TAHRIBATSIZ MUAYENE Tahribatsz malzeme muayene, kalite kontroln
en nemli bir blm olup, retimin tamamlayc son ksmdr. Tahribatsz
muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
edilerek, dinamik ve statik yaplar hakknda bilgi edinilen muayene
yntemlerinin tmne verilen addr. Tahribatsz muayene yntemi ile
malzemeler imalat esnasnda veya belli bir sre kullandktan sonra
rnein, korozyon veya anma gibi nedenlerden dolay oluan atlak, i
yapda meydana gelen boluk, kesit azalmas vb. hatalarn tespiti
gerekletirilir. Bu ilemlerde, malzemelerden herhangi bir numune
alma ihtiyac yoktur. Testler dorudan i paras zerinde yaplr ve
bylece paralarn % 100 muayenesi gerekletirilebilir. Kullanma uygun
olmayan veya kullanma uygunluunu yitirmi olan paralar ounlukla
kullanmdan kaldrlr. Tablo 1. Tahribatsz muayene deneylerinin makina
mhendislii endstrisinde uygulama alanlar. Uygulama AlanAratrma
Gelitirme
levi
Uygulama rnekleriMetallerin i yaplarnn ve yorulma belirtilerinin
incelenmesi, kaynak dikilerinde atlaklarn tespiti. Radyografik ve
ultrasonik yntemle kalnlk lme ve imalat parametrelerinin tespiti.
Zayf yapma, kaynaklarda atlama, metallerde homojen olmayan
gzenekler ve malzeme hatalarnn belirlenmesi. Depolarda ve borularda
korozyonun ve yerinin tespiti, eitli aralarda erken uyar
sistemleri.
ve Malzemelerin yapsal deerlendirilmesi, retim ve montaj
yntemlerinin karlatrlmas ve bulgularn deerlendirilmesi. retim
Yntemi retim yntemi deikenlerinin Kontrol belirlenmesi ve kontrolnn
salanmas. Kalite Kontrol Kusurlu paralarn ve anormalliklerin
tespiti, retim montaj kusurlarnn, yerlerinin ve ynteminin
deerlendirilmesi. Servis Sresince Kullanm sresince anma ve
Deerlendirme anormalliklerin erken belirlenmesi.
Tahribatsz muayene yntemleri eitli fiziksel prensiplerle, farkl
ekillerde uygulanr. Seilecek yntem, incelenen malzemenin cinsine ve
aranan hata trne gre belirlenir. Her bir yntemin dierine gre stn
taraflar olup, genellikle birbirlerinin tamamlaycs durumundadrlar.
Tahribatsz muayenede uygulanan yntemler srasyla u ekilde
sralanabilir: 1. 2. 3. 4. 5. 6. Gz ile Muayene Sv Emdirme (Penetran
Svs) ile Muayene Girdap akmlar (Eddy Akm) ile Muayene Manyetik
Parack ile Muayene Ultrasonik Muayene Radyografik (Rntgen) Inlar
ile Muayene
1. GZ LE MUAYENE Bir rnn yzeyindeki sreksizlikler, yapsal
bozukluklar, yzey durumu gibi kaliteyi etkileyen parametrelerin
optik bir yardmc (byte gibi) kullanarak veya kullanmakszn muayene
edilmesidir. Gzle muayene ok basit bir metot olarak grnse de en
nemli muayene yntemidir. Genellikle bir baka tahribatsz muayene
metodunun uygulanmasndan nce yaplmas gereken bir almadr. Zaten dier
tahribatsz muayene yntemleri iin hazrlanm uygulama standardlarnn
ounda da ncelikle gzle muayene yaplmas ve bulgularn kaydedilmesi
istenir. Bu yntem, metalik veya metalik olmayan btn malzemelere
uygulanabilir. Muayene yzeylerine ulaabilirlik durumuna gre
gerektiinde endoskoplar gibi yardmc gereler de kullanlarak
uygulanabilir. ou durumda muayene yzeyi hazrl olarak yzey temizlii
yaplmas istenmez. Daha dorusu yzeyin, beklenen hatalarn en iyi
grnecei ekilde olmas gerekir. Yeterli k artlar altnda ve uygun
bakma alarnda inceleme yaplmaldr. 2. SIVI EMDRME (PENETRAN SIVISI)
LE MUAYENE Yzey hatalarnn tespiti iin kullanlan bir muayene metodu
olup, Tespit edilmek istenilen hatalarn muayene ilemi uygulanan
yzeyine ak olmas gerekir, bu nedenle yzey altnda kalan veya
herhangi bir nedenle yzeyle balants kesilmi bulunan hatalar bu
metotla tespit edilemez. Metalik veya metalik olmayan btn
malzemelerde ar gzenekli olmamalar koulu ile beklenen yzey
hatalarnn tespiti iin kullanlabilir. Yntemin uygulanaca test
malzemesinin yzeyi dzgn ve temiz olmaldr (yzey temizliinin uygun
yaplmam olmas) aksi taktirde deerlendirmelerde yanlgya dlebilir.
Muayene sonrasnda ilave olarak bir son temizlik ilemi gerekebilir.
Kimyasal maddelerin kullanm zel bir zen gerektirmektedir.
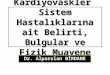
ekil 1. Penetrant muayene yntemi uygulanm iki para
Bir penetrant sv, vizkositesi, yzey gerilimi ve younluu ile
nitelendirilip, grnrl ise boya veya fluoresant ile temin edilir.
Penetrant testte kullanlan dier elemanlar ise temizleyici ve
developerdir. Penetrant muayene ynteminin uygulanma aamalar 1.
Muayene yzeyinde n-temizlik 2. Penetrantn uygulanmas 3. Penetrasyon
iin bekleme 4. Ara-temizlik 5. Gelitirme 6. nceleme 7. Deerlendirme
ve rapor hazrlama 8. Son-temizlik
Penetrant sv
Her trl ya, kir ve pasdan mekanik yada kimyasal yolla arndrlarak
n temizleme ilemine tabi tutulan numune yzeyine penetrant sv bir
film halinde tatbik edilerek, penetrantn kapiler etki ile hatalara
yeterince nfuz edebilmesi iin 5-30 dakika arasnda beklenilir.
Yeterince beklenilerek hatalara nfuz etmi penetrantn yzeyde
kalan fazla ksm su, gaz tipi zcler veya emulgatr ile temizlenerek
incelenen yzey bez veya scak hava flenilerek kurutulur.
Hatalara penetrant nfuz ettirilmi ve kalntlar temizlenmi yzeye,
gl emicilie sahip ve penetrant ile yeterli kontrasta sahip
gelitirici ince bir tabaka halinde incelenecek uygulanr. Yzeye
yaylan gelitirici hatalar ierisindeki penetrant emerek yzeye kmasn
ve gelitirici sayesinde bytlm olarak grlmesini salar. Sekil 2.
Penetrant muayenesi ilem kademeleri
Penetrant Muayenede Kullanlan Malzemeler Penetrant: a)
Renklenmesine gre: Floresan ve floresan olmayan olmak zere ikiye
ayrlmaktadr. b) Ykanma ekline gre: Su ile ykanabilen, sonradan su
ile ykanabilen ve solventle ykanabilen olmak zere e ayrlmaktadr.
Emulgatrler: Penetrant uygulanmasndan sonra su ile ykanamayan
penetrantlarn zellikle przl yzeyden temizlenebilir hale getirilmesi
iin kullanlan zclerdir. Yal ve sulu emulgatrler olmak zere iki tipe
ayrlrlar. Temizleyiciler: Yzeylerin muayeneye hazrlanmasnda ve
muayeneden sonra yzeylerden uzaklatrlmalar iin kullanlan zclerdir.
Temizleyiciler, su ve solventler (alevlenebilen ve alevlenmeyen)
olarak iki tiptedirler. Gelitiriciler (developer): Hatalara
emdirilmi penetrant grnebilir hale getirmek iin kullanlan yksek
emicilie sahip eitli tozlardr. Gelitiriciler, kuru ve sv taycl
olarak iki tipe ayrlrlar.
a
b
c
ekil 3. a) Gelitiricinin uygulanmas ve b-c) inceleme
3. GRDAP AKIMLARI (EDDY AKIMI) LE MUAYENE Girdap akmlar
(Eddy-Current) yntemi yzey ve yzeye yakn sreksizliklerin (hatalar)
belirlenebilmesi iin uygun bir yntem olup, elektrik iletkenliine
sahip olan btn metal ve alamlarna uygulanabilir. Bu yntem
kullanlarak atlak, korozyon, iletken bir malzeme zerindeki boya
veya kaplama kalnlnn llmesi ve iletkenlik lm mmkndr. Bir sarmdan
deiken akm (AC) geirildiinde bu sarm etrafnda bir manyetik alan
meydana gelir (ekil 4). Bu sarm elektriksel olarak iletken bir
malzeme yzeyine yaklatrldnda, sarmn deiken manyetik alan malzeme
yzeyinde indksiyon akmlar oluturur. Bu akmlar kapal bir devre
halinde akarlar ve Girdap akmlar olarak
adlandrlrlar. Girdap akmlar da kendi manyetik alanlarn
yaratrlar. Yaratlan bu ikincil manyetik alan llerek yzey hatalar
bulunabilir.
ekil 4. Girdap akmlarnda etkileim ekil 5 girdap akmlar ynteminin
uygulan admlarn ematik olarak gstermektedir. Bu ekilde a- bir
alternatif akm bobini ve i parasn, b- uyarlan bobinde oluan deiken
manyetik alann malzeme yzeyinde dairesel girdap akmlarnn
oluturulmasn, cbobinde oluan manyetik alan ile etkileime girerek bu
manyetik alana zt ynde ikinci bir manyetik alan oluumunu
gstermektedir. Test parasnda girdap akmlarnn olutuu blgede bir
sreksizlik var ise, test malzemesi ve sreksizlik arasndaki elektrik
direnci farkndan dolay akmlar farkl bir yrnge izlemek durumunda
kalaaktr. Bu farkllk bobin (prob) tarafndan alglanarak sreksizlik
deerlendirilir.
a
b
c
ekil 5. Girdap akmlar ile muayene: a) Bobin, b) Bobinde manyetik
alan oluumu, c) Manyetik alan incelenen para etkileimi
a
b
ekil 6. Bir girdap akmla muayene cihaznn grnm: a) cihaz, b)
eitli problar
4. MANYETIK PARACIK LE MUAYENE Manyetik parack yntemi yzey ve
yzeye yakn hatalarn tespitinde ve yerlerinin belirlenmesi ileminde
kullanlan olduka basit, hzl ve dk maliyetle uygulanabilirliinden
dolay ferromanyetik malzemelere uygulanan olduka geni bir kullanma
sahiptir. Bu yntemde yzey hatalarnn belirlenebilmesi hatann
boyutuna ve yzeye yaknlna bal olup sadece ferromanyetik yani
mknatslanabilen malzemelere uygulanr. Yntemin temel esas incelenen
malzemenin manyetikletirilmesi esasna dayanmaktadr. Manyetikletirme
ilemi, paradan elektrik akm veya dorudan manyetik ak geilerek
gerekletirilir. Ferromanyetik malzemeler bu manyetik akya hi bir
diren gstermezler aksine bu manyetik aknn gemesine katkda
bulunurlar (ekil 7). ekil 8den de grlecei gibi eer manyetik alan
ierisinde hata varsa, hatadaki boluk alan izgilerini engelleyecek
ve saptracaktr. Bu durum hata zerinde youn bir kaak akm oluturur ve
kaak akmn bykl hatann buyutu ile doru orantldr.
a
b
ekil 7. Metalik malzemelerin manyetik davran: a) Manyetik
olmayan malzeme, b) Manyetik malzeme
KAAK AKIM
aekil 8. Manyetik alan izgileri a) yzeysel, b) yzey alt
b
Bnyesinde hata bulunan bir malzeme yzeyine manyetik alan
uygulanm durumunda, yzeye ferromanyetik tozlar serpilirse bu tozlar
hatalarn bulunduu blgelerde oluan kaak aklar tarafnda ekilerek bu
sreksizlikler zerinde toplanarak kaak aknn geii
iin kpr olutururlar. Bylece, mevcut sreksizliklerin yerleri
tespit edilmi olunur. ekil 9 manyetik parack ynteminin ematik
uygulann gstermektedir.
ekil 9. Manyetik parack ynteminin ematik grnm Ferromanyetik
olmayan malzemelere uygulanamaz. Sreksizlik uygulanan manyetik alan
ynne uygun ada konumlanmam durumda ise belirlenemez. Byk paralar
iin ok yksek mknatslama akmlar gerekebilir. Muayene yzeyinin ok
przl olmas sonucu olumsuz etkiler. Muayene yzeyinde boya veya
kaplama varsa bunun kalnl muayene sonucunu dorudan etkiler.
Manyetik tozlar kuru ise un grnmnde toz eklindedir. Tozlar,
kullanldklar yere gre ya ve kuru olarak iki tiptedir. Ayrca, bu
tozlar kullanlacaklar zemin ile kontrast oluturacak renkte veya
floresans ierikli olarak seilirler. Bu yntemle para zerinden
geirilen akm ynne parallel veya oluan manyetik Alana dik olan en az
10 m derinliinde, en az 1 m geniliinde ve 0,2 mm boyundaki yzeysel
ve yzeyin en fazla 40 m altndaki hatalar belirlenebilir.
a
b
c
ekil 10. Manyetik parack yntemleri a) Elektro bobbin ile
manyetikletirme, b) Enine manyetikletirme, c) Hareketli elektrot
kullanm
Manyetik parack ynteminin uygulan aamalar 1. Muayene yzeyinde n
temizlik 2. Gerekiyorsa mknatslk giderimi 3. Mknatslama akmnn
uygulanmas 4. Ferromanyetik tozlarn pskrtlmesi 5. Mknatslama akmnn
kesilmesi 6. nceleme 7. Deerlendirme ve rapor hazrlama 8. Mknatslk
giderimi ve son temizlik
a
b
c
d
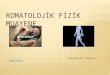
ekil 11. Manyetik parack muayenesi uygulanm eitli paralarn
fotoraflar; a) Kaynak dikii, b) Yatak zarf, c) Mentee, d) Tahrik
mili
5. ULTRASONIK DALGALAR LE MUAYENE Bu tahribatsz muayene
ynteminde incelenmek istenilen malzemedeki sreksizlikleri tespit
edebilmek iin mayene probu tarafndan retilen yksek frekanstaki
(0.1-20 MHZ) ses st dalgalarnn test malzemesi ierisinde yaylmas ve
bir sreksizlie arptktan sonra tekrar proba yansmas ve bylece prob
tarafndan alglanmas temeline dayanmaktadr. Tipik bir ultrasonik
probun yaps ekil 12de grlmektedir. Prob tarafndan alglanan dalgalar
(piezoelektrik olay ile) elektrik sinyallerine dntrlr ve katod nlar
tb ekrannda malzeme iyapsnn habercisi olan yanklar (ekolar) eklinde
grlr. Ekran zerinde gzlenen ekolarn konumlar ve genlikleri
sreksizliin bulunduu yer ve boyutlar hakknda bilgi verir (ekil 13
ve 14).
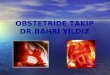
ekil 12. Tipik bir ultrasonik probun yaps
ekil 13. Modern bir ultrasonik muayene cihaznn grnm
ekil 14. Ultrasonik muayene ynteminin alma pirensibi Metalik
veya metalik olmayan malzemelerde beklenen hacimsel hatalar ile
atlak tr yzey hatalarnn tespiti iin kullanlabilir.Sreksizlikler
ultrasonik demete dik dorultuda olduklarndan en iyi ekilde
alglanrlar, kaba taneli yaplar zellikle stenitik malzemeler iin
ultrasonik yntem uygulanmas zordur. Malzeme iine gnderilen yksek
frekansl ses dalgalar ses yolu zerinde bir engele arpmas durumunda
yansrlar. arpma asna bal olarak yansyan sinyal alc proba gelebilir
veya gelmeyebilir (ekil 15). Alc proba ulaan yansyan sinyal
ultrasonik muayene cihaznn ekrannda bir yank belirtisi oluturur.
Yanknn konumuna gre yanstcnn muayene paras iindeki koordinatlar
hesaplanabilir. Ayrca yanknn ykseklii de yanstcnn bykl hakknda
fikir verir. Yank sinyalinin ekline baklarak yanstcnn tr hakknda da
bir yorum yapmak mmkn olabilir.
a
b
ekil 15. ncelenen para zerindeki prob konumuna gre yansma
ekilleri
Muayene parasnda ses hz ve ses zayflatmas zelliklerinin blgesel
olarak gl deiimler gstermesi durumunda doru deerlendirme yapmak
gleir. ri tane yaps veya sourma nedeniyle ses zayflamasnn ok fazla
olduu malzemelerde muayene bazen imkansz olabilir. Muayene iin
ulalabilir durumda yeterince geni bir yzey hazrlanmaldr. Yzey
durumu muayene parametrelerini dorudan etkiler. nce paralarn
muayenesi nispeten gtr. Ses demeti eksenine paralel konumlanm
dzlemsel sreksizliklerin tespiti mmkn olmaz. Genellikle referans
standard bloklara ihtiya vardr. Bu bloklar toplu olarak ekil 16da
grlmektedir. Yksek frekansl ses dalgalar prob ad verilen bir para
iindeki piezoelektrik zellikteki kristal tarafndan retilir. Metalik
malzemelerin ultrasonik muayenesinde kullanlan frekans aral 500 kHz
ile 10 MHz arasnda olabilir. Muayene parasnn mikroyap zelliklerine
gre uygun frekans belirlenir. Prob muayene yzeyine temas
ettirildiinde ses dalgalarnn malzeme iine nfuz edebilmesi iin (sez
dalgalar bolukta yaylamaz) uygun bir temas svs (ya, gres, su, vb.)
kullanlmaldr. Prob muayene yzeyinde gezdirilerek para
geometrisinden kaynaklanan yanklarn konumlar ve ykseklikleri
deerlendirilerek hata zmlemesi yaplr. Ultrasonik muayene iin en
yaygn kullanlan dalga trleri boyuna (basn) ve enine (kesme)
dalgalardr. Normal prob denilen sfr derece giri asna sahip
problarla allrken malzeme iinde ilerleyen dalgalar boyuna
dalgalardr. Al problar ise malzeme iine genellikle 45, 60 ve 70
giri as ile (bu deerler elik malzeme iindir) enine dalgalar
gnderir.
ekil 16. Ultrasonik muayenede kullanlan eitli kalibrasyon
bloklar
6. RADYOGRAFK MUAYENE YNTEM Radyografik muayene yntemi, olduka
hassas bir muayene yntemi olmas ve muayene sonularnn kalc olarak
kaydedilebilir olmasndan dolay sanayide en yaygn olarak kullanlan
tahribatsz muayene yntemilerinden biridir. Test paras bir kaynaktan
kan radyasyon demeti (x veya gama nlar) ile nlanr. Radyasyon
malzeme iinden geerken malzemenin zelliine bal olarak belli oranda
yutularak kayba urar ve sonra parann arka yzeyine yerletirilmi olan
filme ulaarak filmi etkiler. Sreksizlikler radyasyonu farkl
zayflatacaklarndan, sreksizliklerin olduu blgelerden geen
radyasyonun iddeti ve film zerinde oluturaca kararma da farkl
olacaktr. Filmin banyo ileminden sonra film zerindeki kararmalar
sreksizliklerin belirtisi olarak grnr hale gelir (ekil 17).
ekil 17. Radyografik muayenenin alma pirensibi
Bu yntem ferromagnetik olan ve ferromagnetik olmayan metaller ve
dier tm malzemelere uygulanr. X nlar malzemelere zarar vermeden i
yaplarn inceleme olana saladndan, tahribatsz muayenede yaygn olarak
kullanlmaktadrlar. X nnn retiminde kullanlan tpn ematik resmi ekil
18den grlmektedir. X ya da gama
nlaryla malzemelerdeki kalnlk deiimleri, yapsal deiiklikler,
iteki hatalar, montaj detaylar tespit edilebilmektedir.
ekil 18. Bir x n tpnn ematik grnm Elektriksel olarak retilen x
nlar ve radyoaktif izotoplardan yaylan gama nlar, ierisinden
getikleri malzeme tarafndan abzorbe edilirler. Kalnln artmasyla
beraber abzorbe edilen miktarda artar. Dolaysyla, daha youn
malzemede daha fazla radyasyon abzorbe edilir. X ve gama nlar
elektromanyetik dalgalar olup aralarndaki fark dalga boylarnn farkl
olmasdr. X ve gama nlarnn dalga boylar ok kk olduundan gzle
grlemezler ve malzemelerden geebilme yetenekleri vardr. X ve gama
nlar, k ile benzer zelliklere sahip olup, film zerindeki gm bromr
kristallerini etkiler. Filme ulaan radyasyon younluu oranna gre bir
grnt olutururlar. Endstriyel radyografide en temel kural,
malzemenin bir tarafnda n kaynann, dier tarafnda ise bir alglaycnn
(detektr) bulunmasdr. Radyasyon kayna olarak x yada gama n kayna,
detektr olarak da film kullanlmaktadr. Radyasyon kaynann enerjisi
malzemenin yutacandan daha yksek gte seilmelidir. Enerjinin
geebilme kabiliyetini belirleyen parameter n dalga boyudur. Dalga
boyu kldke nfuz edebilme gc artar. X n radyografisinde x nlarnn
nfuziyet gc, x n tpne uygulanan voltaj ile ayarlanr. Malzemeyi
geerek dier tarafa ulaan nlar alglayan film genellikle k geirmez
bir zarf ierisine konularak test edilen malzemenin arka tarafna
yerletirilmektedir. Burada dikkat edilmesi gereken kural zarfn n
yzeyi nlar kolaylkla geirebilecek malzemeden yaplm olmasdr. X
nlarnn film zerinde oluturduu grnt, normal bir k kaynann oluturduu
glgeye benzemektedir. Glgeden farkl olarak malzemenin kalnlna ve
younluuna bal olarak film zerinde oluan grntnn younluuda
deimektedir. Grntnn netlii ve bykl, radyasyon kaynann byklne,
radyasyon kaynann filme olan uzaklna, malzemenin filme olan
mesafesine baldr. Kaset ierisindeki film, test parasnn arkasna
yerletirildikten sonra belli bir sre x nlar ile pozlanr. Pozlanm
film, banyo edildikten sonra kararma miktarna baklr. Filmin
kararmas ksaca younluk olarak adlandrlmaktadr. Filmde farkl
younluklarn olmas, test edilen parada farkl yaplarn olduunu
gstermektedir. Filmin fazla radyasyon alan ksmlar daha fazla
kararr. Bunun anlam, bu blgede film younluu yksektir. rnein,
malzemenin incelenen blgesinde bir boluk varsa, n bu boluu kaypsz
olarak geecek ve dolaysyla film zerinde bu blge daha siyah olarak
grlecektir. Filmin salkl okunup degerlendirilebilmesi iin kl film
okuma cihazlar kullanlmaldr ve ayrca, uygulanan muayene ynteminin
yeterli olup olmadn, grnt kalite seviyesini (hassasiyetini)
belirleyebilmek iin delikli, telli ve basamakl olarak tipte
olan penetrametreler kullanlmaldr. Radyografik muayene ynteminin
avantaj ve dezavantajlar aadaki ekilde sralanabilir. Avantajlar -
Sonu resim olarak grntlenir. Dezavantajlar - Genel olarak kaln
paralarda uygun degildir. - ki boyutlu hatalar iin direkt sn
gereklidir. - Otomasyona uygun degildir. Radyasyon kayna x n veya
gama n olabilir. Bu grnt malzeme iindeki boluklar veya kalnlk /
younluk deiiklikleri nedeniyle oluur. Malzemenin iyapsnn bu ekilde
grntlenmesi radyografik muayene olarak adlandrlr. Eer malzemenin
arka tarafna film yerine radyografik bir dedektr yerletirilerek
malzemeden geen nm alglanarak bir monitre aktarlmas durumunda
teknikte Radyoskopi olarak adlandrlan yntem elde edilir. Radyoskopi
ynteminin ematik grnm ekil 19de verilmitir. Bu yntem sayesinde
metalik veya metalik olmayan btn malzemelerde beklenen hacimsel ve
yzey hatalarnn tespiti anlk olarak belirlenip ekranda grntlenerek,
kalc olarak kaydedilebilinir.
.
ekil 19. Radyoskopi ynteminin ematik grnm
KAYNAKLAR Tekiz Y., Tahribatsz Deneyler, T Makina Fakltesi, 1984
Albayrak M., Kaynak Dikilerinin Kontrol ve Muayenesi, GDA, 1997
http://www.ndt-ed.org, 28. 02. 2007 http://www.wtndt.metu.edu.tr,
28. 02. 2007 TRK LOYDU, stanbul TS EN 571, EN 13018 Tahribatsz
muayene-Gzle muayene ISO 3057 - Tahribatsz muayene TS EN 444, TS EN
462 Tahribatsz muayene-Metalik malzemelerin X ve gama nlaryla
radyografik muayenesi iin genel prensipler 9. TS 5415 - Tahribatsz
muayene metodlar 10. TS 7481 - Tahribatsz muayene 11. EN 13860-1
Tahribatsz muayene-Girdap akmlar muayenesi 12. EN 1712, EN 1713
Kaynaklarn tahribatsz muayenesi 1. 2. 3. 4. 5. 6. 7. 8.