Embed Size (px)
Citation preview

Tratamentos Térmicos e Químicos para a Valorização
da Casca de Arroz
Cláudia Sofia Martins Carvalho
Dissertação para obtenção do Grau de Mestre em
Engenharia de Materiais
Orientadores: Profª Fernanda Maria Ramos da Cruz Margarido
Prof. Mário Manuel Gonçalves da Costa
Júri
Presidente: Profª Maria Amélia Martins de Almeida
Orientadores: Profª Fernanda Maria Ramos da Cruz Margarido
Vogal: Doutor Carlos Alberto Gonçalves Nogueira
Novembro de 2015



Para a minha avó,
Adelina


I
AGRADECIMENTOS
Gostaria de agradecer aos Professores Fernanda Margarido e Mário Costa, por terem aceite
serem meus orientadores dando-me oportunidade de poder realizar a tese sobre este tema.
À professora Fernanda Margarido gostaria de expressar o meu agradecimento por todo o
apoio e ajuda demonstrado ao longo destes meses de trabalho e o tempo investido.
Gostaria também de de agradecer ao Doutor Carlos Nogueira, toda a ajuda e tempo
despendido na execução deste trabalho bem como os conhecimentos transmitidos.
Aos professores Manuel Francisco e Ana Paula Soares a disponibilidade manifestada por
poder utilizar os equipamentos de que são responsáveis.
Agradecer aos meus pais e a avós por todo o apoio, ajuda, preocupação e amor. À minha tia
por toda a ajuda e apoio que me deu ao longo do curso.
Por fim gostaria de agradecer aos meus amigos e colegas que partilharam comigo estes 5
anos de faculdades proporcionado uma vida académica para recordar com muitos bons momentos.
Em especial aos três meninos que me acompanham desde o primeiro ano de faculdade e que em
conjunto terminamos este curso. Obrigada pela ajuda, boa disposição, convívio e todas aquelas horas
de estudo e diversão.

II
RESUMO
A casca de arroz (CA) é um resíduo gerado durante a produção do arroz. Apresenta como
principal problema a quantidade produzida o que dá origem a problemas de manuseamento, além de
ocupar um grande volume. Após calcinação, obtêm-se cinzas de casca de arroz (CCA) que
corresponde a apenas 10-20% do peso inicial, e contem elevada concentração em sílica. Esta
elevada concentração em sílica gera grande interesse na utilização deste resíduo em diversas
aplicações. A compreensão do efeito que os tratamentos térmicos e químicos têm nas propriedades e
concentração de sílica na CCA é essencial. Neste trabalho, realizaram-se diferentes tratamentos
térmicos e químicos, sendo a CA e a CCA caracterizadas de forma a perceber a influência dos
diferentes tratamentos nas suas propriedades. Fizeram-se também testes de adsorção de metais
pesados pela CCA, uma das várias aplicações deste “novo produto”. O estudo de adsorção for
efetuado utilizando uma solução contendo Cu, Pb, Zn, Ni e Cd. Concluiu-se que diferentes
tratamentos térmicos e químicos influenciam as propriedades das cinzas de casca de arroz obtidas,
como por exemplo o grau de cristalinidade da sílica e morfologia. A presença de certos elementos,
tais como o potássio, têm influência na retenção de carbono nas cinzas. Ao estudar a diferentes
cinzas obtidas relativamente à sua capacidade de adsorção de metais pesados, constatou-se que
algumas foram capazes de remover quase na totalidade os 20ppm iniciais presentes na solução
carregada.
Palavras-chave: Casca de arroz, Cinzas da casca de arroz, Calcinação, Adsorção

III
ABSTRACT
Rice husk (RH) Rice husk (RH) is a residue generated during the rice production. The main
problem related with this residue it’s that exists in large quantities leading to management problems,
as well as its high volume. After incineration, obtains rice husk ash (RHA) was only 10-20 wt% but has
a high silica content. This high silica content makes the residue very interest for a variety of different
applications. The understanding of the influence that the thermal and chemical treatments have in the
properties and silica content of the RHA is crucial. In this work, different thermal and chemical
treatments were performed, characterization of RH and RHA was also carried out to understand how
the different treatments can influence the properties of RHA. An adsorption study regarding the
capacity of RHA to adsorb heavy metals was also carried out. In this study, solutions containing Cu,
Pb, Zn, Ni and Cd were used. It was conclude that different thermal and chemical treatments influence
the properties of the rice husk ashes obtained, like silica degree of crystallinity and morphology of the
ash. The presence of certain elements in the husk, like potassium, can promote the carbon fixation in
the ashes obtained. By studding the adsorption capacity of the different ashes was observed that
some ashes were able to adsorb the 20ppm of heavy metal initially present in the solution.
Keywords: Rice Husk, Rice Husk Ash, RH incineration, Adsorption

IV
ÍNDICE
Agradecimentos ........................................................................................................................... I
Resumo....................................................................................................................................... II
Abstract ...................................................................................................................................... III
Índice de Figuras ....................................................................................................................... VI
Índice de Tabelas ...................................................................................................................... IX
1 Introdução ............................................................................................................................ 1
1.1 Considerações gerais e apresentação do problema ................................................... 1
1.2 Objetivo do trabalho proposto ..................................................................................... 1
2 Estado de arte ..................................................................................................................... 3
2.1 Indústria do arroz ......................................................................................................... 3
2.2 Caracterização da casca de arroz ............................................................................... 4
2.3 Tratamentos de valorização ........................................................................................ 9
2.3.1 Tratamentos térmicos .............................................................................................. 9
2.3.2 Pré-Tratamentos .................................................................................................... 15
2.4 Aplicações da casca de arroz e da cinza da casca de arroz .................................... 20
2.4.1 Aplicações da casca de arroz ................................................................................ 20
2.4.2 Aplicações da cinza da casca de arroz ................................................................. 21
2.4.3 Aplicação da cinza com adsorvente de metais pesados....................................... 22
3 Metodologia Experimental ................................................................................................. 26
3.1 Introdução .................................................................................................................. 26
3.2 Material utilizado ........................................................................................................ 27
3.3 Pré-tratamentos ......................................................................................................... 27
3.4 Tratamentos térmicos ................................................................................................ 28
3.5 Ensaios de adsorção ................................................................................................. 29
3.6 Caracterização química e morfológica ...................................................................... 29
3.6.1 Espectrometria de absorção atómica .................................................................... 29
3.6.2 Difração de raios-X ................................................................................................ 30
3.6.3 Microscopia ótica e eletrónica ............................................................................... 30
3.6.4 Termogravimetria (TGA) ........................................................................................ 31
4 Resultados e Discussão .................................................................................................... 32

V
4.1 Identificação das amostras ........................................................................................ 32
4.2 Caracterização da matéria-prima .............................................................................. 33
4.2.1 Caracterização química ......................................................................................... 33
4.2.2 Caracterização químico-estrutural ......................................................................... 34
4.2.3 Caracterização morfológica ................................................................................... 34
4.3 Tratamentos da casca de arroz ................................................................................. 36
4.3.1 Ensaios preliminares ............................................................................................. 36
4.3.2 Pré-tratamentos ..................................................................................................... 40
4.3.3 Tratamentos Térmicos ........................................................................................... 43
4.4 Caracterização das cinzas de casca de arroz ........................................................... 45
4.4.1 Caracterização química ......................................................................................... 45
4.4.2 Estudo químico-estrutural ...................................................................................... 46
4.4.3 Caracterização morfológica ................................................................................... 50
4.4.4 Caracterização térmica .......................................................................................... 55
4.5 Ensaios de adsorção da cinza da casca de arroz ..................................................... 58
4.5.1 Efeito dos diferentes tipos de cinzas de casca de arroz ....................................... 59
4.5.2 Efeito do tempo de adsorção ................................................................................. 64
4.5.3 Efeito do pH da solução ........................................................................................ 65
4.5.4 Razão líquidos-sólidos........................................................................................... 67
4.5.5 Isotérmicas ............................................................................................................ 68
5 Conclusões finais e Trabalho futuro .................................................................................. 72
5.1 Conclusão .................................................................................................................. 72
5.2 Proposta de trabalho futuro ....................................................................................... 72
Bibliografia ................................................................................................................................ 74
Anexo 1 ..................................................................................................................................... 78
Anexo 2 ..................................................................................................................................... 79
Anexo 3 ..................................................................................................................................... 80

VI
ÍNDICE DE FIGURAS
Figura 2.1 - Distribuição geográfica da produção de arroz no mundo [1] .................................. 4
Figura 2.2 – Curva de perda de massa e respetiva derivada em função da temperatura [14] .. 5
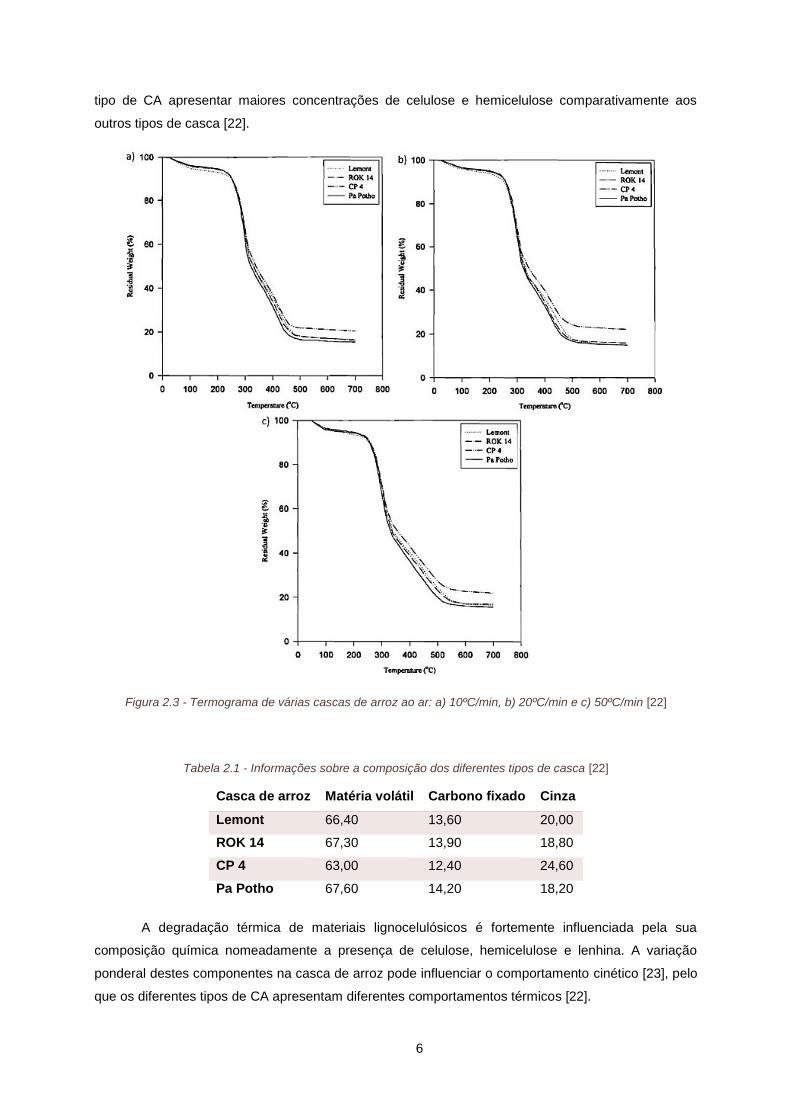
Figura 2.3 - Termograma de várias cascas de arroz ao ar: a) 10ºC/min, b) 20ºC/min e c)
50ºC/min [22] ........................................................................................................................................... 6
Figura 2.4 - Curvas de TGA e DTG em atmosfera de azoto [24] ............................................... 7
Figura 2.5 – Curva típica da taxa de evolução dos voláteis com identificação dos picos
correspondentes a cada elemento [27] ................................................................................................... 8
Figura 2.6 - Comparação da taxa de evolução de voláteis da CA sem pré-tratamento (linha
sólida) e pré-lavada com água (linha picotado) de CA, com taxa de aquecimento de 30K/min [27] ..... 8
Figura 2.7 - Microscopia MEV de cinzas de casca de arroz (CCA): (a) 300⁰C, (b) 500⁰C, (c)
700⁰C e (d) 900⁰C [3] ............................................................................................................................. 10
Figura 2.8 - Difractogramas de cinzas de casca de arroz (CCA): (a) 300⁰C, (b) 500⁰C, (c)
700⁰C e (d) 900⁰C [3] ............................................................................................................................. 10
Figura 2.9 – Difractogramas da CCA a) 600ºC, b) 700ºC, c) 800ºC [18] ................................. 11
Figura 2.10 - Quantidade de CCA vs tempo de calcinação a diferentes temperaturas [18] .... 11
Figura 2.11 - Imagem MEV da amostra sujeita a uma atmosfera de argon e oxigénio [9] ...... 12
Figura 2.12 – Difractogramas de CCA: a) obtidas por combustão a diferentes temperaturas, b)
correspondentes aos produtos após recozimento a 900ºC [16] ........................................................... 13
Figura 2.13 - Variação na massa de CCA: tal-qual (r-RH), lavada (h-RH) e lavada e lixiviada
(w-RH) [10] ............................................................................................................................................ 15
Figura 2.14 - Amostras de CCA exibindo diferentes cores: (A) CCA Branca; (B) CCA quase
branca; (C) CCA Cinzento claro; (D) CCA Cinzento [14] ...................................................................... 17
Figura 2.15 – Cor das CCA a diferentes tempos de combustão e com diferentes pré-
tratamentos [10] ..................................................................................................................................... 18
Figura 2.16 - Micrografias MEV na a) CCA, b)CCAT1 e c) CCAT2 [13] .................................. 18
Figura 2.17 – Difractogramas de CCA obtidas com diferentes condições de combustão: a)
diferentes temperaturas, b) diferentes tempos de calcinação [14] ....................................................... 19
Figura 2.18 - Difractogramas de CCA previamente lavadas e calcinadas a 600, 700 e 800ºC
[18] ......................................................................................................................................................... 19
Figura 3.1 - Fluxograma do trabalho experimental .................................................................. 26
Figura 3.2 - Disposição das amostras na camara termoestatisada por ar quente e com
agitação orbital utilizada durante o ensaio de lixiviação ....................................................................... 27
Figura 3.3 - Mufla da marca CARBOLITE utilizada nas calcinações ....................................... 28
Figura 3.4 - Ciclo dos tratamentos térmicos efetuados ............................................................ 28
Figura 4.1 - Difractograma da casca de arroz natural .............................................................. 34
Figura 4.2 - Aspeto visual a olho nu da casca de arroz ........................................................... 34
Figura 4.3 – Casca de arroz natural observada em lupa estereoscópica (escala 500µm) ...... 35
VII
Figura 4.4 – Micrografias MEV da morfologia da casca de arroz natural: a) e b) casca exterior;
c) e d) casca interior; e) corte transversal ............................................................................................. 35
Figura 4.5 – a) a) Cadinhos com diferentes áreas superficiais e massa de material constante;
b) Cadinho em que se variou a quantidade da amostra ....................................................................... 36
Figura 4.6 - Evolução da temperatura ao longo do tempo durante o aquecimento do forno... 36
Figura 4.7 - Amostras de CCA após ensaio de variação da área superficial com massa
contante ................................................................................................................................................. 37
Figura 4.8 - Percentagem de partículas pretas nas amostras de variação de área superficial 38
Figura 4.9 - Amostras de CCA após ensaio de variação de altura da amostra no cadinho .... 39
Figura 4.10 - Percentagem de partículas pretas nas amostras de variação da altura da
amostra .................................................................................................................................................. 39
Figura 4.11 - Volume de solução de lixiviação absorvida por cada amostra ........................... 41
Figura 4.12 - Perda de massa em percentagem de cada amostra com a lixiviação ............... 42
Figura 4.13 – Rendimento da extração de potássio por lixiviação utilizando dois tipos de
ácidos e duas concentrações ................................................................................................................ 42
Figura 4.14 - Perfil de aquecimento do forno para as calcinações a 400, 500, 600, 700 e
800ºC ..................................................................................................................................................... 44
Figura 4.15 - Perda de massa nas calcinações de casca natural (N) e lavada (A) a 400, 500,
600, 700 e 800ºC ................................................................................................................................... 44
Figura 4.16 - Perda de massa das diferentes CA lixiviadas que foram calcinadas a 800ºC
durante 2h ............................................................................................................................................. 45
Figura 4.17 – Difractogramas de CCA a) sem moagem b) com moagem em que: I – CAA2600;
II – CAA2700; III – CAA4
600; IV – CAA4700; V – CAA6
700 ........................................................................... 46
Figura 4.18 – Difractogramas de CAN obtidas para diferentes temperaturas de calcinação: a)
400ºC; b)500ºC; c)600ºC; d)700ºC; e) 800ºC ....................................................................................... 47
Figura 4.19 – Difractogramas de CAA obtidas para diferentes temperaturas de calcinação: a)
400ºC; b)500ºC; c)600ºC; d)700ºC; e) 800ºC ....................................................................................... 48
Figura 4.20 – Difractogramas de CAN para diferentes tempos de permanência no patamar
durante a calcinação: a) 2h a 600ºC; b)4h a 600ºC; c)6h a 600ºC; d)2h a 700ºC; e)4h a 700ºC; f)6h a
700ºC ..................................................................................................................................................... 48
Figura 4.21 – Difractogramas de CAA para diferentes tempos de permanência no patamar
durante a calcinação: a) 2h a 600ºC; b)4h a 600ºC; c)6h a 600ºC; d)2h a 700ºC; e)4h a 700ºC; f)6h a
700ºC ..................................................................................................................................................... 49
Figura 4.22 – Difractogramas de CCA obtidas a partir de CA lixiviada com HCl 0,6M a
diferentes temperaturas de calcinação: a) CAN a 500ºC; b)CAA a 500ºC; c)CAN a 800ºC; d)CAA a
800ºC ..................................................................................................................................................... 49
Figura 4.23 - Amostras das CCA após calcinação a 400 e 500ºC de casca natural e casca
lavada .................................................................................................................................................... 50
Figura 4.24 - Amostras das CCA após calcinação a 600ºC de casca natural e casca lavada 50
Figura 4.25 - Amostras das CCA após calcinação a 700ºC de casca natural e casca lavada 51

VIII
Figura 4.26 - Amostras das CCA após calcinação a 800ºC de casca natural e casca lavada 52
Figura 4.27 - Percentagem de partículas pretas em CAN e CAA em função da temperatura de
calcinação .............................................................................................................................................. 52
Figura 4.28 – Percentagem de partículas pretas em CAN (à esquerda) e CAA (à direita) em
função do tempo de patamar................................................................................................................. 53
Figura 4.29 - Amostras de CCA observadas em microscópio ótico: a) CAN 600ºC durante 2h,
b) CAA 600ºC durante 6h, c) CAN 700ºC durante 4h e d) CAN 800ºC durante 2h (escala 500µm) .... 53
Figura 4.30 – Micrografias de MEV: a) e b) CAN calcinadas a 400ºC por 2h; c), d) e e) CAN
calcinadas a 800ºC durante 2h ............................................................................................................. 54
Figura 4.31 - Amostra das CCA após calcinação a 800ºC de casca lixiviada ......................... 54
Figura 4.32 – Amostras de CCA calcinadas a 800ºC obtidas a partir de lixiviação: a) e b) a
25ºC; c) e d) a 80ºC ............................................................................................................................... 55
Figura 4.33 - TGA e DTG da CA natural (verde), lavada (roxo) e lixiviada (rosa) ................... 57
Figura 4.34 – Esquema da superfície da sílica[55] .................................................................. 58
Figura 4.35 - Influência do tipo de tratamento químico na adsorção de CCA a 500ºC: a) Pb; b)
Cu; c) Ni; d) Zn; e) Cd ......................................................................................................................... 60
Figura 4.36 - Influência do tipo de tratamento térmico na adsorção de metais pesados numa
solução a pH2: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd ............................................................................. 61
Figura 4.37 - Influência do tipo de tratamento térmico na adsorção de metais pesados numa
solução a pH5: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd ............................................................................. 62
Figura 4.38 - Evolução do pH final com a temperatura de calcinação ..................................... 63
Figura 4.39 - Influência do tempo de calcinação na adsorção de metais pesados por parte da
cinza numa solução a pH5: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd ................................................................ 64
Figura 4.40 – Relação entre o rendimento de adsorção e o tempo de adsorção para os metais
pesados estudados, numa solução a pH2 ............................................................................................ 64
Figura 4.41 - Relação entre o rendimento de adsorção e o tempo de adsorção para os metais
pesados estudados, numa solução a pH5 ............................................................................................ 65
Figura 4.42 – Relação ente o rendimento de remoção de metais pesados por parte da cinza e
o pH inicial da solução para dois tempos de contacto: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd ...................... 66
Figura 4.43 - Relação entre os valores de pH inicial e final ..................................................... 67
Figura 4.44 – Relação entre o rendimento do ensaio de adsorção e a razão L/S ................... 67
Figura 4.45 – Isotérmicas: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd ..................................................... 70

IX
ÍNDICE DE TABELAS
Tabela 2.1 - Informações sobre a composição dos diferentes tipos de casca [22] ................... 6
Tabela 2.2 - Variação da quantidade de sílica com a temperatura de combustão [9] ............. 12
Tabela 2.3 – Variação do valor da densidade com a temperatura de combustão [9] .............. 13
Tabela 2.4 - Área superficial e volume de poros das CCA sujeitas a diferentes velocidades de
aquecimento até atingir um patamar a 700ºC durante 2h [29] ............................................................. 15
Tabela 2.5 - Composição química e razão impureza/SiO2 das CCA natural (r-RHA), lavada
com água (h-RHA) e lavada e lixiviada (w-RHA) [10] ........................................................................... 16
Tabela 2.6 - Cor das CCA naturais (RHS1), lavadas (RHS2) e lixiviadas (RHS3) obtidas após
diferentes tratamentos térmicos [14] ..................................................................................................... 17
Tabela 2.7 - Concentração de sílica nas CCA consoante o tipo de tratamento químico [9] .... 20
Tabela 2.8 - Valores limite de emissão (VLE) dos elementos nas águas industriais [38] ....... 22
Tabela 2.9 – Valores máximos da capacidade de adsorção de metais pesados para a CCA
[34] ......................................................................................................................................................... 23
Tabela 3.1 - Condições operacionais utilizadas nos ensaios de espectrometria de absorção
atómica .................................................................................................................................................. 30
Tabela 3.2 - Condições operacionais utilizadas nos ensaios de espectrometria de absorção
atómica (continuação) ........................................................................................................................... 30
Tabela 4.1 - Identificação das amostras da lavagem com água .............................................. 32
Tabela 4.2 - Identificação das amostras dos ensaios de lixiviação ......................................... 32
Tabela 4.3 - Identificação das amostras dos ensaios preliminares (efeito de oxigenação) ..... 33
Tabela 4.4 – Composição da casca de arroz ........................................................................... 33
Tabela 4.5 - Dimensões dos cadinhos ..................................................................................... 37
Tabela 4.6 - Valores de massa final e perda de massa calculada ........................................... 37
Tabela 4.7 - Peso do cadinho e altura da amostra colocada ................................................... 38
Tabela 4.8 - Valores da massa inicial e final das amostras e perda de massa após ensaio ... 38
Tabela 4.9 - Perda de massa e absorção de água com a lavagem ......................................... 40
Tabela 4.10 - Composição das cinzas da casca de arroz ........................................................ 45
Tabela 4.11 – Constantes de estabilidade para a formação de hidroxicomplexos dos metais
[59] ......................................................................................................................................................... 68
Tabela 4.12 - Valores experimentais das curvas isotérmicas .................................................. 68
Tabela 4.13 - Valores experimentais das curvas isotérmicas (continuação) ........................... 69
Tabela 4.14 - Valores obtidos com o modelo de Langmuir ...................................................... 71

1
1 Introdução
1.1 Considerações gerais e apresentação do problema
A casca de arroz é um resíduo agrícola gerado durante a produção de arroz. Devido à
elevada produção deste alimento de primeira necessidade, 715 milhões de toneladas por ano de
acordo com dados de 2013 [1], causa um problema relativamente ao seu manuseamento.
Muitos produtores de arroz utilizam a casca como fonte de combustível na secagem do arroz,
devido ao seu elevado poder calorífico.
O principal interesse deste resíduo é o facto de conter uma elevada concentração em sílica.
Após a queima, a cinza constitui cerca de 10-20% do peso inicial, apresentando concentrações de
sílica, rondando os 90% em peso [2].
A sílica é um material usado na indústria eletrónica (semicondutores) e cerâmica em
refratários, permitindo a resistência destes materiais a elevadas temperaturas. Além disso também é
incorporada em plásticos e borrachas [3].
A concentração em sílica na casca de arroz depende de diversos fatores tais como:
localização geográfica, condições meteorológicas, pesticidas utilizados no cultivo de arroz, etc. De
forma a otimizar esta concentração e obter cinzas com características direcionadas para uma certa
aplicação, é necessário controlar alguns parâmetros durante a queima (calcinação) deste resíduo,
tais como: temperatura, tempo e atmosfera.
Além disso, a realização de tratamentos químicos prévios, tais como lavagem com água ou
lixiviação, podem contribuir para cinzas com melhores propriedades após a calcinação. Perceber a
influência de cada um destes tratamentos e com diferentes parâmetros, tais como, o tipo de ácido e
concentração, poderão afetar as propriedades da cinza.
O efeito dos tratamentos, tanto químicos como térmicos, será avaliado após análises e
caracterização das cinzas obtidas. De forma a minimizar o efeito ambiental relacionado com o grande
volume deste resíduo, urge a necessidade de arranjar soluções de encaminhamento e valorização. O
estudo do efeito dos tratamentos nas propriedades na cinza, permitirá obter cinzas com propriedades
otimizadas, para uma aplicação específica.
1.2 Objetivo do trabalho proposto
O objetivo do trabalho proposto, consiste no estudo de características químicas, estruturais e
morfológicas da casca de arroz (CA) e da cinza de casca de arroz (CCA), obtidas através da sua
calcinação.
Estudou-se a capacidade de adsorção de metais pesados por parte das cinzas, com o intuito
da utilização deste resíduo no tratamento de águas residuais.

2
O trabalho experimental desenvolvido foi realizado no Instituto Superior Técnico (IST) e no
Laboratório Nacional de Energia e Geologia (LNEG).
Os estudos realizados neste trabalho têm o propósito de, perceber o efeito da variação dos
parâmetros dos tratamentos térmicos e químicos, nas propriedades das cinzas das cascas do arroz.
Atingido este objetivo, as cinzas obtidas através de diferentes tratamentos, foram estudadas
relativamente à sua capacidade, como adsorvente de metais pesados. Este estudo permitiu constatar
que tipos de tratamentos devem ser efetuados à casca de arroz, para que as cinzas obtidas,
apresentem características e propriedades adequadas e otimizadas para serem utilizadas como
adsorvente de metais pesados.
Esta dissertação está organizada em cinco secções, que abordamos seguintes tópicos:
Na Introdução, apresenta-se a Introdução desta dissertação, o tema abordado e o objetivo
deste estudo.
No Estado da arte, é apresentada uma revisão bibliográfica, de forma a contextualizar o
tema, apresentar os estudos e conclusões já realizados, os tratamentos de valorização mais
utilizados e as aplicações possíveis, estudadas até ao momento.
Na Metodologia Experimental, é descrita a metodologia experimental executada neste
trabalho, nomeadamente, a caracterização química, estrutural e morfológica da casca de arroz e das
suas cinzas, bem como, os estudos de adsorção efetuados à cinza.
Nos Resultados e Discussão, são apresentados os resultados e a discussão realizada para
os ensaios efetuados.
Na Conclusão, são apresentadas, as principais conclusões deste trabalho e as propostas
para trabalhos futuros.

3
2 Estado de arte
As fibras naturais têm vindo a tornar-se cada vez mais relevantes na indústria em geral
devido a serem componentes biodegradáveis, serem uma fonte de energia reduzindo a dependência
de fontes energéticas não renováveis e originarem menor emissão de poluentes [3].
Consoante a sua origem, as fibras naturais podem ser classificadas em três grupos: fibras
naturais animais, vegetais e minerais, sendo a casca de arroz (CA) englobada na categoria de fibras
naturais vegetais. Este resíduo proveniente do cultivo e processamento do arroz, visto existir em
elevadas quantidades e apresentar composição e propriedades variadas, é um potencial material a
ser utilizado na indústria.
Estas propriedades estão dependentes do ambiente em que o arroz foi cultivado:
temperatura, humidade, composição do solo e ano de cultivo, bem como a forma como são colhidas e
processadas.
2.1 Indústria do arroz
O arroz é um dos alimentos de primeira necessidade para mais de metade da população
mundial. É uma planta semiaquática que inclui aproximadamente 22 espécies, no entanto apenas
duas são utilizadas para o consumo público: O. sativa e O. glaberrima. A primeira é normalmente
cultivada na Asia, América do norte e sul, Europa, Médio Oriente e Africa. A segunda é cultivada
apenas em Africa [1].
Hoje em dia, a produção de arroz ronda os 715 milhões de toneladas anualmente (dados
2013). Como se pode observar na Figura 2.1, a produção de arroz existe um pouco por todo o
mundo. Os países asiáticos dominam com cerca de 90% da produção mundial, sendo que a China e
a Índia sozinhas correspondem a 50%, e os restantes correspondem à Indonésia, Bangladesh,
Vietnam, Myanmar, Tailândia, Filipinas, Japão, Paquistão, Camboja, República da Coreia, Nepal e Sri
Lanka. O Brasil, Estados Unidos, Egipto, Madagáscar e Nigéria dominam 5% da produção mundial.
Após colheita e processamento, 65% são grãos de arroz, sendo os restantes 25% casca e 10%
farelo.

4
Figura 2.1 - Distribuição geográfica da produção de arroz no mundo [1]
Considerando que a casca é um resíduo, é gerado um problema relativo ao manejo deste. A
solução mais comum é a colocação num aterro o que leva à ocupação de uma grande área devido ao
grande volume que a CA ocupa, ou queima a céu aberto o que resulta em poluição do ar, gasto
energético e emissão de gases de efeito de estufa [4]. A descarga em rios é igualmente indesejada
pois devido à sua decomposição ocorre libertação de metano [2].
Portanto, a solução passa por valorizar este resíduo produzindo matérias-primas de valor
acrescentado como fonte biológica de tecnologias promissoras [5].
2.2 Caracterização da casca de arroz
Os principais constituintes da casca de arroz são a celulose, hemicelulose, lenhina e cinza
[6]–[9] nas seguintes quantidades: 24% hemicelulose, 35% celulose, 19% lenhina, 19% cinza e 3% de
outras substâncias [3].
Do ponto de vista químico elementar, a casca tem elevada concentração de carbono
(37,05%), além de apresentar H 8,80%, N 11,06%, Si 9,01% e O 33,03% e outros elementos tais
como K, Al, P, Fe, Mn, Cl, entre outros [10]. Estes valores são variáveis pois a composição da CA
depende do tipo de solo, das condições meteorológicas, localização geográfica, ano de cultivo e
pesticidas utilizados [2], [6], [10]–[12].
A presença de sílica na CA é conhecida desde 1938 [13]. O silício é considerado um nutriente
para muitas plantas. A sílica da crosta terrestre é libertada para o solo por processos químicos e
biológicos e absorvida pelas plantas durante o crescimento, acumulando-se na casca, provavelmente
na forma de ácido silícico solúvel em água, que é posteriormente polimerizado e precipita na forma de
sílica amorfa [14], [15]. Por esta razão a sílica presente na CA apresenta uma estrutura amorfa
hidratada [12].

5
Além disso, a superfície da sílica presente na casca apresenta uma estrutura porosa e é
constituída por grupos Si-OH hidrofílicos que adsorvem humidade [16], justificando, a estrutura
porosa da casca de arroz que pode igualmente absorver uma grande quantidade de humidade [10].
Da combustão da CA obtém-se cinzas de casca de arroz (CCA) as quais representam
aproximadamente 20% do peso da casca, e que apresentam elevado teor em sílica, o qual varia de
autor para autor, 80-95% [6], 87-97% [9], [12], [17], 92-97% [18]. A elevada concentração de sílica
aliada a diversas caraterísticas tais como porosidade, densidade e grande área superficial, tornam as
CCA atrativas para diversos tipos de aplicações [15].
A produção de CCA adequadas às diversas aplicações depende do tipo de tratamento a que
a casca de arroz é sujeita. Tipicamente estes tratamentos são de origem térmica ou térmica e
química, sendo os parâmetros dos processos alvo de estudo de forma a obter a sua otimização [19].
Na Figura 2.2 pode-se observar uma curva da perda de massa numa combustão da casca de
arroz em atmosfera de ar, identificando-se três zonas distintas, e respetiva derivada. Na primeira
zona, até aos 100ºC, ocorre uma perda devida à perda de água. A segunda zona inicia-se a 225°C
que corresponde à zona de degradação dos compostos orgânicos, terminando a 325°C, iniciando-se
a terceira zona característica da queima dos resíduos de carbono deixados pelos compostos
orgânicos. A partir dos 480°C não se observa nenhuma perda de massa, sendo este peso
correspondente à sílica presente [14].
Figura 2.2 – Curva de perda de massa e respetiva derivada em função da temperatura [14]
Assim, pode-se identificar três estágios distintos durante a destruição térmica: perda de
água entre 40-150ºC, remoção de compostos orgânicos voláteis entre 215-350ºC também designada
de zona ativa da calcinação e combustão do carbono entre 350-690ºC, também designada como
zona passiva [20]–[22].
Na Figura 2.3, apresentam-se curvas de TGA de quatro variedades de arroz com diferentes
propriedades (Tabela 2.1) para três velocidades de aquecimento ao ar. É possível observar variações
na degradação térmica consoante o tipo de CA. Uma destas variações corresponde ao facto da CA
Pa Potho apresentar maior degradação que as outras. Tal poderá ser explicado pelo facto de este
6
tipo de CA apresentar maiores concentrações de celulose e hemicelulose comparativamente aos
outros tipos de casca [22].
Figura 2.3 - Termograma de várias cascas de arroz ao ar: a) 10ºC/min, b) 20ºC/min e c) 50ºC/min [22]
Tabela 2.1 - Informações sobre a composição dos diferentes tipos de casca [22]
Casca de arroz Matéria volátil Carbono fixado Cinza
Lemont 66,40 13,60 20,00
ROK 14 67,30 13,90 18,80
CP 4 63,00 12,40 24,60
Pa Potho 67,60 14,20 18,20
A degradação térmica de materiais lignocelulósicos é fortemente influenciada pela sua
composição química nomeadamente a presença de celulose, hemicelulose e lenhina. A variação
ponderal destes componentes na casca de arroz pode influenciar o comportamento cinético [23], pelo
que os diferentes tipos de CA apresentam diferentes comportamentos térmicos [22].

7
Além disso, quanto maior for a percentagem de celulose no material maior é a quantidade de
material volátil libertada. O aumento da quantidade de voláteis e diminuição de cinza poderão
também ser um fator adicional para a maior degradação térmica da CA Pa Potho [22].
A variação da taxa de aquecimento origina também produtos finais diferentes. Por exemplo,
períodos de aquecimento longos com taxa de aquecimentos pequenas permitem a ocorrência de
reações consecutivas, enquanto elevadas taxas de aquecimento poderão diminuir o número de
reações secundarias e não permitir posterior degradação dos produtos. Verificou-se que, com o
aumento da taxa de aquecimento, a taxa de degradação térmica aumenta, a massa residual aumenta
e a temperatura inicial de degradação diminui. Este aumento da massa residual é devido à conversão
incompleta pois o tempo é insuficiente para as reações de calcinação ocorrerem [24].
A degradação dos compostos orgânicos ocorre usualmente para a hemicelulose entre 150-
350ºC, para a celulose 275-350ºC e para a lenhina 250-500ºC [22], [24]. A hemicelulose e celulose
contribuem maioritariamente para a libertação dos compostos voláteis ao contrário da lenhina que é
principalmente responsável pela formação do alcatrão [24].
Em ensaios semelhantes realizados em atmosferas de azoto [24] e oxigénio [25] e estando
derivada da curva (DTG) bem como a curva de TGA apresentadas na Figura 2.4, observa-se que a
degradação térmica na zona ativa ocorre em dois passos, o primeiro entre 300-325ºC referente à
hemicelulose e o segundo entre 348-364ºC referente à celulose [24].
Figura 2.4 - Curvas de TGA e DTG em atmosfera de azoto [24]
A realização de ensaios em atmosfera de oxigénio, demonstrou que o oxigénio tem um efeito
mais significativo na decomposição térmica da celulose do que na sua ausência. Este facto relaciona-
se com a elevada suscetibilidade das espécies orgânicas ao oxigénio. Aparentemente, a degradação
térmica num ambiente de oxigénio é causada primeiramente por reações de oxidação. Estas reações
produzem um tipo de oxi-celulose, que com posterior aquecimento se decompõe em dióxido de
carbono, monóxido de carbono e água. Assim, aumentos na concentração de oxigénio em atmosferas
de azoto e oxigénio originam uma intensificação dos processos de degradação [25]. Algumas das

8
substâncias voláteis libertadas durante uma calcinação numa atmosfera de oxigénio são CO2, CO,
H2, CH4 [21].
A calcinação da CA corresponde aproximadamente à decomposição conjunta de cada um
dos seus elementos presentes. Na Figura 2.5 está apresentada a curva de TGA e DTG do processo
de calcinação da CA, em atmosfera de hélio. É possível destacar quatro picos que correspondem aos
compostos orgânicos presentes. O primeiro pico corresponde à libertação da humidade existente na
CA, o pico 2 corresponde à hemicelulose e o pico 3 à celulose que se decompõem
independentemente uma da outra. O pico 4 corresponde à lenhina que se decompõem ao longo de
um amplo intervalo de temperaturas [26], [27]. O facto de o pico 2 e 3 estarem juntos deve-se à
presença de matéria orgânica que catalisa a formação de voláteis
Figura 2.5 – Curva típica da taxa de evolução dos voláteis com identificação dos picos correspondentes a cada elemento [27]
O efeito da lavagem da CA antes de ser sujeita ao TGA aumenta a temperatura à qual ocorre
o valor máximo da decomposição térmica [27], Figura 2.6. A pré-lavagem com água permite a
separação dos picos da hemicelulose e celulose através do aumento da temperatura da calcinação
da celulose, tornando-os mais estreitos.
Figura 2.6 - Comparação da taxa de evolução de voláteis da CA sem pré-tratamento (linha sólida) e pré-lavada com água (linha picotado) de CA, com taxa de aquecimento de 30K/min [27]

9
Estudos de lixiviações com ácidos efetuadas previamente à calcinação da casca são também
estudadas na literatura. A lixiviação remove impurezas metálicas da CA as quais estão presentes na
forma de óxidos [19]. Através de lixiviações prévias com ácido sulfúrico de concentração 5-6N e
posterior análise termogravimétrica, verificou-se que existem perdas iniciais de massa, como
espectável, devido à perda de água até 100ºC. A perda de massa que ocorre entre 200-550ºC pode
ser dividida em duas partes correspondentes às zonas ativa e passiva da calcinação.
Existe uma relação inversa entre a taxa de aquecimento e a taxa de reação da combustão. A
taxa de degradação térmica aumenta com o aumento da atividade e ionização do ácido. O ataque
com ácido remove os materiais voláteis como água e outros compostos orgânicos da celulose.
2.3 Tratamentos de valorização
A CCA é obtida por combustão da casca de arroz. Através dos estudos termogravimétricos
referidos no ponto anterior, foi possível constatar que a degradação dos compostos orgânicos
presentes na casca cessa perto dos 500ºC. Assim, é usual que as temperaturas mínimas utilizadas
nos tratamentos térmicos mais comuns apresentem valores entre os 400 e os 500°C.
A temperatura escolhida para efetuar a calcinação é de grande importância pois influencia a
estrutura cristalina da cinza obtida. Constatou-se que, regra geral, abaixo dos 800°C a sílica obtida
apresenta-se amorfa, só cristalizando para temperaturas superiores a 900°C [3],[16]. Além de
variações da estrutura, variações nos tratamentos térmicos influenciarão as características da sílica
obtida tais como a sua densidade, concentração, área específica, etc.
Assim, consoante as características desejadas para uma aplicação específica é necessário
ter em conta diversos fatores tais como a temperatura de calcinação, tempo, velocidade de
aquecimento, pré-lavagem ou lixiviação entre outras, as quais se discutirão nos itens seguintes.
2.3.1 Tratamentos térmicos
Na Figura 2.7 apresentam-se diferentes morfologias de cinza de casca de arroz obtida em
tratamentos térmicos realizados a diferentes temperaturas. Em a) observa-se uma morfologia porosa
em forma de “espiga de milho”; em b) e c) um alongamento e fratura das paredes das células em
torno dos poros que se deve ao aumento da temperatura que leva à queima dos materiais menos
densos. No entanto é possível diferenciar estas duas morfologias referindo que a 700°C esta se
encontra porosa e as paredes mais espessas apresentando menos poros comparativamente a 500°C,
enquanto que a 900°C se observam pequenos poros, Figura 2.7 d) [3].

10
Figura 2.7 - Microscopia MEV de cinzas de casca de arroz (CCA): (a) 300⁰C, (b) 500⁰C, (c) 700⁰C e (d) 900⁰C [3]
Os difractogramas de cada uma destas amostras estão apresentados na Figura 2.8,
observando-se a transformação da estrutura amorfa em cristalina para a temperatura de 900°C. A
sílica cristalina pode apresentar diferentes fases tais como cristobalite, tridimite e quartzo. A formação
de cada uma destas fases ocorre para determinados intervalos de temperatura sendo respetivamente
1470-1710°C, 870-1470°C e 573-870°C [3].
Figura 2.8 - Difractogramas de cinzas de casca de arroz (CCA): (a) 300⁰C, (b) 500⁰C, (c) 700⁰C e (d) 900⁰C [3]
A presença de elementos tais como o potássio aceleram a formação de fases cristalinas,
formando nomeadamente tridimite, pois esta fase é a fase cristalina menos densa, o que permite
alojar catiões K+ intersticiais na sua estrutura [3].

11
Na Figura 2.9 apresentam-se os difractogramas a uma certa temperatura para diferentes
tempos de calcinação. Na Figura 2.9 a), é visível que existe apenas sílica amorfa independentemente
do tempo. Já na Figura 2.9 b), é visível uma maior tendência para a cristalização com o aumento do
tempo de calcinação. Na Figura 2.9 c) é visível unicamente sílica cristalina independentemente do
tempo de tratamento [18].
Figura 2.9 – Difractogramas da CCA a) 600ºC, b) 700ºC, c) 800ºC [18]
Na Figura 2.10 podemos observar uma diminuição da quantidade de CCA com o aumento do
tempo da calcinação devido à volatilização dos elementos metálicos a elevadas temperaturas. A
diminuição drástica deve-se à oxidação lenta do carbono [18].
Figura 2.10 - Quantidade de CCA vs tempo de calcinação a diferentes temperaturas [18]

12
Para um tratamento da casca a 700ºC, com patamar durante 6h, verificou-se que a
quantidade de sílica obtida foi de 94,95%. É de esperar que variações nos tempos e temperaturas
influenciem a percentagem de sílica obtida. Na Tabela 2.2 verifica-se que ao aumentar a temperatura
de combustão ocorre um aumento da quantidade de sílica [9]. Podemos observar que a temperatura
para a qual se obtém uma maior concentração de sílica são os 800°C.
Tabela 2.2 - Variação da quantidade de sílica com a temperatura de combustão [9]
Temperatura (°C) SiO2
CA tal e qual 25,81
500 83,66
600 91,50
700 91,85
800 92,90
A concentração de sílica na CCA depende também da atmosfera em que a combustão é
efetuada. Uma experiencia foi realizada na qual a combustão foi efetuada a 600°C com quatro
diferentes atmosferas: ar estático durante 4h, corrente de árgon a 1,5 l/min durante 3h seguido de
corrente de oxigénio a 1l/min durante 1h, corrente de ar 3l/min durante 3h e corrente de oxigénio a
1l/min durante 2h [9]. A maior concentração de sílica foi observada numa atmosfera de oxigénio
corrente que atingiu os 98.32%. O uso de ar estático ou uma combinação de árgon e oxigénio levou à
obtenção de valores similares sendo que o uso de ar corrente foi o que apresentou valores mais
baixos. Para amostra sujeita à combinação de árgon e oxigénio, esta foi posteriormente observada
em SEM o que permitiu determinar o tamanho das partículas, entre 0,030 e 100µm, tendo um valor
médio de 75µm com uma geometria irregular (Figura 2.11). No caso de um tratamento a 700°C
durante 6h o tamanho médio das partículas ronda os 33µm [28].
Figura 2.11 - Imagem MEV da amostra sujeita a uma atmosfera de argon e oxigénio [9]
Amostras calcinadas podem ainda ser submetidas a novos tratamentos de calcinação. Na
Figura 2.12a), apresenta-se um ensaio em que foi feita combustão a diferentes temperaturas, 400 até
aos 900°C, observando-se que só para a temperatura de 900°C é que se formaram cristalites. No

13
entanto, após a segunda calcinação a 900ºC de todas as amostras previamente calcinadas, observa-
se na Figura 2.12b) que os difractogramas são semelhantes [16].
Se compararmos as posições dos picos de maior intensidade para cada temperatura de
combustão verifica-se que os valores 2θ diminuem com o aumento da temperatura. Tendo em conta
a lei de Bragg, uma diminuição do valor de θ sugere um aumento do espaçamento d. Assim, um
decréscimo dos valores 2θ com a temperatura indica que a ordem a curta distância torna-se maior
com o aumento da temperatura, pelo que a densificação da estrutura amorfa diminui com a
temperatura aplicada.
Figura 2.12 – Difractogramas de CCA: a) obtidas por combustão a diferentes temperaturas, b) correspondentes aos produtos após recozimento a 900ºC [16]
A temperatura de calcinação influencia a densidade das cinzas obtidas. Através de estudos a
diferentes temperaturas constatou-se que com uma temperatura de 500°C se obtêm valores
superiores de densidade comparativamente à densidade apresentada pela CA. Este valor continua a
aumentar com o aumento da temperatura aplicada como se pode ver na Tabela 2.3 [9].
A alteração da cor das CCA está relacionada com a presença de carbono na sua constituição,
a qual pode ser afetada pela velocidade de aquecimento.
Tabela 2.3 – Variação do valor da densidade com a temperatura de combustão [9]
Temperatura (°C) Densidade (g/cm3)
CA sem tratamento 0,559
500 1,825
600 1,923
700 1,938
800 1,960
Aquecimentos lentos até 400°C formam cinzas com uma cor cinzenta, tornando-se cada vez
mais brancas com o aumento da temperatura de combustão até 700°C. Um aquecimento rápido até

14
esta temperatura dá origem à formação de partículas pretas devido à fixação do carbono. O número
de partículas aumenta com o aumento da temperatura de combustão [13].
O carbono forma-se devido à decomposição da matéria orgânica com o aumento da
temperatura. Com a continuação do aumento da temperatura ocorre oxidação do carbono. O
problema da fixação do carbono está relacionado com a presença de impurezas na CA. Por exemplo,
o potássio acelera a fixação do carbono na CCA. O óxido de potássio dissocia-se após aquecimento
a 346,85ºC formando potássio. Como a esta temperatura o potássio está no estado líquido (ponto de
fusão 63,65ºC) esta fase retém o carbono e a sua presença acelera a cristalização da sílica amorfa
em cristobalite.
Assim, se antes de remover todo o carbono, a temperatura aumentar até à temperatura de
decomposição do K2O onde ocorre fusão da superfície da cinza, o carbono ficará preso no fundido.
Uma vez preso no fundido rico em potássio, não pode oxidar mais devido a não estar em contacto
com o ar. Assim, com o aumento da temperatura, aumenta a tendência para ocorrer maior fixação do
carbono.
Se o aquecimento da CA for lento o carbono tem tempo de se oxidar antes de se atingir a
temperatura de dissociação do K2O. Assim, a presença de impurezas tais como o potássio e
aquecimento rápido originam cinzas mais escuras. Na ausência de impurezas não se verifica o
aparecimento de partículas escuras [13].
Os ensaios de calcinação efetuados a temperaturas superiores a 800ºC podem ajudar a
remover resíduos de carbono mas também originam a formação de sílica cristalina. No entanto, em
muitas aplicações não há interesse em ter sílica cristalina, facto que deve ser tomado em conta. Alem
disso, elevadas temperaturas significam elevado consumo energético, e visto o objetivo é obter sílica
o mais pura possível com um custo o mais baixo possível esta opção não será a mais desejável [14].
A temperatura de combustão influencia também a relação entre a área superficial e volume
dos poros, os quais diminuem com o aumento da temperatura. Além disso a presença de elementos
tais como o K ou o P favorecem o decréscimo da área superficial e do volume dos poros. Para
combustão a temperaturas superiores a 900°C em que poderá já haver alguma cristalização leva a
que a área superficial e volume dos poros seja reduzido significativamente [16]. De facto, é visível
uma redução de 177m2/g para 54 m2/g após um tratamento a 700ºC durante 6h [28]. A área
superficial é influenciada pela velocidade de aquecimento. Como se pode observar na Tabela 2.4,
com o aumento da velocidade de aquecimento até 3ºC/min ocorre uma diminuição da área superficial
seguida de um aumento para velocidades superiores a 5ºC/min. O volume dos poros segue a mesma
tendência [29].
Pode-se concluir que existe uma influência da temperatura de combustão na estrutura das
CCA obtidas. A compreensão desta influência possibilita a otimização das propriedades e estrutura
de forma a ir ao encontro das aplicações desejadas.

15
Tabela 2.4 - Área superficial e volume de poros das CCA sujeitas a diferentes velocidades de aquecimento até atingir um patamar a 700ºC durante 2h [29]
Velocidade de aquecimento (ºC/min) Área superficial (m2/g) Volume dos poros (cm3/g)
1 11,53 0,0071
2 10,44 0,0062
3 7,61 0,0039
5 9,30 0,0054
7 18,99 0,0084
10 50,20 0,0245
2.3.2 Pré-Tratamentos
Para se obter sílica a partir de CA é necessário recorrer à combustão. No entanto, a
existência de iões tais como K+, Al3+, P5+, Fe3+ e Mnn+ na CA leva a que após combustão estes se
mantenham nas CCA como óxidos diminuindo a pureza das cinzas e consequentemente limitando o
seu uso[10]. Como abordado na secção anterior, muitas vezes ao efetuar-se apenas combustão, as
CCA obtidas contêm muitas partículas pretas que são difíceis de serem totalmente queimadas, sendo
a elevada concentração de potássio considerada a causa deste fenómeno. De forma a remover tais
impurezas e ser possível obter CCA de elevada qualidade, tratamentos tais como lavagens e
lixiviações antes da combustão devem ser efetuados.
Na secção anterior referiu-se uma relação entre a perda de massa e o tempo de combustão.
Na Figura 2.13 pode-se observar esta relação também para CCA lavadas e lixiviadas. Observa-se
que após 30min de queima a massa relativa se torna constante e que a massa média das três CCA é
aproximadamente a mesma. Além disso, o rácio CCA/CA é também dependente da quantidade de
gases adsorvidos, como por exemplo humidade, existente na CA antes da combustão [10].
Figura 2.13 - Variação na massa de CCA: tal-qual (r-RH), lavada (h-RH) e lavada e lixiviada (w-RH) [10]
Tal como referido, a presença de impurezas nas CCA são a causa que leva à necessidade de
efetuar lavagens e lixiviações como pré-tratamentos da casca antes de se efetuar a combustão. Na

16
Tabela 2.5 estão apresentados os componentes e os rácios impureza/SiO2 nas cinzas tal qual, lavada
e lavada mais lixiviada [10]. Considerou-se a comparação de rácios impureza/SiO2 visto a quantidade
de SiO2 não variar com os pré-tratamentos. Ao analisar a tabela podemos observar a diminuição dos
valores dos rácios das impurezas podendo constatar que estas impurezas foram removidas
consideravelmente. O único caso no qual se verifica um aumento é para o CaO que se deve à
presença de Ca2+ na água da torneira utilizada na lavagem, o que contaminou a casca. Obviamente
as CCA obtidas através de casca lixiviada têm valores inferiores de impurezas. No entanto, a
lixiviação com HCl tornou-se menos eficiente na remoção de impurezas de fosforo. Tal poderá ter
acontecido devido ao facto dos iões P5+ existirem na CA na forma de iões ou grupos fosfónicos
negativos que não podem ser trocados com H+ em ácido clorídrico tal como os catiões metálicos.
Relativamente à parte não especificada, esta poderá conter metais de transição tais como Mnn+ e
Zn2+ devido a comparações com outras referências [10].
Tabela 2.5 - Composição química e razão impureza/SiO2 das CCA natural (r-RHA), lavada com água (h-RHA) e lavada e lixiviada (w-RHA) [10]
Composição r-RHA (%) h-RHA (%) w-RHA (%)
SiO2 92,66 93,64 93,60
K2O/SiO2 0,61 0,27 0,05
P2O5/SiO2 0,37 0,14 0,17
Fe2O5/SiO2 0,06 0,04 0
CaO/SiO2 0,60 1,10 0
Na2O/SiO2 <0,01 <0,01 <0,01
MgO/SiO2 <0,01 <0,01 <0,01
TiO2/SiO2 <0,01 <0,01 <0,01
Outros ~0,36 ~0,26 ~0,32
Tal como referido na secção anterior, a presença de potássio na CA leva a que ocorra
cristalização a temperaturas mais baixas do que esperado, bem como provocar a fixação do carbono.
Embora após a lavagem da CA não se conseguiu eliminar completamente a presença destes iões,
após lixiviação tal já não acontece o que faz com que já não ocorra fixação de carbono possibilitando
a obtenção de cinzas de elevado grau de pureza pois os resíduos de carbono são completamente
removidos [14].
A presença de iões na casca poderá também influenciar a temperatura à qual a combustão
da CA está completa. Se se considerar uma taxa de aquecimento constante, a combustão da CA
lixiviada está completa a uma temperatura superior à da CA tal-qual. Tal significa que o processo de
combustão desta última é um processo catalítico devido à presença de iões catalíticos que não estão
presentes na CA lixiviada pois foram removidos no pré-tratamento [10].
De forma a perceber a influência deste tipo de pré-tratamentos é importante avaliar as cinzas
obtidas após diferentes tratamentos térmicos. Na Tabela 2.6 podemos observar a variação na cor das
cinzas consoante o tratamento efetuado. É possível constatar que com o aumento da temperatura as
cinzas tendem a apresentar uma cor mais branca, o mesmo se verifica para maiores tempos de
calcinação. Tal deve-se à presença de partículas pretas que estão presentes devido à decomposição
incompleta da lignocelulose. Podemos ainda reparar que se verifica variação na cor caso sejam

17
sujeitas a pré-tratamentos químicos. As amostras intituladas de RHS2 e RHS3 correspondem
respetivamente a CA sujeitas a lavagem e lixiviação. Para a mesma temperatura e tempo, as CCA
lixiviadas apresentam uma cor branca o que significa que a lixiviação é eficaz na remoção dos
resíduos encontrados nas amostras sujeitas apenas a lavagem. Relativamente às amostras lavadas,
no caso de maior tempo de calcinação e temperatura aplicados não são suficientes para obter a cor
branca o que significa que a lavagem apenas com água não atinge os mesmo resultados que a
lixiviada. Na Figura 2.14 podemos observar uma imagem das cores apresentadas na tabela anterior
[14], observando-se resultados similares em outros estudos.
Tabela 2.6 - Cor das CCA naturais (RHS1), lavadas (RHS2) e lixiviadas (RHS3) obtidas após diferentes tratamentos térmicos [14]
Amostra Cor Amostra Cor Amostra Cor
RHS1 Cinzento - - - -
RHS2-600-1 Cinzento RHS2-700-1 Cinzento RHS2-800-1 Cinzento claro
RHS2-600-2 Cinzento RHS2-700-2 Cinzento claro RHS2-800-2 Cinzento claro
RHS2-600-4 Cinzento RHS2-700-4 Cinzento claro RHS2-800-4 Quase branco
RHS2-600-8 Cinzento claro RHS2-700-8 Cinzento claro RHS2-800-8 Quase branco
RHS3-600-1 Cinzento RHS3-700-1 Quase branco RHS3-800-1 Branco
RHS3-600-2 Cinzento RHS3-700-2 Branco RHS3-800-2 Branco
RHS3-600-4 Quase branco RHS3-700-4 Branco RHS3-800-4 Branco
RHS3-600-8 Branco RHS3-700-8 Branco RHS3-800-8 Branco
Figura 2.14 - Amostras de CCA exibindo diferentes cores: (A) CCA Branca; (B) CCA quase branca; (C) CCA Cinzento claro; (D) CCA Cinzento [14]
O aumento do tempo de queima leva a que a cinza se apresente cada vez mais branca, bem
como a realização de um ensaio de lixiviação. Ao invés de apenas uma lavagem com água
demonstra ter efeitos mais eficientes (Figura 2.15). Mais umas vez se verifica que uma lavagem
usando apenas água só é suficiente para remover a maior parte dos resíduos de carbono, não se
conseguindo obter a cor branca pura [10].

18
Figura 2.15 – Cor das CCA a diferentes tempos de combustão e com diferentes pré-tratamentos [10]
A morfologia das CCA com e sem pré-tratamento de lixiviação está apresentada na Figura
2.16. Após tratamento com HCl 3N o aspecto da CCAT1 não é muito diferente da CCA natural. A
sílica está presente em toda a CA mas está concentrada em protuberâncias e pelos na zona exterior
da epiderme bem como na zona interior. A restante área com pouca quantidade de sílica e rica em
matéria orgânica foi atacada pelo ácido. Após tratamento com HCl, 5,6N as CCAT2 apresentam uma
superfície mais limpa [13]. As impurezas inorgânicas, maioritariamente o potássio, estão usualmente
presentes na cinza na zona interior da epiderme, permanecendo, em menores quantidades, mesmo
após o tratamento químico [12].
Figura 2.16 - Micrografias MEV na a) CCA, b)CCAT1 e c) CCAT2 [13]
Relativamente à estrutura presente nas CCA, constatou-se que a aplicação de um pré-
tratamento de lavagem ou lixiviação antes da calcinação é o suficiente para modificar a estrutura
cristalina. Na Figura 2.17 a) pode-se observar que a pré-lavagem (RHS2) e pré-lixiviação com HCl
(RHS3) permitiram uma redução da cristalinidade sendo que a lixiviação é mais efetiva. No entanto
CA tratadas com HCl aparentam ser menos sensíveis à temperatura de calcinação que as lavadas.
Na Figura 2.17 b) verifica-se que ao variar o tempo de calcinação, as CAs que foram lixiviadas,
mesmo ao fim de 8h, continuam amorfas. Tal não se verifica para as lavadas para as mesmas
condições de tempo e temperatura[14].

19
Figura 2.17 – Difractogramas de CCA obtidas com diferentes condições de combustão: a) diferentes temperaturas, b) diferentes tempos de calcinação [14]
O efeito da lavagem na estrutura das CCA é novamente constatada na Figura 2.18 onde
difractogramas mostram que a CCA apresenta uma estrutura amorfa [18].
Figura 2.18 - Difractogramas de CCA previamente lavadas e calcinadas a 600, 700 e 800ºC [18]
O efeito do tipo de tratamento na composição de SiO2 da cinza, pode-se observar na Tabela
2.7, a concentração de sílica é superior para um pré e pós tratamento com HCl, sendo que apenas
pré-tratamento com HCl ou tratamento com H2SO4 têm igualmente valores elevados [9].
a) b)
a) b)
c)

20
Tabela 2.7 - Concentração de sílica nas CCA consoante o tipo de tratamento químico [9]
Tratamento Tempo (h) SiO2 (wt%)
Sem tratamento - 91.50
Água destilada (pré) 2h 95.48
3% (v/v) HCl (pré) 2h 99.16
3% (v/v) HCl (pós) 2h 95.14
3% (v/v) HCl (pré e pós) 2h+2h 99.66
3% (v/v) NaOH (pré) 24h 39.80
10% (v/v) H2SO4 (pré) 2h 99.60
A concentração de sílica na cinza pode ainda ser influenciada pelo tempo de contacto da
casca com a solução ácida, alteração da fração sólidos-líquidos e variação da temperatura de
lixiviação. Em ensaios utilizando HCl, para tempos de contacto de 1h e 2h verificar-se apenas um
aumento de 10%, não aumentando o seu valor para tempos superiores. Diminuição de 5% da
percentagem de sólido leva a que a percentagem final de sílica na cinza aumente aproximadamente
6%. Um aumento de temperatura de lixiviação de 25ºC para 60ºC resulta em valores ligeiramente
superiores de sílica. Relativamente à influência da concentração de HCl na quantidade de sílica não
se verificou nenhuma relação linear [12].
2.4 Aplicações da casca de arroz e da cinza da casca de arroz
As características morfológicas e químicas da CA e a sua cinza obtida por calcinação
permitem uma grande variedade de aplicações. Além disso, a utilização destes resíduos permite a
resolução do seu problema de descarte.
2.4.1 Aplicações da casca de arroz
A CA é usada como combustível, em que a energia em forma de calor é produzida por
combustão e gasificação [30]. A produção de energia, sendo uma fonte que permite fornecer
combustíveis líquidos e gasosos através de processos termoquímicos, é uma das aplicações mais
utilizadas. A temperatura de combustão é inferior à dos combustíveis fósseis e em termos de
emissões de SOx e NOx prevê-se que sejam inferiores. Temos também a vantagem da combustão ser
autossustentável o que minimiza a necessidade de combustíveis auxiliares. A utilização de leito
fluidizado como tecnologia para transformar este resíduo em energia é uma das melhores opções
segundo diversos autores [3].
A casca de arroz pode ser utilizada como fonte de sílica para revestimento de papel de forma
a melhorar a qualidade da impressão ou até mesmo como pigmento amarelo [(Pr, Zr) SiO4]. A
produção de outros tipos de compósitos de matriz cerâmica ou metálica é também possível [3]. Esta
pode ainda ser utilizada na produção de tijolos, pois quanto maior a percentagem de sílica no tijolo
melhor o isolamento térmico [30].

21
2.4.2 Aplicações da cinza da casca de arroz
A indústria cimenteira é a que tem um maior impacto atualmente na utilização da CCA. O
facto de se poder incorporar este resíduo na formulação do cimento permite que o custo seja
consideravelmente reduzido destacando a importância da sílica presente ser amorfa [3]. Outras
vantagens da incorporação deste resíduo são o aumento do desempenho e durabilidade, diminuição
da porosidade e da resistência à compressão. Com base em estudos constatou-se que a
percentagem ideal deste resíduo na formulação é de 24,5% [31].
Na indústria eletrónica é de grande importância a utilização de sílica amorfa de elevada
pureza. A utilização na indústria computacional é uma das possibilidades estando a ser
desenvolvidas tecnologias cada vez mais inovadoras. Outros estudos indicam potenciais aplicações
no campo dos semicondutores [3].
As CCA podem ainda ser incorporadas na borracha natural ou sintética como enchimento
sendo que este tipo de compósitos são muito utilizados na indústria automóvel. A incorporação em
polímeros afeta as característica de vulcanização e o comportamento de envelhecimento destes
materiais [3]. A incorporação de cinza branca exibiu melhores propriedades físicas em relação à
preta, mas não se destacou relativamente a constituintes que são mais comuns para esta aplicação
como o carvão e a sílica [31].
Produção de isoladores térmicos utilizando CCA é uma das aplicações para este resíduo,
visto apresentar características como elevada concentração de sílica, resistência a choques térmicos,
baixa condutividade térmica e baixas propriedades mecânicas. As cinzas devem apresentar sílica
amorfa de forma a apresentar baixa condutividade térmica e grãos maiores de forma a favorecer
estruturas porosas [32].
A produção de sílica pura a partir de cinza de casca de arroz é possível, através de um
aquecimento de forma a eliminar o carbono residual obtendo-se 95% de sílica pura. Produção de
carboneto de silício é também possível a partir de uma fonte de silício, como a CCA, e de carbono.
Filamentos de SiC são utilizados como reforço de componentes de matriz metálica e materiais
cerâmicos resistentes, além disso este é ainda considerado um bom semicondutor [31].
Estudos acerca da produção simultânea de carvão ativado e sílica têm sido feitos nos últimos
anos. O método mais comum de produção de carvão ativado é através de impregnação química com
KOH ou NaOH de CCA seguido de ativação a 650-850ºC resulta em carvões ativados com elevada
área superficial. No entanto, a utilização de KOH e NaOH resulta em remoção da sílica de forma a
aumentar os poros na CA. De forma a produzir simultaneamente sílica e carvão ativado, a CCA é
primeiramente lixiviada de forma a remover a composição mineral e seguidamente fervida com
carbonato de sódio para retirar a sílica. O filtrado é usado para sintetizar pós de sílica e o resíduo
sólido usado para preparar carvão ativado [33].
A presença de metais pesados em sistemas aquáticos é um problema bastante serio. As
cinzas da casca de arroz funcionam como um adsorvente no tratamento constituindo uma alternativa

22
mais económica ao que é utilizado usualmente. Esta aplicação está descrita em mais detalhe no
ponto seguinte.
2.4.3 Aplicação da cinza com adsorvente de metais pesados
O problema da poluição das águas tem vindo a chamar a atenção de diversos investigadores
em todo o mundo. O problema de remover vários poluentes da água tem vindo a aumentar com o
crescimento da industrialização. Diversas indústrias tais como mineira, metalúrgica, aerospacial bem
como atividades como produção de baterias e semicondutores geram vários tipos de poluentes
contendo metais pesados, corantes, fenóis, aniões inorgânicos e pesticidas que acabam em águas
residuais [34].
Metais como o cobre, zinco, crómio e cádmio produzidos pela indústria são nocivos para o
ambiente e põem em risco a contaminação de águas subterrâneas bem como outros recursos
hídricos.
No caso das indústrias da galvanização, obtém-se metais pesados tais como o Cu(II) com um
intervalo de concentração de 0,032-272,5 mg/L, Ni(II) com 0,019-2,954 mg/L, Cr com 0,088-525,9
mg/L, Zn(II) com 0,112-252,0 mg/L, Cd(II) com 0,007-21,60 mg/L e Pb(II) com 0,663-25,39mg/L,
sendo que no entanto, os valores mínimos admissíveis para a água potável pela organização mundial
de saúde são 2, 0,07, 0,05, 0,01, 0,003 e 0,01 mg/L, respetivamente [35].
Os metais pesados não são biodegradáveis e tendem a acumular-se em organismos vivos
causando diversas doenças e distúrbios. O crómio causa diversas doenças em animais e plantas
[34]; O cádmio não é um componente biodegradável que se acumula no corpo através da cadeia
alimentar. O níquel é toxico em concentrações superiores a 15mg/l. Estes dois elementos ocorrem
juntos nas águas residuais industriais. O zinco é considerado um elemento essencial para a vida e
atua como micronutriente quando presente em quantidades vestigiais, no entanto, elevadas
quantidades de zinco poderão ser perigosas para a saúde. Os sintomas de toxicidade com zinco
incluem irritabilidade, rigidez muscular, perda de apetite e náuseas. Este metal pode ainda acumular-
se na flora ou fauna criando problemas ecológicos [36]. O zinco não é tão tóxico como o cádmio ou
níquel mas também é considerado perigoso devido à associação do cádmio como impureza [37]. O
chumbo causa distúrbios no sistema nervoso central [35]. Devido a toda a problemática em torno
destes metais pesados, existem valores limite de emissão destes elementos nas águas (Tabela 2.8)
[38].
Tabela 2.8 - Valores limite de emissão (VLE) dos elementos nas águas industriais [38]
Elementos VLE (mg/l)
Pb 1
Cd 0,2
Cu 1
Ni 2

23
De forma a respeitar estes valores, viárias tecnologias são utilizadas na indústria com o intuito
de retirar a maior parte destes elementos das águas residuais. Os métodos mais comuns utilizados
na remoção de poluentes em águas residuais são filtração por membrana, coagulação, adsorção,
oxidação, permuta iónica, adsorção com carbono e precipitação química. No entanto, tecnologias
alternativas e mais económicas são necessárias mantendo requisitos tais como elevada eficiência e
aplicabilidade em diversos tipos de poluentes [34], [39].
Matérias naturais que estão disponíveis em grande quantidade ou que constituem um
problema de tratamento de resíduos da indústria ou agricultura poderiam ser adsorventes
potencialmente económicos. Devido ao seu baixo custo, abundância e disponibilidade, após serem
gastos estes materiais podem ser descartados sem necessidade de elevados custos de regeneração
[39].
A casca de arroz bem como a sua cinza têm sido referenciadas como bom adsorvente para a
remoção de metais pesados, fenóis, pesticidas e corantes. Uma possibilidade é a de ser
transformada em carbono ativado o qual é usado como adsorvente no tratamento de águas residuais,
valorizando a indústria agrícola. Uma das vantagens da utilização de CA e a sua cinza como
adsorvente é a de não necessitarem de ser regenerados, devido ao seu baixo custo [39].
A utilização de CA resolve o problema da sua eliminação e permitir a utilização de produtos
mais económicos no tratamento das águas residuais. Esta pode ser utilizada devido à presença de
carbono e sílica na sua constituição. A CCA apresenta elevada porosidade e elevada área superficial
devido a reter a estrutura celular em forma de esqueleto. A CA possui uma estrutura granular, é
insolúvel em água e é quimicamente estável o que faz com que seja um bom adsorvente para
tratamento de águas residuais. A morfologia da CA facilita a adsorção de metais e outros poluentes
devido à irregularidade da superfície em diferentes partes do material [34]. Na Tabela 2.9 está
apresentado um resumo de valores de capacidade de adsorção de vários elementos por parte das
CCA.
Tabela 2.9 – Valores máximos da capacidade de adsorção de metais pesados para a CCA [34]
Elemento Zn(II) Cd(II) Pb(II) Ni(II)
Capacidade
de adsorção
(mg/g)
5,88 3,04 12,63 4,71
3,08 2,30 91,74 2,62
14,30 25,27 207,50 25,33
26,10 11,79 13,89
9,588
17,84
Caracterizações físicas da casca e cinza revelaram certas propriedades como grupos
funcionais, grupos carboxilo e silanol, que tornam o processo de adsorção possível. Espetros de FTIR
demonstram que grupos silanol poderão estar presentes na forma da estrutura de sílica (-Si-O-Si-
OH). A presença de grupos polares na superfície poderá permitir permuta catiónica com os
adsorventes. Ao analisar espetros de cinzas carregadas com iões metálicos, observa-se uma

24
deslocação dos picos tanto para comprimentos de onda inferiores como superiores o que indica que
os grupos funcionais para estes comprimentos de onda, tais como –CO-, -OH, -Si-OH, -Si-H e –C-
OH, participam na adsorção de metais como o Cd(II), Ni(II) e Zn(II) [34], [37], [40].
Está mencionado na literatura que o raio atómico poderá ter influência na maior ou menor
afinidade dos elementos uns em relação aos outros. Iões metálicos com raio inferior têm capacidades
de adsorção superiores. Tal foi verificado para ensaios com o Zn(II), Cd(II) e Ni(II) [41]. Noutro artigo,
verificou-se o mesmo para o Ni(II) e Cd(II), referindo que esta relação poderá se basear no facto que
menores raios atómicos permitem maior acessibilidade à superfície e poros do adsorvente do que
raios atómicos superiores [40].
Existem vários parâmetros que afetam o processo de adsorção da cinza e casca de arroz. A
capacidade de adsorção é geralmente aumentada com aumento da concentração inicial dos
elementos a serem adsorvidos [34],[39]. Está reportado na literatura que um aumento na
concentração inicial de iões metálicos como o Cd(II), Ni(II) e Zn(II) revelou capacidades de adsorção
superiores. Tal está relacionado com o facto da concentração inicial fornecer uma força motriz
importante para superar toda a resistência à transferência de massa entre a fase líquida e sólida do
adsorvente. Além disso, melhora a interação entre os elementos metálicos na fase aquosa e a cinza
[41].
Se por outro lado for aumentada a quantidade de adsorvente, a remoção de iões metálicos
aumenta. Tal pode ser atribuído à existência de maior área superficial e mais zonas de adsorção.
Para quantidades pequenas de adsorvente, a adsorção só ocorre até um certo valor, a cinza fica
saturada. Para valores superiores de adsorvente, este adsorve até atingir um valor constante [37].
Verificou-se que utilizando 10mg/L de Pb(II) a remoção aumentou com um aumento da quantidade de
CCA de 1 a 25g/L [42].
O tamanho das partículas do adsorvente poderá também influenciar a adsorção pois é
expectável que a capacidade de adsorção aumente com o aumento da área superficial [39]. Ensaios
de adsorção de chumbo e mercúrio em cinzas de casca de arroz revelam que uma diminuição no
tamanho das partículas resulta num aumento do número de iões adsorvidos de chumbo e mercúrio
[43].
O tempo de contacto entre o meio e o adsorvente é outro fator importante, visto inicialmente a
remoção ocorre rapidamente e depois diminuir. Durante a zona inicial um maior número de zona
livres estão presentes à superfície. Ao fim de algum tempo as zonas livres restantes à superfície são
difíceis de ocupar devido a forças repulsivas entre as moléculas do soluto na superfície em ambas as
fases [37].
Num estudo utilizando o chumbo, verificou-se que para uma solução de 10mg/L com pH5
inicial o equilíbrio foi atingido ao fim de 1h [42]. No entanto existe literatura que refere outros tempos
como 5, 10, 30 e 120min [35].

25
O efeito do pH de soluções aquosas no processo de adsorção é um dos fatores com maior
efeito. Existem dois possíveis mecanismos para o efeito do pH na adsorção de iões metálicos a um
adsorvente: a) interações eletrostáticas entre grupos protonados do adsorvente e catiões; b) reação
química entre os iões metálicos e o adsorvente [40].
Verifica-se que para adsorção de Cd(II), Zn(II) e Ni(II), adsorção entre pH2 e pH4 tem um
aumento gradual, aumentando drasticamente para valores superiores a pH4 até atingir o valor de pH6
a partir do qual mantem constante [37]. A remoção de Pb(II) aumenta com o aumento do pH até
atingir o valor máximo de equilíbrio a pH5 [42].
O facto de que para valores de pH mais baixos as adsorções serem inferiores deve-se ao
facto da carga à superfície desenvolvida a valores baixos de pH não é favorável à adsorção[40]. O
baixo grau de adsorção a valores de pH baixos pode ser explicado pelo facto que a baixos valores de
pH a concentração de iões H+ é elevada existindo uma competição entre estes iões e os iões
metálicos por locais à superfície. Com o aumento do pH, ocorre um decréscimo nas cargas positivas
à superfície o que resulta numa menor repulsão eletrostática entre os iões metálicos carregados
positivamente e a superfície da cinza [42].
Os ensaios mencionados na literatura são de adsorções com soluções contendo apenas um
metal. No entanto, alguns estudos focam o seu interesse no estudo de sistemas de dois ou mais
elementos numa solução de forma a poder estudar a sua interação.
Num sistema com ambos os elementos Cd(II) e Ni(II), verificou-se que um aumento na
concentração de níquel diminui-o a adsorção do cadmio relativamente ao valor deste num sistema
isolado. O mesmo se verificou com o aumento de cadmio na capacidade de adsorção do níquel. No
entanto, tanto nos ensaios de adsorção de individuais componentes como dos dois simultaneamente,
verificou-se que a capacidade de adsorção do Cd(II) é inferior à do Ni(II) em CCA[40]. Para um
sistema contendo Cd(II) e Zn(II) verificou-se que com o aumento da concentração de um dos
elementos, a capacidade de adsorção do outro decresce [44]. Num sistema de três elementos, Ni(II),
Cd(II) e Zn(II), constatou-se que com o aumento da concentração de níquel e zinco, a capacidade de
adsorção do cadmio foi reduzida [41].

26
3 Metodologia Experimental
3.1 Introdução
O trabalho experimental realizado teve como operação fundamental a calcinação da casca de
arroz tal-qual, ou após ter sido submetida a tratamentos prévios de lavagem e/ou lixiviação química.
Estas operações foram efetuadas utilizando diferentes parâmetros. A cinza da casca de arroz obtida
por calcinação foi testada numa das aplicações em que poderá ser utilizada – adsorção de metais
pesados. Seguidamente, efetuaram-se ensaios de caracterização química (EAA, DRX, TGA) e
morfológica (Lupa estereoscópica e MEV), não só da matéria-prima inicial, como também dos
produtos resultantes dos ensaios efetuados. A metodologia seguida neste trabalho está apresentada
no fluxograma da Figura 3.1.
Figura 3.1 - Fluxograma do trabalho experimental

27
3.2 Material utilizado
A casca de arroz é proveniente da zona de Alcácer do Sal e foi gentilmente cedida pelo
laboratório de combustão do Instituto Superior Técnico.
Os reagentes utilizados são de pureza analítica (“pro-analysis”, p.a.) da marca Merck, e a
água utilizada nas soluções de lixiviação foi desmineralizada tendo uma condutividade <0.1 µS/cm.
3.3 Pré-tratamentos
Os tratamentos efetuados antes da operação de calcinação, que se designaram de pré-
calcinação, foram a lavagem com água e a lixiviação ácida. Os ensaios com água desmineralizada
foram efetuados colocando a casca de arroz num recipiente de 10L, durante 15 minutos e com
agitação. Terminado o ensaio, a solução contendo a casca foi filtrada, tendo a casca sido colocada
numa estufa a 100°C durante 2 dias para secar. Foi recolhida uma amostra da água de lavagem,
após ser retirada da CA, para ser analisada quanto à quantidade de potássio presente.
Os ensaios de lixiviação foram efetuados às amostras tal-qual e também às amostras de CA
previamente lavadas com água. Os ácidos utilizados foram o ácido clorídrico (HCl) e o ácido sulfúrico
(H2SO4). As concentrações utilizadas foram, para o HCl de 0,6M e 1M, e para o H2SO4 0,3M e 0,5M.
A massa de casca de arroz utilizada nos ensaios de lixiviação foi de 6g, e o lixiviante 100ml. Outro
parâmetro estudado foi a temperatura dos ensaios de lixiviação, os quais foram realizados à
temperatura ambiente (25ºC) e a 80ºC.
Os reatores onde se efetuaram os ensaios foram colocados numa camara termoestatisada
por ar quente e com agitação orbital (Figura 3.2), tendo o tempo dos ensaios, em ambas as
temperaturas, sido de 2h. Terminados os ensaios as soluções foram filtradas com papel de filtro nº52,
e os sólidos (CA) lavados com 200ml de água destilada para retirar o excesso de ácido, sendo
posteriormente colocados numa estufa a 50ºC durante 24h para secarem. As soluções foram
posteriormente analisadas por espectrometria de absorção atómica.
Figura 3.2 - Disposição das amostras na camara termoestatisada por ar quente e com agitação orbital utilizada durante o ensaio de lixiviação

28
3.4 Tratamentos térmicos
Os tratamentos térmicos (calcinações) foram efetuados no LNEG utilizando uma mufla da
marca CARBOLITE, Figura 3.3. Em cada um dos ensaios foram utilizadas 5g de amostra, as quais
foram colocadas em cadinhos cerâmicos.
Figura 3.3 - Mufla da marca CARBOLITE utilizada nas calcinações
O ciclo dos tratamentos térmicos efetuados está representado graficamente na Figura 3.4. As
amostras eram introduzidas na mufla à temperatura ambiente, seguindo-se um aquecimento até ao
valor de temperatura em estudo, onde permaneciam durante um determinado tempo sendo
seguidamente retiradas arrefecendo até à temperatura ambiente num exsicador, sendo
posteriormente pesadas.
As variáveis estudadas neste ciclo de tratamentos térmicos foram o tempo do patamar e a
temperatura. Os tempos de permanência no patamar a uma temperatura constante variaram com o
tipo de casca de arroz:
1) Para casca tal-qual ou lavada foram de 2h, 4h e 6h;
2) Para casca lixiviada o tempo do patamar foi de 2h.
As temperaturas no patamar foram de 400, 500, 600, 700 e 800°C.
Tempo (h)
Te
mp
era
tura
(ºC
)
Aquecimento
Patamar
Arrefecimento
à Tamb
Tamb
Figura 3.4 - Ciclo dos tratamentos térmicos efetuados
29
3.5 Ensaios de adsorção
Para estimar a capacidade de adsorção das CCA de metais pesados, preparou-se uma
solução aquosa em meio nítrico com 20ppm de chumbo, cobre, zinco, níquel e cádmio, a partir de
soluções padrão dos respetivos elementos. O pH das soluções foi acertado até ao valor pretendido (e
que variou entre 1,3 e 5) por adição de algumas gotas de uma solução de soda cáustica.
Os ensaios foram efetuados com 0,3g de CCA obtidas em diferentes tratamentos, sendo
colocadas em erlenmeyers com 30ml da solução preparada, agitados num agitador orbital a 120 rpm
e à temperatura ambiente (~25ºC) e durante 2h, sendo retiradas alíquotas (cerca de 3ml) ao longo do
tempo, para análise. A relação líquido-sólido não foi um parâmetro constante em todos os ensaios.
As alíquotas contendo sólido em suspensão foram seguidamente colocadas numa
centrifugadora a 3000 rpm durante 2min e diluídas de forma a poderem ser analisadas
posteriormente por espectrometria de absorção atómica. No final dos ensaios procedeu-se à filtração
da solução, medição do volume e do pH das soluções com o auxílio de um elétrodo de vidro. O sólido
filtrado foi lavado com água abundante, seco em estufa durante 24 h e pesado para avaliar a perda
de peso.
3.6 Caracterização química e morfológica
3.6.1 Espectrometria de absorção atómica
A caracterização química consistiu na determinação de potássio nas soluções de lavagem e
lixiviação, bem como o teor de metais nas soluções após o ensaio de adsorção (análise química
elementar) sendo efetuada por espectrometria de absorção atómica.
Foi utilizado um espectrómetro de feixe duplo da marca ThermoElemental Solaar 969AA,
sendo constituído por um atomizador de chama, uma lâmpada de cátodo oco como fonte de radiação
do elemento que se pretende analisar, um monocromador para isolar um feixe estreito de
comprimento de onda, um detetor e um processador computorizado. O equipamento tem disponível
uma lâmpada de deutério, que funciona como corretor de fundo e que foi utilizada sempre que
apropriado, nomeadamente aos comprimentos de onda mais baixos. Os padrões para a
determinação das retas de calibração foram preparados a partir de soluções-mãe certificadas, de
cada elemento, com concentrações de 1000 mg/L. As condições operacionais utilizadas estão
especificadas nas Tabela 3.1 e Tabela 3.2.
Para a determinação da composição em potássio da casca, utilizaram-se amostras com 0,5g
de casca tal-qual e lavada procedendo-se à digestão a quente com 100ml de uma solução de água-
régia, (HCl:HNO3 = 3:1 v/v) usando um vaso de teflon e uma placa de aquecimento, durante 2 h. A
solução obtida foi filtrada para um balão de plástico de 500 ml; o sólido foi lavado com água sendo as
águas de lavagem recuperadas para o mesmo balão, o qual foi no final aferido com água. A solução
assim obtida foi então analisada.

30
Tabela 3.1 - Condições operacionais utilizadas nos ensaios de espectrometria de absorção atómica
Metal Tipo de
chama
Intensidade da corrente
(mA)
Comprimento de onda
(nm)
Largura da fenda
(nm)
Zn Ar-acetileno 5,0 213,9 0,5
Cd Ar-acetileno 5,0 279,5 0,2
Pb Ar-acetileno 5,0 217,0 1,0
Cu Ar-acetileno 3,0 324,7 0,5
Ni Ar-acetileno 4,0 232,0 0,2
K Ar-acetileno 10.0 766.5 0,5
Tabela 3.2 - Condições operacionais utilizadas nos ensaios de espectrometria de absorção atómica (continuação)
Metal Concentrações dos padrões
(mg/L)
Limite de deteção
(*) mg/L)
Limite de determinação
(**) (mg/L)
Zn 0,2-0,4-0,6-0,8 0,008 0,03
Cd 0,2-0,3-0,4-0,6 0,02 0,02
Pb 1-2,5-5-10 0,06 0,14
Cu 0,5-1-2-3,5-5 0,025 0,07
Ni 0,5-1-2-3,5 0,04 0,07
K 0,2-0,5-0,8-1,2 0,012 0,015
(*) Valor teórico fornecido pelo fabricante do equipamento.
(**) Estimativa do limite real de deteção aplicado ao caso em estudo e às condições vigentes, determinado pelo
cálculo da concentração do elemento a que corresponde um sinal de absorvância que pode ser distinguido com clareza do
fundo e da oscilação típica das leituras do branco.
3.6.2 Difração de raios-X
A identificação das fases presentes na CA e na CCA foi efetuada por difração de raios-X
(DRX). Utilizou-se um difratómetro da marca Philips PW 1830 com uma ampola de Cu com λ= 1,5418
Å e uma tensão de 40kV e uma corrente de 30mA. A gama angular do varrimento foi de 5° a 50° de
2θ, com uma velocidade de varrimento de 1,2°/min.
No caso das cinzas de casca de arroz devido ao facto de não compactarem utilizou-se
plasticina para fixar as cinzas ao porta-amostras.
3.6.3 Microscopia ótica e eletrónica
A caracterização morfológica da CA e do produto resultante dos ensaios efetuados (CCA) foi
efetuada numa Lupa estereoscópica binocular da marca Nikon, modelo SMZ645, e num microscópio
eletrónico de varrimento (MEV) do modelo JEOL e marca JSM7001F combinado com um
espectrómetro de raios-X por dispersão de energia (EDS) da marca Bruker.

31
3.6.4 Termogravimetria (TGA)
Amostras de CA foram sujeitas a uma análise termogravimétrica de forma a perceber as
perdas de peso com o aumento da temperatura devido às reações que ocorrem com a combustão
desta.
As amostras utilizadas foram casca tal-qual, lavada com água e lixiviada. A amostra de casca
lixiviada era constituída por um conjunto de cascas sujeitas a diferentes condições de lixiviação tais
como tipo de ácido, concentração, temperatura de lixiviação e pré-lavagem. Para a realização do
ensaio as amostram foram moídas com um moinho de lâminas.
Os ensaios foram realizados numa termobalança NETZSCH STA 409 PC usando cadinhos
de alumina. Os termogramas foram traçados para amostras com 40-70 mg sob fluxo de ar (2L/h). As
amostras foram aquecidas a 25ºC/min entre a temperatura ambiente e os 1100ºC.

32
4 Resultados e Discussão
4.1 Identificação das amostras
No trabalho experimental realizado utilizou-se casca de arroz (CA) tal-qual, proveniente da
zona de Alcácer do Sal. Esta CA passou a designar-se por casca de arroz natural (Cnat).
Como a casca natural foi submetida a diferentes tratamentos antes da operação de
calcinação enumerados no capitulo 3, efetua-se a identificação destas amostras usando a
nomenclatura que se apresenta nas Tabela 4.1 e Tabela 4.2.
Tabela 4.1 - Identificação das amostras da lavagem com água
Nomenclatura Definição
Cagua Casca de arroz lavada com água
A15 Cagua Casca de arroz lavada com água durante 15 minutos
A2 Cagua Casca de arroz lavada com água durante 2 horas
Tabela 4.2 - Identificação das amostras dos ensaios de lixiviação
Nomenclatura Designação Nomenclatura Designação
LAI Cnat Lixiviação de CAN com HCl
(0,6M) a 25°C LAI Cagua
Lixiviação de CAA com HCl
(0,6M) a 25°C
LAII Cnat Lixiviação de CAN com HCl
(0,6M) a 80°C LAII Cagua
Lixiviação de CAA com HCl
(0,6M) a 80°C
LBI Cnat Lixiviação de CAN com HCl
(1,0M) a 25°C LBI Cagua
Lixiviação de CAA com HCl
(1,0M) a 25°C
LBII Cnat Lixiviação de CAN com HCl
(1,0M) a 80°C LBII Cagua
Lixiviação de CAA com HCl
(1,0M) a 80°C
LCI Cnat Lixiviação de CAN com H2SO4
(0,3M) a 25°C LCI Cagua
Lixiviação de CAA com H2SO4
(0,3M) a 25°C
LCII Cnat Lixiviação de CAN com H2SO4
(0,3M) a 80°C LCII Cagua
Lixiviação de CAA com H2SO4
(0,3M) a 80°C
LDI Cnat Lixiviação de CAN com H2SO4
(0,5M) a 25°C LDI Cagua
Lixiviação de CAA com H2SO4
(0,5M) a 25°C
LDII Cnat Lixiviação de CAN com H2SO4
(0,5M) a 80°C LDII Cagua
Lixiviação de CAA com H2SO4
(0,5M) a 80°C
Consoante o tratamento térmico a que as amostras foram submetidas, a identificação foi
definida por NtT, em que N corresponde à cinza a partir de casca natural (CAN) ou à cinza a partir de
casca lavada (CAA), t a duração do tratamento térmico e T a temperatura à qual foi efetuado.
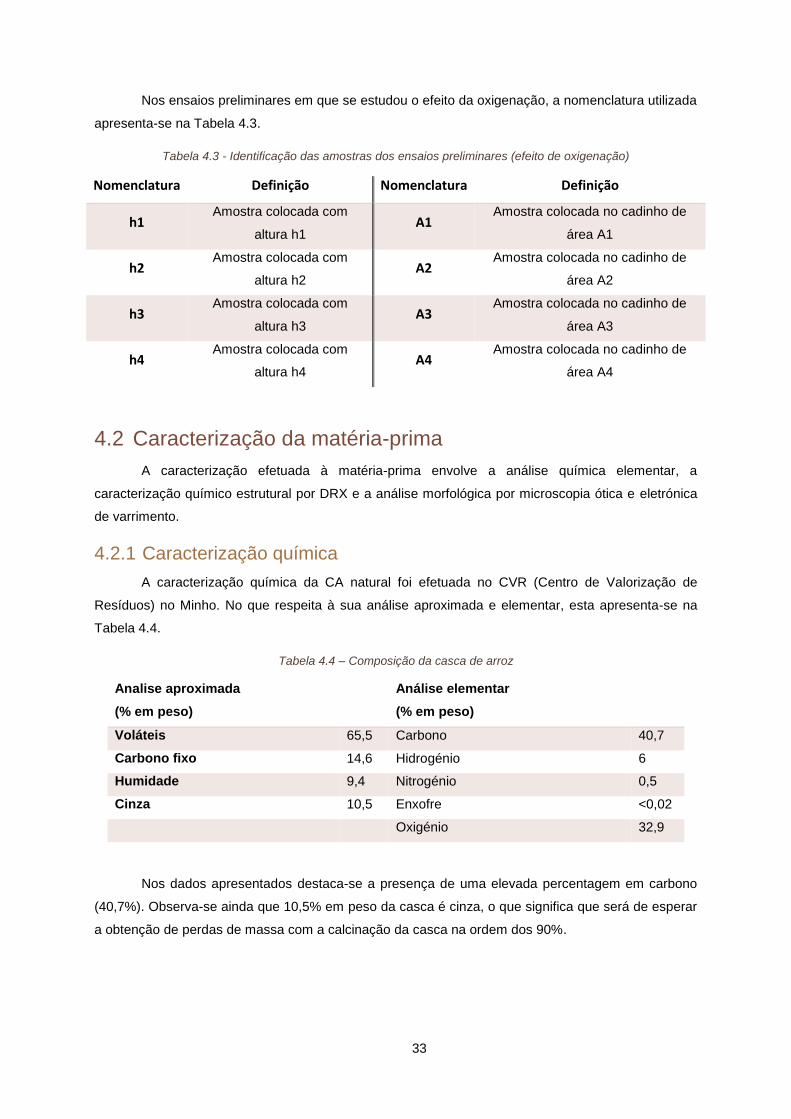
33
Nos ensaios preliminares em que se estudou o efeito da oxigenação, a nomenclatura utilizada
apresenta-se na Tabela 4.3.
Tabela 4.3 - Identificação das amostras dos ensaios preliminares (efeito de oxigenação)
Nomenclatura Definição Nomenclatura Definição
h1 Amostra colocada com
altura h1 A1
Amostra colocada no cadinho de
área A1
h2 Amostra colocada com
altura h2 A2
Amostra colocada no cadinho de
área A2
h3 Amostra colocada com
altura h3 A3
Amostra colocada no cadinho de
área A3
h4 Amostra colocada com
altura h4 A4
Amostra colocada no cadinho de
área A4
4.2 Caracterização da matéria-prima
A caracterização efetuada à matéria-prima envolve a análise química elementar, a
caracterização químico estrutural por DRX e a análise morfológica por microscopia ótica e eletrónica
de varrimento.
4.2.1 Caracterização química
A caracterização química da CA natural foi efetuada no CVR (Centro de Valorização de
Resíduos) no Minho. No que respeita à sua análise aproximada e elementar, esta apresenta-se na
Tabela 4.4.
Tabela 4.4 – Composição da casca de arroz
Analise aproximada
(% em peso)
Análise elementar
(% em peso)
Voláteis 65,5 Carbono 40,7
Carbono fixo 14,6 Hidrogénio 6
Humidade 9,4 Nitrogénio 0,5
Cinza 10,5 Enxofre <0,02
Oxigénio 32,9
Nos dados apresentados destaca-se a presença de uma elevada percentagem em carbono
(40,7%). Observa-se ainda que 10,5% em peso da casca é cinza, o que significa que será de esperar
a obtenção de perdas de massa com a calcinação da casca na ordem dos 90%.

34
4.2.2 Caracterização químico-estrutural
Para a caracterização químico-estrutural da casca procedeu-se à aquisição de difractogramas
de raios-X, de modo a avaliar o estado amorfo ou cristalino das fases, e no último caso identifica-las
através do programa Match 2! [45]. O difractograma obtido apresenta-se na Figura 4.1.
Figura 4.1 - Difractograma da casca de arroz natural
As fases presentes na casca são a calcite e a sílica amorfa, devido ao pico alargado. A
presença de matéria orgânica na casca é constatada e devidamente identificada no difractograma.
4.2.3 Caracterização morfológica
O aspeto visual a olho nú da CA natural está apresentado na Figura 4.2. Esta apresenta em
geral uma cor bege/castanha clara.
Figura 4.2 - Aspeto visual a olho nu da casca de arroz
Efetuaram-se também macrografias utilizando uma lupa estereoscópica onde é possível
diferenciar a zona interior e exterior da casca (Figura 4.3). Nesta imagem é possível observar que a
zona exterior apresenta uma textura rugosa comparativamente à zona interior que aparenta ser lisa

35
Figura 4.3 – Casca de arroz natural observada em lupa estereoscópica (escala 500µm)
A análise morfológica foi completada realizando ensaios no microscópio eletrónico de
varrimento (MEV). Na Figura 4.4 apesentam-se imagens da textura exterior da casca, a), que é
rugosa e está coberta com pequenas protuberâncias alinhadas apresentando por vezes alguns
“filamentos”. Numa maior ampliação, b), é possível observar a presença de partículas subsuperficiais.
A identificação da composição química foi efetuada por EDS (Anexo 1) tendo-se detetado que
a zona das protuberâncias (A) apresenta maior concentração em sílica (53,14wt%) que as
configurações de “filamentos” (B) (20,95wt%). Além da sílica como componente principal, verificou-se
a presença de carbono em ambas as zonas. A presença de potássio foi constatada apenas na zona
(B). As partículas subsuperficiais apresentadas em b) são constituídas maioritariamente por sílica.
Figura 4.4 – Micrografias MEV da morfologia da casca de arroz natural: a) e b) casca exterior; c) e d) casca interior; e) corte transversal
Relativamente à zona interior da casca, Figura 4.4 c), esta apresenta uma textura lisa sem
protuberâncias e com algumas porosidades comparativamente à zona exterior, a). No entanto, com
maior ampliação é possível observar que esta estrutura não é totalmente compacta, imagem d). De
facto, através de um corte transversal da casca é possível observar que esta é porosa no seu interior,
Figura 4.4 e).
a) b)
b) a) c)
d) e)

36
Identificou-se que os elementos presentes em maior concentração no interior da casca são o
oxigénio, potássio e cálcio, podendo concluir-se que a sílica presente na casca de arroz está presente
principalmente na zona exterior da casca. Esta observação está de acordo com dados referidos na
literatura [14].
4.3 Tratamentos da casca de arroz
Os tratamentos efetuados à casca de arroz foram tratamentos térmicos. No entanto alguns
pré-tratamentos foram também efetuados tais como lavagem e lixiviação ácida. Para ambos os tipos
de tratamento foram efetuados ensaios preliminares para avaliar a influência da geometria dos
cadinhos na calcinação da casca.
4.3.1 Ensaios preliminares
Quando se efetua um tratamento térmico de um material, a área superficial exposta ao ar
pode influenciar a velocidade da reação em toda a amostra, pelo que o tipo de cadinho a utilizar nos
tratamentos térmicos deve ser considerado. Assim, foram realizados dois tipos de ensaios, para
estudar a influência da variação da área superficial exposta utilizando primeiro diferentes geometrias
e tamanhos de cadinhos com uma massa constante de material (4g) e posteriormente variando a
altura de amostra colocada em cadinhos iguais (Figura 4.5). Os ensaios foram todos realizados a
600°C durante 6h.
Figura 4.5 – a) a) Cadinhos com diferentes áreas superficiais e massa de material constante; b) Cadinho em que se variou a quantidade da amostra
Como o aquecimento do forno não é linear foi-se registando a evolução da temperatura com o
tempo para uma banda proporcional de 80, apresentando-se na Figura 4.6.
Figura 4.6 - Evolução da temperatura ao longo do tempo durante o aquecimento do forno
a) b)

37
Para estudar a influência da variação da área superficial, os cadinhos foram pesados e
calculou-se com base nas suas dimensões a área superficial à qual a amostra estaria exposta,
(Tabela 4.5) utilizando sempre a mesma quantidade de amostra, 4g. Após a realização do ensaio, as
amostras foram pesadas e foi calculada a perda de massa, Tabela 4.6.
Tabela 4.5 - Dimensões dos cadinhos
Peso do cadinho (g) Área superficial exposta (cm2)
A1 60,33 17,13
A2 102,56 29,56
A3 125,73 34,51
A4 175,77 63,73
Tabela 4.6 - Valores de massa final e perda de massa calculada
Massa final de CCA (g) Perda de massa (%)
A1 0,46 88,5
A2 0,46 88,5
A3 0,45 88,75
A4 0,45 88,75
A área superficial da amostra exposta influencia a quantidade de partículas pretas que se
formam. Estas partículas pretas devem-se ao carbono que não foi libertado durante o ensaio, ficando
fixado na superfície das partículas. Nos casos em que existiu uma maior área exposta constatou-se
que o número de partículas pretas era inferior, pois o carbono teve mais facilidade em ser libertado
devido à maior área exposta. De facto, para os dois cadinhos com maior área superficial exposta (A3
e A4) não se observou a presença de partículas pretas, no entanto a cor das cinzas era “branco sujo”
(Figura 4.7).
A1
A3
A2
A4
Figura 4.7 - Amostras de CCA após ensaio de variação da área superficial com massa contante

38
De modo a avaliar quantitativamente a quantidade de partículas pretas, utilizou-se o
programa ImageJ [46] que identifica o número de pixéis pretos na imagem, de forma a obter uma
percentagem da cor preta. Os resultados obtidos são congruentes com a análise visual, podendo
afirmar-se que quanto maior a área menor o número de partículas pretas na imagem, Figura 4.8.
Figura 4.8 - Percentagem de partículas pretas nas amostras de variação de área superficial
Este resultado pode ser explicado pelo facto de, com o aumento da área superficial exposta,
considerando um volume constante, mais partículas estão em contacto direto com a atmosfera da
mufla facilitando a reação. Assim, o carbono formado a partir da decomposição da matéria orgânica
tem mais facilidade em se libertar não ficando retido na cinza.
Para avaliar a influência da altura da amostra colocada num cadinho, foram escolhidos quatro
cadinhos iguais e definidas quatro alturas diferentes, Tabela 4.7, pesando-se a amostra colocada em
cada cadinho. Terminado o ensaio as amostras foram pesadas calculando-se a perda de massa
(Tabela 4.8).
Tabela 4.7 - Peso do cadinho e altura da amostra colocada
Peso do cadinho (g) Altura da amostra (cm)
h1 42,54 4,52
h2 44,09 3,35
h3 50,37 2,27
h4 43,78 1,13
Tabela 4.8 - Valores da massa inicial e final das amostras e perda de massa após ensaio
Massa de CA inicial (g) Massa de CCA (g) Perda de massa (%)
h1 7,28 0,85 88,32
h2 5,39 0,62 88,50
h3 3,13 0,36 88,50
h4 0,99 0,11 88,89
Verificou-se que embora se tenham utilizado diferentes massas iniciais a perda de massa no
final do ensaio foi semelhante. Nas amostras com maior altura, verificou-se após o ensaio que as

39
cinzas continham uma cor mais escura no interior do que à superfície (h1 e h2). A amostra com a
altura mais baixa não apresentou praticamente partículas pretas (h4).
Para alturas superiores, as partículas do interior estão menos expostas à atmosfera da mufla
devido a ser mais difícil a circulação do ar entre as partículas. O facto de não haver movimentação da
carga dificulta ainda mais o processo. Assim, a libertação do carbono durante a calcinação torna-se
mais difícil o que favorece a presença de partículas pretas quanto maior a altura da amostra. Pode-se
então concluir que com a redução da altura influência a presença de partículas pretas nas cinzas
(Figura 4.9).
h1
h3
h2
h4
Figura 4.9 - Amostras de CCA após ensaio de variação de altura da amostra no cadinho
A quantificação das partículas pretas com o programa ImageJ [46] está apresentado na
Figura 4.10, confirmando-se que quanto menor for a altura da amostra menor a quantidade de
partículas pretas formadas.
Figura 4.10 - Percentagem de partículas pretas nas amostras de variação da altura da amostra

40
4.3.2 Pré-tratamentos
Os pré-tratamentos realizados foram de dois tipos: lavagem com água e/ou lixiviação com
ácido. O objetivo destes pré-tratamentos é o de retirar impurezas que poderão influenciar a
morfologia e estrutura das cinzas obtidas.
Os ensaios de lavagem da casca de arroz tiveram como objetivo verificar se havia alguma
eliminação de elementos químicos que tivessem influência nos tratamentos térmicos. Além disso
foram também efetuados para avaliar a absorção de água pela casca. Neste estudo utilizou-se 100ml
de água e 6g de amostra e de forma a estudar a influência do tempo do ensaio na absorção foram
realizados ensaios com durações diferentes: 15minutos e 2horas.
Terminado o ensaio a solução foi filtrada, a casca foi seca na estufa e calculou-se a perda de
massa com a lavagem bem como a solução absorvida pela casca (Tabela 4.9).
Tabela 4.9 - Perda de massa e absorção de água com a lavagem
Perda de massa (%) Solução absorvida pela CA (ml)
A15 Cagua 8,3 19
A2 Cagua 9,0 39
A capacidade de absorção de água por parte da CA está relacionada com a estrutura química
e grupos hidroxilo presentes nas cadeias características de um material à base de celulose [47].
Verifica-se que com o aumento do tempo de duração do ensaio, a CA absorve uma maior quantidade
que água. Tal poderá dever-se ao simples facto de ao fim de 15min a CA não ter atingido o ponto de
saturação.
Constatou-se que com a lavagem com água ocorreu uma perda de massa de cerca de 9%
para ambos os tempos de duração do ensaio. A água da lavagem aparentava uma cor amarela clara,
que poderá estar relacionada com alguma remoção de matéria ocorrida durante a lavagem.
Os ensaios de lixiviação realizados tinham como objetivo perceber a influência de diversos
fatores tais como o tipo de ácido, concentração e temperatura utilizados nas propriedades das cinzas
obtidas. Utilizaram-se 6g de casca de arroz e 100ml de solução.
Para quantificar a solução de lixiviação absorvida pela amostra mediu-se o volume da solução
após filtração subtraindo-o ao volume de solução inicial da lixiviação, estando o resultado
apresentado na Figura 4.11.
Observa-se uma diferença significativa nos valores de absorção obtidos dos ensaios com
amostras lixiviadas para os obtidos com amostras lavadas e lixiviadas. O facto das amostras que não
foram previamente lavadas terem absorções superiores poderá estar relacionado com o facto de não
terem sido previamente expostas a água. Assim, as amostras de CA natural absorvem durante a
lixiviação o que as amostras pré-lavadas já teriam absorvido nessa etapa.

41
Figura 4.11 - Volume de solução de lixiviação absorvida por cada amostra
Comparando agora as amostras que foram lixiviadas a 25ºC com as lixiviadas a 80ºC
observa-se que as primeiras apresentam valores superiores de absorção de água. Isto poderá dever-
se ao facto de a temperaturas superiores haver maior tendência a solução se apresentar em fase
gasosa do que à temperatura ambiente, o que permite que a 25ºC esteja disponível mais solução no
estado líquido para ser absorvida.
A temperatura a que foi realizada a lixiviação teve influência na perda de massa da amostra
(Figura 4.12). As amostras lixiviadas a uma temperatura de 80ºC apresentaram uma maior perda de
massa que as amostras lixiviadas a 25ºC. A presença de matéria orgânica na casca poderá estar
relacionada com esta constatação. De facto, o aumento da temperatura torna a celulose mais solúvel
num meio de ácido sulfúrico [48], o que pode explicar a maior perda de massa para os ensaios a
80ºC. As reações de decomposição são favorecidas pelo aumento da temperatura pois existe maior
movimento das moléculas facilitando a quebra de ligações, o que também pode contribuir para as
perdas de massa superiores para maiores temperaturas. Além disso, as soluções após a lixiviação
encontravam-se amareladas, sendo que as soluções obtidas nas lixiviações a 80ºC tinham um tom
mais escuro. Mais uma vez parece comprovar-se a remoção de material orgânico com a lixiviação.
Assim, pode concluir-se que quer o pré-tratamento de lavagem com água como o de
lixiviação implicam perdas de massa, de até 9% e 25% respetivamente, o que implica maior
quantidade de matéria-prima necessária nestes casos para obter iguais quantidades de cinza após a
calcinação.

42
Figura 4.12 - Perda de massa em percentagem de cada amostra com a lixiviação
De forma a estudar a extração de impurezas por parte do ácido e respetiva concentração,
escolheu-se o potássio, devido a ser o elemento químico (impureza) que mais contribui para
alterações nas características das cinzas obtidas. Com esta finalidade, foram recolhidas após a
lixiviação e lavagem para serem analisadas para perceber se o potássio foi retirado com sucesso,
comparando a eficácia na utilização de um certo ácido e concentração.
Figura 4.13 – Rendimento da extração de potássio por lixiviação utilizando dois tipos de ácidos e duas concentrações
43
A lavagem com água durante 15min permitiu remover 56% do potássio existente na casca
natural. Relativamente aos rendimentos obtidos com a lixiviação, estes estão apresentados na Figura
4.13. Observa-se que a eficiência de remoção do potássio é superior com o H2SO4, no entanto a
variação da concentração tanto do HCl como do H2SO4 não teve grande influência nessa remoção. A
temperatura de lixiviação também não aparenta ter influência no rendimento da remoção de potássio.
O efeito de lavagem na CA antes dos ensaios de lixiviação não apresenta nenhum efeito
significativo na remoção do potássio, relativamente aos ensaios da casca lixiviada sem ser
previamente submetida a ensaios de lavagem. Conclui-se que a lixiviação é eficaz na remoção do
potássio chegando a valores percentuais entre 60 a 110% de rendimento.
4.3.3 Tratamentos Térmicos
De forma a estudar a influencia da temperatura e tempo de patamar na calcinação da CA
foram efetuados ensaios a partir de CA natural, lavada e lixiviada, alterando estes parâmetros da
seguinte forma:
1) Calcinação a 400ºC e 500ºC durante 2h com casca natural e lavada
2) Calcinação a 600, 700 e 800ºC durante 2, 4 e 6h com casca natural e lavada
3) Calcinação a 800ºC durante 2h com casca lixiviada
A massa de CA utilizada em todos os ensaios foi de 5g, tendo havido cuidado com a
disposição dos cadinhos na mufla, para não introduzir perturbações térmicas quando se retirava
cadinhos nos tempos pré-definidos.
Nas calcinações realizadas para as diferentes temperaturas, os perfis de aquecimento até
atingir o patamar estão apresentados na Figura 4.14. A velocidade do forno pode ser controlada
através da banda proporcional usada, que vai de 0 a 100, sendo que para 400, 500, 600, 700 e 800ºC
foi utilizado respetivamente 65, 75, 80, 90 e 95. Para temperaturas mais baixas deve-se utilizar uma
banda proporcional inferior de forma a não ocorrer sobreaquecimento.

44
Figura 4.14 - Perfil de aquecimento do forno para as calcinações a 400, 500, 600, 700 e 800ºC
Figura 4.15 - Perda de massa nas calcinações de casca natural (N) e lavada (A) a 400, 500, 600, 700 e 800ºC
As perdas de massa que ocorreram com a calcinação estão apresentadas na Figura 4.15. É
de notar que independentemente do tempo e da temperatura utilizadas nas calcinações a perda de
massa foi aproximadamente a mesma. A lavagem prévia com água não teve implicação na perda de
massa com a calcinação.
As perdas de massa que ocorreram com a calcinação a 800ºC durante 2h das cascas
lixiviadas estão apresentadas na Figura 4.16.

45
Figura 4.16 - Perda de massa das diferentes CA lixiviadas que foram calcinadas a 800ºC durante 2h
Estes valores são semelhantes aos apresentados para as calcinações de casca natural e
lavada, o que permite concluir que a perda de massa na calcinação não é significativamente alterada
pelo facto de ter ocorrido um pré-tratamento de lixiviação.
4.4 Caracterização das cinzas de casca de arroz
4.4.1 Caracterização química
No que respeita à composição da cinza obtida a partir da calcinação da casca natural, esta
apresenta-se na Tabela 4.10.
Tabela 4.10 - Composição das cinzas da casca de arroz
Análise da cinza
(% em peso, base seca)
Análise da cinza
(% em peso, base seca)
SiO2 88,2 TiO2 0
Al2O3 0,3 P2O5 1,6
Fe2O3 0,2 K2O 3,7
CaO 2,8 Na2O 0,7
SO3 0,8 Cl <0,01
MgO 1,3 Outros óxidos 0,4
Estes dados permitem verificar que a casca após a calcinação apresenta uma elevada
concentração em sílica. Além da sílica, é ainda possível destacar a concentração de potássio e o
cálcio como sendo os dois elementos com mais concentração na sua composição.
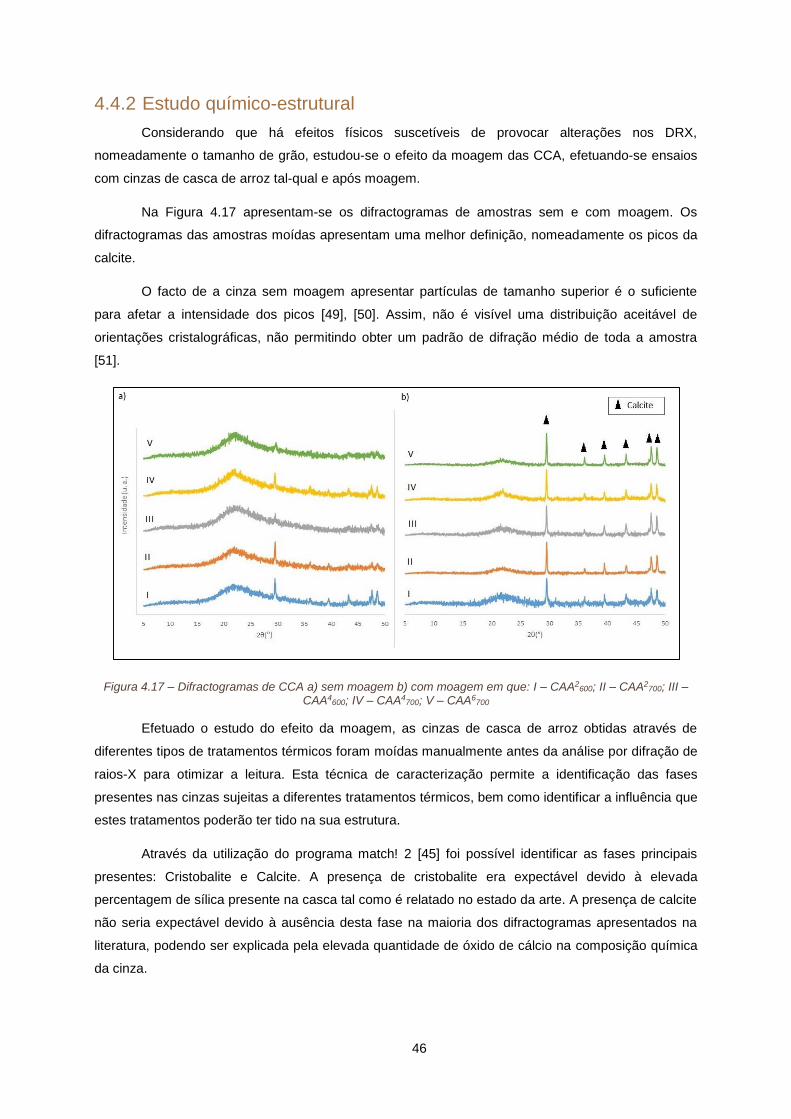
46
4.4.2 Estudo químico-estrutural
Considerando que há efeitos físicos suscetíveis de provocar alterações nos DRX,
nomeadamente o tamanho de grão, estudou-se o efeito da moagem das CCA, efetuando-se ensaios
com cinzas de casca de arroz tal-qual e após moagem.
Na Figura 4.17 apresentam-se os difractogramas de amostras sem e com moagem. Os
difractogramas das amostras moídas apresentam uma melhor definição, nomeadamente os picos da
calcite.
O facto de a cinza sem moagem apresentar partículas de tamanho superior é o suficiente
para afetar a intensidade dos picos [49], [50]. Assim, não é visível uma distribuição aceitável de
orientações cristalográficas, não permitindo obter um padrão de difração médio de toda a amostra
[51].
Figura 4.17 – Difractogramas de CCA a) sem moagem b) com moagem em que: I – CAA2600; II – CAA2
700; III – CAA4
600; IV – CAA4700; V – CAA6
700
Efetuado o estudo do efeito da moagem, as cinzas de casca de arroz obtidas através de
diferentes tipos de tratamentos térmicos foram moídas manualmente antes da análise por difração de
raios-X para otimizar a leitura. Esta técnica de caracterização permite a identificação das fases
presentes nas cinzas sujeitas a diferentes tratamentos térmicos, bem como identificar a influência que
estes tratamentos poderão ter tido na sua estrutura.
Através da utilização do programa match! 2 [45] foi possível identificar as fases principais
presentes: Cristobalite e Calcite. A presença de cristobalite era expectável devido à elevada
percentagem de sílica presente na casca tal como é relatado no estado da arte. A presença de calcite
não seria expectável devido à ausência desta fase na maioria dos difractogramas apresentados na
literatura, podendo ser explicada pela elevada quantidade de óxido de cálcio na composição química
da cinza.

47
A estrutura da cristobalite varia consoante a alteração de fatores como a temperatura de
calcinação, tempo de patamar e pré-lavagem ou lixiviação.
A temperatura de calcinação aparenta ter um impacto claro na alteração da estrutura da
cristobalite. Nas figuras Figura 4.18 e Figura 4.19 é possível observar a evolução da estrutura com a
temperatura tanto para cinzas naturais como previamente lavadas respetivamente. Observa-se que
para calcinações a temperaturas mais baixas a sílica presente está no estado amorfo característico
pelo pico largo apresentado no difractograma. Este pico aparece centrado num intervalo de valores
de teta que é característico do padrão de difração da cristobalite. Com o aumento da temperatura a
sílica começa a tornar-se cada vez mais cristalina, pois o pico começa a tornar-se cada vez mais
estreito e intenso característico da cristobalite, fase cristalina da sílica [52].
As cinzas obtidas a diferentes temperaturas a partir de casca lavada apresentam estruturas
menos cristalizadas que cinzas obtidas a partir de casca natural para as mesmas condições de
calcinação. Como referido no estado da arte, a sílica só cristaliza para temperaturas superiores a
900ºC. No entanto, a presença de impurezas tais como o potássio potenciam a cristalização a
menores temperaturas devido a baixar a temperatura de cristalização.
Nas Figura 4.20 e Figura 4.21 é possível observar a influencia do tempo de patamar para
CAN e CAA obtidas a 600 e 700ºC. Em geral não são observáveis alterações visíveis na estrutura
com alterações no tempo de patamar durante a calcinação. Assim, pode-se referir que a alteração
deste parâmetro não tem influência significativa na estrutura da cinza obtida.
Figura 4.18 – Difractogramas de CAN obtidas para diferentes temperaturas de calcinação: a) 400ºC; b)500ºC; c)600ºC; d)700ºC; e) 800ºC

48
Figura 4.19 – Difractogramas de CAA obtidas para diferentes temperaturas de calcinação: a) 400ºC; b)500ºC; c)600ºC; d)700ºC; e) 800ºC
Figura 4.20 – Difractogramas de CAN para diferentes tempos de permanência no patamar durante a calcinação: a) 2h a 600ºC; b)4h a 600ºC; c)6h a 600ºC; d)2h a 700ºC; e)4h a 700ºC; f)6h a 700ºC
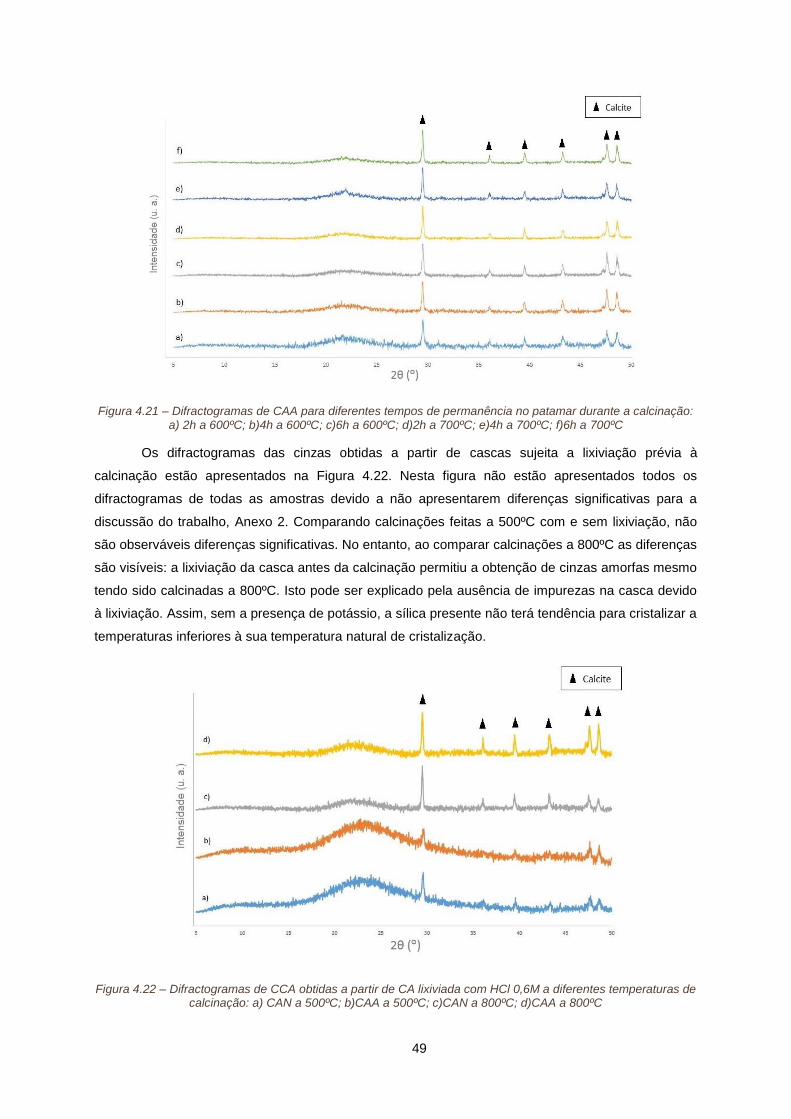
49
Figura 4.21 – Difractogramas de CAA para diferentes tempos de permanência no patamar durante a calcinação: a) 2h a 600ºC; b)4h a 600ºC; c)6h a 600ºC; d)2h a 700ºC; e)4h a 700ºC; f)6h a 700ºC
Os difractogramas das cinzas obtidas a partir de cascas sujeita a lixiviação prévia à
calcinação estão apresentados na Figura 4.22. Nesta figura não estão apresentados todos os
difractogramas de todas as amostras devido a não apresentarem diferenças significativas para a
discussão do trabalho, Anexo 2. Comparando calcinações feitas a 500ºC com e sem lixiviação, não
são observáveis diferenças significativas. No entanto, ao comparar calcinações a 800ºC as diferenças
são visíveis: a lixiviação da casca antes da calcinação permitiu a obtenção de cinzas amorfas mesmo
tendo sido calcinadas a 800ºC. Isto pode ser explicado pela ausência de impurezas na casca devido
à lixiviação. Assim, sem a presença de potássio, a sílica presente não terá tendência para cristalizar a
temperaturas inferiores à sua temperatura natural de cristalização.
Figura 4.22 – Difractogramas de CCA obtidas a partir de CA lixiviada com HCl 0,6M a diferentes temperaturas de calcinação: a) CAN a 500ºC; b)CAA a 500ºC; c)CAN a 800ºC; d)CAA a 800ºC

50
4.4.3 Caracterização morfológica
Nas Figura 4.23, Figura 4.24, Figura 4.25 e Figura 4.26, apresentam-se macrografias das
cinzas da casca de arroz obtidas nos diferentes tratamentos.
CAN2400
CAA2400
CAN2500
CAA2500
Figura 4.23 - Amostras das CCA após calcinação a 400 e 500ºC de casca natural e casca lavada
CAN2600
CAA2600
CAN4600
CAA4600
CAN6600
CAA6600
Figura 4.24 - Amostras das CCA após calcinação a 600ºC de casca natural e casca lavada

51
CAN2700
CAA2700
CAN4700
CAA4700
CAN6700
CAA6700
Figura 4.25 - Amostras das CCA após calcinação a 700ºC de casca natural e casca lavada
CAN2800
CAA2800
CAN4800
CAA4800

52
CAN6800
CAA6800
Figura 4.26 - Amostras das CCA após calcinação a 800ºC de casca natural e casca lavada
Verifica-se que as amostras que foram previamente lavadas apresentam menos partículas
pretas que as que não foram sujeitas a esse tratamento. Com a utilização do programa ImageJ foi
possível quantificar e confirmar esta observação como se pode observar na Figura 4.27. Este
resultado era espectável relativamente à diferença de casca natural e lavada pois a lavagem permite
a remoção de impurezas tais como o potássio que levariam a fixação do carbono.
O carbono é formado a partir da decomposição da matéria orgânica devido ao aumento da
temperatura e a continuação deste aumento leva a que este oxide. O óxido de potássio dissocia-se
após aquecimento a 346,85ºC formando potássio. Como a esta temperatura o potássio está no
estado líquido (ponto de fusão 63,65ºC), retém o carbono impedindo a sua libertação.
Através desta figura é possível ainda notar alguma oscilação no valor de partículas pretas
com o aumento da temperatura, para a casca natural.
Figura 4.27 - Percentagem de partículas pretas em CAN e CAA em função da temperatura de calcinação
O tempo de permanência no patamar não aparenta ter uma relação significa com a
quantidade de partículas quer para a casca natural como para a lavada (Figura 4.28). Isto pode
significar que 2h poderá ser tempo suficiente para todo o carbono que não está fixado ser libertado.

53
Figura 4.28 – Percentagem de partículas pretas em CAN (à esquerda) e CAA (à direita) em função do tempo de patamar
Algumas amostras de cinzas foram observadas utilizando uma lupa estereoscópica (Figura
4.29). Através das imagens representadas em a) e b) é possível observar que a lavagem antes da
calcinação permite obter cinzas mais brancas. Relativamente à morfologia da cinza, esta assemelha-
se à da casca. Nestas imagens observa-se que existem partículas cobertas com um resíduo preto.
Tal facto poderá ser explicado pela fixação do carbono à superfície bem como nas zonas capilares.
Na imagem d) observa-se que apenas as zonas capilares estão pretas e o resto da partícula
permanece branco, o que pode significar que estas zonas eram compostas por matéria orgânica que
de decompôs em carbono com o aumento da temperatura. A presença de potássio nestas zonas,
como constatado pela análise de EDS da casca pode também ter contribuído para esta fixação.
Figura 4.29 - Amostras de CCA observadas em microscópio ótico: a) CAN 600ºC durante 2h, b) CAA 600ºC
durante 6h, c) CAN 700ºC durante 4h e d) CAN 800ºC durante 2h (escala 500µm)
As micrografias obtidas por MEV estão apresentadas na Figura 4.30. As imagens a) e b)
correspondem a cinzas obtidas por calcinação a 400ºC, apresentam fragmentos semelhantes à
morfologia original da casca. Na figura b) é possível observar estruturas porosas devido à libertação
de voláteis durante este processo de calcinação.
a) b)
c) d)

54
As figuras c) - e) apresentam amostras de cinza obtida por calcinação a 800ºC durante 2h.
Pode-se observar uma diferença na morfologia das cinzas obtidas por calcinação a 400ºC e 800ºC.
Para temperaturas superiores, as partículas das cinzas apresentam uma morfologia mais intacta e
semelhante à da casca. Na figura d) e e) são mais visíveis os poros deixados pela libertação de
voláteis que também foram observados na cinza obtida a 400ºC.
Figura 4.30 – Micrografias de MEV: a) e b) CAN calcinadas a 400ºC por 2h; c), d) e e) CAN calcinadas a 800ºC durante 2h
As amostras lixiviadas apresentam todas a mesma morfologia, apresentando-se na Figura
4.31 um exemplo. Estas amostras não apresentam partículas pretas não tendo por isso sido feita
nenhuma análise quantitativa pelo programa imageJ[46]. Isto seria de esperar pois o tratamento de
lixiviação é ainda mais eficaz que a lavagem na remoção do potássio bem como de outras impurezas,
o que permite que não ocorra fixação de carbono.
Figura 4.31 - Amostra das CCA após calcinação a 800ºC de casca lixiviada
a) b) c)
d) e)

55
Micrografias obtidas por MEV foram também efetuadas para amostras lixiviadas. Na Figura
4.32 é possível observar a estrutura da fase interna característica da casca, através do corte
transversal. A cinza aparenta manter uma forma estrutural semelhante à da casca mas com maior
porosidade (imagem d)). Os poros deixados pela volatilização são visíveis em maior detalhe na
imagem b). Efetuou-se uma análise por EDS desta cinza que indicou que é constituída por carbono e
sílica. Seria de esperar a ausência do potássio nesta análise devido a ter sido efetuada a lixiviação
para remover esta impureza.
Figura 4.32 – Amostras de CCA calcinadas a 800ºC obtidas a partir de lixiviação: a) e b) a 25ºC; c) e d) a 80ºC
4.4.4 Caracterização térmica
De forma a perceber a influência de pré-tratamentos na decomposição térmica durante o
aquecimento, realizou-se um ensaio de TGA utilizando casca natural, lavada e lixiviada. Na Figura
4.33 está apresentada a curva de TGA e DTG em que se pode observar a decomposição ao longo do
aquecimento, destacando-se as diferenças no gráfico consoante o pré-tratamento efetuado.
Analisando a curva de TGA, inicialmente até atingir 200ºC, ocorre perda de água existente na
amostra. Seguidamente, inicia-se uma zona com elevada perda de massa entre 280-300ºC
caracterizada por uma mudança brusca de declive. Esta corresponde à zona ativa da calcinação, que
é responsável pela decomposição da matéria orgânica e produtos voláteis gerados pelo processo. A
mesma mantem-se até entre 360-380ºC onde ocorre uma segunda mudança abrupta até atingir os
850-880ºC onde estabiliza sem posterior perda de massa. As alterações nesta zona são atribuídas à
oxidação do carbono formado devido à decomposição dos orgânicos.
Na revisão bibliográfica é destacado por diversos autores que a destruição térmica é efetuada
em três estágios: perda de água entre 40-150ºC, remoção de compostos orgânicos voláteis entre
215-350ºC e combustão do carbono entre 350-690ºC [20], [21]. Estes valores estão enquadrados nos
obtidos neste ensaio.
a) b)
d) c)

56
De forma a compreender em maior detalhe as diferenças de comportamento térmico das
cascas com diferentes pré-tratamentos, utilizou-se a derivada da curva obtida. Nesta são visíveis as
variações na perda de massa nas diferentes zonas.
Relativamente à primeira zona, como referido anteriormente, a perda de massa é atribuída à
perda de água existente na amostra. Comparando os DTG das cascas sujeitas a diferentes tipos de
pré-tratamento são visíveis diferenças nos valores de perda de massa entre estas. A casca natural é
a que tem maior percentagem de perda de massa seguida da casca lixiviada, sendo que a lavada foi
a que teve menor perda de massa. Isto pode ser explicado pelo facto de as cascas lavada e lixiviada,
devido a terem sido sujeitas a um pré-tratamento, já terem sofrido alguma perda de massa causada
por esse tratamento.
A segunda zona característica da decomposição dos compostos orgânicos apresenta curvas
semelhantes para as cascas natural e lavada e ligeiramente diferente para a lixiviada. É sabido que a
matéria orgânica presente na casca é constituída por hemicelulose, celulose e lenhina. A degradação
dos compostos orgânicos ocorre usualmente para a hemicelulose entre 150-350ºC, para a celulose
275-350ºC e lenhina 250-500ºC [22], [24].
Nesta zona, as curvas apresentadas com base no DTG apresentam dois picos que
pertencem à decomposição da hemicelulose, a temperatura mais baixa, e à celulose, temperatura
mais alta. A lavagem da casca proporciona uma deslocação desta curva para a direita, o que significa
que a temperatura à qual ocorre máxima decomposição térmica é superior para a casca lavada do
que para a natural. Este facto está de acordo com a literatura [27]. Além disso, com este aumento da
temperatura máxima de decomposição os picos aparentam ficar mais estreitos. A curva da casca
lixiviada, ao contrário das outras, não permite distinguir os picos de cada um destes compostos
orgânicos.
A decomposição da lenhina devido a ocorrer num amplo intervalo de temperaturas não é
destacável no gráfico.
Existe uma variação na percentagem de perda de massa por volta dos 850ºC, visível na
curva do DTG. Esta variação poderá estar relacionada com a decomposição do carbonato de cálcio.
Como foi possível observar nos difractogramas da casca, estes apresentaram calcite como uma das
fases presentes na sua constituição. Visto a decomposição de carbonato de cálcio ocorre por volta
dos 900ºC dependendo da quantidade e tipo de impurezas presentes [53], esta perda de massa
poderá dever-se a esta reação de decomposição. Assim, a presença desta fase nos difractogramas
deve-se ao facto de não terem sido utilizadas temperaturas superiores a 800ºC na calcinação da
casca.

57
Figura 4.33 - TGA e DTG da CA natural (verde), lavada (roxo) e lixiviada (rosa)

58
4.5 Ensaios de adsorção da cinza da casca de arroz
As cinzas obtidas nos tratamentos efetuados à casca de arroz foram testadas como
adsorventes de metais pesados, uma das aplicações de valorização desse resíduo. Esta aplicação
pode ser utilizada industrialmente no tratamento de águas residuais.
Os metais considerados para os ensaios foram o Pb, Cu, Ni, Zn e Cd, os quais foram
solubilizados conjuntamente num meio aquoso. A escolha destes elementos deve-se ao facto de
representarem alguns dos elementos-chave que se encontram em diversos efluentes e águas
industriais, sejam em águas de mina ou em efluentes de processamento industrial de metais (e.g.
metalurgias, metalomecânicas, tratamentos de superfície).
Estes metais podem apresentar-se em fase aquosa sob diferentes formas, dependendo das
condições do meio nomeadamente do pH. Em meios mais acidificados, a forma predominante será
do tipo catião Me2+, podendo com o aumento do pH aparecer formas hidrolisadas, também catiónicas,
correspondendo a equilíbrios do tipo:
𝑀𝑒2+ + 𝑂𝐻− = 𝑀𝑒𝑂𝐻+ (1)
O pH a que estas espécies se formam depende dos metais e da respetiva concentração em
solução, podendo de forma simplificada considerar que os catiões hidrolisados, como os acima
referidos, poderão ser estáveis para valores de pH entre 4 e 7 (valores indicativos) [54].
A adsorção de catiões metálicos por parte de superfícies de óxidos como o SiO2 é
vulgarmente realizada através de mecanismos de permuta catiónica a qual pode ser explicada
através da forma como a superfície destes óxidos se encontra.
A superfície da sílica apresenta grupos siloxano (Si-O-Si) que são facilmente hidrolisados ao
contactar com água produzindo grupos silanol à superfície (Si-OH). Este grupo funcional é dos
principais grupos responsáveis pela capacidade de adsorção da cinza.
Figura 4.34 – Esquema da superfície da sílica[55]
A cinza ao entrar em contacto com uma solução carregada com metais pesados, os grupos
silanol à superfície libertam um H+ de forma a poderem ligar-se a um ião pertencente a um metal
pesado, como apresentado na equação (2):
𝑆𝑖𝑂𝐻 + 𝑀𝑒2+ = 𝑆𝑖𝑂𝑀𝑒+ + 𝐻+ (2)
Dependendo da especiação do metal em solução a equação (2) também se pode aplicar à
extração do catião MeOH+, a qual será provável ocorrer para valores superiores de pH.

59
Existem vários parâmetros que podem ser calculados de modo a avaliar a capacidade de
adsorção da cinza. Um destes parâmetros é capacidade de remoção, q, em mg/g, que é calculada
com base na equação (3):
𝓆 =
(𝐶0 − 𝐶𝑡) × 𝑉
𝑚 (3)
em que C0 é a concentração inicial de cada metal em solução e Ct a concentração de cada
metal na solução ao fim do tempo t, V o volume de solução no inicio do ensaio e m a massa de cinza
utilizada.
A eficiência ou rendimento de adsorção de cada metal, ao fim de um determinado tempo de
contacto, t, foi avaliada pela variação da concentração de metais na solução através da equação (4):
𝜂(%) =
(𝐶0 − 𝐶t)
𝐶0
× 100 (4)
sendo C0 a concentração inicial de cada metal em solução e Ct a concentração final de cada
metal ao fim do tempo t.
Nos ensaios de adsorção dos diferentes tipos de cinza foram estudados diferentes
parâmetros tais como o tempo de contacto, a influência do pH e a razão líquidos-sólidos.
4.5.1 Efeito dos diferentes tipos de cinzas de casca de arroz
O tipo de tratamento a que a CA foi submetida, deu origem a características e propriedades
diferentes às CCA obtidas, pelo que se utilizaram nos ensaios de adsorção cinzas obtidas em
diferentes condições operatórias. Os fatores estudados nos ensaios de adsorção, para além dos
diferentes tipos de CCA, foram o valore de pH e o tempo de ensaio.
As CCA obtidas por tratamento químico de lavagem (CAA) e/ou lixiviação com HCl 0,6M (LAI
CAA ou LAI CAN) a 500ºC foram submetidas a ensaios de adsorção com pH 2 e 5 e para tempos de
contacto de 5minutos e 2horas. Para efeitos de comparação, apresentam-se também os resultados
de ensaios efetuados a cinzas obtidas sem tratamento prévio (CAN). Os resultados obtidos são
representados na Figura 4.35.

60
Figura 4.35 - Influência do tipo de tratamento químico na adsorção de CCA a 500ºC: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd
Observa-se que para qualquer dos metais pesados os rendimentos de adsorção são mais
baixos para as cinzas obtidas através de lixiviação (LAI CAA e LAI CAN) apresentam rendimentos de
adsorção mais baixos de adsorção para qualquer dos metais pesados em estudo. Este resultado
poderá estar relacionado com o facto de a lixiviação promover a degradação de compostos orgânicos
da casca influenciando algumas características necessária à adsorção efetuada pela cinza.
O carbono, além da sílica, poderá ter alguma contribuição para a capacidade de adsorção. Na
literatura existem referencia sobre a utilização do carbono como adsorvente, obtido por vezes
também através de casca de arroz [56],[57],[58]. Contudo não é expectável que o carbono seja
responsável pela grande diferença observada entre a adsorção com cinzas lixiviadas e não lixiviadas.
Uma explicação possível pode estar relacionada com a presença de grupos aniónicos na superfície
da casca, provenientes dos ácidos, como SO42- ou Cl-, que poderão inibir a adsorção dos catiões
metálicos.

61
O tratamento de lavagem prévia da casca não aparenta influenciar os rendimentos, pelo que
a etapa de lavagem parece ser indiferente, sendo portanto um passo que se pode descartar para a
obtenção da cinza. Assim, os tratamentos químicos efetuados à CA parece não se justificarem devido
aos resultados de adsorção obtidos não serem relevantes.
A adsorção das cinzas obtidas através de calcinações às temperaturas, 400, 500, 600, 700 e
800ºC, foram também estudadas utilizando como parâmetros o tempo de contacto (5minutos e
2horas) e o pH (2 e 5) cujos resultados se apresentam respetivamente nas Figura 4.36 e Figura 4.37.
Figura 4.36 - Influência do tipo de tratamento térmico na adsorção de metais pesados numa solução a pH2: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd

62
Figura 4.37 - Influência do tipo de tratamento térmico na adsorção de metais pesados numa solução a pH5: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd
Pode-se afirmar que independentemente do valor do pH, para tempos de contacto menores,
os rendimentos são inferiores aos obtidos nos ensaios com tempos de contacto superiores. Além
disso, a diferença de rendimento para dois tempos de contacto diferentes varia consoante o metal
pesado.
Observa-se que com o aumento da temperatura o rendimento da adsorção tem tendência
para diminuir sendo mais visível para valores do pH mais baixos.
Com o aumento da temperatura, a sílica presente nas cinzas apresenta cada vez maior grau
de cristalização como observados dos DRX efetuados o que a poderá tornar cada vez menos apta à
adsorção dos metais pesados.
A decomposição dos compostos orgânicos ocorre entre os 300 e 400ºC e para temperaturas
superiores, o carbono tem tendência para ser libertado, o que poderá contribuir para a maior
capacidade de adsorção da cinza.

63
O efeito do pH tem também influência na capacidade de adsorção dos diferentes metais. Para
valores de pH igual a 2, o níquel, cadmio e zinco são menos adsorvidos pela cinza, enquanto que
para pH 5 só o níquel é menos adsorvido.
O pH final dos ensaios efetuados nas cinzas obtidas a diferentes temperaturas, apresenta
valores superiores aos valores de pH iniciais (Figura 4.38). Com o aumento da temperatura, o valor
do pH final aproxima-se cada vez mais do valor inicial.
O facto do pH inicial e final serem diferentes está relacionado com as variações nas
concentrações de H+ e OH- no meio devido à adsorção de metais pesados pela cinza. Com o
aumento da temperatura, o rendimento da adsorção diminui o que significa que menos iões são
adsorvidos logo, menos alterações nas concentrações dos iões H+ e OH- na solução.
Figura 4.38 - Evolução do pH final com a temperatura de calcinação
O tempo de calcinação é outro fator relacionado com o tratamento da casca que também
poderá influenciar as características da cinza. Assim, os rendimentos de adsorção de cinzas obtidas
através de calcinação às temperaturas de 700 e 800ºC, com tempos de patamar diferentes (2h e 6h),
estão apresentados na Figura 4.39.
Os resultados obtidos indicam que o tempo de permanecia no patamar não apresenta
qualquer influência na adsorção dos metais, podendo considerar-se que também não terá influencia
nas propriedades das cinzas.

64
Figura 4.39 - Influência do tempo de calcinação na adsorção de metais pesados por parte da cinza numa solução a pH5: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd
Conclui-se que temperaturas de calcinação inferiores demonstraram resultados superiores de
rendimentos de adsorção das cinzas obtidas. Assim, o estudo dos diferentes parâmetros de adsorção
que se segue foi efetuado utilizando sempre CCA obtidas a 400ºC.
4.5.2 Efeito do tempo de adsorção
O estudo do efeito do tempo de adsorção no rendimento de adsorção de CCA foi efetuado em
soluções a pH 2 e 5. Os resultados obtidos apresentam-se respetivamente nas Figura 4.40 e Figura
4.41.
Figura 4.40 – Relação entre o rendimento de adsorção e o tempo de adsorção para os metais pesados estudados, numa solução a pH2

65
Figura 4.41 - Relação entre o rendimento de adsorção e o tempo de adsorção para os metais pesados estudados, numa solução a pH5
As curvas de adsorção dos diferentes metais indicam que esta ocorre mais rapidamente no
início ate que estabiliza num patamar, sendo mais visível no ensaio realizado com pH5. No início do
ensaio, a superfície apresenta um certo número de zona livres. Ao fim de algum tempo, estas
começam a ser ocupadas por metais pesados deixando cada vez menos zonas livres à superfície.
Além disso, estas restantes zonas são cada vez mais difíceis de ocupar devido a forças repulsivas
entre as moléculas do soluto na superfície em ambas as fases [37].
Para pH 2 apenas o chumbo e o cobre estabilizam num patamar, respetivamente a 40 e 60
minutos de ensaio. Esta diferença de comportamento relativamente aos outros elementos parece
indicar alguma seletividade na adsorção dos metais pesados por parte da cinza.
Para pH 5, verifica-se que ao fim de 60minutos de ensaio, todos os metais pesados, à
exceção do Ni, atingiram o patamar com rendimentos rondando os 100% (Figura 4.41).
4.5.3 Efeito do pH da solução
Como foi possível verificar com os ensaios apresentados, para valores de pH superiores os
rendimentos de adsorção são maiores. A utilização de valores de pH superiores a 5 pode provocar a
ocorrência de precipitação dos metais pesados presentes na solução. Assim, o estudo da influência
do pH foi efetuado utilizando valores inferiores.
A variação do pH de uma solução altera as cargas superficiais do adsorvente, dissociação de
grupos funcionais bem como o grau de ionização do material presente na solução e a química da
mesma [34]. Partindo de uma solução contendo os metais pesados, cujo pH corresponde a 1,28,
ajustou-se então aos valores de pH 2; 2,5; 3; 4; e 5, apresentando-se na Figura 4.42 os respetivos
rendimentos de adsorção para os diferentes metais.

66
Figura 4.42 – Relação ente o rendimento de remoção de metais pesados por parte da cinza e o pH inicial da solução para dois tempos de contacto: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd
A análise dos gráficos obtidos permite afirmar que para o pH inicial da solução (1,2) não se
observa praticamente nenhuma adsorção de metais. O aumento do pH aumenta o rendimento de
adsorção até estabilizar num determinado valor. Os rendimentos de adsorção tornam-se constantes
para valores de pH entre 2 e 2,5.
A partir de pH 3 com 5min de tempo de adsorção, observa-se um ligeiro decréscimo do
rendimento, o que poderá ser explicado pela velocidade de reação. Se as velocidades a pH superior
forem menores poderá observar-se menores rendimentos ao fim de 5min, facto que já não se observa
para tempos superiores como 2h, onde o equilíbrio já estará atingido.
O baixo grau de adsorção a valores de pH baixos pode ser atribuído ao facto de para baixos
valores de pH a concentração de iões H+ é elevada existindo uma competição entre estes iões e os
iões metálicos pelos locais à superfície. Com o aumento do pH, ocorre um decréscimo nas cargas
a) b)
c) d)
e)

67
positivas o que resulta numa menor repulsão eletrostática entre os iões metálicos carregados
positivamente e a superfície da cinza.
A evolução da adsorção com o pH pode também ser explicada com base no mecanismo
descrito pela equação (2). Sendo um equilíbrio químico, o aumento do pH favorece a deslocação da
reação no sentido direto, ou seja favorece a adsorção.
Tal como observado em ensaios anteriores, o pH inicial da solução varia ao longo do ensaio,
como se apresenta na Figura 4.43.
Figura 4.43 - Relação entre os valores de pH inicial e final
O aumento do pH da solução está relacionado com os processos químicos que ocorrem com
os iões metálicos em solução, nomeadamente com os fenómenos de hidrólise (equação 1). Quando
um ião metálico em fase aquosa hidrolisa, observa-se uma diminuição do pH em solução, razão pela
qual as soluções aquosas de sais metálicos apresentam valores de pH na zona ácida. Quando o ião
metálico é adsorvido, os iões OH- a ele ligados, são libertados para a solução aumentando do pH.
4.5.4 Razão líquidos-sólidos
O rendimento de adsorção é influenciado pela variação da razão líquidos-sólidos (L/S), tal
como se observa na Figura 4.44.
O rendimento de adsorção diminui com o aumento da razão L/S, para uma solução a pH5.
Com o aumento de L/S aumenta-se a quantidade de metais em solução, assim ao manter a mesma
quantidade de cinza esta chega a um ponto em que não consegue adsorver a maioria dos metais
pesados existentes na solução, diminuído o rendimento de adsorção.
Figura 4.44 – Relação entre o rendimento do ensaio de adsorção e a razão L/S

68
A seletividade da cinza para os diferentes metais em estudo é também evidenciada pelo
aumento da razão L/S. Este resultado está em conformidade com os resultados obtidos em outros
ensaios. Os resultados apresentados indiciam que a seletividade da cinza para a adsorção dos
metais apresenta a seguinte ordem: Pb > Cu > Zn > Cd > Ni.
Como a adsorção dos metais é fortemente dependente do pH, será de esperar que a
seletividade da cinza para os diferentes metais dependa dos respetivos equilíbrios de hidrólise. De
facto, se observarmos as constantes de hidrólise para os diferentes metais (Tabela 4.11) constata-se
que os valores são superiores para o Pb e para o Cu, seguindo-se o Zn, o Cd e finalmente o Ni. Esta
ordem corrobora a ordem de adsorção observada nos resultados obtidos.
Tabela 4.11 – Constantes de estabilidade para a formação de hidroxicomplexos dos metais [59]
Equação log K
Pb2+ + OH- = PbOH+ 6,0 – 6,3
Cu2+ + OH- = CuOH+ 6,3
Zn2+ + OH- = ZnOH+ 5,0
Cd2+ + OH- = CdOH+ 3,9 – 4,1
Ni2+ + OH- = NiOH+ 3,7 – 4,1
4.5.5 Isotérmicas
Durante os ensaios de adsorção, obtiveram-se as isotermicas correspondentes a cada um
dos metais em estudo. Os valores expeimentais, apresentados nas Tabela 4.12 e Tabela 4.13, estão
representados na Figura 4.45.
Tabela 4.12 - Valores experimentais das curvas isotérmicas
Pb Cu Ni
L/S C0
(mg/L)
Ce
(mg/L)
q
(mg/g)
C0
(mg/L)
Ce
(mg/L)
Q
(mg/g)
C0
(mg/L)
Ce
(mg/L)
q
(mg/g)
40 18,68 0,24 0,74 18,76 0,48 0,73 16,83 0,82 0,64
60 18,68 0,14 1,12 18,76 0,22 1,11 16,83 0,83 0,96
80 18,68 0,14 1,49 18,76 0,14 1,49 16,83 0,67 1,29
120 20,27 0,14 2,42 19,69 0,07 2,36 18,25 1,73 1,98
200 20,27 0,14 4,03 19,69 0,08 3,92 18,25 9,85 1,68
280 20,27 0,14 5,64 19,69 0,12 5,48 18,25 12,09 1,73
400 20,27 0,14 8,05 19,69 0,72 7,59 18,25 14,53 1,49
568 20,27 0,61 11,17 19,69 5,09 8,30 18,25 16,30 1,11
800 18,68 4,81 11,10 18,76 9,76 7,20 16,83 15,01 1,45

69
Tabela 4.13 - Valores experimentais das curvas isotérmicas (continuação)
Zn Cd
L/S C0
(mg/L)
Ce
(mg/L)
q
(mg/g)
C0
(mg/L)
Ce
(mg/L)
q
(mg/g)
40 15,15 0,39 0,59 14,39 0,60 0,55
60 15,15 0,65 0,87 14,39 0,85 0,81
80 15,15 0,70 1,16 14,39 0,85 1,08
120 17,92 0,36 2,11 16,57 0,38 1,94
200 17,92 0,20 3,54 16,57 1,44 3,03
280 17,92 4,27 3,82 16,57 7,33 2,59
400 17,92 5,22 5,08 16,57 9,80 2,71
568 17,92 11,17 3,83 16,57 12,32 2,41
800 15,15 10,32 3,86 14,39 12,54 1,48
Existem varios modelos de adsorção sendo os dois mais conhecidos o modelo de Langmuir e
Freundlich. O modelo de Langmuir é apresentado pela equação (5):
𝑞 =
𝑞𝑚 ∗ 𝐾𝐿 ∗ 𝐶
1 + 𝐾𝐿 ∗ 𝐶 (5)
Em que q, qm, C, KL são respetivamente a capacidade de adsorção para uma certa
concentração, a capacidade de adsorção no equilíbrio, a concentração num certo instante e uma
constante.
A linearização da equação (5), necessária para a aplicação deste modelo está apresentada
na equação (6):
𝐶
𝑞=
1
𝐾𝐿 ∗ 𝑞𝑚
+1
𝑞𝑚
𝐶 (6)
O modelo de Freundlich representa-se pela equação:
𝑞 = 𝐾𝐹 ∗ 𝐶
1𝑛 (7)
e as respectiva equação linearizada assume a forma:
ln(𝑞) = ln(𝐾𝐹) +
1
𝑛ln(𝐶) (8)
Por aplicação destes dois modelos aos resultados experimentais (Anexo 3) verificou-se que o
modelo de Langmuir se pode ajustar com uma correlação razoável, enquanto a aplicação do modelo
de Freundlich mostrou-se desadequado. Assim sendo, aplicou-se o modelo de Langmuir aos dados
experimentais, sendo as curvas obtidas representadas na Figura 4.45.

70
Figura 4.45 – Isotérmicas: a) Pb; b) Cu; c) Ni; d) Zn; e) Cd
A comparação das curvas, teórica e experimental, indicia que o mecanismo de adsorção da
CCA pode ser explicado através do modelo de Langmuir. Isto significa que possivelmente a superfície
da cinza, segundo os pressupostos do modelo, apresenta um número específico de locais onde as
moléculas do soluto podem ser adsorvidas sendo a adsorção do tipo monocamada.
Os valores de capacidade de adsorção (qm), experimentais e teóricos (Tabela 4.14), são
relativamente concordantes, podendo-se definir que a ordem de remoção destes metais é a seguinte:
Pb > Cu > Zn > Cd > Ni. Esta ordem corrobora os resultados obtidos em outros ensaios, podendo
então afirmar-se que a cinza pode remover conjuntamente estes elementos segundo esta ordem.
a) b)
d) c)
e)

71
Tabela 4.14 - Valores obtidos com o modelo de Langmuir
KL (L/mg) qm teórico (mg/g) qm experimental (mg/g)
Pb 13,87 11,63 11,13
Cu 9,37 7,51 7,70
Ni 2,73 1,65 1,80
Zn 6,93 3,90 3,77
Cd 3,42 2,60 2,68

72
5 Conclusões finais e Trabalho futuro
5.1 Conclusão
Com este trabalho foi possível perceber a influência que diferentes tratamentos térmicos e
químicos podem ter nas propriedades das cinzas de casca de arroz. Com a compreensão deste facto
foi possível otimizar as propriedades das cinzas para serem utilizadas como adsorvente de metais
pesados.
Conclui-se que a casca após a sua calcinação apresenta uma elevada concentração em
sílica, e uma elevada concentração de impurezas tais como potássio e o cálcio. A difração de raios-X
da casca permitiu identificar como fases presentes a sílica amorfa e a calcite. Através das análises de
EDS foi possível constatar que a sílica está presente em maior quantidade na zona exterior da casca.
A lavagem com água durante 15min permitiu a remoção de 56% do potássio existente na
casca natural, e a lixiviação é ainda mais eficaz na remoção do potássio chegando a valores
percentuais entre 60 e 100% de rendimento.
O aumento da temperatura de calcinação aparenta tornar a sílica cada vez mais cristalina.
Cinzas obtidas nas mesmas condições mas a partir de casca lavada apresentam estruturas menos
cristalinas. A lixiviação de casca de arroz e posterior calcinação a 800ºC gera estruturas amorfas.
As cinzas de casca de arroz apresentam partículas pretas devido à fixação do carbono, sendo
menos visíveis quando a casca foi sujeita a lavagem antes da calcinação. Cinzas obtidas através de
calcinação de casca lixiviada não apresentam partículas pretas. Imagens obtidas por MEV permitem
visualizar os poros formados pela libertação dos gases.
A análise termogravimétrica permitiu verificar como ocorre a decomposição dos compostos
orgânicos durante a calcinação.
Foi possível verificar que a capacidade de adsorção é superior para temperaturas de
calcinação mais baixas. O pH e tempo de contacto têm influência na capacidade de adsorção da
cinza da casca de arroz.
Variações na razão L/S permitiram observar a seletividade da cinza para os diferentes metais.
O ajuste do modelo de Langmuir aos valores experimentais obtidos pode significar que o
mecanismo de adsorção da cinza da casca de arroz seja do tipo monocamada.
5.2 Proposta de trabalho futuro
No seguimento deste trabalho, propõem-se outros estudos, em especial, relacionados com a
continuação da aplicação das cinzas da casca de arroz como adsorvente de metais pesados.

73
Propõe-se a realização de um estudo mais detalhado, relativamente à capacidade de
adsorção da cinza da casca de arroz com adsorvente, visto que esta aplicação poderá vir a ter
diversas potencialidades. Com base nos resultados obtidos neste trabalho, teria interesse efetuar-se
estudos para compreender, porque é que para temperaturas superiores, a adsorção por parte da
cinza não é tão eficaz. Investigar qual é o papel da sílica e do carbono, nas propriedades de adsorção
da cinza, e efetuar um estudo a título comparativo, da capacidade de adsorção por parte da casca de
arroz.
Com o objetivo da aplicação deste estudo no tratamento de águas industriais, a realização de
testes com soluções de resíduos industriais, poderia também ter interesse para compreender a
viabilidade desta aplicação.

74
BIBLIOGRAFIA
[1] S. Muthayya, J. D. Sugimoto, S. Montgomery, and G. F. Maberly, “An overview of global rice production, supply, trade, and consumption,” Ann. N. Y. Acad. Sci., vol. 1324, no. 1, pp. 7–14, 2014.
[2] V. B. Carmona, R. M. Oliveira, W. T. L. Silva, L. H. C. Mattoso, and J. M. Marconcini, “Nanosilica from rice husk: Extraction and characterization,” Ind. Crops Prod., vol. 43, no. 1, pp. 291–296, 2013.
[3] N. Soltani, a. Bahrami, M. I. Pech-Canul, and L. a. González, “Review on the physicochemical treatments of rice husk for production of advanced materials,” Chem. Eng. J., vol. 264, pp. 899–935, 2015.
[4] S. Gu, J. Zhou, C. Yu, Z. Luo, Q. Wang, and Z. Shi, “A novel two-staged thermal synthesis method of generating nanosilica from rice husk via pre-pyrolysis combined with calcination,” Ind. Crops Prod., vol. 65, pp. 1–6, 2015.
[5] S. Gu, J. Zhou, Z. Luo, Q. Wang, and M. Ni, “A detailed study of the effects of pyrolysis temperature and feedstock particle size on the preparation of nanosilica from rice husk,” Ind. Crops Prod., vol. 50, pp. 540–549, 2013.
[6] S. Chandrasekhar, P. N. Pramada, and L. Praveen, “Effect of organic acid treatment on the properties of rice husk silica,” J. Mater. Sci., vol. 40, no. 24, pp. 6535–6544, 2005.
[7] J. Umeda, K. Kondoh, and Y. Michiura, “Process Parameters Optimization in Preparing High-Purity Amorphous Silica Originated from Rice Husks,” Mater. Trans., vol. 48, no. 12, pp. 3095–3100, 2007.
[8] T. H. Liou, “Evolution of chemistry and morphology during the carbonization and combustion of rice husk,” Carbon N. Y., vol. 42, no. 4, pp. 785–794, 2004.
[9] N. Yalçin and V. Sevinç, “Studies on silica obtained from rice husk,” Ceram. Int., vol. 27, no. 2, pp. 219–224, 2001.
[10] L. Xiong, K. Saito, E. H. Sekiya, P. Sujaridworakun, and S. Wada, “Influence of impurity ions on rice husk combustion,” J. Met. Mater. Miner., vol. 19, no. 2, pp. 73–77, 2009.
[11] M. Sarangi, S. Bhattacharyya, and R. C. Behera, “Effect of temperature on morphology and phase transformations of nano-crystalline silica obtained from rice husk,” Phase Transitions, vol. 82, no. 5, pp. 377–386, 2009.
[12] H. Kurama, “The Effect of Chemical Treatment on The Production of Active Silica from Rice Husk,” 18 Int. Min. Congr. Exhib. Turkey, pp. 431–436, 2003.
[13] R. V. Krishnarao, J. Subrahmanyam, and T. Jagadish Kumar, “Studies on the formation of black particles in rice husk silica ash,” J. Eur. Ceram. Soc., vol. 21, no. 1, pp. 99–104, 2001.
[14] W. Wang, J. C. Martin, N. Zhang, C. Ma, A. Han, and L. Sun, “Harvesting silica nanoparticles from rice husks,” J. Nanoparticle Res., vol. 13, no. 12, pp. 6981–6990, 2011.
[15] A. D. Omatola, K. M and Onojah, “Elemental analysis of rice husk ash using X – ray fluorescence technique,” Int. J. Phys. Sci., vol. 4, no. 4, pp. 189–193, 2009.

75
[16] L. Xiong, E. H. Sekiya, P. Sujaridworakun, S. Wada, and K. Saito, “Burning Temperature Dependence of Rice Husk Ashes in Structure and Property,” J. Met. Mater. Miner., vol. 19, no. 2, pp. 95–99, 2009.
[17] Y. Shinohara and N. Kohyama, “Quantitative analysis of tridymite and cristobalite crystallized in rice husk ash by heating.,” Ind. Health, vol. 42, no. 2, pp. 277–285, 2004.
[18] J. Shen, X. Liu, S. Zhu, H. Zhang, and J. Tan, “Effects of calcination parameters on the silica phase of original and leached rice husk ash,” Mater. Lett., vol. 65, no. 8, pp. 1179–1183, 2011.
[19] M. Ali, E. Ul Haq, M. R. Abdul Karim, S. Ahmed, A. Ibrahim, W. Ahmad, and W. M. Baig, “Effect of leaching with 5–6N H2SO4 on thermal kinetics of rice husk during pure silica recovery,” J. Adv. Res., pp. 4–8, 2015.
[20] M. Ali and M. A. Tindyala, “Thermoanalytical studies on acid-treated rice husk and production of some silicon based ceramics from carbonised rice husk,” J. Asian Ceram. Soc., 2015.
[21] I. G. Markovska and L. a. Lyubchev, “A study on the thermal destruction of rice husk in air and nitrogen atmosphere,” J. Therm. Anal. Calorim., vol. 89, no. 3, pp. 809–814, 2007.
[22] K. G. Mansaray and a. E. Ghaly, “Thermogravimetric Analysis of Rice Husks in an Air Atmosphere,” Energy Sources, vol. 20, no. 7, pp. 653–663, 1998.
[23] K. G. Mansaray and a. E. Ghaly, “Determination of kinetic parameters of rice husks in oxygen using thermogravimetric analysis,” Biomass and Bioenergy, vol. 17, no. 1, pp. 19–31, 1999.
[24] K. G. Mansaray and a. E. Ghaly, “Thermal degradation of rice husks in nitrogen atmosphere,” Bioresour. Technol., vol. 65, no. 1–2, pp. 13–20, 1998.
[25] P. Taylor, K. G. Mansaray, and a E. Ghaly, “Thermal Degradation of Rice Husks in Oxygen Atmosphere,” Energy Sources, no. February 2013, pp. 37–41, 2010.
[26] A. Sharma and T. R. Rao, “Linetics of pyrolysis of rice husk,” Bioresour. Technol., vol. 67, pp. 53–59, 1999.
[27] H. Teng and Y.-C. Wei, “Thermogravimetric Studies on the Kinetics of Rice Hull Pyrolysis and the Influence of Water Treatment,” Ind. Eng. Chem. Res., vol. 37, no. 10, pp. 3806–3811, 1998.
[28] V. P. Della, I. Kühn, and D. Hotza, “Rice husk ash as an alternate source for active silica production,” Mater. Lett., vol. 57, no. 4, pp. 818–821, 2002.
[29] S. Chandrasekhar, P. N. Pramada, and J. Majeed, “Effect of calcination temperature and heating rate on the optical properties and reactivity of rice husk ash,” J. Mater. Sci., vol. 41, no. 23, pp. 7926–7933, 2006.
[30] S. Kumar, P. Sangwan, D. R. M. V, and S. Bidra, “Utilization of Rice Husk and Their Ash : A Review,” Res. J. Chem. Environ. Sci., vol. 1, no. 5, pp. 126–129, 2013.
[31] E. L. Foletto, R. Hoffmann, R. S. Hoffmann, U. L. Portugal, and S. L. Jahn, “Aplicabilidade das cinzas da casca de arroz,” Quim. Nova, vol. 28, no. 6, pp. 1055–1060, 2005.
[32] M. R. F. Gonçalves and C. P. Bergmann, “Thermal insulators made with rice husk ashes: Production and correlation between properties and microstructure,” Constr. Build. Mater., vol. 21, no. 12, pp. 2059–2065, 2007.

76
[33] D. An, Y. Guo, B. Zou, Y. Zhu, and Z. Wang, “A study on the consecutive preparation of silica powders and active carbon from rice husk ash,” Biomass and Bioenergy, vol. 35, no. 3, pp. 1227–1234, 2011.
[34] M. Ahmaruzzaman and V. K. Gupta, “Rice Husk and Its Ash as Low-Cost Adsorbents in Water and Wastewater Treatment,” Ind. Eng. Chem. Res., vol. 50, pp. 13589–13613, 2011.
[35] L.-H. Wang and C.-I. Lin, “Adsorption of lead (II) ion from aqueous solution using rice hull ash,” Ind. Eng. Chem. Res., vol. 47, pp. 4891–4897, 2008.
[36] a. K. Bhattacharya, S. N. Mandal, and S. K. Das, “Adsorption of Zn(II) from aqueous solution by using different adsorbents,” Chem. Eng. J., vol. 123, no. 1–2, pp. 43–51, 2006.
[37] V. C. Srivastava, I. D. Mall, and I. M. Mishra, “Characterization of mesoporous rice husk ash (RHA) and adsorption kinetics of metal ions from aqueous solution onto RHA,” J. Hazard. Mater., vol. 134, no. 1–3, pp. 257–267, 2006.
[38] E. Nacional and D. L. Regional, “Diário da república,” no. 4, 1998.
[39] T. G. Chuah, a. Jumasiah, I. Azni, S. Katayon, and S. Y. Thomas Choong, “Rice husk as a potentially low-cost biosorbent for heavy metal and dye removal: An overview,” Desalination, vol. 175, no. 3, pp. 305–316, 2005.
[40] V. C. Srivastava, I. D. Mall, and I. M. Mishra, “Competitive adsorption of cadmium(II) and nickel(II) metal ions from aqueous solution onto rice husk ash,” Chem. Eng. Process. Process Intensif., vol. 48, no. 1, pp. 370–379, 2009.
[41] V. C. Srivastava, I. D. Mall, and I. M. Mishra, “Equilibrium Modeling of Ternary Adsorption of Metal Ions onto Rice Husk Ash,” Chem. Eng. J., vol. 54, pp. 705–711, 2009.
[42] T. K. Naiya, A. K. Bhattacharya, S. Mandal, and S. K. Das, “The sorption of lead(II) ions on rice husk ash,” J. Hazard. Mater., vol. 163, no. 2–3, pp. 1254–1264, 2009.
[43] Q. Feng, Q. Lin, F. Gong, S. Sugita, and M. Shoya, “Adsorption of lead and mercury by rice husk ash,” J. Colloid Interface Sci., vol. 278, no. 1, pp. 1–8, 2004.
[44] V. C. Srivastava, I. D. Mall, and I. M. Mishra, “Removal of cadmium(II) and zinc(II) metal ions from binary aqueous solution by rice husk ash,” Colloids Surfaces A Physicochem. Eng. Asp., vol. 312, no. 2–3, pp. 172–184, 2008.
[45] K. Brandenburg and H. Putz, “Match! 2.” 2015.
[46] W. Rasband, “ImageJ.” 2015.
[47] Z. Emdadi, N. Asim, M. A. Yarmo, and K. Sopian, “Effect of Chemical Treatments on Rice Husk ( RH ) Water Absorption Property,” Int. J. Chem. Eng. Appl., vol. 6, no. 4, pp. 273–276, 2015.
[48] M. Ioelovich, “Study of Cellulose Interaction with Concentrated Solutions of Sulfuric Acid,” ISRN Chem. Eng., vol. 2012, pp. 1–7, 2012.
[49] W. V. Knowles, “Basic Powder XRD procedure,” 2014.
[50] B. Fultz and J. M. Howe, Transmission Electron Microscopy and Diffractometry of Materials (Third Edition). Springer-Verlag Berlin Heidelberg, 2008.
[51] P. Carvalho, “Diffraction,” Lisboa, 2014.

77
[52] C. Suryanarayana and M. Grant Norton, X-Ray Diffraction: A Practical Approach, Ilustrada. Springer Science & Business Media, 1998.
[53] N. B. Singh and N. P. Singh, “Formation of CaO from thermal decomposition of calcium carbonate in the presence of carboxylic acids,” J. Therm. Anal. Calorim., vol. 89, no. 1, pp. 159–162, 2007.
[54] W. Stumm and J. J. Morgan, Aquatic chemistry: chemical equilibria and rates in natural waters, 3, ilustra. Wiley, 1996.
[55] “Schematic silica gel surface.” .
[56] M. S. Masoud, W. M. El-Saraf, A. M. Abdel - Halim, A. E. Ali, E. a. Mohamed, and H. M. I. Hasan, “Rice husk and activated carbon for waste water treatment of El-Mex Bay, Alexandria Coast, Egypt,” Arab. J. Chem., 2012.
[57] K. Kadirvelu, K. Thamaraiselvi, and C. Namasivayam, “Removal of heavy metals from industrial wastewaters by adsorption onto activated carbon prepared from an agricultural solid waste,” Bioresour. Technol., vol. 76, no. 1, pp. 63–65, 2001.
[58] M. Ajmal, R. Ali Khan Rao, S. Anwar, J. Ahmad, and R. Ahmad, “Adsorption studies on rice husk: Removal and recovery of Cd(II) from wastewater,” Bioresour. Technol., vol. 86, no. 2, pp. 147–149, 2003.
[59] A. E. Martell and R. M. Smith, Critical stability constants. New York: Plenum press, 1974.

78
ANEXO 1
Zona Exterior (A) da casca
Element App Intensity Weight% Weight% Atomic%
C K 103.29 0.2010 12.22 3.00 22.62
O K 630.08 0.6091 24.60 1.47 34.19
Si K 2405.70 1.0767 53.14 2.11 42.06
Au M 239.35 0.5671 10.04 1.14 1.13
Totals 100.00
Zona Exterior (B) da casca
Element App Intensity Weight% Weight% Atomic%
C K 924.76 0.4326 46.47 36.80 72.21
O K 190.74 0.4357 9.52 7.63 11.10
Si K 1020.81 1.0592 20.95 14.42 13.92
K K 28.75 0.9336 0.67 0.50 0.32
Pd L 126.71 0.6919 3.98 2.83 0.70
Au M 625.51 0.7386 18.41 12.70 1.74
Totals 100.00
Partículas Subsuperficiais
Element App Intensity Weight% Weight% Atomic%
O K 276.00 0.9278 52.60 5.50 66.08
Si K 264.11 0.9853 47.40 5.50 33.92
Totals 100.00
Zona Interior
Element App Intensity Weight% Weight% Atomic%
O K 458.48 0.6802 42.52 3.22 84.80
K K 69.21 0.9206 4.74 0.71 3.87
Ca K 29.16 0.8759 2.10 0.60 1.67
Pd L 113.52 0.6816 10.51 2.13 3.15
Au M 554.56 0.8716 40.13 2.77 6.50
Totals 100.00

79
ANEXO 2
Difractogramas das cinzas de casca de arroz sujeitas a lixiviações prévias à calcinação: a) LAI CAN, b) LAI CAA, c) LAII CAN, d) LAII CAA, e) LBI CAN, f) LBII CAN, g) LCI CAN, h) LCII CAN, i) LDI CAN,
j) LDII CAN
Inte
nsid
ade
(u
. a
.)

80
ANEXO 3
Equações linearizadas de Langmuir
Equações linearizadas de Freundlich