Embed Size (px)
DESCRIPTION
Świat Przemysłu Farmaceutycznego 3/2014
Citation preview

NR 03/2014 (29) 19 zł (w tym 5% VAT)
ISSN
: 189
8-77
10


Więcej informacji znajdziesz na stronie: www.eyecpolska.pl
EyeC ProofilerTM
Ma oko na błędy
1_2013_spf.indd 3 2013-03-11 13:03:44
System EyeC Proofiler 400-1600(format skanowania od A4 do A0)
System EyeC ProofilerTM bada
zgodność projektu z opakowaniem
(użytki i arkusze). Porównuje
wszystkie elementy graficzne
kartonika, ulotki, etykiety i folii:
teksty, kolory, kody kreskowe,
kody 2D, QR oraz zapis i wysokość
punktów alfabetu Braille’a.
Żaden człowiek nie zobaczy gołym okiem tego, co my widzimy
i analizujemy w ułamkach sekund. EyeC ProofilerTM precyzyjnie
i szybko wyszukuje błędy w drukach. Nawet te najmniejsze.
EyeC ProofilerTM
spełnia wytyczne
cGMP, GAMP5
i CFR 21 część 11
EyeC PolskaMarcin WekslerBusiness Development Pharmat. +48 512 354 354e-mail: [email protected]

spis treści
e - w y d a n i e d o p o b r a n i a n a : www.farmacom.com.pl3 / 20 14
8 Tradycja nam pomaga, ale patrzymy w przyszłość10 Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy12 Przyszłość medycyny – biofarmaceutyki terapeutyczne16 Strategia zmiany statusu leku Rx na OTC20 Badania kliniczne w przemyśle farmaceutycznym 22 Rynek pracodawcy, czy rynek kandydata w przemyśle farmaceutycznym?26 Leki biologiczne i biopodobne
30 Złącza bezpiecznego rozłączania34 Łatwiej zapobiegać niż usuwać skutki. Profi lGate strażnikiem czystości na produkcji i w magazynach36 EyeC ma oko na błędy38 Dyrektywa UE dotycząca sfałszowanych produktów leczniczych40 Membranowe pompy dozujące do mediów gęstych, lepkich, niebezpiecznych i wrażliwych44 Badanie tożsamości skomplikowanych surowców techniką spektrometrii Ramana46 Boccard Polska stawia na rozwój48 Produkcja kremów i maści52 Nowa fabryka Intrograf Lublin S.A.53 Naszą dewizą jest profesjonalizm i odpowiedzialność56 Moringa Olejodajna jako składnik suplementów diety o różnorakim zastosowaniu60 Granulacja na mokro – Kontrola procesu i zmiana skali produkcyjnej66 Serwis TSAR Predict rozwiązuje wieloletni problem przyklejania68 Metrologia w służbie farmacji76 Spełnienie surowych wymagań sektora farmaceutycznego wymaga dedykowanych rozwiązań w zakresie pomiarów przepływu i temperatury
80 Sposoby pakowania w przemyśle farmaceutycznym84 Recepta na dobre opakowanie88 ROBOPIRYNA. Skuteczna w rozwiązywaniu problemów z pakowaniem i paletyzacją90 Track-and-trace – wyzwanie dla IT94 Woreczki medyczne – jakość na receptę96 Zabezpieczenia opakowań
99 Zintegrowane systemy klasy MES i CMMS czyli pełna integracja procesu produkcji i utrzymania ruchu
104 Prosto do apteki, model Direct to Pharmacy na rynku polskim
106 SPC bez tajemnic108 „Uwłaszczenie” naukowców szansa, zagrożenie, czy zmiana bez znaczenia
8 12
Tradycja nam pomaga, ale patrzymy w przyszłość
Przyszłość medycyny – biofarmaceutyki terapeutyczne


e - w y d a n i e d o p o b r a n i a n a : www.farmacom.com.pl3 / 20 14
Grzegorz Cessak – Prezes Urzędu Rejestracji Produktów Leczniczych, Wyrobów Medycznych i Produktów Biobójczych
Andrzej Szarmański – Członek Zarządu ISPE Polska, Dyrektor Jakości w Zakładach Farmaceutycznych Polpharma S.A.
Irena Rej – Prezes Izby Gospodarczej „Farmacja Polska”
Daniel Gralakdr Jarosław Jan Hołyński – Doktor nauk farmaceutycznych Polskie Towarzystwo Farmaceutyczne
dr n. farm. Leszek Borkowski – Ekspert UE do spraw leków, były prezes Urzędu Rejestracji Produktów Leczniczych
prof. dr hab. Zbigniew E. Fijałek – Dyrektor Narodowego Instytutu Leków
Marcin Kołakowski – Wiceprezes ds. Produktów Leczniczych Urzędu Rejestracji Produktów Leczniczych, Wyrobów Medycznych i Produktów Biobójczych
Marek Gnyś – Dyrektor Produkcji Polfa Tarchomin
Andrzej Wróblewski – Dyrektor w fi rmie konsultingowo–szkoleniowej LeanSigma in Practice.
Rada Programowa:
Kwartalnik Wydawnictwa FARMACOM
Wodzisław Śląski 44-300
ul. 26 Marca 31/11
www.farmacom.com.pl
Redaktor Naczelny
Robert Miller
tel./fax 032 455 31 61
tel. kom. 502 084 101
Redakcja
Teresa Kubsz-Miller, Joanna Korzonek,
Karol Krzystała
tel./fax 32 456 60 79, [email protected]
Studio graficzne: Prografika, www.prografika.com.pl
Druk: Drukarnia Nowiny
Nakład: 3 500 egz.
Partner:
Magazyn kierowany jest do specjalistów ds. utrzymania ruchu, technologów, automatyków, szefów działów produkcji, kontroli i zapewnienia jakości, szefów działów logistyki i zaopatrzenia oraz działów rozwoju produktów w zakładach farmaceutycznych. Odbiorcami czasopisma są również organizatorzy targów, konferencji i szkoleń bran żowych, urzędy, ministerstwa, instytuty, uczelnie wyższe z kierunkami farmaceutycznymi i biura projektowe.
Redakcja zastrzega sobie prawo do skracania i redagowania tekstów. Redakcja nie odpowiada za treść reklam. Wykorzystywanie materiałów i publikowanie reklam opracowanych przez Wydawcę wyłącznie za zgodą redakcji. Wszelkie prawa zastrzeżone. Przedruk materiałów lub ich części tylko za pisemna zgodą redakcji. Za treść ogłoszeń reklamowych i artykułów autorskich redakcja nie odpowiada. Artykuły te nie muszą odzwierciedlać poglądów wydawnictwa. www.ispe.org.pl
Prenumerata i kolportaż
Wydawnictwo FARMACOM
Wodzisław Śląski 44-300
ul. 26 Marca 31/11
tel./fax 032 455 31 61
Cena egzemplarza „ŚPF” – 19 zł
Cena rocznej prenumeraty – 80 złNr konta:
ING Bank Śląski O/Wodzisław Śląski
56 1050 1403 1000 0023 2091 8119
VADEMECUM TABLETKOWANIASzanowny Technologu, projektancie formulacji do tabletkowania!
Przekonaj się o zaletach płynących z posiadania inżynierskiej wiedzy n/t mechanicznych właściwości tabletkowanych produktów, nie pozwól by wyprzedzili Cię inni, których nie trzeba było do tego zachęcać.
Nowa wiedza przybywa systematycznie od 2012 roku dzięki Vademecum Tabletkowania, które jest pierwszym, w pełni inżynierskim poradnikiem materiałoznawstwa dla technologów tabletek.
Korzystaj z nieznanych dotąd informacji, pozwalających jeszcze lepiej dopasować Twoje formulacje do realiów nowo-czesnego przemysłu. Współdziałaj w atmosferze poufności i poszanowania własności intelektualnej. Ciesz się osiągnię-ciami, w postaci minimalizacji kosztów produkcji i poprawy jakości tabletek.
REKOMENDACJA KATEDRY I ZAKŁADU FARMACJI STOSOWANEJ GDAŃSKIEGO UNIWERSYTETU MEDYCZNEGO.
FARMASERWIS Jerzy Lasota
Laboratorium mechanikimateriałów sypkich i formulacji d.c.
Grodzisk Mazowiecki, tel. 604 474 152
czesnego przemysłu. Współdziałaj w atmosferze poufności i poszanowania własności intelektualnej. Ciesz się osiągnię-ciami, w postaci minimalizacji kosztów produkcji i poprawy jakości tabletek.
REKOMENDACJA KATEDRY I ZAKŁADU FARMACJI STOSOWANEJ GDAŃSKIEGO UNIWERSYTETU MEDYCZNEGO.
FARMASERWIS Jerzy Lasota
Laboratorium mechanikimateriałów sypkich i formulacji d.c.
Grodzisk Mazowiecki, tel. 604 474 152
25 lat badań
czesnego przemysłu. Współdziałaj w atmosferze poufności i poszanowania własności intelektualnej. Ciesz się osiągnię-
REKOMENDACJA KATEDRY I ZAKŁADU FARMACJI STOSOWANEJ GDAŃSKIEGO UNIWERSYTETU MEDYCZNEGO.
reklama

Merck Millipore is a division of
Make every drop countAbsorb more, achieve more with Parteck® SLC
Merck Millipore is a division of
Make every drop countAbsorb more, achieve more with Parteck® SLC

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy na trwałe wpisane są w historię polskiej farmacji. 77 lat nieprzerwanej działalności w tej branży, stawia ją w gronie fi rm, które mogą się poszczycić najdłuższym stażem w kraju. Które z osiągnięć Zakładów, w Państwa opinii, można uznać za najbardziej znaczące dla rozwoju UNII?
Jesteśmy największą Spółdzielnią w branży farmaceutycznej w Polsce. Pomimo że Zakła-dy Farmaceutyczne „UNIA” Spółdzielnia Pracy jest średnim przedsiębiorstwem, to nie dajemy się wyprzeć z rynku przez wielkie koncerny farmaceutyczne i udo-wadniamy, że obok wielkich znajduje się również miejsce dla fi rm znacznie mniejszych. Nie konkurujemy z potentatami i znamy swoje miejsce na rynku, więc staramy się zagospodarować tę część rynku, w której nasza pozycja jest ugruntowana. Udaje się to nam mię-dzy innymi dlatego, że dostarczamy klientom produkty skuteczne, bezpieczne i za przystępną cenę. Bezustannie opieramy się dużej konkurencji i odnosimy sukcesy rynkowe, których miarą są rosnące przychody fi rmy.
Posiadacie Państwo własne Laboratorium Badawcze. Jaka jest jego rola w tworzeniu nowych produktów wdrażanych do produkcji?
Bardzo znacząca, po zatwierdzeniu nowego projektu do rozwoju oraz po wyznaczeniu Kierownika projektu rozpoczynają się prace przygotowawcze w tym między innymi pozyskiwane są odpowiednie surowce do badań i analiz. Następnie w Laboratorium Badawczym, które jest częścią Działu Badawczo – Rozwojowego, rozpoczynają się prace nad opracowaniem składu produktu, przeprowadzane są analizy chemiczne oraz opracowywana jest dokumentacja. Ponadto prowadzone są badania stabilności dla nowego produktu, najpierw w warunkach laboratoryjnych a następnie w warunkach produkcyj-nych. W pracach tych zaangażowane są na różnych etapach również inne działy między innymi takie jak: Technologiczny, Produkcja, Me-dyczno – Badawczy, Kontrola Jakości, Zapewnienie Jakości, Walida-cja czy Rejestracja. Proces ten przebiega wielokierunkowo, a o jego sukcesie decyduje kilka istotnych czynników.
Państwa produkty trafi ają głównie do rodzimego odbiorcy. Jakimi czynnikami kierujecie się Państwo wdrażając nowy produkt?
Przed podjęciem decyzji o wprowadzeniu nowego produktu szczegółowo analizujemy potrzeby rynku farmaceutycznego czy
kosmetycznego. Nie bez znaczenia jest nasz portfel produktów. W przypadku produktów leczniczych stawiamy przede wszystkim na leki OTC tj. sprzedawane bez recepty. W dobie obecnego tem-pa życia zapotrzebowanie rynku na te leki stale rośnie co wynika z prostej potrzeby pacjentów w obszarze leczenia bez konsultacji lekarza. Staramy się dopasować do obecnych trendów, aczkolwiek coraz trudniej jest zaproponować coś konkurencyjnego zarówno pod względem produktowym jak również cenowym.
Które z produktów będących w ofercie Zakładów Farmaceutycznych „UNIA” Spółdzielnia Pracy cieszą się największym zaufaniem i zainteresowaniem ze strony klientów?
Wszystkie nasze produkty cieszą się zaufaniem naszych klientów czyli pacjentów. Produkty będące długo na rynku wypracowały swo-ją pozycję i utrzymują stałą sprzedaż. Nowe produkty, które zostały wprowadzone na polski rynek w ostatnich latach notują wzrosty sprzedaży przez co ich pozycja na rynku z roku na rok umacnia się. Ponadto, cieszy nas fakt, że nasze produkty lecznicze są powszech-nie stosowane. Czołowymi produktami leczniczymi, które potwier-dziły swoją skuteczność i bezpieczeństwo są np.: UNIBEN aerozol do stosowania w jamie ustnej, 1,5 mg/ml oraz THIOCODIN tabletki, 15 mg+300 mg. Podobnie ma się sytuacja w przypadku kosmetyków z serii AlantanDermoline. Zachowanie jakości, skuteczność i bezpie-czeństwo wszystkich produktów wytwarzanych w Zakładach Farma-ceutycznych „UNIA” Spółdzielnia Pracy jest sprawą najwyższej wagi.
Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy to nie tylko producent leków i kosmetyków, sprzedawanych pod własną marką, ale także fi rma świadcząca usługi kontraktowe dla innych podmiotów z branży. Co decyduje o tym, że inne fi rmy zlecają Państwu wykonanie usługi?
Z Zarządem Zakładów Farmaceutycznych Unia Spółdzielnia Pracy w składzie: Grażyna Fijałkowska – Prezes Zarządu, Jacek Drapała – Wiceprezes Zarządu i Marek Adamczyk – Wiceprezes Zarządu, rozmawia Robert Miller
Tradycja nam pomaga, ale patrzymy w przyszłość
8 |

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
Jesteśmy wyspecjalizowani w wykonywaniu kompleksowych usług w zakresie opracowania produktu oraz wytwarzania różnych form leków takich jak: tabletki, maści czy płyny oraz kosmetyki, wy-roby medyczne i suplementy diety. Dla tych produktów, w zależ-ności od oczekiwań klienta, opracowujemy recepturę, technologię wytwarzania, metody badań analitycznych oraz dokumentację. Po-nadto wykonujemy analizę chemiczną i mikrobiologiczną surowców i produktów końcowych oraz badania stabilności. Tak przygotowa-ny i opracowany produkt, po wykonaniu kompleksowej usługi, jest gotowy do wdrożenia. I tak na przykład w przypadku pełnej wersji usługi dla leku czy wyrobu medycznego klient otrzymuje produkt gotowy do zarejestrowania i wprowadzenia na rynek. Możliwe jest również zlecenie wytwarzania tego produktu w naszym zakładzie.
Dla nas najważniejsza jest jakość wytwarzanych produktów oraz zadowolenie klientów. Proces wytwarzania produktów leczniczych przebiega zgodnie z wymaganiami GMP. Ponadto posiadamy cer-tyfi katy zgodności z normami ISO 14001:2004 oraz ISO 9001:2008. W zależności od oczekiwań klienta możemy podjąć się zlecenia wy-twarzania produktów na małą oraz dużą skalę, dotyczy to nie tylko odbiorców polskich, ale również zagranicznych.
Od czego zależy dalszy, efektywny rozwój Zakładów Farmaceutycznych „UNIA” Spółdzielnia Pracy? W jakim kierunku planujecie poszerzenie oferty produktowej i usługowej?
Specjalizujemy się przede wszystkim w dwóch obszarach tera-peutycznych tj. w dermatologii oraz chorobach układu oddecho-wego. Znane są od wielu lat i stosowane przez kilka już pokoleń produkty lecznicze marki Alantan®. Rozszerzeniem tej marki jest seria kosmetyków AlantanDermoline wprowadzona na rynek w 2010 roku. Ponadto w naszym portfolio mamy produkty lecznicze stosowane w leczeniu trądziku i przebarwień, blizn oraz grzybicy. Druga, bardzo istotna linia produktów skierowana jest do pacjen-tów z zapaleniem jamy ustnej i gardła oraz suchym, męczącym kasz-lem, który bardzo często towarzyszy infekcjom dróg oddechowych o różnym podłożu. Mimo że są to produkty sezonowe, ich całorocz-na sprzedaż utrzymuje się na wysokim poziomie i stale wzrasta. Ponadto posiadamy szeroką ofertę produktów Rx stosowanych w chorobach układu nerwowego takich jak padaczka czy schizo-frenia. Ze względów strategicznych planujemy rozszerzanie każdej z tych linii, jak również myślimy o opracowaniu produktów z in-nych obszarów terapeutycznych. Dzięki stałej współpracy Działu Badawczo-Rozwojowego i Działu Marketingu Strategicznego oraz Działu Marketingu Operacyjnego poszukiwane są nowe propozycje produktów w oparciu o stale rosnące zapotrzebowanie rynku oraz zmieniające się trendy w branży farmaceutycznej.
W zakresie wytwarzania kontraktowego Zakłady Farmaceutycz-ne „UNIA” Spółdzielnia Pracy oferują pełen zakres usług począwszy od przyjęcia i kontroli jakości surowców oraz opakowań, wytwa-rzanie produktów łącznie z kontrolą na wszystkich etapach wytwa-rzania oraz zwolnienie do obrotu na terenie Unii Europejskiej oraz poza nią. W ramach świadczonych usług Spółdzielnia podejmuje się transferu technologii, wytwarzania serii pilotażowych oraz serii do badań klinicznych. W zakładzie produkcyjnym przy ul. Chłodnej w Warszawie wytwarzane są tabletki, formy półstałe (maści, kremy i żele), płyny oraz zasypki. Spółdzielnię wyróżnia duża elastyczność w podejściu do wykonywanej usługi, niezależnie od skali produkcji. Elastyczne zarządzanie, zorientowane na rozwój i osiągnięcie sukce-
sów na rynku, zapewnia UNII miejsce wśród najbardziej liczących się partnerów gospodarczych.
Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy od ponad 75 lat sprzedają swoje produkty na polskim rynku. Czy Państwa fi rma planuje ekspansję na rynki zagraniczne?
Widzimy w naszych produktach bardzo duży potencjał, nie tylko na rynku polskim, lecz również na innych rynkach. Od kilku lat wy-brane produkty sprzedawane są na rynkach zagranicznych takich jak rynek ukraiński, rosyjski czy wietnamski a od połowy bieżącego roku jesteśmy również obecni na rynku słowackim.
Od września 2012 roku Zakłady Farmaceutyczne „UNIA” Spół-dzielnia Pracy biorą udział w „Branżowym Programie Promocji Bran-ży Przemysłu Biotechnologicznego i Farmaceutycznego” współfi -nansowanym ze środków Unii Europejskiej w ramach Europejskiego Funduszu Rozwoju Regionalnego. Dzięki uzyskanemu dofi nansowa-niu mamy możliwość promowania naszego przedsiębiorstwa na za-granicznych rynkach poprzez aktywny udział w międzynarodowych targach farmaceutycznych jako wystawcy oraz udział w misjach gospodarczych w formie spotkań z zagranicznymi kontrahenta-mi i dziennikarzami. Ponadto, w ramach projektu, uczestniczymy w szkoleniach związanych z branżą farmaceutyczną, jak również je-steśmy obecni w ogólnych działaniach promocyjnych, między inny-mi poprzez publikacje w branżowej prasie. W związku z tym liczymy na wymierne korzyści związane z wymienionymi działaniami. Już teraz możemy stwierdzić, że postrzeganie Zakładów Farmaceutycz-nych „UNIA” Spółdzielnia Pracy przez potencjalnych zagranicznych kontrahentów jest bardzo pozytywne, widzimy zwiększone zainte-resowanie, naszymi usługami oraz naszymi produktami.
Jak dzisiaj kształtuje się produkcja Zakładów Farmaceutycznych „UNIA” Spółdzielnia Pracy i czy planujecie Państwo inwestycje w przyszłości?
Kładziemy duży nacisk na dostosowywanie parku maszynowego do stale zwiększających się wymagań jakościowych. Automatyka to branża ciągle rozwijająca się więc cały czas poszukujemy nowo-czesnych rozwiązań produkcyjnych. Niemniej ważne jest właściwe przygotowanie i dlatego regularnie przeprowadzamy szkolenia na-szych Pracowników w różnych obszarach. Działania te mają na celu stałe poszerzanie naszej oferty, jak również zwiększenie zakresu naszych usług. Mamy plany na przyszłość związane z dużym projek-tem, ale o tym powiemy przy następnej okazji.
9

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
10 |
To znany i ceniony producent leków, kosmetyków oraz aerozoli kosmetycznychi technicznych.
Firma „UNIA” to nowoczesne, średniej wielkości polskie przedsiębiorstwo, które łączy 75-letnią tradycję spółdzielczą z nowoczesnymi formami zarządzania. Pro-dukty spółdzielni spełniają najwyższe normy jakościowe, co jest możliwe dzięki no-woczesnym maszynom, wyposażeniu oraz wykwalifi kowanej kadrze pracowników.
Wytwarzane przez Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy produk-ty, od wielu lat otrzymują nagrody i wyróżnienia tak branżowe, jak i konsumenc-kie, m.in. Produkt Roku 2013 i 2014 dla leków Alantan, Thiocodin i Uniben oraz Konsumencki Laur Jakości dla leku Cepan (2013). W roku 2011 fi rma wprowadziła z sukcesem na rynek dwa nowe produkty Uniben oraz Thiocodin w postaci syropu.
Zakłady Farmaceutyczne „UNIA” to fi rma łącząca tradycję i nowoczesność.Jej korzenie sięgają czasów przedwojennych, kiedy to w 1937 r. kilku warszaw-skich aptekarzy poczyniło pierwsze kroki w celu stworzenia łatwiejszej dystrybu-cji leków i surowców farmaceutycznych i założyło Spółdzielczą Centralę Zakupu Aptekarzy „UNIA”.
W 1950 r. wraz ze zmianą nazwy na Farmaceutyczną Spółdzielnię Pracy, „UNIA” rozpoczyna produkcję leków. Kolejne lata to ciągły rozwój, realizacja kolejnych projektów oraz inwestycje w nowoczesne technologie, dzięki którym systematycz-nie modernizowano procesy technologiczne w produkcji farmaceutycznej. Zakład od 2008 r. posiada certyfi kat GMP, jak również certyfi katy ISO 9001:2008 oraz ISO 14001:2004.
Wszechstronne możliwości produkcyjne, nastawienie na ciągły rozwój i mo-dernizację procesów technologicznych, wykwalifi kowana kadra pracowników oraz elastyczne zarządzanie zorientowane na osiągnięcie sukcesów, stały się podstawą do podjęcia współpracy kontraktowej z innymi podmiotami z branży oraz eksportu poza rynki UE.
Tradycja,innowacja,zaufanie…
Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracy
www.uniapharm.plNagroda specjalnaCentrum Zdrowia DzieckaZA BEZPIECZENSTWO STOSOWANIA
Zakłady Farmaceutyczne „UNIA” Spółdzielnia Pracyul. Chłodna 56/60, 00-872 Warszawa

INT., BE, NL, SK, CZ
REINE WASSERAUFBEREITUNGAT, CH, DE
ZUIVER WATERBEHANDELINGBE, NL
UZDATNIANIE WODYPL
VATTENRENINGSE
SK, CZ
DK
ÚPRAVA VODY
TRAITEMENT DES EAUX
F
UDGÅET!!!
UDGÅET!!!
EUROWATER Spółka z o.o. EUROWATER Spółka z o.o.Ul. Izabelińska 113, Lipków ul. Mydlana 1
PL 05-080 Izabelin (Warszawa) PL 51-502 Wrocław
Tel.: +48/22/722-80-25 Tel.: +48/71/345-01-15
www.eurowater.pl
Systemy odwróconej osmozy sanityzowane gorącą wodą
Firmy farmaceutyczne wymagają czystej wody zapewniającej wysoką
jakość i niezawodność swoich produktów. Nasze systemy odwróconej
osmozy składają się z systemu obudów wykonanych z kwasoodpornej
stali nierdzewnej, a wszystkie ich komponenty i elementy pomiarowe
są projektowane indywidualnie dla każdego przypadku. Uzdatniamy
wodę od 1936 roku. EUROWATER posiada wiedzę i doświadczenie oraz
dysponuje technologiami pozwalającymi projektować optymalne
stacje uzdatniania wody.
EUROWATER Spółka z o.o. ul. Radarowa 14APL 80-298 GdańskTel.: +48/58/333-13-80
www.uniapharm.pl

Wojciech StrożekAdamed Grupa, Dział Badawczy
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
12 | 12 |
W odróżnieniu od leków powstałych na drodze syntezy chemicznej, bio-
farmaceutyki pozyskiwane są, bądź produ-kowane przez żywe organizmy przy zasto-sowaniu metod biotechnologicznych [1]. W ich efekcie powstają rekombinowane białka terapeutyczne, które działają wy-biórczo na poziomie molekularnym na róż-ne etapy choroby. Do biofarmaceutyków zaliczane są takie grupy leków jak: prze-ciwciała monoklonalne, rekombinowane hormony, interferony, interleukiny, enzy-my terapeutyczne, szczepionki, preparaty trombolityczne, hematopoetyczne czynniki wzrostu, czynniki krzepnięcia krwi i czynniki martwicy nowotworu. Znalazły one zastoso-wanie w leczeniu szeregu schorzeń między innymi: cukrzycy, stwardnienia rozsianego, reumatoidalnego zapalenia stawów, chorób nowotworowych, niedoboru wzrostu, zapa-lenia wątroby oraz wielu innych [2].
Historia biofarmaceutykówPierwszą biofarmaceutyczną substancją
zatwierdzoną do powszechnego stosowania była w wczesnych latach osiemdziesiątych, a dokładniej w roku 1982 biosyntetyczna ‘ludz-ka’ insulina - Humulin wytworzona technolo-gią rekombinacji DNA. Naukowcy fi rmy Genen-tech zsyntezowali i sklonowali gen kodujący ludzką insulinę, który następnie wprowadzili do komórek bakteryjnych E. coli. Na skutek ekspresji genu hormon uległ wzmożonej pro-dukcji. Tak otrzymaną insulinę poddano proce-sowi oczyszczania co stanowi końcowy proces produkcji. Za licencjonowanie pierwszego leku biologicznego była odpowiedzialna fi rma Eli Lilly, która była pionierem w produkcji przemy-słowej insuliny zwierzęcej [3].
Następnie w roku 1985 zarejestrowano pierwszy rekombinowany hormon wzrostu Protropin (Genentech), a rok później dwie pierwsze rekombinowane cytokin - interfe-ron alfa-2a Roferon A (Hoff mann-La Roche) i interferon alfa-2b Intron A (Schering-Plo-ugh) oraz pierwsza szczepionkę przeciwko wirusowemu zapaleniu wątroby typu B Re-combivax (Merck) [4-8].
Nieustanny rozwój w dziedzinie rekom-binacji DNA jak i wprowadzenie technologii hybrydowych zrewolucjonizowało dotych-czasowe leczenie, a nagły postęp w latach 1990 w dziedzinie pozyskiwania i proce-sowania aktywnych struktur białkowych radykalnie wpłynął na produkcję w skali przemysłowej leków biofarmaceutycznych.
Podział leków biologicznychBiofarmaceutyki można zasadniczo
podzielić na dwie generacje. Do pierwszej zalicza się rekombinowane białka, których struktura aminokwasowa jest identyczna z natywnymi białkami ludzkimi. Ich zada-niem jest zastąpienie bądź uregulowanie niedoboru naturalnych białek występują-cych w organizmie. Do drugiej generacji biofarmaceutyków zalicza się białka, które poddano różnym modyfi kacjom np. zmia-na sekwencji aminokwasowej, zmiana składników cukrowych, przyłączanie innych cząsteczek chemicznych, polipeptydowych bądź nawet białkowych (białka fuzyjne) [9]. Wprowadzanie zmian w strukturze białka ma na celu zmiany profi lu farmakologicz-nego danego preparatu. Niekiedy zastą-pienie kilku aminokwasów innymi może znacząco wpłynąć na długość działania białka, antygenowości, stabilność termiczną
i mechaniczną czy też samą efektywność. Jedną z najbardziej powszechnych modyfi -kacji zmieniających właściwości białek jest przyłączanie rozgałęzionej cząsteczki gli-kolu polietylenowego (PEG). Wpływa to na poprawę właściwości farmakokinetycznych poprzez hamowanie ich wydalania przez nerki [10]. Przykładem tak zmodyfi kowa-nych preparatów wprowadzonych na rynek farmaceutycznych są pegylowane formy in-terferonu alfa-2a i alfa 2-b oraz hematopo-etyczny czynnik wzrostu – fi lgrastim.
Biopreparaty zostały opracowane w celu zwalczania wielu, różnorodnych chorób i możne je pogrupować w odrębne grupy leków: cytokiny, hormony i peptydy, czyn-niki krzepliwości i inhibitory, enzymy szcze-pionki, białka fuzyjne. Przykłady niektórych z leków o charakterze rekombinowanych białek zestawiono w tabeli 1 [11].
Do grupy biofarmaceutyków zalicza-ne są również przeciwciała monoklonalne (zarówno I jak i II generacji). Do I generacji zalicza się preparaty pochodzenia mysiego otrzymywane według klasycznej metody opartej na fuzji komórek szpiczakowatych z limfocytami B. Skłonność do wywoływania reakcji alergicznych był powodem zastoso-wania ich głównie w celach analitycznych i diagnostycznych. Ponadto charaktery-zowały się krótkim okresem półtrwania. Nieliczne z nich znalazły zastosowanie kli-niczne. Zastosowanie inżynierii genetycznej do technologii przeciwciał monoklonalnych pozwoliło otrzymać coraz bardziej zhu-manizowane przeciwciała, które znalazły zastosowanie w lecznictwie (przeciwciała II generacji). Stanowią one niezwykle istot-ną grupę preparatów medycznych wykorzy-
Przyszłość medycyny – biofarmaceutyki terapeutyczne
Leczenie biologiczne jest jednym z najnowszych metod farmakoterapii jaka jest obecnie stosowana na świecie. Ogromny rozwój inżynierii genetycznej, biologii molekularnej oraz wiedzy o procesach immunologicznych związanych z wieloma chorobami spowodował prawdziwy przełom w medycynie wprowadzając na rynek nową generację leków, zwanych lekami biologicznymi (biofarmaceutykami).

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
1313
stywanych w leczeniu chorób nowotworo-wych i o podłożu immunologicznym. Prze-wagą tych przeciwciał jest zredukowanie do minimum niepożądanej odpowiedzi immu-nologicznej [12-14].
Do najbardziej innowacyjnych leków bio-logicznych drugiej generacji należą wspo-mniane białka fuzyjne (inaczej hybrydowe, chimeryczne) oraz biokoniugaty. Białka fuzyjne to takie, które powstają w wyniku połączenia 2 lub większej liczby genów ko-dujących niezależne białka. Produktem fuzji genów jest białko, o funkcjach będących pochodną funkcji białek kodowanych przez geny wchodzące w skład całego konstruk-tu. Przykładem takiej cząsteczki jest białko będącą fuzją interleukiny-2 i toksyny błoni-czej wywołanej przez maczugowiec błonnicy (łac. Carynebacterium diphtheriae) [15].
Biokoniugaty to nowatorskie połączenie białek o charakterze nośnikowym z mole-kułami drobnokomórkowymi o właściwo-ściach efektorowych. Jest to model tak zwa-nej terapii celowanej, w której cząsteczka efektorowa jest dostarczana i uwalniana przez nośnik (najczęściej przeciwciało mo-noklonalne) precyzyjnie w miejscu niepra-widłowo funkcjonujących komórek [16]. Model takiej terapii stanowi nową i obie-cującą formę terapii onkologicznej, z którą wiąże się szczególne nadzieje.
Biofarmaceutyki a konwencjonalne leczenie
Leki biologiczne w znaczny sposób róż-nią się od konwencjonalnych (standardo-wych) metod leczenia opartych na substan-cjach małocząsteczkowych [17]. Zasadniczą różnicą jest wielkość obu leków. Większość
biofarmaceutyków ma znacznie większa masę cząsteczkowa, bardziej rozbudowaną strukturę i są bardziej różnorodne (hetero-genne) w porównaniu z tradycyjnymi leka-mi produkowanymi metodą syntezy che-micznej. Biofarmaceutyki różnią się struk-turalnie również między sobą. Niektóre leki biologiczne (np. hormon wzrostu, insulina) są stosunkowo proste, ale produkty oparte na strukturze przeciwciał monoklonalnych (np. trastuzumab, bawacizumab) są czą-steczkami większymi i bardziej złożonymi. Zdecydowana większość produktów bio-farmacutycznych pochodzi z żywych orga-nizmów, albo jest przez nie produkowana. Przewagą cząsteczek biologicznych jest zdolność do oddziaływania ze ściśle okre-ślonymi celami molekularnymi, które są niedostępne dla standardowej terapii, dla-
tego też często stosowane są w przypadku chorób, w których zwykłe leczenie zawodzi. Leki te charakteryzują się wysoką skutecz-nością, tolerancją, bezpieczeństwem oraz minimalną toksycznością.
Leki biotechnologiczne i klasyczne leki chemiczne różnią się również całkowicie odmiennym sposobem produkcji. Aktywne substancje małocząsteczkowe powstają na drodze ściśle zdefiniowanych i monitoro-wanych warunków (reakcji chemicznych), które prowadzą do syntezy w pełni scha-rakteryzowanych i stabilnych chemicznie produktów. Proces wytwarzania leków biotechnologicznych jest bardziej złożony. Leki biologiczne produkowane są w żywych systemach takich jak: systemy bakteryjne, wirusowe, roślinne, zwierzęce czy też przez komórki ludzkie [18]. Cechują się one natu-
GRUPA LEKÓW PRZYKŁADY BIAŁEK
cytokiny i antagoniści
Interferon alfa-2a; Interferon alfa-2b; Peginterferon alfa-2a; Peginterferon alfa-2b; Aldesleukin (IL-2); Filgrastim (G-CSF); Pegfilgrastim; Lenograstim (G-CSF);
Molgramostim (GM-CSF); Sargramostin (GM-CSF); Tasonermin (TNF-α); Becaplermin (PDGF-BB); prevelkin (IL-II); Anakinra (IL-IRA)
hormony i peptydy
Insulina; Epoetyna alfa (erytropoetyna); Darbepoetyna-alfa; Folitropina alfa; Glukagon; Somatotropina; Lutropina-alfa; Teriparatide (PTH I-34); Kalcytonina z ło-
sosia; Tyrotropina-alfa; Choriogonadotropina A2; Osteogeniczne białko 1; Dibotermi-na alfa (BMP-2); Pegvisomat (antagonista hGH); Nesirtide (peptyd natriuretyczny)
czynniki krzepliwości i inhibitoryEptacog alfa; Czynnik antyhemofilowy; Moroktokog alfa (muteina FVIII); Nonacog alfa;
Desirudyna; Lepirudyna; Drotrekogina alfa (aktywowana białkiem C); Inhibitor α1-proteinazy
enzymAlteplaza (t-PA); Reteplaza (muteina t-PA); enekteplaza (muteina t-PA);
Monteplaza (muteina t-PA); Dornaza-alfa (RNaza); Imigluceraza; Agalzydaza alfa; Agalzydaza beta; Resburykaza; Laronidaza
szczepionkiSzczepionka przeciw zapaleniu wątroby; Szczepionka przeciw boreliozie;
Szczepionka di-per-te (przeciw błonicy, teżcowi I krztuścowi); Szczepionka przeciw rotawirusom
białka fuzyjne Denileukin diftitoks; Etanercept; Alefacept
Tab. 1. Niektóre leki o charakterze rekombinowanych białek (według Ratledge C. i in.)
fot:
sxc.
hu

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
14 | 14 |
ralną zmiennością co może mieć wpływ na strukturę i funkcje produktu.
Na ostateczny skład biofarmaceuty-ków mają wpływ również takie czynniki jak, warunki hodowli systemów ekspresyj-nych, proces oczyszczania, formulacji czy też sposobu przechowywania. Dlatego też, w przypadku leków biologicznych mówi się że to „proces defi niuje produkt”. Struktural-ne modyfi kacje takie jak glikozylacja, mety-lacja, fosforylacja czy acetylacja zachodzące na etapie syntezy komórkowej, mogą mieć wpływ na biologiczną aktywność i skutko-wać strukturalna zmiennością produktu. Immunogenność leku biologicznego jest głównym problemem wpływającym na bez-pieczeństwo jego stosowania (problem im-munogenności leków małocząsteczkowych nie dotyczy). Nawet najmniejsze modyfi -kacje w obrębie struktury mogą znacząco zmieniać potencjał immunogenny leków biologicznych, a odpowiedz immunologicz-na wywołana stosowaniem leków biolo-gicznych może być wykryta dopiero po wie-lu latach od rozpoczęcia leczenia. Pomimo ogromnego rozwoju biotechnologii jeszcze żadna z metod analitycznych nie jest w sta-nie przewidzieć wystąpienie takiej reakcji.
Rynek leków biologicznychLeki biologiczne zmieniając medycy-
nę stały się znaczną częścią przemysłu farmaceutycznego. Miliony ludzi korzysta z leczenia za pomocą białek rekombino-wanych. Na rynku światowym jest ponad 300 zarejestrowanych biofarmaceutyków, a ponad dwukrotność tego znajduje się w fazie badań klinicznych [19]. Występo-wanie chorób przewlekłych i wzrost global-nej populacji geriatrycznej ma największy wpływ na wzrost rynku biofarmaceutyków. Jednak z drugiej strony, wysoki koszt leków biologicznych oraz koniec ochrony paten-towej wiodących leków może wpływać na jego zhamowanie. Największym potenta-tem przemysłu biofarmaceutycznego jest Ameryka Północna, a w następnej kolejno-ści Unia Europejska i Japonia. Każdego roku obserwuje się zwiększone stosowanie le-ków biologicznych w leczeniu chorób takich jak rak, cukrzyca i innych chorób przewle-kłych co niewątpliwie wspiera rynek.
Według nowego raportu opublikowa-nego przez Transparency Market Research [20] szacuje się, że globalny rynek leków biologicznych po koniec roku 2014 osiągnie wartość 161.056,5 mln USD. Oczekiwana średnia roczna stopa wzrostu (CAGR) w la-
tach 2014-2020 ma podnieść swoja wartość o 10,1 % (287.139,7 mln USD w roku 2020).
Rynek biofarmaceutyków w Polsce roz-wija się bardzo szybko. Powodem tego jest fakt, iż jeszcze do niedawna terapie oparte na lekach biologicznych były niedostępne. Obecnie, są one coraz częściej wykorzysty-wane w leczeniu pacjentów. Na podstawie raportu agencji badawczej PMR [21] cał-kowita wartość produktów biologicznych w roku 2012 oszacowana została na ok 3,2 mld zł. Mimo poprawy sytuacji widoczna jest ciągła potrzeba na produkty biologiczne.
Wnioski i perspektywyNieustanne pogłębianie wiedzy z dzie-
dziny biologii molekularnej oraz poszuki-wanie białek regulatorowych sprawia, że preparaty pozyskiwane metodami biotech-nologicznymi są uznawane, za obiecujące leki w medycynie i farmacji. Rozwój tech-nik rekombinacji DNA umożliwił masową produkcję bezpiecznych, czystych oraz bardziej efektywnych leków biologicznych o możliwościach, jakich nie dają tradycyjne leki chemiczne. Tempo odkryć i innowacji w dziedzinie biotechnologii nadal rośnie wykładniczo. Przez najbliższe 25 lat będzie-my prawie na pewno świadkami odkrycia, rozwoju i zatwierdzanie takich biofarma-ceutyków, których nawet nie jesteśmy w stanie dziś przewidzieć.
Bibliografi a
1. RaderR.A.:Whatisabiopharmaceutical?Part1:(Bio)Technology-baseddefinitions.BioEx-ecutiveInternational,2005,60-65.
2. KayserO.,MüllerH.m(red.):Biotechnologiafarmaceutyczna,PZWL,Warszawa2006.
3. http://lifesciencesfoundation.org/events-Humu-lin.html.
4. Ascacio-MartinezJ.A.,Berrera-SaldanaH.A.:GeneticEngineeringandBiotechnologyofGrowthHormones,GeneticEngineering–Basic,NewApplicationsandResponsibilities,Prof.HugoA.Barrera-Saldana(Ed.),InTech,(2012).Dostępnyna:http://www.intechopen.com/books/genetic-engineering-basics-new-applications-and-responsibilities/genetic-engineering-and-biotechnology-of-growth-hormones.
5. Biotechnologynewdirectionsinmedicine,Thirdedition,F.Hoffmann-LaRocheLtd,2008.
6. PharmaceuticalResearchandManufacturersofAmerica(PhRMA).1995survey:biotech-nologydrugresearchhascomeofage.In:BiotechnologyMedicinesinDevelopment;Washington,DC:PhRMA;1995:20–21.
7. U.S.FoodandDrugAdministration(FDA).Cen-terforDrugEvaluationandResearchwebpage.
8. U.S.FoodandDrugAdministration(FDA).CenterforBiologicsEvaluationandResearchwebpage.
9. WalshG.:Second-generationbiopharmaceu-ticals,EuropeanJurnalofPharmaceuticsandBiopharmaceutics,2004,58:185-196.
10. RyanS.M.,MantovaniG.,WangX.,Haddle-tonD.M.andBraydenD.J.:AdvancesinPEGylationofimportantbiotechmolecules:deliveryaspects,ExpertOpinion.DrugDelivery,2008,5:371-383.
11. RatledgeC.,KristiansenB.:Podstawybiotech-nologii,WydawnictwoNaukowePWN,2011.
12. KohlerG.,MilsteinC.:Continousculturesoffusedcellssecretingantibodyofpredefinedspecificity.Nature,1975,256(5517):495-497.
13. MillerM.:Tobuildabettermousetrap,usehu-manparts.JurnalofNationalCancerInstitute,1998,90:14–16.
14. JareckaM.,BorowiczP.:Terapeutyczneirynkoweperspektywyrekombinowanychleków,Biotechnologia,2005,4(71),7-27.
15. TurturroF.:Denileukindiftitox:abiotherapeuticparadigmshiftinthetreatmentoflymphoid-deriveddisorders.ExpertReviewAnticancerTherapy,2007,7(1):11-7.
16. DucryL.,StrumpB.:Antibody-DrugConju-gates:LinkingCytotoxicPayloadstoMonoclo-nalAntibodies,BioconjugateChemistry,2010,21(1):5-13.
17. CrommelinD.J.A.,StormG.,VerrijkR.,deLeedeL.,JiskootW.andHenninkW.E.:.Shift-ingparadigms:biopharmaceuticalsversuslowmolecularweightdrugs,International.JurnalofPharmaceutics,2003,266:3-16.
18. GaryW.;Biopharmaceuticals:BiochemistryandBiotechnology,SecondEdition,JohnWiley&SonsLtd.
19. DeclerckP.J.:Biologicalsandbiosimilars:areviewofthescienceanditsimplications.GenericsandBiosimilarsInitiativeJournal,2012;1(1):13-6.
20. BiologicalDrugMarket–GlobalIndustryAnalysis,Size,Share,Growth,TrendsandForecast,2014-2020,TransparencyMarketResearch,2014.
21. RyneklekówbiologicznychibiopodobnychwPolsce2013.Prognozyrozwoju nalata2013-2015,PMR,2013.
fot:
sxc.
hu

ŹRÓ
DŁO
WO
DY
W T
WO
IM L
ABO
RATO
RIU
M
Dziewięć Włók 27B83-021 Wiślina
tel. +48 58 341 16 69tel. +48 58 341 90 00
[email protected]@hydrolab.plfax +48 58 585 86 97
ISO 9001:2009 Projektowanie, produkcja i serwis systemów oczyszczania wody do celów laboratoryjnych i przemysłowych
• projektowanie i produkcja laboratoryjnych systemów oczyszczania wody• profesjonalna obsługa serwisowa• gwarancja jakości wody spełniającej wymogi PN-EN ISO 3696:1999, ASTM, CLSI, FP IX• pełna dokumentacja kwalifikacyjna (IQ, OQ i PQ)• montaż, rozruch oraz szkolenie

Sandra LampkowskaSIMON KUCHER&PARTNERS
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
16 |
Tylko w ciągu ostatniego roku rynek farmaceutyczny był świad-kiem kilku głośnych procesów zmiany statusu leku z Rx na OTC.
Dla przykładu możemy podać chociażby środek na odchudzanie Alli (GlaxoSmithKline), pantoprazol na zgagę (Nycomed), czy lek Zege-rid (omeprazol, wodorowęglan sodu; wskazanie: zgaga) od Schering Plough.
Strategie maksymalizacji sprzedaży dla leków Rx i OTC są jednak znacząco różne. Jest to oczywiste o tyle, że w jednym i drugim przy-padku obowiązują inne zasady, zarówno w obszarze ról, jakie od-grywają poszczególni interesariusze/podmioty zainteresowane ich sprzedażą i nabyciem, jak i regulacji dotyczących wysokości marż. Inne są również kanały dystrybucji leków Rx i OTC. Powyższe różnice potwierdzają założenie, że rynki leków Rx i OTC wymagają odpo-wiednio zróżnicowanych działań strategicznych w obszarze polityki cenowej i sprzedaży leków. Na co w związku z tym powinni zwrócić uwagę producenci leków Rx, którzy w najbliższej przyszłości planują udostępniać je jako OTC? Na to pytanie, jak i wiele pośrednich za-gadnień, postaramy się odpowiedzieć niniejszym artykułem.
Na czym polegają różnice w regulacjach dotyczących dystrybucji leków Rx i OTC na świecie
Jedną z ważniejszych różnic między rynkiem leków Rx i rynkiem leków OTC są kanały dystrybucji obu rodzajów leków. Apteki sta-nowią główny kanał sprzedaży zarówno dla Rx-ów jak i OTC i to
właśnie sprzedaż tych produktów jest kluczowym, segmentem dzia-łalności aptek. Leki OTC, poza tym, że są dostępne w aptekach mogą być również, i w wielu krajach są, sprzedawane poza punktami ap-tecznymi. Jednym z pozaaptecznych kanałów dystrybucji są droge-rie, które poza rozbudowaną ofertą kosmetyków i innych towarów, oferują klientowi leki bez recepty (przykład: Super Pharm). Leki OTC są również dostępne w supermarketach, sklepach osiedlowych, czy na stacjach benzynowych.
Różnice między omawianymi rynkami leków wynikają również z obowiązujących regulacji prawnych dotyczących możliwości dys-trybucji leków w poszczególnych krajach świata. Podczas gdy kana-ły dystrybucji dla leków Rx są zasadniczo jednolite w całej Europie i Stanach Zjednoczonych, to przepisy dotyczące dystrybucji leków OTC różnią się znacznie w zależności od kraju. Na przykład w takich państwach jak Niemcy, Austria, Belgia, Francja czy Hiszpania leki OTC nie mogą być sprzedawane w drogeriach czy supermarketach, gdyż ich sprzedaż jest zarezerwowana wyłącznie dla aptek. Inaczej jest w USA, Wielkiej Brytanii czy Holandii, gdzie obowiązuje jedynie kilka ograniczeń dotyczących dystrybucji leków OTC. Głównymi ka-nałami sprzedaży dla leków OTC w USA są właśnie duże sieci dro-gerii i supermarkety. Podobnie jest w Wielkiej Brytanii i Holandii, gdzie sieci drogeryjne mają bardzo wysokie udziały w rynku dystry-bucji leków OTC. Ta tendencja jest coraz bardziej zauważalna także w Polsce. Do zakupu leków poza apteką często zachęca pacjentów
Strategia zmiany statusu leku
Rx na OTC – jak sprostać wyzwaniom cenowym związanym z tym procesem?
W ostatnich latach w Polsce i na świecie można zaobserwować wyraźny wzrost udziału leków generycznych w obrotach branży farmaceutycznej. Jedną z przyczyn takiego stanu rzeczy, choć na pewno nie jedyną, jest zjawisko zmiany statusu leków Rx (lek na receptę, wydawany z przepisu lekarza) na OTC (lek bez recepty). Zjawisko zmiany statusu leku przynosi korzyści zarówno pacjentom, którzy mogą korzystać z tańszych leków, jak i firmom farmaceutycznym, które mają możliwość utrzymania wysokich przychodów ze sprzedaży po wygaśnięciu ochrony patentowej danego leku. I choć zjawisko to ma także swoje wady, strategia zmiany statusu Rx-OTC staje się ostatnio coraz bardziej popularna.
Rys. 1.
Prezentacja kluczowych czynników w łańcuchu dystrybucji, które należy uwzględnić w procesie zarządzania cenami leków zmieniających status z Rx na OTC, aby działania związane ze zmianą statusu były skuteczne
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
rekl
ama17
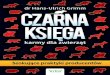
Rys. 2. Klasyfikacja leków OTC i dozwolone kanały sprzedaży w USA, Japonii i wybranych krajach Europy. Przegląd jest zaprezentowany w kolejności male-jącej, tzn. od krajów najbardziej liberalnych pod kątem dystrybucji do krajów bardziej konserwatywnych w tym obszarze
łatwiejsza ich dostępność (zakup leku przy okazji większych zaku-pów). Sklepy ogólnodostępne, drogerie i stacje benzynowe mogą w Polsce handlować wybranymi lekami wydawanymi bez recep-ty, jeżeli ich zezwolenie na prowadzenie działalności gospodarczej obejmuje obrót produktami leczniczymi.
Warto zauważyć, że nawet na rynkach, gdzie regulacje prawne dotyczące dystrybucji leków OTC nie są zbyt restrykcyjne, istnienie takich kategorii leków jak behind-the-counter (BTC to odrębna ka-tegoria dostępności leku; lek dostępny bez recepty, ale wydawany jedynie przez farmaceutę) czy pharmacist only (odpowiednik BTC w Wielkiej Brytanii) może skutecznie ograniczyć kanały dystrybucji leków bez recepty. Zazwyczaj, leki o statusie BTC lub pharmacist only, to leki, które wymagają konsultacji wykwalifi kowanego per-sonelu i w związku z tym są sprzedawane wyłącznie w aptekach. Przykładem takiego leku na rynku brytyjskim jest Flomax (chloro-wodorku tamsulozyny) stosowany w leczeniu dolegliwości układu moczowego związanych z przerostem prostaty.
Kraj
Dozwolone kanały sprzedaży
Klasyfi kacja leków OTC
AptekaDrogeria/
Super-market
USA X XDostępne tylko w apteceDostępne w placówkach detalicznych
Japonia X X
Kat. 1 (duże ryzyko): Placówki z wykwalifi kowanym personelemKat. 2 (średnie ryzyko) i Kat. 3 (małe ryzyko): Placówki z po-zwoleniem na sprzedaż leków
Wlk. Brytania
X XDostępne tylko w apteceOgólna lista sprzedaży (GSL: General Sales List)
Holandia X X
UA (Uitsluitend Apotheek): Dostępne tylko w apteceUAD (Uitsluitend Apotheek of Drogerist): Apteki i drogerie AV (Algemene Verko-op): Ogólna sprzedaż
Szwecja X XC: Dostępne tylko w apteceD: Apteki i drogerieE: Wszystkie placówki detaliczne
Polska X XDostęne tylko w apteceDostępne w placówkach detalicznych
Włochy X
X(brak
samoob-sługi)
SOP (senza obbligo di prescri-zione): nie wymaga recepty, ale dostępne tylko w apteceOTC/prodotto da banco [PDB]: Dostępne w aptekach i paraapte-kach (wymaga wsparcia ze strony wykwalifi kowanego farmaceuty)
Austria X Brak różnicowania
Belgia X Brak różnicowania
Francja X Brak różnicowania
Niemcy X Brak różnicowania
Hiszpania X Brak różnicowania
Anton Paar®
Poland Sp. z o.o.
Tel.: +48 22 395 53 [email protected]
www.anton-paar.pl
Nowy Wymiar Polarymetrii
Anton Paar, lider w polarymetrii, wprowadził na rynek
najmniejszy podręczny polarymetr MCP 100.
MCP100_pl_93x278.indd 1 04.09.14 16:25

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
18 |
Proces podejmowania decyzji zakupowej w punkcie sprzedaży
W krajach, w których głównym lub wyłącznym kanałem dystry-bucji leków OTC i leków BTC/dostępnych tylko w aptece są apteki, ogromny wpływ na ostateczny wybór leku przez konsumenta ma farmaceuta. Opinia i rekomendacja farmaceuty często jest wręcz jedynym czynnikiem wpływającym na proces wyboru leku. W związku z powyższym, dokładne poznanie interakcji istniejących między farmaceutą a pacjentem, a także samego procesu decyzyj-nego jest kluczowe, aby zrozumieć elastyczność cenową dla leku OTC na tych rynkach.
Farmaceuci wpływają na decyzję konsumenta bezpośrednio rekomendując, który z dostępnych w aptece leków, ich zdaniem, jest najskuteczniejszy w leczeniu danej choroby i jej symptomów. Farmaceuci, z racji wykonywanego zawodu, znają charakterystykę poszczególnych leków, ich właściwości, a także korzyści wynikające z ich zażywania dużo lepiej aniżeli konsumenci, dlatego zwykle są oni mniej wrażliwi na cenę niż ich klient (chociaż zdarza się, i to nierzadko, że opinia farmaceuty jest motywowana potencjalnym zyskiem ze sprzedaży).
Ponadto, praktyka pokazuje, że kształcenie farmaceutów z zakre-su czynników różnicujących nowe leki OTC przez siły sprzedażowe aptek przekłada się na wzmożoną częstość rekomendacji danych produktów, a dodatkowo zmniejsza ich wrażliwość na cenę jeszcze bardziej. Takie nastawienie przekłada się na samych pacjentów. Pa-cjenci, którzy aktywnie poszukują porad u farmaceutów, aptekarzy, czy lekarzy i ufają ich zaleceniom, mogą być mniej wrażliwi na cenę. Rysunek 3 wyraźnie obrazuje tę sytuację: konsumenci, którzy polega-ją na opinii farmaceutów, aptekarzy i lekarzy w zdecydowanej więk-szości przypadków znacznie rzadziej patrzą na cenę leku, a już na pewno cena leku nie jest główną determinantą ich decyzji zakupowej. Określenie udziału pacjentów, którzy proaktywnie poszukują bądź są otwarci na porady ze strony specjalisty (lekarza bądź farmaceuty) jest niezbędne do zestawienia indywidualnych funkcji reakcji na cenę każdej z grup interesariuszy w jedną krzywą odpowiedzi cenowych.
Odwrotnie sytuacja wygląda na rynkach, gdzie zdecydowana większość leków OTC sprzedawana jest poprzez drogerie lub/i su-permarkety, gdzie interakcja pacjent–farmaceuta jest z założenia ograniczona, a decyzje zakupowe klientów są podejmowane na pod-stawie indywidualnych kryteriów decyzyjnych. W przeciwieństwie do sytuacji, gdzie w procesie zakupowym pośredniczy farmaceuta, w punktach sprzedaży detalicznej, pacjenci wybierają produkty na własną rękę. Prywatne doświadczenie pacjenta w leczeniu danej do-legliwości w przeszłości (u siebie bądź osoby bliskiej), reklamy kon-cernów farmaceutycznych skierowanych do odbiorców końcowych, a także potencjalna rekomendacja ze strony lekarza, tworzą koszyk leków, które pacjent bierze pod uwagę podejmując ostateczną decy-zję. Ten koszyk to jednocześnie lista leków, które z punktu widzenia klienta, są produktami konkurencyjnymi. Wszystkie powyższe czyn-niki, w mniejszym lub większym stopniu, wpływają na postrzeganie przez klienta ceny dostępnych i rozważanych produktów, a co za tym idzie, ostatecznej decyzji zakupowej.
Zwykle pacjenci cierpiący na przewlekłe choroby, a tym samym, kupujący leki regularnie, mają dużo większą wiedzę na temat cen niż sporadyczni ich użytkownicy. Zatem, w zależności od docelo-wej grupy konsumentów, ich zdolność do postrzegania cen będzie się różnić. W przypadku okazjonalnych konsumentów, tylko cena z ostatnich zakupów i/bądź cena widoczna na półce sklepowej, może wpłynąć na decyzje zakupowe.
W tym kontekście leki OTC są podobne do wielu innych produk-tów, które konsumenci kupują. I tak, słabo poinformowani pacjenci nie mają tendencji do zwracania uwagi na wielkość opakowania czy dawkę leku, ale na rzeczywistą cenę sprzedaży (cena dla koń-cowego odbiorcy). W amerykańskich drogeriach i supermarketach informacja o cenie jednej tabletki leku jest wyświetlana na więk-szości „półek farmaceutycznych” umożliwiając porównywanie cen per tabletka. W Europie natomiast jest to bardzo rzadkie zjawisko, w związku z czym europejscy konsumenci rzadko są skłonni wyko-nywać podobne obliczenia. Wniosek jest jeden. Optymalizacja ceny detalicznej opakowania leku w połączeniu z wielkością opakowania stwarza znaczny potencjał do wzrostu zysków ze sprzedaży leków OTC w Europie.
Wpływ lekarzy na decyzje zakupowe pacjentów i ich wrażliwość cenową na rynku leków OTC może zdecydowanie się różnić w zależ-ności od klasyfi kacji leku i na poziomie kraju. W Niemczech na przy-kład funkcjonują tzw. ,,zielone recepty”, które ułatwiają lekarzom rekomendowanie leków OTC. Taki rodzaj recept jest szczególnie po-wszechny w przypadku leków nieobjętych refundacją, takich jak leki przeciwhistaminowe. Z kolei w wielu krajach śródziemnomorskich pacjenci oczekują od lekarzy wypisywania im leków wyłącznie na receptę i bardzo niechętnie odnoszą się do rekomendacji leków OTC. Wpływ lekarza na wybór leku OTC jest więc mniej istotny, ponieważ pacjenci zazwyczaj nie są skłonni zaakceptować zalecenia lekarza do skorzystania z leków bez recepty – pacjent nie uznaje tego za akceptowalny wynik wizyty u lekarza. Takie podejście to rezultat bardzo niskiej odpłatności za leki Rx w tych krajach, a co za tym idzie braku bodźca do zakupu leku OTC.
Wysokość opłat za leki Rx jest istotnym czynnikiem wpływają-cym na decyzje konsumentów na wszystkich rynkach, szczególnie dla pacjentów, którzy mają wybór pomiędzy lekami Rx i OTC. Przy-kładowo, pacjent cierpiący na zgagę ma wybór pomiędzy różnymi inhibitorami pompy protonowej, które dostępne są zarówno jako lek Rx, jak i lek OTC: ezomeprazol (Nexium) jest dostępny na recep-tę, tymczasem małe dawki omeprazolu (Prilosec/Losec), pantopra-zolu (np. Pantozol/Protonix) czy lansoprazolu (Lanzor Prevacid), któ-
Rys. 3. Wpływ rekomendacji lekarzy i farmaceutów na wrażliwość cenową klienta

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
reklama
19
re utraciły ochronę patentową, są dostępne bez recepty, tzn. status tych leków w wielu krajach został zmieniony na OTC.
Zarówno koszty transakcyjne otrzymania leków na receptę (związane z czasem i wysiłkiem, jaki należy poświęcić na umówienie wizyty u lekarza, czy udaniem się na samą wizytę), jak i wysoka odpłatność związana z lekami Rx powoduje zwiększony popyt na leki OTC i gotowość do zapłaty konsumenta. Z drugiej strony niska odpłatność za leki Rx w krajach, gdzie system zdrowotny jest dobrze rozwinięty, takich jak Francja, powoduje, że zmniejsza się gotowość konsumenta do zapłaty za leki OTC i tym samym ich sprzedaż.
W celu optymalizacji zysków, producenci, którzy oferują okre-ślony lek Rx, oraz leki OTC o podobnych właściwościach powinni tak ustalać ceny obu produktów, aby uchronić je przed zjawiskiem kanibalizacji. Kluczowym elementem pozwalającym na optymaliza-cję obu produktów w takiej sytuacji jest zrozumienie elastyczności cenowej obu leków oraz zdefi niowanie barier, które mogą spowodo-wać odejście klienta od leku typu Rx w stronę leku OTC.
Polityka ustalania cen i marż przez dystrybutorów kluczem do efektywnego zarządzania cenami leków OTC
W przeciwieństwie do rynku leków Rx (w mniejszym lub więk-szym stopniu regulowany w omawianych krajach; w Polsce brak stałych marż na nierefundowane Rx), ani marże dystrybucyjne ani ostateczne ceny detaliczne leków OTC nie są z góry ustalane. Pro-ducenci mogą zazwyczaj jedynie zarekomendować ceny swoich pro-duktów. Działania marketingowe i promocyjne w punktach sprze-daży, podobnie jak polityka cenowa i stanowisko wobec utrzymania określonej marży poszczególnych graczy rynkowych mogą wpływać na końcową cenę, którą konsument powinien być skłonny zapła-cić. To powoduje większą złożoność strategii cenowych leków OTC, polegającą na odejściu od pozycjonowania cenowego pierwotnie zalecanego przez producenta. Powstające różnice cen pomiędzy po-szczególnymi placówkami czy promocje cenowe, które nie są skoor-dynowane pomiędzy producentem a sprzedawcami stają się zagro-żeniem dla planowanych długoterminowych zysków, a to dlatego, że niskie ceny w placówkach detalicznych mogą wywołać presję na cenach hurtowych.
Szczególnie w krajach, które mają bardziej liberalne podejście do dystrybucji leków OTC (zobacz Rysunek 2) podmioty zaangażo-wane w ich sprzedaż, takie jak supermarkety, drogerie i sieci aptek są bardziej skłonne do wykorzystywania swojej siły negocjacyjnej i tym samym do odchodzenia od sugerowanych cen początkowych (producenta). Nawet na rynkach podlegających bardziej ścisłym regulacjom jak np. Niemcy, pojawiają się zachowania rynkowe ze strony aptek, które również dążą do wywoływania większej presji na ceny i marże bezpośrednio u producenta leków.
Takie właśnie ryzyko erozji cen detalicznych uwidoczniło się jakiś czas temu w Wielkiej Brytanii. Od czasu deregulacji procesu licencjonowania aptek, wiele z nich połączyło się w sieć. Niektóre z tych aptek są dziś obsługiwane przez dużych europejskich hurtow-ników jak np. Phoenix, Celesio i Alliance Boots. Pozostałe placówki sprzedaży, które oferowały wcześniej podobną gamę produktów, wliczając brytyjską sieć supermarketów Sainsbury, również zaczęły sprzedaż leków OTC. Po deregulacji cen w 2001 roku, duża liczba placówek niezajmująca się wcześniej sprzedażą farmaceutyków, obniżyła ich ceny aż o 50 procent. Apteki i sieci aptek nie poszły w ślady konkurencji, ale sprzedaż leków OTC w tych aptekach spa-dła o 6 procent w pierwszym roku i o 2,6 procent w następnym. Su-permarkety sprzedawały znacznie więcej produktów, jednak ostre
obniżki cen przewyższyły wzrost wolumenu i supermarkety prze-stały generować zyski ze sprzedaży leków OTC. W 2004 roku, sieci aptek również zaatakowały agresywnymi zniżkami. W obu przypad-kach zysk z leków OTC spadł, podczas gdy sam wolumen nie zmienił się znacząco.
Powyższy przykład pokazuje, że kontrola cen detalicznych leków OTC może stanowić poważne wyzwanie. W związku z tym produ-cenci leków powinni brać pod uwagę stopień swobody sprzedaw-ców detalicznych w zmienianiu cen, ustalaniu rabatów i systemu warunków handlowych. Istotne dla producentów OTC jest ustalenie jednolitych cen i ścisłych parametrów wydajności, uwzględniając porozumienia umowne i pozaumowne w tym obszarze.
Reasumując, istnieje wiele ważnych aspektów i czynników, które wpływają na strategie zmiany statusu leków Rx na OTC. Koncern far-maceutyczny, który decyduje się na takie działanie powinien pamię-tać o szczegółowym zbadaniu rynku, na którym leki takie chce ofero-wać, szczególnie regulacji prawnych dotyczących kanałów dystrybucji leków, ale także preferencji zakupowych i potrzeb klientów. Tego typu działania powinny mieć charakter strategiczny, gdyż od nich zależy powodzenie bądź niepowodzenie w sprzedaży takich leków na kon-kretnym rynku, tym samym zysk koncernu farmaceutycznego.
62-081 PrzeŸmierowo, ul..Kamienna/Wysogotowotel/fax +48 61 653 48 05, [email protected], www.proper.pl
PRODUKCJA ETYKIET
DRUKARKI TERMICZNE I TERMOTRANSFEROWE

Marzena Jaworska
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Badania kliniczne są niezbędne w pro-cesie rozwoju nowych terapii i metod
diagnostycznych w medycynie. Bez wąt-pienia, najwięcej korzyści przynoszą one pacjentom oraz firmom farmaceutycznym. Nie da się jednak pominąć ich dobroczyn-nego wpływu na koniunkturę innych gałęzi polskiej gospodarki, biorąc pod uwagę, że w proces ich realizacji, poza producentami leków, zaangażowane są także inne pod-mioty spoza branży medycznej. Jeśli chodzi o udział pacjentów w badaniach, rekordowy był rok 2008, kiedy to w próbach klinicznych
uczestniczyło 51,4 tysiąca pacjentów. Po-tem liczba ta zaczęła się stopniowo zmniej-szać i w roku ubiegłym w zarejestrowano już jedynie 33 tysiące uczestników.
Polscy producenci kontra światowi giganci
Funkcjonuje przekonanie, że badania kliniczne ze względu na koszty, są domeną wyłącznie farmaceutycznych gigantów. Nie ma wątpliwości, że ich prowadzenie wy-maga wysokich nakładów, ale przez wiele firm jest postrzegane jako inwestycja we
własny rozwój. Nie bez znaczenia pozosta-je również fakt, że polscy producenci leków mają w zakresie pozyskiwania środków na prowadzenie własnych badań klinicznych coraz więcej możliwości - od reinwestowa-nia przychodów ze sprzedaży poczynając, poprzez środki unijne czy dofinansowania z Narodowego Centrum Badań i Rozwoju, na rynkach kapitałowych kończąc.
Stereotypy na temat kosztów badań czę-
sto wynikają ze sposobu przedstawiania ich
przez wielkie korporacje, które dzielą swoje
budżety badawczo-rozwojowe przez liczbę
Badania kliniczne
w przemyśle farmaceutycznym
W ciągu ostatnich dwóch dekad na światowy rynek farmaceutyczny wprowadzono prawie 300 nowych leków i szczepionek, które pozwalają skuteczniej leczyć około 150 chorób. Było to możliwe dzięki przeprowadzonym wcześniej badaniom klinicznym.
20 | 20 |

wprowadzanych na rynek leków. Przy czym
wiadomo, że w dużych fi rmach farmaceu-
tycznych najbardziej stawia się na leki o
wysokim potencjale sprzedaży, a to z kolei
sprzyja selekcji, i w efekcie tych leków wpro-
wadza się mało – mówi dr Maciej Wieczorek
Prezes Zarządu Celon Pharma S.A., polskiej
fi rmy farmaceutycznej prowadzącej zaawan-
sowane badania naukowe i wytwarzającej
nowoczesne leki - Duch innowacji nie jest
związany z gigantycznymi budżetami, ale
efektywnym wykorzystaniem zasobów na-
szej wiedzy. Czasami więcej można osiągnąć
w grupie kilku zaangażowanych osób niż
kilkuset naukowców korporacyjnych wy-
posażonych w „superlaboratoria” – dodaje Wieczorek.
Celon Pharma rozwija i wprowadza nowe produkty z wysoka barierą wejścia, tzw. „generyki plus”, dzięki którym uzyskuje przewagę rynkową i ma możliwość prowa-dzenia prac nad nowymi terapiami. W roz-wój specjalistycznych leków generycznych spółka planuje zainwestować w najbliższym czasie od 3 do 5 mln PLN, przy oczekiwanym 4-krotnym zwrocie kapitału B+R. Prowadzi także 2 projekty hybrydowe w obszarze le-
PRZESYŁ AGRESYWNYCH SUBSTANCJI PŁYNNYCH NIE STANOWI JUŻ PROBLEMU
Venair wprowadza na rynek nowy wąż VENAFLON® HF / HF-X który jest najlepszym rozwiązaniem do przesyłu wysoko agresywnych płynów i produktów chemicznych.
Jest on wyprodukowany z silikonu i PFA oraz spełnia normy FDA i USP Klasa VI. Silikon charakteryzuje się wysoką elastycznością i powierzchnią całkowicie gładką zmniejszającą współczynnik tarcia. Wąż może być dostarczany ze złączami ze stali nierdzewnej 316L. Model HF-X posiada oporność elektryczną i może być użytkowany w strefie ATEX.Zeskanuj kod lub odwiedź stronę venair.com/pl
Rozwiązania które zoptymalizują Twój systemwww.venair.com
Farmacja • Żywność • ChemiaKosmetyka • Biotechnologia
ków oddechowych, w które maja kosztować łącznie od 20–40 mln PLN.
W ramach 9 projektów innowacyjnych trwają prace nad lekami w obszarze on-kologii, chorób metabolicznych (w tym cukrzycy), lekami autoimmunologicznymi i neuropsychiatrycznymi. Łączna wartość inwestycji B+R w tych obszarach na prze-strzeni lat wyniesie od 100 do 200 mln PLN. Obecnie prowadzimy prace nad rozwojem
klinicznym inhibitorów FGFR 1, 2 i 3, które
mają potencjał do bycia nowymi przeciwno-
wotworowymi lekami celowanymi. Na lata
2014-2015 zaplanowany mamy również roz-
wój kliniczny preparatu tiotropium Orbicel
– mówi dr Maciej Wieczorek.
Kosztowna biotechnologiaKoszty prowadzenia badań klinicznych
zależą w dużej mierze od specyfi ki podmio-tu realizującego badania, a mianowicie czy jest to fi rma farmaceutyczna (z założenia najczęściej rozwijająca małe molekuły) czy biotechnologiczna (wytwarzająca rekom-binowane białka). W fi rmach farmaceu-tycznych leki wykorzystywane do badań klinicznych są z reguły tańsze. To pozwala
na prowadzenie prób na większych grupach pacjentów. W przypadku producentów le-ków biotechnologicznych najczęściej mamy do czynienia z terapiami bardzo specjali-stycznymi, w których koszt preparatu często decyduje o koszcie całych badań.
Na polu badań klinicznych w obszarze biotechnologii aktywnie działa druga spółka zarządzana przez Macieja Wieczorka - Ma-bion S.A. Firma prowadzi zaawansowane prace mające na celu rejestrację szeregu biopodobnych leków, m.in.: MabionCD20 służącego do leczenia nowotworów krwi i reumatoidalnego zapalenia stawów (RZS) czy MabionHER2 przeznaczonego do tera-pii raka piersi. Mabion planuje we własnym zakresie dokonać procesu rejestracji leku MabionCD20 na obszarze całej Unii Euro-pejskiej, gdzie przeprowadzi badania kli-niczne we współpracy z kilkudziesięcioma ośrodkami w wybranych krajach Europy. Aktualnie spółka wystąpiła już z wnioskami o zgodę na prowadzenie testów w zaplano-wanych w ramach procedury państwach, zaś proces rejestracji badań będący jednym z warunków rozpoczęcia badań klinicznych został sfi nalizowany w sześciu krajach.
2121
reklama
Oliwia CyranowiczKonsultantka Antal Engineering & Operations
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Obraz rynkuSzacuje się, że wartość polskiego rynku farmaceutycznego wy-
nosi ponad 25 mld złotych. Ministerstwo Gospodarki podało, że po III kwartale 2013 roku w przemyśle farmaceutycznym, w Polsce, działało łącznie 66 przedsiębiorstw, liczba ta dotyczy fi rm zatrud-niających powyżej 49 osób, natomiast produkcja leków zaspokaja około 60 % krajowego zapotrzebowania.
Warto zwrócić uwagę na fakt, że mimo wprowadzenia w 2012 roku nowych zasad refundacji leków, co doprowadziło do gwałtow-nego wzrostu poziomu współpłatności za nie, to nadal pozostaje on najwyższy w Europie. Polska wciąż jest jednym z największych rynków farmaceutycznych w Europie Środkowo-Wschodniej.
Czas próby po spowolnieniu gospodarczymWprowadzenie nowych zasad refundacji leków zaburzyło sta-
bilizację rynku farmaceutycznego – jego wartość zmalała aż o 6% w skali roku. Spowolnienie gospodarcze negatywnie wpłynęło na ry-nek pracy w branży. Doświadczyła ona głębokiej restrukturyzacji, co skutkowało grupowymi zwolnieniami. Dziś przedstawiciele sektora biorą głęboki oddech i odrabiają poniesione straty. Analitycy rynku PMR szacują wartość średniorocznego wzrostu w Polsce na 4,7% dla lat 2013-2015.
16. edycja cyklicznego badania Antal Global Snapshot mającego na celu oszacowanie dynamiki zatrudnienia specjalistów i mene-dżerów w sektorze farmaceutycznym w Polsce daje optymistyczny obraz rynku – przedsiębiorstwa skupiają się na rozwoju produktów, co generuje potrzeby rekrutacyjne w działach wsparcia, np. B+R. W konsekwencji ponad 44% fi rm działających w tej branży planuje w najbliższych 3 miesiącach przeprowadzenie rekrutacji, zaś dyna-mika planowanych zwolnień wynosi 9% i utrzymuje się na poziomie poniżej średniej dla naszego kraju w analogicznym okresie.
Warto porównać wartości dotyczące dynamiki zatrudnienia dla siostrzanej branży, czyli przemysłu chemicznego. 44% pracodawców z tego obszaru planuje rekrutacje w ciągu najbliższych 3 miesięcy, a w tym samym czasie 11% z nich sugeruje zwolnienia.
Kto tak naprawdę rozdaje karty?Ważnym czynnikiem determinującym odpowiedź na pytanie, czy
w danej branży mamy do czynienia z rynkiem pracodawcy jest to, kto „rozdaje karty” w zakresie wynagrodzeń.
Wielkość zatrudnienia w polskim sektorze przemysłu farmaceu-tycznego - jak podaje Ministerstwo Gospodarki - szacuje się na oko-ło 20 tys. osób. Rokrocznie, czterokrotnie więcej osób kończy studia kierunkowe niż jest dostępnych dla nich miejsc pracy. Można by po-myśleć, że duża liczba dostępnych na rynku absolwentów farmacji i biotechnologii może kusić zagraniczne koncerny do rozważania na-szego kraju, jako miejsca potencjalnych inwestycji. Jednak z drugiej strony warto pamiętać, że nie są to pracownicy gotowi do podjęcia pracy na samodzielnym stanowisku, gdyż do osiągnięcia niezależno-ści zawodowej brakuje im zwykle kilku lat stażu.
Efekt jest taki, że pracodawcy sięgają do wąskiego grona do-świadczonych specjalistów i menedżerów z konkurencyjnych przed-siębiorstw, którzy praktycznie natychmiast mogą stanowić wartość dodaną dla fi rmy, podczas gdy liczba absolwentów bez pierwszego doświadczenia zawodowego wciąż rośnie. Z tego względu może-my mówić o rynku pracodawcy. Wyraźną zmianę widać dopiero po 7-8-letnim stażu pracy (z wyłączeniem praktyk i stażów) na stano-wiskach związanych z obszarem produkcji i inżynierii (mówimy tutaj o doświadczeniu w pracy z określoną technologią oraz doświadcze-niach hybrydowych, które pokrywają wiedzę i praktyki z zakresu kil-ku dyscyplin, np. technologia i zakupy) oraz po zdobyciu wysokiej specjalizacji. Wtedy to kandydat warunki zaczyna stawiać.
Rynek pracodawcy, czy rynek kandydata w przemyśle farmaceutycznym?
W ostatnich dwóch dekadach polski rynek farmaceutyczny przeszedł diametralną zmianę. Na jego obecny kształt miały wpływ nie tylko zmiana struktury własności, nowe regulacje prawne i zmiany w systemie administracyjnym, lecz także konsolidacje oraz inwestycje zagranicznych koncernów. To wszystko miało oczywisty wpływ na stabilizację finansową przedsiębiorstw produkcyjnych, działających obecnie w Polsce w tym sektorze, a także – na zatrudnienie. Dlatego warto zadać sobie pytania: jaki jest dziś newralgiczny obszar w rozmowach na temat warunków zatrudnienia? Jakie trendy obserwują headhunterzy? I w końcu podstawowa kwestia: która z grup „trzyma władzę” na rynku pracy w branży: pracownicy, czy ich szefowie?
22 |

!4_2014_farmacja.indd 17 2014-09-25 10:37:54

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Niezależnie jednak od specjalizacji w branży, kluczowa jest spe-cjalizacja. Gdy dzięki licznym sukcesom i stale pogłębianej wiedzy kierunkowej uda się uzyskać na rynku renomę eksperta, rekruterzy sami zwrócą się do nas z propozycją pracy. To kluczowy moment w karierze, kiedy doświadczamy „luksusu” negocjowania atrakcyj-nych warunków zatrudnienia, pozwalających na uzyskanie wyna-grodzenia o kilka-kilkanaście procent wyższego niż aktualne zarobki.
Nadzieją dla młodych farmaceutów i biotechnologów jest rynek B+R, który od kilku lat prężnie się rozwija dzięki zmianie trendu wspierania inwestycji produkcyjnych na projekty ze strefy badań i rozwoju. Do największych ośrodków B+R należą obecnie poznań-ski i gdański. Z obserwacji Antal wynika, że kandydaci chwalą sobie warunki fi nansowe oferowane przez podobne instytucje, a także możliwość współpracy w międzynarodowym środowisku i dostęp do wartościowych szkoleń zagranicznych.
Z kim wiążą swoją karierę specjaliści i menedżerowie? Jak po-kazują wyniki ostatniej edycji badania Antal International „Najbar-dziej pożądani pracodawcy”, dynamiczna sytuacja rynkowa skłania kandydatów do poszukiwania stabilnego zatrudnienia w fi rmach mających pozycję lidera w branży. Poniższe zestawienie prezentuje pięć najbardziej pożądanych fi rm, które specjaliści i menedżerowie wskazali jako potencjalnie najlepsze miejsce rozwoju zawodowego:
Wyniki 4 ed. badania Antal Najbardziej Pożądani Pracodawcy:Healthcare & Pharmaceuticals. Źródło: Antal International
Warto wspomnieć także o powiązanej z branżą farmaceutyczną fi rmie 3M Poland, która okazała się najbardziej pożądanym praco-dawcą w kategorii produkcji przemysłowej z wynikiem 9,5%.
A gdy to pracownik dyktuje warunki?Ostatnie badanie Antal International „Aktywność specjalistów
i menedżerów na rynku pracy” wskazuje na coraz większą pasyw-
ność kandydatów. Aż 58% spośród ponad 1200 badanych planuje zmienić pracę w przeciągu najbliższych miesięcy. Co ciekawe jed-nak, tylko 27% z nich poszukiwała pracy aktywnie, a 51% jedynie zamieszczała CV na portalach rekrutacyjnych.
Czym pracodawca może skusić potencjalnego kandydata do roz-ważenia jego oferty? Na pierwszym miejscu stawiane jest wyższe od dotychczasowego wynagrodzenie podwyżka w wysokości 25% dotychczasowego uposażenia – taki wzrost płacy zasugerowali tak-że specjaliści i menedżerowie z obszaru inżynierii.
Inne czynniki, które wskazują specjaliści i menedżerowie jako skuteczne argumenty w rozmowie z przyszłym pracodawcą, to ce-niona marka, atrakcyjne narzędzia pracy, jasno określone warunki awansu i oferowany pakiet medyczny. Gdy przyszła praca wymaga relokacji, czyli zmiany miejsca zamieszkania, dodatkowego zna-czenia nabiera atrakcyjna miejska lokalizacja, a także przyznanie fi nansowego pakietu relokacyjnego, który pokryje koszty związane z podróżą oraz koniecznością pozyskania nowego lokum. Wyniki ba-dania wskazują, że temat ten jest bliski co drugiej badanej osobie – aż 51% specjalistów i menedżerów choć raz w życiu przeprowa-dzało się ze względu na pracę. Wartości te są jeszcze wyższe dla niektórych specjalizacji zwłaszcza kadry zarządzającej (69%), czy inżynierów (54%).
Gdy klienci pytają mnie o radę, jak zwiększyć atrakcyjność ich organizacji jako pożądanego miejsca pracy, zawsze wskazu-ję im ten sam obszar: inwestycje w pracowników. Kluczowe są tu benefi ty, które pomogą zatrzymać wartościowego pracow-nika w strukturach zespołu, takie jak opłacenie i dofi nansowa-nie szkoleń merytotycznych i studiów podyplomowych, a także organizowanie wewnętrznych szkoleń pogłębiających kompe-tencje miękkie oraz kursów językowych. Nie wolno zapominać o tym, że pracownik średnio raz w miesiącu może dostawać konkurencyjną ofertę pracy, a wówczas jego lojalność wobec naszej organizacji zostaje wystawiona na poważną próbę. Nie-bezpieczeństwo utraty dobrego pracownika jest duże, bowiem aż 96% badanych deklaruje gotowość rozważenia oferty otrzy-manej od rekrutera.
W obliczu takich informacji nie dziwią wyniki Raportu Pła-cowego Antal 2014, które szacują średnią wysokość zarobków specjalistów i menedżerów na 10 021 PLN (w porównaniu do 9 380 PLN w 2012 roku). Jeżeli chodzi o stanowiska inżynierskie, średnia wysokość wynagrodzenia wynosi 8 101 PLN. Kluczo-we jest tu jednak ponowne podkreślenie, że taki poziom płac osiągają osoby z kilkuletnim stażem pracy, które zajmują eks-ponowane stanowiska w organizacjach, najczęściej w fi rmach z zagranicznym kapitałem.
Wyniki 4 ed. badania Antal Aktywność Specjalistów i Menedżerów na rynku pracyŹródło: Antal International
24 |

Co przyniesie przyszłość?Na jakim poziomie utrzyma się dynamika rynku pracy w branży
w nadchodzących latach? Czy pracodawca utrzyma pozycję lidera? Wstępne wyniki najnowszej edycji badania Antal Global Snapshot wskazują na poprawę nastrojów na rynku.
Pracodawcy z sektora przemysłu farmaceutycznego nie odczu-wają dużej presji ze strony pracownika. Spora liczba absolwen-tów studiów kierunkowych, którzy w poszukiwaniu pierwszego doświadczenia zawodowego nie mogą sobie pozwolić na postawy roszczeniowe względem pracodawców powoduje, że istnieje spora
konkurencja wśród kandydatów aplikujących na dane stanowisko, w tym i na te związane z produkcją. Dlatego też firmy jak narazie nadal będą miały komfort wyboru najlepszego kandydata przy sto-sunkowo niskich kosztach jego zatrudnienia.
Nowe miejsca pracy powinny zostać wygenerowane dzięki roz-wojowi polskich przedsiębiorstw, a także zwiększeniu inwestycji w centra B+R, co z kolei może pozytywnie wpłynąć na zmniejszenie się ostrej konkurencji wśród kandydatów. Jeśli w ciągu najbliższych dwóch lat tendencja ta utrzyma się, być może już w 2016 roku rynek pracodawcy zacznie zanikać.
reklama_lewaco_09.2014_farmacja_w2druk.indd 1 2014-09-10 16:06:22
Wyniki Raportu Płacowego Antal 2014 z podziałem na specjalizacje. Źródło: Antal International
25
reklama

W przypadku leków biologicznych substancjami biologicznie czynnymi
są białka, których funkcją jest modyfi ko-wanie reakcji immunologicznych. Według FDA (Food and Drug Administration) leki biologiczne to substancje pozyskiwane od żywych organizmów, a następnie wykorzy-stywane w celu zapobiegania chorobom oraz leczenia ich u ludzi. Podsumowując, lek biologiczny to lek zawierający substan-cję czynną wyprodukowaną przez żywy oragnizm lub też pochodzący z organizmu żywego. Grupa ta to leki biologiczne pocho-dzenia naturalnego, ich substancje aktywne nie podlegają modyfi kacjom przy zasto-sowaniu osiągnięć inżynierii genetycznej, bądź też których źródłem jest ludzka krew, np. heparyna, albumina czy streptokinaza. Z kolei biofarmaceutyki należące do leków biologicznych biotechnologicznych są wy-twarzane przy pomocy metod inżynierii ge-netycznej, dla których materiałem wyjścio-wym są żywe komórki roślinne, zwierzęce, bakterie, wirusy oraz drożdże, uzyskiwane poprzez wprowadzanie obcych genów. Spo-sób otrzymywania leków biologicznych jest więc zdecydowanie bardziej skompliowany niż leków syntetycznych. Uproszczony sche-mat produkcji leków biotechnologicznych zamieszczono poniżej:
Historia leków biologicznych sięga po-czątków XIX wieku, dokładnie 1921 roku, kiedy to Charls Best wspólnie z Frederickiem Bantingiem odkryli insulinę zwierzęcą. Do-konano tego poprzez wprowadzonie genu kodującego do białka produkowanego przez bakterie. Następnie w latach 70 XX wieku dzięki osiagnięciom inżynierii genetycznej oraz biologii molekularnej uzyskano insulinę ludzką. Następnym w kolejności odkrytym w 1985 biolekiem był hormon wzrostu, stoso-wany w przypadkach jego niedoboru. Bardzo szybko biofarmceutyki znalazły zastosowa-nie również w innych dziedzinach medycyny takich jak dermatologia, hematologia, kardio-logia, onkologia, transplantologia, gastroen-terologia czy reumatologia. Leki biologiczne muszą być podawane domięśniowo, dożylnie lub podskórnie, z uwagi na fakt, że posiadają budowę białek, a więc uległyby strawieniu
w przewodzie pokarmowym. Dodatkowo ich cząsteczki mają dużą masę cząsteczkową, a ich struktura jest dużo bardziej skompliko-wana niż tradycyjnych leków. Leki biologicz-ne są bardzo wrażliwe na czynniki fi zyczne, na przykład niewłaściwe warunki przecho-wywania. Ze względu na budowę wśród bio-farmaceutyków wyróżnia się trzy grupy: ciała monoklonalne, białka fuzyjne oraz rekombi-nowane ludzkie cytokiny (tabela 1).
Leki biologiczne mają za zadanie naśla-dować funkcje prawidłowych białek ludz-kich, wpływać na interakcje między różny-mi biologicznie czynnymi cząsteczkami, jak również na receptory komórkowe. Poprzez działnie immunosupresyjne lub immunosty-mulujące wywierają wpływ na układ odpor-nościowy człowieka. Przykłady leków biolo-gicznych oraz wskazania do ich stosowania przedstawiono w tabeli 2.
Leki biologiczne i biopodobneJustyna UrbańskaSpecjalista ds. Transferu i Walidacji
Zgodnie z definicją podaną w Dyrektywie 2001/83/WE Parlamentu Europejskiego i Rady z dnia 6 listopada 2001 roku „biologiczny produkt leczniczy to produkt, którego substancją czynną jest substancja biologiczna”. Z kolei substancja biologiczna to substancja wyprodukowana lub wyekstrahowana ze źródła biologicznego, wymagająca do pełnej identyfikacji badań fizycznych, chemicznych oraz biologicznych, jak również oznaczenia jakości.
Podział leków biologicznych
Ciała monoklonalne
Są to immunoglobuliny o działaniu immunosupresyjnym czyli hamującym działalność białka. Mają zdolność łączenia się z innymi białkami występującymi na powierzchni komórek
obecnych w układzie krążenia lub związanymi z tkankami oraz uczestniczących w odpowiedzi immunologicz-
nej. Charakterystyczna jest dla nich końcówka –ab w nazwie międzynarodowej, np. Infl iximab, Adulimumab.
Białaka fuzyjne
Tworzą cząsteczkę przypominającą przeciwciało, którą tworzą dwa różne elementy. Pierwszy fragment potrafi rozpoznać specyfi czne białko receptorowe, drugi z kolei jest częścią ludzkiej immunoglobuliny i ma za zadanie stabilizować
całą strukturę. Dzięki specyfi cznej budowie, konieczność podawania leku jest rzadsza. W nazwie miedzynarodowej
posiadają końcówkę –cept, np. Alefacept, Etanercept.
Rekombinowane cytokiny
Są to kopie ludzkich białek lub ich części. Powodują okre-śloną odpowiedź immunologiczną. Zalicza się tutaj czynniki wzrostu czy interferony czyli białka wytwarzane i uwalniane przez komórki ciała, jako odpowiedź na obecność patoge-nów. W nazwie posiadają przedrostek –rhu, np. rhu IL-2.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
26 | 26 |
Tab. 1.

Biofarmaceutyki stanowią szczególną grupę leków, ich odpowiedniki nazwano lekami biopodobnymi, biogenerykami lub też biofaramceutykami naśladowczymi (we-dług EMA: „similar biological medicinal pro-ducts”, „biosimilars”; według FDA „follow--on biologics”). Zgodnie z wytycznymi EMA
(Europejska Agencja Leków) biogeneryki to leki biologiczne, będące odpowiednikiem leku już zarejestrowanego czyli takiego, którego substancja aktywna jest podobna do jednego z biofarmaceutyków referencyj-nych. Leki te stosuje się w podobnej dawce oraz w zbliżonych wskazaniach zdrowot-
nych. Lek biobodobny nie jest więc typo-wym generykiem, który charakteryzuje się stosunkowo prostą budową chemiczną oraz jest uważany za identyczny z lekiem refe-rencyjnym. Najważniejsze różnice pomiędzy biogenerykiem, a tradycyjnym generykiem przedstawiono w tabeli 3.
Przykłady leków biologicznych
Nazwa leku Wskazania Rok zarejestrowania
Insulina Cukrzyca typu 1 i 2 1923
Somatotropina Niedobór hormonu wzrostu 1985
Muromonab-CD3 Odrzut przeszczepu 1986
Interferon α Białaczka włochatokomórkowa, zapalenie wątroby, czerniak złośliwy 1986
Erytropoetyna Anemia w wyniku niewydolności nerek 1989
Interferon α Stwardnienie rozsiane 1996
Alteplaza Ostre niedokrwienie mięśnia sercowego 1996
Rituximab Chłoniak B-komórkowy 1997
Trastuzumab Rak gruczołu piersiowego 1998
InfliximabChoroba Leśniowskiego–Crohna,Reumatoidalne zapalenie stawów
19981999
Etanercept
Reumatoidalne zapalenie stawówMłodzieńcze reumatoidalne zapalenie stawów
Łuszczycowe zapalenie stawówZesztywniające zapalenie stawów kręgosłupa
Przewlekła łuszczyca plackowata
19981999200220032004
Denileukin diftitox Chłoniak skóry B-komórkowy 1999
Adalimumab Reumatoidalne zapalenie stawów 2002
Alefacept Przewlekła łuszczyca plackowata 2003
Efalizumab Przewlekła łuszczyca plackowata 2003
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
2727
fot:
Isaa
c Yo
nem
oto
Tab. 2.
Tab. 1.

Co ciekawe aktualne prawo europejskie, w tym również odnoszące się do Polski nie określa defi nicji leku biopodobnego. Projekt nowelizacji dyrektywy 89/105 zawiera tylko propozycję defi nicji. W związku z faktem, że uzyskanie identycznej kopii leku biopodob-nego jest praktycznie niemożliwe, kwestie monitorowania bezpieczeństwa są bardzo ważne. Zgodnie z nowym podejściem opisa-nym w Rozporządzeniu 1235/2010 oraz w Dyrektywie 2010/84 ustanowiono szcze-gólne wymogania odnośnie monitoro-wania bezpieczeństwa w dokumentacji rejestracyjnej leków biologicznych. Ponadto wprowadzono wymóg ustanowienia sys-temu zarządzania ryzykiem (Risk Sharing System). Każde państwo członkowskie musi dołożyc starań w celu dokładnego zidenty-fi kowania działań niepożądanych każdego biofarmaceutyku, który jest przepisywany, wydawany lub sprzedawany na ich teryto-rium. Obowiązek takiego monitorowania nałożono również na lekarzy.
Wśród działań niepożądanych podczas stosowania terapii biologicznych należy wy-różnić:• krótkotrwałe – wystepują bezpośrednio
lub w krótkim czasie po podaniu leku. Są to najczęściej: rumień w miejscu poda-nia preparatu, objawy podobne do grypy, bóle i zawroty głowy, zaburzenia żołąd-kowo - jelitowe oraz infekcje górnych dróg oddechowych. Objawy te są chwi-lowe i najczęściej ustępują przy dalszym stosowaniu.
• długoterminowe - związane z obniżoną odpornością komórkową. Może wtedy dojść do uaktywnienienia się utajonej postaci gruźlicy, ponadto zwiekszeniu ulega wrażliwość organizmu na ciężkie zakażenia bakteryjne, grzybicze i wiruso-we, mogą pojawić się przeciwciała prze-ciwko lekom biologicznym, jako obcym cząsteczkom, co w konsekwencji skutku-je neutralizacją leku oraz zmniejszeniem jego działania.
Porównanie leku generycznego oraz biogenerycznego
Lek/ cecha Generyk Biogeneryk
Sposób produkcjiSynteza chemiczna
Produkcja w organizmach żywych, zastosowa-nie inżynierii genetycznej podczas wytwarzania
Charakterystyka pro-cesu produkcji
Proces łatwy do opisania, wy-standaryzowany, powtarzalny
Proces skomplikowany, wieloetapowy, silnie wrażliwy na zmiany, trud-ny do odtworzenia, wpływający na ostateczną formę i aktywność leku
Wielkość cząsteczkiOkoło kilkaset Daltonów;
Łatwa do opisnia wzo-rem chemicznym
Od kilkunastu do kilkuset tysięcy Daltonów, trud-na do opisania za pomocą wzoru chemicznego
Stabilność lekuStosunkowo stabilne, proces produk-
cji nie wpływa na ich właściwościNiestabilny, wrażliwy na środowisko zewnętrzne, temperaturę
przechowywania, nasłonecznienie oraz zmiany w procesie produkcji
Kontrola jakości Standardowe testy analityczne
Trudności w doborze odpowiednich technik analitycznych, pro-blem z wykryciem i przewidzeniem zmian struktury i ich wpły-
wu na skuteczność oraz immunogenność leku (obce białka mogą powodować reakcje alergiczne, w tym anafi laksję)
Wprowadzenie na rynek
Należy przeprowadzić badania biorównoważności oraz udowodnić,
że skaład chemiczny jest iden-tyczny jak leku referencyjnego
Badania biorównoważności nie wystarczą, koniecz-ne jest przeprowadzenie badań porównawczych jako-
ści i zgodności leku oraz procesu produkcyjnego
Wśród przeciwwskazań do terapii bio-logicznej należy wymienić miedzy innymi chorobę nowotworową w okresie ostatnich 5 lat, zakażenie wirusami HIV, HBV, HCV, gruźlicę, przewlekłe infekcje, okres ciąży oraz laktacji, zaawansowaną postać cho-roby niedokrwiennej serca. Biofarmaceu-tyków nie należy również stosować u osób z nadwrażliwością na preparaty biologiczne. Podaczas terapii nie zaleca się szczepień ży-wymi szczepami wirusów.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Produkt Wskazania Patent EU
Nutropin Zaburzenia wzrastania Wygasł
Abbokinase Epizody niedokrwienia Wygasł
Humulin Cukrzyca Wygasł
Ceredase Choroba Gauchera Wygasł
Streptase Epizody niedokrwienia Wygasł
Intron A Zapalenie wątroby B i C Wygasł (Francja), (Włochy 2007)
Serostim Zespół wyniszczenia w AIDS N/A
Humatrope Zaburzenia wzrastania N/A
Epogen, Procrit, Eprex Niedokrwistość Wygasł (2004)
Neorecormon Niedokrwistość Wygasł (2006)
TNKase Zawał serca Wygasł (2005)
Actimmune Choroby ziarniniakowe Wygasł (2004)
Activase Zawał serca Wygasł (2005)
Proleukin HIV Wygasł (2005)
Neupogen Hipoplazja szpiku Wygasł (2006)
28 | 28 |
Tab. 3.
Tab. 4.

Najwiekszą barierą w stosowaniu lecze-nie biologicznego są wysokie koszty oraz skomplikowane badania potwierdzające ich bezpieczeństwo. Średnie koszty związane z wprowadzeniem leku na rynek to 300 - 600 mln $. Z kolei koszt terapii biologicznej to wydatek 20 000–26 000 € rocznie. Nie mniej jednak biofarmaceutyki umożliwiły leczenie grupy chorób, w których tradycyj-ne leki okazały sie nieskuteczne (wrodzone „choroby sieroce” np. wrodzony niedobór enzymów). Ponadto wygaśniecie ochrony patentowej niektórych bioleków (tabela 4) napewno spowoduje pojawienie się nowych biogeneryków. Największym wyzwaniem cały czas jest dostosowanie kontroli wytwarzania leków biopodnych, tak by terapia biologiczna była w pełni bezpieczna dla pacjenta.
1. Dyrektywa2001/83/WEParlamentuEurope-jskiegoiRadyzdnia6listopada2001r.wsprawiewspólnotowegokodeksuodnoszącegosiędoproduktówleczniczychstowanychuludzi(załącznikI,cz.I,moduł3,pkt.3.2.1.1)
2. DomańskiZakrzewskiPalinkaSpółkakoman-dytowa;Raportregulacyjnydotyczącylekówbiologicznychibiopodobnych;2014
3. http://www.fda.gov/Drugs/DevelopmentAp-provalProcess/HowDrugsareDevelopedandAp-proved/ApprovalApplications/TherapeuticBio-logicApplications/Biosimilars/ucm241718.htm
4. M.Nacak;Z.Sezer;A.Erenmemisoglu,Bio-similardrugs,JournalofClinicalandAnalyticalMedicine,2012,Vol.3(2)
5. M.Nowicki,Lekibiologiczneoryginaleibiopodobne–copowinienwiedziećdyrek-torszpitala,abyzapewnićbezpieczeństwopacjenta?,UMwŁodzi,KlinikaNefrologii,HipertensjiiTransplantologiiNerek
6. A.Huryń,S.Bielecka-Grzela,A.Klimow-icz,M.Żejmo,Rolalekówbiologicznychwdermatologii,AnnalesAcademiaeMedicaeStetinensis,RocznikiPomorskiejAkademiiMedycznejwSzczecinie,2007,53,2,8–13
7. L.Rosenfeld:Insulin:discoveryandcontro-versy.Clin.Chem.2002,48,2270–2288.
8. M.J.Cronin:Pioneeringrecombinantgrowthhormonemanufacturing:poundsproducedpermileofheight.J.Pediatr.1997,131,S5–7
9. EuropeanMedicinesAgency,Pytaniaiodpow-iedzinatematlekówbiopodobnych(podob-nychbiologicznychproduktówleczniczych),Nrref.dok.EMEA/590486/2007
10. D.Jenerowicz:Terapiabiologicznawwybranychchorobachskóry,Przew.Lek.2006,7,92–99.
11. E.Jaźwińska-Tarnawska,wykład:Lekibiologiczneibiopodobne,KatedraiZakładFarmakologiiKlin-icznejUniwersytetuMedycznegoweWrocławiu
12. SobellJ.:Overviewofbiologicagentsinmedi-cineanddermatology,Semin.Cutan.Med.Surg.2005,24,2–9.
13. A.Mularczyk,M.Gonciarz,W.Bartnikiinni,Biosimilarmedicines–theiruseinthetreat-mentofinflammatoryboweldiseases,PrzGastroenterol.2014;9(1):1–3.
14. M.Czech,Z.Jasiński,P.Zięba,Politykalekowawzakresielekówbiologicznychibiopodobnych.odspecyfikicząsteczkidosytuacjirynkowej–analizawwybranychkrajachUniiEuropejskiej,NowinyLekarskie2013,82,4,277–287
15. H.Schellekens,Biopharmaceuticalsandbiosimilars,unravelingthecomplexity,EJHPPractice2006;12:13.
16. M.Woźniak,R.Nowcki,Lekibiologicznestosowanewleczeniutuszczycy,AlergiaAstmaImmunologia,2006,11(1),29-34
17. J.Smagur,R.Królicki,LekibiopodobneBadaniaprzedkliniczneinvitro,LABORATO-RIUM7-8/2011
18. J.Gołąb,M.Jakóbisiak,W.Lasek,T.Stokłosa:Immunologia.Warszawa:WydawnictwoNau-kowePWN,2007,s.3.
19. P.KieszkowskaKnapik,Leczeniebiologiczneibiopodobne–dylematyprawne,2014
20. Regulation(EU)No1235/2010oftheEuropeanParliamentandoftheCouncilof15December2010,amending,asregardspharmacovigilanceofmedicinalproductsforhumanuse,Regulation(EC)No726/2004layingdownCommunityproceduresfortheauthorisationandsupervisionofmedicinalproductsforhumanandveterinaryuseandes-tablishingaEuropeanMedicinesAgency,andRegulation(EC)No1394/2007onadvancedtherapymedicinalproducts
21. DyrektywaParlamentuEuropejskiegoiRady2010/84/UEzdnia15grudnia2010r.zmieniająca–wzakresienadzorunadbezpieczeństwemfarmakoterapii–dyrektywę2001/83/WEwsprawiewspólnotowegokodeksuodnoszącegosiędoproduktówleczniczychstosowanychuludzi
22. EMA/837805/2011,Pytaniaiodpowiedzinatematlekówbiopodobnych(podobnychbiolog-icznychproduktówleczniczych),2012
23. M.Jarząb,Biofarmaceutykiorazbiofarmaceu-tykinaśladowcze
24. J.Drzewoski,Lekiinowacyjneigeneryczne.Lekibiopodobne.Farmakologiazelementamifarmakologiiklinicznej.Interakcjeleków,wykład,UniwersytetMedycznywŁodzi
2929
reklama

Szybkozłącza należą do grupy najczęściej stosowanych elemen-tów urządzeń eksploatowanych w przemyśle farmaceutycznym
oraz kosmetycznym. Służą do podłączania powietrza technologicz-nego, pobierania próbek, do podawania wody odsolonej, przy na-pełnianiu kolb infuzyjnych, w urządzeniach do produkcji insuliny, w urządzeniach do pomiaru ciśnienia krwi, przyrządach w gabinetach dentystycznych oraz w obszarze produkcji kosmetyków. Szybkozłą-cza pneumatyczne i hydrauliczne jako elementy złączne są obecnie
ważnym środkiem pomocniczym. Umożliwiają one złączanie lub rozłączanie w kilka sekund m.in. przewodów sprężonego powie-trza, gazowych, próżniowych i wodnych. Idealne do zastosowania w urządzeniach ciśnieniowych, robotach, maszynach pakujących, budowie maszyn, instalacjach przemysłowych, technologii pomia-rowej, technice laboratoryjnej oraz technice ochronnej. Stosują je producenci tuszy, farmaceutyków, mydeł w płynie, kwasów tłusz-czowych, klejów, ropy naftowej, substancji chemicznych, środków
Złącza bezpiecznego rozłączania
Przemysł farmaceutyczny posiada wyjątkowe wymagania związane z przepływem cieczy i gazów w procesie przetwarzania oraz pakowania. Konieczność szybkiego montażu, a także pośredni proces próbkowania, wytwarzają zapotrzebowanie na złącza, które sprostają tym wymaganiom.
Szybkozłącza dla farmacji WALTHER-PRÄZISION. Źródło: HENNLICH
HENNLICH Sp. z o.o.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
30 |

rolniczych, a także szerokiej gamy pospolitych kwasów żrących, tok-sycznym i substancji specjalnego przeznaczenia. Dzięki modułowej konstrukcji, szybkozłącza mogą być stosowane do szerokiej gamy cieczy, ciśnień, temperatur, próżni i wymagających warunków pracy. W przemyśle chemicznym wykorzystuje się szybkozłącza przy na-pełnianiu cystern, butli ciśnieniowych, przy transporcie mediów o dużej lepkości a następnie czyszczenie parą. Zapewniają one eksplo-atacje bez strat oraz postojów maszyny. Szybkozłącza są niezwykle szczelne i funkcjonalne, co zawdzięczają precyzyjnemu wykonaniu. System suchoodcinający zapewnienia maksymalne bezpieczeń-stwo - najpierw następuje upuszczenie medium, a następnie zawór zwalnia szybkozłącze i następuje rozłączenie szybkozłącza i króćca. Szybkozłącza stosuje się je wtedy, gdy podłączone medium jest nie-zwykle cenne, łatwo wycieka i jest podatne na straty. Szybkozłącza uniemożliwiają wypływ medium na zewnątrz. Jest to istotne przy medium, które wymaga zastosowania kosztownych metod ochro-ny środowiska i ewentualnych kosztów usunięcia wycieku. Służą, gdy medium jest drogie w regeneracji i utylizacji lub jest niebez-pieczne dla środowiska i może nieść zagrożenie zdrowia. Z uwagi na dużą ilość typów i wykonań szybkozłączy, dobór właściwego typu oznacza w praktyce istotne oszczędności kosztów. Brak wycieków, szybka wymiana, latwość obsługi, oszczedność kosztów pracy, bez-pieczeństwo, ekologiczność, niezawodność i wytrzymałość w każ-dych warunkach, łatwość obsługi to główne korzyści z zastosowania szybkozłączy.
Duże i różnorodne zastosowanie sprawia, że właściwy wybór szybkozłączy powinien być odpowiednio wcześniej przeanalizo-wany pod względem ich docelowego wykorzystania. Wybierając szybkozłącze w pierwszej kolejności należy ustalić podawane me-
dium. Konstrukcja musi zapewnić wytrzymałość ciśnieniową i tem-peraturową oraz zapewnić wytrzymałość materiału i uszczelniania na transportowane medium. Należy określić maksymalne ciśnienie robocze i minimalny spadek ciśnienia. Przepustowość powinna być odpowiednio dobrana do zapotrzebowania. Następnie należy zasta-nowić się nad typem końcówki i rozmiarem gwintu przy wyborze przyłącza. Ważna jest również minimalna wielkość i ciężar, potrzeb-na w zależności od preferencji klienta co do ergonomii i miejsca instalacji. Ze względu na wykonanie materiałowe wyróżniamy szybkozłącze ze stal ocynkowana/oksydowana, mosiądzu z różnymi powłokami, stali czernionej lub ze stali nierdzewnej 1.4404/1.4571. Szybkozłącza z stali nierdzewnej, najczęściej mają zastosowania w przemyśle chemicznym, farmaceutycznym. Mosiądz niklowany
Szybkozłącza dla farmacji WALTHER-PRÄZISION. Źródło: HENNLICH
reklama
31

zwiększa odporność na zużycia mechaniczne. Wytrzymałe szybko-złącze wykonane ze stali szlachetnej stosowane jest wszędzie tam, gdzie medium jest szczególnie wymagające, a normy jakościowe szczególnie ważne. Mocny korpus zapewnia odporność na wibra-cję i uderzenia. Szybkozłącza są odporne na najbardziej agresyw-ne środki, dzięki możliwości wykorzystania różnych materiałów uszczelniających, takich jak: FKM, EPDM lub FFKM w połączeniu z PTFE, uszczelki elastomerowe zoptymalizowane dla olejów mineral-nych, płyny HFA i HFB. Na budowę szybkozłącza składa się korpus gwintowany, korpus zaworu, tuleja ryglująca, zawór, sprężyna i pier-ścień, kulki ryglujące, uszczelnienie oraz wtyk. Wtyk może być w wersji kodowanej (kwadrat lub trójkąt uniemożliwiający pomyłkowe połączenie) i skręcanej. Nominalna średnica wewnętrzna szybko-złączy wynosi od 2 do 200 mm. Temperatura robocza od - 200°C do + 310°C. Zakres ciśnień: do 3000 barów w zależności od modelu. W zależności od zastosowania, szybkozłącza mogą być niskociśnie-niowe, średnio lub wysokociśnieniowe jak również podzielone na jednostronnie odcinające, dwustronnie odcinające oraz suchoodci-nające.
Szybkozłącza niskociśnieniowe są idealne do zastosowania w technice medycznej, dentystycznej, technologii pomiarowej, techni-ce laboratoryjnej oraz chemicznej w zależności od typu przeznaczo-ne do różnego rodzaju cieczy, sprężonego powietrza i innych gazów. Mechanizm bezpieczeństwa uniemożliwia przypadkowe rozpięcie. Ciśnienie robocze szybkozłączy niskociśnieniowych wynosi do 100 bar (pojedyncze modele do 200 bar, zależnie od średnicy i materia-łu). Szybkozłącza niskociśnieniowe dostępne są w różnych wersjach materiałowych (mosiądz, stal węglowa ocynkowana, niklowana, stal nierdzewna) z różnymi typami uszczelnień, z gwintem wewnętrz-nym lub zewnętrznym, co pozwala na prawidłowy dobór szybko-złącza do konkretnego zastosowania. Lekkie szybkozłącza niskoci-śnieniowe dla wody chłodzącej wykonane z aluminium, stosowane są min. w lekkich konstrukcjach wagonów w układach chłodzących falowniki. Znajdują także zastosowanie w technice klimatyzacji, aplikacjach wojskowych i wielu innych dziedzinach. Główne cechy to duży przepływ, odporność na wibracje, obsługa jednoręczna, wy-jątkowo małe wymiary oraz bardzo mała waga.
Szybkozłącza średnio oraz wysokociśnieniowe wykonane ze stali węglowej, nierdzewnej lub z mosiądzu. Stosowane np. w technice laboratoryjnej, transporcie, załadunku płynów, załadunku substancji szkodliwych dla zdrowia i środowiska, agresywnych lub toksycz-nych. Dostępne także w wersji ATEX. Przeznaczone do pracy pod ciśnieniem nawet do 2000 bar (zależne od średnicy i materiału).
Stosowane zarówno do oleju hydraulicznego, wody, sprężone-go powietrza, do pary wodnej, różnego rodzaju płynów, do paliw oraz środków smarujących. Stosowane również dla wymagających cieczy lub gazów, rozpuszczalników, kwasów, zasad, olejów itp. W zależności od modelu istnieje możliwość podłączania, odłączania długich węży pod ciśnieniem (do 5 bar) bez wycieku medium. Co-raz bardziej popularne są szybkozłącza suchoodcinające typu Clean Break. Możliwość podłączania, odłączania węży pod ciśnieniem bez wycieku medium. Stosowane są np. w technice laboratoryjnej.
Również coraz bardziej popularne są multizłącza automatycz-ne do robotów przemysłowych. Jest to seria bezwyciekowych szybkozłączy zaprojektowanych do montażu w panelach wie-lozłączowych, pozwalające na samodzielną wymianę narzędzi przez robota, bez ingerencji człowieka. Wpływa to na przyśpie-szenie wymiany przyrządów tzw. przezbrajanie linii produkcyjnej. Multizłącze z obsługą manualną, zapewnia pneumatyczne lub hydrauliczne łączenie i rozłączanie kilku cieczy lub linii produkcyj-nych. Medium może być zarówno olej, jak i kombinacja różnych mediów. Stosowane jest w miejscach, gdzie występuje kilka linii, których czas podłączenia powinien być jak najkrótszy, przy zacho-waniu jak największego bezpieczeństwa. Skraca to czas trwania podłączenia maszyny oraz wpływa korzystnie na automatyzację procesów pracy podczas produkcji, badań, kontroli i regulacji maszyn. Multizłącza i systemy dokujące zawierają część stałą i część odłączaną. Można użyć szybkozłączy o różnych średnicach nominalnych na jednej płycie. Jako, że szybkozłącza zamykają się automatycznie, dodatkowe zewnętrzne zabezpieczenie nie jest już konieczne. Multizłącza mogą być wyposażone w elementy do różnego rodzaju mediów zgodnie z wymogiem klienta. Preferowa-nymi obszarami zastosowań dla multizłączy są: zautomatyzowa-ne procesy produkcji, testowania, kontroli oraz obsługi. Systemy prowadzące zapewniają dokładne podłącznie, zaś stały układ ele-mentów złącza eliminuje jakiekolwiek pomyłki przy łączeniu. Mul-tizłącza zapewniają uproszczenie konstrukcji maszyny i redukcję kosztów pracy.
Na polskim rynku dostępne są różne modele szybkozłączy. Jak zadecydować, które jest najlepsze? Konkurencja jest bardzo duża. W Polsce nie istnieje firma produkująca szybkozłącza. Prze-ważają dystrybutorzy, którzy oferujący szybkozłącza produkcji włoskiej oraz chińskiej. Są to szybkozłącza mało specjalistycz-ne, średniej jakości, do małych przepływów, niskich temperatur oraz ciśnień. Dystrybucja takich szybkozłączy obejmuje obszar całej Polski. W Polsce jest kilka firm, które oferują szybkozłącza
Szybkozłącza dla farmacji WALTHER-PRÄZISION. Źródło: HENNLICH
Multizłącza WALTHER-PRÄZISION. Źródło: HENNLICH
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
32 |

specjalistyczne, spełniające rygorystyczne wymagania. Cechują się precyzją wykonania, odpornością na temperaturę roboczą od -200°C do +500°C, niezawodną pracą przy ciśnieniu do 3000 bar, odpornością na media agresywne oraz ciecze o dużej lepkości. Dla przemysłu farmaceutycznego, chemicznego oraz kosmetycznego istotne jest, aby szybkozłącze wyprodukowane zostało ze stali szlachetnej (1.4404, 1.4571, 1.4539, 1.4435, Hastelloy). W zależ-ności od preferencji klienta co do ergonomii i miejsca instalacji, głównymi parametrami przy wyborze najlepszego szybkozłącza, jest selekcja poprzez spełnianie takich norm jak: system Clean--in-place (CIP), system Steam-in-place (SIP), łatwość czyszczenia i/lub możliwość sterylizacji w autoklawie. Aspekty sanitarne w przemyśle farmaceutycznym oraz kosmetycznym są niezwykle istotne. Urządzenia muszą spełniać surowe standardy czystości, aby uniknąć zniszczenia oraz zanieczyszczenia produktów. Czysz-czenie tych urządzeń musi być prowadzone szybko i dokładnie. Standardy dotyczące czyszczenia są najlepiej osiągane przy użyciu systemów CIP (Cleaning-in-Place = czyszczenie na miejscu), któ-rych normy szybkozłącza muszą spełniać. System Steam-in-place (SIP) jest sterylizacją całej instalacji, bez jej demontażu, przy po-mocy gorącej pary. Oczywiście poszczególne jej elementy muszą być odporne na takie traktowanie, w tym również szybkozłącza. Ważnym elementem decydującym o zakupie szybkozłączy jest również okres eksploatacji. W procesie produkcji obok zapewnie-nia jakości wyrobów istotna jest również efektywność działania danego szybkozłącza. Krótki czas eksploatacji zwiększa częstotli-wość przeglądów, powoduje wyższe koszty montażu i przestoje
w produkcji. Należy sprawdzić czy łatwe do demontażu uszczelki są przeznaczone do autoklawu oraz czy materiały uszczelniające np. FFKM, EPDM są zgodne z FDA oraz z USP (U.S. Pharmacopeial Convention). Istotny jest również duży wybór gwintów oraz róż-norodne kształty końcówek, które uniemożliwiają pomyłkowe po-łączenie medium w niewłaściwe wejście. Szybkozłacza wykorzy-stane w przemyśle farmaceutycznym oraz kosmetycznym muszą spełniać zgodność z normami Agencji Żywności i Leków oraz USP, zgodność z dyrektywą ATEX oraz zgodność z normą EN 10204-3.1. Koszty inwestycyjne związane z zakupem szybkozłącza zwracają się w bardzo krótkim czasie. Podłączenie medium lub wymiana zbiornika trwa znacznie której, niż przy dotychczasowej metodzie. Z uwagi na łatwość obsługi szybkozłączy, nie potrzebna jest do jej stosowania wyszkolona osoba. Cena zakupu szybkozłącza jest istotna, ale nie powinnam stanowić głównego kryterium wybo-ru. Cena jako kryterium zakupu jest najwygodniejszym rozwiąza-niem, ale w cale nie oznacza, że najlepszym. Współczesne przed-siębiorstwa, planując oraz dokonując zakupu maszyn i urządzeń na cele produkcyjne, powinny brać pod uwagę wiele czynników, niekoniecznie o charakterze fi nansowym. Wiąże się z konieczno-ścią zmian w mentalności pracowników, aby wprowadzić przełom w myśleniu, wskazując na jakość kupowanych produktów, a nie na cenę. Wyniki badania zdają się podkreślać fakt, iż to jakość, poziom nowoczesności, funkcjonalność, komfort pracy, bezpie-czeństwo i higiena oraz długi okres eksploatacji decydują o zaku-pie szybkozłączy specjalistycznych.
33
reklama

Rozmowa z Henrykiem Gawronkiem, prezesem zarządu HEUTE SERVICE Sp. z o.o.
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
34 | CASE STUDY
Do zapewnienia czystości wykorzystywa-ne są wyrafi nowane urządzenia i kosz-
towne systemy, ale dzisiaj chcemy przedsta-wić pewne rozwiązanie, które uderza swoją prostotą, a przy tym jest niesamowicie sku-teczne. O systemie Profi lGate rozmawiamy z Henrykiem Gawronkiem, prezesem zarzą-du fi rmy Heute Service sp. z o.o.
Czym jest system ProfilGate?Profi lGate to rozwiązanie znane i sto-
sowane z ogromnym powodzeniem na ca-łym świecie. Profi lgate zamontowano do dnia dzisiejszego w ponad 12 000 bramach wjazdowych. Jest to system składający się z kratownicy z zamontowanymi szczotkami, której zadaniem jest oczyszczanie w sposób mechaniczny powierzchni kół, rolek, opon pojazdów oraz obuwia pracowników pod-czas wjazdu lub wejścia do magazynów i hal produkcyjnych. Samo obuwie pracowników jest podczas przejścia osuszane, istnieje tak-że możliwość dodatkowej dezynfekcji kół, czy też obuwia, co ma szczególne znaczenie w przypadku instalacji w zakładach przemy-słu farmaceutycznego.
Skąd wziął się pomysł na zastosowanie takiego systemu?
Sam pomysł został opracowany i opa-tentowany przez specjalistów z fi rmy Heute Maschinenfabrik, czołowego producenta
maszyn i urządzeń czyszczących z Niemiec. W wyniku obserwacji operacji produkcyj-nych i magazynowych zrodziła się idea od-wrócenia pewnych procesów. Kurz, brud, skrawki produktów, opiłki, wilgoć, bakterie – wszelkie niepożądane zanieczyszczenia, których nie da się całkowicie wyelimino-wać, roznoszone są w dużych ilościach na oponach środków transportu, wykorzysty-wanych w zakładach produkcyjnych i ma-
gazynach oraz na obuwiu pracowników. Do ich sprzątania angażowane są fi rmy sprzątające wyposażone w zaawansowany technologicznie sprzęt. Firma Heute ofe-ruje całą gamę specjalistycznych urządzeń do czyszczenia obuwia w pomieszczeniach przemysłowych, od stosunkowo prostych, przenośnych maszyn typu Solamat 90, po-przez maszyny do czyszczenia i dezynfekcji Solamat 500, aż po śluzy sanitarne i higie-niczne Solamatic. Rozwiązania te służą po-prawianiu jakości pracy ekip sprzątających poprzez wyposażanie ich w odpowiedni
Profi lGate strażnikiem czystości na produkcji i w magazynach
Łatwiej zapobiegać niż usuwać skutki
Przemysł farmaceutyczny słusznie kojarzy się z najwyższymi standardami, które muszą być zachowywane na każdym etapie produkcji, magazynowania i dystrybucji. W przypadku preparatów i leków ratujących życie, dających szanse na zdrowie i lepsze życie dla milionów chorych osób, utrzymanie absolutnej czystości we wszystkich procesach jest po prostu niezbędne. Myśląc o miejscach, w których leki są wytwarzane, w pierwszej chwili nasuwają się obrazy nieskazitelnie czystych laboratoriów, rzadko kto wyobraża sobie także pomieszczenia fabryczne czy magazyny leków. Tymczasem maksymalnie wyśrubowane normy czystości obowiązują także w tego typu budynkach.
sprzęt, ale można także – co jest znacznie prostsze i tańsze – ograniczyć w bardzo du-żym stopniu ilość zanieczyszczeń wprowa-dzanych do pomieszczeń. Do zrealizowania tego pomysłu zaangażowano inżynierów fi rmy Heute i tak powstał Profi lGate.
Proszę opowiedzieć, jak działa ten system?
W wykonanych ze stali szlachetnej wannach zostały umieszczone ocynkowa-ne ogniotrwale kratownice z zamontowa-nymi listwami szczotek. Listwy mają za-montowane elementy czyszczące pod ka-tem 45 stopni, co zapewnia ich uginanie podczas przejeżdżania kołami i zmiatanie brudu z powierzchni. W podobny sposób listwy ze szczotkami działają podczas przejścia pracowników, czyszcząc zabru-dzone obuwie.
Podczas przejazdu wózka, czy też przej-ścia pracownika, wystające z kratownicy szczotki zostają wprowadzone w ruch, po-przez ugięcie wymuszone ciężarem wózka lub osoby. W tym czasie usuwane są za-nieczyszczenia, które po przejeździe wóz-ka lub przejściu pracowników pozostają w wannach ulokowanych pod kratownica-mi. W ten sposób zanieczyszczenia groma-dzone są w jednym miejscu. System został zaprojektowany w sposób pozwalający na ich łatwe usunięcie. Sam przejazd po za-montowanym już systemie Profi lGate jest prosty i bezpieczny.
Z tego co Pan powiedział, wynika, że do działania systemu nie jest wykorzystywany żaden napęd?
Tak, to pomysł jest rewolucyjny, samo działanie systemu zaś – bardzo proste. Szczotki zamontowane są pod kątem, ugi-nają się więc przy najechaniu na nie koła-mi lub przy przejściu w ruchu osobowym,

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
35CASE STUDY
dzięki czemu w pełni wymiatają brud z po-wierzchni kół czy z butów pracowników. To wszystko dzieje się bez użycia energii! Pro-fi lGate okazuje się zatem być jednorazową inwestycją. Nie trzeba martwić się o zużycie energii i rachunki za prąd.
Na czym polega skutecznośćtego rozwiązania?
Szczotki wystają z kratownicy na wy-sokość 8 mm, a na skutek obciążenia pod-czas przejazdu lub przejścia pracowników konstrukcja zostaje wprowadzona w drga-nia. Szczotki mają możliwość szybkiego i automatycznego usunięcia nieczystości, które po prostu opadają do wanny, znajdu-jącej się pod poziomem ich zamontowania. Z tego wynika, że brud pozostaje na stosunko-wo niewielkim, dobrze ograniczonym obsza-rze – w wannach – z których co pewien czas wystarczy go usunąć. Zanieczyszczenia, które zazwyczaj znajdują się w całym magazynie, pozostają zgrupowane w jednym zbiorniku.
Zamontowanie Profi lGate nie utrudnia przejazdu. Czyszczące pola mierzą jedy-nie 45 mm wysokości i są wprowadzone w podłoże, a więc przejazd płaskimi ram-pami również nie stanowi kłopotu. Kraty są trwałe, wytrzymują bez kłopotu przejazdy kolejnych pojazdów. Niezbędne jest jednak stworzenie śluzy, przez którą będzie musiał przejechać każdy pojazd, który chce dostać się do wnętrza budynku. W celu oczyszcze-nia kraty wystarczy ją wyjąć z wanny.
Wszystko to wygląda dość prosto, czy w produkcji ProfilGate stosowane są jakieś specjalne technologie?
Oczywiście, system wbrew pozorom jest bardzo zaawansowany technologicz-
nie, a wszystkie jego elementy są wyko-nywane z materiałów najwyższej jakości. Dodatkowo - system jest ciągle udosko-nalany. Wcześniej użytkownicy systemu czyszczenia Profi lGate, którym zależało na ściszonej pracy, musieli wybrać wariant „Silence”, co ograniczało ruch szczote-czek, a tym samym dawało gorszy efekt czyszczący. Nowe szczotki łączą w sobie najlepsze cechy obu rozwiązań. Nowo za-projektowany korpus szczotek wykonany jest jednocześnie z dwóch różnych mate-riałów. Korpus główny jest nadal wyko-nany z tworzywa konstrukcyjnego, który zapewnia pełne naprężenie szczotek. W nowej wersji górna część nośników jest wykonana z uplastycznionego PCV. Ogra-nicza to hałas emitowany wtedy, gdy szczotki zaczynają się poruszać i uderzają o kraty. Nie zmieniono wymiarów nowych nośników, szczotki mogą wykonać pełny ruch, gwarantując tym samym najlepszy możliwy efekt czyszczący. Umożliwia to zastosowanie nowych szczotek we wszyst-kich istniejących rozwiązaniach Profi lGate. W poprawnej eksploatacji systemu poma-gają odpowiednie ilustracje i instrukcje, dotyczące m.in. zużycia grzebyków jak i sposobów na optymalny przejazd.
Czy do instalacji systemu wymagane są jakieś poważnezmiany w konstrukcji budynku, kosztowne przeróbki?
Najkorzystniej i najtaniej jest pomyśleć o wyposażeniu budynków produkcyjnych lub magazynów w systemy Profi lGate już na etapie planowania inwestycji. Wtedy możliwe jest wpuszczenie całej konstrukcji w posadzkę. Nie jest to jednak konieczne. Możliwa jest dostawa i montaż systemów do już istniejących budynków i montaż bezpośrednio na podłodze. Sama konstruk-cja jest wtedy wyposażana w bezpieczne i wytrzymałe najazdy o bardzo małym kącie nachylenia, przejazd przez system czyszczą-cy nie stanowi żadnego problemu nawet dla początkujących operatorów wózków.
Jakie są korzyści ze stosowania systemu?
Dzięki Profi lGate przede wszystkim oszczędza się pieniądze i czas. Oszczęd-ność wynika z obniżenia kosztów sprzą-tania – wnoszenie brudu oraz wilgoci jest ograniczone do minimum – a także z ochrony wykładzin podłogowych oraz warstw zewnętrznych przed porysowaniem. Kółka pojazdów oblepione piachem potra-fi ły wyrządzić wiele szkód, których dzięki
Łatwiej zapobiegać niż usuwać skutki Profi lGate nie będzie już trzeba naprawiać. Na koniec, warto wymienić jeszcze zmini-malizowanie poślizgu na terenie zakładu produkcyjnego czy też magazynu, co zwięk-sza bezpieczeństwo pracy oraz, co ważne, zmniejszenie ilości obecnego w powietrzu rakotwórczego pyłu gumowego.
Gdzie można uzyskać więcej informacji na temat systemu ProfilGate?
Dostawcą Profi lGate jest HEUTE Servi-ce, wyłączny przedstawiciel niemieckiej fi rmy HEUTE Maschinenfabrik. W port-folio tego producenta jest pierwsza na świecie maszyna do czyszczenia obuwia i przemysłowe śluzy higieniczne. Sam sys-tem Profi lGate obsługuje z powodzeniem wiele fabryk, linii produkcyjnych i maga-zynów m.in. ABB, Audi, Bosch, BSH, BMW, Cadbury, Coca-Cola, Dacia, Danfoss, Ferrero, Fiat, Honda, Jaguar, John Deere, LG, MAN, Mercedes, Michelin, Mokate, Nestle, Opel, Porsche, Procter & Gamble, Rolls Royce, Seat, Siemens, Skoda, Tetra Pak, Toyota, Unilever, Wrigley’s, Volkswagen. Doskonałe referencje pochodzą także z fabryk koncer-nów farmaceutycznych, takich jak Bayer, Pfi zer , Novartis czy Roche.
Co jeszcze może Pan powiedzieć na zakończenie naszej rozmowy?
Profi lGate jest rozwiązaniem niesa-mowicie skutecznym, co gwarantuje pro-ducent. System można bezpłatnie przete-stować i już po kilku dniach zauważyć, ile czasu i środków fi nansowych można dzięki niemu zaoszczędzić. Profi lGate to rewolucja nie tylko ze względu na fakt, że rzeczywiście w prosty i skuteczny sposób, bez dużych na-kładów fi nansowych, pozwala osiągnąć coś, na co dotychczas trzeba było przeznaczyć zarówno wiele pracy, jak i pieniędzy. Profi l-Gate to rewolucja, ponieważ jest efektem nowego myślenia o metodach zachowania czystości w budynkach produkcyjnych i ma-gazynowych.
Dziękuję za rozmowę.
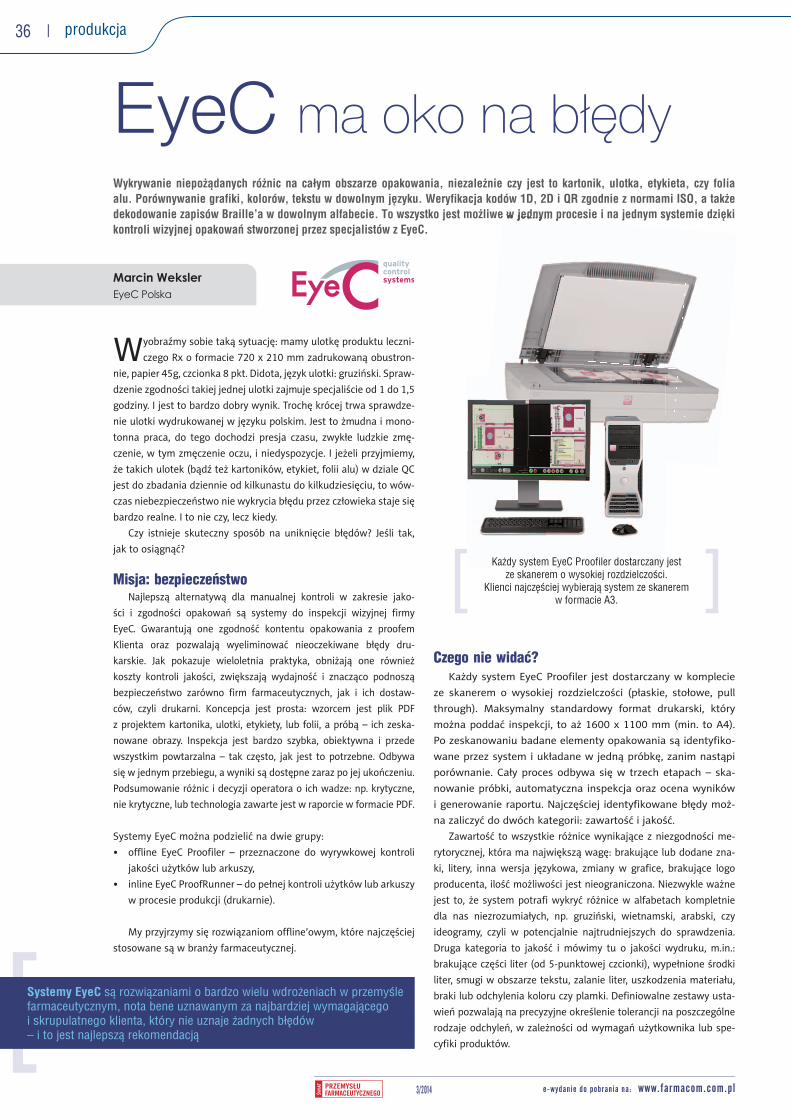
Wyobraźmy sobie taką sytuację: mamy ulotkę produktu leczni-czego Rx o formacie 720 x 210 mm zadrukowaną obustron-
nie, papier 45g, czcionka 8 pkt. Didota, język ulotki: gruziński. Spraw-dzenie zgodności takiej jednej ulotki zajmuje specjaliście od 1 do 1,5 godziny. I jest to bardzo dobry wynik. Trochę krócej trwa sprawdze-nie ulotki wydrukowanej w języku polskim. Jest to żmudna i mono-tonna praca, do tego dochodzi presja czasu, zwykłe ludzkie zmę-czenie, w tym zmęczenie oczu, i niedyspozycje. I jeżeli przyjmiemy, że takich ulotek (bądź też kartoników, etykiet, folii alu) w dziale QC jest do zbadania dziennie od kilkunastu do kilkudziesięciu, to wów-czas niebezpieczeństwo nie wykrycia błędu przez człowieka staje się bardzo realne. I to nie czy, lecz kiedy.
Czy istnieje skuteczny sposób na uniknięcie błędów? Jeśli tak, jak to osiągnąć?
Misja: bezpieczeństwoNajlepszą alternatywą dla manualnej kontroli w zakresie jako-
ści i zgodności opakowań są systemy do inspekcji wizyjnej fi rmy EyeC. Gwarantują one zgodność kontentu opakowania z proofem Klienta oraz pozwalają wyeliminować nieoczekiwane błędy dru-karskie. Jak pokazuje wieloletnia praktyka, obniżają one również koszty kontroli jakości, zwiększają wydajność i znacząco podnoszą bezpieczeństwo zarówno fi rm farmaceutycznych, jak i ich dostaw-ców, czyli drukarni. Koncepcja jest prosta: wzorcem jest plik PDF z projektem kartonika, ulotki, etykiety, lub folii, a próbą – ich zeska-nowane obrazy. Inspekcja jest bardzo szybka, obiektywna i przede wszystkim powtarzalna – tak często, jak jest to potrzebne. Odbywa się w jednym przebiegu, a wyniki są dostępne zaraz po jej ukończeniu. Podsumowanie różnic i decyzji operatora o ich wadze: np. krytyczne, nie krytyczne, lub technologia zawarte jest w raporcie w formacie PDF.
Systemy EyeC można podzielić na dwie grupy:• offl ine EyeC Proofi ler – przeznaczone do wyrywkowej kontroli
jakości użytków lub arkuszy,• inline EyeC ProofRunner – do pełnej kontroli użytków lub arkuszy
w procesie produkcji (drukarnie).
My przyjrzymy się rozwiązaniom offl ine’owym, które najczęściej stosowane są w branży farmaceutycznej.
Czego nie widać?Każdy system EyeC Proofi ler jest dostarczany w komplecie
ze skanerem o wysokiej rozdzielczości (płaskie, stołowe, pull through). Maksymalny standardowy format drukarski, który można poddać inspekcji, to aż 1600 x 1100 mm (min. to A4). Po zeskanowaniu badane elementy opakowania są identyfi ko-wane przez system i układane w jedną próbkę, zanim nastąpi porównanie. Cały proces odbywa się w trzech etapach – ska-nowanie próbki, automatyczna inspekcja oraz ocena wyników i generowanie raportu. Najczęściej identyfi kowane błędy moż-na zaliczyć do dwóch kategorii: zawartość i jakość.
Zawartość to wszystkie różnice wynikające z niezgodności me-rytorycznej, która ma największą wagę: brakujące lub dodane zna-ki, litery, inna wersja językowa, zmiany w grafi ce, brakujące logo producenta, ilość możliwości jest nieograniczona. Niezwykle ważne jest to, że system potrafi wykryć różnice w alfabetach kompletnie dla nas niezrozumiałych, np. gruziński, wietnamski, arabski, czy ideogramy, czyli w potencjalnie najtrudniejszych do sprawdzenia. Druga kategoria to jakość i mówimy tu o jakości wydruku, m.in.: brakujące części liter (od 5-punktowej czcionki), wypełnione środki liter, smugi w obszarze tekstu, zalanie liter, uszkodzenia materiału, braki lub odchylenia koloru czy plamki. Defi niowalne zestawy usta-wień pozwalają na precyzyjne określenie tolerancji na poszczególne rodzaje odchyleń, w zależności od wymagań użytkownika lub spe-cyfi ki produktów.
EyeC ma oko na błędyWykrywanie niepożądanych różnic na całym obszarze opakowania, niezależnie czy jest to kartonik, ulotka, etykieta, czy folia alu. Porównywanie grafiki, kolorów, tekstu w dowolnym języku. Weryfikacja kodów 1D, 2D i QR zgodnie z normami ISO, a także dekodowanie zapisów Braille’a w dowolnym alfabecie. To wszystko jest możliwe w jednym procesie i na jednym systemie dzięki kontroli wizyjnej opakowań stworzonej przez specjalistów z EyeC.
Marcin WekslerEyeC Polska
dekodowanie zapisów Braille’a w dowolnym alfabecie. To wszystko jest możliwe w jednym procesie i na jednym systemie dzięki
Każdy system EyeC Proofiler dostarczany jest ze skanerem o wysokiej rozdzielczości.
Klienci najczęściej wybierają system ze skanerem w formacie A3.
Systemy EyeC są rozwiązaniami o bardzo wielu wdrożeniach w przemyśle farmaceutycznym, nota bene uznawanym za najbardziej wymagającego i skrupulatnego klienta, który nie uznaje żadnych błędów – i to jest najlepszą rekomendacją
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
36 |

Pełna diagnozaSpecjaliści z EyeC ponad 14 lat temu postanowili stworzyć roz-
wiązanie, które wydatnie i skutecznie wesprze ludzi w procesie kontroli jakości opakowań. Tak powstały systemy EyeC pozwalające na wykrywanie niepożądanych różnic na całym obszarze opakowa-nia, niezależnie czy jest to kartonik, ulotka, etykieta, czy folia alu. Działają szybko, pewnie i łatwo. Ponadto porównują grafi kę, kolory, tekst (w dowolnym języku!), weryfi kują kody 1D, 2D i QR zgodnie z normami ISO, a także dekodują zapis Braille’a w dowolnym alfa-becie (są bowiem różnice!) i mierzą wysokość wszystkich punktów oraz ich położenie na panelu kartonika. Na końcu generują raport z inspekcji, ale to jeszcze nie wszystko! Kluczowa jest bowiem moż-liwość kontroli wszystkich elementów opakowania w jednym proce-sie i na jednym systemie.
Pewna kontrola jakości Braille’aZapis informacji alfabetem Braille’a na produktach medycz-
nych jest potrzebny i wymagany, a jednocześnie bardzo trudny do sprawdzenia. Opanowanie umiejętności czytania Braille’a jest nie lada wyzwaniem. Tymczasem system EyeC nie tylko po-trafi „odczytać Braille’a” w rekomendowanym w Normie DIN EN 15823:2010-11 standardzie Marburg medium w dowolnym alfabe-cie, ale również dokonuje pomiaru wysokości wszystkich punktów na kartoniku i sprawdza ich formulację. To niezwykle ważne, po-nieważ zapisy Braille’a w różnych językach mają różną prezentację, szczególnie znaki specjalne i matematyczne, co utrudnia poprawne ich zapisanie i wymaga kontroli.
Wynik inspekcji prezentowany jest w grafi cznym ujęciu sze-ściopunktu wraz z tłumaczeniem i wszelkimi odchyleniami od oryginalnego zapisu wynikającymi z projektu opakowania. Czas badania jest wręcz błyskawiczny i trwa około 1 minuty! Dlatego też możliwość inspekcji Braille’a, bez konieczności opierania się na zewnętrznej opinii, z uwagi na oszczędność czasu i elastyczność działania jest niezwykle cenna. Należy również podkreślić, że ten proces podlega walidacji, a pomiary są stabilne i bardzo dokładne. Dla osób z działów kontroli jakości taka funkcjonalność może oka-zać się wręcz bezcenna.
Inspekcja w mgnieniu oka Jak wspomnieliśmy na wstępie szczególnej inspekcji wymagają
ulotki. Ponieważ zawierają kluczowe dla bezpieczeństwa pacjenta dane dotyczące produktu i jego dawkowania, są więc naturalnym
przedmiotem wzmożonej kontroli inspekcji GIF. Często z wielo-języczną treścią drukowaną czcionką 8,23 pkt. na obu stronach materiału o niskiej gramaturze, np. 40 g/m2, stanowią jedno z naj-większych wyzwań dla osób wykonujących ich korektę i akceptację. Sprawdzenie jednej ulotki produktu leczniczego w obcym języku w formacie np. 710 x 210 mm trwa od 1 do 1,5 godziny! Problemem jednak są nie tylko języki obce, ale ilość danych i formaty. Coraz częściej bowiem pojawiają się ulotki, które swoją konstrukcją i wy-glądem przypominają dwustronnie zadrukowane żagle!
Dlatego też, dzięki systemom EyeC Profi ler, podanie w kilka mi-nut wyniku inspekcji z wygenerowanym raportem oraz gotowość do równie skutecznego sprawdzenia kolejnych partii ulotek – w tym również weryfi kowania farma kodów Laetusa (wszystkich typów), może stanowić antidotum na wszelkie dolegliwości.
Co z tymi kodami?Niezwykle ważnym elementem każdego opakowania są kody
1D i 2D, które również muszą być szczegółowo sprawdzane. Kody 1D (kody kreskowe) to zazwyczaj kody handlowe EAN-13, EAN-8, ale tak-że kody PZN, Code 39, Code 25 i Pharma kody w standardzie Laetusa.
EyeC Proofi ler oferuje najwyższy poziom weryfi kacji tych kodów, zgodny z normami CEN/ANSI (ISO 15416) oraz ISO 797. Należy podkre-ślić, że czytanie kodu, np. czytnikiem i porównanie jego zapisu jest nie-wystarczające, aby mieć stuprocentową pewność, że jest on nie tylko odpowiednio zbudowany, ale również, że został poprawnie wydruko-wany. Weryfi kacja kodów 1D systemem EyeC Proofi ler trwa kilkanaście sekund, a rezultat jest dostępny w wygenerowanym raporcie, zawie-rającym pełny opis parametrów kodu i ocenę jakościową od A do F.
Odpowiadając na potrzeby rynku farmaceutycznego system EyeC Proofi ler został wyposażony w moduł do weryfi kacji kodów 2D, czyli Data Matrix. Ten nowy w farmacji standard zapisu da-nych personalizowanych i zmiennych wymaga szczególnej kontroli i weryfi kacji. System EyeC Proofi ler nie tylko zdekoduje kod Data Matrix lub QR, ale również zgodnie z normą ISO 15415 poda ocenę jakościową od A do F. Możliwość zdekodowania informacji zawartej w kodzie, którą oferuje system, jest w tym przypadku kluczowa. Każde opakowanie będzie miało indywidualny numer seryjny (se-rializacja) i informację o pochodzeniu leku (producent), które będą musiały być zweryfi kowane. Oczywiście wynik weryfi kacji dostępny będzie w wygenerowanym przez system raporcie.
EyeC – zawsze do dyspozycji EyeC jest partnerem, który 70 procent swoich urządzeń zain-
stalował dotychczas w branży farmaceutycznej. – Do naszych zalet nie należy jednak tylko najlepsza dostępna technologia, ale również doświadczenie w kompleksowym wdrażaniu systemów w różnych lokalizacjach i na różnych etapach. Połączenie bogatego doświad-czenia ze zrozumieniem procesów zachodzących w branży farma-ceutycznej i poligrafi cznej, pozwala na zaoferowanie optymalnego rozwiązania dla obydwu branż. Ponadto sukces naszych systemów wizyjnych tkwi nie tylko w zaawansowanej technologii, ale również w prostej implementacji i obsłudze.
EyeC ma oko na błędy
Klienci mogą dokonać wyboru pomiędzy różnymi modelami systemów, obsługującymi mniejsze
lub większe formaty ulotek, kartoników, etykiet, inną rozdzielczość obrazów itp.
Walidacja? Oczywiście!Systemy EyeC Proofiler przeznaczone są dla branży farmaceutycznej i muszą spełniać restrykcyjne wymogi i normy, m.in. cGMP, ISO 9001, GAMP 4 oraz CFR 21 część 11. Powtarzalność wyniku weryfikacji jest kluczowa w procesie kontroli jakości, stąd też systemy EyeC mogą być walidowane, aby potwierdzić ten proces. Na bazie URS i FRS tworzona jest pełna dokumentacja walidacyjna, m.in. zawierająca FAT i SAT IQ, OQ.
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
37

Dyrektywa dotycząca sfałszowanych produktów leczniczych określa dwa
wymagania stawiane opakowaniom pro-duktów leczniczych. Powinny być oznaczo-ne niepowtarzalnym numerem seryjnym, umożliwiającym identyfi kację i weryfi kację autentyczności poszczególnych produktów, oraz zapieczętowane w sposób umożliwiają-cy łatwe uwidocznienie prób ich naruszenia. Numery seryjne oraz integralność opakowa-nia podlegają weryfi kacji na etapie wydawa-nia leków konsumentom i pacjentom.
Nowe materiały etykietowe fi rmy UPM Rafl atac do zastosowań w branży farma-ceutycznej, charakteryzujące się specjalnym klejem i przezroczystymi, foliowymi materia-łami wierzchnimi, dają możliwość łatwego wykrywania naruszeń, a tym samym zapew-niają zgodność z przepisami.
Przejrzystość ułatwia wdrożenie„W przypadku wielu linii produktów do
etykietowania farmaceutycznego prefero-waną opcją są nasze etykiety samoprzy-lepne. Zapewniają doskonałe połączenie skuteczności i łatwości wdrożenia” – mówi Markku Pietarinen, Dyrektor segmentu biz-nesowego w fi rmie UPM Rafl atac.
„Klej RP 62 EU charakteryzuje się niezwy-kłą wytrzymałością ujawniającą naruszenie opakowań kartonowych pokrywanych lakie-
rami wodnymi i stosowanych zazwyczaj do opakowań leków wydawanych na receptę. Każda próba usunięcia etykiety zamykającej opakowanie skutkuje powstaniem widocz-nych rozdarć na powierzchni kartonu. Takie uszkodzenie jest nieodwracalne”.
Połączenie nowego kleju z przezroczy-stym, foliowym materiałem wierzchnim to klucz do łatwego wdrożenia. Produkty z przezroczystymi materiałami wierzchnimi stworzone przez fi rmę UPM Rafl atac umoż-liwiają producentom środków farmaceu-tycznych wprowadzenie kontroli naruszeń wymaganej przez nową dyrektywę bez ko-nieczności zmiany dotychczasowych projek-tów grafi cznych opakowań.
„Jest to dość prosta koncepcja” – mówi Pietarinen. „Nie ma łatwiejszej metody dla fi rm farmaceutycznych, aby zapewnić zgodność z nowymi przepisami przy wyko-rzystaniu istniejących projektów i zapasów opakowań”.
Kontrola naruszeń dzięki klejowi RP 62 EU
Produkty fi rmy UPM Rafl atac umożliwia-jące kontrolę naruszeń, w których zastoso-wano klej RP 62 EU, wykorzystują właści-wości kartonu pokrytego lakierem wodnym, stosowanego zazwyczaj w opakowaniach le-ków. Działanie kleju opiera się na ułatwieniu rozdarcia warstwy bielonej masy chemicznej i masy BCTMP, składających się na karton.
Podniesienie lub zdjęcie etykiety powo-duje oderwanie powierzchni kartonu i wy-raźne, nieodwracalne uszkodzenia wskazu-jące na naruszenie opakowania.
Połączenie funkcji uwidoczniania naru-szeń przez klej RP 62 EU z przezroczystymi, foliowymi materiałami wierzchnimi sprawia, że informacje wydrukowane na opakowaniu są czytelne. Wniosek? Spełnienie wymogów dyrektywy 2011/62/UE nie wymaga zmiany istniejących projektów grafi cznych opakowań.
Naruszenia produktów, fałszerstwa, przenikanie do szarej strefy rynku...
W czasach rosnącej konkurencji na rynku są to ogromne zagrożenia dla przedsię-biorców dbających o wartość swojej mar-ki. Co roku fi rmy na całym świecie tracą setki miliardów euro z powodu fałszerstw, manipulacji lub sprzedaży w szarej strefi e.Zagrożenia tego typu motywują również do wprowadzania zmian w przepisach – dotyczy to zwłaszcza artykułów farmaceu-tycznych i żywnościowych, gdzie dobro publiczne jest szczególnie narażone na negatywne działanie produktów niższej jakości lub potencjalnie niebezpiecznych. Firmy stawiają czoła temu wyzwaniu i sto-sują opakowania i materiały etykietowe o właściwościach zabezpieczających, które współdziałają z ich systemami ochrony w łańcuchu dostaw i monitorowania rynku. Etykiety samoprzylepne stanowią skutecz-ny środek ochrony autentyczności i inte-gralności produktów, a także umożliwiają ich identyfi kację i monitorowanie.Etykiety samoprzylepne mogą pełnić trzy podstawowe funkcje: kontrolę naruszeń przy zastosowaniu materiałów ulegają-cych zniszczeniu, zapobieganie fałszer-stwom dzięki elementom trudnym do sko-piowania oraz śledzenie produktów przy użyciu informacji drukowanych lub elek-tronicznych. W praktyce etykiety zabez-pieczające często łączą w sobie różne wła-ściwości i techniki druku zabezpieczające-go odpowiadające rozmaitym potrzebom.„Najtrwalsze materiały do etykiet zabez-pieczających powstają z połączenia róż-nych elementów w celu zapewnienia jak najlepszej skuteczności i opłacalności, któ-rej nie gwarantuje ich osobne użycie. Ist-nieje możliwość tworzenia niepowtarzal-nych rozwiązań zapewniających maksy-malną efektywność” — wyjaśnia Bertrand Cosse, Dyrektor ds. produktów specjalnych wysokiej jakości w fi rmie UPM Rafl atac.„Dzięki współpracy z fi rmą UPM Rafl a-tac drukarnie etykiet zabezpieczających i właściciele marek mają pełny dostęp do najnowszych materiałów i technologii etykiet, zasobów badawczo-rozwojowych oraz możliwości współpracy, co pozwala im na stawianie czoła zagrożeniom dzięki najnowszej wiedzy i innowacyjnym roz-wiązaniom”.
Dyrektywa UE dotycząca sfałszowanych produktów leczniczychNowe przepisy dla producentów środków farmaceutycznych i proste rozwiązanie zapewniające zgodność
Firma UPM Raflatac opracowała produkty do etykiet farmaceutycznych zapewniające zgodność z dyrektywą UE dotyczącą sfałszowanych produktów leczniczych (2011/62/UE) w zakresie opakowań leków wydawanych z przepisu lekarza i niebezpiecznych leków wydawanych bez recepty. Nowe materiały wyraźnie uwidoczniają próby otwarcia kartonu. Pod względem wizualnym idealnie komponują się z opakowaniami, które zamykają, dzięki czemu ich wdrożenie jest niezwykle łatwe. Zalety:
• Laser 1064 nm – barwa substancji i opakowania
nie jest już problemem
• Chłodzony detektor InGaAs
– czas analizy to tylko kilka sekund
• Ergonomia pracy – łatwa obsługa, niewielka waga,
solidne wykonanie
• Wysoka rozdzielczość – jednoznaczna identyfikacja
i doskonała jakość widma
• Oprogramowanie – zgodność z CFR Part XI
• Spełnione wymogi USP, EP, CE
• Polskie oprogramowanie
Zastosowania:
• Tożsamość substancji czynnych, pomocniczych
oraz gotowych produktów
• Analiza barwników, substancji barwnych
• Rozróżnianie odmian polimorficznych
• Badanie cieczy, proszków, tabletek
Zalety:
• Technika SPOS (Single Particle Sizing Technology)
– pomiar wielkości mikrocząstek jedna po drugiej,
maksymalna dokładność
• Technika DLS – sprawdzona analiza wielkości nanocząstek
• Zakres 0,5 nm do 2 000 μm
• Wysoka rozdzielczość – do 512 kanałów na histogramie,
do 11 krzywych rozkładu wielkości cząstek
• Technika w pełni dopuszczona przez farmakopeę
• Automatyczne przygotowanie próbek
• Innowacyjny algorytm matematyczny NICOMP
Zastosowania:
• Analiza cząstek w płynach infuzyjnych, zgodnie
z USP 788, EP 2.9.19
• Analiza stabilności emulsji, zgodnie z USP 729
• Analiza wielkości cząstek w układach wodnych
oraz organicznych
• Pomiar potencjału zeta układów zdyspergowanych
TM
Przenośny spektrometr Ramana– nowe możliwości identyfikowania substancji
Posiada laser 1064 nm – jedyny taki na rynku
Nicomp oraz AccuSizer Analizatory wielkości cząstek, potencjału zeta i stabilności emulsji
UPM Rafl atac
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
38 | artykuł sponsorowany

Nowe przepisy dla producentów środków farmaceutycznych i proste rozwiązanie zapewniające zgodność
Zalety:
• Laser 1064 nm – barwa substancji i opakowania
nie jest już problemem
• Chłodzony detektor InGaAs
– czas analizy to tylko kilka sekund
• Ergonomia pracy – łatwa obsługa, niewielka waga,
solidne wykonanie
• Wysoka rozdzielczość – jednoznaczna identyfikacja
i doskonała jakość widma
• Oprogramowanie – zgodność z CFR Part XI
• Spełnione wymogi USP, EP, CE
• Polskie oprogramowanie
Zastosowania:
• Tożsamość substancji czynnych, pomocniczych
oraz gotowych produktów
• Analiza barwników, substancji barwnych
• Rozróżnianie odmian polimorficznych
• Badanie cieczy, proszków, tabletek
Zalety:
• Technika SPOS (Single Particle Sizing Technology)
– pomiar wielkości mikrocząstek jedna po drugiej,
maksymalna dokładność
• Technika DLS – sprawdzona analiza wielkości nanocząstek
• Zakres 0,5 nm do 2 000 μm
• Wysoka rozdzielczość – do 512 kanałów na histogramie,
do 11 krzywych rozkładu wielkości cząstek
• Technika w pełni dopuszczona przez farmakopeę
• Automatyczne przygotowanie próbek
• Innowacyjny algorytm matematyczny NICOMP
Zastosowania:
• Analiza cząstek w płynach infuzyjnych, zgodnie
z USP 788, EP 2.9.19
• Analiza stabilności emulsji, zgodnie z USP 729
• Analiza wielkości cząstek w układach wodnych
oraz organicznych
• Pomiar potencjału zeta układów zdyspergowanych
TM
Przenośny spektrometr Ramana– nowe możliwości identyfikowania substancji
Posiada laser 1064 nm – jedyny taki na rynku
Nicomp oraz AccuSizer Analizatory wielkości cząstek, potencjału zeta i stabilności emulsji

Przemysł farmaceutyczny, chemiczny, przemysł produkcji le-karstw oraz suplementów żywności wymaga zakupu pomp
wspomagających w opróżnianiu i czyszczeniu. Dziś poszukuje się profesjonalnych rozwiązań, dzięki którym będzie można z bardzo dużą dokładnością kontrolować przepływ i dawkowanie różnego rodzaju medium. Podczas produkcji płyny muszą być dodawane do mieszaniny substancji powstającej w procesie farmaceutycznym. Może to także oznaczać, że system musi być w stanie najpierw przy-gotować produkt, który ma być przenoszony (np. mieszanie, ste-rowanie temperaturą, rozpraszanie, itp.). Rzeczywiste przenoszenie płynów musi odbywać się w określonych warunkach procesowych, co oznacza konieczność określenia temperatury i ciśnienia, z czym
wiążą się wysokie wymagania wobec całego systemu. Znaczenie mają takie kryteria, jak: niezawodność pompy, wysoka sprawność, łatwość obsługi oraz oszczędność miejsca. W wielu przypadkach liczy się odporność na korozję, mająca istotnie przedłużyć okres eksploatacji. Praca ze zmiennymi natężeniami przepływu, z nie-jednorodnymi ilościami cieczy, tłoczenie cieczy zanieczyszczonych ciałami stałymi przy zmiennych ciśnieniach i temperaturze sprawia, że zakup odpowiedniej pompy jest dużym wyzwaniem. Pompy prze-mysłowe wykorzystuje się podczas dozowania płynów w procesach chromatografi i, mikro fi ltracji i ultra fi ltracji, odmierzania dodatków, dozowania wrażliwych płynów, transportu chemikaliów toksycz-nych, puryfi kacji biofarmaceutyków, rozcieńczania buforów i kon-
Membranowe pompy dozujące do mediów gęstych, lepkich, niebezpiecznych i wrażliwych
Przemysł chemiczny oraz farmaceutyczne od wielu lat stosuje pompy przemysłowe do tłoczenia mediów gęstych, lepkich, niebezpiecznych, toksycznych, ściernych, groźnych dla środowiska i wrażliwych. Typowe zastosowania to: produkcja środków farmaceutycznych, utlenianie na mokro wody odpływowej, czyszczenie wysoko-ciśnieniowe, rozcieńczania substancji żrących czy suszenie rozpryskowe. Jednak problemy wynikające z wadliwej obsługi (np. praca na sucho, niekompatybilna ciecz, ciała stałe w cieczy, wycieki) oraz naturalne zużycie elementów eksploatacyjnych (wytarcie uszczelnień, możliwość przegrzania sprzęgieł i wirników) sprawia użytkownikom coraz więcej kłopotów. Jest to istotne z punku widzenia ciągłości pracy i bezawaryjności maszyny. Do danej aplikacji można znaleźć kilka rozwiązań, jednak wiele pomp posiada szereg ograniczeń, a cena nie zawsze jest właściwym wyznacznikiem dobrego zakupu.
Źródło HENNLICH Sp. z o.o.
HENNLICH Sp. z o.o.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
40 |

centratów, dodawania enzymów, witamin, dodatków smakowych oraz dodatków w procesach fermentacji. Każdego dnia przetłacza się różnego rodzaju ciecze i gazy, np.: aceton, alkohol, bitumen, che-mikalia, drożdże, eter, gliceryna, glikol, glikoza, kremy, krew, kwasy, melasa, metanol, mydło, detergenty, nafta, pasty, silikony, syropy, wiskoza, włókna polimerowe, poliolefi ny, podgrzany tłuszcz, wosk, wypełniacze, zawiesiny, żelatyna czy żywice syntetyczne.
Najczęściej spotykanym problemem jest ustalenie lepkości cie-czy, następnie wadliwa obsługa (np. praca na sucho, niekompatybil-na ciecz), ale także naturalne zużycie elementów eksploatacyjnych (np. wytarcia się uszczelnień). Istotnym utrudnieniem jest brak moż-liwość opróżnienia rurociągu po zakończeniu pompowania. Wiele produktu marnuje się w rurach, gdy rurociąg ssawny jest pusty. Za-uważa się to zwłaszcza w instalacjach, gdzie pompowane medium jest drogie (np. farmacja, kosmetyki). Wydajność niektórych urzą-dzeń bardzo zależy od lepkości cieczy. Pompy stosowane w przemy-śle farmaceutycznym, kosmetycznym oraz chemicznym różnią się pod względem konstrukcyjnym, technologicznym, materiałowym i parametrów pracy. W większości są to pompy o dużych mocach, eksploatowane od kilkunastu, a nawet kilkudziesięciu lat, od któ-rych wymagana jest duża trwałość, niezawodność działania oraz wysoka sprawność. Obecne dąży się, aby nowoczesne pompy nie tylko dobrze spełniały swoje zadania, ale też były ekonomiczne. Do-datkowo na rynek pomp mają wpływ uregulowania prawne zgodnie z przyjętymi w Unii Europejskiej przepisami (Dyrektywy EuP) oraz Wskaźnikiem Efektywności Energetycznej (EEI). Dodatkowo pompy powinny być dostosowane do mycia w systemie CIP oraz SIP oraz wykonane zgodnie z wymogami cGMP.
Przy doborze odpowiedniej pompy należy zacząć od ustalenia prze-znaczenia pompy (do nowej instalacji czy na wymianę w instalacji istniejącej), prędkość obrotową i związaną z nią średnią prędkość przepływu w obszarze wlotowym pompy. Następnie dostosowuję się wielkość i rodzaj pompy (z obsługą czy bezobsługowa), wymia-ry gabarytowe i masa oferowanych zespołów pompowych. Wybór właściwego wykonania materiałowego elementów stykających się z przetłaczaną cieczą zależy od składu chemicznego medium, war-tości pH, rodzaju i koncentracji części stałych, temperatury czynnika oraz warunków pracy instalacji (ciągła/przerywana). W konstrukcji pomp ciągle wprowadza się ulepszenia. Dotyczy to zarówno wy-dajności i stosowania bardziej energooszczędnego zasilania, jak i wprowadzania nowoczesnych materiałów konstrukcyjnych. Ele-menty te mogą być wykonane z żeliwa szarego, sferoidalnego lub
Źródło HENNLICH Sp. z o.o.
41
reklama

wysokochromowego, stali i stali kwasoodpornej lub nierdzewnej, aluminium, brązu oraz tworzyw sztucznych (poliamidy, elastomery itp.). Korozja jest jedną z najczęstszych przyczyn skrócenia żywot-ności pompy. Choć stosuje się wysokiej jakości stal nierdzewną, to lepszym rozwiązaniem może być na przykład zastosowanie tytanu.
Podstawowy podział pomp przemysłowych dzieli je na wirowe i wyporowe. Rynek pomp jest bardzo obszerny. Obejmuje zarówno producentów krajowych, jak i zagranicznych. Stąd też nasuwa się py-tanie: jakie pompy przemysłowe w przemyśle farmaceutycznym cieszą się największą popularnością i dlaczego? Jak wiadomo, podstawowym parametrem pomp jest wydajność. Jest ona mierzona w objętości przepompowanej cieczy na jednostkę czasu. W takich sytuacjach do-brym rozwiązaniem mogą być pompy wyporowe – np. zębate, krzyw-kowe, śrubowe, perystaltyczne, itp. Pompy zębate z założenia przezna-czone są dla cieczy o wyższej lepkości i nie powinny być stosowane do tłoczenia cieczy zawierających ciała stałe. Wydajność niektórych z tych urządzeń (np. zębate lub krzywkowe) bardzo zależy od lepkości cieczy. W innych (np. perystaltyczne lub śrubowe) – zależy to bardzo małym stopniu. W wielu pompach zębatych następuje także tarcie elemen-tów roboczych (np. koła zębate), co dodatkowo wymaga chłodzenia cieczą roboczą. Pompy krzywkowe są w pełni sanitarne i bardzo łatwo można je myć bez zdejmowania z instalacji, lecz w wersjach standar-dowych są dość wrażliwe na ścierne ciała stałe znajdujące się w me-dium. Pompy śrubowe posiadają dużą zdolność ssania, dokładność przy zastosowaniu pompy jako urządzenia dozującego, możliwość tło-czenia cieczy zawierających ciała stałe lecz nie mogą pracować na su-cho ani pracować na zbyt duże przeciwciśnienie. Pompy perystaltycz-ne (jelitkowe) nadają się tam, gdzie tłoczona ciecz ma styk wyłącznie z wężem, a samozasysanie następuje na sucho. Pompy perystaltyczne mogą tłoczyć ciecze z ciałami stałymi oraz różne media. Jednak nie mogą pracować na zbyt duże przeciwciśnienie, a w przypadku zużycia węża roboczego pompa traci zdolność ssania i tłoczenia, co oznacza konieczność wymiany tego elementu. Jakość uszczelnień decyduje o bezawaryjnej pracy i długowieczności pomp. Praca na sucho pomp zębatych szybko niszczy uszczelnienie, ponieważ wymagają one sta-łego smarowania lub chłodzenia. Kolejnym ważnym problemem jest wyciek cieczy z pompy lub „spalenie” uszczelnienia sznurowego. Jako najczęstsze problemy w niektórych modelach podawano niską jakość uszczelnień. Inne utrudnienia to tuleje ochronne wału, kawitacja na wirnikach oraz głośna praca. Rozwiązaniem problem wycieku może być zastosowanie uszczelnienia mechanicznego (tzw. uszczelnienie czołowe), lecz to dodatkowy wydatek.
W przemyśle farmaceutycznym, chemicznym oraz kosmetycznym największą popularnością cieszą się pompy membranowe. Drugie miejsce zajmują pompy zębate i tłokowe, w tym wielotłoczkowe i nurnikowe. Następną pozycje stanowią pompy śrubowe, pompy łopatkowe oraz pompy dyfuzyjne. Pompy dozujące membranowe są hermetycznie szczelne, wolne od wycieków. Pozwalają na dozowanie za pomocą jednej pompy różnych mediów i ich ilości, przy różnych ciśnieniach roboczych. Zaobserwowano, w przypadku szybko rozwi-jających się technologicznie pomp dozujących, nowe trendy obejmu-ją digitalizację, wbudowaną inteligencję, automatyzację, integrację mikroelektroniki i nanotechnologii, elastyczność w zakresie wydaj-ności i większą precyzję pomiaru. Pompy membranowe zasilane sprężonym powietrzem przetłaczają praktycznie każde medium, na-wet niebezpieczne, toksyczne, ścierne, lepkie, groźne dla środowiska i wrażliwe. Stosowane do cieczy o wysokiej lepkości takie jak syropy czy żele, cieczy żrących, abrazyjnych, z zawartością cząstek stałych, toksycznych oraz wybuchowych, takich jak: kwasy organiczne i nie-organiczne, ługi, rozpuszczalniki, kąpiele galwaniczne, żywice, farby i tusze, agresywne szlamy z procesów technologicznych, latex, kleje, syropy czy żele, kleje, śmietana, emulsje, chemikalia, kwas siarkowy, organiczne ciała rozproszone w produkcie. Zastosowania w pom-pach dozujących membranowych dopuszczają minimalny poziom pulsacji, takie jak intensywna chromatografi a lub fi ltracja. Dozowa-na ciecz nie ma fi zycznego kontaktu z mechanicznymi elementami pompy, co jest bardzo pożądane w wielu sektorach przemysłu, la-boratoriach, farmacji. Membranowe pompy dozujące są odporne na pracę na sucho oraz nie dopuszczają do niekontrolowanego wycieku medium. Pozwalają na mieszanie dwóch cieczy w jednej głowicy pompy, tak jak w preparatach gradientowych w procesach chroma-tografi i. Pozwalają na pracę ze zmiennymi natężeniami przepływu, z niejednorodnymi ilościami cieczy, przy zmiennych ciśnieniach i temperaturze. Spełniają wszystkie wymogi w zakresie aseptyczno-ści i ułatwiają produkcję produktów sterylnych. Dotyczy to także za-dań napełniania lub pracy w wysoce dokładnych systemach chroma-tografi i w branży farmaceutycznej. Z uwagi na napęd pneumatyczny są idealne wszędzie tam, gdzie istnieje zagrożenie wybuchem, po-przez wykonanie przeciwwybuchowe zgodne z ATEX 3G i 2G. Pompy dozujące znajdują zastosowanie w uzdatnianiu wody, różnego typu procesach przemysłowych i chemicznych oraz przy oczyszczaniu ścieków. Zostały skonstruowane do szerokiego zakresu aplikacji występujących w przemyśle: mleczarskim, piwowarskim, owocowo--warzywnym, farmaceutycznym, gdzie wymagane jest łagodne i bez-pulsacyjne tłoczenie oraz sanitarna obróbka produktu. Zapewniają stosunkowo dużą wydajność i relatywnie niski poziom podnoszenia. Szczególną cechą tych pomp dozujących jest to, że pojedyncze funk-cje dozowania, mianowicie przepływ, pomiar i ustawienia zawarte są jednym kompaktowym urządzeniu. Wysoka zdolność zasysania: cykl tłoczenia następuje wyłącznie pod naciskiem płynu hydraulicznego, a cykl ssania wspomagany jest przez sprzęgło mechanicznie. Dodat-kowo, dzięki wbudowanej elektronice, pompy pozwalają na prostą integrację z automatyką. Wszystkie części pompy kontaktujące się z medium (poza membraną z PTFE) są wykonane ze stali szlachetnej. Korpus pompy wykonany jest z: PP-GFK, PP, 1.4571, PVC, PVDF-GFK, PVDF, Titan, Hastelloy, Plexiglas (PMMA), co zapewnia hermetyczną szczelność dla procesów higienicznych i sterylnych. Pompy dozujące posiadają konstrukcję modułową i zasadniczo składają się z trzech podzespołów: napędu, mechanizmu korbowego, głowicy pompy. Dzięki temu przemyślanemu systemowi, każdy napęd może współ-pracować z różnymi typami głowic. Zintegrowany zawór kompen-sacyjny gwarantuje doskonałą dokładność i zapewnia optymalną
Źródło HENNLICH Sp. z o.o.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
42 |

ochronę przed przeciążeniem. Dzięki membranie dozowanie może przebiegać z dużym bezpieczeństwem, ponieważ pęknięcie warstwy sygnałowej jest od razu rejestrowane poprzez zintegrowany zawór bezpieczeństwa. Rozruch pompy może nastąpić z dowolnego poło-żenia roboczego - nie jest konieczne pozycjonowanie membrany. Nie ulegają uszkodzeniu przy pracy na zamknięty zawór tłoczny. Pompy membranowe mogą pracować w zanurzeniu a zasilanie pomp do-zujących możne nastąpić bezpośrednio z miejsca przechowywania materiałów niebezpiecznych. Zależność ta określona jest w charak-terystyce pracy pompy Q(h). Im większa wydajność, tym mniejsza wysokość podnoszenia i odwrotnie.
Podejmując decyzję o zakupie pompy, należy mieć na uwadze fakt, że zakup nowej pompy jest rozwiązaniem długofalowym, gdyż jej eks-ploatacja przy właściwie prowadzonej polityce remontowej, będzie możliwa przez kilkadziesiąt lat. Natomiast dokonywanie różnego rodza-ju zabiegów modernizacji na pompie w znacznym stopniu wyeksplo-atowanej, jest rozwiązaniem na znacznie krótszą metę, gdyż jej stan techniczny (zmęczenie materiału, degeneracja pasowań po licznych regeneracjach, stopień skorodowania i „wypłukania” elementów) może uniemożliwić utrzymanie jej w eksploatacji przez dłuższy okres. Zatem, ze względu m.in. na niezawodność pracy i koszty utrzymania pompy w eksploatacji, zakup nowej pompy powinien być brany pod uwagę jako realna alternatywa, szczególnie gdy wymagana zmiana parametrów jest znaczna. Poprzez zakup nowej pompy otrzymamy możliwe najniż-sze koszty eksploatacji, uzyskiwane dzięki wysokiej sprawności pompy. Otrzymamy maksymalną niezawodność, nawet przy błędach obsługi lub wystąpieniu nieprzewidzianych warunków (np. wysokiego ciśnienia ssącego, zablokowania linii tłoczenia lub ssania). Przy wyborze konkret-nych pomp nie należy dążyć do uzyskania doraźnych oszczędności. Naj-częściej opłaca się kupić droższą, lecz lepszą jakościowo pompę, oszczę-dzając – nieraz znacznie – na kosztach późniejszej eksploatacji. Obecnie w Polsce mamy dostęp praktycznie do każdego rodzaju pomp obec-nych na rynku światowym. Oczywiście ograniczeniem jest dostępność do serwisu i części zamiennych. Jeśli w kraju działają przedstawiciel-stwa lub filie producenta, to sprawa jest ułatwiona. Na kompleksową obsługę załącza się również usługi serwisowe, zarówno gwarancyjne, jak i pogwarancyjne oraz dostępność dokładnych instrukcji obsługi. Warto zatem pokusić się o sprawdzenie, czy usługi tego typu są świad-czone na wysokim poziomie. Przede wszystkim należy zwrócić uwagę na doradztwo, rzetelność usługi, fachowość oraz szybkość działania.
Źródło HENNLICH Sp. z o.o.
43
reklama

3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
CZĘŚĆ TEORETYCZNAZarys zastsowania spektrometrii ramana w farmacji
Spektrometria Ramana należy do tech-nik spektroskopowych, które dają informa-cję o strukturze cząsteczek. Umożliwia to znalezienie subtelnych różnic w budowie związków chemicznych w postaci czystej, jak również w mieszaninach. Szybkość ana-lizy oraz łatwość przygotowania próbek to cechy, które szczególnie doceniają laborato-ria kontroli jakości w zakładach farmaceu-tycznych i kosmetycznych.
Spektrometria Ramana jest z powo-dzeniem stosowana do identyfi kacji wielu substancji czynnych. Postęp technologiczny wychodzi naprzeciw potrzebom rynku, ofe-rując przenośne spektrometry. Dotychcza-sowi użytkownicy bardzo chwalą sobie takie
rozwiązanie. Nie ma się co dziwić – wiele leków produkowanych w Polsce bazuje na substancjach znakomicie rozpraszających promieniowanie i generujących jednoznacz-ne widma Ramana. Walidacja metod oraz otrzymywanie powtarzalnych wyników nie jest wtedy problemem. Rysunek 1 przed-stawia porównanie widm acetaminofenu – w postaci czystej oraz w obecności ibupro-fenu i kofeiny. Substancje te są powszechnie łączone w wielu niesteroidowych lekach prze-ciwzapalnych. Na rysunku widać, jak zmiana składu znacząco wpływa na postać widma.
LASER 1064 NM – METODA ELIMINACJI DOTYCHCZASOWYCH OGRANICZEŃ METODY
Problemem dla spektroskopii wciąż są dwie grupy związków – substancje pomoc-
Badanie tożsamości skomplikowanych surowców techniką spektrometrii Ramana
nicze oraz materiały barwne. W przypadku substancji pomocniczych, wiele związków daje bardzo podobne widmo. Dodatkowych efektem towarzyszącym jest zjawisko fl u-orescencji, którego promieniowanie zasła-nia wiele pików widma Ramana i pogarsza jego jakość. W przypadku substancji barw-nych, zjawisko fl uorescencji ma jeszcze większe znaczenie. Doskonale uwidocznio-no ten efekt na Rysunku 2. Wykres czerwo-ny - widmo wykonane przy laserze 785 nm ma na tyle podniesioną linię bazową, że jest praktycznie nieczytelne.
Opisane zjawisko fl uorescencji stano-wiło dotychczas podstawowe ograniczenie spektrometrii Ramana. Powszechny dostęp do detektora promieniowania widzialnego – matrycy CCD, ograniczał zakres długości fali w jakie były wyposażone przenośne spektrometry Ramana do promieniowa-nia widzialnego, najczęściej do długości fali 785 nm. W efekcie wiele przenośnych spektrometrów miało ograniczone możli-wości identyfi kacji.
Dostęp do detektorów podczerwieni po-zwala wyposażyć spektrometry Ramana w laser z zakresu powyżej 1000 nm, np. laser o długości fali 1064 nm. Jest to prosty i skutecz-ny sposób, eliminujący problem fl uorescencji. Obniżeniu ulega linia bazowa. Promieniowa-nie podczerwone powoduje również spadek intensywności pików, ale stosunek sygnału do szumu poprawia się. Przedstawia to wykres niebieski na Rysunku 2.
CZĘŚĆ BADAWCZABadanie wykonano na spektrometrze
Xantus-2 Dual Band, producent: Rigaku Ramam Technology. W badaniach wykorzy-stano laser 1064 nm oraz z góry przypisane, najbardziej optymalne warunki pomiarowe: moc lasera, czas naświetlania próbki.Porównano dwie grupy związków:• substancje pomocnicze – karmeloza so-
dowa, kroskarmeloza sodowa, celuloza mikrokrystaliczna, glikolan sodowy skro-bi, krospowidon, eudragit, talk, guma arabska (Tabela 1)
• substancje barwne – szereg produktów do powlekania tabletek z grupy Opadry® (Tabela 2)
Rys. 1. Porównanie widm czystego acetaminofenu oraz mieszaniny acetaminofenu, ibuprofenu oraz kofeiny, wykonane z zastosowaniem lasera 1064 nm
Rys. 2. Porównanie widm rutyny, wykonanych laserami 785 nm oraz 1064 nm
Bartosz BiałasikTusnowics instruments
44 |

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
Badanie polegało na wykonaniu widm wzorcowych dla każdej substancji w obrę-bie grupy. Widmo wzorcowe było uśrednio-nym wynikiem z 5 pomiarów. Następnie wy-konano pomiary celem identyfi kacji każdej substancji. Kryterium identyfi kacji stanowił indeks zgodności widma z widmem wzor-cowym. Dla każdej grupy określono mini-malną wartość indeksu z jaką substancja może być jednoznacznie zidentyfi kowana. Określono również na ile pozostałe widma wzorcowe były podobne do danego widma nieznanej substancji, celem sprawdzenia jak duże różnice występują w strukturach analizowanych substancji. Dobór kryteriów przedstawiono w Tabeli 1.
Tab. 1. Kryteria podobieństwa widma pomiarowego do każdego z widm wzorcowych
Celem badania było znalezienie odpo-wiednich warunków pomiarowych oraz wartości granicznych indeksu zgodności, które pozwolą na jednoznaczną identyfi -kację analizowanych związków. Wartość graniczna została przypisana osobno dla każdej z substancji. Dodatkową informa-cję stanowiło podobieństwo substancji do pozostałych widm wzorcowych w obrębie grupy.
WynikiWyniki przedstawiono w Tabelach, osob-
no dla poszczególnych grup: substancje pomocnicze (Tabela 1), produkty Opadry (Tabela 2). Kolorem zielonym zaznaczono wynik z najlepszym dopasowaniem do wid-ma wzorcowego oraz wyniki różniące się o mniej niż 1% od najbardziej dopasowa-nego wyniku. Kolorem żółtym zaznaczono wyniki różniące się od widma z najlepszym dopasowaniem o 1% - 5%. Kolorem poma-rańczowym zaznaczono wyniki różniące się od widma z najlepszym dopasowaniem o 5% - 10% Kolorem czerwonym zaznaczono wyniki różniące się od widma z najlepszym dopasowaniem o ponad 10%.
WnioskiWszystkie substancje zostały jedno-
znacznie i bezbłędnie zidentyfi kowane.
W przypadku substancji pomocniczych tyl-ko dwie substancje były do siebie podob-ne o mniej niż 1% najwyższego indeksu zgodności: kroskarmeloza sodowa oraz karmeloza sodowa. Pomimo różnicy 0,5%, substancje w sposób powtarzalny mogą być identyfi kowane i rozróżniane między sobą.
Substancje z grupy Opadry stanowią trudniejszą grupę produktów do identyfi ka-cji. Każda z substancji została jednoznacznie i bezbłędnie zidentyfi kowana, niemniej dla produktów 1, 2 oraz 6 istnieje co najmniej jedno widmo o indeksie zgodności różnią-cym się o mniej niż 5% od najlepszego.
Podobieństwo substancji Opadry przed-stawiono na Rysunku 3. Pokazano 4 wy-brane widma produktów Opadry. Położenie pików jest identyczne, różnica wynika tylko z intensywności widm.
Pomimo podobieństw części substancji i otrzymanych wyników, udało się znaleźć optymalne warunki pomiarowe i opracować metodę dla każdej grupy. Wyniki pozwa-lają określić dla każdej substancji wartość indeksu zgodności, która pozwala odróżnić substancję od pozostałych i jednoznacznie ją zidentyfi kować.
Wynik indeksu zgodności sub-stancji z każdą
z substancji wzorcowych
Różnica między najbardziej podob-
nymi wynikami (% najwyższego
indeksu zgodności)
<1%
1% - 5%
5% - 10%
>10%
Badana próbka
Wynik dopaso-wania
1 2 3 4 5 6 7 8 9
1 98,2 0,3 0,1 71,5 72,2 78,1 0,4 59,9 0,0
2 0,5 97,0 87,5 3,5 5,0 3,4 32,1 3,0 0,0
3 0,2 88,3 95,2 4,5 7,0 4,7 44,2 5,4 0,0
4 68,8 2,6 2,3 96,3 68,1 70,7 3,0 74,2 0,1
5 66,7 3,8 4,5 67,9 98,1 97,5 10,0 82,5 0,2
6 74,0 3,8 4,0 70,2 97,6 98,1 8,0 82,5 0,2
7 0,0 27,9 38,6 2,3 8,2 6,4 97,8 8,1 0,0
8 48,8 3,9 4,7 67,0 74,6 72,9 8,3 96,1 0,0
9 0,0 0,0 0,0 0,7 0,2 0,1 0,1 0,1 95,0
1 – celuloza mikrokrystaliczna; 2 – eudragit RS PO; 3 – eudragit L100; 4 – guma arabska; 5 – karmeloza sodowa; 6 –kroskarmeloza sodo-
wa; 7 – krospowidon ; 8 – glikolan sodowy skrobi; 9 – talk
Badana próbka
Wynik dopaso-wania
1 2 3 4 5 6
1 99,8 99,1 90,9 98,8 65,5 87,8
2 94,1 99,7 94,6 95,3 81,6 91,8
3 94,7 97,0 97,7 95,4 90,2 93,2
4 99,0 99,4 90,9 99,9 65,8 87,5
5 78,2 84,2 92,6 79,1 96,9 91,2
6 92,2 94,3 94,3 92,7 89,2 97,0
1 – Opadry OY-L 28900 white; 2 – Opadry II 85F21336 gre-en; 3 – Opadry II 85F21335 green;
4 – Opadry AMB blue; 5 – Opadry Yellow 85G 32207; 6 – Opadry II 85G52042 Yellow
Tab. 2. Zestawienie wyników identyfikacji substancji pomocniczych
Tab. 3. Zestawienie wyników identyfikacji produktów Opadry
Tab. 4. Zestawienie widm produktów Opadry przy laserze 1064 nm
45

Boccard jest fi rmą rodzinną, założoną w Lyonie w 1918 roku, obecną
w 33 krajach, w 55 siedzibach na świecie. Działając z uwzględnieniem specyfi ki rynku lokalnego oraz warunków środowiska ma pozycję lidera w branży instalacji przemy-słowych. Ponad 3 500 pracowników na ca-łym świecie oferuje wiedzę i doświadczenie w zakresie zarządzania projektami, opraco-wania koncepcji oraz projektów wykonaw-czych, realizacji i budowy, montażu i kon-serwacji instalacji przemysłowych na wielu rynkach przemysłowych:• Przemysł Kosmetyczny • Przemysł Farmaceutyczny i Biotechno-
logia• Przemysł Spożywczy• Przemysł Chemiczny• Browarnictwo• Energetyka (z uwzględnieniem energe-
tyki jądrowej)• Petrochemia
W Polsce Boccard jest obecny od 18 lat. Nasze doświadczenie nabyte i rozwinięte w produkcji kosmetyków takich jak: kremy, odżywki, szampony, lotiony, tusze do rzęs, podkłady, pomadki do ust, pudry, cienie do powiek i perfumy oraz w dziedzinie farmacji proponując rozwiązania procesowe dla pro-dukcji syropów, produktów osocza, protein terapeutycznych, szczepionek i insuliny oraz
systemy CIP i SIP, pharma loop: media czy-ste, woda do iniekcji, zapewnia nam dosko-nałą znajomość różnych procesów produk-cji i pozwala podchodzić z pełnym zrozu-mieniem do potrzeb i oczekiwań Klientów.
Na każdym kontynencie Boccard dba o realizację projektów wspólnie ze spe-cjalistami lokalnymi i swoimi ekspertami pracującymi na całym świecie. Wszystkie konstrukcje i urządzenia, które powstają w naszym warsztacie spełniają najostrzej-sze wymogi obowiązujące w różnych czę-ściach świata, określone normami: cGMP, EU GMP, GAMP.
Spośród przykładów obecnej aktywności Boccard Polska warto wspomnieć o kolekto-rach instalacji chłodzących. Po intensywnej serii testów kwalifi kacyjnych jakości spa-wów, wyniki komponentów i dokumentacja techniczna spowodowały, że Boccard Polska stała się jednym z głównych dostawców ko-lektorów instalacji chłodzących montowa-nych w wysokoprądowych wymiennikach i transformatorach dostarczanych do turbin wiatrowych. Boccard Polska została zakwa-lifi kowana do dostawy ponad 50 typów kolektorów, które reprezentują 80% wszyst-kich kolektorów używanych przez naszego klienta. W 2012 w warsztacie wyproduko-wanych zostało 1 005 sztuk kolektorów, zaś w 2013 produkcja została podwojona do liczby 2 482 sztuk. Prognozy produkcyj-ne na 2014 r szacowane są na 5 200 sztuk. Wysoka jakość wytworzonych produktów i elastyczność dostaw spowodowały, że inne lokacje z grupy klienta (Szwajcaria i Szwecja) rozpatrują współpracę i dostawy kolektorów do innych przemysłów (elek-tryczny i kolejowy), jak również kompletne skidy typu Plug & Play system. Kontynu-acja wzrostu ilości i wymagań klientów
doprowadziła do zmiany statusu projektu z Workshop Prefabrication na Production Line i w konsekwencji narzuciła rozszerzenie ob-szaru produkcji na dalsze stanowiska mon-tażu i spawania dedykowane dla naszych klientów.
Dlatego na przełomie roku 2013/2014 zmieniona została siedziba fi rmy i hala pro-dukcyjna. Obecna hala jest w pełni zagospo-darowana, a obszar linii produkcyjnych został oddzielony od wytwarzania skidów, platform i spools dedykowanych do innych projektów.
W 2013 roku Boccard Polska z sukcesem zrealizowała również projekt prefabrykacji skidów i platformy dla jednego ze świato-wych koncernów kosmetycznych posiadają-cych zakład produkcyjny w Kalouga (Rosja), który rozpoczął możliwość wykorzystania tego doświadczenia w przyszłych projek-tach prefabrykacji skidów.
Celem fi rmy Boccard jest doskonalenie oferowanych usług dzięki: elastyczności w wyborze najlepszych produktów i roz-wiązań, efektywności w doborze zasobów i metod oraz innowacyjności wspieranej przez partnerskie zaangażowanie naszych pracowników i klientów. W efekcie Boc-card dostarcza rozwiązania zapewniające najwyższy poziom niezawodności obsługi-wanego parku maszynowego i jakości pro-dukowanych wyrobów, przy redukcji całko-witych kosztów produkcji.
Aleksander RomanowskiBusiness Development Manager – Cosmetic and Pharmaceutical Market
Firma Boccard Polska rok 2014 rozpoczęła nie tylko od zmiany siedziby ale również od poszerzenia oferowanych usług dzięki profesjonalnie wyposażonemu warsztatowi. Ale od początku. Najpierw kilka faktów z historii Boccard w Polsce i na świecie.
Boccard Polska stawia na rozwój
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
46 |

Instalacje i całościowe rozwiązania procesowe dla Farmacji i Biotechnologii• BOCCARD stawia na ciągły rozwój i wykorzystuje najnowsze osiągnięcia technologiczne• Dostarczamy całościowe rozwiązania procesowe dla
Przemysły Farmaceutycznego począwszy od projektu, kompletnego wykonania instalacji procesowych, budowy zbiorników, montażu, poprzez automatyzację, testy w fabryce, skończywszy na serwisowaniu• Na każdym etapie projektu BOCCARD dąży do zapewnienia
pełnego zadowolenia klientów
Proponujemy rozwiązania procesowe dla produkcji:• Szczepionek i insuliny• Protein terapeutycznych• Produktów osocza• Syropów płynnych i form pitnych
Produkty standardowe:• Moduły/ Skidy produkcyjne dla iniekcji,
płynów pitnych i kremów• Bioreaktory, systemy ultra-fi ltracji
i chromatografi i• Pharma Loop: media czyste,
woda do iniekcji• Pharma CIP• Komory do mycia części zamiennych
i zbiorników mobilnych
Inne usługi:• Projektowanie instalacji mediów i produktów• Nowoczesne rozwiązania inżynieryjne
w przemyśle farmaceutycznym• Relokacja maszyn i urządzeń• Maintenance program

Produkcja kremów i maści
Silverson Machines ltd.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
48 |
Składniki, procedury i lepkości różnią się od siebie znacząco w zależności od produktu, aczkolwiek typowy proces produkcyj-
ny dzieli się zwykle na następujące etapy:• Przygotowanie fazy olejowej. Składniki w postaci płatków bądź
proszków, czasami uprzednio wymieszane na sucho, są rozpusz-czone w oleju mineralnym bądź silikonowym. Produkt może wy-magać podgrzania, aby rozpuścić niektóre ze składników.
• Uwodnienie składników fazy wodnej. Emulgenty, zagęszczacze i stabilizatory są rozpuszczone w wodzie w oddzielnym zbiorni-ku. Aby przyspieszyć uwadnianie można podnieść temperaturę procesu.
• Tworzenie emulsji. Obydwie fazy są połączone, aby utworzyć emulsję.
• Rozprowadzenie składników aktywnych. Składniki aktywne czę-sto stanowią niewielki procent całego preparatu, dlatego musza być równomiernie rozprowadzone w całej zawartości zbiornika, aby uzyskać maksymalną efektywność produktu.
Używając tradycyjnych mieszadeł można napotkać następujące problemy: • Zagęszczacze, stabilizatory i emulgatory, dodane do fazy wodnej
mogą tworzyć aglomeraty, których tradycyjne mieszadła nie są w stanie rozbić.
• Podobnie w fazie olejowej składniki mogą tworzyć zbrylenia, któ-re jedynie akcja szybkiego cięcia może rozdrobnić.
• Składniki muszą być w pełni uwodnione, aby zmaksymalizować wydajności i nadać pożądaną gęstość
• Podczas dodawania składników proszkowych częściowo nawod-niony materiał ma tendencję do osiadania na ścianach zbiornika i częściach mieszadła.
• Tradycyjne mieszadła mogą niewystarczająco zredukować roz-miar kropli, a co za tym idzie nie dawać trwałej emulsji.
• Składniki aktywne mogą być wrażliwe na temperaturę. Chłodze-nie produktu przed dodaniem składników aktywnych wydłuża czas procesu.
• Niedokładne rozpuszczenie składników aktywnych może dodat-kowo osłabić skuteczność produktu.
• Zwykle do utworzenia trwałej emulsji potrzebne jest dodatkowe urządzenie i długi czas miksowania.
Mikser wysokoobrotowy, taki jak Silverson, może szybko rozpu-ścić materiały stałe, uwodnić zagęszczacze i stabilizatory, usunąć
aglomeraty oraz zredukować rozmiar ziarna i kropli, aby utworzyć trwałe zawiesiny i emulsje. Czas procesu jest drastycznie skrócony, podczas gdy jednorodność i spójność produktu znacznie się zwięk-sza w porównaniu do tradycyjnych mieszadeł. Miksery wysokoobro-towe dokonują tego w następujący sposób: • Szybkie obroty ostrzy rotora w obrębie głowicy wytwarzają silne
ssanie, które zaciąga płyny i materiały stałe w górę z dna zbior-nika prosto do głowicy pracującej.
• Siła odśrodkowa przesuwa materiał na obrzeża głowicy, gdzie aglomeraty są rozdrabniane w precyzyjnej szczelinie pomiędzy końcówkami ostrzy rotora, a ścianą wewnętrzną statora. Produkt jest następnie przeciskany przez stator i uwalniany z powrotem do miksowanej masy. Jednocześnie świeży materiał jest zaciąga-ny na głowicę pracującą.
• Ciągłe pobieranie i następnie wypieranie składników przez gło-wicę ustala cyrkulacyjny wzór miksowania w zbiorniku. Wszyst-kie składniki przechodzą przez głowicę wiele razy w krótkim
Farmaceutyki do leczenia przypadków takich jak wysypki, podrażnienia, ukąszenia, zakażenia grzybiczne itd. występują zwykle w formie kremu lub maści, gdyż pozwala to najefektywniej dostarczyć składniki aktywne bezpośrednio do zainfekowanego miejsca. Produkty mogą być emulsjami wody w oleju lub oleju w wodzie, składając się z wosków, zmiękczaczy lub nawilżaczy rozpuszczonych w fazie oleju oraz fazy wodnej zawierającej emulgenty, stabilizatory i zagęszczacze, utrwalacze oraz, w niektórych przypadkach, barwniki. Składniki aktywne są rozpuszczane w fazie wodnej bądź olejowej lub też dodane na końcu procesu, kiedy emulsja zostanie utworzona i wystudzona.

Argentyna - Francja - Niemcy - Włochy (siedziba główna) - Indie - Malezja - Holandia - Singapur - Hiszpania - Wielka Brytania - USA
ZINTEGROWANE ROZWIĄZANIA DO ZASTOSOWAŃ FARMACEUTYCZNYCH
KOMPONENTY OPAKOWAŃCoster ma ponad 50-letnie doświadczenie w projektowaniu i wytwarzaniu systemów wysokowartościowych pojemników. Ich asortyment do zastosowań farmaceutycznych obejmuje:
• Stosowanie wziewne przez usta: zawory inhalatorów ciśnieniowych z dozownikiem i opakowania leków w sprayu przeciwko astmie • Stosowanie wziewne przez nos: opakowania w technologii Bag-On-Valve i główki rozpylające do roztworów soli kuchennej oraz główki rozpylające i pompki do opakowań kropli do nosa w sprayu • Stosowanie miejscowe: zawory, główki rozpylające i opakowania w technologii Bag-On-Valve do płynów, żeli i gęstych substancji • Stosowanie doustne: odpowiednio dostosowane zawory i główki rozpylające
URZĄDZENIA DO NAPEŁNIANIA
Obszerny zestaw maszyn do napełniania inhalatorów ciśnieniowych z dozownikiem, opakowań w technologii Bag-On-Valve i innych aerozoli:
• W pełni zautomatyzowane linie produkcyjne (40-250 napełnień na minutę) • Półautomatyczne linie produkcyjne (20-35 napełnień na minutę)
• Urządzenia w skali laboratoryjnej do celów B&R i kontroli
• Produkcja w pomieszczeniu sterylnym: wytwarzanie zaworów, główek rozpylających i pompek do inhalatorów ciśnieniowych z dozownikiem w dwóch pomieszczeniach sterylnych spełniających wymogi normy ISO-8 • Współpraca z uniwersytetami i ośrodkami badawczymi • Usługi laboratoryjne i receptury • Certyfikaty i rejestracje:
- UNI EN ISO 9001:2008 - UNI EN ISO 15378:2011 - DMF typu III dla opakowań systemu Bag-On-Valve i zaworów 20-mm
USŁUGI FARMACEUTYCZNE
Coster Tecnologie Speciali GmbHSiemensstraße 22 76275 Ettlingen, Germany Phone: +49 (7243) 5483-0
2014_09_ADV_Coster_Germany_Pharma.indd 1 15/09/2014 15.06.54

Katarzyna DobkowskaM-D Consulting
tel. +48 22 6490205, kom. +48 603975466www.md-consulting.pl
Katarzyna DobkowskaM-D Consulting
tel. +48 22 6490205, kom. +48 603975466www.md-consulting.pl
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
50 |
cyklu miksowania, który stopniowo redukuje rozmiar cząstki i zapewnia produkt końcowy wolny od aglomeratów, trwały i jednorodny.
Stosowanie mikserów szybkotnących w produkcji farmaceuty-ków ma następujące zalety: • Powstała emulsja jest trwała• Produkt jest wolny od aglomeratów• Czas miksowania jest drastycznie zmniejszony w porównaniu do
produkcji z użyciem tradycyjnych mieszadeł• Nie ma konieczności użycia defl ektorów w zbiorniku, co zwięk-
sza jego higienę • Nie ma konieczności uprzedniego miksowania składników
proszkowych na sucho • Faza wodna może być produkowana w temperaturze pokojowej,
redukując koszt ogrzewania. Przyspiesza to również stygnięcie mikstury, dodatkowo redukując czas i koszt procesu
• Konsekwentna jakość produktu raz za razem
Wielkość partii produkcyjnej, receptura, typ składników i lepkość produktu końcowego dyktują rodzaj maszyny najlepiej odpowiada-jącej indywidualnym wymaganiom procesu.
Wysokoobrotowe Miksery Dolnowsadowe:
Lepkość niektórych kremów jest tak duża, że nie mogą one być produkowane z użyciem jedynie miksera typu rotor/stator. Takie kremy mogą być przetwarzane z użyciem miksera dolnowsadowego Silverson w połączeniu z mieszadłem/ skrobakiem jak przedstawio-no na ilustracji [fi g. 4F]. Miksery dolnowsadowe są również używane do produktów, których lepkość znacząco rośnie w trakcie procesu lub też, które krzepną przy chłodzeniu.
Dodatkowe mieszadło/skrobak zapewnia, że produkt przecho-dzący przez mikser wysokoobrotowy jest równomiernie rozpro-wadzony po całej zawartości zbiornika i przeciwdziała tworzeniu się lokalnych ognisk gorąca przy ścianach zbiornika z płaszczem. Silverson oferuje maszyny w dwóch prędkościach. Prędkość zmien-na może być uzyskana przy użyciu falownika.
Wysokoobrotowe Miksery Liniowe:
Wysokoobrotowe miksery liniowe [fi g. 5F] są idealne do pracy na dużych partiach produkcyjnych. Zapewniają produkt wolny od aglomeratów i są łatwe do włączenia do obecnego procesu. Miksery te mają zdolności pompujące i mogą być używane do opróżniania zbiornika. Dostępne są modele sanitarne oraz w konfi guracjach wielostopniowych. Mogą być zatwierdzone przez FDA i stosowane do CIP i SIP (czyszczenie i sterylizacja na miejscu). Przy produktach o dużej lepkości mogą być wspomagane przez pompę wyporową.
Wysokoobrotowe Miksery do Serii:
Wysokoobrotowe miksery do serii [fi g.6F] są idealne do produk-tów o niższej lepkość w partiach około 200-500 litrów. Mogą być montowane na zbiorniku lub obsługiwane z mobilnych stojaków. Dostępne są modele z uszczelką na wale do pracy pod ciśnieniem/w próżni oraz miksery małej skali do badań i skali pilotażowej.


e-wydanie do pobrania na: www.farmacom.com.pl3/2014
52 |
Zakończenie inwestycji pozwoliło przenieść w nowe miejsce pro-dukcję dotychczas umiejscowioną w starych zakładach na Bur-
sakach, jednej z dzielnic Lublina. Nowa fabryka przy ul. Vetterów 22 w Lublinie powstała w zaledwie dziewięć miesięcy, a zakup działki o powierzchni ponad 23 tys. mkw i budowa nowego zakładu po-chłonęły 30 mln zł. Do ułożenia wewnętrznych instalacji użyto aż 135 km kabli. Halę produkcyjną oświetla 21 tys. diod LED. Kluczowe są jednak nowoczesne linie produkcyjne. W kwietniu 2014 Intrograf Lublin zakupił maszynę drukującą.
W ubiegłym roku Intrograf wyprodukował 330 mln opakowań i 250 mln ulotek. Plany na ten rok zakładają wzrost do 413 mln opakowań i 350 mln ulotek.
Rozbudowa fabryki pozwoliła na dodatkowe zatrudnienie aż 45 osób. Intrograf Lublin S.A. w ciągu najbliższych miesięcy planu-je uruchomić jeszcze mieszalnię farb grafi cznych, a także zupełnie nową linię produkcyjną do wytwarzania etykiet. Prezes Piotr Tara-cha zapowiada, że umożliwi to dalszy wzrost zatrudnienia o co naj-mniej 10 osób.
Nowa fabryka Intrograf Lublin S.A.
W dniach 5-6 czerwca 2014 odbyło się oficjalne otwarcie nowego zakładu produkcyjnego firmy Intrograf Lublin S.A. W Specjalnej Strefie Ekonomicznej w Lublinie została wybudowana fabryka, której może pozazdrościć niejedna drukarnia w Polsce i za granicą.
Firma Intrograf rozpoczęła działalność w Lublinie 60 lat temu. Intrograf
Lublin S.A. jest jednym z czołowych producentów opakowań
kartonowych i ulotek wykorzystywanych m.in. przez firmy z branży
farmaceutycznej, kosmetycznej i spożywczej. Spółka świadczy rów-
nież usługi poligraficzne, wykonuje etykiety, materiały reklamowe,
mapy, atlasy i in. Od kilku lat Intrograf konsekwentnie koncentruje
się na rynkowej grupie odbiorców z sektora healthcare (branża
kosmetyczna i farmaceutyczna). Obecnie INTROGRAF jest jednym
z trzech największych w Polsce dostawców opakowań z tektury litej
dla branży healthcare, posiada 15% udział w tym rynku. Portfel
firmy obejmuje ponad trzydziestu klientów krajowych i zagra-
nicznych. Około 10 procent całej produkcji jest eksportowana do
Szkocji, Finlandii, Niemiec oraz Austrii. Od roku 2000 firma posiada
System Zarządzania Jakością ISO 9001. W kwietniu 2011 firma
dokonała pełnego wdrożenia normy ISO 15378, która wyznacza
dodatkowe wymagania dla firm produkujących materiały opakowa-
niowe produktów leczniczych.

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
53
Intrograf… Jak to się wszystko zaczęło?
Wszystko się zaczęło w grudniu 1997, kiedy powstała spółka Intrograf Lublin. Na początku byliśmy drukarnią, która wyko-nywała różnorodne zamówienia – ulotki reklamowe, druki akcydensowe, kartoniki. W między czasie przekształciliśmy się w spółkę akcyjną i zainwestowaliśmy w ma-szyny oraz ludzi, którzy stanowią podsta-wę działania naszej fi rmy. Jedenaście lat temu postawiliśmy również na specjalizację produkcji. Wtedy też podjęliśmy decyzje o rozpoczęciu współpracy z branżą farmaceu-tyczną i kosmetyczną.
Postawiliście na specjalizację produkcji w kierunku branży far-maceutycznej. Dlaczego? Czy to był krok w dobrą stronę?
Tak, w pewnym momencie zdecydowa-liśmy się na rozwój w jednym kierunku. Uznaliśmy, że specjalizacja pozwoli nam na rozwój oraz zdobycie pozycji lidera. Zależało nam, aby Intrograf zaczął być postrzegany jako wysokiej jakości drukarnia, gdzie pra-cują eksperci w swojej dziedzinie. Dzięki specjalizacji mogliśmy zawęzić produkcję do druku opakowań i ulotek, a zarazem rozszerzyć naszą ofertę w tym zakresie. Postanowiliśmy, że nasza oferta będzie skierowana głównie do branży farmaceu-tycznej i kosmetycznej. Dlatego w 2000 roku wprowadziliśmy system zarządzania jakością według ISO 9001, a w 2011 roku uzyskaliśmy certyfi kat ISO 15378 (norma dedykowana branży farmaceutycznej), co jest dodatkowym potwierdzeniem naszego dążenia w wybranym kierunku. Nie oznacza to jednak, że ograniczamy się tylko do tych sektorów. Wśród naszych Klientów są także fi rmy z branży FMCG, głównie producenci herbat. Patrząc z perspektywy czasu, to był bardzo dobry krok. Wybudowaliśmy nową fabrykę, rozwijamy technologię produkcji i park maszynowy, a naszych pracowników kształcimy na specjalistów w branży. Wiele się przez ten czas również nauczyliśmy.
Jakim wyzwaniom musi sprostać opakowanie farmaceutyczne? Co decyduje o jego sukcesie lub po-rażce?
Opakowanie farmaceutyczne spełnia nie tylko wymagania estetyczne, ale przede wszystkim pełni funkcję informacyjną i ochronną dla swojej zawartości. Dlatego na każdym etapie produkcji muszą zostać za-chowane najbardziej rygorystyczne wyma-gania jakościowe. Ciężko jest powiedzieć, co decyduje o sukcesie lub porażce opa-kowania, gdyż tutaj zbyt wiele czynników może mieć wpływ. Mogę powiedzieć, co dla nas jest najważniejsze. W Intrografi e zwra-camy uwagę, aby opakowanie było wykona-ne zgodnie ze specyfi kacją Klienta oraz aby było bezpieczne. Już na etapie projektowania opakowania doradzamy naszym Klientom i pomagamy. Z pomocą wytycznych norm ISO 9001 oraz ISO 15378 stworzyliśmy kompleksowy system kontroli, który pro-wadzimy na różnych etapach produkcji, co pozwala na minimalizowanie ryzyka. Ważni są tutaj również ludzie – nasi pracownicy dbają o zachowanie najwyższej jakości pro-duktów. Jest to możliwe dzięki regularnemu ich szkoleniu oraz ciągłemu doskonaleniu systemu zarządzania jakością.
Co w produkcji opakowań far-maceutycznych jest wg Państwa obecnie najważniejsze?
Z naszej perspektywy najważniejsze są jakość i bezpieczeństwo. Oczywiście dla konsumenta liczy się również kwestia wizualna, jednak jest to dla nas wartość dodana produktu, która ma przyciągać jego uwagę i zachęcać do zakupu. Naszym zadaniem jest wyprodukowanie kartoni-ka, który jest zgodny z projektem naszych Klientów oraz spełnia wszystkie normy bezpieczeństwa. Taki kartonik poddawany jest kontroli na różnych etapach produkcji podczas druku, sztancowania, sklejania czy pakowania. Dzięki temu minimalizujemy ryzyko błędu oraz potwierdzamy wysoką jakość wykonania.
Jakie nowinki technologiczne mają u Państwa zastosowanie w produkcji opakowań farma-ceutycznych?
Razem z wybudowaniem zakładu, za-kupiliśmy nowe maszyny i wprowadziliśmy nowe rozwiązania technologiczne.
Mamy specjalną halę do produkcji ulotek farmaceutycznych, gdzie możemy w pełni kontrolować warunki klimatyczne jak np. wilgotność czy temperaturę powie-trza. Dzięki zachowaniu optymalnych wa-runków produkujemy oraz falcujemy ulotki na bardzo cienkim papierze, o różnym for-macie i sposobie składania.
Wybudowaliśmy również nowoczesny magazyn wysokiego składowania o po-wierzchni 1 350 m², gdzie palety umiesz-
Naszą dewizą jest profesjonalizm i odpowiedzialnośćZ Piotrem Tarachą, Prezesem Zarządu firmy Intrograf Lublin S.A. rozmawia Robert Miller

3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
54 |
czamy nawet na wysokości ponad 9 me-trów. Magazyn sterowany jest za pomocą systemu informatycznego, który umożliwia pełną identyfi kację składowanych produk-tów. Dlatego nasi pracownicy z łatwością odnajdują paletę wśród prawie 3000 miejsc paletowych.
Do innych nowinek technologicznych należy urządzenie EyeC Proofi ler, które umożliwia nam precyzyjną kontrolę pro-dukcji. Dzięki temu nasz dział jakości może na przykład sprawdzać poprawność gene-rowania i czytania kodów EAN czy porów-nywać pliki grafi czne z wytycznymi Klienta.
Warto też wspomnieć, że jako jedni z nielicznych drukujemy bez użycia alkoho-lu, co oczywiście jest trudniejsze ale chroni środowisko.
Jak radzicie sobie z oznaczenia-mi opakowań farmaceutycznych kodem Braille’a? Jakich tech-nologii używacie? Jak wygląda u Państwa kontrola wydruku?
Naszym Klientom oferujemy komplek-sową usługę oznaczania produktów kodem Braille’a. Klient zleca nam jedynie konkret-ny napis, a my zajmujemy się projekto-waniem oraz wykonaniem. Zatrudniamy osoby słabowidzące i niedowidzące, które czytają napisy Braille’a po zaprojektowa-niu i dbają o ich poprawność. Są to eksper-
ci w swojej dziedzinie. Unowocześniliśmy także naszą technologię tłoczenia Braille’a. Obecnie tłoczenie wykonujemy na składar-ko-sklejarkach, a nie jak wiele drukarń na maszynach sztancujących. Takie rozwiąza-nie zapewnia większą precyzję wykonania oraz minimalizuje ryzyko błędu. W swoim parku maszynowym mamy m.in. sklejarkę Expertfold 80 A1 z systemem Accubraille fi rmy Bobst, która tłoczy napisy z dwóch stron jednocześnie. Na kartoniku w tym samym czasie możemy wykonać 24 znaki w 4 wersach na 2 ściankach. Dodatkowo, sklejarka Expertfold umożliwia sklejanie kartonika i tłoczenie Braille’a w tym sa-mym czasie, w jednym przelocie. Po zakoń-czeniu produkcji i weryfi kacji poprawności tłoczenia, ubiegamy się także o certyfi kat Polskiego Związku Niewidomych (PZN).
Co, poza opakowaniami oferu-jecie Państwo swoim Klientom?
Swoim Klientom, których nazywamy Partnerami oferujemy kompleksową ob-sługę i doradztwo. Przestrzegamy naszej zasady „Jeden Klient – Jeden Kontakt”. Jest to zasada, która pozwala naszym Partne-rom uniknąć błądzenia i poszukiwania in-formacji w całej strukturze fi rmy Intrograf. Za kontakty z Klientem odpowiada zawsze tylko jeden opiekun - Key Account, który dysponuje wszystkimi danymi dotyczący-
mi produkcji, dostaw, płatności i innych aspektów współpracy. Nasi pracownicy w dziale handlowym są także technologami, którzy służą pomocą np. w doborze papie-ru czy uszlachetnień.
Prowadzimy także szkolenia produk-towe i technologiczne zarówno w naszej fabryce jak i u Klientów. Takie szkolenia organizujemy już od co najmniej 5 lat. Cie-szą się one dużym zainteresowaniem, gdyż pomagają w zrozumieniu jak działa dru-karnia i jak wygląda produkcja kartoników i ulotek. Dzięki takim szkoleniom możemy mówić z naszymi Klientami „w tym samym języku”, co bardzo ułatwia współpracę i komunikację.
Naszym Klientom zapewniamy także pełną poufność i bezpieczeństwo w prze-pływie informacji. Dbamy o zachowanie tajemnicy produktowej i produkcyjnej, do której się zobowiązujemy nawiązując współpracę. Zdajemy sobie sprawę, że sprawna i bezpieczna komunikacja jest dla wielu naszych Klientów sprawą kluczową.
Otwieracie nową fabrykę… Jak w związku z tym zmieni się wiel-kość i jakość produkcji?
Otworzyliśmy nową fabrykę, właśnie dlatego, że zmieniła się wielkość pro-dukcji. W pierwszym kwartale 2014 roku odnotowaliśmy wzrost zamówień o 30%.

Firma Bobst stale pracuje na ulepszaniem swoich maszyn, dlatego też system Accubraille został unowocześniony i na rynku pojawiła się nowa wersja Accubraille GT. Składarko-sklejarka Masterfold firmy Bobst z przystawką AccuBraile do tłoczenia systemem Braille’a umożliwia tłoczenie już na etapie sklejania, eliminując dodatkowe koszty i czas wykonania zlecenia. Warto podkreślić, że pozwala ona także na tłoczenie do 8 linii znaków z każdej strony opakowania, zarówno w poprzek, jak i wzdłuż. Maszyna ta wyróżnia się także konfiguracją, która jest unikatowa na skalę światową, pozwalającą jej na osiągnięcie wydajności rzędu 100 tys. kartoników na godzinę.
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
55
Podobny wzrost odnotowaliśmy w roku poprzednim – 2013. Taki wzrost nastąpił w najbardziej gorącym dla nas momencie, gdyż właśnie rozpoczynaliśmy proces prze-prowadzki. Oczywiście nie zamierzamy na tym poprzestać. Planujemy dalszy rozwój nie tylko poprzez wzrost zamówień, ale także poprzez rozbudowę nowoczesnego parku maszynowego.
Jakie nowe maszyny i technolo-gie pojawią się w nowo otwar-tej fabryce?
W nowej fabryce uruchomiliśmy pierw-szą w Polsce maszynę drukująca w tech-nologii Anicolor. Jest to jedna z dziewięciu instalacji na świecie, przy tym jedyna dru-kująca bez alkoholu. Maszyna jest sze-ściokolorowa i posiada wieżę lakierującą w formacie (605 x 750 mm). Produkcja z wykorzystaniem nowej maszyny to re-dukcja czasu narządu o blisko połowę oraz możliwość efektywnego drukowania za-równo małych jak i dużych nakładów.
Inną maszyną jest wspomniana wcze-śniej sklejarka Expertfold 80 A1 fi rmy Bobst wyposażona w specjalny moduł do tłoczenia Braille’a. Taka maszyna tłoczy napis Braille’a na dwóch ściankach karto-nika jednocześnie. Jest to obecnie jedno z najbardziej zaawansowanych rozwiązań w tłoczeniu Braille’a na rynku.
Dodatkowo dokonaliśmy paru innych zakupów jak: maszyna wykrawająca, na-świetlarka, linia do krojenia ulotek oraz dwie maszyny załamujące. Posiadamy tak-że mieszalnię farb grafi cznych.
Czy będziecie Państwo posze-rzać swoją ofertę produktów w najbliższym czasie?
Ciągle poszerzamy naszą ofertę, gdyż przez cały czas klienci zwracają się do nas z nowymi projektami. Sami także chce-my wychodzić naprzeciw ich potrzebom. W najbliższej przyszłości chcemy świad-czyć jeszcze bardziej kompleksowe usługi. Dlatego też planujemy wprowadzenie dru-ku etykiet.
Trudna sytuacja ekonomiczna sprawiła, że wiele firm związa-nych z poligrafią zmagało i zma-ga się z problemami finansowy-mi, a część z nich zniknęła już z rynku. Intrograf jednak ciągle się rozwija. Co jest Państwa re-ceptą na sukces? Co odróżnia Was od konkurencji?
W pewnym momencie na rynku poja-wiło się wiele fi rm, które zajmowały się poligrafi ą. Różniły się wielkością, zakre-sem usług i oczywiście ceną. Jednak, bez specjalizacji i rozwoju w jednym kierunku
trudno iść na przód. Intrograf skoncen-trował się na druku opakowań i ulotek. Nie oszczędzaliśmy również na inwesto-waniu w maszyny, technologię, a także ludzi. Najlepszym przykładem jest nowa fabryka, która wybiega poza standardy stawiane przez branże, z którymi współ-pracujemy. Myślę, że nie ma recepty na sukces. Dla nas ważne jest konsekwentne dążenie do ustalonego celu, co od kilku lat staramy się robić.
Co dalej? Proszę przedstawić wizję dalszego rozwoju Firmy.
Planów jest wiele i będziemy konse-kwentnie dążyć do ich realizacji. Oczywi-ście chcemy dalej się rozwijać i zwiększać sprzedaż. Skupimy się także na budowaniu marki Intrograf jaka została stworzona.
Intrograf nadal pozostanie fi rmą nie-zależną pod kątem praw własności. Nie planujemy połączenia z innymi fi rmami. Jednakże, nie wykluczamy przyszłych aliansów z fi rmami z krajów europejskich.
Chcemy być fi rmą, która na pierw-szym miejscu stawia dobro Klienta i jest blisko niego służąc dobrą radą. W tym kierunku na pewno będziemy się da-lej rozwijać i pogłębiać nasze relacjez obecnymi Klientami oraz nawiązywać nowe kontakty z potencjalnymi.
W najbliższej przyszłości planujemy uruchomienie linii produkcyjnej do dru-kowania etykiet. Przeprowadziliśmy tak-że testy trzech różnych maszyn do druku cyfrowego. Nie wykluczamy, że takie roz-wiązanie będziemy mieć w swojej ofercie w następnym roku. Dzięki temu mogliby-śmy drukować małe nakłady i realizować indywidualne zamówienia, których jest na rynku coraz więcej. Wraz z rozwojem planujemy również zatrudnienie kolej-nych osób.

Dr inż. Dariusz LipiakBrenntag Polska Sp. z o.o.
Dr Wesley SureshSkill Tech International GmbH, Niemcy
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Liście są bogactwem naturalnych związ-ków mineralnych i substancji odżyw-
czych takich jak witaminy A, D i C oraz sole mineralne: sodu, potasu, żelaza, wapnia i magnezu. Zawarte w Morindze antyoksy-danty są odpowiedzialne za spowalnianie procesów starzenia się komórek, co między innymi wpływa na polepszenie wyglądu
skóry. Każda część drzewa jest pożyteczna: korzenie, kora, liście, owoce oraz nasiona – właściwie wszystko może zostać wykorzy-stane. Jej poszczególne części wykorzysty-wane są na różne sposoby jako lekarstwo, pokarm, źródło oleju, naturalny pestycyd, środek czyszczący czy biopaliwo. Pochodzi z północno - zachodnich Indii. Początkowo
drzewa te rosły tylko u podnóży Himalajów, dzisiaj występują powszechnie w całej Azji, Afryce, Ameryce Południowej i Łacińskiej nawet na Półwyspie Arabskim. Już w 2000 roku przed narodzeniem Chrystusa została opisana jako zioło o działaniu leczniczym. Jako roślina Moringa jest niebywale wytrzy-mała i odporna na warunki w jakich rośnie – wyrasta na słabej glebie, w obszarach suchych, odrasta po wycięciu i co jest za-skakujące wydaje owoce w okresie suszy, co wśród roślin jest niespotykane. Wyrasta do wysokości 10 – 12 metrów a pień może osiągać średnicę 45 cm, zawsze jest zielo-na. Ze względu na swoją wszechstronną użyteczność dla człowieka jest szczególnie cenna w krajach rozwijających się. Rozpusz-czalna w wodzie żywica z kory Moringi sto-sowana jest jako dezynfekujący opatrunek przy ranach. Z punktu widzenia suplemen-tacji najbardziej odżywczym składnikiem są liście Moringi, zawierają bogactwo składni-ków odżywczych, dużą zawartość protein, witamin A i C, soli potasu, magnezu, wapnia i żelaza. Stwierdzono obecność 18 amino-
Moringa Olejodajna (Moringa oleifera)
jako składnik suplementów diety o różnorakim zastosowaniu
Moringa nazywana także drzewem chrzanowym (ze względu na zawartość w
korzeniach glukozynolanów, które pachną chrzanem) lub cudownym drzewem ze
względu na to, że każdy z elementów tego drzewa jest wykorzystywany przez człowieka.
Wyśmienicie wpływa na podniesienie odporności oraz ogólnej kondycji organizmu.
56 |

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
kwasów, z tego 11 istotnych dla człowieka. Dla przykładu 100 gramów suszonych liści zawiera 11,1 mg beta-ka-rotenu, witaminy A (świeże to 6,8mg), zaś 100 gramów marchewki 6,6 mg.
Suszone liście Moringi zawierają 4 razy więcej potasu niż banany, zaś świeże 3 razy więcej.
Bardzo podobnie wygląda zawartość wapnia w po-równaniu do jego zawartości w mleku, świeże liście za-wierają 4 więcej wapnia, suszone liście 14 razy więcej!
Liście Moringi zawierają 4 razy więcej błonnika niż owies, na 100 gramów suszonych liści prawie 50 gramów błonnika.
Suszone liście Moringi biją na głowę pod względem zawartości żelaza szpinak, mają go 9 razy więcej.
Także zwartość białek w liściach jest 2 razy większa niż w jogurcie.
Poza tym w liściach występuje witamina D, kwas foliowy, witamina C (220mg – poma-rańcza tylko 30mg). Moringa a właściwie jej liście zawiera około 46 antyoksydantów i jest jednym z najbogatszych naturalnych źródeł dostarczających antyutleniacze. Ich zwartość w Morindze jest porównywalna z granatem i zieloną herbatą. Jednocześnie dostarcza szereg flawonoidów a zgodnie z wynikami badań antyutleniacze są bardziej biodostęp-ne w obecności flawonoidów, co oczywiście zwiększa odżywcze właściwości Moringi. Za-skakującym jest też obecność w liściach Mo-ringi roślinnych kwasów omega-3.
Poniżej w tabeli zestawiono występują-ce w Morindze antyoksydanty.
Zawartość witamin oraz minerałów, jakie znajdują się w liściach Moringi klasy-fikują ją jako środek odżywczy dla matek karmiących, polepszają jakość mleka oraz zwiększają jego wydzielanie. Wiele badań potwierdza, że Moringa działa jak związek laktogeniczny, czyli zwiększający produkcję mleka. Moringa, z większą zawartością wap-nia niż mleko oraz wysoką zawartością wita-miny A, wpływa na poprawę jakości wydzie-lanego mleka przez karmiące matki. Liście Moringi zawierają większość wymaganych witamin, minerałów, białek, karetonoidów oraz węglowodanów w jednym „komplecie”.
W tabeli poniżej podano zawartość witamin oraz soli mineralnych (w mg) zawartych w 100 gramach świeżych i suszonych liści Moringi
Kolor: jasnozielony – produkt porównany w tym wypadku marchew, zielony – świeże liście Moringi, ciemnozielony – suszone liście Morin-gi p- porównanie na 100 gramów każdego produktu
alanina delta 7-awenasterol prolamina
alfa-karoten glutation prolina
arginina histydyna kwercytyna
beta-karoten kwas indoliloctowy rutyna
beta-sitosterol Indolo-3-acetonitryl selen
kwas chlorogenowy kemferol treonina
kampestrol leucyna trptofan
karetonoidy luteina ksantyny
chlorofil metionina ksantofil
chrom kwas mirystynowy zeatyna
delta 5-awenasterol kwas palmitynowy zeaksantyna
związek świeże liście liście suszone
karoten (wit. A) 6,78 1,82
tiamina (wit. B1) 0,06 1,49
ryboflawina (wit. B2) 0,05 1,43
niacyna (wit.B3) 0,8 8,2
witamina C 220 -
wapń 440 1610
miedź 0,07 0,57
żelazo 0,85 337
magnez 42 537
fosfor 70 327
potas 259 1820
cynk 0,16 3,29
witamina E 25 64
57

3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Aminokwasy zawarte w Morin-dze to w pierwszej kolejności te nie-zbędne i podstawowe: izoleucyna, leucyna. lizyna, metionina, fenylo-alanina, treonina, tryptofan, walina, pozostałe: alanina, arginina, kwas asparginowy, cysteina, glutamina, glicyna, histydyna, prolina, seryna i tyrozyna.
W tabeli podano ich zawartość w 100 gramach liści odpowiednio świeżych i su-chych.
Z nasion Moringi w procesie tłoczenia na zimno otrzymuje
się olej, charakteryzujący się wysoką stabil-nością na utlenianie. Jest to skutek dużej zawartości antyoksydantów. Już starożytni Egipcjanie chowali w grobowcach wraz ze zmarłymi naczynia z olejem z Moringi. Wydaj-ność procesu tłoczenia to 38 – 40% w stosunku do masy użytych na-
sion, które dostarczają jadalnego oleju. Olej z Moringi to niewysychający olej z orzecho-wym aromatem o blado-żółtym kolorze.
Lecznicze właściwości oleju z Morin-gi, zwanego również olejem behenowym (z j.perskiego), zostały udokumentowane już w starożytnych kulturach. Ma on olbrzy-mią wartość kosmetyczną i jest używany do pielęgnacji ciała i włosów, jako czynnik na-wilżający i odżywka dla skóry. Moringa była używana od czasów starożytnego Egiptu do maści i kremów, służących pielęgnacji skóry. Jest bardzo długotrwałym olejem, nie jełczeje, nie jest wrażliwy na podgrzewanie,
wytrzymuje nawet 5 lat przechowywania. Głównym jego składnikiem jest kwas oleino-wy (18:1) stanowiący około 70% całkowitej masy kwasów tłuszczowych. Zawiera także inne kwasy jak olepalmitynowy, linolenowy, linolowy witaminy A i C oraz nienasycone kwasy tłuszczowe. Ma wyśmienite właści-wości nawilżające oraz odżywiające. Silny efekt nawilżania olej z Moringi zawdzięcza dużej zawartości witaminy A i C oraz nie-nasyconym kwasom tłuszczowym. Obie te witaminy redukują uszkodzenia skóry spo-wodowane przez wolne rodniki, wywołane silnym nasłonecznieniem, dymem i innymi zanieczyszczeniami. Witamina E redukuje zmarszczki i wywołuje efekt, że skóra jest bardziej wygładzona. Ze względu na zawar-tości witaminy A wpływa na utrzymanie oraz naprawę tkanki skórnej. Jednocześnie przejawia właściwości aseptyczne i prze-ciwzapalne, wpływa na opaleniznę bo jest bogaty w miedź oraz wapń (właściwości garbujące). Dzięki temu, że nie jełczeje jest wykorzystywany jako olej bazowy w prepa-ratach kosmetycznych.
Stosowany bezpośrednio na skórę ma działanie przeciwstarzeniowe, głęboko na-wilżające, oczyszcza pory, rozświetla cerę i poprawia jej koloryt. Normalizuje wydzie-lanie sebum i zapobiega powstawaniu za-skórników i pryszczy. Koi i przyspiesza go-jenie skóry, uszkodzonej słońcem, mrozem, zranieniami, po ukąszeniach owadów. Ze względu na swoją konsystencję, olej ten do-skonale sprawdza się do masażu.
Moringa ze względu na wysoką zawar-tość witaminy A oraz C w połączeniu z dużą zawartością żelaza pomaga w utrzymaniu wysokiej zawartości hemoglobiny we krwi. Tym samym pomaga krwi w dostarczeniu większej ilości tlenu do mięśni w trakcie wytrzymałościowych treningów i ćwiczeń. Dlatego z powodzeniem może być wykorzy-stywana przez ludzi intensywnie uprawiają-cych sport. Ze względu na dużą zawartość wapnia pomaga w budowie mocniejszych kości i jednocześnie podnosi całkowitą ak-tywność metaboliczną organizmu. Dodatko-wo witaminy C i E jako antyutleniacze chro-nią przed stresem oksydacyjnym komórki organizmu podczas forsownego treningu.
Z kolei duża zawartość łatwo przyswa-jalnego wapnia w liściach Moringi z po-wodzeniem może być wykorzystywana w suplementacji osób powyżej 50tego roku życia, kiedy to dostępność wapnia i jego przyswajalność w normalnej diecie spada. Dzięki temu pozwala utrzymać kości i ich strukturę w lepszej kondycji. Z większą ilo-ścią witaminy A niż karetonoidy pomaga także w utrzymaniu lepszej kondycji wzro-ku. W przypadku seniorów słabsza staje się zdolność absorpcyjna jelita. Jedynie nad-wyżka i komplementarność składników od-żywczych pozwala utrzymać zdrowie osób starszych w dobrej kondycji.
Co najważniejsze zgodnie z decyzja EFSA Meringa nie jest zaliczana to tzw. Nowej żywności i z powodzeniem może być stosowana w suplementach diety za-równo w pojedynczych preparatach jak i w mieszankach. Może być produko-wana w postaci proszku (w saszetkach), w kapsułkach czy nawet w postaci her-baty. Gama preparatów kosmetycznych opartych na oleju z Moringi też jest sze-roka poczynając od oleju czy masła do ciała, szamponów i odżywek do włosów a kończąc na balsamach do ust.
Jako ciekawostkę można przytoczyć in-formację, że sproszkowane suszone liście moriga wykorzystuje się do oczyszczania wody. 1g takich liści dodany do litra wody potrafi zniszczyć wszystkie bakterie w wo-dzie, nawet e.coli.
Literatura1. Bennet,R.N;Mellon,F.A;Foidl;andothers
J.Agri&FoodChem.,51,12,3546,2003
2. Ruby,J.Nathan,P.T.;Balasingh,J.;J.Chem.Ecology,26,12,2825(2000)
3. Barminas,J.T.;CharlesMilam;Emanule,D.;PlantFoodsforHumanNutrition,53,1,29,(1998)
4. Ching,L.S.;Mohamed,S.;J.Agri.&FoodChem.,49,6,3101,(2001)
5. Freiberger,C.E.;Vanderjagt,D.J.;Pastuszyn,A.;PlantFoodsforHumanNutrition,53,1,57,(1998)
6. Geervani,P.;Devi,A.;TheIndianJ.ofMed.Research,74,548,(1981)
7. Girja,V.;Sharada,D.;Pushpamma,P.;J.forVit.&NutritionResearch,52,1,9,(1982)
8. Lockett,C.;Calvert,Ch.;Grivetti,L.;Int.J.ofFoodSciences&Nutrition,51,3,195,(2000)
9. Nambiar,V.S.;Daxini,M.;Bhadalkar,K.;IndianFoodPacker,57,Part6,156,(2003)
10. Nambiar,V.S.;Seshadri,S.;PlantFoodsforHumanNutrition,56,1,83,(2001)
11. Sena,L.P.;VanderJagt.D.J.;Riveraatothers,PlantFoodsforHumanNutrition,52,1,17,(1998)
12. Sreenvasan,J.;“TheDrumsticTree:ANaturalMulti-vitamin”E11,3,17(May/Jun2000)
13. Subadra,S.;Monica,J.;Dhabhai,D.;Int.J.ofFoodScience&Nutrition48,6,373,(1997)
14. Seshadri,S.;Nambiar,V.S.;WorldReviewofNutrition&Dietetics91,41,(2003)
Aminokwas świeże liście liście suszone
arginina 406,6 1,325
histydyna 149,8 613
izoleucyna 299,6 825
leucyna 492,2 1950
lizyna 342,4 1325
metionina 117,7 350
fenyloalanina 310,3 1388
treonina 117,7 1188
tryptofan 107 0,57
walina 374,5 1063
58 |


3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Typowy granulator szybkoobrotowy skła-da się z: misy (o kształcie cylindrycznym
bądź stożkowym, czasem umieszczonej w płaszczu grzejnym), mieszadła główne-go z trzema łopatkami (poziome lub pio-nowe, o napędzie górnym lub dolnym), mieszadła bocznego (tzw. rozpraszającego, o różnej budowie i kształcie w zależności od rodzaju urządzenia), tłoczącej pompy pery-staltycznej i przewodu doprowadzającego lepiszcze, dyszy rozpylającej, doprowadzenia sprężonego powietrza lub azotu oraz fi ltrów.
Granulat formuje się w trzech głównych etapach [1]: • zwilżanie proszku i tworzenie rdzeni, • wzrost i konsolidacja cząstek, • ścieranie i kruszenie większych cząstek.
Krytyczne parametry procesu W granulacji szybkoobrotowej istnieje
możliwość regulacji: • prędkości mieszadła głównego i bocznego, • ilości cieczy wiążącej i prędkości jej do-
starczania, • temperatury (gdy misa wyposażona jest
w płaszcz grzewczy), • stopnia wypełnienia granulatora, • czasu prowadzenia etapów procesu:
wstępnego mieszania, natryskiwania i właściwej granulacji.
Poszczególne parametry procesu mają wpływ na etapy formowania granulatu, co przedstawiono w tabeli 1.
Przed rozpoczęciem procesu niezbędne jest ustalenie właściwych wartości parame-trów krytycznych, tzn. mających najwięk-
szy wpływ na jakość powstałych cząstek. W trakcie procesu wymagana jest ich kon-trola. Spośród wyżej wymienionych para-metrów za krytyczne w procesie granulacji szybkoobrotowej uznaje się [3]: • ilość cieczy wiążącej, • prędkość podawania cieczy wiążącej, • prędkość mieszadła głównego, • czas granulacji.
Parametry krytyczne mogą być również zależne od składu formulacji. Główny wpływ na proces posiadają [7]:• rodzaj, lepkość cieczy wiążącej i stężenie
rozpuszczonych składników,• rozpuszczalność w wodzie substancji
wypełniającej,• rozkład wielkości i porowatość cząstek
wszystkich substancji stanowiących masę granulowaną.
Granulat na każdym poziomie charak-teryzuje się odmiennymi właściwościami fi zykochemicznymi. Eksperymentalnie do-
wiedziono, że cechy fi zyczne masy gra-nulowanej skorelować można z wynikami pomiarów oporu, momentu obrotowego mieszadła, czy też poboru mocy przez wir-nik [5]. Krzywe zależności tych wielkości od ilości dodanej wody służą do wyznaczania punktu końcowego oraz kontroli kolejnych etapów procesu. Pomiaru oporu mieszadła głównego dokonuje się zazwyczaj w trzech głównych etapach:• mieszania• natryskiwania• właściwej granulacji.
Prędkość podawania cieczy ma istotne znaczenie dla procesu zwilżania masy gra-nulacyjnej. Zbyt szybkie podawanie cieczy może spowodować nierównomierną jej dystrybucję w masie. Coraz szybsza podaż kropli spowoduje kumulowanie się poje-dynczych kropelek i dojdzie do miejscowe-go zawilgotnienia masy oraz jej zbrylenia. Otrzymany granulat wykazuje szeroki za-kres wielkości cząstek [4].
Kamila Król, Małgorzata Sznitowska Katedra i Zakład Farmacji Stosowanej i Studenckie Koło Naukowe ISPE, Gdański Uniwersytet Medyczny, Gdańsk
Przemysław Łepek, Przemysław SkoczeńZakłady Farmaceutyczne Polpharma SA, Starogard Gdański
Granulacja na mokro – Kontrola procesu i zmiana skali produkcyjnej
Granulat bardzo często używany jest jako produkt pośredni do wyrobu tabletek. Najczęściej wykorzystywaną metodą granulacji jest granulacja na mokro. Można ją przeprowadzić dwiema różnymi metodami: z wykorzystaniem urządzeń fluidalnych lub mieszalników szybkoobrotowych. Bez względu na rodzaj zastosowanej metody, istotą granulacji na mokro jest użycie cieczy wiążącej – w postaci czystego rozpuszczalnika bądź roztworu substancji pomocniczych pełniących rolę lepiszcza. Najczęściej używanym rozpuszczalnikiem w metodzie mokrej granulacji jest woda, rzadziej jej mieszanina z etanolem.
Etapy powstawania czą-stek granulatu
Istotne parametry procesu
Zwilżanie i tworzenie rdzeni
rodzaj i ilość użytej cieczy wiążącejprędkość jej podawania wydajność mieszania
skład i właściwości fi zykochemicz-ne masy granulowanej
Wzrost i konsolidacja cząstek
mechaniczne właściwości cząstek i energii ko-lizji (odpowiednia wartość liczby Stokes’a)
Ścieranie i kruszenie większych cząstek
wartości wygenerowanych sił w mieszalniku: siła odśrodkowa, dośrodkowa, tarcia lub ścinania
Tab. 1. Parametry procesu granulacji w urządzeniu szybkoobrotowym mające wpływ na kolejne etapy tworzenia cząstek [1]
60 |


3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Mieszadło główne odpowiedzialne jest za równomierne wymieszanie masy przed granulowaniem. Podczas natryskiwania za-pewnia równomierną dystrybucję cieczy, za-pobiegając miejscowemu zbrylaniu. W pro-cesie właściwej granulacji dostarcza sił ści-nania, niezbędnych do formowania cząstek o pożądanych właściwościach fi zycznych. W zależności od prędkości mieszadła głów-nego powstają cząstki różniące się rozkła-dem wielkości, porowatością oraz wytrzy-małością mechaniczną.
Granulacja właściwa ma miejsce po skończonym etapie natryskiwania cieczy wiążącej. Następuje wówczas mieszanie zwilżonej masy przez mieszadło główne i boczne, przy ustawieniu najwyższych pręd-kości. Pod wpływem sił działających w granu-latorze cząstki zderzają się ze sobą tworząc większe agregaty. Zbyt duże i kruche cząstki ulegają rozbiciu. Czas granulacji ma zarów-no wpływ na rozkład wielkości cząstek, jaki i na porowatość i wytrzymałość mechaniczną. Zbyt długi czas może spowodować „zarobie-nie” granulatu. Taki granulat posiada wtedy zbyt plastyczną konsystencję i jest nieprzy-datny w procesie tabletkowania [6].
Ciągłe monitorowanie procesu granulacji i technologia oparta o analizę procesu (PAT)
Ponieważ granulacja to ważny proces jednostkowy, musi podlegać walidacji oraz bieżącej kontroli. Proces może być moni-torowany w czasie rzeczywistym, nie tylko poprzez pomiary mechaniczno-elektryczne pracy granulatora, lecz także przez pomiary właściwości tworzącego się granulatu.
Pomiary mechaniczno-elektryczne po-średnio charakteryzują właściwości gra-nulatu. Przede wszystkim oznacza to, że właściwości granulatu wynikające z konsy-stencji wilgotnej masy korelują z parame-trami rejestrowanymi przez urządzenie [2]: oporem mieszadła głównego oraz boczne-go, zużyciem mocy przez wirnik mieszadła głównego, prędkością końcówki i momen-tem obrotowym mieszadła. Nowoczesne metody analizy właściwości fi zykoche-micznych pozwalają na badanie w czasie rzeczywistym parametrów charakteryzują-cych bezpośrednio właściwości granulatu (bezpośrednio opisują właściwości fi zyczne wilgotnej masy). Można więc dokonywać pomiaru ciągłego:• przewodności, • pojemności elektrycznej, • zawartości wilgoci (za pomocą NIR), • właściwości reologicznych (za pomocą
reometru),
• gęstości cząstek (za pomocą sondy wi-bracyjnej),
• wielkości cząstek (za pomocą sondy akustycznej),
• temperatury wewnątrz misy granulatora.
Wymienione wyżej metody kontroli pro-dukcji w czasie rzeczywistym wykorzysty-wane są w koncepcji PAT (Process Analytical Technology) wprowadzonej po raz pierwszy w 2001 r. przez FDA (Food and Drug Admi-nistration).
PAT pozwala na dokładniejsze poznanie procesu, zwiększenie jego wydajności, ob-niżenie kosztów produkcji, większą kontro-lę nad parametrami krytycznymi, szybsze zwalnianie serii produkcyjnej. Wykorzystuje się urządzenia dokonujące czasowych po-miarów na każdym krytycznym etapie pro-cesu. Głównym celem jest dokładne pozna-nie procesu, jego zrozumienie, zaprojekto-wanie i kontrola oraz jednocześnie analiza ryzyka, po to, by dany proces wytwarzania prowadził do otrzymania produktu o założo-nej jakości i przewidzianych właściwościach fi zycznych. Jakość produktu udowadniania jest na kolejnych etapach wytwarzania, a wyniki stanowią potwierdzenie końcowej jakości produktu.
W kontekście zrozumienia oraz wpro-wadzania PAT do procesu granulacji należy pamiętać, że [14]:• istotne jest zidentyfi kowanie i opisanie
wszystkich najważniejszych krytycznych źródeł zmienności wydajności i jakości granulatu
• na zmienne procesowe oraz materia-łowe wpływamy poprzez odpowiednie zaprojektowanie procesu
• parametry procesu granulacji oraz wła-ściwości produktu końcowego mogą być dokładnie i niezawodnie przewidziane.
Istnieje wiele narzędzi pomagających zrozumieć proces granulacji i dostarcza-jących zintegrowanych systemów mierzą-cych, analizujących, kontrolujących, opty-malizujących i modelujących.
W odniesieniu do granulacji PAT skupia się na bezpośrednich pomiarach właściwo-ści granulatu (wielkość i gęstość cząstek, zawartość wilgoci itp.) a nie na metodach pośrednich pomiarów, jak jest to do tej pory wykorzystywane przy wyznaczaniu punktu końcowego procesu. Mimo że istnieją udowodnione zależności pomię-dzy właściwościami końcowymi produktu a dokonanymi pomiarami pośrednimi (np. pomiar poboru mocy czy zmiany momentu obrotowego), wiele czynników wynikają-
cych z właściwości wyjściowych materiałów czy zmiennych procesu może wpływać na wynik, gdyż jest to ciągle pomiar pośredni. W PAT bezpośrednio bada się właściwości fi zykochemiczne granulatu na każdym eta-pie wytwarzania. W rozwijaniu oraz stoso-waniu tej koncepcji zastosowanie znalazło wiele metod analitycznych, często znanych od lat lub też opracowanych dla potrzeb PAT (Tabela 2).
Skalowanie procesu granulacji szybkoobrotowej
Nowe formulacje opracowywane są naj-częściej w skali laboratoryjnej, a wykona-nie ich w seriach produkcyjnych nastręcza wielu problemów. Bardzo często nie jest możliwe proporcjonalne przeniesienie para-metrów procesu tak, by otrzymywać cząstki o porównywalnych właściwościach. Przed zwiększeniem skali procesu należy dokład-nie zapoznać się z parametrami krytyczny-mi oraz tymi, w przypadku których istnieje możliwość kontroli.
Problemy podczas skalowania procesu granulacji szybkoobrotowej mogą wynikać z:• Budowy urządzenia [8] Granulatory szybkoobrotowe w zależno-
ści od skali różnią się: kształtem (geo-metrią) misy, rozmiarem oraz geometrią mieszadeł (zarówno głównego jak i roz-praszającego), sposobem doprowadzenia gazów (sprężonego powietrza oraz azo-tu), budową dyszy rozpylającej oraz prze-wodu doprowadzającego ciecz wiążącą.
• Zastosowanej formulacji [9] Zdarza się, że formulacja jest niezwykle
wrażliwa na zmiany skali. Obserwujemy zmiany w dystrybucji cieczy wiążącej, rozkładzie wielkości cząstek i ich poro-watości.
• Dopasowania odpowiednich parame-trów procesu [10]
Znaczenie ma: prędkość mieszadeł (głównego i bocznego), prędkość po-dawania lepiszcza, ilość roztworu le-piszcza, czas podawania lepiszcza, czas właściwej granulacji (w zależności od sposobu wyznaczania punktu końcowe-go granulacji), procent wypełnienia misy granulatora.
Istnieją trzy podejścia do kontroli i ska-lowania procesu granulacji szybkoobroto-wej [11]:• metody oparte na monitorowaniu naj-
ważniejszych (krytycznych) parametrów procesu skorelowanych z właściwościa-mi otrzymanych cząstek, np. pomiar oporów mieszadła głównego,
62 |


Tab. 2. Metody analityczne stosowane w PAT na etapie wytwarzania granulatu [15]
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
• metody polegające na eksperymental-nym projektowaniu modeli, które raz ustalone mogą pozwolić przewidzieć ja-kość wytworzonych cząstek, gdy któryś z parametrów procesu ulegnie zmianie w przebadanym obszarze,
• metody wykorzystujące równoważne modele populacyjne cząstek; w przeci-wieństwie do innych modeli potrzebne są założenia dotyczące procesu granula-cji wynikające ze znajomości urządzenia, właściwości fi zykochemicznych użytej
formulacji, wiedzy i zrozumienia pro-cesu oraz praw fi zycznych rządzących procesem.
Analiza procesu granulacji szybkoobrotowej przy zmianie skali laboratoryjnej
Poniżej zostaną przedstawione wyniki badań wykonanych w Z.F. Polpharma w celu określenia jak zmiana szybkoobro-towego granulatora z 1-litrowego na 4- lub 5-litrowy wpływa na przebieg procesu gra-
nulacji oraz właściwości granulatu i jakość otrzymywanych tabletek. Badano formula-cję „placebo” (celuloza mikrokrystaliczna, laktoza, hypromeloza) granulowaną wodą. Jako badany parametr krytyczny wytypo-wano ilość wody dodawanej do mieszaniny proszków. Wykorzystano 3 granulatory szyb-koobrotowe: pojemności 1L oraz 4L (GMXB lab-micro z wymienna misą, Vector Freund) oraz 5L (VG5, Glatt). Ilość dodawanej wody w stosunku do suchej masy była różna: • poziom I – 31,5% (90% ilości wody
dodanej na poziomie III)• poziom II – 33,25% (95% ilości wody
dodanej na poziomie III)• poziom III – 35% • poziom I – 40%.
Czas procesu wynosił ok. 10 min, przy czym czas etapu mieszania i natryskiwania był niezmienny tj. trwał odpowiednio 180 s oraz 60 s (oznaczało to szybsze podawanie wody przy zwiększaniu skali produkcyjnej). Obroty mieszadła bocznego w każdym gra-nulatorze były takie same (840 obr. /min), natomiast obroty mieszadła głównego zo-stały tak dobrane (za pomocą arkusza kal-kulacyjnego), by zachować stałą prędkość końcówki mieszadła (Tabela 3).
Wysuszone fl uidalnie (do zawartości wilgoci ok. 1%) i przesiane przez sito (1,25 mm) granulaty poddano tabletkowaniu przy pomocy tabletkarki uderzeniowej (XP1, Korsch), z użyciem sferycznych stem-pli o średnicy 9 mm, z siłą nacisku 10 kN. Masę tabletek ustalono na 300 mg. Prze-bieg procesu i właściwości uzyskanych gra-nulatów oraz tabletek zostały przedstawio-ne w Tabeli 3.
Z obserwacji dokonanych podczas pro-cesu granulacji wynikało, że przy zwiększe-niu skali procesu konieczne było, dla prawi-dłowego przebiegu granulacji, zmniejszenie, co najmniej o 5% ilości dodawanej wody. W przeciwnym razie (poziom III i IV) dochodzi-ło do adhezji masy do ścian granulatora, z jednoczesnym wzrostem oporu mieszadła dolnego. Ilość dodanej wody miała wpływ na wielkość cząstek gotowego granulatu, lecz pomimo tych różnic i trudności podczas granulacji wszystkie granulaty otrzymane w granulatorze 4 L i 1 L wykazywały bardzo dobre lub dobre płynięcie. Jeżeli zmiana skali wiązała się ze zmianą konstrukcji granula-tora (1 L i 5L), otrzymywano granulat znacz-nie różniący się nie tylko wielkością cząstek, ale także zdolnością płynięcia. Ostatecznie jednak wszystkie otrzymane tabletki odzna-czały się podobnymi właściwościami, nie-zależnie od cech granulatu otrzymywanego
Technika pomiaru Badane właściwości Zastosowanie
Spektroskopia w bliskiej podczerwieni NIR
rozkład wielkości cząstekzawartość wilgocigęstość cząstek
stan procesupunkt końcowy
inicjacja procesurównomierność mieszania
granulacja fl uidalnagranulacja szybkoobrotowaproces suszenia fl uidalnego
Spektroskopia Ramanowska
inicjacja procesutransformacja
kompozycja chemicznarozkład wielkości cząstek
zawartość wilgoci
granulacja fl uidalnagranulacja szybkoobrotowaproces suszenia fl uidalnego
Analiza obrazowarozkład wielkości cząstek
kształt cząstekgranulacja szybkoobrotowa
granulacja fl uidalna
Rezonans mikrofalowyzawartość wilgocitrajektorie procesuefekty „sezonowe”
proces suszenia fl uidalnegogranulacja fl uidalna
Sonda tryboelektrycznazawartość wilgoci
wyznaczanie punktu końcowegoproces suszenia fl uidalnego
granulacja fl uidalna
Skoncentrowane odbicie światłarozkład wielkości cząstek
stan procesugranulacja fl uidalna
Spatial fi lter volocimetry(pomiar prędkości prze-
strzennej w fi ltrze)
rozkład wielkości cząstekwyznaczanie punktu końcowego
trajektorie procesuwczesne ostrzeganie
granulacja fl uidalna
Tomografi a pojemno-ści elektrycznej
zawartość i dystrybucja wilgociprędkość gazu fl uidyzacyjnego
równomierność mieszania
granulacja fl uidalnagranulacja szybkoobrotowa
Rentgenowska dyfrak-cja proszkowa
inicjacja procesutransformacja
granulacja szybkoobrotowa
Moment obrotowy wyznaczanie punktu końcowego granulacja szybkoobrotowa
Pobór mocy
wyznaczanie punktu końcowegokruchość
współczynnik Hausneraodporność na rozciąganie główny wymiar cząstek
granulacja szybkoobrotowa
Pasywna emisja akustyczna
główny wymiar cząstek i dys-trybucja wielkościzawartość wilgoci
intensywność mieszaniakoncentracja składników
stan procesu, wczesne ostrzeganiewyznaczanie punktu końcowego
moduł sprężystościpowierzchniowa prędkość gazu
proces suszenia fl uidalnegogranulacja fl uidalna
granulacja szybkoobrotowa
64 |

Tab. 3. Parametry procesu granulacji (granulator 1L, 4L, 5L) oraz właściwości sporządzonych granulatów i tabletek.(*) – podano prędkość na etapach: mieszanie – natryskiwanie – właściwa granulacja
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
w różnych urządzeniach, przy różnej ilości dodanej wody. Wyjątek stanowiły jednak niespełniające wymagań tabletki wytworzo-ne z granulatu otrzymanego w granulatorze 4 L, z największą ilością wody.
Otrzymane wyniki świadczą, że bez wy-konanych prac doświadczalnych trudno jest przewidzieć wpływ zmian skali produkcyjnej i rodzaju granulatora, jak również innych parametrów procesu granulacji, na jakość granulatu i otrzymywanych z niego tabletek.
PodsumowanieProces granulacji, jako pierwszy etap
wytwarzania tabletek, jest etapem krytycz-nym dla jakości końcowego produktu. Kon-trola procesu granulacji jest trudna i istnieją duże wyzwania analityczne i koncepcyjne przy wprowadzaniu technologii opartej o pomiary ciągłe i bezpośrednie (PAT) i przy projektowaniu procesu w oparciu o podsta-wy naukowe i systematyczne prace ekspe-rymentalne (QbD – Quality by design). Pro-blemy te zostały częściowo zobrazowane na przykładzie wyników otrzymanych przy zmianie skali produkcyjnej, ze zmianą kon-strukcyjną granulatora lub w granulatorze o tej samej budowie.
Bibliografia
1. ListerJ.D.,2003,Scaleupofwetgranulationprocesses:sciencenotart,PowderTechnology130,35-40.
2. LevinM.,WetGranulation:End-PointDeter-minationandScale-Upw:EncyclopediaofPharmaceuticalTechnology,wyd.III,tomVI,red.SwarbrickJ.,InformaHealthcare,NowyJork,2007;ss.4078-4082.
3. TardosG.I.,M.,KhanI.,MortP.R.,1997,Criticalparametersandlimitingconditionsinbindergranu-lationoffinepowders,PowderTechnol.,94,245-258.
4. ParikhD.M.,Theoryofgranulation:anengineer-ingperspective.,w:HandbookofPharmaceuti-calGranulationTechnology,wyd.III,red.EnnisB.J.,InformaHealthcare,NowyJork,2009;ss.18-19.
5. HolmP.,SchaeferT.,LarsenC.,2001,Endpointdetectioninwetgranulationprocess,Pharm.Dev.Technol.,6(2),181-192.
6. SakrF.W.,IbrahimM.A.,AlanaziF.K.,SakrA.A.,2012,Upgradingwetgranulationmonitoringfromhandsqueezetesttomixingtorquerheom-etry,SaudiPharm.J.,20,9-19.
7. DopferD.,PalzerS.,HeinrichS.,FriesL.,AntonyukS.,HaiderC.,SalmanA.D.,2013,Adhesionmechanismsbetweenwatersolubleparticles,PowderTechnol.,238,35–49.
8. LeuenbergerH.etal.,2001,Newtrendsintheproductionofpharmaceuticalgranules:theclas-sicalbatchconceptandtheproblemofscale-up,Eur.J.Pharm.Biopharm.,52,279–288.
9. LeuenbergerH.,1983,Scale-upofgranulationprocesseswithreferencetoprocessmonitoring,Pharm.ActaTechnol.,29,274–280.
10. A.Faure,P.York,R.C.Rowe,2001,Processcontrolandscale-upofpharmaceuticalwetgranulationprocesses:areview,Eur.J.Pharm.Sci.,52,269–277.
11. Kayrak-TalayD.,DaleS.,WassgrenC.,LitsterJ.,2013,Qualitybydesignforwetgranulationinphar-maceuticalprocessing:Assessingmodelsforaprioridesignandscaling,PowderTechnol.,240,7–18.
12. PoutiainenS.,Pharmaceuticalproductqualityw:FromSensorstoReasons:FluidizedBedSprayGranulationProcessMonitoringbyAcousticEmission,V.M.Kosma,H.Turunen,O.Gröhn,K.Kaarniranta,V.P.Ranta,FacultyofHealthSciences,UniversityofEasternFinland,Kuopio,2013,ss.22-25.
13. AksuB.,ParadkarA.,MatasM.,ÖzerÖ.,GüneriT.,2013,YorkP.,Aqualitybydesignapproachusingartificialintelligencetechniquestocontrolthecriticalqualityattributesoframipriltabletsmanufacturedbywetgranulation,Pharm.Dev.Technol.,18(1),236–245.
14. WattsC.,HussainA.S.,ProcessAnalyticalTech-nologyw:HanbookofPharmaceuticalGranulationTechnology,wyd.III,red.ParikhD.M.,InformaHealthcare,NowyJork,2009;ss.548-549.
15. PoutiainenS.,PATAplicationsinwetgranula-tionw:FromSensorstoReasonsw:FluidizedBedSprayGranulationProcessMonitoringbyAcousticEmission,V.M.Kosma,H.Turunen,O.Gröhn,K.Kaarniranta,V.P.Ranta,FacultyofHealthSciences,UniversityofEasternFinland,Kuopio,2013,ss.25-28.
URZĄDZENIE/WIEL-KOŚĆ ZAŁADUNKU [g]
GRANULATOR 1L/200g GRANULATOR 4L/800g GRANULATOR 5L/1000g
ILOŚĆ WODYPoziom/% w stosun-ku do suchej masy
III(35%)
IV(40%)
I(31,5%)
II(33,2%)
III(35%)
IV(40%)
I(31,5%)
II(33,2%)
III(35%)
PROCES
Obroty mieszadła dol-nego * [obr./min]
612-263-612 409-176-409 366-169-366
Opór mieszadła dolnego*[W]
30-60-110 50-80-12050-60-460
50-60-380 60-90-46050-60-570
154-198-506 154-198-550 154-176-528
Uwagi„zarobie-nie” masy
adhezja do ścian misy granulatora
adhezja do ścian misy granulatora
GRANULAT
Kąt usypu [°] 35,9 36,3 38,5 38,7 37,9 39,4 39,5 38,8 38,9
Czas przepływu [s/100g] 11,7 11,3 13,1 14,1 13,4 13,8 18,0 19,5 14,7
Wsp. Hausnera 1,11 1,09 1,11 1,11 1,06 1,11 1,22 1,22 1,14
Płynięcie [wg FP IX] dobre b. dobre b. dobre b. dobre b. dobre b. dobre dość dobre dość dobre dobre
Objętość porów [cm3] 1,164 0,978 1,381 1,133 0,923 - 1,740 1,686 1,473
WIELKOŚĆ CZĄSTEK [%]
do 180 µm 17,0 0,0 36,2 22,6 7,5 - 57,4 49,4 35,4
180-500 60,0 14,5 39,4 43,6 31,0 - 30,2 32,4 39,8
pow. 500 23,0 85,5 25,6 33,0 63,6 - 12,4 20,8 24,4
TABLETKI
Twardość [N] 86,7 58,9 85,4 72,6 58,7 100,7 83,2 76,4 79,6
Ścieralność [%] 0,00 0,09 0,02 0,02 0,00 0,08 0,00 0,09 0,01
Czas rozpadu [min] 2,5 2,2 3,3 3,1 4,3 12,2 3,1 3,6 4,3
65

Po dwóch latach, od kiedy I Holland i Wydział Farmacji Uniwersytetu Nottin-
gham weszli w ten projekt pod kierunkiem Roba i profesora Clive Roberts z katedry Na-notechnologii Farmaceutycznej – TSAR Pre-dict został zaprezentowany podczas semi-narium internetowego pt. ‘Rozwiązuj Swoje Problemy Przyklejania z Nauką Tabletkowa-nia’. Jest to dostępne na stronie I Holland (www.tablettingscience.com/customer-service_training-and seminars_webinars.asp). Seminarium wyjaśnia, jak dwuletnie wyniki badań zostały wprowadzone w ma-tematyczny model TSAR Predict, pomaga-jąc przyśpieszyć proces selekcji najbardziej odpowiednich anty-przylepnych powłok I Holland dla wszelkich przyklejających się receptur.
Aby przeprowadzić takie prognozowa-nie, I Holland potrzebuje nazwę substancji aktywnej i/lub rozczynników. Kluczowe parametry są następnie wprowadzane do TSAR Predict aby uzyskać przewidywane siły przyklejania cząstek w stosunku do każ-dej z 9 powłok anty-przylepnych z zakresu oferty I Holland. “To daje mocne wskazania czy formulacja będzie przywierać do na-szych anty-przylepnych rozwiązań” twierdzi Rob. „Matematyczny model jest kombinacją różnych wzorów – oparty na wielu wyli-czeniach Van der Waals, kapilarach i elek-trostatyce otrzymanych podczas projektu - które bezpośrednio korelują z każdą naszą powłoką, dając przewidywaną siłę przykle-jania cząstek do każdej z nich.” Oczywiście
Serwis TSAR Predict rozwiązuje
wieloletni problem przyklejaniaRob Blanchard jest w I Holland Ltd szefem działu badań, rozwoju i systemów jakości. Rob prowadzi łączony projekt między I Holland i Wydziałem Farmacji Uniwersytetu Nottingham (UK) Projekt TSAR (Tabletting Science and Anti-Stick Research - nauka tabletkowania i badanie anty-przylepności) miał na celu wyłącznie rozwiązać najbardziej rozpowszechniony aspekt w tabletkowaniu, czyli przyklejanie się produktu do lica końcówki stempla. Rozwiązanie w prognozowaniu TSAR jest ukierunkowane na eliminację przyklejania przez dostarczenie szybkiej odpowiedzi jaka jest idealna powłoka stempla dla każdej przywierającej formulacji.
Rob Blanchard
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
66 |
fot:
arch
iwum
I H
olla
nd L
td

im niższa siła, tym bardziej odpowiednia będzie powłoka. Nawet w przypadkach ,kie-dy produkt jest w fazie opracowywania a składniki są tajemnicą, jak to często bywa w przemyśle farmaceutycznym, I Holland nadal może zastosować model sugerując odpowiednie rozwiązanie, opierając się na podstawowych informacjach o charaktery-styce i kluczowych właściwościach fi zycz-nych.
Jako że natura każdej przylepnej for-mulacji różni się, nie jest możliwe sugero-wanie, że jedna powłoka może rozwiązać wiele problemów przyklejania, więc to co było potrzebne, to sposób rekomendacji właściwej powłoki dla każdej przylepnej formulacji tak efektywnie i dokładnie jak to możliwe. Przed wprowadzeniem pro-jektu TSAR Predict, wybór odpowiedniej powłoki był długim procesem angażują-cym obszerne pole testów i zabierającym cenny czas z produkcji klientów I Holland. I Holland produkował kilka zestawów na-rzędzi z różnymi powłokami, które były wysyłane do fabryki klienta i testowane na miejscu z produktem. Po testach i błędach I Holland mógł polecić najbardziej odpo-wiednie rozwiązanie anty-przylepne dla danej receptury. Od początku do końca taki proces mógł trwać do 6 miesięcy, podczas gdy TSAR Predict, zakładając, że I Holland ma wszystkie wcześniej wymienione infor-macje, zalecenie może być przedstawione bardzo szybko.
Przy udziale wysoko wykwalifi kowanych inżynierów I Holland zdobył ośmioletnie do-świadczenie w dostarczaniu efektywnych,
anty-przylepnych rozwiązań już na począt-ku projektu i zachowuje rejestr wszystkich projektów substancji aktywnych i receptur. Mimo to, co Rob mocno podkreśla, samo spojrzenie na dane historyczne było nie-wystarczające. „Trzeba było zastosować bardziej zaawansowane badania naukowe na podłożu wzorów chemicznych”, którą to rolę wypełnił profesor Roberts i zespół Wy-działu Farmacji..
Naturalnie zawsze istnieje możliwość, że przyklejanie jest spowodowane czymś innym niż adhezja cząstek, ale - mając obecnie imponujące 10 lat ekspertyz anty--przyczepności — I Holland ma gruntowne zrozumienie wszystkich odpowiedzialnych parametrów i bierze je pod uwagę podczas użycia modelu matematycznego. “TSAR Predict jest tak wiarygodny z powodu ca-łej wiedzy i danych jakie zostały do niego wprowadzone i naukowego rozwoju na-szych powłok farmaceutycznych przez lata” podkreśla Rob. “Chodzi o interpretację da-nych otrzymywanych z modelu aby stwo-rzyć właściwą rekomendację.”
Personel projektu TSAR studiował i tworzył dane dla wielu formulacji otrzy-mywanych od klientów, biorąc pod uwagę kluczowe czynniki cechujące przyklejanie, jak siły Van der Waals lub przyciąganie mię-dzycząstkowe, aktywność powierzchniową połączoną z dużą wilgotnością i elektrycz-ność statyczną, jak również inne parametry takie jak chropowatość końcówki stempla, różne materiały/chemikalia na końcówkach stempli i mechaniczne deformacje granula-tu. Model matematyczny był gruntownie te-stowany poprzez dopasowywanie przypusz-
czeń z próbami kompresji na tabletkarkach badawczych.
W końcowej fazie projektu I Holland przeprowadzał także próby zapraszając klientów do wysyłania formulacji, które nie były używane w początkowych testach zgniatających. „Jedna z tych prób w ciem-no szybko weszła do produkcji i problem przyklejania juz nie istnieje, co jest dużym sukcesem” entuzjazmuje się Rob. “Śledzili-śmy to cały czas, otrzymując przewidywania i prowadząc nasze własne próby kompresji na maszynie badawczej jako część projektu i teraz klient testował fi nalne rozwiązanie w produkcji i to się sprawdza.”
TSAR Predict już jest bardzo popularny. Od czasu seminarium w internecie I Holland został zalany zapytaniami o od potencjal-nych jak i od istniejących klientów i pracuje z danymi w modelu wiele razy dziennie.
Dodatkową zaletą projektu TSAR jest to, że przez zdobytą wiedzę na przypadkach przywierania, została opracowana następna powłoka farmaceutyczna — PharmaCote CT (Teksturowy Azotek Chromu). Rob opisuje ją jako “unikalne zawdzięczanie faktowi tego, że pracuje ona zupełnie inaczej niż inne po-włoki anty-przylepne z zakresu”. Mówi: “to wszystko leży w technice produkcji; połączy-liśmy powierzchnię lica końcówki stempla z powłoką co dało rozwiązanie prawie dwa w jednym. Testowaliśmy bardzo wczesny prototyp jako część projektu TSAR i byliśmy mile zdziwieni widząc, że oferuje ona wyjąt-kowo niskie siły przywierania dla większości formulacji w testach kompresji projektu.”
I Holland zamierza rozwijać dalej roz-wiązania anty-przylepności, które będą dodawane do modelu. Jak podkreślał Rob, projekt TSAR otworzył drogę do ulepsza-nia i rozwijania zakresu powłok farmaceu-tycznych o wprowadzanie dodatkowych parametrów. „Dwuletni projekt nauczył nas bardzo dużo o przyczepności cząstek, co pomoże nam zogniskować nasz rozwój w przyszłości. Chcemy być rozpoznawani jako fi rma poświęcona nauce tabletkowa-nia, kierująca swój rozwój zaawansowa-nych rozwiązań tak, żeby pasował do na-szego przemysłu’.
Katarzyna DobkowskaM-D Consulting
tel. +48 22 6490205kom. +48 603975466
www.md-consulting.pl
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
67

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Dr inż. Bogusław HerodPW „Geneza” sp z o.o Pomiar i Rejestracja Temperatury
W wielu działaniach logistycznych firm branży farmaceutycznej istnieje konieczność transportu, magazynowania a następnie dystrybucji produktów leczniczych wrażliwych na działanie takich czynników otoczenia jak zbyt wysoka temperatura czy też wilgotność względna.
Metrologia w służbie farmacji
68 |
Do takich produktów jak środki farmaceutyczne (warunki transportu, przechowywania i dystrybucji określają: Ustawa
„Prawo farmaceutyczne”, Rozporządzenie Ministra Zdrowia „Dobra Praktyka Dystrybucyjna Leków”, najnowsze wytyczne unijne z dnia 07 marca 2013 roku w sprawie Dobrej Praktyki Dystrybucyjnej do-tyczącej produktów leczniczych do stosowania u ludzi w Dzienniku Urzędowym Unii Europejskiej nr 2013/C 68/01). Szczególnym wyma-ganiom warunków transportu i przechowywania podlega też krew i materiały krwiopochodne.
Jedno, co łączy wszystkie te przepisy to wymagania, aby do mo-nitoringu czynników otoczenia stosować odpowiedniej klasy przy-rządy pomiarowe i rejestratory. Bezpieczeństwo obrotu materiałami wrażliwymi wymaga od wszystkich uczestników zachowania odpo-wiednich procedur w tym tak zwanego łańcucha chłodniczego, któ-rego zachowanie musi być odpowiednio udokumentowane. Należy uzasadniać, a w stosownych przypadkach zwalidować* wszystkie
kluczowe etapy procesów dystrybucji. Za system jakości składowa-nia oraz dystrybucji odpowiedzialne są osoby kierujące organizacją.
Celem wykazania, że przyrządy pomiarowe są odpowiedniej kla-sy, prawo narzuca ich okresowe wzorcowanie w akredytowanym laboratorium wzorcującym zapewniającym spójność pomiarową. Świadectwa wzorcowania termometrów i higrometrów wydawane przez zagraniczne laboratoria wzorcujące się uznawane w Polsce na zasadzie wzajemności pod warunkiem, że dane laboratorium zo-stało akredytowane przez sygnatariusza porozumień EA MLA i ILAC MRA. W Polsce takim sygnatariuszem jest Polskie Centrum Akre-dytacji (PCA). Wszystkie świadectwa wzorcowania termometrów, higrometrów oraz rejestratorów temperatury i wilgotności względ-nej stosowane do kontroli warunków transportu, przechowywania i dystrybucji towarów wrażliwych na mocy cytowanych wcześniej przepisów winny posiadać świadectwa wzorcowania sygnowane znakiem PCA lub jego zagranicznego odpowiednika (rys. 1).
Kierownictwo organizacji winno zwrócić baczną uwagę na po-wyższą sprawę, gdyż zgodnie z przepisami prawa, odpowiada za zachowanie procedur, a często pracownicy w ramach iluzorycznych oszczędności zakupują sprzęt tani, ale nie spełniający podstawo-wych wymagań metrologicznych. W przypadku spraw spornych bądź szkody, oszczędności na zakupie nie są adekwatne do strat nie mówiąc już o nadszarpnięciu opinii o organizacji.
Czy rejestrator temperatury i/lub termohigrometr rejestrujący muszą być oddzielone od systemu chłodzącego czy też mogą być jego integralną częścią?
Rejestrator Temperatury czy TermoHigrometr Rejestrujący są projektowane, aby monitorować temperaturę i/lub wilgotność względną powietrza w przestrzeni ładunkowej samochodu bądź w magazynie logistycznym. Ale często, przez producentów sprzętu
Rys. 1*. Przykładowe świadectwo wzorcowania Urzędu Miar RP dla rejestratora KRT-2004
*Walidacjajestpotwierdzeniemprzezprzedstawienieobiektywnegodowodu,żezostałyspełnionewymaganiadotyczącekonkretnego,zamierzonegoużycialubzastosowaniaurządzenia.DlategowszystkieprzyrządypomiarowestosowniedoprzepisówprawawinnyposiadaćindywidualneświadectwawzorcowaniaUrzęduMiarRzeczpospolitejPolskiej,(wzórświadectwarys.1)cozapewniaspójnośćpomiarowązewzorcamiKrajowymiimiędzynarodowymijednostektemperaturyiwilgotnościwzględnej.

Oferujemy badania w zakresie:
- czystość mikrobiologiczna produktów leczniczych - czystość mikrobiologiczna suplementów diety - czystość mikrobiologiczna kosmetyków - monitoring środowiska - testy skuteczności ochrony przeciwdrobnoustrojowej
Posiadamy zezwolenie na wytwarzanie wydane przez Głównego Inspektora Farmaceutycznego oraz Certy�kat GMP.
w w w.mikrogra�a.plLabolatorium Mikrobiologiczne MIKROGRAFIA sp. z o.o. 30-716 Kraków ul. Przewóz 40 A; tel. 012 341 49 50
C
M
Y
CM
MY
CY
CMY
K
reklama_mikro.pdf 1 06.10.2014 11:57
69
chłodzącego lub klimatyzacyjnego rejestratory są dołączane jako jego integralna część. W takim przypadku system rejestrujący może też otrzymywać niepożądane sygnały z systemu chłodniczego (załą-czanie/wyłączanie sprężarki, proces odszraniania itd). Celem unik-nięcia tego typu zakłóceń oraz błędów pomiarowych wynikających z niewłaściwego umieszczenia czujników temperatury, fundamen-talną zasadą jest, aby rejestrator był urządzeniem niezależnym od systemu chłodniczego.
Często też w nowoczesnych lodówkach przeznaczonych do prze-chowywania leków, szczepionek, krwi lub materiałów krwiopochod-nych stosuje się sterowniki mikroprocesorowe, sterujące różnymi funkcjami szafy chłodniczej, ze zintegrowanym systemem rejestracji temperatury. Taka fi lozofi a rzadko może być adoptowana w syste-mach przechowywania produktów farmaceutycznych czy medycz-nych i zdecydowanie nie jest polecana. Taki rejestrator jest po prostu dedykowany do określania wydajności systemu lodówki. W przypad-ku uszkodzenia lub też problemu z elektroniką w szafi e chłodniczej, zintegrowany rejestrator temperatury przestaje działać właśnie wte-dy, gdy jest najbardziej potrzebny. Ponadto, taki zintegrowany z sys-temem chłodzenia rejestrator zazwyczaj, ze względów technicznych, nie może być wzorcowany przez laboratorium wzorcujące.
Dlatego też unijne dyrektywy EEC i szczegółowe przepisy wymie-nione na wstępie artykułu, określają jednoznacznie, że tylko nieza-leżne od systemu chłodzenia, wzorcowane rejestratory, są jedynym sposobem na zachowanie prawidłowego łańcucha chłodniczego. Przykładowe rozwiązanie lodówki farmaceutycznej z wbudowanym fabrycznie wzorcowanym Komputerowym Rejestratorem Tempera-tury pokazano na rysunku 2.
Rys. 2. Lodówka farmaceutyczna Bolarus z wbudowanym fabrycznie komputerowym rejestratorem temperatury KRT-406 GSM. Zgodnie z wymaganiami prawnymi, rejestrator posiada indywidualne świadectwo wzorcowania Urzędu Miar RP. W przypadku monitoringu warunków przechowywania szczepionek rejestrator może być doposażony w modem GSM, który wysyła alarmy na telefony komór-kowe (rys. 7)
reklama

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
70 |
Czasookres wzorcowań i walidacji rejestratorów temperatury stosowanych do monitoringu warunków podczas transportu i przechowywania wrażliwych towarów w magazynach logistycznych wyrobów farmaceutycznych
Zgodnie z wymaganiami termometry, rejestratory temperatury oraz termohigrometry powinny być wzorcowane w laboratorium wzorcującym co 24 miesiące. W przypadku monitoringu warunków przechowywania krwi i materiałów krwiopochodnych często ten okres skraca się do 12 miesięcy.
W okresie pomiędzy wzorcowaniami, wskazania przyrządów powinny być walidowane przynajmniej co 12 miesięcy, chociaż bardzo często procedurę walidacji przeprowadza się co 6 miesię-cy. Walidację mierników przeprowadza się metodą porównawczą to znaczy porównuje się wskazania wzorcowanego termometru referencyjnego ze wskazaniami termometru walidowanego. Termo-metr referencyjny powinien mieć przynajmniej 5-cio krotnie większą rozdzielczość pomiarową niż termometr walidowany. Przykładowo jeśli termometr walidowany ma rozdzielczość 0,1*C to termometr referencyjny powinien mieć rozdzielczość przynajmniej 0,02*C. W tej procedurze istotne jest, aby obydwa czujniki temperatury były bardzo blisko siebie. Przykładowy termometr i termohigrometry re-ferencyjne do walidacji pokazano na rysunku 3.
Rys. 3. Przykładowy termometr i termohigrometry mikroprocesorowe o parametrach technicznych pozwalających na walidacje innych przyrządów użytkowych
Oczywiście po każdej dokonanej walidacji należy sporządzić sprawozdanie zawierające podsumowanie otrzymanych wyników oraz wypunktować wystąpienie ewentualnych odstępstw. Jeżeli stwierdzono nieprawidłową pracę przyrządu użytkowego należy podjąć działania naprawcze aż do wymiany wadliwego sprzętu, gdyby zaszła taka potrzeba.
Wszystkie protokoły winny być podpisane przez osobę odpowie-dzialną za systemy jakości wewnątrz organizacji.
Przygotowanie magazynów i środków transportu do montażu systemu monitoringu warunków środowiskowych
Przed oddaniem magazynu do użytkowania należy wykonać tak zwane mapowanie rozkładu temperatury, a w niektórych przypad-kach również wilgotności względnej. Mapowanie takie można wyko-
nać samodzielnie dysponując odpowiedniej klasy termometrem lub termohigrometrem wzorcowym.
Istnieją też specjalizowane firmy, które usługowo wykonują ma-powanie magazynów czy też chłodni. Są także dostępne na rynku specjalizowane systemy pomiarowe, które pozwalają na automa-tyczne mapowanie i generują na komputerze sprawozdania spełnia-jące wymogi formalne (rys. 4).
Rys. 4. Zaawansowany system do sprawdzania rozkładu temperatury (mapowania). Wbudowana drukarka pozwala wykonywać wydruki na obiekcie, a specjalizowany program komputerowy pozwala generować na komputerze odpowiednie świadec-two sprawdzenia zgodne z wymaganiami norm serii ISO oraz Dobrej Praktyki Dystrybucyjnej (DPD)
W procedurze mapowania czujniki temperatury lub/i wilgotno-ści względnej należy umieszczać w miejscach o skrajnej wartości wahań temperatury. Jeżeli jest to magazyn wysokiego składowania przyjmuje się, że czujniki winny się znajdować około 0,5 metra po-wyżej najwyższego regału, w połowie wysokości składowania i oko-ło 0,5 metra nad podłogą. Po wyznaczeniu newralgicznych miejsc w nich montujemy czujniki warunków środowiskowych. W nowym magazynie powinno się przeprowadzić również kontrolne mapowa-nie o różnych porach roku, gdyż warunki środowiskowe mogą się diametralnie zmienić.
W przypadku samochodów chłodni istotne jest określenie jak szybko przestrzeń ładunkowa zostanie schłodzona do żądanej tem-peratury i czy nie zostają przekroczone wartości graniczne tempera-tur. Ma to istotne znaczenie w przypadku transportu niektórych le-ków, gdzie temperatura przechowywania musi się mieścić w zakre-sie od +2*C do +8*C. Nowym trendem dla walidacji transportu jest zastosowanie tabletów w połączeniu ze wzorcowanym termome-trem rejestrującym (rys. 5 Copyright: APG-Innowacje, Mysłowice).


e-wydanie do pobrania na: www.farmacom.com.pl3/2014
72 |
Rys. 5. Termometr mikroprocesorowy zasilany z gniazdka zapalniczki w samochodzie i tablet ANDROID pozwalają na walidację systemu chłodniczego w samochodzie dostawczym. Zastosowanie tego rozwiązania pozwala na wysłanie wyników rejestracji mailem na oddalony komputer i wydrukowanie protokołu na drukarce
Rozwiązania systemów monitoringu warunków środowiskowych oraz rozmieszczenie czujników w obiekcie magazynowym leków
W zależności od wielkości magazynu można stosować termome-try jednokanałowe mierzące temperaturę tylko w jednym miejscu magazynu, bądź też rejestratory wielokanałowe pozwalające na po-miar i rejestrację temperatury lub mikroklimatu w wielu miejscach magazynu. W przypadku kilku magazynów można też w oparciu o przemysłowy interfejs RS-485 zbudować sieć połączonych w sze-reg oddzielnych rejestratorów (rys. 6). W przypadku zastosowania interfejsu RS-485 cała sieć może mieć rozpiętość nawet do 900 metrów. Taka sieć może być podłączona do jednego komputera PC, na którego dysku twardym można archiwizować wyniki rejestracji. Z uwagi na czytelność na ekranie monitora komputerowego stosuje się zwykle sieć do 32 sztuk obiektów, chociaż spotyka się rozwiąza-nia monitorujące jeszcze większą liczbę obiektów.
W przypadku dużego magazynu czujniki należy umieszczać w new-ralgicznych punktach, które zostały wyselekcjonowane wcześniejszym mapowaniem. Łącząc czujniki pomiarowe z miernikiem należy zwrócić uwagę, aby zastosować kabel o parametrach technicznych zalecanych przez producenta rejestratora. Najkorzystniej jest, aby cały kabel był w jednym kawałku. Jeżeli zaistnieje konieczność łączenia kabla z krót-szych odcinków, to należy je lutować a następnie dobrze zaizolować. Większość dobrych producentów oferuje też odpowiednie złącza do sztukowania kabla. Lepszej jakości czujniki temperatury są produko-wane w wersji czteroprzewodowej, co umożliwia kompensację błędu długości kabla. W takim przypadku długość kabla pomiarowego może wynieść nawet 100 metrów bez utraty dokładności pomiaru.
Prowadząc kabel pomiarowy od czujnika do miernika nale-ży zwrócić szczególną uwagę, aby nie przebiegał on w odległości mniejszej niż 0,5 metra od trasy kabli energetycznych, świetlówek, lamp większej mocy, agregatów chłodniczych lub klimatyzacyjnych. Długi przewód działa tak jak antena i mogą się w nim indukować zakłócenia elektromagnetyczne, co może mieć wpływ na pomiary, a w skrajnym przypadku nawet uszkodzić miernik.
Monitoring warunków przechowywania i transportu leków i szczepionek
Dużym wyzwaniem dla firm logistycznych współpracujących z farmacją i krwiodawstwem jest monitoring warunków przechowy-wania i transportu materiałów wrażliwych takich jak leki, szczepion-ki, krew i jej pochodne lub tkanki do transplantologii.
W takim przypadku zastosowanie wizualnych alarmów jak i aku-stycznych może być niewystarczające, gdyż w weekend lub w nocy może nie być obsługi magazynu. Zdarza się też, że w nocy, często w trakcie weekendu są konserwowane sieci energetyczne, co skut-kuje nawet kilkugodzinnymi wyłączeniami prądu. W takim przypad-ku informacja o niewłaściwych warunkach przechowywania może dotrzeć do służb technicznych zbyt późno, aby zapobiec uszkodze-niu cennych materiałów. Dlatego też w takich przypadkach często stosuje się powiadamianie SMS-em odpowiednich służb technicz-nych firmy farmaceutycznej o zaistnieniu awarii (rys. 7).
Rys. 7. Przykładowe rozwiązanie systemu wysyłającego alarmy SMS na trzy telefony komórkowe
Za pomocą zarejestrowanych telefonów można uzyskać infor-mację o aktualnych temperaturach wysyłając SMS z hasłem, co jest jedną z wymaganych procedur. Natomiast w przypadku awarii zani-ku napięcia zasilającego na przykład lodówki, czy też zmiany tem-
Rys. 6. Przykładowe połączenie w sieć kilku rejestratorów temperatury i termohigrometrów

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
73
peratury poza zakres warunków przechowywania materiału, SMS-y alarmowe są wysyłane automatycznie.
Należy tutaj przestrzec przed iluzorycznymi oszczędnościami polegającymi na zastosowaniu niskobudżetowych rozwiązań z we-wnętrznymi modułami GSM, nie posiadającymi homologacji do pra-cy z sieciami komórkowymi w Polsce i w Unii Europejskiej. Tego typu rozwiązanie może niewłaściwie współpracować z kartą SIM czy też z siecią komórkową i w efekcie nie wysłać SMS-a alarmowego. Tylko modem zewnętrzny posiadający badania homologacyjne i spełnia-jący wymagania odpowiednich norm może zapewnić odpowiedni poziom bezpieczeństwa.
Drugim ważnym elementem bezpieczeństwa jest stosowanie kart SIM operatorów mających własną infrastrukturę do obsługi sieci komórkowych. Operatorzy korzystający z dzierżawionej in-frastruktury innych sieci często nie mają priorytetów w wysyłaniu SMS-ów przez co przychodzą one z opóźnieniem. Zaleca się też ko-rzystanie z kart SIM z abonamentem typu M2M dedykowanym do telemetrii. Abonamenty takie są w ofercie wiodących firm teleko-munikacyjnych, a ich cena zaczyna się od kilkunastu złotych mie-sięcznie. Zwykła karta abonamentowa nie ma takich priorytetów jak karta typu M2M co w przypadku nasilenia wysyłania różnych SMS--ów (np. z życzeniami świątecznymi), może powodować opóźnienia w ich dostarczaniu. Następną ważną cechą takich abonamentów M2M jest brak SMS-ów reklamowych, które mogą zapełnić skrzyn-kę modemu w wyniku czego nie będzie on prawidłowo pracował. Gdyby jednak, z jakiś względów zaszła konieczność zastosowania zwykłej karty abonamentowej, należy na piśmie za potwierdzeniem odbioru poprosić operatora sieci komórkowej o zablokowanie przy-syłania spamu z reklamami. Należy również przestrzec przed stoso-waniem kart typu pre-paid. Zazwyczaj okazuje się, że SMS nie został wysłany, bo karta właśnie straciła ważność lub limit SMS-ów został wyczerpany i karta wymaga doładowania.
W przypadku transportu mniejszych ilości leków lub szczepio-nek bardzo często stosuje się torby lodówki pasywne lub aktywne. W torbach pasywnych stosuje się wkłady mrożące, które po wcze-śniejszym zamrożeniu w lodówce/zamrażarce stacjonarnej wkłada się do torby lodówki. Natomiast lodówki aktywne posiadają ogniwa Peltiera zasilane z gniazda zapalniczki samochodu, które w zależno-ści od mocy schładzają zawartość torby nawet o kilkanaście stopni poniżej temperatury otoczenia. W niskobudżetowych rozwiązaniach stosuje się często termometry wkładane do wnętrza torby. Takie rozwiązanie nie zapewnia jednak możliwości obserwacji tempera-tury w trakcie transportu bez otwierania, co zaburza zarówno wska-zania termometru jak i powoduje wpływanie do wnętrza torby cie-płego powietrza. W profesjonalnych rozwiązaniach stosuje się we-
wnętrzny czujnik temperatury oraz podłączany do niego zewnętrzny termometr rejestrujący z wyświetlaczem, który zapewnia zarówno obserwacje temperatury w trakcie transportu, a także przy pomo-cy specjalizowanego programu komputerowego pozwala stworzyć bazę warunków transportu próbek wrażliwych. Aby było to możli-we dane pomiarowe rejestratora temperatury muszą być zapisane w jego pamięci nielotnej. Przykładowe rozwiązanie takiego zestawu pokazano na rysunku 8.
Sposób utworzenia bazy danych monitoringu transportu wrażli-wych materiałów pokazano na rysunku 9,10 i 11.
Rys. 8. Przykładowy zestaw przyrządów do monitoringu warunków transportu leków wrażliwych. Zapisane w pamięci termometru wyniki rejestracji temperatury transportu mogą posłużyć do stworzenia bazy danych warunków transportu materiałów wrażliwych
Rys. 9. Przykładowe foldery bazy danych warunków transportu
Rys. 10. Przykładowe wnętrze folderu odzwierciedlające pliki rejestru kontroli transportu

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
74 |
Rys. 11. Przykładowy podgląd jednego z plików rejestracji
Bezprzewodowy monitoring temperatury w magazynach leków
W wielu magazynach leków z różnych powodów występują trud-ności w zbudowaniu sieci kablowej umożliwiającej podłączenie do jednego komputera PC szeregu pojedynczych rejestratorów tempe-ratury. Często też wyniki monitoringu muszą być wysłane na odda-lony komputer PC. Najnowsze technologie metrologiczne pozwalają na transmisje danych poprzez sieć Internet. Przykładowe rozwiąza-nia pokazano na rysunku 12 i 13.
Rys. 12. Przykładowe rozwiązanie umożliwiające transmisję danych z dużego magazynu środków farmaceutycznych za pomocą ośmiokanałowego, komputerowego reje-stratora temperatury KRT-807 (6) , konwerter LAN (5) i routera do oddalonego komputera poprzez sieć Internet
Rys. 13. Przykładowe rozwiązanie umożliwiające transmisję danych do internetu z monito-rowania lodówki farmaceutycznej do przechowywania szczepionek. Zgodnie z wymaganiami prawnymi, temperatura we wnętrzu lodówki jest mierzona przez dwa czujniki temperatury typu Pt-100, a miernik jest wzorcowany.
Monitoring warunków przechowywania i badania leków oraz mikroklimatu w akredytowanych laboratoriach farmaceutycznych
Wymagania stawiane przez PCA akredytowanym laboratoriom farmaceutycznym, pociągają za sobą konieczność wyposażenia w odpowiedni sprzęt. Wszystkie urządzenia termiczne muszą być wyposażone we wzorcowane termometry lub rejestratory tempera-tury zapewniające spójność pomiarową (rys. 14).
Rys. 14. Zainstalowane w laboratoryjnych urządzeniach termicznych termometry muszą posiadać indywidualne świadectwo wzorcowania celem zapewnienia spójności pomiarowej
Dodatkowo w nowym sprzęcie wymagane jest sprawdzenie roz-kładu temperatury na każdej półce lodówki lub cieplarki. Przepisy

75
wymagają aby taki rozkład temperatury był sprawdzany w przy-najmniej 5 punktach. Czujnik referencyjny umieszcza się w środku geometrycznym półki urządzenia termicznego (zamrażarki, lodówki, cieplarki laboratoryjnej) a pozostałe czujniki w rogach półki. Specja-lizowany rejestrator temperatury sprawdza i rejestruje odchylenia temperatur wskazywanych w poszczególnych rogach półki w urzą-dzeniu termicznym w stosunku do wskazań czujnika referencyjne-go. Wyniki pomiarowe są analizowane przez komputer do którego jest podłączony rejestrator, a następnie jest generowany odpowied-ni protokół sprawdzenia (rys.4).
W przypadku przechowywania lub badania leków i ich składni-ków, które są wrażliwe na ekspozycje w nieodpowiednich warun-kach wilgotności, we wnętrzu chłodni lub cieplarki montuje się gło-wice pomiarowe zawierające zarówno czujnik temperatury Pt-100 jak i czujnik wilgotności względnej (Rys. 15).
Również w pomieszczeniach laboratoryjnych w sposób ciągły monitoruje się mikroklimat za pomocą TermoHigrometrów a nie-kiedy TermoHigroBarometrów. Oczywiście i te przyrządy muszą być wzorcowane (Rys. 16).
Rys. 16. Przykładowy TermoHigroBarometr i TermoHigrometr czterokanałowy do monitoringu mikroklimatu w laboratorium badawczym
Podsumowując, warto jeszcze raz podkreślić, że w przypadku magazynowania lub transportu leków oszczędność się nie opłaca, gdyż w przypadku awarii, szkody czy spraw spornych koszty mogą być nie współmierne do zaoszczędzonych środków.
Literatura
1. Wytycznezdnia7marca2013rwsprawieDobrejPraktykiDystrybucyjnejdotyczącejproduktówleczniczychdostosowaniauludzi.DziennikUrzędowyUniiEuropejskiejnr2013/C68/01
2. Ustawa„Obezpieczeństwieżywnościiżywienia”zdn.25.08.2006r,Dz.Ustaw2006Nr171poz.1225zpóźniejszymizmianami
3. DavidThorley,ColdChainInstrumentsLtd.,“RefrigeratedVehicleTempera-tureMonitoringRegulations”
4. RozporządzenieMinistraZdrowiazdn.11.12.2012rokuDz.Ustaw2013nr13.poz.5
5. Ustawazdn.22.08.1997„Opublicznejsłużbiekrwi”Dz.U.Nr106,poz.681zpóźn.Zmianami.
Rys. 15. Chłodziarka laboratoryjna z zainstalowaną głowicą termohigrometryczną
reklama

Popularność, jaką cieszą się masowe przepływomierze Coriolisa, wynika z ich wielu zalet. Najbardziej istotne to: najwyższa spo-
śród przepływomierzy przemysłowych dokładność i stabilność po-miaru, a także jednoczesny pomiar wielu zmiennych - strumienia masy, objętości, gęstości i temperatury medium. Nie bez znacze-nia jest uniwersalność metody, pozwalająca na pomiar przepływu cieczy oraz gazów.W przemyśle farmaceutycznym sama precyzja pomiaru to jednak nie wszystko.
Przyrząd, który bierze udział w wytwarzaniu leków, musi gwa-rantować stuprocentowe bezpieczeństwo produkcji zarówno pod względem mierzonych wielkości, jak i odpowiedniego wykonania przyrządu. Przepływomierze masowe Coriolisa w bezkompromiso-wy sposób łączą wymogi branży farmaceutycznej z zaletami me-tody pomiarowej.
Precyzyjny pomiar wielu parametrów jednocześnie
Utrzymanie jakości produkcji na stałym, wysokim pozio-mie wymaga monitorowania coraz większej ilości zmiennych. Instalacje produkcyjne stają się przez to coraz bardziej skom-plikowane i droższe w utrzymaniu. Coraz chętniej stosowa-ne są więc wieloparametrowe przyrządy pomiarowe, które w jednym punkcie instalacji mierzą kilka wielkości jednocze-śnie. Doskonałym przykładem są tutaj masowe przepływomierze Coriolisa.
Przyrządy te w bezpośredni i niezależny od siebie sposób mierzą trzy wielkości fizyczne:• strumień masy,• gęstość,• temperaturę cieczy.
Na bazie powyższych wielkości przepływomierz jest w stanie wyliczyć wiele użytecznych wielkości pośrednich. Do najbardziej istotnych można zaliczyć:• strumień objętości,• stężenie wyrażone w %,• stężenie skompensowane temperaturowo, wyrażone w °Brix,
°Plato lub innych.
Z jednego punktu pomiarowego otrzymujemy więc nie tylko parametry ilościowe, ale też szereg informacji ściśle związanych z jakością produktu. Warto zwrócić też uwagę, iż przepływomie-rze masowe nie mają żadnych, specyficznych wymagań odnośnie sposobu ich montażu. Charakterystyczna dla tej klasy urządzeń jest ich bardzo wysoka odporność na drgania instalacji oraz od-działywanie zewnętrznych sił. Są one dzięki temu idealnymi przy-rządami pomiarowymi do pracy w liniach produkcyjnych, szcze-gólnie kompaktowych instalacjach technologicznych (skidach). Przepływomierze są w pełni kompatybilne z procesami mycia i sterylizacji parą CIP/SIP. Dla branży farmaceutycznej szczególnie interesującym przyrządem będzie jednorurowy przepływomierz masowy. Jest to konstrukcja od początku projektowana, aby speł-nić najwyższe wymagania sektora Life Science, w którym istotną rolę odgrywa standard ASME BPE.
Nie tylko dokładnośćKażdy przyrząd wykorzystywany w instalacji przeznaczonej
do produkcji leków musi spełniać określone wymagania. ASME BioProcessing Equipment (ASME BPE) jest międzynarodowym standardem uznanym w ponad 30 krajach. Norma ta określa wy-mogi odnoszące się do urządzeń wykorzystywanych w przemyśle
Spełnienie surowych wymagań sektora farmaceutycznego wymaga dedykowanych rozwiązań w zakresie pomiarów przepływu i temperatury
Spełnienie surowych wymagań sektora farmaceutycznego wymaga dedykowanych rozwiązań w zakresie pomiarów przepływu.
Dariusz FigielMenedżer Produktu, Endress+Hauser Polska sp. z o.o.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
76 |

ECOLAB CONTAMINATION CONTROL
Brunel WayBaglan Energy ParkNeath SA11 2GA UK02920 854 390 (UK)+44 2920 854 395 (Export)
www.ecolabcc.com
Shield UK/ECOLAB
ECOLAB HEALTHCARE EUROPE
Richtistrasse 78304 WallisellenSwitzerland+41 44 877 2000
www.ecolab.eu
© Ecolab 2014 6390.2/04.14
W CELU UZYSKANIA DODATKOWYCH INFORMACJI LUB WOLI WIZYTY W ZAKŁADZIE PROSIMY O KONTAKT Z NASZYM EKSPERTEM CONTAMINATION CONTROL LUB KONTAKT TELEFONICZNY Z INFOLINIĄ OBSŁUGI KLIENTA
Stosując produkty Ecolab możesz mieć pewność wyboru w pełni zwalidowanej palety produktów, które – dla stosowania w cleanroomach - powstają w cleanroomach.
W naszym świadomie zbudowanym zgodnie z najwyższymi standardami zakładzie powstają według wymagań cGMP sterylne
produkty w warunkach, które są identyczne z tymi u klientów.
Nasz system produkcji jest wyjątkowy
KONTROLA ZANIECZYSZCZEŃ
ECOLAB CONTAMINATION CONTROL
Brunel WayBaglan Energy ParkNeath SA11 2GA UK02920 854 390 (UK)+44 2920 854 395 (Export)
www.ecolabcc.com
Shield UK/ECOLAB
ECOLAB HEALTHCARE EUROPE
Richtistrasse 78304 WallisellenSwitzerland+41 44 877 2000
www.ecolab.eu
Cała nasza bezkonkurencyjna paleta alkoholi i biocydów w spray`u wyróżnia się obecnością SteriShield Delivery System (SDS), jedynym zwalidowanym na rynku systemem utrzymania sterylności.
W połączeniu z szeroką ofertą wysokiej jakości chusteczek – suchych i nasączanych – oraz urządzeń i dodatkowego serwisu – jesteśmy pewni, że spełniamy wszystkie oczekiwania klientów.
W cleanroomie nie ma miejsca na wątpliwości.
Nasze zapewnienie zgodności procesów (Process Match) pomaga je wyeliminować.
KONTROLA ZANIECZYSZCZEŃ
BEZ KOMPROMISÓWECOLAB CONTAMINATION CONTROL
Brunel WayBaglan Energy ParkNeath SA11 2GA UK02920 854 390 (UK)+44 2920 854 395 (Export)
www.ecolabcc.com
Shield UK/ECOLAB
ECOLAB HEALTHCARE EUROPE
Richtistrasse 78304 WallisellenSwitzerland+41 44 877 2000
www.ecolab.eu
6390.2•CC Ad A4_Second to None_Poland.indd 1 11/04/2014 15:58

farmaceutycznym, biotechnologii i produkcji środków higieny oso-bistej. Obejmuje aspekty związane ze sterylnością i czystością, wy-miarami i tolerancją, wykończeniem powierzchni, łączeniem mate-riałów i uszczelnieniami. Mają one zastosowanie do:• elementów, które są w kontakcie z produktem, surowcami,
półproduktami i produktami pośrednimi w trakcie wytwarzania lub składowania;
• układów, które są istotną częścią procesu wytwarzania produk-tów, np. wody do iniekcji (WFI), czystej pary, fi ltracji.
Zakres, w którym przepływomierz masowy Coriolisa jest zgodny z zaleceniami ASME BPE, obejmuje następujące części standardu:• GR Wymagania ogólne, w szczególności gwarantowanie pro-
gramu zapewnienia jakości produkcji• SD Czystość i sterylność konstrukcji. W części tej zawarte są
wytyczne dotyczące projektowania, specyfi kacji, wytwarzania i dokumentacji urządzeń dla przemysłu biofarmaceutycznego, które muszą być obsługiwane w sposób gwarantujący ich czy-stość i/lub sterylność.
• DT Wymiary i tolerancje. Ta część określa dopuszczalne wymiary i tolerancje w odniesieniu do materiałów (tj. rur, armatur, przy-łączy itp.) wykorzystywanych w przemyśle biotechnologicznym i farmaceutycznym.
• M Połączenia materiałów. Jest to część standardu opisująca wy-magania dotyczące procesów łączenia elementów (np. automa-tycznego lub ręcznego spawania) prowadzonych przy produkcji urządzeń wykorzystywanych w przemyśle farmaceutycznym.
• SF Wykończenie powierzchni. W tej części standardu opisane są wymagania dotyczące wykończenia powierzchni elementów składowych urządzeń i systemów przeznaczonych dla przemy-słu farmaceutycznego.
Zgodność z tak szerokim zakresem uznanego w branży stan-dardu daje też gwarancję kompatybilności przepływomierza z po-zostałą częścią instalacji. Najważniejsze cechy i zalety przepływo-mierzy masowych:• Wszystkie elementy przepływomierza mające kontakt z me-
dium wykonane są ze stali k.o. 316L/1.4435 z niską zawarto-ścią ferrytu delta (<1%).
• Rura pomiarowa, przyłącza procesowe oraz zewnętrzna osłona czujnika są polerowane elektrolitycznie, co gwarantuje najwyż-szy stopień czystości i odporności korozyjnej (Ramax = 0,38 um)
• Spawana, higieniczna konstrukcja czujnika gwarantuje całko-witą samoopróżnialność sensora z medium
• Kalibracja na akredytowanym stanowisku o całkowitej niepew-ności 0,015%, spójna,fabryczna kalibracja gęstości.
Szybkość pomiaru temperatury liczy się zawsze.Kompaktowe termometry wyznaczają kierunek w branży
Czy kiedykolwiek zastanawiali się Państwo czy istnieje szyb-sza metoda przygotowania termometru do wzorcowania? O ile więcej termometrów można byłoby wywzorcować gdyby nie ten czasochłonny rytuał rozkręcania czujnika temperatury, odłączania przewodów, wyjmowania wkładu i ponownego podłączania prze-wodów przed właściwym wzorcowaniem?
Jeżeli nie spotkała Państwa żadna z opisanych wyżej sytuacji, to można zakończyć czytanie tej treści, ale wtedy nie wykażecie się Państwo znajomością nowoczesnych technologii i rozwiązań w po-miarach temperatury przed szefem i wśród współpracowników.
Czytając jednak dalej ten wątek, znajdziecie Państwo odpowiedzi na nurtujące Was pytania. Będziecie mogli skrócić czas przygotowa-nia termometru do wzorcowania. Odkręcicie Państwo termometr z instalacji bez stosowania narzędzi oraz zapomnicie o czasochłon-nym rytuale demontażu wkładu pomiarowego przed wzorcowaniem. Ponadto unikniecie pomyłek przy ponownym podłączaniu przewo-dów pomiarowych do czujnika. Posiadając taką wiedzę wykażecie się Państwo przed szefem oraz współpracownikami swoją kompe-tencją i znajomością nowych technologii w pomiarach temperatury.
Jak wiemy, pomiar temperatury jest jednym z najważniejszych pomiarów procesowych. Jakość produktu farmaceutycznego, bez-pieczeństwo procesu oraz koszty zużycia energii zależą od takich parametrów czujnika temperatury jak jego dokładność, powta-rzalność, szybkość odpowiedzi czy chropowatość powierzchni jak również higieniczna konstrukcja zapewniająca brak martwych stref, trudnych do czyszczenia.
Termometry kompaktowe, (nieroz-dzielne) wykorzystujące w swojej mo-dułowej konstrukcji cienkowarstwowe czujniki termorezystancyjne Pt100 w klasie dokładności A lub AA są od-powiednio 2 i 3-krotnie dokładniejsze od standardowych czujników stoso-wanych przez różnych producentów w wersji rozdzielnej. Umieszczony w głów-ce podłączeniowej przetwornik tempe-ratury umożliwia linearyzację charakte-rystyki czujnika Pt100, eliminując tym samym błąd systematyczny wynikający z użycia parametrów idealnego czujnika zamiast parametrów rzeczywistego ele-mentu termorezystancyjnego podłączo-nego do wejścia przetwornika
Dzięki kompaktowej konstrukcji, lepsza transmisja ciepła z procesu do czujnika pozwala zmniejszyć minimal-ną wymaganą głębokość zanurzenia czujnika - dzięki czemu usunięta zosta-
je przeszkoda z rurociągu oraz zminimalizowany wpływ ścieżki wi-rowej von Karmana na długość życia czujnika temperatury. Uzyski-wana przez to ochrona produktu oraz elementu sensora pozwala ograniczyć koszty związane z konserwacją punktu pomiarowego.
Wieloletnie doświadczenie inżynierów z zakresu projektowania urządzeń automatyki umożliwiła stworzenie rozwiązania umożli-wiającego demontaż połączenia pochwy termometrycznej z głów-ką podłączeniową i wkładem pomiarowym.
Połączenie bagnetowe tworzy na szyjce termometru szczelne połączenie o stopniu ochrony IP69K, które można rozłączyć bez używania dodatkowych narzędzi.
Podczas całego procesu wzorcowania, który obejmuje również demontaż i ponowny montaż czujnika przewody podłączeniowe pozostają podłączone dzięki czemu wyeliminowana została możli-wość pomyłki podczas podłączania przewodów sygnałowych.
PodsumowanieTermometry kompaktowe o odpowiedniej konstrukcji (dedyko-
wanej dla branży farmaceutycznej) standardowo wyposażone są w czujniki o dwukrotnie wyższej klasie dokładności i siedmiokrot-nie szybszej odpowiedzi umożliwiając osiągnięcie maksymalnej sprawności produkcji i zmniejszenie zużycia energii.
e-wydanie do pobrania na: www.farmacom.com.pl3/2014
78 |
15-521 Zascianki, Polska
www.multipkg.com
Multi Packaging Solutions Tczew Sp. z o. o.ul. Malinowska 4383-100 Tczew, Polska
Multi Packaging Solutions Bialystok Sp. z o. o.Szosa Baranowicka 78
The Complete Global Partner

15-521 Zascianki, Polska
www.multipkg.com
Multi Packaging Solutions Tczew Sp. z o. o.ul. Malinowska 4383-100 Tczew, Polska
Multi Packaging Solutions Bialystok Sp. z o. o.Szosa Baranowicka 78
The Complete Global Partner
15-521 Zascianki, Polska
www.multipkg.com
Multi Packaging Solutions Tczew Sp. z o. o.ul. Malinowska 4383-100 Tczew, Polska
Multi Packaging Solutions Bialystok Sp. z o. o.Szosa Baranowicka 78
The Complete Global Partner
15-521 Zascianki, Polska
www.multipkg.com
Multi Packaging Solutions Tczew Sp. z o. o.ul. Malinowska 4383-100 Tczew, Polska
Multi Packaging Solutions Bialystok Sp. z o. o.Szosa Baranowicka 78
The Complete Global Partner

Jedną z najbardziej rozpowszechnionych form pakowania w szeroko pojętym przemyśle farmaceutycznym jest pakowanie a raczej zgrzewanie opakowań z użyciem maszyn typu flow-pack. Warto zauważyć, że jednym z czołowych producentów tego typu urządzeń jest niemiecka firma Hugo Beck.
Maszyny i urządzenia zgrzewające typu fl ow-pack tej fi rmy ofe-rują dla tej popularnej formy pakowania nowe opcje.
Zwłaszcza w takich branżach jak:• przemysł spożywczy• przemysł kosmetyczny czy• przemysł farmaceutyczny gdzie najważniejsze są:
– elastyczność – możliwość szybkiej regulacji ustawień maszyny – szczelność pakowanych produktów oraz ekonomika czy tym
samym koszty eksploatacji.
Wszystkie wyżej wymienione zalety połączone wraz z know-how z opatentowanym napędem Servo przy pakowaniu produktu zosta-ły przedstawione przez producenta maszyn pakujących z Dettingen / Erms na targach Interpack 2014 w Düsseldorfi e na przykładzie maszyny fl owpack do pakowania hermetycznego plastrów z możli-wością zastosowania w maszynie wielu jeszcze dodatkowych opcji.
Maszyny typu fl ow-pack są przede wszystkim wykorzystywane w miejscach, gdzie najistotniejszą rolę odgrywają: • szczelność oraz stabilność opakowania czyli w takich branżach
jak wspominane już: – przemysł spożywczy – przemysł medyczny – czy farmaceutyczny.
W wyżej wymienionych gałęziach przemysłowych przeważająca większość opakowań posiada charakterystyczne zgrzewy typowe dla tego typu urządzeń. Niemiecka fi rma Hugo Beck wyspecjali-zowała się w przygotowywaniu maszyn pod konkretnego, indy-widualnego klienta wraz z takimi dodatkowymi urządzeniami jak doprowadzeniem produktu bądź przekazywaniem go za pomocą poprzedzającej maszyny.
Przykładem z kolei takiego rozwiązania jest system do nawijania elektrod wykorzystywanych chociażby w badaniach EKG. Zainstalo-
wany system odcinający umożliwia nie tylko pakowanie pojedyn-czych sztuk ale również do 10 sztuk produktów, ułożonych jeden na drugim.
W maszynach tych oczywiście obok różnego rodzaju zadrukowa-nych folii istnieje możliwość zastosowania także:• drukarek do nadrukowywania np. daty produkcji bezpośrednio
na folii• etykieciarek • rozwiązań gazowych do zastosowań MAP jak również różnego
rodzaju aplikatorów do nakładania suchych torebek lub absorp-cji tlenu z rolek lub materiałów sypkich potrzebnych w codzien-nym biznesie.
MAP Modifi ed Athmosphere Packaging jest używana aby: • Utrzymać product w sposób sterylny• Przedłużyć trwalość produktu • “Poprawić” wygląd produktu
MAP składa się przeważnie z 1 lub 2 gazów, które są wprowadza-ne do opakowania i w ten sposób wypierają naturalną atmosferę. Poziom gazu regulowany jest poprzez urządzenie dozujące. Wyma-gany poziom wypełnienia określany jest za pomocą zewnętrznego urządzenia mierzącego, które nie jest dostarczane przez producenta maszyn pakujących. Firma Hugo Beck używa urządzeń MAP wypro-dukowanych przez przedsiębiorstwo WITT z Niemiec
Sposoby pakowania w przemyśle farmaceutycznym
Istnieje także możliwość zgrzewania grubych foli kompozytowych, jednakże grubość folii wpływa na wydajność
Wojciech Kosylak „COM” Maszyny Pakujące Sp. z o.o.
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
80 |

81
Standardowe rozwiązania w zasięgu ręki
Zaprezentowane na targach Interpack 2014 w Duesseldorfi e rozwiązanie przedstawia maszynę typu fl ow-pack z kroczącym, kon-tynuującym układem zgrzewu poprzecznego BOX MOTION oraz ze zgrzewem wzdłużnym umiejscowionym od dołu. Takie umiejscowie-nie zgrzewów powoduje, że urządzenia te idealnie sprawdzają się w pomieszczeniach gdzie sterylność pakowania jest najistotniejsza czyli np. w farmacji.
Wspomniane wcześniej plastry są dostarczane za pośrednic-twem samonakładacza fi rmy HUGO BECK a następnie za pomocą łańcucha palczastego dostarczane do etykieciarki.
Całość pod koniec procesu jest szczelnie pakowana w zadruko-waną wcześniej folii OPP.
Dalej istniej możliwość napełnienia opakowania specjalnym ga-zem ochronnym oraz oznaczenia folii przykładowo w termin przy-datności produktu, farmaceutyku itp.
Na samym zakończeniu procesu zgrzane torebki są sprawdzane pod kątem szczelności.
Warto zauważyć, że maszyny typu fl ow-pack wyróżniają się na-stępującymi cechami:• możliwość zastosowania różnorodnych sposobów, form pako-
wania produktu: – przebieg folii od góry bądź dołu maszyny – zastosowanie zgrzewu poprzecznego rotacyjnego lub konty-
nuującego – czteroboczne zgrzewanie zapewniające hermetyczne pako-
wanie produktu• niezależnie od produktu oraz jego wymiarów zawsze osiągany
jest optymalny rezultat pakowania obojętnie czy przy zgrzewach ciepłych, zimnych, przy foliach metalizowanych czy folii pokry-tych papierem lub folii kompozytowych
• możliwość zastosowania wielu opcji jak: – perforacja dla łatwiejszego otwierania – zastosowanie napełniania opakowan gazami – zastosowanie druckmarki dla zadrukowanych folii – zastosowanie magazynków – zastosowanie pasków otwierających – zastosowanie systemów do automatycznej wymiany folii – zastosowanie opakowań do zawieszania
• możliwość doprowadzenia produktu manualnie lub automatycz-nie z jednakowymi lub różnymi odstępami przy jednoczesnym szybkim taktowaniu
• zastosowanie sterowania servo Motioncontrol
• sterowanie i kontrola procesu z panelem dotykowym, prosta, intuicyjna obsługa wraz z pamięcią parametrów produktów
• wysoka niezawodność i powtarzalność wyników pakowania.
Wszystkie wyżej wymienione cechy sprawiają, że są to idealne maszyny do pakowania w przemyśle farmaceutycznym.
Poniżej przykłady produktów spakowanych na maszynach typu fl ow-pack.
Drugą równie popularną formą pakowania produktów farmaceu-tycznych jest ich zgrzewanie.
Warto zauważyć, że jak różnorodne i rozległe pod katem kształ-tów, wielkości itp. mogą być produkty farmaceutyczne, tak również duży jest wybór stosowanych opakowań i urządzeń pakujących. Duży nacisk na jakość, jaką stawia przemysł farmaceutyczny, doty-czy także systemów pakujących. Ponieważ tylko dokładne i wysokiej jakości opakowanie jest gwarancją trwałości produktów. Przecież w ostatecznym rozrachunku to opakowanie jest tym, co chroni le-karstwa i medykamenty aż do ich użycia.
Spójrzmy zatem też na kwestię zgrzewania produktów w folię. Teoretycznie kwestia zgrzewania produktu w folię powinna być bar-dzo łatwa – potrzebna jest tylko folia oraz zgrzewarka i wszystko gotowe! Niestety jak wiadomo nie jest to takie proste. Wiele możli-wych do zastosowania rodzajów folii, wymagania odnośnie opako-wań jak również wymagania dotyczące samego procesu zgrzewania – wszystko to powoduje, że każdy produkt trzeba często dostoso-wać do właściwych procesów pakowania.
Folie termoplastyczne (polietylen, polipropylen itp.) można zgrzewać zarówno ręcznymi zgrzewarkami impulsowymi np. hawo HPL 300 BMS, nożnymi zgrzewarkami (impuls uruchamiany za po-mocą pedału) np. HPL 450 AS czy w końcu zgrzewarkami przeloto-wymi jak HPL 500D.
hawo HPL 300 BMS
WITT Gas Control Butla gazowa z ramie-niem przyłączeniowym
WITT Zewnętrzne urzą-dzenie mierzące poziom wypełnienia
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014

Przy wyborze urządzenia zgrzewającego powinno się uwzględ-niać także fakt, czy folia w którą farmaceutyk będzie pakowany, ma być nawinięta na roli czy raczej będą to pojedyncze torebki. Rów-nie istotną rolę odgrywa ilość zastosowanych torebek, opakowań, w które ma być produkt pakowany. Z doświadczenia wiemy, że tanie urządzenia zgrzewające, w perspektywie wieloletniego użytkowa-nia, funkcjonowania, nie sprawdzają się i najczęściej wbrew pozo-rom okazują się niezwykle kosztowną inwestycją!
Tylko najwyższej jakości zgrzewarki gwarantują wieloletnie, bez-problemowe, bezawaryjne oraz bezpieczne użytkowanie.
Jak już wspominaliśmy wyżej , w niektórych sytuacjach koniecz-ne okazuje się także zgrzewanie produktów w opakowaniach próż-niowych. Częste jest wypełnianie opakowań specjalnymi gazami, o których już pisaliśmy.
Do tego typu zastosowań najlepsze są urządzenia do próż-niowego pakowania z impulsowym zgrzewaniem woreczków jak HV 460 AP2 V
Z wyżej wymienianych powodów, w przemyśle farmaceutycznym nie zaleca się korzystać z łatwych i tanich rozwiązań dotyczących zgrzewania opakowań.
Przy użyciu tanich urządzeń, kto da gwarancję, że każde poje-dyncze opakowanie będzie prawidłowo zgrzane? Jest to tylko możliwe, gdy proces zgrzewania jest:• powtarzalny • wysokiej jakości a tym samym zgodny z parametrami walidacji.
Przy zastosowaniu opakowań sterylnych wedlug normy EN 868 (papier/folia) i torebek Tyvek® walidacja procesu zgrzewania staje się wymogiem koniecznym do spełnienia.
Normy EN ISO 11607-2 jak również DIN 58953:2010 jasno wy-magają aby walidacja procesu pakowania była zachowana.
Warunkiem koniecznym do przestrzegania walidacji jest używa-nie profesjonalnych maszyn zgrzewających. Takie tylko urządzenia są w stanie kontrolować parametry związane z: • temperaturą• czasem i siłą zgrzewania a przez to jej prędkością.
Firma hawo GmbH z główną siedzibą w Obrigheim jest produ-centem tego typu zgrzewarek oraz systemów do kontroli walidacji.
Od prawie 40 lat fi rmie tej swoje zaufanie powierzają lekarze, szpitale, użytkownicy z szeroko pojętej medycyny czy pracownicy instytucji, w których sterylność pakowania odgrywa decydującą rolę.
Do pakowania w wyżej wymienionych miejscach, urządzenia tej fi rmy sprawdzają się idealnie.
Wniosek nasuwa się tylko jeden: użycie profesjonalnych maszyn zgrzewających jest gwarancją niezawodnego, sprawnego i w długiej perspektywie korzystnego ekonomicznie procesu pakowania.
Więcej informacji na temat sposobów pakowania oraz przegląd maszyn, które mogą być wykorzystywane w przemyśle farmaceu-tycznym znajdą Państwo na naszej stronie internetowej: www.com-maszyny.pl
HPL 450 AS
HPL 500D
HV 460 AP2 V
Hawo HM 880 DC-V do sterylnego pakowania np. narzędzi chirurgicznych, stomatologicznych itp.
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
82 |


Aneta KowalczukResearch Executive, MASMI Poland
Rynek farmaceutyczny szybko się rozwija i podobnie jak branża FMCG co roku zwiększa wydatki na reklamę. Jest to spowodowane dużą konkurencją i zmianami zachodzącymi na rynku. Z jednej strony rośnie sprzedaż produktów farmaceutycznych poza aptekami i w sklepach samoobsługowych a z drugiej następuje wzrost świadomości i oczekiwań konsumentów. Wymusza to na producentach ciągły rozwój i podnoszenie jakości nie tylko produktów ale i opakowań m.in. poprzez stosowanie nowoczesnych rozwiązań i technologii.
84
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Opakowanie staje się coraz ważniejszym środkiem przekazu marketingowego
a także narzędziem tworzenia wizerunku zarówno produktu jak i fi rmy farmaceu-tycznej. Zaprojektowanie odpowiedniego opakowania, spełniającego oczekiwania użytkowników i zapewniającego przewagę nad konkurencją jest dużym wyzwaniem dla fi rm farmaceutycznych oraz projektujących i produkujących opakowania. W stworze-niu takiego opakowania pomagają badania konsumenckie minimalizujące ryzyko wpro-wadzenia na rynek produktu w nietrafi onym opakowaniu.
Produkt dobrze opakowanyOpakowania pełnią wiele funkcji, jednak
najważniejsza w branży farmaceutycznej ze względu na bezpieczeństwo pacjentów jest funkcja informacyjna i ochronna aby w łatwy sposób identyfi kować produkty oraz zapewnić ich jakość. W związku z tym, że opakowanie jest pierwszym punktem kon-taktu konsumentów z produktem powinno też zachęcać do jego zakupu. Funkcja mar-ketingowa ma większe znaczenie na rynku leków OTC, suplementów diety, środków spożywczych specjalnego przeznaczenia medycznego, wyrobów medycznych, czy też kosmetyków aptecznych gdzie wygląd i kształt może wpływać na decyzję pacjenta o zakupie. W przypadku leków na receptę wybór pacjenta jest ograniczony więc więk-sze znaczenie ma ich użyteczność. Dobrze zaprojektowane opakowanie, które odpo-wiednio informuje o wyjątkowych cechach i korzyściach produktu, jest kluczem do suk-
cesu marki. Wpływa ono na ogólną satys-fakcję i powtarzalność zakupu produktu w podobnym stopniu jak marka. Nasuwa się więc pytanie o to, jakie powinno być dobre opakowanie produktu farmaceutycznego i jak wybrać to najlepsze spośród różnych projektów?
Siła przyciągania opakowaniaOdpowiadając na te pytania należy pa-
miętać, że opakowanie podobnie jak czło-wiek ma dwa życia: publiczne i prywatne. Życie publiczne to opakowanie w otocze-niu konkurencyjnym w punkcie sprzedaży. Coraz więcej produktów farmaceutycznych jest sprzedawanych w sklepach samoobsłu-gowych, w których nabywca mija kilkaset produktów w ciągu minuty i sam decyduje o wyborze produktu. Apteki również się zmie-niają i wprowadzają działy samoobsługowe dlatego ważna jest odpowiednia ekspozycja asortymentu. Biorąc pod uwagę to, że więk-szość decyzji dokonywanych jest w punk-cie sprzedaży, skuteczne opakowanie musi przyciągnąć uwagę konsumenta. Wzrok bę-dący najszybszym ze zmysłów jest jak bolid Formuły 1 jadący między półkami w sklepie a konsument niczym kierowca wyścigowy podejmuje decyzje w kilka sekund. Jeżeli opakowanie nie zwróci na siebie uwagi w tym czasie konsument je ominie i wybierze inny produkt. Najczęstsze powody niepowo-dzeń opakowań są związane właśnie z sytu-acją zakupu przy półce, dlatego warto wy-korzystać potencjał opakowań, które mogą działać jak kilkusekundowe reklamy. Aby tak się stało muszą się wyróżnić, co nie jest
łatwe ze względu na rosnącą liczbę produk-tów i informacji, a więc także odbieranych bodźców.
Zauważalne opakowanie powinno wy-raźnie pokazywać nazwę i logo marki oraz być obecne w innych materiałach reklamo-wych, aby klient mógł łatwo zidentyfi kować produkt. Kompozycja grafi czna powinna być przejrzysta i czytelna. Ważne jest to by wszystkie opakowania danej marki były ze sobą spójne a jednocześnie wyraźnie akcen-towały różne warianty danego produktu. Ze względu na coraz częstsze wprowadzanie samoobsługowej formy sprzedaży i dostęp-ność leków OTC w handlu poza aptekami informacja na opakowaniu powinna być dobrze widoczna i jednoznaczna aby umoż-liwić samodzielne zapoznanie się z przezna-czeniem leku, właściwościami preparatu i sposobem jego użytkowania. Opierając się na informacjach z opakowania i dołączonej ulotki klient powinien być przekonany, że dokonał słusznego wyboru i preparat zaspo-koi jego potrzeby.
Konsumenci cenią użytecznośćDrugim życiem opakowania jest życie
prywatne, czyli to jak konsument doświad-cza go po zakupie w domu. Opakowanie powinno przede wszystkim spełniać ocze-kiwania użytkowe takie jak trwałość, po-ręczność, wytrzymałość, łatwość używania, otwierania i zamykania. Dotyczy to zarów-no opakowań bezpośrednich takich jak np. blistry oraz zewnętrznych np. pudełek kar-tonowych. Z raportu Opakuj to! Rola desi-gnu w projektowaniu opakowań wynika,
Recepta na dobre opakowanie– rola i metody konsumenckich badań opakowań

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
85
że cechy użytkowe są szczególnie cenione przez mężczyzn. Kobiety natomiast większą wagę przywiązują do wyglądu opakowań, szaty grafi cznej, koloru czy stylu. Czasami estetyczne opakowanie wysokiej jakości może sprawiać wrażenie, że i sam produkt jest produktem skutecznym i bezpiecznym. Niektórzy są skłonni zapłacić więcej za pro-dukt w lepszym opakowaniu, inni poszukują produktów atrakcyjnych jedynie cenowo bez względu na wygląd opakowania. Uwzględ-niając potrzeby różnych klientów i dopusz-czalny okres przechowywania po otwarciu producenci oferują preparaty w różnych roz-miarach. Ważnym elementem opakowania jest też jego kształt. W wypadku farmaceu-tyków jest on w dużym stopniu uzależniony od postaci leku, preferencji pacjentów i wy-gody stosowania. Oryginalny i niepowtarzal-ny kształt może zwiększyć sprzedaż. Należy jednak pamiętać o ograniczeniach w stoso-waniu niestandardowych rozwiązań związa-nych z wymaganiami dotyczącymi magazy-nowania, transportu i ekspozycji produktów.
Aby opakowanie skłaniało do ponowne-go zakupu ważne jest również jego dopa-sowanie do grupy docelowej, kategorii pro-duktu, pozycjonowania i wizerunku marki oraz ceny. Przy projektowaniu opakowania należy także uwzględnić szerszą perspek-tywę, np. trendy w stylu życia, wartościach, kulturze, oczekiwaniach, zmiany technologii. Przykładami takich trendów jest ekologia lub innowacyjność. Częste zmiany projektu opa-kowania mające na celu zainteresowanie odbiorców oraz wzmocnienie postrzegania marki, jako ciągle udoskonalanej, praktycz-
nej i wychodzącej naprzeciw oczekiwaniom konsumenta mogą szybko przełożyć się na wzrost sprzedaży. Należy jednak pamiętać o ryzyku. Znane są przykłady gdy po nieuda-nej zmianie opakowania sprzedaż produktu spadła nawet o 20% ponieważ nowe opa-kowanie nie spodobało się konsumentom, przestało nawiązywać do wartości marki i było mylone z marką własną sieci sklepów.
Konsumenci są różni, mają odmienne potrzeby dotyczące estetyki i funkcjonalno-ści opakowań. Aby dostosować opakowanie do grupy docelowej bardzo ważne jest zro-zumienie tych potrzeb. Analizowanie oczeki-wań wobec opakowań, pomaga ukierunko-wać zmiany jak również wybrać właściwe opakowanie spośród wielu projektów. Do-datkową zaletą konsumenckich badań opa-kowań są ich niskie koszty w porównaniu do kosztów wyprodukowania nietrafi onej linii opakowań produktów farmaceutycznych.
Badania opakowań w pigułceKonsumenckie testy opakowań powinny
być prowadzone gdy wprowadzamy nowy produkt na rynek, jak również gdy dokonuje-my zmiany opakowania istniejącego produk-tu. Można je podzielić na testy ślepe (blind) w których marka produktu w danym opako-waniu nie jest ujawniana aby wyeliminować jej wpływ na postrzeganie cech opakowań. Są one szczególnie istotne dla producentów opakowań, a ich głównym celem jest ocena opakowań pod względem użytkowym. Dru-gim rodzajem badań są testy jawne (bran-ded) w których marka jest znana. Dostar-czają ważnych informacji producentom pro-
duktów jak również fi rmom projektującym opakowania. Celem ich prowadzenia jest zbadanie oceny opakowania, wyróżniania się na półce, wpływu opakowania na wize-runek marki i produktu oraz intencji zakupu produktu w danym opakowaniu.
Testy opakowań są dosyć złożone me-todologicznie i aby je dobrze przeprowadzić i wyciągnąć wiarygodne wnioski, badacz musi zaprojektować schemat badania i ustalić kto powinien być respondentem, gdzie przepro-wadzić badanie, ile wersji produktów testować i w jakiej formie. Każda z tych decyzji zależy od celów badania i wpływa na jego schemat, zakres i wielkość próby (liczbę responden-tów) a w konsekwencji na jego koszt.
Decyzja z kim przeprowadzić wywiad zależy od tego czyja opinia jest ważna dla osiągnięcia celu badania. Gdy celem zmian jest dostosowanie opakowania do obecnych użytkowników badanymi będą osoby korzy-stające z danej marki, natomiast gdy chcemy przyciągnąć nowych konsumentów, będą to potencjalni użytkownicy na przykład używa-jący dotychczas marek konkurencyjnych.
Od kryteriów rekrutacyjnych zależy spo-sób rekrutacji i wysokość wynagrodzenia respondentów co również wpływa na koszt badania. Jeśli kryteria są łatwe do spełnie-nia (np. wiek, płeć, korzystanie z popularnej kategorii) wystarczająca jest rekrutacja na ulicy np. w pobliżu aptek lub drogerii, gdzie można spotkać osoby korzystające z różne-go rodzaju produktów farmaceutycznych. Gdy kryteria doboru są trudniejsze lub wy-wiad trwa dłużej niż 15 minut bardziej ko-rzystna jest prerekrutacja czyli umówienie

3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
86
z wyprzedzeniem na określony dzień. Jeśli badanie wymaga większego zaangażowania respondenta wynagrodzenie zazwyczaj jest wyższe niż oferowane respondentom z ulicy, dla których czasami wystarczająco motywu-jąca jest sama atrakcyjność badania.
Miejsce przeprowadzenia badania zależy m.in. od stopnia skomplikowania badania. Jeśli schemat wymaga zmian kolejności te-stowanych opakowań lub specjalnego przy-gotowania np. półki sklepowej badanie jest przeprowadzane w miejscu zapewniającym lepszy nadzór nad przebiegiem badania, czy-li w sali CLT (Central Location Test). Jest to pomieszczenie w dogodnej lokalizacji, gdzie łatwo zgromadzić większą grupę osób. Gdy produkt wymaga kilkukrotnego używania w naturalnym środowisku konsumenta, wtedy test należy przeprowadzić w domu.
Metody badań opinii o opakowaniach
Badania opakowań przeprowadzane są za pomocą metod jakościowych i ilościo-wych. Te pierwsze mają na celu poznanie i zrozumienie konsumentów. Dzięki etno-grafi i można poznać zwyczaje związane z kupowaniem i używaniem kategorii, a za pomocą pogłębionych wywiadów indywi-dualnych lub grupowych można zrozumieć motywacje i potrzeby grupy docelowej. Oce-na opakowań w badaniu jakościowym może dostarczyć ważnych wskazówek do poprawy
projektu opakowania, który można w pełni ocenić za pomocą metod ilościowych.
Badania ilościowe mogą polegać na wstępnej selekcji kilku spośród wielu pro-jektów (screening opakowań), wyborze najlepszego opakowania spośród kilku, za-zwyczaj 2-3 projektów lub ocenie potencjału pojedynczego opakowania. W badaniu moż-na porównywać nowe warianty opakowań z obecnym opakowaniem lub z opakowaniami konkurencji. Respondenci mogą oceniać tyl-ko jedno opakowanie (tzw. test monadycz-ny) lub kilka opakowań (tzw. sekwencyjny lub porównawczy). W zależności od etapu rozwoju opakowania ocenie może podlegać wizualizacja projektu lub prototyp opakowa-nia (mock-up). Za pomocą druku opakowań 3D możliwe jest wykonanie opakowania wyglądem i kształtem przypominającego końcowe opakowanie bez konieczności uruchamiania drogiego i czasochłonnego procesu produkcji. Jest to szczególnie waż-ne w przypadku bardzo specjalistycznych i wymagających zatwierdzenia opakowań produktów medycznych i farmaceutycznych, których produkcja wymaga wysokich nakła-dów fi nansowych, czasowych i ścisłej kon-troli. Wcześniejsze przeprowadzenie badań konsumenckich takich opakowań pozwala wyeliminować ewentualne błędy na etapie projektowania opakowania i lepiej dopaso-wać go do oczekiwań potencjalnego klienta, co przekłada się na sukces produktu w tym opakowaniu.
Elementem badań opakowań powinien być test półkowy podczas, którego respon-dentom prezentowana jest półka sklepowa lub apteczna, na której eksponowane są do-stępne na rynku marki i warianty w ramach konkretnej kategorii produktowej np. środki przeciwbólowe z uwzględnieniem różnych typów opakowań i rozmiarów. Półka sklepo-wa może mieć formę realnej półki z produk-tami, plakatu o rzeczywistych rozmiarach lub video projekcji. W jednej grupie badane jest obecne opakowanie a w drugiej nowe. Respondenci proszeni są o przyjrzenie się ofercie oraz wybór i ocenę produktów z tej kategorii. Celem tej techniki jest zmierzenie na ile atrakcyjny jest dla konsumenta bada-ny produkt w nowym opakowaniu w porów-naniu do obecnego z uwzględnieniem oto-czenia konkurencyjnego i ceny. Pozwala to podjąć decyzje czy opłaca się zmieniać opa-kowanie. Gdy wprowadzany jest nowy pro-dukt można sprawdzić, w jakim stopniu jego opakowanie budzi zainteresowanie konsu-mentów i którym markom na rynku produkt może odebrać najwięcej użytkowników.
Jedną z technik stosowanych przy bada-niach półki jest eye-tracking umożliwiający śledzenie ruchu gałek ocznych za pomocą specjalistycznych urządzeń pomiarowych. Ma on na celu sprawdzenie w jakim stopniu konsumenci zauważają opakowanie i zatrzy-mują na nim uwagę. Wyniki przedstawiane są za pomocą map cieplnych pokazujących stopień koncentracji uwagi na poszczegól-nych elementach oraz kolejność i czas oglą-dania elementów na półce. Techniką map cieplnych można badać nie tylko półkę, ale również same opakowania, aby określić, któ-re elementy opakowania przyciągają uwagę, a które nie są zauważalne. Daje to precyzyj-ne wskazówki, jak poprawić dany projekt.
Obecnie coraz popularniejsze stają się badania opakowań przeprowadzane przez Internet (CAWI) ze względu na szybkie do-tarcie do konsumentów określonej marki, oraz stosunkowo niski koszt. Dodatkową zaletą jest ich interaktywność ponieważ do ankiet online można dołączyć elementy mul-timedialne np. wizualizację opakowania lub wirtualną półkę sklepową.
PodsumowanieWprowadzając na rynek nowe opakowa-
nie należy pamiętać, że opakowania produk-tów farmaceutycznych muszą spełniać sze-reg wymogów dotyczących bezpieczeństwa i umieszczanych na nim informacji. Dodatko-wo projekt i kształt muszą współgrać z kate-gorią, marką, grupą docelową, pozycjonowa-niem produktu, ceną i wyróżniać się na tle otoczenia konkurencyjnego. Nie należy przy tym zapominać, że opakowanie marki jest ważnym nośnikiem przekazu i narzędziem marketingowym. Stworzenie dobrego opako-wania jest więc trudnym wyzwaniem. Dobrze przeprowadzone badanie opinii konsumentów może przynieść wiele korzyści fi rmom farma-ceutycznym, a przede wszystkim zmniejszyć ryzyko i koszty nietrafi onych decyzji.
Bibliografia1. Whatmakesagreatpack?,Strategir/MASMI
PolandPresentationatTargieasyFairs®Pack-agingInnovations2014,9thApril,2014
2. PackagingMatters:MWVPackagingSatisfac-tionStudyhttp://newsroom.mwv.com/sites/meadwestvaco.newshq.businesswire.com/files/press_release/additional/MWV_Packaging_Mat-ters_White_Paper_FINAL_.pdf
3. Opakujto!Roladesignuwprojektowaniuopakowań,raporthttp://www.publicon.pl/raport_opakuj_to_12_07.pdf
Artykuł jest opinią własną autora i nie jest stanowiskiem fi rmy a wykorzystane w nim dane pochodzą z ogólnodostępnych źródeł.

Dzięki współpracy z ponad 500 Klientami z branży farmaceutycznej oferujemy sprawdzone pomysły i najlepsze rozwiązania.
Opakowanie to nasza mocna strona, a do farmacji mamy wielką słabość – niezmiennie od 30 lat.
August Faller Sp. z o.o. | 94-406 Łódź, Nowy Józefów 64e | Tel. 42 2078 161 lub 603 988 077 | www.august-faller.com
FOKUS NA FARMACJĘ
KARTONIKI, ULOTKI, ETYKIETYROZWIĄZANIA DLA FARMACJI
www.august-faller.com
√ Lean Manufacturing√ Kompetencja farmaceutyczna√ Tamper evident i serializacja√ Speed to market√ Projekt i grafika

Rozwój światowego przemysłu jest tak dynamiczny, że producen-ci wszystkich branż muszą trzymać rękę „na pulsie” i na bieżąco
analizować zachowania konsumentów. Ci zaś świadomi swoich po-trzeb, swoim zachowaniem wymuszają na producentach koniecz-ność ciągłego rozwijania i udoskonalania produktów, a tym samym procesów ich wytwarzania. Niewątpliwie jednym z istotnych kierun-ków takich działań jest automatyzacja i robotyzacja cyklu produk-cyjnego. Branża farmaceutyczna nie jest w tej kwestii odosobniona. Popularność suplementów diety, witamin czy też różnego rodzaju preparatów wspomagających zdrowie wciąż rośnie. Na zakup okre-ślonego leku wpływ ma nie tylko jego jakość, często praktycznie identyczna u kilku producentów, ale również (a może nawet przede wszystkim) sposób dystrybuowania, wielkość i rodzaj opakowań oraz szybkość i elastyczność dostawy.
Wg raportu „Wkład innowacyjnego przemysłu farmaceutyczne-go w rozwój polskiej gospodarki” przygotowanego przez PwC we wrześniu 2011 r. na rynku polskim spośród 30 największych przed-siębiorstw farmaceutycznych 16 ma zakłady produkcyjne w Polsce. W ujęciu wartościowym 10 największych fi rm kontroluje ponad 50% rynku, a 30 pierwszych ponad 80%. Automatyzacja procesów produkcyjnych jest wśród tych fi rm sposobem na podniesienie kon-kurencyjności poprzez wzrost wydajności i elastyczności produkcji, a tym samym możliwość ograniczenia kosztów produkcyjnych i koń-cowej ceny towaru.
Od kilku lat obserwujemy w Polsce rosnące zainteresowanie inwestycjami w segmencie automatyzacji pakowania i paletyzacji. W większości dotyczy to dużych koncernów, w których osoby za-rządzające dostrzegają coraz więcej korzyści płynących z automa-
tyzacji procesów pakowania i paletyzacji, oczekując, że zwrot z in-westycji będzie na poziomie dwóch do trzech lat. Coraz częściej też automatyzacja tych procesów polega na zastosowaniu w produkcji robota przemysłowego. Nietrudno dostrzec techniczną przewagę linii zrobotyzowanych nad innymi rozwiązaniami (nazwijmy je tra-dycyjnymi) na wielu płaszczyznach, co w połączeniu ze znaczącym obniżeniem cen robotów powoduje, że dzisiaj przedsiębiorstwa chętniej sięgają po rozwiązania oparte na robotach przemysłowych. Jednymi z etapów w procesie produkcyjnym, w których roboty znaj-dują zastosowanie są etapy związane z procesami pakowania jed-nostkowego, pakowania zbiorczego, na etapie paletyzacji kończąc. Firma Wikpol specjalizuje się w dostarczaniu systemów paletyzacji, depaletyzacji, jednostkowego i zbiorczego pakowania produktów z wykorzystaniem robotów przemysłowych.
Niezwykle istotnym czynnikiem decydującym o wyborze ro-bota do prowadzenia procesu pakowania czy też paletyzacji jest elastyczność tego typu rozwiązań. W przypadku linii zrobotyzo-wanych zmiana parametrów opakowania (gabaryt, waga, kształt) nie pociąga za sobą kosztownych zmian w konstrukcji urządzenia, utrudniając lub wręcz uniemożliwiając często później powrót do poprzednich parametrów produktu. Linie zrobotyzowane wypo-sażone w odpowiednio zaprojektowane głowice manipulacyjne są w stanie pakować lub paletyzować produkty o różnych para-metrach bez konieczności każdorazowego wprowadzania zmian w konstrukcjach urządzeń. Zrobotyzowane systemy umożliwia-ją ponadto przy użyciu jednego robota jednoczesną paletyzację różnych produktów z kilku linii produkcyjnych na oddzielnych jednostkach paletowych. Firma Wikpol posiada wiele wdrożonych
ROBOPIRYNASkuteczna w rozwiązywaniu problemów z pakowaniem i paletyzacją
Czy inwestować w zrobotyzowaną produkcję? Czy faktycznie potrzebujemy takich technologii w naszej firmie? W jakim czasie taka inwestycja ma szansę się zwrócić? To tylko kilka pytań, które stawiają sobie zarządzający firmami, stojący przed decyzją o kolejnym kroku w ich rozwój. Dla nas odpowiedź jest jednoznaczna: ROBOTYZACJA PROCESÓW. Dlaczego? Wyjaśniamy poniżej.
Zbigniew Warchocki, Miłka Mękal Wikpol Sp. z o.o.
88 |
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
aplikacji, gdzie jeden robot obsługuje kilka linii pakujących, a ro-bot rekordzista potrafi nawet prowadzić jednoczesną paletyzację z piętnastu linii pakujących na piętnastu stanowiskach paletyzacji błyskawicznie przemieszczając się pomiędzy nimi.
Jedną z takich realizacji, gdzie paletyzacja odbywa się z dwóch niezależnych linii produkcyjnych jest wykonana dla fi rmy BAXTER Sp. z o.o. kompletna linia pakowania torebek z płynami infuzyjnymi do kartonów, paletyzacji kartonów wraz z owinięciem i zaetykie-towaniem odpowiednimi etykietami logistycznymi. Założenia, które otrzymaliśmy od producenta, obejmowały między innymi wydaj-ność linii na poziomie 35 kartonów/min., możliwość niezależnego paletyzowania kartonów z dwóch linii produkcyjnych, automatyczne systemy aplikujące informacje identyfi kujące produkt (insertery ulo-tek, aplikatory etykiet).
Zaproponowane przez nas rozwiązanie paletyzacji kartonów zo-stało oparte o czteroosiowego robota przemysłowego typu M-410iB fi rmy FANUC Robotics, wyposażonego w specjalistyczną głowicę manipulacyjną. Dodatkowo w skład linii wchodzi system rolkowych i taśmowych przenośników transportu kartonów, insertery ulotek, wagi kontrolujące poprawność pakowania produktu, stoły inspek-cyjne, układy kompletacji, automatycznego zamykania, zaklejania i etykietowania kartonów, magazyn palet z automatycznym ich podawaniem, ciągi przenośników do palet, automatyczna owijarka oraz układ etykietowania palet. Praca linii nadzorowana jest przez specjalistyczne oprogramowanie ALPA-view, które z kolei współpra-cuje z zewnętrznym, zintegrowanym systemem zarządzania przed-siębiorstwem. Proces projektowania, realizacji oraz końcowych odbiorów linii był prowadzony zgodnie ze standardami weryfi kacji i walidacji dla przemysłu farmaceutycznego (DQ, IQ, OQ).
Całość procesu pakowania i paletyzacji rozpoczyna się od uformowania na formiarkach kartonów podawanych następnie na przenośniki taśmowe z zabudowanymi urządzeniami do wrzu-cania ulotek informacyjnych. Obecność ulotek wewnątrz kartonu jest elektronicznie kontrolowana dzięki zastosowaniu systemu wizyjnego. Gotowe kartony są transportowane do stanowisk pa-kowania woreczków z płynem infuzyjnym, gdzie są buforowane i podawane na żądanie do stanowiska pakowania. Przenośniki po-dające woreczki z płynem przeznaczone do pakowania w kartony wyposażone są w przestrzeń inspekcyjną, gdzie obsługa prowadzi wzrokową kontrolę szczelności przed dostarczeniem ich do sta-
nowiska ręcznego pakowania w kartony. Poprawność pakowania kontrolowana jest za pomocą wagi wbudowanej w stanowisko pakowania. Zastosowanie wagi statycznej w miejscu załadunku torebek z płynem daje możliwość ciągłego pomiaru wagi kartonu w trakcie załadunku, dzięki czemu możliwa jest ciągła kontrola poprawności napełnienia torebek oraz ilości woreczków zapako-wanych do pojedynczego kartonu.
System sterowania PLC synchronizuje ciąg transportowy kar-tonów przemieszczanych do stanowiska paletyzacji, eliminując ich kolizje. Poprawność zamknięcia i zaklejenia kartonów jest weryfi ko-wana elektronicznie (czujniki optyczne), dzięki czemu kartony wa-dliwie zamknięte lub zaklejone są usuwane poprzez układ dyskry-minacji celem naprawy. Poprawnie zamknięte i zaklejone kartony są w dalszej części etykietowane, a obecność etykiet na kartonie oraz poprawność naniesionego kodu kreskowego weryfi kowana elektronicznie. Gotowe i zweryfi kowane kartony są kompletowane w ilości odpowiedniej dla całej jednej warstwy palety, po czym ro-bot specjalnie przystosowanym chwytakiem pobiera je i układa na paletach. Puste palety podawane są bezpośrednio z magazynu palet z automatycznym podajnikiem. Pełne palety transportowane są do układu automatycznego owijania i etykietowania, a po weryfi kacji wyjeżdżają na stanowisko ich odbioru.
Automatyzacja, czy też jej wyższy stopień – robotyzacja – pro-cesu pakowania i paletyzacji pozwalają na zwiększenie wydajności, eliminację pomyłek oraz na zwiększenie elastyczności procesu dzię-ki możliwości szybkiego przeprogramowania robota i dostosowania jego pracy do aktualnie produkowanego asortymentu. Rozważa-jąc zakup linii do pakowania czy też paletyzacji produktu należy przede wszystkim nie tylko dokładnie przeanalizować obecny pro-ces i obecne potrzeby z tym związane, ale również, a może nawet przede wszystkim, należy patrzeć bardziej perspektywicznie. Jakie wymagania powinna spełnić linia za rok, dwa, może nawet pięć? Jaką powinna mieć wydajność? Czy mam pewność, że za rok rynek nie wymusi zmiany sposobu pakowania produktu, a tym samym sposobu jego paletyzacji? Jaką przestrzenią dysponuję w której mogę zainstalować linię? Jaką ilość pracowników będę mógł dzięki temu przesunąć do pracy na innych stanowiskach? Pytań jest wiele i zawsze, gdy rozmawiamy z klientem, wiele z nich zadawanych jest celowo – wszystko po to, aby pomóc klientowi w wyborze najlep-szego dla niego rozwiązania. Opierając się na naszym ponad 20-to
letnim doświadczeniu proponujemy pewne i spraw-dzone wcześniej rozwiązania, przeprowadzając nie tylko wirtualne symulacje pracy zrobotyzowanego stanowiska, ale również wykonujemy wiele realnych prób i testów na produkcie klienta w naszym labo-ratorium badawczo-rozwojowym.
Podsumowując: dlaczego warto zainstalować ro-bota w procesie pakowania i/lub paletyzacji? Przede wszystkim ze względu na perfekcyjną powtarzal-ność i precyzję ruchów robota, możliwość przeno-szenia z dużą prędkością dużych ciężarów, elastycz-ność rozwiązania (możliwość łatwego i szybkiego dostosowania do nowego profi lu produkcyjnego) oraz optymalne wykorzystanie przestrzeni przezna-czonej do pakowania i paletyzacji. Robotyzacja nie-wątpliwie prowadzi do obniżenia kosztów produkcji, dzięki zapewnieniu wysokiej efektywności procesu pakowania lub paletyzacji. Nie można również za-pomnieć o prestiżu, jaki wiąże się z posiadaniem zrobotyzowanej produkcji.
8989
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014

Barbara SchleperLaetus GmbH
Mimo, że kilka lat temu czynnikami decydującymi przy wyborze dostawcy był szereg imponujących projektów referencyjnych oraz cena rozwiązań track-and-trace, punkt ciężkości zainteresowań przesunął się znacznie w kierunku zdolności integracji oraz możliwości zapewnienia kompleksowego wsparcia z silną lokalną reprezentacją. Obecnie każdy poważny dostawca posiada długą listę referencji na rynku i jest w stanie dostarczyć wystarczające dowody znajomości przedmiotu, jak również rynku. Decydenci firm farmaceutycznych mogą dokonać wyboru z szerokiego zakresu renomowanych dostawców. Głównym czynnikiem decydującym jest elastyczność rozwiązań track-and-trace w trakcie integracji w ramach istniejącej infrastruktury IT.
Track-and-trace – wyzwanie dla IT
Stosowanie różnych narodowych wyma-gań w zakresie track-and-trace stanowi
nadal największe wyzwanie dla producen-tów produktów farmaceutycznych. W zależ-ności od odnośnych narodowych regulacji, różne zmiany znakowania i funkcji weryfi -kacyjnych muszą być integrowane w proce-sie pakowania. Zadania obejmują zakres od sprawdzania indywidualnych etapów pako-wania do kontroli kompletnych linii produk-
cyjnych. Oprócz instalacji maszyn i modułów do umieszczania danych produktu i danych identyfi kacyjnych oraz w następnej kolejno-ści ich weryfi kacji, wśród najbardziej wyma-gających zadań dla dostawców rozwiązań track-and-trace jest na pewno integracja wymaganego oprogramowania z istniejącą infrastrukturą IT.
Duża różnorodność narodowych regula-cji wymaga już obecnie wysokiego stopnia
elastyczności systemów, jeśli chodzi o typ i zakres etykietowania produktu, a jest to jeszcze bardziej prawdziwe w odniesieniu do integracji oprogramowania track-and--trace z istniejącą infrastrukturą IT. Ciężar gatunkowy zadania integracji uzależniony jest od wielkości przedsiębiorstwa, jak rów-nież etapów agregacji oraz zakresu ręcznych procesów po-produkcyjnych wymaganych w magazynie oraz w sieci dostaw.
MV-60 stanowi przykład szerokiego spektrum modułów „mark-and-verify” = „oznacz-i-sprawdź”, które mogą być stosowane do pokrycia wszelkich wymagań bezpiecznych etapów pakowania i dystrybucji
90
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl

Różne wymagania w obszarze track-and-trace
Dla producentów farmaceutycznych z ograniczonym zakresem produkcji podle-gającej zarządzaniu, serializacja może być często stosowana jako rozwiązanie wolno-stojące, pracujące poza linią produkcyjną, to znaczy serializacja może zapewniać zseriali-zowane dane poza linią pakującą i może zo-stać rozszerzona do wymaganych poziomów modelu agregacji. Potrzeby fi rm farmaceu-tycznych średniej wielkości w odniesieniu do rozwiązań track-and-trace są już bardziej złożone. Różne produkty muszą być etykie-towane na swoich indywidualnych pozio-mach agregacji na wielu liniach pakujących, a etykiety w następnej kolejności muszą być weryfi kowane.
Różne produkty muszą być etykietowane na swoich indywidualnych poziomach agre-gacji na wielu liniach produkcyjnych, a w na-stępnej kolejności etykiety są weryfi kowane. Wymaga to centralnego zarządzania danymi takimi, jak numery serii, dane podstawowe/stałe produktu. Obejmuje to także zarzą-dzanie szarżami, recepturami oraz użyt-kownikami, jak również zapisami przebiegu przetwarzania danych. Najbardziej złożone systemy są stosowane dla fi rm farmaceu-tycznych o zasięgu globalnym, które mu-szą serializować i agregować wielką liczbę produktów na wielu liniach produkcyjnych w różnych lokalizacjach. Jeśli zlecenia wy-syłki są poddawane dalszej obróbce lub
agregacji w magazynie, oprogramowanie track-and-trace musi obejmować w swym modelu te etapy przetwarzania wraz z po-wiązanymi strumieniami danych. Równole-gle z istniejącym IT przedsiębiorstwa (ERP/MES), oprogramowanie musi obsługiwać za-rządzanie danymi centralnymi, jak również sterowanie procesem i zamówieniami.
Wstępnie zdefiniowane ogniwa/komórki upraszczają procesy walidacji
Aby możliwe było opracowanie mode-lu obejmującego te wszystkie wymagania w pojedynczym systemie, jedna z niemiec-kich fi rm zaprojektowała wielopoziomowe, modularne rozwiązanie track-and-trace, któ-re może sterować wszystkimi elementami, od etapów indywidualnego pakowania aż do kompletnych linii produkcyjnych, razem z wszystkimi procesami magazynowania. Laetus GmbH, z siedzibą główną w Alsbach--Hähnlein, stanowi część Coesia Group i jest światowym liderem w kontroli opakowań zgodnej z GMP. Przez 40 lat, fi rma rozwi-jała i wytwarzała rozwiązania kontroli dla przemysłów farmaceutycznego, technologii medycznych, kosmetycznego oraz FMCG. Bezpieczne rozwiązania Track & Trace (Se-cure Track & Trace Solutions) lub w skrócie S-TTS, obejmują trzy poziomy oprogramo-wania i charakteryzują się możliwie najbar-dziej elastyczną architekturą systemu, która zaspokaja wszelkie wymagania narodowe.
‚Cell Control’ = “Sterowanie ogniwami/ko-mórkami” stanowi najniższy poziom opro-gramowania w architekturze track-and-tra-ce. Steruje ona wszystkimi urządzeniami kontrolnymi używanymi w linii pakującej, takimi jak kamery i drukarki. Tutaj, każdy etap pakowania odpowiada indywidual-nemu ogniwu / indywidualnej komórce, z których każde/każda może być konfi gu-rowane niezależnie. Wstępnie defi niowane typy ogniw / komórek mogą być używane dla elastycznego stosowania różnych kon-fi guracji, aby spełnić różne wymagania. Od prostej serializacji zgodnej z dyrektywami UE, do serializacji oraz agregacji jednopozio-mowych takich, jak wymagane przez turecki ITS, oraz serializacji z agregacją wielopozio-mową taką, jak wymagana przez e-pedigree w Kalifornii. Przez proste dodawanie ko-lejnych ogniw, konfi guracja istniejącej li-nii może być w prosty sposób rozszerzona z uwzględnieniem przyszłych wymagań. Użycie wstępnie defi niowanych ogniw / ko-mórek daje także dodatkową korzyść przy-spieszania procesów walidacyjnych.
Niezależna komunikacja linii koordynuje ogniwa / komórki
Następny w kolejności, wyższy poziom architektury oprogramowania, ‚Line Control’ = „Sterowanie/Kontrola Linii” synchronizuje dowolną liczbę komórek / ogniw wraz z całą linią produkcyjną. Sterowanie zapewnione jest dzięki załadowanej recepturze. Obej-
Bezpieczne rozwiązania Track & Trace (Secure Track & Trace Solutions S-TTS) obejmują wszystkie poziomy standardu ISA 95
91
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014

muje ona specyfi kację pakowanego towaru, materiały opakowaniowe i wszelkie inne parametry procesu. „Sterowanie Linii” od-biera wszystkie dane zamówienia, wliczając w to dane serii i magazynuje je lokalnie. Po-zwala to na zarządzanie i elastyczne wyko-nywanie wielu zamówień na poziomie linii, niezależnie od wszelkich stałych sieciowych powiązań z wyższymi poziomami oprogra-mowania. „Sterowanie Linii” zapewnia tak-że funkcjonalność ręcznych procesów wspo-magających, takich jak dalsza obróbka oraz agregacji na linii pakującej.
Zarządzanie zmianą dla rdzennych systemów
Zarządzanie zakładem stanowi najwyż-szy poziom architektury oprogramowania Secure Track & Trace. Obejmuje centralne zarządzanie użytkownikami i główną bazę danych dla danych produkcyjnych, formaty urządzeń, konfi guracje linii i zarządzanie re-cepturami. Na tym poziomie, zamówienia są wprowadzane albo ręcznie, albo ładowane
przez interfejs z połączonych systemów IT zakładu (ERP/MES). Zewnętrzne generatory numeru seryjnego są podłączone za pośred-nictwem interfejsu na poziomie zakładu, na zasadzie nie dawania wiary producentowi. Rdzenne oprogramowanie na poziomie linii i zakładu jest zgodne z GAMP 4 w klasie 4, podczas gdy interfejs do wyższego poziomu IT fi rmy jest klasy 5. Adaptacje do zwalido-wanych rdzennych systemów podlegają pro-cesowi zarządzania zmianą, co oznacza, że zmiany muszą być stosowane tak sprawnie, jak to tylko możliwe, z minimalizacją ryzyka dla istniejących procedur pracy.
Najwyższa elastyczność w magazynie
Zarządzanie danymi, jednakże, zazwy-czaj sięga poza procesy pakowania. Poza procesami w linii pakującej, dodatkowe etapy obróbki są wykonywane w magazy-nie – często ręcznie; procesy te muszą tak-że zostać objęte modelem systemu track--and-trace. Etapy robocze takie, jak wysył-
ka, obsługa wyjątków, ponowna obróbka, czy przepakowanie zamkniętych zamówień lub ponowny wydruk etykiet, stanowią ty-powe zadania w magazynie, które zazwy-czaj są wykonywane na mobilnych stacjach roboczych. Ich zintegrowanie w system track-and-trace wymaga wysokiego pozio-mu elastyczności.
Testowane połączenie IT dla bezpieczeństwa inwestycji
Wstępnym warunkiem dla ścisłej współ-pracy oprogramowania track-and-trace z istniejącym IT korporacji jest precyzyjna wiedza dotycząca procesów fi rmy, krajo-brazu IT i powiązanych przepływów da-nych. Jedynie taka wiedza umożliwia do-kładną specyfi kację wymagań. Pomocny jest warsztat, w którym personel IT może pracować razem z ekspertami IT fi rmy La-etus, aby określić indywidualne wymagania i wypracować rozsądne rozwiązanie. Laetus może zaprojektować specyfi czne rozwiąza-nia track-and-trace opierając się na rezul-tatach z warsztatu i specyfi kacjach. System testowy pozwala wgrywać i pobierać dane rzeczywiste między systemami ERP/MES i track-and-trace, co pozwala na dokonanie znacznie dokładniejszych ustaleń na temat trendów danych, niż możliwe to jest przy zastosowaniu samej tylko symulacji. Jeśli konieczne, środowisko testowe może na-wet zostać zastosowane do testów całości ruchu danych wynikających z generowania i zarządzania danymi serii i danymi zagre-gowanymi. Ta procedura przynosi dwie ko-rzyści dla procesu decyzyjnego: po pierw-sze, duże części architektury oprogramo-wania mogą podlegać centralnej walidacji. Minimalizuje to przestoje linii pakującej. A po wtóre: szkolenie personelu może po-jawić się w środowisku testowym, więc nie zakłóca to sprawności produkcji.
Stało się oczywiste, że wprowadzenie różnych narodowych regulacji dla zwięk-szenia zabezpieczenia produktów farma-ceutycznych przed fałszerstwami stanowi wielkie wyzwanie nie tylko dla inżynierów, ale też dla zarządzających IT w zaangażo-wanych fi rmach. Dlatego też pożądane są rozwiązania track-and-trace, które mogą być elastycznie integrowane w istniejącej infra-strukturze oraz być adaptowane do zmienia-jących się wymagań.
Maszyny “mark-and-verify” = “oznacz – i – sprawdź” oraz moduły takie, jak MV-70 TL mogą zostać łatwo zintegrowane w linii pakującej
92
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Przedstawicielem w Polsce jest I.E.S. International
I.E.S. International Polska Sp. z o.o.ul. Raszyńska 13, 05-500 Piaseczno


W fi rmie CMD wszystko kręci się wokół worków — od prostego worka na odpadki z taśmą do ściągania po worki do pakowa-
nia dla przemysłu spożywczego i specjalne woreczki do bezpiecz-nego i sterylnego transportu wyrobów medycznych i farmaceutycz-nych. Firma, znajdująca się w Appleton w stanie Wisconsin (USA), od ponad 30 lat buduje i sprzedaje maszyny do wspomnianych za-stosowań. Woreczki medyczne są produkowane z wykorzystaniem systemu PDI do medycznych woreczków kombinowanych. Maszyna zgrzewa plastikową folię w zdefi niowanej temperaturze, pod ściśle określonym naciskiem i z odpowiednim czasem dociskania. Skok maszyny można zmieniać w zakresie od 3 do 150 mm, a jej zdol-ność produkcyjna to blisko 200 zgrzein na minutę. System wymaga zastosowania wyrafi nowanej technologii i musi zapewniać precyzyj-ne sterowanie procesem, aby spełniać rygorystyczne wymogi praw-ne obowiązujące w branży farmaceutycznej.
Prosty sposób na złożone sterowaniePrzy produkcji wyrobów medycznych bezwzględnie wymagane
jest szczegółowe dokumentowanie wszystkich etapów procesu. Równocześnie dostawcy, tacy jak fi rma CMD, muszą oferować swo-im klientom korzyści, pozwalające im odróżniać się od konkurencji. W spójnym zapewnieniu najwyższej jakości w długich cyklach pro-dukcyjnych kluczową rolę odgrywa monitorowanie procesu w czasie rzeczywistym oraz sterowanie wszystkimi parametrami decydujący-mi o procesie zgrzewania, jak temperatura, nacisk i czas dociskania.
Z tego powodu w nowej generacji systemu PDI do medycznych woreczków kombinowanych wymagany był wyjątkowy układ ste-rowania, umożliwiający analizowanie danych procesu w czasie rzeczywistym i na ich podstawie sporządzający określoną „recep-turę” dla poszczególnych procesów zgrzewania. Programowanie w oparciu o receptury zapewnia precyzyjne sterowanie wymaganiami
związanymi z przetwarzaniem przy każdorazowej zmianie zadania. W oparciu o wieloletnie doświadczenia fi rma CMA/Floydyne/Hy-dradyne, partner w zakresie dystrybucji, udostępniła fi rmie CMD wiedzę i wsparcie techniczne przy doborze sterowników, silników i napędów Rexroth na potrzeby tego ambitnego projektu.
Przebijaki rozdzielające woreczki po zgrzewaniu pracują z wykorzystaniem układu sterowania Rexroth i układu pneumatycznego
94 |
Paweł KrzesakBosch Rexroth
Precyzyjne sterowanie ma w medycynie ogromne znaczenie i zaczyna się już na etapie produkcji. Amerykański producent CMD czerpie korzyści z inteligentnej technologii Rexroth.
Woreczki medyczne – jakość na receptę
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl

W rozwiązaniu wykorzystano zdecentralizowany układ napędo-wy - IndraDrive Mi. Jedną z zalet takiego rozwiązania jest bardzo duża oszczędność na okablowaniu, gdyż do połączenia wszystkich zintegrowanych napędów w obrębie linii wymagany jest zaledwie jeden kabel. Dzięki zajmującemu mało miejsca, kompaktowemu modułowi KCU do podłączania interfejsów napędów fi rmy Bosch Rexroth, fi rmie CMD udało się również uzyskać korzyść w postaci przejrzystej i prostej struktury szaf sterowniczych. Doskonałą syn-chronizację poszczególnych przepływów zadań produkcyjnych — na przykład cięcia i zgrzewania woreczków — zapewnia system stero-wania ruchem IndraMotion MLC z funkcją Flex Profi le, zwiększającą elastyczność funkcjonowania dzięki dynamicznej regulacji wszyst-kich kroków procesu podczas dokonywania przetwarzania. Ponadto fi rma Bosch Rexroth dostarcza układy pneumatyczne do chłodnic krzyżowych wraz z blokami płoz i profi lowanymi szynami do proce-sów cięcia i zgrzewania.
Elastyczne reakcje — efektywna produkcjaInterfejs HMI Rexroth IndraControl VEP 40 umożliwia operato-
rowi łatwy dostęp do wszystkich funkcji. Umożliwia on niezawodne monitorowanie i szybkie modyfi kowanie parametrów przy użyciu ekranu dotykowego. Jeśli przykładowo czas przytrzymania przy zgrzewaniu będzie o ułamek sekundy za krótki, będzie to mieć wpływ na jakość zgrzeiny. Ponieważ oprogramowanie Rexroth analizuje dane receptury w czasie rzeczywistym, operator może
zaznaczyć wadliwe zgrzeiny i od razu skorygować ustawienia dla kolejnego cyklu, zmniejszając ilość odpadów. „W przypadku naszych klientów może to oznaczać różnicę pomiędzy wyrzuceniem kilku woreczków, a stratami rzędu ładunku pełnego samochodu” - stwier-dza Scott Fuller, kierownik linii produkcyjnej o ruchu przerywanym w fi rmie CMD. Oprogramowanie również bez problemu dokonuje zmiany pomiędzy poszczególnymi zadaniami. Zamiast wymieniać elementy mechaniczne, operator szybko i łatwo wprowadza właści-we zmiany na terminalu interfejsu HMI.
Dzięki precyzyjnemu współdziałaniu wszystkich elementów, system PDI do medycznych woreczków kombinowanych w całości spełnia życzenia i oczekiwania fi rmy CMD. „Ta maszyna ma wszyst-ko: precyzję, wysoką wydajność produkcyjną oraz możliwość regulo-wania wszystkiego natychmiast, z wykorzystaniem danych w czasie rzeczywistym” - mówi Scott Fuller. „Z tego powodu jesteśmy w sta-nie dostarczyć maszynę o bardzo wysokich parametrach, a równo-cześnie w konkurencyjnej cenie”.
Bosch Rexroth jest wiodącym specjalistą w zakresie napędów i sterowań. Pod marką Rexroth fi rma oferuje ponad 500 000 klien-tom kompleksowe rozwiązania obejmujące napędy i sterowania. Bosch Rexroth jest partnerem w aplikacjach przemysłowych, do ma-szyn samojezdnych oraz urządzeń wytwarzających energię ze źródeł odnawialnych. Bosch Rexroth jako The Drive & Control Company opracowuje, produkuje i sprzedaje swoje komponenty i systemy w ponad 80 krajach. Przedsiębiorstwo należące do Grupy Bosch za-trudniające 37 735 pracowników osiągnęło w roku 2012 przychody w wysokości około 6,54 mld euro.
Więcej informacji na stronie: www.boschrexroth.pl
Grupa Bosch jest wiodącym w świecie dostawcą technologii i usług. W roku 2012 około 306 000 pracowników Boscha wygenerowało obrót w wysokości 52,5 mld euro. Z początkiem roku 2013 wprowadzono podział na 4 działy przedsiębiorstwa: Techniki Motoryzacyjnej, Technologii Przemysłowej, Dóbr Użytkowych oraz Energetyki i Technicznego Wyposażenia Budynków.Grupę Bosch reprezentuje spółka Robert Bosch GmbH oraz przeszło 360 spółek zależnych i regionalnych w ok. 50 krajach świata. Z uwzględnieniem dystrybutorów i partnerów serwisowych, Bosch jest obecny w ok. 150 krajach na świecie. Rozwój, produkcja oraz sieć sprzedaży na całym świecie stanowi podstawę dalszego wzrostu przedsiębiorstwa. W roku 2012 Bosch przeznaczył ok. 4,8 mld euro na badania i rozwój oraz zgłosił ponad 4 800 patentów na całym świecie. Produkty i usługi Bosch poprawiają jakość życia ludzi, oferując im innowacyjne i praktyczne, a jednocześnie fascynujące rozwiązania, dzięki którym na całym świecie techno-logia jest „bliżej nas”.W Polsce Grupa Bosch jest reprezentowana przez 3 spółki: Robert Bosch Sp. z o.o., Bosch Rexroth Sp. z o.o. oraz Bosch-Siemens Sprzęt Gospodarstwa Domowe-go, w którym udział firmy Bosch wynosi 50 proc.
Więcej informacji: www.bosch.pl, www.bosch-prasa.pl
Rozwiązanie IndraDrive Mi obniża koszty związane z okablowaniem i instalacją
Stoły do układania wykonane z profili aluminiowych
9595
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014

Stosuje się także zabezpieczenia mają-ce na celu naruszenie opakowań przez
dzieci. Jest to obowiązkowe w wypadku, gdy użycie przez nie produktu jest dla nich niebez-pieczne. Jednak takie zabezpieczenia stwa-rzają problem ludziom starszym. Opakowanie nie powinno stwarzać im problemów z jego otwarciem lub zamykaniem. Nie może utrud-niać wyjmowania lub wkładania produktu, ale powinno je chronić przed naruszeniem [2].
Opakowania bezpośrednie w farmacji odgrywają bardzo poważną rolę. Ich najważ-niejszym zadaniem jest ochrona produktu przed wpływem czynników zewnętrznych, które mogłyby w negatywny sposób oddzia-ływać na produkt właściwy. Chronią je także przed zanieczyszczeniami i zmieszaniem.
Zabezpieczenia w takiego typu produk-tach nie dziwią już, ponieważ w wypadku produktów leczniczych są one nakazane prawem. Przykładowo stosuje się nakrętkę z funkcją zabezpieczającą przed dziećmi, zyskując tym samym dodatkową przewagę nad konkurencyjną fi rmą. Opracowano sys-tem kodów kolorowych do nakrętek i etykiet.
Dotyczą one preparatów okulistycznych, co zmniejsza ryzyko złego stosowania, ich wy-stąpienia działań niepożądanych. Ułatwia to pacjentom zapamiętanie, jak prawidłowo przyjmować lek. Bezpieczeństwo i wygo-da pacjentów to priorytet dla fi rm dlatego opakowania farmaceutyczne mają zamknię-cia gwarancyjne, z funkcją zabezpieczającą przed ich dostępem dla dzieci i funkcją uła-twiającą otwieranie osobom starszym.
Współczesne technologie są związane z pełnym śledzeniem i identyfi kacją produktu leczniczego. ,,Wymagania defi niuje się jako potrzebę, oczekiwanie, warunek lub zespół warunków, którym ktoś lub coś musi odpo-wiadać. Wymagania mogą zostać ustalone, przyjęte zwyczajowo lub są obowiązkowe” [3]. ,,Bezpiecznym opakowaniem można okre-ślić opakowanie, które w zwykłych lub dają-cych się w sposób uzasadniony przewidzieć, warunków jego użytkowania, z uwzględnie-niem czasu korzystania z opakowania, a tak-że w zależności od rodzaju opakowania oraz rodzaju pakowanego produktu, nie stwarza żadnego zagrożenia dla konsumenta lub
stwarza znikome zagrożenie, dając się pogo-dzić z jego zwykłym użyciem i uwzględnia-jące wysoki poziom wymagań dotyczących ochrony zdrowia i życia ludzi’’ [1].
,,Jednym z elementów oceny bezpieczeń-stwa opakowania jest jego oznakowanie. Oznakowanie ostrzeżenia i instrukcje doty-czące użytkowania i postępowania z opako-waniem poużytkowym oraz z zawartością zużytą, a także wszelkie inne udostępniane konsumentowi wskazówki lub informacje dotyczące opakowania i zapakowanego produktu (również w zakresie oryginalno-ści produktu) stanowią o stopniu realizacji prawa konsumentów do rzetelnej informacji dotyczącej ich bezpieczeństwa” [2].
Zgodnie z prawem wszystkie produkty na rynku muszą być właściwie oznakowane, powinny zawierać ostrzeżenia, instrukcje do-tyczące użytkowania produktu i to, w jaki sposób należy postępować z produktem już zużytym. Producenci są zobowiązani do umieszczenia na opakowaniu informacji, które pozwalają ocenić zagrożenie związane z produktem podczas jego stosowania.
Izabela Pawlak Edelmann Poland Sp. z o.o.
Konieczne jest stosowanie zabezpieczeń, których celem jest ochrona konsumenta oraz producenta przed skutkami kradzieży. Dość często występuje kradzież części produktu z opakowań. Wiele produktów, które powinny być pakowane w sposób umożliwiający ich wielokrotne wyjmowanie, wkłada się w plastikowe pojemniki przytwierdzane do kartek tekturowych. Zabezpiecza to przed kradzieżą, utrudniając wsunięcie towaru do torebki czy kieszeni. Stosowanie dużych opakowań jest jednak szkodliwe dla środowiska naturalnego.
Zabezpieczenia opakowań
96
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl

OBIERZ WŁAŚCIWY KIERUNEK
Wyprodukowanie odpowiedniego opakowania dla branży farmaceutycznej to niełatwe zadanie. Dzięki BSC Pharmacenter masz pewność, że dostaniesz to, czego oczekujesz.
Utrzymywana już od wielu lat pozycja europejskiego lidera w branży kartonowych opakowań farmaceutycznych potwierdza, że jesteśmy spe-cjalistami w tym, co robimy. Grono najlepszych ekspertów w dziedzinie przygotowania do druku, produkcji i obróbki wykończeniowej nieustannie pracuje nad tym, by opakowania były coraz lepsze. Zaufaj doświadcze-niu BSC Pharmacenter!
Folding Boxes | Leaflets | Labels | Design & Consult ing
efficientexcellenteffect ive
OPAKOWANIA BSC Pharmacenter
Thinking out of the Box | since 1861
www.rlc-packaging.com
BSC Pharmacenter Sp. z o.o.ul. Żmigrodzka 3760-171 PoznańTel.: +48 61 867 60 61E-mail: [email protected]
obierz właściwy kierunek.indd 1 2014-09-25 11:44:09

Niezwykle istotną sprawą jest sposób pakowania produktów naturalnych i ekolo-gicznych. Podczas produkcji, przetwarzania i napełniania kosmetyków zapewnia się brak możliwości przenikania niepożądanych substancji w codziennym użytkowaniu. Przykładem mogą być czysto naturalne kre-my pakowane w tubki.
Istnieją także wymagania, których celem jest ochrona dostaw leków oraz ochrona pa-cjenta przed lekami podrabianymi. Sprzedaż leków przez Internet jest regulowana mię-dzy innymi przez wprowadzenie zasad, iż apteki działające legalnie w Internecie będą posiadały wspólne logo, co zwiększa wyma-gania dotyczące gromadzenia i przechowy-wania danych przez hurtownie, wprowadza-ne dla producentów i hurtowni obowiązek
przekazywania informacji o podejrzeniu fał-szowania leków, wymaganie stosowania do-datkowych, obowiązkowych zabezpieczeń na jednostkowych opakowaniach [2].
Jednym z kolejnych wymagań dotyczą-cych zapewnienia bezpiecznego systemu identyfi kacji leków na rynku jest to, aby każ-da fi rma miała możliwość lokalizacji swoje-go produktu i prześledzenia każdej partii leku. Kodowanie i identyfi kacja produktów farmaceutycznych są bardzo ważne. Ustala się produkt w punkcie sprzedaży, mając na opakowaniu: kod, numer partii, datę ważno-ści i numer seryjny. Pozwala to na identyfi -kację małych produktów, takich jak fi olki czy strzykawki. Umożliwia to szybkie wycofanie z rynku danego produktu farmaceutycznego oraz wykrywanie produktu, którego termin ważności minął, jak też i unikanie błędów podczas podawania leków w jednostkach medycznych [5].
Zabezpieczenia przed korozją dotyczy opakowań kosmetyków i farmaceutyków, które wykonane są ze stali. Dość często do-chodzi do korodowania dlatego, że źle zabez-pieczono wsad aerozolowy. Przyczyną mogą być zarysowania podczas produkcji ciśnienie wewnątrz opakowania. Na co dzień można mieć do czynienia z różnymi rodzajami koro-zji, np.: chemiczną, elektrochemiczną czy at-mosferyczną. Procesu korozyjnego nie da się
odwrócić, jedynie można mu zapobiegać. Do ochrony wyrobów metalowych przed korozją stosuje się różnego rodzaju powłoki, między innymi z tworzyw sztucznych. Podobną funk-cję pełni powłoki z cynk, która chroni przed korozją przez dość długi czas. Farby, które są używane podczas produkcji oraz mieszanki klejów także zabezpieczają przed korozją. Opakowania aerozolowe mające kontakt z wodą podczas ich użytkowania, pokrywane są na zewnątrz warstwami klejowymi [6].
Technologie, które pozwalają śledzić i identyfi kować produkt leczniczy, gwaran-tują coraz większe bezpieczeństwo, ilość i szybkość rozchodzenia się produktów. Badania autentyczności leków pozwalają zmniejszyć prawdopodobieństwo wprowa-dzenia produktów podrabianych. Oprócz re-
gulowanej sprzedaży, w Internecie wprowa-dza się wspólne logo dla aptek działających legalnie w sieci. Rosną wymagania dotyczące przechowywania farmaceutyków przez hur-townie oraz wprowadzano obowiązek infor-mowania o podrabianych lekach, ale także wymaga się stosowania dodatkowych zabez-pieczeń na opakowaniach jednostkowych. Planuje się umieszczenie na każdym opako-waniu jednostkowym leków sprzedawanych na receptę unikalnych numerów oraz etykiet zabezpieczających przed otwarciem. Bardzo ważne jest zapewnienie bezpieczeństwa w identyfi kacji leku, ponieważ na rynku far-maceutycznym pojawia się tzw. import rów-noległy opakowań leków, które może mieć wpływ na ich fałszowanie. Zabezpieczenia farmaceutyków stają się coraz bardziej sku-teczne poprzez odpowiednie metody identy-fi kacji oraz przez odpowiednie zarządzanie jakością podczas produkcji farmaceutyków. Pomocny w tym jest system globalnych stan-dardów identyfi kacyjnych i komunikacyjnych, w skrócie GS1 – od ang. Global Standards tworzący rozwiązania wspierające efektywne zarządzanie w łańcuchu dostaw [7].
Kodowanie i identyfi kacja produktów farmaceutycznych ma na celu:• ujednolicenie sposobu identyfi kowania
i oznaczania produktów farmaceutycz-nych,
• odpowiednia identyfi kacja i weryfi kacja w punkcie wydawania farmaceutyków.
Cechy zastosowania kodów w ochronie zdrowia wynikają z:• powszechnie i sprawdzone, wielosektorowe,• gwarantowanie unikalność numerów
w skali świata,• zwiększenia bezpieczeństwa pacjenta,• wpływają na optymalizację procesów lo-
gistycznych,• możliwego do zaimplementowania za-
równo jednorodnych, jak i rozproszonych systemach informacyjnych, np.: w jed-nostkach szpitalnych,
• zapewnienia możliwość wycofania wy-branej partii produktów na dowolnym etapie łańcucha dostaw,
• umożliwienia zarządzanie: ,,najlepsze do/data ważności’’,
• śledzenia ruchu i pochodzenia leku,• minimalizmu kodów kreskowych ozna-
cza więcej miejsca dla komunikacji z klientem (informacji czytelnych wzro-kowo) lub zmniejszenie opakowania, co obniża koszty produktów,
• możliwości odczytania GS1 Data Matrix w momencie częściowego zniszczenia symbolu [4].
Współczesne technologie zadrukowań i zabezpieczeń opakowań farmaceutycznych umożliwiają spełnienie wymagań stawia-nych producentom. Pozwalają one na wska-zanie pierwszego otwarcia opakowania, możliwość prześledzenia drogi produktu oraz określenie jego autentyczności. Współ-praca producentów farmaceutyków z produ-centami opakowań jest bardzo ważna.
[1] Lisińska-KuśnierzM.:Znakowanieopakowańelementemichbezpieczeństwa, Opakowanie1/2012,s.62.
[2] Lisińska-KuśnierzM.:Zapewnieniebezpieczeństwaopakowańorazzapakowanychproduktów,Opakowanie4/2011.
[3] Lisińska-Kuśnierz,M.,UcherekM.:Opakowaniawochroniekonsumenta,wyd.AEwKrakowie,Kraków2006.
[4] KotowskaM.:Rolaopakowaniawsystemiebezpieczeństwaproduktówleczniczych(naprzykładziekodówDataMartix),Opakowanie10/2013,s.60-65.
[5]JeżykE.,NestorowiczR.:Opakowaniefarmaceu-tyczne–wtrosceopacjenta, Opakowanie2/2009.
[6]BukowskaM.:Zabezpieczeniaprzedkorozją,testywytrzymałości,oznakowania wopakowaniachaerozolowych,Opakowanie11/2011,s.65-67.
[7] Materiałytechniczno–informacyjnezaczerpniętezestronyinternetowejwww.gs1pl.org(datadostępu:05-12-2013).
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
98

Paweł KomorekKierownik Zespołu Wdrożeń i Wspracia Komtech Sp. z o.o.
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
Współczesne linie i urządzenia produk-cyjne wyposażone są często w całą
gamę modułów czy sterowników, które pozwalają w łatwy sposób monitorować i analizować parametry procesu produkcji. Oczywiście pierwsze skojarzenie to systemy MES, które wspomagają Kadrę Kierowniczą rejestrując i prezentując dane w zakresie czasu pracy, efektywności maszyn, a tak-
że innych istotnych wielkości dotyczących procesu produkcji. Rozwiązania dostarczają szczegółowych informacji na temat zleceń produkcyjnych, przestojów (tych planowa-nych i nieplanowanych), mikroprzestojów, stanów linii, ich wydajności oraz produk-tów nie tylko w czasie rzeczywistym, ale i w ujęciu historycznym. Ale nie powinno być to skojarzenie jedyne. Dlatego, że krok dalej
jest jeszcze oprogramowanie klasy CMMS, dla którego dane te w pewnych aspektach są kluczowe, wręcz niezbędne min. do wy-znaczania terminów przeglądów czy umoż-liwienia szybkiej reakcji Służb Utrzymania Ruchu na stan awaryjny maszyny.
Lecz co się dzieję w przypadku, gdy w za-kładzie mamy do czynienia ze starszymi ty-pami linii produkcyjnych, nie wyposażonymi
Zintegrowane systemy klasy MES i CMMS czyli pełna integracja procesu produkcji i utrzymania ruchu
Wymagania przemysłu farmaceutycznego w zakresie systemów informatycznych do lat stoją na bardzo wysokim, nieosiągalnym dla wielu dostawców poziomie o czym specjaliści Komtech Sp. z o.o. mieli okazję się niejednokrotnie przekonać podczas swojej ponad 15-letniej obecności w branży, co zaowocowało uzyskaniem przez naszą firmę Certyfiaktu ISO 9001. Zwiększenie jakości oferowanych rozwiązań nie jest już rozpatrywane w kontekście systemu danej klasy. Obecnie chcąc mówić o jakości dla branży farmaceutycznej musimy mówić o jakości wielu systemów różnych klas, które współpracując ze sobą dostarczają zestaw narzędzi zapewniających dalszy wzrost jakości produktów farmaceutycznych na co bezpośrednio przekłada się jakość procesu wytwarzania. Dzisiaj nie mówimy osobno o jakości systemu klasy MES czy CMMS. Dzisiaj mówimy o jakości zintegrowanego rozwiązania, które pozwala analizować i automatyzować procesy produkcji przy zachowaniu wysokich standardów procesów technicznych i utrzymania ruchu.
99

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
w nowoczesne sterowniki z rozbudowanym oprogramowaniem lub chcemy porównać współczynniki z różnych typów linii (często wyznaczane w różny sposób, według różnych kryteriów)? W radzeniu sobie z tego typu pro-blemami pomaga odpowiednie oprogramo-wanie typu MES służące do Rejestracji Czasu Pracy Maszyn i Danych Produkcyjnych.
Skąd system MES może wziąć dane do analizy?
Niektóre systemy klasy MES pozwalają na analizę danych produkcyjnych z różnych ty-pów linii produkcyjnych, w związku z tym nie mogą ograniczać się do pobierania danych według określonego modelu. Przykładowymi modelami zasilania systemu danymi są:• Model oparty na tabeli wymiany danych,
który zakłada, że dane ze sterowników niezbędne do pracy systemu są zapisy-wane do uzgodnionej tabeli. Za przygo-towanie mechanizmów transferu danych do tabeli wymiany mogą być odpowie-dzialni automatycy pracujący w danym zakładzie, co zapewnia możliwość roz-woju tych mechanizmów w przyszłości bez konieczności angażowania Specja-listów Komtech, co redukuje koszty do minimum. Zakres danych zapisywanych w tabeli wymiany zależy w głównej mie-rze od dwóch czynników: sterownika z jakim mamy do czynienia oraz wyma-gań systemu RCPMiDP wynikających z potrzeb zgłoszonych przez Klienta. Zakres w tabeli wymiany zazwyczaj za-wiera: ilość produktów dobrych, ilość braków, wydajność, kody awarii, stany linii. Dane zapisane w tabeli przekładają
się na konkretne informacje w systemie (wielkość produkcji, czasy produkcji, wy-dajność, stany linii, itp.).
• Model oparty na oprogramowaniu sta-
nowiącym pomost pomiędzy sterowni-
kami linii produkcyjnych a bazą danych,
który zakłada, że system RCPMiDP zo-stanie dostarczony z oprogramowa-niem odpowiedzialnym za komunikację pomiędzy sterownikami i bazą danych. W przypadku tej metody konieczne są modyfi kacje w oprogramowaniu ste-rowników w związku z koniecznością wyodrębnienia danych do pobrania ze sterownika ze specjalnego obszaru pa-mięci (tzw. DataBlock).
• Model oparty na wykorzystaniu opro-
gramowania fi rm zewnętrznych np. SCADA, które jest przystosowane do komunikacji z różnymi typami sterowni-ków linii produkcyjnych.
• Model oparty na dostarczonej ze ste-
rownika ramce danych, który zakłada, że dane ze sterowników przekazywane są do systemu RCPMiDP w postaci bitowej ramki danych. Zakres danych zawartych w danej ramce zależy w głównej mierze od dwóch czynników: sterownika z ja-kim mamy do czynienia oraz wymagań systemu RCPMiDP wynikających z po-trzeb zgłoszonych przez Klienta. Zakres danych w ramce zazwyczaj zawiera: ilość produktów dobrych, ilość braków, wydajność, kody awarii, stany linii. Sche-mat działania tego modelu opiera się na następujących założeniach: dane przygo-towane przez automatyków są dostar-czane do systemu RCPMiDP, następnie
mechanizmy systemu RCPMiDP odczy-tują dane i przekładają na konkretne in-formacje w systemie (wielkość produkcji, czasy realizacji produkcji, stany linii, itp.).
• Model oparty na manualnym wprowa-
dzaniu danych do systemu, który jest dedykowany dla maszyn/linii niewy-posażonych w urządzenia pomiarowe. Model ten charakteryzuje się minimal-nym nakładem kosztów i zakłada, że dane niezbędne dla systemu MES są wprowadzane przez Operatorów za pośrednictwem wygodnych interfejsów dostosowanych do uruchamiana na urządzeniach dotykowych. Zastosowa-nie tego modelu z powodzeniem zastę-puje wszelkie ewidencje np. w postaci arkuszy Excel, co pozwala na uporząd-kowanie formy przechowywania danych na temat przebiegu procesu produkcji i znaczne ułatwienie raportowania tak-że w kontekście porównania z innymi liniami, urządzeniami czy zakładami. Model ten jest modelem podstawowym, co oznacza, że w dalszej perspektywie może przejść do automatycznej komuni-kacji z maszyną (np. po wyposażeniu jej w odpowiedni sterownik).
Powyższe modele zostały wyspecyfi ko-wane biorąc pod uwagę kryterium komu-nikacji automatycznej lub jej braku. Biorąc pod uwagę aspekty czysto funkcjonalne mo-żemy wyobrazić sobie równoległe funkcjo-nowanie wszystkich wymienionych dotych-czas modeli i ich następującą klasyfi kację:• Model manualny – dedykowany dla ma-
szyn/linii niewyposażonych w urządze-
100 |

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
nia pomiarowe, gdzie wszystkie infor-macje wprowadzane są przez Operatora za pośrednictwem interfejsu Systemu RCPMiDP,
• Model automatyczny – dedykowany dla nowoczesnych maszyn/linii, gdzie dane analizowane przez system pobierane są ze sterowników i przekazywane do Systemu RCPMiDP celem dalszej analizy i wizualizacji,
• Model półautomatyczny (hybrydowy)
– stanowiący uzupełnienie modelu au-tomatycznego, gdzie dane pobrane au-tomatycznie są uzupełniane przez ope-ratora urządzeń/linii za pośrednictwem interfejsu Systemu RCPMiDP.
Krótko mówiąc system MES ma rację bytu nie tylko tam, gdzie maszyny i urzą-dzenia są w stanie same się komunikować. System MES może być wdrożony także w zakładach, gdzie informacje o procesie produkcji pochodzą bezpośrednio od ludzi.
I jeszcze jedno: dane zgromadzone w systemie MES są wykorzystywane także przez oprogramowanie CMMS.
Od czego zacząć?Przed wdrożeniem zintegrowanego roz-
wiązania klasy MES i CMMS należy zasta-nowić się nad kilkoma istotnymi kwestiami.
W przypadku systemu klasy MES należy w obrębie zakładu wyznaczyć obszary, któ-re w pierwszej kolejności objąć działaniem systemu. Jeśli w zakładzie produkujemy szeroki asortyment i mamy wiele różnych typów linii produkcyjnych, ciekawe jest porównywanie z jaką wydajnością pracują poszczególne linie, natomiast jednoczesne wdrożenie systemu na wszystkich, może być zadaniem karkołomnym dla Działów Technicznych. Głównym problemem za-wsze są sposoby komunikacji systemu z maszynami na liniach produkcyjnych, dla-tego podczas wyznaczania obszarów nale-ży zwrócić uwagę na grupowanie maszyn wg. typu produkowanego asortymentu, ale także sterowników sterującymi poszczegól-nymi liniami.
Kolejna bardzo istotną kwestią jest określenie parametrów, jakie będziemy chcieli w systemie rejestrować. Wiado-mo, że kluczowym jest wielkość produkcji, przestoje (te planowane i nieplanowane), mikroprzestoje (które w szerszej perspekty-wie mogą pochłaniać znaczną część mocy produkcyjnych. Natomiast odpowiednie systemy typu RCPMiDP pozwalają na re-jestrację i klasyfi kowanie braków, dlatego
dobrze jest zastanowić się w których miej-scach linii produkcyjnych mamy największe straty i te objąć szczególnym monitoringiem systemu (np. przez instalację dodatkowych czujników).
W przypadku systemu klasy CMMS na-leży zadbać o:• przygotowanie danych startowych (ewi-
dencja obiektów, pracowników, kartote-ki magazynowe)
• określenie ścieżki obsługi zleceń awaryj-nych/harmonogramowanych uwzględ-niając automatyzację jaką daje nam wdrożenie zintegrowanych rozwiązań
• określenie ścieżki funkcjonowania ma-gazynu i zamówień (także z uwzględ-nieniem zakresu integracji z systemami ERP).
Wdrożenie zintegrowanych rozwiązań MES i CMMS wymaga także jasnego okre-ślenia schematów współpracy rozwiązań. Czasem delikatne poszerzenie zakresu inte-gracji pozwala osiągnąć wymierne korzyści w postaci redukcji czasu potrzebnego na obsługę systemu.
Kluczowym aspektem, o którym należy pamiętać rozważając wdrożenie zintegro-wanego rozwiązania MES i CMMS jest to, że systemy te łączą tematy produkcyjne i okołoprodukcyjne, wymieniając się danymi i dzięki funkcjonowaniu w kooperacji do-starczają informacji umożliwiających po-dejmowanie dobrych decyzji zarówno na szczeblu operacyjnym jak i strategicznym. Komtech bazując na swoim wieloletnim doświadczeniu w przemyśle, w tym także w przemyśle farmaceutycznym jest w sta-nie dostarczyć kompleksowe, zintegrowane rozwiązanie otwarte na współpracę z inny-mi systemami (np. ERP).
W jaki sposób analizować zgromadzone w systemie MES dane?
Zgromadzone przez system dane umożliwiają określenie rzeczywistej wielkości produkcji oraz czasów z nią związanych (praca, postoje, przezbroje-nia, awarie). Informacje te służą również do wyznaczenia wskaźnika OEE /Ove-rall Equipment Eff ectiveness/ w pełnym spektrum: od urządzenia stanowiącego element linii produkcyjnej, przez całe linie, wydziały, zlecenia produkcyjne na całym zakładzie kończąc.
Nie zapominajmy jednak, że gwaran-cją najwyższej jakości, jaka jest kluczowa w branży farmaceutycznej jest zintegrowa-ne rozwiązanie IT, dlatego dane zgroma-dzone w systemie MES są wykorzystywane
przez system klasy CMMS min. w następu-jących scenariuszach:• dane na temat czasu pracy urządzeń
oraz wielkości produkcji zrealizowanej przez dane urządzenie/linię służą syste-mowi CMMS do wyznaczania obowiąz-kowych terminów przeglądów, które są realizowane na czas, a osoby odpowie-dzialne za ich realizację nie muszą po-święcać czasu i sięgać do innych syste-mów w celu zaplanowania działań
• stany awaryjne zarejestrowane w syste-mie klasy MES automatycznie rejestrują zlecenie awaryjne kierowane do Służb Utrzymania Ruchu, dzięki czemu czas reakcji na awarię jest najkrótszy z moż-liwych, co wpływa na skrócenie czasu podjęcia działań i naprawy
• możliwość rejestracji przybycia pra-cownika UR za pośrednictwem kart zbliżeniowych w systemie MES rozwią-zuje odwieczne niedomówienia na linii
Panel operatora
101

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
SUR-Produkcja jasno wskazując czas wystąpienia awarii, czas reakcji SUR, czas pracy oraz czas przywrócenia peł-nej sprawności, a także przyspieszy i zautomatyzuje proces rozliczenia czasu pracy SUR.
Kolejnym rozwiązaniem wykorzystu-jącym dane zgromadzone i przetworzone przez MES są systemy wizualizacji pracy li-nii, dzięki którym możliwe jest prezentowa-nie na Produkcji informacji takich jak:• aktualna wydajność procesu produkcji• stan realizacji zlecenia produkcyjnego• data i godzina zakończenia partii• status linii/maszyny (praca, awaria, po-
stój, przezbrojenie, itp.)• aktualna wydajność linii produkcyjnych
w inny, oddalonym nawet o wiele kilo-metrów zakładzie
• i wiele innych.
Decydując się na zakup zintegrowanego rozwiązania MES i CMMS należy szczególną uwagę zwrócić na możliwości raportowa-nia. Im więcej gotowych raportów w sys-temie tym większe prawdopodobieństwo, że podczas analizy danych nie będzie nam niczego brakowało. Raporty powinny być w pełni parametryzowane i dać możliwość wyboru nie tylko ram czasowych raportu, czy linii produkcyjnej ale także konkretnej części składowej linii zlecenia produkcyjne-go, produktu lub operatora czy też kwestii związanych z kosztami, czasem pracy czy obrotem materiałami i częściami zamien-nymi. Istotną kwestią są także dostępne formaty zapisu raportu, gotowy wydruk może być oczywiście wystarczający dla Za-rządu, natomiast możliwość zapisu raportu w postaci edytowalnej np. w formacie xls, pozwala na nieograniczoną obróbkę danych i daje szerokie pole do ich dalszej analizy już poza samym systemem.
Oczywiście systemy MES mają możli-wość wyliczania i prezentowania w czasie rzeczywistym współczynników wydajno-ściowych zarówno OEE jak i jego części składowych:• współczynnika dostępności• współczynnika wykorzystania• współczynnika jakości.
Zostały przyjęte standardy, według któ-rych powinno wyznaczać się współczynniki wydajnościowe, jednakże specyfi ka niektó-rych zakładów produkcyjnych oraz typów linii, w tym także w przemyśle farmaceu-tycznym, wymusza niejednokrotnie ela-styczne podejście do standardowych me-
tod. Dlatego powinniśmy zwrócić uwagę, czy system rejestracji czasu pracy maszyn i urządzeń posiada możliwość zamodelo-wania metody wyliczania współczynników oraz czy mamy możliwość kategoryzowania stanów linii wg różnych kryteriów (w jed-nych zakładach przezbrojenie jest traktowa-ne jako postój planowany, a w innych jako nieplanowany, co ma ogromne znaczenie dla wartości współczynników).
Oprócz standardowych współczynników wydajnościowych system powinien wspie-rać też wyznaczanie podstawowych wskaź-ników technicznych: • średni czas pomiędzy awariami (MMTF)• średni czas usunięcia awarii (MTTR)• średni czas bezawaryjnej pracy (MTBF)
Precyzja ich wyznaczania, bardzo często zależy od obszarów zakładu pro-dukcyjnego objętych działaniem systemu oraz przyjętej metody pobierania danych z linii produkcyjnych.
Ponadto system powinien być wy-posażony niezależnie oraz w kooperacji z systemami klasy ERP w narzędzia monito-rowania i rozliczania zleceń produkcyjnych, z których pobierane są dane o zleceniach. Na podstawie informacji pobieranych bez-pośrednio z linii produkcyjnych rozwiązanie może przekazywać do systemów ERP zwrot-ne informacje o statusie realizacji poszcze-gólnych zleceń produkcyjnych.
Współpraca poszczególnych modułów i funkcji systemu RCPMiDP umożliwia Kie-rownikowi Produkcji kontrolę poszczegól-nych linii produkcyjnych, wysokość produk-cji i wyliczania wskaźników OEE, gromadząc niezbędne dane na jednym, ergonomiczny ekranie. Dzięki tym informacjom możliwe jest podejmowanie trafnych decyzji w kon-tekście nieprawidłowości pojawiających się w czasie procesu produkcji.
Szczegółowy zapis historii pracy linii produkcyjnej oraz poszczególnych maszyn umożliwia identyfi kację zdarzeń, które po-wodują obniżenie wydajności produkcji. Uzyskane w ten sposób wnioski obejmują nie tylko najbardziej krytyczne, zauważal-ne zdarzenia (awarie) lecz także zdarzenia krótkotrwałe (mikroprzestoje), które wydają się być pomijalne, lecz z uwagi na ich krot-ność stanowią potencjał optymalizacyjny.
W jakim celu inwestować w zintegrowane oprogramowanie klasy MES i CMMS?
Głównym celem korzystania z systemu MES i CMMS jest możliwość analizy i porów-
nywania współczynników wydajnościowych z różnych typów linii produkcyjnych dostęp-nych w obrębie zakładu produkcyjnego, ale i kwestia analizy informacji o przestojach (pla-nowanych, nieplanowanych, mikroprzesto-jach) oraz automatyzacja wymiany informa-cji pomiędzy systemami, co sprawia, że użyt-kownicy mają zdecydowanie więcej czasu zapominając o takich obowiązkach jak har-monogramowanie, manualne przygotowanie zestawień czy powiadomienia. Nie można też zapomnieć o raportowaniu, które dzięki za-stosowaniu zintegrowanego rozwiązania jest pełne i dostępne w dowolnym momencie.
Lecz jakie dodatkowe korzyści niesie ze sobą wdrożenie zintegrowanych systemów MES i CMMS?• Bieżącą kontrolę stanów linii – w jednym
systemie widzimy co aktualnie dzieje się na liniach produkcyjnych, które pracują, a które aktualnie mają postój i jakie są jego przyczyny
• Kontrola efektywnego czasu pracy li-nii – można w różnych okresach czasu analizować dostępność i wykorzystanie konkretnej linii produkcyjnej
• Kontrola przestojów linii (planowanych i nieplanowanych) – zestawienie naj-częstszych i najbardziej kosztownych przyczyn postojów
• Minimalizacja oraz analiza kosztów przestojów
• Kontrola czasu produkcji (produkcja, mi-kroprzestój, czas nieoznaczony, itp.)
• Efektywne zarządzanie zleceniami pro-dukcyjnymi – systemy typu RCPMiDP często wyposażane są w moduły do tworzenia planu produkcyjnego co usprawnia proces jego tworzenia oraz umożliwia lepsze zarządzanie czasem dostępnej maszyny
• Generowanie raportów w dowolnych ujęciach
• Długofalowy monitoring wszystkich aspektów produkcji i pracy maszyn
• Możliwość szybkiego powiadomienia SUR o awarii - oprogramowanie typu RCPMiDP bardzo często zaopatrzone jest w moduły do informowania o awa-riach służby utrzymania ruchu (niektóre systemy współpracują z oprogramowa-niem klasy CMMS dedykowanym dla SUR)
• Prowadzenie elektronicznej ewiden-cji prac Działu Utrzymania Ruchu oraz odejście od dokumentów papierowych.
• Zintegrowanie w jednym systemie całej infrastruktury przedsiębiorstwa;
102 |
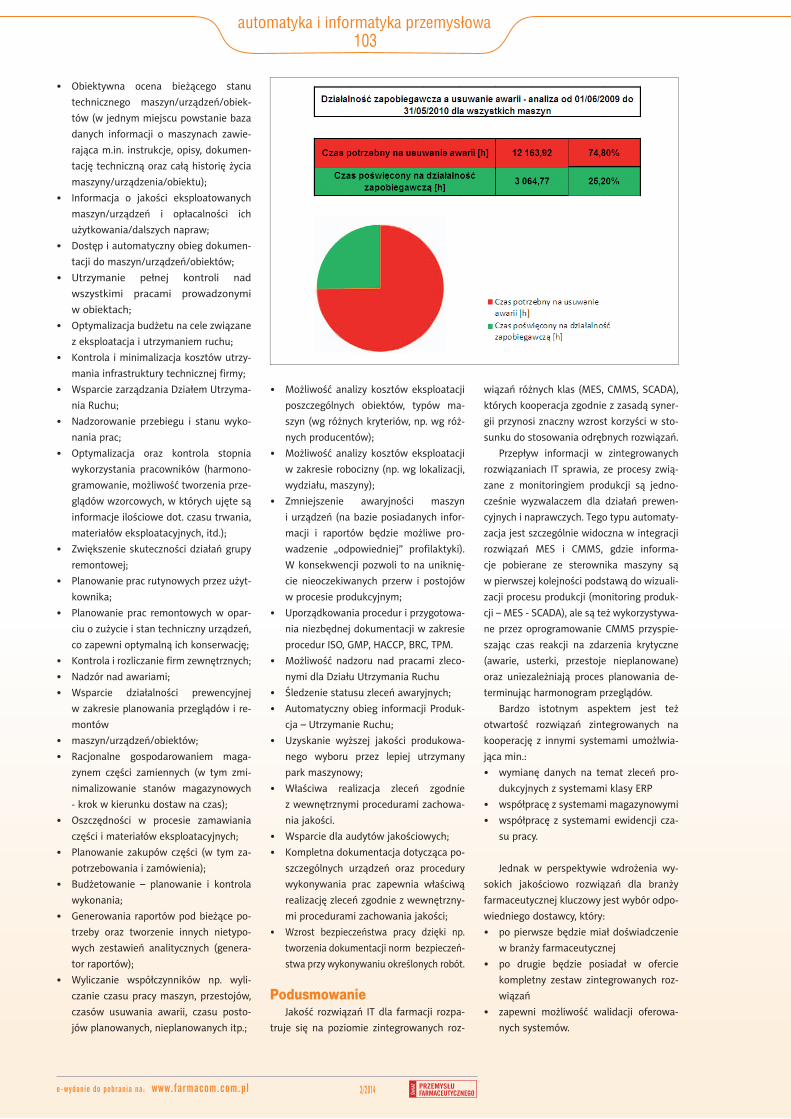
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
• Obiektywna ocena bieżącego stanu technicznego maszyn/urządzeń/obiek-tów (w jednym miejscu powstanie baza danych informacji o maszynach zawie-rająca m.in. instrukcje, opisy, dokumen-tację techniczną oraz całą historię życia maszyny/urządzenia/obiektu);
• Informacja o jakości eksploatowanych maszyn/urządzeń i opłacalności ich użytkowania/dalszych napraw;
• Dostęp i automatyczny obieg dokumen-tacji do maszyn/urządzeń/obiektów;
• Utrzymanie pełnej kontroli nad wszystkimi pracami prowadzonymi w obiektach;
• Optymalizacja budżetu na cele związane z eksploatacja i utrzymaniem ruchu;
• Kontrola i minimalizacja kosztów utrzy-mania infrastruktury technicznej fi rmy;
• Wsparcie zarządzania Działem Utrzyma-nia Ruchu;
• Nadzorowanie przebiegu i stanu wyko-nania prac;
• Optymalizacja oraz kontrola stopnia wykorzystania pracowników (harmono-gramowanie, możliwość tworzenia prze-glądów wzorcowych, w których ujęte są informacje ilościowe dot. czasu trwania, materiałów eksploatacyjnych, itd.);
• Zwiększenie skuteczności działań grupy remontowej;
• Planowanie prac rutynowych przez użyt-kownika;
• Planowanie prac remontowych w opar-ciu o zużycie i stan techniczny urządzeń, co zapewni optymalną ich konserwację;
• Kontrola i rozliczanie fi rm zewnętrznych;• Nadzór nad awariami;• Wsparcie działalności prewencyjnej
w zakresie planowania przeglądów i re-montów
• maszyn/urządzeń/obiektów; • Racjonalne gospodarowaniem maga-
zynem części zamiennych (w tym zmi-nimalizowanie stanów magazynowych - krok w kierunku dostaw na czas);
• Oszczędności w procesie zamawiania części i materiałów eksploatacyjnych;
• Planowanie zakupów części (w tym za-potrzebowania i zamówienia);
• Budżetowanie – planowanie i kontrola wykonania;
• Generowania raportów pod bieżące po-trzeby oraz tworzenie innych nietypo-wych zestawień analitycznych (genera-tor raportów);
• Wyliczanie współczynników np. wyli-czanie czasu pracy maszyn, przestojów, czasów usuwania awarii, czasu posto-jów planowanych, nieplanowanych itp.;
• Możliwość analizy kosztów eksploatacji poszczególnych obiektów, typów ma-szyn (wg różnych kryteriów, np. wg róż-nych producentów);
• Możliwość analizy kosztów eksploatacji w zakresie robocizny (np. wg lokalizacji, wydziału, maszyny);
• Zmniejszenie awaryjności maszyni urządzeń (na bazie posiadanych infor-macji i raportów będzie możliwe pro-wadzenie „odpowiedniej” profi laktyki). W konsekwencji pozwoli to na uniknię-cie nieoczekiwanych przerw i postojów w procesie produkcyjnym;
• Uporządkowania procedur i przygotowa-nia niezbędnej dokumentacji w zakresie procedur ISO, GMP, HACCP, BRC, TPM.
• Możliwość nadzoru nad pracami zleco-nymi dla Działu Utrzymania Ruchu
• Śledzenie statusu zleceń awaryjnych; • Automatyczny obieg informacji Produk-
cja – Utrzymanie Ruchu; • Uzyskanie wyższej jakości produkowa-
nego wyboru przez lepiej utrzymany park maszynowy;
• Właściwa realizacja zleceń zgodnie z wewnętrznymi procedurami zachowa-nia jakości.
• Wsparcie dla audytów jakościowych; • Kompletna dokumentacja dotycząca po-
szczególnych urządzeń oraz procedury wykonywania prac zapewnia właściwą realizację zleceń zgodnie z wewnętrzny-mi procedurami zachowania jakości;
• Wzrost bezpieczeństwa pracy dzięki np. tworzenia dokumentacji norm bezpieczeń-stwa przy wykonywaniu określonych robót.
PodusmowanieJakość rozwiązań IT dla farmacji rozpa-
truje się na poziomie zintegrowanych roz-
wiązań różnych klas (MES, CMMS, SCADA), których kooperacja zgodnie z zasadą syner-gii przynosi znaczny wzrost korzyści w sto-sunku do stosowania odrębnych rozwiązań.
Przepływ informacji w zintegrowanych rozwiązaniach IT sprawia, ze procesy zwią-zane z monitoringiem produkcji są jedno-cześnie wyzwalaczem dla działań prewen-cyjnych i naprawczych. Tego typu automaty-zacja jest szczególnie widoczna w integracji rozwiązań MES i CMMS, gdzie informa-cje pobierane ze sterownika maszyny są w pierwszej kolejności podstawą do wizuali-zacji procesu produkcji (monitoring produk-cji – MES - SCADA), ale są też wykorzystywa-ne przez oprogramowanie CMMS przyspie-szając czas reakcji na zdarzenia krytyczne (awarie, usterki, przestoje nieplanowane) oraz uniezależniają proces planowania de-terminując harmonogram przeglądów.
Bardzo istotnym aspektem jest też otwartość rozwiązań zintegrowanych na kooperację z innymi systemami umożlwia-jąca min.:• wymianę danych na temat zleceń pro-
dukcyjnych z systemami klasy ERP• współpracę z systemami magazynowymi• współpracę z systemami ewidencji cza-
su pracy.
Jednak w perspektywie wdrożenia wy-sokich jakościowo rozwiązań dla branży farmaceutycznej kluczowy jest wybór odpo-wiedniego dostawcy, który:• po pierwsze będzie miał doświadczenie
w branży farmaceutycznej• po drugie będzie posiadał w ofercie
kompletny zestaw zintegrowanych roz-wiązań
• zapewni możliwość walidacji oferowa-nych systemów.
103

Dystrybucja bezpośrednia produktów leczniczych to model oparty na współ-
pracy z wyspecjalizowanym operatorem lo-gistycznym, który pełni rolę dostawcy usług magazynowych i transportowych, współ-dzieląc z wytwórcą odpowiedzialność praw-ną i operacyjną za powierzony mu towar. W przeciwieństwie do tradycyjnego modelu hurtowego, w którym hurtownia kupuje leki od producenta, nabywając prawo do rozpo-rządzania nimi zgodnie z własną polityką, w przypadku Direct to Pharmacy prawo własności leków pozostaje w rękach wy-twórcy, dzięki czemu zachowuje on pozycję decydenta w całym kanale dystrybucji.
Pierwsze próby wdrożenia DTP Decydując się na przejście na model
Direct to Pharmacy, wytwórca może sko-rzystać z dwóch możliwości: nawiązać współpracę z hurtownią farmaceutyczną, która działa w tym przypadku jak operator logistyczny, tzn. nie nalicza marży i rozlicza się z wytwórcą za wykonane usługi magazy-nowania i transportu lub zlecić organizację dystrybucji wyspecjalizowanemu operato-rowi logistycznemu. Pierwsze próby wdro-żenia modelu Direct to Pharmacy opierały się na współpracy z hurtowniami. Direct to Pharmacy ma swój początek w Wielkiej Brytanii. W 1991 fi rma GlaxoSmithKline wprowadziła tzw. model DTP bez wyłącz-ności, tzn. nawiązywała współpracę z każdą hurtownią, która zgodziła się odstąpić od tradycyjnego modelu na rzecz dystrybucji bezpośredniej. Sytuacja zmieniła się w 2007 roku: GlaxoSmithKlane organiczyła liczbę hurtowni, z którymi współpracowała do dwóch, a Pfi zer nawiązał współpracę z wy-łącznością z wiodącym angielskim hurtow-nikiem, Unichem (obecnie Allianz Health). W Polsce pionierami dystrybucji bezpośred-niej na rynku aptecznym (na rynku szpital-
nym już od 2005 prowadziła ją fi rma Poltraf) była fi rma Astra Zeneca, która w 2009 roku rozpoczęła współpracę z trzema wybranymi hurtowniami farmaceutycznymi. Początko-wo, wprowadzenie przez producentów mo-delu Direct to Pharmacy wywoływało nie-pokój w branży farmaceutycznej, zwłaszcza w środowisku aptekarzy zaniepokojonych zmianami w systemie rabatowania leków oraz ryzykiem ograniczenia ich dostępno-ści dla pacjentów. Z czasem okazało się, że ich obawy były bezpodstawne, a korzyści z wprowadzenia nowego modelu czerpią zarówno producenci, jak i apteki.
Szereg korzyści Wytwórcy decydują się na zmianę tra-
dycyjnego modelu dystrybucji na Direct to Pharmacy z kilku powodów. Z jednej stro-ny zmuszają ich do tego trudne warunki współpracy narzucane przez hurtownie farmaceutyczne (m.in. coraz wyższe mar-że) oraz coraz powszechniejsze proble-my z płynnością fi nansową podmiotów działających na rynku farmaceutycznym. Z drugiej, ograniczając rolę pośredników, producenci zyskują znacznie większą kon-trolę nad obrotem swoimi preparatami. W tradycyjnym modelu dystrybucji hurtow-nia farmaceutyczna od momentu zakupu leków może dowolnie nimi rozporządzać i nie ma obowiązku informowania produ-centa o swoich ruchach. Natomiast operator logistyczny dostarczający wytwórcy usługę
3/2014 e-wydanie do pobrania na: www.farmacom.com.pl
Anna KunyszPoltraf
104 |
polegającą na składowaniu i transporto-waniu leków, musi dokładnie stosować się do jego zaleceń. Ponadto, operator logi-styczny jest zobowiązany do dostarczenia wytwórcy wszelkich informacji na temat przebiegu całego procesu: gdzie dokładnie trafi ły jego leki, czy zostały dostarczone na czas i w jakich warunkach były dystrybu-owane. W ten sposób producent zyskuje kontrolę nad obrotem farmaceutykami od momentu ich wytworzenia, aż do chwi-li gdy trafi ają na szpitalną półkę. Przynosi mu to szereg korzyści. Przede wszystkim, wzmożona kontrola nad obrotem lekami to jeden ze sposobów walki z problemami, z jakimi przychodzi się mierzyć podmiotom działającym na rynku farmaceutycznym: eksportem równoległym i wprowadzaniem leków sfałszowanych do legalnego obiegu. Ponadto, eliminuje się ryzyko niedoboru leków w magazynach, które mogą być wy-nikiem niewłaściwego zarządzania towarem na poziomie hurtu. Równie istotny jest fakt otrzymywania informacji zwrotnych na te-mat sprzedaży leków, pozwalających ocenić zapotrzebowanie pacjentów na dane prepa-raty. Otrzymywane dane są także przydatne w przypadku pojawienia się jakichkolwiek nieprawidłowości, np. konieczności wyco-fania leków z obiegu. Co więcej, operatorzy logistyczni dostarczają producentom szczegó-łowe raporty dokładnie podsumowujące prze-bieg procesu dystrybucji, co znacznie ułatwia przeprowadzenie kontroli przez GIF czy WIF.
Prosto do aptekimodel Direct to Pharmacy na rynku polskim
Jedną z tendencji widocznych w farmalogistyce, zarówno na rynku polskim, jak i zagranicą, jest odchodzenie wytwórców od tradycyjnego modelu dystrybucji produktów leczniczych na rzecz dystrybucji bezpośredniej (ang. Direct to Pharmacy).

Outsourcing usług a DTP W związku ze zwiększonym zaintereso-
waniem wytwórców produktów leczniczych zmianą tradycyjnego modelu dystrybucji na model Direct to Pharmacy, na rynku pol-skim poszerza się skierowana do nich ofer-ta usług. Na początku outsourcing usług w branży farmaceutycznej ograniczał się do organizacji transportu. Z czasem współ-praca między producentami a operatorami logistycznymi rozszerzyła się o magazy-nowanie. Wynikało to głównie z wysokich wymagań dotyczących warunków dystry-bucji – ich zapewnienie i kontrola wymaga sporych nakładów fi nansowych. Zlecenie organizacji dystrybucji na zewnątrz przed-siebiorstwa stało się sposobem na ograni-czenie kosztów działalności i zwiększenie rentowności. Operatorzy logistyczni nie zatrzymali się jednak na tak podstawowych usługach, jak składowanie i przewóz. Sys-tematycznie poszerzają swoją ofertę, udo-skonalając stosowane rozwiązania i wpro-wadzając nowe systemy, tak aby zapewnić maksymalne bezpieczeństwo leków w trak-cie całego procesu dystrybucji. W ostatnich latach na rynku pojawiły się m.in. oparte na systemach informatycznych rozwiązania umożliwiające kontrolę warunków w cza-sie rzeczywistym czy specjalistyczne urzą-dzenia umożliwiające w pełni bezpieczny transport leków w zimnym łańcuchu, tzn. w przedziale temperatury od +2 do + 8°C.
Szerszy zakres outsourcingu Outsourcing usług dla farmacji nie
ogranicza się jednak tylko do logistyki. Wy-twórcy mogą obecnie zlecić na zewnątrz
przedsiębiorstwa także organizację pro-cesów związanych z promocją i sprzedażą leków czy z zarządzeniem fi nansami. Po-jawienie się na rynku wyspecjalizowanych call center farmaceutycznych zajmujących się wsparciem sprzedaży miało związek z zapotrzebowaniem na efektywną komu-nikację między producentami a aptekami. Co ważne, korzystający z tego typu usług wytwórcy zauważają poprawę wizerunku marki wynikajacą z ograniczenia wpły-wu konfl iktów na lini hurtownik-apteka na sposób postrze-gania producenta. Kolejną gałezią są usługi fi nansowe. Coraz częściej pojawiające się proble-my z płynnością fi nansową podmiotów działających na rynku farmaceutycznym, zwłaszcza szpitali, przyczyniły się do po-jawienia się fi rm wyspecjalizowanych w zarządzaniu należnościami w tej branży. Szeroki dostęp do tego typu usług pozwala wytwórcy na zlecenie na zewnątrz komplek-sowej organizacji dystrybucji bezpośredniej rozumianej jako całość operacji w zakre-sie promocji i sprzedaży, magazynowania i transportu oraz zarządzania należnościami.
Modele korzystania z outsourcingu
Zlecając na zewnątrz organizację dys-trybucji bezpośredniej, wytwórca ma do wyboru kilka możliwości. Pierwsza to na-wiązanie współpracy z trzema różnymi
podmiotami zajmującymi się odpowied-nio wsparciem sprzedaży, logistyką oraz zarządzaniem należnościami. Problemem są liczne formalności (konieczne jest pod-pisanie osobnej umowy z każdym z pod-miotów) oraz brak płynności w obiegu in-formacji (fi rmy nie komunikują się między sobą, w związku z czym wszystkie dane muszą przejść przez zleceniodawcę). Dru-
gą możliwością jest zlecenie wykonania wszystkich operacji jednej fi rmie, oferu-jącej kompleksową organizację dystry-bucji bezpośred-niej. Znika problem nadmiaru formal-ności, pojawia się
jednak pytanie, czy jedna fi rma jest w stanie zapewnić najwyższy poziom usług w tak odległych od siebie dziedzinach jak np. magazynowanie w kontrolowanej tem-peraturze i windykacja należności. Trzecia opcja, od niedawna dostępna na polskim rynku, to konsorcjum zrzeszające wyspe-cjalizowane w swoich dziedzinach fi rmy, które zabezpieczają organizację dystry-bucji bezpośredniej na wszystkich jej eta-pach. Takie rozwiązanie gwarantuje spraw-ny przebieg całego procesu: fi rmy ściśle ze sobą współpracują, przekazując sobie wszystkie dane, co znacznie przyspiesza proces decyzyjny. Ponadto, zleceniodaw-ca podpisuje jedną umowę z konsorcjum, a zyskuje pewność, że dostawcami usług są eksperci w swoich dziedzinach.
W związku ze zwiększonym zainteresowaniem wytwórców produktów leczniczych zmianą
tradycyjnego modelu dystrybucji na model Direct to Pharmacy, na rynku polskim poszerza się
skierowana do nich oferta usług
105
reklama

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
Iwona Płodzich-HennigRzecznik patentowy, Kancelaria JWP Rzecznicy Patentowi
SPC, (ang. Supplementary Protection Certificate), to pojęcie znane w polskim prawie własności przemysłowej jako DPO – Dodatkowe Prawo Ochronne. Często SPC mylnie uważane jest za zwykłe przedłużenie ochrony patentowej, gdy tymczasem jest to odrębne prawo własności przemysłowej odnoszące się do substancji czynnej leku lub środka ochrony roślin, uregulowane w przepisach krajowych, wynikających z wdrożenia postanowień unijnych rozporządzeń nr 1768/92 dla produktów leczniczych oraz 1610/96 dla środków ochrony roślin z ich późniejszymi zmianami.
SPC
Ideą przyświecającą prawodawcom UE podczas tworzenia wymie-nionych regulacji było umożliwienie fi rmom produkującym leki
oryginalne skorzystania z rekompensaty za czas poświęcony na procedurę uzyskania pozwolenia na dopuszczenie do obrotu. Prawo farmaceutyczne wymaga, aby każdy nowy lek przed wprowadze-niem go na rynek uzyskał pozwolenie na dopuszczenie do obrotu. W przypadku leków oryginalnych, czyli takich, które zawierają np. nową substancję czynną, procedura uzyskiwania pozwolenia jest bardzo skomplikowana, kosztowna i długotrwała. Wymagane jest między innymi przeprowadzenie pełnych badań klinicznych. Dla-tego okres ochrony przyznanej na mocy SPC powinien zapewniać możliwość wykorzystania całego, maksymalnego piętnastoletniego okresu wyłączności, liczonego od chwili uzyskania pierwszego ze-zwolenia na obrót we Wspólnocie dla danego produktu leczniczego (patrz rysunek 1.).
Każdy chroniony patentem podstawowym1 produkt leczniczy lub środek ochrony roślin, dla którego uzyskano pozwolenie na dopusz-czenie do obrotu, może ubiegać się o SPC. Maksymalny okres na jaki udzielane jest SPC wynosi 5 lat, a dla produktów pediatrycznych2 może być przedłużony o kolejne 6 miesięcy, przy czym udzielona ochrona powinna być później ściśle związana z produktem, który uzyskał zezwolenie na obrót. Inaczej mówiąc SPC wydłuża ochronę patentową tylko tego produktu, który uzyskał pozwolenie na do-puszczenie do obrotu, bądź zastosowania tego produktu, który zo-stał przedstawiony we wniosku o SPC.
SPC zostanie udzielone, o ile produkt przedstawiony we wnio-sku uzyskał pozwolenie na dopuszczenie do obrotu po raz pierwszy, przy czym chodzi tu o rejestrację w jednym z państw Europejskiego Obszaru Gospodarczego, z wyłączeniem Szwajcarii. Świadectwo za-
czyna obowiązywać z końcem prawnie ustalonego terminu obowią-zywania patentu podstawowego i pozostaje w mocy przez okres równy okresowi, który upłynął między datą dokonania zgłoszenia patentu podstawowego, a datą pierwszego zezwolenia na obrót produktem we Wspólnocie, pomniejszonemu o okres pięciu lat.
W sytuacji, gdy uprawniony z patentu podstawowego uzyska pierwsze pozwolenie na dopuszczenie do obrotu produktu leczni-czego w UE w okresie od czterech i pół roku do pięciu lat po zgło-szeniu patentu podstawowego, możliwe jest również wydanie SPC, które będzie miało zerowy lub ujemny okres ważności. Takie świa-dectwo choć nie wydłuży ochrony na produkt, może być przydatne w sytuacji, gdy posiadacz patentu podstawowego będzie chciał uzy-skać sześciomiesięczny okres przedłużenia, jaki może zostać przy-znany dla produktu pediatrycznego.
W latach 2009-2011, kiedy duża ilość produktów chronionych przez patenty podstawowe uzyskiwała pozwolenia na dopuszczenie do ob-rotu, średni roczny wskaźnik wniosków o SPC wynosił około 12 000 wniosków. W ostatnich latach sytuacja uległa zmianie, zaobser-wowano poważny spadek aplikacji o przyznanie SPC. Jednym z powodów może być malejąca liczba nowych molekuł - substancji czynnych mających zastosowanie w nowych lekach. Na zmianę ilo-ści wniosków mogły również wpłynąć orzeczenia TSUE (Trybunału Sprawiedliwości UE) nr 322/10 “Medeva” i C-422/10 “Georgetown”, stanowiące wykładnię tego, kiedy SPC może zostać udzielone.
Jeśli wniosek o SPC dotyczy substancji czynnych, które nie znaj-dują się w treści zastrzeżeń patentu podstawowego, to wówczas SPC nie może zostać udzielone. Podobnie w sytuacji, gdy patent podstawowy zastrzega mieszaninę dwóch aktywnych składników, lecz nie zawiera żadnego zastrzeżenia względem jednego z tych ak-
bez tajemnic
106 |

Rys. 1.
e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
tywnych składników rozpatrywanych indywidualnie, to na podsta-wie takiego patentu nie można wydać SPC jednemu z tych aktyw-nych składników rozpatrywanych oddzielnie. W sytuacji odwrotnej, tzn. kiedy patent podstawowy zastrzega mieszaninę dwóch aktyw-nych składników, a produkt leczniczy, którego zezwolenie na obrót przedłożono na poparcie wniosku o wydanie SPC, zawiera nie tylko tę mieszaninę dwóch aktywnych składników, lecz także inne aktyw-ne składniki, udzielenie SPC jest możliwe.
Na ostateczne rozstrzygniecie przez TSUE oczekuje również problem interpretacyjny i wynikające z niego rozbieżne praktyki urzędów patentowych w zakresie daty, od której należy obliczać termin uzyskania pierwszego pozwolenia na dopuszczenie do ob-rotu. Produkty zarejestrowane w procedurze scentralizowanej3 mają dwie daty, od których można liczyć uzyskanie pozwolenia na dopuszczenie do obrotu: albo (A) data decyzji Komisji Euro-pejskiej w sprawie wydania zezwolenia, albo (B) data doręczenia pozytywnej decyzji wnioskodawcy. Ze względu na fakt, iż między obiema datami jest zazwyczaj kilka dni różnicy, różnice w przyj-mowaniu daty A lub B jako daty uzyskania pozwolenia skutko-wać będą krótszym lub dłuższym okresem SPC. Ponieważ datą, od kiedy uzyskanie pozwolenia na dopuszczenie do obrotu staje się skuteczne, jest data doręczenia decyzji wnioskodawcy, Urząd
Zastrzeżenia patentowe
Produkt leczniczy
Wydanie SPC
A A+B nie
A+B A tak
Własności Intelektualnej Wielkiej Brytanii zmienił swoją dotych-czasową praktykę obliczania SPC, licząc datę uzyskania pozwole-nia na dopuszczenie do obrotu od terminu doręczenia pozytywnej decyzji wnioskodawcy. Podobną zasadę przyjął Belgijski Urząd Patentowy. Mając na uwadze dążenie UE do spójnego stosowania i interpretacji przepisów na terytorium wszystkich państw człon-kowskich, kwestia ta z pewnością będzie przedmiotem zaintere-sowania TSUE.
SPC wygasa na skutek braku wnoszenia opłat okresowych za utrzymanie ochrony oraz w sytuacji, kiedy patent podstawowy, do którego przyznano SPC został unieważniony bądź ograniczony w sposób, który powoduje, że nie chroni produktu, dla którego uzy-skano pozwolenie na dopuszczenie do obrotu i wskazano we wnio-sku o SPC. Jeśli pozwolenie na dopuszczenie do obrotu wygasło, SPC wygasa nawet jeśli zostało udzielone. Wniosek o SPC może być także przedmiotem wniosku o unieważnienie, bądź uwag osób trze-cich, o ile wnoszenie uwag jest dopuszczalne w procedurach przed krajowymi urzędami patentowymi.
1 Patentpodstawowytopatentchroniącyprodukt(składnikaktywnylubmieszaninęskładnikówaktywnych),procesotrzymywaniaproduktulubzastosowanieproduktu.
2 PrzedłużenieSPCo6miesięcywprowadzonowRozporządzeniu1901/2006.NajegopodstawiemożliweuzyskanieprzedłużeniaokresuobowiązywaniaSPCododatkowepółrokualetylkodlaproduktówpedia-trycznych,dlaktórychistniejezatwierdzonyplanbadańpediatrycznych(paediatricinvestigationplan).
3 Procedurascentralizowana-uzyskiwaniepozwolenianadopuszczeniedoobrotudlaproduktu,wydawaneprzezEMAzj.ang.EuropeanMedicineAgency(EuropejskąAgencjęLeków).
107

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
1. Wstęp„Uwłaszczenie” naukowców miało być jed-
nym z elementów otoczenia prawnego sprzy-jającego komercjalizacji badań naukowych. Implementujące je zapisy zostały włączone do projektu założeń nowelizacji ustawy prawo o szkolnictwie wyższym oraz niektórych in-nych ustaw już po etapie konsultacji społecz-nych. Wskutek licznych uwag krytycznych do projektu samej ustawy proponowana forma uwłaszczenia była wielokrotnie zmieniana. W toku prac legislacyjnych projekt stosow-nych zapisów przeszedł dwukrotnie zasadni-cze zmiany. Ostatnia wersja projektu powstała długo po pierwszym czytaniu, na etapie prac w komisjach sejmowych. Stanowi wynik kilku ostatnich miesięcy prac legislacyjnych trwają-cych ponad dwa lata i różni się zasadniczo od początkowych propozycji.
2. Koncepcja „uwłaszczenia” naukowców2.1 Istota „uwłaszczenia”
Koncepcja w swojej prostocie miała spro-wadzać się do odwrócenia dotychczasowej sy-tuacji, w której prawa własności intelektualnej przysługują pracodawcy, zaś Twórcom przy-sługuje wynagrodzenie. To odwrócenie mia-ło polegać na ustawowym przekazaniu praw własności intelektualnej Twórcom, którzy podejmą się wówczas chętnie komercjalizacji chronionych nimi wyników badań naukowych. Natomiast od dochodu z komercjalizacji jed-nostce macierzystej Twórców będzie przysłu-giwało procentowe wynagrodzenie.
2.2. Uzasadnienie dla „uwłaszczenia”
Niemal każda reforma systemu ochrony własności intelektualnej jest albo uzasadniana troską kwestiami związanymi z innowacyjno-ścią, albo z ochroną interesów Twórców. Dla poparcia uwłaszczenia naukowców wykorzy-stano oba te argumenty.
2.2.1 InnowacyjnośćInnowacyjność jest swego rodzaju neologi-
zmem używanym w kontekście wartościowa-nia gospodarki lub podmiotu pod względem obfi tości innowacji. Aksjomatycznie przyjmuje
się, że innowacje to coś dobrego, a zatem im bardziej „innowacyjnie” tym lepiej. Jest to tru-izm, z którym nie warto polemizować.
W związku z problematyczną mierzalno-ścią innowacyjności trzeba posługiwać się przewidywanymi lub zaobserwowanymi ko-relacjami innowacyjności z innymi zjawiskami, w tym legislacyjnymi. Wśród obserwacji mie-ści się i ta, że dokonując rozbioru logicznego anglojęzycznego terminu „innovation” zauwa-żamy, iż stanowi on zlepek słów „invention” (wynalazek) oraz „commercialization” (ko-mercjalizacja). Ponieważ spośród udzielanych przez Urząd Patentowy RP patentów połowa dotyczy wynalazków powstałych na uczel-niach albo w jednostkach badawczych, insty-tucje te uważa się za źródło pierwszego spo-śród dwóch komponentów innowacji. Logika – być może złudnie – podpowiada, że dodanie do wyników pracy jednostki badawczej dru-giego komponentu tj. komercjalizacji, pozwoli uzyskać skokowy wzrost innowacyjności.
2.2.2 Ochrona interesów TwórcówW chwili obecnej nie ma dobrego me-
chanizmu, który pozwalałby na promowanie takich naukowców, którzy uzyskują wyniki badań użyteczne dla społeczeństwa. „Uwłasz-czenie” w zmierzeniu miało pozwolić na wy-nagrodzenie tych Twórców zyskami z komer-cjalizacji ich dokonań.
2.3 Zakładane skutki „uwłaszczenia”
Tradycyjnie polskie uczelnie mają silnie zhierarchizowaną strukturę oraz rozrośnięty aparat administracyjny. Jednocześnie brak jest utrwalonych i skutecznych praktyk i ścieżek komercjalizacji badań naukowych. Co więcej, badania naukowe rzadko kiedy są ukierun-kowane na rozwiązanie problemów istotnych z punktu widzenia przemysłu lub społeczeń-stwa. Oznacza to, że nawet istotne wyniki naukowe, w tym wynalazki, często nie mają – przynajmniej w chwili ich dokonania – żad-nego znaczenia rynkowego, są całkowicie nie-komercjalizowane. Podobny problem dotyczy niektórych jednostek badawczych.
Podstawowym problemem, z jakim bory-kają się ci nieliczni naukowcy-Twórcy, którzy
chcieliby i mogliby dokonać komercjalizacji swoich dokonań, jest to, że zmuszeni są dzia-łać za pośrednictwem aparatu administracyj-no-decyzyjnego jednostki. Do jednostki bo-wiem należą prawa do uzyskiwania patentów na wynalazki, majątkowe prawa autorskie, prawa do nowych odmian zwierząt i roślin – słowem wszystko to, co niezbyt fortunnie agreguje się w jeden termin „prawa własności intelektualnej”. Konsekwencją tej sytuacji jest to, że działania komercjalizacyjne stanowią zbyt drobny wycinek w całości działań jed-nostki, by osoba umocowana do jej reprezen-tacji kierowała nimi osobiście. Podmiot naj-lepiej zorientowany, czyli naukowiec-Twórca nie może reprezentować jednostki i jest zmu-szony do działania za pośrednictwem aparatu administracyjnego, który ma dużą inercję, jest opieszały i któremu niekiedy brak motywacji do wspierania komercjalizacji.
Twórcy wydają się naturalnie predesty-nowani do komercjalizacji swoich dokonań. Wiedzą najwięcej o ich słabych i mocnych stronach, a także często mają silną motywację do nadania wynikom badań naukowych bar-dziej materialnego, użytecznego kształtu. Za-pewnienie Twórcom swobody działania i unie-zależnienie ich od ociężałego aparatu uczelni/instytutów ma w zamierzeniu doprowadzić do wzrostu innowacyjności przez zwiększenie liczby skutecznych komercjalizacji, przy jedno-czesnym zwiększeniu efektywnego wynagro-dzenia Twórców za ich pracę. W ten sposób ma powstać dodatnie sprzężenie zwrotne – umacniający się mechanizm zachęty dla Twórców-naukowców do podejmowania uży-tecznych badań, wdrażania ich wyników i tym samym sukcesywnego powiększania swojego wynagrodzenia.
2.4 Kontekst międzynarodowy Koncepcja „uwłaszczenia” naukowców
(ang. Professors’ priviledge, czyli w dosłow-nym tłumaczeniu przywilej profesorski) w mniej lub bardziej zbliżonej formie była już rozważana lub wdrażana w kilku krajach. Zgodnie z danymi Światowej Organizacji Wła-sności Intelektualnej WIPO w latach dziewięć-dziesiątych Austria, Dania, Niemcy oraz Japo-nia zrezygnowały z regulacji ustanawiających
„Uwłaszczenie” naukowców szansa, zagrożenie, czy zmiana bez znaczenia
Dr. Marek BuryEuropejski rzecznik patentowy, Patpol Kancelaria Patentowa sp. z o.o.
108 |

e-wydanie do pobrania na: www.farmacom.com.pl 3/2014
przywilej profesorski. Jedynymi krajami euro-pejskimi, w jakich funkcjonują tego typu regu-lacje są Włochy i Szwecja, w której rezygnacja z przywileju profesorskiego była niedawno przedmiotem intensywnej debaty.
3. Mechanizm legislacyjny3.1. Implementacja w przepisach 3.1.1. Ustawy
Zapisy uwłaszczeniowe wprowadzono w ustawie z dnia 11 lipca 2014 r. o zmianie ustawy - Prawo o szkolnictwie wyższym oraz niektórych innych ustaw, druk sejmowy 2085, zmieniając:• ustawę z dnia 27 lipca 2005 r. – Prawo
o szkolnictwie wyższym (Dz. U. z 2012 r. poz. 572), przez dodanie art. 86 lit. d-i;
• ustawę z dnia 30 kwietnia 2010 r. o Pol-skiej Akademii Nauk (Dz. U. Nr 96, poz. 619, z 2011 r. Nr 84, poz. 455 oraz z 2013 r. poz. 675), przez dodanie art. 94 lit. b-g.
3.1.2. Zakres podmiotowy regulacji„Uwłaszczenie” naukowców dotyczy wy-
łącznie osób zatrudnionych w publicznych uczelniach wyższych oraz instytutach PAN. Nie dotyczy ono natomiast naukowców zatrudnio-nych na uczelniach prywatnych oraz w insty-tutach badawczych. Te ostatnie były uwzględ-nione we wczesnych wersjach projektu usta-wy, ale ostatecznie zostały z niej wykluczone.
3.1.3 Zakres przedmiotowy regulacji
Zapisy uwłaszczeniowe dotyczą badań naukowych będących wynalazkiem, wzorem użytkowym, wzorem przemysłowym lub to-pografi ą układu scalonego, wyhodowaną albo odkrytą i wyprowadzoną odmianą rośliny oraz know-how powstałych po wejściu w życie ustawy tj. po 1 października 2014 r. Art. 52 stanowi:1. Do komercjalizacji wyników badań nauko-wych będących wynalazkiem, wzorem użytko-wym, wzorem przemysłowym lub topografi ą układu scalonego, wyhodowaną albo odkrytą i wyprowadzoną odmianą rośliny lub prac roz-wojowych, powstałych przed dniem wejścia w życie niniejszej ustawy oraz do know-how związanego z tymi wynikami stosuje się przepi-sy dotychczasowe.2. Do umów dotyczących praw do wyników, o których mowa w ust. 1, oraz do know-how związanego z tymi wynikami, zawartych przed dniem wejścia w życie niniejszej ustawy stosuje się przepisy dotychczasowe.
Zastanawia brak legalnej defi nicji „know--how” w ustawie. Jest to pojęcie, które nie występuje również w innych aktach praw-nych. Można się jedynie domyślać, że chodzi o tajemnicę przedsiębiorstwa w rozumieniu ustawy o zwalczaniu nieuczciwej konkurencji.
Warto zwrócić uwagę również na brak utworów w rozumieniu prawa autorskiego. Jest to istotna zmiana w stosunku do po-
przednich projektów ustawy. Przykładowo programy komputerowe, które mogą stano-wić wyniki badań, są utworami w rozumieniu prawa autorskiego, a zatem nie podlegają uwłaszczeniu.
4. Model działania „uwłaszczenia” 4.2.1 Intencje autorów
Zgodnie z notatką na stronach minister-stwa nauki i szkolnictwa wyższego zaletą przyjętych przepisów jest to, że obie strony tj. jednostka oraz naukowiec, jeśli dojdą do porozumienia, będą mogły przyjąć elastyczną i odpowiadającą im formę komercjalizacji wy-nalazku lub efektów badań naukowych. Mają oni całkowitą dowolność kształtowania umo-wy w zakresie podziału praw, prac oraz zysku. Jeżeli do zawarcia takiej umowy nie dojdzie, to dalsze działania narzucają zapisy uwłasz-czeniowe. Uczelnia będzie miała 3 miesiące na podjęcie decyzji w sprawie komercjalizacji.
4.2. Analiza zapisów ustawy (na przykładzie uczelni wyższej)4.2.1 Wyjątki od stosowania zapisów uwłaszczeniowych
Zgodnie z deklaracjami w ustawie zapew-niono art. 86 lit. h, w myśl którego po otrzy-maniu od pracownika informacji o wynikach badań naukowych lub prac rozwojowych oraz o know-how związanym z tymi wynika-mi, uczelnia publiczna oraz pracownik mogą, w sposób odmienny niż stanowi ustawa, okre-ślić w drodze umowy prawa do tych wyników lub sposób i tryb komercjalizacji tych wyników.
Zapisy uwłaszczeniowe nie stosują się również do przypadków, gdy badania nauko-we lub prace rozwojowe były prowadzone jako badania lub prace zlecone, na podsta-wie umowy, w której rozstrzygnięto kwestie praw wyłącznych do wyników badań oraz gdy badania naukowe lub prace rozwojowe były prowadzone z wykorzystaniem środków fi nansowych, których zasady przyznawania lub wykorzystywania określają te kwestie w odmienny sposób.
4.2.2 UprawnionyW proponowanych zapisach nie ma roz-
strzygnięcia do kogo należą prawa, jakimi jest chroniony, lub o jakie można wystąpić, w celu ochrony wyniku badań naukowych. Jest natomiast jawne odwołanie (Art. 86 lit. i) do ustawy z dnia 30 czerwca 2000 r. – Prawo własności przemysłowej (Dz. U. z 2013 r. poz. 1410) oraz ustawy z dnia 26 czerwca 2003 r. o ochronie prawnej odmian roślin (Dz. U. Nr 137, poz. 1300, z późn. zm.6)). Zatem, w chwili uzyskania wyniku badań naukowych, struktu-ra praw własności intelektualnej pozostaje nie-zmieniona w stosunku do stanu przed ustawą.
Na marginesie warto zauważyć, że wobec braku defi nicji know-how oraz braku odesła-nia do stosownych ustaw trudno jest dociec do kogo należy to, co kryje się pod tym termi-nem początkowo.
4.2.3 Przeniesienie prawZgodnie z Art. 86 lit. e ust. 1. to uczelnia
podejmuje decyzję odnośnie do zasad ko-mercjalizacji. Ustawodawca przewidział na to termin trzech miesięcy od zawiadomienia uczelni przez pracownika o wynikach badań naukowych. Jeżeli uczelnia podejmie decyzję, że nie chce zajmować się komercjalizacją, albo uchybi trzymiesięcznemu terminowi, wówczas jest zobligowana (Art. 86 lit. e. 2) do złożenia pracownikowi oferty zawarcia umowy o prze-niesienie praw za symboliczną kwotę – nie wyższą od 10% minimalnego wynagrodzenia. Art. 86 lit. e ust. 2. wyklucza możliwość wpro-wadzania do umowy dodatkowych warunków.
Znamiennym jest, że ustawa nie precyzu-je formy udokumentowania podjęcia decyzji, ani też nie narzuca obowiązku dostarczenia jej pracownikowi. Akt podejmowania decyzji przez uczelnię może zostać dokonany przez osobę lub organ upoważniony do reprezenta-cji jednostki, np. przez rektora, i udokumento-wany notatką służbową, albo w dowolny inny sposób. Twórca – naukowiec wcale nie musi zostać o tym powiadomiony.
Warto też zwrócić uwagę na fakt, że w ustawie nie przewiduje się sytuacji, w której uczelnia podejmie decyzję o komercjalizacji, ale jej nie dokona. Komercjalizacja wyników badań, jak każda inna działalność biznesowa, jest obarczona ryzykiem wynikającym z szere-gu niepewnych zdarzeń. Przykładowo ochronę patentową może się udać uzyskać albo nie, licencjobiorcę można znaleźć albo nie. Jest za-tem jasne, że mimo najlepszych chęci uczelni komercjalizacja może się nie powieść. Ustawa nie precyzuje, co dzieje się wówczas.
W świetle przestrogi zawartej w poradni-ku pt. „Komercjalizacja B+R dla praktyków”, Narodowe Centrum Badań i Rozwoju, War-szawa 2013, str. 22 akapit 26 że brak wyceny wyników prac B+R fi nansowanych ze środków publicznych może zostać uznany za przejaw niegospodarności środkami publicznymi decy-zja o komercjalizacji przez jednostkę wydaje się być najłatwiejsza i obarczona dla przed-stawiciela jednostki najmniejszym ryzykiem. Wyceny praw własności intelektualnej wiążą się bowiem ze znacznymi kosztami, a decyzja o ich nieponoszeniu i braku zainteresowania jednostki komercjalizacją oznacza przeniesie-nie praw na inny podmiot, co może zostać potraktowane jako naruszenie dyscypliny fi nansów publicznych (Poradnik B+R str. 181, akapit 574).
4.3 Podział korzyści4.3.1 Twórcy
Jeżeli badania naukowe są prowadzone przez zespół, to członkowie tego zespołu mogą dochodzić od uczelni wynagrodzenia do wyso-kości udziału w środkach z komercjalizacji.
Członkowie zespołu badawczego odpo-wiadają natomiast wobec uczelni do „wysoko-ści przypadającego im udziału we współwła-sności wyników badań naukowych lub prac
109

e-wydanie do pobrania na: www.farmacom.com.pl3/2014
rozwojowych oraz know-how związanego z tymi wynikami.”
Co zaskakujące, nigdzie nie jest powie-dziane, że „udział w środkach z komercjaliza-cji” oraz „udział we współwłasności wyników badań” reprezentuje ta sama liczba, co rodzi wątpliwość, czy Ustawodawca zamierzał dele-gować tę kwestię do regulaminów poszczegól-nych jednostek, czy zwyczajnie ją przeoczył. W tym kontekście za niefortunne należy uznać sformułowanie „prawo do wyników badań naukowych”, ponieważ jest ono niezrozumia-łe. Zgodnie z ustawą, wyniki takie mogą być w formie wynalazku, wzoru użytkowego, etc. Nie wszystkie te postaci wyników są chronio-ne z mocy prawa. Tym samym, przykładowo taki twór prawny, jak „prawo do wynalazku”, nie istnieje. Jeszcze gorzej przedstawia się kwestia „know-how” skoro pojęcie, a tym bardziej zasady podziału, nie są zdefi niowane.
4.3.2 Wariant 1: komercjalizacja przez jednostkę
W przypadku komercjalizacji przez jed-nostkę bądź spółkę celową Twórcom przy-sługuje od jednostki nie mniej niż połowa wartości środków uzyskanych przez jednost-kę z komercjalizacji bezpośredniej. Od kwoty bazowej jednostka może odliczyć do 25% poniesionych przez nią kosztów bezpośrednio związanych z tą komercjalizacją.
4.3.3 Wariant 2: komercjalizacja przez pracownika
W przypadku komercjalizacji dokonanej przez Twórców, jednostce przysługuje 25% wartości środków uzyskanych przez pracow-nika z komercjalizacji, obniżonych o nie więcej niż 25% kosztów bezpośrednio związanych z tą komercjalizacją, które zostały poniesione przez pracownika.
4.3.4 Zabezpieczenie praw jednostki zatrudniającej
Jednostki są zabezpieczane przed działa-niami Twórców-pracowników. W ustawie pra-wo o szkolnictwie wyższym zapewnia to nowy art. 86 lit. 3 pkt. 5, w myśl którego pracownik uczelni publicznej jest zobowiązany do:1) zachowania poufności wyników badań na-ukowych lub prac rozwojowych oraz know-how związanego z tymi wynikami,2) przekazania uczelni publicznej wszystkich posiadanych przez niego informacji, utworów wraz z własnością nośników, na których utwory te utrwalono, i doświadczeń technicznych po-trzebnych do komercjalizacji,3) powstrzymania się od prowadzenia jakich-kolwiek działań zmierzających do wdrażania wyników,4) współdziałania w procesie komercjalizacji, w tym w postępowaniach zmierzających do uzy-skania praw wyłącznych – nie dłużej niż przez okres przysługiwania praw uczelni publicznej.
Są to bardzo silne ograniczenia zważywszy na fakt, że publikacja wyników badań sta-
nowi podstawowe kryterium oceny sylwetki i rozwoju kariery naukowca. Liczba publika-cji i indeks Hirscha są brane pod uwagę przy przydzielaniu niemal wszystkich rodzajów środków na badania. Ograniczenie do okresu przysługiwania praw tylko w niewielkim stop-niu łagodzi tę sytuację. Przykładowo ochrona patentowa może trwać do 20 lat.
5. SzanseFaktycznie, i chyba zgodnie z intencją
ustawodawcy, przyjęcie zapisów uwłaszcze-niowych otwiera furtkę do lepszego transferu wiedzy z nauki do przemysłu z uwagi na po-tencjalną możliwość bezpośredniej transakcji Twórca-Przemysł bez udziału złożonych i dłu-gotrwałych procedur stosowanych w jednost-kach naukowych.
Szansa ta jest jednak uzależniona od wcześniejszej decyzji samej jednostki.
6. Zagrożenia6.1 Niepełne uwłaszczenie
Niepokoi wyłączenie z zakresu przedmio-towego ustawy utworów w rozumieniu prawa autorskiego. W świetle faktu, że zaliczają się do nich programy komputerowe, łatwo może zdarzyć się tak, że prawa do rozwiązania zo-staną przeniesione na Twórców, ale prawa do implementacji zostaną przy jednostce. Taka sytuacja zwiększa i tak już znaczną niepew-ność sytuacji komercjalizującego Twórcy.
6.2 Zakaz ujawniania wyników badań
Obowiązek zachowania w poufności wyni-ków badań naukowych lub prac rozwojowych oraz know-how związanego z tymi wynikami wiąże się z bardzo doniosłymi konsekwencja-mi. W praktyce oznacza to nie tylko zakaz pu-blikowania, ale również ujawniania wyników badań podmiotom niezwiązanym z jednostką umową o zachowaniu poufności. Literalne ro-zumienie tej regulacji wyklucza zatem możli-wość rozliczenia grantów naukowych z uwagi na konieczność udostępnienia raportów oso-bom postronnym.
Trzeba podkreślić, że ustawa nie przewidu-je możliwości wydania przez jednostkę zgody na ujawnienie i zobowiązanie pracownika do zachowania poufności jest bezwarunkowe. Istnieje duże ryzyko, że przepisy te będą naru-szane tak notorycznie, iż w istocie będą stano-wiły martwe prawo.
6.3 UdziałyW ustawie występują dwa rodzaje udzia-
łów, których wysokość nie jest oczywista: „udział w środkach z komercjalizacji”, „udział we współwłasności wyników badań” i przy-puszczalnie pojęcia te mogą zostać dopre-cyzowane w regulaminach poszczególnych jednostek. Warto jednak zwrócić uwagę na konsekwencje, jakie się z nimi wiążą. Pierw-szy determinuje wysokość wynagrodzenia współtwórcy, natomiast drugi wysokość
ewentualnych roszczeń jednostki wobec Twórcy. Przejrzystość ustalania wysokości tych udziałów jest kluczowa dla wiarygodno-ści całej regulacji.
6.4 Konieczność dostosowania regulaminów
Z faktu istnienia zagrożeń wskazanych w podrozdziale 6.1 i 6.2 wynika konieczność dostosowania regulaminów zarządzania pra-wami autorskimi i prawami pokrewnymi oraz prawami własności przemysłowej, jak również zasad komercjalizacji wyników badań nauko-wych i prac rozwojowych do zapisów „uwłasz-czeniowych”. Ustawodawca na to dostoso-wanie zostawił mniej niż trzy miesiące od 11 lipca do 1 października.
6.5 Linia najmniejszego oporuKrótki czas przewidziany na możliwość
dostosowania wewnątrz-jednostkowych re-gulaminów sugeruje, że naturalną decyzją jed-nostek będzie wprowadzenie najprostszych implementacj,i gwarantujących im możliwość działania w nowym otoczeniu prawnym. Ta-kie działanie „po linii najmniejszego oporu” sprowadzi się do zapisów umożliwiających jednostkom rutynowe wydawanie decyzji o komercjalizacji wyników badań naukowych po informacji od pracownika-Twórcy. Zważyw-szy, że koszt przeprowadzenia profesjonalnej wyceny rozwiązania może wynieść kilkana-ście, a nawet kilkadziesiąt tysięcy złotych, trudno spodziewać się, by jednostki mające kilkadziesiąt zgłoszeń patentowych rocznie i kilka tysięcy opublikowanych artykułów po-zwalały sobie na taki wydatek dla wszystkich ujawnionych w nich rozwiązań. Tymczasem są jawnie instruowane, że wyzbycie się praw bez wyceny może zostać zinterpretowane jako niegospodarność. Wobec braku konsekwencji nieskutecznej komercjalizacji, rutynowa decy-zja o komercjalizacji przez jednostkę stanowi rozwiązanie najprostsze i „bezpieczne”. Rzecz jasna takie działanie będzie tożsame z utrzy-maniem stanu bieżącego, co jest sprzeczne z intencją ustawodawcy.
7. WnioskiNależy oczekiwać, że w dłuższej perspek-
tywie jednostki dostosują swoje działania w taki sposób, by zredukować znaczenie zapisów uwłaszczeniowych przez rutyno-we podejmowanie decyzji o komercjalizacji wynalazków. Zanim to nastąpi, można spo-dziewać się krótkiego okresu przejściowego, w którym faktyczny transfer technologii będzie mógł odbywać się bezpośrednio od Twórców do przemysłu. Długość tego okresu będzie zależała od tego, jak sprawnie i agresywnie zadziała jednostka. W związku z tym wydaje się, że znaczenie zmian wprowadzonych przez „uwłaszczenie” jest dość ograniczone.
110 |






![ZAWARTOŚĆ TŁUSZCZU ORAZ PROFIL KWASÓW … 34(2) 2017 Wielebski.pdf · 104 F . W M . W S . S 2004] . Olej lniany jest też cennym surowcem dla przemysłu chemicznego, farmaceutycznego,](https://img.pdfslide.tips/doc/110x75/5c75d2c609d3f2d3778ba415/zawartosc-tluszczu-oraz-profil-kwasow-342-2017-wielebskipdf-104-f-w.jpg)


![Jakość suplementów diety - ch | C · 2013-2015 na rynku polskim obecnych było rocznie od 3 do 4 tys. produktów w kategorii suplementy diety [8]. ... Świat Przemysłu Farmaceutycznego](https://img.pdfslide.tips/doc/110x75/6134a198dfd10f4dd73bda92/jako-suplementw-diety-ch-c-2013-2015-na-rynku-polskim-obecnych-byo-rocznie.jpg)