie are durată minimă drept consecinţă a deplasării rectilinii şi individuale a fiecărui produs în parte:
∑=
=+++=n
1iin21cip ttttD K (10.4)
unde:Dcip reprezintă durata ciclului de producţie la reperul sau produsul i; ti - timpul unitar al operaţiei
procesului tehnologic la reperul sau produsul i. – pentru producerea unuia şi aceluiaşi produs sau reper în cantităţi mari se admit în mod
corespunzător cheltuieli mari pentru maşini, utilaje şi instalaţii de lucru. Adică greutatea specifică a utilajului specializat cu un grad ridicat de înzestrare tehnică este mare, iar S.D.V.-urile pot fi specializate la maximum, fapt ce permite executarea optimă a fiecărei operaţii;
– normativele referitoare la durata operaţiilor, datorită repetărilor neîntrerupte pe aceleaşi locuri de muncă, pot fi studiate şi stabilite cu o atenţie deosebită, ele fiind mult apropiate de durata efectivă a executării acestora, deci calculele de fundamentare a acestora sunt mai precise;

120
– zilnic fiecare loc de muncă consumă unul şi acelaşi tip şi una şi aceeaşi dimensiune de materie primă, materiale şi semifabricate, fapt ce face ca organizarea activităţii auxiliare să nu fie dependentă de necesităţile de producţie aşa cum este cazul producţiei în serie şi al producţiei individuale.
Condiţia de bază pentru realizarea producţiei de masă (10.1) poate fi satisfăcută pentru diferite produse în măsură diferită. La un anumit volum al cheltuielilor de muncă al operaţiilor, volumul de producţie din produsul respectiv poate fi atât de mare încât la fiecare operaţie să se asigure Indicatorul caracterului de masă al producţiei (Im) egal cu unu.
În funcţie de măsura în care volumul producţiei şi volumul cheltuielilor de muncă al operaţiilor în totalitatea lor satisfac relaţia Im = 1, deosebim următoarele variante:
– producţie de masă în flux automatizat (linii automate în flux), caracterizată printr-o automatizare complexă a procesului de producţie în sensul că toate operaţiile tehnologice se efectuează cu maşini şi utilaje unite într-o linie automată, cu efort uman minim;
– producţie de masă în flux neautomatizat, care se caracterizează prin continuitatea mişcării factorilor de producţie de natură materială în procesul de producţie, adică fiecare reper după ce a fost prelucrat la o operaţie este transmis la operaţia următoare, transportul fiind continuu. Această variantă presupune ca indicatorul Im la toate operaţiile să fie exprimat în numere întregi, adică durata operaţiilor trebuie să fie multiplă sau egală cu cadenţa liniei, conform relaţiei:
m1mtm1 NC
tI sauFNQt ==⋅=⋅ (10.5)
unde: N1m reprezintă numărul locurilor de muncă sau al utilajelor de la o anumită operaţie, exprimat în numere întregi.
– producţie de masă în flux intermitent, caracterizată prin aceea că o parte a operaţiilor sau toate operaţiile au o durată care nu este nici egală şi nici multiplă cadenţei liniei. Ea este întâlnită frecvent în secţiile de prelucrări mecanice, iar inegalitatea raportului este cauzată fie de cantităţile reduse de produse ce se execută din fiecare fel de produs, fie de imposibilitatea divizării şi regrupării operaţiilor conexe, fie de instabilitatea constructivă şi tehnologică a produselor de executat, care limitează folosirea unui echipament tehnologic specializat. Pentru a reduce la minim posibilitatea pierderilor de timp în condiţiile acestei variante este necesar să se folosească o formă deosebită de organizare a muncii.
• Tipul producţie în serie Aceasta are drept caracteristică principală repetarea executării aceleiaşi producţii ca şi la tipul în
masă, deosebirea esenţială între cele două tipuri de producţie este dată de faptul că volumul cheltuielilor de muncă unitare corelat cu cantitatea de producţie ce trebuie executată într-o perioadă dată în cazul producţiei în serie, este insuficient pentru a asigura încărcarea fiecărui loc de muncă numai cu executarea unei anumite lucrări şi deci nu permite permanentizarea fabricării unuia şi aceluiaşi produs o perioadă mai mare de timp.
Restricţiile matematice de îndeplinit de producţia în serie sunt:
tFtQ >⋅ şi O > Nu (10.6)
unde: O reprezintă numărul de operaţii prin care trec diferitele piese ce trebuie executate în perioada dată;
Nu - numărul de utilaje sau maşini (locuri de muncă) necesare în perioada dată pentru îndeplinirea sarcinii de producţie Q.
Folosirea integrală a fondului de timp al unui executant se realizează prin îmbunătăţirea diferitelor operaţii ale procesului tehnologic aferent diferitelor repere sau produse. Cu cât sunt mai diferiţi termenii inegalităţii (10.6) cu atât creşte numărul de operaţii diferite ce trebuie să se execute pe un anumit loc de muncă pentru a asigura folosirea integrală a fondului de timp al locului de muncă respectiv.
Folosirea integrală a fondului de timp de muncă în cadrul acestui tip de producţie se realizează atunci când:

121
tFtQ =⋅ (10.7)
unde: Ft reprezintă fondul total de timp de muncă; t,Q - cantitatea de produse, respectiv timpul necesar executării tuturor operaţiilor la locul de
muncă considerat.
Acest tip de producţie are următoarele caracteristici: – datorită lipsei unei specializări depline a locurilor de muncă, nu este posibilă separarea unui
anumit utilaj sau sector de producţie la care să se execute numai produse de o anumită tipodimensiune. Deoarece fiecare poziţie din programul de producţie ocupă numai o parte din fondul de timp al locului de muncă, al utilajului şi al executantului, după îndeplinirea sarcinilor care se referă la această poziţie, executantul va realiza sarcini referitoare la altă poziţie din programul de producţie, iar utilajul va fi oprit şi supus unei noi reglări. În caz contrar, atât executantul, cât şi utilajul vor intra în aşteptare o perioadă mare de timp, până când vor primi din nou sarcini referitoare la aceeaşi poziţie;
– fluxul tehnologic al diferitelor produse este de cele mai multe ori diferit, fapt pentru care nici componenţa lucrărilor care se execută pe diferite locuri de muncă nu este aceeaşi la toate locurile de lucru. Din aceste considerente, în secţiile cu producţie în serie amplasarea utilajelor se face, de regulă, nu în funcţie de fluxul tehnologic, ci după caracteristicile omogenităţii constructive şi tehnologice a acestora;
– trecerea reperelor şi produselor de la o operaţie la alta, de la un loc de muncă la altul se face în loturi de repere sau de produse. Aceasta, deoarece nu este posibilă executarea producţiei bucată cu bucată, executarea fiecărui exemplar de produs în mod individual, fapt ce ar necesita mari cheltuieli de timp pentru pregătire şi încheiere. Pentru a reduce ponderea acestui fel de cheltuieli de timp în total timp pe bucată, produsele sau reperele de o anumită tipodimensiune se grupează pe loturi de n produse şi trec în astfel de loturi prin toate operaţiile tehnologice;
– creşterea substanţială a duratei ciclului de fabricaţie urmare a executării reperelor sau produselor pe loturi:
)ttt(nD n21cip +++= K (10.8)
unde: n reprezintă mărimea lotului de repere sau produse.
Această creştere este determinată de faptul că la executarea fiecărei operaţii pe un anumit loc de muncă, există concomitent nu un singur produs, ci un lot de n produse;
– mărimea lotului este un factor important de creştere a productivităţii muncii şi de îmbunătăţire a folosirii utilajului. Cu cât este mai scăzută ponderea timpului de pregătire-încheiere în timpul total pe bucată, cu atât se folosesc mai bine atât timpul de lucru al executantului, cât şi fondul de timp al utilajului. Mărimea lotului este la rândul său influenţată de volumul cheltuielilor unitare de muncă vie şi materializată de complexitatea procesului tehnologic etc. Utilizarea eficientă presupune două condiţii: pentru fiecare parte a produsului care se execută este necesar să fie stabilite şi determinate mărimile necesare ale loturilor; diferite părţi ale produsului finit se repetă în producţia de serie cu frecvenţe diferite, în sensul că părţile care se produc în loturi mai mari se repetă mai rar, iar cele în loturi mai mici, mai des;
– incompleta specializare a locurilor de muncă reduce baza tehnico-organizatorică a firmei cu producţie în serie, fapt concretizat în caracterul variabil al încărcării locurilor de muncă şi, legat de aceasta, necesitatea modificării sistematice a reglajului maşinilor - în cazul trecerii la executarea altei lucrări - îngreunează în producţia de serie folosirea largă a utilajului specializat, automatizat şi semiautomatizat. Posibilităţile de normare tehnică a muncii şi de stabilire fundamentată a duratei proceselor tehnologice sunt cu atât mai reduse cu cât sunt mai mici cantităţile de produse care se execută din fiecare fel de produs şi cu cât se schimbă mai des programul de producţie. Modificarea sistematică a sarcinilor de producţie şi a condiţiilor de producţie pe locuri de muncă fac ca activităţile auxiliare şi de servire, controlul tehnic de calitate, organizarea evidenţei etc. să fie mult mai complicate decât în cazul producţiei de masă.
În funcţie de gradul de îndeplinire a caracteristicilor precizate anterior, deosebim trei forme de producţie în serie şi anume: producţie de serie în flux (producţie de serie mare); producţie de serie (serie mijlocie); producţie de serie cu o nomenclatură de produse care nu se repetă sistematic (serie mică).

122
• Tipul producţie individuală Acest tip are deosebiri evidente faţă de tipurile precedente şi se caracterizează prin următoarele
trăsături: – instabilitatea nomenclaturii şi varietate mare a producţiei ce se fabrică în cantităţi mici. Deşi
fabricarea fiecărui produs sau reper în acest caz necesită mari cheltuieli, totuşi limitarea producţiei la aceste produse într-o anumită perioadă de timp nu ar asigura încărcarea deplină a utilajelor şi a maşinilor existente în firmă. Din aceste considerente, în astfel de firme se produce în paralel o varietate mare de produse, dar în cantităţi mici, uneori unicate;
– este imposibilă specializarea tehnologică a locurilor de muncă sau permanentizarea unor piese şi detalii pe anumite locuri de muncă. Aceasta deoarece se fabrică o varietate mare de produse, dar în cantităţi mici;
– se folosesc utilaje şi SDV-uri universale, datorită varietăţii produselor fabricate şi lipsei de repetare a acestor produse;
– ciclul de producţie are o durată relativ mare. Varietatea mare a nomenclaturii produselor fabricate, frecvenţa mare a modificărilor din nomenclatorul de fabricaţie, folosirea unor maşini şi SDV-uri universale determină o durată relativ mare a ciclului de producţie şi forma de îmbinare succesivă a operaţiilor;
– apropierea managementului operativ de locurile de muncă, deoarece pe diferitele locuri de muncă se găsesc în acelaşi timp o mare cantitate de piese deosebite constructiv şi tehnologic, fapt ce îngreunează funcţionarea unui management centralizat.
Situaţia industriei româneşti în perioada de tranziţie se caracterizează prin restructurare şi reconversie, prin trecerea la acea formă de management industrial cea mai eficientă. Această trecere trebuie să fie o linie continuă a dezvoltării principalelor ramuri industriale, de aceea clasificarea producţiei pe tipuri nu are numai un caracter teoretic ci şi unul practic, chiar prospectiv, care să conducă, pe baza caracteristicilor fiecărui tip de producţie, la alegerea acelui tip de producţie care va permite creşterea producţiei, îmbunătăţirea parametrilor calitativi ai acesteia, sporirea aportului producţiei industriale în creşterea indicatorilor macroeconomici (tabelul 10.1).
Tabelul 10.1
Caracteristicile tipurilor de producţie
Specificaţie Indicatori
Tipuri de producţie în masă în serie individuală
Volumul producţiei foarte mare mare mic Nomenclatura producţiei
singulară sau foarte mică
restrânsă
mare
Repetabilitatea execuţiei
continuă pentru un singur produs sau câteva produse
regulată pentru cea mai mare parte a producţiei
neregulată
Gradul de specializare a utilajului
înalt specializat
specializat sau universal
universal
Amplasarea utilajelor în concordanţă cu fluxul tehnologic
mixt
pe grupe omogene de utilaje
Ritmicitatea producţiei
foarte precisă
posibilă la procese cu grad mare de repetabilitate
nedeterminat
Durata ciclului de producţie
foarte mică
mică
mare

123
10.2. FUNDAMENTELE MANAGEMENTULUI PRODUCŢIEI DE BAZĂ Managementul producţiei industriale de bază necesită cunoaşterea următoarelor elemente
fundamentale şi anume: • Ciclul de producţie Element fundamental în perfecţionarea managementului procesului de producţie, ciclul de
producţie este definit ca o succesiune de activităţi prin care factorii materiali de producţie trec în mod organizat pentru a fi transformaţi în produs finit. El se poate stabili atât pentru fiecare produs şi reper, cât şi pe verigi organizatorice.
Strâns legată de ciclul de producţie este noţiunea de durată a ciclului de producţie, adică intervalul de timp dintre momentul începerii primei operaţii a procesului tehnologic asupra factorului material de producţie şi momentul terminării ultimei operaţii a respectivului proces tehnologic.
Mărimea ciclului de producţie influenţează activitatea productivă, economică şi financiară a firmelor industriale şi condiţionează profitabilitatea acestora. Durata ciclului de producţie caracterizează gradul de continuitate a procesului de producţie, gradul de folosire a capacităţilor de producţie şi modul de utilizare a activelor circulante ale firmei. Cu cât durata ciclului de producţie este mai mică, cu atât va fi mai mică cantitatea de active circulante investită în producţia neterminată, cu atât va creşte gradul de folosire a activelor fixe şi cantitatea de producţie realizată pe unitatea de utilaj sau suprafaţă de producţie, respectiv va creşte şi gradul de folosire a mâinii de lucru.
Deşi are multiple influenţe asupra activităţii firmei, durata ciclului de producţie depinde la rândul său de o serie de factori, cum ar fi: mărimea elementelor structurale, mărimea lotului, modul de deplasare a pieselor în procesul tehnologic, modalitatea de deplasare a reperelor şi produselor de la o operaţie la alta etc.
Cunoaşterea structurii ciclului de producţie, înţeleasă ca fiind totalitatea elementelor sale componente şi ponderea lor în durata ciclului de producţie, este necesară atât pentru stabilirea duratei totale a acestuia, cât şi pentru identificarea măsurilor tehnico-organizatorice ce pot fi luate în scopul reducerii acesteia.
Timpul total cât factorii de producţie de natură materială se află în procesul de producţie este format din două părţi principale şi anume:
– timpul de transformare a factorilor materiali de producţie în produs finit, definit ca fiind perioada în care în condiţii tehnico-organizatorice date au loc anumite modificări dimensionale şi de greutate ale caracteristicilor sau ale proprietăţilor fizice şi chimice ale acestora şi formarea produsului finit;
– timpul de întrerupere a procesului de transformare cuprinde perioadele în cadrul cărora factorii materiali de producţie se află în procesul de producţie, dar nu suferă modificări ale proprietăţilor fizice sau chimice.
La rândul lor, cele două componente de bază cuprind următoarele elemente: – timpul de transformare este format din timpul de bază sau timpul tehnologic ttehn (care poate
fi mecanic, manual-mecanic sau manual) şi timpul proceselor naturale tpn (timpul de răcire a reperelor după încălzirea lor în cuptoare, timpul necesar uscării în aer liber a reperelor vopsite etc.). În ambele categorii de timp au loc modificări calitative fizice sau chimice ale factorilor materiali de producţie; modificarea proprietăţilor mecanice; modificarea structurii materialelor etc. Aceste modificări sunt produse atât de acţiunea factorilor atmosferici, cât şi de acţiunea executanţilor;
– timpul de întreruperi în procesul de transformare poate fi: în regim de lucru tîntrr şi în afara regimului de lucru – timp de neregim tîntrnr. Această împărţire este determinată de necesitatea exprimării ciclului de producţie atât în unităţi de timp de lucru (ore, zile etc.), cât şi în unităţi de timp calendaristic (săptămâni, luni şi ani).
Întreruperile în timpul de regim se împart în două categorii: – timpul de pregătire pentru producţie, format din: timpul auxiliar taux, timpul de servire a
locului de muncă tslm, timpul de odihnă şi necesităţi fiziologice tîntronf (care împreună cu timpul de bază formează timpul unitar), timpul de control a calităţii şi de probă tctcp, timpul de transport ttr şi timpul de pregătire-încheiere tpî;

124
– timpul de întreruperi tehnico-organizatorice cuprinde: timpul de întreruperi de lot tîntrlot, timpul de întreruperi circulante tîntrstc, timpul de aşteptare a eliberării locului de muncă tîntrelm şi timpul de rezervă tîntrsts.
Natura întreruperilor este diferită şi prezintă următoarele caracteristici: – întreruperile de lot, apar la producţia de serie şi individuală, fiind cauzate de faptul că reperul
de producţie nu trece la operaţia următoare imediat după ce a fost prelucrat la operaţia precedentă, ci odată cu întregul lot lansat în fabricaţie sau cu o parte a acestuia. Cu cât mărimea lotului este mai mare, cu atât şi întreruperile de lot sunt mai mari ca durată;
– întreruperile circulante, sunt generate de dimensiunile diferite ale capacităţilor de producţie existente în verigile organizatorice stabilite conform succesiunii lor tehnologice şi anume: pregătire, prelucrare, montaj-finisaj. Diferenţele de dimensiune a capacităţilor de producţie ale verigilor organizatorice determină stabilirea unei periodicităţi diferite atât în livrarea lotului din veriga furnizoare, cât şi în consumul lotului în veriga consumatoare;
– întreruperi generate de aşteptarea eliberării locurilor de muncă, reprezintă timpul în care obiectele muncii aşteaptă eliberarea utilajelor şi a maşinilor ocupate cu efectuarea altor operaţii. Sunt caracteristice verigilor structurale organizate pe principiile producţiei individuale şi de serie, când la fiecare loc de muncă se execută mai multe feluri de operaţii;
– întreruperile de rezervă, reprezintă timpul cât factorii materiali de producţie se află în stocurile de siguranţă create în interiorul liniilor de fabricaţie, de regulă după efectuarea controlului de calitate la utilajele unicate la care opririle şi reglările sunt mai frecvente;
– întreruperile în timpul de neregim, depind de regimul de lucru stabilit pentru firma respectivă şi se compun din: întreruperile interschimburi (timpul cât se aşteaptă în zilele şi schimburile nelucrătoare) şi întreruperile în interiorul schimburilor (timpul cât se aşteaptă în pauzele reglementate sau de masă).
Deci, ciclul de producţie se compune din mai multe părţi, iar durata acestuia se poate calcula conform următoarei formule:
+++++++++= ronfintrstcintslmtrctcpauxpnpitehncip tttttttttD
rnrintrlotintrelmintrstsint tttt ++++ (10.9)
Structura ciclului de producţie diferă atât de la o ramură industrială la alta, cât şi în interiorul fiecărei ramuri a economiei naţionale, fiind condiţionată de natura procesului tehnologic, nivelul de înzestrare tehnică şi de organizare a muncii şi a producţiei din ramură, firmă sau locul de muncă respectiv.
Stabilirea duratei ciclului de producţie în unele cazuri are în vedere suprapunerea în timp a unor elemente componente, în sensul că unele operaţii pot fi executate în aceeaşi perioadă de timp cu altele, îndeosebi în situaţia producţiei automatizate. Este posibilă uneori executarea lucrărilor de control tehnic, de transport sau de pregătire-încheiere în perioada întreruperilor dintre operaţii.
Din aceste considerente, durata totală a ciclului de producţie şi pe elementele sale componente, se determină după o anumită logică. Astfel, se stabileşte mai întâi durata ciclului operativ, iar după aceea durata celorlalte elemente. Determinarea duratei ciclului operativ are în vedere două variante posibile şi anume:
1) produsul finit este rezultatul trecerii factorilor materiali de producţie printr-o singură operaţie tehnologică. În acest caz, dacă notăm cu tteh durata operaţiei tehnologice, cu np numărul de piese dintr-un lot şi cu tpî timpul de pregătire-încheiere, atunci durata ciclului operativ al unui lot de piese va fi:
pîtehpcoip ttnD +⋅= (10.10)
Timpul unitar tu aferent unei piese din lot se calculează astfel:
tehp
pîu t
n
tt += (10.11)
Durata ciclului operativ va fi calculată cu ajutorul formulei:

125
upcoip tnD ⋅= (10.12)
2) produsul finit se obţine ca urmare a trecerii factorilor materiali de producţie prin mai multe operaţii tehnologice de prelucrare. În acest caz, la determinarea ciclului operativ de producţie, se are în vedere atât modul de deplasare a factorilor materiali de producţie de la o operaţie la alta, cât şi modul cum are loc trecerea acestora de la un loc de muncă la altul între două operaţii conexe, care poate fi individual (bucată cu bucată), în pachete şi în loturi de lansare.
Se deosebesc două tipuri de mişcare a factorilor materiali de producţie în procesul de producţie şi anume:
a) Mişcare continuă, caracterizată prin transmiterea fără întreruperi a factorilor materiali de producţie de la o operaţie la alta a procesului de producţie. În funcţie de modalitatea de transmitere a lor, factorii materiali de producţie pot trece:
1) individual, adică fiecare reper sau piesă poate trece la operaţia imediat următoare, imediat după ce a fost prelucrată integral la operaţia precedentă, deci fără a aştepta prelucrarea întregului lot la operaţia anterioară, operaţiile tehnologice efectuându-se în paralel. În literatura de specialitate acest tip de mişcare este denumit îmbinare paralelă a efectuării operaţiilor tehnologice în timp.
Să presupunem (fig. 10.1) că lotul este format din patru piese, iar produsul finit se obţine după prelucrarea factorilor materiali de producţie prin cinci operaţii cu t1 = 2 ore, t2 = 1 oră, t3 = 2 ore, t4 = 3 ore, t5 = 1 oră.
Ti
t1= 2
t2=1 –
t3=2 –
t4=3 –
t5=1 -
t1 t2 t3 t4 t5 t5 t5 t5
0
t1 t2 t3 t4 (np -1)tmax t5
2 4 6 8 10 12 14 16 18 20 22
24 Dcipci
Fig. 10.1 Graficul deplasării continue, bucată cu bucată, a pieselor, când operaţiile au
durate diferite.
Însumând durata operaţiilor tehnologice rezultă durata ciclului de producţie, conform formulei:
max
n
1ipi)1pnmax(54321cipci t)1n(tttttttD ∑
=− −+=+++++= (10.13)
adică: Dcipci = 9 + (4 –1)3=18 ore
Relaţia (10.13) este valabilă numai în cazul în care, pentru fiecare operaţie se organizează un singur loc de muncă, un executant lucrând la o singură maşină. Din grafic rezultă că acest tip de mişcare dă naştere la întreruperi în folosirea utilajului şi a executanţilor la toate operaţiile cu excepţia cazului operaţiei cu durată maximă. Pentru înlăturarea unor astfel de întreruperi este necesară sincronizarea operaţiilor, în sensul că fiecare operaţie următoare va trebui să fie egală sau multiplă cu operaţia anterioară, adică:

126
Cn
t
n
t
n
t
lmn
n
2lm
2
1lm
1 === K (10.14)
unde: C reprezintă cadenţa liniei în flux exprimată în minute; nlm1, . . . , nlmn - numărul locurilor de muncă la operaţia întâi, respectiv la operaţia n.
În condiţiile în care t1 = t2 = t3 = t4 = t5 = 2 ore, atunci durata ciclului de producţie va fi de 16 ore (fig. 10.2).
0 Fig. 10.2 Graficul deplasării continue, bucată cu bucată, a pieselor, când operaţiile au aceeaşi durată.
În cazul folosirii mai multor locuri de muncă (maşini-dubluri) la operaţiile cu durate mai mari, operaţia maximă îşi schimbă locul în funcţie de numărul acestor locuri la aceeaşi operaţie şi de durata operaţiei. Deci are loc o îmbinare paralelă în condiţiile folosirii la unele operaţii a unor maşini dubluri şi a lărgirii frontului de lucru, fapt ce face ca durata ciclului de producţie să nu depindă de operaţia cu durată maximă, ci de cadenţa operaţională maximă indiferent de durata operaţiei la care aceasta a fost stabilită.
Cadenţa operaţională Co se determină astfel:
1lmpps0 fnn
tC
⋅⋅= (10.15)
unde: Co reprezintă cadenţa operaţională exprimată în momente; t - durata operaţiei, exprimată în minute;
nps - numărul pieselor prelucrate şi transportate simultan; nlmp - numărul locurilor de muncă paralele (maşini-dubluri); f1 - frontul de lucru pe fiecare operaţie, adică numărul de muncitori care execută lucrarea
dată asupra unui reper pe un loc de muncă.
Dacă se consideră tmax = Co, atunci durata ciclului de producţie pentru mişcarea continuă cu transmitere individuală a factorilor materiali de producţie, indiferent că există sau nu maşini-dublură se calculează astfel:
maxop
n
1iicipci C)1n(tD ⋅−+= ∑
= (10.16)
Atunci când nu este posibilă sincronizarea operaţiilor, folosirea îmbinării paralele devine neraţională datorită întreruperilor inevitabile în folosirea utilajului şi a forţei de muncă;
2) pachete, care cuprind mai multe bucăţi, fără a depăşi mărimea lotului de lansare. Dacă se consideră că lotul de lansare are patru bucăţi şi se transmite în pachete de câte două bucăţi (fig. 10.3), durata ciclului operativ este dată de relaţia:
t1 t2 t3 t4 t5
ti
2 4 6 8 10 12 14 16 Dcipci

127
∑=
⋅−+=n
1imaxapicipcp t)pn(tD (10.17)
unde: pa reprezintă mărimea pachetului în bucăţi.
Dacă t1 = 2 ore, t2 = 1 ore, t3 = 2 ore, t4 = 3 ore, t5 = 1 ore, pa = 2 ore, atunci Dcipcp = 12 ore. 0
Fig. 10.3 Graficul deplasării continue în pachete.
Din grafic rezultă că pentru a asigura continuitatea procesului de producţie, pe de-o parte mărimea pachetului trebuie să fie invariabilă atât la fiecare operaţie cât şi în trecerea de la o operaţie la alta, iar pe de altă parte prelucrarea pieselor cuprinse în pachet la o anumită operaţie trebuie să se facă simultan. Acest lucru este posibil numai dacă la fiecare operaţie se organizează locuri de muncă-dubluri al căror număr este egal cu numărul de piese cuprinse în pachet;
3) Loturi de lansare, adică cantitatea identică, care se lansează dintr-o dată în producţie şi care se prelucrează cu un singur consum de timp de pregătire-încheiere pe loc de muncă, deoarece întregul lot se deplasează ca o singură unitate (fig. 10.4).
În condiţiile duratelor precedente, dar cu circulaţie în loturi de lansare, durata ciclului de producţie va fi:
ore9tDn
1iicipcl == ∑
= (10.18)
Fig. 10.4 Graficul deplasării continue în loturi.
t1= 2 - t2= 1 - t3= 2 - t4= 3 - t5= 1 -
| | | | | | | | 0 1 2 3 4 5 6 7 8 9 Dcipcl
t1
t2
t3
t4
t5
t1= 2 - t2= 1 - t3= 2 - t4= 3 - t5= 2 -
| | | | | | | | 2 4 6 8 10 12 14 16 Dcipcp
ti
ti

128
Durata ciclului operativ în cazul transmiterii în pachete va fi influenţată de numărul de pachete în care este împărţit lotul de lansare (numărul de pachete devine numărul de piese din lotul de lansare), iar în cazul transmiterii pe loturi, acesta este asimilat cu o piesă sub aspectul timpului de prelucrare;
b) Mişcare discontinuă se caracterizează pe de o parte prin transmiterea pieselor cu întreruperi, datorită aşteptării pieselor până se termină operaţia tehnologică la întregul lot de lansare spre a fi trimis la operaţia următoare, iar pe de altă parte printr-o activitate neîntreruptă pe fiecare loc de muncă în toată perioada de prelucrare a lotului.
În funcţie de caracterul transmiterii pieselor şi reperelor între două operaţii consecutive deosebim trei variante şi anume:
1) varianta în loturi, denumită şi mişcarea succesivă şi reprezintă modul de circulaţie a reperelor potrivit căruia fiecare operaţie următoare începe după ce întregul lot a fost prelucrat la operaţia anterioară, deci fiecare piesă înainte de a fi supusă prelucrării la operaţia următoare aşteaptă până când întregul lot este supus prelucrării la operaţia anterioară.
Din grafic (fig. 10.5) rezultă că durata ciclului operativ de producţie este direct proporţională cu mărimea lotului şi cu timpul necesar prelucrării unei piese în toate operaţiile tehnologice.
∑=
=+=⋅++⋅=n
1iipn1ppnp1cipdl tn)tt(nntntD KK (10.19)
unde: np reprezintă numărul de piese din lot (mărimea lotului); t1, . . ., tn - durata diferitelor operaţii tehnologice;
∑=
n
1iit - timpul necesar prelucrării unei piese la toate operaţiile.
Fig. 10.5 Graficul deplasării discontinue în loturi.
În condiţiile în care t1 = 2 ore, t2 = 1 oră, t3 = 2 ore, t4 = 3 ore, t5 = 1 ore, n = 4 bucăţi, durata
ciclului operativ al producţiei va fi 4(2+1+2+3+1) = 4 ∃ 9 = 36. Deci Dcipdl = 36 ore. Durata ciclului operativ al unei piese din lot, Dcipdl , poate fi stabilită astfel:
∑ ∑= =
−+=n
1i
n
1iipicipdl t)1n(t D (10.20)
unde: ∑=
−n
1iip t)1n( reprezintă întreruperile condiţionate de caracterul de lot de lansare a pieselor.
t4+np
| | | | | | | | | | 0 4 8 12 16 20 24 28 32 36 40
t1= 2 - t2= 1 - t3= 2 - t4= 3 - t5= 1 -
t1
t2
t3
t4
t5 t1+np t2+np t3+np t5+np
Dcipdl
ti

129
Relaţiile (10.19) şi (10.20) pot fi folosite numai atunci când, la un loc de muncă se prelucrează o singură piesă, nu se folosesc maşini-dubluri şi când un singur muncitor execută operaţia la o singură piesă pe un loc de muncă. Atunci când pe un loc de muncă se prelucrează simultan mai multe piese nps, iar la un reper lucrează simultan o brigadă de muncitori fl atunci durata ciclului de producţie se determină astfel:
∑=
⋅⋅=
n
1i lmppspcipdl fnln
tnD (10.21)
Folosirea acestui mod de îmbinare este caracteristic producţiei individuale şi de serie mică. O astfel de îmbinare prezintă avantajul că întăreşte răspunderea pentru cantitatea şi calitatea producţiei la fiecare loc de muncă, dar şi dezavantajul că reţine piesele la fiecare loc de muncă până la terminarea prelucrării întregului lot;
2) varianta în pachete, denumită în literatura de specialitate şi îmbinarea paralel-succesivă (mixtă) a operaţiilor tehnologice în timp, reprezintă modul de circulaţie a pieselor în condiţiile în care reperele trec prin operaţiile tehnologice ale procesului de producţie în cantităţi diferite denumite în mod convenţional loturi de transport, a căror mărime este determinată de raportul între diferite operaţii alăturate din punct de vedere al duratei lor.
Există trei cazuri de îmbinare a operaţiilor tehnologice: – pachetul trece la operaţia următoare, care are aceeaşi durată cu operaţia precedentă (tj = tj+1 ); – pachetul trece la operaţia următoare, care are o durată mai mare decât operaţia anterioară ( tj <
tj+1 ); – pachetul trece la operaţia următoare, care are o durată mai mică decât operaţia anterioară ( tj >
tj+1 ). În primul şi al doilea caz, prelucrarea la operaţia următoare începe imediat ce primul pachet a
trecut prin prelucrare la operaţia anterioară, iar în cazul pachetului trei prelucrarea la operaţia următoare poate să înceapă numai după ce la operaţia anterioară a trecut prin prelucrare o cantitate de repere suficientă pentru ca procesul de producţie să se desfăşoare fără întrerupere. Pentru realizarea continuităţii fabricaţiei, în ultimul caz trebuie stabilită perioada de timp tj+z cu care trebuie să fie decalat începutul operaţiei următoare tj+1, faţă de începutul operaţiei precedente tj sau faţă de sfârşitul prelucrării primului pachet la operaţia anterioară.
Durata ciclului de producţie se calculează analitic astfel:
∑ ∑= =
+−+⋅=n
1i
n
1iiapnaicipdp z)pn(tptD (10.22)
unde: tn reprezintă durata ultimei operaţii; np - numărul pieselor din lotul de lansare; pa - mărimea pachetului, exprimată în numărul de piese;
∑=
n
1iiz - suma tuturor perioadelor de decalaj.
Fiecare decalaj se determină ca diferenţă dintre durata operaţiei anterioare (mai mare) şi durata operaţiei următoare (mai mică), iar rezultatul se multiplică cu numărul de piese din lot mai puţin mărimea unui pachet astfel:
z = (tj - tj+1)(np-pa) (10.23)
Caracteristica acestui mod de îmbinare constă în faptul că, durata ciclului operativ este mai mică comparativ cu îmbinarea succesivă, oferă posibilitatea executării unor activităţi auxiliare de control tehnic şi transport în paralel cu efectuarea operaţiilor tehnologice, înlătură apariţia întreruperilor în funcţionarea utilajului la operaţiile mai mici în cazul în care operaţiile tehnologice au durată diferită.

130
3) Varianta individuală presupune reducerea mărimii pachetului până la o bucată, fapt ce permite lucrul pe un front mai larg şi reducerea timpului total până aproape de durata ciclului, în condiţiile mişcării continue. Această variantă poate fi considerată un caz particular al mişcării continue cu transmiterea în pachete.
Acest tip se foloseşte pe scară largă in producţia din industria constructoare de maşini. Regulile începerii operaţiilor sunt cele similare de la mişcarea discontinuă în condiţiile trimiterii în pachete a pieselor, pachetul fiind format dintr-o singură piesă, iar durata ciclului de producţie se poate stabili astfel:
∑ ∑= =
+−+=n
1i
n
1iinpicipdi zt)1n(tD (10.24)
∑=
−−=n
1i1i1cipdcipdi wDD (10.25)
∑ ∑= =
−−=n
1i
n
1ip1miipcipdi )1n(ttnD (10.26)
unde: wi reprezintă durata suprapunerii i .
În practică se mai poate folosi şi următoarea formulă:
∑ ∑ ∑= = =
−−+=n
1i
n
1i
n
1is1picipdi tt)1n(tD (10.27)
unde: ∑=
n
1i1t reprezintă durata totală a operaţiilor tehnologice lungi;
∑=
n
1ist - durata totala a operaţiilor tehnologice scurte.
Operaţia lungă este plasată între două operaţii cu durată mai scurtă sau între una mai mică
(anterioară) şi una egală (următoare), iar operaţia scurtă este plasată între doua operaţii cu durată mai lungă sau între una egală (anterioară) şi una mai mare (următoare). Dacă o anumită operaţie se găseşte între două operaţii, una mai mare şi alta mai mică, atunci ea nu va fi luată în calcul. Operaţia imaginară anterioară primei şi următoare ultimei se consideră egala cu zero.
O problemă deosebită în determinarea ciclului de producţie o ridică comensurarea duratei activităţilor de servire şi a întreruperilor, care nu se evidenţiază separat în calculul duratei ciclului de producţie, ci în componenţa timpului unitar.
Timpul de transport al unui lot de piese Ttr se calculează pe baza duratei unui transport şi a numărului de transporturi:
∑=
=n
1itritr tT (10.28)
unde: ttri reprezintă durata transportului i, exprimată în minute;
n - numărul de transporturi în ciclul de producţie.
Timpul necesar efectuării controlului (Tcon) se determină similar:
∑=
=n
1itconicon tT (10.29)
unde: ttconi reprezintă durata controlului i , exprimată în minute; n - numărul de controale în ciclul de producţie.

131
Timpul de întreruperi în stocuri circulante Tîntrsc se calculează astfel:
i
n
1i
irscint H
2
HpT ∑
=+
+= µ
(10.30)
unde: pi reprezintă periodicitatea sosirii lotului de piese pentru fiecare secţie consumatoare;
Hi - periodicitatea acumulării lotului de livrare în secţia furnizoare în vederea transmiterii acestuia secţiei următoare sau magaziei intermediare;
µ - numărul de secţii din fluxul tehnologic prin care trece respectivul lot.
Timpul de aşteptare pentru eliberarea locului de muncă la o operaţie tîntrlmi va fi :
∑=
=ln
1jcipojirlmiint Dt (10.31)
unde: nl reprezintă numărul denumirilor de loturi a căror prelucrare precede prelucrarea lotului respectiv;
Dcipoji - durata ciclului operativ al fiecărui lot de piese.
Durata totală a aşteptărilor pentru eliberarea locului de muncă la toate operaţiile la care se prelucrează lotul respectiv Tîntrlm va fi:
∑=
=n
1irlmiintrlmint tT (10.32)
Timpul de întreruperi de lot Tîntrl se calculează astfel:
∑ ∑= =
−−−⋅⋅
−=n
1i
n
1isadmipki
llmppspirlint A)1pn(
fnn
t)1n(T (10.33)
unde: npki reprezintă lotul de lansare la operaţia cu durată mai mică din cele două operaţii conexe; Padmi - lotul de transport cu mărime variabilă în condiţiile mişcării discontinue; s - operaţia scurtă între două operaţii conexe i şi i-1;
sfnn
tA
llmppss ⋅⋅
= (10.34)
Timpul de întreruperi din stocurile de siguranţă nu se poate stabili cu precizie pe cale analitică, datorită instabilităţii variaţiei mari a factorilor de influenţă, fapt pentru care în practică acesta se stabileşte pe bază de experienţă sau pe baza unor date obţinute din observaţii speciale.
Timpul de întreruperi în afară de regim se determină pe baza unor coeficienţi Kîntrnr care reprezintă raportul între numărul de ore calendaristice din perioada curentă si numărul de ore de lucru din aceeaşi perioadă:
zlss
zcrnrint nnd
n24K
⋅⋅= (10.35)
unde: nzc reprezintă numărul de zile calendaristice din perioada luată în calcul; nzl - numărul de zile lucrătoare din aceeaşi perioadă; ds - durata unui schimb, exprimată în ore; ns - numărul de schimburi.

132
Acest coeficient se ia în calculul duratei ciclului de producţie, atunci când mărimea acestuia depăşeşte 24 ore, fapt pentru care Kîntrnr se înmulţeşte cu durata ciclului.
Având în vedere precizările anterioare referitoare la timpul de lucru şi timpul de întreruperi, în formă generală durata ciclului de producţie se va calcula astfel:
1) în mişcare continuă: – varianta individuală:
24
t
dn
t)1n(tt
Dpn
ss
întrio
n
1ipmaxi
cipci +⋅
+
−+
=∑=
α (10.36)
unde: α reprezintă coeficientul de utilizare a fondului de timp calendaristic;
∑=
−+n
1ipmaxi )1n(tt - durata ciclului operativ;
tintrio - timpul de întreruperi între operaţii, exprimat în ore; ns - numărul de schimburi lucrătoare pe zi; ds - durata medie a unui schimb, exprimată în ore; tpn - durata proceselor naturale, exprimată în ore.
– varianta în pachete:
24
t
dn
t)pn(tt
Dpn
ss
întrio
n
1iapmaxi
cipcp +⋅
+
−+
=∑=
α (10.37)
– varianta în loturi:
24
t
dn
tt
D pn
ss
întrio
n
1ii
cipcl +⋅
+=∑= (10.38)
2) în mişcare discontinuă: – varianta în loturi:
24
t
dn
ttn
Dpn
ss
n
1iîntroip
cipdl +⋅
+
=∑=
α (10.39)
– varianta în pachete:
24
t
dn
tz)pn(tt
Dpn
ss
întrio
n
1ii
n
1iapni
cipdp +⋅
+
+−+
=∑∑==
α (10.40)
– varianta individuală:

133
24
t
dn
tz)1n(tt
Dpn
ss
întrio
n
1iipn
n
1ii
cipdi +⋅
+
+−+
=∑∑==
α (10.41)
Reducerea ciclului de producţie are o importanţă deosebită deoarece asigură reducerea necesarului
de active circulante, reducerea stocului de producţie neterminată etc. Practic, reducerea ciclului de producţie se poate realiza prin: introducerea tehnicii noi şi a unor
procese tehnologice avansate; îmbinarea operaţiilor în timp şi ridicarea nivelului tehnicităţii producţiei; folosirea unor mijloace mecanizate şi automatizate pentru efectuarea controlului; reducerea timpului de pregătire-încheiere urmare a efectuării respectivelor operaţii în perioadele de întreruperi şi în schimburi nelucrătoare; reducerea duratei proceselor naturale prin înlocuirea lor cu procese tehnologice avansate; reducerea duratei întreruperilor interoperaţii prin luarea unor măsuri de îmbunătăţire a organizării producţiei şi a muncii etc.
• Lotul de fabricaţie Acest element fundamental se poate defini prin cantitatea de produse identice lansate
concomitent în producţie şi a căror execuţie se realizează cu un singur consum de timp şi cu un singur volum de cheltuieli de pregătire-încheiere a lucrărilor la locurile de muncă.
Mărimea şi numărul loturilor depind atât de factori interni, cât şi externi firmei. Factorii interni pot fi de natură tehnică (tehnologia folosită, complexitatea produsului etc.), de natură organizatorică (nivelul organizării fluxurilor de fabricaţie) şi de natură financiară (imobilizările de active circulante). Factorii externi se referă la necesitatea realizării unui anumit volum de producţie într-o perioadă definită şi livrarea la termenele stabilite, la sistemul de aprovizionare cu factori de producţie etc.
Lotul de producţie influenţează durata ciclului de producţie, perioada de repetare a loturilor, stocul de producţie neterminată, iar în final productivitatea muncii şi costurile de producţie.
Lansarea în fabricaţie a unui lot de fabricaţie este însoţită de anumite costuri, iar calculul acestora, pe bucată, se face conform formulei:
n
bYbuc = (10.42)
unde: b reprezintă mărimea costurilor cu pregătirea, lansarea şi încheierea lucrărilor de fabricaţie a lotului (cheltuieli şi pierderi);
n - numărul de produse care compun lotul. Majorarea lotului conduce la micşorarea costurilor unitare de pregătire-încheiere (fig.10.6).
0 Fig. 10.6 Relaţia mărimea lotului - mărimea costurilor de pregătire-încheiere.
Mărimea diferită a lotului n2 ≠ n1 conduce la costuri unitare de pregătire-încheiere diferite Y2 ≠ Y1.
Economia înregistrată pe produs ec în cazul lotului mai mare n2 comparativ cu lotul n1 va fi:
n (buc)
Y1
Y2
n1 n2
Y (buc)

134
−=
21c n
1
n
1be (10.43)
Economia totală Ec depinde direct proporţional de volumul producţiei Q şi se calculează astfel:
cc eQE ⋅= (10.44)
Concomitent, mărimea lotului influenţează volumul mijloacelor circulante în general şi durata imobilizării acestora în producţie, în special determinând anumite pierderi. Expresia acestor pierderi pentru un lot de produse (u) va fi:
iptvu ⋅⋅= (10.45)
unde: v reprezintă mărimea imobilizărilor de active circulante, exprimate valoric; t - durata imobilizărilor, exprimată în zile; pi - pierderea procentuală datorită imobilizării.
Reprezentarea grafică a evoluţiei pierderilor este cea din fig. 10.7.
0
Fig. 10.7 Evoluţia pierderilor din imobilizările de active circulante.
Mărimea activelor circulante imobilizate V pentru un lot de n produse va fi:
)2
CC(nV
p+= (10.46)
unde: C reprezintă costul obiectului până la intrarea lotului în prelucrare; Cp - costul prelucrării (salarii şi costuri directe).
Funcţia care exprimă costurile totale pe unitatea de produs, ce depind de mărimea lotului Y însumează cele două categorii de costuri:
nan
bY ⋅+= (10.47)
Coeficientul a se calculează astfel:
n1 n2 n (buc)
Y1
Y2
Y (buc)

135
Q
pT)2
CC(
ai
p ⋅⋅+= (10.48)
unde: T reprezintă perioada în care se lansează succesiv lotul.
Stabilirea mărimii optime a lotului de fabricaţie n0 constă în minimizarea funcţiei Y prin unul din următoarele trei procedee:
– folosirea metodei grafice, adică construirea curbelor pentru cei doi termeni ai sumei şi apoi pentru suma lor;
– calculul primei derivate a lui Y în raport cu n şi egalarea ei cu zero, de unde rezultă mărimea lotului optim (n0):
ip
0
pT)2
CC(
Qbn
⋅⋅+
⋅= (10.49)
– ştiind că valoarea minimă a sumei a două mărimi variabile al căror produs este constant are loc atunci când mărimile sunt egale, lotul optim va fi:
ip
0
pT)2
CC(
Qb
a
bn
⋅⋅+
⋅== (10.50)
În cazul în care perioada de prelucrare a lotului (ciclul de fabricaţie este neglijabilă comparativ cu perioada de consum) atunci imobilizările sunt aferente acesteia din urmă, iar mărimea optimă a lotului va fi:
in0 pTC
Qb2n
⋅⋅⋅⋅= (10.51)
În practică, nu întotdeauna este posibil să fie lansate loturi având mărimea rezultată din calculule matematice de optimizare, de aceea este necesară o corectare a acestora ca urmare a problemelor de programare a producţiea, asigurării ritmicit ăţii producţiei, a influenţei condiţiilor concrete din fiecare firmă, rezultând în final loturile corectate denumite şi loturi economice.
• Repetabilitatea loturilor Aceasta defineşte timpul care se scurge între lansarea în fabricaţie a două loturi succesive.
Această perioadă se determină prin analogie cu cadenţa liniilor în flux, unitatea de evidenţă fiind în acest caz lotul şi nu unitatea de produs, utilizând formula:
Q
nF
n
FP t
lp
tr
⋅== (10.52)
unde: Pr reprezintă perioada de repetabilitate a lotului; Ft - fondul de timp în perioada dată; nlp - numărul loturilor de producţie.
Perioada de repetabilitate este direct proporţională cu mărimea lotului şi cu perioada de plan şi invers proporţională cu volumul producţiei.
Aceasta prezintă o importanţă deosebită în programarea producţiei, deoarece permite stabilirea datelor de lansare în fabricaţie a loturilor. Acest indicator arată densitatea fabricării unui reper la o maşină

136
sau la mai multe maşini şi permite deci, corelarea programului de producţie cu capacitatea de producţie a utilajelor şi muncitorilor respectivi.
Mişcarea loturilor aceluiaşi reper este condiţionată de raportul în care se află perioada de repetabilitate Pr şi durata ciclului de fabricaţie a lotului Dcip. În acest context există trei situaţii:
1) Pr > Dcip , lansarea în fabricaţie a lotului unui reper se face la intervale, care cuprind şi perioada de absenţă a reperului respectiv în secţia de producţie, perioadă notată cu P (fig. 10.8);
P = Pr - Dcip (10.53)
Fig. 10.8 Lansarea loturilor în cazul Pr > Dcip.
2) Pr = Dcip , loturile se lansează succesiv, adică momentul terminării unui lot este acelaşi cu momentul lansării în fabricaţie a unui alt lot (fig. 10.9);
P = Pr - Dcip = 0 (10.54)
Fig. 10.9 Lansarea loturilor în cazul Pr = Dcip.
3) Pr < Dcip , când frecvenţa lansării în fabricaţie a loturilor creşte, pe acelaşi loc de lucru aflându-se în acelaşi timp două sau mai multe loturi; (fig. 10.10)
P = Pr - Dcip < 0 (10.55)
În cazul în care mărimea loturilor este diferită în verigile de producţie conexe în care una consumă productiv piesele fabricate de cealaltă, Pr vor fi diferite. Pentru evitarea apariţiei stocurilor suplimentare este necesar ca raportul dintre durata perioadelor de repetare a loturilor să fie număr întreg,
| | |
0 1 2 3 4 5 6 7 8 timp Dcip P Pr
loturi
Pr
Dcip
loturi
| | | | | | 0 1 2 3 4 5 6 7 8 9 timp

137
deci este necesară asigurarea unor perioade multiple de lansare a loturilor, care să asigure ritmicitatea fabricaţiei în ambele verigi de producţie fără imobilizări suplimentare de active circulante.
Fig. 10.10 Lansarea loturilor în cazul Pr < Dcip.
10. 3. MANAGEMENTUL PRODUCŢIEI ÎN FLUX Forma superioară a managementului producţiei de masă este producţia în flux, care asigură
prelucrarea factorilor materiali de producţie fără aşteptări interoperaţii. Producţia în flux se poate organiza sub forma producţiei în flux simplu fără participarea transportului mecanizat pentru deplasarea factorilor materiali de producţie de la un post de lucru la altul şi producţie în flux continuu - forma superioară de organizare - când se folosesc mijloace mecanizate de transport pentru deplasarea factorilor materiali de producţie de la un loc de muncă la altul.
Principalele trăsături ale producţiei în flux sunt: divizarea procesului de producţie în operaţii simple, egale sau multiple din punctul de vedere al timpului necesar efectuării lor; repartizarea certă pe loc de muncă a unei operaţii sau grupă de operaţii de execuţie; efectuarea operaţiilor practic este fără întrerupere pe baza unei cadenţe, a unui ritm unic pentru întregul flux de producţie; concordanţă deplină între amplasarea locurilor de muncă şi fluxul tehnologic; deplasarea reperelor între operaţii se face bucată cu bucată sau în loturi mici de transport; numărul locurilor de muncă existente la fiecare operaţie trebuie să asigure menţinerea ritmului, a cadenţei stabilite pentru linia respectivă de lucru; asigură omogenitatea calităţii, a dimensiunii factorilor materiali de producţie, precum şi concordanţa acestora cu elementele din STAS şi standarde.
Respectarea acestor particularităţi lărgeşte posibilitatea realizării unui management al producţiei industriale în flux eficient.
Având în vedere caracteristicile calitative ale fiecărei variante organizatorice ale producţiei în flux, pe baza unor criterii judicioase de clasificare, se deosebesc următoarele linii de producţie în flux şi anume:
• Dacă se are în vedere specializarea liniilor şi a locurilor de muncă, deosebim: – liniile monoobiect, specializate în fabricaţia unor produse cu o singură denumire; – linii multiobiect, specializate în fabricaţia unor produse cu denumiri, tipuri sau
tipodimensiuni multiple. În cadrul acestora, cele mai des întâlnite sunt liniile în flux variabil pe care se produc mai multe produse, mai mult sau mai puţin asemănătoare din punct de vedere tehnologic, executate succesiv în loturi alternative. Ele pot fi:
a) linii obişnuite în flux variabil, pe care într-un anumit timp se execută produse de o singură denumire şi linii în flux variabil cu tehnologii de grup, pe care se execută în paralel mai multe feluri de produse.
Liniile obişnuite în flux variabil, având în vedere gradul de asemănare tehnologică şi constructivă a produselor, se împart în:
Dcip
P Pr
loturi
0 1 2 3 4 5 6 timp

138
1) linii cu rereglare integrală a utilajului, pe care se execută produse asemănătoare numai în ceea ce priveşte componenţa operaţiilor. Nefolosirea SDV-urilor unificate pe aceste linii necesită reglarea acestora şi înlocuirea unei părţi foarte mari din echipamentul tehnologic cu ocazia trecerii de la fabricarea unui tip de produs la altul;
2) linii cu rereglare parţială sau fără reglare execută produse asemănătoare tehnologic şi constructiv. Utilajele folosite sunt comune tuturor felurilor de produse, iar echipamentul tehnologic este unificat. Trecerea de la fabricarea unui produs la altul necesită numai o reglare parţială a unor dispozitive la unele operaţii sau chiar nici o reglare;
b) linii de grup în flux constant, sunt cele care prelucrează o grupă de produse asemănătoare tehnologic şi constructiv şi care parcurg complet operaţiile tehnologice prevăzute în procesul de execuţie. Are loc o lansare şi o execuţie completă a tuturor produselor repartizate liniei. Ele pot fi:
1) linii de grup în flux constant cu lansarea şi prelucrarea paralelă şi în complete a produselor caracteristice liniilor în flux de prelucrare mecanică cu maşini unelte cu mai multe axe la care este posibilă proiectarea şi folosirea unor reglări care admit prelucrarea simultană a tuturor pieselor din grupă la fiecare operaţie;
2) linii de grup în flux constant cu lansarea şi prelucrarea succesivă şi completă a produselor sunt liniile pe care are loc prelucrarea succesivă a tuturor pieselor şi reperelor;
3) linii multiobiect de grup mixte în flux constant, sunt acele linii pe care au loc atât prelucrarea paralelă a tuturor pieselor din grup pe maşini-unelte multiax cât şi prelucrarea succesivă a pieselor pe maşini-unelte cu un singur ax;
c) linii multiobiect în flux constant multiciclu pe care se execută succesiv diferite stadii ale prelucrării lotului format din aceleaşi produse, iar produsul rezultat în urma executării unui stadiu (ciclu) constituie obiectul muncii în executarea stadiilor următoare. La trecerea de la un stadiu la altul locul de muncă se reorganizează, fiind - sub acest aspect - asemănătoare liniilor în flux multiobiect cu lansarea şi prelucrarea produselor în loturi, care alternează succesiv (adică liniile în flux variabil).
• În funcţie de asigurarea sau nu a unui anumit grad de continuitate a desfăşurării procesului de producţie se cunosc: a) linii în flux continuu la care întregul ciclu de fabricaţie a produselor se desfăşoară fără întrerupere (continuu), fără aşteptări interoperaţii ale produselor (fig. 10.11).
Din grafic rezultă că există opt maşini-unelte pe care se execută şapte operaţii sincronizate, adică timpii unitari sunt egali sau multipli ai cadenţei liniei. Reprezentarea grafică arată existenţa conveierului distribuitor pentru transportul reperelor de la o operaţie la alta şi pentru menţinerea cadenţei. Toate utilajele lucrează continuu, paralel şi ritmic, iar fiecare reper se găseşte pe linie fie în stadiul prelucrării la o anumită operaţie, fie în stadiu de transport de la o operaţie la alta.
Dacă toate operaţiile au o durată egală cu cadenţa liniei, atunci fiecare piesă, care urmează o linie repetă exact mişcarea piesei anterioare pe locurile de muncă. Caracteristic liniilor cu flux continuu este atât faptul că sunt pe întreaga linie, cât şi pe fiecare loc de muncă, procesul de producţie are un caracter strict stabil, iar cadenţa producţiei este aceeaşi la toate operaţiile în sensul că la fiecare cadenţă de pe linie se obţine un produs; b) linii în flux discontinuu se organizează atunci când nu se poate asigura sincronizarea operaţiilor, funcţionarea continuă a utilajului şi utilizarea deplină a forţei de muncă. Punctele de lucru neîncărcate la capacitatea de producţie, vor avea întreruperi sau vor fi reoganizate în vederea executării altor lucrări fără legătură cu fluxul liniei.

139
0
Fig. 10.11 Graficul deplasării reperelor pe linii în flux continuu.
Cadenţa de fabricaţie a produselor este doar o mărime de calcul şi nu un ritm real de funcţionare a
liniilor. Consecinţa discontinuităţii procesului de producţie, este variaţia în timp a mărimii producţiei neterminate, denumită stoc circulant. Acest stoc de producţie neterminată creat în timpul perioadei de lansare se menţine la nivelul calculat numai dacă se respectă graficul de funcţionare a liniei în flux la fiecare loc de muncă, fapt ce permite o producţie ritmică şi îndeplinirea ritmică a tuturor operaţiilor de pe linia în flux discontinuu. Un astfel de grafic este denumit plan standard de funcţionare a liniei si are ca scop determinarea perioadelor de funcţionare şi de întreruperi la diferitele locuri de muncă în condiţiile celei mai raţionale folosiri a fondului de timp al muncitorilor şi a nivelurilor admise la stocurile circlante de producţie neterminată.
• Având în vedere stabilitatea şi menţinerea cadenţei desfăşurării procesului de producţie deosebim:
a) linii în flux cu ritm liber, în cazul cărora nu este obligatoriu ca durata fiecărei operaţii să fie egală sau multiplă cadenţei liniei. Ele sunt des întâlnite în secţiile de prelucrare mecanică, de montaj, atunci când se prelucrează şi se montează produse de gabarit redus. Egalitatea productivităţii muncii la fiecare loc de muncă se asigură cu ajutorul unor stocuri intermediare de mărime mică. Locurile de muncă din astfel de linii sunt staţionare, legate între ele prin mijloace de transport şi care lucrează fără a avea un regim de viteză impus, fiind obligatorie numai luarea obiectului de pe banda transportoare când se folosesc mijloace de transport cu mişcare continuă. Executantul ia de pe banda transportoare subansamblul sosit la el pe bandă, execută operaţia necesară corespunzător locului său de muncă şi aşează din nou piesa pe banda transportoare pentru a fi trimisă imediat la locul de muncă următor. Atunci când executantul nu a reuşit să efectueze operaţia în întregime în perioada de timp egală cu cadenţa liniei în flux, ia din stocul pe care-l are la dispoziţie un ansamblu finisat pe care-l aşează pe banda transportoare, subansamblul neterminat urmând să-l finiseze cu prima ocazie. Deci, mijloacele de transport folosite nu sunt mijloace de reglementare a vitezei benzii şi nu influenţează mărimea cadenţei benzii. Astfel de linii au avantajul că în cazul nerespectării cadenţei stabilite la un anumit loc de muncă, nu se produce încălcarea ritmicităţii la locurile de muncă următoare;
b) linii în flux cu ritm reglementat, obligatoriu pentru fiecare loc de muncă, sunt destinate prelucrării şi montajului produselor grele şi cu gabarit mare. Ele folosesc mijloace de transport mecanizate cu mişcarea neîntreruptă pe care se află permanent piesa prelucrată sau produsul montat. Mijlocul de transport asigură astfel nu numai deplasarea reperelor de la un loc de muncă la altul, dar şi mijlocul de reglementare a cadenţei liniei. O astfel de linie se întâlneşte frecvent în sectoarele de producţie cu procese de muncă manuale, deoarece aceste procese se divizează uşor în operaţiile componente, asigurându-se în acest fel sincronizarea acestora şi egalizarea productivităţii realizate la diferite locuri de muncă. O importanţă deosibită prezintă informarea executantului cu privire la expirarea timpului necesar operaţiilor în conformitate cu cadenţa liniei în flux.
Număr maşini
1 2 3 4 5 6
1 4
2 5
3 6
1 3 5
2 4 6
1 2 3 4 5 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Număr operaţii

140
Pentru menţinerea ritmului stabilit se foloseşte foarte des drept mijloc de transport conveierul, banda rulantă etc., iar pentru informarea executantului se utilizează semnalul electric, luminos etc.
• În funcţie de poziţia obiectului muncii pe linie în procesul prelucrării există: a) linii cu obiect mobil întâlnite în industria construcţiilor de maşini, caracterizate prin faptul că
piesa, reperul, detaliul etc. trece de la un loc de muncă la altul pentru executarea operaţiilor necesare. Această mişcare poate fi continuă sau cu intermitenţă, când reperele de pe linia în flux, rămân imobile pe toată durata cadenţei, iar după expirarea acesteia obiectul trece la operaţiile următoare, la locurile de muncă următoare; b) liniile cu obiect staţionar (fix), caracterizate prin deplasarea executantului între locurile de muncă şi nu a reperelor, pieselor etc. la anumite perioade de timp, egale cu cadenţa liniei, executanţii trec de la un loc de muncă la altul, efectuând operaţia corespunzătoare. Sub aspect organizatoric aceste linii sunt mai puţin perfecţionate., fiind folosite numai în cazurile în care este dificilă din punct de vedere tehnic trecerea produsului de la un loc de muncă la altul datorită greutăţii şi gabaritelor mari ale acestuia.
• Având în vedere configuraţia liniei deosebim: linii în flux în linie dreaptă, în formă de , în
formă de , în formă de , în formă de zigzag, în formă de careu, în linie curbă, în formă de raze. Cea mai răspândită formă este fluxul în linie dreaptă, care în funcţie de numărul locurilor de
muncă şi de utilajele necesare efectuării diferitelor operaţii paote fi cu un rând (fig. 10.12), cu două rânduri (fig. 10.13) şi cu mai multe rânduri (fig. 10.14).
Fig. 10.12 Flux în linie dreaptă cu un rând.
Atunci când din calculele efectuate în perioada proiectării liniei rezultă o lungime a acesteia mai
mare decât posibilităţile de amplasare a utilajului în linie dreaptă, se organizează o linie în zigzag. Practic, producţia în flux poate fi organizată în funcţie de o serie de elemente specifice în mai
multe variante: pe bandă rulantă, producţie sincron, sistemul agregat, sistemul Plaff-Varian, Durkoop-Combi, metoda Taguchi, sistemul Shigo, sistemul Kaisha, celule automatizate (flexibile) etc.
Fig. 10.13 Flux în linie dreaptă cu două rânduri.
Între acestea, un rol important revine variantei în celulele flexibile, care are drept premisă
principală, divizarea procesului tehnologic în operaţii specializate şi executarea lor cu ajutorul maşinilor şi utilajelor echipate cu SDV-uri speciale. În aceste condiţii se automatizează nu numai operaţiile tehnologice ci şi celelalte componente ale procesului de muncă (fixarea şi scoaterea piesei din maşină, apropierea şi depărtarea acesteia în sculele prelucrătoare etc. transportul reperelor de la un loc de muncă la altul, pornirea şi oprirea maşinii etc. Se disting, în acest domeniu, doua tendinţe: crearea de linii automate cu un singur obiect de prelucrare şi crearea unor linii automate pe care se prelucrează diferite feluri de produse. Liniile automate pot fi împărţite în: linii simple pe care se efectuează un număr relativ mic de operaţii tehnologice, proiectate în special pentru un anumit fel de prelucrare; linii complexe, care cuprind toate felurile de operaţii, produsele ieşind de pe linie în formă finită, uneori chiar şi ambalate.
1 2 3
1 3 5
2 4 6

141
Fig. 10.14 Flux în linie dreaptă cu mai multe rânduri.
În condiţiile automatizării producţiei cresc cerinţele privind calitatea tehnologiilor şi sistemul de
servire cu SDV-uri, iar alimentarea locurilor de muncă cu scule, înlocuirea acestora, alimentarea continuă a lor cu materiale, organizarea efectuării lucrărilor de întreţinere şi de reparaţii etc., capătă o importanţă deosebită.
10.4. CARACTERIZAREA PRINCIPALELOR ELEMENTE AFERENTE
PRODUCŢIEI ÎN FLUX sCalculul principalelor elemente ale producţiei în flux se face cu ocazia proiectării liniilor în flux
şi constă în determinarea următorilor indicatori: cadenţa; ritmul; numărul locurilor de muncă, al utilajelor şi al executanţilor; lungimea şi viteza benzii; mărimea stocurilor circulante de piese, repere şi semifabricate.
Comensurarea cadenţei se face în funcţie de fondul de timp util, calculat ţinând cont de numărul de zile lucrătoare, numărul de schimburi şi durata schimbului, avându-se în vedere timpul necesar executării eventualelor lucrări de reparaţii preventiv-planificate şi programul de producţie prevăzut pentru perioada aferentă calculului fondului util de timp, folosindu-se următoarea formulă:
p
ulf P
60TC
⋅= (10.56)
unde: Tu reprezintă fondul de timp util exprimat în ore corespunzător pentru perioada în care a fost stabilit programul de producţie;
Pp - programul de producţie prevăzut al liniei în flux; 60 - durata unei ore, exprimată in minute; Clf - cadenţa liniei în flux exprimată în minute / produs.
Atunci când linia în flux se caracterizează prin întreruperi în timpul schimbului (de exemplu timpul de odihnă), cadenţa liniei în flux se calculează astfel:
p
îulf P
T60TC
−⋅= (10.57)
sau:
p
ulf P
K60TC
⋅⋅= (10.58)
unde: Tî reprezintă mărimea timpului de întreruperi, exprimat în minute; K - coeficientul de folosire a timpului de lucru.
1 6 7
2 5 8
3 4 9

142
Dacă pe linie se fabrică mai multe feluri de produse 1, . . ., n cu aceleaşi cheltuieli de muncă vie
pe unitatea de produs, dar în cantităţi diferite Q1,..., Qn, atunci cadenţa se calculează după următoarea formulă:
ptn21
ulf K
QQQ
60TC ⋅
+++⋅
=K
(10.59)
unde: Kpt este coeficientul care exprimă pierderile de timp provocate de reglarea utilajului la schimbarea produsului.
În cazul în care pe linie se fabrică mai multe feluri de produse cu cheltuieli diferite de muncă vie pe unitatea de produs, cadenţa se calculează astfel:
ptnn2211
ulf K
qQqQqQ
60TC ⋅
⋅+⋅+⋅⋅
=K
(10.60)
unde: q1... qn reprezintă coeficientul de corecţie exprimat ca raport între cheltuielile de muncă vie pe unitatea de produs 1...n şi cheltuielile de muncă vie pe unitatea de produs l.
În situaţia liniilor în flux a căror producţie este organizată pe loturi, cadenţa se calculează pe lot şi anume:
plflot nCC ⋅= (10.61)
unde: Clot reprezintă cadenţa pe lot; np - numărul de piese, repere, subansamble sau produse din lot, exprimat în bucăţi.
Pentru liniile în flux cu conveier pulsatoriu este necesar să se deosebească cadenţa de producţie Ccp de cadenţa de lucru la fiecare operaţie la liniile în flux cu conveier pulsatoriu Cclp, folosindu-se următoarele formule:
p
ucp P
60TC
⋅= (10.62)
Cclp = Ccp - Ttr (10.63)
unde: Ttr reprezintă timpul necesar efectuării activităţii de transport de la un loc de muncă la altul.
Dacă liniile automate sunt dotate cu rotor, atunci cadenţa acestor linii automate rotor Cr va fi:
tr
rr V
PC = (10.64)
unde: Pr reprezintă pasul rotorului; Vtr - viteza de transport a rotorului.
Cadenţa este o mărime variabilă, fiind influenţată de modificarea programului de producţie (ca nomenclatură şi sortiment), de modificarea regimului de schimburi, precum şi de unele particularităţi ale executării operaţiilor tehnologice şi ale formelor liniilor în flux. Cu ocazia calculării cadenţei liniei se asigură descoperirea şi mobilizarea rezervelor interne şi se sincronizează operaţiile în timp, ţinând cont de mărimea noii cadenţe calculate.
Mărimea inversă a cadenţei este denumită ritm şi caracterizează randamentul liniei în flux:

143
lflf C
1R = (10.65)
unde: Rlf reprezintă ritmul liniei în flux.
Numărul locurilor de muncă, al utilajelor şi al muncitorilor liniei în flux este condiţionat de numărul operaţiilor, ţinând seama de utilajele care efectuează paralel unele operaţii. Atunci când durata fiecărei operaţii este egală cu cadenţa liniei, numărul locurilor de muncă este egal cu numărul operaţiilor ce se execută pe linia respectivă. Dacă durata unor operaţii este multiplul cadenţei liniei, numărul de locuri de muncă este mai mare decât numărul operaţiilor cu locurile în plus la operaţiile multiple duratei cadenţei.
Numărul de muncitori se stabileşte pe baza numărului locurilor de muncă şi al maşinilor, precum şi a normei de servire, dorind să se realizeze o încărcare maximă a muncitorilor prin folosirea lucrului la mai multe maşini.
Practic, acest calcul se face cu ajutorul graficelor care arată modul de funcţionare a liniei în flux, iar modul de întocmire a lor depinde de natura liniei în flux şi de caracterul tehnologiei de fabricaţie. Pentru fiecare operaţie se calculează numărul locurilor de muncă şi coeficientul de încărcare a acestora. Astfel se încearcă să se asigure utilizarea fondului de timp disponibil al muncitorului la maximum.
Coeficientul de ocupare al fiecărui muncitor este egal cu suma coeficienţilor de încărcare al locurilor de muncă la care lucrează muncitorul respectiv. Corespunzător duratei schimburilor şi coeficientului de ocupare a muncitorilor se determină timpul necesar îndeplinirii sarcinii de producţie pe un schimb, pe fiecare operaţie.
Pentru liniile în flux continuu este necesar să se determine lungimea liniei Llf, în funcţie de numărul de produse ce se prelucrează pe linie şi distanţele dintre ele, folosind următoarea formulă:
pscalf ndL ⋅= (10.66)
unde: dca reprezintă distanţa între centrele a două repere, piese, produse alăturate, exprimată în metri; nps - numărul de piese, repere, produse care se găsesc în acelaşi timp pe linie şi care se
determină prin raportarea ciclului de producţie la cadenţa liniei.
Respectarea cadenţei liniei se asigură prin calcularea vitezei benzii transportoare Vb, utilizând formula:
lf
cab C
dV = (10.67)
10.5. PROIECTAREA LINIILOR ÎN FLUX Proiectarea liniilor în flux monoobiect presupune parcurgerea următoarelor etape: – stabilirea premiselor tehnico-organizatorice necesare creării liniilor în flux monoobiect, deci
organizarea unor linii specializate în executarea unui singur fel de produs, fiind des întâlnite la firmele cu producţie în masă şi de serie.
Premisa principală (condiţie necesară pentru organizarea liniilor în flux monoobiect la un anumit volum dat al cheltuielilor de muncă unitare) este existenţa unei cantităţi suficiente de producţie din obiectul respectiv.
Cantitatea minimă de produse necesară pentru organizarea unei linii în flux monoobiect se calculează astfel:
op
tdlf t
TP ≥ (10.68)
unde: Plf reprezintă mărimea programului de lansare în fabricaţie a produsului respectiv într-o anumită perioadă de timp, de regulă anual;

144
Ttd - fondul de timp disponibil în cadrul perioadei date;
opt - durata medie a operaţiilor.
Programul de lansare în fabricaţie depăşeşte programul de producţie, iar diferenţa existentă între cele două programe se explică prin faptul că din produsul respectiv se extrag exemplare pentru probele tehnologice, încercări de laborator, apar rebuturi etc. Aceste cauze se au în vedere la proiectarea liniilor în flux şi dacă influenţa acestora este notată cu p%, atunci programul de lansare în fabricaţie ţine cont de acest procent şi se poate calcula astfel:
100
p1
QP p
lf
−= (10.69)
unde: Qp reprezintă planul de producţie din produsul respectiv în perioada de timp dată.
Odată stabilit programul de lansare în fabricaţie, este necesar în continuare să se respecte următoarele condiţii: să fie asigurate toate premisele constructive şi tehnologice necesare, adică procesul de producţie să fie suficient de fundamentat, să nu se obţină rebuturi în cantităţi mari, să se asigure calitatea cerută de STAS-uri şi actele normative, procesul tehnologic să fie stabil şi să asigure obţinerea unor produse în conformitate cu documentaţia de inginerie tehnologică; să se asigure încadrarea perioadei de exploatare a liniilor în termenele de recuperare a investiţiilor efectuate pentru crearea lor, adică asigurarea eficienţei prevăzută pentru realizarea investiţiei respective; să existe premisele constructive şi materiale pentru introducerea liniilor în flux, adică dimensiunea suprafeţelor de producţie să permită acest lucru, iar numărul de utilaje de care dispune firma să permită realizarea unei linii în flux monoobiect;
– elaborarea şi sincronizarea procesului tehnologic, adică procesele tehnologice care se vor desfăşura pe liniile de producţie în flux trebuie să asigure continuitatea fluxului, deoarece numai astfel se obţine cea mai mare aficienţă în procesul exploatării liniilor.
Continuitatea în funcţionarea liniilor de producţie în flux monoobiect asigură atât folosirea deplină a tehnicii de producţie şi a deprinderilor executanţilor, cât şi reducerea la maxim a duratei ciclului de producţie şi a volumului stocurilor de producţie neterminată. Continuitatea se asigură numai atunci când procesul de producţie este sincronizat, adică la toate operaţiile se asigură acelaşi nivel de productivitate.
Pentru liniile în flux la care fiecare operaţie se execută pe un loc de muncă, iar reperul nu se desprinde de conveier, deci cu conveier de lucru, sincronizarea procesului tehnologic este atunci când toate operaţiile au o durată egală cu cadenţa liniei:
t1 = t2 = . . . = tn = Clf (10.70)
unde: tn reprezintă durata operaţiei n.
În situaţia liniilor în flux la care fiecare operaţie se poate executa paralel la mai multe locuri de muncă (dubluri), iar reperul se ia de pe conveier, adică la liniile în flux cu conveier distribuitor, sincronizarea procesului tehnologic se asigură dacă:
lflmn
1
2lm
1
1lm
1 Cn
t
n
t
n
t ==⋅⋅⋅== (10.71)
unde: nlmn reprezintă numărul locurilor de muncă necesare efectuării operaţiei n, exprimat în numere întregi.
În acest caz, diferitele operaţii pot avea durate egale cu cadenţa sau egale cu un multiplu al cadenţei. Astfel, sincronizarea operaţiilor, de regulă, se asigură cu anumită aproximaţie (se consideră că o operaţie este sincronizată dacă coeficientul de încărcare a locului de muncă la care se execută operaţia respectivă (Kîlm) este cuprins între 0,9-1,15).

145
lma
lmcîlm n
nK = (10.72)
unde: nlmc, nlma reprezintă numărul locurilor de muncă calculat, respectiv adoptat pentru operaţia respectivă.
Numărul locurilor de muncă calculat la operaţia respectivă se stabileşte astfel:
lf
)u(0lmc C
tn = (10.73)
unde: t0(u) reprezintă timpul operativ sau unitar.
Sincronizarea procesului tehnologic pe liniile în flux presupune> divizarea sau concentrarea operaţiilor; folosirea de SDV-uri cu înalt randament; modernizarea utilajului existent; intensificarea regimurilor de prelucrare. Cele mai simple metode de sincronizare a procesului tehnologic constau în divizarea operaţiilor pe părţi componente, stabilirea duratelor acestor componente şi gruparea lor în operaţii de durată necesară (pentru liniile de montaj în flux). În cazul liniilor în flux de prelucrare mecanică, reducerea cheltuielilor de muncă unitare pe operaţii nu se asigură prin regruparea componentelor operaţiilor, ci prin realizarea unor modificări calitative ale uneltelor folosite la executarea lucrărilor. Atunci când pentru sincronizare trebuie ales între un utilaj nou şi modernizarea celui existent, în conceperea echipamentului tehnologic necesar se va avea în vedere o analiză economică temeinică care să permită alegerea celei mai bune variante din multitudinea variantelor posibile.
Sincronizarea operaţiilor nu încetează odată cu darea în exploatare a liniei în flux. De aceea, proporţiile stabilite cu ocazia proiectării unei linii în flux trebuie revizuite şi puse de acord cu noile condiţii apărute, inclusiv în legătură cu modificările volumului de producţie care, de regulă, este în continuă creştere;
– calculul necesarului de mijloace de transport şi alegerea acestora, inclusiv sistematizarea liniei în flux are în vedere: caracterul procesului tehnologic; greutatea şi gabaritul reperelor transportate; lungimea şi configuraţia liniei în flux; gradul de sincronizare a operaţiilor; nivelul de mecanizare şi automatizare a procesului tehnologic; dimensiunea cheltuielilor privind producerea, montajul şi exploatarea mijloacelor de transport.
Principalii parametri ai mijlocului de transport care se calculează cu ocazia proiectării unei linii în flux şi care la rândul lor sunt condiţionaţi de parametrii liniei tehnologice, sunt: lungimea părţii de lucru a conveierului (Lu), lungimea organului de tracţiune (Lt), lăţimea benzii (Lb), pasul marcării (Pm) sau dimensiunea câmpului, perioada de repetare a numerelor (Prn) care se trec pe câmpurile benzii şi viteza benzii conveierului (Vbc).
Lungimea şi configuraţia liniei în flux, precum şi traseul liniei pe care se mişcă elementul purtător de greutate determină construcţia coveierului şi o parte din parametri acestuia.
În cazul liniilor de montaj în flux, unde locurile de muncă au de regulă aceeaşi dimensiune şi distanţa între locurile de lucru (l) nu variază, lungimea părţii de lucru a coveierului va fi:
lnL lmu ⋅= (10.74)
unde: nln reprezintă numărul locurilor de muncă de pe linie.
Pentru liniile în flux de prelucrări mecanice, la care distanţa dintre locurile de muncă diferă, lungimea părţii de lucru a conveierului este dată de relaţia:
∑=
=n
1iiu lL (10.75)
unde: l i reprezintă distanţa dintre locurile de lucru.

146
La conveierele cu bandă, lungimea părţii de lucru a conveierului Lu este dată de distanţa dintre axele cilindrilor, iar lungimea totală a conveierului Lt se calculează astfel:
DL2L ut ⋅+⋅= π (10.76)
unde: D reprezintă diametrul cilindrilor conveierului. Conveierul distribuitor are rolul de regulator numai atunci când este marcat. Marcarea presupune
numerotarea periodică a câmpurilor conveierului în care este divizată banda, în scopul fixării pe fiecare loc de muncă a unui anumit număr. Perioada de repetare a numerelor (Prn) este dată de acel număr care este cel mai mic multiplu al numerelor locurilor de muncă-dubluri la fiecare dintre operaţiile de pe linia în flux.
Între lungimea organului de tracţiune Lt, pasul marcării Pm şi perioada de repetare a numerelor Prn există următoarea corelaţie obligatorie:
ZaPP
L
mrn
t ∈=⋅
(multiplii numerelor întregi) (10.77)
Mărimea lui Pm nu trebuie să fie mai mică decât gabaritele reperelor G, dar nici mai mare decât distanţa dintre locurile de muncă l i.
Viteza benzii conveierului Vbc) trebuie să fie cuprinsă între 1,5-2 m/min şi se calculează astfel:
lf
mbc C
PV = (10.78)
lfm C2P ⋅≤ (10.79)
În această situaţie, condiţiile pe care trebuie să le îndeplinească Pm sunt:
aPP
L
C2P
PPG
mrn
t
lfm
minm
=⋅
⋅≤
≤≤
(10.80)
din care rezultă:
aP
LP
rn
tm ⋅
= (10.81)
La liniile în flux pe care se prelucrează piese mici sau pe care se montează subansamble mici dar în cantităţi mari şi unde cadenţa este mică, reperele trec de la o operaţie la alta nu bucată cu bucată, ci în loturi mici de transport sau în pachete de câteva bucăţi (Pa). O astfel de transmitere a pieselor asigură o funcţionare mai stabilă a liniei în flux, iar eventualele abateri de la cheltuielile de timp unitare normate ale diferitelor produse se anulează reciproc şi deci nu se repercutează asupra cadenţei liniei. Cu cât este mai mare pachetul de transport şi deci cadenţa liniei, cu atât funcţionează mai stabil linia în flux.
Folosirea pachetelor de transport se recomandă şi atunci când se doreşte reducerea vitezei de deplasare a benzii conveierului, care se va calcula astfel:
lfa
mbc CP
PV
⋅= (10.82)

147
Dacă tracţiunea are o mişcare discontinuă (linie în flux cu conveier de lucru şi nu cu conveier distribuitor), atunci se admite o viteză mai mare a benzii (0,5-1 m/s). Timpul de deplasare td al conveierului cu un pas (cu mărimea Pm) calculat în secunde se determină astfel:
bc
md
V
Pt = (10.83)
La liniile în flux unde reperele se desprind de conveier pentru executarea operaţiilor, timpul de transport nu influenţează nivelul productivităţii muncii. La liniile în flux cu conveiere de lucru, operaţia la locul de muncă se execută în timpul pauzei tp, exprimat în secunde şi calculat astfel:
bc
mlfp V
PCt −= (10.84)
La astfel de conveiere, în condiţiile unei anumite cadenţe date, tp creşte odată cu Vbc, fapt ce conduce la creşterea cheltuielilor de muncă necesare executării produselor.
Proiectarea liniilor în flux multiobiect se face în mai multe variante care presupun premise organizatorice diferite.
Astfel, în cazul liniilor în flux variabil multiobiect cu rereglarea totală a utilajelor, trebuie asigurate următoarele premise:
– se vor executa numai reperele, produsele şi subansamblele care au tehnologie comună, deşi ele sunt diferite ca dimensiuni şi formă şi sunt supuse unor operaţii tehnologice diferite din punctul de vedere al conţinutului;
– produsele se execută în loturi şi într-o ordine bine stabilită în timp; – trecerea de la fabricarea unui tip de produs la fabricarea altui tip necesită rereglarea utilajelor
şi înlocuirea parţială sau integrală a echipamentului tehnologic; – toate produsele existente în fabricaţie se caracterizează prin folosirea unor utilaje comune
pentru execuţia lor (se pot folosi utilaje comune în totalitate, când toate produsele au exact aceeaşi componenţă şi succesiune a operaţiilor şi utilaje numai parţial comune când din procesul de fabricaţie a unor produse lipsesc anumite operaţii existente la alte produse sau când nu are loc suprapunerea succesiunii operaţiilor);
– între volumul lucrărilor necesare execuţiei tuturor produselor pe o astfel de linie şi numărul calculat al locurilor de muncă determinat de acest volum de lucrări, trebuie să existe relaţia:
mlmc t
Tn ≥ (10.85)
unde: T reprezintă volumul cheltuielilor de muncă pentru oricare dintre produsele executate pe linie;
tm - durata medie economică a operaţiilor (să fie egală sau multiplă cadenţei liniei).
Dacă înlocuim nlmc cu (10.73) rezultă:
mlf
)u(0
t
T
C
t≥ (10.86)
Atunci când nu se poate asigura o încărcare deplină a locurilor de muncă, relaţia (10.86) devine:
mlf
)u(0
t
T
C
t≥
⋅η (10.87)
unde: η reprezintă coeficientul de încărcare a utilajului (0,7-0,8).
În cazul liniilor în flux variabil cu rereglarea parţială a utilajului sau fără rereglare, este necesară îndeplinirea următoarelor condiţii:

148
– reperele executate pe aceste linii, datorită asemănării lor constructive au comun nu numai utilajul necesar ci şi echipamentul tehnologic;
– folosirea în mod frecvent a dispozitivelor şi reglărilor în grup; – asigurarea unui nivel ridicat de eficienţă şi de mecanizare a proceselor de producţie; – trecerea la fabricarea altui fel de produs se face cu cheltuieli minime pentru rereglarea
utilajului, fapt ce permite executarea produselor în loturi mai mici, reducerea stocurilor din depozite şi creşterea operativităţii şi ritmicităţii producţiei;
– folosirea acestor linii este posibilă în primul rând în uzinele unde se execută familii de produse de acelaşi tip, dar diferite ca dimensiuni, iar nivelul producţiei este dat.
Proiectarea şi calculul liniilor de grup multiobiect în flux constant cu lansarea şi execuţia parţială (incomplete) are în vedere faptul că toate piesele unei grupe se prelucrează pe fiecare maşină-unealtă simultan, paralel şi în complete. Timpul operativ top al fiecărei operaţii este format din totalul timpului necesar fixării pieselor x, y, z, . . . în dispozitiv tf, totalul timpului necesar demontării pieselor la terminarea prelucrării tdm, totalul timpului de maşină tmec şi totalul timpului de trecere ttr:
top = tf + tdm + tmec + ttr (10.88)
Timpul de maşină necesar prelucrării tuturor pieselor se determină în funcţie de timpul de maşină cel mai mare. Sincronizarea operaţiilor la astfel de linii constă în asigurarea la fiecare dintre ele a aceleiaşi productivităţi, adică aducerea timpului operativ la mărime egală sau apropiată de cadenţa liniei.
La liniile de grup în flux constant echipate cu dispozitive monopoziţie, piesele se lansează şi se execută în complete, însă prelucrarea fiecărei piese dintr-un complet se face succesiv fără o anumită ordine. Posibilitatea organizării unor asemenea linii este direct proporţională cu creşterea numărului de piese, care urmează să fie executate pe o linie, fapt ce demonstrează posibilitatea introducerii fluxului în producţia de serie.
Indiferent de natura liniei în flux, la baza alegerii produselor care urmează să fie executate, stau fişele tehnologice. La început se aleg produsele care au aceeaşi componenţă şi succesiune a operaţiilor şi acelaşi utilaj cu produsul reprezentativ, adică acel produs care se execută în cantitatea cea mai mare şi cu cel mai mic volum de muncă. Fişa sa şi fluxul său tehnologic servesc ca prototip şi sunt folosite în alegerea celorlalte produse.
Dacă numărul acestor produse, corelat cu cantitatea ce urmează să se execute din fiecare, nu satisfac relaţiile de calcul pentru încărcarea locurilor de muncă în mod corespunzător, se aleg suplimentar produse al căror flux tehnologic se apropie de cel al produsului luat ca prototip.
După stabilirea produselor, se trece la calculul cadenţei, conform relaţiei de bază. În cazul primei
metode se calculează aşa-zisa cadenţă echivalentă ( 0lfC ), folosind formula:
pe
u0lf P
60TC
⋅= (10.89)
unde: Ppe reprezintă programul de producţie echivalent.
Programul de producţie echivalent se calculează cu ajutorul relaţiei:
∑∑==
⋅=⋅
=n
1i r
ipi
n
1i r
ipipe t
TP
t
TPP (10.90)
unde: i reprezintă numărul de produse; Ppi - programul de producţie al produsului i;
r
i
t
T - coeficientul de echivalenţă.

149
Înmulţind cadenţa echivalentă cu coeficienţii de echivalare klei rezultă valorile reale ale cadenţelor de fabricaţie Ci
0 ale produselor respective:
0lflei
0i CkC ⋅= (10.91)
În cazul celei de-a doua metode se calculează mai întâi numărul locurilor de muncă de pe linie nlmc:
u
n
1ipi
lmc T
TP
n∑=
⋅= (10.92)
Pe baza numărului locurilor de muncă de pe (10.92), se va calcula cadenţa fabricării fiecărui produs, conform formulei:
lmc
i0i n
TC = (10.93)
Ambele metode dau rezultate corecte numai dacă produsele care urmează să fie executate pe linie au aceeaşi structură a operaţiilor, iar cheltuielile de muncă sunt structurate oarecum similar. Se consideră că mai multe operaţii au structură similară, dacă raportul dintre timpul unitar al unei operaţii a produsului şi timpul unitar al operaţiei respective a altui produs este egal cu raportul dintre volumele cheltuielilor de muncă ale acestor produse.
După stabilirea cadenţei este necesară sincronizarea proceselor de producţie la liniile multiobiect în flux variabil cu lansarea în fabricaţie în loturi alternante, care prezintă următoarele deosebiri comparativ cu liniile monoobiect şi anume:
– deosebiri cantitative, în sensul că dacă la liniile monoobiect se sincronizează un singur proces tehnologic, la liniile multiobiect în flux variabil se asigură sincronizarea mai multor procese tehnologice;
– deosebiri calitative, în sensul că la astfel de linii nu este necesară sincronizarea fiecărui proces tehnologic separat, aşa cum este cazul la liniile monoobiect, ci a câtorva procese în legătura lor directă, fapt ce generează unele greutăţi în proiectarea liniilor respective.
Căile şi mijloacele prin care se realizează sincronizarea proceselor tehnologice la liniile multiobiect în flux variabil sunt în principiu următoarele: concentrarea şi divizarea operaţiilor; folosirea unor utilaje de mare randament şi care se justifică economic; utilizarea unor SDV-uri multipoziţie şi cu acţionare rapidă; intensificarea regimului de lucru; simplificarea construcţiei produselor etc.
Liniile în flux multiobiect funcţionează pe baza unui grafic de funcţionare. Astfel, la liniile în flux multiobiect cu lansarea produselor în loturi alternante, loturile sunt dimensionate în timp. Prin mărimea lor, aceste loturi influenţează substanţial capacitatea de producţie a liniei.
Mărimea lotului de produse lp la liniile multiobiect în flux are la bază regula lotului minim şi anume:
lf
pip Ca
tl
⋅= (10.94)
unde: tpî reprezintă timpul de pregătire-încheiere la una dintre operaţii; a - coeficientul pierderilor admisibile de timp generate de rereglarea liniei în condiţiile
schimbării obiectului producţiei.
Pentru fiecare produs, calculul se face pe baza operaţiei conducătoare la care raportul între tpî şi timpul unitar t este cel mai mare.
Dacă linia nu este sincronizată (t >Clf), adică utilajul este încărcat şi cu alte lucrări, atunci mărimea loturilor va fi:

150
ta
tl
pîp ⋅
= (10.95)
Pe baza mărimii loturilor se întocmeşte graficul funcţionării liniei în flux de-a lungul unei perioade date (fig. 10.15).
Produsul Z i l e l e p e r i o a d e i 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
1
2
3
Fig. 10.15 Graficul funcţionării unei linii în flux multiobiect cu ritmuri diferite ale loturilor.
Dacă toate produsele se vor executa în acelaşi număr de loturi, atunci dimensiunile acestor loturi se determină în funcţie de periodicitatea repetării execuţiei loturilor (Pr), conform relaţiei:
a
t)a1(
P kpîk
r
∑+≥ (10.96)
unde: tpîk reprezintă timpul de pregătire-încheiere în condiţiile trecerii de la fabricarea unui fel de produs la fabricarea altuia;
k - numărul de feluri de produse care se execută pe linie; a - coeficientul pierderilor de timp admisibile pentru rereglarea liniei în raport cu timpul
operativ al funcţionării acesteia.
În acest caz, graficul funcţionării liniei este cel din fig. 10.16.
Produsul Z i l e l e p e r i o a d e i
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 1
2
3
Fig. 10.16 Graficul funcţionării unei linii în flux multiobiect cu un ritm unic al loturilor.
Indiferent de metoda folosită pentru determinarea mărimii loturilor de produse, la elaborarea graficului de execuţie a produselor pe liniile în flux multiobiect, este necesar ca în prealabil să se stabilească cea mai raţională ordine a alternării loturilor şi ordinea trecerii de la fabricarea unui fel de produs la fabricarea altui fel de produs, ceea ce condiţionează mărimea pierderilor de timp în funcţionarea liniei.
Există două modalităţi de trecere: trecerea treptată din mers fără oprirea liniei, adică imediat ce lotul unui nou fel de produs a fost lansat integral, la primul loc de muncă de pe linie începe lansarea altui fel de produs, apoi trecerea la altfel de produs se face la locul de muncă al doilea, al treilea etc.; trecerea la fabricarea altui fel de produs deodată pe întreaga linie, ceea ce necesită o anumită întrerupere, adică imediat ce s-a sfârşit execuţia lotului unui fel de produs linia se opreşte, iar stocul ciclic de producţie neterminată din produsul respectiv existent pe linie, se scoate şi se înlocuieşte cu stocul din felul de produs care urmează să fie fabricat.
Deoarece pierderile de timp pe întreaga linie în flux sunt influenţate de nivelul cadenţelor, iar nivelul acestora este proporţional cu cheltuielile de muncă unitare ale produsului, pot fi formulate

151
următoarele concluzii: pentru a se reduce pierderile de timp la liniile în flux multiobiect, produsele trebuie lansate în fabricaţie în ordinea creşterii sau descreşterii cheltuielilor lor de muncă unitare; mărimea pierderilor minime de timp pe linie va fi cu atât mai mică cu cât este mai mică diferenţa-limită în volumul cheltuielilor de muncă unitare ale produselor ce se execută pe linii.
Metoda de schimbare a produselor pe liniile în flux multiobiect, cu menţinerea stocurilor de producţie neterminată, se foloseşte numai atunci când produsele ce se execută pe linie au gabarite mici şi valoare mică, iar metoda fără păstrarea stocurilor, dar cu pierderi inevitabile în funcţionarea utilajului, se foloseşte atunci când produsele sunt de gabarite mari şi scumpe.
Proiectarea liniilor în flux multiciclu se face atunci când numărul locurilor de muncă dintr-o verigă organizatorică este mai mare decât numărul de operaţii în care se consideră oportun că poate fi divizat procesul de execuţie sau montaj al unui produs sau reper.
Liniile în flux multiciclu au toate caracteristicile fluxului, adică prelucrarea pieselor dintr-un lot se face continuu, cu deplasarea lor într-o singură direcţie. Particularităţile fluxului la liniile multiciclu constau în aceea că obiectele muncii trec pe la fiecare loc de muncă pe întreaga linie în totalitatea ei, nu în totalitate o dată, aşa cum se întâmplă obişnuit, ci de mai multe ori, în funcţie de numărul ciclurilor (a) în care este divizat procesul tehnologic.
Astfel de linii se creează dacă se respectă următoarele relaţii:
lf
nm1
n
2m1
2
1m1
1 Cn
t
n
t
n
t <=== K (10.97)
sau:
0i
nm1
n
2m1
2
1m1
1 Cn
t
n
t
n
t <=== K (10.98)
Cele două relaţii arată că, pentru îndeplinirea programului de producţie dat, numărul locurilor de muncă rezultat din calcul în condiţiile încărcării lor depline, este mai mic decât numărul de operaţii.
Această situaţie are două posibilităţi de rezolvare: – dacă alături de lucrările de bază sunt şi alte lucrări de altă natură (suplimentare), atunci se
poate organiza o linie în flux cu un număr de locuri care-l depăşeşte pe cel rezultat din calcul, iar locurile de muncă în plus se încarcă cu lucrări suplimentare, altele decât cele de bază;
– dacă asemenea lucrări suplimentare lipsesc, atunci numărul locurilor de muncă de pe linie trebuie să fie egal cu cel rezultat din calcul. Deoarece numărul locurilor de muncă rezultat din calcul este mai mic decât numărul de operaţii, atunci fluxul poate fi realizat numai sub forma liniei multiciclu.
La liniile în flux multiciclu lansarea produselor în fabricaţie se face în loturi alternante, reglarea are loc când se trece la ciclul următor al producerii unuia şi aceluiaşi produs. De regulă, în această situaţie, pe unele şi aceleaşi locuri de muncă se pot executa mai multe etape sau cicluri ale unuia şi acelaşi produs (uşor de realizat în stadiul de montaj).
Crearea liniilor în flux multiciclu este posibilă dacă numărul de cicluri a≤ 2. Urmare a divizării procesului de fabricaţie a produsului în mai multe cicluri, are loc o reducere a cadenţei liniei în flux (cadenţa multiciclu Cc), care se determină astfel:
a
CC sau
a
CC
0i
clf
c == (10.99)
Deci condiţia organizării unei linii în flux monoobiect multiciclu este:
m
tp ta
FP
⋅≥ (10.100)
Pentru linia în flux multiobiect multiciclu condiţia este:

152
m
tp tka
FP
⋅⋅≥ (10.101)
unde: Ft reprezintă fondul de timp efectiv de funcţionare a liniei; a - numărul de cicluri în care este divizat procesul de execuţie a produsului; k - numărul de tipuri de produs ce urmează să se execute pe linia respectivă; tm - durata medie a unei operaţii, oportună din punct de vedere economic.
În organizarea şi proiectarea unor astfel de linii există o serie de particularităţi cu privire la: • Alegerea obiectelor şi determinarea cadenţei liniei Principala cerinţă pentru produsele ce se prelucrează pe o astfel de linie este aceea că se pot
executa numai produse ale căror procese tehnologice sunt divizate de produsul a nlm operaţii, care se execută succesiv pe nlm locuri de muncă în a cicluri. Totdeauna alegerea reperelor de executat pe o linie multiciclu este legată organic de determinarea numărului de cicluri de prelucrare sau de montaj al reperului şi deci de mărimea cadenţei de ciclu stabilită prin alegere.
Alegerea cadenţei liniilor în flux multiciclu are la bază următoarele cerinţe: a) alegerea unui nivel înalt de productivitate a muncii, adică cadenţa de ciclu Cc nu trebuie să
depăşească durata medie oportună economic a operaţiei tm, adică:
mc tC ≤ (10.102)
b) încărcarea maximă a utilajelor şi asigurarea unei funcţionări continue a liniei pe baza sincronizării depline a operaţiilor ;
c) ciclicitatea procesului tehnologic, adică acesta trebuie să fie format dintr-un număr întreg de cicluri. Dacă în fiecare ciclu linia funcţionează cu una şi aceeaşi cadenţă, atunci cadenţa este egală cu raportul dintre cadenţa de calcul şi numărul de cicluri, adică:
a
CC sau
a
CC
0i
clf
c == (10.103)
Dacă la o asemenea linie se folosesc în unele cicluri cadenţe diferite, atunci trebuie asigurată proporţia între volumul cheltuielilor de muncă ale lucrărilor din fiecare ciclu Tc şi cadenţa de ciclu Cc:
m1cn
cn
2c
2c
1c
1c nC
T
C
T
C
T==⋅⋅⋅== (10.104)
Numărul locurilor de muncă n1m se determină astfel: – pentru liniile în flux multiciclu monoobiect:
t
pm1 F
TPn
⋅= (10.105)
– pentru liniile în flux multiciclu multiobiect:
t
k
1iipi
m1 F
TPn
∑=
⋅= (10.106)
d) pierderi minime de timp, determinate de divizarea procesului în mai multe cicluri. Ele sunt formate din pierderi generate de necesitatea rereglării utilajelor şi din pierderi generate de modificarea cadenţei de funcţionare a liniei în diferite cicluri. Pierderile din rereglare depind de complexitatea şi de numărul rereglărilor (se pot reduce prin reducerea numărului de cicluri, deci prin mărirea cadenţei de

153
ciclu), iar mărimea pierderilor generate de modificarea cadenţei este semidiferenţa între timpul de muncă aferent produselor şi cel aferent locurilor de muncă.
• Elaborarea procesului tehnologic şi sincronizarea operaţiilor Această cerinţă are în vedere realizarea celei mai înguste specializări a locurilor de muncă, adică
reducerea la minim a diversităţii activităţilor pe care le efectuează muncitorul la locul său de muncă în fiecare ciclu. Acest lucru se realizează prin modificarea succesiunii operaţiilor, folosirea unor soluţii tehnice noi în executarea operaţiilor, asigurarea interşanjabilităţii pieselor.
Stabilirea succesiunii operaţiilor şi sincronizarea acestora în cadrul unui ciclu, se face în strânsă corelare cu celelalte cicluri, fapt pentru care este necesar să se întocmească o schemă tehnologică a liniei în flux multiciclu, în care se va cuprinde conţinutul lucrărilor de executat pe fiecare loc de muncă şi se precizează subansamblul de montat la un anumit loc de muncă şi ce operaţie se execută. De asemenea, pentru fiecare loc de muncă se elaborează o fişă în care se precizează componenţa utilajelor şi a echipamentului tehnologic necesar executării operaţiei pe locul de muncă dat.
• Elaborarea graficului de funcţionare a liniei în flux multiciclu cu unele particularităţi Deşi sub aspectul formei un astfel de grafic este similar cu graficul liniilor multiobiect cu lansare
în loturi alternante, conţinutul său este deosebit, în sensul că pe liniile multiobiect produsele nu se execută continuu, ci periodic.
Periodicitatea repetării execuţiei Pr în condiţiile unei cadenţe în fiecare ciclu se calculează astfel:
cpr CalP ⋅⋅= (10.107)
unde: lp reprezintă numărul de produse dintr-un lot; a - numărul de cicluri; Cc - cadenţa liniei în flux multiciclu.
Atunci când în unele cicluri linia funcţionează cu cadenţe diferite Cci, periodicitatea repetării execuţiei va fi:
∑=
⋅=a
1icipr ClP (10.108)
Pentru executarea unui control asupra funcţionării liniei multiciclu, este necesar să se cunoască nu numai termenele de execuţie a diferitelor produse, ci şi termenele de execuţie a diferitelor cicluri de prelucrare sau de montaj al acestora, în care scop se întocmeşte un grafic adecvat.
10.6. EFICIENŢA ECONOMICĂ A MANAGEMENTULUI PRODUCŢIEI ÎN
FLUX Eficienţa economică a managementului producţiei în flux este influenţată de o serie de factori,
între care enumerăm: – specializarea locurilor de muncă este urmarea unei pronunţate diferenţieri a diviziunii muncii
şi se poate realiza atât prin divizarea şi simplificarea operaţiilor, cât şi prin concentrarea acestora; – continuitatea fluxului şi sincronizarea operaţiilor este cauza principală a asigurării
continuităţii şi ritmicităţii executării produselor pe liniile în flux; – folosirea raţională a timpului de lucru, chiar şi atunci când nivelul tehnic al producţiei nu se
modifică, productivitatea muncii la liniile în flux creşte, se asigură la timp şi ritmic locurile de muncă cu materii prime şi materiale, se asigură reglarea şi rereglare utilajelor etc., iar fiecare executant de la linia în flux are toate condiţiile pentru o folosire mai raţională şi mai productivă a utilajelor.
Managementul eficient al producţiei în flux influenţează activitatea firmei şi conduce la: – creşterea productivităţii muncii, urmare atât a specializării locurilor de muncă în efectuarea
unei operaţii sau a unui număr restrâns de operaţii înrudite tehnologic, cât şi datorită faptului că operaţiile procesului de producţie pot fi mecanizate şi automatizate;
– îmbunătăţirea folosirii activelor fixe, prin eliminarea pierderilor de timp datorate în cea mai mare parte atât continuităţii mişcării pieselor pe diferite locuri de muncă, cât şi faptul că nu mai este necesară reglarea frecventă a utilajului;
– reducerea ciclului de producţie, urmare a acţiunii factorilor care-l influenţează;

154
– reducerea costului producţiei, atât ca urmare a reducerii cheltuielilor cu salariile directe, cât şi datorită faptului că acelaşi volum de cheltuieli convenţional-constante se repartizează asupra unui volum mai mare de producţie;
– reducerea stocurilor de producţie neterminată, cu influenţă deosebită asupra indicatorilor economici ai firmei;
– îmbunătăţirea calităţii producţiei şi crearea unui audit al calităţii , urmare a faptului că la liniile în flux se face o pregătire tehnologică şi se organizează un control tehnic de calitate amănunţite.
Deci, eficienţa economică sporită a liniilor în flux este o consecinţă a modificărilor calitative care au loc în producţie ca urmare a introducerii acestui mod de organizare a producţiei
10.7. MANAGEMENTUL PRODUCŢIEI PE COMENZI
O astfel de organizare este specifică producţiei de unicat şi serie mică, caracterizată printr-o nomenclatură de fabricaţie largă şi inconstantă, fapt ce implică respectarea unor cerinţe şi principii determinate de trăsăturile celor două tipuri de producţie. Astfel, sunt necesare maşini, utilaje şi echipamente tehnologice cu caracter universal, cu mare flexibilitate tehnologică şi forţă de muncă cu calificare ridicată.
Se disting două tipuri de bază privind amenajarea spaţiului de producţie: – amenajarea cu poziţie fixă a produsului ce se fabrică, specific producţiei de unicate
complexe (nave, turbine etc), iar execuţia produselor se face în locuri fixe, toate elementele necesare fiind aduse la locul de asamblare de către executant;
– amenajarea după felul procesului tehnologic de fabricaţie, la toate operaţiile acestui fel de prelucrare sunt grupate pe diferite verigi de producţie, adică maşinile, utilajele şi locurile de muncă sunt amplasate în spaţiul de producţie pe grupe omogene.
Astfel de tipuri de producţie necesită trecerea produselor de la un loc de muncă la altul, în mod individual sau în loturi mici, fapt ce determină întreruperi relativ mari în procesul de execuţie, prelungind astfel durata ciclului de producţie. Se măreşte astfel volumul producţiei neterminate, ridicând probleme de depozitare şi transport.
Variaţia sortimentală necesită un volum mare de activităţi de pregătire a producţiei. De regulă, activitatea de pregătire tehnică se împleteşte cu cea de producţie propriu-zisă, iar atunci când lansarea în fabricaţie a unui produs este o succesiune de comenzi parţiale pentru părţile componente ale lui, documentaţia tehnică se elaborează pe aceste părţi. Executarea produsului este în acelaşi timp şi verificarea pregătirii fabricaţiei, corectarea şi modificarea în timp a procesului de producţie.
De asemenea, se mai urmăreşte asigurarea utilizării cât mai complete a capacităţii de producţie a utilajelor, utilizarea eficientă a forţei de muncă, inclusiv în perioadele parţiale ale anului.
Elaborarea unei tehnologii de fabricaţie pentru fiecare piesă în parte necesită SDV-uri costisitoare folosite la un volum redus de producţie, reglări frecvente ale utilajelor şi întreruperi în funcţionarea utilajelor, ceea ce conduce la creşterea costurilor producţiei.
Pentru a ridica nivelul de organizare a producţiei de unicate şi de serie mică, se foloseşte metoda de producţie pe grupe, care urmăreşte folosirea unor elemente şi avantaje ale organizării producţiei în flux, caracteristică producţiei de masă, dar pentru producţia de unicate şi de serie mică.
Introducerea producţiei pe grupe presupune o serie de lucrări pregătitoare şi anume: – clasificare pieselor şi reunirea lor în grupe omogene constructiv şi tehnologic, adică
încadrarea lor în clase, subclase şi tipuri pe baza identităţii constructive (formă, gabarit etc.) şi a identităţii tehnologice (felul operaţiilor, felul utilajelor etc.);
– elaborarea tehnologiei pe grupe de piese, care se realizează pe baza caracteristicilor productive ale piesei reprezentative, astfel se stabilesc operaţiile tehnologice şi succesiunea acestora, se proiectează şi se confecţionează echipamentul tehnologic şi apoi se alege utilajul necesar;
– proiectarea şi confecţionarea dispozitivelor de grup, pentru grupe de piese similare, referitor la metodele de aşezare şi de prindere;
– mecanizarea şi automatizarea utilajelor, care devine necesară şi eficientă în condiţiile tehnologiei de grup, datorită posibilităţii utilizării depline a capacităţilor de producţie, pe baza mărimii seriilor şi loturilor de fabricaţie şi a reducerii sensibile a întreruperilor şi reglărilor.
Acest gen de prelucrare uşurează programarea operativă a producţiei şi simplifică activitatea de defalcare a sarcinilor de producţie până la fiecare loc de muncă pentru fiecare grupă de piese.

155
Introducerea organizării producţiei pe baza tehnologiei de grup are o importanţă deosebită dacă avem în vedere faptul că în construcţiile de maşini peste jumătate din volumul producţiei este producţie de unicate şi de serie mică.
Aprecierea nivelului managementului producţiei se face cu ajutorul unui sistem complex de indicatori format din:
• Indicatori pentru aprecierea pe cicluri de producţie În această categorie de indicatori se includ: a) Indicatorul specializării producţiei (Isp) caracterizează gradul de omogenitate al producţiei şi
caracterul de masă al acesteia, folosind formula:
utu
rsp NF
t1I
⋅−= ∑
(10.109)
unde: ∑ rt reprezintă suma timpilor consumaţi în cadrul unei perioade la toate utilajele unei firme pentru
efectuarea de reglări repetate la utilaj, exprimat în minute; Ftu - fondul de timp de folosire a unui utilaj în cadrul unei perioade, exprimat în minute; Nu - numărul de utilaje, exprimat în bucăţi.
În funcţie de specificul producţiei, acest indicator se poate calcula ca: Indicatorul nivelului specializării pe obiecte (Ispo); Indicatorul specializării producţiei pe stadii ale procesului tehnologic (Ispst); Indicatorul specializării producţiei pe piese (Ispp), folosind următoarea formulă:
tp
piisppspstspo F
tQI,I,I ⋅= (10.110)
unde: Qi reprezintă cantităţile din produsul, piesa sau numărul de piese, exprimată în bucăţi sau numărul de operaţii tehnologice i executate în unitatea structurală respectivă;
Tpi - cheltuielile de muncă necesare executării unui produs, piesă sau număr de piese, sau operaţii tehnologice i, exprimat unităţi de timp;
Ftp - fondul de timp total necesar executării tuturor tipurilor de produse, de piese sau operaţii tehnologice i, de piese în cantităţile prevăzute.
b) Indicatorul general al specializării producţiei poate fi calculat sub formă de produs:
sppspstspdsp IIII ⋅⋅= (10.111)
• Indicatori pentru aprecierea gradului de centralizare a producţiei Se foloseşte Indicatorul centralizării lucrărilor auxiliare (Icla), ce caracterizează gradul de
specializare a activităţilor auxiliare şi de servire şi se calculează atât pentru fiecare dintre aceste activităţi, cât şi pe ansamblul lor. Formula de calcul este:
ltrTlrT
ltrlrcla QQ
QQI
++= (10.112)
unde: Qlr, Qltr reprezintă volumul lucrărilor de reparaţii, respectiv de transport, executate centralizat, prin subunităţi de specialitate în cadrul unei firme;
QlrT, QltrT - volumul total de lucrări de reparaţii, respectiv de transport, executate pe total firmă.
• Indicatori pentru aprecierea ritmicităţii producţiei Se calculează Indicatorul ritmicităţii producţiei (Irp), ce caracterizează uniformitatea îndeplinirii
programului de producţie într-o anumită perioadă de timp. El se poate calcula în mod distinct: a) pentru evidenţa zilnică a sarcinilor de producţie:

156
pi
nirp Q
Q1I −= (10.113)
b) pentru evidenţa decadală a sarcinilor de producţie:
100
GG1I min smax s
rp−
−= (10.114)
unde: Qni, Qpi reprezintă volumul de producţie neîndeplinit în perioada dată, respectiv producţia programată în aceeaşi perioadă, exprimate fizic sau valoric;
Gs max, Gs min - ponderea producţiei maxime, respectiv minime, pe decade în totalul producţiei lunare.
• Indicatori pentru caracterizarea mişcării obiectelor muncii în firmă Se utilizează Indicatorul deplasării (mişcării) ra ţionale a obiectelor muncii Idob, ce caracterizează
gradul de organizare raţională a deplasării factorilor materiali de producţie în timp şi spaţiu. Acest indicator se poate calcula în trei situaţii: a) organizarea producţiei în flux:
t
fdob Q
QI = (10.115)
unde: Qf reprezintă volumul producţiei (lucrărilor) aferent liniilor de producţie organizate în flux, exprimat fizic sau valoric;
Qt - volumul total al producţiei aferent întregii activităţi a firmei exprimat fizic sau valoric.
b) având în vedere lungimea traseelor parcurse de obiectele muncii şi durata de aşteptare a acestora, pe parcursul traseului:
astrdob III ⋅= (10.116)
asef
asoptas
tref
tropttr T
TI şi
L
LI == (10.117)
unde: Ltropt , Ltref reprezintă lungimea optimă, respectiv efectivă a traseului; Tasopt , Tasef - timpul de aşteptare optim, respectiv efectiv a obiectelor muncii în ciclul de
fabricaţie.
c) ţinând cont de durata ciclului de fabricaţie:
efcip
ncipdob
D
DI = (10.118)
unde: efcipncip D,D reprezintă durata medie normată, respectiv efectivă a ciclului de producţie.
• Indicatori pentru caracterizarea modului de utilizare a activelor fixe Se calculează Indicatorul utilizării mijloacelor de muncă (Iumm,) diferenţiat pentru utilizarea
extensivă (Iuemm) şi pentru utilizarea intensivă (Iuimm) a utilajului de producţie conform formulelor:
uimmuemmumm III ⋅= (10.119)
p
efuimm
c
fefuemm r
rI şi
T
TI == (10.120)

157
unde:Tc reprezintă fondul de timp calendaristic de funcţionare a utilajului în cadrul unei perioade, de regulă un an;
tfef - fondul de timp efectiv de funcţionare a utilajului în cadrul aceleiaşi perioade, exprimat în ore;
rp - randamentul proiectat al utilajului (conform fişei), exprimat în unităţi de producţie pe oră;
ref - randamentul efectiv al utilajului, exprimat în unităţi de producţie pe oră.
• Indicatori pentru aprecierea pe ansamblu a managementului producţiei industriale a firmei Se calculează Indicatorul global al managementului producţiei (Igmp), într-o verigă structurală sau
pe întreaga firmă, folosind media geometrică a indicatorilor parţiali:
kIIk
1jjgmp
= ∏
= (10.121)
unde: k reprezintă numărul indicilor parţiali; I j - indicele parţial j.
Desigur, alături de aceşti indicatori recomandaţi frecvent în literatura de specialitate, se pot folosi
sau propune noi indicatori, care să ţină cont atât de specificul ramurii de activitate şi al firmei, cât şi de tipul producţiei şi managementul folosit în firmă.

158
Cap. 11. EFICIENŢA ACTIVITĂŢII MANAGERIALE
11.1. INTERCONDIŢIONAREA MANAGEMENT - EFICIENŢĂ Abordarea eficienţei în strânsă legătură cu te8oria factorilor de producţie,
în special, a neofactorilor, permite reliefarea multiplelor legături de intercondiţionare reciprocă, de influenţă în ultimă instanţă a eficienţei de către management.
Prin specificul lui, managementul joacă un rol deosebit în cadrul formelor de eficienţă. Astfel, sub aspect teoretic, la abordarea impactului pe care managementul îl are asupra eficienţei este necesar să se precizeze existenţa a două premise fundamentale şi anume: eficienţa este scopul final al managementului; managementul este un element determinant în creşterea eficienţei.
În acest context exercitarea activităţii de management, ca de altfel a tuturor activităţilor umane, nu este un scop în sine, ci un mijloc pentru creşterea eficienţei economico - sociale. Astfel, managementul contribuie la abordarea sistematică a eficienţei prin conturarea unui sistem de indicatori de evaluare a acesteia, sistem folosit în practica economică. Ştiinţa managementului a contribuit la conceperea unor sisteme de indicatori, care sunt diferenţiate în raport cu obiectivele prioritare urmărite prin strategii şi politici şi în funcţie de importanţa lor în activităţile de prognozare - planificare şi control – evaluare şi a implementării lor în practică. O tratare succintă a conţinutului sistemului de indicatori folosiţi pentru aprecierea eficienţei, este necesară dată fiind influenţa apreciabilă a teoriei managementului în conceperea unui astfel de sistem format din: indicatori de exprimare a eficienţei producţiei materiale, la nivel micro şi macroeconomic; indicatori de evaluare a eficienţei activităţilor social - culturale la nivel micro şi macrosocial (fig. 11.1).
După decembrie 1989, în practica firmelor industriale şi-au făcut apariţia indicatori noi sau au apărut modificări metodologice privind calculul a o serie de indicatori cu care s-a operat şi în perioada anterioară. Astăzi nu există o concepţie clară, riguroasă în ceea ce priveşte conţinutul sistemului de indicatori pentru evaluarea funcţionalităţii şi eficienţei activităţilor firmei industriale, situaţie menţinută şi de starea de confuzie, existentă în economie. La toate acestea se adaugă diversificarea firmelor economice, paralel cu modul lor de subordonare, precum şi lipsa unor reglementări privind modul de raportare şi analiză a indicatorilor privind eficienţa. Fără a perturba activitatea firmelor, paralel cu raportarea taxelor şi impozitelor care trebuie vărsate la bugetul de stat, firmele ar putea prezenta periodic la organele financiare lista indicatorilor de eficienţă economică. Acest sistem de indicatori trebuie să fie axat pe o abordare multicriterială şi în funcţie de nivelul structurii organizatorice, este recomandabil să cuprindă mai multe categorii de indicatori. (Tabelul 11.1)

159
Fig. 11.1. Sistemul indicatorilor de eficienţă
Tabelul 11.1.
Eşalonarea indicatorilor de eficienţă
Eşalonul organizatoric Conţinut
Microeconomic Macroeconomic
Indicatori de eforturi
Capacitatea de producţie; Capital (active) fix(e); Capital (active) circulant (c); Număr angajaţi; Fond de salarii; Costuri de producţie; Investiţii; Capital social şi permanent; Etc.
Capital fix; Capital circulant; Costuri de producţie; Populaţia ocupată; Investiţii; Etc.
Indicatori de efecte Producţie fizică; Producţie marfă; Cifra de afaceri; Profit; Încasări valutare.
Producţie fizică; Produs intern brut; Produs intern net; Produs naţional brut; Produs naţional net; Produs global brut; Încasări valutare; Venitul naţional.
INDICATORI DE EFICIENŢĂ MACROECONOMICĂ ŞI SOCIALĂ
Indicatori de eficienţă a cs.dt.ipt
Indicatori de eficienţă a
investiţiilor
Indicatori de eficienţă
a comerţului interior şi exterior
Indicatori de eficienţă
a organizării
INDICATORI DE EFICIENŢĂ A PRODUCŢIEI MATERIALE
SISTEMUL INDICATORILOR
DE EFICIENŢĂ
Indicatori de eficienţă a producţiei
propriu - zise
Indicatori ai calităţii produselor şi
serviciilor
INDICATORI DE EFICIENŢĂ MICROECONOMICĂ ŞI SOCIALĂ
Indicatori de eficienţă
a învăţământului
Indicatori de eficienţă a
artei şi culturii
Indicatori de eficienţă a ocrotirii sănătăţii
Indicatori de eficienţă a
activ. militare
Indicatori de eficienţă a altor
activităţi neproductive

160
Indicatori de eficienţă - de ansamblu.
Cheltuieli la 1000 lei producţie (venituri); Rata rentabilităţii fondurilor consumate; Rata rentabilităţii fondurilor avansate; Rata rentabilităţii economice; Rata rentabilităţii financiare; Rata rentabilităţii veniturilor; Lichiditatea patrimonială; Solvabilitate; Etc.
Venitul naţional / locuitor; PIB / locuitor; PNB / locuitor; Randamentul capitalului;
Sporul de PIB (PNB) pe seama creşterii productivităţii muncii.
- la nivelul unor factori de producţie
Productivitatea muncii; Salariul mediu; Gradul de înzestrare tehnică a muncii; Producţia (cifra de afaceri) la 1000 lei capital fix; Profitul la 1000 lei capital fix; Indicele de valorificare a materiilor prime; Viteza de rotaţie a activelor circulante; Consumul specific din anumite materii prime; Indicele de utilizare a capacităţii de producţie; Coeficientul fluctuaţiei; Durata de recuperare a investiţiilor; Investiţia specifică; Etc.
Productivitatea socială a muncii; PIB sau PNB la 1000 lei capital fix Produs naţional net la 1 leu investiţii; Rata investiţiilor nete; Ponderea investiţiilor productive în total investiţii; Coeficientul eficienţei economice a investiţiilor; Coeficientul eficienţei economice a capitalului fix; Gradul de înzestrare tehnică a muncii; Etc.
La nivel de firmă, abordarea multicriterială a eficienţei şi localizarea
principalilor indicatori de eforturi - efecte şi eficienţă atât pentru activităţile economice, cât şi pentru cele manageriale au condus la structurarea criteriilor de evaluare a eficienţei în: criterii economice, manageriale, tehnice şi tehnologice, de calitate şi competitivitate, socio - umane, ecologice.
Pe alt plan, atât managementul în ansamblul său cât şi fiecare din subsistemele sale au drept conţinut: anticiparea nivelului indicatorilor de eficienţă ce urmează a fi realizat în subsistemele conduse; stabilirea şi fundamentarea modalităţilor specifice de obţinere a nivelurilor proiectate de eficienţă; stabilirea criteriilor şi modalităţilor de apreciere a gradului de realizare a eficienţei proiectate.
Pentru aceasta este necesară dimensionarea corespunzătoare a fiecărei funcţii a managementului, astfel încât previziunea să permită fundamentarea riguroasă a nivelului eficienţei prin prognoză, planuri şi programe adecvate, organizarea, coordonarea şi antrenarea să faciliteze, prin decizii şi acţiuni specifice, accesul spre eficienţă cât mai ridicată, iar evaluarea şi controlul să contureze cât mai riguros maniera de aprecierea eficienţei. vis-a-vis de nivelul proiectat al acesteia.
Din punct de vedere practic influenţa managementului asupra eficienţei este mult mai evidentă. Astfel, în practică aportul managementului la sprijinirea

161
eficienţei trebuie privit diferenţiat, în funcţie de nivelurile organizatorice la care se referă: la nivelul locului de muncă din cadrul firmei, abordat ca subsistem al acesteia; la nivelul sistemului microeconomic - componentă a economiei naţionale; la nivelul sistemului macroeconomic şi social.
Astfel, influenţa exercitată de management asupra eficienţei este mult mai mare la nivelul microeconomic faţă de nivelul locurilor de muncă şi capătă o dimensiune apreciabilă la nivel macroeconomic comparativ cu firma. În acelaşi timp, asupra relaţiei management - eficienţă îşi pun amprenta condiţiile concret - istorice ale perioadei de tranziţie pe care o parcurgem şi care are drept obiectiv central statornicirea proprietăţii private şi pe această bază, lărgirea iniţiativei întreprinzătorului, ceea ce înseamnă creşterea importanţei şi rolului firmelor în ridicarea eficienţei.
În literatura economică este unanim acceptată teoria că reliefarea multiplelor elemente de impact management - eficienţă are la bază ciclul informaţie - decizie - acţiune - rezultate, a cărui diminuare continuă permite creşterea calităţii şi eficienţei subsistemelor conduse. Aceasta deoarece ciclul informaţie - decizie - acţiune – rezultate se închide, prin cei doi poli ai săi: omul şi realitatea, subiectul şi obiectul deciziei. Deci eficacitatea deciziei se bazează, în egală măsură, pe corectitudinea cu care este percepută realitatea şi pe alegerea modalităţilor adecvate de acţiune. În esenţă, decizia reprezintă un mod raţional, conştient şi voluntar de a converti informaţia în acţiune, ţinând cont de circumstanţele care condiţionează logic şi fizic, transformarea respectivă. La reducerea ciclului informaţie - decizie - acţiune - rezultate, o contribuţie importantă o are perfecţionarea fiecăruia din subsistemele managementului, implicate în derularea sa: organizatoric, informaţional şi decizional.
Este necesar să se evidenţieze şi influenţa deosebită pe care managementul o exercită asupra eficienţei prin intermediul unor acţiuni informale ce ţin mai mult de subiecţii managementului - managerii situaţiei pe diferite niveluri ierarhice. Exercitarea în condiţii de eficienţă a sarcinilor, responsabilităţilor şi competenţelor ce revin managerilor reclamă, din partea acestora, posedarea, în proporţii corespunzătoare, a cunoştinţelor de specialitate şi în domeniul managerial, precum şi a unor aptitudini, calităţi şi deprinderi care să faciliteze obţinerea de rezultate superioare. De asemenea, profilul psiho - socio - profesional al managerilor, dat de ansamblul cunoştinţelor, aptitudinilor deprinderilor şi calităţilor sale, dobândeşte noi dimensiuni, orientate spre calitate şi eficienţă. În fine, trebuie precizată şi accentuarea influenţei tot mai pe care o are un anumit stil de management asupra eficienţei, delimitându-se chiar, stiluri eficiente şi ineficiente, prin prisma efectelor generate pe plan operaţional.

162
Fără a intra în prea multe detalii, trebuie precizat că datorită complexităţii deosebite a ştiinţei managementului - este multidisciplinară, prezintă un dinamism pronunţat, lucrează cu o varietate de subiecţi - o serie de elemente referitore la comportament, la reacţii umane, sunt imposibil sau greu de formalizat, de modelat etc., iar influenţele pe care le exercită asupra eficienţei sunt extrem de nuanţate, de variate. De aceea, managerii trebuie să posede un spirit de observaţie ridicat, viteză de reacţie rapidă, discernământ, mobilitate, inventivitate etc., prin care să faciliteze atingerea obiectivelor domeniului condus, să modeleze comportamente şi conştiinţe în raport cu acestea.
Evoluţiile marcante în domeniul managementului ştiinţific din numeroase ţări şi firme de pe mapamond evidenţiază noua viziune asupra rolului managerului, a factorului uman în general, în îndeplinirea cantitativă şi calitativă a obiectivelor, în creşterea eficienţei. Se insistă, în acest sens, pe necesitatea unor modificări de ordin managerial, în sensul părăsirii modelelor taylorist şi fordian de organizare în favoarea unor abordări noi, bazate pe reconsiderarea factorului uman şi colectiv. În acest context, se insistă pe creşterea rolului formativ al firmei, ca premisă a creşterii eficienţei. Astfel, sunt reliefate deosebirile de productivitate, de eficienţă dintre firmele japoneze şi cele europene, occidentale, prin viziunea diferită în care sunt tratate problemele de management, în special cele umane. Succesul japonez are la bază adaptarea conducerii şi organizării producţiei la competenţele personalului, amplificate prin forme adecvate de pregătire profesională şi de experienţă individuală, spre deosebire de firmele europene, occidentale care subordonează calificarea personalului unor roluri ale postului. O asemenea abordare, de inspiraţie post-tayloristă, se repercutează asupra nivelului eficienţei, mult mai redus comparativ cu cel înregistrat în firmele japoneze.
Mutaţiile produse de noua revoluţie ştiinţifico-tehnică, amplificarea diviziunii sociale a muncii, creşterea dimensiunii sistemelor micro şi macroeconomice şi a interdependenţelor dintre ele duc la amplificarea impactului managementului asupra eficienţei, la depistarea unor noi modalităţi de influenţare a acesteia de către sistemele de management.
Pentru evidenţierea multiplelor laturi ale corelaţiei între management şi eficienţă este necesară sublinierea influenţei eficienţei asupra managementului. În literatura economică există opinia cu privire la condiţionarea managementului de către eficienţă, atât din punct de vedere teoretic cât şi din punct de vedere practic. Se demonstrează astfel că eficienţa îşi pune amprenta asupra managementului, în primul rând prin intermediul metodelor şi tehnicilor de comensurare a eforturilor şi efectelor.
Principalele domenii în care se manifestă asemenea influenţe sunt: dimensionarea obiectivelor stabilite de management şi a resurselor alocate pentru

163
realizarea acestora; fundamentarea investiţiilor, cu implicaţii majore asupra tuturor celorlalte domenii de activitate; fundamentarea deciziilor de realizare a obiectivelor asumate; evaluarea rezultatelor aplicării deciziilor.
Pornind de la aceste domenii, considerăm că în fiecare dintre acestea, eficienţa îşi face simţită prezenţa într-o gamă variată de metode, tehnici şi abordări specifice. Astfel, punctul de pornire în dimensionarea obiectivelor unui sistem socio - economic, de către managementul acestuia, îl constituie realizarea unui anumit nivel de eficienţă, superior perioadei precedente şi concretizat în efecte brute şi nete exprimate prin indicatori de eficienţă cum sunt: volumul producţiei, mărimea profitului, nivelul productivităţii şi al costurilor etc. Întrucât fundamentarea complexă a obiectivelor ce revin într-o anumită perioadă implică şi dimensionarea resurselor ce urmează a fi atrase în circuitul economic, apare tot mai evidentă necesitatea folosirii unor metode, tehnici şi proceduri de comensurare, promovate de teoria eficienţei, ca de exemplu: procedurile de exprimare a efectelor, eforturilor sau a gradului de realizare a obiectivelor în unităţi naturale, valorice şi convenţionale; tehnica speranţei matematice folosită în evaluarea rezultatelor când variantele (modalităţile) de realizare sunt cunoscute cu o anumită probabilitate; metoda agregării criteriilor de evaluare în cadrul problemelor cu obiective multiple; metoda programării matematice liniare; metoda programării dinamice; unele metode stochastice etc.
Un alt domeniu în care impactul eficienţei asupra managementului este semnificativ îl constituie fundamentarea ştiinţifică a deciziilor de dezvoltare, în principal a deciziilor de investiţii. În acest domeniu, problema principală care se ridică este aceea a alegerii celei mai bune variante în condiţiile existenţei şi integrării unui ansamblu de criterii economice, funcţional - tehnologice, sociale, restrictiv - strategice, referitoare la: asigurarea unei profitabilităţi sporite; economisirea fondurilor disponibile; caracterul limitat al resurselor; influenţa factorului timp; termenul de recuperare a investiţiei; realizarea de efecte utile pe o perioadă cât mai mare după scurgerea termenului de recuperare; valorificarea superioară a resurselor naturale proprii, reducerea importurilor.
Luarea în considerare a acestor criterii necesită metode şi tehnici variate, atât specifice, cât şi folosite de alte discipline. Amintim în acest sens metodele şi tehnicile de analiză economică, în special cele factoriale, metoda utilităţii globale -ELECTRE- pentru alegerea variantelor decizionale în condiţii de certitudine, calculul utilităţii cu ajutorul mulţimilor vagi ori varianta fuzzy a metodei ELECTRE, metoda minimizării abaterilor, programarea liniară (algoritmul simplex) ş.a.
De precizat că majoritatea metodelor şi tehnicilor de eficienţă utilizate în management pentru fundamentarea deciziilor de acest gen se recomandă să fie

164
operaţionalizate cu ajutorul calculatorului electronic, prin programe special concepute. De asemenea, un rol important în alegerea celei mai bune variante îl au metodele statistice, care permit depistarea tendinţei de evoluţie a unor fenomene, estimarea nivelului unor indicatori pentru orizontul vizat, identificarea relaţiilor funcţionale dintre factori, preliminarea realizărilor perioadei de bază, analiza ritmicităţii şi gradului de devansare a realizării sarcinilor prevăzute, evidenţierea gradului de utilizare a potenţialului firmei etc.
Aşa cum demonstrează şi practica economică un loc aparte în fundamentarea deciziilor de investiţii îl ocupă tehnica actualizării, axată pe ideea imobilizărilor cât mai reduse a fondurilor şi obţinerii, într-o perioadă cât mai scurtă, a unor efecte utile cât mai ridicate. Prin intermediul acestei tehnici, ce are la bază valorificarea factorului timp într-o viziune dinamică, se fundamentează o gamă largă de indicatori de eficienţă, încă din faza de previziune, precum termenul de recuperare actualizat, randamentul economic actualizat ş.a.
În fundamentarea deciziilor de realizare a obiectivelor este posibilă şi necesară apelarea la unele metode şi tehnici cu suport matematic - metoda drumului critic, PERT, programarea matematică statică şi dinamică etc. - statistice - metoda indicilor, metode de ajustare, regresia şi corelaţia, metode şi tehnici de determinare a capacităţii de producţie, de repartizare a resurselor pe activităţi, funcţiile de producţie, metoda iteraţiilor şi chiar balanţa legăturilor dintre ramuri, ultimele două cu aplicabilitate în determinarea investiţiilor conexe. În acelaşi context se utilizează metode şi tehnici ale inovării, metode de analiză a performanţelor produselor industriale, metode de proiectare, metode de organizare etc., toate fiind instrumente manageriale pentru realizarea obiectivelor proiectate pentru un anumit interval de timp.
În special la nivelul firmelor, o problemă deosebită se ridică în privinţa echivalării ca timp a efectelor şi eforturilor, prin luarea în considerare a influenţei factorului timp, abordat în dublă ipostază: de importantă resursă economică şi de factor de influenţă a proceselor economice. În literatura economică cele două funcţii pe care le îndeplineşte timpul, în societate în general, sunt rezumate astfel: timpul ca resursă economică, iar economisirea timpului echivalează cu obţinerea unui spor de producţie, de profit, deci de efecte în condiţiile unei productivităţi a muncii date; timpul ca factor de influenţă a proceselor economice în sensul că timpul amplifică efectele sau pierderile generate de introducerea progresului ştiinţifico - tehnic.
Cuantificarea influenţei factorului timp asupra eficienţei are impact pozitiv pe planul veridicităţii eforturilor şi efectelor obţinute, al nivelului indicatorilor utilizaţi în exprimarea acestora. Realizările teoretice şi mai ales, practice înregistrate în acest domeniu în ultimii ani în economia mondială, atestă

165
importanţa deosebită pe care timpul economic o are în determinarea eficienţei. Aceasta se regăseşte, într-o formă sau alta, în conţinutul indicatorilor de evaluare a eficienţei, determinaţi cu ajutorul a numeroase metode şi tehnici.
În sfârşit, influenţa eficienţei asupra managementului se referă la faptul că, în orice firmă sau economie naţională, se impune o corelare judicioasă a cerinţelor curente cu cele de perspectivă, datorită intervalului necesar pentru consumarea anumitor resurse materiale şi a duratei mari de manifestare a efectelor pe care le generează. Îmbinarea prezentului cu viitorul în aprecierea eficienţei economico - sociale reclamă o tratare prospectivă a activităţilor macro şi microeconomice, anticiparea evoluţiei unor fenomene şi procese economice cu impact nemijlocit asupra volumului şi structurii eforturilor şi efectelor. În acest context se cere amplificată elaborarea de strategii globale şi parţiale prin care se proiectează viitorul sub toate aspectele, inclusiv cele referitoare la eficienţa atingerii obiectivelor strategice prevăzute în cadrul acestora.
În teoria managementului există şi un punct de vedere practic în care eficienţa influenţează managementul. Această opinie este întemeiată pe faptul că activitatea tuturor sistemelor economice - firme, grupe de firme, economie naţională, economie mondială - se desfăşoară ciclic, asigurând continuitatea proceselor de producţie. Abordarea dinamică a vieţii economice reprezintă o premisă importantă a obţinerii unor nivele ridicate de eficienţă, iar mărimea eficienţei înregistrate într-o anumită perioadă îşi pune amprenta asupra managementului prezent şi viitor. În acest domeniu sunt semnificative cel puţin următoarele două precizări:
- volumul şi structura resurselor de care dispune managementul sunt considerate a fi premisă importantă în dimensionarea optimă a sistemului economic implicat - firmă, grup de firme etc. Astfel, cu cât un sistem beneficiază de un volum mai ridicat de resurse, aflate într-o structură favorabilă - rezultat firesc a unei eficienţe şi management superior înregistrat în perioadele precedente - cu atât situaţia economico - financiară a acestuia este mai solidă, influenţând decisiv calitatea şi eficacitatea deciziilor prezente şi viitoare, managementul de ansamblu al sistemului implicat.
Dacă ne referim numai la firmă, o eficienţă economică superioară, concretizată în sporuri substanţiale de profit realizate într-un anumit interval de timp constituie premisa economică a adoptării unor decizii de risc, fără de care nu se poate realiza un management dinamic, exercitat în firmele contemporane;
- cultura existentă în cadrul sistemului implicat, mentalităţile personalului în cadrul său etc. Acest element se referă la: importanţa acordată eficienţei în procesul decizional; criteriile de eficienţă şi modul de utilizare a acestora; exigenţele pragmatice concrete, vis-a-vis de eficienţă.

166
Concepţia personalului despre eficienţă, obişnuinţa managerilor de a opera cu această categorie economică deosebit de complexă influenţează decisiv modul de desfăşurare a proceselor de management şi, în special, procesele de adoptare a deciziilor.
Deci, între management şi eficienţă există multiple relaţii de condiţionare reciprocă. Între aceste relaţii multiple şi complexe face parte şi eficienţa managerială. De asemenea ştiinţa managementului oferă un ansamblu de tehnici şi metode care ajută la abordarea sistemică a eficienţei. Totodată aprofundarea acestor corelaţii între management şi eficienţă creează posibilitatea înţelegerii elementelor eficienţei manageriale care sunt cuantificabile şi deosebirea lor de cele necuantificabile, fiind necesară calcularea, în acest context a eficienţei activităţii manageriale cuantificabilă şi necuantificabilă.
11.2. EVALUAREA EFICIENŢEI ACTIVIT ĂŢII MANAGERIALE Decizia managerială presupune, printre altele, evidenţierea laturilor cantitative ale proceselor economice, fără de care nu se
poate optimiza dezvoltarea armonioasă a diferitelor laturi ale acestora. Pe de altă parte, eficienţa activităţii manageriale reflectă procesul complex prin care, managementul ca activitate economică distinctă contribuie la sporirea eficienţei economice a firmei. În legătură cu această ultimă latură a managementului, se pot face următoarele precizări:
- managementul la nivelul firmei potenţează munca de execuţie la nivelul fiecărui loc de muncă. Această acţiune se reflectă în sporirea productivităţii muncii datorită asigurării locurilor de muncă, ca urmare a deciziilor şi acţiunilor manageriale, cu utilaje cu parametrii superiori, a aprovizionări ritmice cu materii prime etc. Prin urmare, un bun management al firmei reuşeşte să asigure condiţiile tehnice, umane, informaţionale, financiare necesare pentru ca productivitatea să înregistreze un nivel înalt, rezultat al unui grad ridicat de folosire a timpului de muncă şi de structurare corespunzătoare a acestuia;
- managementul contribuie la sporirea eficienţei şi prin amplificarea funcţionalităţii globale a firmei, generată de raţionalizarea ansamblului de conexiuni decizionale, informaţionale şi organizaţionale. Eficienţa rezultă din modul de îmbinare a resurselor şi proceselor de muncă din firmă, din gradul de utilizare a resurselor materiale, financiare şi informaţionale la nivel de firmă;
- managementul contribuie la creşterea eficienţei şi prin integrarea la un nivel superior a activităţilor firmei în cadrul pieţei şi economiei naţionale, pe bază de criterii economice, ceea ce are ca urmare economisirea absolută şi relativă de muncă vie şi materializată;
- abordarea contextuală a eficienţei, este bazată pe conceperea firmei ca un sistem deschis, integrat, pe multiple planuri şi interese, în cadrul economiei naţionale şi internaţionale.
Aceste considerente au generat tratarea informaţiei manageriale ca eficienţă a managementului firmei. Pornind de la această apreciere se face trecerea treptată şi, apoi, generalizarea evaluării eficienţei, utilizând tehnicile actualizării. Aceasta presupune luarea în considerare a influenţei factorului timp asupra eficienţei.
Considerând managementul unul din factorii de producţie importanţi, mai precis, din neofactori, se poate vorbi de eficienţa managerială mai degrabă decât

167
eficienţa managementului. Această ultimă denumire este legată de utilizarea mai ales a termenului de conducere şi nu de management şi în consecinţă, era utilizată expresia de eficienţă a conducerii, iar când au fost introduse noile expresii s-a acceptat noţiunile de eficienţa managementului, cu acelaşi conţinut. Pentru a simplifica lucrurile, se poate utiliza expresia de eficienţa activităţii manageriale.
Evaluarea eficienţei activităţii manageriale reprezintă una din cele mai complexe probleme, deoarece în prezent şi managementul firmei constituie un vector de bază al creşterii economice a cărui comensurare ridică numeroase probleme. Aceasta datorită următoarelor cauze: efectele economice ale managementului firmei sunt preponderent indirecte şi propagate, fiind deci dificil de delimitat şi evaluat; rezultatele obţinute sunt influenţate de o serie de factori exogeni, la nivel de macro şi microsistem, care nu rareori sunt dificil de anticipat sau imposibil de luat în considerare de către conducerea sa; nivelul de dezvoltare a elementelor metodologice de evaluare a proceselor preponderent calitative aşa cum sunt cele de management, în ciuda unor apreciabile progrese din ultimi ani, rămân încă departe de cerinţele unei comensurări riguroase şi complete.
În literatura economică, eficienţa activităţii manageriale este abordată în două optici care diferă prin gama elementelor luate în calcul. O primă optică o constituie abordarea eficienţei manageriale în sens restrâns, în funcţie de eforturile nemijolocit implicate de funcţionarea şi perfecţionarea sistemului de management şi efectele directe la nivelul său. A doua optică are în vedere eficienţa managerială în sens larg, determinată în funcţie de eforturile şi rezultatele ocazionate de funcţionarea firmei, în ansamblul său. Cele două abordări nu se exclud, ci, dimpotrivă, sunt complementare, un demers ştiinţific de evaluare a eficienţei activităţii manageriale implicându-le în mod obligatoriu pe amândouă.
Este actuală aprecierea că indiferent de varianta utilizată, eficienţa activităţii manageriale îmbracă două forme: cuantificabilă şi, respectiv, necuantificabilă. Eficienţa necuantificabilă se referă la acele aspecte funcţionale, de ordin calitativ privitoare în special la factorul uman, comportamentul şi interacţiunile sale, care la nivelul actual de dezvoltare al ştiinţei sunt încă necomensurabile sau măsurabile indirect şi foarte aproximativ.
Pentru adâncirea analizei eficienţei activităţii manageriale se foloseşte un sistem de indicatori adecvaţi aferent celor două forme ale sale, cuntificabilă şi necuantificabilă.
• Eficienţa managerială cuantificabilă poate fi evaluată la două niveluri: - eficienţă managerială directă, care sintetizează rezultatele directe,
nemijlocite ale perfecţionărilor de management; - eficienţa managerială totală, care reflecta din punct de vedere economic
ansamblul eforturilor, atât directe, cît şi indirecte, determinate de funcţionalitatea şi perfecţionările managementului firmei.

168
Eficienţa managerială directă se determină cel mai uşor prin cumularea eficienţei cuantificabile directe, obţinută la nivelul subsistemelor sale, ca urmare a perfecţionării sistemului de management:
E +E +E +E +E = E mdsd mdd mdsm mdsi mdsomd (11.1)
unde: Emd reprezintă eficienţa managerială directă; Emdso - eficienţa managerială directă a perfecţionării structurii
organizatorice; Emdsi - eficienţa managerială directă a perfecţionării sistemului
informaţional; Emdsm - eficienţa managerială directă a modernizării sistemului
metodologic de management sau al metodelor şi tehnicilor de conducere;
Emdsd - eficienţa managerială directă a perfecţionării sistemului decizional;
Emdd - eficienţa managerială directă a celorlalte perfecţionări manageriale
care nu se încadrează în precedentele. Eficienţa managerială directă a perfecţionării subansamblelor de
management îmbracă diferite forme şi anume: ssopmdso E + E = E (11.2)
ssdcmsdmdsd E + E = E (11.3)
ssicmsimdsi E + E = E (11.4)
ssmcmsmmdsm E + E = E (11.5)
sdcmdmdd E + E = E (11.6)
unde: Ep reprezintă economia de posturi ca urmare a perfecţionării structurii
organizatorice; Esso, Essd, Essi, Essm, Esd - economia de salarii determinată de
perfecţionarea structurii organizatorice, sistemului decizional, sistemului informaţional, de modernizarea metodelor şi tehnicilor de management ale firmei şi, respectiv, de alte perfecţionări ale managementului firmei;
Ecmsd, Ecmsi, Ecmsm, Ecmd - economia de cheltuieli materiale de producţie
obţinută ca urmare a raţionalizării sistemului decizional, sistemului informaţional, a modernizării metodelor şi tehnicilor de management al firmei şi a aplicării altor perfecţionări de management.
Pe baza elementelor de mai sus, eficienţa managerială directă a perfecţionării ansamblului sistemului de management poate fi
calculată astfel:
)E E E (E )E E E E (E E = E cmdcmsmcmsicmsdssisdssmssdssopmd +++++++++ (11.7)

169
Elementele din cele două paranteze sunt de aceeaşi natură, ele se pot cumula determinându-se economia totală de salarii Esg şi corespunzător, economia totală
de cheltuieli materiale Ecmg. În consecinţă, relaţia 11.7 se poate scrie simplificat
sub forma următoare:
cmgsgpmd E + E + E = E (11.8)
Această formulă reliefează cumulat cele trei categorii principale de efecte directe ce rezultă din perfecţionare sistemului de management: economii de posturi, economii de salarii şi economii de cheltuieli materiale ocazionate de funcţionarea sistemului de management, în principal, economii cu documentele informaţionale şi ore la calculator.
Evaluarea eficienţei manageriale totale a perfecţionării ansamblului sistemului de management presupune folosirea mai multor modalităţi. O primă variantă constă în cumularea eficienţei manageriale directe a perfecţionării ansamblului sistemului de management cu eficienţa managerială cuantificabilă indirect a raţionalizării acestuia.
migmdgmtg E + E = E (11.9)
unde: Emtg reprezintă eficienţa managerială totală; Emdg - eficienţa managerială directă a perfecţionării ansamblului sistemului de
management; Emig - eficienţa managerială cunatificabilă indirect a perfecţionării
ansamblului sistemului de management Eficienţa managerială indirectă se calculează după o metodologie mai
complexă, asigurând în final cota parte din cheltuielile pentru protecţia socială, contribuţia pentru asigurările sociale, cota cheltuielilor comune ale secţiilor şi cota cheltuielilor generale ale firmei aferente economiei directe de cheltuieli la salarii şi cheltuieli materiale directe.
A doua variantă de evaluare a eficienţei manageriale totală a perfecţionării ansamblului sistemului de management este destul de laborioasă, deşi nu implică calcule la nivelul subsistemelor sale. Ea se fundamentează pe concepţia potrivit căreia natura predominant umană a managementului şi preponderenţa absolută a cheltuielilor cu munca vie în ansamblul cheltuielilor necesare funcţionării sistemului de management fac ca mărimea acestei categorii de cheltuieli şi variaţia lor în timp să reflecte cu o fidelitate acceptabilă costul ansamblului sistemului de management al firmei. Dacă examinăm corelativ acest indicator de efort cu profitul, ca indicator de efect, în condiţii de comparabilitate, obţinem o imagine a eficienţei manageriale cuantificabile de ansamblu a perfecţionărilor sistemului de management.

170
Această variantă de estimare a eficienţei manageriale totale a perfecţionării managementului presupune parcurgerea următoarelor faze:
- determinarea cheltuielilor cu munca vie, efectuate pentru obţinerea cifrei de afaceri în perioada anterioară perfecţionării ansamblului sistemului de management Chmvo;
- calcularea cheltuielilor cu munca vie, pentru obţinerea producţiei în perioada următoare raţionalizării ansamblului sistemului de management Chmv1;
- stabilirea indicelui variaţiei cheltuielilor cu munca vie în cele două perioade Ichmv;
- determinarea profitului firmei în perioada de după aplicarea perfecţionărilor sistemului de management Pc1, comparabil cu profitul din
perioada de bază; - calcularea indicelui variaţiei profitului Ip, în cele două perioade
considerate; - compararea indicelui variaţiei cheltuielilor cu munca vie, cu indicele
variaţiei profitului, în urma căreia pot rezulta trei situaţii şi anume: Ichmv > Ip,
care indică o creştere mai rapidă a cheltuielilor cu munca vie faţă de creşterea profitului, ceea ce exprimă o diminuare a profitului obţinut pe unitatea de cheltuieli cu munca vie, deci o reducere relativă a eficienţei managementului; Ichmv = Ip, ce
arată variaţia în aceeaşi proporţie a cheltuielilor şi profitului în cele două perioade comparate, fapt ce denotă o menţinere a eficienţei managementului la acelaşi nivel; Ichmv < Ip, care indică o sporire mai accelerată a profitului în raport cu cheltuielile
cu munca vie implicate, situaţie ce denotă o sporire relativă a eficienţei sistemului de management. Fireşte, ultima situaţie este cea mai favorabilă, ea indicând o amplificare într-o anumită proporţie a eficienţei ansamblului de management.
Din această prezentare rezultă concluzia că sistemul de management are ca finalitate, creşterea eficienţei firmei. În consecinţă, variaţia eficienţei firmei reflectă, într-o măsură apreciabilă, evoluţia calităţii şi eficacităţii sistemului său de management. Prin urmare, evaluarea dinamicii eficienţei firmei reprezintă, în acelaşi timp, şi o estimare cu o anumită aproximaţie, a dinamicii eficienţei activităţii manageriale. Aşadar, sistemul de indicatori care se utilizează pentru determinarea eficienţei firmei şi a evoluţiei sale poate fi folosit concomitent, şi pentru o estimare a managementului.
Sistemul de indicatori de eficienţă utilizat la nivelul firmei trebuie să respecte anumite cerinţe. În primul rând acceptarea unui sistem raţional de indicatori, evitându-se atât subdimensionarea acestuia - ceea ce ar avea ca efect o exprimare doar parţială a eficienţei - cît şi supradimensionarea lor - ceea ce s-ar reflecta în dificultatea calculării şi interpretării lor. În al doilea rând, trebuie avută în vedere şi o structură raţională a gamei de indicatori, astfel încât să exprime multitudinea eficienţei. În al treilea rând, asigurarea de indicatori care să reflecte

171
atât eficienţa în perioada actuală, cît şi cea viitoare, ţinând cont de dinamica resurselor şi a proceselor de muncă, de efectele propagate în timp ale activităţii economice.
În condiţiile actuale, pentru firmă se consideră drept principali indicatori pentru evaluarea eficienţei economice: producţia fizică, cifra de afaceri sau producţia marfă vândută şi încasată, profitul şi rata profitului sau rata rentabilităţii. Fără a minimaliza cu nimic importanţa acestor indicatori, este necesară lărgirea gamei acestora, care ar trebui să reflecte în principal latura calitativă a utilizării factorilor de producţie, cum ar fi: productivitatea munci, calitatea produselor, randamentul diferitelor elemente de capital, costurile de producţie etc. Numai în aceste condiţii se poate asigura o analiză corespunzătoare a eficienţei firmei şi totodată, se poate face o apreciere asupra eficienţei managementului firmei. Se poate spune că eficienţa firmei reflectă în mare măsură şi eficienţa diferitelor măsuri de perfecţionare a diferitelor laturi ale conducerii compartimentelor de bază ale acestora şi care în cele din urmă se regăsesc în profitabilitatea sau rentabilitatea firmei.
• Eficienţa managerială necuantificabilă în firmele contemporane are o importanţă tot mai mare. Totodată, această formă de eficienţă se reflectă în capacitatea indicatorilor din acest domeniu de a surprinde şi cuantifica corect capitalul intelectual, informaţia şi cunoştinţele ştiinţifice, manageriale, tehnice, economice etc. Fără a avea pretenţia unei abordări exhaustive se pot puncta câteva aspecte noi, mai semnificative pentru eficienţa managerială necuantificabilă şi anume:
- un sistem managerial eficient al firmei se caracterizează în totdeauna prin ordine şi disciplină în abordarea problemelor. Se are în vedere o disciplină de fond, care să reflecte esenţa proceselor de muncă implicate, diferenţiată în funcţie de natura acestora;
- o dimensiune majoră a disciplinei cu multiple implicaţii decizionale şi operaţionale o constituie responsabilitatea fiecărui angajat şi a colectivelor de muncă în ansamblul lor. Creşterea ei este un reper esenţial al unui sistem de management eficient;
- abordarea previzională a tuturor aspectelor cu care se confruntă firma este un element calitativ major, necuantificabil, al eficienţei managementului. Aceasta reprezintă o premiză esenţială pentru preîntâmpinarea apariţiei de discontinuităţi în evoluţia firmei, pentru o eficienţă dezvoltată pe termen lung;
- un indice important privind eficienţa managementului firmei îl constituie dinamismul conceperii şi realizării acţiunilor, spiritul întreprinzător pe care îl manifestă atât managerii cît şi executanţii ;
- pentru eficienţa activităţii manageriale trebuie luată în considerare şi creativitatea individuală şi colectivă a personalului. Un sistem de management cu pronunţat caracter creativ, inovaţional, echivalează cu o investiţie care va fi deosebit de eficientă pentru firmă în perioada următoare;

172
- eficienţa sistemului de management este condiţionată de flexibilitatea sa. Astfel, capacitatea sistemului de management de a se modifica sub influenţa variabilelor exogene şi endogene firmei este o componentă intrinsecă a procesului de eficientizare a activităţilor;
- natura predominant umană a sistemului de management are ca urmare condiţionarea eficienţei sale de ataşamentul personalului faţă de firmă, măsură care se identifică cu aceasta. Astfel, un ataşament ridicat al personalului faţă de firmă este un indiciu major al unui sistem de management capabil să antreneze puternic personalul la stabilirea şi realizarea eficientă a obiectivelor firmei;
- elementele calitative necuantificabile se reflectă în potenţialul firmei. Un sistem de management eficient are drept componentă de bază un potenţial major, care este continuu amplificat şi dezvoltat în vederea asigurării unei funcţionalităţi şi eficienţe cît mai ridicate.
În literatura de specialitate există încercări de evaluare a elementelor definitorii ale eficienţei manageriale necuantificabile. Astfel, se apreciază că acest obiectiv se poate realiza în două moduri. În primul mod, de cele mai multe ori, managerii apreciază aceste elemente pe bază de experienţă, de intuiţie, ţinând cont de informaţiile care le parvin în procesul managementului operativ. Această primă modalitate, deşi insuficient de riguroasă, poate da rezultate bune dacă respectivul manager are temeinice cunoştinţe de management, psiho-sociologice şi un pronunţat spirit de observaţie. A doua modalitate, mai riguroasă, dar şi mai laborioasă se bazează pe utilizarea unor chestionare cu întrebări axate asupra unor elemente definitorii ale flexibilităţii, creativităţii etc., care se adresează unor eşantioane reprezentative din personalul firmei. Prin prelucrarea răspunsurilor din chestionar se obţine o imagine mai exactă asupra intensităţii manifestării acestor elemente definitorii pentru eficienţa managementului.
În literatura economică întâlnim şi alte opinii referitore la evaluarea indicatorilor de eficienţă managerială. Pe această linie menţionăm încercarea de prezentare a unor indicatori cum sunt: coeficientul de influenţă asupra reducerii costului sau creşterii rentabilităţii, perioada de recuperare a cheltuielilor de conducere, indicatori de eficienţă a perfecţionării conducerii, indicatori de echivalare a unor efecte ale perfecţionării conducerii, relaţia de influenţă globală a perfecţionării conducerii asupra indicatorilor de efecte economice, un indicator global pentru nivelul conduceri etc.
Această varietate mare de opinii evidenţiază caracterul complex al eficienţei activităţii manageriale şi deci, imposibilitatea surprinderii într-un indicator sintetic a eforturilor şi mai ales a efectelor rezultate din procesul de conducere. De aceea, este actuală şi judicioasă împărţirea eficienţei manageriale în cunatificabilă şi necuantificabilă. Totodată, eficienţa managerială cuantificabilă poate fi exprimată într-o primă urgenţă cel puţin de următorii doi indicatorii: coeficientul de influenţă asupra reducerii costului sau creşterii rentabilităţii şi perioada de recuperare a cheltuielilor de conducere.

173
Având în vedere schimbările care au intervenit în sistemul de indicatori privind activitatea firmelor, deci la nivel microeconomic, indicatorul coeficientul de influenţă asupra reducerii costului sau creşterii rentabilităţii, în baza reducerii cheltuielilor de conducere se poate calcula astfel:
( )ip
rg1condQ0cond
Q0
rgcondcond C
CC-iC
i-C
C-E=Ci
∆∆∆
−⋅= (11.10)
1
rgcondcond C
C-B=ri
∆∆∆ , (11.11)
unde: Econd, DBcond reprezintă economiile la cheltuielile de
producţie respectiv sporul de venit net sau de profit pe an, sub influenţa perfecţionării conducerii;
DCrg - unele cheltuieli DCcd şi pierderi Pcd legate de reorganizarea
conducerii, în primul an de la perfecţionare; C0cond, C1cond - cheltuielile de conducere din anul precedent şi în anul
curent; iQ - indicele volumului producţiei faţă de anul precedent;
C0, C1 - costurile anuale în perioada de bază şi curentă;
Cip - costurile anuale ipotetice.
Calcularea acestui indicator reflectă modul de stabilire a economiilor şi
reducerii costurilor, ca diferenţă sau raport faţă de cheltuielile ipotetice, adică recalculate la volumul curent al producţiei, prin intermediul înmulţirii cu iQ.
Un alt indicator mai potrivit pentru aprecierea eficienţei perfecţionării conducerii este perioada de recuperare a cheltuielilor de conducere (ca spor de cheltuieli) din economia sau din sporul altor efecte realizate în producţie, prin această perfecţionare:
E+E
P+C=t
'0cond
'0cd
cdcd0cd
∆′ (11.12)
'0cd
cdcd0cd
B
P+C=T
∆∆′ (11.13)
unde: DCcd reprezintă sporul de cheltuieli anuale pentru perfecţionarea conducerii,
prin cursuri speciale pentru conducătorii, deplasări în străinătate, mijloace automate de conducere etc;

174
Pcd - pierderi eventuale ce au loc în producţie, la începutul reorganizării
conducerii (cheltuieli în perioada de adoptare, cheltuieli de deplasare, cheltuieli de transport etc);
Ecd - cheltuieli anuale echivalente la cheltuielile de exploatare (fără
cheltuieli de conducere) ale firmelor conduse;
E'0cond - economii anuale echivalente la cheltuielile de conducere, prin
perfecţionarea conducerii;
DB'0cd - sporul de venit net în producţie, sau de profit, ca urmare a
perfecţionării conducerii.
Cu această formulă se poate determina o perioadă de recuperare a cheltuielilor şi din sporul de profit. În toate cazurile însă este greu de stabilit cu cît se reduce costul producţie sau cu cît creşte producţia, sau cifra de afaceri, sau profitul prin îmbunătăţirea calităţii managementului.
Un indicator mai simplu de stabilit, dar cu caracter mai mult orientativ, este ponderea cheltuielilor curente de conducere în cadrul costurilor, sau în cifra de afaceri:
Q
C=g
1c1
1condcond
∑ (11.14)
∑ 1P
1condcond Q
C=g (11.15)
Reducerea acestei ponderi poate exprima o eficienţă în măsura în care se admite că, la efectele constante sau mai mari, reducerea unei cheltuieli reflectă o sporire a eficientei. Numai că aceasta este o eficienţă oarecum pasivă, întrucât nu oglindeşte şi influenţa conducerii asupra îmbunătăţirii indicatorilor de efect (volum şi calitate ori reducerea altor costuri). În cazul unor efecte mai mari asupra altor costuri, se poate admite chiar o majorare a ponderii cheltuielilor de conducere.
Interesantă este şi încercare de prezentare a relaţiei de influenţă globală a perfecţionării conducerii asupra indicatorilor de efecte economice. Astfel, în literatura economică s-a preconizat o relaţie pentru exprimarea legăturii dintre indicatorii nivelului de perfecţionare a conducerii consideraţi drept cauză şi un indicator de efect, profitul etc. Pentru nivelul unui indicator de rezultate sau de eficienţă, la nivel de firmă, se poate folosii următoarea relaţie:
∑ ∑ iiwi0ii0 kak+R=kA+R=R , (11.16)
- min imax i
minmaxi k-k
R-R=a (11.17)

175
unde: - ai reprezintă coeficientul unghiular special al fiecărei caracteristici, indicând ce efecte revin la o unitate de nivel de perfecţionare a caracteristicii;
- indică faptul că este luată media valorilor majore şi a celor minore; R - nivelul indicatorului de efect în urma perfecţionării conducerii; R0 - parametrii ce exprimă influenţa constantă a tuturor factorilor
conducerii, determinat prin metoda celor mai mici pătrate; Ai - un aşa numit parametru de proporţionalitate a influenţei unui
factor - cauză (probabil că este avută în vedere influenţa unei caracteristici); Kw - coeficient ce reflectă corelaţia dintre diferite caracteristici determinat
tot prin metoda celor mai mici pătrate; Ki - coeficientul nivelului de perfecţionare a unei caracteristici de
conducere.
Conform explicaţiilor date expresiilor utilizate în formula 11.11., acest indicator conţine elemente de aproximaţie, de estimări şi de aceea este mai mult un indicator orientativ. Pentru atenuarea limitelor acestui indicator, se poate opta pentru următoarea relaţie de calcul cu o semnificaţie mult mai clară:
( )∑∑ += i0ii0ii00 k-kaRka+R=R+R=R ∆∆ (11.18)
unde: Ro reprezintă mărimea indicatorului rezultat (efect) sau eficienţa
înainte de perfecţionarea caracteristicilor de conducere urmărită;
ai - coeficientul unghiular direct stabilit ca şi în relaţia anterioară;
DKi - sporul nivelului de perfecţionare a caracteristicii de conducere;
Ki0 - nivelul caracteristicii înainte de perfecţionarea sa, iar dacă
caracteristica a lipsit înainte, însemnă ca Ki0=0.
Relaţia de mai sus este una tipic liniară. Ea este valabilă în condiţiile de
experimentare a oricărei perfecţionări, ceilalţi factori care influenţează indicatorul de efect sau de eficienţă a producţiei fiind constanţi. Această ultimă condiţii a experimentului este însă greu de stabilit, astfel că relaţia rămâne cu un caracter mai mult teoretic.
O componentă a managementului modern este organizarea. Astfel, toţi indicatorii de efect şi de eficienţă economică sunt influenţaţi de progresul organizatoric. Afirmaţia se referă nu numai la ansamblul acestui progres, ci la multe din formele de organizare în parte. Anumite măsuri organizatorice asigura efecte complexe, îmbunătăţind diverşi indicatori de eficienţă, fizico-analitici şi sintetici. Printre acestea se găsesc: adâncirea specializării, intensificarea

176
regimurilor de prelucrare, concentrarea etc. Perfecţionarea organizării ca latura a managementului, poate influenţa atât reducerea consumurilor specifice (de timp al lucrătorilor şi al maşinilor; precum şi de materiale), cît şi durata procesului de producţie, de aprovizionare şi desfacere, antrenând nu numai reducerea costurilor unitare ci şi creşterea sau scăderea resurselor ocupate pe unitatea de produs, precum şi alte efecte. În măsura în care perfecţionarea avută în vederea presupune cheltuieli, se pot corela efectele sale (economii sau sporul de profit) cu aceste cheltuieli, obţinându-se indicatorii de eficienţa. Mai întâi este necesar să se determine economiile nete realizate din progresul organizării care se pot calcula astfel:
,P - E + E+q) F - q (E + )C - (E =
= P - E + E +E'+ E = E'
ogog conscaogfogbfogogcog
ogog consog ca og nete fog nete cog
⋅⋅ ∆∆ (11.19)
unde: E'og reprezintă economii complexe, obţinute prin progresul organizării;
Ecneteog - economii nete la costuri prin organizare la unitatea care se
organizează; E'f neteog - economii nete echivalente la resursele ocupate, obţinute prin
organizare; Ecaog - economii la producător din îmbunătăţirea calităţii, prin organizare;
Ecog - economii brute la unele costuri curente, prin organizare;
Ebfog .q - economii brute echivalente la resursele ocupate, obţinute prin
progres organizatoric; Ebfog - eliberări de anumite resurse ocupate, prin organizare;
∆ Ffog - spor de alte resurse ocupate, prin măsura organizatorică;
Econsog - economii la consumatori, prin îmbunătăţire calităţii produselor
în urma organizării; Pog - pierderi în producţie ocazionate de introducerea măsurii
organizatorice; ∆ Cog - sporul unor costuri directe, ca urmare a măsurii organizatorice.
Menţionând sensul acestor notaţii se pot determina indicatori de eficienţă
prin corelarea efectelor măsurilor de organizare (economii, spor de profit) cu cheltuielile ocazionate de aceste măsuri, şi anume:
- perioada de recuperare din economii:
( ) ogog consog cafogfogogog c
og
og
ogog P-E+EqF-qEb+)C-E(
C
E
C=t
+⋅⋅′=
′′
∆∆ (11.20)
În cazul coeficientului de eficienţă relaţia se inversează;
- perioada de recuperare din sporul de venit net, sau profit:

177
B
C=T
og
ogog ′∆
(11.21)
og
ogog C
B=q
′∆ (11.22)
unde: ogB′∆ reprezintă sporul de beneficiu complex (profit) obţinut prin
organizare;
Cog - costuri directe ca urmare a măsurii organizatorice. - perioada de recuperare a cheltuielilor suplimentare din economii sau
profit:
ogog c
0 ogi og
og
ogog s C-E
C-C
E
Ct
∆∆
′=
′=′ ; (11.23)
- perioada de recuperare a cheltuielilor suplimentare din sporul de venit sau profit:
og
ogog s B
C=T
′′
∆∆ . (11.24)
În condiţiile în care intensificarea măsurii de organizare nu reclamă deloc
cheltuieli curente speciale de introducere sau intensificare (nici investiţii), se vor corela economiile sau sporul de profit cu sporul de costuri la unele elemente de cheltuieli. În acest caz perioadele de recuperare (17,23 şi 11.24) vor devenii:
- în cazul economicităţii suplimentare, în formă indirectă:
ogog consog cafogog c
fogogog s P-E+E+F+E
F+C=t
′′
∆∆ (11.25)
sau numai:
ognete og
og
ogog nete fog nete c
ogog s P-E
C
P-F+E
CT'
′=
′=
∆∆ (11.26)
Relaţiile (11.25 şi 11.26) se inversează în cazul coeficientului de eficienţă. O particularitate a indicatorilor de eficienţă a perfecţionării organizării
constă în faptul că ei nu mai presupun actualizarea valorilor viitoare întrucât: deseori nu necesită investiţii; nu este necesară o perioadă de imobilizare a cheltuielilor până la obţinerea rezultatelor (fac excepţie acele studii de organizare a căror aplicare este întârziată); efectele se produc mai ales în primii ani, astfel că nu există un decalaj mare de timp între anii realizării cheltuielilor şi cei ai obţinerii efectelor. Subliniem şi faptul că o parte din formele de perfecţionare a organizării determină o modificare a costurilor, în sensul scăderii unora şi creşterii altora, făcând să apară cunoscută limită economică în intensificarea unor măsuri

178
organizatorice, care ocazionează o eficienţă maximă la nivel microeconomic. Într-un mod asemănător se poate proceda şi în cazul altor compartimente de activitate, care în totalitatea lor, alcătuiesc managementul. Cu alte cuvinte, pentru aprecierea eficienţei manageriale, trebuie stabilite mai toate compartimentele de activitate din sfera managementului. În mod analog cu organizarea se determină pentru fiecare gen de activitate, componentă a managementului, cel puţin doi indicatori de eficienţă: perioada de recuperare a cheltuielilor ocazionate de o anumită activitate de management din economiile, din profitul obţinut sau din alte efecte realizate în producţie prin perfecţionarea respectivă şi coeficientul de influenţă asupra reducerii costului sau creşterii rentabilităţii, în baza reducerii cheltuielilor din compartimentul respectiv de management. Dacă managementul este organizat pe componente se mai poate utiliza şi un alt indicator şi anume: ponderea cheltuielilor curente al compartimentului în cadrul costurilor, sau în valoarea cifrei de afaceri. Acest indicator are mai mult un caracter orientativ şi poate fi utilizat în cazul firmelor mai mari şi mijlocii.
Între formele eficienţei manageriale există legături multiple. De aceea, pe lângă tratarea separată a diferitelor forme ale eficienţei manageriale se impune o tratare de ansamblu a acestei eficienţe şi într-o anumită măsură, a complexităţii sale, inclusiv a multiplelor faţete pe care le implică în practică procesul de management şi care trebuie abordat în ansamblul său. Totodată, se impune o tratare a formelor eficienţei activităţii manageriale în strânsa lor interdependenţă. O atare necesitate decurge din caracterul lor complementar, din multiplele conexiuni dintre ele. Formele eficienţei manageriale se întrepătrund organic, iar ignorarea uneia reflectându-se prompt şi substanţial în eficienţa de ansamblu a procesului managerial. Abordarea interdependentă a formelor eficienţei activităţii manageriale este determinată şi de caracterul sistemic al firmei asupra cărei se exercită procesul managerial, astfel încât orice deficienţă la nivelul conducerii se reflectă în scăderea profitabilităţii activităţilor respectivului agent economic.
În sfârşit, abordarea eficienţei activităţii manageriale necesită chiar şi succint, evidenţierea calităţii managementului. Astfel, Joseph M. Juran, inginer american de origine română, consideră calitatea managementului firmei ca având trei dimensiuni fundamentale: calitatea planificării , a managerilor şi a procesului de perfecţionare. În concepţia sa, asigurarea calităţii managementului presupune: identificarea clienţilor şi a nevoilor lor; crearea unui sistem riguros de măsurare a calităţii proceselor şi produselor; planificarea exactă, ştiinţifică, astfel încât aceasta să fie adecvată scopurilor şi condiţiilor operative; efectuarea continuă a perfecţionării; reducerea ratei erorilor. Un rol esenţial în asigurarea calităţii managementului îl au senior - managerii şi pentru această ei trebuie să se autoperfecţioneze, să-şi definească precis scopurile, să-şi asume responsabilităţi şi să măsoare periodic progresele înregistrate. Managerii au o influenţă hotărâtoare

179
asupra rezultatelor obţinute de firme. De modul în care ei acţionează depinde însăşi existenţa firmelor.
Abordând acelaşi domeniu al calităţii managementului, alţi specialişti au elaborat un model al firmei post-antreprenoriale, în care managerul viitorului se va caracteriza prin următoarele trăsături: acţionează fără cârja ierarhică; facilitează cooperarea; operează cu cele mai înalte standarde etice; are o doză apreciabilă de bun simţ; este preocupat de modul în care se fac lucrurile; este multilateral şi asigură funcţionarea sistemului; găseşte satisfacţie în rezultate şi riscă pentru obţinerea acestora. Aceste trăsături ale managerului îşi vor pune amprenta şi asupra eficienţei calităţii activităţii din acest domeniu. Totodată, eficienţa managerială se află în strânsă legătură cu eficienţa generală a firmei. Se poate spune că eficienţa generală a firmei este condiţionată în mare măsură de calitatea managementului firmei.