Embed Size (px)
Citation preview

Tehnička dijagnostika
ZASTO DIJAGNOZA MAŠINA ?
1
Tehnička dijagnostika
UVOD
Mašine su deo našeg svakodnevnog života i značajno utiču na naš životni standard. Operativni razvoj mašina postaje sve bliži perfekciji dok u isto vreme mašine postaju sve kompleksnije. Mi danas od mašina očekujemo viši kvalitet, pouzdano funkcionisanje, održavanje propisanog nivoa mera za zaštitu čovekove okoline, visoku bezbednost funkcionisanja, dug radni vek i efikasne performanse.
Da bi se zadovoljili ovi zahtevi potrebno je adekvatno praktično iskustvo, teorijsko znanje i konstrukcione veštine. Takodje je potrebno poznavanje dinamičkog ponašanja i izdržljivosti mašina, i angažovanje unapred odredjene strategije održavanja sa redovnom inspekcijom slanja i ranim uočavanjem grešaka u slučaju oštećenja.
Dijagnoza mašina omogućava isplatljiv i pouzdan metod merenja, analize i evaluacije stanja mašine. Procenom mehaničkih i akustičnih vibracija, poremećaji u operativnom funkcionisanju i poremećaji koji su u toku mogu se prepoznati u njihovim ranim stadijumima. Onda se mogu locirati uzroci i planirati korektivne mere mnogo pre nego se jave ozbiljna, direktna i značajna oštećenja i neplanirani kvarovi.
Ovaj rad će pokušati da objasni način kako stići do tog cilja. Osnovi predmet interesovanja će biti moderne metode i instrumenti za dijagnozu mašina kao i interpretacija rezultata a sve u cilju prevencije oštećenja i kvarova samih mašina.
ZASTO DIJAGNOZA MAŠINA?
Medjunarodnu konkurentnost kompanija utvrdje tri faktora: kvalitet proizvoda produktivnost i struktura troškova
Da bi se zadržala liderska pozicija, postavlja se sve veći broj zahteva pred proizvodnju i organizacione tehnike kompanije. S jedne strane, mora se stalno povećavati obim proizvodnje, dok se u isto vreme mora voditi računa o rastućim obavezama u domenu operativne sigurnosti i zaštite okoline.
Ovakvo stanje stvari ima ogroman uticaj na instalisane mašine i samu fabriku: kontinualno povećanje performansi vodi do većih operativnih brzina i jedinične proizvodnje, potreba za racionalizacijom povećava primamljivost automatizacije, želja za gotovo neograničenom raspoloživošću mašina javlja potrebu za uposljavanje
najnovijih tehnologija i efikasnih strategija održavanja, sve veće kapitalne investicije podrazumevaju korišćenje fabrike u najdužem mogućem
životnom veku.U nastojanju da se ispune svi ovi zahtevi, servis i održavanje mašina igraju ključnu ulogu u
oblastima istraživanja i razvoja, kao i kod kontrole proizvodnje i kvaliteta.Rezultati svakog ispitivanja će pokazati kakva je aktivnost preduzeta i kakvi su efekti na
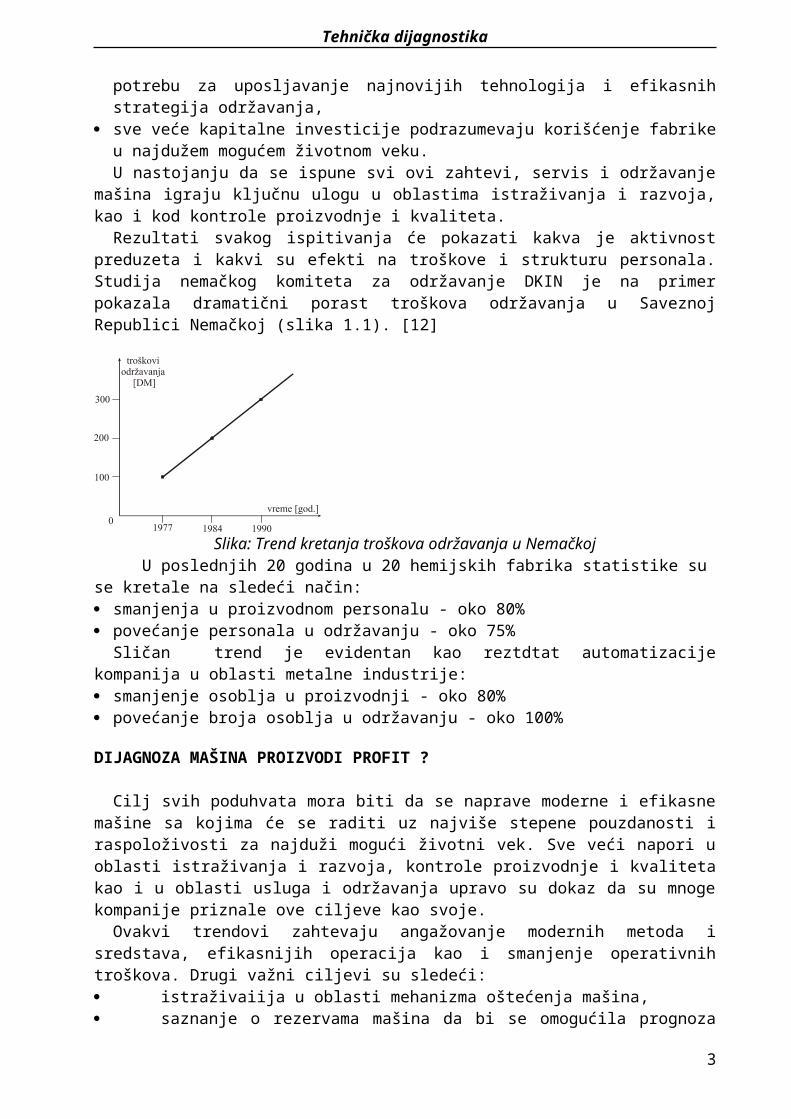
troškove i strukturu personala. Studija nemačkog komiteta za održavanje DKIN je na primer pokazala dramatični porast troškova održavanja u Saveznoj Republici Nemačkoj (slika 1.1). [12]
Slika: Trend kretanja troškova održavanja u Nemačkoj
U poslednjih 20 godina u 20 hemijskih fabrika statistike su se kretale na sledeći način:2
Tehnička dijagnostika
smanjenja u proizvodnom personalu - oko 80% povećanje personala u održavanju - oko 75%
Sličan trend je evidentan kao reztdtat automatizacije kompanija u oblasti metalne industrije: smanjenje osoblja u proizvodnji - oko 80% povećanje broja osoblja u održavanju - oko 100%
DIJAGNOZA MAŠINA PROIZVODI PROFIT ?
Cilj svih poduhvata mora biti da se naprave moderne i efikasne mašine sa kojima će se raditi uz najviše stepene pouzdanosti i raspoloživosti za najduži mogući životni vek. Sve veći napori u oblasti istraživanja i razvoja, kontrole proizvodnje i kvaliteta kao i u oblasti usluga i održavanja upravo su dokaz da su mnoge kompanije priznale ove ciljeve kao svoje.
Ovakvi trendovi zahtevaju angažovanje modernih metoda i sredstava, efikasnijih operacija kao i smanjenje operativnih troškova. Drugi važni ciljevi su sledeći: istraživaiija u oblasti mehanizma oštećenja mašina, saznanje o rezervama mašina da bi se omogućila prognoza preostalog životnog veka, konstrukcija mašina koja omogućava smanjenje održavanja, usvajanje predvidljivih strategija održavanja, i poboljšani protok informacija izmedju kompanija koje se bave sličnom delatnošću.
Dijagnoza mašina obezbedjuje neophodnu bazu informacija za ostvarenje ovih ciljeva jer omogućava: evaluaciju stanja mašine, prepoznavanje simptoma oštećenja koja su u toku, identifikaciju uzroka oštećenja i oštećenih komponenti i prognozu ostatka životnog veka mašine.
Doslednom upotrebom modernih metoda za dijagnozu mašina, mogu se izbeći ozbiljna oštećenja mašina i veoma visoki troškovi otklanjanja kvarova. Još je važnija činjenica da se može smanjiti mogućnost od kvarova mašina i na taj način minimizirati proizvodni gubici.
Iskustva u praksi su pokazala da dijagnoza mašina dovodi do efikasnog smanjivanja troškova održavanja i povećanja raspoloživosti mašina. Kao rezidtat toga dolazo do povećanja konkurentnosti i boljih rezultata kompanije kao celine.
3
Tehnička dijagnostika
ZADACI TEHNIČKE DIJAGNOSTIKE
4

Tehnička dijagnostika
1. ZADACI TEHNIČKE DIJAGNOSTIKE
1.1. Kontrola radne sposobnosti tehničkih sistema
Opšte definicije. Tehnička dijagnostika je relativno mlada naučna disciplina.Termin dijagnostika javio se najpre u medicinskim naukama i potiče od grčke reci diagnosis, koja označava prepoznavanje (zaključivanje) i (pr)ocenjivanje.
Pod ovim pojmom treba podrazumevati sve aktivnosti koje se sprovode sa ciljem ocene treuntnog tehničkog stanja sistema (sa rastavljanjem i bez rastavljanja sistema) radi preduzimanja planiranih aktivnosti održavanja ili davanja prognoze tehničkog stanja sistema u budućnosti [1].
Dijagnostika, koja se bazira na dovoljno razrađenoj naučnoj osnovi, na matematičkim i fizičkim metodama koje omogućuju postizanje optimalnih rezultata, predstavlja nov ogranak tehničke kibernetike koji se ubrzano razvija. Osim toga, dijagnostika je važan sastavni deo tehničkog održavanja, jer omogućuje da se bez demotaže odredi tehničko stanje sistema i predvidi resurs njihovog sigurnog rada.
Tehnička dijagnostika, kao sastavni deo procesa održavanja prema stanju, treba da utvrdi tehničko stanje sastavnog dela sistema sa određenom tačnošću u odrecčenom trenutku vremena. To je, zapravo, nauka koja se bavi prepoznavanjem tehničkog stanja sistema [1].
Teorija raspoznavanja koristi se algoritmima, pravilima i modelima radi određivanja tehničkog stanja sastavnih delova sistema, dok se kod teorije praćenja stanja na osnovu dijagnostičkih informacija i automatskog praćenja stanja vrši sprečavanje stanja »u otkazu«, ili se, pak, ono locira kada se pojavi.
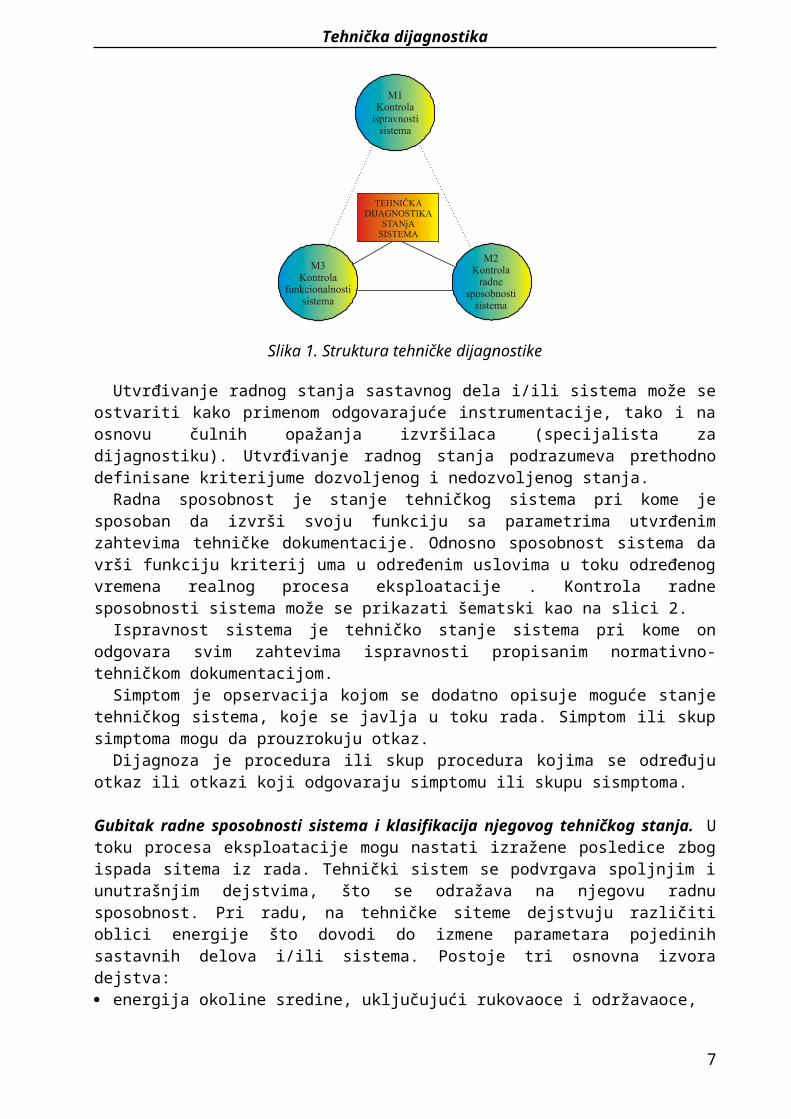
Dijagnostikom se vrši (slika 1): provera ispravnosti, provera radne sposobnosti, provera funkcionalnosti, i istraživanje otkaza (mesto, oblik i uzrok otkaza).
Slika 1. Struktura tehničke dijagnostike
Utvrđivanje radnog stanja sastavnog dela i/ili sistema može se ostvariti kako primenom odgovarajuće instrumentacije, tako i na osnovu čulnih opažanja izvršilaca (specijalista za dijagnostiku). Utvrđivanje radnog stanja podrazumeva prethodno definisane kriterijume dozvoljenog i nedozvoljenog stanja.
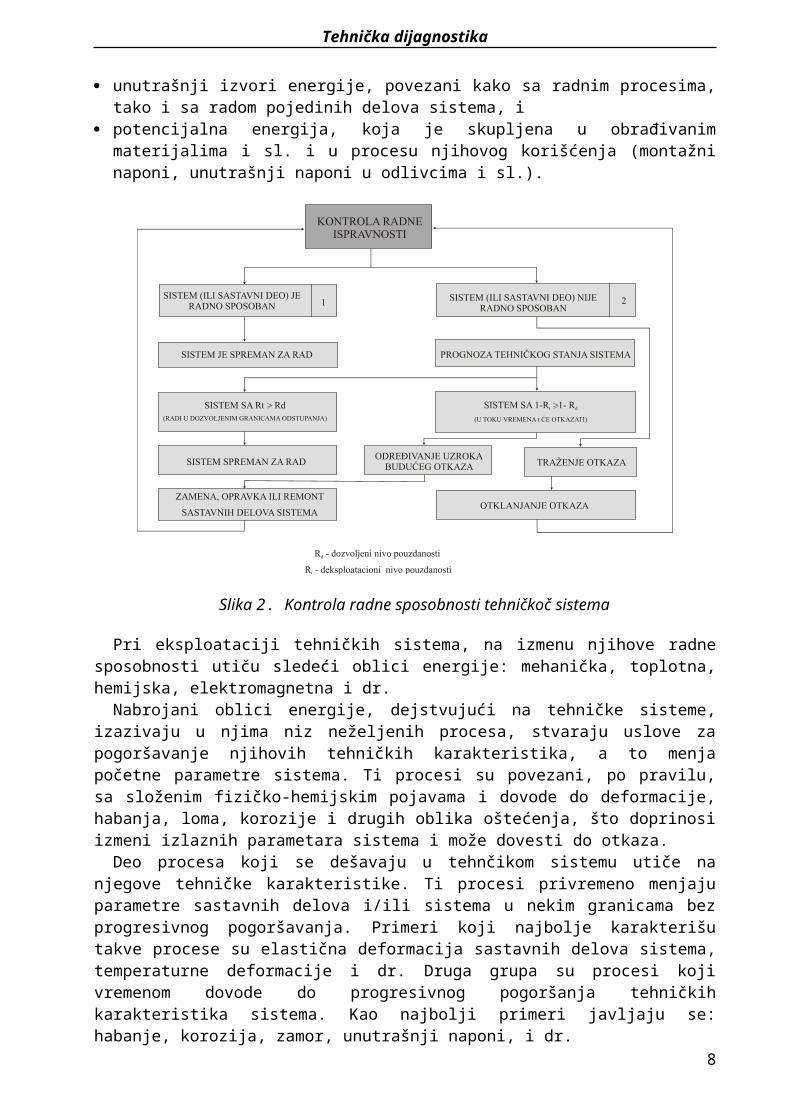
Radna sposobnost je stanje tehničkog sistema pri kome je sposoban da izvrši svoju funkciju sa parametrima utvrđenim zahtevima tehničke dokumentacije. Odnosno sposobnost sistema da vrši funkciju kriterij uma u određenim uslovima u toku određenog vremena realnog procesa eksploatacije . Kontrola radne sposobnosti sistema može se prikazati šematski kao na slici 2.
5
Tehnička dijagnostika
Ispravnost sistema je tehničko stanje sistema pri kome on odgovara svim zahtevima ispravnosti propisanim normativno-tehničkom dokumentacijom.
Simptom je opservacija kojom se dodatno opisuje moguće stanje tehničkog sistema, koje se javlja u toku rada. Simptom ili skup simptoma mogu da prouzrokuju otkaz.
Dijagnoza je procedura ili skup procedura kojima se određuju otkaz ili otkazi koji odgovaraju simptomu ili skupu sismptoma.
Gubitak radne sposobnosti sistema i klasifikacija njegovog tehničkog stanja. U toku procesa eksploatacije mogu nastati izražene posledice zbog ispada sitema iz rada. Tehnički sistem se podvrgava spoljnjim i unutrašnjim dejstvima, što se odražava na njegovu radnu sposobnost. Pri radu, na tehničke siteme dejstvuju različiti oblici energije što dovodi do izmene parametara pojedinih sastavnih delova i/ili sistema. Postoje tri osnovna izvora dejstva: energija okoline sredine, uključujući rukovaoce i održavaoce, unutrašnji izvori energije, povezani kako sa radnim procesima, tako i sa radom pojedinih
delova sistema, i potencijalna energija, koja je skupljena u obrađivanim materijalima i sl. i u procesu njihovog
korišćenja (montažni naponi, unutrašnji naponi u odlivcima i sl.).
Slika 2. Kontrola radne sposobnosti tehničkoč sistema
Pri eksploataciji tehničkih sistema, na izmenu njihove radne sposobnosti utiču sledeći oblici energije: mehanička, toplotna, hemijska, elektromagnetna i dr.
Nabrojani oblici energije, dejstvujući na tehničke sisteme, izazivaju u njima niz neželjenih procesa, stvaraju uslove za pogoršavanje njihovih tehničkih karakteristika, a to menja početne parametre sistema. Ti procesi su povezani, po pravilu, sa složenim fizičko-hemijskim pojavama i dovode do deformacije, habanja, loma, korozije i drugih oblika oštećenja, što doprinosi izmeni izlaznih parametara sistema i može dovesti do otkaza.
Deo procesa koji se dešavaju u tehnčikom sistemu utiče na njegove tehničke karakteristike. Ti procesi privremeno menjaju parametre sastavnih delova i/ili sistema u nekim granicama bez progresivnog pogoršavanja. Primeri koji najbolje karakterišu takve procese su elastična deformacija sastavnih delova sistema, temperaturne deformacije i dr. Druga grupa su procesi koji
6
Tehnička dijagnostika
vremenom dovode do progresivnog pogoršanja tehničkih karakteristika sistema. Kao najbolji primeri javljaju se: habanje, korozija, zamor, unutrašnji naponi, i dr.
Po brzini proticanja, procesi koji snižavaju radnu sposobnost sistema mogu se podeliti na: brzo prolazeće (usled vibracija, promene sile trenja, kolebanja radnih opterećenja i dr.), srednje prolazeće (usled izmene temperature, habanja i dr.), sporo prolazeće (usled preraspodele unutrašnjih napona, zaprljanja delova, trenja, korozije...).
Prema standardnoj teoriji pouzdanosti tehničkih sistema, osnovna stanja sistema mogu biti: stanje "u radu", stanje "u otkazu" i stanje "u zastoju" (zbog otkaza).
Ovakva podela stanja, naročito za složene tehničke sisteme ne može se do kraja prihvatiti kada se izučava tehnička dijajnostika jer, sigurno, postoje i neka druga međustanja.
Ispravno stanje (stanje "u radu") je stanje tehničkog sistema pri kojem on odgovara svim zahtevima, određenim normativno-tehničkom dokumentacijom. Neispravno stanje (stanje "u otkazu") je stanje tehničkog sistema pri kojem on ne odgovara bar jednom od zahteva određenih normativno-tehničkom dokumentacijom. Da bi se izbeglo neispravno stanje preduzimaju se odgovarajuće aktivnosti održavanja.
1.2. Provera ispravnosti tehničkog sistemaProvera ispravnosti tehničkog sistema u periodu njegove proizvodnje omogućava da se sazna
da li sistem ima defektne delove, koji ponekad mogu biti i greška u montaži. U periodu eksploatacije tehničkog sistema neophodno je proveriti da li on ostvaruje projektovanu funkciju. To je provera radne sposobnosti tehničkog sistema. Provera pravilnosti tunkcionisanja pruža mogućnost otklanjanja eventualnih neispravnosti, koje se mogu pojaviti u procesu primene tehničkog sistema po nameni. Takve neispravnosti onemogućavaju pravilan rad pri različitim režimima.
Radno sposoban tehnički sistem pravilno funkcioniše pri svim režimima i u toku celokupnog vremena rada. Svaki tehnički sistem koji se tako ponaša ispravan je tehnički sistem, radno sposoban i funkcivniše pravilno, a nepravilno funkcioniše kada je radno nesposoban i neispravan.
Tehnički sistem koji pravilno funkcioniše može biti radno nesposoban, a to znači da je i neispravan. Radno sposoban sistem takođe može biti neispravan.
1.3 Istraživanje uzroka neispravnostiIstraživanje uzroka neispravnosti je jedan od bitnih zadataka dijagnoze stanja, a sprovodi se sa
ciljem da ukaže na mesta i uzroke pojava neispravnosti u tehničkom sistemu. Zamena defektnih delova i otklanjanje grešaka u montaži predstavlja osnovu za istraživanje uzroka neispravnosti u tehničkim sistemima.
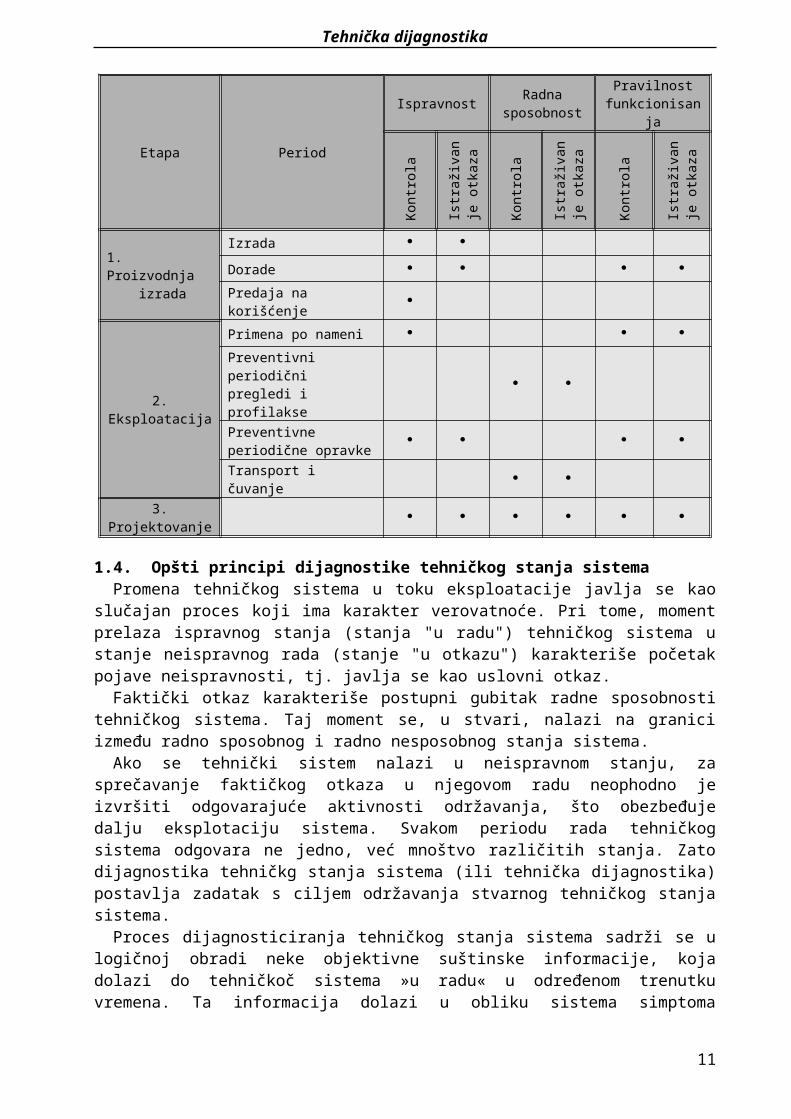
Posle otklanjanja neispravnosti, tehnički sistem postaje ispravan, radno sposoban ili funkcionalno sposoban-ispravan. Isatraživanje neispravnosti se pojavljuje kao delatnost službe razvoja u periodu proizvodnje, i službe održavanja u periodu eksploatacije sistema (Tabela 1.1). Koordiniran rad ovih službi u svim periodima životnog ciklusa neophodan je uslov za proces "usavršavanja" proizvoda (tehničkog sistema). To ima poseban značaj za proizvođača tehničkog sistema sa gledišta kvaliteta proizvoda. Interes korisnika takvih sistema je veća pouzdanost sistema u toku rada. Interes proizvođača takvih tehničkih sistema je da takve nedostatke izražene u procesu eksploatacije otkloni, a učešće službe razvoja u tim trenucima značajno je za oba partnera.
Sva ispravna i neispravna stanja tehničkog sistema čine skup (E) tehničkog stanja sistema. Zadaci provere ispravnosti, provere radne sposobnosti, provere pravilnog funkcionisanja i istraživanje uzroka neispravnosti predstavljaju česte slučajeve opštih zadataka dijagnoze stanja tehničkog sistema.
7
Tehnička dijagnostika
Istraživanje uzroka neispravnosti pokazuje potrebu, raščlanjavanja tehničhkih sistema na klase - grupe. Broj grupa određuje se pri istraživanju zavisno od stepena detaljnosti podele delova u sistemu. Takav stepen detaljizacije naziva se dubinska dijagnoza [1].
Dubinska dijagnoza se primenjuje kada neki tehnički sistem ili deo sistema pretrpi havariju ili ako se mesto neispravnosti ne može odmah utvrditi. Može se reći da se dubinska dijagnoza najčešće primenjuje za lokalizaciju neispravnosti u okviru planiranih ispitivanja ili u slučaju havarije, kao i za određivanje količine i obima održavanja pre redovnih intervala održavanja.
Pri istraživanju neispravnosti koje ometaju pravilnost funkcionisanja tehničkih sistema, dubina dijagnoze i način raščlanjavanja u različitim vremenskim uslovima mogu biti različiti.
Tabela 1.1 Tehničko stanje objekta sistema dijagnoze
Životni ciklus tehničkog sistema Tehničko stanje objekta sistema dijagnoze
Etapa Period
IspravnostRadna
sposobnostPravilnost
funkcionisanja
Kon
trol
a
Istr
aživ
anje
ot
kaza
Kon
trol
a
Istr
aživ
anje
ot
kaza
Kon
trol
a
Istr
aživ
anje
ot
kaza
1. Proizvodnja izrada
Izrada
Dorade
Predaja na korišćenje
2. Eksploatacija
Primena po nameni
Preventivni periodični pregledi i profilakse
Preventivne periodične opravke
Transport i čuvanje
3. Projektovanje
1.4. Opšti principi dijagnostike tehničkog stanja sistemaPromena tehničkog sistema u toku eksploatacije javlja se kao slučajan proces koji ima
karakter verovatnoće. Pri tome, moment prelaza ispravnog stanja (stanja "u radu") tehničkog sistema u stanje neispravnog rada (stanje "u otkazu") karakteriše početak pojave neispravnosti, tj. javlja se kao uslovni otkaz.
Faktički otkaz karakteriše postupni gubitak radne sposobnosti tehničkog sistema. Taj moment se, u stvari, nalazi na granici između radno sposobnog i radno nesposobnog stanja sistema.
Ako se tehnički sistem nalazi u neispravnom stanju, za sprečavanje faktičkog otkaza u njegovom radu neophodno je izvršiti odgovarajuće aktivnosti održavanja, što obezbeđuje dalju eksplotaciju sistema. Svakom periodu rada tehničkog sistema odgovara ne jedno, već mnoštvo različitih stanja. Zato dijagnostika tehničkg stanja sistema (ili tehnička dijagnostika) postavlja zadatak s ciljem održavanja stvarnog tehničkog stanja sistema.
Proces dijagnosticiranja tehničkog stanja sistema sadrži se u logičnoj obradi neke objektivne suštinske informacije, koja dolazi do tehničkoč sistema »u radu« u određenom trenutku vremena. Ta informacija dolazi u obliku sistema simptoma (spoljnih znakova), koji direktno karakterišu tehničko stanje sistema.
U procesu otkrivanja neispravnosti pojedini delova sistema mogu se nalaziti u tri stanja: "u radu" (radno sposobni), "u otkazu" (neradno sposobni) i u neproverenom stanju. Tražene
8
Tehnička dijagnostika
neispravnosti sadržane su u određivanju delova sistema koji ne odgovaraju tehničkim uslovima i ne reaguju na zadato dejstvo.
U početku traženja neispravnosti svi delovi sistema se nalaze u neproverenom stanju. Zato, da bi se odredilo koja od mogućih neispravnosti postoji, neophodno je izvrišti niz dijagnostičkih kontrola. Troškovi vremena na sprovođenju kontrola uvek moraju biti minimalni. Pri kontroli tehničkog stanja sistema neophodno je proveriti i kvalitet proizvoda, proizvodnost i druge pokazatelje i uveriti se u cenu ispravnosti ili utvrditi moment pojave, mesta i uzrok otkaza.
1.5. Dijagnoza stanja tehničkog sistemaOpšte. Dijagnoza predstavlja, kako je i ranije rečeno, u osnovi proces ispitivanja objekta dijagnoze, proučavanje rezultata ispitivanja i donošenje zaključka o stanju objekta dijagnoze.
Pored ostalih mogućnosti, tehnička dijagnostika je moćno sredstvo za obezbeđenje neophodne pouzdanosti sistema sa što manjim troškovima proizvodnje sistema, njegove eksplotacije i održavanja. Tehnička dijagnostika podrazumeva poznavanje teorije i metode organizacije procesa dijgnoze tehničkih sistema a takođe i principe funkcionisanja i izgradnju sredstava za dijagnozu. Ispunjenjem prethodnih uslova, tehnička dijagnostika se može primeniti u više slučajeva određivanja stanja tehničkih sistema-objekata: određivanje stanja u kojem se objekat nalazi u trenutku posmatranja, a to je zadatak
dijagnoze, ocena kvaliteta dobijenog algoritma dijagnoze za sve mogućnosti i potrebe korišćenja, izabor postojećih ili razrada nova sredstva dijagnoze kojima treba realizovati algoritam
dijagnoze, ocena karakteristike izabranih i novoizabranih sredstava za dijagnozu sa stanovišta njihove
pouzdanosti i tačnosti, istraživanje eksperimentalnih sistema dijagnosticiranja celog tehničkog sistema.
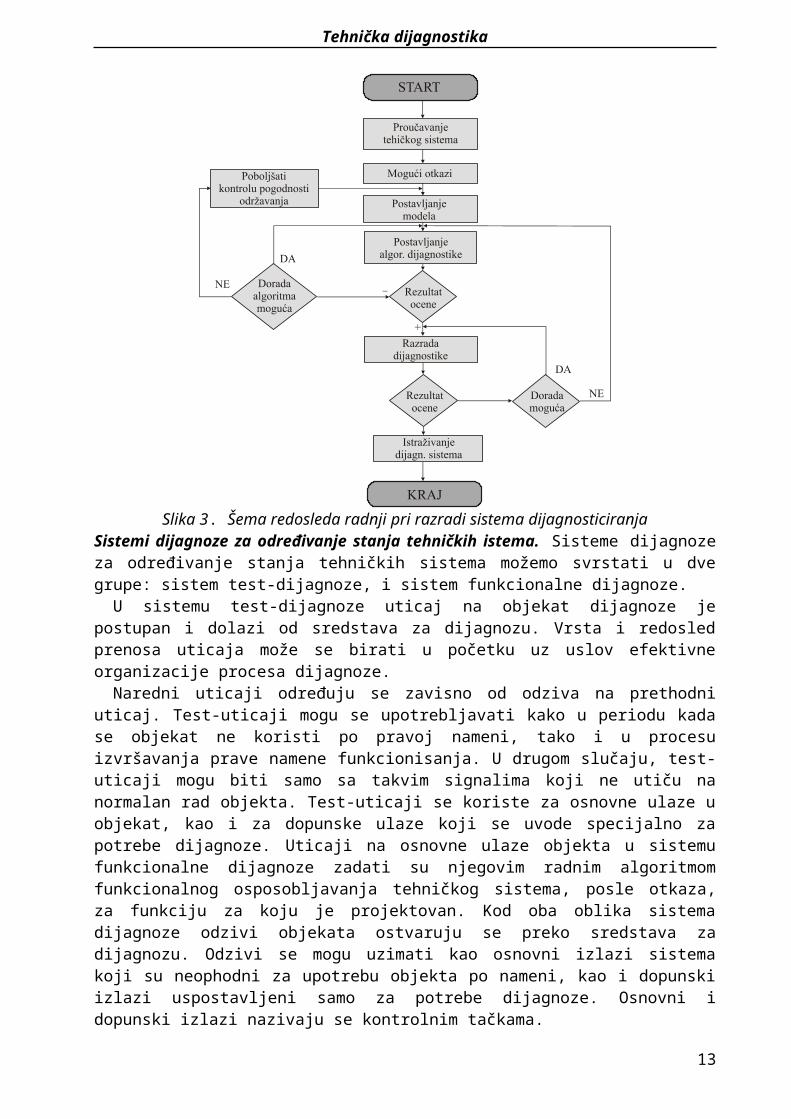
Šema algoritma koji se može koristiti pri razradi dijagnostičkog sistema data je na sledećoj slici.
Slika 3. Šema redosleda radnji pri razradi sistema dijagnosticiranja
9
Tehnička dijagnostika
Sistemi dijagnoze za određivanje stanja tehničkih istema. Sisteme dijagnoze za određivanje stanja tehničkih sistema možemo svrstati u dve grupe: sistem test-dijagnoze, i sistem funkcionalne dijagnoze.
U sistemu test-dijagnoze uticaj na objekat dijagnoze je postupan i dolazi od sredstava za dijagnozu. Vrsta i redosled prenosa uticaja može se birati u početku uz uslov efektivne organizacije procesa dijagnoze.
Naredni uticaji određuju se zavisno od odziva na prethodni uticaj. Test-uticaji mogu se upotrebljavati kako u periodu kada se objekat ne koristi po pravoj nameni, tako i u procesu izvršavanja prave namene funkcionisanja. U drugom slučaju, test-uticaji mogu biti samo sa takvim signalima koji ne utiču na normalan rad objekta. Test-uticaji se koriste za osnovne ulaze u objekat, kao i za dopunske ulaze koji se uvode specijalno za potrebe dijagnoze. Uticaji na osnovne ulaze objekta u sistemu funkcionalne dijagnoze zadati su njegovim radnim algoritmom funkcionalnog osposobljavanja tehničkog sistema, posle otkaza, za funkciju za koju je projektovan. Kod oba oblika sistema dijagnoze odzivi objekata ostvaruju se preko sredstava za dijagnozu. Odzivi se mogu uzimati kao osnovni izlazi sistema koji su neophodni za upotrebu objekta po nameni, kao i dopunski izlazi uspostavljeni samo za potrebe dijagnoze. Osnovni i dopunski izlazi nazivaju se kontrolnim tačkama.
Elementarna provera obuhvata predaju ulaznih signala objektu i prijem i merenje odgovarajućih izlaznih signala (odziva). Sredstva dijagnoze realizuju neki algoritam kao i način rezultata elementarnih provera objekta. Za realizaciju tih operacija, sredstva dijagnoze treba da sadrže: izvor uticaja (za test-dijagnozu), merne uređaje (ugrađene ili prenosne) i uređaje veze.
Rezultate dijagnoze treba predstaviti u obliku koji je pogodan za praktično korišćenje. Pri kontroli ispravnosti, rezultat dijagnoze treba da bude jedan od odziva: "sistem je ispravan", ili "sistem je neispravan".
Rezultate elementarnih provera prikupljenih u procesu realizacije algoritma treba dešifrovati. Dešifrovanje je poređenje fizičkih veličina signala u kontrolnim tačkama sa zadatim veličinama signala. Dešifrovanje rezultata elementarnih provera u procesu dijagnoze može vršiti i čovek u slučaju nedovoljne automatizacije.
Sredstva dijagnoze raspolažu određenom informacijom o ponašanju ispravnog sistema, a i o ponašanju u neispravnom stanju. Ove informacije su im neophodne za operaciju analize rezultata elementarnih provera. Fizički model sistema dijagnoze čine: sredstva za dijagnozu i aparatura za čuvanje informacija o ponašanju tehničkog sistema ili neki drugi nosilac tih informacija.
Kada je zadat promenljiv algoritam dijagnoze često se primenjuju standardni nosioci programa: bušene kartice, magnetne trake, diskovi itd. Sredstva dijagnoze treba da poseduju i sopstveni uređaj za očitavanje informacija s programskim nosačem. Po završetku procesa određivanja stanja tehničkog sistema, sredstva za dijagnozu emituju "rezultate dijagnoze".
Trenutno stanje tehničkog sistema može se koristiti: pri izboru i primeni drugog algoritma za dijagnozu koji omogućava određivanje stanja sa većom tačnošću ili za uvođenje dručih specijalnih uticaja na tehnički sistem.
Vrste primene tehničke dijagnostike. Tehnička dijagnostika se primenjuje pri određivanju: radnog stanja, stepena oštećenja, pouzdanosti i efektivnosti, i kvaliteta proizvodnje i održavanja.
Određivanje ili utvrđivanje radnog stanja. Pri utvrđivanju stanja mere se važni radni parametri tehničkog sistema koje su utvrdili proizvođači i koji se radi ekonomičnog funkcionisanja mašine moraju održavati u određenim tolerancijama. Ove mere dijagnostike su veoma raznovrsne i zauzimaju znatan obim pri praktičnoj primeni tehničke dijagnostike. Tu spada, na primer, periodično ispitivanje pritiska ubrizgavanja kod dizel-motora. Smanjivanje pritiska ubrizagovanja dovodi do lošeg rasprskavanja goriva, stvaranja čađi, povećana habanja motora i
10
Tehnička dijagnostika
samim tim do smanjenja njegove snage. Slični primeri mogu se nabrojati za mnoge druge sklopove, a po pravilu oni se odnose na merenje pritiska, temperature, protoka i zazora.
Kao posledica ovih mera dijagnostike često se vrše podešavanja i regulisanja mašina. U određenim slučajevima može biti potrebna i zamena nekih delova.
Utvrđivanje stepena oštećenosti. Predstavlja onu vrstu primene tehničke dijagnostike koja je dovela do naročitog značaja dijagnostike u mašinstvu. Pri tome se pomoću određenih postupaka dijagnostike utvrđuje koliko je oštećenje prouzrokovano radom mašine. Iz rezultata dijagnoze izvode se zaključci u odnosu na dalje korišćenje mašina ili o merama održavanja. Isti postupci dijagnoze primenjuju se iz traženja grešaka na mašinama na kojima je nastala smetnja. Ova vrsta primene tehničke dijagnostike ima veliki značaj za utvrđivanje obima održavanja mašina koje se kampanjski koriste i koje se posle svake kampanje ili turnusa podvrgavaju merama održavanja. Za utvrđivanje stepena oštećenja primenjuju se najčešće takvi postupci dijagnostike koji se odnose na merenje parametara koji se menjaju u funkciji oštećenja. Pošto se, kad je reč o mašinama za utvrđivanje stepena oštećenja mašina ne sme rastaviti, direktno utvrđivanje oštećenja samim tim i nije moguće. Zato se stepen oštećenja mašina utvrđuje indirektno preko parametara, ili spoljnih pojava koje su u zavisnosti sa oštećenjem. Pri tom se pretpostavlja da su stepeni oštećenja i merni parametri u direktnoj i nama poznatoj zavisnosti.
Utvrđivanje pouzdanosti i efektivnosti. Pri utvrđivanju pouzdanosti i efektivnosti pomoću tehničke dijagnostike utvrđuje se, između ostalog da li je zadovoljena potrebna radna sposobnast i sigurnost od otkaza. Na osnovu sve veće zastupljenosti automatizacije i mehanizacije, značaj tehničke dijgnostike za radnu sposohnost je sve veći. Taj značaj će u budućnosti sve više rasti.
Ipitivanje kvaliteta. Zbog povećanih zahteva za sigurnošću i raspoloživosti mašina, kontrola kvaliteta na kraju nekog proizvodnog procesa ili procesa održavanja dobija sve veći značaj. Pošto se kontrola kvaliteta vrši na skoro svim mašinama, za kvalitetno procenjivanje stanja mašina moraju se naći odgovarajući postupci tehničke dijagnostike. Kako se u tehničkoj kontroli kvaliteta u ovom trenutku samo u malom broju proizvodnih pogona i pogona za održavanje primenjuju postupci tehničke dijgnostike, očekuje se da će se u budućnosti otvoriti jedna velika oblast primene tehničke dijagnostike.
Oblici primene tehničke dijagnoze. Za primenu mera tehničke dijagnostike na raspolaganju su načelno dva oblika: stalna ili permanentna dijagnoza, i periodična dijagnoza.
Kod permanentne dijagnoze uređaji za dijagnostiku direktno su ugrađeni u samu mašinu; oni na osnovu izabranih dijagnostičkih parametara kontrolišu stanje najvažnijih sklopova sistema za vreme njegovog rada. Nastupajuće nedozvoljene promene stanja se pri tom trenutno analiziraju. Prekidi rada sistema u svrhu dijagnoze u tom slučaju nisu potrebni. Suprotno ovim prednostima, kao nedostatak pojavljuje se potreba za povećanim ulaganjima u uređaje za dijagnostiku, pošto svaka mašina mora da raspolaže takvim uređajima koji zahtevaju i druga dodatna ulaganja u svoje održavanje. Suprotno tome, kod periodičnih dijagnoza mere diagnostike se primenjuju posle određenog vremena rada mašina ili posle propisanih izvršenih radova. Mašina se, pri tom može i isključiti iz procesa proizvodnje. Nasuprot nedostatku isključenja mašina iz procesa proizvodnje stoji prednost manje potrebe za uređajima za dijagnostiku (ugrađenih) i mogućnost primene boljih dijagnostičkih uređaja. Periodična dijagnoza predstavlja sada a najverovatnije i u budućnosti glavni oblik primene dijagnostike. Permanentna dijgnoza će se ograničiti na funkcionalnu kontrolu, kontrolu stanja veoma važnih sklopova mašine.
Permanentna dijagnoza se trenutno primenjuje u brojnim slučajevima. Njom se, na primer, kontroliše stepen zaprljanosti filtra gradevniskih mašina, pomoću jednog elektronskog kontrolnog uređaja. Kod kompresora postoje uređaji za kontrolisanje nivoa ulja sa automatskim dopunjavanjem i za kontrolu stepena istrošenosti. Treba računati da će se oblici primene tehničke
11
Tehnička dijagnostika
dijagnostike sa porastom komplikovanosti mašina i porastom zahteva za sigurnost mašina, u budućnosti još u većoj meri primenjivati.
1.6. Klasifikacija dijagnoze i dijagnostičkih parametara
1.6.1. Sistematizacija dijagnozeSve dijagnostičke kontrole mogu se podeliti na kontrole radi:
utvrđivanja radnog slanja, održavanja radnog stanja, i kontrole stanja.
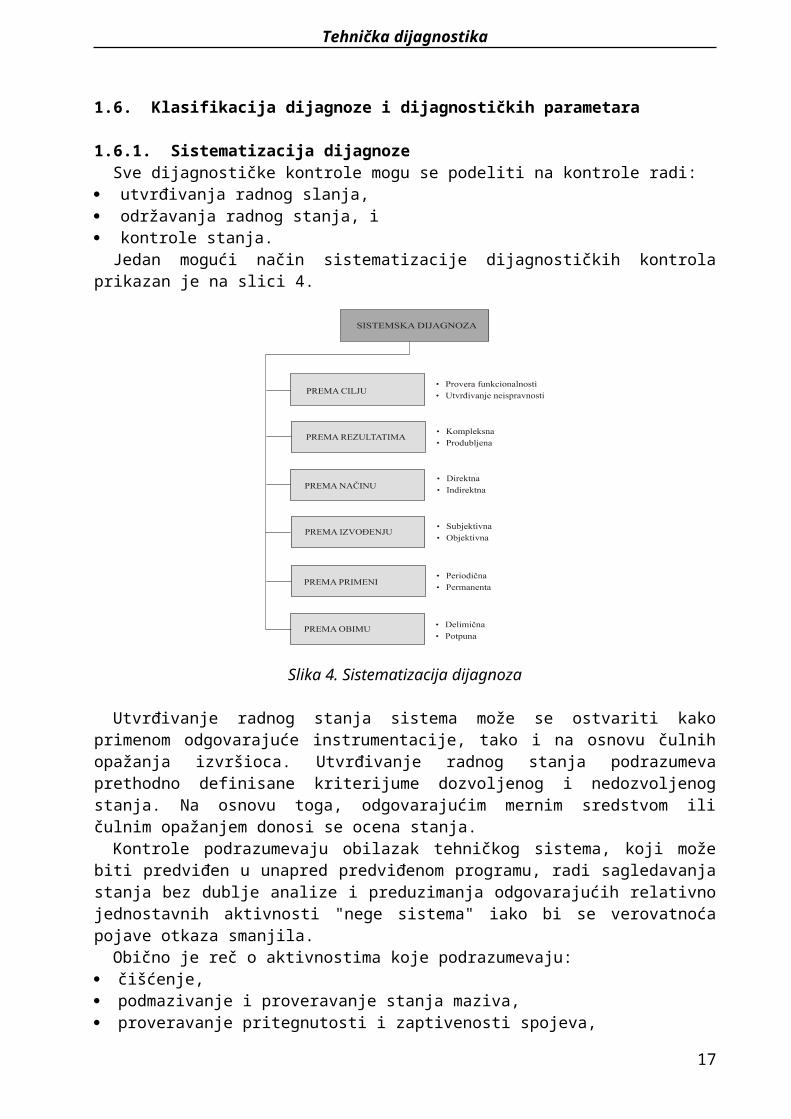
Jedan mogući način sistematizacije dijagnostičkih kontrola prikazan je na slici 4.
Slika 4. Sistematizacija dijagnoza
Utvrđivanje radnog stanja sistema može se ostvariti kako primenom odgovarajuće instrumentacije, tako i na osnovu čulnih opažanja izvršioca. Utvrđivanje radnog stanja podrazumeva prethodno definisane kriterijume dozvoljenog i nedozvoljenog stanja. Na osnovu toga, odgovarajućim mernim sredstvom ili čulnim opažanjem donosi se ocena stanja.
Kontrole podrazumevaju obilazak tehničkog sistema, koji može biti predviđen u unapred predviđenom programu, radi sagledavanja stanja bez dublje analize i preduzimanja odgovarajućih relativno jednostavnih aktivnosti "nege sistema" iako bi se verovatnoća pojave otkaza smanjila.
Obično je reč o aktivnostima koje podrazumevaju: čišćenje, podmazivanje i proveravanje stanja maziva, proveravanje pritegnutosti i zaptivenosti spojeva, čišćenje ili zamenu delova sistema za prečišćavanje (filtara) i sl.
Kontrolni pregledi su periodična ispitivanja određenih tehničkih sistema (sudovi pod pritiskom, dizalice, teretni liftovi drugi transportni uređaji, kompresori i kompresorske stanice itd.), mikroklime u radnim prostorijama, buke i vibracije i drugo, sa ciljem da se utvrdi da li je primenjenim merama i normativima zaštite na radu obezbeđen bezbedan rad.
Kontrolni pregledi se uobičajeno izvode prema važećim standardima ili zakonskim propisima. Te preglede obavljaju posebno ovlašćena specijalizovana preduzeća.1.6.2 Dijagnoza funkcionisanja i oštećenja
12
Tehnička dijagnostika
Dijagnoza funkcionisanja odnosi se na merenje parametara funkcionisanja i pogonskih parametara koji su potrebni za besprekorno funkcionisanje i ekonomičan rad mašine. U to se ubrajaju, na primer, takve mere kao što su ispitivanje podešenosti ventila hidrauličnog postrojenja i ispitivanje zazora ventila na četvorotaktnim motorima. Dijagnoza oštećenja je određivanje stanja oštećenja mašina. Tu spadaju sve mere za određivanje istrošenosti i uticaja zamora i korozije, kao i drugi štetni uticaji. Dijagnoza oštećenja se primenjuje u okviru preventivnih ispitivanja za traženje grešaka u slučaju havarije i za utvrđivanje obima remonta i modernizacije kod planiranih održavanja mašina. Može se konstatovati da je dijagnostika najviše postigla prvenstveno u dijagnozi oštećenosti, pošto su pouzdanost mašina i izdaci za održavanje uglavnom pod uticajem dijagnoze oštećenja. Ipak se može reći da je trenutno u praktičnoj primeni u najvećem broju slučajeva, samo funkcionalna dijagnoza. Razlozi za to leže u nedostatku podesnih postupaka za sprovođenje dijagnoze oštećenja i delimično u teškom i vremenski intenzivnom priključivanju dijagnostičkih uređaja na samu mašinu. Da bi se ipak sve prednosti dijagnostike mogle u potpunosti iskoristiti, moraju se ostvariti svi preduslovi za sveobuhvatno korišćenje ili primenu kako funkcionalne, tako i dijagnoze oštećenja.
1.6.3. Kompleksna i dubinska dijagnozaKompleksna dijagnoza. Pod njom se podrazumeva kontrola celokupnog stanja mašine. Ovo utvrđivanje kompleksnog stanja proizlazi na osnovu mnogobrojnih kompleksnih mernih veličina.
Takođe, utvrđivanje celokupnog stanja više sklopova jedne mašine predstavlja jednu kompleksnu dijagnozu ako se sprovodi pomoću kompleksnih mernih veličina. Na primer, merenje snage motora ili gustine izduvnih gasova kod dizel-motora kompleksna je dijagnoza jer se na osnovu kompleksnih veličina snage motora odnosno gustine izduvnih gasova utvrđuje stanje celokupnog sistema cilindar-klip, usisnog sistema, kao i celokupnog sistema ubrizgavanja goriva.
Jedan primer za kompleksnu dijagnozu mašina je i utvrđivanje ili određivanje kvaliteta rada mašine. I utvrđivanje stanja mašine pomoću vremena korišćenja ili obima održavanja može se posmatrati kao kompleksna dijagnoza. Kroz kompleksnu dijagnozu treba da se odluči da li se neka dubinska ili temeljita dijagnoza ili ispitivanje mašina ili nekog sklopa uopšte treba izvršiti.
Kompleksna dijagnoza se zbog toga primenjuje za stalno ispitivanje -nadzor stanja mašina. Da bi se neka kompleksna dijagnoza jedne mašine mogla često sprovoditi, potrebno je da vremena za njeno sprovođenje budu mala.
Dubinska (temeljita) dijagnoza. Ona predstavlja detaljno ispitivanje mašina. Detaljna ili dubinska dijagnoza primenjuje se onda kada kompleksna dijagnoza daje nezadovoljavajuće rezultate ili kada neka mašina pretrpi havariju ili ako se mesto greške ne može odmah utvrditi. Na primer, kod dizel-motora je dubinska dijagnoza potreba ako se kompleksnom dijagnozom dobija mala snaga motora ili veća gustina izduvnjh gasova. U tom slučaju treba ispitati pritisak kompresije, pritisak ubrizgavanja, kao i početak i količinu ubrizgavanja, i neke druge parametre.
Detaljna dijagnoza je potrebna ako hidraulična dizalica nije vise u stanju da podigne propisani teret. Najčešće se primenjuje za lokalizovanje greške u okviru planiranih ispitivanja ili u slučaju havarije, i za utvrđivanje količine ili opsega održavanja pre redovnih intervala održavanja.
1.6.4. Direktna i indirektna dijagnozaRazlika između direktne i indirektne dijagnoze proizilazi iz postupka dijagnoze. Direktna
dijagnoza je takva dijagnoza gde se stanje mašine ili delova mašine određuje neposredno. Parametri stanja koji nas interesuju mere se direktno. Na primer, merenje zazora kliznog ležišta pomoću komparatora kroz radijalno pokretanje osovine jeste jedna direktna dijagnoza. I utvrđivanje istrošenosti bokova zubaca zupčanika nekog menjača pomoću endoskopa predstavlja takođe direktnu dijagnozu.
Indirektna dijagnoza nasuprot direktnoj ne meri stanje mašine direktno, nego se određuju parametri mašine koji su sa stanjem mašine u direktnoj zavisnosti. To su dijagnostički signali. Preduslovi za indirektnti dijagnozu su da zavisnost između parametara i stanja mašine bude
13
Tehnička dijagnostika
poznata. Indirektna dijagnoza primenjuje se tamo gde su delovi koji treba da se dijagnosticiraju nepristupačni. Stanje mašine se utvrđuje na osnovu merljivih parametara bez demontaže mašine. Jedan primer za indirektnu dijagnozu je merenje visine zvuka. Pošto se mašine ne demontiraju, moraju se, po pravilu, indirektnom dijagnozom meriti spoljašnje pojave i na osnovu njih donositi sud o stanju mašine.
1.6.5. Subjektivna i objektivna dijagnozaNa osnovu toga da li se dijagnoza mašina ostvaruje samo na osnovu subjektivnih signala ili i
pomoću mernih uređaja, razlikujemo subjektivnu i objektivnu dijagnozu.Kod subjektivne dijagnoze stanje mašina se procenjuje na osnovu naših čulnih opažanja (zvučnih,
optičkih, mirisnih).Uvek kada nisu potrebni ikakvi merni uređaji kažemo da se radi o subjektivnoj dijagnozi.
Često primenjena vrsta subjektivne dijagnoze je ocenjivanje stanja mašine na osnovu zvuka koji mašina daje u pogonu i na osnovu ispitivačevog sluha. Prema toj metodi već se decenijama ocenjuju motori, menjači i njihovi sklopovi. Sledeći primeri za subjektivnu dijagnozu su vizuelne ocene izduvnih gasova dizel-motora ili utvrđivanja zazora ležišta preko radijalneg pokretanja osovine. Za proširenje primene i poboljšanja polazne tačnosti subjektivne dijagnoze mogu se koristiti i pomoćna tehnička sredstva. Na primer, za poboljšanje mogućnosti procenjivanja zvuka primenjuje se stetoskop. Iskusan stručnjak može pomoću stetoskopa da lokalizuje i zvuk najmanjeg inteziteta. Mora se naglasiti da se endoskopija primenjuje i na objektivne postupke dijagnoze ako se slika i snimi i uporedi sa nekim šablonom. Ovaj primer pokazuje da se kod različitih subjektivnih postupaka dijagnoze pojavljuje mogućnost da se primenom mernih uređaja dođe do objektivnih nalaza.
Svrstavanje različitih postupaka dijagnoze u subjektivne i objektivne postupke može se, prema tome, tokom razvoja menjati. Prednost subjektivne dijagnoze sigurno jeste u niskim troškovima jer se ne koriste merni uređaji, sem toga i vreme za dijagnozu je veoma malo, jer se merni uređaji ne priključuju na mašinu. Nedostatak ove dijagnoze je zavisnost nalaza od iskustva ispitivača i znatno umanjen sadržaj informacije o stvarnom stanju mašine. Da bi se na osnovu subjektivnih podataka dijagnoze došlo do sigurnih ocena o stanjti mašine ispitivač mora da ima veliko iskustvo. Uprkos ovim nedostacima subjektivna dijagnoza na osnovu već izrečenih prednosti, ne sme se u potpunosti staviti van razmatranja.
Kod objektivne dijagnoze utvrđuje se stanje mašine pomoću mernih instrumenata. Utvrđeno stanje se načelno dokazuje u mernoj veličini. Da bi se pomoću ove merne veličine došlo do objektivne procene stanja potrebno je da postoje i granične vrednosti kada se mašina isključuje, koje treba da se upoređuje sa mernim veličinama. Tada je moguće, bez obzira na ispitivačevo iskustvo doći do pravilne ocene stanja. Objektivnoj dijagnozi daje se veći značaj u primeni tehničke dijagnostike, pri tome je nezavisna od ispitivača, jedinstvena za više mašina. Sem toga, sadržaj informacija je veći nego kod subjektivne dijagnoze. Nedostatak objektivne dijagnoze su visoki troškovi uređaja za dijagnozu, kao i veće vreme za utvrđivanja dijagnoze i neophodnosti utvrđivanja graničnih vrednosti isključivanja mašine. Da li će objektivna dijagnoza za određeni primer uopšte biti opravdana i u ma kojoj tačnosti da se sprovode, jedan je od problema optimizacije koji pri utvrđivanju konkretnog sistema dijagnoze treba resiti.
1.6.6. Periodična i stalna dijagnozaPrimena periodične i stalne dijagnoze na mašine predstavlja nov kriterijuim sistematiziranja.
Periodična dijagnoza se primenjuje na manje odgovornim mašinama u eksploataciji i to u posebnim vremenskim intervalima. Stalna dijagnoza se sprovodi pomoću instrumenata ugrađenih u mašinu, za posebno odgovorne i složene mašine u eksploataciji.1.6.7. Delimična i sveukupna dijagnoza Uzimajući u obzir obim dijagnoze razlikuju se delimična i sveobuhvatna dijagnoza. Delimična dijagnoza odnosi se samo na određene delove jedne mašine. Pri tom se ocenjuje stanje samo pojedine grupe mašina.
14
Tehnička dijagnostika
Delimična dijagnoza može da se primeni ako postoji niža pouzdanost neke grupe delova ili posle havarije na nekom delu neke mašine. Često se delimična dijagnoza sprovodi na mašini zajedno sa merama održavanja na mašini. Kod celokupne dijagnoze ispituju se sve grupe mašina koje su kod neke dijagnoze opravdane i moguće. Ona se načelno sprovodi u planiranim irtervalima posle određenog vremena korišćenja mašine ili posle izvršenih radova. Pri tom se ocenjuje stanje neke grupe mašina uzimajući u obzir troškove proizvodnje, kvalitet rada i pouzdanost same mašine. Često se kao rezultat u vezi s ovim javljaju potrebe za manjim radovima podešavanja ili održavanja na samoj mašini. U rezultatu jedne celokupne dijagnoze može se utvrditi da se mašina mora isključiti i da se mora u većoj meri remontovati. Oprema za celokupnu dijagnozu veoma je velika. Zato se utvrđuje termin za jednu celokupnu dijagnozu i tome se pridaje sve veći značaj.
1.6.8. Dijagnostički parametri (signali)Pri određivanju tehničkog stanja sistema, kako je već rečeno, koriste se dijagnostički
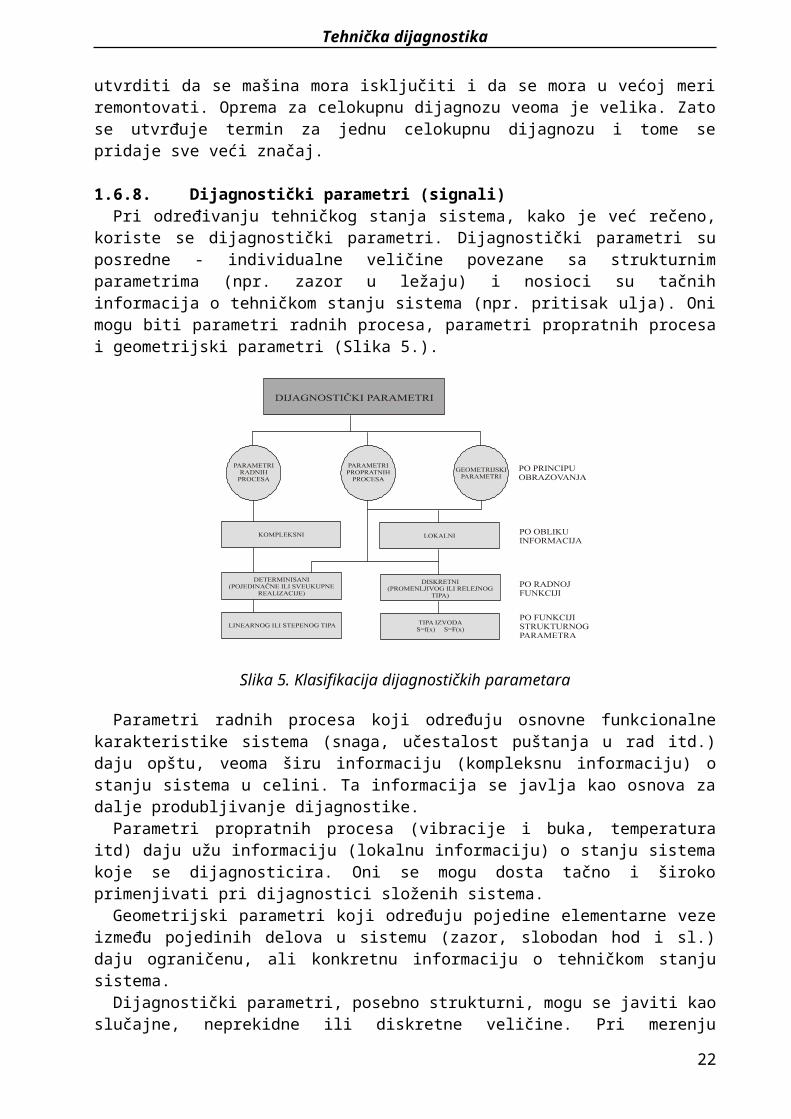
parametri. Dijagnostički parametri su posredne - individualne veličine povezane sa strukturnim parametrima (npr. zazor u ležaju) i nosioci su tačnih informacija o tehničkom stanju sistema (npr. pritisak ulja). Oni mogu biti parametri radnih procesa, parametri propratnih procesa i geometrijski parametri (Slika 5.).
Slika 5. Klasifikacija dijagnostičkih parametara
Parametri radnih procesa koji određuju osnovne funkcionalne karakteristike sistema (snaga, učestalost puštanja u rad itd.) daju opštu, veoma širu informaciju (kompleksnu informaciju) o stanju sistema u celini. Ta informacija se javlja kao osnova za dalje produbljivanje dijagnostike.
Parametri propratnih procesa (vibracije i buka, temperatura itd) daju užu informaciju (lokalnu informaciju) o stanju sistema koje se dijagnosticira. Oni se mogu dosta tačno i široko primenjivati pri dijagnostici složenih sistema.
Geometrijski parametri koji određuju pojedine elementarne veze između pojedinih delova u sistemu (zazor, slobodan hod i sl.) daju ograničenu, ali konkretnu informaciju o tehničkom stanju sistema.
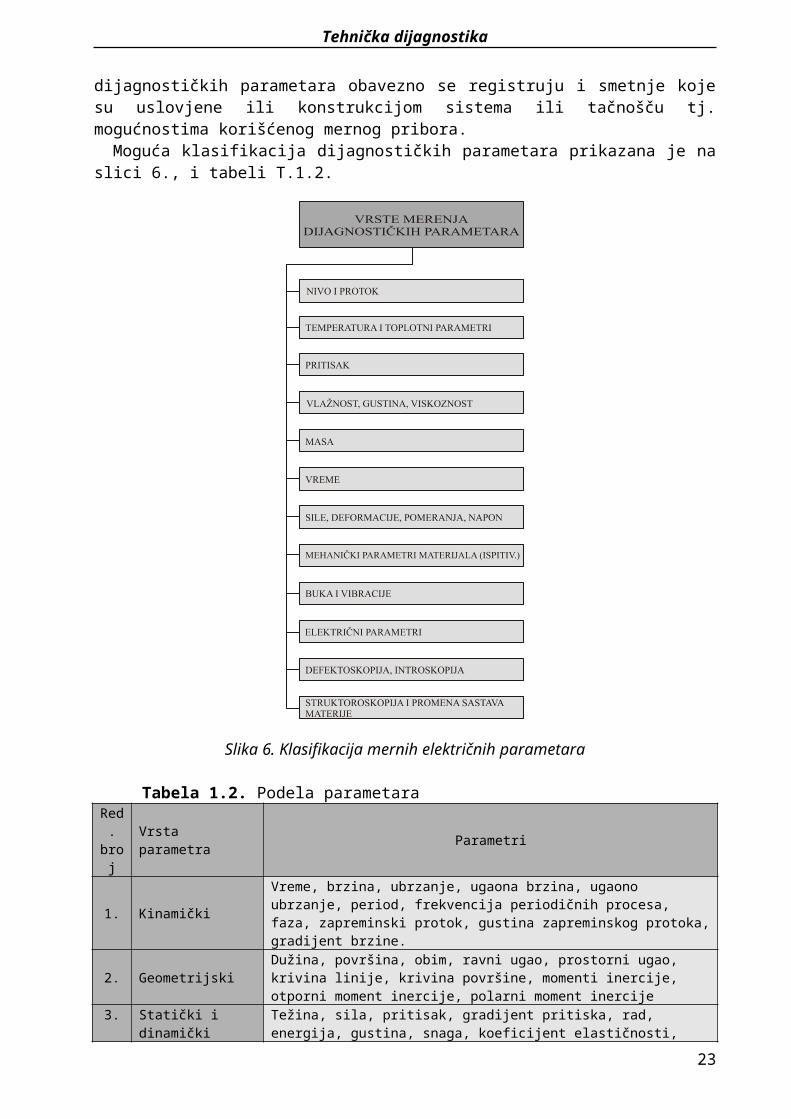
Dijagnostički parametri, posebno strukturni, mogu se javiti kao slučajne, neprekidne ili diskretne veličine. Pri merenju dijagnostičkih parametara obavezno se registruju i smetnje koje su uslovjene ili konstrukcijom sistema ili tačnošču tj. mogućnostima korišćenog mernog pribora.
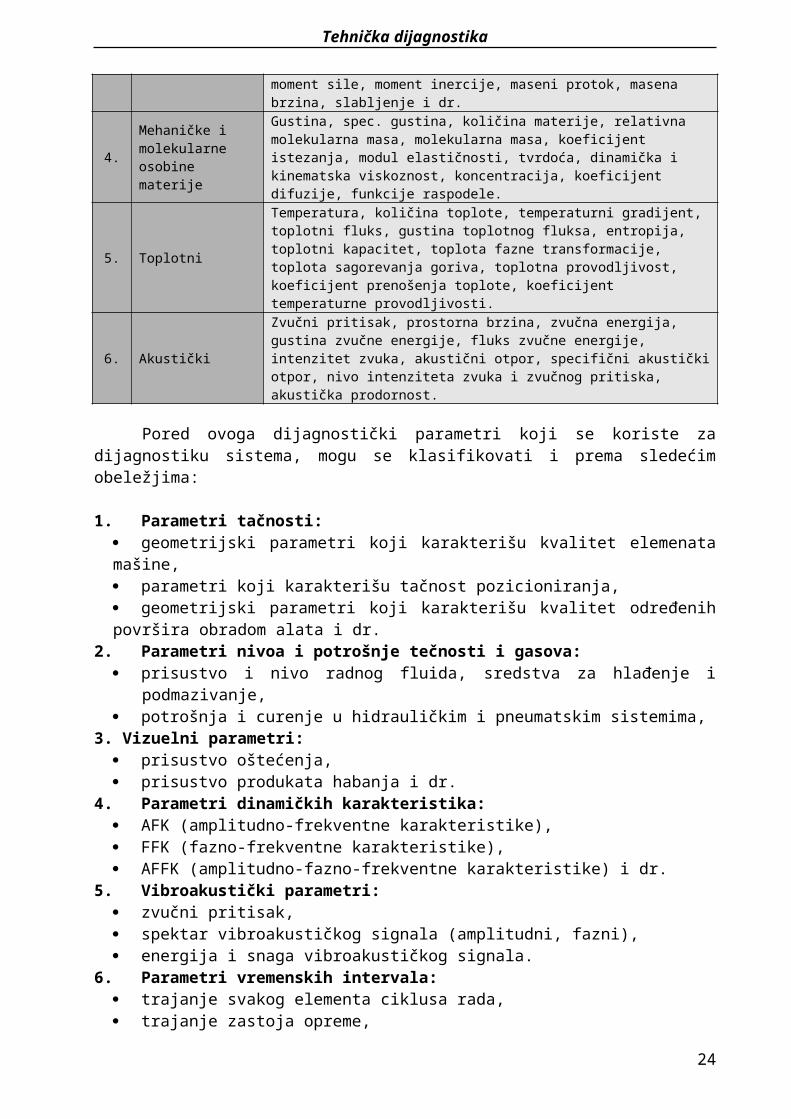
Moguća klasifikacija dijagnostičkih parametara prikazana je na slici 6., i tabeli T.1.2.
15
Tehnička dijagnostika
Slika 6. Klasifikacija mernih električnih parametara
Tabela 1.2. Podela parametaraRed. broj
Vrsta parametra Parametri
1. KinamičkiVreme, brzina, ubrzanje, ugaona brzina, ugaono ubrzanje, period, frekvencija periodičnih procesa, faza, zapreminski protok, gustina zapreminskog protoka, gradijent brzine.
2. GeometrijskiDužina, površina, obim, ravni ugao, prostorni ugao, krivina linije, krivina površine, momenti inercije, otporni moment inercije, polarni moment inercije
3. Statički i dinamičkiTežina, sila, pritisak, gradijent pritiska, rad, energija, gustina, snaga, koeficijent elastičnosti, moment sile, moment inercije, maseni protok, masena brzina, slabljenje i dr.
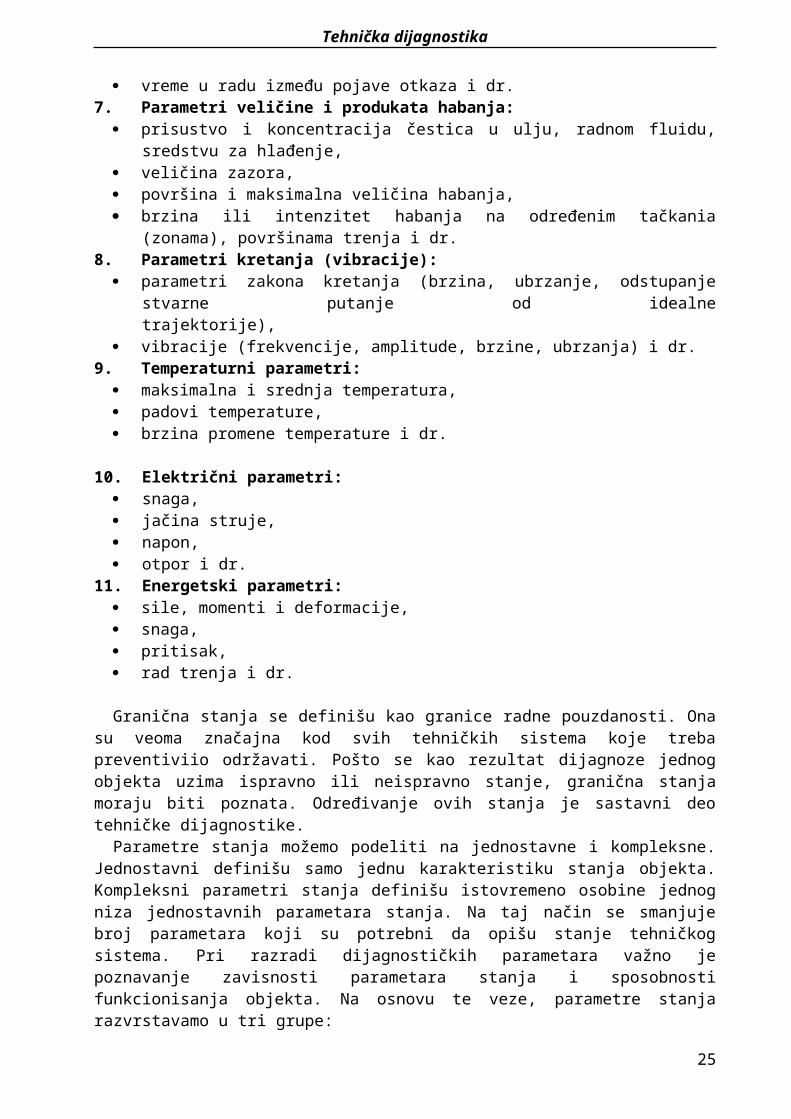
4.Mehaničke i molekularne osobine materije
Gustina, spec. gustina, količina materije, relativna molekularna masa, molekularna masa, koeficijent istezanja, modul elastičnosti, tvrdoća, dinamička i kinematska viskoznost, koncentracija, koeficijent difuzije, funkcije raspodele.
5. Toplotni
Temperatura, količina toplote, temperaturni gradijent, toplotni fluks, gustina toplotnog fluksa, entropija, toplotni kapacitet, toplota fazne transformacije, toplota sagorevanja goriva, toplotna provodljivost, koeficijent prenošenja toplote, koeficijent temperaturne provodljivosti.
6. AkustičkiZvučni pritisak, prostorna brzina, zvučna energija, gustina zvučne energije, fluks zvučne energije, intenzitet zvuka, akustični otpor, specifični akustički otpor, nivo intenziteta zvuka i zvučnog pritiska, akustička prodornost.
Pored ovoga dijagnostički parametri koji se koriste za dijagnostiku sistema, mogu se klasifikovati i prema sledećim obeležjima:
16
Tehnička dijagnostika
1. Parametri tačnosti: geometrijski parametri koji karakterišu kvalitet elemenata mašine, parametri koji karakterišu tačnost pozicioniranja, geometrijski parametri koji karakterišu kvalitet određenih površira obradom alata i dr.
2. Parametri nivoa i potrošnje tečnosti i gasova: prisustvo i nivo radnog fluida, sredstva za hlađenje i podmazivanje, potrošnja i curenje u hidrauličkim i pneumatskim sistemima,
3. Vizuelni parametri: prisustvo oštećenja, prisustvo produkata habanja i dr.
4. Parametri dinamičkih karakteristika: AFK (amplitudno-frekventne karakteristike), FFK (fazno-frekventne karakteristike), AFFK (amplitudno-fazno-frekventne karakteristike) i dr.
5. Vibroakustički parametri: zvučni pritisak, spektar vibroakustičkog signala (amplitudni, fazni), energija i snaga vibroakustičkog signala.
6. Parametri vremenskih intervala: trajanje svakog elementa ciklusa rada, trajanje zastoja opreme, vreme u radu između pojave otkaza i dr.
7. Parametri veličine i produkata habanja: prisustvo i koncentracija čestica u ulju, radnom fluidu, sredstvu za hlađenje, veličina zazora, površina i maksimalna veličina habanja, brzina ili intenzitet habanja na određenim tačkania (zonama), površinama trenja i dr.
8. Parametri kretanja (vibracije): parametri zakona kretanja (brzina, ubrzanje, odstupanje stvarne putanje od idealne
trajektorije), vibracije (frekvencije, amplitude, brzine, ubrzanja) i dr.
9. Temperaturni parametri: maksimalna i srednja temperatura, padovi temperature, brzina promene temperature i dr.
10. Električni parametri: snaga, jačina struje, napon, otpor i dr.
11. Energetski parametri: sile, momenti i deformacije, snaga, pritisak, rad trenja i dr.
Granična stanja se definišu kao granice radne pouzdanosti. Ona su veoma značajna kod svih tehničkih sistema koje treba preventiviio održavati. Pošto se kao rezultat dijagnoze jednog objekta uzima ispravno ili neispravno stanje, granična stanja moraju biti poznata. Određivanje ovih stanja je sastavni deo tehničke dijagnostike.
Parametre stanja možemo podeliti na jednostavne i kompleksne. Jednostavni definišu samo jednu karakteristiku stanja objekta. Kompleksni parametri stanja definišu istovremeno osobine
17
Tehnička dijagnostika
jednog niza jednostavnih parametara stanja. Na taj način se smanjuje broj parametara koji su potrebni da opišu stanje tehničkog sistema. Pri razradi dijagnostičkih parametara važno je poznavanje zavisnosti parametara stanja i sposobnosti funkcionisanja objekta. Na osnovu te veze, parametre stanja razvrstavamo u tri grupe: parametri stanja sa konstantnim uticajem. Svaka promena ovih parametara dovodi do
promene sposobnosti funkcionisanja objekta. Za ove parametre stanja pogodni su dijagnostički signali, a oni se uzimaju u periodu rada tehničkog sistema po nameni;
parametri stanja sa rastućim uticajem. Njihov uticaj na futikciju objekta može se pokazati tek nakon dostizanja jedne određene vrednosti. Ako se ovi parametri za dijagnozu objekta uzimaju sa objekta za vreme rada, onda se konstatacije o stanju objekta dobijaju tek pri dostizanju jedne određene veličine parametra;
parametri stanja sa trenutno delujućim uticajem. Pri dostizanju jedne određene veličine parametara, oni na objekat deluju tako da trenutno dovode do nemogućnosti daljeg korišcenja.Objekti dijagnoze su tehnički sistemi kod kojih ima smisla postaviti i rešavati zadatke provere
njihove ispravnosti, radne sposobnosti, pravilnosti funkcionisanja ili zadatake istraživanja neispravnosti. Posledice pojava ili dejstva koje tehnički sistem dovode u neko neispravno stanje nazivamo fizičkim neispravnostima tehničkog sistema.
Uzajamnost uticaja sistema i spoljašnje sredine ostvaruje se preko osnovnih i doptinskih ulaza i izlaza. Signale na ulazu i izlazu sistema karakterišu parametri njihovih fizičkih veličina, pomoću kojih predaju signale. To su ulazni i izlazni parametri. Često se nameće potreba proučavanja unutrašnjih parametara, tj. takvih parametara koji se ne pojavljuju ni kao ulazni ni kao izlazni. Kada je objekat predstavljen zbirom uzajamno povezanih delova, pojavljuju se unutrašnji parametri na ulazu ili izlazu sistema.
Uticaj na sistem karakteriše sastav ulaza u onom momentu vremena, u kojem stupa zadatak merenja i prijema parametara na tim ulazima - izlazima.
Elementarna provera predstavlja neki fizički eksperiment nad sistemom i definiše veličinu uticaja, a takođe i odzive sistema na te uticaje. Veličina odziva sistema pojavljuje se kao rezultat elementarne provere. Pojam elementarne provere može se primeniti i na pojedine delove sistema.
U tom slučaju pretpostavlja se dostupnost ulaza i izlaza delova, što može iziskivati organizacijti dopunskih ulaza i izlaza sistema.
Analogno strukturnim dijagnostički parametri imaju: nominalne veličine (odgovaraju ispravnom stanju sistema); (veličine koje odgovaraju potpunomt otkazu sistema ili granične veličine); i (prelazne veličine).
Dijagnostički simptomi i parametri po obimu, karakteru i povezanosti informacija koje daju o otkazu dijagnosticiranog sistema grupišu se obično u tri grupe: specijalni dijagnostički simptomi (parametri) koji nezavisno od drugih potpuno ukazuju na
konkretan otkaz dela sistema, opšte (integralni) dijagnostički simptomi koji karakterišu stanje sistema dijagnosticiranja u
celini, uzajamno zavisni dijagnostički simptomi (parametri) koji karakterišu otkaz samo u skupu više
identifikovanih i izmerenih parametara istovremeno.
1.6.9. Sadržaj dijagnostičkog parametraDijagnostički parametar (sigiral) najčešće sadrži informacije o više parametara stanja, te se
inforniacioni sadržaj signala mora definisati uslovima (ulaznim veličinama) dijagnosticiranja.U vezi sa uslovima dijagnosticiranja, moguća su tri slučaja:
a) Normalni pogonski (radni uslovi)Uslovi (ulazne informacije) dijagnosticiranja mogu se stalno meriti, odnosno održavati konstantnima tako da se signali mogu stalno upoređivati. To je karakteristično kod permanentne dijagnoze tehničkog sistema.
b) Specijalni dijagnostički uslovi
18
Tehnička dijagnostika
Dijagnostički uslovi se posebno biraju tako da je inforniacioni sadržaj signala znatno viši u poređenju sa normalnom funkcijom. Uslovi se održavaju konstantnim.
c) Pooštreni veslački usloviUslovi se veštački pooštravaju, međutim, objekt ni u tim uslovima ne srne da otkaže. Takođe je važno da uslovi budu konstantni.
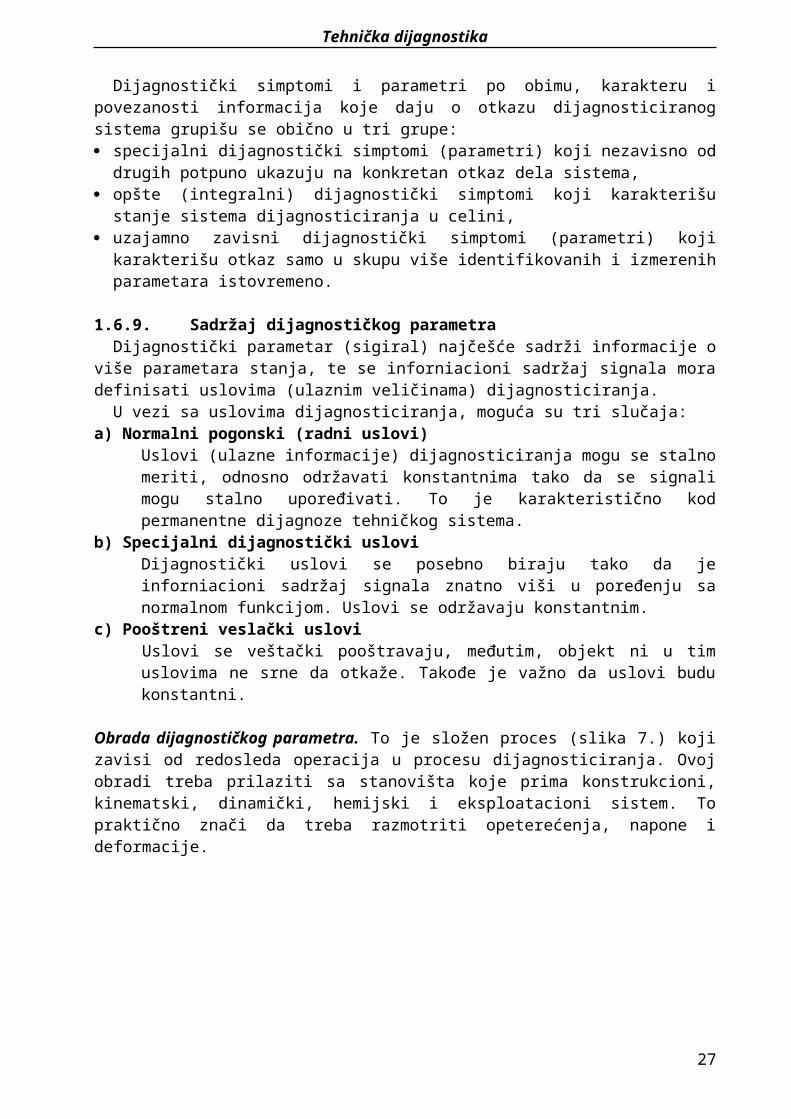
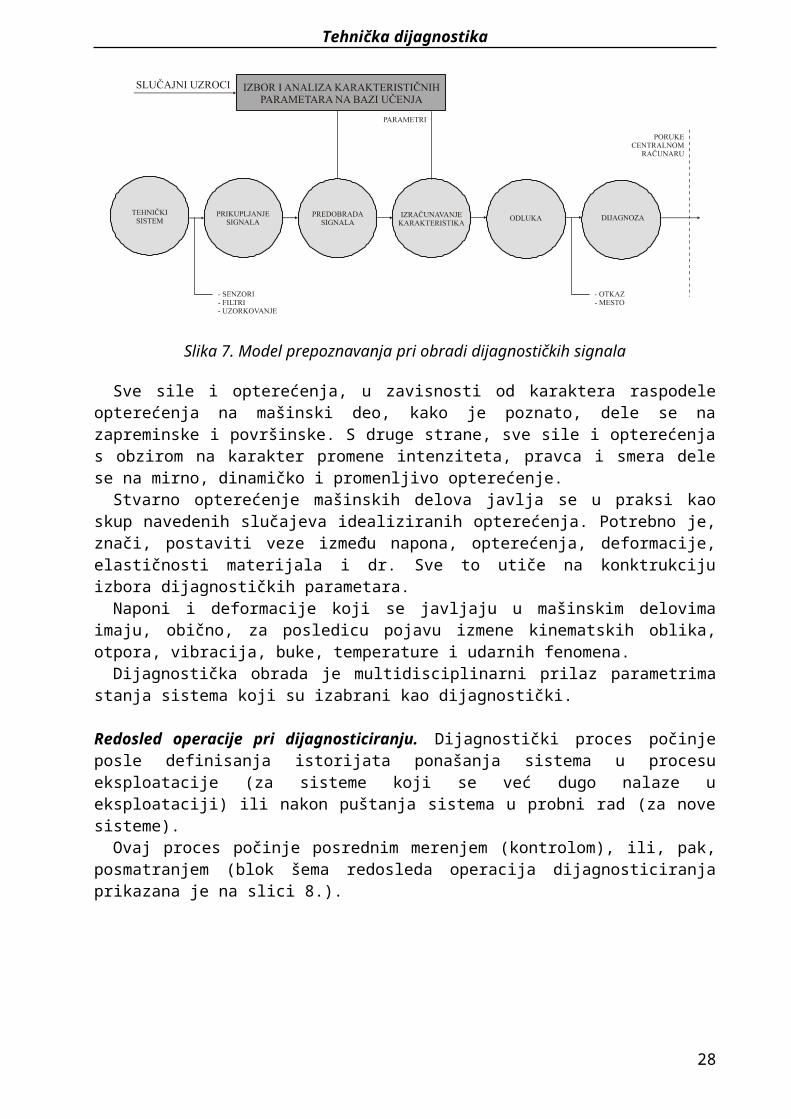
Obrada dijagnostičkog parametra. To je složen proces (slika 7.) koji zavisi od redosleda operacija u procesu dijagnosticiranja. Ovoj obradi treba prilaziti sa stanovišta koje prima konstrukcioni, kinematski, dinamički, hemijski i eksploatacioni sistem. To praktično znači da treba razmotriti opeterećenja, napone i deformacije.
Slika 7. Model prepoznavanja pri obradi dijagnostičkih signala
Sve sile i opterećenja, u zavisnosti od karaktera raspodele opterećenja na mašinski deo, kako je poznato, dele se na zapreminske i površinske. S druge strane, sve sile i opterećenja s obzirom na karakter promene intenziteta, pravca i smera dele se na mirno, dinamičko i promenljivo opterećenje.
Stvarno opterećenje mašinskih delova javlja se u praksi kao skup navedenih slučajeva idealiziranih opterećenja. Potrebno je, znači, postaviti veze između napona, opterećenja, deformacije, elastičnosti materijala i dr. Sve to utiče na konktrukciju izbora dijagnostičkih parametara.
Naponi i deformacije koji se javljaju u mašinskim delovima imaju, obično, za posledicu pojavu izmene kinematskih oblika, otpora, vibracija, buke, temperature i udarnih fenomena.
Dijagnostička obrada je multidisciplinarni prilaz parametrima stanja sistema koji su izabrani kao dijagnostički.
Redosled operacije pri dijagnosticiranju. Dijagnostički proces počinje posle definisanja istorijata ponašanja sistema u procesu eksploatacije (za sisteme koji se već dugo nalaze u eksploataciji) ili nakon puštanja sistema u probni rad (za nove sisteme).
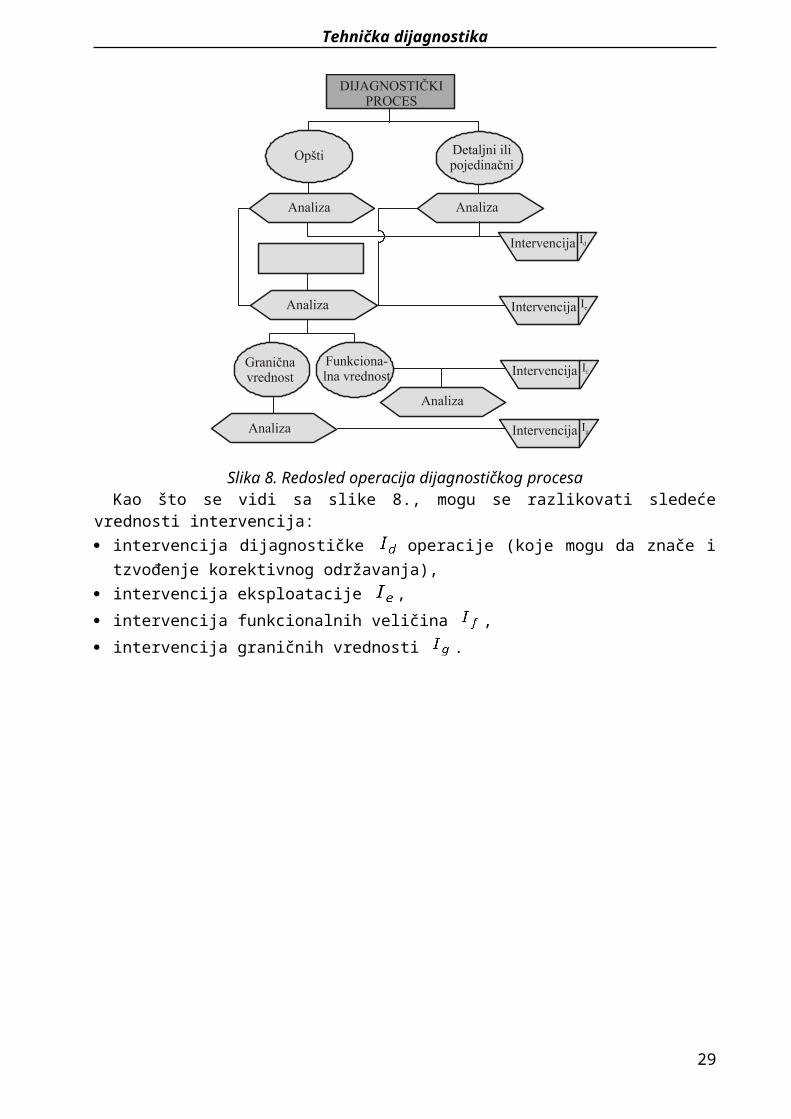
Ovaj proces počinje posrednim merenjem (kontrolom), ili, pak, posmatranjem (blok šema redosleda operacija dijagnosticiranja prikazana je na slici 8.).
19
Tehnička dijagnostika
Slika 8. Redosled operacija dijagnostičkog procesaKao što se vidi sa slike 8., mogu se razlikovati sledeće vrednosti intervencija:
intervencija dijagnostičke operacije (koje mogu da znače i tzvođenje korektivnog održavanja),
intervencija eksploatacije , intervencija funkcionalnih veličina , intervencija graničnih vrednosti .
20
Tehnička dijagnostika
SISTEMI TEHNIČKE DIJAGNOSTIKE
21
Tehnička dijagnostika
2. SISTEM TEHNIČKE DIJAGNOSTIKE
2.1. Osnovne etape u procesu dijagnostike stanja sistemaSistem dijagnostike je u suštini sistem koji obuhvata:
1) uspostavljanje zakonitosti promene parametara stanja sistema i njegove pogodnosti za kontrolu;
2) izbor dijagnostičkih parametara i određivanje karakteristika njihovih promena i veza sa parametrima stanja sistema;
3) utvrđivanje normativa dijagnostičkih parametara;4) određivanje mogućnosti postavljanja dijagnoze;5) izbor i tehno-ekonomsko obrazloženje odgovarajuće metode i mernog sredstva;6) određivanje optimalne procedure ili algoritma dijagnostike (prikazano na narednoj slici).
Osim navedenog, za organizaciju procesa dijagnostike neophodno je utvrditi režim, tehnologiju, mesto i položaj dijagnostike u opštem sistemu održavanja.
Povezanost procesa dijagnostike u sistemu dijagnostike sa režimom održavanja ili uslovima eksploatacije je organska i logična, pošto su promene kod objekta dijagnostike uslovljene raznim eksploatacionim i proizvodnim faktorima, (prikazano na narednoj slici.).
Ekonomski pokazatelji određeni su uloženim radom, materijalnim troškovima procesa dijagnostike i održavanja i drugim troškovima.
Slika 9. a) Osnovne etape u procesu dijagnostike, b) Sistem tehničke dijagnostike
2.2. Uspostavljanje zakonitosti promene parametara stanja i njihove pogodnosti za kontroluIstorijat promene stanja sistema. Izbor parametara dijagnostičke kontrole tehničkog stanja i traženje otkaza svakog sastavnog dela ili sistema vrši se na osnovu: izučavanje njihovih funkcija, načina i uslova rada, analize nivoa njihovog funkcionisanja, sastavljanja logičkih šema uzročno-zavisnih veza paramatara i faktora koji utiču na radnu
sposobnost tehničkog sistema, analize otkaza i dr.
Izabrani parametri tehničkog stanja treba u potpunosti da definišu stanje sastavnih delova ili sistema, što omogućuje predviđanje momenata kada će doći do odstupanja osnovnih karakteristika sastavnih delova ili sistema od nominalnih (dozvoljenih) vrednosti. Pri izboru parametara treba voditi računa da njihov broj bude najmanje moguć (najpovoljnije je imati jedan, dva ili tri parametra).
22
Tehnička dijagnostika
Pored ovih parametara postoji veama veliki broj ulaznih parametara, koji karakterišu uslove eksploatacije (angažovanost i motivisasnost za rad rukovalaca i odrzavalaca, upotreba odgovarajućih sirovina u procesu proizvodnje, antikorozivna zaštita, kinematski faktari, termoelastičnost sastavnih delova sistema i sl.).
Imajući u vidu da se svi navedeni parametri u toku procesa realne eksploatacije sistema menjaju, dolazi se do velikog broja veoma heterogenih faktora koji utiču na proces promene tehničkog stanja i njegovog definisanja.
Ako se uzme u obzir promena tehničkog stanja sistema koja dovodi do "izlaska" parametara iz nominalnih granica i izvrši njihova podela u odnasu na brzinu promene tehničkog stanja (mogući kriterijum za klasifikaciju), tehničke sisteme u industriji možemo podeliti na sisteme kod kojih se promena tehničkog stanja vrši trenutno (diskretno) i one kod kojih se promena tehničkog stanja vrši pastepeno (monotno).
S obzirom da tehnički sistemi kod kojih promena tehničkog stanja nastaje trenutno kao posledica procesa lomova, pregorevanja i sl. imaju poseban tretman i da su do sada u dostupnoj literaturi dosta obrađivani razmatraće se tehnički sistemi sa monotonom promenom tehničkog stanja.
Karakteristika ovih tehničkih sistema je postepena promena tehničkog stanja za koju se može odrediti funkcionalna zavisnost između intenziteta promene parametara tehničkog stanja i perioda rada. Promena stanja je posledica procesa starenja i habanja sastavnih delova sistema. Na osnovu ovoga može se zapisati zavisnost pramene parametara tehničkog stanja od perioda korišćenja sistema
gde je:
- promena tehničkog stanja sistema, - vreme korišćenje sistema.
Na osnovu analize činilaca koji utiču i određuju proces promene tehničkog stanja može se zaključiti da ispitivanje tehničkih sistema putem dijagnostike obuhvata dva aspekta. izučavanje osobima i karakteristika realnih tehničkih sistema u procesu eksploatacije, i metode formiranja matematičkih modela promeme stanja tehničkih sistema.
Prvi aspekt obuhvata: prikupljanje i obradu statističkih podataka koji omogućuju određivanje raspodele verovatnoće mogućih stanja sistema, zakonitosti pojave otkaza pojedinih sastavnih delova i/ili sistema i troškova dijagnostike; izdvajanje mogućih tehničkih stanja sistema, tj. mogućih kombinacija otkaza sastavnih delova sistema; izučavanje funkcionisanja tehničkog sistema, izdvajanje sastavnih delova sistema i njihove međusobne veze (redne, kvaziredne, paralelne, kombinovane, i sl.).
Drugi aspekt se odnosi na formiranje matematičkog modela promene tehničkog stanja. Analiza u ovoj oblasti pretpostavlja određena uprošćenja pri kojima se izdvajaju neke suštinske (za tehničku dijagnostiku) osobine tehničkih sistema u realnoj eksploataciji, a odbacuju manje bitne, odnosno realni tehnički sisetmi se zamenjuju nekim modelima.
Struktura tehničkog sistema je, kako je već rečeno, karakterisana uzajamnim položajem, oblikom i dimenzijama uzajamno delujućih sastavnih delova (makrostruktura); karakterom sprege, kvalitetom površine (mikrostruktura) i drugim karakteristikama. Ona se znači, karakteriše strukturnim parametrima. Makrostruktura u procesu eksploatacije ostaje konstantna dok uzajamno delovanje sastavnih delova u spregama (mikrostrukturi) se menja usled habanja i drugih procesa oštećenja. Promena strukturnih parametara tehničkog sistema se odražava na ukupnost njegovih tehničko-eksploatacionih osobina. Na primer, povećanje zazora u razvodnicima hidrauličkoč sistema kvarto stanja, dovodi do povećanja unutrašnjih gubitaka i do smanjenja efektivnosti rada kvarto stanja.
Promena strukturnih parametara, a time i promena tehničkog stanja slučajan je proces koji se odvija pod dejstvom širokog spektra eksploatacionih faktora. Ovaj proces se najpotpunije može opisati gustinom raspodele u bilo kojim vremenskim momentima.
23
Tehnička dijagnostika
Tako formalni opis slučajnog procesa promene parametara (promene tehničkog stanja) pomoću gustine raspodele , može biti iskorišćen za određivanje režima dijagnostike. Za određvanje mogućnosti anticipacije (dobijanje predstave o tehničkom stanju unapred) parametara neophodno je utvrditi koliko se oni brzo menjaju i koliko se brzo "mešaju" realizacije slučajnog procesa. Ako je "mešanje" realizacije jako, za svaki sastavni deo i/ili sistem anticipacija se mora obaviti prema najgoroj varijanti.
Krive zavisnosti promene tehničkog stanja mogu se opisati (aproksimirati) čitavim nizom matematičkih modela.
Pogodnost dijagnostičkih kontrola. Pri projektovanju i građenju tehničkih sistema nivo pogodnosti kontrole treba da raste po sledećem redosledu: elementi treće kategorije (vršenje pomoćnih funkcija), elementi druge kategorije (ispunjavanje osnovnih funkcija objekta u rangu projektovanih
veličina), elementi prve kategorije (sigurnost, PPZ i ZNR, zaštita okoline).
Kod elektronskih i automatskih sistema traženje greške je mnogo složenije nego kod mehaničkih delova, te se pogodnost kontrole u takvim slučajevima posebno projektuje u smislu autamatske kontrole stanja sklopa i identifikacije otkaza.
Uticajni faktori na pogodnost dijagnostičke kontrole se mogu, u opštem slučaju, predstaviti kao na slici 10.
Sa aspekta pogodnosti održavanja najvažniji su pastupci tehničke anticipacije (prognoze). Naime, na osnovu prognoze donose se odluke o akcijama održavanja i o vremenu moguće eksploatacije sistema.
Postupci prilikom procene stanja dele se na četiri grupe: proučavanje (analiza) objekta kontrole, postavljanje teorije i metoda kontrole kao i izrada algoritma programa kontrole, određivanja načina, sredstava i proučavanje karakteristike kompletnog snstema.
Svaki od ovih postupaka ima svoje specifičnosti koje na razne načine utiču na pogodnost održavanja.
Prilikom kontrole stanja pri tekućem održavanju i opravkom tehničkih sistema tretirani delovi moraju pružati mogućnost za primenu racionalnih metoda kontrole. Ova osobina sistema naziva se pogodnost kontrole. Bolje rečeno, pogodnost kontrole je osobina sistema koja karakteriše mogućnost i pouzdanost pregleda i kontrole sistema u svim fazama. Sprovođenje kontrole zavisi od mogućnosti prilaza delovima u eksploataciji. Važna osobina je, mogućnost pristupa instrumenta do potrebnih delova sistema. Iz ovoga sledi da pogodnost kontrole predstavlja funkciju osobina delova i raspoloživih dijagnostičkih sredstava.
Slika 10. Faktori koji utiču na pogodnost dijagnostičke kontrole
24
Tehnička dijagnostika
Sledi, da je već u fazi projektovanja nužno predvideti načine i dijagtostička sredstva kontrole i ocene stanja tehničkog sistema. U sadašnjim uslovima proizvodnje kod nas, u fazi projektovanja problemu pogodnosti kontrole u fazi projektovanja nija posvećena dovoljna pažnja. Posledica toga je da se programi kontrole stanja, provere i traženja grešaka, razrađuju u eksploatacionoj fazi, što nije racionalno. U slučaju da je program kontrole postavljen u projektovnoj fazi, maguće je vršiti njegovu optimizaciju u eksploataciji. Optimizacija se vrši radi izbora najbržih i najpouzdanijih postupaka kontrole. Naravno optimizaciju kontrole moguće je sprovesti kod postupaka kontrole koji nisu nužno uslovljeni (tamo gde je postupak propisan radi zaštite, ne sme se vršiti promena). Kriterijum za određivanje nivoa pogodnasti kontrole stanja određen je utroškom resursa potrebnih za realizaciju kontrole. To su veličine: minimum vremena i troška materijala. Kao kriterijum kvaliteta uzima se upotrebljivost rezultata kontrole i pouzdanosti dijagnostičkog procesa.
Na pogodnost kontrole utiče režim korišćenja sredstava tehničke dijagnostike.Da bi se povećao nivo pogodnosti kontrole, tj. nivo tehničke kontrole nužno je razvijati
režime kontrole koje ne zahtevaju prekid tehnološkog procesa.Računske mašine sa u dijagnostici koriste radi postizanja dva cilja: ccntralizovane kontrole
parametara stanja sistema, i upravljanja procesom.Sredstva kontrole (instrumenti, kanali, veza, uređaji, sistemi itd.), takođe moraju imati visok
nivo pogodnosti održavanja, tj. i oni moraju posedovati osobine, kao što su: dostupnost, mogućnosti brze zamene, kratka vremena opravke, mogućnosti svih oblika održavanja i slično.
Pored klasičnih parametara pogodnosti kontrole, kao što je rečeno postoje još dva važna činioca koji opredeljuju pogodnost, održavanja režima i način kontrole.
Kod režima kontrole uočava se da su moguće kontrole sa prekidom radnog procesa u: eksploatacionim uslovima, i veštački stvorenim uslovima.
Pogodnost kontrole se u ovom slučaju definiše kroz prizmu nivoa intelektualnih zahteva i psihofizičkih mogućnosti dijagnastičara. Povećavanjem pogodnosti kontrole pored brže dijagnostike, dobij a se i pouzdanija dijagnostička informacija a to je od izuzetnog značaja za podizanje nivoa tehničkih kontrola.
Zajednički posmatrano, i kod kanvecionalne i kod kompleksne ili kompjuterizovane kontrole, povećanje pogodnosti kontrole postiže se poboljšanjem sledećih taktora: unutrašnju arhitekturu sistema treba prilagoditi uslovima merenja i dijagnosticiranja, pri projektovanju sistema treba projektovati i najpovoljnije uslove kontrole, usavršavati merne mogućnosti (princip, strategija, metode očitavanje, predstavljanje mernih
veličina, kalibracija, propisi o merenju, merni davači itd.), automatizovati merenja (prenos i obrada podataka, programiranje, izrada testova i slično), i povećavati nivo znanja iz oblasti opšte i konkretne dijagnostike.
Da bi se povećala pogodnast dijagnastičke kontrole u uslovima primene računara u tehničkoj dijagnostici, odnos specijaliste - dijagnostičara mora biti aktivan, tj. on mora shvatiti ciljeve tehničkog procesa i mogućnosti mernog instrumenata, (prikazano na narednoj slici). Za dijagnostičara je važno da se povećani zahtevi postavljaju u vezi sa sledećim kamponentama: poznavanjem ulazno-izlaznih veličina procesa i strukture i karaktera dijagnostičkih signala, visokom misaonom disciplinom spoznajom logičnog razmišljanja, i oštroumnim i sveobuhvatnim zaključivanjem.
25
Tehnička dijagnostika
Slika 11. Zahtevi koji se nameću specijalisti (dijagnostičaru)
2.3. Određivanje mogućnosti postavljanja dijagnoze - ocene stanja radne ispravnostia) Postavljanje dijagnoze. - Pri utvrđivanju dijagnoze kod jednostavnih tehničkih sistema, tj. u slučaju kada se kontroliše samo jedan dijagnostički parametar, dijagnoze se svodi na utvrđivanje veličine dijagnostičkog parametra (S) i upoređenjem sa normativnim.
Za tehničke sisteme kod kojih se dijagnoza utvrđuje pomoću diskretnih dijagnostičkih parametara moguće su samo dve varijante dijagnoze i to:
- sistem "u radu", - sistem "u otkazu".
Postavljanje dijagnoze za pojedine sastavne delove složenih tehničkih sistema, kod kojih se koristi veći broj dijagnostičkih parametara, veoma je složeno. Svaki dijagnostički parametar može biti povezan sa više strukturnih, a veličina svakog od njih može ukazati na neku neispravnost. To znači da, ako je broj dijagnostičkih parametara n, broj mogućih stanja dijagnosticiranog sistema je . Pri tome, postavljanje dijagnoze se svodi na to da se iz niza mogućih stanja dijagnosticiranog sistema izdvoji ono stvarno.
Zadatak dijagnoze je da i pored velikog broja dijagnostičkih parametara otkrije mnogobrojne veze između strukturnih parametara i odaovarajućih dijagnostičkih parametara
. U tu svrhu može se koristiti dijagnostička matrica :
X1 X2 X3 X4 X5
S1 0 0 1 0 0S2 1 1 0 1 1S3 0 0 0 0 0S4 0 1 1 0 1S5 0 1 0 0 0
Jedinica na mestu preseka horizontalnog i vertikalng reda, tj. vrste i kolone označava mogućnost postojanja otkaza. Nulom je označeno odsustvo takve mogućnosti, sa su označeni strukturni parametri, tj. normativrne veličine strukturnih parametara (otkazi), a sa
označene su veličine dijagnostičkih parametara. Analitička zavisnost između strukturnih i dijagnostičkih parametara se može napisati u obliku:
26
Tehnička dijagnostika
....................................
b) Greške u procesu dijagnoze stanja. - Informativni sadržaj dijagnostičkog signala može se vrednovati preko veličina delujućeg uticaja smetnji. Smetnje neminovno izazivaju greške. Veličina greške često nastaje najvažniji kriterijum pri određivanju postupka dijagnoze. Ako postupak dijagnoze uslovno razložimo na četiri faze možemo govoriti i o sledećim greškama u okviru svake faze:
Nastajanje mernog signala na mestu dijagnoze. - Greške koje nastaju kao posledica smetnji u procesu stvaranja dijagnostičkog signala mogu se sagledati kroz sledeće uzroke: nepoznate komponente uslova dijagnoze, netačnost pri merenju specijalnih uslova dijagnoze, vremenska promenljivost uslova dijagnoze, i vremenska promenljivost dijagnostičkih parametara stanja.
Prenošenje mernog signala od mesta dijagnoze do mernog instrumenta. - Greške u ovoj fazi pojavljuju se usled smetnji u kanalima za prenos dijagnostičkih signala: nepoznat sastav ili građa kanala dijagnoze, i umnožavanje kanala dijagnoze pojavom sličnih struktura.
Merno-tehnička obrada dijagnostičkih signala (merni instrument, davač, pojačivač i filter mernog signala). U ovoj fazi je greška mernih uređaja podudarna sa podacima u literaturi, koja prati ove uređaje.
Ocena mernog signala radi saznanja stanja tehničkog sistema. - Greška koja se ovom prilikom javlja: uticaj parametara stanja i uslova dijagnoze koji nisu u procesu dijagnoze uzeti u obzir, subjektivne greške ljudi koji registruju merne veličine, netačno ponavljanje zakonitosti stvaranja signala, i ocenjivanje signala.
Najteže je uticaje smetnji, koje izazivaju greške, savladati u svakom razvoju jednog novog dijagnostičkog postupka, potrebno ispitati mogućnost smanjivanja uticaja smetnji. To povećava tačnost dijagnoze.
c) Dijagnostika u procesu projektovanja tehničkih sistema. - Tehnički sistemi podesni za dijagnozu treba da imaju dobre osobine u pogledu primene dijagnostičkih postupaka. U sadašnjem vremenu u većini slučajeva ovi problemi tehničke dijagnostike nisu uzimani u obzir pri projektovanju tehničkih sistema. Prethodno stanje, kontrola i usavršavanja u uslovima proizvodnje i održavanja do sada nisu u potrebnoj meri uzimani u obzir.
Podcenjivanje važnosti pravovremene detaljne razrade pitanja organizacije efektivnih procesa dijagnoze u smislu automatizacije istraživanja neispravnosti tehničkih sistema, vodi povećanju materijalnih troškova, povećanom utrošku vremena i kvalifikovane radne snage pri organizaciji preventivnog održavanja.
Većinu objektivnih razloga ovakvog pristupa možemo nazvati nedostatkom razvoja teorije i metoda tehničke dijagnostika kao i nedovoljno proučavanje principa izrade i funkcionisanja sredstava za dijagnozu. Važna pojava je i tehnološki faktor koji se sastoji u tome što dokumentaciju svih razrada ima proizvođač tehničkih sistema, koji neposredno razrađuje sistem (elementi, agregati, podsklopovi), ne pridajući dovoljan značaj pitanjima organizacije održavanja projektovanih sistema.
Zadatke provere ispravnosti, provere radne sposobnasti i istraživanja neispravnosti u uslovima proizvodnje, popravki i stajanja u mnogim slučajevima nužno je rešavati posle prajektovanja i izrade.
Ukazane nedostatke moguće je eliminisati ako se zadaci dijagnoze rešavaju u periodu projektovanja tehničkih sistema koristeći pri tom i prethodna iskustva za njegovo usavršavanje.
27
Tehnička dijagnostika
Razrada sistema i sredstava za dijagnozu jednako je bitna pri prajektovanju novog tehničkog sistema kao i detaljna razrada samog tehničkog sistema pre početka izgradnje.
Životni ciklus svakog tehničkog sistema može se podeliti na tri ciklusa: projektovanje, proizvodnja (izrada tehničkog sistema), i eksploatacije, kada sistem radi po nameni za koju je projektovan (sa održavanjem, modernizacijom i otpisom).
Proces projektovanja i konstruisanja tehničkih sistema možemo posmatrati kroz više faza: razjašnjenje zadataka, utvrđivanje logičkih veza dejstva, utvrđivanje fizičkih veza dejstva, utvrđivanje konstruktivnih veza dejstva, i izrada konstruktivne dokumentacije.
U Fazi razjašnjenja zadatka posmatra se mašinski sistem koji treba konstruisati i projektovati apstraktno kao "crnu kutiju".
U procesu razjašnjenja zadatka uslovi projektovanja i konstruisanja, montaže i demontaže, uslovi puštanja u pogon i preuzimanje, uslovi rada sistema i mogućnosti praćenja procesa rada kao i uslovi održavanja nezaobilazni su kao potreba za obezbeđenje mogućnosti većeg stepena primene dijagnosticiranja stanja radne ispravnosti tehničkog sistema.
Kod utvrđivanja logičkih međusobnih zavisnosti uglavnam se utvrđuje sledeće: koje ulazne veličine tehničkog sistema u samom sistemu moraju da pretrpe promene, kaje vrste moraju da budu ove promene, i kakvo dejstvo ove promene imaju na druge veličine i koji preduslovi moraju da budu
ispunjeni da se ove promene mogu smatrati mogućim.Logičke funkcije opisuju odnos između ulaznih i izlaznih veličina mašinskag sistema, i mogu
da se odnose na različite osnovne veličine bilo statičke bilo dinamičke.Utvrđivanje fizičkih međusobnih zavisnosti bitan je spajajući deo između zadataka koji su
apstraktno formulisani logičkim funkcijama i konstruktivnim međusobnim zavisnostima. Pri tome će sve zavisaosti koje su utvrđene u okviru utvrđivanja logičnih međusobnih zavisnosti biti konkretizovane u prirodnim uslovima. Fizičke međusobne zavisnosti su najčešće osnova pojedinačne zavisnosti. Kao fizička funkcija označava se tada neka zavisnost ako ispunjava jedan određeni zadatak.
Dejstvo jedne fizičke funkcije je uvek spojeno sa nekim nosiocem funkcije. Zavisno od vrste funkcije nasioc funkcije može da bude materijalan ili energetski. Nosioci funkcije često znatno pomažu poboljšanju razumevanja i uočavanja međusobne zavisnosti. Fizičke zavisnosti mogu u načelu da se postave i opišu slikama ili znacima, rečima ili matematičkim metodama.
Pri utvrđivanju konstruktivnih međusobnih zavisnosti utvrđuje se spoljašnje stanje i predmetna struktura mašinskog sistema. Svrha ove faze u okviru projektovanja i konstruisanja jeste prevođenje teoretskih saznanja iz prethodnih faza u jednu predmetnu sliku i na taj način stvara se osnova za obradu sledeće faze. Sistematizovanim ocenjivanjem i utvrđivanjem konstruktivnih varijanti mogu da se pronađu najbolja rešenja, tehnoekonomska, u pogledu na: sklapanje, proveru, otpremu i montažu, pogodnost za održavanje, potrebne zalihe rezervnih delova, sigurnost i pouzdanost u radu itd.
U fazi završetka utvrđivanja konstruktivnih veza dejstava završava se razjašnjenje svih značajnih podataka i informacija i prelazi se na izradu proizvodne dokumentacije.
U središtu ove faze je obrada informacija o tehničkom sistemu koji se obrađuje. Pored toga svi postupci koji vode realizaciji proizvodnje mašinskog sistema moraju se komentarisati i dokumentovati. Jasno je da proizvođač tehničkog sistema u procesu projektovanja i konstruisanja poseduje detaljne informacije o funkcionisanju svih delova tehničkog sistema. Na osnovu tih informacija o svojstvima tehničkog sistema izrada sistema dijagnosticiranja stanja radne ispravnosti može da dobije visok nivo kvaliteta upotrebljivosti. To je razlog više da budući korisnik tehničkog sistema primi od proizvođača što kompletnije informacije o svojstvima sistema, kompletnu tehničku dokumentaciju sa opisima funkcionisanja pri ostvarivanju projektovane namene, neophodnu za dijagnozu i otklanjanje uzroka otkaza.
d) Konstruktivna rešenja podesna za dijagnozu. - Tehnički sistem je podesan za dijagnozu kada se sve dijagnostičke mere mogu obaviti pristupačno sa visokom radnom produktivnošću i potrebnom tačnošću, kao i sa što manjim troškovima. Konstruktivno rešenje podesno za
28
Tehnička dijagnostika
dijagnozu proizlazi iz opšteg principa ekonomičnog konstruisanja po kome tehnički sistem treba konstruisati tako, da troškovi proizvodnje, rada i održavanja budu minimalni u toku projektovanog vremena korišćenja. Na osnovu ovih zahteva mogu se postaviti neki principi za konstruktivna rešenja podesna za dijagnozu koja treba uzimati u obzir: primena mera tehničke dijagnostike samo ako iz njih proizilaze ekonomske prednosti, odabiranje takvog dijagnostičkog sistema koji obezbeđuje najmanje troškove, najveće mogućnosti
prilagodljivosti većem broju zadataka i koji ima najmanje zahteva u pogledu dodatnog usavršavanja osoblja koje sa njim radi,
optimalno prilagođavanje konstnstruktivnog oblikovanja tehničkog sistema i dijagnostičkih uređaja, s ciljem da se smanji utrošak vremena za dijagnozu i obezbeđenje povoljnih radnih uslova za dijagnostičko osoblje. Tada treba odlučiti koliko treba ići u konstruktivnom spajanju tehničkog sistema i uređaja za dijagnozu,
montaža davača koji prima dijagnostički signal od tehničkog sistema i vodi ga u dijagnostički uređaj, treba po mogućnosti da se obavi što bliže mestu koje se dijagnosticira. Na tačnost dijagnoze u mnogome utiče dužina dijagnostičkog kanala.Proces konstruisanja treba da rešava veoma bitno pitanje veze dijagnostičkog uređaja i
tehničkog sistema. To pitanje može se posmatrati kroz sledeće oblike: dijagnostički uređaj je potpuno odvojen od sistema. Upotreba ovih uređaja moguća je uz
primenu specijalnih umetaka što predstavlja naknadno prilagođavanje, konstrukcija tehničkog sistema ima predviđenu magućnost za ugradnju davača (prijemnik i
pretvarač dijajnostičkog signala). Ova varijanta će preovladati u svakoj budućnosti. konstrukcija tehničkog sistema ima stalno ugrađen dijagnostički davač. Ova varijanta je sa
najmanjim troškovima. Davači moraju imati veću pauzdanost nego tehnički sistem, dijagnostički uređaj je stalno spojen sa tehničkim sistemom. Ovde se dijagnoza svodi na
očitavanje dijagnostičkih nalaza preko pokaznog instrumenta ili uočavanjem svetlosnih ili zvučnih signala, koji signaliziraju neko granično stanje.U skladu sa navedenim principima konstruktivnih rešenja padesnim za dijagnozu treba izraditi
smernice. koje dozvoljavaju konstruktoru da odabere optimalnu varijantu konstrukcije. Smernice mogu imati opšti karakter, tj, mogu da izlaze van okvira konstruktivnog rešenja podesnog za dijagnozu, na primer, utvrđivanje pristupačnosti.
e) Metodika konstruisanja tehničkog sistema podesna za dijagnozu. Usavršavanje zahteva za konstruktivna rešenja podesna za dijagnozu mora biti sastavni deo jednog jedinstvenog procesa konstruktivnih rešenja podesnih za održavanje, jer uspostavlja poprečne veze sa ostalim zahtevima podesnosti jednog novog tehničkog sistema za održavanje. Unutar ovog procesa a u vezi sa konstruktivnim rešenjem podesnim za dijagnozu sprovode se sledeći zadaci: analiza svih nastalih procesa oštećenja i utvrđivanje dijagnostičkih zahteva sa istovremenim
uvažavanjem kontrole kvaliteta, ekonomičnim i kvalitetnim radom mašine kao i zaštite na radu,
dokaz svrsishodnosti dijagnoze preko izbora povoljnih metoda održavanja, sagledavanje mogućnosti dijagnostičkih sistema prema konstrukciji tehničkog sistema, isprobavanje podesnosti za dijagnozu razvojnog uzroka u toku gradnje prema jednom
pragramu i isprobavanje primene uzorka kao i po potrebi specijalna probna ispitivanja, koja simuliraju realne dijagnostičke uslove, ocenjivanje postignutog nivoa i preciziranje zahteva konstruktivnog rešenja podesnog za dijagnozu.Ovaj proces započinje u pripremi izgradnje prototipa i mora se ponoviti kod svih ostalih
stepena izrade prototipa kao i kod prvih serijskih proizvoda. To znači da je realizacija jednog konstrukcionog sistema rešenja podesnog za dijagnozu rezultat usaglašenog rada stručnjaka za razvoj u preduzeću koji se bave konstruisanjem, konstruktora, inženjera koji sa bave ispitivanjem prototipa i dijagnostičkih stručnjaka u praksi.
29

Tehnička dijagnostika
2.4. Određivanje optimalne procedure ili algoritma dijagnostike
2.4.1. Matematički modelFormalni opis objekta dijagnoze, njegovo ponašanje u ispravnom i neispravnom stanju, predstavljen u analitičkoj, tabličnoj, vektorskoj ili u nekoj drugoj formi nazivamo matematičkim modelom objekta dijagnoze. Matematičke modele objekta dijagnoze možemo razvrstati na jedan od sledećih načina:1. Modeli analognih objekata:
logični modeli i grafovi uzročno-posledičnih veza, modeli objekata u obliku sistema diferencijalnih jednačina, modeli objekata u obliku dijagrama polaznih signala i topološki modeli objekata ili orjentisani graf.
2. Modeli diskretnih kombinovanih objekata: eksplicitni i implicitni model, model ispravnih kombinovanih objekata i model otkaza i modeli neispravnih kombinovanih objekata.
3. Modeli diskretnih objekata sa pamćenjem: modeli ispravnih diskretnih objekata sa pamćenjem i modeli neispravnih diskretnih objekata sa pamćenjem.U zavisnosti od vremena ispravan ili neispravan objekat može biti predstavljen kao dinamički
ili kao statički sistem. Kod dinamičkog sistema stanje u svakom vremenskom trenutku ( t) definiše vrednost ulaznih, unutrašnjih i izlaznih koordinata. Kod statičkog sistema stanje objekta ne zavisi od vremena. Objekte možemo razvrstati u tri klase: neprekidni (objekti dijagnoze čije su vrednosti svih koordinata zadate kao kontinualni skup
vrednosti), diskretni (oni objekti dijagnoze čije su vrednosti svih koordinata zadate na konačnim
skupovima, a vreme je diskretna veličina) i hibridni objekti dijagnoze kod kojih su vrednosti nekih koordinata objekta zadate na
kontinualnim skupovima a vrednosti drugih koordinata na konačnom skupu.Moguća je još jedna podela objekata dijagnostike na objekte bez pamćenja i objekte sa
pamćenjem. Objekti bez pamćenja su oni kod kojih se vrednosti njihovih izlaznih koordinata jednoznačno određuju vrednostima njihovih ulaznih koordinata. Objekti sa pamćenjem su oni kod kojih se posmatraju zavisnosti vrednosti njihovih ulaznih koordinata ne samo u funkciji od ulaznih koordinata već i od vremena.
Ulazne i izlazne promenljive mogu biti osnovne i dopunske. Postoje i unutrašnje promenljive.Izraz:
z=f(x,y,t)
se razmatra kao neka forma predstavljanja sistema prenosnih funkcija ispravnog objekta dijagnoze, koja izražava zavisnost izlaznih funkcija (z) koje realizuje objekat od njegovih ulaznih promenljivih (x) početnih vrednosti, (y) unutrašnjih promenljivih i od vremena (t).
Slika 12. Forma predstavljanja sistema prenosnih funkcija
Eventualne neispravnosti objekata mogu se svrstati u : grupu elementarnih ili pojedinačnih neispravnosti koje ne mogu biti predstavljene skupom i grupu složenih neispravnosti koje mogu biti predstavljene skupom elementarnih
neispravnosti.30
Tehnička dijagnostika
Skup svih razmatranih pojedinačnih i složenih neispravnosti objekata označen je sa N a sa Np
skup njegovih pojedinačnih neispravnosti. Na prvi pogled je uočljivo da je . Za objekat sa neispravnosti (i=l, 2, ..., N), kaže se da se on nalazi u i-tom neispravnom stanju.
Objekat koji se nalazu u i-tom neispravnom stanju realizuje sistem prenosnih funkcija:
predstavljenih u istom obliku kao i prenosna funkcija z. Važno je da se početna vrednost unutražnjih promenljivih i-tog neispravnog objekta i y ispravnog objekta ne moraju podudarati.
Ako su matematički modeli nekih ili svih neispravnosti iz skupa N nepoznatih, tada zavisnost:
mogu biti dobijene kao rezultat fizičkog eksperimenta direktno nad objektom dijagnosticiranja uz postojanje odgovarajućih neispravnosti.
Zavisnost:
se vrlo često zadaje u obliku koji uzima u obzir unutrašnje karakteristike objekta i samim tim je omogućena tačnost predstavljanja njegovih fizičkih neispravnosti.
a) Eksplicitni model. Eksplicitni model objekta dijagnostikovanja predstavlja sveukupnost formalnih opisa ispravnog objekta i svih njegovih razmatranih neispravnih modifikacija. Poželjno je imati sve navedene opise u jednom obliku zbog jednostavnije obrade.
Ranije dat sistem jednačina za sve obrazuje eksplicitni model objekta dijagnostikovanja i označava se sa . Često se u eksplicitnom obliku zadaje samo jedan model ispravnog objekta dijagnostikovanja, a ponašanje objekta u i-tom naispravnom stanju se predstavlja posredno preko skupa N mogućih neispravnosti.
b) Implicitni model. Implicitni model objekta dijagnostikovanja sadrži formalni opis objekta, matematičke modele njegovih fizičkih neispravnosti dobijenih na osnovu ovih podataka i svih drugih opisa koji su od interesa. Najčešće je zadat model ispravnog objekta na osnovu kojeg se postavlja model njegovih neispravnih modifikacija. Kod ovakvog modela dijagnostikovanja, potrebno je da se zadovolji uslov jednostavnosti dobijanja opisa modela dijagnostikovanja.
Implicitni objekt dijagnostikovanja obrazuju: zavisnost (z=f(x,y,t)) skup N mogućih neispravnosti objekta i način na koji se izračunava zavisnost ( ) u odnosu na (z=f(x,y,t)) za bilo koju
neispravnost .Ovakav model može biti predstavljen u obliku:
Matematički modeli neispravnosti poznati za sve , se mogu transformisati tako, ,
da se dobiju sve zavisnosti .
2.4.2. Elementarna provera objekta dijagnozeVrlo je značajno postaviti model objekta dijagnoze na osnovu elementarnih provera objekta i
obrade njihovih rezultata. Neka je P skup svih definisanih provera, objekta,
31
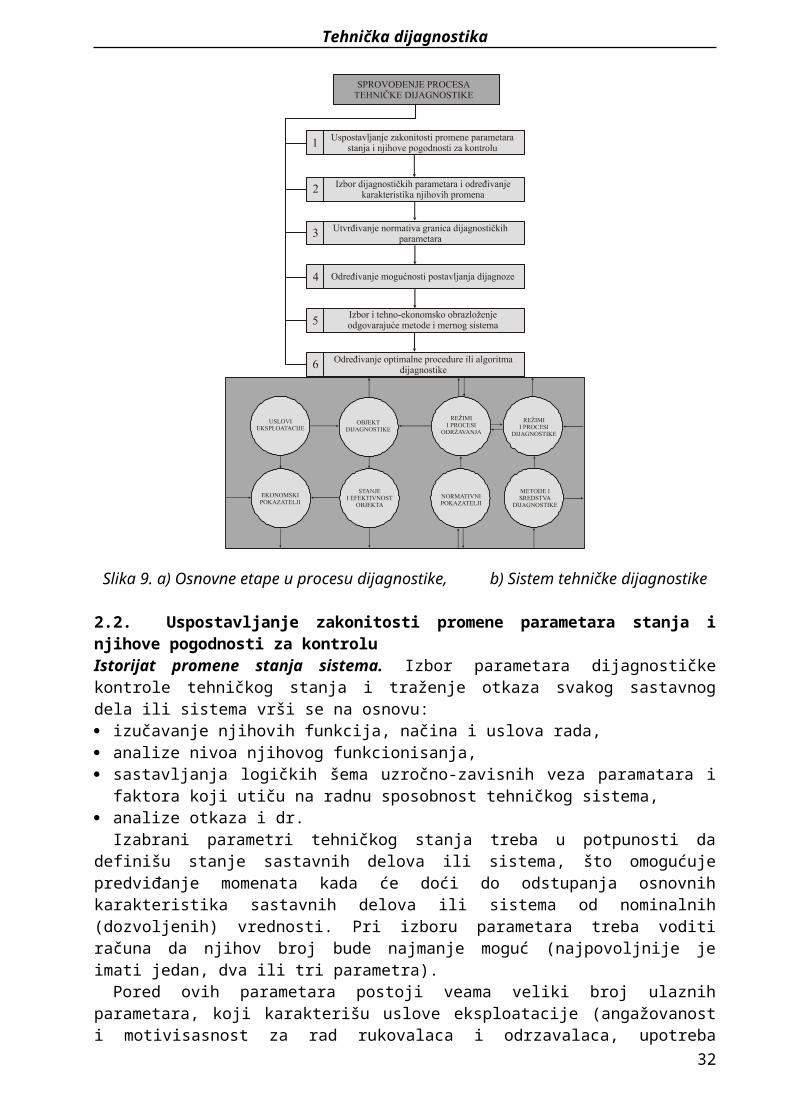
Tehnička dijagnostika
koje su fizički ostvarljive u konkretnim usklovima. Svaka elementarana provera okarakterisana je vrednosšću dejstva koje se svodi na objekat i odzivom objekta na takvo dejstvo.
Veličina dejstva u elementarnoj proveri određena je sastavom ulaznih promenljivih i nizom u vremenu t njihovih vrednosti , i početnom vrednošću unutrašnjih promenljivih.
Odzivi objekta u kontrolisanim tačkama (rezultati elementarnih provera) zavise od tehničkog stanja objekta. Rezultat elementarnih provera ispravnog objekta može se predstaviti izrazom:
a i - neispravan objekat izrazom:
dok konkretnom ponašanju objekta odgovara opis:
2.4.3. Metoda test dijagnozeMetoda test dijagnoze može se predstaviti šemom sistema na slici 13. Upravljački blok koji
pamti algoritam dijagnostikovanja, preko izvora dejstva, generiše dejstva elementarnih provera i u saglasnosti sa algoritmom dijagnostikovanja po određenom redosledu šalje ih preko uređaja sistema za vezu na objekat dijagnostikovanja.
Slika 13. Seme sistema test dijagnostike
Takođe je moguć uticaj i na fizički model objekta preko izvora dejstva. Upravljački blok može direktno da utiče na objekat preko uređaja za vezu. U opštem slučaju, sistem veze može vršiti komutaciju kanala veze u odnosu na signale bloka upravljanja. Kada ovaj sistem rešava zadatak provere ispravnosti objekta, tada se realizacija fizičkog modela svodi na predstavljanje funkcije:
32
Tehnička dijagnostika
za sve . Uporedo sa izlazom fizičkog modela dat je i skup signala {Rj}. Kada je poznato stanje objekta, tada u fizičkom modelu moraju biti predstavljene predhodne zavisnosti kao i zavisnosti:
za sve i sve , odnosno skup izlaznih sisgnala fizičkog modela obrazuje skup {Rj} ili {Ri
j}. Ispravan objekat daje skup signala {Rj} a neispravan daje {Rij}.
Fizički model daje informaciju o mogućim tehničkim stanjima objekta u vidu mogućih rezultata Rj i Ri
j elementarnih provera, iz skupa T. Odzivi objekta dijagnostikovanja na dejstva predstavljaju se kao rezultati R*
j elementarnih provera . Tada se naredna elementarna provera određuje u zavisnosti od konkretnih rezultata R*
j njihovih prethodnih elementarnih provera. Na slici 13. dat je blok za dekodiranje rezultata. Njime se vrši upoređivanje mogućih {Rj}, Ri
j i R*j
konkretnih rezultata elementarnih provera, određuju naredne provere i formiraju rezultati.
2.4.4. Metoda funkcionalne dijagnozeŠema sistema funkcionalne dijagnoze prikazana je na slici 14. Dejstava predstavljaju radne
uticaje , radna dejstva, kada se objekat primenljuje po svojoj nameni ili je u režimu simulacije rada. Sa objekta se uzimaju signali upravljanja , sredstvima dijagnostike i signali R*
j odziva objekta na dejstva . Signali ; su potrebni kada postoji neophodnost upravljanja fizičkim modelom i blokom upravljanja u zavisnosti od režima rada objekta. Blok upravljanja po signalima a takođe i po signalima obrnute veze od bloka dekodiranja rezultata, ostvaruje komutaciju kanala uređaja veze. Ako u sistemu funkcionalne dijagnostike postoji funkcija zaštite objekta, blok za dekodiranje rezultata daje komande za upravljanje objektima.
Blok za dekodiranje rezultata upoređuje stvarne rezultate R*j elementarnih provera sa
mogućim rezultatima {Rj}, {Rij} koje daje fizički model. Pri rešavanju zadatka provere
pravilnosti funkcionisanja objekta, fizički model čuva i predaje rezultate samo skupu {Rj}.
Slika 14. Seme sistema funkcionalne dijagnoze
Sistem funkcionalne dijagnostike predstavlja široko rasprostranjen sistem centralizovane kontrole, pri čemu se o tehničkom stanju objekta sudi na osnovu upoređenja rezultata kontrolnih vrednosti parametara objekta sa njihovim najvišim dozvoljenim vrednostima. U tom slučaju, fizički model objekta dijagnoze predstavlja aparatura čuvanja, pamćenja i davanja poznatih dijagnostičkih vrednosti kontrolisanih parametara. Šema predstavjena na slici 14. može biti i drugačija u zavisnosti od toga kakvog je oblika sistem i u zavisnosti od sredstava dijagnostike.
2.5. Predstavljanje matematičkog modela tabličnom formom
33
Tehnička dijagnostika
Eksplicitni matematički model objekta dijagnostike ( ), odnosno, sveukupnost funkcijaz=f(x,y,t) i , može se predstaviti u tabelarnoj formi (Tabela 1.). Ispravno stanje objekta označava a neispravno . Svakom i- neispravnom stanju odgovara neispravnost iz skupa N i obrnuto. U Tabeli 1. dozvoljene elementarne provere pj iz skupa P su po vrstama, a po kolonama tehnička stanja objekta iz skupa E ili funkcije i
. Objekat je realizovan funkcijom, i on može biti u: ispravnom stanju e, i=0, ili u neispravnom stanju ei. U kvadratu (j,i) se nalazi rezultat Ri
j elementarne provere pj objekta koji se nalazi u ei tehničkom stanju.
Ovakva tablična forma naziva se tabelom funkcija neispravnosti objekta dijagnoze. Tabela kao univerzalni matematički model objekta dijagnoze, vrlo pregledna i pogodna za procenu i klasifikaciju principa, kao i za osnovne procedure realizacije algoritma dijagnoze.
Sto se tiče dijagnoze, skup P ima osobinu otkrivanja bilo koje neispravnosti is skupa N, tj. za bilo koju neispravnost , postoji bar jedna elementarna provera , takva da je , a takođe i osobinu raspoznavanja svih neispravnosti iz skupa N, tj. za svaki par neispravnosti
, , će se naći bar jedna elementarna provera , takva da je .
Skup P ima svojstvo otkrivanja neispravnosti, kolona e tabele razlikuje se od kolone tabele. Tabela funkcija neispravnosti, kao i svaki matematički model objekta, potrebna je za dve primene: postavljanje algoritma dijagnostike i postavljanje fizičkog modela pri realizaciji ovih sistema.
Tabela 1.3: Matematički model objekta dijagnoze
RE
e ... ej ... eN
P
p R1 R1i R1
(N)
.
.
.
.
.
.
.
.
.
.
.
.pj Rj Rj
i Rj(N)
.
.
.
.
.
.
.
.
.
.
.p(p) R(p) R(p)
i R(P)(N)
2.6. Mogućnosti racionalizacije tabele funkcija neispravnostiVrlo često ograničavajući faktori pri primeni tabele funkcija neispravnosti mogu biti njene
dimenzije. Racionalizacija tabele može imati dva pravca: smanjenje broja vrsta tabele i smanjenje broja kolona tabele.
Smanjenje broja vrsta se može postići smanjenjem elementarnih provera, tj. izostavljanjem onih elementarnih provera koje se ne sreću u procesu ostvarenja radnog algoritma objekta dijagnoze. Postavlja se opšti zahtev da u izbornom skupu P elementarnih provera bude sačuvano svojstvo potpunosti.
Smanjenje broja kolona tabele odgovara broju razmatranih tehničkih stanja objekta dijagnoze. Neosnovano isključenje kolona tabele može dovesti do lažnih rezultata dijagnoze. Maksimalno skraćenje dimenzija rezultata elementarnih provera P, tabele, može se izvesti na sledeći način: ako rezultati elementarnih provera zadovoljavaju uslov , tada su jednaki l, a
za ostale rezultate kada je uzimaju se da su jednaki 0. Ovakva uprošćena tabela funkcija neispravnosti naziva se binarni matematički model objekta dijagnoze.
34
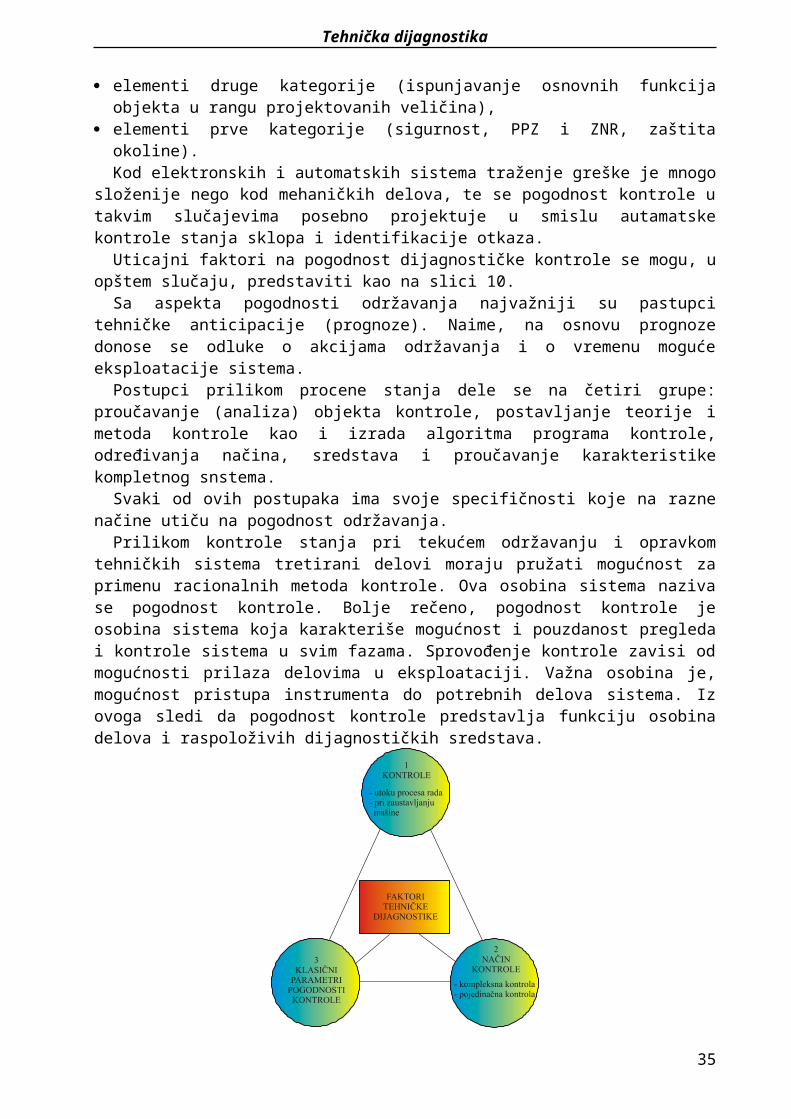
Tehnička dijagnostika
Uprošćenje na ovaj način vodi uproščenju realizacije prenosa signala, merenja, poređenja i analize ovakvih rezultata u sistemima dijagnoze. Informacije iz P tabela se mogu dobijati po delovima što odgovara radu sa implicitnim matematičkim modelom objekta dijagnoze.
2.7. Utvrdjivanje potrebne dubine dijagnoze.Algoritam dijagnoze može se primenjivati za proveru ispravnosti, radne sposobnosti,
pravilnosti funkcionisanja ili za pretrazivanje neispravnosti. Za bilo koju od navedenih primena tehničkih stanja objekta treba zadati i podatke o potrebnoj dubini dijagnoze.
Zadavanje dubine dijagnoze je praktično kada objekt ima odgovarajuću podelu na konstruktivne jedinice. Sprovodjenje dijagiioze sa dubinoni do zamenljivog bloka česta je potreba.
2.8. Definisanje fizickog modela objekta dijagnoze.Tabela funkcija neispravnosti predstavlja fizicki model objekta u sredstvima dijagnoze.
Proces dekodiranja stvanih rezultata elementarnih provera predstavlja se tako što svaka realizovana elementarna provera izdvaja odgovarajuću vrstu tabele a njegov konkretni rezultat deli skup kolona tablice na dva podskupa. Te kolone se precrtavaju. Preostale kolone predstavljaju podskup mogućih stanja objekta dijagnoze. Kada u tabeli ostane samo jedna kolona to odgovara završetku procesa dijagnoze. Njenim precrtavanjem dolazi se do saznanja da je objekat neispravan.
2.9. Algoritam za postavljanje fizickog modela.Algoritam dijagnoze je zadat skup elementarnih provera, redosled njihovih realizacija i
pravila obrade rezultata realizovanih elementarnih provera radi dobijanja rezultata dijagnoze.Pri projektovanju sistema dijagnoze težimo da gradimo algoritme dijagnoze sa sto manjim
brojem elementarnih provera. Kada tabela sadrži više vrsta i kolona, tada treba više operacija za njenu obradu pri postavljanju ekonomskih algoritama dijagnoze. Može se postaviti algoritam dijagnoze (trivijalni) koji sadrži sve elementarne provere skupa, i tada je fizički model predstavljen tablicom funkcija neispravnosti. Druga krajnost, često nedostižna, jeste dobijanje svih nesuvišnih algoritama dijagnoze, a cilj je izabrati najbolji (minimalni). Kao polazni podatak za algoritam je tabela funkcija neispravnosti i podela skupa na podskupove da bismo obezbedili potrebnu dubinu dijagnoze. Algoritam treba da izvrši pretraživanje svih mogućih neuređenih parova tebele funkcija neispravnosti izdvajanjem svih parova tehničkih stanja koji pripadaju razlicitim podskupovima i za svaki takav par pregledom svih redova tabele da definiše podskupove elementarnih provera pri čemu su rezultati za tehnička stanja različiti.
35
Tehnička dijagnostika
Slika 15. Algoritam za postavljanje fizičkog modela
2.10. Algoritam za izračunavanje vrsta tabele.Vrsta tabele funkcije neispravnosti izračunava se putem višestrukih rešenja direktnih zadataka
analize modela i sastoji se u tome da model prima početni ulazni uticaj elementarne provere i omogućava izračunavanje bilo kog rezultata. U drugom slučaju model uvodi i neispravnost. Ovaj prilaz ograničen je na mali broj mogućih neispravnosti. Drugi prilaz je pretraživanje mogućih tehničkih stanja izračunavanjem samo sumnjivih tehničkih stanja neposredno prema matematičkom modelu ispravnog objekta korišćenjem rezultata fizičkog eksperimenta nad objektom koji su od ranije poznati. Jedan od načina rešavanja direktnih zadataka dijagnoze za zadavanje izlaznih podataka u obliku matematičkog modela ispravnog objekta dijagnoze i skupa pojedinačnih neispravnosti. Tada je neophodno izračunati podskup sumljivih pojedinačnili neispravnosti prema zadatim rezultatima i prema poznatim rezultatima fizičkog eksperimenta nad objektom.
Direktnom analizom modela ispravnog objekta određuje se rezultat elementarne provere i za taj rezultat računa se podskup sumljivih neispravnosti, sa prethodno dovedenim ulaznim uticajima.
Slika 16. Algoritam za pretraživanje
36
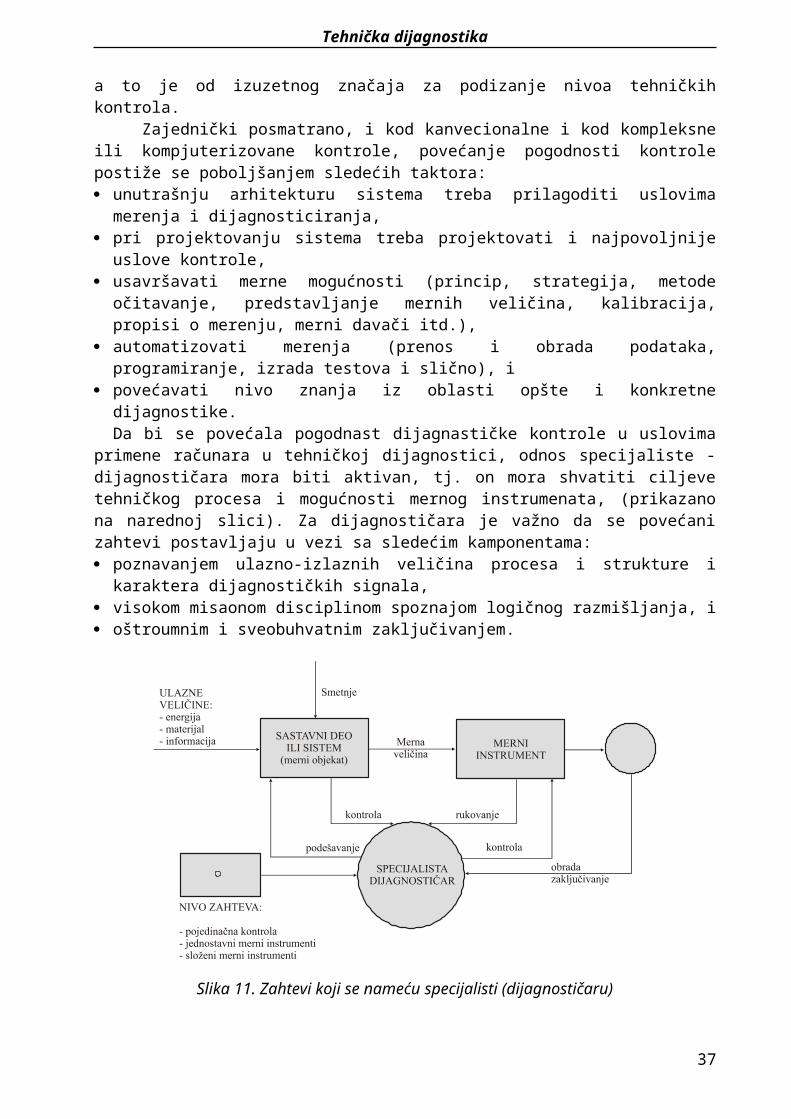
Tehnička dijagnostika
2.11. Graf-algoritam dijagnoze.Koristeći metode i rezultate elementarnih provera, proizvoljan algoritam dijagnoze može se
predstaviti nekim orijentisanim grafom (drvo u ovom slučaju). Drvo ima temena dva tipa: temena iz kojih ne izlazi ni jedna grana i temena iz kojih izlazi bar jedna grana.
Objedinjavanje svih podskupova tehničkih stanja pripisanih krajnjim temenima drveta čine skup mogućih tehničkih stanja objekta dijagnoze. Svakom putu u drvetu odgovara niz elementarnih provera pripisanih temenima puta. Govoreći o algoritmima dijagnoze ne može se zaobići ni ekonomski aspekt kao veoma značajan. Da bi se utvrdilo tehničko stanje objekta dijagnoze zadatim algoritmom, troškovi izazvani pri njegovoj realizaciji mogti se predstaviti kao:
gde je: - je zbir troškova elementarnih provera predviđenih algoritmom dijagnoze,
- uticaj tehničkog stanja ei u odnosu na ostala stanja skupa E.
37
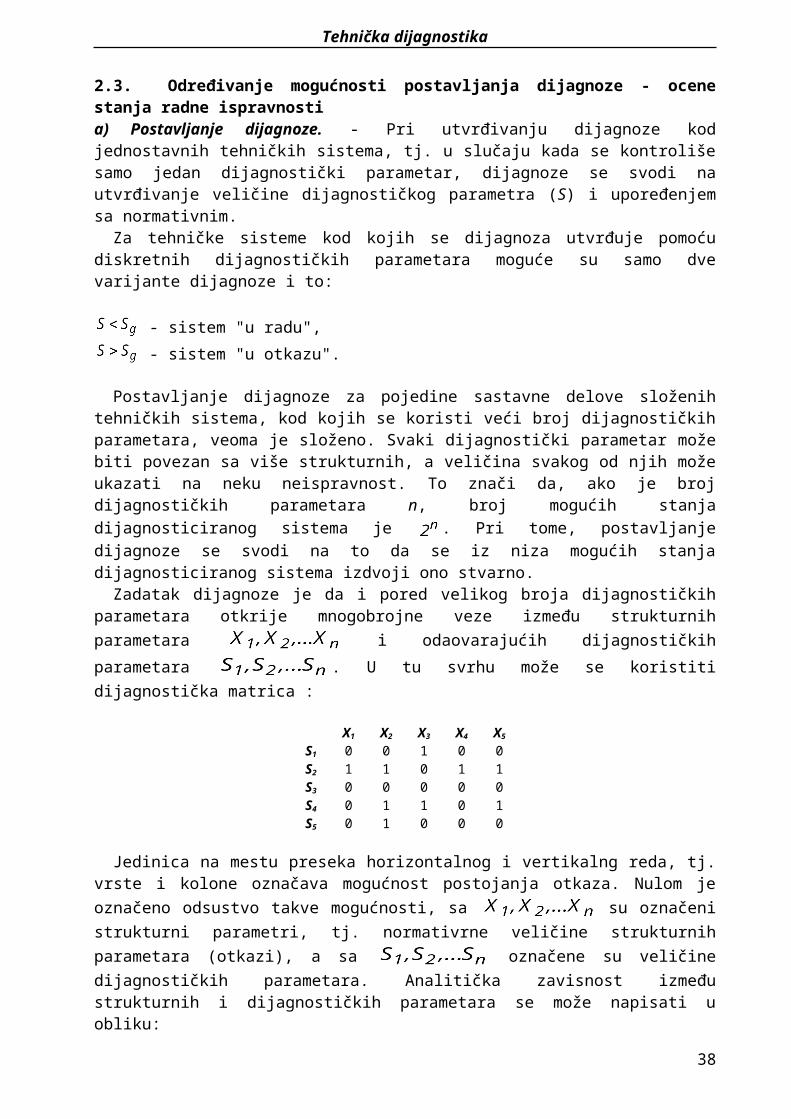
Tehnička dijagnostika
POSTUPCI TEHNIČKE DIJAGNOSTIKE
38
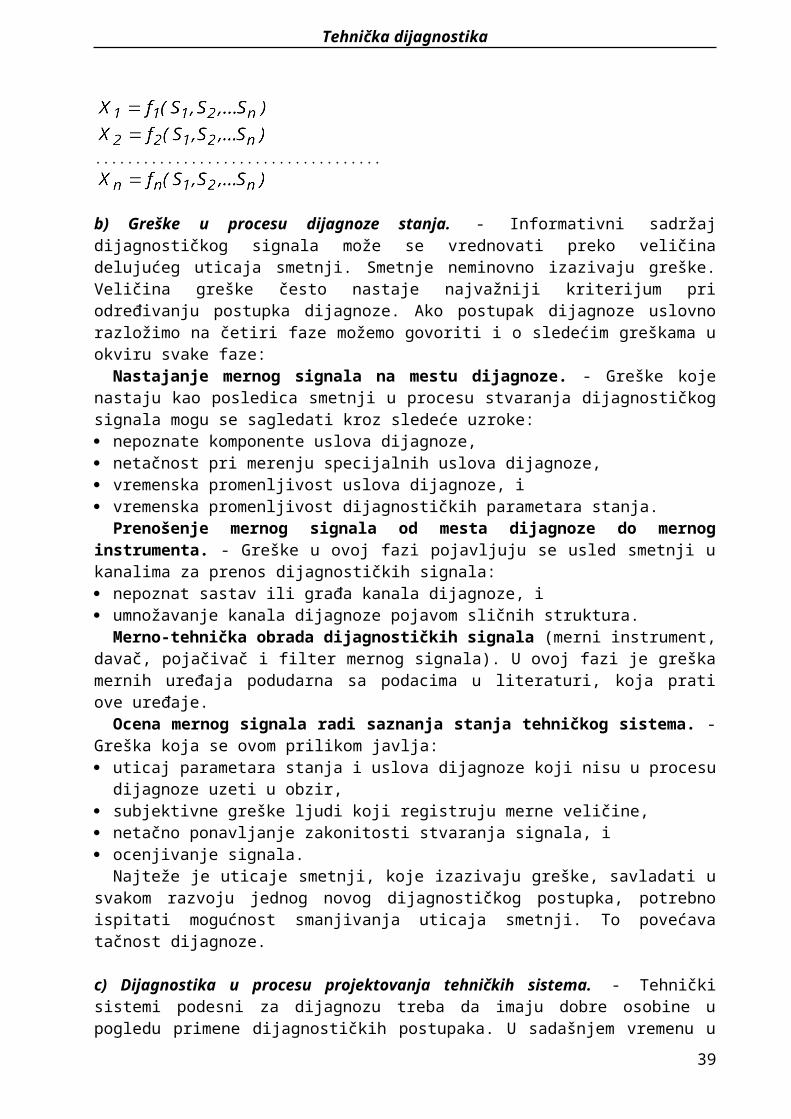
Tehnička dijagnostika
3. POSTUPCI TEHNIČKE DIJAGNOSTIKE
Osnovi tehnike merenja. Svaki zadatak merenja i kontrole razrađuje se u planu izvođenja eksperimenata, pri čemu se teži da se sa minimalnim brojem mernih veličina dobiju potrebne i dovoljne informacije o identifikaciji i ponašanju mernog objekta. Izbor odgovarajućih mernih veličina, njihovih tolerancija, odnosno izbor odgovarajućih tehničkih uslova ispitivanja, odgovarajućih metoda, projektovanje i izbor mernog instrumentarijuma i pomoćnih pribora je zadatak inženjera dijagnostičara. Pri tom treba dobro poznavati ponašanje mernog objekta u vezi s povezivanjem mernih informacija i intervencijskim promenama radi postizanja optimalnih modifikovanih stanja.
Klasifikacija tehnike merenja. Tehnika merenja pripada metrorologiji – nauci o merenju. Ona pročava metode i sredstva za merenje, načine za obezbeđenje jedinstva merenja, zatim načine za postizanje potrebne tačnosti merenja, jedinice za merenje fizičkih veličina, mere, etalone i kalibre, načine prenosa jedinica od talona i kalibara na radna sredstva merenja. Zatim proučava teoriju greški merenja, metode statističke kontrole, metode matematičke obrade rezultata merenja, metode i klasifikaciju sredstava merenja itd. S tačke gledišta opštih načina dobijanja rezultata, merenja mogu biti direktna, indirektna, grupna i centralizovana. S tačke gledišta tačnosti rezultata, merenja se mogu podeliti na sledećc klase: merenja s maksimalnom tačnošću na postojećem nivou tehnike, merenje s ciljem provere i kontrole, kod kojih greška ne srne da pređe neku zadatu vrednost, tehnička merenja u proizvodnim i pogonskim uslovima, kod kojih greška zavisi od
upotrebljenih sredstava i metoda merenja.Prema načinu izražavanja rezultata, merenja mogu biti apsolulna i relativna. Apsolutna
merenja su ona merenja na direktnim merenjima jedne ili više osnovnih veličina ili primenom vrednosti fizičkih konstanti. Relativna merenja su merenja izražena u relativnim odnosima merene veličine i istorodne veličine uzete za referentnu.Izrmeđu pojma merenja i kontrole treba praviti izvesnu razliku zato što se merenjem određuju apsolutne vrednosti neke merene veličine, a kontrolom se vrši samo provera odstupanja merene veličine od upotrebjene uporedne veličine iste vrste.
Prema karakteru promene merene veličine vremenom, merenja mogu biti: statička, kod kojih merena veličina oslaje nepromenjena, i dinamička, kod kojih se merena veličina menja s vremenom. Te promene mogu biti
determinističke i stohastičke (slučajne). Prve, zatim, mogu da budu periodične i neperiodične, a druge stacionarne i nestacionarne.Osnovne kategorije merenja su: princip merenja, metod merenja, greška, tačnost, pravilnost i
vernost, reproduktivnost, prag osetljivosti i dr.Pod principom merenja podrazumeva se fizička pojava ili skup fizičkih pojava na kojima
počiva osnova merenja, npr. merenje temperature na osnovu termoelektričnog efekta.Pod metodom merenja podrazumeva se skup odgovarajućih prinipa i sredstava merenja.
Sredstva merenja čine sva upotrebljena tehnička sredstva koja imaju normirana metrološka svojstva.
S obzirom na vrstu sredstava, merenja se mogu podeliti na: mehanička, optička, električna i elektronska. S obzirom na vrstu merene veličine, merenja se dele na: merenje dužine, brzine, sile, pritiska, napona, struje itd. Zatim, pored električnih merenja električnih veličina, imamo i električna merenja mehaničkih opšte neelektričnih veličina.
Merni sistemi. Merni sistemi čine skup mernih sredstava i pomoćnih uređaja - pribora i instrumenata međusobno povezanih, pomoću kanala veze, sa bjektom merenja, kontrole i upravljanja u jednu funkcionalnu celinu. Zadaci merenja mogu biti veoma različiti, i to: merenja s ciljem nadgledanja i kontrole stanja procesa, npr. merenja u komercijalne svrhe,
kao što su električna brojila, vodomeri, plinomeri i dr. u domaćinstvu i u inidustriji, merenja i eksperimentalna analiza u naučno-tehničkim zadacima s ciljem određenja ponašanja
39
Tehnička dijagnostika
procesa i dobijanja nove zakonitosti i poboljšanja rezultata, i merenja u svrhu aktivine kontrole i upravljanja, pri čemu rezultati merenja služe kao osnovna
informacija i inicijator regulacije i upravljanja procesa.Merni pribori i instrumenti su uređaji za merenje i indikaciju različitih fizičkih veličina
(geometrjskih, vremenskih, mehaničkih, termičkih, akustičkih, električnih i dr.). Njihova konstrukcija mora da bude takva da omogući postizanje potrebne tančosti, pouzdanosti i reproduktivnosti merenja, da se mogu lako prenositi i da su što jednostavniji za rukovanje i kalibraciju. Razlikujemo : instrumente pokazivače, instrumente izjednačivače (kompenzacione instrumente) pisače, osciloskope, oscilografe i instrumente brojače.
Metode merenja. U osnovi mogu se razlikovati tri karakteristična pristupa definiciji funkcije merenja. Prvi je tzv. klasični pristup, drugi je vezan za razvoj tehnike mernih pretvarača a treći je nastao u okviru savremene teorije meno-informacionih sistema.
Uvođenjem i razvojem mernih pretvarača (senzora) u tehniku merenja menja se i shvatanje suštine procesa merenja. Na osnovu ovoga merni mstrumentarijumi i pribor prikazuje se kao strukturni sistem članova međusobno povezanih u merni lanac ili kanal s ciljem da se dobije rezultat merenja u onom obliku u kojem ga operatori ili mašina mogu na svrsishodan način iskoristiti za identifikaciju kvaliteta proizvoda ili za upravljanje procesa. Rezultati merenja za operatora prikazuju se na analognim ili digitalnim instrumentima ili pomoću registratora —pisača i štampača.
Savremeni merno-infomacioni sistemi koriste teoriju informacija i mikroelektronske sisteme, mikroprocesore i računare na višem nivou automatskog upravljanja obradnim centrima i tehnološkim procesima uz primenu fleksibilne automatizacije sa manipulacionim robotima.
Svaka metoda merenja obuhvata dve kategorije – princip merenja i merna sredstva (merni pribor, merni sistem). Pod principom merenja podrazumeva se skup fizičkih i drugih pojava i njihovih zakonitosti na kojima se zasniva merenje. Pri tom postupci merenja čine niz sukcesivnih eksperimentalnih i drugih operacija koje se izvode u toku samog procesa merenja.
Analogni metodi koriste princip skretanja, a digitalni princip odbrojavanja. Analogni metodi, zbog svoje jednostavnosti i relativno veće brzine merenja imaju šire polje upotrebe. Međutim, u novije vreme tendencija razvoja digitalnih metoda u raznim oblastima dobija sve veći značaj. Specifičnost digitalnih metoda sastoji se u kvantovanju kontinualnog električnog signala merene veličine i odbrojavanju rezultata merenja koji se pokazuje na digitalnom instrumentu.
Nulti ili kompenzacijski metod merenja sastoji se u tome da se razlika - vrednosti merene veličine i druge istorodne veličine, sa kojom se upoređuje vrednost merene veličine, svede na nulu ( ). U tom trenutku, tj. u stanju ravnoteže, vrednost merene veličine jednaka je poznatoj vrednosti - iste veličine (često se naziva i metod ravnoteže), pa je na taj način prva tražena vrednost određena (izmerena) pomoću druge poznate vrednosti. Ovaj trenutak registruje se na indikatoru time što skretanje zauzima nulti položaj. Ovaj metod pripada grupi najtačnijih metoda merenja, međutim proces merenja traje relativno duže.
Prema principu merenja, merni pribori i sistemi dele se na mehaničke, optičke, električne-indukcione, induktivne, piezoelektrične, fotoelektrične itd.
S obzirom na vrste menih veličina, sistemi se mogu podeliti na merne sisteme karakteristika kvaliteta i na merne sisteme karakteristika procesa, mašine i alata.
Prema broju istovremeno merenih veličina, merni pribori se dele na jednomerne i višemerne, a prema načinu veze mernog pretvarača sa objektom merenja na kontaktne i beskontaktne.
Tabela 3.1. Metode merenjaMETODA POSTUPAK PRIMENA
40
Tehnička dijagnostika
Dubinsko (zapreminsko) Radiografija Ispitivanje naprslinaispitivanje materijala Ultrazvuk Ispitivanje naprslina, debljine zida
Vrtložne struje Ispitivanje naprslina, debljine zidaSpecijalni postupci Ispitivanje naprslina, debljine zida, ispitivanje
zamoraDijagnostika površina Vizuelno ispitivanje Kod svih postupaka vizuelne defektaže
Endoskopija Uočavanje površinskih grešaka Televizija Uočavanje greške kod teško pristupačnih
delova i kod automatizacijeIspitivanje prodiranjem boje Ispitivanje naprslinaIspitivanje magnetnim prahom
Ispitivanje naprslina
Postupak sonde potencijala Ispitivanje naprslinaMerenje hrapavosti Kontrola površina kod habanja i korozijeHolografska interferometrija Ispitivanje naprslina, sprečavanje promene
oblikaMetode termičke Merenje temperature dodirom Nadzor ležajeva, kontrola trenjadijagnostike Merenje temperature bez
kontaktaDijagnostika plamena, pregrevanja, kontrola električnih kontakta i montažnih položaja, raspodele površinske temperature
Dijagnostika vibracija Vibracija vratila Postupak kretanja velikih rotiracionih mašina, kontrola ležajeva
Efektivna vrednost Kontrola kotrljajnih ležajevaDijagnostička vrednost Dk(t) Kontrola kotrljajnih ležajeva, nadgledanje
(monitoring) armatureSpekter frekvenci Nadzor mašina i postrojenjaFazni ugao Dijagnostika mašinaVibracije pod pritiskom Sistematska dijagnostika hidrauličnih i
pneumatskih vrtloženjaNeutronski šumovi Dijagnostika reaktora
Analiza emitovanja zvuka Detekcija prskotina Integralna ispitivanja prskotina na držačima i cevovodima
Lokalizacija pukotina Kontrola pukotina na držačima i cevovodimaDijagnoza kliznih ležajeva Kontrola trenja i habanja kod kliznih ležajevaDijagnoza kotrljajnih ležajeva Dubinska dijagnostika kotrljajnih ležajevaDijagnoza dizel motora Periodične pojave kod uređajaPik energije Dijagnoza kotrljajnih ležajeva
Dijagnostika procesnih Parametri opterećenja Motori sa unutršnjim sagorevanjem, pumpeparametara Prelazni procesi Odvođenje gasa turboladera, turbina
Parametar potrošnje Motori sa unutršnjim sagorevanjemNadgledanje stepena iskorišćenja
Mašine i postrojenja
Dijagnostika čestica i Magnetna detekcija Potrošnja feritnih materijalamedija postrojenja Ferografija Potrošnja feritnih materijala
Spektroskopija Potrošnja svih materijalaRadioaktivna mikroanaliza Kontrola trošenja obeleženih materijalaDijagnoza medija postrojenja Nadzor korozionih procesa, nadzor izolacije,
nadzor emisijeDetekcija curenja Kontrola dihtovanja sistema
Sistemi dijagnoze Dijagnostika atomske elektrane
Nadzor nad primarnim rashladnim sistemom
Dijagnostika brodskih mašina Nadzor nad brodskim pogonomDijagnostika alatnih mašina Nadzor automatskih tehnoloških procesaDijagnostika poljoprivredne opreme
Nadzor funkcionalnih grupa kopnene opreme
3.1. Ispitivanje zvukom
41
Tehnička dijagnostika
Iako je stvaranje zvuka pri radu mašina neprijatna pojava, ipak ona predstavlja verne pokazatelje o stanju jedne mašine. Često akustičke oscilacije i vibracije nastupaju istovremeno. One rezultiraju, po pravilu, kao oblik mehaničkih pokretnih delova mašina. Zvučne oscilacije se mogu konstatovati uhom, a vibracije dodirom mašine. Ovakav oblik oscilacija nosi veliki sadržaj informacija o stanju mašine i one se pri subjektivnom ispitivanju koje sprovodi ispitivač ocenjuju i na osnovu toga se dolazi do zaključaka o stanju mašine. Jedan iskusan vozač na osnovu zvučnih oscilacija pogonskog sistema vozila rnože da zaključi kakvo je njegovo stanje.
Oscilacije se često uzimaju kao ocena stanja kliznih ležišta, zglobnih osovina itd. Na taj način, subjektivnim ocenama dolazi se do utvrđivanja koaksijalnosti povećanog zazora preko iskorišćenja i slično. Jedan stariji primer primene subjektivnog ispitivanja zvuka jeste utvrđivanje nezaptivenosti na pneumatskom sistemu. Pritom se zvuk pri izlasku gasa uzima kao osnova za dijagnozu. Subjektivno ispitivanje zvuka može se okarakterisati kao jedan od najstarijih postupaka dijagnoze.
S obzirom na to da su šumovi često nečujni za ljudsko uho, koriste se tzv. tehnički elektronski stetoskopi. Stetoskop (zvučni) je veoma osetljiv uređaj za osluškivanje. Tihi zvuci mogu se pojačati radi lakšeg otkrivanja. Neželjeni zvuci mogu se utišati održavanjem zvuka do jedva čujnih tonova. Ovaj instrument je pogodan za dijagnostiku sta-nja svih vrsta mehaničkih i električnih sistema, pošto brzo pronalazi i precizno locira ostale otkaze u sistemu, dok radi. On može registrovati mesta otkaza kao, na primer, slomljene kuglične ili istrošene ležaje, te time pomaže da se oni oprave – zamene pre nego što dođ do ozbiljnih otkaza. Ovaj instrament može se koristiti za otkrivanje neispravnosti u cevima. Električni aparati u radu mogu se takođe ispitivati, korišće-njem izolovane sonde bez opasnosti.
3.2.Ispitivanje akustičnom emisijom Čvrsti materijali, kad su izloženi naprezanju, emituju (ultra)zvučne signale koji upozoravaju
na greške. Pri plastičnoj deformaciji, dislokacije se kreću kroz kristalnu strukturu proizvodeći
pri tom akustične signale male amplitude.AE test se koristi za otkrivanje, lociranje, identifikaciju i prikaz grešaka u trenutku njihovog nastanka. Testiranje se ne može ponavljati. Za razliku od AE, ultrazvučna metodaotkriva greške nakon njihovog nastanka. Emitovani signal: 20 kHz – 1 MHz Signal zavisi od:
- iznenadne preraspodele naprezanja koja izaziva naponske talase- diskontinuieta u materijalu koji se ispituje- vremena (prati dinamičko ponašanje materijala)
Slika 3.1. Ispitivanje akusticnom emisijom
42
Tehnička dijagnostika
3.2.1.Područje primene Otkrivanje pukotina u strukturama (avionska krila, cevi, štampane pločice, industrijski rezervoari). Deformacije i propagacija pukotina u cijevima, posudama pod pritiskom,zavarenim spojevima. Isticanje fluida iz ventila, oštećenja ležajeva pumpi, motora i kompresora,ispitivanje tačkastih zavara,... Akustična emisija: Otkriva pokrete defekata, zahteva naprezanje, svako opterećenje je jedinstveno, zavisi više od materijala, manje od geometrije, dovoljan pristup samo za sensor. Druge NDT metode: - Otkrivaju geometrijski oblik defekata - Ne zahtevaju naprezanje - Ispitivanje je direktno ponovljivo - Zavisi manje od materijala, više od geometrije - Potreban pristup celoj strukturi Osnovna prednost: ispita se cela struktura sa jednom operacijom naprezanja.Dovoljno je spojiti niz senzora (na udaljenosti 1-6 metara).Pogodno za velike strukture. Obično se AE koristi za otkrivanje problematičnih područja, a zatim se druge NDT metode koriste za preciznije ispitivanje defekata. Obično se na strukturu stavi više ultrazvučnih mikrofona, a zatim se zvuk analizira računarom. Zvuk nastaje: trenjem, korozijom, pukotinama, faznim promenama, turbulencijama. Procesni monitoring zavarivanja: otkrivanje trošenja alata kod automatski vođenog reznja, otkrivanje habanja i manjka podmazivanja rotirajuće opreme, otkrivanje olabavljenih dijelovapraćenje curenja, kavitacije, toka, praćenje hemijskih reakcija (korozija, fazni prelazi i transformacije)
Slika 3.2. Primer ispitivanja zvucnih talasa senzorom
3.2.2.Propagacija zvučnih talasa
43
Tehnička dijagnostika
Slika 3.3. Primitivni talas koji nastaje na izvoru AE Talas pomeranja je step funkcija koja odgovara permanentnoj promeni na izvoru.Princip rada je sličan seizmografu: defekt se ponaša kao mikroskopski epicentar potresa.
Slika3.4. Očitavanje defekta na AE-sistemu
Zvučni talasi se na površini kreću u koncentričnim krugovima. Lokacija defekta se izračunava.Merni lanac za AE se sastoji od:
- Objekta ispitivanja i izvora naprezanja- Propagacije talasa od izvora do senzora- Senzora koji pretvaraju talas u el. Signal- Opreme za prikupljanje podataka- Opreme za prikaz rezultata- Softvera za analizu
Slika 3.5. Merni lanac za AE
U osnovi, postoje dve vrste signala:- Tranzijentni signal (burst)
44
Tehnička dijagnostika
Slika 3.6. Tranzijentni signal
- Kontinuirani signal
Slika 3.7. Kontinuirani signal Stotine ili hiljade burst signala se snime za statističku obradu. Potrebno je odrediti najvažnije parametre svakog talasa da bi se razdvojili rezultati normalne i defektne strukture. Koriste se: vreme dolaska signala, amplituda pikova, vreme porasta signala, trajanje, broj oscilacija, energija, RMS kontinuiranog šuma vreme dolaska signala (arrival time). 3.2.3.Senzori i pojačalaPiezoelektrični senzori pretvaraju mehaničke talase u električne AE signale. Osetljiviji su od kapacitivnih, elektrodinamičkih i laserskih (optičkih) senzora.
Slika 3.8. Piezoelektrični senzori U većini slučajeva koriste se rezonatne senzore koji su jeftiniji i osetljiviji od drugih vrsta senzora. Ti senzori imaju jednu ili više preferiranih frekvencija, zavisno od oblika i veličine kristala. Za različite testove, koriste se različite frekvencije: npr. 150-300 kHz za metalne posude. Šum je obično frekvencije < 100 kHz. Za ispitivanje dna rezervoara koriste se senzori od 25 kHz jer signal mora da putuje duže.Senzori često imaju i ugrađena pretpojačala, a spajaju se magnetnim putem. Osetljivost piezoelektričnih senzora može biti do 1000 V/mm; pomeranje od 1 pm generiše signal od 100 mV; šum generiše 10 mV. Pretpojačalo može biti spoljašnje ili ugrađeno u sensor.
Slika3.9. Spoljašnje i ugrađeno pretpojačalo
45
Tehnička dijagnostika
Pojačava signal i prenosi ga od senzora do AE sistema.Neka pretpojačala imaju frekventne filtere za odvajanje šuma.
3.2.4.Instrumenti Otkrivanje signala se vrši brojanjem prelaza signala preko unapred zadatog nivoa. Savremeni instrumenti obično imaju više kanala za istovremeno praćenje i obradu signala sa niza senzora.Zadaci PC računara u mernom AE sistemu:
- Prikupljanje i pohranjivanje podataka- Online i offline analiza- Filtriranje- Proračun lokacija- Statistika- Prikaz rezultata (numerički i grafički)- Test sistemskog hardvera- Autokalibracija
Slika 3.10.Instrumenti za praćenje i obradu signala sa senzora
3.2.5.Autokalibracija Jedan kanal se koristi za emitovanje električnog impulsa na senzor. Nakon 3 testa, sledeći senzor postaje emiter signala, a ostali senzori vrše merenje.
Slika3.11. Autokalibracija Različite tehnike se koriste da bi se od rezultata sa više senzora dobila lokacija defekta.
46
Tehnička dijagnostika
Slika 3.12. Ispitivanje sa više senzora Primeri primene:
- Metalne posude pod pritiskom, cevovodi, reaktori i sl.- NDT komponenti i struktura izloženih jakom mehaničkom narezanju, napravljenih
vlaknima armirane plastike ili od kompozita.- Ispitivanje osobina materijala i ponašanja prilikom loma.- Kontrola kvaliteta procesa zavarivanja metala, sušenja drveta, pečenja keramike.- Testovi na curenje u realnom vremenu, od malih ventila do rezervoara prečnika 100 m.- Geološka i mikroseizmička istraživanja.- Otkrivanje i lociranje parcijalnih proboja visoke voltaže kod velikih transformatora.- Mostovi i auto-putevi.
Slika 3.13. Ispitivanje akustične emisije senzorima
3.3. Vizuelna optička ispitivanja
Najpouzdaniji i najvažniji instrument za tehničku dijagnostiku sistema jeste ljudsko oko, jer oseća i razlikuje svetlost po boji, sjaju i intenzitetu. Ti faktori su informacioni sadržaj svake vizuelne kontrole. Za male dimenzije i ograničene prostore koriste se pomoćni uređaji kao što su lupe, mikroskopi i dr. Najčešće korišćeni dijagnostički postupak je endoskopija.
3.3.1. EndoskopijaKoristi se za posmatranje nepristupačnih mesta bez demontaže (u terminologiji postoji više
naziva za endoskop, kao što su boroskop, fibreskop, beriskop i sl.) Naročito se koriste za osmatranje delova sistema u mračnim prostorijama, ozubljenja u prenosnicima, sudovima pod pritiskom itd. Obično se kaže da je endoskop produženo oko održavalaca (sl. 3.14).
47
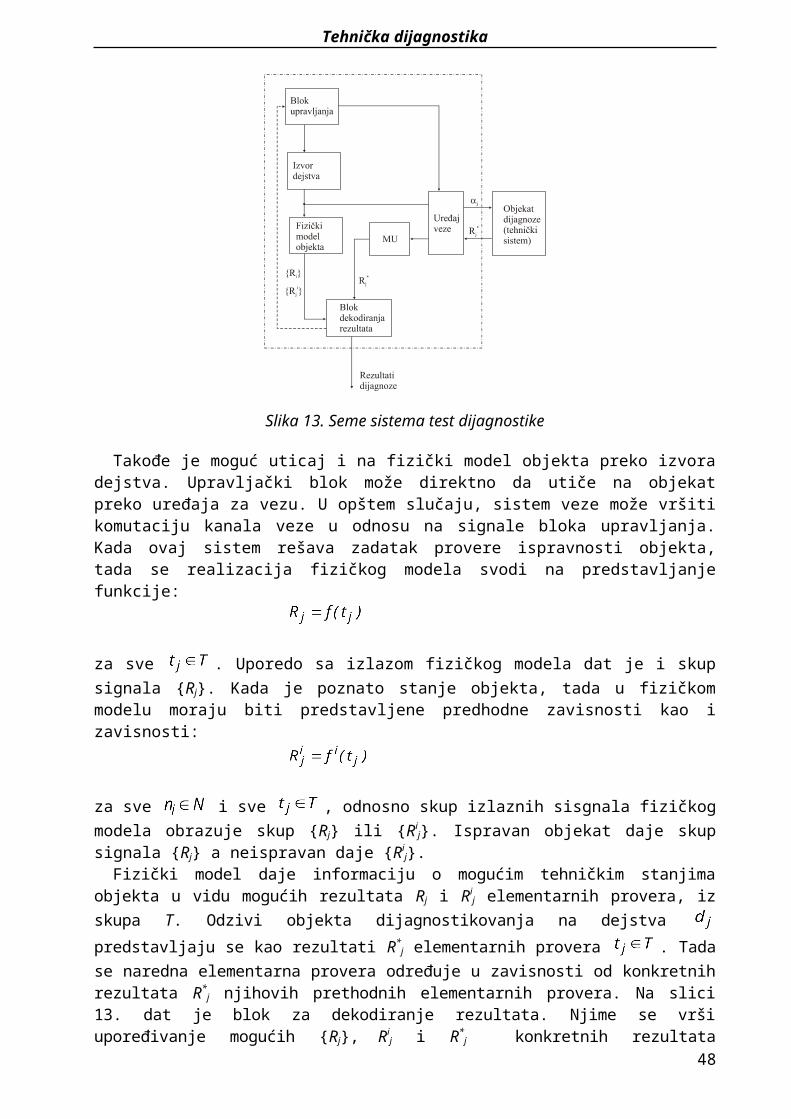
Tehnička dijagnostika
Slika. 3.14. Mikro boroskop, način primene i slika dobijena na taj način
Endoskopi su tanki cevasti optički instrumenti koii omogućuju korisniku da gleda unutrašnjost cilindra, cevi ili sličnih šupljih cilindričnih delova, naročito kada je pritisak u unutrašnjosti (npr. kotla, rezervoara) nepogodan. Dimenzije endoskopa variraju zavisno od vrste (najmanji imaju prečnik od 1,7 – 1,9 mm a najveće dužine kreću se i do 1600 mm. Postoje dve osnovne vrste endoskopa: kruti endoskop koji se primenjuje u slučajevima kada je olakšan pristup ispitivanom mestu,
tzv. boroskopi, za preglede kondenzatorskih cevi, za preglede izmenjivača toplote za parne turbine, kao i skupljače pare i doboše pare (ekonomajzere); otkrivanje taloga, korozije i pukotina na unutrašnjoj površini cevi.
fleksibilni endoskop koji se koristi u slučajevima kada je prilaz ispi tivanom mestu otežan tzv. fiberskopi.
Fibreskopi su minijaturni fleksibilni instrumenti za ispitivanje unutrašnjosti zakrivljenih cevi, oblikovanih šupljina i mehanizama (sl. 3.115). Oni se sastoje od veoma fleksibilne polivinilom prevučene metalne cevi na čijim se krajevima nalazi po jedan okular: jedan prenosi sliku do kontrolora, a drugi služi za osvetljavanje (sl. 3.16). Svetlost iz prilično jake svetlosne kutije »sprovedena« je do konektora na unutrašnjem delu prolaza svetlosti kod okulara. Tako preneta slika sastoji se iz više hiljada zasebnih komponenti vlaknastog karaktera. Rezultujuća slika, stoga prikazuje se kao visokokvalitetna odštampana ilustracija u tonovima. Zahvaljujući relativno malim dimenzijama slike koja se formira na okularu, fibreskopi su instrumenti koji se koriste za posmatranje detalja čije su dimenzije i do 4 mm.
Ovi mali TV-sistemi ne samo da znatno proširuju dosadašnje mogućnosti primene tehničkih endoskopa, već omogućavaju zamene krutih i fleksibilnih endoskopa sa sondama veoma malih prečnika. Uglavnom se sastoje od tri osnovne jedinice: glavna kamera, komandne jedinice i monitora.
Objektivi na glavi kamere su izmenjivi. Na raspolaganju su objektivi sa širokim uglom za pogled unapred i cirkularno posmatranje (360° u cevi) kao i objektivi sa 90° za bočni pregled, i rotacioni objektivi koje pokreće motor (npr. za kontrolu zidova cevi). Svi standardni objektivi osvetljeni su halogenim lampama.
48
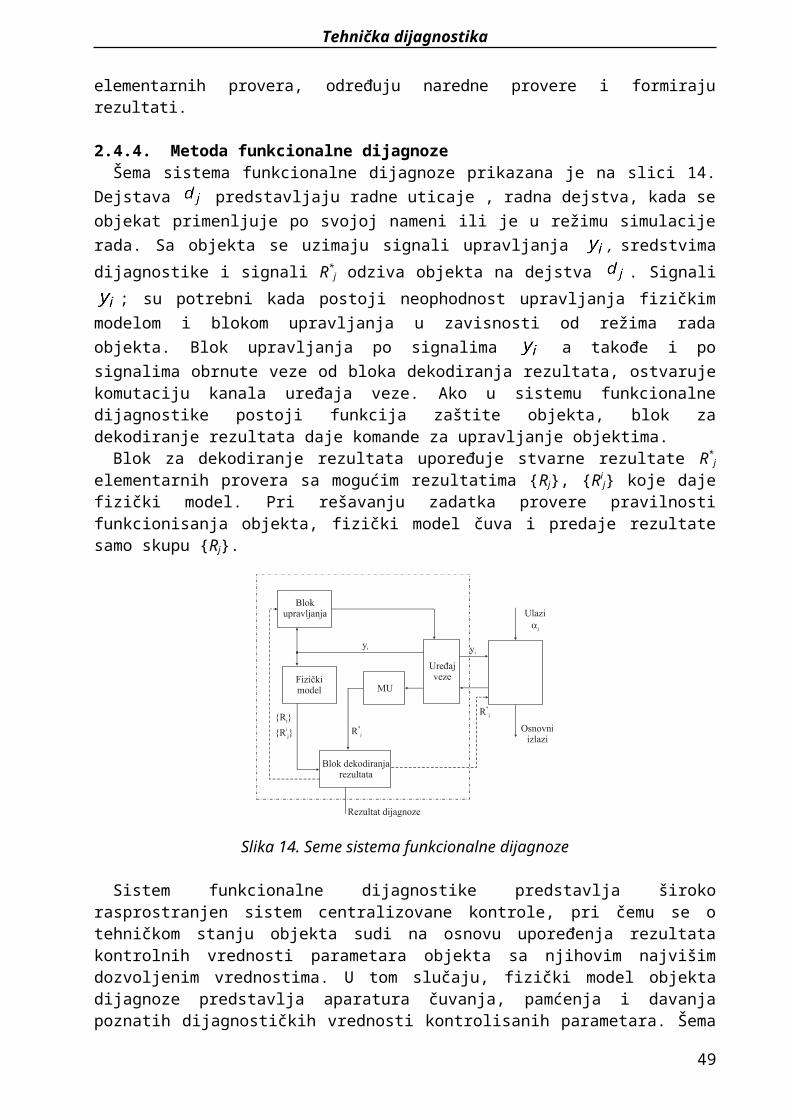
Tehnička dijagnostika
Slika 3.15. Korišćenje fibreskopa u tehničkoj dijagnostici
Slika 3.16. Okular i cev za prenos slike
Slika 3.17. Snimci dobijeni korišćenjem ovog uređaja
49
Ispitivanje zavarenog spoja
Piting zagrejane cevi
Oštećenje cevi
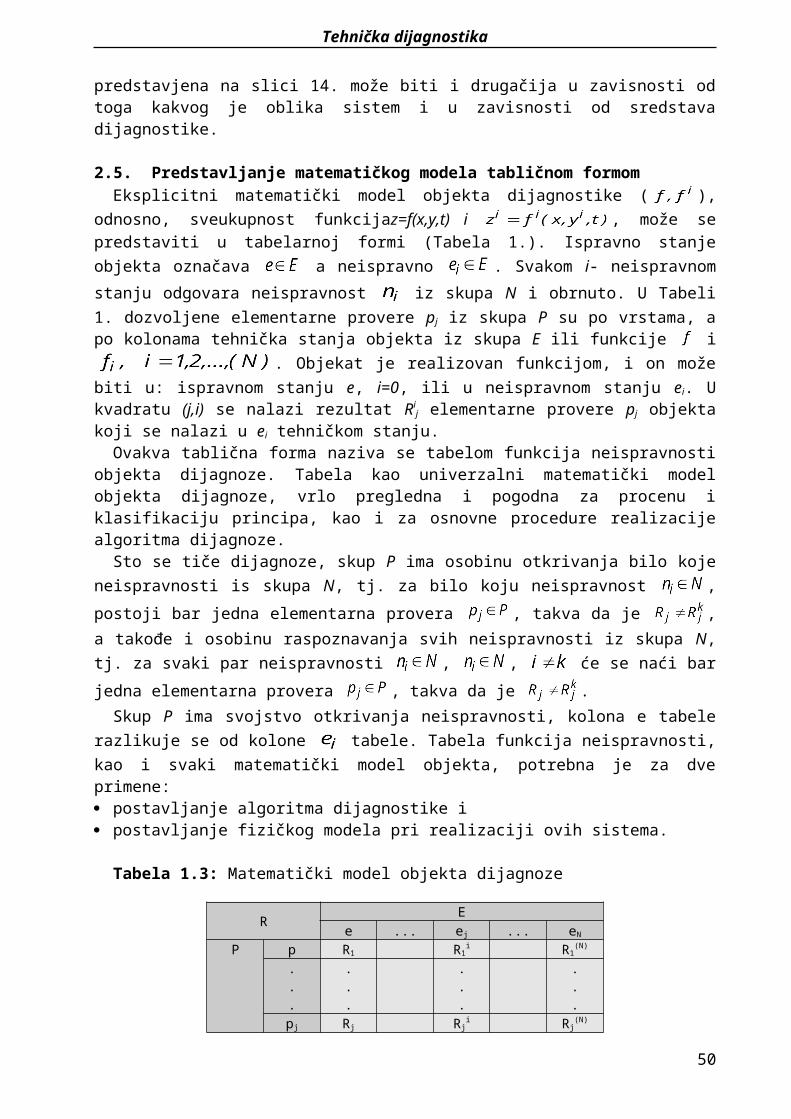
Tehnička dijagnostika
3.3.2. Ogledala za posmatranjeOgledala za posmatranje i kontrolu služe za unutrašnju kontrolu većih predmeta koji poseduju
unutrašnju šupljinu i za posmatranje inače nedokučivih delova svih vrsta tehničkih sistema.
Slika 3.18. Ogledala za posmatranje
3.3.3. Uređaji za posmatranje unutrašnjosti cevi i rezervoaraPosmatrač unutrašnjosti cevi je jednostavan instrument velikih mogućnosti a služi za
posmatranje unutrašnjosti manjih cevi (ili bušotina) i rupa. Može se koristiti za posmatranje unutrašnjosti cevi prečnika od 5 do 32 mm, a dužine do 200 m.
Alenov posmatrač unutrašnjosti šupljine cevi sastoji se od male sonde i uveličavajućeg stakla. Za posmatranje unutrašnjih površina kotla koristi se Alenov posmatrač unutrašnjosti rezervoara. To je minijaturni optički instrument koji se koristi za posmatranje unutrašnjosti rezervoara. To je minijaturni optički instrument koji se koristi za posmatranje unutrašnje površine posude srednje veličine, kroz mali otvor 0 50 mm (sl. 3.19).
Slika 3.19. Alenov posmatrač
3.4. Postupak magnetske kontrole
3.4.1 Opšte karakteristikeMagnetska metoda ispitivanja materijala je jedna od prvih metoda kontrole bez razaranja
feromagnetnih materijala s ciljem otkrivanja površinskih grešaka, kao i grešaka blizu površine materijala. Metoda otkrivanja grešaka magnetskim česticama u feromagnetnim materijalima zasniva na magnetiziranju stalnim magnetom ili puštanjem struje koja stvara magnetno polje. Ovom se metodom mogu otkriti i vrlo sitne površinske greške blizu površine. Ove greške, kao što su: površinske pukotine, gasni mehurići i isključci ispod površine, itd. prekidaju tok magnetnih linija sl 5.6. Usled toga na mestu greške ili iznad nje, ukoliko se radi o unutrašnjoj grešci, dolazi do nagomilavanja magnetnih linija. Kad se komad u području ispitivanja pospe magnetskim česticama, usled nagomilavanja magnetskih linija na mestu greške zgusnuće se i magnetske čestice, a na taj način je i označiti. Naročito jako skretanje je kod grešaka koje imaju pravac prostiranja upravan na pravac polja, zbog čega se ovakve greške najlakše otkrivaju. Gustoća otklona polja na mestu greške međutim, ne zavisi samo od položaja greške (uzdužno ili poprečno) nego magnetske indukcije (treba da je dovoljno velika) a i od propustljivosti komada
50
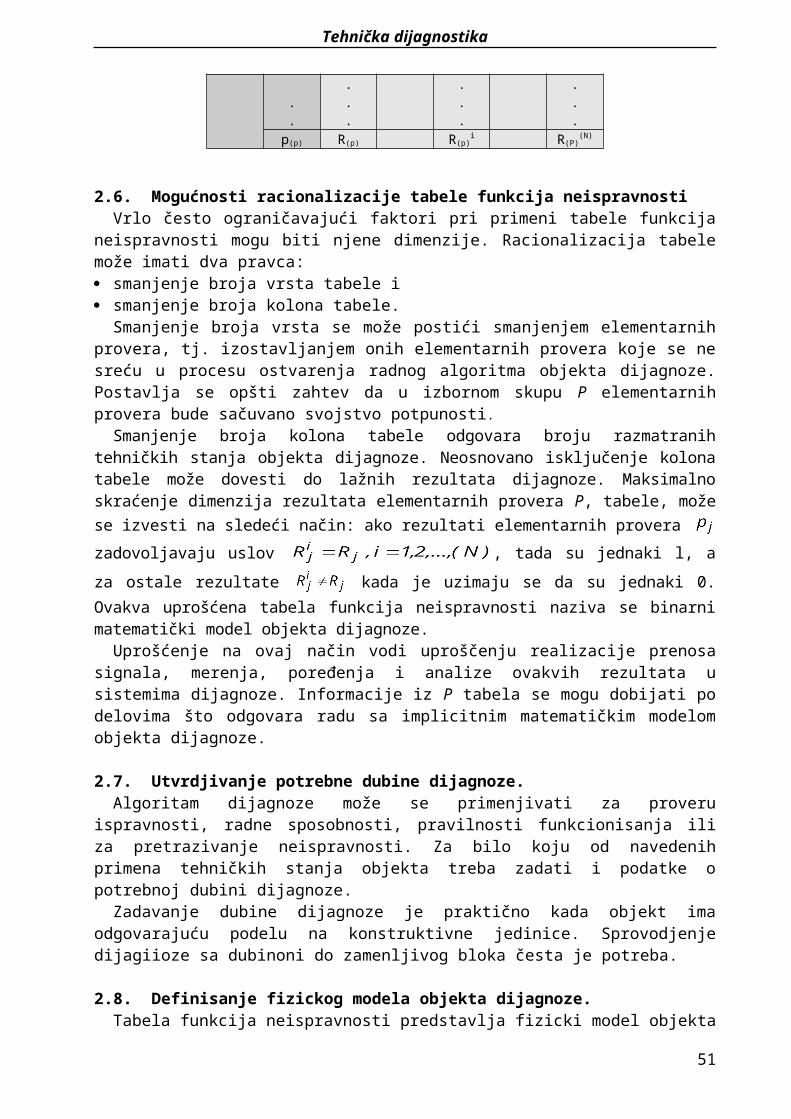
Tehnička dijagnostika
(ne sme biti jako visoka). Za nanošenje magnetskih čestica na komad koji se ispituje koriste se dva načina - mokri i suvi. Mokri način sastoji se iz toga da se komad prska tečnom smešom magnetskih čestica sa mineralnim uljem (parafinsko ulje, petroleum, itd.) ili se uroni u kadu sa ovom smešom. Kod suvog načina, preko dela koji se ispituje raspršuje se prah magnetskih čestica, a zrna su pri tome nešto krupnija nego kod mokrog načina. Suvi način je osetljiviji za otkrivanje grešaka ispod površine, a vrlo često je ovaj prah obojen, da bi se dobio bolji kontrast sa bojom komada koji se ispituje.
Slika 3.20. Delovanje nepravilnosti na tok magnetnih linija
Materijali koji nisu magnetični se ne mogu ispitivati ovom metodom: legure aluminijuma, magnezijuma, bakra, titana, austenitni nerđajući čelici. Glavno područje primene ove metode je kod ispitivanja poluproizvoda: metalne šipke i gredice, limovi, otkivci i liveni komadi.Ova metoda se koristi i kod preventivnog održavanja: vratila, okvira, nosača,zamajaca, kuka, lopatica turbina i sl. Dobro otkriva male i plitke površinske pukotine, ali i greške ispod površine koje nisu na velikoj dubini. Ako je greška fina, oštra i blizu površine (npr.nemetalni uključak),ova metoda će je otkriti.Ako je greška na većoj dubini, indikacija će biti manje uočljiva. Indikacije se javljaju direktno na ispitivanoj površini i reflektuju se kao slike stvarnog oblika greške. Praktično nema ograničenja u veličini ili obliku ispitivanih objekata. Nije potrebno prethodno čišćenje.Moguće je otkriti čak i pukotine koje su ispunjene drugim materijalom.Treba voditi računa o lokalnom zagrevanju ili spaljivanju gotovih proizvoda ili površina na tačkama električnog kontakta. Potrebno je iskustvo za interpretaciju indikacija. Magnetne čestice se nakupljaju oko vazdušnog džepa (diskontinuitet).
51
Tehnička dijagnostika
Slika 3.21. Ispitivanje magnetnim česticama
Magnetizacija ispitivanog komada može se izvesti stalnim ili elektromagnetom: magnetizacija stalnim magnetom vrši se tako što se oba magnetska polja priključuju na ceo
kotnad ili deo komada koji se ispituje, a pri tome se stvara magnetno polje u kome se greške otkrivaju pomoću magnetskih čestica,
magnetizacija elektromagnetom može biti kružna i uzdužna. Kružna magnetizacija je ona, u kojoj su magnetne linije formirane u unutrašnjosti samog komada prolaskom struje, i obrazuju zatvorene krugove bez formiranja polova. Uzdužna magnetizacija sastoji se iz toga da kroz ispitivani deo prolazi magnetsko polje stvoreno spolja.Kružna magnetizacija može da se izvede na dva načina: elektrodama u obliku šipki preko
kojih prolazi električna struja kroz njima ograničenu površinu ispitivanog komada, ili direktnim prolazom struje kroz čitavi ispitivani komad preko priključaka struje na krajevima komada.
Greške koje se nalaze pod pravim uglom na smer silnica najjasnije se vide. Takođe će se videti, iako manje jasno i greške koje su pod nekim uglom prema smeru magnetnih linija dok se neće moći otkriti one greške koje su u smeru magnetnih linija.
Uzdužna magnetizacija se izvodi tako što se ispitivani deo ako je manjih dimenzija uvodi u namotaj (solenoid) kroz koji prolazi struja ili ako je većih dimenzija oko njega se obavljaju namotaji kabla. Uređaji za magnetizaciju mogu biti stacionarni i prenosni. Stacionarni se uglavnom upotrebljavaju za ispitivanje manjih delova, a najčešće se koriste uredaj sa solenoidom (namotajem) koji indukuje u komadu uzdužno magnetno polje. Uredaji su najčešće dimenzionisani tako, da se komad posle ispitivanja u jednom smeru može okrenuti za 90° da bi se ispitao i u drugom smeru. Prenosni uređaji izraduju se za ispitivanje komada većih dimenzija čije je prenošenje usled toga otežano. Magnetizacija se najčešće vrši ili kao delimična pomoću elektroda kojima se stvara kružno magnetno polje ili obavijanjem namotaja oko dela koji se ispituje ako je pogodnog oblika (uzdužne magnetizacije). Posle izvršenog ispitivanja komad se na odredeni način razmagnetiše.
3.4.2 Metode magnetisanja Posebnu pažnju zaslužuje metoda koja se upotrebljava za magnetisanje mašinskih delova
složenog oblika i kod koje se koristi trofazna struja. U ovom slučaju magnetisanje vršimo pomoću jednakih polja, koja dobijamo ispravljenom naizmeničnom strujom, pri čemu pozitivni polutalas stvara vrtložno polje, a polutalas naizmenične struje sa faznim pomeranjem od 180° i 270°, stvara uzdužno polje.Magnetska ispitivanja pomoću praška zahtevaju da se i te kako vodi računa o karakteristikama samog ispitivanog dela i njegovih defekata.Zbog toga se često javljaju teškoće određivanju optimalne tehnologije ispitivanja
52
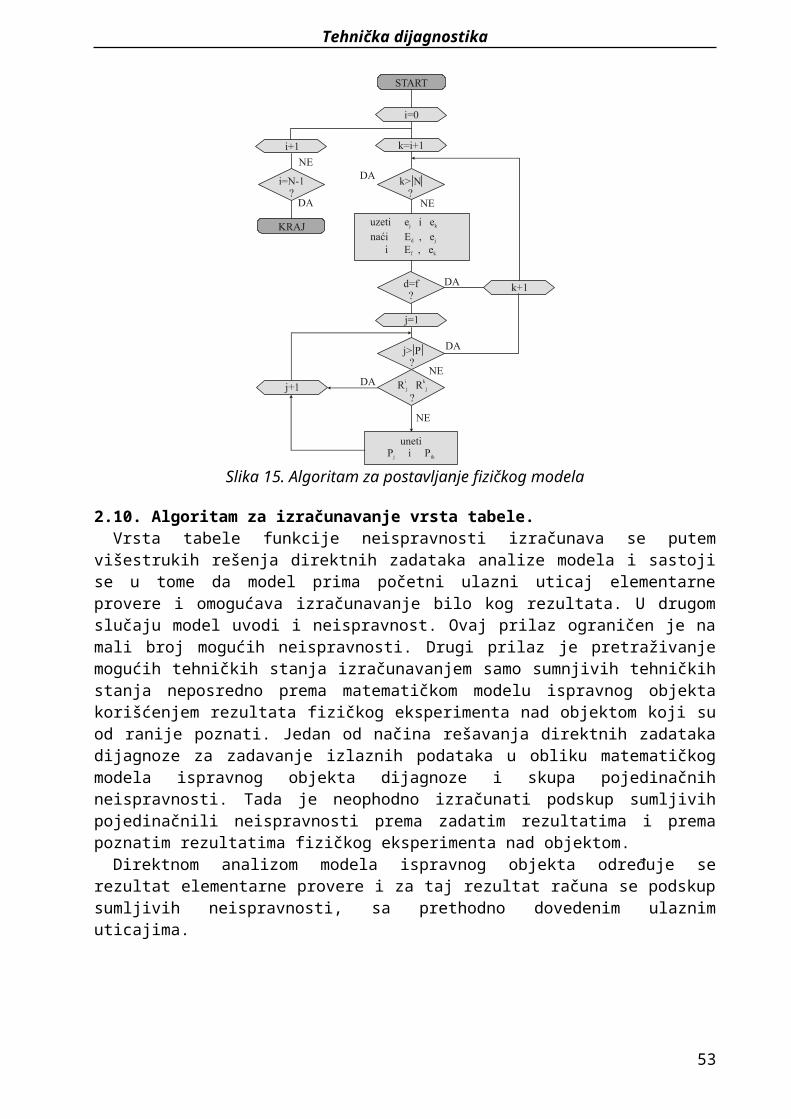
Tehnička dijagnostika
Slika 3.21.Greške otkrivene feromagnetnim praškom
3.4.3 Ponašanje čestica u magnetnom polju Sila koja teži da privuče čestice ka mestu defekta zavisi od polja rasipanja i od magnetskih
svojstava čestica. Ova zavisnost data je sledećim obrascima:
gde su: - zapremina čestice - magnetska osetljivost - jačina magnetnog polja, i
- gradijent polja po dužini čestica.
Ova sila je dovoljna za privlačenje čestica, ako na njenoj dužini promena napona polja nije isuviše mala i ako je čestica relativno pokretna. Čestice sa većim magnetskim zasićenjem i osetljivošću moraju da se privlače većom silom, tj. što je veća magnetska propustljivost čestica, utoliko je lakše otkriti male defekte. Pri tome treba imati u vidu da se, sa opadanjem koercitivne sile čestica, smanjuje i prijanjanje čestica posle magnetisanja.
Težina čestica može da ometa otkrivanje defekata. Iskustvo pokazuje da se najjasnije taloženje čestica dobija ispitivanjem površine koja je postavljena pod malim nagibom, i obratno, najgore rezultate dobijamo kada je ispitivana površina postavljena vertikalno. Težina čestice utiče takođe na stabilnost suspenzije. Vrlo efikasno magnetske suspenzije dobijamo u slučaju čestica različitih dimenzija, koje treba promešati pre ispitivanja.
Sredina u kojoj se vrši raspodela magnetskih čestica je vazduh (kod ispitivanja suvim praškom), voda, ili ulje i kerozin u odnosu 6/4 (pri ispitivanju suspenzijom). Viskozna tečnost stvara negativne otporne sile koje deluju na pokretne čestice. Ovaj otpor raste sa povećanjem viskoziteta sredine i sa povećanjem privlačne sile. Međutim, izvesni viskozitet sredine je ipak
53
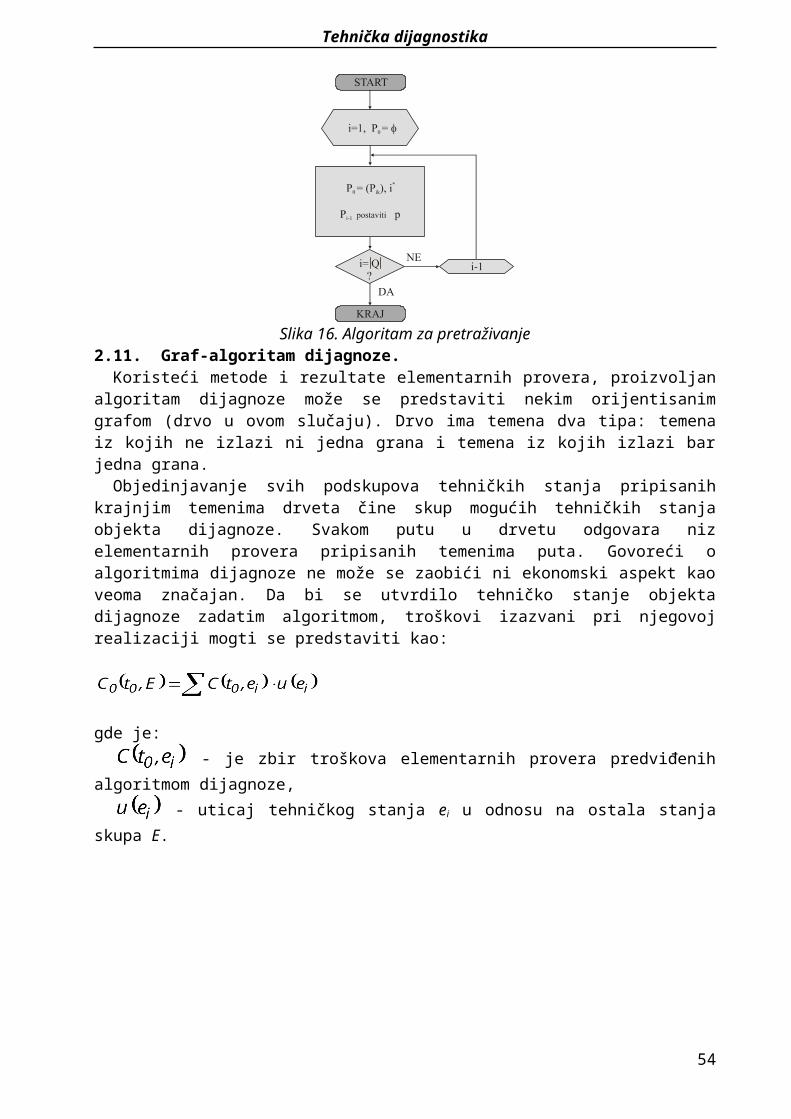
Tehnička dijagnostika
neophodan da bi efekat magnetskog međusobnog dejstva došao do izražaja, inače, u slučaju veće kinetičke energije čestica ove mogu proći kroz oblast privlačenja.
Utvrdeno je da osetljivost suspenzije zavisi od koncentracije čestica, naročito ako su one malih dimenzija. Povećanjem koncentracije čestica, ove se previše približuju, njihovo međusobno magnetsko delovanje se takode povećava, te dolazi do njihovog spajanja u nizove, usled čega se povećava magnetski momenat kao i magnetska aktivnost čestica. Zbog toga, optimalna koncentracija leži u granicama od 15 do 30 p/l tečnosti.
Treba težiti da kontrast boja između magnetskih čestica i površine ispitivanog dela bude što je moguće veći.
Za otkrivanje defekata, kao feromagnetne čestice (indikatori), upotrebljavamo crni magnetni i žuti (braon) feromagnetni oksid gvožda .
3.4.4. Magnetske suspenzije U većini slučajeva upotrebljavamo magnetske suspenzije pripremljene u mineralnim uijima
ili kerozinu, kao i u smeši ulja sa kerozinom.Demagnetizacija. Postoji nekoliko metoda demagnetizacije, kod kojih se ona izvodi pomoću jednosmerne struje koja postepeno opada do nule. Pri ponovnom magnetisanju javlja se veoma jak magnetski skin-efekat, tako da se demagnetiše samo sloj male debljine od 3 - 5 mm.Zbog toga se kao pouzdanija metoda demagnetizacije pokazala metoda komutacije jednosmerne struje, tj. promene njenog polariteta, koja se postiže periodičnim prebacivanjem krajem kola za napajanje.
3.4.5. Metoda fero-sonde Fizička suština ove metode sastoji se, kao i kod magnetske-defekloskopije pomoću praška, u
stvaranju i otkrivanju magnetskog polja u oblasti postojećeg defekta. Razlika se svodi na to što se kod magnetske defektoskopije pomoću praška koriste feromagnetske čestice za otkrivanje polja rasipanja iznad defekta, dok se kod metode fero-sonde ovo polje otkriva pomoću para diferencijalno povezanih minijaturnih fero-sondi.U suštini, fero-sonda predstavlja jedan elektromagnetski sistem, koji se sastoji od dva kalema sa jezgrima od mekog magnetskog materiala (legura nikl-gvožđe). Primarni namotaji kalemova vezani su paralelno tako da su naponi magnetskih polja, koja deluju na jezgra, u svakom trenutku jednaki po veličini i suprotnog smera.
Sekundarni namotaji su vezani na red. Ako na oba jezgra deluje još i jednosmerno polje, krive magnetisanja (bez-histerezne petlje) će se pomeriti, i to jedna u desno, a druga ulevo, na vrednost veličine ovog polja. Pri tome, sumarna magnetska indukcija jezgara neće biti jednaka nuli, već će biti predstavljena odredenom krivom. Najzad se na krajevima sekundarnih namotaja, javlja sekundarni napon udvostručene učestalosti u odnosu na učestalost osnovnog naizmeničnog polja. U praksi se ova udvostručena učestalost izdvaja pomoću filtera, pojačava i dalje ispravlja i upućuje u bilo kakav osetljiv merni uredaj.
54

Tehnička dijagnostika
Slika 3.22. Ispitivanje metodom fero - sondi Analize pokazuju da fero-sonde mogu da se primene za merenje jednosmernog magnetskog polja.Usled rednog vezivanja primainih namotaja i diferencijainog spajanja sekundarnih namotaja, ove fero-sonde mogu lako da se pretvore u fero-sonde-gradijentometre, pomoću kojih možemo da merimo razliku magnetskih polja na mestima jezgara kalemova. Očigledno je da ako su, kako naizmenična, tako i jednosmerna polja, jednaka, pomeranje krivih premagnetizacije ide u jednom smeru i to za jednu istu veličinu.Treba imati u vidu da su značajne perspektive primene metode fero-sonde u oblasti otkrivanja defekata u feromagnetskim materijama. Preimućstvo ove metode, u odnosu na metodu pomoću praška, leži u mogućnosti da se otkriju defekti, a da se sonda ne dovede u kontakt sa površinom dela, što otkriva nove mogućnosti primene ove metode za kontrolu u uslovima automatskih proizvodnih linija. Defektoskopija pomoću fero-sonde može uspešno da se primeni za kontrolu štapova, cilindričnih proizvoda, cevi, vratila i drugih mašinskih delova.Osim defektoskopije, metoda fero-sonde može da se upotrebi i u druge svrhe. Ovu metodu možemo uspešno da koristimo, u kombinaciji sa drugim metodama, za kontrolu strukture.
3.4.6. Magnetska metalografijaMagnetska metlografija zasniva se na korišćenju neposrednog međusobnog dejstva između
sitnih feromagnetskih čestica i "magnetskih naboja" spontane namagnetisanosti feromagnetnih faza. Prvo se metalografski polirani uzorak premaže tankim slojem magnetske paste, koja sadrži vrlo sitne čestice bliskog dejstva, a zatim pere u sapunskoj peni dok se ne pojave magnetske linije i, konačno, posmatra pod odgovarajućim povećanjem na mikroskopu.Obrazovanje i otkrivanje skrivene projekcije raspodele magnetskih naboja zasniva se na različitom prijanjanju čestica na površinu poliranog uzorka. Čestice koje naiđu na magnetske naboje, privlače se na površinu materijala dok one čestice koje naiđu na delove površine gde nema ovih naboja, ne prijanjanju na površinu i mogu pranjem lako da se uklone.
3.5. Ispitivanje penetrantima Penetrirajuće tečnosti su najstariji postupak ispitivanja bez razaranja. Zahvaljujući svojoj jednostavnosti i pouzdanosti i danas se široko primenjuje, usavršava i razvija.
Osobina nekih tečnosti da zbog izrazito malog površinskog napona prodiru u uske pukotine i procepe (kapilarni efekt) iskorišćena je za otkrivanje ovakvih defekata. Navedenu osobinu imaju tečnosti koje su u principu organske prirode: alkoholi, biljna i mineralna ulja i, u novije vreme, čitav niz sintetičkih materijala i njihovih mešavina.
Najčešće, ispitivani deo nije čist, a eventualne naprsline su popunjene ili prekrivene naslagama različite prirode. Očigledno, neophodno je temeljno očistiti deo, bilo mehanički, bilo pogodnim organskim rastvaračem. Može se smatrati da je ovo najvažnija faza ispitivanja, jer je mogućnost greške u ostalim fazama zanemarljiva. Nakon čišćenja i sušenja, nanosi se penetrirajuća tečnost, koja prodire u sve naprsline i pukotine. Trajanje procesa penetriranja zavisi od vrste penetranta, materijala koji se ispituje i oblika i dimenzija defekta.
Sledeća faza je pranje, koja se vrši vodom ili specijalnim rastvaračem. Postoji mogućnost da se penetrant ispere iz plitkih defekata čime se smanjuje osetljivost metode. Bolji rezultati se postižu penetrantima koji nisu rastvorljivi u vodi, nego sa posebnim sredstvom čine emulziju.
Emulziflkator sa penetrantom koji je ostao na površini čini smešu rastvorljivu u vodi (emulziju), tako da se vodenim pranjem ovaj sloj skida, dok neemulzifikovani penetrant ostaje u pukotinama i ne može se oprati.
Nakon sušenja, na ispitivani predmet se nanosi sredstvo koje ima afinitet da reaguje sa penetrantom (razvijač), a ujedno služi i kao kontrastno sredstvo. Boja mu je obično bela, tako da penetrant (najčešće ljubičasto-crven) koji je izvučen iz naprsline postaje lako uočljiv, a time i oblik i dimenzija defekta.
55
Tehnička dijagnostika
Slika 3.23. Postipak ispitivanja penetrantima
Dubina i širina procepa mogu se oceniti na osnovu intenziteta boje, tj. količine penetranta koji je reagovao. Treba imati na umu difuziju penetranta u razvijaču prilikom tumačenja rezultata.
Najnoviji penetranti ispoljavaju fluorescentne osobine, čime se osetljivost metode povećava, ali neophodnost ultraljubičaste lampe i zamračenja komplikuju primenu u održavanju.
Za pouzdano otkrivanje oštećenja potrebno je iz mikrošupljine izvući na vidljivu površinu što je moguće veću količinu luminofora ili boje. Na to se svodi drugi principijelni zadatak kapilarnih metoda.
Efekat registracije oštećenja pojačava se pomoću raznih sredstava, koje povoljno utiču na što potpunije "razvijanje" indikatora, te se zbog toga i nazivaju "razvijačima". Izvlačenje i lokalizacija indikatora oko ivica oštećenja postiže se sorpcionim silama "razvijača".
Slika 3.24. Postupci nanošenja penetranta
Prema tome, kapilarna defektoskopija zasniva se uglavnom na sledećim fizičkim pojavama: kapilarnom prodiranju, sorpciji, luminescenciji i kontrastu svetla i boja.
U poslednje vreme je kapilarna defektoskopija dobila dva metodska smera: luminescentni i hromatski.
Luminescentna metoda se razvija u obliku dve varijante: sopcione (sa praškom) i varijante bez praška. Sopciona varijanta svodi se na sledeće: obezmašćeni mašinski deo utapa se u rastvor indikatora. Zahvaljujući visokoj sposobnosti kvašenja, rastvor prodire u kapilarne šupljine
56
Tehnička dijagnostika
defekata. Posle određenog vremenskog držanja u rastvoru, ispira se sa ispitivane površine. Zahteva se stroga kontrola kvalitetnog ispiranja rastvora. Osušenu površinu posipamo praškom sorbenta, održavajući sloj praška u određenom vremenskom trajanju, da bi ovaj upio rastvor indikatora koji je ostao unutar defekata. Prašak, natopljen rastvorom prijanja dovoljno čvrsto za površinu, tako da ne otpada sa nje usled duvanja niti može da se strese. Zatim površinu koja je očišćena od viška sorbenta, treba zračiti ultra violetnom svetlošću i posmatrati. Luminescencija rastvora koji se upio u prašku sorbenta daje jasnu sliku rasporeda defekata.
Sorpciona varijanta ove metode povećava njenu osetljivost ne samo usled sjaja luminescentnog dela, nego i usled veštačkog "širenja" oštećenja, koje nastaje gomilanjem mase čestica sorbenta, te usled toga dolazi do obrazovanja luminescentnih linija znatno veće širine, nego što je stvama širina defekta.
Varijanta ove metode bez praška sastoji se u potapanju mašinskog dela u rastvor kristalnog fosfora u isparljivom rastvaraču. Ako u delu postoje oštećenja, zajedno sa rastvaračem u njih ulazi i rastvoreni kristalni fosfor. Pošto se mašinski deo izvadi iz tečnog indikatora, rastvarač lako isparava, a luminofor ostaje na ivicama oštećenja u obliku gomilica kristala. Ako se sad deo osvetli ultravioletnim zracima, gomilice kristala će sjajno svetleti, otkrivajući oštećenje. Da bi se izbeglo štetno svetljenje cele ispitivane povšrine, nju tretiramo u specijalnom rastvoru inhibitora, koji otklanja opštu luminescenciju, ne dirajući praktično u luminofore, koji se nalaze u oštećenim šupljinama.
Hromatske metode defektoskopije deli se, prema tome da li se kao sorbenti upotrebljavaju praškovi ili tečne bele boje, na varijantu sa praškovima i na varijantu sa bojama. Sem toga, svaka varijanta se odlikuje tehnološkim karakteristikama obrade ispitivanih mašinskih delova.
Pored toga, osnovne operacije kapilarne defektoskopije prisutne su i ovde: kvašenje, ispiranje, "razvijanje", samo-defektoskopija.
Fotoluminofori koji se upotrebljavaju u kapilarnoj defektoskopiji, treba da zadovoljavaju sledeće zahteve: da svetle žutozelenom bojom; da su dovoljno rastvorljivi u tehnički dostupnim sredinama; da imaju što veći sjaj, zasićenosti boje i odavanje svetlosti u slojevima manje debljine; da tokom vremena ne menjaju svoja svojstva; da dobro natapaju i pripajaju u rastvorima na površinu ispitivanih objekata; da se dobro ispiraju pomoću specijalnih nedeficitnih tečnosti; da se mogu dobro apsorbovati pomoću tehnički dostupnih praškastih sorbenata; da nisu toksični; da su jeftini i dostupni.
Kao "razvijači" (kod ispitivanja na ovnosu varijanata sa praškom) upotrebljavaju se sledeći fino usitnjeni materijali (u čistom obliku, u obliku smeše ili stabilnih visokodispersnih suspenzija koje se brzo suše): magnezijumoksid; silikagel (sitno-zrnasti i krupno-zmasti silikagel sa tnalim porama); talk marke A, najveće moguće beline i sa najmanjom količinom zagađenosti; kreda; kaolin; betonska glina. Kod luminescentne metode može da se upotrebi i slojasti "razvijač" brzog dejstva, koji predstavlja smešu: metilen-hlorida, polihlorvinilne smole (igelita), magnezijum-karbonata veoma velike dispersije.
Kod hromatske metode, varijante se bojama, kao sredstvo za "razvijanje" upotrebljavaju se bele boje: industrijski kolodijum, 100 ml acetona ili razređivača, 200 ml benzola, pigmentne paste uljanog cinkovog belila (umetničke boje), kolodijum sa acetonom, benzola i dr.
3.6. Postupak holografije
Holograflja je fotografski postupak bez sočiva pomoću koga je moguće optičke talase rekonstruisati na odredenom mestu u prostoru da bi se utvrdile amplitude i raspodela faza. Da bi se dobio hologram, potrebna je koherentna svetlost - vremenski i prostorno. Ova metoda (postupak) dijagnostike može se koristiti uporedivanjem dva stanja iz dva različita vremenska trenutka pri promeni opterećenja (npr. natpritisak ili potpritisak, zamora na
57
Tehnička dijagnostika
savijanje, vibracije pri merenju krutosti mašina i dr.) za utvrdivanje lepljenih i zavarenih spojeva, u avioindustriji itd. Holografija i holografska interferometrija imaju značajnu primenu za ispitivanja bez razaranja.Hologram je neka vrsta prozora u virtuelni (nepostojeći) trodimenzionalni svet. Posmatraču se čini kao da taj svet posmatra kroz prozor koji je odredjen veličinom filma na kome je izvršeno snimanje. Prividno predmet je smešten iza holograma, a promenom ugla posmatranja, predmet se može videti sa različitih strana. Slika sa holograma je iluzija, koja potiče od same površine holografske ploče, gde se svetlost modifikuje tako sa izgleda kao da dolazi iz prozora iza holograma. Razvijeno je više metoda holografisanja. Najčešće se primenjuje optička holografija, koja koristi lasersku svetlost u vidljivom delu spektra.Elektronska holografija koristi digitalne kamere. Postoje jos i akustička, mikrotalasna holografija sa elektronskim snopom ili X-zracima i kompjuterska. Holografska interferometrija omogućava da se vide promene na površini objekta. Iz holografske interferometrije razvile su se elektronska i digitalna zahvaljujući razvoju optoelektronike.
Slika 3.25. Oprema za korišćenje holografije ŠIROGRAFIJA je laserska metoda koja ima dosta sličnosti sa holografskom interferometrijom. Ona meri gradijente promena koji nastaju na površini objekta a ne same promene.
Slika 3.26. Merenje gradijenata promena koji nastaju na površini objekta i promene Primena: - U labaratoriskim ispitivanjima (dominira)
58
Tehnička dijagnostika
- U industrijskim ispitivanjima (zahteva efikasnost, rad na terenu, ekonomičnost, manju preciznost u odnosu na laboratorijska ispitivanja)- U ispitivanju avionskih i kosmičkih tehnika- Automobilska i mašinska industrija- Hemijska industrija i medicina- U svakodnevnom životu (kreditne kartice, bar kodovi)
Slika 3.27. Razlika izmedju holografije i širografije
Slika 3.28.Širogram dobijen ispitivanjem PVC cevi pod unutrašnjim pritiskom 0,02MPa
Slika 3.28.Snimci elektronske spekle interferometrije i proračun pomeranja u ravni normalnoj na površinu cevi sa aksijalnom greškom
3.7. Ispitivanje ultrazvukom
59
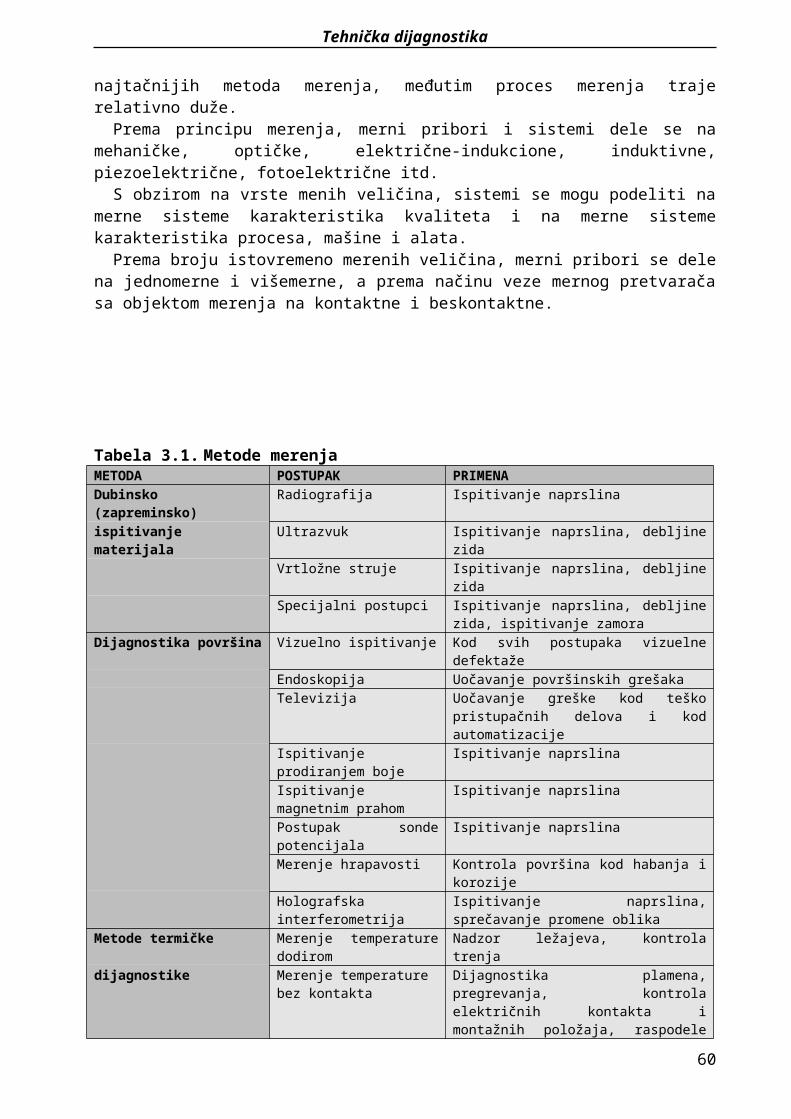
Tehnička dijagnostika
Jedna od metoda, koja se u poslednje vreme naročito može koristiti za ispitivanje materijala (delova sistema) je metoda pomoću ultrazvuka. Ultrazvučna-defektoskopija je zasnovana na sposobnosti ultrazvučnih talasa da u vidu usmerenog snopa prodiru kroz materijal, a odbijaju se od raznih nehomogengsti. To omogućava otkrivanje raznih grešaka, čak i kad su one i u dubini materijala tj. kada je primena magnetne metode nemoguća, a primena rendgenskih i gama zraka ograničena debljinom materijala. Pod ultrazvukom se podrazumevaju mehanički talasi učestalosti preko 20 kHz, što se smatra granicom čujnosti čovečijeg uha. Mehanički talasi predstavljaju elastična treperenja delića u črštim i tečnim telima. Učestalost treperenja se izražava u broju treptaja u jedinici vremena, a jedinica za učestalost je herc (Hz) što predstavlja jednu punu oscilaciju u jedinici vremena. Danas se prozivode ultrazvučni talasi do 1000 MHz, a za ispitivanje materijala (delova sistema) uglavnom se koriste učestalosti od 10 MHz zavisno od materijalu koji se ispituje.Frekvencije između 1 i 3 MHz su pogodne za ispitivanje čelika.
Slika 3.29. Prikaz ispitivanja uzorka sa greškom i bez greške
Ultrazvučne glave rade na principu bilo magnetostrikcije ili piezoelektričnog efekta.Magnetostrikcija je pojava da neki materijali (npr.meko gvožđe) u prisustvu promjenljivog magnetnog polja menjaju dimenzije.Piezoelektrični efekat se zasniva na činjenici da izvesni kristali (npr. kvarc) se dimenziono menjaju kada električna struja protiče kroz njih. Ultrazvučne glave moraju biti u bliskom kontaktu sa površinom uzorka, u protivnom će se pojaviti lažni eho. Kontakt se ostvaruje stavljanjem uljnog filma između ultrazvučne glave i površine uzorka, tako da između ne postoji vazdušni međuprostor. Upotreba jedne ultrazvučne glave za emitovanje i prijem će otkriti većinu slučajno orijentisanih grešaka, međutim mogu se propustiti tanke i duge greške čija je osa paralelna sa putem ultrazvučnog talasa. Da bi se prevazišao ovaj problem koristi se složenija tehnika sa odvojenim ultrazvučnim glavama za emitovanje i prijem.
Slika 3.30.Ispitivanje vertikalne greške sa jednom i dve ultrazvucne glave
60
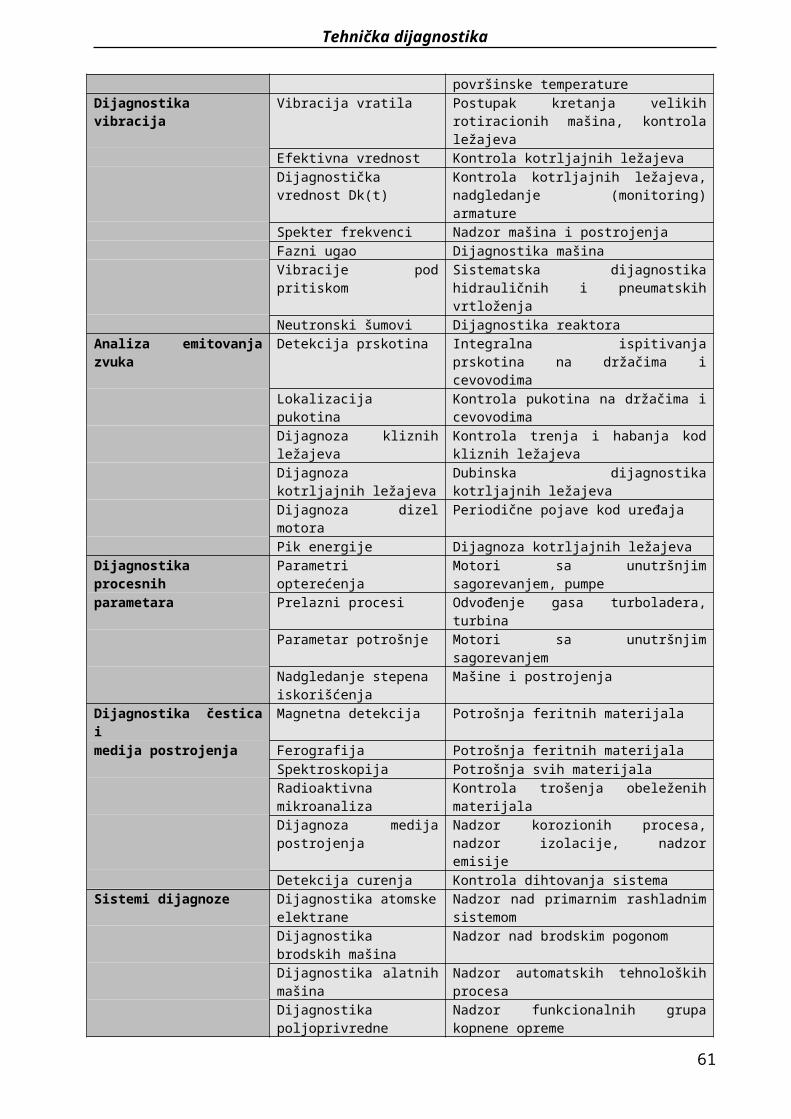
Tehnička dijagnostika
Metoda (postupci) penetrirajućih tečnosti ima jedan važan nedostatak - budući da može otkriti samo one nedostatke koji su otvoreni na površini i koji dozvoljavaju prodiranje obojene tečnosti. O onome što se nalazi ispod površine - ta nam metoda ne može ništa reći.
Magnetska metoda (postupci) nadoknađuje delimično taj nedostatak, jer ona otkriva i "pune" nedostatke, kao što su začepljenje ili podpovršinski mehurići vazduha, samo ako se ne nalaze suviše ispod površine. I ta metoda, međutim, ima svoje ograničenje u tome što može ispitivati samo materijale (delove sistema) koji se mogu magnetisati.
U ovom slučaju, materijalima koj se ne magnetizuju treba smatrati ne samo sve materijale koji nisu feromagnetni, već i one delove koji, iako su feromagnetni, ne mogu biti podvrgnuti ispitivanju magnetskom metodom - jer bi ih čak i eventualni, lagani tragovi preostalog magnetizma učinili neupotrebljivima.
Ultrazvučna metoda (postupci), se može prilagoditi i materijalima (delovima sistema) koji nisu feromagnetni, i može otkriti nedostatke (metalne pločice, pukotine) koji su prilično duboko u unutrašnjosti komada.Ova metoda predpostavlja kao uslov - da material (deo sistema) bude provodnik zvučnih talasa i u praksi se može primenjivati na skoro svim materijalima, od metala savršene metalurške strukture pa sve do betona za mostove, brane itd. Područje u kojem je ultrazvučna metoda pronašla primenu je u ispitivanju kod zavarivanja, uopšte, a posebno kod specijanih tipova zavarivanja.Osnovna struktura i oblast primene postupka ultrazvuka dati su u tabeli T 3.2.
Tabela T 3.2. Osnovna struktura i oblast primene ultrazvuka
Ključni proces i konačni rezultat
Ultrazvučna energija se pomoću sondi emituje u objekt ispitivanja. odjek ultra-zvučnih talasa od grešaka se istom ili drugom sličnom sondom registruje na ekranu sl. 6.3
Medij/energijaIndikacija
Prijem/uočavanjeRegistracijaBaza za interpretaciju
Ultrazvučna energija, 2 MHz - 50 MHzSignal reflektirane ili transmitirane UZ-energijeSonda s piezoelektričnim pretvaračemOscilogramKvantitativna uz pomoć etalona
Nepravilnost/greškaStrukturaDimenzijeFizič.mehan.svojstvaKompoz. ili hem. analiza, servisne greške
Tehnološke greške, pukotine, uključciPoroznost, zrnastostDebljinaGustina, elastičnost, brzina zvukaPukotine, korozija
MaterijalObjekti/pozicija
U proizvodnjiU eksploatacijiPrimeri
Metali, nemetaliŠiroki spektar oblika i dimenzija sajednom pristupačnom površinomKontrola, ulazna međufazna, završnaPukotine, korozijaLimovi, ploče, gredice cevi, otkivci,odlivci, zavareni spojevi
Pristup, kontaktObjekt
Osetljivost-razlučivanjeInterpretacija
Ostali uslovi
Pristupačnost s jedne straneKontaktno sredstevo, neravna površinastrukturaOsetljivost do reda veličine 0,01 mmGeometrija objekta ili raspršenje dajelažne greškeMali ili tanki delvi se teško ispituju
Ključni termini
Metoda kontrole u zamenu
Metoda odjeka, prozvučavanje, ravna sonda, dvostruka sonda, oscilogramRadiografija do debljine 200 mm čelika ili ekvivalenta, penetranti za površinske greške
61
Tehnička dijagnostika
Slika 3.31. Postupak ispitivanja ultrazvukom
3.7.1. Koeficijent transmisijeOdnos između rifraktovane i upadne (izvorne) energije naziva se koeficijentom transmisije, a
zavisi od fizičkih osobina sredstava A i B.Ako upadna energija ne uspe da savlada graničnu površinu (jer je u celosti reflektuje), tada je
koeficijent transmisije jednak nuli. Ako sva upadna energija savlada graničnu površinu (zbog apsolutnog izostanka refleksije i apsolutnog izostanka refleksije i apsorpcije) tada koeficijent transmisije iznosi 1. U stvarnosti ova dva ekstremna slučaja se ne događaju, a koeficijenti transmisije obuhvačeni su rasponom od 0 do 1 i bliži su jedinici kada granična površina odvaja dva sredstva istog agregatnog stanja, na primer, čvrsto - ;vrsto, ili tečno - tečno.
Koeficijent transmisije značajno se smanjuje kada su u pitanju dva sredstva širenja - različitog agregatnog stanja: u slučaju čvrsto - tečno smanjenje je ogrančieno, u slučaju čvrsto - gasovito, praktično ga nema.
Slika 3.32. Reflekcija i rifrakcija
3.7.2. Kvantitativni aspekti reflekcija i rifrakcije Delovi sistema koje želimo da ispitujemo bez razaranja uglavnom su od čvrstog materijala
(gvožde, čelik, aluminijum, bakar, titan itd.), izvor ultrazvuka i krajnji prijemnik su, takođe, od čvrstog materijala (kvarc i dr.). Da bi se ultrazvuk proveo kroz metalni uzorak, treba dovesti u kontakt generator ultrazvuka s uzorkom, a uzorak s prijemnikom. Budući da su tri čvrsta elementa, koeficijent transmisije bi, očito, trebao spadati u slučaju čvrsto -čvrsto - čvrsto.
Koeficijent transmisije - za prolaz od kvarca na čelik - iznosi 0,7. To znači da 70 % ultrazvučne energije, koju je emitovao generator na kvarc, ulazi u komad čelika. Od tih 70 % samo 70 % prelazi s komada čelika na prijemnik. Konačno, samo 49 % (0,7 x 0,7 x 100) prelazi s generatora na prijemnik, a to je polovina proizvedene energije.
U stvarnosti, ovakav proračun je previše optimističan - budući da se zasniva na pretpostavci da između dva čvrsta tela treba ostvariti savršeni fizički spoj, spoj koji je, ma koliko površine bile glatke, praktično nemoguć. Uzevši da je ono što ostaje u međuprostoru između dva čvrsta tela koja
62
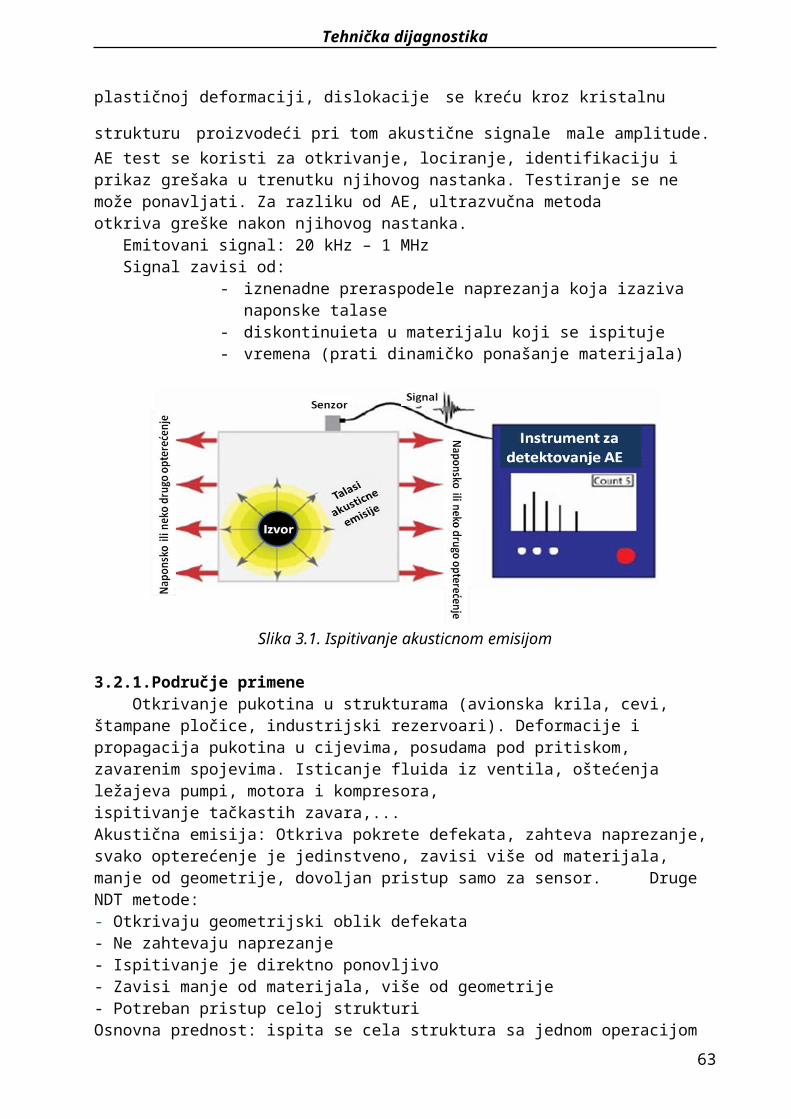
Tehnička dijagnostika
se dodiruju -vazduh tada izneseni proračun treba zameniti proračunom koeficijenta transmisije za prolazak kvarc - vazduh i za prolazak vazduh - čelik (koeficijenti koji su tako niski da, u praksi, anuliraju "korisnu" zvučnu energiju, reducirajući je na 0,0000004 % da bi se dobio utisak o rasipanju.
Budući da je, stoga, nemoguć akustični spoj čvrsto - čvrsto, a da je spoj tipa čvrsto - gas - čvrsto niskog stepena delovanja, ne preostaje drugo nego da se pribegne spoju tipa čvrsto - tečno - čvrsto.
Upotrebljavajući vodu kao tečnost, koeficijenti transmisije kvarc - voda i voda - čelik takvi su da dozvoljavaju "ponovno sakupljanje" 0,1 % izvorne energije na prijemniku. Ta vrednost, očigledno niska, dovoljna je da se, uz pomoć odgovarajućeg pojačanja u prijemniku, izvrše tačna merenja.
3.7.3. Metode ultrazvučnog ispitivanja Metode ultrazvučnog ispitivanja mogu se podeliti na:
metode prozvučavanja, impulsne eho metode i rezonantne metode.
Metode prozvučavanja služe za konstatovanje grešaka u materijalu na osnovu slabljenja intenzteta ultrazvučnih talasa propuštenih kroz materijal (deo sistema). Kod ove metode koriste se dva ultrazvučna vibratora, jedan kao odašiljač, a drugi kao prijemnik. Ako se intenzitet propuštenih ultrazvučnih talasa menja, znači da je u materijalu nastupila refleksija usled prisustva grešaka različitog akustičnog otpora.
Impulsna - eho metoda može da bude takođe sa dva vibratora a može da bude i sa jednim koji naizmenično radi kao odašiljač i prijemnik.
Ova metoda koristi eho poslatog impulsa za utvrdivanje homogenosti materijala (dela sistema). Ultrazvučni talas prolazi kroz ispitivani materijal, a reflektuje se onda kada naiđe na graničnu površinu između dve sredine različitih akustičkih otpora. Ako u materijalu (delu sistema) nema grešaka onda će se ultrazvučni talasi reflektovati od suprotne površine komada tj. neće moći da pređe u vazdušnu sredinu.
Kako impulsne aparature imaju katodnu cev na čijem se ekranu vizuelno registruju poslati i primenjeni impulsi, to će u ovom slučaju biti registrovana debljlina materijala. Ako, medutim, u materijalu postoji neka greška (šupljina, prskotina, uključci) različitog akustičnog otpora od akustičnog otpora materijala, refleksija će nastati ranije i registrovaće se u vidu eha na ekranu katodne cevi.
Kako je apsorbcija ultrazvučne energije neznatna, ispitivanja mogu da se vrše i na predmetima dugim i do 10 m. Ovo je metoda koja se uglavnom primenjuje za ispitivanje materijala. Pri tome se, kako je već naglašeno, koristi jedan ili dva vibratora koji se često nazivaju ultrazvučne glave. Kvarcna pločica u ultrazvučnoj glavi može da bude postavljena horizontalno i da odašilje talase pod uglom od 90° ili da bude postavljena pod izvesnim uglom. Ultrazvučne glave koje šalju talase pod uglom od 90° poznate su kao normalne glave i one daju longitudinalne talase, a glave koje šalju talase pod izvesnim uglom poznste su kao kose glave i one daju transveizalne talase.
Da bi se postigao dobar prenos ultrazvučnih talasa sa ultrazvučne glave u materijal, koji se ispituje, mora da bude ispunjeno nekoliko uslova. Pre svega površina materijala mora biti obradena. Što je ta površina finije obrađena, ultrazvučni talasi se lakše uvode u materijal, a i moguće je izvršiti preciznija ispitivanja. Ali i pri najfinijoj obradi nemoguće je obezbediti akustični kontakt između ultrazvučne glave i materijala (dela) jer između njih uvek ostaje makar i neznatni vazdušni sloj, a njegov akustički otpor se razlikuje od akustičnog otpora svih materijala pa se praktično na toj graničnoj površini reflektuje sva ultrazvučna energija. Zbog toga se na površinu dela sistema nanosi tačni premaz, koji potpuno uklanja vazdušni sloj i obezbeđuje akustički kontakt između glave i predmeta. U praksi se za obezbeđivanje ovog kontakta najčešće koriste razne vrste ulja, voda ili sapunica, a nekad i specijane paste.
63
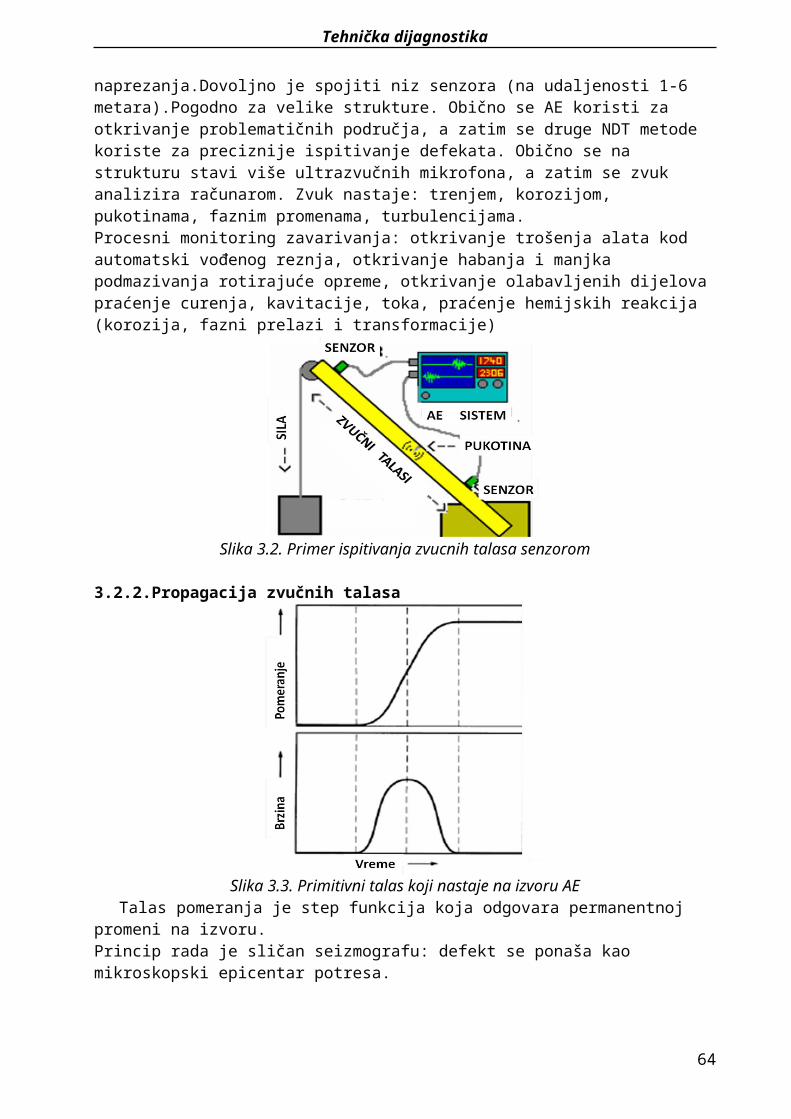
Tehnička dijagnostika
Metode (postupci) ispitivanja ultrazvukom koristi se u odražvanju za kontrolu stanja vratila, zupčanika i drugih delova, zatim varova na cevovodima i sudovima pod pritiskom, za merenje debljina zidova podložnih koroziji i dr.
Za merenje debljine zida koristi se minijaturni digitalni pokazivački ultrazvučni instrument, za brzo odredivanje bez oštećenja debljine na čeliku ili aluminijumu, sa mogućim modifikacijama za primenu na ostalim materijalima.
Instrument meri debljine od 1,2 do 300 mm sa stepenom greške od ± 0,1 mm na celom rasponu. Može se koristiti za merenje: debljine zida, debljine čeličnih ploča, stepena koordinirane površine debljine zida, nagriženosti na zavojima cevi, debljine nagriženosti i naslaga, debljine zidova cisterni za benzin i ostalih sudova i dr.
Slika 3.33.Postupak ultrazvucnog ispitivanja
3.8. Postupak ispitivanja vrtložnim strujamaOvaj postupak u praksi karakterišu dve osnovne osobine: merenje je indirektno i zato zahteva (po potrebi) baždarenje instrumenta za svaku seriju predmeta
delova u ispitivanju; vrši se kontrola bez stvarnog dodira s predmetom. Radi se o jednostavnoj i bizoj metodi, može se
automatizovati i nije preskupa.Strogo razmatranje teorijskih principa, koji su temelj ove metode, zahtevalo bi izlaganje mnoštva
pojmova iz fizike i proširenje razmatranja koje prevazilazi ciljeve ovog rada .Ispitivanje vrtložnim strujama je jedna od nekoliko metoda ispitivanja bez razaranja koje koriste
princip “elektromagnetizma” kao osnovu za vršenje istraživanja. Vrtložne struje stvaraju se putem procesa koji se zove elektromagnetska indukcija. Kada se naizmenična struja pusti kroz provodnik, poput bakarne žice, stvara se magnetno polje u i oko provodnika. Ovo magnetno polje se širi sa porastom naizmenične struje do maksimuma i nestaje kada se struja smanji na nulu. Ako se jos jedan električni provodnik dovede u blizinu ovog promenljivog magnetnog polja, struja će se indukovati na taj drugi provodnik. Vrtložne struje su indukovane električne struje koje teku po kružnoj putanji. Ime im potiče od “vrtloga” koji se stvaraju kada tečnost ili gas teče po kružnoj putanji oko prepreka pri odgovarajućim uslovima.
Tabela T 3.3. Postupak ispitivanja vrtložnim strujama
Ključni proces i konačni rezultat
Vrtložne struje se lokalno unose u objekt ispitivanja. Induktivna reaktivna sonda odnosno magnetsko polje indukovanih struja ukazuje na postojanje grešaka pri površini dela
Medij/energija Indukovana struja u frekventnom području
64
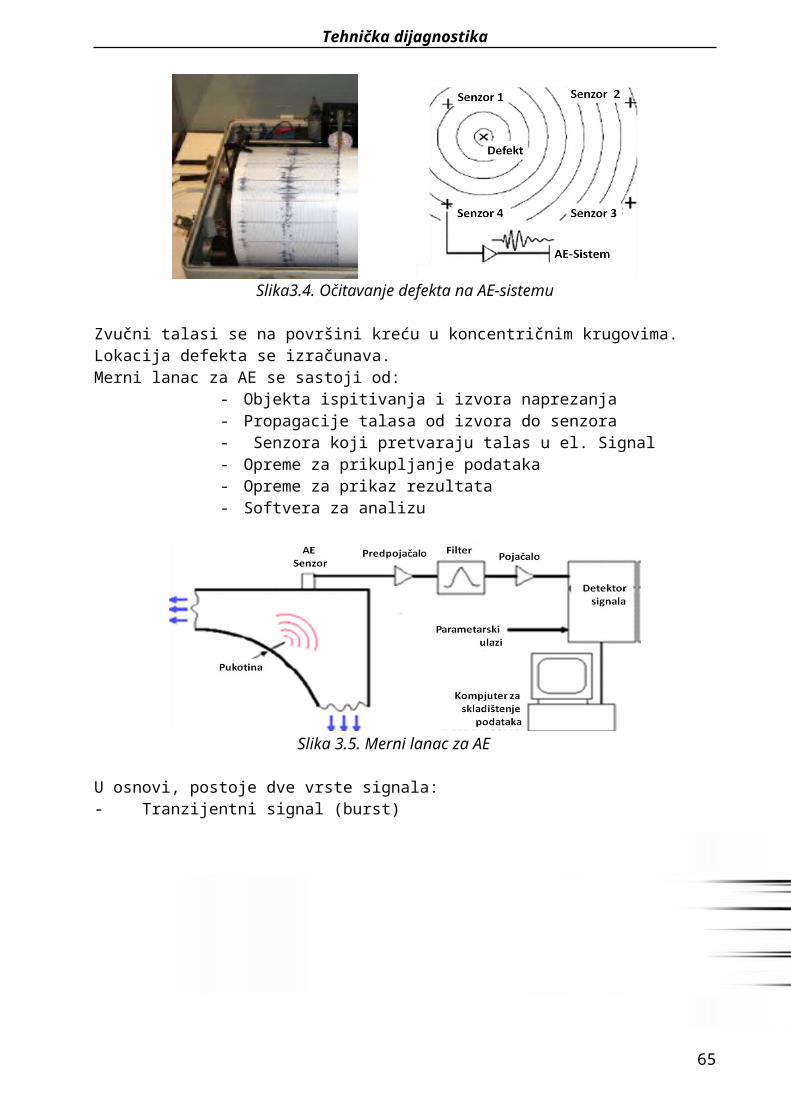
Tehnička dijagnostika
Indikacija
Prijem/uočavanjeRegistracijaBaza za interpretaciju
od niskih audio do visokih frekvencijaPoremećaj u indukovanim strujama iindukovano magnetsko poljeSondomAnalogno, osciloskopDiferencijalna ili komparativno uzreferentni etalon
Nepravilnost/greškaStrukturaDimenzijeFizič./mehan.svojstvaKompoz. ili hem. anal.Servisne greške
Tehnološke greškeVarijacija strukture, tvrdoćaDebljina stenki i presvlakaVodljivost i permabilnostVarijacije sastavaKvalitet obrade, zaostala naprezanja
MaterijalOblik/pozicija
U proizvodnjiU eksploatacijiPrimeri
Elektrovodljivi materijali, poluvodniciPovršina i podpovršina, jednoliko oblikovanaKontrola, sortiranje materijalaServisne greškeCevi, žice, nemagnetske prevlake na magn.podlozi, turbinske lopatice i diskovi,nevodljive prevlake na vodljivoj podlozi,zavareni spojevi, delovi motora
pristup, kontakt, priprema
Oblik/pozicijaOsvetljivostInterpretacija
Ostali uslovi
Nije potreban kontakt ali je nužnamogućnost dolaženja sonde blizu površineobjektaGreška mora biti pri površiniPukotine do reda veličine 0,2 mm debljineLažne greške su moguće radi više uticajnihvarijabliNiska penetracija, ograničeno na tankezidove ili greške pri površini
Ključni termini
Metoda kontrole u zamenu
Dubina penetriranja, analiza impedance,višeparametarska metoda, beskontaktnakontrolaMagnetska kontrola, penetrantska kontrola
Slika 3.34. Postupak ispitivanja vrtložnim strujama
Najosnovniji instrument za ispitivanje vrtložnim strujama sastoji se od naizmeničnog izvora struje, namotaja žice koji je povezan sa ovim izvorom, i voltmetra za merenje promene napona na namotaju. Može se koristiti i ampermetar umesto voltmetra za merenje promene struje u namotaju.
65
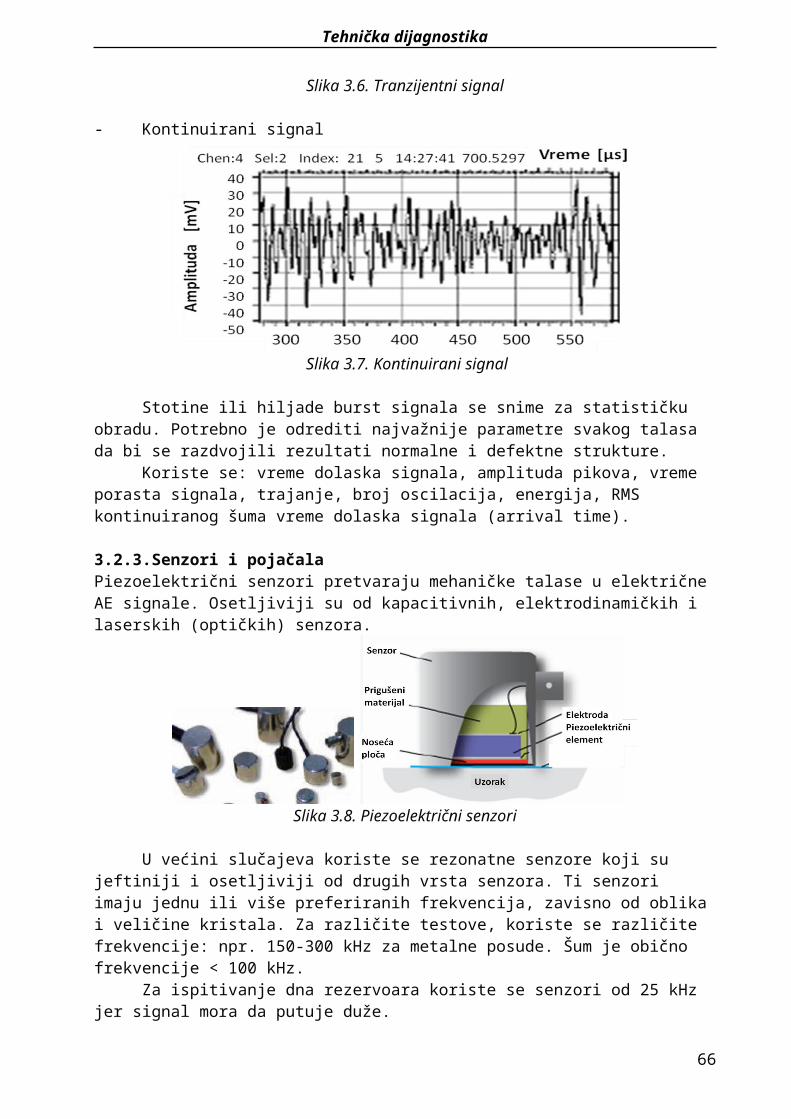
Tehnička dijagnostika
Slika 3.35. Princip ispitivanja vrtložnim strujama - indukcija vrtložnih struja u materijalu
Zasniva se na principu elektromagnetske indukcije. Koristi se za:
- identifikaciju niza fizičkih,strukturnih i metalurških stanja u elektroprovodljivim metalnim proizvodima.
- Merenje električne provodnosti,magnetske permeabilnosti, veličine zrna, stanja termičke obrade, tvrdoće i fizičkih dimenzija
- Otkrivanje pukotina i uključaka- Otkrivanje razlike u sastavu,mikrostrukturi i drugim osobinama metala- Merenje debljine magnetski neprovodne obloge na metalu
Slika 3.36.Ispitivanje vrtložnim strujama
Ne zahteva se direktan električni kontakt sa objektom ispitivanja.Pogodno je za ispitivanja velikom brzinom – moguće ispitivati 100% proizvodnje.Indirektna metoda: potrebna posebna pažnja prilikom obrade rezultata merenja.Princip rada:Sličan indukcionom zagrijavanju, ali koristi izvor struje znatno manje snage.Promene električne struje koje se javljaju kad se EM polje instrumentanalazi u blizini greške,u materijalu se detektuju osjetljivim elektronskim sklopovima. Struja pobude je naizmjenična struja. Struja koja se indukuje unutar objekta koji se ispituje teče u zatvorenim kolima. Amplituda i faza tih kola zavise od:
- Primarnog polja pobudnih struja- Električnih osobina objekta koji se ispituje- EM polja koje generišu struje koje teku kroz objekat- Prisustva diskontinuiteta u objektu
Za ravne objekte koristi se ravni kalem, a za cilindrične delove i cevi koristi se solenoid-kalem.
66

Tehnička dijagnostika
Slika 3.37. Solenoid-kalem Slika 3.38. Ravni kalem
Slika 3.39.Prikaz kalem bez greske i sa greskomRadne varijable
- Impedanca kalema- Električna provodnost- Magnetna permeabilnost- Lift-off factor- Fill factor- Rubni efekat- Skin efekat
3.8.1.Impedanca kalema
67
Presek A-A ne sadrži grešku.U preseku B-B usled greške menja se smer toka indukovane struje.
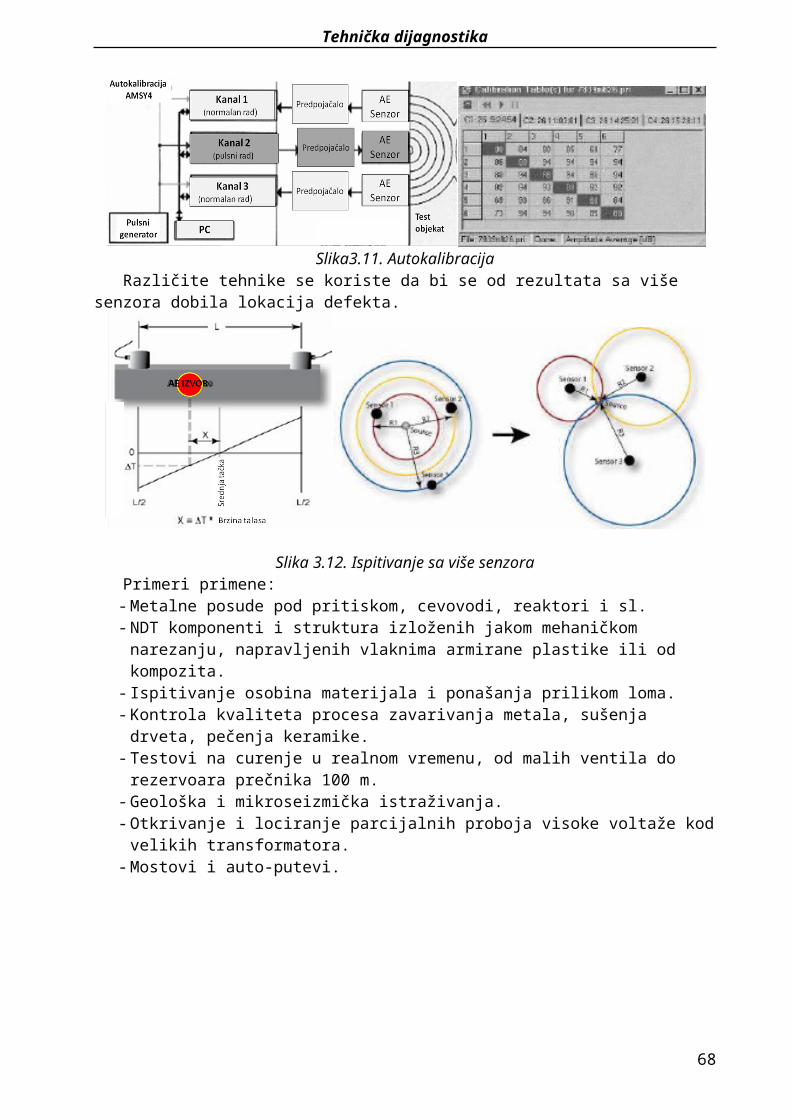
Tehnička dijagnostika
Slika 3.40. Rezultujuća sinusoida u fazor (phasor) dijagramu
Često se rezultujuće sinusoide prikazuju u fazor (phasor) dijagramu. Time se olakšava uočavanje razlika u fazama između indukovanih struja.
Slika 3.41.Impedanca kalema u softveru 3.8.2.Električna provodnost
Svi materijali imaju karakterističan otpor toku električne struje. Najveći otpor imaju izolatori, srednji poluprovodnici a najniži – provodnici.Kod ovog ispitivanja se koristi merenje na osnovu IACS (International Annealed Copper Standard)Tabela 3.4. Električna provodnost materijala
3.8.3.Magnetna permeabilnostNeki materijali (gvožđe, nikl,kobalt,...) koncentrišu fluks magnetnog polja – imaju visoku i promenljivu permeabilnost. MP nije konstanta za materijal nego zavisi od jačine magnetnog polja.
68
MetalOtporμΩmm
Provodnost%IACS
Bakar 17,2 100Aluminijum 28,2 61Magnezijum 46 37Nerđajući čelik 700 2,5Titanijum 548 3,1
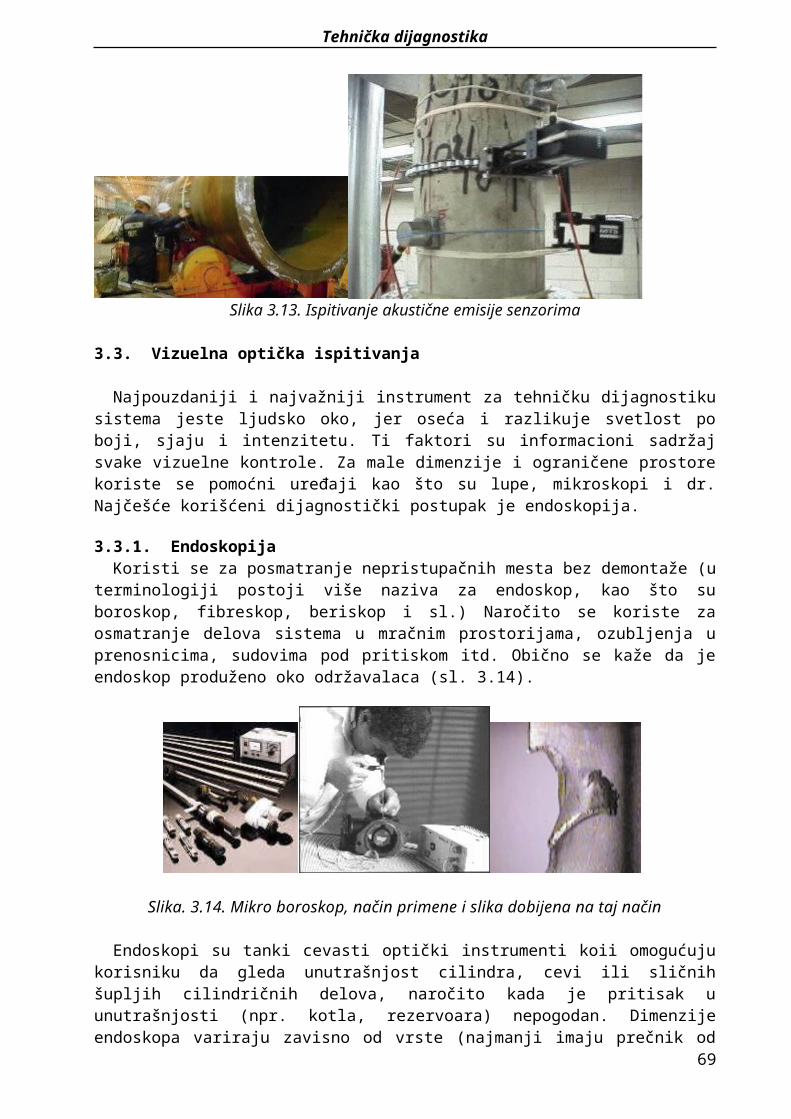
Tehnička dijagnostika
Kriva koja pokazuje vezu između intenziteta magnetnog polja i magnetnog fluksa se zove kriva magnetizacije.
Slika 3.42. Dijagram krive magnetizacije
MP jako utiče na indukovanu struju. Radi toga se metode ispitivanja za magnetične i nemagnetične materijale razlikuju. Isti faktori koji utiču na električnu provodnost (sastav, tvrdoća, zaostali naponi i greške) utiču i na MP. Za kompenzaciju uticaja MP koristi se dodatni kalem sa istosmernomstrujom – da se postigne saturacija.
3.8.4.Lift-off factor Kad se instrument za ispitivanje izloži naponu u vazduhu, daće neki otklon čak i kad nema provodljivog materijala u blizini. Kako se kalem približava materijalu, otklon se povećava.Te promene otklona pri promeni rastojanja između kalema i provodnika se nazivaju "lift-off". Posebno jevažno kod složenh oblika. Fill faktor je ekvivalent "Lift-off" faktora, ali kod cilindričnih objekata. Edge efekat (rubni efekat) se javlja kad se kalem približi rubu objekta koji se ispituje, jer dolazi do izobličenja toka magnetnog polja.Indukovano polje je gušće blizu površine, a progresivno opada po dubini; ta pojava se naziva "Skin" efekat.
Slika 3.43. Dijagram ponašanja materijala
3.8.5.Instrumenti: Analogni i digitalni.Najosnovniji instrument se sastoji od izvora izmenične struje, kalema žice spojenog na taj izvor, i od voltmetra za registrovanje promene napona.
69
Tehnička dijagnostika
Slika 3.44.Instrument za očitavanje rezultata merenja
Pored osnovnih delova, koristi se niz dodatnih kola i uređaja:- Rezonantna kola (za promenu frekvencije pobudne struje)- Maxwell-Wien most (za merenje induktivnosti iz poznatog omskog otpora i
kapaciteta)
Slika 3.45. Maxwell-Wien most
Instrumenti za vrtložne struje se mogu podeliti u sledeće kategorije:a) Sistem otpornik-kalem b) Sistem debalansa mostac) Sistem indukcijskog mostad) Transmisijski sistem
3.8.5.Sistem otpornik-kalem Jednostavan instrument, kod kojeg se prati napon u kalemu senzora.Pogodan je za merenje velikih lift-off varijacija ako nije bitna velika preciznost.
70
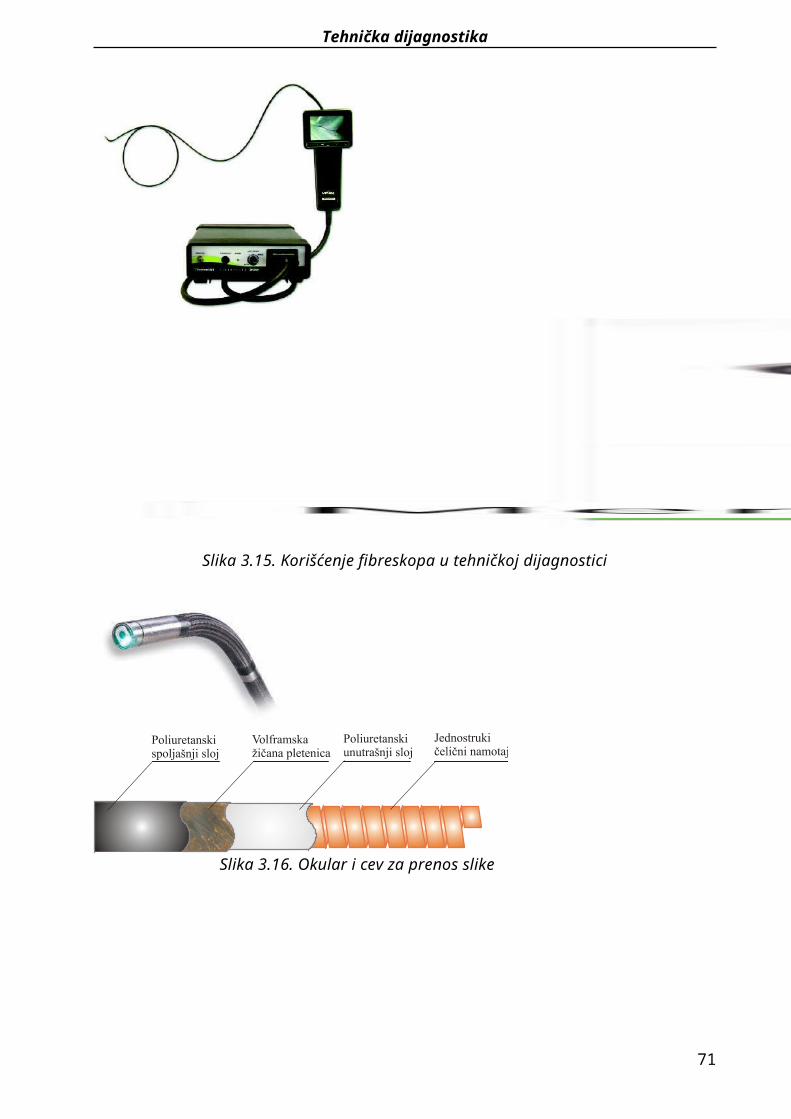
Tehnička dijagnostika
Slika 3.46.Pracenje napona u kalemu senzora ; manje tacnosti(a) i vece tacnosti(b)
Meri se razlika napona između impedance kalema senzora i referentne impedance. Problem koji se javlja usled promene temperature.
3.8.6.Sistem indukcijskog mosta
Slika 3.47. Ožičenje sonde i obradka
3.8.7.Transmisijski sistemSignal se prenosi iz kalema kroz metal, a detektuje se na suprotnoj strani metalaAko je udaljenost dva kalema fiksna i kola imaju visoku impedancu, signal ne zavisi od položaja metala.Ovo potpuno eliminiše lift-off, ali zahteva postavljanje dva kalema.
3.8.8.SenzoriIzbor senzora s kalemom zavisi od geometrije površine objekta koji se ispituje: štap, potkovica, prsten.
Slika 3.48. Senzori sa kalemom: štap, potkovica, prsten
Često se koriste parovi senzora, u apsolutnom ili diferencijalnom spoju- Apsolutni: kod sortiranja
71
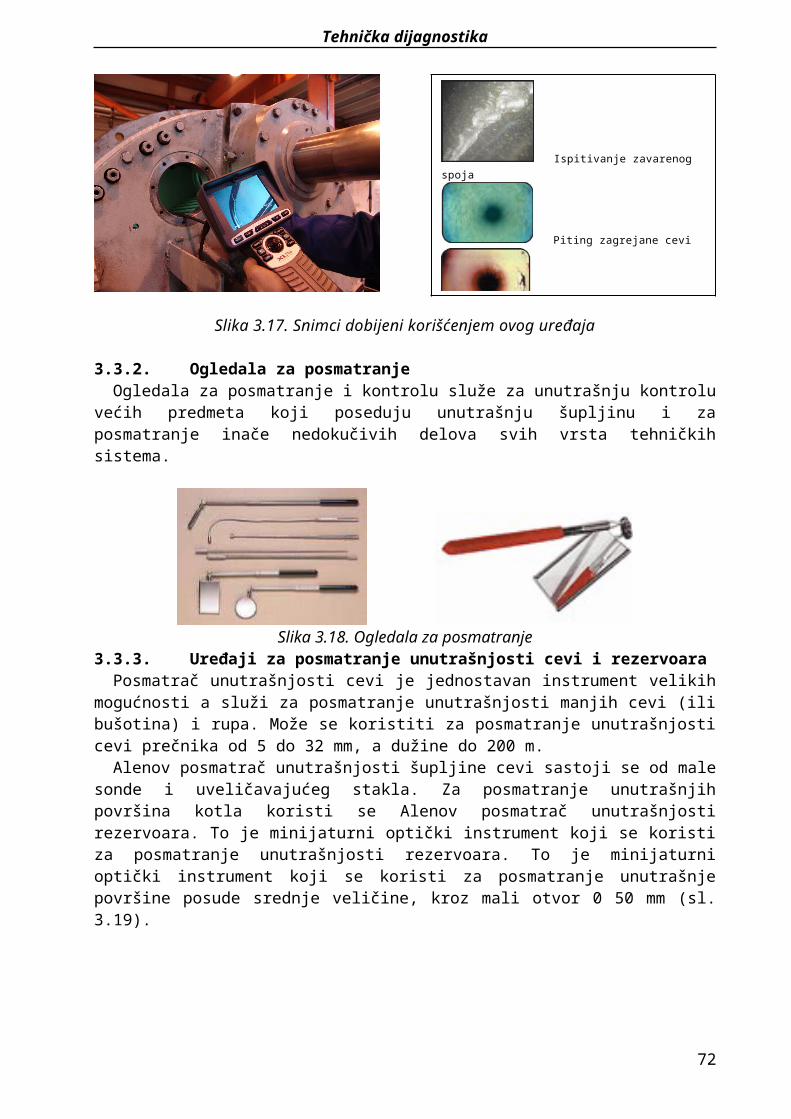
Tehnička dijagnostika
- Diferencijalni: kod cevi
Slika 3.49. Apsolutni (a) i diferencijalni (b) spoj senzora
Senzori mogu biti različitih oblika i veličina.Izbor senzora zavisi od vrste diskontinuiteta koji se ispituje.Za ispitivanje cevi na kratke greške, koriste se prstenasti kratki senzori.
Slika 3.50. Senzori za ispitivanje vrtloznim strujama
3.8.9.Očitavanje rezultata merenja
Slika 3.51. Očitavanje rezultata merenja
72
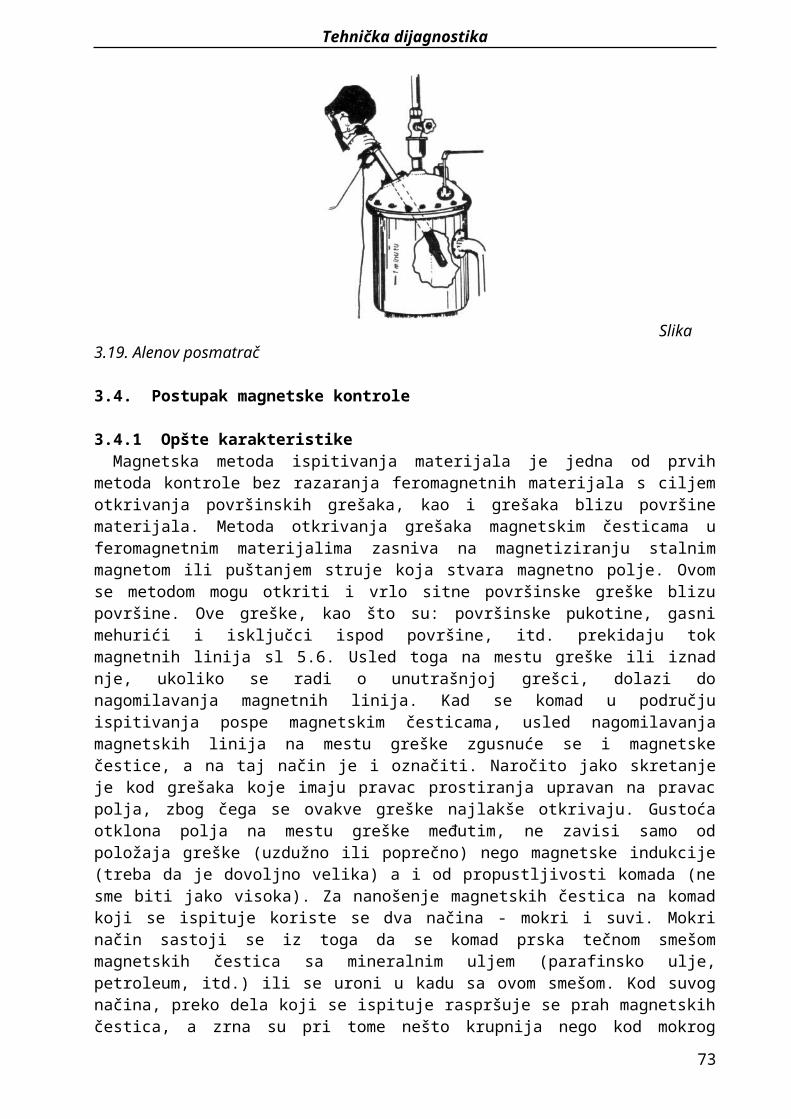
Tehnička dijagnostika
- Svetlosni alarm- Zvučni alarm- Relejni prekidači- Analogni pokazivači s kazaljkom- Digitalni pokazivači (displeji)- XY ploteri za crtanje grafika impedance- XY osciloskopi- "Strip-chart" rekorderi- Rekorderi s magnetnom trakom- Računari
3.9. Postupak radiografije i gamagrafije
3.9.1. UvodPod terminom radiografija podrazumeva se proces fotografisanja izveden upotrbom
rendgenskih zraka (nazvanih, još i X - zracima).Gramagrafija je oblik radiografije koji, međutim, koristi gama zrake ali se temelji na istim
teoretskim principima.Radiografskom metodom mogu se ispitivati predmeti od čelika, debljine do 250 mm, za veće
debljine - sa betatranom. Osim toga, u ovom slučaju nedostatak nije signaliziran indirektnim putem - električnim signalom, već se fotografiše direktno u svojoj poziciji, obliku i stvarnim dimenzijama.
Ako se nakon toga pribegne radioskopiji, koja je jedan oblik primene radiografije, nedostatak se može "videti" ako se komad pomiče.
3.9.2. Radiografija - ispitivanje rendgenskim zracima Ispitivanje rendgenskim zracima (ili X zracima) naišlo je na veliku primenu kod
utvrdivanja unutrašnjih defekata i uopšte nehomogenosti materijala (dela sistema). Ovo ispitivanje zasnovano je na sposobnosti rendgenskih zraka da prolaze kroz razne materijale. Prilikom prodiranja zraka kroz metale dolazi do njihove apsorpcije tj. zraci slabe. Ovo slabljenje je manje ako zraci nailaze na greške i nehomogenosti tj. tada je manja apsorpcija. Druga važna osobina rendgenskih zraka je da deluju na fotografsku ploču ostavljajući zacrnjenja različitog stepena (fotoefekat), kao i da na fluoroscentnim ekranima izazivaju fluorescenciju.
Slika 3.52. Otkrivnje makroskopskih defekata u materijalu
Tabela T 3.5. Postupak radiografije
73
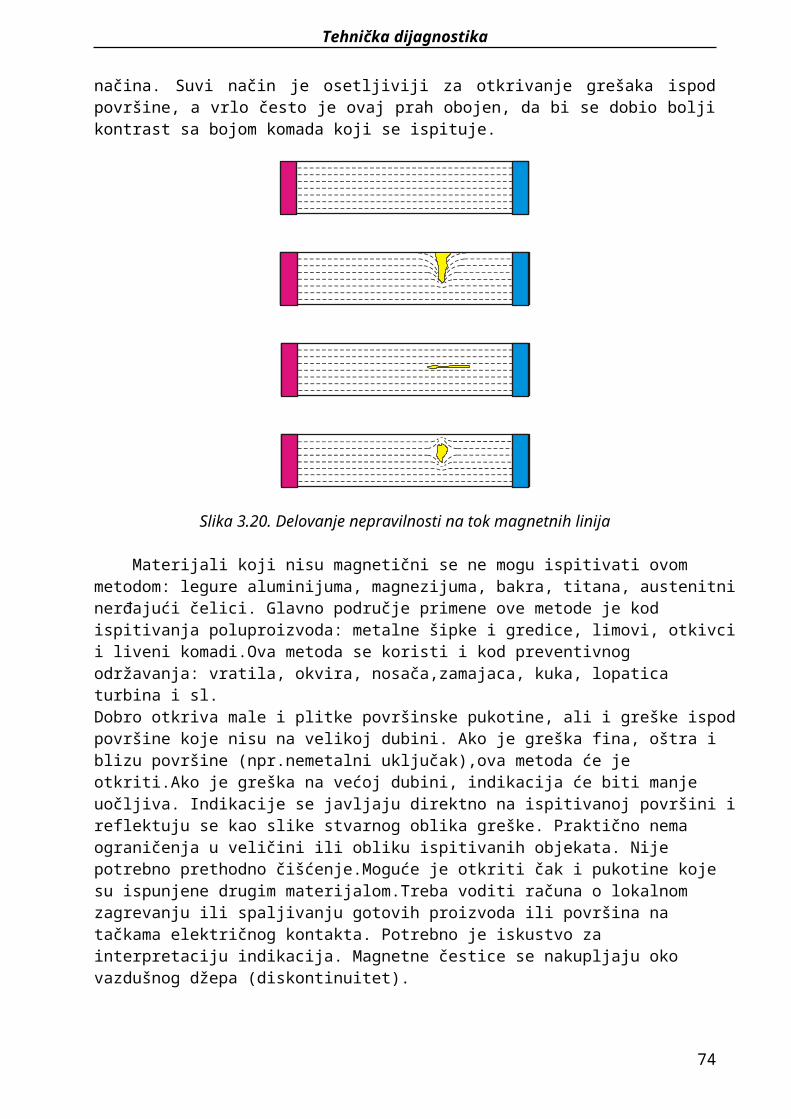
Tehnička dijagnostika
Ključni proces i konačni rezultat
Jonizirajuće zračenje iz rentgenskog apaprata ili gama defektoskopa se apsorbuje pri prolazu kroz objekat. Promena intenziteta zračenja na izlazu nastala usled različite apsorpcije na mestu greške i zdravom metalu se registruje
Medij/energija
Indikacija
Prijem/uočavanjeRegistracijaBaza za interpretaciju
Jonizirajuće zračenje (x, gama, neutronsko, beta)Tansmisija i apsorpcija u objektu ispitivanjaFilm, detektor zračenjaKontrastRadiogram zadovoljavajućeg kvaliteta
Nepravilnost/greška
StrukturaDimezijeFizič./mehan. svojstvaKompoz. ili hem. analizaServisne greške
Tehnološke greške, uključci, nedovoljna penetracija, pukotinaGruba struktura, razređenaDebljina, dijametarPromena gustine
Trošenje, korozijaMaterialOblik/pozicijaU proizvodnjiU eksploatacijiPrimeri
Metali, nemetali, legureŠiroki spektar oblika i dimenzijaKontrola: ulazna, medufazna, završna Profilna radiografija (korozija)Odlivci, otkivci, zavarene konstrukcije
Pristup, kontakt, pripr.
Objekt/pozicija
Osetljivost-razlučivanje
Interpretacija
Ostali uslovi
Pristupačnost jednom zidu snimanogobjektaGreška (pukotina) mora dimenzijompredstavljati stanje objekta u smerusnimanjaVarijacija gustine ili dimenzije do redaveličine 10% osetljivost gamagrafije manja od rengenografijeOsetljivost pada sa debljinom, u principu slaba osetljivost na pukotinePukotina mora biti u smeru zračenja, zaštite od zračenja
Ključni termini
Metoda kontorle u zamenu
Zacrnjenje, kontrast, oštrina, radiogram, iluminator, dimezitometar, ocena kvaliteta filma, interpretacijaUltrazvuk, radioskopia, radiometrija.
a) b)
Slika 3.53. Rendgenski snimcia) foto i rendgenski snimak kompijuterskog miša, b) rendgenski snimak zavarenog spoja
Ispitivanja su pokazala da rendgenski zraci nastaju tamo gde elektroni, koji se kreću velikim brzinama, udaraju u neku prepreku. Kao rezultat oštrog kočenja, elektroni gube svoju kinetičku
74
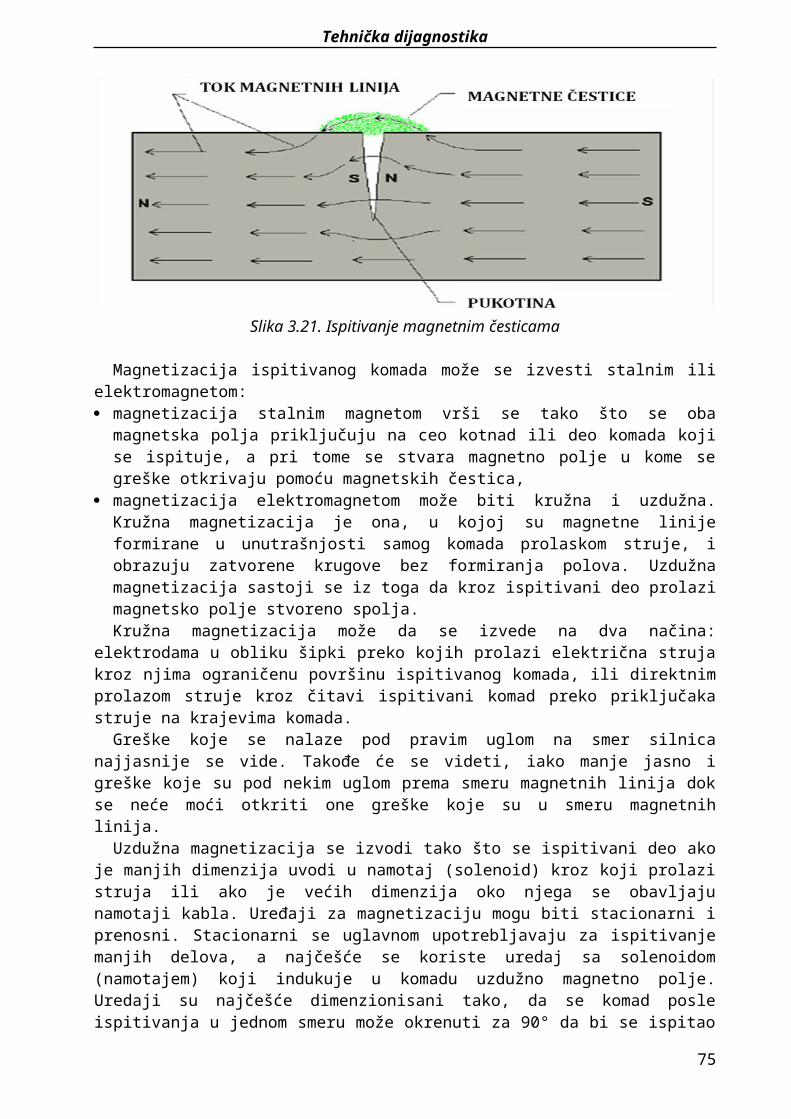
Tehnička dijagnostika
energiju, koja se prtvara u energiju rendgenskih zraka. Prema tome za dobijanje rendgenskih zraka treba imati takav uredaj u kome je moguće: primorati elektrone da se kreću u određenom pravcu velikim brzinama, staviti na put njihohog kretanja neku prepreku, koja obezbeđuje oštro kočenje.
Slika 3.54. Dobijanje rengenskih zrakaOvo ustvari čini osnovu konstruisanja svih tipova rendgenskih cevi. Rendgenska cev
predstavlja ustvari visoko vakumski stakleni balon sa dve elektrode - anodom i katodom. Kao izvor elektrona služi katoda, a ulogu prepreke za kočenje elektrona ispunjava koso postavljena anoda. Da bi elektroni dobili neophodnu brzinu i odredeni pravac kretanja, na elektrode se stavljaju visoki naponi (i do 500.000 V).
Snop elektrona sa užarene kataode velikom bizinom udara u koso postavljenu anodu i tu se pojavljuju rendgenski zraci, koji će imati u toliko veću moć prodiranja, ukoliko im je manja talasna dužina. Zraci manjih talasnih dužina dobijaju se stavljanjem većih napona na elektrode.
Rendgenski zraci obično se dele na "meke" i "tvrde"."Meki" zraci imaju veću talasnu dužinu ( ) i prema tome manju moć prodiranja, dok
"tvrdi" zraci imaju manju talasnu dužinu (ispod ) i veću moć prodiranja.Intenzitet zraka na izlazu iz materijala je:
gde je: - inenzitet zraka na izlazu iz materijala, - ulazni intenzitet zraka,
d - debljina prozračivanog materijala, - linearni koeficijent apsorbcije (karakterističan za određeni materijal i određenu energiju
zraka).Sada je poterebno samo registrovati na pogodan način ovu razliku i na taj način utvrditi defekte
u materijalu (delu). Za ovo se koristi druga osobina rendgenskih zraka, da slično svetlosnim zracima, padajući na fotografski film, ili ploču izazivaju razlaganje srebro bromida (AgBr) koji se nalazi u fotoemulziji. U zavisnosti od intenziteta zraka na filmu ili ploči vide se tamnija mesta grešaka i svetija mesta (homogeni materijal). Umesto fotografskog filtna ili ploče može se koristiti i neki fluoroscentni ekran.
75
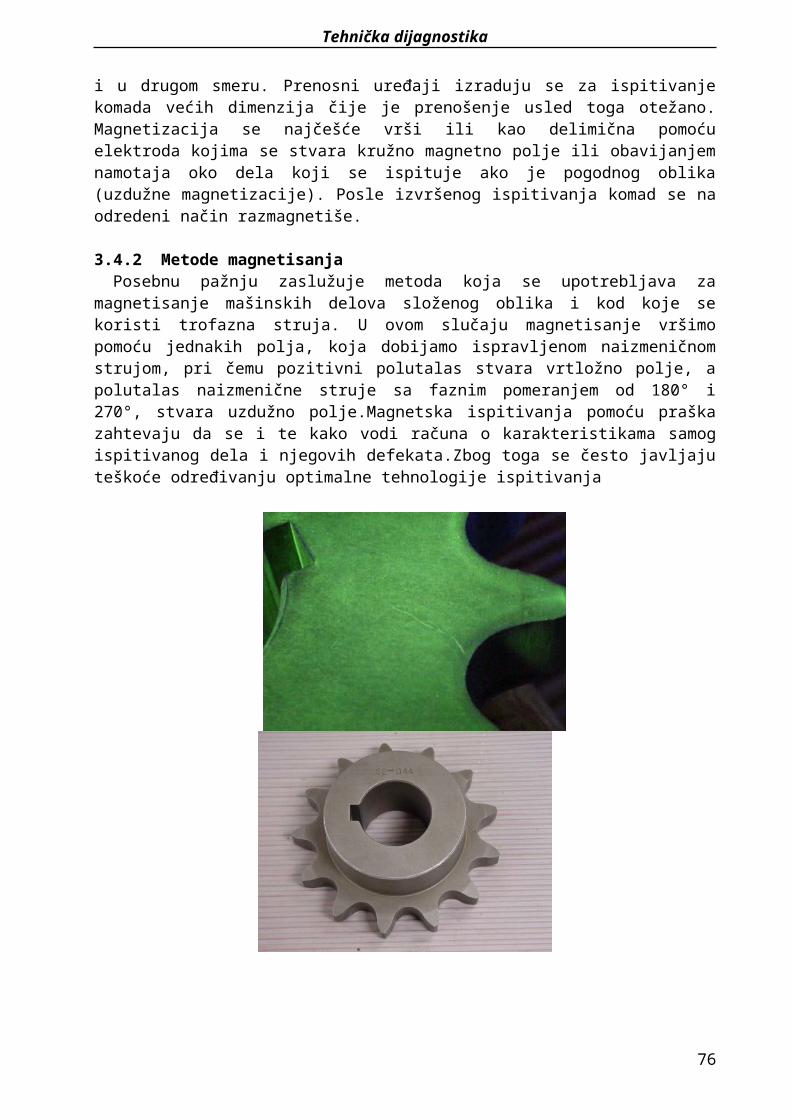
Tehnička dijagnostika
Slika 3.55. Otkrivanje greške rendgenskim zracima
3.9.3. Gamagrafija - ispitivanje gama zracimaGama zraci nastaju prilikom raspada prirodnih ili veštačkih radioaktivnih materijala, a imaju
iste osobine kao i rendgenski zraci. Oni takoođe prodiru kroz material (deo sistema) u kome se apsorbuju u većoj ili manjoj meri, u zavisnosti od toga da li prolaze kroz homogeni materijal ili nailaze na neke greške, a prilikom dejstva na fotografsku ploču, takođe dovode do razlaganja emulzije. Međutim, njihova talasna dužina je manja od talsne dužine rendgenskih zraka i iznosi 10-
10 do 10-11 cm, pa usled toga gama zraci imaju veću moć prodiranja. U odnosu na primenu rendgenskih zraka, prozračavanje gama zracima (gamagrafija) ima sledeće prednosti: radioizotopi i uređaji koji služe za prozračivanje materijala (defektoskopi) lakši su i manje
osetljivi na način rukovanja i transport, tako da mogu odlično da služe pri terenskoj kontroli, dimenzije gama radioaktivnih izvora mogu da budu vrio male, tako da je moguće
prozračavanje uskih i nepristupačnih delova, gama zracima moguće je prozračiti predmete većih debljina nego pomoću rendgenskih
zraka.Nabavka odgovarajućeg gama izvora i defektorskopa vezana je za manje materijalne izdatke.Međutim, korišćenje radioaktivnih izotopa ima i neke nedostatke:
kontrasti na radiogramu su nešto slabiji od kontrasta na rendgogenogramu, zbog stalnog zračenja radioizotopa, defektoskop se mora držati u posebnom skloništu, vreme prozračavanja je duže, treba imati na raspolaganju nekoliko gama izvora, da bi se u datom momentu mogao izabrati
izotop najpogodnije energije gama zračenja,Naime, pri izboru gama izvora treba voditi računa o vrsti i debljini ispitivanog materijala. Za
prozračavanje debljih uzoraka, težih delova (npr. čelični liv), biraju se radioizotopi sa tvrdim gama zračenjem (većom energijom gama zračenja), dok se za prozračavanje tanjih uzoraka lakših delova (npr. aluminijum) koriset izotopi sa mekim gama zračenjem (nižom, energijom) gama zračenja).
76
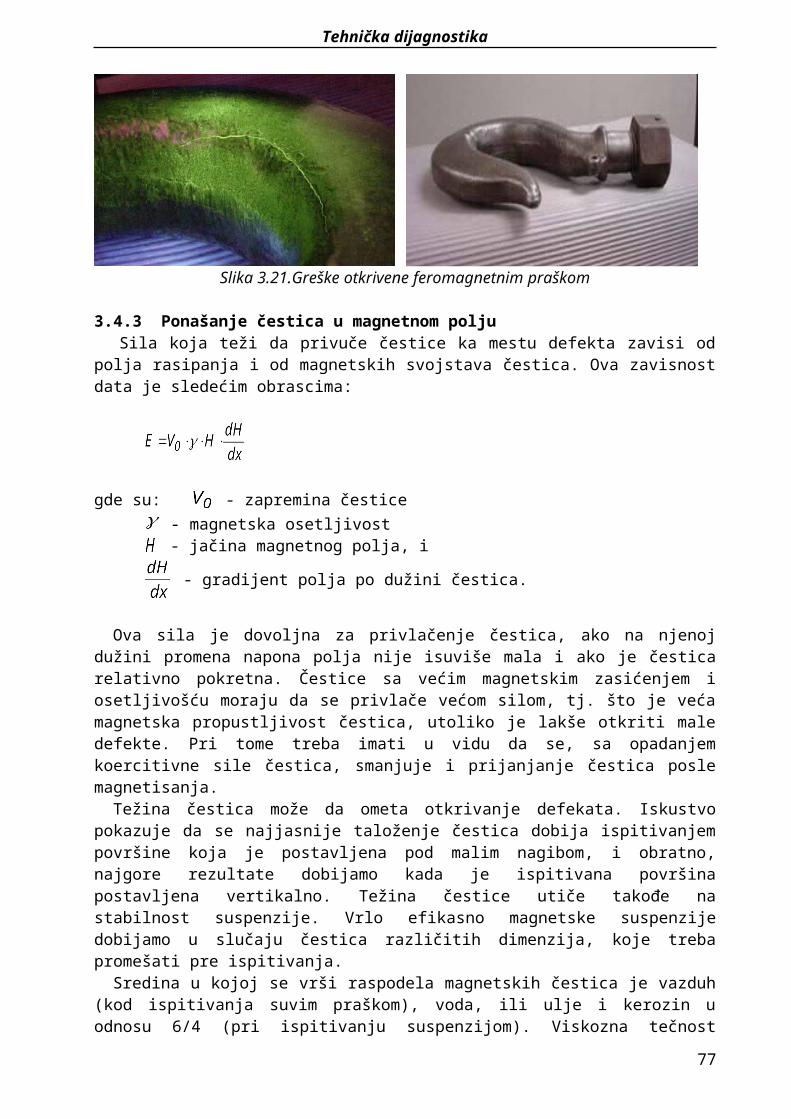
Tehnička dijagnostika
U industrijskoj gamagrafiji najveću pritnenu našli su sledeći izotopi iridijum (Ir 192), cezijum (Cs
137) i kobalt (Co 60).Iskustvo je pokazaio da je izotop iridijum 192 najpogodniji za prozračavanje tankih uzoraka
debline do 20 mm, a kobalt 60 za prozračavanje debljih uzoraka.Kod izbora izvora zračenja treba se uvek odlučiti za izvor sa što manjom zračnom površinom.
Radioaktivni izotopi se isporučuju u vidu malih kockica ili cilindra sa normiranim prečnicima.Kako rendgenski zraci utiču štetno na čovečji organizam, to je potrebno preduzeti određene
zaštitne mere za zaštitu osoblja koje sa njima radi. Zaštita se obično izvodi oblaganjem mesta izioženih zračenju olovnim pločama, koje vrlo slabo propuštaju ovo zračenje, zatim vrlo pažljivo radom sa rendgen aparatom kao i skraćenjem radnog vremena osobija.
3.9.4. Poređenje između radiografije i gamagrafijeNa teorijskom planu razlike izmedu radiografije i gamagrafije su male. Izvori gama-zraka
uglavnolm su slabi i njiohv intenzitet se ne meri više miliamperima (mA) nego milikirijima (mc), gde 1 kiri predstavlja intenzitet radioaktivnosti koju poseduje 1 g radijuma.
Velika prednost gamagrafije leži u činjenici da je kapsula koja sadrži radioaktivni izotop malih dimenzija i može se lako smestiti u zone koje su nepristupačne za normalne radiografske aparate.
S druge strane, velika prednost radiografije je u tome što se izvor radijacije može uključiti, isključiti i modifikovati u skladu sa različitim potrebama i to na takav način da se omoguće brza i tačna ispitivanja.
Radioizotopi i uredaji (defektoskopi) koji služe za prozračivanje objekata ispitivanja lakši su i manje osetljivi na način rukovanja i transporta, tako da mogu odlično da služe pri terenskoj kontroli.
Rad sa radioizotopima nije vezan za izvor električne energije, merne instrumente i transformatore.
Korišćenjem gama-zračenja moguće je prozračiti predmete većih debljina nego u slučaju korišćenja X-zračenja.
Nedostaci primene radioaktivnih izotopa su sledeći: kontrasti na gamas-radiogramu nešto su slabiji od kontrasta na rendgenogramu, zbog stalnog zračenja radioizotopa, defktoskop se mora držati u posebnom skloništu, vreme prozračivanja (eksponaža) prilično dugo traje, operator može biti više izložen delovanju zračenja, treba imati na raspolaganju nekoliko gama-izvora, da bi se prema potrebi mogao izabrati
izotop najpogodnije energije gama-zračenja.U preventivnom održavanju uglavnom se koristi profilno i normalno, a ređe panoramsko
snimanje. Zavarene cevi, prečnika do 100 mm, najbolje je snimati pod uglom (profilno), tako da se na snimku vidi ceo zavar. Cevi većeg prečnika, zatim cevna kolena, reduciri, posude, kolena i sl. snimaju se normalno.
3.10. Merenje temperature Termičko stanje nekog tehničkog sistema uslovljeno je tehničko-tehnološkim rešenjima, koja određuju pogonske uslove, konstruktivna izvođenja i karakteristike materijala. Pri analizi tehničkog stanja sistema, da bi se sagledali njegovi uticaji, mora se poći od uzroka nastajanja toplotne energije, koja može poticati od tehnološkog procesa ili od samog sistema (trenje u ležištima i sl.).
Praćenjem termičkog stanja može se izvesti zaključak o intenzitetu razmene toplote i eventualnim odstupanjima od veličina definisanih pravilima za rukovanje i održavanje sistema. Daljom analizom uzroka nastalih promena u termičkom stanju može se doći do saznanja o vrsti i veličini neispravnosti u sistemu.
Kontinualno se mogu pratiti termička stanja složenih i za proces proizvodnje vitalnih tehničkih sistema, čiji otkaz može izazvati veliki zastoj u proizvodnji. Na ovim tehničkim
77
Tehnička dijagnostika
sistemima ugrađuju se temperaturni davači, koji električni signal o termičkom stanju prenose do dijagnostičkog centra (služba dijagnostike u okviru pripreme održavanja).
Prisustvo ili odsustvo temperature, njena visina, raspodela ili odstupanje od normalne vrednosti daju dosta preciznu procenu tehničkog stanja sistema.
Praćenjem temperature omogućeno je: da se manuelno kontroliše temperatura ili da se vrši nadzor nad pravilnim kontrolisanjem
temperature, da se otkrije promena temperature usled neispravnog rada dela sistema, da se otkrije promena u provođenju toplote kroz ili van njega izazvana neispravnim radom
sistema ili stvaranjem naslaga u sprovodnim delovima.Praćenjem temperature dobija se termičko stanje koje omogućava ne samo blagovremeno
pronalaženje neispravnih delova u sistemu, i u sprečavanju težih otkaza, već i dobijanje niza važnih podataka za statističku analizu, analizu kvaliteta, trajnost sistema, kao i periodičnost aktivnosti održavanja.
Za praćenje termičkog stanja mogu se primeniti sledeće metode: kontaktne (termoelementi, termistorski termometri, elektrootporni termometri i merni
elementi na principu tehničke ekspanzije), bezkontaktne (optički pirometar, pirometar za zračenje i termovizijska kamera) i indikatorske (osetljivost pojedinih boja, kreda, papira i kuglica na promenu remperature).
Kod kontaktnih metoda merni element je u neposrednom kontaktu sa sredinom čija se temperatura meri. Tačnost merenja uslovljena je nizom faktora koji određuju mogućnost toplotnog kontakta mernog elementa i merne sredine. Sa gledišta održavanja, posebno je važna mogućnost praćenja termičkog stanja čvrstih delova sistema na osnovu čega se može doneti ocena o termonaponskom stanju sistema. Merenjem temperature fluida, pored ocene stanja procesa, može se indirektno sagledati temperatursko stanje sistema.
Beskontaktne metode zasnivaju se na principu merenja elektromagnetne energije zračenja. Ove metode su vrlo pogodne za primenu u održavanju, jer omogućavaju brzo utvrđivanje radne sposobnosti odnosno termičkog stanja celog sistema pri periodičnim kontrolama.
Za ovo su naročito pogodne termovizijske kamere koje mogu dati sliku (i na fotografiji) temperaturnog polja sistema.
Indikatorske metode se zasnivaju na osetljivosti pojedinih materijala (boje krede, papira, kuglice) na promenu, odnosno porast temperature. Primenom ovih materijala može se samo ustanoviti približno postignuta maksimalna temperatura neke površine, što u praćenju stanja nema većeg značaja ali ima za razne radove održavanja.
Prema navedenim mernim metodama, očigledno je da se praćenje termičkog stanja može organizovati kao: kontinualno praćenje stanja, i periodično pracenje stanja.
3.10.1 Uticaj termičkog stanja na delove tehničkog siatema Termičko stanje jednog tehničkog sistema uslovljeno je nizom faktora, koji se mogu grupisati
u tri osnovne celine: pogonski uslovi, konstruktivno-tehnološko izvođenje, karakteristike i svojstva materijala.
Tehnološkim procesom definisani pogonski uslovi određuju intenzitet razmene toplote u pojedinim sistemima, a konstruktivno izvođenje i primenjeni materijali svojim karakteristikama određuju stvarno i predstavljaju ograničenja za dopušteno termičko stanje. Prema tome, praćenje termičkog stanja mora omogućiti sagledavanje termičkog stanja s obzirom na sve tri navedene grupe faktora.U delovima tehničkih sistema termičko stanje manifestuje se kao: termičko naprezanje,
78
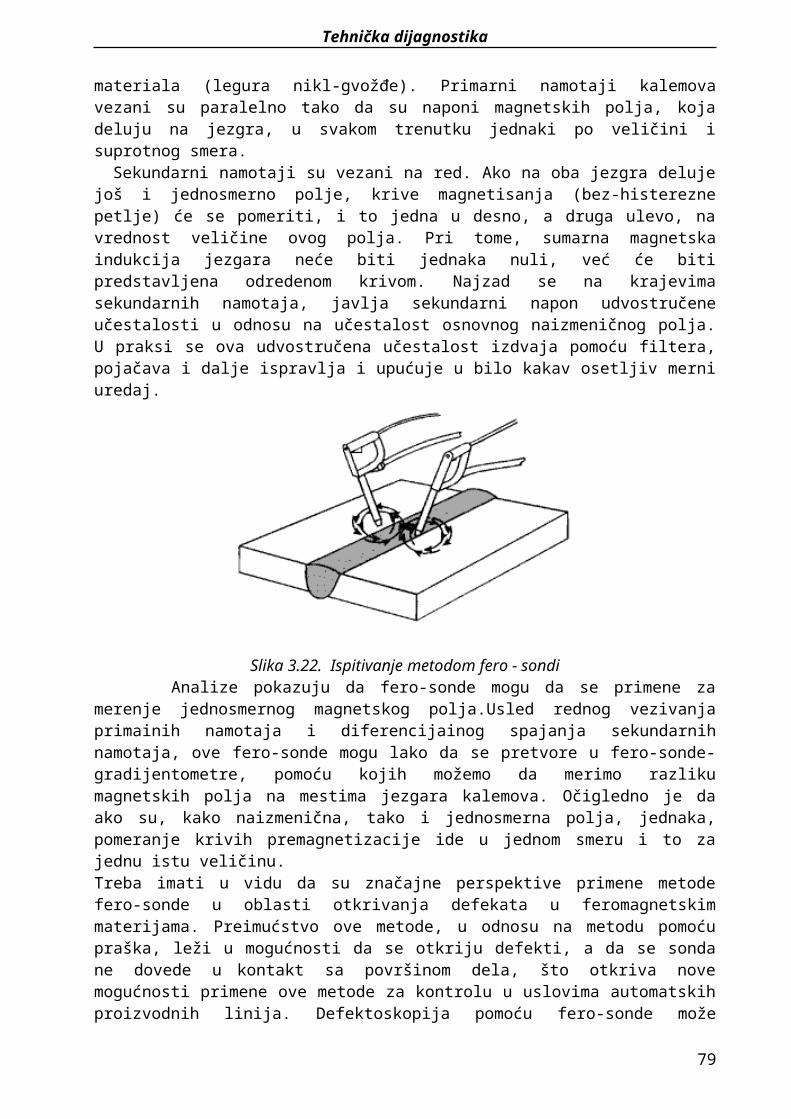
Tehnička dijagnostika
termičke deformacije i termičke dilatacije.
Pri promeni režima rada, odnosno promeni opterecenja tehničkog sistema. dolazi do znatnih termičkih naprezanja usled promene intenziteta i pravca toplotnog fluksa koji s radnog medijuma prelazi na čvrste delove sistema. Promene su naročito intenzivne u masivnim delovima, kao što su rotori i kućišta parnih turbina.
Da bi se ostvarila odgovarajuća pouzdanost i gotovost tehničkih sistema. neophodno je definisati kriterijume dozvoljenog termičkog stanja. Ovi kriterijumi se mogu realizovati: pogonskim propisima za rukovanje sistemom, praćenjem stanja kritičnih delova i postavljanjem sigurnosnih uređaja.
Na taj način može se postići ograničavanje i praćenje veličina koje mogu dovesti do oštećenja delova sistema. S obzirom da termičko stanje neminovno dovodi do umanjenja karakteristika čvrstoće delova, praćenjem termičkog stanja meže se to umanjenje kvalitativno izraziti.
Kada se razmatra termičko stanje tehničkih sistema, da bi se salgedali njegovi efekti, mora se poći od izvora toplotne energije u sistemu. Prema tome, u jednom sistemu izvor toplotne energije može biti od procesa (sagorevanje goriva u kotlu, para u turbini) ili od samog sistema (trenje u ležajima). Praćenjem termičkog stanja, poznavajući izvore toplote u sistemu može se doneti zakjučak o intenzitetu razmene toplote u pojedinim delovima i na osnovu toga zaključiti: umanjenju mehaničkih karakteristika pojedinih delova, oštećenju površina za razmenu toplote, zaprljanju površina za razmenu toplote, oštecenju izolacionih materijala, oštećenju ležaja, oštećenju električnih komponenata i instalacija itd.
3.10.2 Merenje temperatureMerenje temperature je predmet teorijske i eksperimentalne discipline - termometrije. Deo termometrije koji obuhvata merenje temperature na području iznad 500°C uslovno se zove pirometrija.
Pojam temperature određuje se na osnovu drugog zakona termodinamike datog izrazom:
gde je: T – apsolutna temperatura izolovanog termodinamičkog sistema,Q – priraštaj toplote koji se saopštava tom sistemu,S – entropija tog sistema.
Dakle, gomji izraz se može čitati: temperatura je mera priraštaja toplote, saopštena izolovanom termodinamičkom sistemu, i odgovarajućeg priraštaja entropije tog sistema. Ova se interpretacija može slobodnije izraziti kao definicija: temperatura je toplotno stanje tela ili sistema koje se karakteriše sposobnošću izmenjivanja toplote sa drugim telom ili sistemom.
Ako se prelaženje toplote s jednog tela na drugo odvija bez gubitaka, temperatura se može definisati i kao veličina koja određuje brzinu i smer prelaženja toplote od tela s višom temperaturom na tela s nižom temperaturom.
Psihofizička sposobnost čoveka da razlikuje sttepene toplotnog stanja nekog tela, proteže se na dovoljno mali opseg. Osim toga, ova „senzorna" temperatura je i subjektivna (kvalitativna) ocena čoveka.
Temperatura se meri kvantitativno i objektivno, pomoću mernih uređaja, dakle, posredno preko neke fizičke veličine koja zavisi od temperature. Samim tim uvodi se u neko reperno stanje ili položaj odabrane fizičke veličine i daje mu se određena brojna vrednost temperature. Svaka promena stanja izabrane fizičke veličine u odnosu na reperno, izražava se u jedinicama temperature.
79
Tehnička dijagnostika
Sve vrednosti i temperature koje odgovaraju sukceisvnim promenama stanja izabrane fizičke veličine koja zavisi od promene temperature, obrazuju temperaturnu skalu.
Na osnvou međunarodnog sistema jedinica u oblasti toplotnih veličina, predviđena je primena dveju temperaturnih skala: termodinamičke i praktične skale.
3.10.3. Metode merenja temperatureMerenje temperatura u praksi izvodi se raznovrsnim termometrima, već prema tome o kojoj
se temperaturi radi i da li je primena laboratorijska, industrijska, ili za neku drugu svrhu. U nastavku će biti opisane razne vrste termometara u zavisnosti od principa rada. Nijedna metoda merenja nije univerzalno primenjiva već je ograničena svojim karakteristikama, bilo da je reč o površinskim merenjima temperature, ili o unutrašnjosti nekog uređaja.
3.10.4. Termometri na principu toplotnog širenja - stacionarni termometrietri.Stakleni termometri. Stakleni ternometri rade na principu širenja tećnosti i stakla. Živin termometar je najviše u primeni. Dobri termometri sa živom i za više temperature rade se od Jena-stakla. Na gornjem kraju kapilara nalazi se proširenje, u koje može da uđe živa, ako se pređe maksimalna temperatura termometra. Obično se živa primenjuje do 300 °C, jer kod 360 °C ona već ključa. Zato se za primenu živinog termometra na višim temperaturama puni prostor iznad žive sa azotom ili ugljičnim dioksidom pod pritiskom od 20 bara i više, dok se termometri prave iz specijalnog jenskog stakla. Na taj način se oblast primene živinog termometra proširuje do 625 °C. Termometri od kvarcnog stakla se koriste do 75O °C (medutim postoji opasnost od eksplozije radi visoko pritiska do 100 b živine pare i gasa u termometru).Termometri na principu širenja metala. Stapni (metalni) termometri se primenjuju kao pogonski termometri, pogotovo u prehrambenoj industriji gde je zabranjena primena živinog termometra. Metalni termometri koriste princip širenja metala zagrevanjem. Naročito su u primeni legurenikla i gvožđa.
Sirenje je vrlo malo, pa stoga mora mehanizam pokazivača biti vrlo precizan i sa dovoljnim prenosom radi povećanja pokazivanja temperature na skali.
Bimetalni termometri takođe koriste princip širenja metala, ali tako, što se dve metalne trake sa različitim koeficijentima istezanja uvaljuju jedna u drugu, te kod promene temperature dolazi do njihovog savijanja. Sto su bimetalne trake duže, to je i njihovo temperatursko savijanje jače, pa se stoga, obično uvijene u spiralu, ugrade u detektor temperaturskog mernog uređaja.
Termometarski pištolji.Ručni prenosivi instrument, za merenje površinske temperature predmeta u pokretu ili statičkog,bez dodira. Može se upotrebiti za:- Skeniranje površine za ’’grejne tačke’’ – otkazi provodnika ili spoljno oblaganjem- Kontrolu visokih peći i kotlova, kao i temperature u cevima,- Kontrolu električnih instalacija, motora, transformatora,- Održavanje temperature grejnih elemenata, - Očitavanje temperature topljivih metala itd.
80
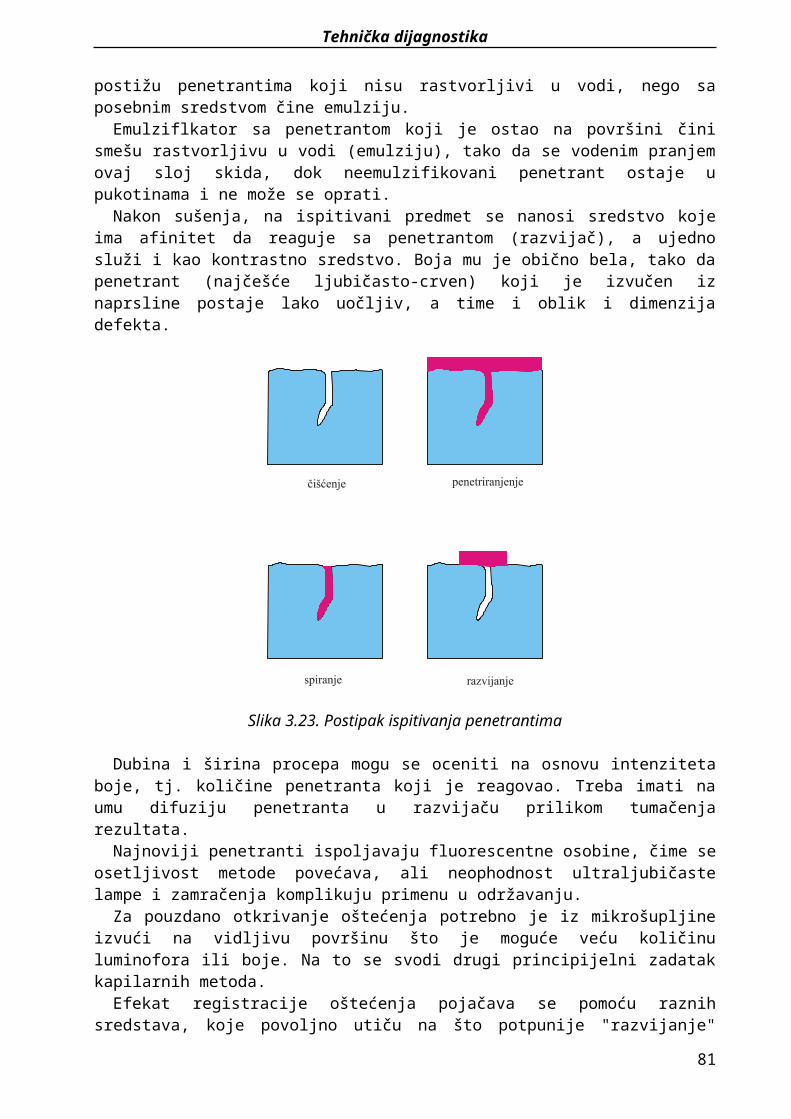
Tehnička dijagnostika
Slika 3.56. Termometarski pistolj
Električni otporni termometri. Pri promeni temperature menja se otpornost električnih provodnika. Postoje provodnici sa pozirivnim i sa negativnim temperaturskim koeficijentom otpora. Većina metala ima pozitivni temperaturski koeficijent, tj. sa porastom temperature otpornik od metala povećava svoju otpornost.
Otporni termometar koristi kao detektor namotaj tanke žice od platine ili nikla na jezgru od tvrdog stakla ili glimera. Spolja se detektor zaštićuje istopljenim staklom, emajlom ili keramičkom masom, već prema nameni. Detektor se stavlja u zaštitnu metalnu ili keramičku cev temperaturske sonde.
Otpornim termometrima može se postići velika osedjivost i tačnost merenja temperature, što zavisi od kvaliteta primenjenih otpornika i instrumenata u vezi. Otporni termometar sa platinom ima vrlo stabilnu temperatursku krivu, tako da se on primenjuje i za službenu kontrolu termometara.
Termistorski termometri. U poslednje vreme se sve više koriste detektori od poluprovodnika u svrhu temeraturskih merenja. Najčešći naziv za ove elemente je termistor ili termorezistor. Oni su izrađeni od tvrdih polukristala poluprovodnika (najčešće su to sinterovane smese od oksida metala kao što su mangan, nikl, kobalt, bakar, uran i dr.).
Termoelementi. Metod merenja temperature pomoću termoelemenata često se primenjuje u industriji i istraživanju, jer je precizno, jeftino i jednostavno. Na slici 3.57. prikazan je jednostavan termoelektrični krug, koji se sastoji iz dva provodnika od raznih metala A i B, koji su spojeni u 1 i 2 i način izolovanja provodnika. Seebeck je 1821. otkrio fenomen, da se u takvom kolu stvara elektromotorna sila struja, ako su spojevi 1 i 2 na različitim temperaturama.
Slika 3.57 Termoelektrični krug i termoelement
Termoelementi se mogu primeniti do 1600 °C. Za razne temperaturske oblasti postoje različiti parovi termoelemenata – termoparova.
Za vrlo visoke temperature, u slučajevima kada se ne može primenri pirometar, uzima se termopar molibden-volfram do 2600 °C.
Preporučuje se da se svi termoelementi pre upotrebe izbaždare, pošto je EMS jako zavisna od čistoće legure. Radi pojave korozije, naročito kod termopara sa Fe, najbolje je dovoljno dimenzionisati žicu termopara. Za pravilno funkcionisanje termoelementa važno je, uz pravilan izbor materijala termopara za datu oblast primene, da se ispravno izvede i sam termospoj. Za niže temperature do 150 °C se spoj termopara može izvesti obično mekim lemljenjem, dok se za više temperature do 700 °C primenjuje tvrdo lemljenje. Za primenu kod još viših temperatura izvodi se spoj autogenim ili električnim zavarivanjem. Da bi se sprečila okidacija materijala termopara, koja je naročito intenzivna na visokim temperaturama, najbolje je da se električno zavarivanje spoja vrši pod zaštitnom atmosferom.
Kod merenja temperature površine, termoelement, tj. termospoj, jednostavno se pritisne na dorično mesto ili se zavari, kad je to moguće.
81
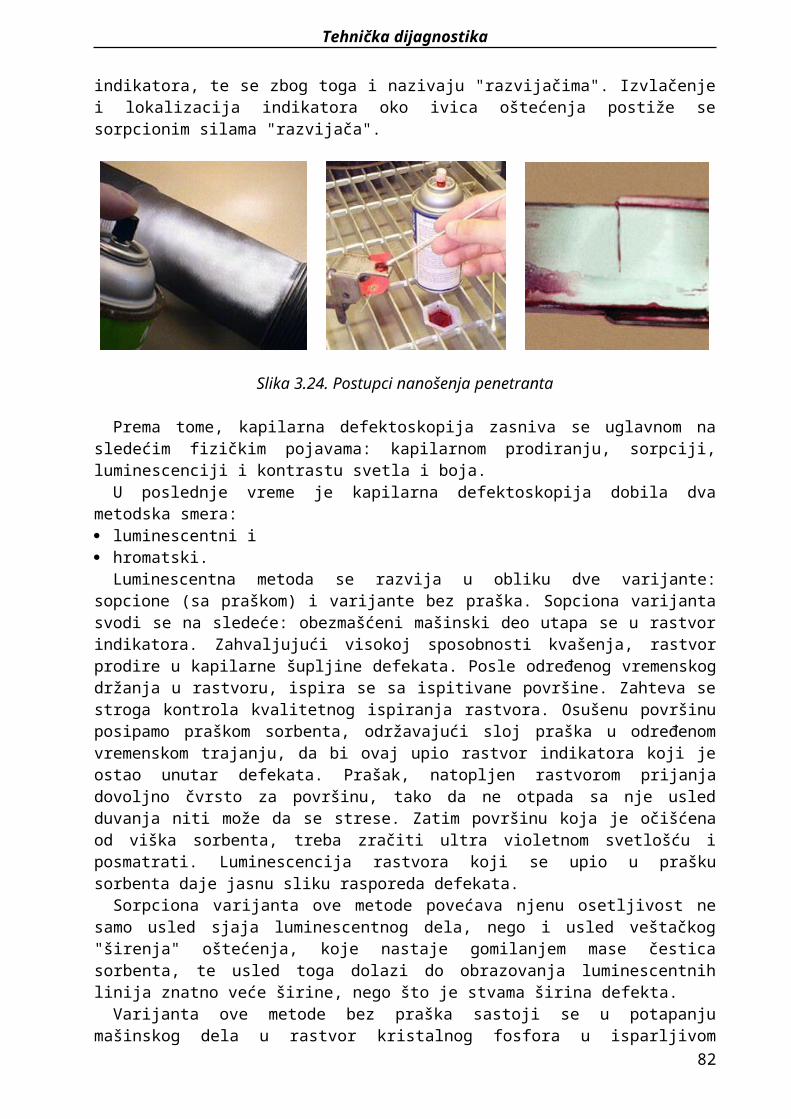
Tehnička dijagnostika
Slika 3.58. Različita izvođenja termoelemenata
Instrumenti pokazivači se najjednostavnije uključe direktno u kolo termoelementa, kako je to prikazano na sl. 3.59. Instrument, galvanometar, meri EMS u mV, koja odgovara temperaturskoj razlici t-to. Kao referentna temperarura "hladnog mesta" - se uzima temperatura nekog konstantnog toplotnog izvora, kao što je led - O °C, ili termostat npr. 50 °C.
Slika 3.59. Veza termoelemenata sa galvanskim uređajem
Pirometri. Kako je pomenuto kod termoelementa, iznad 1600 °C moguće je meriti temperaturu jedino na osnovu zakona o zračenju. Prednost je pritom ta, da detektor temperature, pirometar ne mora biri stavljen u prostor, od koga se određuje temperatura, odnosno u toplotni izvor. Razlikujemo dva osnovna tipa ovakvih pirometara - oprički pirometar, koji za merenje temperature koristi vidljivo zračenje, tj. ono koje čovekovo oko može da zapazi, što odgovara talasnim dužinama svetlosnog spektra od 0,4 do 0,8 i pirometar na zračenje, koji obuhvata ceo spektar, dalje od infracrvenih do ultraljubičastih zrakova. Za razliku od optičkog pirometra, kod koga je tačnost očitavanja temperature subjektivne prirode, kod pirometra na zračenje imamo objektdvno određivanje temperature na principu prenosa toplote zračenjem na sondu - tormoelement u instrumentu.
Optički pirometar. Kako je ranije rečeno, kod optičkog pirometra koristi se samo jedno usko područje svetlosnog spektra, tako da za njega možemo reći, da je on približno izohrom (jednobojan). Obično ovakvi pirometri sadrže na ulazu u aparat jedan crveni filter (RG2), koji im još jače sužava talasno područje na .
Merenje temperature svodi se na merenje jačine svedosti. Optički pirometri rade na principu poređenja jačine svedosnog zračenja sa nekim poznarim izvorom , na primer nekom sijalicom. Na sl. 3.60. prikazan je šematski optdčki pirometar firme Hartmann & Braun.
82
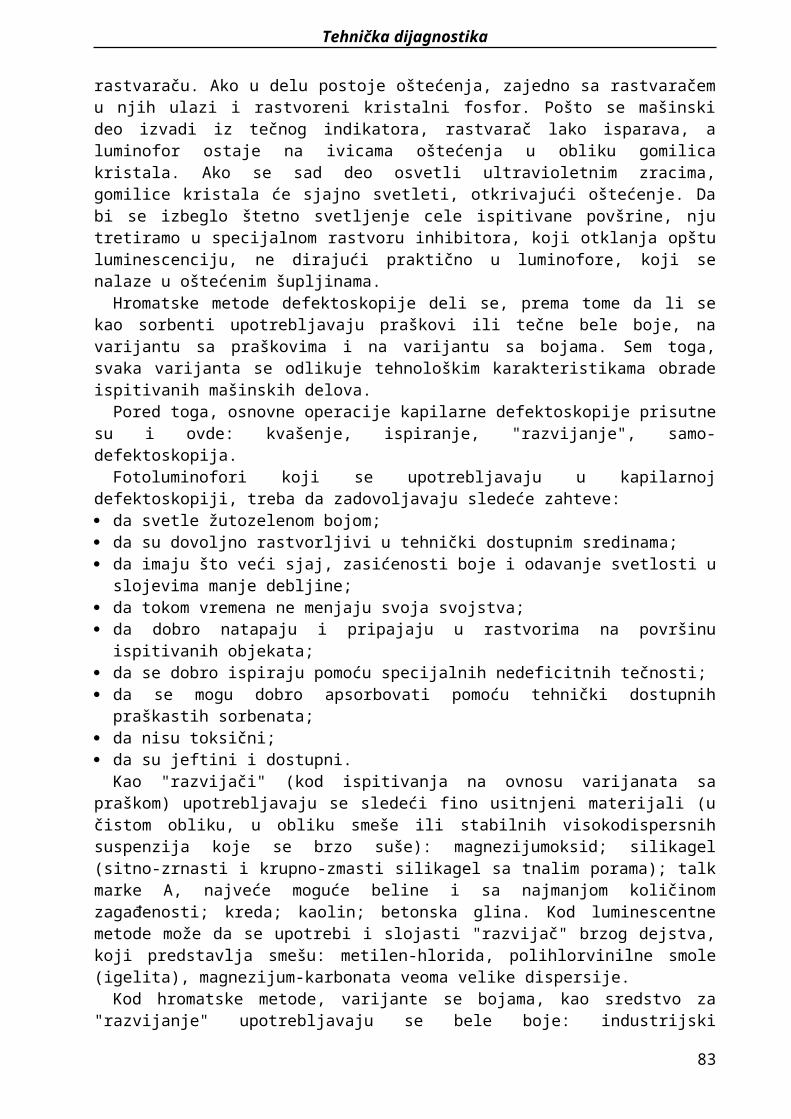
Tehnička dijagnostika
Slika 3.60. Optički pirometar
Pirometar se vizira na površinu kojoj se želi odrediti temperatura. Na slici koja se pojavi u optici aparata nalazi se i slika užarene niti sijalice sa poznatom jačinom svedosti, koja može da se reguliše regulacionim otpornikom. Poređenjem obe slike, dok jačina svedosti ne bude potpuno izjednačena dobija se tražena temperatura čitanjem položaja otpornika.
Pirometar na zračenje. Pirometar na samo svetlosno zračenje ima manu, prvo, što je primenljiv tek iznad 1000 °C, drugo, što je njegovo čitanje temperature subjektivno, jer zavisi od sposobnosti oka čitača. Kod pirometra na zračenje je obuhvačen čitav spektar i on je obektivan u primeni jer utvrđivanje temperature ne određuje čovekovo oko, već instrument – termoelement. Toplotnim zračenjem sa izvora, od koga se želi odrediri temperatura, greje se začađena platinasta pločica, od koje se temperatura meri pomoću termoelementa, čiji je spoj zavaren za pločicu. Čitanje na skali galvanometra određuje direktno dotičnu temperaturu.
Slika 3.61.Radijacioni pirometar
Termoindikatori. To su jednostavne metode za praćenje temperature koje se baziraju na topljenju materijala ili promeni boje pri određenim temperaturama. Oni mogu biti reverzibilni i ireverzibilni tj. oni koji zadržavaju prvobitnu boju kada temperatura postane niža od one na kojoj reaguje termoindikator i oni koji trajno izgube boju kada se premaši temperatura reagovanja. Ovakva vrsta indikacije koristi se u slučajevima kada se radi o kontroli zagrevanja, kada ne postoji stalni nadzor na mernom mestu.
Infracrvenc kamere (termografi - termovizija). Kao bezkontaktna temperaturna merna metoda, infracrvena termografija omogućuje otkrivanje raznolikih potencijalnih grešaka i to bez potrebe prekida procesa proizvodnje i troškova koji su povezani tim prekidom.Infracrveno slikanje ili termografija je prvenstveno poznata za noćno gledanje. Elektromagnetski spektar podeljen je na više područja talasnih dužina koji se nazivaju pojasevi. Nema temeljne razlike između radijacije u različitim pojasevima, budući da su svi upravljani istim zakonitostima.
83
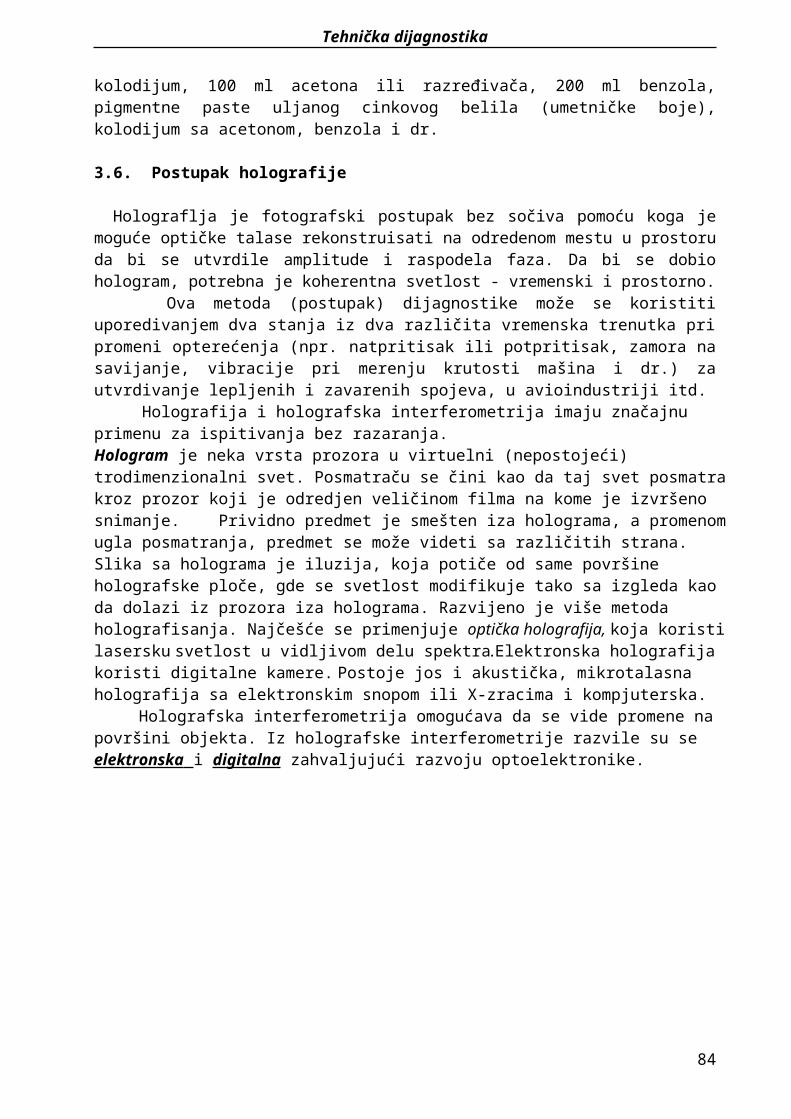
Tehnička dijagnostika
Jedina razlika je talasna dužina; infracrveni spektralni pojas deli se na kratke talasne dužine i duge talasne dužine. Za pojaseve kratkih talasnih dužina, granica je na granici ljudske percepcije – u području crvenog. Na kraju dugih talasnih dužina infracrveni pojas spektra se spaja s talasnimdužinama radio mikrotalasa u milimetarskom rasponu.
Slika 3.62.Termovizijske kamere
Za mnoge kategorije proizvoda infracrveni pojas je podeljen na četiri manja pojasa; gotovo infracrveni (0.75 do 3 mikrona); srednji infracrveni (3 do 6 mikrona); daleki infracrveni (6 do15 mikrona); i krajnje infracrveni ( 15 do 100 mikrona).
Slika 3.63. Elektromagnetni spektar
Infracrveno zračenje je toplota koja se prenosi putem elektro-magnetskih talasa kroz prazan prostor (ili sa manjim učincima putem zraka). U industrijskoj termografiji obično se belom bojom pokazuju vrući objekti (elementi tehničkog sistema), a hladniji delovi sa crnom bojom. Ako je u pitanju spektar boja, crvenom i žutom bojom se prikazuju elementi sa povišenom temperaturom, a plavom i ljubičastom nijansom hladniji elementi. S ovim novim mogućnostima održavanja postrojenja, infracrvena termografija je prepoznata kao jedan od najvažnijih, svestranih i učinkovitih alata za prediktivno odnosno proaktivno održavanje.Svi mehanički sistemi generiraju toplotnu energiju, koja ustvari omogućava normalan rad infracrvenoj termografiji. Na osnovu toga može se oceniti trenutno operativno stanje tog sistema.Jedan od najvećih problema u mehaničkim sistemima je preterana, previsoka, neadekvatna temperatura za taj sistem. Ove preterane ‘’vrućine’’ mogu biti generirane od strane trenja, rashladne degradacije sistema,materijalnih gubitaka ili blokade rada sistema. Preteranu količinu trenja može
84
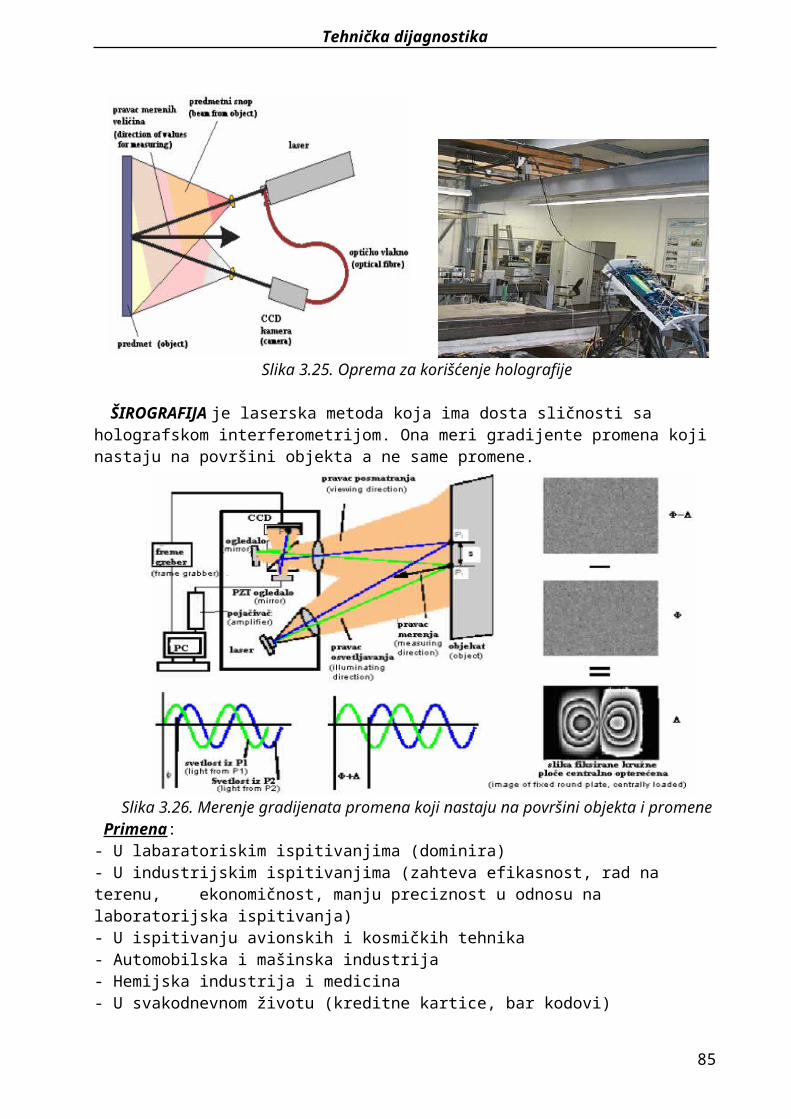
Tehnička dijagnostika
uzrokovati habanje, nesaosnost, nepodmazivanje ili preterano podmazivanje i funkcionalne zloupotrebe sistema. Većina opreme ili radni procesi su dizajnirani tako da se toplota koja se emituje od strane sistema može tumačiti kao normalan rad sistema. Jednostavno, termalna identifikacija rada sistema ne znači da je na taj način lociran problem ili uzrok problema. Zbog toga dijagnostičar (u ovom slučaju termografer) mora biti upoznat sa svim mehaničkim komponentama sistema koje se vrednuju sa aspekta emitovanja tolpote. Za jedan tehnički sistem ili njegov deo, postoji takozvani termički ’’potpis’’ koji na taj način definiše ispravan rad. Odstupanje od ovog normalnog stanja (termičkog ‘’potpisa’’), može pružiti dokaze o anomalijama u radu jednog tehničkog sistema, a koje mora da snimi i kasnije analizira dijagnostičar odnosno termografer. U mehaničkim aplikacijama, termografija je više koristan alat za lociranje problema prostora (površine) od ukazivanja na uzrok nastanka pregrevanja. Žarište povećane temperature, koja je proizvedena unutar sistema, ne može se detektovati termovizijskom kamerom. Termovizijska kamera opaža emitovanje toplote na površini tela, one toplote koje je prošla kroz materijal (kondukcija, konvekcija). Ostale dijagnostičke metode kao što su analiza vibracija, analiza ulja ili ultrazvuk može se dalje iskoristiti za utvrđivanje problema – gde je zapravo problem odnosno izolovati problem.
3.10.5. Šta je infracrvena termografija? Infracrvena je nevidljivi deo spektra svetlosti u opsegu od 0,75 do 1000 mikrona. Svi objekti topliji nego apsolutna nula (0° po Kelvinu ili -275,15 °C) emituju energiju negde unutar tog raspona. Kao što je već rečeno – bela boja je topla, a crna hladna.
Primena termografije:• Električna inspekcija zgrada, postrojenja, objekata, rafinerija.• Inspekcija gubitaka toplote zgrada, postrojenja, objekata, rafinerija.• Istraživanje kontaminacije vlage u zgradama.• Inspekcija postojanosti betona.• Otkrivanje curenja u zgradama (krovovi), postrojenjima, objekatima.• Inspekcija generatora za proizvodnju električne energije.• Detekcija propuštanja pare i gasova u kotlovskim postrojenjima elektrana.• Električna inspekcija podstanica, transformatora, kondenzatora.• Distribucija električne energije u urbanom i ruralnom području.• Inspekcija elektromotora i njegovih mehaničkih komponenti.• Inspekcija emitovanja toplote pri ventilaciji i klimatizaciji.• Inspekcija gubitaka u hladnjačama.• Otkrivanje gubitaka izolacije u rafinerijama kao i detekcija curenja.• Proces vrednovanja rafinerija.• Vrednovanje kvaliteta i učinkovitosti izmenjivača toplote.• Inspekcija izolacije vatrostalanih peći.• Inspekcija plamenih cevi peći.• Analiza plamena eksplozije.• Istraživanje i razvoj aplikacija termografije.• Ocenjivanje učinkovitosti performansi motora i kočionih sistema kao i sistema hlađenja.• Medicina.• Inspekcije cevnih sistema i cevovoda, otkrivanje curenja, naponske korozije.• Inspekcije zaštite životne okoline, zagađenje voda, odlaganje otpadnih voda.• Mapiranje požara, inspekcija požarnih puteva.• Inspekcija visokonaponskih antena.• Pretraživanje i spašavanje.• Tajni nadzori.
85
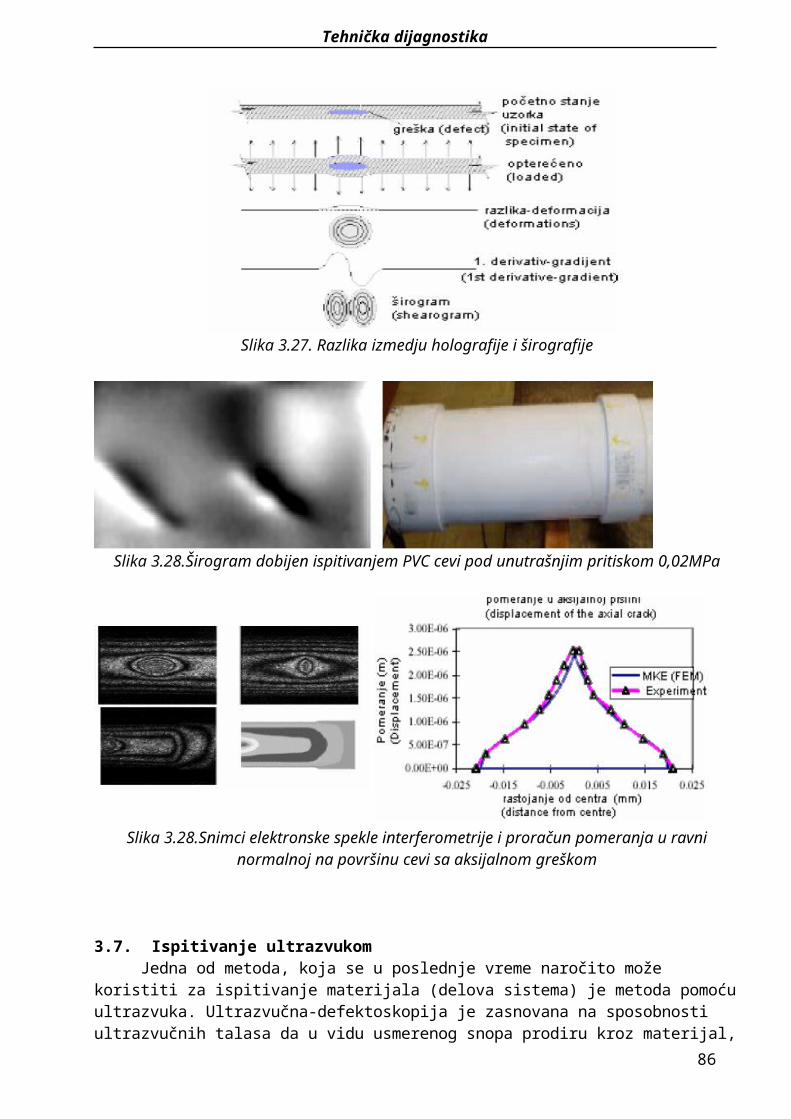
Tehnička dijagnostika
Temperatura je daleko najviše izmerena veličina u bilo kojem industrijskom okruženju. Iz tih razloga, operativno praćenje stanja emitovanja toplote kod električne i elektromehaničke oprema se smatra ključnim za povećanje operativne pouzdanosti.
3.10.6. Termografija elektro sistema Glavni zahtev termografije je uvek bio i još uvek je inspekcija elektro uređaja, aparata i mašina – elektro tehničkih sistema. Infracrvena termografija je korišćena kao jedan od uslova praćenja prediktivnog održavanja električnih sistema, čak i pre termina "condition monitoring" i "prediktivno održavanje".Do 2000. godine, gotovo svaka proizvodnja i distribucija električne energije kao i svaki veliki proizvodni proces i elektro pogon koristi infracrvenu termografiju kao uslov praćenja, u cilju povećanja pouzdanosti i smanjenja zastoja. Infracrvena inspekcija električnih sistema ima dosta prednosti. Dve glavne su:1. Definisanjem dobrog operativnog stanja sistema smanjuje se vreme svih eventualnih intervencija – smanjenje vremena demontaže, obnove ili popravak komponenti. Nadalje, nije garantovano da će biti bolje stanje sistema nakon popravke, jer nije definisana lokacija, problem ili uzrok. Infracrvena termografija prepoznaje samo ono što treba popravljati. 2. Problemi koji zaista postoje će biti brzo identifikovan, dajući vremena za popravak sistema pre eventualnog zastoja. U većini slučajeva problem je identifikovan i pre nego što postane kritičan problem. U druge prednosti infracrvene inspekcije spadaju:1. Sigurnost – neuspeh rada električnih sistema mogu biti katastrofalni.2. Lokacija problema pre kvara uveliko smanjuje neplanski kvar, oštećenja opreme i zastoje.3. Prihod je povećan – sa neprekidnim radom, prihod je maksimalan. S manjim vremenom utrošenim na održavanje, dužim vremenom trajanja elemenata sistema i bržom opravkom neispravnih komponenti, troškovi održavanja su smanjeni.4. Smanjeni troškovi ispada – troškovi hitnih intervencija su deset puta veći nego što su usled planiranog održavanja.5. Efikasnija inspekcija – od svih zajedničkih problema, kod električnih se najviše manifestuju problemi kao povećanje temperature, one se lako otkrivaju u vrlo kratkom vremenu.6. Poboljšano i jeftinije održavanje:a. precizno definisanje problema sa minimizarenjem vremena potrebnog zaprediktivno i preventivno održavanje,b. umanjeni su napori usmereni na korektivne mere,c. smanjenje vremena za popravak i zamene sa dobrim komponentama.7. Smanjena količina rezervnih delova u magacinu – poboljšanjem inspekcijskih naprednih tehnika (davanje upozorenja za mogući ispad sistema), dovodi do manje rezervnih delova koji su potrebni u magacinu.8. Smanjenjem troškova – sa korišćenjem ove tehnike i unapređenjem inspekcije pri održavanju, rezervni delovi i inventar će smanjiti ukupni trošak poslovanja. Toplotna energija generirana iz električnih komponenti je direktno u srazmeri s kvadratom struje koja trenutno prolazi kroz tu električnu komponentu, pomnoženom sa komponentom otpora – to je I2R gubitak. Kao uslov za pogoršanje rada sistema, njen otpor može povećati i generirati više toplote. Tada, temperatura kao sastavni deo procesa se povećava i samim tim dodatno povećava otpor.Pomoću termografije pregledani električni sistemi i komponente koji su klasifikovani kao neispravni mogu biti identifikovani i klasifikovani prema težini. Takođe, i zbog trenutnog proporcionalnog gubitka toplote, uslovi koji su doveli do preopterećenja ili neuravnoteženja sistema mogu biti identifikovani (I2R gubitak). Pri obavljanju infracrvene inspekcije jednog električnog sistema, važno je shvatiti da sva opažena zračenja površine nisu isključivo od temperature površine. Ovo iziskuje dobro poznavanje sistema i procesa rada od strane dijagnostičara – termografera elektro sistema. Emitovanje toplote se manifestuje preko sledećih varijacija:
86
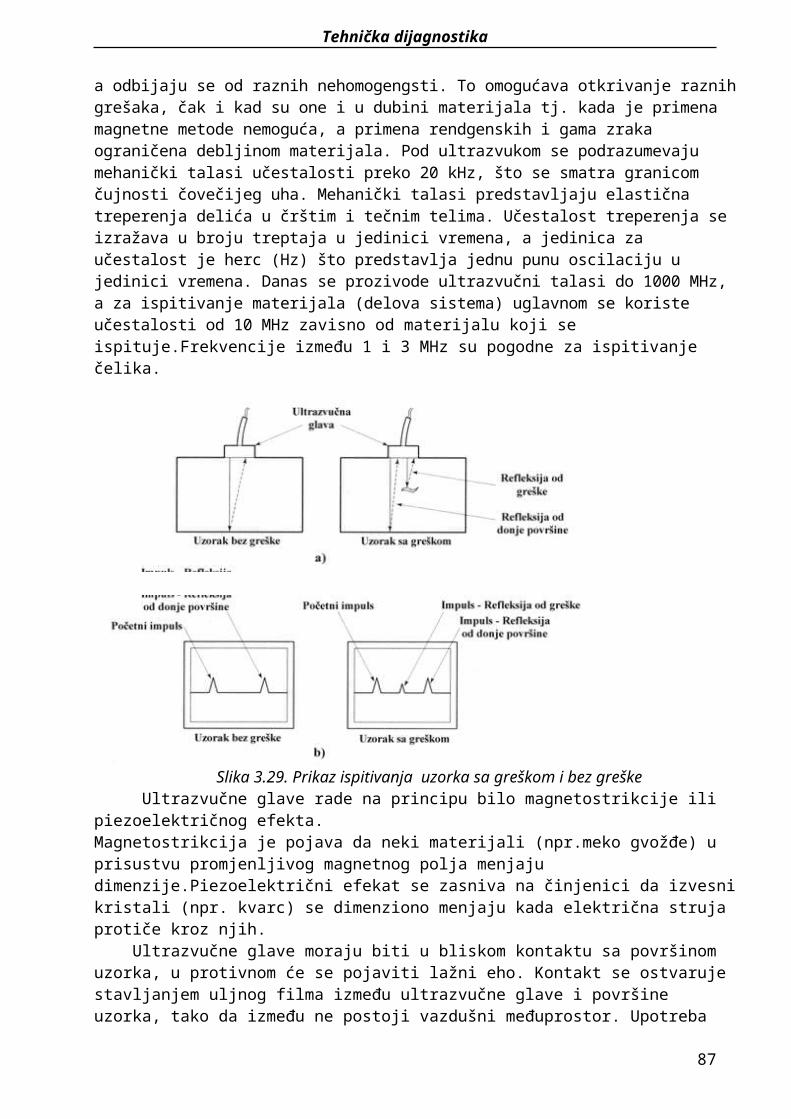
Tehnička dijagnostika
1. Stvarna temperaturna razlika – to je toplota koja je uzrok infracrvenog isijavanje površine objekta u odnosu na nominalno stanje sistema.2. Prividna temperaturna razlika – to je toplota koju definiše drugi spoljni uzrok povećanja temperature, a ne objekat opažanja koji ‘’prihvata’’ tu temperaturu. U stvarnom toplotnom sistemu varijacija, samo tri će dati indicije problema na elektro sistem:1. I2R gubitak,2. Harmonijski problem,3. Indukovano grejanje. Ostale tri (konvekcija, toplotna kapacitivnost i evaporacija) učiniće pravu promenu temperature na površini posmatrane komponente, ali to ne daje naznake o elektro grešci. U stvari, oni mogu zapravo dati lažne podatke.
3.10.7. Elementi stvarnih indicija elektro problema
1) I2R gubitak Najčešći gubitak snage u električnom vodu je toplota proizvedena usled otpora prolaza struje kroz električni vod. Tačan odnos između količine toplote, struje i otpora se određuje po jednačini:P = I2Rgde je P – snaga usled brzine prenosa ili usled brzine po kojoj se proizvodi toplota. To se vidi iz jednačine da iznos proizvedene toplotne energije se povećava ili smanjuje povećanjem ili smanjenjem trenutne struje ili otpora.
1a) opterećenje Ako se otpor sistema povećava, snaga kao izlaz će se povećati, i to kao kvadrat opterećenja, ali i temperatura celog sistema i komponenti će se povećati. Sa termografske tačke gledišta, opterećenje se obično posmatra kao posebna vrsta problema sa specifičnim termalnim indikacijama. Ovatoplotna slika identifikuje zagrejani prekidač. Ne postoji problem sa prekidačem, postoji samo varijacija opterećenja između tri prekidača.
Slika 3.64. Zagrejani prekidač
1b) lokalizovan otpor Primer otpornika. Otpornik u električnom vodu (krugu) može biti veza, osigurač, prekidač itd. Pod standardnim radnim uslovima svaka komponenta će imati neke "normalne" pridružene otpore. Kada se menjaju otpori dolazi do promene temperature koje se identifikuju. Pregrevanje komponenti može imati nekoliko izvora. Mali kontaktni pritisak može se pojaviti kada se montira veza ili kroz trošenje materijala, naprimer kada je toplo vreme može doći do slabljenja veza (zakovicama ili zavrtnjevima). Drugi izvor može biti usled pogoršanja provođenja u namotajima motora.Ovaj tip greške može biti identifikovan jer je "najtoplija tačka" na termalnom prikazu. Povećanja opterećenja takođe će imati značajan uticaj na povećanje temperatura (I2R).
87
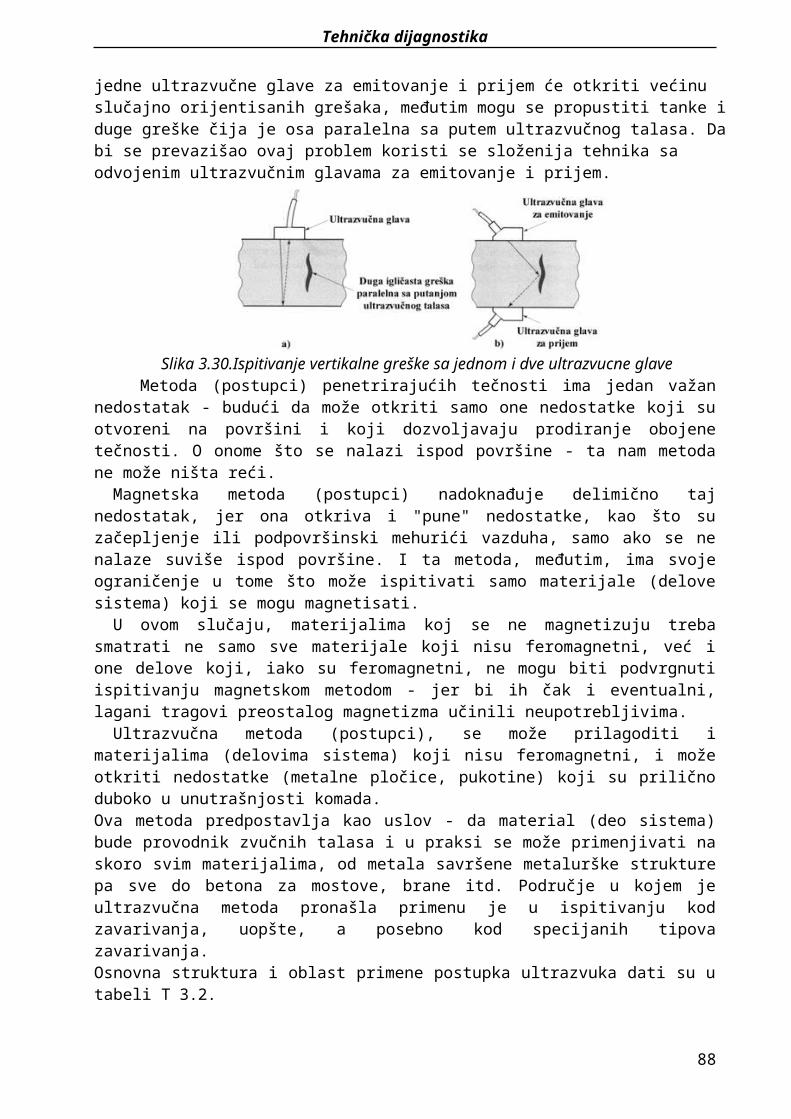
Tehnička dijagnostika
Slika 3.65. Termalni prikaz povećanog otpora kontakta – emitovanje toplotne energije
2) Harmonijski problem Harmonici struje i napona su definisani na osnovu frekvencije elektro distributivne mreže frekvencije 50 Hz (60 Hz). Možda najviše izazivaju problem harmonici koji su raspareni harmonici, poznati kao trostruki. Trostruki harmonici se dodaju na osnovnu frekvenciju i mogu uzrokovatiozbiljne prenapone, prekostrujne vrednosti i pregrevanja. Frekvencija nije ‘’neprijatelj’’ električnih sistema. Stvarni neprijatelj je povećanje veće učestalosti harmonika koji uzrokuju pojavu povišene emisije toplote. To može dovesti do drastičnih pregrevanja, pa čak i tačke topljenja neaktivnih provodnika, veza, kontakt površina i priključnih šina. Ostala oprema na koju mogu da utiču veće učestalosti harmonika su transformatori, stand-by generatori, motori, telekomunikacijska oprema, električne table, prekidači i sabirnice.
Slika 3.66. Harmonijski problem napajanja strujnog kola
3) Indukovano grejanje Naizmenične struje u elektro sistemima prirodno indukuju trenutni magnetski tok i tok u okolne predmete kao što su metalna cev, metalne ograde, pa čak i strukturnu čeličnu osnovu. Ovaj fenomen se javlja u područjima elektromagnetskih poljima kao što su visokonaponska oprema, mikrotalasni predajnici i indukcijsko grejanje opreme. Taj odnos može biti indukovan i kada su u pitanju obojeni metali, kada je elektro indukcija elektromagnetskog polja prisutna. Polje koje uzrokuje vrtložna struja uzrokuje i naknadne grejanje i tako stvara površinske promene temperature. Primer: aluminijski zavrtnjevi elektro sabirnice. To je stanje teško identifikovati i pojaviće se kao nešto između neispravnih komponenti i emisione promene.
Slika 3.67. Aluminijski zavrtnjevi elektro sabirnice
88
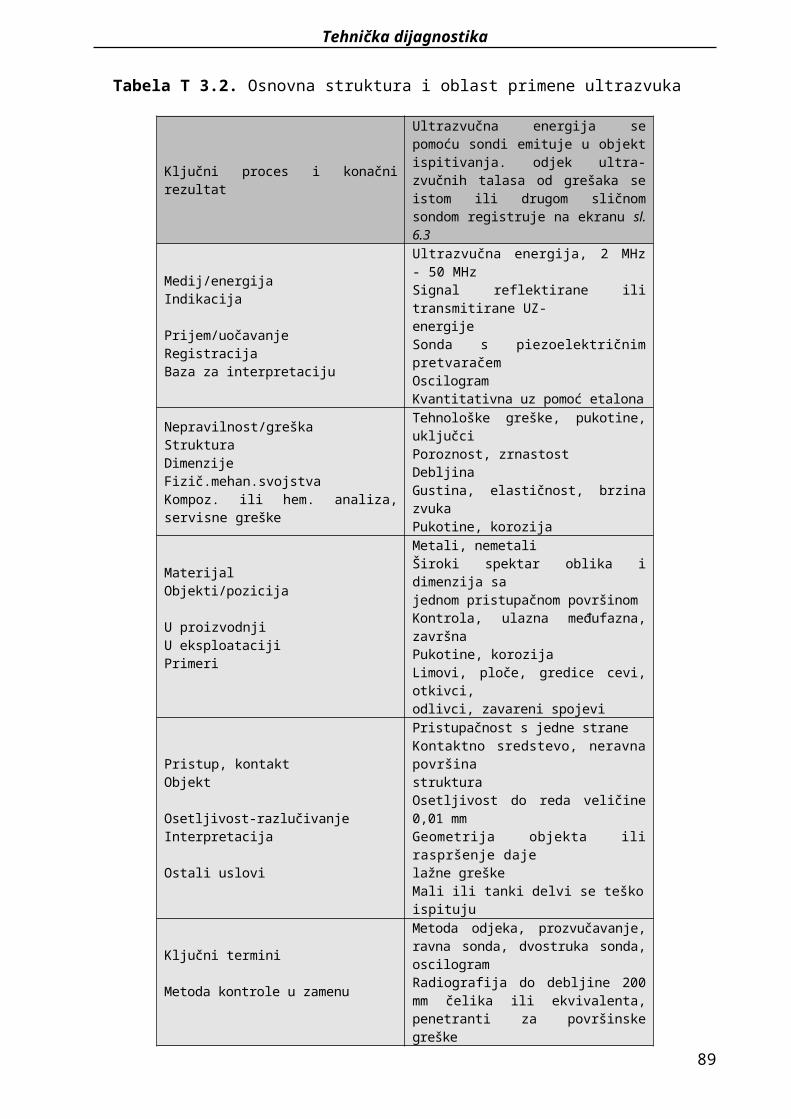
Tehnička dijagnostika
3.10.8. Elektro aplikacija
Tabela 3.5. Primena termovizije u elektro sklopovimaPrimena u elektro sklopovima Utvrđeno stanje
Distribucija energije, kondenzatori, provodnici, spojevi, isključivači, sklopke itd.
Nepričvršćene, zarđale, nepodešene veze i spojevi;kondenzatori nemaju učinka; prekomerno grejanje;prekomerno opterećenje; kablovi provodnika u prekidu itd.
Raznovrsni električni aparati, prekidači, kočnice itd.
Nepričvršćene ili zarđale veze; loš kontakt; debalansopterećenja; prekomerno opterećenje; prekomerno grejanje
TransformatoriNepričvršćene, oštećene veze; prekomerno grejanjeizolacije; loš kontakt; prekomerno opterećenje; debalans trofaznog opterećenja; blokirani i ograničeni elementihlađenja itd.
Motori i generatori
Prekomerno grejanje ležajeva; debalans opterećenja; kratki ili otvoreni namotaji; prekomerno grejanje četkica; klizanje prstenova i komutatora; prekomerno grejanje; prekomerno opterećenje; blokiranje elemenata hlađenja itd.
(a) (b) (c)Slika 3.68. Termalna anomalija kod indukovanog zavrtnja (a), Slab kontakt B faze prekidača (b),Ugaona konekcija sabirnice (c)
3.10.9. Termografija mašinskih sistema Infracrvena termografija je odličan alat za praćenje termo stanja jednog mašinskog sistema kako bi pomogla u smanjenju troškova održavanja na mašinama (mehanizaciji). Ova tehnika omogućuje praćenje temperature i toplotne emisije, a oprema može da radi online i da radi pod punim opterećenjem. Kod većine mašina poznata je unapred granica dozvoljene radne temperature koje se mogu koristiti kao smernice za tehniku termografije. Za razliku od mnogih drugih test metoda, infracrvena termografija se može koristiti na širok izbor opreme, uključujući pumpe, motore, ležajeve, remenice, vitla, ventilatore, reduktore, transportere, motore sa unutrašnjim sagorevanjem itd. Svi mehanički sistemi vremenom generiraju toplotnu energije – ovaj proces kasnije omogućava normalan rad infracrvenoj termografija koja daje ocenu operativnog stanja. Jedan od najvećih problema u mehaničkim sistemima je preterana temperatura. Ove preterane emisije toplote mogu biti generirani od strane trenja, rashladne degradacije, materijalnih gubitaka ili blokade rada sistema. Preterana količina trenja može biti uzrokovana habanjem, nesaosnošću, nepodmazanošću ili preteranom podmazanošću i ostalim pogrešnim primenama. Većina opreme ili radni procesi su dizajnirani tako da se toplota koja se emituje od strane sistema može tumačiti kao normalan rad sistema. Jednostavno, termalna identifikacija rada sistema ne znači da je na taj način lociran problem ili uzrok problema. Zbog toga dijagnostičar (u ovom slučaju termografer) mora biti upoznat sa svim mehaničkim komponentama sistema koje se vrednuju sa aspekta emitovanja tolpote.
89
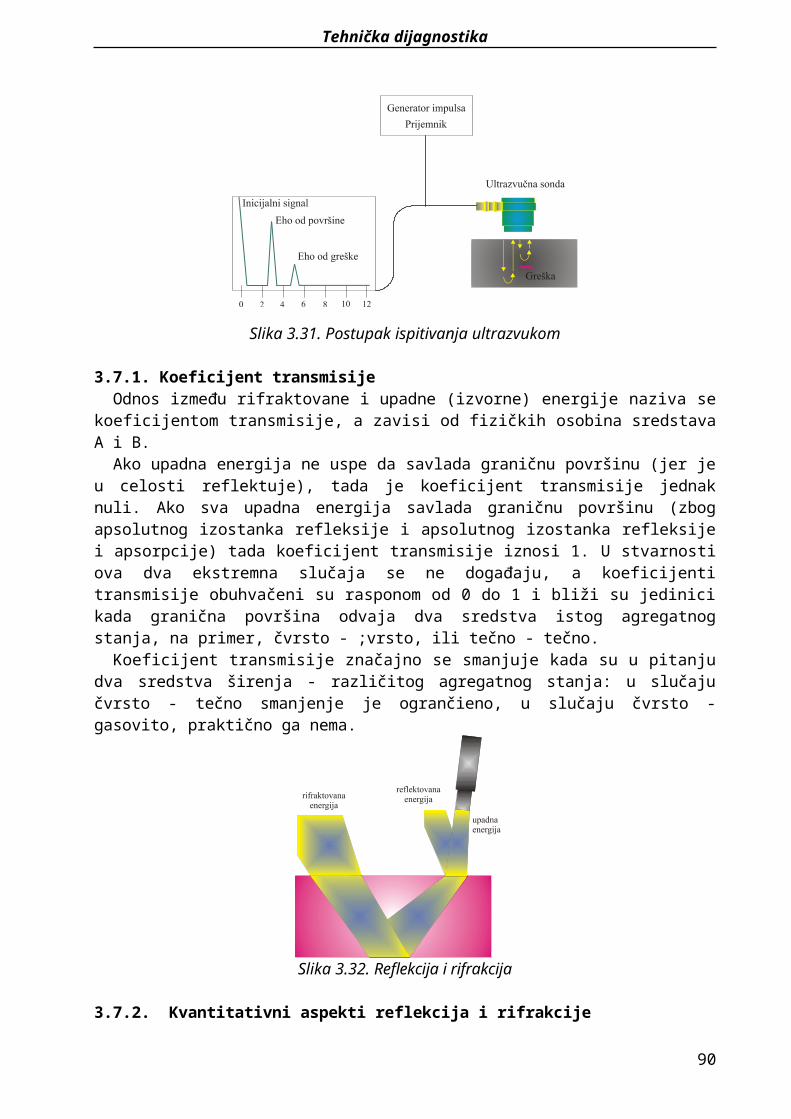
Tehnička dijagnostika
Za jedan tehnički sistem ili njegov deo, postoji takozvani termički ’’potpis’’ koji na taj način definiše ispravan rad. Odstupanje od ovog normalnog stanja (termičkog ‘’potpisa’’), pruža dokaze o anomalijama u radu jednog mašinskog tehničkog sistema, a koje mora da snimi i kasnije analiziradijagnostičar (termografer). U mehaničkim aplikacijama, termografija je više koristan alat za lociranje problema prostora (površine) od ukazivanja na uzrok nastanka pregrevanja. Žarište povećane temperature, koja je proizvedena unutar sistema, ne može se detektovati termovizijskom kamerom. Termovizijska kamera opaža emitovanje toplote na površini tela, one toplote koje je prošla kroz materijal (kondukcija, konvekcija). Ostale dijagnostičke metode kao što su analiza vibracija, analiza ulja ili ultrazvuk može se dalje iskoristiti za utvrđivanje problema – gde je zapravo problem odnosno izolovati problem.
3.10.10. Mašinska aplikacija
Tabela 3.6. Primena termovizije u mašinskim sklopovimaPrimena u mašinskim sklopovima Utvrđeno stanjePogonske grupe, transporteri,transporteri sa gumenom trakom, spojnice, prenosnici snage,vitla, bubnjevi, vratila, osovine, kaišnici, valjci,itd.
Prekomerno grejanje ležajeva u svim sklopovima; grejanje valjaka na transporterima; nesaosnost vratila (osovina),remenica i spojnica; nedovoljno podmazivanje; nedovoljan, pritisak, itd.
Motori (mehanički delovi)
Prekomerno grejanje vazuha i ležajeva; trenje; vlaženje,deformacije materijala; kontakt četkica; rotorski problemi itd.
Pumpe, kompresori, ventilatoriPrekomerno grejanje ležajeva; emitovanje toplote kompresora visokog pritiska; visoka temperetura ulja; slomljeni ili defektni ventili itd.
Agregati sa unutrašnjim sagorevanjemNefunkcionalnost ventila i dizni; nepravilan rad hladnjaka i nemogućnost pravilnog kretanja ulja; emitovanje toplote itd.
Ventili: nepovratni, sigurnosni itd. Curenje; propuštanje; blokiranje itd.
Motori – generator Svi motori imaju normalnu termičku emisiju, kao i poznate maksimalne radne temperature. Ova temperatura je obično izražena na tablici motora i obično se daje kao porast OC iznad ambijentalne temperature okoline. Većina motora je napravljena da rade u ambijentalnoj temperaturi koja ne prelazi 40 OC. Problemi kao što su neadekvatan protoka vazduha, parcijalno proticanje vazduha, neuravnoteženost napona, popuštanje ležajeva, degradacije izolacije rotora i statora, mogu se identifikovati sa infracrvenim monitoring sistemom. Prekomerna toplota može se pojaviti ako postoji nesaosnost spojnih elemenata (spojnica) u pogonskoj grupi koji su u sistemu sa elektromotorom.
Slika 3.69. Komparacija dva motoraRemenice Interakcije između točka i remena stvara trenje koje je posledica kontakata – kasnije se napušta kontakt zbog beskonačnog obrtanja remena. Uz to, opterećenje i neprekidan pritisak uzrokuje unutrašnje trenje. Oba ova procesa rezultiraju pojavom toplotne emisije koja se generira i koja se
90
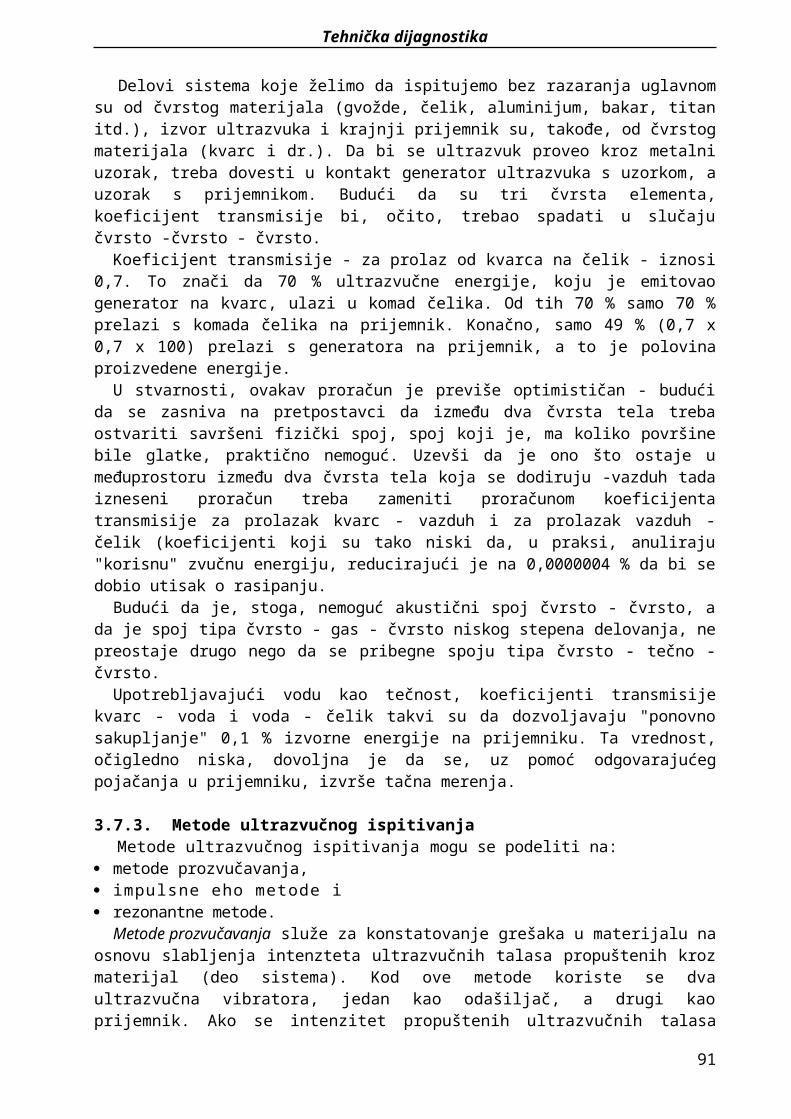
Tehnička dijagnostika
može videti sa infracrvenom kamerom. Upoređivanje termalnih boja nekoliko remenica (točkova), mogu se dobiti uzroci koji su doveli do nepravilnog ponašanja.
Slika 3.70. RemenicaLežajevi Trenje u ležajevima, nepodmazanost (suv ležaj), nepravilno dimenzionisanje ležajeva u uležištenju (aksijalni, radijalni, radijalno-aksijalni, jednoredni, dvoredni itd.), kritičan broj obrtaja, položaj uležištenja (vertikalan, horizontalan) itd. – ležaj je uvek posledica određene anomalije.
Slika 3.71. LežajeviOdvajač pare Para je efikasan način za transport toplotn energije. Latentna toplota potrebna za pretvaranje vode u paru, izuzetno je velik. To znači da velike količine toplote može biti prenesena s minimalnom razlikom temperature u okolinu.
Slika 3.72.Odvajač pareVatrostalne peći Vatrostalni materijal je u osnovi izolator visoke temperature. Oni su obično napravljeni od nemetalnih vrsta keramičkih materijala i najčešće se isporučuju u obliku cigle. Koriste se unutar
91
Tehnička dijagnostika
visokih peći, peći, kotlova, toplih skladišta rezervoara i cisterni, i druge opreme koja proizvodi ili sadrži izuzetno toplu temperaturu. Idealni sistem (sud) će imati savršenu spoljašnju temperaturu na njegovoj površini. Ako ispucalost ili druge neispravnosti postoje u izolacijskom sistemu, porast temperature na spoljašnjem zidu bi srazmerno i tačno lokalizovao kvar. Nalaženje kvara je zasnovano na očitoj nejednakoj provodnosti toplote.
Slika 3.73. CurenjeObrtne peći U proizvodnji cementa, grejanje je obično izvedeno u rotacijskim pećima koji izgledaju kao ogromne rotirajuće cevi, ponekad i više desetine metara duge. Ove cevi su pod malim nagibom, a sirovina se uvedi u gornjem delu cevi, bilo u formi stenskog suvog praha ili kao vlažan polutečan kompozit sastavljen od materijala i vode. Budući da je pod uglom, smesa napreduje prema dole kroz peć, suši se i prolazi kroz zagrejani vrući gas (plamen) na donjem kraju. Nakon što napušta peć, klinker se brzo hladi, prelazi u kompresor za pakovanje, pa skladištenje u silose. Vatrostalne obloge vremenom se habaju i mora se zameniti. Ako se ne zamene na vreme, čelična obloga se može pregrejati i polomiti (prekinuti). Termografija je idealna za lociranje i merenje temperature vatrostalnih područja gdje još nije došlo do loma.
Slika 3.74.Obrtni cilindar
Toplotni cevni sistemi Ovi sistemi se koriste za kretanje materijala kroz cevi iz jednog procesa ili lokacije u drugi proces ili lokaciju. Primer može biti i sistem za isporuku ugljene prašine u kotao. Proces i stanje u cevi često se može pratiti sa kamerom. Različita stanja u cevi obično će se pojaviti kao različite temperature u delu cijevi. Nakon uklonjanja nedostataka u cevi (naprimer kamenac),termografija se koristi kako bi proverili da je posao zadovoljavajuće završen.
Slika 3.75.Cev
Ostali primeri:
92

Tehnička dijagnostika
T iijk
l k t C i N1 Slika 3.76. Termovizijsko opažanje bloka motora Cummins N14
Te
r ve m Slika 3.77.Termovizijsko opažanje poklapca glave motora Cummins K19 i sistema za dovod
gorivaNačela: Kao što je već spomenuto infracrvene kamere ne vide temperaturu nego infracrveno zračenje. Ova zračenja s površine nekog objekta mogu doći iz tri različita izvora:1. Energija emitovana s površine kao funkcija temperature,2. Energija reflektovana sa površine kao funkcija pozadinskog izvora,3. Ili, kao u slučaju nekih plastičnih i drugih poluprozirnih materijala, energija kroz objekat dolazi od izvora toplote iza predmeta posmatranja.
3.11. Tenziometrijsko merenje mehaničkih veličina električnim putem
Ove metode zasnovane su na pretvaranju deformacije površine objekta ispitivanja pomoću tenzometra i tenzometrijskih pretvarača. Prilikom izbora odgovarajućeg tenzometra trebapaziti da se uskladi merno područje tenzometra s deformacijom koja se očekuje na konstrukciji. Važan podatak nekog tenzometra je njegova osetljivost.- kod mehaničkih tenzometara to je uvećanje- kod električnih rezolucija Tenzometri i tenzometrijski pretvarači dele se na sledeće tipove: Mehanički tenzometri – Dejstvo ovih tenzometra zasnovano je na razmernom pretvaranju
deformacije baze pomoću mehaničkih prenosa do veličine povoljne za prihvatljivo
93
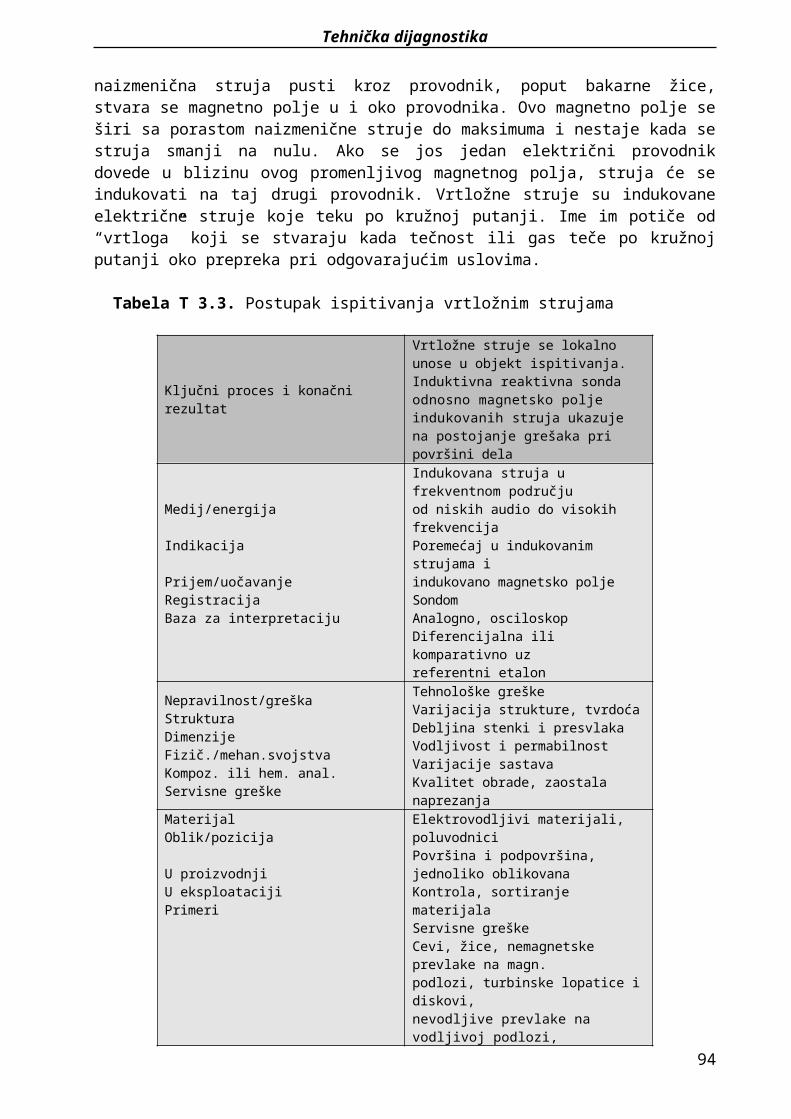
Tehnička dijagnostika
posmatranje. Kao mehanički tenzometri koriste se polužni prenosnici, kombinovani polužno – zupčasti prenosnici. Koriste se kao sredstva predhodne ocene rasporeda deformacija na objektu ispitivanja.
Slika 3.78. Huggenergerov tenzometarPrincip rada:- instrument ima jednu nepokretnu i jednu pokretnu nožicu- pokretna nožica oslanja se donjim krajem na površinu konstrukcije, a s gornjim na jahač u obliku slova T- pomak prenosi na kazaljku koja pomak prenosi na milimetarsku skalu- odnos krakova pokretne nožice je 50:1, a odnos krakova kazaljke 20:1 -- postiže se povećanje stvarnog pomaka na konstrukciji 1000 puta.Nedostaci:- neosetljivi na male deformacije- uspeh merenja zavisi od načina pričvršćenja, odnosno oslanjanja nožica koje mogu proklizavati- nepogodni za teške terenske uslove rada jer je instrumente teško zaštititi- za dugotrajna promatranja deformacija nisu pogodni
Optički tenzometri – Ovi tenzometri za pretvaranje deformacija koriste svetlosni zrak, a za očitavanje koriste pomerenje svetlosnog puta na skali instrumenta ili interferentne i Muarove trake. Koriste se samo u laboratorijskim uslovima.
Slika 3.79. Mortens-ov optički tenzometarPrincip rada:
94
1 – kruti okvir2 – nepomični oslonac3 – pomični oslonac4 – poluga5 – skala6 – jahač7 – opruga6 – kazaljka9 – podešavanje10 – kočnica
1 – šipka2 – rombna prizma3 – ogledalo4 – skala5 – durbin6 – stezaljka
Tehnička dijagnostika
- promenom baze (lo) između pokretne i nepokretne nožice stakalce se zakreće, a snop svetlosti menja ugao i pokazuje odgovarajuću promenu očitavanja na skali.
Pneumatski tenzometri - Dejstvo ovih tenzometra zasnovano je na promeni gubitka vazduha kroz mernu diznu izazvanog deformacijom osetljivog elementa tenzometra. Pad pritiska se meri pomoću manometra. Koriste se samo u laboratorijskim uslovima za ispitivanja na modelima.
Akustički tenzometri - Dejstvo ovih tenzometra zasnovano je na merenju učestanosti sopstvenih oscilacija strune, čiji su krajevi povezani sa objektom ispitivanja tako da se deformacije objekta ispitivanja predaju žici. Ovi tenzometri se mogu koristiti za merenje i registrovanje kako statičkih, tako i dinamičkih deformacija.
Električni tenzometri - Dejstvo ovih tenzometra zasnovano je na primeni promene električnih parametara (otpor, kapacitet, induktivnost, …) ili električnih signala u saglasnosti sa izmenom deformacije. Mogu se navesti sledeći vidovi električnih tenzometara: otporni, induktivni, kapacitivni, piezoelektrični i indukcioni. Električni tenzometri su zapravo pretvarači jer pretvaraju mehaničke u električne signale, pa će se nadalje označavati kao pretvarači.
3.11.1. Princip merenja mehaničkih veličina električnim putem Merenje neelektričnih veličina, kao što su pritisak, temperatura, sila, vibracije, protok fluida i
drugih, ima veliki značaj u naučnoj i tehničkoj praksi. Medju različitim mernim metodama, koje se danas primenjuju, najveću primenu imaju metode merenja električnim putem. Za električno merenje mehaničkih veličina koriste se instrumenti koje pre svega karakteriše visoka tačnost, jednostavnost korišćenja uz primenu softvera... Osnovni elementi mernog električnog kola prikazani su na slici 3.80.
Slika 3.80. Blok šema instrumenta za merenje neelektričnih veličina električnim putem
Osnovni delovi uredjaja su: pretvarač, kolo ili sistem za prilagodjenje mernog signala tzv. merni lanc, indikator koji služi za očitavanje rezultata i izvor za napajanje. Pretvarač vrši transformaciju merne neelektrične veličine u proporcionalni električni signal. Električni signal dobijen u pretvaraču ima najčešće malu energiju pa je kao takav ne pogodan za za direktno registrovanje na indikatoru. Merni lanac vrši modifikovanje mernog signala. On vrši: povećanje snage ili samo napona mernog signala; transformaciju promene otpornosti, induktivnaosti i kapacitivnosti u promenu napona i sl. Osim ovih postupaka obrade signala merni lanac može da obavlja i složenije postupke obrade signala , kao što je modulacija i demodulacija, konverziju signala iz digitalnog u analogni oblik i obrnuto... Indikatori mogu biti analognog i digitalnog tipa. Skala indikatora se najčešće obeležava u jedinicama neelektrične veličine koja se meri a ne u jedinicama veličine napona ili jačine struje. Izlazni signal, koji se dobija obradom
95
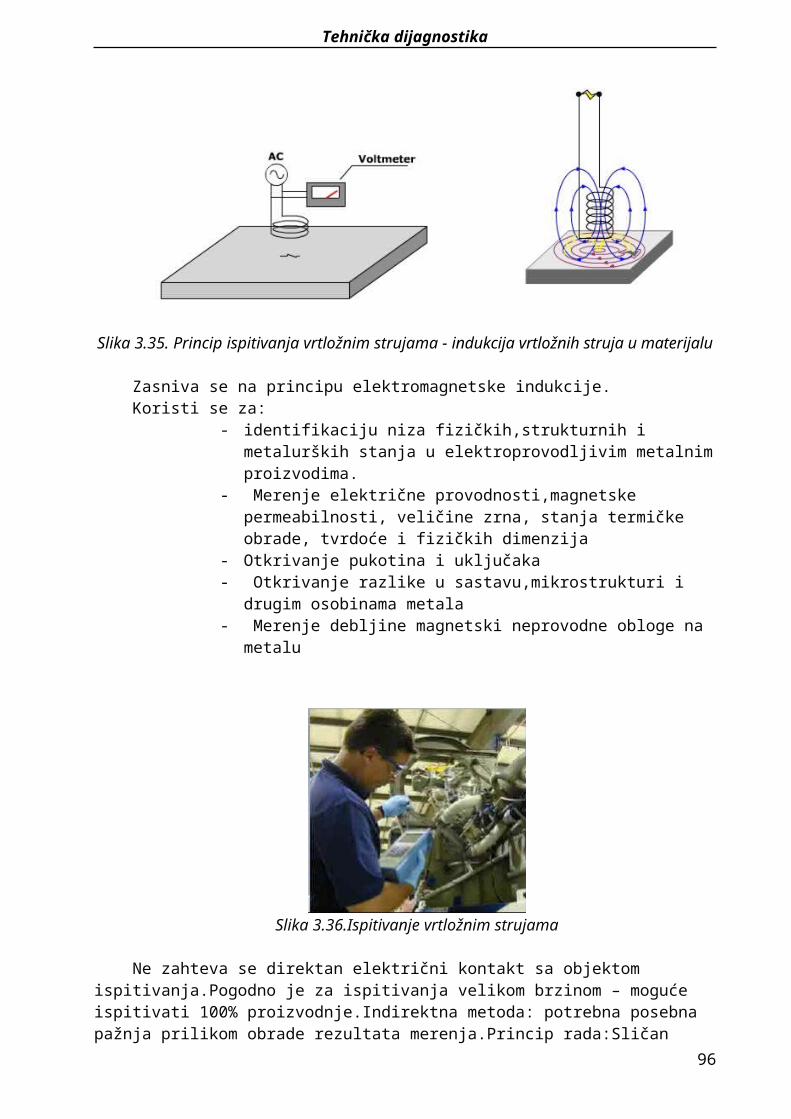
Tehnička dijagnostika
električnog signala u mernom lancu, je sada pogodan za prikazivanje na indikatoru. Ukoliko se koristi digitalni indikator izlazni signal mora biti linearna funkcija merne veličine.Savremeni merni instrumenti sadrže kao svoje sastavne delove mikroprocesore pomoću kojih se vrše složene obrade mernih signala. Na slici 3.81. prikazana je blok šema instrumenta koji u okviru mernog lanca koristi mikroprocesor.
Slika 3.82. Blok šema mikroprocesorskog sistema za merenje neelektričnih veličina U instrumentu mogu da se primene jedan ili više mernih pretvarača kojima se dobijaju električni signali koji su proporcionalni neelektričnim veličinama koje se mere. Mogu se primeniti i pretvarači koji registruju ometajuće veličine kako bi se mogla izvršiti korekcija izmerenih veličina. Električne veličine koje se dobijaju u mernim pretvaračima se uvode u blok za pojačanje i prilagodjavanje signala. Na taj način se na izlazu iz ovog bloka dobija standardni oblik strujnog ili naponskig signala. Kontrolu pojačanja ovog bloka vrši mikroprocesor preko bloka za kontrolu i sinhronizaciju. Ovako prilagodjene električne veličine se dovode do multipleksera. Multiplekser obavlja više zadataka. Osnovni zadatak multipleksera je da po odredjenom taktu propušta standardne signale ka analogno-digitalnom konvertoru. Multiplekser pamti trenutni nivo analognih signala dok A/D konvertor ne izvrši konverziju signala koje je multilekser poslao na konverziju. Veličinom takta se upravlja mikroprocesorom preko bloka za kontrolu i sinhronizaciju. Veličina takta zavisi pre svega od neelektričnih veličina koje se mere (od brzina njihove promene). Izlaz iz analogno-digitalnog konvertora su digitalne reči. Dužina reči odredjuje tačnost zapisa digitalnog signala a time utiče i na tačnost instrumenta. Pored predhodno navedenih procesa, mikroprocesor obavlja i mnoge druge složene i za proces merenja važne funkcije. Neke od ovih funkcija su automatska promena mernog opsega, kontrola ispravnosti rada pojedinih podsklopova i uredjaja kao celine. Primena mernih uredjaja sa mikroprocesorom omogućuje automatsko uravnoteženje mernih mostova. Rad ovim uredjajima olakšan je primenom softvera kao i korišćenjem gotovih baza podataka. Kako su nakon izlaza iz A/D konvertora podaci u digitalnom obliku, mogu se snimati i kasnije obradjivati. Ovo omugućuje pregled i obradu rezultata nakon merenja a što je od velike vašnosti pri dinamičkim merenjima gde se rezultati merenja mogu sagledati jedino naknadnom usporenom reprodukcijom. Preciznost merenja u najvećoj meri zavisi od preciznosit mernog pretvarača (dela u kome se vrši pretvaranje neelektrične veličine u električnu) kao i od naknadne obrade analognog signala. Zbog svoje važnosti za proces merenja, kao i na preciznost merenja više pažnje će biti posvećeno mernim pretvaračima.
96
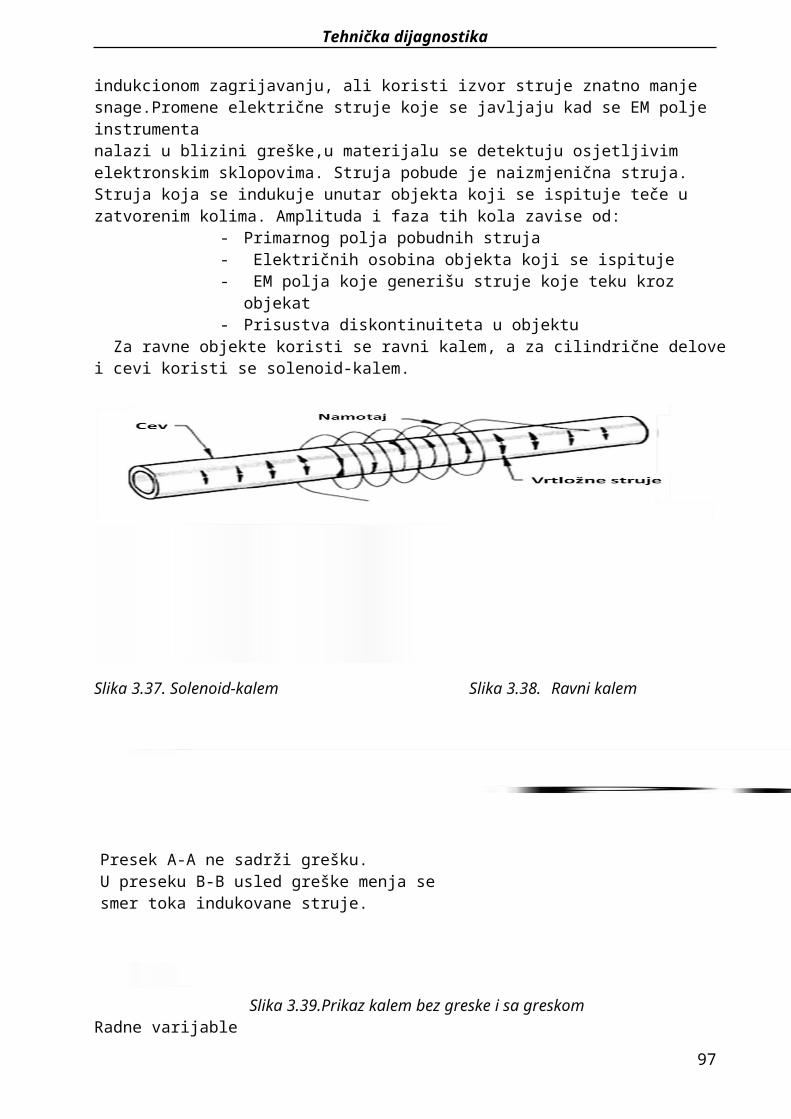
Tehnička dijagnostika
3.11.2. Pretvarači mernih veličinaPretvarače mernih veličina po načinu dejstva delimo na:
pasivne aktivne
Pasivni merni pretvarači obuhvataju grupu pretvarača kod kojih se električna veličina menja pod dejstvom merene veličine (npr. kod merenja mernim trakama usled pojave deformacija kao merne veličine dolazi do promene pada napona kroz menu traku).
Aktivni merni pretvarači obuhvataju grupu pretvarača u kojima se generiše merna veličina pod dejstvom merene veličine (npr. deformacijom kristala kvarca stvara se elektrostatički napon – piezoelektrični efekat).
Pretvarači mernih veleičina za merenje deformacije, puta, brzine itd. uglavnom su pasivni. Promenom merene veličine u njima dolazi do promene omskog, induktivnog i kapacitivnog otpora.3.11.2.1. Omski pretvarači – merne trake
Omski pretvarači kako je već rečeno spadaju u grupu pasivnih mernih pretvarača. Princip rada ovih pretvarača zasnovan je na zakonu promene omskog otpora pri promeni dužine i poprečnog preseka provodnika. Otpor provodika može se izračunati primenom sledeće jednačine:
...........................................................................................................................................1
gde je: R [] – električna otpornost provodnika; [m] – specifična otpornost provodnika; l [m] – dužina provodnika; A [m2] – površina poprečnog preseka provodnika.
Promena omskg otpora provodnika može se predstaviti totalnim diferencijalom (jednačina 2):
..................................................................................................2
Promena zapremine žice jednaka je:
............................................................................................................................3
Promena površine poprečnog preseka provodnika jednaka je:
............................................................................................................................4
Zamenom jednačina 2 i 3 u jednačini 1 sledi:
.....................................................................................5
Na osnovu čega je relativna promena otpora:
..................................................................................................................6
uvođenjem Poisson-ovog zakona za kontrakciju poprečnog preseka:
..................................................................................................................................7
gde je Poisson-ov koeficijent za materijal električnog provodnika, dobija se:
97
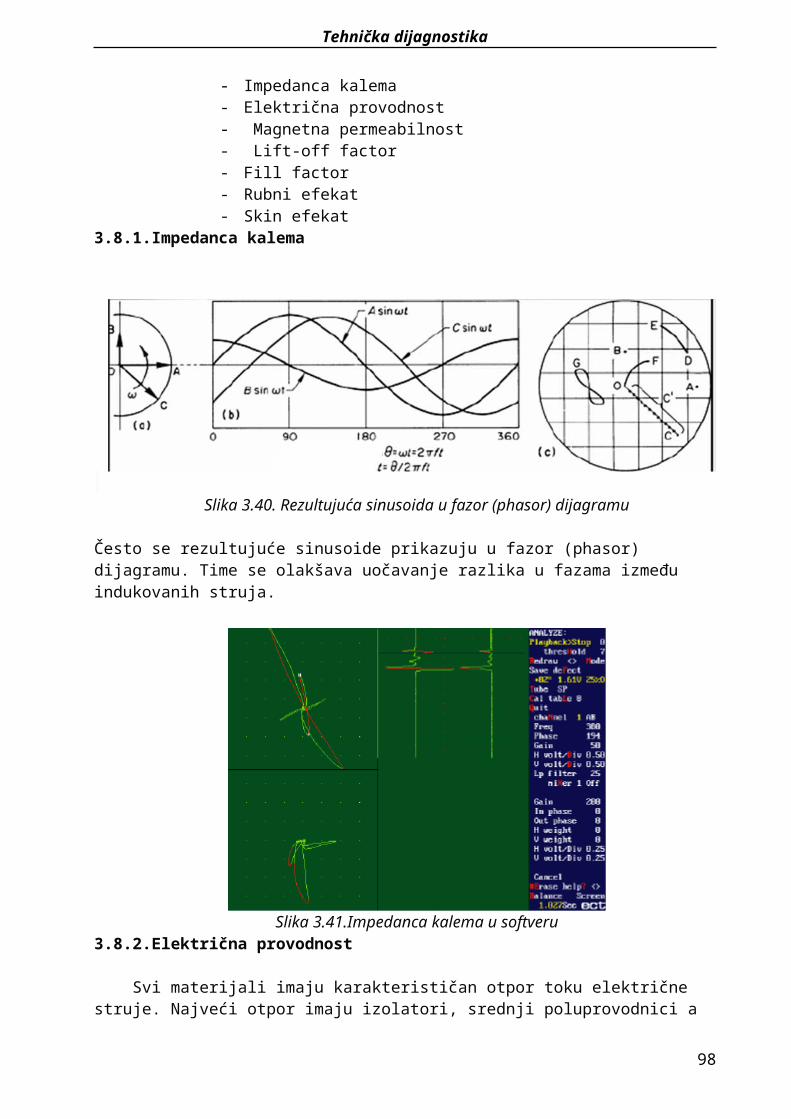
Tehnička dijagnostika
....................................................................................................................8
Smenom u predhodnom izrazu relativnom deformacijom dobija se:
..................................................................................................9
gde je izraz u zagradi predstavljen konstantom K merne trake. Ova konstanta
ujedno predstavlja i koeficijent osetljivosti merne trake. Koeficijent osetljivosti merne trake zavisi od Poisson-ove konstante i specifičnog otpora. U zavisnosti od primenjenog materijala za izradu merne trake koeficijent osetljivosti merne trake kreće se u granicama -120 do 120.Za provodnik od konstantina dobija se: oblast eleastičnih deformacija:
i K = 2.0
oblast plastičnih deformacija:
i K = 2.0
Iz jednačine 9 može se zaključiti da je relativna promena otpora u linearnoj zavisnosti sa relativnom deformacijom. Ova čijenica je kjučna za primenu mernih traka. Merne trake se koriste za merenje deformacija izdušenja u tehničkom smislu, tj za merenje deformacija izduženja i skraćenja. One spadaj u najvažnije pretvarače koje se u velikoj meri koriste u merenjima mehaničkih veličina. Primnom mernih traka možemo izvući zaključke o deformaciji materijala na njegovoj površini. Na osnovu ovih podataka kao i podataka o spoljašnjem i unutrašnjem oterećenju materijala (sile, pritisci, momenti, toplota, promena strukture materijala...) možemo izvući zaključke o stanju u materijalu a time i o njegovoj sigurnosti i veku trajanja.Merne trake se primenjuju za izradu specijalnih pretvarača za merenje sile, ili veličina koje su izvedene od nje (npr. momenti, pritisci, ubrzanje), puteva, oscilacija i dr. Pri izradi pretvarača koristimo već poznate relacije izmedju deformacija elastičnog tela i spoljašnjeg dejstva. Principijalna izada mernih trake data je na slici 3.83. Za izradu provodnika mernih traka koriste se različiti materijali. Pri tom samo manji broj materijala može se koristi za proizvodnju mernih traka. Neki od njih prikazani su u tabeli 3.7.
Tabela 3.7. Materijali za proizvodnju mernih trakaMaterijal Koeficijent osetljivosti
Platina +6,10
ISO - Elastik +3,60
Hrom-Nikl +2,63
Konstatan +(2,00 2,15)
Mangan +5,00
Nikl -12,10
p-Silicijum +(100 120)
n-Silicijum -(100 120)
98
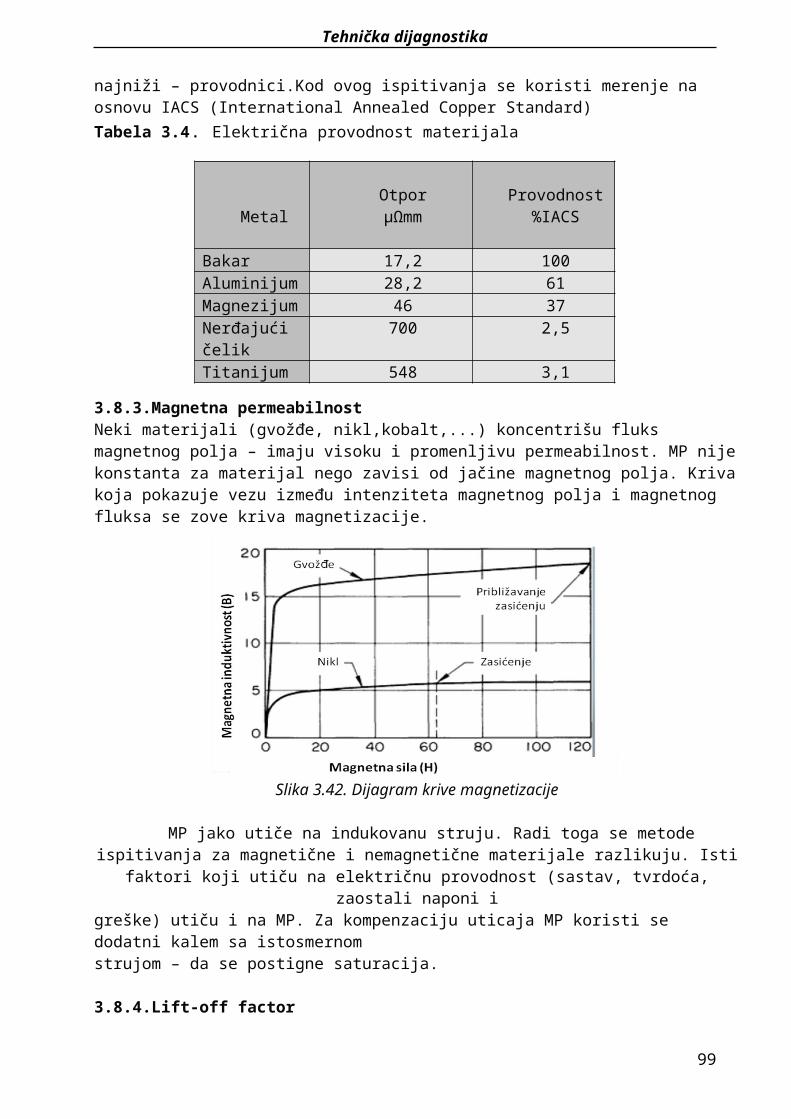
Tehnička dijagnostika
Slika 3.83. Različiti princip izade mernih traka
A – Traka od žice savijena u spiralu; B - Traka od žice navijena na papirni kalem; C - Traka od navoja žice; D – Štampana traka na foliji
Svi materijali koji se koriste za izradu merne rešetke mernih traka mogu se podeliti u dve glavne grupe. To su metalni i poluprovodnički materijali pa shodno tome razlikuju se i “metalne merne trake “ i “poluprovodničke merne trake”.
Metalne merne trake imaju uobičajne vrednosti otpora od 120, 300 i 600 , a struja merenja je mala i iznosi 10mA. Debljina merne trake zavisi od veličine trake i iznosi od 0.05 do 0.2mm. Merne dužine mernih traka mogu biti od 0.8 do 500 mm ali uobičajne vrednosti mernih dužina su od 4 do 20 mm. Mogu da obuhvate izduženja od ±3 do ±5 % a delimično i do ±10%. Radne temperature su najčešće do 70C kod mernih traka koje su namenjene normalnim radnim uslovima a mogu biti i do 600 C kod visokotemperaturnih mernih traka.
Uticaj temperature u toku merenja ogleda se u: menja se otpor merne rešetke na osnovu zavisnosti otpornosti materijala merne rešetke od
temeperature, raste izduženje predmeta ispitivanja sa porastom temperature i dolazi do izduženja merene rešetke i folije merne trake sa porastom temperature
Uticaj temperature se ispoljava kao prividno izduženje (ili skarćenje) i sabira se sa izduženjem nastalim uslaed dejstva mehaničkog opterećenja. Ako sa R označimo otpor merne trake na temperaturi t0, onda otpor iste merne trake na temperaturi t1 iznosi:
...........................................................................................................................10
99
Tehnička dijagnostika
gde je: α - temperaturni koeficijent promene otpora; ∆ t = t1 – t0 – temperaturna razlikaOsim promene otpora merne trake usled temperaturne promene električne otpornosti
materijala merne rešetke dolazi do promene otpornosti i usled temperaturnog širenja (skupljanja) materijala predmeta ispitivanja i merne trake. Temperaturne dilatacije se mogu prikazati preko jednačina 11 i 12.
..............................................................................................11
..............................................................................................12
gde su: a i b – koeficijenti linearnog širenja materijala predmeta ispitivanja i merne trake.Ukoliko su koeficijenti linearnog širenja različiti a ≠ b dolazi do deformacije merne trake iako
predmet ispitivanja nije mehanički opterećen. Deformisanje merne trake izaziva dodatnu promenu otpora (jednačina 13):
.....................................................................................................13
odnosno:
...................................................................................................................14
Ukupna relativna promena otpora usled uticaja temperature shodno jednačinama 10 i 14 iznosi:
.................................................................................................................15
Promena otpora usled promene temperature može da ima za posledicu ne tačnost rezultata merenja. Kompenzacija uticaja promena temperature može se ostvariti na dava načina: uvodjenjem kompenzacionih traka u mernu šemu, korišćenjem temperaturno-kompenzacione merne trake.
U prvom slučaju koristi se još jedna merna traka koja se ne postavlja na predmet ispitivanja već na posebnom delu koji je napravljen od istog materijala kao i predmet ispitivanja a koji nije mehanički opterećen. Ova merna traka ima za cilj da temperaturno uravnoteži merni most.
U drugom slučaju merna traka ima isti koeficijent linearnog širenja kao i materijal predmeta ispitivanja. Materijal merne trake mora da ima i mali temperaturni koeficijent promene otpora. Merne trake ovog tipa se deklarišu za materijal predmeta ispitivanja.
Merne trake se koriste za statička, kvazistatička i dinamička merenja.Statička merenja se karakterišu ne promenljivošću merne veličine za vreme mernog postupka.
To znači da se pri statičkom merenju ne mogu odrediti npr. naponi u konstrukciji koji su nastali kao posledica opterećenja koja su dejstvovala na telo pre lepljenja merenih traka. Iz tih razloga češće se koriste tzv. kvazi statička merenja a koja podrazumevaju sporu promenu vrednosti merne veličine. Na taj način dolazi do male relativne promene otpora. Da bi se povećala osetljivost i izvršila kompenzacija temperaturnih uticaja koristi se merni most.
Dinamička merenja obuhvataju merenja mernih veličina koje se brže menjaju ili mernih veličina čija promena ima periodično oscilatorni karakter. Pri dinamičkom merenju takodje se koriste merni mostovi iz istih razloga. Pri tome merni mostovi se napajaju frekvencijom nosioca. Pod dejstvom mehaničkog opterećenja u mernim trakama dolazi do amplitudne modulacije (veličina amplitude zavisi od trenutne vrednosti dinamičkog opterećenja). Ovako modulisan signal je potrebno demodulisati kako bi se odredila veličina i učestalost merne veličine. Pri
100
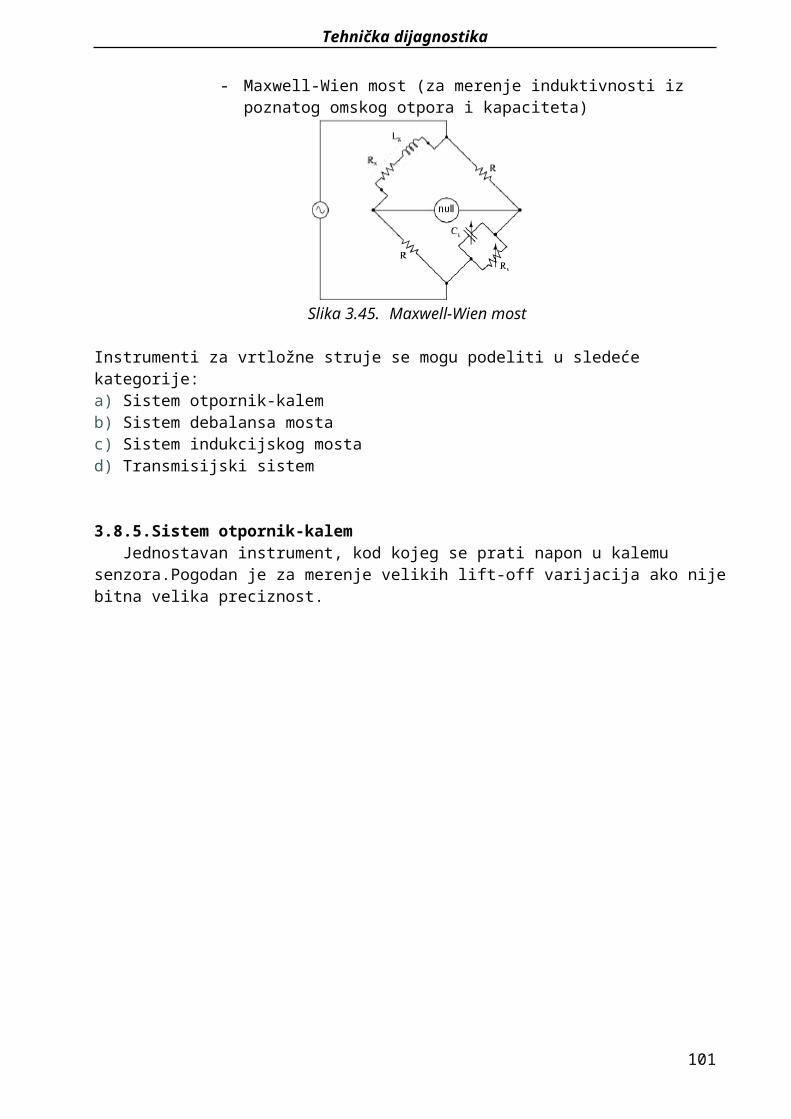
Tehnička dijagnostika
staičkim merenjima aparati rade na mnogo nižim frekvencijama jer se mere statičke veličine. Na pokazivač se dovodi ispravljen signal.
Kod poluprovodničkih mernih traka merna rešetka se sastoji od tanke uzane trakice širine od nekoliko desetih delova mm i debljine od nekoliko stotih delova mm, merne dužine 0,5 do 11 mm. Ovi fini štapići su isečeni iz kristala u smeru najveće provodnosti, i stavljeni na nosač. Poluprovodničke merne trake imaju osobinu da provodnost poluprovodničkog materijala (germanijumskog ili silicijumovog kristala) zavisi od smera deformacije. Kod poluprovodničkih mernih traka promena otpora trake je rezultat 98% usled promene provodnosti a samo 2% usled promena dimenzija trake (kod metalnih mernih traka 25% promene otpora trake je rezultat promene provodnosti a ostlo je rezultat promena dimenzija trake). Shodno tome poluprovodničke merne trake imaju veći faktor trake K (120 200) a time i veću promenu otpora za jednaku vrednost relativne deformacije. Ovo poluprovodničke merne trake čini osetljivijim. Nedostatak traka ovog tipa je velika zavisnost promene otpora trake usled promene temperature kao i ne linearna karakteristika trake (promena otpora nije linearna funkcija izduženja trake a time i faktor trake K je u zavisnosti od izduženja trake).
Postoje različita izvodjenja mernih traka. Na slici 3.84. i 3.85. prikazane su merne trake klasičnog oblika. Merne trake ovog tipa se najčešće koriste.
Slika 3.84. Klasične merne trake
Slika 3.85. Familija mernih traka mernih dužina od 0,6 do 150 mm
Često se koriste i merne trake – rozete. Rozete su poseban tip mernih traka koje u sebi sadrže dve ili više klasičnih mernih traka koje su medjusobno postavljene pod odredjenim uglom. Ovaj tip mernih traka se koristi za merenje složenih opterećenja. Npr. ako se vrši merenje smičućih napona ili napona nastalih usled uvijanja vratila potrebno je postaviti merne trake pod uglom od 45, odnosno 135 u odnosu na osu vratila. Umesto rozeta mogu se upotrebiti i dve ili više mernih traka ali njihovo postavljanje neće biti u svim slučajevima moguće zbog veličine mesta ugradnje i preciznosti postavljanja. Primeri rozeta dati su na slici 3.86.
101
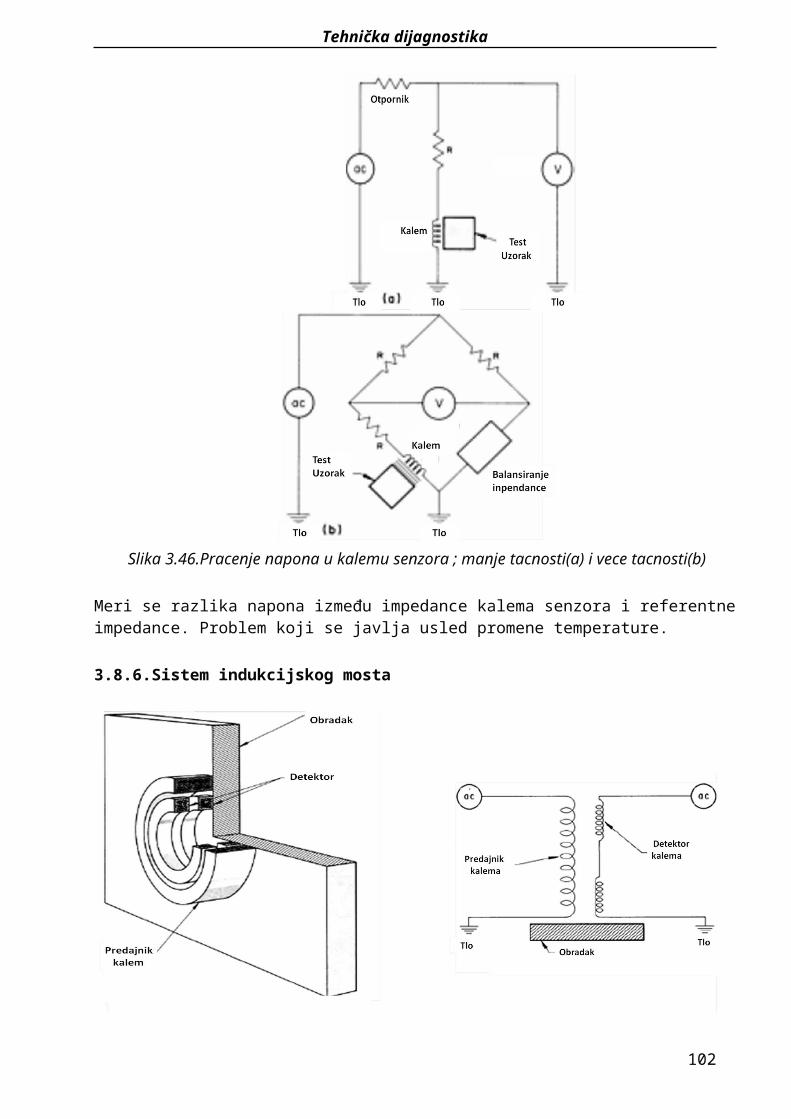
Tehnička dijagnostika
Slika 3.86. Merne trake tipa rozeteUkoliko se mernjem želi pratiti raspored napona duž nekog pravca koriste se merne trake tipa lanca. Ove merne trake su ustvari lanac nezavisnih mernih traka kojima se na primer utvrdjuje skokovita promena vrednosti napona. Primer ovog tipa merne trake dat je na slici 3.87.
Slika 3.87. Merne trake tipa mernog lanca
Da bi se olakšalo korišćenje mernih mostova nastale su merne trake tipa punog ili polu mosta. One korisniku skrćuju vreme povezivanja mernih traka. Primer ovih mernih traka dat je na slici 3.89.
a. b.
Slika 3.89. Merne trake tipa mernih mostova a) polu most; b) pun most
Na slici 3.90. dati su još neki primeri izvodjenja mernih traka.
a. b.
Slika 3.91. a) T merne trake; b) merne trake u obliku membrane
1. Wheatston –ov most. Najpoznatiji i najjednostavniji merni most je Wheatston–ov most. Pomoću njega je moguće meriti električne otpore poređenjem sa takvim poznatim veličinama, a pogodan je za merenje malih promena jednog otpora, a samim tim i za određivanje promene otpora mernih traka. Sa obzirom da je deformacija linearno proporcionalna sa promenom otpora proističe da se sa merenjem promena otpora zapravo može odrediti promena deformacije na razmatranom mestu mernog objekta.Na slici 3.92. šematski je prikazan Wheatston–ov most na dva najčešća načina prikazivanja.
102
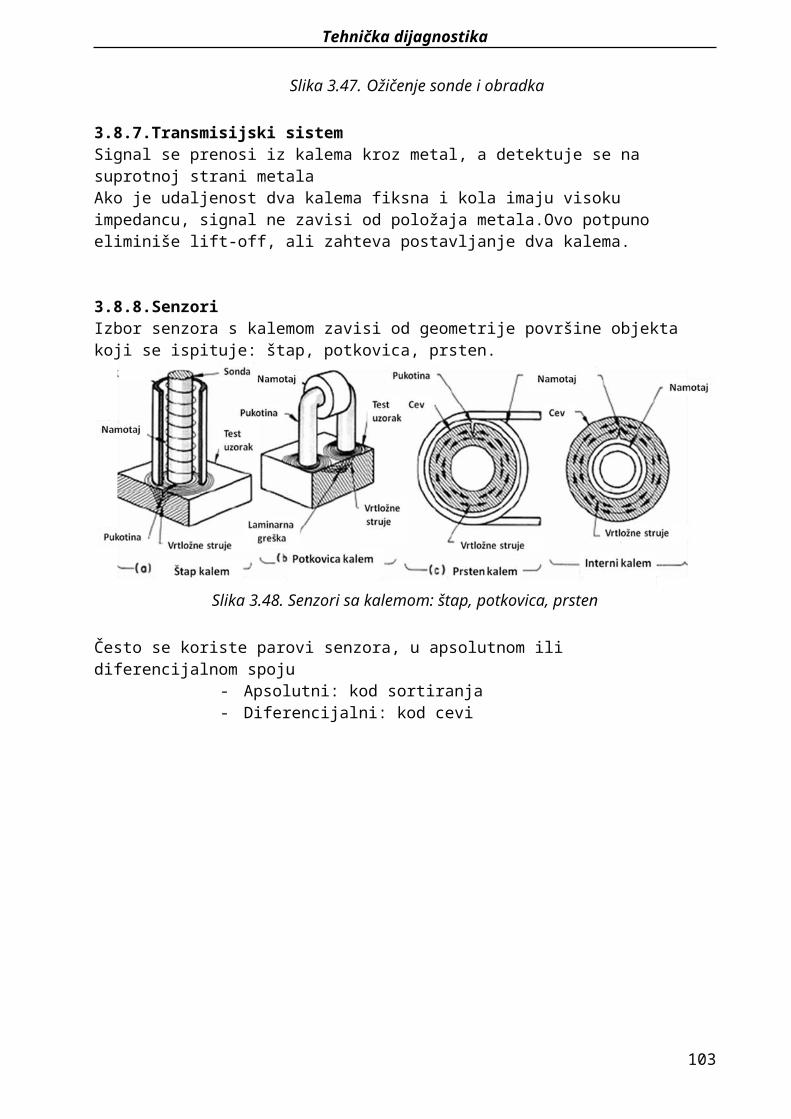
Tehnička dijagnostika
Slika 3.92. Prikaz Wheatston–ovog mostaČetiri grane mosta stvaraju se otpornicima od do . Ako se na obe krajnje tačke 2 i 3,
koje se nazivaju i tačkama “napojne dijagonale”, dovede poznati napon (koji se naziva ulaznim naponom, naponom mosta ili napojnim naponom), tada nastaje, između krajnjih tačaka 1 i 4, takozvana “merna dijagonala” napona (izlazni napon mosta), čija vrednost zavisi od odnosa otpora : i : . Za Wheatston–ov most važe relacije:
.....................................................................................................................16-1
.....................................................................................................................16-2
....................................................................................................................16-3
.....................................................................................................................16-4
Ako su otpori u Wheatston–ovom mostu tako podešeni da je , dobija se:
...............................................................................................................................17-1
,..............................................................................................................................17-2
zamenom uslova i dobija se:
.........................................................................................................................................18
Ovaj izraz pruža mogućnost da se odredi jedan ne poznati otpor ako su preostala tri poznata. Za uopšten slučaj kada su i može da se dobije odnos izlaznog prema ulaznom naponu u obliku:
........................................................................19
U slučaju da je most u ravnoteži, odnosno da je , iz izraza 19 sledi:
ili
Promenom otpora od do u svojim vrednostima, razrešava se most i na izlazu se javlja napon , pa sledi:
.................................................................20
Ako se uvede ograničenje (za metalne trake), da mora da bude , mogu da se zanemare članovi višeg reda, odnosno da se izvrši linearizacija, dobija se izraz 21.
103
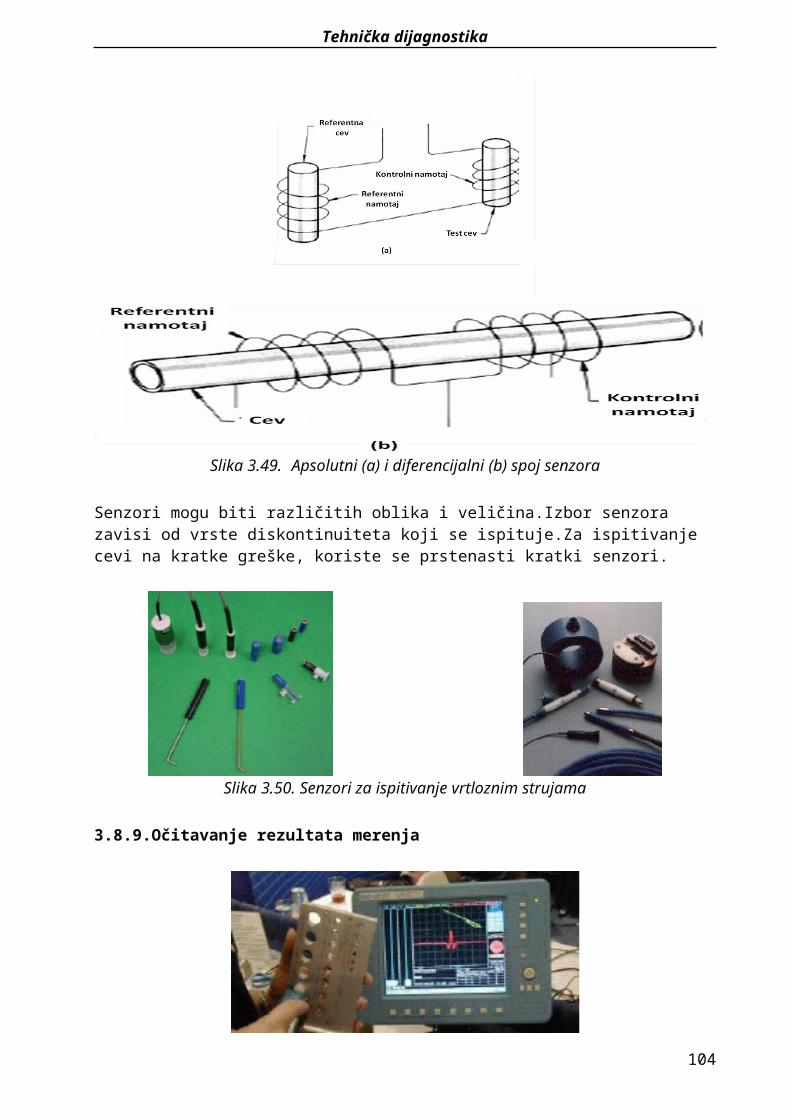
Tehnička dijagnostika
........................................................................................21
U praksi merne tehnike svaki od otpora , i , , ili sva četiri otpora od do treba da imaju iste nominalne vrednosti, jer je time data proporcionalnost između relativne promene otpora pojedine merne grane i relativnog izlaznog napona.
Ako se u poslednji izraz uvede: , gde je: - relativno izduženje – dilatacija, dobija se:
. Kao pravilo predznaka važi slika 3.93.
Slika 3.93. Pravilo predznaka
Pri datom parametru napona napajanja , (2) = negativno, (3) = pozitivno, biće:(1) pozitivno, (4) negativno, ako je i/ili ; (1) negativno, (4) pozitivno, ako je i/ili ;
Iznosi promena se oduzimaju za susedne merne trake u spoju, ako imaju isti predznak, a one se sabiraju, ako su različiti predznaci. Ovo dozvoljava da se uvedu kombinacije i mogućnosti kompenzacije.
Glavna područja primene mernih traka su eksperimentalna analiza napona i deformacija i gradnja pretvarača mernih veličina. Zavisno od zahteva svakog mernog problema upotrebljava se jedna ili više međusobno povezanih mernih traka na mernom mostu. Oznake kao “puni most”, “polu most” ili “četvrt most”, ukazuju na suštinu, mada su one objektivno pogrešne. Naime, u stvarnosti se uvek koristi puni mosni spoj, koji se vezuje sasvim, ili delimično, od mernih traka koje se nalaze na mernom objektu, dok se deo mosta koji nedostaje dopunjava određenim otporima, koji se zato nalaze u pojačivaču, slika 8.14.
Kod punog mosta na objektu ispitivanja su sve četiri merne trake.Kod primene polu-mosta promene otpora i su jednake nuli pa dobijamo:
.................................................................................................................22
Kod korišćenja četvrt-mosta aktivna je samo jedna merna traka, odnosno:
, , i ,
..............................................................................................................................23
104
Tehnička dijagnostika
Slika 3.94. Prikaz “punog mosta”, “polu-mosta” i “četvrt-mosta”Veličina / se označava kao signal mosta. Zadatak pri merenju je da se na osnovu
signala mosta odredi izduženje površine na mernom mestu. Iz poslednjeg izraza se dobija:
.......................................................................................................................................24
Kod mernih uređaja napojni napon, osetljivost pojačavača i pokazivanje skale instrumenta su tako međusobno podešeni, da se, pri promeni jedne aktivne merne trake u mostu, izduženje direktno očitava na skali instrumenta. Pri ovome se uzima da je faktor merne trake k=2 za konstantan. Ako se stvarna vrednost k – faktora razlikuje od 2, to se uzima u obzir pri određivanju veličine deformacije:
........................................................................................................................................25
Kod mnogih uređaja se stvarna vrednost k – faktora uzima u obzir podešavanjem uređaja. U tom slučaju važi izraz:
, ............................................................................................................................................26
gde - predstavlja broj mikrodeformacija ( - fizička jedinica izduženja) očitanih na
mernom instrumentu.Kod spojeva sa više aktivnih mernih traka, povećava se signal mosta, pri istom izduženju
mernog objekta, za veličinu faktora mosta B. U tom slučaju se izduženje izračunava po obrascima:
.................................................................................................................................27
....................................................................................................................................28
.........................................................................................................................................29
Za jednu aktivnu mernu traku u mostu B=1, a najveća moguća vrednost je B=4. Kod mostova sa više aktivnih mernih traka, faktor mosta može da ima različite vrednosti za istu vrstu opterećenja. Kompenzacija neke veličine izražava se sa B=0 (pasivna traka - nema aktivnih).
105
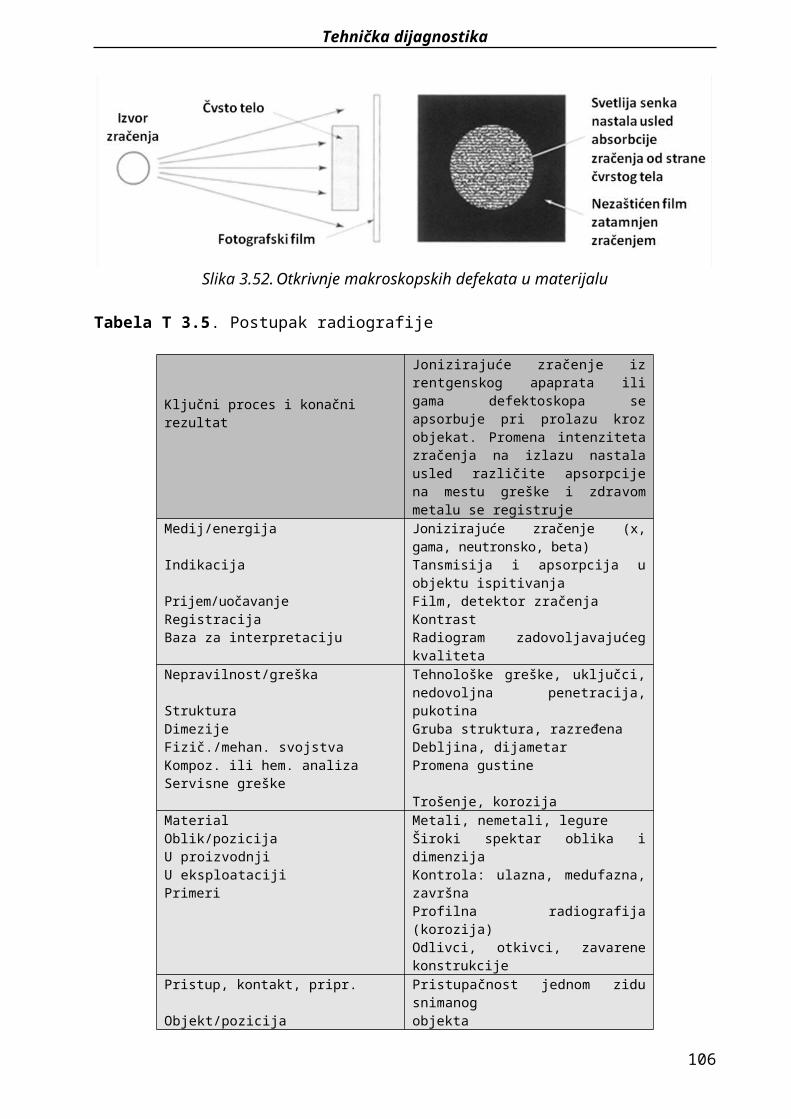
Tehnička dijagnostika
Pošto u gore navedenim izrazima mora da bude , to se kompenzaciona traka kombinuje sa jednom, ili više aktivnih mernih traka.
2. Kompenzacija neželjenih pojava u Wheatston–ovom mostu.
Osnova za razumevanje ove pojave je sledeći izraz:
.............................................................................................................30
Promene otpora koje nastaju u susednim granama mosta sa istim predznakom oduzimaju se u svom dejstvu na izlazni signal mosta. Ako se odgovarajućim rasporedom mernih traka na mernom objektu, postigne to, da smetnje na isti način deluju na susedne merne trake, onda se neželjeno dejstvo poništava.
Na primeru temperature biće prikazan princip kompenzacije ne željenih uticaja. Ako se promena temperature javi dok je deo podvrgnut mehaničkom opterećenju, onda će se merni signal sastojati iz dva dela, i to iz: željenog – mehaničkog opterećenja neželjenog – toplotnog
Promena otpora takođe će imati neželjenu komponentu:
.............................................................................................................................31
Ako konfiguracija mosta odgovara “četvrt mostu” (kada je zalepljena jedna merna traka), tada signal mosta takođe poseduje uticaj temperature i iznosiće:
,
Ovaj uticaj može da se eliminiše dodavanjem još jedne merne trake, koja se lepi na posebno izrađenom objektu (pri čemu on mora biti od istog materijala), ili se lepi na merni objekat ali preko pločice koja prenosi temperaturu, a ne i deformaciju. U tom slučaju je signal “polu mosta” (jer dodavanjem još jedne trake konfiguracija mernog sistema prelazi iz “četvrt mosta” u “polu most” ):
,....................................................................................................32
iz koga se vidi da je poništen uticaj temperature.Ako se koristi “puni most” tada se dobijaju sledeća izduženja usled mehaničkog opterećenja i
promene temperature:
,..................................................33
iz kojih se vidi, da je uticaj temperature eliminisan.
3. Induktivni pretvaračiInduktivni pretvarači rade na principu promene induktivnosti pod dejstvom promene merne
veličine. Kako promena induktivnosti nastaje samo pri promeni merne veličine to se ovi pretvarači svrstavaju u grupu pasivnih mernih pretvarača.
106
Tehnička dijagnostika
Induktivnost pretvaračkog elementa može se predstaviti sledećim izrazom:
[H].................................................................................................................................34
gde je: L- induktivnost; N- broj navojaka obuhvaćeni fluksom i - brzina promene fluksa po
jedinici struje.U toku ispitivanja dolazi do promene merne veličine. Ova promena u induktivnim
pretvaračima izaziva promenu induktivnosti (izaziva promenu nekih od veličina koje definišu induktivnost). Pri merenju uspostavlja se zavisnost izmedju merne veličine i najčešće promene struje ili napona a ne direktno i induktivnosti.
Induktivni elektromagnetni pretvarači. Ovi pretvarači rade na dva osnovna principa: promeni induktivne otpornosti kalema u zavisnosti od promene oblika magnetnog polja ili promene induktivnosti u zavisnosti od promene magnetne permeabilnostiInduktivnost kalema sa gvozdenim jezgrom data je jednačinom 35.
............................................................................................................................................35
gde je: N - broj navojaka kalema; zm – magnetni otpor jezgra i vazdušnog zazora.Magnetni otpor se sračunava po jednačini 36.
......................................................................................................................36
gde je: - dužina kalema u kojoj se nalazi metalno jezgro (slika 3.95.); - permeabilnost
gvozdenog jezgra; - dužina kalema u kojoj se ne nalazi gvozdeno jezgro; - permeabilnost vazduha; A – površina poprečnog preseka jezgra odnosno kalema.
Slika 3.95. Solenoid induktivnog pretvarača
Permeabilnost gvoždja je više puta veća od permeabilnosti vazduha pa se magnetni otpor može predstaviti izrazom 37:
......................................................................................................................................37
107
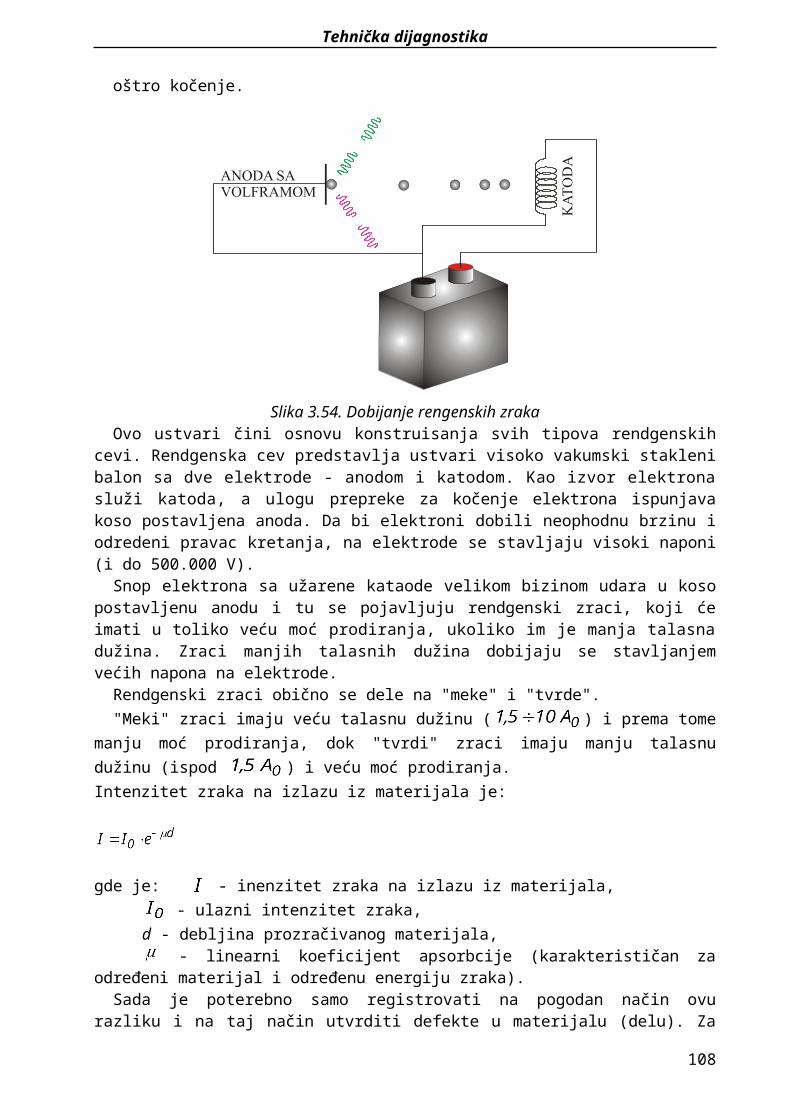
Tehnička dijagnostika
Na osnovu gornjih izraza može se zaključiti da se induktivnost kalema menja obrnuto proporcionalno dužini vazdušnog jezgra solenoida (ili vazdušnog procepa). Principijelna rešenja induktivnih pretvarača data su na slici 3.96.
Slika 3.96. Principijelna rešenja induktivnih pretvarača a) sa jenim kalemom i kotvom; b) sa dva kalema i kotvom;c) sa jednim kalemom i gvozdenim jezgrom; d) sa dva kalema i gvozdenim
jezgrom Pretvarači b) i d) prikazani na slici 3.96. poseduju dva kalema. Dok se u jednom kalemu induktivnost smanjuje u drugom se povećava. Ovi pretvarači pogodni su za vezivanje u grane mernog mosta. Izbor induktivnog mernog pretvarača zavisi od veličine koju merimo kao i od očekivane vrednosti merne veličine. Pretvarači prikazani na gornjoj slici koriste se za merenje puta (diferenciranjem se dobija brzina i ubrzanje). Za merenje malih puteva (0.5 mm 0.2 m) koriste se pretvarači prikazani na slici 3.96. b. Za veća rastojanja koriste se pretvarači d (5 50 mm) kao i c (za veća rastojanja). Ukoliko su pretvarači sa jednim kalemom prilikom vezivanja u merni most potrebno je vezati u granu mosta i temperaurno kompenzacioni kalem. Induktivni pretvarači mogu biti različitih konstruktivnih rešenja i imaju široku primenu u tehnici.
Poboljšanje osetljivosti i linearnosti merenja, kao i otklanjanje temperaturnih i drugih uticaja, postiže se primenom diferencijalnog induktivnog pretvarača. Ovi pretvarači imaju dva jednaka kalema sa jednakim fero-magnetnim jezgrima. Principijelno izvodjenje ovih pretvarača prikazano je na slici 3.96. b i d. U početnom položaju (kada je kotva ili cilindar simetrično postavljena izmedju kalemova) induktivnosti kalemova su medjusobno jednake. Pri pomeranju kotve ili cilindra za ∆d, induktivnosti kalemova iznose:
, ...........................................................38
Kako se kalemovi vezuju u grane mosta to će i u početom položaju most biti u ravnoteži. Pri pomeranju ∆d izlazni napon na mostu ui (slika 3.97), pod pretpostavkom da je induktivni otpor višestruko veći od omskog otpora, može se prikazati jednačinom 39.
108
Tehnička dijagnostika
Slika 3.97. Merenje malih pomeranja pomoću diferencijalnog induktivnog pretvarača
...............................39
Iz jednačine 21 se vidi da je izlazni napon mosta sa diferencijalnim induktivnim pretvaračem linearna funkcija pomeranja.
Prednost diferancijalnog pretvarača je i u tome što privlačne sile koje dejstvuju na kotvu ili cilindar teže da se medjusobno ponište. Pretvarači sa kotvom koriste se za merenje pomeranja u opsezima od (0-0.01) mm do (0-1) mm, dok se pretvaraći sa cilindrom koriste za merenje pomeranja reda veličine od 1 cm do nekoliko desetina cm (slika 3.98. a).
a) b)
Slika 3.98. a) Diferencijalni mrni pretvarač za merenje većih pomeranja; b) vezivanje pretvarača u induktivni merni most
109
Tehnička dijagnostika
Na slici 3.98. b prikazan je jedan od načina vezivanja ovih pretvarača u induktivni most. Ovaj most se napaja pomoću simetričnog transformatora čiji su sekundari istovremeno i grane mosta.
Most se napaja naponom efektivne vrednosti od oko (5-30) V sa učestanošću od (50-10000) Hz. Niže učestanosti nisu pogodne jer je impendansa pretvarača pri malim učestalostima mala a omska otpornost dolazi do izražaja što smanjuje osetljivost pretvarača. Veće učestanosti povećavaju induktivnu otpornost kalemova pa je i promena impedanse pri pomeranju kotve ili cilindra veća (povećava se osetljivost pretvarača). Visoke učestalosti napajanja mosta imaju negativan uticaj na stvaranju vihornih struja kao i na povećanje parazitskih kapacitivnosti kalemova i priključnih veza. Izlazni napon naizmeničnih mostova menja fazu za pri prolazku kotve ili cilindra kroz ravnotežni položaj. Ukoliko se za merenje koristi naizmenični voltmetar koji meri samo efektivnu vrednost napona ne može se utvrditi i smer pomeranja. Korišćenjem voltmetra sa ispravljačkim kolima, koji sa promenom faze za menjaju i polaritet izlaznog jednosmernog napona može se ustanoviti i smer pomeranja.
Jedan od najčešće primenjivanih pretvarača je diferencijalni induktivni transformatorski pretvarač. Po svojoj konstrukciji ovaj pretvarač predstavlja transformator sa jednim primarnim kalemom i dava jednaka simetrično postavljena sekundarna kalema. Konstruktivna izvodjenja ovih pretvarača data su na slici 3.99. a. U osi pretvarača nalazi se jezgro od feromagnetnog materijala koje se pomera u aksijalnom pravcu.
a) b)Slika 3.99. a) Primeri diferencijalnih induktivnih transformatorskih pretvarača
b) šematski prikaz pretvarača
Za naizmenični merni napon na primaru up u naponi na sekundarnim kalemovima iznose us1 i us2. U ravnotežnom položaju jezgra naponi us1 i us2 su medjusobno jednaki a izlazni napon ui je jednak nuli jer su sekundarni kalemovi vezani u opoziciju. Ukoliko dodje do pomeranja jezgra indukovani naponi na sekundarnim kalemovima će se razlikovati. Na izlaznim krajevima pretvarača javiće se napon ui koji je srazmeran pomeranju. Za pomeranje u suprotnom smeru faza napona ui biće pomerena za . Zavisnost izlaznog napona od pomeranja jezgra može se predstaviti dijagramom koji je prikazan na slici 8.20. Delovi krive u obe poluravni mogu se predstaviti jednačinom 40.
......................................................................................40
K1 i K2 su konstante koje zavise od geometrijskih parametara kalemova, broja namotaja, učestalosti i struje primarnog namotaja. Za relativno mala pomeranja uz uslov da je ,
kriva se može aproksimirati pravama .
110
Tehnička dijagnostika
Slika 3.100. Efektivna vrednost izlaznog napona pretvarača u funkciji pomeranjaa) kriva idealnog pretvarača; b) kriva realnog pretvarača
Osetljivost pretvarača odredjena je konstantom K1. Ona je direktno srazmerna jačini struje primara i njenoj frekvenciji a obrnuto srazmerna dužini pretvarača. Ostljivost raste sa učestalošću sve do odredjene granice preko koje prestaje zavisnost. U praksi se najčešće koriste učestanosti u opsegu od 50-20000 Hz. Za dinamička ispitivanja koriste se i veće učestalosti, pošto učestalost napajanja mora biti 5-10 puta viša od učestalosti veličine koja se meri. Izbor veličine pretvarača se vrši prema očekivanom maksimalnom pomeranju. Da bi se postigla željena tačnost merenja (tj. da bi se pri merenju ostalo u linearnoj zavisnosti izlazni napon-pomeranje) potrebno je da maksimalno pomeranje jezgra, pri nelinearnosti od 1%, iznosi oko 0.14LFe gde je LFe dužina feromagnetnog jezgra.
U stvarnosti, za početni položaj koji odgovara simetrično postavljenom jezgru u odnosu na sekundarne kalemove, izlazni napon nije jednak nuli. Razlog ove pojave je posledica više uzoraka medju kojima je i ne mogućnost postizanja idealne simetričnosti sekundarnih kalemova u pogledu broja namotaja, omske otpornosti i parazitskih kapacitivnosti. Da bi se pretvarač uravnotežio (izjednačila vrednost napona na sekundarima i postigla razlika u fazi od ) u kolo sekundarnih kalemova se dodaju promenjljive otpornosti i kapacitivnosti čijim se podešavanjem uravnotežava diferencijalni pretvarač.
4. Kapacitivni pretvaračiOsnovni tipovi kapacitivnih pretvarača za meranje translatornog pomeranja prikazani su na
slici 3.101. Kako se kapacitivnost kondenzatora može prikazati izrazom 41 to se i registrovanje promene merne veličine kod ovih pretvarača zasniva na registrovanju promene kapaciteta kondenzatora usled promene rastojanja izmedju ploča, promene površine preklapanja i promene sredine izmedju ploča kondenzatora.
...................................................................................................................41
gde su: dielektrična konstanta sredine izmdju ploča; d rastojanje izmedju ploča kondenzatora; A površina preklapanja ploča kondenzatora.
111
Tehnička dijagnostika
Slika 3.101. Osnovni tipovi kapacitivnih pretvarača za meranje translatornog pomeranjaa) pretvarač sa promenljivim rastojanjem izmedju ploča; b) pretvarač sa promenljivom površinom ploča; c) cilindrični pretvarač za veća pomeranja; d) pločasti pretvarač bez
galvanskog spoja sa pokretnom pločom
5. Kapacitivni pretvarači sa promenljivom rastojanjem izmedju ploča. Šematski prikaz ovog pretvarača dat je na slici 3.101. a. Rad ovog pretvarača se zasniva na promeni kapaciteta usled promene rastojanja izmedju ploča kondenzatora. Ako sa C1 označimo kapacitat kondenzatora pri početnom rastojanju izmedju ploča d0, a sa C2 označimo kapacitet kondenzatora sa rastojanjem izmedju ploča (d0+∆d) tada se promena kapaciteta kondenzatora u može predstaviti sledećim izrazom:
...............................................................42
Ukoliko su pomeranja relativno mala tj. ∆d<<d0, što je čest slučaj kod ovog tipa pretvarača, izraz 42 dobija oblik jednačine 43.
.............................................................................................................................43
Na osnovu jednačine 43 može se zaključiti da je promena kapaciteta kondenzatora linerno zavisna promeni rastojanja izmedju ploča kondenzatora pri relativno maloj promeni rastojanja izmedju ploča kondenzatora.
Osetljivost kapacitivnog pretvarača definiše se kao odnos . Rešavanjem izraza 43 dobija se da je osetljivost kapacitivnog pretvarača:
............................................................................................................................44
Iz jednačine 44 može se zaključiti da je da je ostljivost obrnuto proporcionalna rastojanju izmedju ploča.
Pretvarači ovog tipa se koriste za fina merenja puta. Odredjenim spojem mogu da se mere i promene puta manje od 1m. Koriste se i za merenje malih promena pritiska, za beskontaktno merenje puta oscilirajućih elemenata...
112
Tehnička dijagnostika
6. Kapacitivni pretvarači sa promenljivom površinom ploča. Šematski prikaz ovog pretvarača dat je na slici 3.101.b. Rad ovog pretvarača se zasniva na promeni kapaciteta usled promene efektivne površine ploča kondenzatora. Kod ovog tipa pretvarača površina kondenzatora kreća se u granicama od minimalne do maksimalne . U zavisnosti od trenutne vrednosti površine kondenzatora razlikuju se i sledeći kapaciteti:
.................................................................................................................45
gde je: x – trenutna veličina preklapanja ploča kondenzatora (0<x<a).Kako je:
........................................................................................................................................46
to se može reći da je promena kapaviteta kondenzatora direktno proporcionalna trenutnoj vrednosti x. Ovaj tip pretvarača koristi se za merenje puta od nekoliko centimetara. Izlazni otpor ovog pretvarača je od 1[k] do 104[k] što predstavlja nedostatak jer uslovljava primenu kratkih ekranizovanih kablova. Postoje različita izvodjenja ovog pretvarača kao npr. u obliku cevi, kao diferencijalni pretvarač...
7. Kola za merenje pomeranja pomoću kapacitivnog pretvarača. Kola za merenje pomoću kapacitivnih pretvarača mogu se svrstati u dve grupe. U prvu grupu spadaju razni tipovi naizmeničnih mernih mostova kod kojih se merenje bazira na promeni impedanse pretvarača. Izlazni napon mosta je konstantne učestalosti a amplituda zavisi od merene veličine. U drugu grupu spadaju merne kola koja promenu kapacitivnosti pretvarača transformišu u promenu učestalosti oscilatora ili dužinu trajanja impulsa.
Naizmenični mostovi za merenje pomeranja. Na slici 3.102. prikazana su dva mosta za merenje pomeranja pomoću kapacitivnih pretvarača. U prvom mostu (slika a) se koristi jednostavni, a u drugom (slika b) diferencijalni kapacitivni pretvarač sa vazduhom kao dielektrikom. Ako su u početnom položaju sve kapacitivnosti u mostu jednake i ako je unutračnja otpornost instrumenata čisto omska, efektivna vrednost izlaznih struja u funkciji reletivne promene pomeranja date su jednačinama 47 i 48.
Slika 3.102. Kapacitivni mostovi za merenje pomeranja, a) sa jednostavnim; b) sa diferencijalnim pretvaračem
113
Tehnička dijagnostika
........................................................................47
..........................................................................................48
Na osnovu prethodnih izraza može se zaključiti da diferencijalni pretvarač ima oko dva puta veću osetljivost od osnovnog pretvarača. Osim bolje osetljivosti na osnovu izraza se može reći
da diferencijalni pretvarač ima i bolju linearnost jer se član pojavljuje na drugom stepenu a
time su i jednačine, shodno uopštavanjima (jednačina 43), tačnije. Ako pri merenju ograničimo maksimalno pomeranje ploča kondenzatora za zadatu tačnost onda se diferencijalnim pretvaračem može ostvariti merenje većih pomeranja. Na ne linearnost takodje utiče i otpornost mernog instrumenta Rm. Na osnovu izraza se takodje može zaključiti da je pogodnije sa stanovišta pojave manje greške da je pokazivač veće unutrašnje otpornosti. Prednost diferencijalnih pretvarača je i u kompenzaciji temperaturnih i drugih spoljašnjih uticaja.Pored navedenih mostova koristi se i Bulmlajnov most (slika 3.103.) sa diferencijalnim kapacitivnim pretvaračem. Kao grane mosta ovde se koriste dva spregnuta kalema jednakih induktivnosti. Pri motanju kalemova nastoji se da se ostvari što bolja induktivna sprega tako da se u optimalnom slučaju kalemovi mogu smatrati idealnim transformatorom kada je koeficijent sprege kalemova k=1 i kada je medjusobna induktivnost L12=kL=L. Ako se omski gubici u kalemovima zanemare i ako instrument ima veliku otpornost jednačine ravnoteže glase:
Slika 3.103. Blumlajnov most sa diferencijalnim kapacitivnim pretvaračem
............................................50
Rešavanjem sistema jednačina dolazi se do izraza za izlazni napon (jednačina 32).
114
Tehnička dijagnostika
..............................................................................................................50
Ukupna kapacitivnost diferencijalnog pretvarača je približno konstantna .Maksimalna osetljivost pretvarača je pri . U praksi nije preporučljivo da most radi u oblasti ispod i oko učestalosti m pošto se osetljivost znatno menja sa promenom učestanosti izvora. Pri višim učestanostima osetljivost teži konstantnoj vrednosti.
....................................................................................................................................51
Kapacitivni most sa diferencijalnim pretvaračem ima osetljivost nezavisnu od učestalosti i iznosi:
...................................................................................................................................52
Osim veće osetljivosti Blumlajnov most se karakteriše i visokom stabilnošću nule i malim uticajem spoljašnjih smetnji i šumova na izlazni signal.
8. Piezoelektrični pretvarači. Piezoelektrični efekat se javlja kod nekih čvrstih tela i predstavlja vid konverzije mehaničke energije u električnu i obrnuto. Kada se piezoelektrični pretvarač podvrgne mehaničkoj deformaciji na njegovoj površini se generiše odredjena količina elektriciteta. Inverzan piezoelektrični efekat se sastoji u mehaničkoj deformaciji kristala ako se on stavi u električno polje, odnosno naelektriše odredjenom količinom elektriciteta. Piezoelektrični efekat se javlja kod većeg broja materijala od kojih su najpoznatiji kvarc, Rošeova so i turmalin a od veštačkih materijala barijum titanat, olovo cirkonat, olovo niobat, litijum sukfat...
Slika 3.104. Piezoelektrični efekat a) kristal u ne deformisanom stanju; b) kristal opterećen silom u x pravcu; c) kristal opterećen siom u y pravcu
Na slici 3.104. prikazana je pojava piezoelektričnog efekta. U zavisnosti od pravca dejstva sile razlikuje se i polaritet na pločama. U slučaju da sila dejstvuje u pravcu z ose na elektrodama se neće javiti naelektrisanje. Piezoelktrični materijali predstavljaju izolatore u električnom smislu. Kao pretvarači izradjuju se najčešće u obliku diska ili prizme. Ovi pretvarači se ne mogu koristiti pri stacionarnom merenju jer se pri stacionarnom dejstvu sile indukuje odredjena količina
115
Tehnička dijagnostika
elektriciteta koja se zbog provodnosti pretvarača i veza brzo gubi. Količina naelektrisanja koja se javlja pri opterećenju kristala data je izrazom 53.
..........................................................................................................................................53
gde su: d – konstanta kristala i F – sila sa kojom se opterećuje kristal.Zamenom vrednosti sile izrazom 54 u predhodnu jednačinu dobija se:
..........................................................................................................................54
..................................................................................................................................55
Napon koji nastaje izmedju elektroda, usled dejstva spoljašnje sile je:
.............................................................................................................................................56
gde je kapacitivnost oderedjena izrazom:
...........................................................................................................................................57
gde je: - dielektrična konstanta kristala; A – površina elektroda no kojima se i nagomilava naelektrisanje; l – rastojanje izmedju elektroda.Končni izraz za napon koji se javlja izmedju elektroda pretvarača glasi:
.................................................................................................................58
Piezoelektrična svojstva materijala, koja su različita u pojedinim pravcima, opisuju se koeficijentima dij i gij. Ovi koeficijenti su definisani sledećim izrazima:
..........................................................59
..............................................................................60
Indeksi i mogu uzeti vrednost 1,2 ili 3 koje odgovaraju sili (deformaciji) duž x, y i z ose, dok 4, 5, i 6 predstavljaju momente uvijanja duž x, y i z respektivno.Vrednosti za koeficijente d i g za pojedine kristale date su sledećom tabelom:
Tabela 3.8. Koeficijenti: osetljivost po naboju
Materijal DimenzijaOsetljivost po naboju
d [C/N]Osetljivost po naboju
g [(V/m)/(N/m2)]
Kvarcx - presek, dužina
pločice je duž y ose d11=2.25 10-12 0.055komercijalna keramika i BaTiO3
(13-16) 10-11 0.0106
96% BaTiO3
4% PbTiO310.5 0.012
116
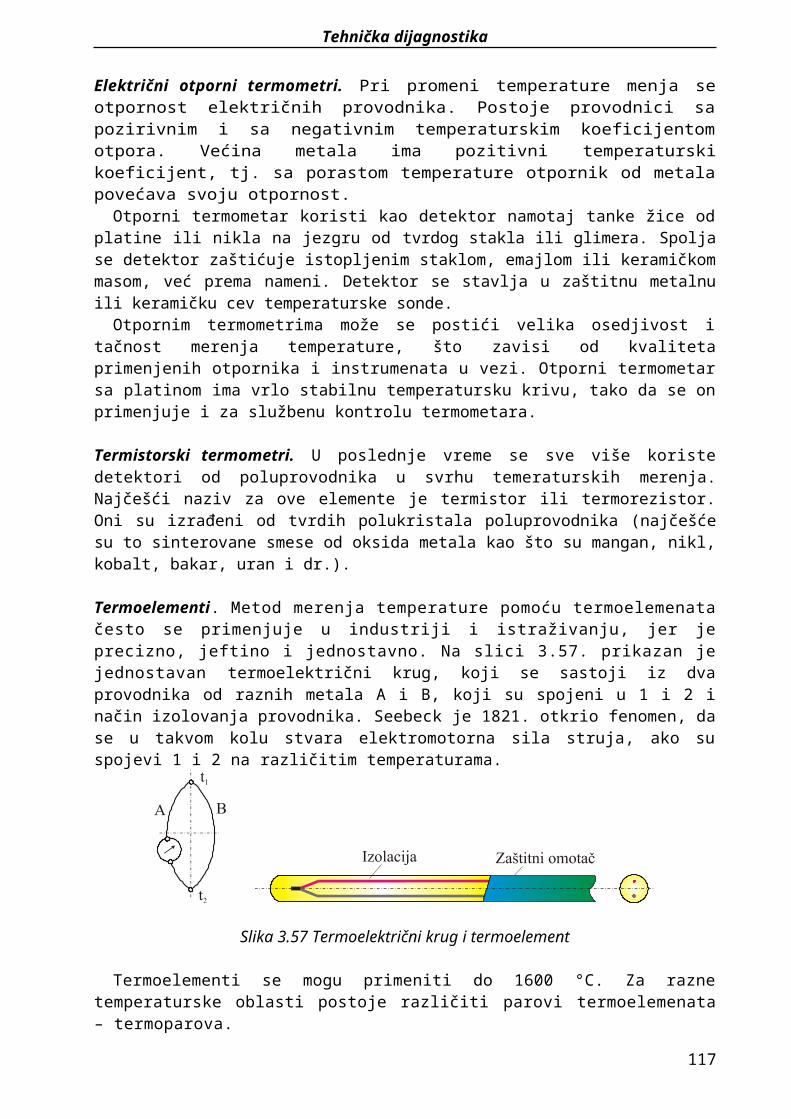
Tehnička dijagnostika
9. Merenja napona i deformacijaPoznavanje naponsko deformacionog stanja u materijalu je od ključnog značaja za donošenje
zaključaka o postojanosti konstrukcije. Napon u materijalu se određuje preko izduženja merne trake koja meri površinsko izduženje nastalo na mernom mestu objekta ispitivanja. Na osnovu naponsko-deformacionog stanja na površini konstrukcije i na osnovu teoriskog proračuna konstrukcije može se doneti zaključak o postojanosti konstrukcije.
Redosled ispitivanja je sledeći: određivanje mernih mesta, broja i orijentacija mernih traka, lepljenje mernih traka, merenje, analiza rezultata i zaključci.
Slika 3.105. Cev i bubanj kotla
Određivanje mernih mesta, broja i orijentacija mernih traka. Merne trake se postavljaju u zonama sa velikim naponima i izraženom koncentracijom napona. Te zone se određuju: teorijski - na osnovu prethodnih proračuna, opitno - pomoću krtih lakova, po proceni uzimajući u obzir analogna ispitivanja.
Merne trake se lepe u karakterističnim presecima i orijentišu se u pravcu glavnih napona, što znaži da je potrebno poznavanje naponskog stanja. U tačkama u kojima nije poznat pravac glavnih napona, koriste se rozete.
Osnovni princip pri ispitivanju konstrukcija je da se izabere minimalan broj preseka i po konturi se zalepi maksimalan broj mernih traka.
117
Tehnička dijagnostika
Slika 3.106. Plasticno defirmisana cev i greška u saosnosti
Lepljenje mernih traka. Merne trake se lepe pomoću specijalnih lepkova po standardnoj proceduri: poravnavanje - hrapavost površine objekta ispitivanja treba da se kreće u granicama
, jer se pri većoj hrapavosti umanjuje prijanjanje lepka za osnovu čišćenje i odmašćivanje - mesto se čisti acetonom, tetrahloretanom ili nekim drugim
rastvaračem masnoća lepljenje – lepak koji se koristi treba da poseduje sledeće osobine: minimalan histerezis,
minimalnu plastičnu deformaciju, termostabilnost, veliku mehaničku čvrstoću, malu higroskopnost i nisku hemisku aktivnost.Za lepljenje mernih traka koristi se:
lepkovi celuloidne osnove – suše se sporo, higdroskopni su ali nemaju dovoljnu mehaničku čvrstoću, te nisu našli veliku primenu
lepkovi bakelitne osnove – imaju bolje mehaničke osobine od lepkova celuloidne osnove epoksidni lepkovi – imaju uglavnom najviše mehaničke osobine, suše se 0,5 – 2 sata i nisu
higroskopni lepkovi cementne osnove – imaju vrlo visoku mehaničku čvrstoću, nisu higroskopni i mogu
da se koriste za merenja pri visokoj temperaturi.Pored svake merne trake lepi se držač za koji se učvršćuje kabl kojim je povezana merna traka
sa pojačivačem.Na sledećoj slici prikazan je merni zapis tenzometrijskog ispitivanja dizalične kuke sa
rasporedom mernih traka.
118
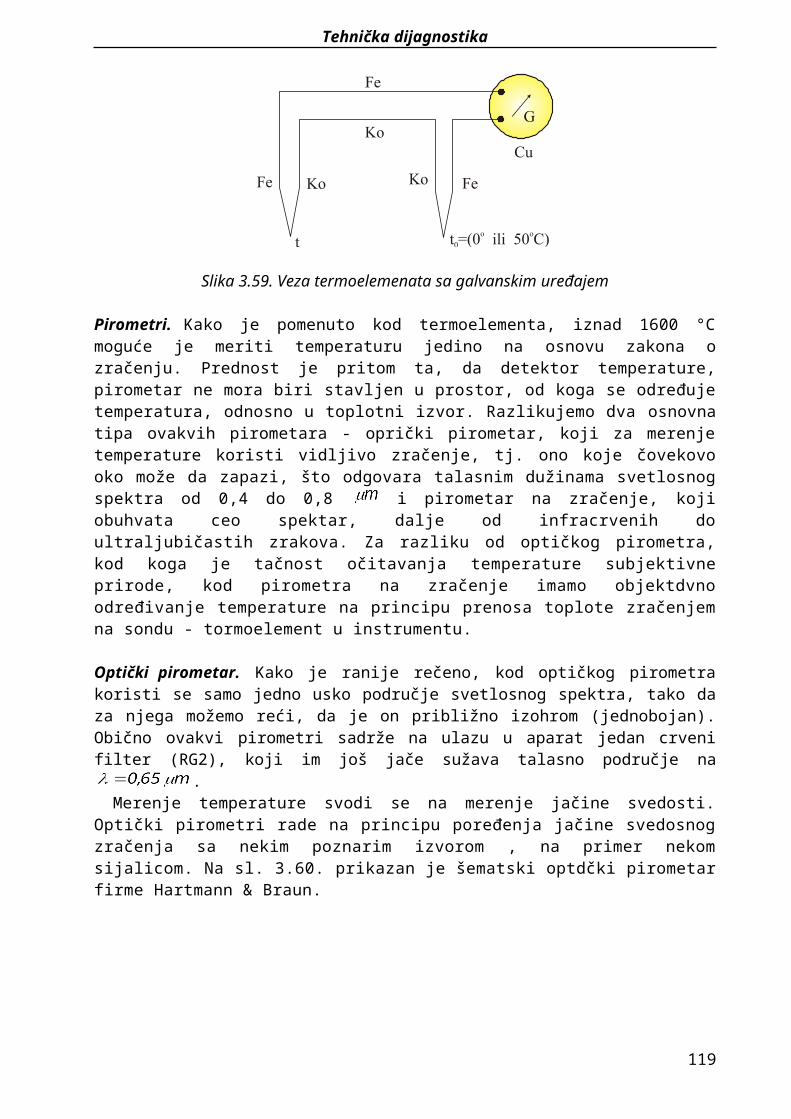
Tehnička dijagnostika
Slika 3.107. Merni zapis tenzometrijskog ispitivanja dizalične kuke sa rasporedom mernih traka
3.12. Merenje ugaonog pomeranja
3.12.1. Apsolutni pretvaračiDigitalni uredjaji za apsolutno merenje uglova koriste se u opsegu od 0-360, pa do preko 1000 punih obrtaja. Ovi pretvarači imaju široku primenu u prenošenju servo podataka u servo ili telemetrijskim uredjajima (praćenje radarskih antena, kamera...). Digitalni uredjaji daju kao izlaznu veličinu digitalnu veličinu. To znači da su oni u isto vreme i analogno digitalni konvertori. Primer ovog tipa pretvarača dat je na slici 3.108.
Slika 3.108. Digitalni pretvarač za apsolutno merenje ugaonog pomeranja sa binarnim kodom
Na slici 3.108. je radi jednostavnosti prikazan pretvarač kontaktnog tipa, ali se na isti način objašnjava i princip rada savremenih digitalnih pretvarača sa optoelektronskim očitavanjem. Pretvarač ima osnovni deo kodni disk koji se obrće pomoću osovine čije se ugaono pomeranje meri. Prikazani pretvarač radi sa četri digita u binarnom kodu, a pun ugao se očitava u 16 diskretnih nivoa. Spoljašnji prsten i četkica odgovaraju digitu 20, a ostala tri 21, 22 i 23
respektivno.
119

Tehnička dijagnostika
Kod optoelektronskog očitavanja bela polja bila bi ne providna a crna providna. Sa jedne strane se postavljaju optički izvori a sa druge foto ćelije. Primena pretvarača ovog tipa omogućava veće brzine obrtanja diska u odnosu na pretvarač sa četkicama. On ima i duži radni vek. Kod ovih pretvarača položaj četkica mora biti strogo u liniji. U slučaju da je jedna od četkica van linije došlo bi npr. do preuranjenog registrovanja tj. do pogrešnog očitavanja položaja. Ukoliko bi kontakt indikatora cifre 23 bio u crnom polju (greškom zbog male promene položaja na gore prikazanoj slici) to bi uslovilo grešku od 0 20 + 0 21 + 0 22 + 1 23 = 8 tj 180
Zbog ovog nedostatka češće se u preksi sreće pretvarač sa Grejovim kodom koji je prikazan na slici 3.109. Kod ovog tipa digitalnog pretvarača greška koja se može javiti 2 0 = 1 tj 180/8 za 16 diskretnih nivoa.
Slika 3.109. Digitalni ugaoni pretvarač na bazi Grejovog (cikličnog) binarnog koda
3.12.2. Inkremantalni pretvaračiOptoelektronski inkrementalni pretvarači ugaonog pomeranja (i trnslarotnog) sastoje se od
diska, (odnosno ploče) podeljenog na ne providne i providne segmente jednake širine. Pomeranje diska meri se pomoću naspremno postavljenog svetlosnog izvora i fotonaponskog detektora. Svaki prolazak providnog segmenta omogućava prolazak svetlosnog zraka do fotodetektora koji generiše električni impuls. Pređeni ugao srazmeran je broju impulsa. Konstrukcijski gledano inkrementalni pretvarači su jednostavnije konstrukcije od apsolutnih pretvarača ali nedostatak im je što pri nestanku napajanja u brojačkim kolima nestaje i podatak o trenutnom položaju.
Da bi se utvrdio smer obrtanja potrebno je imati najmanje dva svetlosna detektora. Utvrdjivanjem koji od senzora prvi reaguje (generiše impuls) dolazi se i do zaključka o smeru obrtanja.
120
Tehnička dijagnostika
Slika 3.110. Optoelektronski inkrementalni pretvarač
3.13. Merenje ugaone brzine i broja obrtaja
Merenje ugaone brzine i broja obrtaja koristi se za proveru rada motora, turbogeneratora, vretena alatnih mašina i dr. Sem toga, merenje brzine vozila svodi se na merenje ugaone brzine. Pribori za merenje ugaone brzine obrtanja vratila mašina nazivaju se tahometri. Po principu rada mogu biti: mehanički (centrifugalni, frikcioni, vibracioni i sl.), magnetno-indukcioni, eletkrični, elektroimpulsni, fotoelektrični i stroboskopski.
Centrifugalni tahometar. Centrifugalni tahometar s tegovima ima tegove mase m, koji su zglobno vezani pomoću štapova s gornjom fiksnom spojkom na vretenu i s donjom pomičnom spojkom duž vretena. Obrtanjem vretena nastaje centrifugalna sila, usled koje se spojka pomera naviše i preko prenosnog mehanizma pomera kazaljku na skali koja pokazuje broj obrtaja.
Magnetno-indukcioni i eletkrični tahometari. Podela električnih uredjaja za merenje može se izvršiti i prema vrsti indikatora koji se koristi. Ovde razlikujemo uredjaje sa digitalnim frekvencmetrima ili tajmerima i uredjaje kod kojih se ugaona brzina meri voltmetrima (slika 3.111.).
Slika 3.112. Blok šema uredjaja za merenje ugaone brzine osovine
121
Tehnička dijagnostika
Merenje brzine može se ostvariti i pomoću reluktantnih i induktivnih pretvarača ugaone brzine. Primeri ovih pretvarača dati su na slici 3.113.
Slika 3.113. Reluktantni elektrodinamički pretvarač
Reluktantni prevarači imaju jedan ili dva spregnuta namotaja. Ukoliko se disk na vratilu ozubi prilikom obrtanja dolaziće do presecanja magnetnih linija sila što u kalemu prouzrokuje promenu fluksa a što uslovljava indukovani izlazni napon. Sa dijagrama na slici 3.113. može se videti da se izlazni napon periodički menja. Učestalost izlaznog napona jednaka je proizvodu učestalosti obrtanja vratila i broja zubaca na disku. Osnovni nedostatak ovih pretvarača sa stalnim magnetom je ne mogućnost merenja malih brojeva obrtaja jer je indukovani napon mali pa uticaj okoline stvara veće šumove.
Slika 3.114.Induktivni pretvarač
Na slici 3.114. prikazan je induktivni pretvarač. Presecanjem magnetnih linija sila u kalemu dolazi do pojava vihornih struja koje menjaju impedansu kalema. Kako se mostni spoj napaja naizmeničnim naponom kao rezultat promene impedanse je promena amplitude izlaznog napona. Nakanadnom demodulacijom amplitudno modulisanog signala dolazi se do frekvencije koja predstavlja umnožak frekvencije obrtanja vratila za n.
Merni princip stroboskopskog efekta. - Stroboskopski efekt omogućuje ispitivanja i merenja periodičnih odnosno repetitivnih pojava na pokretnim objektima, koristeći bljeskajuću svetlost koja se emituje na merni objekat i čija se učestalost bljeskanja može podešavati. Sinhronizacijom učestalosti bljeskajuće svetlosti sa učestalošću pojave, tj. merene veličine, dobija
122
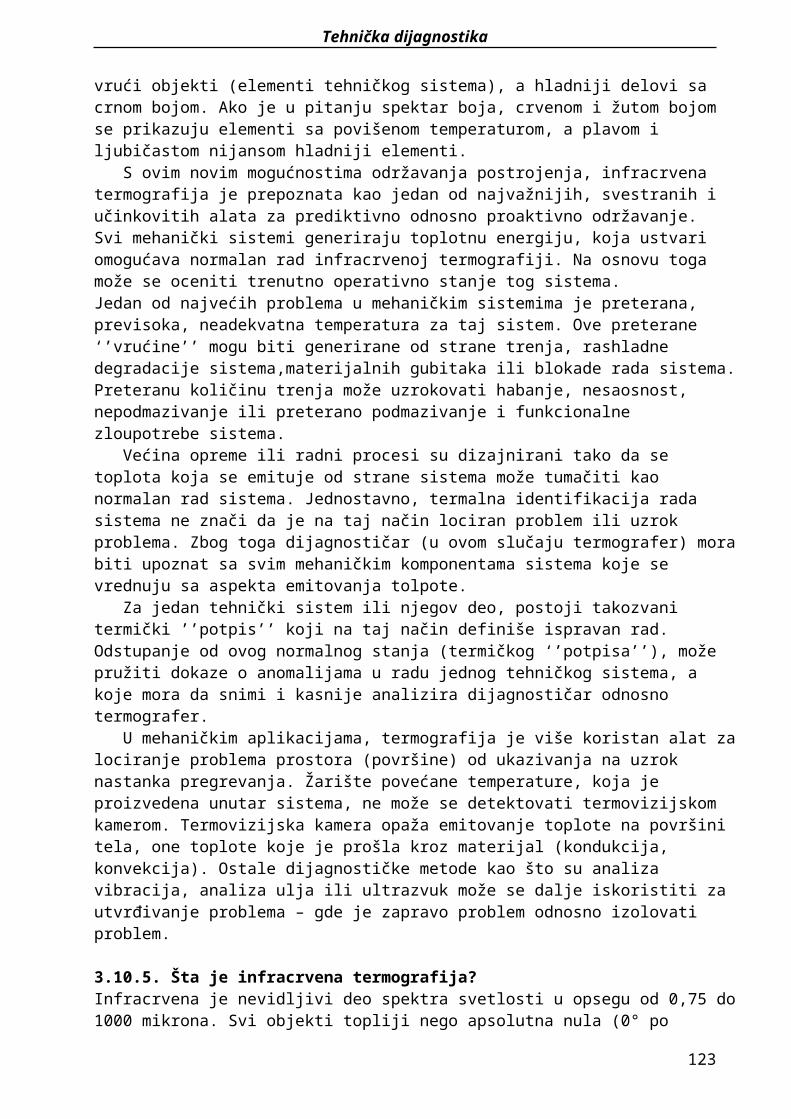
Tehnička dijagnostika
se utisak da objekt miruje. Ta pojava nastaje zbog inercije čovečjeg oka koje brze redoslede kratkih bljesaka prima kao neprekidnu svetlost.
Stroboskop ima elektronsku bljeskalicu (elektronsku cev) punjenu neonom ili ksenonom. Na rešetku cevi dovode se periodični impulsi čija se učestalost može podešavati npr. pomoću multivibratora. Na mernom objektu obeleži se jasna kontrasna oznaka, npr. bela crta ili slično. Ako je učestalost bleskanja p, a učestalost merne pojave q, tada nastaje prividno nepokretna slika pri:
gde su: m i n celi brojevi.Ako je , tada se javlja više slika jedne oznake u ciklusu (koraku) periodičnosti pojave, a
ako je ne javlja se ni jedna oznaka u toku ciklusa. Jedna jedina slika nastaje samo pri : dakle jedan bljesak na okreta. Povećanjem učestalosti bljeskanja od nule, dobijaju se nepokretne slike sa . Slika s najboljim kontrastom nastaje pri , pri čemu očitana učestalost bljeskanja na stroboskopu pokazuje merenu učestalost q. Sinhronizacija se može egzaktno postići samo ako postoji periodičnost merene pojave. Pri niskim učestalostima () slika treperi pa ovaj metod nije podesan.
3.14. Merenje obrtnog momenta
U zavisnosti od režima rada mašine, obrtni moment može da bude statički i dinamički, dok dinamički moment može da bude stacionararan ( ) i nestacionaran .
Merenjem dinamičkog obrtnog momenta dolazi se do saznanja o karakteru opterećenja (ravnomerno, periodično, impulsivno itd.), čime se otkrivaju (dijagnosticiraju) uzroci i postupci za njihovo odstranjenje.
Za merenje se najviše primenjuju tenzometarske merne trake koje se najčešće lepe na elastični torzioni dinamometar, i izvode se kao standardne merne jedinice ili kao merni uređaji u ugrađenom pogonskom stanju. Obično se ovakve jedinice umeću između motora i ulaznog vratila neke radne mašine i to pomoću krutih spojnica koje omogućuju radijalno i aksijalno podešavanje vratila.
3.14.1. Konstruktivna rešenja i princip radaMada se različite metode pretvaranja mogu koristiti kod senzora obrtnog momenta, uključujući i
potenciometrijsku metodu, većina praktičnih pretvarača obrtnog momenta koristi induktivno ili pretvaranje pomoću mernih traka (ovaj drugi način ima najširu primenu) ili metode koje koriste razliku ugaonog pomeranja između dva kraja torzionog vratila za merenje fazne razlike (fotoelektrično, elektromagnetno ili induktivno) ili merenje promenljivosti svetlosti.
3.14.2. Induktivni pretvarači obrtnog momentaMerenja obrtnog momenta mogu se ostvariti korišćenjem ugaonog uvijanja torzione šipke za
pobudu linearno promenljivog diferencijalnog transformatora (LPDT), a pomoću radijalnog dejstva krute poluge na torzionu šipku, ili sličnog dejstva na konzolu. Drugi metod koristi rotaciono promenljivi diferencijalni transformator (RPDT) za merenje ugaonog pomeranja torzione šipke, ili dva diska, koja su uzajamno elastično spojena u ravni rotacije. Međutim, bolji rezultati se mogu postići pomoću konstrukcija, koje koriste promene u spajanju bilo da se radi o torzionoj šipci ili o elementu koji je povezan sa njom, uglavnom zbog toga što se ovim otklanja potrebu za kliznim prstenovima, dok se primarni i sekundarni kalemovi mogu bolje smestiti na stacionarnom nego na pokretnom elementu uređaja.
Slične konstrukcije je i torziono promenljivi diferencijalni transformator (TPDT) prikazan na slici 3.115. Torziona šipka (ili vratilo) je napravljena od nemagnetnog materijala ali ima tri segmenta (u
123
Tehnička dijagnostika
obliku cevi) od feromagnetnog materijala (A, B i C) sa međuprostorima između centralnog dela (B) i dva krajnja dela (A i C) pod uglom od 45° u odnosu na osu osovine. Kada se obrtni moment dovede na krajeve vratila, jedan međuprostor će se povećati dok će se drugi smanjiti. Veličina induktivnosti će se smanjivati ili povećavati podudarno, i ta veličina menja vezu između primarnih i sekundarnih namotaja tako da će jedan sekundar pokazivati povećanje napona, a drugi smanjenje napona. Strujno kolo za obradu zbirnog signala tada koristi ove izlaze za stvaranje signala čija je veličina proporcionalna obrtnom momentu i čija polarnost zavisi od smera obrtnog momenta.
Slika 3.115. Torziono promenljivi diferencijalni transformator
Neke konstrukcije pretvarača obrtnog momenta koriste promenu magnetske propustljivosti, koja je izazvana naponom, u feromagnetnom vratilu. Princip rada ovakve konstrukcije je prikazan na slici 3.116.
Slika 3.116 Princip rada induktivnog pretvarača obrtnog momentasa promenljivom magnetskom propusnošću
Primenjeni obrtni moment stvara unutrašnje napone koji menjaju magnetsku propustljivost materijala, kako je i prikazano na prethodno navedenoj slici, pa na taj način menjaju veze između primarnog namotaja (P) i dva sekundarna namotaja (S1 i S2) u sklopu namotaja X-oblika ili u sklopu od tri višepolna prstenasta namotaja. Obrada izlaznih signala iz sekundarnih namotaja i njihovo pretvaranje u signal koji pokazuje veličinu obrtnog momenta, kao i smer, je slično prethodno opisanom slučaju TPDT.
3.14.3. Fotoelektrični pretvarači obrtnog momenta
124
Tehnička dijagnostika
Kod ovih tipova pretvarača, za pretvaranje promena ugaonog pomeranja između dva kraja torzione šipke, nastalih usled dejstva obrtnog momenta, u izlazni signal koriste se svetlosni zraci, disk sa prorezima za kodiranje (takozvani kodni disk) i svetlosni senzori. Konstrukcija, koja koristi metodu faznog pomeranja, prikazana je na slici 3.117.
Slika 3.117. Fotoelektrični pretvarač obrtnog momenta, koji koristi metodu pomeranja faze Na svakom kraju torzione šipke (šipke obrtnog momenta) nalazi se element za kodiranje, koji je izrađen od tračica koje reflektuju svetlost. Svaki element za kodiranje je osvetljen usmerenim svetlosnim zracima, a odbijena svetlost pada na svetlosni senzor (fotoćeliju). Izlaz iz svakog od svetlosnog senzora je tada impulsni odziv. Sa promenom ugaonog pomeranja između dva kodirana kraja torzione šipke, usled dejstva obrtnog momenta, dva impulsna odziva pokazuju razliku u fazi jedan u odnosu na drugi (sinhronost), a razlika faza je proporcionalna obrtnom momentu. Razlika faza može da se pretvori u analogni izlaz. Međutim, priroda signala, sama po sebi, uslovljava pojavu digitalnog signala, kao što je prikazano. Impulsni odziv jednog kraja u prekidačkom kolu daje pravougaoni signal za digitalni brojač, dok impulsni odziv drugog kraja isključuje pravougaoni signal. Ukupni izlaz brojača u određenom intervalu sa konstantnom brzinom okretanja vratila je tada proporcionalan faznom (vremenskom) pomeranju između dva impulsna odziva, tj. proporcionalan je obrtnom momentu. Kada brzina vratila nije konstantna, potrebna je složenija konstrukcija pretvarača.
Fotoelektrični pretvarači obrtnog momenta, koji koriste metodu promenljivog izvora svetlosti (slika 9.8.), obezbeđuju analogni izlaz koji je proporcionalan obrtnom momentu bez upotrebe procesorskog ili digitalnog strujnog kola. Dva identična diska sa prorezima za kodiranje, istog tipa kao i oni što se koriste u ugaonim dekoderima, postavljena su na dva kraja torzione šipke. Zrak svetlosti prolazi kroz oba diska i dolazi do senzora svetlosti. Relativno ugaono pomeranje između dva diska, nastalo dejstvom obrtnog momenta, menja veličinu "površine prozora", kao i ukupnu površinu providnih delova oba diska, i na taj način menja i količinu svetlosti, koja pada na svetlosni senzor. Kombinacijom dva izvora svetlosti i dva senzora svetlosti (fotoćelija) dobija se dupliranje efekta.
125
Tehnička dijagnostika
Slika 3.118 Fotoelektrični pretvarač obrtnog momenta, koji koristi metodu promenljive svetlosti
Dva diska su, obično, u početno povezana tako da obezbeđuju 50% preklapanja između providnih segmenata kada ne deluje obrtni moment. Obrtni moment u smeru kazaljke na satu povećava površinu prozora i trenutni izlazni signal, dok obrtni moment u smeru suprotnom od kazaljke na satu smanjuje površinu prozora i trenutni izlazni signal. Ovo omogućava da izlazni signal takođe pokazuje i smer obrtnog momenta. Svetlosni senzori obuhvataju nekoliko proreza na disku, pa se na ovaj način smanjuje treperenje i ostvaruje veoma nizak trenutni harmoniski izlaz, bez obzira na brzinu osovine. Prednaponski izvor sa podesivim otpornikom se može koristi za neutralizaciju izlazne struje nultog obrtnog momenta, kako bi se obezbedila bipolarna izlazna struja.
3.14.4. Elektromagnetni i induktivni pretvarači obrtnog momenta sa faznim pomeranjemPrincip rada pretvarača iz ove kategorije je sličan opisanoj metodi faznog pomeranja, koja se primenjuje kod fotoelektričnih pretvarača obrtnog momenta. Međutim, optički element za kodiranje je zamenjen ili magnetnim elementom za kodiranje ili zupcima, sličnim onim kod zupčanika. Sklop mernog kalema je postavljen u blizini oba kraja torzione šipke. Ako je merni kalem elektromagnetnog tipa, "zupci" moraju biti napravljeni od feromagnetnog materijala i pretvarač zahteva neki minimum brzine osovine za ispravan rad. Kada su sklopovi mernog kalema induktivnog strujnog tipa, "zupci" mogu biti od bilo kog metala. Što se tiče opisanog foto-električnog pretvarača, svaki sklopni kalem proizvodi impulsni odziv, i razlika faza između dva impulsna odziva je proporcionalna obrtnom momentu.
3.14.5. Pretvarači obrtnog momenta sa mernim trakamaOvi pretvarači koriste merne trake, koje daju odziv na napone smicanja u torzionoj šipci, nastale usled dejstva obrtnog momenta i široko su primenjuju za merenje velikog opsega obrtnih momenta u mnogim slučajevima primene. Na torzione šipke kružnog, a češće kvadratnog poprečnog preseka, ili njihovi izvedeni oblici, lepe se merne trake, obično merne trake metal-folije (slika 3.119.).
126
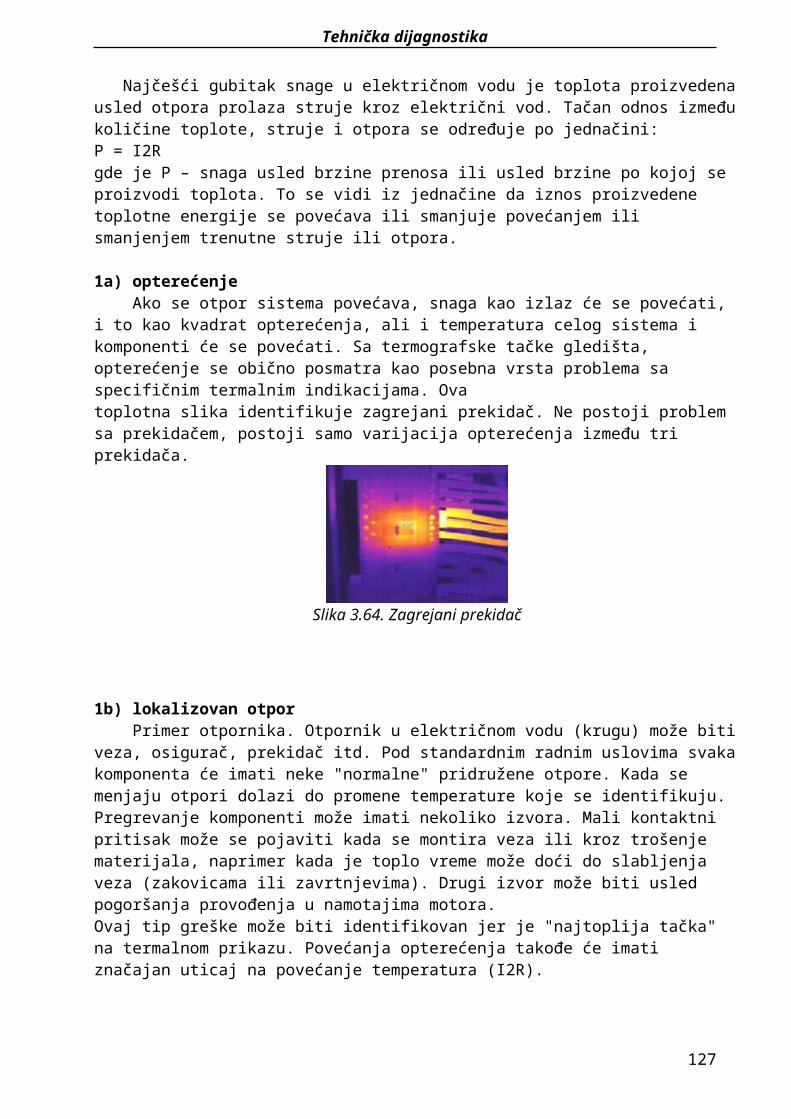
Tehnička dijagnostika
Slika 3.119. Merenje obrtnog momenta primenom mernih traka Vratila punog kružnog poprečnog preseka se još uvek povremeno koristi, za merenje opsega iznad 56 Nm. Kod šupljih kružnih vratila potrebno je obezbediti veću savojnu krutost. Ravne površine, izrađene u šupljim osovinama, omogućuju pravilno nameštanje mernih traka. Kod torzione šipke krstastog poprečnog preseka, mali obrtni moment stvara relativno velike vrednosti deformacija. Šuplje krstasto vratilo ima naročiti značaj kod merenja malih obrtnih momenata. Svaka od četiri šipke u takvom torzionom sklopu je sklona torziji kao i savijanju, usled primenjenog obrtnog momenta, stvarajući tako relativno veliku torzionu osetljivost zajedno sa dobrom otpornošću prema savijanju. Puna kvadratna torziona šipka se koriste kod senzora obrtnog momenta velikog opsega, jer omogućava lakše postavljanje mernih traka i veću savojnu krutost u odnosu na šipku kružnog poprečnog preseka.
Poluprovodničke merne trake se koriste u nekim konstrukcijama pretvarača obrtnog momenta. Bez obzira na tip trake koji se koristi, četiri merne trake su uvek povezane kao četiri aktivne grane mosta. Kod vratila opterecenih na torziju na površini se javljaju tangencijalni naponi, pri čemu merne trake treba zalepiti pod uglom u odnosu na izvodnicu vratila pri kome se javljaju maksimalne dilatacije. Dilatacija trake se računa:
gde su: - otporni polarni moment inercije poprečnog preseka,Mt - obrtni momenat.
Izraz imaće max vrednost + 1 za a= 45° i -1 za ugao tj.
Četiri izlaza mostnog kola mogu biti povezana sa kliznim prstenovima. Četkice, obično izrađene od posrebrenog grafita, su u kontaktu sa kliznim prstenovima i obezbeđuju električne veze između rotirajućeg mosta mernih traka (koji može da uključuje podešavanje mosta i otpornike za temperatursko uravnotežavanje) i kućišta pretvarača obrtnog momenta. Sila kontakta na četkicama mora biti dovoljno velika da izbegne buku koja se javlja usled skoka četkice ili promena u kontaktnom otporu, ali i dovoljno mala da izbegne greške merenja pri merenju obrtnog momenta. Klizni prstenovi i četkice zahtevaju periodično čišćenje kao i zamenu četkica.Problemi kontakata kod merenja naprezanja rotirajuće osovine uspešno se rešavaju ako se merni uređaj realizuje u vidu minijaturnog telemetrijskog sistema čiji je predajni deo smešten na osovini sa mernim trakama. Blok shema jednog ovakvog uređaja prikazana je na slici 3.120.
127
UEUA
R1 R4
R2 R3
ε
ε
ε
ε
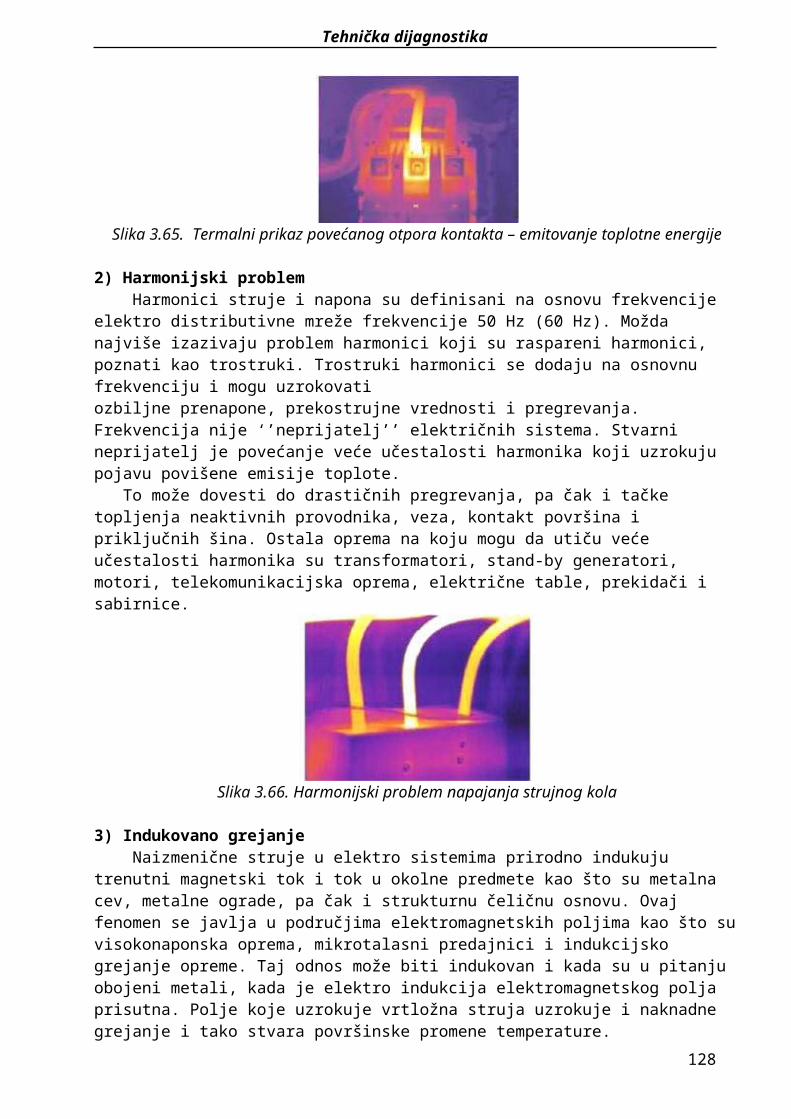
Tehnička dijagnostika
Slika 3.20. Blok shema uređaja za beshontaktno merenje momenta na vratilu koje rotira
Izlazni napon mosta, koji je srazmeran momentu M, pojačava se i vodi na ulaz konvertora napona u učestanost. Izlaz konvertora je prosto periodičan ili impulsni napon čija je frekvencija linearna funkcija momenta. Ovaj signal se vodi na primar transformatora koji rotira sa osovinom. Sekundar transformatora se nalazi pored osovine, tj. on predstavlja stator u kome se indukuje napon sa učestanošću kao i u primaru. Promene učestanosti, srazmerne momentu, mere se brojačkim kolima ili pak pomoću analognih frekvencometara. Korisna snaga se dobija pomoću analognog množača na čije se ulaze dovode naponi srazmerni momentu i ugaonoj brzini.
3.15. Merenje mehaničke snage Za merenje snage, rada i stepena iskorišćenja, koji su po prirodi proizvod ili količnik dveju mehaničkih veličina, koriste se složene računske operacije. Mehanička snaga je proizvod obrtnog momenta i broja obrtaja. npr. kod motora sa unutrašnjim sagorevanjem, pritiska i protoka fluida. kod hdrauličnih motora, ili sile i brzine kod motomih vozila. U svakon slučaju moraju se izmeriti dve medusobne nezavisne veličine i združiti u proizvod. Multiplikacija se vrši računskim ili električnim putem. Sem toga, za određivanje stepena iskorišćenja potrebno jc najpre izimeriti ulaznu i izlaznu snagu, pre nego što se obrazujc količnik.
Posebno mesto zauzima merenje indicirane snage motora unutrašnjeg sagorevanja. Pri tome se pritisak u cilindru, u zavisnosti od puta klipa ili ugla kolenastog vratila, najčešće meri pijezoelektričnim davačima s katodnim osciloskopom.
Merenje rada je veoma jednostavno, pošto je pri konstantnoj snazi dovoljno primeniti odgovarajući satni mehanizam i uređaj za multiplikaciju snage i vremena, a pri promenljivoj snazi uređaja za registraciju ili električno brojilo.
3.16. Postupak ispitivanja produkta habanja
3.16.1. Dijagnoza triboloških sklopovaDijagnostika tribomehaničkih sistema ima veoma značajnu ulogu u ruzvoju teorije i prakse
trenja, habanja i podmazivanja. U poslednje vreme, posebna pažnja se posvećuje razvoju savremenih uređaja i metoda za praćenje promene stanja (dijagnostiku) tribomehaničkih sistema.
Tribološko dijagnosticiranje kao skup sredstava i metoda stalne kontrole stanja tarnih karakteristika pokretnih sprega igra sve veću ulogu u razvoju teorije i prakse trenja, habanja i podmazivanja. Ovo je uslovljeno opštom tendencijom savremene tehnike stvaranja zatvorenih sistema sa tzv. "monitoringom", koji menjaju svoj rad u zavisnosti od zadatog programa i promene spoljašnjih uslova. U takvom sistemu ostvaruju se funkcije merenja (ocene) strukturnih parametara tribološkog sistema (TS), neprekidne kontrole, promene stanja njegovog tehničkog stanja i automatskog upravljanja.
Sa aspekta praćenja najvažniju fazu tribološkog dijagnosticiranja predstavlja stvaranje dijagnostičkog kompleksa, koja praktično realizuje ideju prepoznavanja (saznavanja) stanja TS. Ovaj kompleks prima karakteristične signale od davača i pomoću određenih operacija formira
128
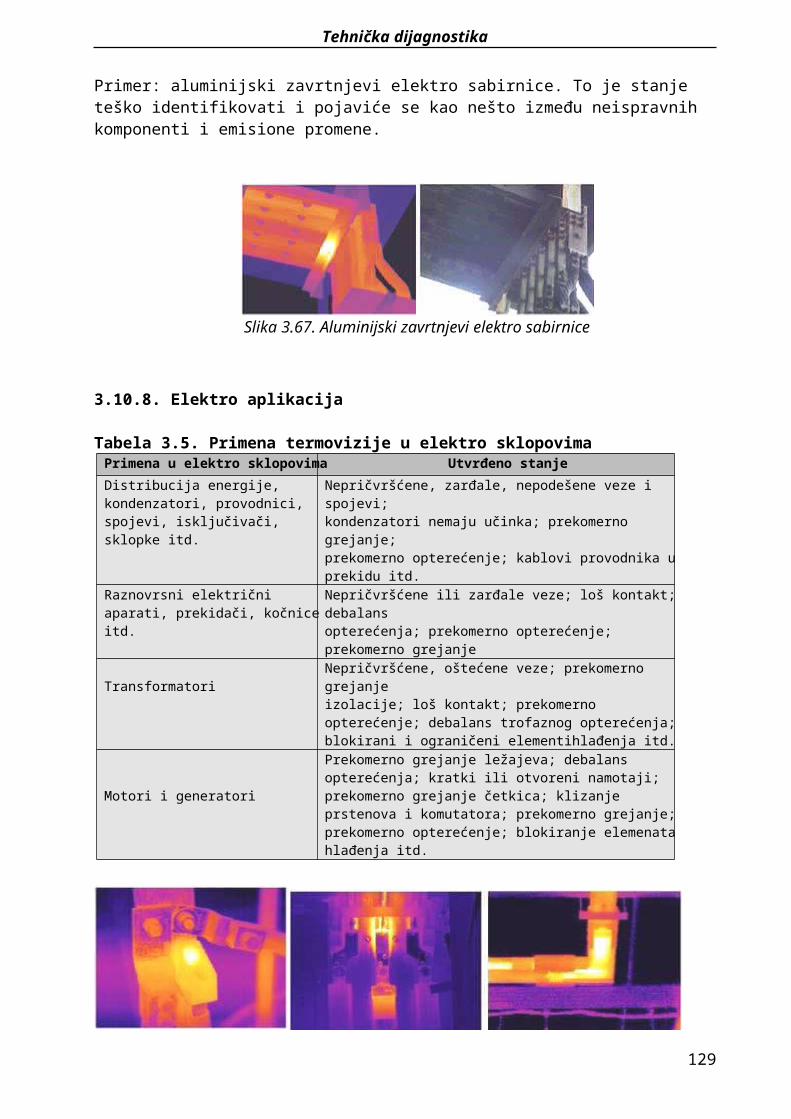
Tehnička dijagnostika
niz dijagnostičkih pokazatelja na osnovu kojih se utvrđuje određena stanja TS ili vrednosti njegovih unutrašnjih parametara.
Danas se za dijagnosticiranje habanja koriste različiti fizički i fizičko-hemijski metodi. Ovde će biti razmotrene osnovne tendencije u razradi metoda i sredstava dijagnosticiranja tarnih spojeva. Praksa eksploatacije mašina i mehanizama pokazala je da je prognoziranje njihovih neispravnosti u nizu slučajeva najefikasnije na osnovu parametara koji su direktni "svedoci" procesa habanja - čestica koje nastaju habanjem. Proučavanje uzoraka ulja koje sadrži čestice nastale habanjem omogućava da se u ranim fazama korišćenja oceni stanje TS. U opštem slučaju koncentracija čestica u uzorku i njihova raspodela po dimenzijama pokazuje brzinu habanja i stepen pohabanosti. Normalnom režimu rada odgovara ujednačena koncentracija sitnih čestica. Nagla pojava krupnih čestica u ulju ukazuje na početak procesa katastrofalnog habanja.
Jedan od najvažnijih dijagnostičkih problema u ovakvim slučajevima jeste uspostavljanje korelacije između parametara čestica habanja i samoga režima habanja. Za kvantitativnu ocenu habanja važno je da se pravilno odredi mesto i momenat uzimanja uzorka ulja, kao i mogućnost odvajanja metalnih čestica nastalih habanjem od čvrstih čestica drukčijeg porekla. Za ovo su najbolje magnetne metode dijagnosticiranja, zasnovane na dejstvu magnetnih polja na metalne i paramagnetne čestice habanja. Ove metode mogu se podeliti u dve osnovne grupe: spoljašnju analizu uzorka ulja i unutrašnju analizu čestica habanja. Za spoljašnju analizu uzorka ulja široko se primenjuje metod ferografije.
U razvoju dijagnostike stanja pokretnih sprega vrlo su perspektivne metode kontrole u realnoj vremenskoj razmeri, tj. primena ugrađenih uređaja koji stalno prate intenzitet habanja mehanizma, dok se pri spoljašnjoj analizi uzorak ulja uzima obično posle prestanka rada mehanizma. Kod unutrašnje analize važno je pravilno postavljanje osetljivog davača u odnosu na kontrolisanu spregu, kako bi se obezbedili što precizniji podaci.
Kao primer uređenja za unutrašnju analizu može se navesti uređaj na bazi ferografa direktnog očitavanja (sl.3.121).
Slika 3.121. Ferograf
Uređaj se sastoji od dve membranske pumpe za ulje i rastvarač, tri preklopna ventila za kontrolu protoka, pretvarača i mikroprocesora, koji služi za kontrolu rada čitavog uređaja i davanje informacija o stanju mehanizma. Sam ferograf urađen je na principu korišćenja svetlosnog izvora i i optičkih svetlosnih vlakana 2, preko kojih se informacija o količini sitnih i krupnih čestica prenosi na pretvarač, koji optički signal pomoću fotoprijemnika pretvara u električni. Dobijeni signal prenosi se dalje na mikroprocesor radi obrade. Ovakav sistem omogućuje dobijanje informacija o koncentraciji čestica habanja i njihovoj raspodeli po dimenzijama.
129
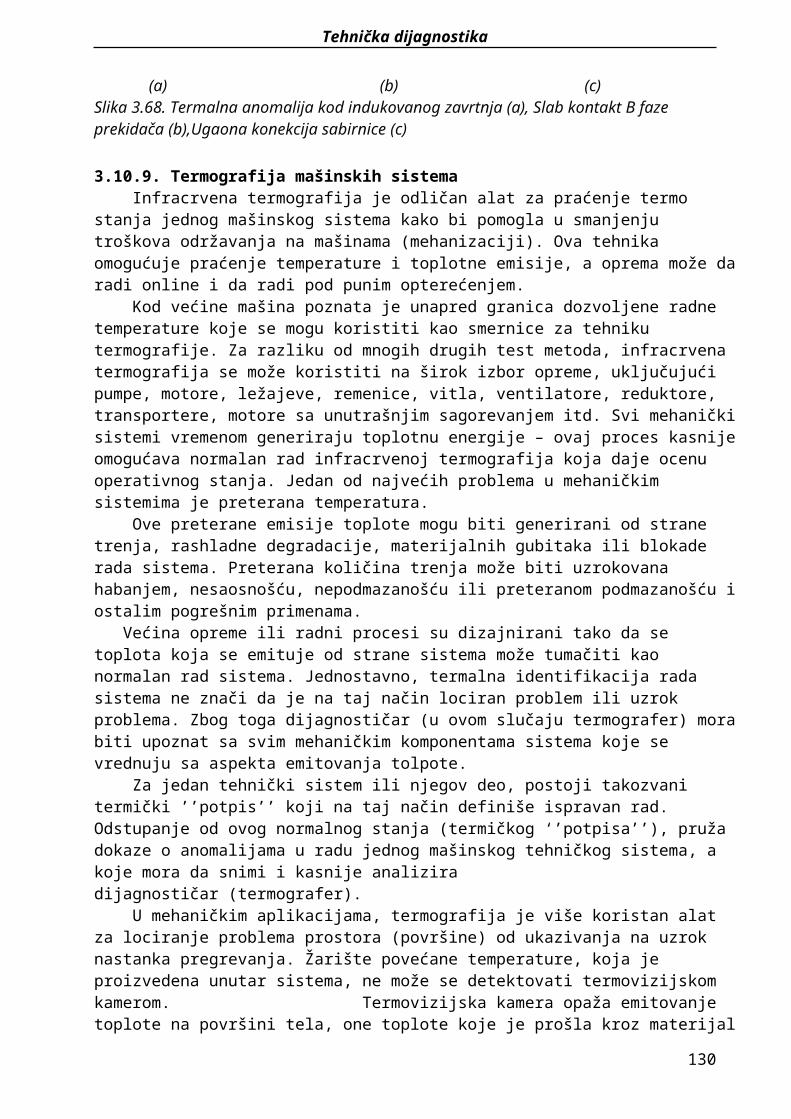
Tehnička dijagnostika
Među navedenim metodima kontrole stanja TS važno mesto zauzimaju akustički metodi koji se vrlo intenzivno razvijaju u poslednje vreme. Akustička analiza spada u metode kontrole bez oštećenja, pri čijoj se primeni sklop ne rasklapa. Prednost ovoga metoda je u tome što on omogućuje da se otkriju praktično sve vrste defekata izrade, sklapanja i eksploatacije TS.
Svi akustički metodi dele se na aktivne i pasivne. Aktivni metodi zasnovani su na pobuđivanju i prijemu akustičkih i ultrazvunčih talasa koji su prošli kroz ispitivani objekat. Ovaj metod praktično se ne primenjuje zbog velikih deformacija signala koje nastaju usled odbijanja talasa od unutrašnjih šupljina, defekata, površina sredine, itd. Po pravilu, habanje TS se kontroliše pasivnim metodima zasnovanim na prijemu vibracija: metodimi akustičke emisije, metodima kontrole vibracije i buke (šuma).
Prvi metod zasnovan je na registrovanju elastičnih talasa napona, koji nastaju usled unutrašnje promene strukture materijala TS i razvoja prskotina. Za registrovanje talasa koriste se piezoelektrični davači. Pri tome je izvor akustičke emisije sam defekt. Druga dva metoda zasnovana su na analizi vibracija ili šumova bilo koga pojedinačnog dela (ležaja, lopatice turbine, rotora ili tribološkog sistema).
Pošto je svaki mehanizam svojevrstan tribološki sistem, to se pri njegovom proučavanju može koristiti "hijerarhijska blok koncepcija" po kojoj je elementarni tribološki sistem površina koju karakteriše maksimalni stepen specijalizacije. Pri prelasku na složeniji TS, kod koga je površina u ulozi podsistema stepen uopštavanja se povećava, a stepen specijalizacije - smanjuje. Karakter međusobnog dejstva elementarnog TS, može da se opiše sa različitim stepenom apstrakovanja. Prema tome, može se formirati sistem akustičkog dijagnosticiranja sa tri nivoa kod koga prvom nivou odgovara akustička, drugom - vibraciona, i trećem - dijagnostika šuma buke. Pri analizi habanja pomoću ovih metoda mere se različiti parametri zvučnog signala: njegove amplitudne i frekvencijske karakteristike. Ipak, ove karakteristike zavise od mnogih činilaca: pritiska u kontaktu; brzine relativnog pomeranja, prisustva maziva, itd. Pri registrovanju verovatnih karakteristika signala, kakve su, na primer, matematičko očekivanje, disperzija, asimetrija, eksces i dr., informacija o stanju TS ne zavisi od spoljašnjih uslova. Stepen habanja ovog ili onog sklopa TS određuje promene čitavog niza njegovih strukturnih parametara. Osnovna teškoća je u određivanju funkcije parametara TS (dijagnostičkog pokazatelja), koji bi ukazivao na habanje.
3.16.2. Ispitivanje promena svojstava mazivaOpšte. Uobičajeno je da se u praksi često govori o konvencionalnoj ili klasičnoj laboratorijskoj tehnici i metodologiji kontrole kvaliteta maziva s jedne i, s druge strane o modernoj instrumentalnoj tehnici koja je poslednjih godina toliko usavršena da u potpunosti pruža željene podatke. S obzirom na kompleksnost ove problematike, u praksi se, naravno u zavisnosti od opremljenosti pojedinih laboratorija, koriste kombinovano sve poznate metode ispitivanja promena svojstava maziva u toku eksploatacije. Godinama je većina laboratorija, koje su bile angažovane na analitici maziva iz eksploatacije, proveravala određene fizičko-hemijske promene kao što su: viskoznost na različitim temperaturama, temperatura paljenja, neutralizacioni broj (kiselinski broj), sadržaj nerastvorenih materijala u organskim rastvaračima, sadržaj goriva, sadržaj vode, boja.
Najznačanije su danas sledeće metode: gasna hromatografija, atomska apsorpciona i emisiona spektroskopija. infracrvena spektroskopija, ultraljubičasta spektroskopija,
130
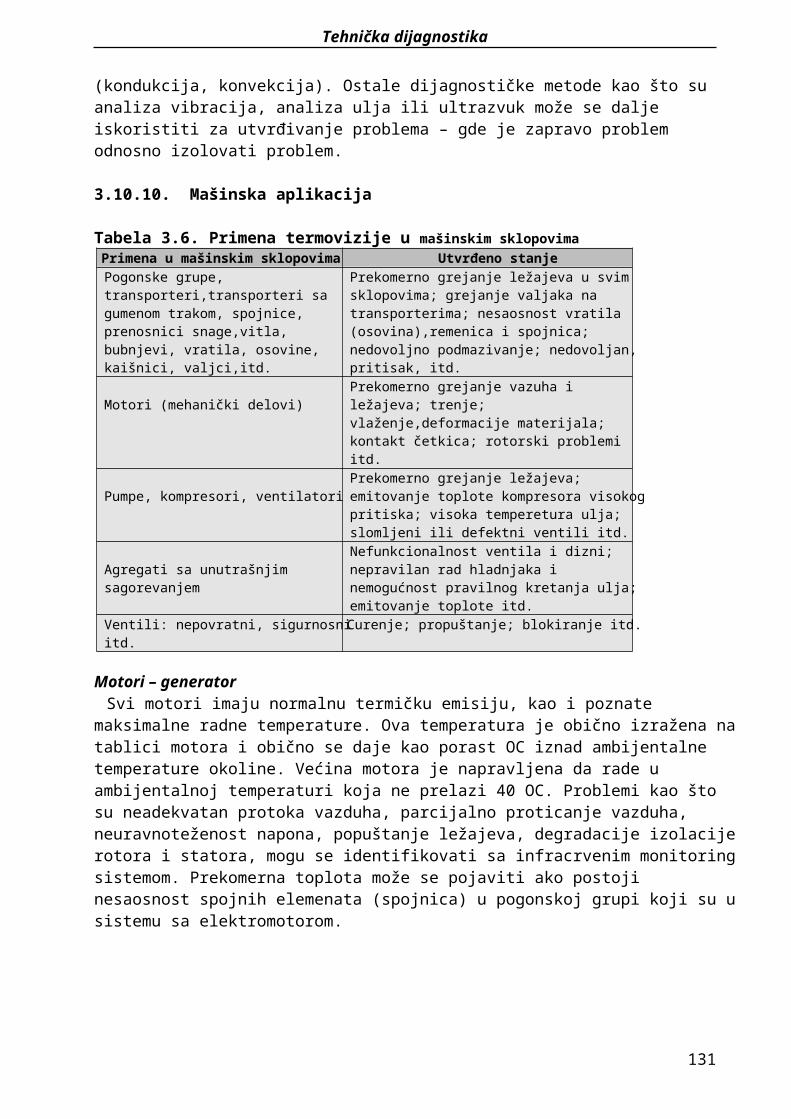
Tehnička dijagnostika
masena spektroskopija, nuklearna magnetna rezonancija.
Sve ove metode primenjene izolovano daju određene informacije o ispitivanom organskom jedinjenju. Međutim, njihova puna snaga, i u mnogo čemu komplementarnost, sagledava se tek kombinovanjem podataka; tek tada fragmentarne informacije i pojedini delovi strukture počinju da se uklapaju u jednu logičnu celinu. Kombinovana spektroskopska analiza, zajedno sa gasnom hromatografijom kao separacionom metodom, predstavlja najmoćnije sredstvo kojim savrernena analitika organskih jedinjenja raspolaže. U kombinaciji sa ovim tehnikama koriste se i neke druge, kao što je npr. membranska filtracija, pa iako sve one nisu standardizovane, veoma su široko primenjene.
Najznačajnije među ovim metodama su pre svega atomska spektroskopija i diferencijalna infracrvena spektrofotometrija, koje u kombinaciji sa membranskom filtracijorn pružaju najveći broj najpouzdanijih podataka.
Postupak uzimanja uzoraka i ispitivanja. Uzimanje uporka je osnovni preduslov za dobijanje pouzdanih rezultata u analitici istrošenih čestica. Uzorci ulja treba da omogućavaju dobijanje prosečnog sastava ukupnog ulja; osim toga, svi se uzorci moraju uzimati po istom postupku. Vremenski razmak uzimanja uzoraka zavisi od mašine o kojoj je reč i načinu njenog korišćenja (Tabela 3.9).
Tabela 3.9. Vremenski razmak uzimanja uzoraka kod raznih sistema
(a) Tehnički sistemRazmak uzimanj
aGasne turbine u avionima 10-200Hidraulični sistemi 20-200Dizel motori 100-500Veliki prenosi 100-500Hidraulični sistemi za suvozemna postrojenja 50-500
Istrošene čestice koje potiču od delova mašine feromagnetske su i mogu se iz ravnomerno protičućeg uzroka ulja izdvojiti pomoću nehomogenog magnetnog polja.
Za određivanje veličine i oblika istrošenih čestica često se primenjuje polarizacioni, svetlosni mikroskop sa svetlosnim izvorima iznad i ispod uzorka i jednim grejnim telom. Elektronski mikroskop, nasuprot tome, podešen je za uveličavanje malih čestica, kao i za kvalitativnu i kvantitativnu hemijsku analizu. Podela čestica habanja po velični može se odrediti optičkom procenom rasporedenosti po staklenoj ploči. Udeo malih i velikih čestica može se meriti registrovanjem intenziteta svetlosti duž jedne određene linije.
Poreklo istrošenih čestica. Razlika između metalnih i nemetalnih čestica može se utvrditi svetlosnim mikroskopom. Razne metalne čestice određuju se prema boji. Uvođenjem gasova, isparenja ili drugih reagenasa izaziva se promena boje. Osim toga, čestica (gvožđa), koje se nalaze na staklenoj ploči, razvijaju boje otpuštanja tipične za čelik, putem zagrevanja specijalnim postupkom. U Tabeli 3.10. navedene su boje otpuštanja nekih čelika, kao i livenog gvozda.
Tabela 3.10. Merenje boja otpuštanja istrošenih čestica koje se zagrevaju do različitih temperatura
Materijal 330○C 440○CBoja otpuštanja
480○C 540○CUgljenični čelik i
niskolegirani čelici
plava svetlo plava - -
131
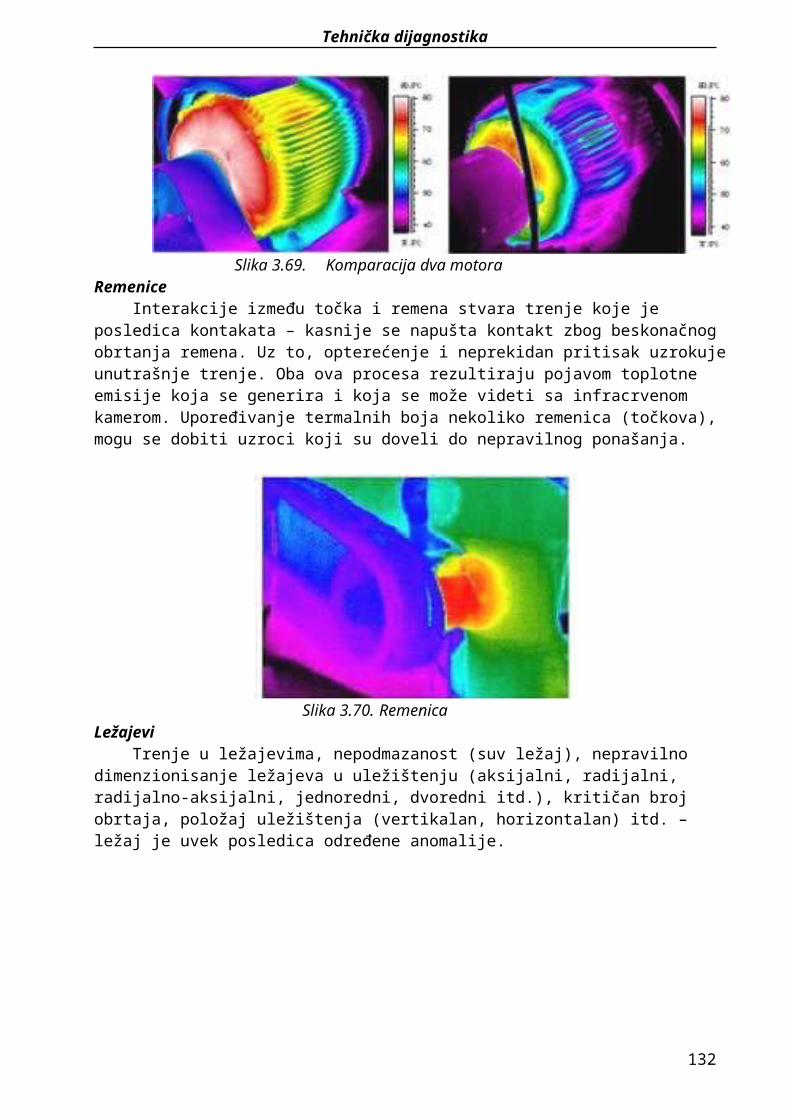
Tehnička dijagnostika
Višelegirani čelici oko 3-8 %,
i liv 3,5 % Cslama - žuta
plavo – bronzana,poprskana
sivom
- -
Legure sa visokim
procentom nikla(legure na bazi
nikla)
nepromenjena nepromenjenabronzana sa jakom plavom nijansom
većine čestica
sve čestice plavo sive
Visokolegirani čelici
bez promenebez promene malo žutih
slama – žuta,tamnobronzane sa lakim plavetnilom
nekih čedtica
većina čestica bez promene,
slama – žuta do bronze, neke
čestice poprskane plavo
Habanje može da se podeli na razne stepene težine u zavisnosti od veličine čestica i oksida sadržanih u uzorku (Tabela 3.11.).
Tabela 3.11. Stanje istrošenosti kod pohabanih površina
Sta
nje
Opis čestica i najveća istezanja
Opis stanja površine Stepen habanja
1.slobodne metalne čestice uglavnom manje od 5 m
polirana do veoma hrapave; jedna površina može da bude polirana, dok suprotna ostaje
nepromenjena
zanemarljiv
2.slobodne metalne čestice uglavnom manje od 5 m
zbog kombinacije raznih vrsta habanja jednoobrazan gladak sloj sa malo brazdi, već prema broju
čestica u ulju
neznatan
3.slobodne metalne čestice uglavnom manje od 150
m
izbrazdana, sa znacima plastične deformacije i pukotinama površine
visok
4.crvene, oksidne čestice do
150 m ili u obliku grumenčića
izbrazdana sa oksidnim područjima površine
visok
5.crne oksidne čestice do
150 m izbrazdana sa oksidnim delovima visok
6.slobodne metalne čestice
do 1 mm
jako izbrazdana, znatno plastično izobličenje i zamašćenost
materijalarazoran
Oblik i veličina istrošenih čestica. Na osnovu ohlika i veličine istrošenih čestica dobijaju se podaci o stanju istrošenosti. Osnovni tipovi vrsta habanja su athezivno habanje (tačkasto hladno zavarivanje), abrazivno habanje (brusno trošenje), tribohemijsko habanje, kao i pojava zamora i oštećenja površine. U tabeli 9.4. navedene su geometrijske karakteristike koje nastaju na osnovu različitih vrsta trošenja. U procesu habanja mogu da sudeluju razni činioci, ali je, međutim, neophodno da se uvek jasno utvrdi preovlađujuća vrsta tog habanja. Trošenje može da bude izraženo u različitoj meri. Prelaz može biti od neznatnog ka jakom (razornom) habanju dodira. Pri jakom habanju odvajaju se delići sa ekstremno dceformisanih slojeva površine.
132
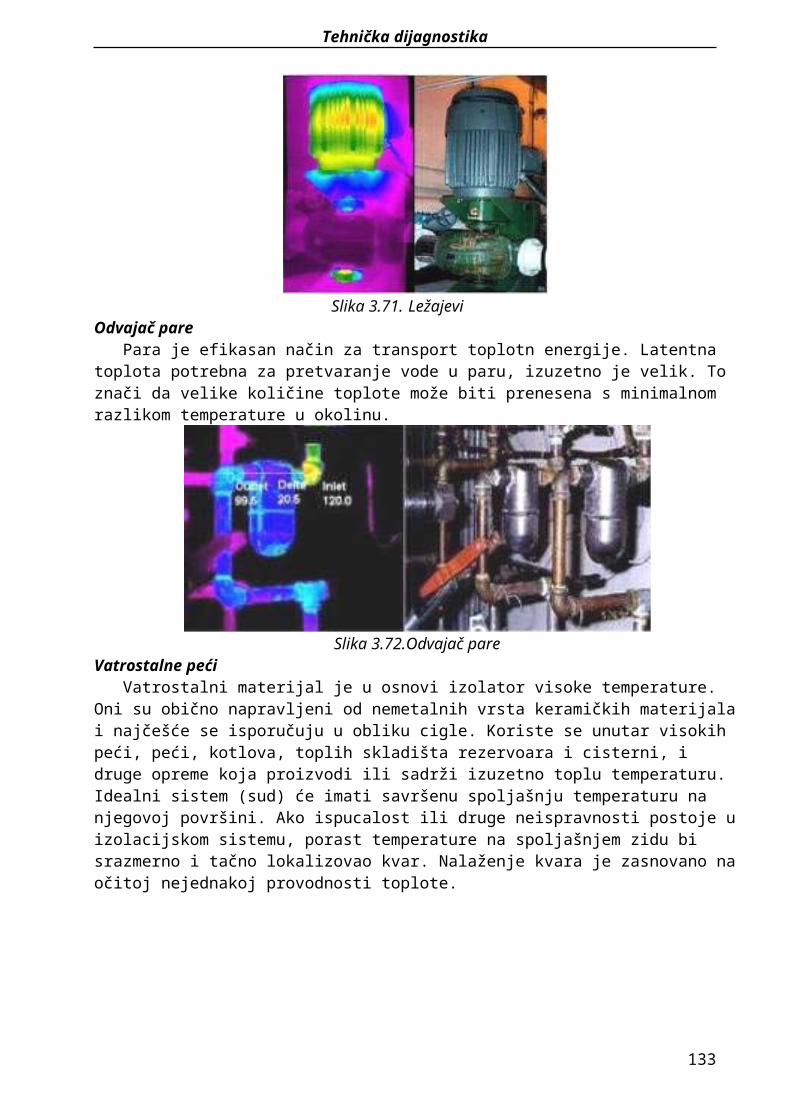
Tehnička dijagnostika
Tabela 3.12. Geometrijske karakteristike čestica kod različitih vrsta trošenja
Mehanizam Objašnjenje načina delovanjaKarakteristike nastajućih
delova
athezivan
zavarivanje i skidanje metalnih spojeva, smicanje čestica iznad (normalno
habanje) ili ispod (destruktivno habanje) površinskog sloja koji je ojačan (usled
deformacije)
ravne ljuspice,odnos dužina: debljina oko 100 m i širina 50-100 m
abrazivanusled prodora tvrdih čestica skida se
materijal neke kontrapovršine ("ogrebotine")
uvijeni ili spiralni opiljci
tribohemijskiodvajanje hemijskih spojeva (pre oksida) od kontaktnih površina
uglavnom oksidne ljuspice, manje nego kod athezionog
habanja
pojava zamora površine
odvajanje malih čestica (početni stadijum) ih većih odlomaka od modmazane kontaktne površine
najčešće pune i okrugle, krupne čestice preko 100 m
3.17 Vibroakustički postupak dijagnostike (merenje vibracija)
3.17.1. Vibracija kao parametar stanjaOpšta svojstva. U poslednje vreme razvijena je potpuno nova tehnologija merenja vibracija i zvuka koji zbog svog generisanog sadržaja predstavljaju jedan od najznačajnijih indikativnih pokazatelja sveukupnog dinamičkog stanja mašine kao sistema, ili pojedinih njenih sastavnih delova.
Pod mehaničkim vibracijama, u opštem slučaju, podrazumeva se oscilatorno kretanje krutog tela u odnosu na njegov ravnotežni položaj. Uzročnik kretanja je poremećajna prinudna sila (prinudne vibracije) koja po svojoj prirodi može biti determinisana ili slučajna. Slobodnim vibracijama naziva se periodično kretanje koje telo izvodi po prestanku delovanja poremećajne sile.
U svim ovim slučajevima opšti karakter kretanja može se izraziti harmonijskom vremenskom funkcijom, a kao osnovni parametri za njenu identifikaciju, pored frekvencije oscilovanja (broja ciklusa u jedinici vremena), alternativno se može izabrati i jedna od veličina kao što su amplituda pomeranja, njegova brzina, odnosno ubrzanje. Pored analitičkog izražavanja, vibracije se mogu prikazati i grafički. U praksi su zapisi vibracija mnogo složeniji. Najčešće se sreće složeno oscilovanje, dobijeno superpozicijom dveju ili više elementarnih vibracija sa različitim intenzitetima i različitim frekvencijama.
Vibracije se mogu prikazati u dva korespondentna domena: vremenskom ( ) i frekventnom (). Između oba domena postoji apsolutna koreliranost. Praktični razlozi daju prednost formi u frekventnoj ravni (sl. 3.122. i sl. 3.123.).
133
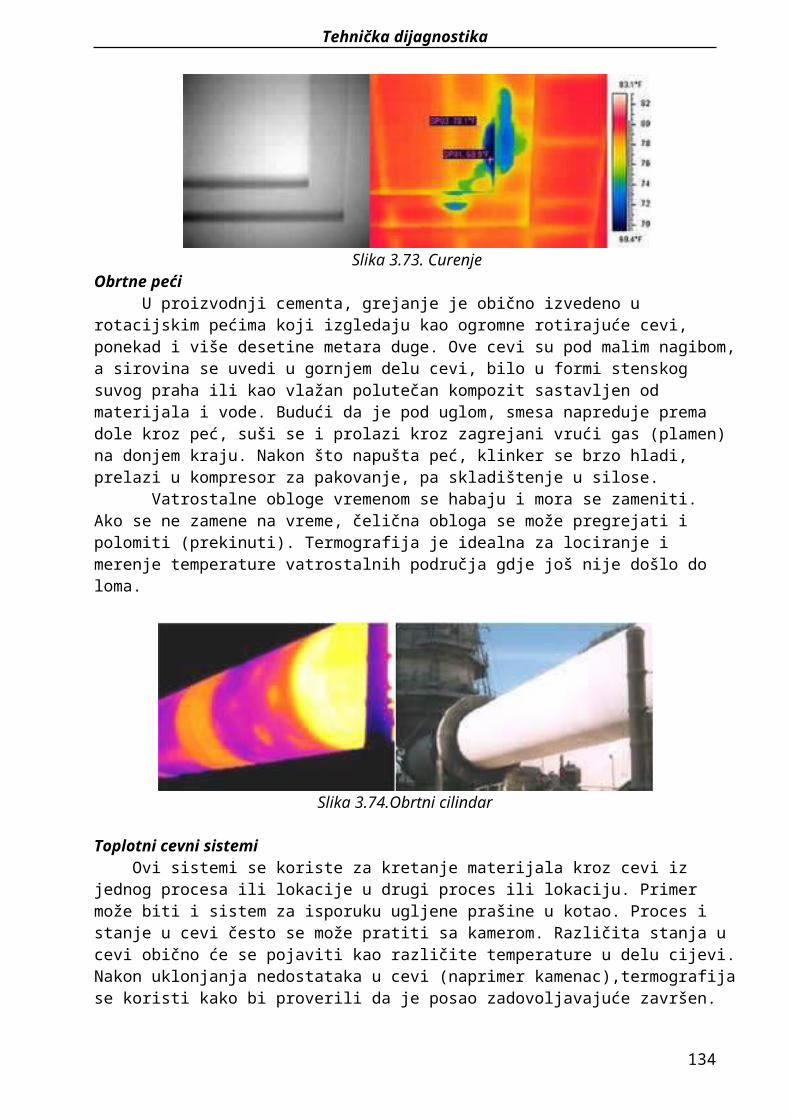
Tehnička dijagnostika
Slika 3.122. Istraživanje vibracija u vremenskom ( ,) i frekventnom ( ) domenu
Slika 3.123. Komparativni prikaz karakteristika signala u vremenskom domenu
Uzročnici nastanka vibracija. S obzirom na karakter i prirodu nastanka, mehaničke vibracije su, u opštem slučaju, podcijene u dve grupe: prinudne i sopstvene.
Prinudne vibracije su posledica delovanja dinamičkih sila, koje se unutar sistema menjaju po pravcu ili veličini. Bazični princip dijagnostike u identifikaciji vibracija upravo i polazi od determinističkog koncepta nastanka dinamičkih sila. Neispravnosti koje izazivaju nastajanje prekomernih vibracija:
1. Neuravnoteženust masa motora i mašina2. Poremećaj centričnosti (nesaosnosti)3. Ekscentričnost (pomeranje ose obrtanja u odnosu na središnju osu rotora)4. Neispravni kotrljajući ležaji5. Neispravni klizni ležaji6. Mehanička labavost7. Neispravni pogonski kaišnici i kaiševi8. Neispravni zupčasti parovi
134
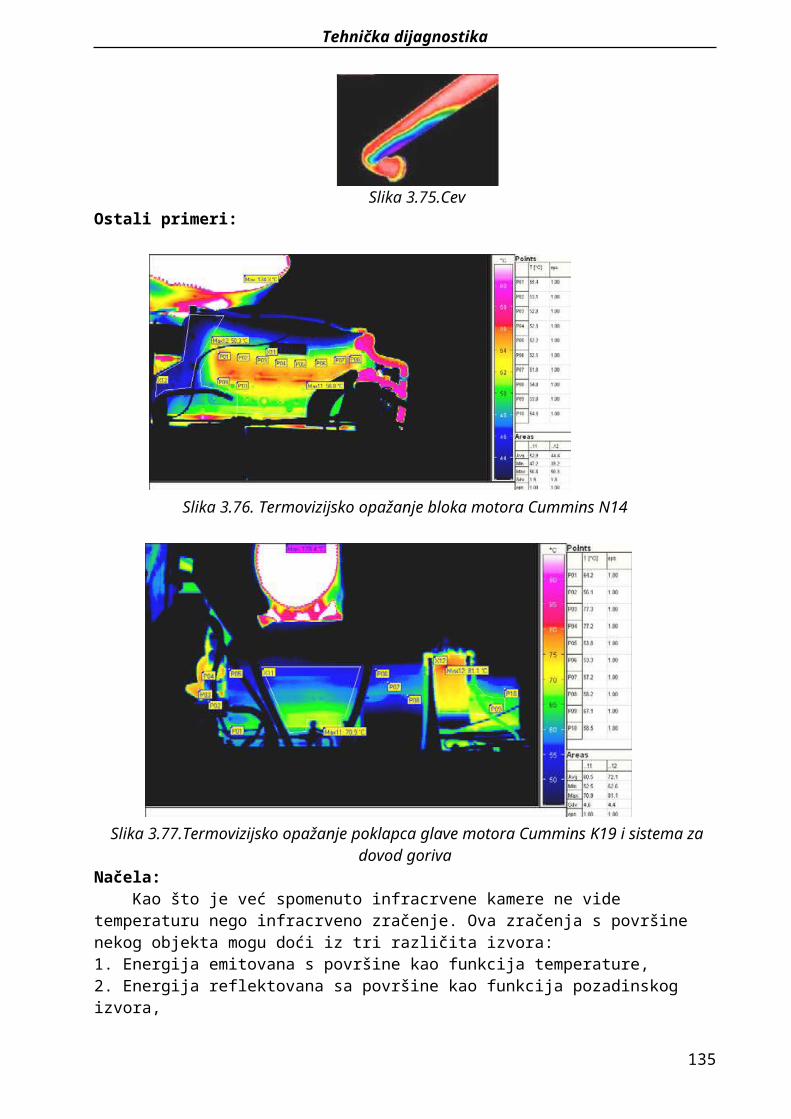
Tehnička dijagnostika
9. Električni problemi (nejednake magnetne sile)10. Pojava rezonanse (ulazak u rezonantno područje)11. Pojava trenja (tribo-mehanički procesi)12. Delovanje aerodinarničkih i hidrauličnih sila13. Delovanje naizmeničnih sila14. Pojava "pulzacija" (sila pobuđivanja)Uzrok vibracija mora da bude sila koja se menja ili prema svom pravcu ili prema svojoj
veličini. Svaki uzrok vibracija ima svoje karakteristike.Sopstvene vibracije su funkcija fizičkih konstanti mehaničkog sistema (masa, krutost,
prigušenje). Za razliku od prinudnih vibracija koje prestaju sa uklanjanjem poremećajne sile, na sopstvene vibracije je moguće delovati samo preko izmene konstrukcionih parametara sistema.
Karakteristike vibracija. Osnovne karakteristike koje identifikuju vibracije su: frekvencija vibracija, amplituda vibracija, brzina vibracija, i ubrzanje vibracija.
Stvarni sadržaj karakteristika je u činjenici da se one koriste za detekciju i opisivanja neželjenog kretanja sastavnih delova i/ili sistema. Frekvencija vibracija (ako je poznata) pomaže nam da identifikujemo koji je deo sistema neispravan i ukazuje na vrstu problema. Dobijene vibracije imaće frekvenciju koja zavisi od brzine rotiranja dela sistema koji je neispravan ili ima smetnje.
Razne smetnje na sastavnim delovima sistema uzrokuju različite frekvencije vibracija. To omogućava da se identifikuje prirodu problema. Na primer, debalans (neuravnoteženost) nekog rotirajućeg dela proizvešće frekvenciju vibracije koja će biti jednaka brzini obrtanja dela. S druge strane, mehanička labavost proizvešće vibracije pri frekvenciji dvostruko većoj od brzine obrtaja. Neispravni kotrljajući ležaji prouzrokovaće visoku frekvenciju vibracija zavisno od broja obrtaja, broja kuglica u ležištu, i to nekoliko puta veću od brzine obrtanja vratila.Neispravni zupčanici će takode prouzrokovati vibracije visoke frekvencije, i to obično pri frekvenciji koja je jednaka broju zubaca pomnožene sa brojem obrtaja zupčanika.
Karakteristike pomeranja, brzine i ubrzanja mere se radi utvrđivanja veličine vibracija. Sa gledišta rada sastavnog dela i/ili sistema, amplituda vibracija predstavlja indikator koji se koristi za utvrđivanje koliko je dobar ili loš njihov rad.
Često se može postaviti pitanje, koji je najbolji indikator ocene nivoa vibracija: pomeranje, brzina ili ubrzanje? Nivo vibracija je funkcija: pomeranja i frekvencije. Međutim, pošto je brzina vibracija takode funkcija pomeranja i frekvencija, očigledno se može zaključiti da je veličina brzine direktno i mera nivoa vibracija. U praksi je potvrđeno da je to u osnovi istinito. Brzina vibracija predstavlja najbolji globalni indikator stanja sastavnog dela i/ili sistema.
Vrednosti pomeranja i ubrzanja ponekad se koriste za merenje nivoa vibracija. Međutim, i tada je neophodno znati frekvenciju vibracija. Često se za povezivanje odnosa pomeranja ili ubrzanja sa frekvencijom radi utvrđivanja nivoa vibracija koriste posebno napravljeni dijagrami od strane proizvođača uređaja za vibracije.
Nivo kompleksnih (složenih) vibracija. Vibracije sastavnih delova sistema su kompleksne i sastoje se od više frekvencija. Uglavnom, ukupno ili totalno pomeranje biće zbir svih pojedinačnih vibracija. Tamo gde je vibracija kompleksna treba najpre utvrditi pojedinačna pomeranja i njihove frekvencije. To se vrši pomoću analizera vibracija sa podesivim filtrom.
Signal vibracija snimljen na nekom karakterističnom mernom mestu mašine jeste suma velikog broja manje ili više izraženih individualnih izvora i po pravilu, sadrži u sebi dosta kompleksnog sadržaja. Pod pretpostavkom da su amplitude 4 osnovne vibracije identične (
) (sl.3.124.), a frekvence međusobno dosta različite: debalans ( ), olabavljenost ( ), oštećenost zupčanika ( ), oštećenost kotrljajućeg ležaja ( ) - ukupna
135
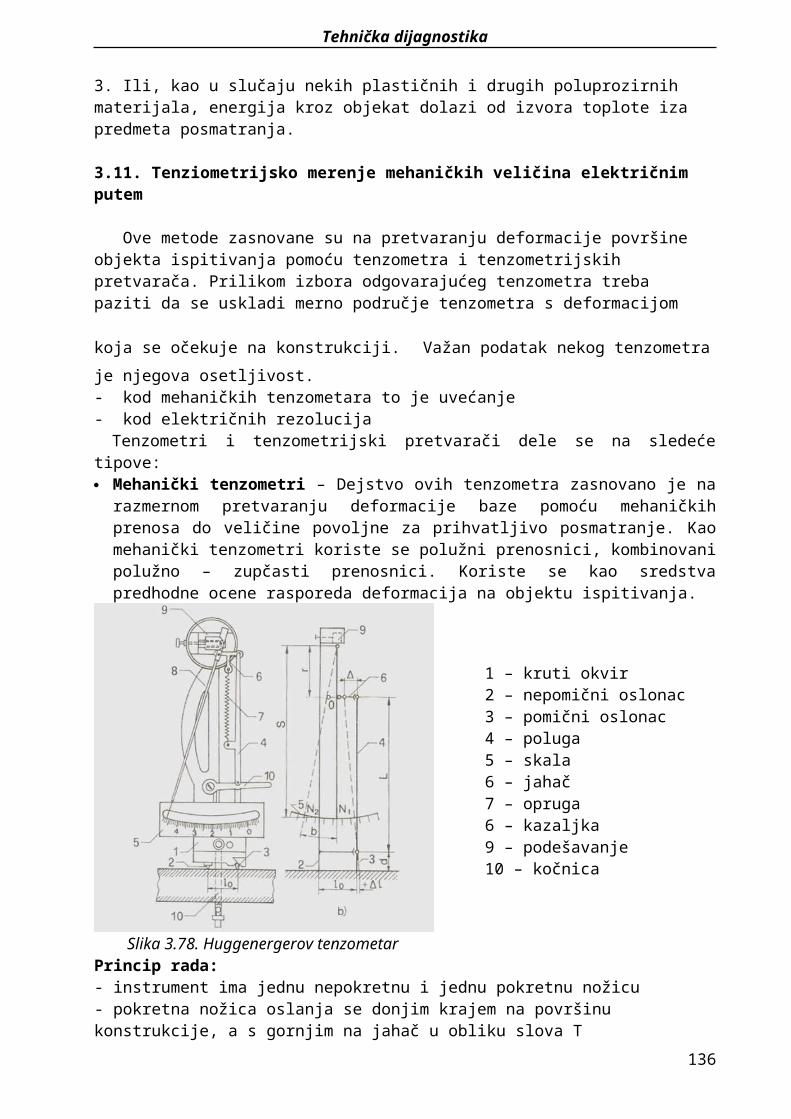
Tehnička dijagnostika
amplituda složenog signala, biće jednaka . Ovakav model prostog sabiranja nije moguć za složenije slučajeve koji se u praksi svakodnevno sreću.
Merenja ubrzanja vibracija tesno su povezana sa inercionim silama koje deluju na sistem, pri čemu se mogu javiti relativno velike sile pri visokim frekvencijama, mada pomeranje i brzina vibracija mogu da budu mali. Prekomerna sila može izazvati prekid podmazivanja a zatim može doći do oštećenja površine ležaja. Uglavnom, merenja ubrzanja vibracija se preporučuju za frekvencije vibracija iznad 60.000 ciklusa u minuti, mada se mogu koristiti i merenja brzine.
Slika 3.124. Primer generisanja složenih vibracija
Pored toga, pri ocenjivanju nivoa vibracija treba meriti i fazu, koja omogućuje primenu pogodnijeg načina za upoređivanje jednog kretanja sa drugim. Upoređivanje relativnog kretanja dva ili više delova sistema, često je bitno kod dijagnosticiranja specifičnih neispravnosti na sastavnim delovima sistema. Na primer, ako se analizom otkrije da se vibracije nekog dela i/ili sistema nalaze izvan faze sa postoljem ili fundamentom, odnosno njihovim sopstvenim vibracijama, moraju se proveriti labavost vijaka, zalivanje betona i drugo.
Merenje faze je važno i za balansiranje (uravnotežavanje) masa. Ako je problem dela i/ili sistema debalans pri čemu se može meriti faza, onda se u tom slučaju može izvršiti balansiranje dela.
Često se postavlja pitanje koliki je nivo vibracija dozvoljen? Za odgovor na ovo pitanje važno je imati na umu da je cilj upotrebiti kontrolu vibracija radi detekcije odnosno otkrivanja smetnji u njihovoj ranoj fazi da bi se planiralo njihovo otklanjanje.
Nije cilj da se odredi koliki nivo vibracija neki deo sistema može da izdrži pre nego što otkaže, već da se postigne odgovarajuća opomena u pogledu smetnji, tako da se one mogu eliminisati pre otkazivanja sistema. Apsolutne tolerancije vibracija ili granice za bilo koji deo i/ili sistem nisu moguće. Analiza neispravnosti i otkazivanja je prilično kompleksna da bi takve granice mogle da postoje. Iskustvo specijalista za vibracije može pomoći za dobijanje izvesnih realnih smernica. Prilikom utvrđivanja prihvatljivih nivoa vibracija sistema, treba razmotriti iskustvo i činioce kao što su: bezbednost, troškovi otklanjanja neispravnosti, troškovi usled zastoja u proizvodnji, važnost sistema u tehnološkom lancu proizvodnje i dr.
Merenje vibracija. Vibracije se registruju analognim putem - pretvaranjem mehaničkih pomeranja u analogne električne signale (strujne ili naponske). Instrumentalni set, prilagođen upotrebi u pogonskim uslovima, sastoji se od pretvarača, mernog instrumenta sa pojačivačem i filtra. Konfiguracija omogućava merenje sva tri karakteristična oblika vibracija (sekcija pretpojačivača objedinjuje i sekciju integratora). Primer vibrodijagnostičke opreme prikazan je na sl. 3.125.
136
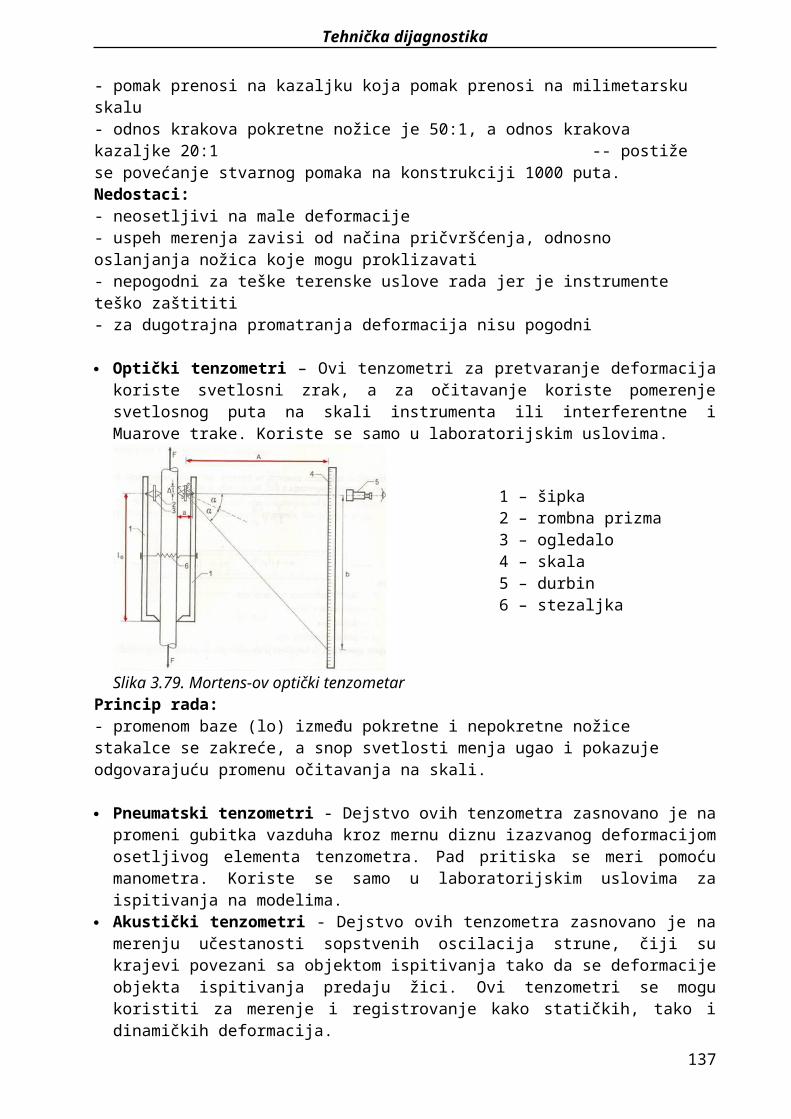
Tehnička dijagnostika
Slika 3.125. Vibrodijagnostička oprema – vibro senzor
Pretvarači vibracija mogu da budu kontaktni i beskontaktni, pri čemu prvi mere apsolutne, a drugi relativne vibracije. Sem toga, na njihov izbor utiče i odnos snage izvornog signala i provodljivost veza do mernog mesta. Kontaktni pretvarači mogu meriti ubrzanje vibracija (piezoelektrični), brzinu (induktivni) i pomeranje (seizmički). Beskontaktni pretvarači se uglavnom izvode na induktivnom ili kapacitativnom principu.
Merenje vibracija i buke i obrada rezultata merenja samo su prvi deo drugog bloka u logičnom nizu: detekcija, analiza, intervencija. Drugi deo se odnosi na identifikaciju dominantnih komponentalnih izvora registrovanih u području vremenskog ili frekventnog domena, koristeći sintezu svih znanja o specifičnim karakteristikama potencijalne slike oscilovanja pokretnih, najčešće rotirajućih mašinskih delova. U svim fazama postupka identifikacije frekvencija je ključni parametar. Za mnoštvo rotirajućih mašinskih delova, ležaja i zupčanika, pre svega, pored osnovne rotirajuće frekvencije i njenih viših harmonika, egzaktnim matematičkim izrazima definisan je niz prinudnih i sopstvenih frekvencija kojima u snimljenim spektrima mogu odgovarati odgovarajući delovi mašine. Instrumenti za merenje vibracija mogu se svrstati kao:
• merni uređaji (za periodične kontrole vibracija),• kontrolni uređaji (za kontinualnu kontrolu vibracija),• analizeri (podesivi filtar za izdvajanje pojedinačnih frekvencija kompleksne vibracije).
137
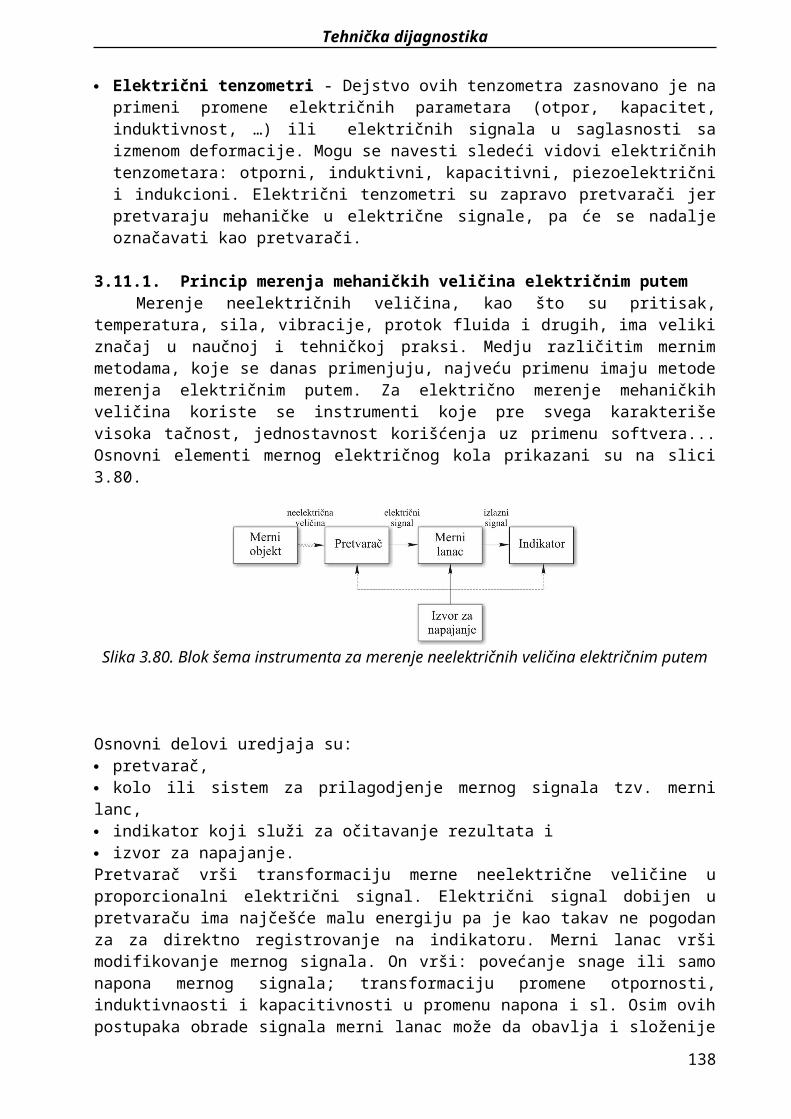
Tehnička dijagnostika
Slika 3.126. Klasifikacija bezkontaktnih merača relativne vibracije
Analiza vibracija. U signalu vibracija snimljenom na površini mašinskog dela (sklopa) prisutni su tragovi mnogih individualnih signala generisanih na mestima neželjenog transformisanja dela korisne energije u energiju vibriranja. Radi identifikovanja takvih izvora nije dovoljno izvoditi samo upoređivanje ukupnog nivoa vibracije, već treba izvesti pažljivo raščlanjivanje na sastavne delove i proceniti parcijalan udeo svakog dela.
Postupak frekventnog razlučivanja naziva se frekventna analiza, a kao njen krajnji rezultat dobija se pomenuti frekventni spektar. To se postiže filtriranjem signala vremenskog zapisa vibracija u instrumentu zvanom analizer.
Potpunije analize izvode se uvek u laboratorijskim uslovima, korišćenjem kvalitetnih analizera koji imaju široke mogućnosti amplitudne modifikacije i frekventne transformacije. Obrada signala može da se izvodi analognim putem, mada u poslednje vreme sve konkurentniji je digitalni postupak. Snabdeveni brzim procesorima, ovakvi analizeri nude širok izbor funkcija u analizi dinamičkih pojava u sva tri korišćena domena: amplitudnom, vremenskom i frekventnom.
Kod ranog prepoznavanja greške (otkaza) i dijagnoze centralnu ulogu igra frekventna analiza. Zadatak frekventne analize je da vibracije razloži na pojedinačne komponente u pogledu njihovih frekvencija. Zbog toga se vibro-signal – odnosno trenutnoj vrednosti merne veličine proporcionalni električni signal – filtrira, tako da se propušta signal samo u odgovarajućem frekventnom području, a ostala područja izostavljaju. Preko različitih uskih filtera i velikog frekventnog područja dobija se na izlazu frekventni spektar, gde su vibracije razložene na svoje komponente.Vibracije mogu da se prikažu ili u funkciji vremena ili u funkciji frekvencija, dakle u vremenskom ili frekventnom području. Oba načina predstavljanja sadrže iste informacije. Sagledavanje vibracija u obadva područja olakšava njihovu analizu. Za proračun pojedinačnih vrednosti funkcije u frekventnom području, mora se pregledati ceo tok signala u vremenskom području i obrnuto.Kod nadzora mašina najvažnije veličine su vrednosti untrašnjih dinamičkih sila na mestima gde se javljaju vibracije. Drugim rečima energija vibracija je odgovorna za oštećenja delova mašina. Preko spektra vibracija želi se ustvari dobiti spektar sila.
U vremenskom području nastaje ekvivalentna zavisnost u obliku zapisa (Faltung), za relativno komplikovani matematički algoritam. Za linearni sistem, na njegovom ulazu (mesto delovanja sile, momenta) dolazi do pobude vibracija. Dobijeni izlazni signal (vibracija na mernom mestu) upoređuje se sa ulaznim signalom (sila) i odgovarajućim postupcima dobija impulsni odgovor
138
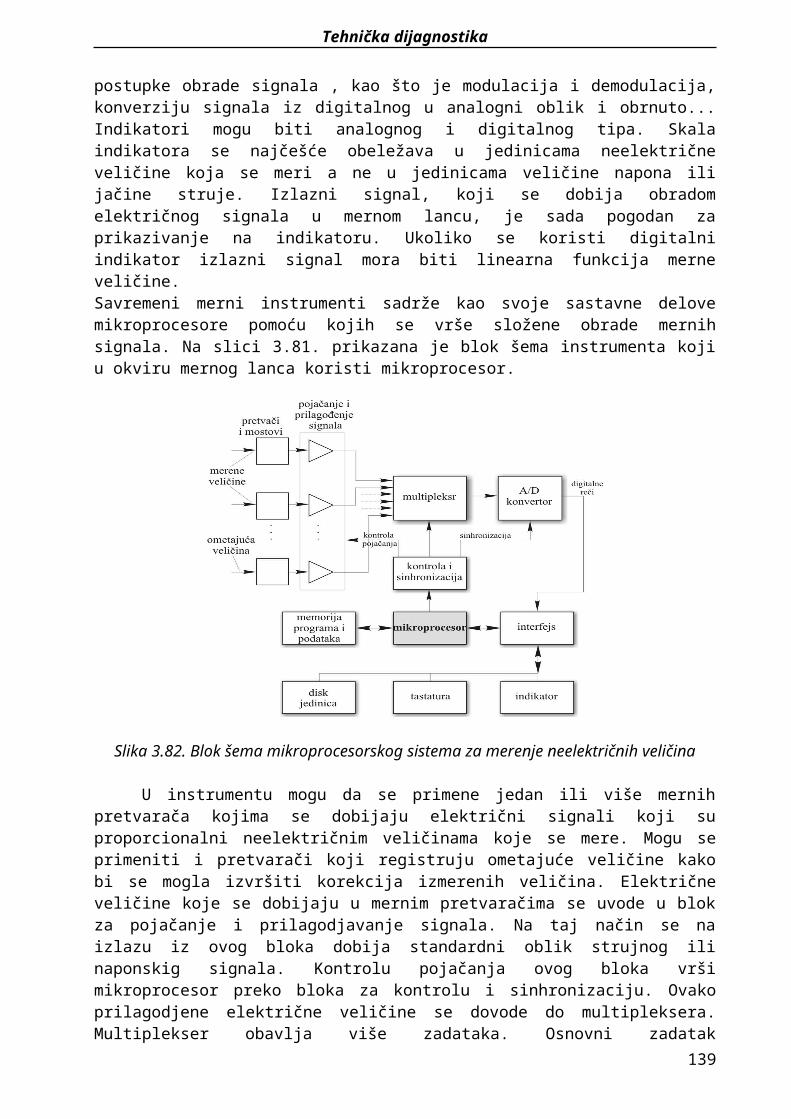
Tehnička dijagnostika
(vibracija kao posledica impulsne pobude) sistema. Vremenski domen, baziran na opservaciji vremenskih funkcija, iako tradicionalan metod krajnje je nepodesan za razmatranje iole složenijih pojava. Snimljeni signali obično se sastoje od velikog broja individualnih komponenti koje deluju istovremeno, a čije je parcijalne uticaje veoma teško odrediti kako po amplitudi, tako i po frekvenci.Pojedinačni uticaji, na primer uticaj određenih mašinskih komponenata na kompleksnu sliku vibracija, jako je teško identifikovati u vremenskom domenu. Zbog toga se za to koristi frekventno područje, gde uz poznavanje konstrukcije relativno lako može da odredi uticaj pojedinih komponenata konstrukcije u spektru vibracija. Frekvencije obrtanja vratila, frekvencije sprezanja zupčanika, itd. relativno lako mogu da se uoče kod prikaza u frekventnom području.
Značaj frekventne analize. Teorija Furijeovih redova kaže da talasi bez obzira na svoju složenost,mogu biti izraženi preko redova dva ili vise sinusnih i kosinusnih talasa, ako su talasi periodični,odnosno ako su sastavljeni od istih talasa koji se ponavljaju. Matematički oblik ove teorije naziva se Furijeov red u oblasti od -∞ do +∞.
Nije uvek jasno do kada signal treba da bude meren i da se određuje njegova periodičnost, posebno kad se merenjem talasa do u beskonačnost izaziva slabljenje talasa. Dakle uopšteno posmatrano jedan deo talasa se izdvaja i Furijeove transformacije se primenjuju na periodu oscilacija za koje se predpostavlja da predstavljaju obrazac beskonačnog ponavljanja.
U originalu ovaj Furijeov metod proračuna zahtevao je izuzetno veliki broj operacija množenja. Međutim kasnije je predložena metoda proračuna koja smanjuje broj proračuna uzimajući da je broj podataka jednak 2n. Ako je broj podataka 102 i broj operacija množenja je 1024x1024=1048576, ovo je redukovano na 10240. Ovaj metod se zove FFT (brza Furijeova transformacija, najčešće se korisi samo skraćenica FFT). FFT proračun pokazuje kako se koeficijenti Furijeovog niza (Furijeovi koeficijenti) određuju. FFT analizator skladišti ulazni signal talasa u digitalnom obliku, određuje Furijeove koeficijente i za kratko vreme koristeći FFT prikazuje rezultate analize. Kako FFT analizator u suštini podrazumeva razlaganje signala na jednostavne frekvencije, izražavajući vrednost komponentnih frekvenci (spektra), FFT analiza se neretko naziva i spektralnom, frekventnom analizom. Analizom vibracionog talas “A” koristeći FFT analizator dobija se spektralni talas (sl.3.127.) koji pokazuje da je frekvenca ( f) talasa vibracija na x-osi, a amplituda (r) na y-osi. Ovi spektralni talasi ukazuju da je talas “A” sastavljen od frekvenci f1 … fn i amplitude od r1 … rn. Odnosno ovaj dijagram predstavlja kombinaciju talasa čije su frekvence f1 … fn i njihovih amlituda r1 … rn koje zajedno sačinjavaju vibracioni talas “A”.Grafik na sl.10.6. pokazuje da talasi u vremenskom domenu imaju spektralnu formu. Frekvence koje se pojavljuju kao “peak– ovi ” tj. vrhovi u levom delu spektralnih talasa odgovaraju f1 … fn.
139
Tehnička dijagnostika
Slika 3.127. Prikaz dobijanja frekventnog spektra vibracija
Razlozi za primenu FFT analize. Sledeći primer razmatra vibracione talase generisane u stvarnoj mašini. Postave se senzori za ubrzanje na ležajeve kao sto je prikazano na sl.3.128. i posmatraju se vibracioni talasi dobijeni sa senzora.
Slika 3.128. Lokacije za postavljanje senzora i vibracioni spektri
Frekvencije koje odgovaraju vibracijama generisanim na svakoj od pozicaja su određene konstrukcijom mašine. U prošlosti, za vreme održavanja, kontrole i dijagnostike, dobijeni su podaci o vibracijama, ali celokupnim vibracijama merenim vibracionim metrom. Dakle celokupna vrednost je onemogućavala utvrđivanjem lokacije i jačine vibracija. Posmatranjem frekvencije talasa koristeći osciloskop (u određenom vremenskom intervalu) mogu se uočiti promene talasa u toku vremena, ali je teško odrediti uzrok promena. Nije bilo moguće odrediti uzrok anomalija talasa dok frekventna analiza nije urađena korišćenjem FFT metode, koja je omogućila određivanje stepena promene koja se javlja na određenom nivou frekvencije i frekvencije generisanih na određenim pozicijama.
U ranim fazama otkaza ili malih, neznatnih anomalija, celokupna vrednost frekvence se u vremenskoj koordinati veoma malo menja, čineći da otkaz-anomalija budu vrlo teško otkriveni. Frekventna analiza (posmatranjem talasa u frekventnom domenu) čini otkrivanje i najmanjih
140
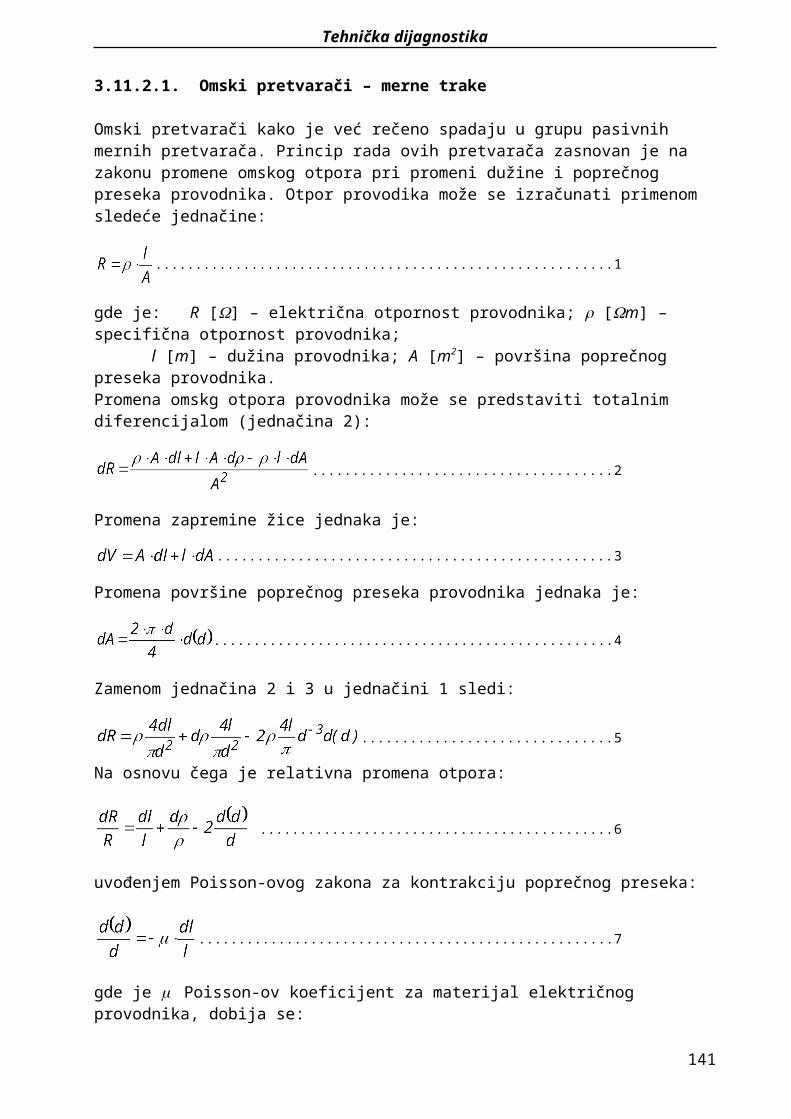
Tehnička dijagnostika
anomalija mogućim. Pored toga, kontrola uređaja i dijagnoza kvarova, korišćenjem vibracione analize, frekventne analize sada se koristi u mnogim oblastima za određivanje i analizu buke kancelarijske opreme, kućnih aparata, za utvrđivanje uzročnika buke i određivanje mogućih protiv mera.
Analiza vibracije vrši se kada periodične kontrole ukupnih vibracija ili buke na tehničkim sistemima otkriju njihovo značajno povećanje. Ova analiza treba, takođe, da se izvrši na početku izvođenja programa održavanja prema stanju, kako bi se utvrdilo tehničko stanje sistema.
Postupak analize može se podeliti u dve faze: prikupljanje podataka i interpretacija i obrada podataka (upoređivanje registrovanih podataka sa baznim
podacima o stanju sastavnih delova i/ili sistema).
Prikupljanje podataka. Nivo upotrebljivosti izmerenih rezultata umnogome zavisi od obima preduzetih pripremnih aktivnosti i sprovedene metodologije merenja. Izbor reprezentne veličine stanja, izbor broja i rasporeda mernih mesta, izbor konfiguracije merne opreme zadovoljavajućeg frekventnog i dinamičkog dijapazona, izbor filtera optimalnih karakteristika -- samo su neki od najznačajnijih elemenata veoma značajnog.procesa pripreme.
Danas skoro svaki merni instrument ima mogućnost izražavanja amplitude, preko neke od fizičkih veličina stanja: pomeraj, brzina, ubrzanje. Ove veličine ne mogu biti generalno preporučene, već izbor svake veličine zavisi od slučaja do slučaja. Ipak, najviše je u upotrebi brzina vibracija, s obzirom da u sebi istovremeno sadrži linearnu meru amplitude i frekvencije.
Filtri mogu da propuštaju samo one delove signala koji su sadržani u uskom frekventn području. Oni mogu imati veoma različite karakteristike, a izbor filtera zavisi od unapred postavljenih ciljeva.
Analizirani signal na instrumentu za registrovanje može biti prikazan na linearnoj logaritamskoj skali. Linearni izlaz je pogodan za signale sa dominantnim niskofrekventnim komponentama, a logaritamski podjednako dobro ističe sve komponente po celoj frekventnoj osi, što je od značaja kod signala zvuka i visoko-frekventnih vibracija.
Za uprošćavanje registrovanih i analitičkih podataka može se koristiti "karta merenja vibracija i buke"(sl.3.130). Za složene sisteme crtaju se "dijagrami trenda" (sl. 3.129.).
Slika 3.129. Praćenje nivoa vibracija prenosnika snage
Pored informacija koje su potrebne za označavanje (skica) sistema i položaja davača i mikrofona, treba obuhvatiti i dodatne informacije kao što su: podaci o ozubljenju, broj spojnica i njihova vrsta i dr. Ponekada je potrebno prikazati i položaj prenosnika u celom sistemu i sl. Kod uslova ispitivanja treba obuhvatiti: brzinu, opterećenje, temperaturu, protok itd.
141
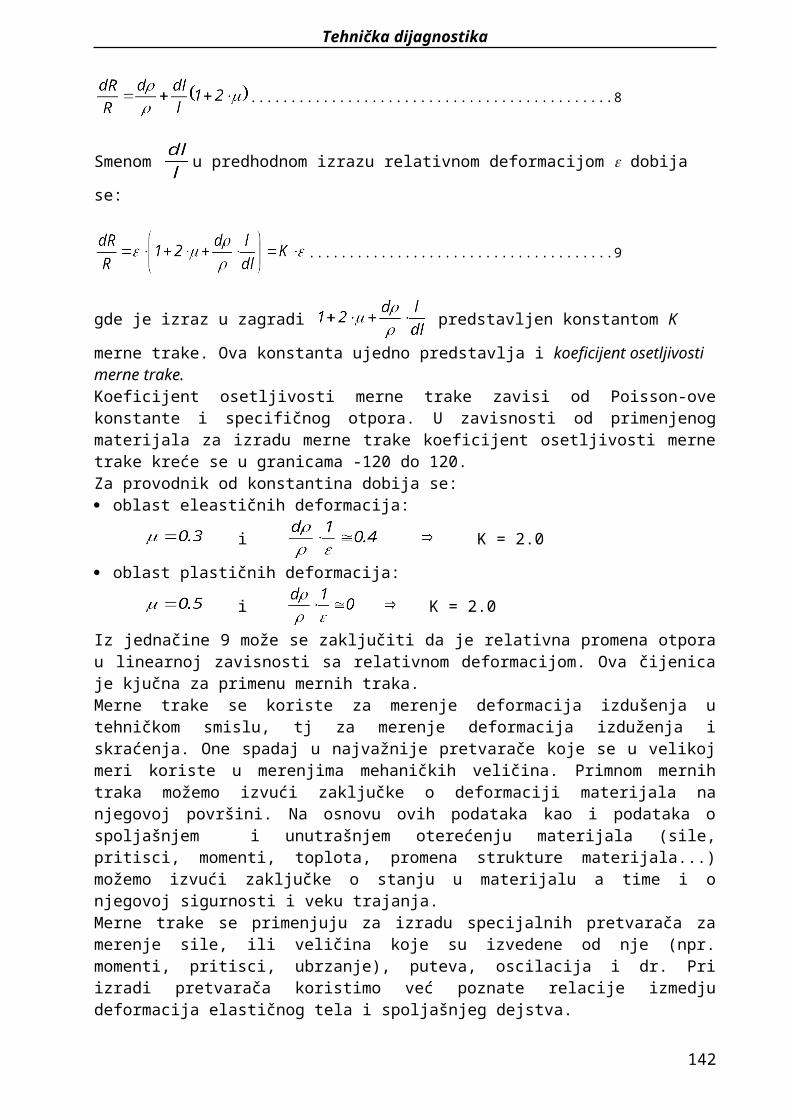
Tehnička dijagnostika
Merenje i registrovanje ukupne amplitude ili amplitude "bez filtra" i merenje preovlađujuće frekvencije treba obaviti u svakoj mernoj tački. Amplitude merene bez filtra i vrednosti frekvencije korisne su iz više razloga. Prvo, vrednost amplitude ukazuje na to koliki je problem, drugo, vrednosti dominantne frekvencije mogu da usmere pažnju na sam izvor problema i veoma često omogućavaju otkrivanje frekvencije vibracija i buke, koje nisu ni očekivane da se nađu. Međutim, zaključci o prirodi problema ne mogu se doneti samo na osnovu vrednosti dobijenih bez filtra. Mora se izvršiti detaljna analiza vibracija ili buke sa podesivim filtrom pre donošenja konačne odluke.
Slika 3.130. Primer karte merenja vibracija i buke prenosnika snage
Interpretacija podataka. Posle korišćenja metoda za dobijanje potrebnih podataka za analizu vibracija i buke sledi ispitivanje registrovanih podataka i utvrđivanje značajnih vrednosti za frekvenciju vibracija koja je utvrđena. Obično se letimično pogleda svaka kolona sa podacima o frekvenciji i zaokruži jedna, dve ili tri najznačajnije vrednosti amplitude.
Frekvencije se upoređuju na osnovu brzine obrtanja u sistemu. Ako je frekvencija vibracija ili buke direktno povezana sa brojem obrtaja mašine, onda treba upotrebiti stroboskopsku lampu.
Postoji čitavo mnoštvo kriterijuma pomoću kojih se jedno utvrđeno stanje mašinskog sistema može deklarisati kao stabilno ili nestabilno, odnosno, kao dobro ili loše. Zajednička osobina svih ovih prilaza zasnovanih najčešće na upoređivanju odnosa fizičkih veličina izlaza (npr. vibracija) i ulaza (npr. sila i momenata) jednog mašinskog sistema - u funkciji frekvencije, svakako je zavisnost od usvojenih teoretskih modela. Razumljivo da im otuda, i praktična primenljivost ostaje ograničena, bilo da pretpostavljaju komplikovan metodološki postupak, bilo da postavljeni modeli ne mogu dovoljno verno prikazati osobine realnog mašinskog sistema.
Praksa zahteva pragmatične postupke koji omogućavaju jaku primenljivost sa tačnošću koja je iskustvom dovoljno potvrđena. Radi se, dakle, o stvaranju standarda koji bi uopštavanjem preko
142
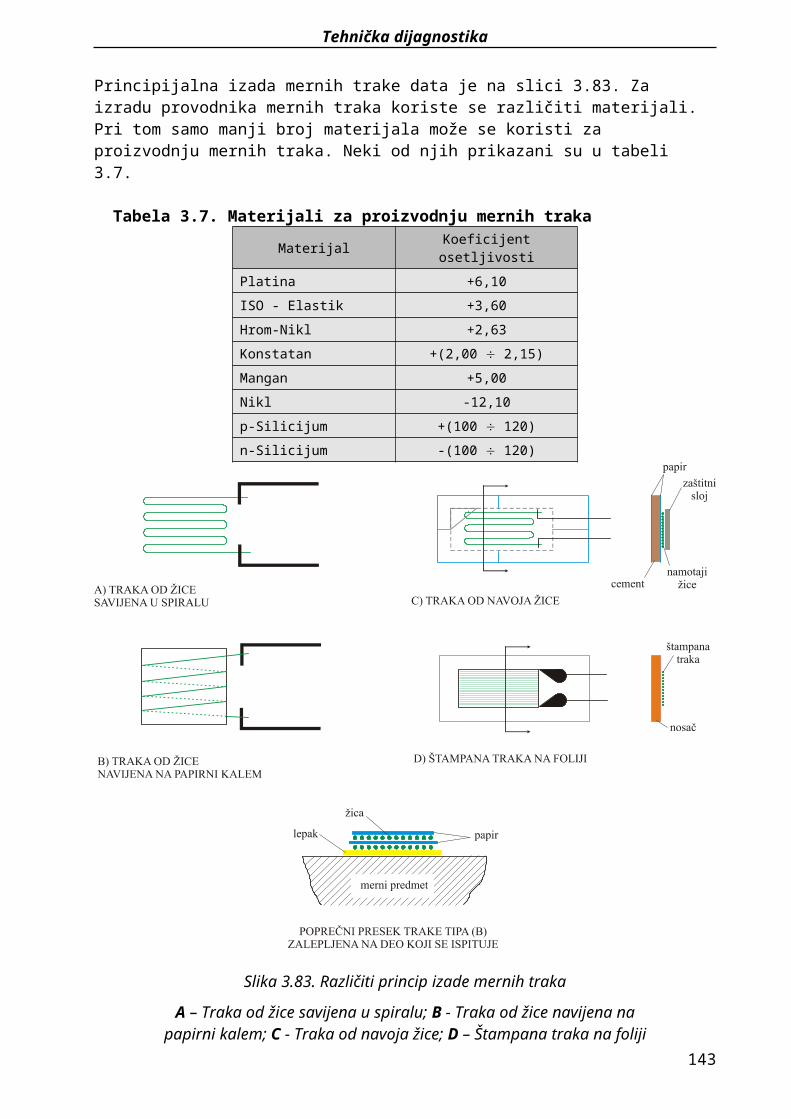
Tehnička dijagnostika
velikog broja posmatranja, integrisali asimilirano praktično iskustvo i bili merodavni za ocenu stanja pojedinih mašinskih sistema, bez obzira da li se ono interpretira preko buke ili preko vibracija.
Postojeće norme i standardi posledica su uopštavanja rezultata do kojih se došlo posmatranjem vibracija na vitalnim mašinama sa rotacionim kretanjem.
Analiza vibracija pokazuje, međutim, da se uočljive promene kod snimljenih signala manifestuju isključivo na karakterističnim delovima frekventnog spektra, tj. u očekivanim frekventnim područjima koja odgovaraju sotpstvenim i/ili prinudnim vibracijatma. Odavde se izvodi zaključak da za uspešno praćenje i ocenu stanja i nije potrebna stalna obrada signala u kompletnom frekventnom opsegu, već da je sasvim dovoljno obratiti pažnju na ograničen broj izabranih frekventnih područja i pratiti nivo signala po njima.
Složeni rotacioni sistemi zahtevaju, svakako, mnogo veći broj vitalnih tačaka čije potnašanje treba stalno, ili povremeno pratiti. Monitorski sistem koji bi bio postavljen na klasičan način, nesumnjivo, bio bi glomazan i nedovoljno pregledan. Stoga se rešenje zadatka traži u pravcu angažovanja složenije opreme za akviziciju i obradu podataka. Inteligentni "data loggeri", predstavljaju samo početnu etapu ka stvaranju snažnih centralizovanih računarskih sistema, čiji bi brzi procesori ne samo pratili, već isto tako automatski identifikovali stanje, prognozirali njegovu dalju promenu i donosili merodavne odluke od značaja za održavanje.
Pristup dijagnostici preko kontrole vibracija. Celokupan dijagnostički pristup polazi od činjenice da svaki poremećajni uzročnik generiše vibracije tačno određenog karaktera, prepoznatljive, pre svega, po frekvenciji kao ključnom parametru. Pri tome, identifikacija dominantnih parcijalnih komponenti, registrovanih u području vremenskog ili frekventnog domena, postavljena je na korišćenju asimiliranog znanja i iskustva o specifičnim karakteristikama potencijalne slike oscilovanja pokretnih, najčešće rotirajućih, mašinskih delova. Za mnoštvo vitalnih rotirajućih mašinskih delova i pored osnovne frekvence i njenih viših harmonika, egzaktnim matematičkim putem definisan je niz prinudnih i sopstvenih frekvencija kojima mogu odgovarati i dominantne komponente u snimljenim spektrima.
U tabeli Tabela 3.13. u sistematizovanom obliku dat je pregled pojedinih karakterističnih frekvencija i njihovih potencijalnih uzročnika.
Sama fizička interpretacija karakterističnih frekvencija može biti izvanredno simulirana preko snimljenih orbitnih trajektorija rotora. Oblik i orijentaciju orbitne trajektorije rotora u ležištu formira zbirni vektor spoljašnjih i unutrašnjih sila.
Tabela 3.13. Tabela za identifikaciju uzroka vibracija
Slu
čaj
Najčešći uzrok vibracija
Dominantna prinudna
frekvencija
fo=n/60
Karakter amplitude
Dominantan pravac
ispoljavanja
Karakter faze
Stroboskopska slika (broj vidljivih
referentnih znakova)
1 2 3 4 5 6 7
1
- Neuravnoteženost obrtnih delova
- Ekscentričnost ose obrtanja i ose vođenja
- Reakcija mehaničke prirode
1xf0
Konstantan, linearno proporcionalan veličini poremećaja
Radijalan Konstantan 1
2 - Nesaosnost osa spojenih obrtnih vratila
- Nesaosnost ose rukavaca u odnosu na osu ležaja
- Ugibanje vratila
(1-2)xf0 Konstantan Aksijalan Konstantan 1-2 eventualno 3
143
Tehnička dijagnostika
- Nedovoljna mehanička krutost, tj. labavost veza sa fundamentom
3
- Povećan zazor u kliznom ležaju
- Neadekvatna viskoznost ulja
≤0.5xf0Načelno konstantan
Radijalan Promenljiv Lagano rotira
4
- Loše ozubljenje u reduktoru - Neispravan kaišni prenos- Oštećen klizni ležaj- Inercijalne ose koje se
"reprodukuju" na osi rotacije
nxf0
n nije obavezno celobrojna vrednost
Najčešće promenljiv
Radijalan NepravilanVišestruka i promenljiva
5- Inercijalne sile delova koji vrše reverzibilno kretanje
nxff– frekvencija
hodaKonstantan Radijalan Konstantan Višestruka
6
- Sile trenja u kliznim ležajevima
f0 Promenljiv Radijalan
Lagano promenljiv sa vremenom
1 ili >1
7- Hidraulične i pneumatske sile
nxf0 Konstantan Radijalan Konstantan Višestruka
8- Kavitacione sile- Pneumatski udari
< f0Načelno konstantan
RadijalanLagano promenljiv
Lagano rotira
3.17.2. Utvrđivanje uzroka neispravnosti tehničkih sistema
Vibracije nastale usled neuravnoteženosti masa obrtnih delova mašina. Neuravnoteženost masa obrtnih delova mašina je najuobičajeniji i dominantan uzrok nastajanja vibracija koje se javljaju pri frekvenciji koja je jednaka l x broj obrtaja u minuti neuravnoteženog dela, a amplituda je direktno proporcionalna veličini prisutne neuravnoteženosti (debalansa) odnosno inercionim silama.
Po pravilu, najviše je istaknuta radijalna komponenta. Međutim, kod teških radnih kola postavljanih na velikom prepustu, komponenta u aksijalnom pravcu može biti dominantna.
Vibracije nastale usled poremećaja centričnosti (nesaosnosti). Poremećaj centričnosti je isto toliko uobičajen kao i neuravnoteženost, a razlog je sasvim jednostavan, nepoklapanje osa vratila rotora sa geometrijskom osom obrtanja i osom ležišta. Tri su moguća tipa porećaja centričnosti (ugaone pomerenosti) spojnice:• pomeranje osa obrtanja koje su paralelne,• ugaono potmeranje osa obrtanja,• kombinacja ugaonog i paralelnog pomeranja osa obrtanja.
Značajna karakteristka vibracija nastalih usled odstupanja centričnosti jeste ta što se javljaju kako u radijalnom tako i u aksijalnom pravcu. Kada je poremećaj centričnosti ozbiljan, mogu se javiti frekvencije vibracija drugog reda (2 x O/min) ili, ponekada, i trećeg reda (3 x O/min, harmonici drugog i višeg reda).
Bez obzira o kojoj je pojavi reč, uvek su izražene vibracije u aksijalnom pravcu. Generalno posmatrano, čim komponenta vibracije u aksijalnom pravcu iznosi više od polovine najveće komponente u dijalnom pravcu, nesaosnost ili iskrivljenost vratila mogu biti najverovatniji, ali ne i jedini uzročnici vibracija.
144
Tehnička dijagnostika
U slučaju kliznog ležaja sa poremećenim centriranjem klizne ležišne čaure neće doći do pojave vibracija sve dok ne dođe do pojave i neuravnoteženosti. Pojaviće se samo aksijalne vibracije. Balansiranjem (uravnotežavanjem obrtnih masa) dela doći će do smanjenja aksijalnih i radijalnih vibracija.
Kad dođe do poremećaja centričnosti kotrljajućeg ležaja, javiće se aksijalne vibracije i posle balansiranja dela. Neophodna je pravilna montaža kotrljajućeg ležaja da bi se eliminisale vibracije.
Vibracije nastale usled ekscentričnosti. Ekscentričnost (pomeranje ose obrtanja u odnosu na geometrijsku središnju osu rotora (sl.3.131.) predstavlja uobičajeni izvor neuravnoteženosti masa koja rezultira u povećanoj težini sa jedne strane ose obrtanja. Radi otklanjanja neuravnoteženosti, može se preporučiti balansiranje rotora na licu mesta (u sopstvenim ležajima). Pored toga mora se obratiti pažnja da se položaj unutrašnjeg prstena ležaja na vratilu ne menja, pošto se ekscentričnost prstena ležaja kompenzira korekcijom neuravnoteženosti na rotoru.
S1ika 3.131. Pojava ekscentriciteta na sastavnim delovirna sistema
Ekscentričnost može, takođe, da rezultira i nastajanjem reakcionih sila u nekim slučajevima koji se mogu korigovati jednostavnim balansiranjem. Na primer, najveće vibracije kod spregnutog zupčanika pojaviće se u pravcu koji prolazi kroz centre zupčanika, pri frekvenciji jednakoj l x O/min ekscentričnog zupčanika. To može da izgleda kao neuravnoteženost, ali nije.
Ekscentričnost kaišnika sa klinastim kaišem, rezultiraće nastajanje reakcionih sila na sličan način kao i ekscentrični zupčanik. U tom slučaju najveće vibracije će se pojaviti pri frekvenciji koja je jednaka frekvenciji od l x O/min ekscentričnog kaišnika u pravcu zatezanja kaiša. I ovde će ekscentričnost izgledati kao neuravnoteženost, ali se ne može korigovati uravnotežavanjem masa.
Vibracije nastale usled neispravnih kotrljajnih ležaja. Ležaji koji imaju površinske defekte na svojim prstenovima, kuglicama ili valjcima obično će prouzrokovati vibracije visoke frekvencije. Ta frekvencija je obično nekoliko puta veća od brzine obrtanja dela. Posmatranje rotirajućeg vratila stroboskopskom lampom verovatno neće pokazati stacionarnu sliku (lik) kakva bi trebalo da bude za vibracije koje su prouzrokovane neuravnoteženošću, poremećajem centričnosti i sl.
145
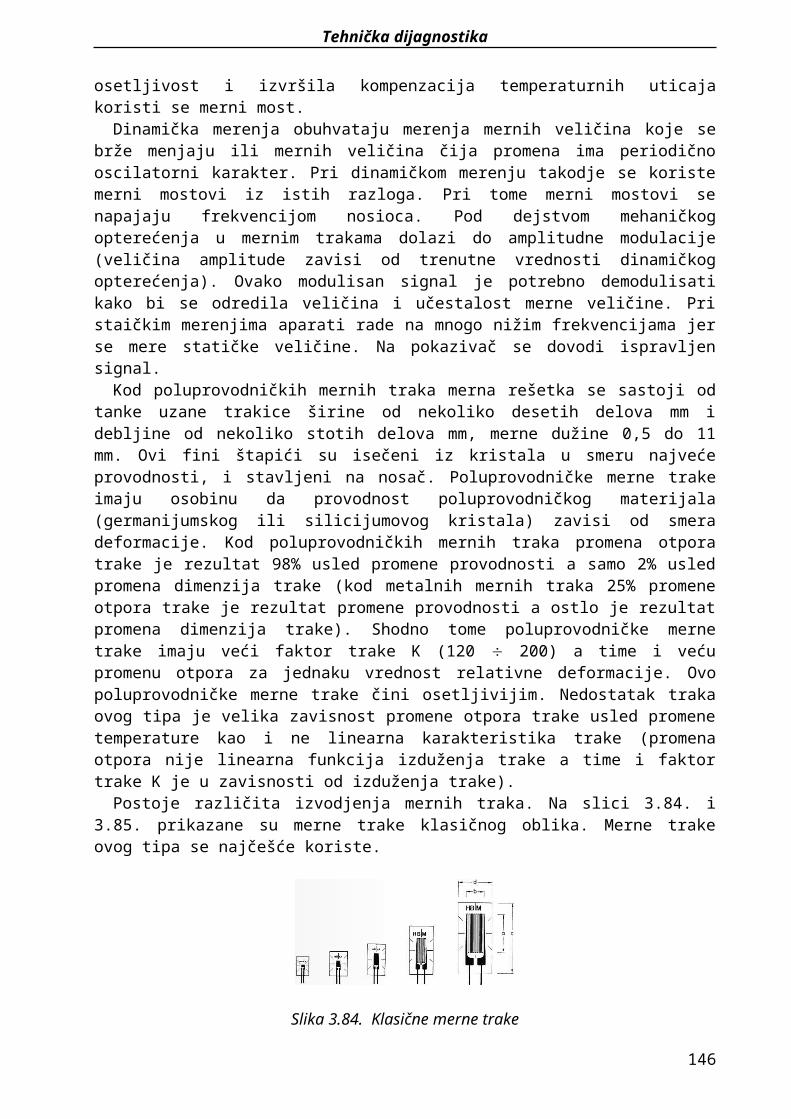
Tehnička dijagnostika
Slika 3.132. Analiza vibracija na neispravnom kotrljajućem ležaju prenosnika snage
Na slici 3.132. može se uočiti da ima nekoliko visokih frekvencija koje je generisao neispravan kotrljajući ležaj.
Do velikih poremećaja centričnosti na tehničkim sistemima koji su opremljeni kotrljajućim ležajima, ponekad može doći do pojave velikih vibracija na ležajima, koje ne potiču od ležaja.Vibracije nastale usled neispravnih kliznih ležaja. Problemi koji se javljaju kod kliznih ležaja dovode do visokih nivoa vibracija ili buke, i uglavnom nastaju zbog prekotmernog zazora ležaja ("uljni zazor"), labavosti ili nepravilnog podmazivanja (sl. 3.133.).
Klizni ležaj sa prekomernim zazorom može da "dozvoli" pojavu relativno male neuravnoteženosti, poremećaj centričnosti ili pojavu neke druge vibrirajuće sile koja će prouzrokovati mehaničku labavost.
U tom slučaju, ležaj neće biti pravi uzrok. On će dozvoliti samo da se pojavi viši nivo vibracija nego što bi bio da je zazor u ležaju u dozvoljenim granicama.
Slika 3.133. Poremećaj centričnosti kliznog ležaja
Mašine koje su pravilno montirane na krutom fundamentu imaće veću amplitudu vibracija u horizontalnom pravcu. U nekim slučajevima, kod kojih se javljaju neuobičajeno visoke amplitude vibracija u vertikalnom pravcu, u poređenju sa horizontalnim pravcem, utvrđeno je da je uzrok neispravan klizni ležaj.
Turbulencija ulja je drugi problem koji se dovodi u vezi sa kliznim ležajima, naročito pri podmazivanju pod pritiskom i pri relativno velikim brzinama iznad druge kritične brzine rotora.
Vibracije usled turbulencije ulja (sl. 3.134.) su često velike, ali se lako mogu prepoznati zbog toga što je frekvencija nešto manja (5 do 8 %) od polovine broja obrtaja vratila u minuti.
146
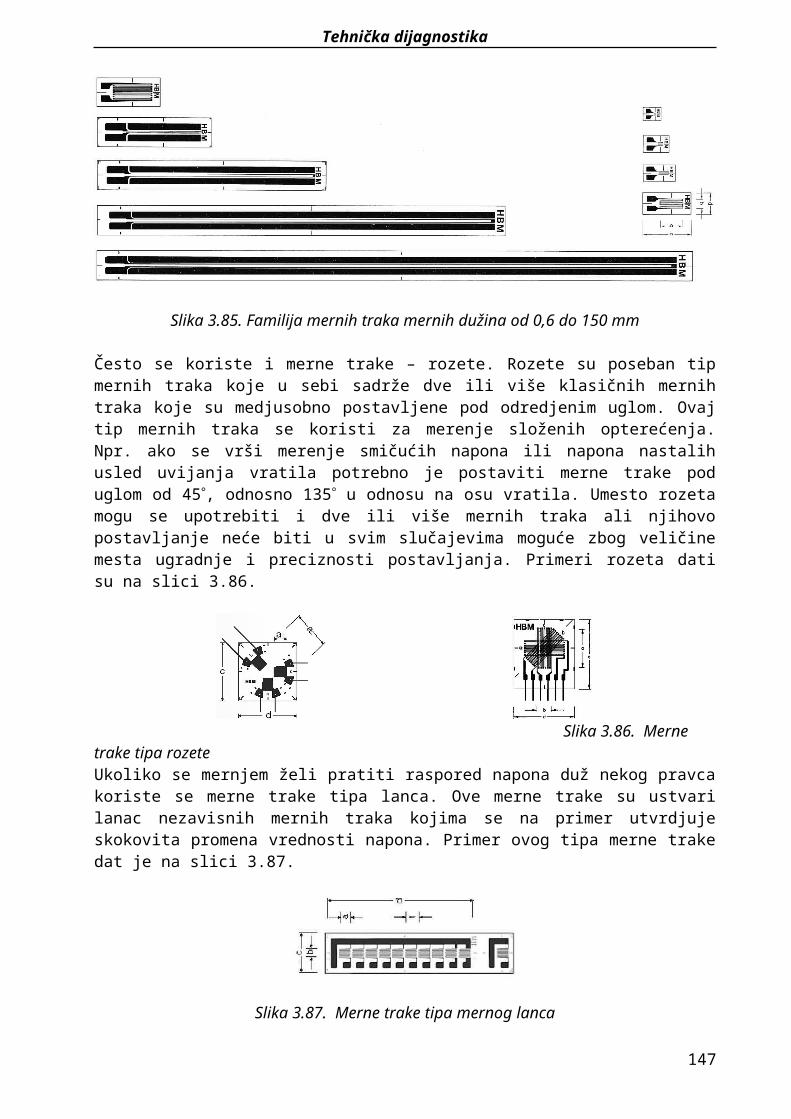
Tehnička dijagnostika
S1ika 3.134. Vibracije usled uljnog udara u kliznom ležaju: a) vremenski; b) frekventni domen
Problem vrtložnog kretanja ulja pripisuje se nepravilnoj konstrukciji ležaja. Međutim, i ostali uzroci mogu biti problem: prekomerno habanje ležaja, porast pritiska ulja za podmazivanje ili promena viskoziteta ulja. Svuda gde se javi turbulencija ulja može se izvršiti korekcija promenom temperature (viskoziteta) maziva. Ponekad se postižu dobri rezultati i izradom posebnih žlebova na unutrašnjoj površini ležaja da bi se eliminisao "klin" maziva. Tako se može izvesti nekoliko primera za smanjenje mogućnosti stvaranja turbulencije ulja: ležaj sa aksijalnim žlebom koristi se u gasnim i gasnoturbinskim kompresorima; ležaj sa tri žljeba pruža poboljšanu stabilnost ležaja na pojavi turbulencije ulja. Samopodesivi ležaj (Mičelov ležaj) sa aksijalnim segmentima predstavlja uobičajeni izbor na većim mašinama (turbogeneratorima, turboduvaljkama i sl.) velike brzine. Karakteristika samopodešavanja omogućava svakom segmentu da prati vratilo, poboljšavajući pritom amortizovanje sistema i njegovu ukupnu stabilnost.
Nepropisno podmazivanje, takode može biti uzrok nastajanja vibracija kod kliznog ležaja. Ukoliko se prekine podmazivanje ležaja ili ako se upotrebi pogrešno mazivo, rezultat toga može biti prekomerno trenje između rukavca vratila i ležaja. To trenje pobuđuje vibracije ležaja i drugih delova mašine. Ove vibracije su uglavnom visoke frekvencije i slične su vibracijama koje izazivaju kotrljajući ležaji.
Vibracije nastale usled mehaničke labavosti (zazora između delova). Mehanička labavost (olabavljenost mehaničkih veza) izaziva nastajanje vibracija pri frekvenciji koja je dva puta veća od brzine obrtanja (2 x O/min) i višeg reda veličina kod labavih delova mašina.
Karakteristike vibracija nastalih usled mehaničke labavosti neće se javiti sve dok ne budu prisutne neke druge sile pobuđivanja, kao što su neuravnoteženost ili poremećaj centričnosti, koje će ih izazvati. Na sl.10.14. dat je karakterističan primer merenja vibracija na prenosniku snage, pri čemu se uočavaju sledeći uzroci:
turbulencija ulja (u kliznim ležajima), labavost kućišta ležaja, debalans zupčanika prenosnika, loše centriranje po poluspojnicama (između motora i prensnika snage)
147
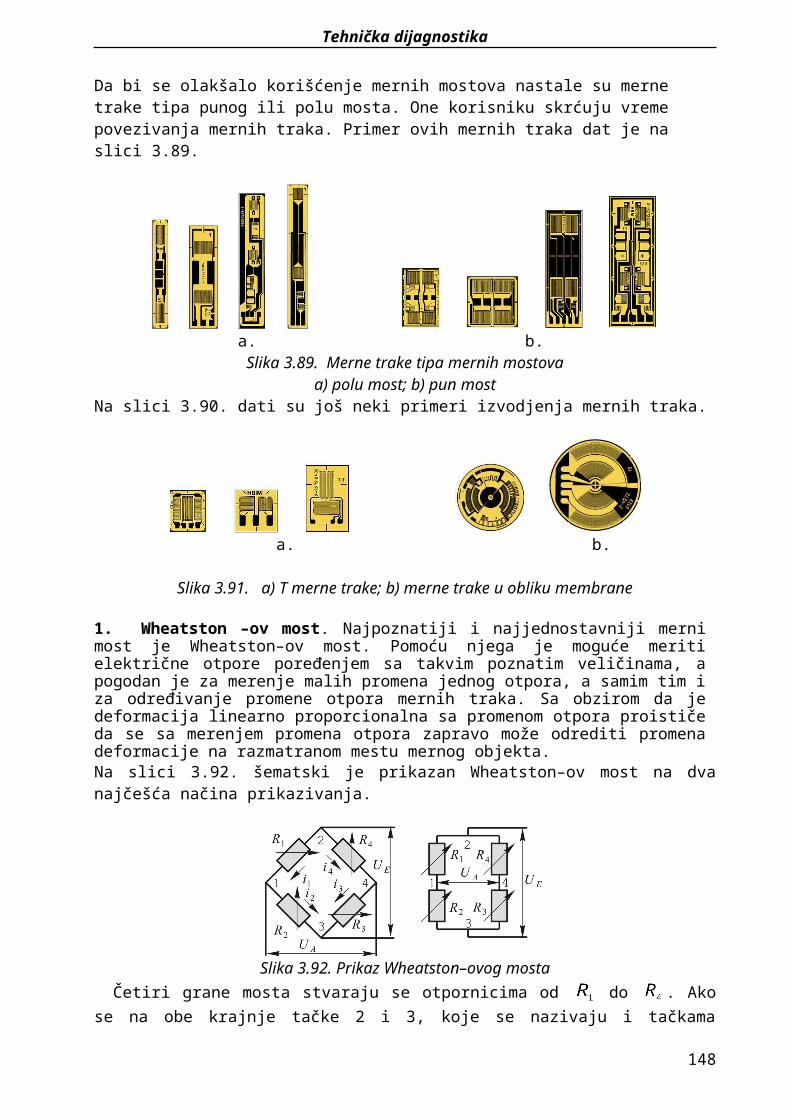
Tehnička dijagnostika
Slika 3.135. Dijagram merenja vibracija na koaksijalnom prenosniku snage
Vibracije nastale usled dejstva pogonskih kaiševa (zbog oscilatorne energije kaiševa). Trapezni kaiševi mogu biti izvor visokiih nivoa vibracija, posebno na alatnim mašinama kod kojih se moraju održavati niski nivoi vibracija.
Proiblemi vibracija koji su u vezi sa trapeznim kaiševima uglavnom su podeljeni na: reakcije kaiša na druge ometajuće sile, i vibracije nastale usled problema na kaiševima.
Često, prekomerna neuravnoteženost, ekscentrični kaišnici, poremećena centričnost ili mehanička labavost mogu da izazovu nastajanje vibracija kaiševa. Zbog toga, pre zamenjivanja kaiševa treba da se izvrši analiza radi određivanja prirode problema.
Frekvencija vibracija je ključni činilac za utvrđivanje prirode vibracija kaiša. Ako kaiš reaguje na druge ometajuće sile u mašini, kao što su neuravnoteženost ili ekscentričnost kaišnika, frekvenaija vibracija kaiša će biti ista kao i frekvencija smetnji. Kaiš jednostavno pojačava ove ometajuće sile. Ukoliko je to slučaj, onda deo mašine koji generiše ometajuće sile izgleda kao da stoji mirno pod svetlom stroboskopske lampe. Labavi kaiševi mogu da prouzrokuju nastajanje prekomernih nivoa vibractija čak i pod dejstvom veoma malih sila.
Frekvencija će zavisiti od prirode problema kaiša i od broja kaišnika i zateznih kotura preko kojih kaiš mora da prođe, a one su l, 2, 3 i 4 x O/min. Odstupanje klinastog kaiša po širini izaziva podizanje ili spuštanje kaiša u žljebu kaišnika, stvarajući pri tome vibracije zbog odstupanja zategnutosti kaiša.
Najbolji način za otkrivanje vibracije kaiša je primena davača odnosno njegovo postavljanje na kućište ležaja upravno i u pravcu zatezanja kaiša. Visoke amplitude nastaju u pravcu paralelnom sa zatezanjem kaiša. Ponekad će amplituda vibracija koje nastaju zbog neispravnih kaiševa biti nestabilna. To se dešava naročito pri proklizavanju kaiševa.
Vibracije nastale usled problema na zupčanicima. Vibracije nastale usled problema na zupčanicima lako se identifikuju zbog toga što se one normalno javljaju pri frekvenciji koja je jednaka učestalosti "ozubljenja" zupčanika, tj. broj zubaca na zupčaniku puta O/min, neispravnog zupčanika, sl.3.136. karakterističan je primer analize podataka iz vibracija zupčanika. Vibracija u ovom slučaju jednaka je proizvodu broja zubaca na zupčaniku pomnoženim sa brojem obrtaja u minuti pogonskog zupčanika.
148

Tehnička dijagnostika
Slika 3.136. Vibracije nastale usled problema sa zupčanicima
Vibracije na zupčanicima nastaju usled prekomernog habanja, nepravilnog podmazivanja, nepravilnog ozubljenja, poremećaja centričnosti ili savijanja vratila i dr.
Problemi u vezi sa zupčastim prenosnicima mogu da prouzrokuju nastajanje vibracija pri frekvenciji koja nije jednaka učestalosti ozubljenja zupčanika.
Ako zupčanik ima samo jedan polomljen ili deformisan zubac, mogu da nastanu vibracije pri frekvenciji od lxO/min. zupčanika. Taj problem može se razlikovati od problema neuravnoteženosti zbog signala zupčastog oblika nastalog zbog neispravnog zupca zupčanika. Ako je definisano više zubaca, može da nastane frekvencija vibracija jednaka broju deformisanih zubaca puta O/min, zupčanika.
Zupčanik koji je ekscentrično montiran na svom vratilu takođe će izazivati vibracije pri frekvenciji od l x O/min, zupčanika, slično neuravnoteženosti.
Amplituda vibracija i frekvencija vibracija zupčanika mogu da budu nestalne u izvesnim slučajevima. Nestalne vibracije se javljaju kod zupčanika koji rade pod veoma malim opterećenjem, pri čemu se opterećenje može slučajno pomeriti nazad i unapred sa jednog na drugi zupčanik. Udari, koji se javljaju kada se opterećenje pomeri, pobudiće prirodne frekvencije zupčanika, ležaja i obližnjih sastavnih delova mašine. Te vibracije zupčanika mogu uglavnoim da se otkriju u jednoj ili više tačaka na mašini i mogu se razlikovati od vibracija ležaja koje se javljaju pretežno na neispravnom ležaju.Vibracije nastale u rezonantnom području. Svaki deo sistema (mašine) ima sopstvenu frekvenciju pri kojoj on "želi" da vibrira. Te vibracije mogu se smanjiti prigušenjem.
Osim sopstvenih vibracija postoje i prinudne vibracije tamo gde frekvencija zavisi od frekvencije pobudne sile koja se dovodi na mašinu. Na primer, pvinudne vibracije može da izazove pobudna sila neuravnoteženosti rotora. U tom slučaju, frekvenciju ovih prinudnih vibracija određuje brzina obrtanja motora.
Stanje rezonancije postoji ukoliko su sopstvene frekvencije iste kao i frekvencije pobuđivanja izmerene u toku rada mašine. Ako postoje rezonantna stanja, jasno će se identifikovati karakteristične vršne vibracije koje se javljaju pri velikim faznim pomeranjima (približno 180°).
Ako se javi problem rezonancije, postoji više načina za njegovo otklanjanje. Jedan način je da se promeni frekvencija sile pobuđivanja tako da se više ne poklapa sa sopstvenom frekvencijom mašine. To se može postići povećanjem ili smanjenjem broja obrtaja mašine. Ukoliko se frekveincija pobuđivanja ne može izmeniti, ptroblem se može otkloniti promenom sopstvene frekvencije (povećanjem ili stmanjenjem krutosti ili mase objekta).
149
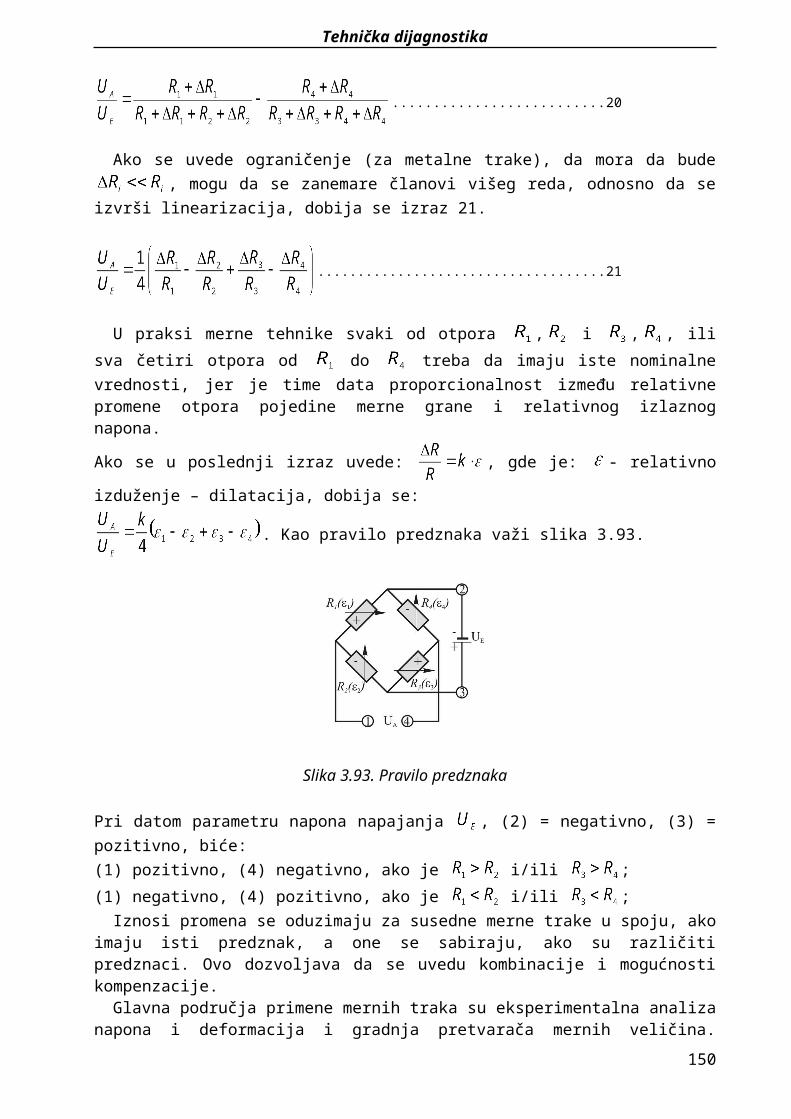
Tehnička dijagnostika
Naravno, rezonancija se može izbeći eliminisanjein sila pobuđivanja. Najbolje rešenje problema rezonancije je odvajanje frekvencija pobuđivanja.
4. EKSPERTNI SISTEMI ZA DIJAGNUZU STANJA SISTEMA
4.1. Veštačka inteligencija i predstavljanje znanja Veštačka inteligencija sve više ulazi u sferu odlučivanja. U ekspertnim sistemima umesto konvencionalne računarske obrade podataka nailazi se na obradu činjenica ili znanja u najrazličitijim oblicima. Umesto strogih algoritama u računar se unose heuristička pravila, a računaru se prepuštaju izvesni oblici rezonovanja. To je omogućilo stvaranje velikih baza znanja i konstruisanje jednostavniji mehanizama zaključivanja.
Glavne oblasti istraživanja su: predstavljanje znanja, logičko zaključivanje, prepoznavanje oblika, automatsko programiranje.
Očigledno je značajan problem naći metode koje se koriste za organizovanje i predstavljanje znanja u računarskim programima. Ekspertni sistemi imaju za ciij da obezbede odgovor na probleme koji zahtevaju rezonovanje, prepoznavanje, rasuđivanje, tj. daju odgovor na pitanja koja zahtevaju inteligenciju. Ekspertski sistemi se mogu efikasno primenjivati u područijima gde se mišljenje o problemu svodi na 1ogičko rezonovanje a ne na izračunavanje i gde svaki korak u rešavanju problema ima veći broj alternativnih mogućnosti.
Prvi problem sa kojim se susrećemo kod ekspertskih sistema je način predstavljanja znanja da bi se efikasno iskoristilo u rešavanju problema. Drugi, kako koristiti znanje odnosno kako projektovati aparat zaključivanja da bi se znanje efikasno koristilo. Treće,. kako znanje izvući iz glava eksperata i staviti ga u računar i da li je moguće automatizovati ovaj korak i obezbediti direktnu komunikaciju eksperta i računara.
4.2. Ekspertni sistemi bazirani na pravilimaS obzirom na postavljeni cilj logičkog rezonovanja, odnosno cilj konsultacije koja se očekuje
od ekspertnog sistema, moguća su dva pristupa: direktno rezonovanje i inverzno rezonovanje.
Direktno zaključivanje, koje još zovemo "zaključivanje unapred", se bazira na ideji da se svako pravilo ispituje počev od uslova. Akcija se ne izvršava sve dok odgovarajući usiov ne postane tačan. Ukoliko uslov datog pravila nije tačan prelazi se na ispitivanje sledećeg pravila a napušteno pravilo se ispituje ponovo u sledećem prolazu kroz pravila. Izvršenjem akcije jednog pravila se faktički menja stanje uslova nekog drugog pravila na taj način sto taj uslov može postati tačan.
Inverzno rezonovanje koje se naziva "zaključivanje unazad", bazira se na ideji da se pravila razmatraju počev od akcije odnosno zaključka. Pakticki skup pravila deli se u podgrupe koje je potrebno ispitivati da bi se došlo do žeijenog cilja zaključivanja, čime se značajno sužava prostor pretraživanja i u kraćem vremenu dolazi do cilja zaključivanja. Moguće je naići na uslov za koji je nemoguće odrediti njegovu logičku vrednost. Tada, obično, aparat postavlja pitanje korisniku nudeći mu kao mogućnost skup raspoloživih odgovora ili poziva druge programe koji će izračunati vrednosti zahtevanih fakata.
Sastav za odlučivanje se sastoji od modula za postavljanje hipoteza i modula za proveru hipoteza. Na osnovu pretrage po bankama podataka i postupaka stvaraju se verovatne hipoteze, pa ako hipoteza postoji u bazi znanja uporedjuju se činjenice i postupci vezani za nju sa ulaznim podacima. Ako ne postoji, pokusava se simulacijom, na osnovu koje se prihvata ili odbacuje.
U slučaju prihvatanja hipoteze, rezultati njene provere u stvarnosti unose se u bazu. znanja. Ovaj deo ekspertnog sistema danas je standardan, tj. svi ekspertni sistemi koriste iste algoritme.
150
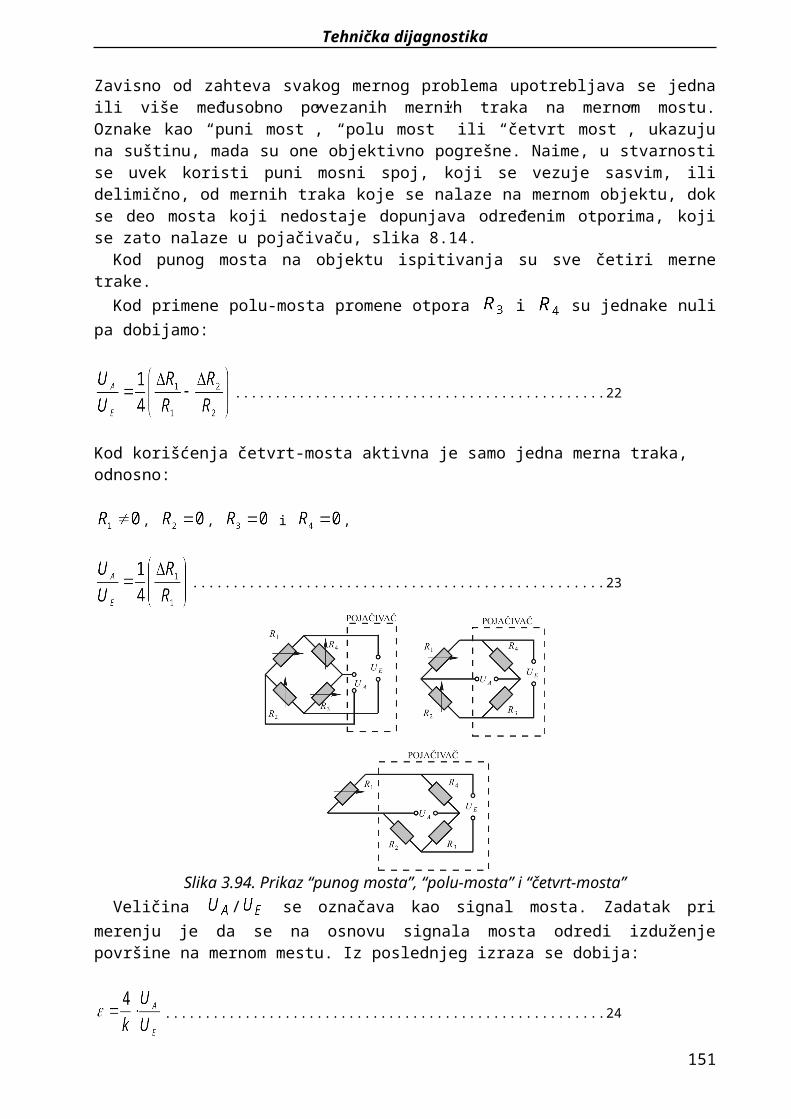
Tehnička dijagnostika
4.3. Ekspertni sistemi za održavanje i dijagnostikuEkspertni sistem za održavanje je računarski sistem sa bazama znanja i koriste se u
dijagnostici mašina. Veoma brzo na osnovu softverskog paketa ispituju, uporede, odaberu, provere veliki broj podataka, i postave dijagnozu stanja mašine ili sistema. Ako želimo da doznamo na osnovu čega je data dijagnoza ekspertni sistem da način na koji je to zaključio.
Ekspertni sistem za održavanje može da ima nekoliko modula i to: projektovanje tehničkog sistema za održavanje, projektovanje tehnologije održavanja, upravljanje održavanjem pomoću računara.
Osnovni principi i uslovi za uspešnu primenu ekspertskog ocenjivanja su nezavisnost u radu, postojanje formalizovane metodologije ocenjivanja i raspolaganje ekspertima iz date oblasti. Najopštiji cilj ekspertskog ocenjivanja je doprinos višem kvalitetu odluke.
Osnovni kriterijumi za ekspertsko ocenjivanje su: ekonomska i proizvodna opravdanost, raspoloživost resursa i izvodljivost programa.
Ekspertni sistemi za dijagnostiku tehničkih sistema predstavljaju novu generaciju softvera za savremene automatizovane fabrike. Razlozi za njihovu primenu u održavanju. mogu se iskazati sledećom činjenicom: povišeni nivo intelektualnih poslova, klase ekspertiza, kompleksne odluke na bazi velikog broja alternativa, kornpieksne on-line informacije u fabrici "bez papira", visok nivo koordinacije u svim fazama proizvodnog procesa i tehničkog održavanja.
Izgradnja ekspertnog sistema za dijagnostiku obavlja se na liniji komunikacije: ekspert za održavanje - inženjer znanja - računar. Osnove za izgradnju ekspertnog sistema za dijagnostiku su: stečena iskustva u izgradnji prethodne generacije ekspertnih sistema, razvoj teorije projektovanja i izgradnje ES za dijagnostiku, primena novih principa i inženjerstva znanja za izradu ES.
Osnovne etape razvoja ekpertnog sistema za dijagnostiku su: Prva fasa izgradnje je indentifikacija: ko su učesnici i njihova uloga u rasvoju ES, karakteristike problema koji se analizira, resursi i ciljevi.
Slika 4.1. Osnovne etape razvoja ES
151
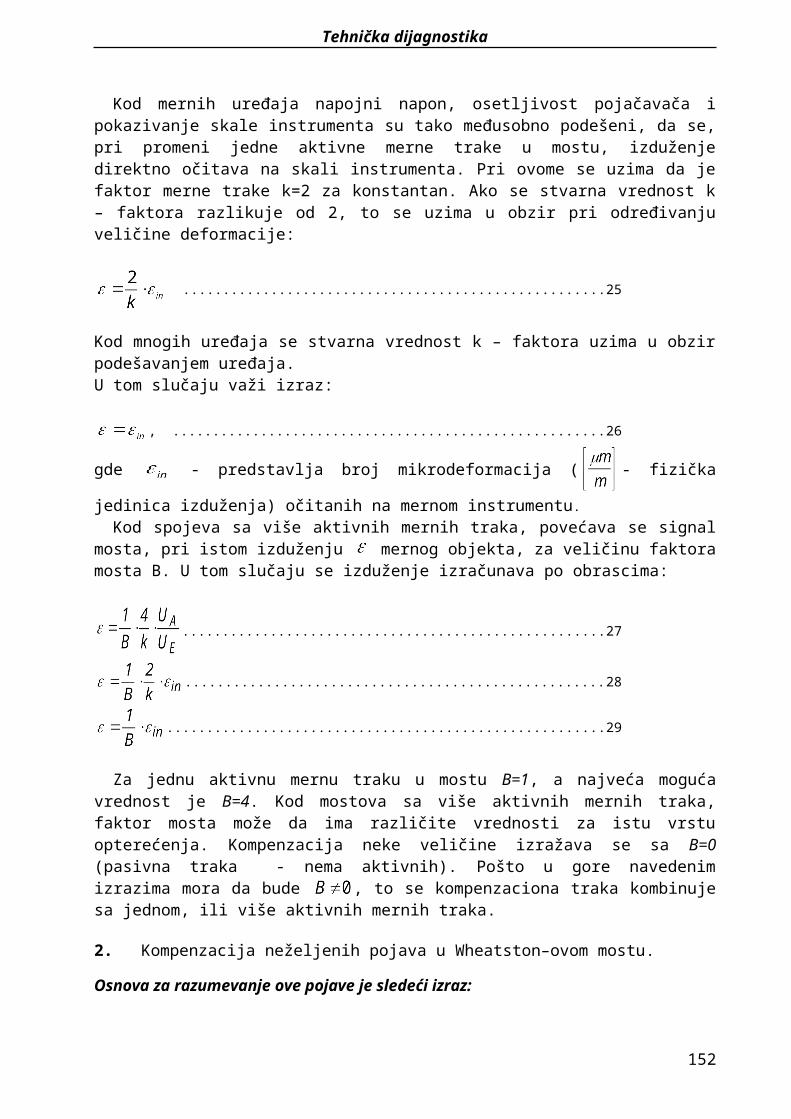
Tehnička dijagnostika
Konceptualizacija je druga faza u okviru koje se definišu koncepti za predstavljanje znanja i daju odgovori na sledeća pitanja: koje vrste podataka su na raspolagangu, koje se hipoteze koriste, koji su tokovi infornacija znanja koje se koristi za. potvrđivanje rešenja.
Na osnovu definisanih koncepata vrši se projektovanje strukture za organizaciju znanja, kroz fazu formalizacije koja obuhvata: prostor hipoteza, modeliranje procesa i karakteristike podataka.
Faza izvršenja podrazumeva izgrađen prototip ekspertnog sistema, što znači da je izgrađena i basa znanja.
Poslednja etapa se odniosi na testiranje - opitnu eksploataciju razvijenog sistema na realnom primeru.
5. MERENJE STANJA KOTRLJAJUĆIH ELEMENATA LEŽAJA
Kotrljajući elementi ležišta su komponente mašina sa ograničenim rokom upotrebe za kojima postoji velika tražnja. Dužina njihovog funkcionalnog veka odredjena je brojnim faktorima i eventualnim oštećenjima koja se mogu javiti. Lista najčešćih oštećenja data je u sledećoj tabeli.
Tabela 5.1. Faktori koji utiču na radni vek kotrljajućih elemenata ležajeva
AKTIVNOSTREZULTIRAJUĆI
EFEKTI
PROIZVODNJANehomogenost materijala Tolerancije u proizvodnji
SKLADIŠTENJE / TRANSPORTNeadekvatno pakovanje
Oscilacije
INSTALIRANJE
DeformacijeNetačan utovar
Dimenzione tolerancijeGreške u poravnanju
FUNKCIONISANJE
PreopterećenjeNepravilno podmazivanje
Strana lela (prašina)Strani mediji (agresivni gas)
VlagaPregrejavanje
Tokom vremena ovi faktori dovode do oštećenja i konaćno do otkaza takodje i u slučaju skupih, visokokvalitetnih ležajeva. Uzroci otkaza mogu se podeliti na dve grupe, tzv. normalne i abnormalne.
Tabela 5.2. Uzroci otkaza i njihova relativna učestalost
UZROKRELATIVNAučestalost u %
NormalniHabanje
Zamor materijalaKorozija
5125188
AbnormalniDeformacije
OtkaziPucanje
Pregrejavanje
4914121211
U opštem slučaju informacija o uzrocima štete ili preostalom veku ležaja može se dobiti za vreme rada mašine uz pomoć specijalnih mernih procedura. Oštećenja i kvarovi kotrljajućih
152
Tehnička dijagnostika
elemenata ležajeva su uglavnom iznenadni i neočekivani. Ako se ne prepoznaju na vreme, mogu dovesti do značajnih oštećenja kao što su: blokada ležišta, oštećenje sedišta ležišta, deformacije ili oštećenja osovine, lomljave spojnica (osovina) i oštećenja kalemova motora, oštećenja kućišta mašine i drugih zbirnih komponenti paljenje maziva, požari na postrojenju.
U svakom slučaju mašine moraju da se isključe da bi se rastavile, popravile i ponovo sastavile u zavisnosti od stepena oštećenja.
Uz pomoć raznih metoda dijagnosticiranja vibracija može se izmeriti i proceniti stanje kotrljajućih elemenata ležajeva. Na ovaj način mogu se vršiti neka predvidjanja o stepenu habanja, ošćenjima, neplaniranim kvarovima i na taj način u velikoj meri izbeći ometanje proizvodnje.
5.1. Uzroci oscilacija kod defektnih ležajevaOštećenja se javljaju kod kotrljajućih elemenata ležajeva zbog defekata na materijalu,
pukotina usled zamora materijala na kontaktnim površinama ležaja, ili kvarova ili pukotina na kotrljajućim elementima. Promene u geometriji ležaja uzrokuju impulse kada dolazi do kontakta izmedju oštećenih površina. Ovi periodični impulsi rezultiraju vibracijama i zvučnim impulsima koji zrače kroz kućište ležaja. Ovi impulsi se nekada nazivaju šok impulsima.
Slika 5.1: Šok impulsi se javljaju kada oštećene površine dodju u kontakt
Šok impulsi iz oštećenog ležišta odlikuju se veoma brzim javljanjem i izuzetno kratkim periodom impulsa u poredjenju sa tempom impulsa (takodje poznatim pod nazivom "frekvencija oštećenja").
Slika 5.2: Sok impulsi imaju veoma kratak period u poredjenju sa intervalom izmedju dva impulsa (tu«T)
153
Tehnička dijagnostika
Amplituda impulsa je mera snage šoka i osim od prostornog stepena štete, zavisi i od brzine i uslova opterećenja ležaja. Frekvencija oštećenja determinisana je geometrijom ležaja, stanja sklopa i brzine osovine.
Zavisnost izmedju ovih vrednosti prikazana je na slici 5.3. U zavisnosti od postojeće štete dobijaju se četiri tipične stope impulsa.
Slika 5.3. Frekvencije oštećenja kod kotrljajućih elemenata ležajaOvi kratkoročni impulsi se nadograđuju na fundamentalni signal, sa korespondirajućom
frekvencijom oštećenja i njenim gornjim tonovima (uglavnom do 100 kHz i preko). Spektar frekvencija šok impulsa sa slike 5.2. prikazan je na slici 5.4.
Slika 5.4. Šok impulsi kotrljajućih elemenata sa korespondirajućim spektrom frekvencija (desno) fs=frekvencija oštećenja, T = vreme izmedju dva impulsa
Rezonance na ležištu i okolnom sklopu menjaju se u šok impulse i spektar frekvencije. Impulsi kod spoljne ivice ležišta i na omotaču ležišta teoretski se javljaju slično kao kod primera na slici 5.5.
Slika 5.5. Šok impulsii spektar frekvencija posle prolaska krozspoljnu ivicu ležišta i kućište ležišta
154
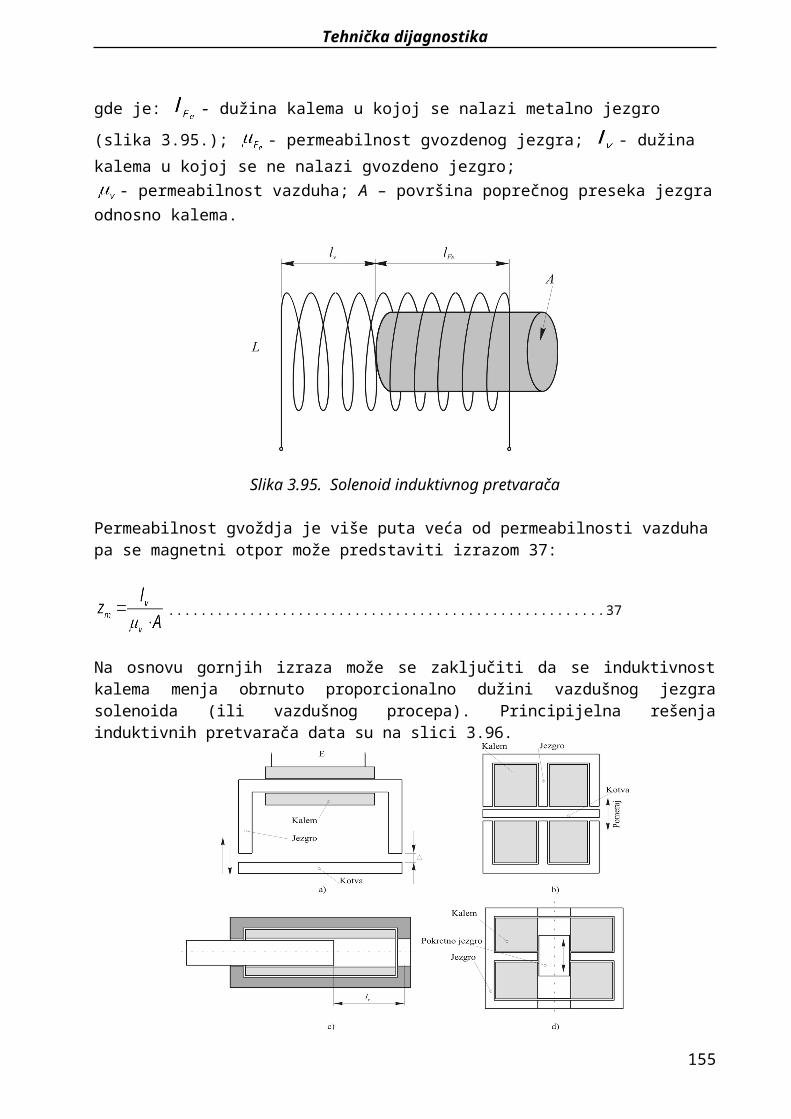
Tehnička dijagnostika
U praksi šok impulsi se uvek nadograđuju na signal oscilacija koji ima znatno veću amplitudu. Ove oscilacije izazivaju npr. neravnoteža rotacione osovine, elektro-magnetske oscilacije iz električnog motora, mehanički šokovi i udari i drugi uticaji. Signal meren pri površini mašine bi tada imao izgled sličan prikazanom na slici 5.6.
Slika 5.6. Sok impulsi koji prekrivaju oscilacione signale mašinelevo: vremenski signal, desno: spektar frekvencija
5.2. Diskretna ili globalna merenja stanja kotrljajućih elementaApsolutne vibracije ležišta reflektuju stanje mašine i njenih individualnih komponenti tako da
šok impulsi sadrže sve važne informacije o stanju kompletnog ležišta i svih njegovih komponenti: spoljne ivice, unutrašnje ivice, kotrljajućih elemenata i kaveza.
U zavisnosti od toga da li se meri stanje ležišta ili njegovih komponenti, mogu se koristiti uski (diskretni) ili široki (globalni) metod merenja.
Standardi ili smernice koje propisuju metode merenja, metode merenja i limiti evaluacije za stanje ležišta još uvek nisu medjunarodno prihvaćeni. Iz ovog razloga korisli se veći broj metoda merenja i vrednosti koje su trenutno u upotrebi i svi na neki način koriste merenje, obradu i evaluaciju šok impulsa.
5.3. Dijagnostika kotrljajućih ležajeva SPM metodomUvod. Detekcijom početnih faza kvarova rotacione opreme moguće je znatno povećati pouzdanost i raspoloživost tehničkih sistema i znatno olakšati i pojeftiniti procedure održavanja. Međutim odluka o sprovođenju sistematskih kontrolnih merenja uglavnom je rezultat dugotrajnih analiza. Dvije osnovne dileme koje se postavljaju su: način primene i izbor opreme, ekonomska opravdanost korištenja opreme.
155
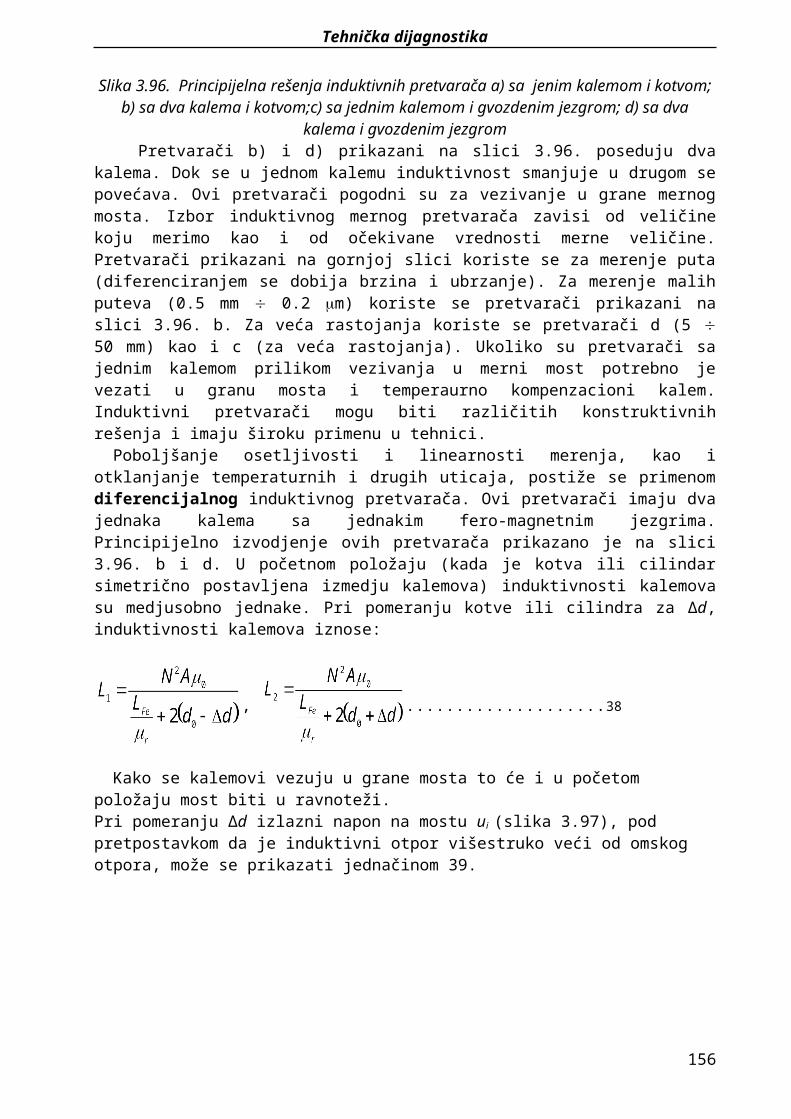
Tehnička dijagnostika
Slika 5.7. Životni vek kotrljajućeg ležaja
Izbor opreme. Prilikom odabira mjerne opreme potrebno je osnovno tehničko znanje o mašinskim sistemima nad kojima će se vršiti nadzor, kako bi se stvorili temelji za konstruktivne analize. Kod rotacionih mašina najčešće se sprovode dva osnovna tipa mjerenja. mjerenja stanja kotrljajučih ležajeva, mjerenja intenziteta vibracija i eventualna spektralna analiza.
Razlozi i načini merenja stanja kotrljajućih ležajeva. Uništenje kotrljajućih ležajeva glavni je uzrok havarija rotacionih mašina. Međutim, često je potrebno istaći da je ležaj bio uzrok većih havarija. Npr. kada polomljeni rotacioni elementi ležaja padnu u zupčanike reduktora redovno se daju komentiri o havarija reduktora i spominju troškovi i moguće komplikacije prilikom popravke. Glavni uzrok (otkaz ležaja) ponekad se ne spominje kao ni načini merenja stanja njegove istrošenosti. Zbog neodgovarajućeg tehnikog obrazovanja i zbog mnoštva opreme koja se nalazi na tržištu merenja stanja ležajeva često se sprovode merenjem vibracija, iako postupak ima niz nedostataka. Glavni nedostaci korištenja postupka merenja vibracija kod merenja stanja ležajeva su: nije moguće otkriti neodgovarajuće podmazivanje, nije moguće otkriti neodgovarajuću montažu, nije moguće otkriti početne faze otkazivanja.
Korištenjem nadzora vibracija kod merenja stanja ležajeva moguće je otkriti početak raspadanja ležaja (što je dakako bolje nego čekanje havarije), međutim njegovu zamenu potrebno je obaviti relativno brzo, a povećane vibracije znatno će povećati zamor materijala osovine, a time dovesti verovatno i do njenog loma.
Način merenja stanja kotrljajućih ležajeva kod proizvođača rotacionih mašina vrhunskog kvaliteta. Pouzdanost i raspoloživost rotacione opreme u znatnoj meri ima uticaj na sigurnost i raspoloživost tehničkih sistema u koji su integrisani. Prestanak funkcionisanja sistema izazvan raspadom kotrljajućeg ležaja može izazvati havariju koja znatno nadmašuje troškove popravke ili znatno degradira pouzdanost cijelog sistema. Zbog navedenih razloga mnogi proizvođaći rotacionih mašina posvetili su znatnu pažnju načinu nadzora kotrljajućih ležajeva u eksploataciji opreme kako bi korisnicima omogućili pouzdan i siguran rad. Osnovne karakteristike odabranih postupaka trebaju biti: pouzdan merni princip, jednostvnost mernih procedura, jednostvnost upotrebe dijagnostičke opreme.
156
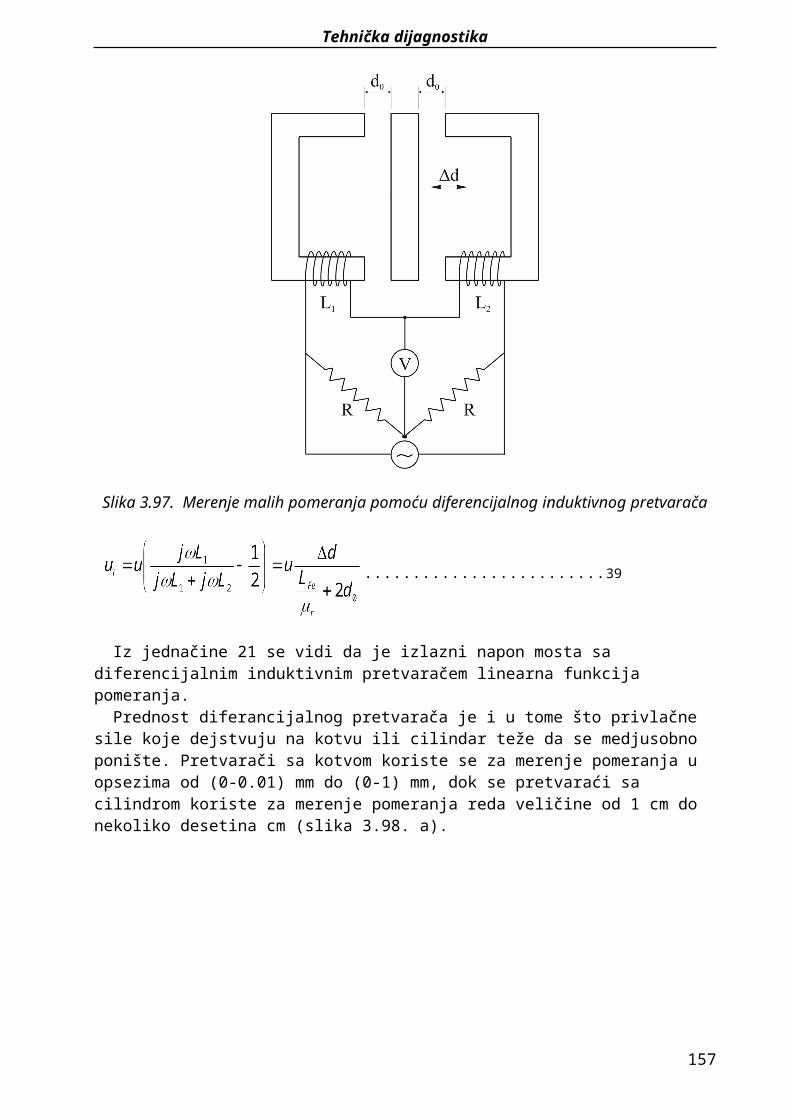
Tehnička dijagnostika
Nakon analiziranja fizikalnih pojava što se događaju u kotrljajućim ležajevima, i nakon analiziranja rada pojedinih mernih procedura mnogi proizvođači rotacionih mašina redovno ili po zahtevu kupca ugrađuju merne adaptere (posebno dizajnirane vijke) kako bi definisali mesta za nadzor kotrljajućih ležajeva SPM metodom. Pored mogućnolsti pouzdane detekcije početnih faza otkaza ležajeva, SPM metoda omogućuje detekciju neodgovarajuće montaže te neodgovarajućeg podmazivanja što takođe doprinosi povećanju pouzdanosti rada postrojenja.SPM nisu vibracije. Pouzdanost SPM metode dokazana je u mnogim praktičnim primenama. Za uspešno korištenje navedenih postupaka potrebno je znati i obratiti pažnju na sledeće: SPM postupci se temelje na detekcijni i analizi udarnih talasa, piezoelektrični senzori za prihvatanje SPM signala imaju drugačiju mehaničku konstrukciju
od piezo senzora za merenje vibracija, elektronski sklopovi nadziru signal sopstvene rezonancije SPM senzora izazvanih udarnim
talasom rotirajučeg ležaja, udarne talase stvaraju svi rotirajući ležajevi (dobri, loši, dovoljno i nedovoljno podmazani), SPM uređaji, po potrebi, mogu biti uspešno korišćeni od strane priučene radne snage.
Nastanak i detekcija SPM signala. Rotirajući ležaj u zoni opterećenja stvara udarne talase (impulse) koji se poput eksplozije prostiru kroz kučište ležaja.
Slika 5.8. Nastanak udarnih talasa (impulsa)
Na slici 5.9. prikazan je nastanak udarnog talasa i pojava vibracija. U trenutku sudara dvaju čvrstih tela dolazi do pojave udarnog talasa (impulsa) koji se poput eksplozije prenosi kroz materijal u svim smerovima. Nakon impulsne pobude dolazi do oscilovanja na sopstvenim frekvencijama.
Slika 5.9. Nastanak udarnog talasa i pojava vibracija
157
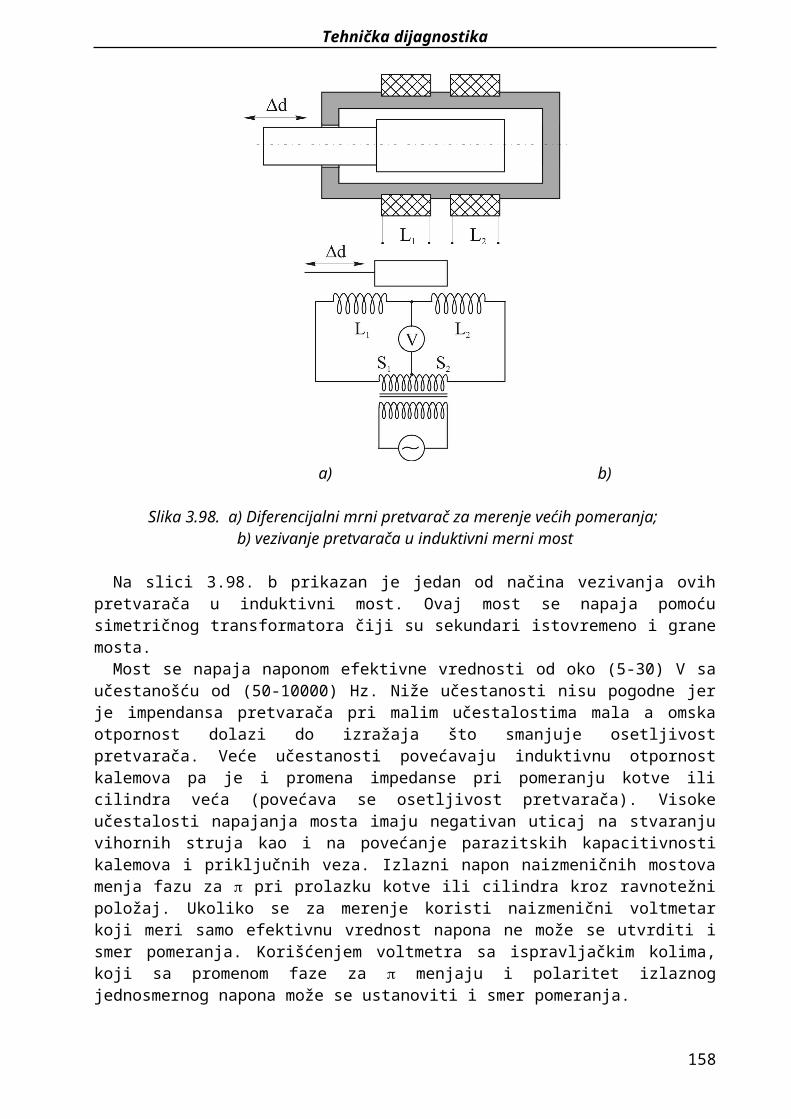
Tehnička dijagnostika
Udarni talas (impuls) rotirajučeg ležaja pobuđuje SPM senzor koji je prislonjen ili pričvršćen na kučište ležaja. Nakon impulsne pobude senzor počne da osciluje sopstvenom frekvencijom. Elektronski sklop obrađuje signal sopstvenih rezonantnih frekvencija. SPM senzor je piezo senzor, ali drugačije mehaničke konstrukcije nego senzor za mernje vibracija.
Slika 5.10. Karakteristike SPM senzora
Jedna od karakteristika SPM senzora prikazana je na slici 5.10. Senzor ima usku i stabilnu rezonantnu krivu kao i nedefinisanu osetljivost na niskim frekvencijama.
Osnovana zadatak mu je da po prihvatanju udarnog impulsa počne da osciluje definisanim amplitudama i frekvencijama.
Obrada SPM signala. Postupak obrade SPM signala temelji se na tome da udarni impulsi pobuđuju SPM senzor (koji pored ostalog ima i posebnu konstrukciju što omogućuju kvalitetno prihvatanje impulsa) koji počinje da osciluje na rezonantnoj frekvenciji.
Slika 5.11. Detekcija i prvi stepen obrade SPM signala158
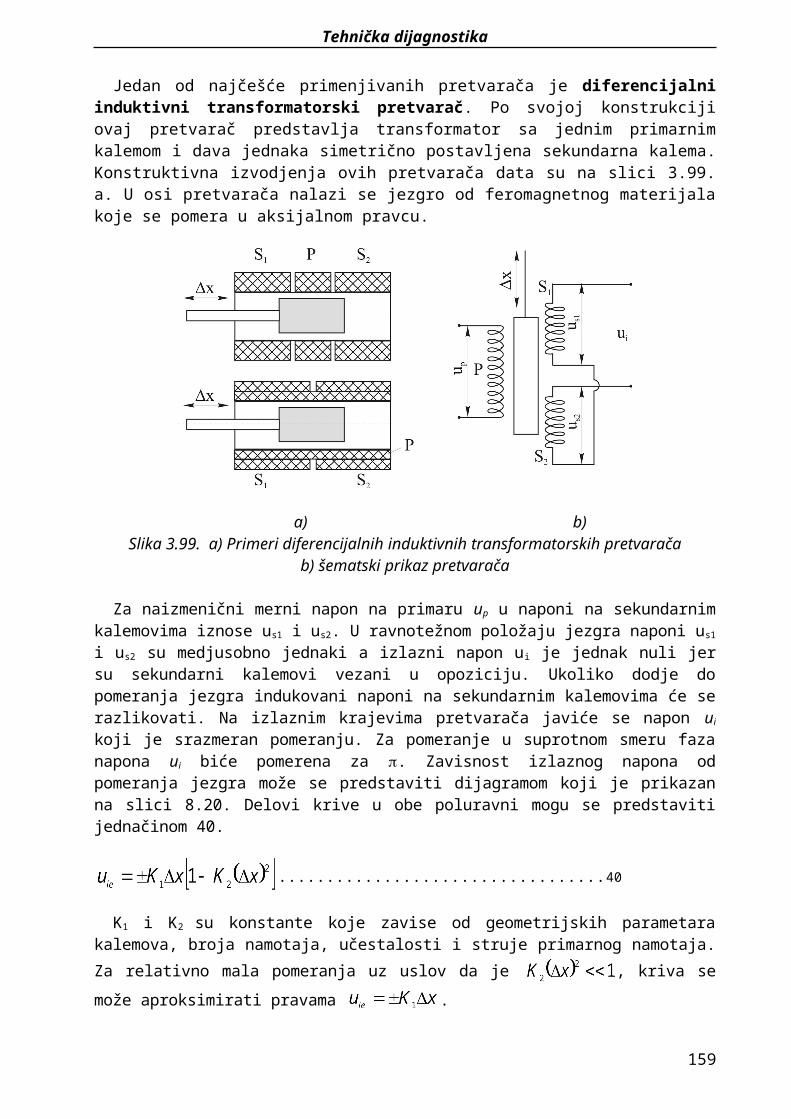
Tehnička dijagnostika
Dobijeni signal se pojačava, propušta kroz selektivni filter, ispravlja i amplitudno demodulira (postupak se ponekad naziva enveloping). Navedeni postupak dijagnosticiranja ležajeva ima vrlo veliku osjetljivost za dijagnostiku udarnih impulsa i omogućuje vrlo brzu i pouzdanu analizu signala u vremenskom domenu.
Na slici 5.12. prikazano je kako blago oštećen ležaj ima znatan efekat na vremenski signal SPM senzora dok je oštečenje ležaja teško za registrovanje u prikazu frekventne analize signala vibracija.
SPM metodom moguće je u roku od nekoliko sekundi, analizom obrađenog signala SPM senzora (u vremenskom domenu ) dijagnosticirati stanje podmazanosti i istrošenosti kotrljajućih ležajeva. Na taj način dobar deo rutinskih kontrola može se obaviti brzo i to bez potrebe za frekventnim analizama.
b) Slika 5.12. Prikaz signala blago oštečenog ležaja u vremenskom i frekventnom domenu
Dođe li do detekcije jakih udarnih impulsa za vreme dijagnosticiranja ležajeva u teškim uslovima rada, npr. klipni kompresori, klipne pumpe, reduktori... korisno je obaviti frekventnu analizu za verifikaciju izvora signala kako bi se ustanovilo da li signal potiče od neke komponente ležaja ili od ostalih delova mašine. Kako je neophodno analizirati impulsne pojave frekventne analize, to treba obavititi na signalima senzora koji su projektovani za prihvatanje impulsnih pojava (SPM senzori) a ne na signalima vibracionih senzora. Razlog tome je taj, da mehanička konstrukcija SPM senzora omogućuje kvalitetan i selektivan prihvat impulsa što daje bolji odnos signal/smetnja u krajnjoj obradi siganla.
159
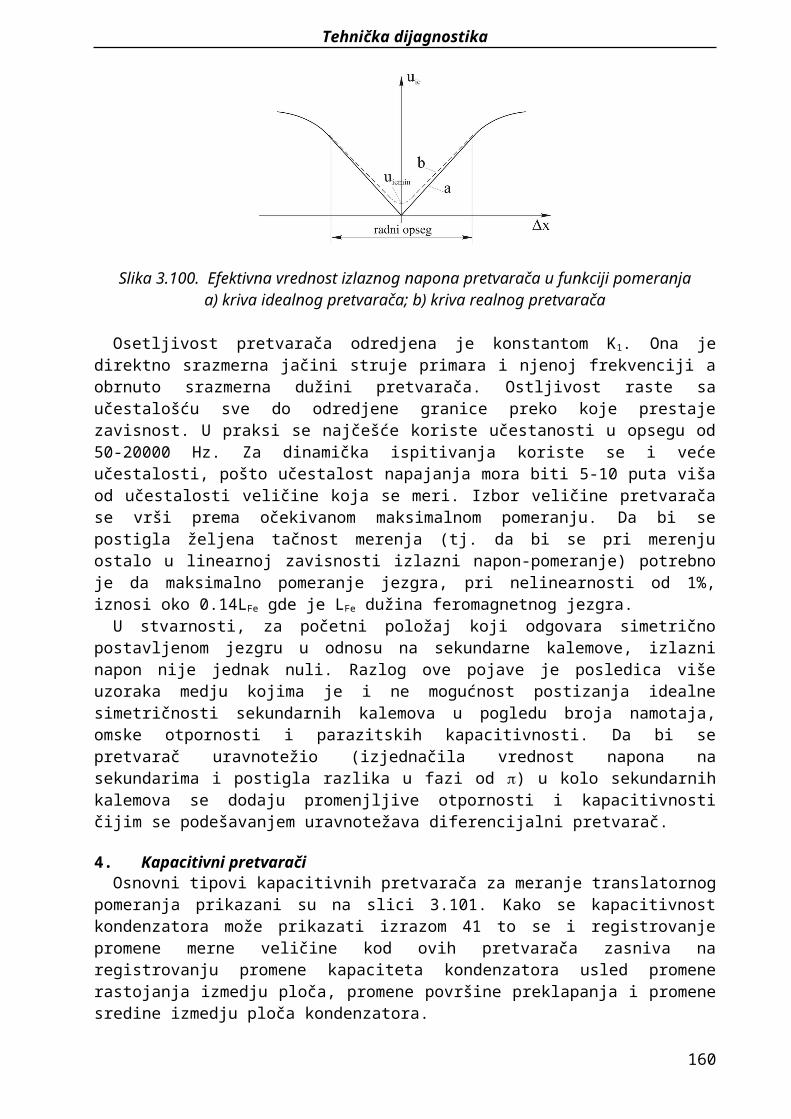
Tehnička dijagnostika
c) Slika 5.13. Prikaz frekventne analize envelopinga (amplitudno demoduliranog signala akceleracije piezoelektričkog akcelerometra) oštečenog ležaja.
Slika 5.14. Prikaz frekventne analize envelopinga (amplitudno demoduliranog signala
160
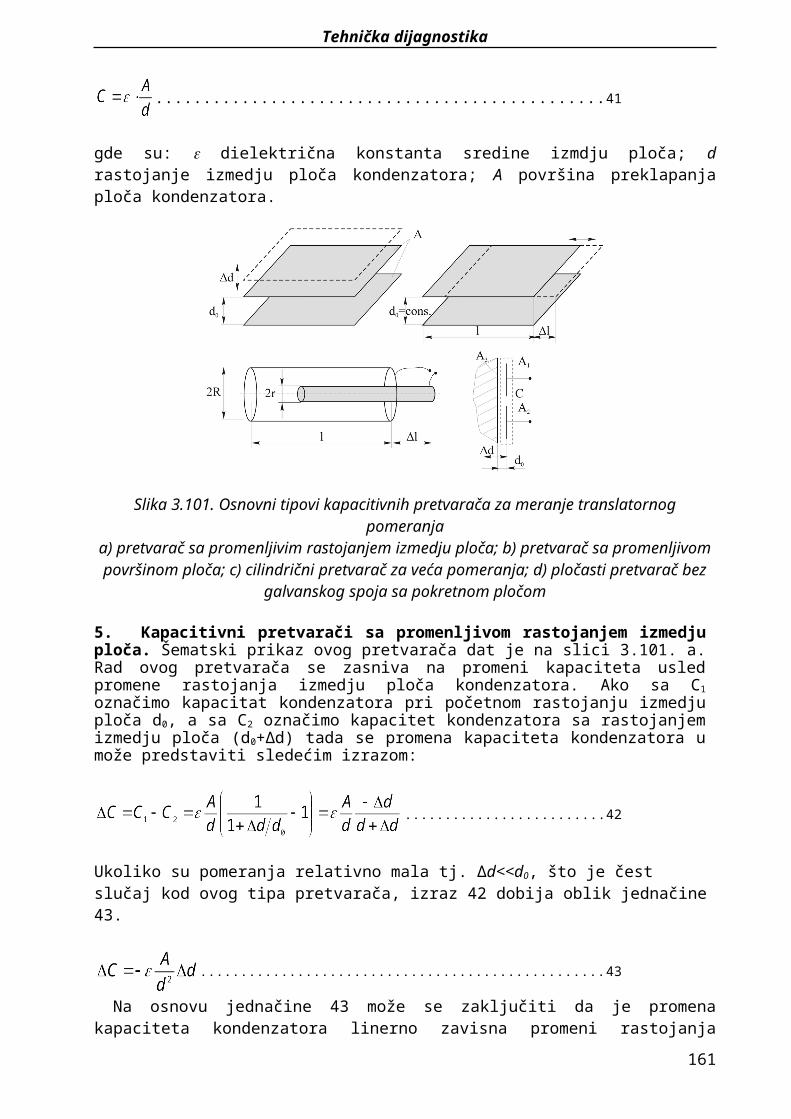
Tehnička dijagnostika
(1) SPM senzora oštečenog ležaja obavljenog uređajem LEONOVA
Na sl. 5.13. prikazan je rezultat FFT obrade envelopinga (amplitudno demoduliranog) signala akceleracije dobijenog sa piezoelektričkog akcelerometra prilikom merenja na oštećenom ležaju. Na sl.5.14 prikazan je rezultat FFT obrade envelopinga (amplitudno demoduliranog) siganla SPM senzora dobivenog na istom ležaju. Očito je da je primjena SPM senzora omogućila bolji uvid u odnos signal/smetnja kod merenog signala. Mogučnost uređaja LEONOVA da takođe i vidljivo markira frekvencije svojstvene za oštećenost pojedine komponenete ležaja može znatno pomoći operateru na terenu.
Na amplitudu obrađenog signala utiču: prečnik osovine ležaja, brzina rotacije, istrošenost ležaja, kvalitet podmazivanja.
Poznavajući prečnik osovine i brzinu obrtanja moguće je izračunati referentnu vrednost dBi koja se koristi kao polazna tačka merenja relativnih amplituda signala udarnih impulsa. Prosečna vrednost impulsa (dBc) nosi informaciju o podmazanosti, dok maksimalna vrednosti impulsa (dBm) nosi informaciju o stanju oštečenja kotrljajućeg ležaja.
Initial value dBi
rpm
d
Slika 5.15. Kriterijum procene SPM signalaNa osnovu višegodišnjeg iskustva SPM metoda daje standardne kriterijume za analizu stanja
ležajeva. Signali dobrog ležaja su ispod 20 dB relativne skale i na instrumentu se pored numeričkog prikazivanja pokazuje i ZELENI signal. Početni kvarovi kao i loša podmazanost stvaraju signale do 35 dB relativne skale i na instrumentu se pokazuje ŽUTI signal. Početak jačih oštečenja stvara signale iznad 35 dB relativne skale i instrument signalizuje CRVENO područje.
LEONOVA. LEONOVA je komercijalni uređaj koji ima mogučnost FFT analize obrađenog signala SPM senzora. Na sl. 12.14. takođe je prikazano da LEONOVA ima mogućnost markiranja frekvencija svojstvenih za oštečenja pojedinih komponeneti što znanto pojednostavljuje manipulaciju uređajem. LEONOVA je u osnovi logger sa mogučnošću nadogradnje na frekventne analize vibracija i SPM signala, merenja SPM signala kotrljajučih ležajeva, balansiranja u jednoj ili dvije ravni.... .
161
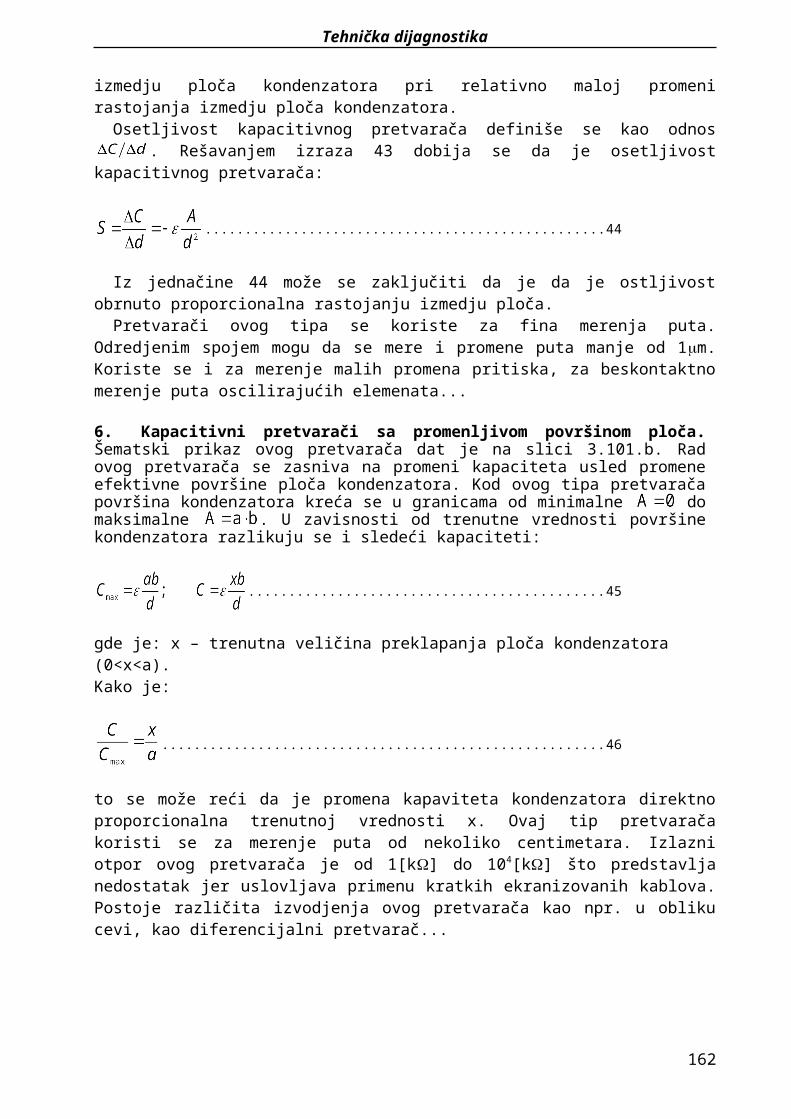
Tehnička dijagnostika
LITERATURA
1. Adamović Ž.: Tehnička dijagnostika u mašinstvu (knjiga), Naučna knjiga, Beograd, 1991.
2. Adamović Ž.: Tehnologija održavanja, Edicija "Univerzitetski udžbenik", Univerzitet u Novom Sadu, 1998.
3. Adamović Ž. Jevtić M.: Metode i postupci obnavljanja istrošenih delova tehničkih sistema, Beograd, 1995.
4. Jeremić B.: Terotehnologija – Tehnologija održavanja tehničkih sistema, Eskod, Kragujevac, 1992.
5. Sturm A.: Förster R., Zittau H., Maschinen – und Anlagendiagnostik für die zustandsbezogene Instandhaltung, B.G. Teubner Stuttgart, 1990.
6. Stanković D.: Fizičko – tehnička merenja – merenje neelektričnih veličina električnim putem, Naučna knjiga, Beograd, 1991.
7. Stoiljković V.: Merenje mehaničkih veličina električnim putem, Univerzitet u Nišu Mašinski fakultet, Niš 1980.
8. Grujić N.: Razvoj metoda dijagnosticiranja stanja radne ispravnosti BTO sistema – disertacija, Univerzitet u Nišu, Mašinski fakultet, Niš, 1998.
9. Petrović G.: Ispitivanje test konzole na spoljašnje prinudno dejstvo statičkom i dinamičkom silom – seminarski rad na poslediplomskim studijama iz predmeta Eksperimentalna merenja i metrologija, Mašinski fakultet, Niš, 2002.
10. Milić P.: Tenzometrijsko ispitivanje kuke seminarski rad na poslediplomskim studijama iz predmeta Ispitivanje transportnih mašina, Mašinski fakultet, Niš, 2004.
11. Milovančević M.: Dijagnostički sistemi za kontrolu radne ispravnosti železničkih vozila, seminarski rad na poslediplomskim studijama iz predmeta Eksploatacija i održavanje železničkih vozila, Mašinski fakultet, Niš, 2004.
12. Pešić A.: Nadzor i dijagnostika radne ispravnosti mašinskih sistema – diplomski rad, Mašinski fakultet, Niš, 2002.
13. Petrović B.: Pretvarači za merenje sile i obrtnog momenta – diplomski rad, Mašinski fakultet, Niš, 2000.
14. SKF Condition Monitoring – Product Catalog, SKF Commerce Beograd.
15. Jovanović M., Marinković Z., Petrović G.: Tenzometrijsko ispitivanje kovane kuke nosivosti 25 t”, Elaborat br. 612-6-89/02, Institut Mašinskog fakulteta u Nišu, Investitor RBB FOD Bor iz Bora, Niš, 2002.
16. http://www.ndt-ed.org/EducationResources/CommunityCollege/Ultrasonics/cc_ut_index.htm
17. http://www.ndt-ed.org/EducationResources/HighSchool/Sound/ultrasound.htm
18. http://www.ndt-ed.org/EducationResources/CommunityCollege/EddyCurrents/cc_ec_index.htm
19. http://www.spminstrument.com/company/company.asp
20. SPM Instruction Manual Machine Condition Tester T30
162
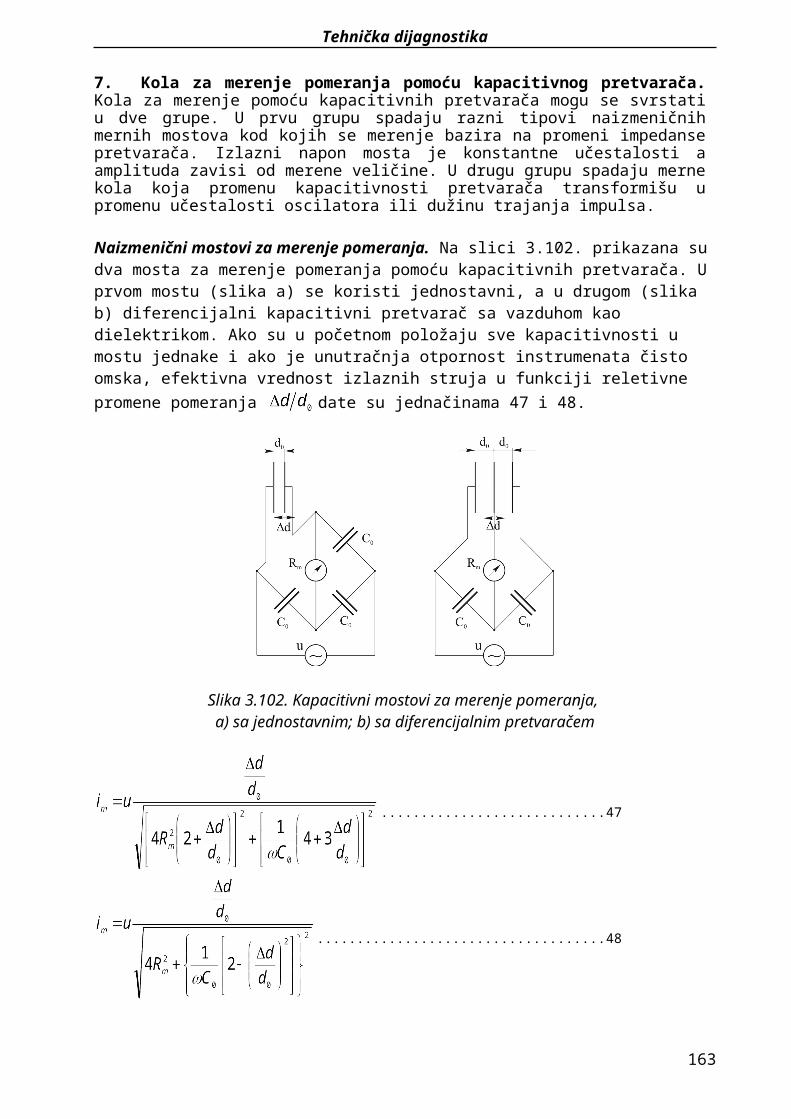
Tehnička dijagnostika
163





























