Embed Size (px)
DESCRIPTION
tecnologia I
Citation preview

Control de Calidad
Un ideal del mundo manufacturero, por tanto la producción de medicamentos, es elaborar productos perfectos. Si se conseguiría este ideal no fuera necesario realizar control de calidad de los diferentes lotes de productos, pues en cada lote, por ejemplo, el 100% de tabletas pesarían exactamente 500 mg, tal como se proyectó. Desafortunadamente en la realidad existen muchos factores que se combinan e interactúan sobre cada unidad elaborada; como la temperatura, humedad, materiales, maquinas entre otros; dando como resultado unidades, más gruesas, más delgadas, mas pesadas, más ligeras, que sus dimensiones ideales.
El control de calidad de productos durante mucho tiempo fue realizado bajo la forma tradicional denominada "inspección". Sólo a partir de 1,920 se desarrolló el "Control estadístico de calidad", cuya aplicación se ha generalizado en los países industrializados.
En la primitiva producción el artesano escogía, de acuerdo con su habilidad y preferencia, las herramientas sencillas de trabajo. La calidad del artículo dependía de la pericia del artesano, que aplicaba ingenio y arte en la manufactura, desde el inicio del trabajo hasta el acabado de la pieza.
En la producción industrial moderna se fabrica empleando complicadas máquinas-herramienta. El proceso productivo se descompone en operaciones elementales, de las que cada operario apenas si realiza algunas o una de ellas, preparando así una parte del producto, pieza o componente y casi nunca un artículo completo.
Los diferentes componentes producidos en diferentes etapas o periodos distintos, se reúnen en la cadena de producción. Para que el producto final sea homogéneo, los componentes deben ser "intercambiables". Ello significa que las características de calidad de cada componente han de estar dentro de unos límites o banda de variación que permite obtener siempre el producto con las características proyectadas.
La producción en gran escala y el empleo de componentes homogéneos e intercambiables se introdujo hace menos de dos siglos. Alrededor de 1900 empezó a generalizarse la normalización de los productos con la ayuda de las "Especificaciones de Fabricación" que señalan las características del producto para que este sea aceptado.
El concepto de "Tolerancia de la partida", porcentaje aceptable de unidades o de componentes defectuosos contenidos en la partida, fue introducido por Shewhart en 1923. Nacía entonces la noción de la "Especificación de aceptación". Esto llevó a Shewhart a esbozar en 1924 el primer "gráfico de control de fabricación", considerando que, incluso en un proceso de fabricación bajo control, ocurren variaciones inevitables, susceptibles, pese a todo. El surgimiento del control estadístico de calidad se hizo posible en virtud del desarrollo de la teoría exacta del muestreo acompañado por la penetración de las técnicas estadísticas en varios campos científicos.
En tal momento se plantearon dos cuestiones: a) Crear técnicas de control del proceso productivo para reducir al mínimo el número de piezas defectuosas o fuera de especificación; de ello surge el "control de fabricación". b) Reducir la cantidad de piezas inspeccionadas a un mínimo, originándose la "inspección por muestreo".
1

Objetivos y Fases del Control de Calidad
Control de calidad.- Es un sistema amplio y complejo; abarca todos los sectores de una empresa en un esfuerzo común y cooperativo; tiene como objetivo el establecer, mejorar y asegurar la calidad de la producción en niveles económicos, para satisfacer los deseos de los consumidores.
A diferencia de la inspección tradicional que verificaba la calidad del producto acabado, el moderno control estadístico de calidad actúa en todas las fases del proceso productivo; su objetivo es evitar la producción de bienes de calidad no satisfactoria, en lugar de separarlos únicamente al acabar la producción. El control de calidad comprende por ello cuatro actividades relacionadas entre sí. 1) Comienza antes de iniciarse la producción, cuando se estudia el "proyecto" del producto. 2) Luego viene la verificación en la "recepción" del material que ha de emplearse en la producción. 3) El control se ejerce durante el "proceso de fabricación"; y 4) Se realiza el control en el "producto acabado".
Fases de un ciclo de control.- Las técnicas empleadas para realizar un programa completo de control de calidad podrán diferir según el trabajo o tipo de producto, pero de modo general, abarca esquemáticamente, las fases siguientes:
ESPECIFICACIÓN FABRICACIÓN INSPECCIÓN
Especificación de la calidad
En su forma primitiva, cuando aún no existían patrones de medida, las características de calidad apenas se especificaban por palabras, empleándose adjetivos; la ambigüedad en la interpretación engendraba disputas entre compradores y vendedores. Posteriormente se introdujo la especificación por muestra del producto, lo cual redujo en cierta forma los malos entendidos. Al desarrollarse las técnicas de medición, fue posible introducir especificaciones numéricas. Al principio las especificaciones escritas señalaban una dimensión exacta, es decir, sólo un número para definir la característica deseada. Los fabricantes comprobaron, que por más que se esmerasen en la ejecución, la dimensión del producto divergía de la exigida en la especificación. Aunque ello contrariase a los proyectistas, se desarrolló la noción de tolerancia acabando por incorporarse a las especificaciones.
Características de calidad.- Según el caso, una serie de requisitos bastante variados pueden constituir una "característica de calidad" de un producto o de un servicio: así, una propiedad física o química, una dimensión, una temperatura, una presión, etc. Le cabe al proyectista especificar la característica que le interesa, así como el proceso de fabricación, las herramientas y las tolerancias permitidas. En la línea de producción se desarrollará, acompañando a la ejecución, un sistema de control de fabricación. En las fases intermedia y en la final, la inspección del producto comprobará la conformidad del producto con la especificación.
El establecimiento de una norma de calidad.- En resumen, la calidad se determina mediante la a) "especificación" de lo que se desea, b) por el "control de
2

fabricación" que procura atender la especificación, c) por la "inspección" del producto con el fin de comprobar si es conforme con la especificación previamente aceptada. Tal secuencia conduce al establecimiento de una "norma de calidad", es decir, de las magnitudes de las caracteristicas necesarias y suficientes para que su calidad resulte satisfactoria, adecuada, digna de fe, y económica desde el punto de vista de aquéllos a quienes interese la norma.(Shewhart).
Tipos de Especificacciones La elaboración de una especificación constituye la fase inicial de un ciclo de control de calidad. La especificación señala aquello que se desea, como paso previo para establecer la norma de calidad. Cualquier artículo, por sencillo que sea, presenta un gran número de características de calidad; intentar incluirlas todas en la especificación sería desconocer el propio valor de la normalización.
En realidad, la normalización no intenta fijar un patrón ideal para el producto; por el contrario, para normalizar se consideran las posibilidades y el costo de fabricación, las condiciones existentes en el mercado, las necesidades del consumidor y la garantía que puede dársele. Por ello ninguna norma de calidad atenderá a todas las condiciones que puedan existir, mas toda norma deberá ser eficiente, técnicamente ejecutable y comercial mente económica.
La elaboración de especificaciones es una tarea delicada que requiere una colaboración entre proyectista, fabricante y consumidor. Como regla general, la preparación de una especificación compete al departamento técnico de la empresa (denominado departamento de ingeniería o de proyectos o de investigaciones), que reúne a tal efecto informaciones de otros departamentos, tales como el de ventas, o el de fabricación. Se crean así normas y especificaciones particulares de una empresa, en un equilibrio entre los intereses de productores y de consumidores. En tal caso, la norma de calidad se establece de forma sencilla, a través del propio mercado, sin más coacción que la de la acción publicitaria adoptada; el grado de aprobación se manifiesta por la mayor o menor aceptación por parte de los consumidores. Cuando un producto posea un amplio mercado no monopolístico y presente una amplia variedad de utilización, surge la conveniencia de establecer una norma de carácter nacional.
La adopción de normas nacionales, e incluso internacionales, es una tendencia de la industria moderna, debido a la creciente complejidad de los productos y de los procesos de producción. La normalización facilita las relaciones entre los diversos sectores industriales y constituye una garantía de calidad. Tendrá carácter de imposición por el poder público, cuando estén en juego la salud o la seguridad del consumidor.
Contenido de las especificaciones.- Como no es posible evaluar globalmente la calidad, se hace necesario seleccionar las características de calidad que sean importantes para evaluarla. Sólo se indicarán o incluirán en el texto de la especificación dichas características, teniendo que ser la información en relación con ellas lo más completa posible. Las operaciones, los métodos de ensayo y los instrumentos por utilizar se indicarán expresamente, así como las tolerancias permitidas y la precisión de los resultados.
3

De acuerdo con la finalidad, varían la forma y contenido de las especificaciones, admitiéndose tres tipos: la de materiales, la del producto final y la de fabricación.
Especificación de materiales.- Los elementos esenciales de una especificación de aceptación de materiales son los siguientes:
a) El tipo y la unidad del material: la unidad del producto o del material es el elemento de referencia en la inspección, aunque muy frecuentemente no representa a un objeto aislado.
b) La identificación de los lotes: es importante para la decisión de rechazar únicamente las piezas (o elementos involucrados) de un lote determinado que se comprueba inaceptable.
c) Las características del material: sólo se especifican las características importantes para evaluar la calidad. Son de dos tipos, atributos y variables.
d) El plan de inspección: completa o por muestreo.e) Los métodos de ensayo: para evaluar cada una de las características de calidad.f) El embalaje, el manejo y el acondicionamiento.
Especificación de productos finales.- Aunque muy frecuentemente la especificación de materiales y la especificación de productos finales sean semejantes, existen diferencias en cuanto al objetivo y al empleo de cada uno de dichos tipos de especificación.
Una especificación de materiales se destina a la inspección de recibo, y se hace por lo general por atributos. La decisión de aceptar o rechazar un lote de materiales presentado por un suministrador no tiene en cuenta las causas de la falta de conformidad. El comprador y el vendedor se ponen previamente de acuerdo sobre las exigencias de la especificación.
Una especificación de productos finales, puestos a disposición del público consumidor, constituye una responsabilidad exclusiva del fabricante. Los compradores individuales no elaboran especificaciones sobre aquello que desean; sólo adquieren o no un producto final, sin indagar demasiado sobre los materiales empleados y el proceso de fabricación. A diferencia de lo que sucede con las compras hechas por las fábricas que transmiten con celeridad a los suministradores su decisión de aceptación o rechazo, la reacción de los consumidores tarda algún tiempo en llegar al fabricante, ya que depende de la información transmitida por los distribuidores. Especificación de fabricación.- La conveniencia de adoptar especificaciones de fabricación se reconoce cuando se comprende que la variabilidad es un hecho natural de la fabricación y que no resulta siempre posible verificar todas las desviaciones del producto posiblemente resultantes de desvíos en el proceso, ni tampoco que todos los citados desvíos puedan preverse en las especificaciones del producto final. Además, resulta menos dispendioso observar rigurosamente las especificaciones de fabricación que el comprobar la conformidad del producto acabado respecto a la especificación.
Existe gran variedad de forma de las especificaciones de fabricación; no obstante vamos a enumerar algunos elementos esenciales comunes a las mismas:
4

a) Lista de materiales: todos los materiales empleados en el proceso de fabricación deben constar en la lista, indicándose la correspondiente especificación de materiales a la cual deberán ceñirse.
b) Equipamiento: debe presentarse una clara descripción del equipamiento, máquinas y herramientas, acompañadas de diseños de la disposición general del fluxograma y de otros diagramas esclarecedores. Los tipos especiales o generales del equipamiento necesario se indicarán explícitamente.
c) Hojas de operación: Las operaciones por ejecutar en el proceso de fabricación constarán de hojas especiales con todas las indicaciones necesarias para su comprensión (denominación de la operación; máquina o herramienta; tiempo de ejecución; cantidad de material; ajuste del equipamiento; instrucciones especiales).
d) Ensayos de control de fabricación: los ensayos de fabricación comprenden todas las comprobaciones, ajustes, calibrados y mediciones necesarias para el control de fabricación. Algunas veces los procedimientos de control y los gráficos de control forman parte de la especificación; esta orientación es recomendable.
Control de fabricación El proceso bajo control.- El control de fabricación es ejercido por el productor durante el proceso productivo. El objetivo es mantener la calidad del producto satisfactoriamente uniforme, previniendo la producción de artículos que se salgan de la especificación de fabricación.
La comprobación de que el proceso está o no está bajo control, se hace mediante el examen de muestras extraídas periódicamente. Si el proceso estuviese bajo control, las muestras presentarán aquella variabilidad correspondiente a muestras extraídas de una población normal, es decir, la variabilidad debida al azar en el muestreo. El proceso bajo control supone, por tanto, que la característica de calidad del conjunto de artículos producidos tenga una distribución normal. Supone además, que dicha distribución permanezca estable, esto es, que sus dos parámetros, la media y la desviación estándar permanezcan constantes, lo cual se comprueba periódicamente mediante la extracción de una secuencia de muestras. Por ello se dice que en un proceso bajo control la variabilidad se debe sólo a causas aleatorias. Estas causas de variación no provocan alteraciones apreciables en la calidad del producto; su eliminación resulta imposible o antieconómica y, por ello, se consideran como parte natural del proceso de fabricación.
La distribución normal constituye una noción estadística indispensable en el control de fabricación. Se sabe que los artículos de una distribución normal (de media µ y desviación estándar σ) se distribuyen en torno a la media en las proporciones siguientes: 68% de los valores en el intervalo µ ± σ; 95% en el intervalo µ ± 2σ, y 99.7 en el intervalo µ ± 3σ. Por consiguiente diferencias entre un valor observado χ y la media µ mayores a ± 3σ, apenas si cabe esperarlas tres veces de cada mil observaciones. Por ello, la banda de variabilidad normal del proceso bajo control es la del intervalo µ - 3σ y + 3σ.
Cuando la variabilidad se hace anormal, las alteraciones en las características de calidad del producto son sensibles. Las muestras indicarán que el proceso de fabricación (es decir, la "población") se ha modificado, y ha quedado fuera de control. Las causas de las modificaciones podrán descubrirse, siendo denominadas por ello, causas identificables. Su influjo rápido y creciente, demanda una rápida acción correctiva, en el sentido de eliminar esas causas identificables.
5

La presencia de causas identificables (factores externos, materiales, métodos, máquinas y personal) es indicada por la ocurrencia de diferencias significativas entre el valor observado y la media del proceso, es decir de valores muestrales fuera de la banda de control, tal presencia se revela por un dispositivo práctico, el gráfico de control.
Esquema general de los gráficos de control.- Basándose en la distribución normal, los gráficos de control constituyen un elemento de diagnóstico de la existencia o no de control. La construcción de tales gráficos obedece al siguiente esquema general :
En las abcisas se marca el número de orden cronológico de la muestra o secuencia de las extracciones. De ese modo la escala horizontal es uniforme y asociada al tiempo, ya que las extracciones se realizan a intervalos regulares durante la fabricación.
En la ordenadas se señala el valor observado χ de la característica de calidad, el cual podrá ser una variable o un atributo. En la escala vertical hay tres valores importantes por los cuales se trazan líneas horizontales :
- la media µ, que determina la línea media del gráfico : LM- el límite superior de control, µ + 3σ, correspondiente a la línea superior de control :
LSC.- el límite inferior de control, µ - 3σ, correspondiente a la línea inferior de control : LIC.
El gráfico es dividido en dos zonas: la zona I, interior a los "límites de control de 3 σ" y que corresponde a la banda de normalidad o de control; la zona II, exterior a los límites de control y que corresponde a la banda de anormalidad o falta de control.
Cuando el proceso se encuentre bajo control, existe la posibilidad de que se den apenas 3 puntos de cada mil en la zona II en virtud de causas aleatorias. Siendo reducida esa probabilidad, desde el punto de vista práctico la ocurrencia de uno o más puntos en la zona II señala la presencia de una causa identificable que habrá que investigar y eliminar.
6
Zona II
Zona I
Zona II
Zona I
X
LSC.
LIC
LM
Nº de muestra o tiempo T
µ+3σ
µ
X
X
XX
XX
XX
X
X
5 10
µ-3σ

Finalidades de los gráficos de control.- a) Comprobar si el proceso está bajo control, o sea, su estabilidad. Para ello sólo se
disponen de valores muestrales, no existen patrones de comparación, la línea media y los límites de control se basan en la información proporcionada por las muestras. Valores muestrales fuera de la banda de control, señalará la falta de control o de estabilidad. La situación es la de la fase inicial de un programa de control de fabricación.
b) Verificar si el proceso permanece bajo control corresponde a comprobar la conformidad del proceso de fabricación respecto a una norma preexistente. Para ello, además de los valores observados en las muestras, se dispone de una norma que establece el valor de la línea media y los límites de control. La variación de los valores muestrales, por encima de la admitida en la norma y atribuíble al azar, indicará que el proceso ha salido de control. La situación es la existente cuando se desea mantener la fabricación en determinado nivel de calidad
Tipos de gráficos de control .- Hay dos clases principales de gráficos de control de calidad: la de control de variables y la de control de atributos.
Los gráficos de control de variables se basan en mediciones de la característica de calidad. Son de tres tipos: de la media x, de la desviación estándar s y de la amplitud o rango R.
Los gráficos de control de atributos se fundamentan en la verificación de presencia o ausencia de un atributo, especialmente en relación a una lista de defectos. Existen cuatro tipos: de la fracción defectuosa p; del número np de artículos defectuosos en la muestra de tamaño n; del número u de defectos por unidad; del número c de defectos en una muestra Límites de control y Especificaciones
Al elaborar la especificación, el proyectista establece un valor nominal y los límites de tolerancia; al realizarse la fabricación bajo control, se determinan la línea media del proceso y los límites de control. ¿Qué relación tienen estos valores?
Los límites de la especificación representan aquello que se exige en el proyecto para que el producto pueda atender la finalidad para la cual se le destina. Los límites del gráfico de control resultan del proceso de fabricación empleado, y reflejan aquello que el proceso es capaz de realizar; queda por tanto, el verificar si el proceso puede o no atender a la especificación.
Si el proceso estuviese fuera de control, los límites no expresarán todas las posibilidades del proceso de fabricación ni permitirán decidir si el proceso es o no capaz de atender la especificación. Entretanto, si cuando menos en el gráfico de amplitud se revelase que el proceso está bajo control, será posible determinar si el proceso atenderá a la especificación cuando se alcance el control de las medias.
Generalmente los límites de tolerancia de las especificaciones se refieren a las piezas individualmente, en cuanto en los gráficos, los límites de control de variables hacen referencia a subgrupos (racionales) de piezas. Por consiguiente, los límites de control de
7

las medias no pueden ser relacionados directamente con los límites de las especificaciones
De acuerdo con el sistema norteamericano, los límites de 3-sigma, para valores individuales x, pueden ser calculados: Lx = X ± 3 R/d2
Lx, constituye el intervalo de la distribución normal reducida, con z = (x-µ)/σ = 3.00, el cual contendrá 9,973 piezas de cada 10,000, dejando fuera sòlo 27 en cada 10,000 piezas. Por consiguiente, si definimos la tolerancia (natural) del proceso como aquella que contiene todas las piezas producidas excepto 27 en cada 10,000, el intervalo µ ± 3σ de la especificación coincidirá con la tolerancia del proceso (Fig 1 a)
Admitiéndose que la variable bajo control tenga una distribución normal, una buena especificación tendrá en general el valor nominal (VN) coincidiendo con el valor medio del proceso (µ) y una tolerancia bilateral (LSE-LIE) igual a ± 3σ (en donde σ es la distribución estándar de la distribución de las piezas en el proceso).
Si la tolerancia del proceso no coincidiese con la tolerancia de la especificación, el proceso de fabricación tendrá que ser reajustado con relación a la media o a la dispersión ; o, en caso de que tal cosa no fuese posible, habrá que modificar la especificación.
Si la tolerancia del proceso de fabricación fuese mucho menor que la tolerancia de la especificación (Fig. 1 b), los límites de la especificación se habrán establecido sin considerar la realidad del proceso de fabricación o se habrá elegido un proceso de tolerancia demasiado estrecha . La consecuencia de esto es un mayor costo de fabricación y un producto de calidad más uniforme que aquella especificada como necesaria.
Si por el contrario la tolerancia del proceso fuese mayor que la tolerancia de la especificación (Fig. 1 c), habrá inevitablemente una cantidad de piezas inaceptables mayor que la correspondiente a la tolerancia natural, que es de 27 en 10,000 piezas. La especificación establecida es, en este caso, muy rigurosa, o si no lo fuera, habría que crear un proceso de fabricación más perfeccionado y preciso, que presente menor dispersión que el actual.
En los tres casos mencionados se admite que la media del proceso de fabricación coincide con el valor nominal de la especificación; esto significa que el nivel medio de calidad es satisfactorio, aún cuando la dispersión pueda ser mayor que la especificación (Fig. 1 c) o, al contrario, menor (Fig.1 b). El gráfico de control de la media pondrá en evidencia, en tales casos, que el nivel de calidad del proceso está bajo control; la falta de control en la dispersión quedará evidenciada por el gráfico de amplitud o por el de la desviación estándar.
Otras situaciones pueden darse cuando la media del proceso esté por encima del valor nominal de la especificación (Fig. 1 d, f), o por debajo del mismo (Fig. 1 e), esto quedará también revelado por el gráfico de la media, existiendo entonces un elevado porcentaje de piezas inaceptables (área rayada). Si, además del dislocamiento de la media, existiese también descontrol en la dispersión (Fig 1 e,f), el gráfico de amplitud lo señalará.
8

Resumiendo, si el proceso de fabricación no atendiese la tolerancia de la especificación, la orientación conveniente será una de las siguientes:a) Modificar la especificaciónb) Alterar el proceso de fabricaciónc) Emplear una inspección completa ( con tría de las piezas fuera de especificación).
Inspección de calidad
La inspección de calidad se hace en producto ya existente, para comprobar si la calidad de las partidas presentadas atiende a la especificación de aceptación. La inspección de modo general, no impide la fabricación de piezas defectuosas, pero permite, en determinados casos, separar los artículos perfectos de los defectuosos. Esto tiene lugar porque la inspección de calidad puede realizarse en varias etapas del proceso productivo, no sólo en la etapa inicial como inspección de recepción de materias primas, o en la etapa final como inspección de productos acabados. En algunos casos, luego de verificarse que la calidad de la partida presentada no atiende a la especificación, se exige la sustitución de todas las piezas defectuosas encontradas en la partida por piezas perfectas. Debe distinguirse, por tanto, la inspección para la aceptación de la inspección rectificadora. En la inspección para aceptación, el objetivo del plan de muestreo es orientar la decisión de aceptar o rechazar las partidas presentadas; aquellas que no correspondan a la especificación serán rechazadas, las demás serán aceptadas con los artículos defectuosos que contuvieran. En la inspección rectificadora, las partidas que no estén acordes con la especificación se someterán a inspección total, con la ulterior sustitución de todos los artículos defectuosos hallados en las muestras o en el resto de las partidas.
La inspección para la aceptación podrá realizarse examinando todas las piezas de las partidas: inspección completa, o inspección al 100%. Este tipo de inspección se recomienda cuando la pieza o componente sea de tal importancia que cualquier defecto que presente impida el funcionamiento o el empleo del producto final, o ponga en riesgo de destrucción al utilizador (persona o sistema). Se recomienda igualmente cuando la heterogeneidad de la partida resulte tan elevada(es decir, gran dispersión imposible de reducir en muchos casos) que el empleo de los componentes sin inspección completa venga a ocasionar serias perturbaciones y perjuicios.
La inspección completa es lenta; resulta además onerosa, según el tamaño de la partida y el tipo de producto. En casos de partidas muy grandes, la tarea de inspeccionar podrá hacerse monótona, clasificando el inspector las piezas inadecuadamente; en el caso de productos de difícil inspección en que la identificación de defectos exija especiales condiciones por parte del inspector, se reducirá grandemente la eficiencia de la inspección completa si no se hiciera una cuidadosa selección del personal. Cuando el costo de fabricación de un componente sea muy reducido y puedan comprobarse fácilmente los defectos, sin mayor perjuicio para la eficacia de la línea de montaje, un balance entre el costo de la inspección completa y la reducción del número de piezas defectuosas en la partida hará desaconsejable la inspección completa.
Es evidente, que la inspección completa no elimina el riesgo de que en la partida inspeccionada permanezcan piezas defectuosas, admitiéndose que una cuidadosa inspección completa puede eliminar del 85% al 95% de defectuosos de las partidas.
9

La inspección completa no puede realizarse en el caso de ensayos de inspección con destrucción de las piezas. Tal,caso extremo de ensayos destructivos fue lo que condujo a lacreación de la inspección por muestreo.
La inspeccion por muestreo se realiza sobre una fracción de la partida -la muestra-formada por cierto número de piezas extraídas de la partida de acuerdo con reglas bien determinadas. A partir de las informaciones obtenidas de ese examen parcial, se infieren, en bases estadísticas, las características de calidad del, total de la partida. La inspección por muestreo obedece a planes previamente establecidos que eliminan muchos de los inconvenientes señalados en la inspección completa. De hecho, la inspección por muestreo, que reduce la duración y el costo de la inspección, se aplica en el caso de ensayos destructivos, y además de ello permite obtener, con riesgo prefijado, informaciones sobre la calidad del producto inspeccionado.
Los planes de muestreo sólo podrán utilizar una muestra de tamaño n (caso de muestreo simple), o dos muestras de tamaño n1 y n2 en dos fases sucesivas (caso de muestreo doble); o una secuencia de muestras que constituye la técnica de muestreo repetido (caso del muestreo secuencial).
CONTROL DE CALIDAD
El concepto de CALIDAD de un objeto, producto, servicio o situación (que cumple su función de uso), siempre ha estado presente en el hombre. Podemos afirmar que desde la antigüedad, el logro de un producto bien acabado, de buena presencia, vendible o simplemente agradable, fue preocupación de aquellos que deseaban colocar sus productos y/o mantener un prestigio por los artículos que vendían u obsequiaban.
El concepto de CALIDAD no se puede definir en un sentido absoluto, hay que expresarlo en un sentido relativo. Un producto puede tener una excelente calidad para un propósito X, pero inferior para otro Y. Sólo se puede hablar de calidad de un artículo o servicio, en relación con el propósito para el cual fue destinado.
CALIDAD se puede definir como el grado de adaptación de un producto o servicio a las necesidades del consumidor. Cuando decimos "Grado de adaptación", nos estamos refiriendo a todos los elementos que determinarán que el producto pueda llegar al consumidor, cumpliendo su función de uso, en el momento oportuno y al precio más justo. Es decir, la calidad está definida por las características de un producto para satisfacer una necesidad del consumidor.
10

En el caso particular de un medicamento, la calidad se define por características tales como: Peso, composición, aspecto, estabilidad con el tiempo, absorción y distribución en el organismo.
CONTROL.- La palabra control, tiene en nuestro diccionario dos significados: Uno es inspección, fiscalización o intervención, y el otro es dominio, mando, preponderancia.
Es conveniente que dejemos constancia que la moderna empresa acepta éste último significado, es decir: "El control de la calidad significa dominar o mandar en la calidad de los productos".
CONTROL DE LA CALIDAD.- Es el sistema de la Empresa para programar y coordinar las actividades de sus distintos grupos para mantener y mejorar la calidad en el ámbito económico.
En el caso particular de la Industria Farmacéutico y Cosmética, el Control de la Calidad proporciona el historial con la información de la evolución de la calidad durante todas las fases del proceso de fabricación de toda partida o lote hasta llegar al producto terminado. La etapa final lleva a una decisión de aceptación o rechazo.
LA ESTADISTICA Y EL CONTROL DE LA CALIDAD
La estadística comprende: La recopilación, presentación, análisis e interpretación de datos numéricos. Si estos datos se limitan a los de CONTROL DE CALIDAD, se conoce como CONTROL ESTADISTICO DE LA CALIDAD.
RECOPILACION DE DATOS.- La recopilación de datos se realiza por dos métodos generales: Observación directa y por encuestas.
En control de calidad se cumple mayormente la observación directa, es decir: que, o bien el artículo en cuestión es calificado como bueno o malo, según indicación del instrumento de medida (atributo), o bien se le atribuye un valor numérico específico dado por el instrumento (variable).Los datos de Control de Calidad, se obtienen: mediante observación al 100% (inspección al 100%) o por muestreo.
MUESTREO.- Existen varios métodos:
A. Aleatorio Simple.- Se emplean tablas de números al azar.B. Aleatorio Estratificado.- Se forman grupos y con cada grupo se trabaja al azar.C. Aleatorio Sistemático.- Se forman grupos y en cada grupo se seleccionan las unidades que constituyen la muestra.
TAMAÑO DE LA MUESTRA.- Depende de dos factores:1. Consideraciones económicas relacionadas con el costo de las mediciones a realizar.2. Exactitud estadística deseada o exigida.
VALORES CARACTERISTICOS DE UNA MUESTRA.- Al medir las magnitudes que definen cada objeto de la muestra, tales como: peso, volumen, etc., se obtienen tantos
11

valores como objetos. En la práctica existiría una gran dificultad al intentar comparar los resultados de las medidas de una muestra con los obtenidos de muestras anteriores, o procedentes de una máquina en funcionamiento.
Esta dificultad se resuelve reduciendo todos los valores obtenidos de una muestra a unos pocos calculados a partir de ellos, ya que serán característicos de la muestra.
Una muestra queda caracterizada por tres (3) valores:1. Número de medidas2. Medida central o valor medio3. Desviación de las medidas respecto a la media central.
La medida central y la desviación se calcula mediante expresiones matemáticas:
a. =Xn
x∑
b.1
)( 2
−−
= ∑n
xxS
El cálculo del valor medio y desviación se basa en la distribución de frecuencias.
FRECUENCIA.- Se llama frecuencia al número de veces que se encuentra repetido un mismo valor o medición. Se conocen 2 tipos: Relativas y Acumuladas.
Frecuencia Relativa.- Expresa el tanto por ciento de una frecuencia respecto a la totalidad de las frecuencias encontradas.
Cuando los valores de la magnitud (peso, volumen, etc.) son muy distintos, se agrupan en intervalos tomados arbitrariamente del modo más adecuado. Los intervalos pueden ser de amplitud constante o amplitud variable, aunque los primeros son más utilizados en la práctica industrial.
Para seleccionar el intervalo se determina el recorrido (diferencia entre el valor máximo y mínimo) de la magnitud medida y se divide este recorrido de modo que resulten unos 10 a 15 intervalos. Al valor medio o central del intervalo se le denomina marca de clase o marca de intervalo.
Frecuencia Acumulada.- Se obtiene sumando a la frecuencia absoluta, la suma de las frecuencias de los valores inferiores (posición).
PRESENTACION DE DATOS.- La presentación de datos es de máxima importancia en la aplicación del control de calidad. Una gran parte del efecto psicológico que se desea
12

alcanzar para fomentar una mejor calidad, se logra por medio de diagramas de control y mediante la representación gráfica de los datos estadísticos de calidad.Los métodos corrientes más utilizados para la presentación son: Tabulación, representación gráfica, contrastación descriptiva, etc. En la práctica es muy útil el empleo de los métodos gráficos, pues ponen de manifiesto visualmente la distribución de las medidas realizadas.A continuación veamos un ejemplo típico de datos de control de calidad.
Tamaño de muestra (n) = 100 cápsulas de gelatina
Especificación: Peso = 400 ± 10 mg
TABLA DE PESOS EN mg
393 408 405 394 408 406 407 394 405 403
404 395 403 402 401 396 401 398 406 405
403 400 401 400 402 404 403 401 400 395
396 404 398 399 401 399 402 400 399 404
401 399 397 403 398 402 399 397 401 397
407 401 402 399 397 396 401 400 397 399
402 400 397 403 399 404 402 397 398 401
401 403 399 401 398 400 397 399 402 396
396 397 401 400 399 401 402 398 397 395
406 395 396 403 402 404 401 402 399 406
Si bien es cierto que los datos presentados son de vital importancia para el respectivo Control de Calidad; no es mucho lo que se puede deducir de la manera como están presentados. Una ordenación de los mismos según frecuencias, constituiría ya una ventaja.
13

Intervalos MARCAS Frecuencia F. Relativa F. Acumulada
de clase absoluta Por uno
Por ciento (%)
Por uno
Por ciento (%)
390 - 392 0 0,00 0 0 0
392 - 394 III 3 0,03 3 0,03 3
394 - 396 IIIII IIIII 10 0,10 10 0,13 13
396 - 398 IIIII IIIII IIIII I 16 0,16 16 0,29 29
398 - 400 IIIII IIIII IIIII IIIII 20 0,20 20 0,49 49
400 - 402 IIIII IIIII IIIII IIIII IIIII I 26 0,26 26 0,75 75
402 - 404 IIIII IIIII IIII 14 0,14 14 0,89 89
404 - 406 IIIII II 7 0,07 7 0,96 96
406 - 408 IIII 4 0,04 4 1 100
408 - 410 0 0,00 0 1 100
TOTAL 100 1.00 100
,.ResFrecuenciaTotal
AbsolutafreclativaFrecuencia =
100.%Re xsFrecuenciaTotal
AbsolutafreclativaFrecuencia =
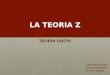
Esta información tabular se puede pasar a una información más objetiva con el trazado de Histogramas.
14

Donde: 1 = 390 - 392, 2 = 392 - 394, 3 = 394 - 396, 4 = 396 - 398, 5 = 398 - 400, 6 = 400 - 402, 7 = 402 - 404, 8 = 404 - 406, 9 = 406 - 408, 10 = 408 - 410
Rango de Distribución: 408 -393 = 15 Rango de Especificación: 410 - 390 = 20
A = Límite de Tolerancia Inferior (L.T.I.) D = Límite de Tolerancia Superior (L.T.S.)
B = Distribución inferior C = Distribución superior ANALISIS E INTERPRETACION DE DATOS.- El análisis e interpretación de datos nos permite inferir acerca de la calidad del proceso de fabricación y/o del producto analizado, a fin de introducir las acciones correctivas cuando sea necesario o de aceptar el producto como bueno. El empleo de tablas, gráficos como histogramas, barras, etc. facilitan el análisis e interpretación correspondiente a un determinado estudio.
EJERCICIOS
15
Fig. 1: HISTOGRAMA DE VALORES TABULADOS
036912151821242730
1 2 3 4 5 6 7 8 9 10
Mediciones
Frec
uenc
ia A
bsol
uta
B C D

Con los datos de las siguientes tablas, realice la ordenación según frecuencia y objetivice utilizando histogramas.
TABLA Nº 1: Tamaño de muestra: (n)=100 tabletas Especificación : Peso=500 mg ± 5%
518 492 494 493 493 494 487 486 488 485
510 486 491 491 497 490 496 499 495 522
520 497 504 508 500 503 490 496 499 495
501 503 497 504 513 504 502 501 503 496
505 508 507 503 511 513 500 505 509 498
517 506 500 508 510 503 518 502 501 500
495 503 502 507 504 512 515 506 508 514
498 500 503 502 515 511 519 501 506 509
487 507 500 501 503 516 509 502 519 514
487 512 507 498 501 500 502 511 503 515
TABLA Nº 2: Tamaño de muestra: (n) = 100 tabletas Especificación : Peso = 350 mg ± 5%.
339 330 326 352 345 365 350 371 360 380
330 359 353 336 328 361 333 337 327 358
366 368 374 367 356 335 362 355 337 361
368 338 340 334 361 366 344 364 362 349
365 327 330 328 366 325 336 354 335 370
333 332 373 337 364 374 338 367 358 323
337 357 357 367 360 363 335 338 328 359
364 336 332 365 351 366 331 353 334 329
16

338 327 356 367 331 335 369 368 332 372
333 338 321 322 363 370 342 329 351 376
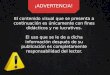
DISTRIBUCION NORMAL DE FRECUENCIAS
Si el número de medidas (pesos, volúmenes, etc.) fuera muy grande y los intervalos de clase muy pequeños, la forma escalonada del histograma adquiriría el aspecto de una línea de pequeños escalones. Así podemos imaginar que se llegaría a obtener una curva de frecuencias en una gráfica realizada con infinitas medidas clasificadas en intervalos infinitamente pequeños. La curva de frecuencias es una representación gráfica de la distribución de frecuencias de las medidas (pesos, volúmenes, dimensiones, etc.) efectuadas en una muestra tomada como representativa de la población o universo de objetos producidos por una máquina. Estas curvas tienen forma de CAMPANA cuya altura corresponde a la medida de mayor frecuencia, y cuya base refleja la dispersión de valores obtenidos al efectuar una medición. Cuando las diferencias existen entre los objetos (tabletas, ampollas, etc.)producidas por una máquina bien regulada es atribuible a causas inevitables, es decir al azar, la curva de frecuencias se dice que es una DISTRIBUCION NORMAL.
Muchas distribuciones halladas en el CONTROL DE LA CALIDAD INDUSTRIAL se aproximan a la curva normal. En realidad, para el control de variables, todas las fórmulas y factores presuponen que la distribución de los datos de la muestra se aproxima a la normal.
Si la población que se mide puede suponerse normal, al apreciar la distribución de frecuencias de las muestras, entonces puede hacerse ciertas inferencias inductivas acerca de la población.
17

µ - ∝σ µ - 3σ µ - 2σ µ - 1σ µ µ + 1σ µ + 2σ µ + 3σ µ + ∝σ
Donde: 1. El intervalo µ ± 1σ de una distribución normal, contiene aproximadamente el
68,26% de las observaciones. 2. El intervalo µ ± 2σ de una distribución normal, contiene aproximadamente el
95,46% de las observaciones. 3. El intervalo µ ± 3σ de una distribución normal, contiene aproximadamente el
99,73% de las observaciones.
Características de la Curva Normal.- La curva normal de una distribución de frecuencias está definida por dos características:
1. Tendencia central .- Medida frecuente en la industria, corresponde al valor medio aritmético o media aritmética.
2. Dispersión de los valores .- Medida por la desviación típica y la amplitud o rango.Relación de las Especificaciones con las características de un proceso:
Las especificaciones de uniformidad establecen los LIMITES MAXIMOS Y MINIMOS que son tolerables en medidas efectuadas en las unidades que forman una población producida por una máquina. Estos límites son denominados: Límite de Tolerancia Superior (LTS) e inferior (LTI) respectivamente, y permiten calcular la dispersión máxima que puede admitirse en un lote de fabricación que cumple las especificaciones.
Si los valores extremos-prácticos correspondientes a µ -3σ y µ +3σ de una distribución normal se hacen coincidir con el límite de tolerancia superior e inferior, la diferencia de los valores de estos límites será igual a 6, y por tanto se calculará la desviación máxima por la expresión:
6...... ITLSTLMaximaTipicaDesviación −=
Esta es la Desviación Típica Máxima que puede tener un lote de fabricación que cumple con los límites de tolerancia en las especificaciones.
Control de Calidad en los Procesos de Fabricación.- El control de calidad durante la fabricación tiene la misión de poner de manifiesto, y rectificar las desviaciones anómalas de las características de la calidad durante las operaciones de fabricación.
Puesto que la calidad de un preparado está determinado por características alejadas de las previstas.
El control de la calidad durante la fabricación garantiza el mantenimiento de la calidad dentro de los límites prefijados, y proporciona criterios objetivos que permiten conocer las
18

causas perturbadoras, y como consecuencia la manipulación oportuna de las máquinas asociando interrupciones mínimas en el proceso productivo.
La mayoría de las situaciones industriales y de dirección comprenden una combinación de materiales, máquinas y hombres. Las funciones que cada uno de estos elementos de la combinación industrial puede variar de lo simple a lo complejo. En práctica industrial estas desviaciones son más o menos usadas y son atribuibles, además de factores inevitables, a causas que varían según:
1. LOS HOMBRES que intervienen en la fabricación por su grado de destreza en la obtención de productos homogéneos y la regulación adecuada de las máquinas.2. LOS PRODUCTOS que alimentan a las máquinas, por sus características, tales como viscosidad, homogeneidad, uniformidad de tamaño de partículas, etc.3. LAS MAQUINAS, que por su construcción, desgaste de piezas móviles, tendencia a perder el reglaje, precisión, etc.El conjunto de hombres, productos y máquinas intervienen en la capacidad del proceso de fabricación para que las unidades componentes de un lote se encuentren dentro de los límites de tolerancia fijadas en las especificaciones de uniformidad (peso, volumen, etc.).
A menudo las gráficas de distribución de frecuencias resultan de gran utilidad para determinar la uniformidad de las unidades que componen un lote cuando se carece de datos tomados durante la fabricación. Tal es el caso cuando se ha de comprobar que un lote o partida cumple las especificaciones de uniformidad. Informaciones valiosas son:
1. SI CUMPLEN LA CURVA NORMAL, es indicativo de una producción controlada. La falta de cumplimiento pone de manifiesto fallas en la uniformidad atribuible a causas determinadas en los hombres, productos o máquinas.
2. COMPROBADA LA CURVA NORMAL, se pasa a calcular el valor de la media aritmética y la desviación típica, que nos dará una imagen de la capacidad del proceso de fabricación puesto que prácticamente todos los valores (99,73%) están comprendidos entre el triple en más o menos del valor de la desviación típica ( µ ± 3σ ) contada a partir de la media aritmética.
3. CONOCIDOS LOS LIMITES µ ± 3σ , se compara con los límites de tolerancia dados en las especificaciones de uniformidad; y se deciden la aceptación según el resultado.
GRAFICOS DE CONTROL POR VARIABLES.- Gráfico de la media aritmética y del recorrido:
La posibilidad de fijar los límites de la variación "normal" de las medidas nos permite controlar la calidad del proceso, puesto que se pueden compara estos límites con las características de la distribución de frecuencias de las medidas que resulten de una muestra de más de cincuenta (50) unidades retiradas a la salida de la máquina. Si las variaciones medidas están dentro de los límites del proceso anteriormente calculados, la máquina está produciendo unidades correctas. Si la distribución "no es normal" es indicativo de la existencia de variaciones atribuibles a otras causas (hombre, productos, máquinas) ajenas a las variaciones del azar o inevitables.
19

Este procedimiento, basado en la realización de medidas en muestras grandes (50 unidades) supone un control fundamentado en un escaso número de muestras grandes, distanciadas con largos intervalos de tiempo. Más práctico y económico es el control en muestras pequeñas (n = 2, 3, 4, 5, etc.) retiradas de las máquinas a intervalos cortos (5,10,30, etc. minutos) de tiempo.
Utilizar muestras pequeñas con fines de control supone fijar sus límites de variación para conocer y diferenciar las variaciones "normales" de las atribuibles a causas no fortuitas. Las características (valor medio y desviación típica) de las muestras pequeñas están relacionadas con las características del lote o población de unidades a que pertenecen:1. LA MEDIA ARITMETICA de las medidas obtenidas en la muestra pequeña es igual a la media aritmética de las medidas del lote o población de unidades. Si denominamos X al valor medio aritmético de la muestra, y µ al valor medio aritmético del lote: µ = X .
2. LA DESVIACION TIPICA de la distribución de medidas de la muestra es igual a la desviación típica correspondiente al lote, dividida por la raíz cuadrada del número de unidades (n) que componen la muestra. Por tanto si σ es la desviación típica del lote y
xσ es la desviación típica de la muestra formada por "n" unidades, la relación será:
nx
σσ =
Así como los límites de variación de las medidas de un lote de población corresponden a los valores µ + 3σ y µ - 3σ; los límites de las variaciones de medidas obtenidas con la muestra pequeña son: xx XyX σσ 33 −+ .
Estos límites del lote y de la muestra pequeña se representan en la figura siguiente:
+ 3 σ xσ3+
µ=x
- 3 σ xσ3−
20

Los gráficos estadísticos de control por variables se basan en el cálculo del valor medio aritmético de la variable (peso, volumen, etc.) y la dispersión (desviación típica o recorrido) de las medidas efectuadas en las muestras pequeñas.
Si designamos por X la media aritmética general que se obtiene calculando la media de las medias (x) de las muestras las expresiones matemáticas para calcular los límites de control son:
Líneas de control para el valor medio aritmético de la variable:Límite Superior de control: RAX 2+
Valor Central: X
Límite inferior de control: RAX 2−Líneas de control para el recorrido:
Límite Superior de control: D4 R
Valor Central: R
Límite Inferior de control: D3 R
GRAFICOS DE CONTROL PARA VALORES MEDIOS Y RECORRIDOS SIN ESPECIFICACIONES CONOCIDAS:
Cuando no existen especificaciones que fijan los valores y las desviaciones típicas se sigue la técnica de control que a continuación se indica:
Lo primero a considerar es lo referente a la existencia de una situación BAJO CONTROL puesto que se carece de los límites Superior e Inferior de control. Si las muestras o sub-grupos racionales se han basado en el tiempo de recogida, el criterio aplicado es "suponer que existe un estado de control" cuando 20 - 25 muestras consecutivas de 4 ó 5 unidades cada una proporcionan medidas dentro de la zona señalada por los límites de control (± 3 σ ) calculadas a partir de los datos que se han obtenido en las muestras.
FORMULAS PARA LAS LINEAS DEL GRAFICO DE CONTROL:
Línea Límites de Fórmulas Básicas Central Control
21

Valores medios, x. X RAX 2± ndRX2
3±
Recorridos, R. R D4 R y D3 R 2
33ddR ±
X = Valor medio de todas las muestrasR = Media de los recorridos de las muestras A2, D3, D4, d2, d3 = Factores tabulares.
FACTORES PARA CALCULAR LAS LINEAS DE LOS GRAFICOS DE CONTROL
N° de Obser.Muestra (n)
Factores para los límites de control
Fact. Para línea central
Factores para los límites de Control
A A1 A2 d2 1/d2 d3 D1 D2 D3 D4
2 2.121 3.760 2.880 1.128 0.8865 0.853 0.000 3.686 0.000 3.267 3 1.732 2.394 1.023 1.693 0.5907 0.888 0.000 4.358 0.000 2.575 4 1.500 1.880 0.729 2.059 0.4857 0.880 0.000 4.698 0.000 2.282 5 1.342 1.596 0.577 2.326 0.4299 0.864 0.000 4.918 0.000 2.115 6 1.225 1.410 0.483 2.584 0.3946 0.848 0.000 5.078 0.000 2.004 7 1.134 1.277 0.419 2.704 0.3698 0.833 0.205 5.203 0.076 1.924 8 1.061 1.175 0.373 2.847 0.3512 0.820 0.387 5.307 0.136 1.864 9 1.000 1.094 0.337 2.970 0.3367 0.808 0.546 5.394 0.184 1.816 10 0.488 1.028 0.308 3.078 0.3249 0.797 0.687 5.469 0.223 1.777 Ejemplo:
Se desea fijar el gráfico de control del peso de los comprimidos de una especialidad farmacéutica que se fabricaron por vez primera, y por tanto son desconocidos los límites de control que permiten mantener la producción "Bajo Control". El peso teórico por comprimido es de 375 mg.Para calcular los límites de control provisionales se dan las siguientes instrucciones:
1. Modo de retirar la muestra a la salida de la máquina: Retirar comprimidos consecutivos y la máquina no se regulará mientras dura el proceso de toma de datos.
2. Frecuencia de la toma de la muestra : Cada 5 minutos.
3. Tamaño de la muestra: 5 comprimidos.
4. Número de muestras para calcular los límites provisionales de control: 25 muestras.
5. Variable controlada: Peso de comprimidos pesados en balanza analítica (0.1 mg) y anotados los pesos en miligramos.
6. Disposición de los datos resultantes de las medidas realizadas: Tabla de pesos individuales de cada uno de los 5 comprimidos, cálculo de la media aritmética
22

(peso medio) y el cálculo del recorrido o amplitud de los 5 pesos que componen cada una de las muestras.
Se indica la fabricación y se regula la máquina hasta obtener un peso medio próximo al valor teórico (375 mg). A partir de este momento se van tomando las muestras de 5 comprimidos consecutivos a la salida de la máquina y se anota las medidas obtenidas.Así por ejemplo, los, datos de las medidas efectuadas en la primera muestra son:
Hora 8.00 a.m. Peso comprimido 1 383 mg. " " 2 386 mg. " " 3 370 mg. " " 4 369 mg. " " 5 391 mg. Suma Total (∑ x ) 1.899 mg. Peso Promedio ( X ) 380 mg.
Recorrido ( R ) 22 mg.
Al cabo de dos horas se han anotado los valores obtenidos de las 25 muestras o sub-grupos. A continuación se calculan:
1. Media aritmética a partir de los pesos medios de las muestras:
.38025502.9 mg
Kx
X === ∑
X = Valor medio total o gran promedio ∑ x = Suma de las medias aritméticas de las muestras K = Número de las muestras ( 25 ).
2. Media aritmética de los recorridos:
5.1125288 === ∑
KR
R
R = Valor medio del recorrido ∑ R = Suma de los recorridos de las muestras K = Número de muestras.
23

3. Límites de control a partir de los valores X y R calculados para los valores medios:
X ± A2 R = 380 ± 0.577 x 11.5 = 380 ± 6.63 L.S.C. = 380 + 6.63 = 386.63 L.I.C. = 380 – 6.63 = 373.37 Para los Recorridos:
L.S.C. = D4 R = 2.115 x 11.5 = 24.3 mg. L.I.C. = D3 R = 0.0 x 11.5 = 0.0 mg.4. En el gráfico de control se situarán líneas indicadoras de los valores anteriormente
calculados.
5. A continuación se observará si los puntos representativos de las muestras se encuentran dentro de la zona limitada por los límites de control, tanto en el gráfico de pesos medios como en el gráfico de recorridos. Si así sucede se considera que la máquina de comprimir ha funcionado con desviaciones de peso en los comprimidos que permiten considerar la operación bajo control.
6. Los valores representativos del lote o población de los comprimidos son:
Peso medio: X = 380 mg.
Desviación típica de los pesos: .9.4326.2
5.11
2
mgdR ===σ
Este valor de la desviación típica será la base para calcular los límites de los gráficos de control de las futuras fabricaciones del preparado fabricado, con la misma máquina y con el mismo proceso de fabricación.
EJERCICIOS
1. Se desea fijar los límites de control provisionales del peso de pastillas de jabón de tocador a la salida de la línea automática de fabricación. La línea se regula de manera que el peso de las pastillas de jabón sea 91.0 g.. El inspector de control recibe las siguientes instrucciones:
a. Modo de retirar la muestra: Retirar 5 pastillas consecutivas a la salida de la línea y no manipular los elementos de regulación durante el tiempo que dura el estudio.
b. Frecuencia de la toma de muestra: Una muestra tomada cada 5 minutos.
c. Tamaño de la muestra: 5 pastillas de jabón de tocador.
d. Número de muestras previstas para calcular los límites provisionales: 25 muestras.
e. Variable controlada: Peso individual de cada pastilla de jabón.
24

MUESTRA TIEMPO PESOS Número hora.min. gramos
∑x X R
1 8.45 91.2 90.9 91.3 91.4 91.3 2 8.50 90.2 90.2 90.7 90.7 91.0 3 8.55 91.3 90.5 91.4 91.2 91.0 4 9.00 91.2 91.0 91.3 91.0 91.2 5 9.05 91.0 90.6 91.0 91.0 90.7 6 9.10 90.8 91.1 90.7 91.1 90.6 7 9.15 90.9 90.6 90.6 90.6 90.7 8 9.20 90.6 90.7 91.0 90.4 90.9 9 9.25 91.2 90.9 91.3 91.2 90.7 10 9.30 91.1 91.5 90.4 90.8 91.4 11 9.35 91.3 90.5 91.1 91.3 91.0 12 9.40 90.9 91.3 91.3 90.9 91.3 13 9.45 91,0 91,2 91,0 90,9 91,4 14 9.50 91,3 90,9 91,4 90,9 91,2 15 9.55 91,5 91,0 91,5 91,2 91,0 16 10.00 92,1 91,3 91,9 91,7 91,9 17 10.05 90,9 91,1 90,9 90,9 90,6 18 10.10 90,9 91,2 91,2 91,3 90,9 19 10.15 91,3 91,4 91,2 91,9 91,1 20 10.20 91,1 91,5 91,6 91,0 91,4 21 10.25 90,4 91,0 91,1 91,5 91,0 22 10.30 91,0 91,1 92,0 91,1 90,5 23 10.35 90,9 90,1 90,6 90,6 90,5 24 10.40 91,1 90,6 90,4 90,8 91,3 25 10.45 90,9 90,0 90,5 90,7 90,5
2. Se desea fijar los límites de control provisionales de una máquina dosificadora que ha sido adquirida. La máquina es destinada a dosificar polvo estéril en viales que han de contener 1,0 g. de estreptomicina base equivalente a un peso teórico de 1,286 g. de polvo estéril. Se decide dosificar con 5% de exceso, y por tanto, la máquina se regula para dosificar 1,350 g..
El inspector de control recibe las siguientes instrucciones:
a. Modo de retirar la muestra a la salida de la máquina: Retirar viales consecutivos y dejar funcionar la máquina sin variar su regulación mientras dura el estudio que se está realizando.
25

b. Frecuencia de la toma de muestra: Cada 5 minutos.
c. Tamaño de la muestra : 4 viales.
d. Número de muestras previstas para calcular los límites provisionales de control: 20 muestras.
e. Variable controlada: Peso del contenido de los viales.
MUESTRA TIEMPO PESOS Número hora min. gramos
∑x X R
1 8.35 1,378 1,369 1,362 1,371 2 8.40 1,375 1,386 1,350 1,382 3 8.45 1,386 1,405 1,382 1,347 4 8.50 1,329 1,335 1,331 1,365 5 8.55 1,335 1,347 1,327 1,335 6 9.00 1,369 1,404 1,367 1,260 7 9.05 1,370 1,301 1,270 1,335 8 9.10 1.350 1,367 1,361 1,374 9 9.15 1,335 1,350 1,375 1,348 10 9.20 1,360 1,362 1,367 1,359 11 9.25 1,335 1,351 1,412 1,382 12 9.30 1,340 1,397 1,470 1,401 13 9.35 1,476 1,375 1,320 1,401 14 9.40 1,327 1,376 1,328 1,289 15 9.45 1,375 1,371 1,412 1,330 16 9.50 1,355 1,340 1,353 1,328 17 9.55 1,335 1,325 1,320 1,324 18 10.00 1,372 1,340 1,377 1,375 19 10.05 1,384 1,394 1,380 1,378 20 10.10 1,330 1,337 1,341 1,336
GRAFICOS DE CONTROL PARA VALORES MEDIOS Y RECORRIDOS CON ESPECIFICACIONES CONOCIDAS
Cálculo de los límites de Control, conocidos el valor medio y la desviación típica. En este caso existen especificaciones que fijan el valor medio aritmético ( X ) y el valor de la (σ ) correspondientes a una distribución normal de la población que forma el lote de fabricación. Estos valores son utilizados para calcular la línea central y los límites de la gráfica de control.
Generalmente el valor de la media ( X ) se fija arbitrariamente por el valor teórico del comprimido, volumen de solución por ampolla, peso declarado de contenido de tubos, etc.
El valor de la desviación típica (σ ) está fijado como consecuencia del análisis de los resultados anteriormente obtenidos en la fabricación del producto en idénticas condiciones, siguiendo el mismo proceso de fabricación y utilizando la misma maquinaria.
26

En ocasiones puede interesar controlar respecto a los límites máximos y mínimos dados por la tolerancia del producto que se fabrica. En este caso puede presentarse dos situaciones: 1. La DESVIACION REAL del proceso puede ser mayor que la fijada por los límites
de tolerancia, y esto exigiría una revisión del método de fabricación de tal manera que permita la manufactura de unidades aceptables.
2. La DESVIACION REAL del proceso es menor que la fijada por los límites de tolerancia, y por lo tanto las unidades son más uniformes que las exigidas por dichos límites.
Frecuentemente los valores de la media aritmética ( X ) y desviación típica (σ ) dadas en las especificaciones son consideradas provisionales de acuerdo con los datos que se disponen y quedan sujetos a revisiones posteriores, consecuencia de una mayor experiencia.
Las líneas para los gráficos de control se calculan con las expresiones matemáticas que se dan a continuación:
Línea central Límites de ControlFórmula simplificada Fórmula básica
Para valores medios, X .. 'X 'X ± Aσ’n
X '3' σ±
Para recorrido, R.. d2 σ‘ D2 σ‘ y D1 σ‘ d2 σ‘ ± 3 d3 σ‘
EJEMPLO:
La fabricación de una determinada especialidad en forma de cápsulas de gelatina dura ha sido estudiada según el criterio indicado ya anteriormente para determinar los límites provisionales de control de peso bruto (peso de cápsula + contenido). Los estudios realizados han puesto de manifiesto que el producto y la máquina proporcionan poblaciones (lotes) de cápsulas de pesos brutos con una desviación típica (σ ) inferior a 9,0 mg..
La fabricación en estas condiciones se ha efectuado fácilmente sin excesivo trabajo de verificación de la máquina por parte del personal responsable. Por ello se decide fijar los límites de control de las gráficas de peso medio ( X ) y recorrido (R) a partir de las características:
27

Peso medio (Peso teórico bruto): X ’ = 433 mg.Desviación típica σ = 9 mg.
Luego se procede a calcular los valores de los límites de control para los gráficos de control de pesos medios ( X ) y recorridos (R) que se realizarán a pie de máquina para garantizar la producción de cápsulas correctas .
1. Cálculo de la línea central y los límites de control de los pesos medios:
Valor central : X ’ = 433 mg.
Límites de control : X ’ ± A σ‘ = 433 ± 1,342 ( 9 ) = 433 ± 12
L.S.C. = 433 + 12 = 445 mg.
L.I.C. = 433 - 12 = 42 mg.
2. Cálculo de la línea central y límites de control de recorrido (R):
Valor Central : R’ = d2σ‘ = 2.326 (9) = 21 mg.
L.S.C. = D2 σ‘ = 4,918 x 9 = 44.2 mg.
L.I.C. = D1 σ‘ = 0.0 mg.
Una vez trazado estos valores con línea continua en los gráficos de control, se dejará funcionar a la máquina productora de cápsulas mientras los puntos representativos de los pesos medios y recorridos de las muestras formadas por cinco cápsulas consecutivas se encuentran situadas en la zona comprendida entre los límites de control.
A partir de los datos obtenidos en los gráficos de control se calcularán las características del lote (población) de cápsulas fabricadas:
1. Peso bruto medio del lote:
KX
X ∑='
'X = Promedio de cada muestra de 5 cápsulas. K = Número de muestras.2. Recorrido medio:
28

∑ RR = ----- K
R = Rango de cada muestra de 5 cápsulas. K = Número de muestras.
3. Desviación típica:
Rσ = -----
K
EJERCICIO 1
La operación de dosificación y cerrado de tubos de plástico conteniendo cierta crema cosmética es realizada automáticamente. Para determinar los límites de control, debe hacerse teniendo en cuenta el peso bruto de los tubos cerrados conteniendo en su interior la crema dosificada (es decir: Peso bruto = peso del tubo plástico + crema dosificada). Los estudios realizados proporcionan los siguientes datos:
A. Peso de la crema dosificada: 70 g.
B. Peso del tubo plástico que contiene a la crema: 9.45 g.
C. Desviación típica de los pesos brutos inferiores a 1.0 g.
A partir de los siguientes datos:
a. Calcular los valores medios y recorridos y sus respectivos límites de control de los pesos brutos de muestras de 5 tubos retirados sucesivamente de la máquina automática que realiza la operación.
b. Aplicar el gráfico de control anteriormente obtenido a la operación de dosificado de un lote de fabricación, según los datos que se indican en la siguiente tabla:
MUESTRA TIEMPO PESOS Número hora. Min. gramos 1 8.00 80,3 79,4 7 9,8 7 8,5 80,1 2 8.05 82,4 78,2 7 9,4 77,9 80,3 3 8.10 78,5 78,1 8 0,6 78,9 78,4 4 8.15 79,4 80,1 80,3 79,6 78,9 5 8.20 80,5 79,9 80,6 80,8 81,0 6 8.25 80,8 79,8 79,9 80,7 80,6
29

7 8.30 81,5 79,6 79,9 80,4 80,5 8 8.35 78,5 79,3 80,1 79,1 78,9 9 8.40 79,7 80,1 78,9 79,3 80,2 10 8.45 78,9 77,6 77,5 78,1 77,4 11 8.50 77,2 76,4 79,5 79,2 78,7 12 8.55 75,2 77,9 78,4 77,5 78,1 13 9.00 77,2 77,6 78,1 75,4 78,1 14 9.05 79,6 79,9 78,5 78,2 79,4 15 9.10 80,4 80,2 78,3 78,5 79,2 16 9.15 78,7 78,9 80,2 79,3 77,9 17 9.20 80,4 80,1 78,2 77,9 79,5 18 9.25 77,9 80,2 80,7 78,4 79,2 19 9.30 70,2 78,9 78,7 79,7 80,1 20 9.35 78,4 79,2 79,5 80,1 78,6 EJERCICIO 2:
1. Las especificaciones internas de una compañía fabricante de productos cosméticos relacionados con la dosificación automática de un gel de baño hacen referencia a los datos siguientes:
A. Peso declarado de contenido por envase: 340 mg.
B. Peso a dosificar por envase: 2,5% de exceso del peso declarado.
C. Desviación típica de la distribución de pesos previamente fijada de acuerdo con la capacidad de la operación: 2,0 mg.
A partir de estos datos
a. Calcular los valores medios y los límites de control que nos proporcionen la posibilidad del trazado de sus líneas correspondientes en el gráfico de control de los valores medios y recorridos de pesos para realizar el control de dosificación del producto durante la fabricación con muestras de 5 unidades retiradas sucesivamente de la línea.
b. Aplicar el gráfico de control anteriormente obtenido a la operación de dosificado de un lote de fabricación; según los datos que se indican en la siguiente tabla:
MUESTRA TIEMPO PESOS Número hora. min. gramos 1 8.00 350,3 348,8 347,7 347,6 350,0 2 8.15 348,3 347,6 348,9 350,3 349,1 3 8.30 350,2 348,3 345,7 351,0 347,5
30

4 8.45 345,3 348,0 349,0 347,7 350,8 5 9.00 346,3 351,5 348,2 348,3 350,2 6 9.15 347,8 344,4 348,8 349,1 359,0 7 9.30 347,9 345,1 351,9 348,1 351,7 8 9.45 350,1 347,3 349,1 348,9 347,6 9 10.00 348,7 351,2 350,1 348,5 350,3 10 10.15 340,7 351,2 350,1 347,7 349,1 11 10.30 347,0 348,4 351,5 347,4 347,1 12 10.45 347,1 349,7 349,9 344,7 350,2 13 11.00 349,2 350,1 348,4 347,5 340,3 14 11.15 348,1 344,6 347,9 350,9 341,5 15 11.30 349,6 349,5 345,8 319,8 348,2 16 11.45 349,7 344,8 351,3 351,5 349,1 17 12.00 349,4 349,4 351,3 347,1 345,5 18 12.15 349,2 347,2 349,4 350,7 349,9 19 12.30 349,1 346,1 344,9 348,5 348,8 20 12.45 347,6 347,2 348,7 348,5 351,2
ANORMALIDADES EN LOS GRAFICOS DE CONTROL QUE EXIGEN UNA INVESTIGACION DE SUS CAUSAS
Los límites de control trazados en los gráficos de control de variables ponen de manifiesto la producción de objetos (comprimidos, ampollas, viales, tubos, etc.) con desviaciones anormales. Independientemente de esta conclusión importante, LOS GRAFICOS DE CONTROL ponen de manifiesto otros síntomas de anormalidades que deben ser investigadas hasta conocer sus causas en caso de producirse.
En los gráficos que a continuación se indican se presentan algunos casos típicos de gran interés en la práctica y que son comentados brevemente.
GRAFICO 1: Es indicativo de un comportamiento normal.
LSC
X
31

LIC
GRAFICO 2: Se observa un punto fuera de los límites de control por exceso; es necesario investigar la causa de baja calidad.
LSC
X
LCI
GRAFICO 3: Se observa un punto fuera de los límites y por defecto. Se impone una investigación de la causa de la baja calidad.
LSC
X
LIC
GRAFICO 4: Dos puntos próximos al límite superior de control. Se investigará la causa dee una situación de calidad precaria.
32

LSC
X
LIC
GRAFICO 5: Se observan dos puntos próximos al límite inferior de control. Se investigará la causa de una situación de calidad precaria.
LSC
X
LIC
GRAFICO 6: Se encuentran cinco puntos sucesivos por encima de la línea representativa del valor central. Se debe investigar la causa de la persistencia de una calidad precaria.
LSC
X
LIC
33

GRAFICO 7: Se encuentran cinco puntos sucesivos por debajo de la línea representativa del valor central. Se debe investigar la causa de la persistencia de una situación de calidad precaria.
LSC
X
LCI
GRAFICO 8: Se observa una tendencia de cinco puntos sucesivos en una determinada dirección. Se debe investigar la causa de esta tendencia.
LCS
X
LCI
GRAFICO 9: Se observa un comportamiento errático. Debe investigarse la causa de dicho comportamiento.
LSC
X
34

LIC
GRAFICO 10: Se observa un cambio brusco del nivel. Debe investigarse la causa de este cambio.
LSC
X
LIC
35