Embed Size (px)
Citation preview

TT.. CC..
SSÜÜLLEEYYMMAANN DDEEMMĠĠRREELL ÜÜNNĠĠVVEERRSSĠĠTTEESSĠĠ
FFEENN BBĠĠLLĠĠMMLLEERRĠĠ EENNSSTTĠĠTTÜÜSSÜÜ
DDÜÜġġÜÜKK KKAARRBBOONNLLUU MMĠĠKKRROO AALLAAġġIIMMLLII ÇÇEELLĠĠKKLLEERRĠĠNN
SSEERRTTLLĠĠKK VVEE MMĠĠKKRROO YYAAPPIILLAARRII ÜÜZZEERRĠĠNNEE SSOOĞĞUUMMAA HHIIZZIINNIINN
EETTKKĠĠSSĠĠ
CCiihhaann EEKKĠĠNNCCĠĠ
DDaannııĢĢmmaann:: PPrrooff.. DDrr.. NNaazzıımm UUÇÇAARR
YYÜÜKKSSEEKK LLĠĠSSAANNSS TTEEZZĠĠ
FFĠĠZZĠĠKK AANNAABBĠĠLLĠĠMM DDAALLII
IISSPPAARRTTAA––22001111
TEZ ONAYI
Cihan EKİNCİ tarafından hazırlanan “DüĢük Karbonlu Mikro AlaĢımlı Çeliklerin
Sertlik ve Mikro Yapıları Üzerine Soğuma Hızının Etkisi” adlı tez çalışması
aşağıdaki jüri tarafından oy birliği ile Süleyman Demirel Üniversitesi Fizik Anabilim
Dalı’nda YÜKSEK LĠSANS TEZĠ olarak kabul edilmiştir.
Danışman : Prof. Dr. Nazım UÇAR
Süleyman Demirel Üniversitesi Fizik Anabilim Dalı
Jüri Üyeleri :
Doç. Dr. Adnan ÇALIK
Süleyman Demirel Üniversitesi Makine Eğitimi Anabilim Dalı
Doç. Dr. Ekrem ARTUNÇ
Süleyman Demirel Üniversitesi Fizik Anabilim Dalı
Prof. Dr. Mustafa KUġCU
Enstitü Müdürü
Not: Bu tezde kullanılan özgün ve başka kaynaktan yapılan bildirişlerin, çizelge, şekil ve fotoğrafların
kaynak gösterilmeden kullanımı, 5846 sayılı Fikir ve Sanat Eserleri Kanunundaki hükümlere tabidir.
i
İÇİNDEKİLER
Sayfa
İÇİNDEKİLER ............................................................................................................. i
ÖZET ........................................................................................................................... ii
ABSTRACT ................................................................................................................ iii
TEŞEKKÜR ................................................................................................................ iv
ŞEKİLLER DİZİNİ ..................................................................................................... v
ÇİZELGELER DİZİNİ .............................................................................................. vii
SİMGELER DİZİNİ ................................................................................................. viii
1. GİRİŞ ....................................................................................................................... 1
2. KURAMSAL TEMELLER ..................................................................................... 5
2.1. Alaşımlar ............................................................................................................... 5
2.2. Demir-Karbon Alaşımları ..................................................................................... 7
2.2.1. Demir-sementit faz diyagramı............................................................................ 9
2.3. Çelikler ................................................................................................................ 11
2.4. Çeliklerde Isıl İşlemler Sırasında Oluşan İç Yapılar: Mekanik Özellikler ......... 12
2.5. Sertlik ve Sertlik Tayini ...................................................................................... 21
3. MATERYAL VE YÖNTEM ................................................................................. 24
4. ARAŞTIRMA BULGULARI VE TARTIŞMA .................................................... 28
5. SONUÇ .................................................................................................................. 40
6. KAYNAKLAR ...................................................................................................... 41
ÖZGEÇMİŞ ............................................................................................................... 44

ii
ÖZET
Yüksek Lisans Tezi
DÜŞÜK KARBONLU MİKRO ALAŞIMLI ÇELİKLERİN SERTLİK VE
MİKRO YAPILARI ÜZERİNE SOĞUMA HIZININ ETKİSİ
Cihan EKİNCİ
Süleyman Demirel Üniversitesi
Fen Bilimleri Enstitüsü
Fizik Anabilim Dalı
Danışman: Prof. Dr. Nazım UÇAR
Bu çalışmada, iki farklı karbon içeriğine sahip düşük karbonlu mikro alaşımlı
çeliklerin mikro yapı ve mikro sertlikleri üzerine ısıl işlem ve soğuma hızının etkisi
araştırılmıştır. Bu amaç için çeliklere öncelikle 400 ºC’de 4 saat bekleme, 800 ºC’de
4 saat bekleme ve 1000 ºC’de hemen şeklinde üç farklı ısıl işlem ve takiben fırında,
havada, suda ve sıvı azotta soğutma şeklinde dört farklı soğuma hızı uygulanmıştır.
İşlemler sonucunda çelikler üzerinden optik analizler ile mikro yapıdaki değişiklikler
araştırılarak soğuma hızının mikro yapıya etkisi belirlenmiştir. Diğer yandan
numuneler uygun ebatlarda kesilmiş, kalıplanmış ve mikro sertlik değerleri
ölçülmüştür. Yapılan optik incelemeler ve hesaplamalar sonucunda elde edilen
sertlik değerleri ile soğuma hızları ve mikro yapılar arasında bir ilişkinin varlığı
saptanmıştır. Buna göre 1000 ºC’de hemen soğutulan çeliklerde artan soğuma hızıyla
birlikte mikro sertlik değerlerinin de arttığı gözlenmiştir. 800 ºC’de 4 saat bekletme
ısıl işleminde ise tamamen östenitleştirme gerçekleşmediği ve yapıda bulunan ferritin
dönüşüme uğramadan yapıda kalmasıyla mikro sertliklerde azalma görülmüştür.
Diğer yandan karbon oranı farklı olsa da bu çalışmada kullanılan çeliklerin 400 ºC’de
4 saat bekletme şeklinde yapılan ısıl işlem sonunda soğutulmaları durumunda mikro
yapıları soğuma hızından fazla etkilenmemiş, dolayısıyla mikro sertliklerinde bir
değişim gözlenememiştir.
Anahtar Kelimeler: Mikro sertlik, mikro yapı, soğuma hızı, ısıl işlem.
2011, 44 sayfa

iii
ABSTRACT
M.Sc. Thesis
EFFECT OF COOLING RATE ON THE MICROSTRUCTURE AND
HARDNESS OF LOW CARBON MICROALLOYED STEELS
Cihan EKİNCİ
Süleyman Demirel University
Graduate School of Applied and Natural Science
Physics Department
Supervisor: Prof. Dr. Nazım UÇAR
In this study, the effect of cooling rate and heat treatment on the microstructure and
microhardness of low carbon microalloyed steels with two different carbon contents
were investigated. For this purpose, at first the steels were subjected to three different
heat treatments (held at 400 ºC for 4 hours, held at 800 ºC for 4 hours and
momentarily held at 1000 ºC) followed by four different cooling rates in a furnace,
air, water and liquid nitrogen. As a result of the treatments, the effect of cooling rate
on the microstructure was determined by evaluating microstructural changes by
optical analysis. On the other hand, samples were cut in right size, molded and their
microhardness values were measured. The existence of a relationship between
cooling rate and microstructure were determined by the hardness values obtained as a
result of optical studies and calculations. Accordingly, it was observed that the
microhardness of cooled steels momentarily held at 1000 ºC increased with increase
in cooling rate. In the heat treatment at 800 ºC for 4 hours, the microhardness values
of the steels decreased due to incomplete austenitization and ferrite in the structure
which remained untransformed. On the other hand, although carbon content in the
steels were different, the microstructure of the steels held at 400 ºC for 4 hours were
not affected by cooling rate and therefore, the microhardness values of these steels
did not change.
Key Words: Microhardness, microstructure, cooling rate, heat treatment.
2011, 44 pages
iv
TEŞEKKÜR
Süleyman Demirel Üniversitesi Fen Bilimler Enstitüsü’ne yüksek lisans tezi olarak
sunduğum bu çalışmada, beni yönlendiren, bilgi ve tecrübesi ile karşılaştığım
zorlukları aşmamda yardımcı olan ve ilgisi hiçbir zaman esirgemeyen değerli
danışman hocam Prof. Dr. Nazım UÇAR’a teşekkürlerimi sunarım.
Deneysel çalışmalar için imkanlar sunan ve içtenlikle her konuda yardımcı olan
değerli hocam Doç. Dr. Adnan ÇALIK’a teşekkür ederim. Ayrıca her türlü konuda
yardımları gördüğüm Fizikçi Hidayet YILDIZ’a ve Arş. Gör. Durmuş Ali
ALDEMİR’e teşekkür ederim.
Son olarak, ilgi ve sevgilerini hiçbir zaman esirgemeyen aileme ve nişanlıma
sevgilerimi sunar teşekkür ederim.
Cihan EKİNCİ
ISPARTA, 2011
v
ŞEKİLLER DİZİNİ
Şekil 2.1. a) Katı Eriyik b) Yer alan katı eriyik c) Arayer katı eriyik oluşumu
(Kakanı and Kakanı, 2004) .............................................................................. 6
Şekil 2.2. Saf demir için ideal ısıtma eğrisi (Kakanı, 2004; Totten, 2006) .................. 8
Şekil 2.3. Demir-sementit faz diyagramı (Callister, 2000) ........................................ 10
Şekil 2.4. Ötektoid çeliğin mikro yapı dönüşümü (Callister, 2000) .......................... 13
Şekil 2.5. Ötektoid altı çeliğin mikro yapı dönüşümü (Callister, 2000) .................... 14
Şekil 2.6. Ötektoid üstü çeliğin mikro yapı dönüşümü (Callister, 2000) ................... 15
Şekil 2.7. Isıl işlemde sıcaklık-zaman diyagramı (Kesti, 2009) ................................ 18
Şekil 2.8. Alaşımsız çeliklere uygulanan yumuşatma, normalizasyon,
küreselleştirme ve sertleştirme işlemleri için tavlama sıcaklık aralıkları
(Ulu, 2004) ..................................................................................................... 19
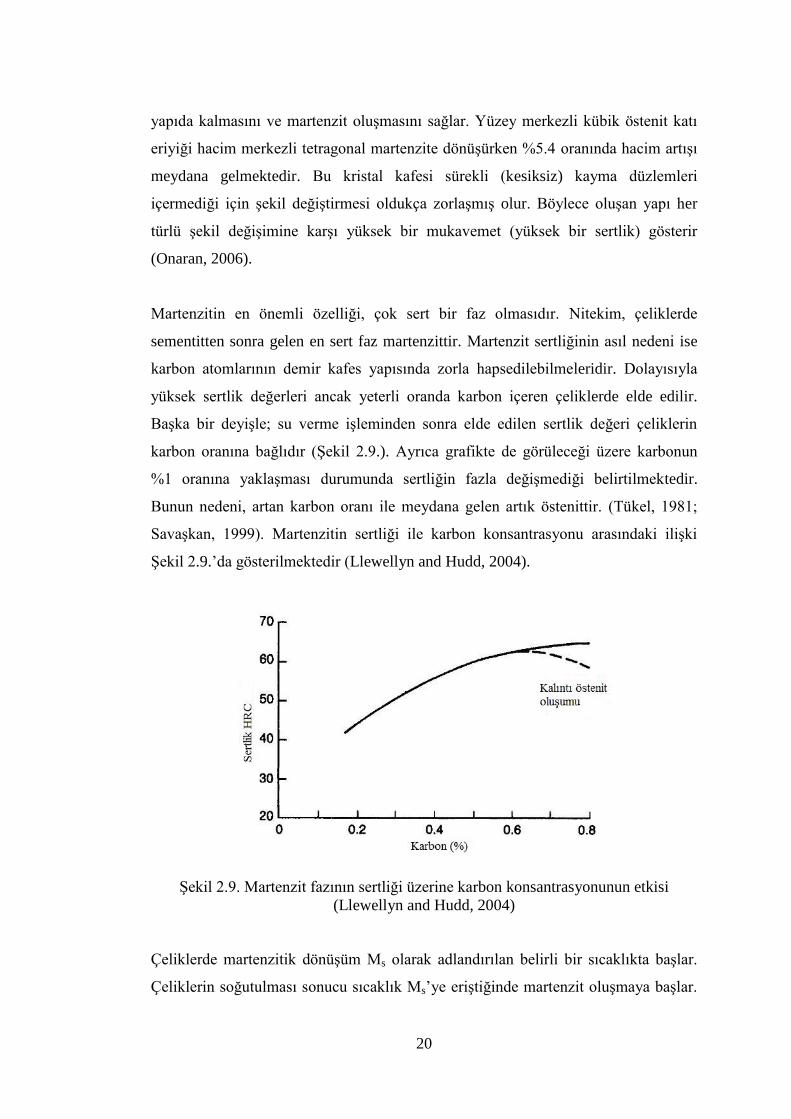
Şekil 2.9. Martenzit fazının sertliği üzerine karbon konsantrasyonunun etkisi
(Llewellyn and Hudd, 2004) .......................................................................... 20
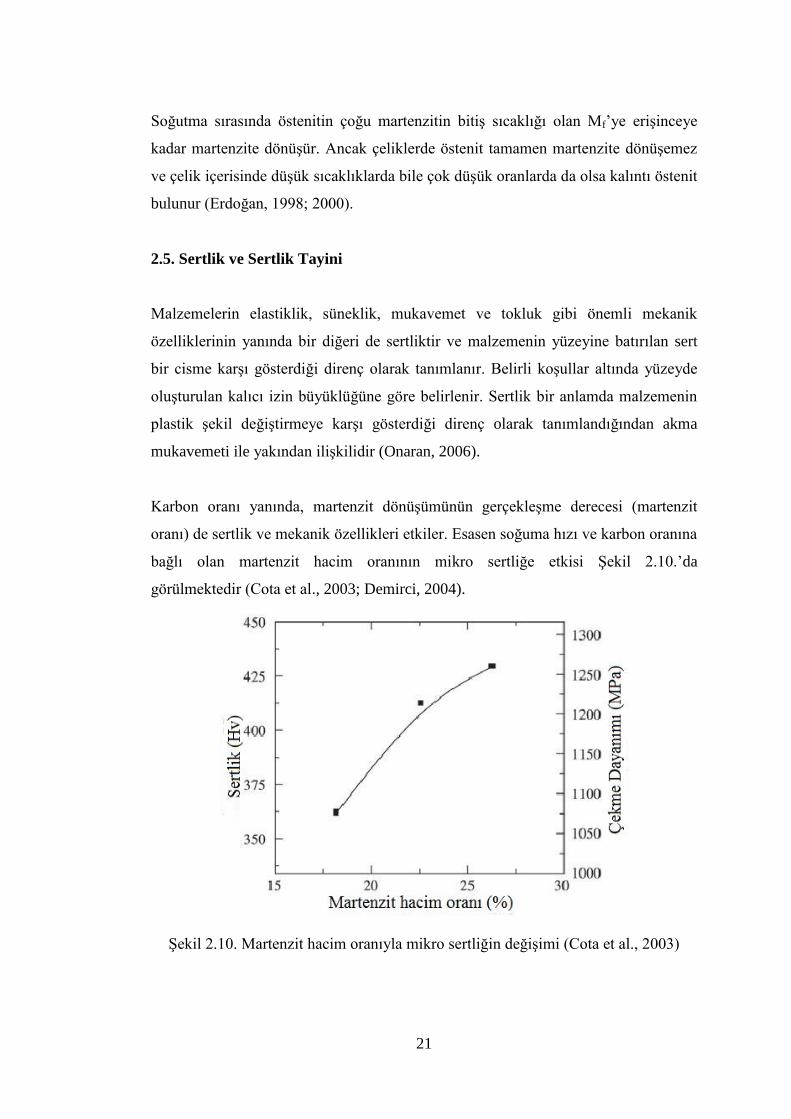
Şekil 2.10. Martenzit hacim oranıyla mikro sertliğin değişimi (Cota et al., 2003) .... 21
Şekil 2.11. Vickers sertlik deneyinde kullanılan ucun şematik gösterimi (Bekteş,
2004) ............................................................................................................... 23
Şekil 3.1. Struers Minitom hassas kesme cihazı ........................................................ 24
Şekil 3.2. Struers Labopol zımparalama ve parlatma cihazı ...................................... 25
Şekil 3.3. Olimpus metal mikroskobu ve görüntü programı ...................................... 26
Şekil 3.4. Metkon mikro sertlik ölçüm cihazı ............................................................ 27
Şekil 4.1. A çeliğinin ısıl işlem öncesi mikro yapısı (koyu kısımlar perlit, açık
kısımlar ferrit) ................................................................................................ 28
Şekil 4.2. A çeliğinin 400 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a)
fırında soğutma b) havada soğutma c) suda soğutma d) sıvı azotta
soğutulması ile elde edilen mikro yapı fotoğrafları........................................ 29
Şekil 4.3. A çeliğinin 800 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a)
fırında soğutma b) havada soğutma c) suda soğutma d) sıvı azotta
soğutulması ile elde edilen mikro yapı fotoğrafları........................................ 30

vi
Şekil 4.4. A çeliğinin 1000 ºC’ye ısıtıldıktan sonra, a) fırında soğutma b) havada
soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde edilen mikro
yapı fotoğrafları .............................................................................................. 31
Şekil 4.5. A çeliği için soğuma hızının mikro sertlik üzerine etkisi .......................... 32
Şekil 4.6. B çeliğinin ısıl işlem öncesi mikro yapısı (koyu kısımlar perlit, açık
kısımlar ferrit) ................................................................................................ 33
Şekil 4.7. B çeliğinin 400 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a)
fırında soğutma b) havada soğutma c) suda soğutma d) sıvı azotta
soğutulması ile elde edilen mikro yapı fotoğrafları........................................ 33
Şekil 4.8. B çeliğinin 800 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a)
fırında soğutma b) havada soğutma c) suda soğutma d) sıvı azotta
soğutulması ile elde edilen mikro yapı fotoğrafları........................................ 34
Şekil 4.9. B çeliğinin 1000 ºC’ye ısıtıldıktan sonra, a) fırında soğutma b) havada
soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde edilen mikro
yapı fotoğrafları .............................................................................................. 35
Şekil 4.10. B çeliği için soğuma hızının mikro sertlik üzerine etkisi ........................ 36

vii
ÇİZELGELER DİZİNİ
Çizelge 3.1. Kullanılan çeliklerin kompozisyonları ................................................... 24
Çizelge 3.2. Uygulanan ısıl işlemler ve soğutma ortamları ....................................... 25
Çizelge 4.1. A çeliği için elde edilen mikro sertlik değerleri..................................... 29
Çizelge 4.2. B çeliği için elde edilen mikro sertlik değerleri ..................................... 34
viii
SİMGELER DİZİNİ
Ac1 Alt kritik sıcaklık çizgisi
Ac3 Üst kritik sıcaklık çizgisi
AISI Amerikan Demir Çelik Enstitüsü
BCC Hacim merkezli kübik
FCC Yüzey merkezli kübik
Fe3C Sementit
Hv Vickers sertlik değeri
K Kelvin derecesi
Mf Martenzit bitiş sıcaklığı
Ms Martenzit başlangıç sıcaklığı
ºC Santigrad derece
α Ferrit fazı, alfa demiri
γ Östenit fazı, gama demiri
δ Delta demiri
1
1. GİRİŞ
Tarih boyunca tüm medeniyetler malzemeleri enerji ile birlikte insanın yaşama
standardını yükseltmek için kullanmışlardır. İçinde bulunduğumuz bilgi çağında
teknolojik gelişmelerin de getirdiği gereksinimlerden dolayı, malzemelerin her türlü
özelliğinin anlaşılması ve geliştirilmesi için birçok araştırma yapılmıştır. Her
dönemin teknoloji düzeyi ve bir anlamda uygarlığı, o dönemde kullanılan
malzemelerle ölçülmüştür. Diğer taraftan teknolojik ilerlemeler malzeme bilimindeki
gelişmelere bağlı olarak gerçekleştirilmiştir. Örneğin; raylı taşımacılıktaki
ilerlemeler çelik sektöründeki gelişmelerle, elektronikte atılan büyük adımlar ise yarı
iletkenlerin keşfedilmesi ile gerçekleştirilmiştir (Savaşkan, 1999; Elieyioğlu, 2005).
Teknolojideki gelişmelerle birlikte, mühendislik malzemelerinden beklentiler de
artmıştır. Mühendislik ve tıp alanlarında yapılan bilim ve uygulama çalışmalarının
gerçekleştirilmesi ve geliştirilmesi, mühendislik malzemelerinin geliştirilmesine ve
bunun için uygulanan muayene yöntemlerine dayanmaktadır (Demirci, 2004).
Bugünkü ekonomimizin önemli bir kısmını malzemelerin üretilmesi ve kullanım
amacına uygun hale getirilmesi oluşturmaktadır. Malzemeler ve bunların üretilmeleri
için gerekli yöntemler mühendisler tarafından tasarlanmaktadır. Malzemelerin
üretilmesinde, her bir amaç için en uygun malzemenin seçilebilmesi ve bu
üretimlerde en uygun yöntemin belirlenebilmesi, mühendislerin malzemelerin iç
yapısı ve gerekli özellikleri hakkında bilgi sahibi olmalarını gerektirmektedir
(Kınıkoğlu, 2001). Öte yandan, yüksek dayanımlı malzemelere olan talebin artması,
daha iyi mekanik özelliklere sahip yeni malzemelerin üretimine olan ilginin
artmasına neden olmuştur.
Metallerin endüstride çok geniş uygulama alanı bulmalarının sebebi değişik türde
özelliklere sahip olmalarındandır. Özellikle üstün mekanik özelliklere sahip
olduklarından yapı ve makine malzemesi olarak kullanılırlar (Onaran, 2006). Diğer
taraftan alaşım adı verilen metal karışımları arzu edilen belirli bir özellikte iyileşme
sağlamak veya daha iyi özellik kombinasyonları oluşturmak için üretilmekte ve
2
metallere nazaran daha iyi mekanik özelliklere sahip olmaktadırlar (Erdoğan, 1998).
Bu yüzden alaşımların önemi hızla artmış ve bu konuda yoğun çalışmalar
yapılmıştır.
Alaşımlar günlük yaşamda yaygın bir kullanıma sahiptirler. En çok kullanılan
alaşımların başında ise yapı ve makine malzemesi olarak kullanılan çelikler
gelmektedir. Çelikler genel manada içlerinde başta karbon olmak üzere değişik
alaşım elementleri içeren bir yapıya sahiptirler. Oldukça yüksek mekanik özellikler
göstermesi ve çok değişik alanlarda kullanılabilmeleri yüzünden belki de özellikleri
en çok araştırma konusu olan malzeme grubunu teşkil ederler. Yaygın kullanım
alanları ise makine yapım sanayisi ve ekipmanları, otomotiv endüstrisi ve yan sanayi
parçaları, kalıp ve takım sanayi, savunma sanayi ve tıbbi cihazlar olarak sıralanabilir
(Onaran, 2006; Dündar, 2008).
Demir-karbon alaşımı olan çeliklerin mekanik özellikleri içerdikleri karbon
miktarından önemli ölçüde etkilenmektedir. Ayrıca, çeşitli bazı alaşım elementlerinin
alaşım sistemine eklenmesiyle veya seçilecek uygun ısıl işlemlerle çeliklere daha
üstün mekanik özellikler kazandırmak mümkündür. Öte yandan çeliklerin mekanik
özellikleri mikro yapılarına önemli ölçüde bağıdır. Çeliklerin içerdikleri karbon ve
diğer alaşım elementlerinin oranı ve/veya ısıl işlemler, çeliğin mikro yapısını
etkileyerek daha iyi mekanik özelliklerin elde edilmesine olanak sağlamaktadır
(Gülgen, 2008).
Diğer taraftan demir ile birlikte %0.25 oranına kadar karbon ve genellikle toplamı
%2’den daha az oranda niyobyum, vanadyum, titanyum, alüminyum ve mangan gibi
alaşım elementlerini ihtiva eden çelik, düşük karbonlu mikro alaşımlı çelik olarak
bilinir. Mikro alaşımlı çelikler yüksek mukavemet, tokluk ve iyi kaynak kabiliyeti
gibi özellikleri nedeniyle yüksek dayanım isteyen yapı elemanlarında, doğal gaz ve
çeşitli boru hatlarında ve özellikle otomotiv sektöründe yoğun biçimde
kullanılmaktadırlar (Erdoğan, 2000; Çapar, 2005; Özlü, 2007).
3
Mikro alaşımlı çeliklerin belirli termo-mekanik ısıl işlemler ve kontrollü haddeleme
yoluyla üstün mekanik özellikler gösterdiği bilinmektedir. Bununla birlikte son
zamanlarda çeliklerin mikro yapı ve mekanik özellikleri üzerine soğuma hızının
etkisi oldukça ilgi gören bir araştırma konusu olmuştur. Nitekim Çalık (2009)
tarafından yapılan çalışmada; ısıl işlem sonrası havada, fırında ve suda olmak üzere
üç farklı ortamda soğutulan AISI 1020, AISI 1040 ve AISI 1060 çeliklerinin mikro
yapıları ve mikro sertlikleri incelenmiştir. Bu çalışmada bulunan sonuçlara göre
soğuma hızının artmasıyla mikro sertliklerin arttığı bildirilmiştir. Aynı çalışmada
hızlı soğumanın yapıldığı numunelerde karbon oranının artmasıyla oluşan martenzit
oranının da arttığı, çok yavaş (fırında) soğuma hızlarında ise martenzit oluşmadığı
gösterilmiştir. Sonuçta çeliklerin mikro sertlikleri üzerine soğuma hızının etkisi
karbon oranına bağlı olarak elde edilmiştir. Benzer bir çalışmada Qiao et al. (2009),
900 ºC’de 10 dakika östenitleştirilmiş 30CrNi3Mo çeliğinin 1-500 ºC/dk aralığındaki
soğuma hızlarında soğutulmasıyla oluşan mikro yapı değişimlerini ve mikro
sertliklerini incelemiştir. Bu çalışmanın sonucunda çeliklerin ölçülen sertlik
değerlerinin soğuma hızının artmasıyla lineer olmayan bir artış gösterdiği tespit
edilmiştir. Ayrıca soğuma hızı 100 ºC/dk’dan daha büyük olduğunda, sertliklerde
artan soğuma hızıyla birlikte çok az bir düşüş yaşandığı da gözlenmiştir.
Rasouli et al. (2008) yaptıkları çalışmada 30MSV6 tipi bir mikro alaşımlı çeliğin ısıl
işlemle birlikte iki farklı soğuma hızında oluşan mikro yapı değişikliklerini ve buna
bağlı olarak elde edilen mekanik özellikleri araştırmıştır. Bu çalışmadaki sonuçlar
soğuma hızının artmasıyla ferritik-perlitik yapının iğnemsi ferrite, beynite veya
martenzite dönüştüğünü ortaya koymuştur. Ayrıca akma ve kopma dayanımının
arttığı ancak sünekliğin önemli ölçüde azaldığı gösterilmiştir. En iyi dayanım-
süneklik kombinasyonunun ise 925 ºC’ye ısıtılıp takibinde havada (3 ºC/s) soğutma
ile elde edildiği belirtilmiştir. Ayrıca Shanmugam (2007), niyobyumlu mikro alaşımlı
çeliklerin mikro yapı ve mekanik özellikleri üzerine soğuma hızının etkisini
incelediği çalışmasında; düşük soğuma hızlarında yapının ferrit ve perlit içerdiği,
orta derece bir soğuma hızında yapının ferrit-perlite ek olarak çıta tipi beynitik ferrit
ile dejenere perlit içerdiği ve hızlı soğuma hızlarda ise yapının ağırlıklı olarak çıta
tipi beynitik ferritten oluştuğunu bildirmiştir. Ayrıca niyobyumlu mikro alaşımlı
4
çeliklerin yüksek soğuma hızında elde edilen yüksek dayanım-tokluk
kombinasyonunun sebebi artan soğuma hızıyla ferrit-perlit yapının ağırlıklı olarak
beynitik ferrit yapıya dönüşmesi olarak açıklanmıştır.
Diğer taraftan mikro alaşımlı çeliklerin mekanik özellikleri başta karbon olmak üzere
alaşım elemanlarına oldukça bağlıdır. Çalık vd. (2010) tarafından yapılan çalışmada
farklı karbon oranına sahip dört çelik, 1100 K sıcaklığında 4 saatlik bir ısıl işlem
sonrasında mikro sertlik ve çekme testlerine tabi tutulmuşlardır. Bu çalışmanın
sonucunda akma dayanımı, kopma dayanımı ve sertliğin artan karbon oranıyla
birlikte arttığı bildirilmiştir.
Bu çalışmada, düşük karbonlu mikro alaşımlı çeliklerin mikro yapı ve sertlik
davranışlarının, soğuma hızına ve karbon bileşimine bağlı olarak değişimi
incelenecektir. Mikro yapı ile sertlik davranışı arasındaki bağlantı ve mekanik
özellikler açısından en uygun soğuma hızı elde edilmeye çalışılacaktır.
5
2. KURAMSAL TEMELLER
2.1. Alaşımlar
Farklı özelliklere sahip elementlerin bir araya getirilmesiyle, üstün özelliklerin uygun
bir şekilde tek bir malzemede elde edilmesi için uygulanan işleme alaşımlama denir.
Tek tip element içeren bir metale belirli bir özellik katmak amacıyla en az bir başka
elementin katılmasıyla ortaya çıkan ve metalik karakter gösteren yeni yapıya ise
alaşım denir. Ayrıca alaşımlarda katkı elemanı metal ya da ametal olabilir (Yılmaz
ve Şen, 1996).
Bir alaşım sistemi, mümkün olan bütün kimyasal bileşimlere sahip alaşımları içerir.
İki elementten oluşan sisteme ikili alaşım sistemi, üç elementten oluşan sisteme ise
üçlü alaşım sistemi denilmektedir. Doğada yaygın olarak bulunan 45 adet metal 990
tane ikili, 14000 tane de üçlü sistem oluşturur ve kimyasal bileşim %1 oranında
değiştirildiğinde, her bir ikili sistem için 100 adet farklı alaşım elde edilir. Ticari
alaşımların çoğu, çok sayıda element içerdiğinden mevcut elementlerle neredeyse
sonsuz sayıda alaşım yapılabileceği sonucu çıkarılabilir (Savaşkan, 1999).
Bir A metaline bir B metali alaşım yapacak şekilde ilave edildiğinde, ilave edilen B
elementinin miktarına ve alaşımın bulunduğu sıcaklığa bağlı olarak birçok yapı ve
düzen ortaya çıkabilir. Bu elementlerden çok azı tamamıyla bir katı çözelti
oluşturacak şekilde davranır (Yılmaz ve Şen, 1996). Yani ilave edilen element kristal
içinde katı çözelti veya bileşik olarak bulunur.
Katı çözeltiler bazen katı eriyik olarak da adlandırılmaktadır. Bir çözelti, çözen ve
çözünen olmak üzere iki kısım veya bileşenden oluşur. Çözeltinin yüzde oranı
yüksek olan bileşenine çözen veya çözücü, oranı düşük olan bileşenine de çözünen
adı verilir (Savaşkan, 1999). W. Hume-Rothery ve arkadaşları büyük ölçüde katı
eriyik oluşumunu önceden belirleyen bazı kurallar ortaya koymuşlardır. İki eleman
arasında bir katı eriyik oluşumunun var olabilmesi için bazı koşulların
sağlanabilmesi gerekmektedir. İki elementin yüksek konsantrasyonlarda katı eriyik

6
oluşturabilmesi için kafes sisteminin aynı veya benzer olması gerekir. Diğer yandan
metal atomlarının yarıçap farklarının %15’den büyük olması durumunda ise katı
eriyik oluşması zordur. Alaşım sistemlerinde elementlerden birinin yüksek
elektropozitif, diğerinin yüksek elektronegatif olması katı eriyik oluşumundan çok
bileşik yapılar oluşturur. Bu durum farklı valanslara sahip elementlerin oluşturduğu
alaşım sistemlerinde de ortaya çıkar (Yılmaz ve Şen, 1996; Erdoğan, 1998).
Alaşımlar eriyik haldeyken genellikle homojendirler, yani tek bir sıvı çözeltiden
oluşurlar. Katı halde ise yalnız bir katı çözelti içererek homojen veya çok sayıda katı
çözelti, ara bileşik, saf metal kristali içererek heterojen bir iç yapıya sahip
olabilmektedirler (Güleç ve Aran, 1993). Diğer taraftan farklı türdeki atomlar sıvı
halde homojen sıvı eriyik oluştururlar. Katılaşma sırasında yabancı elemanlar kafes
yapıda varlığını korursa katı eriyik elde edilir. Yani iki bileşen katı halde birbiri
içerisinde tamamen çözünerek ortak bir kafes meydana getirirler (Onaran, 2006).
Katı eriyikler katkı elementinin ana kafes içerisinde yerleşim konumlarına göre ikiye
ayrılır. Eriyen atomlar eriten atomların yerine geçtiğinde yer alan katı eriyik,
kafesteki boşluklara yerleştiğinde ise ara yer katı eriyik oluşmaktadır (Şekil 2.1.).
Şekil 2.1. a) Katı Eriyik b) Yer alan katı eriyik c) Arayer katı eriyik oluşumu (Kakanı
and Kakanı, 2004)
Yer alan katı eriyik, çözünen B bileşeninin bir miktar atomunun ana kafesteki çözen
A bileşeninin atomlarının yerlerine geçmesiyle oluşur (Topbaş, 1993). Ara yer katı
eriyik ise, atom çapı oranı daha küçük olduğunda, çözünen atomların ana kafeste ara
yerlere yerleşmesiyle oluşur (Güleç ve Aran, 1993).
7
Alaşımdaki iki atom türü arasındaki çekme kuvvetleri aynı türdeki atomların
birbirleri arasındaki çekme kuvvetlerinden farklı değilse, yani farklı atomlar
birbirlerine tarafsız davranıyorlarsa, düzensiz bir yapı meydana gelir. Fakat farklı
türdeki atomlar arasındaki çekme kuvveti aynı tür atomlar arasındakine göre daha
kuvvetli ise, süper kafes denilen düzenli bir yapı meydana gelir. Ayrıca belirli bir
düzenin oluşabilmesi yer değişimleri için gerekli zamanın sağlanmasına bağlıdır.
Dolayısıyla bahsedilen süper kafes düzeninin gerçekleştirilmesi, uygun katı
eriyiklerin yüksek sıcaklıklardan yavaş soğutulmasıyla elde edilebilir. Hızlı
soğumalarda ise düzenli bir yapı elde edilemez. (Güleç ve Aran, 1993).
2.2. Demir-Karbon Alaşımları
Metaller ve alaşımlar iyi dayanım, tokluk ve süneklik, nispeten düşük maliyet gibi
faydalı mühendislik özelliklerine sahip olduklarından mühendislik tasarımlarında
yaygın bir uygulama alanına sahiptir. Birçok özelliği bir arada bulundurdukları için
de demir esaslı alaşımlar (çoğunlukla çelikler) dünya metal üretiminin yüzde
doksanını oluşturmaktadır (Kınıkoğlu, 2001).
Demir esaslı metallerde ana eleman demirdir ve bunun yanında karbon daima bir
alaşım elemanı olarak bulunur (Onaran, 2006). Saf demire başka alaşım elemanları
ilave edildiğinde bile eriyik halden oda sıcaklığına kadar soğutulması veya oda
sıcaklığından eriyik hale kadar ısıtılması işlemleri sırasında dönüşümler gözlenir.
Fakat bu dönüşümler farklı sıcaklık değerlerinde meydana gelir. Ayrıca demirin
kafes yapısındaki yabancı atomların sayısı arttığında, dönüşüm sıcaklıklarındaki
ötelenmeler de o oranda değişir. Diğer taraftan saf demir için en önemli alaşım
elemanı karbondur ve küçük miktarlardaki karbon ilaveleri bile alaşımın mekanik
özelliklerinde saf demire nazaran önemli ve büyük değişiklikler meydana getirir
(Tükel, 1981).
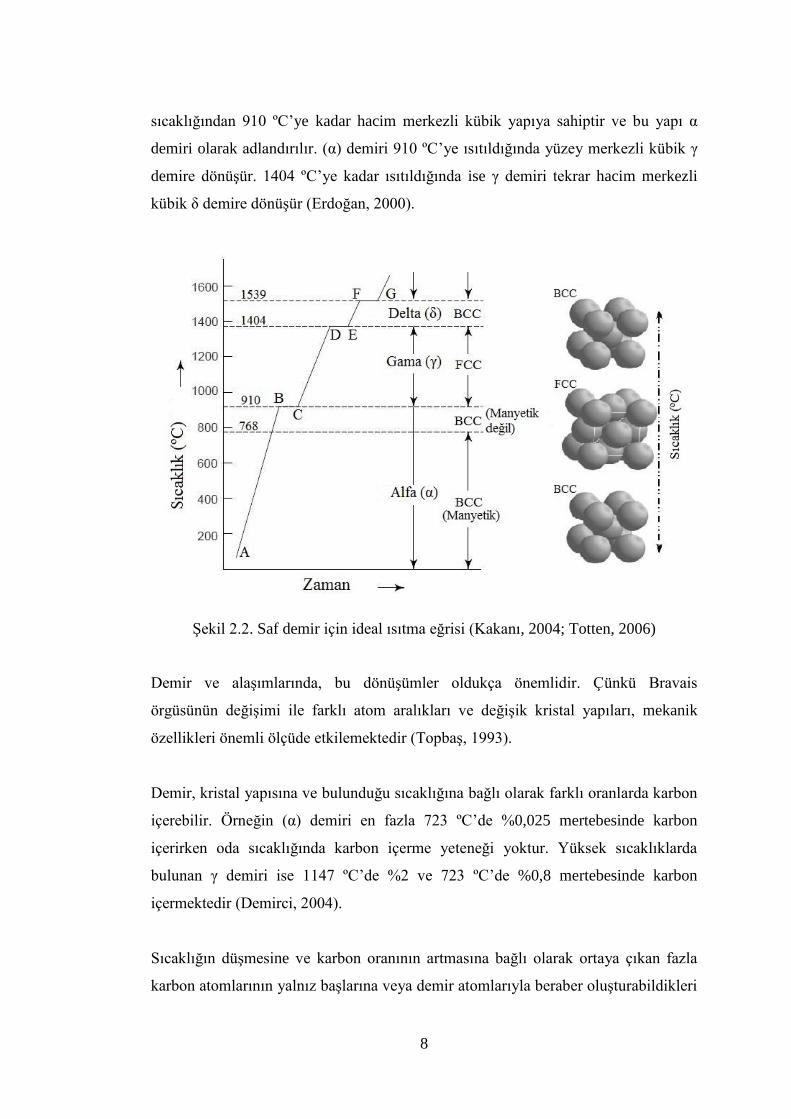
Saf demir alfa (α), gama (γ) ve delta (δ) olmak üzere üç allotropik yapı
sergilemektedir. Şekil 2.2.’de gösterilen saf demirin soğuma eğrileri bu kristolografik
yapıların her birinin dengede olduğu sıcaklık aralıklarını göstermektedir. Demir oda
8
sıcaklığından 910 ºC’ye kadar hacim merkezli kübik yapıya sahiptir ve bu yapı α
demiri olarak adlandırılır. (α) demiri 910 ºC’ye ısıtıldığında yüzey merkezli kübik γ
demire dönüşür. 1404 ºC’ye kadar ısıtıldığında ise γ demiri tekrar hacim merkezli
kübik δ demire dönüşür (Erdoğan, 2000).
Şekil 2.2. Saf demir için ideal ısıtma eğrisi (Kakanı, 2004; Totten, 2006)
Demir ve alaşımlarında, bu dönüşümler oldukça önemlidir. Çünkü Bravais
örgüsünün değişimi ile farklı atom aralıkları ve değişik kristal yapıları, mekanik
özellikleri önemli ölçüde etkilemektedir (Topbaş, 1993).
Demir, kristal yapısına ve bulunduğu sıcaklığına bağlı olarak farklı oranlarda karbon
içerebilir. Örneğin (α) demiri en fazla 723 ºC’de %0,025 mertebesinde karbon
içerirken oda sıcaklığında karbon içerme yeteneği yoktur. Yüksek sıcaklıklarda
bulunan γ demiri ise 1147 ºC’de %2 ve 723 ºC’de %0,8 mertebesinde karbon
içermektedir (Demirci, 2004).
Sıcaklığın düşmesine ve karbon oranının artmasına bağlı olarak ortaya çıkan fazla
karbon atomlarının yalnız başlarına veya demir atomlarıyla beraber oluşturabildikleri
9
kristal cinslerine göre iki temel katılaşma söz konusudur. Karbon atomları bir araya
gelerek kendi kristallerinden oluşan hekzagonal kafesli grafit kristali oluşturabilirler.
Bu şekilde bir toplanma için katı ortamda, her bir karbon atomunun uzun yol kat
etmesi gerekir. Ancak bunun sağlanabilmesi için uzun bir difüzyon zamanı ve
yüksek sıcaklık gereklidir. Bu katılaşma türüne stabil katılaşma denir. Diğer taraftan
karbon atomları bir araya gelerek grafit oluşturmaya zaman bulamadıklarında, demir
atomlarıyla beraber, Fe3C kristalini oluştururlar ve bu bileşik sementit olarak
adlandırılır. Bu tür katılaşmaya ise metastabil katılaşma denir (Demirci, 2004).
2.2.1. Demir-sementit faz diyagramı
Alaşımlar termodinamik sistem olarak düşünüldüğünde, durumu sıcaklık, basınç ve
bileşim büyüklükleri ile saptanabilir. Yani sıcaklık, basınç ve bileşim büyüklüklerine
bağlı olarak fazların varlığı ancak incelenen sistemin termodinamik denge halinde
olmasıyla belirlenebilir. Elde edilen sonuçlar faz diyagramları yardımıyla toplu
olarak belirtilmektedir (Topbaş, 1993).
Karbon demir içerisinde çözünerek farklı ara yer katı çözeltileri oluşturur. Katı
çözelti dışında kalan karbonun demirle bir ara yer bileşiği (Fe3C) oluşturması
durumunda demir-sementit faz diyagramı, tamamen serbest yani grafit (C) halinde
bulunması durumunda ise demir-grafit faz diyagramı geçerli olur. Bu faz
diyagramlarından çelik ve dökme demirlerin incelenmesinde oldukça
yararlanılmaktadır. Ayrıca bu diyagramlar arasında sementitin yerini grafitin alması
ve bazı küçük değişiklikler dışında, temel reaksiyonlar açısından ciddi bir fark
yoktur. Çelikler genellikle grafitleşme göstermezler (Savaşkan, 1999).
Demir-karbon ikili alaşımının metastabil katılaşma ve katı hal dönüşümü sürecinde,
sıcaklığa ve karbon oranına bağlı olarak, hangi fazların oluşabileceği Şekil 2.3.’de
verilen demir-sementit faz diyagramında gösterilmektedir. Diyagramda faz
dönüşümlerinin başlama ve tamamlanma sıcaklıklarının, sıvı halde veya demir
kristalleri içerisinde erimiş halde bulunan karbon oranına bağlı olarak değiştiği
görülmektedir. Öyle ki karbon bileşimine bağlı olarak değişen dönüşüm sıcaklıkları
10
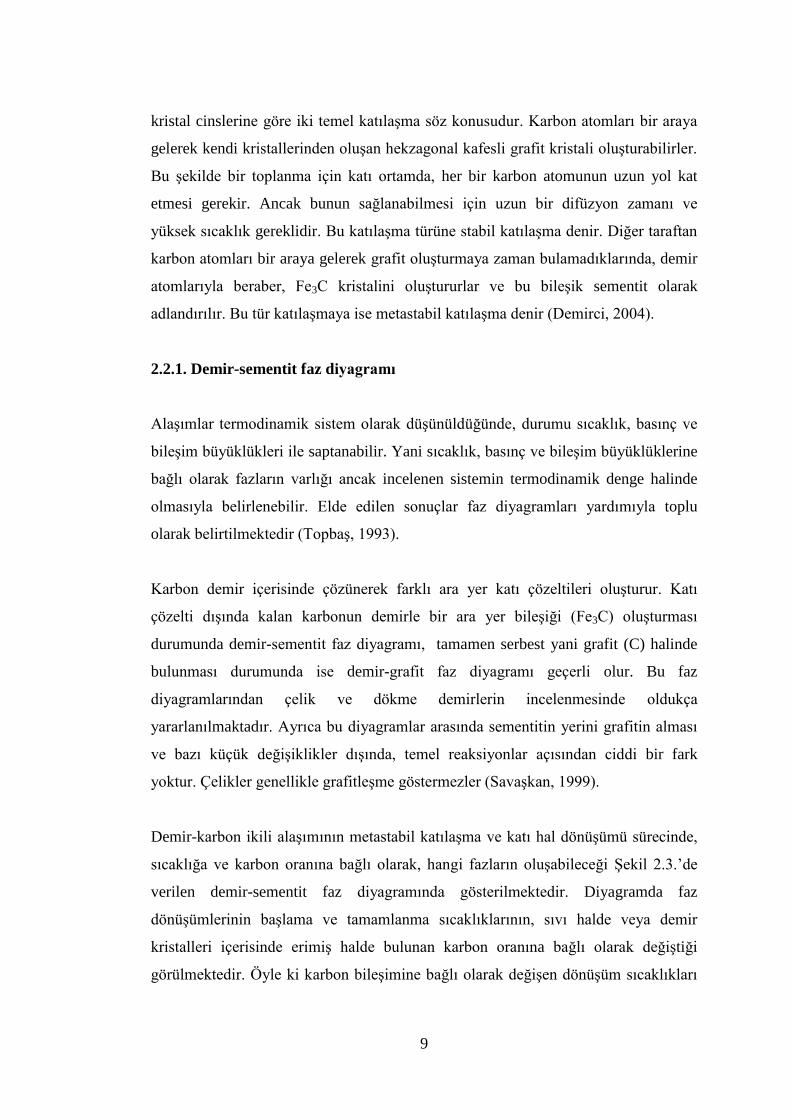
diyagramdaki faz bölgelerinin sınır çizgilerini oluşturmaktadır. Dolayısıyla demir-
karbon faz diyagramı demir-karbon alaşımlarının gösterdiği yapı dönüşmelerini
ortaya koyması açısından oldukça önemlidir (Demirci, 2004).
Şekil 2.3. Demir-sementit faz diyagramı (Callister, 2000)
Demir-sementit faz diyagramlarında karşılaştığımız farklı katı fazlar vardır. Bunlar
ferrit (α), östenit (γ), ferrit (δ) ve sementittir. Bunlara ilaveten dengesiz bir faz olan
martenzit hızlı soğutmayla oluşturulabilir (Erdoğan, 1998).
Ferrit (α), hacim merkezli kübik demir kristal kafesinde, karbonun ara yer katı
çözeltisidir. (α) fazında karbon çok az miktarda çözünmektedir. 727 ºC’de
maksimum %0.022 oranında karbon çözünür. Ferrit, demir-karbon sistemindeki en
yumuşak fazdır. Ferit (δ) ise, α fazı gibi bir katı çökelti olup sadece oluştuğu sıcaklık
aralığı α ferritten farklıdır. (δ) ferrit fazı nispeten yüksek sıcaklıklarda kararlı olup,
teknolojik bir öneme sahip değildir. Hacim merkezli kübik yapıya sahip bu faz,
karbonun en yüksek katı çözünürlüğü 1495 ºC’de, %0.09’dur (Uzun vd., 2008).
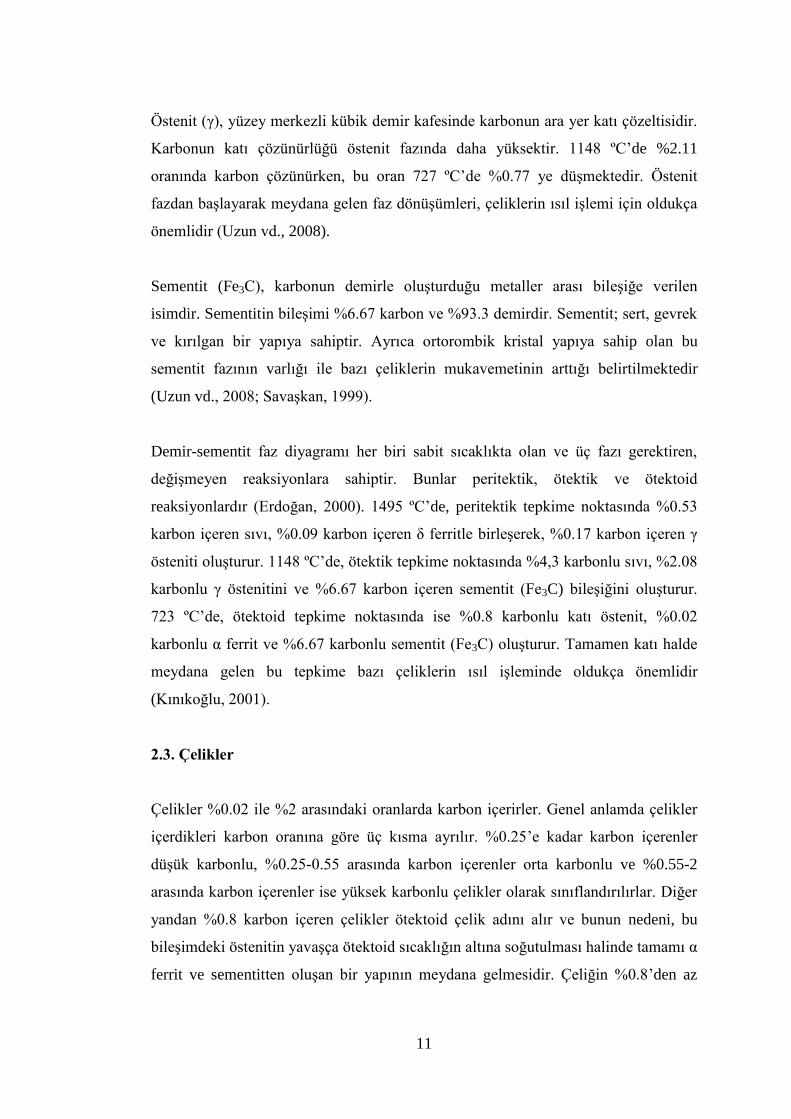
11
Östenit (γ), yüzey merkezli kübik demir kafesinde karbonun ara yer katı çözeltisidir.
Karbonun katı çözünürlüğü östenit fazında daha yüksektir. 1148 ºC’de %2.11
oranında karbon çözünürken, bu oran 727 ºC’de %0.77 ye düşmektedir. Östenit
fazdan başlayarak meydana gelen faz dönüşümleri, çeliklerin ısıl işlemi için oldukça
önemlidir (Uzun vd., 2008).
Sementit (Fe3C), karbonun demirle oluşturduğu metaller arası bileşiğe verilen
isimdir. Sementitin bileşimi %6.67 karbon ve %93.3 demirdir. Sementit; sert, gevrek
ve kırılgan bir yapıya sahiptir. Ayrıca ortorombik kristal yapıya sahip olan bu
sementit fazının varlığı ile bazı çeliklerin mukavemetinin arttığı belirtilmektedir
(Uzun vd., 2008; Savaşkan, 1999).
Demir-sementit faz diyagramı her biri sabit sıcaklıkta olan ve üç fazı gerektiren,
değişmeyen reaksiyonlara sahiptir. Bunlar peritektik, ötektik ve ötektoid
reaksiyonlardır (Erdoğan, 2000). 1495 ºC’de, peritektik tepkime noktasında %0.53
karbon içeren sıvı, %0.09 karbon içeren δ ferritle birleşerek, %0.17 karbon içeren γ
östeniti oluşturur. 1148 ºC’de, ötektik tepkime noktasında %4,3 karbonlu sıvı, %2.08
karbonlu γ östenitini ve %6.67 karbon içeren sementit (Fe3C) bileşiğini oluşturur.
723 ºC’de, ötektoid tepkime noktasında ise %0.8 karbonlu katı östenit, %0.02
karbonlu α ferrit ve %6.67 karbonlu sementit (Fe3C) oluşturur. Tamamen katı halde
meydana gelen bu tepkime bazı çeliklerin ısıl işleminde oldukça önemlidir
(Kınıkoğlu, 2001).
2.3. Çelikler
Çelikler %0.02 ile %2 arasındaki oranlarda karbon içerirler. Genel anlamda çelikler
içerdikleri karbon oranına göre üç kısma ayrılır. %0.25’e kadar karbon içerenler
düşük karbonlu, %0.25-0.55 arasında karbon içerenler orta karbonlu ve %0.55-2
arasında karbon içerenler ise yüksek karbonlu çelikler olarak sınıflandırılırlar. Diğer
yandan %0.8 karbon içeren çelikler ötektoid çelik adını alır ve bunun nedeni, bu
bileşimdeki östenitin yavaşça ötektoid sıcaklığın altına soğutulması halinde tamamı α
ferrit ve sementitten oluşan bir yapının meydana gelmesidir. Çeliğin %0.8’den az
12
karbonu olması halinde ötektoid altı çelik, %0.8’den fazla karbonlu olması halinde
ötektoid üstü çelik adını alır (Kınıkoğlu, 2001).
Demir esaslı metaller demir-karbon alaşımları ve alaşımlı çelikler olmak üzere iki
gruba ayrılırlar. Demir-karbon alaşımlarında sadece demir ve karbon bulunurken,
alaşımlı çeliklerde demir ve karbonun yanı sıra ilaveten mangan, krom, nikel,
silisyum, molibden gibi diğer alaşım elementleri de vardır. Ayrıca alaşımlı çelikler
alaşım elemanlarının oranına göre az alaşımlı ve yüksek alaşımlı çelikler olmak
üzere iki sınıfa ayrılırlar. %5’den az alaşım elemanı içeren az alaşımlı çelikler
çoğunlukla yüksek mukavemetli yapı elemanları ve makine parçaları üretiminde
kullanılırlar (Onaran, 2006).
2.4. Çeliklerde Isıl İşlemler Sırasında Oluşan İç Yapılar: Mekanik Özellikler
Çeliklerin iç yapısının sıcaklık diğer bir deyişle soğuma hızı ile değiştiği geniş
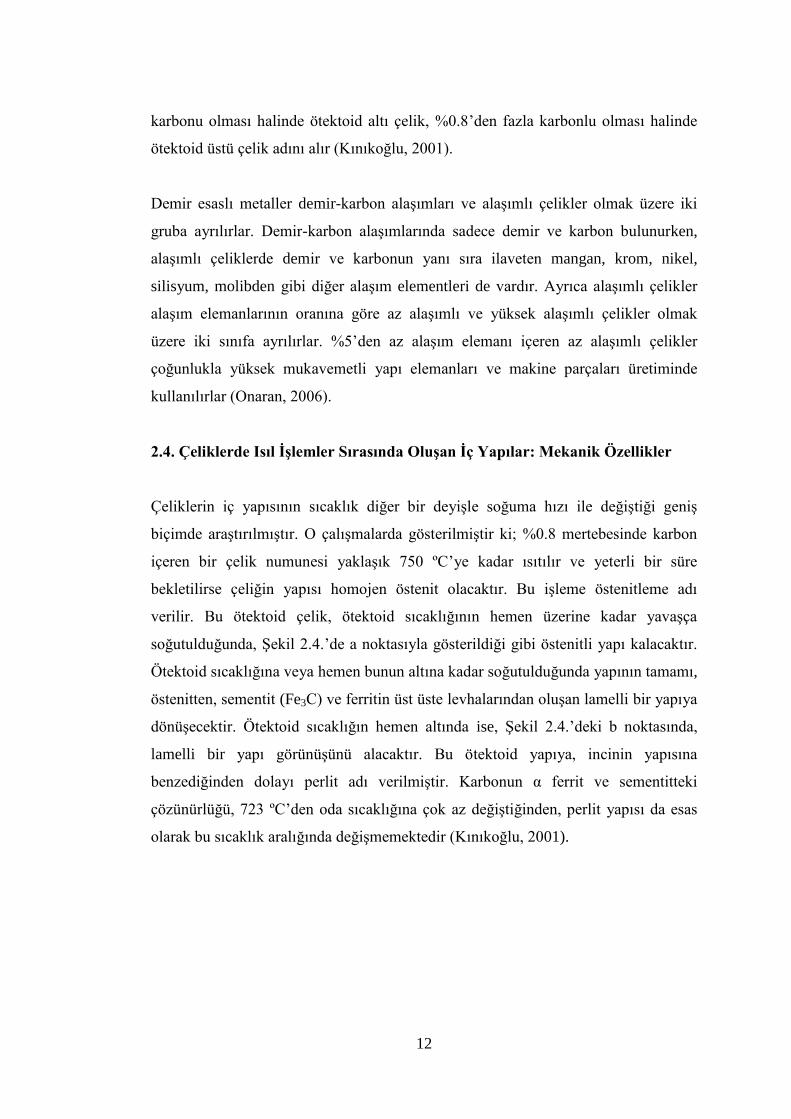
biçimde araştırılmıştır. O çalışmalarda gösterilmiştir ki; %0.8 mertebesinde karbon
içeren bir çelik numunesi yaklaşık 750 ºC’ye kadar ısıtılır ve yeterli bir süre
bekletilirse çeliğin yapısı homojen östenit olacaktır. Bu işleme östenitleme adı
verilir. Bu ötektoid çelik, ötektoid sıcaklığının hemen üzerine kadar yavaşça
soğutulduğunda, Şekil 2.4.’de a noktasıyla gösterildiği gibi östenitli yapı kalacaktır.
Ötektoid sıcaklığına veya hemen bunun altına kadar soğutulduğunda yapının tamamı,
östenitten, sementit (Fe3C) ve ferritin üst üste levhalarından oluşan lamelli bir yapıya
dönüşecektir. Ötektoid sıcaklığın hemen altında ise, Şekil 2.4.’deki b noktasında,
lamelli bir yapı görünüşünü alacaktır. Bu ötektoid yapıya, incinin yapısına
benzediğinden dolayı perlit adı verilmiştir. Karbonun α ferrit ve sementitteki
çözünürlüğü, 723 ºC’den oda sıcaklığına çok az değiştiğinden, perlit yapısı da esas
olarak bu sıcaklık aralığında değişmemektedir (Kınıkoğlu, 2001).
13
Şekil 2.4. Ötektoid çeliğin mikro yapı dönüşümü (Callister, 2000)
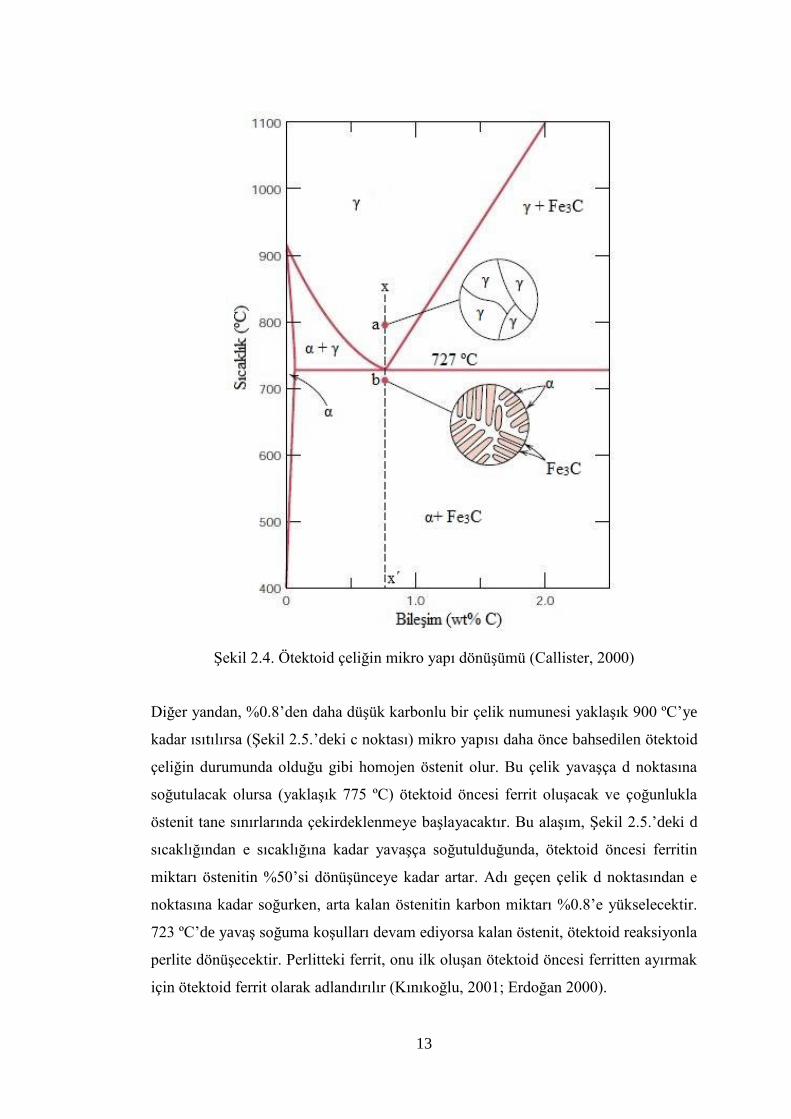
Diğer yandan, %0.8’den daha düşük karbonlu bir çelik numunesi yaklaşık 900 ºC’ye
kadar ısıtılırsa (Şekil 2.5.’deki c noktası) mikro yapısı daha önce bahsedilen ötektoid
çeliğin durumunda olduğu gibi homojen östenit olur. Bu çelik yavaşça d noktasına
soğutulacak olursa (yaklaşık 775 ºC) ötektoid öncesi ferrit oluşacak ve çoğunlukla
östenit tane sınırlarında çekirdeklenmeye başlayacaktır. Bu alaşım, Şekil 2.5.’deki d
sıcaklığından e sıcaklığına kadar yavaşça soğutulduğunda, ötektoid öncesi ferritin
miktarı östenitin %50’si dönüşünceye kadar artar. Adı geçen çelik d noktasından e
noktasına kadar soğurken, arta kalan östenitin karbon miktarı %0.8’e yükselecektir.
723 ºC’de yavaş soğuma koşulları devam ediyorsa kalan östenit, ötektoid reaksiyonla
perlite dönüşecektir. Perlitteki ferrit, onu ilk oluşan ötektoid öncesi ferritten ayırmak
için ötektoid ferrit olarak adlandırılır (Kınıkoğlu, 2001; Erdoğan 2000).
14
Şekil 2.5. Ötektoid altı çeliğin mikro yapı dönüşümü (Callister, 2000)
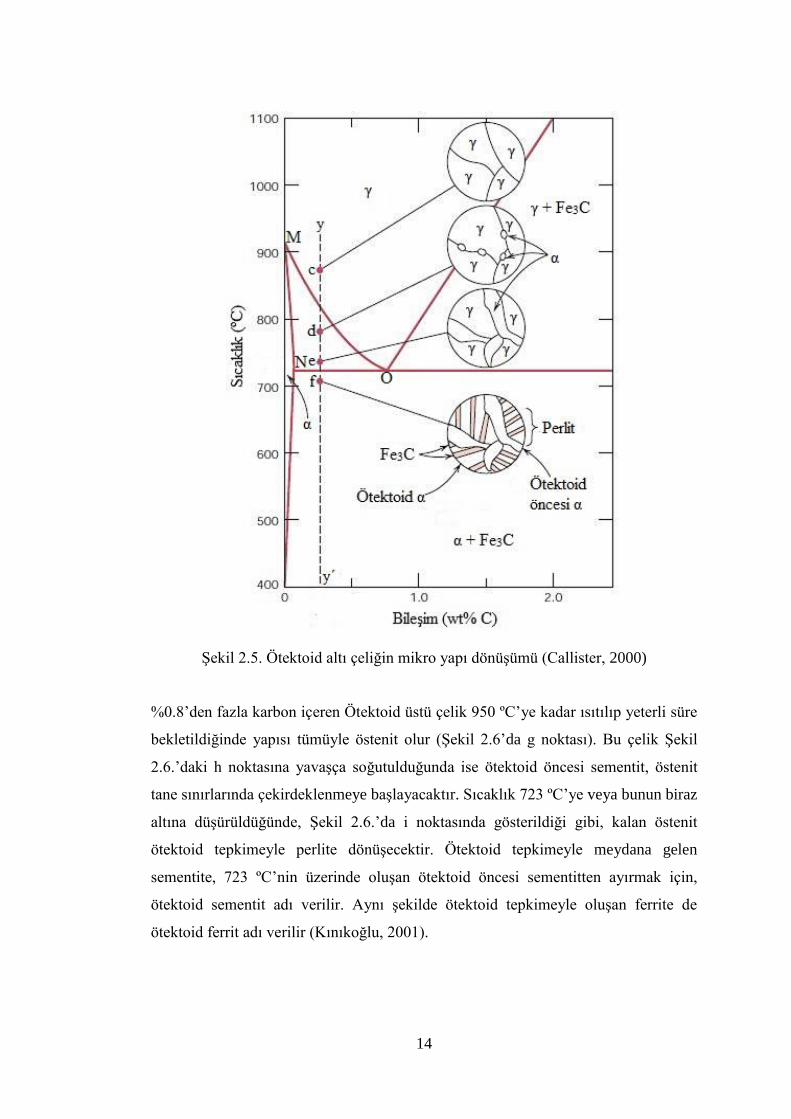
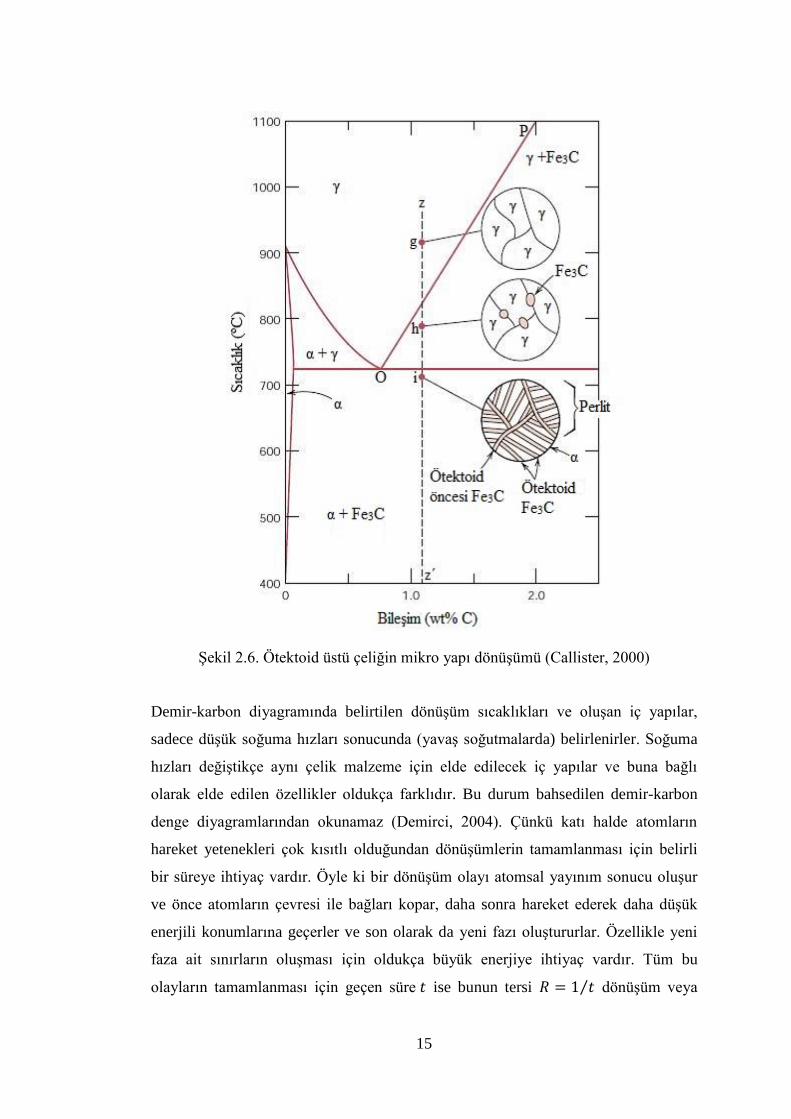
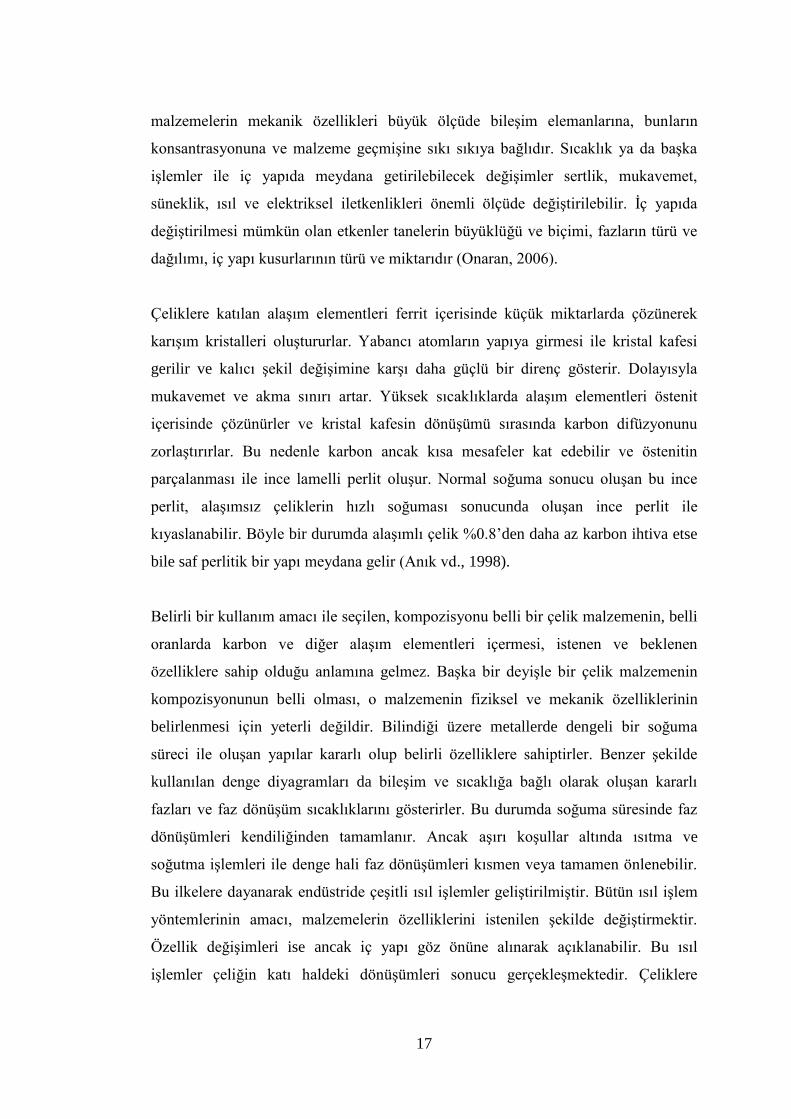
%0.8’den fazla karbon içeren Ötektoid üstü çelik 950 ºC’ye kadar ısıtılıp yeterli süre
bekletildiğinde yapısı tümüyle östenit olur (Şekil 2.6’da g noktası). Bu çelik Şekil
2.6.’daki h noktasına yavaşça soğutulduğunda ise ötektoid öncesi sementit, östenit
tane sınırlarında çekirdeklenmeye başlayacaktır. Sıcaklık 723 ºC’ye veya bunun biraz
altına düşürüldüğünde, Şekil 2.6.’da i noktasında gösterildiği gibi, kalan östenit
ötektoid tepkimeyle perlite dönüşecektir. Ötektoid tepkimeyle meydana gelen
sementite, 723 ºC’nin üzerinde oluşan ötektoid öncesi sementitten ayırmak için,
ötektoid sementit adı verilir. Aynı şekilde ötektoid tepkimeyle oluşan ferrite de
ötektoid ferrit adı verilir (Kınıkoğlu, 2001).
15
Şekil 2.6. Ötektoid üstü çeliğin mikro yapı dönüşümü (Callister, 2000)
Demir-karbon diyagramında belirtilen dönüşüm sıcaklıkları ve oluşan iç yapılar,
sadece düşük soğuma hızları sonucunda (yavaş soğutmalarda) belirlenirler. Soğuma
hızları değiştikçe aynı çelik malzeme için elde edilecek iç yapılar ve buna bağlı
olarak elde edilen özellikler oldukça farklıdır. Bu durum bahsedilen demir-karbon
denge diyagramlarından okunamaz (Demirci, 2004). Çünkü katı halde atomların
hareket yetenekleri çok kısıtlı olduğundan dönüşümlerin tamamlanması için belirli
bir süreye ihtiyaç vardır. Öyle ki bir dönüşüm olayı atomsal yayınım sonucu oluşur
ve önce atomların çevresi ile bağları kopar, daha sonra hareket ederek daha düşük
enerjili konumlarına geçerler ve son olarak da yeni fazı oluştururlar. Özellikle yeni
faza ait sınırların oluşması için oldukça büyük enerjiye ihtiyaç vardır. Tüm bu
olayların tamamlanması için geçen süre ise bunun tersi dönüşüm veya
16
reaksiyon hızı olur ve bu reaksiyon hızı dönüşüm hızından fazla ise dönüşüm
kısmen veya tamamen önlenebilir. Yavaş soğuma ile elde edilmesi beklenen kararlı
denge yapısının yerini başka yarı kararlı denge yapısı alabilir. Öte yandan elde edilen
bu yeni yarı kararlı yapı üstün özellikler gösterebilir. Böyle bir durum çeliklerde
uygun bir soğuma hızında martenzit adı verilen yapının oluşmasıyla gerçekleşir.
Östenitleştirilmiş alaşımsız bir karbon çeliği numunesi su verilerek hızla oda
sıcaklığına soğutulduğunda yapısı östenitten martenzite dönüşecektir. Alaşımsız
karbon çeliklerindeki martenzit, hacim merkezli kubik veya hacim merkezli
tetragonal demir içinde karbonun aşırı doymuş ara yer katı çözeltisi oluşturduğu yarı
kararlı bir fazdır. Buradaki tetragonallik hacim merkezli kübik birim hücresinin
çarpılmasıyla oluşmaktadır (Kınıkoğlu, 2001; Onaran, 2006).
Bir malzemenin uygulanan kuvvetlere karşı gösterdiği tepki, mekaniksel davranış
olarak tanımlanır. Bu davranış değişik tür zorlanmalar altında oluşan gerilme ve şekil
değiştirmeleri ölçerek veya gözleyerek saptanır. Elastiklik, süneklik, mukavemet,
sertlik ve tokluk gibi özellikler malzemelerin mekanik özellikleri adını alır.
Bunlardan her birisi malzemenin mekanik kuvvetlere dayanıklılığı ile ilişkilidir.
Malzemeler artan dış kuvvetler altında önce şekil değiştirirler, sonra dayanımını
yitirerek kırılırlar. Düşük kuvvetler altında şekil değiştirmeler elastik yani tersinirdir.
Uygulanan dış kuvvet elastiklik sınırını aşarsa kalıcı yani plastik şekil değişimi
ortaya çıkar. Elastiklik, şekil değiştirmeye karşı direnç veya malzemenin esneklik
modülü ile belirlenir. Tokluk, bir malzemeyi koparmak için gereken enerjinin bir
ölçüsüdür. Süneklik ise malzemenin kopmaksızın dayanabileceği şekil değiştirme
miktarıdır. (Safoğlu, 1998; Aytar, 2004; Dündar, 2008). Tüm bu mekanik özellikler
çeliklerin ısıl işlemleri sonucunda ortaya çıkan yapıların her birinde farklı farklı
değerler alır. Çoğu zaman oldukça karmaşık görüntü de sergileyen faz-mekanik
özellikler ilişkisi birçok araştırmacının dikkatini çekmiştir. Dikkatimizi burada mikro
sertlik üzerine çevirirsek; sertlik bir malzemenin dislokasyon hareketine veya plastik
deformasyona karşı gösterdiği direnç ile ifade edilir ve bir anlamda mukavemet
anlamına gelir. Uygun yüzey iyileştirme yöntemlerinin (borlama, nitrürleme vb.)
malzemedeki sertliği oldukça yüksek değerlere çıkarılabildiği bilinmektedir (Topbaş,
1993; Safoğlu, 1998; Dündar, 2008). Tüm bu çalışmalarda gösterilmiştir ki,
17
malzemelerin mekanik özellikleri büyük ölçüde bileşim elemanlarına, bunların
konsantrasyonuna ve malzeme geçmişine sıkı sıkıya bağlıdır. Sıcaklık ya da başka
işlemler ile iç yapıda meydana getirilebilecek değişimler sertlik, mukavemet,
süneklik, ısıl ve elektriksel iletkenlikleri önemli ölçüde değiştirilebilir. İç yapıda
değiştirilmesi mümkün olan etkenler tanelerin büyüklüğü ve biçimi, fazların türü ve
dağılımı, iç yapı kusurlarının türü ve miktarıdır (Onaran, 2006).
Çeliklere katılan alaşım elementleri ferrit içerisinde küçük miktarlarda çözünerek
karışım kristalleri oluştururlar. Yabancı atomların yapıya girmesi ile kristal kafesi
gerilir ve kalıcı şekil değişimine karşı daha güçlü bir direnç gösterir. Dolayısyla
mukavemet ve akma sınırı artar. Yüksek sıcaklıklarda alaşım elementleri östenit
içerisinde çözünürler ve kristal kafesin dönüşümü sırasında karbon difüzyonunu
zorlaştırırlar. Bu nedenle karbon ancak kısa mesafeler kat edebilir ve östenitin
parçalanması ile ince lamelli perlit oluşur. Normal soğuma sonucu oluşan bu ince
perlit, alaşımsız çeliklerin hızlı soğuması sonucunda oluşan ince perlit ile
kıyaslanabilir. Böyle bir durumda alaşımlı çelik %0.8’den daha az karbon ihtiva etse
bile saf perlitik bir yapı meydana gelir (Anık vd., 1998).
Belirli bir kullanım amacı ile seçilen, kompozisyonu belli bir çelik malzemenin, belli
oranlarda karbon ve diğer alaşım elementleri içermesi, istenen ve beklenen
özelliklere sahip olduğu anlamına gelmez. Başka bir deyişle bir çelik malzemenin
kompozisyonunun belli olması, o malzemenin fiziksel ve mekanik özelliklerinin
belirlenmesi için yeterli değildir. Bilindiği üzere metallerde dengeli bir soğuma
süreci ile oluşan yapılar kararlı olup belirli özelliklere sahiptirler. Benzer şekilde
kullanılan denge diyagramları da bileşim ve sıcaklığa bağlı olarak oluşan kararlı
fazları ve faz dönüşüm sıcaklıklarını gösterirler. Bu durumda soğuma süresinde faz
dönüşümleri kendiliğinden tamamlanır. Ancak aşırı koşullar altında ısıtma ve
soğutma işlemleri ile denge hali faz dönüşümleri kısmen veya tamamen önlenebilir.
Bu ilkelere dayanarak endüstride çeşitli ısıl işlemler geliştirilmiştir. Bütün ısıl işlem
yöntemlerinin amacı, malzemelerin özelliklerini istenilen şekilde değiştirmektir.
Özellik değişimleri ise ancak iç yapı göz önüne alınarak açıklanabilir. Bu ısıl
işlemler çeliğin katı haldeki dönüşümleri sonucu gerçekleşmektedir. Çeliklere
18
uygulanan su verme sertleşmesi buna bir örnek olarak gösterilebilir (Anık vd., 1998;
Demirci, 2004; Onaran, 2006).
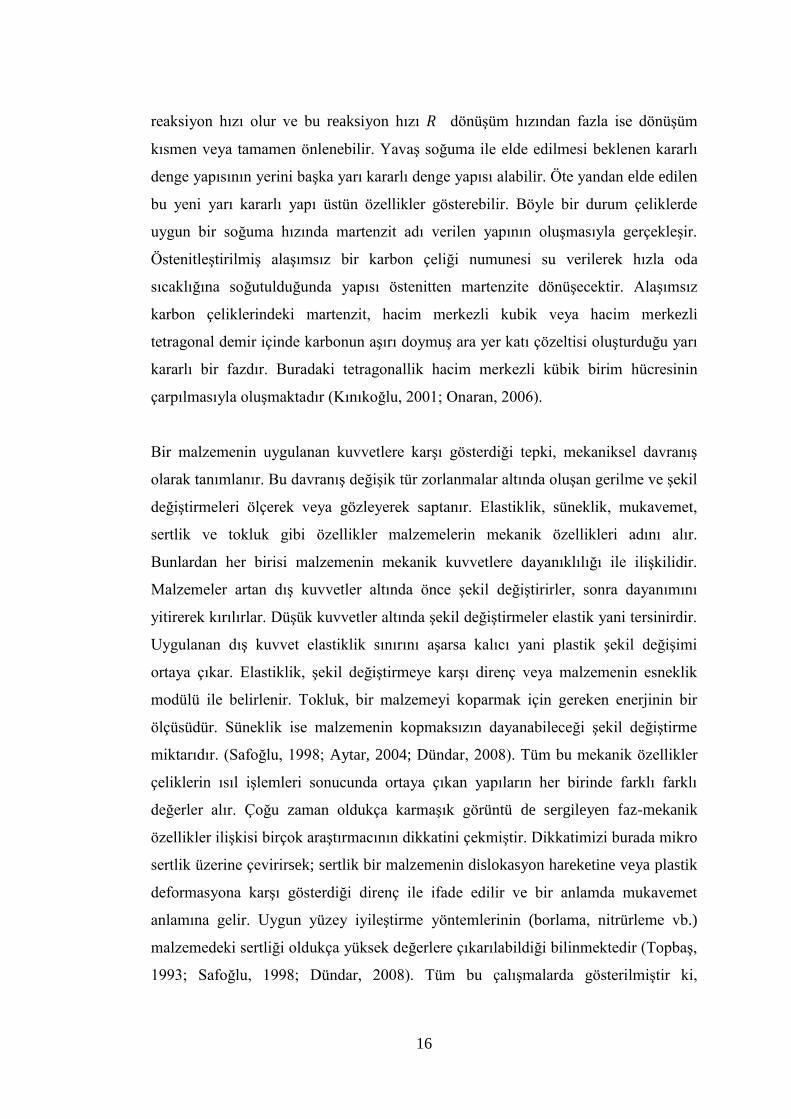
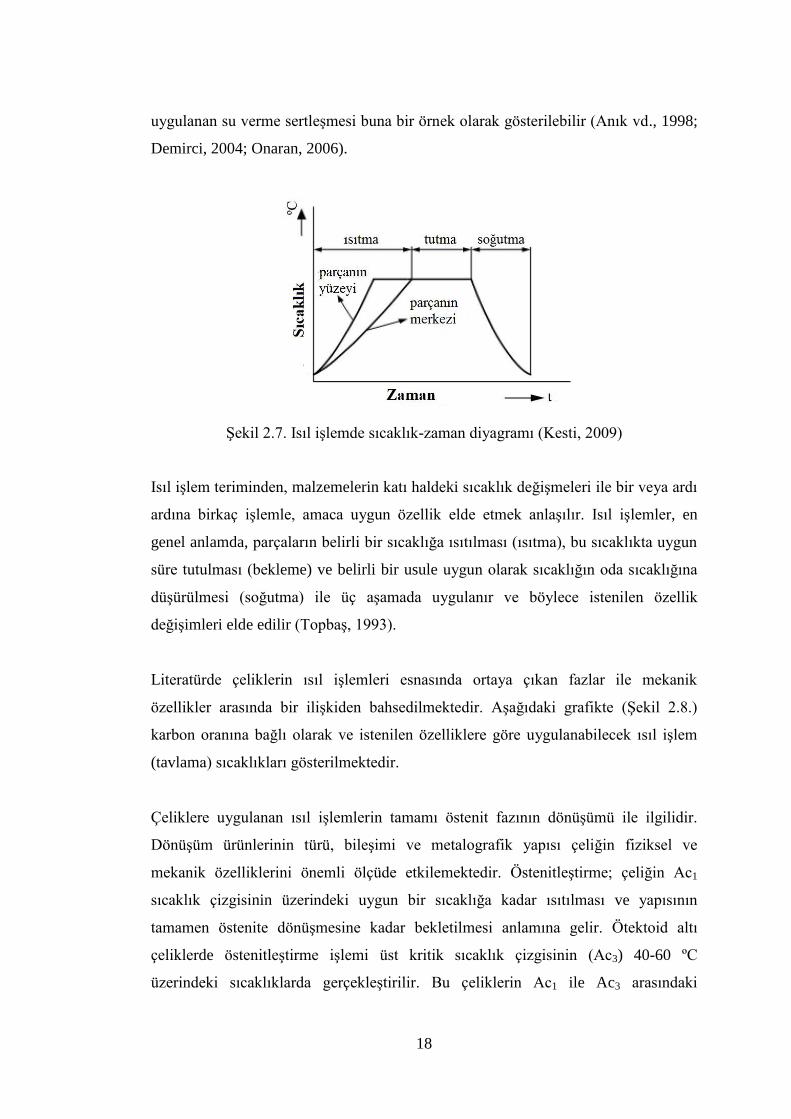
Şekil 2.7. Isıl işlemde sıcaklık-zaman diyagramı (Kesti, 2009)
Isıl işlem teriminden, malzemelerin katı haldeki sıcaklık değişmeleri ile bir veya ardı
ardına birkaç işlemle, amaca uygun özellik elde etmek anlaşılır. Isıl işlemler, en
genel anlamda, parçaların belirli bir sıcaklığa ısıtılması (ısıtma), bu sıcaklıkta uygun
süre tutulması (bekleme) ve belirli bir usule uygun olarak sıcaklığın oda sıcaklığına
düşürülmesi (soğutma) ile üç aşamada uygulanır ve böylece istenilen özellik
değişimleri elde edilir (Topbaş, 1993).
Literatürde çeliklerin ısıl işlemleri esnasında ortaya çıkan fazlar ile mekanik
özellikler arasında bir ilişkiden bahsedilmektedir. Aşağıdaki grafikte (Şekil 2.8.)
karbon oranına bağlı olarak ve istenilen özelliklere göre uygulanabilecek ısıl işlem
(tavlama) sıcaklıkları gösterilmektedir.
Çeliklere uygulanan ısıl işlemlerin tamamı östenit fazının dönüşümü ile ilgilidir.
Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve
mekanik özelliklerini önemli ölçüde etkilemektedir. Östenitleştirme; çeliğin Ac1
sıcaklık çizgisinin üzerindeki uygun bir sıcaklığa kadar ısıtılması ve yapısının
tamamen östenite dönüşmesine kadar bekletilmesi anlamına gelir. Ötektoid altı
çeliklerde östenitleştirme işlemi üst kritik sıcaklık çizgisinin (Ac3) 40-60 ºC
üzerindeki sıcaklıklarda gerçekleştirilir. Bu çeliklerin Ac1 ile Ac3 arasındaki
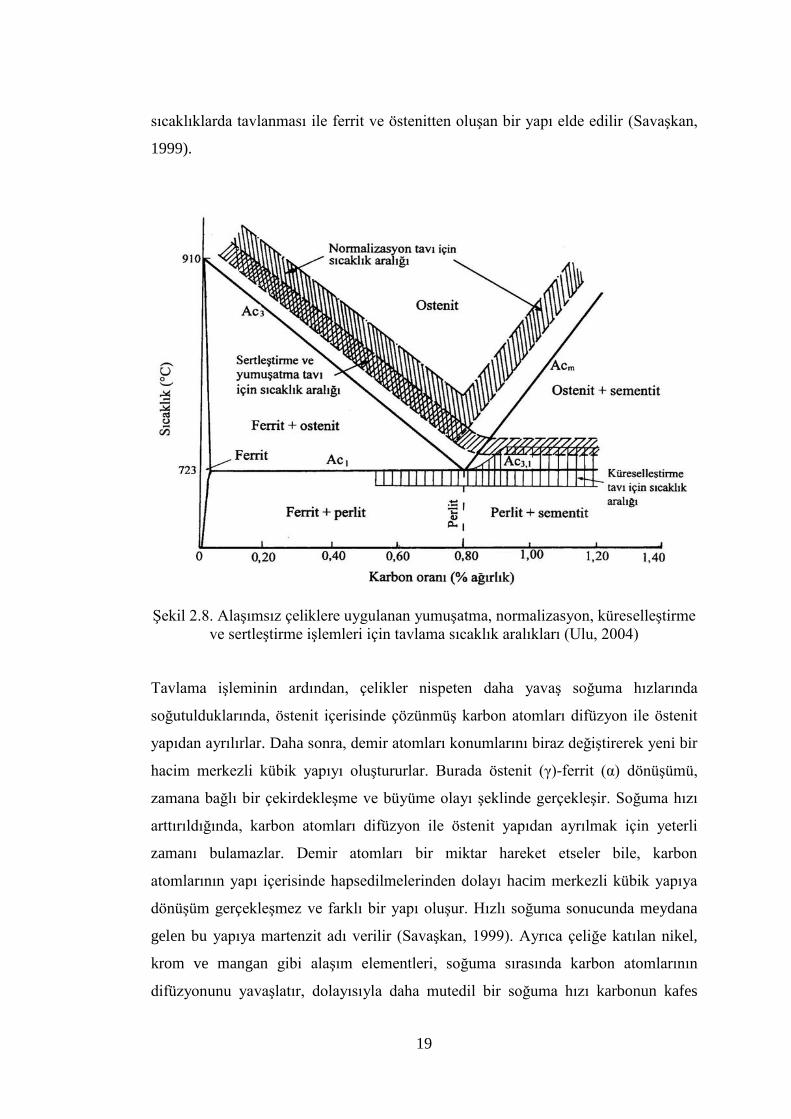
19
sıcaklıklarda tavlanması ile ferrit ve östenitten oluşan bir yapı elde edilir (Savaşkan,
1999).
Şekil 2.8. Alaşımsız çeliklere uygulanan yumuşatma, normalizasyon, küreselleştirme
ve sertleştirme işlemleri için tavlama sıcaklık aralıkları (Ulu, 2004)
Tavlama işleminin ardından, çelikler nispeten daha yavaş soğuma hızlarında
soğutulduklarında, östenit içerisinde çözünmüş karbon atomları difüzyon ile östenit
yapıdan ayrılırlar. Daha sonra, demir atomları konumlarını biraz değiştirerek yeni bir
hacim merkezli kübik yapıyı oluştururlar. Burada östenit (γ)-ferrit (α) dönüşümü,
zamana bağlı bir çekirdekleşme ve büyüme olayı şeklinde gerçekleşir. Soğuma hızı
arttırıldığında, karbon atomları difüzyon ile östenit yapıdan ayrılmak için yeterli
zamanı bulamazlar. Demir atomları bir miktar hareket etseler bile, karbon
atomlarının yapı içerisinde hapsedilmelerinden dolayı hacim merkezli kübik yapıya
dönüşüm gerçekleşmez ve farklı bir yapı oluşur. Hızlı soğuma sonucunda meydana
gelen bu yapıya martenzit adı verilir (Savaşkan, 1999). Ayrıca çeliğe katılan nikel,
krom ve mangan gibi alaşım elementleri, soğuma sırasında karbon atomlarının
difüzyonunu yavaşlatır, dolayısıyla daha mutedil bir soğuma hızı karbonun kafes
20
yapıda kalmasını ve martenzit oluşmasını sağlar. Yüzey merkezli kübik östenit katı
eriyiği hacim merkezli tetragonal martenzite dönüşürken %5.4 oranında hacim artışı
meydana gelmektedir. Bu kristal kafesi sürekli (kesiksiz) kayma düzlemleri
içermediği için şekil değiştirmesi oldukça zorlaşmış olur. Böylece oluşan yapı her
türlü şekil değişimine karşı yüksek bir mukavemet (yüksek bir sertlik) gösterir
(Onaran, 2006).
Martenzitin en önemli özelliği, çok sert bir faz olmasıdır. Nitekim, çeliklerde
sementitten sonra gelen en sert faz martenzittir. Martenzit sertliğinin asıl nedeni ise
karbon atomlarının demir kafes yapısında zorla hapsedilebilmeleridir. Dolayısıyla
yüksek sertlik değerleri ancak yeterli oranda karbon içeren çeliklerde elde edilir.
Başka bir deyişle; su verme işleminden sonra elde edilen sertlik değeri çeliklerin
karbon oranına bağlıdır (Şekil 2.9.). Ayrıca grafikte de görüleceği üzere karbonun
%1 oranına yaklaşması durumunda sertliğin fazla değişmediği belirtilmektedir.
Bunun nedeni, artan karbon oranı ile meydana gelen artık östenittir. (Tükel, 1981;
Savaşkan, 1999). Martenzitin sertliği ile karbon konsantrasyonu arasındaki ilişki
Şekil 2.9.’da gösterilmektedir (Llewellyn and Hudd, 2004).
Şekil 2.9. Martenzit fazının sertliği üzerine karbon konsantrasyonunun etkisi
(Llewellyn and Hudd, 2004)
Çeliklerde martenzitik dönüşüm Ms olarak adlandırılan belirli bir sıcaklıkta başlar.
Çeliklerin soğutulması sonucu sıcaklık Ms’ye eriştiğinde martenzit oluşmaya başlar.
21
Soğutma sırasında östenitin çoğu martenzitin bitiş sıcaklığı olan Mf’ye erişinceye
kadar martenzite dönüşür. Ancak çeliklerde östenit tamamen martenzite dönüşemez
ve çelik içerisinde düşük sıcaklıklarda bile çok düşük oranlarda da olsa kalıntı östenit
bulunur (Erdoğan, 1998; 2000).
2.5. Sertlik ve Sertlik Tayini
Malzemelerin elastiklik, süneklik, mukavemet ve tokluk gibi önemli mekanik
özelliklerinin yanında bir diğeri de sertliktir ve malzemenin yüzeyine batırılan sert
bir cisme karşı gösterdiği direnç olarak tanımlanır. Belirli koşullar altında yüzeyde
oluşturulan kalıcı izin büyüklüğüne göre belirlenir. Sertlik bir anlamda malzemenin
plastik şekil değiştirmeye karşı gösterdiği direnç olarak tanımlandığından akma
mukavemeti ile yakından ilişkilidir (Onaran, 2006).
Karbon oranı yanında, martenzit dönüşümünün gerçekleşme derecesi (martenzit
oranı) de sertlik ve mekanik özellikleri etkiler. Esasen soğuma hızı ve karbon oranına
bağlı olan martenzit hacim oranının mikro sertliğe etkisi Şekil 2.10.’da
görülmektedir (Cota et al., 2003; Demirci, 2004).
Şekil 2.10. Martenzit hacim oranıyla mikro sertliğin değişimi (Cota et al., 2003)
22
Sertlik değerleri bütün metallerde ve özellikle çelikte soğuk sertleştirme ve ısıl işlem
sonucu geniş bir aralıkta değişmektedir. Ayrıca sertlik değerlerinden malzemenin iç
yapı durumu hakkında sonuçlar çıkarılabilir. Sertlik muayeneleri bu sebeple yaygın
olarak uygulanır ve özel bir numune hazırlanmasına gerek göstermeden malzeme
parçası üzerinde yapılabilir (Anık vd., 1998).
Sertlik deneylerinde, malzemelerin yüzeyine batırılan bir cisme karşı gösterdiği
direnç ölçülür. Bütün yöntemlerde batıcı bir cisim belirli bir kuvvetle (belirli bir yük
altında) parça içerisine batırılır. Malzemenin sertliği uygulanan yüke bağlı olarak, ya
örnek yüzeyinde oluşan izin yüzey alanına, ya da batıcı ucun batma derinliğine göre
belirlenir. Günümüzde en çok Brinell, Rockwell ve Vickers sertlik ölçme yöntemleri
kullanılmaktadır. Ancak, bunlardan başka sertlik ölçme yöntemleri de vardır
(Savaşkan, 1999; Anık vd., 1998).
Brinell sertlik deneyinde sertleştirilmiş çelik veya tungsten karbürden yapılan bir
bilye belirli bir yük ile malzemenin yüzeyine bastırılır ve malzemenin yüzeyinde
meydana gelen izin çapı ölçülür. Uygulanan yük, malzemenin yüzeyinde oluşan izin
küresel yüzey alanına bölünerek, Brinell sertlik değeri bulunur. Rockwell sertlik
deneyinde ise, standart bir batıcı uç genelde 10 kg gibi küçük bir yükle malzeme
yüzeyine bastırılır ve oluşan izin dip noktası başlangıç noktası olarak alınır. Daha
sonra yük yüksek bir değere çıkarılıp, tekrar önceki değerine indirilir. Ucun batma
derinliğinde meydana gelen değişime göre Rockwell sertlik değeri belirlenir
(Savaşkan, 1999).
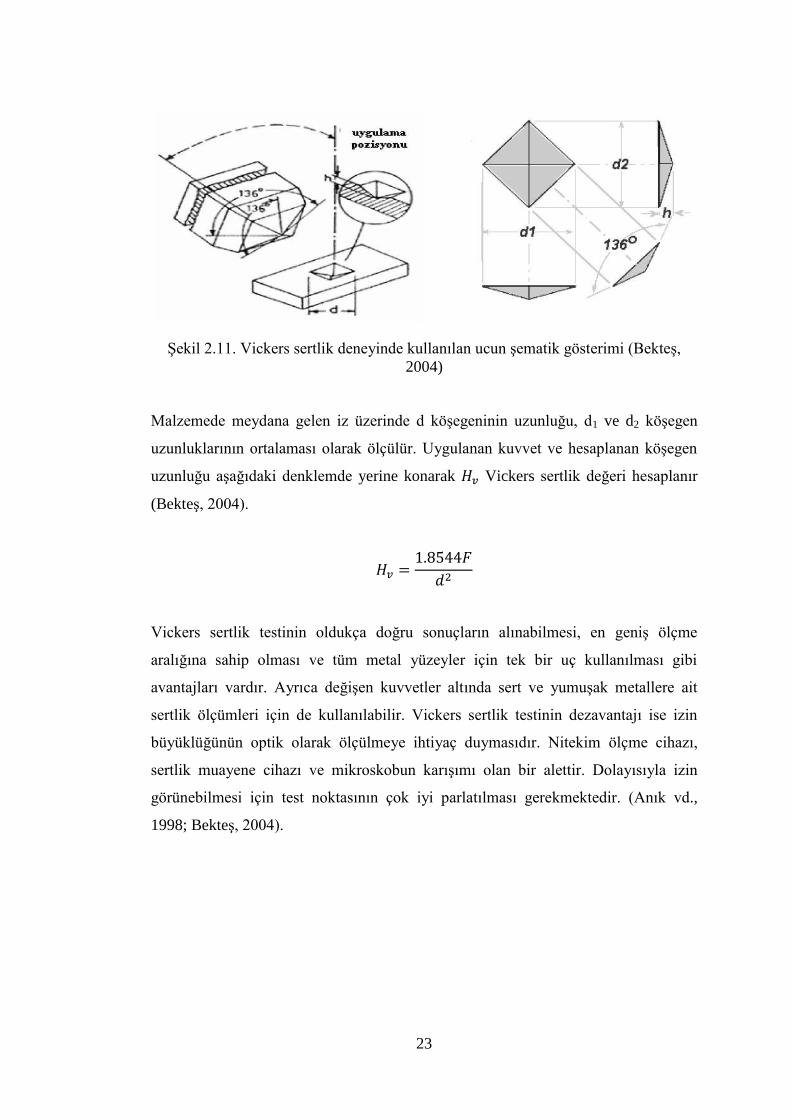
Vickers sertlik ölçme yöntemi en duyarlı sertlik ölçme yöntemidir. Daha uzun zaman
almasına karşın, özellikle araştırma amacı ile mikro sertlikleri ölçmeye elverişlidir.
Bu yöntemde kullanılan batıcı uç, kare tabanlı bir piramit şeklinde olup elmastan
yapılmıştır. Piramit ucun tepe açısı 136 derecedir (Şekil 2.11.). Belirli bir F yükü ile
malzeme yüzeyine bastırılan batıcı uç şekilde de görüldüğü gibi bir eşkenar dörtgen
oluşturur (Onaran, 2006).
23
Şekil 2.11. Vickers sertlik deneyinde kullanılan ucun şematik gösterimi (Bekteş,
2004)
Malzemede meydana gelen iz üzerinde d köşegeninin uzunluğu, d1 ve d2 köşegen
uzunluklarının ortalaması olarak ölçülür. Uygulanan kuvvet ve hesaplanan köşegen
uzunluğu aşağıdaki denklemde yerine konarak Vickers sertlik değeri hesaplanır
(Bekteş, 2004).
Vickers sertlik testinin oldukça doğru sonuçların alınabilmesi, en geniş ölçme
aralığına sahip olması ve tüm metal yüzeyler için tek bir uç kullanılması gibi
avantajları vardır. Ayrıca değişen kuvvetler altında sert ve yumuşak metallere ait
sertlik ölçümleri için de kullanılabilir. Vickers sertlik testinin dezavantajı ise izin
büyüklüğünün optik olarak ölçülmeye ihtiyaç duymasıdır. Nitekim ölçme cihazı,
sertlik muayene cihazı ve mikroskobun karışımı olan bir alettir. Dolayısıyla izin
görünebilmesi için test noktasının çok iyi parlatılması gerekmektedir. (Anık vd.,
1998; Bekteş, 2004).
24
3. MATERYAL VE YÖNTEM
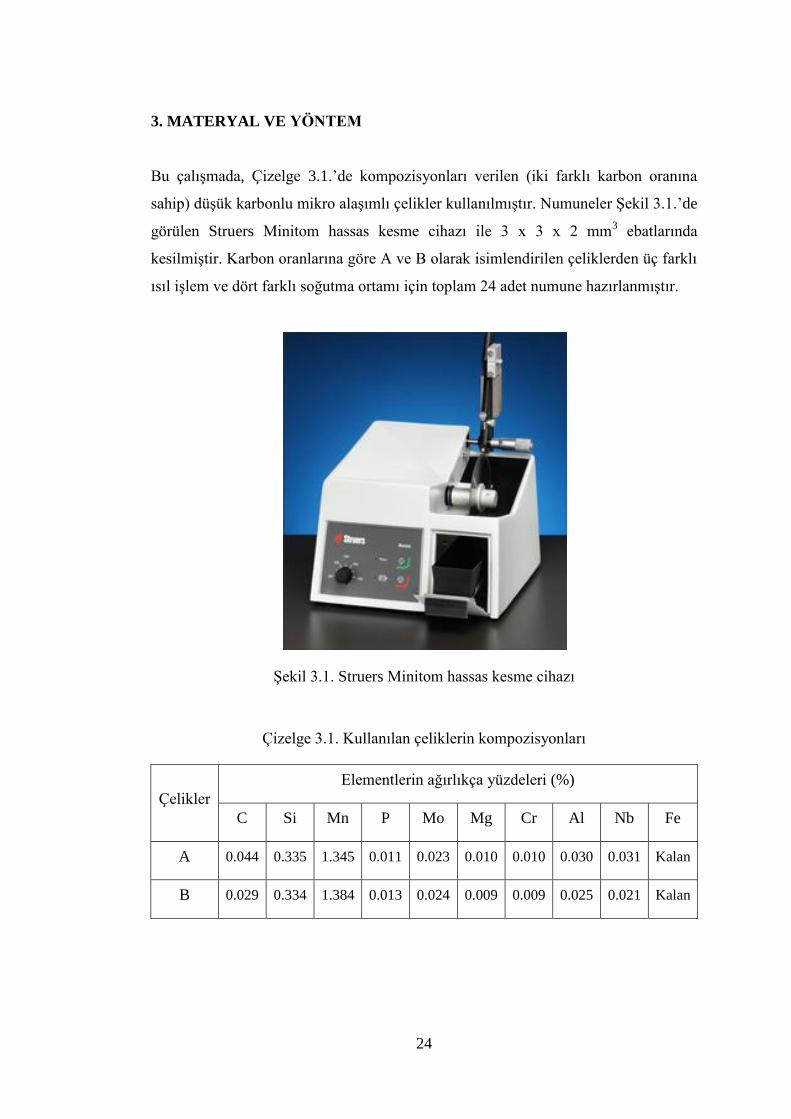
Bu çalışmada, Çizelge 3.1.’de kompozisyonları verilen (iki farklı karbon oranına
sahip) düşük karbonlu mikro alaşımlı çelikler kullanılmıştır. Numuneler Şekil 3.1.’de
görülen Struers Minitom hassas kesme cihazı ile 3 x 3 x 2 mm3 ebatlarında
kesilmiştir. Karbon oranlarına göre A ve B olarak isimlendirilen çeliklerden üç farklı
ısıl işlem ve dört farklı soğutma ortamı için toplam 24 adet numune hazırlanmıştır.
Şekil 3.1. Struers Minitom hassas kesme cihazı
Çizelge 3.1. Kullanılan çeliklerin kompozisyonları
Çelikler
Elementlerin ağırlıkça yüzdeleri (%)
C Si Mn P Mo Mg Cr Al Nb Fe
A 0.044 0.335 1.345 0.011 0.023 0.010 0.010 0.030 0.031 Kalan
B 0.029 0.334 1.384 0.013 0.024 0.009 0.009 0.025 0.021 Kalan
25
A ve B çelikleri 1000 ºC’ye kadar ısıtılarak bekleme olmaksızın suda, sıvı azotta,
havada ve fırında soğutma işlemlerine tabi tutulmuşlardır. Bu 4 farklı soğuma hızı,
400 ºC’de 4 saat ve 800 ºC’de 4 saat bekletilen numuneler için de uygulanmıştır
(Çizelge 3.2.).
Çizelge 3.2. Uygulanan ısıl işlemler ve soğutma ortamları
Isıl İşlem Sıcaklıkları (ºC) Bekleme Süresi (Saat) Soğutma Ortamları
400 4 Fırında
Havada
Suda
Sıvı Azotta
800 4
1000 Hemen
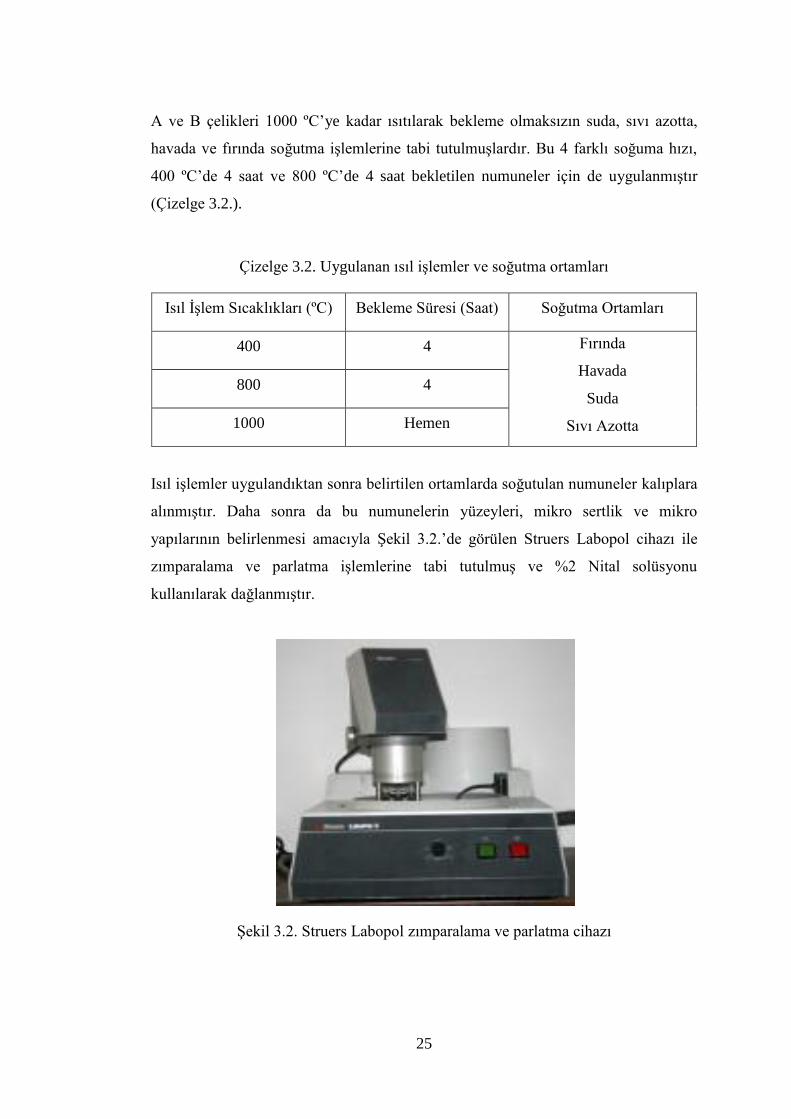
Isıl işlemler uygulandıktan sonra belirtilen ortamlarda soğutulan numuneler kalıplara
alınmıştır. Daha sonra da bu numunelerin yüzeyleri, mikro sertlik ve mikro
yapılarının belirlenmesi amacıyla Şekil 3.2.’de görülen Struers Labopol cihazı ile
zımparalama ve parlatma işlemlerine tabi tutulmuş ve %2 Nital solüsyonu
kullanılarak dağlanmıştır.
Şekil 3.2. Struers Labopol zımparalama ve parlatma cihazı
26
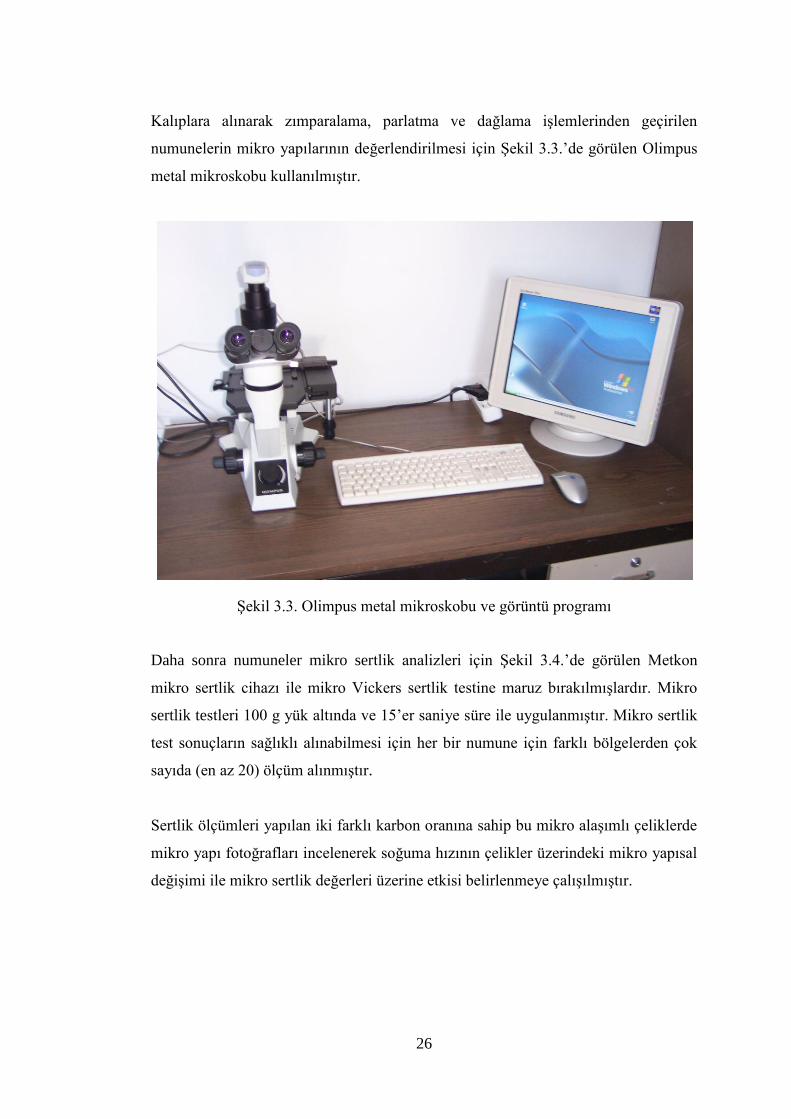
Kalıplara alınarak zımparalama, parlatma ve dağlama işlemlerinden geçirilen
numunelerin mikro yapılarının değerlendirilmesi için Şekil 3.3.’de görülen Olimpus
metal mikroskobu kullanılmıştır.
Şekil 3.3. Olimpus metal mikroskobu ve görüntü programı
Daha sonra numuneler mikro sertlik analizleri için Şekil 3.4.’de görülen Metkon
mikro sertlik cihazı ile mikro Vickers sertlik testine maruz bırakılmışlardır. Mikro
sertlik testleri 100 g yük altında ve 15’er saniye süre ile uygulanmıştır. Mikro sertlik
test sonuçların sağlıklı alınabilmesi için her bir numune için farklı bölgelerden çok
sayıda (en az 20) ölçüm alınmıştır.
Sertlik ölçümleri yapılan iki farklı karbon oranına sahip bu mikro alaşımlı çeliklerde
mikro yapı fotoğrafları incelenerek soğuma hızının çelikler üzerindeki mikro yapısal
değişimi ile mikro sertlik değerleri üzerine etkisi belirlenmeye çalışılmıştır.
27
Şekil 3.4. Metkon mikro sertlik ölçüm cihazı
28
4. ARAŞTIRMA BULGULARI VE TARTIŞMA
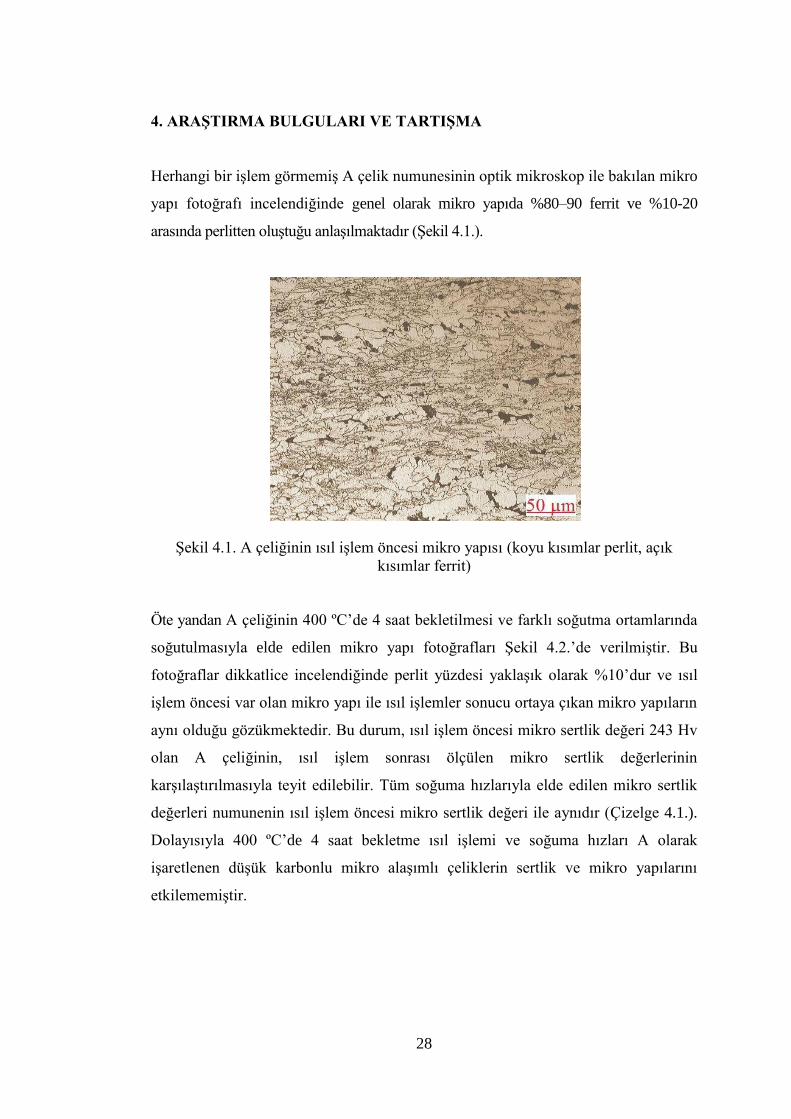
Herhangi bir işlem görmemiş A çelik numunesinin optik mikroskop ile bakılan mikro
yapı fotoğrafı incelendiğinde genel olarak mikro yapıda %80–90 ferrit ve %10-20
arasında perlitten oluştuğu anlaşılmaktadır (Şekil 4.1.).
Şekil 4.1. A çeliğinin ısıl işlem öncesi mikro yapısı (koyu kısımlar perlit, açık
kısımlar ferrit)
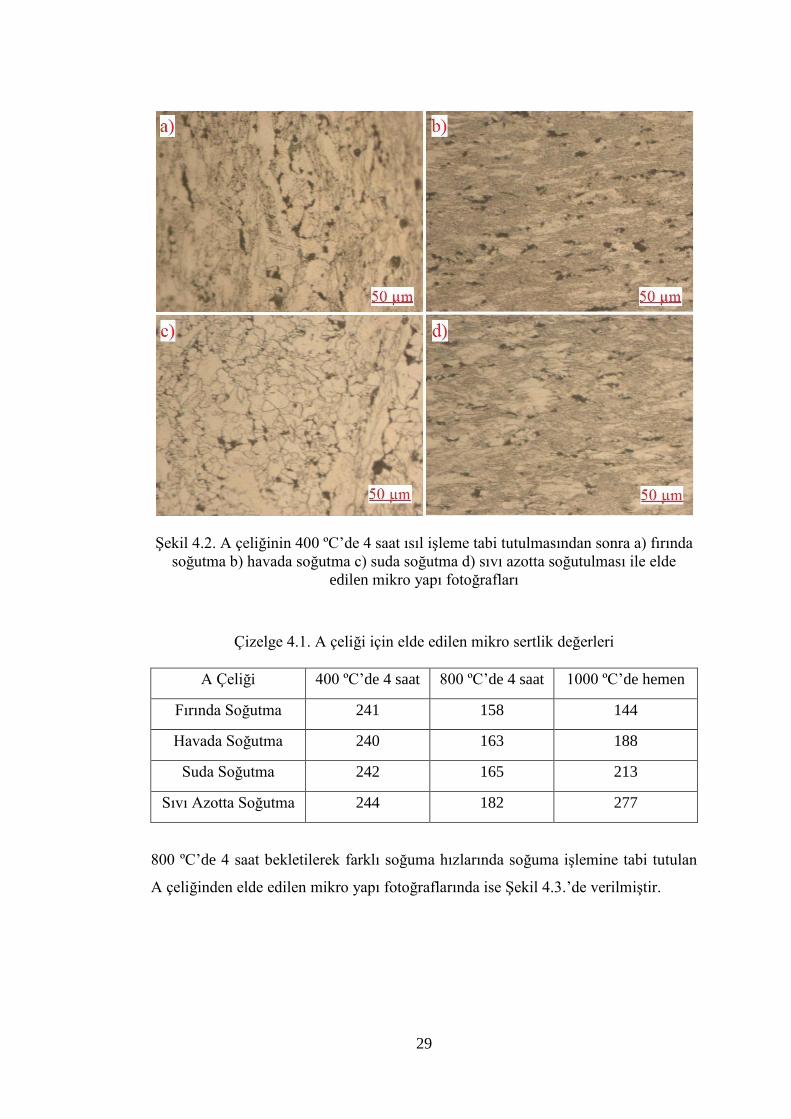
Öte yandan A çeliğinin 400 ºC’de 4 saat bekletilmesi ve farklı soğutma ortamlarında
soğutulmasıyla elde edilen mikro yapı fotoğrafları Şekil 4.2.’de verilmiştir. Bu
fotoğraflar dikkatlice incelendiğinde perlit yüzdesi yaklaşık olarak %10’dur ve ısıl
işlem öncesi var olan mikro yapı ile ısıl işlemler sonucu ortaya çıkan mikro yapıların
aynı olduğu gözükmektedir. Bu durum, ısıl işlem öncesi mikro sertlik değeri 243 Hv
olan A çeliğinin, ısıl işlem sonrası ölçülen mikro sertlik değerlerinin
karşılaştırılmasıyla teyit edilebilir. Tüm soğuma hızlarıyla elde edilen mikro sertlik
değerleri numunenin ısıl işlem öncesi mikro sertlik değeri ile aynıdır (Çizelge 4.1.).
Dolayısıyla 400 ºC’de 4 saat bekletme ısıl işlemi ve soğuma hızları A olarak
işaretlenen düşük karbonlu mikro alaşımlı çeliklerin sertlik ve mikro yapılarını
etkilememiştir.
29
Şekil 4.2. A çeliğinin 400 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a) fırında
soğutma b) havada soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde
edilen mikro yapı fotoğrafları
Çizelge 4.1. A çeliği için elde edilen mikro sertlik değerleri
A Çeliği 400 ºC’de 4 saat 800 ºC’de 4 saat 1000 ºC’de hemen
Fırında Soğutma 241 158 144
Havada Soğutma 240 163 188
Suda Soğutma 242 165 213
Sıvı Azotta Soğutma 244 182 277
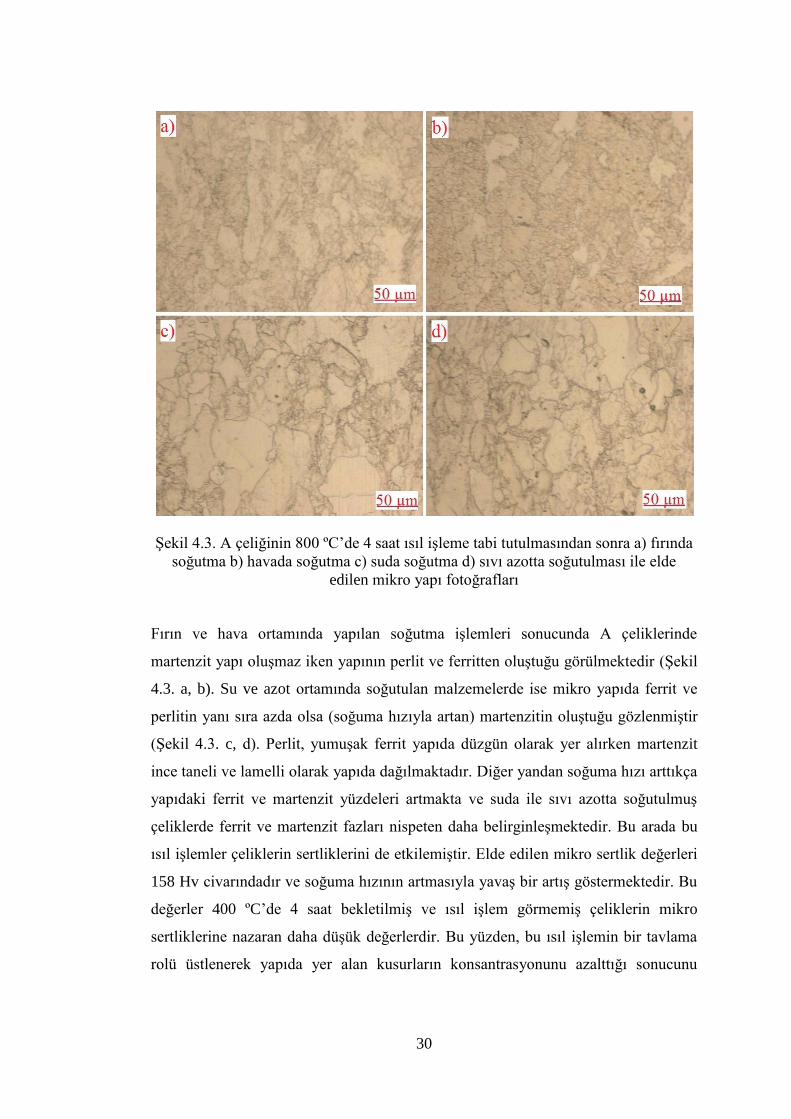
800 ºC’de 4 saat bekletilerek farklı soğuma hızlarında soğuma işlemine tabi tutulan
A çeliğinden elde edilen mikro yapı fotoğraflarında ise Şekil 4.3.’de verilmiştir.
30
Şekil 4.3. A çeliğinin 800 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a) fırında
soğutma b) havada soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde
edilen mikro yapı fotoğrafları
Fırın ve hava ortamında yapılan soğutma işlemleri sonucunda A çeliklerinde
martenzit yapı oluşmaz iken yapının perlit ve ferritten oluştuğu görülmektedir (Şekil
4.3. a, b). Su ve azot ortamında soğutulan malzemelerde ise mikro yapıda ferrit ve
perlitin yanı sıra azda olsa (soğuma hızıyla artan) martenzitin oluştuğu gözlenmiştir
(Şekil 4.3. c, d). Perlit, yumuşak ferrit yapıda düzgün olarak yer alırken martenzit
ince taneli ve lamelli olarak yapıda dağılmaktadır. Diğer yandan soğuma hızı arttıkça
yapıdaki ferrit ve martenzit yüzdeleri artmakta ve suda ile sıvı azotta soğutulmuş
çeliklerde ferrit ve martenzit fazları nispeten daha belirginleşmektedir. Bu arada bu
ısıl işlemler çeliklerin sertliklerini de etkilemiştir. Elde edilen mikro sertlik değerleri
158 Hv civarındadır ve soğuma hızının artmasıyla yavaş bir artış göstermektedir. Bu
değerler 400 ºC’de 4 saat bekletilmiş ve ısıl işlem görmemiş çeliklerin mikro
sertliklerine nazaran daha düşük değerlerdir. Bu yüzden, bu ısıl işlemin bir tavlama
rolü üstlenerek yapıda yer alan kusurların konsantrasyonunu azalttığı sonucunu
31
çıkarmak mümkündür. Diğer bir deyişle bu ısıl işlem ile muhtemel artık gerilmeler
giderilmiş ve mikro sertliklerde azalma görülmüştür (Çizelge 4.1.).
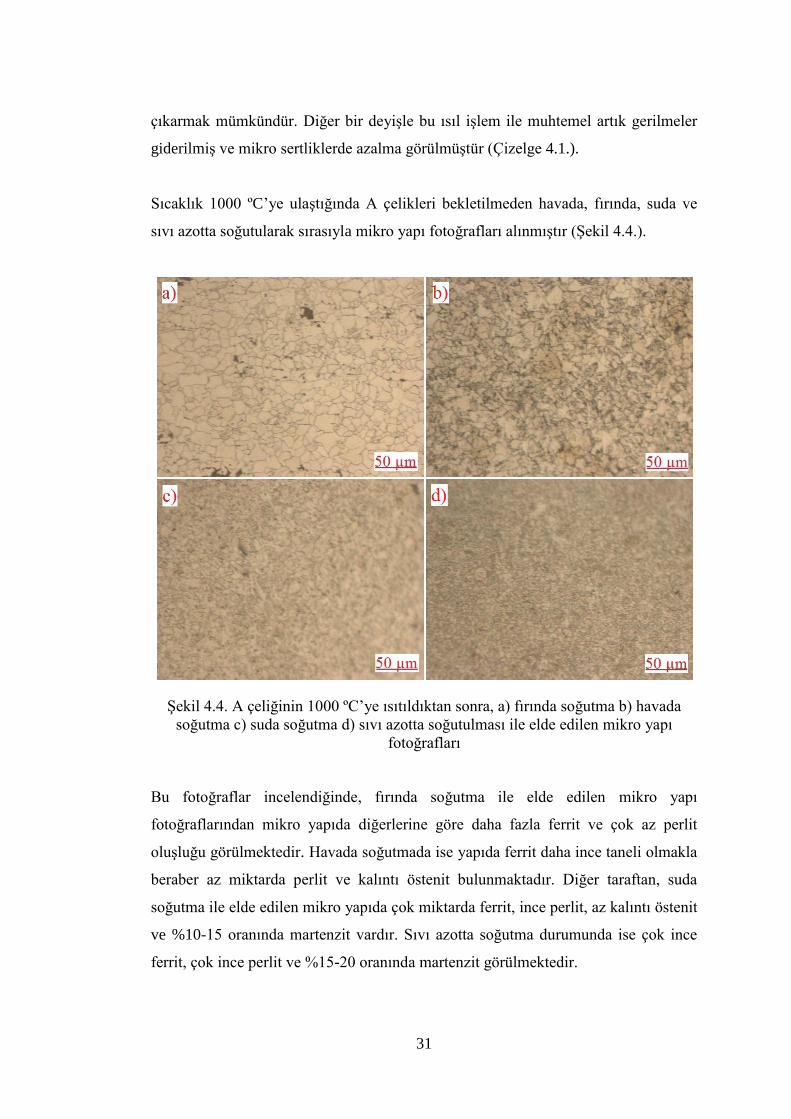
Sıcaklık 1000 ºC’ye ulaştığında A çelikleri bekletilmeden havada, fırında, suda ve
sıvı azotta soğutularak sırasıyla mikro yapı fotoğrafları alınmıştır (Şekil 4.4.).
Şekil 4.4. A çeliğinin 1000 ºC’ye ısıtıldıktan sonra, a) fırında soğutma b) havada
soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde edilen mikro yapı
fotoğrafları
Bu fotoğraflar incelendiğinde, fırında soğutma ile elde edilen mikro yapı
fotoğraflarından mikro yapıda diğerlerine göre daha fazla ferrit ve çok az perlit
oluşluğu görülmektedir. Havada soğutmada ise yapıda ferrit daha ince taneli olmakla
beraber az miktarda perlit ve kalıntı östenit bulunmaktadır. Diğer taraftan, suda
soğutma ile elde edilen mikro yapıda çok miktarda ferrit, ince perlit, az kalıntı östenit
ve %10-15 oranında martenzit vardır. Sıvı azotta soğutma durumunda ise çok ince
ferrit, çok ince perlit ve %15-20 oranında martenzit görülmektedir.
32
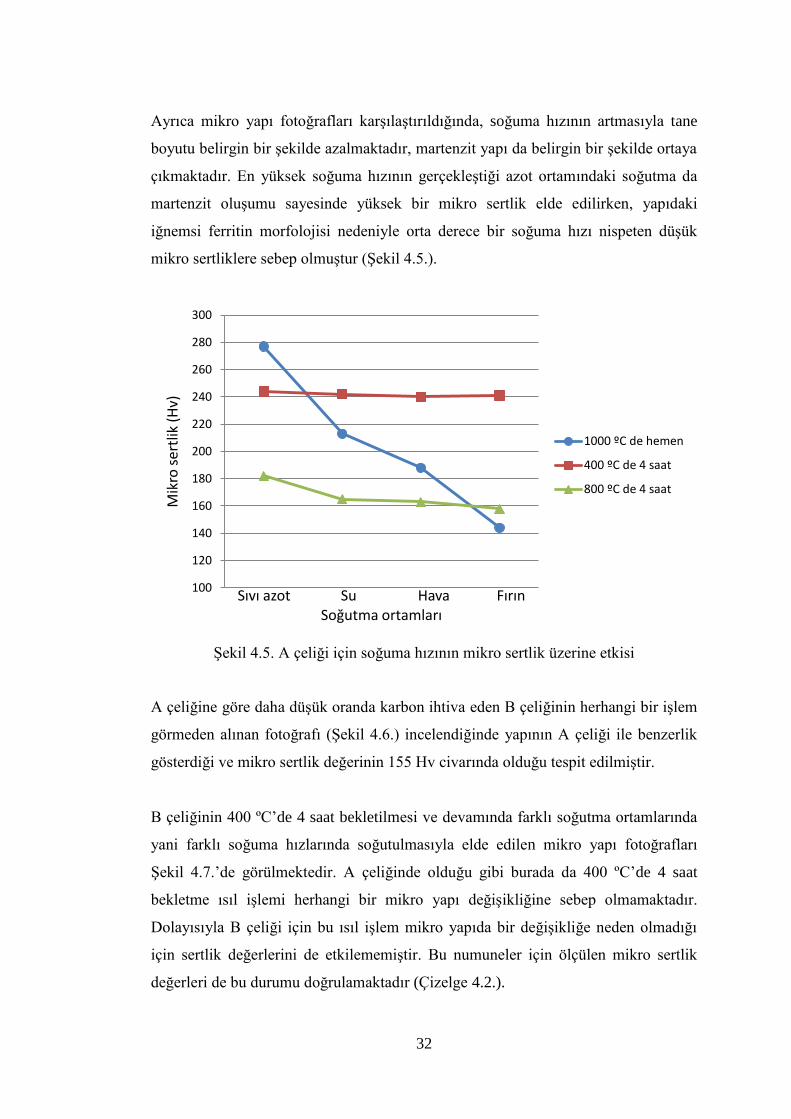
Ayrıca mikro yapı fotoğrafları karşılaştırıldığında, soğuma hızının artmasıyla tane
boyutu belirgin bir şekilde azalmaktadır, martenzit yapı da belirgin bir şekilde ortaya
çıkmaktadır. En yüksek soğuma hızının gerçekleştiği azot ortamındaki soğutma da
martenzit oluşumu sayesinde yüksek bir mikro sertlik elde edilirken, yapıdaki
iğnemsi ferritin morfolojisi nedeniyle orta derece bir soğuma hızı nispeten düşük
mikro sertliklere sebep olmuştur (Şekil 4.5.).
Şekil 4.5. A çeliği için soğuma hızının mikro sertlik üzerine etkisi
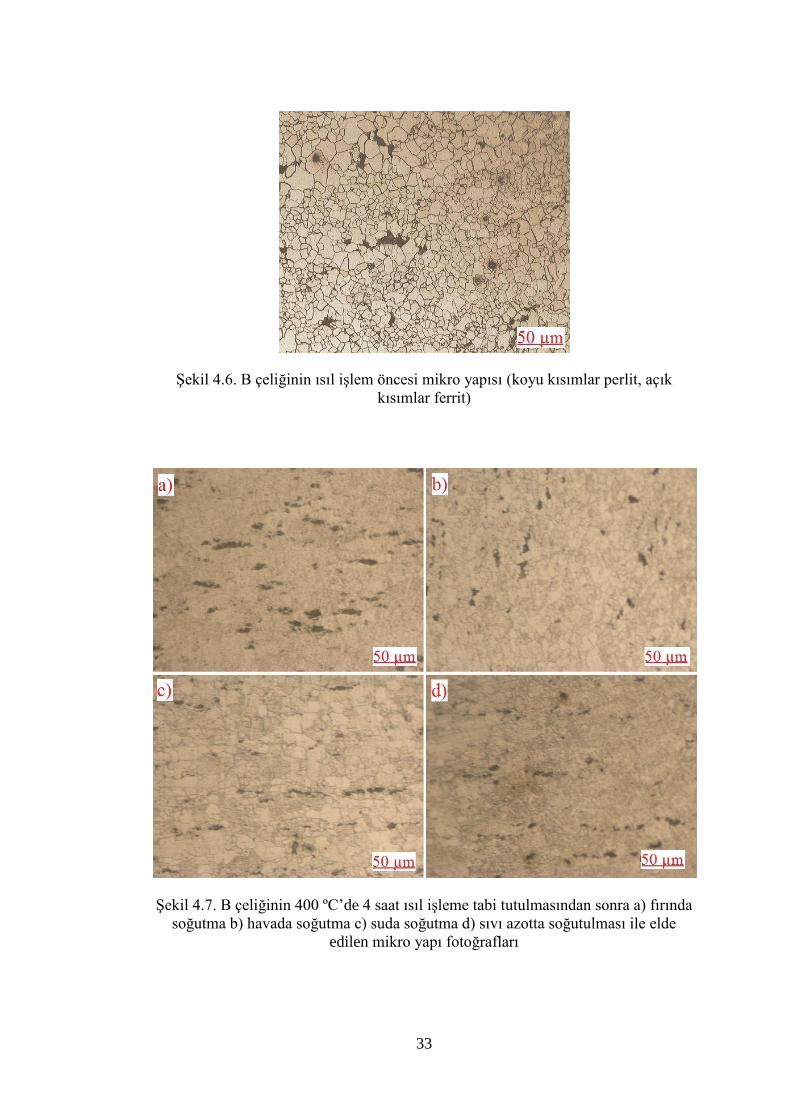
A çeliğine göre daha düşük oranda karbon ihtiva eden B çeliğinin herhangi bir işlem
görmeden alınan fotoğrafı (Şekil 4.6.) incelendiğinde yapının A çeliği ile benzerlik
gösterdiği ve mikro sertlik değerinin 155 Hv civarında olduğu tespit edilmiştir.
B çeliğinin 400 ºC’de 4 saat bekletilmesi ve devamında farklı soğutma ortamlarında
yani farklı soğuma hızlarında soğutulmasıyla elde edilen mikro yapı fotoğrafları
Şekil 4.7.’de görülmektedir. A çeliğinde olduğu gibi burada da 400 ºC’de 4 saat
bekletme ısıl işlemi herhangi bir mikro yapı değişikliğine sebep olmamaktadır.
Dolayısıyla B çeliği için bu ısıl işlem mikro yapıda bir değişikliğe neden olmadığı
için sertlik değerlerini de etkilememiştir. Bu numuneler için ölçülen mikro sertlik
değerleri de bu durumu doğrulamaktadır (Çizelge 4.2.).
100
120
140
160
180
200
220
240
260
280
300
Mik
ro s
ertl
ik (
Hv)
Sıvı azot Su Hava FırınSoğutma ortamları
1000 ºC de hemen
400 ºC de 4 saat
800 ºC de 4 saat
33
Şekil 4.6. B çeliğinin ısıl işlem öncesi mikro yapısı (koyu kısımlar perlit, açık
kısımlar ferrit)
Şekil 4.7. B çeliğinin 400 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a) fırında
soğutma b) havada soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde
edilen mikro yapı fotoğrafları
34
Çizelge 4.2. B çeliği için elde edilen mikro sertlik değerleri
B Çeliği 400 ºC’de 4 saat 800 ºC’de 4 saat 1000 ºC’de hemen
Fırında Soğutma 155 151 140
Havada Soğutma 158 138 204
Suda Soğutma 157 140 223
Sıvı Azotta Soğutma 150 137 260
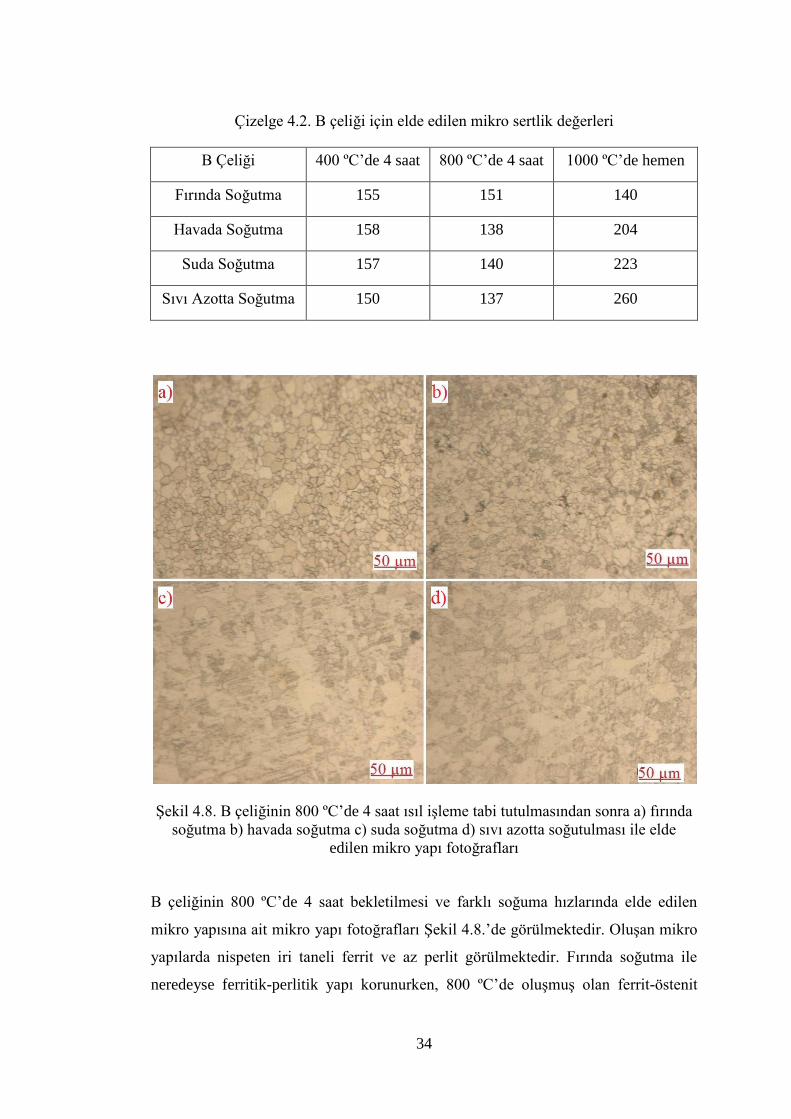
Şekil 4.8. B çeliğinin 800 ºC’de 4 saat ısıl işleme tabi tutulmasından sonra a) fırında
soğutma b) havada soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde
edilen mikro yapı fotoğrafları
B çeliğinin 800 ºC’de 4 saat bekletilmesi ve farklı soğuma hızlarında elde edilen
mikro yapısına ait mikro yapı fotoğrafları Şekil 4.8.’de görülmektedir. Oluşan mikro
yapılarda nispeten iri taneli ferrit ve az perlit görülmektedir. Fırında soğutma ile
neredeyse ferritik-perlitik yapı korunurken, 800 ºC’de oluşmuş olan ferrit-östenit
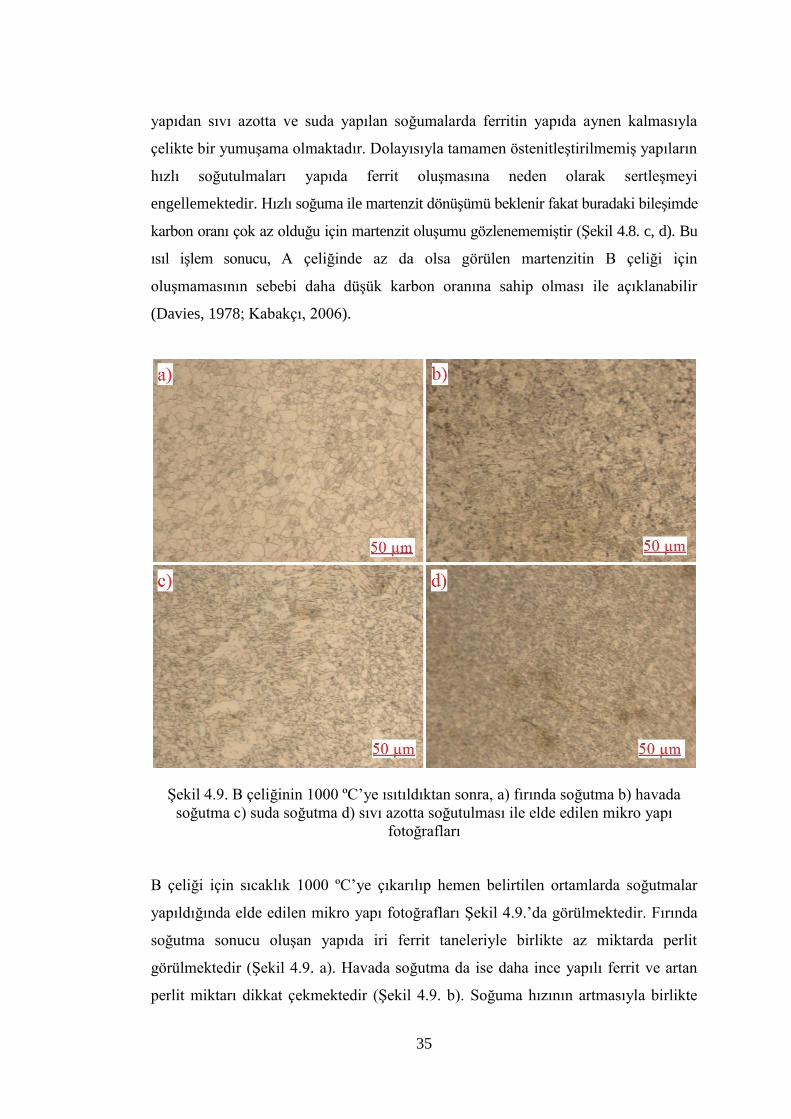
35
yapıdan sıvı azotta ve suda yapılan soğumalarda ferritin yapıda aynen kalmasıyla
çelikte bir yumuşama olmaktadır. Dolayısıyla tamamen östenitleştirilmemiş yapıların
hızlı soğutulmaları yapıda ferrit oluşmasına neden olarak sertleşmeyi
engellemektedir. Hızlı soğuma ile martenzit dönüşümü beklenir fakat buradaki bileşimde
karbon oranı çok az olduğu için martenzit oluşumu gözlenememiştir (Şekil 4.8. c, d). Bu
ısıl işlem sonucu, A çeliğinde az da olsa görülen martenzitin B çeliği için
oluşmamasının sebebi daha düşük karbon oranına sahip olması ile açıklanabilir
(Davies, 1978; Kabakçı, 2006).
Şekil 4.9. B çeliğinin 1000 ºC’ye ısıtıldıktan sonra, a) fırında soğutma b) havada
soğutma c) suda soğutma d) sıvı azotta soğutulması ile elde edilen mikro yapı
fotoğrafları
B çeliği için sıcaklık 1000 ºC’ye çıkarılıp hemen belirtilen ortamlarda soğutmalar
yapıldığında elde edilen mikro yapı fotoğrafları Şekil 4.9.’da görülmektedir. Fırında
soğutma sonucu oluşan yapıda iri ferrit taneleriyle birlikte az miktarda perlit
görülmektedir (Şekil 4.9. a). Havada soğutma da ise daha ince yapılı ferrit ve artan
perlit miktarı dikkat çekmektedir (Şekil 4.9. b). Soğuma hızının artmasıyla birlikte
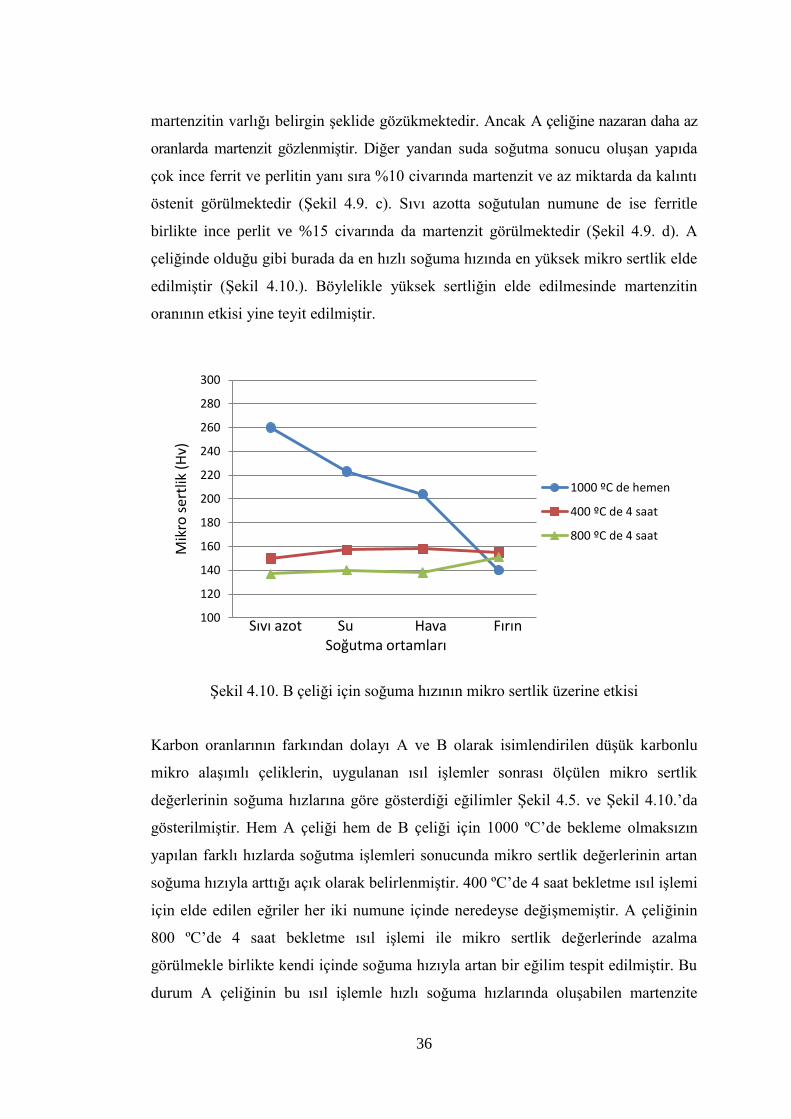
36
martenzitin varlığı belirgin şeklide gözükmektedir. Ancak A çeliğine nazaran daha az
oranlarda martenzit gözlenmiştir. Diğer yandan suda soğutma sonucu oluşan yapıda
çok ince ferrit ve perlitin yanı sıra %10 civarında martenzit ve az miktarda da kalıntı
östenit görülmektedir (Şekil 4.9. c). Sıvı azotta soğutulan numune de ise ferritle
birlikte ince perlit ve %15 civarında da martenzit görülmektedir (Şekil 4.9. d). A
çeliğinde olduğu gibi burada da en hızlı soğuma hızında en yüksek mikro sertlik elde
edilmiştir (Şekil 4.10.). Böylelikle yüksek sertliğin elde edilmesinde martenzitin
oranının etkisi yine teyit edilmiştir.
Şekil 4.10. B çeliği için soğuma hızının mikro sertlik üzerine etkisi
Karbon oranlarının farkından dolayı A ve B olarak isimlendirilen düşük karbonlu
mikro alaşımlı çeliklerin, uygulanan ısıl işlemler sonrası ölçülen mikro sertlik
değerlerinin soğuma hızlarına göre gösterdiği eğilimler Şekil 4.5. ve Şekil 4.10.’da
gösterilmiştir. Hem A çeliği hem de B çeliği için 1000 ºC’de bekleme olmaksızın
yapılan farklı hızlarda soğutma işlemleri sonucunda mikro sertlik değerlerinin artan
soğuma hızıyla arttığı açık olarak belirlenmiştir. 400 ºC’de 4 saat bekletme ısıl işlemi
için elde edilen eğriler her iki numune içinde neredeyse değişmemiştir. A çeliğinin
800 ºC’de 4 saat bekletme ısıl işlemi ile mikro sertlik değerlerinde azalma
görülmekle birlikte kendi içinde soğuma hızıyla artan bir eğilim tespit edilmiştir. Bu
durum A çeliğinin bu ısıl işlemle hızlı soğuma hızlarında oluşabilen martenzite
100
120
140
160
180
200
220
240
260
280
300
Mik
ro s
ertl
ik (
Hv)
Sıvı azot Su Hava FırınSoğutma ortamları
1000 ºC de hemen
400 ºC de 4 saat
800 ºC de 4 saat
37
bağlanmaktadır. Ancak B çeliği için, ısıl işlem öncesi mikro sertlik değerlerine göre
bir azalma görülmüştür. Ayrıca B çeliğinin bu ısıl işleminde martenzit
gözlenememesine paralel olarak sertlikte de soğuma hızıyla bir artma tespit
edilmemiştir.
Bilindiği gibi martenzitin oluşumu östenitten gerçekleşen bir dönüşümdür.
Dolayısıyla martenzitin oluşumu çeliğin ihtiva ettiği alaşım elementlerine ve ısıl
işlem yöntemine göre değişebilecek olan östenit oranına da bağlıdır. A ve B
çeliklerinin oldukça düşük oranlarda karbon ihtiva etmeleri, 800 ºC’de 4 saat
bekletme ısıl işleminin Ac3 sıcaklığının altında olması ve 1000 ºC’ye ısıtılan
çeliklerde bekletme yapılmaması gibi nedenler oluşturulan östenit miktarını sınırlı
seviyelerde tutmuştur. Dolayısıyla ferrit ağırlıklı olan ferrit-östenit yapıdan
gerçekleşen dönüşümler sonucu martenzitin oluşumu da sınırlı kalmıştır. Nitekim
Acarer (2005), yaptığı çalışmada oluşacak martenzit oranının kritik tavlama
sıcaklıkları (Şekil 2.8’deki Ac1 ve Ac3 sıcaklıları) arasında yapılan ısıl işlem
sıcaklığının artmasıyla ve çeliklerin içerdiği alaşım elementlerinin miktarının
artmasıyla arttığını belirtmiştir. Öyle ki A çeliğine göre daha az oranda karbon ihtiva
eden B çeliği için 800 ºC’de 4 saat bekletme ısıl işlemi suda ve sıvı azotta soğuma
sonrasında martenzit gözlenmemiştir.
Öte yandan bu çalışmada uygulanan 800 ºC’de 4 saat bekletilme ısıl işlemi, eldeki
çelikler için Andrews tarafından verilen ifadeye (Gorni and Vicente, 2010) göre
hesaplanan Ac1 ile Ac3 sıcaklıkları aralığında olduğu için çift faz ısıl işlemi olarak
değerlendirilebilir. Çift faz ısıl işlemi, çeliklerin kritik tavlama sıcaklıkları Ac1 ile
Ac3 arasında belirli bir süre bekletildikten sonra östenitin martenzite dönüşümünü
sağlayacak soğuma hızlarında soğutulmaları olarak tarif edilmektedir (Ulu, 2009).
Çift fazlı çeliklerin dayanımlarının büyük ölçüde martenzit, sünekliklerinin ise ferrit
fazı karakterine bağlı olduğu kabul edilmektedir (Hayat vd., 2007). Dolayısıyla
düşük karbonlu mikro alaşımlı A çeliklerinin 800 ºC’de 4 saat bekletilmesi ve hızlı
soğuma hızlarında soğutulmaları ısıl işlemleri ile ferrit ve martenzit fazlarının
ağırlıklı olduğu mikro yapılar elde edilmiştir. Ancak B çeliğinin bu ısıl işleminde
martenzit yapı gözlenmemiştir. Bununla birlikte çeliklerin dayanımını ve sertliğini
38
arttıran martenzitin oranı, karbon oranının ve soğuma hızının artmasıyla A
çeliklerinde (suda ve azotta soğutmalarda) bir artma eğilimi göstermektedir. Ancak A
ve B çeliklerinin bu ısıl işlemle mikro sertliklerinin temelde azalma sebebi, iri taneli
ferritin yapıda kalmış olmasıdır. Çünkü Ac3 çizgisinin altındaki sıcaklıklarda çelik
içerisinde ötektoid dışı ferrit bulunur ve bu fazın oranı çeliğin karbon oranına
bağlıdır. Ötektoid dışı ferrit su verme işleminden sonra da yapıda aynen kaldığından,
çelik içerisinde yumuşak bölgelerin oluşmasına neden olur ve böylece malzemenin
sertleşmesi engellenir (Savaşkan, 1999).
Özellikle 1000 ºC’de bekletme olmadan hızlı soğutulan numunelerde martenzitin
mikro sertliğe katkısı açık bir şekilde belirlenmiştir. Sıvı azotta ve suda soğutulan bu
çeliklerde martenzit oranın artmasıyla orantılı olarak mikro sertliklerde artmıştır.
1000 ºC’de beklemeden farklı soğuma hızlarıyla soğutulan numunelerde artan
soğuma hızıyla mikro sertliğin artmasının bir diğer nedeni de iğnemsi ferritin
oluşmasıdır. Bu ısıl işlem sonrası A ve B çelikleri için, soğuma hızının artmasıyla
tane küçülmesi çok açık olarak görülmüştür (Şekil 4.4. ve Şekil 4.9.). Çünkü soğuma
hızının artması dönüşüm sıcaklığını düşürmekte ve ferritin çekirdekleşmesini
hızlandırmakta bu da tanelerin küçülmesine neden olmaktadır (Gündüz, 2003).
Diğer yandan soğuma hızının artması ile sertlik değerinin artması, A ve B
çeliklerinde boşluk artışı ve aşırı doymuş katı çözelti oluşturduğu ve bu durumun
dislokasyon hareketi güçleşmesi ile sertlikte bir artışa neden olduğu düşünülebilir.
İlave olarak, martenzit yüzdesinin artması ile sertlik değerlerinin arttığı çeşitli
araştırmalar tarafından belirtilmiştir. Dolayısıyla, A çeliğinin sıvı azot ortamında
soğutulması ile elde edilen sertliğin B çeliğinden daha büyük olması ise alaşım
elementleri olan karbon ve niyobyumun daha yüksek olması ile açıklanabilir.
Nitekim Grange et al. (1977), tarafından yapılan bir çalışmada azot ortamında
soğutulan düşük alaşımlı çeliklerde sertliğin sadece karbon miktarına bağlı olduğu
gösterilmiştir. Aynı çalışmada diğer alaşım elementlerinin ilavesinin sertliği
değiştirmediği belirtilmektedir. Bunun nedeni alaşım elementlerinin yapıdaki kalıntı
östenit yapıyı değiştirmemesi olarak belirtilmektedir. Diğer taraftan silisyum tabanlı
(Ni---19Si) alaşımlarında silisyum ile yer değiştiren niyobyumun akma noktasını

39
artırdığı beyan edilmektedir. X-ışınları difraksiyonu ve elektron mikroskobu ile
yapılan gözlemlerde akma noktasındaki artışın niyobyum ilavesi ile fazında örgü
genişlemesinin bir neticesi olduğu gözlenmiştir (Jang and Tsau, 2003).
40
5. SONUÇ
Çeliklerin mekanik özellikleri karbon oranı ve alaşım elementleri yanında ısıl
işlemlere de bağlı olduğu bilinen bir gerçektir. Isıl işlem ile akma noktasının daha
aşağı değerlere çekilebildiği, yapının daha sünek bir hal aldığı bilinmektedir. Ancak
ısıl işlem sonucunda malzemenin değişik soğuma ortamlarına bırakılması mevcut
yapının yeniden düzenlenmesini gerektirdiği için çok değişik ve beklenilmeyen
sertlik ya da süneklik değerleri oluşturulabilmekte ve beklenilmeyen sonuçlar ortaya
çıkmaktadır. Bu çalışma da düşük karbonlu mikro alaşımlı çeliklerin 1000 ºC’de
hemen ve 800 ºC’de 4 saat ısıl işlem sonunda yapılan farklı hızlardaki soğutma
işlemlerinde oluşan mikro yapılar, 400 ºC’de 4 saat bekletmenin akabinde yapılan
farklı hızlardaki soğuma hızları ile oluşan mikro yapılardan çok farklıdır. Bunun
neticesi olarak sertlik değerlerinde ciddi farklılıklar meydana gelmiştir. Bu durum
mekanik özellikler açısından seçilen ısıl işlem sıcaklığının oldukça önemli olduğu
anlamına gelir. Mevcut çalışmada görüldüğü üzere düşük karbonlu mikro alaşımlı
çeliklerin ısıl işlem takibinde hızlı soğutulmalarıyla, yarı kararlı bir faz olan
martenzitin oluşturulmasıyla mikro yapı değiştirilmiş dolayısıyla mikro sertlik
artmıştır. Soğuma hızının nispeten düşük olduğu durumlarda ise çeliklerin mikro
sertliklerinde bir azalma belirlenmiştir. Bu durum mikro yapıda ısıl işlemin yapıyı
iyileştirme etkisi yaptığı şeklinde yorumlanabilir.
Ayrıca başta karbon olmak üzere malzemenin içerdiği alaşım elementlerinin de ısıl
işlemelerin uygulamasında etkin oldukları bulunmuştur. Nitekim karbon ve
niyobyum miktarının artması ile aynı soğuma hızı için daha büyük bir mikro sertlik
değeri ortaya çıkarmıştır. Bu durum, bu alaşım elementlerinin yapıda ara yer
oluşturması ya da demir ile birlikte daha sert fazlar oluşturmalarının bir neticesi
olarak değerlendirilmelidir. Sonuç olarak, karbon ya da diğer alaşım elementlerinin
değişik soğuma hızları ile birlikte yapı içinde ne tür bir etkiye sahip oldukları ile
soğuma hızının zor-zorlanma eğrileri üzerindeki etkileri önümüzdeki çalışmaların
konusu olabilir.
41
6. KAYNAKLAR
Acarer, M., 2005. Düşük karbonlu çelik saçlardan çift-fazlı çelik üretimi ve
MHO’nın çekme özellikleri üzerine etkisi. Teknoloji, 8-3, 237-244.
Anık, S., Anık, E.S., Vural, M., 1988. Malzeme Bilgisi ve Muayenesi. Birsen
Yayınevi, 352s. İstanbul.
Aytar, Ö.B. 2004. Fe Tabanlı Bazı Alaşımların Mekanik Davranışlarının
İncelenmesi. Süleyman Demirel Üniversitesi, Yüksek Lisans Tezi, 39s,
Isparta.
Bekteş, M., 2004. Fe-Mn Alaşımlarının Mikrosertlik Ölçümleri. Süleyman Demirel
Üniversitesi, Yüksek Lisans Tezi, 44s, Isparta.
Callister, W.D., 2000. Fundamentals of Materials Science and Engineering/ An
Interactive. John Willey and Sons, Inc., 524p. USA.
Cota, A.B., Oliveira, F.L.G., Barbosa, A.L.R., Lacerda, C.A.M., Araujo, F.G.S.,
2003. Microstructure and mechanical properties of a microalloyed steel after
thermal treatments. Materials Research, 6-2, 117-121.
Çalık, A., 2009. Effect of cooling rate on hardness and microstructure of AISI 1020,
AISI 1040 and AISI 1060 steels. International Journal of Physical Sciences 4
(9), 514-518.
Çalık, A., Düzgün, A., Şahin, O., Uçar, N., 2010. Effect of carbon content on the
mechanical properties of medium carbon steels. Z. Naturforschung A, 65a,
468-472.
Çapar, A., 2005. Dövme Amaçlı Üretilen Mikroalaşım Çeliklerinde Dövme ve Farklı
Soğuma Şartlarının Mikroyapı ve Mekanik Özelliklere Etkisi. Zonguldak
Karaelmas Üniversitesi, Yüksek Lisans Tezi, 82s, Karabük.
Davies, R.G., 1978. Influence of martensite composition and content on the
properties of dual phase steels. Metallurgical and Materials Transactions A,
9-5, 671-679.
Demirci, H., 2004. Mühendislik Malzemeleri. Aktüel Yayınları, Motif Matbaacılık,
252s. İstanbul.
Dündar, S., 2008. AISI 1117 Çeliğinin Fiziksel Özelliklerinin İncelenmesi.
Kırıkkale Üniversitesi, Yüksek Lisans Tezi, 55s, Kırıkkale.
Elieyioğlu, S., 2005. Çeliklerin Isıl İşlem Altında Gösterdiği Yapısal Değişikliklerin
Taramalı Elektron Mikroskobu (SEM) ve Mössbauer Spektroskopisi ile
İncelenmesi. Kırıkkale Üniversitesi, Yüksek Lisans Tezi, 42s, Kırıkkale.
42
Erdoğan, M., 1998. Malzeme Bilimi ve Mühendislik Malzemeleri Cilt 1. Nobel
Yayınları, Alemdar Ofset, 62, 364s. Ankara.
Erdoğan, M., 2000. Mühendislik Alaşımlarının Yapı ve Özellikleri Cilt 1. Nobel
Yayınları, Arı ofset, 105, 338s. Ankara.
Gorni, A.A., Vicente, S., 2010. Steel Forming and Heat Treating Handbook. 125p.
Brazil.
Grange, R.A., Hribal, C.R., Porter, L.F., 1977. Hardness of Tempered Martensite in
Carbon and Low-Alloy Steels. Metallurgical and Materials Transactions A, 8-
11, 1775-1885.
Güleç, Ş., Aran A., 1993. Malzeme Bilgisi Cilt 1. İstanbul Teknik Üniversitesi
Yayını, 1521, 190s.
Gülgen, İ.S., 2008. İş Makineleri Tırnakları Üretiminde Kullanılan Az Alaşımlı
Çeliklerin Isıl İşlemi. Sakarya Üniversitesi, Yüksek Lisans Tezi, 100s,
Sakarya.
Gündüz, S., 2003. Kimyasal Bileşim ve Soğuma Hızının Arayer Atomu İçermeyen
Mikroalaşım Çeliklerinin Mekanik Özelliklerine Etkisi. G.Ü. Fen Bilimleri
Dergisi, 16 (1), 171-178.
Hayat, F., Demir, B., Acerer, M., 2007. 0.076C ve 1.74 Mn’lı Çift-Fazlı Çeliklerin
Mikroyapı-Dayanım İlişkisi ve Kırılma Davranışları. Teknoloji, 10-2, 123-
129.
Jang, J.S.C., Tsau, C.H., 2003. The Effect of Niobium Additions on the Fracture of
Ni---19Si-based Alloys. Materials Science and Engineering A, 153 (1-2),
525-531.
Kabakçı, F., 2006. Çift Fazlı Çeliklerde Mikroyapının Mekanik Özelliklere Etkisi.
Zonguldak Karaelmas Üniversitesi, Yüksek Lisans Tezi, 74s, Karabük.
Kakanı, S.L., Kakanı, A., 2004. Material Science. New Age International Publishers,
640p.
Kesti, E., 2009. Ç-4140 Çeliğinin, Mikro Yapı ve Mekanik Özelliklerine Su Verme
Ortamının Etkilerinin Araştırılması. Selçuk Üniversitesi, Yüksek Lisans Tezi,
91s, Konya.
Kınıkoğlu, N.G., 2001. Malzeme Bilimi ve Mühendisliği. Yıldız Teknik Üniversitesi
Yayını, Mart Matbaacılık, 65, 855s. İstanbul.
Llewellyn, D.T., Hudd, R.C., 2004. Steels Metallurgy and Applications. Butterworth
Heinemann, 389p. United Kingdom.
43
Onaran, K., 2006. Malzeme Bilimi. Bilim Teknik Yayınevi, Ulus Matbaası, 383s.
İstanbul.
Özlü, B., 2007. Mikroalaşımlı Çeliklerin Mikro Yapısını Değiştirerek
İşlenebilirliğinin İncelenmesi. Zonguldak Karaelmas Üniversitesi, Yüksek
Lisans Tezi, 98s, Karabük.
Qiao, Z.X., Liu Y.C., Yu L.M., Gao Z.M., 2009. Effect of cooling rate on
microstructural formation and hardness of 30CrNi3Mo steel. Applied Physics
A, 95, 917-922.
Rasouli, D., Sh. Khameneh, A., Akbarzadeh, A., Daneshi, G.H., 2008. Effect of
cooling rate on the microstructure and mechanical properties of microalloyed
forging steel. Journal of Materials Processing Technology, 206, 92-98.
Safoğlu, R.A., 1998. Malzeme Bilimine Giriş. Birsen Yayınevi, Zafer Matbaası,
272s. İstanbul.
Savaşkan, T., 1999. Malzeme Bilgisi ve Muayenesi. Derya Kitabevi, Beta Basım,
284s. Trabzon.
Shanmugam, S., Ramisetti, N.K., Misra, R.D.K., Mannering, T., Panda, D., Jansto,
S., 2007. Effect of cooling rate on the microstructure and mechanical
properties of Nb-microalloyed steels. Materials Science and Engineering A,
460-461, 335-343.
.
Topbaş, M.A., 1992. Çeliğin Isıl İşlemi. Yıldız Üniversitesi Yayınları, Damla
Matbaacılık, 331s. İstanbul.
Topbaş, M.A., 1993. Isıl İşlemler. Prestij Yayınevi, Ekim Ofset, 440s. İstanbul
Totten, G.E., 2006. Steel Heat Treatment: Equipment and Process Design. CRC
Press, 696p.
Tükel, N., 1981. Demir-Karbon Alaşımları. İ.D.M.M.A. Makine Fakültesi Yayını,
Arpaz Matbaacılık, 383s. İstanbul.
Ulu, S., 2004. Karbonlu ve Düşük Alaşımlı Çeliklerin Temel Mekanik Özelliklerinin
Araştırılması. Afyon Kocatepe Üniversitesi, Yüksek Lisans Tezi, 105s,
Afyon.
Ulu, S., 2009. Çift Fazlı Çelikler. Teknolojik Araştırmalar, 6-3, 100-113.
Uzun, H., Fındık, F., Salman, S., 2008. Malzeme Biliminin Temelleri. Değişim
Yayınları, 288s. İstanbul.
Yılmaz, F., Şen, U., 1996. Alaşımların Yapı ve Özellikleri. Sakarya Üniversitesi, 18,
114s. Adapazarı
44
ÖZGEÇMİŞ
Adı Soyadı : Cihan EKİNCİ
Doğum Yeri ve Yılı : Turhal, 1983
Medeni Hali : Bekar
Yabancı Dili : İngilizce
Eğitim Durumu
Lise : Turhal Cumhuriyet Lisesi (YDA), 1997-2002
Lisans : Süleyman Demirel Üniversitesi Fizik Bölümü, 2004-2008
Yayınları
1- Ekinci, C., Uçar, N., Çalık, A., Karakaş, S., Akkurt, İ., 2010. Effects of heat
treatment on the microstructure and mechanical properties of low-carbon
microalloyed steels. High Temperature Materials and Processes, (Basımda).