Embed Size (px)
Citation preview

Prof. ELIZABETA TRAJKOVSKA
TEKNIKA E PRODHIMIT
PËR VITIN II
DREJTIMI KIMI-TEKNOLOGJI
TEKNIK I PROCESIT TË PRODHIMIT
Shkup, 2013

Botues: MINISTRIA E ARSIMIT DHE E SHKENCËS E REPUBLIKËS SË MAQEDONISË Rr. Mito Haxhivasilev Jasmin, p.n. Shkup
Recensentë:
Dr. Kiril Lisiçkov, profesor i çrregullt, Fakultet Teknologjik-metalurgjik - Shkup
Maria Xholeve, Inxh. e dip. profesoreshë në shkollën e mesme „Orde çepella” - Prilep
Mr. Mirjana Stojçeska-Gjorgjioska, Inxh. e dip. Teknolog, profesoreshë në shkollën e mesme „Orde çepella” - Prilep
Përkthyes: Arkin JAHIJI Lektor: Afrim SELIMI
Со решение на Министерот за образование dhe наука на Република Македонија бр. 22-4401/1 од 29.07.2010 година се одобрува употребата на овој учебник. Me vendim të ministrit të Arsimit dhe Shkencës të Republikës së Maqedonisë numër 22-4401/1 të datës 29.7.2010, lejohet përdorimi i këtij libri.
CIP - Каталогизација во публикација Национална и универзитетска библиотека "Св.Климент Охридски", Скопје 621.74(075.3) 66(075.3) ТРАЈКОВСКА, Елизабета Производна техника за II година хемиско-технолошка струка : производно-процесен техничар / Елизабета Трајковска. - Скопје : Министерство за образование и наука на Република Македонија, 2010. - 153 стр. : илустр.; 30 см ISBN 978-608-226-140-9 COBISS.MK-ID 84283402
Shtypi: Grafi cki centar dooel, Shkup
Tirazhi: 25

PARATHËNIE
Libri është i shkruar sipas planit dhe programit mësimor për lëndën Teknika e prodhimit për vitin e dytë për profilin teknik i procesit të prodhimit, drejtimi kimi-teknologji, përfshinë një fond prej dy orë në javë.
Në libër, sipas programit mësimor mësohen këto fusha: formësimi me derdhje, formësimi me presë, formësimi me dërstilë, formësimi me heqje dhe formësimi me shtrydhje dhe me fryrje.
Në libër, përveç njësive mësimore, janë dhënë fjalë kyçe, pyetje dhe rezyme mbi temën. Njësitë mësimore janë të pasura me fotografi dhe paraqitje grafike me qëllim që materien e gjerë mësimore ta afrojnë tek nxënësit në nivel për ta kuptuar më lehtë dhe ta kalojnë me sukses.
Autori u shpreh falënderim të posaçëm recensentëve për sugjerimet dhe vërejtjet e paraqitura, të cilat kontribuuan në përmirësimin e kualitetit të librit.
Duke pasur parasysh vëllimin dhe heterogjenitetin e materies, çdo vërejtje e dobishme, e dhënë nga ana e shfrytëzuesve, në drejtim të përmirësimit të cilësisë së materies së paraqitur, autori do t’i pranojë me një mirënjohje të veçantë.
Autorja
3


H Y R J E
Zanafillat e teknikës kimike gjenden thellë në histori, për të cilat tregojnë edhe
gërmimet arkeologjike, se qysh në fillimin e zhvillimit të shoqërisë njerëzore, njerëzit
merrnin dhe përpunonin disa xehe, argjila dhe rërë. Shumë shekuj para erës sonë janë
shfrytëzuar: sulfuri, soda natyrore, mineralet me ngjyra, përpunohej lëkura dhe të tjera.
Zhvillim të hovshëm prodhimi kimik fiton kah fundi i shekullit XIX dhe XX.
Teknologji quhet shkenca e cila i studion metodat dhe proceset e përpunimit të
materialeve themelore në sendet e përdorura, ose mjete për prodhim. Teknologjia
ndahet në teknologji mekanike dhe kimike.
Teknologjia mekanike i mëson ato procese të përpunimit të cilat sipas rregullës
nuk i ndryshojnë cilësitë e materies, por vetëm formën dhe pamjen e jashtme. (p.sh,
nga metalet përmes shkrirjes, prerjes dhe metodave tjera bëhen detaje të ndryshme
për pajisje dhe aparate; nga druri përmes përpunimit fitohen mobiliet dhe të tjera).
Por, proceset e përpunimit, gjatë të cilave vjen deri te ndryshimi i përbërjes,
cilësive dhe pamjes së jashtme të materialit quhen procese kimike, kurse shkenca e cila
i studion të njëjtat quhet teknologjia kimike.
Nuk ekziston kufi i mprehtë midis teknologjisë kimike dhe mekanike. Ndryshimi i
pamjes së jashtme dhe i formës së materialit ndodh gjatë zhvillimit të reaksioneve
kimike, ndërsa zhvillimi i reaksioneve kimike shpesh zbatohet me proceset mekanike.
Teknologjia mekanike i përfshinë proceset e lidhura me veprimet mekanike në
procesin e trajtimit dhe të përpunimit të lëndëve të para dhe të gjysmë prodhimeve në
produkte të gatshme. (p.sh., teknologjia e përpunimit me deformim plastik, teknologjia e
derdhjes, teknologjia e përpunimit me procedura jo konvencionale dhe të tjera).
Shkrirja paraqet proces të tillë teknologji të formësimit të pjesëve në të cilin
materiali, së pari shkrihet dhe në gjendje të lëngët derdhet në zgavrën e kallëpit të
përgatitur paraprakisht. Materiali i shkrirë në kallëp ftohet dhe përforcohet si dhe e fiton
formën dhe dimensionet e njëjta të zgavrës së kallëpit.
5

Karakteristikë bazike e procesit të shkrirjes është ajo se me shkrirje mund të
fitohen pjesë me konfigurim më të ndërlikuar dhe karakteristika të larta mekanike.
Përpunimi i materialeve me deformim plastik, në realitet paraqet ndryshim të formës së
copës fillestare nën ndikimin e fuqive të jashtme. Fuqinë dhe energjinë e nevojshme e
krijojnë makinat (presat, makinat e petëzimit, shtrydhësit dhe të tjerë). Mjeti i cili
vendoset në makinë, ka për qëllim që t’i jep sendit formë dhe dimensione të caktuara.
Proceset teknologjike bazike të përpunimit dhe të formësimit me deformim plastik
janë: presimi, dërstilimi, me heqje dhe të tjera.
6

TEKNIKA E PRODHIMIT – Viti II
TEMA E PARË: FORMËSIMI ME DERDHJE
Objektivat e njësisë tematike: Nxënësi: - T’i numërojë procedurat e derdhjes; - T’i identifikojë mjetet; - T’i përshkruaj procedurat e derdhjes; - Ta dallojë lidhjen e ndërsjellë të masës së derdhjes dhe të
materialit nga i cili janë bërë kallëpet; - Ta kuptojë ndikimin e temperaturës dhe të konsistencës së masës
së derdhjes mbi kualitetin e produktit të shkrirë; - Ta lidh regjimin e ftohjes së masës së derdhjes në kallëpe me
kualitetin e produktit me derdhje; - Ta dallojë zbatimin e derdhjes në proceset e ndryshme të
prodhimit
Fjalët kyçe: Derdhje, kallëp, model, bërthamë, temperaturë e shkrirjes, kallëpe të
gjipsit, sistemi i derdhjes, shkrirje e gravitetit, mjeti për derdhje, kallëpet prej rëre, kallëpet metalike
7

1. NË PËRGJITHËSI MBI DERDHJEN
TEKNIKAT E PRODHIMIT – Viti II
Derdhja paraqet proces teknologjik të formësimit të pjesëve ku materiali i shkrirë derdhet në zgavrën e kallëpit të përgatitur paraprakisht. Materiali i shkrirë në kallëp ftohet, përforcohet dhe merr formën dhe dimensionet e njëjta të cilën e ka zgavra e kallëpit. Sendet e derdhura quhen shabllone. Shabllonet pas ftohjes dhe forcimit nxirren nga kallëpet dhe si të tilla përdoren ose i nënshtrohen përpunimit mekanik shtesë. Në mënyrë që shkrirja të bëhet si duhet nevojitet që materiali të nxehet mbi temperaturën e shkrirjes. Në këtë temperaturë duhet pasur shumë kujdes, për shkak se në qoftë se ajo është më e ulët, materiali i shkrirë nuk është i nxehur në një masë dhe nuk e mbush mirë kallëpin, ndërsa në qoftë se është më e lartë, materiali i shkrirë i pranon dhe i tret
Materialet e menduara për derdhje duhet të plotësojnë cilësitë vijuese:
- të kenë fluiditet të mirë, i cili do të sigurojë kallëpi plotësisht të mbushet dhe të fitohen shabllone me mure të holla me konfigurim të ndërlikuar;
- të kenë tkurrje të vogël, sepse tkurrja e madhe shkakton çarje, vrima të gazit (lunkere), porozitet, tërheqje të brendshme dhe të tjera;
- të kenë tretshmëri minimale të substancave të ajrit;
- pas ftohjes dhe forcimit, t’i sigurojnë cilësitë e kërkuara mekanike, fizike dhe kimike;
Fig. 1 Prodhimet e fituara me shkrirje
Derdhja si proces teknologjik e formësimit paraqet pjesë përbërëse të një numri të madh të proceseve prodhuese: fitimi dhe trajtimi i metaleve, prodhimi i qeramikës, porcelan, masat plastike, produkte ushqimore dhe të tjera.
8

TEKNIKA E PRODHIMIT – Viti II
1.1. DERDHJA E METALEVE Me nocionin derdhja e metaleve nënkuptohet formësimin e metalit të shkrirë me
derdhje në kallëpet e përgatitura paraprakisht. Metali i shkrirë ftohet dhe forcohet në kallëp dhe e merr të njëjtin reliev si edhe brendësia e kallëpit. Në përgjithësi, derdhja është faza themelore gjatë formësimit të çdo metali. Pikërisht, gjysmë produktet nga derdhja paraqesin bazë për fitimin e një numri të madh të prodhimeve. Fletët metalike, shufrat dhe prodhimet tjera fitohen nga shabllonet e derdhura paraprakisht.
Pjesët e gatshme të makinerisë të fituara me derdhje i quajmë shabllone. Shabllonet në eksploatim shfrytëzohen pa ose me përfundim sipërfaqësor. Mundësitë e teknikës së derdhjes për sa i përket formësimit të pjesëve janë të mëdha, ndërsa shpesh shabllonet paraqesin edhe pjesë të tilla të cilat në mënyra tjera nuk mund të prodhohen, ose nëse është e mundshme, nga ana ekonomike nuk është e arsyeshme. Kallëpi paraqet zgavër, gjegjësisht send me zgavër, i cili ka formë të njëjtë dhe përafërsisht dimensione të njëjta me pjesën e cila duhet të prodhohet. Kallëpet në të cilat derdhet metali i shkrirë mund të jenë:
- kallëpe me një përdorim – të punuar nga përzierja e rërës, - kallëpe me shumë përdorime – të punuara prej metali
Kallëpet me një përdorim shfrytëzohen për derdhje në rërë, derdhje në guaca dhe derdhje precize, ndërsa kallëpet me shumë përdorime shfrytëzohen tek derdhja në kallëpe, derdhja me shtypje dhe derdhja centrifugale. Metalet dhe legurat e menduara për derdhje duhet t’i plotësojnë këto kërkesa: të kenë fluiditet, të kenë tkurrje të vogël, të kenë tretshmëri të vogël të substancave ajrore, dhe pas ftohjes dhe forcimit të sigurojnë cilësitë e kërkuara mekanike, fizike dhe kimike.
Fig. Send i derdhur (a), modeli (b) dhe bërthama (c)
Procesi i derdhjes është proces i ndërlikuar dhe përfshinë më tepër operacione: modelimi, bërja e kallëpeve, shkrirja, derdhja, heqja e shabllonit, pastrimi, kontrolli dhe riparimi.
9

TEKNIKA E PRODHIMIT – Viti II
Kallëpet e rërë pas forcimit dhe ftohjes së metalit thyhen në mënyrë që të nxirret shablloni i metalit. Për këtë arsye këto kallëpe quhen kallëpe me një përdorim. Kallëpet metalike, për shkak se përdoren një kohë të gjatë, gjegjësisht përdoren shumë herë, duhet të përmbushen disa kërkesa dhe atë: fortësi e mjaftueshme në temperatura të larta, të rezistueshme ndaj korrozionit, të rezistueshme ndaj ndryshimeve të motit dhe të tjera. Për shkak se metalet janë përçues të shkëlqyeshëm, metali i derdhur në kallëpet metalike më shpejtë ftohet, por ka ndikim të madh në strukturën dhe cilësitë e shabllonit. Kallëpet metalike për dallim nga kallëpet e rërës nuk kanë depërtueshmëri të substancave ajrore, prandaj tek ato duhet të sigurohet sjellja e substancave ajrore që të mos vijë deri te poroziteti i gazit.
Hekuri i derdhur dhe hekuri çelik derdhen në kallëpet e rërës, kurse për derdhjen e
metaleve me ngjyra dhe legurat e lehta përdoren kallëpet metalike.
1.1.1. DERDHJA NË RËRË
Derdhja në rërë është mënyra më e vjetër e fitimit të shablloneve metalike. Me ndihmën e kësaj derdhje derdhen pothuajse të gjitha metalet. Kallëpet tek derdhja në rërë janë të punuara nga përzierja e bërë nga rëra, mjetet lidhëse dhe shtesat. Kallëpet e rërës pas ftohjes së shabllonit duhet ngadalë të thyhen në mënyrë që shablloni të nxirret. Përzierja e rërës vendoset rreth modelit, ashtu që kur do të hiqet modeli, rëra ngel si një zgavër e cila përgjigjet me formën e modelit. Domethënë, modeli është mjet me ndihmën e të cilit bëhen zgavrat në kallëp. Modelet mund të jenë një copë, në qoftë se forma e shabllonit është e thjeshtë, ndërsa kur shablloni është i ndërlikuar, modeli bëhet nga dy ose më tepër pjesë.
Fig. 2 Kuti dy pjesësh për punimin e bërthamave
Modelet e bëra nga dy pjesë në realitet paraqesin dy gjysma të cilat montohen në dy pllaka të ndara të modelit. Në këtë mënyrë mundësohet bërja e kallëpit të ndarë në gjysmën e sipërme dhe të poshtme të kallëpit.
10

TEKNIKA E PRODHIMIT – viti II
Modelet mund të bëhen nga druri, metali, masa plastike, gjipsi dhe nga çimentoja. Materiali nga i cili bëhet modeli varet nga numri i shablloneve të cilat duhet të prodhohen, nga saktësia e nevojshme e dimensioneve, nga madhësia dhe forma e shabllonit si dhe nga mënyra e punimit të kallëpit.
Fig. 3 Derdhja në kallëpin prej rëre
Pjesët qendrore të kallëpit (bërthamat) janë pjesë të kallëpit, të cilët
vendosen në kallëp me qëllim që të fitohen në shabllon zgavra, vrima dhe sipërfaqe të jashtme të përbëra, të cilat nuk mund të bëhen në mënyrë tjetër në kallëp. Pjesët qendrore të brendshme në të gjitha anët janë të kontakt me metalin e shkrirë dhe janë të ekspozuar në ngarkesa të konsiderueshme mekanike dhe të ngrohjes. Prandaj, pjesët qendrore punohen nga rëra kuarc dhe mjetet lidhëse.
BËRJA E KALLËPEVE PREJ RËRE
Bërja e kallëpeve prej rëre zhvillohet në katër faza:
- Vendosja e modelit në kallëp
- mbulimi dhe arritja e fortësisë së nevojshme e përzierjes së rërës
- nxjerrja e modelit nga kallëpi
- të mbërthyerit e kallëpit. 11

TEKNIKA E PORDHIMIT – Viti II
Kallëpi është kornizë në të cilin vendoset modeli dhe në të cilin ngjishet përzierja
e kallëpit për të formuar zgavër në formë të shabllonit. Ai duhet të jetë mjaft i ashpër sa të mos deformohet nën ndikimin e përzierjes së kallëpit dhe metalit të lëngët si dhe të mos e pengon ftohjen e metalit të derdhur në të gjitha anët në mënyrë të barabartë. Kallëpet zakonisht janë me dy pjesë, por përdoren edhe kallëpe nga më tepër pjesë, të cilat vendosen njëra afër tjetrës. Më së shumti bëhen nga hekuri gri, çeliku dhe legurat e aluminit. Sipas formës mund të jenë drejtkëndësha, rrethorë dhe special. Në mënyrë që të mund më mirë t’i largojë substancat ajrore dhe avullin nga kallëpi, muret e kallëpeve mund të përforcohen (të shpohen vrima).
Fortësia e nevojshme e përzierjes së rërës mund të arrihet në dy mënyra: përmes mënyrës mekanike të ngjeshjes së përzierjes së kallëpit dhe me përforcimin përmes mënyrës kimike.
Kallëpet e rërës mund të jenë të vrazhdë, të thatë dhe kallëpe me kore të thatë. Kallëpet e vrazhda shfrytëzohen për shabllone me madhësi të vogël dhe të mesme, bëhen nga rëra, argjila, uji dhe shtesat tjera, puna është e shpejtë dhe menjëherë pastaj, metali mund të derdhet. Kallëpet e thata thahen në temperaturë prej 150 deri 300ºC për një periudhë prej 8 deri 48 orë, ndërsa shtresa e tharë duhet të jetë më e trashë se 15 mm. Ato shfrytëzohen për derdhje në shabllone të mesme dhe të mëdha. Kallëpet me kore të thatë zakonisht bëhen në dyshemenë e shkritores dhe kanë dimensione të mëdha.
Bërja e kallëpeve mund të jetë me dorë ose me makinë. Bërja e kallëpeve me dorë shfrytëzohet për bërjen e shablloneve në prodhimin e veç e veç dhe në seri të vogla në dyshemenë e shkritores, por më së tepërmi shfrytëzohet për prodhimin e shablloneve të mëdha.
Bërja me makinë e kallëpeve shfrytëzohet gjatë prodhimit në seri. Kjo mundëson produktivitet të lartë dhe fitimin e shablloneve me saktësi më të madhe, që është e kushtëzuar edhe me shfrytëzimin e modeleve metalike ose plastike. Të gjitha operacionet mund të mekanizohen, kurse i gjithë procesi teknologjik mund të automatizohet.
12
TEKNIKA E PRODHIMIT – Viti II
1.1.2. SISTEMI I DERDHJES DHE DERDHJA E METALIT TË SHKRIRË
Në mënyrë që të fitohet shabllon i mirë, nevojitet të sigurohet rrjedhë e duhur e
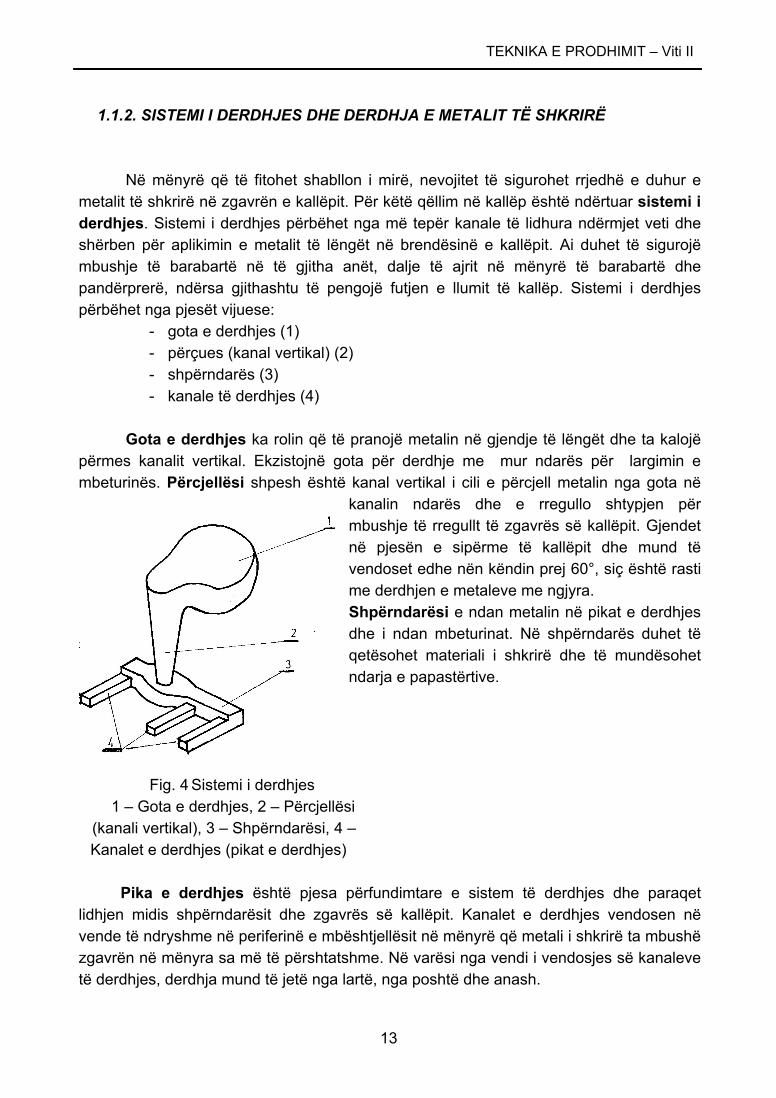
metalit të shkrirë në zgavrën e kallëpit. Për këtë qëllim në kallëp është ndërtuar sistemi i derdhjes. Sistemi i derdhjes përbëhet nga më tepër kanale të lidhura ndërmjet veti dhe shërben për aplikimin e metalit të lëngët në brendësinë e kallëpit. Ai duhet të sigurojë mbushje të barabartë në të gjitha anët, dalje të ajrit në mënyrë të barabartë dhe pandërprerë, ndërsa gjithashtu të pengojë futjen e llumit të kallëp. Sistemi i derdhjes përbëhet nga pjesët vijuese:
- gota e derdhjes (1) - përçues (kanal vertikal) (2) - shpërndarës (3) - kanale të derdhjes (4)
Gota e derdhjes ka rolin që të pranojë metalin në gjendje të lëngët dhe ta kalojë
përmes kanalit vertikal. Ekzistojnë gota për derdhje me mur ndarës për largimin e mbeturinës. Përcjellësi shpesh është kanal vertikal i cili e përcjell metalin nga gota në
kanalin ndarës dhe e rregullo shtypjen për mbushje të rregullt të zgavrës së kallëpit. Gjendet në pjesën e sipërme të kallëpit dhe mund të vendoset edhe nën këndin prej 60°, siç është rasti me derdhjen e metaleve me ngjyra. Shpërndarësi e ndan metalin në pikat e derdhjes dhe i ndan mbeturinat. Në shpërndarës duhet të qetësohet materiali i shkrirë dhe të mundësohet ndarja e papastërtive.
Fig. 4 Sistemi i derdhjes
1 – Gota e derdhjes, 2 – Përcjellësi (kanali vertikal), 3 – Shpërndarësi, 4 –
Kanalet e derdhjes (pikat e derdhjes)
Pika e derdhjes është pjesa përfundimtare e sistem të derdhjes dhe paraqet
lidhjen midis shpërndarësit dhe zgavrës së kallëpit. Kanalet e derdhjes vendosen në vende të ndryshme në periferinë e mbështjellësit në mënyrë që metali i shkrirë ta mbushë zgavrën në mënyra sa më të përshtatshme. Në varësi nga vendi i vendosjes së kanaleve të derdhjes, derdhja mund të jetë nga lartë, nga poshtë dhe anash.
13
TEKNIKA E PRODHIMIT – Viti II
Gjatë periudhës së përforcimit, metali mblidhet dhe për mbushje më të mirë të
zgavrës parashihen furnizuesit. Furnizuesit nuk shërbejnë vetëm për sjelljen e metalit në zgavër, por janë edhe pjesë të sistemit për ftohje. Ata e rregullojnë mbushjen e rregullt të zgavrës së kallëpit, gjegjësisht shërbejnë si rezervarë prej të cilëve mbështjellësja furnizohet (mbushet) me hekur kur vëllimi do të fillojë të pakësohet gjatë përforcimit. Ata vendosen në vendin më të trashë të mbështjellëses.
Derdhja e metalit të shkrirë në kallëpet e përgatitura paraqet fazën përfundimtare në prodhimin e mbështjellëseve. Materiali i shkrirë nga furra në kallëp mbartet me kosh të shkrirjes ku derdhet përmes gravitetit.
Për të fituar mbështjellëse me kualitet, shumë me rëndësi është të përcaktohet koha, shpejtësia dhe lartësia nga e cila derdhet dhe para së gjithash temperatura e metalit të shkrirë në momentin kur derdhet në kallëp.
Përcaktimi i temperaturë së derdhjes ka rëndësi të posaçme për legurat me interval më të madhe të forcimit. Për shkak se këto legura mund të vijë deri tek ndarja e disa komponentëve. Për këtë arsye është e nevojshme temperatura e metalit të shkrirë gjatë derdhjes të jetë mbi temperaturën e shkrirjes së metalit, gjegjësisht në gjendje plotësisht të lëngët. Sipas rregullës, metali i shkrirë duhet të derdhet me temperaturën më të ulët, e cila mundëson mbështjellëse me kualitet të lartë. Temperatura tepër e lartë shkakton oksidim të metalit dhe kalimin e tij në mbeturinë. Megjithatë, temperatura duhet të jetë mjaft e lartë në mënyrë që të mundësojë mbushje të rregullt të kallëpit, dhe me këtë edhe mbështjellëse me kualitet të lartë.
Derdhja e metalit të lëngët në kallëp bëhet me rënie të lirë – derdhje e gravitetit. Ky princip i derdhjes është më i vjetër dhe shfrytëzohet deri në ditët e sotme. Metali, nën ndikimin e peshës së vet, e lëshon enën dhe derdhet në zgavrën e kallëpit përmes sistemit të derdhjes. Me këtë derdhje për shkak të peshës së metalit dhe të lartësisë së derdhjes përcaktohet shpejtësia e rrjedhës. Pas derdhjes, që bëhet në dyshemenë e fonderisë, mbështjellësja ftohet dhe shkundet nga kallëpi. Me këtë mënyrë të derdhjes nuk mund përherë të fitohet mbështjellëse kualitative, prandaj u kërkuan mënyra tjera të derdhjes. Këto mënyra janë të njohura me emrin mënyra speciale të derdhjes dhe atë: derdhje nën shtypje, derdhje centrifugale, derdhje në vakum, derdhje në guaca, derdhje precize dhe të tjera.
14

TEKNIKA E PRODHIMIT – Viti II
1.1.3. DERDHJA NË GUACA
Procedura për ndërtimin e bërthamave dhe kallëpeve sipas sistemit “guacë” është mënyra e parë bashkëkohore e cila filloi të zbatohet në fonderi. Kutitë për ndërtimin e kallëpeve dhe të bërthamës në formë të guacës bëhen nga hekuri gri ose nga metalet me ngjyra. Kallëpet dhe bërthamat në formë të guacës bëhen nga përzierja me rërë dhe rrëshira termostabile, gjegjësisht përdoret e ashtuquajtura rëra e mbështjellë, tek të cilat secila kokërr është e mbështjellë me film të hollë nga rrëshira termostabile, e cila aplikohet në pllakën model të nxehtë me model ose në kutinë kryesore të nxehtë.
Me bërjen e kallëpeve ose bërthamave në formë të guacës shfrytëzohet teknologjia e më poshtme:
- kutia për bërjen e kallëpeve ose bërthamës nxehet në makinë në temperaturë prej 220-250°С
- në kutinë e nxehtë të mbyllur fryhet rërë e mbështjellë, nën shtypje prej 1-3 105 Pa. Kutia e këtillë e mbushur me rërë mbahet 10-15 s, për të cilën kohë, shtresa e rërës deri tek muret zbutet në trashësi 5-8 mm.
- pastaj kutia kthehet për 180°, ku teprica e rërës jo të zbutur del nga kutia.
- Guaca kështu e fituar piqet në temperaturë prej 300-350°С, 30-40 s, ku forcohet plotësisht.
- Pastaj kutia hapet dhe kallëpi ose bërthama në formë të guacës nxirren nga pllaka model.
- Në guacën e gatshme vendoset bërthama dhe ngjitet në gjysmën tjetër, ku merr formë kallëpi, i gatshëm për derdhje.
Ndërtimi i guacave bëhet në makina speciale të cilat kanë pajisje për nxehje të pllakës model dhe për pjekjen e guacës, bunker për rërën e mbështjellë, mekanizëm për aplikimin e rërës së mbështjellë dhe mekanizëm për zbritjen e gjysmën së guacës.
15

Fig. 5 Kallëpi në formë të guacës i vendosur vertikalisht
1 – shpërndarës, 2 – gota e derdhjes, 3 – përcjellës, 4 – kanal, 5 – pikë e derdhjes, 6
– gotë në fund të kallëpit, 7 – zgavra e kallëpit
TEKNIKA E PRODHIMIT – Viti II
Fig. 6 Kallëpi në formë të guacës i
vendosur horizontalisht 1 – gota e derdhjes, 2 – përcjellës, 3 –
Pikë e derdhjes, 4 – gotë në fund të përcjellësit, 5 – shpërndarës, 6 –
Pikë e derdhjes, 7 – zgavra e kallëpit, 8 - kallëpi
Kallëpet në formë të guacave në procesin e derdhjes mund të vendosen horizontalisht ose vertikalisht. Kallëpet e vendosura horizontalisht vendosen në bazament rëre, ngadalësohet, kurse pastaj në ato derdhet metali. Kallëpet e vendosura vertikalisht është e nevojshme të sigurohen nga ana e prapme për shkak të shtypjes së metalit në kallëpin. Ky sigurim i kallëpit mund të bëhet përmes rrugës mekanike me ndihmën e shtrëngesë ose me hedhjen e kallëpit në sënduk me material të shkrydhët (saçme të hekurit gri, rërë kuarci të thatë dhe të tjera). Hedhja e kallëpeve në sënduk me saçme të hekurit gri jo vetëm që e siguron kallëpin nga hapja, por roli i saçmave është ta shpejtojnë ftohjen e mbështjellëses deri në një shkallë të caktuar, kurse pastaj për shkak të nxehtësisë së akumuluar e ngadalësojnë ftohjen e mëtutjeshme të mbështjellëses.
Kallëpet e vendosura vertikalisht zënë më pak vend, derdhja është më pak e kushtueshme, kurse kallëpet e vendosura horizontalisht shfrytëzohen për prodhim e serive të vogla dhe kanë mekanizim shumë më të thjeshtë në raport me kallëpet e vendosura vertikalisht.
Kallëpet në formë të guacave mund të shfrytëzohen për bërjen e mbështjellësve nga të gjitha legurat me masë prej 50 g – 15 kg.
16
TEKNIKA E PRODHIMIT – Viti II
Përparësitë e kësaj mënyre të derdhjes janë: harxhohet shumë më pak sasi e rërës, mbështjellëset janë saktësi të madhe të dimensioneve dhe me sipërfaqe të lëmuar, me muret të holla, harxhim më të vogël të metalit themelor.
Mangësitë janë: madhësi dhe masë të kufizuar të mbështjellëses, çmim të lartë të modelit, çmim të lartë të rrëshirës e cila shfrytëzohet si mjet lidhës.
Derdhja në guaca ka zbatim në: industrinë automobilistike, industrinë e makinave bujqësore, bërja e pjesëve të ndryshme (boshte bregore, boshte, ingranazhe, levë, shkurre, cipat e cilindrave dhe të tjera), prodhimi i pjesëve për industrinë e tekstilit, industrinë e naftës, industrinë e ndërtimit të anijeve dhe të tjera.
Në kallëpet në formë të guacave bëhen mbështjellëse nga legura e metaleve me ngjyra dhe metaleve të lehta, nga hekuri gri dhe mbështjellëse nga çeliku i rezistueshëm nga zjarri të cilët përpunohen shumë vështirë.
17

TEKNIKA E PRODHIMIT – Viti II
1.1.4. DERDHJA PRECIZE Derdhja precize është procedurë e menduar për prodhimin e mbështjellësve të
vogla me formë të përbërë, me dimensione të sakta, sipërfaqe të jashtme kualitative dhe përpunim minimal të makinerisë. Kjo procedurë ndryshe quhet edhe derdhje me modele prej dylli ose derdhje me modele të mbështjella.
Procesi i derdhjes zhvillohet në këto faza: - përpunim i modeleve të mbështjellëses dhe të sistemit derdhës nga
masa e lehtë e nxehtë e modelit (dyllë ose rrëshirë termoplastike) - lidhja e modelit të mbështjellëses dhe sistemit derdhës - mbështjellja e modelit dhe i gotës së derdhjes me shtresë nga
përzierja e rërës me granulim shumë të imët, e cila pas tharjes forcohet.
- Largimi i modelit me shkrirje, me djegie ose me tretje, me çka fitohet guaca karakteristike
- Vendosja e guacës në sënduk dhe mbushja me rërë ose saçma - Futja e sëndukut në furrë dhe ngrohja në temperaturë të lartë - Derdhja
Fazat e derdhjes precize janë treguar në mënyrë skematike në Fig. 7. Fig. 7 Derdhja precize
1 – përpunimi i modelit prej dylli, 2 – bërja e kallëpit, 3 – shkrirja e metalit, 4 - derdhja
Derdhja precize zbatohet në prodhimin e mbështjellëve me konfigurim të përbërë,
për derdhjen e serive më të vogla dhe për prodhimin e prototipave. Procedura nuk ka kufizim për sa i përket materialit i cili derdhet dhe praktikisht mund të zbatohet për të gjitha llojet e hekurit. Më shpesh derdhen pjesë me masë nga 5 – 15 kg.
18

TEKNIKA E PRODHIMIT – Viti II
Përparësitë e derdhjes precize janë: fitimin e formave me mure të holla (rreth 1
mm), fitimin e pjesëve me saktësi të madhe, me kualitet shumë të madh të sipërfaqes, që maksimalisht e zvogëlon përpunimin mekanik, kurse shpesh nuk është as e nevojshme. Mangësitë e derdhjes precize janë: masë të kufizuar të formës, kohëzgjatja e procesit, kompleksiteti dhe çmimi i procedurës.
Derdhja precize aplikohet në ndërtimin e pjesëve në industrinë e fluturimit, automobilistike dhe industrinë raketore, për bërjen e turbinave dhe turbo kompresorëve, për pajisjet dhe mjetet matëse dhe të tjera.
Kur format janë me dimensione të vogla, atëherë bëhen më shumë modele të një sistemi të derdhjes. Modelet individuale përshtaten në modelin e kalavesh të rrushit, i cili përbëhet nga gota e derdhjes, përcjellësi, pika e derdhjes dhe vetë modelet. Modelet me pikën e derdhjes takohen me shkrirje. Kjo mund të bëhet në atë mënyrë që modeli me pikën e derdhjes së vetë derdhet në dyllin e shkrirë, kurse pastaj takohet me përcjellësin dhe mbahet derisa dylli të forcohet.
19
TEKNIKA E PRODHIMIT – Viti II
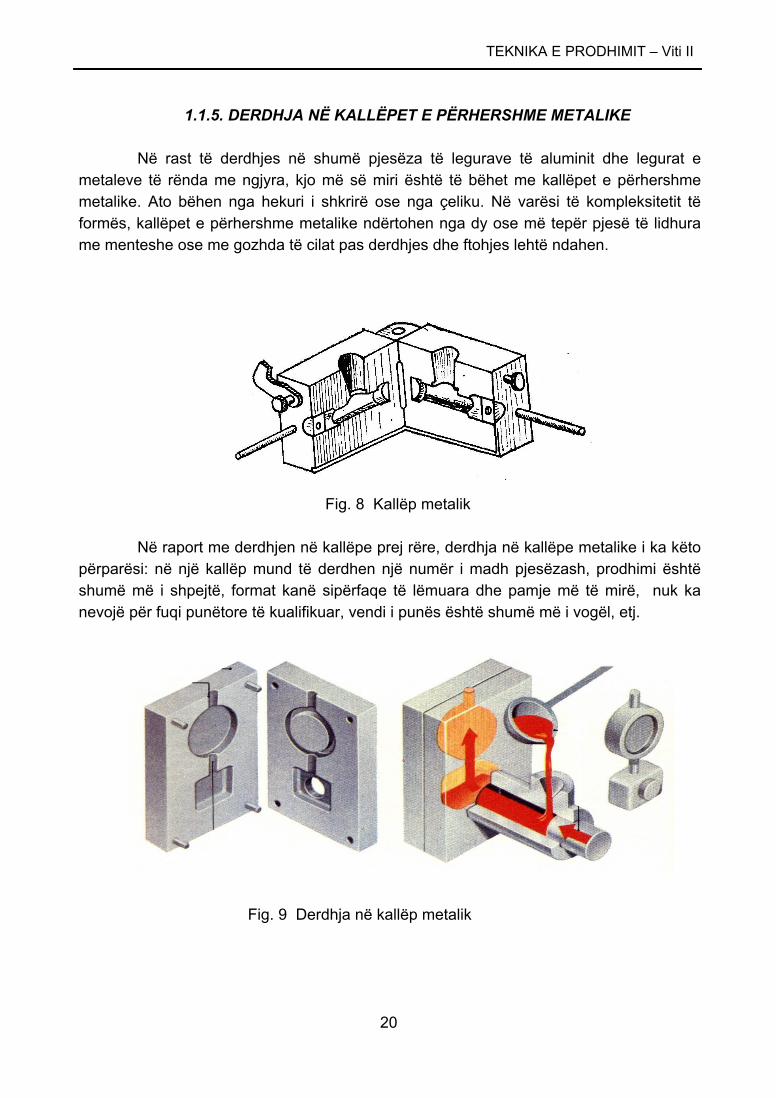
1.1.5. DERDHJA NË KALLËPET E PËRHERSHME METALIKE
Në rast të derdhjes në shumë pjesëza të legurave të aluminit dhe legurat e metaleve të rënda me ngjyra, kjo më së miri është të bëhet me kallëpet e përhershme metalike. Ato bëhen nga hekuri i shkrirë ose nga çeliku. Në varësi të kompleksitetit të formës, kallëpet e përhershme metalike ndërtohen nga dy ose më tepër pjesë të lidhura me menteshe ose me gozhda të cilat pas derdhjes dhe ftohjes lehtë ndahen.
Fig. 8 Kallëp metalik
Në raport me derdhjen në kallëpe prej rëre, derdhja në kallëpe metalike i ka këto përparësi: në një kallëp mund të derdhen një numër i madh pjesëzash, prodhimi është shumë më i shpejtë, format kanë sipërfaqe të lëmuara dhe pamje më të mirë, nuk ka nevojë për fuqi punëtore të kualifikuar, vendi i punës është shumë më i vogël, etj.
Fig. 9 Derdhja në kallëp metalik
20

TEKNIKA E PRODHIMIT – Viti II
Derdhja në kallëpe metalike bëhet në mënyra të ndryshme:
- Me derdhje të zakonshme në kallëpe metalike stabile të palëvizshme
- Me derdhje të zakonshme me kthimin e kallëpeve metalike - Me derdhje centrifugale - Me derdhje nën shtypje - Derdhje me vakum
Nga të gjitha procedurat më e sigurt është derdhja në kallëpet metalike stabile, të cilat zakonisht përbëhen nga dy pjesë të lidhura me gozhda. Gjatë rrjedhës së metalit të shkrirë në kallëpet metalike, shtresat afër sipërfaqeve do të ftohen shumë më shpejtë nga ato në mes. Në mënyrë që të barazohet ftohja e metalit të shkrirë, kallëpet metalike ngrohen në temperaturë prej 100 - 300°С, që varet nga lloji i legurës dhe madhësia e formës. Gjatë kësaj procedure të derdhjes, bërthamat zakonisht bëhen nga hekuri i shkrirë, kurse shumë rrallë nga çeliku. Format e mëdha derdhen direk nga koshi i shkrirjes, kurse ato më të voglat nga lugët e shkrirjes.
Fig. 10 Kallëpet metalike stabil
Derdhja në kallëpe metalike është më e përshtatshme për prodhimin serik dhe masovik të formave më të vogla dhe më të thjeshta të cilat nuk kanë përafërsisht trashësi të njëjtë të mureve. Në qoftë se forma ka trashësi të mureve, nuk duhet të ketë kalime të përshpejtuara nga muret më të trasha në ato më të holla, për shkak të bartjes intensive të nxehtësisë nëpër muret e kallëpeve metalike dhe rrezik më të madh nga paraqitja e tensioneve dhe çarjeve të mëdha të mbetura. Shfrytëzohet edhe për derdhje në format e përbëra, por sasia duhet të jetë e madhe në mënyrë që të paguhen shpenzimet e larta për përpunimin e kallëpeve.
Me rritjen e kohëzgjatjes së kallëpeve metalike bëhet lyerja e sipërfaqeve të punës me pajisje të rezistueshme ndaj zjarrit, të cilat janë dy llojesh. Disa janë të bazuar në qelqin ujor, kurse tjerat të bazuara në grafit. Këto mjete japin shpejtësi më të vogla të ftohjes, ndërsa e pengojnë edhe ngjitjen dhe mundësojnë daljen e lehtë të formës nga kallëpi.
21

TEKNIKA E PRODHIMIT – Viti II
1.1.6. DERDHJA NËN SHTYPJE Derdhja nën shtypje dallohet nga derdhja në kallëpe metalike me atë se metali i
shkrirë e mbush zgavrën e kallëpit metalik nën ndikimin e një shtypje të caktuar, që vazhdon të veprojë deri në forcimin e formës, pastaj kallëpi metalik hapet dhe forma hidhet. Kallëpet metalike të cilat përdoren për derdhje nën shtypje, bëhen me saktësi më të madhe sesa kallëpet metalike të zakonshme, kurse për fitimin e zgavrave të brendshme në formë, përdoren vetëm pjesët e brendshme metalike (bërthamat).
Me derdhje nën shtypje prodhohen forma nga metalet e lehta dhe me ngjyra si dhe nga çeliku. Format e fituara janë me trajta të përbëra dhe me mure të holla. Përparësitë e kësaj mënyrë të derdhjes janë: sipërfaqe kualitative të formës, saktësi të madhe të dimensioneve dhe produktivitet të lartë.
Makinat të cilat përdoren për derdhje nën shtypje, mund të ndahen në:
1. Makina të cilat shfrytëzojnë ajër të ngjeshur për të krijuar shtypje dhe
2. Makina të cilat shfrytëzojnë lëng për krijimin e shtypjes (makinat hidraulike).
Procesi i derdhjes zhvillohet sipas përshkrimi të mëposhtëm:
- Derdhja e metalit të lëngët në dhomën për
- Rrjedha e metalit të lëngët në kallëp me ndihmën e gozhdës.
Fig. 11 Derdhje nën presion me ajër të ngjeshur
1 – furnizimi me ajër, 2 – kallëp, 3 – metal të lëngët 22

TEKNIKA E PRODHIMIT – Viti II
Skema e një makine që shfrytëzon ajër të ngjeshur është treguar në figurën 11.
Linjat e ndërprera e tregojnë pozicionin e kokës për derdhjes në fillim kur ajo mbushet me metal të shkrirë. Kur metali do ta mbush kokën, ajo lëvizet në pozicionin e treguar në figurë dhe ajri i ngjeshur e shtyn metalin e lëngët në kallëp. Presioni maksimal nuk e kalon vlerën prej 40 x 105 Pa. Prandaj, format ndonjëherë janë poroze dhe nuk kanë fortësi të mjaftueshme.
Në Fig. 12 është treguar makina hidraulike me gozhdë për derdhje nën shtypje. Metali i shkrirë me dorë derdhet në cilindër dhe me gozhdë shtyhet në kallëp.
Megjithatë, makinat e këtilla rregullisht furnizohen me dhomë të nxehtë, gjegjësisht me furrë në të cilën gjendet metali i shkrirë. Kjo procedurë shfrytëzohet për mbushjen e formave me kualitet të lartë nga zinku, magnezi dhe bakri. Hapësira e punës arrin vlerë prej 3500 x 105 Pa.
Dhomat për injeksion mund të jenë të ngrohta dhe të ftohta. Makinat me dhoma të ngrohta për injeksion punojnë nën shtypje prej 15 MPa, kurse shfrytëzohen për derdhjen e legurave të zinkut, plumbi dhe kallaj, pika e shkrirjes nuk është më e lartë se 500°С. Makinat me dhoma të ftohta për injeksion punojnë me shtypje prej 700 MPa, kurse shfrytëzohen për derdhjen e lukrave të bakrit, aluminit dhe magnezit.
Fig. 12 Makina me gozhdë nën shtypje 1 – luga për mbushje, 2 – metal i lëngët, 3 – gozhdë, 4 - cilindër
Ajri i cili gjendet në kallëpe metalike largohet para derdhjes nëpër ventilet për ventilim. Makinat për derdhje nën shtypje janë shumë të shtrenjta dhe aplikohen vetëm për prodhimet në seri të mëdha dhe masive.
Derdhja nën shtypje në vakum bëhet në atë mënyrë që kallëpi dhe koshi me
metalin e shkrirë vendosen në dhomën me vakum dhe atëherë bëhet derdhja e metalit në kallëp. Për shkak derdhja bëhet pa prezencën e ajrit, metali i shkrirë është i mbrojtur nga oksidimi.
23

TEKNIKA E PRODHIMIT – Viti II
Derdhja nën shtypje në vakum jep jo porozitet, sipërfaqe me kualitative, muret e
holla dhe cilësitë më të larta mekanike të formës. Mungesa e derdhjes nën shtypje është çmim i lartë i sistemit të vakumit dhe më pak produktivitet.
Teknika më e re e derdhjes nën shtypje të lartë është e ashtuquajtura derdhja e ngjeshur, ku pas derdhjes së metalit të lëngët i njëjti futet me gozhdën e profilizuar. Ky lloj i derdhjes shfrytëzohet në prodhimin e bandazheve.
1.1.7. DERDHJA CENTRIFUGALE Tek derdhja centrifugale metali derdhet në kallëpin metalik i cili rrotullohet dhe nën
ndikimin e fuqisë centrifugale metali i shkrirë shpërndahet në pjesët e brendshme të kallëpit dhe forcohet. Kallëpi mund të vendoset horizontalisht, vertikalisht ose pjerrët.
Derdhja centrifugale shfrytëzohet për bërjen e gypave me derdhje, profile, bulona, cilindra, shtresa dhe të tjera.
Në Fig. 13 është treguar derdhja vertikale centrifugale me të cilën, zakonisht, bëhen pjesë me vrima cilindrike. Nga koshi (3), metali i lëngët derdhet në cilindrin me
vrima (1), i cili paraqet kallëp të përhershëm, kurse lëvizet nga elektromotori (2) përmes çiftit të rrotave me dhëmbë konike. Nën ndikimin e fuqisë centrifugale, metali i lëngët hidhet në murin e cilindrit me vrima, ku formohet formë unazore (4), e cila gradualisht ftohet. Përzierjet e dëmshme, gjegjësisht mbeturina (5), për shkak të peshës më të vogël specifike shtyhet nga hekuri dhe mblidhet në sipërfaqen e brendshme të formës. Në këtë mënyrë format e fituara formohen me homogjenitet të madh, ashtu që fortësia u rritet për 70% në raport me format e zakonshme me derdhje.
Fig. 13 Derdhja vertikale centrifugale 1 – cilindër me vrima, 2 – elektromotor, 3 – kosh, 4 – formë rrethore, 5 – mbeturina
24

TEKNIKA E PRODHIMIT – Viti II
Derdhja horizontale centrifugale më së shumti aplikohet për derdhje në gypat e
gjatë. (Fig. 14). Kallëpi (1) është vendosur në rrotë (2) në cilindrin (3) i cili është plotë me ujë për ftohje. Metali i shkrirë nga ena (6) përmes ullukut (5) derdhet në kallëp, i cili rrotullohet me ndihmën e elektromotorit (4). Njëkohësisht, i gjithë mjeti lëviz në drejtim të shigjetës ku gradualisht formohet gypi.
Fig. 14 Derdhja centrifugale në gypa të gjatë 1 – kallëp, 2 – rrotë, 3 – cilindër, 4 – elektromotor, 5 – ulluk, 6 – enë
me metal të shkrirë
Trashësia e formës tek ky lloj i derdhjes varet nga sasia e metalit të shkrirë. Përparësi të derdhjes centrifugale janë: dendësi më të madhe të metalit, cilësi më të mira mekanike, struktura kokërrimët e metalit, cilësi të mirë metalurgjike dhe të tjera. Dallimi i temperaturës në murin e kallëpit dhe temperaturës së jashtme të kallëpit, në qoftë se është më e ulët (arrihet me ftohjen e kallëpit) ndikon në strukturën dhe cilësitë mekanike të formës. Parametrat teknologjik të procesit me të cilat rregullohet kualiteti i formës janë:
- Shpejtësia e rrotullimit të kallëpit - Temperatura dhe shpejtësia e derdhjes - Temperatura e kallëpit Në rast të shpejtësisë së vogël të rrotullimit fitohet formë me dendësi më të vogël
dhe kualitet më të dobët të sipërfaqes. Në qoftë se shpejtësia është më e madhe, fitohet dendësi jo e barabartë pas ndërprerjes së formës. Temperatura më e ulët jep kokrra më të imëta të strukturës së metalit, kurse temperatura më e lartë e metalit të shkrirë duhet të jetë 50°С mbi pikën e shkrirjes, për arsye të mbushjes së kallëpit. Derdhja e ngadalshme mundëson grumbullim më të qetë të metalit, plotësim më të mirë dhe mundësi më të vogël për paraqitjen e çarjeve në formën.
25

TEKNIKA E PRODHIMIT – Viti II
1.1.8. GABIMET GJATË DERDHJES SË METALEVE
Pas derdhjes së metalit të shkrirë në kallëp bëhet bartja e nxehtësisë, gjegjësisht ftohjes. Si pasojë e ftohjes së pari bie temperatura e metalit të lëngët, pastaj vjen forcimi dhe në fund fitohet forma e fortë. Këto tre faza të ftohjes janë të ndjekura me mbledhjen e materialit dhe atë: mbledhje e metalit të lëngët, mbledhje gjatë forcimit dhe në fund forcimi i formës së fortë. Si pasojë e mbledhjes gjatë forcimit paraqiten thellësitë sipërfaqësore, si dhe zgavrat e brendshme të cilat quhen lunkere. Lunkeret mund të shmangen me shpërndarje adekuate të plotësuesve. Gjatë mbledhjes në gjendje të ngurtë në mënyrë të konsiderueshme zvogëlohen dimensionet e formës e cila kompensohet me shtesat në modelin. Gjatë ftohjes së gjendjes së ngurtë mund të paraqiten edhe tensione të brendshme në formën, kurse si rezultat i kësaj mund të ndodhin çarje të brendshme.
Përkundër gabimeve të përmendura të formës, mund të paraqiten disa gabime, të cilat paraqiten si pasojë e mallit të keq, përpunimit të keq të modelit, derdhjes së keqe, pastrimit jo të mirë etj.
Sipas klasifikimit ndërkombëtar të gjitha gabimet janë të grupuara në nëntë grupe themelore:
1. bymeja ose rritja e sipërfaqeve të jashtme dhe të brendshme të formave
2. thellësi ose zgavra
3. çarje – kryesisht për shkak të ftohjes jo të barabartë
4. mungesat sipërfaqësore
5. mos mbushje – për shkak të derdhjes jo të mjaftueshme të metalit
6. dimensione jo të sakta
7. përzierje të huaja – në masën e metalit përfshihen edhe materialet e huaja (heterogjenitet)
8. deformim – shtrembërim për shkak të ftohjes jo të barabartë, dhe
9. gabime jo të dukshme me sy, ndërsa të cilat mund të zbulohen me mjete të posaçme (aparate rëntgeni, ultratingull ose izotope).
26

TEKNIKA E PRODHIMIT – Viti II
Pas derdhjes, tronditjes dhe pastrimit, bëhet kontrolli i formave. Kontrolli i ndan format në disa grupe: 1. Forma të mira të cilat i përmbushin të gjitha kushtet; 2. Kushtimisht forma të mira. Ato forma pjesërisht nuk përgjigjen me kushtet e
caktuara, por llogaritet se gabimet e tilla nuk ndikojnë shumë në përdorshmërinë e tyre;
3. Forma pjesërisht të këqija. Këto janë forma të cilat mund të përmirësohen; 4. Forma plotësisht të këqija. Këto janë forma të cilat nuk mund të
përmirësohen. Përmirësimi i formave pjesërisht të këqija mund të bëhet në një nga mënyra vijuese:
- Saldim me shkrirje, nitim ose metalizim – në këtë mënyrë përmirësohen çarjet ose zgavrat
- Përpunim mekanik i bymyes - Prerja e mungesave sipërfaqësore - Përpunim termik (strukturë e keqe)
27

TEKNIKA E PRODHIMIT – Viti II
1.2. DERDHJA E MATERIALIT QERAMIK Me nocionin qeramikë nënkuptohet spektër i gjerë i prodhimeve të ndryshme të
cilat janë të fituara me pjekjen e argjilës si material themelor. Shikuar historikisht, përpunimi i sendeve nga argjila është e vjetër sa edhe civilizimi i njerëzimit.
Qeramika është materie jo organike, materie jo metalike e cila është e përbërë nga elemente metali dhe jo metali të lidhura bashkë në kompozimet.
Sipas njërit prej sistematizimeve të para, prodhimet qeramike ishin ndarë në dy grupe themelore:
- qeramika e ashpër - qeramika e lëmuar
Fig. 15 Prodhime qeramike
Në grupin e qeramikës së ashpër bëjnë pjesë prodhimet vijuese: o Qeramika e ndërtimit, në të cilën bëjnë pjesë prodhimet: - e industrisë së tullave: tulla, blloqe, qeramidhe, pllaka të murit,
elemente për konstruksionet ndërmjet kateve - gypat e kanalizimit dhe elementet fasone - pllaka prej zhiri - të gjitha llojet e pllakave të murit dhe të dyshemesë, të lëmuara
dhe të palëmuara, të cilat fitohen nga argjila e tullave dhe qeramike
o Qeramika rezistuese, në të cilën bëjnë pjesë të gjitha llojet e tullave dhe prodhimeve të bëra nga argjila rezistuese
Në grupin e qeramikës së lëmuar bëjnë pjesë: qeramika sanitare, pllakat e lëmuara të murit dhe të dyshemesë, porcelanin elektro dhe porcelanin prej të cilit bëhen enë dhe sende zbukurimi.
28

TEKNIKA E PRODHIMIT – Viti II
Domethënë qeramika si lëmi shkencore dhe prodhimi mund të ndahet në dy
grupe të mëdha:
- Qeramike klasike ose teknologjia e silikateve dhe
- Qeramika speciale ose materiale bashkëkohore moderne.
Në grupin e parë bëjnë pjesë qeramika e ashpër dhe e lëmuar, teknologjia e materialeve rezistuese, çimentoja dhe të tjera.
Në grupin e dytë bëjnë pjesë: teknologjia e qeramikës oksiduese shumë rezistuese, qeramika në bazë të borit, karboneve, nitrimeve, qeramika nukleare, qeramika shumë frekuentuese dhe gjysmë përçuese, qeramika piezo dhe të tjera.
Ekziston dallim i madh ndërmjet qeramikës klasike dhe speciale, si për nga zgjedhja e materialit, ashtu edhe si për nga cilësitë e prodhimeve të gatshme.
Qeramika klasike shfrytëzon materiale natyrore të tipit të llojeve të ndryshme të argjilës, kaolin dhe karbonate. Prodhimet e gatshme përmbajnë fazë të xhamit në përqindje të ndryshme varësisht nga tipi i produktit dhe varësisht nga mikrostruktura poliminerale.
Qeramika speciale shfrytëzon okside të pastra ose të pastruara në mënyrë speciale ose materialet e fituara sipas rrugës sintetike. Produktet e gatshme nuk përmbajnë fazë të qelqit ose ajo është në një sasi të vogël, kurse faza e kristaltë në ato është mono minerale.
edhe përkundër asaj se qeramika në dukje përfshinë materiale heterogjene, vazhdimi i procedurës teknologjike, pothuajse në të gjitha llojet të qeramikës përbëhet nga operacionet vijuese:
- Përgatitja e masës së qeramikës;
- Dhënia e formës
- Tharja
- Pjekja
- Magazinimi
Dhënia e formës produkteve qeramike më shpesh bëhet përmes:
- Derdhjes
- Presimit
- Shtrydhjes
Dhënia e formës së produkteve qeramike bëhet me metoda të ndryshme dhe atë në kushte të thata, plastike ose në kushte të lëngëta.
29

Fig. 16 Formë qeramike
TEKNIKA E PRODHIMIT – Viti II
Teknologjia e derdhjes apli-
kohet për prodhimin elementeve dhe produkte të holla, me trashësi minimale prej 2 mm, siç janë pllakat e lëmuara mozaiku për formësimin e fasadave dhe elementeve për qeramike sanitare.
Proceset formësimit me derdhje mund të klasifikohen në tre grupe:
- Derdhja në sende me zgavra
- Derdhje në sende të plota - Derdhjen lenta.
Për dy mënyrat e para shfrytëzohen kallëpet prej gjipsi, ndërsa mundet edhe
kallëpe të bëra nga plastika poroze. Te kallëpet prej gjipsi shfrytëzohet fuqia kapilare e gjipsit. D.m.th., kapilaret e thithin ujin në vetvete, ndërsa njëkohësisht me ujin në gjips kalojnë minerale nga shlikeri (masë qeramike për derdhje). Në këtë mënyrë formohet trashësia e murit të sendit i cili mbushet. Trashësia e dëshiruar përcaktohet përmes kohës së mbetjes së shlikerit në kallëpin e gjipsit. Shpejtësia e formësimit së formave qeramike reduktohet me rritjen e trashësisë së murit. Koha e qëndrimit të shlikerit në kallëpin prej gjipsi varet nga shumë faktorë dhe atë:
- Nga përmbajta e ujit në shliker
- Nga temperatura e shlikerit
- Nga cilësitë e kallëpit të gjipsit
- Nga vjetërsia, lagështia dhe temperatura e kallëpit.
Shlikeri është pezullim me lagështi prej 26-35%, i përbërë nga materiale plastike dhe ndihmëse. Në materialet plastike bëjnë pjesë: argjila, kaolini dhe materialet argjilore. Argjila është alumosilikat natyrorë i hidratuar, kurse kaolini është alumosilikat. Në materialet ndihmëse bëjnë pjesë mbushës dhe shkrirës të cilët futen në masë për të reduktuar plasticitetin, kurse me këtë edhe mbështjellje gjatë tharjes dhe pjekjes.
Teknologjia e qeramikës së derdhjes dallohet derdhje slip, gjegjësisht hekur me zgavra (tip rrjedhës) dhe hekur i plotë (tip mbushës).
30

TEKNIKA E PRODHIMIT – Viti II
Te hekuri me zgavra, kallëpi i gjipsit mbushet me shliker. Koha e qëndrimit e
shlikerit në kallëp e përcakton trashësinë e murit të formës qeramike. Pas një kohë të caktuar të qëndrimit të shlikerit në kallëp, i njëjti derdhet, gjegjësisht derdhet nga kallëpi. Tek hekuri i mbushur mbahen me dy pllaka gjipsi në një distancë të caktuar nga njëra tjetra (distancë nga 9 deri 11 mm). Në atë hapësirë të ndërmjetme derdhet shlikeri dhe në ato dy pllaka gjipsi fillon të ndërtohet muri i produktit, i cili asnjëherë nuk do ta kalojë trashësinë e përcaktuar. Në qoftë se shlikeri është i përgatitur keq, në mesin e murit të sendit shihet prishja e masës, ku formohet i ashtuquajtur vendi i dobët. Në atë vend përzierja mund të ndahet.
Fig. 17 Derdhja Slip në vazo
Domethënë fazat kryesore tek kjo derdhje janë: 1. Përgatitja e pezullimit (i ashtuquajtur slip ose shliker) nga pluhuri dhe
lëngu qeramikë (uji dhe argjila e thjeshtë); 2. Rrjedha e pezullimit në kallëp poroz, ku lëngu absorbohet në kallëp duke
lënë masën e ngurtë të pluhurit në sipërfaqen e kallëpit, i cili arrin ngjeshmëri të caktuar – masë gjysmë të ngurtë;
3. Kur do të arrihet trashësi e mjaftueshme e murit, pezullimi i tepër derdhet nga kallëpi. Në këtë mënyrë fitohet produkte me zgavra (me guaca). Sendet e plota mund të fitohen nëse lejohet që procesi i tharjes ta përfshi gjithë masën e vendosur në kallëp;
31

TEKNIKA E PRODHIMIT – Viti II
4. Më në fund, pas tërheqjes së kallëpit, pjesa gjysmë e ngurtë sinterohet në
temperatura të larta për të arritur mikrostrukturën dhe cilësitë e nevojshme dhe për reduktimin e porozitetit.
Derdhja slip aplikohet për derdhet në muret e holla dhe pjesët e përbëra.
1.2.1. DERDHJA MANUALE E PRODUKTEVE QERAMIKE
Derdhja me dorë e produkteve qeramike i përfshinë fazat vijuese: 1. Përgatitja e vendit të punës; 2. Përgatitja e kallëpeve; 3. Përgatitja e shlikerit;
Në fillim të punës nevojiten kallëpe të përgatitura prej përpara për derdhjen e qeramikës. Shpesh kallëpet e reja duhet të ngelin të hapura, për t’u tharë. Pastaj vendosen pjesët e kallëpit, përgatitet pluhuri (talk) për lyerjen e kallëpeve, kurse gjithashtu kontrollohet rregullshmëria e markuçit për sjelljen e shlikerit.
Përgatitja e kallëpeve në realitet përbëhet me hedhjen e talkut. Talku është material inert, i cili sipas përbërjen është silikat magnezi. Talku hidhet me qese pëlhure poroze. Gjatë pjekjes së produkteve prej qeramike, talku duhet të ngelet i bardhë, për shkak se pas pjekjes nuk duhet të ngelin njolla të errëta mbi produktin. Përveç talkut, mund të përdoret rëra kuarc, argjila dhe të tjera. Me talk hidhen ato pjesë të kallëpit prej të cilave mbështjellja duhet të ndahet shpejtë dhe mirë.
Përgatitja e shlikerit përfshinë përgatitjen e ujit me shliker dhe përgatitjen e shlikerit. Uji me shliker përgatitet kur në 10 dm3 shtohen 3 dm3 nga shlikeri për derdhje. Me ujin me shliker lyhen pjesët e kallëpit prej gjipsi në të cilat mbështjellësja duhet të mbahet më mirë dhe më fortë. Me shlikerin vendosen pjesëza të imëta nga argjila në poret e kallëpit, të cilat krijojnë lidhje të mirë të kallëpit dhe mbështjellëses. Me atë shliker arrihen dy efekte:
- gjatë hapjes së kallëpit mbështjellësja ngel e ngjitur me një pjesë të
caktuar të kallëpit; - krijohet mundësi pjesët me zgavra të mbështjellëses e cila është një
kohë më të gjatë në kallëp, më mirë të thahen. 32

TEKNIKA E PRODHIMIT – Viti II
Kohëzgjatja e mbështjellëses në kallëpe të vjetra është më e gjatë sesa në kallëpet e reja. Gjatë punës me kallëpe të vjetra jo vetëm se kemi kualitet më të dobët të sendit që mbushet, por edhe prodhim të zvogëluar. Prandaj është e nevojshme pas një periudhe të caktuar kallëpet e vjetra të zëvendësohen me të reja, për shkak se te kallëpet e vjetra është e zvogëluar fuqia kapilare e poreve që vijnë nga mbushja e poreve me grimcat e shlikerit dhe materieve organike.
PROCESI KONVECIONAL I DERDHJES SË QERAMIKËS
Tek procesi konvencional i derdhjes së qeramikës shlikeri transponohet nga
rezervuari në të cilin përgatitet deri në shkritore me ndihmën e pompave. Sistemi i derdhjes tek derdhja e qeramikës përbëhet nga markuçët prej gome ose plastik të cilët në qoshe kanë tapa. Në këtë mënyrë rregullohet rrjedha e shlikerit. Tapa e fundit duhet të ndërtohet ashtu që gjatë hapjes, shlikeri nuk guxon të tërheq me vete edhe ajër, për shkak se do të paraqitej edhe porozitet në mbështjellëse. Kallëpet duhet të përgatiten paraprakisht, ndërsa kjo d.m.th hedhje me talk ose të lyera me uji shlikeri. Pastaj shlikeri me ndihmën e pompave përmes sistemit nga markuçët dhe tapat futen në kallëpet e gjipsit.
PRODHIMI I KALLËPEVE TË GJIPSIT
Kallëpet e gjipsit përbëhen nga kallëpit amë dhe pllaka e punës. Pllaka e punës,
si edhe pjesa e kallëpit amë duhet të lyhen me pajisje për ndarje. Në mënyrë që të arrihet fortësia e mirë e kallëpit nevojitet që zgavrat ndërmjet pllakat e punës dhe pjesa e kallëpit amë të mbushen me gjips. Paraprakisht pllakat e përpunuara prej gjipsi vendosen dhe vendosen në distancë 6 cm. Në qoftë se duhet të vendosen armaturë metalike, atëherë kjo bëhet gjatë forcimit të gjipsit.
Në sipërfaqet e sipërme të gjipsit është e nevojshme të rrafshohet dhe të sharrohet. Njëkohësisht duhet të vendosen edhe mbyllës. Pas lidhjes së gjipsit duhet të retushohen sipërfaqet e sharruara. Pjesët më të sipërme të kallëpit amë nuk guxojnë të derdhen me gjips, për shkak se do të rëndohej tërheqja e kallëpit.
Fig. 18 Kallëp gjipsi
33

TEKNIKA E PRODHIMIT – Viti II
Për atë qëllim gjipsi i cili shfrytëzohet për lyerjen e pjesëve më të larta të
kallëpit duhet mirë të shpërndahet, ashtu që, gjatë forcimit të gjipsit do të shmangej ekspansioni (zgjerimi).
1.2.2. FORMËSIMI I QERAMIKËS SË IMËT DHE SPECIALE ME DERDHJE
QERAMIKA E MIRË
Në grupin e qeramikës së mirë bën pjesë qeramika sanitare. Qeramika sanitare
quhet edhe fajans. Me emrin Fajans nënkuptohet produktet e bardha të qeramikës së
mirë me porozitet të lartë. poroziteti tek qeramika sanitare është më e madhe se 9% dhe
me këtë kjo grup produktesh dallohet nga produktet të porcelanit. Fajansi lëmohet me
glazurë të lehtë shkrirëse. Kjo masë për qeramikën sanitare mund të prodhojë takëm për
ushqim, siç janë enët, filxhanët, sendet dekorative dhe të tjera. Për përbërjen e përzierjes
së materialeve për bërjen e fajansit, karakteristike është ajo se pjesëmarrja e argjilës
plastike, kaolinë dhe kuarc, gjegjësisht, rëra kuarc është e sasi të barabarta. Mbi
kualitetin e këtyre prodhimeve në masë të madhe ndikon në vetë glazurën. Qeramika
sanitare në vitet e fundit zhvillon teknologji të vetë për përgatitjen dhe mbështjelljen e
produkteve. Ajo realizon zhvillim të fortë me futjen e teknikës së derdhjes së pezullimeve
të masës në kallëpe poroze të gjipsit ose polimeri.
Procesi teknologjik fillon me shpërndarjen e masës për derdhje të vendeve të
veçanta të shkrirjes. Në realitet, pezullim rrjedh nga rezervuarët dhe mund të rrjedh në
mënyrë rrethore, në mënyrë që të mos vijë deri te mbyllja e sistemit me tuba. Derdhja
bëhet në lenta të lëvizshme. Njësitë për derdhje dhe tharja e qeramikës sanitare gjenden
në sallën e njëjtë të punës me qëllim që të kursejë në numrin e operacioneve gjatë
punimit të gjysmë fabrikatëve.
Tharja e produkteve të veçanta bëhet në vendet për tharje në formë tuneli ose odat
për tharje të cilat shfrytëzojnë gazrat mbetje të nxehta dhe thahen deri në lagështi
optimale prej 1%. Lëmimi i gjysmë produkteve bëhet me stërpikje. Në këto operacione
mund të ekzistojnë dallime të caktuara, varësisht nga ajo nëse gjysmë produktet janë me
format të madh ose me dimensione të vogla.
34

QERAMIKA SPECIALE
TEKNIKA E PRODHIMIT – Viti II
Porcelani i fortë është futur në prodhim para rreth 250 viteve, kurse ndërkohë
aplikimi i tij gjithnjë e më tepër është përhapur jo vetëm për punim të sendeve për
përdorime të përditshme, por edhe në fushat më të ndryshme të teknikës. Përzierja
standarde për punimin e porcelanit të fortë, i përbërë prej 50% kaolin, 25% kuarc, 25%
feldspat nuk i përmbushin të gjitha kërkesat e punimeve teknike të porcelanit nga ajo. Kjo
do të ishte arsyeja për t’ju qasur punimit të përzierjeve speciale duke futur në ato: oksid
alumini, talk, cirkon, oksid titan. Gjithë kjo solli deri te krijimi i prodhimeve të llojeve të reja,
siç janë: produktet speciale të qeramikës korunde, stratit, zirkonium dhe të tjera për
aplikime specifike në teknikën.
Produktet speciale të qeramikës nuk mund ashpër të numërohen në grupin e
produkteve të porcelanit, por ato nuk mund të shqyrtohen si një grup e veçantë –
qeramikë speciale. Domethënë, qeramika speciale bëhet nga materialet qeramike të
cilat janë të sinteruara plotësisht, kurse janë të ndërtuar në bazë të oksidit të aluminit,
oksidit të magnezit, oksidit të beriliumit dhe përzierjet e tyre. Në këtë grup të produkteve
bëjnë pjesë: feritet, titanitet dhe materialet reaktorë qeramike. Mungesa e plasticitetit tek
materialet fillestare kërkon atë së pari të bluhen imët, kurse si mjete lidhëse shfrytëzohen
materiet organike.
Mbështjellja në fillim bëhej me derdhjen e përzierje së përgatitur qeramike në
kallëp të gjipsit, por në kohët e fundit këto materiale presohen në mënyrë izostatike
d.m.th., në presa në të cilat realizohet shtypje e barabartë në të gjitha drejtimet. Tek këto
produkte kërkohet saktësi e madhe e dimensioneve, gjë që arrihet me lëmim pas pjekjes.
Cilësitë tjera dalin nga natyra e vetë produkteve, kurse ato janë: përçueshmëria
ose gjysmë lëshueshmëria, cilësitë magnetike, përçueshmëria e ngrohtë, vazhdimësia
drejt ndryshimeve të temperaturave dhe të tjera.
Produktet steatine sinterohen nga talku i pastër ose përzierja nga oksidi i magnezit
dhe dyoksidi i silikonit. Ato karakterizohen nga qëndrueshmëria e vëllimit dhe shërbejnë
si izolatorë me tension të ulët ose steatit me cilësi adekuate dielektrike.
Produktet feroelektrike janë nga lloji i titanit të bariumit dhe karakterizohen me
cilësi feroelektrike.
Produktet magnetike me disa feritë, si për shembull feritë zinku dhe bakër. Ato
janë okside komplekse nga grupi i mineraleve të cilat quhen shpinele.
35

TEKNIKA E PRODHIMIT – Viti II
1.3. HEDHJA E ÇOKOLLATËS Çokollata përfshinë një numër të madh të produkteve të papërpunuara dhe të
përpunuara ushqimore të cilat kanë prejardhje nga fara e pemës tropikale kakao. Kjo është përbërëse e shpeshtë tek shumë lloje të produkteve të ëmbëltores, siç janë: pllakat e çokollatës, çokollatat e vogla, ëmbëlsirat, tortat dhe të tjera. Çokollata është njëra nga shijet më të dëshirueshme në botë.
Çokollata bëhet nga fara e fermentuar dhe fara e pjekur, e marrë nga lëvozhga e druri tropikal Theobroma caca, i cili rrjedh nga rajonet e ulëta të Amerikës Jugore, Amerikës së Mesme dhe Meksikës. Sot, druri tropikal Theobroma caca kultivohet në të gjitha rajonet tropikale. Fara ka shije shumë të ithët. Produktet përfundimtare janë të njohura si çokollatë ose kakao. Me nocionin çokollatë më shpesh nënkuptohen pllakat e çokollatës të bërë nga kombinimi i farës së kakaos, yndyrave, sheqerit dhe përbërësve tjerë të cilat kanë pikë të shkrirjes më të vogël nga temperatura e trupit.
Masa e çokollatës përzihet sipas një recete me përbërësit vijuese:
Sheqer pluhur
Masë të kakaos
Vaj të kakaos
Shtesa tjera
Masa e përzier e çokollatës shkon në përpunim të mëtutjeshëm:
Dërstilim (me qëllim që të arrihet hollimi i grimcave nga të gjitha komponentët)
përdredhje (proces i copëzimit të masës së çokollatës me qëllim që të arrihet strukturë e mirë dhe të përmirësohet shija)
Temperimi i masë së çokollatës në temperaturë prej 29-32ºC
Formësimi i masës së çokollatës me derdhje
Prodhimet e masës së çokollatës me derdhje janë:
Çokollata e plotë
Çokollata e mbushur (me krem)
Desert të çokollatës
Figura të çokollatës 36

TEKNIKA E PRODHIMIT – Viti II
1.3.1. ÇOKOLLATA E PLOTË Menjëherë pas temperimit, masa e çokollatës mbartet nga mjeti për temperim deri
në mjetin për formësimin e masës së çokollatës, derdhet në kallëpe, ftohet dhe pastaj vaj i kakaos kristalizohet dhe produkti forcohet. Pastaj produkti hiqet nga kallëpet dhe paketohet.
Produktet e fituara me derdhjen e masës së çokollatës janë: çokollata e plotë, çokollata e mbushur (me krem), deserti i çokollatës dhe figurat e çokollatës.
Fig. 19 Produktet e fituara me derdhjen e masës së çokollatës
Linjat për prodhimin e çokollatës janë të vazhduara nga formësimi deri në paketim.
Formësimi i masës së çokollatës në çokollatën e mbushur quhet pllakëzim. Shfrytëzohen dy mënyra të mbushjes së kallëpeve dhe atë:
1. masa e çokollatës mbushet në kallëp me lyerje, ku teprica hiqet nga kallëpi.
2. masa e çokollatës në kallëp dozohet sipas vëllimit
Fig. 20 Mbushja e çokollatës 37

TEKNIKA E PRODHIMIT – Viti II
Sipas mënyrës së parë bëhet formësimi i kallëpeve të vogla prej 5-20 gram, kurse me mënyrën tjetër bëhet formësimi i kallëpeve prej 20 gra e më lartë.
Tek mënyra e parë, formësimi i masës së çokollatës varet nga vëllimi i kallëpeve dhe masa specifike e çokollatës. Tek mënyra e dytë, formësimi i masës së çokolatës varet nga mjeti i vëllimit për dozim dhe masa specifike e çokollatave.
Kallëpet e plota kalojnë nëpër mjetin me vibracion në mënyrë që të mund masa e çokollatës në mënyrë të barabartë të shpërndahet nëpër gjithë kallëpin dhe të largohen flluskat e ajrit të cilat mbeten nga mbushja. Kallëpet për çokollatë paraprakisht nxehen në temperaturë prej 27-29ºC dhe formësimi kryhet në kallëpet e nxehta, temperatura në hapësirën për prodhim lëviz nga 24 deri 27 ºC, kurse lagështia relative e ajrit është 50%. Numri i kallëpeve të nevojshme për sigurimin e punës së vazhdueshme në linjën për prodhim lëviz nga 600-14000 copë (300-2000 kilogram në orë).
Kallëpet për çokollatë janë të bëra nga fletat e çelikta, kurse sipërfaqet janë të lëmuara dhe të ndritshme. Kallëpet mund të bëhen edhe nga plastika e cila është mjaft e fortë dhe e rezistueshme ndaj goditjeve mekanike. Sipërfaqja e poshtme e kallëpit është e ndarë me brinjë dhe katrore, kurse në mes më shpesh shkruhet emri i prodhuesit. Ndarja me brinjë ose me katrore është për shkak të ftohjes më të mirë të çokollatës, thyerjes më të lehtë dhe krijohet përshtypja se çokollata është më e madhe.
Dimensionet e kallëpeve të çokollatës:
200-210 mm me 90-105 mm për 200 g çokollatë
135-160 mm me 65-80 mm për 100 g çokollatë
95-125 mm me 50-60 mm për 50 g çokollatë
Lartësia e kallëpeve lëviz nga 3-15 mm. Kallëpet bëhen në grupe, kështu që një kallëp shërben për formësimin e më tepër çokollatave. Kallëpi i tillë është i përshtatur në një kornizë me hekur të rrafshuar dhe është i përforcuar me brinjë. Kallëpet nuk guxojnë të deformohen dhe duhet të jenë saktë të përshtatura në mjetet bartëse të linjës.
Kallëpet para derdhjes duhet të jenë të pastra dhe nuk duhet të shihen gjurmët e gishtave. Çokollata e mbetur nga derdhja paraprake e kallëpit pastrohet me gërryerje me një mjet prej druri dhe duhet pasur parasysh që kallëpi mos të dëmtohet. Kallëpet lahen me dorë ose me pajisje elektrike. Tek larja me dorë së pari lahen me ujë të ngrohtë, pastaj shpërlahen me ujë të distiluar dhe thahen me leckë të butë. Tek larja me pajisje elektrike kallëpet lahen me ndihmën e avullit, kurse pastaj thahen me ajër të nxehtë.
38

TEKNIKA E PRODHIMIT – Viti II
Për shpërndarje të rregullt të masës së çokollatës në kallëp shfrytëzohen pajisjet
e vibracionit me disa mijëra goditje në sekondë. Përgjatë gjatësisë së tyre vendoset një magnet i cili i tërheq kallëpet me çka arrihet zhurmë më e ulët. Në linjën për formësim shtohen edhe pajisjet për dozim me të cilat dozohen shtesat (lajthia e imtësuar, orizi, arrat, etj.).
1.3.2. ÇOKOLLATA E MBUSHUR (me krem) Formësimi i çokollatave të plota kërkon më tepër operacione. Së pari formohet
mbështjellësja e sipërme e çokollatës me shfrytëzimin e mbushjes sipas vëllimit, pastaj vijon animi i kallëpeve me vibracion në mënyrë që të shmanget masa e tepërt e çokollatës dhe flluskat me ajër. Pastaj mbështjellësja e çokollatës ftohet, kurse pas forcimit dozohet mbushësi (kremi). Vijon ftohja e kremit, kurse pastaj e gjithë sipërfaqja lyhet me vaj të kakaos dhe në fund dozohet masa e çokollatës e cila e formon pjesën e poshtme të çokollatës. Linja për prodhim dhe formësim e çokollatës së plotë dhe desertit të çokollatës është e përbërë nga më tepër pajisje për formësim dhe më pak tunele për ftohje, ndërsa ftohja përfundimtare bëhet në tunel të posaçëm për ftohje.
Fig. 21 Çokollata të mbushura
1.3.3. FORMËSIMI I FIGURAVE TË ÇOKOLLADËS
Formësimi i figurave të çokollatës të cilat prodhohen si figura të plota dhe me zgavra bëhet në dy procedura të ndryshme:
Figura të plota të çokollatës formësohen me mbushjen e dy gjysmave të kallëpit, kurse pas ftohjes sipërfaqet e të dyja gjysmave të figurës pak nxehen,
39

TEKNIKA E PRODHIMIT – Viti II
Ngjishen njëra me tjetrën, kurse pastaj ftohen dhe nxirren nga kallëpet.
Fig. 22 Figurë e çokollatës së plotë
Fig. 23 Figura të çokollatës me zgavra
Figurat e çokollatave me zgavra formësohen në kallëpe të posaçme, largësia e të cilave nga pjesa e jashtme deri tek pjesa e brendshme e kallëpit është 1-1.5 mm. Në këtë hapësirë derdhet masa e çokollatës, kurse pastaj kallëpi mbyllet dhe forcohet në mënyrë që të shpërndahet në mënyrë të barabartë masa e çokollatës. Pastaj masa e çokollatës ftohet dhe nxirret nga kallëpi.
1.3.4. FTOHJA E ÇOKOLLATËS
Ftohja kryhet në ftohësin e tunelit i cili është pjesë përbërëse e linjës për prodhim. Gjatë ftohjes paraqitet kristalizimi i beta-kristaleve stabile të vajit të kakaos dhe çokollata forcohet, kurse vëllimi i saj zvogëlohet. Ftohja zhvillohet shpejtë për shkak se në pesë minutat e para temperatura e çokollatës bie në 20ºC, kurse në 5 minutat e ardhshme temperatura rritet pak, për shkak të lirimit të nxehtësisë nga kristalizimi (21.5 ºC). Deri në fund të ftohjes temperatura ngadalë zvogëlohet në mënyrë që të arrijë temperaturën e frigoriferit. Para daljes nga frigoriferi çokollata dobët ngrohet derisa temperatura e saj t’i afrohet temperaturës në hapësirën e prodhimit. Në frigorifer, çokollata ftohet në temperaturën prej 4-12 ºC ku temperatura në mesin për ftohje është më e ulëta dhe është 4-7 ºC.
40

TEKNIKA E PRODHIMIT – Viti II
Pak para daljes nga frigoriferi temperatura e frigoriferit është 15 ºC, temperatura e
hapësirës së prodhimit është 16-18 ºC, kurse lagështia relative është nga 50-55%.
Lagështia relative duhet të jetë më e ulëta në mënyrë që të pengohet kondensimi i pikave
të ujit në sipërfaqen e çokollatës. Në të kundërtën ndodh e ashtuquajtura zbardhje e
çokollatës që paraqet gabim teknologjik dhe e zvogëlon kualitetin e çokollatës. Zbardhja
e sipërfaqes së çokollatës paraqitet si shkrirje e shtresës sipërfaqësore të sheqerit në
çokollatë. Tharja e sipërfaqes së çokollatës ndodh shpejtë, por ngel shtresë e bardhë nga
sakarozë e kristaltë.
Temperatura e çokollatës pas ftohjes duhet të barazohet me temperaturën e
hapësirës së prodhimit para paketimit. Për këtë arsye çokollata duhet të qëndrojë disa
orë. Këtu ndërpritet puna e linjës së vazhduar për prodhim. Që të ruhet vazhdimësia e
punës, ajo bëhet me lëvizjen e çokollatës me pajisje mbartëse.
Tunelet e ftohjes së çokollatës ngrohen me dru, muret e të cilave janë të izoluara. Të
hapura janë në pjesën hyrëse dhe dalëse vetëm aq sa ka nevojë pajisja mbartëse t’i fus
brenda, gjegjësisht t’i nxjerr nga tuneli kallëpet për çokollatë. Në tunel, pajisjet mbartëse
janë të vendosura në më tepër rreshta horizontal, shpejtësia e lëvizëse e të cilave është e
sinkronizuar (përshtatur) me shpejtësinë lëvizëse të linjave mbartëse në gjithë linjën e
prodhimit. Koha e ftohjes varet nga produkti dhe lëviz nga 10-30 minuta me shpejtësi
mesatare të lëvizjes së kallëpeve nga 4-7 m/min. Pajisjet mbartëse për ftohjes janë me
lenta, me pllaka me rafte dhe të tjera. Ftohja bëhet me ndihmën e ventilatorëve të cilët e
drejtojnë rrymën me ajër të ftohtë në pjesë e veçanta të tunelit me çka mundësohet
temperatura e nevojshme e ajrit. Mjet për ftohjen e ajrit është antipiretiku.
Në linjën e prodhimit për çokollatën e mbushur janë inkorporuar dy deri tre frigorifer
më të vegjël për ftohje në mbështjellësin dhe në mbushësin. Mënyra e ftohjes është e
njëjtë. Në linjën e prodhimit në vendet ku është e nevojshme ngrohje e çokollatës janë të
nevojshme termoelemente. Linja e prodhimit është e ndarë me mur qelqi i cili për pjesën
hyrëse të tunelit për ftohje, përreth siguron temperaturë prej 24-27 ºC, kurse për pjesën
dalëse të tunelit për ftohje, temperatura prej 16-18 ºC.
41

TEKNIKA E PRODHIMIT – Viti II
1.4. MBUSHJA E PRODUKTEVE PREJ POLIMERI Masat plastike ose plastmasa paraqesin sisteme me më tepër komponentë në të
cilat komponenti kryesore ose bazë është polimeri ose përzierja e polimerive. Polimeret
janë komponime të përbëra organike të cilat fitohen me sintezë kimike të kompozimeve të
thjeshta, të njohura si monomere. Përkrah polimeritë, si lëndë e parë themelore, në
përbërjen e masave plastike hyjnë edhe lëndët e para ndihmëse edhe atë: mbushësit,
stabilizuesit, ngjyrat, plastifikuesit, mjetet për lyerje, përforcuesit dhe të tjera. Të gjitha
këto lëndë të para ndihmëse kanë për qëllim t’i përmirësojnë cilësitë eksploatuese të
masave plastike dhe të ndihmojnë përpunimin e materialit polimeri në një produkt të
gatshëm.
Për fitimin e masave plastike shfrytëzohen polimeret termoplastike dhe
termoreaktive dhe varësisht nga lloji i polimerit, masat plastike ndahen, gjithashtu në
termoplastike ose termoplaste dhe termoreaktive ose reaktoplaste. Plastmasa
termoplastike janë ato tek të cilat komponentën kryesore e përbën polimeri,
makromolekulat e të cilit kanë strukturë lineare. Strukturën lineare e mbajnë edhe në
temperaturë më të lartë, në të cilën kryet përpunimi i polimerit. Me këtë materiali i
polimerit e mban aftësinë përsëri të kalojë në gjendje plastike. Tek plastmasa
termoreaktive komponentë kryesore janë polimeret termoreaktive të cilat vetë
përforcohen ose përzierje e polimerit me strukturë lineare dhe përforcues, të cilët në
kushte të caktuara aktivizohen në reaksion i cili sjell deri tek ngurtësimi. Përveç kësaj,
materiali e humb aftësinë në qoftë se gjatë temperaturës së lartë përsëri kalon në gjendje
plastike, d.m.th., ai bëhen termostabil.
Përpunimi i masa plastike përfshinë një seri procesesh teknologjike me të cilat
polimeri largues përkthehet në produkt me cilësi të caktuara eksploatuese.
Në varësi nga qëllimi, metodat për përpunimin e masave plastike ndahen në:
- metoda për parapërgatitje
- metoda themelore për përpunim
- metoda përfundimtare
42

TEKNIKA E PRODHIMIT – Viti II
Metodat për parapërgatitje shfrytëzohen për përmirësimin e cilësive teknologjike të
lëndëve të para, si edhe për fitimin e gjysmëfabrikateve në formë të granulave, tabletave
ose fletëve, të cilat më tutje do të shfrytëzohen si material largues në metodat themelore
të përpunimit. Në këtë grup të metodave bëjnë pjesë: përzierja, tabletimi, tharja me
ngrohje paraprake dhe granulimi.
Metodat themelore për përpunim janë procese me të cilat materiali largues i
polimerit përkthehet në produkt të gatshëm në një formë të caktuar. Përpunimi i
plasmasave më shpesh bëhet me:
derdhje
presim
shtrydhje
dërstilim dhe me kalandrim.
Me metodat përfundimtare produkteve të gatshme u jep pamje e caktuar e jashtme
dhe në qoftë se një produkt përbëhet nga më tepër elemente, ato lidhen në një tërësi. Si
më të rëndësishme nga këto metoda mund të ndahen: përpunimi mekanik i produkteve,
saldimi, ngjitja dhe shtrimi i shtresave.
Masat plastike në bazë të polimerive termoplastike shumica formësohen me
shtrydhje, dërstilim dhe injeksion, ndërsa masat plastike në bazë të polimerive
termostabile formësohen me shtrydhje, presim dhe derdhje.
Një nga teknologjitë më të përdorura në formësimin e plastikës është derdhja. Si
mënyrë e posaçme është e ashtuquajtura injeksion me injektim (derdhje me injeksion)
ose derdhje nën shtypje.
Fig. 24 Produkte të fituara me derdhje me injeksion
43

TEKNIKA E PRODHIMIT – Viti II
Kjo procedurë jep mundësi të fitohen produkte të ndryshme me konfigurim të
përbërë me masë nga disa gram deri në disa kilogram dhe me trashi të mureve prej 10
mm (p.sh., nga lodrat e vogla për fëmijë deri në frigoriferë gjigantë). Më shpesh me këtë
procedurë formësohen termoplastet kompakte.
Procedura e injeksionit me injektim konsiston në faktin se polimeritë në formë të
granulave (kokrrave) nën ndikimin e shtypjes he nxehtësisë injektohen në kallëpe të
ftohura ose të nxehura. Në kallëp ngurtësohet dhe fitohet forma e dëshiruar. Me këtë
procedurë të derdhjes nuk vjen deri tek ndryshimet kimike të polimerit. Procesi i mbushjes
së kallëpit bëhet atëherë kur kallëpi është i mbyllur me shtypje të madhe. Kjo mënyrë e
derdhjes varet nga shumë faktorë të cilat duhet të përputhen në mënyrë që të fitohen
rezultate më të mira.
Injeksioni me injektim zhvillohet në këto faza:
1. mbyllja e kallëpit
2. injektimi
3. kthimi i pistonit për injektim
4. periudha e ftohjes dhe ngurtësimi i sendit në kallëp
5. hapja e kallëpit
6. nxjerrja e sendit nga kallëpi
Faza e mbylljes së kallpit përherë është shumë e shkurtë, përveç në rastet kur në
kallëp duhet të futen pjesë metalike ose kur duhet të vendosen pjesë adekuate lëvizëse –
bërthama. Bërthamat duhet të ndahen lehtë nga pjesa, kurse pastaj të shfrytëzohen
derdhjet e ardhshme të reja. Kohëzgjatja e fazës për injektim varet nga natyra dhe sasia
e polimerit injektues, nga pesha e sendit, nga shpejtësia e injektimit që varet nga mbyllja
e grykës (vrimës) për injektim, nga prerja dhe gjatësia e kanalit për furnizimin e kallëpit
dhe nga shtypja e injektimit. Kohëzgjatja në këtë fazë gjithashtu është shumë e shkurt.
Faza e kthimit të pistonit për injektim zgjat edhe më pak. Gjatë formësimit të sendeve me
trashësi më të mëdha, ku lehtë mund të paraqiten tundje për shkak të ftohjes së shpejtë
të polimerit në kallëp, shtypja duhet të mbahet me ndihmën e pistonit derisa polimeri të
ngurtësohet. Në këtë rast kohëzgjatja e fazës vazhdon, por prandaj, nuk vijon faza e
kthimit të pistonit. Faza e hapjes së kallëpit vijon bashkë me fazën e nxjerrjes së sendit
nga kallëpi. Ndonjëherë faza e nxjerrjes së sendit për shkak të komplesitetit të kallëpit
kërkon ndihmën me dorë, kështu që edhe kohëzgjatja e
44

TEKNIKA E PRODHIMIT – Viti II
Ciklit vazhdohet. Cikli dihet të jetë ashtu i programuar që polimeri në cilindrin për
ngrohje nuk guxon të tejnxehet ose e kundërta të mos shkrihen aq sa duhet.
Fig. 25 Makina për derdhje – injektues а – kallëp i hapur b – kallëp i mbyllur me produkt të derdhur
1 – cilindër, 2 – piston, 3 – grykë (vrimë), 4 – pllaka e palëvizshme e kallëpit, 5 – pllaka e lëvizshme, 6 – kanalet për ujin për ftohje, 7 – vegël për ngrohje, 8 – torpilë
Për një minutë mund të kryhen 4 deri 10 formësime. Kjo tregon se duhet të
shfrytëzohen makinat automatike ku të gjitha këto faza do të aplikohen saktë për një
periudhë të përcaktuar kohore. Kjo makinë për derdhje-injektues mund të shfrytëzohet
edhe për ftohjen e reaktoplasteve, po në atë rast temperatura në cilindrin për shkrirje
është 80-120ºC, kurse temperatura në kallëp është 180-210 ºC.
1.4.1. MJETET PËR PËRGATITJEN DHE MIRËMBAJTJEN E
PROCESIT TË INJEKTIMIT ME INJEKTUES
Paraqitja e polimerive të reja e imponoj nevojën e përdorimit të mjeteve
ndihmëse të cilat domosdoshmërish ndjekin teknologjinë e formësimit me
injektim me injektues. Ato mjete janë:
1. mjete për tharjen e polimerit
2. mjete për ftohjen e kallëpeve
3. mjete për temperimin e kallëpeve
4. mjete për regjenerimin e materialit
45

TEKNIKA E PRODHIMIT – Viti II
Tharja e polimerit është një nga kushtet e para për formësim të rregullt, dhe
posaçërisht për ato polimere të cilat janë hidroskopike. Disa polimere thahen nëse
dëshirojnë të arrijmë shkëlqim më të lartë të sipërfaqes së sendit të formësuar.
Mjetet për ftohje shërbejnë për ruajtjen e temperaturës së punës së kallëpit.
Temperatura e punës së kallëpit ruhet me agregat të quajtur termorregullator, në të cilin
ka sasi të caktuar të vajit. Në vend termorregullator, për ruajtjen e temperaturës mund të
shfrytëzohet edhe ujë. Temperatura konstante e kallëpit dhe sasia konstante e ujit në një
rreth të mbyllur për ftohje jep siguri dhe mundëson formësim të mirë dhe të shpejtë.
Ngrohja gjegjësisht temperimi i kallëpit ka ndikim të madh në ciklin e formësimit
dhe në kualitetin e sendit të gatshëm. Me një sistem të mirë për temperim, dhe në varësi
nga lloji i polimerit, forma e sendit dhe makina mund të arrihen me numër maksimal të
injektimeve. Sasia e nxehtësisë së sjellë në kallëp duhet të dërgohet me mjetin për ftohje,
kurse kjo varet nga depërtimi i nxehtësisë në polimeri, kalimi i nxehtësisë nga mesi drejt
sipërfaqes së kallëpit, aplikimin e nxehtësisë nëpër kallëp dhe dorëzimin e nxehtësisë në
mjetin për ruajtjen e temperaturës së punës së kallëpit. Me ngrohjen e kallëpeve
shmanget kalimi i shpejtë i nxehtësisë nga cilindri në kallëp, ndërsa me këtë eliminohet
shtrëngimet në sendin e formësuar.
Përparësitë e ngrohjes janë:
- sendi i formësuar pa shtrëngime të brendshme
- cen (mall me të meta) më i vogël në prodhimtari
- sendi i formësuar i cili përherë ka cilësi më të mira dhe shkëlqim më të mirë
të sipërfaqes
- kursimi në kohë dhe material
Mjetet për regjenerimin e polimerive shërbejnë për përgatitjen e materialit mbetës
me qëllim që përsëri të shfrytëzohet. Ato janë mullinj të cilët bluajnë materiale mbetëse,
ndërsa ato përsëri përzihen në një marrëdhënie të caktuar me granulat burimore dhe
përsëri shfrytëzohen si lëndë e parë.
Mullinjtë për injektim paraqesin lidhje ndërmjet cilindrit për injektim dhe kallëpit.
Nëse polimeri i cili injektohet është më viskoze dhe ka vëllim më të madhe të sendit të
formësuar, atëherë gryka e mullirit duhet të jetë më e madhe. Shpejtësia e lëvizjes së
polimerit varet nga vetë lëngu i polimerit, nga shtypja e injektimit dhe nga prerja e vetëm
grykës.
46

TEKNIKA E PRODHIMIT – Viti II
Shpejtësia e tepërt e lëvizjes së polimerit shkakton nxehje të tepërt për shkak të
fërkimit që paraqitet, kurse shpejtësia tepër e ngadaltë sjell deri në uljen e shtypjes dhe
humbjes së nxehtësisë. Për këtë arsye polimeri bëhet më viskoz, rëndë kalon nëpër
kanale të cilat shkojnë deri në kallëp dhe me këtë paraqiten zgavra në sendin e
formësuar ose mos formimi i mbështjellëses.
Tek formësimi i polimerieve me injektim
injektues më me rëndësi është të sigurohet
prodhim automatik ku nuk duhet të bëhen
punime shtesë përveç në raste të veçanta
në rast të ndarjes së sistemit të derdhjes.
Puna e kallëpeve duhet të sa më tepër e
automatizuar me çka do të shkurtohej cikli i
formësimit.
Fig. 26 Kallëp për derdhje injektuese
Kallpet në mënyrë direkte ndikojnë kualitetin dhe kuantitetin e produktit. Kallëpet
gjatë procesit janë të ekspozuara në shtypje të lartë çka paraqet ngarkesë të madhe
mekanike. Prandaj në rast të konstruimit të kallëpeve përdoren çeliqe të posaçëm me
përmbajtje të lartë mekanike dhe të nxehtësisë, vetë zhvillimi duhet të jetë preciz dhe i
kujdesshëm, kurse ndërtimi i kallëpit duhet të përshtatet me cilësinë polimerit.
REGJIMI I FTOHJES
Polimeri i cili injektohet në kallëp e dorëzon nxehtësinë e vetë në zgavrën e kallëpit,
gjegjësisht ftohet, ku sendi i formësuar e fiton ngurtësinë e nevojshme, ndërsa pastaj
lehtë nxirret nga kallëpi. Dhe nuk duhet ta humb formën, d.m.th të mos deformohet.
Kohëzgjatja e ciklit të formësimit është proporcional me madhësinë e sendit të formësuar.
Sendet me dimensione të vogla ngurtësohen me lirimin e nxehtësisë në sasi të vogël, por
duhet shpejtë të ftohet, për shkak se cikli i tyre i formësimit është shumë i shkurt. Sendet
më të mëdha formësohen një kohë më të gjatë dhe lirohet nxehtësi në sasi më të madhe.
Nxehtësia e liruar nga polimeri dorëzohet në kallëp dhe ai proces zgjat derisa nuk
barazohet temperatura e polimerit dhe temperatura e kallëpit. Që të shkurtohet ky proces
është e nevojshme kallëpet të ftohen me ujë i cili qarkullon nëpër kanalet e shpërndara
rreth kallëpit.
47

TË MBAJMË MEND
TEKNIKA E PRODHIMIT – Viti II
o Derdhja paraqet proces teknologjik të formësimit të pjesëve në të cilat materiali i shpërndarë derdhet në zgavrat e kallëpit të përgatitur paraprakisht. o Kallëpi paraqet zgavër, gjegjësisht send me vrima, i cili ka formë të njëjtë dhe përafërsisht dimensione të njëjtë me pjesën e cila duhet të prodhohet. o Sendet e mbushura quhen vende të derdhjes.
o Për të pasur derdhje të rregullt është e nevojshme materiali të nxehet mbi temperaturën e shkrirjes.
o Sistemi i derdhjes përbëhet nga më tepër kanale të lidhura ndërmjet veti dhe shërben për aplikimin e metalit të lëngët në brendësinë e kallëpit o Kallëpet në të cilat derdhet metali i shkrirë mund të jenë: kallëpet për një
përdorim-të bëra nga përzierja e rërës dhe kallëpet për shumë përdorime-të bëra nga metalet. o Kallëpet për një përdorim shfrytëzohen për derdhje në rërë, derdhje në
guacë dhe derdhje me precizitet, ndërsa kallëpet për shumë përdorime shfrytëzohen në derdhja në kallëpet për shumë përdorime, derdhja nën
shtypje dhe derdhja centrifugale.
o Materialet prej qeramike derdhen në kallëpet prej gjipsi, kurse mundet edhe në kallëpet e bëra nga plastike poroze.
o Masa e çokollatës mbartet nga mjeti për nxehje deri tek mjeti për formësimin e masës së çokollatës, derdhet në kallëpet, ftohet dhe pastaj vaji i kakaos kristalizohet dhe produkti ngurtësohet (forcohet). o Një nga teknologjitë më të përdorura të formësimit të plastikës është derdhja. Si mënyrë e posaçme është procedura e ashtuquajtur injektim injektues
(derdhje me injektim) ose derdhje nën shtypje.
O Injektimi injektues zhvillohet në këto faza: mbyllja e kallëpit, injektimi, kthimi i pistonit për injektim, periudha e ftohjes dhe ngurtësimi i sendit në kallëp, hapja e kallëpit dhe nxjerrja e sendit nga kallëpi. o Mjetet ndihmëse për përgatitje dhe mirëmbajtje të procesit të injektimit injektues janë: mjetet për tharjen e polimerit, mjetet për ftohjen e kallëpit, mjetet për ngrohjen e kallëpeve dhe mjetet për regjenerimin e materialit.
48

PYJETJE NGA TEMA FORMËSIMI ME DERDHEJE
1. Çka paraqet derdhja?
TEKNIKA E PRODHIMIT – Viti II
2. Cilat cilësi duhet t’i plotësojnë materialet e menduara për derdhje?
3. Çfarë nënkuptojmë me kallëp?
4. Në çfarë forme mund të jenë kallëpet në cilat derdhen metalet?
5. Për cilat lloje të derdhjes shfrytëzohen kallëpet e rërës, dhe cilat lloje të derdhjes
shfrytëzohen kallëpet metalike?
6. Në sa faza bëhet ndërtimi i kallëpeve të rërës dhe cilët janë ato kallëpe?
7. Çfarë nënkuptojmë me sistem të derdhjes dhe nga cilët pjesë përbëhet i njëjti?
8. Sipas cilës renditje zhvillohet procesi i derdhjes nën shtypje?
9. Numëroni fazat e derdhjes me precizitet?
10. Nga çfarë varet trashësia e vendit të derdhjes tek derdhja centrifugale?
11. Me cilat parametra teknologjik rregullohet kualiteti i vendi të derdhjes tek derdhja
centrifugale?
12. Kur paraqiten zgavrat e brendshme në vendin e derdhjes?
13. Në sa grupe ndahen vendet e derdhjes sipas kualitetit dhe kush janë ato?
14. Çfarë kallëpe përdoren për derdhje në qeramikë?
15. Çka nënkuptojmë me shliker?
16. Prej cilëve faktorë varet koha e qëndrimit të shlikerit në kallëpet e gjipsit?
17. Definoni nocionin mbushja e çokollatës?
18. Çfarë kallëpe shfrytëzohen për mbushjen e çokollatës dhe shpjegoni konstruksionin
e tyre?
19. Numëroni operacionet për formësimin e çokollatës së mbushur (me krem)?
20. Çfarë paraqet zbardhja e çokollatës?
21. Numëroni fazat e procesit të derdhjes së plastikës me injektim injektues?
22. Cilat mjete ndihmëse e ndjekin teknologjinë e formësimit me injektim injektues?
49


TEKNIKA E PRODHIMIT – Viti II
TEMA II: FORMËSIMI ME PRESIM
Qëllimet e tërësisë tematike:
Nxënësi
o t’i klasifikojë makinat për formësimin me presim;
o të dallojë presim të ftohtë dhe të nxehtë;
o t’i njoh procedurat e presimit me presa goditëse dhe hidraulike;
o të shpjegojë ndikimin e temperaturës dhe shtypjes mbi kualitetin e produktit të
presuar;
o të bëjë lidhjen e regjimit të ftohjes gjatë presimit me kualitetin e produktit të
presuar;
o ta njoh aplikimin e presimit në procese të ndryshme prodhuese;
Fjalët kyçe:
Presim, presa, shtypje, presim injektues, presim i zakonshëm, presim indirekt,
presim i thatë, tabletim, makinat tablet, mbështjellës, nxjerrës, presim i
ngrohtë, piston, shtrydhje.
51

TEKNIKA E PRODHIMIT – Viti II
2. NOCIONI I PRESIMIT DHE LLOJET E PRESAVE
Presimi është procedurë për formësimin e materialit nën ndikimin e shtypjes së
madhe në pistonin i cili lëviz teposhtë. Në pjesën e poshtme të pistonit është përforcuar
pjesa e sipërme e pajisjes, kurse pjesa e poshtme e pajisjes është përforcuar për masën
punuese të presës.
Ndarja e përgjithshme e presave mund të bëhet sipas qëllimeve teknologjike dhe
atë:
- presat e farkëtarit
- presat për përpunimin e fletëve të hekurit
- presa speciale dhe presa-automatike të cilat bëjnë pjesë presat për analiza,
presa për çështje montuese dhe të tjera.
Sipas mënyrës së punës, gjegjësisht sipas mënyrës së lëvizjes së pajisjes,
presat mund të ndahen në dy grupe:
- presa mekanike
- presa hidraulike
Presat mekanike mund të fërkuese dhe gjunjëzore. Lëvizja e pistonit, gjegjësisht
elementi në të cilin është përforcuar pjesa e sipërme e pajisjes bëhet përmes një
mekanizmi zë ashpër.
Presat mekanike fërkuese sipas parimit të punës dhe konkurrencës gjenden
ndërmjet çekiçëve të farkëtarit dhe presave gjunjëzore. Ato punojnë nën ndikimin e
goditjes, por shumë më dobët se tek ajo e çekiçëve. Këto presa aplikohen për farkëtim në
pajisje, por vetëm me një gdhendje. Mungesë kryesore është ngadalshmëria e tyre, për
shkak se numri i shkuarjeve është 20 në minutë.
Presat e gjunjëzuara janë makina të tilla, mekanizmi lëvizës i cilave është nxjerrë
në formën e gjurit. Synimi i këtij mekanizmi është që lëvizjen rrotulluese të elektromotorit
ta përkthejë në lëvizje drejtvizore të presës në të cilën është përforcuar pjesa lëvizëse e
pajisjes. Boshtet gjunjëzore mund të jenë ekscentrike ose gjunjëzore. Boshtet ekscentrike
aplikohen për presat me madhësi të vogla të rrjedhjes, kurse ato të gjunjëzuara përdoren
për presat me rrjedhje më të mëdha.
52

TEKNIKA E PRODHIMIT – Viti II
Presat hidraulike – për shkak të shpejtësive relativisht të ulët të punës së (deri
0.3 m.s) bëjnë pjesë në makinat me veprim statik të fuqisë. Si lëng i punës shfrytëzohet
vaj ose emulsion. Secila presë hidraulike përbëhet prej disa elemente funksionale:
- pompë
- traversa tele lëvizëse
- cilindri i punës
- lidhësit e cilindrave
Fig. 27 Presa e fërkimit 1 – transmetues me rrip, 2 – boshti horizontal, 3 – disqet e fërkimit, 4 –
volant, 5 – boshti lidhës, 6 – shtypës, 7 – sistemi për menaxhim,
8,9 – pjesa e sipërme dhe e poshtme e pajisjes
Fig. 28 Presë gjunjëzore 1 – elektronimotor, 2 – transmetues me rrip, 3 – volant, 4 – lidhëse, 5 –
bosht gjunjëzor, 6 – levë gjunjëzore, 7 – shtypës, 8 – mbushëse, 9 – frena, 10 – trupi i presës, 11 – pajisje për
menaxhim
Pompa thith lëng nga një rezervuar dhe e ngjesh nën shtypje të lartë në
cilindrin e punës. Në cilindër lëngu e ngushton pistonin e punës i cili lëviz tatëpjetë.
53

TEKNIKA E PRODHIMIT – Viti II
2.1. PRESIMI I MASAVE PLASTIKE
Presimi është metoda më e vjetër për procedimin e masave plastike dhe fitimin e
produkteve prej plastike. Metoda jep mundësi për përpunimin e plastmasave si bazë e
polimerive termoreaktive, por shumë shpesh shfrytëzohet gjatë përpunimit të
reaktoplasteve. Me këtë metodë përpunohen rrëshira fenol-formaldehidet, melanin-
formaldehidet, rrëshirat epokside, poliesteret e pangopura dhe silikonet.
Materialet për presim përveç polimerive termoreaktive, përmbajnë edhe shtesa
tjera si mbushës, ngurtësues, stabilizues, mjet kundër errësimit për muret e kallëpit dhe të
tjera. Para se të fillohet me procesin e presimit, materiali ngrohet me çka lehtësohet edhe
për përpunimi. Materiali i nxehur më lehtë rrjedh dhe më mirë e mbush hapësirën e
kallëpit, kurse presimi në atë rast mund të bëhet me një shtypje të vogël dhe për një kohë
të shkurt. Përveç kësaj, me para-ngrohje largohet lagështia dhe përbërësit tjerë avullues
në qoftë se gjenden në material.
Në varësi nga mënyra me të cilën kryhet presimi, dallojmë:
- presim të zakonshëm (direkt)
- presim i tërthortë (me transferim)
- presim me injektim (presim injektues)
Me presim direkt të masave plastike bëhet formësimi i pjesëve të bëra nga
materiali plastik – duroplaste. Presimi bëhet me presë hidraulike. Kjo presë ka relativisht
sipërfaqe të madhe të vendit të punës, gjegjësisht shtypësi-pistoni. Presat e këtij lloji
përmbajnë sektorë hidraulike nga ana e poshtme, d.m.th. nën vendin e punës së presës.
Këto sektorë shërbejnë për lëvizjen e atyre elementeve të inkorporuar në pjesët e
poshtme të pajisjes me të cilat bëhet largimi i pjesës së formuar nga kallëpi pas mbarimit
të presimit.
Parimi i punës përshkruhet me këto faza:
- kallëpi vendoset ndërmjet pllakave të nxehura të presës hidraulike
- përzierja e përgatitur vendoset në kallëp (zakonisht me dorë) dhe
kallëpi vendoset në presë.
54
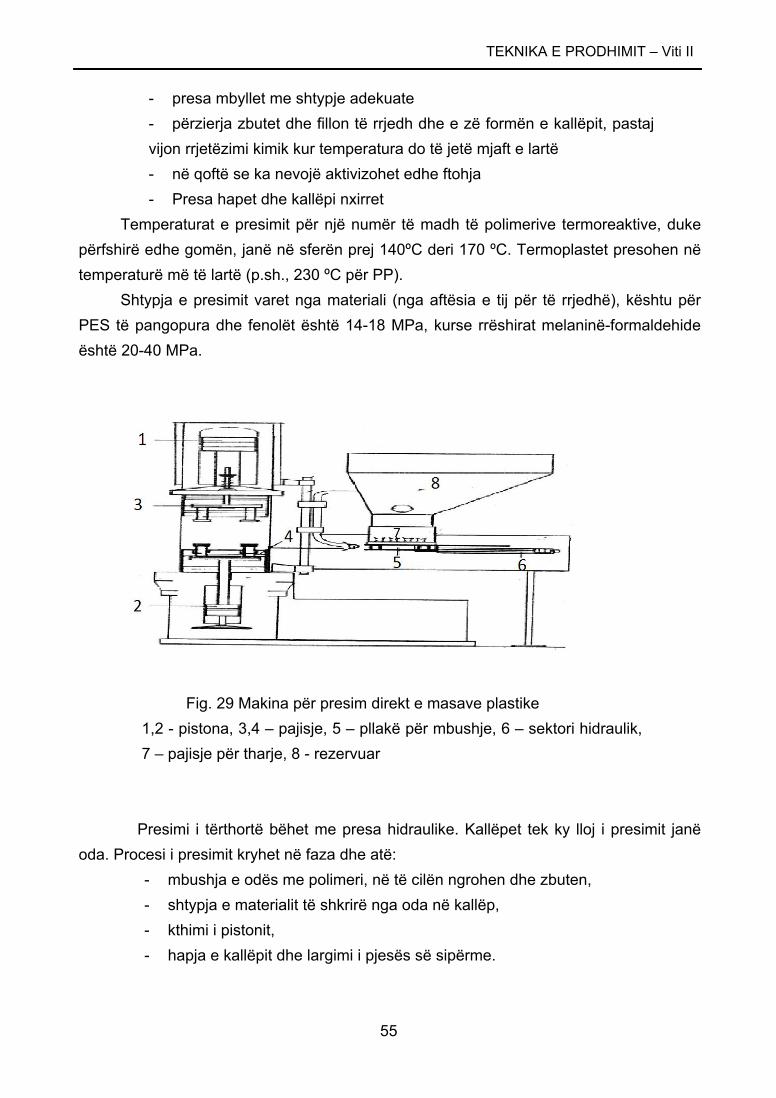
TEKNIKA E PRODHIMIT – Viti II
- presa mbyllet me shtypje adekuate
- përzierja zbutet dhe fillon të rrjedh dhe e zë formën e kallëpit, pastaj
vijon rrjetëzimi kimik kur temperatura do të jetë mjaft e lartë
- në qoftë se ka nevojë aktivizohet edhe ftohja
- Presa hapet dhe kallëpi nxirret
Temperaturat e presimit për një numër të madh të polimerive termoreaktive, duke
përfshirë edhe gomën, janë në sferën prej 140ºC deri 170 ºC. Termoplastet presohen në
temperaturë më të lartë (p.sh., 230 ºC për PP).
Shtypja e presimit varet nga materiali (nga aftësia e tij për të rrjedhë), kështu për
PES të pangopura dhe fenolët është 14-18 MPa, kurse rrëshirat melaninë-formaldehide
është 20-40 MPa.
Fig. 29 Makina për presim direkt e masave plastike
1,2 - pistona, 3,4 – pajisje, 5 – pllakë për mbushje, 6 – sektori hidraulik,
7 – pajisje për tharje, 8 - rezervuar
Presimi i tërthortë bëhet me presa hidraulike. Kallëpet tek ky lloj i presimit janë
oda. Procesi i presimit kryhet në faza dhe atë:
- mbushja e odës me polimeri, në të cilën ngrohen dhe zbuten,
- shtypja e materialit të shkrirë nga oda në kallëp,
- kthimi i pistonit,
- hapja e kallëpit dhe largimi i pjesës së sipërme.
55

TEKNIKA E PRODHIMIT – Viti II
Presimi i tërthortë shfrytëzohet për formësimin e duroplasteve të cilat kanë
lëngshmëri dhe reaktivitet të mirë dhe fitohet produkt në formë të masës plastike në
tabletë, kurse shfrytëzohet edhe për bërjen e pjesëve me konfigurim të përbërë.
Me presim injektues bëhet formësimi i pjesëve të cilat kryesisht janë të bërë nga
termoplaste. Pamja e përgjithshme e makinës për presim injektues është treguar në
figurën 30.
Fig. 30 Makina për presim injektues
Në skemë është treguar presimi injektues i cili përbëhet prej këtyre fazave:
1. Masa plastike në formë të granulave vendoset në rezervuarin 1. Me rënie të
lirë masa bie në cilindrin 3 në të cilin është inkorporuar bartës depërtues 2. Në
cilindrin 3 janë vendosur ngrohës 4 të cilët e ngrohin cilindrin dhe përmes
rrugës së tërthortë e ngrohin edhe masën plastike e cila me lëvizjen e
depërtuesit e bart në hapësirën para injeksionit.
2. Masa plastike e ngrohur dhe e lëngët me temperaturë prej 150-250ºC sillet në
hapësirën para injeksionit 6. Në këtë fazë të procesit pistoni 5 është lëvizur në
të djathtë dhe në këtë mënyrë formohet hapësira për sjelljen e masës plastike.
3. Në ndërkohë është bërë mbyllja e pajisjes, pastaj aktivizohet sektori hidraulik
me të cilin lëvizet pistoni 5 në të majtë dhe në këtë mënyrë masa plastike
injektohet në zgavrën e kallëpit.
4. Pas injektimit pistoni kthehet në të djathtë dhe fillon cikël i ri,
5. Në ndërkohë masa e injektuar në kallëp ftohet me sjelljen e ujit përmes
kanaleve të bëra në mënyrë speciale në pajisje. Kur masa plastike në kallëp
do të fillojë të ngurtësohet, pajisja hapet, bëhet largimi i sendit dhe përsëri
mbyllet pajisja.
56

TEKNIKA E PRODHIMIT – Viti II
2.2. FORMËSIMI I QELIQIT ME PRESIM
Qelqi është materie minerale amorfe, e tejdukshme, shumë e fortë dhe
materie e brishtë minerale, e fituar në mënyrë artificiale.
Lëndët e para për prodhimin e qelqit sipas synimit janë të ndara në:
- Lëndët e para themelore
- Lëndët e para për qartësi në pamje dhe çngjyrosje
- Lëndë të para për ngjyrosje
- Lëndë të para për turbullim dhe grimcim.
Lënda e para themelore për fitimin e qelqit është rëra kuarc, e cila shkrihet në
temperaturë shumë të lartë prej 1400-1700ºC.
Procesi i prodhimit të qelqit zhvillohet në disa faza:
- përgatitja e lëndëve të para;
- shkrirja e lëndëve të para në furrë me temperaturë prej 1300-1500°С dhe fitimin
e masës së shkrirë homogjene të qelqit - metal i shkrirë;
- ftohja e metalit të shkrirë në temperaturë prej rreth 700°С
- formësimi i qelqit
- mbarimi mekanik i procesit (bluarje, lustrim, shpuarje, dhe të tjera)
Qelqi mund të formësohet me hapat në vazhdim:
1. Presim
2. Dërstilim
3. Nxjerrje
4. Fryrje
Presimi është mënyra më e vjetër e formësimit të sendeve prej qelqi. Xhamaxhinjtë
e parë punonin në temperatura më të ulëta dhe fitonin masë shumë më viskoze, e cila me
plasticitetin e saj i afrohej masës së qeramikës. Sot, presimi plotësisht është shtyrë nga
operimi i fryrjes së qelqit dhe është ruajtur vetëm në prodhimin e sendeve më të imëta.
57
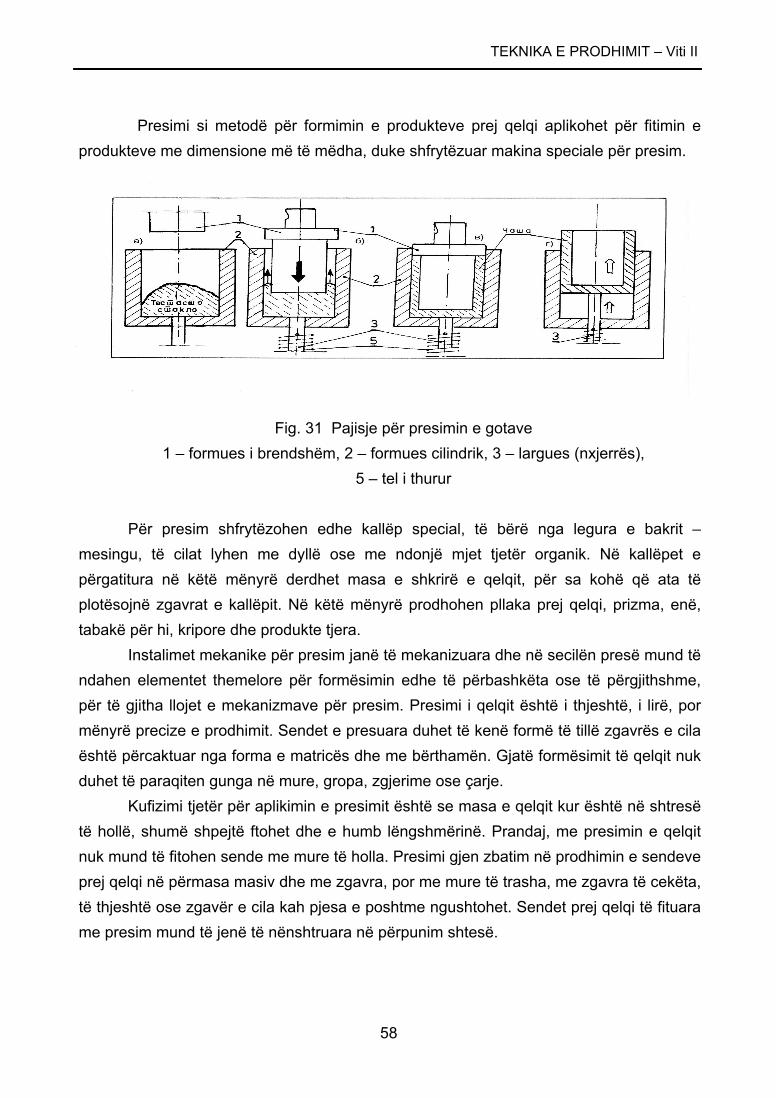
TEKNIKA E PRODHIMIT – Viti II
Presimi si metodë për formimin e produkteve prej qelqi aplikohet për fitimin e
produkteve me dimensione më të mëdha, duke shfrytëzuar makina speciale për presim.
Fig. 31 Pajisje për presimin e gotave
1 – formues i brendshëm, 2 – formues cilindrik, 3 – largues (nxjerrës),
5 – tel i thurur
Për presim shfrytëzohen edhe kallëp special, të bërë nga legura e bakrit –
mesingu, të cilat lyhen me dyllë ose me ndonjë mjet tjetër organik. Në kallëpet e
përgatitura në këtë mënyrë derdhet masa e shkrirë e qelqit, për sa kohë që ata të
plotësojnë zgavrat e kallëpit. Në këtë mënyrë prodhohen pllaka prej qelqi, prizma, enë,
tabakë për hi, kripore dhe produkte tjera.
Instalimet mekanike për presim janë të mekanizuara dhe në secilën presë mund të
ndahen elementet themelore për formësimin edhe të përbashkëta ose të përgjithshme,
për të gjitha llojet e mekanizmave për presim. Presimi i qelqit është i thjeshtë, i lirë, por
mënyrë precize e prodhimit. Sendet e presuara duhet të kenë formë të tillë zgavrës e cila
është përcaktuar nga forma e matricës dhe me bërthamën. Gjatë formësimit të qelqit nuk
duhet të paraqiten gunga në mure, gropa, zgjerime ose çarje.
Kufizimi tjetër për aplikimin e presimit është se masa e qelqit kur është në shtresë
të hollë, shumë shpejtë ftohet dhe e humb lëngshmërinë. Prandaj, me presimin e qelqit
nuk mund të fitohen sende me mure të holla. Presimi gjen zbatim në prodhimin e sendeve
prej qelqi në përmasa masiv dhe me zgavra, por me mure të trasha, me zgavra të cekëta,
të thjeshtë ose zgavër e cila kah pjesa e poshtme ngushtohet. Sendet prej qelqi të fituara
me presim mund të jenë të nënshtruara në përpunim shtesë.
58

TEKNIKA E PRODHIMIT – Viti II
2.3. FORMËSIMI I PRODUKTEVE PREJ QERAMIKE ME PRESIM
Pjesët e qeramikës mund të formësohen në më tepër mënyra:
- me derdhje
- me presim
- me shtrydhje
Klasifikimi i hapave për formësimin me presim bazohet në përmbajtjen e ujit,
gjegjësisht mjetit organik lidhës në masën e qeramikës dhe të shtypjes së aplikuar të
presimit.
Hapat kryesor janë:
1. presim i thatë, i njëanshëm ose i dyanshëm
2. presim i ngrohtë
3. presim izostatik
Presimi i thatë i materialit me pluhur shfrytëzohet për prodhimin e pjesëve të
rezistueshme ndaj zjarrit dhe pjesët elektronike prej qeramike. Presimi i thatë zhvillohet
në këto tre faza: mbushje, presim dhe dalja e sendit të përfunduar.
Fig. 32 Presimi i thatë i qeramikës
a – mbushje b – presim c – dalja e pjesës
së formuar
Fig. 33 Presimi izostatik i qeramikës
59

TEKNIKA E PRODHIMIT – Viti II
Pas presimit të ftohtë pjesët zakonisht sinterohen me qëllim që të fitojnë cilësi të
kërkuara dhe makrostruktura e kërkuar. Presimi i dyfishtë shfrytëzohet për pjesët me
lartësi më të madhe. Me presimin e thatë mund të formohen pjesët për elektronikën me
madhësinë prej 0.1 deri 100 mm, dhe atë me shpejtësi prej 5000 copëza në minutë.
Tek presimi izostatik, materiali me pluhur është i vendosur në kallëp elastik
fleksibil i cili është i vendosur në një enë të mbushur me fluid të lëngët ose me gaz.
Kallëpi bëhet nga goma ose nga polimeri. Shtypja mbi pluhurin bartet tërthorazi përmes
fluidit në të cilin është vendosur në kallëp edhe atë njëkohësisht edhe me intensitetin e
njëjtë në të gjitha drejtimet ose vetëm rrezore. Pas presimit të ftohtë izostatik, pesa e
formësuar zakonisht vazhdon në sinterim. Presimi izostatik shfrytëzohet në prodhimin e
pjesës qeramike të kandelave automobilistike, pastaj për mjetet karabit, për grykat dhe në
përgjithësi për pjesët e ndryshme më komplekse më të vogla, por edhe pjesët më të
mëdha. Edhe përkundër çmimit më të lartë, kjo procedurë përdoret shumë, posaçërisht
në proceset e automatizuara, për shkak se jep dendësi të barabartë të produktit.
Procedura kërkon sasi të vogël të mjetit lidhës, me çka procesi i tharjes mund të
shkurtohet ose të eliminohet. Pas formësimit, produktet prej qeramike thahen. Tharja ka
për qëllim ta reduktojë lagështinë përmes avullimit. Tharja bëhet në temperaturë prej
100°С ose në temperatura më të larta. Pastaj, produktet prej qeramike piqen.
Sinterimi, gjegjësisht pjekja është faza finale në procesin e fitimit të një produkti të
ngjeshur qeramikë. Procesi konsiston në ngrohje dhe ndezje gjatë një periudhe të caktuar
dhe me regjim të caktuar të ndryshimit të temperaturës. Përpunimi termik na çon në
shkrirje, por temperatura është mjaft e lartë sa për të mundësuar rritjen e grimcave dhe
arritjen e formës përfundimtare dhe cilësitë përfundimtare të materialit i cili aplikohet në
produkt plotësisht qeramikë jo poroz.
Disa produkte qeramike siç është porcelani dhe disa komponent elektronik
përmbajnë fazë të qelqit. Gjatë sinterimit formohet faza e lëngët e cila i mbush hapësirat e
zbrazëta në materialin. Në këtë mënyrë mundësohet eliminimi i plotë i porozitetit. Faza e
lëngët, mund gjithashtu të reagojë me pjesët e fazës së ngurtë. Gjatë ftohjes, faza e
lëngët ngurtësohet, dhe formon bazë të qelqtë e cila i mban bashkë grimcat e pa shkrira.
Sinerimi i pjesëve qeramik zakonisht tërheq ndryshime të dimensioneve, d.m.th.
shkurtim edhe deri 30%. Për këtë arsye tek pjesët e pjekura qeramike është vështirë të
arrihen kërkesa të ashpra dimensionale.
60

TEKNIKA E PRODHIMIT – Viti II
2.4. FORMËSIMI I PRODUKTEVE KOZMETIKE
DHE FARMACEUTIKE ME PRESIM
Presimi i teknologjisë farmaceutike, në bazë të lagështisë së masës e cila është
lëndë e presimit, kryesisht aplikohet mbi të lloje të masave. Ato janë masat e lagëta dhe
të thata.
Presimi i masave të lagët quhet edhe kullim. Kullimi është presim i masave kur
përmbajnë sasi të caktuar të lëngut, gjegjësisht lagështisë, e cila duhet të largohet. Ky
operacion në të kaluarën shumë më tepër sesa sot është përdorur për fitimin e vajrave të
ndryshëm, ku si lëndë e parë janë përdorur materiale të ndryshme me fara, susam, afioni,
luledielli dhe fara e ricinit ose lëndë të para të caktuara të pemëve. Teknologjitë e sotme
moderne për ekstraktim, ku përdoren ekstragentet organik, e margjinalizuan këtë mënyrë
të fitimit të vajit. Sot, në teknologjinë farmaceutike kullimin e gjejmë në fitimin e
ekstrakteve të ndryshme, tretësira dhe të tjera. Për qëllime industriale kullimi bëhet me
pajisje të posaçme, të quajtura presa.
Në barnatoret dhe në laboratorit e vogla galenike kullimi bëhet me presat
manuale, të cilat bëjnë pjesë në grupin e presave me dredhë spirale. Megjithatë, kur ka
prodhim industrial, atëherë përdoren presat të cilat funksionojnë sipas këtyre parimeve:
Presat me dredhë spirale – aplikohen gjatë bërjes së preparateve
ekstraktive, ekstrakte, tretësira dhe të tjera;
Presat me dërstilë – aplikohet për kullimin e materialit të ndryshëm të farës;
Presat hidraulike – aplikohen për kulimin e materialit në sasi të madh kur
janë të nevojshme edhe shtypje të larta;
Presimi i materieve të thata ndahet në:
- Presimi (vandaqëzim)
- Tabletim (ngjeshje)
- Kompaktim
Presimi në teknologjinë farmaceutike ka për qëllim:
- të zvogëlohet vëllimi i ndonjë mase si p.sh., drogave bimore
- të formohet produkt, formë farmaceutike, p.sh., tabletë
- të përgatitet masë për formësim final të ndonjë produkti, p.sh., presojmë,
gjegjësisht kompaktojmë masën e pluhurit, e cila pastaj dërrmohet, që në fund
ta presojmë, duke formuar një tabletë
61
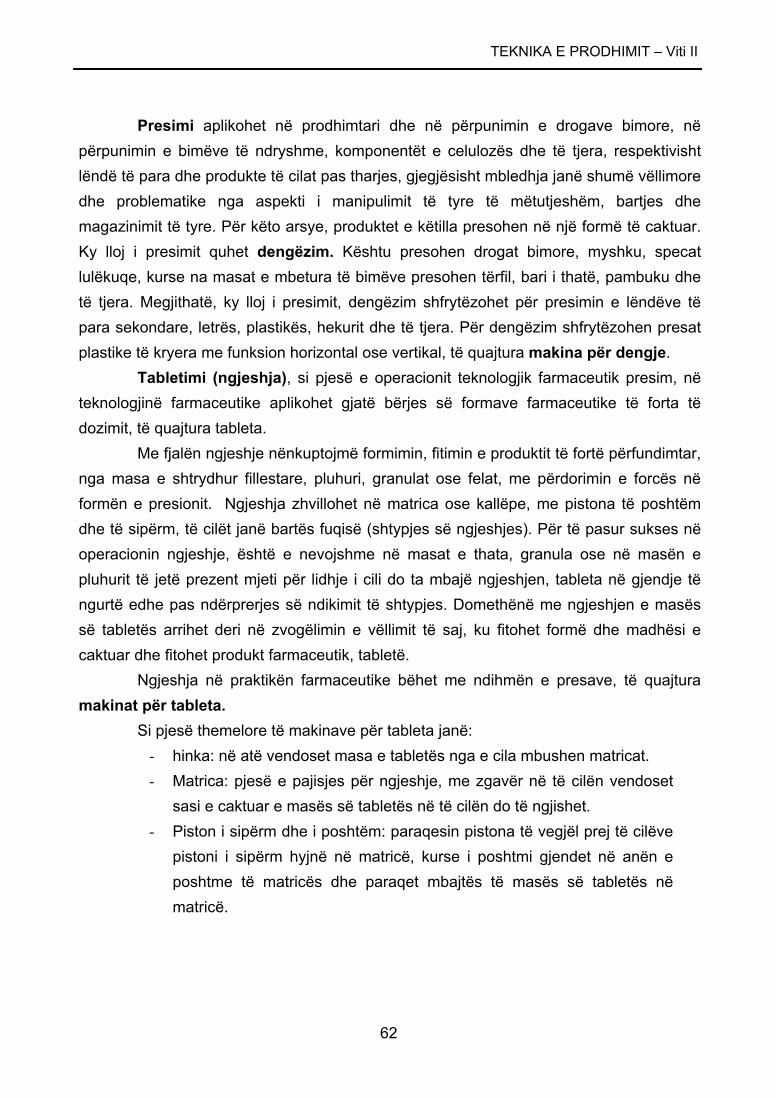
TEKNIKA E PRODHIMIT – Viti II
Presimi aplikohet në prodhimtari dhe në përpunimin e drogave bimore, në
përpunimin e bimëve të ndryshme, komponentët e celulozës dhe të tjera, respektivisht
lëndë të para dhe produkte të cilat pas tharjes, gjegjësisht mbledhja janë shumë vëllimore
dhe problematike nga aspekti i manipulimit të tyre të mëtutjeshëm, bartjes dhe
magazinimit të tyre. Për këto arsye, produktet e këtilla presohen në një formë të caktuar.
Ky lloj i presimit quhet dengëzim. Kështu presohen drogat bimore, myshku, specat
lulëkuqe, kurse na masat e mbetura të bimëve presohen tërfil, bari i thatë, pambuku dhe
të tjera. Megjithatë, ky lloj i presimit, dengëzim shfrytëzohet për presimin e lëndëve të
para sekondare, letrës, plastikës, hekurit dhe të tjera. Për dengëzim shfrytëzohen presat
plastike të kryera me funksion horizontal ose vertikal, të quajtura makina për dengje.
Tabletimi (ngjeshja), si pjesë e operacionit teknologjik farmaceutik presim, në
teknologjinë farmaceutike aplikohet gjatë bërjes së formave farmaceutike të forta të
dozimit, të quajtura tableta.
Me fjalën ngjeshje nënkuptojmë formimin, fitimin e produktit të fortë përfundimtar,
nga masa e shtrydhur fillestare, pluhuri, granulat ose felat, me përdorimin e forcës në
formën e presionit. Ngjeshja zhvillohet në matrica ose kallëpe, me pistona të poshtëm
dhe të sipërm, të cilët janë bartës fuqisë (shtypjes së ngjeshjes). Për të pasur sukses në
operacionin ngjeshje, është e nevojshme në masat e thata, granula ose në masën e
pluhurit të jetë prezent mjeti për lidhje i cili do ta mbajë ngjeshjen, tableta në gjendje të
ngurtë edhe pas ndërprerjes së ndikimit të shtypjes. Domethënë me ngjeshjen e masës
së tabletës arrihet deri në zvogëlimin e vëllimit të saj, ku fitohet formë dhe madhësi e
caktuar dhe fitohet produkt farmaceutik, tabletë.
Ngjeshja në praktikën farmaceutike bëhet me ndihmën e presave, të quajtura
makinat për tableta.
Si pjesë themelore të makinave për tableta janë:
- hinka: në atë vendoset masa e tabletës nga e cila mbushen matricat.
- Matrica: pjesë e pajisjes për ngjeshje, me zgavër në të cilën vendoset
sasi e caktuar e masës së tabletës në të cilën do të ngjishet.
- Piston i sipërm dhe i poshtëm: paraqesin pistona të vegjël prej të cilëve
pistoni i sipërm hyjnë në matricë, kurse i poshtmi gjendet në anën e
poshtme të matricës dhe paraqet mbajtës të masës së tabletës në
matricë.
62

TEKNIKA E PRODHIMIT – Viti II
Tableta formohet me shtypje në piston e sipërm dhe të poshtëm mbi masën e
tabletës në matricë. Forma e pistonit të sipërm dhe të poshtëm duhet të jetë adekuate me
pjesën e hapur të matricës. Sipërfaqja e pistonit me të cilën bëhet presimi i masës së
tabletës mund të jetë i formës së ndryshme, i gravuar me shenja të ndryshme, me tekste
dhe të tjera, me çka formësohen dhe shtypen sipërfaqe adekuate, gjegjësisht pjesa e
sipërme dhe e poshtme e tabletës. Fuqia e shtypjes optimale për ngjeshje është rreth 3-7
x 103 N. Makinat për tableta janë të konstruuara si:
- makina për tableta eksqendër
- makina për tableta rrotulluese
Makina për tableta eksqendër paraqesin fillesa në bërjen e tabletave. Të parat
ishin me lëvizje të dorës dhe me një piston në matricë. Sot, mund të shohim makina për
tableta eksqendër edhe me 45 pistona me çka rritet produktiviteti i tyre. Karakteristikat
themelore të këtyre makinave janë:
- kanë një matricë me pjesa të hapura për një ose më tepër pistona
- kapacitet të vogël prej 5000 deri 6000 tableta në orë
- tableta nuk është e tëra e fortë (nga ana e sipërme është më e fortë në
krahasim me anën e poshtme)
- matrica është e palëvizshme
- të lëvizshëm janë pistoni i sipërm dhe i poshtëm
- e lëvizshme është hinka për dozimin e masës së tabletës
Fig. 34 Makina për tableta eksqendër
1 – Hinka për mbushje, 2 – pjesa dalëse e hinkës, 3 – mjeti për
përcaktimin e masës së tabletës, 4 – pistoni i sipërm, 5 – mjeti për
kontrollimin e shtypjes, 6 – kanal për largimin e tabletës së
gatshme, 7 – mjet për përcaktimin e lartësisë së pistonit të poshtëm
63

TEKNIKA E PRODHIMIT – Viti II
Makinat për tableta eksqendër përdoren për bërjen e granulave të thata me
briketim.
Fig. 35 Shfaqje skematike e fazave të presimit me makinat për tableta eksqëndrim 1 – pllaka e rrumbullakët eksqendër, 2 – mbajtës i pistonit të sipërm, 3 – hinkë për
mbushje (e lëvizshme), 4 – piston i sipërm, 5 – matrica, 6 – masa e matricës, 7 – pistoni i poshtëm, 8 – mbajtës i pistonit të poshtëm
Makinat për tableta rrotulluese kanë aplikim më të gjerë në prodhimin industrial
të tabletave. Funksioni ngjeshje kryhet me rrotullim. Këto makina i posedojnë
karakteristikat vijuese:
- kanë më tepër matrica të vendosura në një pllakë e cila rrotullohet.
- kapaciteti deri në 1 000 000 tableta në orë
- tabletat janë njëjtë të forta si në shpërfaqjen e sipërme ashtu edhe në të
poshtmen
- posedojnë njëtrajtshmëri të mbushjes së matricave, kurse me këtë
njëtrajtshmëri në masën e tabletave.
Fig. 36 Shfaqje skematike e punës së një makine
rrotulluese për tabletë
64

TEKNIKA E PRODHIMIT – Viti II
Ngjeshja paraqet një nga llojet e operacionet teknologjike presim. Kjo quhet edhe
granulim i thatë dhe bëhet në dy mënyra, me:
- shtypje të rritur, briketim,
- shtypje të lartë, kompaktim.
Briketimi paraqet presim të granulave ose të masave të pluhurit në formë të
tabletave të mëdha, brikete me diametër më të vogël se 25 mm, kurse kryhet nga presat
për tabletim. Këto tableta të mëdha pastaj dërrmohen, imtësohen deri në madhësinë e
kërkuar të kokrrave dhe ajo masë përsëri përfundimisht me tabletohet në formën dhe
madhësinë e kërkuar të tabletave.
Kompaktimi paraqet presim të masave të pluhurit, me ose pa formë të caktuar,
me shtypje të larta. Kryhet nga makina të posaçme, kompaktues të cilat në parim
përbëhen nga dy dërstile midis të cilave kalon masa e thatë e pluhurit dhe ajo në mënyrë
të fuqishme kompaktohet. Takojmë dy mënyra të punës, dhe atë:
- sipërfaqe e rrafshët e dërstilave,
- sipërfaqe jo e rrafshët me gropa.
Çfarë forma të kompakteve do të fitojmë, lentë ose disa forma tjera të definuara të
njësive, varet nga ajo se me çfarë forma janë dërstilat me gropa. Në masën e thatë mund,
por edhe nuk është e thënë gjithmonë t’i shtohen substanca ndihmëse për lidhje. Ka
nevojë për shtimin e substancave ndihmëse për vajosje. Me nevojën e shtypjeve të larta
ndryshohet struktura e kristaltë e pluhurit, lirohet ujë i kristaltë, i cili bashkë me lagështinë
normale e cila gjendet në pluhur mund të shërbejë si mjet lidhës. Tek këta makina
kompaktuese, shtypja ndërmjet dy dërstilave arrihet në mënyrë mekanike me tela të
endur ose tek më të përsosurit me hidraulikë. Kompaktet e fituara në formë të gjethit,
lentës ose format e definuara, dërrmohen, imtësohen në grimca me madhësinë e
nevojshme, e cila pastaj siç thamë, përfundimisht tablohet. Kjo procedurë është e shpejtë
dhe ekonomike, me humbje të vogla në procesin e prodhimit. Posaçërisht është e
përshtatshme për prodhimin e tabletave, në përbërjen e të cilave substancat marrin mbi
50% të masës së përgjithshme të tabletës së gatshme.
65

TEKNIKA E PRODHIMIT – Viti II
2.5. PRESIMI NË INDUSTRINË USHQIMORE
Sot, më nuk mund të imagjinohet prodhimi i ndonjë sendi ushqimor mjedisor, dhe
njëkohësisht të mos dyshojmë sesi ajo do të ndikojë në organizmin e njeriut. Gjatë
zgjedhjes së procesit teknologjik duhet pasur kujdes, sipas mundësisë të ruhet sa më
tepër të jetë e mundur vlerë ushqimore dhe biologjike të sendeve ushqimore mjedisore,
por njëkohësisht të mos futen përzierje të jashtme.
Presim mbi masat e lagëta quhet edhe kullim. Kullimi është presim i masave
kur përmbajnë sasi të caktuar të lëngut, gjegjësisht lagështisë, e cila duhet të largohet. Ky
operacion në të kaluarën shumë më tepër sesa sot është përdorur p.sh., për fitimin e
vajrave të ndryshëm, ku si lëndë e parë janë përdorur materialet e ndryshme të farës,
susami, fara e lulëkuqes, lulediellit dhe fara e ricinit, ose lëndë të para të caktuara të
pemëve. Për qëllime industriale presimi kryhet me makina të posaçme, të quajtura presa.
Sot në fabrikat për përpunimin e bimëve yndyrëdhënëse shfrytëzohen presat e
vazhdueshme, të cilat vetëm me një presim arrijnë shfrytëzim të mirë, kështu që në
materialin e presuar mbetet vetëm 2.5-3.5 vaj. Me përdorimin e këtyre presave, procesi
ngel më ekonomik. Vaji i cili fitohet me presim, më pak humb nga vlera e tyre natyrore,
më pak është i ndotur me substancat e panevojshme, kurse procesi i rafinimit mund të
bëhet më lehtë. Nga këto arsye presimi mund në mënyrë të suksesshme t’i kundërvihet
ekstraktimit. Ekstraktimi shfrytëzohet si procedurë shtesë për kullimin shtesë të vajit.
Presimi aplikohet si operacion për prodhimin e vajit nga pjesët e ndryshme të
disa bimëve të disa bimëve edhe atë më shpesh të deponuara në farën ose në frytin si
ushqim rezervë.
Procesi i teknologjisë për prodhimin e vajit përfshinë më tepër operacione dhe
atë:
- përgatitja e farës ose frytit yndyrëdhënës
- hapat e presimit
- hapat e nxjerrjes
- rafinim
66

TEKNIKA E PRODHIMIT – Viti II
Përgatitja e lëndëve të para yndyrëdhënëse i përfshinë operacionet vijuese:
tharje, pastrim, heqja e lëkurës, bluarje dhe kondicionim (materiali i nënshtrohet veprimit
të kombinuar të ujit dhe nxehtësisë).
Për nxjerrjen e vajit përmes rrugës së presimit më herët më shpesh është
përdorur presa hidraulike, e cila me paraqitjen e saj në vitin 1800, bëri revolucion të
vërtetë. Në realitet, vaji më kualitet për ushqim fitohet me presim të ftohtë dhe gradual.
Me presimin e mëtutjeshëm dhe me ngrohjen e materialit yndyrëdhënës fitohet vaj me
kualitet më të dobët, për shkak se në vaj kalojnë edhe substanca tjera, p.sh.: proteinat
dhe materiet tjera me llucë. Vaji i ullirit për ushqim fitohet gjithmonë me presim të ftohtë.
Pas presimit në materialin e presuar mbetet rreth 10% vaj, proteina dhe karbohidrate,
kështu, sipas kësaj, paraqet një ushqim të shkëlqyeshëm. Për shkak të ndërprerjes së
punës me presat hidraulike, kapaciteti i vogël, kohëzgjatja e procesit dhe kërkesa e një
numri të madh të fuqisë punëtore, sot ato janë tërhequr plotësisht nga përdorimi në këtë
lloj të industrisë. Kanë mbetur vetëm në prodhimin e vajit prej ulliri.
Me ekstraktim më mirë kullohet vaji, kështu që ngelet vetëm rreth 1% vaj. Më
racionale është kur fitimi i vajit bëhet në kombinim me presim dhe me ekstraktim, me çka
fitohet edhe vaj kualitativ për ushqim edhe shfrytëzim i mirë. Për këtë qëllim, presimi
bëhet në vazhdimësi në presa të cilat punojnë mbi parimit e makinës së bluarjes së
mishit.
Fig. 37 Presa e Andersonit
67
HURJE
DALJE

TEKNIKA E PRODHIMIT – Viti II
Ato janë shumë produktive dhe për së pari herë në industrinë e yndyrëdhënies janë
paraqitur nga Andersoni. Mund të jenë të konstruksioneve të ndryshme, mirëpo aplikim
më të madh ka gjetur presa e Andersonit.
Elementi kryesor i presës paraqet bosht të fortë, diametri i të cilit reduktohet kah
dalja e materialit në presë. Në bosht gjenden profile në formë të kërmillit të cilat gjatë
rrotullimit e ngushtojnë materialin e hedhur drejt daljes. Për shkak se hapësira ndërmjet
shtëpizës dhe boshtit vazhdimisht reduktohet, shtypja vazhdimisht rritet. Shkalla e
presimit mbi materialin, dhe me këtë edhe kapaciteti i presës, rregullohen me afrimin dhe
largimin e një koni drejt daljes ku del materiali. Gjatë kalimit nëpër presë vëllimi i materialit
reduktohet deri në 12 herë. Si rezultat i asaj ngushtohet një sasi e caktuar e vajit e cila
kalon nëpër të çarat e shtëpizës së boshtit. Në fund hidhet materiali i kulluar. Kur presa
përdoret vetëm për paraprakisht, d.m.th. kullim i pjesërishëm, quspja e kulluar përmban
edhe 15-20% vaj, prandaj dërgohet në nxjerrjen plotësuese të vajit me ekstraktim; kur në
presë ndodh nxjerrja definitive e vajit nga materiali, atëherë në quspe ngelin vetëm 4-5%,
por, prandaj, kapaciteti i presës është shumë i më i vogël. Vaji i fituar me presim përmban
pjesë të farës të cilat kanë kaluar nëpër vrimat e presës, prandaj për këtë arsye janë të
tejdukshme me centrifugim ose me ndihmën e presave filtër; pastaj vaji dërgohet në
rafinim.
Prodhimi i vajit të ullirit dallohet nga fitimi i vajit nga bimët tjera yndyrëdhënëse.
Deri tek ky ndryshim vjen për shkak të strukturës së veçantë të frytit të ullirit, i cili për
dallim nga bimët tjera yndyrëdhënëse përmban vaj në pjesën e tij të mishit. Pjesa e mishit
e frytit të ullirit, përveç vajit, përmban edhe sasi të caktuar të ujit, proteina, karbohidrate
dhe të tjera. Pjesa e mishit ka strukturë të butë e cila pengon të aplikohen operacionet e
njëjta si në përpunimin e farës së bimëve tjera yndyrëdhënëse. Por, përbërja e këtillë dhe
struktura e frytit të ullirit japin mundësi të aplikohen shumë metoda të thjeshta. Procesi
teknologjik i përpunimit të frytit të ullirit fillon që nga të korrat, pastaj frytet selektohen me
qëllim të largohen frytet e prishura. Frytet e shëndosha të selektuara ruhen në errësirë në
temperaturë prej 12-15°С.
Pak para presimit bëhet larja, dërrmimi, bluarja dhe kondicionimi i pjesës së mishit
të fryteve dhe fitimi i brumit nga ullinjtë.
Presimi më shpesh bëhet me presa hidraulike, për shkak se japin shfrytëzim më të
mirë të lëndës së parë. Shtypja për presim duhet gradualisht të rritet (nga 300-360 x 105
Pa), për shkak se rritja e menjëhershme e shtypjes jep shkallë të ulët të shfrytëzimit.
Pastaj vaji shkon në rafinim.
68

TEKNIKA E PRODHIMIT – Viti II
Si procedurë e re për përpunimin e frytit të ullirit llogaritet centrifugimi direkt i
brumit të ullinjve.
Vaji i farave të skuqura të kungullit është një nga vajrat më të vjetra për
përdorim shtëpiak. Vaji nga farat e skuqura të kungullit fitohet me presimin e farave të
cilat paraprakisht janë qëruar dhe janë pjekur.
Renditja e operacioneve për përpunimin e farave
të kungullit është si vijon: tharja e farave, renditja
sipas madhësisë, qërimi, ndarja e lëvoreve nga
bërthama, bluarja e bërthamës dhe përgatitja e
brumit, pjekja e brumit dhe presimi. Presimi
bëhet gradualisht. Në fillim shtypja është deri
100 x 105 Pa, kurse pastaj gradualisht rritet nga
300-350 x 105 Pa. Pastaj vaji i fituar bartet në
rezervuare për kthjellim, kurse quspja
shfrytëzohet për ushqim për kafshët.
Në industrinë e sheqerit, e cila punon me
aparate difuzive të vazhdueshme moderne,
kullimi i rriskave bëhet në aparatet e njëjta deri
në përmbajtjen e materies së thatë prej 7-10%.
Në këtë mënyrë në procesin e përpunimit
fitohen rriska të cilat menjëherë mund të
përdoren në ushqimin e bagëtisë. Ndërsa
pjesa tjetër presohet edhe njëherë, pastaj
thahet, kështu që materiet e thata rriten në
18%.
Për rritjen e përqindjes së materies së thatë dhe për largimin mekanik të ujit nga
rriskat, përdoren presat vertikale. Presa vertikale përbëhet nga cilindri vertikal i përforcuar
(1) me diametër prej 800-1000 mm, i cili është i bërë nga çeliku – inoks. Në brendësinë e
cilindrit gjendet boshti në formë të konit (2) i cili zgjerohet kah fundi, kështu që hapësira
ndërmjet saj dhe cilindrit zvogëlohet, që kontribuon në rritjen e efektit të kullimit. Në
cilindër dhe në bosht gjenden fletë të çelikut të perforuara.
69
Fig. Presa vertikale për rriskë

TEKNIKA E PRODHIMIT – Viti II
Boshti përgjatë gjithë gjatësisë është e perforuar me qëllim që të mund të kullohet
uji. Rriskat e nxjerra hyjnë në hapësirën ndërmjet cilindrit dhe boshtit dhe gjatë rrotullimit
të boshtit, rriskat, të mbuluara nga segmentet e shkojnë poshtëm në hapësirën e
ngushtuar, ku shtypja është e madhe dhe në këtë mënyrë bëhet kullimi suksesshëm i ujit.
Uji i rriskave të kulluara bien mbi sitë, mbi cilindër dhe mbi bosht, dhe mblidhet në pjesën
e poshtme të presës (3).
Për punë të mirë, presës i nevojitet furnizimi me ujë të ngrohtë dhe avull, kurse
derdhja e rriskave duhet të jetë e vazhdueshme dhe në mënyrë të barabartë.
Nëse gjatë korrjes është mbledhur panxhar i papjekur, paraqiten vështirësi të
mëdha në procesin e kullimit, sepse panxhari i papjekur përmban sasi të madhe të
pektinit të cilët grumbullohen me çka e mbajnë ujin ashtu që rëndohet presimi, kurse
rriskat nuk e arrijnë përqindjen e nevojshme të materies së thatë. Pas presimit, një pjesë
e rriskave barten në tharje, ku konservohen në mënyrë që të mund të magazinohen dhe
të përdoren më vonë.
70

TË MBAJMË MEND
TEKNIKA E PRODHIMIT – Viti II
o Presimi është procedurë e formësimit të materialit nën ndikimin e shumë shtypjes së madhe të pistoni të punës i cili lëviz teposhtë. Në fundin e poshtëm të pistonit është përforcuar pjesa e sipërme e pajisjes, ndërsa pjesa e poshtme e pajisjes është përforcuar për tavolinën e punës së presës.
o Në varësi nga mënyra me të cilën punohet, presimi i masave plastike mund të jetë: presim i zakonshëm (direkt), presim i tërthortë (bartës) dhe presim me injektim (presim me injektim).
o Presimi si metodë për formimin e produkteve prej qelqi aplikohet për fitimin e produkteve me dimensione më të mëdha, duke shfrytëzuar makina speciale për presim. Për presim shfrytëzohen edhe kallëpe speciale, të bëra nga legura e bakrit – mesingu.
o Klasifikimi i procedurave për formësimin e produkteve të qeramikës me
presim bazohet në përmbajtjen e ujit, respektivisht mjet organik lidhës në masën e qeramikës dhe në shtypjen e aplikuar të presimit. Procedurat kryesore janë: presim i thatë,presimi i njëanshëm ose i dyanshëm, dhe presimi izostatik.
o Presimi në teknologjinë farmaceutike, në bazë të lagështisë së masës e cila është lëndë e presimit, kryesisht aplikohet në dy lloje të masave. Ato janë masat e lagëta dhe të thata.
o Presimi i masave të lagëta quhet edhe kullim. Kullimi është presim i masës kur përmban sasi të caktuar të lëngut, gjegjësisht të lagështisë, e cila duhet të largohet.
o Vaji i cili fitohet me presim, më pak humb nga vlera e tij natyrore, më pak është i ndotur me substanca të panevojshme, kurse procesi i rafinimit mund të bëhet më lehtë.
o prodhimi i vajit të ullirit dallohet nga fitimi i vajit nga bimët tjera yndyrëdhënëse. Deri tek ky dallim vjen si pasojë e strukturës së veçantë të frytit të ullirit, i cili për dallim nga tjerët bimë yndyrëdhënëse përmban vaj në pjesën e mishit të vet.
o Për rritjen e përqindjes së materies së thatë dhe për largimin e ujit nga rriskat e sheqerit përdoren presat vertikale.
71

TEKNIKA E PRODHIMIT – Viti II
PYETJE NGA TEMA E FORMËSIMIT ME PRESIM
1. Çfarë paraqet presimi?
2. Si ndahen presat sipas mënyrë së punës?
3. Shpjegoni procesin e presimit direkt të masave plastike.
4. Shpjegoni procesin e presimit të tërthortë të masave plastike.
5. Përshkruani procesin e formësimit me presim të sendeve prej qelqi.
6. Cilat procedura shfrytëzohen për formësimin e qeramikës me presim?
7. Në sa faza zhvillohet presim i thatë i qeramikës dhe cilat janë ato?
8. Shpjegoni për presimin izostatik të qeramikës.
9. Çfarë paraqet ngjeshja e tabletave?
10. Cilat janë pjesët themelore të makinave për tableta?
11. Shpjegoni për presimin, si operacion për prodhimin e vajit.
12. Shpjegoni për presimin, si operacion në industrinë e sheqerit.
72

TEKNIKA E PRODHIMIT – Viti II
TEMA E III:FORMËSIMI ME DËRSTILIM
Qëllimet e tërësisë tematike:
nxënësi
- t’i numërojë mjetet për dërstilim;
- ta njoh konstruksionin e mjeteve për dërstilim;
- të shpjegojë rëndësinë e kushteve gjatë formësimit me dërstilim;
- të përshkruajë procedurat për formësimin me dërstilim për lenta, letë metalike,
gypa dhe të tjera;
- të krahasojë mjetet për dërstilim;
- ta njoh aplikimin e dërstilimit në procese të ndryshme të prodhimit;
Fjalë kyçe:
Dërstilim, dërstilat, kapsollë e dërstilës, dërstilim në gjendje të ngrohtë, dërstilim i ftohtë,
dërstila të rrafshëta, dërstila me kalibër, dërstilat drop, kalandrimi, kalandrat, efekti i
dërstilimit;
73

TEKNIKA E PRODHIMIT – Viti II
3. PËRPUNIMI ME DËRSTILIM
Përpunimi me dërstilim është një nga përpunimet më të përdorura me deformime
plastike, e cila konsiston në atë se materiali kalon ndërmjet dërstilave shtrydhet, ku në
kurriz të reduktimit të trashësisë rritet gjatësia e tij. Në varësi të llojit dhe trashësisë së
materialit i cili do dërstilohet, dërstilimi mund të jetë: i ngrohtë dhe i ftohtë.
Me dërstilim bëhen si gjysmë produktet ashtu edhe produktet e gatshme. Në
gjysmë produktet bëjnë pjesë: shtyllat e lehta, pllakat, blloqet e ndryshme dhe të
ngjashme, ndërsa në produktet e gatshme bëjnë pjesë: profile dhe shufrat e ndryshme,
fletët e hekurit, telat, gypat, lentat e dërstiluara në të ftohtë dhe sisa produkte speciale si:
bandazhet për rrotat e hekurudhës dhe të ngjashme.
Varësisht nga kualiteti i kërkuar si dhe nga trashësia e fletëve të hekurit dhe
lentave të cilat bëhen, dërstilimi mund të bëhet me një nga tre llojet e dërstilave:
1. Duodërstilat (dërstilim ndërmjet dy dërstilave),
2. Triodërstilat (dërstilim me tre dërstile) dhe
3. Dërstilet reversibile (të kthyeshme).
Gjatë dërstilimit me dy dërstile (duodërstile), materiali i ngrohur sillet ndërmjet
dërstilave prej të cilëve njëri është forcë shtytëse dhe rrotullohet me ndihmën e
elektromotorit. Nën ndikimin e fuqisë ndërmjet dërstilave dhe materialit, vjen deri në
lëvizjen e materialit në drejtimin e njëjtë në të cilin rrotullohen edhe dërstilet dhe deri në
kalimin e tij ndërmjet tyre. Pastaj dërstilet afrohen, kurse materiali sillet në pozitën
fillestare. Kjo procedurë përsëritet derisa nuk fitohet trashësia përfundimtare e materialit.
Fig. 39 Skema e procesit të dërstilimit
1- Dërstilja, 2- pjesë e dërstiluar
74

TEKNIKA E PRODHIMIT – Viti II
Gjatë dërstilimit me tre dërstile shmanget kthimi i materialit në pozitën fillestare,
ndërsa me këtë në masë të madhe zvogëlohet kohëzgjatja e dërstilimit. Këtu materiali
lëshohet të kalojë ndërmjet dërstilës s sipërme dhe të mesme, kurse pastaj ndërmjet dërstilës
së poshtme dhe të mesme, ku për çdo kalim, distanca ndërmjet dërstilave zvogëlohet deri në
arritjen e trashësisë përfundimtare të materialit. Për t’u shmangur edhe kjo lëvizje e vërtetë e
materialit u arrit deri në konstruimin e dërstiljeve të kthyeshme (reversibile). Tek këta dërstile,
dërstili i lëvizjes, për çdo kalim mbi materialin e ndryshon drejtimin e rrotullimit dhe mundëson
materiali të lëviz para-prapa. Është rëndësishme, pas çdo kalimi dërstilet të afrohen deri sa
nuk arrihet trashësia e kërkuar dhe përfundimtare e materialit.
Lloj i veçantë i dërstilimit është i ashtuquajturi dërstilim i ngrohtë i profileve i cili
bëhet me dërstila të posaçme (të kalibruara).
Ekzistojnë dy lloje të dërstilave të kalibruara:
- Të hapura – tek të cilat gjysmë produkti vetëm njëherë kalon nëpër
kalibrin më të madh, pastaj kalon nëpër të ardhshmin më të vogël dhe
kështu deri sa të fitohet forma përfundimtare e kërkuar dhe dimensionet e
kërkuara. Ku për çdo kalim, materiali rrotullohet për 180º që të mund të
lëshohet nëpër kalibrin e ardhshëm.
- Të mbyllura – tek të cilat gjysmë produktet vetëm një herë kalojnë nëpër
kalibrin e përcaktuar më të madh, kurse zvogëlimi i mëtutjeshëm i
ndërprerjes së materialit bëhet me afrimin e dërstilave derisa nuk arrihet
trashësia përfundimtare dhe atë me kalimin vetëm nëpër një kalibër.
3.1. KASOLLAT E DËRSTILËS
Kasolla e dërstilës paraqet kompleks të makinave dhe agregateve, të
menduara për realizimin e procesit të dërstilimit. Në varësi nga gjysmë produktet ose
produktet e gatshme të cilat duhet të dërstilohen, nga numri i dërstilave dhe vendosja e
tyre, ekzistojnë më tepër kasolla të dërstilës prej të cilave do të përmendim vetëm disa
prej tyre:
1. Duo kasollat e dërstilës me dy dërstila të cilat mund të jenë në dy paraqitje:
- sistem i thjeshtë duo, i cili përbëhet nga dy dërstila prej të cila njëra është fikse
(e palëvizshme), kurse tjera lëvizet me çka mund të ndryshohet distanca ndërmjet tyre,
gjegjësisht të rregullohet trashësia e produktit i cili dërstilohet. Dërstilat rrotullohen vetëm
në një drejtim, që d.m.th se produkti duhet të jetë i gatshëm me një kalim ose me vinç të
bartet në pozitën fillestare për kalim të dytë;
75

TEKNIKA E PRODHIMIT – Viti II
- kasolla e dërstilës duo e kthyeshme ose reversibile. Gjatë këtyre kasollave
dërstilat kthehen në të dy drejtimet me mundësinë për rregullimin e distancës ndërmjet
tyre. Shfrytëzohen për dërstilimin e profileve të rënda, binarëve dhe pllakave të trasha, ku
më e thjeshtë është të ndryshohet drejtimi i rrotullimit të dërstilave, sesa të kthehet sendi i
rëndë në anën e përparme fillestare me ndihmën e vinçit. Në të dyja rastet forcë shtytëse
fitojnë të dyja dërstilat.
Fig. 40 Kasolla duo e dërstilimit
a – i zakonshëm b – i kthyeshëm
2. Sistemi trio - me tre dërstila prej të cilave dërstila e mesme dhe e poshtme
dërstilojnë në një drejtim, kurse dërstila e mesme dhe e sipërme në drejtimin tjetër,
gjegjësisht e kthejnë dërstilën prapa. Gjatë dërstilimit të profileve dhe binarëve tre dërstila
kanë diametër të njëjtë, ndërsa gjatë dërstilimit të fletëve të hekurit të mesme dhe të
trasha, dërstila e mesme është me diametër më të vogël.
Fig. 41 Kasolle trio e dërstilimit
76
Fig. 42 Kasolle katërshe e dërstilimit
1 – Dërstilat e punës, 2 –
dërstilat mbështetëse
b

TEKNIKA E PRODHIMIT – Viti II
3. Sistemi katërshe – me katër dërstila. Dërstila më të vogla (të brendshme) janë
dërstila të punës, ndërsa të jashtmet janë mbështetëse dhe e pengojnë mbështjelljen e
dërstilave të punës. Përdoren për dërstilim të ngrohtë dhe të ftohtë të fletëve të hekurit,
lentave të gjera edhe atë si të kthyeshme dhe të pakthyeshme. Nëse dërstilat janë të
kthyeshme, atëherë parashihen dërstila për mbështjelljen e lentës në të dyja anët e
dërstilave të punës. Në këtë mënyrë është mundësuar kalimi i shumëfishtë i lentës nëpër
dërstilat. Lëvizje fitojnë vetëm dërstilat e mesme.
4. Sistemi me më tepër dërstila -
më shpesh bëhen me 6, 12 dhe 20 dërstila.
Shfrytëzohen për dërstilim të ftohtë të fletëve
të holla të hekurit, për lentat dhe folitë në të
cilat devijimi duhet të jetë minimal. Edhe në
këto kasolle si edhe në ato katërshe, vetëm
dy dërstila janë për punë dhe me lëvizje,
ndërsa tjerët janë mbështetës.
Fig. 43 Kasolle katërshe e dërstilimit me
mbështjellje të lentës
1 – dërstilat për punë, 2 – dërstilat
mbështetëse, 3 – mbështjellësja
Reparti i dërstilave për punë mund të
jetë i përbashkët për të dyja dërstilat ose
secila dërstilë të lëvizet nga një elektromotor i
posaçëm. Momenti i rrotullimit të elektro-
motorit, përmes reduktuesit dhe lidhëses
bartet në ndarësin.
Ndarësi përbëhet nga dy rrota me dhëmb me raport bartës 1:1. Nga ndarësi,
përmes boshtit, momenti i rrotullimit dorëzohet në dërstila për punë. Përveç elementet për
punë (dërstilat, reparti), kasolle e dërstilimit përmban edhe mjete ndihmëse për bartje, për
korrigjime, prerje dhe të ngjashme. Kasolle e dërstilimit, bashkë me mjetet ndihmëse si
dhe me furrat për ngrohje dhe për trajtimin në baza jep një linjë të dërstilimit.
Fig. 44 Sistemi me më tepër dërstila
a – me 6 dërstila, b – me 12 dërstila, c – me 20 dërstila
a b c

TEKNIKA E PRODHIMIT – Viti II
Forma e dërstilave varet nga forma e produktit i cili duhet të dërstilohet dhe sipas
asaj ndahen në dy grupe:
- dërstila të rrafshëta dhe
- dërstila të kalibruara.
Dërstilat e rrafshëta shfrytëzohen për dërstilimin e fletëve të hekurit, lentave
dhe folive. Elementet themelore të dërstilës janë: pjesa e punës me gjatësi L dhe
diametër D dhe dy dorezat cilindrike me prerje kryqësore ose pllakose të cilat shërbejnë
për lidhje me mekanizmin lëvizës.
Fig. 45 Dërstilë e rrafshët
Dërstilat e kalibruara janë dërstila të tilla të cilat në periferi kanë ulluqe, kështu
që dy ulluqe adekuate në dy dërstilat përbëjnë një zgavër e cila quhet kalibër. Ato
aplikohen për dërstilimin e materialeve me shufra, profile, binarë dhe të tjera. Forma e
zgavrës, gjegjësisht e kalibrit duhet plotësisht të përgjigjet me prerjen e tërthortë të
produktit i cili duhet të dërstilohet. Mirëpo, profilet më komplekse nuk mund të fitojnë
vetëm një tërheqje. Profilet e tilla dërstilohen në blloqe të shkurta të nxehura dhe të
trasha me përafërsisht prerje katrore. Blloku e ndryshon gradualisht formën e vet, derisa
ta marrë formën e vet përfundimtare.
Fig. 46 Dërstila të kalibruara

TEKNIKA E PRODHIMIT – Viti II
3.2. DËRSTILIM NË GJENDJE TË NXEHUR
Dërstilimi i fletëve të trasha të hekurit dhe gjysmë produkteve tjera rregullisht
kryhet në gjendje të nxehur. Me nxehjen e materialit i rritet plasticiteti, kurse i zvogëlohet
rezistenca e deformimit. Me këtë zvogëlohen edhe fuqitë e nevojshme edhe momentet e
dërstilimit. Temperatura e nxehjes varet nga lloji i çelikut. Regjimi i nxehjes ndikon mbi
oksidimin e çelikut. Krijimi më intensiv i oksideve paraqitet në zonën e temperaturës prej
900deri 1000 ºС. Në temperaturat e larta ndodh çkarbonizimi i çelikut në shtresën
sipërfaqësore, që posaçërisht ka rëndësi për çeliqet me përmbajtje më të lartë të karbonit.
Në atë rast, çkarbonizmi e redukton fortësinë dhe çeliku bëhet i vështirë për përpunim të
mëtutjeshëm. Për çelikun me 0.1% C, temperatura më e lartë e nxehjes është 13000С.
Me rritjen e përmbajtjes së karbonit, reduktohet temperatura e nxehjes. Për çeliqet të cilat
përmbajnë 0,5% karbon, ajo është 12600С, kurse për çeliqet me 0,7 -1,2 karbon është
prej 1170 – 11000С.
Procesi teknologjik i dërstilimit përbëhet prej dy fazave:
- dërstilimi i blloqeve të nxehura në gjysmë produkte dhe
- dërstilimi i gjysmë produkteve në produkte të gatshme.
Gjysmë produktet paraqesin binarë të ndryshëm me diametër katrorë ose
drejtkëndor të tërthortë për dërstilim të mëtutjeshëm të mbajtësve të lehtë ose të rëndë
dhe profile, pllaka për dërstilim të fletës së hekurit të trashë, platin për dërstilim të fletës
së hekurit të hollë, etj.
Në produktet e gatshme bëjnë pjesë shufrat e çelikut me diametër katrorë,
drejtkëndor ose rrethor, profile të ndryshme, binarë për hekurudhat, fletë të hekurit, tube,
etj.
Në varësi nga procesi teknologjik edhe fabrikat e dërstilimit mund të ndahen në
dy grupe: fabrika për prodhimin e gjysmëfabrikateve dhe fabrika për prodhimin e
produkteve të gatshme.
Vetë procesi i dërstilimit zhvillohet në këtë mënyrë: materiali i nxehur futet
ndërmjet tyre dërstilave dhe dërstilohet, dhe kur do të dal nga dërstilat ato së pari
afrohen, kurse pastaj kthehet prapa (ndryshohet drejtimi i rrotullimit të dërstilave) dhe
përsëri vazhdohet me dërstilimin, derisa të fitohen dimensionet e dëshiruara.
79

TEKNIKA E PRODHIMIT – Viti II
3.3. DËRSTILIMI I FTOHTË I FLETËVE TË
HEKURIT DHE LENTAVE
Dërstilimi i ftohtë është përpunim i mëtutjeshëm i fletëve të hekurit dhe lentave të
dërstiluara me nxehje, dhe shfrytëzohet për fitimin e produkteve të gatshme (fletë të
hekurit dhe lenta) me trashësi prej 0.2 – 5 mm dhe gjerësi deri 2.5 m.
Si material fillestar për dërstilimin e ftohtë të fletëve të hekurit shërbejnë lentat e
dërstiluara me nxehje. Para se të fillohet me dërstilimin e ftohtë, lenta e dërstiluar me
nxehje pastrohet copëzat e mbetura nga farkëtimi. Pastrimi mund të bëhet në mënyra të
ndryshme: me mënjanim mekanik, me furçe prej çeliku, stërpikja me rërë kuarci ose
saçme prej çeliku dhe me procedurë kimike – shkrirja në acide.
Pas dërstilimit të ftohtë, fletët e hekurit digjen në mënyrë që të fitohet struktura e
nevojshme dhe për të larguar tensionet e brendshme. Djegia bëhet me nxehjen e fletëve
të hekurit në dhoma, tunele ose në furrat e tingëllueshme, në të cilat futen gazrat
mbrojtës (hidrogjeni, monoksidi i karbonit, azoti) në mënyrë që të pamundësohet oksidimi.
Fletë e hekurit të ftohura, priten dhe pas kontrollimit të sipërfaqes përgatiten për dërgim.
Trajnimi paraqet dërstilim të fletëve të hekurit ku zvogëlohet trashësia 0.5 – 3% për të
fituar sipërfaqe precize dhe të lëmuara.
3.4. DËRSTILIMI I BOBINAVE
Dërstilimi i bobinave është i mundshëm në metale të cilat mund të deformohen
në gjendje të ftohtë. Profili i bobinës formohet me vulosjen në një pajisje adekuate të
kalibruar në trupin e përpunuar paraprakisht. Në këtë mënyrë bëhen bobinat e burmave
prej çeliku, metale të lehta dhe me ngjyrë, të cilat formohen me fortësi të madhe të
përhershme dinamike. Zakonisht janë dy procedura për bërjen e bobinave:
1. Dërstilimi i bobinave me pllaka të rrafshëta të profilizuara. Njëra pllakë është e
palëvizshme (a), kurse tjetra (b) është pak më e gjatë dhe e lëvizshme. Trupi
(c) vendoset ndërmjet pllakave dhe me lëvizjen e pllakës së lëvizshme
dërstilohet bobina.
2. Dërstilimi i bobinave me dërstila të profilizuara. Burma vendoset ndërmjet dy
dërstilat (a dhe b) në letfën e nënshtruar (c). Dërstilat kanë diametër të
barabartë, drejtime të njëjta të rrotullimeve, kurse boshtet janë paralele.
80

TEKNIKA E PRODHIMIT – Viti II
Njëra dërstilë është e palëvizshme në mënyrë rrezore, kurse tjetra e lëvizshme
vazhdimisht afrohet kah dërstila e palëvizshme, me çka formohet bobina.
Fig. 47 Dërstilimi i bobinës me pllaka
të rrafshëta të profilit
a – Pllaka e palëvizshme, b – Pllaka e
lëvizshme, c - burma
Fig. 48 Dërstilimi i bobinës me
dërstila të profilizuara
a,b – Dërstilat e profilizuara, d –
burma, c – letfa e nënshtruar
Dërstilimi i bobinës është procedurë shumë produktive, jep saktësi shumë të
mirë gjeometrike. Procesi i dërstilimit të bobinës mund të automatizohet plotësisht gjatë
tipit masiv të prodhimit.
81

TEKNIKA E PRODHIMIT – Viti II
3.5. FORMËSIMI I FLETËVE TË HEKURIT DHE
FORMËSIMI I TUBAVE ME DËRSTILIM
Fleta e hekurit fitohet me procesin e dërstilimit, kurse më tutje përpunohet pa
zbritjen e zdrukthave, respektivisht me deformimet plastike. Një nga ato procedura është
rrafshimi i fletës së hekurit. Me këtë procedurë tek fleta e hekurit mënjanohet vrimat,
çarjet ose qoshet e shtrembëruara. Rrafshimi mund të bëhet me orë ose me makinë. Gjatë
rrafshimit me dorë, që është i kualitetit të dobët dhe zgjatë shumë, fleta e hekurit rrafshohet
me goditjen e çekiçit prej metali ose prej druri, ku fleta e hekurit paraprakisht vendoset në
pllakë të rrafshët. Tek rrafshimi me makinë fleta e hekurit lëshohet të kalojë ndërmjet dy
dërstilave të makinës për rrafshim e cila merr lëvizje përmes rrotave të dhëmbëzuara.
Më shpesh makina ka shtatë dërstila të cilat përkrah zhvendosjes vertikale mund
gjithashtu të rrotullohen në të dy drejtimet.
Deformim tjetër plastik paraqet mbështjellja dhe lidhja e fletëve të hekurit. Kjo
është procedurë gjatë së cilës grimcat e materialit lëvizen në atë vend ku vepron fuqia. Me
atë rast, fijet e jashtme të materialit zgjaten, kurse të brendshmet shtrydhen (mblidhen).
Fig. 49 Rrafshimi me makinë i
fletëve të hekurit
Fig. 50 Mbështjellja rrethore e
fletëve të hekurit.
Mbështjella mund të jetë me dorë dhe me makinë, varësisht nga ajo se me çfarë
trashësie të fletëve të hekurit bëhet një produkt i caktuar. Në varësi të formës me të cilën
mbështjelljet fleta e hekurit, dallojmë: mbështjellje këndore, të profilit dhe rrethore.
Mbështjellja e fletëve të hekurit në formën cilindrike dhe në formë të konit kryesisht bëhet
me tre ose katër dërstila.
82

TEKNIKA E PRODHIMIT – Viti II
Tubat janë gjysmë produkte cilindrike me vrima, aplikimi i të cilave në makineri
është shumë e përhapur. Ekzistojnë dy lloje të tubave dhe atë:
- Tuba me teh
- Tuba pa teh.
Tubat me teh, kryesisht përdoren për bartje të lëngjeve dhe gazrave të ndryshme
me shtypje dhe me temperatura të ulëta, ndërsa tubat pa tehe përdoren atje ku shtypja
dhe temperatura e lëngjeve dhe gazrave janë të larta. Tubat me teh janë të bërë nga
lentat me trashësi e cila përgjigjet me trashësinë e mureve të tubit. Lenta e çelikut së pari
mbështillet me tërheqje nëpër një kalibër të caktuar, pastaj nxehet dhe më pas futet në
makinë të posaçme në të cilën me shtypje bëhet bashkimi i skajeve të saj. Kështu që
përgjatë tubit krijohet një teh, sipas të cilit edhe e ka marr emrin.
Tubat pa tehe më shpesh bëhen nga blloku i shkurt cilindrik të bërë nga çeliku, i
cili së pari shpohet me presë hidraulike në gjendje të nxehtë, kurse pastaj me tërheqje
dhe me dërstilim përpunohet në një tub të gjatë me dimensione të caktuara. Domethënë,
procesi i bërjes së tubave pa tehe i përfshinë fazat vijuese:
- Derdhje në bllok cilindrik prej çeliku,
- Dërstilim i posaçëm i bllokut cilindrik prej çeliku me ndihmën e drizës
- Futja e drizës në bllokun e nxehur.
Fig. 51 Tubat pa tehe
Dërstilimi i nxehtë i tubave pa teh shfrytëzohet për prodhimin e tubave të bërë nga
karboni, çeliqet aliazh dhe të pandryshkur. Mund të prodhohen edhe tube me diametër
prej 25 deri 2500 mm dhe me trashësi të mureve prej 2.5 deri 30 mm.
83

Dërstilimi i tubave në gjendje të nxehtë bëhet në dy
operacione themelore dhe atë:
TEKNIKA E PRODHIMIT – Viti II
- Të shpuarit tej për tej të materialit cilindrik fillestar (pjesë e papërpunuar),
- Zgjatje dhe formim i tubit me dërstilim.
Për t’iu dhënë sipërfaqeve dimensione precize dhe kualitet të mirë, bëhet
kalibrimi i tubave, kurse me reduktim fitohen tubat me diametër të vogël. Në atë mënyrë
agregatet për prodhim të tubave përbëhen nga më tepër strehime të dërstilës në të cilat
në mënyrë sukcesive bëhet deformimi i ngrohtë plastik, gjegjësisht formësim të tubave.
Të shpuarit tej për tej i materialit fillestar – edhe para 100 vjet është
menduar dhe është kërkuar mënyrë për të prodhuar tub pa teh me kualitet.
Problemi kryesor ishte fitimi i materialit fillestar të shkurt dhe me mur të trashë i
cili me dërstilim edhe më tutje do të ishte zgjatur dhe do të ishte formuar në tub.
Sot, ai mund të fitohet në një nga këto mënyrë:
- Derdhje në bllok cilindrik me vrimë,
- Zdrukth dhe shpim në bllokun cilindrik,
- Dërstilim i posaçëm i bllokut të nxehur cilindrik me ndihmën e drizës,
- Futja e drizës në bllokun e nxehur.
Për prodhimin industrial të tubave, kryesisht përdoren hapat e dërstilimit dhe
të shtypurit.
Fig. 52 Shpim tej për tej të pjesës fillestare me dërstilim
1 – pjesë cilindrik, 2 – dërstilat me pllaka, 3 – mbajtës i drizës, 4 – driza
84

TEKNIKA E PRODHIMIT – Viti II
Në fig. 52 Në mënyrë skematike është treguar një mënyrë e shpimit të pjesës
fillestare me dërstilim. Dërstila është e përbërë nga pjesa kub dhe pjesa cilindrik.
Sipërfaqet e punës së dërstilave (2) janë sipërfaqe të çelikut dhe të kubit. Boshtet e
dërstilave janë paralele dhe kanë drejtim të njëjtë të rrotullimit. Sipërfaqja ballore e njërës
dërstilë dhe sipërfaqja në formë të konit e dërstilës tjetër e fusin në diametrin më të vogël
bllokun cilindrik (1) përmes drizës (4), duke formuar tub me mure të trasha.
Ideja dhe performanca e parë e kësaj procedure është e vëllezërve Mansaman, të
cilën më vonë e përpunoi Shtifel.
Përkrah kësaj procedure ekzistojnë edhe procedura tjera të shpimit tej për tej me
dërstila në formë të fuçisë dhe në formë të kërpudhës.
Zgjatja e blloku të shpuar tej për tej në tub me dërstilim. Blloku i shpuar tej për
tej (tubi i shkurt me mure të trasha) në fazën e ardhshme zgjatet dhe formohet në tub me
mure të holla me diametër përfundimtar të jashtëm dhe të brendshëm. Dërstilimi i bllokut
të shpuar mund të realizohet me më tepër mënyra. Në fig. 53 është treguar procedurë e
vazhduar e dërstilimi. Tubi me mure të trasha futet në shufër të gjatë (drizë) dhe lëshohet
nëpër 7 deri 9 dërstila çift, të vendosura në mënyrë të barabartë në një rrafsh horizontal
dhe vertikal. Dërstilat e para janë me kalibër më të madh, kurse të tjerët pas tyre
gradualisht reduktohen. Kalibri i fundit është i barabartë me formën përfundimtare të tubit.
Deformimi është më i madh në çiftin e parë të dërstilave dhe gradualisht reduktohet në
çiftet e mëtutjeshme. Çifti i fundit shërben për kalibrim, gjegjësisht për dhënien e formës
dhe dimensioneve të duhura të tubit.
Anët e mira të kësaj procedure janë: shpejtësia e madhe e dërstilimit, kurse me
këtë edhe produktivitet i lartë, automatizim i plotë i procesit. Ana e keqe është nxjerrja e
rëndë e drizës nga tubi i dërstiluar, si dhe ngarkesa e tij e lartë. Gjatë procesit driza
nxehet deri në 500°С. Pas ftohjes ajo ftohet.
Fig. 53 Procedura e vazhduar për dërstilimin e tubit
85

TEKNIKA E PRODHIMIT – Viti II
Mënyrë tjetër e dërstilimit të bllokut të shpuar është procedura automatike.
Kjo procedurë është e përpunuar nga Shtifel dhe bëhet në makinë automatike, e cila
përbëhet nga dy dërstila çifte horizontale. Çifti i parë me dërstila të kalibruara të punës
me dy ose më tepër kalibra rrethore të cilat e zënë tubin me mure të trasha dhe e
tërheqin përmes drizës së shkurt ose përmes shufrës së zgjatë.
Gjatë deformimit bëhet zbutja e murit
dhe zvogëlimi i dy diametrave (i jashtëm
dhe i brendshëm). Çifti i dytë i dërstilave
ka për detyrë që tubin e dërstiluar ta
kthejë në pozitën fillestare. Pastaj,
njëherë tubi i dërstiluar rrotullohet për 90°
rreth boshtit të tij dhe tërhiqet nëpër
kalibrin fqinj më të vogël. Pas tërheqjes
nëpër të gjitha kalibrat e parashikuar
fitohet dimensioni përfundimtar i tubit.
Fig. 54 Procedura automatike për
dërstilimin e tubave.
86

TEKNIKA E PRODHIMIT – Viti II
3.6. FORMËSIMI I BONBONEVE KOKRRA ME DËRSTILIM
Bonbonet kokrra janë bonbone të forta pa mbushës, të bëra nga struktura
qelqore prej sheqeri me përqindje të ulët të ujit. Ato bëhen nga masa e sheqerit të
karameles e cila fitohet me vlimin e sheqerit, me shtimin e shurupit të niseshtesë ose me
sheqer invert, aromë, ngjyrë dhe acid.
Bonbonet e forta ndahen në dy grupe: bonbone të forta pa mbushje (drops) ose
bonbonet me figura, dhe bonbonet e forta me mbushje (fure dhe karamele). Dallimin
themelor e këtyre bonboneve e bëjnë mbushjet, ndërsa procesi teknologjik për fitimin e
masës themelore të sheqerit për të dyja grupet e bonboneve është e barabartë. Ndërmjet
veti dallohen sipas formës, shijes, ngjyrës dhe përpunimit të sipërfaqes. Bonbonet e forta
të mbushura përbëhen nga mbështjellësja dhe mbushja. Mbështjellësja përbëhet nga
masa e sheqerit, ndërsa mbushja mund të jetë e ndryshme. Formësimi i masës së
sheqerit për bonbonet kokrra është më i thjeshtë nga ai i bonboneve me mbushje.
Fig. 55 Bonbonet kokrra (drops)
Këto makina përbëhen nga dërstilat prej bronzi ose prej hekuri (dërstila të
kokrrave). Dërstilat janë të barabarta sipas madhësisë dhe lëvizin me shpejtësi të njëjtë
në drejtim të kundërt me njëra tjetrën. Në dërstila gjenden gjysmë format e bonboneve.
Ato duhet të jenë të barabarta dhe me mjaft saktësi duhet të përshtaten me njëra tjetrën.
Me ndihmën e rregullatorit mikrometrik mund të fitohet përshtatje ideale e formave,
kështu prodhohet bonbone me formë ideale. Nëse dërstilat nuk përshtaten mirë fitohen
bonbone të shtrembëta me formë të parregullt, të cilat shumë rëndë ndahen nga dërstilat.
Në të dyja anët e dërstilave gjenden shoqërues metalik për bashkimin e brumit të sheqerit
para dhe pas dërstilimit.
87

TEKNIKA E PRODHIMIT – Viti II
Bonbonet e dërstiluara shkojnë në transportier. Në figurat në vazhdim janë dhënë
dërstilat e rregulluara si duhet dhe gabim.
Fig. 56 Dërstilat për formimin e bonboneve kokrra (drops)
a – Dërstilat e rregulluara gabim, b – dërstilat e rregulluara si duhet
Ky transportues është mjaft i rëndësishëm, për shkak se defektet më të mëdha
ndodhin në procesin e ftohjes së bonboneve. Nëse dërstilat janë me forma të harxhuara
ose distanca ndërmjet tyre nuk është e rregulluar mirë, mund të sjell defekte të mëdha në
punë. Makinat më të reja për formësim të bonboneve janë të furnizuara me sistemin për
paketim, me çka procesi është i përfunduar me sukses në kushte higjienike.
88
a)
b)

TEKNIKA E PRODHIMIT – Viti II
3.7. DËRSTILIMI I QELQIT
Formësimi i qelqit të rrafshët mund të bëhet përmes dërstilimi ose me heqje.
Formësimi me dërstilim bëhet ashtu që masa e shkrirë e qelqit rrjedh vazhdimisht
ndërmjet dy dërstilave që rrotullohen. Pastaj formohet pllaka e qelqit. Nëse dërstilat janë
të profilizuara (me relief të caktuar) fitohet qelqi ornament. Qelqi i armuar fitohet me futjen
e rrjetës metalike ndërmjet dërstilave. Qelqi pasqyrë (pasqyra) fitohet nga cilido qelq i
rrafshët me përpunim kimik shtesë dhe me vernik.
Fig. 57 Paraqitje skematike e procedurës së dërstilimit
Gjatë tërheqjes ose dërstilimit horizontal, qelqi në gjendje të lëngët derdhet në
sipërfaqe horizontale, më shpesh masa speciale metalik, kurse pastaj me cilindër metalik
– dërstilë, e cila përbrenda mund të nxeh, duke shtypur formon pllaka të tilla me trashësi
të ndryshme: Fig. 57a. Pllakat pastaj barten në hapësira të posaçme në të cilat
gradualisht ftohen dhe në këtë mënyrë mënjanohen shtrëngimet e brendshme në qelq të
cilat bëhen lehtë të thyeshme. Dërstilimi mund të realizohet dhe me procedurën e
Bicheroux me ndihmën e sistemit me dy cilindra, dërstila, Fig. 57b, me çka bëhet
thjeshtësimi i procesit të tërheqjes. Në këtë rast, qelqi i shkrirë i pjesës së punës së
furrës, me ndihmën e ullukut special sillet në dërstilën e poshtme e cila lëviz në drejtim të
shigjetave të orës, respektivisht në drejtim të lëvizjes së masës së shkrirë të qelqit. Mbi
këtë dërstilë, në drejtim të kundërt rrotullohet dërstilë me ndihmën e së cilës formohet
pllaka e qelqit. Trashësia e pllakës rregullohet me ndryshimin e distancës ndërmjet
cilindrave. Lenta e qelqit e formuar në këtë mënyrë udhëton me transportues horizontal
dhe kalon nëpër furrat në të cilat ftohet gradualisht.
89

TEKNIKA E PRODHIMIT – Viti II
3.8. FORMËSIMI I POLIMERIVE ME DËRSTILIM
Dërstilimi i kalandrimi janë metodat themelore për formësimin e polimerive. Pjesa
më e rëndësishme e pajisjes për dërstilim janë dy dërstila të cilat janë të vendosura
horizontalisht. Dërstila e pasme mund të rrotullohet rreth boshtit të vet, ndërsa dërstila e
përparme mund të afrohet edhe deri tek dërstila e pasme. Në këtë mënyrë rregullohet
distanca ndërmjet tyre. Dërstilat janë të bëra nga çeliku me kualitet të lartë dhe në
brendësi janë me vrima në mënyrë që të mund të qarkullojë ajri për ngrohje (avulli i ujit
dhe etj.).
Gjatë dërstilimit materiali i cili formohet futet ndërmjet dërstilave. Dërstilat
rrotullohen të nxehura deri në një temperaturë të caktuar. Ato e kapin dhe e fusin
polimerin në hapësirën midis tyre, ku ekspozohet në deformime të caktuara. Që të
rritet intensiteti i deformimeve, dërstilat rrotullohen me shpejtësi jo të barabartë. Distanca
midis dërstilave quhet boshllëk, polimeri shkon në dërstilën e përparme e cila lëviz më
ngadalë. Dërstilat mund të punojnë në mënyrë periodike ose në vazhdimësi. Në rast të
punës periodike një sasi e konsiderueshme e polimerit shtohet në boshllëk, përpunohet,
pastaj materiali shkurtohet dhe në lloj të fletës nxirret nga dërstilat. Gjatë punës së
vazhdueshme, polimeri vazhdimisht bie në boshllëk, dhe pritet me thikë në lloj të lentës
në skajin tjetër të dërstilës.
Në teknologjinë e përpunimit të masave plastike dërstilimi shfrytëzohet për:
përzierjen e polimerive me shtesa të caktuara dhe homogjenizimin e përzierjeve, për
plastifikimin e materialit para përpunimit të tij të mëtutjeshëm, për shembull, para
kalandrimi, përfitimin e gjysmë produkteve (fletë dhe foli) dhe të tjera.
Kalandrimi është proces i prodhimit të
folive me aplikim në sistemin e dërstilave
rrotulluese të cilat lëvizin me shpejtësi të
ndryshme. Kalandrimi është proces i cili
shfrytëzohet për përpunimin e polimerive
elastomere dhe amorfe (PVC e plastifikuar,
gomë natyrore ose sintetike). Prodhimet e
menduar për shtresim të dyshemesë, patos,
dysheme në mjetet transportuese dhe të
tjera. Ky proces kërkon polimeri të gjendet në
gjendje të lartë elastike.
90
Fig. Skema e dërstilimit (a) dhe kalandrimit (b) të polimerive

TEKNIKA E PRODHIMIT – Viti II
Gjatë kalandrimit e materialit i njëjti në gjendje lartë elastike dozohet në boshllëkun
ndërmjet dy dërstilave të para dhe më tutje kalon nëpër boshllëqet tjera të cilat i formojnë
një numër më i madh i dërstilave të kalanderit. D.m.th., kalanderi paraqet makinë për
dërstilim, i konstruuar nga më tepër se dy dërstila. Për dalim nga dërstilimi, gjatë
kalandrimit polimeri vetëm një herë kalon ndërmjet dy dërstilave të njëjta ku fitohen fletë
dhe foli me sipërfaqe të lëmuara të bëra nga polimeri (folii të PVC, foli të PE). Në kushte
të mira të punës mund të prodhohen foli me trashësi të kontrolluar prej ± 0,02mm.
Te kalanderët, pjesa kryesore të punës janë numri i madh i dërstilave të cilat
rrotullohen në drejtim të kundërt. Sipas numrit të dërstilave kalanderët mund të jenë me 2,
3, 4 dhe 6 dërstila. Renditja e dërstilave mund të jetë e ndryshme.
3.8.1. LIGJET THEMELORE GJATË KALANDRIMIT TË
POLIMERIVE
Në hapësirën e çiftit të parë të dërstilave shtohet materiali i plastifikuar i nxehur
paraprakisht. Shtresa e brendshme e materialit në fillim është ekspozuar në fuqi të cilat
përpiqen ta dëbojnë. Në ndikimin e fuqive të fërkimit, materiali futet ndërmjet dërstilave.
Me afrim kah boshllëku shpejtësitë e shtresave të mesme të polimerit rriten dhe në
momentin e kalimit të polimerit nëpër boshllëk arrin shpejtësi maksimale. Pastaj,
shpejtësia e polimerit barazohet me shpejtësinë e dërstilave. Zvogëlimi i shpejtësisë së
lëvizjes së polimerit gjatë daljes nga boshllëku paraqitet si arsye për rritje të trashësisë së
tij. Fuqia e folisë së fituar në drejtim të kalanderit është më e madhe sesa në drejtim të
penguar. Ky fenomen quhet efekt i kalandrimit (efekt i padëshiruar). Me plastifikimin
paraprak të polimerit dhe me rritjen e temperaturës së dërstilave, efekti i kalandrimit mund
të zvogëlohet.
Gjatë lëvizjes së polimerit nëpër boshllëk paraqitet shtypje e cila përpiqet t’i ndajë
dërstilat. Kjo është ashtuquajtur shtrëngim i zakonshëm, i cili mund të sjell deri në
shtrembërimin e dërstilave, që është dhe shkak për të fituar folii me trashësi të ndryshme.
91

TEKNIKA E PRODHIMIT – Viti II
Për shkak se shtrembërimi i dërstilave është më i madh në mes, kjo sjell në atë që
trashësia e folisë të jetë më e madhe në mes. Që të pengohet ky fenomen shfrytëzohet
plombimi i dërstilave. Dërstilat e plombuara janë ato tek të cilat diametri në mes është
më i madh nga diametri nëpër qoshe.
Parametrat themelor të procesit të kalandrimit janë:
- Temperatura e dërstilave,
- Shpejtësia e rrotullimit të tyre,
- Madhësia e boshllëkut dhe
- Koeficienti i fërkimit.
Temperatura në sipërfaqet e dërstilave varet nga lloji i polimerit i cili dërstilohet, për
shembull, për gomë është deri 110°С pa rrezik të vijë deri në vullkanizim, për PVC deri
200°С, Gjatë fitimit të folisë PVC, temperatura e dërstilës së sipërme është nga 125 deri
130°С, kurse dërstila e poshtme është nga 150 deri 160°С në varësi nga përbërja e
përzierjes. Shmangia e temperaturë nuk duhet të jetë më tepër se ±1°С. Me qëllim që të
sigurohet lëvizje e materialit në kalandër, zakonisht gradualisht rritet temperatura e
dërstilave ose në temperaturë të vazhdueshme rritet shpejtësia e rrotullimeve të
dërstilave.
Shpejtësia e rrotullimit të dërstilave jo vetëm që e përcakton kapacitetin e një linje
të prodhimit për kalandrim, por dhe ndikon në kualitetin e produktit. Shpejtësia e
kalandrimit varet nga këta faktorë: kualiteti i polimerit, trashësia e folisë dhe kërkesat për
sa i përket kualitetit të produktit të gatshëm. Shpejtësia mund të lëviz nga 10 deri
100/min. Në rast të fitimit të folive të lëmuara, të holla dhe jo të plastifikuara, shpejtësia e
punës së kalandrimit zvogëlohet.
Raporti i shpejtësisë së lëvizjes së dërstilave e jep koeficientin e fërkimit dhe ai
lëviz në intervalin 1.1 – 1.35.
Në raste të caktuara kur si hap primar shfrytëzohet shtrydhja, sistemi i dërstilave
dhe mjetet tjera shfrytëzohen për zgjatjen dhe për orientimin e folisë dhe zvogëlimin e
trashësisë.
Folitë e kalandruara janë shumë të orientuara dhe tregojnë anizotropi në cilësitë
fizike. Procesi është linear, polimeri lëviz në drejtim të makinës. Zakonisht, sipërfaqja e
këtyre folive është ngjyrë mat.
92

TEKNIKA E PRODHIMIT – Viti II
3.8.2. FORMËSIMI I FOLIVE - PVC
Si shembull për shpjegimin e kalandrimit dhe dërstilimit mund të përdoret prodhimi
i folisë – PVC.
Klori polivinil (PVC) është plastmasë sintetike me rëndësi të madhe, i cili prodhohet
në masë të madhe. Lënda e parë për prodhimin e tij është monomeri klori vinil (VC), I
plastifikuar me estere, PVC shfrytëzohet për izolimin e telave, prodhimin e skajt, pjesë
optike, najlon, tubacione dhe folii, ndërsa PVC jo e plastifikuar është e mirë për izolim dhe
ndërtim.
Në bazë të PVC (klori polivinil) fitohen më tepër folii:
- Folitë për qëllime të përgjithshme,
- Folitë e rezistueshme në temperatura të ulëta,
- Folitë për paketim të produkteve ushqimore,
- Folitë plastike dhe të tjera.
Karakteristikat dhe aplikimi i folive varet nga receptura për prodhimin e saj. PVC
është amorfen, me temperaturë të shkatërrimit prej 85°С. Temperatura e tij në kalimin në
gjendjen viskoze të lëngët është e afër me temperaturën e shkatërrimit. Për zbritjen e
temperaturës së shkatërrimit, respektivisht për përmirësimin e karakteristikave elastike
dhe rezistenca në temperatura të ulëta në polimeri shtohen plastifikatorët. Me
plastifikatorët zbritet temperatura e derdhjes me çka përmirësohen kushtet për përpunim.
Lloji dhe sasia e plastifikatorit varen nga qëllimi për të cilin është bërë folia.
Fig. 59 Shfaqje skematike e kalandrimit të folisë
93

TEKNIKA E PRODHIMIT – Viti II
Për pengimin e termodestruksionit shtohen stabilizatorë, gjegjësisht akceptorë
të acidit klorhidrik dh antioksiduesit, të cilat i ngadalësojnë shkatërrimet oksiduese. Si
akceptorë të acidit klorhidrik shfrytëzohen stearine të kalciumit, mangan, etj., kurse si
antioksidues, përzierje të ndryshme të plumbit. Si zëvendësim i plumbit shfrytëzohet vaji i
epoksiduar i sojës. Në përbërjen e recepturës shtohen edhe ngjyrat. Përzierja e
përbërësve është veprim i rëndësishëm gjatë fitimit të folive – PVC. Në atë fazë vinë në
shpërndarje të barabartë të të gjitha përbërësve, vinë deri në absorbimin kapital të
plastifikatorit në kokrrën e PVC. Polimeri sugjeron plastifikatorin i cili na çon në zgjidhjen
e strukturës së tij molekulare. PVC e suspenduar ka aftësi të larta absorbuese në raport
me plastifikatorin. Rritja e temperaturës e përshpejton absorbimin, kurse për shkak të
kësaj në procesin e përzierjes fitohet masa e thatë në të cilën plastifikatori është
plotësisht i absorbuar në PVC. Përzierja bëhet në mikserët-turbo, ku falë rrotullimit të
motorit dhe të nxehjes së brendshme arrihet përzierje efikase e të gjitha kompnentave.
Parametrat më të rëndësishëm në procesin e përzierjes janë: temperatura, numri i
rrotullimeve në motor dhe kohëzgjatja e përzierjes. Temperatura zakonisht mbahet nga
90 deri 100°С, kurse kohëzgjatja është nga 20 deri 40 minuta. Përzierja e përgatitur kalon
nëpër mikserin në formë të kërmillit, ku nxehet dhe pastaj masa në formë të pluhurit kalon
në gjendje viskoze të lëngët. Temperatura e plastifikimit lëviz na 140 deri 160°С.
Përpunim i kësaj mase
vazhdon të dy-dërstila të cilat janë
të nxehura. Në dërstila vjen deri
plastifikim shtesë dhe mënjanim të
komponentëve avulluese.
Koeficienti i fërkimit është nga 1.2
deri 1.4 kur madhësia e boshllëkut
është nga 0.5 deri 1 mm. Kalandrimi
i masës së përlyer paraprakisht
bëhet në kalander me katër dërstila.
Koeficienti i fërkimit i këtij kalanderi
është nga 1.1 deri 1.4, kurse
temperatura e dërstilave varet nga
përbërja e masës së dërstilave.
Fig. 60 Makina për formësimin e folisë - PVC
94

TEKNIKA E PRODHIMIT – Viti II
3.8.3. FORMËSIMI I GOMËS
Goma paraqet material me kualitetit të lartë i fituar me vullkanizimin e
përzierjes e cila përbëhet nga kauçuku, mbushësi dhe shtesa të tjera të
ndryshme ndihmëse. Cilësitë elastike të gomës janë të përcaktuar nga
komponenti e saj kryesore – kauçuku. Ajo i përmban cilësitë elastike në interval
të gjerë të temperaturës nga -50 deri 1500С. Me përdorimin e llojeve të
ndryshme të kauçukut, cilësitë elastike mund të mbahen edhe në temperatura
shumë më të larta, respektivisht në temperatura të ulëta.
Kauçuku paraqet polimere të gjata termoplastike në formë të lentave të cilat
gjatë reagimit me sulfurin dhe përzierjet tjera rrjetëzohen dhe kalojnë në produkt me
cilësi të mira fizike-mekanike prej të cilave më me rëndësi është elasticiteti i madh.
Ekziston kauçuk natyrorë, i fituar nga prodhimet e kauçukut dhe sintetike, të
fituara me polimerizimin e përzierjeve me molekula të ulëta.
PËRGATITJA E PËRZIERJES DHE VULLKANIZIMI
Procesi i fitimit të gomës fillon me matjet e sasisë së nevojshme të kauçukut dhe
pjesëve tjera përbërëse të një përzierje sipas së recetës së dhënë. Pastaj vijon
përzierja e përzierjes, formimi i përzierjes dhe vullkanizimi deri në produktet finale.
Përbërja e një përzierje për vullkanizim e llogaritur në përqindje në raport me
kauçukun është:
Kauçuk 100
Mjetet për vullkanizim:
- Sulfur 0,5-3
- Përshpejtuesit e vullkanizimit 0,1-3
- Aktivizuesit e përshpejtuesve 2-5
Mbushës (kombinim i mbushësve) 10-70
Mjetet kundër vjetërsimit 0,5-1,5
Zbutës (kombinimi i zbutësve)
Për kauçuk natyrorë 2-8
Për kauçuk sintetik 8-25
95

Fig. 61 Dërstila prej druri
TEKNIKA E PRODHIMIT – Viti II
1 – Dërstila e përparme, 2 – dërstila e pasme, 3 – përzierja e
gomës, 4 – Mbetja e përzierjes së gomës
Përzierja për vullkanizim më shpesh përgatitet me dërstilë prej druri. Dërstila prej
druri është pjesë përbërëse e dy dërstilave prej hekuri ose çelikut krom të vendosura
horizontalisht me njëri-tjetrin. Ato janë të gjatë deri 2 metra, kurse diametri i tyre është 50-
70 cm. Dërstilat rrotullohen në drejtim të kundërt. Ato sipas nevojës flladiten përbrenda
me ujë ose nxehen me avull të ujit. Distanca ndërmjet dërstilave mund të ndryshohet.
Për shkak të rezistencës së madhe, kauçuku natyrorë dhe sintetik para se të
përzihet me shtojcat tjera ai lyhet. Lyerja konsiston në shtrydhjen e kauçukut ndërmjet
dërstilave në prezencë të ajrit. Pastaj vjen deri në oksidimin e lidhjeve të dyfishta dhe
këputjen e molekulave të gjatë të kauçukut. Si rezultat i kësaj, kauçuku kalon nga gjendja
elastike në atë plastike. Ky proces kryhet në mënyrë të kontrolluar. Kauçuku, në gjendje
plastike shumë lehtë përzihet me ingredientët tjerë.
Në kauçukun e lyer shtohen sasitë e matura të komponentëve tjera. Me përzierje
më të gjatë dhe prerje të herë pas hershme të përzierjes me thikë dore arrihet
homogjenizimi i plotë i përzierjes. Gjatë përzierjes duhet të pasur kujdes të mos nxehet
përzierja në temperaturë më të lartë në mënyrë që të mos vijë deri tek vullkanizimi i
parakohshëm. Për përgatitje të përzierjes mund të shfrytëzohen edhe mikserët e mbyllur
automatik.
96
TEKNIKA E PRODHIMIT – Viti II
Në homogjenitetin e përzierjes, përveç gjatësisë së përzierjes ndikon edhe renditja
e shtimit të komponentëve. Elementet, të cilat homogjenizohen më rëndë shtohen
menjëherë në fillim. Sulfuri dhe elementet tjera për vullkanizim shtohen më vonë. Pas
përfundimit të përzierjes përzierja ftohet në legen të mbushur me ujë të ftohtë dhe aty
qëndron për disa ditë. Pastaj formohet dhe vullkanizohet.
FORMIMI I PËRZIERJES
Me formimin më shpesh fitohen gjysmë produkte – folii, fletë, pëlhura prej gome
dhe profile të ndryshme, prej të cilave me prerje, ngjitje dhe presim fitohen format
përfundimtare. Formimi i përzierjeve bëhet në kalandra dhe në makina shiringë.
Kalandra është makinë nga më tepër dërstila (më shpesh 3-5) dhe shërben për
formimin e përzierjes në formë të folive ose fletëve me sipërfaqe të lëmuara dhe të
profilizuara si dhe për gomëzim të pëlhurave.
Në makinat shiringë fitohen produkte me profili nga më të ndryshme si markuçë,
interierë të automobilave, goma biçiklete, tel të mbushur me gomë dhe të tjera.
Vullkanizimi bëhet me nxehjen e produkteve të formuara të papërpunuara në presa ose
me ndihmën e avullit të ujit në autoklavë.
Në këtë proces final plotësisht ndryshohen karakteristikat e përzierjes për
vullkanizim: humben cilësitë plastike, rritet elasticiteti i vullkanit, fortësia e tij, rezistenca e
vjetërsimit dhe të tjera.
97
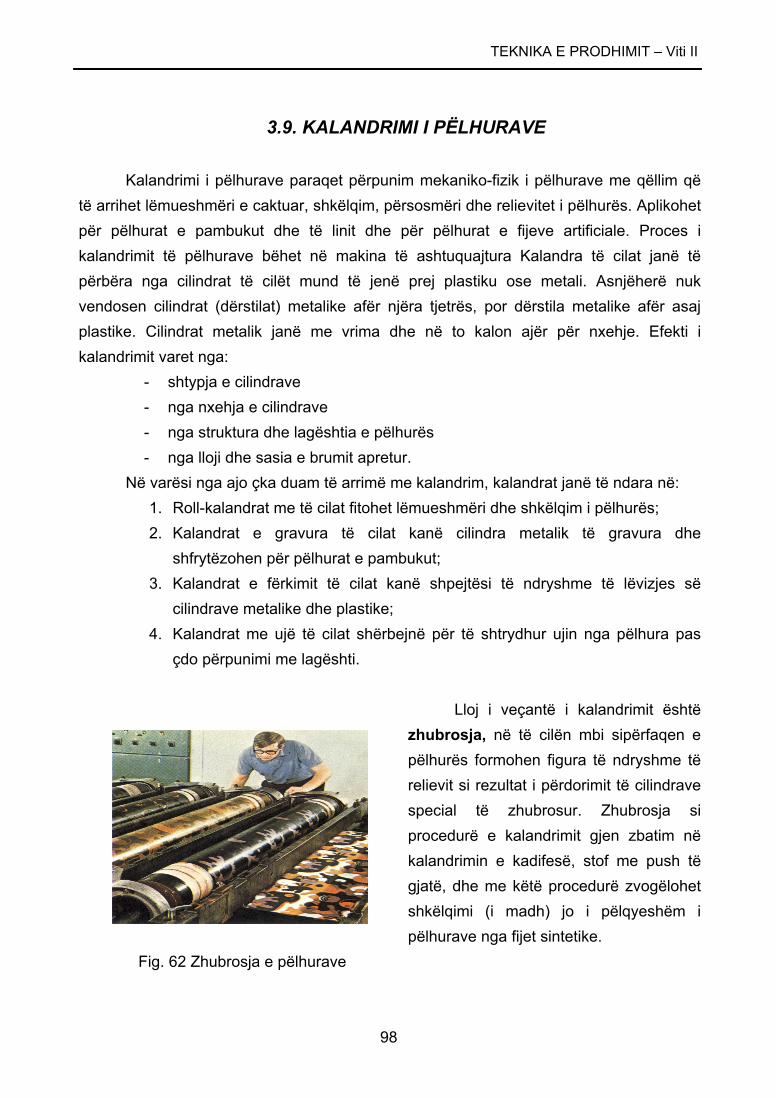
TEKNIKA E PRODHIMIT – Viti II
3.9. KALANDRIMI I PËLHURAVE
Kalandrimi i pëlhurave paraqet përpunim mekaniko-fizik i pëlhurave me qëllim që
të arrihet lëmueshmëri e caktuar, shkëlqim, përsosmëri dhe relievitet i pëlhurës. Aplikohet
për pëlhurat e pambukut dhe të linit dhe për pëlhurat e fijeve artificiale. Proces i
kalandrimit të pëlhurave bëhet në makina të ashtuquajtura Kalandra të cilat janë të
përbëra nga cilindrat të cilët mund të jenë prej plastiku ose metali. Asnjëherë nuk
vendosen cilindrat (dërstilat) metalike afër njëra tjetrës, por dërstila metalike afër asaj
plastike. Cilindrat metalik janë me vrima dhe në to kalon ajër për nxehje. Efekti i
kalandrimit varet nga:
- shtypja e cilindrave
- nga nxehja e cilindrave
- nga struktura dhe lagështia e pëlhurës
- nga lloji dhe sasia e brumit apretur.
Në varësi nga ajo çka duam të arrimë me kalandrim, kalandrat janë të ndara në:
1. Roll-kalandrat me të cilat fitohet lëmueshmëri dhe shkëlqim i pëlhurës;
2. Kalandrat e gravura të cilat kanë cilindra metalik të gravura dhe
shfrytëzohen për pëlhurat e pambukut;
3. Kalandrat e fërkimit të cilat kanë shpejtësi të ndryshme të lëvizjes së
cilindrave metalike dhe plastike;
4. Kalandrat me ujë të cilat shërbejnë për të shtrydhur ujin nga pëlhura pas
çdo përpunimi me lagështi.
Lloj i veçantë i kalandrimit është
zhubrosja, në të cilën mbi sipërfaqen e
pëlhurës formohen figura të ndryshme të
relievit si rezultat i përdorimit të cilindrave
special të zhubrosur. Zhubrosja si
procedurë e kalandrimit gjen zbatim në
kalandrimin e kadifesë, stof me push të
gjatë, dhe me këtë procedurë zvogëlohet
shkëlqimi (i madh) jo i pëlqyeshëm i
pëlhurave nga fijet sintetike.
Fig. 62 Zhubrosja e pëlhurave
98

TEKNIKA E PRODHIMIT – Viti II
Gjatë kalandrimit të pëlhurave mund të paraqiten këto gabime:
1. Prerja e pëlhurës (për shkak të shtrirjes së keqe);
2. Vrimëzimi i pëlhurës (nga grimcat e forta të cilat kishin rënë ndërmjet
cilindrave);
3. Efekt jo i barabartë i kalandrimit (nga sipërfaqet e dëmtuara të cilindrave);
4. Shkëlqim i dobët për shkak të shtypjes jo të mjaftueshme mbi cilindrat dhe
ngrohje e dobët e cilindrave metalike;
5. Njollat mat si pasojë e sipërfaqes së dëmtuar të cilindrave elastik.
3.10. DËRSTILIMI I PËLHURËS SË LESHTË
Leshi është fije e fituar nga lëkura e kafshëve. Ai është fije natyrore dhe përdoret
për bërjen e llojeve të ndryshme të pëlhurës. Në industrinë përdoret si lëndë e parë për
prodhimin e teshave.
Procesi i prodhimit të pëlhurave të leshta fillon me tjerrjen e leshit dhe fitimin e fijes
së leshit. Fija e leshit është lëndë e parë për bërjen e pëlhurave të leshtë. Pëlhurat e
papërpunuara pothuajse asnjëherë nuk i kanë të gjitha ato cilësi të cilat kërkohen për një
qëllim të caktuar. Për këtë arsye ato janë të ndjeshme ndaj përpunimeve adekuate, për të
fituar cilësi të reja specifike për një qëllim të duhur. Përmbledhja e proceseve, të cilave u
nënshtrohen pëlhurat e leshta, me qëllim që të aftësohen për t’u përshtatur me nevojat
dhe dëshirat e konsumatorëve quhet puna përfundimtare ose teknologjia e përmirësimit
ose teknologjia e apretimit.
Dërstilimi i pëlhurave të leshta është proces i komplikuar i cili bazohet mbi cilësinë
karakteristike të fijeve të leshta në gjendje të leshtë, me goditje, shtypje dhe me fërkim,
fija përmes lëvoreve, ndërmjet veti të ngjiten, lidhet dhe të ndërthuren, kështu gërshetimet
e pëlhurës pjesërisht ose plotësisht humben. Në këtë mënyrë fitohet masë e dendur nga
fijet e lidhura ndërmjet veti, të cilat vështirë se mund të ndahen.
Faktori më kryesor i cili e mundëson dërstilimin është ekzistimi i lëvoreve tej fijet e
leshta. Në përzierjen e fijes me fije tjera, efekti i dërstilimit zvogëlohet në mënyrë të
përpjesëtueshme me sasinë e fijes tjetër (sasia kritike e fijes së leshtë në përzierje është
60%).
99

TEKNIKA E PRODHIMIT – Viti II
Efekti i dërstilimi në pëlhurat e leshta të cilat janë përzierje me fije tjera zvogëlohet,
kurse efekti i dërstilimit varet nga këta faktorë:
- Kualiteti i kadrivitetit të fijes së leshtë,
- Lëvizja mekanike dhe shtypja mbi pëlhurën gjatë dërstilimit,
- Temperatura,
- рH e mesit,
- Lloji i mjetit për dërstilim.
Dërstilimi kryhet me dërstila të cilat janë dy llojesh:
1. Me çekan (sot, rrallë shfrytëzohen)
2. Me cilindra (me një ose cilindra çift)
Procesi i dërstilimit i pëlhurave të leshta përbëhet nga disa faza:
1. Lagia e pëlhurës së leshtë (me stërpikja ose me zhytje në tretës me pH të
caktuar);
2. Procesi i dërstilimit (pëlhura lëshohet nëpër dërstila, ku kontrollohet gjerësia
dhe gjatësia e pëlhurës);
3. Larja e pëlhurës – për t’u mënjanuar mjetet e shtuara në procesin e
dërstilimit.
Gjatë dërstilimit paraqitet mbledhje e pëlhurës në gjerësi dhe në gjatësi.
100

TEKNIKA E PRODHIMIT – Viti II
3.11. FORMIMI I LETRËS
Letra është materie e hollë e rrafshët e prodhuar me ngjeshjen e fijeve. Fijet të
cilat shfrytëzohen zakonisht janë natyrore dhe të bazuara në celulozë. Materiali më i
shpeshtë është brumi i drurit të dëllinjës dhe drunjtëve të ngjashëm, por edhe fijet nga
bimët tjera si pambuku.
Ekzistojnë dy lloje të letrës dhe atë:
- letra e zakonshme
- letra e mbrojtur.
Me nocionin letër e zakonshme nënkuptojmë letrën e cila e takojmë dhe e
përdorim për çdo ditë, siç janë: gazetat, billbordet, pllakatet, letrat e tualetit, librat dhe të
ngjashme. Ajo më së shpeshti bëhet nga letra e ricikluar ose nga masa e drurit.
Fig. 63 Prodhimet e fituara nga letra e zakonshme
Me nocionin letër e mbrojtur nënkuptojmë letrën në të cilën janë inkorporuar disa
masa të caktuara mbrojtëse të cilat mundësojnë mbrojtje të saj nga shumimi, riprodhimi,
ndryshimi në përmbajtje dhe të ngjashme.
Letrën e mbrojtur gjithashtu e takojmë me
nocionin letër për dokumente, nga arsye se
me letër të tillë më shpesh bëhen dokumentet
e një rëndësie të veçantë. Letra për
dokumente fitohet ekskluzivisht nga pambuku
dhe ka shumë karakteristika të mira, siç janë:
jetëgjatësia, rezistenca nga vjetërsimi, nuk
zverdhet ndërkohë dhe ka fuqi të mirë
absorbuese të ngjyrës.
Fig. 64 Produkte të fituara nga letra
101
Fig. 64 Produkte të fituara nga letra e mbrojtur

TEKNIKA E PRODHIMIT – Viti II
Prodhimi i letrës i përfshinë këto faza:
1. fitimin e materialit fijor, gjysmë prodhues, si brumë druri, gjysmë celulozë,
celulozë, letër të vjetër, fije sintetike dhe të tjera,
2. përgatitja e masës së letrës,
3. formimi i letrës.
Masa e përgatitur e letrës vjen nga baseni për mbushje të makinës për formimin e
letrës, ku aftësohet përbërja e saj. Në basen duhet të ketë masë rezervë të letrës për
mirëmbajtjen e vazhdimësisë së punës. Prej këtu, masa e letrës kalon nëpër këto
operacione:
- Klasifikimi i masës deri 1.2% materie të thatë. Për klasifikim shfrytëzohet uji
lëvizës i cili kullohet nga pjesa e imtësuar e makinës për letër. Kështu
zvogëlohen humbjet në materialin fijor.
- Pastrimi i masës së letrës nga nyejt, grimcat dhe fijet. Prandaj, ekzistojnë mjete
të ndryshme të cilat punojnë mbi parimin e mbledhjes së llumit, centrifugimit ose
cikloneve.
- Tek makinat më moderne bëhet edhe rafinimi i masës.
Në fig. 64 është dhënë një skemë e makinës për formimin e letrës. Ajo përbëhet
nga tre pjesë: pjesa e ujit, pjesa për tharje dhe pjesa për përpunim final. Në pjesën e ujit
formohet lenta e letrës me heqjen e ujit nga masa e letrës deri në 40% materie të thatë.
Fig. 64 Skema e makinës për formimin e letrës
1 – enë për shpërndarje, 2 – sita e vibrimit pa kufi, 3 – presa guç, 4 – dërstilat ujore për kullim, 5 – dërstila të ngrohta për tharje, 6 – kalandra për hekurosje, 7 –
dërstilë për mbështjellje
102

TEKNIKA E PRODHIMIT – Viti II
Lenta e letrës formohet në bazë të sitë së vibrimit (2) të makinës, e cila lëvizën
pandërprerë rreth dy dërstilave. Masa e letrës vjen në kontinuitet nga ena për shpërndarje
(1) dhe derdhet në sitë (2). Mbi sitë kullohet masa e letrës me kullim të zakonshëm. Për
kullim më të shpejtë, si edhe për tjerrje më të barabartë të fijeve, sita vibron në mënyrë të
tërthortë në drejtim të lëvizjes. Gjerësia e lentës së letrës rregullohet me dy rripa të cilët
lëvizin në të dyja anët bashkë me sitën. Kullimi i mëtutjeshëm vazhdon me lëvizjen e
lentës së letrës nëpër dhoma speciale për vakumim të ajrit të cilat janë vendosur në fund
të sitës së vibrimit dhe presës guç (3) e cila paraqet sistem të dy dërstilave mirë të
shtrënguara me tel të endur. Pas presës guç, lenta e letrës me 15-20% materie të thatë
lëviz kah sistemi me dërstila me ujë (4) të cilat përbëhen nga dy deri tri çifte dërstila ku
lenta e letrës kullohet përmes presimit.
Fig. 65 Makina për formimin e letrës
103

TEKNIKA E PRODHIMIT – Viti II
Madje, lenta e letrës kullohet duke u futur në pjesën e tharjes së makinës, e cila
përbëhet nga dy rende të dërstilave të vendosura shahmat (5) të nxehura prej brenda me
avull të ujit. Ndërmjet dërstilave lenta e letrës lëviz me ndihmën e pëlhurës filc të pafund.
Në fund të kësaj pjese lagështia e letrës është 5-7%, d.m.th., me lagështi normale në
letrës me ajër të thatë (12-14%). Në pjesën e tharjes kolofoniumi (i përdorur gjatë ngjitjes)
tretet dhe bën ngjitjen e fijeve. Në fund të kësaj pjese, letra ftohet duke kaluar nëpër enë
të posaçme të ftohtë nga ana e brendshme me ujë.
Ajo pjesë e makinës e cila shërben për përpunim final përbëhet nga kalanderi (6)
ose makina për hekurosje. Letra duke kaluar nëpër këto dërstila të çelikta të bëra me
xhila bëhet e lëmuar. Në fund, letra mbështjelljet në rul (7). Për shkak të shpejtësisë së
madhe të mbështjelljes krijohet elektricitet statik i cili aplikohet në tokë. Rulet me letër të
mbështjellë sipas nevojës barten në makina speciale ku bëhet skicimi, prerja në fletë dhe
diçka të ngjashme. Megjithatë, nëse kërkohet letër me shkëlqim të madh, atëherë rulet
barten në makina të posaçme ku minimalisht lagen dhe pastaj lëshohet letra nëpër
dërstila të lëmuara të bëra me xhila ku edhe njëherë bëhet me xhila dhe në këtë mënyrë
fitohet letra sanitare.
104

TË MBAJMË MEND
TEKNIKA E PRODHIMIT – Viti II
o Përpunimi me dërstilim konsiston në faktin se materiali i cili kalon ndërmjet dërstilave shtrydhet, ku në llogari të zvogëlimit të trashësisë rritet gjatësia e tij. Në varësi të llojit dhe trashësisë së materialit i cili dërstilohet, dërstilimi mund të jetë: i ngrohtë dhe i ftohtë.
o Dërstilimi mund të bëhet me një nga tre lloje e dërstilave: duodërstilat
(dërstilimi me dy dërstila), triodërstilat (dërstilimi me tre dërstila), dhe dërstilat
reversibile (të kthyeshëm).
o Kasolla e dërstilimit paraqet komples të makinave dhe agregateve, të
menduara për realizimin e procesit të dërstilimit.
o Dërstilimi i fletëve të hekurit të trasha dhe gjysmë produkteve tjera të çelikta
rregullisht bëhet në gjendje të ngrohtë.
o Të zakonshme janë dy procedura për bërjen e fletëve: dërstilimi i fletëve me pllaka të rrafshëta të profilizuara dhe dërstilim të fletëve me dërstila të profilizuara.
o Fleta e hekurit fitohet me procesin e dërstilimit, kurse më tutje përpunohet pa
zbritjen e gdhendësve, gjegjësisht me deformime plastike, ku njëra është
rrafshim i fletës së hekurit, kurse tjetra është mbështjellja dhe rimbështjellja
e fletës së hekurit.
o Dërstilimi i tubacioneve në gjendje të nxehtë bëhet në dy operacione themelore
dhe atë: shpimin e materialin cilindrik fillestar (pjesa e papërpunuar) dhe zgjatja
dhe formimi i tubacionit me dërstilim.
o Formësimi i masës së sheqerit për bonbonet kokrra bëhet me ndihmën e
dërstilave drops.
o Formësimi i qelqit me dërstilim bëhet ashtu që masa e shkrirë e qelqit rrjedh
vazhdimisht ndërmjet dy dërstilave rrotulluese.
o Dërstilimi dhe kalandrimi janë metoda themelore për formësimin e polimerive.
o Kalandrimi është proces i prodhimit të folive me aplikim në sistemin e dërstilave
rrotulluese të cilat lëvizin me shpejtësi të ndryshme.
o Kalandrimi i pëlhurës paraqet përpunim mekaniko-fizik i pëlhurës me qëllim që
të arrihet lëmueshmëri, shkëlqim, përsosmëri dhe relievitet i caktuar i pëlhurës.
o Makina për formimin e letrës përbëhet prej tri pjesëve: pjesa e ujit, pjesa për tharje dhe pjesa për përpunim final.
105

PYETJE NGA TEMA FORMËSIMI ME DËRSTILIM
1. Çka paraqet dërstilimi?
TEKNIKA E PRODHIMIT – Viti II
2. Cilat lloje të dërstilave shfrytëzohen gjatë formësimit me dërstilim?
3. Shpjegoni mënyrën e punës së dërstilave duo, trio dhe reversibile.
4. Shpjegoni mënyrën e punës së dërstilave të kalibruara dhe ku ato gjejnë aplikim.
5. Ku gjen aplikim dërstilimi në gjendje të nxehtë?
6. Nga kush varet temperatura e nxehjes së materialit gjatë dërstilimit në gjendje të
nxehtë?
7. Çka nënkuptojmë me kasolle të dërstilës?
8. Numëroni llojet e kasolleve të dërstilimit?
9. Si ndahen dërstilat sipas formës?
10. Ku gjejnë aplikim dërstilat e rrafshëta, dhe ku dërstilat e kalibruara?
11. Cilat hapa shfrytëzohen për dërstilimin e fletëve?
12. Në cilën mënyrë mund të bëhet rrafshimi i fletës së hekurit?
13. Numëroni fazat e procesit të bërjes së tubacioneve pa tehe?
14. Përshkruani konstruksionin dhe parimin e punës së dërstilave për formësimin e
bonboneve-kokrra.
15. Përshkruani procesin e dërstilimit të qelqit.
16. Çka paraqet procesi i dërstilimit, dhe çka procesi i kalandrimit të polimerive?
17. Çka paraqet efekti i kalandrimit?
18. Për cilat dërstila themi se janë dërstila të plombuara dhe ku gjejnë aplikim të
njëjtët?
19. Cilat janë parametrat themelor të procesit të kalandrimit të polimerive?
20. Çka paraqet kalandrimi i pëlhurave?
21. Përshkruani konstruksionin e kalandrave për kalandrimin e pëlhurave.
22. Përshkruani procesin e zhubrosjes së pëlhurave dhe ku ato gjejnë aplikim.
23. Cilat gabime mund të paraqiten gjatë kalandrimit të pëlhurave?
24. Në çfarë bazohet procesi i dërstilimit të pëlhurave të leshta?
25. Nga kush varet efekti i dërstilimit të pëlhurave të leshta?
26. Numëroni fazat e procesit të dërstilimit të pëlhurave të leshta.
27. Përshkruani procesin e formimit të letrës.
106
TEKNIKA E PRODHIMIT – Viti II
TEMA IV: FORMËSIMI ME HEQJE
Qëllimet e tërësisë tematike
Nxënësi
- t’i klasifikojë mjetet për heqje;
- t’i njoh kushtet për formësimin me heqje;
- t’i përshkruaj hapat për formësimin me heqje (të ftohtë, të nxehtë,
horizontale, vertikale, të thatë, ujore, një shkallësh, shumë shkallësh dhe të
tjera)
- ta njohë aplikimin e formësimit të produkteve në procese të ndryshme të
prodhimit (linjat e prodhimit për fijet kimike, të qelqit, metalike, telat metalike,
sipërfaqet e rrafshëta të qelqit)
Fjalët kyçe:
Heqja një shkallësh, heqja shumë shkallësh, pllaka e kalibruar, matrica, nxjerrësi, dizne,
nxjerrja me gomë, nxjerrja me lëng, nxjerrja e thatë dhe e lagët.
107

TEKNIKA E PRODHIMIT – Viti II
4. NXJERRJA (HEQJA) E TELAVE DHE FLETAVE METALIIKE
Me nocionin tel nënkuptojmë materialin cilindrik me diametër të vogël dhe me
gjatësi të gjatë. Si produkt final, teli sot shumë përdoret. Nga ai, para së gjithash, bëhen
kryesisht litarët e çelikut, të menduar për ngritjen e ngarkesave (tek vinçat). Përveç këtij
qëllimi, teli përdoret edhe për bërjen e gozhdëve me madhësi të ndryshme, ndërsa nëse
teli është prej bakri ose prej alumini, përdoret për bërjen e përçuesve elektrik.
Me dërstilim bëhen profile të ndryshme midis të cilave edhe profilet me diametër
rrethor (për një diametër minimal prej 8 mm). Për prodhimin e telave më të hollë, me
diametër më të vogël se 8 mm shfrytëzohet procedura e nxjerrjes (tërheqjes).
Heqja mund të jetë një shkallësh ose shumë shkallësh. Heqja një shkallësh
përdoret atëherë kur dallimi në diametër midis materialit fillestar dhe telit të gatshëm
është i vogël, ndërsa nëse ky dallim është më i madh dhe tel nuk mund të prodhohet me
një kalim, atëherë aplikohet heqja shumë shkallësh. Edhe në të dyja rastet, me rëndësi
është që heqja bëhet nëpër pllakë të posaçme (të kalibruar) (Fig. 66) e bërë nga materiali
me kualitet (çelik aliazh) dhe nën ndikimin e fuqisë të cilën e krijon motori i pajisjes për
heqjen e telave.
Në fig. 67 është treguar skemë e
thjeshtësuar e pajisjes për heqjen e telit.
Nga ajo shihet se për heqje nevojiten dy
pipë, prej të cilëve njëra (3) është e lirë
dhe në atë vendoset materiali fillestar,
ndërsa tjetra (1) është pipë që tërheq në
të cilën mblidhet teli i tërhequr. Përveç
këtyre pipave, për heqje nevojitet edhe
pllaka e kalibruar (2) dhe forca lëvizëse e
pipës që tërheq (4).
Fig. 66 Skema e procesit për heqje
1 – matrica, 2 - teli
108

TEKNIKA E PRODHIMIT – Viti II
Procedura për tërheqjen e telit është si vijon:materiali fillestar së pari pastrohet nga
shtresa e oksiduar e cila është krijuar gjatë dërstilimit të mëparshëm dhe në atë mënyrë
që materiali vendoset në vaska të posaçme të mbushura me acid sulfurik. Acidi sulfurik e
grimcon shtresën e oksiduar, e cila për këtë shkak rrënohet, ku pastaj materiali fillestar të
lahet në ujë në të cilin ka gëlqere të tretur, thahet dhe vendoset në pipën e lirë. Skaji i
përparmë i materialit mprihet, tërhiqet nëpër vrimën e kalibruar të pllakës për tërheqje,
përforcohet në pipën që tërheq dhe tërheqja e telit mund të fillojë me shartimin e pajisjes
për tërheqje.
Fig. 67 Makina për heqje një shkallësh të telit
Heqja e fletëve metalike paraqet proces të përpunimit me deformim, ku materiali
fillestar në formë të pllakës së rrafshët përkthehet në trup me konfigurim hapësinor.
Domethënë, heqja e fletëve metalike është procedurë me të cilën (me pajisje të posaçme)
bëhen pjesë të ndryshme të fletëve metalike me vrima (enë, tenxhere, shkurre dhe të
ngjashme).
Më shpesh, heqja e fletëve metalike
bëhet në gjendje të ftohtë, por gjatë trashësive
të mëdha si dhe gjatë plasticitetit të vogël të
materialit, heqja mund të bëhet edhe në
gjendje të nxehtë.
Heqja bëhet në këtë mënyrë (fig. 68); Fleta
metalike vendoset në unazën e heqjes (1),
Fig. 68 Heqja e fletës metalike 1 – Unaza e heqjes, 2 –
mbajtësi, 3 – nxjerrësi, 4 – fleta metalike
109

TEKNIKA E PRODHIMIT – Viti II
shtypet me mbajtësin e fletës metalike (2), kurse me nxjerrësin (3) bëhet heqja e formës
fillestare të pjesës e cila duhet të punohet.
Gjatë nxjerrjes, mundësia për ndryshimin e formës së materialit është e kufizuar
për shkak të paraqitjes së shkatërrimit të materialit në vendet ku veprojnë tërheqjet më të
mëdha të shtrëngimit. Prandaj, aplikohet nxjerrja në dy ose më tepër operacione me
ndezje ndërmjet operacioneve ose pa atë, në varësi të kompleksitetit të pjesës së nxjerrë.
Kjo procedurë, varësisht nga thellësia e pjesës së nxjerrë përsëritet deri në formën finale
të pjesës. Domethënë, nxjerrja bëhet në më tepër faza.
Në operacionin e parë të nxjerrjes së
materialit fillestar, në formë të pllakës së rrafshët,
deformohet dhe fitohet formë e trupit me vrima,
kurse në operacionin e dytë dhe në operacionet e
mëtutjeshme reduktohen dimensionet e tërthorta
dhe rritet lartësia, ku dhe ka mundësi të ndodh
ndryshimi i formës.
Përpunimi i fletëve metalike me tërheqje, falë
disa specificiteteve të vetë procesit, gjen gjithnjë e
më tepër aplikim në industrinë moderne. Nga ana
teknike, përpunimi i fletëve metalike mundëson
fitimin e pjesëve me mure të holla me forma njëra
në tjetrën dhe me mjaft ngurtësi. Kjo, mundëson të
fitohen konstruksione relativisht të lehta me
karakteristika të larta eksploatuese. Për shkak të
këtyre përparësive, fushat kryesore të aplikimit të
tërheqjes janë: industria e metalit, industria
automobilistike, industria e pajisjeve për amvisni,
industria e elektronike, kuti të ndryshme për
ambalazh, enë, etj.
Kënaçet e bëra nga fleta e aluminit, falë mbrojtjeve të cilat ia japin llaqet epokside
dhe llaqet tjera, mund me sukses të shfrytëzohen për paketimin e produkteve të
ndryshme ushqimore. Kënaçet fitohet përmes mënyrës së tërheqjes. Me tërheqje fitohen
kutitë me lartësi të vogël dhe me formë të ulët, kënaçet e tilla shërbejnë për paketimin e
peshqve.
110
Fig. 69 Tërheqja e pjesës konike në pesë operacione

TEKNIKA E PRODHIMIT – Viti II
Me procedurën e heqjes fitohen kutitë pa tehe të cilat kërkojnë vetëm për
përgatitjen e trupit të kënaçes dhe për lyerjen me ngjyrë të saj, si dhe për përpunim grafik.
4.1. NXJERRJA E GOMËS DHE LËNGUT
Në vend të nxjerrjes me pajisje të ngurta (të çelikta), mundet që njëra pajisje e
punës të zëvendësohet me element plastik. Si elemente plastike shfrytëzohen goma ose
lëngu.
Nxjerrja me gomë mund të bëhet në dy mënyra:
- me nxjerrës të ngurtë dhe me matricë elastike
- me nxjerrës elastik ose me matricë të ngurtë
Fig. 70 Nxjerrja me gomë
Përvojat e deritanishme tregojnë se nxjerrja me matricë elastike jep rezultate më të
mira. Në raport me proceset e zakonshme të nxjerrjes me matricë metalike dhe me
nxjerrës, ky proces ka disa përparësi: çmim të ulët, përpunim të shpejtë të pajisjes dhe të
tjera.
Në fazën fillestare të procesit, nxjerrja bëhet përmes rrezeve shumë të mëdha të
rrumbullakimit (Fig. 70). Me depërtimin e nxjerrësit, rrezja e rrumbullaksimit gradualisht
zvogëlohet, derisa ta marrë vlerën e vet përfundimtare në fund të procesit.
Nxjerrja me lëng realizohet nën ndikimin e shtypjes së lëngut mbi materialin e
përpunuar. Njëjtë si tek nxjerrja me gomë, dhe nxjerrja me lëng mund të realizohet me:
- nxjerrësi elastik dhe matrica metalike
- matrica metalike dhe nxjerrësi metalik
111

TEKNIKA E PRODHIMIT – Viti II
Fig. 71 Nxjerrja me matricë elastike dhe nxjerrës metalik 1 – lëngun nën shtypje, 2 – pjesa e nxjerrë, 3 – matrica, 4 – kanali për
daljen e ajrit, 5 – mbajtëse
Tek nxjerrja me lëng, lëngu është i ndarë nga materiali i përpunuar me membranë
elastike (Fig. 71).
Të dyja mënyrat gjejnë aplikim në praktikë. Në të dyja mënyrat e nxjerrjes, lëngu
është i ndarë nga materiali i përpunuar me membranë elastike. Në atë mënyrë, realizohet
hermeticitet i domosdoshëm për zhvillim të rregullt të procesit. Tek nxjerrja me gomë,
shoqërimi i fletës metalike bëhet me vetë membranën prej gome, kurse tej nxjerrja me
lëng nevojitet shoqërues special si tek nxjerrja klasike.
Aplikimi i matricës elastike, si edhe tek nxjerrja me gomë ka disa përparësi në
raport me nxjerrjen me nxjerrës elastik. Mundësia për rregullimin e shtypjes së lëngut,
gjegjësisht rezistenca në matricë e bën këtë proces më të përkryer nga nxjerrja me gomë.
Ana negative e nxjerrjes me lëng është fenomen i hollësimit të materialit në disa
sektorë që mund të shkaktojë këputje të fletës metalike.
112
MEMBRANA

TEKNIKA E PRODHIMIT – Viti II
4.2. NXJERRJA E QELQIT
Nga shkritorja e qelqit mund të prodhohet qelqi i rrafshët ose me vrima. Proceset e
formësimit janë specifike për secilën nga këto dy grupe të produkteve prej qelqi.
Qelqi i rrafshët formësohet me makina me procedurat nxjerrje dhe dërstilim.
Procedura nxjerrje mund të bëhet në dy mënyra:
1. Nxjerrja vertikale sipas metodës së Furko
2. Nxjerrja horizontale sipas metodës së Kolburn
Nxjerrja vertikale shfrytëzon dizne shamot e cila gjendet në sipërfaqen e shkritores
së qelqit. Shkritorja e qelqit gjendet në basen dhe është e ngrohur në temperaturë prej
1020-1475°С. Përmes diznës vazhdimisht tërhiqet tatëpjetë lenta e qelqit në një bosht
vertikal. Menjëherë mbi diznë gjendet ftohësi,
përmes të cilit lenta e qelqit bëhet e ashpër, me
çka pengohet këputja e saj dhe mundëson që ajo
të fitojë trashësi të caktuar.
Nxjerrja e lentës së qelqit në bosht vertikal
bëhet përmes dërstilave rrotulluese. Dërstilat
janë nga hekuri si dhe të mbështjellë dhe të
izoluar me materie të asbestit. Lenta e qelqit
tërhiqet me shpejtësi të vazhdueshme dhe kalon
nëpër tre zona në të cilat gradualisht zvogëlohet
temperatura, me çka mundësohet proces i
barabartë i ftohjes.
F
Fig. 72 Nxjerrja vertikale e qelqit të rrafshët sipas
Kolburn
113

TEKNIKA E PRODHIMIT – Viti II
Trashësia e lentës së qelqit varet nga më tepër faktorë:
1. nga temperatura; nëse temperatura është më e lartë, lenta e qelqit është
më e hollë;
2. nga thellësia deri te e cila është zhytur diznë
3. nga distanca ndërmjet dërstilave të para çift
4. nga shpejtësia e nxjerrjes; nëse shpejtësia është më e madhe, lenta e
qelqit është më e hollë; shpejtësia e nxjerrjes zakonisht është nga 1-1.5
m/min;
Në bosht, lenta vazhdimisht flladitet dhe kur do të vijë në pjesën e tij më të lartë,
ajo pritet automatikisht në një gjatësi të caktuar. Temperatura e lentës së qelqit gjatë
nxjerrje nga dërstilat e sipërme është 100-130°С, kurse gjatë prerjes së fletëve me
dimensione të caktuara është 60-70°С.
Fig. 73 Nxjerrja horizontale e qelqit të rrafshët sipas Furko
Në nxjerrjen horizontale të qelqit, ai tërhiqet nga sipërfaqja e lirë. Prandaj,
menjëherë mbi sipërfaqen e qelqit gjinden korniza dhe piketë anësore. Lenta e qelqit
formohet për shkak të tensionit sipërfaqësor dhe ajo mund të hiqet dhe të mbështillet
përmes dërstilës së çeliktë në boshtin horizontal.
Formësimi me nxjerrje është proces i vazhdueshëm. Sipërfaqet e formuara në këtë
mënyrë më tutje përpunohen me bluarje dhe me lustrim. Procedura nxjerrje mund të
shfrytëzohet për fitimin e qelqeve të ndryshme, me trashësi dhe cilësi të ndryshme.
Aplikohet për fitimin e qelqeve me ngjyrë, qelqeve me armaturë, si dhe për qelqin e
dritareve me trashësi prej 2-5 mm.
114

TEKNIKA E PRODHIMIT – Viti II
4.3. PRODHIMI I FIJEVE KIMIKE ME NXJERRJE
Deri në fillimin e shekullit XX për fitimin e pëlhurave dhe prodhimeve tjera të
tekstilit, ishin shfrytëzuar ekskluzivisht vetëm fije me prejardhje natyrore – pambuk, lesh,
mëndafsh natyrorë, li, konop dhe të tjera. Por, ato nuk i përmbushnin kërkesat si në
aspektin e kuantitetit, ashtu edhe në aspektin e kualitetit të materialit. Prandaj, ato ishin
metoda të krijuara për fitimin e fijeve kimike.
Fijet kimike janë fije të cilat mund të prodhohen nga materiet organike dhe
joorganike të cilat si të tilla gjenden në natyrë dhe rigjenerohen ose modifikohen, ose nga
materiet organike dhe joorganike të cilat nuk gjenden në natyrë, por sintetizohen përmes
mënyrës kimike.
Nga fijet kimike bëhen prodhimet për konsumim të gjerë – pëlhura, trikotazh,
prodhime të leshta, perde, tapeta, furçe dhe galanteri, si edhe prodhime teknike – kord,
pëlhura për filtrim, litarë të trashë, parashuta, pëlhura për anijet me vela, doreza për
zjarrfikësit dhe të tjera. Fijet kimike shfrytëzohen për nënshtrimin dhe vulosjen e
aparateve të cilat punojnë në kushte agresive.
Fijet kimike fitohen në formë të fijeve të pafundme (fije filamente) ose fije të
shkurta.
4.3.1. FITIMI I FIJEVE KIMIKE ORGANIKE
Fijet kimike organike janë të rëndësishme për industrinë e tekstilit dhe prodhohen
gjithnjë e më tepër, kurse gjatë prodhimit të produkteve të tekstilit për veshje i
zëvendësojnë ose plotësisht i nxjerrin fijet natyrore nga prejardhja bimore pse shtazore.
Fijet organike kimike mund të fitohen nga materiet organike të cilat gjenden në natyrë me
regjenerimin ose modifikimin e tyre, si dhe nga materiet organike të cilat fitohen me
sintezën kimike.
Si fijet natyrore, ashtu edhe fijet kimike përbëhen nga një varg i gjatë i
makromolekulave në një shkallë më të madhe ose më të vogël të vendosura përgjatë fijes
d.m.th., të orientuara në drejtim të boshtit të fijes. Makromolekulat e polimerive të cilat
shfrytëzohen për fitimin e fijeve kimike janë të orientuara në drejtime të ndryshme dhe që
të mund të fitohet nga ato fije e fortë kimike duhet t’i nënshtrohet përpunimit që do të sjell
deri në formimin e fijes, e përbërë nga makromolekulat lineare, të orientuara përgjatë
boshtit të saj.
115

TEKNIKA E PRODHIMIT – Viti II
Procesi themelor në prodhimin e çdo fije kimike përbëhet nga shpërngulja e
makromolekulave të ulëta të polimerit, në vendosje e tyre në mënyrë paralele me boshtin
e fijes dhe në rregullimin e pozitës së tyre reciproke të makromolekulave. Zhvendosja e
makromolekulave në polimeri të fortë është e kufizuar – praktikisht e pamundshme. Për ta
rritur lëvizshmërinë e makromolekulave, polimeri transformohet në tretje ose shkrirje,
kurse pastaj nga tretja ose shkrirja e polimerit formohet fija kimike.
Domethënë, polimeritë natyrore ose sintetike të cilat shërbejnë si lëndë të
para për prodhimin e fijeve kimike janë materie të forta në forma të ndryshme
(toptha, granula dhe të tjera). Kjo formë duhet të transformohet në fije. Për këtë
arsye duhet të dobësohen lidhjet ndërmolekulare dhe të ndryshohet renditja
ndërmjet veti e makromolekulave në polimerin fillestar. Kjo arrihet me
transformimin e polimerit në gjendje viskoze të lëngët. Ky transformim mund të
bëhet me shkrirjen ose me nxehje mbi temperaturën e shkrirjes së polimerit, ose
me tretje e të njëjtëve në tretës adekuat ose përzierje të tretësve. Pastaj masa e
tretur nxirret me shtypje nëpër dizne (gryka).
Gjatë nxjerrjes së masës së tretur ekziston vetëm një procedurë, ndërsa gjatë
nxjerrjes së tretësit ekzistojnë tre procedura dhe atë:
1. procedura e thatë,
2. procedura normale e lagët
3. procedura e modifikuar e lagët.
Nëse polimeri tretet në tretës të avullueshëm lehtë, kryesisht aplikohet procedura e
thatë. A do të aplikohet procedura normale ose e modifikuar e lagët varet nga polimeri i
tretur, si dhe nga ajo se çfarë fije dëshirojmë të fitojmë, për shkak se cilësitë e fijes varen
edhe nga vetë procedura e nxjerrjes.
Formimi i fijes mbaron me forcimin e fijeve elementare të formuara, ku ato e
mbajnë orientimin. Për rritjen e shkallës së orientimit të makromolekulave, fijet zgjaten
derisa të ngurtësohen plotësisht.
Kur formimi i fijeve bëhet nga shkrirjet, grykat e polimerit të shkrirë me ftohje
ngurtësohen dhe kalojnë në fije.
116

TEKNIKA E PRODHIMIT – Viti II
Nëse formimi bëhet nga tretësi i polimerit në tretës i avullueshëm lehtë, fijet
formohen me avullimin e tretësit nga gryka e tretësit për tjerrje. Avullimi i tretësit
përshpejtohet me fryrjen e ajrit të nxehtë. Kjo metodë e formimit të fijeve quhet formimi i
thatë.
Tretësit për tjerrjen e polimerive në tretës shumë të avullueshëm përpunohen në
fije kimike me të ashtuquajturën metodë e formimit të lagët. Në procesin e formimit të
lagët, ngurtësimi i grykave bëhet në banjat me llum si pasojë e koagulimit të polimerit.
Në varësi nga lloji dhe qëllimi fijeve kimike si dhe nga metoda e cila shfrytëzohet
për formimin e tyre, konstruksionet e makinave për tjerrje janë krejtësisht të ndryshme.
Por, edhe përkundër kësaj të gjitha përmbajnë elemente të ndryshme, për shkak se
procesi i formimit për të gjitha fijet kimike në thelb është i njëjtë.
Makina për tjerrje përbëhet nga disa vende të njëjta më të mëdha ose më të vogla
(për konstruksion të dhënë) për tjerrje. Në secilin vend për tjerrje formohet një fije
filemante, e përbërë nga një numër i caktuar i fijeve. Elementi më i rëndësishëm i një
vendi të këtillë është pllaka metalike me gryka me vrima shumë të vogla, nëpër të cilat
nxirret tretësi ose shkrirja e polimerit në formë të currilave të holla të cilët pastaj
ngurtësohen.
Pipëzat bëhen nga çeliku shumë i koleguar. Numri i vrimave është i ndryshëm dhe
varet nga ajo se çfarë fije duhet të fitohen. Profili i vrimave, gjithashtu mund të jetë i
ndryshëm, kurse nga ai varet edhe profili i prerjes së tërthortë të fijes.
Makinat për tjerrje në prodhimin e fijeve me
pistona kanë pipëza me numër të vrimave prej
3600. fijet të cilat dalin nga disa pipëza
bashkohen në një deng, dhe më vonë priten.
Përveç këtyre proceseve të tjerrjes dhe formimit,
teknologjia e fijeve kimike përfshinë edhe disa
punime finale ndihmës të operacionit. Gjatë
punës finale, fijeve u jepen cilësi të ndryshme, të
domosdoshme për përpunim të mëtutjeshëm.
Fig. 74 Pipëza (diznë)
117

TEKNIKA E PRODHIMIT – Viti II
4.3.2. PROCEDURAT PËR NXJERRJEN E FIJEVE
KIMIKE ORGANIKE
Procedurat për nxjerrjen e fijeve kimike organike ndahen në:
procedura e thatë e nxjerrjes
procedura normale e lagët e nxjerrjes
procedura e modifikuar e lagët e nxjerrjes
procedura e nxjerrjes së masës së shkrirë.
PROCEDURA E THATË PËR NXJERRJE
Në enë (1) gjendet tretësi i përgatitur i polimerit i cili me ndihmën e pompës (2) futet
nëpër diznë (3). Pipëzat e shtypura bien nëpër hapësirën e mbyllur (4) nëpër të cilën prej
poshtë lartë lëviz ajër i nxehtë. Temperatura e ajrit është diçka më e lartë se temperatura
e vlimit tek tretësi i cili është përdorur për përgatitjen e tretësirës. Kështu, ajri i nxehtë e
largon tretësirën nga pipëzat dhe polimeri ngurtësohet në formë të fijes.
Në rast kur tretësira e përdorur është e
avullueshme në temperatura të larta,
rregullohet rrjedha e ajrit të nxehtë të jetë nga
lartë poshtë dhe prej poshtë lartë. Kështu,
tretësira e avulluar bashkë me ajrin e nxehtë
del nga hapësira e mbyllur gjithkund nëpër
mjedis.
Fijet e formuara në këtë mënyrë kalojnë
përmes sistemit për aplikimin e përgatitjes
(punim final antistatik) (5), përmes cilindrave
(6) dhe (7) deri tek shufra për përzierje (8)
ose dërgohet në përpunim të mëtutjeshëm.
Shpejtësia e nxjerrjes është 40-70 m/min.
Fig. 75 Procedura e thatë e nxjerrjes
118
Tretësirë
Ajër i nxehtë

PROCEDURA NORMALE E LAGËT E NXJERRJES
TEKNIKA E PRODHIMIT – Viti II
Nga ena (1), tretësira e polimerit nxirret me pompë (2) përmes filtrit (3) deri te
dizna (4) e cila është e vendosur në banjë për koagulim (B). Pipëzat e nxjerra shpesh
pastaj vijnë në kontakt me një përbërje të caktuar dhe koagulojnë plotësisht ose
pjesërisht, kurse pastaj përzihen në rrotull (5) ose dërgohen në përpunim të mëtutjeshëm.
Kualiteti i fijeve do të varet nga përbërja e kësaj banje, si dhe nga përpunimi
shtesë.
Fig. 76 Procedura e lagët e nxjerrjes
PROCEDURA E MODIFIKUAR E LAGËT E NXJERRJES
Kjo procedurë aplikohet gjatë nxjerrjes së fijes nga polimeri të caktuara, kur
dëshirojmë të fitojmë fije më të imëta me fuqi më të madhe.
Nëpër enën cilindrike, kurse pastaj nëpër hinkë, nën shtypje, qarkullon ujë i pastër
ose ujë me shtesa të caktuara, nga lartë poshtë. Me pompë nxirret tretësirë nëpër vrimat
e diznës. Pipëzat e formuara, të marra nga uji koagulohen, kurse për shkak se uji në
pjesën e poshtme të hinkës lëviz shpejtë, ato edhe zgjaten deri në 100 herë. Por, zgjatja
do të jetë më e madhe në momentin e daljes së diznës, për shkak se këtu janë më të
rrjedhshëm. Fijet e koaguluara dobët, përmes cilindrave dërgohen në vaskë me banjë për
koagulim shtesë. Prej këtu, fijet dërgohen në punim final. Shpejtësia e nxjerrjes është e
kufizuar në rreth 50 m/min, për shkak se është e kushtëzuar nga lëvizja laminarie e ujit.
119

TEKNIKA E PRODHIMIT – Viti II
PROCEDURA E NXJERRJES SË MASËS SË SHKRIRË
Me këtë procedurë nxirren materiet makromolekulare të cilat temperatura më të larta
nuk zbërthehen. Materiet e tilla makromolekulare – polimeri janë: poliamide, polipropilen,
polietilen dhe polistirol.
Përparësia e kësaj metode është në përjashtimin e disa operacioneve në përgatitjen
e tretësirës e cila nxirret, dhe të cilat kanë ekzistuar në tre procedurat e paraprake.
Kjo procedurë mundëson të nxirren fijet me shpejtësi të madhe prej 1000 m/min për
shkak të mospasjes së banjës për koagulim. Por numri i vrimave të diznave është i vogël.
Mjeti për nxjerrje është më i komplikuar për shkak të temperaturës së lartë të
shkrirjes së polimerit (rreth 250°С), dhe për shkak të domosdoshmërisë të punohet në
mjedis të gazit inert – azot.
Polimeri në formë të pjesëve cilindrike ose në formë të paralelepipedit vendoset në
grilë për shkrirje ku në temperaturë të caktuar shkrihet. Nga kjo pjesë e makinës në
mënyrë të pandërprerë nxirret ajri me futjen e azotit nën një shtypje të caktuar. Masa e
shkrirë shkon në pompën e vulosur me të cilën nxirret nëpër filtrin nga sita me rërë kuarci
ose sita prej plantine, dhe më vonë nëpër vrimat e diznës.
Pipëzat (fijet) e nxjerra vijnë në kontakt me ajrin dhe bien nëpër tubin e gjerë të
kanaçes me gjatësi prej 4 m, ku ftohen dhe ngurtësohen. Pastaj, kalojnë nëpër sistem të
cilindrave për lagien dhe për futjen e preparatit antistatik, pastaj përmes dërstilave vijnë
deri në shufrën në të cilin përzihen. Pastaj, fijet shkojnë në përpunim të mëtutjeshëm.
Formësimi i fijeve kimike të fituara në bazë të celulozës
Fijet kimike të fituara në bazë të celulozës, të cilat përpunohen në produkte tekstile
ose produkte tjera, janë të njohura me emrin mëndafshi artificial ose fijet rajonale. Fijet
rajonale fitohen ashtu që tretësi i celulozës në tretësira të ndryshme nxirret nëpër vrimat
shumë të vogla (0.05-0.2 mm) nëpër diznë dhe pastaj fitohet fija. Nxjerra bëhet nëpër
diznë me shumë vrima të imëta (18-60000) në banjë në të cilën ka tretës me acid të
kripërave të ndryshme: sulfat natriumi dhe sulfat zinku dhe pak glukozë (në mënyrë që të
pengohet kristalizimi i kripërave). Prezenca e këtyre kripërave e pengon regjenerimin e
shpejtë me çka do të fitoheshin fije me cilësi të dobëta dhe me mungesa, kurse
mundësohet regjenerim më i qëndrueshëm dhe më i ngadalshëm i celulozës dhe
mundësohet fitim i fijeve të cilat më tutje më mirë përpunohen.
120

TEKNIKA E PRODHIMIT – Viti II
Me kalimin nëpër banjë, celuloza koagulohet dhe regjeneron në formë të dengut
me fije të pafundme. Pastaj fijet zhduken me tretës të sulfatit të natriumit dhe me ujë, me
çka mënjanohet sulfuri, zbardhen dhe pastaj thahen.
Nga viskoza fitohet edhe fije e viskozës,
me fuqi të posaçme, e cila përdoret në
industrinë e gomave për automobila dhe
është e njohur si rajoni teknik ose fija
kord. Për këtë fije, dizna ka prej 1000-1400
vrima. Fija e tekstilit (pe) përbëhet nga 25-
150 fije të veçanta, kurse fija kord nga 300-
2000 fije. Nga viskoza fitohet edhe lesh
artificial (fije e celulozës) me të njëjtën
procedurë, vetëm se vrimat e diznës janë
më të mëdha (3000-4000).
Fig. 77 Skema për nxjerrjen
e fijeve kimike
Formësimi i fijeve poliakrilonitrite
Fijet e njohura poliakrilonitrite janë: malon, kurtell, orlon dralon dhe të tjera.
Shfrytëzohen për tjerrjen e sistemeve të ndryshme dhe nga ato fitohen tjerrje, të cilat
shërbejnë për bërjen e pëlhurave, tekstilit të pa-endur, kurse aplikim posaçërisht të madh
kanë në industrinë e trikotazhit.
Për formimin e fijes poliakrile, së pari përgatitet 25% tretësirë polimeri, kurse pastaj
tretësira nxirret me procedurë të thatë ose të lagët. Si tretësira organike shfrytëzohen
tretësirat ujore të dimetilformamid dhe dimetilacetamid.
Procedura e lagët me këto tretësira është më e thjeshtë sesa ato jorganike.
Aplikim më të madh ka procedura e lagët ku si tretës shfrytëzohet dimetilformamidi.
121

TEKNIKA E PRODHIMIT – Viti II
4.3.3. FITIMI I FIJEVE KIMIKE JOORGANIKE
Fijet kimike joorganike prodhohen nga lëndët e para me prejardhje joorganike, siç
janë qelqi dhe metalet e ndryshme. Ato janë fijet më të vjetra artificiale. Këto fije ndahen
në :
fije nga qelqi
fije nga metali
FIJET NGA QELQI
Fijet nga qelqi, sot gjithnjë e më tepër përdoren, falë rezistencës së tyre në
temperatura të larta, në ndikimin e dritës së diellit, mikroorganizmat dhe insektet, në
ndikimin e forcave të këputjes, si dhe në aftësinë e tyre shumë të shprehur të
termoizolimit.
Për fitimin e fijeve nga qelqi së pari prodhohet qelq me përbërje të caktuar. Nga ai
formësohen pllaka, kokrra, shufra dhe të tjera, të cilat shërbejnë si material fillestar për
prodhimin e fijeve të qelqit.
Formimi i fijeve të qelqit bëhet në tre mënyra:
1. Nxjerrja e fijeve nga shufrat e qelqit
2. Nxjerrja e fijeve nëpër diznë
3. Nxjerrja e fijeve nëpër diznë me fryrje.
Nxjerrja e fijeve nga shufrat e qelqit
Kjo mënyrë konsiston në atë se 50-100 shufra të qelqit me trashësi prej 4 mm
radhiten në një kornizë afër njëra-tjetrës. Në fundin e poshtë me nxehje me pipëz bëhet
zbutja e majave të shufrave. Pikat e qelqit bien prej lartë poshtë dhe njëkohësisht nxirren
fije. Fijet kapen nga dërstilat dhe mbështillen në dërstila. Shpejtësia e nxjerrjes është
rreth 4 m/sek. Para mbështjelljes fijet përgatiten me dyllë ose me rrëshirë. Trashësia e
këtyre fijeve është 6-11 µm,, kurse gjatësia varet nga gjerësia e dërstilave (do 3 m).
Nxjerrja e fijeve nëpër diznë
Me këtë procedurë fitohen fije të imëta me trashësi 5-7 µm. Kokrrat e qelqit
shkrihen në furrë elektrike në temperaturë prej 1300-1600˚С.
122

TEKNIKA E PRODHIMIT – Viti II
Në fund të vaskës për shkrirje gjendet pipëza me rreth 100 vrima të vogla (deri 2
mm). Qelqi i shkrirë hyjnë nëpër këto vrima dhe arrin deri në shufrën për mbështjellje me
shpejtësi të madhe, rreth 30 m/sek. Për shkak të shpejtësisë së mbështjelljes, bëhet
nxjerrja e pipëzave prej qelqi nga vrima e diznës, ndërsa njëkohësisht bëhet edhe
shtrëngimi i fijes me çka fitohen fije të imëta. Para se të mbështjellen, fijet përgatiten me
yndyra ose me rrëshirë.
Nxjerrja e fijeve nëpër diznë me fryerje
Me këtë procedurë fitohen fije shkurta (me pistona) me gjatësi prej 50-350 mm dhe
trashësi prej 5-10 µm. Vaska është e mbyllur, kurse nxjerrja e qelqit të shkrirë nëpër
vrima të diznës bëhet me ajër të ngjeshur i cili futet në vaskë mbi qelqin e shkrirë. Pipëzat
e nxjerra i kap rryma e avullit ujor e cila në disa momente lëviz me shpejtësi prej 12000
m/min me çka arrihet shtrëngimi i pipëzave të qelqit të shkrirë, por edhe këputja e të
njëjtave. Fijet e formuara bien teposhtë, përgatiten me tretësirë të rrëshirës, kalojnë nëpër
unazë të pipëzave me gaz, arrin në dërstilën rrotulluese, kurse prej aty në lentë të
veçantë. Përgatitja e fijeve bëhet për të mënjanuar elektricitetin statik i cili mund të
pengonte gjatë mbështjelljes së shufrave dhe në përpunimin e mëtutjeshëm në pe.
FIJET PREJ METALI
Për prodhimin e fije prej metali përdoren copëza të metalit me diametër prej 50-
200 mm. Ato nxehen në temperaturë të caktuar, lëshohen në dërstila të kalibruara më
shumë herë dhe fitohen segmente me trashësi të caktuara. Telat e fituara në këtë mënyrë
pastrohen dhe pastaj i nënshtrohen procesit të nxjerrjes. Në këtë mënyrë mund të fitohen
fije të pafundme, por edhe fije të shkurta (me pistona).
Fijet metalike mund të fitohen nga të gjitha metalet si për shembull nga hekuri,
bakri, ari, argjendi dhe të tjera.
Fijet metalik mund të kenë finesë të madhe, por kanë fortësi të vogël gjatë
këputjes, gjegjësisht heqjes. Më shpesh prodhohet pe nga fijet metalike me pambuk, li,
peri i leshit dhe fijet kimike.
Fijet e shkurta nga alumini janë të njohura me këto emra: lureks, metilon, metapan,
celometal etj. Këto fije kanë shumë shkumë të rrëshirës, gjegjësisht polimeri dhe
përdoren për bërjen e pëlhurave dekorative dhe pëlhurave për veshje.
123

TEKNIKA E PRODHIMIT – Viti II
Gjatë përzierjes me fijet tjera, këto fije shtohen nga 5-20%. Përpunimi i tyre i
nxehtë nuk duhet të kalojë 353 K, për shkak se shtresa sipërfaqësore mund të shkrihet,
gjegjësisht mund të dëmtohet. Mungesa e perit me fije metalike është ajo se ky pe
mbështillet keq, kurse ndodhin ndryshime kimike nëse fijet nuk janë të dëmtuara me film
ose nëse nuk janë bërë nga metalet e çmuara. Gjatë mbartjes gërvishtin, ndërsa shpesh
kanë erë të pakëndshme. Për arritjen e efekteve të mira përdoren gjatë prodhimit të
pëlhurave dekorative, për pëlhurat e mbrëmjes si dhe për fustanet dhe bluzat e trikotazhit.
Gjithashtu, përdoren për bërjen e produkteve teknike: sitë, kabllo, litarë, furça dhe të tjera.
124

TË MBAJMË MEND
TEKNIKA E PRODHIMIT – Viti II
o Nxjerrja e fletëve metalike paraqet proces të përpunimit me deformim ku materiali fillestar në formë të pllakës së rrafshët (rondela) transformohet në trup me konfigurim hapësinorë.
o Në vend të nxjerrjes me mjete të ashpra (çelikta), e mundshme është që njëri mjet i punës të zëvendësohet me një element elastik. Si elemente elastike shfrytëzohen goma ose lëngu.
o Nxjerrja e qelqit mund të bëhet në dy mënyra: nxjerrja vertikale sipas metodës së Furko dhe nxjerrja horizontale sipas metodës së Kolburn.
o Fijet kimike organike mund të fitohen nga materiet organike të cilat gjenden në natyrën me regjenerimin ose modifikimin e tyre, si dhe nga materiet organike të cilat fitohen me sintezën kimike.
o Polimeritë natyrore ose sintetike, të cilat shërbejnë si lëndë të para për prodhimin e fijeve kimike janë materie të ngurta në forma të ndryshme (truptha, granule, etj.). Nga kjo formë duhet të transformohen në fije. Kjo arrihet me transformimin e polimerit në gjendje viskoze të lëngët. Pastaj, masa e shkrirë nxirret me shtypje nëpër diznë.
o Gjatë nxjerrjes së masës së shkrirë ekziston vetëm një procedurë, ndërsa gjatë nxjerrjes së tretësirës ekzistojnë tri procedura dhe atë: procedura e thatë, procedura normale e lagët dhe procedura e modifikuar e lagët.
o Fijet kimike të fituara nga baza e celulozës, më tutje njihen me emrin mëndafshi artificial ose fije të rejonit.
o Fijet kimike joorganike prodhohen nga lëndët e para me prejardhje joorganike. Ato janë fije të vjetra artificiale dhe ndahen në: fije të qelqit dhe fije prej metali.
o Për fitimin e fijeve nga qelqi së pari prodhohet qelqi me përbërje të caktuar. Nga ato formohen pllaka, kokrra, shufra, etj., të cilët shërbejnë si material fillestar për prodhimin e fijeve prej qelqi.
o Për prodhimin e fijeve prej metali përdoren copëza prej metali me diametër prej 50-200 mm. Ato nxehen në temperaturë të caktuar, lëshohen nëpër dërstila të kalibruara dhe fitohen segmente me madhësi të caktuar.
125

TEKNIKA E PRODHIMIT – Viti II
PYETJE NGA TEMA FORMËSIMI ME NXJERRJE
1. Shpjegoni parimin e punës së mjetit për nxjerrjen e telit.
2. Përshkruani procedurën e nxjerrjes së fletëve metalike.
3. Në sa mënyrë mund të kryhet procedura e nxjerrjes së qelqit dhe cilat janë
ato?
4. Shpjegoni nxjerrjen horizontale të qelqit.
5. Shpjegoni nxjerrjen vertikale të qelqit.
6. Në sa mënyra mund të kryhet nxjerrja me gomë dhe cilat janë ato?
7. Në sa mënyrë mund të kryhet nxjerrja me lëng dhe cilat janë ato?
8. Cilët janë anët pozitive dhe negative të nxjerrjes me lëng?
9. Shpjegoni procesin e prodhimit të fijeve kimike me nxjerrje.
126

TEKNIKA E PRODHIMIT – Viti II
TEMA V: FORMËSIMI ME SHTRYDHJE DHE ME FRYERJE
Qëllimet e tërësisë tematike
nxënësi
o t’i klasifikojë mjetet për shtrydhje dhe për fryrje
o t’i përshkruajë procedurat për formësim me shtrydhje dhe me fryrje
o t’i njoh kushtet për formësim me shtrydhje dhe me fryrje
o ta njoh aplikimin e formësimit me shtrydhje dhe me fryrje në sektorë të
ndryshëm të prodhimit
Fjalë kyçe:
Shtrydhje, ekspansion, ekstruder (shtrydhës), ekstruder me njëkërmill dhe me dykërmilla,
zona e ushqimit, zona e gatimit, zona finale e gatimit, matrica / pipëz / kallëp, ekstruder-
ekspander, efekti i zgjatimit, koekstruzion, llullë prej qelqi, bang, fryrje me ekstruzion
(shtrydhje), fryrje me injektim injektues
127

TEKNIKA E PRODHIMIT – Viti II
5. EKSTRUDIMI (SHTRYDHJA) E USHQIMIT
Fjala ekstrudim (shtrydhje) e karakterizon procesin e formësimit të materialit të
zbutur ose të plastifikuar me derdhjen e tij nëpër vrimat me shtypje.
Aplikimi i ekstruderit daton që nga fundi i shek. XIX, por ekstruderët e parë nuk
janë shfrytëzuar në industrinë ushqimore, por në industri tjera. Me kalimin e viteve ato
janë zhvilluar dhe janë përsosur me çka është mundësuar aplikimi i tyre së pari në
industrinë ushqimore, kurse pastaj në industrinë e ushqimeve për kafshët.
Fig. 78 Ushqimi i shtrydhur
Me ndihmën e ekstruderit mund të bëhen operacionet vijuese: përzierja, gatimi
(shkatërrimi i baktereve me pasterizim, çaktivizim të enzimave, denatyralizim i proteinave,
klasterizimi i niseshtesë), shtrydhje, formësim dhe vizatim në formë të shkronjave.
Kushtet e ndryshme të cilat mund të sigurohen në ekstruder, mundësojnë ekzekutimin e
një numër të madh të funksioneve, kurse me këtë aplikim i gjerë i ekstruderit në
prodhimin e ushqimit.
Rreth i gjerë i kushteve të procesit dhe numri i madh i operacioneve të ndryshme si
dhe kombinimi i tyre, mundësojnë prodhim të madh të produkteve të ndryshme, prodhim
të llojeve të reja të produkteve, si dhe përdorim të një numri të madh të lëndëve të para të
cilët deri në paraqitjen e këtyre mjeteve nuk janë shfrytëzuar në ushqim as që shfrytëzimi
i tyre ka qenë i kufizuar. Me këtë është arritur fitim i produkteve me kualitet me
produktivitet të madh dhe me çmim të ulët.
128

TEKNIKA E PRODHIMIT – Viti II
Ekzistojnë më tepër definicione mbi ekstradimin. Disa prej tyre janë:
Detyrimi mbi materialin që të kalojë në kushte të përzierjes, nxehjes dhe
ngjeshjes, nëpër vrima me formë të caktuar gjë që çon në formësim dhe
ekspansion.
Në industrinë e ushqimit me nocionin ekstrudim nënkuptohet edhe plastifikimi
dhe gatimi i niseshtesë së lagët ose të materialit me proteina me prejardhje
bimore në cilindrin me kërmill, në të cilin materiali është i ekspozuar në shtypje
të madhe, temperaturë të madhe dhe në shtrëngime të mëdha mekanike.
Procesi me të cilin niseshteja ekspanzionuese e lagët dhe materiali me proteina
plastifikohet dhe gatuhet në tubacione me veprim të kombinuar të lagështisë,
shtypjes, temperaturës dhe ngjeshjes.
Përparësi kryesore të teknologjisë ekstrudim në krahasim me procedurat
tradicionale për përgatitjen e ushqimit janë:
1. ekstrudimi është proces shumë i adaptueshëm dhe i ndryshueshëm lehtë për
shkak se është i mundshëm prodhim i produkteve me spektër të gjerë me
ndryshim minimal të kushteve për punë të ekstruderit.
2. është i mundshëm fitim i një numri të madh të formave, madhësive dhe cilësive
të produkteve, që nuk është lehtë të bëhet me procedura tjera të përpunimit.
3. aplikimin i ekstruderit bart kursimtari në procesin e prodhimit.
4. për shkak se ekstrudimi është proces i cili punon mbi parimit nxehje
afatshkurte në temperaturë të lartë, tek ai ndarja e përbërësve të ushqimit
është minimale, ndërsa zierja e proteinave (me denatyralizimin – këputje
graduale e strukturave të proteinave e përmirëson zierjen) dhe niseshteja (me
klasterizim – veprim i lehtësuar i enzimave amilolitike), dhe disa përbërës tjerë
është zmadhuar. Në këtë mënyrë rritet shfrytëzimi i tyre në traktin e tretjes. Me
këtë rritet numri i lëndëve të para të cilat mund të shfrytëzohen në ushqim dhe
mundësojnë fitimin e një numri të madh të produkteve.
5. me ekstrudim në temperaturë të lartë mund të ndahen materiet anti-ushqyese,
enzimat e padëshiruara si dhe mikroorganizmat e padëshiruar.
6. ekstruderi mundëson prodhim të vazhdueshëm i cili mund plotësisht të
automatizohet.
7. gjatë ekstradimit, sasitë e mbetjes janë shumë të vogla ose aspak nuk
ekzistojnë. Nuk ka ujëra të zeza.
129

TEKNIKA E PRODHIMIT – Viti II
Ekstruderi përbëhet nga cilindri në të cilin rrotullohet kërmill me konstruksion të
caktuar i cili e merr lëndën e parë në pjesën hyrëse, e mbart, përzien, shtrydh, shtyp dhe
në fund e nxjerr nëpër një ose më tepër vrima të matricës, ku masa merr formën e
vrimave. Gjatë transportit të materialit nëpër cilindër, nën ndikimin e energjisë mekanike
krijohet nxehtësi nga fërkimi dhe nga nxjerrja, kurse ekziston mundësi edhe për sjelljen e
jashtme të nxehtësisë (nëpër cilindër). Proteinat denatyralizohen, uji i lirë i nxehur futet në
kokrrat e niseshtesë dhe për shkak të rritjes së shpejtë të shtypjes membrana e kokrrave
të niseshtesë këputet dhe niseshteja derdhet (duke u klasterizuar). Në rast të
temperaturës së lartë enzimat e humbin aktivitetin, kurse mikroorganizmat shkatërrohen.
Temperatura e brendësisë së ekstruderit është mbi 100ºC, por shtypja e lartë në tub
pamundëson avullimin e ujit nga lëndët ushqimore me lagështi. Me nxjerrjen nëpër vrimat
e matricës dilet nga fusha me shtypje të lartë dhe uji me shpejtësi të madhe avullohet, për
këtë arsye arrihet në zgjerimin e produktit në masë më të vogël ose më të madhe, që
varet nga materiali dhe kushtet e përcaktuara si dhe fitohet produkt me pamje të
ndryshueshme dhe me cilësi të ndryshueshme fizike. Materiali në dalje pritet në gjatësi
adeakute me ndihmën e thikës rrotulluese. Veç kësaj, në proces, materiali ftohet,
përforcohet dhe mblidhet (tkurret).
Elementi më i rëndësishëm konsistues është kërmilli. Në varësi të asaj ekstruderi a
ka një ose dy kërmill, dallojmë ekstruderi me një kërmill dhe me dy kërmill. Kërmilli
paraqet bosht në të cilin ka kthesa të cilat janë vendosur në kënde të ndryshme. Në
pjesën e parë të kërmilli, kthesat janë më larg njëra tjetrës, kurse sikundër shkohet kah
fundi i boshtit ato janë në distancë më të afërt, që varet nga qëllimi i ekstruderit.
Ekzistojnë edhe ekstruderë tek të cilët kërmilli ka karakteristika konstante përgjatë gjithë
gjatësisë. Cilindri i ekstruderit bëhet me muret të lëmuara të brendshme, ose në anën e
brendshme të cilindrit inkorporohen elemente të cilat e ngushtojnë hapësirën ndërmjet
cilindrit dhe kërmillit dhe e rrisin shtrydhjen e materialit.
Ekzistojnë më tepër lloje të ekstruderëve të cilët mund të shfrytëzohen në
prodhimin e ushqimit: me një kërmill, të cilët mund të ndahen në të lagët dhe të thatë, në
varësi të asaj se materiali a është me lagështi dhe i kondicionuar para ekstradimit ose jo,
dhe me dy kërmill, të cilët mund të ndahen në ato në të cilët kërmillit rrotullohen në drejtim
të njëjtë ose të kundërt.
130

TEKNIKA E PRODHIMIT – Viti II
Sot, pothuajse në të gjitha proceset, materiali kondicionohet para ekstrudimit.
Përparësia e ekstruderëve me dy kërmill është: ngjitje e reduktuar e materialit gjatë
ekstrudimit (mundësia për të punuar me materiali viskoze, me yndyrë, ngjitëse ose
materiale me shumë lagështi), është siguruar vetëm pastrim i kërmillit dhe të tjera.
Mungesa kryesore e tyre është çmimi i lartë, si dhe shpenzimet e madh për eksploatim
dhe për mirëmbajtje.
5.1. IMPIANTI I PROCESIT PËR EKSTRUDIMIN E USHQIMIT –
EKSTRUDER
Impianti i procesi në të cilën bëhet ekstrudimi është ekstruderi. Ekstruderi është i
përbërë nga:
cilindër me mbështjellëse (për ngrohje dhe për ftohje)
transportues në formë të kërmillit i cili rrotullohet në cilindër dhe ka
pamje adekuate.
Mënyra e punës së ekstruderit konsiston në atë që transportuesi në formë të
kërmillit i cili rrotullohet, në hyrje të ekstruderit e merr lëndën e parë, e mbart përgjatë
gjatësisë së trupit të ekstruderit, e përzien, e gatuan, e shtrydh, e ngjesh dhe në fund të
trupit të ekstruderit e nxjerr nëpër vrimën dalëse (kallëp, matricë, pipëz). Masa e nxjerrë
nëpër vrimat e kallëpit e fitojnë formën e kallëpit. Në pajtim me proceset e përgjithshme të
cilat zhvillohen në ekstruder, ai mund të shqyrtohet si reaktor kimik i vazhdueshëm i cili
shërben për modifikimin e biopolimerive.
Ekstruderët mund të definohen so impiante të cilat mundësojnë formësim dhe
procese për ristrukturimin e përbërësve në ushqim. Domethënë ekstrudimi shkakton
ndryshime në karakteristikat fizike dhe kimike të lëndëve të para të cilat në fund ndikojnë
mbi karakteristikat kualitative të produktit final.
Në zonat e ndryshme të ekstruderit zhvillohen operacione të ndryshme dhe
transformime të materialit, ashtu që komponentët kryesorë funksional ose zonat e
ekstruerit janë:
zona e ushqimit
zona e gatimit
zona finale e gatimit (zona e shkrirjes)
matrica.pipëza/kallëpi
131
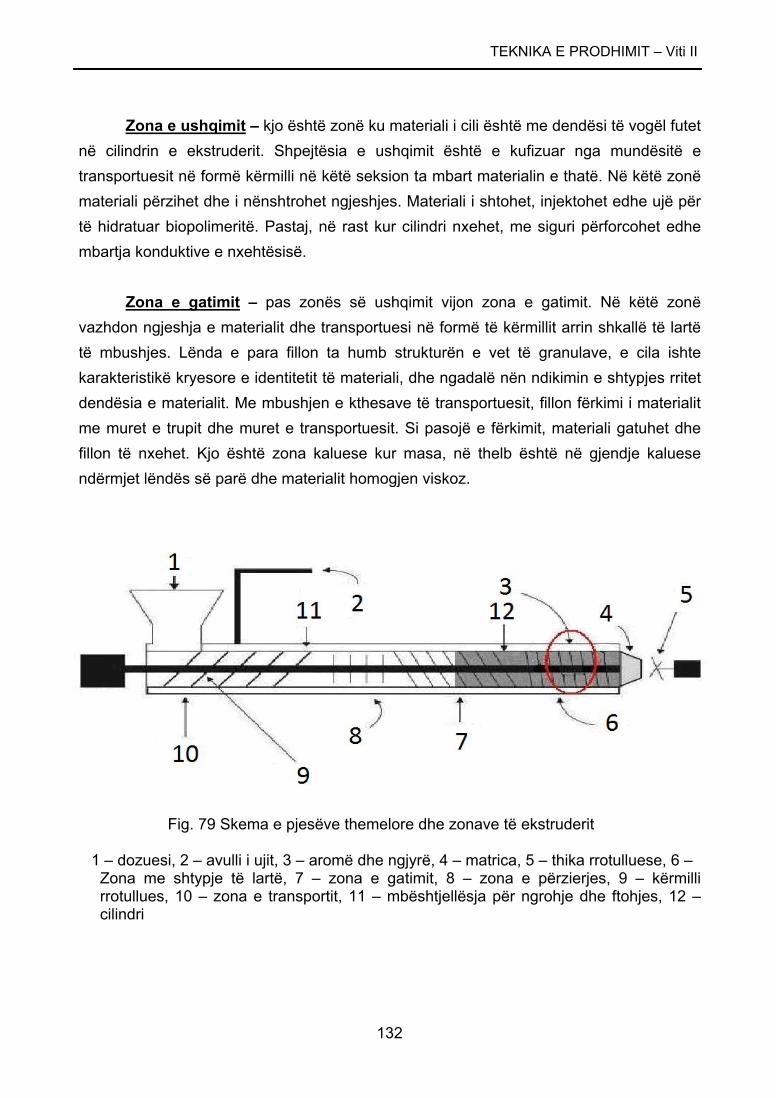
TEKNIKA E PRODHIMIT – Viti II
Zona e ushqimit – kjo është zonë ku materiali i cili është me dendësi të vogël futet
në cilindrin e ekstruderit. Shpejtësia e ushqimit është e kufizuar nga mundësitë e
transportuesit në formë kërmilli në këtë seksion ta mbart materialin e thatë. Në këtë zonë
materiali përzihet dhe i nënshtrohet ngjeshjes. Materiali i shtohet, injektohet edhe ujë për
të hidratuar biopolimeritë. Pastaj, në rast kur cilindri nxehet, me siguri përforcohet edhe
mbartja konduktive e nxehtësisë.
Zona e gatimit – pas zonës së ushqimit vijon zona e gatimit. Në këtë zonë
vazhdon ngjeshja e materialit dhe transportuesi në formë të kërmillit arrin shkallë të lartë
të mbushjes. Lënda e para fillon ta humb strukturën e vet të granulave, e cila ishte
karakteristikë kryesore e identitetit të materiali, dhe ngadalë nën ndikimin e shtypjes rritet
dendësia e materialit. Me mbushjen e kthesave të transportuesit, fillon fërkimi i materialit
me muret e trupit dhe muret e transportuesit. Si pasojë e fërkimit, materiali gatuhet dhe
fillon të nxehet. Kjo është zona kaluese kur masa, në thelb është në gjendje kaluese
ndërmjet lëndës së parë dhe materialit homogjen viskoz.
Fig. 79 Skema e pjesëve themelore dhe zonave të ekstruderit
1 – dozuesi, 2 – avulli i ujit, 3 – aromë dhe ngjyrë, 4 – matrica, 5 – thika rrotulluese, 6 – Zona me shtypje të lartë, 7 – zona e gatimit, 8 – zona e përzierjes, 9 – kërmilli rrotullues, 10 – zona e transportit, 11 – mbështjellësja për ngrohje dhe ftohjes, 12 – cilindri
132

TEKNIKA E PRODHIMIT – Viti II
Zona finale e gatimit (zona e shkrirjes) – në këtë pjesë të ekstruderit temperatura dhe shtypja shumë shpejtë rriten për shkak të ngjeshmërisë së kthesave të transportuesit në formë të kërmillit dhe rezistencën të cilën e ofron matrica të vendosur në dalje të ekstruderit. Këtu ndodh transformimi përfundimtar i mesës deri në gjendjen e shkrirë. Gjendja e shkrirë e masës ndikon mbi dendësinë, ngjyrën dhe cilësitë funksionale të produktit final të shtrydhur.
Matrica/pipëza/kallëpi – produkti formohet, gjegjësisht merr formë me nxjerrjen e masës së shkrirë nëpër matricë ose kallëp (pllaka me vrima të dizajnuara në mënyrë speciale) dhe prerje me mekanizëm të bashkangjitur direkt në ekstruder. Gjatë daljes së materialit i cili është me temperaturë dhe shtypje të lartë, nëpër matricë, në mjedis me temperaturë shumë të ulët dhe me shtypje atmosferike, avulli nga materiali është me tendencë ta lëshojë materialin, gjegjësisht të avullohet dhe me atë të shkaktojë fryrje – zgjerim të produktit. Pastaj, produkti më shpesh furnizohet me porozitet të madh, dendësi të vogël dhe cilësi kërcitëse.
5.1.1. EKSTRUDIMI I SOJËS Ekstruderi është makinë universale e cila që moti është prezent në degë të
ndryshme të industrisë. Që moti shfrytëzohet në industrinë ushqimore (makarona, produkte flips), por aplikimi i kësaj procedure teknologjike në përpunimin e produkteve primare bujqësore daton nga vitet e 80-ta të shek. XX.
Parimi themelor i shtrydhjes, temperaturë e lartë – kohë të shkurtë, d.m.th., se për kohë të shkurt prej vetëm 20-30 s, në temperaturë të lartë pa prezencën e oksigjenit zhvillohen dhe përfundojnë një numër i madh i operacioneve (përzierje, gatim, shtrydhje, ngjeshje dhe formësim të produktit).
Ekstruder-ekspander – është i menduar për përpunim termik – ekstrudimi i kokrrës së sojës dhe zgjerimi. Në procesin e ekstrudimit të kokrrës së sojës janë të imëta dhe nxehet në temperaturë prej 120-135°С. Me ekstrudimin e kokrrës së sojës eliminohen materiet e dëmshme të kokrrës, kurse njëkohësisht aktivizohen proteinat të cilat japin kualitetin themelor të miellit plotë yndyrë nga soja.
Fig. 80 Ekstruder-ekspander
133

TEKNIKA E PRODHIMIT – Viti II
Në procesin e zgjerimit, materiali i nxjerrë paraprakisht nxehet deri në tempe-
raturën e cila varet nga materiali i cili zgjerohet me qëllim që të fitohet ushqim me vlerë
më të madhe energjetike.
Ekstruder-ekspander – ka konstruksion stabil, nën platformë është vendosur
elektromotori. Në platformë është përforcuar pjesa e punës së ekstruderit në të cilën ka
hinkë për dozim me rregullim të imët.
Gjatë ekstrudimit, materiali i përgatitur paraprakisht (i pastruar nga papastërtitë
dhe me lagështi optimale) lëshohet në hinkë për dozim, pastaj hinka e bart materialin në
cilindrin hyrës. Materiali në ekstruder transportohet me kërmill, ku vjen deri në imtësimin e
kokrrës si rezultat i fërkimit dhe temperatura e rritur e cila lexohet nga displeji i termo-
sondës. Mielli i fituar nga soja duhet të ftohet, kurse pastaj të paketohet.
Fig. 81 Zgjerimi i materialit
1 – kërmill, 2 – matrica, 3 – nukleacion, 4 – zgjerim, 5 – tkurrje
Gjatë zgjerimit, materiali i nxjerrë paraprakisht bartet në shportë, i cili gjendet mbi
ekstruderin. Në shportën materiali përzihet. Pastaj, përmes hinkës për dozim materiali
bartet në cilindër. Materiali në ekspander transportohet me transportuesin në formë
kërmilli, ku vjen deri në rritjen e shtypjes dhe temperaturës e cila lexohet në displejn e
termosondës. Duke dalë nëpër vrimën e diznës, materiali zgjerohet. Thika e cila gjendet
në dalje, pret nga masa e zgjeruar.
134
Zgjerimi igrimcave
Tkurrja e grimcave

TEKNIKA E PRODHIMIT – Viti II
5.2. EKSTRUDIMI I POLIMERIVE
Ekstrudimi paraqet një nga metodat më shpesh të përdorura për formësimin e
polimerive. Shfrytëzohet për prodhimin e sendeve me diametër konstant siç janë:
tubacionet, profilet, folitë dhe filmat, kabllot dhe të tjera.
Në parim, ekstrudimi është proces në të cilin me kompresion, nën ndikimin e
shtypjes, shkrirja e polimerit nxirret nëpër diznë për formësim. Më i pranishëm është
ekstruderi me një kërmill, kurse ekstruderi me dy kërmill kur nevojitet përzierje superiore.
Fig. 82 Ekstruder për polimeri
Parametrat themelor të ekstruderëve me një ose me dy kërmilla janë:
diametri i kërmillit
raporti ndërmjet gjatësisë së punës së kërmillit dhe diametrit të tij
kapaciteti
thellësia e kanalit
trashësia e krahëve të kërmillit
Nxehja e kanalit të cilindrit bëhet me nxehës të cilët formojnë më tepër zona të
nxehjes. Motori elektrik përmes kapëses plastike dhe disa rrotave me dhëmb e lëviz
kërmillin. Nga ana e jashtme e kanalit cilindrik janë vendosur tuba nëpër të cilët qarkullon
uji për ftohje. Sistemet për ngrohje dhe për ftohje të kërmillit janë të menduar për
rregullimin automatik dhe për mirëmbajtjen e regjimit të ngrohjes në zona të veçanta. Për
atë qëllim, për çdo zonë, në cilindër janë të vendosur termoelemente të cilat e rregullojnë
temperaturën.
135

TEKNIKA E PRODHIMIT – Viti II
Ekstruderi me një kërmill është më shpesh i aplikuar në makinat dhe procedurat
për fitimin e polimerit në gjendje të shkrirë. Në varësi nga pozita e cilindrit në të cilin është
vendosur, mund të jetë horizontalisht ose vertikalisht. Kërmilli i ekstruderit ka një ose dy
“krah”, të vendosura në mënyrë spirale përgjatë gjatësisë. Zemra e kërmillit mund të ketë
diametër të ndryshëm, ashtu që thellësia e kanalit spiral mund të ndryshojë. Thellësia
zvogëlohet nga ushqyesi kah dizna. Si rezultat i zvogëlimit të thellësisë vjen deri në rritjen
e shtypjes në ekstruder.
Fig. 83 Skema e ekstruderit me një kërmill
1 – motor, 2 – hinkë për dozim, 3 – kërmill, 4 – ngrohës elektrike, 5 – rrjeta të vogla, 6 –
koka, 7 - cilindri
Tek ekstruderi me një kërmill ekzistojnë tre zona:
1. zona për ushqim
2. zona për ngjeshje
3. zona për dozim (nxjerrje).
Zona e ushqimit – polimeri futet në ushqyesin si pluhur ose si granulat. Kërmilli i
cili rrotullohet e lëviz materialin nëpër ekstruder, ku gradualisht e nxehen me ndihmën e
ngrohësve elektrik të cilët janë të vendosur rrth tubacionit, dhe me punën e fuqive të
fërkimit.
Bartja maksimale e tretësirës polimerike dhe shtimi i polimerit të ri në zonën e parë
të ushqimit mund të arrihet përmes:
136

TEKNIKA E PRODHIMIT – Viti II
kanalit relativisht të thellë të ekstruderit
shkallë të ulët të fërkimit ndërmjet granulave të perlimerit dhe kërmillit
shkallë të lartë të fërkimit ndërmjet granulave dhe murit të kanalit
Thellësia e kanalit është konstante dhe gjatësia e kësaj zone është aq e madhe sa
që siguron shpejtësia të mjaftueshme për ushqimin e nevojshëm të tretësirës së polimerit.
Shpejtësia e lëvizjes së tretësirës së polimerit në drejtim të boshtit të kërmillit, varet nga
koeficienti i fërkimit ndërmjet granulave të polimerit dhe krahët e kërmillit. Sa më i vogël
është koeficienti i fërkimit ndërmjet kërmillit dhe polimerit, aq më e madhe është
shpejtësia e lëvizjes së polimerit në zonën e ushqimit. Për t’u zvogëluar ky koeficient i
fërkimit, rekomandohet lustrimi i sipërfaqes së kërmillit. Për rritjen e koeficientit të fërkimit
me sipërfaqen e cilindrit, sot tek ekstruderët bëhet goditja e sipërfaqes.
Profilet e ulluqeve mund të jenë drejtkëndëshe, trapezoide ose gjysmë cilindrike.
Thellësia e ulluqeve të cilindrit zvogëlohet në drejtim të lëvizjes së materialit. Ulluqet janë
vendosur në mënyrë paralele ne raport me boshtin e cilindrit, ose në formë të spirales në
drejtim të lëvizjes së materialit.
Tek shumë polimeri siç është polietileni (PE), është vërtetuar se fërkimi i polimerit
me metalin rritet me temperaturën. Për nxjerrje optimale të polimerit në zonën e ushqimit,
teoretikisht nevojitet të sigurohet kërmill i ftohtë dhe kanal i ngrohtë, por në praktikë është
vërtetuar se ftohja e kërmillit e zvogëlon nxjerrjen.
Për mbartje efikase të granulave të polimerit nëpër zonën e ushqimit, ato nuk
duhet të grumbullohen në fund të kanalit të ekstruderit. Nevojitet të tregojnë shkallë më të
lartë të qorrimit me sipërfaqen e kërmillit, kurse shkallë më e ulët e qorrimit me murin e
kanalit.
Zona e ngjeshjes - në këtë zonë polimerin vjen i zbutur dhe pjesërisht i tretur,
materiali tretet plotësisht dhe kalon në gjendje viskoze të lëngët në llogari të nxehtësisë
nga ngrohësit e cilindrit dhe nga nxehtësia e liruar gjatë fërkimit të brendshëm. Për shkak
se dendësia e tretësirës është më e madhe nga dendësia e polimerit të ngurtë, tretësira e
formuar merr vëllim më të vogël nga granulat. Për këtë shkak, që të mund tretësira ta
plotësojë gjithë vëllimin në kanalet e kërmillit, ai duhet të komprimohet. Për të arritur
ngjeshje rritet diametri i kërmillit, kurse zvogëlohet vëllimi i kanalit në zonën e shkrirjes në
drejtim të lëvizjes së materialit. Kjo arrihet me zvogëlimin e lartësisë së prerjeve.
Zvogëlimi i vëllimit të kanalit të kërmillit e përcakton shkallën e ngjeshjes.
137

TEKNIKA E PRODHIMIT – Viti II
Ky është raporti ndërmjet vëllimit të kanalit në zonën e ushqimit dhe atij në zonën e
dozimit. Më shpesh shfrytëzohen kërmill me hap të vazhdueshëm në gjithë gjatësinë e
kërmillit dhe thellësi të ndryshueshme të prerjeve. Shkalla e ngjeshjes tek ekstruderët në
formë të kërmillit për polimeritë termoplastike është 1.5-4.1 në varësi nga polimeri.
Gjatësia e zonës së ngjeshjes varet nga natyra e polimerit i cili përpunohet.
Zona e dozimit (nxjerrjes) – në pjesën e dytë të ekstruderit, pasi polimeri është
tretur, kërmilli e bart masën viskoze të lëngët në zonën e kallëpit, ku mund të jepen
shtypjet e larta. Në këtë zonë thellësia e kanalit është e vazhdueshme, por më e vogël
nga e njëjta në zonën e parë. Për shkak të deformimeve të mëdha të cilat paraqiten në
zonën për dozim, vjen deri në plastifikimin e plotë dhe homogjenizimin e plotë të
tretësirës, ku rrjedhja e saj është në mënyrë të barabartë. Gjatësia e kësaj zone varet nga
natyra e polimerit dhe mund të ndryshohet në kufi të gjerë. Kryesorja, ka dy lloje:
zona e gjatë e ngjeshjes
zona e shkurt e ngjeshjes
Kërmilli me zonë të shkurt të ngjeshjes shfrytëzohet për ekstrudimin e polimerive
me interval të ngushtë të shkrirjes (p.sh., poliamidet, PVC), kurse kërmilli me zonë të
gjatë të ngjeshjes shfrytëzohet për ekstrudimin e polimerive të cilat kanë interval të gjerë
të shkrirjes.
Zona e fundit në ekstruder është dizna. Tretësira e polimerit duhet të shtypet në
diznë me shpejtësi konstante, me koekzistencë dhe me shtypje. Këto parametra mund të
ndryshojnë nga pika në pikë, por kur do të maten në një pikë, ato duhet të jenë të
vazhdueshme me kalimin e kohës. Shtypja e nevojshme krijohet si rezultat i:
reduktimit të rrjedhjes në zonën e shkrirjes
restrikcioneve në kokën e diznës
viskozitetit të rritur
Reduktimi i rrjedhjes është si rezultati i:
reduktimit të thellësisë së kanalit
reduktimit të gjerësisë së kanalit
ftohjes së kërmillit me ujë (me ftohjen e kërmillit shkaktohet ngurtësimi i
polimerit deri në sipërfaqen e kërmillit dhe reduktohet thellësia efektive e
kanalit).
138
TEKNIKA E PRODHIMIT – Viti II
Nga zona e ngjeshjes, dizna është e ndarë ne pllakë ndarëse (pllakë e çeliktë me
vrima) e cila ka rol të sitës, në të cilën mbahen papastërti të ndryshme, si dhe të sigurojë
shtypje adekuate nga zona e nxjerrjes.
Gjatë rrjedhjes së shkrirjes nëpër kanalin e ekstruderit, vjen deri në një përshtatje
të caktuar, zgjatje dhe orientim të caktuar të vargut të polimerit dhe pas daljes nga dizna,
e cila është afat shkurte, konfigurimi spiral nuk ka kohë të zëvendësohet me tjetër dhe si
rezultat vjen deri te tendenca që tretësira të rrotullohet edhe një herë para ngurtësimit.
Gjatë daljes së gufimit, tretësira e polimerit të diznës mund të vijë deri në zgjerimin
e gufimit. Ky fenoment quhet efekt i zgjerimit të tretësirës së polimerit në dalje nga
dizna. Ky zgjerim paraqitet si rezultat i asaj se me reduktimin e diametrit të kanalit të
ekstruderit, në polimeri paraqiten shtrëngime të brendshme, të cilat në dalje prej diznës
qetësohen. Në realitet, vjen deri në prishjen e orientimit të makromolekulave, që ndodh
gjatë derdhjes në ekstruder dhe në pipëz, tretësira e polimerit zgjerohet.
Gabimet gjatë ekstrudimit të polimerive
1. flluskat në shtrydhësit – në qoftë se në ushqyesen futet polimeri me lagështi,
lagështia në ekstruder avullohet dhe nxit paraqitje të flluskave
2. sipërfaqja e lëmuar, por mat e ekstruderit – në qoftë se temperatura e diznës
është më e ulët
3. sipërfaqja me shkëlqim jo të barabartë të ekstruderit – për shkak të përzierjes
së dobët të tretësirës
4. porozitet në ekstruder – si rezultat i gazrave të bllokuar
5. nivele jo të barbarta sipërfaqësore të ekstruderit ose lëkurë dimërore - në
qoftë se temperatura është shumë e lartë
6. mpiksje të zeza, njolla ose damkë – në qoftë se polimeri ka stagnuar në
ndonjë pikë në makinë dhe çoi në dekompozim të pjesshëm.
139

TEKNIKA E PRODHIMIT – Viti II
5.2.1. SHTRYDHJA E FILMAVE DHE FOLIVE
Filmat dhe folitë gjithashtu mund të fitohen si produkte direkte të ekstruduara.
Produkti i ekstraduar me trashësi prej 0.5 mm quhet film, ndërsa mbi 0.5 mm quhet foli.
Dizajni i diznave për ekstrudim të filmave dhe folive është i lidhur me deformimin e
tretësirës në formë cilindrike e cila pastaj zgjerohet dhe sheshohet, ku duhet pasur kujdes
për temperaturën dhe shtypen. Ekzistojnë tre forma themelore të diznave të cilat
shfrytëzohen: T-diznë, diznë-bisht peshku dhe diznë-varëse.
Fig. 83 Skema e linjës për ekstrudimin e folisë
T- dizna shfrytëzohet për të ekstruduar mbështjellëse dhe kabllo kur përdoren për
polimeri me molekula të ulëta, kurse nuk është e përshtatshme për tretësirat me viskozitet
të lartë ose për tretësirat lehtë të shkatërrueshme.
Diznë – bishti i peshkut – jep shpërndarje më të mirë të tretësirës, dhe pastaj
përdoret për ekstrudimin e folive të gjëra dhe të holla.
Diznë – varëse – jep shpërndarje më uniforme të tretësirës dhe ka diametër
rrethor.
Diznet për folitë dhe filmat janë të lidhura me vrima të shtrënguara të cilat
mundësojnë që trashësia e folive të fitohet përmes serisë së dërstilave dhe shufrave të
vendosura në mënyrë të tërthortë në serinë e folisë.
Ekstrudimi i mbulesave është e ngjashme me ekstrudimin e filmit. Filmi nga
dizna vjen në bazë të substratit i cili duhet të jetë i mbuluar, pastaj bëhet llaminimi dhe
ftohja dhe përzihet në mekanizmin pranues.
140

TEKNIKA E PRODHIMIT – Viti II
Ko-ekstrudimi – paraqet ekstrudim të njëkohshëm të më tepër se një lloji të
polimerit, ku fitohet produkt fletë-fletë. Ko-ekstrudimi kërkon ekstruder të posaçëm për
secilin polimeri, kurse produkti me shumë shtresa formohet në diznë. Kjo teknikë
mundëson që produkti të ketë cilësi të ndryshme nga njëra-tjetra, disa nga ana e
brendshme, disa nga ana e jashtme.
Fig. 84 Ko-ekstruder për strukturë tre-shtresore
Në këtë mënyrë mund të prodhohen edhe më tepër struktura-sandviç me shtresa,
më shpesh prodhohen me dy shtresa. Përveç për profilet, kjo teknikë shfrytëzohet edhe
gjatë fryrjes së filmave dhe shisheve. Rrymat e polimerit nga ekstruderë të ndryshëm nuk
përzihen, për shkak se mbisundojnë kushtet për derdhjen fletë-fletë të cilat nuk lejojnë
polimeritë të përzihen.
141

TEKNIKA E PRODHIMIT – Viti II
5.3. FRYRJA E QELQIT
Formimi i produkteve të qelqit përmes fryrjes paraqet mënyrë më të vjetër të
formësimit të qelqit. Fryrja bëhet me dorë ose me makinë.
Pajisje themelore për fryrjen me dorë është “llulla prej qelqi”. Ajo paraqet tub me
vrima e bëra nga hekuri. Pjesa e poshtme e llullës e cila zhytet në masën e qelqit është
nga çeliku i rezistueshëm nga zjarri. Pjesa e sipërme e llullës është e mbështjellë me dru i
cili i mbron duart e punëtorit. Llulla në pjesën e sipërme ka zëdhënës nga mesingu i cili e
lehtëson fryrjen.
Fig. 85 Procesi i fryrjes
me dorë
Fig. 86 Procedura përpunimit
me fryrje
Që të ngjitet masa e qelqit të llullës ajo duhet paraprakisht të vendoset në furrë
për t’i nxehur, por nxehja e tepër nuk është e nevojshme për shkak se rritet korrozioni i
metalit. Kohën e nxehjes së llullës e përcaktojnë punëtorët të cilët “e grumbullojnë qelqin”.
Grumbullimi i qelqit bëhet me zhytjen e pjesës së nxehur të llullës në masën e qelqit ku
llulla vazhdimisht rrotullohet derisa në atë nuk mblidhet sasi e mjaftueshme e qelqit. Gjatë
grumbullimit të qelqit, së pari duhet të grumbullohet sasi e caktuar e masës së qelqit,
kurse gjithashtu duhet pasur kujdes që masa e grumbulluar të jetë e pastër. Llulla me
qelqin e gmbulluar nxirret nga furra dhe me fryrje të lehtë në masën e qelqit bëhet në
formë të topit të ashtuquajtur bang. Me valëzim të lehtë të bangut ai pak ftohet, kurse
pastaj përsëri grumbullohet masa e qelqit. Grumbullimi i qelqit të bangut mund të bëhet
një herë ose disa herë varësisht nga ajo sesa peshë duhet të ketë sendi.
142
b
c
b) c)

TEKNIKA E PRODHIMIT – Viti II
Pas grumbullimit, qelqi i bangut me valëzim dhe me fryrje të lehtë fitohet
përafërsisht forma e produktit të gatshëm, kurse pastaj, masa e qelqit pak del dhe fiton
viskozitet të qëlluar për fryrje. Gjatë këtij operacioni, masa e qelqit shpërndahet si duhet
në të gjitha anët dhe në këtë mënyrë mundëson sendet e fryra të kenë trashësi të njëjtë
të mureve.
Fryrjen në kallëp e bën mjeshtri-qelq punuesi me rrotullimin e vazhdueshëm të
llullës, me qëllim që sendi në mënyrë të barabartë të fryhet. Gjatë këtij operacioni,
punëtori vetë përcakton sa kohë dhe me çfarë fuqi do e fryjë, sa gjatë do e rrotullojë
llullën. Punëtori duhet të vërejë në qoftë se ndodh ndonjë ndryshim në furrë dhe të
reagojë në kohë. Pas fryrjes në kallëp, kallëpi hapet, sendi i formuar zbritet nga llulla me
valëzim afatshkurtë, në shtratin grog sendi pak flladitet, kurse pastaj bartet në furrë për ri-
nxehje.
Që të prodhohet një send i mirë me fryrje duhet pasur kujdes që:
1. Pesha e sasisë së grumbulluar të qelqit duhet të përgjigjet me peshën e
sendit;
2. Bangu duhet të ketë formë dhe madhësi të caktuar kundrejt nevojave;
3. Muret duhet të ketë trashi të njëjtë;
4. Temperatura e gjithë masës së qelqit të grumbulluar duhet të jetë e
shpërndarë në mënyrë simetrike në raport me boshtin gjeometrik të
sendit;
Fryrja me dorë e qelqit ka disa mungesa:
1. Më vështirë fitohen sendet me dimensione de madhësi plotësisht të
njëjta;
2. Nevojitet kualifikimi i lartë i punëtorëve dhe kosto e madhe e fuqisë
punëtore;
3. Sendet e fryra me dorë kërkojnë shumë përpunim kompleks shtesë;
4. Kushte të vështira për punë (temperaturë e lartë, rrezik nga djegia,
përqendrim dhe tension në punë).
Për këtë shkak, u kalua në fryrje përmes rrugës mekanike dhe për këtë qëllim janë
futur makinat për fryrje. Sot, ky prodhim është automatizuar plotësisht.
Në Fig. 87 janë dhënë fazat e procesit të fryrjes së qelqit në makinën e Ovensonit.
Platforma e makinës zhytet në shkrirësen e qelqit dhe lirohet nga ajri dhe prandaj
mbushet me shkrirës.
143

TEKNIKA E PRODHIMIT – Viti II
Fig. 87 Fazat e fryrjes së qelqit me makinën e Ovensonit
Pastaj forma ngrihet, kurse në atë qelqi i ngjitur varet. Menjëherë pastaj fillon fryrja
e qelqit, bartet në kallëpin final, fryhet plotësisht dhe sendi i formuar nxirret. Kapaciteti i
këtyre makinave është nga 20000-80000 shishe në ditë.
144

TEKNIKA E PRODHIMIT – Viti II
5.4. FRYRJA E PLASTIKËS
Kjo procedurë shfrytëzohet për fitimin e shisheve si dhe enëve dhe artikujve tjero
jo cilindrik me vrima (enë për ruajtjen e kimikateve, kutitë e semaforëve, tankeve për
lëngë djegëse dhe të tjera).
Ekzistojnë dy ndarje kryesore të proceseve të fryrjes: fryrja me ekstrudim dhe
fryrja me injektim injektues. Në fillim dominues është fryrja me ekstrudim, ndërsa kohët
e fundit fryrja me injektim bëhet teknika kryesore në prodhimin e shisheve për pijet
joalkoolike.
Parimi i fryrjes në kallëp me shekuj është shfrytëzuar nga fryrësit të e qelqit.
Formohet paraformë gjysmë e shkrirë cilindrike e cila vendoset ndërmjet dy terminaleve
të kallëpit dhe fryhet ajri. Sipërfaqja e kallëpit ftohet dhe produktit nën shtype ngurtësohet
në një formë të caktuar. Produkti nxirret me hapjen e kallëpit.
Tek fryrja me ekstrudim të masave plastike, platforma cilindrike shtrydhet nga
dizna. Gjatë fryrjes me injektim, paraforma fitohet me injektim në kallëp dhe nxehje të
sërishme deri në temperaturën e fryrjes.
Fig. 88 Fryrja e plastikës
145
a) b) c)

TEKNIKA E PRODHIMIT – Viti II
Në fig. 88 është dhënë skema e procedurës për fryrjen e shisheve prej plastike.
Tubi ose cilindri (D) nga polimeri i nxehur sillet ndërmjet dy pjesëve të kallëpit (C).
Kallëpi mbyllet, kështu shtrëngohen qeset e tubave dhe veprohet me ajër të
ngjeshur i cili sillet përmes tubit (A), në këtë mënyrë duke ngjitur plastikën në muret e
kallëpit. Domethënë, nën ndikimin e ajrit, polimeri i nxehur zgjerohet, ku polimeri ngjitet në
muret e kallëpit. Kjo procedurë shfrytëzohet për prodhimin e shisheve të plastikës dhe
enëve të ndryshme. Ajo është procedurë e shpejtë e cila zakonisht aplikohet për
termoplastet.
Tek ekstrudimi me fryrje, paraforma e cila ka formë të tubit me gjatësi të caktuar, e
zënë dy terminalet e kallëpit të cilat e formojnë formën finale të sendit. Pastaj, ajri i
ngjeshur fryhet në mostrën e ekstruduar përmes gjilpërave ose përmes fundit i cili ende
është i lidhur me diznën e ekstruderit. Mostra zgjerohet, zgjatet dhe e merr formën e
kallëpit. Koha e procedimit është nga 1-5 s. Përparësi e kësaj metode është se nuk ka
pauzë ndërmjet mbylljes së kallëpit dhe fryrjes. Mungesa është se përherë fitohet qafë të
dhëmbëzuar të shishes.
Fryrja me ekstrudim mund të llogaritet si procesi i vazhduar i cili mundëson
shpejtësi më të mëdha prodhuese.
146

TË MBAJMË MEND
TEKNIKA E PRODHIMIT – Viti II
o Fjala ekstrudim (shtrydhje) e karakterizon procesin e formësimin e materialit të zbutur ose të plastifikuar me kalimin e tij nëpër vrima nën shtypje.
o Me ndihmën e ekstruderit mund të realizohen operacionet vijuese: përzierje, gatim (shkatërrimi i baktereve me pasterizim, çaktivizimi i enzimave, denatyralizimi i ndryshimeve, kllasterizimi i niseshtes), shtrydhje, formësim dhe shtypje në formë të shkronjave.
o Në zonat e ndryshme të ekstruderit zhvillohen operacione dhe transformime të ndryshme të materialit, ashtu që komponentat funksionale kryesore ose zonat e ekstruderit janë: zona e ushqimit, zona e përzierjes dhe zona finale e gatimit (zona e shkrirjes).
o Ekstruder-ekspander - është i menduar për përpunim termik – ekstrudim të kokrrës së sojës dhe për ekspandim (zgjerim).
o Ekstrudimi paraqet një nga metoda më shpesh të përdorura për formësimin e polimerive. Shfrytëzohet për prodhimin e sendeve me diametër konstant, siç janë: tubacionet, profilet, folitë dhe filmat, kabllot, etj.
o Gjatë daljes së pipëzës shkrirje e polimerit nga dizna mund të vijë deri tek zgjerimi i pipzës. Ky fenoment quhet efekt i zgjerimit të shkrirjes së polimerit gjatë daljes nga dizna.
o Pajisje themelore për fryrje me dorë të qelqit është “llulla e qelqi”. Ajo paraqet tub me vrima i bërë nga hekuri.
o Platforma e Makinës së Ovensonit zhytet në shkrirësen e qelqit dhe lirohet nga ajri dhe prandaj mbushet me shkrirës. Pastaj forma ngritet, kurse në atë qelqi i ngjitur pritet. Menjëherë pastaj fillon fryrja e qelqit, bartet në kallëpin final, fryhet plotësisht dhe sendi i formuar nxirret.
o Ekzistojnë dy ndarje kryesore të proceseve të fryrjes së plastikës: fryrja me
ekstrudim dhe fryrja me injektim injektues.
o Në fryrje me ekstrudim të masave plastike, platforma cilindrike ekstradohet nga dizna. Gjatë fryrjes me injektim, paraforma fitohet me injektimin e kallëpit dhe nxehjes së sërishme deri në temperaturën e fryrjes.
147

TEKNIKA E PRODHIMIT – Viti II
PYETJE NGA TEMA FORMËSIM ME EKSTRUDIM DHE FRYRJE
1. Çka paraqet ekstrudimi i polimerive?
2. Prej cilëve pjesë përbëhet ekstruderi?
3. Cilët janë parametrat kryesorë të procesit të ekstrudimit?
4. Përshkruani procesin e ekstrudimit të polimerive.
5. Përshkruani procesin e ekstrudimit të ushqimit.
6. Cila është pajisja kryesore për fryrjen manuale të qelqit?
7. Shpjegoni fryrje me dorë të qelqit.
8. Cilat janë mungesat e fryrjes me dorë të qelqit?
9. Shpjegoni procesin e formësimit të sendeve plastike me fryrje.
10. Cilat sende plastike formësohen me fryrje?
148

TEKNIKA E PRODHIMIT – viti i II
BIBILIOGRAFIA
1. Bakalovska M. Lapçeva K. (1979) Fijet e tekstilit, Shkup, Fakulteti i
Teknologjisë dhe Metalurgjisë.
2. Vitoroviq D. (1992) Teknologjia kimike, Suboticë-Beograd, Shtëpia botuese
“Minerva”.
3. Jevtiq D. (2002) Materialet optike, Beograd, Enti për libra dhe mjete mësimore.
4. Lazarev J. Gjorevski A. Trajkovski S. (1992) Teknologjia e përpunimit, Shkup,
“Prosvetno delo”.
5. Lazarev J. Kolozov K. (1991) Teknologjia e përpunimit të metaleve, Shkup,
“Prosvetno delo”.
6. Matkalieva M. Zafirovski S. Miloshevski M. (1992) Teknologjia jorganike,
Shkup, “Prosvetno delo”.
7. Petrov GJ. Stefanovski S. (1989) Bazat e prodhimit të tekstilit 2, Shkup,
“Prosvetno delo”.
8. Simov А. (2001) Teknologjia farmaceutike, Shkup, “Makform“.
9. Stevçevska V. Nikusheva L. Maslinko. – Maslinko (1993) Teknologjia organike,
Shkup, “Prosvetno delo”.
10. Stevçevska V. Masin A. (1996) Teknologjia e miellit dhe sheqerit, Shkup.
“Prosvetno delo”.
11. Sushiq K. S. Gural M. E. (1965) Bazat e teknologjisë së sheqerit, Beograd,
“Libri shkencor”.
12. Tomoviq N. M. (1976) Liveimi i metaleve të ngjyrosura, Beograd, Fakulteti i
teknologjisë dhe metalurgjisë.
13. Topuzovski B. Keckarovska L. Panovski P. (1986) Bazat e proceseve kimike –
teknologjike, Shkup, “Prosvetno delo”.
14. Cvetkov L. (1994) Ambalazhi i prodhimeve ushqimore, Shkup, NIO “Studentski
zbor”.
15. Materiali i përgatitur interno për derdhje të qeramikës prej fabrikës Sh. А.
”Porcelanka” - Veles.
16. Materiali i përgatitur interno për derdhje të çokollatës prej fabrikës Sh. A.
“Vitaminka” - Prilep.
149


TEKNIKA E PRODHIMIT – viti i II
PËRMBAJTJA
PARATHËNIE............................................................................................................................... 3
H Y R J E...................................................................................................................................... 5 I TEMA: FORMËSIMI ME DERDHJE........................................................................................... 7
1. NË PËRGJITHSI MBI DERDHJEN....................................................................................... 8 1.1. DERDHJA E METALEVE.................................................................................................. 9
1.1.1. DERDHJA NË RËRË.................................................................................................. 10 1.1.2. SISTEMI I DERDHJES DHE DERDHJA E METALIT TË SHKRIRË.......................... 13 1.1.3. DERDHJA NË GUACA.............................................................................................. 15 1.1.4. DERDHJA PRECIZE.................................................................................................. 18 1.1.5. DERDHJE NË KALLËPET E PËRHERSHME METALIKE......................................... 20 1.1.6. DERDHJA NËN SHTYPJE......................................................................................... 22 1.1.7. DERDHJA CENTRIFUGALE..................................................................................... 25 1.1.8. GABIMET GJATË DERDHJES NË METALE............................................................. 26
1.2. DERDHJA NË MATERIALE KERAMIKE........................................................................... 28 1.2.1. DERDHJA MANUALE E PRODUKTEVE KERAMIKE............................................... 32 1.2.2. FORMËSIMI I KERAMIKËS SË IMËT DHE SPECIALE ME DERDHJE.................... 34
1.3. HEDHJA E ÇOKOLLATËS.............................................................................................. 36 1.3.1. ÇOKOLLATA E PLOTË............................................................................................. 37 1.3.2. ÇOKOLLATA E MBUSHUR (ME KREM)................................................................... 39 1.3.3. FORMËSIMI I FIGURAVE TË ÇOKOLLATËS........................................................... 39 1.3.4. FTOHJA E ÇOKOLLATËS......................................................................................... 40
1.4. MBUSHJA E PRODUKTEVE PREJ POLIMERI................................................................ 42 1.4.1. MJETET PËR PËRGATITJEN DHE MIRËMBAJTJEN E PROCESIT TË INJEKTIMIT ME INJKEUTES...................................................................... 45
II TEMA : FORMËSIMI ME PRESIM........................................................................................... 51 2. NOCIONI I PRESIMIT DHE LLOJET E PRESAVE............................................................. 52 2.1. PRESIMI I MASAVE PLASTIKE....................................................................................... 54 2.2. FORMËSIMI I QELQIT ME PRESIM................................................................................ 57 2.3. FORMËSIMI I PRODUKTEVE KERAMIKE ME PRESIM................................................ 59 2.4. FORMËSIMI I PRODUKTEVE KOZMETIKE DHE FARMACEUTIKE ME PRESIM......... 61 2.5. PRESIMI NË INDUSTRINË USHQIMORE ...................................................................... 66
III TEMA: FORMËSIMI ME DËRSTILIM....................................................................................... 73
3. PËRPUNIMI ME DËRSTILIM............................................................................................... 74 3.1. KASOLLAT E DËRSTILAVE............................................................................................. 75 3.2. DËRSTILIMI NË GJENDJE TË NXEHTË.......................................................................... 79 3.3. DËRSTILIMI I FTOHTË I FLETËVE METALIKE DHE LENTAVE..................................... 80 3.4. DËRSTILIMI I BOBINAVE................................................................................................. 80 3.5. FORMËSIMI I FLETËVE METALIKE DHE TUBACIONEVE ME DËRSTILIM.................. 82 3.6. FORMËSIMI I BONBONAVE-KOKRRA ME DËRSTILIM................................................. 87 3.7. DËRSTILIMI I QELQIT...................................................................................................... 89 3.8. FORMËSIMI I POLIMERIVE ME DËRSTILIM................................................................... 90
3.8.1. LIGJET THEMELORE GJATË KALANDRIMIT TË POLIMERIVE............................. 91
151

TEKNIKA E PRODHIMIT - viti i II 3.8.2. FORMËSIMI I FOLIVE-PVC.......................................................................................... 93
3.8.3. FORMËSIMI I GOMËS.............................................................................................. 95 3.9. KALANDRIMI I PËLHURAVE.......................................................................................... 98 3.10. DËRSTILIMI I PËLHURAVE TË LESHTA..................................................................... 99 3.11. FORMIMI I LETRËS...................................................................................................... 101
IV TEMA: FORMËSIMI ME NXJERRJEЊЕ.............................................................................. 107
4. NXJERRJA E TELAVE METALIKE DHE FLETËVE METALIKE....................................... 108 4.1. NXJERRJA E GOMËS DHE LËNGUT........................................................................... 111 4.2. NXJERRJA E QELQIT.................................................................................................... 113 4.3. PRODHIMI I FIJEVE KIMIKE ME NXJERRJE............................................................... 115
4.3.1. FITIMI I FIJEVE KIMIKE ORGANIKE...................................................................... 115 4.3.2. PROCEDURAT PËR NXJERRJEN E FIJEVE KIMIKE ORGANIKE ...................... 118 4.3.3. FITIMI I FIJEVE KIMIKE JOORGANIKE ................................................................ 122
V TEMA: FORMËSIMI ME EKSTRUDIM DHE ME FRYRJE.................................................... 127
5. EKSTRUDIMI I USHQIMIT................................................................................................ 128 5.1. IMPIANTI I PROCESIT PËR EKSTRUDIMIN E USHQIMIT - EKSTRUDERI................ 131
5.1.1. EKSTRUDIMI I SOJËS........................................................................................... 133 5.2. EKSTRUDIMI I POLIMERIVE........................................................................................ 135
5.2.1. EKSTRUDIMI I FILAVE DHE FOLIVE.................................................................... 140 5.3. FRYRJA E QELQIT........................................................................................................ 142 5.4. FRYRJA E PLASTIKËS................................................................................................. 145
BIBLIOGRAFIA......................................................................................................................... 149 152