Embed Size (px)
Citation preview
1 Tehnologija gotovih lekova Z. Zeković
1. STAVLJANJE LEKOVA U PROMET
Lekovi su proizvodi za koje je naučnim putem i po zakonski propisanom postupku utvrđeno da se u određenim
količinama i na određen način mogu upotrebljavati u cilju suzbijanja i lečenja bolesti, kao i ostvarivanja drugih
medicinski opravdanih ciljeva. Lekovima se u smislu Zakona o stavljanju lekova u promet (Službeni list SRJ, br. 18 od
9. aprila 1993. godine) smatraju:
1. gotovi lekovi
2. lekovite supstance određenog hemijskog sastava, kao i lekovito bilje i lekovite supstance biljnog i
životinjskog porekla, koje služe za spravljanje lekova
3. lekovi koji se u apotekama izrađuju od lekovitih supstanci i izdaju na osnovu recepta ili bez recepta
(magistralni lekovi i galenski preparati)
4. krv, krvni derivati i drugi slični proizvodi
5. zavojni materijal i sredstva za šivenje rana
6. sredstva za zubotehniku
7. drugi proizvodi za koje se u postupku propisanim ovim zakonom utvrdi da imaju lekovito delovanje
Gotovi lekovi su preparati određenog kvalitativnog i kvantitativnog sastava koji su proizvedeni industrijskim ili
laboratorijskim putem, a stavljaju se u promet u obliku i pakovanju u koje ih je stavio proizvođač. Tu spadaju serumi i
vakcine, infuzioni rastvori za parenteralnu ishranu, rastvori za regulisanje elektrolita, dijetetski preparati sa
terapijskom indikacijom, protivotrovi (antidoti), kontrastna i druga dijagnostička sredstva koja se unose u ljudski
organizam. Lekovi koji se upotrebljavaju za zašitu ljudi mogu se stavljati u promet pod uslovom da je:
prethodno izvršeno ispitivanje njihovog sastava, neškodljivosti i dejstva na način određen ovim zakonom
pribavljena saglasnost saveznog organa uprave koji je nadležan za zdravstvo
da je izvršena kontrola svake serije leka
Pre primene u terapiji, laboratorijsko i kliničko ispitivanje je obavezan preduslov za lekove koji se stavljaju u promet.
Laboratorijsko ispitivanje leka obuhvata fizičko-hemijska i biološka ispitivanja čime se utvrđuje kvalitativni i kvantitativi
sastav, čistoća, stabilnost, sterilnost i druga hemijska i fizička, odnosno biološka svojstva leka, stepen toksičnosti i
druga farmakodinamska svojstva na eksperimentalnim životinjama.
Kliničko ispitivanje obuhvata ispitivanje neškodljivosti i dejstva leka na ljudski organizam. Vrši se samo nakon izvršenih
laboratorijskih ispitivanja leka i pribavljenog farmakološkog i toksikološkog mišljenja o leku čije se ispitivanje traži.
Laboratorijska i klinička ispitivanja leka se vrše u ustanovama koje za to imaju saglasnost republičkog, odnosno
pokrajinskog organa uprave, a u skladu sa metodama propisanim jugoslovenskom farmakopejom, posebnim
metodama za ispitivanje lekova, odnosno u saglasnosti sa zahtevima kliničke farmakologije.
Mišljenje farmakološkog instituta, koje se obavezno prilaže uz zahtev za stavljanje leka u promet, treba da sadrži,
pored podataka o nazivu i sastavu leka, obavezno i rezultate istraživanja dejstva leka na životinjama i ljudima.
Toksikološka ispitivanja na životinjama moraju obuhvatati sledeće:
nepoželjne farmakološke efekte na glavne organske sisteme
lokalnu toksičnost na mestu primene
akutnu opštu toksičnost
toksičnost na proces razmnožavanja – između ostalog uticaj na fertilitet i na uginuće fetusa, teratogenost
kancerogenost
mutagenost
terapijski indeks i terapijsku širinu
2 Tehnologija gotovih lekova Z. Zeković
Klinička ispitivanja na ljudima obuhvataju:
farmakodinamiku – sva glavna i sporedna delovanja leka i njihove mehanizme
farmakokinetiku – resorpcija, raspodela, biotransformacija, izlučivanje i vremenski tok tih procesa, indukcija
enzima, tolerancija
kliničke podatke o nepoželjnim delovanjima i trovanjima – između ostalog terapijska širina, podnošljivost na
mestu primene, principi lečenja u slučaju trovanja tim lekom
kontraindikacije, s obzirom na fiziološka i patološka stanja naročito pri primeni u trudnoći i u dečjem dobu
inkompatibilnost sa drugim lekovima i hranom
uticaj na radnu sposobnost, rad za mašinom, upravljanje vozilom i dr.
Rezultate laboratorijskog i kliničkog ispitivanja razmatra komisija za lekove obrazovana na saveznom nivou koja daje
saglasnost za stavljanje leka u promet. Spisak lekova za koje je data ili ukinuta saglasnost za stavljanje u promet
Savezni sekretarijat za zdravstvo objavljuje u “Službenom listu SRJ”. Bolesniku se mogu propisati i dati samo lekovi
koji su ispitani i odobreni za upotrebu, ili lekovi koji su predviđeni u jugoslovenskoj farmakopeji.
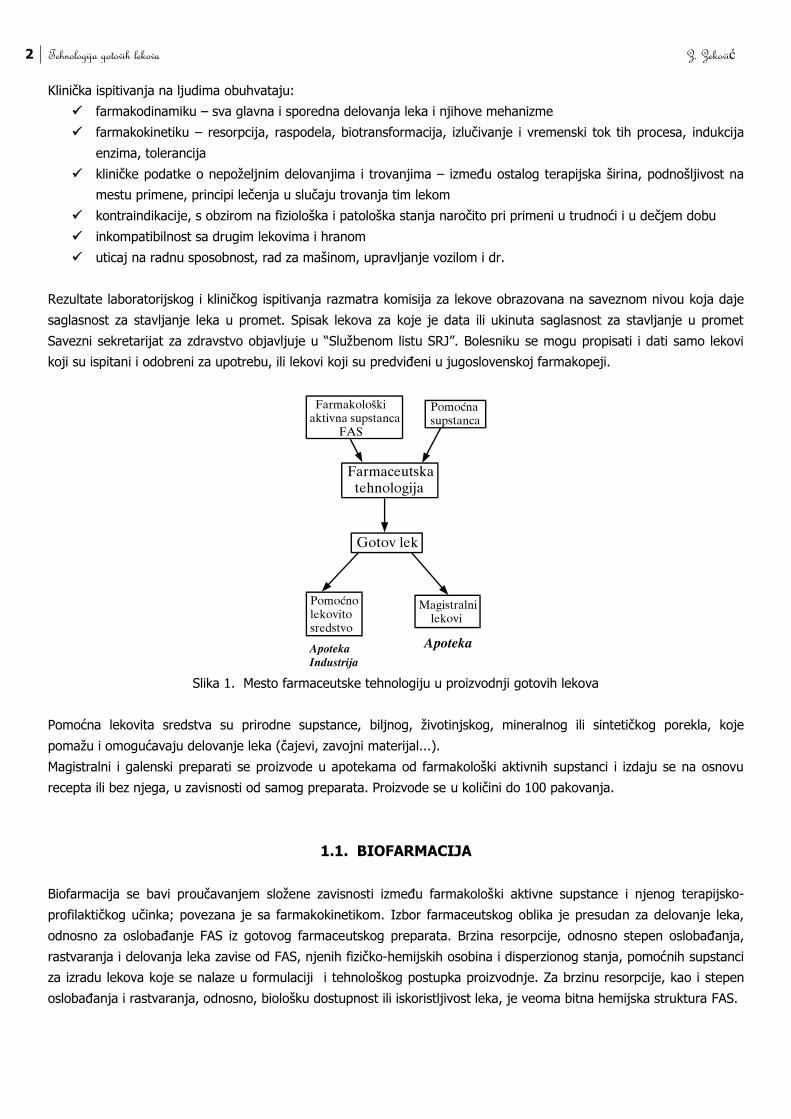
Slika 1. Mesto farmaceutske tehnologiju u proizvodnji gotovih lekova
Pomoćna lekovita sredstva su prirodne supstance, biljnog, životinjskog, mineralnog ili sintetičkog porekla, koje
pomažu i omogućavaju delovanje leka (čajevi, zavojni materijal...).
Magistralni i galenski preparati se proizvode u apotekama od farmakološki aktivnih supstanci i izdaju se na osnovu
recepta ili bez njega, u zavisnosti od samog preparata. Proizvode se u količini do 100 pakovanja.
1.1. BIOFARMACIJA
Biofarmacija se bavi proučavanjem složene zavisnosti između farmakološki aktivne supstance i njenog terapijsko-
profilaktičkog učinka; povezana je sa farmakokinetikom. Izbor farmaceutskog oblika je presudan za delovanje leka,
odnosno za oslobađanje FAS iz gotovog farmaceutskog preparata. Brzina resorpcije, odnosno stepen oslobađanja,
rastvaranja i delovanja leka zavise od FAS, njenih fizičko-hemijskih osobina i disperzionog stanja, pomoćnih supstanci
za izradu lekova koje se nalaze u formulaciji i tehnološkog postupka proizvodnje. Za brzinu resorpcije, kao i stepen
oslobađanja i rastvaranja, odnosno, biološku dostupnost ili iskoristljivost leka, je veoma bitna hemijska struktura FAS.
3 Tehnologija gotovih lekova Z. Zeković
Osim toga na brzinu resorpcije leka utiču:
Morfološko stanje – u toku proizvodnje se javljaju polimorfni oblici, koji mogu biti nepoželjni. Mora se voditi
računa da jedan polimorfni oblik može preći u drugi nakon nekog vremena od izrade leka.
Hemijski oblik FAS – ista FAS se može koristiti za proizvodnju lekova u različitim hemijskim oblicima. Tako npr.
kinin može biti napravljen u obliku kinin-sulfata i kinin-bromida, a njihova rastvorljivost nije ista.
pH vrednost – na brzinu resorpcije mnogih lekova utiče pH vrednost. Acidofilne supstance će se rastvoriti u
želucu, a alkalofilne prolaze kroz želudac i resorbuju se u tankom crevu. Ako se vitamin C napravi u obliku Na-soli,
otežava delovanje insulina kod dijabetičara.
Disperznost čestica je veoma važna i ima tehnološki značaj. Utiče na homogenost mešanja, rastresitost, preciznost
doziranja. Čestice manjeg prečnika se bolje rastvaraju, bolje i brže resorbuju, a njihova maksimalna koncentracija
u krvi se postiže mnogo ranije u odnosu na krupnije čestice.
Formulacija i oblik, odnosno tehnološki postupak izrade leka, su veoma bitni faktori za brzinu resorpcije,
oslobađanja i rastvaranja. Ista FAS se brže resorbuje ako se aplikuje u formi rastvora (intravenske injekcije) u
odnosu na resorpciju iz drugih oblika gotovih lekova (tableta). Za proizvodnju lekova u čvrstom obliku – tableta,
je između ostalih parametara proizvodnje, bitan npr. primenjeni pritisak pri komprimovanju jer se pri većem
radnom pritisku se dobijaju čvršće tablete, kod kojih je vreme raspadanja duže.
1.2. ISPITIVANJE BIOLOŠKE DOSTUPNOSTI
Biološka dostupnost leka se ispituje na dobrovoljcima, muškarcima starosti od 20 do 50 godina, pri čemu se prati
koncentracija FAS u krvi i urinu. Ispitivanja se mogu vršiti i na eksperimentalnim životinjama, pa biofarmacija
uspostavlja korelaciju između biološke dostupnosti kod ljudi i biološke dostupnosti kod životinja. Biološka dostupnost
(BD) leka može biti:
1) apsolutna, izražena kao
BD =S
SA
i100 (%)
2) relativna, koja se češće primenjuje
BD =S
SR
r100 (%)
gde je: S – koncentracija FAS preparata koji se ispituje
Si – koncentracija FAS standardnog preparata
Sr – koncentracija FAS koja je rastvorena u nekom rastvaraču i uneta intravenski
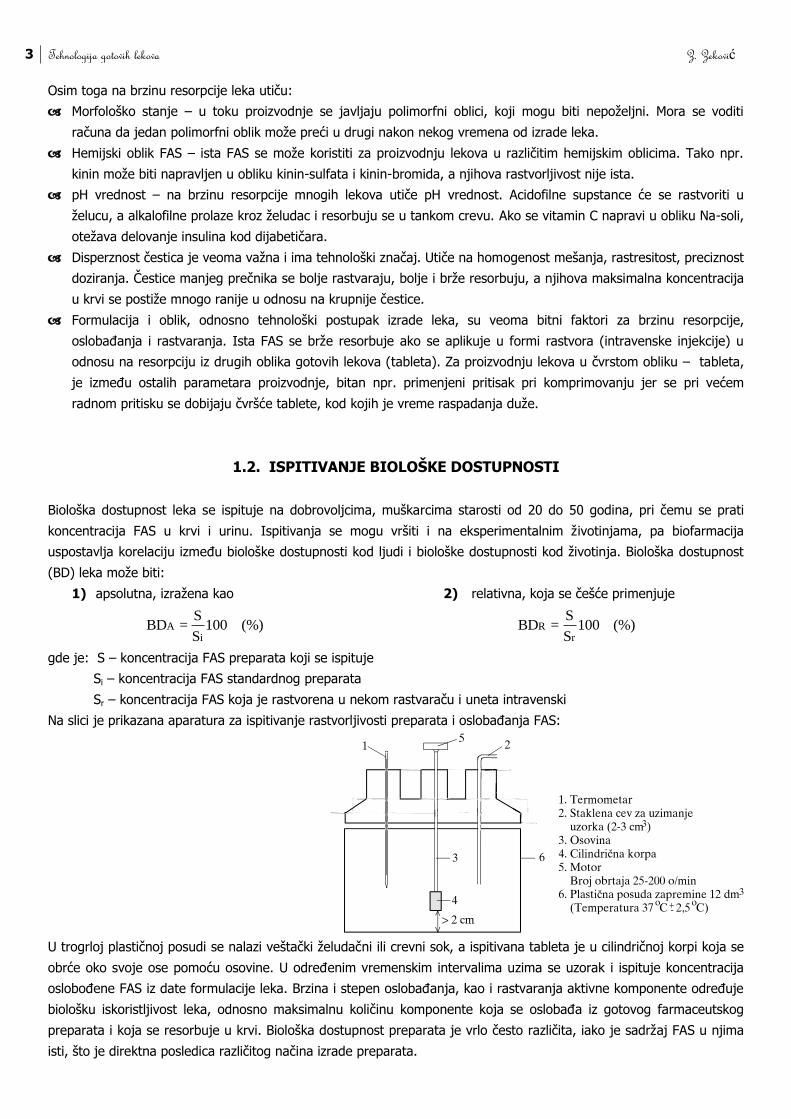
Na slici je prikazana aparatura za ispitivanje rastvorljivosti preparata i oslobađanja FAS:
U trogrloj plastičnoj posudi se nalazi veštački želudačni ili crevni sok, a ispitivana tableta je u cilindričnoj korpi koja se
obrće oko svoje ose pomoću osovine. U određenim vremenskim intervalima uzima se uzorak i ispituje koncentracija
oslobođene FAS iz date formulacije leka. Brzina i stepen oslobađanja, kao i rastvaranja aktivne komponente određuje
biološku iskoristljivost leka, odnosno maksimalnu količinu komponente koja se oslobađa iz gotovog farmaceutskog
preparata i koja se resorbuje u krvi. Biološka dostupnost preparata je vrlo često različita, iako je sadržaj FAS u njima
isti, što je direktna posledica različitog načina izrade preparata.
4 Tehnologija gotovih lekova Z. Zeković
1.3. FARMAKOKINETIKA
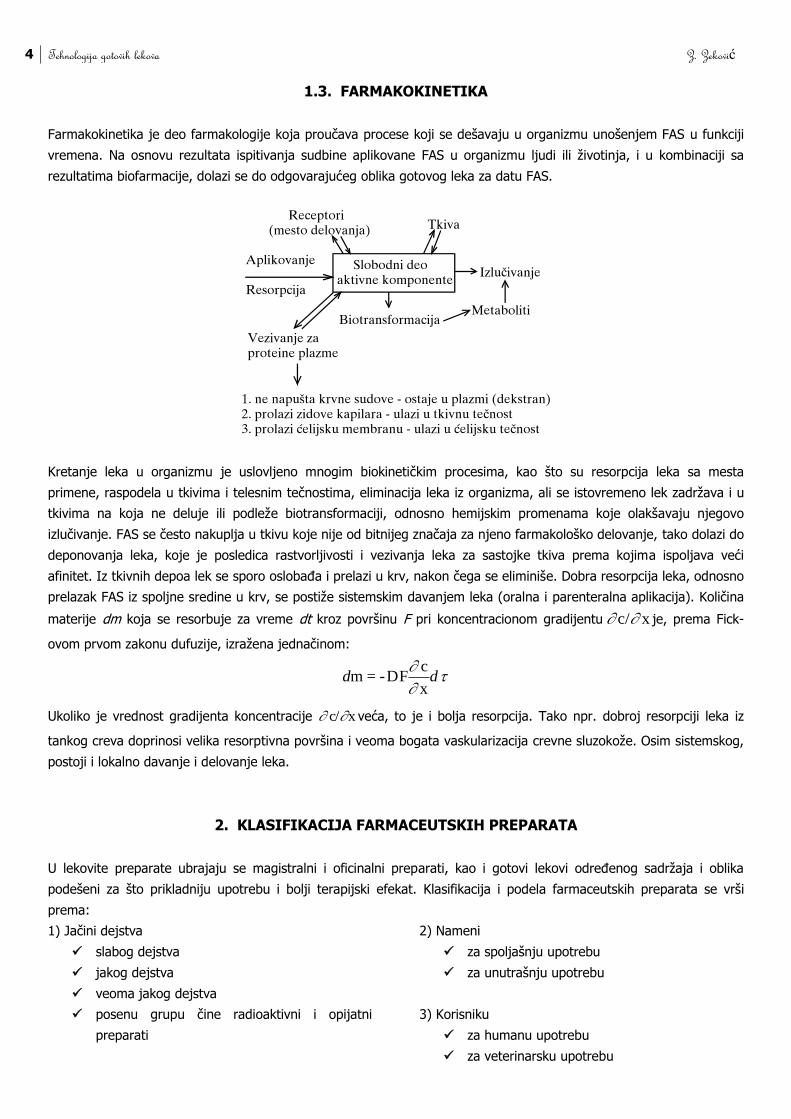
Farmakokinetika je deo farmakologije koja proučava procese koji se dešavaju u organizmu unošenjem FAS u funkciji
vremena. Na osnovu rezultata ispitivanja sudbine aplikovane FAS u organizmu ljudi ili životinja, i u kombinaciji sa
rezultatima biofarmacije, dolazi se do odgovarajućeg oblika gotovog leka za datu FAS.
Kretanje leka u organizmu je uslovljeno mnogim biokinetičkim procesima, kao što su resorpcija leka sa mesta
primene, raspodela u tkivima i telesnim tečnostima, eliminacija leka iz organizma, ali se istovremeno lek zadržava i u
tkivima na koja ne deluje ili podleže biotransformaciji, odnosno hemijskim promenama koje olakšavaju njegovo
izlučivanje. FAS se često nakuplja u tkivu koje nije od bitnijeg značaja za njeno farmakološko delovanje, tako dolazi do
deponovanja leka, koje je posledica rastvorljivosti i vezivanja leka za sastojke tkiva prema kojima ispoljava veći
afinitet. Iz tkivnih depoa lek se sporo oslobađa i prelazi u krv, nakon čega se eliminiše. Dobra resorpcija leka, odnosno
prelazak FAS iz spoljne sredine u krv, se postiže sistemskim davanjem leka (oralna i parenteralna aplikacija). Količina
materije dm koja se resorbuje za vreme dt kroz površinu F pri koncentracionom gradijentu x/c je, prema Fick-
ovom prvom zakonu dufuzije, izražena jednačinom:
dd
x
cFD-=m
Ukoliko je vrednost gradijenta koncentracije c/ x veća, to je i bolja resorpcija. Tako npr. dobroj resorpciji leka iz
tankog creva doprinosi velika resorptivna površina i veoma bogata vaskularizacija crevne sluzokože. Osim sistemskog,
postoji i lokalno davanje i delovanje leka.
2. KLASIFIKACIJA FARMACEUTSKIH PREPARATA
U lekovite preparate ubrajaju se magistralni i oficinalni preparati, kao i gotovi lekovi određenog sadržaja i oblika
podešeni za što prikladniju upotrebu i bolji terapijski efekat. Klasifikacija i podela farmaceutskih preparata se vrši
prema:
1) Jačini dejstva
slabog dejstva
jakog dejstva
veoma jakog dejstva
posenu grupu čine radioaktivni i opijatni
preparati
2) Nameni
za spoljašnju upotrebu
za unutrašnju upotrebu
3) Korisniku
za humanu upotrebu
za veterinarsku upotrebu
5 Tehnologija gotovih lekova Z. Zeković
4) Sastavu
monokomponentni (prosti)
sa dve ili više FAS (složeni)
5) Načinu izrade
oficinalni
magistralni
gotovi lekovi su posebna grupa (ponekad
imaju zaštićeno ime)
6) Disperzionom sistemu
jonske disperzije
suspenzije
molekulske disperzije
gasoviti (aerosoli)
koloidni rastvori
plastični
gelovi
čvrsti
emulzije
7) Agregatnom stanju
preparati u gasovitom stanju
polučvrsti preparati
preparati u tečnom stanju
preparati u čvrstom stanju
3. PROSTORI I PROSTORIJE FABRIKE ZA IZRADU LEKOVA
Standardni kvalitet lekova je moguće održati samo pod uslovom da se u svim segmentima proizvodnje ispuni uslov
“dobre proizvođačke prakse” (GMP – Good Manufacturing Practice). Takođe je potrebna primena kvaliteta, propisa i
kriterijuma koje propisuje ISO (International Standards Organisation). GMP se odnosi na prostorije, osoblje i stepen
obučenosti, kvalitete proizvodnje, kontrole i finalnog proizvoda, kao i na sve ostalo što je vezano za proizvodnju
lekova od ulaza sirovina do dobijanja gotovog leka.
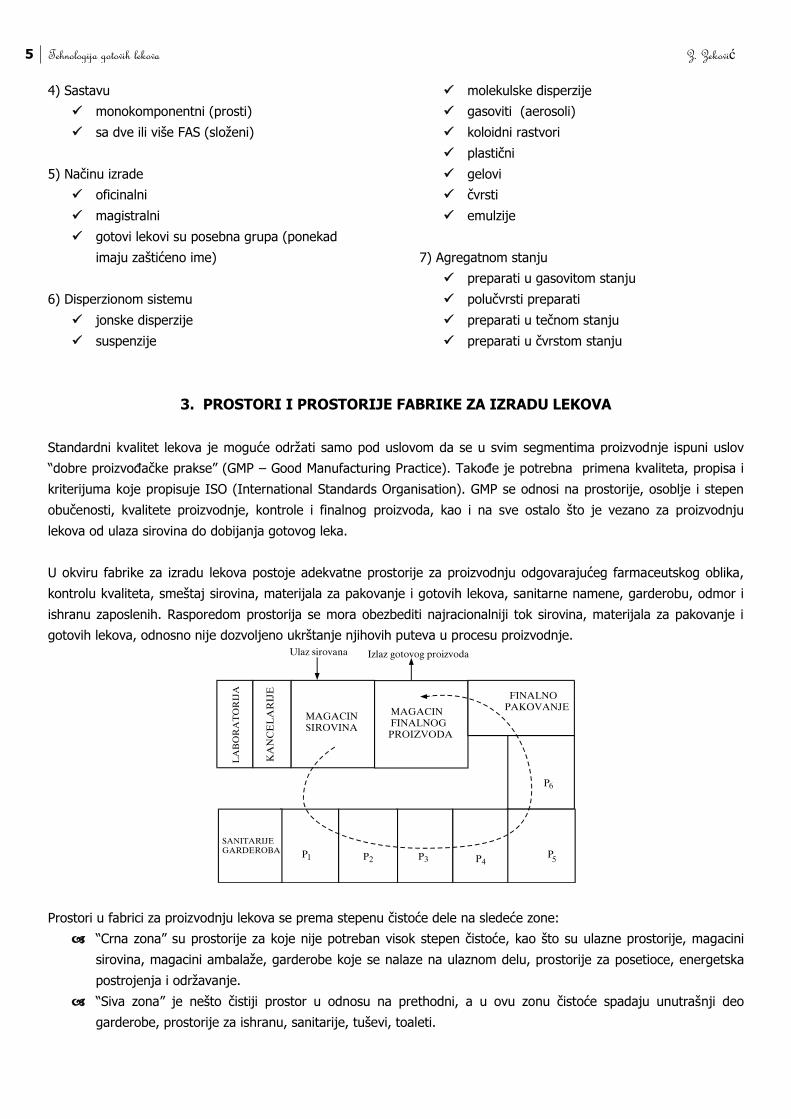
U okviru fabrike za izradu lekova postoje adekvatne prostorije za proizvodnju odgovarajućeg farmaceutskog oblika,
kontrolu kvaliteta, smeštaj sirovina, materijala za pakovanje i gotovih lekova, sanitarne namene, garderobu, odmor i
ishranu zaposlenih. Rasporedom prostorija se mora obezbediti najracionalniji tok sirovina, materijala za pakovanje i
gotovih lekova, odnosno nije dozvoljeno ukrštanje njihovih puteva u procesu proizvodnje.
Prostori u fabrici za proizvodnju lekova se prema stepenu čistoće dele na sledeće zone:
“Crna zona” su prostorije za koje nije potreban visok stepen čistoće, kao što su ulazne prostorije, magacini
sirovina, magacini ambalaže, garderobe koje se nalaze na ulaznom delu, prostorije za posetioce, energetska
postrojenja i održavanje.
“Siva zona” je nešto čistiji prostor u odnosu na prethodni, a u ovu zonu čistoće spadaju unutrašnji deo
garderobe, prostorije za ishranu, sanitarije, tuševi, toaleti.
6 Tehnologija gotovih lekova Z. Zeković
“Svetlosiva zona” su prostori za proizvodnju tableta, dražeja, kapsula, sirupa, kapi i masti za oči, odnosno
gotovih lekova koji se ne proizvode u sterilnom obliku.
“Bela zona” obuhvata najčistije prostore u okviru fabrike za proizvodnju lekova u kojima se dobijaju sterilni
oblici lekova, kao što su ampule, infuzioni i injekcioni rastvori.
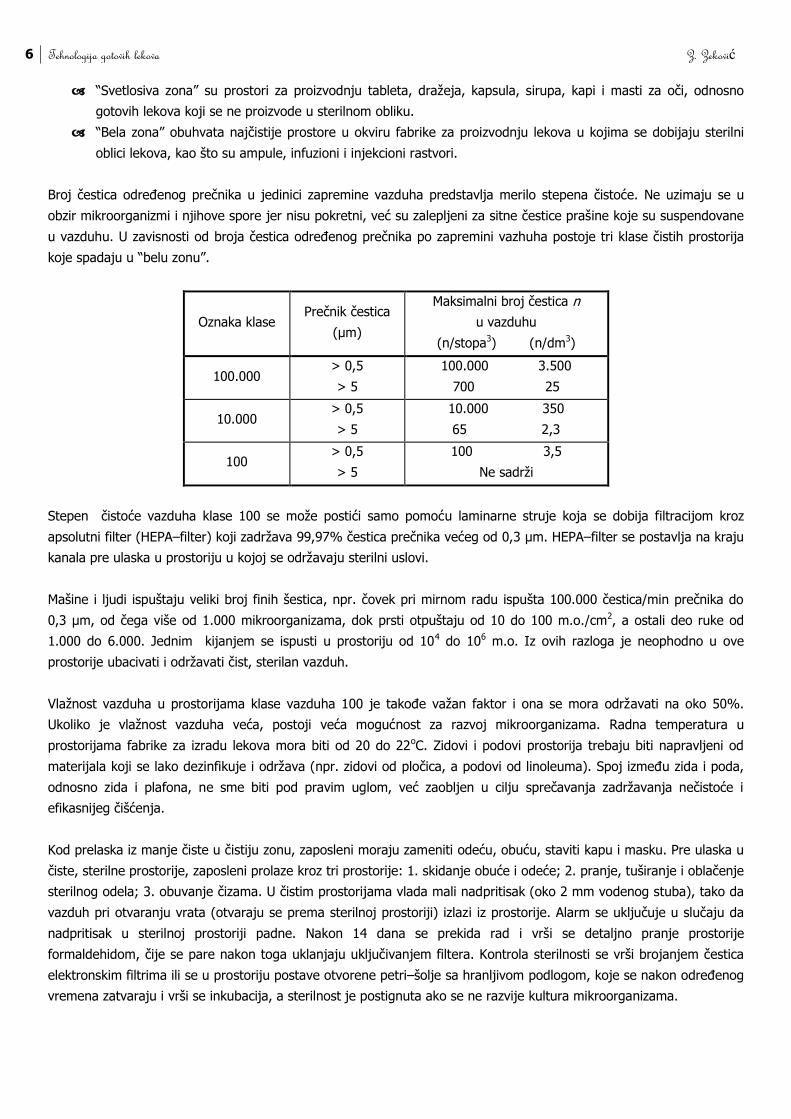
Broj čestica određenog prečnika u jedinici zapremine vazduha predstavlja merilo stepena čistoće. Ne uzimaju se u
obzir mikroorganizmi i njihove spore jer nisu pokretni, već su zalepljeni za sitne čestice prašine koje su suspendovane
u vazduhu. U zavisnosti od broja čestica određenog prečnika po zapremini vazhuha postoje tri klase čistih prostorija
koje spadaju u “belu zonu”.
Oznaka klase Prečnik čestica
(µm)
Maksimalni broj čestica n
u vazduhu
(n/stopa3) (n/dm3)
100.000 > 0,5
> 5
100.000 3.500
700 25
10.000 > 0,5
> 5
10.000 350
65 2,3
100 > 0,5
> 5
100 3,5
Ne sadrži
Stepen čistoće vazduha klase 100 se može postići samo pomoću laminarne struje koja se dobija filtracijom kroz
apsolutni filter (HEPA–filter) koji zadržava 99,97% čestica prečnika većeg od 0,3 µm. HEPA–filter se postavlja na kraju
kanala pre ulaska u prostoriju u kojoj se održavaju sterilni uslovi.
Mašine i ljudi ispuštaju veliki broj finih šestica, npr. čovek pri mirnom radu ispušta 100.000 čestica/min prečnika do
0,3 µm, od čega više od 1.000 mikroorganizama, dok prsti otpuštaju od 10 do 100 m.o./cm2, a ostali deo ruke od
1.000 do 6.000. Jednim kijanjem se ispusti u prostoriju od 104 do 106 m.o. Iz ovih razloga je neophodno u ove
prostorije ubacivati i održavati čist, sterilan vazduh.
Vlažnost vazduha u prostorijama klase vazduha 100 je takođe važan faktor i ona se mora održavati na oko 50%.
Ukoliko je vlažnost vazduha veća, postoji veća mogućnost za razvoj mikroorganizama. Radna temperatura u
prostorijama fabrike za izradu lekova mora biti od 20 do 22oC. Zidovi i podovi prostorija trebaju biti napravljeni od
materijala koji se lako dezinfikuje i održava (npr. zidovi od pločica, a podovi od linoleuma). Spoj između zida i poda,
odnosno zida i plafona, ne sme biti pod pravim uglom, već zaobljen u cilju sprečavanja zadržavanja nečistoće i
efikasnijeg čišćenja.
Kod prelaska iz manje čiste u čistiju zonu, zaposleni moraju zameniti odeću, obuću, staviti kapu i masku. Pre ulaska u
čiste, sterilne prostorije, zaposleni prolaze kroz tri prostorije: 1. skidanje obuće i odeće; 2. pranje, tuširanje i oblačenje
sterilnog odela; 3. obuvanje čizama. U čistim prostorijama vlada mali nadpritisak (oko 2 mm vodenog stuba), tako da
vazduh pri otvaranju vrata (otvaraju se prema sterilnoj prostoriji) izlazi iz prostorije. Alarm se uključuje u slučaju da
nadpritisak u sterilnoj prostoriji padne. Nakon 14 dana se prekida rad i vrši se detaljno pranje prostorije
formaldehidom, čije se pare nakon toga uklanjaju uključivanjem filtera. Kontrola sterilnosti se vrši brojanjem čestica
elektronskim filtrima ili se u prostoriju postave otvorene petri–šolje sa hranljivom podlogom, koje se nakon određenog
vremena zatvaraju i vrši se inkubacija, a sterilnost je postignuta ako se ne razvije kultura mikroorganizama.
7 Tehnologija gotovih lekova Z. Zeković
3.1. STERILIZACIJA U FARMACEUTSKOJ INDUSTRIJI
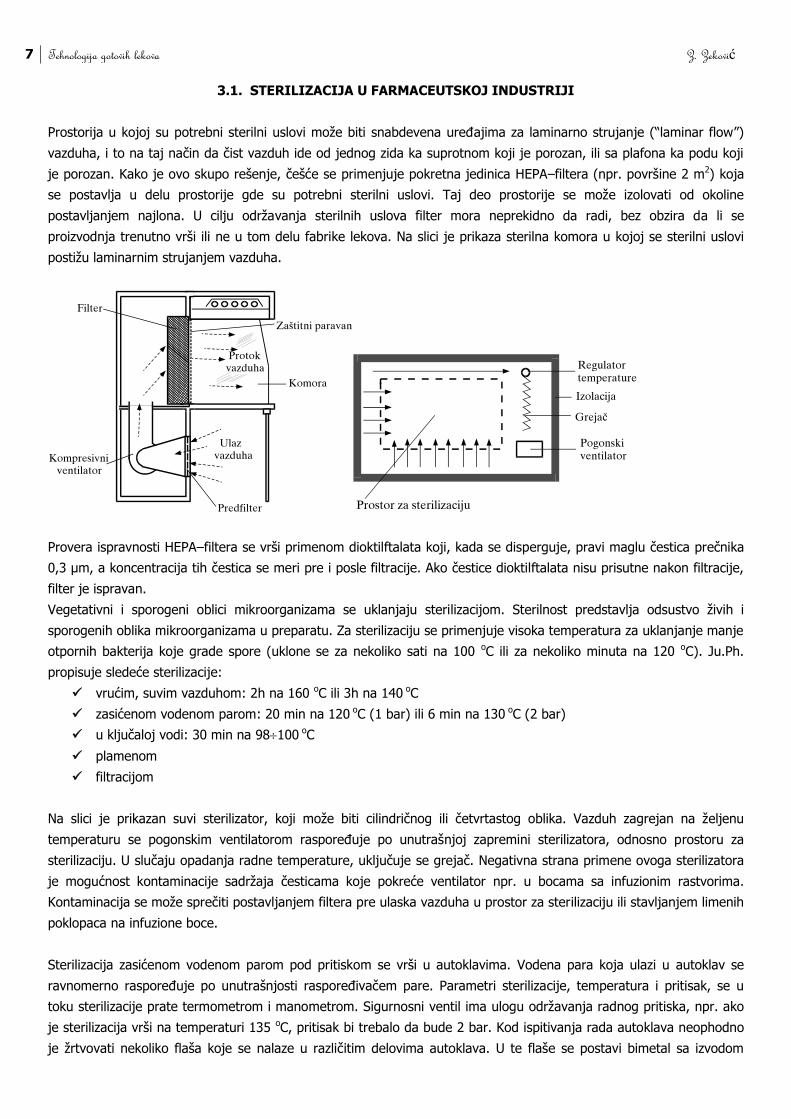
Prostorija u kojoj su potrebni sterilni uslovi može biti snabdevena uređajima za laminarno strujanje (“laminar flow”)
vazduha, i to na taj način da čist vazduh ide od jednog zida ka suprotnom koji je porozan, ili sa plafona ka podu koji
je porozan. Kako je ovo skupo rešenje, češće se primenjuje pokretna jedinica HEPA–filtera (npr. površine 2 m2) koja
se postavlja u delu prostorije gde su potrebni sterilni uslovi. Taj deo prostorije se može izolovati od okoline
postavljanjem najlona. U cilju održavanja sterilnih uslova filter mora neprekidno da radi, bez obzira da li se
proizvodnja trenutno vrši ili ne u tom delu fabrike lekova. Na slici je prikaza sterilna komora u kojoj se sterilni uslovi
postižu laminarnim strujanjem vazduha.
Provera ispravnosti HEPA–filtera se vrši primenom dioktilftalata koji, kada se disperguje, pravi maglu čestica prečnika
0,3 µm, a koncentracija tih čestica se meri pre i posle filtracije. Ako čestice dioktilftalata nisu prisutne nakon filtracije,
filter je ispravan.
Vegetativni i sporogeni oblici mikroorganizama se uklanjaju sterilizacijom. Sterilnost predstavlja odsustvo živih i
sporogenih oblika mikroorganizama u preparatu. Za sterilizaciju se primenjuje visoka temperatura za uklanjanje manje
otpornih bakterija koje grade spore (uklone se za nekoliko sati na 100 oC ili za nekoliko minuta na 120 oC). Ju.Ph.
propisuje sledeće sterilizacije:
vrućim, suvim vazduhom: 2h na 160 oC ili 3h na 140 oC
zasićenom vodenom parom: 20 min na 120 oC (1 bar) ili 6 min na 130 oC (2 bar)
u ključaloj vodi: 30 min na 98100 oC
plamenom
filtracijom
Na slici je prikazan suvi sterilizator, koji može biti cilindričnog ili četvrtastog oblika. Vazduh zagrejan na željenu
temperaturu se pogonskim ventilatorom raspoređuje po unutrašnjoj zapremini sterilizatora, odnosno prostoru za
sterilizaciju. U slučaju opadanja radne temperature, uključuje se grejač. Negativna strana primene ovoga sterilizatora
je mogućnost kontaminacije sadržaja česticama koje pokreće ventilator npr. u bocama sa infuzionim rastvorima.
Kontaminacija se može sprečiti postavljanjem filtera pre ulaska vazduha u prostor za sterilizaciju ili stavljanjem limenih
poklopaca na infuzione boce.
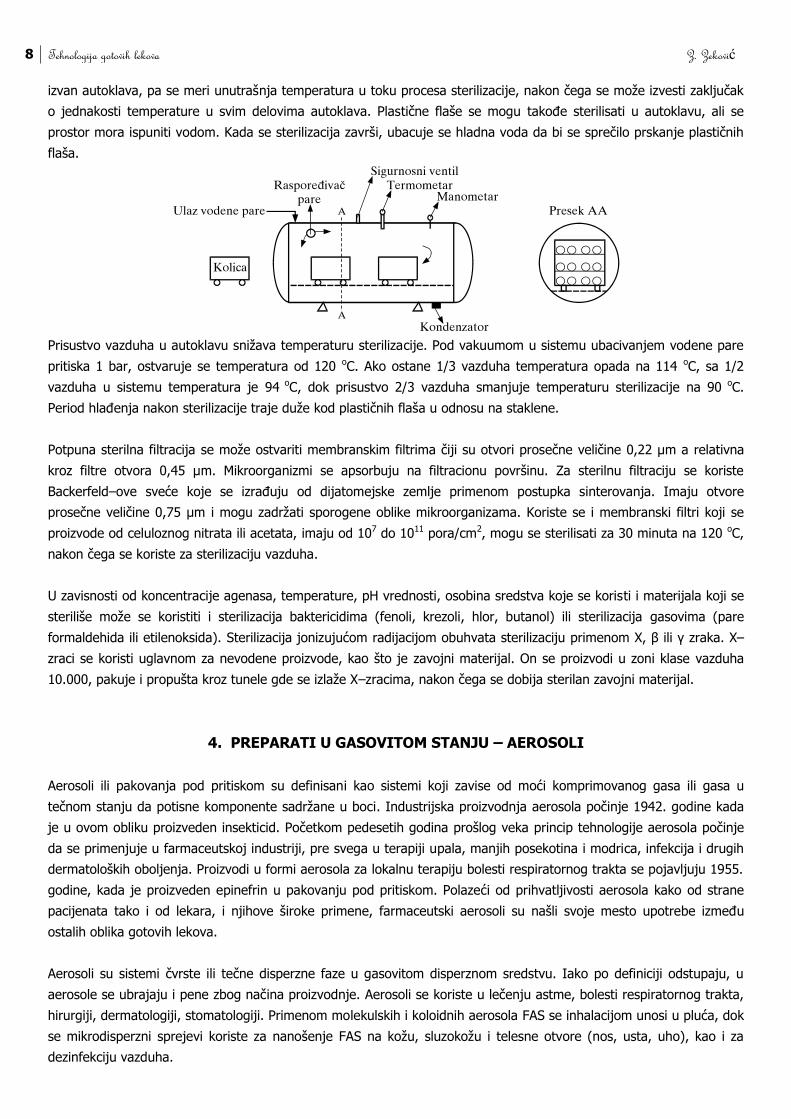
Sterilizacija zasićenom vodenom parom pod pritiskom se vrši u autoklavima. Vodena para koja ulazi u autoklav se
ravnomerno raspoređuje po unutrašnjosti raspoređivačem pare. Parametri sterilizacije, temperatura i pritisak, se u
toku sterilizacije prate termometrom i manometrom. Sigurnosni ventil ima ulogu održavanja radnog pritiska, npr. ako
je sterilizacija vrši na temperaturi 135 oC, pritisak bi trebalo da bude 2 bar. Kod ispitivanja rada autoklava neophodno
je žrtvovati nekoliko flaša koje se nalaze u različitim delovima autoklava. U te flaše se postavi bimetal sa izvodom
8 Tehnologija gotovih lekova Z. Zeković
izvan autoklava, pa se meri unutrašnja temperatura u toku procesa sterilizacije, nakon čega se može izvesti zaključak
o jednakosti temperature u svim delovima autoklava. Plastične flaše se mogu takođe sterilisati u autoklavu, ali se
prostor mora ispuniti vodom. Kada se sterilizacija završi, ubacuje se hladna voda da bi se sprečilo prskanje plastičnih
flaša.
Prisustvo vazduha u autoklavu snižava temperaturu sterilizacije. Pod vakuumom u sistemu ubacivanjem vodene pare
pritiska 1 bar, ostvaruje se temperatura od 120 oC. Ako ostane 1/3 vazduha temperatura opada na 114 oC, sa 1/2
vazduha u sistemu temperatura je 94 oC, dok prisustvo 2/3 vazduha smanjuje temperaturu sterilizacije na 90 oC.
Period hlađenja nakon sterilizacije traje duže kod plastičnih flaša u odnosu na staklene.
Potpuna sterilna filtracija se može ostvariti membranskim filtrima čiji su otvori prosečne veličine 0,22 µm a relativna
kroz filtre otvora 0,45 µm. Mikroorganizmi se apsorbuju na filtracionu površinu. Za sterilnu filtraciju se koriste
Backerfeld–ove sveće koje se izrađuju od dijatomejske zemlje primenom postupka sinterovanja. Imaju otvore
prosečne veličine 0,75 µm i mogu zadržati sporogene oblike mikroorganizama. Koriste se i membranski filtri koji se
proizvode od celuloznog nitrata ili acetata, imaju od 107 do 1011 pora/cm2, mogu se sterilisati za 30 minuta na 120 oC,
nakon čega se koriste za sterilizaciju vazduha.
U zavisnosti od koncentracije agenasa, temperature, pH vrednosti, osobina sredstva koje se koristi i materijala koji se
steriliše može se koristiti i sterilizacija baktericidima (fenoli, krezoli, hlor, butanol) ili sterilizacija gasovima (pare
formaldehida ili etilenoksida). Sterilizacija jonizujućom radijacijom obuhvata sterilizaciju primenom X, β ili γ zraka. X–
zraci se koristi uglavnom za nevodene proizvode, kao što je zavojni materijal. On se proizvodi u zoni klase vazduha
10.000, pakuje i propušta kroz tunele gde se izlaže X–zracima, nakon čega se dobija sterilan zavojni materijal.
4. PREPARATI U GASOVITOM STANJU – AEROSOLI
Aerosoli ili pakovanja pod pritiskom su definisani kao sistemi koji zavise od moći komprimovanog gasa ili gasa u
tečnom stanju da potisne komponente sadržane u boci. Industrijska proizvodnja aerosola počinje 1942. godine kada
je u ovom obliku proizveden insekticid. Početkom pedesetih godina prošlog veka princip tehnologije aerosola počinje
da se primenjuje u farmaceutskoj industriji, pre svega u terapiji upala, manjih posekotina i modrica, infekcija i drugih
dermatoloških oboljenja. Proizvodi u formi aerosola za lokalnu terapiju bolesti respiratornog trakta se pojavljuju 1955.
godine, kada je proizveden epinefrin u pakovanju pod pritiskom. Polazeći od prihvatljivosti aerosola kako od strane
pacijenata tako i od lekara, i njihove široke primene, farmaceutski aerosoli su našli svoje mesto upotrebe između
ostalih oblika gotovih lekova.
Aerosoli su sistemi čvrste ili tečne disperzne faze u gasovitom disperznom sredstvu. Iako po definiciji odstupaju, u
aerosole se ubrajaju i pene zbog načina proizvodnje. Aerosoli se koriste u lečenju astme, bolesti respiratornog trakta,
hirurgiji, dermatologiji, stomatologiji. Primenom molekulskih i koloidnih aerosola FAS se inhalacijom unosi u pluća, dok
se mikrodisperzni sprejevi koriste za nanošenje FAS na kožu, sluzokožu i telesne otvore (nos, usta, uho), kao i za
dezinfekciju vazduha.
9 Tehnologija gotovih lekova Z. Zeković
Dve velike farmaceutske kompanije, američka Pfizer i nemačka Hoechst, bile su prve koje su počele da pripremaju
insulin u formi aerosola, čime se veliki broj dijabetičara poštedeo od svakodnevne primene injekcija.
Prednosti upotrebe aerosola nad drugim formama gotovih lekova su:
1. Doza se može izdvojiti bez kontaminacije ostatka materijala. Stabilnost je promenjana za one supstance na koje
negativno utiče kiseonik i/ili vlaga. Sterilnost se može, ukoliko je potrebno, održati tokom izlaska doze leka
2. FAS je moguće aplikovati direktno na željeno mesto, odnosno određenu površinu, u pogodnom obliku kao što su
sprej, mlaz, brzorazvijajuća ili stabilna pena
3. Iritacija koja nastaje mehaničkom primenom glavnog leka je smanjena ili eliminisana jer nema direktnog kontakta
sa oštećenom kožom, odnosno obolelim mestom
4. Omogućeno je opšte i lokalno delovanje leka
5. FAS je zaštićena od svih spoljnih uticaja
6. Brzina resorpcije leka koji se daje u formi aerosola za ihalaciju je ista kao kada se lek aplikuje u vidu injekcije
7. Ostale prednosti forme aerosola su laka i pogodna upotreba, kao i mogućnost primene leka u tankom sloju
4.1. DELOVI PAKOVANJA AEROSOLA
Pakovanje aerosola se sastoji iz sledećih delova:
1) propilent
2) boca (posuda)
3) ventil i raspršivač
4) koncentrat proizvoda
4.1.1. Propilenti
Propilenti se koriste za uspostavljanje pritiska u boci i potiskivanje proizvoda kada je ventil otvoren. Primenjuju se
različiti tipovi propilenata koji mogu biti u tečnom (glicerol, propilen, propilen-glikol) ili gasovitom stanju. Propilenti u
gasovitom stanju se najčešće primenjuju u proizvodnji aerosola, a podeljeni su u zavisnosti od veličine pritiska na:
Osnovni ili pogonski gas koji obezbeđuje pritisak veći od 2 bar (freoni, argon, NO2, N2)
Pomoćni gas koji ima niži pritisak (oko 1 bar), a dodaje se osnovnom gasu u cilju smanjenja pritiska, odnosno
podešavanja pritiska aerosola na željenu vrednost
Prema agregatnom stanju se dele na:
Propilente koji se komprimovanjem lako prevode u tečnost (freoni, ugljovodonici parafinske serije, hlorovani
ugljovodonici). Ugljovodonici (propan, butan, izobutan, pentan, heptan, izopentan) se zbog svoje zapaljivosti
kombinuju sa freonima.
Propilente koji se komprimovanjem teško prevode u tečnost (N2, CO2, ređe Ar zbog cene). Nepovoljni su za
inhalaciju zbog relativno visokog minimalnog pritiska od oko 6 bar.
Propilente koji su lako isparljivi organski rastvarači (metilen hlorid, vinil hlorid). Najčešće se u cilju snižavanja
pritiska kombinuju sa freonima. Loša osobina im je što negativno utiču na gumu i plastiku.
Freoni, odnosno fluorovani ugljovodonici, se dobro mešaju sa organskim rastvaračima, netoksični su i hemijski inertni.
Trihloromonofluorometan, CCl3F, freon ili propilent 11 je pomoćni propilent, dobar rastvarač za sve supstance, osim
one koje sadrže azot. Dihlorodiflurometan, CCl2F2 ili propilent 12 je osnovni propilent, dobar rastvarač, hemijski
inertan, netoksičan i nekorozivan. Dihlorotetrafluoroetan C2Cl2F4 ili propilent 114 je hemijski stabilan, ali skup i loš
rastvarač. Ovi freoni se široko primenjuju u proizvodnji većine farmaceutskih aerosola, dok se komprimovani gasovi
10 Tehnologija gotovih lekova Z. Zeković
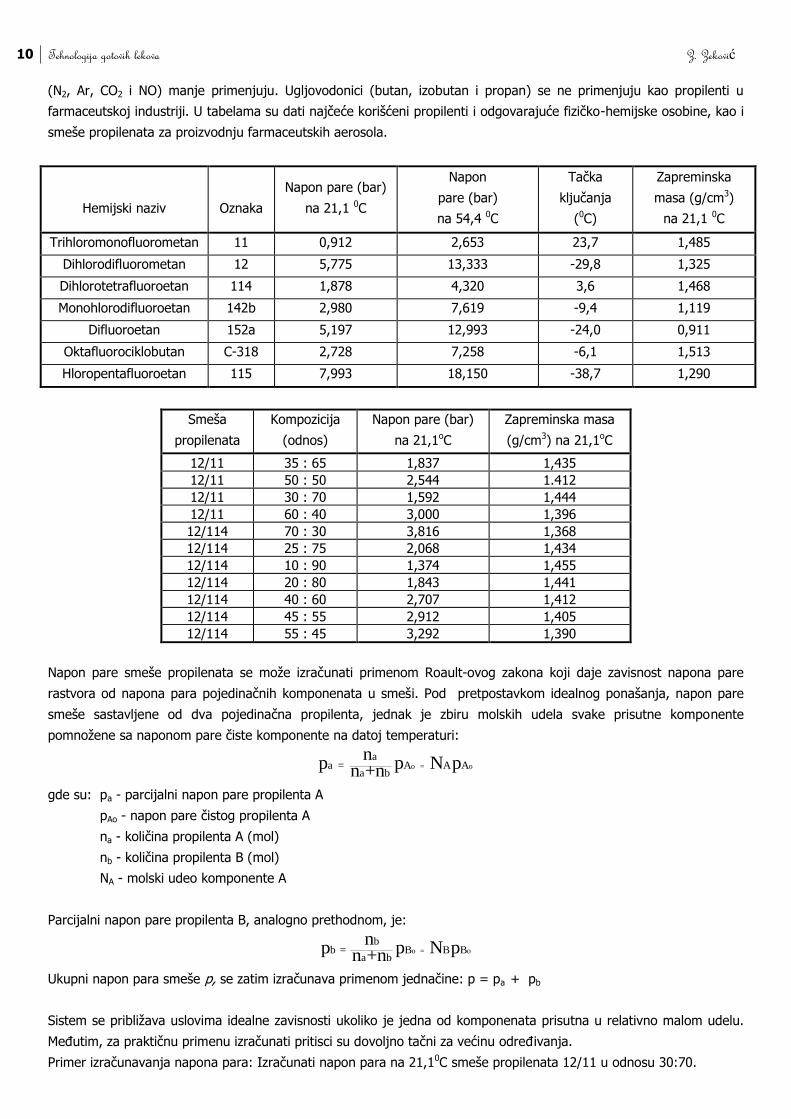
(N2, Ar, CO2 i NO) manje primenjuju. Ugljovodonici (butan, izobutan i propan) se ne primenjuju kao propilenti u
farmaceutskoj industriji. U tabelama su dati najčeće korišćeni propilenti i odgovarajuće fizičko-hemijske osobine, kao i
smeše propilenata za proizvodnju farmaceutskih aerosola.
Hemijski naziv
Oznaka
Napon pare (bar)
na 21,1 0C
Napon
pare (bar)
na 54,4 0C
Tačka
ključanja
(0C)
Zapreminska
masa (g/cm3)
na 21,1 0C
Trihloromonofluorometan 11 0,912 2,653 23,7 1,485
Dihlorodifluorometan 12 5,775 13,333 -29,8 1,325
Dihlorotetrafluoroetan 114 1,878 4,320 3,6 1,468
Monohlorodifluoroetan 142b 2,980 7,619 -9,4 1,119
Difluoroetan 152a 5,197 12,993 -24,0 0,911
Oktafluorociklobutan C-318 2,728 7,258 -6,1 1,513
Hloropentafluoroetan 115 7,993 18,150 -38,7 1,290
Smeša
propilenata
Kompozicija
(odnos)
Napon pare (bar)
na 21,1oC
Zapreminska masa
(g/cm3) na 21,1oC
12/11 35 : 65 1,837 1,435
12/11 50 : 50 2,544 1.412
12/11 30 : 70 1,592 1,444
12/11 60 : 40 3,000 1,396
12/114 70 : 30 3,816 1,368
12/114 25 : 75 2,068 1,434
12/114 10 : 90 1,374 1,455
12/114 20 : 80 1,843 1,441
12/114 40 : 60 2,707 1,412
12/114 45 : 55 2,912 1,405
12/114 55 : 45 3,292 1,390
Napon pare smeše propilenata se može izračunati primenom Roault-ovog zakona koji daje zavisnost napona pare
rastvora od napona para pojedinačnih komponenata u smeši. Pod pretpostavkom idealnog ponašanja, napon pare
smeše sastavljene od dva pojedinačna propilenta, jednak je zbiru molskih udela svake prisutne komponente
pomnožene sa naponom pare čiste komponente na datoj temperaturi:
o=o AAAba
a=a pNpn+n
np
gde su: pa - parcijalni napon pare propilenta A
pAo - napon pare čistog propilenta A
na - količina propilenta A (mol)
nb - količina propilenta B (mol)
NA - molski udeo komponente A
Parcijalni napon pare propilenta B, analogno prethodnom, je:
o=o BBBba
b=b pNpn+n
np
Ukupni napon para smeše p, se zatim izračunava primenom jednačine: p = pa + pb
Sistem se približava uslovima idealne zavisnosti ukoliko je jedna od komponenata prisutna u relativno malom udelu.
Međutim, za praktičnu primenu izračunati pritisci su dovoljno tačni za većinu određivanja.
Primer izračunavanja napona para: Izračunati napon para na 21,10C smeše propilenata 12/11 u odnosu 30:70.
11 Tehnologija gotovih lekova Z. Zeković
Količina propilenta 11 se računa kao:
n =m
M mol11
11
11
70
137 380 5095
,,
odnosno propilenta 12:
n =m
M mol12
12
12
30
120 930 2481
,,
Primenom Roault-ovog zakona:
pn
n +np =
0,5095
0,5095+ 0,2481 bar11 =
11
11 1211o 0 912 0 613, ,
pn
n +np =
0,2481
0,5095+ 0,2481 bar12 =
12
11 1212o 5 775 1891, ,
Ukupni pritisak napona para propilenta 12/11 u odnosu 30:70 je p = 0,613 + 1,891 = 2,504 bar
Za izračunavanje merenog pritiska potrebno je rezultat umanjiti za atmosferski pritisak, tj. 2,504 - 1 = 1,504 bar
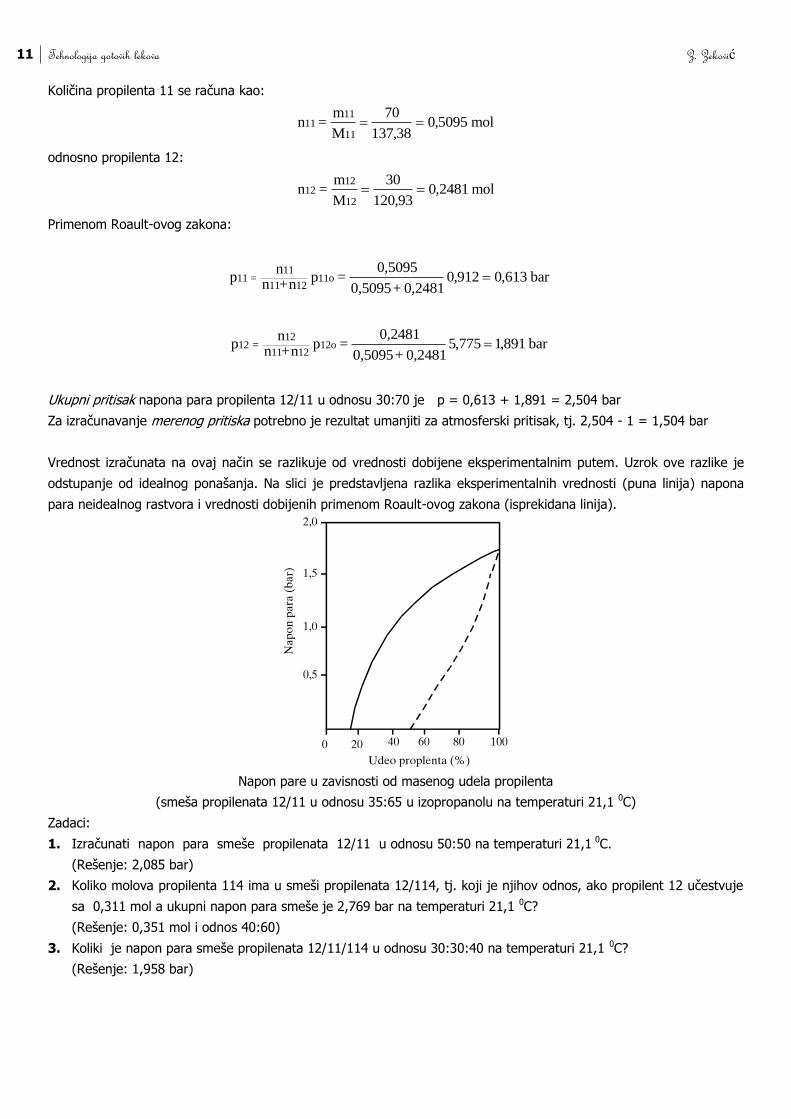
Vrednost izračunata na ovaj način se razlikuje od vrednosti dobijene eksperimentalnim putem. Uzrok ove razlike je
odstupanje od idealnog ponašanja. Na slici je predstavljena razlika eksperimentalnih vrednosti (puna linija) napona
para neidealnog rastvora i vrednosti dobijenih primenom Roault-ovog zakona (isprekidana linija).
Napon pare u zavisnosti od masenog udela propilenta
(smeša propilenata 12/11 u odnosu 35:65 u izopropanolu na temperaturi 21,1 0C)
Zadaci:
1. Izračunati napon para smeše propilenata 12/11 u odnosu 50:50 na temperaturi 21,1 0C.
(Rešenje: 2,085 bar)
2. Koliko molova propilenta 114 ima u smeši propilenata 12/114, tj. koji je njihov odnos, ako propilent 12 učestvuje
sa 0,311 mol a ukupni napon para smeše je 2,769 bar na temperaturi 21,1 0C?
(Rešenje: 0,351 mol i odnos 40:60)
3. Koliki je napon para smeše propilenata 12/11/114 u odnosu 30:30:40 na temperaturi 21,1 0C?
(Rešenje: 1,958 bar)
12 Tehnologija gotovih lekova Z. Zeković
4.1.2. Posuda (boca)
Za pakovanje aerosola su pogodne posude (boce) izrađene od različitih materijala, pod uslovom da mogu izdržati
pritiske između 9,5 i 12,2 bar na temperaturi od 54,4 0C. Boca može biti napravljena od metala ili stakla. Od metala se
koriste beli limeni čelik (bočno vareni iz tri dela, dvodelni ili liveni), aluminijum (dvodelni ili jednodelni koji se može
dobiti istiskivanjem ili livenjem) i nerđajući čelik. Kada je u pitanju staklena ambalaža koristi se neprevučeno ili staklo
prevučeno plastikom. Unutrašnja površina metalnih i staklenih boca se najčešće presvlači plastičnim materijalom u
cilju zaštite njenog sadržaja (npr. kod metalnih od korozije, a kod staklenih od difundovanja vazduha iz spoljašnje
sredine).
Plastične boce nisu našle primenu u proizvodnji aerosola u farmaceutskoj industriji. Staklene boce imaju niz prednosti
nad ostalim materijalima, u pogledu kompatibilnosti, eliminisanja korozije, kao i mogućnosti izrade boce željenog
oblika, uz uslov da izdrže pritisak koji u njoj vlada. Proizvode se i aerosoli u dvojnim posudama, pa se u jednom
pakovanju mogu nalaziti dve inkompatibilne FAS. U tabeli su dati podaci maksimalnih pritisaka za boce aerosola
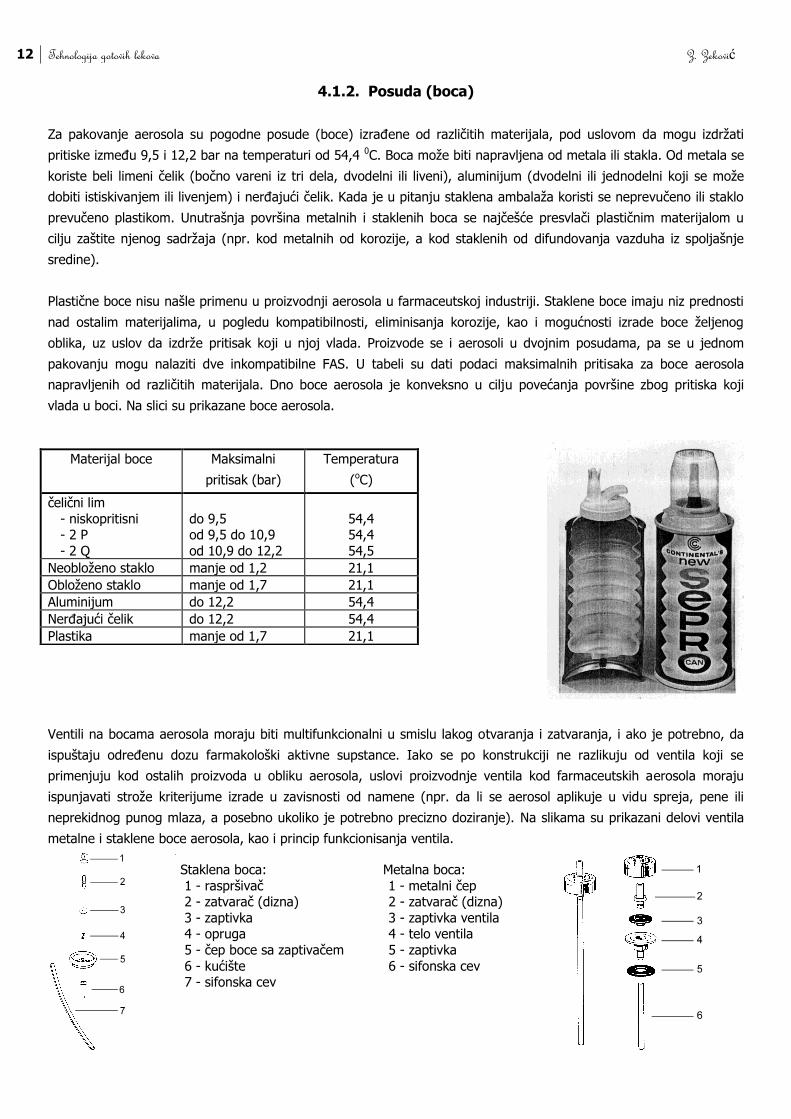
napravljenih od različitih materijala. Dno boce aerosola je konveksno u cilju povećanja površine zbog pritiska koji
vlada u boci. Na slici su prikazane boce aerosola.
Ventili na bocama aerosola moraju biti multifunkcionalni u smislu lakog otvaranja i zatvaranja, i ako je potrebno, da
ispuštaju određenu dozu farmakološki aktivne supstance. Iako se po konstrukciji ne razlikuju od ventila koji se
primenjuju kod ostalih proizvoda u obliku aerosola, uslovi proizvodnje ventila kod farmaceutskih aerosola moraju
ispunjavati strože kriterijume izrade u zavisnosti od namene (npr. da li se aerosol aplikuje u vidu spreja, pene ili
neprekidnog punog mlaza, a posebno ukoliko je potrebno precizno doziranje). Na slikama su prikazani delovi ventila
metalne i staklene boce aerosola, kao i princip funkcionisanja ventila.
Materijal boce Maksimalni
pritisak (bar)
Temperatura
(oC)
čelični lim
- niskopritisni - 2 P
- 2 Q
do 9,5 od 9,5 do 10,9
od 10,9 do 12,2
54,4 54,4
54,5
Neobloženo staklo manje od 1,2 21,1
Obloženo staklo manje od 1,7 21,1
Aluminijum do 12,2 54,4
Nerđajući čelik do 12,2 54,4
Plastika manje od 1,7 21,1
Staklena boca: Metalna boca:
1 - raspršivač 1 - metalni čep 2 - zatvarač (dizna) 2 - zatvarač (dizna)
3 - zaptivka 3 - zaptivka ventila 4 - opruga 4 - telo ventila
5 - čep boce sa zaptivačem 5 - zaptivka
6 - kućište 6 - sifonska cev 7 - sifonska cev
13 Tehnologija gotovih lekova Z. Zeković
Ventili i raspršivači u slučaju aerosola kod kojih je neophodno precizno doziranje se izrađuju u zavisnosti od vrste
sadržaja u boci, kao i oblika ispuštanja (sprej, pena, mlaz čvrstih čestica ili specijalna namena). Za sprej je
karakteristično da se sadržaj boce ispušta pritiskom na raspršivač koji ima jedan do tri otvora prečnika 0,4 - 1 mm.
Dobrim izborom propilenata, otvora raspšivača i unutrašnjeg kanala, sprej se može koristiti za dobijanje čestica
željene veličine.
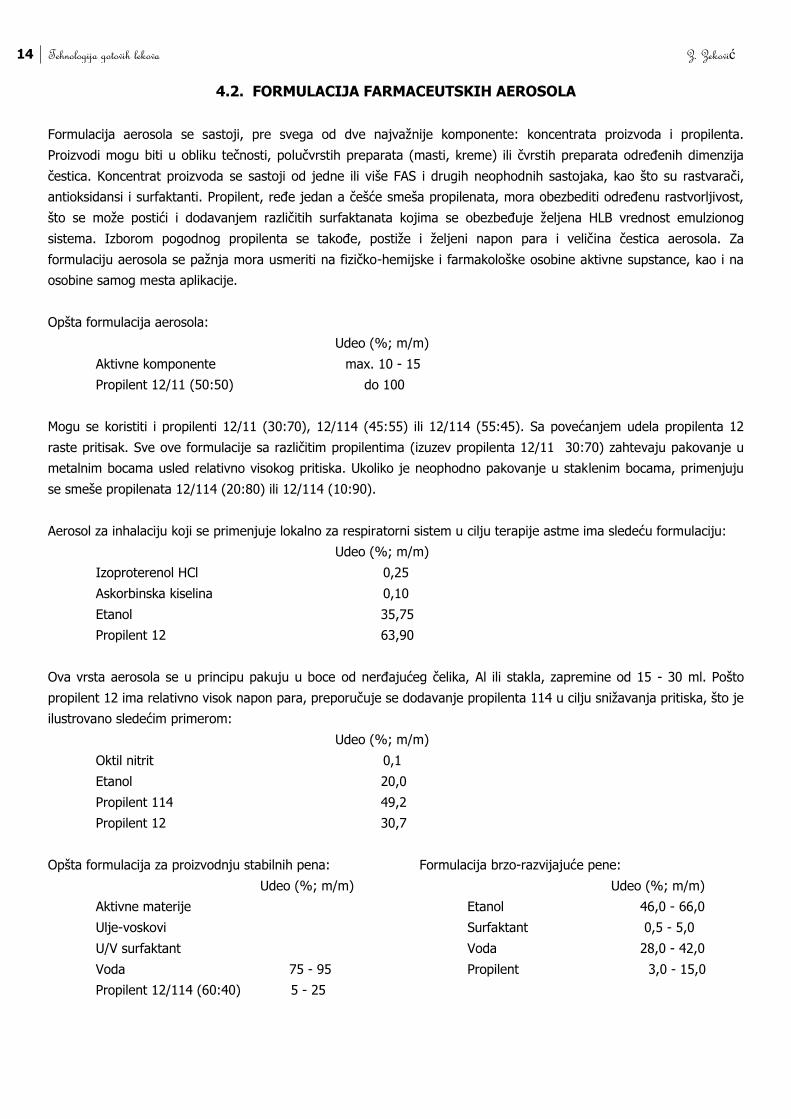
Kod aerosola za inhalaciju čestice su dimenzija od 0,5 - 50 µm,
aerosol magle od 50 - 100 µm, aerosola u vidu magle sitnih
kapljica od 100 - 400 µm, a kod aerosola u vidu magle
krupnijih čestica >400 µm. U obliku spreja se koriste sprej za
bandažiranje, antiseptici, lokalni anestetici i sprej za noge.
Ukoliko boca aerosola ima relativno nizak udeo propilenta
(50% ili manje), sadržaj će se ispuštati pre u obliku mlaza nego
spreja, sve dok prisutni propilent ne bude dovoljan da potpuno
disperguje supstancu. U ovom slučaju se primenjuju specijalni
raspršivači u kojima se nalaze kanali koji su u stanju da
mehanički razbiju mlaz u male čestice spreja.
Za aerosole kod kojih proizvod izlazi iz boce u obliku pene su karatkeristični izlazni otvori čiji je prečnik 1,8 - 3 mm a
mogu biti i veći. Ako su u pitanju proizvodi koji su u polučvrstom ili čvrstom stanju, a aplikuju se u formi aerosola,
koriste se raspršivači sa otvorima sličnim kao i kod pena, a mogu biti i veći. Kada je u pitanju proizvodnja aerosola za
specijalnu namenu, potreban je odgovarajući raspršivač dizajniran za primenu u telesnim otvorima (usta, uho, nos,
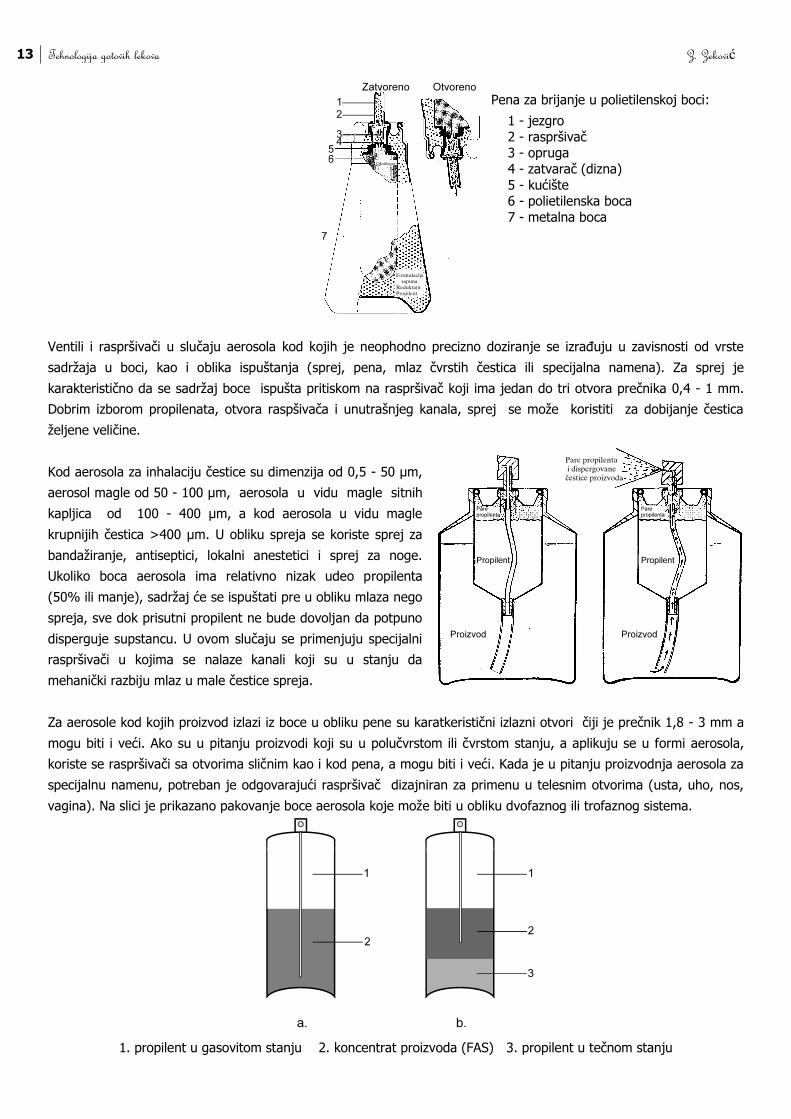
vagina). Na slici je prikazano pakovanje boce aerosola koje može biti u obliku dvofaznog ili trofaznog sistema.
1. propilent u gasovitom stanju 2. koncentrat proizvoda (FAS) 3. propilent u tečnom stanju
Pena za brijanje u polietilenskoj boci:
1 - jezgro
2 - raspršivač 3 - opruga
4 - zatvarač (dizna)
5 - kućište 6 - polietilenska boca
7 - metalna boca
14 Tehnologija gotovih lekova Z. Zeković
4.2. FORMULACIJA FARMACEUTSKIH AEROSOLA
Formulacija aerosola se sastoji, pre svega od dve najvažnije komponente: koncentrata proizvoda i propilenta.
Proizvodi mogu biti u obliku tečnosti, polučvrstih preparata (masti, kreme) ili čvrstih preparata određenih dimenzija
čestica. Koncentrat proizvoda se sastoji od jedne ili više FAS i drugih neophodnih sastojaka, kao što su rastvarači,
antioksidansi i surfaktanti. Propilent, ređe jedan a češće smeša propilenata, mora obezbediti određenu rastvorljivost,
što se može postići i dodavanjem različitih surfaktanata kojima se obezbeđuje željena HLB vrednost emulzionog
sistema. Izborom pogodnog propilenta se takođe, postiže i željeni napon para i veličina čestica aerosola. Za
formulaciju aerosola se pažnja mora usmeriti na fizičko-hemijske i farmakološke osobine aktivne supstance, kao i na
osobine samog mesta aplikacije.
Opšta formulacija aerosola:
Udeo (%; m/m)
Aktivne komponente max. 10 - 15
Propilent 12/11 (50:50) do 100
Mogu se koristiti i propilenti 12/11 (30:70), 12/114 (45:55) ili 12/114 (55:45). Sa povećanjem udela propilenta 12
raste pritisak. Sve ove formulacije sa različitim propilentima (izuzev propilenta 12/11 30:70) zahtevaju pakovanje u
metalnim bocama usled relativno visokog pritiska. Ukoliko je neophodno pakovanje u staklenim bocama, primenjuju
se smeše propilenata 12/114 (20:80) ili 12/114 (10:90).
Aerosol za inhalaciju koji se primenjuje lokalno za respiratorni sistem u cilju terapije astme ima sledeću formulaciju:
Udeo (%; m/m)
Izoproterenol HCl 0,25
Askorbinska kiselina 0,10
Etanol 35,75
Propilent 12 63,90
Ova vrsta aerosola se u principu pakuju u boce od nerđajućeg čelika, Al ili stakla, zapremine od 15 - 30 ml. Pošto
propilent 12 ima relativno visok napon para, preporučuje se dodavanje propilenta 114 u cilju snižavanja pritiska, što je
ilustrovano sledećim primerom:
Udeo (%; m/m)
Oktil nitrit 0,1
Etanol 20,0
Propilent 114 49,2
Propilent 12 30,7
Opšta formulacija za proizvodnju stabilnih pena:
Udeo (%; m/m)
Aktivne materije
Ulje-voskovi
U/V surfaktant
Voda 75 - 95
Propilent 12/114 (60:40) 5 - 25
Formulacija brzo-razvijajuće pene:
Udeo (%; m/m)
Etanol 46,0 - 66,0
Surfaktant 0,5 - 5,0
Voda 28,0 - 42,0
Propilent 3,0 - 15,0
15 Tehnologija gotovih lekova Z. Zeković
4.3. INDUSTRIJSKA PROIZVODNJA AEROSOLA
Proizvodnja gotovih farmaceutskih preparata u formi aerosola se, u principu sastoji iz dva dela: proizvodnja
koncentrata i dodavanje propilenta. Za razliku od proizvodnje drugih formi preparata, punjenje aerosola je specifično i
veoma važnu ulogu ima precizno merenje tokom operacije punjenja boce, kako koncentrata, tako i propilenta, da bi
njihov odnos bio odgovarajući. Postoje dva postupka za punjenje aerosola. Hladni postupak punjenja zahteva
hlađenje komponenata, koncentrata proizvoda i aerosola, na temperature od -35 do -40 0C, dok se postupak punjenja
primenom pritiska izvodi na sobnoj temperaturi uz primenu uređaja za postizanje pritiska (kompresora). Tip proizvoda
i veličina boce utiču na izbor postupka proizvodnje.
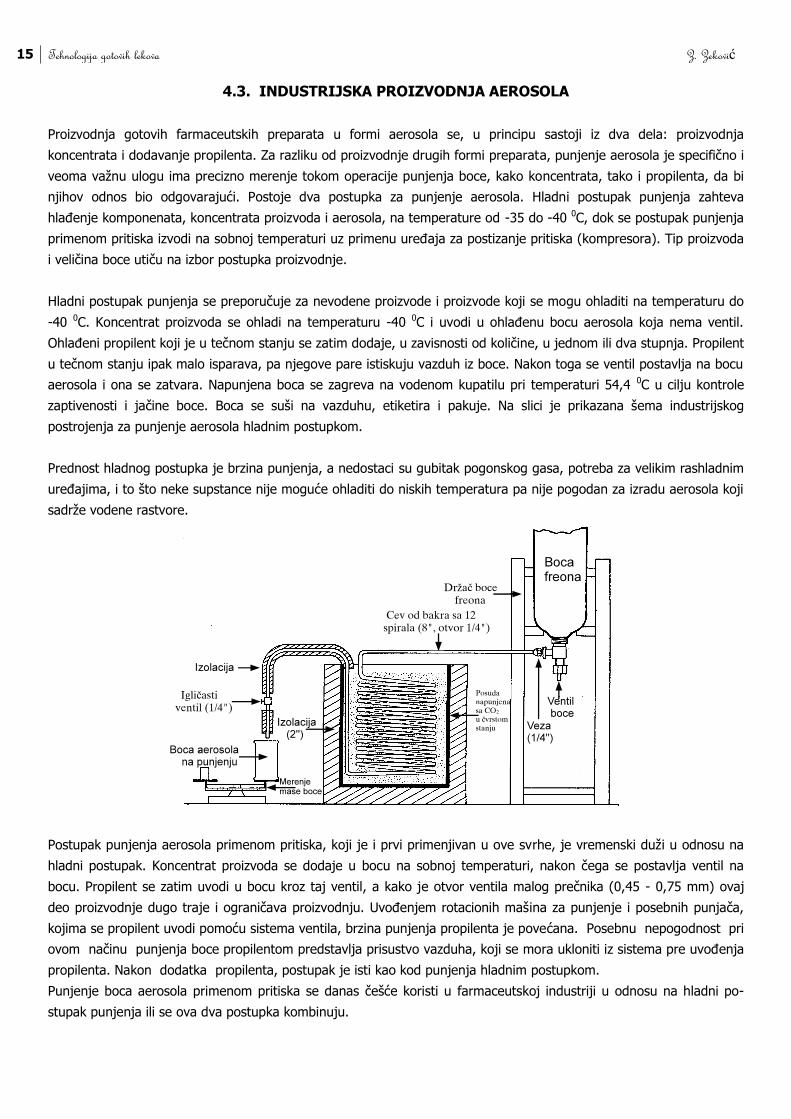
Hladni postupak punjenja se preporučuje za nevodene proizvode i proizvode koji se mogu ohladiti na temperaturu do
-40 0C. Koncentrat proizvoda se ohladi na temperaturu -40 0C i uvodi u ohlađenu bocu aerosola koja nema ventil.
Ohlađeni propilent koji je u tečnom stanju se zatim dodaje, u zavisnosti od količine, u jednom ili dva stupnja. Propilent
u tečnom stanju ipak malo isparava, pa njegove pare istiskuju vazduh iz boce. Nakon toga se ventil postavlja na bocu
aerosola i ona se zatvara. Napunjena boca se zagreva na vodenom kupatilu pri temperaturi 54,4 0C u cilju kontrole
zaptivenosti i jačine boce. Boca se suši na vazduhu, etiketira i pakuje. Na slici je prikazana šema industrijskog
postrojenja za punjenje aerosola hladnim postupkom.
Prednost hladnog postupka je brzina punjenja, a nedostaci su gubitak pogonskog gasa, potreba za velikim rashladnim
uređajima, i to što neke supstance nije moguće ohladiti do niskih temperatura pa nije pogodan za izradu aerosola koji
sadrže vodene rastvore.
Postupak punjenja aerosola primenom pritiska, koji je i prvi primenjivan u ove svrhe, je vremenski duži u odnosu na
hladni postupak. Koncentrat proizvoda se dodaje u bocu na sobnoj temperaturi, nakon čega se postavlja ventil na
bocu. Propilent se zatim uvodi u bocu kroz taj ventil, a kako je otvor ventila malog prečnika (0,45 - 0,75 mm) ovaj
deo proizvodnje dugo traje i ograničava proizvodnju. Uvođenjem rotacionih mašina za punjenje i posebnih punjača,
kojima se propilent uvodi pomoću sistema ventila, brzina punjenja propilenta je povećana. Posebnu nepogodnost pri
ovom načinu punjenja boce propilentom predstavlja prisustvo vazduha, koji se mora ukloniti iz sistema pre uvođenja
propilenta. Nakon dodatka propilenta, postupak je isti kao kod punjenja hladnim postupkom.
Punjenje boca aerosola primenom pritiska se danas češće koristi u farmaceutskoj industriji u odnosu na hladni po-
stupak punjenja ili se ova dva postupka kombinuju.
16 Tehnologija gotovih lekova Z. Zeković
Nakon proizvodnje, neophodno je testiranje aerosola:
1. na zapaljivost (temperatura paljenja, širenje plamena)
2. fizičko-hemijske osobine (napon para, gustina, sadržaj vlage, identifikacija propilenata, odnos koncentrata i
propilenta)
3. na osobine zavisne od načina proizvodnje (sterilnost, brzina pražnjenje ventila aerosola, struktura spreja,
doziranje mernim ventilom, neto masa sadržaja, stabilnost pene, određivanje veličine čestica, isticanje)
4. biološke osobine (terapijska aktivnost, biološka podnošljivost i toksičnost)
5. GOTOVI LEKOVI U TEČNOJ FORMI
Gotovi farmaceutski preparati u tečnoj formi predstavljaju FAS koja je disperzna faza u tečnoj disperznoj sredini. U
zavisnosti od stepena usitnjenosti disperzne faze i načina povezivanja disperznim sredstvom, oni mogu biti:
1. pravi rastvori koji se dele na molekulske disperzione sisteme (srednji prečnik čestica <1 µm) i jonske disperzione
sisteme (srednji prečnik čestica <0,01 µm)
2. rastvori visokomolekularnih jedinjenja koja sadrže makromolekularnu difilnu grupu kao disperznu fazu,
predstavljaju homogene sisteme koji ne dijalizuju i imaju tendenciju ka stvaranju molekulskih kompleksa
3. koloidni rastvori (srednji prečnik čestica 1 - 100 nm), su heterogeni sistemi, slabo difunduju i ne dijalizuju (samo
najsitnije čestice), talože se i čestice su vidljive pod ultramikroskopom i elektronskim mikroskopom, pokazuju
Brown-ovo kretanje i prolaze kroz najfinije filtre, odn. ultrafiltre
4. emulzije (srednji prečnik čestica 0,1 - 50 µm) se sastoje iz dve tečne faze koje se ne mešaju
5. suspenzije (srednji prečnik čestica 0,1 - 10 µm) se sastoje iz usitnjene čvrste faze u tečnosti i predstavljaju
heterogene sisteme, mutne su a čestice sendimentiraju, mogu se videti pod mikroskopom, ne dijalizuju i ne
difunduju
U farmaceutskoj tehnologiji navedene grupe pripadaju rastvorima, a izdvajaju se suspenzije (Mixturae) koje pre
upotrebe treba promućkati. Preparati, kao što su biljni ekstrakti, sadrže farmakološki aktivne komponente koje su
potpuno rastvorne u vodi, kao i čvrste čestice, koloidne čestice i makromolekule u jednom sistemu, pa predstavljaju
preparate koji sadrže više disperznih sistema. Medicinski rastvori (Solutiones medicinales) su tečni, bistri preparati koji
sadrže jednu ili više supstanci u jednom rastvaraču (vodi, alkoholu, glicerolu, mineralnim ili biljnim uljima). Koriste se
za spoljašnju i unutrašnju upotrebu i za proizvodnju drugih farmaceutskih preparata.
Dobre osobine rastvora:
brzo se resorbuju
ne iritiraju sluzokožu
jednostavno se uzimaju i daju
tehnološki postupak izrade je jednostavan
pogodni su za higroskopne supstance
lako se nanose kada se koriste za spoljašnju
upotrebu
Loše osobine rastvora:
nepogodni se za transport
zauzimaju mnogo prostora
pogodni su za razvoj mikroorganizama
teško im se prekriva neprijatan miris i ukus
ne karakteriše ih stabilnost
Rastvori se prema primenjenom rastvaraču dele na:
vodene (Solutio aquosa)
alkoholne (Solutio aethanolica)
glicerolne (Solutio glycerolata)
uljane rastvore (Solutio oleosa)
Prema načinu aplikacije se dele na:
rastvore za oči (Solutio ophtalica)
injekcione rastvore (Solutio pro injectiones)
rastvore za inhalaciju (Solutio pro inhalationes)
infuzione rastvore (Infundabilia)
17 Tehnologija gotovih lekova Z. Zeković
Proizvode se u obliku kapi, sirupa, injekcionih i infuzionih rastvora. Voda koja je i najčešće primenjivani rastvarač u
farmaceutskoj industriji, mora ispunjavati određene zahteve kvaliteta, pa se u tom smislu vrši njeno omekšavanje,
demineralizacija i destilacija.
5.1. PRIPREMA VODE U FARMACEUTSKOJ INDUSTRIJI
Jonski izmenjivači su prostorno umreženi makromolekuli koji čine osnovni skelet za koji su vezani određeni joni
(anjoni ili katjoni) koji lako disosuju i koji se mogu u pogodnim uslovima zameniti za neki drugi jon, koji ima veći
afinitet vezivanja. Koriste se u obliku zrnaca koja su nerastvorna u vodi i u njoj bubre. Afinitet jonoizmenjivačke mase
prema pojedinim jonima nije isti i zavisi od njihove valentnosti, naelektrisanja, stepena hidratacije, efektivnog
prečnika jona, koncentracije pojedinih jona i osobina jonoizmenjivačke mase. U principu se lakše vrši izmena
viševalentnih jona nego jednovalentnih jona.
Katjonski jonoizmenjiva može imati:
1. neutralni oblik kod kojeg je pokretni jon Na+, a njegova regeneracija se vrši rastvorom NaCl u višku
2. kiseli oblik gde je pokretni jon H+, a regeneracija se vrši primenom HCl. Upotreba H2SO4 za regeneraciju bi
dovela do stvaranja CaSO4 (gipsa) koji bi zapušio jonoizmenjivačku kolonu. Kiseli oblik katjonskog
jonoizmenjivača može biti:
a) jako kiseli - kada je funkcionalna grupa sulfonska -SO3H, koja zbog svoje jake disociranosti menja
vodonik za sve katjone prisutne u vodi
b) slabo kiseli - kada je funkcionalna grupa karboksilna -COOH ili hidroksilna -OH, koje menjaju H+ za
katjone koji su u ravnoteži sa bikarbonatnim jonima, odnosno sa karbonatnom tvrdoćom. Imaju slab
afinitet prema Na+ i slabo ga vezuju u ravnoteži sa bikarbonatnim jonima, tako da ubrzo nakon
regeneracije može doći do proboja Na-bikarbonata
Anjonski jonoizmenjivači se primenjuju u hidroksilnom obliku. Kroz sloj anjonskog izmenjivača se provodi voda koja je
već propuštena kroz katjonski jonoizmenjivač (voda u kojoj su metalni joni zamenjeni jonom H+). Za regeneraciju
anjonskih jonoizmenjivača se koristi NaOH u višku ili Na2CO3. Anjonski jonoizmenjivači mogu biti:
1. slabo bazni - sa funkcionalnim grupama -NH2 ili –NH. Njihovom primenom se menjaju samo anjoni jakih
mineralnih kiselina
2. jako bazni - kod kojih je funkcionalna grupa kvaternerni amonijumov jon -NR3 gde je R neka organska grupa
(npr. -CH3). Menjaju anjone kako jakih, tako i slabih kiselina.
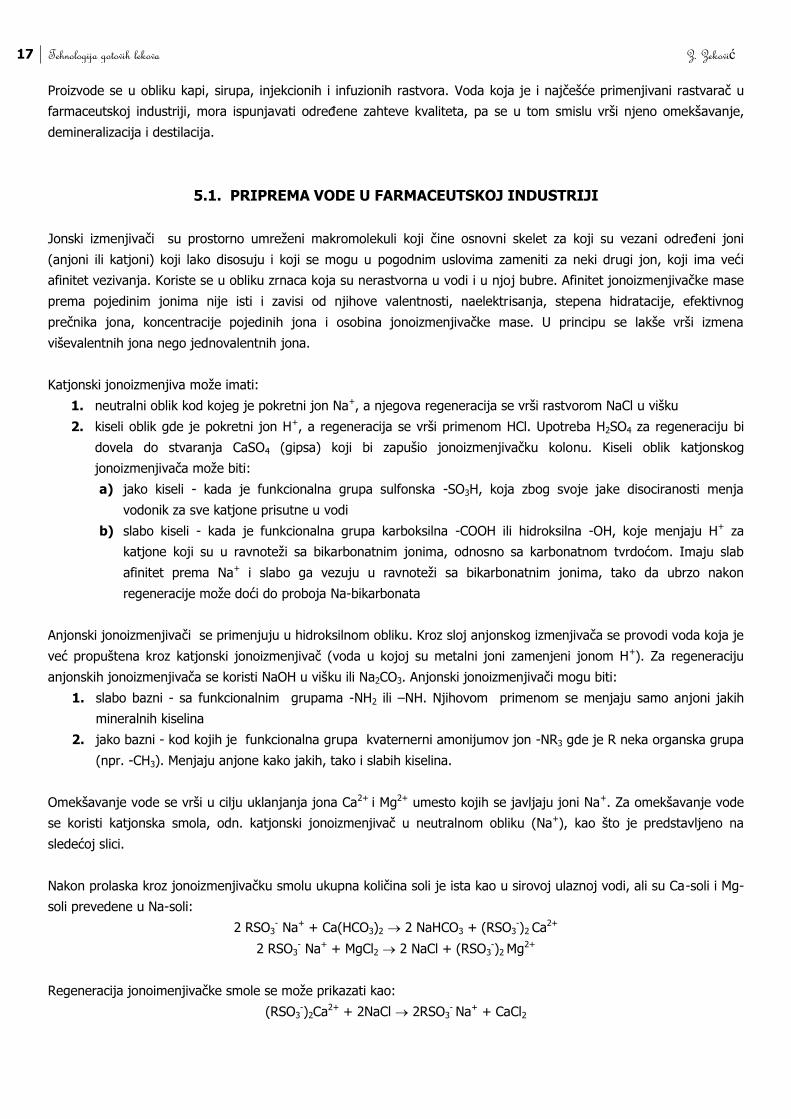
Omekšavanje vode se vrši u cilju uklanjanja jona Ca2+ i Mg2+ umesto kojih se javljaju joni Na+. Za omekšavanje vode
se koristi katjonska smola, odn. katjonski jonoizmenjivač u neutralnom obliku (Na+), kao što je predstavljeno na
sledećoj slici.
Nakon prolaska kroz jonoizmenjivačku smolu ukupna količina soli je ista kao u sirovoj ulaznoj vodi, ali su Ca-soli i Mg-
soli prevedene u Na-soli:
2 RSO3- Na+ + Ca(HCO3)2 2 NaHCO3 + (RSO3
-)2 Ca2+
2 RSO3- Na+ + MgCl2 2 NaCl + (RSO3
-)2 Mg2+
Regeneracija jonoimenjivačke smole se može prikazati kao:
(RSO3-)2Ca2+ + 2NaCl 2RSO3
- Na+ + CaCl2
18 Tehnologija gotovih lekova Z. Zeković
Kapacitet jonoizmenjivača predstavlja količinu jona (mol ili g) koju on može primiti, odnosno otpustiti pod tačno
definisanim uslovima (npr. po zapremini jonoizmenjivačke mase - dm3). Radni, korisni ili probojni kapacitet je ona
količina jona koju jonoizmenjivačka masa može da primi iz rastvora u datim uslovima eksploatacije, odnosno količina
jona koja se veže u jonoizmenjivačkoj koloni dok se na izlasku iz kolone ne pojave joni koji se ovim postupkom
uklanjaju iz vode.
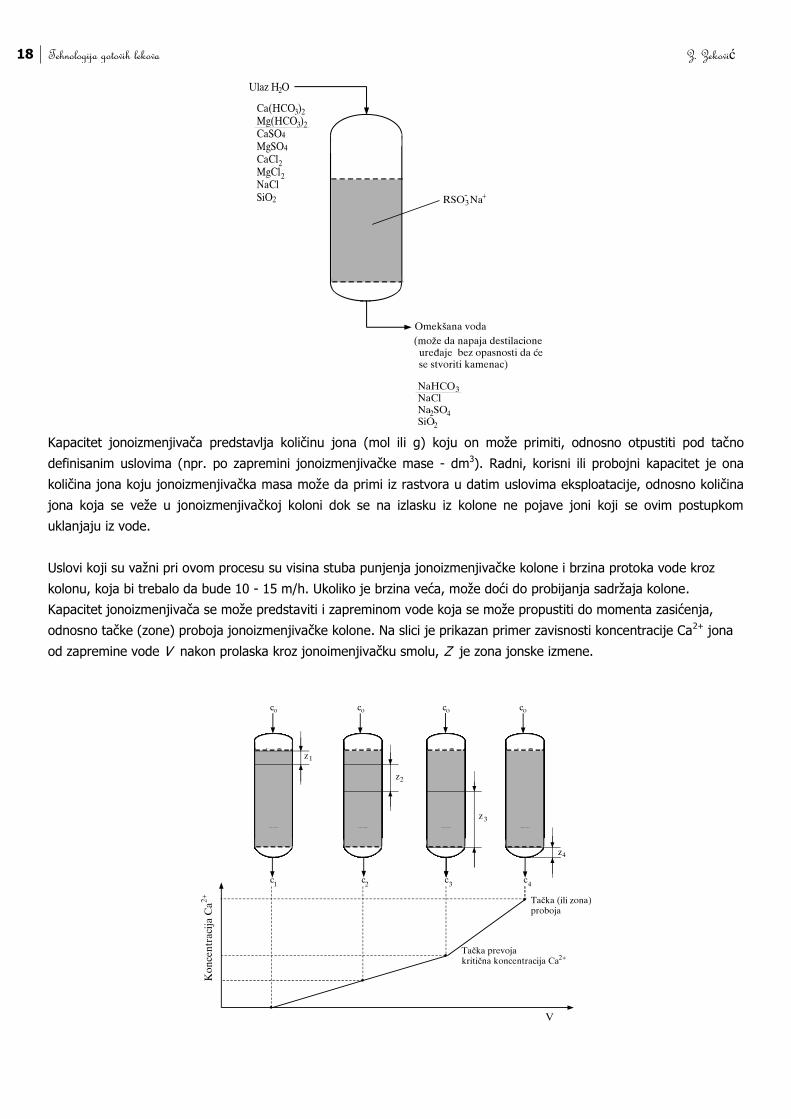
Uslovi koji su važni pri ovom procesu su visina stuba punjenja jonoizmenjivačke kolone i brzina protoka vode kroz
kolonu, koja bi trebalo da bude 10 - 15 m/h. Ukoliko je brzina veća, može doći do probijanja sadržaja kolone.
Kapacitet jonoizmenjivača se može predstaviti i zapreminom vode koja se može propustiti do momenta zasićenja,
odnosno tačke (zone) proboja jonoizmenjivačke kolone. Na slici je prikazan primer zavisnosti koncentracije Ca2+ jona
od zapremine vode V nakon prolaska kroz jonoimenjivačku smolu, Z je zona jonske izmene.
19 Tehnologija gotovih lekova Z. Zeković
5.1.1. Demineralizacija i destilacija vode
Demineralizacijom se uklanjaju sve soli iz vode, zamenom svih katjona jonom vodonika, odnosno anjona hidroksilnim
jonom, pri čemu nastaje molekul vode:
RSO3- H+ + M+X- RSO3
- M+ + H+X-
RNH3+OH- + H+X- RNH3
+X- + H2O
Regeneracija jonoizmenjivača se vrši na sledeći način:
RSO3- M+
+ HCl RSO3- H+ + M+Cl-
(pri čemu se koristi 4-5% HCl)
RNH3+X- + NaOH RNH3OH- + Na+X-
(pri čemu se koristi 3-4% NaOH)
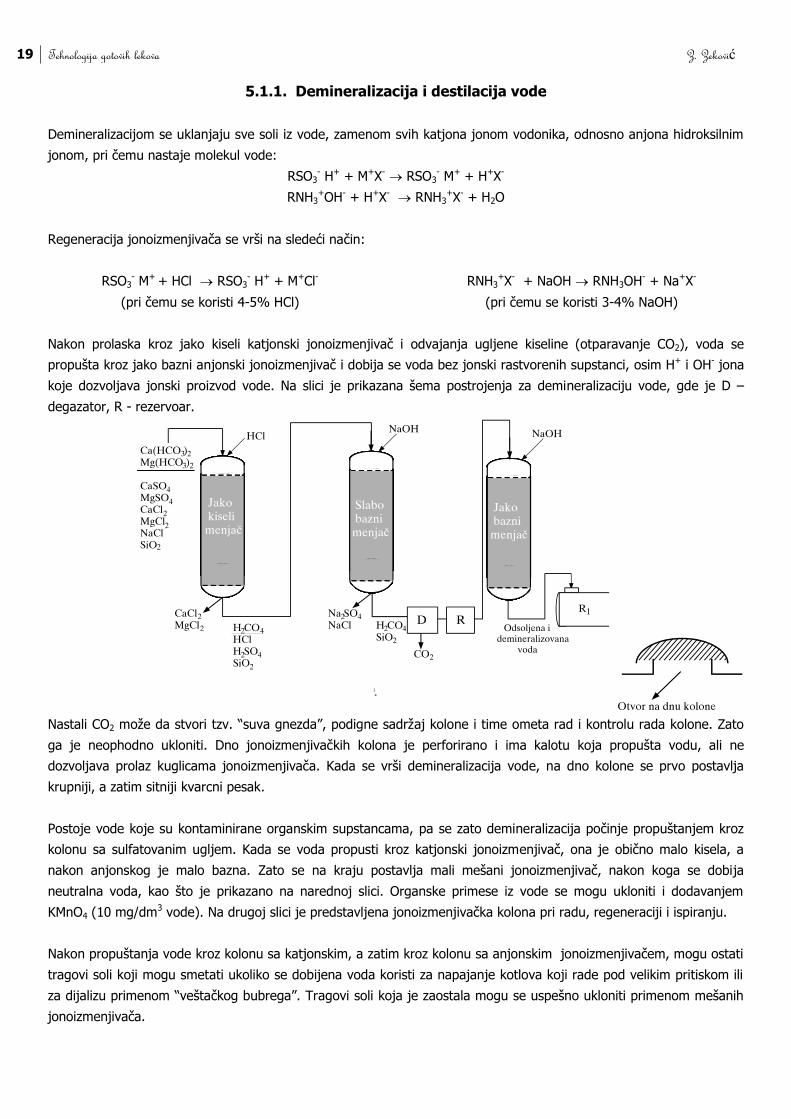
Nakon prolaska kroz jako kiseli katjonski jonoizmenjivač i odvajanja ugljene kiseline (otparavanje CO2), voda se
propušta kroz jako bazni anjonski jonoizmenjivač i dobija se voda bez jonski rastvorenih supstanci, osim H+ i OH- jona
koje dozvoljava jonski proizvod vode. Na slici je prikazana šema postrojenja za demineralizaciju vode, gde je D –
degazator, R - rezervoar.
Nastali CO2 može da stvori tzv. “suva gnezda”, podigne sadržaj kolone i time ometa rad i kontrolu rada kolone. Zato
ga je neophodno ukloniti. Dno jonoizmenjivačkih kolona je perforirano i ima kalotu koja propušta vodu, ali ne
dozvoljava prolaz kuglicama jonoizmenjivača. Kada se vrši demineralizacija vode, na dno kolone se prvo postavlja
krupniji, a zatim sitniji kvarcni pesak.
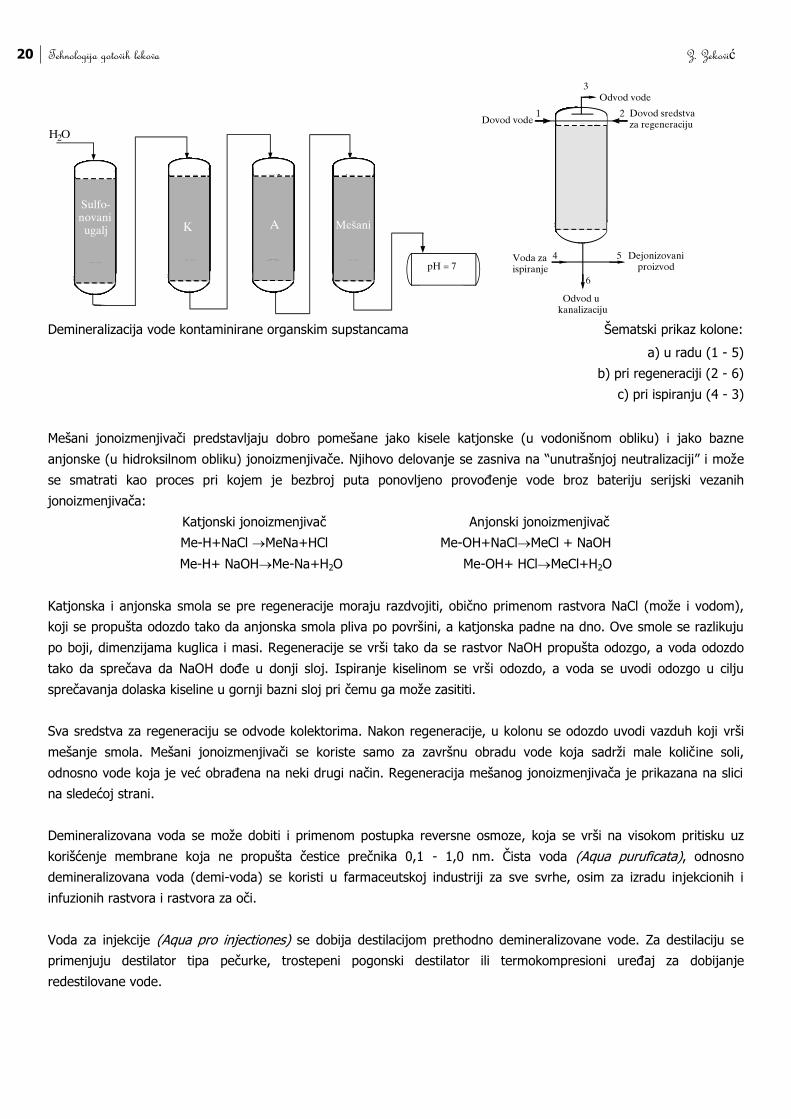
Postoje vode koje su kontaminirane organskim supstancama, pa se zato demineralizacija počinje propuštanjem kroz
kolonu sa sulfatovanim ugljem. Kada se voda propusti kroz katjonski jonoizmenjivač, ona je obično malo kisela, a
nakon anjonskog je malo bazna. Zato se na kraju postavlja mali mešani jonoizmenjivač, nakon koga se dobija
neutralna voda, kao što je prikazano na narednoj slici. Organske primese iz vode se mogu ukloniti i dodavanjem
KMnO4 (10 mg/dm3 vode). Na drugoj slici je predstavljena jonoizmenjivačka kolona pri radu, regeneraciji i ispiranju.
Nakon propuštanja vode kroz kolonu sa katjonskim, a zatim kroz kolonu sa anjonskim jonoizmenjivačem, mogu ostati
tragovi soli koji mogu smetati ukoliko se dobijena voda koristi za napajanje kotlova koji rade pod velikim pritiskom ili
za dijalizu primenom “veštačkog bubrega”. Tragovi soli koja je zaostala mogu se uspešno ukloniti primenom mešanih
jonoizmenjivača.
20 Tehnologija gotovih lekova Z. Zeković
Demineralizacija vode kontaminirane organskim supstancama Šematski prikaz kolone:
a) u radu (1 - 5)
b) pri regeneraciji (2 - 6)
c) pri ispiranju (4 - 3)
Mešani jonoizmenjivači predstavljaju dobro pomešane jako kisele katjonske (u vodonišnom obliku) i jako bazne
anjonske (u hidroksilnom obliku) jonoizmenjivače. Njihovo delovanje se zasniva na “unutrašnjoj neutralizaciji” i može
se smatrati kao proces pri kojem je bezbroj puta ponovljeno provođenje vode broz bateriju serijski vezanih
jonoizmenjivača:
Katjonski jonoizmenjivač Anjonski jonoizmenjivač
Me-H+NaCl MeNa+HCl Me-OH+NaClMeCl + NaOH
Me-H+ NaOHMe-Na+H2O Me-OH+ HClMeCl+H2O
Katjonska i anjonska smola se pre regeneracije moraju razdvojiti, obično primenom rastvora NaCl (može i vodom),
koji se propušta odozdo tako da anjonska smola pliva po površini, a katjonska padne na dno. Ove smole se razlikuju
po boji, dimenzijama kuglica i masi. Regeneracije se vrši tako da se rastvor NaOH propušta odozgo, a voda odozdo
tako da sprečava da NaOH dođe u donji sloj. Ispiranje kiselinom se vrši odozdo, a voda se uvodi odozgo u cilju
sprečavanja dolaska kiseline u gornji bazni sloj pri čemu ga može zasititi.
Sva sredstva za regeneraciju se odvode kolektorima. Nakon regeneracije, u kolonu se odozdo uvodi vazduh koji vrši
mešanje smola. Mešani jonoizmenjivači se koriste samo za završnu obradu vode koja sadrži male količine soli,
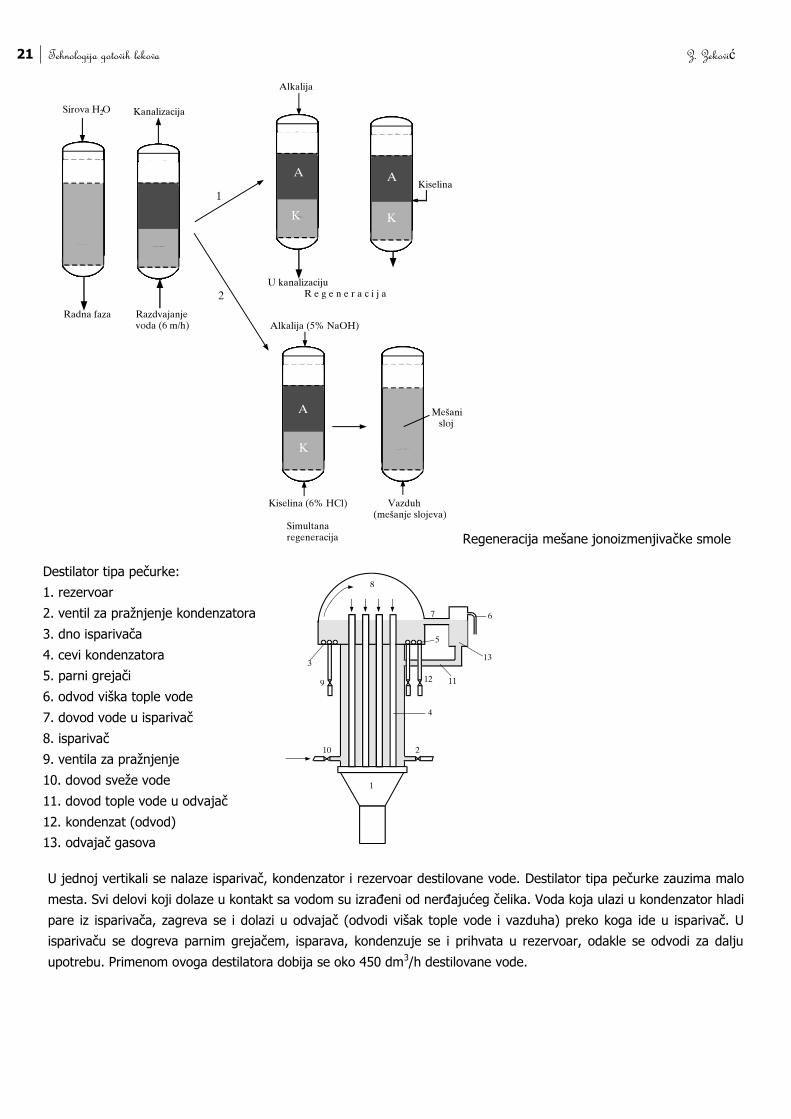
odnosno vode koja je već obrađena na neki drugi način. Regeneracija mešanog jonoizmenjivača je prikazana na slici
na sledećoj strani.
Demineralizovana voda se može dobiti i primenom postupka reversne osmoze, koja se vrši na visokom pritisku uz
korišćenje membrane koja ne propušta čestice prečnika 0,1 - 1,0 nm. Čista voda (Aqua puruficata), odnosno
demineralizovana voda (demi-voda) se koristi u farmaceutskoj industriji za sve svrhe, osim za izradu injekcionih i
infuzionih rastvora i rastvora za oči.
Voda za injekcije (Aqua pro injectiones) se dobija destilacijom prethodno demineralizovane vode. Za destilaciju se
primenjuju destilator tipa pečurke, trostepeni pogonski destilator ili termokompresioni uređaj za dobijanje
redestilovane vode.
21 Tehnologija gotovih lekova Z. Zeković
Regeneracija mešane jonoizmenjivačke smole
U jednoj vertikali se nalaze isparivač, kondenzator i rezervoar destilovane vode. Destilator tipa pečurke zauzima malo
mesta. Svi delovi koji dolaze u kontakt sa vodom su izrađeni od nerđajućeg čelika. Voda koja ulazi u kondenzator hladi
pare iz isparivača, zagreva se i dolazi u odvajač (odvodi višak tople vode i vazduha) preko koga ide u isparivač. U
isparivaču se dogreva parnim grejačem, isparava, kondenzuje se i prihvata u rezervoar, odakle se odvodi za dalju
upotrebu. Primenom ovoga destilatora dobija se oko 450 dm3/h destilovane vode.
Destilator tipa pečurke:
1. rezervoar
2. ventil za pražnjenje kondenzatora
3. dno isparivača
4. cevi kondenzatora
5. parni grejači
6. odvod viška tople vode
7. dovod vode u isparivač
8. isparivač
9. ventila za pražnjenje
10. dovod sveže vode
11. dovod tople vode u odvajač
12. kondenzat (odvod)
13. odvajač gasova
22 Tehnologija gotovih lekova Z. Zeković
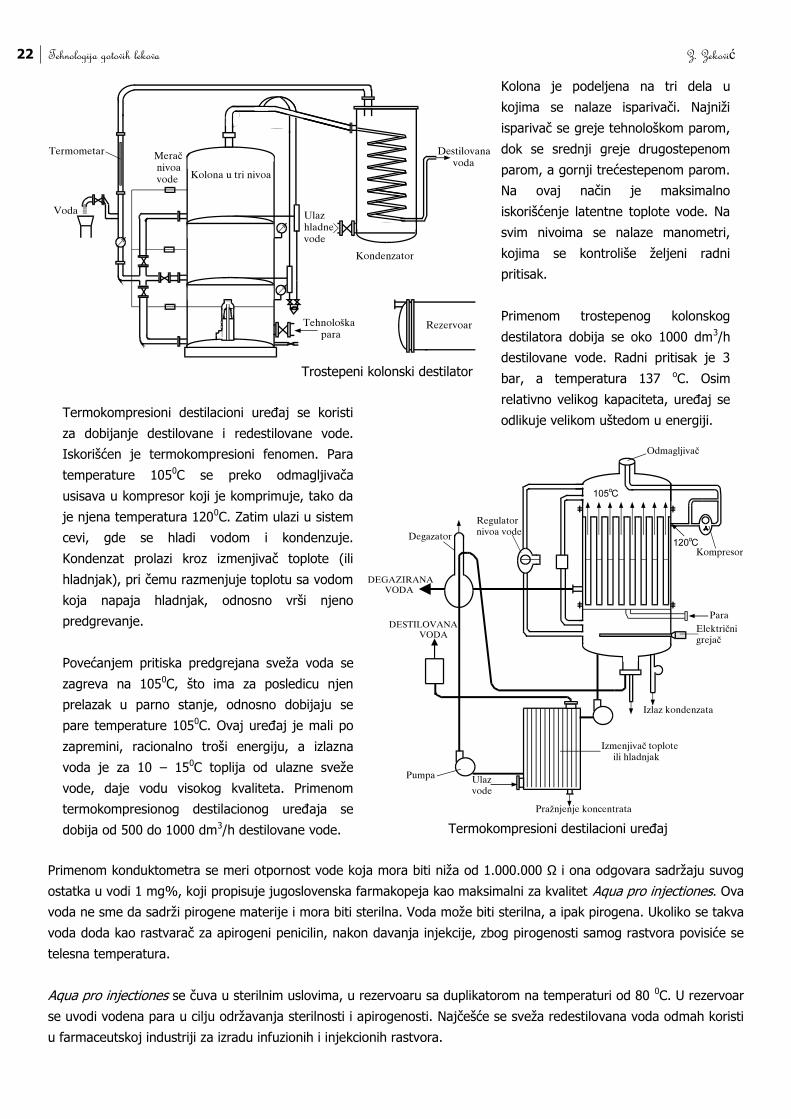
Trostepeni kolonski destilator
Termokompresioni destilacioni uređaj
Primenom konduktometra se meri otpornost vode koja mora biti niža od 1.000.000 Ω i ona odgovara sadržaju suvog
ostatka u vodi 1 mg%, koji propisuje jugoslovenska farmakopeja kao maksimalni za kvalitet Aqua pro injectiones. Ova
voda ne sme da sadrži pirogene materije i mora biti sterilna. Voda može biti sterilna, a ipak pirogena. Ukoliko se takva
voda doda kao rastvarač za apirogeni penicilin, nakon davanja injekcije, zbog pirogenosti samog rastvora povisiće se
telesna temperatura.
Aqua pro injectiones se čuva u sterilnim uslovima, u rezervoaru sa duplikatorom na temperaturi od 80 0C. U rezervoar
se uvodi vodena para u cilju održavanja sterilnosti i apirogenosti. Najčešće se sveža redestilovana voda odmah koristi
u farmaceutskoj industriji za izradu infuzionih i injekcionih rastvora.
Kolona je podeljena na tri dela u
kojima se nalaze isparivači. Najniži
isparivač se greje tehnološkom parom,
dok se srednji greje drugostepenom
parom, a gornji trećestepenom parom.
Na ovaj način je maksimalno
iskorišćenje latentne toplote vode. Na
svim nivoima se nalaze manometri,
kojima se kontroliše željeni radni
pritisak.
Primenom trostepenog kolonskog
destilatora dobija se oko 1000 dm3/h
destilovane vode. Radni pritisak je 3
bar, a temperatura 137 oC. Osim
relativno velikog kapaciteta, uređaj se
odlikuje velikom uštedom u energiji.
Termokompresioni destilacioni uređaj se koristi
za dobijanje destilovane i redestilovane vode.
Iskorišćen je termokompresioni fenomen. Para
temperature 1050C se preko odmagljivača
usisava u kompresor koji je komprimuje, tako da
je njena temperatura 1200C. Zatim ulazi u sistem
cevi, gde se hladi vodom i kondenzuje.
Kondenzat prolazi kroz izmenjivač toplote (ili
hladnjak), pri čemu razmenjuje toplotu sa vodom
koja napaja hladnjak, odnosno vrši njeno
predgrevanje.
Povećanjem pritiska predgrejana sveža voda se
zagreva na 1050C, što ima za posledicu njen
prelazak u parno stanje, odnosno dobijaju se
pare temperature 1050C. Ovaj uređaj je mali po
zapremini, racionalno troši energiju, a izlazna
voda je za 10 – 150C toplija od ulazne sveže
vode, daje vodu visokog kvaliteta. Primenom
termokompresionog destilacionog uređaja se
dobija od 500 do 1000 dm3/h destilovane vode.
23 Tehnologija gotovih lekova Z. Zeković
5.2. OSTALI RASTVARAČI KOJI SE PRIMENJUJU U FARMACEUTSKOJ INDUSTRIJI
Etil-alkohol (etanol) se meša sa vodom u svim odnosima. Koristi se za rastvaranje etarskih ulja, lipida i drugih
materija koje su nerastvorne u vodi. Vodeno-alkoholni rastvori FAS su manje podložni hidrolizi u odnosu na
vodene rastvore. Prisustvo etanola u dovoljnim koncentracijama obezbeđuje čistoću rastvora, odnosno
sprečava mikrobiološku kontaminaciju. Treba voditi računa o kontrakciji zapremine prilikom mešanja vode i
alkohola (npr. ako se pomeša po 50 dm3 alkohola i vode dobija se 96 dm3 smeše).
Izopropil-alkohol gradi azeotropnu smešu sa vodom (12,3% vode) a ima slične osobine kao etanol. Kao finalni proizvod sadrži maksimalno 1% vode. Meša se sa velikim brojem rastvarača. Koristi se i u kozmetčkoj
industriji.
Etilen-glikol (etan-diol) se koristi za rastvaranje velikog broja etarskih ulja, a ne rastvara masna ulja. 1 deo
etilen-glikola rastvara 6 delova etil-etra. Vodeni rastvor 2% etilen-glikola je izotoničan sa serumom. Najmanje
je toksičan od svih glikola. Primenjuje se za izradu rastvora barbiturata, alkaloida, steroida. Pogodan je za
injekcione rastvore koji se daju intramuskularno ili subkutano.
Polietilen-glikoli (propilen-glikoli ili makrogoli) predstavljaju smešu kondenzovanih etilen-oksida i vode.
Nazivaju se CARBOWAX ili skraćeno PEG. Razlikuju se po molekulskim masama, pa prema tome imaju i
oznake kao PEG-200, PEG-400, itd. do PEG-20.000. Sa porastom molekulskih masa hidrofilnost opada,
odnosno raste hidrofobnost, pa su PEG od 200 do 600 guste viskozne tečnosti, PEG-700 je polučvrst, a sa
većim molekulskim masama su u čvrstom stanju. Mešanjem odabranih polietilen-glikola se dobijaju različite
konzistencije.
Glicerin (glicerol) se meša u svim odnosima sa vodom i etanolom. Baktericidan je, higroskopan i zadržava
vodu (humektant). Koristi se za izradu rastvora za parenteralnu upotrebu (ampule).
Masna ulja, kao što su suncokretovo, bademovo i parafinsko, se koriste za rastvaranje nepolarnih FAS i za
izradu suspenzija i emulzija.
5.3. IZOTONIČNI RASTVORI I IZOTONIZACIJA
Izotonični rastvori su vodeni rastvori jedne ili više supstanci, koji imaju isti ili približno isti osmotski pritisak, odnosno
isto sniženje temperature mržnjenja (Δt = 0,52 0C), kao krvni serum, suzna tečnost i ostale tkivne tečnosti.
Izotoničost rastvora koji se aplikuju parenteralno ima poseban značaj, jer rastvori koji imaju različit osmotski pritisak u
odnosu na pritisak krvne plazme, izazivaju jako izražen osećaj bola koji je jače izražen što je veća razlika osmotskog
pritiska. Osmotski pritisak krvi i tkivnih tečnosti je od 72,52 . 104 Pa (7,16 bar) do 74,98 . 104 Pa (7,40 bar). Proračun
izotonične koncentracije FAS je moguće izvršiti na više načina.
5.3.1. Proračun izotonične koncentracije prema zakonu van’t Hoff-a
Prema zakonu van’t Hoff-a rastvorene supstance se ponašaju slično gasovima, pa se i kod njih mogu primeniti gasni
zakoni. Poznato je da 1 mol nedisociranog molekula u vodenom rastvoru, na temperaturi 0 0C i pritisku 10,13 . 104 Pa
(1 bar) zauzima zapreminu od 22,4 dm3, tačno kao i 1 mol gasa prema Avogadrovom zakonu. Rastvor koji sadrži 1
mol nedisocirane supstance u 22,4 dm3 na temperaturi od 0 0C ima osmotski pritisak 9,8 . 104 Pa. Da bi rastvor imao
osmotski pritisak jednak osmotskom pritisku krvne plazme potrebno je rastvoriti 7,4 mol (72,52 . 104 / 9,8 . 104 = 7,4)
u 22,4 dm3, odnosno 1 mol supstance u 3,03 dm3 (22,4 / 7,4 = 3,03).
24 Tehnologija gotovih lekova Z. Zeković
Pošto se dobijene vrednosti odnose na temperaturu 0 0C (273 K) potrebno je izvršiti korekciju u odnosu na telesnu
temperaturu od 37 0C (310 K). Osmotski pritisak raste proporcionalno apsolutnoj temperaturi, te je u cilju održavanja
osmotskog pritiska na nivou 7,16 bar potrebno 1 mol supstance rastvoriti u većoj zapremini od 3,03 dm3 tj. potrebna
je zapremina od 3,44 dm3 (310 . 3,03 / 273 = 3,44). Dobija se da će 1 dm3 izotoničnog rastvora sadržati 0,29 mol
nedisocirane farmakološki aktivne supstance (1 / 3,44 = 0,29).
Prema tome, masa supstance neelektrolita (m) potrebna za izradu 1 dm3 izotoničnog rastvora se može izračunati
prema formuli: m = 0,29 M
gde je: M - molekulska masa FAS (g/mol)
0,29 - faktor izotoničnosti neelektrolita (mol)
Faktor izotoničnosti je moguće izračunati na osnovu Clapeyron-ove jednačine: pV = nRT
iz koje se dobija da je
29,0310314,8
18,749
RT
pV=n
odnosno uvođenjem M
m=n završni oblik m = 0,29 M
gde je: p - osmotski pritisak krvne plazme (749,8 kPa)
V - zapremina rastvora (1 dm3)
R - gasna konstanta (8,314 kPa dm3/mol K)
T - apsolutna temperatura (K)
Primenom jednačine se može na jednostavan način izračunati potrebna masa neelektrolita za izradu izotoničnog
rastvora. Npr. za izradu izotoničnog rastvora glukoze (M = 180 g/mol): m = 0,29 . 180 = 52,2 g
tj. potrebno je rastvoriti 52,2 g glukoze u 1 dm3, odnosno 5,22% (m/V) rastvor glukoze je izotoničan.
Navedeni proračun važi samo za rastvore neelektrolita, koji pri rastvaranju ne povećavaju broj čestica, odnosno ne
disociraju na jone. Kada se radi o elektrolitima koji u vodenim rastvorima disociraju, mora se voditi računa da
povećanje broja čestica dovodi do porasta osmotskog pritiska, koji se povećava srazmerno povećanju stepena
disocijacije. Ukoliko je rastvorena supstanca 100% disocirala, broj elementarnih čestica je udvostručen, tako da
rastvor takve supstance ima dvostruko veći osmotski pritisak u odnosu na rastvor neelektrolita. Iz ovih razloga je
neophodno faktor izotonizacije umanjiti u zavisnosti od stepena disocijacije. U Clapeyron-ovu jednačinu se uvodi
koeficijent i koji pokazuje koliko se puta broj čestica povećao disocijacijom: pV = nRTi
Na osnovu te jednačine se dobija da je:
i
M 0,29=m
Zavisnost koeficijenta i od stepena i karaktera elektrolitičke disocijacije se može izraziti jednačinom:
i = 1 + α (n - 1)
gde je: α - stepen elektrolitičke disocijacije
n - broj elememtarnih čestica nastalih iz jednog molekula elektrolitičkom disocijacijom
Za različite elektrolite koeficijent i se može izračunati na sledeći način:
a) Za elektrolite sa jednovalentnim jonima tipa K+A- (a = 0,86 n = 2) i = 1 + 0,86 . (2 - 1) = 1,86
Primeri: NaCl, KCl, NaNO3, AgNO3, hidrohloridi efedrina i pilokarpina.

25 Tehnologija gotovih lekova Z. Zeković
b) Za elektrolite sa dvovalentnim jonima tipa K2+A2- (a = 0,5 n = 2) i = 1 + 0,50 (2 - 1) = 1,50
Primeri: ZnSO4, MgSO4, CuSO4, FeSO4, atropinsulfat
c) Za elektrolite tipa K2+A2- i K2
+A2- (a = 0,75; n = 3) i = 1 + 0,75 (3 - 1) = 2,50
Primeri: Na2SO4, CaCl2, MgCl2, Na2CO3
d) Za slabe elektrolite i = 1,1
Primeri: borna kiselina, limunska kiselina.
Izotoničnost rastvora se često u praksi postiže pomoću farmakološki indiferentnih supstanci koje ulaze u satav
formulacije. Kada se propisuje mala količina FAS njena koncentracija u rastvoru nije dovoljna za izotonizaciju, pa je
zbog toga neophodno prisustvo supstance u rastvoru koja će obezbediti izotoničnost (u zavisnosti od same formulacije
izotoničnost rastvora se postiže pomoću NaCl, NaNO3 ili Na2SO4). Na primer, za izradu 1% rastvora kokainhidrohlorida
koji je izotoniziran pomoću NaCl, potrebno je pre svega, izračunati izotoničnu koncentraciju same FAS, odnosno
kokain-hidrohlorida (M = 339,82 g/mol):
g7,651,5
339,82 0,29=m (65,7 g/dm3, odnosno 6,57%; m/V)
1 g kokain-hidrohlorida pravi izotoničan rastvor u 15,22 cm3 vode (1 . 100 / 6,57). Prema tome, potrebno je
izotonizirati ostatak rastvora (84,78 cm3) dodavanjem potrebne mase NaCl (M = 58,45 g/mol). Izotonična
koncentracija NaCl je:
g11,91,86
58,45 0,29=m (9,11 g/dm3, odnosno 0,91%; m/V)
Za izotonizaciju 84,78 cm3 vode je potrebna masa NaCl (mA):
g7723,0100
84,78 0,91m =A (približno 0,77 g NaCl)
Znači, za dobijanje 1% izotoničnog rastvora kokain-hidrohlorida potrebno je rastvoriti 1 g kokain-hidrohlorida i 0,77 g
NaCl u 100 cm3 vode.
Proračun izotoničnosti može se uprostiti primenom formula:
1. Kada se izotoničnost postiže jednom supstancom 1
11
1000
M V 0,29=m
i
gde je: m1 - masa farmakološki aktivne supstance (g) kojom se postiže izotoničnost rastvora
V - zapremina rastvora (cm3)
M1 - molekulska masa supstance (mol/dm3)
1000 - zapremina rastvora (cm3)
i1 - koeficijent farmakološki aktivne supstance
Primer: Izračunati masu NaCl za izradu 100 cm3 izotoničnog rastvora (Solutio natrii chloridi isotonicae).
m =0,29 100 58,45
1000 1,86g1 0 91,
2. Kada se izotoničnost rastvora FAS postiže pomoću druge (dopunske) supstance
2
2
1
12
M
M
m
1000
V 0,29=m
1
i
i
26 Tehnologija gotovih lekova Z. Zeković
gde je: m2 - masa dopunske supstance (g)
M2 -molekulska masa dopunske supstance (g/dm3)
i2 - koeficijent dopunske supstance
Primer: Izračunati masu dopunske supstance (NaCl) za izradu 100 cm3 1% izotoničnog rastvora kokain-hidrohlorida.
NaCl g77,086,1
45,58
82,339
5,11
1000
100 0,29=m2
3. Za složenije rastvore koji sadrže tri ili više komponenata, potrebno je pre svega, izračunati zapremine izotoničnih
rastvora koji se mogu dobiti sa poznatim masama FAS prema samoj formulaciji. Nakon toga treba odrediti razliku,
odnosno zapreminu rastvora koju treba izotonizirati, a zatim izračunati masu dopunskog sredstva koju treba dodati na
tu zapreminu, tako da je ukupni rastvor izotoničan.
Primer: Izraditi rastvor prema receptu
Rp. Morphini hydrochloridi 0,2
Ephedrini hydrochloridi 0,5
Natrii chloridi q.s.
Aqua pro injectiones ad 20
Sol. isotonica.
Osmotski pritisak višekomponentnog rastvora, prema Dalton-ovom zakonu, predstavlja zbir parcijalnih osmotskih
pritisaka pojedinih komponenata: p = p1 + p2 + p3 + ... + pn
Na osnovu toga, svaka komponenta prethodne formulacije, odnosno komponenta recepta, će izvršiti izotonizaciju
odgovarajuće zapremine (cm3) rastvora. V1 + V2 + V3 = 100 cm3
Zapremina koju izotonizira morfin-hidrohlorid (m1 = 0,2 g) se izračunava:
m =0,29 M V
1000 1
1 1
i1
3
1
111 cm41,3
85,37529,0
86,12,01000
M 0,29
m 1000=V
i
Zapremina koju izotonizira efedrin-hidrohlorid (m2 = 0,5 g):
3
2
222 cm90,15
70,20129,0
86,15,01000
M 0,29
m 1000=V
i
Nadalje:
V3 = 100 - (V1 + V2) = 100 – 19,31 = 80,69 cm3
Masa NaCl koja je potrebna za izotonizaciju 80,69 cm3 “ostatka” rastvora je:
g7353,01,86 1000
80,69 58,45 0,29=m3
27 Tehnologija gotovih lekova Z. Zeković
5.3.2. Proračun izotoničnosti po krioskopskom postupku
Proračun izotoničnosti po krioskopskom postupku se zasniva na činjenici da izotonični rastvori moraju imati isto sniženje tačke mržnjenja (Δt = 0,52 0C) kao krvni serum. U cilju proračuna neophodno je znati konstantu sniženja
tačke mržnjenja - krioskopsku konstantu (Δt) rastvora FAS koncentracije, npr. 1%. Koncentracija FAS (cA) koja daje
izotoničan rastvor se može izračunati na sledeći način:
A
A
t
1% 0,52=c
(%)
gde je: ΔtA - krioskopska konstanta 1% rastvora FAS (oC)
Na primer, krioskopska konstanta 1% rastvora glukoze iznosi 0,1 0C pa je izotonična koncentracija glukoze:
%2,50,1
1% 0,52=cA
Opšta formula za proračun izotonične koncentracije primenom krioskopskog postupka ima oblik:
100t
V 0,52=m
1
1
gde je: m1 - masa FAS potrebna za izotonizaciju (g) V - zapremina rastvora (cm3)
Za sistem sa dve komponente primenjuje se jednačina: 100t
V )t-(0,52=m
1
22
Ukoliko je sistem sastavljen od više komponenata, jednačina ima oblik: 100t
V )t+...+t+t(-(0,52=m
1
x32x
Primer: Izraditi izotonični rastvor prema sledećem receptu Rp. Sol. Novocaini 2% 100,0
Natrii sulfati q.s. Sol. isotonica.
Sniženje tačke mržnjenja 1% rastvora novokaina iznosi 0,122 0C, a 2% rastvora 0,244 0C (Δt2). Sniženje tačke mržnjenja 1% rastvora natrijum-sulfata iznosi 0,15 0C (Δt1). Potrebna masa natrijum-sulfata za izotonizaciju 100 cm3
2% rastvora novokaina se izračunava na sledeći način:
g84,1100 0,15
100 0,244)-(0,52=m2
5.3.3. Proračun izotoničnosti na osnovu NaCl-ekvivalenta Masa NaCl koja daje isti osmotski pritisak kao 1 g neke FAS naziva se NaCl-ekvivalent (natrijumhloridni ekvivalent ili
semi-ekvivalent). Tako, npr. 1 g bezvodne glukoze je po osmotskom efektu jednak sa 0,178 g NaCl, što znači da 1 g
glukoze i 0,178 g NaCl izotonizuju jednaku zapreminu vodenog rastvora. Jugoslovenska farmakopeja propisuje postupak za pripremu izotoničnog rastvora, kao i postupak za izotonizaciju hipotoničnog rastvora.
U cilju lakšeg proračuna potrebne mase sredstva za izotonizaciju koriste se formule, NaCl-ekvivalenti i druge vrednosti
koje su date tabelarno. Jedan deo ovih vrednosti za odabrane supstance su date u tabeli na sledećoj strani.
Za pripremu izotoničnog rastvora sa jednom ili više supstanci potrebno je, prema postupku jugoslovenske
farmakopeje, izračunati zapreminu (V) vode u kojoj se rastvaraju određene supstance. Za rastvor sa jednom supstancom:
V = a . B
odnosno za rastvor sa više supstanci: V = a B + a1 B1 + a2 B2 + ... + an Bn
28 Tehnologija gotovih lekova Z. Zeković
gde je: V - zapremina (cm3) vode sa kojom masa supstance a daje izotonični rastvor, odnosno zapremina (cm3) hipotoničnog rastvora koji bi trebalo izotonizirati
a - masa (g) supstence potrebna za izradu željene zapremine rastvora određene koncentracije (u rastvoru sa više komponenta mase supstanci su označene a, a1, a2, ... an)
B - podatak iz tabele za odgovarajuću supstancu (u rastvoru sa više supstanci označeni su sa B1, B2, ... Bn)
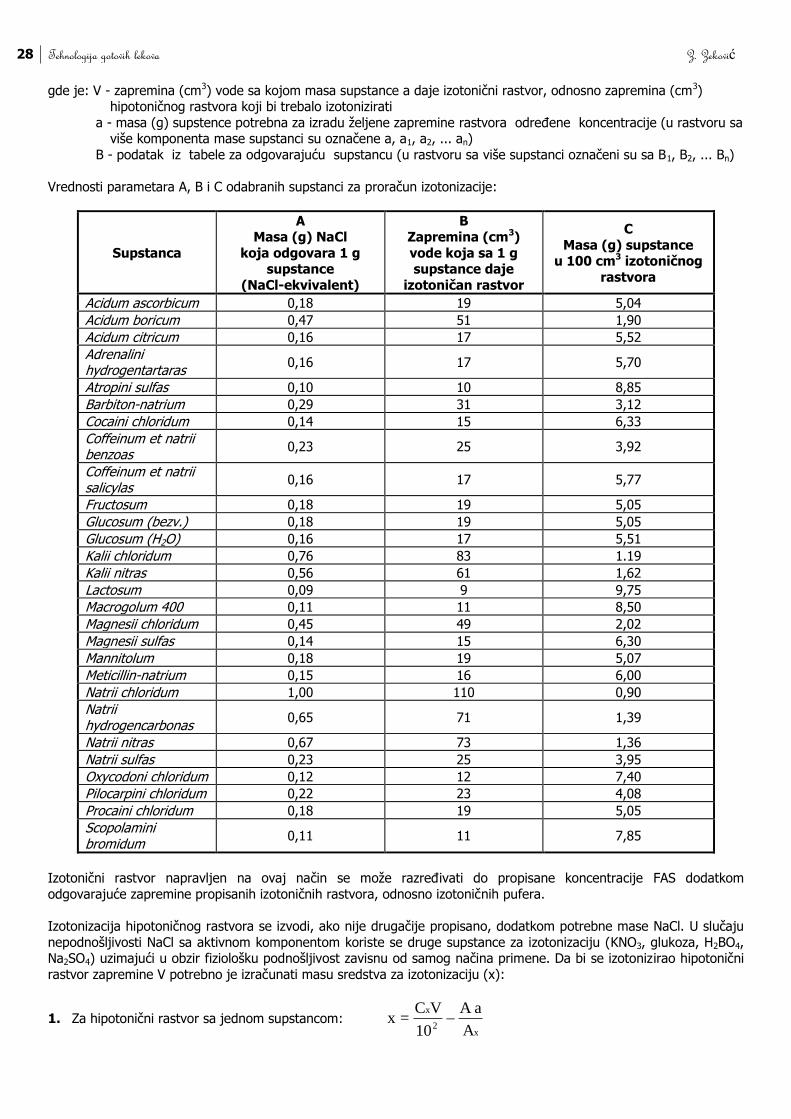
Vrednosti parametara A, B i C odabranih supstanci za proračun izotonizacije:
Supstanca
A Masa (g) NaCl
koja odgovara 1 g supstance
(NaCl-ekvivalent)
B Zapremina (cm3)
vode koja sa 1 g supstance daje
izotoničan rastvor
C
Masa (g) supstance u 100 cm3 izotoničnog
rastvora
Acidum ascorbicum 0,18 19 5,04
Acidum boricum 0,47 51 1,90
Acidum citricum 0,16 17 5,52
Adrenalini hydrogentartaras
0,16 17 5,70
Atropini sulfas 0,10 10 8,85
Barbiton-natrium 0,29 31 3,12
Cocaini chloridum 0,14 15 6,33
Coffeinum et natrii benzoas
0,23 25 3,92
Coffeinum et natrii salicylas
0,16 17 5,77
Fructosum 0,18 19 5,05
Glucosum (bezv.) 0,18 19 5,05
Glucosum (H2O) 0,16 17 5,51
Kalii chloridum 0,76 83 1.19
Kalii nitras 0,56 61 1,62
Lactosum 0,09 9 9,75
Macrogolum 400 0,11 11 8,50
Magnesii chloridum 0,45 49 2,02
Magnesii sulfas 0,14 15 6,30
Mannitolum 0,18 19 5,07
Meticillin-natrium 0,15 16 6,00
Natrii chloridum 1,00 110 0,90
Natrii hydrogencarbonas
0,65 71 1,39
Natrii nitras 0,67 73 1,36
Natrii sulfas 0,23 25 3,95
Oxycodoni chloridum 0,12 12 7,40
Pilocarpini chloridum 0,22 23 4,08
Procaini chloridum 0,18 19 5,05
Scopolamini bromidum
0,11 11 7,85
Izotonični rastvor napravljen na ovaj način se može razređivati do propisane koncentracije FAS dodatkom
odgovarajuće zapremine propisanih izotoničnih rastvora, odnosno izotoničnih pufera.
Izotonizacija hipotoničnog rastvora se izvodi, ako nije drugačije propisano, dodatkom potrebne mase NaCl. U slučaju
nepodnošljivosti NaCl sa aktivnom komponentom koriste se druge supstance za izotonizaciju (KNO3, glukoza, H2BO4, Na2SO4) uzimajući u obzir fiziološku podnošljivost zavisnu od samog načina primene. Da bi se izotonizirao hipotonični
rastvor zapremine V potrebno je izračunati masu sredstva za izotonizaciju (x):
1. Za hipotonični rastvor sa jednom supstancom: x
2
x
A
aA
10
VC=x
29 Tehnologija gotovih lekova Z. Zeković
2. Za hipotonični rastvor sa više supstanci:
x
nn2 21 1
2
x
A
a A +...+ aA+ aA+aA
10
VC=x
gde je: x - masa (g) sredstva za izotonizaciju zapremine V (cm3) hipotoničnog rastvora
A - podatak iz tabele za NaCl-ekvivalent odgovarajuće supstance (u rastvorima sa više supstanci označeni su
sa A1, A2, ... An) C - podatak iz tabele za odgovarajuću supstancu, sredstvo za izotonizaciju je označeno sa Cx
U sluaju primene NaCl kao sredstva za izotonizaciju, njegova potrebna masa (x) se izračunava:
1. Za hipotonični rastvor sa jednom supstancom: aA 10
V 9=x
3
2. Za hipotonični rastvor sa više supstanci: nn 22113
aA+...+a A+a A+aA 10
V 9=x
5.3.4. Proračun izotoničnosti grafičkom metodom
Mnoge inostrane farmakopeje propisuju grafički postupak za izračunavanje izotoničnosti, kao što je npr. danska
farmakopeja. Dati su dijagrami (nomogrami) pomoću kojih se može brzo, ali približno, odrediti masa sredstva za izotonizaciju u zavisnosti od koncentracije farmakološki aktivne supstance u rastvoru.
Zadaci:
1. Izračunati masu urotropina (M = 140 g/mol) koji je neelektrolit, potrebnu za izradu 1 dm3 izotoničnog rastvora.
(Rezultat: 40,6 g) 2. Izračunati izotoničnu koncentraciju NaCl, čiji 1% rastvor ima krioskopsku konstantu ΔtA = 0,576 0C
(Rezultat: 0,90%) 3. Izračunati izotoničnu koncentraciju MgSO4, čiji 1% rastvor ima krioskopsku konstantu ΔtA = 0,08 0C
(Rezultat: 6,5%) 4. Izraditi izotonični rastvor prema receptu
Rp. Atropini sulfatis 0,2
Morphini hydochloridi 0,4 Natrii chloridi q.s.
Aqua destilata ad 20 Sol. isotonica.
Krioskopske konstante su za
1% rastvor atropin-sulfata 0,073 0C 1% rastvor morfin-hidrohlorida 0,086 0C
1% rastvora NaCl 0,576 0C
(Rezultat: 0,2 g atropin-sulfata 0,4 g morfin-hidrohlorida i 0,095 g NaCl trebalo bi rastvoriti u 20 cm3 destilovane
vode)
5.4. PUFERSKI RASTVORI I PUFEROVANJE
Rastvori koji sadrže slabu kiselinu i njoj odgovarajuću so, odnosno slabu bazu i njoj odgovarajuću so, nazivaju se puferskim rastvorima. Imaju osobinu da neznatno menjaju svoju pH vrednost dodatkom jake baze, odnosno kiseline.
Puferski rastvori, znači, imaju konstantnu pH vrednost. Krv, telesna tečnost i limfa imaju pH 7,35 - 7,45. Ovu pH vrednost održavaju puferski sistemi krvi, i to fosfatni (NaH2PO4/Na2HPO4), bikarbonatni (H2CO3/HCO3
-) i proteinski
(amfoterne belančevine).
S aspekta načina aplikacije i delovanja FAS, pH vrednost rastvora i puferovanje imaju poseban značaj. Rastvori koji su
više kiseli ili bazni su neprijatni i izazivaju bol pri aplikaciji, a jako kiseli ili alkalni rastvori mogu dovesti i do oštećenja tkiva. Poseban značaj puferovanje ima kod preparata koji se aplikuju u oči, usta, digestivni trakt, vaginu i kod
injekcionih rastvora.
Delovanje mnogih FAS zavisi od pH vrednosti. Npr. lokalni anestetici imaju maksimalno delovanje pri pH 7,3 - 7,8 jer
se lakše resorbuju u formi baza koje nastaju u alkalnoj sredini. Osim toga, puferovanjem se povećava stabilnost mnogih farmakološki aktivnih supstanci u rastvoru, posebno onih koje su podložne oksidaciji. Osobina pufera da
održava konstantnu koncentraciju vodonikovih jona (cH+) u rastvoru zavisi od odnosa koncentracije slabe kiseline (ckis) ili baze, koncentracije soli (cso) i konstante disocijacije slabe kiseline (Kkis) ili baze. Treba napomenuti da pH vrednost
rastvora pufera zavisi i od temperature.
30 Tehnologija gotovih lekova Z. Zeković
Koncentracija vodonikovih jona u rastvoru pufera se može izraziti kao: so
kis.kis.H
c
cKc +
Puferi imaju ograničeni kapacitet, razblaživanjem rastvora do određene granice pH vrednost se ne menja, jer zavisi od odnosa ckis./cso, odnosno cbaza/cso. U farmaciji se kao puferski sistemi koriste:
slabe kiseline i njihove alkalne soli (CH3COOH / CH3COONa H3BO4 / Na2B4O7)
slabe baze i njene soli (NH4OH / NH4Cl) kiseline i neutralne soli (NaHCO3 / Na2CO3 NaH2PO4 / Na2HPO4)
kiseline ili baze i neke druge soli (HCl / Na2B4O7 NaOH / Na2B4O7)
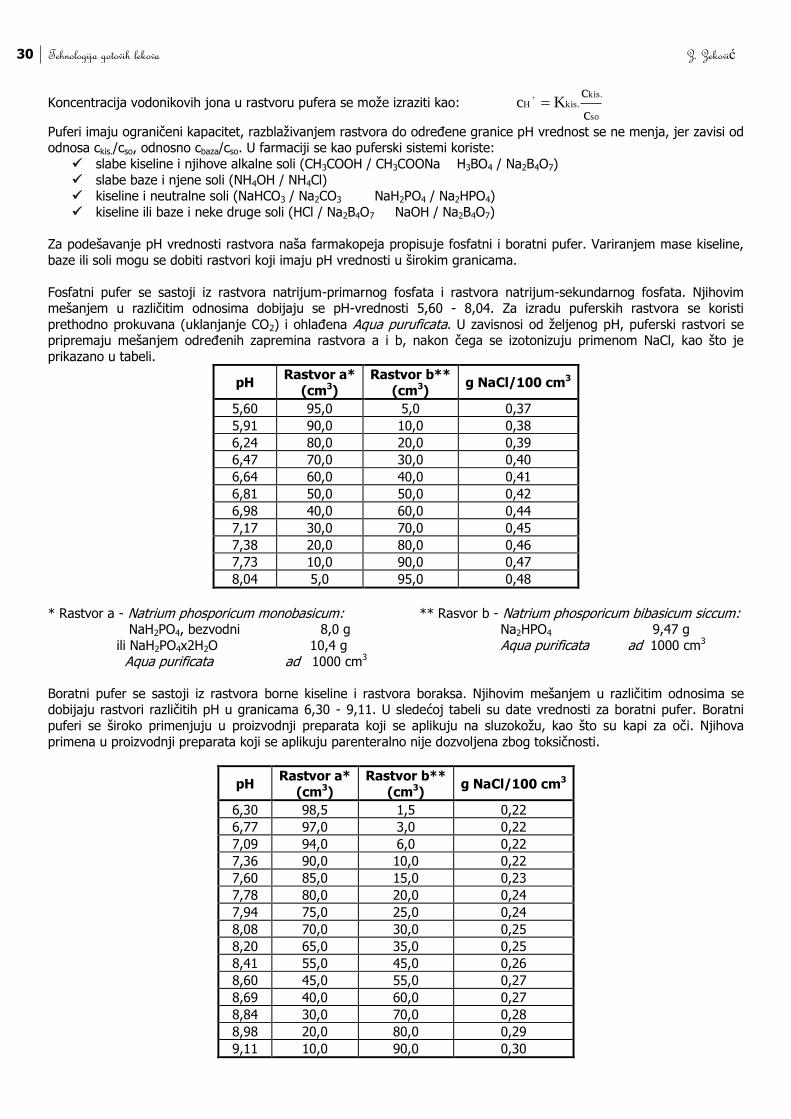
Za podešavanje pH vrednosti rastvora naša farmakopeja propisuje fosfatni i boratni pufer. Variranjem mase kiseline,
baze ili soli mogu se dobiti rastvori koji imaju pH vrednosti u širokim granicama.
Fosfatni pufer se sastoji iz rastvora natrijum-primarnog fosfata i rastvora natrijum-sekundarnog fosfata. Njihovim mešanjem u različitim odnosima dobijaju se pH-vrednosti 5,60 - 8,04. Za izradu puferskih rastvora se koristi
prethodno prokuvana (uklanjanje CO2) i ohlađena Aqua puruficata. U zavisnosi od željenog pH, puferski rastvori se pripremaju mešanjem određenih zapremina rastvora a i b, nakon čega se izotonizuju primenom NaCl, kao što je
prikazano u tabeli.
pH Rastvor a*
(cm3)
Rastvor b**
(cm3) g NaCl/100 cm3
5,60 95,0 5,0 0,37
5,91 90,0 10,0 0,38
6,24 80,0 20,0 0,39
6,47 70,0 30,0 0,40
6,64 60,0 40,0 0,41
6,81 50,0 50,0 0,42
6,98 40,0 60,0 0,44
7,17 30,0 70,0 0,45
7,38 20,0 80,0 0,46
7,73 10,0 90,0 0,47
8,04 5,0 95,0 0,48
* Rastvor a - Natrium phosporicum monobasicum: NaH2PO4, bezvodni 8,0 g
ili NaH2PO4x2H2O 10,4 g
Aqua purificata ad 1000 cm3
** Rasvor b - Natrium phosporicum bibasicum siccum: Na2HPO4 9,47 g
Aqua purificata ad 1000 cm3
Boratni pufer se sastoji iz rastvora borne kiseline i rastvora boraksa. Njihovim mešanjem u različitim odnosima se dobijaju rastvori različitih pH u granicama 6,30 - 9,11. U sledećoj tabeli su date vrednosti za boratni pufer. Boratni
puferi se široko primenjuju u proizvodnji preparata koji se aplikuju na sluzokožu, kao što su kapi za oči. Njihova
primena u proizvodnji preparata koji se aplikuju parenteralno nije dozvoljena zbog toksičnosti.
pH Rastvor a*
(cm3)
Rastvor b**
(cm3) g NaCl/100 cm3
6,30 98,5 1,5 0,22
6,77 97,0 3,0 0,22
7,09 94,0 6,0 0,22
7,36 90,0 10,0 0,22
7,60 85,0 15,0 0,23
7,78 80,0 20,0 0,24
7,94 75,0 25,0 0,24
8,08 70,0 30,0 0,25
8,20 65,0 35,0 0,25
8,41 55,0 45,0 0,26
8,60 45,0 55,0 0,27
8,69 40,0 60,0 0,27
8,84 30,0 70,0 0,28
8,98 20,0 80,0 0,29
9,11 10,0 90,0 0,30
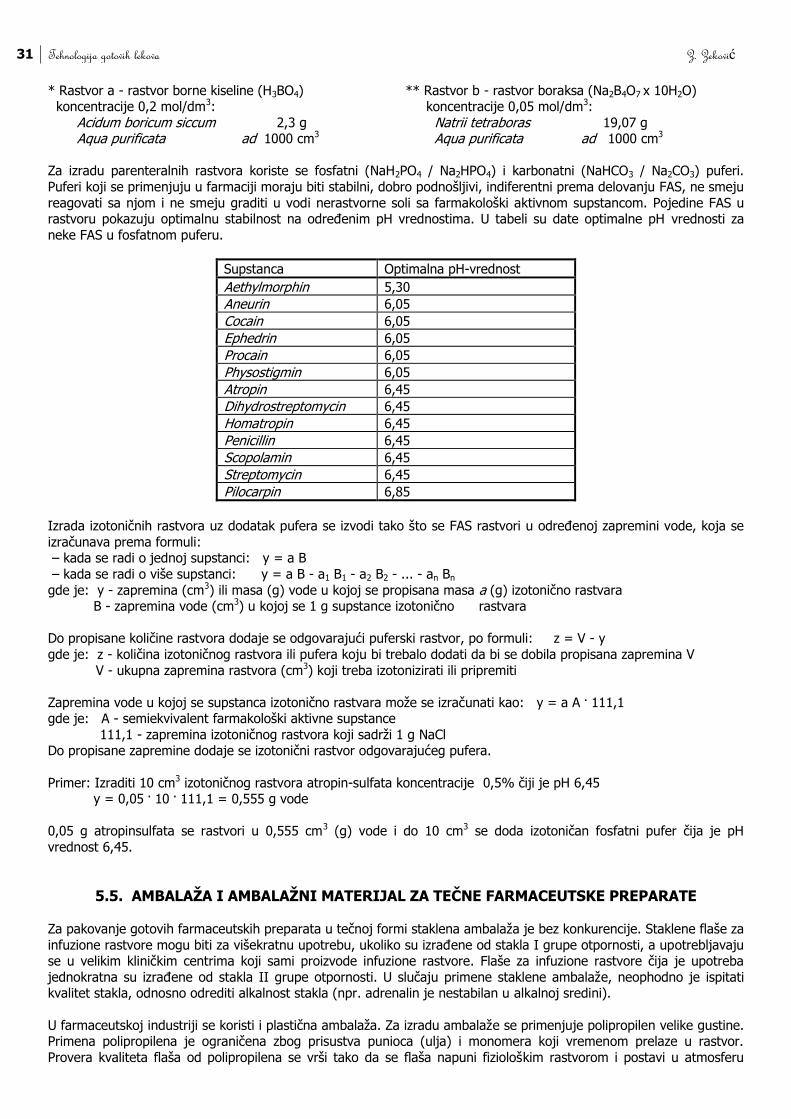
31 Tehnologija gotovih lekova Z. Zeković
* Rastvor a - rastvor borne kiseline (H3BO4) koncentracije 0,2 mol/dm3:
Acidum boricum siccum 2,3 g Aqua purificata ad 1000 cm3
** Rastvor b - rastvor boraksa (Na2B4O7 x 10H2O) koncentracije 0,05 mol/dm3:
Natrii tetraboras 19,07 g Aqua purificata ad 1000 cm3
Za izradu parenteralnih rastvora koriste se fosfatni (NaH2PO4 / Na2HPO4) i karbonatni (NaHCO3 / Na2CO3) puferi.
Puferi koji se primenjuju u farmaciji moraju biti stabilni, dobro podnošljivi, indiferentni prema delovanju FAS, ne smeju
reagovati sa njom i ne smeju graditi u vodi nerastvorne soli sa farmakološki aktivnom supstancom. Pojedine FAS u rastvoru pokazuju optimalnu stabilnost na određenim pH vrednostima. U tabeli su date optimalne pH vrednosti za
neke FAS u fosfatnom puferu.
Supstanca Optimalna pH-vrednost
Aethylmorphin 5,30
Aneurin 6,05
Cocain 6,05
Ephedrin 6,05
Procain 6,05
Physostigmin 6,05
Atropin 6,45
Dihydrostreptomycin 6,45
Homatropin 6,45
Penicillin 6,45
Scopolamin 6,45
Streptomycin 6,45
Pilocarpin 6,85
Izrada izotoničnih rastvora uz dodatak pufera se izvodi tako što se FAS rastvori u određenoj zapremini vode, koja se
izračunava prema formuli: – kada se radi o jednoj supstanci: y = a B
– kada se radi o više supstanci: y = a B - a1 B1 - a2 B2 - ... - an Bn
gde je: y - zapremina (cm3) ili masa (g) vode u kojoj se propisana masa a (g) izotonično rastvara B - zapremina vode (cm3) u kojoj se 1 g supstance izotonično rastvara
Do propisane količine rastvora dodaje se odgovarajući puferski rastvor, po formuli: z = V - y
gde je: z - količina izotoničnog rastvora ili pufera koju bi trebalo dodati da bi se dobila propisana zapremina V
V - ukupna zapremina rastvora (cm3) koji treba izotonizirati ili pripremiti
Zapremina vode u kojoj se supstanca izotonično rastvara može se izračunati kao: y = a A . 111,1 gde je: A - semiekvivalent farmakološki aktivne supstance
111,1 - zapremina izotoničnog rastvora koji sadrži 1 g NaCl Do propisane zapremine dodaje se izotonični rastvor odgovarajućeg pufera.
Primer: Izraditi 10 cm3 izotoničnog rastvora atropin-sulfata koncentracije 0,5% čiji je pH 6,45 y = 0,05 . 10 . 111,1 = 0,555 g vode
0,05 g atropinsulfata se rastvori u 0,555 cm3 (g) vode i do 10 cm3 se doda izotoničan fosfatni pufer čija je pH
vrednost 6,45.
5.5. AMBALAŽA I AMBALAŽNI MATERIJAL ZA TEČNE FARMACEUTSKE PREPARATE
Za pakovanje gotovih farmaceutskih preparata u tečnoj formi staklena ambalaža je bez konkurencije. Staklene flaše za
infuzione rastvore mogu biti za višekratnu upotrebu, ukoliko su izrađene od stakla I grupe otpornosti, a upotrebljavaju se u velikim kliničkim centrima koji sami proizvode infuzione rastvore. Flaše za infuzione rastvore čija je upotreba
jednokratna su izrađene od stakla II grupe otpornosti. U slučaju primene staklene ambalaže, neophodno je ispitati kvalitet stakla, odnosno odrediti alkalnost stakla (npr. adrenalin je nestabilan u alkalnoj sredini).
U farmaceutskoj industriji se koristi i plastična ambalaža. Za izradu ambalaže se primenjuje polipropilen velike gustine. Primena polipropilena je ograničena zbog prisustva punioca (ulja) i monomera koji vremenom prelaze u rastvor.
Provera kvaliteta flaša od polipropilena se vrši tako da se flaša napuni fiziološkim rastvorom i postavi u atmosferu
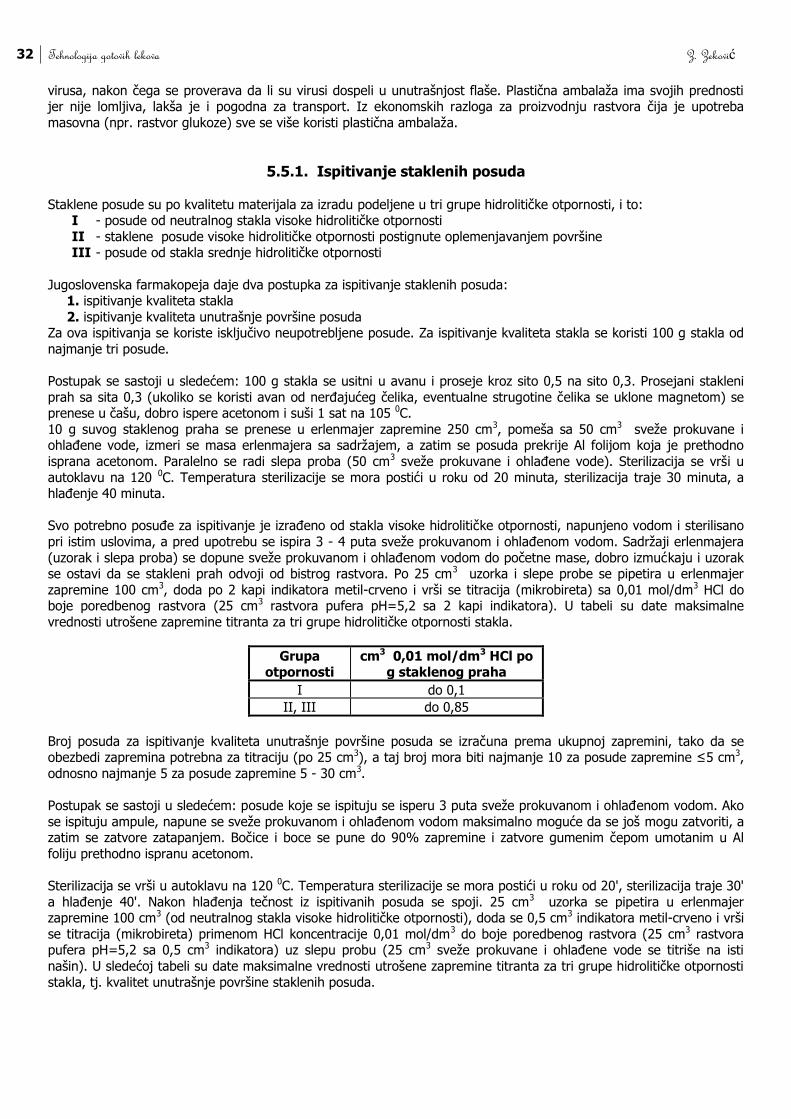
32 Tehnologija gotovih lekova Z. Zeković
virusa, nakon čega se proverava da li su virusi dospeli u unutrašnjost flaše. Plastična ambalaža ima svojih prednosti jer nije lomljiva, lakša je i pogodna za transport. Iz ekonomskih razloga za proizvodnju rastvora čija je upotreba
masovna (npr. rastvor glukoze) sve se više koristi plastična ambalaža.
5.5.1. Ispitivanje staklenih posuda
Staklene posude su po kvalitetu materijala za izradu podeljene u tri grupe hidrolitičke otpornosti, i to: I - posude od neutralnog stakla visoke hidrolitičke otpornosti
II - staklene posude visoke hidrolitičke otpornosti postignute oplemenjavanjem površine III - posude od stakla srednje hidrolitičke otpornosti
Jugoslovenska farmakopeja daje dva postupka za ispitivanje staklenih posuda: 1. ispitivanje kvaliteta stakla
2. ispitivanje kvaliteta unutrašnje površine posuda Za ova ispitivanja se koriste isključivo neupotrebljene posude. Za ispitivanje kvaliteta stakla se koristi 100 g stakla od
najmanje tri posude.
Postupak se sastoji u sledećem: 100 g stakla se usitni u avanu i proseje kroz sito 0,5 na sito 0,3. Prosejani stakleni
prah sa sita 0,3 (ukoliko se koristi avan od nerđajućeg čelika, eventualne strugotine čelika se uklone magnetom) se prenese u čašu, dobro ispere acetonom i suši 1 sat na 105 0C.
10 g suvog staklenog praha se prenese u erlenmajer zapremine 250 cm3, pomeša sa 50 cm3 sveže prokuvane i ohlađene vode, izmeri se masa erlenmajera sa sadržajem, a zatim se posuda prekrije Al folijom koja je prethodno
isprana acetonom. Paralelno se radi slepa proba (50 cm3 sveže prokuvane i ohlađene vode). Sterilizacija se vrši u
autoklavu na 120 0C. Temperatura sterilizacije se mora postići u roku od 20 minuta, sterilizacija traje 30 minuta, a hlađenje 40 minuta.
Svo potrebno posuđe za ispitivanje je izrađeno od stakla visoke hidrolitičke otpornosti, napunjeno vodom i sterilisano
pri istim uslovima, a pred upotrebu se ispira 3 - 4 puta sveže prokuvanom i ohlađenom vodom. Sadržaji erlenmajera
(uzorak i slepa proba) se dopune sveže prokuvanom i ohlađenom vodom do početne mase, dobro izmućkaju i uzorak se ostavi da se stakleni prah odvoji od bistrog rastvora. Po 25 cm3 uzorka i slepe probe se pipetira u erlenmajer
zapremine 100 cm3, doda po 2 kapi indikatora metil-crveno i vrši se titracija (mikrobireta) sa 0,01 mol/dm3 HCl do boje poredbenog rastvora (25 cm3 rastvora pufera pH=5,2 sa 2 kapi indikatora). U tabeli su date maksimalne
vrednosti utrošene zapremine titranta za tri grupe hidrolitičke otpornosti stakla.
Grupa otpornosti
cm3 0,01 mol/dm3 HCl po g staklenog praha
I do 0,1
II, III do 0,85
Broj posuda za ispitivanje kvaliteta unutrašnje površine posuda se izračuna prema ukupnoj zapremini, tako da se obezbedi zapremina potrebna za titraciju (po 25 cm3), a taj broj mora biti najmanje 10 za posude zapremine ≤5 cm3,
odnosno najmanje 5 za posude zapremine 5 - 30 cm3.
Postupak se sastoji u sledećem: posude koje se ispituju se isperu 3 puta sveže prokuvanom i ohlađenom vodom. Ako
se ispituju ampule, napune se sveže prokuvanom i ohlađenom vodom maksimalno moguće da se još mogu zatvoriti, a zatim se zatvore zatapanjem. Bočice i boce se pune do 90% zapremine i zatvore gumenim čepom umotanim u Al
foliju prethodno ispranu acetonom.
Sterilizacija se vrši u autoklavu na 120 0C. Temperatura sterilizacije se mora postići u roku od 20', sterilizacija traje 30'
a hlađenje 40'. Nakon hlađenja tečnost iz ispitivanih posuda se spoji. 25 cm3 uzorka se pipetira u erlenmajer zapremine 100 cm3 (od neutralnog stakla visoke hidrolitičke otpornosti), doda se 0,5 cm3 indikatora metil-crveno i vrši
se titracija (mikrobireta) primenom HCl koncentracije 0,01 mol/dm3 do boje poredbenog rastvora (25 cm3 rastvora pufera pH=5,2 sa 0,5 cm3 indikatora) uz slepu probu (25 cm3 sveže prokuvane i ohlađene vode se titriše na isti
našin). U sledećoj tabeli su date maksimalne vrednosti utrošene zapremine titranta za tri grupe hidrolitičke otpornosti
stakla, tj. kvalitet unutrašnje površine staklenih posuda.
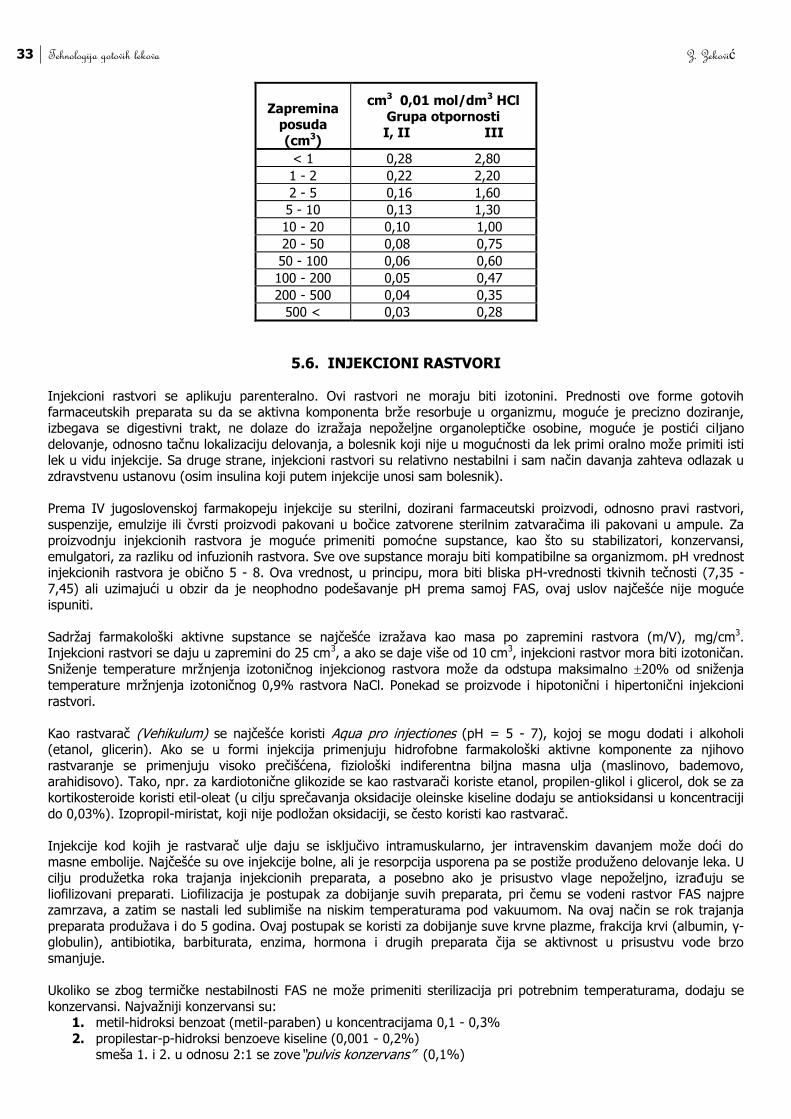
33 Tehnologija gotovih lekova Z. Zeković
Zapremina posuda
(cm3)
cm3 0,01 mol/dm3 HCl
Grupa otpornosti
I, II III
< 1 0,28 2,80
1 - 2 0,22 2,20
2 - 5 0,16 1,60
5 - 10 0,13 1,30
10 - 20 0,10 1,00
20 - 50 0,08 0,75
50 - 100 0,06 0,60
100 - 200 0,05 0,47
200 - 500 0,04 0,35
500 < 0,03 0,28
5.6. INJEKCIONI RASTVORI
Injekcioni rastvori se aplikuju parenteralno. Ovi rastvori ne moraju biti izotonini. Prednosti ove forme gotovih farmaceutskih preparata su da se aktivna komponenta brže resorbuje u organizmu, moguće je precizno doziranje,
izbegava se digestivni trakt, ne dolaze do izražaja nepoželjne organoleptičke osobine, moguće je postići ciljano
delovanje, odnosno tačnu lokalizaciju delovanja, a bolesnik koji nije u mogućnosti da lek primi oralno može primiti isti lek u vidu injekcije. Sa druge strane, injekcioni rastvori su relativno nestabilni i sam način davanja zahteva odlazak u
zdravstvenu ustanovu (osim insulina koji putem injekcije unosi sam bolesnik).
Prema IV jugoslovenskoj farmakopeju injekcije su sterilni, dozirani farmaceutski proizvodi, odnosno pravi rastvori,
suspenzije, emulzije ili čvrsti proizvodi pakovani u bočice zatvorene sterilnim zatvaračima ili pakovani u ampule. Za proizvodnju injekcionih rastvora je moguće primeniti pomoćne supstance, kao što su stabilizatori, konzervansi,
emulgatori, za razliku od infuzionih rastvora. Sve ove supstance moraju biti kompatibilne sa organizmom. pH vrednost injekcionih rastvora je obično 5 - 8. Ova vrednost, u principu, mora biti bliska pH-vrednosti tkivnih tečnosti (7,35 -
7,45) ali uzimajući u obzir da je neophodno podešavanje pH prema samoj FAS, ovaj uslov najčešće nije moguće
ispuniti.
Sadržaj farmakološki aktivne supstance se najčešće izražava kao masa po zapremini rastvora (m/V), mg/cm3. Injekcioni rastvori se daju u zapremini do 25 cm3, a ako se daje više od 10 cm3, injekcioni rastvor mora biti izotoničan.
Sniženje temperature mržnjenja izotoničnog injekcionog rastvora može da odstupa maksimalno 20% od sniženja
temperature mržnjenja izotoničnog 0,9% rastvora NaCl. Ponekad se proizvode i hipotonični i hipertonični injekcioni
rastvori.
Kao rastvarač (Vehikulum) se najčešće koristi Aqua pro injectiones (pH = 5 - 7), kojoj se mogu dodati i alkoholi (etanol, glicerin). Ako se u formi injekcija primenjuju hidrofobne farmakološki aktivne komponente za njihovo
rastvaranje se primenjuju visoko prečišćena, fiziološki indiferentna biljna masna ulja (maslinovo, bademovo, arahidisovo). Tako, npr. za kardiotonične glikozide se kao rastvarači koriste etanol, propilen-glikol i glicerol, dok se za
kortikosteroide koristi etil-oleat (u cilju sprečavanja oksidacije oleinske kiseline dodaju se antioksidansi u koncentraciji
do 0,03%). Izopropil-miristat, koji nije podložan oksidaciji, se često koristi kao rastvarač.
Injekcije kod kojih je rastvarač ulje daju se isključivo intramuskularno, jer intravenskim davanjem može doći do masne embolije. Najčešće su ove injekcije bolne, ali je resorpcija usporena pa se postiže produženo delovanje leka. U
cilju produžetka roka trajanja injekcionih preparata, a posebno ako je prisustvo vlage nepoželjno, izrađuju se
liofilizovani preparati. Liofilizacija je postupak za dobijanje suvih preparata, pri čemu se vodeni rastvor FAS najpre zamrzava, a zatim se nastali led sublimiše na niskim temperaturama pod vakuumom. Na ovaj način se rok trajanja
preparata produžava i do 5 godina. Ovaj postupak se koristi za dobijanje suve krvne plazme, frakcija krvi (albumin, γ-globulin), antibiotika, barbiturata, enzima, hormona i drugih preparata čija se aktivnost u prisustvu vode brzo
smanjuje.
Ukoliko se zbog termičke nestabilnosti FAS ne može primeniti sterilizacija pri potrebnim temperaturama, dodaju se
konzervansi. Najvažniji konzervansi su: 1. metil-hidroksi benzoat (metil-paraben) u koncentracijama 0,1 - 0,3%
2. propilestar-p-hidroksi benzoeve kiseline (0,001 - 0,2%) smeša 1. i 2. u odnosu 2:1 se zove“pulvis konzervans” (0,1%)
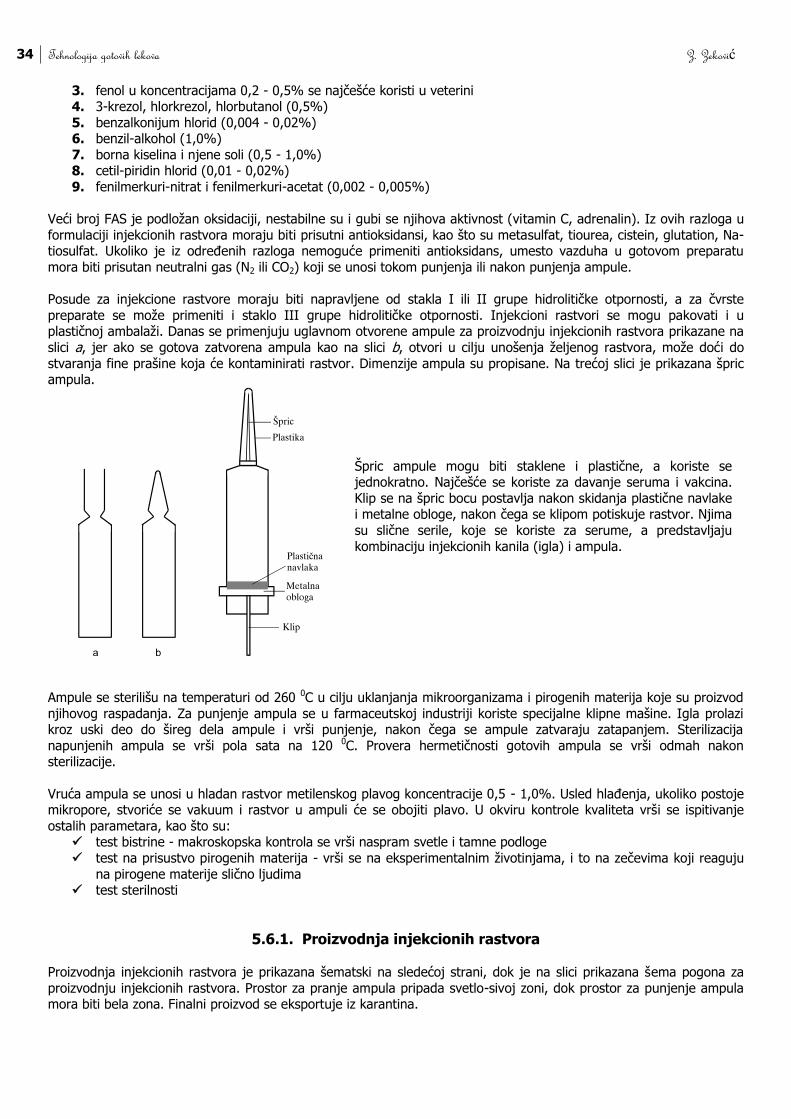
34 Tehnologija gotovih lekova Z. Zeković
3. fenol u koncentracijama 0,2 - 0,5% se najčešće koristi u veterini 4. 3-krezol, hlorkrezol, hlorbutanol (0,5%)
5. benzalkonijum hlorid (0,004 - 0,02%) 6. benzil-alkohol (1,0%)
7. borna kiselina i njene soli (0,5 - 1,0%) 8. cetil-piridin hlorid (0,01 - 0,02%)
9. fenilmerkuri-nitrat i fenilmerkuri-acetat (0,002 - 0,005%)
Veći broj FAS je podložan oksidaciji, nestabilne su i gubi se njihova aktivnost (vitamin C, adrenalin). Iz ovih razloga u
formulaciji injekcionih rastvora moraju biti prisutni antioksidansi, kao što su metasulfat, tiourea, cistein, glutation, Na-tiosulfat. Ukoliko je iz određenih razloga nemoguće primeniti antioksidans, umesto vazduha u gotovom preparatu
mora biti prisutan neutralni gas (N2 ili CO2) koji se unosi tokom punjenja ili nakon punjenja ampule.
Posude za injekcione rastvore moraju biti napravljene od stakla I ili II grupe hidrolitičke otpornosti, a za čvrste
preparate se može primeniti i staklo III grupe hidrolitičke otpornosti. Injekcioni rastvori se mogu pakovati i u plastičnoj ambalaži. Danas se primenjuju uglavnom otvorene ampule za proizvodnju injekcionih rastvora prikazane na
slici a, jer ako se gotova zatvorena ampula kao na slici b, otvori u cilju unošenja željenog rastvora, može doći do
stvaranja fine prašine koja će kontaminirati rastvor. Dimenzije ampula su propisane. Na trećoj slici je prikazana špric ampula.
Ampule se sterilišu na temperaturi od 260 0C u cilju uklanjanja mikroorganizama i pirogenih materija koje su proizvod
njihovog raspadanja. Za punjenje ampula se u farmaceutskoj industriji koriste specijalne klipne mašine. Igla prolazi kroz uski deo do šireg dela ampule i vrši punjenje, nakon čega se ampule zatvaraju zatapanjem. Sterilizacija
napunjenih ampula se vrši pola sata na 120 0C. Provera hermetičnosti gotovih ampula se vrši odmah nakon sterilizacije.
Vruća ampula se unosi u hladan rastvor metilenskog plavog koncentracije 0,5 - 1,0%. Usled hlađenja, ukoliko postoje mikropore, stvoriće se vakuum i rastvor u ampuli će se obojiti plavo. U okviru kontrole kvaliteta vrši se ispitivanje
ostalih parametara, kao što su: test bistrine - makroskopska kontrola se vrši naspram svetle i tamne podloge
test na prisustvo pirogenih materija - vrši se na eksperimentalnim životinjama, i to na zečevima koji reaguju
na pirogene materije slično ljudima test sterilnosti
5.6.1. Proizvodnja injekcionih rastvora Proizvodnja injekcionih rastvora je prikazana šematski na sledećoj strani, dok je na slici prikazana šema pogona za
proizvodnju injekcionih rastvora. Prostor za pranje ampula pripada svetlo-sivoj zoni, dok prostor za punjenje ampula mora biti bela zona. Finalni proizvod se eksportuje iz karantina.
Špric ampule mogu biti staklene i plastične, a koriste se jednokratno. Najčešće se koriste za davanje seruma i vakcina.
Klip se na špric bocu postavlja nakon skidanja plastične navlake i metalne obloge, nakon čega se klipom potiskuje rastvor. Njima
su slične serile, koje se koriste za serume, a predstavljaju
kombinaciju injekcionih kanila (igla) i ampula.
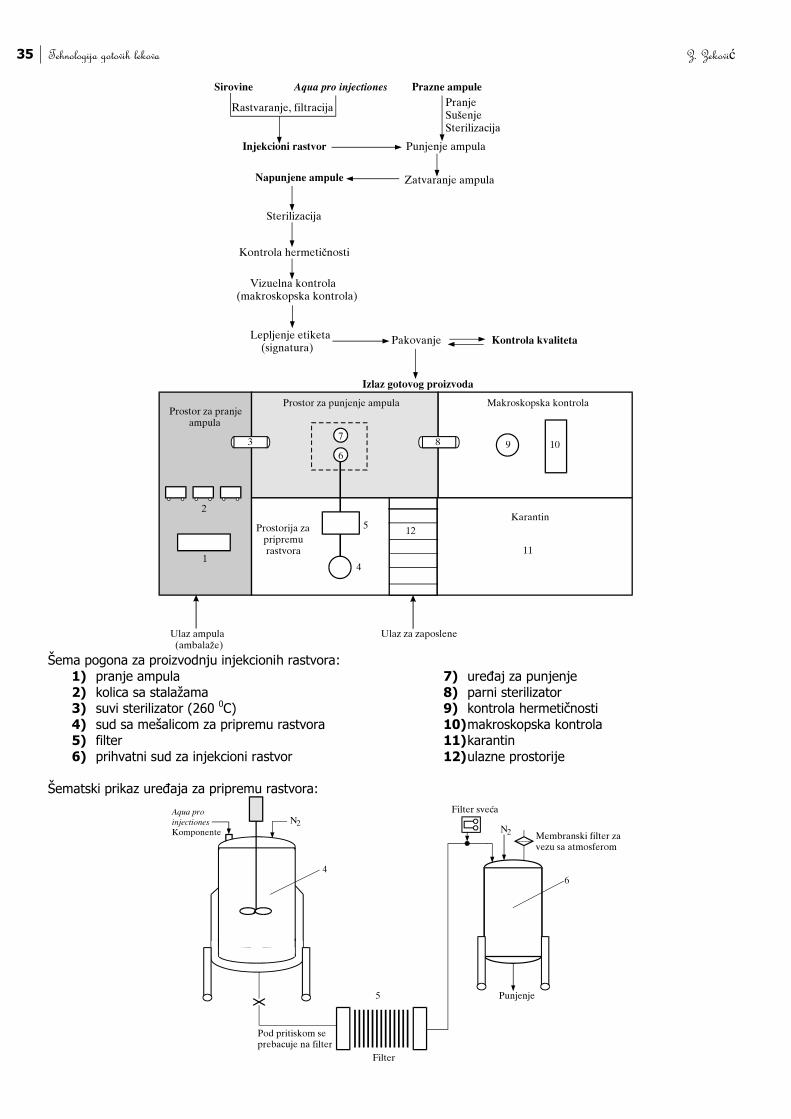
35 Tehnologija gotovih lekova Z. Zeković
Šema pogona za proizvodnju injekcionih rastvora:
1) pranje ampula
2) kolica sa stalažama 3) suvi sterilizator (260 0C)
4) sud sa mešalicom za pripremu rastvora 5) filter
6) prihvatni sud za injekcioni rastvor
7) uređaj za punjenje
8) parni sterilizator 9) kontrola hermetičnosti
10) makroskopska kontrola 11) karantin
12) ulazne prostorije
Šematski prikaz uređaja za pripremu rastvora:
36 Tehnologija gotovih lekova Z. Zeković
Alkaloidi soli se dobro rastvaraju, a njihovi rastvori su obično hipotonični i retko se izotoniziraju. Rastvor vitamina C čija je pH vrednost 3,5 - 4 se može sterilisati na 120 0C u autoklavu. Na-karbonatom se pH podesi na 6,4 i rastvor
sepuni u atmosferi azota. Sterilizacija se vrši 30 minuta na 100 0C. U cilju sprečavanja oksidacije vitamina C dodaje se EDTA (etilendiamin tetrasirćetne kiseline), koji gradi komplekse sa metalima i sprečava njihovu katalitičku aktivnost
za oksidaciju. Npr. rastvori adrenalina i ergotamina su nestabilni, pa se kao redukciono sredstvo koristi Na-pirosulfat (0,05 - 0,1%). Za uljane rastvore steroidnih hormona i vitamina kao konzervans se najčešće primenjuje benzil-alkohol.
5.7. PARENTERALNI RASTVORI ZA INFUZIJU (Infundibilia) Parenteralni rastvori za infuziju (kraće infuzije) se koriste u lečenju poslednjih decenija i spadaju u grupu gotovih
lekova čije se indikaciono područje sve više proširuje. Infuzije su sterilni, najčešće vodeni, rastvori jedne ili više
supstanci koji se daju u zapreminama >100 cm3. Aplikuju se u većini slučajeva i.v. a ređe s.c. Koriste se za regulisanje elektrolitičke ravnoteže, za parenteralnu ishranu, osmoterapiju i peritonealnu dijalizu. Davanje infuzionih rastvora
može da traje i nekoliko časova, zavisno od zapremine koju bolesnik treba da primi. Ovi rastvori se aplikuju posebnom tehnikom i specijalnim uređajima, polako kap po kap, jer bi veća brzina ulaska tečnosti u organizam mogla dovesti do
neželjenih efekata.
Infuzioni rastvori moraju biti bistri, izotonični, sterilni, apirogeni, neškodljivi i izohidrični (pH vrednost 6,0 - 7,5 ukoliko
nije drugačije propisano). Dozvoljeno odstupanje sniženja tačke mržnjenja je samo 10% u odnosu na sniženje tačke
mržnjenja izotoničnog rastvora NaCl. Moraju biti lako podnošljivi, ne smeju izazivati opšti poremećaj u organizmu, toksične reakcije, ne smeju delovati antigeno (alergijski), ne smeju da transformišu krvne elemente, da poremete
sastav krvi (hemokoagulacioni sistem, anafilaktičke reakcije, određivanje krvnih grupa), ne smeju se dugo zadržavati
u organizmu zbog nagomilavanja, ali se ne smeju ni brzo izlučivati. Sterilizaciji infuzionih rastvora se mora posvetiti posebna pažnja, a najbolji je postupak sterilizacije u autoklavu.
Pored pravih rastvora, infuzioni rastvori mogu biti i koloidni rastvori i emulzije. Emulzije su mlečnog izgleda i moraju
biti stabilne (ne smeju se raslojavati). Veličina čestica u infuzionim rastvorima je maksilno 5 µm. Infuzije ne sadrže
konzervanse, boje i ne puferuju se, ukoliko nije drugačije pro-pisano. Sadržaj komponenata se izražava u %, g/dm3 ili mol/dm3 (jedinica mekv je zabranjena). Za izradu infuzionih rastvora se koristi isključivo Aqua pro injectiones. Prema
nameni se dele na rastvore za: nadoknadu krvi i krvne plazme
ishranu bolesnika postizanje tarapijskog učinka
nadoknadu izgubljene tenosti i elektrolita
5.7.1. Rastvori za nadoknadu krvi i krvne plazme
Organizam čoveka je u mogućnosti da nadoknadi gubitak tečnosti do 10%. Kada su ovi gubici veći neophodno je
primeniti infuzione rastvore. Koriste se takozvani plazmaekspanderi koji predstavljaju koloidne rastvore molekula čije su molekulske mase približne molekulskim masama proteina krvne plazme (albumin), a sami rastvori moraju imati isti
osmotski pritisak kao krvna plazma. Supstance koje se koriste u rastvorima za nadoknadu krvi i krvne plazme mogu biti animalnog i mikrobiološkog porekla.
Koloidni rastvori želatina (sa glicinom, prolinom, cisteinom) se koriste kao zamenici krvne plazme. Modifikovani želatin (molekulska masa 40.000) želira tek na temperaturi 4 0C i primenjuje se u koncentracijama 3 - 6% u izotoničnom
rastvoru NaCl, KCl ili CaCl2. Rastvor želatina postiže delovanje koje traje 4 - 5 sati, ne stvara alergijske reakcije, retko je pirogen i brzo se eliminiše.
Preparat HEMAKEL se koristi kao zamenik krvne plazme, ne daje alergijske reakcije, ali ima i određene nedostatke, jer
se brzo eliminiše i može da izazove povećanje sadržaja kalijuma.
Rastvori dekstrana se primenjuju kao zamenici krvi i krvne plazme. Dekstran je po hemijskom sastavu polisaharid
sastavljen od glukozidnih jedinica povezanih α(1,6)-glukozidnim vezama (minimalni udeo ovih veza je 95%). Primenjuje se dekstran čija je prosečna molekulska masa 70.000 jer ako je MM<20.000 lako difunduje kroz krvnu
plazmu, a primenom dekstrana MM>120.000 javljaju se negativne reakcije. Koriste se 3,5% rastvor (izrađuje se u
fiziološkom rastvoru 0,9% NaCl i ima isti osmotski i onkotski pritisak kao krv i krvna plazma) i 6% rastvor dekstrana (u fiziološkom 5% rastvoru glukoze). Rastvor dekstrana prosečne MM=40.000 se kraće zadržava u cirkulaciji, ali
poboljšava mikrocirkulaciju i snižava viskozitet.
37 Tehnologija gotovih lekova Z. Zeković
Ima osobinu da razbija aglomerate nastale koagulacijom eritrocita, pa se primenjuje kod začepljenja krvnih sudova, odnosno infarkta mozga. Koristi se kao 10% rastvor u 0,9% NaCl ili u 5% glukozi.
Koloidni rastvor polivinilpirolidona (PVP), koji se dobro rastvara u vodi, prosečne MM=35.000, se proizvodi kao 3,5%
rastvor u fiziološkom rastvoru. Vrlo je efikasan i za 1/2 povećava zapreminu plazme. Negativna strana primene rastvora PVP je da se iz organizma ne eliminiše u potpunosti (oko 16% se deponuje u organizmu), a postoje i podaci
o eventualnoj kancerogenosti.
5.7.2. Rastvori za ishranu bolesnika
Rastvori za parenteralnu ishranu bolesnika uglavnom sadrže glukozu, fruktozu, alkohol, sorbitol i amino-kiseline.
Koriste se kod telesne slabosti, bolesti srca, hipoglikemija, edemija. Od ugljenih hidrata se primenjuju hipertonični rastvori 10%, 20% ili 50% glukoze (30% rastvor glukoze se upotrebljava nakon teških operacija), 1,5% rastvor
dekstrana, 10% ili 20% rastvor fruktoze (brže se resorbuje i brže deluje od glukoze). Etanol se koristi u koncentracijama 2,5 - 5% u rastvorima ugljenih hidrata ili amino-kiselina kod postoperativnog stanja, a deluje kao
analgetik i sedativ. Sorbitol ima osobinu da ne reaguje sa amino-kiselinama, pa se primenjuje u njihovim infuzionim
rastvorima, a u jetri se metaboliše u D-fruktozu. Za parenteralnu ishranu amino-kiselinama koriste se hidrolizati krvi i kazein. Enzimski hidrolizati imaju puni amino-kiselinski sastav i od njih se prave infuzioni rastvori. Amino-kiseline u
obliku infuzionih rastvora se primenjuju kod velikih nedostataka proteina u organizmu. Kao izvor energije se koriste emulzije masti (suncokretovo i sojino ulje) sa veličinama čestica do 1 µm, kojima se dodaju površinski aktivne
materije (PAM) koje su kompatibilne, jer u slučaju njihovog raslojavanja dolazi do smrti pacijenta.
U cilju postizanja kombinovane terapije infuzija koja služi za ishranu bolesnika se često kombinuje sa infuzijom za
nadoknadu elektrolita (najčešće 5% rastvori glukoze sa određenim elektrolitima).
5.7.3. Rastvori za postizanje terapijskog učinka
Rastvori za postizanje terapijskog učinka su najčešće izotonični rastvori glukoze sa različitim vitaminima.
5.7.4. Rastvori za nadoknadu izgubljene tečnosti i elektrolita
Organizam čoveka sadrži oko 60% vode, od koje je do 75% u ćelijama, a ostatak je u međućelijskom prostoru (ekstracelularna tečnost). Pored elektrolita, prisutni su i hormoni i glukoza. Koncentracija infuzionog rastvora se
izražava, kao i koncentracija anjona i katjona u krvi, u mmol/dm3.
Kada se napravi bilans katjona, u plazmi ih ima oko 150 mgekv, u ekstracelularnoj tečnosti oko 154 mgekv i u
intracelularnoj tečnosti oko 204 mgekv. Anjona (Cl-, HCO3-, PO4
-, SO4-), organskih kiselina i proteina ima u plazmi oko
155 mgekv, u ekstracelularnoj tečnosti oko 154 mgekv i u intracelularnoj tečnosi oko 204 mgekv. Narušavanje
elektrolitičkog bilansa (u krvnoj plazmi ima 154 mgekv anjona i katjona), odnosno gubitak anjona i katjona koji se javlja kod raznih patoloških stanja, dovodi do zdravstvenih problema. Infuzioni rastvori koji sadrže jednu komponentu
(kao npr. 0,9% NaCl) ili sadrže više elektrolita se koriste za rešavanje problema deficita anjona i katjona. Koriste se
Ringer-ov rastvor (Solutio Ringeri): 0,9% NaCl kome su dodati joni K+ i Ca2+ u količinama u kojima se nalaze u plazm, i Hartmann-ov rastvor: dodaje se i Na-laktat za korekciju blažih oblika acidoze tkivnih tečnosti.
5.7.5. Proizvodnja infuzionih rastvora
Boce za infuzione rastvore se izrađuju u zapreminama 250, 500 i 1000 cm3 od neutralnog, neobojenog i prozirnog
stakla, koje se pre punjenja moraju sterilisati. One su graduisane od gore na dole, tako da se u svakom momentu tokom davanja može videti zapremina infuzionog rastvora u boci. Boca se hermetički zatvara gumenim čepom i
metalnom kapom. Staklo i čepovi za infuzione boce se izrađuju po posebnim propisima. Infuzione boce se mogu biti napravljene i od plastike, tada se obično sama boca izliva u toku procesa proizvodnje infuzionih rastvora. Na samoj
boci moraju biti napisani sledeći podaci:
ime i količina leka koncentracija elektrolita
hranljiva vrednost
datum sterilizacije ime proizvođača
broj serije
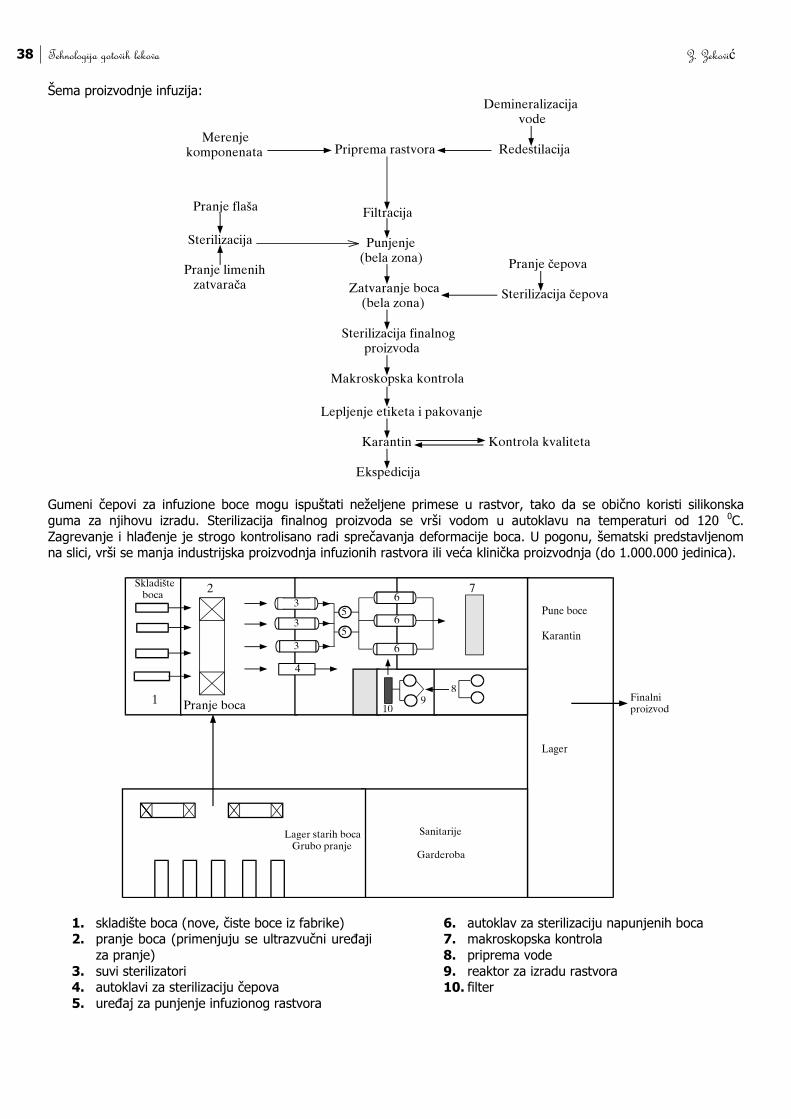
38 Tehnologija gotovih lekova Z. Zeković
Šema proizvodnje infuzija:
Gumeni čepovi za infuzione boce mogu ispuštati neželjene primese u rastvor, tako da se obično koristi silikonska
guma za njihovu izradu. Sterilizacija finalnog proizvoda se vrši vodom u autoklavu na temperaturi od 120 0C.
Zagrevanje i hlađenje je strogo kontrolisano radi sprečavanja deformacije boca. U pogonu, šematski predstavljenom na slici, vrši se manja industrijska proizvodnja infuzionih rastvora ili veća klinička proizvodnja (do 1.000.000 jedinica).
1. skladište boca (nove, čiste boce iz fabrike) 2. pranje boca (primenjuju se ultrazvučni uređaji
za pranje)
3. suvi sterilizatori 4. autoklavi za sterilizaciju čepova
5. uređaj za punjenje infuzionog rastvora
6. autoklav za sterilizaciju napunjenih boca 7. makroskopska kontrola
8. priprema vode
9. reaktor za izradu rastvora 10. filter
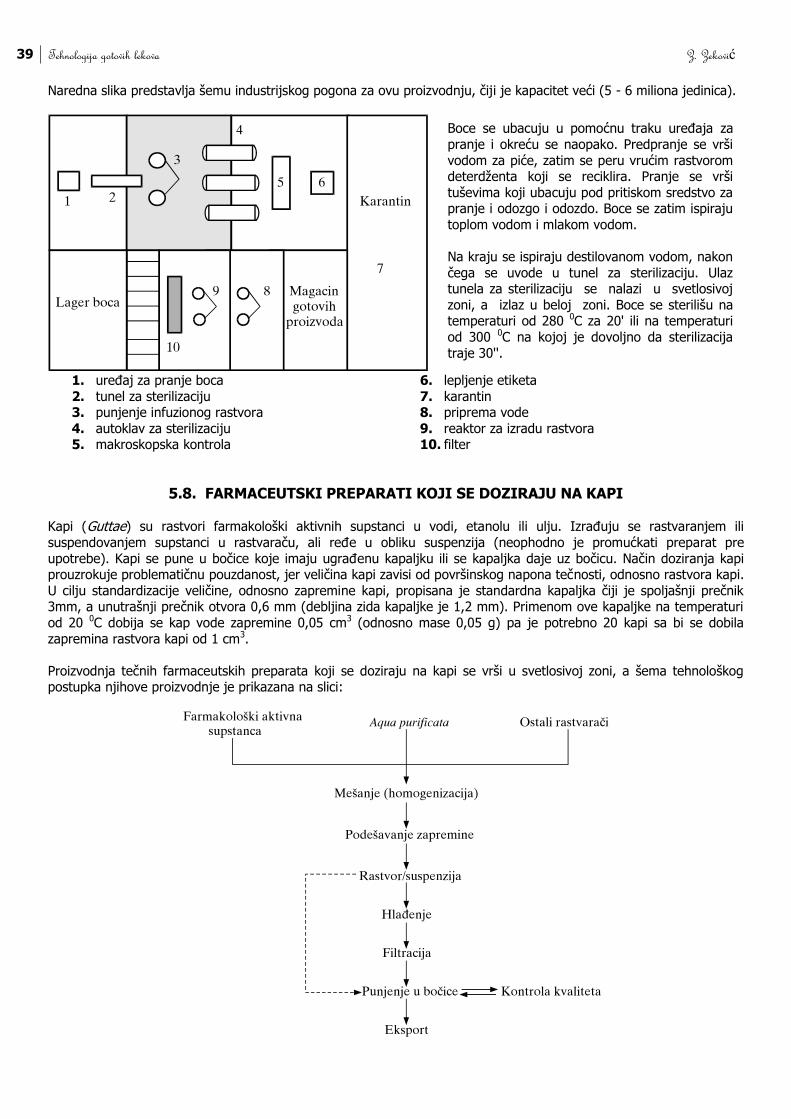
39 Tehnologija gotovih lekova Z. Zeković
Naredna slika predstavlja šemu industrijskog pogona za ovu proizvodnju, čiji je kapacitet veći (5 - 6 miliona jedinica).
1. uređaj za pranje boca
2. tunel za sterilizaciju 3. punjenje infuzionog rastvora
4. autoklav za sterilizaciju 5. makroskopska kontrola
6. lepljenje etiketa
7. karantin 8. priprema vode
9. reaktor za izradu rastvora 10. filter
5.8. FARMACEUTSKI PREPARATI KOJI SE DOZIRAJU NA KAPI Kapi (Guttae) su rastvori farmakološki aktivnih supstanci u vodi, etanolu ili ulju. Izrađuju se rastvaranjem ili
suspendovanjem supstanci u rastvaraču, ali ređe u obliku suspenzija (neophodno je promućkati preparat pre
upotrebe). Kapi se pune u bočice koje imaju ugrađenu kapaljku ili se kapaljka daje uz bočicu. Način doziranja kapi prouzrokuje problematičnu pouzdanost, jer veličina kapi zavisi od površinskog napona tečnosti, odnosno rastvora kapi.
U cilju standardizacije veličine, odnosno zapremine kapi, propisana je standardna kapaljka čiji je spoljašnji prečnik 3mm, a unutrašnji prečnik otvora 0,6 mm (debljina zida kapaljke je 1,2 mm). Primenom ove kapaljke na temperaturi
od 20 0C dobija se kap vode zapremine 0,05 cm3 (odnosno mase 0,05 g) pa je potrebno 20 kapi sa bi se dobila
zapremina rastvora kapi od 1 cm3.
Proizvodnja tečnih farmaceutskih preparata koji se doziraju na kapi se vrši u svetlosivoj zoni, a šema tehnološkog postupka njihove proizvodnje je prikazana na slici:
Boce se ubacuju u pomoćnu traku uređaja za
pranje i okreću se naopako. Predpranje se vrši
vodom za piće, zatim se peru vrućim rastvorom deterdženta koji se reciklira. Pranje se vrši
tuševima koji ubacuju pod pritiskom sredstvo za pranje i odozgo i odozdo. Boce se zatim ispiraju
toplom vodom i mlakom vodom.
Na kraju se ispiraju destilovanom vodom, nakon
čega se uvode u tunel za sterilizaciju. Ulaz tunela za sterilizaciju se nalazi u svetlosivoj
zoni, a izlaz u beloj zoni. Boce se sterilišu na temperaturi od 280 0C za 20' ili na temperaturi
od 300 0C na kojoj je dovoljno da sterilizacija
traje 30''.

40 Tehnologija gotovih lekova Z. Zeković
Ekstrakte lekovitog bilja, pojedinačne ili smeše različitih ekstrakata, je neophodno nakon hlađenja profiltrirati u cilju uklanjanja taloga koji se stvara flokulacijom prisutnih proteina. Za sniženje krvnog pritiska se primenjuje ekstrakt
gloga, valerijane i nevena, koji se pre punjenja mora ostaviti na hladnom mestu, jer dolazi do reakcije komponenata prisutnih u ekstraktu. U nastavku su date formulacije odabranih preparata koji se proizvode u formi kapi.
Digitoxin guttae (1 cm3 sadrži 0,1 mg digitoksina)
Za izradu 50 dm3 rastvora je potrebno:
Digitoxinum 5 g Spiritus conc. 30.000 cm3 (24.400 g)
Glycerolum 5.000 cm3 (6.150 g) Aqua destilata ad 50.000 cm3 (16.010 g)
Atropini sulfatis oculae guttae (kapi za oči): Atropini sulfatis Natrii chloridum Aqua pro injectiones ad
Oto guttae (kapi za uho):
Procaine hydrochloride Glycerolum
Rino guttae (kapi za nos): Ove kapi se najčešće zbog nestabilnosti
proizvode u apotekama.
Guttae dentalis: Primenjuju se u zubarstvu za umirenje bola, a sadrže etarsko ulje karanfilića, kamfor i hloroform.
5.9. SIRUPI Sirupi su tečni preparati slatkog ukusa za oralnu upotrebu. Mogu biti i suvi gotovi koncentrati koji se pre izdavanja
moraju prevesti u tečni oblik dodavanjem propisanog rastvarača. Pripremaju se od voćnih sokova, alkoholnih, vodenih i drugih ekstrakata droga u kojima je važan sastojak saharoza (min. 45%, max. 60 - 64%). Osim saharoze, u sirupima
mogu biti prisutni i drugi šećeri, mono- i disaharidi, ali po pravilu ne smeju biti prisutni polisaharidi, veštačke boje i
veštački zaslađivači.
Sirupi su i lekoviti preparati u obliku gustih rastvora, velikog viskoziteta, slatkog ukusa koji sadrže FAS i primenjuju se oralno. Saharoza je komponenta koja ima najveći sadržaj u sirupu. Ovi sirupi mogu da sadrže veštačke zaslađivače,
ugušćivače, arome i druga indiferentna pomoćna sredstva, koja moraju biti u količinama koje nemaju fiziološko
delovanje. Takođe ne sadrže farmakološki aktivne supstance jakog delovanja (npr. kodein se primenjuje, ali nikako morfin).
Šećer ima osobinu da dobro koriguje ukus, a istovremeno i dobro stabilizuje rastvor, jer svojim osmotskim pritiskom
onemogućava razvoj mikroorganizama. Sirupima se, ipak, dodaju konzervansi (najčešće pulvis konzervans 0,1- 0,3%).
Visoke koncentracije šećera mogu dovesti do kristalizacije, što se sprečava dodatkom viševalentnih alkohola (sorbitol, manitol i glicerol do 20%), a može se primeniti i frukoza (max. 50%). Jugoslovenska farmakopeja normira
koncentraciju šećera preko gustine sirupa (ρ = 1,2 - 1,4). Sirupus simplex ima ρ= 1,3 (koncentracija šećera 64%) i predstavlja placebo sirup.
Sirupi se proizvode toplim i hladnim postupkom. Uređaji koji se primenjuju za ovu proizvodnju u industriji su
napravljeni od nerđajućeg čelika. Primenjuje se šaržni postupak, tako da je minimalna šarža 1.000 dm3, jer ukoliko je
manja nije potrebna industrijska proizvodnja. Na slici je šematski prikazana proizvodnja sirupa toplim postupkom:
Sirup se u reaktoru zagreva do temperature ključanja pomoću tehnološke pare uz mešanje sidrastom mešalicom. Ovaj
tip mešalice se primenjuje zbog visokog viskoziteta sirupa. Sirup se zatim prebacuje pumpom na filter (filtracija se vrši na 60 0C) i hladi do sobne temperature u prihvatnom rezervoaru koji je često veći od šarže. Kako se ponekad javlja
precipitacija, dobijeni sirup se neko vreme ostavlja da odleži. Dozirnom pumpom se određena količina sirupa prebacuje u bočice od braon stakla zapremine 125 cm3.
1. rezervoar sa vodom (Aqua puruficata)
2. sidrasta mešalica 3. reaktor za proizvodnju sirupa
4. filter
5. prihvatni rezervoar za sirup
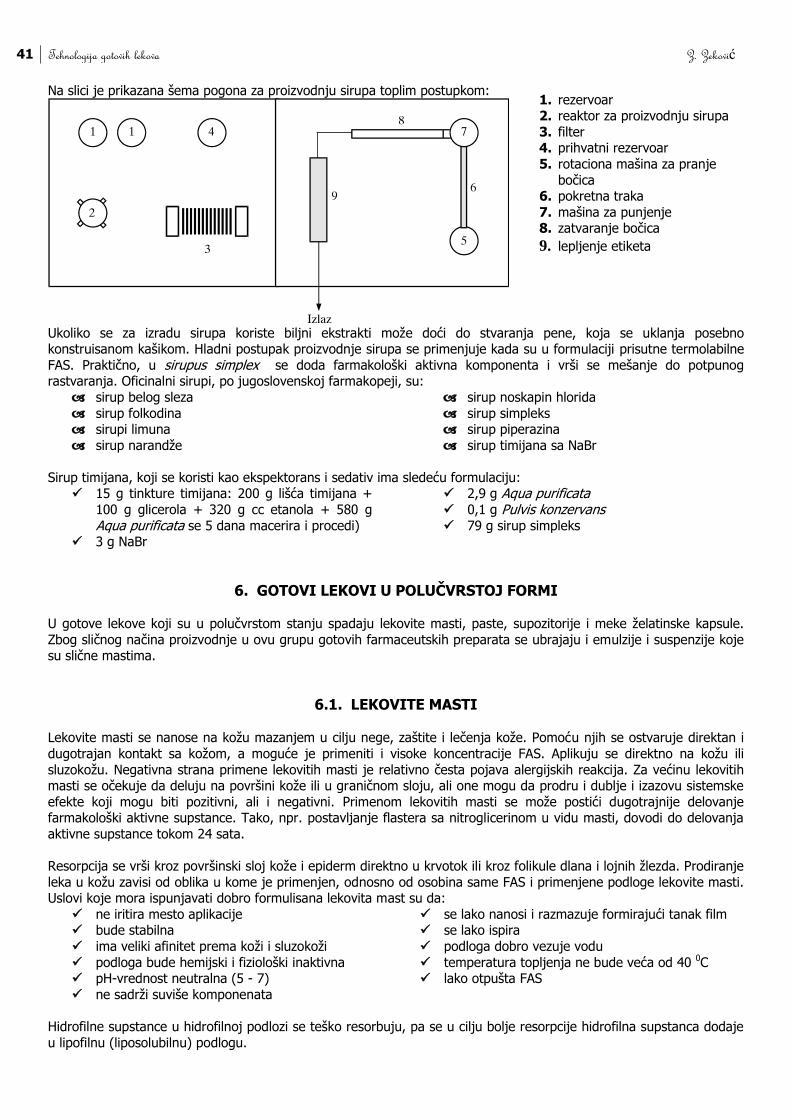
41 Tehnologija gotovih lekova Z. Zeković
1. rezervoar 2. reaktor za proizvodnju sirupa
3. filter 4. prihvatni rezervoar
5. rotaciona mašina za pranje
bočica 6. pokretna traka
7. mašina za punjenje 8. zatvaranje bočica
9. lepljenje etiketa
Na slici je prikazana šema pogona za proizvodnju sirupa toplim postupkom:
Ukoliko se za izradu sirupa koriste biljni ekstrakti može doći do stvaranja pene, koja se uklanja posebno konstruisanom kašikom. Hladni postupak proizvodnje sirupa se primenjuje kada su u formulaciji prisutne termolabilne
FAS. Praktično, u sirupus simplex se doda farmakološki aktivna komponenta i vrši se mešanje do potpunog rastvaranja. Oficinalni sirupi, po jugoslovenskoj farmakopeji, su:
sirup belog sleza
sirup folkodina sirupi limuna
sirup narandže
sirup noskapin hlorida
sirup simpleks sirup piperazina
sirup timijana sa NaBr
Sirup timijana, koji se koristi kao ekspektorans i sedativ ima sledeću formulaciju: 15 g tinkture timijana: 200 g lišća timijana +
100 g glicerola + 320 g cc etanola + 580 g
Aqua purificata se 5 dana macerira i procedi) 3 g NaBr
2,9 g Aqua purificata
0,1 g Pulvis konzervans 79 g sirup simpleks
6. GOTOVI LEKOVI U POLUČVRSTOJ FORMI U gotove lekove koji su u polučvrstom stanju spadaju lekovite masti, paste, supozitorije i meke želatinske kapsule.
Zbog sličnog načina proizvodnje u ovu grupu gotovih farmaceutskih preparata se ubrajaju i emulzije i suspenzije koje su slične mastima.
6.1. LEKOVITE MASTI Lekovite masti se nanose na kožu mazanjem u cilju nege, zaštite i lečenja kože. Pomoću njih se ostvaruje direktan i
dugotrajan kontakt sa kožom, a moguće je primeniti i visoke koncentracije FAS. Aplikuju se direktno na kožu ili
sluzokožu. Negativna strana primene lekovitih masti je relativno česta pojava alergijskih reakcija. Za većinu lekovitih masti se očekuje da deluju na površini kože ili u graničnom sloju, ali one mogu da prodru i dublje i izazovu sistemske
efekte koji mogu biti pozitivni, ali i negativni. Primenom lekovitih masti se može postići dugotrajnije delovanje farmakološki aktivne supstance. Tako, npr. postavljanje flastera sa nitroglicerinom u vidu masti, dovodi do delovanja
aktivne supstance tokom 24 sata.
Resorpcija se vrši kroz površinski sloj kože i epiderm direktno u krvotok ili kroz folikule dlana i lojnih žlezda. Prodiranje
leka u kožu zavisi od oblika u kome je primenjen, odnosno od osobina same FAS i primenjene podloge lekovite masti. Uslovi koje mora ispunjavati dobro formulisana lekovita mast su da:
ne iritira mesto aplikacije bude stabilna
ima veliki afinitet prema koži i sluzokoži
podloga bude hemijski i fiziološki inaktivna pH-vrednost neutralna (5 - 7)
ne sadrži suviše komponenata
se lako nanosi i razmazuje formirajući tanak film se lako ispira
podloga dobro vezuje vodu
temperatura topljenja ne bude veća od 40 0C lako otpušta FAS
Hidrofilne supstance u hidrofilnoj podlozi se teško resorbuju, pa se u cilju bolje resorpcije hidrofilna supstanca dodaje
u lipofilnu (liposolubilnu) podlogu.
42 Tehnologija gotovih lekova Z. Zeković
Prema nameni lekovite masti se dele na:
terapijske (hirurške, oftalmološke, dermatološke)
zaštitne masti za negu kože
Lekovite masti se prema cilju koji se želi postići dele na:
pokrovne
masti za rane
Po prisutnoj FAS se dele na masti sa: antibioticima
sulfonamidima nitroglicerinom
sorbid dinitratom
dermatološke
Prema agregatnom stanju mogu biti:
rastvori
suspenzije
emulzije
U zavisnosti od primenjene podloge lekovite masti se dele na:
masti sa bezvodnim (lipofilnim) podlogama
masti sa vodom (hidrofilno-lipofilna podloga) masti sa podlogama rastvorljivim u vodi (hidrofilni)
6.1.1. Masti sa bezvodnim podlogama Za bezvodne podloge u proizvodnji lekovitih masti mogu se upotrebiti sledeće supstance:
1) Ugljovodonici – tečna do čvrsta visokomolekularna jedinjenja čijom se kombinacijom može dobiti podloga
željene konzistencije. 2) Gliceridi – biljne i animalne masti, predstavljaju smeše estara glicerina i viših masnih kiselina.
3) Apsorpcione baze – najčešće predstavljaju smeše vazelina i lanolina, lanolinskih alkohola i holesterola. Mogu da prime veliku količinu vode, da je emulguju i stvore stabilnu emulziju.
4) Silikoni – po osobinama su slični parafinima. Hemijski su vrlo inertni, hidrofobni, a koriste se kao podloga za
zaštitne kremove. Njihova primena u kozmetičkoj industriji je trenutno veoma aktuelna.
Od ugljovodonika se primenjuju: Tečni parafin (Paraffinum liquidum) koji prestavlja prečišćenu smešu viših ugljovodonika (C18 - C24 sa
odgovarajućim gustinama 0,865 - 0,890 g/cm3). Upotrebljavaju se u podlogama koje sadrže vazelin kome se na ovaj način smanjuje viskozitet i poboljšava se otpuštanje aktivne supstance. Tečni parafin se koristi za izradu
veštačkog vazelina, krema, za razribavanje i usitnjavanje čvrstih supstanci, kao i za izradu suspenzija.
Čvrsti parafin (Paraffinum solidum) predstavlja smešu ugljovodonika čija je temperatura topljenja 50 – 57 0C. Koristi se za očvršćavanje masnih podloga, za izradu veštačkog vazelina, kao zamena za vosak i u izradi
kozmetičkih preparata. Vazelin je smeša alifatičnih tečnih ugljovodonika (C18 - C24) i čvrstih ugljovodonika (C25 - C30). Koristi se kao
podloga za lekovite masti. Ima negativnu osobinu da uopšte ne prima vodu, pa se u cilju korekcije kombinuje
sa lanolinom. Plasti-baze sadrže 95% mineralnog ulja i 5% čvrstih polietilen-glikola.
Podloge sa ugljovodonicima se stajanjem ne kvare, kompatibilne su sa svim aktivnim supstancama, dobro prijanjaju
za kožu i nisu skupe. Pogodne su za izradu masti koje treba da deluju površinski na koži, kao i za masti sa antibioticima. Negativne osobine ovih podloga su da ne prodiru u kožu, mogu zapušiti kožne pore i ostavljaju mrlje na
odeći koje je teško ukloniti. Podloge sa ugljovodonicima koža dobro podnosi, ali im je konzistencija mekana pri višim
temperaturama, pa im se iz ovog razloga dodaju voskovi.
Od glicerida se primenjuju: Svinjska mast koja je podložna oksidaciji, pa se danas retko koristi.
Biljna ulja (Olea pinguia) se koriste za omekšavanje podloge i poboljšanje emolijentnih osobina, kao i za
sprečavanje isušivanja kože. Imaju humektantna svojstva, tj. zadržavaju vodu, a samim tim sprečavaju sušenje kože. S druge strane, biljna ulja su podložna oksidaciji i ne primaju vodu, pa se često hidrogenuju u
cilju poboljšavanja osobina.
Voskovi su estri viših masnih hidroksilnih alkohola i masnih kiselina. Veoma su stabilni, tek nakon dužeg
vremena dolazi do oksidacije. Koriste se: žuti vosak - dobija se iz pčelinjeg saća; beli vosak - Cera alba, prečišćeni i izbeljeni žuti vosak; i Cetaceum - prečišćena materija koja se dobija iz šupljina lobanje kitova.
Lanolin (Cera lanae) je smeša različitih estara, a dobija se ispiranjem ovčije vune. Nakon hidrolize iz lanolina saponifikacijom nastaje ista količina soli (50%) i alkohola (50%). Neosaponifikovani deo je 50%. Lanolin može
da primi 150% vode, a da pri tome ne promeni svoju konzistenciju, što je veoma važna osobina za izradu krema (npr. Pavlovićeva krema).
43 Tehnologija gotovih lekova Z. Zeković
Lanalkolin ili lanakol (Lanacolum) je lanolinski alkohol i predstavlja mešavinu sterola i alifatičnih alkohola. Ima
čvrstu konzistenciju sličnu vosku, bez mirisa je. Koristi se za izradu podloga tipa apsorpcionih baza i
emulzionih podloga tipa V/U.
Primeri: Osnovna liposolubilna podloga za masti (Excipiens ad unguenta; Unguentum simplex)
Cetostearolum 5 g (smeša jednakih delova cetanola i stearil alkokola)
Cera alba 5 g Cera lanae 5 g
Vaselinum album 85 g
Podloga za lekovite masti sa antibioticima (Excipiens ad unguenta antibiotica; Unguentum simplex ad antibiotica)
Vaselinum album 90 g Paraffinum liquidum 10 g
Nakon pripreme topljenjem i mešanjem, vrši se sterilizacija 3 h na 120 0C ili 2 h na 140 0C.
Podloga za masti za oči (Excipiens ad oculenta; Oculentum simplex) Cera lanae 10 g Vaselinum album 80 g
Paraffinum liquidum 10 g Sastojci se zagrevaju na temperaturi od 70 0C i masa se homogenizuje, nakon čega se vrši sterilizacija 3 h na
140 0C ili 2 h na 160oC.
6.1.2. Podloge sa vodom (kreme)
Kreme se sastoje iz komponenata koje ulaze u sastav masne faze, vodene faze i supstanci koje se primenjuju kao emulgatori. Masnu fazu obično čine ugljovodonici, masti i biljna ulja, lanolin i njegovi derivati, a emulgatori imaju
hidrofilna i hidrofobna (difilna) svojstva. Podloge, odnosno kreme se dele na emulzione podloge tipa V/U, emulzione
podloge tipa U/V i stearinske kreme.
Emulzione podloge tipa V/U se primenjuju za masne kreme. Delovanje na kožu je emolijentno (omekšavaju kožu). Nakon isparavanja vode, masna faza koja ostaje na koži sprečava dalje isparavanje vode. Masnu fazu čine tečni i
čvrsti parafini, vazelin, biljna ulja, cetil i stearil alkohol. Kao emulgatori se koriste holesterin, lanolinski alkohol, cetil i
stearil alkoholi, lanolin, monooleati, monostearati, estri sorbitana, Tween-ovi. Vodena faza (Aqua purificata) sadrži supstance koje sprečavaju gubitak vode, odnosno humektante (glicerol, sorbitol) i konzervanse (najčešće pulvis konzervans 0,1%).
Emulzione podloge tipa U/V, odnosno vodene kreme, se lako nanose na kožu, sluzokožu, ekceme i rane. Velika
količiina vode (i do 80%) prisutna u ovim preparatima omogućava primenu na velikim površinama tela.Primenom ovih krema ne dolazi do zapušavanja pora kože, ne izazivaju osećaj masnoće, i delimično hlade kožu zbog isparavanja
vode. Vodenu fazu čine, osim vode, glicerin, propilen i humektanti, a kao emulgatori se primenjuju samoemulgujući voskovi, PEG, polisorbati i sapuni alkalnih metala. U vodene kreme se dodaje konzervans (npr. pulvis konzervans 0,3%). Ove podloge su pogodne za izradu masti sa lokalnim anesteticima, antihistaminicima, za masti sa supstancama koje imaju adstrigentne osobine (površinsko skupljanje tkiva, lečenje upala kože i sluzokože) kao što su npr. tanini.
Stearinske kreme su emulzioni sistemi tipa U/V. Kao emulgatori u ovim kremama se koriste sapuni stearinske kiseline, sadrži 20 - 30% masne faze, najveći deo je stearinska kiselina od koje je 10 - 20% saponifikovano, a ostatak je
slobodna kiselina. Za saponifikaciju stearinske kiseline se koriste NaOH, KOH, boraks i amini. KOH daje mekše, a NaOH čvršće stearate, dok boraks daje bele, lepe kreme koje vremenom postaju žućkaste. Trietanol amin (TEA) daje
kreme male alkalnosti i dobre konzistencije. Higroskopna sredstva prisutna u ovoj vrsti kreme (glicerol, sorbitol)
sprečavaju gubitak vode.
Stearinske kreme na koži ostavljaju nevidljivu prevlaku. Pogodne su kako za hidrosolubilne, tako i za liposolubilne farmakološki aktivne supstance. Kako su u sastavu prisutni sapuni, inkompatibilne su sa kiselinama. Način izrade
stearinskih krema se sastoji u sledećem: stearinska kiselina se zagreje na temperaturu od 85 0C u jednom sudu, a u drugom se nalaze glicerol, voda i sredstvo za saponifikaciju. Stearinska kiselina se polako dodaje u vodenu fazu i
postepeno se hladi uz mešanje. Ako se za saponifikaciju primenjuje TEA zagrevanje mora kraće trajati, zbog njegove
termolabilnosti.
44 Tehnologija gotovih lekova Z. Zeković
Primeri: Lanolinska podloga (Excipiens lanalcoli) je svetlo-žuta mast, slabog karakterističnog mirisa, koja se koristi kao podloga
za masti tipa V/U. Njen sastav je: Lanolinum 6 g
Vaselinum album 10 g Paraffinum solidum 24 g
Paraffinum liquidum 60 g
Komponente se rastope zagrevanjem, masa se homogenizuje i uz mešanje ohladi.
Lanolinska podloga sa vodom (Excipiens lanalcoli aquosum) Excipiens lanalcoli 50 g
Aqua purificata 50 g
Rastopi se na temperaturi od 70 0C, pomeša sa vodom (70 0C) i uz mešanje ohladi.
Emulgujući vosak (Cera emulsificans) je bela do žućkasta masa slična vosku, slabog mirisa. Koristi se kao konstituent i emulgator. Sastav:
Cetostearolum 50 g
Natrii laurylis sulfas 10 g Aqua purificata 40 g
Rastopi se na temperaturi od 70 0C i uz mešanje se doda Na-laurilsulfat i voda. Masa se zagreje na 115 0C i meša do prestanka penušanja.
Emulgujuća podloga za lekovite masti (Excipiens emulsificans) je bela mast, slabog mirisa, koristi se kao ekscipijens i
emulgator za masti tipa U/V. Sastav:
Cera emulsificans 30 g Paraffinum liquidum 20 g
Vaselinum album 50 g
Anjonska emulgujuća podloga (Excipiens emulsificans anionicum) je bela mast, gotovo bez mirisa. Koristi se za masti
emulzije tipa U/V. Sastav: Natrii laurylis sulfas 30 g
Cera alba 3 g Cera lanae 10 g
Paraffinum liquidum 20 g Cetanoelum 30 g
Vaselinum album 34 g
6.1.3. Podloge rastvorljive u vodi
Podloge rastvorljive u vodi ne sadrže masne materije, mešaju se u svim odnosima sa vodom, a primenjuju se na rane
i sluzokožu. Ove podloge se dele na: 1. Podloge sa polietilen-glikolima koje imaju osmotsko delovanje u smislu oduzimanja vode ranama i edemima, lako
se ispiraju i mogu da budu različite konzistencije. Polipropilen-glikoli, odnosno makrogoli, su inkompatibilni sa plastičnim materijalima, fenolima, nekim antibioticima, jodom i jodidima.
2. Podloge sa organskim hidrotelima, koja umrežavanjem i uklapanjem spoljašne faze u unutrašnju fazu stvaraju polučvrste sisteme. Ne sadrže masti, pa se nanose na osetljivu kožu i sluzokožu. Posle nanošenja i isparavanja
vode ostaje nevidljivi film, pa se zbog toga koriste i za otvorene rane i za neke masti za oči. U cilju sprečavanja gubitka vode, ovim podlogama se dodaju higroskopne supstance. Za izradu podloga sa organskim hidrotelima
koriste se skrob, derivati celuloze i želatin.
3. Za izradu podloga sa neorganskim hidrotelima primenjuju se: bentonit - mineralnog porekla, hidratisani Al-silikat
kome kvalitet varira, ne rastvara se u vodi ali bubri i gradi tiksotropne gele; Weegum - visokoprečišćeni bentonit standardnog kvaliteta; aerosil - fino dispergovani SiO2 koji poseduje veliku adsorpcionu moć za vodu i ulja.
Pri izboru podloge za lekovite masti se mora voditi računa o stabilnosti gotovog proizvoda, kompatibilnosti podloge i
FAS, vrsti oboljenja, veličini čestica, tehnološkim problemima i fizičko-hemijskim osobinama farmakološki aktivne
supstance. Takođe je važan način aplikacije, odstranjivanje masti, doza, kao i da lekovita mast ili krema mora lako otpuštati aktivnu supstancu.
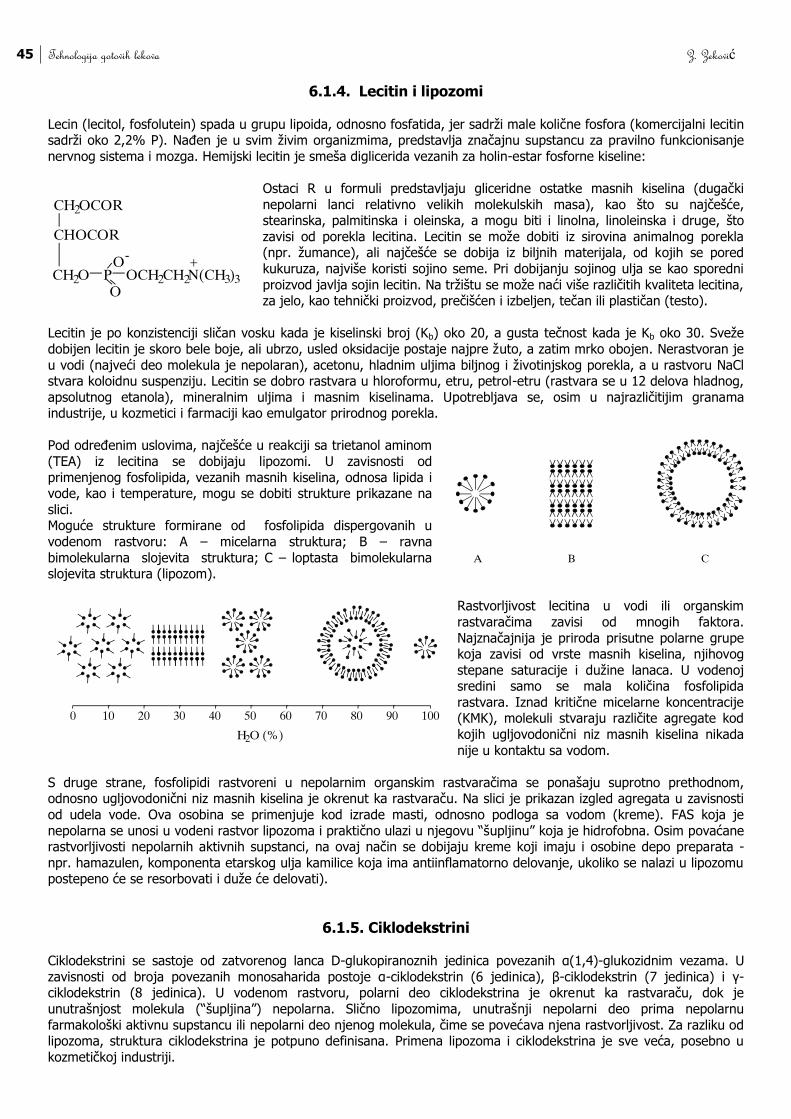
45 Tehnologija gotovih lekova Z. Zeković
6.1.4. Lecitin i lipozomi
Lecin (lecitol, fosfolutein) spada u grupu lipoida, odnosno fosfatida, jer sadrži male količne fosfora (komercijalni lecitin sadrži oko 2,2% P). Nađen je u svim živim organizmima, predstavlja značajnu supstancu za pravilno funkcionisanje
nervnog sistema i mozga. Hemijski lecitin je smeša diglicerida vezanih za holin-estar fosforne kiseline:
Ostaci R u formuli predstavljaju gliceridne ostatke masnih kiselina (dugački
nepolarni lanci relativno velikih molekulskih masa), kao što su najčešće, stearinska, palmitinska i oleinska, a mogu biti i linolna, linoleinska i druge, što
zavisi od porekla lecitina. Lecitin se može dobiti iz sirovina animalnog porekla (npr. žumance), ali najčešće se dobija iz biljnih materijala, od kojih se pored
kukuruza, najviše koristi sojino seme. Pri dobijanju sojinog ulja se kao sporedni
proizvod javlja sojin lecitin. Na tržištu se može naći više različitih kvaliteta lecitina, za jelo, kao tehnički proizvod, prečišćen i izbeljen, tečan ili plastičan (testo).
Lecitin je po konzistenciji sličan vosku kada je kiselinski broj (Kb) oko 20, a gusta tečnost kada je Kb oko 30. Sveže
dobijen lecitin je skoro bele boje, ali ubrzo, usled oksidacije postaje najpre žuto, a zatim mrko obojen. Nerastvoran je
u vodi (najveći deo molekula je nepolaran), acetonu, hladnim uljima biljnog i životinjskog porekla, a u rastvoru NaCl stvara koloidnu suspenziju. Lecitin se dobro rastvara u hloroformu, etru, petrol-etru (rastvara se u 12 delova hladnog,
apsolutnog etanola), mineralnim uljima i masnim kiselinama. Upotrebljava se, osim u najrazličitijim granama industrije, u kozmetici i farmaciji kao emulgator prirodnog porekla.
Pod određenim uslovima, najčešće u reakciji sa trietanol aminom
(TEA) iz lecitina se dobijaju lipozomi. U zavisnosti od
primenjenog fosfolipida, vezanih masnih kiselina, odnosa lipida i vode, kao i temperature, mogu se dobiti strukture prikazane na
slici. Moguće strukture formirane od fosfolipida dispergovanih u
vodenom rastvoru: A – micelarna struktura; B – ravna
bimolekularna slojevita struktura; C – loptasta bimolekularna slojevita struktura (lipozom).
Rastvorljivost lecitina u vodi ili organskim
rastvaračima zavisi od mnogih faktora.
Najznačajnija je priroda prisutne polarne grupe koja zavisi od vrste masnih kiselina, njihovog
stepane saturacije i dužine lanaca. U vodenoj sredini samo se mala količina fosfolipida
rastvara. Iznad kritične micelarne koncentracije (KMK), molekuli stvaraju različite agregate kod
kojih ugljovodonični niz masnih kiselina nikada
nije u kontaktu sa vodom.
S druge strane, fosfolipidi rastvoreni u nepolarnim organskim rastvaračima se ponašaju suprotno prethodnom, odnosno ugljovodonični niz masnih kiselina je okrenut ka rastvaraču. Na slici je prikazan izgled agregata u zavisnosti
od udela vode. Ova osobina se primenjuje kod izrade masti, odnosno podloga sa vodom (kreme). FAS koja je
nepolarna se unosi u vodeni rastvor lipozoma i praktično ulazi u njegovu “šupljinu” koja je hidrofobna. Osim povaćane rastvorljivosti nepolarnih aktivnih supstanci, na ovaj način se dobijaju kreme koji imaju i osobine depo preparata -
npr. hamazulen, komponenta etarskog ulja kamilice koja ima antiinflamatorno delovanje, ukoliko se nalazi u lipozomu postepeno će se resorbovati i duže će delovati).
6.1.5. Ciklodekstrini Ciklodekstrini se sastoje od zatvorenog lanca D-glukopiranoznih jedinica povezanih α(1,4)-glukozidnim vezama. U
zavisnosti od broja povezanih monosaharida postoje α-ciklodekstrin (6 jedinica), β-ciklodekstrin (7 jedinica) i γ-ciklodekstrin (8 jedinica). U vodenom rastvoru, polarni deo ciklodekstrina je okrenut ka rastvaraču, dok je
unutrašnjost molekula (“šupljina”) nepolarna. Slično lipozomima, unutrašnji nepolarni deo prima nepolarnu
farmakološki aktivnu supstancu ili nepolarni deo njenog molekula, čime se povećava njena rastvorljivost. Za razliku od lipozoma, struktura ciklodekstrina je potpuno definisana. Primena lipozoma i ciklodekstrina je sve veća, posebno u
kozmetičkoj industriji.
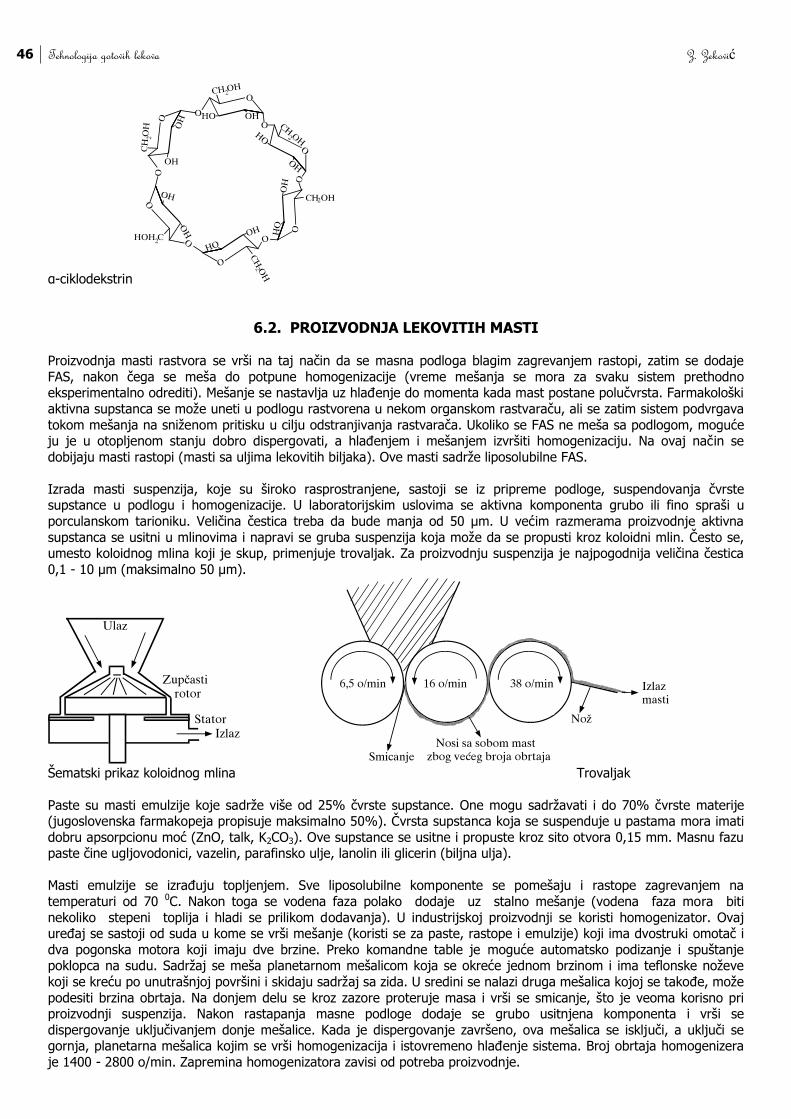
46 Tehnologija gotovih lekova Z. Zeković
α-ciklodekstrin
6.2. PROIZVODNJA LEKOVITIH MASTI Proizvodnja masti rastvora se vrši na taj način da se masna podloga blagim zagrevanjem rastopi, zatim se dodaje
FAS, nakon čega se meša do potpune homogenizacije (vreme mešanja se mora za svaku sistem prethodno eksperimentalno odrediti). Mešanje se nastavlja uz hlađenje do momenta kada mast postane polučvrsta. Farmakološki
aktivna supstanca se može uneti u podlogu rastvorena u nekom organskom rastvaraču, ali se zatim sistem podvrgava
tokom mešanja na sniženom pritisku u cilju odstranjivanja rastvarača. Ukoliko se FAS ne meša sa podlogom, moguće ju je u otopljenom stanju dobro dispergovati, a hlađenjem i mešanjem izvršiti homogenizaciju. Na ovaj način se
dobijaju masti rastopi (masti sa uljima lekovitih biljaka). Ove masti sadrže liposolubilne FAS.
Izrada masti suspenzija, koje su široko rasprostranjene, sastoji se iz pripreme podloge, suspendovanja čvrste supstance u podlogu i homogenizacije. U laboratorijskim uslovima se aktivna komponenta grubo ili fino spraši u
porculanskom tarioniku. Veličina čestica treba da bude manja od 50 µm. U većim razmerama proizvodnje aktivna
supstanca se usitni u mlinovima i napravi se gruba suspenzija koja može da se propusti kroz koloidni mlin. Često se, umesto koloidnog mlina koji je skup, primenjuje trovaljak. Za proizvodnju suspenzija je najpogodnija veličina čestica
0,1 - 10 µm (maksimalno 50 µm).
Šematski prikaz koloidnog mlina Trovaljak
Paste su masti emulzije koje sadrže više od 25% čvrste supstance. One mogu sadržavati i do 70% čvrste materije (jugoslovenska farmakopeja propisuje maksimalno 50%). Čvrsta supstanca koja se suspenduje u pastama mora imati
dobru apsorpcionu moć (ZnO, talk, K2CO3). Ove supstance se usitne i propuste kroz sito otvora 0,15 mm. Masnu fazu paste čine ugljovodonici, vazelin, parafinsko ulje, lanolin ili glicerin (biljna ulja).
Masti emulzije se izrađuju topljenjem. Sve liposolubilne komponente se pomešaju i rastope zagrevanjem na
temperaturi od 70 0C. Nakon toga se vodena faza polako dodaje uz stalno mešanje (vodena faza mora biti
nekoliko stepeni toplija i hladi se prilikom dodavanja). U industrijskoj proizvodnji se koristi homogenizator. Ovaj uređaj se sastoji od suda u kome se vrši mešanje (koristi se za paste, rastope i emulzije) koji ima dvostruki omotač i
dva pogonska motora koji imaju dve brzine. Preko komandne table je moguće automatsko podizanje i spuštanje poklopca na sudu. Sadržaj se meša planetarnom mešalicom koja se okreće jednom brzinom i ima teflonske noževe
koji se kreću po unutrašnjoj površini i skidaju sadržaj sa zida. U sredini se nalazi druga mešalica kojoj se takođe, može
podesiti brzina obrtaja. Na donjem delu se kroz zazore proteruje masa i vrši se smicanje, što je veoma korisno pri proizvodnji suspenzija. Nakon rastapanja masne podloge dodaje se grubo usitnjena komponenta i vrši se
dispergovanje uključivanjem donje mešalice. Kada je dispergovanje završeno, ova mešalica se isključi, a uključi se gornja, planetarna mešalica kojim se vrši homogenizacija i istovremeno hlađenje sistema. Broj obrtaja homogenizera
je 1400 - 2800 o/min. Zapremina homogenizatora zavisi od potreba proizvodnje.
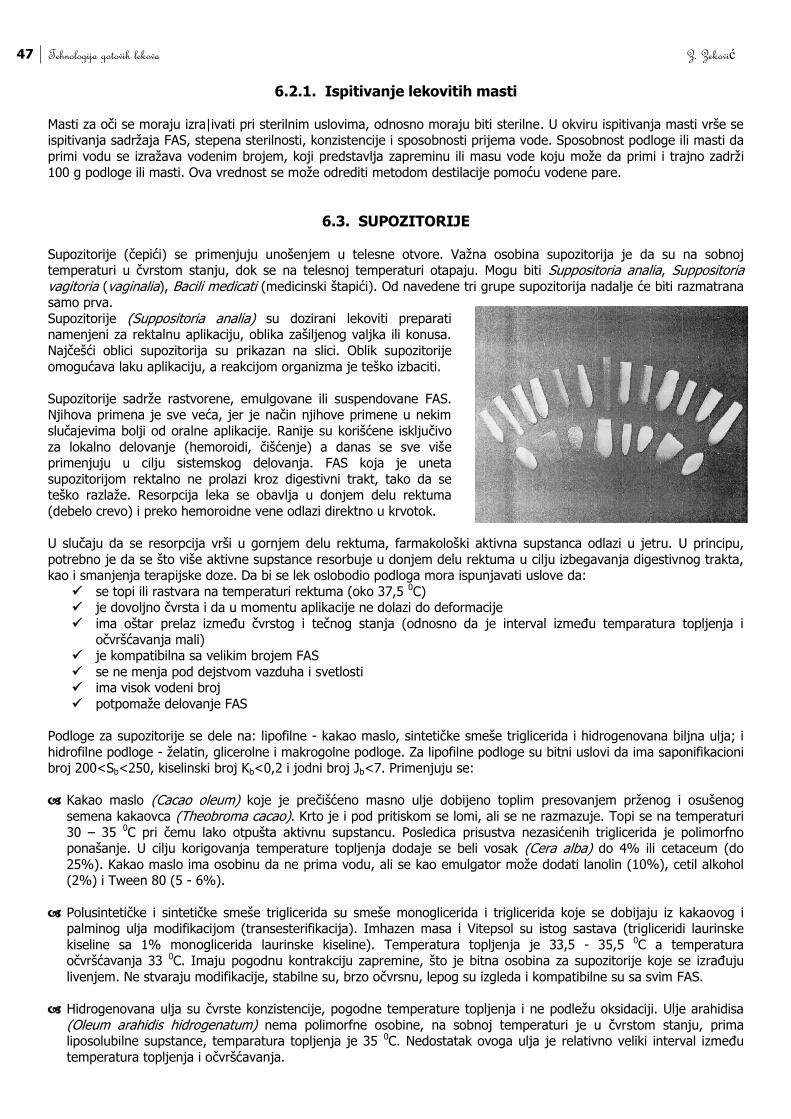
47 Tehnologija gotovih lekova Z. Zeković
6.2.1. Ispitivanje lekovitih masti
Masti za oči se moraju izra|ivati pri sterilnim uslovima, odnosno moraju biti sterilne. U okviru ispitivanja masti vrše se ispitivanja sadržaja FAS, stepena sterilnosti, konzistencije i sposobnosti prijema vode. Sposobnost podloge ili masti da
primi vodu se izražava vodenim brojem, koji predstavlja zapreminu ili masu vode koju može da primi i trajno zadrži
100 g podloge ili masti. Ova vrednost se može odrediti metodom destilacije pomoću vodene pare.
6.3. SUPOZITORIJE
Supozitorije (čepići) se primenjuju unošenjem u telesne otvore. Važna osobina supozitorija je da su na sobnoj temperaturi u čvrstom stanju, dok se na telesnoj temperaturi otapaju. Mogu biti Suppositoria analia, Suppositoria vagitoria (vaginalia), Bacili medicati (medicinski štapići). Od navedene tri grupe supozitorija nadalje će biti razmatrana samo prva.
Supozitorije (Suppositoria analia) su dozirani lekoviti preparati namenjeni za rektalnu aplikaciju, oblika zašiljenog valjka ili konusa.
Najčešći oblici supozitorija su prikazan na slici. Oblik supozitorije
omogućava laku aplikaciju, a reakcijom organizma je teško izbaciti.
Supozitorije sadrže rastvorene, emulgovane ili suspendovane FAS. Njihova primena je sve veća, jer je način njihove primene u nekim
slučajevima bolji od oralne aplikacije. Ranije su korišćene isključivo
za lokalno delovanje (hemoroidi, čišćenje) a danas se sve više primenjuju u cilju sistemskog delovanja. FAS koja je uneta
supozitorijom rektalno ne prolazi kroz digestivni trakt, tako da se teško razlaže. Resorpcija leka se obavlja u donjem delu rektuma
(debelo crevo) i preko hemoroidne vene odlazi direktno u krvotok.
U slučaju da se resorpcija vrši u gornjem delu rektuma, farmakološki aktivna supstanca odlazi u jetru. U principu,
potrebno je da se što više aktivne supstance resorbuje u donjem delu rektuma u cilju izbegavanja digestivnog trakta, kao i smanjenja terapijske doze. Da bi se lek oslobodio podloga mora ispunjavati uslove da:
se topi ili rastvara na temperaturi rektuma (oko 37,5 0C) je dovoljno čvrsta i da u momentu aplikacije ne dolazi do deformacije
ima oštar prelaz između čvrstog i tečnog stanja (odnosno da je interval između temparatura topljenja i
očvršćavanja mali) je kompatibilna sa velikim brojem FAS
se ne menja pod dejstvom vazduha i svetlosti ima visok vodeni broj
potpomaže delovanje FAS
Podloge za supozitorije se dele na: lipofilne - kakao maslo, sintetičke smeše triglicerida i hidrogenovana biljna ulja; i
hidrofilne podloge - želatin, glicerolne i makrogolne podloge. Za lipofilne podloge su bitni uslovi da ima saponifikacioni broj 200<Sb<250, kiselinski broj Kb<0,2 i jodni broj Jb<7. Primenjuju se:
Kakao maslo (Cacao oleum) koje je prečišćeno masno ulje dobijeno toplim presovanjem prženog i osušenog
semena kakaovca (Theobroma cacao). Krto je i pod pritiskom se lomi, ali se ne razmazuje. Topi se na temperaturi
30 – 35 0C pri čemu lako otpušta aktivnu supstancu. Posledica prisustva nezasićenih triglicerida je polimorfno ponašanje. U cilju korigovanja temperature topljenja dodaje se beli vosak (Cera alba) do 4% ili cetaceum (do
25%). Kakao maslo ima osobinu da ne prima vodu, ali se kao emulgator može dodati lanolin (10%), cetil alkohol (2%) i Tween 80 (5 - 6%).
Polusintetičke i sintetičke smeše triglicerida su smeše monoglicerida i triglicerida koje se dobijaju iz kakaovog i palminog ulja modifikacijom (transesterifikacija). Imhazen masa i Vitepsol su istog sastava (trigliceridi laurinske
kiseline sa 1% monoglicerida laurinske kiseline). Temperatura topljenja je 33,5 - 35,5 0C a temperatura očvršćavanja 33 0C. Imaju pogodnu kontrakciju zapremine, što je bitna osobina za supozitorije koje se izrađuju
livenjem. Ne stvaraju modifikacije, stabilne su, brzo očvrsnu, lepog su izgleda i kompatibilne su sa svim FAS.
Hidrogenovana ulja su čvrste konzistencije, pogodne temperature topljenja i ne podležu oksidaciji. Ulje arahidisa
(Oleum arahidis hidrogenatum) nema polimorfne osobine, na sobnoj temperaturi je u čvrstom stanju, prima liposolubilne supstance, temparatura topljenja je 35 0C. Nedostatak ovoga ulja je relativno veliki interval između
temperatura topljenja i očvršćavanja.
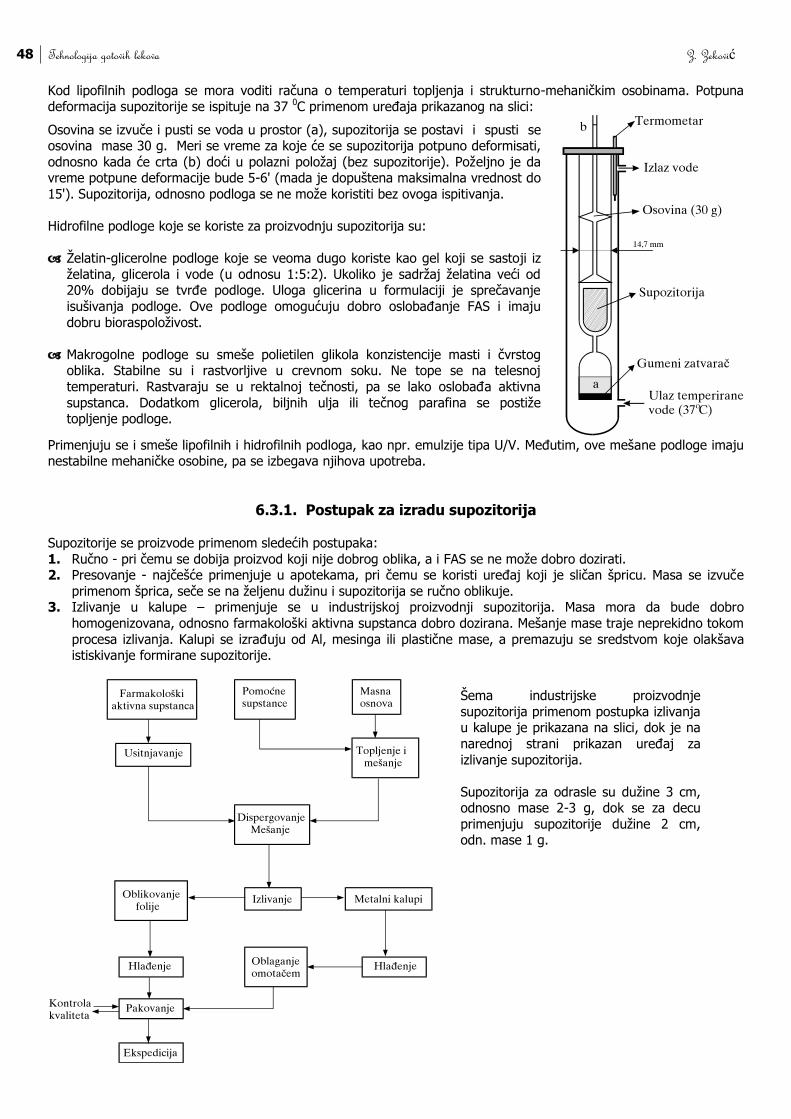
48 Tehnologija gotovih lekova Z. Zeković
Šema industrijske proizvodnje
supozitorija primenom postupka izlivanja u kalupe je prikazana na slici, dok je na
narednoj strani prikazan uređaj za
izlivanje supozitorija.
Supozitorija za odrasle su dužine 3 cm, odnosno mase 2-3 g, dok se za decu
primenjuju supozitorije dužine 2 cm, odn. mase 1 g.
Kod lipofilnih podloga se mora voditi računa o temperaturi topljenja i strukturno-mehaničkim osobinama. Potpuna deformacija supozitorije se ispituje na 37 0C primenom uređaja prikazanog na slici:
Primenjuju se i smeše lipofilnih i hidrofilnih podloga, kao npr. emulzije tipa U/V. Međutim, ove mešane podloge imaju nestabilne mehaničke osobine, pa se izbegava njihova upotreba.
6.3.1. Postupak za izradu supozitorija Supozitorije se proizvode primenom sledećih postupaka:
1. Ručno - pri čemu se dobija proizvod koji nije dobrog oblika, a i FAS se ne može dobro dozirati. 2. Presovanje - najčešće primenjuje u apotekama, pri čemu se koristi uređaj koji je sličan špricu. Masa se izvuče
primenom šprica, seče se na željenu dužinu i supozitorija se ručno oblikuje. 3. Izlivanje u kalupe – primenjuje se u industrijskoj proizvodnji supozitorija. Masa mora da bude dobro
homogenizovana, odnosno farmakološki aktivna supstanca dobro dozirana. Mešanje mase traje neprekidno tokom
procesa izlivanja. Kalupi se izrađuju od Al, mesinga ili plastične mase, a premazuju se sredstvom koje olakšava istiskivanje formirane supozitorije.
Osovina se izvuče i pusti se voda u prostor (a), supozitorija se postavi i spusti se osovina mase 30 g. Meri se vreme za koje će se supozitorija potpuno deformisati,
odnosno kada će crta (b) doći u polazni položaj (bez supozitorije). Poželjno je da vreme potpune deformacije bude 5-6' (mada je dopuštena maksimalna vrednost do
15'). Supozitorija, odnosno podloga se ne može koristiti bez ovoga ispitivanja.
Hidrofilne podloge koje se koriste za proizvodnju supozitorija su:
Želatin-glicerolne podloge koje se veoma dugo koriste kao gel koji se sastoji iz
želatina, glicerola i vode (u odnosu 1:5:2). Ukoliko je sadržaj želatina veći od 20% dobijaju se tvrđe podloge. Uloga glicerina u formulaciji je sprečavanje
isušivanja podloge. Ove podloge omogućuju dobro oslobađanje FAS i imaju
dobru bioraspoloživost.
Makrogolne podloge su smeše polietilen glikola konzistencije masti i čvrstog oblika. Stabilne su i rastvorljive u crevnom soku. Ne tope se na telesnoj
temperaturi. Rastvaraju se u rektalnoj tečnosti, pa se lako oslobađa aktivna
supstanca. Dodatkom glicerola, biljnih ulja ili tečnog parafina se postiže topljenje podloge.
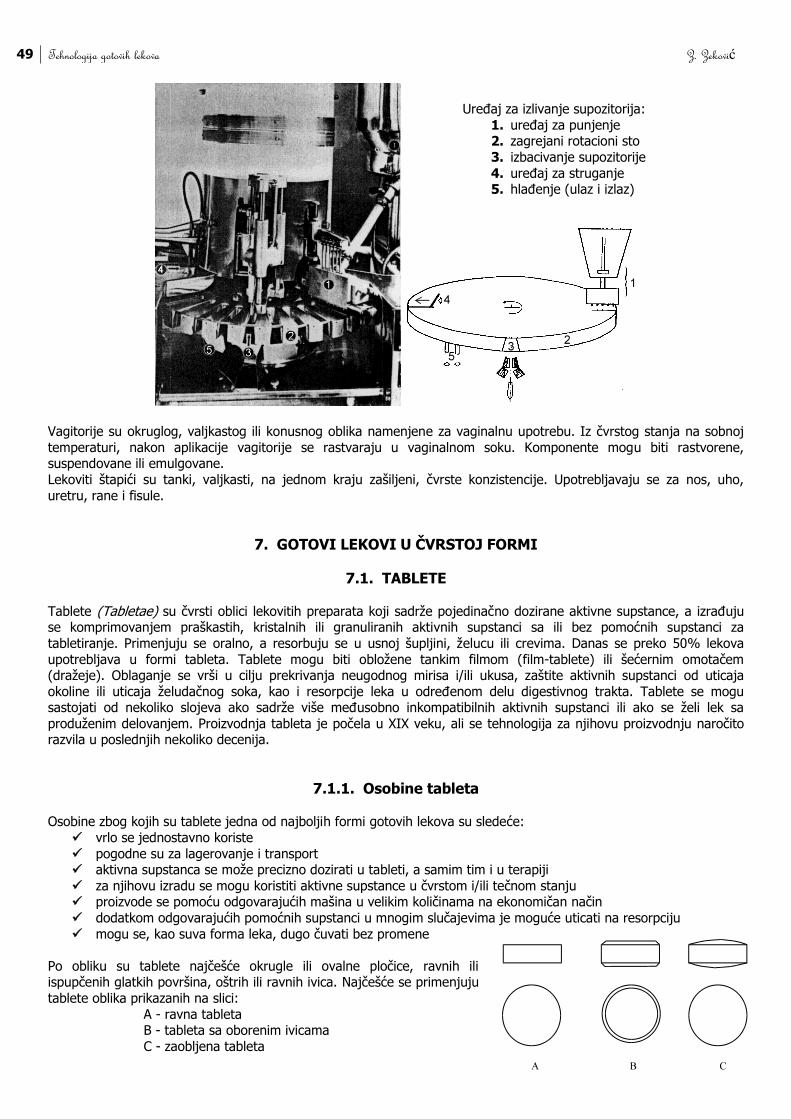
49 Tehnologija gotovih lekova Z. Zeković
Uređaj za izlivanje supozitorija:
1. uređaj za punjenje 2. zagrejani rotacioni sto
3. izbacivanje supozitorije
4. uređaj za struganje 5. hlađenje (ulaz i izlaz)
Vagitorije su okruglog, valjkastog ili konusnog oblika namenjene za vaginalnu upotrebu. Iz čvrstog stanja na sobnoj
temperaturi, nakon aplikacije vagitorije se rastvaraju u vaginalnom soku. Komponente mogu biti rastvorene, suspendovane ili emulgovane.
Lekoviti štapići su tanki, valjkasti, na jednom kraju zašiljeni, čvrste konzistencije. Upotrebljavaju se za nos, uho,
uretru, rane i fisule.
7. GOTOVI LEKOVI U ČVRSTOJ FORMI
7.1. TABLETE
Tablete (Tabletae) su čvrsti oblici lekovitih preparata koji sadrže pojedinačno dozirane aktivne supstance, a izrađuju se komprimovanjem praškastih, kristalnih ili granuliranih aktivnih supstanci sa ili bez pomoćnih supstanci za
tabletiranje. Primenjuju se oralno, a resorbuju se u usnoj šupljini, želucu ili crevima. Danas se preko 50% lekova
upotrebljava u formi tableta. Tablete mogu biti obložene tankim filmom (film-tablete) ili šećernim omotačem (dražeje). Oblaganje se vrši u cilju prekrivanja neugodnog mirisa i/ili ukusa, zaštite aktivnih supstanci od uticaja
okoline ili uticaja želudačnog soka, kao i resorpcije leka u određenom delu digestivnog trakta. Tablete se mogu sastojati od nekoliko slojeva ako sadrže više međusobno inkompatibilnih aktivnih supstanci ili ako se želi lek sa
produženim delovanjem. Proizvodnja tableta je počela u XIX veku, ali se tehnologija za njihovu proizvodnju naročito razvila u poslednjih nekoliko decenija.
7.1.1. Osobine tableta Osobine zbog kojih su tablete jedna od najboljih formi gotovih lekova su sledeće:
vrlo se jednostavno koriste
pogodne su za lagerovanje i transport aktivna supstanca se može precizno dozirati u tableti, a samim tim i u terapiji
za njihovu izradu se mogu koristiti aktivne supstance u čvrstom i/ili tečnom stanju proizvode se pomoću odgovarajućih mašina u velikim količinama na ekonomičan način
dodatkom odgovarajućih pomoćnih supstanci u mnogim slučajevima je moguće uticati na resorpciju
mogu se, kao suva forma leka, dugo čuvati bez promene
Po obliku su tablete najčešće okrugle ili ovalne pločice, ravnih ili ispupčenih glatkih površina, oštrih ili ravnih ivica. Najčešće se primenjuju
tablete oblika prikazanih na slici:
A - ravna tableta B - tableta sa oborenim ivicama
C - zaobljena tableta
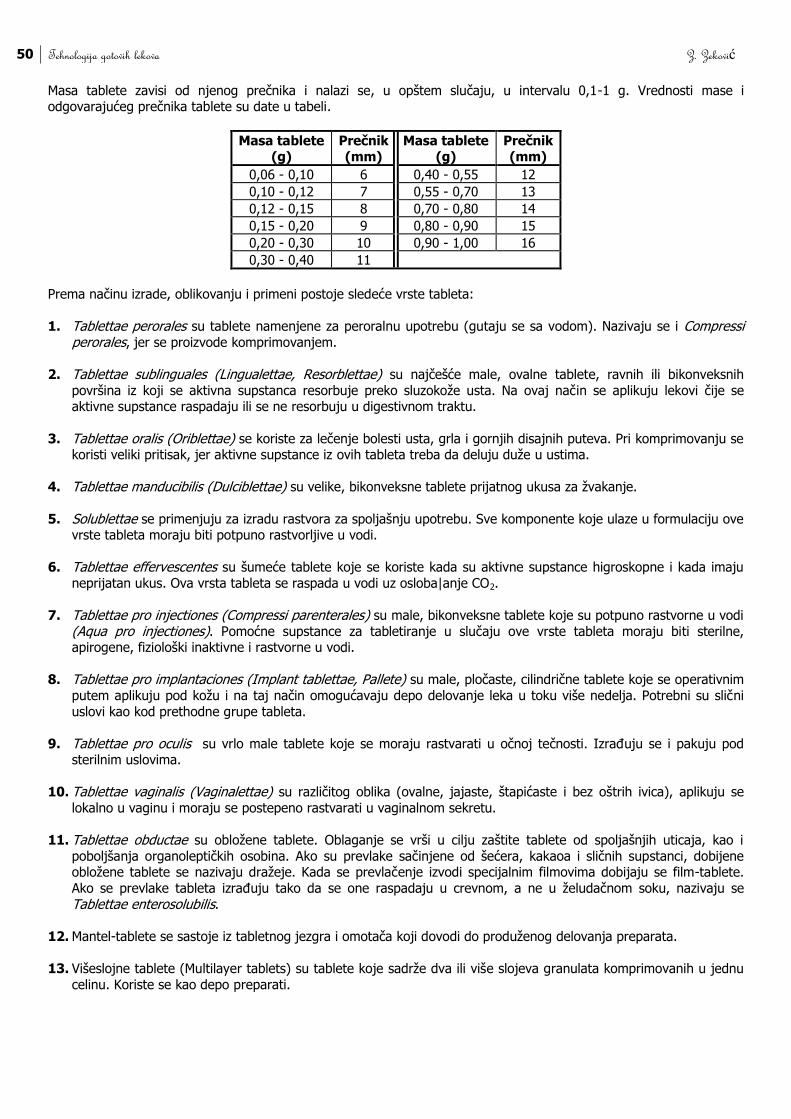
50 Tehnologija gotovih lekova Z. Zeković
Masa tablete zavisi od njenog prečnika i nalazi se, u opštem slučaju, u intervalu 0,1-1 g. Vrednosti mase i odgovarajućeg prečnika tablete su date u tabeli.
Masa tablete (g)
Prečnik (mm)
Masa tablete (g)
Prečnik (mm)
0,06 - 0,10 6 0,40 - 0,55 12
0,10 - 0,12 7 0,55 - 0,70 13
0,12 - 0,15 8 0,70 - 0,80 14
0,15 - 0,20 9 0,80 - 0,90 15
0,20 - 0,30 10 0,90 - 1,00 16
0,30 - 0,40 11
Prema načinu izrade, oblikovanju i primeni postoje sledeće vrste tableta:
1. Tablettae perorales su tablete namenjene za peroralnu upotrebu (gutaju se sa vodom). Nazivaju se i Compressi
perorales, jer se proizvode komprimovanjem.
2. Tablettae sublinguales (Lingualettae, Resorblettae) su najčešće male, ovalne tablete, ravnih ili bikonveksnih
površina iz koji se aktivna supstanca resorbuje preko sluzokože usta. Na ovaj način se aplikuju lekovi čije se aktivne supstance raspadaju ili se ne resorbuju u digestivnom traktu.
3. Tablettae oralis (Oriblettae) se koriste za lečenje bolesti usta, grla i gornjih disajnih puteva. Pri komprimovanju se koristi veliki pritisak, jer aktivne supstance iz ovih tableta treba da deluju duže u ustima.
4. Tablettae manducibilis (Dulciblettae) su velike, bikonveksne tablete prijatnog ukusa za žvakanje.
5. Solublettae se primenjuju za izradu rastvora za spoljašnju upotrebu. Sve komponente koje ulaze u formulaciju ove vrste tableta moraju biti potpuno rastvorljive u vodi.
6. Tablettae effervescentes su šumeće tablete koje se koriste kada su aktivne supstance higroskopne i kada imaju
neprijatan ukus. Ova vrsta tableta se raspada u vodi uz osloba|anje CO2.
7. Tablettae pro injectiones (Compressi parenterales) su male, bikonveksne tablete koje su potpuno rastvorne u vodi
(Aqua pro injectiones). Pomoćne supstance za tabletiranje u slučaju ove vrste tableta moraju biti sterilne, apirogene, fiziološki inaktivne i rastvorne u vodi.
8. Tablettae pro implantaciones (Implant tablettae, Pallete) su male, pločaste, cilindrične tablete koje se operativnim
putem aplikuju pod kožu i na taj način omogućavaju depo delovanje leka u toku više nedelja. Potrebni su slični
uslovi kao kod prethodne grupe tableta.
9. Tablettae pro oculis su vrlo male tablete koje se moraju rastvarati u očnoj tečnosti. Izrađuju se i pakuju pod sterilnim uslovima.
10. Tablettae vaginalis (Vaginalettae) su različitog oblika (ovalne, jajaste, štapićaste i bez oštrih ivica), aplikuju se
lokalno u vaginu i moraju se postepeno rastvarati u vaginalnom sekretu.
11. Tablettae obductae su obložene tablete. Oblaganje se vrši u cilju zaštite tablete od spoljašnjih uticaja, kao i
poboljšanja organoleptičkih osobina. Ako su prevlake sačinjene od šećera, kakaoa i sličnih supstanci, dobijene obložene tablete se nazivaju dražeje. Kada se prevlačenje izvodi specijalnim filmovima dobijaju se film-tablete.
Ako se prevlake tableta izrađuju tako da se one raspadaju u crevnom, a ne u želudačnom soku, nazivaju se
Tablettae enterosolubilis.
12. Mantel-tablete se sastoje iz tabletnog jezgra i omotača koji dovodi do produženog delovanja preparata.
13. Višeslojne tablete (Multilayer tablets) su tablete koje sadrže dva ili više slojeva granulata komprimovanih u jednu
celinu. Koriste se kao depo preparati.
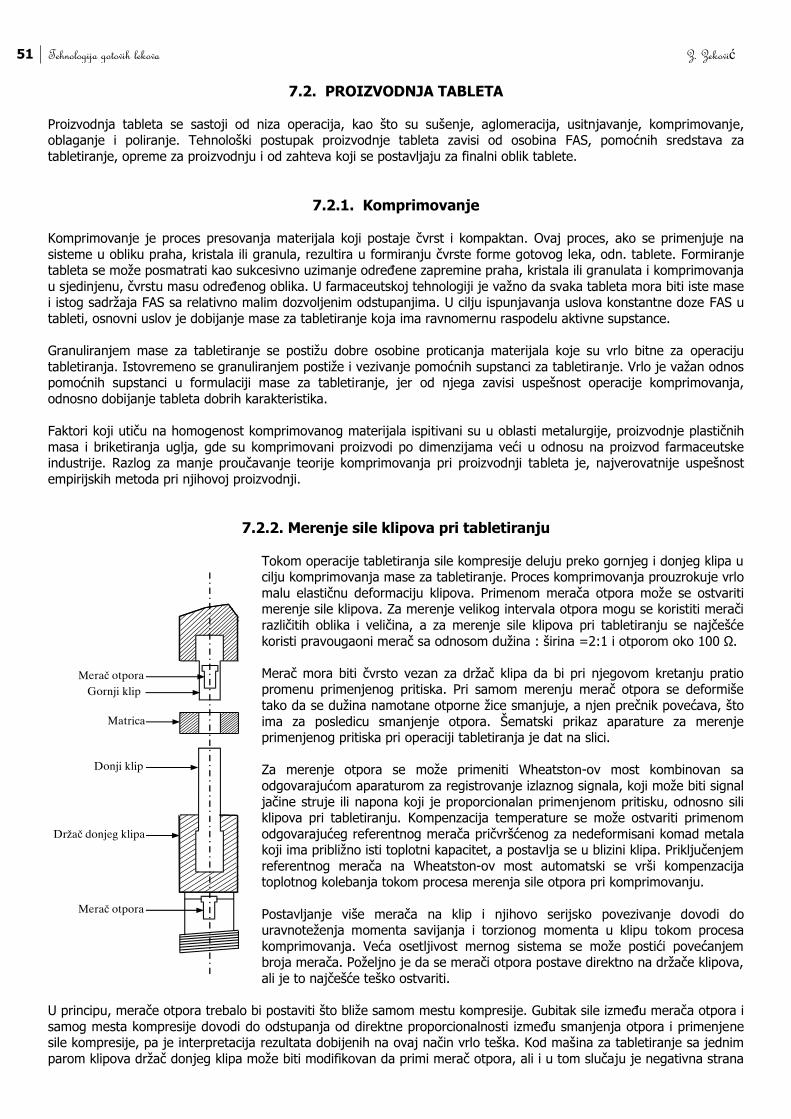
51 Tehnologija gotovih lekova Z. Zeković
7.2. PROIZVODNJA TABLETA
Proizvodnja tableta se sastoji od niza operacija, kao što su sušenje, aglomeracija, usitnjavanje, komprimovanje, oblaganje i poliranje. Tehnološki postupak proizvodnje tableta zavisi od osobina FAS, pomoćnih sredstava za
tabletiranje, opreme za proizvodnju i od zahteva koji se postavljaju za finalni oblik tablete.
7.2.1. Komprimovanje
Komprimovanje je proces presovanja materijala koji postaje čvrst i kompaktan. Ovaj proces, ako se primenjuje na
sisteme u obliku praha, kristala ili granula, rezultira u formiranju čvrste forme gotovog leka, odn. tablete. Formiranje tableta se može posmatrati kao sukcesivno uzimanje određene zapremine praha, kristala ili granulata i komprimovanja
u sjedinjenu, čvrstu masu određenog oblika. U farmaceutskoj tehnologiji je važno da svaka tableta mora biti iste mase i istog sadržaja FAS sa relativno malim dozvoljenim odstupanjima. U cilju ispunjavanja uslova konstantne doze FAS u
tableti, osnovni uslov je dobijanje mase za tabletiranje koja ima ravnomernu raspodelu aktivne supstance.
Granuliranjem mase za tabletiranje se postižu dobre osobine proticanja materijala koje su vrlo bitne za operaciju
tabletiranja. Istovremeno se granuliranjem postiže i vezivanje pomoćnih supstanci za tabletiranje. Vrlo je važan odnos pomoćnih supstanci u formulaciji mase za tabletiranje, jer od njega zavisi uspešnost operacije komprimovanja,
odnosno dobijanje tableta dobrih karakteristika.
Faktori koji utiču na homogenost komprimovanog materijala ispitivani su u oblasti metalurgije, proizvodnje plastičnih
masa i briketiranja uglja, gde su komprimovani proizvodi po dimenzijama veći u odnosu na proizvod farmaceutske industrije. Razlog za manje proučavanje teorije komprimovanja pri proizvodnji tableta je, najverovatnije uspešnost
empirijskih metoda pri njihovoj proizvodnji.
7.2.2. Merenje sile klipova pri tabletiranju
Tokom operacije tabletiranja sile kompresije deluju preko gornjeg i donjeg klipa u cilju komprimovanja mase za tabletiranje. Proces komprimovanja prouzrokuje vrlo
malu elastičnu deformaciju klipova. Primenom merača otpora može se ostvariti merenje sile klipova. Za merenje velikog intervala otpora mogu se koristiti merači
različitih oblika i veličina, a za merenje sile klipova pri tabletiranju se najčešće
koristi pravougaoni merač sa odnosom dužina : širina =2:1 i otporom oko 100 Ω.
Merač mora biti čvrsto vezan za držač klipa da bi pri njegovom kretanju pratio promenu primenjenog pritiska. Pri samom merenju merač otpora se deformiše
tako da se dužina namotane otporne žice smanjuje, a njen prečnik povećava, što
ima za posledicu smanjenje otpora. Šematski prikaz aparature za merenje primenjenog pritiska pri operaciji tabletiranja je dat na slici.
Za merenje otpora se može primeniti Wheatston-ov most kombinovan sa
odgovarajućom aparaturom za registrovanje izlaznog signala, koji može biti signal
jačine struje ili napona koji je proporcionalan primenjenom pritisku, odnosno sili klipova pri tabletiranju. Kompenzacija temperature se može ostvariti primenom
odgovarajućeg referentnog merača pričvršćenog za nedeformisani komad metala koji ima približno isti toplotni kapacitet, a postavlja se u blizini klipa. Priključenjem
referentnog merača na Wheatston-ov most automatski se vrši kompenzacija toplotnog kolebanja tokom procesa merenja sile otpora pri komprimovanju.
Postavljanje više merača na klip i njihovo serijsko povezivanje dovodi do uravnoteženja momenta savijanja i torzionog momenta u klipu tokom procesa
komprimovanja. Veća osetljivost mernog sistema se može postići povećanjem broja merača. Poželjno je da se merači otpora postave direktno na držače klipova,
ali je to najčešće teško ostvariti.
U principu, merače otpora trebalo bi postaviti što bliže samom mestu kompresije. Gubitak sile između merača otpora i
samog mesta kompresije dovodi do odstupanja od direktne proporcionalnosti između smanjenja otpora i primenjene sile kompresije, pa je interpretacija rezultata dobijenih na ovaj način vrlo teška. Kod mašina za tabletiranje sa jednim
parom klipova držač donjeg klipa može biti modifikovan da primi merač otpora, ali i u tom slučaju je negativna strana
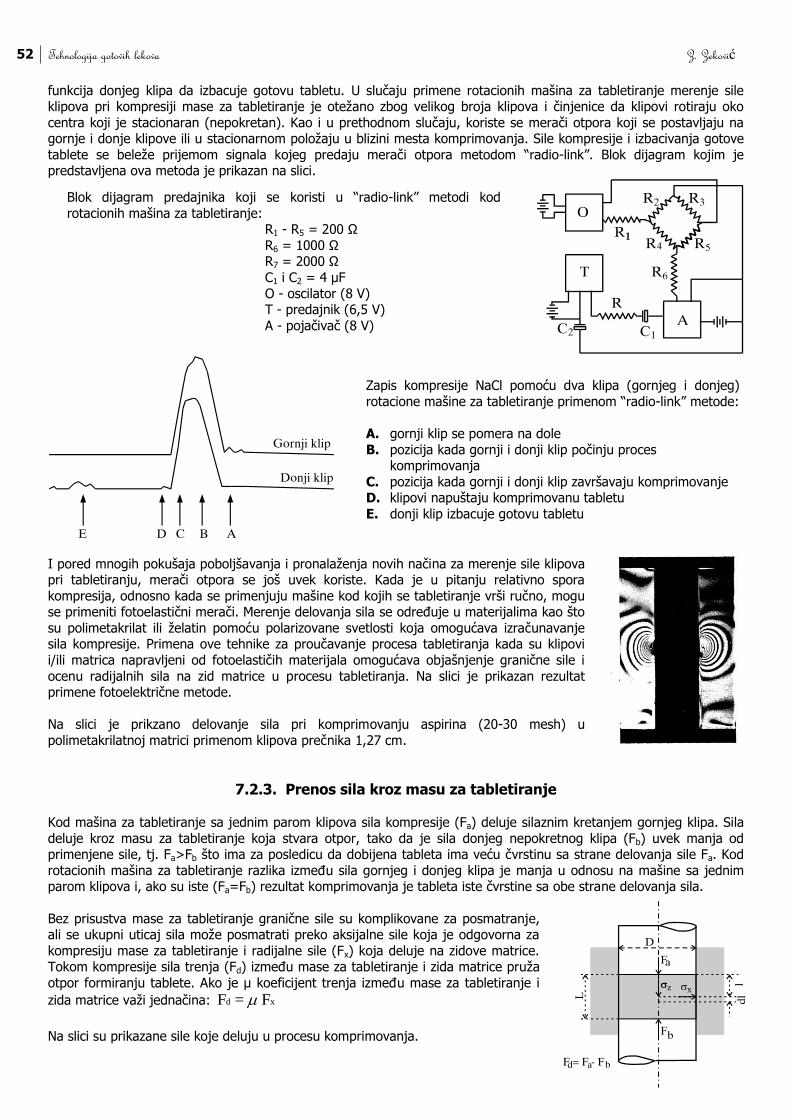
52 Tehnologija gotovih lekova Z. Zeković
Zapis kompresije NaCl pomoću dva klipa (gornjeg i donjeg)
rotacione mašine za tabletiranje primenom “radio-link” metode:
A. gornji klip se pomera na dole
B. pozicija kada gornji i donji klip počinju proces komprimovanja
C. pozicija kada gornji i donji klip završavaju komprimovanje D. klipovi napuštaju komprimovanu tabletu
E. donji klip izbacuje gotovu tabletu
funkcija donjeg klipa da izbacuje gotovu tabletu. U slučaju primene rotacionih mašina za tabletiranje merenje sile klipova pri kompresiji mase za tabletiranje je otežano zbog velikog broja klipova i činjenice da klipovi rotiraju oko
centra koji je stacionaran (nepokretan). Kao i u prethodnom slučaju, koriste se merači otpora koji se postavljaju na gornje i donje klipove ili u stacionarnom položaju u blizini mesta komprimovanja. Sile kompresije i izbacivanja gotove
tablete se beleže prijemom signala kojeg predaju merači otpora metodom “radio-link”. Blok dijagram kojim je predstavljena ova metoda je prikazan na slici.
I pored mnogih pokušaja poboljšavanja i pronalaženja novih načina za merenje sile klipova pri tabletiranju, merači otpora se još uvek koriste. Kada je u pitanju relativno spora
kompresija, odnosno kada se primenjuju mašine kod kojih se tabletiranje vrši ručno, mogu se primeniti fotoelastični merači. Merenje delovanja sila se određuje u materijalima kao što
su polimetakrilat ili želatin pomoću polarizovane svetlosti koja omogućava izračunavanje sila kompresije. Primena ove tehnike za proučavanje procesa tabletiranja kada su klipovi
i/ili matrica napravljeni od fotoelastičih materijala omogućava objašnjenje granične sile i
ocenu radijalnih sila na zid matrice u procesu tabletiranja. Na slici je prikazan rezultat primene fotoelektrične metode.
Na slici je prikzano delovanje sila pri komprimovanju aspirina (20-30 mesh) u
polimetakrilatnoj matrici primenom klipova prečnika 1,27 cm.
7.2.3. Prenos sila kroz masu za tabletiranje
Kod mašina za tabletiranje sa jednim parom klipova sila kompresije (Fa) deluje silaznim kretanjem gornjeg klipa. Sila
deluje kroz masu za tabletiranje koja stvara otpor, tako da je sila donjeg nepokretnog klipa (Fb) uvek manja od primenjene sile, tj. Fa>Fb što ima za posledicu da dobijena tableta ima veću čvrstinu sa strane delovanja sile Fa. Kod
rotacionih mašina za tabletiranje razlika između sila gornjeg i donjeg klipa je manja u odnosu na mašine sa jednim parom klipova i, ako su iste (Fa=Fb) rezultat komprimovanja je tableta iste čvrstine sa obe strane delovanja sila.
Bez prisustva mase za tabletiranje granične sile su komplikovane za posmatranje, ali se ukupni uticaj sila može posmatrati preko aksijalne sile koja je odgovorna za
kompresiju mase za tabletiranje i radijalne sile (Fx) koja deluje na zidove matrice. Tokom kompresije sila trenja (Fd) između mase za tabletiranje i zida matrice pruža
otpor formiranju tablete. Ako je µ koeficijent trenja između mase za tabletiranje i
zida matrice važi jednačina: xd F =F
Na slici su prikazane sile koje deluju u procesu komprimovanja.
Blok dijagram predajnika koji se koristi u “radio-link” metodi kod
rotacionih mašina za tabletiranje: R1 - R5 = 200 Ω
R6 = 1000 Ω R7 = 2000 Ω
C1 i C2 = 4 µF
O - oscilator (8 V) T - predajnik (6,5 V)
A - pojačivač (8 V)
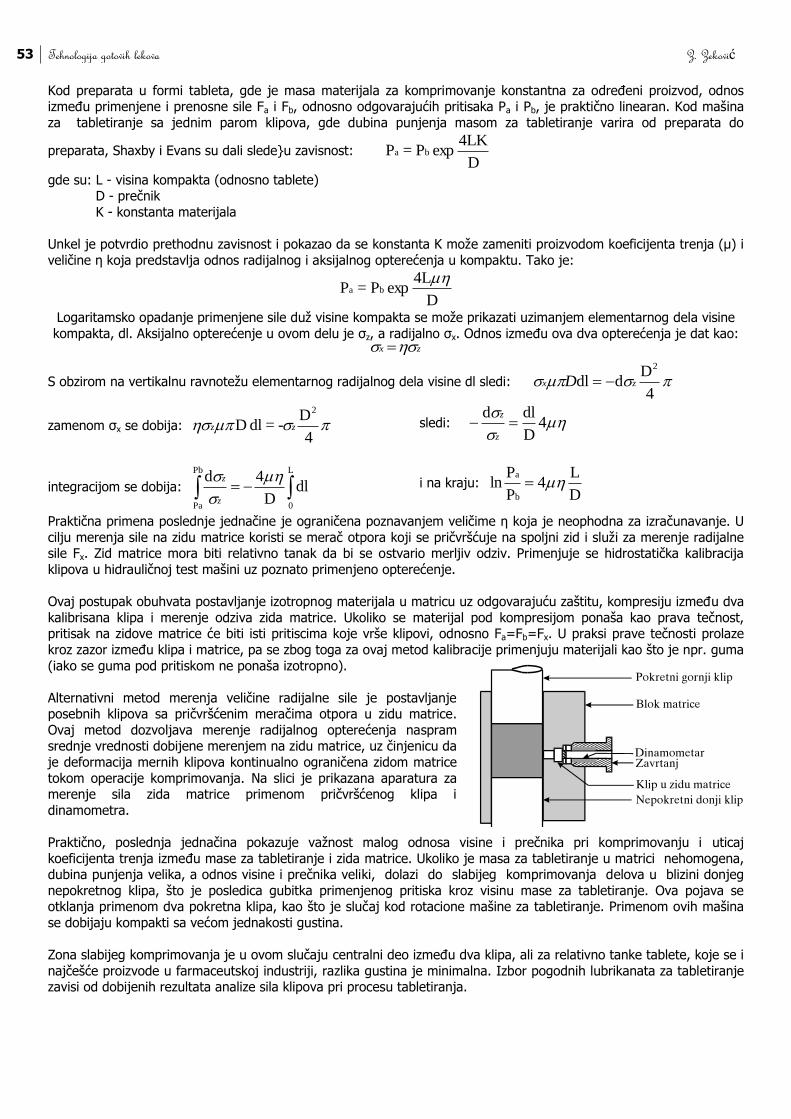
53 Tehnologija gotovih lekova Z. Zeković
Kod preparata u formi tableta, gde je masa materijala za komprimovanje konstantna za određeni proizvod, odnos između primenjene i prenosne sile Fa i Fb, odnosno odgovarajućih pritisaka Pa i Pb, je praktično linearan. Kod mašina
za tabletiranje sa jednim parom klipova, gde dubina punjenja masom za tabletiranje varira od preparata do
preparata, Shaxby i Evans su dali slede}u zavisnost: D
4LKexp P=P ba
gde su: L - visina kompakta (odnosno tablete) D - prečnik
K - konstanta materijala
Unkel je potvrdio prethodnu zavisnost i pokazao da se konstanta K može zameniti proizvodom koeficijenta trenja (µ) i
veličine η koja predstavlja odnos radijalnog i aksijalnog opterećenja u kompaktu. Tako je:
D
4Lexp P=P ba
Logaritamsko opadanje primenjene sile duž visine kompakta se može prikazati uzimanjem elementarnog dela visine
kompakta, dl. Aksijalno opterećenje u ovom delu je σz, a radijalno σx. Odnos između ova dva opterećenja je dat kao: zx
S obzirom na vertikalnu ravnotežu elementarnog radijalnog dela visine dl sledi: 4
Dddl
2
zx D
zamenom σx se dobija: 4
D-=dl D
2
zz sledi:
4
D
dld
z
z
integracijom se dobija:
Pb
Pa
L
0
dlD
4d
z
z i na kraju:
D
L4
P
Pln
b
a
Praktična primena poslednje jednačine je ograničena poznavanjem veličime η koja je neophodna za izračunavanje. U
cilju merenja sile na zidu matrice koristi se merač otpora koji se pričvršćuje na spoljni zid i služi za merenje radijalne sile Fx. Zid matrice mora biti relativno tanak da bi se ostvario merljiv odziv. Primenjuje se hidrostatička kalibracija
klipova u hidrauličnoj test mašini uz poznato primenjeno opterećenje.
Ovaj postupak obuhvata postavljanje izotropnog materijala u matricu uz odgovarajuću zaštitu, kompresiju između dva
kalibrisana klipa i merenje odziva zida matrice. Ukoliko se materijal pod kompresijom ponaša kao prava tečnost, pritisak na zidove matrice će biti isti pritiscima koje vrše klipovi, odnosno Fa=Fb=Fx. U praksi prave tečnosti prolaze
kroz zazor između klipa i matrice, pa se zbog toga za ovaj metod kalibracije primenjuju materijali kao što je npr. guma
(iako se guma pod pritiskom ne ponaša izotropno).
Alternativni metod merenja veličine radijalne sile je postavljanje posebnih klipova sa pričvršćenim meračima otpora u zidu matrice.
Ovaj metod dozvoljava merenje radijalnog opterećenja naspram srednje vrednosti dobijene merenjem na zidu matrice, uz činjenicu da
je deformacija mernih klipova kontinualno ograničena zidom matrice
tokom operacije komprimovanja. Na slici je prikazana aparatura za merenje sila zida matrice primenom pričvršćenog klipa i
dinamometra.
Praktično, poslednja jednačina pokazuje važnost malog odnosa visine i prečnika pri komprimovanju i uticaj
koeficijenta trenja između mase za tabletiranje i zida matrice. Ukoliko je masa za tabletiranje u matrici nehomogena, dubina punjenja velika, a odnos visine i prečnika veliki, dolazi do slabijeg komprimovanja delova u blizini donjeg
nepokretnog klipa, što je posledica gubitka primenjenog pritiska kroz visinu mase za tabletiranje. Ova pojava se otklanja primenom dva pokretna klipa, kao što je slučaj kod rotacione mašine za tabletiranje. Primenom ovih mašina
se dobijaju kompakti sa većom jednakosti gustina.
Zona slabijeg komprimovanja je u ovom slučaju centralni deo između dva klipa, ali za relativno tanke tablete, koje se i
najčešće proizvode u farmaceutskoj industriji, razlika gustina je minimalna. Izbor pogodnih lubrikanata za tabletiranje zavisi od dobijenih rezultata analize sila klipova pri procesu tabletiranja.
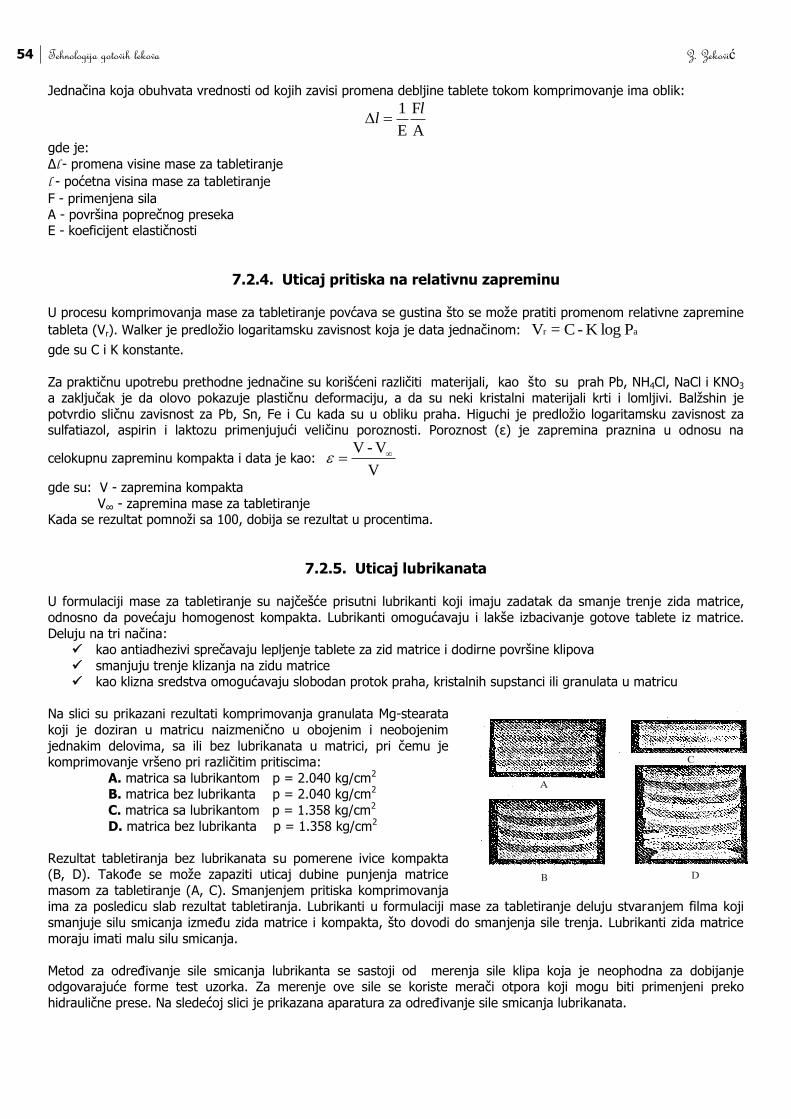
54 Tehnologija gotovih lekova Z. Zeković
Jednačina koja obuhvata vrednosti od kojih zavisi promena debljine tablete tokom komprimovanje ima oblik:
A
F
E
1 ll
gde je:
Δl - promena visine mase za tabletiranje
l - poćetna visina mase za tabletiranje
F - primenjena sila
A - površina poprečnog preseka E - koeficijent elastičnosti
7.2.4. Uticaj pritiska na relativnu zapreminu U procesu komprimovanja mase za tabletiranje povćava se gustina što se može pratiti promenom relativne zapremine
tableta (Vr). Walker je predložio logaritamsku zavisnost koja je data jednačinom: ar P logK - C=V
gde su C i K konstante.
Za praktičnu upotrebu prethodne jednačine su korišćeni različiti materijali, kao što su prah Pb, NH4Cl, NaCl i KNO3 a zaključak je da olovo pokazuje plastičnu deformaciju, a da su neki kristalni materijali krti i lomljivi. Balžshin je
potvrdio sličnu zavisnost za Pb, Sn, Fe i Cu kada su u obliku praha. Higuchi je predložio logaritamsku zavisnost za sulfatiazol, aspirin i laktozu primenjujući veličinu poroznosti. Poroznost (ε) je zapremina praznina u odnosu na
celokupnu zapreminu kompakta i data je kao: V
V-V
gde su: V - zapremina kompakta
V∞ - zapremina mase za tabletiranje Kada se rezultat pomnoži sa 100, dobija se rezultat u procentima.
7.2.5. Uticaj lubrikanata U formulaciji mase za tabletiranje su najčešće prisutni lubrikanti koji imaju zadatak da smanje trenje zida matrice,
odnosno da povećaju homogenost kompakta. Lubrikanti omogućavaju i lakše izbacivanje gotove tablete iz matrice.
Deluju na tri načina: kao antiadhezivi sprečavaju lepljenje tablete za zid matrice i dodirne površine klipova
smanjuju trenje klizanja na zidu matrice kao klizna sredstva omogućavaju slobodan protok praha, kristalnih supstanci ili granulata u matricu
Na slici su prikazani rezultati komprimovanja granulata Mg-stearata
koji je doziran u matricu naizmenično u obojenim i neobojenim
jednakim delovima, sa ili bez lubrikanata u matrici, pri čemu je komprimovanje vršeno pri različitim pritiscima:
A. matrica sa lubrikantom p = 2.040 kg/cm2 B. matrica bez lubrikanta p = 2.040 kg/cm2
C. matrica sa lubrikantom p = 1.358 kg/cm2
D. matrica bez lubrikanta p = 1.358 kg/cm2
Rezultat tabletiranja bez lubrikanata su pomerene ivice kompakta (B, D). Takođe se može zapaziti uticaj dubine punjenja matrice
masom za tabletiranje (A, C). Smanjenjem pritiska komprimovanja ima za posledicu slab rezultat tabletiranja. Lubrikanti u formulaciji mase za tabletiranje deluju stvaranjem filma koji
smanjuje silu smicanja između zida matrice i kompakta, što dovodi do smanjenja sile trenja. Lubrikanti zida matrice
moraju imati malu silu smicanja.
Metod za određivanje sile smicanja lubrikanta se sastoji od merenja sile klipa koja je neophodna za dobijanje odgovarajuće forme test uzorka. Za merenje ove sile se koriste merači otpora koji mogu biti primenjeni preko
hidraulične prese. Na sledećoj slici je prikazana aparatura za određivanje sile smicanja lubrikanata.
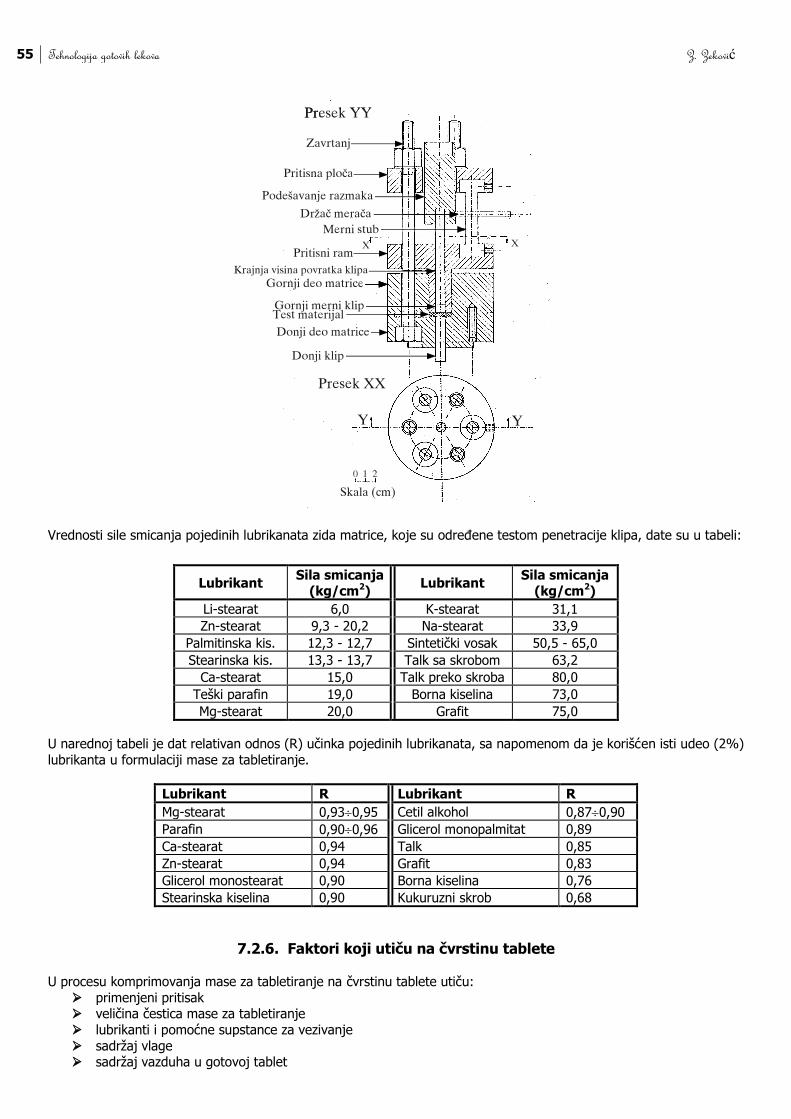
55 Tehnologija gotovih lekova Z. Zeković
Vrednosti sile smicanja pojedinih lubrikanata zida matrice, koje su određene testom penetracije klipa, date su u tabeli:
U narednoj tabeli je dat relativan odnos (R) učinka pojedinih lubrikanata, sa napomenom da je korišćen isti udeo (2%)
lubrikanta u formulaciji mase za tabletiranje.
Lubrikant R Lubrikant R
Mg-stearat 0,930,95 Cetil alkohol 0,870,90
Parafin 0,900,96 Glicerol monopalmitat 0,89
Ca-stearat 0,94 Talk 0,85
Zn-stearat 0,94 Grafit 0,83
Glicerol monostearat 0,90 Borna kiselina 0,76
Stearinska kiselina 0,90 Kukuruzni skrob 0,68
7.2.6. Faktori koji utiču na čvrstinu tablete U procesu komprimovanja mase za tabletiranje na čvrstinu tablete utiču:
primenjeni pritisak veličina čestica mase za tabletiranje
lubrikanti i pomoćne supstance za vezivanje
sadržaj vlage sadržaj vazduha u gotovoj tablet
Lubrikant Sila smicanja
(kg/cm2) Lubrikant
Sila smicanja (kg/cm2)
Li-stearat 6,0 K-stearat 31,1
Zn-stearat 9,3 - 20,2 Na-stearat 33,9
Palmitinska kis. 12,3 - 12,7 Sintetički vosak 50,5 - 65,0
Stearinska kis. 13,3 - 13,7 Talk sa skrobom 63,2
Ca-stearat 15,0 Talk preko skroba 80,0
Teški parafin 19,0 Borna kiselina 73,0
Mg-stearat 20,0 Grafit 75,0
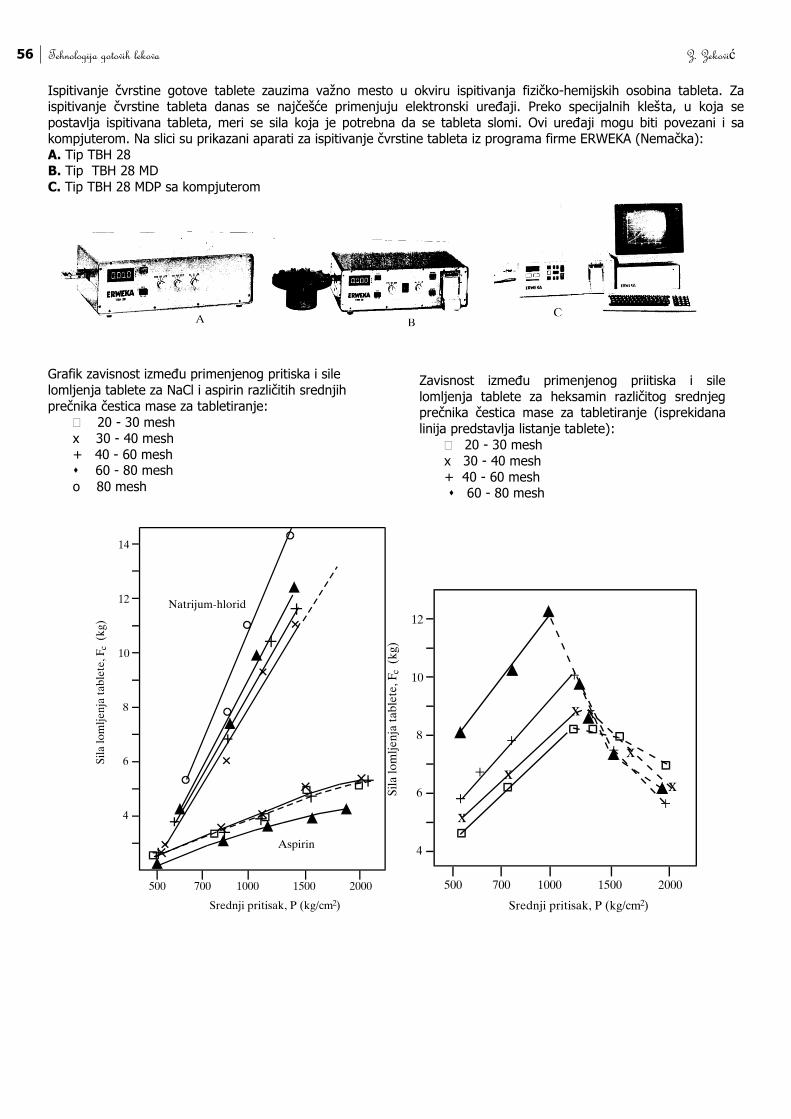
56 Tehnologija gotovih lekova Z. Zeković
Ispitivanje čvrstine gotove tablete zauzima važno mesto u okviru ispitivanja fizičko-hemijskih osobina tableta. Za ispitivanje čvrstine tableta danas se najčešće primenjuju elektronski uređaji. Preko specijalnih klešta, u koja se
postavlja ispitivana tableta, meri se sila koja je potrebna da se tableta slomi. Ovi uređaji mogu biti povezani i sa kompjuterom. Na slici su prikazani aparati za ispitivanje čvrstine tableta iz programa firme ERWEKA (Nemačka):
A. Tip TBH 28 B. Tip TBH 28 MD
C. Tip TBH 28 MDP sa kompjuterom
Grafik zavisnost između primenjenog pritiska i sile
lomljenja tablete za NaCl i aspirin različitih srednjih
prečnika čestica mase za tabletiranje:
20 - 30 mesh
x 30 - 40 mesh
+ 40 - 60 mesh 60 - 80 mesh
o 80 mesh
Zavisnost između primenjenog priitiska i sile
lomljenja tablete za heksamin različitog srednjeg prečnika čestica mase za tabletiranje (isprekidana
linija predstavlja listanje tablete):
20 - 30 mesh
x 30 - 40 mesh
+ 40 - 60 mesh 60 - 80 mesh
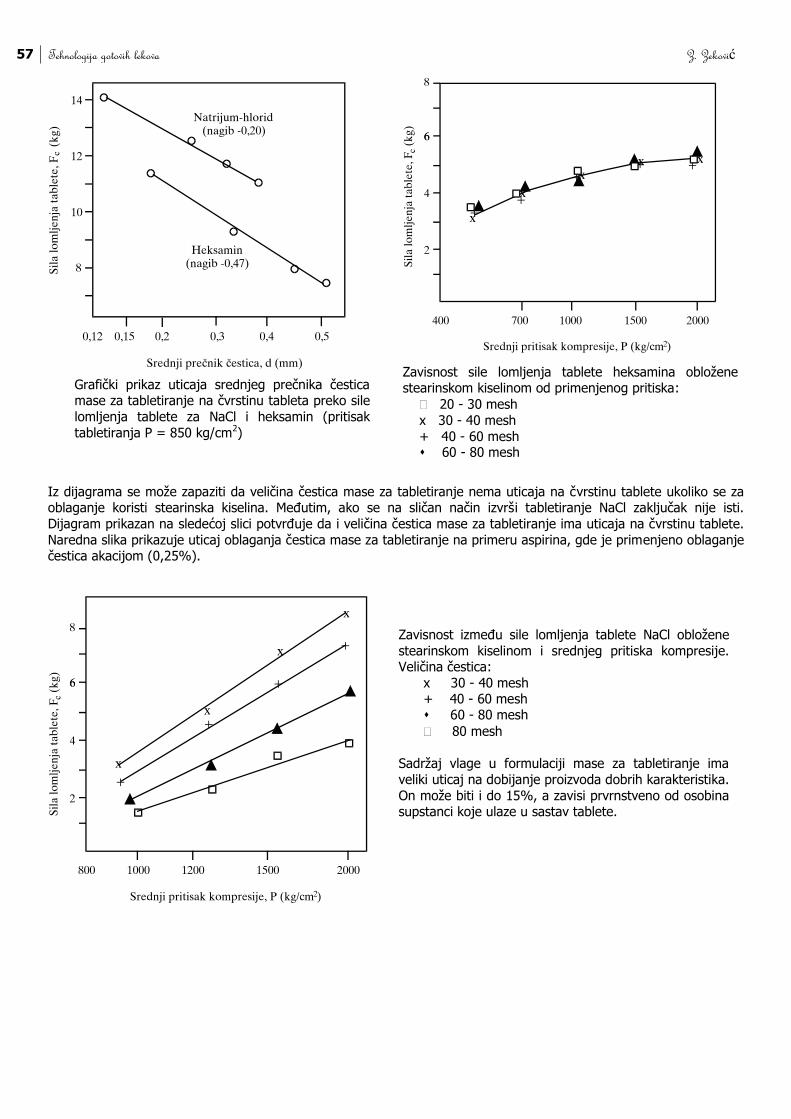
57 Tehnologija gotovih lekova Z. Zeković
Iz dijagrama se može zapaziti da veličina čestica mase za tabletiranje nema uticaja na čvrstinu tablete ukoliko se za oblaganje koristi stearinska kiselina. Međutim, ako se na sličan način izvrši tabletiranje NaCl zaključak nije isti.
Dijagram prikazan na sledećoj slici potvrđuje da i veličina čestica mase za tabletiranje ima uticaja na čvrstinu tablete.
Naredna slika prikazuje uticaj oblaganja čestica mase za tabletiranje na primeru aspirina, gde je primenjeno oblaganje čestica akacijom (0,25%).
Grafički prikaz uticaja srednjeg prečnika čestica mase za tabletiranje na čvrstinu tableta preko sile
lomljenja tablete za NaCl i heksamin (pritisak
tabletiranja P = 850 kg/cm2)
Zavisnost sile lomljenja tablete heksamina obložene stearinskom kiselinom od primenjenog pritiska:
20 - 30 mesh
x 30 - 40 mesh
+ 40 - 60 mesh 60 - 80 mesh
Zavisnost između sile lomljenja tablete NaCl obložene
stearinskom kiselinom i srednjeg pritiska kompresije. Veličina čestica:
x 30 - 40 mesh + 40 - 60 mesh 60 - 80 mesh
80 mesh
Sadržaj vlage u formulaciji mase za tabletiranje ima
veliki uticaj na dobijanje proizvoda dobrih karakteristika.
On može biti i do 15%, a zavisi prvrnstveno od osobina supstanci koje ulaze u sastav tablete.
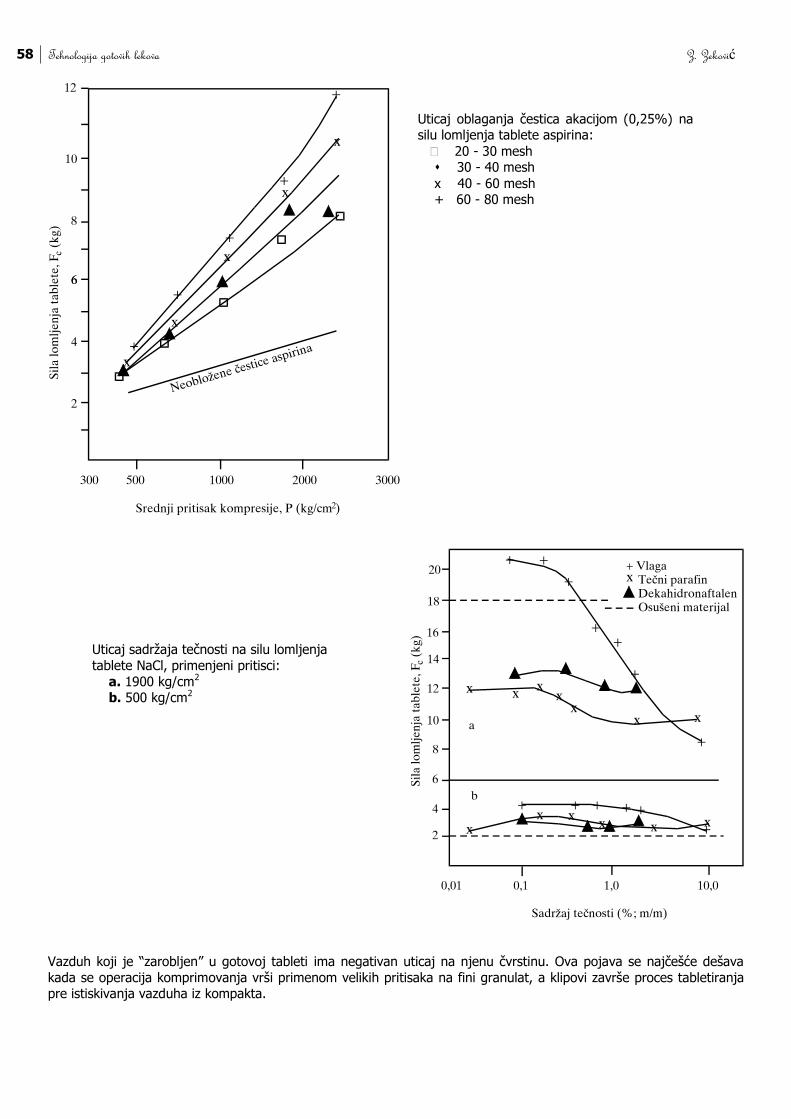
58 Tehnologija gotovih lekova Z. Zeković
Vazduh koji je “zarobljen” u gotovoj tableti ima negativan uticaj na njenu čvrstinu. Ova pojava se najčešće dešava
kada se operacija komprimovanja vrši primenom velikih pritisaka na fini granulat, a klipovi završe proces tabletiranja pre istiskivanja vazduha iz kompakta.
Uticaj oblaganja čestica akacijom (0,25%) na silu lomljenja tablete aspirina:
20 - 30 mesh 30 - 40 mesh
x 40 - 60 mesh + 60 - 80 mesh
Uticaj sadržaja tečnosti na silu lomljenja
tablete NaCl, primenjeni pritisci:
a. 1900 kg/cm2 b. 500 kg/cm2
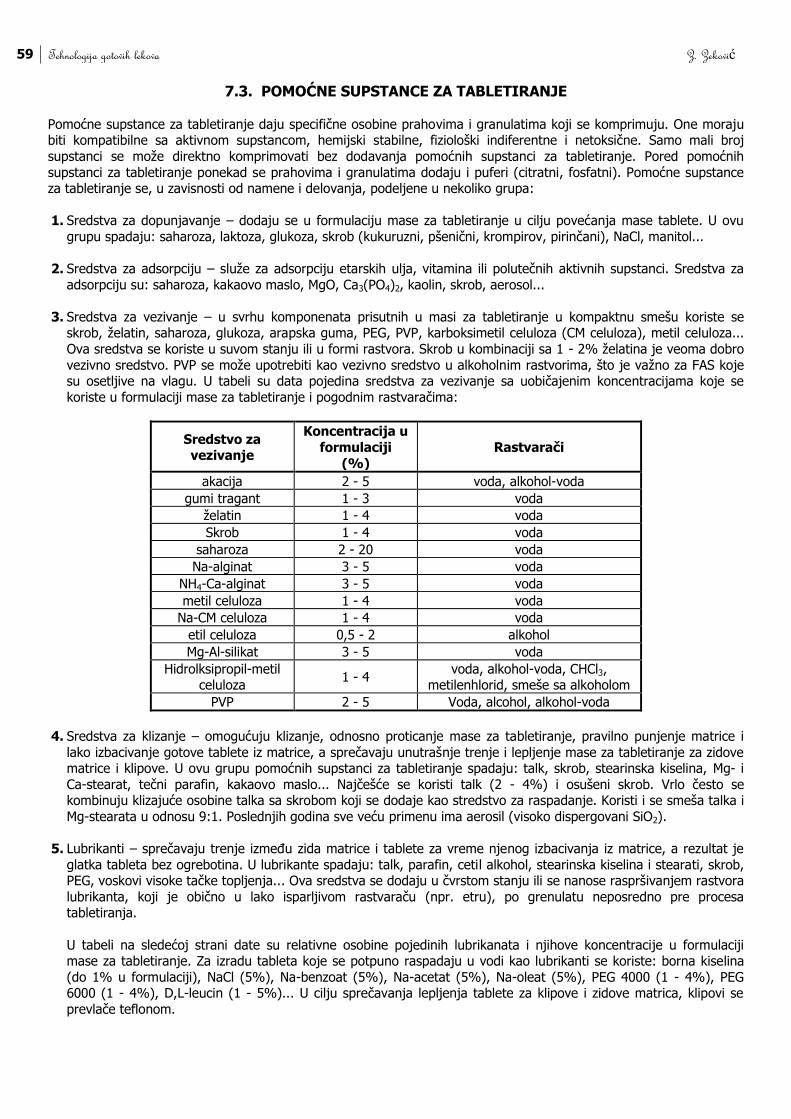
59 Tehnologija gotovih lekova Z. Zeković
7.3. POMOĆNE SUPSTANCE ZA TABLETIRANJE
Pomoćne supstance za tabletiranje daju specifične osobine prahovima i granulatima koji se komprimuju. One moraju biti kompatibilne sa aktivnom supstancom, hemijski stabilne, fiziološki indiferentne i netoksične. Samo mali broj
supstanci se može direktno komprimovati bez dodavanja pomoćnih supstanci za tabletiranje. Pored pomoćnih
supstanci za tabletiranje ponekad se prahovima i granulatima dodaju i puferi (citratni, fosfatni). Pomoćne supstance za tabletiranje se, u zavisnosti od namene i delovanja, podeljene u nekoliko grupa:
1. Sredstva za dopunjavanje – dodaju se u formulaciju mase za tabletiranje u cilju povećanja mase tablete. U ovu
grupu spadaju: saharoza, laktoza, glukoza, skrob (kukuruzni, pšenični, krompirov, pirinčani), NaCl, manitol...
2. Sredstva za adsorpciju – služe za adsorpciju etarskih ulja, vitamina ili polutečnih aktivnih supstanci. Sredstva za
adsorpciju su: saharoza, kakaovo maslo, MgO, Ca3(PO4)2, kaolin, skrob, aerosol...
3. Sredstva za vezivanje – u svrhu komponenata prisutnih u masi za tabletiranje u kompaktnu smešu koriste se skrob, želatin, saharoza, glukoza, arapska guma, PEG, PVP, karboksimetil celuloza (CM celuloza), metil celuloza...
Ova sredstva se koriste u suvom stanju ili u formi rastvora. Skrob u kombinaciji sa 1 - 2% želatina je veoma dobro
vezivno sredstvo. PVP se može upotrebiti kao vezivno sredstvo u alkoholnim rastvorima, što je važno za FAS koje su osetljive na vlagu. U tabeli su data pojedina sredstva za vezivanje sa uobičajenim koncentracijama koje se
koriste u formulaciji mase za tabletiranje i pogodnim rastvaračima:
Sredstvo za vezivanje
Koncentracija u
formulaciji
(%)
Rastvarači
akacija 2 - 5 voda, alkohol-voda
gumi tragant 1 - 3 voda
želatin 1 - 4 voda
Skrob 1 - 4 voda
saharoza 2 - 20 voda
Na-alginat 3 - 5 voda
NH4-Ca-alginat 3 - 5 voda
metil celuloza 1 - 4 voda
Na-CM celuloza 1 - 4 voda
etil celuloza 0,5 - 2 alkohol
Mg-Al-silikat 3 - 5 voda
Hidrolksipropil-metil celuloza
1 - 4 voda, alkohol-voda, CHCl3,
metilenhlorid, smeše sa alkoholom
PVP 2 - 5 Voda, alcohol, alkohol-voda
4. Sredstva za klizanje – omogućuju klizanje, odnosno proticanje mase za tabletiranje, pravilno punjenje matrice i
lako izbacivanje gotove tablete iz matrice, a sprečavaju unutrašnje trenje i lepljenje mase za tabletiranje za zidove matrice i klipove. U ovu grupu pomoćnih supstanci za tabletiranje spadaju: talk, skrob, stearinska kiselina, Mg- i
Ca-stearat, tečni parafin, kakaovo maslo... Najčešće se koristi talk (2 - 4%) i osušeni skrob. Vrlo često se kombinuju klizajuće osobine talka sa skrobom koji se dodaje kao stredstvo za raspadanje. Koristi i se smeša talka i
Mg-stearata u odnosu 9:1. Poslednjih godina sve veću primenu ima aerosil (visoko dispergovani SiO2).
5. Lubrikanti – sprečavaju trenje između zida matrice i tablete za vreme njenog izbacivanja iz matrice, a rezultat je
glatka tableta bez ogrebotina. U lubrikante spadaju: talk, parafin, cetil alkohol, stearinska kiselina i stearati, skrob, PEG, voskovi visoke tačke topljenja... Ova sredstva se dodaju u čvrstom stanju ili se nanose raspršivanjem rastvora
lubrikanta, koji je obično u lako isparljivom rastvaraču (npr. etru), po grenulatu neposredno pre procesa tabletiranja.
U tabeli na sledećoj strani date su relativne osobine pojedinih lubrikanata i njihove koncentracije u formulaciji mase za tabletiranje. Za izradu tableta koje se potpuno raspadaju u vodi kao lubrikanti se koriste: borna kiselina
(do 1% u formulaciji), NaCl (5%), Na-benzoat (5%), Na-acetat (5%), Na-oleat (5%), PEG 4000 (1 - 4%), PEG 6000 (1 - 4%), D,L-leucin (1 - 5%)... U cilju sprečavanja lepljenja tablete za klipove i zidove matrica, klipovi se
prevlače teflonom.
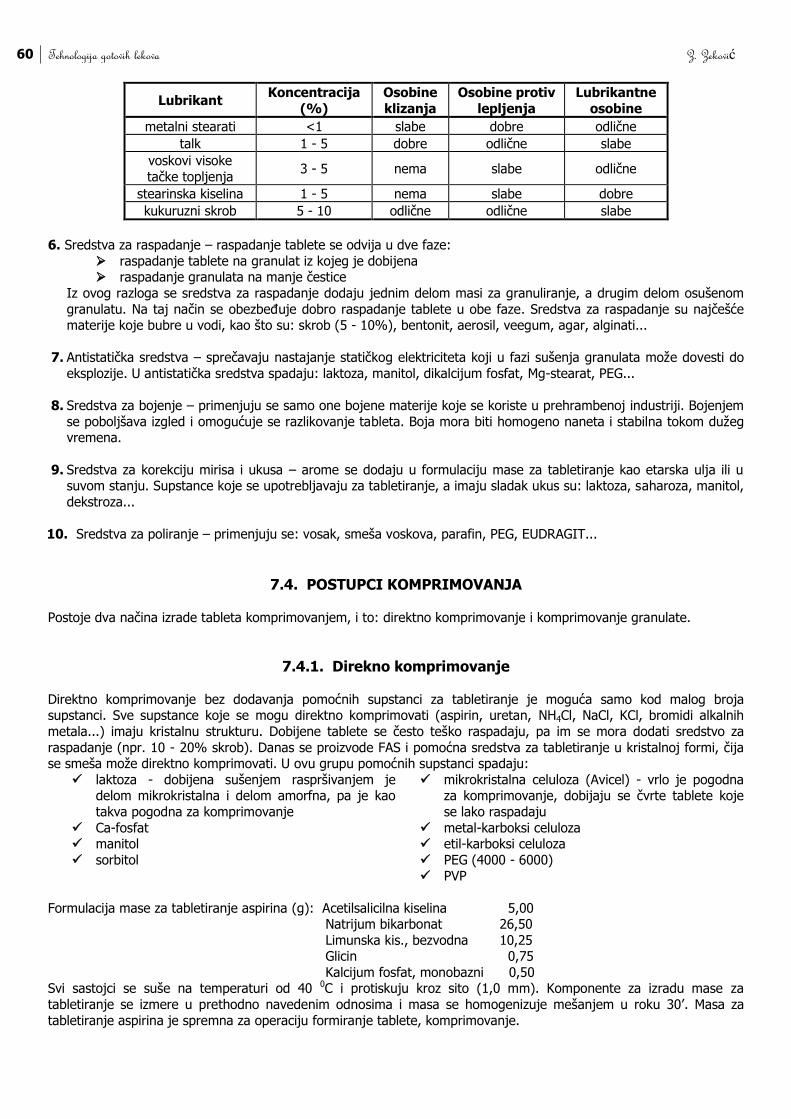
60 Tehnologija gotovih lekova Z. Zeković
Lubrikant Koncentracija
(%)
Osobine
klizanja
Osobine protiv
lepljenja
Lubrikantne
osobine
metalni stearati <1 slabe dobre odlične
talk 1 - 5 dobre odlične slabe
voskovi visoke
tačke topljenja 3 - 5 nema slabe odlične
stearinska kiselina 1 - 5 nema slabe dobre
kukuruzni skrob 5 - 10 odlične odlične slabe
6. Sredstva za raspadanje – raspadanje tablete se odvija u dve faze:
raspadanje tablete na granulat iz kojeg je dobijena raspadanje granulata na manje čestice
Iz ovog razloga se sredstva za raspadanje dodaju jednim delom masi za granuliranje, a drugim delom osušenom
granulatu. Na taj način se obezbeđuje dobro raspadanje tablete u obe faze. Sredstva za raspadanje su najčešće materije koje bubre u vodi, kao što su: skrob (5 - 10%), bentonit, aerosil, veegum, agar, alginati...
7. Antistatička sredstva – sprečavaju nastajanje statičkog elektriciteta koji u fazi sušenja granulata može dovesti do
eksplozije. U antistatička sredstva spadaju: laktoza, manitol, dikalcijum fosfat, Mg-stearat, PEG...
8. Sredstva za bojenje – primenjuju se samo one bojene materije koje se koriste u prehrambenoj industriji. Bojenjem
se poboljšava izgled i omogućuje se razlikovanje tableta. Boja mora biti homogeno naneta i stabilna tokom dužeg vremena.
9. Sredstva za korekciju mirisa i ukusa – arome se dodaju u formulaciju mase za tabletiranje kao etarska ulja ili u suvom stanju. Supstance koje se upotrebljavaju za tabletiranje, a imaju sladak ukus su: laktoza, saharoza, manitol,
dekstroza...
10. Sredstva za poliranje – primenjuju se: vosak, smeša voskova, parafin, PEG, EUDRAGIT...
7.4. POSTUPCI KOMPRIMOVANJA
Postoje dva načina izrade tableta komprimovanjem, i to: direktno komprimovanje i komprimovanje granulate.
7.4.1. Direkno komprimovanje
Direktno komprimovanje bez dodavanja pomoćnih supstanci za tabletiranje je moguća samo kod malog broja supstanci. Sve supstance koje se mogu direktno komprimovati (aspirin, uretan, NH4Cl, NaCl, KCl, bromidi alkalnih
metala...) imaju kristalnu strukturu. Dobijene tablete se često teško raspadaju, pa im se mora dodati sredstvo za
raspadanje (npr. 10 - 20% skrob). Danas se proizvode FAS i pomoćna sredstva za tabletiranje u kristalnoj formi, čija se smeša može direktno komprimovati. U ovu grupu pomoćnih supstanci spadaju:
laktoza - dobijena sušenjem raspršivanjem je delom mikrokristalna i delom amorfna, pa je kao
takva pogodna za komprimovanje
Ca-fosfat manitol
sorbitol
mikrokristalna celuloza (Avicel) - vrlo je pogodna za komprimovanje, dobijaju se čvrte tablete koje
se lako raspadaju
metal-karboksi celuloza etil-karboksi celuloza
PEG (4000 - 6000) PVP
Formulacija mase za tabletiranje aspirina (g): Acetilsalicilna kiselina 5,00 Natrijum bikarbonat 26,50
Limunska kis., bezvodna 10,25 Glicin 0,75
Kalcijum fosfat, monobazni 0,50 Svi sastojci se suše na temperaturi od 40 0C i protiskuju kroz sito (1,0 mm). Komponente za izradu mase za
tabletiranje se izmere u prethodno navedenim odnosima i masa se homogenizuje mešanjem u roku 30’. Masa za
tabletiranje aspirina je spremna za operaciju formiranje tablete, komprimovanje.
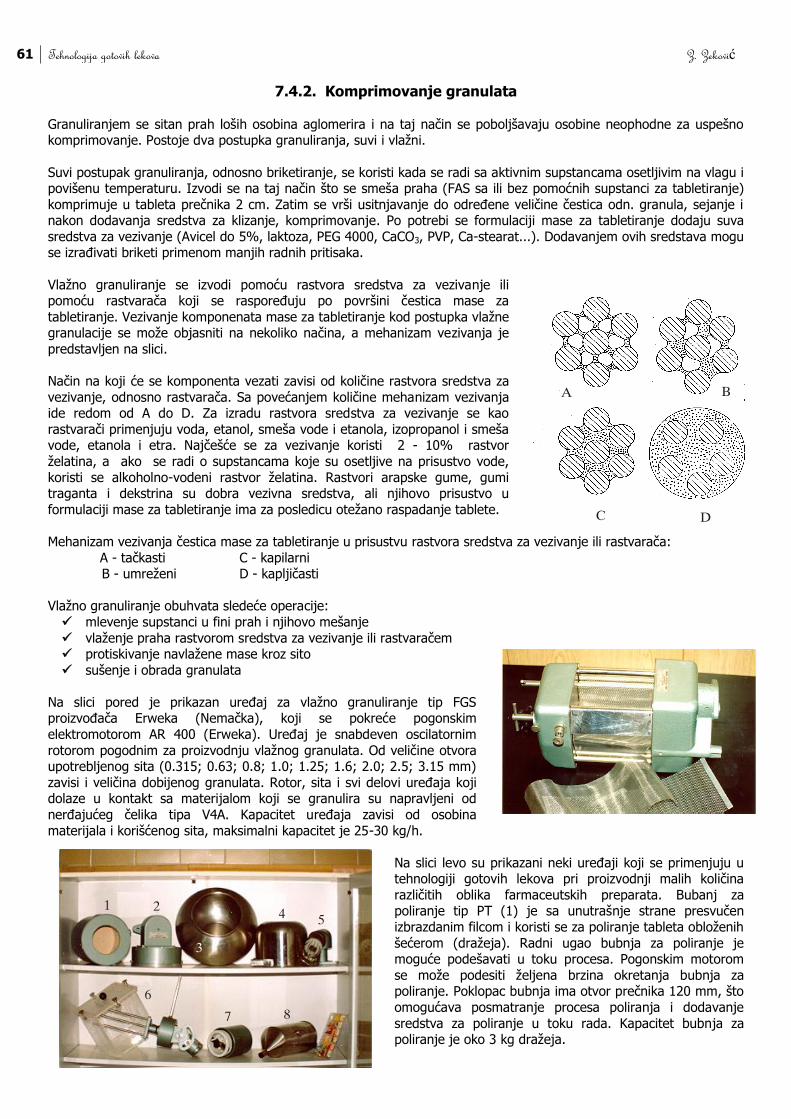
61 Tehnologija gotovih lekova Z. Zeković
7.4.2. Komprimovanje granulata
Granuliranjem se sitan prah loših osobina aglomerira i na taj način se poboljšavaju osobine neophodne za uspešno komprimovanje. Postoje dva postupka granuliranja, suvi i vlažni.
Suvi postupak granuliranja, odnosno briketiranje, se koristi kada se radi sa aktivnim supstancama osetljivim na vlagu i povišenu temperaturu. Izvodi se na taj način što se smeša praha (FAS sa ili bez pomoćnih supstanci za tabletiranje)
komprimuje u tableta prečnika 2 cm. Zatim se vrši usitnjavanje do određene veličine čestica odn. granula, sejanje i nakon dodavanja sredstva za klizanje, komprimovanje. Po potrebi se formulaciji mase za tabletiranje dodaju suva
sredstva za vezivanje (Avicel do 5%, laktoza, PEG 4000, CaCO3, PVP, Ca-stearat...). Dodavanjem ovih sredstava mogu se izrađivati briketi primenom manjih radnih pritisaka.
Vlažno granuliranje se izvodi pomoću rastvora sredstva za vezivanje ili pomoću rastvarača koji se raspoređuju po površini čestica mase za
tabletiranje. Vezivanje komponenata mase za tabletiranje kod postupka vlažne granulacije se može objasniti na nekoliko načina, a mehanizam vezivanja je
predstavljen na slici.
Način na koji će se komponenta vezati zavisi od količine rastvora sredstva za
vezivanje, odnosno rastvarača. Sa povećanjem količine mehanizam vezivanja ide redom od A do D. Za izradu rastvora sredstva za vezivanje se kao
rastvarači primenjuju voda, etanol, smeša vode i etanola, izopropanol i smeša vode, etanola i etra. Najčešće se za vezivanje koristi 2 - 10% rastvor
želatina, a ako se radi o supstancama koje su osetljive na prisustvo vode,
koristi se alkoholno-vodeni rastvor želatina. Rastvori arapske gume, gumi traganta i dekstrina su dobra vezivna sredstva, ali njihovo prisustvo u
formulaciji mase za tabletiranje ima za posledicu otežano raspadanje tablete.
Mehanizam vezivanja čestica mase za tabletiranje u prisustvu rastvora sredstva za vezivanje ili rastvarača:
A - tačkasti C - kapilarni B - umreženi D - kapljičasti
Vlažno granuliranje obuhvata sledeće operacije:
mlevenje supstanci u fini prah i njihovo mešanje
vlaženje praha rastvorom sredstva za vezivanje ili rastvaračem protiskivanje navlažene mase kroz sito
sušenje i obrada granulata
Na slici pored je prikazan uređaj za vlažno granuliranje tip FGS proizvođača Erweka (Nemačka), koji se pokreće pogonskim
elektromotorom AR 400 (Erweka). Uređaj je snabdeven oscilatornim
rotorom pogodnim za proizvodnju vlažnog granulata. Od veličine otvora upotrebljenog sita (0.315; 0.63; 0.8; 1.0; 1.25; 1.6; 2.0; 2.5; 3.15 mm)
zavisi i veličina dobijenog granulata. Rotor, sita i svi delovi uređaja koji dolaze u kontakt sa materijalom koji se granulira su napravljeni od
nerđajućeg čelika tipa V4A. Kapacitet uređaja zavisi od osobina
materijala i korišćenog sita, maksimalni kapacitet je 25-30 kg/h.
Na slici levo su prikazani neki uređaji koji se primenjuju u tehnologiji gotovih lekova pri proizvodnji malih količina
različitih oblika farmaceutskih preparata. Bubanj za poliranje tip PT (1) je sa unutrašnje strane presvučen
izbrazdanim filcom i koristi se za poliranje tableta obloženih
šećerom (dražeja). Radni ugao bubnja za poliranje je moguće podešavati u toku procesa. Pogonskim motorom
se može podesiti željena brzina okretanja bubnja za poliranje. Poklopac bubnja ima otvor prečnika 120 mm, što
omogućava posmatranje procesa poliranja i dodavanje
sredstva za poliranje u toku rada. Kapacitet bubnja za poliranje je oko 3 kg dražeja.
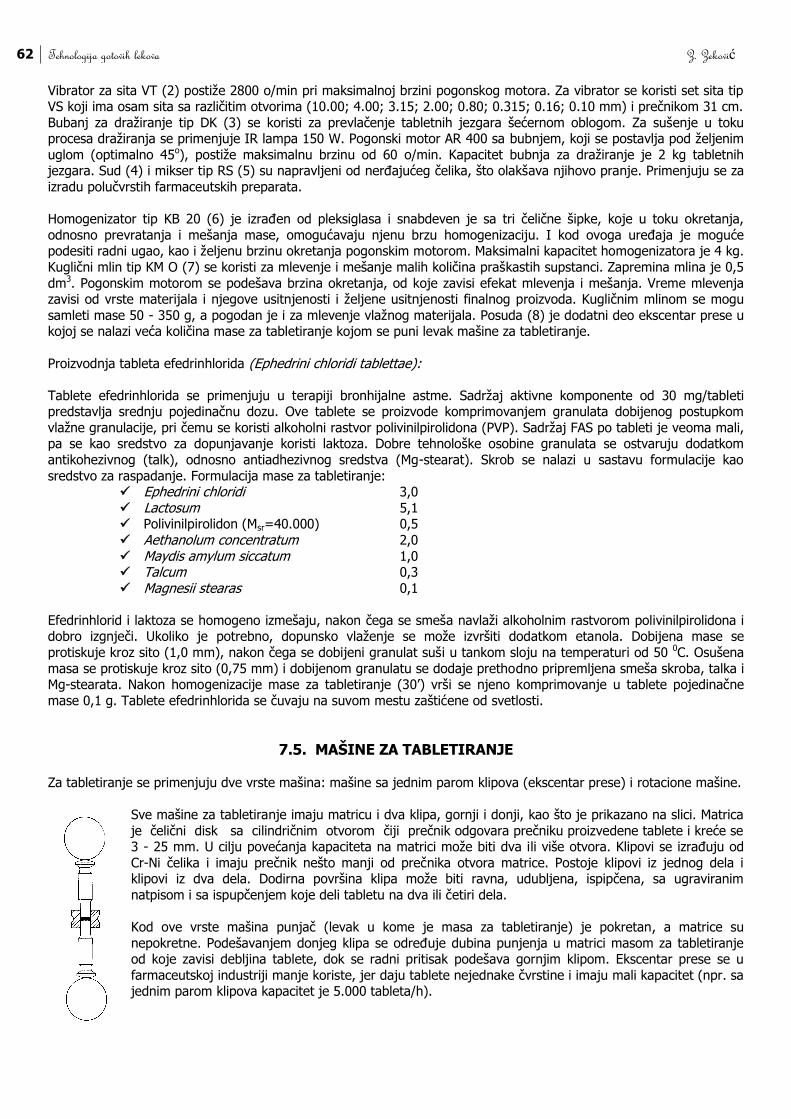
62 Tehnologija gotovih lekova Z. Zeković
Vibrator za sita VT (2) postiže 2800 o/min pri maksimalnoj brzini pogonskog motora. Za vibrator se koristi set sita tip VS koji ima osam sita sa različitim otvorima (10.00; 4.00; 3.15; 2.00; 0.80; 0.315; 0.16; 0.10 mm) i prečnikom 31 cm.
Bubanj za dražiranje tip DK (3) se koristi za prevlačenje tabletnih jezgara šećernom oblogom. Za sušenje u toku procesa dražiranja se primenjuje IR lampa 150 W. Pogonski motor AR 400 sa bubnjem, koji se postavlja pod željenim
uglom (optimalno 45o), postiže maksimalnu brzinu od 60 o/min. Kapacitet bubnja za dražiranje je 2 kg tabletnih jezgara. Sud (4) i mikser tip RS (5) su napravljeni od nerđajućeg čelika, što olakšava njihovo pranje. Primenjuju se za
izradu polučvrstih farmaceutskih preparata.
Homogenizator tip KB 20 (6) je izrađen od pleksiglasa i snabdeven je sa tri čelične šipke, koje u toku okretanja,
odnosno prevratanja i mešanja mase, omogućavaju njenu brzu homogenizaciju. I kod ovoga uređaja je moguće podesiti radni ugao, kao i željenu brzinu okretanja pogonskim motorom. Maksimalni kapacitet homogenizatora je 4 kg.
Kuglični mlin tip KM O (7) se koristi za mlevenje i mešanje malih količina praškastih supstanci. Zapremina mlina je 0,5
dm3. Pogonskim motorom se podešava brzina okretanja, od koje zavisi efekat mlevenja i mešanja. Vreme mlevenja zavisi od vrste materijala i njegove usitnjenosti i željene usitnjenosti finalnog proizvoda. Kugličnim mlinom se mogu
samleti mase 50 - 350 g, a pogodan je i za mlevenje vlažnog materijala. Posuda (8) je dodatni deo ekscentar prese u kojoj se nalazi veća količina mase za tabletiranje kojom se puni levak mašine za tabletiranje.
Proizvodnja tableta efedrinhlorida (Ephedrini chloridi tablettae):
Tablete efedrinhlorida se primenjuju u terapiji bronhijalne astme. Sadržaj aktivne komponente od 30 mg/tableti predstavlja srednju pojedinačnu dozu. Ove tablete se proizvode komprimovanjem granulata dobijenog postupkom
vlažne granulacije, pri čemu se koristi alkoholni rastvor polivinilpirolidona (PVP). Sadržaj FAS po tableti je veoma mali, pa se kao sredstvo za dopunjavanje koristi laktoza. Dobre tehnološke osobine granulata se ostvaruju dodatkom
antikohezivnog (talk), odnosno antiadhezivnog sredstva (Mg-stearat). Skrob se nalazi u sastavu formulacije kao
sredstvo za raspadanje. Formulacija mase za tabletiranje: Ephedrini chloridi 3,0
Lactosum 5,1 Polivinilpirolidon (Msr=40.000) 0,5
Aethanolum concentratum 2,0
Maydis amylum siccatum 1,0 Talcum 0,3
Magnesii stearas 0,1
Efedrinhlorid i laktoza se homogeno izmešaju, nakon čega se smeša navlaži alkoholnim rastvorom polivinilpirolidona i dobro izgnječi. Ukoliko je potrebno, dopunsko vlaženje se može izvršiti dodatkom etanola. Dobijena mase se
protiskuje kroz sito (1,0 mm), nakon čega se dobijeni granulat suši u tankom sloju na temperaturi od 50 0C. Osušena
masa se protiskuje kroz sito (0,75 mm) i dobijenom granulatu se dodaje prethodno pripremljena smeša skroba, talka i Mg-stearata. Nakon homogenizacije mase za tabletiranje (30’) vrši se njeno komprimovanje u tablete pojedinačne
mase 0,1 g. Tablete efedrinhlorida se čuvaju na suvom mestu zaštićene od svetlosti.
7.5. MAŠINE ZA TABLETIRANJE
Za tabletiranje se primenjuju dve vrste mašina: mašine sa jednim parom klipova (ekscentar prese) i rotacione mašine.
Sve mašine za tabletiranje imaju matricu i dva klipa, gornji i donji, kao što je prikazano na slici. Matrica
je čelični disk sa cilindričnim otvorom čiji prečnik odgovara prečniku proizvedene tablete i kreće se 3 - 25 mm. U cilju povećanja kapaciteta na matrici može biti dva ili više otvora. Klipovi se izrađuju od
Cr-Ni čelika i imaju prečnik nešto manji od prečnika otvora matrice. Postoje klipovi iz jednog dela i klipovi iz dva dela. Dodirna površina klipa može biti ravna, udubljena, ispipčena, sa ugraviranim
natpisom i sa ispupčenjem koje deli tabletu na dva ili četiri dela.
Kod ove vrste mašina punjač (levak u kome je masa za tabletiranje) je pokretan, a matrice su
nepokretne. Podešavanjem donjeg klipa se određuje dubina punjenja u matrici masom za tabletiranje od koje zavisi debljina tablete, dok se radni pritisak podešava gornjim klipom. Ekscentar prese se u
farmaceutskoj industriji manje koriste, jer daju tablete nejednake čvrstine i imaju mali kapacitet (npr. sa jednim parom klipova kapacitet je 5.000 tableta/h).
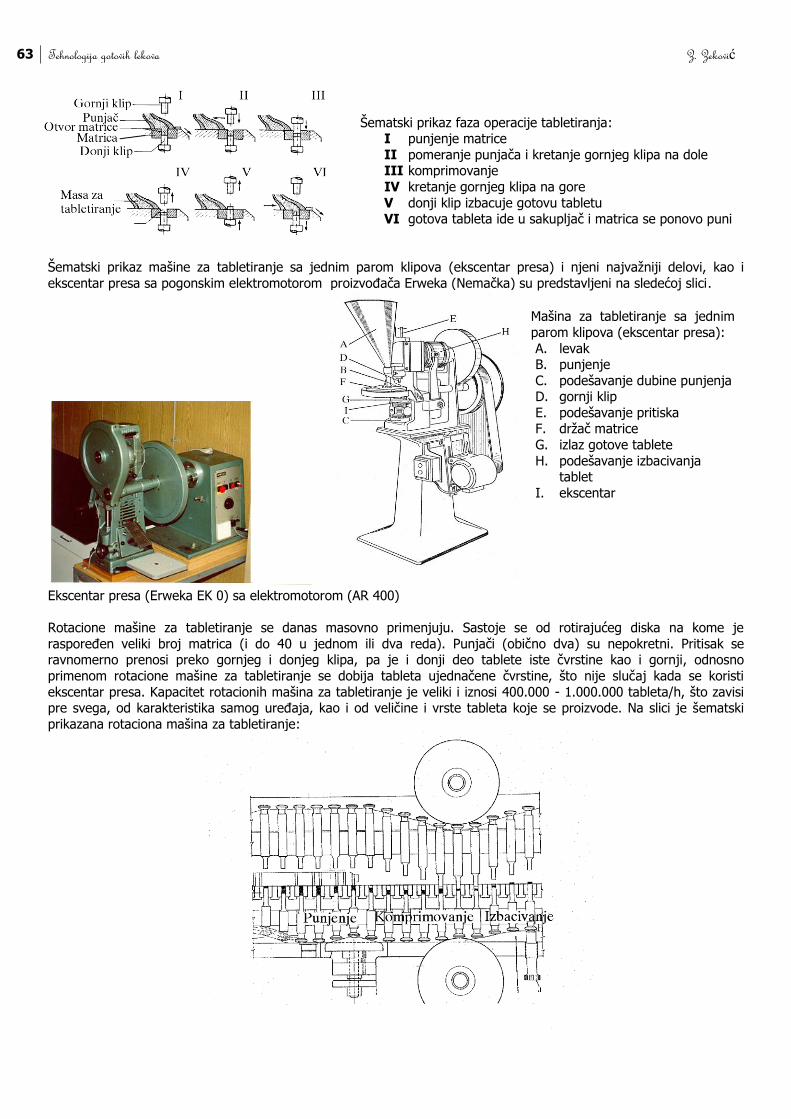
63 Tehnologija gotovih lekova Z. Zeković
Šematski prikaz faza operacije tabletiranja: I punjenje matrice
II pomeranje punjača i kretanje gornjeg klipa na dole III komprimovanje
IV kretanje gornjeg klipa na gore
V donji klip izbacuje gotovu tabletu VI gotova tableta ide u sakupljač i matrica se ponovo puni
Šematski prikaz mašine za tabletiranje sa jednim parom klipova (ekscentar presa) i njeni najvažniji delovi, kao i
ekscentar presa sa pogonskim elektromotorom proizvođača Erweka (Nemačka) su predstavljeni na sledećoj slici.
Ekscentar presa (Erweka EK 0) sa elektromotorom (AR 400)
Rotacione mašine za tabletiranje se danas masovno primenjuju. Sastoje se od rotirajućeg diska na kome je
raspoređen veliki broj matrica (i do 40 u jednom ili dva reda). Punjači (obično dva) su nepokretni. Pritisak se ravnomerno prenosi preko gornjeg i donjeg klipa, pa je i donji deo tablete iste čvrstine kao i gornji, odnosno
primenom rotacione mašine za tabletiranje se dobija tableta ujednačene čvrstine, što nije slučaj kada se koristi
ekscentar presa. Kapacitet rotacionih mašina za tabletiranje je veliki i iznosi 400.000 - 1.000.000 tableta/h, što zavisi pre svega, od karakteristika samog uređaja, kao i od veličine i vrste tableta koje se proizvode. Na slici je šematski
prikazana rotaciona mašina za tabletiranje:
Mašina za tabletiranje sa jednim
parom klipova (ekscentar presa):
A. levak B. punjenje
C. podešavanje dubine punjenja D. gornji klip
E. podešavanje pritiska F. držač matrice
G. izlaz gotove tablete
H. podešavanje izbacivanja tablet
I. ekscentar
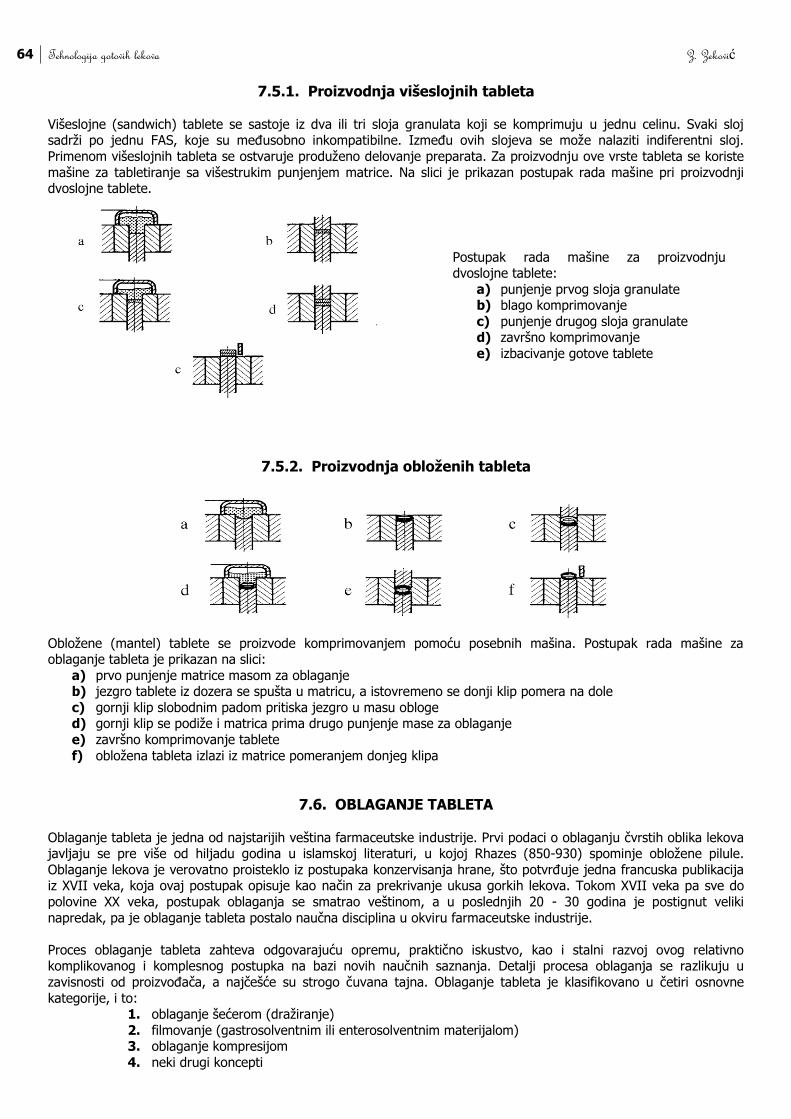
64 Tehnologija gotovih lekova Z. Zeković
Postupak rada mašine za proizvodnju dvoslojne tablete:
a) punjenje prvog sloja granulate b) blago komprimovanje
c) punjenje drugog sloja granulate d) završno komprimovanje
e) izbacivanje gotove tablete
7.5.1. Proizvodnja višeslojnih tableta
Višeslojne (sandwich) tablete se sastoje iz dva ili tri sloja granulata koji se komprimuju u jednu celinu. Svaki sloj sadrži po jednu FAS, koje su međusobno inkompatibilne. Između ovih slojeva se može nalaziti indiferentni sloj.
Primenom višeslojnih tableta se ostvaruje produženo delovanje preparata. Za proizvodnju ove vrste tableta se koriste
mašine za tabletiranje sa višestrukim punjenjem matrice. Na slici je prikazan postupak rada mašine pri proizvodnji dvoslojne tablete.
7.5.2. Proizvodnja obloženih tableta
Obložene (mantel) tablete se proizvode komprimovanjem pomoću posebnih mašina. Postupak rada mašine za oblaganje tableta je prikazan na slici:
a) prvo punjenje matrice masom za oblaganje b) jezgro tablete iz dozera se spušta u matricu, a istovremeno se donji klip pomera na dole
c) gornji klip slobodnim padom pritiska jezgro u masu obloge d) gornji klip se podiže i matrica prima drugo punjenje mase za oblaganje
e) završno komprimovanje tablete
f) obložena tableta izlazi iz matrice pomeranjem donjeg klipa
7.6. OBLAGANJE TABLETA
Oblaganje tableta je jedna od najstarijih veština farmaceutske industrije. Prvi podaci o oblaganju čvrstih oblika lekova javljaju se pre više od hiljadu godina u islamskoj literaturi, u kojoj Rhazes (850-930) spominje obložene pilule.
Oblaganje lekova je verovatno proisteklo iz postupaka konzervisanja hrane, što potvrđuje jedna francuska publikacija iz XVII veka, koja ovaj postupak opisuje kao način za prekrivanje ukusa gorkih lekova. Tokom XVII veka pa sve do
polovine XX veka, postupak oblaganja se smatrao veštinom, a u poslednjih 20 - 30 godina je postignut veliki
napredak, pa je oblaganje tableta postalo naučna disciplina u okviru farmaceutske industrije.
Proces oblaganje tableta zahteva odgovarajuću opremu, praktično iskustvo, kao i stalni razvoj ovog relativno komplikovanog i komplesnog postupka na bazi novih naučnih saznanja. Detalji procesa oblaganja se razlikuju u
zavisnosti od proizvođača, a najčešće su strogo čuvana tajna. Oblaganje tableta je klasifikovano u četiri osnovne
kategorije, i to: 1. oblaganje šećerom (dražiranje)
2. filmovanje (gastrosolventnim ili enterosolventnim materijalom) 3. oblaganje kompresijom
4. neki drugi koncepti
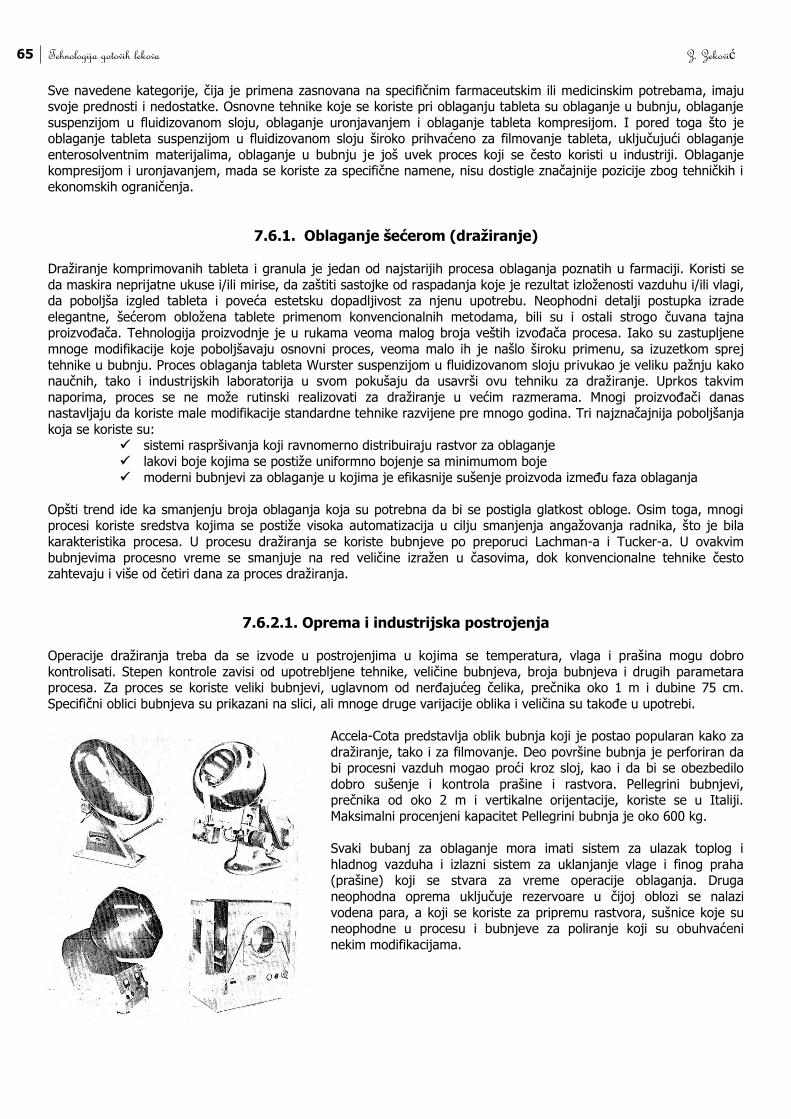
65 Tehnologija gotovih lekova Z. Zeković
Sve navedene kategorije, čija je primena zasnovana na specifičnim farmaceutskim ili medicinskim potrebama, imaju svoje prednosti i nedostatke. Osnovne tehnike koje se koriste pri oblaganju tableta su oblaganje u bubnju, oblaganje
suspenzijom u fluidizovanom sloju, oblaganje uronjavanjem i oblaganje tableta kompresijom. I pored toga što je oblaganje tableta suspenzijom u fluidizovanom sloju široko prihvaćeno za filmovanje tableta, uključujući oblaganje
enterosolventnim materijalima, oblaganje u bubnju je još uvek proces koji se često koristi u industriji. Oblaganje kompresijom i uronjavanjem, mada se koriste za specifične namene, nisu dostigle značajnije pozicije zbog tehničkih i
ekonomskih ograničenja.
7.6.1. Oblaganje šećerom (dražiranje)
Dražiranje komprimovanih tableta i granula je jedan od najstarijih procesa oblaganja poznatih u farmaciji. Koristi se
da maskira neprijatne ukuse i/ili mirise, da zaštiti sastojke od raspadanja koje je rezultat izloženosti vazduhu i/ili vlagi, da poboljša izgled tableta i poveća estetsku dopadljivost za njenu upotrebu. Neophodni detalji postupka izrade
elegantne, šećerom obložena tablete primenom konvencionalnih metodama, bili su i ostali strogo čuvana tajna proizvođača. Tehnologija proizvodnje je u rukama veoma malog broja veštih izvođača procesa. Iako su zastupljene
mnoge modifikacije koje poboljšavaju osnovni proces, veoma malo ih je našlo široku primenu, sa izuzetkom sprej
tehnike u bubnju. Proces oblaganja tableta Wurster suspenzijom u fluidizovanom sloju privukao je veliku pažnju kako naučnih, tako i industrijskih laboratorija u svom pokušaju da usavrši ovu tehniku za dražiranje. Uprkos takvim
naporima, proces se ne može rutinski realizovati za dražiranje u većim razmerama. Mnogi proizvođači danas nastavljaju da koriste male modifikacije standardne tehnike razvijene pre mnogo godina. Tri najznačajnija poboljšanja
koja se koriste su: sistemi raspršivanja koji ravnomerno distribuiraju rastvor za oblaganje
lakovi boje kojima se postiže uniformno bojenje sa minimumom boje
moderni bubnjevi za oblaganje u kojima je efikasnije sušenje proizvoda između faza oblaganja
Opšti trend ide ka smanjenju broja oblaganja koja su potrebna da bi se postigla glatkost obloge. Osim toga, mnogi procesi koriste sredstva kojima se postiže visoka automatizacija u cilju smanjenja angažovanja radnika, što je bila
karakteristika procesa. U procesu dražiranja se koriste bubnjeve po preporuci Lachman-a i Tucker-a. U ovakvim
bubnjevima procesno vreme se smanjuje na red veličine izražen u časovima, dok konvencionalne tehnike često zahtevaju i više od četiri dana za proces dražiranja.
7.6.2.1. Oprema i industrijska postrojenja Operacije dražiranja treba da se izvode u postrojenjima u kojima se temperatura, vlaga i prašina mogu dobro
kontrolisati. Stepen kontrole zavisi od upotrebljene tehnike, veličine bubnjeva, broja bubnjeva i drugih parametara procesa. Za proces se koriste veliki bubnjevi, uglavnom od nerđajućeg čelika, prečnika oko 1 m i dubine 75 cm.
Specifični oblici bubnjeva su prikazani na slici, ali mnoge druge varijacije oblika i veličina su takođe u upotrebi.
Accela-Cota predstavlja oblik bubnja koji je postao popularan kako za
dražiranje, tako i za filmovanje. Deo površine bubnja je perforiran da bi procesni vazduh mogao proći kroz sloj, kao i da bi se obezbedilo
dobro sušenje i kontrola prašine i rastvora. Pellegrini bubnjevi, prečnika od oko 2 m i vertikalne orijentacije, koriste se u Italiji.
Maksimalni procenjeni kapacitet Pellegrini bubnja je oko 600 kg.
Svaki bubanj za oblaganje mora imati sistem za ulazak toplog i
hladnog vazduha i izlazni sistem za uklanjanje vlage i finog praha (prašine) koji se stvara za vreme operacije oblaganja. Druga
neophodna oprema uključuje rezervoare u čijoj oblozi se nalazi
vodena para, a koji se koriste za pripremu rastvora, sušnice koje su neophodne u procesu i bubnjeve za poliranje koji su obuhvaćeni
nekim modifikacijama.
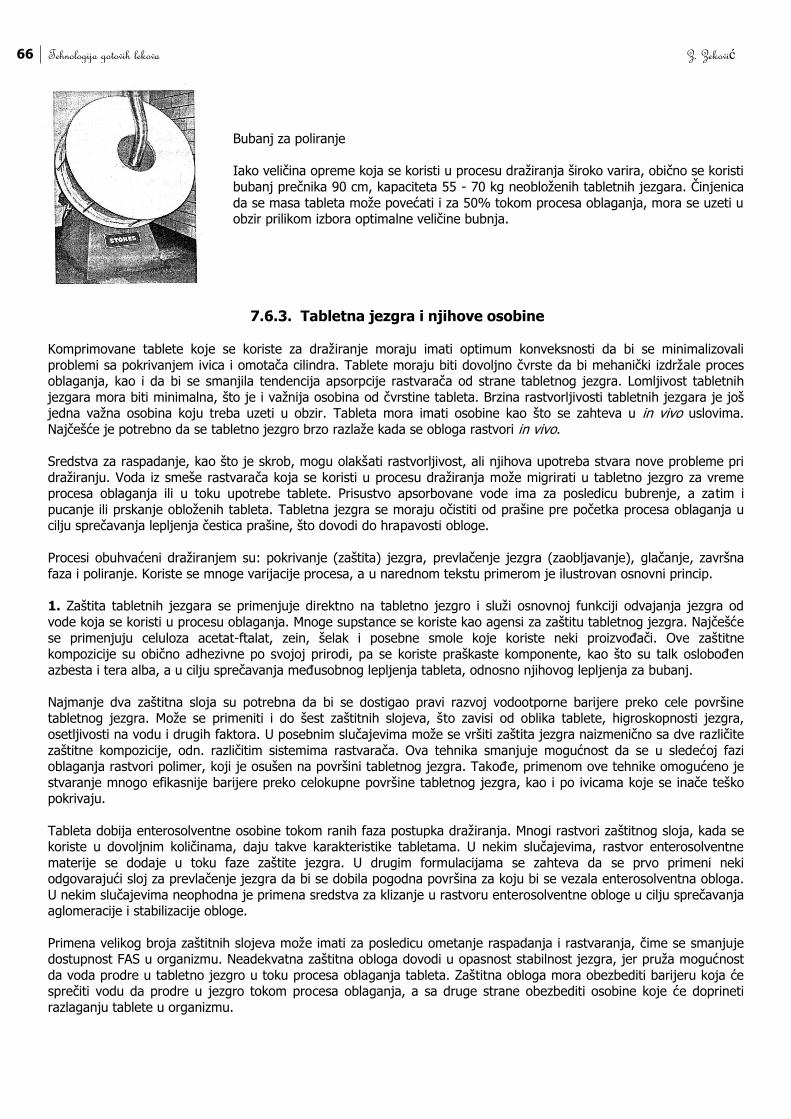
66 Tehnologija gotovih lekova Z. Zeković
Bubanj za poliranje
Iako veličina opreme koja se koristi u procesu dražiranja široko varira, obično se koristi
bubanj prečnika 90 cm, kapaciteta 55 - 70 kg neobloženih tabletnih jezgara. Činjenica
da se masa tableta može povećati i za 50% tokom procesa oblaganja, mora se uzeti u obzir prilikom izbora optimalne veličine bubnja.
7.6.3. Tabletna jezgra i njihove osobine
Komprimovane tablete koje se koriste za dražiranje moraju imati optimum konveksnosti da bi se minimalizovali
problemi sa pokrivanjem ivica i omotača cilindra. Tablete moraju biti dovoljno čvrste da bi mehanički izdržale proces oblaganja, kao i da bi se smanjila tendencija apsorpcije rastvarača od strane tabletnog jezgra. Lomljivost tabletnih
jezgara mora biti minimalna, što je i važnija osobina od čvrstine tableta. Brzina rastvorljivosti tabletnih jezgara je još jedna važna osobina koju treba uzeti u obzir. Tableta mora imati osobine kao što se zahteva u in vivo uslovima.
Najčešće je potrebno da se tabletno jezgro brzo razlaže kada se obloga rastvori in vivo.
Sredstva za raspadanje, kao što je skrob, mogu olakšati rastvorljivost, ali njihova upotreba stvara nove probleme pri
dražiranju. Voda iz smeše rastvarača koja se koristi u procesu dražiranja može migrirati u tabletno jezgro za vreme procesa oblaganja ili u toku upotrebe tablete. Prisustvo apsorbovane vode ima za posledicu bubrenje, a zatim i
pucanje ili prskanje obloženih tableta. Tabletna jezgra se moraju očistiti od prašine pre početka procesa oblaganja u cilju sprečavanja lepljenja čestica prašine, što dovodi do hrapavosti obloge.
Procesi obuhvaćeni dražiranjem su: pokrivanje (zaštita) jezgra, prevlačenje jezgra (zaobljavanje), glačanje, završna faza i poliranje. Koriste se mnoge varijacije procesa, a u narednom tekstu primerom je ilustrovan osnovni princip.
1. Zaštita tabletnih jezgara se primenjuje direktno na tabletno jezgro i služi osnovnoj funkciji odvajanja jezgra od
vode koja se koristi u procesu oblaganja. Mnoge supstance se koriste kao agensi za zaštitu tabletnog jezgra. Najčešće
se primenjuju celuloza acetat-ftalat, zein, šelak i posebne smole koje koriste neki proizvođači. Ove zaštitne kompozicije su obično adhezivne po svojoj prirodi, pa se koriste praškaste komponente, kao što su talk oslobođen
azbesta i tera alba, a u cilju sprečavanja međusobnog lepljenja tableta, odnosno njihovog lepljenja za bubanj.
Najmanje dva zaštitna sloja su potrebna da bi se dostigao pravi razvoj vodootporne barijere preko cele površine tabletnog jezgra. Može se primeniti i do šest zaštitnih slojeva, što zavisi od oblika tablete, higroskopnosti jezgra,
osetljivosti na vodu i drugih faktora. U posebnim slučajevima može se vršiti zaštita jezgra naizmenično sa dve različite
zaštitne kompozicije, odn. različitim sistemima rastvarača. Ova tehnika smanjuje mogućnost da se u sledećoj fazi oblaganja rastvori polimer, koji je osušen na površini tabletnog jezgra. Takođe, primenom ove tehnike omogućeno je
stvaranje mnogo efikasnije barijere preko celokupne površine tabletnog jezgra, kao i po ivicama koje se inače teško pokrivaju.
Tableta dobija enterosolventne osobine tokom ranih faza postupka dražiranja. Mnogi rastvori zaštitnog sloja, kada se koriste u dovoljnim količinama, daju takve karakteristike tabletama. U nekim slučajevima, rastvor enterosolventne
materije se dodaje u toku faze zaštite jezgra. U drugim formulacijama se zahteva da se prvo primeni neki odgovarajući sloj za prevlačenje jezgra da bi se dobila pogodna površina za koju bi se vezala enterosolventna obloga.
U nekim slučajevima neophodna je primena sredstva za klizanje u rastvoru enterosolventne obloge u cilju sprečavanja aglomeracije i stabilizacije obloge.
Primena velikog broja zaštitnih slojeva može imati za posledicu ometanje raspadanja i rastvaranja, čime se smanjuje dostupnost FAS u organizmu. Neadekvatna zaštitna obloga dovodi u opasnost stabilnost jezgra, jer pruža mogućnost
da voda prodre u tabletno jezgro u toku procesa oblaganja tableta. Zaštitna obloga mora obezbediti barijeru koja će sprečiti vodu da prodre u jezgro tokom procesa oblaganja, a sa druge strane obezbediti osobine koje će doprineti
razlaganju tablete u organizmu.
67 Tehnologija gotovih lekova Z. Zeković
Ukoliko se talk koristi u fazi zaštite jezgra, tablete mogu postati veoma klizave, što dovodi do njihovog lošeg obrtanja u bubnju. Problem se može rešiti primenom tera alba-e umesto talka u narednom sloju zaštitnog oblaganja.
Nastajanje hrapave tablete tokom bilo koje faze proizvodnog procesa može stvoriti probleme i otežati dobijanje elegantne dražeje, zbog čega je važno održati površinu tablete, glatkom za vreme procesa zaštite jezgra i oblaganja.
Hrapavost površine često nastaje ukoliko se doda suviše praškastog materijala na tablete u fazi zaštitnog oblaganja. Prekomerna doza praha izaziva njegovo zaostajanje na dnu bubnja, što dovodi do deponovanje zaostalog praha na
tablete prilikom njihovog oblaganja sledećim zaštitnim slojem. Iz ovih razloga je neophoda provera količine praha na
dnu bubnja i, po potrebi njegovo uklanjanje, a zatim i čišćenje tableta od praha.
2. Prevlačenje jezgra tablete je kritična operacija procesa dražiranja, koja ima značajne efekte na konačni izgled tablete/dražeje. Nastajanje hrapave površine u ovoj fazi je veoma teško ispraviti, a ona može nastati kao posledica:
viška praškastog materijala koji se deponuje na tablete u aglomeratima prilikom sledećeg dodavanja sirupa
suviše dugog vremena obrtanja tableta u bubnju posle dodavanja praškastog materijala dodavanja viška rastvora za prevlačenje jezgra koji je suviše navlažio tablete
Ukoliko tablete postanu hrapave u toku procesa prevlačenja jezgra, neophodno je za proces zaobljavanja primeniti
neopravdano veliki broj porcija rastvora sirupa, u cilju dobijanja proizvoda željenog izgleda. Tablete čokoladnog
izgleda se oblažu zaštitnim slojem kome se dodaje praškasti materijal koji sadrži kakao.
3. Glačanje: boje, koje se dodaju tokom faze zaobljavanja, imaju za cilj razvijanje osnovne boje, nakon čega se primenjuje završni sirup, kao i da tableta bude glatka i zaobljena, odnosno da se dobije tableta željene veličine.
Dodavanje boje u sirup za zaobljavanje se ne vrši ukoliko tablete nisu relativno glatke. Na početku faze bojenja u toku procesa zaobljavanja koristi se razblaženi rastvor boje (obično se vrši rastvorom koji sadrži jedan deo obojenog sirupa
i tri dela bezbojnog sirupa). Nakon postizanja početne boje, koncentracija boje u sirupu se povećava. Odstupanje od
ove procedure može imati za posledicu pojavu mrlja i šara, što se može primetiti na finalnom proizvodu pod svetlosnim izvorom.
Sledeća faza dražiranja, dodavanje gustog sirupa, podrazumeva primenu koncentrovanog sirupa, pri čemu se se brzo
razvija boja. Sirup se primenjuje pre završne faze. Faza dodavanja sirupa, koja je završni proces dodavanja ukupnih
sirupa, je vrlo kritična u smislu dobijanja dražeje željenog izgleda. U slučaju primene lakova boja ne može se koristiti standardna tehnika njihovog razblaženja, koja se generalno koristi za razvijanje boje. Lakovi se, zbog njihove
neprozirnosti, obično koriste u završnom rastvoru boje, odnosno završnom nanošenju obloge na dražeju.
Problemi u procesu dražiranja se mogu javiti iz više razloga. Pojava mrlja ili šara na gotovim dražejama se može desiti, npr. u slučaju migracije vlage na površinu dražeje nakon završenog dražiranja, što se može sprečiti sušenjem
tokom pojedinih faza dodavanja sirupa. Protresanje bubnja za dražiranje je veoma važan momenat procesa, jer
ukoliko bi se dopustilo da jedne te iste tablete budu na dnu bubnja, one bi uvek imale značajan sadržaj vlage, što dovodi do pojave mrlja na njihovoj površini i deformacije dražeja.
Primer:
Punjenje 55 kg tabletnih jezgara prečnika 1 cm. Bubanj za oblaganje od nerđajućeg čelika, prečnika 1 m.
a) Pokrivanje (zaštita) jezgra:
1. Počinje se sa obrtanjem tableta u bubnju i sa uduvavanjem vazduha. Primenjuje se 1,75 l celuloza acetatno-ftalatnog rastvora i to brzo, a tabletna jezgra moraju da se obrću, ručnim mešanjem ukoliko je neophodno, da
bi rastvor dobro prekrio ceo sloj tablet. 2. Tablete se obrću dok ne postanu lepljive, odnosno dok ne počnu da se otežano razdvajaju, lepe jedna za
drugu i za bubanj. U ovoj fazi tablete se moraju naprašiti talkom oslobođenim azbesta, sve dok ne izgube
tendenciju slepljivanja. 3. Tablete se obrću 3 - 5 minuta u cilju sprečavanja aglomeracije. Ako se tablete obrću suviše dugo, sredstvo za
zaštitu se može skinuti sa ivica tablete. 4. Bubanj se zaustavlja i protrese (brz udarac koji obezbeđije da se tablete rasporede po bubnju i sprečava
slepljivanje susednih tableta). Protresanje bubnja treba primenjivati 3’ sa razmacima od 15’.
5. Nakon zaustavljanja bubnja, tablete se suše 1 h i u bubanj se uvodi hladan vazduh 6. Proces zaštite jezgara se ponovi istim postupkom. U procesu koji se ponavlja se koristi manje rastvora, oko 1
l. Proces se ponavlja u cilju sprečavanja migracije rastvarača u srž tabletnog jezgra.
b) Prevlačenje jezgra (zaobljavanje)
Drugi korak u procesu dra`iranja se primenjuje da bi se poboljšala veza između zaštitnog sloja i sloja šećera, čime se postiže i standardizacija veličine tablete. Rastvori koji se koriste za prevlačenje, obično sadrže želatin i/ili akaciju.
Postupak se sastoji u sledećem:
68 Tehnologija gotovih lekova Z. Zeković
1. Nakon pranja bubnja i uklanjanja prašine sa tableta, tablete se vraćaju u bubanj koji se stavlja u pogon.
Topao vazduh ulazi u bubanj u cilju sušenja, ali ne remeti sloj tableta u njemu. Tablete se kvase brzo sa
priblino 1,5 l rastvora želatin-akacija. U ovom momentu je korisno dobro ručno mešati tabletni sloj da bi tečnost natopila tablete, i to brzo i uniformno ukoliko je moguće.
2. Tablete se obrću u bubnju dok ne pokažu znake lepljivosti i tada se na tablete nanosi prah za prevlačenje, dok tablete ne počnu slobodno da se okreću i prestanu da pokazuju lepljivost.
3. Tablete se zatim obrću u bubnju dodatnih 15 - 20 minuta da bi zaštitni sloj očvrsnuo.
4. U ovoj fazi treba osloboditi tabletni sloj od viška praha u bubnju. 5. Ceo postupak se zatim ponovi na isti način, ali s manjom zapreminom rastvora. Mora se obezbediti uslov da
zaštitni sloj bude dovoljno suv pre narednog prevlačenja. Debljina oblaganja se može meriti volumetrijski u bilo kom trenutku tokom procesa. Obično se primenjuje 3 - 4 zaštitna sloja, a za postizanje željenog cilja
može se upotrebiti i do 9 slojeva.
6. Posle prevlačenja, tablete treba ostaviti u bubnju preko noći da bi se obezbedilo dobro sušenje. Nije potrebno primenjivati topao vazduh za sušenje, već samo sa vremena na vreme protresti tablete u bubnju.
c) Glačanje
Oblaganje sirupom i faza bojenja obično obuhvataju tri osnovne faze, uključujući primenu sirupa za zaobljavanje,
gustog sirupa i sirupa.
Zaobljavanje tableta: 1. Tablete treba da budu potpuno oslobođene prašine pre početka procesa zaobljavanja. Bubanj se mora
oprati vodom, nakon čega se suši. Topao vazduh (40 0C) treba da je direktno usmeren na tabletni sloj. 2. Tablete se obrću u bubnju i dodaje se toliko rastvora za zaobljavanje koliko je dovoljno da tanak sloj
uniformno nakvasi tablete. Tablete se zatim mogu mešati ručno da bi se potpomoglo uniformno i brzo
pokrivanje tečnošću pre nego što se naneti sloj osuši. 3. Tablete se kontinualno obrću u bubnju uz produvavanje toplog vazduha, sve dok se prašina ne pojavi u
vazduhu iznad tabletnog sloja, za šta je potrebno oko 5‘. Kontrola sušenja tableta se izvodi na taj način što radnik dobro osušenu ruku stavlja u tabletni sloj u bubnju koji je u pokretu. Kada se tanak sloj prašine
pojavi na nadlanici, može se naneti sledeći sloj.
4. Materije za bojenje se mogu dodati za vreme trajanja procesa oblaganja. Oblaganjem se mora obezbediti dovoljna glatkost pre primene boje da bi se izbeglo šarenilo dobijene dražeje. Za početnu primenu, rastvor
boje treba razblažiti u cilju dobijanja što uniformnije podloge za nanošenje boje. Preporučuje se početno trostruko razblaženje. Kako se proces dalje kreće ka fazi upotrebe gustog sirupa, koncentracija boje
kotinualno raste i maksimum dostiže u ranoj fazi oblaganja gustim sirupom. 5. Proces se ponavlja sve dok tablete ne budu dovoljno glatke i uniformno obojene do željene boje.
Oblaganje gustim sirupom Procedura za primenu gustog sirupa je ista prethodno opisanoj kod procesa zaobljavanja. Počinje odmah
posle faze zaobljavanja i ne dozvoljava greške u procesu. Gusti sirup se primenjuje dok se ne dostigne specifična zapremina obloženih tableta, odn. dražeja. Ovaj postupak zahteva uniformnost u veličini obloženih
tableta u svakoj pojedinoj fazi oblaganja.
Oblaganje sirupom
Po završetku procesa oblaganja gustim sirupom, isključuje se iz upotrebe topao vazduh i smanjuje se sušenje vazduhom u bubnju. Dodavanje sirupa se nastavlja sa razblaženim rastvorom sirupa. Ista osnovna procedura
koja se koristi kod zaobljavanja i upotrebe gustog sirupa, koristi se i za oblaganje sirupom. Osnovna razlika je u tome što radnik ne dopušta da tablete postanu prašnjave kao u ostalim fazama dodavanja sirupa.
Obojeni lak ili kombinacija laka i rastvora boje mogu se upotrebiti da bi se postiglo brzo razvijanje boje. Kada se koriste lakovi, nije neophodno koristiti pozitivan gradijent koncentracije sredstva za bojenje da bi se
postigla uniformna boja. Neki proizvođači postižu odlične rezultate koristeći lakove u fazi dodavanja sirupa ili u završnoj fazi. Bez obzira na izabrano sredstvo za bojenje, mora se naglasiti da se uniformna boja može
ostvariti samo u slučaju primene rastvora na glatkoj površini.
d) Završna faza
Kada se postigne željena boja, počinje završna faza, koja je još jedan od kritičnih procesa od kojeg zavisi konačni izgled dobijenih dražeja. Završna faza obuhvata sledeće postupke:
1. bubanj je neophodno oprati pre početka završne faze
2. sušenje je nepotrebno 3. brzo se primenjuju 3 ili 4 obloge sirupa, ali se ne sme dopustiti da tabletni sloj postane prašnjav
4. dodaje se poslednja sloj obloge i bubanj se zaustavlja dok su tablete još vlažne
69 Tehnologija gotovih lekova Z. Zeković
5. bubanj se protresa svakih par minuta, u trajanju od 15‘ 6. dražeje treba ostaviti preko noći u bubnju bez sušenja, odn. primene toplog vazduha. Zatvaranjem poklopca
na bubnju se obezbeđuje da dražeje zadrže visok sadržaj vlage.
e) Poliranje Posle završne faze, vrši se poliranje dražeja, koje se prebacuju u bubanj obložen filcom. Za vreme poliranja se ne
ubacuje vazduh u bubanj. Poliranje obuhvata sledeće faze:
1. dražeje se obrću u bubnju za poliranje. Za punjenje od 55 kg, primenjuje se 300 ml rastvora pčelinjeg voska u CCl4, dražeje se obrću u bubnju sve dok ne prestane da preovladava miris rastvarača
2. odmah se dodaje 150 ml rastvora pčelinjeg voska u CCl4 i dražeje se obrću slobodno dok ne počnu da se sijaju
3. dodaje se još 150 ml istog rastvora i dražeje se obrću dok rastvor uniformno prelazi preko njih. Hladan
vazduh se usmerava na dražeje dok ne nestane miris rastvarača, a dražeje dobijuju željeni sjaj i izgled.
Boja i ukus – boje, lakovi boje i agensi za maskiranje ukusa se koriste u cilju postizanja specifične boje i drugih osobina koje doprinose prihvatljivosti dražeje od strane korisnika. Koncentracije ovih dodataka su obično male, a
najčešće se odre|uju na osnovu iskustva proizvođača u oblaganju tableta.
Dobra proizvođačka praksa (GMP) – podrazumeva adekvatnu kontrolu uniformnosti punjenja, što se odnosi na pažljivo
odmeravanje i pripremu praškastih materijala i rastvora, kao i dokumentovanje svih faza proizvodnje. Kontrola praha iz proizvoda i materijala koji se koriste za oblaganje, može se vršiti ukoliko se primenjuje adekvatna oprema i postigne
potpuno razdvajanje. Uzorci koji se uzimaju za kontrolu se ne vraćaju u bubanj za dražiranje. Posebno je potrebno naglasiti da je neophodno poštovanje strogih propisa o čistoći.
Stabilnost – testovi stabilnosti dražeje su obavezni, a prate se osobine dobijenih dražeja tokom vremena. Obloga može da napukne, pri čemu nastaju veliki otvori i pukotine, može doći do deformacije oblika ili do raspadanja ukoliko
vlaga migrira iz obloge u jezgro. U mnogim slučajevima ovaj tip raspadanja se može detektovati testovima stabilnosti i nakon toga, eliminisati uzroke raspadanja u narednim procesima proizvodnje dražeja.
Popravljanje obloženih tablet – dražeje koje nisu zadovoljile kriterijume nakon njihove proizvodnje mogu se popraviti, odn. ponovo obložiti. Proces popravke je prilično teško izvesti, jer podrazumeva veštinu. U principu, dražeje se peru
vodom dok se ne skine sloj sirupa i sloj za prevlačenje jezgra. Tablete se onda brzo prebacuju, prvo u rastvor alkohola da bi se prekinuo proces rastvaranja, a zatim u bubanj za oblaganje, pri čemu se obrću i suše u struji toplog vazduha.
Neophodno je uraditi testove stabilnosti popravljenih, odn. ponovo obloženih tableta, a u cilju verifikacije validnosti procesa.
Postoje mnoge varijacije procesa dražiranja, a opisane tehnike su najčešće primenjivane. Napredak tehnologije je omogućio eliminisanje faze prevlačenja jezgra i mnoge od dugotrajnih faza procesa, a postignut je i visok stepen
automatizacije procesa.
7.6.4. Filmovanje tableta
Proces filmovanja tableta je relativno nov postupak u odnosu na dražiranje. Najranija naučna literatura o filmovanju tableta potiče iz 1930. godine. Oblaganje tableta filmom se razlikuje od konvencionalnog dražiranja po tipu materijala
koji se koristi i debljini obloge. Mnogi filmovi se pripremaju deponovanjem jednog ili kombinacije filmogenih polimera,
što daje oblogu tablete koja obično nije teža od 2 - 5% u odnosu na početnu masu tabletnih jezgara. Proces filmovanja nije ograničen samo na tablete. Pilule, kapsule, granule i prahovi se takođe mogu filmovati iz različitih
razloga.
Filmovanje tableta se po prirodi može uopšteno klasifikovati na gastrosolventno i enterosolventno, u zavisnosti od rastvorljivosti u gastrointestinalnim sokovima. Može se koristiti za zaštitu tabletnog jezgra od uticaja vode prilikom
dražiranja. Prve komercijalno dostupne gastrosolventne filmovane tablete su proizvedene u Abbot laboratoriji, 1954.
godine. Od tada, primena ovog tipa oblaganja tableta je brzo porasla i postala široko prihvaćena.
Postupak filmovanja se smatra kombinacijom nauke i veštine. Različite studije su se bavile ovom problematikom, ne samo od strane farmaceutske industrije, već i ostalih zainteresovanih za oblaganje površine filmom. Mnogi od
materijala za oblaganje i tehnike za pripremu i primenu rastvora su uglavnom slične. Ipak, kao i kod dražiranja, svaki
proizvođač ima svoj karakterističan postupak za filmovanje tableta. Male varijacije u procesu, koje se razvijaju nakon eksperimenata, rezultuju oblogom koja je glatka i sjajna, nasuprot one koja je hrapava i šarena. Pokušaji da se
70 Tehnologija gotovih lekova Z. Zeković
mehanizuje postupak teže da minimalizuju nedostatke u konzistenciji, kao i da kontrolišu faktore koji utiču na kvalitet obloge dobijene filmovanjem.
Mogu se nabrojati brojne prednosti filmovanja u odnosu na dražiranje. Neki od najznačajnijih razloga su:
smanjenje vremena oblaganja i cene materijala nema značajnog povećanja mase tablete
nije potreban vodootporni zaštitni sloj
trajnost i otpornost na lomljenje i pucanje mogu se filmovati gravirane tablete
poseduju izuzetnu zaštitu od svetla, vazduha i vlage
nemaju nepovoljne efekte na vreme razlaganja lepog su izgleda
poseduju mogućnost da se ne koriste vodeni
rastvori za oblaganje standardizacija procesa i materijala
7.6.4.1. Materijali za filmovanje
Tehnike filmovanja koriste veliki broj materijala (nazivaju se filmogeni). U početku primene ove tehnike za oblaganje tableta kao filmogeni materijali su se primenjivali vosak, šelak i derivati celuloze, nakon čega je došlo do ekspanzije
upotrebe sintetičkih smola. Karakteristike polimera se izražavaju strukturom, veličinom i osobinama njihovih
makromolekula. Supstance rastvorljive u gastrointestinalnim sokovima se koriste u sistemu organskih rastvarača za nanošenje filma na tabletama. Filmogeni materijal treba da je:
dovoljno rastvorljiv u rastvaračima pogodnim za operaciju oblaganja rastvorljiv na svim pH vrednostima ili pH vrednostima karakterističnim za gastrointestinalni trakt
sposoban da stvori jak, kontinualan film, koji je gladak i elegantan stabilan u prisustvu toplote, svetla, vlage, vazduha i FAS koju oblaže
da ima prihvatljiv ukus, boju i miris
kompatibilan sa pigmentima i drugim aditivima koji se koriste u oblaganju netoksičan, inertan, nelepljiv i da ne zahteva komplikovane procese oblaganja
otporan na pucanje i da pruža tableti zaštitu od vlage, svetlosti i mirisa
U farmaceutskoj industriji se najčešće koriste sledeći gastrosolventni filmogeni materijali:
Hidroksipropil metilceluloza koja je polimer koji se dobija reakcijom metilhlorida i propilenoksida sa alkalnom
celulozom, a predstavlja jedan od najpopularnijih agenasa za filmovanje. Ona je materijal kojim se može oblagati kako u bubnju, tako i suspenzijom u fluidizovanom sloju. Razlozi za široku prihvaćenost su dobra filmogena sposobnost i
povoljne karakteristike rastvorljivosti u gastrointestinalnim sokovima i organskim rastvaračima. Rastvorljivost u kiselim
i baznim sredinama dozvoljava njegovu upotrebu sa određenim uticajem na razlaganje tablete i dostupnost FAS. Filmovi hidroksipropil metilceluloze su bez ukusa i mirisa, fleksibilni i otporni na lomljenje. Obloga tablete je stabilna u
prisustvu toplote, svetla, vazduha i vlage. Boje, lakovi i drugi aditivi, se mogu inkorporirati u film bez problema, mada postoje podaci da neke boje mogu imati interakcije sa ovim polimerom. Viskoziteti rastvora hidroksipropil metilceluloze
su odgovarajući za oblaganje rastvorima, suspenzijama i gelima. Hidroksipropil metilceluloza zadovoljava mnoge od kriterijuma ustanovljenih za idealne filmogene materijale. Koristi se sama ili u kombinaciji sa drugim filmogenima u
zavisnosti od željenih karakteristika filma, a pogodna je za upotrebnu u rastvorima kojima se postiže površinski sjaj
filmovane tablete.
Metil hidroksietilceluloza je polimer koji se dobija reakcijom metilhlorida i etilenoksida sa alkalnom celulozom, a ima takoe, pogodne viskozitete vodenih rastvora. Kako je slična hidroksipropil metilcelulozi, realno je očekivati da ima
slične osobine, ali u Evropi ona nema isti stepen prihvaćenosti, pre svega zbog toga što je rastvorljiva u manjem broju
organskih rastvarača koji se koriste za oblaganje tableta.
Etilceluloza se dobija reakcijom etilhlorida i alkalne celuloze. Ovaj polimer je potpuno nerastvoran u vodi i gastrointestinalnim sokovima, pa se za oblaganja tableta dodaju rastvorljivi aditivi. Najčešće se koristi u kombinaciji sa
hidroksipropil metilcelulozom i drugim filmogenima u cilju povećanja rastvorljivosti filma. Polimer je rastvorljiv u mnogim organskim rastvaračima, netoksičan je, stabilan, bez ukusa i mirisa.
Hidroksipropilceluloza ima osobine rastvorljivosti u organskim rastvaračima koje su bolje u odnosu na mnoge druge derivate celuloze rastvorne u vodi. Ovaj polimer je rastvoran u gastrointestinalnom soku. Nedostatak je ekstremna
lepljivost koja se razvija prilikom sušenja, što je delimično može poboljšati dodavanjem acetilovanih monoglicerida, surfaktanata i plastifikatora. Filmovi od hidroksipropilceluloze, iako nisu ekstremno čvrsti, dovoljno su dobre barijere
za vlagu i gasove, pa je ovaj polimer bolji u odnosu na mnoge derivate celuloze koji su pomenuti.
Hidroksipropilceluloza se inkorporira sa drugim filmogenima da bi se dobile željene karakteristike filma.
71 Tehnologija gotovih lekova Z. Zeković
Polivinilpirolidon se često primenjuje za filmovanje, kao i za druge potrebe farmaceutske industrije. Rastvoran je u mnogim organskim rastvaračima, kao i u gastrointestinalnim sokovima. Daje filmove koji su čisti, čvrsti i sjajni, kada
su suvi. Veoma su lepljivi prilikom sušenja, pa mu se dodaju sredstva za klizanje u obliku hraha (npr. talk), da bi se otklonio ovaj nedostatak. Za smanjenje lepljivosti mogu se koristiti i plastifikatori. Polivinilpirolidon je higroskopan, ali
ova karakteristika se može modifikovati. Odlične adhezivne osobine ovog polimera se koriste kombiminovanjem sa drugim filmogenima u cilju očuvanja filma od ljuštenja i trenja za vreme filmovanja. Polivinilpirolidon je rastvorljiv u
kiselim i baznim sredinama, može se umrežiti poliakrilnom kiselinom, taninskom kiselinom, sistemom vinil
etar/anhidrid maleinske kiseline itd. da bi stvorio filmove enterosolventnih osobina. Netoksičan je i bez mirisa, nije gorak i može potpomoći dispergovanje sredstava za bojenje u rastvorima za oblaganje.
Natrijumkarboksimetilceluloza (NaKMC) se dobija reakcijom bazne celuloze sa natrijumovom soli monohlorsirćetne
kiseline. Dostupna je u različitom stepenu čistoće, čime odgovara posebnim zahtevima viskoziteta. NaKMC je polimer
koji je gastrosolventan i u vodi rastvoran, a nerastvoran u organskim rastvaračima. Njena primena za filmovanje je naznačena u literaturi, ali se ne koristi često kao filmogeni materijal upravo zbog rastvorljivosti u vodi.
Polietilenglikoli (PEG) su polimeri etilenoksida i često se koriste pri filmovanju, pored njihovih drugih upotreba u
farmaceutskoj industriji. Različite forme su klasifikovane prosečnom molekulskom masom (PMM). PEG sa PMM 200 -
600 su tečni na sobnoj temperaturi i odlični su plastifikatori, dok su sa PMM od 1000 - 6000 bele, čvrste supstance na sobnoj temperaturi i imaju osobine slične vosku i sposobnost stvaranja filmova. Rastvorni su u vodi i
gastrointestinalnim sokovima. PEG srednje PMM imaju ograničenu rastvorljivost u organskim rastvaračima, ali su pogodni sistemi za oblaganje, ukoliko se rastvaraju u alkoholima. Higroskopnost voskastih formi PEG se može
kontrolisati odgovarajućom formulacijom sa aditivima.
Obloge izrađene od PEG voskaste konzistencije su tvrde, glatke, bez ukusa i netoksične, ali su nešto osetljivije na
uslove povišene temperature i najlakše se tope na temperaturama izme|u 40 i 65 0C. Filmovi PEG su, osim što imaju odgovarajuću debljinu, kontinualni i obezbeđuju dobru gasnu barijeru. Ovi polimeri se koriste u kombinaciji sa drugim
filmogenima da bi im se modifikovale osobine. Kombinacija voskastih PEG i celuloza acetat-ftalata obezbeđuje filmove rastvorne u želudačnom soku. Ovaj sistem je jedan od prvih komercijalno prihvaćenih za proces oblaganja
gastrosolventnim filmom. PEG sa visokom PMM su hemijski uporedivi sa PEG 200 - 6000, a dostupni su u PMM od
nekoliko stotina hiljada do približno 5 miliona. Ovi materijali se koriste sami ili u kombinaciji sa PEG srednje PMM i drugim filmogenima, da bi se napravile tabletne obloge koje su nehigroskopne i otporne na lomljenje.
Enterosolventni materijali – koncept oblaganja pilula enterosolventnom oblogom, a kasnije i oblaganja komprimovanih
tableta, postoji više od 100 godina. Najveći broj razloga za oblaganja enterosolventnim materijalima nije se promenio od početka primene ove tehnike, a to su:
da se FAS zaštiti od razaranja kiselinom u želudačnom soku (npr. eritromicin)
da se spreči bol u želucu ili nauzeja usled iritacije aktivnom supstancom (npr. Na-salicilat) da se oslobodi FAS namenjena za lokalno delovanje u crevima, a u cilju njenog delovanja u koncentrovanom
obliku (npr. crevni antiseptici) da FAS koja se oslobađa u tankom crevu stigne do primarnog mesta apsorpcije u koncentrovanom obliku
da obezbedi funkciju tablete sa produženim delovanjem
Idealan enterosolventni materijal ima sledeće karakteristike:
nepropustljiv za želudačni sok osetljiv na intestinalne sokove
nereaktivan stabilan tokom skladištenja
da stvara kontinualnu oblogu netoksičan
jeftin lak za primenu sa minimumom opreme
Primenjivane su mnoge teorije u izboru enterosolventnog materijala i pravljenju enterosolventne tablete, počevši od jednostavne primene vodootpornih filmova, preko oblaganja pH senzitivnim materijalima i supstancama koje se
razlažu ili emulguju u intestinalnim sokovima, pa do materijala koji bubre ili se sporo skidaju, ali regularnom brzinom kada se ovlaže.
U.S.P. (US farmakopeja) test za enterosolventne tablete zahteva da obloga tablete izdrži mešanje u veštačkom želudačnom soku 1 h na 37 0C i da se mora raspasti posle 2 h (plus vreme raspadanja tabletnog jezgra), prilikom
mešanja u veštačkom intestinalnom (crevnom) soku na 37 0C. Svi proizvodi moraju ispunjavati ove in vitro kriterijume. Međutim, ovim nisu osigurane njene in vivo aktivnosti. Razlike u ponašanju nekih ljudskih organa mogu postojati s
vremena na vreme i biti velike, kao što je vrednost pH želuca (može varirati od 1,5 - 4), pa se u želucu
enterosolventna tableta može raspasti za vreme od 1 h pa sve do duže od 4 h. Osim toga, želudačni sadržaji ne postaju bazni samo kao rezultat prolaska kroz pilorus, gde postoji izvesna alkalizacija, jer je vrednost pH sredine
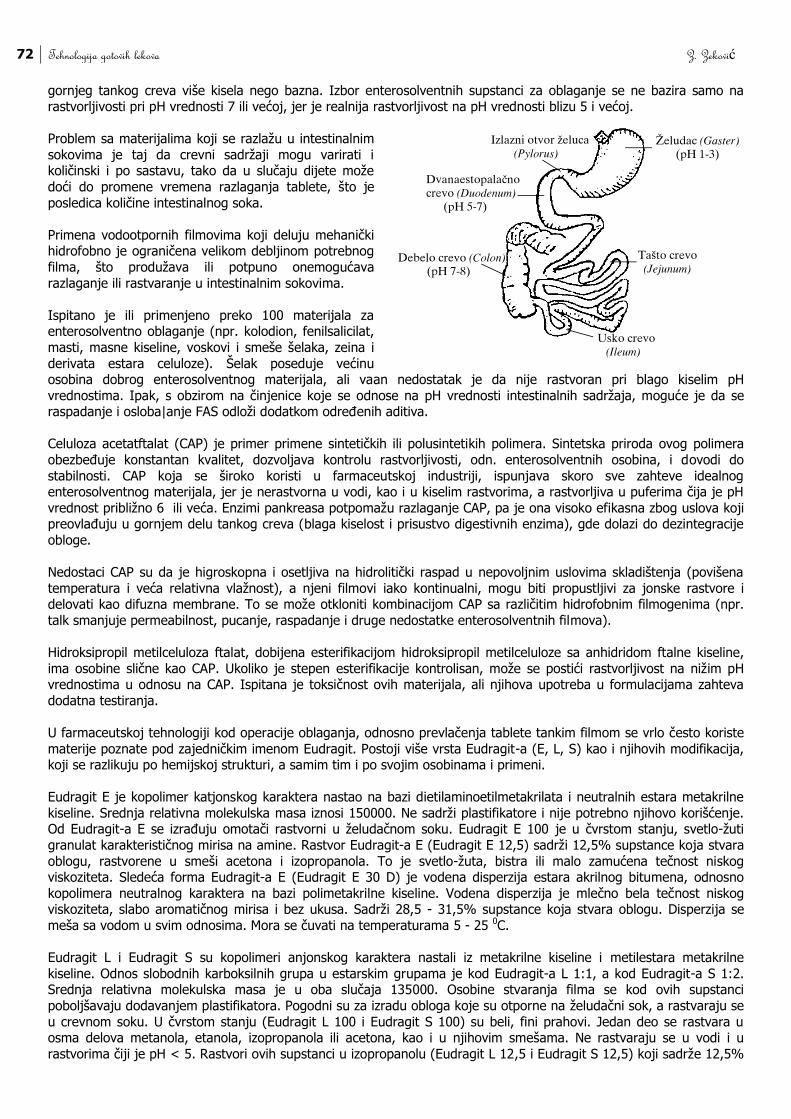
72 Tehnologija gotovih lekova Z. Zeković
gornjeg tankog creva više kisela nego bazna. Izbor enterosolventnih supstanci za oblaganje se ne bazira samo na rastvorljivosti pri pH vrednosti 7 ili većoj, jer je realnija rastvorljivost na pH vrednosti blizu 5 i većoj.
Problem sa materijalima koji se razlažu u intestinalnim
sokovima je taj da crevni sadržaji mogu varirati i količinski i po sastavu, tako da u slučaju dijete može
doći do promene vremena razlaganja tablete, što je
posledica količine intestinalnog soka.
Primena vodootpornih filmovima koji deluju mehanički hidrofobno je ograničena velikom debljinom potrebnog
filma, što produžava ili potpuno onemogućava
razlaganje ili rastvaranje u intestinalnim sokovima.
Ispitano je ili primenjeno preko 100 materijala za enterosolventno oblaganje (npr. kolodion, fenilsalicilat,
masti, masne kiseline, voskovi i smeše šelaka, zeina i
derivata estara celuloze). Šelak poseduje većinu osobina dobrog enterosolventnog materijala, ali vaan nedostatak je da nije rastvoran pri blago kiselim pH
vrednostima. Ipak, s obzirom na činjenice koje se odnose na pH vrednosti intestinalnih sadržaja, moguće je da se raspadanje i osloba|anje FAS odloži dodatkom određenih aditiva.
Celuloza acetatftalat (CAP) je primer primene sintetičkih ili polusintetikih polimera. Sintetska priroda ovog polimera
obezbeđuje konstantan kvalitet, dozvoljava kontrolu rastvorljivosti, odn. enterosolventnih osobina, i dovodi do
stabilnosti. CAP koja se široko koristi u farmaceutskoj industriji, ispunjava skoro sve zahteve idealnog enterosolventnog materijala, jer je nerastvorna u vodi, kao i u kiselim rastvorima, a rastvorljiva u puferima čija je pH
vrednost približno 6 ili veća. Enzimi pankreasa potpomažu razlaganje CAP, pa je ona visoko efikasna zbog uslova koji preovlađuju u gornjem delu tankog creva (blaga kiselost i prisustvo digestivnih enzima), gde dolazi do dezintegracije
obloge.
Nedostaci CAP su da je higroskopna i osetljiva na hidrolitički raspad u nepovoljnim uslovima skladištenja (povišena
temperatura i veća relativna vlažnost), a njeni filmovi iako kontinualni, mogu biti propustljivi za jonske rastvore i delovati kao difuzna membrane. To se može otkloniti kombinacijom CAP sa različitim hidrofobnim filmogenima (npr.
talk smanjuje permeabilnost, pucanje, raspadanje i druge nedostatke enterosolventnih filmova).
Hidroksipropil metilceluloza ftalat, dobijena esterifikacijom hidroksipropil metilceluloze sa anhidridom ftalne kiseline,
ima osobine slične kao CAP. Ukoliko je stepen esterifikacije kontrolisan, može se postići rastvorljivost na nižim pH vrednostima u odnosu na CAP. Ispitana je toksičnost ovih materijala, ali njihova upotreba u formulacijama zahteva
dodatna testiranja.
U farmaceutskoj tehnologiji kod operacije oblaganja, odnosno prevlačenja tablete tankim filmom se vrlo često koriste
materije poznate pod zajedničkim imenom Eudragit. Postoji više vrsta Eudragit-a (E, L, S) kao i njihovih modifikacija, koji se razlikuju po hemijskoj strukturi, a samim tim i po svojim osobinama i primeni.
Eudragit E je kopolimer katjonskog karaktera nastao na bazi dietilaminoetilmetakrilata i neutralnih estara metakrilne
kiseline. Srednja relativna molekulska masa iznosi 150000. Ne sadrži plastifikatore i nije potrebno njihovo korišćenje. Od Eudragit-a E se izrađuju omotači rastvorni u želudačnom soku. Eudragit E 100 je u čvrstom stanju, svetlo-žuti
granulat karakterističnog mirisa na amine. Rastvor Eudragit-a E (Eudragit E 12,5) sadrži 12,5% supstance koja stvara
oblogu, rastvorene u smeši acetona i izopropanola. To je svetlo-žuta, bistra ili malo zamućena tečnost niskog viskoziteta. Sledeća forma Eudragit-a E (Eudragit E 30 D) je vodena disperzija estara akrilnog bitumena, odnosno
kopolimera neutralnog karaktera na bazi polimetakrilne kiseline. Vodena disperzija je mlečno bela tečnost niskog viskoziteta, slabo aromatičnog mirisa i bez ukusa. Sadrži 28,5 - 31,5% supstance koja stvara oblogu. Disperzija se
meša sa vodom u svim odnosima. Mora se čuvati na temperaturama 5 - 25 0C.
Eudragit L i Eudragit S su kopolimeri anjonskog karaktera nastali iz metakrilne kiseline i metilestara metakrilne
kiseline. Odnos slobodnih karboksilnih grupa u estarskim grupama je kod Eudragit-a L 1:1, a kod Eudragit-a S 1:2. Srednja relativna molekulska masa je u oba slučaja 135000. Osobine stvaranja filma se kod ovih supstanci
poboljšavaju dodavanjem plastifikatora. Pogodni su za izradu obloga koje su otporne na želudačni sok, a rastvaraju se
u crevnom soku. U čvrstom stanju (Eudragit L 100 i Eudragit S 100) su beli, fini prahovi. Jedan deo se rastvara u osma delova metanola, etanola, izopropanola ili acetona, kao i u njihovim smešama. Ne rastvaraju se u vodi i u
rastvorima čiji je pH < 5. Rastvori ovih supstanci u izopropanolu (Eudragit L 12,5 i Eudragit S 12,5) koji sadrže 12,5%
73 Tehnologija gotovih lekova Z. Zeković
supstance koja stvara oblogu, su bezbojni, bistri ili malo zamućeni. Preparati L 12,5 i S 12,5 sadrže najviše 1,25% dibutilftalata kao plastifikatora.
Eudragit L nanešen na tabletu u obliku tankog filma ima osobinu izolacionog sloja pri izradi lekova za tropske oblasti,
pri izradi vrlo poroznih tableta ili higroskopnih osnova, a može da prekrije neprijatan miris ili ukus FAS. Nanošenjem tankog sloja se raspadanje u vodi ili želudačnom soku zanemarljivo produžava. U rastvor supstanci koje stvaraju
oblogu se mogu dodati obojeni pigmenti pri čemu obloga postaje neprovidna. Primenom pigmenata se smanjuje
lepljivost supstance koja stvara oblogu.
Ukoliko se za izradu izolacionog sloja umesto Eudragit-a L koristi Eudragit S, raspadanje tablete u crevnom soku će biti usporeno. Eudragit L se proizvodi kao vodena disperzija (L 30 D), a predstavlja anjonski kopolimer nastao iz
metakrilne kiseline i estara akrilne kiseline. Filmovi izrađeni od ove disperzije su nerastvorni u vodi i kiselinama.
Rastvaraju se u neutralnoj do slabo alkalnoj sredini reakcijom sa aklalijama. Obloge su nerastvorne u želudačnom, a rastvorne u crevnom soku. Nanet u tankom sloju Eudragit L 30 D može da stvori izolacioni sloj sličan kao i Eudragit L
12,5. Vodena disperzija je osetljiva na razne uticaje, koaguliše pod dejstvom elektrolita, promene pH vrednosti, dodatkom organskih rastvarača, pri ekstremnim temperaturama, pa čak i delovanjem sila pri snažnom mešanju.
Koagulisana disperzija se ne može ponovo dispergovati, neupotrebljiva je.
Rastvarači – primarna funkcija sistema rastvarača je da obezbedi filmogenu uniformnost na površini tablete. Priroda i
karakteristike finalnog filma zavise u visokom stepenu od sistema rastvarača koji se koristi. Postoje bitne razlike izme|u rastvora kristalnih čvrstih supstanci, šećera ili soli, i rastvora smola ili polimera. Filmogeni materijali obično ne
stvaraju zasićene rastvore. Naprotiv, što se doda više rastvarača, rastvor postaje viskozniji i smola se mnogo teže rastvara. U toku isparavanja rastvarača pri formiranja filma, viskozitet raste do tačke u kojoj se film može smatrati
visokokoncentrovanim rastvorom smole.
Polimeri su molekuli dugih lanaca povezani međusobno brojnim vezama, kod kojih se solvatacija postiže u kontaktu sa
rastvaračem kada oni počnu da bubre i kada do|e do veze polimer-rastvarač. Ukoliko su veze između molekula rastvarača ili između molekula polimera jače u odnosu na veze rastvarač-polimer, polimer je obično nerastvoran. Što
su jače veze između polimera i rastvarača, potpunija je solvatacija. Izbor sistema rastvarača pri oblaganju se pravi na
osnovu rastvorljivosti. Polimer u rastvoru može blago bubriti, dati mutne rastvore, gele ili rastvore koji su slični njutnovskim tečnostima. U mnogim slučajevima, blago bubrenje polimera u rastvaraču nije pogodno za oblaganje, pa
se u tim slučajevima koristi kombinacija rastvarača u cilju postizanja rastvorljivosti. Npr. HPMC blago bubri u metilenhloridu, a dodavanje drugog polarnog rastvarača, kao što je izopropanol, dovodi do dobre rastvorljivosti.
Važno je razmaranje uticaja rastvarača na brzinu sušenja prilikom oblaganja, jer brzina sušenja utiče na ukupnu
brzinu operacije oblaganja i prirodu deponovanog filma. U postupcima prilikom kojih se tablete neprekidno mešaju u
cilju postizanja raspodele ili kontakta sa drugim materijalima (npr. rastvori za oblaganje), postoji određeno vreme za koje se obezbeđuje uniformnost debljine filma, koje je veoma važno kada se primenjuje sprej tehnika kod koje se
rastvori obično primenjuju u relativno malim porcijama na tabletni sloj. Svaka tableta mora proći kroz sprej onoliko puta koliko je potrebno da bi bila uniformno obložena rastvorom. Ukoliko je teško postići uniformnost oblaganja,
rastvor za oblaganje se može razblažiti, čime se produžava vreme oblaganja, ali se postiže bolja distribucija rastvora
po celom tabletnom sloju. Rastvarači koji se koriste za razblaživanje se, takođe, moraju pažljivo birati, kao i primarni rastvarači. Brzo sušenje daje tablete koje su hrapave (“izgled narandžine kore”), dok veoma sporo sušenje može
izazvati solvataciju sredstva za oblaganje, tako da se obloga lako skida. Prema tome, optimalna brzina sušenja je neophodan parametar pri operaciji filmovanja tableta.
Osim osobina polimera, stepen solvatacije utiče na viskozitet rastvora za oblaganje. Idealan slučaj je da je formulacija
rastvora za oblaganje takva da se sa što većom mogućom koncentracijom polimera postigne brzo stvaranje
odgovarajuće debljine filma. Često je koncentracija polimera ograniena viskozitetom rastvora. Odgovarajući protok i transparentnost rastvora za oblaganje po površini tablete su neophodni da bi se dobila uniformna obloga. Kada se
koristi sprej tehnika, upotreba rastvora niskog viskoziteta smanjuje otpor pumpe i obezbeđuje lakše raspršivanje. Koncentracija rastvora za oblaganje je uglavnom 2 - 10% filmogena.
Rastvor za razblaženje može zakomplikovati viskozitet rastvora. U opštem slučaju, rastvori najmanjeg viskoziteta se dobijaju upotrebom najaktivnijeg rastvarača. Većina rastvora polarnih polimerima imaju porast viskoziteta ukoliko se
poveća koncentracija nerastvarača, jer sa porastom koncentracije nerastvarača dolazi do smanjenja solvatacije polimera, pri čemu se stvara veza polimer-polimer kojom se formira gel. Suprotni efekti se mogu zapaziti kod nekih
nepolarnih polimera, gde prisustvo malih količina nerastvarača može smanjiti viskozitet, pri čemu je manji afinitet ka
formiranju veza polimer-polimer.
74 Tehnologija gotovih lekova Z. Zeković
Vrsta upotrebljenog rastvarača često utiče na način kojim se formira film. Isparavanjem rastvarača, formira se polimerni gel, a način na koji se lanci polimera međusobno orijentišu zavisi od primenjenog rastvarača, što direktno
utiče na brzinu formiranja filma. Permeabilnost osušenog filma može varirati u zavisnosti od primenjenog rastvarača i uslova oblaganja.
Mnoge tehnike oblaganja zahtevaju proces sušenja nakon završetka procesa oblaganja, a u cilju uklanjanja zaostalog
rastvarača sa tabletnog jezgra i obloge, kao i očvršćivanja filma. Jačanjem veza polimer-rastvarač, teže je ukloniti
poslednje tragove rastvarača, što eliminiše upotrebu toksičnih rastvarača (npr. izopropanol), koji osim toga što su štetni, izazivaju neželjeni miris produkta.
Mnoge tehnike filmovanja koriste rastvarače, kao što su voda, etanol, metanol, izopropanol, hloroform, aceton,
metiletilketon i metilen-hlorid, pojedinačno ili u smešama. Toksičnost, zapaljivost, cena i ekološki faktori rastvarača
zahtevaju posebnu pažnju, pa se iz ovih razloga voda sve više primenjuje kao primarni rastvarač.
Plastifikatori – tehnike plastifikacije se koriste u cilju poboljšavanja osobina filma. Plastifikacija po svojoj prirodi može biti unutrašnja i spoljašnja. Unutrašnja plastifikacija se odnosi direktno na molekularne modifikacije polimera tokom
njegove proizvodnje, što je zadatak hemičara koji se bave sintezom polimera, a obično se ne bave formulacijom
rastvora za oblaganje. Polimeri se mogu modifikovati supstitucijom funkcionalnih grupa, kontrolom broja bočnih lanaca ili kontrolom dužine molekula polimera u cilju zaštite željene karakteristike polimera, odnosno smanjenja ili
eliminacije nedostataka. Filmogena sposobnost, jačina filma, fleksibilnost i nelepljivost su samo neke od mnogih osobina polimera koje je moguće modifikovati.
Lepljivost se može opisati kao otpor razdvajanju dva sloja ili sloja i površine, koja se najčešće javlja prilikom sušenja,
a može se primetiti kada se tablete čvrsto lepe na zidove bubnja za oblaganje ili jedna za drugu. Dodavanje nekih
plastifikatora i surfaktanata u rastvor za oblaganje, kao i primena praškastih materijala (npr. talk), može smanjiti lepljivost, ali se problem lepljivosti teško može ukloniti. Specifične funkcionalne grupe lanca polimera utiču na njegove
kohezivne i adhezivne osobine i odgovorne su za lepljivost, a ukoliko nisu poželjne, potrebno je izvršiti njihovu supstituciju.
Spoljašnji plastifikatori se dodaju u rastvor filmogena, a željeni efekti se postižu na površini suvog filma. Materijali koji se primenjuju kao spoljašnji plastifikatori su slabo isparljive tečnosti koje, kada se dodaju filmogenu, povećavaju
fleksibilnost nastalog filma. Njihovo delovanje je u nekim slučajevima slično rastvaraču koji blago ključa. Mnogi polimerni molekuli teže da se pakuju u strukture slične trodimenzionalnom saću. Mogućnost primene plastifikatora
zavisi od njegovog afiniteta ili snage solvatacije polimera, kao i njegove efikasnosti u ometanju polimer-polimer interakcija, što direktno utiče na fleksibilnost filma.
Izbor plastifikatora se može izvršiti nakon određivanja osobina polimera. Pored toga, treba razmotriti viskozitet plastifikatora i njegov uticaj na viskozitet rastvora za oblaganje, uticaj na permeabilnost i rastvorljivost filma, ukus,
toksičnost, kompatibilnost sa drugim materijalima u filmu, kao i stabilnost ili trajnost.
Koncentracija plastifikatora u formulaciji rastvora za oblaganje zavisi od mnogo faktora, uključujući prirodu polimera,
metod primene i tipove prisutnih aditiva. Ukoliko su prisutni pigmenti, aromati i drugi aditivi koji adsorbuju značajne količine plastifikatora, mora se uzeti u obzir ova činjenica. Pojedini aditivi, kada su prisutni u malim koncentracijama,
mogu delovati kao plastifikatori, prekidanjem polimer-polimer interakcija, ali od njih se ne može očekivati da kompletno zamene plastifikatore.
Ne postoji pravilo za količinu plastifikatora u rastvoru za oblaganje, a koriste se u nižim koncentracijama u odnosu na
filmogene. Proračun količine plastifikatora se zasniva na njegovoj koncentraciji u suvom filmu. Najčešće se
plastifikatori koriste od 1 - 50% u odnosu na masu filmogena, a optimalna koncentracija se određuje nakon eksperimenata. Glicerin se uspešno koristio kao plastifikator, ali mu je upotreba ograničena zbog zadržavanja vode.
Neki derivati ftalata, iako odlični plastifikatori, imaju negativnu osobinu gorkog ukusa. Kastor ulje, propilenglikol i PEG malih PMM (200 - 400) se intenzivno koriste kao plastifikatori pri oblaganju tableta.
7.6.4.2. Aditivi za filmovanje Koloranti – filmogeni rastvori mogu sadržavati različite sastojke, osim filmogena, plastifikatora i sistema rastvarača.
Koloranti se koriste pri dražiranju i filmovanju da obezbede dopadljivost proizvoda i proizvodno obeležje, a njihova
upotreba zahteva odgovarajuću tehnologiju. Uniformnost boje tableta je neophodna, kao i kontrola aktivne supstance. Karakteristike pigmenata, kao što su veličina čestica, rastvorljivost i postojanost na svetlost, toplotu i rastvarače, su
važni faktori koji utiču na izbor koloranta i metod pripreme rastvora.
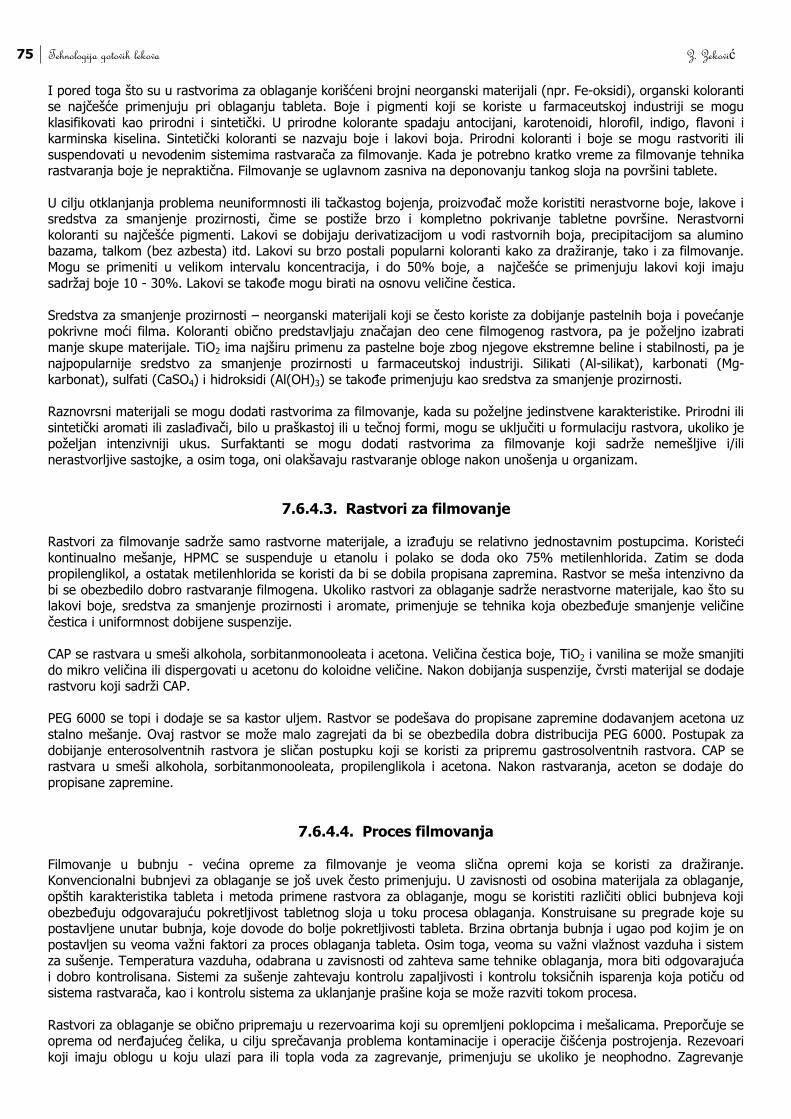
75 Tehnologija gotovih lekova Z. Zeković
I pored toga što su u rastvorima za oblaganje korišćeni brojni neorganski materijali (npr. Fe-oksidi), organski koloranti se najčešće primenjuju pri oblaganju tableta. Boje i pigmenti koji se koriste u farmaceutskoj industriji se mogu
klasifikovati kao prirodni i sintetički. U prirodne kolorante spadaju antocijani, karotenoidi, hlorofil, indigo, flavoni i karminska kiselina. Sintetički koloranti se nazvaju boje i lakovi boja. Prirodni koloranti i boje se mogu rastvoriti ili
suspendovati u nevodenim sistemima rastvarača za filmovanje. Kada je potrebno kratko vreme za filmovanje tehnika rastvaranja boje je nepraktična. Filmovanje se uglavnom zasniva na deponovanju tankog sloja na površini tablete.
U cilju otklanjanja problema neuniformnosti ili tačkastog bojenja, proizvođač može koristiti nerastvorne boje, lakove i sredstva za smanjenje prozirnosti, čime se postiže brzo i kompletno pokrivanje tabletne površine. Nerastvorni
koloranti su najčešće pigmenti. Lakovi se dobijaju derivatizacijom u vodi rastvornih boja, precipitacijom sa alumino bazama, talkom (bez azbesta) itd. Lakovi su brzo postali popularni koloranti kako za dražiranje, tako i za filmovanje.
Mogu se primeniti u velikom intervalu koncentracija, i do 50% boje, a najčešće se primenjuju lakovi koji imaju
sadržaj boje 10 - 30%. Lakovi se takođe mogu birati na osnovu veličine čestica.
Sredstva za smanjenje prozirnosti – neorganski materijali koji se često koriste za dobijanje pastelnih boja i povećanje pokrivne moći filma. Koloranti obično predstavljaju značajan deo cene filmogenog rastvora, pa je poželjno izabrati
manje skupe materijale. TiO2 ima najširu primenu za pastelne boje zbog njegove ekstremne beline i stabilnosti, pa je
najpopularnije sredstvo za smanjenje prozirnosti u farmaceutskoj industriji. Silikati (Al-silikat), karbonati (Mg-karbonat), sulfati (CaSO4) i hidroksidi (Al(OH)3) se takođe primenjuju kao sredstva za smanjenje prozirnosti.
Raznovrsni materijali se mogu dodati rastvorima za filmovanje, kada su poželjne jedinstvene karakteristike. Prirodni ili
sintetički aromati ili zaslađivači, bilo u praškastoj ili u tečnoj formi, mogu se uključiti u formulaciju rastvora, ukoliko je poželjan intenzivniji ukus. Surfaktanti se mogu dodati rastvorima za filmovanje koji sadrže nemešljive i/ili
nerastvorljive sastojke, a osim toga, oni olakšavaju rastvaranje obloge nakon unošenja u organizam.
7.6.4.3. Rastvori za filmovanje
Rastvori za filmovanje sadrže samo rastvorne materijale, a izrađuju se relativno jednostavnim postupcima. Koristeći
kontinualno mešanje, HPMC se suspenduje u etanolu i polako se doda oko 75% metilenhlorida. Zatim se doda propilenglikol, a ostatak metilenhlorida se koristi da bi se dobila propisana zapremina. Rastvor se meša intenzivno da
bi se obezbedilo dobro rastvaranje filmogena. Ukoliko rastvori za oblaganje sadrže nerastvorne materijale, kao što su lakovi boje, sredstva za smanjenje prozirnosti i aromate, primenjuje se tehnika koja obezbeđuje smanjenje veličine
čestica i uniformnost dobijene suspenzije.
CAP se rastvara u smeši alkohola, sorbitanmonooleata i acetona. Veličina čestica boje, TiO2 i vanilina se može smanjiti
do mikro veličina ili dispergovati u acetonu do koloidne veličine. Nakon dobijanja suspenzije, čvrsti materijal se dodaje rastvoru koji sadrži CAP.
PEG 6000 se topi i dodaje se sa kastor uljem. Rastvor se podešava do propisane zapremine dodavanjem acetona uz
stalno mešanje. Ovaj rastvor se može malo zagrejati da bi se obezbedila dobra distribucija PEG 6000. Postupak za
dobijanje enterosolventnih rastvora je sličan postupku koji se koristi za pripremu gastrosolventnih rastvora. CAP se rastvara u smeši alkohola, sorbitanmonooleata, propilenglikola i acetona. Nakon rastvaranja, aceton se dodaje do
propisane zapremine.
7.6.4.4. Proces filmovanja
Filmovanje u bubnju - većina opreme za filmovanje je veoma slična opremi koja se koristi za dražiranje. Konvencionalni bubnjevi za oblaganje se još uvek često primenjuju. U zavisnosti od osobina materijala za oblaganje,
opštih karakteristika tableta i metoda primene rastvora za oblaganje, mogu se koristiti različiti oblici bubnjeva koji
obezbeđuju odgovarajuću pokretljivost tabletnog sloja u toku procesa oblaganja. Konstruisane su pregrade koje su postavljene unutar bubnja, koje dovode do bolje pokretljivosti tableta. Brzina obrtanja bubnja i ugao pod kojim je on
postavljen su veoma važni faktori za proces oblaganja tableta. Osim toga, veoma su važni vlažnost vazduha i sistem za sušenje. Temperatura vazduha, odabrana u zavisnosti od zahteva same tehnike oblaganja, mora biti odgovarajuća
i dobro kontrolisana. Sistemi za sušenje zahtevaju kontrolu zapaljivosti i kontrolu toksičnih isparenja koja potiču od sistema rastvarača, kao i kontrolu sistema za uklanjanje prašine koja se može razviti tokom procesa.
Rastvori za oblaganje se obično pripremaju u rezervoarima koji su opremljeni poklopcima i mešalicama. Preporčuje se oprema od nerđajućeg čelika, u cilju sprečavanja problema kontaminacije i operacije čišćenja postrojenja. Rezevoari
koji imaju oblogu u koju ulazi para ili topla voda za zagrevanje, primenjuju se ukoliko je neophodno. Zagrevanje
76 Tehnologija gotovih lekova Z. Zeković
rastvora se vrši ukoliko se primenjuju materijali koji imaju veliki viskozitet, pa su iz tog razloga, nepogodni za raspršivanje i/ili uniformno pokrivanje tableta na nižim temperaturama. Rastvori za oblaganje se mogu primeniti
pomoću konvencionalnih kutlača, boca sa perforiranim poklopcima kojima se kontroliše protok rastvora za filmovanje ili pomoću pogodnih sistema za raspršivanje rastvora. Postupak oblaganja tableta gastrosolventnim filmom je dat
sledećim primerom i sastoji iz nekoliko faza:
1. Bubanj za oblaganje prečnika 105 cm se napuni sa približno 75 kg tableta sa kojih je prethodno uklonjena
prašina. 2. Na tablete u bubnju, koje se pokreću njegovim obrtanjem, se u tankom, konstantnom mlazu doda oko 500 ml
rastvora za filmovanje. Dobijena prva obloga izoluje tabletu i obezbe|uje odgovarajuće pokretanje tableta u bubnju. Sistem za sušenje mora stalno raditi, radi uklanjanja isparenja rastvarača.
3. Struja vazduha je direktno usmerena na tabletni sloj u toku sušenja. Temperatura i količina vazduha se moraju
kontrolisati tako da se obezbede optimalni uslovi da rastvor uniformno pokrije tablete pre sušenja. 4. Kada tablete nisu više lepljive i kada je obloga dovoljno osušena, smanjuje se dotok vazduha (kod nekih tehnika
se ukida dovod vazduha) i doda se manja zapremina rastvora rastvora za filmovanje (250 - 300 ml), jer tablete više nisu porozne. Kada se koriste bubnjevi bez pregrada, neophodno je ručno mešanje tabletnog sloja u cilju
uniformne raspodele rastvora.
5. Dodatne primene rastvora za filmovanje se izvode u intervalima 5 - 10 minuta i tada se tablete suše vazduhom dok se ne dobije željena debljina filma. U svim fazama filmovanja se mora voditi računa o potrebnoj čistoći
bubnja. Ukoliko se stvara suviše debeo film na zidovima bubnja, obloga tablete može biti pahuljasta. Tada se tablete prebacuju u čist bubanj ili se vade iz bubnja, koji se zatim detaljno pere. Često pranje bubnja je pokazatelj
da se primenjuje suviše rastvora za oblaganje u svim fazama filmovanja. 6. Poslednje dve porcije rastvora treba primeniti bez sušenja da bi se materijal za filmovanje sporije sušio, što daje
filmovanu tabletu glatke i sjajne površine.
7. Na kraju procesa filmovanja, tablete se pokreću još 15 - 20 minuta u bubnju, a zatim se rasprostru u podesnim posudama i suše u sušnici.
Mnogi filmogeni materijali zahtevaju odre|đno vreme nakon primene na tabletu, da bi se dobile finalne osobine filma.
Ovo vreme zavisi od primenjene metode, osobina filmogenog materijala, kao i debljine obloge. Tablete obložene
filmom dobijene na opisani način, zahtevaju skladištenje na sobnoj temperaturi u trajanju 6 - 8 h, a zatim dodatno sušenje 12 - 24 h na temperaturi od 50 0C. Oblaganje tableta enterosolventnim materijalom postupkom filmovanja se
takođe može izvesti na način koji je sličan prethodno opisanom.
Sistem za raspršivanje (sprej sistem) – oprema za filmovanje tableta primenom sprej sistema se može podeliti u zavisnosti od načina kojim se postiže raspršivanje rastvora, i to na pneumatske i hidraulične sisteme. Pneumatski
sistemi sadrže prskalice koje stvaraju turbulentna strujanja vazduha u struji tečnosti. Turbulencija se stvara unutar ili
izvan prskalice, a na osnovu toga se stvara željeni sprej. Ove prskalice rade pod pritiscima 0,7 - 7 bara.
Hidrauličnim sistemom raspršivanja se sprej dobija potiskivanjem tečnosti kroz specijalno izrađene prskalice pod veoma visokim pritiskom (radni pritisak je 17 - 200 bar). Vazduh ne dolazi u kontakt sa rastvorom prilikom dobijanja
spreja, pa je minimalno prevremeno sušenje materijala za oblaganje pre kontakta sa površinom. Sprejevi dobijeni na
ovaj način se lakše kontrolišu, jer nisu narušeni strujanjem vazduha, a najčešće su kapljice rastvora za filmovanje uniformnije i manjeg prečnika, što dovodi do bolje distribucije materijala na površinu tablete.
Za vreme procesa oblaganja filmom, kada se tablete obrću u bubnju propisanom brzinom, rastvor za oblaganje se
raspršuje kontinualno ili u naizmeničnim ciklusima na tablete, što obično zavisi od efikasnosti sušenja u bubnju. Vazduh za sušenje se može koristiti diskontinualno, kada se usmerava na tabletni sloj nakon završene faze primene
spreja, ili kontinualno kada je neophodno obezbediti uslove da vazduh ne ometa sprej pri kontunualnoj primeni
rastvora za filmovanje. Kada su potrebne naizmenične faze raspršivanja i sušenja, sistem je moguće programirati upotrebom vremenskog releja, perforiranih traka i solenoidnih ventila.
U mnogim slučajevima materijal za filmovanje tableta se dodaje sve dok proizvod nije uniformno obložen i ima porast
mase približno 2 - 5%. Rastvori za glačanje, koji su rastvori filmogena i plastifikatora u rastvaraču, mogu se primeniti
direktno preko obojene obloge, a sa ciljem poboljšanja konačanog izgleda proizvoda. Konvencionalne tehnike poliranja, opisane kod dražiranja, se takođe mogu koristiti.
Oblaganje suspenzijom u fluidizovanom sloju – ovaj postupak je prvi primenio Wurster, a kasnije su ga modifikovali
istraživači u farmaceutskoj industriji. To je jedna od najpouzdanijih metoda filmovanja tableta. Šematski prikaz
postupka i komercijalni uređaj za filmovanje tableta u fluidizovanom sloju su prikazani na sledećoj strani.
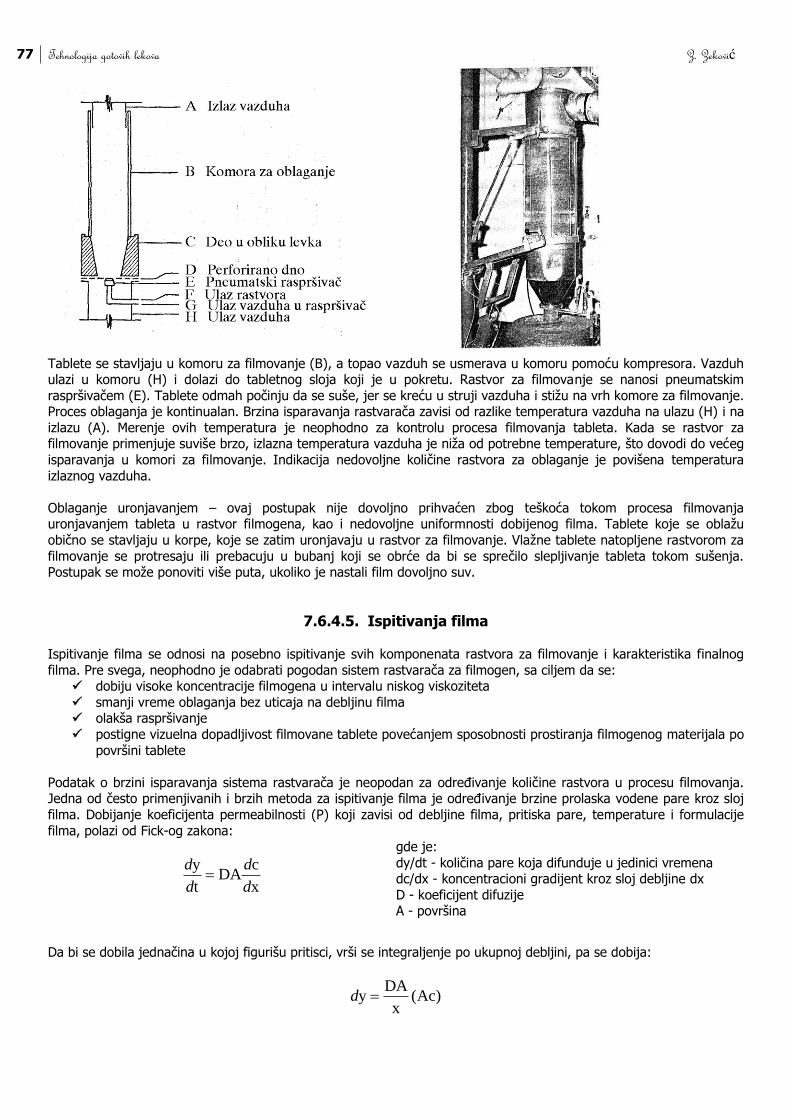
77 Tehnologija gotovih lekova Z. Zeković
Tablete se stavljaju u komoru za filmovanje (B), a topao vazduh se usmerava u komoru pomoću kompresora. Vazduh ulazi u komoru (H) i dolazi do tabletnog sloja koji je u pokretu. Rastvor za filmovanje se nanosi pneumatskim
raspršivačem (E). Tablete odmah počinju da se suše, jer se kreću u struji vazduha i stižu na vrh komore za filmovanje. Proces oblaganja je kontinualan. Brzina isparavanja rastvarača zavisi od razlike temperatura vazduha na ulazu (H) i na
izlazu (A). Merenje ovih temperatura je neophodno za kontrolu procesa filmovanja tableta. Kada se rastvor za filmovanje primenjuje suviše brzo, izlazna temperatura vazduha je niža od potrebne temperature, što dovodi do većeg
isparavanja u komori za filmovanje. Indikacija nedovoljne količine rastvora za oblaganje je povišena temperatura
izlaznog vazduha.
Oblaganje uronjavanjem – ovaj postupak nije dovoljno prihvaćen zbog teškoća tokom procesa filmovanja uronjavanjem tableta u rastvor filmogena, kao i nedovoljne uniformnosti dobijenog filma. Tablete koje se oblažu
obično se stavljaju u korpe, koje se zatim uronjavaju u rastvor za filmovanje. Vlažne tablete natopljene rastvorom za
filmovanje se protresaju ili prebacuju u bubanj koji se obrće da bi se sprečilo slepljivanje tableta tokom sušenja. Postupak se može ponoviti više puta, ukoliko je nastali film dovoljno suv.
7.6.4.5. Ispitivanja filma Ispitivanje filma se odnosi na posebno ispitivanje svih komponenata rastvora za filmovanje i karakteristika finalnog
filma. Pre svega, neophodno je odabrati pogodan sistem rastvarača za filmogen, sa ciljem da se: dobiju visoke koncentracije filmogena u intervalu niskog viskoziteta
smanji vreme oblaganja bez uticaja na debljinu filma olakša raspršivanje
postigne vizuelna dopadljivost filmovane tablete povećanjem sposobnosti prostiranja filmogenog materijala po
površini tablete
Podatak o brzini isparavanja sistema rastvarača je neopodan za određivanje količine rastvora u procesu filmovanja. Jedna od često primenjivanih i brzih metoda za ispitivanje filma je određivanje brzine prolaska vodene pare kroz sloj
filma. Dobijanje koeficijenta permeabilnosti (P) koji zavisi od debljine filma, pritiska pare, temperature i formulacije
filma, polazi od Fick-og zakona:
x
cAD
t
y
d
d
d
d
gde je:
dy/dt - količina pare koja difunduje u jedinici vremena dc/dx - koncentracioni gradijent kroz sloj debljine dx
D - koeficijent difuzije A - površina
Da bi se dobila jednačina u kojoj figurišu pritisci, vrši se integraljenje po ukupnoj debljini, pa se dobija:
)cA(x
ADy d
78 Tehnologija gotovih lekova Z. Zeković
Primenom Henry-jevog zakona (c = S . p), gde je S koeficijent rastvorljivosti i ako je P = D . s, dobija se:
tpx
APy dd
Pri t = 0 i y = 0, sledi: tpx
APy
gde je: Δp - razlika pritisaka koja postoji između obe strane filma
Eksperimentalno Δp, A i x se mogu održavati konstantnim. U tim uslovima, ravnotežni dijagram y = f(t) daje pravu, iz čijeg se nagiba može odrediti P.
Osušeni filmovi se mogu ispitivati određivanjem brzine rastvaranja u gastrointestinalnim sokovima, adsorpcije vlage, isparavanja vlage, gasne propustljivosti i stabilnosti na povišenoj temperaturi i svetlosti. Takođe se ispituje
kompatibilnost između fimogena i drugih aditiva. Nekompatibilnost filmogena i plastifikatora dovodi do nastanka
mutnih površina ili kapljica tečnosti na slobodnom filmu.
Takođe se moraju razmatrati i osobine filma prilikom opterećenja. Kohezija filma ukazuje na stepen interakcije polimer-polimer. Ove sile imaju uticaj u oba slučaja, bilo da je film napravljen kao laminaran ili kontinualan. Adhezija
se odnosi na interakcije između polimera i površine tablete, a pokazuje koliko dobro je obloga vezana za tabletu. Kohezivne osobine se određuju tehnikama kao što su fleksibilnost, naprezanje na istezanje i čvrstoća. Kod mnogih
filmogenih materijala vrednost čvrstoće je u direktnoj zavisnosti od sadržaja rastvarača u filmu, što znači da se
maksimum čvrstoće postiže kada je isparavanje rastvarača potpuno.
Aditivi imaju važne efekte na krajnje osobine filma. Posebnu pažnju treba usmeriti na plastifikatore i njihove osobine koje zavise od sadržaja vlage (vezivanje i isparavanje). Sredstva za smanjenje prozirnosti, boje, lakovi i druge čvrste
supstance koje teže da prekinu kontinuitet filma takođe imaju važne efekte na permeabilnost filma. Neki aditivi mogu
promeniti i karakteristike rastvorljivosti filma, zbog čega aditive treba uzeti u obzir prilikom testiranja filma.
7.6.4.6. Oštećenja filma
Do oštećenja filma dolazi zbog neodgovarajuće formulacije rastvora za oblaganje, grešaka u primeni rastvora i nepravilnog testiranja filmovanih proizvoda. Najčešća su sledeća oštećenja filma:
Film sa plihovima – brzo sušenje može ukloniti rastvarač iz proizvoda na površinu suviše velikom brzinom za film. Plihovi na površini su poklazatelj da je smanjena adhezija između filma i površine. Duže sušenje u sušnici obično
uklanja ovaj problem.
Naboranost filma – razvoj brojnih nabora na površini obloge može ukazivati na nepravilno sušenje ili prirodnu
težnju filmogena, posebno ako je film suviše debeo.
Premošćavanje filma – pri oblaganju graviranih tableta ili tableta sa reljefom se javlja ovaj problem koji predstavlja nedostatak adhezionih sila. Tokom sušenja film se može nabirati i povlačiti sa oštrih uglova, što ima za posledicu
premošćavanje ulegnute površine. Modifikacijom površine tablete u cilju povećanja poroznosti ili promene
kohezivnih karakteristika obloge dodatkom plastifikatora, ovaj problem se može rešiti.
Znojenje filma – uljasti film ili kapljice tečnosti na površini mogu biti posledica inkompatibilnosti između sastojaka filma. Plastifikatori i surfaktanti se često ispuste iz filma zbog jakih kohezivnih sila polimera ili zbog niskih
temperatura sušenja. Odgovarajući aditivi i sušenje mogu rešiti ovaj problem.
Narandžina kora – brzo sušenje ili neadekvatna raspodela rastvora nakon primene rastvora za filmovanje, mogu
prouzrokovati da površina obloge izgleda kao kora narandže. Često se dešava kod nanošenja filma raspršivanjem, jer se kapljice suše previše brzo, što se ispravlja naknadnim filmovanjem.
Ljuštenje filma – kada se film lako uklanja sa površine, u komadićima ili velikim ljuspama, došlo je do promene
fizičkih i/ili hemijskih osobina adhezije površine ili materijal za filmovanje nije odgovarajući. Slojevita obloga koja je
brzo sušena između nanošenja slojeva, takođe pokazuje tendenciju ljuspanja.
Film bez sjaja – do ove pojave obično dolazi kod proizvodnje pod izuzetno vlažnim uslovima. Delimična solvatacija vodom površine filma i boje, dovodi do ovog problema. Javlja se i kada plastifikatori migriraju na povšinu obloge.
Tačkasta oštećenja – prisustvo šarenih ili tačkastih površina na oblozi, često je indikacija migracije plastifikatora, boja ili drugih aditiva u formulaciji obloge. Do ovoga dolazi i neadekvatnim sušenjem, koje treba da je sporije u
struji vazduha. Plastifikatori koji migriraju na površinu mogu rastvoriti boje i prouzrokovati tačke. Odgovarajući izbor materijala u formulaciji rastvora za filmovanje je jedno od rešenja ovoga problema.
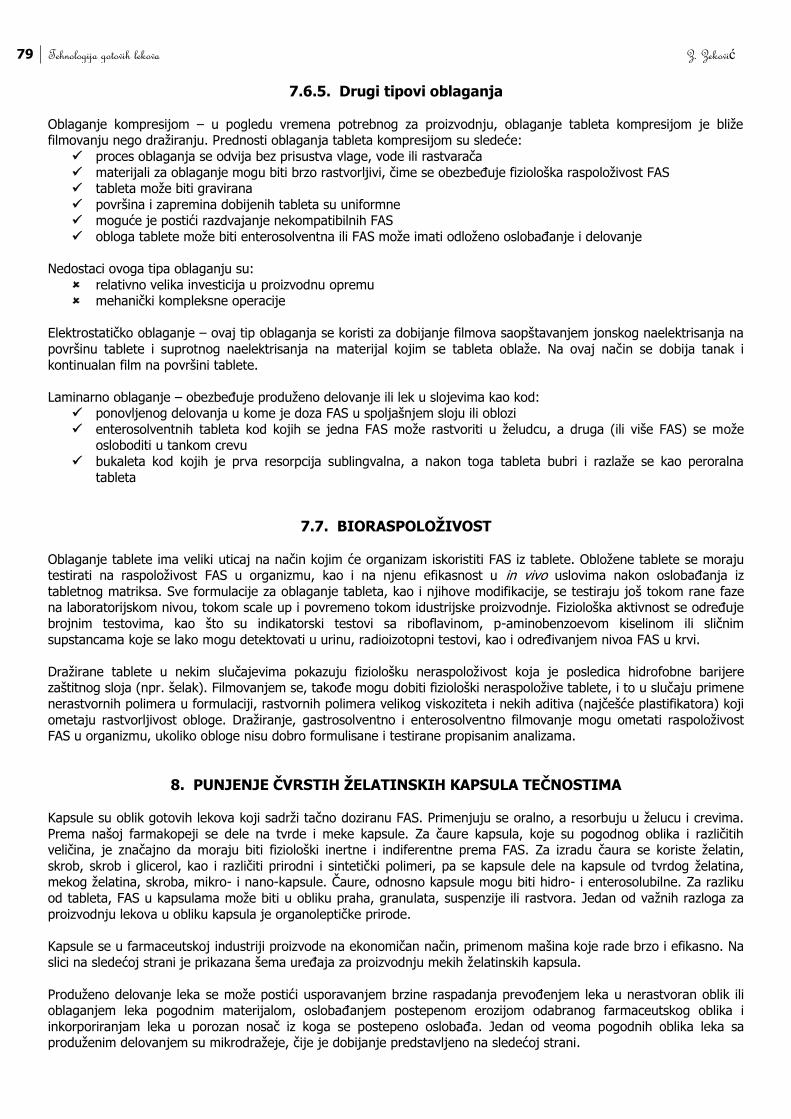
79 Tehnologija gotovih lekova Z. Zeković
7.6.5. Drugi tipovi oblaganja
Oblaganje kompresijom – u pogledu vremena potrebnog za proizvodnju, oblaganje tableta kompresijom je bliže filmovanju nego dražiranju. Prednosti oblaganja tableta kompresijom su sledeće:
proces oblaganja se odvija bez prisustva vlage, vode ili rastvarača
materijali za oblaganje mogu biti brzo rastvorljivi, čime se obezbeđuje fiziološka raspoloživost FAS tableta može biti gravirana
površina i zapremina dobijenih tableta su uniformne moguće je postići razdvajanje nekompatibilnih FAS
obloga tablete može biti enterosolventna ili FAS može imati odloženo oslobađanje i delovanje
Nedostaci ovoga tipa oblaganju su:
relativno velika investicija u proizvodnu opremu mehanički kompleksne operacije
Elektrostatičko oblaganje – ovaj tip oblaganja se koristi za dobijanje filmova saopštavanjem jonskog naelektrisanja na
površinu tablete i suprotnog naelektrisanja na materijal kojim se tableta oblaže. Na ovaj način se dobija tanak i
kontinualan film na površini tablete.
Laminarno oblaganje – obezbeđuje produženo delovanje ili lek u slojevima kao kod: ponovljenog delovanja u kome je doza FAS u spoljašnjem sloju ili oblozi
enterosolventnih tableta kod kojih se jedna FAS može rastvoriti u želudcu, a druga (ili više FAS) se može osloboditi u tankom crevu
bukaleta kod kojih je prva resorpcija sublingvalna, a nakon toga tableta bubri i razlaže se kao peroralna
tableta
7.7. BIORASPOLOŽIVOST
Oblaganje tablete ima veliki uticaj na način kojim će organizam iskoristiti FAS iz tablete. Obložene tablete se moraju testirati na raspoloživost FAS u organizmu, kao i na njenu efikasnost u in vivo uslovima nakon oslobađanja iz
tabletnog matriksa. Sve formulacije za oblaganje tableta, kao i njihove modifikacije, se testiraju još tokom rane faze na laboratorijskom nivou, tokom scale up i povremeno tokom idustrijske proizvodnje. Fiziološka aktivnost se određuje
brojnim testovima, kao što su indikatorski testovi sa riboflavinom, p-aminobenzoevom kiselinom ili sličnim
supstancama koje se lako mogu detektovati u urinu, radioizotopni testovi, kao i određivanjem nivoa FAS u krvi.
Dražirane tablete u nekim slučajevima pokazuju fiziološku neraspoloživost koja je posledica hidrofobne barijere zaštitnog sloja (npr. šelak). Filmovanjem se, takođe mogu dobiti fiziološki neraspoložive tablete, i to u slučaju primene
nerastvornih polimera u formulaciji, rastvornih polimera velikog viskoziteta i nekih aditiva (najčešće plastifikatora) koji
ometaju rastvorljivost obloge. Dražiranje, gastrosolventno i enterosolventno filmovanje mogu ometati raspoloživost FAS u organizmu, ukoliko obloge nisu dobro formulisane i testirane propisanim analizama.
8. PUNJENJE ČVRSTIH ŽELATINSKIH KAPSULA TEČNOSTIMA Kapsule su oblik gotovih lekova koji sadrži tačno doziranu FAS. Primenjuju se oralno, a resorbuju u želucu i crevima.
Prema našoj farmakopeji se dele na tvrde i meke kapsule. Za čaure kapsula, koje su pogodnog oblika i različitih veličina, je značajno da moraju biti fiziološki inertne i indiferentne prema FAS. Za izradu čaura se koriste želatin,
skrob, skrob i glicerol, kao i različiti prirodni i sintetički polimeri, pa se kapsule dele na kapsule od tvrdog želatina, mekog želatina, skroba, mikro- i nano-kapsule. Čaure, odnosno kapsule mogu biti hidro- i enterosolubilne. Za razliku
od tableta, FAS u kapsulama može biti u obliku praha, granulata, suspenzije ili rastvora. Jedan od važnih razloga za
proizvodnju lekova u obliku kapsula je organoleptičke prirode.
Kapsule se u farmaceutskoj industriji proizvode na ekonomičan način, primenom mašina koje rade brzo i efikasno. Na slici na sledećoj strani je prikazana šema uređaja za proizvodnju mekih želatinskih kapsula.
Produženo delovanje leka se može postići usporavanjem brzine raspadanja prevođenjem leka u nerastvoran oblik ili oblaganjem leka pogodnim materijalom, oslobađanjem postepenom erozijom odabranog farmaceutskog oblika i
inkorporiranjam leka u porozan nosač iz koga se postepeno oslobađa. Jedan od veoma pogodnih oblika leka sa produženim delovanjem su mikrodražeje, čije je dobijanje predstavljeno na sledećoj strani.
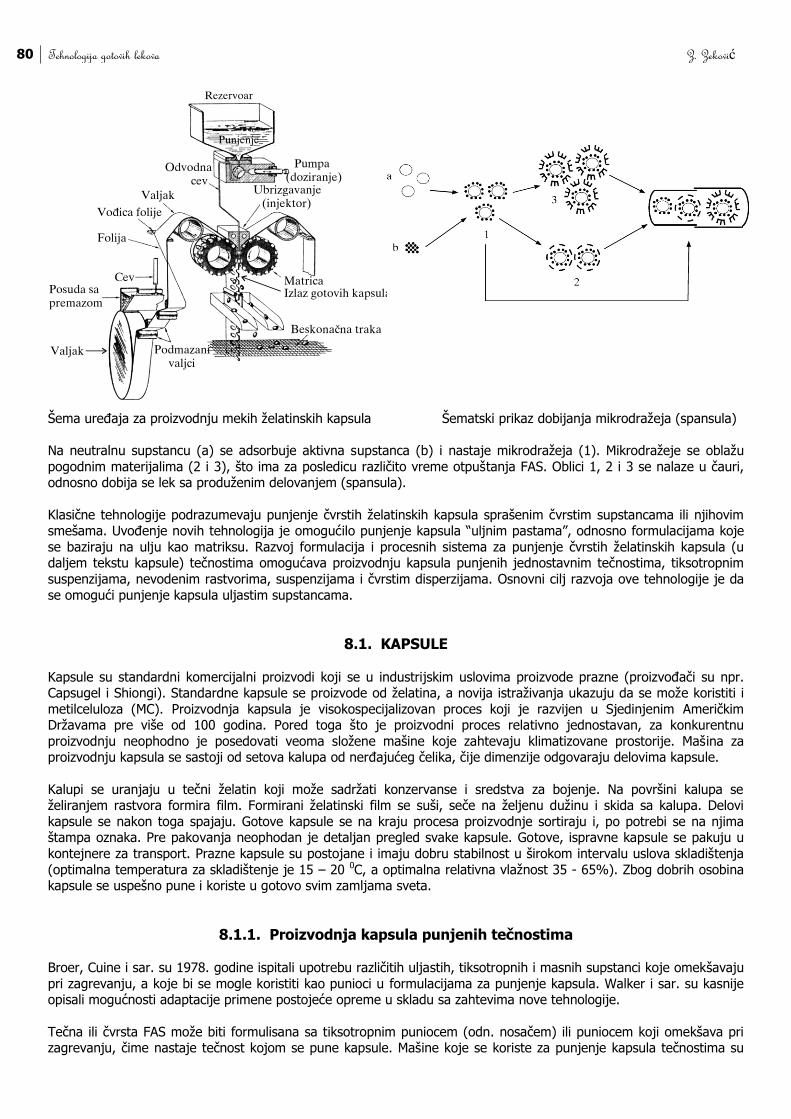
80 Tehnologija gotovih lekova Z. Zeković
Šema uređaja za proizvodnju mekih želatinskih kapsula Šematski prikaz dobijanja mikrodražeja (spansula)
Na neutralnu supstancu (a) se adsorbuje aktivna supstanca (b) i nastaje mikrodražeja (1). Mikrodražeje se oblažu
pogodnim materijalima (2 i 3), što ima za posledicu različito vreme otpuštanja FAS. Oblici 1, 2 i 3 se nalaze u čauri, odnosno dobija se lek sa produženim delovanjem (spansula).
Klasične tehnologije podrazumevaju punjenje čvrstih želatinskih kapsula sprašenim čvrstim supstancama ili njihovim smešama. Uvođenje novih tehnologija je omogućilo punjenje kapsula “uljnim pastama”, odnosno formulacijama koje
se baziraju na ulju kao matriksu. Razvoj formulacija i procesnih sistema za punjenje čvrstih želatinskih kapsula (u daljem tekstu kapsule) tečnostima omogućava proizvodnju kapsula punjenih jednostavnim tečnostima, tiksotropnim
suspenzijama, nevodenim rastvorima, suspenzijama i čvrstim disperzijama. Osnovni cilj razvoja ove tehnologije je da
se omogući punjenje kapsula uljastim supstancama.
8.1. KAPSULE
Kapsule su standardni komercijalni proizvodi koji se u industrijskim uslovima proizvode prazne (proizvođači su npr. Capsugel i Shiongi). Standardne kapsule se proizvode od želatina, a novija istraživanja ukazuju da se može koristiti i
metilceluloza (MC). Proizvodnja kapsula je visokospecijalizovan proces koji je razvijen u Sjedinjenim Američkim Državama pre više od 100 godina. Pored toga što je proizvodni proces relativno jednostavan, za konkurentnu
proizvodnju neophodno je posedovati veoma složene mašine koje zahtevaju klimatizovane prostorije. Mašina za proizvodnju kapsula se sastoji od setova kalupa od nerđajućeg čelika, čije dimenzije odgovaraju delovima kapsule.
Kalupi se uranjaju u tečni želatin koji može sadržati konzervanse i sredstva za bojenje. Na površini kalupa se želiranjem rastvora formira film. Formirani želatinski film se suši, seče na željenu dužinu i skida sa kalupa. Delovi
kapsule se nakon toga spajaju. Gotove kapsule se na kraju procesa proizvodnje sortiraju i, po potrebi se na njima štampa oznaka. Pre pakovanja neophodan je detaljan pregled svake kapsule. Gotove, ispravne kapsule se pakuju u
kontejnere za transport. Prazne kapsule su postojane i imaju dobru stabilnost u širokom intervalu uslova skladištenja
(optimalna temperatura za skladištenje je 15 – 20 0C, a optimalna relativna vlažnost 35 - 65%). Zbog dobrih osobina kapsule se uspešno pune i koriste u gotovo svim zamljama sveta.
8.1.1. Proizvodnja kapsula punjenih tečnostima Broer, Cuine i sar. su 1978. godine ispitali upotrebu različitih uljastih, tiksotropnih i masnih supstanci koje omekšavaju
pri zagrevanju, a koje bi se mogle koristiti kao punioci u formulacijama za punjenje kapsula. Walker i sar. su kasnije opisali mogućnosti adaptacije primene postojeće opreme u skladu sa zahtevima nove tehnologije.
Tečna ili čvrsta FAS može biti formulisana sa tiksotropnim puniocem (odn. nosačem) ili puniocem koji omekšava pri zagrevanju, čime nastaje tečnost kojom se pune kapsule. Mašine koje se koriste za punjenje kapsula tečnostima su
81 Tehnologija gotovih lekova Z. Zeković
modifikovane mašine za punjenje kapsula praškastim supstancama, koje proizvode Zanasi, MG2, Bosch i dr. Na ovim mašinama se hranilice za praškaste supstance zamenjuju pumpama za tečnost. Kapsule nakon punjenja mogu biti
zatopljene čime se sprečava curenje sadržaja kapsule, kao i prodor vazduha u njihovu unutrašnjost. Proces proizvodnje opisane forme gotovih lekova se sastoji iz:
mešanja komponenata na osnovu formulacije, punjenja i zatapanja, kada je sadržaj kapsula tečnost mešanja i punjenja, kada je sadržaj polučvrsta masa ili masa koja omekšava pri zagrevanju
Izbor punioca zavisi od procesa, zahteva u pogledu hemijskih osobina, kao i osobina otpuštanja FAS. Na raspolaganju je čitav spektar uobičajenih i specijalno razvijenih materija koje se koriste kao punioci.
8.1.1.1. Osobine i primena Stabilnost – neke FAS su osetljive na prisustvo vlage ili oksidaciju što u značajnoj meri smanjuje stabilnost proizvoda.
Dobar primer je antibiotik Vancomycin koji se primenjuje oralno u terapiji pseudomembranskog kolitisa. Standardni načini proizvodnje kao što su inkapsuliranje i tabletiranje su isključeni zbog higroskopne prirode ove FAS. Međutim,
kada se u formulaciji kao punioc nalazi PEG 6000 rešava se postojeći problem, odnosno dobijeni proizvod je stabilan.
Biološka dostupnost – manipulacija biološkom dostupnošću podrazumeva povećanje bioraspoloživosti i omogućavanje
produženog i ciljanog delovanja, što se može postići promenom HLB vrednosti punioca. Izborom punioca se može smanjiti metabolizam prvog prolaza FAS kroz jetru. Loša bioraspoloživost i nestabilnost inhibitora proteaza Ritonavir je
rešena formulacijom u kojoj je kao punioc primenjen Gelucire.
Prihvatljivost od strane pacijenata – marketinške grupe konstantno tragaju za poboljšanom elegancijom proizvoda,
diferencijacijom proizvoda i većom prihvatljivošću od strane pacijenata. Kapsule punjene tečnostima su rešenje kojim se postižu ovi ciljevi. Neugodan miris FAS može biti maskiran inkorporiranjem u pogodan matriks. Punjenje kapsula se
takođe koristi da bi se izbegli problemi sa ukusom koji su uzrok neprihvatanja lekova od strane dece koja se lečena Cysteaminom u terapiji značajnih mataboličkih nedostataka.
Prisustvo više faza u gotovom leku – jedna od osnovnih potencijalnih upotreba i prednosti kapsula je u punjenju više FAS u istu kapsulu. Nekoliko faza FAS mogu biti punjene pojedinačno, a ukoliko je potrebno, poslednja faza može biti
tečna. Broj faza je ograničen samo veličinom kapsule i zapreminom pojedinačnih faza. Ovakav postupak punjenja kapsula može omogućiti kontrolisano otpuštanje različitih FAS uklopljenih u istu kapsulu, što može biti od koristi i za
regulisanje bioraspoloživosti FAS.
Uklanjanje prašine – jedan od osnovnih problema pri proizvodnji čvrstih formi gotovih lekova za oralnu primenu je
stvaranje prašine. Prašina svojim prisustvom na opremi i u prostorijama za proizvodnju nepovoljno utiče na radnike. Uklanjanje kontaminacije nastale prašinom zahteva skupo postrojenje i često zahteva inhalaciju prostorija. Radnik
mora da radi u zaštitnom odelu koje je kabasto i nepopularno. Inkorporiranje FAS koja stvara prašinu u odgovarajući matriks koji ne stvara prašinu u velikoj meri smanjuje prateće negativne uticaje i smanjuje potrebe za skupim radnim
prostorom i postrojenjima.
8.1.2. Kapacitet punjenja
Maksimalna količina sadržaja kojim se mogu puniti kapsule je limitirana kapacitetom kapsule i reološkim
karakteristikama sadržaja pod određenim uslovima proizvodnje. U praksi se kapsule pune tečnostima do oko 90% njihove ukupne zapremine. Punjenje kapsula većom zapreminom se postiže primenom pumpe koja može raditi sa
materijama velikog viskoziteta (npr. do 25000 mPas). Veće količine sadržaja se mogu puniti u kapsule ukoliko masa poseduje povoljne osobine. Primer je Ibuprofen koji se topi na oko 60 0C i može se direktno puniti u kapsule u količini
većoj od predviđene za datu veličinu kapsule.
Minimalna masa FAS kojom se pune kapsule (uz ostale komponente predviđene formulacijom) ograničena je
maksimalnim razblaženjem kojim se postiže homogen rastvor ili suspenzija. Pored ovoga, ograničavajući faktor je minimalna zapremina pri kojoj pumpa za distribuciju može raditi sa zahtevanom preciznošću i uniformnošću. Danas se
u proizvođačkoj praksi farmaceutske industrije ostvaruje visoko precizna i uniformna distribucija submiligramskih doza FAS.
82 Tehnologija gotovih lekova Z. Zeković
8.1.3. Izbor punioca Izbor punioca je najčešće određen bioraspoložljivošću pojedinačne doze FAS. Na raspolaganju je čitav niz supstanci
koje se primenjuju kao punioci (polusintetički derivati glicerida, polietilenglikoli, poloksameri, derivati stearil alkohola).
Izbor punioca sa obzirom na osobine FAS i željeni profil njenog otpuštanja je prikazan u tabeli:
FAS
Rastvorljiva u vodi Nerastvorljiva u vodi
Sporo otpuštanje Brzo otpuštanje Sporo otpuštanje Brzo otpuštanje
Hidrofilni punioc Hidrofobni punioc Hidrofilni punioc Hidrofobni punioc
PEG>1.000 HLB < 7
SiO2
HLB < 5 PEG>1.000
HLB>10
SiO2
HLB = 5 - 10
Poli(etilen)glikoli su farmakopejom propisane osnove čiji je stepen čistoće pogodan za formulacije koje trebaju da brzo
(gotovo trenutno) otpuste FAS. PEG su rastvorni u vodi, kompatibilni sa velikim brojem FAS, tope se u intervalu 40 –
60 0C i dostupni su u velikom opsegu vrednosti viskoziteta. PEG čija je molekulska masa u intervalu 3000 - 6000 naročito su pogodni za upotrebu zbog svojih dobrih karakteristika, kao što su temperatura topljenja i reologija. PEG sa
molekulskim masama izvan navedenog intervala imaju ograničenu primenu. Kada su molekulske mase manje od 2000 supstance su higroskopne tako da izazivaju dehidrataciju, pucanje i lom kapsula. PEG čije su molekulske mase veće
od 6000 daju matriks u kojem hlađenjem nastaju kapilarne pukotine. Veće vrednosti molekulskih masa daju neočekivano veliki viskozitet matriksa.
Za polusintetičke gliceride je karakterističan interval tačke topljenja 40 - 50 0C i različita hidrofilnost (HLB=2-14). Zahvaljujući ovim osobinama, polusintetički gliceridi se često primenjuju kao punioci, jer omogućavaju brzo otpuštanje
različitih FAS u velikom intervalu uslova. Osnove Imwitor i Soflisan (proizvedene od Hüls UK Ltd.) čine smešu
parcijalnih glicerida sa različitom srednjom dužinom lanca, različitim granicama temperature topljenja i različitim
vrednostima HLB, što zavisi od sadržaja mono- i diglicerida i dužine lanaca specifičnih masnih kiselina koje čine osnovu. Tako npr. stepen 812 se najvećim delom sastoji od glicerilmonolaurata. Neke osnove sadrže i trigliceride i
slobodni glicerin.
Hemijski gliceridi ili Gelucire proizvodi su grupa osnova koje omekšavaju pri zagrevanju. Ove materije se dobijaju iz
hidrogenovanih biljnih ulja. Definišu se kao zasićeni poli(glikol)gliceridi koji sadrže različite smeše glicerida (mono-, di- i trigliceridi) i njihove mono- i diestre, kao i PEG male molekulske mase. Manipulacija udelima navedenih
komponenata je dala čitav spektar osnova sa različitim temperaturama topljenja (30 – 50 0C) i različitim vrednostima
HLB (2-14), što omogućava izbor punioca koji u potpunosti zadovoljava procesne zahteve i zahteve za brzinu otpuštanja FAS. Osnove na bazi glicerida su najvećim delom hemijski inertne, a podaci proizvođača ukazuju na
dugotrajnu stabilnost. U fazi topljenja ove osnove pokazuju reverzibilne polimorfne promene pri čemu se početno stanje uspostavlja za 3-5 dana. Uočene promene su praktično bez značaja ukoliko upotreba leka ne sledi neposredno
nakon procesa kapsuliranja.
Derivati stearil alkohola, Simulsol (Serpic, Paris, France) su poli(oksietilen)stearil alkoholi sa različitim brojem jedinica
(2-200) etilenoksida i različitim vrednostima HLB (5-15). Njihova upotreba pri kapsuliranju je ograničena zbog temperature topljenja koja je najčešće <40 0C. Ova činjenica limitira upotrebu ovih baza naročito u proizvodnji
preparata kod kojih je važna osobina kontrolisano otpuštanje FAS.
Ostale osnove: poloksameri, koji omekšavaju prilikom zagrevanja, imaju pogodan interval temperatura topljenja,
dobru rastvorljivost u vodi i hemijsku kompatibilnost sa velikim brojem FAS. Ove osnove se povezuju sa izvesnim laksativnim efektima koji ograničavaju njihovu upotrebu. Osnove za supozitorije, kao što je Suppocire, se mogu
koristiti kao punioci pri kapsuliranju. Njihova upotreba je ograničena niskim temperaturama topljenja.
Neke materije nisu kompatibilne sa praznim kapsulama. Voda, vodeni rastvori i glicerol omekšavaju kapsule. Alkohol i PEG male molekulske mase brzo dehidratišu kapsule, što značajno povećava krtost u kratkom vremenskom periodu
koji varira u zavisnosti od formulacije, a iznosi od 24 h do nekoliko dana. Rešenje ovoga problema može biti
kombinovana osnova koja sadrži PEG 400 i vodu. Ovakve formulacije zahtevaju pažljivu procenu stabilnosti sa posebnim osvrtom na okrutnjavanje i omekšavanje.
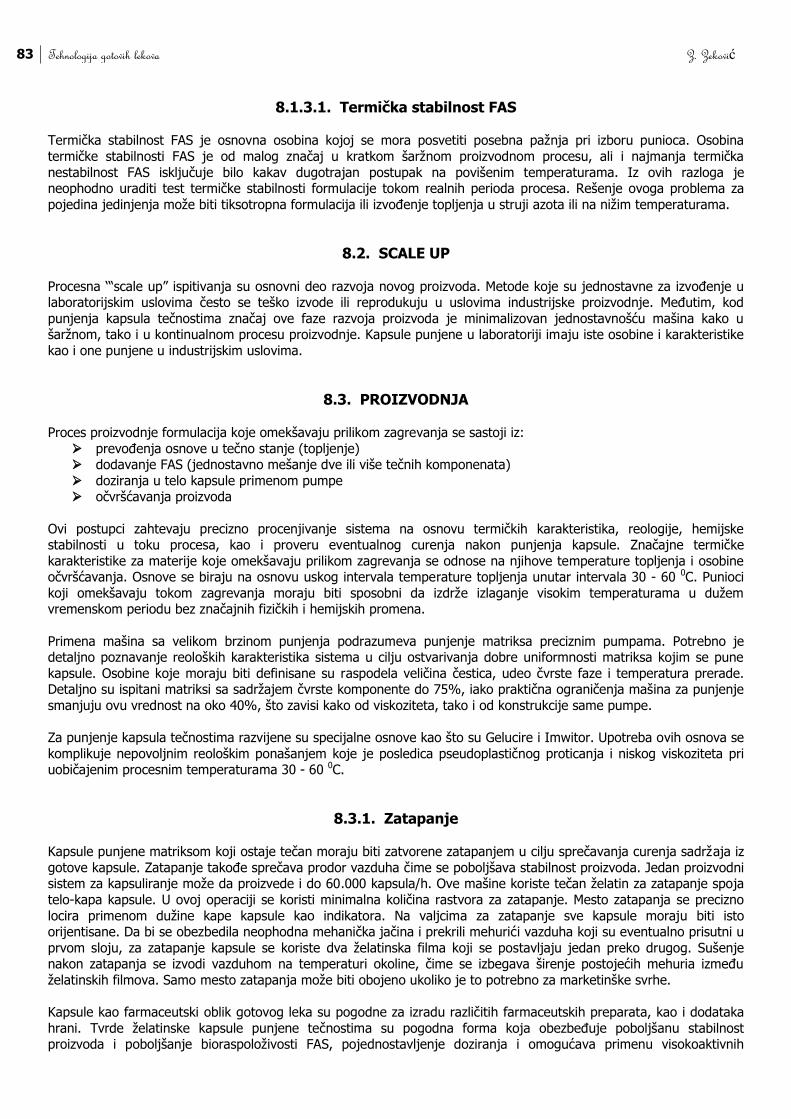
83 Tehnologija gotovih lekova Z. Zeković
8.1.3.1. Termička stabilnost FAS Termička stabilnost FAS je osnovna osobina kojoj se mora posvetiti posebna pažnja pri izboru punioca. Osobina
termičke stabilnosti FAS je od malog značaj u kratkom šaržnom proizvodnom procesu, ali i najmanja termička
nestabilnost FAS isključuje bilo kakav dugotrajan postupak na povišenim temperaturama. Iz ovih razloga je neophodno uraditi test termičke stabilnosti formulacije tokom realnih perioda procesa. Rešenje ovoga problema za
pojedina jedinjenja može biti tiksotropna formulacija ili izvođenje topljenja u struji azota ili na nižim temperaturama.
8.2. SCALE UP
Procesna ‘“scale up” ispitivanja su osnovni deo razvoja novog proizvoda. Metode koje su jednostavne za izvođenje u laboratorijskim uslovima često se teško izvode ili reprodukuju u uslovima industrijske proizvodnje. Međutim, kod
punjenja kapsula tečnostima značaj ove faze razvoja proizvoda je minimalizovan jednostavnošću mašina kako u šaržnom, tako i u kontinualnom procesu proizvodnje. Kapsule punjene u laboratoriji imaju iste osobine i karakteristike
kao i one punjene u industrijskim uslovima.
8.3. PROIZVODNJA
Proces proizvodnje formulacija koje omekšavaju prilikom zagrevanja se sastoji iz:
prevođenja osnove u tečno stanje (topljenje) dodavanje FAS (jednostavno mešanje dve ili više tečnih komponenata)
doziranja u telo kapsule primenom pumpe očvršćavanja proizvoda
Ovi postupci zahtevaju precizno procenjivanje sistema na osnovu termičkih karakteristika, reologije, hemijske stabilnosti u toku procesa, kao i proveru eventualnog curenja nakon punjenja kapsule. Značajne termičke
karakteristike za materije koje omekšavaju prilikom zagrevanja se odnose na njihove temperature topljenja i osobine očvršćavanja. Osnove se biraju na osnovu uskog intervala temperature topljenja unutar intervala 30 - 60 0C. Punioci
koji omekšavaju tokom zagrevanja moraju biti sposobni da izdrže izlaganje visokim temperaturama u dužem vremenskom periodu bez značajnih fizičkih i hemijskih promena.
Primena mašina sa velikom brzinom punjenja podrazumeva punjenje matriksa preciznim pumpama. Potrebno je detaljno poznavanje reoloških karakteristika sistema u cilju ostvarivanja dobre uniformnosti matriksa kojim se pune
kapsule. Osobine koje moraju biti definisane su raspodela veličina čestica, udeo čvrste faze i temperatura prerade. Detaljno su ispitani matriksi sa sadržajem čvrste komponente do 75%, iako praktična ograničenja mašina za punjenje
smanjuju ovu vrednost na oko 40%, što zavisi kako od viskoziteta, tako i od konstrukcije same pumpe.
Za punjenje kapsula tečnostima razvijene su specijalne osnove kao što su Gelucire i Imwitor. Upotreba ovih osnova se
komplikuje nepovoljnim reološkim ponašanjem koje je posledica pseudoplastičnog proticanja i niskog viskoziteta pri uobičajenim procesnim temperaturama 30 - 60 0C.
8.3.1. Zatapanje Kapsule punjene matriksom koji ostaje tečan moraju biti zatvorene zatapanjem u cilju sprečavanja curenja sadržaja iz
gotove kapsule. Zatapanje takođe sprečava prodor vazduha čime se poboljšava stabilnost proizvoda. Jedan proizvodni sistem za kapsuliranje može da proizvede i do 60.000 kapsula/h. Ove mašine koriste tečan želatin za zatapanje spoja
telo-kapa kapsule. U ovoj operaciji se koristi minimalna količina rastvora za zatapanje. Mesto zatapanja se precizno
locira primenom dužine kape kapsule kao indikatora. Na valjcima za zatapanje sve kapsule moraju biti isto orijentisane. Da bi se obezbedila neophodna mehanička jačina i prekrili mehurići vazduha koji su eventualno prisutni u
prvom sloju, za zatapanje kapsule se koriste dva želatinska filma koji se postavljaju jedan preko drugog. Sušenje nakon zatapanja se izvodi vazduhom na temperaturi okoline, čime se izbegava širenje postojećih mehuria između
želatinskih filmova. Samo mesto zatapanja može biti obojeno ukoliko je to potrebno za marketinške svrhe.
Kapsule kao farmaceutski oblik gotovog leka su pogodne za izradu različitih farmaceutskih preparata, kao i dodataka
hrani. Tvrde želatinske kapsule punjene tečnostima su pogodna forma koja obezbeđuje poboljšanu stabilnost proizvoda i poboljšanje bioraspoloživosti FAS, pojednostavljenje doziranja i omogućava primenu visokoaktivnih
84 Tehnologija gotovih lekova Z. Zeković
jedinjenja, a nivo prihvatljivosti od strane pacijenata je izrazito visok. Iako je tehnologija punjenja kapsula tečnostima relativno nova, njeni aspekti su dobro proučeni i utvrđeni.
9. ISPITIVANJE GOTOVIH LEKOVA U ČVRSTOJ FORMI
Uporedo sa razvojem tehnologije proizvodnje gotovih lekova u čvrstoj formi, pre svega tableta, razvijale su se i
raznovrsne metode za utvrđivanje njihovog kvaliteta. Prema propisima naše farmakopeje, kod tableta su obavezna ispitivanja izgleda, variranja mase, sadržaja FAS, raspadljivosti i oslobađanja FAS. Pored navedenih ispitivanja, a u
cilju ocene kvaliteta dobijenih tableta, ispituju se i poroznost, čvrstina, istiranje, vrši se bakteriološka analiza, kao i ispitivanje ambalaže da bi se utvrdio međusobni uticaj materijala za pakovanje i leka. Sva ova ispitivanja imaju značaj
za samu formulaciju leka i tehnološki proces proizvodnje.
Izgled tableta – Jugoslovenska farmakopeja propisuje da tablete budu jednake po obliku, veličini i boji (osim ako
su napravljene od raznobojnih granulata), sa glatkim površinama i oštrih, neoštećenih ivica. Ispitivanje izgleda, ravnomernosti boje, strukture, prisustva praha i izlomljenih delova se vrši okom ili primenom lupe i mikroskopa
(preporučljivo je nekoliko tableta izlomiti i/ili iseći u cilju ovih ispitivanja). Kada se ispituju dražeje, posebnu pažnju treba obratiti na ravnomernu kristalnu strukturu šećernog sloja, jednakost boje, oblika i veličine, kao i na
eventualno prisutne mikropukotine (za posmatranje mikroskopom preseka dražeja se seče vertikalno i/ili
horizontalno na tanke delove). Merenje veličine i oblika tableta, odnosno dražeja, obuhvata merenje prečnika, visine (debljine) i eventualno
ispupčenost. Ova merenja imaju značaj za primenu automatskih mašina za pakovanje. Merenje površine tabletnih jezgara, osim njihovog oblika i prečnika, je potrebno kada se vrši njihovo oblaganje.
Čvrstina tableta – jedna od osnovnih karakteristika tableta je njihova čvrstina. Čvrstina tablete zavisi od:
primenjenog pritiska pri procesu tabletiranja
načina pripreme granulate pomoćnih supstanci u masi za tabletiranje (pre svega sredstva za vezivanje)
sadržaja vlage u granulatu osobina komprimovane FAS
oblika tablete
U Poglavlju 7.2.6. je detaljno opisan uticaj različitih faktora na čvrstinu tablete. Za svaku FAS koja se proizvodi u formi tablete neophodno je odrediti najpovoljnije uslove tabletiranja (tzv “optimalna kompresija”), pri kojima se
dobija najpovoljniji odnos između čvrstine i raspadljivosti tablete. Čvrstina dražeja se ispituje u cilju utvrđivanja kako obloga naleže na tabletno jezgro.
Za merenje čvrstine tableta, pored metoda koje su prevaziđene (npr. po Ph. Jug. II tableta se pusti da padne na drvenu podlogu sa visine od 1 - 1,5 m posle čega mora ostati cela ili probe “sa tri prsta” kada se tableta izlomi
stavljanjem između kažiprsta i srednjeg prsta, a palac ima ulogu poluge), može poslužiti Monsanto uređaj koji preko opruge meri silu (najčešće u kg) lomljenja tablete. Međutim, u farmaceutskoj industriji u ove svrhe se koriste
savremeni uređaji, kao i digitalni uređaji malih dimenzija različitih proizvođača (npr. GB Caleva Ltd.) koji mere silu u momentu loma tablete u željenim jedinicama (kg, Pa) i mogu biti povezni sa kompjuterom.
Poseban kriterijum u okviru ispitivanja čvrstine tableta predstavlja ispitivanje istiranja (krunjenja, habanja, abrazije, friabiliteta) kojim se dobijaju podaci o ponašanju tableta tokom pakovanja i transporta. Najjednostavniji način za
ovo ispitivanje je da se 10 - 50 tableta (u zavisnosti od njihove veličine) snažno protrese u šakama ili u kutiji. Međutim, svakako je bolji način primena odgovarajućeg uređaja, kao što je Erweka tip TA 3 prikazan na slici:
U bubanj od pleksiglasa (1), koji ima ugrađenu lopaticu kojom se u toku rotacije bubnja tablete podižu do određene visine, a zatim se
spuštaju pri čemu ne udaraju jedna o drugu, se postave tablete očišćene od praha mekom četkicom (min 20 tableta), kojima je
prethodno precizno izmerena masa (2). Preko displeja (3) se prati vreme ispitivanja, koje se prethodno podesi primenom tastature (4).
Aparat se pušta u pogon, bubanj rotira brzinom od 20 o/min, a nakon
isteka određenog vremena (najčešće 5 min), automatski se zaustavlja. Bubanj se skine sa uređaja, tablete izvade iz bubnja, očiste od praha i
vrši se merenje njihove mase. Iz razlike masa tableta izračunava se vrednost istiranja, koja se najčešće izražava u %.

85 Tehnologija gotovih lekova Z. Zeković
Masa tableta – određivanje mase tablete se najčešće vrši pojedinačnim merenjem 20 tableta, nakon čega se
izračuna prosečna masa tablete. Pojedinačna masa tablete mora biti u odnosu na prosečnu u granicama koje propisuje farmakopeja i najviše 2 od 20 tableta mogu odstupati za vrednost navedenu u farmakopeji. Konstantnost
mase tableta zavisi od: ravnomernosti klizanja granulata iz levka
uniformnosti veličine i oblika granulata
vlažnosti granulata lepljivosti mase za tabletiranje za klipove i matricu
preciznosti mašine za tabletiranje... Kontrola mase tableta se vrši u određenim vremenskim intervalima tokom njihove proizvodnje. Savremene mašime
za tabletiranje imaju elektronske vage za automatsko merenje mase kojima se prati proces proizvodnje tableta.
Raspadljivost i rastvorljivost – vreme raspadanja i rastvaranja tableta zavisi od:
osobina rastvaranja FAS i pomoćnih supstanci veličine granulate
primenjenog pritiska u procesu tabletiranja
oblika tablete pomoćnih supstanci za tabletiranje
poroznosti tablete...
Ispitivanja raspadljivosti i rastvorljivosti se izvode u in vitro uslovima, što ima za posledicu nepouzdanost određivanja, jer je veoma teško postići uslove koji vladaju u digestivnom traktu čoveka. Metode koje se primenjuju
moraju obezbediti konstantne uslove da temperatura tečnosti odgovara temperaturi tela, pH vrednost i sadržaj
enzima moraju biti kao i u sokovima za varenje i da se lek u toku ispitivanja pokreće kao i prirodna peristaltika. Prema našoj farmakopeji kao vreme raspadanja, odnosno rastvaranja tableta se podrazumeva vreme za koje se
tableta mora raspasti, odnosno rastvoriti.
Za ispitivanja raspadanja tableta, dražeja i kapsula, kao i granula, svetske
farmakopeje navode automatske uređaje, od kojih je na slici prikazan aparat za ispitivanje vremena raspadanja tip ZT 3 (Erweka). Aparat omogućava istovremeno
ispitivanje 6 tableta pod istim uslovima. Temperatura vodenog kupatila (1) se reguliše preko termostata (2) povezanim sa električnim grejačem (3). Termostat u
toku ispitivanja održava temperaturu na 37 2 0C (temperatura digestivnog trakta).
Stalak (4) sa šest cevi od pleksiglasa (5), koje su koncentrično postavljene oko ose,
je povezan sa uređajem za pokretanje aparata.
Sito br. 2 izrađeno od nerđajućeg čelika je pričvršćeno sa donji deo stalka, odnosno cevi. U cevi se postavi po jedna tableta (odnosno dražeja, kapsula ili 0,5 g granula).
Cevi sa uzorkom se uranjaju u staklenu čašu (6), u kojoj se nalazi oko 1 dm3 destilovane vode, veštačkog želudačnog soka ili veštačkog crevnog soka,
uključenjem aparata koji pokreće stalak brzinom od 28 - 32 ciklusa/min i dužinom
puta 5 - 6 cm. U zavisnosti od osobina samih tableta, propisano je vreme za koje se one moraju raspasti u vodi, odnosno veštačkom želudačnom ili crevnom soku.
Ukoliko se samo jedna od šest tableta ne raspadne, ispitivanje se ponavlja, a u ovom ponovljenom ispitivanju se moraju raspasti sve tablete.
Veštački želudažni sok: 2 g NaCl i 3,2 g pepsina se rastvori u smeši 900 cm3 vode i 7 cm3 cc. HCl, a zatim dopuni vodom do 1000 cm3 (pH oko 1,2).
Veštački crevni sok: 6,8 g KH2PO4 se rastvori u 250 cm3, doda se 190 cm3 0,2 mol/dm3 NaOH, 400 cm3 vode i 10 g
pankreatina. Rastvor se dobro promeša, dodavanjem 0,2 mol/dm3 NaOH pH vrednost se podesi na 7,5 0,1 i
dopuni vodom do 1000 cm3.
Rastvorljivost se ispituje pojedinačno sa 6 tableta, tako što se u normalnom sudu svaka tableta prelije sa 100 cm3 vode, koji se zatim pokreće horizontalno kružno. Tablete se moraju rastvorititi u vremenu do 10 minuta, ukoliko
nije drugačije propisano. Kao i kod prethodnog ispitivanja, vrši se ponavljanje ukoliko se samo jedna tableta ne rastvori.
Oslobađanje FAS iz gotovog leka – svetske farmakopeje propisuju postupak kojim se meri vreme oslobađanja određene količine FAS iz tableta i rastvaranja u određenom rastvaraču. Ova ispitivanja se vrše sa tabletama u
kojima je FAS relativno slabo rastvorljiva u vodi. Vrednosti dobijene ovim ispitivanjima su parametar koji pokazuje,
86 Tehnologija gotovih lekova Z. Zeković
u in vitro uslovima, količinu FAS koja će iz gastrointestinalnog trakta preći u krv. Međutim, ovaj test kao i test raspadljivosti, ne daje podatke o biološkoj dostupnosti leka, pa su neophodna ispitivanja u in vivo uslovima. Iz
ovih razloga se ova ispitivanja vrše samo sa lekovima čija je efikasnost klinički dokazana. Za ispitivana oslobađanja i rastvaranja FAS iz gotovog leka se primenjuje aparatura za ispitivanje rastvorljivosti preparata i oslobađanja FAS
(poglavlje 1.2.) ili uređaj za ispitivanje vremena raspadanja. Posle određenog vremena se uzima određena zapremina tečnosti, vrši se filtracija i određivanje sadržaja FAS pogodnom metodom.
Određivanje sadržaja FAS u tabletama – ispitivanje sadržaja FAS se vrši sa najmanje 20 tableta, koje se usitne do praha od kojeg se za određivanje uzima propisana masa. Kvantitativna analiza se vrši direktno ili nakon ekstrakcije
FAS odgovarajućim rastvaračem. Analitičke metode, najčešće instrumentalne, moraju obezbediti specifičnost reakcije, tačnost i reproduktivnost rezultata, kao i ekonomičnost.
Pri određivanju sadržaja FAS u kontroli kvaliteta tableta i dražeja, veoma je važan postupak uzorkovanja, jer se na taj način prati celokupan proces proizvodnje, od mešanja mase za tabletiranje, granulacije do tabletiranja.
Razrađene su šeme uzorkovanja i statističke obrade rezultata, koji doprinose kvalitetu dobijenog proizvoda, odnosno spadaju u dobru proizvođačku praksu (GMP).
Određivanje sadržaja vlage – iako određivanje sadržaja vlage nije propisano našom farmakopejom, ovo ispitivanje je preporučljivo jer sadržaj vlage veoma utiče na osobine tableta (čvrstina, raspadljivost, stabilnost). Povećani
sadržaj vlage u jezgru dražeja je uzrok nestabilnosti, pucanja obloge, omekšavanju dražeja, kao i promene boje.
Ispitivanje sterilnosti – naša farmakopeja ne propisuje ova ispitivanja. Međutim, supstance koje ulaze u sastav tableta (kao što su skrob, laktoza i želatin) mogu biti kontaminirane prisustvom bakterija i plesni. Iz ovih razloga je
neophodno mikrobiološki ispitati ulazne supstance. Osim toga, za tablete koje imaju specijalnu namenu (tablete za
oči, implataciju i injekcione rastvore) obavezno je ispitivanje sterilnosti, uključujući i ispitivanje materijala za pakovanje. Svakako je neophodno naglasiti da je veoma značajno strogo održavanje higijene pogona
(mikrobiološka kontrola vazduha, vode, uređaja, zaposlenih).
Marina Rajic





























