Embed Size (px)
Citation preview
UNIVERSIDAD DR. JOSÉ MATÍAS DELGADO
FACULTAD DE AGRICULTURA E INVESTIGACIÓN AGRÍCOLA
“JULIA HILL DE O´SULLIVAN”
INGENIERÍA AGRO INUDUSTRIAL E INGENIERÍA EN ALIMENTOS
TRABAJO DEL TEMA DE INVESTIGACIÓN:
“ELABORACIÓN DE CERVEZA DE SORGO NACIONAL, SABORIZADA CON PIÑA, FRESA Y
SANDIA, SU ANÁLISIS SENSORIAL Y MICROBIOLÓGICO”
GRUPO No. 2
INVESTIGADORES:
ARÉVALO LÓPEZ, FÁTIMA MARÍA 2010 – 00169.
FUNES URRUTIA, CARMEN ELIZABETH 2011 – 01864.
MÉNDEZ ESTRADA, JOSÉ RAÚL 2010 – 00182.
PÉREZ NAVARRETE, MARJORIE LISSETH 2010 – 00190.
PERLA NÚÑEZ, RAÚL ALEJANDRO 2010 – 01099.
PIMENTEL SACA, JAVIER ANTONIO 2009 – 01952.
ASESOR:
LIC. GUILLERMO ANTONIO BONILLA HENRÍQUEZ
ASIGNATURA:
PROCESAMIENTO DE CEREALES
AÑO LECTIVO:
CICLO 1 – 2014
ANTIGUO CUSCATLÁN, LUNES 26 DE MAYO DE 2014
ÍNDICE
INTRIDUCCIÓN i.
RESUMEN iii.
CAPÍTULO I 1.
1. GENERALIDADES DE LA INVESTIGACIÓN 1.
1.1. PLANTEAMIENTO DEL PROBLEMA DE LA INVESTIGACIÓN 1.
1.2. DELIMITACIÓN DE LA INVESTIGACIÓN 3.
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN 5.
1.4. OBJETIVOS 6.
1.4.1. OBJETIVO GENERAL 6.
1.4.2. OBJETIVOS ESPECÍFICOS 6.
CAPÍTULO II 7.
2. REVISION DE LITERATURA 7.
2.1. ANTECENDETES LITERARIOS DE LA INVESTIGACIÓN 7.
2.2. MARCO TEORICO 11.
2.2.1. GENERALIDADES DEL CULTIVO DE SORGO 11.
A. CULTIVO DE SORGO 11.
A.1.ORIGEN DEL SORGO 11. A.2. CARACTERÍSTICAS DE LA PLANTA DE SORGO 11. A.3. TAXONOMÍA DE LA PLANTA DE SORGO 12.
B. IMPORTANCIA ECONOMICA Y DISTRIBUCIO GEOGRAFICA 13.
C. REQUIRIMIENTOS EDAFOCLIMATICOS 13.
C.1. AGUA 13.
C.2. TEMPERATURA 13.
C.3. SUELO 14.
C.4. MATERIAL VEGETAL 14.
C.5. VARIEDADES DE SORGO 15.
D. PARTICULARIDADES DEL CULTIVO 16.
D.1. SIEMBRA 16.
D.2. FERTILIZACION 17.
D.3. RECOLECCION 18.
E. ENFERMEDADES 18.
E.1. PLAGAS 18.
E.2. ENFERMEDADES 21.
F. COMPOSICION DEL GRANO DE SORGO 22.
2.2.2. USOS DEL SORGO EN LA ALIMENTACION HUMANA 23.
A. ALIMENTOS FORTIFICADOS 23.
B. PRODUCTOS TIPO ARROZ 23.
C. HARINAS DE SORGO CEROSO COMO AGENTE ESPESANTE 24.
D. USOS EN EL HORNEADOS 24.
E. AGLUTINANTE PARA EMBUTIDOS 24.
F. ALIMENTO PARA MASCOTAS 25.
G. ELABORACION DE CERVEZA Y FERMENTACION 25.
H. MALTA DE SORGO 25.
I. PRODUCCION DE ALCOHOL 26.
J. USOS INDUSTRIALES DE LA HARINA DE SORGO 26.
J.1. INDUSTRIA DE LA CONSTRUCCION 26.
J.2. AGLUTINANTE PARA FUNDICION 27.
2.2.3. HISTORIA DE LA CERVEZA 27.
2.2.4. HISTORITA ECONOMICA DE LA CERVEZA 29.
2.2.5. MATERIAS PRIMAS PARA LA ELABORACION DE CERVEZA 30.
A. AGUA 30.
A.1. TRATAMIENTO DEL AGUA 30.
B. MALTA 31.
B.1. REQUERIMIENTOS DEL EXTRACTO DE MALTA 32.
B.2. CUANTO EXTRACTO USAR 32.
C. LUPULO 33.
C.1. USOS DEL LÚPULO 33.
C.2. FIRST WORT HOPPING (FWH) 34.
C.3. AMARGOR 35.
C.4. FLAVORING 35.
C.5. AROMA 36.
C.6. DRY HOPPING 36.
C.7. DIFERENTES PRESENTACIONES DEL LÚPULO 36.
C.8. VARIEDADES DE LUPULO DE AMARGOR 38.
C.9. VARIEDADES DE LUPULO PARA AROMA 41.
D. LEVADURA 45.
D.1. TIPOS DE LEVADURA 45.
D.2. VARIEDADES DE LEVADURA 45.
D.3. VARIEDADES DE LEVADURAS SECAS 46.
D.4. LEVADURAS CERVECERAS MULTIPROPÓSITO 47.
D.5. LEVADURAS ALE ESPECIALES 48.
D.6. LEVADURAS WHEAT (PARA TRIGO) 49.
D.7. LEVADURAS LAGER 49.
D.8. PREPARACIÓN DE LA LEVADURA SECA 50.
D.9. REHIDRATACIÓN DE LEVADURA SECA 50.

E. TIPOS DE CERVEZA 51.
E.1. FAMILIA DE LAS ALE 51.
E.1.1. ALE DE ESTILO BRITÁNICO 51.
a. MILD 51.
b. BITTER 52.
c. PALE ALE 52.
d. BROWN ALE 53.
e. OLD ALE 53.
f. BARLEY WINE 53.
g. SCOTCH ALE 53.
h. ALE IRLANDESA 54.
E.1.2. ALE DE ESTILO BELGA 54.
a. ALE BELGAS 54.
b. ALE TOSTADA 54.
c. ALE ROJA 55.
d. ALE DORADA FUERTE 55.
E.1.3. ALE DE ESTILO ALEMÁN 55.
a. ALTBIER 55.
b. KÖLSCH 56.
E.1.4. ALE DE OTROS PAÍSES 56.
a. BIÈRE DE GARDE 56.
b. ALE AMERICANAS
c. SPARKLING ALE - ALE ESPUMOSA AUSTRALIANA 57.
E.1.5. FAMILIA DE LAS LAGER 57.
a. PILSEN 58.
b. MÜNCHNER HELL - LAGER PÁLIDAS DE BAVIERA 59.
c. MÜNCHNER DUNKEL
d. MÄRZEN/OKTOBERFEST - ESTILO VIENNA 59.
e. DORTMUNDER EXPORT 60.
f. BOCK, DOPPELBOCK, WEIZENBOCK, MAIBOCK 61.
E.1.6. CERVEZAS DE TRIGO 62.
a. BERLINER WEISSE - BLANCAS DE BERLÍN 62.
b. WEIZENBIER - DE TRIGO DEL SUR DE ALEMANIA 62.
c. WITBIER / BIÈRE BLANCHE - DE TRIGO BELGAS 63.
d. PORTER Y STOUT 63.
d.1. PORTER 64.
d.2. STOUT SECA 64.
d.3. STOUT DULCE 64.
d.4. IMPERIAL STOUT 65.
2.2.6. PROCESO DE ELABORACIÓN DE LA CERVEZA 65.
A. MALTEADO 65.
B. MACERACIÓN 66.
C. EBULLICIÓN Y LUPULIZACION 67.
D. CLARIFICACIÓN DEL MOSTO Y ENFRIAMIENTO 67.
E. FERMENTACIÓN Y MADURACIÓN 68.
E.1. FERMENTACIÓN ALTA 68.
E.2. FERMENTACIÓN BAJA 69.
E.3. FERMENTACIÓN ESPONTANEA 70.
F. DIFERENCIAS ENTRE CERVEZAS ALE Y CERVEZAS LAGER 70.
F.1. ALES 70.
F.2. LAGER 71.
G. FILTRADO Y ENVASADO 71.
2.2.7. ESENCIAS SABORIZANTES DE FRUTAS 71.
A. OBTENCIÓN DE ESENCIAS MEDIANTE ZUMOS DE FRUTAS 72.
B. OBTENCION DE ZUMOS DE FRUTAS 73.
C. ESENCIAS ARTIFICIALES 74.
2.2.8. ANÁLISIS SENSORIAL DE LA CERVEZA 74.
A.CANÁLISIS SENSORIAL DESCRIPTIVO 75.
B. ANÁLISIS SENSORIAL NUMÉRICO 76.
C. MÉTODOS DE EVALUACIÓN SENSORIAL 76.
D. EVALUACIÓN SENSORIAL DE LA CERVEZA 78.
D.1. DEGUSTACIÓN DE LA CERVEZA 81.
E. DESCRIPCIÓN DE ESTILOS CERVECEROS 82.
E.1. ALE 82.
E.2. LAGER 83.
F. EXAMEN VISUAL 84.
G. EXAMEN AROMATICO 85.
H. EXAMEN GUSTATIVO 87.
2.2.9. MICROBIOLOGÍA 89.
A. DETERIORO DE LA CERVEZA POR MICROORGANISMOS 92.
B. IDENTIFICACIÓN DE BACTERIAS 94.
CAPÍTULO III 95.
3. HIPÓTESIS Y VARIABLES DE LA INVESTIGACIÓN 95.
3.1. OPERACIONALIZACIÓN DE LA HIPOTESIS 95.
3.1.1. HIPOTESIS GENERAL 95.
3.1.2. OPERACIONALIZACIÓN DE VARIABLES DE LA INVESTIGACIÓN 95.
CAPÍTULO IV 97.
4. METODOLOGÍA DE LA INVESTIGACIÓN 97.
4.1. DESCRIPCIÓN DE LA INVESTIGACION 97.
4.1.1. COSTOS Y RENDIMIENTO DE LAS MATERIAS PRIMAS 97.
A. COSTO DE LAS MATERIAS PRIMAS 98.
B. RENDIMIENTO DE LA MALTA EN LA CERVEZA 98.
C. RENDIMIENTO DEL SORGO COMO ADJUNTO EN LA CERVEZA 98.
D. COSTO POR UNIDAD PRODUCIDA 98.
4.1.2. FORMULACIÓN DE LA CERVEZA SABOPRIZADA 99.
A. PROCESO DE FORMULACION DE LA CERVEZA 99.
4.1.3. PROCEDIMIENTO DE ELABORACIÓN DE LA CERVEZA 103.
4.1.4. CONTENIDO DE ALOCHOL DEL PRODUCTO 103.
A. ANTES DE LA FERMENTACIÓN 103.
B. DESPÚES DE LA FERMENTACIÓN 103.
C. SI LA CERVEZA ES ENRIQUECIDA 103.
D. CALCULO DEL % DE ALCOHOL 103.
4.1.5. EVALUACIÓN SENSORIAL DEL PRODUCTO 104.
4.1.6. EVALUACIÓN MICROBIOLÓGICA DEL PRODUCTO 106.
CAPÍTULO V 109.
5. INTERPRETACIÓN DE RESULTADOS 109.
5.1. INTERPRETACIÓN SENSORIAL 109.
5.1.1. ACEPTACIÓN DE LAS MUESTRAS EVALUADAS POR ASPECTO 110.
5.1.2. ACEPTACIÓN DE LAS MUESTRAS DE MANERA GENERAL 111.
5.2. ANÁLISIS ESTADÍSTICO 113.
A. FACTOR DE CORRECCION 113.
B. SUMA DE CUADRADOS TOTALES 113.
C.SUMA DE CUADRADOS DE LOS TRATAMIENTOS 114.
D. SUMA DE CUADRADOS DEL ERROR 114.
E. PROMEDIO DE LOS CUADRADOS 114.
F. ANALISIS COMPARATIVO DE MUESTRAS 115.
5.3. INTERPRETACIÓN BROMATOLÓGICA 116.
6. CONCLUSIONES 118.
7. RECOMENDACIONES 124.
8. FUENTES CONSULTADAS 126.
CRONOGRAMA DE ACTIVIDADES
GLOSARIO
ANEXOS
i
I. INTRODUCCIÓN
La presente investigación pretende evaluar la viabilidad del sorgo criollo en la
elaboración de una cerveza, saborizada con fresa, piña y sandia; sabores que no
son comúnmente utilizados en este tipo de bebidas; así se puede ofrecer la
alternativa del uso de sorgo como adjunto en la elaboración de cervezas con la
finalidad de reducir costos, tanto en la importación de materias primas como en
la fabricación de la misma. El sorgo es un género de unas veinte especies
de gramíneas oriundas de las regiones tropicales y subtropicales de África
oriental. Su resistencia a la sequía y al calor, lo hace un cultivo que se ha
adaptado fácilmente en nuestro país, a diferencia de otros cereales. Actualmente
las condiciones del sector agrícola nacional, han hecho que muchos agricultores
se olviden de las variedades criollas y ahora utilicen semillas hibridas con
propósitos específicos, que por supuesto dan mejores rendimientos en menor
tiempo; si bien es un cereal de consumo humano, se ha limitado únicamente a
sustituir al maíz en menor grado, industria farinácea y para la alimentación animal
en la formulación de piensos; por lo que presenta un grado parcial de siembra,
distribución, industrialización y comercialización dentro del mercado nacional;
hace pensar que el desarrollo de una cerveza de sorgo criollo podría provocar,
tanto un aumento en el consumo por parte de la población, como la explotación
reproductiva de semillas criollas.
En general, el sorgo ha sido cultivado durante mucho tiempo en El Salvador en
donde es conocido también como maicillo, a pesar de ser un cereal de gran
resistencia en condiciones ambientales adversas, y que podría representar una
buena alternativa de consumo en países en vías de desarrollo, este no se
caracteriza por ser un cultivo primario, principalmente por su falta de explotación
comercial e industrial.
La cerveza es una bebida alcohólica, no destilada, milenaria, originaria de los
pueblos, elamitas, egipcios y sumerios, lo que la hace parte de la cultura
mediterránea clásica; en El Salvador este tipo de bebida comenzó su producción
aproximadamente en el año de 1906; desde entonces la industria cervecera ha
crecido considerablemente dentro del mercado actual, encontrando diversas
variedades; como la cerveza LAGER, considerada de baja fermentación, siendo la
de mayor producción en el país.
En El Salvador a pesar de que este tipo de bebidas son altamente comerciales y
encontradas en diversos tipos de restaurantes, bares y hasta en tiendas de
conveniencia, son muy pocas las variedades producidas, así como las empresas
ii
que se dedican a la fabricación de cerveza, a gran y mediana escala; lo que ha
provocado un aumento de importación de diferentes marcas de cervezas
internacionales, con el fin de satisfacer a los consumidores al presentarles
nuevas alternativas en cuanto al sabor y cuerpo de la cerveza; por lo que la
formulación de una cerveza de sorgo criollo casera saborizada con frutas como
sandia, piña y fresa podría aportar diferentes sensaciones sensoriales que sean
del agrado del consumidor; distintas que las producidas solamente con malta.
Las cervezas que se producen en El Salvador se caracterizan por presentar
únicamente trigo como adjunto, como en la mayoría de industrias cerveceras a
nivel mundial, sin embargo este puede ser fácilmente sustituido por otras
materias primas como arroz, yuca, sorgo, ojushte, maíz y demás cereales con
alto contenido amiláceo que dependiendo de su ubicación geográfica pueden
presentar menor costo de adquisición en comparación al trigo y pueden
emplearse como una alternativa viable para ser utilizados en la fabricación de
cerveza; generando además un valor agregado a estos cereales que permita
fomentar e incentivar la siembra de mayores extensiones de tierra,
específicamente con sorgo criollo.
Desde el punto de vista metodológico, esta investigación permite proyectar una
mayor diversificación del mercado de cervezas nacionales, haciendo uso del
sorgo y así obtener un método válido y confiable dentro de la producción de este
tipo de bebida.
iii
II. RESUMEN
Para llevar a cabo la presente investigación, se implementara un procedimiento
de carácter experimental que permitirá alcanzar los objetivos propuestos a lo
largo de la investigación. Para la elaboración de una cerveza a partir de sorgo
nacional, saborizada con fresa, piña y sandia, comparada con otras bebidas de
carácter alcohólico, la cerveza es de bajo contenido alcohólico, la graduación
media más alta es de 12% y la más baja es de 3.9%; el grado de alcohol que se
obtendrá luego de la fermentación del mosto, dependerá de la cantidad de
almidón que posea el sorgo, ya que estos azucares son los que luego derivaran
en alcohol; en comparación al vino que ronda entre un 11 – 15 % habitualmente
en contenido de alcohol. La variedad de sorgo nacional, será usado como adjunto
sólido considerado como de molienda gruesa, este tipo de adjunto debe ser
añadido en la fase de maceración sin maltear, ya que la digestión de las
macromoléculas dependerá de las enzimas de la malta.
Para determinar si la rentabilidad de la producción de una cerveza saborizada
vamos a valorar los costos de las materias primas usadas para la elaboración de
la cerveza. Hay que tener en cuenta que el costo de los materiales como la malta,
lúpulo, levadura y cebada, se ha calculado en base al precio del paquete
ordenado, por lo que el precio otorgado no es en definitiva el costo por unidad de
cerveza que se produjo, además tener en cuenta los gastos de envió de los
materias ordenadas.
El producto final, será evaluado mediante análisis sensorial, realizado por un mínimo de
10 panelistas no entrenados de las carreras de Ingeniería Agro industrial e Ingeniería en
Alimentos (UJMD), haciendo uso de una escala hedónica de nueve puntos, y así evaluar
aspectos como textura, color, olor y sabor, a fin de determinar la aceptación de la
cerveza, el uso de la escala hedónica es una prueba afectiva; que mide el grado de
satisfacción; cuando se debe evaluar más de dos muestras a la vez, o cuando se desea
obtener mayor información acerca de un producto. Los resultados de la prueba hedónica
se someterán a un análisis estadístico de varianza ANOVA, haciendo una comparación
con los datos obtenidos a través del paquete estadístico ANOVA, haciendo uso como
herramienta digital, el programa SPSS, con un nivel de significancia de 5 %. Para el
análisis sensorial se evaluaron cinco aspectos (COLOR, OLOR, SABOR,
ASPECTO Y TEXTURA) en las muestras que permitirán identificar la aceptación
de los mismos al final de la investigación, la recolección de datos se hace a través
de una encuesta que contiene una escala hedónica con las muestras del producto
codificadas de manera que solo el evaluador las reconozca.
iv
Los datos se recopilaron y es por aspecto evaluado que se ha llevado a cabo la
interpretación de datos con la finalidad de saber cuál es la muestra más aceptada,
según la puntuación otorgada a cada una de las muestras. La muestra más
aceptada es la muestra C con un 37% de aceptación, luego de la muestra B con
un 32% de aceptación y siendo la muestra menos asequible para los evaluadores
la muestra A con un 31% de aceptación. Lo que demuestra que las personas
prefieren la cerveza con sabor a piña, pero aceptan la cerveza de sabor a fresa
en menor escala.
De las muestras presentadas a los evaluadores solo el 45% de estos lograron
identificar los sabores de las muestras analizadas, mientras que el 55% de los
evaluadores no supieron identificar las muestras respectivas. Lo que demuestra
que una buena cantidad de los evaluadores desconocía totalmente que eran las
muestras analizadas.
Para determinar la aceptación de la muestra se usó el análisis de la varianza
(ANOVA), para contrastar la hipótesis nula de que las medias de distintas
poblaciones coinciden. Los resultados del análisis estadístico reflejan que las
muestras comparadas son estadísticamente iguales ya que no se observa una
diferencia significativa entre sí. El valor F calculado siguiendo el método ANOVA
es menor al valor F de la tabla con el 0.05 de significancia. Se acepta la hipótesis
nula, esto implica que una de las muestras fue la preferida en este caso la de
piña, por lo que la hipótesis nula HO2, que establece que la gente prefiere el sabor
de piña en la cerveza, si bien es cierto como se estableció anteriormente, ninguna
muestra es estadísticamente significativa por lo que se establece que una
cerveza saborizada, con cualquiera de los tres tipos de frutas podría ser aceptado
por los consumidores de este tipo de bebidas.
Se le realizó el análisis microbiológico correspondiente a la cantidad coliformes
totales, mohos y levaduras presente en la cerveza de sorgo base, sin adición de
sabores frutales.
La muestra presenta un factor de coliformes totales de 0.23 NMP/ml llevando
acabo la prueba a través del método convencional, este resultado es aceptado
por las normas microbiológicas obligatorias nicaragüense, que es lo más cercana
a una norma centroamericana, y una norma boliviana como apoyo, las cuales
recalcan la usencia de coliformes en este tipo de muestras.
v
Son 15,900 UFC/ml el contenido de mohos que posee la cerveza, recuento que
es demasiado elevado, ya que las normas microbiológicas obligatorias
únicamente permiten un total de mohos de 20 UFC/ml, el conteo excede los
rangos estimados, debido a que el análisis se llevó a cabo antes de pasteurizar
el producto y eliminar la gran cantidad de mohos y levaduras que posee la
muestra, posteriormente a la fermentación.
El tipo de cerveza que se ha elaborado es de origen británico denominada Pale
Ale, el llevar a cabo la elaboración de una bebida alcohólica – fermentada, fue
posible, utilizando sorgo como adjunto en el proceso de fabricación. La alternativa
de utilizar sorgo pretende ofrecer una variante para disminuir costos ya que el
maicillo es más barato, mayor facilidad de obtención de la materia prima en
abundancia debido a que es un cultivo resistente que posibilita en gran medida
el éxito de su cosecha, aprovechamiento máximo de los recursos nacionales
naturales reduciendo así la importación permitiendo mayores oportunidades de
trabajo en el sector agro e industrialización de los productos obtenidos para
fortalecer la cadena de valor con la finalidad de un incremento en el desarrollo
económico y social del país e incluso ya en el proceso de fermentación
experimentar que ventajas trae el uso de otro tipo de cereales (EN ESTE CASO
SORGO) en la asimilación de dichos constituyentes presentes en el material por
parte de la levadura; por ende determinar una vez finalizado el ciclo del
microorganismo que tan benéfico o perjudicial fueron tales constituyentes para la
levadura. La eficacia se puede medir en base al nivel y clase actividad realizada,
el tiempo de aguante y la cantidad así como la concentración de los productos
generados. Los resultados de la investigación reflejan que el sorgo al menos no
afectó negativamente a la levadura ya que produjo elevados volúmenes de
alcohol además gran cantidad de dióxido de carbono manteniendo su ritmo
normal y a la vez efectivo según lo estipulado por el tipo de cepa electa de acorde
con el tipo de fermentación a realizar.
1
CAPITULO I
1. GENERALIDADES DE LA INVESTIGACIÓN
1.1. PLANTEAMIENTO DEL PROBLEMA DE LA INVESTIGACIÓN
El sorgo es un género de unas veinte especies de gramíneas oriundas de las
regiones tropicales y subtropicales de África oriental. Su resistencia a la sequía y
al calor, lo hace un cultivo que se ha adaptado fácilmente en nuestro país, a
diferencia de otros cereales. Actualmente las condiciones del sector agrícola
nacional, han hecho que muchos agricultores se olviden de las variedades
criollas y ahora utilicen semillas hibridas con propósitos específicos, que por
supuesto dan mejores rendimientos en menor tiempo; si bien es un cereal de
consumo humano, se ha limitado únicamente a sustituir al maíz en menor grado,
industria farinácea y para la alimentación animal en la formulación de piensos;
por lo que presenta un grado parcial de siembra, distribución, industrialización y
comercialización dentro del mercado nacional; hace pensar que el desarrollo de
una cerveza de sorgo criollo podría provocar, tanto un aumento en el consumo
por parte de la población, como la explotación reproductiva de semillas criollas.
En El Salvador a pesar de que este tipo de bebidas son altamente comerciales y
encontradas en diversos tipos de restaurantes, bares y hasta en tiendas de
conveniencia, son muy pocas las variedades producidas, así como las empresas
que se dedican a la fabricación de cerveza, a gran y mediana escala; lo que ha
provocado un aumento de importación de diferentes marcas de cervezas
internacionales, con el fin de satisfacer a los consumidores al presentarles
nuevas alternativas en cuanto al sabor y cuerpo de la cerveza; por lo que la
formulación de una cerveza de sorgo criollo casera saborizada con frutas como
sandia, piña y fresa podría aportar diferentes sensaciones sensoriales que sean
del agrado del consumidor; distintas que las producidas solamente con malta.
El mercado nacional de cervezas es dominado por las producidas con métodos
de baja fermentación, tipo lager, no ha sido sino hasta en años recientes, en que
el desarrollo de micro cervecerías nacionales ha permitido diversificar las
cervezas tradicionales con productos elaborados con alta fermentación y en
menor escala cervezas saborizadas con ciertos ingredientes.
2
Actualmente el monopolio histórico que ha existido en el país sobre la producción
de cerveza, ha dificultado la incorporación de nuevas variedades, así como la
adición de sabores a las cervezas disponibles en el mercado, lo que hace tener
muy pocos antecedentes sobre la producción de este tipo de bebidas utilizando
sorgo como adjunto, y si este cereal es capaz de producir una fermentación con
un porcentaje de alcohol y densidad dentro de los rangos estipulados, todo esto
permite plantear la siguiente interrogante;
¿Sera posible la elaboración de cerveza de sorgo nacional, saborizada con fresa,
piña y sandia, su análisis sensorial y microbiológico?
3
1.2. DELIMITACIÓN DE LA INVESTIGACIÓN
La temática de la investigación está delimitada en la “ELABORACION DE UNA
CERVEZA A PARTIR DE SORGO NACIONAL SABORIZADA CON FRESA, PIÑA Y SANDIA; SU
ANALISIS SENSORIAL Y MICROBIOLOGICO”. Haciendo uso de una variedad nacional
de sorgo (Sorgo criollo), sin cruzamiento genético o algún otro tipo de tratamiento
especializado.
Para la obtención de la semilla de sorgo nacional, cereal que se usara como
materia prima principal adjunta; se visitará las instalaciones del CENTA, ubicado
en el kilómetro 33 ½, en el valle de Zapotitán, La Libertad, para las materias
primas propias en la elaboración de cerveza, estas serán compradas e
importadas por la compañía HOMEBREWSTUFF, 9165 W CHINDEN BOULEVARD
# 103 GARDEN CITY, Idaho, Estados Unidos; y ante la adición de frutas como
fresa, piña y sandía estas se compraran en el Mercado Central, ubicado en 7 Av.
Sur y Calle Gerardo Barrios en San Salvador.
La investigación será desarrollada en la Universidad Dr. José Matías Delgado
ubicada en el municipio de Antiguo Cuscatlán en el departamento de San
Salvador. Haciendo uso de las instalaciones de la planta piloto para las
operaciones de elaboración y evaluación de la formulación del producto.
La evaluación sensorial se llevara a cabo dentro de la misma universidad con un
mínimo de 15 personas de las carreras de Ingeniería Agro industrial e Ingeniería
en Alimentos, haciendo uso de una escala hedónica de nueve puntos para
determinar la aceptación del producto, cuya significancia será del 5 %; los datos
serán tabulados mecánicamente, usando el método de varianza ANOVA,
posteriormente se hará uso de una matriz de análisis de varianza en SPSS, para
comparar la veracidad de los datos, y que no exista un margen de error con un
nivel de significancia alto.
Para realizar las pruebas microbiológicas se hará uso del laboratorio de prácticas
de la Facultad de Agricultura e Investigación Agrícola “JULIA HILL DE
O´SULLIVAN”.
La investigación se ejecutara en un periodo de cinco meses, durante el ciclo 1 /
2014 del presente año lectivo.
4
Dando inicio el 27 de Enero del año 2014, y finalizando el 30 de Mayo del año
2014. Se respetará el cronograma de actividades planificado previamente, para
el desarrollo óptimo de cada una de las labores que conlleven a la realización
total y exitosa de la investigación; para tener un producto de gran aceptación para
el consumidor, y tener el resultado final esperado.
Para demostrar la viabilidad de la elaboración del producto y su aceptación se
hará uso del método científico.
5
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN
La cerveza es una bebida alcohólica, no destilada, milenaria, originaria de los
pueblos, elamitas, egipcios y sumerios, lo que la hace parte de la cultura
mediterránea clásica; en El Salvador este tipo de bebida comenzó su producción
aproximadamente en el año de 1906; desde entonces la industria cervecera ha
crecido considerablemente dentro del mercado actual, encontrando diversas
variedades; como la cerveza LAGER, considerada de baja fermentación, siendo la
de mayor producción en el país.
La presente investigación pretende evaluar la viabilidad del sorgo criollo en la
elaboración de una cerveza, saborizada con fresa, piña y sandia; sabores que no
son comúnmente utilizados en este tipo de bebidas; así se puede ofrecer la
alternativa del uso de sorgo como adjunto en la elaboración de cervezas con la
finalidad de reducir costos, tanto en la importación de materias primas como en
la fabricación de la misma.
En general, el sorgo ha sido cultivado durante mucho tiempo en El Salvador en
donde es conocido también como maicillo, a pesar de ser un cereal de gran
resistencia en condiciones ambientales adversas, y que podría representar una
buena alternativa de consumo en países en vías de desarrollo, este no se
caracteriza por ser un cultivo primario, principalmente por su falta de explotación
comercial e industrial.
Las cervezas que se producen en El Salvador se caracterizan por presentar
únicamente trigo como adjunto, como en la mayoría de industrias cerveceras a
nivel mundial, sin embargo este puede ser fácilmente sustituido por otras
materias primas como arroz, yuca, sorgo, ojushte, maíz y demás cereales con
alto contenido amiláceo que dependiendo de su ubicación geográfica pueden
presentar menor costo de adquisición en comparación al trigo y pueden
emplearse como una alternativa viable para ser utilizados en la fabricación de
cerveza; generando además un valor agregado a estos cereales que permita
fomentar e incentivar la siembra de mayores extensiones de tierra,
específicamente con sorgo criollo.
Desde el punto de vista metodológico, esta investigación permite proyectar una
mayor diversificación del mercado de cervezas nacionales, haciendo uso del
sorgo y así obtener un método válido y confiable dentro de la producción de este
tipo de bebida.
6
1.4. OBJETIVOS DE LA INVESTIGACIÓN
1.4.1. OBJETIVO GENERAL
Elaborar una cerveza a partir de sorgo nacional, saborizada con
fresa, piña y sandia; su análisis sensorial y microbiológico.
1.4.2. OBJETIVOS ESPECIFICOS
Definir a través de la investigación bibliográfica, las
características de la especie de sorgo nacional que se
empleará en la formulación de cerveza
Elaborar una cerveza a partir de sorgo nacional, saborizada
con fresa, piña y sandia
Identificar la aceptación de una cerveza, por medio de análisis
sensorial, haciendo uso de la escala hedónica de nueve
puntos; con una significancia del 5 %.
Evaluar la cerveza de sorgo saborizada, mediante criterios
microbiológicos; (RECUENTO TOTAL DE MICROORGANISMOS
MESÓFILOS, RECUENTO TOTAL DE MOHOS Y RECUENTO DE
COLIFORMES TOTALES).
7
CAPÍTULO II
2. REVISIÓN DE LITERATURA
2.1. ANTECEDENTES LITERARIOS DE LA INVESTIGACIÓN
SEGÚN SERNA, S. (2002). Expone que los avances en la utilización del sorgo
en América Latina han aumentado, el autor afirma que el sorgo (Sorghum bicolor
L. Moench) después de ser cosechado y almacenado puede ser canalizado a tres
grandes industrias molineras: molienda en seco, molienda húmeda y
nixtamalización. A partir de estas derivan diversas materias primas utilizadas en
industrias terminales las que se encargan de la panificación, producción de
cereales, producción cervecera, producción de jarabes y de tortillas entre otros
productos nixtmalizados. En el caso de la industria cervecera se da la producción
de cerveza lager a partir de adjuntos cerveceros y malta de sorgo, la investigación
acerca de este tipo de malta presento que debido a que los sorgos blancos
poseen endospermo de textura intermedia a dura y almidón ceroso facilitan la
filtración siendo los más adecuados para la producción de adjuntos cerveceros.
Además el uso potencial de genotipos de sorgos mejorados en la industria
cervecera en México y Centro América tanto para el malteo como para producir
adjuntos es importante porque reduciría las importaciones de la cebada y por
consiguiente los costos de producción.
SEGÚN CARVAJAL, L E INSUASTI, M. (2010). En la actualidad la cerveza se
ha caracterizado por ser un producto de alta aceptación dentro del mercado
nacional e internacional. En el Ecuador se consume trescientos millones de litros
al año, lo que equivale a un total de veinticinco litros per cápita. La cerveza
normalmente es elaborada mediante la mezcla de varios cereales como cebada,
maíz, arroz entre otros. Pero han sido excluidas materias primas como yuca,
patata, zanahoria, etc. Pese a contener un alto porcentaje de almidón los cuales
pueden ser transformados en azúcares fermentables indispensables para la
elaboración de bebidas alcohólicas y de moderación como la cerveza; por eso se
propone la elaboración de una cerveza usando cebada (Hordeum vulgare) y
yuca (Manihot esculenta crantz), incrementando la demanda del cultivo tanto
de cebada como de yuca, y que su producción no sea destinada de forma
exclusiva para el área harinera y de balanceados. Se elaboraron las siguientes
mezclas de cerveza cebada/yuca (85/15; 70/30; 50/50; 30/70; 15/85) %, las
cuales fueron evaluados organolépticamente (color, olor, sabor), por un grupo de
panelistas.
8
Donde se determinó que la mezcla 85 % cerveza de cebada – 15 % cerveza de
yuca, tuvo la mejor aceptabilidad; a la que se realizó análisis microbiológicos y
productos secundarios de la fermentación “METANOL”, para ver si se encuentra
dentro de los rangos establecidos; además dentro del proceso de fermentación
se tuvieron en cuenta los grados de alcohol de las mezclas, el pH y la producción
de CO2 de los mostos producidos, para que así ambas cervezas cumplan con los
requerimientos exigidos, y no afecten su mezcla final.
SEGÚN FULA, A. (2010). Se evaluó la posibilidad de desarrollar una bebida
fermentada conocida en Colombia como masato elaborada a partir del maíz, en
la cual se determinaron las condiciones de pH, temperatura, tiempo de
fermentación, cantidad de azúcar necesario para llevar el proceso a cabo. Se
evaluó también el efecto de la pasterización, refrigeración, la adición de extracto
de clavo, canela y sorbato de potasio, para determinar las condiciones requeridas
para la conservación del producto y finalmente se determinó la vida útil. En cada
uno de los ensayos se tomó como parámetros fisicoquímicos la medición del pH,
la acidez, sólidos solubles, sólidos totales, grados de alcohol y como parámetros
microbiológicos el recuento de hongos y levaduras, mesófilos, coliformes totales
y bacterias ácido-lácticas. Se obtuvo como resultado que el producto cumple con
los parámetros normativos en cuanto a calidad microbiológica, con una vida útil
de quince días. El masato que se obtiene por la fermentación espontánea del
maíz u otros cereales, se permitió la fermentación de una muestra de los residuos
de la cocción del maíz, sin embargo no se obtuvo un resultado favorable, motivo
por el cual fue necesario inocular con cultivos lácticos y levadura en proporción
A 0,5g/1Kg. Se encuentra que microbiológicamente el residuo contiene una gran
cantidad de microorganismos competidores que no permiten el crecimiento de
las bacterias ácido – lácticas nativas del medio. Lo anterior explica la razón de
pasteurizar e inocular bacterias y levaduras para propiciar la fermentación. Para
la fermentación del producto es necesario adicionar azúcar al 10%. La adición de
esencia de clavo y canela dificulta la oxidación, favoreciendo las características
sensoriales del producto y su conservación; lo que hace necesario evaluar con
mayor precisión los tiempos de fermentación.
SEGÚN TARON, A. Y COLS. (2012). El sorgo es el quinto cereal más utilizado
en la alimentación a nivel mundial, es un cultivo que es muy tolerante a la sequía
además presenta múltiples aplicaciones por lo que es considerado un producto
de mucha utilidad agroindustrial.
9
Tomando esto como punto de referencia se comenzó la investigación; sobre la
elaboración de una bebida alcohólica destilada a partir de sorgo dulce (Sorghum
saccharatum) con las características congeneritas del cereal; Con la recolección
y almacenamiento de la materia prima posterior a la molienda con partículas de
190 (µm). La hidrólisis enzimática del almidón de sorgo, se realizó utilizando la
enzima Licuesyme supra, una a-amilasa, la cual fue agregada al mosto, el
proceso de sacarificación fue realizado adicionando la enzima Dextrosime Dx,
finalizado el proceso de hidrólisis enzimática se realizó una prueba de solidos
totales y azucares reductores. El extracto obtenido es una bebida de 43.37 % de
volumen de alcohol con características del aroma del cereal; éste se encuentra
libre de metales pesados y se encuentra en el rango para ser catalogado como
un vodka 30 – 45% v/v de alcohol, comprobando la efectividad del sorgo, en este
tipo de procesos.
SEGÚN GALLARDO, I. Y COLS. (2012). La investigación sobre la producción de
bebidas a partir de sorgo malteado como materia prima trata los principales
aspectos relacionados con la enfermedad celíaca, que es la que estimula a
trabajar en la búsqueda de alternativas para producir alimentos a partir de otras
fuentes que no sean los cereales tradicionales. El trabajo aborda el estudio de la
obtención de dos bebidas, cerveza sin alcohol (malta) y cerveza, a partir de sorgo
blanco UDG-110 malteado. Para la producción de maltina, se hicieron
experimentos basados en resultados preliminares, donde se determinaron las
mejores relaciones de malta clara / solución, malta clara / malta total y caramelo
/ malta total. Para la obtención de cerveza se hace un estudio preliminar a partir
de la combinación de malta de sorgo y enzimas amilasas. Los resultados son
satisfactorios, ya que las bebidas obtenidas tienen propiedades similares a las
que se venden en el mercado, permitiendo acotar los parámetros para establecer
una tecnología para la obtención de maltina y cerveza.
SEGÚN ROMERO, M. (2013). En México, el desarrollo de cervezas artesanales
se ha dado desde hace pocos años, este tipo de cervezas son elaboradas con
diferente materia prima con el fin de generar nuevos aromas y sabores. El maíz
es un cereal originario de México, muy importante en la cultura mexicana, un gran
número de bebidas fermentadas tradicionales han sido elaboradas por diversas
poblaciones indígenas de nuestro país. Además, existen estudios que han
demostrado que algunas variedades de maíz son ricas en antocianinas y
compuestos fenólicos, haciendo de este cereal una fuente importante de
antioxidantes con beneficios a la salud y efectos nutracéuticos.
10
Las cervezas elaboradas 100% con malta de maíz y otros ingredientes
relacionados al SENDECHÓ (UNA BEBIDA PREHISPÁNICA FERMENTADA CON MAÍZ MALTEADO DE
BAJA GRADUACIÓN ALCOHÓLICA). Se analizaron y se compararon con otras cervezas
artesanales de cebada. El uso del maíz como materia prima principal en la
elaboración de cervezas tiene una gran influencia en los compuestos aromáticos
así como en su capacidad antioxidante. Por lo tanto, el objetivo de este estudio
fue la caracterización de las cervezas artesanales de maíz y cervezas de cebada,
evaluando su perfil sensorial, los compuestos volátiles y su carácter antioxidante.
La evaluación sensorial se llevó a cabo por medio del Análisis Descriptivo
Cuantitativo (QDA), el cual permitió obtener un vocabulario para la apariencia,
olor, sabor y consistencia. Los descriptores obtenidos son posibles indicadores
de calidad para la caracterización de las propiedades sensoriales de las cervezas
artesanales y la nueva cerveza de maíz y se pueden utilizar en el desarrollo y
estandarización de las cervezas de malta de maíz. Los compuestos volátiles
fueron extraídos mediante HS/SPME, se identificaron con GC/MS y se
cuantificaron por medio de GC/FID, los principales compuestos encontrados
fueron ésteres y alcoholes los cuales confieren el sabor y olor específicos de
estas cervezas. El contenido total de antocianinas fue medido por medio del
método diferencial de pH, el carácter antioxidante se cuantificó a través del
contenido de fenoles solubles totales, y la actividad antioxidante se determinó
basándose en la medición del radical libre DPPH. Los resultados muestran que
la capacidad antioxidante se incrementó en las cervezas elaboradas con
diferentes variedades de maíz. Las cervezas se caracterizaron utilizando
quimiometría, y se mostró la diferencia debido a la materia prima utilizada en su
proceso de elaboración.
11
2.2. MARCO TEÓRICO
2.2.1. GENERALIDADES DEL CULTIVO DE SORGO
A. CULTIVO DEL SORGO
A.1. ORIGEN DEL SORGO
SEGÚN INFOAGRO. (2007). Los primeros informes muestran que el sorgo
existió en India en el siglo I d. C. Las esculturas que lo describen se hallaron en
ruinas asirias de 700 años a. C. Sin embargo, el sorgo quizás sea originario de
África Central (Etiopía o Sudán), pues es allí donde se encuentra la mayor
diversidad. Esta disminuye hacia el norte de África y Asia. Existen, sin embargo,
ciertas evidencias de que surgió en forma independiente tanto en África como en
la India.
(IDEM). El sorgo como cultivo doméstico llegó a Europa aproximadamente hacia
el año 60 d. C. pero nunca se extendió mucho en este continente. No se sabe
cuándo se introdujo la planta por primera vez en América. Las primeras semillas
probablemente se llevaron al hemisferio Occidental en barcos de esclavos
procedentes de África.
(IDEM). Los primeros sorgos dejaban mucho que desear como cultivo granífero.
Eran muy altos y, por lo tanto, susceptibles al vuelco y difíciles de cosechar.
Además, maduraban muy tardíamente. El desarrollo posterior de tipos precoces,
así como de variedades resistentes a enfermedades e insectos, junto con el
mejoramiento de otras prácticas de producción, estableció firmemente el sorgo
granífero como un importante cultivo.
(IDEM). El proceso más trascendental, sin embargo, aún no había llegado. Los
híbridos se hicieron realidad hacia 1950 y actualmente los rendimientos alcanzan
más de 13 440 kilogramos por hectárea en los sorgos graníferos híbridos.
A.2. CARACTERÍSTICAS DE LA PLANTA DE SORGO
(IDEM). PORTE: La planta de sorgo tiene una altura potencial que va de uno a
dos metros como máximo.
12
SISTEMA RADICULAR: Puede llegar en terrenos permeables a dos metros de
profundidad. Tiene tres clases de raíces, laterales, adventicias y aéreas.
TALLO: También llamado caña, es compacto, a veces esponjoso, con nudos
engrosados. Puede originar macollos (UNIDAD ESTRUCTURAL DE LA MAYORÍA DE
LAS ESPECIES DE GRAMÍNEAS. SE FORMAN A PARTIR DE LAS YEMAS AXILARES O
SECUNDARIAS DEL MERISTEMO BASAL DEL EJE PRINCIPAL), de maduración más
tardía que el tallo principal. La presencia de macollos es varietal y está
influenciada por la fertilidad, las condiciones hídricas y la densidad.
HOJAS: Se desarrollan entre siete y veinticuatro hojas dependiendo de la
variedad, alternas, opuestas, de forma linear lanceolada, la nervadura media es
blanquecina o amarilla en los sorgos de médula seca y verde en los de médula
jugosa. Tiene lígula en la mayoría de los casos. El borde de las hojas presenta
dientes curvos, filosos y numerosas células motoras ubicadas cerca de la
nervadura central del haz facilitando el arrollamiento de la lámina durante
periodos de sequía.
INFLORESCENCIAS: Presenta inflorescencias en panojas compactas, semi
compactas o semi laxas, con espiguillas que nacen a pares, una fértil y la otra
estéril.
SEMILLA: Las semillas son esféricas y oblongas de tres milímetros de diámetro,
de color negro, rojizo y amarillento.
A.3. TAXONOMÍA DE LA PLANTA DE SORGO
TABLA N° 1 CLASIFICACIÓN TAXONOMICA DE LA PLANTA DE SORGO
CLASIFICACIÓN CIENTÍFICA
REINO: Plantae
DIVISIÓN: Magnoliophyta
CLASE: Liliopsida
ORDEN: Poales
FAMILIA: Poaceae
SUBFAMILIA: Panicoideae
TRIBU: Andropogoneae
SUBTRIBU: Andropogoninae
GÉNERO: Sorghum
FUENTE: http://es.wikipedia.org/wiki/Sorghum
[EN LINEA]. 2014
13
B. IMPORTANCIA ECONÓMICA Y DISTRIBUCIÓN GEOGRÁFICA
(IDEM). En la actualidad, el sorgo (Sorghum bicolor) representa el principal
grano en algunas partes de África, Asia, India/Pakistán y China donde constituye
gran parte de la dieta humana. Se emplea también en alimentación animal, en la
producción de forrajes, y para la elaboración de bebidas alcohólicas. Su
resistencia a la sequía y al calor lo hace un cultivo importante en regiones áridas,
y es uno de los cultivos alimentarios más importantes del mundo. El sorgo
además de por su empleo en alimentación humana y animal tiene interés por su
uso como cultivo bioenergético. Existiendo variedades de sorgo dulce con tallos
ricos en azúcares, de los que se utiliza toda la planta para la fabricación de
biocarburantes.
C. REQUERIMIENTOS EDAFOCLIMÁTICOS
C.1. AGUA
(IDEM). El sorgo tolera mejor la sequía y el exceso de humedad en el suelo que
la mayoría de los cereales y crece bien bajo una amplia gama de condiciones en
el suelo. Responde favorablemente a la irrigación, requiriendo un mínimo de 250
milimetros durante su ciclo, con un óptimo comprendido entre los 400-550
milímetros y un conveniente de 350 milimetros. Es fundamental que el suelo
tenga una adecuada humedad en el momento de la siembra para lograr una
emergencia rápida y homogénea y con ello una buena implantación del cultivo.
Las mayores exigencias en agua comienzan unos 30 días después de
emergencia y continúan hasta el llenado de los granos, siendo las etapas más
críticas las de panojamiento y floración, puesto que deficiencias hídricas en estos
momentos producen mermas en los rendimientos. El sorgo, además tiene la
capacidad de permanecer latente durante un periodo de sequía y reemprender
su crecimiento en periodos favorables, aunque estas situaciones de estrés
modifican su comportamiento.
C.2. TEMPERATURA
(IDEM). El sorgo requiere temperaturas altas para su desarrollo normal, siendo
por lo tanto más sensible a las bajas temperaturas que otros cultivos.
14
Para la germinación necesita una temperatura de suelo no inferior a los 18 ˚C. El
crecimiento de la planta no es verdaderamente activo hasta que se sobrepasan
los 15 ˚C, situándose el óptimo hacia los 32 ˚C. Durante la floración requiere una
mínima de 16 ˚C, pues por debajo de este nivel se puede producir esterilidad de
las espiguillas y reducir el rendimiento del grano. Por el contrario, resiste bien el
calor, si el suelo es suficientemente fresco no se comprueba corrimiento de flores
con los fuertes calores.
C.3. SUELO
(IDEM). El sorgo se desarrolla bien en terrenos alcalinos, sobre todo las
variedades azucaradas que exigen la presencia en el suelo de carbonato cálcico,
lo que aumenta el contenido de sacarosa en tallos y hojas. Prefieres suelos
profundos, sin exceso de sales, con buen drenaje, sin capas endurecidas, de
buena fertilidad y un pH comprendido entre 6.2 y 7.8.
Es moderadamente tolerante a suelos con alguna salinidad y/o alcalinidad,
siendo su comportamiento, ante esas condiciones mejor que la de otros cultivos
como maní, soja y maíz.
C.4. MATERIAL VEGETAL
(IDEM). Las características deseables a obtener en la planta de sorgo son las
siguientes:
Buena producción de grano, tallo fuerte, uniformidad de altura y no
presencia de macollos secundarios.
Granos grandes y pesados, fáciles de trillar y de calidad alimenticia, ya
sea para la alimentación humana o la del ganado.
Panoja erecta con pedúnculo fuerte y largo de aproximadamente 18 – 20
cm sobre la última hoja, que sea densa y abierta, en la maduración.
Además de todas las características anteriores, en el sorgo es muy interesante
su resistencia a los pájaros, ya que provocan muchos daños, no sólo por lo que
comen, sino por lo que desgranan.
15
C.5. VARIEDADES DE SORGO
(IDEM). Entre las variedades de sorgo se distinguen sorgos tardíos, medios y
precoces o cortos. Las variedades precoces, presentan un ciclo de una duración
total de unos 100 días, con unos 68-75 días hasta floración. Las variedades
intermedias, presenta un ciclo de hasta 120 días, con 68-80 días hasta floración
y las variedades de ciclo largo presentan una duración total de más de 120 días
con 72-82 días hasta floración.
A continuación se detallan las características de algunas variedades
consideradas clásicas. Típicas de las diversas zonas del mundo donde se ha
cultivado el sorgo desde hace varios milenios:
DURRA: Esta variedad está intensamente cultivada en el norte de África,
suroeste de Asia y en la India. Presenta una panoja compacta y dura lo
que la hace en cierta medida resistente al ataque de los pájaros. La
exerción de la panoja es bastante pobre. Tiene raquis, glumas y ramas de
la panoja pubescentes y hojas oscuras. Es una variedad susceptible a la
sequía.
FETERITA: Procede del Sudán, su característica principal es la
precocidad. Es intermedio entre DURRA Y MILO; tiene 8-9 hojas de color
verde claro y una buena exerción de panoja, siendo ésta compacta y
puntiaguda en el ápice. El grano, es color blanco tiza con testa marrón.
HEGARY: Da origen a los sorgos sensibles al fotoperiodo. Es resistente a
la sequía por detención del crecimiento. Tiene abundante macollaje,
forraje y tallos jugosos, lo que lo hace muy apto para pastoreo. La panoja
es elíptica, semi compacta con aspecto de ramillete y el grano es blanco-
azulado.
KAFIR: Originaria de África Tropical desde donde se ha extendido por todo
el mundo. Se caracteriza por poseer buena exerción de la panoja
(COMPACTA), por ser buen forrajero (plantas de 1.3 a 2.7 m de alto, tallo
fuerte y de 12 a 15 hojas verde oscuro) y por su resistencia a la sequía.
KAOLIANG: Constituye uno de los cultivos más antiguos de China. Está
adaptado a zonas más frías.
16
Posee poca exerción de la panoja, es poco macollador, con 7 a 10 hojas
de color verde oscuro y cortas. El grano tiene taninos que le confiere un
color castaño y propiedades anti-pájaros.
MILO: Originario de África, es una variedad importante pues ha sido base
de numerosas hibridaciones; es macollador, tiene 8-10 hojas de color
verde oscuro con nervadura blanca, panoja oval, corta y compacta, con
exerción pobre. El grano es blanco, amarillento o marrón y tiene un
embrión grande.
SHALLU: Procede de la India. También del tipo anti-pájaro pero en este
caso debido a la gran flexibilidad de sus panojas. Es un sorgo de
abundante macollaje, con 7 a 10 hojas de color verde claro, panojas
erectas cónicas y muy laxas. El grano es pequeño, vítreo, duro, de color
blanco amarillento.
D. PARTICULARIDADES DEL CULTIVO
D.1. SIEMBRA
(IDEM). Antes de la siembra, el sorgo exige para la preparación del terreno una
labor profunda y un par de pases de cultivador, que mantengan el terreno limpio
de malas hierbas. Como regla general, la siembra del sorgo debe comenzar de
quince a treinta días después de lo que es usual en el maíz en cada región. Para
programar la siembra hay que tener presente el ciclo de la variedad, ya que es
muy importante que durante el período comprendido entre prefloración y floración
no coincida con un déficit hídrico o temperaturas extremas. La densidad de
siembra dependerá de la calidad de la semilla, tamaño y peso de la misma,
sistema de siembra, ciclo del híbrido elegido, disponibilidad de riego y tipo de
suelo. Según ensayos realizados en Francia, se puede aconsejar una densidad
de 20 a 30 plantas por metro cuadrado y una separación de líneas comprendidas
entre 20 y 60 cm. Por encima de los 60 cm se ha comprobado en la mayor parte
de los ensayos una disminución del rendimiento. En general se recomienda,
utilizar densidades de plantación menores en ciclos largos de cultivo y baja
disponibilidad hídrica, y utilizar mayores densidades en caso de ciclos cortos o
intermedios.
17
(IDEM). La siembra puede ser realizada con diferentes modelos de sembradoras
de trigo, regulando la separación de línea según se desee, o bien con
sembradoras de maíz equipadas con tipos de discos adaptados al grano de
sorgo. Cualquiera que sea el sistema de siembra adoptado, se debe tener en
cuenta que la semilla de sorgo es bastante pequeña y con menos reservas que
otros cereales como soja o maíz, por lo que se la debe colocar sobre suelo
húmedo y en contacto directo con el mismo, para que tenga lugar una rápida
germinación y emergencia de lo que depende en gran parte el éxito del cultivo.
(IDEM). Es esencial no enterrar excesivamente el grano, debiendo ser de unos 2
a 4 cm la profundidad, y procurando que ésta sea regular, consiguiendo una
buena distribución en la hilera de siembra y por tanto una buena uniformidad del
cultivo. Generalmente, con sorgos híbridos se necesitan 15 kilogramos por
hectárea de semilla.
D.2. FERTILIZACIÓN
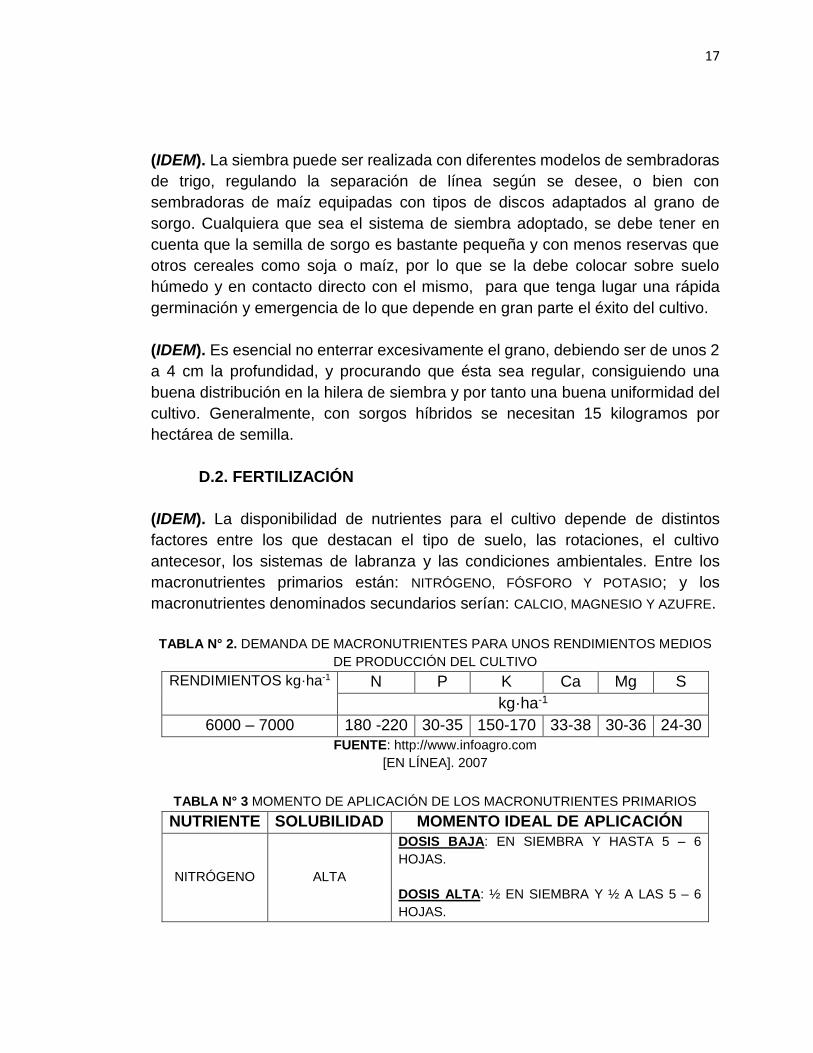
(IDEM). La disponibilidad de nutrientes para el cultivo depende de distintos
factores entre los que destacan el tipo de suelo, las rotaciones, el cultivo
antecesor, los sistemas de labranza y las condiciones ambientales. Entre los
macronutrientes primarios están: NITRÓGENO, FÓSFORO Y POTASIO; y los
macronutrientes denominados secundarios serían: CALCIO, MAGNESIO Y AZUFRE.
TABLA N° 2. DEMANDA DE MACRONUTRIENTES PARA UNOS RENDIMIENTOS MEDIOS
DE PRODUCCIÓN DEL CULTIVO
RENDIMIENTOS kg·ha-1 N P K Ca Mg S
kg·ha-1
6000 – 7000 180 -220 30-35 150-170 33-38 30-36 24-30
FUENTE: http://www.infoagro.com
[EN LÍNEA]. 2007
TABLA N° 3 MOMENTO DE APLICACIÓN DE LOS MACRONUTRIENTES PRIMARIOS
NUTRIENTE SOLUBILIDAD MOMENTO IDEAL DE APLICACIÓN
NITRÓGENO
ALTA
DOSIS BAJA: EN SIEMBRA Y HASTA 5 – 6
HOJAS.
DOSIS ALTA: ½ EN SIEMBRA Y ½ A LAS 5 – 6
HOJAS.
18
NUTRIENTE SOLUBILIDAD MOMENTO IDEAL DE APLICACIÓN
FÓSFORO BAJA EN SIEMBRA
POTASIO BAJA EN SIEMBRA
FUENTE: http://www.infoagro.com
[EN LÍNEA]. 2007
Al abonar, debe cuidarse que los fertilizantes no se coloquen en contacto directo
con la semilla, especialmente los más solubles, para evitar daños a la plántula
por fitotoxicidad.
Entre los micronutrientes se encuentran; BORO, MOLIBDENO, CLORO, COBRE,
HIERRO, MANGANESO Y ZINC. El más importante de los micronutrientes, para el
sorgo, es el hierro. Su deficiencia produce clorosis (AMARILLAMIENTO). Las
mayores carencias de este elemento se observan en suelos con altos contenidos
de carbonatos de calcio y con alta proporción de sodio. Estos elementos están,
en la mayoría de los casos, presentes en cantidades suficientes para el cultivo
del sorgo. Su disponibilidad y aún más sus deficiencias suelen estar asociadas
al pH y contenido de materia orgánica del suelo.
D.3. RECOLECCIÓN
(IDEM). Aproximadamente a los 30 días después de la floración, el grano de
sorgo alcanza su madurez fisiológica, parándose el movimiento de nutrientes y
agua desde la planta al grano. En este estado el grano tiene aproximadamente
entre el 30 y 35 % de humedad, esta humedad va descendiendo durante los 25-
30 días siguientes, hasta llegar a un 20-23 %, nivel que permite el inicio de la
recolección o cosecha.
Cuando el grano se quiere almacenar se requiere bajar el nivel de humedad hasta
el 14% y en el caso de un almacenaje de larga duración, la humedad del grano
no debe pasar del 12%.
E. PLAGAS Y ENFERMEDADES
E.1. PLAGAS
(IDEM). PLAGAS DE SUELO: GUSANO DE ALAMBRE, (Melanotus sp., Agriotes
sp., Dalopius sp), GUSANOS BLANCOS, (Anoxia villosa), GUSANOS GRISES, (Agrotis
segetum), TIPÚLIDOS, (Tipulia oleracea) Y GUSANOS CORTADORES.
19
Estos insectos cumplen una fase de su ciclo en el suelo y producen daños en la
semilla durante los estadios de germinación y plántula. Pueden convertirse en
factores limitantes para el crecimiento inicial e implantación del cultivo.
LOS MEDIOS DE LUCHA CONTRA LOS INSECTOS DEL SUELO ANTES MENCIONADOS
SON:
Labrar bien los campos de 5 a 6 semanas antes de la siembra,
manteniéndolos limpios de malas hierbas.
Cuidar de que el sorgo se conserve sin malas hierbas hasta que esté bien
desarrollado.
Curar las semillas con insecticidas específicos y utilizar con la
sembradora, en el momento de la siembra algún insecticida de suelo.
(IDEM). PLAGAS DEL CULTIVO: El sorgo, como otros cultivos, es atacado
durante su crecimiento y desarrollo por insectos y otras plagas secundarias y
ocasionales. El control de los insectos debe realizarse mediante un manejo
integrado de plagas, que comprende el uso de insecticidas, cultivares resistentes,
métodos culturales (FECHA DE SIEMBRA, ROTACIONES, MANEJO DE RESIDUOS DE
COSECHA, ETC.), control biológico (PARÁSITOS Y PREDADORES), y la verificación de
poblaciones de plagas y daño causado. Estos medios no son excluyentes entre
sí, sino que se complementan. Entre las principales plagas, se mencionan:
Heliothis sp: Es un lepidóptero que ataca a numerosas plantas. A veces
se confunden los ataques de Heliothis con los de gardama; pero como los
medios de lucha de esta última son los mismos que para el Heliothis, su
distinción no tiene importancia práctica.
GUSANO COGOLLERO (Spodoptera frugiperda): Se alimenta de las
partes tiernas de las hojas. Daña la panícula antes de que emerja, y
después de la emergencia de ésta se alimenta del grano en desarrollo.
Puede actuar como cortador y barrenador.
GUSANO SOLDADO (Spodoptera exigua): La palomilla de este insecto
pone sus huevos en las hojas en grupos, son de color blanco amarillento
y cubiertos de pelusa.
20
Las larvas recién salidas raspan la superficie de las hojas, luego se
alimentan de los márgenes de las hojas, avanzando hacia el centro de
ésta dejando solamente la nervadura central. Puede alimentarse del grano
en maduración.
ARAÑUELA O ARAÑA ROJA (Tetranychus sp.): La araña roja es un
pequeño ácaro, apenas visible a simple vista, que produce grandes daños
en numerosas plantas, sobre todo en gran parte de España, pues le
favorece el calor seco y viven en el envés de las hojas.
MOSQUITA DE LA PANOJA (Contarinia sorghicola): Ataca durante la
floración, causando pérdidas cercanas al 100 % si no se controla
oportunamente. Esta mosca pone los huevos en las flores, y sus larvas se
alimentan del grano en formación, impidiendo su desarrollo y causando la
pérdida de éste.
PULGONES: Son varias las especies de pulgones que afectan al sorgo.
El que más daño produce en el cultivo es el pulgón verde de los cereales.
Succionan la savia de la planta, introducen toxinas que pueden transmitir
virus. Son vectores de enfermedades. Se alimentan en el envés de la hoja
y producen una secreción dulce o mielecillas.
Si su ataque tiene lugar poco después de la siembra puede llegar a
producir graves daños por muerte de las plántulas, ya que succionan la
savia de la planta, introducen toxinas que puedan transmitir virus. Sin
embargo los ataques más frecuentes se observan en época cercana a
floración o estado de grano lechoso, afectando su llenado y debilitando la
caña con la consiguiente pérdida de peso y predisposición al vuelco de la
planta.
GUSANO BARRENADOR DEL TALLO (Diatraea sp., Elasmopalpus
lignoselus): Es una plaga que puede ocasionar importantes pérdidas,
principalmente en siembras tardías. Las mariposas ponen los huevos en
el envés de las hojas y las larvas se alimentan primero del tejido de las
hojas, perforan luego los tallos introduciéndose en su interior y haciendo
galerías. Como consecuencia las plantas se quiebran antes o durante la
cosecha.
21
E.2. ENFERMEDADES
(IDEM). ROYA DEL SORGO (Puccinia sorghi): Es una de las principales
enfermedades con mayor incidencia y severidad que se presenta en el
cultivo del sorgo. Los sorgos mejorados son afectados con menor
incidencia, ya que se les ha incorporado resistencia a través de los
programas de mejoramiento. Esta enfermedad aparece cuando inicia la
maduración del grano hasta las últimas etapas del cultivo de sorgo,
incrementando la severidad del daño en variedades susceptibles,
volviendo inservible el follaje para la alimentación del ganado.
MANCHA ZONADA DE LA HOJA (Gloeocercospora sorghi): Es una
enfermedad que inicia su daño en plantas jóvenes alrededor de los 45 días
de edad hasta los 80 días, que es cuando desaparece. Si la planta es
susceptible puede dañar completamente la lámina foliar, afectando la
fotosíntesis.
CARBÓN: La enfermedad se manifiesta por la aparición de grandes
tumores, en los que se observa como la epidermis de la parte afectada
encierra polvo negro, que son las clamidosporas. Las esporas acompañan
a la semilla desde su germinación, penetra a través del embrión y
permanece como micelio en el tallo hasta infectar y manifestarse en toda
la panoja. Se produce una segunda infección, cuando esporas de panojas
enfermas, infectan a las sanas. Las plantas tienen un crecimiento más
lento, los tallos son más frágiles y las panojas emergen antes que en las
plantas sanas. El daño está limitado enteramente a las panojas,
reduciendo el rendimiento y el valor como forraje.
MANCHA GRIS DE LA HOJA (Cercospora sorghi): Esta enfermedad
aparece en el sorgo en la etapa intermedia del ciclo vegetativo del cultivo,
aproximadamente a los 60-70 días después de siembra. Cuando las
variedades son muy susceptibles el hongo daña completamente el follaje,
causando muerte de las hojas viejas, que es donde inicia.
ANTRACNOSIS Y/O PUDRICIÓN ROJA (Colletotrichum graminícola):
Aparece en el sorgo en la etapa final de su ciclo vegetativo,
aproximadamente a los 80-90 días después de siembra.
22
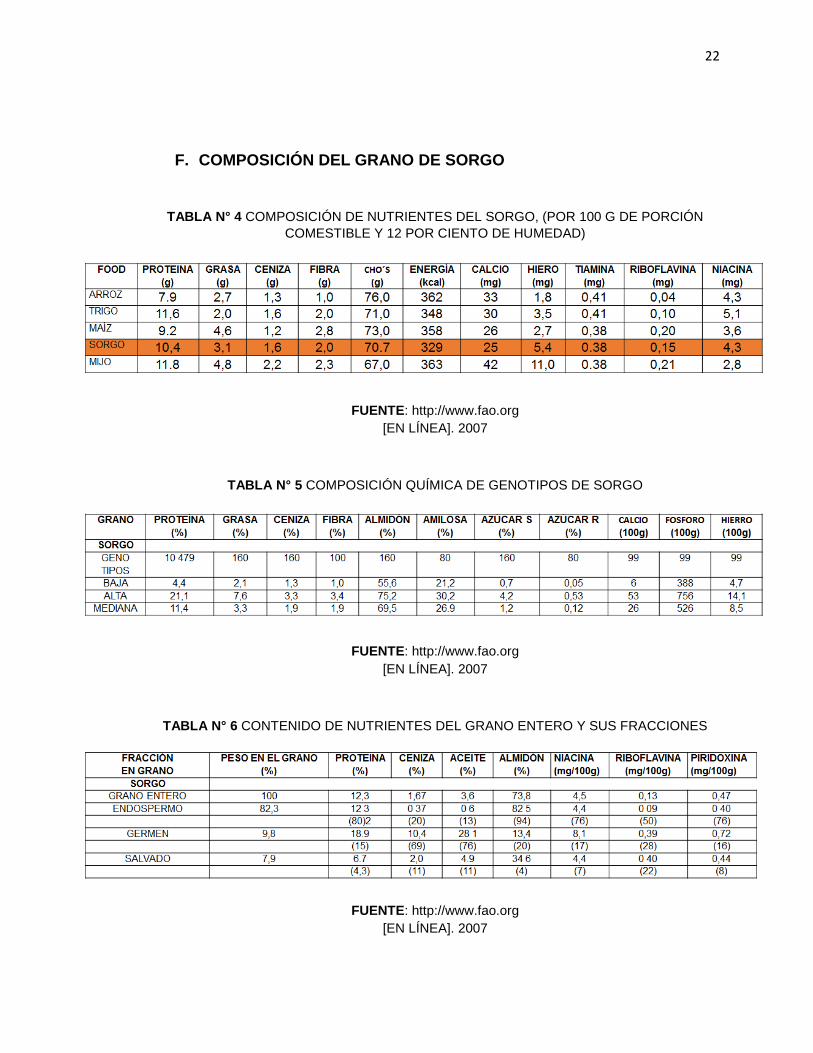
F. COMPOSICIÓN DEL GRANO DE SORGO
TABLA N° 4 COMPOSICIÓN DE NUTRIENTES DEL SORGO, (POR 100 G DE PORCIÓN
COMESTIBLE Y 12 POR CIENTO DE HUMEDAD)
FUENTE: http://www.fao.org [EN LÍNEA]. 2007
TABLA N° 5 COMPOSICIÓN QUÍMICA DE GENOTIPOS DE SORGO
FUENTE: http://www.fao.org
[EN LÍNEA]. 2007
TABLA N° 6 CONTENIDO DE NUTRIENTES DEL GRANO ENTERO Y SUS FRACCIONES
FUENTE: http://www.fao.org
[EN LÍNEA]. 2007
23
2.2.2. USOS DEL SORGO EN LA ALIMENTACION HUMANA Y OTROS
SEGÚN KRAMER Y COLS. (1969). El sorgo se ubica en tercer lugar en el mundo
de los granos usados para la alimentación y aproximadamente el 75% del cultivo
del sorgo en todo el mundo lo consumen las personas.
A. ALIMENTOS FORTIFICADOS
SEGÚN CANTOR Y ROBERTS. (1967). Describieron los métodos que se usan
para mejorar la calidad de los alimentos a base de maíz. Como los granos de
sorgo son muy similares a los de maíz en su composición y propiedades, se
deben de aplicar las mismas técnicas. Los dos métodos principales de
mejoramiento son el enriquecimiento de los alimentos más comunes con
aminoácidos y la formula de alimentos “completos” con alto contenido de
proteínas. El sorgo se puede escarificar e infundir con lisina y niacina, esto puede
mejorar en gran medida su valor alimenticio cuando se consume como pan o
papilla.
SEGÚN BRESSANI Y COLS (1960). Una de las principales fórmulas de
productos de granos fortificados con proteínas es incaparina, desarrollada por el
Instituto de Nutrición de América Central y Panamá. El producto se comercializa
desde 1960 y su producción anual supera las 1, 816,000 toneladas anuales. La
fórmula en producción comercial contiene 28% de harina de maíz, 28% de harina
de sorgo, 28% de harina de semilla de algodón, 3% de levadura, 3% de harina
de soja deshidratada, 1% de limo y vitamina A; este recientemente ha sido
adicionado con lisina. El sorgo puede constituir cualquier parte o todas las partes
de la porción de cereales de estos alimentos fortificados sin afectar su valor
nutricional.
B. PRODUCTOS TIPO ARROZ
SEGÚN CANTOR Y ROBERTS. (1967). Como el arroz es un grano alimenticio
importante y en muchas zonas es escaso, se han investigado otros cereales para
sustituirlo.
El descortezamiento por perlado o pelado del sorgo o por tratamiento de ácido o
álcali produce un producto granífero de bajo contenido de fibras, pero no tan
tierno como el arroz una vez cocido;
24
La incorporación de harinas de sorgo y tapioca en una masa permitieron la
formación de partículas esféricas que se gelatinizaron al calentarlas y secarlas
por lo que la extrusión de harina de sorgo con los suplementos de proteínas
adecuados ofrecen un potencial de producción de alimentos nutritivos similares
al arroz.
SEGÚN AUCAMP Y COLS. (1961).En áfrica, la sémola de sorgo combinada con
malta de sorgo se usa en el desayuno.
C. HARINAS DE SORGO CEROSO COMO AGENTES ESPESANTES
SEGÚN KRAMER Y COLS. (1969). Las harinas de cereal son muy usadas como
agentes espesantes en los alimentos enlatados. Las pastas que se hacen con
cereales cerosos, como el sorgo ceroso, son más consistentes en los productos
enlatados que aquellos derivados de almidones regulares.
Las harinas comunes que se usan para preparar salsas y salsas en productos
congelados no son consistentes para congelar y descongelar, las salsas
preparadas con harinas cerosas de arroz, maíz o sorgo eran menos propensas a
cuajarse durante el almacenamiento en congelación que las salsas a base de
harinas normales.
D. USOS EN EL HORNEADO
SEGÚN LECLERC Y WESSLING. (1918). Hace cincuenta años se intentó
reemplazar el 25% de la harina de trigo en el pan por harina de sorgo granífero.
Este mismo estudio indico que se puede reemplazar hasta la mitad de harina de
trigo por harina de sorgo. Un uso más importante es en la harina para tortas,
donde se puede agregar para endurecer las harinas de trigo rojo de invierno
usadas para mezclas en el horneado de tortas.
E. AGLUTINANTE PARA EMBUTIDOS
SEGÚN LECLERC Y WESSLING. (1918).Otro uso comestible de la harina de
sorgo es en el procesamiento de carne. Para unir los embutidos, se consumen
aproximadamente 15,890 toneladas de almidón y harina de cereal. La función es
reducir el costo de los embutidos y unir los ingredientes.
25
Cuando se usa el cereal para unir, este absorbe la humedad del hielo que se usa
al cortar la carne y actúa como un agente emulsionante entre la grasa, las
proteínas y la humedad.
F. ALIMENTO PARA MASCOTAS
SEGÚN KRAMER Y COLS. (1969). Los alimentos para mascotas se realizan con
amplia variedad de carnes, derivados de la carne, proteínas vegetales, granos de
cereal y lácteos. Estos alimentos se presentan en tres formas: seco, húmedo y
medio húmedo. Una formula típica tiene ½ de carne y productos derivados de la
carne, 1/6 de granos de soja tostados, 1/6 de germen de sorgo o de trigo y 1/6
de granos de sorgo perlado. Como las proteínas son muy solicitadas en los
alimentos de mascotas, se prefieren variedades de granos de sorgo con alto
contenido de proteínas.
G. ELABORACIÓN DE CERVEZA Y FERMENTACIÓN
SEGÚN ANÓN. (1968). Durante la Segunda Guerra Mundial, la escasez de los
productos elaborados con maíz y arroz ocasiono que la industria cervecera usara
otros cereales. El consumo de los productos de sorgo molido seco para la
elaboración de cerveza llego a las 70,800 toneladas en 1946. Al finalizar la
guerra, los fabricantes de cerveza volvieron a usar los materiales que estaban
más acostumbrados y, temporalmente, el interés en la elaboración de cerveza
con sorgo fue desapareciendo. En los últimos años varias fábricas de cerveza
volvieron a usar granos de sorgo en la fabricación. El consumo actual supera las
2,300 toneladas mensuales. El sorgo no requiere procedimientos de manejo o
cocido especial en la fabricación de cerveza y se adapta a todos los estilos de
complementos de fabricación de la misma. En la molienda seca de sorgo se
deben usar técnicas especiales para preparar los granos para que cumplan con
los requisitos de elaboración y la selección de granos es un factor de gran
importancia.
H. MALTA DE SORGO
(IDEM). El sorgo malteado se usa como alimento en muchas partes del mundo y
uno de sus mayores usos es en la cerveza de Kéfir, la bebida tradicional de los
habitantes de Bantú en el Sur de África.
26
Esta bebida tiene un sabor agrio muy rico y consistencia de una sopa espesa. Su
contenido de alcohol oscila entre 2 y 4% por peso y particularmente una buena
fuente de vitaminas del grupo B.
I. PRODUCCIÓN DE ALCOHOL
(IDEM). Las principales materias primas de las industrias de fermentación son el
almidón y el azúcar. Estas se pueden obtener de varias fuentes y el sorgo
granífero es la preferida solo cuando su relación con el precio es favorable. La
producción de alcohol etílico es, sin ninguna duda, el producto de fermentación
de sorgo más antiguo e importante.
J. USOS INDUSTRIALES DE LA HARINA DE SORGO
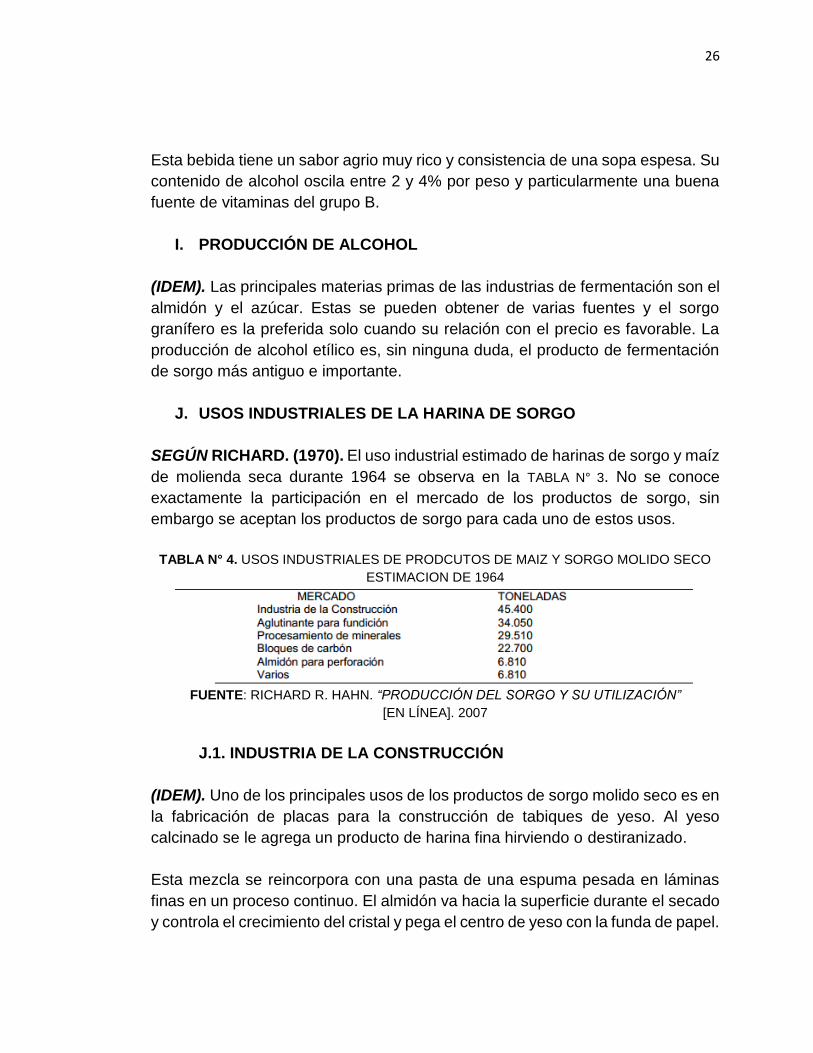
SEGÚN RICHARD. (1970). El uso industrial estimado de harinas de sorgo y maíz
de molienda seca durante 1964 se observa en la TABLA N° 3. No se conoce
exactamente la participación en el mercado de los productos de sorgo, sin
embargo se aceptan los productos de sorgo para cada uno de estos usos.
TABLA N° 4. USOS INDUSTRIALES DE PRODCUTOS DE MAIZ Y SORGO MOLIDO SECO
ESTIMACION DE 1964
FUENTE: RICHARD R. HAHN. “PRODUCCIÓN DEL SORGO Y SU UTILIZACIÓN”
[EN LÍNEA]. 2007
J.1. INDUSTRIA DE LA CONSTRUCCIÓN
(IDEM). Uno de los principales usos de los productos de sorgo molido seco es en
la fabricación de placas para la construcción de tabiques de yeso. Al yeso
calcinado se le agrega un producto de harina fina hirviendo o destiranizado.
Esta mezcla se reincorpora con una pasta de una espuma pesada en láminas
finas en un proceso continuo. El almidón va hacia la superficie durante el secado
y controla el crecimiento del cristal y pega el centro de yeso con la funda de papel.
27
J.2. AGLUTINANTE PARA FUNDICIÓN
(IDEM). Las harinas de sorgo gelatinizadas se usan como aglutinantes
principales en fundición y como aditivos de arena para hacer moldes. La función
del material de moldeado es mantener la forma de la cavidad del molde hasta
que se solidifique el metal fundido. Al agregar entre 1 – 3 % de harina de sorgo
pre-gelatinizada a arena de moldeo, se aumenta la fuerza y la dureza y se
disminuye la permeabilidad y la expansión termal del molde.
2.2.3. HISTORIA DE LA CERVEZA
SEGÚN LEWIS. (2008). Históricamente la cerveza fue desarrollada por los
antiguos pueblos elamitas, egipcios y sumerios. Las evidencias más antiguas de
la producción de cerveza datan de alrededor de 3500 a. C. fueron halladas en
Godin Tepe, en el antiguo Elam (ACTUAL IRÁN). Algunos la ubican conjuntamente
con la aparición del pan entre 10.000 a. C. y 6.000 a. C. ya que tiene una parecida
preparación agregando más o menos agua. Parece ser que las cervezas
primitivas eran más densas que las actuales, similares al actual «POMBE»
africano, de culturas igualmente primitivas. Según la receta más antigua
conocida, el Papiro de Zósimo de Panópolis (SIGLO III), los egipcios elaboraban
la cerveza a partir de panes de cebada poco cocidos que dejaban fermentar en
agua. Su cerveza fue conocida como «ZYTHUM», que es palabra griega, pero en
una fase más tardía. Antiguamente en Oriente se usaba arroz y también bambú.
Del bambú, lo mismo que de la caña de azúcar, lo que se fermenta es su savia;
pero no su fruto. Tal es el ULANZI propio de Tanzania. No puede ser considerado
un fermentado alcohólico de cereal. Las bebidas alcohólicas más antiguas quizá
sean derivadas de la leche. la opinión del profesor de la Universidad de
Pensilvania SALOMON KATZ, data la aparición de una bebida de cebada
fermentada alcohólicamente en la Mesopotamia del año 4000 a.C. con el nombre
de “SIKARU”, pero señala que se hacía con pan de cebada; es decir, se trataba
de lo que hoy llamamos «KUAS», que no es considerado propiamente cerveza,
aunque es un fermentado alcohólico proveniente de cereal. La cerveza
propiamente dicha aparece en Europa en el Siglo XIII, en la medida en que el
concepto de cerveza incluye el amargor propio del lúpulo. El malteado ya se
había inventado antes. En el primer capítulo de sus ÉTUDES SUR LA BIÈRE, Pasteur
hace notar que cuando se dice que en el Siglo IV a.C. ya Teofrasto hablaba de
“CERVEZA”, en realidad no hablaba de cerveza, ni de CERVOISE, ni de BEER, sino
de vino de cebada.
28
(IDEM). Atribuir un origen muy antiguo a la cerveza se hace sobre la base de
proporcionar un concepto muy amplio de lo que haya de entenderse por cerveza.
Los restos arqueológicos más antiguos de producción de cerveza en Europa
fueron descubiertos en el yacimiento del valle de Ambrona, dentro del término
municipal de Miño de Medinaceli, (SORIA, ESPAÑA) y datan de alrededor de
2400 a. C., según el trabajo arqueológico del equipo dirigido por el profesor
Manuel Ángel Rojo Guerra, del Departamento de Prehistoria de la Facultad de
Filosofía y Letras de la Universidad de Valladolid. También se han encontrado
evidencias de elaboración de cerveza en el yacimiento de Genó, en Aitona
(LÉRIDA, ESPAÑA), tras los trabajos de investigación arqueológica, dirigidos por el
profesor José Luis Maya González, que han establecido que estos restos
arqueológicos databan de alrededor de 1100 a. C.
(IDEM). Los celtas conocían la elaboración de la cerveza y llevaron consigo este
conocimiento cuando se extendieron por la península Ibérica, donde su uso y su
elaboración se desarrolló muy pronto. Con el paso de los siglos, sobre todo a
partir de la romanización, la mediterránea se consolidó como una zona
básicamente vinícola mientras que la cerveza se producía en el norte y centro de
Europa y adquiría la forma de lo que entendemos hoy por cerveza. De esta
manera, se extiende el uso de la malta como ingrediente principal y también se
empieza a introducir el uso del lúpulo como aromatizante. Esta planta
cannabacea confiere a la cerveza su sabor amargo característico, a la vez que
favorece la conservación.
(IDEM). El año 1516, el duque Guillermo IV de Baviera redactó la primera ley que
fijaba qué se entendía por cerveza. Esta ley de pureza (REINHEITSGEBOT)
establecía que solamente podía utilizarse agua, malta de cebada y lúpulo para
elaborar la cerveza.
En cambio, en Inglaterra, Enrique VIII prohibió el uso del lúpulo, ante la presión
del gremio de cerveceros; prohibición que levantó su hijo Eduardo VI, y que
continuó por algún tiempo más en Escocia. Los cerveceros ingleses tardaron
mucho en aceptar el uso del lúpulo.
En su momento se llamó “ALE” a la cerveza sin lúpulo y “BEER” a la cerveza con
lúpulo. Todavía hoy, para designar los vinos de malta sin lúpulo más que de
“BARLEY WINE”, que simplemente puede designar una cerveza de alta graduación,
se habla de “GRUIT ALE”.
29
(IDEM). La cerveza empezó a recuperar su presencia social en España a partir
del reinado del emperador Carlos I, que trajo consigo maestros cerveceros de
Alemania. Todo ello queda reflejado entre las pertenencias del emperador a la
muerte de éste en Yuste. Por aquel entonces, la cerveza era aún un producto de
temporada. No se sabía conservar y con el calor perdía toda su fuerza. La
cerveza llamada «LAGER», sin embargo, recibe ese nombre en razón de su
posibilidad de almacenamiento. Se elaboraba en otoño, para ser consumida en
primavera. La fermentación baja y a baja temperatura favorece la conservación.
En realidad iba fermentando lentamente mientras estaba almacenada.
Actualmente todas las cervezas, incluso las de alta fermentación, son
almacenables y llevan fecha de caducidad que alcanza unos tres años. “LAGER”
ha sufrido un cambio semántico, y ha pasado a significar cerveza de fermentación
baja.
(IDEM). La posibilidad de conservación de la cerveza se debe no tanto al invento
de las neveras eléctricas, como al de conservantes distintos del lúpulo, y a la
posibilidad de elaborar a gran escala y con facilidad envases herméticamente
cerrados. Las botellas industriales hechas en serie aparecen en el Siglo XIX.
Antes se fabricaban a soplete. La cerveza enlatada comienza en 1933 en Estados
Unidos, tras la abolición de la ley seca. Los barriles de cerveza han desaparecido
prácticamente. No se puede hablar de una verdadera industria cervecera hasta
el siglo XIX, cuando empiezan a aparecer pequeñas fábricas más que
artesanales ya industriales.
2.2.4. HISTORIA ECONOMICA DE LA CERVEZA
La cerveza no tuvo una producción en masa hasta finales del Siglo XVIII, no
adquiriendo una relativa importancia hasta mediados del XIX. Hasta 1914 los
primeros productores fueron Alemania y Gran Bretaña, a partir de entonces el
primer productor fue Estados Unidos. En el período de entreguerras la producción
mundial alcanzó los 250 millones de hectolitros, siendo la URSS uno de los
principales productores. España es una potencia productora de cerveza, siendo
el cuarto productor de cerveza de la Unión Europea, por detrás de Alemania,
Reino Unido y Polonia, con una producción de 33 millones de hectolitros en 2012
y un consumo per cápita de 47.5 litros por persona y año. A nivel mundial, se
sitúa en décima posición. En 2011, último año del que se tienen datos oficiales,
la facturación por venta de cerveza en España fue de casi 3.000 millones de
euros.
30
2.2.5. MATERIAS PRIMAS PARA LA ELABORACIÓN DE CERVEZA
SEGÚN PALMER, J. (2006). Son cuatro las materias primas que se usan
principalmente en la elaboración de cerveza: AGUA, MALTA, LÚPULO Y LEVADURA.
A. AGUA
(IDEM). El agua es muy importante para la cerveza, ya que esta está compuesta
mayormente de agua. Hay algunas marcas famosas para la fabricación de
cerveza, como el agua suave de Pilsen, el agua fuerte de Burton, Midlands, y el
agua pura de manantial de las Rocky Mountains. Cada una de estas contribuye
a la producción de cervezas de un gusto único. Pero la influencia que el contenido
de minerales puede tener varía si se usan granos enteros o si se emplea extracto
de malta. La razón de la diferencia entre los métodos de fabricación es que los
minerales del agua pueden afectar la conversión del almidón del mosto, pero una
vez que producen los azúcares, el efecto de la química del agua sobre el sabor
se reduce notablemente. Cuando se fabrica con extracto de malta, si el agua
sabe bien, la cerveza debería saber bien.
A.1. TRATAMIENTO DEL AGUA
(IDEM). Si el agua huele mal, muchos olores, incluyendo el del cloro, pueden
eliminarse mediante el hervido. Los filtros de carbón también son un buen medio
para remover la mayoría de los olores y mal gusto producidos por gases disueltos
y sustancias orgánicas. Otra alternativa es comprar el agua envasada. Si el agua
tiene sabor metálico o deja depósitos de sarro en las cañerías conviene airearla,
hervirla, y dejar enfriar toda la noche para que se deposite el exceso de
minerales. Pasar el agua después a otro recipiente para que los minerales
depositados queden en el primero.
Los sistemas para ablandamiento de agua también pueden usarse para eliminar
el gusto a hierro, cobre o magnesio. Los ablandadores a base de sales usan el
intercambio de iones para reemplazar estos metales pesados por sodio. El agua
ablandada funciona bien para la fabricación a base de extractos, pero debiera
usarse con precaución en el método de producción a partir de granos enteros. Lo
mejor para la primera cerveza es usar agua envasada.
31
B. MALTA
SEGÚN LODAHL, L (1993). La cerveza se fabrica con cebada malteada. Más
precisamente, la cerveza se hace fermentando los azúcares extraídos de la
cebada malteada (MAYORMENTE MALTOSA).maltosa es un término genérico usado
como abreviatura para varias cosas asociadas con la maltosa y la cebada
malteada. Las maltas de las que hablan los fabricantes de cerveza son los tipos
específicos de cebada malteada que son procesados para producir una amplia
variedad de azúcares de maltosa fermentables. Como por ejemplo Maltas Lager,
Maltas Pálidas, Maltas Viena, Maltas Munich, Malta Tostada y Maltas Chocolate.
El malteado es el proceso por el cual la cebada es remojada y escurrida para
iniciar la germinación en la planta desde la semilla. Cuando ésta germina activa
enzimas que comienzan a convertir sus almidones en azúcares y aminoácidos
que la planta en crecimiento puede usar. El propósito de maltear un grano es
liberar estas enzimas para su uso por el fabricante. Cuando las semillas
comienzan a germinar, el grano se seca en un horno para detener a las enzimas
hasta que el fabricante esté listo para usar el grano. El cervecero muele la cebada
malteada y la sumerge en agua hervida para reactivar y acelerar la actividad
enzimática, convirtiendo en azúcares las reservas de almidón de la cebada en un
período corto de tiempo. El azúcar resultante se hierve con lúpulo, y es
fermentado por la levadura para producir cerveza.
(IDEM). Cuando se fabrica extracto de malta, la solución de azúcar es escurrida,
pasteurizada, y dispuesta en cámaras de vacío para deshidratarla. Hirviendo el
agua a un vacío parcial, los azúcares del mosto no se caramelizan con el calor
del hervor, y se obtiene un extracto de sabor más suave. Para hacer extracto de
lúpulo, se agregan ISO-ALFA ÁCIDOS de lúpulo junto con aceite de lúpulo para
obtener un completo carácter del lúpulo en el mosto. Este extracto de lúpulo se
agrega al final del proceso para evitar pérdidas durante la deshidratación. El
extracto de malta se vende líquida (SYRUP) o en polvo. Los jarabes están
compuestos por aproximadamente un 20 % de agua, así que 1.81 kilogramos de
extracto de malta seco es aproximadamente igual a 2.27 kilogramos de extracto
líquido. El extracto seco se produce calentando el extracto líquido y pulverizando
con un rociador en una cámara caliente. Fuerte corrientes de aire mantienen las
gotas suspendidas hasta que se secan y se asientan en el piso. El extracto seco
es idéntico al líquido, excepto por la deshidratación adicional y la falta de lúpulo.
El extracto seco no tiene lúpulo porque este se perdería durante la deshidratación
final.
32
B.1. REQUERIMIENTOS DEL EXTRACTO DE MALTA
(IDEM). La frescura del extracto es importante, especialmente para el jarabe. La
cerveza fabricada con extracto de más de un año de antigüedad generalmente
tiene un sabor desbrido, sin carácter. Esto es causado por la oxidación de los
ácidos grasos de la malta. El extracto de malta seco tiene una vida más larga
que el jarabe debido a la deshidratación extra, que hace más lentas las
reacciones químicas. Otra característica de un extracto que puede un efecto
particularmente fuerte sobre el resultado final es el Free Amino Nitrógeno (FAN).
FAN es una medida de la cantidad de Amino Acido Nitrógeno que está disponible
para la nutrición de la levadura durante la fermentación. Sin suficiente FAN, la
levadura es menos eficiente y genera más vio productos en la fermentación que
enrarecen el sabor final de la cerveza. Por eso no es aconsejable agregar azúcar
al mosto. El azúcar de caña, de arroz, o de maíz contiene poco, o nada de FAN.
Al agregar estos azúcares al mosto se diluye el poco FAN que hay disponible, y
priva a la levadura de los nutrientes que necesita para crecer y funcionar. El FAN
puede agregarse al mosto en forma de nutrientes para levadura. El extracto de
malta está disponible en dos formas; lupulado y sin lúpulo. Extractos lupulados
se hierven con lúpulo antes de la deshidratación, y generalmente tienen un grado
moderado de amargor.
El extracto de malta puede ser PALE, AMBER O DARK, y pueden ser mezclados
dependiendo de la variedad de cerveza que se quiera obtener. También hay
extracto de malta de Trigo, y continuamente se están produciendo nuevos
extractos para tipos específicos de cerveza.
Con la variedad de extractos disponibles en la actualidad, hay pocas clase de
cerveza que no puedan fabricarse usando extracto solamente.
B.2. CUANTO EXTRACTO USAR
(IDEM). Una regla de oro es 0.45 kilogramos de extracto líquido por 3.79 litros de
agua para una cerveza liviana y 0.68 kilogramos por 3.79 litros produce una
cerveza de más cuerpo. 0.45 kilogramos de extracto de malta líquido típicamente
produce una densidad de 1.034 - 38, medida por un hidrómetro al ser disuelta
en 3.79 litros de agua. Los extractos secos de malta soporta cerca de 1.040 - 43.
33
Estos valores refieren a puntos por libra por galón. Si se refiere a que un extracto
o maltas rinden 36 puntos, significa que cuando una libra es disuelta en un galón
de agua, la densidad es 1.036. Si se disuelve una libra en 11. 36 litros de agua,
la densidad será 36/3 = 12 = 1.012. La densidad es la forma de describir la fuerza
de una cerveza. La mayoría de las cervezas comerciales tienen una densidad
inicial (DI) de 1.035 – 1.050.
C. LÚPULO
SEGÚN GARETZ, M. (1994). El lúpulo son flores con forma de cono de una
planta nativa de las regiones templadas de Norte América, Europa y Asia. La
especie tiene plantas femeninas y masculinas separadas, y solamente las
femeninas producen las flores cónicas. Las plantas crecen más de 6 metros de
altura si tienen donde apoyarse, y se le colocan tutores cuando se las cultiva.
Comercialmente las hojas del lúpulo son similares a las de parra, y las flores
cónicas se asemejan vagamente a las piñas en su forma, pero son verde claro,
delgadas y con consistencia como de papel.
(IDEM). En la base de los pétalos se hallan las glándulas amarillas del lúpulo
que contienen los aceites esenciales y resinas tan apreciados por los fabricantes
de cerveza. El lúpulo para fabricar cerveza es cultivado desde hace 1000 años.
Los primeros cultivos conocidos se sitúan en Europa Central, y para principios
del 1500 se habían extendido a Europa Occidental y Gran Bretaña. Cien años
después, cerca de una docena de variedades de lúpulo eran usadas en la
fabricación, y actualmente hay más de 100. El foco de los programas de
fabricación esta puesto en mantener las características deseables, al mismo
tiempo que se mejoran las levaduras y el tiempo de conservación.
C.1. USOS DEL LÚPULO
(IDEM). El lúpulo es un conservante. Al principio era agregado directamente al
barril después de la fermentación, para mantener viable a la cerveza mientras
era transportada. Así fue como se desarrolló un tipo particular de cerveza, la
India Pale Ale. Al comienzo del Siglo XVIII los ingleses comenzaron a embarcar
cerveza fuerte con cantidad de lúpulo agregado para preservarla durante los
varios meses de viaje hasta la India. Para el final del viaje, la cerveza había
adquirido un profundo aroma y sabor a lúpulo. Perfecta para aplacar la sed del
personal británico en los trópicos.
34
La cerveza no sería tal sin el lúpulo, que le da balance, y es la característica de
varios estilos de cerveza. El amargor del lúpulo balancea la dulzura de los
azúcares de malta, y le da un final refrescante. El principal agente de amargor
son las resinas de alfa ácidos indisolubles en agua, hasta que son isomerizadas
mediante el hervido. Cuanto más tiempo se hierve, mayor es el porcentaje de
isomerización, y la cerveza se vuelve más amarga. Aun así, los aceites que le
dan gusto y aroma característicos son muy volátiles, y se pierden en gran medida
durante el hervido.
(IDEM). Hay muchas variedades de lúpulos, pero generalmente se los divide en
dos categorías generales; AMARGOR Y AROMA. Los de amargor tienen gran
concentración de alfa ácidos, alrededor del 10% de su peso. Los Aroma son
generalmente más suaves, alrededor del 5%, y dan un sabor y aroma más
agradables a la cerveza. Unas cuantas variedades de lúpulos son intermedios
entre los de AMARGOR Y LOS AROMA, y son usados para ambos propósitos. Los
de amargor se agregan al comienzo del hervor, y se hierven por alrededor de
una hora. También se los llama KETTLE HOPS. Los de aroma se agregan hacia el
final del hervor, y se hierven por 15 minutos o menos. Los de aroma son también
llamados FINISHING HOPS. Agregando diferentes tipos de lúpulo en distintos
momentos del hervor se puede establecer un perfil de lúpulo más complejo, que
da a la cerveza un balance de amargor, sabor y aroma. A continuación se
describen los principales tipos de lúpulos, y sus efectos
C.2. FIRST WORT HOPPING (FWH)
(IDEM). Es un proceso antiguo recientemente redescubierto por los fabricantes
de cerveza. Consiste en agregar una gran cantidad de aroma a la olla de hervido
cuando el mosto es recibido de la olla de macerado. A medida que se llena la
olla de hervido con el mosto, lo cual puede llevar una hora o más, el lúpulo
remojado en el mosto libera sus aceites volátiles y resinas. Los aceites
aromáticos son normalmente insolubles y tienden a evaporarse en gran medida
durante el hervido. Al dejar que el lúpulo se humedezca en el mosto antes del
hervor, los aceites tienen más tiempo de oxidar a más componentes solubles, y
un porcentaje mayor es retenido durante el hervido. Solo los Aroma bajos en
alfa ácidos deberían ser usados en FWH, y la cantidad no debiera ser menor al
30% de la cantidad total del lúpulo usado en el hervido. Este agregado FWH, por
lo tanto, debe incluirse dentro del total de aroma que se agreguen.
35
(IDEM). Debido a que hay más lúpulo en el mosto durante más tiempo de hervido,
el amargor total de la cerveza se incrementa, pero no de manera sustancial,
debido a que es lúpulo con baja concentración de alfa ácidos. En efecto, un
relevamiento llevado a cabo entre fabricantes profesionales determinó que el uso
de FWH da como resultado un aroma más uniforme, es decir, no exagerado, y
en general una cerveza más armoniosa, si se la compara con otra fabricada si
FWH.
C.3. AMARGOR
(IDEM). El primer objetivo del uso de lúpulo es dar amargor. El lúpulo agregado
se hierve por 45 – 90 minutos para isomerizar los alfa ácidos, el tiempo más
común de hervido es una hora. Hay alguna mejora en la isomerización entre los
45 y 90 minutos, (ALREDEDOR DEL 5%), pero solo una pequeña mejora en tiempos
más largos (<1%). Los aceites aromáticos del lúpulo tienden a evaporarse con
el hervor, dejando poco sabor a lúpulo, y nada de aroma.
(IDEM). Debido a esto, las variedades altas en alfa ácidos, (QUE GENERALMENTE
TIENEN POBRES CARACTERÍSTICAS DE AROMA) pueden usarse para lograr el
máximo amargor sin perjudicar el sabor de la cerveza. Si se considera el costo
de hacer más amarga la cerveza en términos de la cantidad de alfa ácidos por
unidad de peso de lúpulo usado, es más económico usar 14.17 g de un lúpulo
de alfa ácidos bajo. Se pueden ahorrar los más caros, y escasos, lúpulos de
aroma, con los de sabor o los de aroma.
C.4. FLAVORING
(IDEM). Al agregar el lúpulo a la mitad del hervor, se produce un compromiso
entre la isomerización de los alfa ácidos y la evaporación de los aromas, logrando
sabores característicos. Este agregado de lúpulo saborizante se realiza entre 40-
20 minutos antes del final del hervor.
(IDEM). Siendo el tiempo más común a los 30 minutos. Se puede usar cualquier
variedad de lúpulo. Generalmente se eligen las variedades bajas en AA, aunque
algunas variedades altas como COLUMBUS Y CHALLENGER tienen sabor agradable
y son usados comúnmente. A menudo pequeñas cantidades (7.09 g - 14.17 g.)
de diferentes variedades para crear un carácter más complejo.
36
C.5. AROMA
(IDEM). Cuando el lúpulo se agrega durante los minutos finales de hervido se
pierden menos aceites aromáticos por evaporación, y se retiene más aroma a
lúpulo. Se pueden usar una o más variedades de lúpulo, en cantidades que
varían entre 14.17 g a 113.40 g, dependiendo del carácter deseado. Un total de
14.17 g es lo típico. El agregado de Aroma se realiza 15 minutos o menos antes
del final del hervor, o se agregan de golpe, cuando se apaga el fuego, y se dejan
remojar durante 10 minutos antes de enfriar el mosto. A veces se usa un
“HOPBACK”, que consiste en verter el mosto caliente en un recipiente lleno de
lúpulo fresco antes de comenzar el proceso de enfriado del mosto. Hay que
tener precaución al agregar el lúpulo por los métodos KNOCKOUT O HOPBACK.
Dependiendo de varios factores, cantidad, variedad, frescura, etc., la cerveza
puede tomar un sabor grasoso, debido a los taninos y otros componentes que
generalmente son neutralizados por el hervido. Si con tiempos cortos de hervido
se logra el aroma a lúpulo deseado, o el sabor grasoso es evidente, se sugiere
utilizar la técnica DRY HOPPING.
C.6. DRY HOPPING
(IDEM). El lúpulo también puede agregarse al fermentador para aumentar el
aroma a lúpulo en la cerveza terminada. Esto se llama “DRY HOPPING” y es mejor
hacerlo en la última parte del proceso de fermentación. Si el lúpulo se agrega
cuando el fermento está todavía burbujeando activamente, la mayor parte del
aroma desaparecerá arrastrado por el dióxido de carbono. Lo mejor es agregar
el lúpulo (GENERALMENTE CERCA DE 14.17 GRAMOS CADA 18.93 LITROS), después
de que el burbujeo ha cesado, cuando la cerveza está atravesando la fase de
acondicionamiento previa al embotellado. DRY HOPPING es apropiado para varias
cervezas PALE ALE, y para las LAGER. Cuando se utiliza el DRY HOPPING, no hay
que preocuparse por agregar lúpulo sin hervir al fermentador. Nunca se produce
infección o contaminación con el lúpulo.
C. 7. DIFERENTES PRESENTACIONES DEL LÚPULO
(IDEM). Es difícil que los fabricantes concuerden en cuál es la mejor forma de
presentación del lúpulo. Cada una de las formas tiene ventajas y desventajas.
Cuál forma es mejor depende del momento en que el lúpulo es agregado, y
probablemente cambie si se usa un método de fabricación diferente.
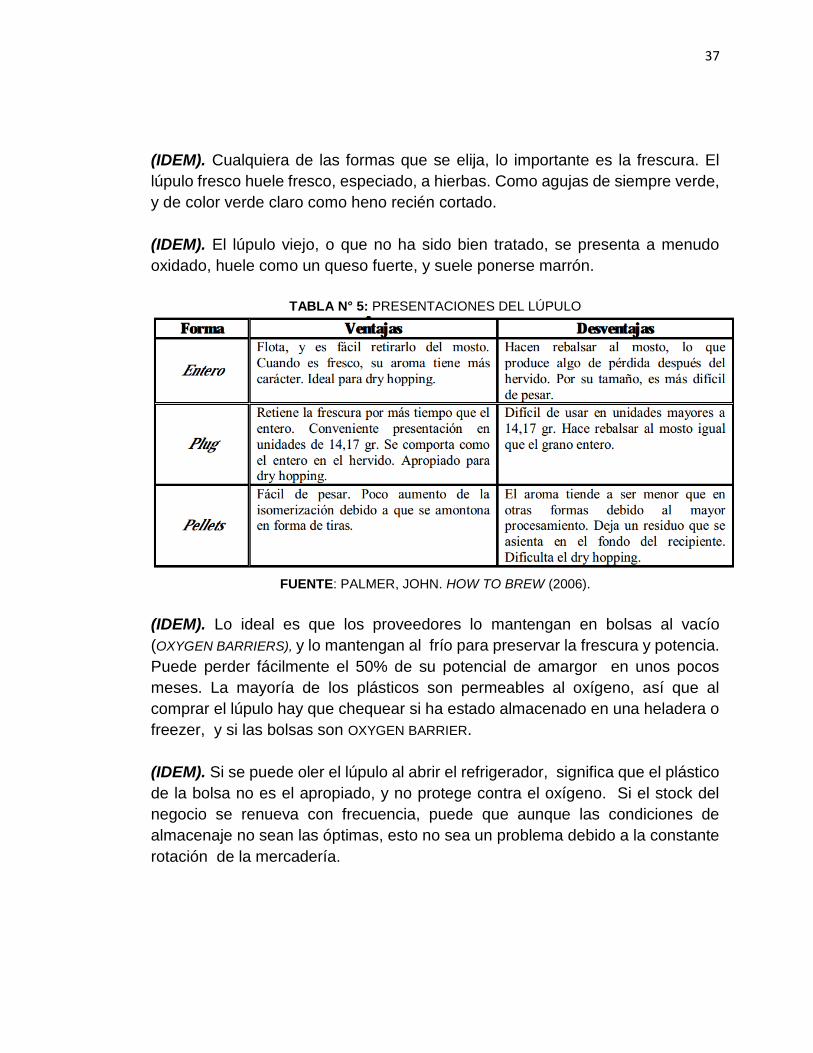
37
(IDEM). Cualquiera de las formas que se elija, lo importante es la frescura. El
lúpulo fresco huele fresco, especiado, a hierbas. Como agujas de siempre verde,
y de color verde claro como heno recién cortado.
(IDEM). El lúpulo viejo, o que no ha sido bien tratado, se presenta a menudo
oxidado, huele como un queso fuerte, y suele ponerse marrón.
TABLA N° 5: PRESENTACIONES DEL LÚPULO
FUENTE: PALMER, JOHN. HOW TO BREW (2006).
(IDEM). Lo ideal es que los proveedores lo mantengan en bolsas al vacío
(OXYGEN BARRIERS), y lo mantengan al frío para preservar la frescura y potencia.
Puede perder fácilmente el 50% de su potencial de amargor en unos pocos
meses. La mayoría de los plásticos son permeables al oxígeno, así que al
comprar el lúpulo hay que chequear si ha estado almacenado en una heladera o
freezer, y si las bolsas son OXYGEN BARRIER.
(IDEM). Si se puede oler el lúpulo al abrir el refrigerador, significa que el plástico
de la bolsa no es el apropiado, y no protege contra el oxígeno. Si el stock del
negocio se renueva con frecuencia, puede que aunque las condiciones de
almacenaje no sean las óptimas, esto no sea un problema debido a la constante
rotación de la mercadería.
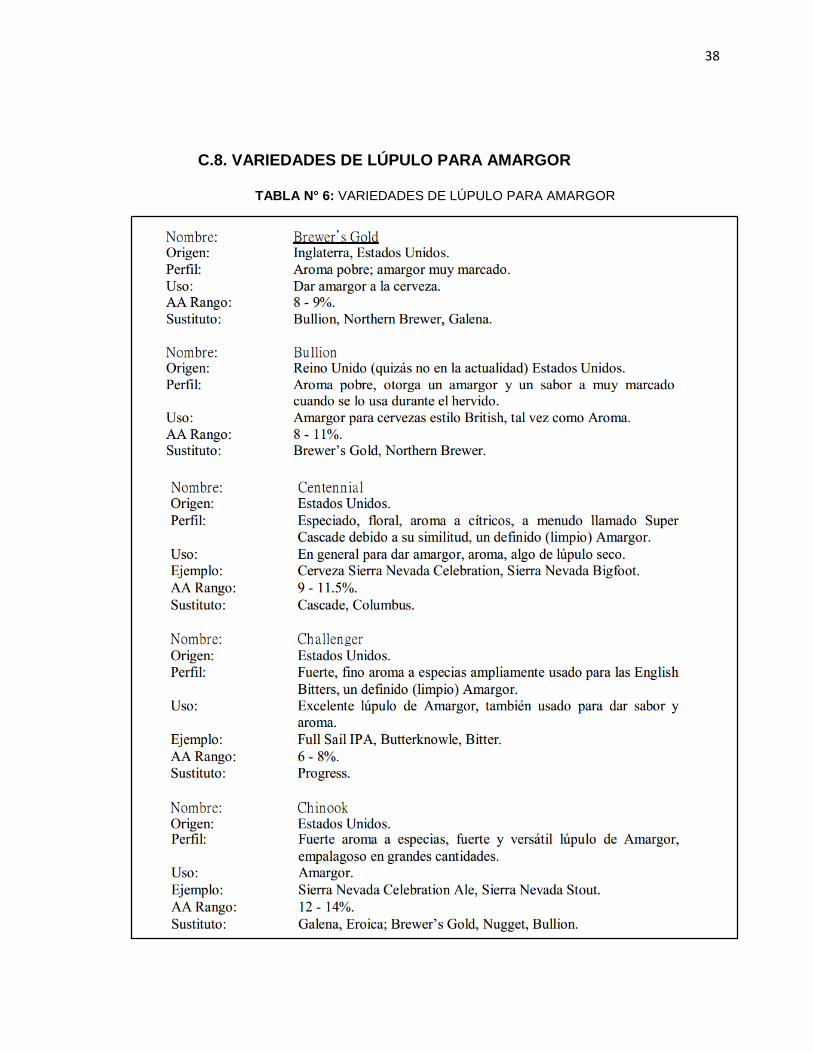
38
C.8. VARIEDADES DE LÚPULO PARA AMARGOR
TABLA N° 6: VARIEDADES DE LÚPULO PARA AMARGOR
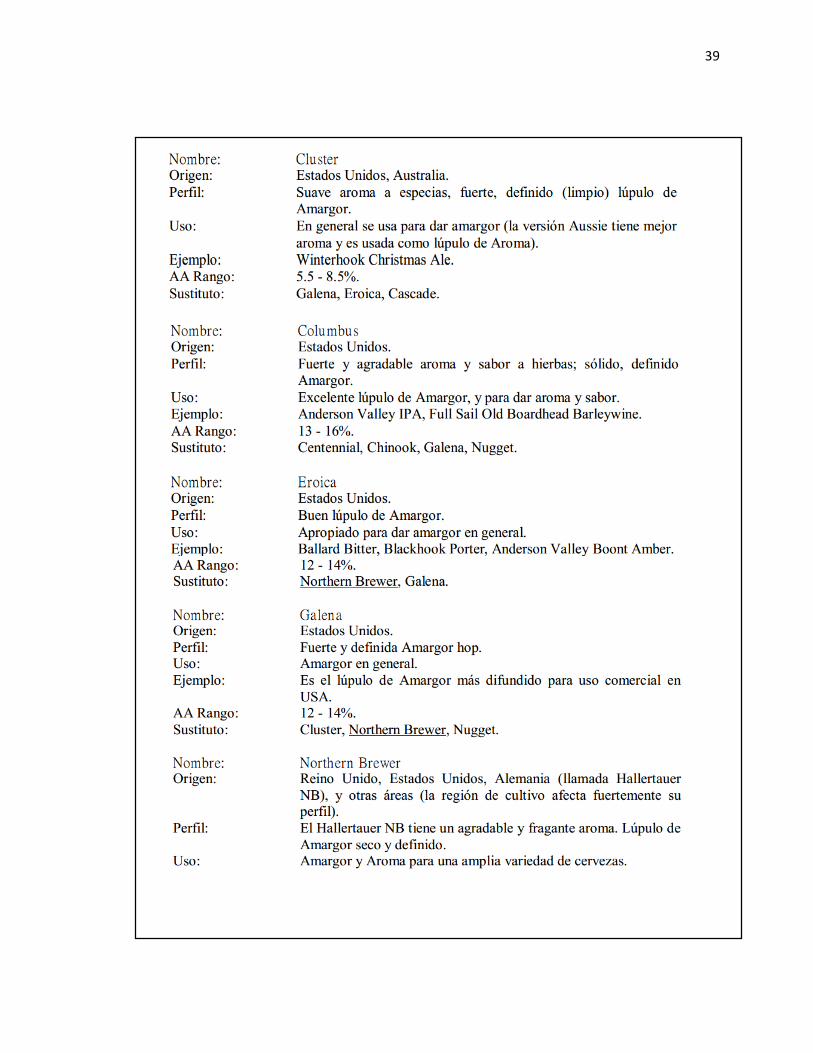
39
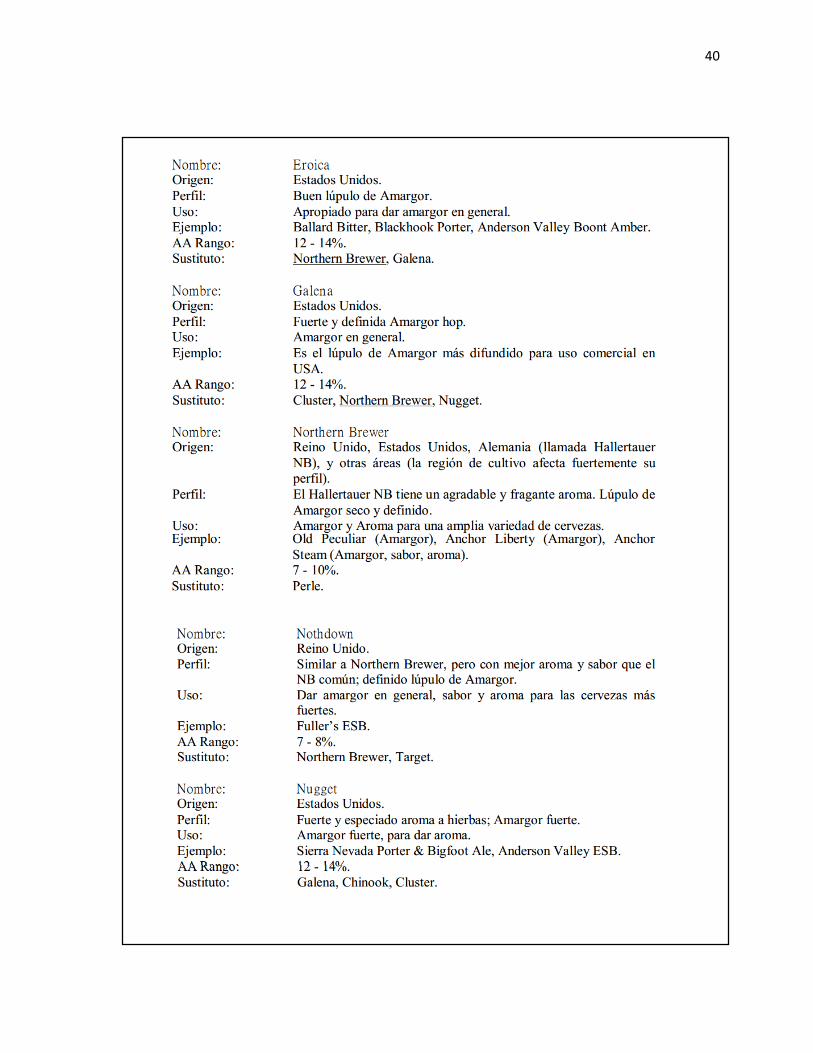
40
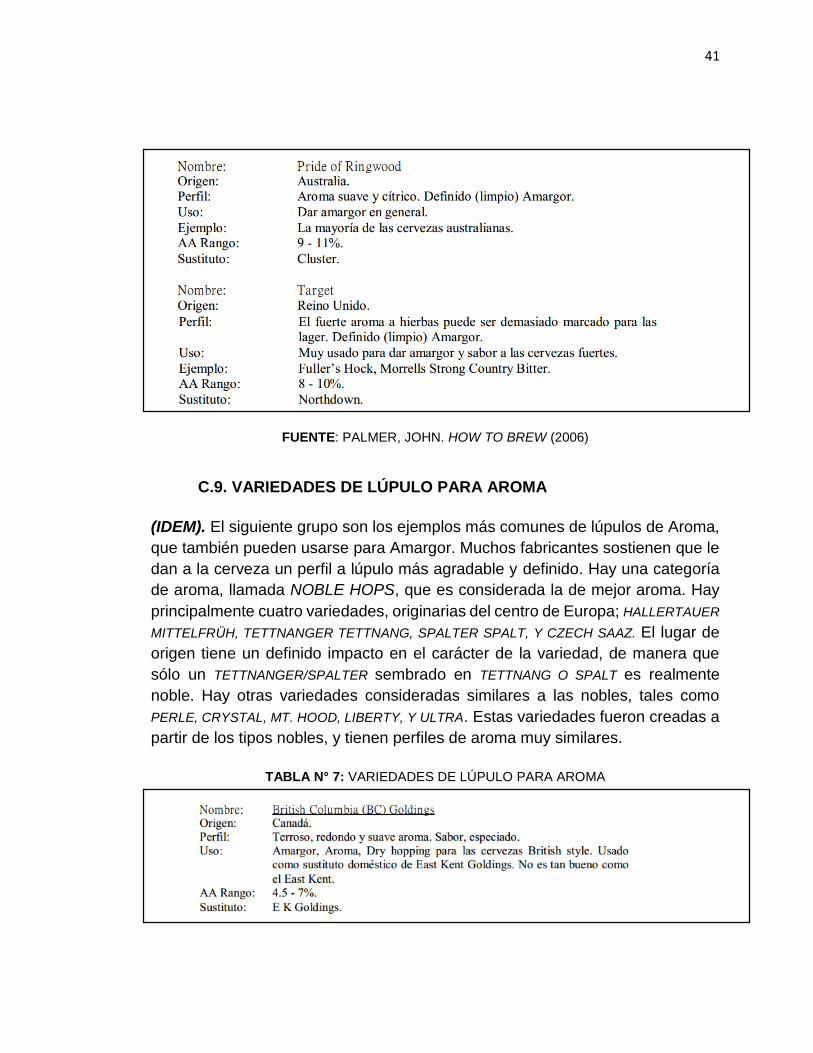
41
FUENTE: PALMER, JOHN. HOW TO BREW (2006)
C.9. VARIEDADES DE LÚPULO PARA AROMA
(IDEM). El siguiente grupo son los ejemplos más comunes de lúpulos de Aroma,
que también pueden usarse para Amargor. Muchos fabricantes sostienen que le
dan a la cerveza un perfil a lúpulo más agradable y definido. Hay una categoría
de aroma, llamada NOBLE HOPS, que es considerada la de mejor aroma. Hay
principalmente cuatro variedades, originarias del centro de Europa; HALLERTAUER
MITTELFRÜH, TETTNANGER TETTNANG, SPALTER SPALT, Y CZECH SAAZ. El lugar de
origen tiene un definido impacto en el carácter de la variedad, de manera que
sólo un TETTNANGER/SPALTER sembrado en TETTNANG O SPALT es realmente
noble. Hay otras variedades consideradas similares a las nobles, tales como
PERLE, CRYSTAL, MT. HOOD, LIBERTY, Y ULTRA. Estas variedades fueron creadas a
partir de los tipos nobles, y tienen perfiles de aroma muy similares.
TABLA N° 7: VARIEDADES DE LÚPULO PARA AROMA
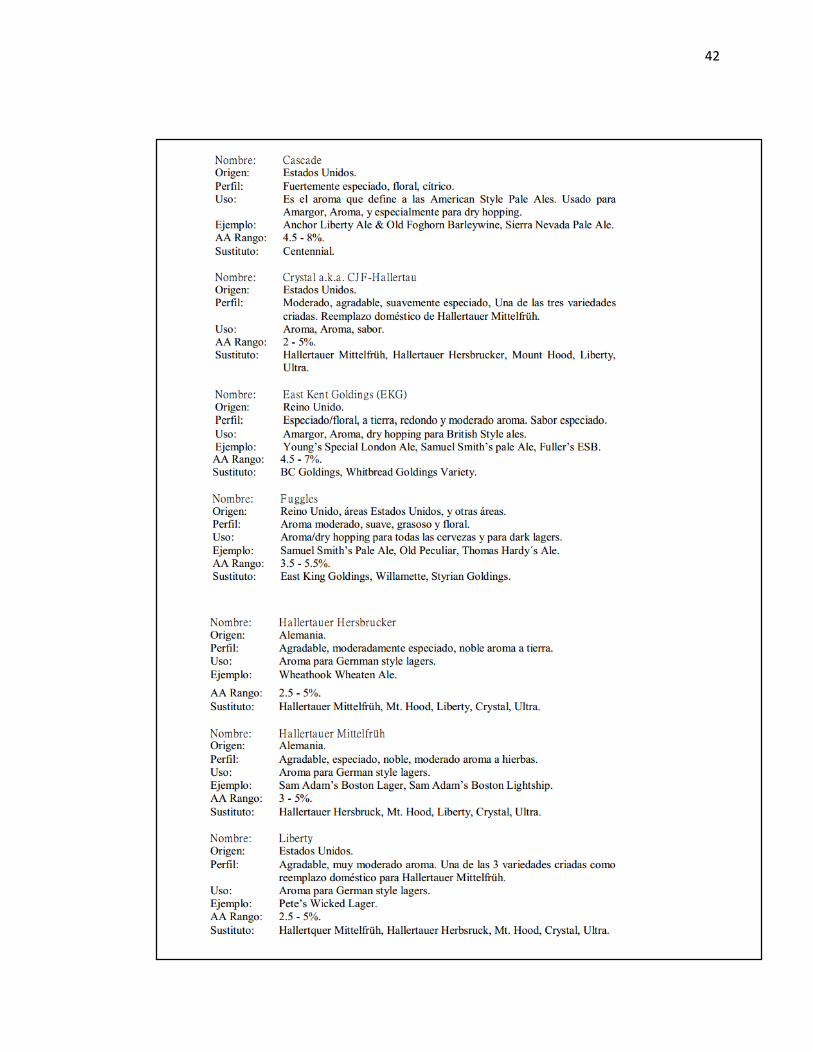
42
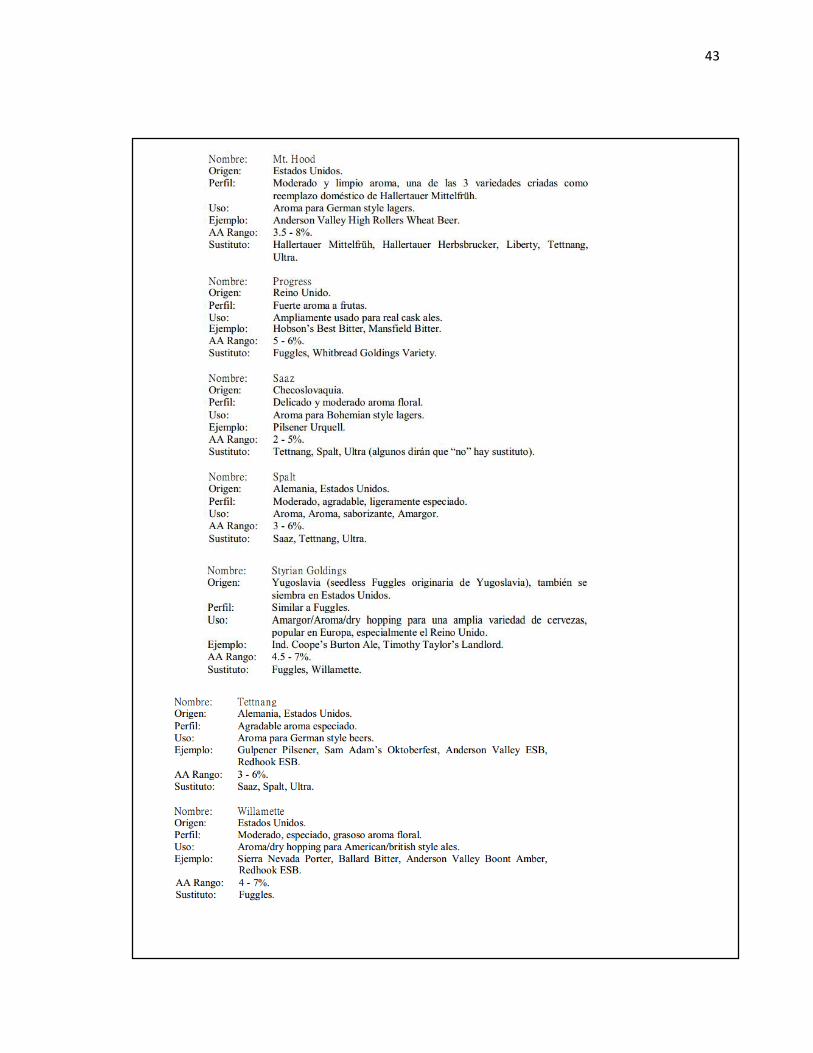
43
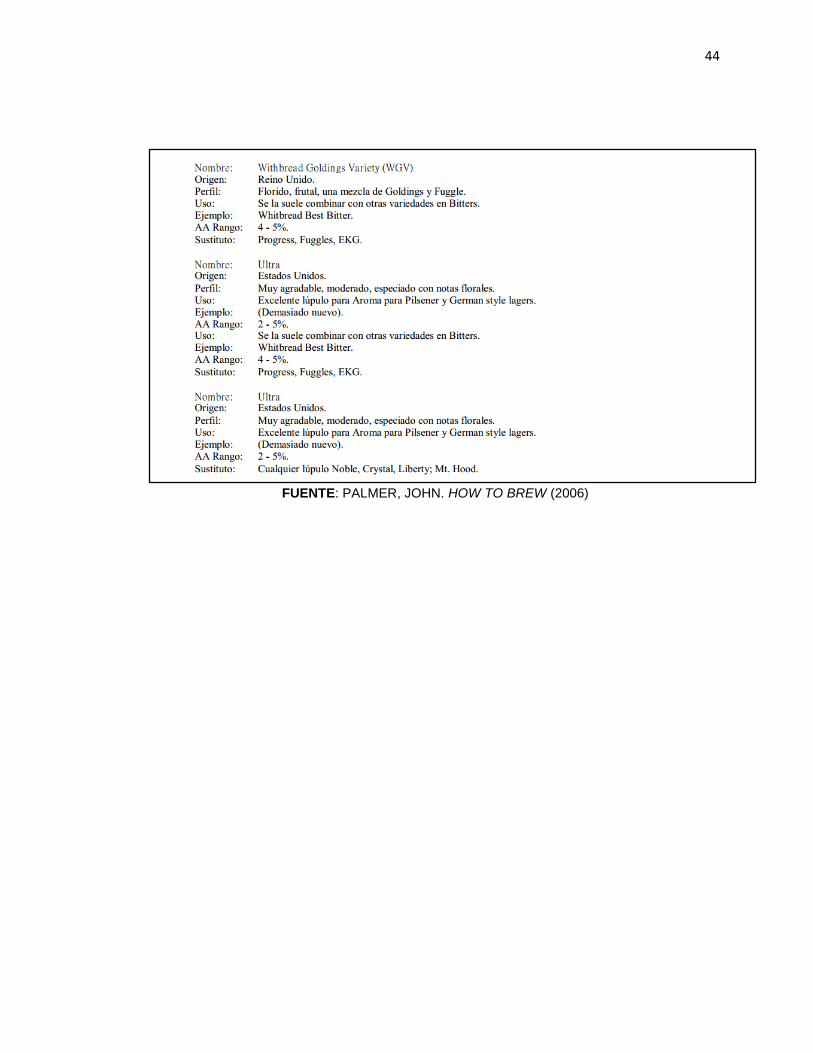
44
FUENTE: PALMER, JOHN. HOW TO BREW (2006)
45
D. LEVADURA
SEGÚN BRIGGS, D. (1999). La levadura de fabricación de cerveza
(Saccharomyces cerevisiae), es un tipo de hongo. Se reproduce asexualmente
por división de células. La levadura es rara porque puede vivir y crecer con o sin
oxígeno. La mayoría de los microorganismos pueden hacerlo sólo de una
manera u otra. La levadura puede vivir sin oxígeno debido al proceso conocido
como fermentación. Las células de la levadura incorporan azúcares simples,
como glucosa y maltosa, y producen dióxido de carbono y alcohol como
productos residuales. Además de convertir azúcar en alcohol etílico y dióxido
de carbono, la levadura produce muchos otros componentes, incluyendo
esteres, alcoholes, varios fenoles y ácidos grasos.
D.1. TIPOS DE LEVADURA
(IDEM). Hay dos tipos principales de levadura: Ale y Lager. Las Ale son conocidas
como TOP-FERMENTING, porque la mayor parte de la fermentación se produce en
la parte superior del fermentador, mientras que las Lager parecen preferir el
fondo. Ambas suelen confundirse, pero hay una importante diferencia entre ellas:
la temperatura. Las Ale prefieren temperaturas más altas, tornándose inactivas
por debajo de los 12°C, mientras que las lager trabajan bien a 4ºC. El uso de
ciertas levaduras lager a temperaturas ale 15°C - 21ºC, produce un estilo de
cerveza llamada ahora CALIFORNIA COMMON BEER.
D.2. VARIEDADES DE LEVADURA
(IDEM). Hay muchas clases diferentes de levadura para fabricación de cerveza,
y cada una produce un perfil diferente de sabor. Algunas levaduras belgas
producen esteres frutados, que huelen como bananas y cerezas, algunas
levaduras alemanas producen fenoles que huelen fuertemente a clavo de olor.
Estos dos ejemplos son bastante especiales, ya que la mayoría de las levaduras
no son tan dominantes. Pero esto ilustra en qué medida la elección de la levadura
puede determinar el sabor de la cerveza. En realidad, una de las principales
diferencias entre diferentes estilos de cerveza es la clase de levadura que se ha
usado. La mayoría de los grandes fabricantes tienen su propia variedad de
levadura. Estas levaduras han ido evolucionando junto con el estilo de cerveza
que se fabrica, especialmente si el fabricante ha sido el creador de un estilo.
46
En realidad, la levadura se adapta y evoluciona a condiciones específicas de
fabricación, así que dos fabricantes produciendo el mismo estilo de cerveza con
la misma variedad de levadura, tendrán en realidad diferentes cultivos de
levadura, y producirán cervezas diferentes y únicas.
D.3. VARIEDADES DE LEVADURAS SECAS
(IDEM). Como se mencionó anteriormente, las variedades de levadura cervecera
seca tienden a ser bastante similares, de sabor atenuado y limpio, y se adaptan
bien a la mayoría de los estilos de cerveza. Para ilustrarlo de una manera muy
general, hay variedades australiana, inglesa y canadiense, produciendo cada
una de ellas lo que es considerado el estilo de PALE ALE de cada país. El
australiano es más amaderado, el inglés más frutado, y el canadiense tiene un
poco más de sabor a malta. Afortunadamente, como el interés por la fabricación
artesanal está creciendo internacionalmente, las variedades de levadura también
están mejorando.
(IDEM). La siguiente es una lista de las diferentes levaduras secas y sus
características:
COOPER’S ALE (COOPER’S): Levadura seca multipropósito. Produce una
cerveza compleja, amaderada y frutada a temperatura media. Es más
tolerante al calor que otras variedades, 18°C - 24°C, recomendada para
fabricar en verano. Mediana atenuación y floculación.
EDME ALE (EDME LTD): Una de las variedades originales de levadura seca,
que produce un suave final a pan. Floculación media y atenuación media a
alta. Rango de fermentación: 17°C - 21°C.
LONDON ALE (LALLEMAND): Moderadamente frutada, apropiada para todos
los estilos pale ale. Atenuación y floculación mediana a alta. Rango de
fermentación: 18°C - 21ºC.
NOTTINGHAM ALE (LALLEMAND): Una levadura más neutral con menores
niveles de esteres, y un final fresco y malteado. Puede usarse para cervezas
lager a bajas temperaturas. Atenuación alta y media a alta floculación. Rango
de fermentación 14°C - 21ºC.
47
MUNTON AND FISON ALE (MUNTON AND FISON): Es una levadura
multipropósito que puede almacenarse durante mucho tiempo. Es un
arrancador vigoroso, con sabor neutral. Atenuación media y alta floculación.
Rango de fermentación: 18°C - 21ºC.
WINDSOR ALE (LALLEMAND): Produce una cerveza inglesa frutada y de
gran cuerpo, pero también es apropiada para WHEAT BEERS, incluyendo la
HEFE-WEIZEN. Atenuación y floculación media a baja. Rango de fermentación
18°C - 21°C.
WHITBREAD ALE (YEAST LAB): Una excelente levadura para pale ale, con
sabor fresco y aroma frutado. Atenuación media y alta floculación. Rango de
fermentación: 18°C - 21ºC.
SAFALE S-04 (DCL YEAST): Es una muy conocida levadura comercial
inglesa elegida por su carácter vigoroso y alta floculación. Esta levadura es
recomendada para una amplia variedad de estilos ale, y se adapta
especialmente a las cervezas que se almacenan en cascos. Rango de
temperatura recomendado: 18°C - 24ºC.
SAFLAGER S-23 (DCL YEAST): Esta variedad lager es usada por varios
fabricantes europeos. Desarrolla notas suaves a esteres al rango de
temperatura recomendado de 9°C - 15ºC, y características más similares a
las Ale a temperaturas más elevadas. Esta variedad producirá un carácter
lager a 12ºC
(IDEM). D.4. LEVADURAS CERVECERAS MULTIPROPÓSITO
AMERICAN, CALIFORNIAN, O CHICO ALE: Una levadura de sabor muy
“limpio”, con menos esteres que otros tipos de levadura cervecera. Es buena
para prácticamente cualquier tipo de cerveza. Esta variedad generalmente
es un derivado de la que se usa para Sierra Nevada Pale Ale. Mediana
atenuación y floculación. Temperatura de fermentación sugerida: 20ºC.
(IDEM). AUSTRALIAN ALE: Esta variedad multipropósito proviene de Thos.
Cooper & Sons of Adelaide, y produce una cerveza muy compleja,
amaderada y frutada. Mediana atenuación y floculación. Muy buena para pale
ales, brown ales y porters. Fermentación sugerida a 20ºC.
48
BRITISH ALE: Esta variedad proviene de Whitbread Brewing Co., y fermenta
fresca, ligeramente amarga, y frutada. La malta es más evidente que en la
levadura cervecera American. Mediana atenuación y floculación. La
temperatura sugerida de fermentación es 21ºC, aunque actúa bien por debajo
de los 15,5ºC.
EUROPEAN ALE: Levadura originaria de Wissenschaftliche en Munich.
Variedad de gran cuerpo y con final muy malteado. Produce una densa
“ROCKY HEAD” durante la fermentación. Fermentación sugerida a 21ºC. Alta
floculación y baja atenuación. Es limpia y malteada, especialmente apropiada
para Altbier. Se han informado “STARTER” más lentos (LAG TIME MÁS LARGO).
(IDEM). D.5. LEVADURAS ALE ESPECIALES
BELGIAN ALE: Cantidad de esteres frutales (banana, especias), y puede ser
amarga. Muy buena para BELGIAN ALES, DUBBELS Y TRIPELS. Baja floculación,
alta atenuación. Temperatura de fermentación sugerida: 21ºC.
GERMAN ALTBIER: Fermenta seca y fresca, dejando un buen balance de
dulzura y amargor. Produce una extremada “ROCKY HEAD”, y fermenta bien
por debajo de los 12ºC. Es una buena elección para cervezas estilo ALT. Alta
floculación y atenuación. Fermentación sugerida a 16,6ºC.
IRISH ALE: El ligero residuo de diacetil es bueno para las STOUT. Es limpia,
pareja, suave y de buen cuerpo. Muy buena para cualquier COLD-WEATHER
ALE, y la mejor en STOUTS Y SCOTCH ALES. Mediana floculación y atenuación.
Fermentación sugerida a 20ºC.
KOLSCH ALE: Un antiguo German STYLE de cerveza, que es más parecido a
las lager en carácter. Agradable sabor a malta sin tanto carácter frutado como
otras cervezas. Algunas notas sulfurosas que desaparecen con el tiempo.
Baja floculación, alta atenuación. Temperatura de fermentación sugerida:
15,5ºC.
LONDON ALE: Compleja, amaderada, amarga, con fuertes notas minerales.
Podría ser originaria de alguna de las reconocidas fábricas artesanales de
Londres. Ligero diacetil. Alta flocula, baja a media atenuación. Temperatura
de fermentación sugerida: 20ºC.
49
(IDEM). D.6. LEVADURAS WHEAT (PARA TRIGO)
BELGIUM WHEAT (WHITE) BEER: Carácter medianamente fenólico para la
clásica Belgian White Beer Style. Amarga y frutal. Mediana floculación, alta
atenuación. Fermentación sugerida a 21ºC.
WEIZEN: Produce el carácter distintivo de clavo de olor y especias de las
WHEAT BEERS. La baja floculación de esta levadura deja una cerveza opaca
(HEFE-WEIZEN), pero su sabor parejo la convierte en parte integral de una
verdadera WHEAT BEER sin filtrar. Baja floculación, media a alta atenuación.
Temperatura de fermentación sugerida: 18.3ºC.
WEISSE: Una variedad amarga, frutada y fenólica, con tonos terrosos.
Mediana floculación, alta atenuación. Fermentación sugerida a 20ºC.
(IDEM). D.7. LEVADURAS LAGER
AMERICAN LAGER: Muy versátil para la mayoría de los estilos lager. Da un
limpio sabor a malta. Algunos cultivos tienen un amargor a manzana verde.
Media floculación, alta atenuación. Fermentación primaria a 10º C.
BAVARIAN LAGER: Variedad de levadura lager usada por muchos
fabricantes alemanes. Rico sabor, gran cuerpo, malteado y limpio. Es una
excelente levadura multipropósito para LAGER BREWING. Media floculación y
atenuación. Fermentación primaria a 8.8º C.
BOHEMIAN LAGER: Fermenta limpia y malteada, dando un rico residuo a
malta en las PILSNERS de alta gravedad. Muy apropiada para los estilos
VIENNA Y OKTOBERFEST. Mediana floculación, alta atenuación. Fermentación
primaria a 8.8ºC. Probablemente la más popular LAGER YEAST STRAIN.
CALIFORNIA LAGER: Fermenta bien a 16.6º C, tiene algo de lo frutado de
las tipo ale, mientras que conserva las características lager. Perfil malteado,
altamente floculante, se aclara brillantemente. Es la levadura usada para
cervezas tipo STEAM.
CZECH PILS YEAST: Clásico final seco con rico malteado. Buena elección
para PILSNERS Y BOCK BEERS.
50
El sulfuro producido durante la fermentación se disipa con
acondicionamiento. Mediana floculación, alta atenuación. Fermentación
primaria a 10ºC.
DANISH LAGER YEAST: Rica, aunque fresca y seca. Perfil suave y ligero
que acentúa las características del lúpulo. Baja floculación, mediana
atenuación. Fermentación primaria a 8.8ºC.
MUNICH LAGER YEAST: Una de las primeras variedades de levadura puras
disponible para los fabricantes artesanales. A veces inestable, pero pareja,
malteada, bien redondeada y de buen cuerpo. Fermentación primaria a 7.2ºC.
Se ha informado una tendencia a producir di acetil, y acentúa el sabor a
lúpulo. Mediana floculación, alta atenuación.
D.8. PREPARACIÓN DE LA LEVADURA SECA
(IDEM). La levadura seca debe rehidratarse en agua antes de activarla. A
menudo la concentración de azúcares en el mosto es tan alta que la levadura no
puede extraer suficiente agua a través de las membranas de las celdas para
reiniciar su metabolismo. Para mejores resultados, rehidratar dos paquetes de
levadura seca en agua tibia (35°C - 40°C), y después probar la levadura
agregando un poco de azúcar para saber si todavía está activa después de la
deshidratación y el almacenamiento. Si no muestra signos de vida (ESPUMA,
BURBUJAS) después de media hora, la levadura puede ser demasiado vieja o estar
inactiva. Lamentablemente, este es un problema común con los paquetes de
levadura seca
D.9. REHIDRATACIÓN DE LEVADURA SECA
1. (IDEM). Poner una copa de agua hervida tibia (35-40°C), dentro de una
jarra esterilizada y batir la levadura. Cubrir con un papel film y esperar 15
minutos.
2. “PROBAR” la levadura agregando una cucharada de extracto de té o
azúcar previamente hervida en una pequeña cantidad de agua. Dejar que
la solución azucarada se entibie antes de agregarla a la jarra.
51
3. Cubrir y colocar en un lugar tibio la preparación y fuera de la luz del sol
directa.
4. Aproximadamente 30 minutos después la levadura debiera estar
burbujeando o espumosa, lista para ser activada.
E. TIPOS DE CERVEZA
SEGÚN CERVEZAS DEL MUNDO. (2014). Existe una clasificación de las
cervezas de acuerdo al proceso de fermentación que se lleva a cabo, así tenemos
dos grandes familias; ALE Y LAGER.
E.1. FAMILIA DE LAS ALE
(IDEM). ALE es la palabra inglesa que describe al grupo de cervezas que utilizan
levaduras de fermentación alta. Esta característica, frente a las que utilizan
levaduras de fermentación baja, es la que marca la distinción entre las dos
grandes familias de cervezas; ALE Y LAGER. En la forma más sencilla de
elaboración, durante la fermentación en caliente que dura unos tres o cuatro días,
se alcanza una temperatura de unos 25ºC. Sin embargo, muchos productores
dejan fermentar la cerveza hasta dos semanas. Después, la mayoría de las
cervezas de fermentación alta tienen algún tipo de maduración posterior, que
puede ir desde unos pocos días de acondicionamiento en caliente entre 13-16ºC,
a una maduración en frío o incluso una segunda fermentación en la barrica o
botella. El término ale se refiere al tipo de fermentación y no tiene nada que ver
con el color, estilo o cuerpo. Las ale pueden ser pálidas u oscuras, tener mucho
o poco cuerpo, alta o baja graduación alcohólica y ser más o menos amargas.
Todo dependerá, entre otras cosas, de la cantidad y tipo de malta que se utilice,
del lúpulo y de la maduración que experimente.
E.1.1. ALE DE ESTILO BRITÁNICO
a. MILD. (IDEM). MILD, que significa suave o ligero en inglés, se refiere al
carácter suave y poco amargo que tienen estas cervezas en contraposición
al término BITTER, amargo en inglés, que engloba a un grupo de cervezas más
amargas. Este tipo de cervezas se sirven casi exclusivamente de barril y es
difícil encontrarlas embotelladas. Fue un estilo muy popular en Gran Bretaña.
52
Hace 50 años, casi tres cuartas partes de la cerveza elaborada era de este
estilo. A partir de él surgieron las populares versiones embotelladas del estilo,
conocidas hoy en Gran Bretaña como BROWN ALE. Sin embargo en las últimas
décadas han perdido terreno en favor de otros estilos, aunque parece que en
los últimos años han empezado a redescubrirse. En el resto del Reino Unido
se producen cervezas parecidas, aunque se conocen con otros nombres. En
el sur de Gales se les llama DARK (OSCURA) y en Escocia LIGHT ALE.
Son cervezas ligeras de cuerpo, suaves y un poco menos secas que las
BITTER. La mayoría, son un poco oscuras y con un contenido alcohólico
moderado, entre 3 y 4%.
b. BITTER. (IDEM). El nombre BITTER, amargo en inglés, se utiliza en oposición
a las cervezas MILD, siendo más amargas que éstas por las propiedades
amargas del lúpulo. Su carácter es muy parecido al de las pale ale que se
describen a continuación, confundiéndose a veces los dos términos, aunque
normalmente las pale ale son embotelladas y las BITTER de barril. En general
tienen un color más pálido que las MILD y su contenido alcohólico es
moderado, de 3.5 a 4% de alcohol, siendo sus características más definidas
su amargor y su carácter seco. Cada productor puede tener varios tipos de
cerveza dentro de su gama de BITTERS, a la de menor densidad se le llamará
“ORDINARY” O “BASIC”, a las siguientes, “SPECIAL” o “BEST BITTER” y a
la de mayor densidad “EXTRA SPECIAL”. Hoy en día es el principal estilo de
ale que se bebe en Gran Bretaña y normalmente se sirve de barril.
c. PALE ALE. (IDEM). En el Reino Unido, hasta antes de la Revolución
Industrial, la mayoría de las cervezas eran oscuras. Cuando se introdujo un
estilo de cerveza más pálido, se le llamó pale ale. Aunque el término inglés
pale ale signifique ale pálida, normalmente no son nada pálidas sino que
tienen un color ámbar o bronce. El término se utilizó originariamente como
oposición a las PORTER que eran marrón oscuro y negras muy populares en
esa época. Las pale ale son típicas de la zona de BURTON-UPON-TRENT y
TADCASTER en el centro y norte de Inglaterra, área que se caracteriza por
tener un tipo de agua con un alto contenido en yeso que da un carácter
especial a estas cervezas. Tradicionalmente, el término “pale ale” se aplica a
las cervezas de con características de “BITTER” cuando están embotelladas,
aunque normalmente tienen mayor calidad, son menos amargas y un poco
más densas. Su contenido alcohólico oscila entre un 4 y un 5%.
53
d. BROWN ALE. (IDEM). Es una especialidad de los condados de Yorkshire y
Durham en el nordeste de Inglaterra. Aparecieron en esta zona cuando
empezó la moda en Gran Bretaña de las cervezas más pálidas que las Porter,
en la zona centro de Inglaterra surgieron las pale ale y en esta zona las brown
ale. El nombre viene de su color, ya que en inglés BROWN significa color
castaño o marrón. En general son fuertes, con buen sabor a malta y con un
color tostado que va de un ámbar suave a castaño fuerte; son afrutadas y
secas. En otras partes de Inglaterra también se producen BROWN ALES,
pero suelen ser más oscuras, dulces y con menor contenido alcohólico.
e. OLD ALE. (IDEM). El grupo de las OLD ALE incluye una serie de cervezas
con distintas características. Todas suelen tener un color oscuro, mucho
cuerpo y a veces son un poco dulces. Algunas tienen un gran contenido
alcohólico, pero la mayoría oscilan entre un 5.5 y 8.5%. El termino OLD, viejo
o antiguo en inglés, se refiere al método antiguo de hacer cerveza, no a su
edad, aunque muchas de ellas se envejecen en barricas, en tanques de
envejecimiento o en la propia botella antes de salir al mercado. En el Reino
Unido la mayoría se sirven como cervezas de invierno y se etiquetan con el
subtítulo de “WINTER WARMER”.
f. BARLEY WINE. (IDEM). El nombre BARLEY WINE, traducido al español
como vino de cebada, es bastante reciente ya que a este tipo de cerveza se
les solía conocer como STRONG ALE O ALE FUERTE. El término empezó a
utilizarse a finales del Siglo XIX y se cree que procede de que puede alcanzar
un contenido alcohólico parecido al del vino o también porque era tradicional
envejecerla en barricas de madera durante varios meses, como el vino. Más
que un estilo, representa una categoría. Normalmente es la denominación que
utilizan los productores en el Reino Unido para describir a la cerveza más
fuerte de su gama. Suelen tener un contenido alcohólico de 6 a 12%, e incluso
más, se envasan en botellas pequeñas y habitualmente son oscuras y con
mucho cuerpo.
g. SCOTCH ALE. (IDEM). Las ALE escocesas son normalmente Ales fuertes,
parecidas a las inglesas pero hechas con maltas escocesas. Suelen tener un
color tostado o marrón oscuro. Menos amargas que las inglesas, tienen más
cuerpo y son más adulzadas. Son muy populares en Bélgica y algunas de
ellas se producen en Escocia sólo para exportar a ese país, mientras que
otras se producen en ese estilo.
54
En Bélgica y se les conoce con el mismo nombre. En Escocia las distintas
cervezas de un productor pueden identificarse en orden ascendente de
densidad y fuerza como “LIGHT”, “HEAVY”, “EXPORT”, Y “STRONG”.
h. ALE IRLANDESA. (IDEM). Las ALE irlandesas se caracterizan por su color
rojizo, que es una tradición irlandesa, su afrutamiento y un definido carácter
de malta. En este país apenas quedan productores de ale ya que las cervezas
que más se beben son las oscuras PORTER Y STOUT.
E.1.2. ALE DE ESTILO BELGA
a. ALE BELGAS. (IDEM). Casi todas las cervezas especiales belgas son de
fermentación alta, por lo que deberían denominarse ales, pero en Bélgica no
siempre se les etiqueta así. Muchas veces sólo en las destinadas a la
exportación se incluye la palabra ale. Existe sin embargo un grupo de
cervezas que en Bélgica sí se conocen como ales y que tienen características
similares a un grupo de cervezas elaboradas en distintas partes del mundo.
Es el grupo de las pale ale británicas, las ALTBIER de Düsseldorf y las ale de
la costa oeste de Estados Unidos, todas de fermentación alta y color dorado
oscuro. En Bélgica se producen en las zonas de Amberes, Brabante y Valonia
y son cervezas de color ámbar rojizo o cobre, de una densidad media,
contenido alcohólico alrededor del 5%, suaves y afrutadas. También existe
otro grupo de cervezas que se podrían incluir en este apartado; se trata de
las hechas en el estilo de las SCOTCH ALES BRITÁNICAS. Son fuertes,
oscuras y con fuerte sabor a malta. Estas cervezas en algunas ocasiones son
elaboradas en Bélgica por productores belgas, otras veces se hacen bajo
licencia de algún productor británico y otras son hechas en Gran Bretaña
exclusivamente para el mercado belga, no estando a la venta en el mismo
país que las elabora.
b. ALE TOSTADA. (IDEM). Su nombre en flamenco es OUD BRUIN, que se
traduciría como (CERVEZA) “AÑEJA COLOR CASTAÑO” y que deriva de su
color tostado y de la mezcla de cervezas jóvenes y viejas que tradicionalmente
se realiza para su elaboración. Además, algunas de ellas mejoran después
de un “ENVEJECIMIENTO” de uno o dos años desde que salen a la venta.
Es un estilo típico de la zona del este de Flandes, especialmente de la ciudad
de OUDENAARDE que es donde se encuentran los productores más
representativos.
55
Suelen tener de un 5 a un 6 % de alcohol, son de color marrón tostado y con
un sabor intenso y agridulce. Algunos productores de la zona utilizan este tipo
de cerveza como base para elaborar sus cervezas de cerezas y frambuesas.
c. ALE ROJA. (IDEM). Este estilo se elabora casi exclusivamente en el oeste de
la región de Flandes, en Bélgica. Su color rojizo se debe al tipo de malta
utilizado en su elaboración. Son cervezas relativamente ligeras de cuerpo y
muy ácidas, lo que las hace ser muy refrescantes. Al igual que las anteriores
también se elaboran con una mezcla de cervezas viejas y jóvenes, pero a
diferencia de ellas, las rojas maduran posteriormente en grandes cubas de
madera durante más de año y medio. Algunos productores añaden esencias
de cerezas a esta cerveza, creando unas cervezas muy especiales, con un
carácter un poco dulce y ácido al mismo tiempo.
d. ALE DORADA FUERTE. (IDEM). Cuando en los años 50 y 60 se
popularizaron en Bélgica las cervezas doradas tipo PILSEN, algunos
productores empezaron a experimentar en la dirección del color dorado de
éstas. A finales de la década de los años 60, un productor belga que en esa
época hacía una cerveza ale, oscura y muy fuerte, decidió cambiarle el color
y presentarla con un color dorado claro. El resultado fue una cerveza de
fermentación alta, con gran contenido alcohólico y de color dorado. La enorme
popularidad de ésta cerveza con aspecto de lager dorada, hizo que otros
productores belgas empezaran a hacer cervezas con características
similares, dando origen a un estilo único. Suelen tener más de 8 % de alcohol,
son afrutadas, con mucha espuma y secas.
E.1.3. ALE DE ESTILO ALEMÁN
a. ALTBIER. (IDEM). La palabra alemana ALT significa viejo y se refiere al estilo
viejo o antiguo de fermentación alta. Estas cervezas fermentan en caliente,
como las ALE, aunque luego tienen un periodo de maduración en frío de
varias semanas, como las lager. Cuando a principios de siglo, en la Europa
continental empezó a extenderse la nueva forma de fermentación baja
originaria del sur de Alemania y Bohemia, en algunas ciudades conservaron
la forma tradicional de hacer la cerveza, fermentándola en caliente, aunque
adoptaron la maduración en frío. Esto ocurrió en el norte de Alemania,
especialmente en Düsseldorf y otras ciudades cercanas. Para la elaboración
de estas cervezas a veces se utiliza una pequeña parte de trigo malteado.
56
Se caracterizan por su color ámbar oscuro o bronce, debido al tipo de malta
empleado. Son suaves, con un contenido alcohólico entre 4.5 y 5% y tienen
un acabado muy limpio.
b. KÖLSCH. (IDEM). En la ciudad alemana de Colonia, KÖLN en alemán, ocurrió
lo mismo que en Düsseldorf; después de que se extendiera por toda Alemania
la elaboración de cerveza por fermentación baja, en la ciudad de Colonia
siguieron utilizando el viejo estilo de fermentación alta, aunque también, como
las ALT, empezaron a utilizar la maduración en frío. Sin embargo y a
diferencia de las ALT, en Colonia, se empezaron a utilizar maltas más pálidas,
siendo el resultado una cerveza dorada, similar en aspecto a las PILSEN. Por
su fermentación en caliente son muy afrutadas, además son de color dorado
pálido, delicadas y suaves. Tienen alrededor de un 5% de alcohol y a veces
se utiliza un poco de trigo malteado en su elaboración.
E.1.4. ALE DE OTROS PAÍSES
a. BIÈRE DE GARDE. (IDEM). Como en otras muchas zonas de elaboración
tradicional de cerveza, antes de que se extendiera la refrigeración artificial,
era normal hacer una cerveza para tomar durante la época de verano cuando
no se podía elaborar debido al calor. El noroeste de Francia, en los
alrededores de la ciudad de Lille, se hacía una cerveza de éste estilo que se
conoce por su nombre francés de “BIÉRE DE GARDE” o “cerveza para guardar”.
Se elaboran en pequeñas casas cerveceras de forma artesanal y se ofrecen
en botellas de champagne, con el mismo tipo de corcho. Estas cervezas se
pueden “envejecer” hasta un año, mejorando durante éste tiempo. Aunque
estas cervezas ya se elaboraban antes de la introducción del método lager de
fermentación baja, ahora muchas de ellas utilizan las levaduras de
fermentación baja, aunque fermentando en caliente para conservar el carácter
afrutado. Son cervezas relativamente fuertes, tienen entre 6 y 8% de alcohol,
pueden tener un color pálido (BLONDE), dorado ámbar (AMBRÉE) o castaño
oscuro (BRUNE), son afrutadas y con un buen sabor a malta.
b. ALE AMERICANAS. (IDEM). Aunque la mayoría de las personas pueda tener
una imagen de las cervezas americanas como productos ligeros, con apenas
sabor y cuerpo, simplemente bebidas para tomar muy frías, existe una nueva
generación de cervezas.
57
Son las hechas con ingredientes de calidad que siguen estilos tradicionales
de elaboración originarios de Europa. Como resultado se obtienen unas
cervezas de altísima calidad y de reconocido prestigio entre los expertos en
cerveza. Este “RENACIMIENTO” se ha producido en Estados Unidos sobre todo
en los últimos 15 años. Existen numerosos pequeños productores,
distribuidos por todo el país, que elaboran una amplia gama de estilos.
Aunque la producción es muy pequeña y su distribución muy local, las
cervezas son de elevada calidad. El estilo de fermentación alta de las ALE es
el más utilizado por estos pequeños productores. Este estilo fue el que
primero se introdujo en EE.UU. cuando los inmigrantes ingleses, irlandeses y
holandeses llegaron con sus técnicas cerveceras, a partir de 1600. Como en
Europa, hoy en día existe una gran variedad de Ales, que varían en el color,
cuerpo y sabor, dependiendo del estilo e ingredientes, aunque siempre
conservando las características afrutadas de este estilo.
c. SPARKLING ALE - ALE ESPUMOSA AUSTRALIANA. (IDEM). En Australia,
el primer tipo de cerveza que se elaboró fue el de las ale, introducido por los
colonos ingleses en el Siglo XIX. Cuando apareció el nuevo método de
fermentación baja gracias a la refrigeración artificial, el estilo de las ale dejó
de hacerse, dando paso a las lager. Sin embargo, existe todavía una tradición
muy localizada en la ciudad de Adelaida, en el sur de Australia, de elaborar
una cerveza con fermentación alta. Es un estilo único en el mundo y que sólo
la hacen unos pocos productores de esa ciudad. A este tipo de cerveza,
conocidas como “SPARKLING ALE”, antes del embotellado se le añade azúcar
para estimular una segunda fermentación en la botella. Esta segunda
fermentación hace que sean muy burbujeantes, que tengan un sedimento en
la botella y sean un poco turbias. Tienen alrededor de un 5 % de alcohol, son
muy afrutadas y refrescantes.
E.1.5. FAMILIA DE LAS LAGER
(IDEM). En el mundo de la cerveza, se conoce como lagers a la categoría de
cervezas elaboradas por fermentación baja. Hoy en día es la forma más común
de hacer cerveza en todo el mundo, siendo el estilo PILSEN el más conocido y
más seguido dentro del grupo de las lager. Sin embargo, existen otros estilos
dentro de la categoría lager menos conocidos, pero no menos apreciados en sus
países o regiones de origen, como son el estilo MUNICH, VIENA, DORTMUNDER,
BOCK Y DOPPELBOCK. Las lager son unas cervezas relativamente nuevas.
58
Datan de mediados del Siglo XIX. Empezaron a elaborarse gracias al desarrollo
de la refrigeración artificial, a la investigación de Pasteur para aislar un cultivo de
levadura que fermentaba en la parte baja de los tanques y al trabajo de varios
cerveceros centroeuropeos. Varios siglos antes, los productores de cerveza de
Baviera y Bohemia ya habían observado que guardando la cerveza en cuevas
muy frías o heladas, ésta se conservaba y sin estropearse durante el verano,
temporada en la que no se podía elaborar debido al calor. Además, la levadura
se hundía al fondo de los tanques y continuaba transformando el azúcar en
alcohol al terminar la fermentación. De ahí el origen del término lager, que
significa guardar o almacenar en alemán. Una lager es, por tanto, una cerveza
fermentada con una levadura que trabaja a baja temperatura en la parte baja del
tanque, a la que luego se le deja madurar en frío, alrededor de 0º C. Las
auténticas lager suelen madurar por un periodo de 2 a 6 meses, dependiendo del
carácter que se quiera dar a la cerveza, siendo tres o cuatro semanas el tiempo
mínimo, ya que si lo hacen por menos tiempo carecerán del acabado de una
auténtica lager. Las más fuertes pueden madurar durante muchos meses.
Además del tiempo de maduración, otras características como la densidad del
mosto, las mezclas de malta, el lúpulo utilizado y formas específicas de
elaboración determinarán las características de los distintos estilos de lager,
como las PILSEN, MÄRZEN, VIENA O BOCK.
a. PILSEN. (IDEM). Es el estilo más utilizado para fabricar cerveza en todo el
mundo. A veces se conocen como PILSENER O PILS y el nombre viene de
la ciudad de PLZEN, en Bohemia, hoy en la República Checa, pero que se
llamaba PILSEN cuando formaba parte de la zona germano hablante del
Imperio Austrohúngaro en 1842. En esta ciudad se elaboró por primera vez
un tipo de cerveza dorada y transparente, utilizando el método de
fermentación baja, en contraste con las cervezas oscuras o turbias conocidas
hasta esa fecha. La fábrica originaria de éste tipo de cerveza todavía funciona
en lo que hoy es la República Checa y según las normas del país, el término
PILSEN se ha convertido en una denominación de origen por lo que sólo las
cervezas elaboradas en esa ciudad pueden llamarse así; el resto de las
cervezas checas, aunque sean del mismo estilo, no pueden utilizar el nombre
y se les suele denominar simplemente lager. Las auténticas PILSEN son de
color pálido, con un contenido alcohólico moderado, entre 4.5 y 5.5%, son
secas, con un buen carácter de malta y un aroma de lúpulo muy
característicos.
59
Las clásicas PILSEN están hechas sólo de cebada malteada, lúpulo, levadura
y agua, tienen un periodo de maduración mínimo de uno o dos meses. Es el
estilo de cerveza más imitado en el mundo, hasta el punto de que muchas
veces se denomina PILSEN a cualquier cerveza dorada y transparente,
aunque no reúna las características de las auténticas PILSEN.
b. MÜNCHNER HELL - LAGER PÁLIDAS DE BAVIERA. Cervezas pálidas,
parecidas a las PILSEN pero un poco menos secas, con más cuerpo y menos
lupulizadas. Aunque son ligeramente más oscuras, tienen el mismo contenido
alcohólico, de 4.5 a 5%. Son la versión pálida (HELLES) de las de estilo
oscuro (DUNKEL), conocido como estilo MUNICH. Se empezaron a elaborar
a principios del siglo XX como reacción de los bávaros a las cervezas pálidas
del resto de Alemania y Europa que empezaban a popularizarse. Es un estilo
muy común en Múnich y sur de Alemania y se sirve en las cervecerías cuando
se pide simplemente una cerveza. En Múnich y sur de Baviera se conocen
con el nombre de HELLES O MÜNCHNER HELL, que significa pálida y en
Franconia, parte norte del estado de Baviera, como VOLLBIER.
c. MÜNCHNER DUNKEL - LAGER OSCURAS - ESTILO MUNICH. (IDEM). En
alemán se les conoce como DUNKEL o DUNKLES que significa oscura. Es
una especialidad tradicional de Múnich y de algunas partes de Franconia por
lo que a veces se les conoce como estilo Múnich (MÜNCHNER). Suelen tener
más carácter de malta que las pálidas y existían antes que éstas. Hasta la
Segunda Guerra Mundial eran las cervezas ordinarias de cada día. Su color
varía entre el rojo amarronado y el negro carbón y suelen tener un poco más
de alcohol que las pálidas, de 5 a 5.5%. En el resto del mundo, es el estilo
que normalmente se sirve cuando se quiere una lager oscura.
d. MÄRZEN/OKTOBERFEST - ESTILO VIENNA. (IDEM). Este estilo fue
elaborado por primera vez en la ciudad de Viena por Antón Dreher en 1841,
cuando introdujo el método de fermentación baja en su fábrica de cerveza,
aunque posteriormente se desarrollaría en Múnich. Hoy en día ya no se
produce en Viena y sí en Múnich donde viene elaborándose tradicionalmente
desde finales del siglo pasado para celebrar la Fiesta de la Cerveza de
Octubre. La relación entre los términos MÄRZEN-OKTOBERFEST-VIENA
que suele aparecer en las etiquetas puede explicarse de la siguiente forma.
Antiguamente, la cerveza que se servía en la Fiesta de la Cerveza de Múnich
(INSTITUCIONALIZADA EN 1810) se elaboraba en el mes de Marzo.
60
Esta era la última remesa de cerveza antes del verano, ya que por el calor y
al no existir refrigeración artificial, no se podía hacer durante los siguientes
meses. Era una cerveza un poco más fuerte de lo normal para que el
contenido alcohólico la conservara cuando hacía calor. Al final del verano, la
cerveza de marzo que quedaba se consumía en los distintos festivales que
existían para dar paso a las nuevas cervezas elaboradas a partir de
Septiembre. Esta cerveza, que había sido elaborada por el método de
fermentación alta, se guardaba en cuevas heladas de los Alpes y al final del
verano estaba muy bien fermentada, era fuerte y con buena maduración.
Cuando a mediados del siglo pasado se desarrolló el método lager de hacer
cerveza por fermentación baja, el estilo que se utilizó para inspirar la creación
de una nueva cerveza que sería servida durante el OKTOBERFEST de
Múnich fue el estilo Viena que Antón Dreher había introducido años antes.
Esta cerveza se elaboraba en Marzo y se dejaba madurar hasta finales de
Septiembre/Octubre para ser consumida. Hoy en día, con los métodos de
refrigeración artificial esto ya no es necesario y las cervezas suelen tener unos
tres meses de maduración. Por lo tanto, las cervezas que se etiquetan como
MÄRZEN/OKTOBERFEST, están hechas en el estilo Viena. El término
MÁRZEN-OKTOBERFEST suele utilizarse sólo en Alemania. En otros países,
se conocen como cervezas estilo VIENA o simplemente AMBER (POR SU
COLOR). Son cervezas lager de color bronce o cobrizo, con mucho cuerpo y
más alcohol que las lager doradas, pero menos que las BOCK, tienen entre
un 5 y un 6% de alcohol.
e. DORTMUNDER EXPORT. (IDEM). Fue uno de los cuatro grandes estilos de
hacer cerveza que se desarrollaron en el Siglo XIX y que tomaron el nombre
de su ciudad de origen, Dortmund, Pilsen, Múnich y Viena. El DORTMUNDER
viene de la ciudad de Dortmund, en el noroeste de Alemania y debido a su
gran aceptación pronto empezó a venderse fuera de su lugar de origen, por
lo que se le subtituló EXPORT. En Alemania es una denominación de origen:
sólo las elaboradas en esa ciudad pueden utilizar el nombre DORTMUNDER.
Hoy se elaboran cervezas con características similares en muchas otras
ciudades de Alemania y se les denomina simplemente EXPORT. Sin embargo
es un término un poco confuso ya que los productores de cerveza en la ciudad
de Dortmund elaboran cervezas no sólo de este estilo, sino también de otros
y utilizan el nombre de Dortmund en toda la gama. Las cervezas de este estilo
son de color dorado pálido, semi secas, con más cuerpo que las PILSEN, pero
un poco menos amargas.
61
f. BOCK, DOPPELBOCK, WEIZENBOCK, MAIBOCK, EISBOCK. (IDEM). El
nombre de estas cervezas fuertes puede sugerir la fuerza de un macho cabrío,
que es el significado de la palabra alemana bock, aunque es más probable
que el nombre derive de la ciudad de Einbeck en el norte de Alemania, de
donde es originaria esta cerveza. Se cree que ya se elaboraba en los Siglos
XIV o XV. Hoy en día este estilo también está asociado a la ciudad de Múnich,
donde se producen muy buenas cervezas en este estilo. La BOCK es una
clásica cerveza lager fuerte hecha por fermentación baja, según la tradición
alemana. Puede ser oscura o clara, pero siempre tiene mucho cuerpo y alta
graduación alcohólica, entre 4.5 y 6.5%. Aunque la mayoría de las BOCK,
están hechas de cebada no son raras las BOCK que también utilizan una
parte de trigo; en este caso se les conoce como WEIZENBOCK O BOCK de
trigo. Otra especialidad dentro de esta categoría la forman las MAIBOCK, que
suelen tener un color dorado, son fuertes y con mucho cuerpo. En algunas
partes de Alemania este estilo se sirve en mayo para celebrar la entrada de
la primavera. Es una cerveza lo suficientemente fuerte para ayudar a soportar
el frío de los últimos días de invierno, pero lo suficientemente afrutada como
para anticipar el verano. En otras zonas de Alemania se elaboran otras BOCK,
donde lo tradicional es tomarlas en pleno invierno, sobre todo en Navidad. En
Holanda también se elabora una cerveza similar y es un estilo tradicional que
suele salir al mercado a primeros de octubre; en este país se les llama BOK
existiendo una variante de trigo llamada TARWEBOK (TARWE = TRIGO).Otra
estilo tradicional, dentro de la categoría, lo constituyen las DOPPELBOCK,
que son cervezas todavía más fuertes que las bock, con más de 6.5% de
alcohol. Normalmente son las más fuertes que cada productor elabora y
suelen llamarse con un nombre que termina con el sufijo “ATOR”, siguiendo
a la primera que se hizo en este estilo, la SALVATOR. Originariamente, fue
una receta de un monasterio de monjes en Múnich que la empezó a elaborar
para “ALIMENTAR” a sus monjes durante la cuaresma, ya que sólo podían
ingerir bebidas y no alimentos. Actualmente se sirven como bebidas
reconfortantes cuando se acaba el invierno y empieza la primavera. La salida
al mercado de las primeras cervezas DOPPELBOCK del año suele celebrarse
con un festival tres o cuatro semanas antes de Semana Santa, que es la
época de las “STARKBIER” o cervezas fuertes en alemán. Otra variante de
bock es la llamada EISBOCK (EIS = HIELO). Son DOPPELBOCKS muy fuertes
que se elaboran congelando la cerveza y quitando parte del hielo que se
forma, ya que el agua que hay en la cerveza se congela antes que el alcohol.
62
El resultado es una concentración de la cerveza, que la hace mucho más
fuerte y adulzada, pudiendo tener más de un 10% de alcohol.
E.1.6. CERVEZAS DE TRIGO
(IDEM). Son cervezas de fermentación alta elaboradas con una mezcla de trigo
y cebada. El trigo, que puede o no maltearse según la tradición de cada país, da
a la cerveza un sabor a grano, como el del pan recién hecho, sobre todo cuando
no está malteado. También se conocen como cervezas blancas, por el aspecto
como de neblina, que tienen las que no están filtradas, que es como suelen
tomarse. Su característica principal es su carácter ácido, refrescante y
espumoso, es una cerveza muy popular en las áreas donde tradicionalmente se
produce, como son el sur de Alemania, Berlín y Bélgica. Tradicionalmente eran
cervezas que sólo estaban disponibles en verano. Ahora, debido a su enorme
popularidad, se encuentran todo el año. Este estilo, que estuvo a punto
desaparecer a principios del siglo, ha revivido en los últimos 20 años y en la
actualidad representa casi el 30% de la cerveza que se consume en el estado
alemán de Baviera.
a. BERLINER WEISSE - BLANCAS DE BERLÍN. (IDEM). Proceden de la ciudad
de Berlín, en Alemania. Para su elaboración se utiliza entre un 25 y 50% de
trigo, siendo el resto cebada. En esta zona es tradicional maltear los dos
cereales. Son cervezas consideradas como las más refrescantes de toda la
gama de las de trigo. Además, son muy pálidas, ligeras y con un contenido
alcohólico bajo, alrededor del 3%, por lo que son ideales para calmar la sed.
En Berlín, suelen tomarse en verano o como aperitivo. Para moderar su
acidez es tradicional en los bares añadir siropes de frutas o de hierbas.
b. WEIZENBIER - DE TRIGO DEL SUR DE ALEMANIA. (IDEM). Quizás sean
las cervezas de trigo más antiguas del mundo, ya que se tiene noticia de su
elaboración desde hace más de 500 años. Como las cervezas de trigo de
Berlín, también son ligeras, afrutadas y muy refrescantes. Se caracterizan
además por su cabeza de espuma muy densa, cremosa y duradera. En su
composición suele haber más trigo que en las de Berlín, entre un 40 y un 70%
del grano empleado es trigo. Tanto el trigo como la cebada se maltean.
Normalmente tiene una segunda fermentación en botella y se suelen
embotellar sin filtrar.
63
Se les conoce como WEIZENBIER, cerveza de trigo, aunque a veces también
se usa el término WEISSBIER, cerveza blanca, por su apariencia.
Si se embotella con sedimento, lleva el prefijo “HEFE”, que es la palabra
alemana de levadura y es muy apreciada entre los consumidores alemanes
por su sabor. Si está filtrada, se le llama KRISTALL WEIZEN O KRISTALL
WEISSBIER. Son cervezas muy poco amargas y normalmente pálidas,
aunque también existe una variedad de trigo oscura que se conoce como
DUNKEL WEIZEN, oscura de trigo. En el sur de Alemania se sirven en vasos
altos y alargados y tienen normalmente un contenido alcohólico de un 5%. Se
pueden elaborar más fuertes, conociéndose entonces como WEIZENBOCK y
se ofrecen como cervezas de trigo de invierno.
c. WITBIER / BIÈRE BLANCHE - DE TRIGO BELGAS. (IDEM). En Bélgica este
estilo también estuvo a punto de desaparecer a mediados del Siglo XX. Por
suerte, en los últimos años ha aumentado su popularidad, siendo bastantes
los productores belgas que hoy cuentan con una cerveza de trigo en su gama.
Se elaboran utilizando entre un 30 y un 50% de trigo sin maltear, a diferencia
de las de trigo alemanas que utilizan trigo malteado, el resto es cebada
malteada y a veces también se le añaden pequeñas cantidades de avena.
El hecho de que el trigo no esté malteado les da un mayor sabor a grano y
hace que normalmente tengan más cuerpo. Son de un color pálido amarillento
y algo turbio. Se pueden aromatizan con piel de naranja, cilantro y otras
especias, y como las demás cervezas de trigo son muy apropiadas para el
verano por su ligereza, acidez y carácter refrescante.
En Bélgica son conocidas como cervezas blancas, WITBIER en flamenco o
BIÈRE BLANCHE en francés, aunque unas pocas utilizan el nombre de
cervezas de trigo, TARWEBIER o TARWEBOCK, las más fuertes.
d. PORTER Y STOUT. (IDEM). La cerveza PORTER es una cerveza menos
amarga, densidades originales más bajas y menor grado de alcohol que las
STOUT.
La cerveza STOUT, recibe este nombre por ser la PORTER más fuerte. La
STOUT es una cerveza de color casi negro, oscura, amarga y elaborada con
malta de cebada tostada.
64
d.1. PORTER. (IDEM)
Este estilo se introdujo durante la Revolución Industrial en Gran Bretaña para
proporcionar a los trabajadores una bebida que fuera nutritiva y consistente,
además de tener buen sabor. Se elaboró por primera vez en Londres, en 1722, y
se cree que el nombre viene de los mozos de las estaciones de tren que repartían
la cerveza. Si alguien quería una cerveza simplemente gritaba el nombre
PORTER, que en inglés significa maletero o porteador. En Gran Bretaña la
PORTER es una cerveza de fermentación alta, muy oscura y con un sabor muy
intenso. Su color, casi negro, se consigue utilizando malta muy tostada. Son
secas y con un contenido alcohólico entre 4.5 y 5.5%. En Inglaterra pasaron por
un periodo de declive llegando casi a desaparecer. Pero en los últimos años se
han puesto de moda, al igual que en países como EE.UU., Alemania o
Dinamarca, donde se elaboran por fermentación baja.
d.2. STOUT SECA. (IDEM)
A medida que el estilo PORTER se elaboraba más fuerte, empezó a conocerse
como “STOUT PORTER”; el término STOUT, que en inglés significa corpulento
o sólido, se añadió para designar a las PORTER más fuertes y con más cuerpo.
Según se hacían más fuertes se les conocía como “EXTRA STOUT PORTER”
“IMPERIAL STOUT” o “DOUBLE STOUT”. A mediados del Siglo XIX la STOUT
PORTER se había convertido en la bebida nacional irlandesa y algunos
productores en Irlanda le quitaron la palabra PORTER, por lo que el nombre
quedó sólo en STOUT. Originalmente el término STOUT describía el cuerpo de
éstas cervezas. Hoy en día sus características más destacadas son su color casi
negro, su sabor tostado y su textura cremosa. Es un estilo tradicional de las
ciudades irlandesas de Dublín y Cork, donde es costumbre tomarla con ostras,
siendo la marca Guinness la que ha dado fama mundial al estilo.
d.3. STOUT DULCE. (IDEM)
Es una variante inglesa de las STOUT y normalmente tiene menos alcohol y
densidad que las secas irlandesas. Son un poco dulces, suelen tener de 3 a 3.5%
de alcohol y un color ámbar oscuro. A muchas de ellas se le añaden azúcares
lácteos (LACTOSA) por lo que eran conocidas como MILK STOUT, STOUT DE
LECHE en español.
65
Tienen fama de ser reparadoras y nutritivas por lo que a veces se añade harina
de avena (OATMEAL) denominándose entonces OATMEAL STOUT. Durante el
Siglo XIX, en la Inglaterra victoriana, ésta cerveza se recomendaba a las mujeres
que daban el pecho a los niños y a los atletas por sus propiedades nutritivas. En
Gran Bretaña y en algunos países del Caribe donde también se elabora, se
considera una bebida con propiedades energéticas.
d.4. IMPERIAL STOUT. (IDEM)
En la corte imperial de los zares rusos, las PORTER Y STOUT más fuertes
hechas en Gran Bretaña para exportar, eran una bebida muy popular. Estas
cervezas se hacían más fuertes que las PORTER normales, para que resistieran
el viaje, eran muy oscuras y con mucho cuerpo. Han sobrevivido algunos
ejemplos en Gran Bretaña, los países bálticos y Escandinavia. Tienen gran
contenido alcohólico y en muchos sitios suele tomarse después de la cena con
un café, en lugar de una copa de brandy.
2.2.6. PROCESO DE ELABORACIÓN DE LA CERVEZA
SEGÚN LA CAMARA DE LA INDUSTRIA CERVECERA ARGENTINA (2007).
La cerveza es una bebida de bajo contenido alcohólico y, por lo tanto, es
denominada "BEBIDA DE MODERACIÓN". En su proceso de elaboración, se utilizan
materias primas naturales, todas de origen vegetal y, por lo tanto, productos del
agro y totalmente ecológicos.
A. MALTEADO
SEGÚN CERVEZAS DEL MUNDO. (2014). Al hablar de la malta, para poder
extraer los azúcares de la cebada y otros cereales, que luego se transformarán
en alcohol, es necesario primero someterlos a un proceso llamado malteado. Los
granos de cebada se introducen en unos tanques con agua fría y se dejan a
remojo donde se oxigenan continuamente con aire saturado de agua para
mantener la humedad durante dos o tres días. A continuación se llevan a unas
cajas de germinación en donde por el efecto de la humedad y del calor, a los
granos de cebada le empezarán a salir una especie de pequeñas raíces. Este
proceso, conocido como germinación, dura aproximadamente una semana,
obteniéndose la llamada malta verde. Debido a este fenómeno natural, el almidón
de la cebada se hace soluble, preparándose para su conversión en azúcar.
66
(IDEM). Para detener la germinación se lleva la malta verde a unos tostaderos en
los que se hará pasar aire seco y caliente y obtener así la malta, que será de un
tipo u otro dependiendo de la temperatura a la que se seque. Si se seca a baja
temperatura, se obtiene una malta pálida que se utiliza en la elaboración de
cervezas más pálidas y doradas. Cuanto mayor sea la temperatura, más oscura
será la malta obtenida y por tanto la cerveza que se haga a partir de ella. El
carácter de la malta obtenida no sólo influirá en el color de la cerveza, sino
también en el sabor y aroma. Algunas maltas se conocen por el nombre del estilo
de cerveza que producen, por ejemplo, MALTA PILSEN, MALTA PALE ALE,
MALTA VIENNA, MALTA MUNICH, etc. A otras, por sus características; MALTA
AROMÁTICA, CHOCOLATE, TOSTADA. /VER ANEXOS, ANEXOS DE DIAGRAMAS,
ANEXO N° 1 ELABORACION DE CERVEZA). El malteado es un proceso que hoy en
día se realiza en industrias distintas a las de la elaboración de cerveza, llegando
la malta a las instalaciones de cerveza en sacos o a granel para ser utilizada.
Existen algunos productores que todavía tienen sus propias malterías, aunque
son la excepción, ya que en caso de necesitarse un tipo especial, ésta se
obtendrá en las malterías según las especificaciones de cada elaborador de
cerveza.
B. MACERACIÓN
(IDEM). Una vez obtenida la malta, y ya en las instalaciones cerveceras, ésta se
tritura y se mezcla con agua caliente para extraer sus azúcares naturales
mediante procesos enzimáticos bioquímicos. La duración y la temperatura de
este proceso dependerán de cada productor y del estilo de cerveza que se vaya
a hacer. Puede ser una simple infusión a una única temperatura o una decocción,
en la que se transfiere la mezcla de un tanque a otro a diferentes temperaturas.
La infusión suele durar una o dos horas y es el método usado tradicionalmente
en la elaboración de las cervezas tipo ale. La decocción es un proceso más lento,
puede durar hasta seis horas y se utiliza en la elaboración de las cervezas tipo
lager. En cualquier caso, el resultado es una especie de agua azucarada llama
mosto, y que antes de pasar a la siguiente fase será filtrada para quitarle los
restos del grano (la cascarilla) que no se disolvieron en el agua.
SEGÚN CERVECEROS. ORG. (2008) MÉTODO POR INFUSIÓN:
(CERVEZAS DE FERMENTACIÓN ALTA). Se produce el calentamiento
progresivo en caldera con estacionamientos a 60 y 72ºC. Se emplea una
sola caldera.
67
MÉTODO POR DECOCCIÓN: (CERVEZAS DE FERMENTACIÓN BAJA). Se
macera la mezcla en tres etapas: a 45 - 65 y 75ºC. Los pasos de la
temperatura de 45 a 65ºC y de 65 a 75ºC se realizan mediante la ebullición
de 1/3 de la mezcla a otra caldera y se transfiere de nuevo a la primera,
con lo cual se consigue la elevación de la temperatura de ésta. Se precisan
dos calderas. Se lleva a cabo la transformación por enzimas naturales de
la malta del almidón en dextrinas y azúcares fermentables (MALTOSA).
FILTRACIÓN: Se separa el mosto dulce del bagazo insoluble, que sirve
para alimentación del ganado por su riqueza en nutrientes y fibra. SEGÚN
CERVEZAS DEL MUNDO (2014). En esta fase se decide la fuerza de la
futura cerveza, en función del extracto del mosto; éste dependerá de la
cantidad de malta empleada, que dará más o menos azúcares para ser
transformados en alcohol durante la fermentación. La cantidad de alcohol
será decisiva para dar más o menos cuerpo a la cerveza.
C. EBULLICIÓN Y LUPULIZACION.
(IDEM). Una vez limpio, el mosto se lleva a una caldera, donde se hierve junto
con el lúpulo, que le dará el amargor y aroma típico de la cerveza. Es ésta la
caldera tradicional de cobre que puede verse todavía en muchas instalaciones
de cerveza. Dependiendo de la cantidad y de la variedad de lúpulo que se utilice,
la cerveza tendrá un mayor o menor amargor y aroma. Normalmente no se echa
todo el lúpulo al principio, sino que se añaden distintas variedades de lúpulo en
diferentes momentos de la ebullición. Este proceso normalmente dura entre una
hora u hora y media.
D. CLARIFICACIÓN DEL MOSTO Y ENFRIAMIENTO.
(IDEM). Es necesario separar las partículas que se coagularon durante la
ebullición. Este proceso, llamado clarificación, se realiza normalmente por medio
de movimiento centrípeto del mosto dentro de los tanques, como si fuera un
remolino o torbellino que arrastra las partículas sólidas hacia el centro y hacia el
fondo. Después de haber hervido el mosto, este está caliente, por lo que antes
de pasar a la fermentación hay que enfriarlo y prepararlo para que tenga la
temperatura adecuada para que las levaduras trabajen bien.
68
E. FERMENTACIÓN Y MADURACIÓN
(IDEM). Se lleva el mosto al tanque de fermentación y se añaden las levaduras
para que comience el proceso de la fermentación, que consiste en la
transformación de los azúcares del mosto en alcohol y anhídrido carbónico.
SEGÚN LA CAMARA DE LA INDUSTRIA CERVECERA ARGENTINA (2007).
Con el agregado de levadura de cerveza y la consecuente fermentación, se
obtiene el desdoblado de la maltosa del mosto en alcohol y gas carbónico. Este
proceso se divide en dos etapas: fermentación principal y separación de la
levadura en exceso, y posterior fermentación secundaria llegando a la
temperatura de 0° (MADURACIÓN Y SATURACIÓN NATURAL CON GAS CARBÓNICO).
Este proceso se puede realizar en dos recipientes o en uno sólo (depende del
arte de elaboración) y se integra en más o menos 20 días. Según el tipo de
fermentación que se produzca se obtendrán cervezas pertenecientes a una de
las dos grandes familias de cervezas existentes: ale y lager.
E.1. FERMENTACIÓN ALTA
SEGÚN CERVEZAS DEL MUNDO. Para que la levadura trabaje bien necesita
una temperatura adecuada. El proceso suele empezar a temperatura ambiente
(18ºC) y alcanza los 24ºC debido al calor propio de la fermentación.
Las levaduras que se añaden al mosto actúan a alta temperatura (ENTRE 18 Y
24ºC) en la superficie de la mezcla. A las 24 horas de iniciarse el proceso, se
forma una capa de espuma en la superficie. Se quita la cabeza de esta espuma
para que respire el líquido mientras que las levaduras van transformando el
azúcar en alcohol. Cuando termina de actuar, la levadura cae al fondo del tanque.
Es un proceso rápido que suele durar entre 5 y 7 días. Es la llamada fermentación
primaria.
A continuación, la mayoría de las cervezas de fermentación alta tienen algún tipo
de maduración posterior. Puede ser una maduración en caliente (13-16ºC) de
unos pocos días, un almacenamiento en frío o una segunda fermentación en
botella o en barrica. La cerveza se clarifica o filtra para que las levaduras se
depositen en el fondo y se traspasa a barricas, tanques de maduración o a
botellas para que se produzca una segunda fermentación. (VER ANEXOS, ANEXOS
DE DIAGRAMAS, ANEXO N° 2 ELABORACION DE CERVEZA ALTA FERMENTACION).
69
(IDEM). A veces se añade azúcar y levaduras para estimular esta segunda
fermentación y carbonatación. También se le puede añadir lúpulo para darle más
aroma. Esta segunda fermentación en botella, en la que hay todavía levadura,
hace que algunas cervezas sigan desarrollando su carácter en la botella y pueda
“envejecerse”, dependiendo de su densidad y de las levaduras que contenga.
En general, la cerveza hecha por fermentación y maduración a temperatura alta,
debe servirse a unos 12/13 grados, no tan fría como las lager, para poder apreciar
todas sus cualidades. A las cervezas elaboradas por fermentación alta se les
conoce como ale. Al ser un término inglés, esta palabra se utiliza sobre todo en
países de habla inglesa, como el Reino Unido, Irlanda, Estados Unidos y Canadá.
En Bélgica, aunque muchas de las cervezas especiales son de fermentación alta,
no se les suele llamar así, sino que se conocen por distintos nombres según la
especialidad de que se trate.
También, la mayoría de las cervezas de trigo (TANTO ALEMANAS COMO BELGAS) y
las PORTER Y STOUT son de fermentación alta, aunque no se les conozca como
tales. En general, las cervezas hechas por fermentación alta son más afrutadas
que las lager ya que las levaduras que se utilizan no convierten todo el azúcar
del mosto en alcohol.
E.2. FERMENTACIÓN BAJA
(IDEM). La fermentación a baja temperatura es un fenómeno relativamente
reciente. Durante muchos siglos, en las zonas de clima cálido, los productores
trataban de evitar que la cerveza se estropeara en verano guardándola en cuevas
heladas. Allí observaron que la levadura se hundía al fondo de los tanques, pero
continuaban transformando los azúcares en alcohol al terminar la fermentación.
Con la ayuda del control de la temperatura, la refrigeración artificial y la selección
científica de las levaduras en el siglo XIX, un productor de Múnich, fue capaz de
implantar un nuevo método de elaborar cerveza, donde la suerte o condiciones
climáticas no afectaban al proceso de producción.
En esta primera fermentación las levaduras actúan a temperatura más baja que
las ALE, a unos 5/9ºC, además lo hacen en la parte baja del tanque de
fermentación. También actúan de una forma más lenta, transformando el azúcar
en alcohol más despacio y hasta que terminan. Esto hace que la cerveza sea
más seca (NO QUEDA APENAS AZÚCAR), sin el afrutamiento de las ALE.
70
(IDEM). Esta primera fermentación puede durar hasta dos semanas y es un
proceso más difícil de controlar que el de las ALE. A las cervezas elaboradas por
fermentación baja se les conoce como lagers. La mayoría de las cervezas
alemanas son de este tipo. (VER ANEXOS, ANEXOS DE DIAGRAMAS, ANEXO N° 3
ELABORACION DE CERVEZA BAJA FERMENTACION).
A continuación se lleva el mosto a unos tanques de acondicionamiento donde se
guarda (LAGER SIGNIFICA ALMACENAR O GUARDAR EN ALEMÁN) a una temperatura
cercana al punto de congelación. Aquí se produce una segunda fermentación en
la que las levaduras transforman el azúcar que queda en alcohol. Esto se puede
favorecer añadiendo mosto parcialmente fermentado, en el que todavía queda
azúcar. Durante este periodo la cerveza desarrollará un carácter especial
dependiendo del tiempo que se deje madurar. Una buena cerveza tendrá un
periodo de maduración mínimo de tres o cuatro semanas, llegando hasta dos o
tres meses. Este tipo de cervezas con maduración en frío, conviene servirlas a
menor temperatura que las ALE, a unos 8 – 9° DE ALCOHOL..
E. 3. FERMENTACIÓN ESPONTANEA
No se añaden levaduras al mosto, sino que se deja actuar a las levaduras
salvajes del aire. Actualmente es el caso casi único de las LAMBIC BELGAS,
aunque antiguamente siempre era así. Es un proceso complicado ya que no se
pueden controlar todos los elementos que intervienen en la fermentación.
F. DIFERENCIAS ENTRE CERVEZAS ALE Y CERVEZAS LAGER
SEGÚN TU CERVEZA (2013). Las principales diferencias entre cervezas lager y
ale son las siguientes.
F.1. ALES
FERMENTACIÓN ALTA. Esto quiere decir que las levaduras trabajan en
la parte superior del líquido o mosto que está fermentando; trabajan en un
rango de temperaturas de entre 18º y 25º C.
RÁPIDA. Tarda 1 a 2 semanas, con resultados más complejos. Sabores
más fuertes, frutados, ésteres.
71
F.2. LAGER
Las levaduras trabajan en el fondo del mosto que están fermentando.
Trabajan fermentando el mosto en un rango de 8º a 15º.
LENTA. Demora de 1 a 3 meses; sabores más limpios, suaves, menos
afrutados y más atenuados.
G. FILTRADO Y ENVASADO
SEGÚN LA CAMARA DE LA INDUSTRIA CERVECERA ARGENTINA (2007).
El producto sufre una total eliminación de levaduras y sustancias proteicas. La
cerveza filtrada se envasa en botellas, latas y barriles con o sin proceso de
pasteurización.
El objetivo del proceso de pasteurización es dar larga duración a la cerveza sin
que sufra alteraciones en su color, brillo y gusto. A esta síntesis conviene agregar
dos consideraciones: por un lado, que todos los productos remanentes del
proceso de elaboración son totalmente orgánicos y ecológicamente degradables,
y por otro lado, su aprovechamiento para la industria de alimentos balanceados
o abonos (HEZ DE MALTA, LEVADURA, BARRIDOS DE LA LIMPIEZA DE MALTA, ETC.).
SEGÚN CERVEZAS DEL MUNDO (2014). Las cervezas que hayan tenido una
segunda fermentación en la botella pueden contener en el fondo de la misma un
depósito de levadura o sedimento. Para no enturbiar la cerveza, habrá que tener
cuidado al servirla.
2.2.7. ESENCIAS SABORIZANTES DE FRUTAS
SEGÚN SHANGAI SHIHAO FLAVOR & FRAGANCE Co. (2009). Las frutas son
generalmente ricas en fibra, agua y vitamina C. Además de su valor nutricional,
las frutas tienen también agradables olores aromáticos. Como resultado, cientos
de frutas, incluyendo frutas carnosas como la manzana, durazno y pera son
comercialmente valoradas como alimento humano. El sabor a fruta, como un
importante tipo de esencia saborizante de comidas, es ampliamente usado en
galletas, pasteles, dulces, refrescos, helados, productos lácteos, etc.
72
SEGÚN LA UNIVERSIDAD DE CANTABRIA (2008). El aroma es la impresión
combinada de olor y sabor sobre los órganos sensoriales. Al consumir un
alimento, la interacción de las sensaciones sápidas, olorosas y de la textura
produce la sensación global que se describe mediante el término inglés
“FLAVOUR”. Los aromas dan un alto valor organoléptico al alimento a la vez que
aportan el efecto de apetencia y apoyan al sistema digestivo. La calidad de un
aroma, a menudo determina la aceptabilidad del alimento.
Los compuestos responsables de sabor son en general no volátiles a temperatura
ambiente e interaccionan con los receptores gustativos existentes localizados en
las papilas gustativas. El aroma típico de un alimento o bebida viene descrito por
todas las substancias volátiles presentes que es normalmente una mezcla de
cientos de compuestos de un amplio espectro de estructuras moleculares, puntos
de ebullición y solubilidades (POR EJEMPLO ÉSTERES, ALCOHOLES, ALDEHÍDOS,
CETONAS, HIDROCARBUROS, AMINAS, Y MERCAPTANOS).
La concentración más baja de un compuesto que puede ser percibida por su olor
o sabor se conoce como concentración umbral. Las concentraciones umbral
dependen de la presión de vapor del compuesto, la temperatura y la composición
del medio. Por tanto son muy importantes, no sólo los métodos de determinación
cuantitativa, sino el dictamen de los equipos de degustación.
A. OBTENCIÓN DE ESENCIAS MEDIANTE ZUMOS DE FRUTAS
(IDEM). Los zumos representan un segmento muy importante en el global del
procesado de la industria de la fruta, debido sobre todo a sus beneficiosos
atributos para la salud. La evolución que se está llevando a cabo en la actualidad
en la industria de los zumos, como por ejemplo la aparición de nuevos aromas,
sabores, zumos fortalecidos, entre otros, hacen que sea un interesante sector a
tener en cuenta.
Los zumos concentrados presentan la ventaja de que se reduce el volumen del
producto de forma importante, facilitando así el transporte y reduciendo el
espacio empleado para el almacenamiento, lo que supone un abaratamiento de
los costes. Además, la alta concentración de azúcar hace que la actividad
microbiológica sea muy baja, alargando el tiempo de almacenamiento sin
necesidad de refrigeración.
73
B. OBTENCIÓN DE ZUMOS DE FRUTAS
(IDEM). La fruta llega en contenedores o a granel, y antes de descargar la
mercancía se lleva a cabo un primer control de calidad para comprobar que la
fruta que se va a procesar tiene las características requeridas acorde a los
estándares de calidad. Se descarga y clasifican silos diferenciados y separados
para evitar que distintas calidades se vean entremezcladas, además se eliminan
objetos extraños que hayan podido venir con la fruta, así como aquella que no se
encuentre en buen estado.
La fruta restante sigue un proceso de lavado con agua a alta presión para eliminar
ramas, hojarasca, arena, etc. Una vez limpia, se somete a un triturado y posterior
prensado para la obtención de la pulpa. Se emplean molinos y prensas tipo
“BUCHER”, y la masa obtenida tras estos procedimientos pasa una criba con
tamices de 0.5 mm de luz de malla. Los siguientes pasos se llevan a cabo para
extraer el concentrado del aroma: Se calienta el zumo obtenido tras el proceso
de criba a temperaturas entre 85 – 90ºC, o bien se reduce el pH, obteniendo de
esta forma una polimerización entre los poli fenoles y las proteínas y
consiguiendo además que mejore la estabilidad de los concentrados, es decir, la
disminución de la turbidez. Luego se somete al zumo a una expansión a vacío,
forzando una evaporación en la que las sustancias aromáticas, debido a su alta
volatilidad, son fácilmente extraídas. La fracción de evaporado resultante,
conteniendo la fracción.
El zumo procedente de la etapa previa de evaporación se enfría hasta 50ºC y
después, se añaden las enzimas necesarias para evitar que contenga restos de
almidón o pectinas. El tiempo necesario para que la despectinización sea efectiva
es de unas dos horas y las enzimas empleadas son, en este caso, no-GMO
pectinasas y amilasas. Luego de ser tratado enzimáticamente es filtrado
mediante membranas de ultrafiltración (EQUIPOS BUCHER CON CUT-OFF DE 18000
DA, >686 M2 DE ÁREA DE MEMBRANA Y POSTERIORMENTE UNA MEMBRANA CERÁMICA
DE SFEC CON 125 M2 DE ÁREA Y UN CUT-OFF DE 40000 DA), asegurando que el
producto posee total esterilidad y estabilidad. Por último, el zumo pasa por una
etapa final de concentración mediante evaporación múltiple hasta alcanzar la
concentración de azúcares deseada, y posteriormente se enfría hasta una
temperatura inferior a los 5ºC. VER ANEXOS, ANEXOS DE DIAGRAMAS, ANEXO N° 4
ELABORACION DE CERVEZA).
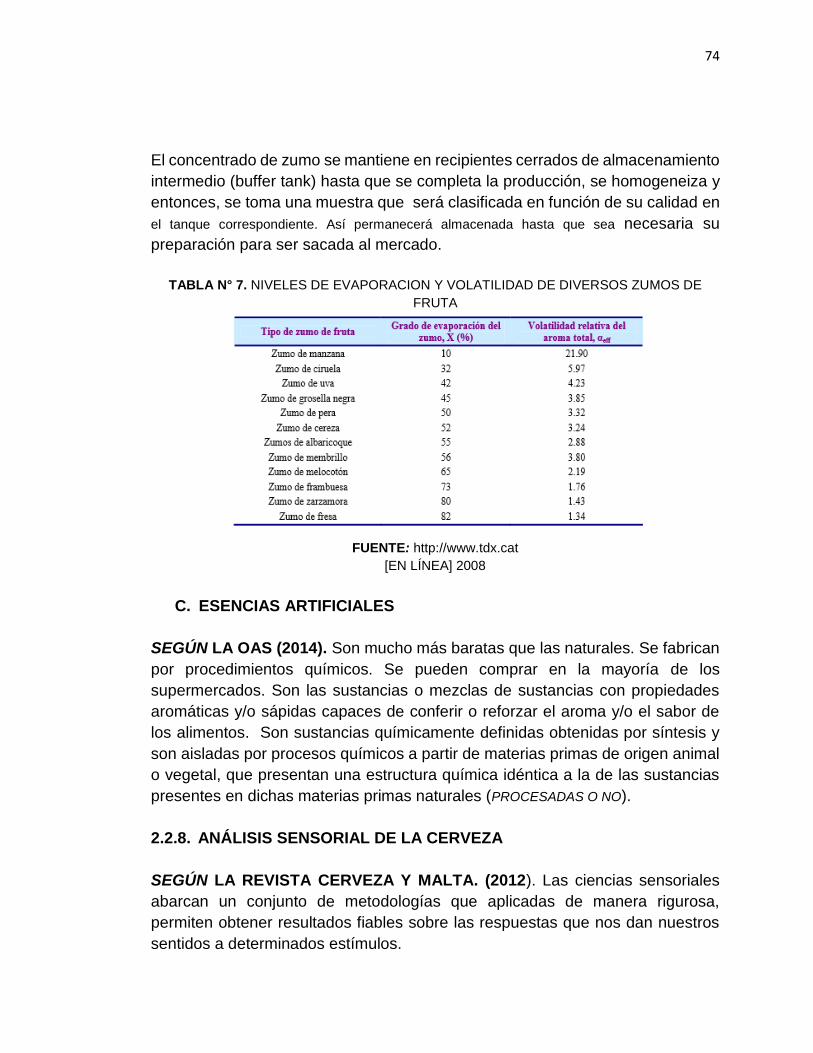
74
El concentrado de zumo se mantiene en recipientes cerrados de almacenamiento
intermedio (buffer tank) hasta que se completa la producción, se homogeneiza y
entonces, se toma una muestra que será clasificada en función de su calidad en
el tanque correspondiente. Así permanecerá almacenada hasta que sea necesaria su
preparación para ser sacada al mercado.
TABLA N° 7. NIVELES DE EVAPORACION Y VOLATILIDAD DE DIVERSOS ZUMOS DE
FRUTA
FUENTE: http://www.tdx.cat [EN LÍNEA] 2008
C. ESENCIAS ARTIFICIALES
SEGÚN LA OAS (2014). Son mucho más baratas que las naturales. Se fabrican
por procedimientos químicos. Se pueden comprar en la mayoría de los
supermercados. Son las sustancias o mezclas de sustancias con propiedades
aromáticas y/o sápidas capaces de conferir o reforzar el aroma y/o el sabor de
los alimentos. Son sustancias químicamente definidas obtenidas por síntesis y
son aisladas por procesos químicos a partir de materias primas de origen animal
o vegetal, que presentan una estructura química idéntica a la de las sustancias
presentes en dichas materias primas naturales (PROCESADAS O NO).
2.2.8. ANÁLISIS SENSORIAL DE LA CERVEZA
SEGÚN LA REVISTA CERVEZA Y MALTA. (2012). Las ciencias sensoriales
abarcan un conjunto de metodologías que aplicadas de manera rigurosa,
permiten obtener resultados fiables sobre las respuestas que nos dan nuestros
sentidos a determinados estímulos.
75
(IDEM). Mide e interpreta nuestras percepciones y emplea métodos que son
útiles para describir y evaluar dichas percepciones. De manera tradicional, la
evaluación sensorial ha estado dividida en metodologías analíticas las cuales
trabajan con individuos seleccionados y entrenados que evalúan objetivamente
las características sensoriales de los productos y metodologías afectivas, que
trabajan con consumidores y evalúan la percepción del producto de acuerdo a
sus propios criterios, es decir, cuanto les gusta, si es el preferido, si lo
comprarían…etc.
Si bien en la industria alimentaria las características sensoriales de un producto
son un aspecto clave a considerar, más aun si cabe en el sector cervecero, en el
cual la aceptabilidad de las cervezas es determinada por las características
sensoriales más que por factores de salud y nutricionales.
A. ANÁLISIS SENSORIAL DESCRIPTIVO
(IDEM). La metodología sensorial más comúnmente usada para caracterizar y
describir productos es el perfil descriptivo, basado en la selección de términos
sensoriales comunes para el panel de catadores entrenados y en la medida de
intensidad de los mismos. El uso de perfiles sensoriales permite obtener
información detallada sobre los productos, proporcionando información útil en
relación a distintos aspectos:
Desde el punto de vista de producción, para entender las características
sensoriales de un producto y su relación con la materia prima y los
parámetros de procesos.
En el control rutinario de calidad, para asegurar la homogeneidad del
producto.
Desde el punto de vista de marketing, identificando los atributos clave del
producto para el diseño de la comunicación.
En el desarrollo de productos e innovación, sirviendo como puente entre
el marketing y producción, ayudando en la interpretación de los gustos y
deseos cambiantes del consumidor y su traducción en características del
producto.
76
B. ANÁLISIS SENSORIAL NUMÉRICO
SEGÚN ZAMORA E. (2007) Se define primero la característica que va a ser
medida y se le fijan grados sucesivos que van desde "MEJOR" a "PEOR", en
relación con la calidad. Se van presentando las muestras, una cada vez, y se
valoran según una escala numérica del tipo siguiente: la calidad queda definida
por un número;
0 10 20 30 40 50 60 70 80 90 100 LÍMITE DE ACEPTABILIDAD PERFECTO
En el TEST DE PUNTAJE COMPUESTO, la evaluación se expresa numéricamente en
cómputos Parciales, que van comprendidos en una escala cuyo máximo es 100,
para la muestra perfecta. El puntaje para cada característica es• de acuerdo a la
importancia de esta en la muestra, así la característica más importante del
producto tendrá• el mayor de los puntaje parciales. El evaluador calificara las
muestras dándole a cada característica, el puntaje que considere adecuado y de
acuerdo al máximo indicado. El Instituto Holandés para Nutrición e Investigación
en Alimentos (TNO), 1978 utiliza el método de puntos para evaluar
sensorialmente las bebidas alcohólicas.
C. MÉTODOS DE EVALUACIÓN SENSORIAL
(IDEM). LA LITERATURA REPORTA VARIOS MÉTODOS PARA EVALUAR LA CERVEZA:
DESCRIPTIVO MODIFICADO: Se le denomina modificado porque no es
un método descriptivo como se le conoce en investigación y desarrollo, en
el que se miden todos los atributos que se perciben. En Control de calidad
se miden pocos atributos (DE 3 A 10), dependiendo del producto. El panel
marca en una escala la intensidad a la cual se perciben los atributos
seleccionados. Como puede observarse la información que se obtiene es
la intensidad a la cual se percibe un número limitado de atributos. En este
caso las especificaciones van a ser límites expresados en la escala de
intensidad usada en el método. el panel no debe conocer las
especificaciones. Su labor es evaluar cada una de las muestras y marcar
la intensidad de los atributos seleccionados (ATRIBUTOS FUNDAMENTALES,
PORQUE SON IMPORTANTES PARA EL CONSUMIDOR U OTRAS RAZONES).
Estos datos del panel se comparan con las especificaciones.
77
Si la intensidad de uno o más atributos cae fuera del rango marcado por
las especificaciones, el producto debe ser rechazado y se sabe la razón
del problema, pues se tiene información de atributos e intensidades.
(IDEM). DIFERENCIA DEL CONTROL: Se expresa una intensidad que
refleja que tan diferente es el producto del control. El panel recibe el control
y las muestras, las que se evalúan en una escala de diferencia, que puede
ser de 0 a 10, donde 0 significa nada diferente del Control y 10
extremadamente diferente del control. No se evalúan intensidades
absolutas como en los métodos descriptivos, porque todo es relativo al
control. Las calificaciones pueden ser globales (SOLO UNA CALIFICACIÓN O
PARA DIVERSOS ATRIBUTOS). Se obtiene información de grado de diferencia
con respecto al control y las especificaciones son límites de diferencia
comparado con el control. Es un método relativamente simple, se tiene un
control y en cada momento el panel va a comparar cada muestra de
producción con el control. La comparación es hasta cierto punto rigurosa
por la presencia por la presencia del control en cada evaluación.
(IDEM). MÉTODO ADENTRO - AFUERA (DE ESPECIFICACIONES). En
este método no se evalúa ni atributos ni intensidades. Se trata de un juicio
integrado, donde varios atributos se toman en cuenta. El panelista evalúa
el producto y expresa si está· fuera o dentro de especificación, basado en
los criterios aprendidos durante el entrenamiento.
Es uno de los métodos más usados. Se utiliza al nivel de ingredientes y
productos terminados simples. La principal ventaja es su sencillez. Se
requiere menos tiempo y menos entrenamiento, además, el panel está·
involucrado en la decisión. En los otros métodos el panel solo nos da
resultados de atributos e intensidades. La principal desventaja es que no
es un método específico. Solo nos indica que los productos están dentro
o fuera de las especificaciones, no da información sobre cuál es el
problema, no es un método específico.
(IDEM). MÉTODO CUALITATIVO PARA EVALUACIÓN DE LA CALIDAD
(MÉTODO DE CALIDAD). El panel evalúa los productos en una escala de
calidad, que puede ser de 0 a 10, donde 0 = POBRE y 10 = EXCELENTE.
La calificación puede ser global o para distintos atributos. Las
especificaciones son límites de calidad.
78
La única ventaja del método es que da calificaciones de calidad. Las
desventajas principales son que no da información de propiedades o del
tipo de problemas, y que es un método muy complicado porque hay que
traducir intensidad a calidad.
D. EVALUACIÓN SENSORIAL DE LA CERVEZA
SEGÚN LA REVISTA CERVEZA Y MALTA. (2012). En los años 70, y
respondiendo a la necesidad de un vocabulario universal y estandarizado que
facilitara la comunicación y descripción precisa de productos en relación al olor y
sabor de las cervezas, la AMERICAN SOCIETY OF BREWING CHEMIST, THE EUROPEAN
BREWERY CONVENTION AND MASTER BREWERS ASSOCIATION OF THE AMERICAS
desarrolló un sistema de terminología sensorial internacional para el análisis
sensorial de cervezas. El sistema se basa en una amplia lista de características
de flavor objetivas e identificadas con un nombre y agrupados en función de su
similitud. Estos términos fueron dispuestos en una rueda para facilitar su
localización y aprendizaje, denominado “la rueda sensorial de la cerveza”. Los
términos llevan asociados sustancias de referencia que sirven de gran ayuda en
la identificación y aprendizaje de las distintas notas olfato-gustativa de los
distintos tipos y variedades de cerveza.
(IDEM). Mediante la rueda sensorial de la cerveza, se presenta una útil taxonomía
de los olores relacionados con la cerveza. Su rueda de olores clasifica 33 aromas
en 9 categorías generales (oxidados, sulfurosos, grasos, compuestos fenólicos,
caramelizadas, cereales, resinoso, aromáticos, y agrios). Los jueces deben hacer
esfuerzos para ampliar su vocabulario además de su capacidad para el
reconocimiento de los aromas.
(IDEM). En la práctica las empresas cerveceras seleccionan sus propios perfiles
sensoriales en función del objetivo y de las características de la cerveza que
elaboran, utilizando parte de los términos presentados en la rueda o incluso
adaptaciones de los mismos. Un buen producto no es solo aquel que cumple con
determinadas características sensoriales, sino aquel que satisface al consumidor.
En los últimos años, el concepto de buena calidad está siendo cada vez más
orientado al consumidor, por lo que la investigación de los gustos, necesidades y
deseos del mismo es fundamental. Los estudios llevados a cabo con
consumidores tienen como objetivo el cuantificar su reacción afectiva frente a los
productos.
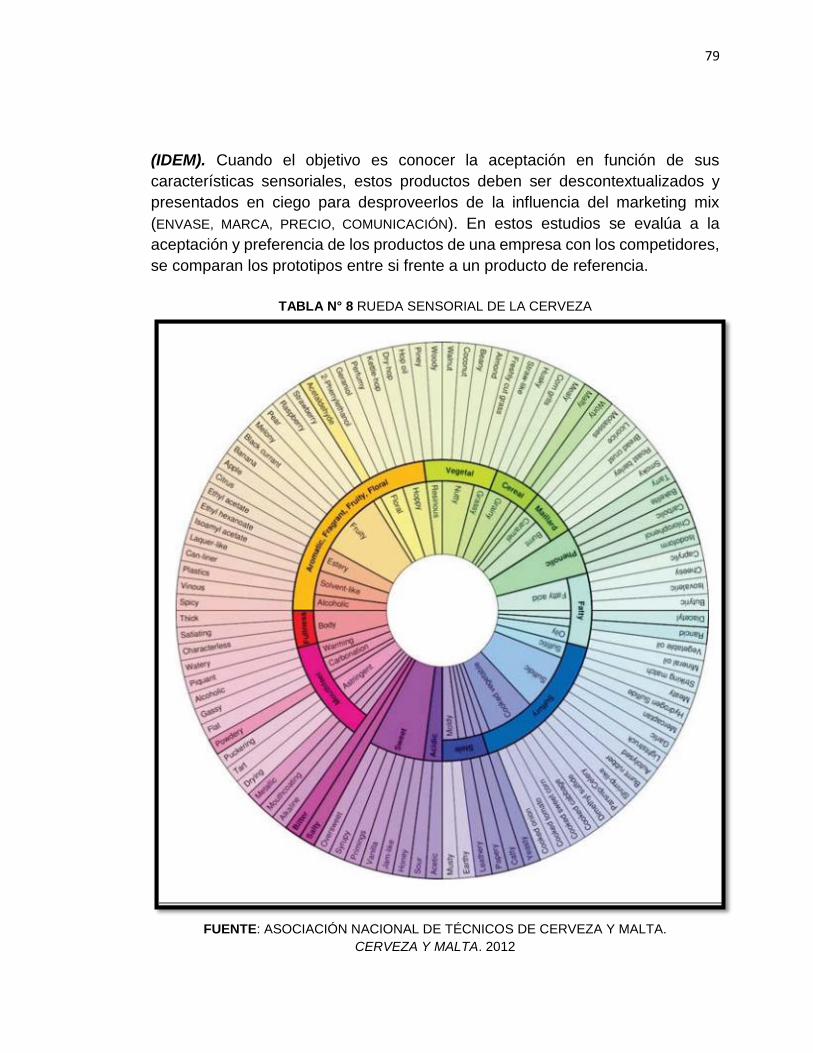
79
(IDEM). Cuando el objetivo es conocer la aceptación en función de sus
características sensoriales, estos productos deben ser descontextualizados y
presentados en ciego para desproveerlos de la influencia del marketing mix
(ENVASE, MARCA, PRECIO, COMUNICACIÓN). En estos estudios se evalúa a la
aceptación y preferencia de los productos de una empresa con los competidores,
se comparan los prototipos entre si frente a un producto de referencia.
TABLA N° 8 RUEDA SENSORIAL DE LA CERVEZA
FUENTE: ASOCIACIÓN NACIONAL DE TÉCNICOS DE CERVEZA Y MALTA.
CERVEZA Y MALTA. 2012
80
(IDEM). Estos estudios pueden ser llevados a cabo en salas de catas, en el
mismo domicilio del consumidor o en contextos más reales como una cervecería.
Un aspecto clave en estos estudios es la selección de la muestra de
consumidores, que debe ser representativa de la población a la que van dirigidos
los productos. Es bien sabido que los gustos por los diferentes estilos y tipos de
cerveza y en general la actitud hacia esta bebida es claramente distinta de un
país a otro e incluso de una región a otra. Además, una población para un
determinado producto es frecuentemente heterogénea en sus gustos, por lo que
los datos promedios no dan cuenta de manera precisa de las preferencias de los
consumidores e incluso de una región a otra.
(IDEM). Además de la aceptación y preferencia entre productos, los
consumidores pueden evaluar atributos como la sensación refrescante, la
saciedad que les proporciona una cerveza, asimismo de la aceptación y
preferencia entre productos, también puede resultar de gran valor estudiar
aspectos no propiamente sensoriales pero sí proyectados por las características
sensoriales del producto, como lugar de consumo asociado al producto, formato,
estación del año, momento del día etc. El comportamiento del consumidor está
ligado a la situación del consumo por lo que en un estudio de aceptación sensorial
de cervezas es conveniente incluir además de aspectos hedónicos otros
aspectos cognitivo contextuales. Estudios recientes de los sabores de los
productos alimenticios han demostrado las ventajas importantes de análisis
sensorial para la evaluación de ambos sabores tanto globales como individuales
de determinados componentes químicos. Este es el enfoque más lógico, ya que
no hay manera de simular instrumentalmente el complejo mecanismo de
detección de la boca y la nariz humana. Es esencial que en la discusión de sabor
personas deben hablar un lenguaje común en el que la misma palabra significa
lo mismo para diferentes personas. Sólo entonces se pueden comunicar las
funciones de marketing, producción, de investigación y desarrollo de una manera
significativa. Por lo tanto, se propuso desarrollar un vocabulario de términos de
sabor, que permite la caracterización de todos los diferentes componentes
sensoriales de sabor de la cerveza. El primer sistema empírico aplicado
ampliamente para la evaluación de sabor complejo fue el método de perfil. Este
emplea 4 - 6 catadores entrenados y experimentados que utilizan intensidad
predeterminada por medio de escalas para anotar el aroma y sabor; notas que
son independientemente reconocibles según el tipo y el orden de la percepción.
El acuerdo sobre las notas actuales, y la puntuación de sus intensidades, se llega
por la discusión entre los catadores, bajo la dirección de un líder del panel.
81
(IDEM). Este método tiene un valor potencial para la industria de elaboración de
la cerveza como un medio de control de calidad, pero al mismo tiempo, presenta
limitaciones de formato de control de calidad para el campo más amplio de la
investigación y el desarrollo.
SEGÚN CLAPPERTON, J. (1973). Es posible, y de hecho probable que
diferentes paneles en diferentes lugares formularían diferentes descripciones del
sabor de la misma cerveza. Otro método de describir el sabor de la cerveza es
en la que un tipo de respuesta sensorial va dirigida a una hoja de sabor. La
evaluación del sabor de la cerveza se puede realizar por métodos instrumentales
de análisis. Una colección de términos descriptivos que figuran como apéndice
fue compilada de la literatura sobre el sabor de la cerveza y de las respuestas de
un gran número de personas a las preguntas durante las pruebas de sabor.
También se incluyó una amplia gama de calidades de olores generales. Los
miembros del personal se les dieron la lista completa y les pide que indiquen cuál
de estos términos que utilizarían para describir cualquier aspecto del sabor de la
cerveza lo que habían encontrado. También se les pide que expliquen con sus
propias palabras el significado de los términos que habían indicado.
D.1. DEGUSTACIÓN DE LA CERVEZA
SEGÚN PILLA, S. (2012). La necesidad de degustar una cerveza de forma
profesional crece de manera significativa entre los aficionados exigentes que
reclaman productos de un nivel cada vez más alto. La técnica de degustación de
la cerveza se parece mucho a la del vino, al menos en tanto que principio
estructural, puesto que se fundamenta en el análisis sensorial aunque se insta
en principios y aspectos distintos.
(IDEM). La norma elemental antes de comenzar una degustación consiste en
asegurarse de que las cervezas que se van a probar son estables, están en buen
estado de conservación y se sirven a la temperatura adecuada. Las cervezas
además deberán presentarse según una clasificación basada en las tipologías:
se probaran las cervezas de fermentación baja, después de fermentación alta;
primero las de graduación alcohólica elevada y después las más fuertes. Primero
las cervezas rubias, después las ambarinas, y finalmente las negras. La
degustación debe someterse a ciertas normas elementales, por ejemplo
abstenerse de fumar al menos dos horas antes de empezar a beber; en la medida
que sea posible, degustar la cerveza antes de comer.
82
(IDEM). Contrariamente a lo que pasa en el mundo del vino, no existe un vaso
estándar para la degustación de la cerveza. Conviene, pues, elegir con cuidado
el tipo de vaso más adecuado a la categoría de la cerveza. El tipo de vaso para
la cerveza lager debe ser de pequeñas dimensiones, ligero, fino, es un vaso
adecuado para cervezas artesanales y de producción limitada. En el caso de la
cerveza ale no se especifica un tipo de vaso en particular.
E. DESCRIPCIÓN DE ESTILOS CERVECEROS
E.1. ALE
AROMA: SEGÚN TIERRA DE CERVEZAS. (2011). Moderado a
moderadamente alto frutal a lúpulo, o terroso es típico, aunque la
intensidad del lúpulo es menos en las versiones americanas. Un suave
aroma a hierba por DRY-HOPPING es aceptable, pero no requerido.
Presencia de caramelo o malta tostada es común. Carácter frutal bajo a
moderado, ya sea de esteres o lúpulo, puede estar presente. Algunas
versiones pueden tener una nota sulfurosa, aunque este carácter no es
obligatorio.
ASPECTO: (IDEM). El color varía de dorado ámbar a cobre liviano, pero
la mayoría son pálidas a ámbar medio con tinte anaranjado. Debe ser
clara, aunque versiones no filtradas, con dry-hooping pueden tener una
discreta turbiedad. Buena espuma que debe persistir.
SABOR: (IDEM). A lúpulo, medio a alto, con un moderado a marcado
amargor. El sabor debe ser similar al aroma (floral, terroso, frutal, y/o leve
a hierbas). Sabor a malta puede ser de medio bajo a medio alto, debiendo
ser perceptible, placentero y mantener el carácter del lúpulo. La malta
debe mostrar carácter inglés y ser similar a pan, bizcocho, tostado o
caramelo. A pesar del sustancial carácter a lúpulo de estas cervezas,
suficiente sabor a malta, cuerpo y complejidad para compensar al lúpulo,
proporcionará el mejor balance. Muy bajos niveles de diacetil son
aceptables, y aportes frutales de la fermentación o del lúpulo agregan
complejidad. Al final medio a seco, y el amargor puede permanecer en el
retrogusto, pero no debe ser áspero.
83
Si se usa agua alta en sulfatos, estará presente al final con sabor seco,
mineral, algún sabor a sulfuro, y un amargor persistente. En las versiones
más fuertes puede percibirse algún límpido sabor a alcohol. Avena es
inapropiada para este estilo.
SENSACIÓN EN BOCA: (IDEM). Suave, cuerpo medio liviano a medio, sin
astringencias derivadas del lúpulo, aunque la carbonatación moderada a
media alta puede combinarse llevando a una sensación en general seca,
en presencia de la dulzura de la malta. Alguna tibieza a alcohol puede
percibirse en las versiones más fuertes, (PERO NO EN TODAS).
E.2. LAGER
AROMA: (IDEM). Muy fuerte a malta. Las versiones más oscuras que
tienen más melanoidinas, pueden tener un aroma tostado. Es aceptable
un ligero sabor a caramelo por el hervor prolongado. Virtualmente sin
aroma a lúpulo, aunque un ligero aroma a lúpulo noble es aceptable en las
versiones más claras. Sin diacetil. Puede estar presente un moderado
carácter frutal a menudo descripto como ciruela o pasa de uva (es
opcional) en las versiones oscuras debido a las reacciones entre la malta,
el agua y el añejamiento. Un muy suave aroma chocolate-símil puede
estar presente en las versiones oscuras, pero nunca a tostado o quemado.
Puede tener un moderado aroma a alcohol.
ASPECTO: (IDEM). Color dorado profundo a marrón oscuro. Las
versiones más oscuras tienen reflejos rubí. El almacenamiento
proporciona buena transparencia. Espuma abundante, persistente y
cremosa. Las versiones más fuertes pueden tener disminuida la retención
de espuma.
SABOR: (IDEM). Muy pronunciado y “MALTOSO”. Las versiones más
oscuras que tienen más melanoidinas, tendrán un sabor tostado. Las
versiones más claras tendrán un fuerte sabor a malta con algunas notas a
melanoidinas y tostado. Un suave sabor a chocolate es opcional en las
versiones más oscuras, pero nunca debe percibirse como tostado o
quemado.
84
SENSACIÓN EN BOCA: cuerpo pleno a medio pleno. Carbonatación
moderada, a moderada-baja. Muy suave sin asperezas o astringencias.
F. EXAMEN VISUAL
SEGÚN PILLA, S. (2012). Es aconsejable disponer de una habitación bien
iluminada con luz natural. Respecto a la limpidez, cabe considerar la presencia
más o menos importante de levaduras que permitirá considerar la cerveza como:
OPACA: En el caso de la STOUT o la PORTER de color oscuro e intenso,
opalescente cuando se trata de WEIS o de HEFE.
TURBIA: Característica propia de las cervezas de abadía que sufren una
segunda fermentación en botella.
CLARA: Incluso cuando se trata de cervezas de color ámbar pero aun así
que sean transparentes.
LÍMPIDA: En el caso en que la cerveza es transparente como la PILSEN
y la LAGER.
BRILLANTE: Cuando se muestra especialmente transparente, se puede
observar esta característica.
(IDEM). Para analizar la espuma, debe considerarse su persistencia y su
densidad con el fin de poder juzgar si es:
FINA: Se define así una espuma compuesta únicamente de pequeñas
burbujas.
COMPACTA: Cuando aparece muy densa y tiende a moverse poco si se
agita.
ADHERENTE: Es el término que se designa a una espuma que se
desprende con dificultad de la pared del vaso cuando se agita o se inclina.
85
PERSISTENTE O EVANESCENTE: De acuerdo con su dureza ( SE DICE
QUE UNA ESPUMA ES MUY PERSISTENTE CUANDO SE MANTIENE MÁS ALLÁ DE
DIEZ MINUTOS).
(IDEM). Con respecto al color los términos que se utilizan para definirla son los
siguientes:
PAJIZA: Utilizada para las lager con eventuales reflejos dorados o un
matiz de verde claro.
DORADA: Se usa para las PILSEN que pueden llegar a un rubio brillante;
ámbar; ámbar dorada para WEISS.
AMBARINA Y ÁMBAR ROJIZA: Se trata de cervezas ales inglesas y
belgas.
COBRIZA: Se utiliza para las ales que pueden llegar al castaño oscuro
pasando por el anaranjado.
PARDO OSCURO: Para las BOCK, las DUNKEL, algunas cervezas
trapenses y de abadía.
NEGRO OPACO: Es cuando se llega al extremo del color y es propio de
algunas STOUTS.
La efervescencia tiene también importancia visual, pero remitimos el análisis al
examen gustativo.
G. EXAMEN AROMÁTICO
(IDEM). Como sucede con el vino, el conjunto de aromas presentes en la cerveza
constituyen y determinan el sabor. Para el examen olfativo, acerque la nariz al
vaso varias veces durante unos segundos para evitar acostumbrarse al olor, lo
que podría impedir el reconocimiento de los aromas difíciles. Con un poco de
experiencia, es posible llegar a identificar el tipo y la cantidad de productos
utilizados (en el caso de la malta y el lúpulo), y se puede definir la persistencia y
la intensidad.
86
TENUE: Cuando no se perciben sensaciones y las que son casi
imperceptibles.
LIGERA: A partir del momento en que los aromas se hacen más
reconocibles.
NORMAL: Termino demasiado general que corre el riesgo de abarcar
demasiadas cervezas, pero que de hecho, tiende a indicar un nivel medio
de perceptibilidad.
ALTA: Cuando las notas y los matices en la cerveza son evidentes y
duraderos.
MUY ALTA: Cuando las notas aromáticas en la cerveza serán muy
evidentes.
(IDEM). El aspecto más gratificante y divertido reside en la segunda fase del
examen olfativo, la que estudia la finura aromática o más bien la variedad de los
componentes aromáticos de la cerveza. Se ha destacado como mínimo cuarenta
aromas diferentes que sin, embargo pueden encajarse en seis grandes grupos:
AFRUTADO: Es quizás el más refinado y buscado de las cervezas de
calidad, al igual que en las aromatizadas, en las que se pueden percibir
aromas de frutas como cítricos, plátanos, manzanas, albaricoques, frutos
rojos, y otros.
FLORAL: Recuerda, sobre todo, el aroma de algunas flores generalmente
rojas como geranios y rosas.
ESPECIADO: Típico de WEISS recuerda los aromas propios de las
especias con un toque de miel y frutos secos.
TORREFACCIÓN EN CALIENTE: concierne a las cervezas oscuras y
mezcla las sensaciones de quemado, torrefacto, caramelo, café y
chocolate.
87
HERBÁCEO: Que puede unir las sensaciones que deja el lúpulo (LÚPULO,
HENO, RESINAS).
CEREALES: Hace referencia a la malta con aromas de corteza de pan y
malta con aromas de corteza de pan y malta.
(IDEM). Estos análisis pueden llevar a una especie de clasificación de las
cervezas. Se podría hablar de una evaluación olfativa general que permite definir
las cervezas como;
ORDINARIAS: Si la mayoría de aromas percibidos entran en el grupo de
cereales.
NORMALES: Son en las que se perciben principalmente aromas
herbáceos.
AGRADABLES: Si los aromas predominantes son especiados, herbáceos
y torrefactos.
FINAS: Si se han percibido los dos aromas más buscados, el afrutado y el
floral.
ELEGANTES: Si se han percibido los dos aromas más buscados, el
afrutado y el floral.
H. EXAMEN GUSTATIVO
(IDEM). Es necesario determinar los cuatro sabores fundamentales dulce,
salado, acido, amargo. Si bien la teoría de la disposición diferenciada de las
papilas gustativas se ha superado, es útil concentrarse en las diferentes zonas
de la lengua para constatar correctamente y con facilidad los sabores. El dulce
puede generalmente, localizarse en la punta de la lengua, mientras que el salado
se sitúa en la parte exterior y anterior de la misma. La acidez se sitúa en la parte
central y lateral, así como en las encías, mientras que el amargor es perceptible
en la parte de atrás. Profundizando un poco, el examen gustativo permite definir
la efervescencia, el cuerpo y la percepción del amargor presente en la cerveza.
En cuanto a la efervescencia, después de introducir una pequeña cantidad de
cerveza en la boca y presionarla contra el paladar.
88
Podemos definirla principalmente como; pobre, normal, mediana, efervescente o
muy efervescente.
Para examinar el cuerpo de la cerveza, hay que presionar el líquido haciendo que
vaya de un lado a otro de la boca para poder interpretar las sensaciones táctiles.
De esta forma estaremos en condiciones de comprender si una cerveza es;
POBRE: Cuando no se percibe ninguna consistencia y solo parece ser
acuosa.
LIGERA: Se da cuando la cerveza, tiende a presentar una leve
consistencia.
REDONDA: Es cuando el cuerpo de la cerveza comienza a ser fluido y
consistente.
ESTRUCTURADA: Cuando se percibe una cierta consistencia oleosa del
líquido.
CONSISTENTE: Solo si el paladar puede percibir fácilmente el cuerpo de
la cerveza.
(IDEM). Un aspecto característico de la cerveza que la distingue de otras bebidas
alcohólicas es la típica sensación de amargo, para ser más precisos de sabor
dulce y amargo que varía según la cantidad y la clase de lúpulo en la mezcla.
Podemos definir el nivel de amargor y clasificar las cervezas en;
DULCES: Es cuando la sensación de amargor se halla ausente dentro de
la cerveza. Serán agradables si esta sensación es poco perceptible.
SUAVES: Cuando el sabor comienza a estar equilibrado dentro de la
cerveza.
LIGERAMENTE AMARGAS: Si el amargor está presente pero no es
predominante.
89
AMARGAS: Si el amargor domina claramente dentro del sabor
característico de la cerveza.
(IDEM). Para determinar la calidad de la cerveza, no debe olvidarse un último
aspecto muy importante; ese es la persistencia aromática o persistencia retro
nasal. Para medirla, se cuenta el número de segundos entre el momento en que
se traga el líquido y el momento en que las sensaciones se esparcen por las vías
retro nasales. Así pues, encontraremos una persistencia;
IMPERCEPTIBLE: CUANDO LA DURACIÓN ES DEL AROMA ES CASI
INEXISTENTE.
BREVE: SI DURA AL MENOS 3 O 4 SEGUNDOS EL AROMA DE LA
CERVEZA.
SUFICIENTE: EN CASO DE QUE EL AROMA SOBREPASE LOS 6-8
SEGUNDOS.
BUENA: SI LAS SENSACIONES PERSISTEN ALREDEDOR DE 25
SEGUNDOS.
LARGA: SI EL AROMA PERSISTE MÁS ALLÁ DE 30 SEGUNDOS SE
CONSIDERA LARGA.
2.2.9. MICROBIOLOGÍA
SEGÚN BRIGGS, D. (2004). El diseño de la planta cervecera y operación del
proceso debe ser tal que la producción de las cepas de levadura permanezca
segregada sin posibilidad de intermezclarse. Además, la contaminación con
microorganismos extranjeros debe ser prevenida. Estos objetivos pueden ser
logrados al garantizar altos estándares de higiene dentro de la fábrica de cerveza.
La mayoría de la planta de la cervecería es construida a partir de acero inoxidable
por su facilidad de limpieza. El proceso debe ser plenamente cerrado para
garantizar que una barrera microbiológica se mantiene entre los líquidos del
proceso y el medio ambiente externo. La integridad microbiológica del proceso
de elaboración de la cerveza debe ser confirmada con las pruebas adecuadas.
90
(IDEM). Para un proceso complejo tal como elaboración de la cerveza ello exige
la adopción de un plan de muestreo para garantizar que en todas las etapas se
disminuye o elimina el riesgo de introducción de contaminantes.
Para el análisis de las muestras se pueden utilizar técnicas microbiológicas
clásicas, en otras palabras, la inoculación en un medio adecuado, incubación y
de puntuación para el crecimiento. Este enfoque ` clásico ' es una valiosa ayuda
para la validación de la integridad microbiológica del proceso. Varios medios
selectivos se han desarrollado específicamente para el aislamiento y la
identificación de los contaminantes de la cervecería. Varios días por lo general
se requieren antes de que un resultado se obtenga, por lo tanto, los datos no se
pueden utilizar para la higiene inmediata de control. Sin embargo, las pruebas
microbiológicas de rutina son valiosas cuando se utiliza para un análisis de
tendencia microbiológica.
(IDEM). Varios medios selectivos se han ideado que permiten la identificación de
las bacterias y no productoras de cerveza, las llamadas levaduras salvajes son
contaminantes en presencia de altas concentraciones de levadura de cerveza.
La limpieza no puede ser útilmente controlada con métodos microbiológicos
convencionales ya que éstos son demasiado lentos para los requisitos de
producción. Por eso, procedimientos rápidos han sido desarrollados para
satisfacer esta necesidad, y que han sido diseñados para detectar al instante la
presencia de microorganismos. La amenaza microbiológica para el proceso de
elaboración de la cerveza.
(IDEM). Los microorganismos pueden ejercer efectos adversos sobre el proceso
de elaboración de la cerveza, tanto directa como indirectamente. Los efectos
directos son los más obvios de contaminación del mosto o cerveza con
organismos extranjeros. El mosto oxigenado representa una rica fuente de
nutrientes capaz de soportar el crecimiento de una amplia gama de
microorganismos. Muchos microorganismos, incluyendo hongos, son capaces de
crecer en su presencia. Los efectos de la contaminación por los cambios
relativamente menores en la cerveza afectan el rendimiento de sabor y la
fermentación. Varias especies de levadura bacteriana son capaces de crecer en
la cerveza. Esto puede causar la formación de turbidez, unas películas
superficiales y muchos cambios indeseables en el sabor de la cerveza y aroma.
Los síntomas externos de estas infecciones se han reconocido desde hace
tiempo y muchos están caracterizados como “ENFERMEDADES DE CERVEZAS”.
91
(IDEM). Estos son generalmente de los cambios en el sabor y la apariencia. Los
microorganismos ejercen efectos indeseables indirectos sobre elaboración de la
cerveza en tres puntos. En primer lugar, en el crecimiento de las materias primas
se puede producir cambios indeseables tales que provocan que los materiales se
comporten anormalmente. En segundo lugar, el crecimiento de contaminantes en
materias primas puede generar metabolitos microbianos, que pueden persistir en
el proceso de elaboración de la cerveza y ejercer efectos perjudiciales. En tercer
lugar, las materias primas muy fuertemente contaminados pueden introducir
biomasa microbiana que persiste en la cerveza verde. Aunque muertos, las
células pueden causar problemas en la filtración de cerveza.
Los microorganismos más importantes que pueden crecer en la cerveza son los
siguientes:
Acetobacter: Son células pleomorfas, aerobias, catalasa positive capaces
de oxidar el etanol. Forma brumas o películas en la cerveza que contienen
oxígeno. Los productos de metabolismo incluyen el ácido acético.
Zynomonas: Varillas cortas de grasa, que se producen solas, o en pares.
Algunas especies son otros móviles no lo son. Crecen en condiciones
anaerobias, pero son catalasa positiva y toleran aerobiosis. Se fermentan
para formar etanol. La temperatura óptima de crecimiento es 25 ± 30 °C.
Exclusivo de la cerveza ale, donde el deterioro causa sabor a manzana
podrida debido a la formación de acetaldehído.
Lactobacillus: Es anaeróbico y no móvil. Producen turbiedad en las
cervezas infectadas, aparte de la producción de un sabor acido.
(IDEM). Cualquier materia prima cervecera que es capaz de soportar crecimiento
microbiano tiene el potencial de producir metabolitos no deseados que pueden
persistir a través del proceso de elaboración de la cerveza y producir efectos
adversos. El agua es un caso especial en el que metabolitos microbianos pueden
ser introducidos a pesar de que el organismo no tiene directo contacto con
cualquier otro material de cervecería. Para contrarrestar esta amenaza toda el
agua especialmente de los pozos, se debe filtrar para eliminar los contaminantes
orgánicos. Los jarabes de azúcar pueden llegar a ser contaminados como
resultado de la formación de mohos y levaduras osmofílas.
92
(IDEM). El crecimiento en la superficie del jarabe puede ocurrir cuando no tenga
las condiciones apropiadas de almacenamiento. La malta y adjuntos derivados
de cereales presentan la mayor amenaza. El mal control de los pasos
involucrados en la fabricación de estos ingredientes pueden resultar en el
crecimiento de moho .Especies de los géneros de mohos como, Alternaria,
Aspergillus, Cladosporium, Fusarium y Rhizopus han sido reportados que son
capaces de producir efectos adversos. El crecimiento de moho excesivo produce
muchos metabolitos que pueden producir malos sabores y aromas en cervezas.
Términos tales como melaza, rancio, quemado han sido utilizados para describir
los efectos. Además, también se pueden producir cambios en el color. Los
metabolitos pueden producir en un aumento de los niveles de nitrógeno en los
mostos y cervezas. En casos extremos, se pueden generar neblinas de cerveza.
Después de la cocción del mosto la integridad microbiológica del proceso
depende de buenas prácticas de higiene. La entrada de contaminantes
microbianos puede ocurrir en cualquier etapa en líquido o gaseoso.
Al final del proceso, la cerveza debe ser empaquetada de una manera que hace
que sea microbiológicamente estable a lo largo de su vida útil esperada. En el
caso de los productos en botella o lata, la opción más común es utilizar un
proceso de pasteurización de túnel. La temperatura y tiempo de contacto debe
ser controlado para asegurar que cada paquete individual recibe el tratamiento
de calor deseado. Esto requiere un diseño cuidadoso. En el caso de las cervezas
de barril, la posibilidad de deterioro microbiológico se extiende más allá de la
fábrica de cerveza y en los establecimientos al por menor. Las cervezas en barril
son hasta cierto punto protegidos por la flora endógena de la levadura de cerveza.
Sin embargo, los barriles son ventilados a la atmósfera y por lo tanto está abierta
a la entrada de contaminantes. Es importante también tener en cuenta las
implicaciones microbiológicas donde se adoptan las modificaciones al proceso
de elaboración.
A. DETERIORO DE LA CERVEZA POR MICROORGANISMOS
(IDEM). La cerveza es susceptible de deterioro por una gama de
microorganismos, bacterias y levaduras. Los resultados del deterioro son
formación de turbidez, sabores y aromas indeseables. Aunque el crecimiento de
contaminantes generalmente no conducen a riesgos a la salud. Los análisis
microbiológicos de rutina en la fábrica de cerveza generalmente se limitan a
enumerar poblaciones.
93
(IDEM). En muchas situaciones, sin contaminación alguna debe ser detectada.
En otros casos, algo de contaminación es inevitable. Mantener un registro de los
números de microorganismos detectado proporciona un método útil de la
evaluación de la limpieza general del medio ambiente de la cervecería. Los
métodos deben ser capaces de detectar concentraciones bajas de contaminantes
en el aislamiento (COMO EN LA CERVEZA BRILLANTE) o en la presencia de altas
concentraciones de otros microorganismos. En la práctica tradicional, la
contaminación microbiana se detecta mediante la adopción de una muestra
adecuada de la cervecería y la inoculación microbiológica en un medio sólido o
líquido apropiado. Dispositivos y procedimientos de muestreo apropiados han
sido desarrollados para las pruebas de rutina. Los cultivos se examinan para
detectar la presencia o ausencia de crecimiento. El crecimiento puede ser
detectado a través la formación visible de brumas en líquidos o como colonias
en medios sólidos.
(IDEM). El crecimiento puede ser cuantificado mediante la realización de
recuentos de células. Esto puede ser a través de directa enumeración
microscópica utilizando una cámara de recuento. El examen microscópico de
contaminantes proporciona un método útil para la identificación preliminar. Más
comúnmente, las concentraciones de células se determinan haciendo recuentos
de colonias donde diluciones en serie de la muestra de ensayo se lleva a cabo
en medios sólidos o recogió en una membrana que es a continuación colocado
en medio sólido. Los medios de cultivo mayormente utilizados son;
AGAR NUTRITIVO: Se usa para propósitos generales, es un medio para
bacterias, aunque muchas levaduras también crecen.
MEDIO CRISTAL VIOLETA: Es un medio selectivo usado para levaduras
salvajes.
AGAR DEXTROSA PAPA: Medio para el crecimiento e identificación
levaduras.
RAKA-RAY: Es un medio de cultivo para las bacterias que se forman del
ácido láctico.
MEDIO DIFERENCIAL MELIBIOSA: Medio para cepas en cerveza ALE Y
LAGER.
94
(IDEM). Después de la incubación en condiciones apropiadas, cualquier colonia
que surge se supone que se han formado a partir de células individuales. Por lo
tanto, el recuento de colonias es directamente proporcional a la concentración de
células en la muestra original.
B. IDENTIFICACIÓN DE BACTERIAS
(IDEM). Incluso en la fábrica de cerveza mejor administrada se producen fracasos
microbiológicos ocasionales. En estos casos, la identificación del organismo
puede ser una valiosa ayuda en la localización de la naturaleza del fracaso del
proceso. La identificación puede realizarse de acuerdo con los principios
taxonómicos. Varias técnicas se han desarrollado que permiten la identificación
rápida de bacterias. Estos utilizan los mismos principios que los métodos
utilizados para diferenciar las cepas de levadura. Las pruebas de higiene a través
de la bioluminiscencia seguirá siendo el sistema de elección del control de calidad
para muchos cerveceros. Sin embargo, los métodos rápidos de detección e
identificación, es probable que se conviertan cada vez más importantes para los
cerveceros en el aseguramiento de calidad.
La prueba de bioluminiscencia está basada en la detección de materia orgánica-
ATP (ADENOSÍN TRIFOSFATO), que estará presente en todas las células vivas.
La prueba mide tanto el ATP proveniente de residuos de alimentos así como el
de microorganismos en superficies y muestras líquidas. El monitoreo se lleva a
cabo en puntos críticos de la línea de producción o en aguas de enjuague en
sistemas de limpieza tipo CIP en donde, en presencia de ATP, la enzima
luciferasa cataliza una reacción en la que el producto final es luz. Esta luz es
medida utilizando un luminómetro, cuya unidad de medida se conoce como
UNIDADES RELATIVAS DE LUZ (URL) no siendo una unidad estandarizada que
depende del equipo de bioluminiscencia que se utilice.
Algunas consideraciones que deben tomarse en cuenta durante la realización de
estas pruebas son las condiciones óptimas de desempeño, que incluyen;
temperatura 18 – 22°C y pH 7 – 7.5. Una inhibición en la reacción o señales de
luz más bajas pueden producirse a diferentes concentraciones de detergentes
ácidos o alcalinos, colorantes y cloro, por lo tanto resulta fundamental cumplir con
las condiciones de desempeño adecuadas para evitar afectar los resultados de
las pruebas.
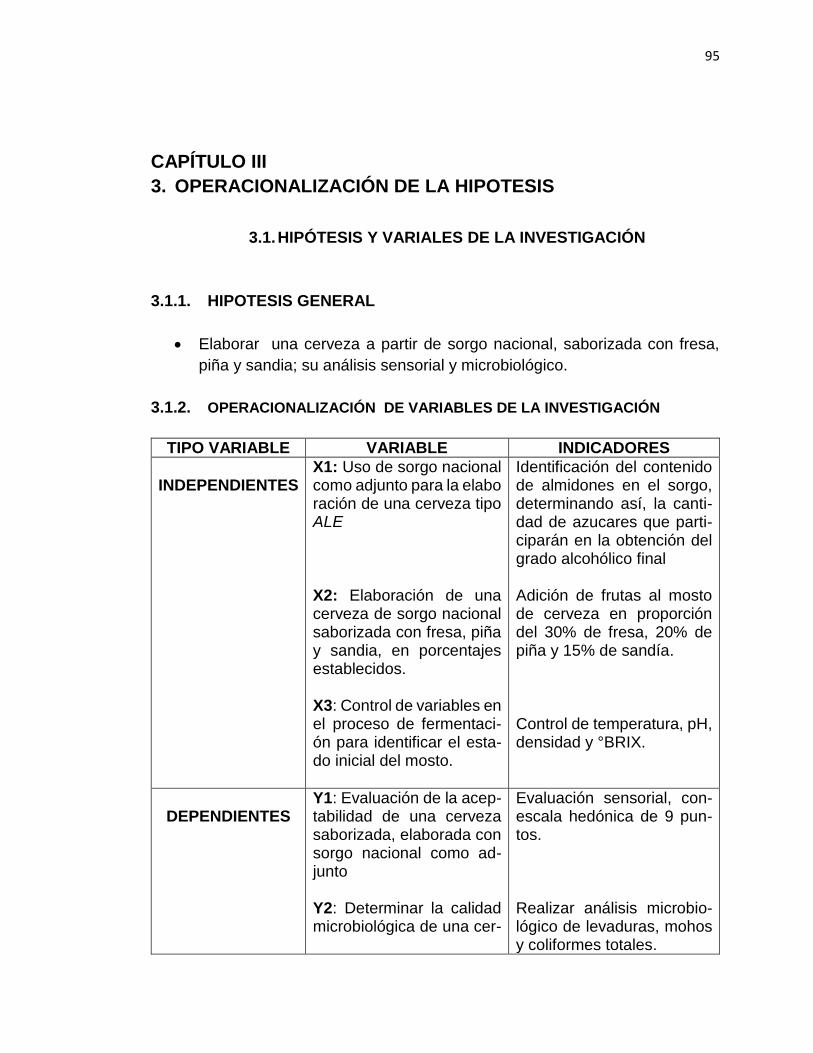
95
CAPÍTULO III
3. OPERACIONALIZACIÓN DE LA HIPOTESIS
3.1. HIPÓTESIS Y VARIALES DE LA INVESTIGACIÓN
3.1.1. HIPOTESIS GENERAL
Elaborar una cerveza a partir de sorgo nacional, saborizada con fresa,
piña y sandia; su análisis sensorial y microbiológico.
3.1.2. OPERACIONALIZACIÓN DE VARIABLES DE LA INVESTIGACIÓN
TIPO VARIABLE VARIABLE INDICADORES
INDEPENDIENTES
X1: Uso de sorgo nacional como adjunto para la elabo ración de una cerveza tipo ALE X2: Elaboración de una cerveza de sorgo nacional saborizada con fresa, piña y sandia, en porcentajes establecidos. X3: Control de variables en el proceso de fermentaci- ón para identificar el esta- do inicial del mosto.
Identificación del contenido de almidones en el sorgo, determinando así, la canti- dad de azucares que parti- ciparán en la obtención del grado alcohólico final Adición de frutas al mosto de cerveza en proporción del 30% de fresa, 20% de piña y 15% de sandía. Control de temperatura, pH, densidad y °BRIX.
DEPENDIENTES
Y1: Evaluación de la acep- tabilidad de una cerveza saborizada, elaborada con sorgo nacional como ad- junto Y2: Determinar la calidad microbiológica de una cer-
Evaluación sensorial, con- escala hedónica de 9 pun- tos. Realizar análisis microbio- lógico de levaduras, mohos y coliformes totales.
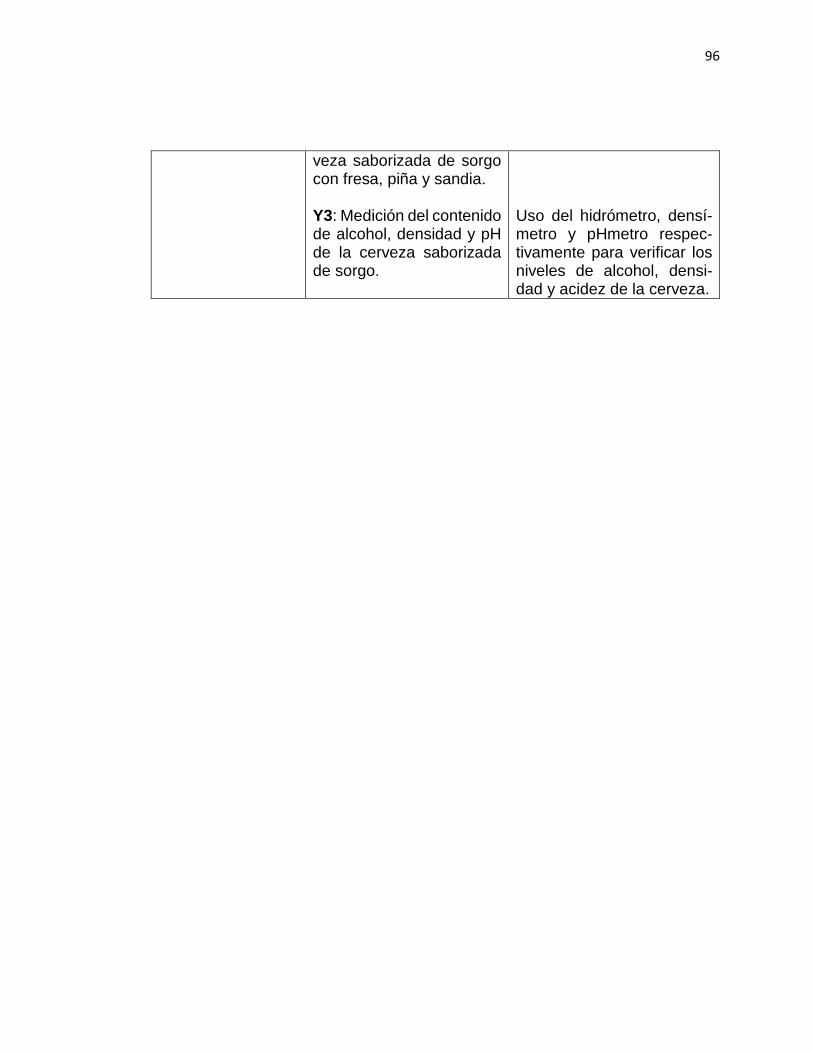
96
veza saborizada de sorgo con fresa, piña y sandia. Y3: Medición del contenido de alcohol, densidad y pH de la cerveza saborizada de sorgo.
Uso del hidrómetro, densí- metro y pHmetro respec- tivamente para verificar los niveles de alcohol, densi- dad y acidez de la cerveza.
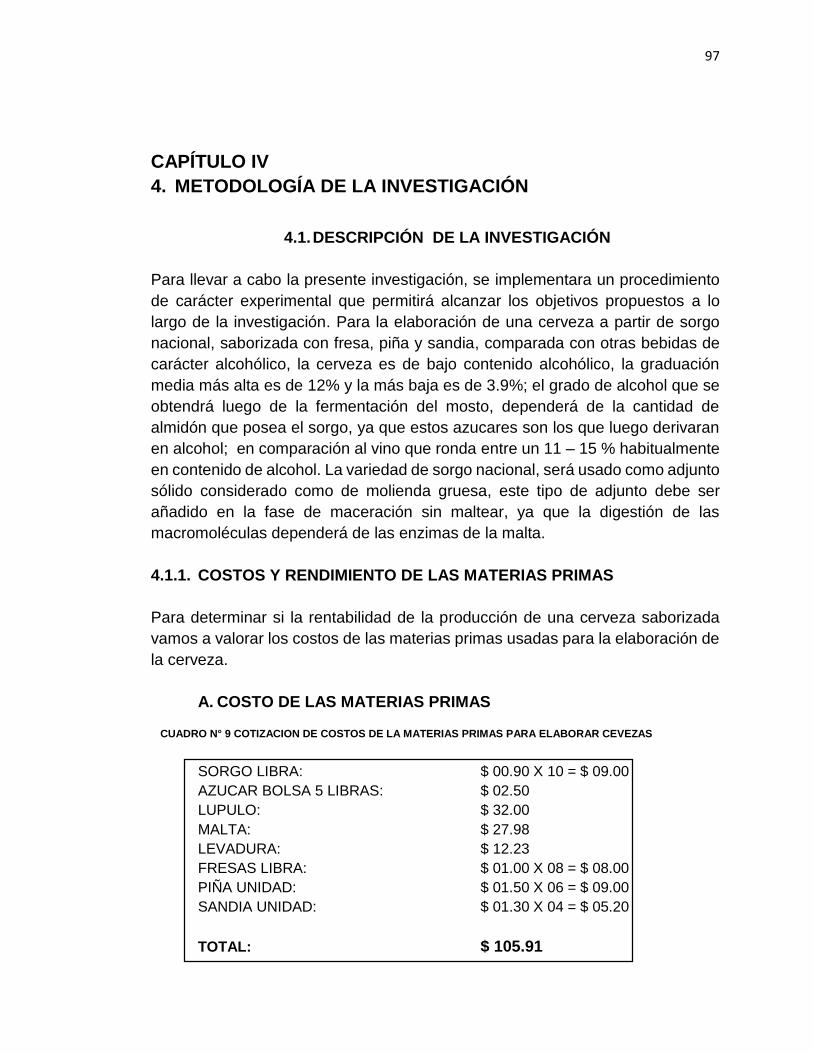
97
CAPÍTULO IV
4. METODOLOGÍA DE LA INVESTIGACIÓN
4.1. DESCRIPCIÓN DE LA INVESTIGACIÓN
Para llevar a cabo la presente investigación, se implementara un procedimiento
de carácter experimental que permitirá alcanzar los objetivos propuestos a lo
largo de la investigación. Para la elaboración de una cerveza a partir de sorgo
nacional, saborizada con fresa, piña y sandia, comparada con otras bebidas de
carácter alcohólico, la cerveza es de bajo contenido alcohólico, la graduación
media más alta es de 12% y la más baja es de 3.9%; el grado de alcohol que se
obtendrá luego de la fermentación del mosto, dependerá de la cantidad de
almidón que posea el sorgo, ya que estos azucares son los que luego derivaran
en alcohol; en comparación al vino que ronda entre un 11 – 15 % habitualmente
en contenido de alcohol. La variedad de sorgo nacional, será usado como adjunto
sólido considerado como de molienda gruesa, este tipo de adjunto debe ser
añadido en la fase de maceración sin maltear, ya que la digestión de las
macromoléculas dependerá de las enzimas de la malta.
4.1.1. COSTOS Y RENDIMIENTO DE LAS MATERIAS PRIMAS
Para determinar si la rentabilidad de la producción de una cerveza saborizada
vamos a valorar los costos de las materias primas usadas para la elaboración de
la cerveza.
A. COSTO DE LAS MATERIAS PRIMAS
CUADRO N° 9 COTIZACION DE COSTOS DE LA MATERIAS PRIMAS PARA ELABORAR CEVEZAS
SORGO LIBRA: $ 00.90 X 10 = $ 09.00
AZUCAR BOLSA 5 LIBRAS: $ 02.50
LUPULO: $ 32.00
MALTA: $ 27.98
LEVADURA: $ 12.23
FRESAS LIBRA: $ 01.00 X 08 = $ 08.00
PIÑA UNIDAD: $ 01.50 X 06 = $ 09.00
SANDIA UNIDAD: $ 01.30 X 04 = $ 05.20
TOTAL: $ 105.91
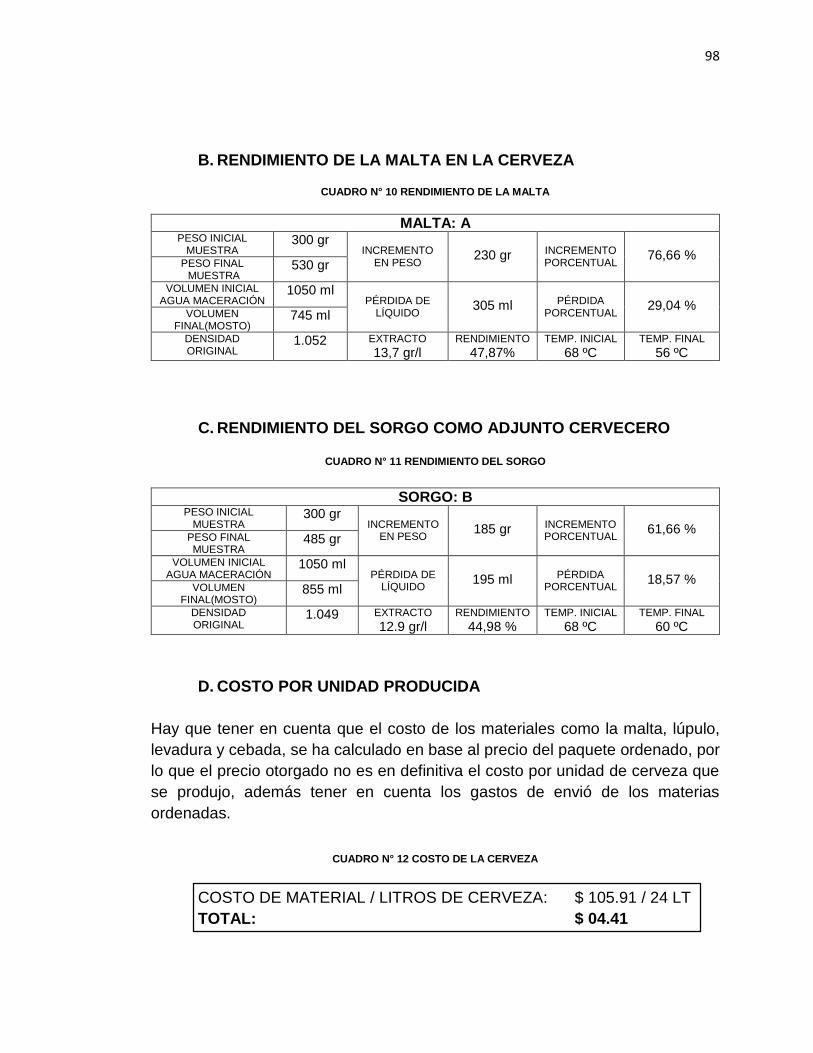
98
B. RENDIMIENTO DE LA MALTA EN LA CERVEZA
CUADRO N° 10 RENDIMIENTO DE LA MALTA
MALTA: A PESO INICIAL
MUESTRA 300 gr
INCREMENTO EN PESO
230 gr
INCREMENTO PORCENTUAL
76,66 %
PESO FINAL MUESTRA
530 gr
VOLUMEN INICIAL AGUA MACERACIÓN
1050 ml PÉRDIDA DE
LÍQUIDO
305 ml
PÉRDIDA
PORCENTUAL
29,04 %
VOLUMEN FINAL(MOSTO)
745 ml
DENSIDAD ORIGINAL
1.052 EXTRACTO 13,7 gr/l
RENDIMIENTO
47,87% TEMP. INICIAL
68 ºC TEMP. FINAL
56 ºC
C. RENDIMIENTO DEL SORGO COMO ADJUNTO CERVECERO
CUADRO N° 11 RENDIMIENTO DEL SORGO
SORGO: B
PESO INICIAL MUESTRA
300 gr INCREMENTO
EN PESO
185 gr
INCREMENTO PORCENTUAL
61,66 %
PESO FINAL MUESTRA
485 gr
VOLUMEN INICIAL AGUA MACERACIÓN
1050 ml PÉRDIDA DE
LÍQUIDO
195 ml
PÉRDIDA
PORCENTUAL
18,57 %
VOLUMEN FINAL(MOSTO)
855 ml
DENSIDAD ORIGINAL
1.049 EXTRACTO 12.9 gr/l
RENDIMIENTO
44,98 % TEMP. INICIAL
68 ºC TEMP. FINAL
60 ºC
D. COSTO POR UNIDAD PRODUCIDA
Hay que tener en cuenta que el costo de los materiales como la malta, lúpulo,
levadura y cebada, se ha calculado en base al precio del paquete ordenado, por
lo que el precio otorgado no es en definitiva el costo por unidad de cerveza que
se produjo, además tener en cuenta los gastos de envió de los materias
ordenadas.
CUADRO N° 12 COSTO DE LA CERVEZA
COSTO DE MATERIAL / LITROS DE CERVEZA: $ 105.91 / 24 LT
TOTAL: $ 04.41
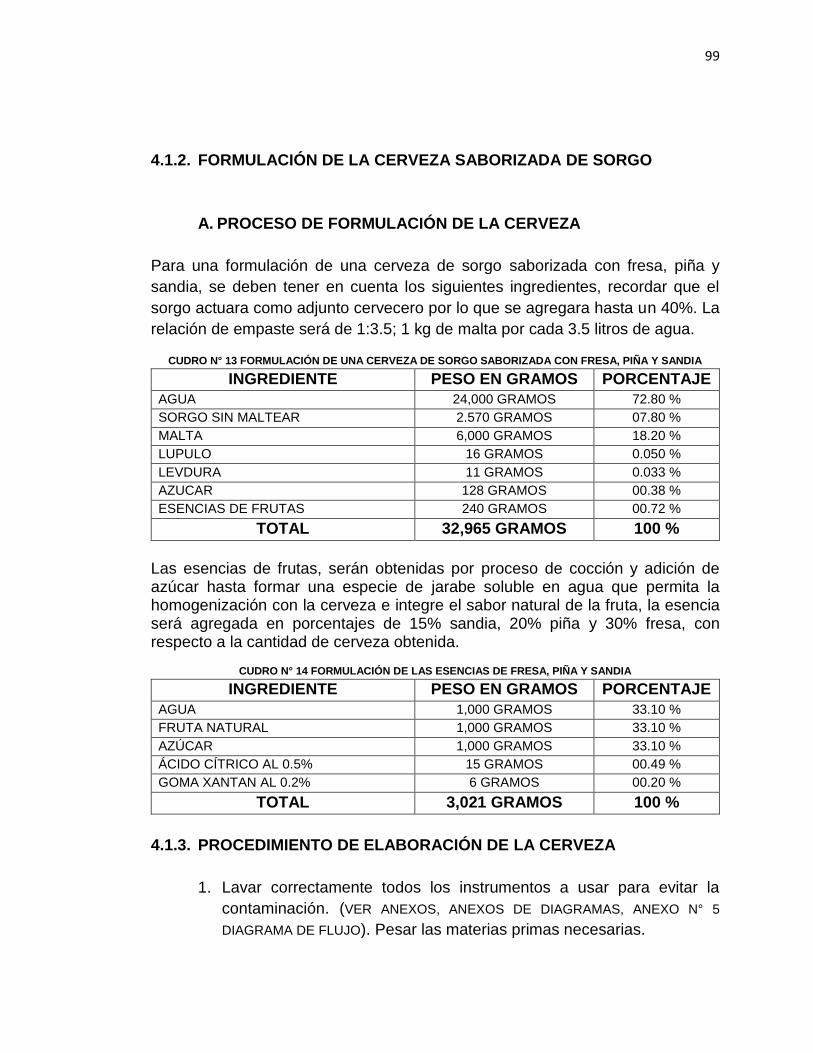
99
4.1.2. FORMULACIÓN DE LA CERVEZA SABORIZADA DE SORGO
A. PROCESO DE FORMULACIÓN DE LA CERVEZA
Para una formulación de una cerveza de sorgo saborizada con fresa, piña y
sandia, se deben tener en cuenta los siguientes ingredientes, recordar que el
sorgo actuara como adjunto cervecero por lo que se agregara hasta un 40%. La
relación de empaste será de 1:3.5; 1 kg de malta por cada 3.5 litros de agua.
CUDRO N° 13 FORMULACIÓN DE UNA CERVEZA DE SORGO SABORIZADA CON FRESA, PIÑA Y SANDIA
INGREDIENTE PESO EN GRAMOS PORCENTAJE
AGUA 24,000 GRAMOS 72.80 %
SORGO SIN MALTEAR 2.570 GRAMOS 07.80 %
MALTA 6,000 GRAMOS 18.20 %
LUPULO 16 GRAMOS 0.050 %
LEVDURA 11 GRAMOS 0.033 %
AZUCAR 128 GRAMOS 00.38 %
ESENCIAS DE FRUTAS 240 GRAMOS 00.72 %
TOTAL 32,965 GRAMOS 100 %
Las esencias de frutas, serán obtenidas por proceso de cocción y adición de azúcar hasta formar una especie de jarabe soluble en agua que permita la homogenización con la cerveza e integre el sabor natural de la fruta, la esencia será agregada en porcentajes de 15% sandia, 20% piña y 30% fresa, con respecto a la cantidad de cerveza obtenida.
CUDRO N° 14 FORMULACIÓN DE LAS ESENCIAS DE FRESA, PIÑA Y SANDIA
INGREDIENTE PESO EN GRAMOS PORCENTAJE
AGUA 1,000 GRAMOS 33.10 %
FRUTA NATURAL 1,000 GRAMOS 33.10 %
AZÚCAR 1,000 GRAMOS 33.10 %
ÁCIDO CÍTRICO AL 0.5% 15 GRAMOS 00.49 %
GOMA XANTAN AL 0.2% 6 GRAMOS 00.20 %
TOTAL 3,021 GRAMOS 100 %
4.1.3. PROCEDIMIENTO DE ELABORACIÓN DE LA CERVEZA
1. Lavar correctamente todos los instrumentos a usar para evitar la
contaminación. (VER ANEXOS, ANEXOS DE DIAGRAMAS, ANEXO N° 5
DIAGRAMA DE FLUJO). Pesar las materias primas necesarias.
100
2. En una olla con una capacidad calentar 14 litros de agua, colocar los
6 kilogramos de malta en una hielera previamente desinfectada, una
vez que el agua llegue a los 75 °C, adicionar a la malta que se colocó
en la hielera, hacerlo lentamente para evitar la agitación de los granos
y tener un mejor resultado; revolver de manera que no se formen
grumos; a través de un proceso de maceración la malta comenzara a
desprender las azucares fermentables.
3. Lavar el grano y sacarle todos sus azúcares. Este proceso hay que
hacerlo a una temperatura entre 75°C y 65°C para aprovechar al
máximo la malta, en este punto se agregara los 2. 7 kg de sorgo crudo
como adjunto cervecero, ayudarse con una manta de colar para el
proceso de macerado.
4. Cerrar la hielera, con el termómetro dentro, verificar que la temperatura
no baje de 65°C, dejar reposar de 60 a 90 minutos, verificar la
temperatura cada 30 o 20 minutos, si el rango de la misma es menor
al intervalo presentado, agregar agua a 75 °C para incrementarla de
nuevo.
5. Abrir el desagüe de la hielera que se encuentra por la parte inferior, así
saldrá el líquido resultante; llenar una jarra con el WORT (MOSTO
RESULTANTE DEL PROCESO DE MACERACIÓN DURANTE LA ELABORACIÓN DE LA
CERVEZA. ESTE MOSTO CONTIENE LOS AZÚCARES QUE SERÁN FERMENTADOS
POSTERIORMENTE POR LAS LEVADURAS PARA TRANSFORMARSE EN ALCOHOL.),
repetir el proceso hasta que salga limpio y sin granos de malta, en el
caso del sorgo se preservara una parte para que los almidones del
grano se degraden y conviertan en azúcar.
6. Cuando el WORT salga limpio y sin grano colocarlo en una olla la
densidad se encontrara entre un rango de 1.040 – 1.060, si se
encuentra bajo este rango, colocar agua para que el WORT salga más
limpio y menos denso.
7. Cuando se llega a la densidad establecida de 1.050 (ideal, pero puede
ser de 1.040 – 1.060) a no menos de 65°C, llevar a cocción el WORT
a 90°C de preferencia que la mezcla rompa el hervor, durante esta
cocción será agregado el lúpulo, tener en cuenta que se deben agregar
1 gramo de lúpulo por litro de cerveza que se espera obtener.
101
8. En el proceso de cocción se evaporaran de 2 – 3 litros por lo que se
estima que se obtengan de 17 – 18 litros. Agregar el lúpulo en tres
momentos diferentes cuando comienza el hervor se agregara 25% del
peso total del lúpulo, en este caso si son 16 gramos de lúpulo serán 4
gramos al minuto 1, a los 30 minutos se agregar un 25 % - 4 gramos,
lúpulo para sabor. Cuando rompa el hervor, a los 60 minutos agregar
el 50 % de lúpulo es decir 8 gramos, este último lúpulo le dará el
amargor a la cerveza.
9. Cuando se llega al final del proceso de cocción, revolver la preparación
en la olla en un solo sentido, de manera que se forme un remolino que
siga girando una vez se ha finalizado con la agitación, la finalidad de
este proceso es que todo el sedimento se junte dejando los costados
de la olla limpios.
10. Tomar un bidón plástico, y pasar todo el batch por efecto sifón con la
ayuda de una manguera, tomar una muestra y medir la densidad, que
debe estar en un intervalo de entre 1.055 – 1.065, (DENSIDAD INICIAL);
tapar el bidón para que se enfrié.
11. Cuando el bidón se enfrié a una temperatura de 20°C agregar la
levadura, en ese momento el mosto arroja una cantidad de azúcar
15.6°BRIX, como nuestro mosto no solo está compuesto de agua y
azúcar, deberemos realizar una lectura de densidad para concluir un
factor de corrección y con exactitud determinar los azucares (°BRIX) al
momento de la adición de la levadura; el factor de corrección se logra
dividiendo los °BRIX entre la densidad obtenida con el densímetro cuyo
valor es de 1.050, es decir 15.6 °BRIX/1.056, el valor de los °BRIX
corregido es de 14.8°BRIX.
12. Después de añadir la levadura sacudir el bidón de manera que la
levadura se integre y el batch gane oxígeno.
13. Cuando este proceso se dé por finalizado, colocar una trampa de
oxígeno en el bidón y es cuando comienza el proceso de fermentación,
dejándolo aproximadamente dos semanas.
102
14. Transcurrida la primera fase de fermentación; durante este proceso la
levadura consume los azucares y los transforma en alcohol, CO2,
proteínas y otros componentes, hay actividad constante de burbujas en
la trampa de aire, la espuma crece y se ven partículas flotando en el
líquido y se produce una sedimentación progresiva; entonces se
deberá tomar una muestra y medir la densidad, siendo esta la densidad
final con la que se determinara el porcentaje de alcohol de la cerveza.
15. Para la fermentación secundaria, la levadura consume sub compuestos
creados en la fase anterior y azucares complejos, dándole carácter a
la cerveza, lo que permite la clarificación de la misma, formando así
una capa importante de sedimento.
16. Para la carbonatación se tomaron los 454 gramos de azúcar y colocar
aproximadamente 28 gramos por litro de cerveza, colocar los 454
gramos de azúcar en tres veces su peso en agua, es decir 1,362 cm3
de agua.
17. Se llenaron las botellas previamente desinfectadas y sanitizadas, con
la cerveza, colocar el almíbar a una temperatura de 40 °C y las
esencias de frutales; en un 15% de sandía, 20% piña y 30% fresa, una
vez llena se recomienda tapar con papel film o aluminio hasta
encorcholatar la botella.
18. Cuando la botella tenga la corcholata, deberán reposar la cerveza a
una temperatura, de entre 15 – 24 °C para que la cerveza genere
espuma y más de gas, dejar de quince a treinta días reposar,
pasteurizar la cerveza a 65°C para contrarrestar el ataque de cualquier
contaminación durante el proceso de envasado.
NOTA: Para la elaboración de los jarabes tomar los 1000 gramos de fruta (FRESA,
PIÑA Y SANDIA), en una olla colocar la fruta, agregar 1000 gramos agua y 1000
gramos azúcar, llevar a cabo el proceso de cocción, hasta que la fruta se integre
con el agua y el azúcar formando un jarabe. Durante el proceso agregar 15
gramos de goma xantán al 0.2%, como espesante y estabilizante; adicionar 6
gramos ácido cítrico al 0.5%, como saborizante y regulador del pH; si el jarabe
es demasiado espeso adicionar agua de manera que la textura sea más soluble
y fácil de integrar a la cerveza, impartiendo el sabor de cada fruta.
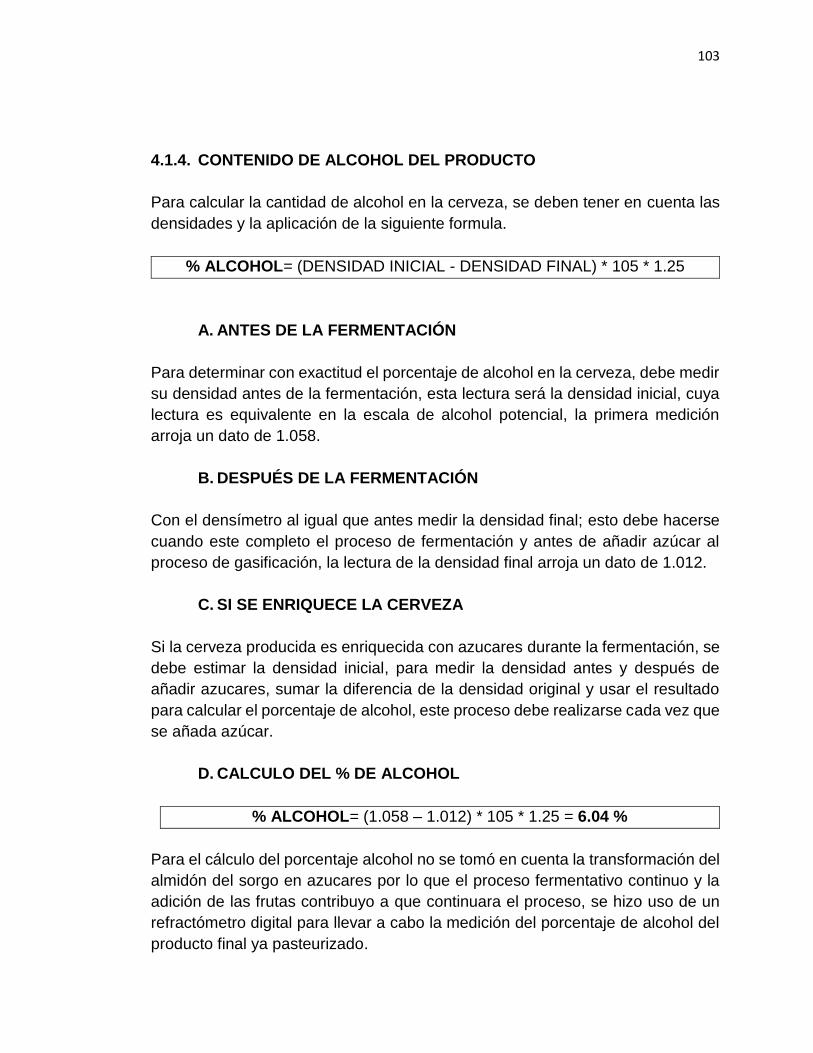
103
4.1.4. CONTENIDO DE ALCOHOL DEL PRODUCTO
Para calcular la cantidad de alcohol en la cerveza, se deben tener en cuenta las
densidades y la aplicación de la siguiente formula.
% ALCOHOL= (DENSIDAD INICIAL - DENSIDAD FINAL) * 105 * 1.25
A. ANTES DE LA FERMENTACIÓN
Para determinar con exactitud el porcentaje de alcohol en la cerveza, debe medir
su densidad antes de la fermentación, esta lectura será la densidad inicial, cuya
lectura es equivalente en la escala de alcohol potencial, la primera medición
arroja un dato de 1.058.
B. DESPUÉS DE LA FERMENTACIÓN
Con el densímetro al igual que antes medir la densidad final; esto debe hacerse
cuando este completo el proceso de fermentación y antes de añadir azúcar al
proceso de gasificación, la lectura de la densidad final arroja un dato de 1.012.
C. SI SE ENRIQUECE LA CERVEZA
Si la cerveza producida es enriquecida con azucares durante la fermentación, se
debe estimar la densidad inicial, para medir la densidad antes y después de
añadir azucares, sumar la diferencia de la densidad original y usar el resultado
para calcular el porcentaje de alcohol, este proceso debe realizarse cada vez que
se añada azúcar.
D. CALCULO DEL % DE ALCOHOL
% ALCOHOL= (1.058 – 1.012) * 105 * 1.25 = 6.04 %
Para el cálculo del porcentaje alcohol no se tomó en cuenta la transformación del
almidón del sorgo en azucares por lo que el proceso fermentativo continuo y la
adición de las frutas contribuyo a que continuara el proceso, se hizo uso de un
refractómetro digital para llevar a cabo la medición del porcentaje de alcohol del
producto final ya pasteurizado.
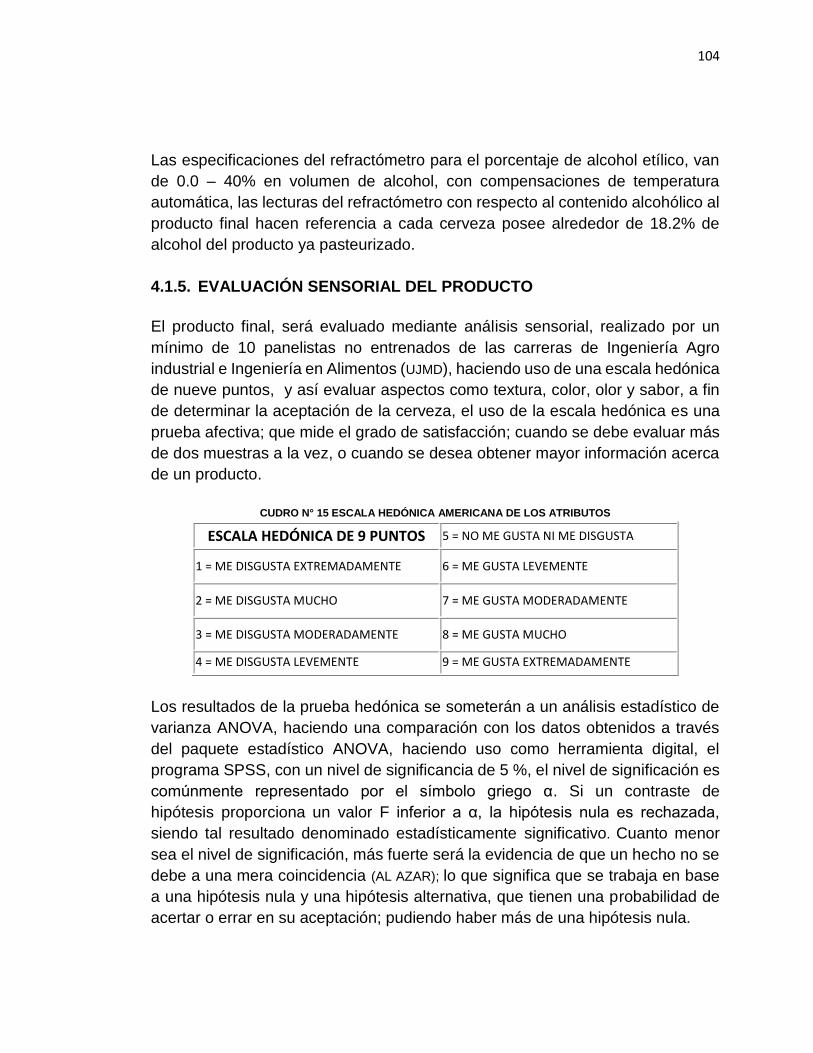
104
Las especificaciones del refractómetro para el porcentaje de alcohol etílico, van
de 0.0 – 40% en volumen de alcohol, con compensaciones de temperatura
automática, las lecturas del refractómetro con respecto al contenido alcohólico al
producto final hacen referencia a cada cerveza posee alrededor de 18.2% de
alcohol del producto ya pasteurizado.
4.1.5. EVALUACIÓN SENSORIAL DEL PRODUCTO
El producto final, será evaluado mediante análisis sensorial, realizado por un
mínimo de 10 panelistas no entrenados de las carreras de Ingeniería Agro
industrial e Ingeniería en Alimentos (UJMD), haciendo uso de una escala hedónica
de nueve puntos, y así evaluar aspectos como textura, color, olor y sabor, a fin
de determinar la aceptación de la cerveza, el uso de la escala hedónica es una
prueba afectiva; que mide el grado de satisfacción; cuando se debe evaluar más
de dos muestras a la vez, o cuando se desea obtener mayor información acerca
de un producto.
CUDRO N° 15 ESCALA HEDÓNICA AMERICANA DE LOS ATRIBUTOS
ESCALA HEDÓNICA DE 9 PUNTOS 5 = NO ME GUSTA NI ME DISGUSTA
1 = ME DISGUSTA EXTREMADAMENTE 6 = ME GUSTA LEVEMENTE
2 = ME DISGUSTA MUCHO 7 = ME GUSTA MODERADAMENTE
3 = ME DISGUSTA MODERADAMENTE 8 = ME GUSTA MUCHO
4 = ME DISGUSTA LEVEMENTE 9 = ME GUSTA EXTREMADAMENTE
Los resultados de la prueba hedónica se someterán a un análisis estadístico de
varianza ANOVA, haciendo una comparación con los datos obtenidos a través
del paquete estadístico ANOVA, haciendo uso como herramienta digital, el
programa SPSS, con un nivel de significancia de 5 %, el nivel de significación es
comúnmente representado por el símbolo griego α. Si un contraste de
hipótesis proporciona un valor F inferior a α, la hipótesis nula es rechazada,
siendo tal resultado denominado estadísticamente significativo. Cuanto menor
sea el nivel de significación, más fuerte será la evidencia de que un hecho no se
debe a una mera coincidencia (AL AZAR); lo que significa que se trabaja en base
a una hipótesis nula y una hipótesis alternativa, que tienen una probabilidad de
acertar o errar en su aceptación; pudiendo haber más de una hipótesis nula.
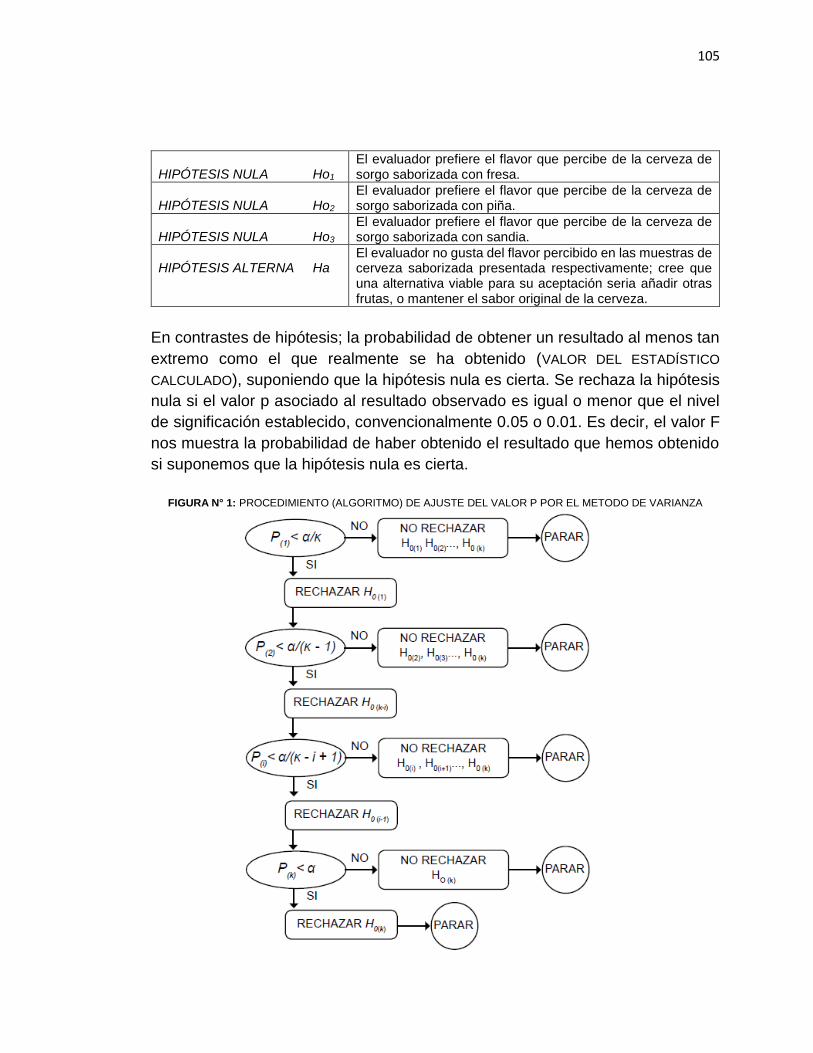
105
HIPÓTESIS NULA Ho1
El evaluador prefiere el flavor que percibe de la cerveza de sorgo saborizada con fresa.
HIPÓTESIS NULA Ho2
El evaluador prefiere el flavor que percibe de la cerveza de sorgo saborizada con piña.
HIPÓTESIS NULA Ho3
El evaluador prefiere el flavor que percibe de la cerveza de sorgo saborizada con sandia.
HIPÓTESIS ALTERNA Ha
El evaluador no gusta del flavor percibido en las muestras de cerveza saborizada presentada respectivamente; cree que una alternativa viable para su aceptación seria añadir otras frutas, o mantener el sabor original de la cerveza.
En contrastes de hipótesis; la probabilidad de obtener un resultado al menos tan
extremo como el que realmente se ha obtenido (VALOR DEL ESTADÍSTICO
CALCULADO), suponiendo que la hipótesis nula es cierta. Se rechaza la hipótesis
nula si el valor p asociado al resultado observado es igual o menor que el nivel
de significación establecido, convencionalmente 0.05 o 0.01. Es decir, el valor F
nos muestra la probabilidad de haber obtenido el resultado que hemos obtenido
si suponemos que la hipótesis nula es cierta.
FIGURA N° 1: PROCEDIMIENTO (ALGORITMO) DE AJUSTE DEL VALOR P POR EL METODO DE VARIANZA
106
4.1.6. EVALUACIÓN MICROBIOLÓGICA DEL PRODUCTO
Los requisitos microbiológicos de la cerveza rondan los parámetros de
aceptación en los siguientes límites, microorganismos mesofilos 100 UFC/ml,
mohos 20 UFC/ml y coliformes y microorganismos patógenos ausentes. Todas
las plantas que elaboren y/o comercialicen cervezas deben de tener un programa
de monitoreo y muestreo. Este programa debe ser capaz de monitorear el
producto en las diferentes etapas del proceso de manufactura y comercialización
para asegurar el cumplimiento de los parámetros en la cerveza. Las muestras
deben ser representativas y tomadas aleatoriamente cerca del punto en uso. Si
la muestra ensayada no cumple con uno o más de los requisitos establecidos en
la presente norma, se rechazará el lote de la muestra ensayada. En caso de
discrepancia, se volverá a hacer un muestreo repitiéndose el ensayo en un
laboratorio debidamente acreditado. Cualquier resultado no satisfactorio en este
segundo caso, será motivo para rechazar el lote de la muestra ensayada.
Los microorganismos más importantes que pueden crecer en la cerveza son los
siguientes:
Acetobacter: Son células pleomorfas, aerobias, catalasa positive capaces
de oxidar el etanol. Forma brumas o películas en la cerveza que contienen
oxígeno. Los productos de metabolismo incluyen el ácido acético.
Zynomonas: Varillas cortas de grasa, que se producen solas, o en pares.
Algunas especies son otros móviles no lo son. Crecen en condiciones
anaerobias, pero son catalasa positiva y toleran aerobiosis. Se fermentan
para formar etanol. La temperatura óptima de crecimiento es 25 ± 30 °C.
Exclusivo de la cerveza ale, donde el deterioro causa sabor a manzana
podrida debido a la formación de acetaldehído.
Lactobacillus: Es anaeróbico y no móvil. Producen turbiedad en las
cervezas infectadas, aparte de la producción de un sabor acido.
En la práctica tradicional, la contaminación microbiana se detecta mediante la
adopción de una muestra adecuada de la cervecería y la inoculación
microbiológica en un medio sólido o líquido apropiado. Dispositivos y
procedimientos de muestreo apropiados han sido desarrollados para las pruebas
de rutina.
107
Los cultivos se examinan para detectar la presencia o ausencia de crecimiento.
El crecimiento puede ser detectado a través la formación visible de brumas en
líquidos o como colonias en medios sólidos.
El crecimiento puede ser cuantificado mediante la realización de recuentos de
células. Esto puede ser a través de directa enumeración microscópica utilizando
una cámara de recuento. El examen microscópico de contaminantes proporciona
un método útil para la identificación preliminar. Más comúnmente, las
concentraciones de células se determinan haciendo recuentos de colonias donde
diluciones en serie de la muestra de ensayo se lleva a cabo en medios sólidos o
recogió en una membrana que es a continuación colocado en medio sólido. Los
medios de cultivo mayormente utilizados son;
AGAR NUTRITIVO: Se usa para propósitos generales, es un medio para
bacterias, aunque muchas levaduras también crecen.
MEDIO CRISTAL VIOLETA: Es un medio selectivo usado para levaduras
salvajes.
AGAR DEXTROSA PAPA: Medio para el crecimiento e identificación
levaduras.
RAKA-RAY: Es un medio de cultivo para las bacterias que se forman del
ácido láctico.
MEDIO DIFERENCIAL MELIBIOSA: Medio para cepas en cerveza ALE Y
LAGER.
Después de la incubación en condiciones apropiadas, cualquier colonia que
surge se supone que se han formado a partir de células individuales. Por lo tanto,
el recuento de colonias es directamente proporcional a la concentración de
células en la muestra original. La identificación puede realizarse de acuerdo con
los principios taxonómicos. Varias técnicas se han desarrollado que permiten la
identificación rápida de bacterias. Estos utilizan los mismos principios que los
métodos utilizados para diferenciar las cepas de levadura. Las pruebas de
higiene a través de la bioluminiscencia seguirá siendo el sistema de elección del
control de calidad para muchos cerveceros.
108
Sin embargo, los métodos rápidos de detección e identificación, es probable que
se conviertan cada vez más importantes para los cerveceros en el aseguramiento
de calidad.
La prueba de bioluminiscencia está basada en la detección de materia orgánica-
ATP (ADENOSÍN TRIFOSFATO), que estará presente en todas las células vivas.
La prueba mide tanto el ATP proveniente de residuos de alimentos así como el
de microorganismos en superficies y muestras líquidas. El monitoreo se lleva a
cabo en puntos críticos de la línea de producción o en aguas de enjuague en
sistemas de limpieza tipo CIP en donde, en presencia de ATP, la enzima
luciferasa cataliza una reacción en la que el producto final es luz. Esta luz es
medida utilizando un luminómetro, cuya unidad de medida se conoce como
UNIDADES RELATIVAS DE LUZ (URL) no siendo una unidad estandarizada que
depende del equipo de bioluminiscencia que se utilice.
Algunas consideraciones que deben tomarse en cuenta durante la realización de
estas pruebas son las condiciones óptimas de desempeño, que incluyen;
temperatura 18 – 22°C y pH 7 – 7.5. Una inhibición en la reacción o señales de
luz más bajas pueden producirse a diferentes concentraciones de detergentes
ácidos o alcalinos, colorantes y cloro, por lo tanto resulta fundamental cumplir con
las condiciones de desempeño adecuadas para evitar afectar los resultados de
las pruebas.
109
CAPITULO V
5. INTERPRETACIÓN DE RESULTADOS
5.1. INTERPRETACIÓN SENSORIAL
Para el análisis sensorial se evaluaron cinco aspectos (COLOR, OLOR, SABOR,
ASPECTO Y TEXTURA) en las muestras que permitirán identificar la aceptación
de los mismos al final de la investigación, la recolección de datos se hace a través
de una encuesta que contiene una escala hedónica con las muestras del producto
codificadas de manera que solo el evaluador las reconozca (VER OTROS ANEXOS,
ANEXO N° 1 ENCUESTA SENSORIAL). Las variables se codifican de la siguiente
forma, de manera que el consumidor tratara de indagar lo que estaba
degustando.
CUADRO N° 16 VARIABLES USADAS EN LA FORMULACIÓN DE UNA CERVEZA DE SORGO
SABORIZADA CON FRESA PIÑA Y SANDIA
VARIABLES
MUESTRA A.
SABOR: SANDIA
PORCENTAJE: 20%
MUESTRA B.
SABOR: FRESA
PORCENTAJE: 30%
MUESTRA C.
SABOR: PIÑA
PORCENTAJE: 15%
Al realizar el análisis sensorial los datos se recopilaron y por aspecto evaluado
se lleva a cabo la interpretación de resultados con la finalidad de saber cuál es la
muestra más aceptada sensorialmente, según la puntuación otorgada a cada una
de las muestras.
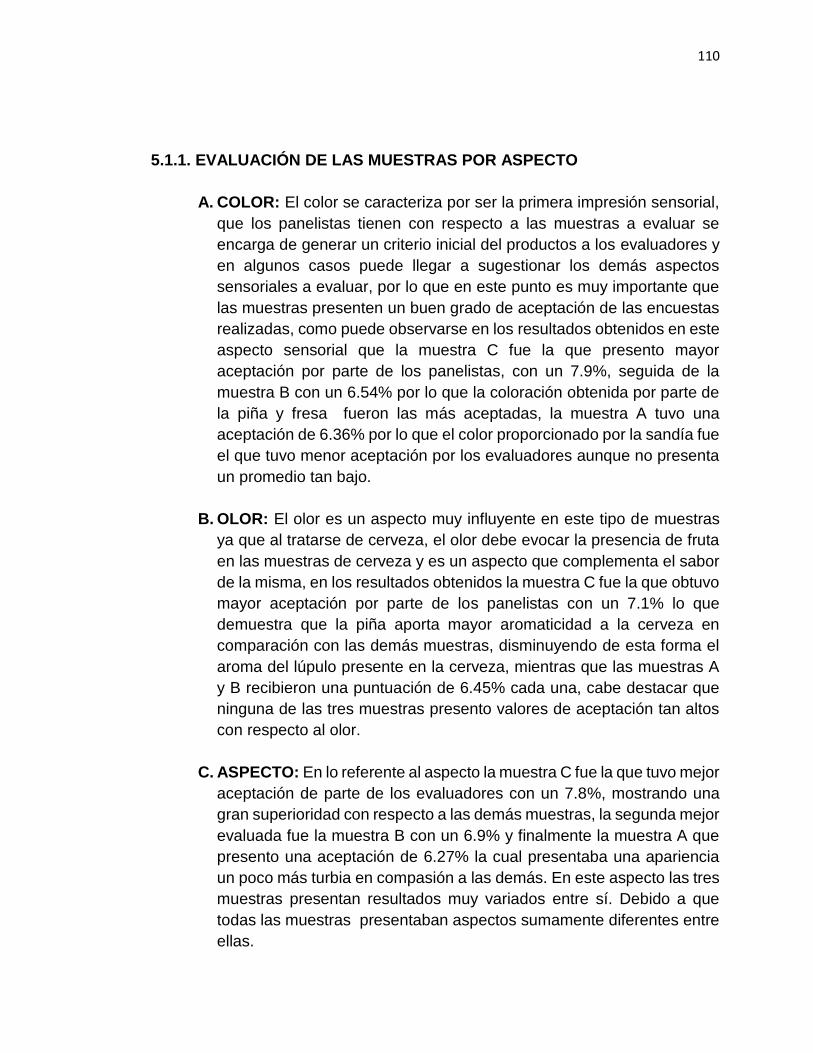
110
5.1.1. EVALUACIÓN DE LAS MUESTRAS POR ASPECTO
A. COLOR: El color se caracteriza por ser la primera impresión sensorial,
que los panelistas tienen con respecto a las muestras a evaluar se
encarga de generar un criterio inicial del productos a los evaluadores y
en algunos casos puede llegar a sugestionar los demás aspectos
sensoriales a evaluar, por lo que en este punto es muy importante que
las muestras presenten un buen grado de aceptación de las encuestas
realizadas, como puede observarse en los resultados obtenidos en este
aspecto sensorial que la muestra C fue la que presento mayor
aceptación por parte de los panelistas, con un 7.9%, seguida de la
muestra B con un 6.54% por lo que la coloración obtenida por parte de
la piña y fresa fueron las más aceptadas, la muestra A tuvo una
aceptación de 6.36% por lo que el color proporcionado por la sandía fue
el que tuvo menor aceptación por los evaluadores aunque no presenta
un promedio tan bajo.
B. OLOR: El olor es un aspecto muy influyente en este tipo de muestras
ya que al tratarse de cerveza, el olor debe evocar la presencia de fruta
en las muestras de cerveza y es un aspecto que complementa el sabor
de la misma, en los resultados obtenidos la muestra C fue la que obtuvo
mayor aceptación por parte de los panelistas con un 7.1% lo que
demuestra que la piña aporta mayor aromaticidad a la cerveza en
comparación con las demás muestras, disminuyendo de esta forma el
aroma del lúpulo presente en la cerveza, mientras que las muestras A
y B recibieron una puntuación de 6.45% cada una, cabe destacar que
ninguna de las tres muestras presento valores de aceptación tan altos
con respecto al olor.
C. ASPECTO: En lo referente al aspecto la muestra C fue la que tuvo mejor
aceptación de parte de los evaluadores con un 7.8%, mostrando una
gran superioridad con respecto a las demás muestras, la segunda mejor
evaluada fue la muestra B con un 6.9% y finalmente la muestra A que
presento una aceptación de 6.27% la cual presentaba una apariencia
un poco más turbia en compasión a las demás. En este aspecto las tres
muestras presentan resultados muy variados entre sí. Debido a que
todas las muestras presentaban aspectos sumamente diferentes entre
ellas.
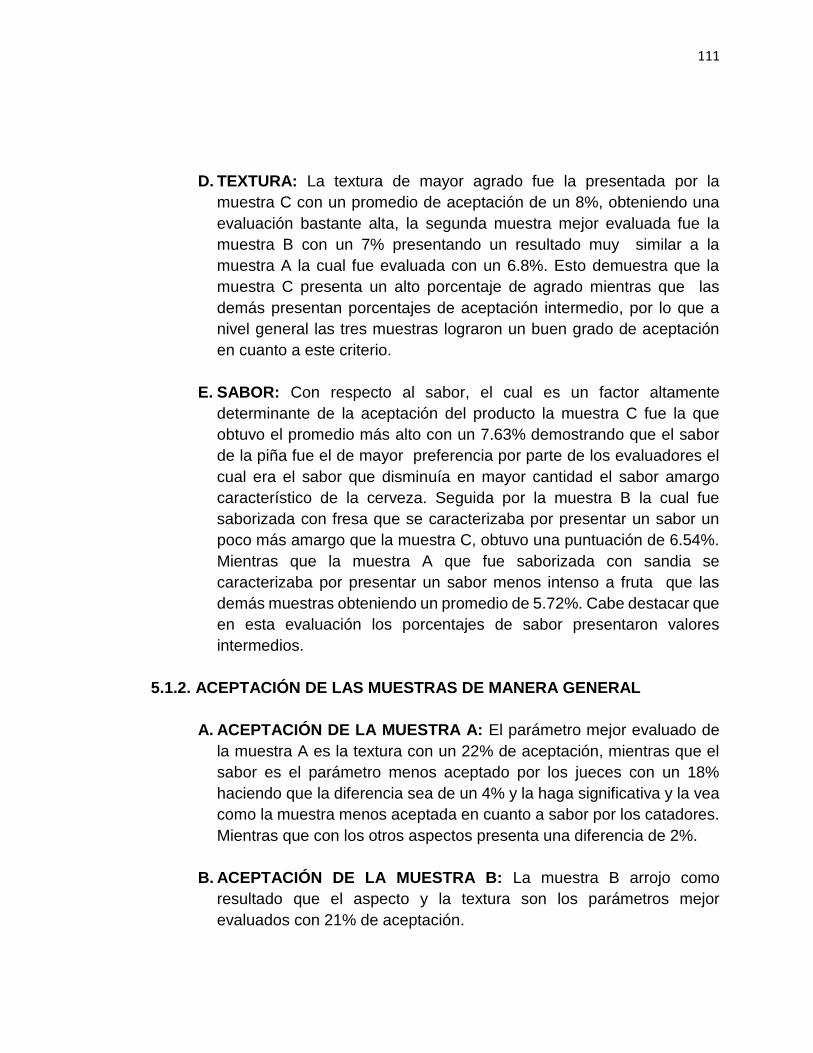
111
D. TEXTURA: La textura de mayor agrado fue la presentada por la
muestra C con un promedio de aceptación de un 8%, obteniendo una
evaluación bastante alta, la segunda muestra mejor evaluada fue la
muestra B con un 7% presentando un resultado muy similar a la
muestra A la cual fue evaluada con un 6.8%. Esto demuestra que la
muestra C presenta un alto porcentaje de agrado mientras que las
demás presentan porcentajes de aceptación intermedio, por lo que a
nivel general las tres muestras lograron un buen grado de aceptación
en cuanto a este criterio.
E. SABOR: Con respecto al sabor, el cual es un factor altamente
determinante de la aceptación del producto la muestra C fue la que
obtuvo el promedio más alto con un 7.63% demostrando que el sabor
de la piña fue el de mayor preferencia por parte de los evaluadores el
cual era el sabor que disminuía en mayor cantidad el sabor amargo
característico de la cerveza. Seguida por la muestra B la cual fue
saborizada con fresa que se caracterizaba por presentar un sabor un
poco más amargo que la muestra C, obtuvo una puntuación de 6.54%.
Mientras que la muestra A que fue saborizada con sandia se
caracterizaba por presentar un sabor menos intenso a fruta que las
demás muestras obteniendo un promedio de 5.72%. Cabe destacar que
en esta evaluación los porcentajes de sabor presentaron valores
intermedios.
5.1.2. ACEPTACIÓN DE LAS MUESTRAS DE MANERA GENERAL
A. ACEPTACIÓN DE LA MUESTRA A: El parámetro mejor evaluado de
la muestra A es la textura con un 22% de aceptación, mientras que el
sabor es el parámetro menos aceptado por los jueces con un 18%
haciendo que la diferencia sea de un 4% y la haga significativa y la vea
como la muestra menos aceptada en cuanto a sabor por los catadores.
Mientras que con los otros aspectos presenta una diferencia de 2%.
B. ACEPTACIÓN DE LA MUESTRA B: La muestra B arrojo como
resultado que el aspecto y la textura son los parámetros mejor
evaluados con 21% de aceptación.
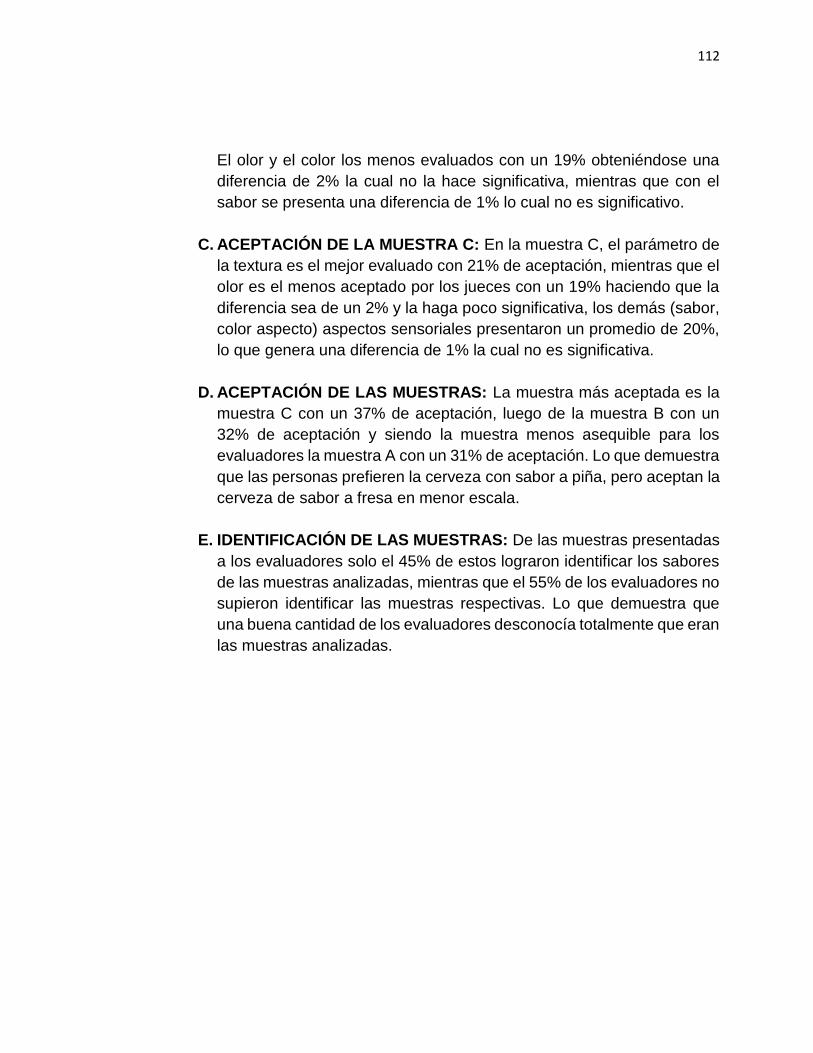
112
El olor y el color los menos evaluados con un 19% obteniéndose una
diferencia de 2% la cual no la hace significativa, mientras que con el
sabor se presenta una diferencia de 1% lo cual no es significativo.
C. ACEPTACIÓN DE LA MUESTRA C: En la muestra C, el parámetro de
la textura es el mejor evaluado con 21% de aceptación, mientras que el
olor es el menos aceptado por los jueces con un 19% haciendo que la
diferencia sea de un 2% y la haga poco significativa, los demás (sabor,
color aspecto) aspectos sensoriales presentaron un promedio de 20%,
lo que genera una diferencia de 1% la cual no es significativa.
D. ACEPTACIÓN DE LAS MUESTRAS: La muestra más aceptada es la
muestra C con un 37% de aceptación, luego de la muestra B con un
32% de aceptación y siendo la muestra menos asequible para los
evaluadores la muestra A con un 31% de aceptación. Lo que demuestra
que las personas prefieren la cerveza con sabor a piña, pero aceptan la
cerveza de sabor a fresa en menor escala.
E. IDENTIFICACIÓN DE LAS MUESTRAS: De las muestras presentadas
a los evaluadores solo el 45% de estos lograron identificar los sabores
de las muestras analizadas, mientras que el 55% de los evaluadores no
supieron identificar las muestras respectivas. Lo que demuestra que
una buena cantidad de los evaluadores desconocía totalmente que eran
las muestras analizadas.
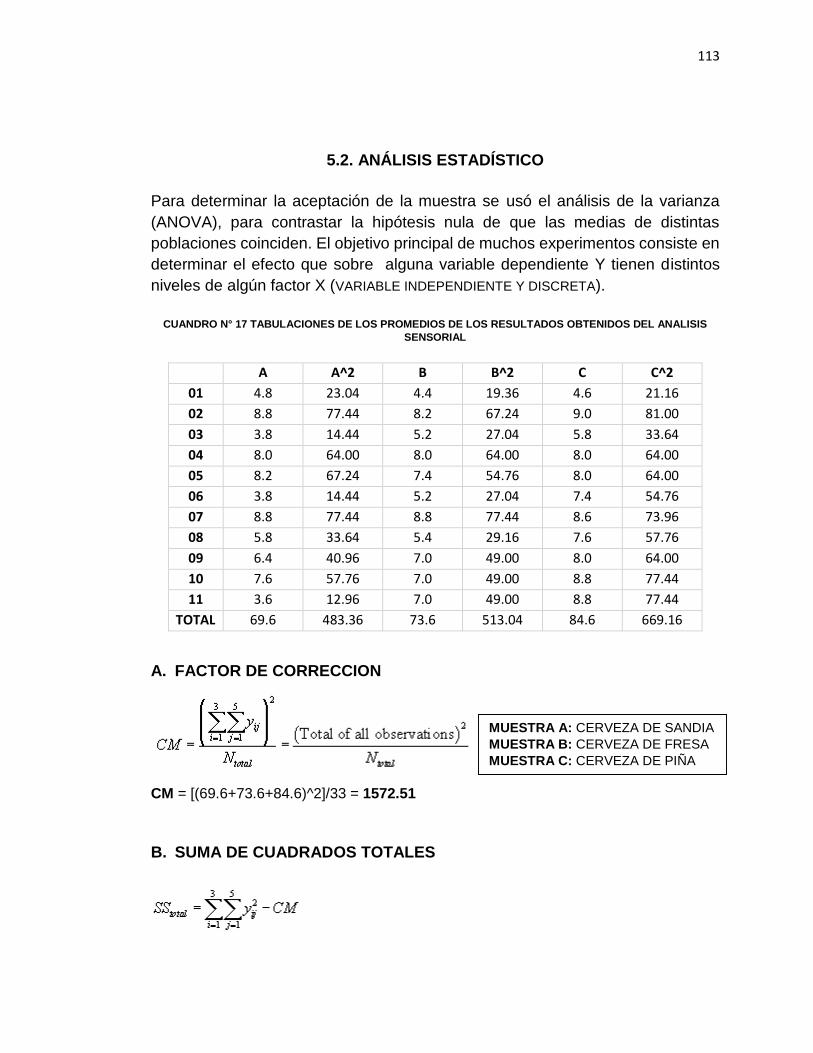
113
5.2. ANÁLISIS ESTADÍSTICO
Para determinar la aceptación de la muestra se usó el análisis de la varianza
(ANOVA), para contrastar la hipótesis nula de que las medias de distintas
poblaciones coinciden. El objetivo principal de muchos experimentos consiste en
determinar el efecto que sobre alguna variable dependiente Y tienen distintos
niveles de algún factor X (VARIABLE INDEPENDIENTE Y DISCRETA).
CUANDRO N° 17 TABULACIONES DE LOS PROMEDIOS DE LOS RESULTADOS OBTENIDOS DEL ANALISIS
SENSORIAL
A A^2 B B^2 C C^2
01 4.8 23.04 4.4 19.36 4.6 21.16
02 8.8 77.44 8.2 67.24 9.0 81.00
03 3.8 14.44 5.2 27.04 5.8 33.64
04 8.0 64.00 8.0 64.00 8.0 64.00
05 8.2 67.24 7.4 54.76 8.0 64.00
06 3.8 14.44 5.2 27.04 7.4 54.76
07 8.8 77.44 8.8 77.44 8.6 73.96
08 5.8 33.64 5.4 29.16 7.6 57.76
09 6.4 40.96 7.0 49.00 8.0 64.00
10 7.6 57.76 7.0 49.00 8.8 77.44
11 3.6 12.96 7.0 49.00 8.8 77.44
TOTAL 69.6 483.36 73.6 513.04 84.6 669.16
A. FACTOR DE CORRECCION
CM = [(69.6+73.6+84.6)^2]/33 = 1572.51
B. SUMA DE CUADRADOS TOTALES
MUESTRA A: CERVEZA DE SANDIA
MUESTRA B: CERVEZA DE FRESA
MUESTRA C: CERVEZA DE PIÑA
114
SS TOTAL = ((4.8) ^2) + ((8.8) ^2) +…+ ((8.8) ^2) + ((8.8) ^2) - CM
SS TOTAL = 1665.56 – 1572.51 = 93.05
C. SUMA DE CUADRADOS DE LOS TRATAMIENTOS
SST = ((69.6^2)/11) + ((73.6^2)/11) + ((84.6^2)/11) – 1572.51 = 10.97
D. SUMA DE CUADRADOS DEL ERROR
SSE = SS TOTAL – SST
SSE = 93.05 – 10.97= 82.08
E. PROMEDIOS DE LOS CUADRADOS
DE LOS TRATAMIENTOS
MST = SST / (K – 1)
MST = 10.97/(3 – 1) = 5.485
DEL ERROR
MSE = SSE / (K (N – 1))
MSE = 82.08 / (3 (11 – 1)) = 2.736
FACTOR F CALCULADO
F = MST/MSE
F = 5.485 / 2.736 = 2.00475
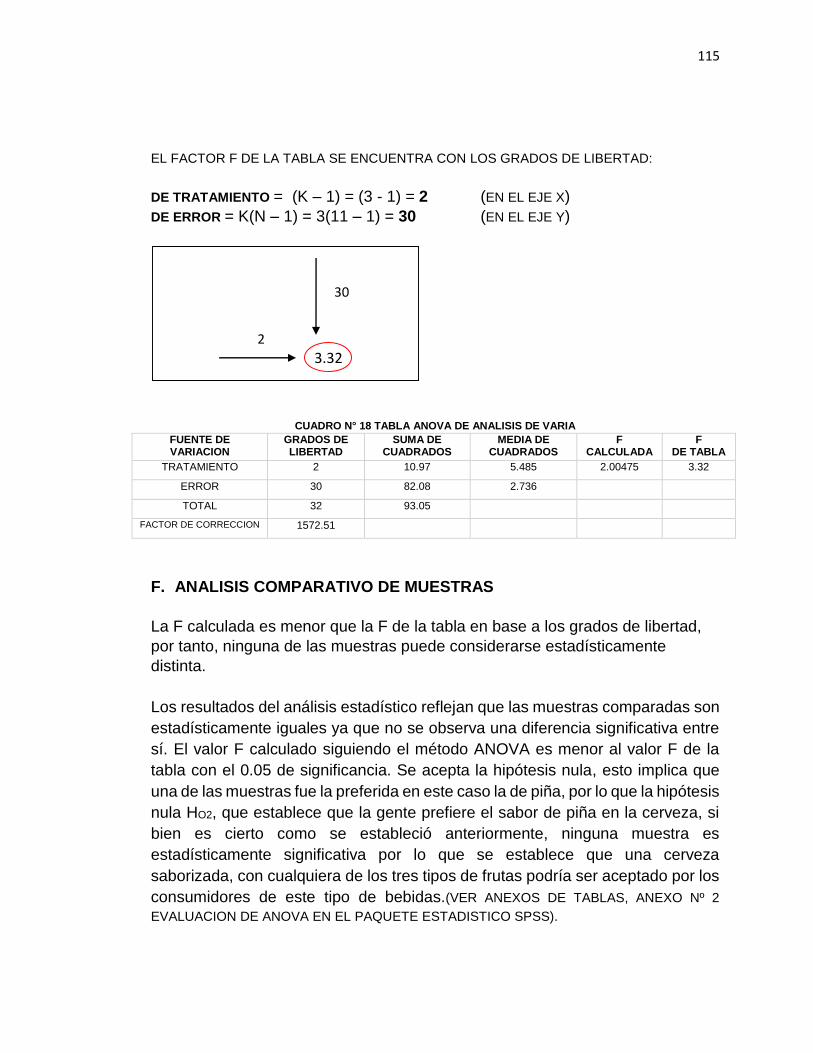
115
EL FACTOR F DE LA TABLA SE ENCUENTRA CON LOS GRADOS DE LIBERTAD:
DE TRATAMIENTO = (K – 1) = (3 - 1) = 2 (EN EL EJE X)
DE ERROR = K(N – 1) = 3(11 – 1) = 30 (EN EL EJE Y)
CUADRO N° 18 TABLA ANOVA DE ANALISIS DE VARIA
FUENTE DE VARIACION
GRADOS DE LIBERTAD
SUMA DE CUADRADOS
MEDIA DE CUADRADOS
F CALCULADA
F DE TABLA
TRATAMIENTO 2 10.97 5.485 2.00475 3.32
ERROR 30 82.08 2.736
TOTAL 32 93.05
FACTOR DE CORRECCION 1572.51
F. ANALISIS COMPARATIVO DE MUESTRAS
La F calculada es menor que la F de la tabla en base a los grados de libertad,
por tanto, ninguna de las muestras puede considerarse estadísticamente
distinta.
Los resultados del análisis estadístico reflejan que las muestras comparadas son
estadísticamente iguales ya que no se observa una diferencia significativa entre
sí. El valor F calculado siguiendo el método ANOVA es menor al valor F de la
tabla con el 0.05 de significancia. Se acepta la hipótesis nula, esto implica que
una de las muestras fue la preferida en este caso la de piña, por lo que la hipótesis
nula HO2, que establece que la gente prefiere el sabor de piña en la cerveza, si
bien es cierto como se estableció anteriormente, ninguna muestra es
estadísticamente significativa por lo que se establece que una cerveza
saborizada, con cualquiera de los tres tipos de frutas podría ser aceptado por los
consumidores de este tipo de bebidas.(VER ANEXOS DE TABLAS, ANEXO Nº 2
EVALUACION DE ANOVA EN EL PAQUETE ESTADISTICO SPSS).
2
30
3.32
116
5.3. INTERPRETACIÓN MICROBIOLOGICA
Se le realizó el análisis microbiológico correspondiente a la cantidad coliformes
totales, mohos y levaduras presente en la cerveza de sorgo base, sin adición de
sabores frutales.
La muestra presenta un factor de coliformes totales de 0.23 NMP/ml llevando
acabo la prueba a través del método convencional, este resultado es aceptado
por las normas microbiológicas obligatorias nicaragüense, que es lo más cercana
a una norma centroamericana, y una norma boliviana como apoyo, las cuales
recalcan la usencia de coliformes en este tipo de muestras. La prueba sobre
recuento de mohos y levaduras se realizó por el método de vertido en placas; en
este método, las suspensiones de células microbianas se diluyen antes de su
siembra en placa. Se siguen estas técnicas cuando la muestra contiene tantos
microorganismos, que la dilución no se puede realizar en una sola etapa. Por
ejemplo, una suspensión con mil millones de células por mililitro debe ser diluida
107 veces para obtener una suspensión con un centenar de células por mililitro,
por tanto, se realizan diluciones seriadas (EN VARIAS ETAPAS), normalmente de
diez en diez, pero a veces de cien en cien. Para realizar diluciones de diez en
diez, se añade 1 ml de la suspensión bacteriana a 9 ml de medio estéril o solución
salina, igualmente estéril. Se agita vigorosamente para diluir las células y el
proceso se repite cuantas veces sea necesario. A continuación, se puede
proceder de dos maneras diferentes.
En el método de vertido en placa, las muestras diluidas se mezclan con agar
fundido y se vierten en placa. Algunas colonias quedarán embebidas en el agar
y otras crecerán en la superficie. Las colonias superficiales se extenderán y serán
más grandes.
En el segundo método (EXTENSIÓN EN PLACA), las muestras diluidas se siembran
directamente en la superficie de la placa de agar, extendiéndolas con ayuda de
un asa estéril. La suspensión se absorbe en el agar, dejando las células
microbianas sobre la superficie. En ambas técnicas las placas se incuban hasta
la aparición de las colonias. Como en el método de siembra por estría, no existe
la seguridad de que las colonias que aparecen en las placas sembradas por
extensión o en el agar solidificado sembrado por el método del vertido en placas
sean cultivos axénicos hasta que se repita el proceso.
117
Las dos técnicas de siembra por dilución presentan la ventaja de que permiten
obtener un mayor número de colonias aisladas que el método de siembra por
estría, por tanto se eligen cuando se ha de seleccionar una cepa a partir de una
mezcla con varios tipos de microorganismos.
Los resultados arrojados, por este método, presenta 15,900 UFC/ml un contenido
de mohos demasiado elevado, ya que las normas microbiológicas obligatorias
únicamente permiten un total de mohos de 20 UFC/ml, el recuento excede los
rangos estimados, debido a que el análisis se llevó a cabo antes de pasteurizar
el producto y eliminar la gran cantidad de mohos y levaduras que posee la
muestra, posteriormente a la fermentación. Cuando se requiere investigar el
contenido de microorganismos viables en un alimento, la técnica comúnmente
utilizada es la cuenta en placa. Esta técnica no pretende detectar a todos los
microorganismos presentes, pero el medio de cultivo, las condiciones de temperatura
y la presencia de oxígeno, permiten seleccionar grupos de bacterias cuya presencia es
importante en diferentes alimentos. La técnica se basa en contar las “UNIDADES
FORMADORAS DE COLONIAS” o UFC presentes en un gramo o mililitro de
muestra. Se considera que cada colonia que desarrolla en el medio de cultivo de
elección después de un cierto tiempo de incubación a la temperatura adecuada,
proviene de un microorganismo o de un agregado de ellos, de la muestra bajo
estudio; ese microorganismo o microorganismos son capaces de formar la
colonia, es decir una UFC. (VER OTROS ANEXOS ANEXO Nº 2 ANÁLISIS
MICROBIOLÓGICOS CONTENIDO DE MOHOS, LEVADURAS Y COLIFORMES TOTALES).
118
6. CONCLUSIONES
A. La variedad de sorgo nacional utilizada se caracteriza por presentar una
proporción significativa de proteínas y de almidón en su estructura a tal
grado que con respecto a la cebada (GRANO BÁSICO EN ESTE PROCESO) no
es tanta la diferencia en cuanto a la composición química de estos macro
elementos. Debido al momento en el cual el sorgo sin maltear es agregado
durante el proceso de elaboración a la malta constituyendo la base de la
nutrición y alimentación de la levadura para la posterior producción de
alcohol en la cerveza, es conveniente recalcar que es el instante justo y
preciso ya que por las condiciones de temperatura relativamente altas
próximas a las de pasteurización (65ºC – 70ºC), el calor generado provoca
el ablandamiento de las paredes celulares del grano así como de las
fracciones de fibra cruda (CELULOSA- HEMI CELULOSA FORTALECIDAS Y
UNIFICADAS POR LA LIGNINA) debido a la presión ejercida por el vapor de
agua en donde las moléculas en el estado gaseoso se movilizan y
colisionan constantemente de un lado a otro creando choques que
imparten fuerzas de fricción golpeando continuamente a los granos
presentes; además debido a que las altas temperaturas estimulan el salto
electrónico excitando las moléculas alcanzando la energía de activación
necesaria para trasladarse a elevadas velocidades distribuyéndose a lo
largo del recipiente por los alrededores del grano causando una expansión
en caliente, luego en el momento de la colisión el impacto entre moléculas
es más potente debido al impulso que traen y la distancia que se
encontraba presente entre las mismas. Por lo tanto, esa presión ejercida
a partir de los movimientos mecánicos permiten que la estructura
protectora del grano se debilite dándose de esta manera la facilidad para
el acceso del agua de la solución y del vapor hacia el interior de la
estructura provocando la hidrólisis respectiva en cierto grado de los
almidones y las proteínas presentes. También estimula la actividad de las
enzimas que forman parte de la constitución del grano para degradar
catalíticamente los enlaces ya debilitados por lo explicado anteriormente.
De esta forma esos nutrientes quedan disponibles en gran medida en el
mosto (JUGO AZUCARADO) para el futuro trabajo de la levadura, la cual se
alimentará de los azúcares presentes liberados tras la hidrólisis enzimática
del almidón y se nutrirá a partir de las proteínas solubles ahí contenidas
ricas en aminoácidos esenciales para crecer, desarrollarse y realizar
óptimamente su función fermentativa especifica.
119
Es importante recalcar que el sorgo contiene una cantidad representativa
de vitaminas del complejo B comparado con otros cereales
particularmente tiamina, niacina y piridoxina, las cuales son potenciadoras
de la actividad metabólica ya que además de actuar como intermediarios
químicos en ciertas reacciones bioquímicas de las vías energéticas
también canalizan apropiadamente la energía creada a partir de esas vías
generando de esta manera que se distribuya y utilice de la mejor forma
posible brindando eficiencia al proceso metabólico. Consecuentemente la
levadura al ingerir los nutrimentos presentes en este tipo de mosto
adquirirá los beneficios previamente mencionados.
B. Finalmente fue posible la elaboración de una bebida alcohólica –
fermentada utilizando sorgo como adjunto en el proceso de fabricación. La
alternativa de utilizar sorgo pretende ofrecer una variante para disminuir
costos ya que el maicillo es más barato, mayor facilidad de obtención de
la materia prima en abundancia debido a que es un cultivo resistente que
posibilita en gran medida el éxito de su cosecha, aprovechamiento máximo
de los recursos nacionales naturales reduciendo así la importación
permitiendo mayores oportunidades de trabajo en el sector agro e
industrialización de los productos obtenidos para fortalecer la cadena de
valor con la finalidad de un incremento en el desarrollo económico y social
del país e incluso ya en el proceso de fermentación experimentar que
ventajas trae el uso de otro tipo de cereales (EN ESTE CASO SORGO) en la
asimilación de dichos constituyentes presentes en el material por parte de
la levadura; por ende determinar una vez finalizado el ciclo del
microorganismo que tan benéfico o perjudicial fueron tales constituyentes
para la levadura. La eficacia se puede medir en base al nivel y clase
actividad realizada, el tiempo de aguante y la cantidad así como la
concentración de los productos generados. Los resultados de la
investigación reflejan que el sorgo al menos no afectó negativamente a la
levadura ya que produjo elevados volúmenes de alcohol además gran
cantidad de dióxido de carbono manteniendo su ritmo normal y a la vez
efectivo según lo estipulado por el tipo de cepa electa de acorde con el
tipo de fermentación a realizar.
C. El tipo de cerveza que se ha elaborado es de origen británico denominada
Pale Ale.
120
Se fabricó siguiendo al pie de la letra las instrucciones proporcionadas en
el manual y utilizando los ingredientes correspondientes que venían en el
paquete importado de Estados Unidos así como algunos de los equipos a
utilizar en las fases operativas del proceso tales como el hidrómetro de
triple escala para la medición de densidad y volúmenes de alcohol;
además de un encorcho atador para sellar la botella una vez llenada. Se
utilizó extracto de malta cristal, lúpulo CASCADE (VARIEDAD QUE IMPARTE
MAYOR AROMA CARACTERÍSTICO ADEMÁS DEL TOQUE DE AMARGOR) y
levadura MUNTON ALE especializada en procesos de alta fermentación,
es decir, temperaturas relativamente altas próximas a la ambiente y
tiempos cortos como es característico de este tipo de cerveza; sin
embargo las condiciones del entorno en donde se elaboró, la
manipulación, los recipientes y materiales utilizados además de los otros
ingredientes incorporados a la mezcla e incluso la manera de realizar las
fases del proceso influyeron enormemente a tal grado que la cerveza final
presentó propiedades de la STRONG ALE por el elevado contenido
alcohólico, de la ALE IRLANDESA por su carácter de afrutado alterando
el color de la cerveza saborizada con fresa y sandia a un leve rojizo
parecido al de esta cerveza irlandesa y finalmente presenta propiedades
de la ALE ESPUMOSA AUSTRALIANA, la cual al añadírsele azúcar antes
del embotellado para una segunda fermentación produce una vez
finalizada esta una gran cantidad de espuma muy burbujeante y elevada
efervescencia al ser destapada.
D. Los resultados del análisis estadístico reflejan que las muestras
comparadas son estadísticamente iguales ya que no se observa una
diferencia significativa entre sí. El valor F calculado siguiendo el método
ANOVA es menor al valor F de la tabla con el 0.05 de significancia. Se
acepta la hipótesis nula, esto implica que una de las muestras fue la
preferida en este caso la de piña .Tras la interpretación de resultados en
general las muestras son aceptadas de forma intermedia. Para las
saborizadas la característica que obtuvo menor puntaje fue el olor, esto se
debe probablemente a dos razones primordiales que son las siguientes:
en primer lugar la influencia de la cultura ya que muchos están
acostumbrados a un aroma más característico a lúpulo mas no a uno tan
afrutado en una cerveza atribuido por la esencia de frutas agregada; la
segunda razón es el hecho de que durante el proceso de elaboración el
lúpulo se agregó de una sola vez al comienzo del hervor;
121
Por ello se dio la situación de que el calor evaporó muchos de los
constituyentes volátiles que impartían esos olores peculiares liberándolos
a la atmósfera a partir de los aceites esenciales. Por otro lado, el atributo
que obtuvo la mejor puntuación fue la textura, esto se debe a que la
cerveza saborizada posee buen cuerpo debido a una adecuada densidad
que brinda una apropiada consistencia espesa y no rala. Al tener tanto
contenido alcohólico utiliza bastante espacio debido a la expansión en
volumen asimismo la gran cantidad de espuma producida y las pequeñas
partículas de fruta provenientes de la pasta agregada previo a la segunda
fermentación le proporcionan a la cerveza más masa que deriva en más
cuerpo, el cual fue percibido y resaltado en los resultados del análisis
sensorial.
E. El contenido alcohólico presente en la cerveza es demasiado elevado para
este tipo de bebida ya que ronda por los 19.52 grados de alcohol. Esto se
debe en gran medida a que en un inicio la cerveza no se pasteurizo luego
de la primera fermentación y al agregar más azúcar directamente ya en
forma asimilable (GLUCOSA-SACAROSA) además de la presente en la pasta
de frutas en forma de fructosa para la segunda fermentación estimuló aún
más a una levadura activa que ya se encontraba en sus condiciones
óptimas de funcionamiento y que no había sido afectada negativamente
por ninguno de los factores del medio. Con ello existía más azucares
fermentables que se iban a convertir en alcohol. También el rico contenido
vitamínico del complejo B presente en el mosto debido a la constitución
del sorgo potenció el metabolismo de la levadura acelerando su proceso
de síntesis. La piña es rica en el aminoácido esencial lisina, el cual se
encuentra deficiente en las proteínas de la mayoría de los cereales, con
ello provee de un elevado valor biológico a la mezcla compensando esa
carencia de las materias primas base.
Está comprobado que las levaduras ingieren la fracción proteica soluble
para fortalecer su estructura interna (TEJIDOS) y sistema biológico-
fisiológico e inmunitario logrando así un óptimo desarrollo para trabajar de
forma más eficaz. En el caso de la sandía y fresa aportan cantidades
significativas de magnesio, el cual es activador enzimático promoviendo
así una mayor eficiencia y rendimiento al sistema catalítico impulsando la
velocidad de reacción obteniendo de esta manera más rápido los
productos.
122
Los pigmentos presentes en cada una de estas frutas se combinan de
forma adecuada a nivel intermolecular con los otros ingredientes de la
mezcla a tal grado que no interfieren ni alteran atributos como sabor,
textura, olor ni tampoco estabilidad del fluido. Las xantofilas presentes en
la piña, la variedad de licopeno de la sandía y una de las formas (FACETAS)
de la antocianina en la fresa únicamente imparten color a la cerveza y este
al combinarse con el ámbar propio de la misma da lugar a un tono muy
particular. Es importante recalcar que los pigmentos no reaccionan con
otros componentes de manera negativa. Se siente el aroma (SENSACIÓN
OLFATO-GUSTATIVA) afrutado ya que además de la adición de fruta, la gran
cantidad de azúcar no alcanza a ser del todo degradada por la levadura y
el dulzor característico neutraliza un poco el amargor. Cabe destacar que
cuando se realizó la prueba para medir grado alcohólico la muestra
utilizada no había terminado su ciclo fermentativo de la segunda
fermentación.
F. La cerveza original, es decir, a la que no se le añadió esencia de frutas
(EN FORMA DE UNA PASTA) es clara debido a la utilización de una pastilla a
base de musgo irlandés y carragenina, la cual elimina la turbidez; sin
embargo la cerveza saborizada presentó turbidez debido a las micro
partículas que quedaron remanentes de la pasta de frutas agregada. Esta
goma carragenina tiene la función de gelificar, ayuda a retener la
humedad, como espesante, agente de suspensión y estabilizante en una
región especifica del líquido normalmente en el fondo para evitar que se
observen impurezas en el líquido, además da consistencia al producto; en
el caso de las cervezas saborizadas cuando se añadieron las frutas antes
de embotellar, la pastilla había realizado ya su función en el bidón para la
cerveza base.
G. En el caso de la evaluación de la cerveza a partir de sorgo nacional en
referencia a los criterios microbiológicos se sometió a análisis la cerveza
base, estas pruebas fueron efectuadas en el laboratorio de FUSADES, es
una institución de mucho prestigio a nivel nacional y los resultados
revelaron que en cuanto al recuento total de mohos y levaduras el dato
registrado es un valor demasiado elevado con respecto al límite permisible
indicando excesiva contaminación. Esto se debe probablemente a que en
un inicio la cerveza se dejó fermentar en una cubeta, de inmediato se
ajustó al orificio de la misma la trampa de aire para evitar la penetración
123
del oxígeno, el cual pudiera oxidar ciertos componentes presentes en la
mezcla causando flavores extraños o bien servir de medio ideal para la
multiplicación de microorganismos aerobios obstaculizando el trabajo de
la levadura ya que compite por los nutrientes; además se cerró
herméticamente la cubeta; sin embargo a los pocos días nos dimos cuenta
que la trampa no se había adherido bien, por ende había permitido el paso
de oxígeno y el consecuente desarrollo de meso filos aerobios. Esto a su
vez se relaciona con la gran cantidad de espuma que tiene la cerveza
debido a que está comprobado que mohos como Aspergillus sp así como
Penicillium sp pueden crecer en esas condiciones y sus meta bolitos
secundarios son gases que se mezclan con la espuma enmascarándose
de esta manera pasando desapercibido como foco de contaminación.
Cabe destacar que es una posibilidad ya que ese resultado es general
tanto para levaduras como mohos, no es exclusivamente selectivo para
este tipo de hongos en particular. Para lo referente al recuento total de
coliformes la norma regulatoria no admite presencia alguna, sin embargo
en el caso de nuestra cerveza presenta un valor de 0.23 como número
más probable. Con respecto a ese resultado se puede decir que la norma
del RTCA para el agua potable permite valores menores a 3 como número
más probable por ml. Por lo tanto en el agua embotellada pudiesen
haberse encontrado tales colonias. De toda el agua a utilizar en el proceso
4 galones no se sometieron a hervor.
H. La gran cantidad de espuma presente se debe a que el dióxido de carbono
es el producto secundario de la fermentación de la levadura, por ello al
existir mucha fermentación se generó bastante de este gas. La espuma
tiene un buen cuerpo ya que es muy estable debido a la interacción exitosa
con las proteínas de alto peso molecular que mantienen su estructura
primordial, estas son las que quedan en forma de precipitado durante el
proceso de fermentación. Actúan como agentes surfactantes, es decir,
como mediadores en la inter fase evitando la tensión superficial y
permitiendo un equilibrio en la suspensión. La parte polar reacciona con
las sustancias polares presentes y las no polares con la fracción no polar
hidrocarbonada. Las fuerzas electrostáticas como los puentes de H y los
puentes di sulfuro le dan esa propiedad de soporte a la espuma.
124
7. RECOMENDACIONES
A. Emplear las buenas prácticas de manufactura en todas las fases del
proceso productivo desde higienizar las áreas de trabajo, equipos y
materiales a utilizar hasta portar la indumentaria adecuada, esto incluye
gabacha, redecilla, mascarilla, guantes y botas debidamente limpias en
caso de ser necesarias; asimismo lavarse correctamente las manos y no
portar accesorios que acumulen suciedad o microorganismos, esta es una
de las causas por las cuales de seguro existió contaminación en el proceso
ya que en más de alguna ocasión no se siguieron estas indicaciones.
B. Se recomienda pasteurizar la cerveza previa a la segunda fermentación
para eliminar microorganismos patógenos presentes, además de regular
en cierta medida la actividad catalítica de muchas de las levaduras
presentes incluyendo las nuevas cepas que se siguen formando a partir
de la multiplicación celular. La falta de pasteurización en un primer
momento no detuvo ni en lo más mínimo la actividad de la levadura y esta
con todos los nutrientes presentes en el mosto además de sus condiciones
favorables produjo estas grandes cantidades de volúmenes de alcohol. La
pasteurización permite mantener las propiedades sensoriales en óptimo
estado a lo largo de su vida útil.
C. Asegurarse de que en el momento de iniciar la primera fermentación en el
bidón se realice un cierre hermético adecuado y que la trampa de aire se
adhiera eficazmente al recipiente para lograr ese control idóneo en el
intercambio de gases, es decir, que no se incorpore oxígeno y salga cierta
cantidad de CO2 permitiendo así reducir los posibles focos de
contaminación del entorno. En nuestras pruebas se realizó este error, por
ende se observó en parte reflejado en los análisis del criterio
microbiológico.
D. Consultar fuentes bibliográficas confiables que tengan recopilada
información verídica y confiable que asegure que al aplicar el fundamento
teórico al proceso practicó se obtengan los resultados esperados según lo
estipulado en dicho material científico. Se recomienda buscar en
investigaciones previas relacionadas con el tema formato tesis, libros de
autores reconocidos, revistas internacionales, material documentado
nacional para conocer la realidad del país y sitios de internet actualizados.

125
E. Durante las mediciones respectivas tener la concentración adecuada en
las fases del proceso y los equipos debidamente calibrados para realizar
dichas pruebas con exactitud y precisión para obtener resultados veraces.
Además trabajar siempre con la materia prima seleccionada en un inicio y
con las concentraciones justas para que el producto sea siempre uniforme.
126
8. FUENTES CONSULTADAS
TESIS DOCUMENTADAS
Serna Saldívar, Sergio Othón R. (2000). “Avances Recientes en la
Utilización del Sorgo en América Latina”. Departamento de Tecnología
de Alimentos y Centro de Investigación Agraria. Monterrey. Universidad
Agraria. Instituto Tecnológico y de Estudios Superiores, campus
Monterrey. México. 7 P.
Carvajal Martínez, Luis Dany e Insuasti Andrade, Marco Andrés. (2010).
“Elaboración de Cerveza Artesanal Utilizando (Hordeum vulgare) y
Yuca (Manihot esculenta crantz)”. Tesis para Optar al Grado de
Ingeniero Agro industrial. Ibarra. Universidad Técnica del Norte, Facultad
de Ingeniería en Ciencias Agropecuarias y Ambientales, Escuela de
Ingeniería Agroindustrial. Ecuador. 164 P.
Fula Arguello, Angélica Ginneth. (2010). “Desarrollo de una Bebida con
una Adición de Cocción de Maíz”. Trabajo de Grado Presentado para
Optar al Título de Especialista en Ciencia y Tecnología de Alimentos.
Bogotá. Universidad Nacional de Colombia, Facultad de Ciencias
Especialización en Ciencia y Tecnología de Alimentos. Colombia.. 33 P.
Taron D, Arnulfo y Cols. (2012). “Elaboración De Una Bebida
Alcohólica Destilada de Sorgo Dulce (Sorghum saccharitum) con las
Características Congéricas del Cereal”. Medellín. Universidad de
Antioquia, Red de Revistas Científicas de América Latina, El Caribe,
España y Portugal. Colombia. 4 P.
Gallardo, Irenia y Cols. (2013). “Producción de Bebidas Usando Sorgo
como Materia Prima para Enfermos Celacios”. La Serena. Excutive
Business School. Red de Revistas Científicas de América Latina, El
Caribe, España y Portugal. Chile. 14 P.
Romero Medina, María Angélica. (2013). “Caracterización de Cervezas
de Malta de Maíz y de Cebada Basadas en su Perfil Sensorial,
Compuestos Vólatiles y Capacidad Antioxidante”.
127
Tesis para Obtener el Grado de Maestra en Biotecnología. Iztapalapa.
Universidad Autónoma Metropolitana, División de Ciencias Biológicas y de
la Salud, Departamento de Biotecnología. México. 168 P.
LIBROS DE TEXTO
ANON. (1968). “Residues of insecticides in cereals and related
products imported into the Netherlands. Codex Alimentarius
Commission document CCPR”.
AUCAMP y Cols. (1961). Report the Result of Chemical Analyses of
municipal Kaffir Beers.
Bressani, R., Elias, L.G., Scrimshaw, N.S. y Guzmán, M.A. (1969).
“Nutritive value of Central Ameritan corns. Vl. Varietal and
environmental influence on the nitrogen, essential amino acids and
fat content of 10 varieties. Cereal Chem”. 59-67.
Briggs, D. E., Hough, J.S., Stevens, R., Young, T.W. (1999). “Malting
and Brewing Science”. Vol. 2, Aspen Publishers, Gaithersbug, Maryland.
Estados Unidos.
Cantor, S.M. Y Roberts, H.J. (1967). “Improvement in Protein Quality
in Corn-Based Foods. Cereal”. Sci. Today.
Clapperton J. (1973). “Derivation of a Profile Method for Sensory
Analysis of Beer Flavor”. Jnl Institute Brewing.
Kramer, N. W. Stephens, J. C., Lahr, K. A. and Karper, R. E. (1967).
“Grain Sorghum Production in Texas”. Texas Agric. Exp. Sta. Bull. 912.
Garetz, M. (1994). “Using Hops: The Complete Guide to Hops for the
Craft Brewer “. (Hop Tech, Danville, California). Estados Unidos.
Leclerc, J.A., L.H. Bailey, and H.L. Wessling. (1918). “Milling and
Baking Tests of Einkorn, Emmer, Spelt, and Polish Wheat”. J. Am.
Soc. Agron.
128
Lodahl, M. (1993). “Malt Extracts: Cause for Caution, Brewing
Techniques”, New Wine Press. Vol. 1, No. 2.
Palmer, John. (2006). “How to Brew, Third edition, Brewers Pubn”,
Midland, Michigan. Estados Unidos.
Richard R. Hahn. (1970). “Producción del Sorgo y su Utilización”,
Universidad de Nebraska. Lincoln, Nebraska, Estados Unidos.
SITIOS WEB
CAMARA DE LA INDUSTRIA CERVECERA ARGENTINA. Proceso de Fabricación de la Cerveza. [En Línea] [Consulta: 10 marzo de 2014]. http://www.camaracervecera.com.ar/proceso-de-fabricacion-de-la-cerveza.php
Campoy F. Tierra de Cervezas [En Línea] [Consulta: 20 marzo 2014].
http://tierradecerveza.com/blog/wp-content/uploads/Como-hacer-la-Cata-
deCerveza.pdf?utm_source=Bolet%C3%ADn&utm_campaign=509dfca43
4-Boletin_agosto_2012_tierradecerveza&utm_medium=email
CERVEZAS DEL MUNDO. Tipos de cerveza. [En Línea] [Consulta: 28 de
marzo, 2014]
http://www.cervezasdelmundo.com/pages/index/tipos-de-cerveza
CERVEZA Y MALTA. Análisis de Cerveza. [En Línea] [Consulta: 16 marzo
2014]. http://www.aetcm.es/Revista/195/Original/R195.pdf#page=13
CLUB DE LAS GRANDES CERVEZAS DEL MUNDO. Proceso de Elaboración. [En línea] [Consulta: 10 marzo de 2014]. http://www.cervezasdelmundo.com/pages/index/proceso-de-elaboracion
GOBIERNO DE NAVARRA. Norma técnica artesana de cerveza. [En línea] [Consulta: 16 marzo de 2014]. http://www.navarra.es/NR/rdonlyres/9129E611-1253-418F-9B33-623FA89DDB8C/173835/025NTACerveza.pdf
INFOAGRO. Cultivo de Sorgo. En línea] [Consulta: 16 marzo de 2014]. http://www.infoagro.com/herbaceos/forrajes/sorgo.htm
129
Gómez, Nazely. Separación de Aromas en Etapas del Procesado de Zumos de Frutas y Bebidas. [En línea] [Consulta: 10 marzo de 2014]. http://www.tdx.cat/bitstream/handle/10803/10691/1de7.NDGcap1.pdf?sequence=2
Ortega, José. Orígenes de la Cerveza. [En línea] [Consulta: 10 marzo de 2014]. http://www.elhistoriador.es/cerveza.htm
SHANGAI SHIHAO FLAVOR & FRAGANCE Co. Introducción de las Esencias Saborizantes de Frutas. [En línea] [Consulta: 10 marzo de 2014]. http://www.foodflavor.es/3-fruit-flavor.html
SICE.ORG. Reglamento Técnico Mercosur de Aditivos Aromatizantes Saborizantes. [En línea] [Consulta: 10 marzo de 2014]. http://www.sice.oas.org/trade/mrcsrs/resolutions/AN4693.asp
Zamora. E. “Evaluación Objetiva de la Calidad Sensorial de Alimentos
Procesados”. [En línea] [Consulta: 20 marzo 2014].
http://datateca.unad.edu.co/contenidos/301118/DISENO_AVA/Evaluacion
_Objetiva_de_la_Calidad_sensorial_de_los_alimentos.pdf
SITIOS WEB
http://ocw.upm.es/ingenieria-agroforestal/uso-industrial-de-plantas-aromaticas-y-medicinales/contenidos/material-de-clase/tema12.pdf [En línea] [Consulta: 10 marzo de 2014].
<http://tucerveza.blogspot.com/2008/07/ale-y-lager.html> [En línea] [Consulta: 10 marzo de 2014].
<http://glosario.itematika.com/b1989/definicion-de-mosto.html> [En línea] [Consulta: 16 marzo de 2014].
<http://www.solocervezas.com/articulos/ver/titulo/Lupulizaci%C3%B3n#.UyZa2YXDUog>[En línea] [Consulta: 16 marzo de 2014].
<http://www.definicionabc.com/general/fermentacion.php> [En línea] [Consulta: 16 marzo de 2014].
130
<http://es.thefreedictionary.com/clarificaci%C3%B3n> [En línea] [Consulta: 16 marzo de 2014].
<http://unapintadecerveza.blogspot.com/2011/11/tipos-de-cerveza-ale-y-sus-variedades.html> [En línea] [Consulta: 16 marzo de 2014].
<http://www.bedri.es/Comer_y_beber/Cerveza/Tipos_de_cerveza.htm> [En línea] [Consulta: 16 marzo de 2014].
CRONOGRAMA
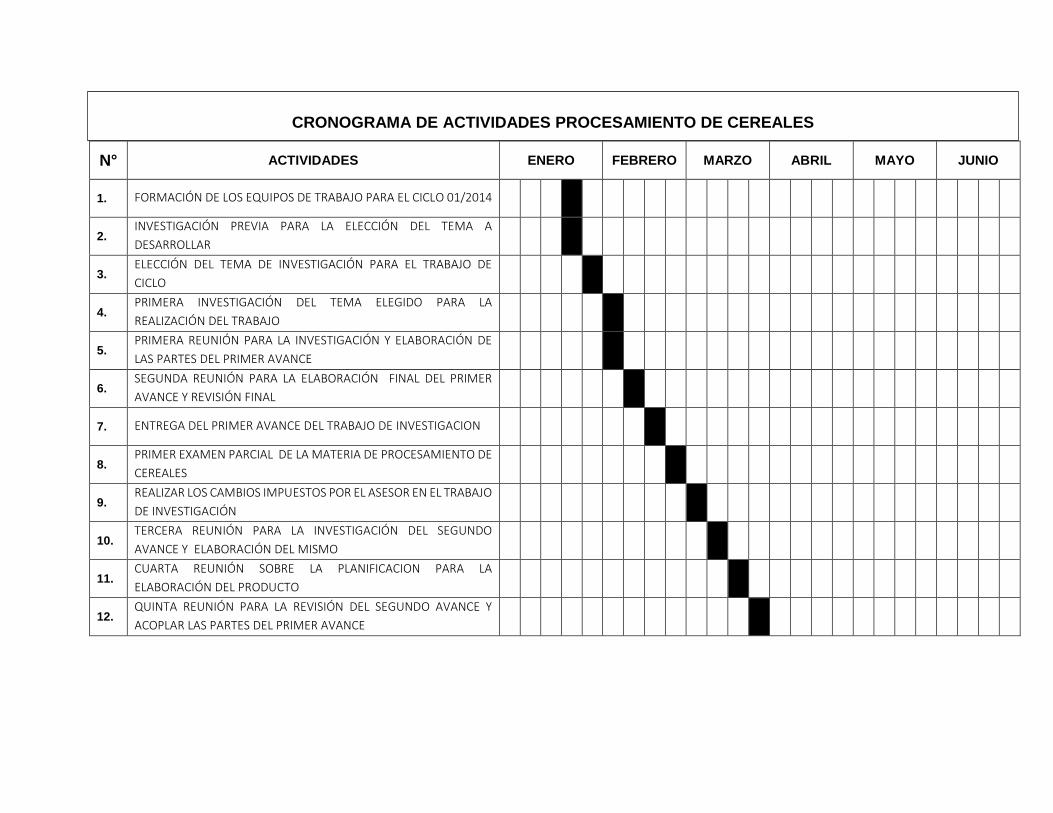
N° ACTIVIDADES ENERO FEBRERO MARZO ABRIL MAYO JUNIO
1. FORMACIÓN DE LOS EQUIPOS DE TRABAJO PARA EL CICLO 01/2014
2. INVESTIGACIÓN PREVIA PARA LA ELECCIÓN DEL TEMA A
DESARROLLAR
3. ELECCIÓN DEL TEMA DE INVESTIGACIÓN PARA EL TRABAJO DE
CICLO
4. PRIMERA INVESTIGACIÓN DEL TEMA ELEGIDO PARA LA
REALIZACIÓN DEL TRABAJO
5. PRIMERA REUNIÓN PARA LA INVESTIGACIÓN Y ELABORACIÓN DE
LAS PARTES DEL PRIMER AVANCE
6. SEGUNDA REUNIÓN PARA LA ELABORACIÓN FINAL DEL PRIMER
AVANCE Y REVISIÓN FINAL
7. ENTREGA DEL PRIMER AVANCE DEL TRABAJO DE INVESTIGACION
8. PRIMER EXAMEN PARCIAL DE LA MATERIA DE PROCESAMIENTO DE
CEREALES
9. REALIZAR LOS CAMBIOS IMPUESTOS POR EL ASESOR EN EL TRABAJO
DE INVESTIGACIÓN
10. TERCERA REUNIÓN PARA LA INVESTIGACIÓN DEL SEGUNDO
AVANCE Y ELABORACIÓN DEL MISMO
11. CUARTA REUNIÓN SOBRE LA PLANIFICACION PARA LA
ELABORACIÓN DEL PRODUCTO
12. QUINTA REUNIÓN PARA LA REVISIÓN DEL SEGUNDO AVANCE Y
ACOPLAR LAS PARTES DEL PRIMER AVANCE
CRONOGRAMA DE ACTIVIDADES PROCESAMIENTO DE CEREALES
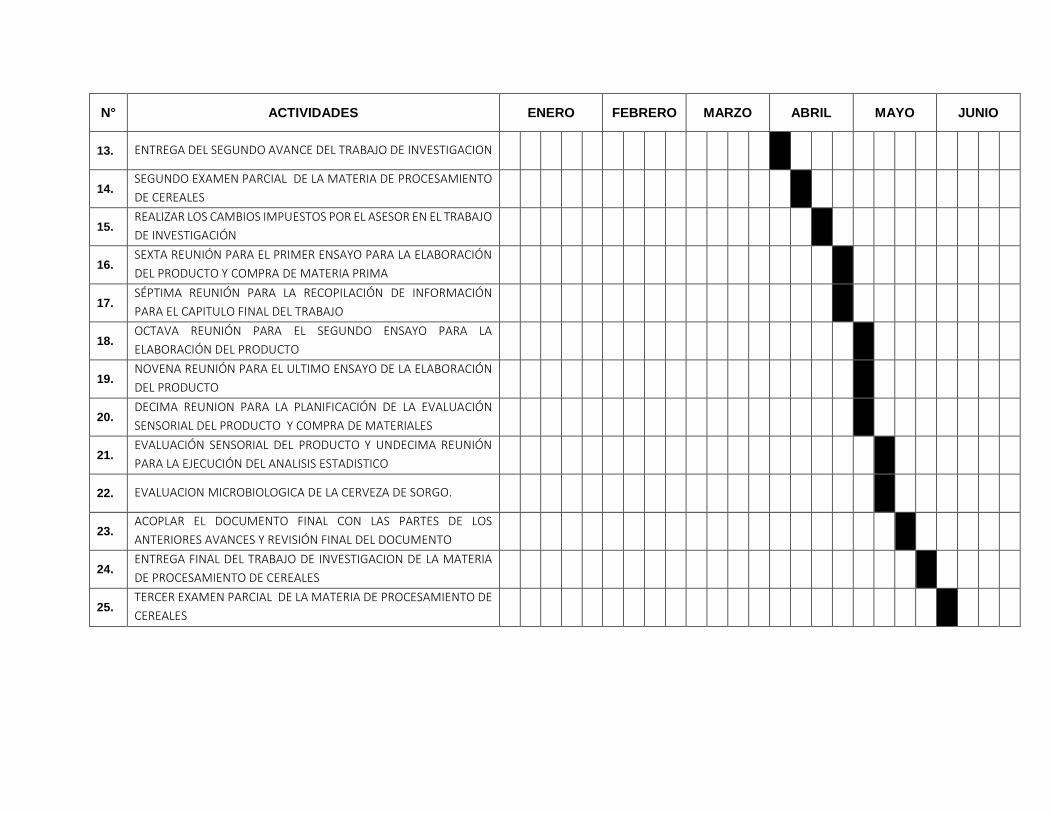
N° ACTIVIDADES ENERO FEBRERO MARZO ABRIL MAYO JUNIO
13. ENTREGA DEL SEGUNDO AVANCE DEL TRABAJO DE INVESTIGACION
14. SEGUNDO EXAMEN PARCIAL DE LA MATERIA DE PROCESAMIENTO
DE CEREALES
15. REALIZAR LOS CAMBIOS IMPUESTOS POR EL ASESOR EN EL TRABAJO
DE INVESTIGACIÓN
16. SEXTA REUNIÓN PARA EL PRIMER ENSAYO PARA LA ELABORACIÓN
DEL PRODUCTO Y COMPRA DE MATERIA PRIMA
17. SÉPTIMA REUNIÓN PARA LA RECOPILACIÓN DE INFORMACIÓN
PARA EL CAPITULO FINAL DEL TRABAJO
18. OCTAVA REUNIÓN PARA EL SEGUNDO ENSAYO PARA LA
ELABORACIÓN DEL PRODUCTO
19. NOVENA REUNIÓN PARA EL ULTIMO ENSAYO DE LA ELABORACIÓN
DEL PRODUCTO
20. DECIMA REUNION PARA LA PLANIFICACIÓN DE LA EVALUACIÓN
SENSORIAL DEL PRODUCTO Y COMPRA DE MATERIALES
21. EVALUACIÓN SENSORIAL DEL PRODUCTO Y UNDECIMA REUNIÓN
PARA LA EJECUCIÓN DEL ANALISIS ESTADISTICO
22. EVALUACION MICROBIOLOGICA DE LA CERVEZA DE SORGO.
23. ACOPLAR EL DOCUMENTO FINAL CON LAS PARTES DE LOS
ANTERIORES AVANCES Y REVISIÓN FINAL DEL DOCUMENTO
24. ENTREGA FINAL DEL TRABAJO DE INVESTIGACION DE LA MATERIA
DE PROCESAMIENTO DE CEREALES
25. TERCER EXAMEN PARCIAL DE LA MATERIA DE PROCESAMIENTO DE
CEREALES
GLOSARIO
GLOSARIO
ALE: Nombre genérico para todas las cervezas de Inglaterra de fermentación
alta, por lo que cubre una amplia gama de productos. Sus colores varían desde
pardos hasta muy oscuros.
AGENTES ESPESANTES: Se sustancias que al agregarse a una mezcla,
aumentan su viscosidad sin modificar sustancialmente sus otras propiedades
como el sabor. Proveen cuerpo, aumentan la estabilidad y facilitan la formación
de suspensiones. Los agentes espesantes son frecuentemente aditivos
alimentarios.
AGLUTINANTE: Es una sustancia que se usa para dar soporte en general a una
mezcla, una cumple la función de medio y vehículo, pasado un tiempo y tras secar
la mezcla, se mantienen ambas sustancias estables y adheridas al soporte.
ÁLCALI: Es cualquier sustancia que presente propiedades alcalinas. En primera
aproximación (SEGÚN ARRHENIUS) es cualquier sustancia que en disolución
acuosa aporta iones OH− al medio. Un ejemplo claro es el hidróxido potásico, de
fórmula KOH.
ANÁLISIS SENSORIAL: Es un instrumento eficaz para el control de calidad y
aceptabilidad de un alimento, ya que cuando ese alimento se quiere
comercializar, debe cumplir los requisitos mínimos de higiene, inocuidad y calidad
del producto, para que éste sea aceptado por el consumidor, más aún cuando
debe ser protegido por un nombre comercial los requisitos son mayores, ya que
debe poseer las características que justifican su reputación como producto
comercial.
ATENUACIÓN: Este término es generalmente dado como un porcentaje para
describir el porcentaje de azúcar de malta que es convertido, por la acción de la
levadura, en etanol y CO2.
CERVEZA KAFFIR: Denominada también cerveza bantú o cerveza de mijo es
una bebida elaborada con la fermentación alcohólica del mijo malteado (UN TIPO
DE SORGO DENOMINADO Sorghum caffrorum).
CALIDAD: Es una herramienta básica para una propiedad inherente de cualquier
cosa que permite que la misma sea comparada con cualquier otra de su misma
especie. La palabra calidad tiene múltiples significados. De forma básica, se
refiere al conjunto de propiedades inherentes a un objeto que le confieren
capacidad para satisfacer necesidades implícitas o explícitas.
CATADOR: Persona que se dedica profesionalmente a la cata, de un
determinado alimento.
CLARIFICACIÓN: Método que sirve para dar nitidez a una cerveza haciendo que
se precipiten sus proteínas y las partículas en suspensión.
CULTIVOS: Es un método para la multiplicación de microorganismos, tales
como bacterias, hongos y parásitos, en el que se prepara un medio óptimo para
favorecer el proceso deseado. Un cultivo es empleado como un método
fundamental para el estudio de las bacterias y otros microorganismos que causan
enfermedades en medicina humana y veterinaria.
DEGUSTACIÓN: Significa apreciar el sabor de una bebida o alimento.
Usualmente la cata tiene por objetivo degustar el sabor para calificarlo o
describirla.
EDAFOCLIMÁTICO: Perteneciente o relativo al suelo y al clima, de un cultivo
determinado.
EMPAQUE: Un recipiente o envoltura que contiene productos de manera
temporal principalmente para agrupar unidades de un producto pensando en su
manipulación, transporte y almacenaje.
ESENCIA: Extracto o concentrado que se obtiene de una sustancia, ya se por
arrastre de vapor u otros métodos.
FERMENTACIÓN PRIMARIA: Primer proceso de fermentación del mosto, con
duración de aproximadamente una semana. En las cervezas de fermentación alta
se lleva a cabo entre 15 y 20 grados, y en las de fermentación baja entre 5 y 9
grados
FERMENTACIÓN SECUNDARIA: Proceso de añejamiento en el que terminan
de descomponerse los azúcares. En las cervezas de fermentación baja el
proceso se lleva a cabo a muy bajas temperaturas
FLOCULACIÓN: Este término indica el tiempo y la forma en que la levadura
crece y se deposita en el fondo del fermentador después que la fermentación se
ha completado. Diferentes levaduras crecerán de diferentes formas, y se
depositarán más rápido o más lentamente. Algunos restos de levadura
prácticamente se “pintan” en el fondo del fermentador, mientras que otras giran
hacia arriba al menor movimiento. Las levaduras altamente floculantes pueden
a veces asentarse antes de que la fermentación haya finalizado
GELATINIZACIÓN: Consiste en las modificaciones que se producen cuando los
gránulos de almidón son tratados por calor en agua. A temperatura ambiente no
tienen modificaciones aparentes en los gránulos nativos de almidón pero cuando
se le aplica calor (60 --70 C), la energía térmica permite que pase algo de agua
a través de la red molecular
GUSTO: Es el sentido corporal que permite percibir sustancias químicas
disueltas en la saliva.
HÍBRIDO: El término híbrido hace referencia a todo aquello que sea el resultado
de la mezcla de dos o más elementos de diferente naturaleza o tipo. El híbrido
es entendido entonces como algo que no es puramente ninguno de las partes
que lo compuso si no que toma elementos de todas ellas para convertirse en algo
nuevo.
INFLORESCENCIA: Se denomina Inflorescencia a aquellos sistemas de ramas
de los espermatófitos que están destinados a la formación de flores y se suelen
encontrar más o menos claramente delimitados respecto al área vegetativa.
LAGER: Tipos de cerveza de fermentación baja, fermentada con levadura
Saccharomyces uvarum, que opera a temperatura de 10°C. Luego de la
fermentación se añeja por varias semanas. Incluye numerosos estilos como
PILSENER, MUNICH, VIENA Y OTROS.
LAG TIME: Este término se refiere al tiempo que pasa desde que LA LEVADURA
“IS PITCHED” hasta que el AIRLOCK empieza realmente a burbujear en el
fermentador. Un LAG-TIME largo, (MÁS DE 24 HS), indica que el mosto fue
pobremente aireado, no hubo suficiente “PITCHED YEAST”, y/o que la levadura no
es de buena calidad.
LATENCIA: Es una palabra que se emplea para describir un asunto u objeto que
se encuentra en estado latente. Este adjetivo, por su parte, sirve para describir el
estado de algo que se encuentra oculto, no está a la vista o que, en apariencia,
no está activo.
LAXA: Referente a que no tiene la tensión que naturalmente debe tener, es decir
que se encuentra flojo.
LEVADURA: Organismo unicelular. En cervecería es usada de forma general la
especie Saccharomyces cerevisiae, ésta levadura tiene dos ciclos vitales, uno
reproductivo y el otro metabólico. Bajo condiciones aeróbicas la levadura se
reproduce a sí misma y bajo condiciones anaeróbicas metaboliza los azúcares
en la fermentación
LÚPULO: Enredadera que produce una flor, cuyo género femenino es usado
para impregnar a la cerveza de sabor amargo y aroma
LUPULIZACIÓN: Acción y efecto de añadir lupulina al mosto, para conseguir
darle el amargor y aroma deseado a la cerveza.
MACERACIÓN: ablandamiento de una sustancia sólida golpeándola o
sumergiéndola en un líquido, permitiendo la extracción de los azucares de la
malta.
MACOLLOS: Vástagos leñosos que se desarrollar a partir de una cepa de un
árbol. Brote que nace en la axila de la vaina foliar en los nudos basales de las
gramíneas.
MALTEADO: Forzar la germinación de las semillas de los cereales, con el fin de
mejorar el sabor de los líquidos fermentados, como la cerveza.
MATERIA PRIMA: a materia extraída de la naturaleza y que se transforma para
elaborar materiales que más tarde se convertirán en bienes de consumo.
MICROBIOLOGÍA: Es la ciencia encargada del estudio de los microorganismos,
seres vivos pequeños no visibles al ojo humano
MOSTO: Extracto hervido en la paila de cocimiento, que con la adición del lúpulo
se transforma en cerveza aún no fermentada
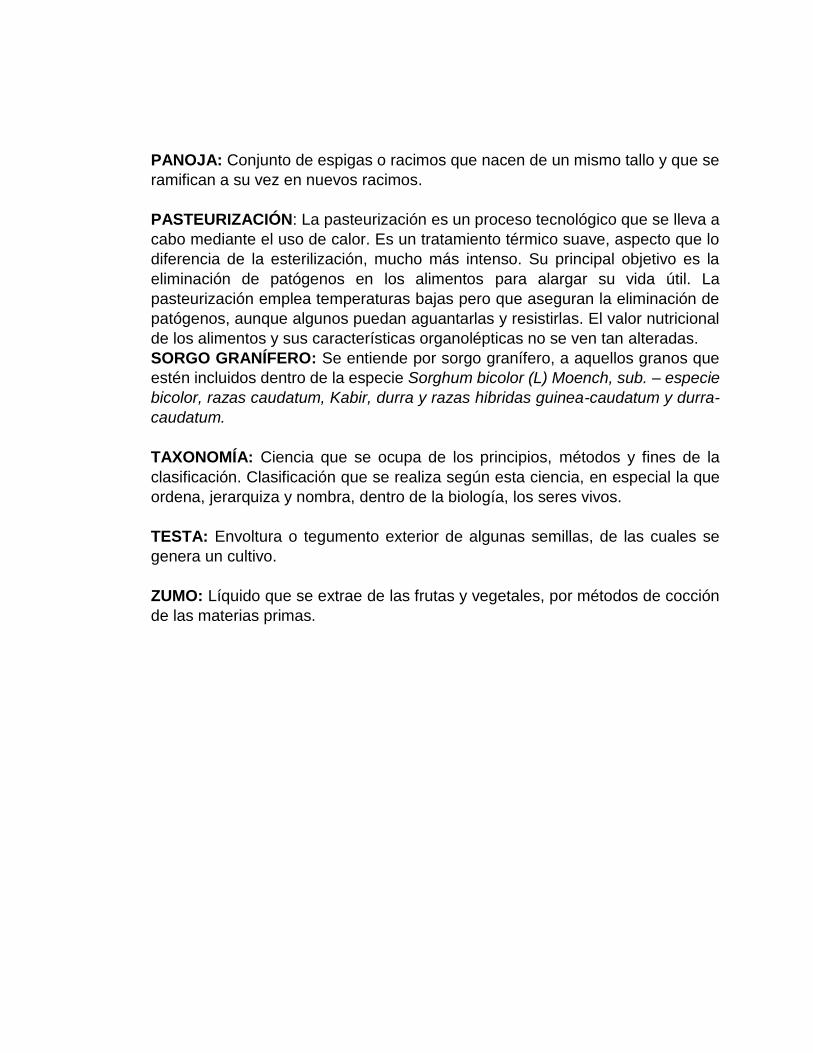
PANOJA: Conjunto de espigas o racimos que nacen de un mismo tallo y que se
ramifican a su vez en nuevos racimos.
PASTEURIZACIÓN: La pasteurización es un proceso tecnológico que se lleva a
cabo mediante el uso de calor. Es un tratamiento térmico suave, aspecto que lo
diferencia de la esterilización, mucho más intenso. Su principal objetivo es la
eliminación de patógenos en los alimentos para alargar su vida útil. La
pasteurización emplea temperaturas bajas pero que aseguran la eliminación de
patógenos, aunque algunos puedan aguantarlas y resistirlas. El valor nutricional
de los alimentos y sus características organolépticas no se ven tan alteradas.
SORGO GRANÍFERO: Se entiende por sorgo granífero, a aquellos granos que
estén incluidos dentro de la especie Sorghum bicolor (L) Moench, sub. – especie
bicolor, razas caudatum, Kabir, durra y razas hibridas guinea-caudatum y durra-
caudatum.
TAXONOMÍA: Ciencia que se ocupa de los principios, métodos y fines de la
clasificación. Clasificación que se realiza según esta ciencia, en especial la que
ordena, jerarquiza y nombra, dentro de la biología, los seres vivos.
TESTA: Envoltura o tegumento exterior de algunas semillas, de las cuales se
genera un cultivo.
ZUMO: Líquido que se extrae de las frutas y vegetales, por métodos de cocción
de las materias primas.
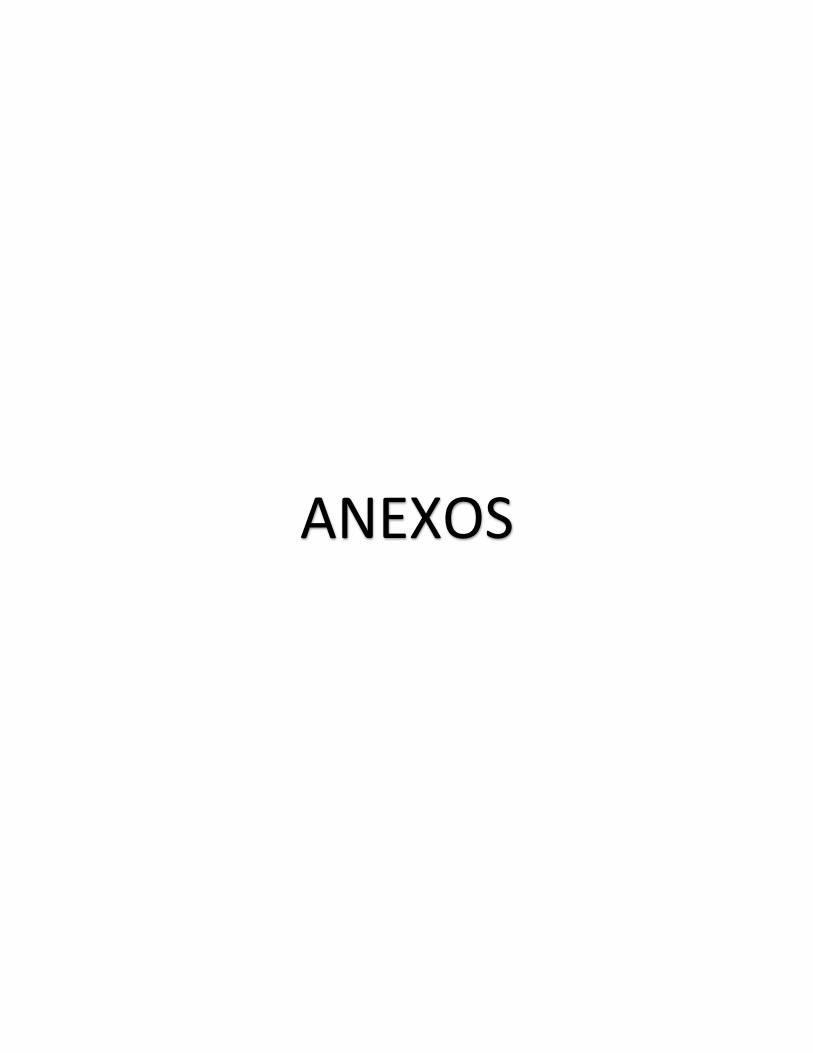
ANEXOS
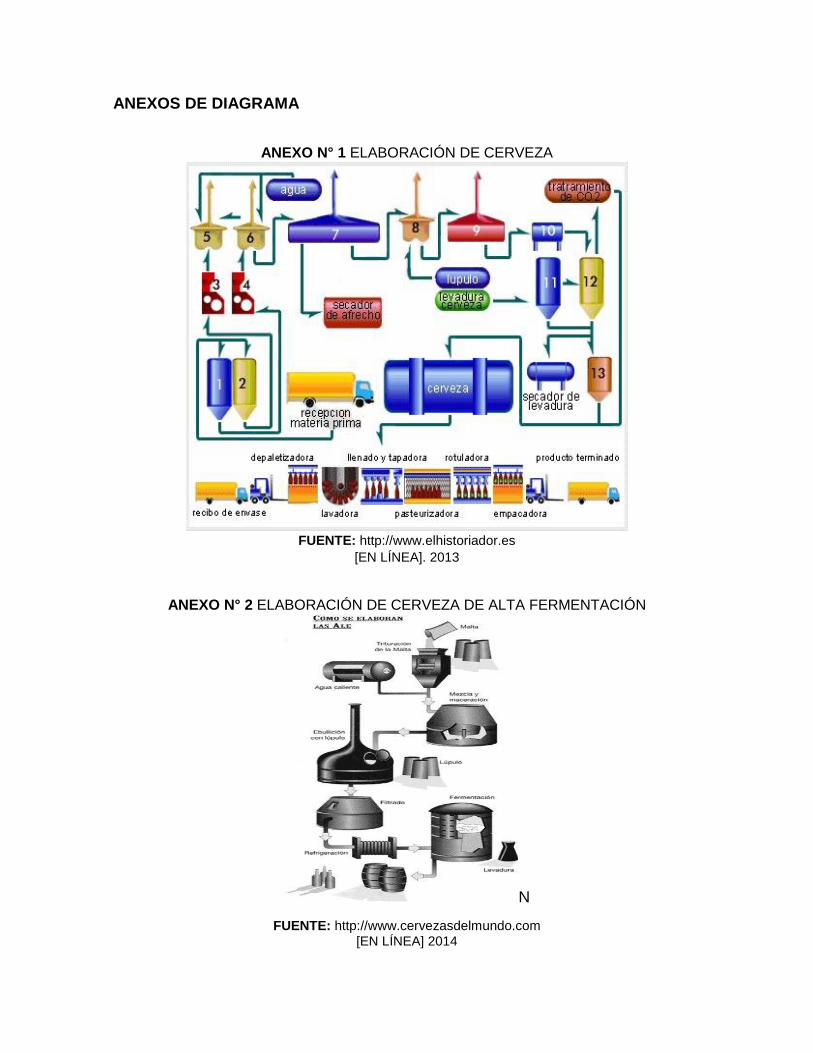
ANEXOS DE DIAGRAMA
ANEXO N° 1 ELABORACIÓN DE CERVEZA
FUENTE: http://www.elhistoriador.es
[EN LÍNEA]. 2013
ANEXO N° 2 ELABORACIÓN DE CERVEZA DE ALTA FERMENTACIÓN
N
FUENTE: http://www.cervezasdelmundo.com [EN LÍNEA] 2014
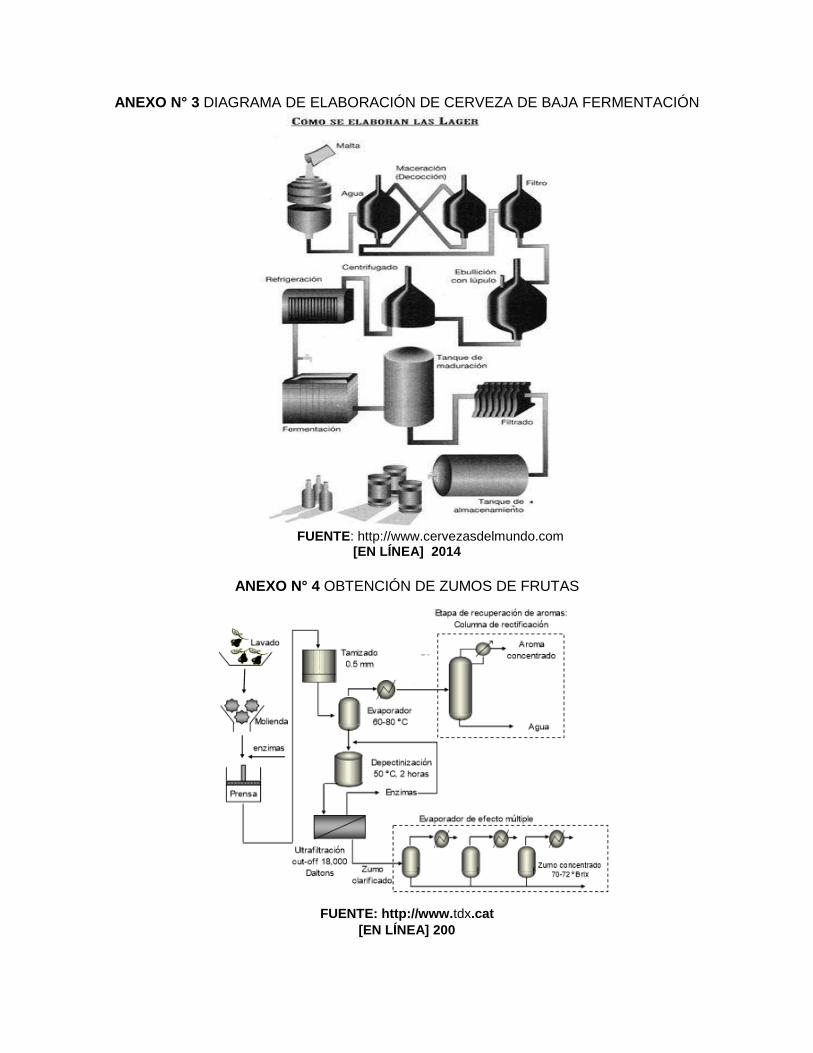
ANEXO N° 3 DIAGRAMA DE ELABORACIÓN DE CERVEZA DE BAJA FERMENTACIÓN
FUENTE: http://www.cervezasdelmundo.com
[EN LÍNEA] 2014
ANEXO N° 4 OBTENCIÓN DE ZUMOS DE FRUTAS
FUENTE: http://www.tdx.cat
[EN LÍNEA] 200
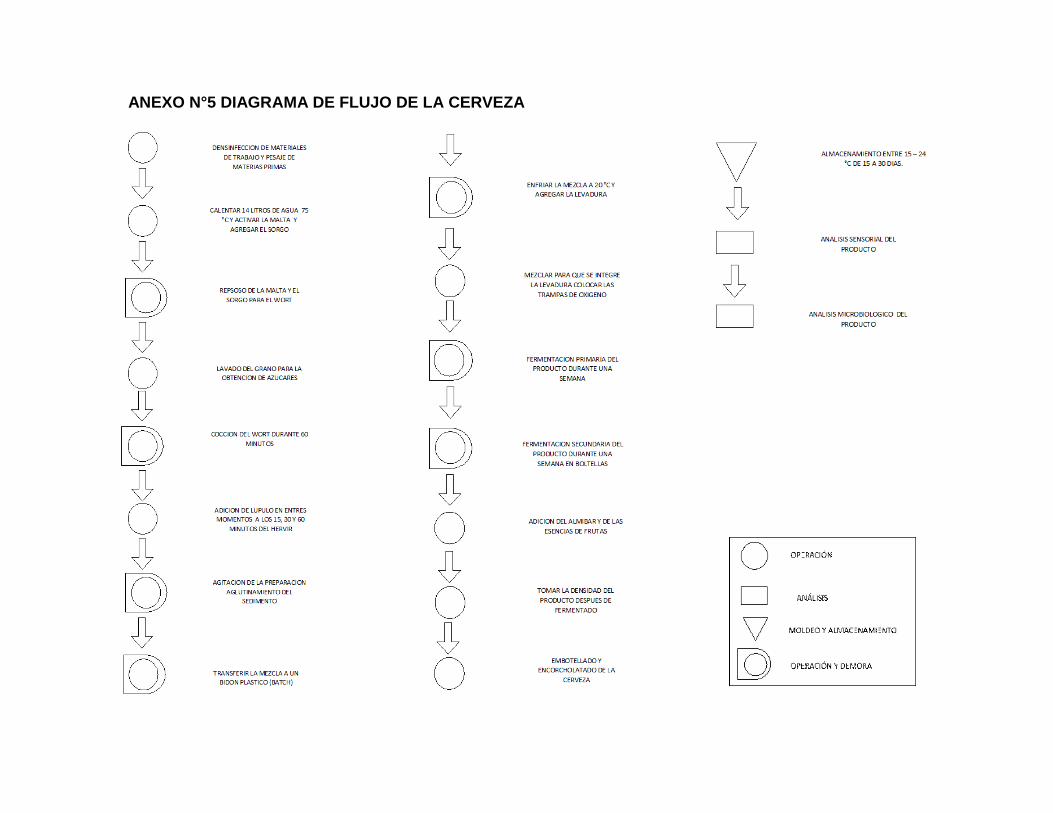
ANEXO N°5 DIAGRAMA DE FLUJO DE LA CERVEZA
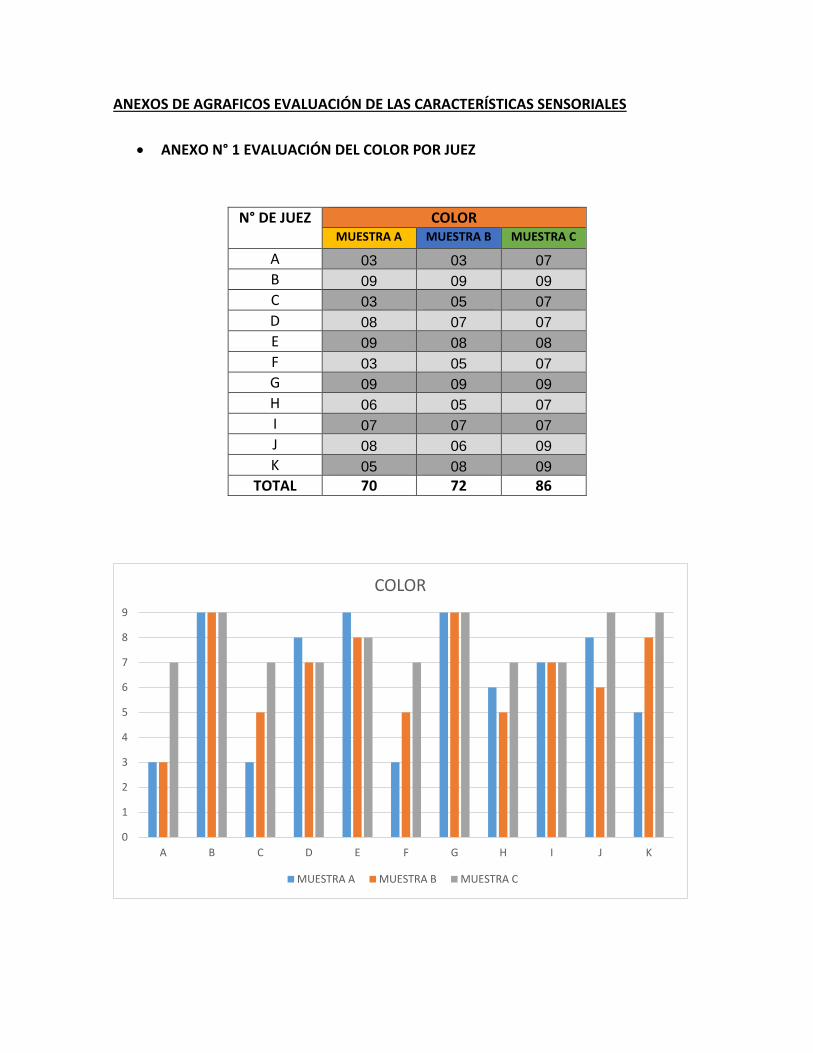
ANEXOS DE AGRAFICOS EVALUACIÓN DE LAS CARACTERÍSTICAS SENSORIALES
ANEXO N° 1 EVALUACIÓN DEL COLOR POR JUEZ
N° DE JUEZ COLOR MUESTRA A MUESTRA B MUESTRA C
A 03 03 07
B 09 09 09
C 03 05 07
D 08 07 07
E 09 08 08
F 03 05 07
G 09 09 09
H 06 05 07
I 07 07 07
J 08 06 09
K 05 08 09
TOTAL 70 72 86
0
1
2
3
4
5
6
7
8
9
A B C D E F G H I J K
COLOR
MUESTRA A MUESTRA B MUESTRA C
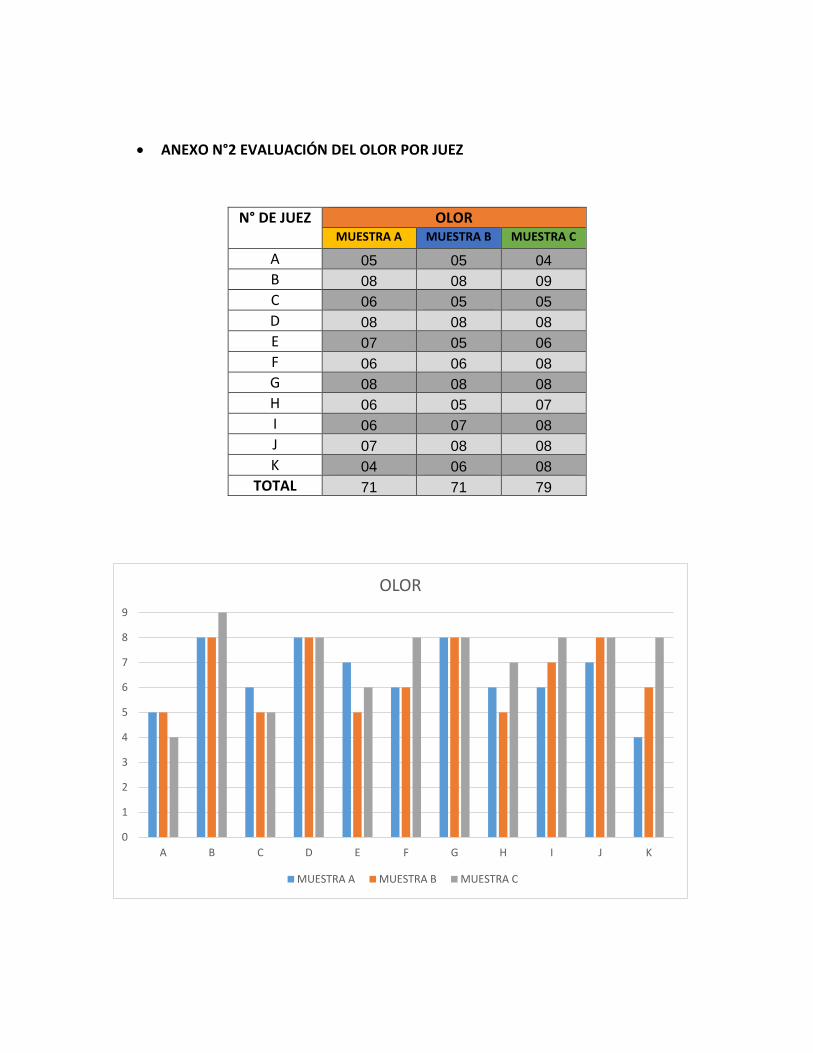
ANEXO N°2 EVALUACIÓN DEL OLOR POR JUEZ
N° DE JUEZ OLOR MUESTRA A MUESTRA B MUESTRA C
A 05 05 04
B 08 08 09
C 06 05 05
D 08 08 08
E 07 05 06
F 06 06 08
G 08 08 08
H 06 05 07
I 06 07 08
J 07 08 08
K 04 06 08
TOTAL 71 71 79
0
1
2
3
4
5
6
7
8
9
A B C D E F G H I J K
OLOR
MUESTRA A MUESTRA B MUESTRA C
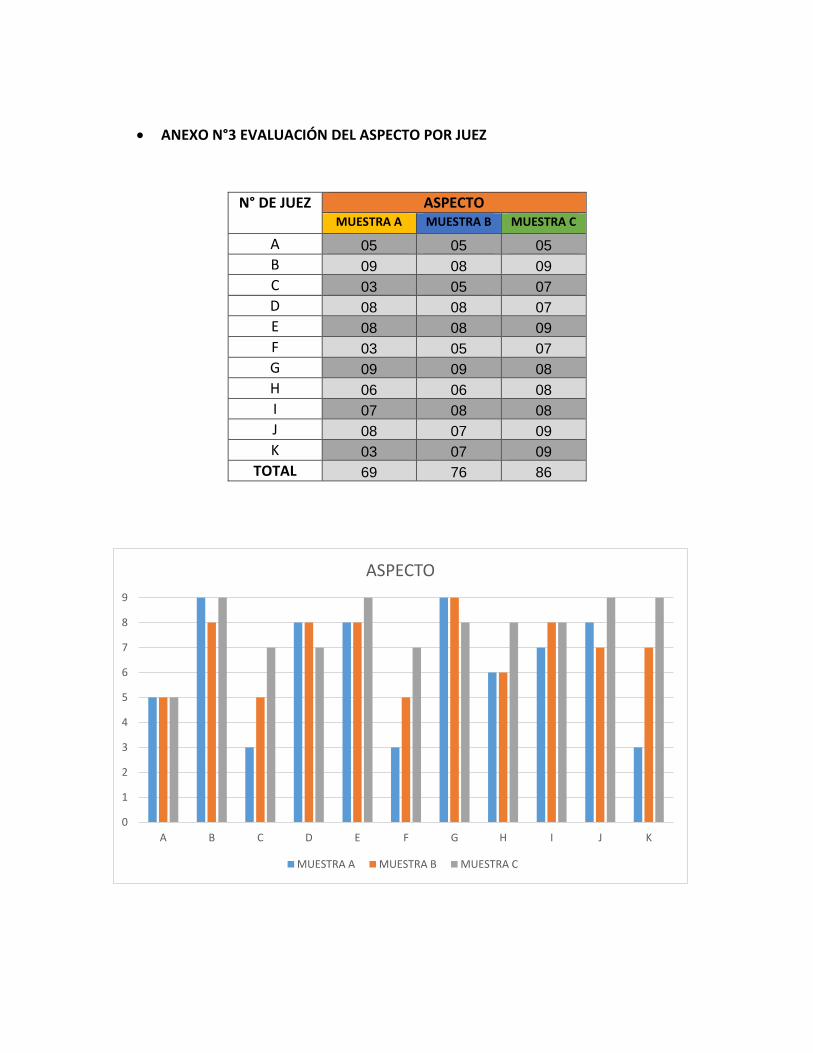
ANEXO N°3 EVALUACIÓN DEL ASPECTO POR JUEZ
N° DE JUEZ ASPECTO MUESTRA A MUESTRA B MUESTRA C
A 05 05 05
B 09 08 09
C 03 05 07
D 08 08 07
E 08 08 09
F 03 05 07
G 09 09 08
H 06 06 08
I 07 08 08
J 08 07 09
K 03 07 09
TOTAL 69 76 86
0
1
2
3
4
5
6
7
8
9
A B C D E F G H I J K
ASPECTO
MUESTRA A MUESTRA B MUESTRA C
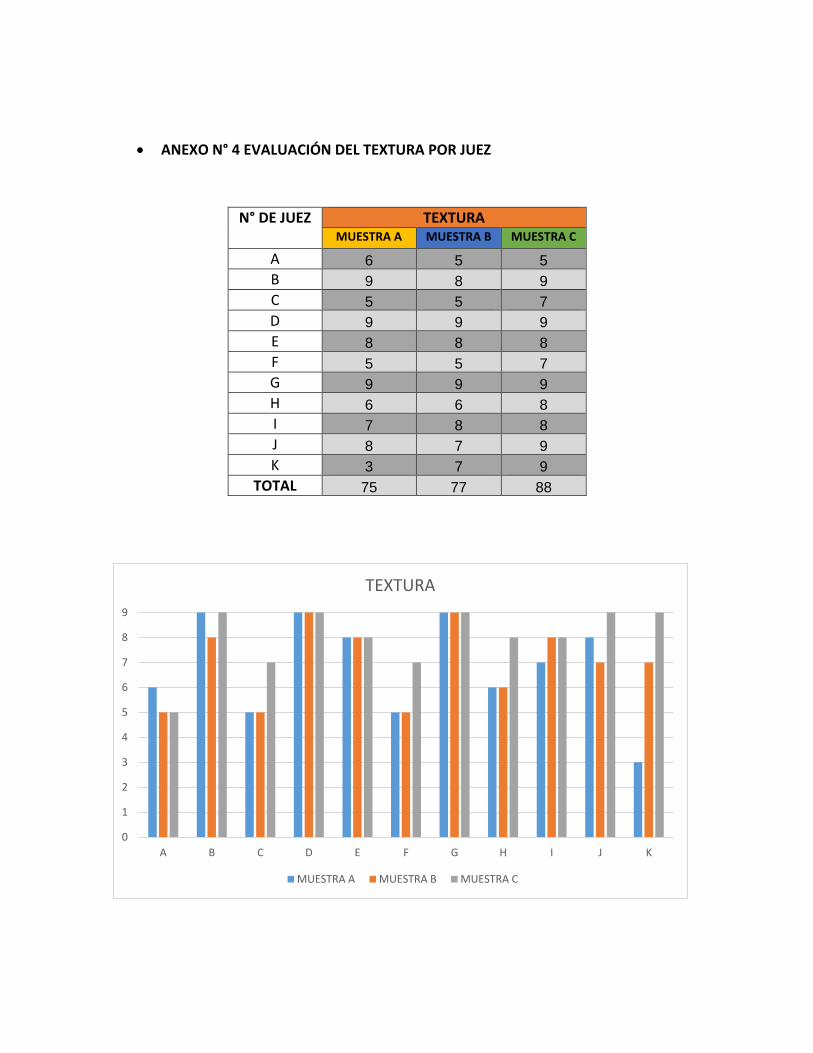
ANEXO N° 4 EVALUACIÓN DEL TEXTURA POR JUEZ
N° DE JUEZ TEXTURA MUESTRA A MUESTRA B MUESTRA C
A 6 5 5
B 9 8 9
C 5 5 7
D 9 9 9
E 8 8 8
F 5 5 7
G 9 9 9
H 6 6 8
I 7 8 8
J 8 7 9
K 3 7 9
TOTAL 75 77 88
0
1
2
3
4
5
6
7
8
9
A B C D E F G H I J K
TEXTURA
MUESTRA A MUESTRA B MUESTRA C
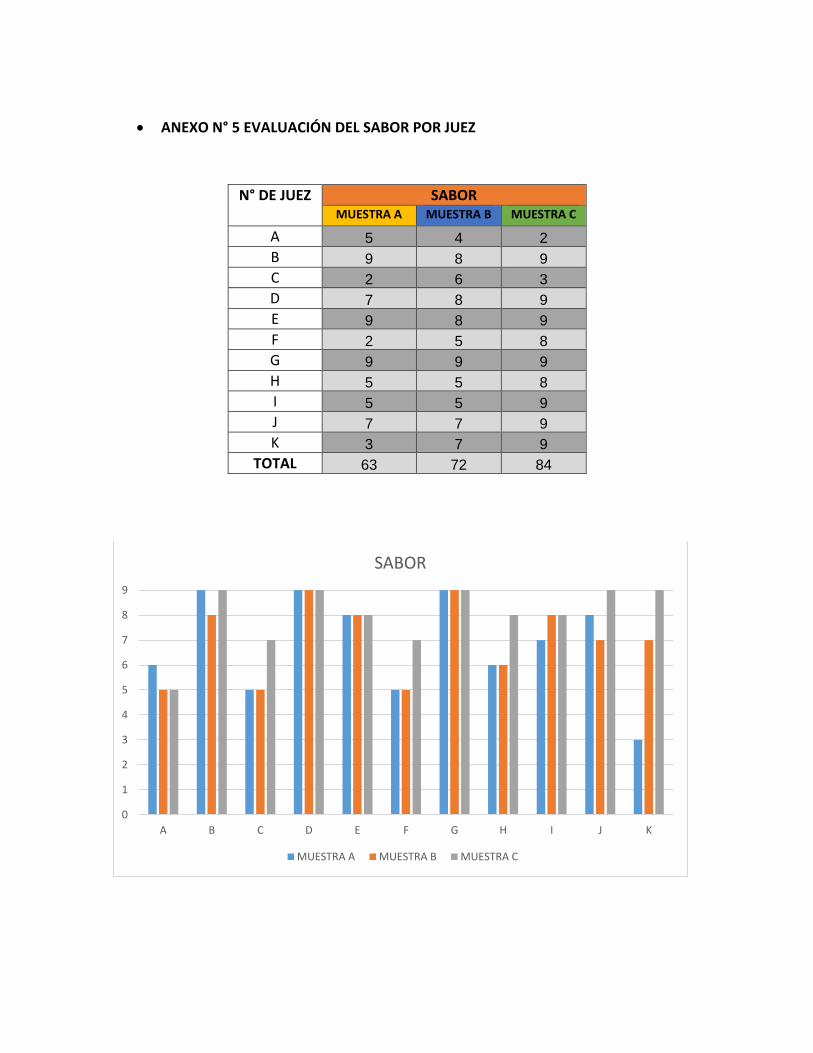
ANEXO N° 5 EVALUACIÓN DEL SABOR POR JUEZ
N° DE JUEZ SABOR MUESTRA A MUESTRA B MUESTRA C
A 5 4 2
B 9 8 9
C 2 6 3
D 7 8 9
E 9 8 9
F 2 5 8
G 9 9 9
H 5 5 8
I 5 5 9
J 7 7 9
K 3 7 9
TOTAL 63 72 84
0
1
2
3
4
5
6
7
8
9
A B C D E F G H I J K
SABOR
MUESTRA A MUESTRA B MUESTRA C
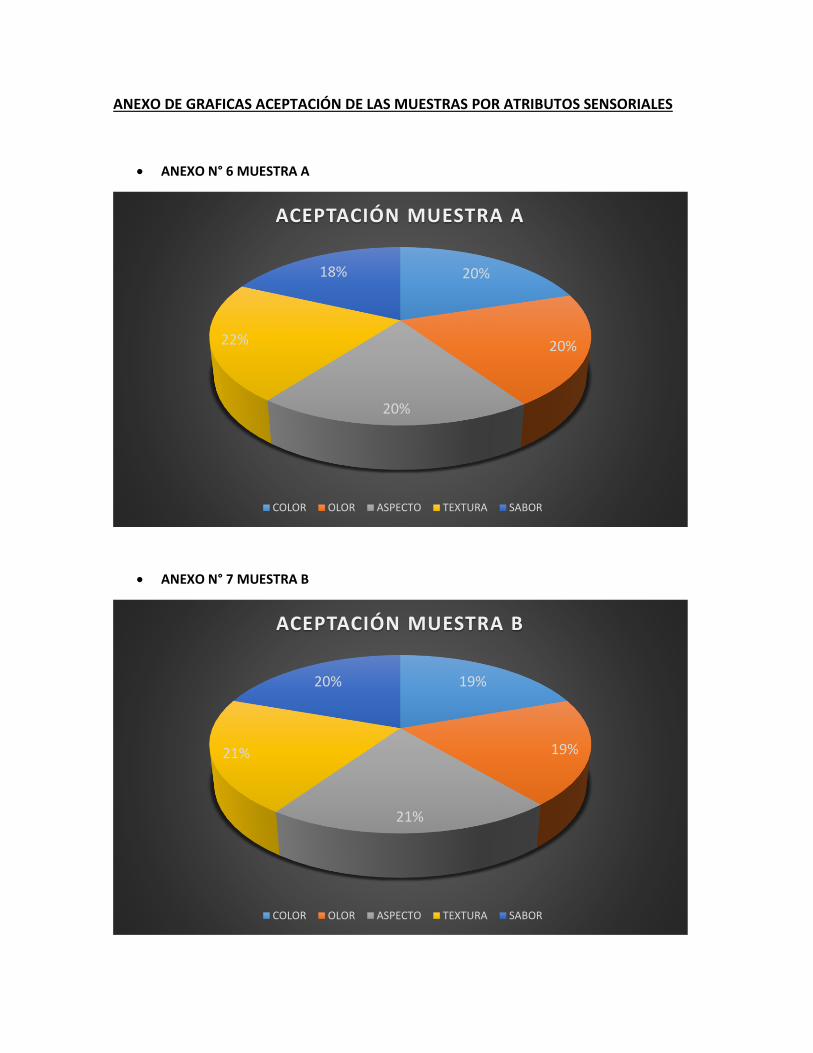
ANEXO DE GRAFICAS ACEPTACIÓN DE LAS MUESTRAS POR ATRIBUTOS SENSORIALES
ANEXO N° 6 MUESTRA A
ANEXO N° 7 MUESTRA B
20%
20%
20%
22%
18%
ACEPTACIÓN MUESTRA A
COLOR OLOR ASPECTO TEXTURA SABOR
19%
19%
21%
21%
20%
ACEPTACIÓN MUESTRA B
COLOR OLOR ASPECTO TEXTURA SABOR
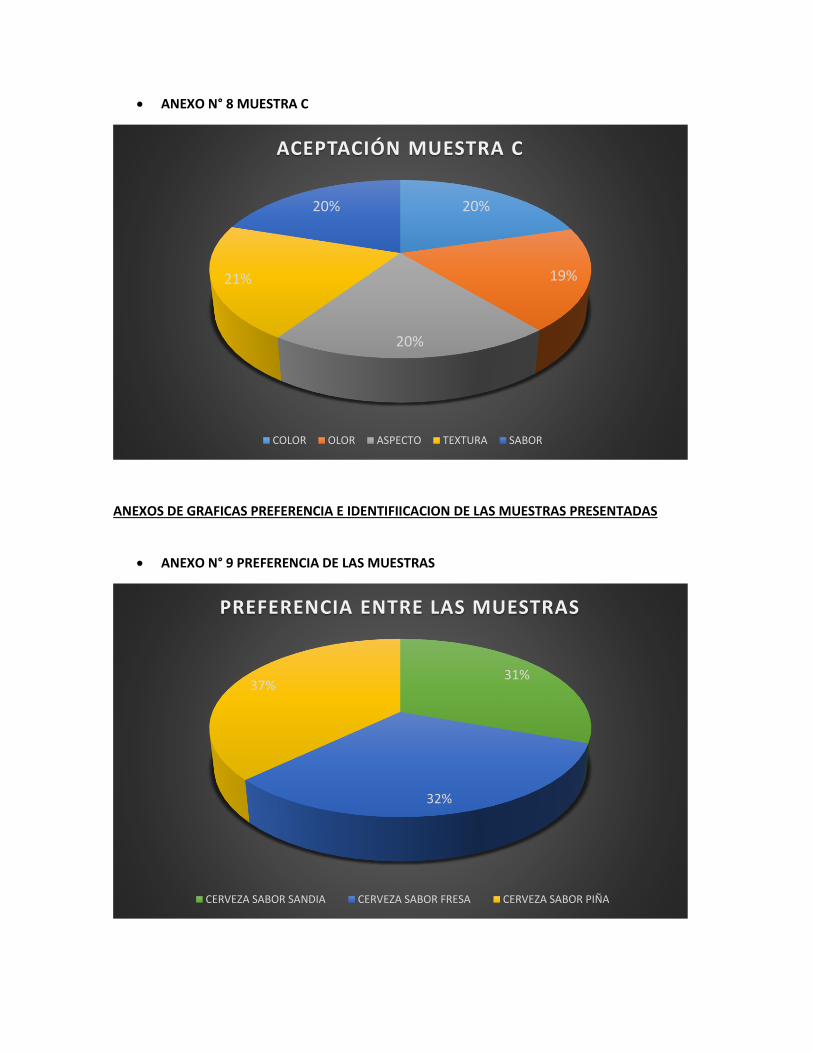
ANEXO N° 8 MUESTRA C
ANEXOS DE GRAFICAS PREFERENCIA E IDENTIFIICACION DE LAS MUESTRAS PRESENTADAS
ANEXO N° 9 PREFERENCIA DE LAS MUESTRAS
20%
19%
20%
21%
20%
ACEPTACIÓN MUESTRA C
COLOR OLOR ASPECTO TEXTURA SABOR
31%
32%
37%
PREFERENCIA ENTRE LAS MUESTRAS
CERVEZA SABOR SANDIA CERVEZA SABOR FRESA CERVEZA SABOR PIÑA
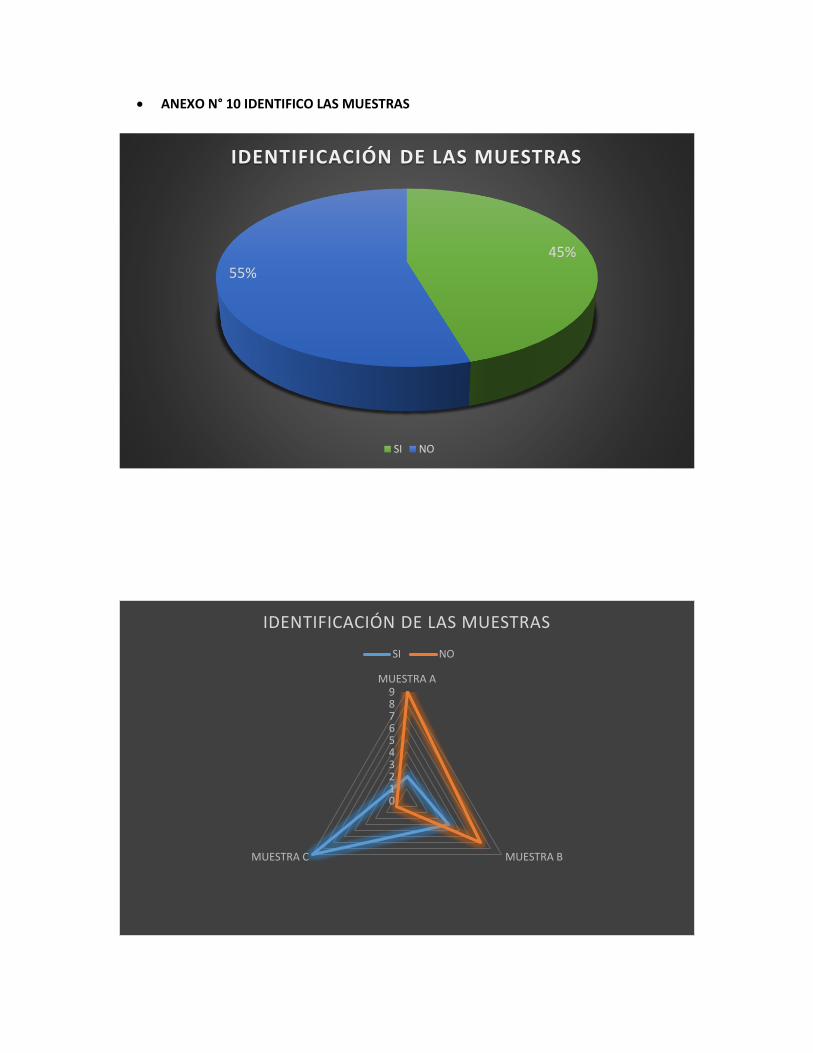
ANEXO N° 10 IDENTIFICO LAS MUESTRAS
45%
55%
IDENTIFICACIÓN DE LAS MUESTRAS
SI NO
0123456789
MUESTRA A
MUESTRA BMUESTRA C
IDENTIFICACIÓN DE LAS MUESTRAS
SI NO
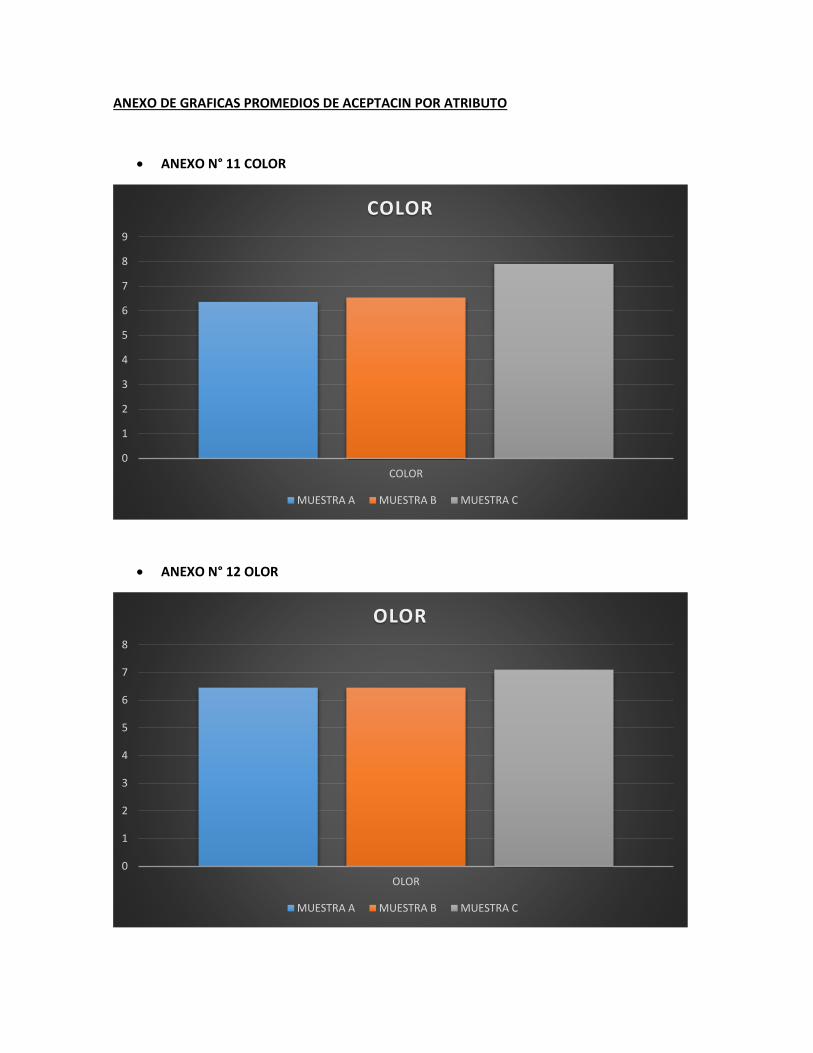
ANEXO DE GRAFICAS PROMEDIOS DE ACEPTACIN POR ATRIBUTO
ANEXO N° 11 COLOR
ANEXO N° 12 OLOR
0
1
2
3
4
5
6
7
8
9
COLOR
COLOR
MUESTRA A MUESTRA B MUESTRA C
0
1
2
3
4
5
6
7
8
OLOR
OLOR
MUESTRA A MUESTRA B MUESTRA C
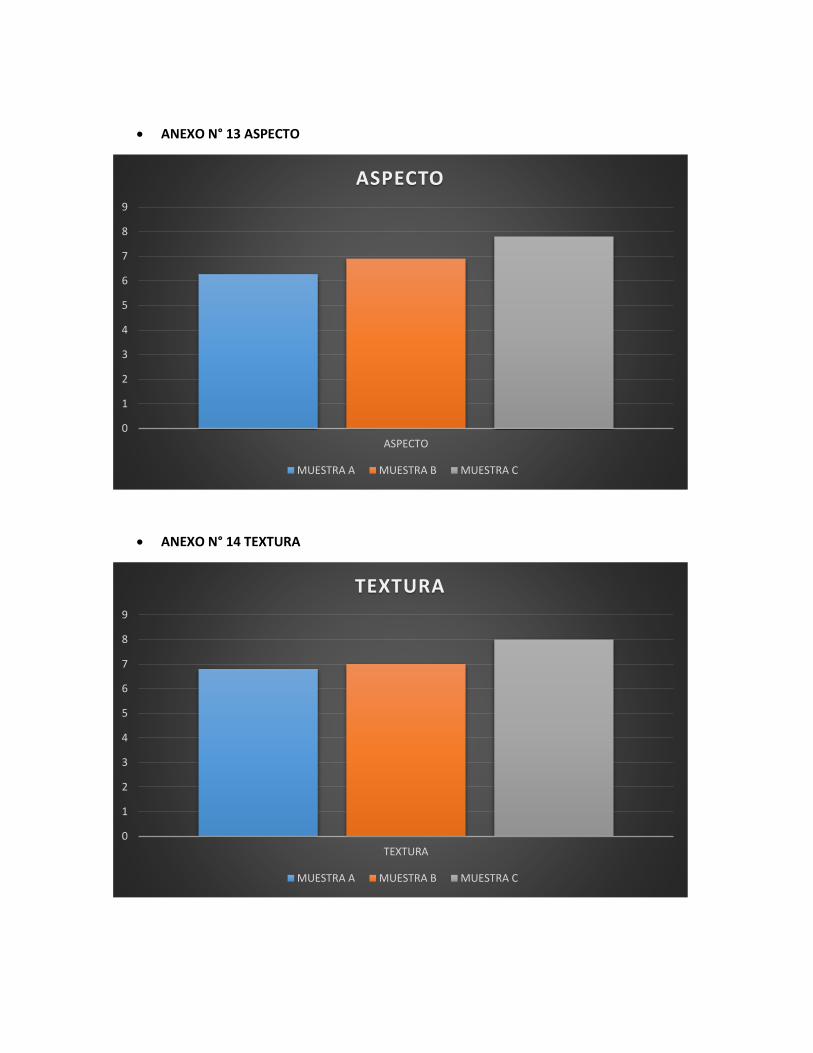
ANEXO N° 13 ASPECTO
ANEXO N° 14 TEXTURA
0
1
2
3
4
5
6
7
8
9
ASPECTO
ASPECTO
MUESTRA A MUESTRA B MUESTRA C
0
1
2
3
4
5
6
7
8
9
TEXTURA
TEXTURA
MUESTRA A MUESTRA B MUESTRA C
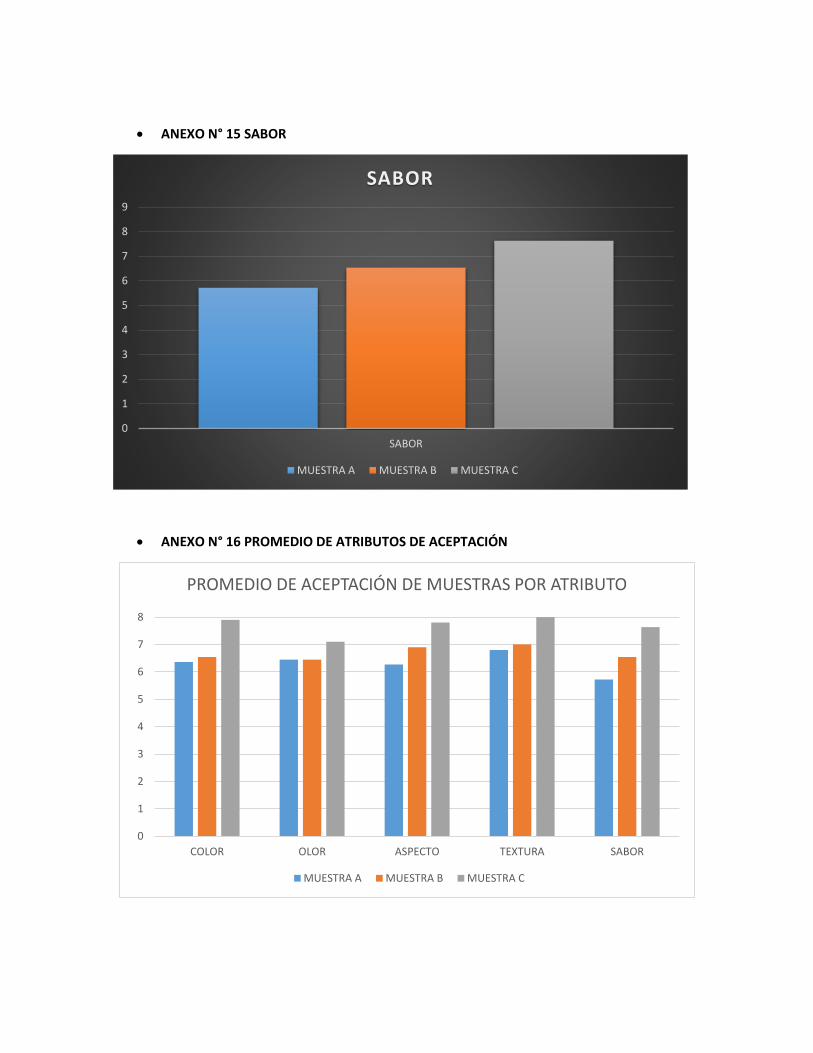
ANEXO N° 15 SABOR
ANEXO N° 16 PROMEDIO DE ATRIBUTOS DE ACEPTACIÓN
0
1
2
3
4
5
6
7
8
9
SABOR
SABOR
MUESTRA A MUESTRA B MUESTRA C
0
1
2
3
4
5
6
7
8
COLOR OLOR ASPECTO TEXTURA SABOR
PROMEDIO DE ACEPTACIÓN DE MUESTRAS POR ATRIBUTO
MUESTRA A MUESTRA B MUESTRA C
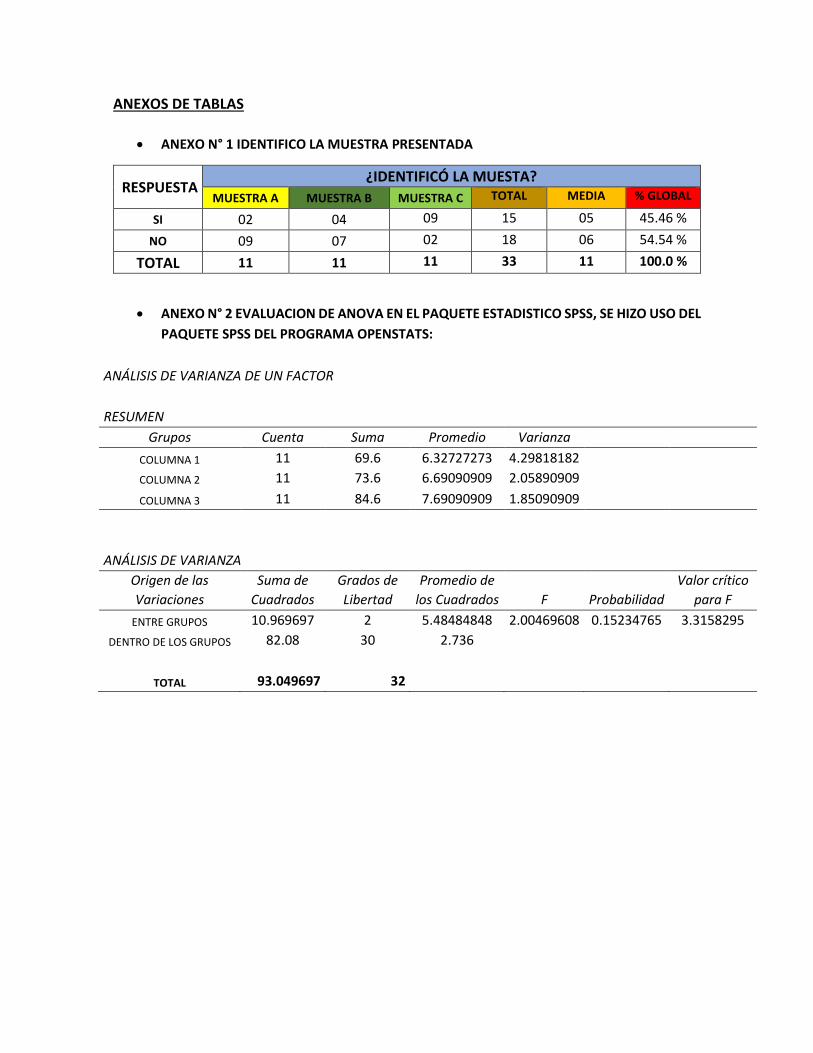
ANEXOS DE TABLAS
ANEXO N° 1 IDENTIFICO LA MUESTRA PRESENTADA
RESPUESTA ¿IDENTIFICÓ LA MUESTA?
MUESTRA A MUESTRA B MUESTRA C TOTAL MEDIA % GLOBAL
SI 02 04 09 15 05 45.46 %
NO 09 07 02 18 06 54.54 %
TOTAL 11 11 11 33 11 100.0 %
ANEXO N° 2 EVALUACION DE ANOVA EN EL PAQUETE ESTADISTICO SPSS, SE HIZO USO DEL
PAQUETE SPSS DEL PROGRAMA OPENSTATS:
ANÁLISIS DE VARIANZA DE UN FACTOR
RESUMEN
Grupos Cuenta Suma Promedio Varianza
COLUMNA 1 11 69.6 6.32727273 4.29818182
COLUMNA 2 11 73.6 6.69090909 2.05890909
COLUMNA 3 11 84.6 7.69090909 1.85090909
ANÁLISIS DE VARIANZA
Origen de las
Variaciones
Suma de
Cuadrados
Grados de
Libertad
Promedio de
los Cuadrados F Probabilidad
Valor crítico
para F
ENTRE GRUPOS 10.969697 2 5.48484848 2.00469608 0.15234765 3.3158295
DENTRO DE LOS GRUPOS 82.08 30 2.736
TOTAL 93.049697 32

ANEXOS DE FOTOGRAFIAS
ANEXO N° 1 MATERIAS PRIMAS E INSTRUMENTOS PARA LA ELABORACION DE LA
CERVEZA
ANEXO N° 2 PESADO DE LAS MATERIAS PRIMAS Y SANITIZADO DE LOS INSTRU
MENTOS

ANEXO N° 3 PROCESO DE MACERACION Y PRIMERA COCCION DEL SORGO EN EL
WORT
ANEXO N° 4 ADICIÓN DEL LUPULO HASTA ROMPER HERVOR AL WORT LUEGO DE
RETIRAR LA MALTA, SE PRESERVARA EL SORGO

ANEXO N° 5 COCCION DEL MOSTO HASTA ROMPER HERVOR, TRANSFERIR EL
MOSTO AL FERMENTADOR, FERMENTACION PRIMARIA
ANEXO N° 6 TRANSCURRIDA UNA SEMANA EMBOTELLAR LA CERVEZA PARA LA
FERMENTACION SECUNDARIA, ADICIONAR AZUCAR PARA CARBONATAR
ANEXO N° 6 UNA SEMANA DESPUES DE QUE LA FERMENTACION A CONCLUIDO,
PASTEURIZAR EL PRODUCTO Y LLEVAR A CABO EL ANALISIS SENSORIAL
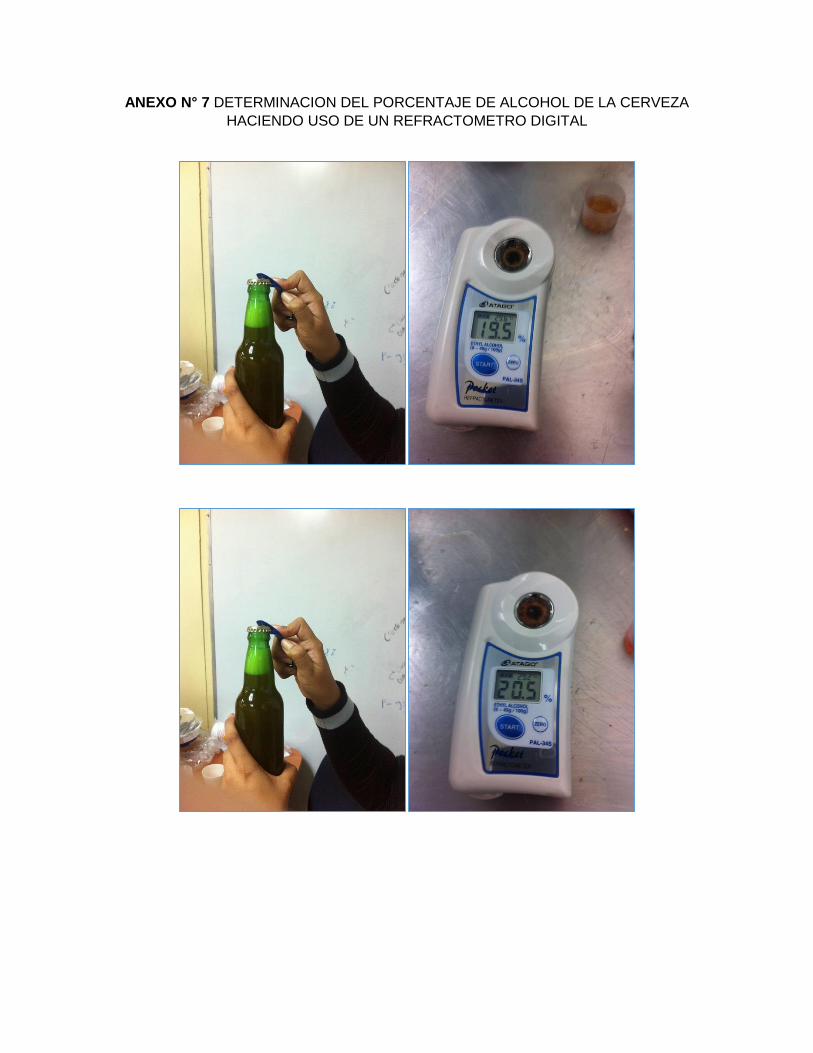
ANEXO N° 7 DETERMINACION DEL PORCENTAJE DE ALCOHOL DE LA CERVEZA
HACIENDO USO DE UN REFRACTOMETRO DIGITAL
OTROS ANEXOS
ANEXO N° 1 ENCUESTA SENSORIAL
UNIVERSIDAD DR. JOSÉ MATÍAS DELAGADO
FACULTAD DE AGRICULTURA E INVESTIGACIÓN AGRÍCOLA
“JULIA HILL DE O´SULLIVAN”
RESPONSABLES ESTUDIANTES DE LA MATERIA DE PROCESAMIENTO DE CERALES
ANÁLISIS SENSORIAL
PROCESAMIENTO DE CEREALES
Nombre: Fecha:
Edad: Género: M F Fuma: Si No Bebe Café: Si No
INDICACIONES: Pruebe las muestras en el orden que se le presentan, marque con una x o con un cheque
de acuerdo al valor que crea conveniente asignar a la muestra y lleve a cabo un enjuague al momento del
cambio de cada muestra. De la manera más atenta se le pide que sea objetivo y respetuoso durante la
degustación de la muestras.
MUESTRA A: A continuación se le presentan una serie de opciones diferentes que permiten evaluar
sensorialmente el producto presentado, marque con una x o con un cheque de acuerdo al valor que crea
conveniente asignar a la muestra según la siguiente tabla:
ESCALA COLOR OLOR SABOR ASPECTO TEXTURA
Me gusta muchísimo
Me gusta mucho
Me gusta moderadamente
Me gusta poco
No gusta, no disgusta
Me disgusta poco
Me disgusta moderadamente
Me disgusta mucho
Me disgusta muchísimo
Observaciones:
Puede describir la muestra que ha degustado:
MUESTRA B: A continuación se le presentan una serie de opciones diferentes que permiten evaluar
sensorialmente el producto presentado, marque con una x o con un cheque de acuerdo al valor que crea
conveniente asignar a la muestra según la siguiente tabla:
ESCALA COLOR OLOR SABOR ASPECTO TEXTURA
Me gusta muchísimo
Me gusta mucho
Me gusta moderadamente
Me gusta poco
No gusta, no disgusta
Me disgusta poco
Me disgusta moderadamente
Me disgusta mucho
Me disgusta muchísimo
Observaciones:
Puede describir la muestra que ha degustado:
RESPONSABLES ESTUDIANTES DE LA MATERIA DE PROCESAMIENTO DE CEREALES
MUESTRA C: A continuación se le presentan una serie de opciones diferentes que permiten evaluar
sensorialmente el producto presentado, marque con una x o con un cheque de acuerdo al valor que crea
conveniente asignar a la muestra según la siguiente tabla:
ESCALA COLOR OLOR SABOR ASPECTO TEXTURA
Me gusta muchísimo
Me gusta mucho
Me gusta moderadamente
Me gusta poco
No gusta, no disgusta
Me disgusta poco
Me disgusta moderadamente
Me disgusta mucho
Me disgusta muchísimo
Observaciones:
Puede describir la muestra que ha degustado:
GRACIAS POR SU COLABORACIÓN
ANEXO N° 2 ANALISIS MICROBIOLOGICOS
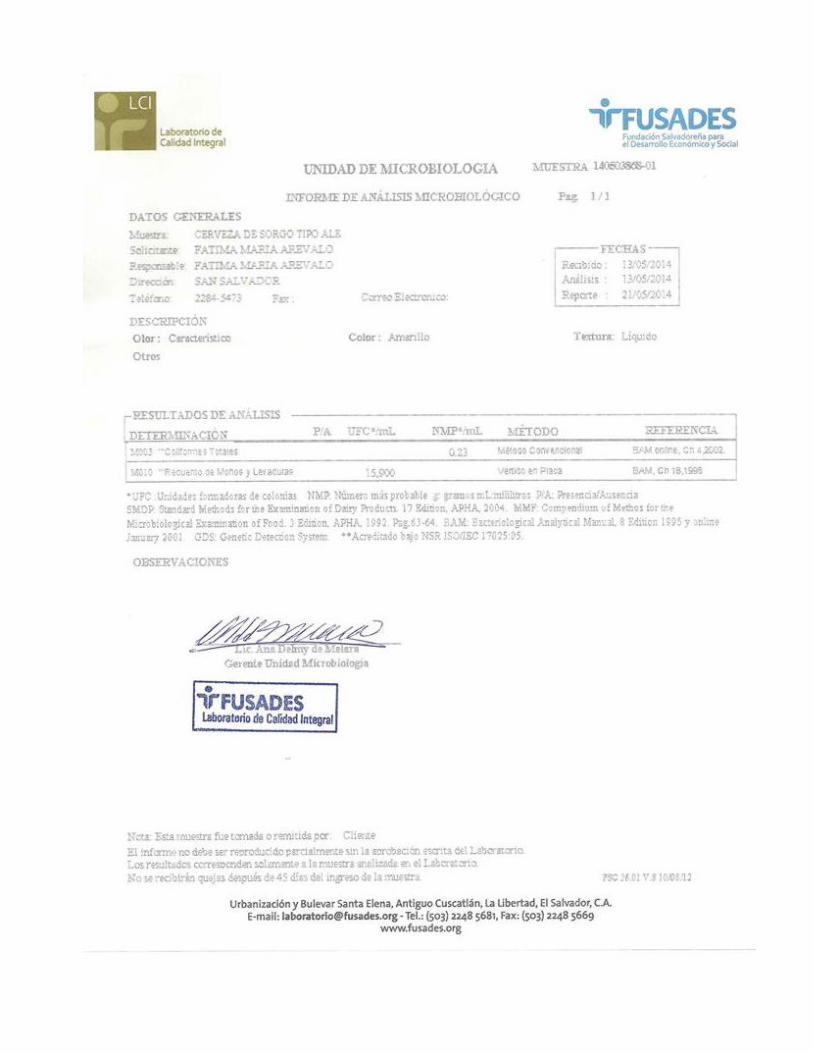
ANEXO N° 3 PAPER DE LA INVESTIGACION
RESUMEN
El objetivo de éste trabajo fue la elaboración
de una cerveza a partir de sorgo nacional,
saborizada con fresa, piña y sandia además de
evaluar su análisis y aceptación sensorial, sus
parámetros microbiológicos y al mismo
tiempo definir a través de la investigación
bibliográfica, las características de la especie
de sorgo que se empleó en la formulación de
la cerveza.
Metodológicamente, esta investigación
permite promover una mayor diversificación
del mercado de cervezas nacionales,
haciendo uso del sorgo, cereal de alta
adaptabilidad y capacidad productiva, así
como obtener un método válido y confiable
dentro de la producción de este tipo de
bebida.
La semilla de sorgo nacional se obtuvo en las
instalaciones del CENTA, ubicado en el
kilómetro 33 ½, en el valle de Zapotitán, La
Libertad y las materias primas pertinentes
para la elaboración de la cerveza fueron
importadas por la compañía
HOMEBREWSTUFF, 9165 W CHINDEN
BOULEVARD # 103 GARDEN CITY, Idaho,
Estados Unidos.
La evaluación sensorial de la cerveza obtenida
se llevó a cabo dentro de la
Universidad Dr. José Matías Delgado en la que
se les pidió a 11 personas de las carreras de
Ingeniería Agro industrial e Ingeniería en
Alimentos, haciendo uso de una escala
hedónica de nueve puntos la evaluación de la
aceptación del producto.
A la cerveza además se le realizaron pruebas
microbiológicas en las que se determinó la
cantidad de coliformes totales y recuento de
mohos y levaduras presente en la cerveza de
sorgo base.
ABSTRACT
The aim of this one work was the production
of a beer from national sorghum, savoured
with strawberry, pineapple and watermelon
besides evaluating his analysis and sensory
acceptance, his microbiological parameters
and at the same time to define across the
bibliographical investigation, the
characteristics of the species of sorghum that
was used in the formulation of the beer.
Methodologically, this investigation allows to
promote a major diversification of the market
of national beers, using the sorghum, cereal
of high adaptability and productive capacity,
as well as to obtain a valid and reliable
method inside the production of this type of
drink. The seed of national sorghum obtained
in the facilities of the CENTA, located in the
kilometre 33 ½, in Zapotitán's valley, La

Libertad and the pertinent raw materials for
the production of the beer were imported by
the company HOMEBREWSTUFF, 9165 W
CHINDEN BOULEVARD * 103 GARDEN CITY,
Idaho, The United States. The sensory
evaluation of the obtained beer carried out
inside the University Dr. Jose Matias Delgado
there were asked 11 persons of the careers of
Agro Industrial Engineering and Food
Engineering, using a nine points hedonic scale
to the evaluation of the acceptance of the
product.
To the beer in addition him there were
realized microbiological tests in which the
quantity decided of total coliforms and
present inventory of mildews and yeasts in
the sorghum beer bases.
INTRODUCCION
El sorgo es un género de unas veinte especies
de gramíneas oriundas de las regiones
tropicales y subtropicales de África oriental.
Su resistencia a la sequía y al calor, lo hace un
cultivo que se ha adaptado fácilmente en
nuestro país, a diferencia de otros cereales.
Actualmente las condiciones del sector
agrícola nacional, han hecho que muchos
agricultores se olviden de las variedades
criollas y ahora utilicen semillas hibridas con
propósitos específicos, que por supuesto dan
mejores rendimientos en menor tiempo; si
bien es un cereal de consumo humano, se ha
limitado únicamente a sustituir al maíz en
menor grado, industria farinácea y para la
alimentación animal en la formulación de
piensos; por lo que presenta un grado parcial
de siembra, distribución, industrialización y
comercialización dentro del mercado
nacional; hace pensar que el desarrollo de
una cerveza de sorgo criollo podría provocar,
tanto un aumento en el consumo por parte de
la población, como la explotación
reproductiva de semillas criollas.
En general, el sorgo ha sido cultivado durante
mucho tiempo en El Salvador en donde es
conocido también como maicillo, a pesar de
ser un cereal de gran resistencia en
condiciones ambientales adversas, y que
podría representar una buena alternativa de
consumo en países en vías de desarrollo, este
no se caracteriza por ser un cultivo primario,
principalmente por su falta de explotación
comercial e industrial.
El mercado de las cervezas en el salvador
Las cervezas que se producen en El Salvador
se caracterizan por presentar únicamente
trigo como adjunto, como en la mayoría de
industrias cerveceras a nivel mundial, sin
embargo este puede ser fácilmente sustituido
por otras materias primas como arroz, yuca,
sorgo, ojushte, maíz y demás cereales con alto
contenido amiláceo que dependiendo de su
ubicación geográfica pueden presentar
menor costo de adquisición en comparación
al trigo y pueden emplearse como una
alternativa viable para ser utilizados en la
fabricación de cerveza; generando además un
valor agregado a estos cereales que permita
fomentar e incentivar la siembra de mayores
extensiones de tierra, específicamente con
sorgo criollo, lo cual favorece la economía del
país y sería una fuente de impacto social
debido a la generación de empleos.
El sorgo en la industria cervecera
El uso del sorgo en América Latina ha
aumentado considerablemente debido a su
adaptabilidad a la industrias molineras:
molienda en seco, molienda húmeda y
nixtamalización. Las materias primas que se
derivan de estos procesos pueden ser usadas
fácilmente para panificación, producción de
cereales, producción cervecera, producción
de jarabes y de tortillas entre otros productos
nixtmalizados. En el caso de la industria
cervecera se da la producción de cerveza lager
a partir de adjuntos cerveceros y malta de
sorgo, ya que las investigación acerca de este
tipo de malta presento que debido a que los
sorgos blancos poseen endospermo de
textura intermedia a dura y almidón ceroso
facilitan la filtración siendo los más
adecuados para la producción de adjuntos
cerveceros también baja los costos de
producción ya que reduce las importaciones
de la cebada, cereal no producido en
Latinoamérica.
Tipos de cerveza
Las cervezas se pueden clasificar de acuerdo a
los procesos de fermentación que se lleva a
cabo, así tenemos dos grandes familias; ALE Y
LAGER, en nuestra investigación la de
principal importancia es la de tipo Ale.
Familia de las Ale
ALE es la palabra inglesa que describe al grupo
de cervezas que utilizan levaduras de
fermentación alta. Esta característica, frente
a las que utilizan levaduras de fermentación
baja, es la que marca la distinción entre las
dos grandes familias de cervezas; ALE Y
LAGER. En la forma más sencilla de
elaboración, durante la fermentación en
caliente que dura unos tres o cuatro días, se
alcanza una temperatura de unos 25ºC. Sin
embargo, muchos productores dejan
fermentar la cerveza hasta dos semanas.
Después, la mayoría de las cervezas de
fermentación alta tienen algún tipo de
maduración posterior, que puede ir desde
unos pocos días de acondicionamiento en
caliente entre 13-16ºC, a una maduración en
frío o incluso una segunda fermentación en la
barrica o botella. El término ale se refiere al
tipo de fermentación y no tiene nada que ver
con el color, estilo o cuerpo. Las ale pueden
ser pálidas u oscuras, tener mucho o poco
cuerpo, alta o baja graduación alcohólica y ser
más o menos amargas.
Cervezas saborizadas con frutas
El agregado de frutas en la cerveza es sencillo,
sólo hay que tomar algunas precauciones
para evitar contaminaciones sin sobre cocción
de las frutas ni elementos químicos
indeseables. La forma más simple es una
pasterización para la cual se prestan en forma
excelente los duraznos, ciruelas, damascos,
cerezas, uvas, kiwi y los frutos del bosque.
Agregado en el fermentador primario.
La fruta debe agregarse en el la olla de cocción
luego de apagar el fuego y antes de que se
enfríe el mosto. La fruta debe ser lavada,
descarozada y desmenuzada con una
procesadora. Luego de apagar el fuego de la
olla de cocción, esperar hasta que se enfríe a
93ºC. Agregar la pulpa de la fruta y volver a
tapar. Es importante que la fruta no se hierva
porque libera las pectinas de la pared celular,
lo cual puede producir problemas de
enturbiamiento en la cerveza terminada. Si al
agregar la fruta, la temperatura del mosto
queda por debajo de 71ºC, habrá que
calentarla lentamente cuidando de no
sobrepasar los 82ºC. Revolver con una
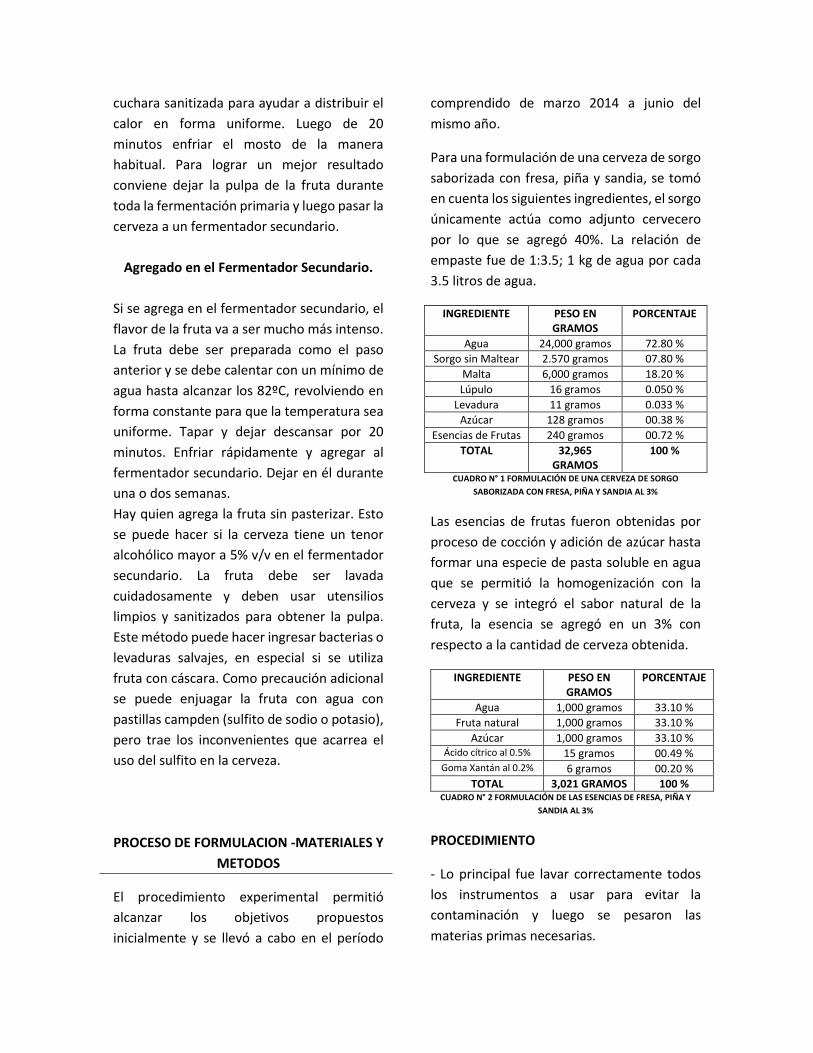
cuchara sanitizada para ayudar a distribuir el
calor en forma uniforme. Luego de 20
minutos enfriar el mosto de la manera
habitual. Para lograr un mejor resultado
conviene dejar la pulpa de la fruta durante
toda la fermentación primaria y luego pasar la
cerveza a un fermentador secundario.
Agregado en el Fermentador Secundario.
Si se agrega en el fermentador secundario, el
flavor de la fruta va a ser mucho más intenso.
La fruta debe ser preparada como el paso
anterior y se debe calentar con un mínimo de
agua hasta alcanzar los 82ºC, revolviendo en
forma constante para que la temperatura sea
uniforme. Tapar y dejar descansar por 20
minutos. Enfriar rápidamente y agregar al
fermentador secundario. Dejar en él durante
una o dos semanas.
Hay quien agrega la fruta sin pasterizar. Esto
se puede hacer si la cerveza tiene un tenor
alcohólico mayor a 5% v/v en el fermentador
secundario. La fruta debe ser lavada
cuidadosamente y deben usar utensilios
limpios y sanitizados para obtener la pulpa.
Este método puede hacer ingresar bacterias o
levaduras salvajes, en especial si se utiliza
fruta con cáscara. Como precaución adicional
se puede enjuagar la fruta con agua con
pastillas campden (sulfito de sodio o potasio),
pero trae los inconvenientes que acarrea el
uso del sulfito en la cerveza.
PROCESO DE FORMULACION -MATERIALES Y
METODOS
El procedimiento experimental permitió
alcanzar los objetivos propuestos
inicialmente y se llevó a cabo en el período
comprendido de marzo 2014 a junio del
mismo año.
Para una formulación de una cerveza de sorgo
saborizada con fresa, piña y sandia, se tomó
en cuenta los siguientes ingredientes, el sorgo
únicamente actúa como adjunto cervecero
por lo que se agregó 40%. La relación de
empaste fue de 1:3.5; 1 kg de agua por cada
3.5 litros de agua.
INGREDIENTE PESO EN GRAMOS
PORCENTAJE
Agua 24,000 gramos 72.80 %
Sorgo sin Maltear 2.570 gramos 07.80 %
Malta 6,000 gramos 18.20 %
Lúpulo 16 gramos 0.050 %
Levadura 11 gramos 0.033 %
Azúcar 128 gramos 00.38 %
Esencias de Frutas 240 gramos 00.72 %
TOTAL 32,965 GRAMOS
100 %
CUADRO N° 1 FORMULACIÓN DE UNA CERVEZA DE SORGO
SABORIZADA CON FRESA, PIÑA Y SANDIA AL 3%
Las esencias de frutas fueron obtenidas por
proceso de cocción y adición de azúcar hasta
formar una especie de pasta soluble en agua
que se permitió la homogenización con la
cerveza y se integró el sabor natural de la
fruta, la esencia se agregó en un 3% con
respecto a la cantidad de cerveza obtenida.
INGREDIENTE PESO EN GRAMOS
PORCENTAJE
Agua 1,000 gramos 33.10 %
Fruta natural 1,000 gramos 33.10 %
Azúcar 1,000 gramos 33.10 % Ácido cítrico al 0.5% 15 gramos 00.49 %
Goma Xantán al 0.2% 6 gramos 00.20 %
TOTAL 3,021 GRAMOS 100 % CUADRO N° 2 FORMULACIÓN DE LAS ESENCIAS DE FRESA, PIÑA Y
SANDIA AL 3%
PROCEDIMIENTO
- Lo principal fue lavar correctamente todos
los instrumentos a usar para evitar la
contaminación y luego se pesaron las
materias primas necesarias.
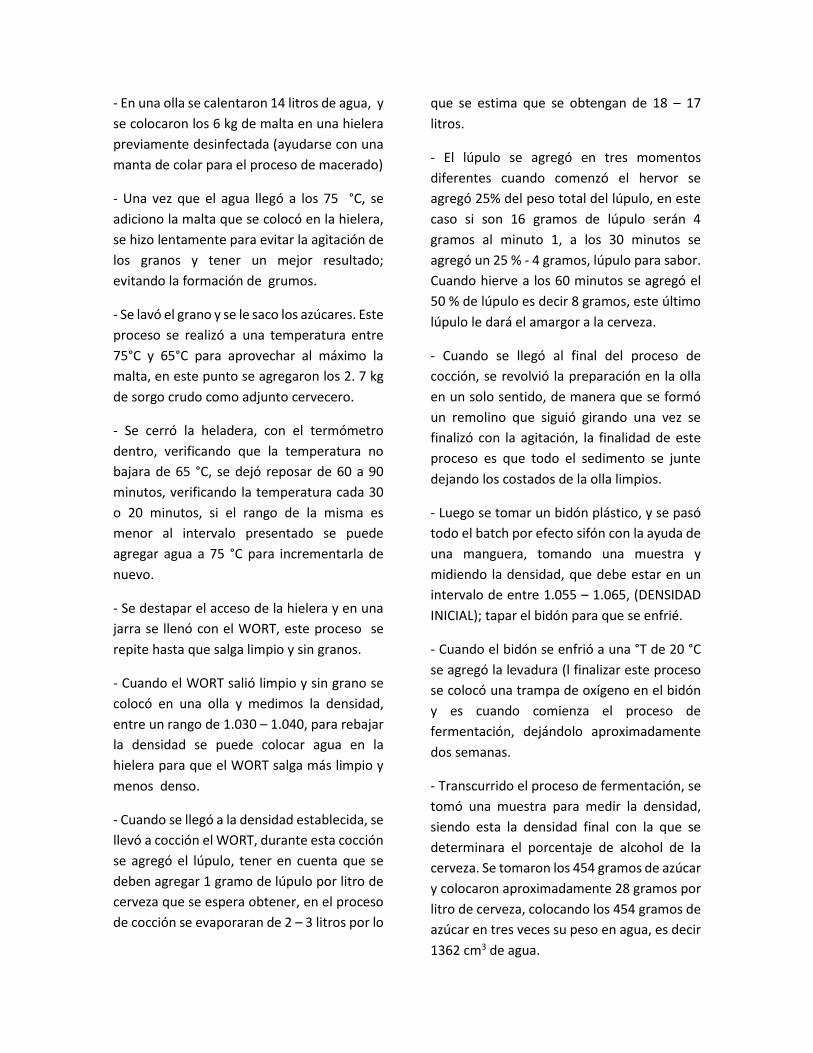
- En una olla se calentaron 14 litros de agua, y
se colocaron los 6 kg de malta en una hielera
previamente desinfectada (ayudarse con una
manta de colar para el proceso de macerado)
- Una vez que el agua llegó a los 75 °C, se
adiciono la malta que se colocó en la hielera,
se hizo lentamente para evitar la agitación de
los granos y tener un mejor resultado;
evitando la formación de grumos.
- Se lavó el grano y se le saco los azúcares. Este
proceso se realizó a una temperatura entre
75°C y 65°C para aprovechar al máximo la
malta, en este punto se agregaron los 2. 7 kg
de sorgo crudo como adjunto cervecero.
- Se cerró la heladera, con el termómetro
dentro, verificando que la temperatura no
bajara de 65 °C, se dejó reposar de 60 a 90
minutos, verificando la temperatura cada 30
o 20 minutos, si el rango de la misma es
menor al intervalo presentado se puede
agregar agua a 75 °C para incrementarla de
nuevo.
- Se destapar el acceso de la hielera y en una
jarra se llenó con el WORT, este proceso se
repite hasta que salga limpio y sin granos.
- Cuando el WORT salió limpio y sin grano se
colocó en una olla y medimos la densidad,
entre un rango de 1.030 – 1.040, para rebajar
la densidad se puede colocar agua en la
hielera para que el WORT salga más limpio y
menos denso.
- Cuando se llegó a la densidad establecida, se
llevó a cocción el WORT, durante esta cocción
se agregó el lúpulo, tener en cuenta que se
deben agregar 1 gramo de lúpulo por litro de
cerveza que se espera obtener, en el proceso
de cocción se evaporaran de 2 – 3 litros por lo
que se estima que se obtengan de 18 – 17
litros.
- El lúpulo se agregó en tres momentos
diferentes cuando comenzó el hervor se
agregó 25% del peso total del lúpulo, en este
caso si son 16 gramos de lúpulo serán 4
gramos al minuto 1, a los 30 minutos se
agregó un 25 % - 4 gramos, lúpulo para sabor.
Cuando hierve a los 60 minutos se agregó el
50 % de lúpulo es decir 8 gramos, este último
lúpulo le dará el amargor a la cerveza.
- Cuando se llegó al final del proceso de
cocción, se revolvió la preparación en la olla
en un solo sentido, de manera que se formó
un remolino que siguió girando una vez se
finalizó con la agitación, la finalidad de este
proceso es que todo el sedimento se junte
dejando los costados de la olla limpios.
- Luego se tomar un bidón plástico, y se pasó
todo el batch por efecto sifón con la ayuda de
una manguera, tomando una muestra y
midiendo la densidad, que debe estar en un
intervalo de entre 1.055 – 1.065, (DENSIDAD
INICIAL); tapar el bidón para que se enfrié.
- Cuando el bidón se enfrió a una °T de 20 °C
se agregó la levadura (l finalizar este proceso
se colocó una trampa de oxígeno en el bidón
y es cuando comienza el proceso de
fermentación, dejándolo aproximadamente
dos semanas.
- Transcurrido el proceso de fermentación, se
tomó una muestra para medir la densidad,
siendo esta la densidad final con la que se
determinara el porcentaje de alcohol de la
cerveza. Se tomaron los 454 gramos de azúcar
y colocaron aproximadamente 28 gramos por
litro de cerveza, colocando los 454 gramos de
azúcar en tres veces su peso en agua, es decir
1362 cm3 de agua.
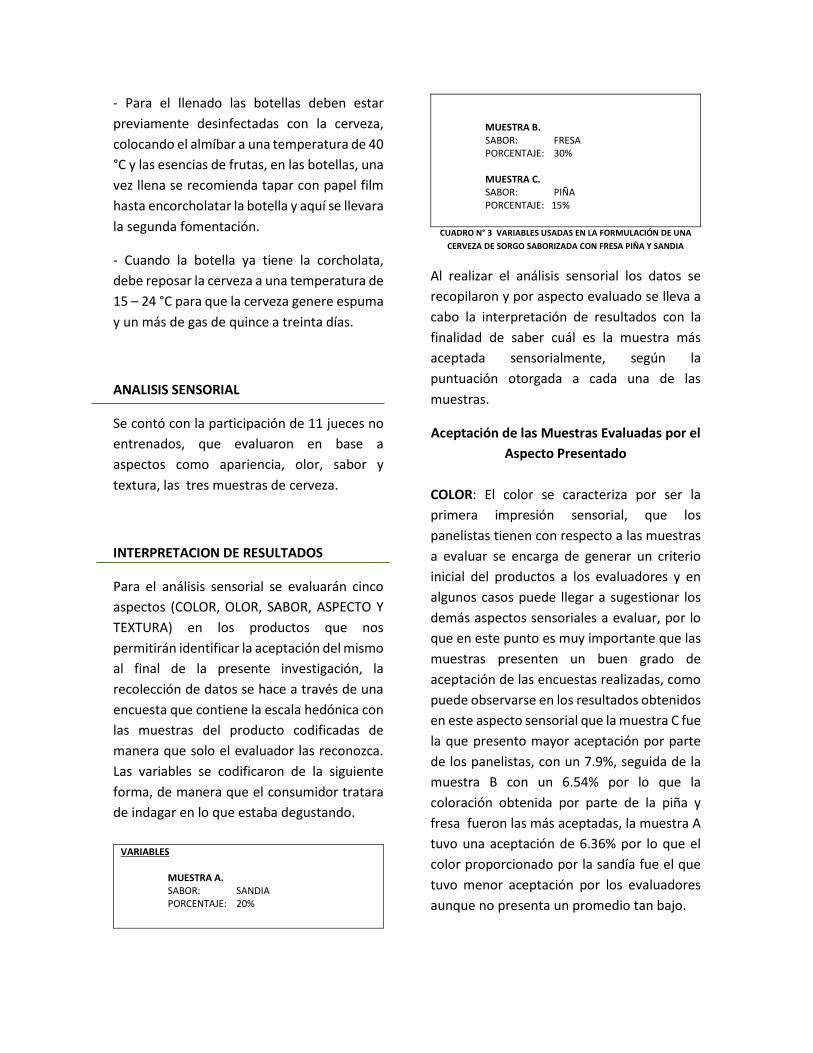
- Para el llenado las botellas deben estar
previamente desinfectadas con la cerveza,
colocando el almíbar a una temperatura de 40
°C y las esencias de frutas, en las botellas, una
vez llena se recomienda tapar con papel film
hasta encorcholatar la botella y aquí se llevara
la segunda fomentación.
- Cuando la botella ya tiene la corcholata,
debe reposar la cerveza a una temperatura de
15 – 24 °C para que la cerveza genere espuma
y un más de gas de quince a treinta días.
ANALISIS SENSORIAL
Se contó con la participación de 11 jueces no
entrenados, que evaluaron en base a
aspectos como apariencia, olor, sabor y
textura, las tres muestras de cerveza.
INTERPRETACION DE RESULTADOS
Para el análisis sensorial se evaluarán cinco
aspectos (COLOR, OLOR, SABOR, ASPECTO Y
TEXTURA) en los productos que nos
permitirán identificar la aceptación del mismo
al final de la presente investigación, la
recolección de datos se hace a través de una
encuesta que contiene la escala hedónica con
las muestras del producto codificadas de
manera que solo el evaluador las reconozca.
Las variables se codificaron de la siguiente
forma, de manera que el consumidor tratara
de indagar en lo que estaba degustando.
VARIABLES
MUESTRA A. SABOR: SANDIA PORCENTAJE: 20%
MUESTRA B. SABOR: FRESA PORCENTAJE: 30% MUESTRA C. SABOR: PIÑA PORCENTAJE: 15%
CUADRO N° 3 VARIABLES USADAS EN LA FORMULACIÓN DE UNA
CERVEZA DE SORGO SABORIZADA CON FRESA PIÑA Y SANDIA
Al realizar el análisis sensorial los datos se
recopilaron y por aspecto evaluado se lleva a
cabo la interpretación de resultados con la
finalidad de saber cuál es la muestra más
aceptada sensorialmente, según la
puntuación otorgada a cada una de las
muestras.
Aceptación de las Muestras Evaluadas por el
Aspecto Presentado
COLOR: El color se caracteriza por ser la
primera impresión sensorial, que los
panelistas tienen con respecto a las muestras
a evaluar se encarga de generar un criterio
inicial del productos a los evaluadores y en
algunos casos puede llegar a sugestionar los
demás aspectos sensoriales a evaluar, por lo
que en este punto es muy importante que las
muestras presenten un buen grado de
aceptación de las encuestas realizadas, como
puede observarse en los resultados obtenidos
en este aspecto sensorial que la muestra C fue
la que presento mayor aceptación por parte
de los panelistas, con un 7.9%, seguida de la
muestra B con un 6.54% por lo que la
coloración obtenida por parte de la piña y
fresa fueron las más aceptadas, la muestra A
tuvo una aceptación de 6.36% por lo que el
color proporcionado por la sandía fue el que
tuvo menor aceptación por los evaluadores
aunque no presenta un promedio tan bajo.
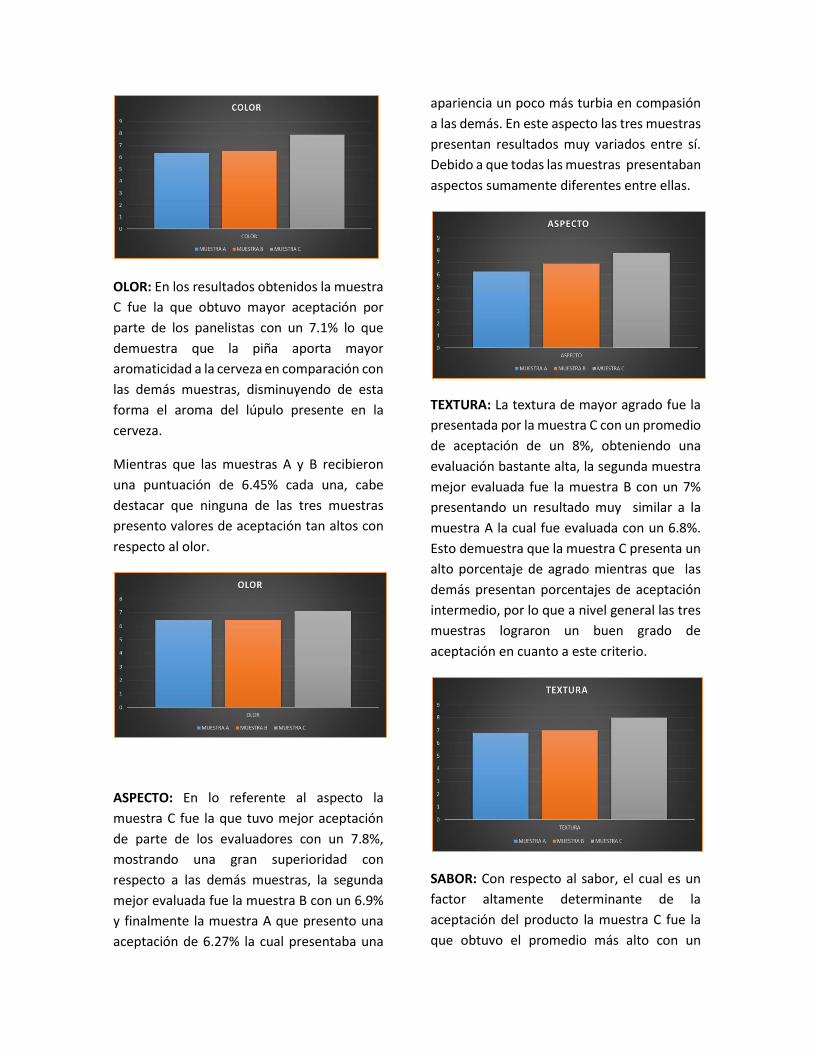
OLOR: En los resultados obtenidos la muestra
C fue la que obtuvo mayor aceptación por
parte de los panelistas con un 7.1% lo que
demuestra que la piña aporta mayor
aromaticidad a la cerveza en comparación con
las demás muestras, disminuyendo de esta
forma el aroma del lúpulo presente en la
cerveza.
Mientras que las muestras A y B recibieron
una puntuación de 6.45% cada una, cabe
destacar que ninguna de las tres muestras
presento valores de aceptación tan altos con
respecto al olor.
ASPECTO: En lo referente al aspecto la
muestra C fue la que tuvo mejor aceptación
de parte de los evaluadores con un 7.8%,
mostrando una gran superioridad con
respecto a las demás muestras, la segunda
mejor evaluada fue la muestra B con un 6.9%
y finalmente la muestra A que presento una
aceptación de 6.27% la cual presentaba una
apariencia un poco más turbia en compasión
a las demás. En este aspecto las tres muestras
presentan resultados muy variados entre sí.
Debido a que todas las muestras presentaban
aspectos sumamente diferentes entre ellas.
TEXTURA: La textura de mayor agrado fue la
presentada por la muestra C con un promedio
de aceptación de un 8%, obteniendo una
evaluación bastante alta, la segunda muestra
mejor evaluada fue la muestra B con un 7%
presentando un resultado muy similar a la
muestra A la cual fue evaluada con un 6.8%.
Esto demuestra que la muestra C presenta un
alto porcentaje de agrado mientras que las
demás presentan porcentajes de aceptación
intermedio, por lo que a nivel general las tres
muestras lograron un buen grado de
aceptación en cuanto a este criterio.
SABOR: Con respecto al sabor, el cual es un
factor altamente determinante de la
aceptación del producto la muestra C fue la
que obtuvo el promedio más alto con un

7.63% demostrando que el sabor de la piña
fue el de mayor preferencia por parte de los
evaluadores el cual era el sabor que disminuía
en mayor cantidad el sabor amargo
característico de la cerveza. Seguida por la
muestra B la cual fue saborizada con fresa que
se caracterizaba por presentar un sabor un
poco más amargo que la muestra C, obtuvo
una puntuación de 6.54%. Mientras que la
muestra A que fue saborizada con sandia se
caracterizaba por presentar un sabor menos
intenso a fruta que las demás muestras
obteniendo un promedio de 5.72%. Cabe
destacar que en esta evaluación los
porcentajes de sabor presentaron valores
intermedios.
INTERPRETACIÓN MICROBIOLOGICA
Se le realizó el análisis microbiológico
correspondiente a la cantidad coliformes
totales, mohos y levaduras presente en la
cerveza de sorgo base, sin adición de sabores
frutales.
La muestra presenta un factor de coliformes
totales de 0.23 NMP/ml llevando acabo la
prueba a través del método convencional,
este resultado es aceptado por las normas
microbiológicas obligatorias nicaragüense,
que es lo más cercana a una norma
centroamericana, y una norma boliviana
como apoyo, las cuales recalcan la usencia de
coliformes en este tipo de muestras. La
prueba sobre recuento de mohos y levaduras
se realizó por el método de vertido en placas;
en este método, las suspensiones de células
microbianas se diluyen antes de su siembra
en placa. Se siguen estas técnicas cuando la
muestra contiene tantos microorganismos,
que la dilución no se puede realizar en una
sola etapa. Los resultados arrojados por el
análisis realizado por este método presenta
15,900 UFC/ml un contenido de mohos
demasiado elevado, ya que las normas
microbiológicas obligatorias únicamente
permiten un total de mohos de 20 UFC/ml, el
recuento excede los rangos estimados,
debido a que el análisis se llevó a cabo antes
de pasteurizar el producto y eliminar la gran
cantidad de mohos y levaduras que posee la
muestra, posteriormente a la fermentación.
CONCLUSIONES
La variedad de sorgo nacional utilizada se
caracteriza por presentar una proporción
significativa de proteínas y de almidón en su
estructura a tal grado que con respecto a la
cebada (GRANO BÁSICO EN ESTE PROCESO)
no es tanta la diferencia en cuanto a la
composición química de estos macro
elementos
Es importante recalcar que el sorgo contiene
una cantidad representativa de vitaminas del
complejo B comparado con otros cereales
particularmente tiamina, niacina y piridoxina,
las cuales son potenciadoras de la actividad
metabólica ya que además de actuar como
intermediarios químicos en ciertas reac-
ciones bioquímicas de las vías ener- géticas
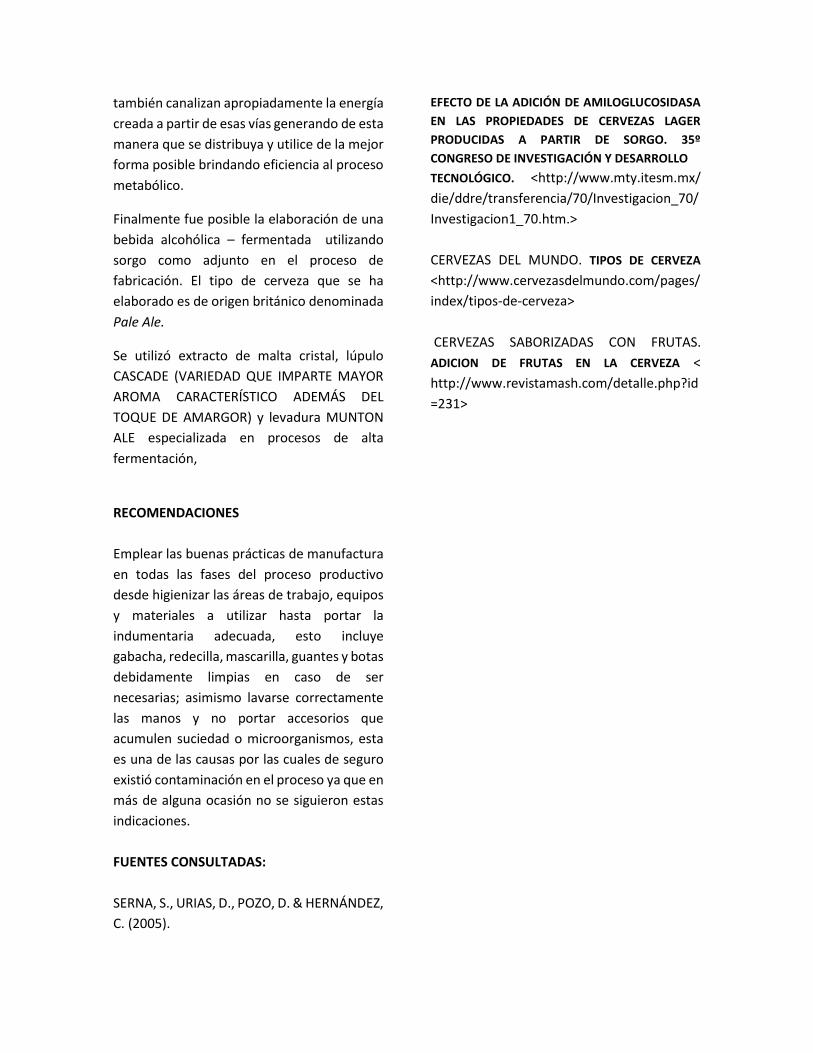
también canalizan apropiadamente la energía
creada a partir de esas vías generando de esta
manera que se distribuya y utilice de la mejor
forma posible brindando eficiencia al proceso
metabólico.
Finalmente fue posible la elaboración de una
bebida alcohólica – fermentada utilizando
sorgo como adjunto en el proceso de
fabricación. El tipo de cerveza que se ha
elaborado es de origen británico denominada
Pale Ale.
Se utilizó extracto de malta cristal, lúpulo
CASCADE (VARIEDAD QUE IMPARTE MAYOR
AROMA CARACTERÍSTICO ADEMÁS DEL
TOQUE DE AMARGOR) y levadura MUNTON
ALE especializada en procesos de alta
fermentación,
RECOMENDACIONES
Emplear las buenas prácticas de manufactura
en todas las fases del proceso productivo
desde higienizar las áreas de trabajo, equipos
y materiales a utilizar hasta portar la
indumentaria adecuada, esto incluye
gabacha, redecilla, mascarilla, guantes y botas
debidamente limpias en caso de ser
necesarias; asimismo lavarse correctamente
las manos y no portar accesorios que
acumulen suciedad o microorganismos, esta
es una de las causas por las cuales de seguro
existió contaminación en el proceso ya que en
más de alguna ocasión no se siguieron estas
indicaciones.
FUENTES CONSULTADAS:
SERNA, S., URIAS, D., POZO, D. & HERNÁNDEZ,
C. (2005).
EFECTO DE LA ADICIÓN DE AMILOGLUCOSIDASA
EN LAS PROPIEDADES DE CERVEZAS LAGER
PRODUCIDAS A PARTIR DE SORGO. 35º
CONGRESO DE INVESTIGACIÓN Y DESARROLLO
TECNOLÓGICO. <http://www.mty.itesm.mx/
die/ddre/transferencia/70/Investigacion_70/
Investigacion1_70.htm.>
CERVEZAS DEL MUNDO. TIPOS DE CERVEZA
<http://www.cervezasdelmundo.com/pages/
index/tipos-de-cerveza>
CERVEZAS SABORIZADAS CON FRUTAS.
ADICION DE FRUTAS EN LA CERVEZA <
http://www.revistamash.com/detalle.php?id
=231>
ANEXO N° 4 NORMA CERVECERA NICARAGUENSE
Continúa
ICS 67.160.10/67.160.20 NTON 03 038 – 06 Primera Revisión Mayo – 06 1/8
BEBIDAS FERMENTADAS. CERVEZA.
ESPECIFICACIONES
NTON 03 038 – 06
Primera Revisión
NORMA TECNICA OBLIGATORIA NICARAGÜENSE
Derecho de reproducción reservado
NTON 03 038 – 06 Primera Revisión
Continúa
2/8
La Norma Técnica Obligatoria Nicaragüense 03 038 – 06 Primera Revisión Norma Técnica Obligatoria
Nicaragüense Bebidas Fermentadas. Cerveza. Especificaciones y en su elaboración participaron las
siguientes personas en representación de sus instituciones:
Rüdiger Adelmann Compañía Cervecera de Nicaragua
Nidia Menicucci Compañía Cervecera de Nicaragua
William Ramírez Compañía Cervecera de Nicaragua
Ileana Prado Compañía Cervecera de Nicaragua
Manuel Novoa Compañía Cervecera de Nicaragua
Geraldo Melo de Queirós Cervecería Río
Wilson José Fornacier Cervecería Río
Fernando Argueta Cervecería Río
Samantha Aguilar Beteta Taboada y Asociados (Cervecería Río)
José Ángel Reyes ENSA
Enrique Brenes Suplidora Internacional
Manuel Bermúdez Cámara de Comercio de Nicaragua
Andrés Gómez Palacios Policía Nacional - DIE
Francisco Pérez LABAL
Fátima Juárez CNDR-MINSA
Clara Ivania Soto Ministerio de Salud (MINSA)
Javier Cruz Ministerio de Fomento, Industria y Comercio (MIFIC)
Noemí Solano Ministerio de Fomento, Industria y Comercio (MIFIC)
Esta norma fue revisada y aprobada por el Comité Técnico de Bebidas Fermentadas en la sesión de trabajo el
día 25 de mayo de 2006.
NTON 03 038 – 06 Primera Revisión
Continúa
3/8
1. OBJETO
Esta norma tiene por objeto establecer las especificaciones, requisitos y los métodos de ensayo que debe
cumplir la cerveza que haya sido o no sometida a pasteurización y/o microfiltración durante el proceso de
elaboración.
2. CAMPO DE APLICACIÓN
Esta norma aplica a todas las cervezas que se elaboran y comercializan en el territorio nacional, sean estas
de producción nacional o importadas.
3. DEFINICIONES Y TERMINOLOGIA
3.1 Cerveza. Bebida resultante de un proceso de fermentación alcohólica controlado, por medio
de levadura cervecera, de un mosto elaborado con agua potable, malta y/o sus extractos sola o mezclada con
azúcar y/o otros productos amiláceos, adicionado de lúpulo y/o sus extractos y concentrados. La adición de
otros granos y azúcar es facultativa
3.2 Malta. Cebada que ha sido sometida a un proceso de germinación controlada y posterior
tostación, en condiciones adecuadas para ser utilizada en la elaboración de cerveza.
3.3 Mosto de cerveza. Es la solución en agua potable de carbohidratos, proteínas, sales minerales
y demás compuestos resultantes de la degradación enzimática de la malta, con o sin adjuntos cerveceros
realizada mediante procesos tecnológicos adecuados
3.4 Aditivos alimentarios. Son aquellas sustancias que entran en la formulación de una bebida
alcohólica fermentada con el objeto de preservar, estabilizar o mejorar su color, olor y apariencia, siempre
que no perjudiquen su valor nutritivo, normalmente no se consumen como bebidas, ni se usan como
ingredientes característicos de la bebida, tengan o no valor nutritivo y cuya adición intencional, en cualquiera
de las fases de producción, resulta o es de prever que resulte (directa o indirectamente), en que él o sus
derivados pasen a ser un componente de tales bebidas o afecten a las características de éstas
3.5 Bebida alcohólica fermentada. Es la bebida alcohólica obtenida por la fermentación de jugos
azucarados de frutas o por la fermentación de azúcares obtenidos de almidón de cereales, por cualquier
proceso de conversión.
3.6 Buenas prácticas de manufactura. Condiciones de infraestructura y procedimientos
establecidos para todos, los procesos de producción y control de alimentos, bebidas y productos afines, con
el objeto de garantizar la calidad e inocuidad de dichos productos según normas aceptadas
internacionalmente.
3.7 Etiqueta. Cualquier marbete, rótulo, marca, imagen u otra materia descriptiva o gráfica, que
se haya escrito, impreso, estarcido, marcado en relieve o en hueco-grabado o adherido al envase o tapón de
una bebida alcohólica fermentada, que cumpla con las disposiciones de la presente Norma.
NTON 03 038 – 06 Primera Revisión
Continúa
4/8
3.8 Etiquetado. Cualquier material escrito, impreso o gráfico que contiene la etiqueta.
3.9 Ingrediente. Cualquier sustancia incluidos los aditivos alimentarios que se emplee en la
fabricación, preparación y conservación de las bebidas y esté presente en el producto final, aunque
posiblemente en forma modificada.
3.10 Lote. Es una cantidad determinada de una bebida producida en condiciones esencialmente
iguales que se identifica mediante un código al momento de ser envasado.
3.11 Métodos de prueba. Procedimientos analíticos utilizados en el laboratorio para comprobar
que un producto satisface las especificaciones que establece la norma.
3.12 Grado alcohólico. Porcentaje en volumen de alcohol etílico contenido en una bebida
alcohólica, referido a 20 °C.
3.13 Cerveza saborizada. Es la cerveza a la que se le ha adicionado aromas/jugos/extracto de
origen vegetal aprobados por la autoridad competente definida en esta norma.
3.14 Adjuntos. Toda fuente donadora de almidón o azucares fermentables.
3.15 Lúpulos. Flor o extractos naturales o procesados de la flor Humulus Lupulus.
3.16 Extracto original de cerveza. Es la concentración de la cerveza expresada en % en masa y
calculada a partir de la concentración de alcohol y del extracto real o verdadero de la misma.
4. CLASIFICACION DE LA CERVEZA
Las cervezas se denominan de acuerdo a las siguientes características:
4.1 Según la “Especie de levadura”
4.1.1 Cervezas de baja fermentación, es elaborada usando levaduras cultivadas de la especie
sacchoromyces uvarum, las cuales tienden a sedimentar al concluir el proceso de fermentación.
4.1.2 Cerveza de alta fermentación, es elaborada usando levaduras cultivadas de la especie
sacchoromyce cerevisiae, las cuales tienden a flotar sobre la superficie del producto al concluir el proceso
de fermentación.
4.2 Según el "Grado Alcohólico"
4.2.1 Cervezas sin alcohol, es la que tiene un contenido alcohólico inferior o igual a 0,5% en
volumen
4.2.2 Cervezas con alcohol, es la que tiene un contenido alcohólico superior a 0.5% en volumen
NTON 03 038 – 06 Primera Revisión
Continúa
5/8
4.3 Según el "Contenido Calórico"
4.3.1 Podrá denominarse cerveza light o ligera la cerveza suave que contenga un valor energético
máximo de 150 kJ/ 100 ml.
4.4 Según la “proporción de materias primas”
4.4.1. Cerveza de […] (seguido del nombre del o de los cereales mayoritarios) Cerveza elaborada a
partir de un mosto cuyo extracto original proviene mayoritariamente de adjuntos cerveceros. Podrá tener
hasta un máximo de 80% en peso de la totalidad de las materias primas adicionadas. Cuando dos o más
cereales contribuyan en igual cantidad se deben declarar todos en la etiqueta.
4.4.2 Cerveza, es aquella que es elaborada a partir de un mosto cuyo extracto original proviene de
malta de cebada. Deberá tener hasta un mínima de 50% en peso de la totalidad de las materias primas
adicionadas provenientes de malta.
5. MATERIAS PRIMAS Y MATERIALES
5.1 Agua potable. Agua tratada exenta de contaminantes y apta para consumo humano
5.2 Cereales: Los cereales utilizados para la fabricación de cerveza deben estar libres de
sustancias que puedan dañar la salud de los consumidores.
5.3 Lúpulo: El lúpulo utilizado en la fabricación de cervezas no debe contener sustancias extrañas
o perjudiciales para la salud de los consumidores.
5.4 Azúcar. La industria nacional que utilice azúcar en la elaboración de la cerveza, debe cumplir
con la legislación nacional vigente. El azúcar utilizada en la elaboración de cervezas importadas,
únicamente debe ser declarada como ingrediente en la etiqueta.
5.5 Levadura. La levadura para la fabricación de cerveza deberá de provenir de un cultivo puro.
5.6 Aditivos. Los aditivos utilizados en la elaboración de cerveza están sujetos a las
clasificaciones establecidas en el Codex Alimentarius.
6. ESPECIFICACIONES Y CARACTERISTICAS
6.1 Características generales.
6.1.1 No se permite el uso de materiales filtrantes como asbesto u otros materiales prohibidos en la
industria de alimentos y bebidas.
6.1.2 La cerveza deberá estar libre de cualquier ingrediente dañino a la salud.
6.1.3 La cerveza puede contener solamente los aditivos, colorantes y preservantes establecidos por
el Codex Alimentarius.
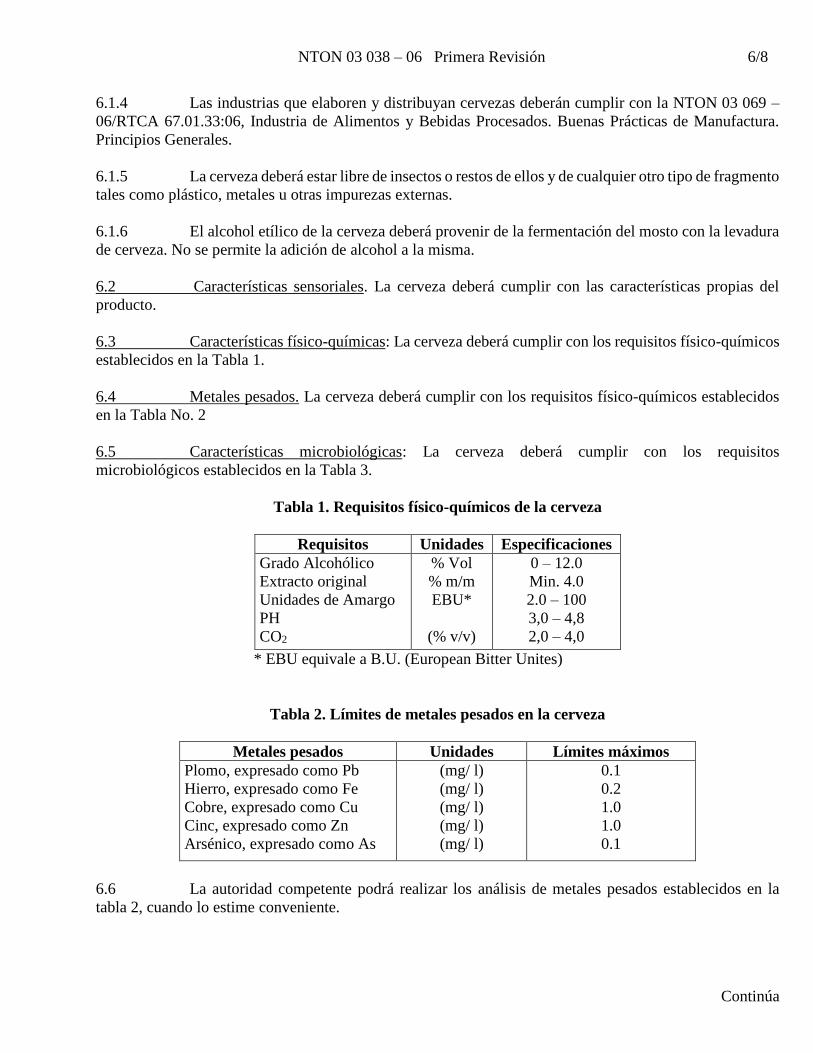
NTON 03 038 – 06 Primera Revisión
Continúa
6/8
6.1.4 Las industrias que elaboren y distribuyan cervezas deberán cumplir con la NTON 03 069 –
06/RTCA 67.01.33:06, Industria de Alimentos y Bebidas Procesados. Buenas Prácticas de Manufactura.
Principios Generales.
6.1.5 La cerveza deberá estar libre de insectos o restos de ellos y de cualquier otro tipo de fragmento
tales como plástico, metales u otras impurezas externas.
6.1.6 El alcohol etílico de la cerveza deberá provenir de la fermentación del mosto con la levadura
de cerveza. No se permite la adición de alcohol a la misma.
6.2 Características sensoriales. La cerveza deberá cumplir con las características propias del
producto.
6.3 Características físico-químicas: La cerveza deberá cumplir con los requisitos físico-químicos
establecidos en la Tabla 1.
6.4 Metales pesados. La cerveza deberá cumplir con los requisitos físico-químicos establecidos
en la Tabla No. 2
6.5 Características microbiológicas: La cerveza deberá cumplir con los requisitos
microbiológicos establecidos en la Tabla 3.
Tabla 1. Requisitos físico-químicos de la cerveza
Requisitos Unidades Especificaciones
Grado Alcohólico
Extracto original
Unidades de Amargo
PH
CO2
% Vol
% m/m
EBU*
(% v/v)
0 – 12.0
Min. 4.0
2.0 – 100
3,0 – 4,8
2,0 – 4,0
* EBU equivale a B.U. (European Bitter Unites)
Tabla 2. Límites de metales pesados en la cerveza
Metales pesados Unidades Límites máximos
Plomo, expresado como Pb
Hierro, expresado como Fe
Cobre, expresado como Cu
Cinc, expresado como Zn
Arsénico, expresado como As
(mg/ l)
(mg/ l)
(mg/ l)
(mg/ l)
(mg/ l)
0.1
0.2
1.0
1.0
0.1
6.6 La autoridad competente podrá realizar los análisis de metales pesados establecidos en la
tabla 2, cuando lo estime conveniente.
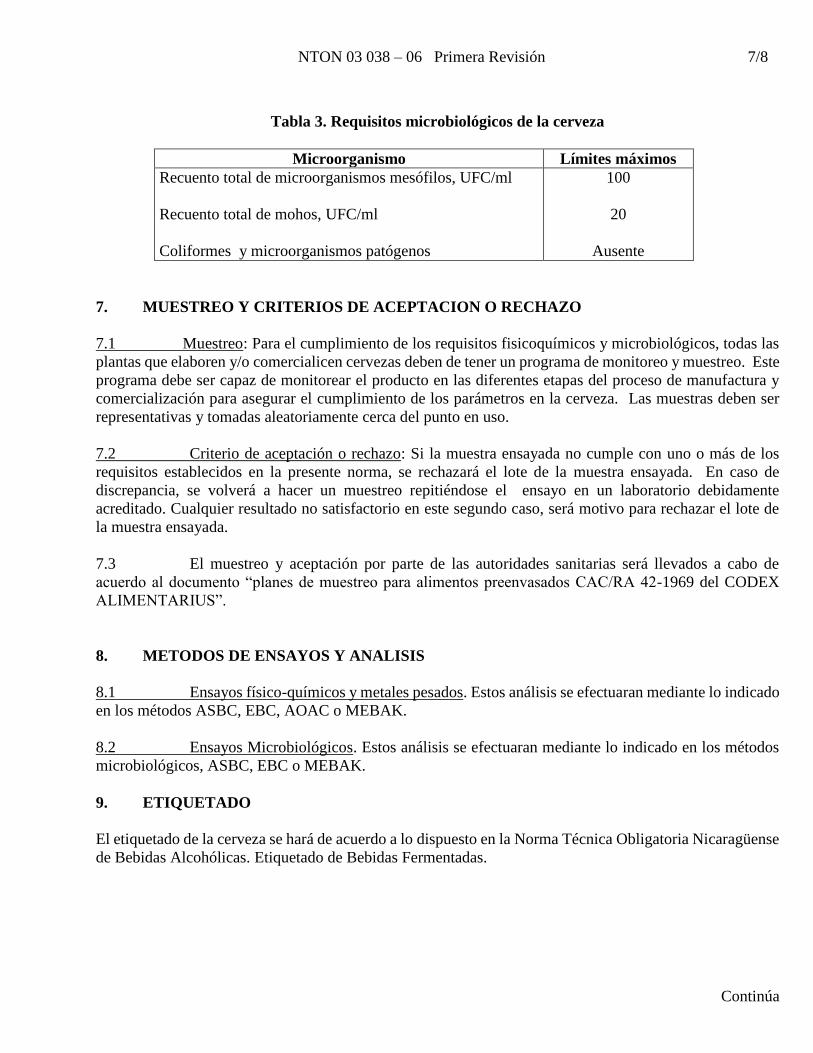
NTON 03 038 – 06 Primera Revisión
Continúa
7/8
Tabla 3. Requisitos microbiológicos de la cerveza
Microorganismo Límites máximos
Recuento total de microorganismos mesófilos, UFC/ml
Recuento total de mohos, UFC/ml
Coliformes y microorganismos patógenos
100
20
Ausente
7. MUESTREO Y CRITERIOS DE ACEPTACION O RECHAZO
7.1 Muestreo: Para el cumplimiento de los requisitos fisicoquímicos y microbiológicos, todas las
plantas que elaboren y/o comercialicen cervezas deben de tener un programa de monitoreo y muestreo. Este
programa debe ser capaz de monitorear el producto en las diferentes etapas del proceso de manufactura y
comercialización para asegurar el cumplimiento de los parámetros en la cerveza. Las muestras deben ser
representativas y tomadas aleatoriamente cerca del punto en uso.
7.2 Criterio de aceptación o rechazo: Si la muestra ensayada no cumple con uno o más de los
requisitos establecidos en la presente norma, se rechazará el lote de la muestra ensayada. En caso de
discrepancia, se volverá a hacer un muestreo repitiéndose el ensayo en un laboratorio debidamente
acreditado. Cualquier resultado no satisfactorio en este segundo caso, será motivo para rechazar el lote de
la muestra ensayada.
7.3 El muestreo y aceptación por parte de las autoridades sanitarias será llevados a cabo de
acuerdo al documento “planes de muestreo para alimentos preenvasados CAC/RA 42-1969 del CODEX
ALIMENTARIUS”.
8. METODOS DE ENSAYOS Y ANALISIS
8.1 Ensayos físico-químicos y metales pesados. Estos análisis se efectuaran mediante lo indicado
en los métodos ASBC, EBC, AOAC o MEBAK.
8.2 Ensayos Microbiológicos. Estos análisis se efectuaran mediante lo indicado en los métodos
microbiológicos, ASBC, EBC o MEBAK.
9. ETIQUETADO
El etiquetado de la cerveza se hará de acuerdo a lo dispuesto en la Norma Técnica Obligatoria Nicaragüense
de Bebidas Alcohólicas. Etiquetado de Bebidas Fermentadas.
NTON 03 038 – 06 Primera Revisión
8/8
10. ALMACENAMIENTO Y TRANSPORTE
10.1 Almacenamiento y transporte. El almacenamiento y transporte de la cerveza debe realizarse
de acuerdo a lo establecido en la NTON 03 069 – 06/RTCA 67.01.33:06, Industria de Alimentos y Bebidas
Procesados. Buenas Prácticas de Manufactura. Principios Generales.
11. REFERENCIAS
a) Ley General de Salud
b) Código de Prácticas de Higiene para la elaboración expendio de alimentos en la vía pública
c) la NTON 03 069 – 06/RTCA 67.01.33:06, Industria de Alimentos y Bebidas Procesados. Buenas
Prácticas de Manufactura. Principios Generales.
d) NTON 03 021 -99 Norma de etiquetado de alimentos preenvasados para consumo humano
e) Norma Técnica Obligatoria Nicaragüense, NTON 01 001-96, Metodología para la presentación de
Normas Técnicas Nicaragüenses
f) Norma Guatemalteca Obligatoria COGUANOR NGO, 33 006; Bebidas Alcohólicas, Fermentadas.
Cerveza. Especificaciones.
g) Resolución MERCOSUR/GMC/RES. N 14/01; Reglamento Técnico MERCOSUR de Productos de
Cervecería
h) American Society of Brewing Chemists (ASBC)
i) European Brewery Convention (EBC)
j) Mitteleuropäischen Brautechnischen Analysenkommission eV (MEBAK) (Comisión de análisis
técnicos cerveceros de Europa Central)
k) Association of Official Analytical Chemists AOAC 15th Edition, 1990
12. OBSERVANCIA DE LA NORMA
La verificación de esta Norma estará a cargo del Ministerio Salud a través de la Dirección Control de
Alimento y el Ministerio de Fomento, Industria y Comercio a través de la Dirección de Defensa del
Consumidor.
13. ENTRADA EN VIGENCIA
La presente Norma Técnica Obligatoria Nicaragüense entrará en vigencia a partir de su publicación en la
Gaceta Diario Oficial.
14. SANCIONES
El incumplimiento a las disposiciones establecidas en la presente norma, debe ser sancionado conforme la
legislación vigente.
ULTIMA LINEA