Embed Size (px)
Citation preview
1
UNIVERSIDAD NACIONAL DEL CALLAOVICE-RECTORADO DE INVESTIGACIÓN
FACULTAD DE INGENIERÍA QUIMICAINSTITUTO DE INVESTIGACION
Informe Final de investigación:
Evaluación del Factor de Efectividad en el Proceso de Obtención deLactato de Etilo Catalizado con Amberlite IR 120
Bernardino Ramírez Durand
Resol. Rectoral: 1097-09-R
(Periodo de Ejecución: 01/10/09 A 30/10/11)
Callao, setiembre del 2011.
2
INDICE
I. Resumen 3
Abstract 3
II. Introducción 5
2.1 Exposición del tema 5
2.2 Planteamiento del problema 8
2.3 Objetivo general 9
2.4 Objetivos específicos 10
2.5 Hipótesis 10
2.6 Importancia y justificación de la investigación 12
III. Marco teórico 14
3.1 Acido láctico 14
3.2 Esteres de Acido Láctico 15
3.3 Catálisis con Resina de intercambio iónico 16
3.4 Difusión interna y externa 19
3.5 Cinemática de la reacción catalizada 23
IV. Material y método 26
4.1 Materiales y reactivos 26
4.2 Equipo e instalación experimental 27
V. Resultados 30
VI. Discusión de resultados 36
VII. Referencias bibliográficas 39
VIII. Apéndice 43
IX. Anexo
3
I - RESUMEN
En el presente trabajo de investigación se ha estudiado la influencia del factor
de efectividad sobre la reacción de esterificación de ácido láctico con etanol
catalizado por la resina de intercambio iónico Amberlite IR 120. El efecto del
tipo de catalizador, la velocidad de agitación, el tamaño del catalizador, la
proporción de reactante inicial y la temperatura de reacción fueron evaluadas,
aproximando a una reacción pseudo-homogénea de primer orden.
Correlacionando los datos experimentales ´y calculados se determinaron que
el módulo de Thiele encontrado, es 0,02 y el factor de efectividad igual a 1,
Este valor bajo de Thiele y un alto valor del factor de efectividad, indica que el
efecto de la difusión externa en la velocidad de reacción puede ser ignorada
razonablemente. Basada en esta discusión, los datos cinéticos experimentales
pueden considerarse parra reflejar la cinética intrínseca en la reacción de
esterificación catalizada con resina de intercambio catiónico.
4
ABSTRACT
This research has studied the influence of effectiveness factor on the
esterification reaction of lactic acid with ethanol catalyzed by ion exchange
resin Amberlite IR 120. The effect of type of catalyst, stirring speed, catalyst
size, initial reactant ratio and reaction temperature were evaluated, approaching
a pseudo-homogeneous reaction of first order. Correlating the experimental
data were determined and calculated the Thiele module found, it is 0,02 and
the effectiveness factor value indicates that the effect of diffusion external
reaction rate can reasonably be ignored. Based on this discussion, the
experimental kinetic data can be considered vine reflect the intrinsic kinetic
reaction catalyzed esterication with cation exchange resin.
5
II. INTRODUCCION
2.1 - EXPOSICION DEL TEMA
En las reacciones heterogéneas en fase líquida, la teoría al respecto dice: la
transferencia molar de los reactivos ocurre primero desde el seno del fluido
hacia la superficie externa del gránulo (catalizador). Luego los reactivos de
difunden desde la superficie externa hacia el interior de los poros del gránulo y
desde allí hacia los sitios catalíticamente activos en la superficie de los poros
donde se producirá la reacción. Dependiendo de qué tipo de reacción se lleve
a cabo, exotérmica o endotérmica, también habrá transferencia de calor en la
partícula del catalizador. De acuerdo con esto, la concentración de un reactivo
en la entrada del poro es mayor que en el interior del mismo, y es evidente que
no toda la superficie catalítica es accesible para la misma concentración. Los
gradientes de concentración intrapartícula y temperatura resultantes causan
que la velocidad de reacción varíe con respecto a la posición.
A fin de considerar las variaciones en la concentración dentro del gránulo, se
definió un parámetro que se conoce como factor de efectividad, y que indica
la importancia relativa de las limitaciones de la difusión y reacción (Thiele,
1939). El efecto de la transferencia intragranular de masa consiste en una
reducción de la concentración de los reactantes en la partícula en relación con
la existente en el exterior de la misma. Entones, en los estudios de catálisis
6
heterogénea es importante establecer cual es el mecanismo que limita la
velocidad de reacción dentro de la partícula catalítica, esto es, conocer si los
efectos difusivos son los que controlan la velocidad total del proceso, o si por
el contrario es la transformación química en la superficie es la que controla.
En sistemas líquidos, en la que se considera una partícula porosa de
catalizador bañada por el reactivo, la velocidad de reacción, sigue el orden en
que aparecen los siguientes factores:
1 - La cinética de superficie, o lo que ocurre en las superficies interior y exterior
de la partícula. Esto podría implicar la adsorción del reactivo en la superficie, la
reacción sobre la superficie o la deserción del producto hacia la corriente de
fluido.
2 – La resistencia a la difusión en los poros, lo que podría causar que en el
interior de la partícula no exista reactivo.
3 – La resistencia a la difusión en la partícula o gradiente de concentración a
través de la película de fluido que rodea la partícula.
Para medir la disminución de la totalidad de la reacción a causa de la
resistencia a la difusión del poro, se define la magnitud , denominada factor
de efectividad del catalizador, del modo siguiente:
= óíó ó (1)
7
también se puede expresar como :
η =⎝⎜⎛
⎠⎟⎞ (2)
La investigación en catálisis por resinas de intercambio iónico es
indudablemente interesante, no solo bajo un punto de vista fisicoquímico sino
por las ventajas de estos tipos sobre las convencionales. Las resinas de
intercambio iónico aumentan la rentabilidad del producto, mantienen su
actividad por largo tiempo y no contaminan; es fácil separarla del medio de
reacción y regenerarlas [22, 37].
Existe pocos trabajos o estudios sobre la esterificación de ácido láctico con
etanol utilizando resinas de intercambio iónico como catalizador. Este hecho y
los aspectos anteriores fueron el punto de partida para este trabajo. El
propósito de este estudio ha sido determinar si la cinética química o la
transferencia de masa por difusión es la que gobierna este proceso de
esterificación catalizado con amberlite IR 120.
8
2.2 – PLANTEAMIENTO DEL PROBLEMA.
En un sistema heterogéneo existe más de una fase, por ejemplo una fase
líquida o gaseosa y otra fase sólida, el catalizador, eventualmente formada por
agregados. Si la reacción se da dentro del agregado (pellet de catalizador), el
reactivo debe llegar, en primer lugar, a la superficie externa del catalizador para
luego difundirse hacia el interior de los poros y llegar al sitio activo donde
reaccionará contra la superficie del sólido. Se generan resistencias a este
movimiento no convectivo de la sustancia reaccionante hasta el sitio de
reacción dentro del agregado. Hablamos así de resistencia a la transferencia
de masa externa (para llegar desde el seno del fluido hasta la superficie
externa del agregado o pellet) y la resistencia a la transferencia de masa
interna, cuando el reactivo difunde a través de los poros del pellet o intersticios
del agregado.
Los pasos involucrados en el mecanismo global de reacción en una partícula
catalítica porosa son:
1. Difusión de reactivos desde el seno de la fase fluida hasta la superficie
externa del catalizador (difusión externa).
2. Difusión de reactivos de la superficie externa del catalizador al interior de
la partícula transfiriéndose dentro de los poros del catalizador (difusión
interna).
3. Adsorción de reactivos, de la fase fluida en el interior de los poros, en la
superficie interna (centros activos).
9
4. Reacción química en la superficie catalítica.
5. Desorción de productos, de la superficie catalítica, a la fase fluida en el
interior de los poros.
6. Difusión de los productos del interior de los poros hacia la superficie
externa del catalizador (difusión interna).
7. Difusión de los productos de la superficie externa del catalizador hacia la
fase fluida global (difusión externa).
Para entender este mecanismo global de la reacción se debe estudiar en qué
medida influencia cada uno de estos pasos, lo cual puede ocurrir de tres
maneras: puede estar predominada por la reacción química o por el régimen
difusional o tal vez, por un régimen intermedio entre ambas. Entonces el factor
de efectividad en función de Módulo de Thiele nos facilitará a entender cuál
mecanismo tiene influencia sobre la reacción catalizada con amberlite IR 120,
catalizador también de prueba en el presente trabajo ya que se adquiere en el
mercado en su forma sódica y es necesario pasarla a su forma ácida de
manera adecuada para usarla como catalizador.
2.3 – OBJETIVO GENERAL
Evaluar el factor de efectividad del proceso de obtención de
lactato de etilo catalizado con amberlite IR 120.
10
Objetivos específicos:
Realizar un análisis de los fenómenos de transferencia y propiedades
de transporte involucrados en este proceso.
Determinar y evaluar los modelos o expresiones para calcular la
difusividad efectiva de los reactivos.
Diseñar y construir el equipo experimental a nivel de laboratorio.
Preparar adecuadamente el catalizador para las pruebas
experimentales.
Evaluar e interpretar los valores numéricos del módulo de Thiele
Utilizar procedimientos numéricos para resolver simultáneamente las
ecuaciones diferenciales involucrados en este proceso.
2.5 – HIPOTESIS.
Hipótesis principal:
Para evaluar el factor de efectividad en el proceso de obtención de
lactato de etilo catalizado con amberlite IR 120, se analizará y se
formulará un modelo matemático propio contrastándola con lo
11
propuesto en bibliografía para partículas catalíticas esféricas;
involucrándola adecuadamente aspectos de fenómenos de
transferencia para el trabajo experimental.
Hipótesis de trabajo:
Los datos termodinámicos, cinéticos y los propiedades de transporte del
sistema en estudio, nos permitirá evaluar y determinar las condiciones
experimentales.
Las propiedades físicas, químicas y, la geometría y el tamaño de
partícula del catalizador, también es partícipe para determinar las
condiciones de experimentación.
Las variables independientes involucradas para la investigación:
Diámetro, tamaño , porosidad, superficie, actividad y densidad del
catalizador.
Propiedades físicas y químicas de los reactivos y de los
productos: como son : concentración, viscosidad, densidad, flujo
molar, temperatura, constante de equilibrio, constante de la
velocidad de reacción.
El volumen del reactor bath, velocidad de agitación y los
dispositivos de control y medición.
Tiempo de reacción.
12
Las variables dependientes son:
o El valor numérico del factor de efectividad.
o La cantidad molar de lactato de etilo producido
2.6 – IMPORTANCIA Y JUSTIFICACIÓN DE LA INVESTIGACION
El presente proyecto de investigación permitirá determinar con exactitud que el
proceso de obtención de lactato de etilo catalizado con amberlite IR 120, es
controlado por efectos difusivos o si es por el contrario la transformación
química en la superficie la que controla. El conocimiento de estos efectos
permitirá un mejor análisis del proceso, en el diseño de reactores. en
economía, si este proceso es llevado a su nivel industrial,
La investigación experimental en los laboratorios de ingeniería, da más
conocimiento, tanto, en lo académico como en lo tecnológico en vista que
estamos dando uso de una resina de intercambio iónico como catalizador en
este tipo de reacciones que tradicionalmente se usan ácidos orgánicos
corrosivos (como ClH y H2SO4). Por otra parte, el lactato de etilo tiene
aplicación para elaborar nuevos productos para aplicación en alimentos, en
productos farmacéuticos y como solventes biodegradable, etc. El lactato de
etilo, esta considerado como un producto amigable con el medio ambiente
según la Ingeniería química verde.
13
En la literatura consultada, hasta el momento no se ha encontrado trabajos o
artículos publicados sobre la “evaluación del factor de efectividad en el proceso
de obtención de lactato de etilo catalizado con amberlite IR 120”. En los libros
referentes a reacciones catalizados y diseño de reactores [ 3, 5, 6, ] existen
fundamentación teórica, de cómo determinar el factor de efectividad en base a
casos idealizados y supuestos modelos matemáticos que cada autor enfoca de
manera diferente tomando partículas catalíticas de geometrías distintas: plana,
cilíndricas o esféricas. Proponen graficas de factor isotérmico de efectividad
trente módulo de Thiele, el cual es utilizado para los cálculos analíticos.
Por tanto, entre los variables de proceso están por ejemplo la presión, la
temperatura, la composición, y otra adicional que se utiliza comúnmente es un
catalizador. La mayoría de los catalizadores son costosos, y la economía del
proceso depende frecuentemente de su apropiada selección y uso.
Independientemente de lo bueno que pueda ser un catalizador, su desempeño
en el reactor será inefectivo si los reactantes no pueden alcanzar la superficie
activa y los productos no son removidos y recuperados. Este intercambio está
ordinariamente gobernado por la transferencia de masa y calor entre el
catalizador sólido y una corriente exterior de un gas o un líquido. En algunos
casos la velocidad de reacción global está limitada por la difusión y su
importancia puede llegar a ser clave en el caso de los catalizadores más
activos. Luego, el diseño óptimo de un reactor, así como la selección y uso del
catalizador, deben basarse en el entendimiento apropiado del papel de la
difusión.
14
III – MARCO TEORICO
3.1 – ACIDO LACTICO
El ácido láctico (ácido 2-hidroxipropiónico o ∝ -hidroxipropiónico), C3 H6 O2, es
el hidroxiácido más sencillo con átomo de carbono asimétrico, el ácido láctico
es un líquido incoloro soluble en agua o un sólido de bajo punto de fusión en
estado puro. Son muy solubles en agua y en disolventes orgánicos miscibles
con el agua, pero insolubles en otros disolventes orgánicos.
El ácido láctico presenta, al igual que todos los ácidos hidroxicarboxílicos, una
gran reactividad debido a los grupos hidroxilo y carbonilo que posee en su
estructura. La composición de disoluciones acuosas diluidas con menos del 20
% de ácido láctico corresponde esencialmente al ácido monomérico y agua.
Las disoluciones más concentradas son complejas en virtud de la auto
esterificación, que da lugar a los ácidos poli lácticos, con diversas longitudes de
cadena. La composición de equilibrio del ácido láctico acuoso depende de la
concentración en que se encuentre.
.
Dos propiedades importantes del ácido láctico son la resistencia al calor y su
reacción de auto-esterificación en soluciones acuosas dando como resultado la
formación del ácido lactoláctico y poliésteres de alta linealidad. El ácido láctico
libre tiene una baja volatilidad y muestra una tendencia a la auto-esterificación.
Por esta razón, no se le analiza directamente con cromatografía de gases sino
15
solo después de que la esterificación produzca derivados volátiles los que son
más dóciles al análisis de cromatografía de gases.
3.2 – ESTERES DE ACIDO LACTICO
Se conocen gran número de esteres lácticos desde hace tiempo, y su
importancia a nivel industrial radica en sus múltiples y diversas aplicaciones. En
particular el lactato de etilo, tiene excelentes propiedades como disolventes y
baja toxicidad y el interés hacia su utilización está creciendo al ser considerado
como “disolventes verdes”, y también es utilizado como base, para lacas,
tintas, adhesivos, saborizantes, como solvente ecológico, en la industria de
cosméticos y fragancias [30, 31].
El Lactato de etilo, también conocido como Etil-L-lactato, es una molécula
orgánica tipo éster de fórmula molecular C5H10O3. Se obtiene por reacción
química entre el ácido láctico y el etanol, aunque también puede obtenerse de
manera natural en la fermentación del maíz o de otras materias primas
renovables. Por sus propiedades es considerado 100% biodegradable dando
CO2 y agua, usado comúnmente como disolvente verde (bio-disolvente) capaz
de sustituir disolventes como, tolueno, acetona, xileno, etc. Por tanto, es una
alternativa a los disolventes clorados, tóxicos y son muy agresivos para el
medio ambiente y la salud humana.
16
El lactato de etilo, es considerado particularmente atractivo para la industria
por su alto punto de ebullición 154 ºC. Es usado también para: limpiar
superficies de metálicas, quitando eficientemente grasas, aceites, pegamentos,
combustibles sólidos, de uso altamente variable o versátil, ambientalmente
amistoso y materia prima para otros productos requeridos con los objetivos de
la química verde y la ingeniería química verde [24].
3.3 - CATÁLISIS CON RESINAS DE INTERCAMBIO IÓNICO
El catalizador utilizado ha sido la resina comercial amberlite IR 120 en su forma
sódica, el cual es pasado a su forma ácida fuerte [1,10],
El fenómeno de reacción se lleva a cabo cuando los reactantes son
transportados desde la fase fluida hasta el interior de la resina, donde se
encuentran en contacto con los grupos catalíticamente activos de la resina.
Cuando se emplea como catalizador, las resinas de intercambio fuertemente
acidas, el grupo está unido a la matriz polimérica de divinilbenceno –
estireno, de manera que el contraion ( grupo intercambiable) es H+, que es el
grupo móvil en el interior de la estructura de la resina y que actúa como
catalizador para reacciones acidas en las cuales se requiere de la presencia de
iones H+ para acelerar la reacción, por medio de la siguiente reacción de
disociación.
− ↔ − +
17
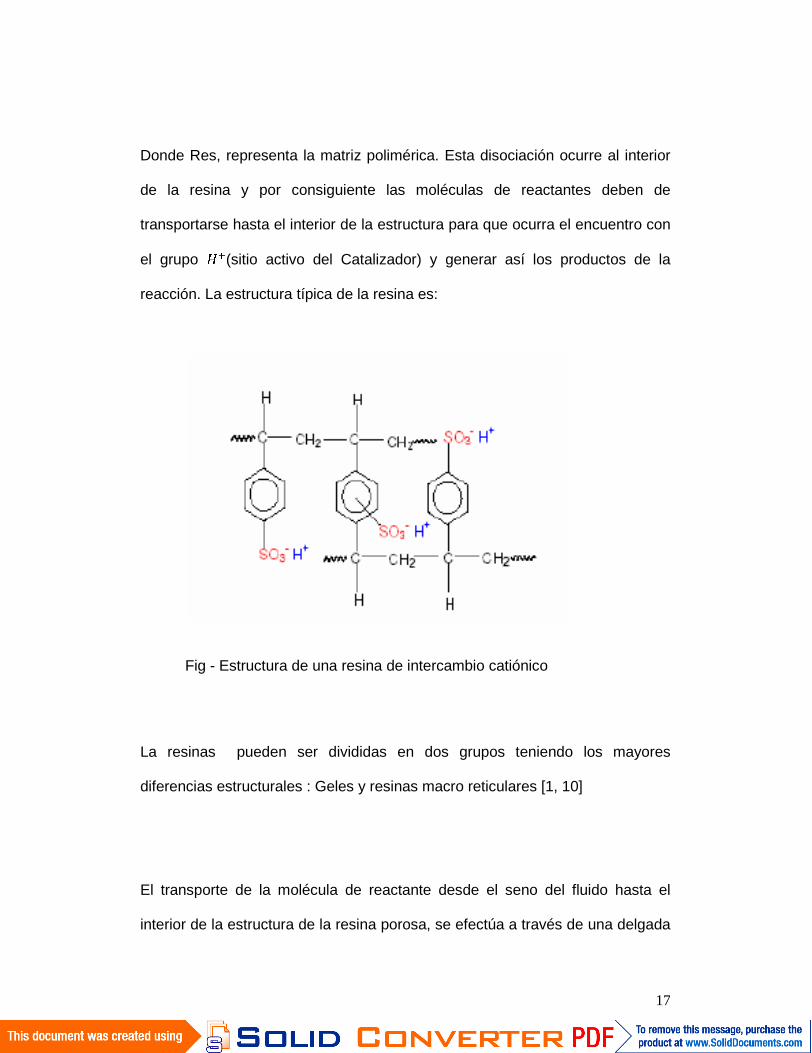
Donde Res, representa la matriz polimérica. Esta disociación ocurre al interior
de la resina y por consiguiente las moléculas de reactantes deben de
transportarse hasta el interior de la estructura para que ocurra el encuentro con
el grupo (sitio activo del Catalizador) y generar así los productos de la
reacción. La estructura típica de la resina es:
Fig - Estructura de una resina de intercambio catiónico
La resinas pueden ser divididas en dos grupos teniendo los mayores
diferencias estructurales : Geles y resinas macro reticulares [1, 10]
El transporte de la molécula de reactante desde el seno del fluido hasta el
interior de la estructura de la resina porosa, se efectúa a través de una delgada
18
capa de fluido que rodea la partícula de resina conocida como capa de Nernst;
de manera que el transporte a través de esta película ocurre únicamente por
difusión. Una vez atravesada la película, las moléculas de reactantes se
difunden al interior de la resina, hinchada por la solución ( , para resinas de
intercambio catiónico) y ocurre entonces la reacción mediante un mecanismo
análogo a la catálisis homogénea.
Así el grado de entrecruzamiento hace que varié inversamente el hinchamiento
y con este la accesibilidad de las moléculas reactantes, de manera que cuando
se tienen grados de entrecruzamiento bajos la matriz polimérica se hincha
significantemente, permitiendo la rápida entrada de las moléculas de reactantes
y difusión a través de la matriz.
En caso, el catalizado utilizado en el presente trabajo es la resina amberlite IR
120, fue adquirida en su forma sódica y debe ser pasados a su forma ácida.
Se toman 100 gramos de resina húmeda (51 % de resina y 49 % de agua)w/w,
cuya densidad es igual a 1, 21 g/ml, lo que equivale a un volumen de 82,65 ml.
Se colocan en un embudo provisto de papel de filtro. Desde una ampolla de
decantación se hace gotear agua destilada, de manera tal que cubra la resina,
luego se regula el caudal para que la cantidad de agua entrante sea igual a la
de salida. Para esta etapa se necesitan 350 ml de agua destilada.
Una vez escurrida el agua, se trata la resina con 60 ml de ácido clorhídrico al
10 % w/v, siendo el tiempo de contacto ácido-resina de 15 minutos.
19
Transcurrida el tiempo indicado y estando bien escurrido, se lava con 926 ml de
agua destilada, relación agua-resina 10:1 v/v. El tiempo de operación es de 50
minutos. Todas estas operaciones se realizan por método de percolación.
Obteniéndose de esta manera la resina en su forma ácida.
Después de lavado y escurrido se secan en una estufa a 80 ºC por 8 horas.
Luego ésta se guarda en un frasco de cierre hermético. La capacidad de
intercambio de la resina activada, fue determinada por el método ácido – base,
cuyo valor hallado fue de 4,8 mequiv de H+/ g de resina seca,
3.4 – DIFUSIÓN INTERNA Y EXTERNA
En una reacción heterogénea catalítica, existen muchos procesos que influyen
en la velocidad de reacción que se dan con la difusión interna y externa de los
reactantes, adsorción, reacción superficial, deserción, difusión interna y externa
de los productos. Para evaluar la cinética intrínseca en la superficie del
catalizador, las difusiones interna y externa no deben ser limitantes [11, 14]. Sí
la velocidad de agitación entre 300 y 700 rpm para las mismas resinas de
intercambio, la influencia de la difusividad externa se puede despreciar. Por
eso, la velocidad de agitación se fijó en 450 rpm en todo los experimentos para
asegurar la ausencia de resistencia de transferencia de masa externa.[22, 37].
Para evaluar el efecto de la difusión interna en resinas de intercambio iónico,
se determina el Módulo de Thiele, s:
20
s = (3)
Donde ro y De denotan al radio de la partícula de catalizador y el coeficiente
de difusión efectiva respectivamente. K es la constante de velocidad de
reacción . Si es menor que 1, la difusión se puede despreciar.
El coeficiente de difusión efectiva e define como sigue:
D =
(4)
Donde DAm es el coeficiente de difusión molecular de A en la mezcla de
reactivos, es la tortuosidad de la partícula y es la porosidad. Para la
mayoría de las resinas catalizadoras, los valores de ( /) están entre 0,25 y
0,50 [20].
El coeficiente de difusión molecular para la difusión en fase líquida se evalúa
con la ecuación de Wilke – Chang [3, 10, 36]
= 1,173 ∗ 10 (∅ ) ,, (5)
21
Donde:
es el coeficiente de difusividad (m2 /s) de la especie A en la especie B
(A= ácido láctico y B puede ser : etanol, etil lactato, agua)
MB, es la masa molecular del solvente en kg/mol kg,
T la temperatura en K;
es la viscosidad del solvente Pa.s;
VA es el volumen molar del soluto A, a temperatura normal de ebullición
en m3/mol kg,
es el factor de asociación para el solvente (2,26 para agua; 1,5 para
etanol y 1 para solventes no asociados).
. y luego Se determina el valor de en la mezcla reaccionante con:
= ∑ (6)
Finalmente, considerando la definición del Módulo de Thiele para la reacción
de seudo homogéneo de primer orden y coordenadas esféricas, la solución de
la ecuación (6), se obtiene la dependencia del factor de efectividad, :
= ( ) − (7)
22
En los textos de consulta [3, 11, 34], la ecuación (7), predice que, un factor
de efectividad, toma ila siguiente interpretación:
Cuando = 1, (para una situación isotérmica) indica que no existen
impedimentos difusivos para la velocidad total del proceso y el control se debe
a la energía de activación de la reacción que tiene lugar en la superficie de la
partícula.
Un factor de efectividad < 1, indica que los aspectos difusivos son
importantes en el control de la velocidad total del proceso: entre más pequeño
sea el factor de efectividad mayor será la importancia de los procesos físicos
de transferencia de masa.
Aris (1957) concluyo que los factores de actividad para diferentes geometrías
(rectangulares e irregulares) deberán estar contenidos entre aquellos para
placa y esfera.
Con esto se introdujo un análisis para formas de catalizadores irregulares, que
se podían comparar con las formas geométricas convencionales. El problema
ahora es el análisis comparativo cuando la cinética de la reacción difiere de las
comúnmente usadas, es decir, la expresión cinética corresponde a una
reacción reversible, o una del tipo Langmuir-Hinshelwood.
23
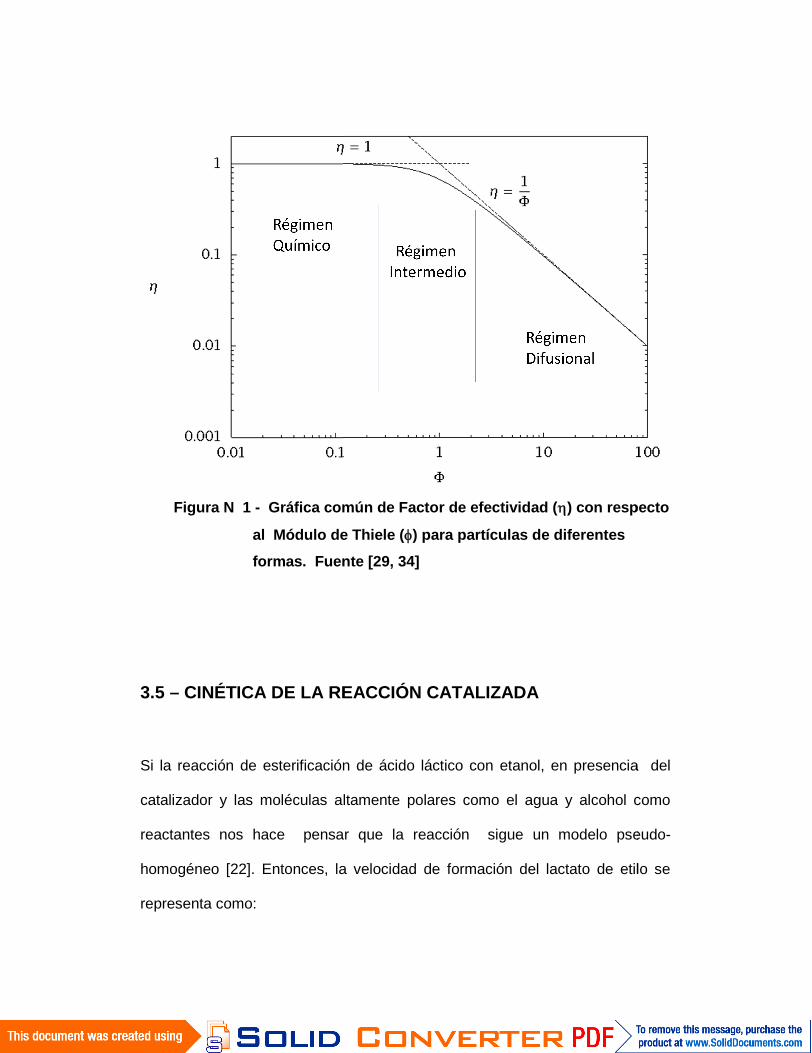
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34]
3.5 – CINÉTICA DE LA REACCIÓN CATALIZADA
Si la reacción de esterificación de ácido láctico con etanol, en presencia del
catalizador y las moléculas altamente polares como el agua y alcohol como
reactantes nos hace pensar que la reacción sigue un modelo pseudo-
homogéneo [22]. Entonces, la velocidad de formación del lactato de etilo se
representa como:
23
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34]
3.5 – CINÉTICA DE LA REACCIÓN CATALIZADA
Si la reacción de esterificación de ácido láctico con etanol, en presencia del
catalizador y las moléculas altamente polares como el agua y alcohol como
reactantes nos hace pensar que la reacción sigue un modelo pseudo-
homogéneo [22]. Entonces, la velocidad de formación del lactato de etilo se
representa como:
23
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34]
3.5 – CINÉTICA DE LA REACCIÓN CATALIZADA
Si la reacción de esterificación de ácido láctico con etanol, en presencia del
catalizador y las moléculas altamente polares como el agua y alcohol como
reactantes nos hace pensar que la reacción sigue un modelo pseudo-
homogéneo [22]. Entonces, la velocidad de formación del lactato de etilo se
representa como:

24
AL + EOH H LE + W
t = 0 [AL]0 [EOH]0 0 0
t = t ([AL]0 – X) (EOH]0 – X) X X
Si la reacción se lleva a cabo con: [AL]0 = [EOH]0
La ecuación diferencial se describe como:
= k1 ([AL]0 -X)2 - k2(X)2 (8)
Para el sistema en el equilibrio:
= 0
Entonces, la ecuación anterior queda
k1 ([AL]0 - Xe)2 = k2(Xe)2 (9)
de donde k2 = ([ ] )( ) (10)

25
Sustituyendo k2 en (3) resulta
= k1 ([AL]0 -X)2 - [([ ] )( ) ] (X)2 (11)
Integrando adecuadamente la ecuación diferencial, se llega a:
Y = [ ] ([ ] ) [ ] ([ ] )[ ] ( ) = (12)
Si el modelo cinético es válido, al graficar Y Vs t ; se ajusta a una línea recta
que pasa por el origen. La constante de velocidad de reacción, k1 se calcula
a partir de la pendiente de la recta ajustada sobre la gráfica.
26
IV - MATERIALES Y METODOS
4.1 - MATERIALES Y REACTIVOS
Lo requerido para el trabajo experimental con:
Acido láctico ( 92 % en peso de acidez total), vendido por Merck, usado
como reactante de esterificación.
Alcohol etílico (98,8 %) vendido por Merck, usado como reactante de
esterificación.
Lactato de etilo (98%), adquirido der Cimatec.
Hidróxido de sodio, vendido por Merck, usado para el análisis de
titulación.
Acido clorhídrico, 37 %, vendido por Merck, usado para el análisis por
titulación.
Fenolftaleina, vendido por Merck, usado como solución indicadora en el
análisis de titulación.
Ftalato ácido de potasio, vendido por Cimatec, para estandarizar la
solución de hidróxido.
Resina sólida amberlite IR- 120, en forma sódica, vendido por
Cimatec, ( sus características físicas en el anexo)
Se usó como catalizador amberlite IR 120. Es una resina de tipo gel de
estireno sulfonado-DVB (8%) fuertemente ácida. Los lotes de
catalizador con partículas de diferentes tamaños fueron preparados en
27
laboratorio. Ni la trituración ni el diámetro de la partícula afectó la
capacidad de intercambio iónico de la resina. Esta fue 4,52 mequiv/g
(gramos de resina seca).
4.2 – EQUIPO E INSTALACION EXPERIMENTAL
.
Con respecto al Equipo Experimental para el presente proyecto de
investigación, se indica en la Figura Nº 2, el cual esta adaptado para
desarrollar la reacción química heterogénea de esterificación de acido
láctico con etanol catalizado con amberlite IR120 .
La instalación consta de los siguientes componentes:
Plancha de calentamiento con agitación magnética. Con sistema
para regular y controlar la temperatura y las rpm del agitador
magnético.
Balón de 250 mL de cuatro bacas esmeriladas: usado como
reactor con baño de aceite de calentamiento.
Condensador de bolas, para reflujo
Termómetro, indicado de temperatura de reacción.
Dispositivo (jeringa hipodérmica) para tomar muestra de
reactantes y recipiente para adición de reactivo.
Magneto para agitación.
Cronometro, indicador del tiempo de reacción.
Serie de tubos con topones herméticos para muestras.
28
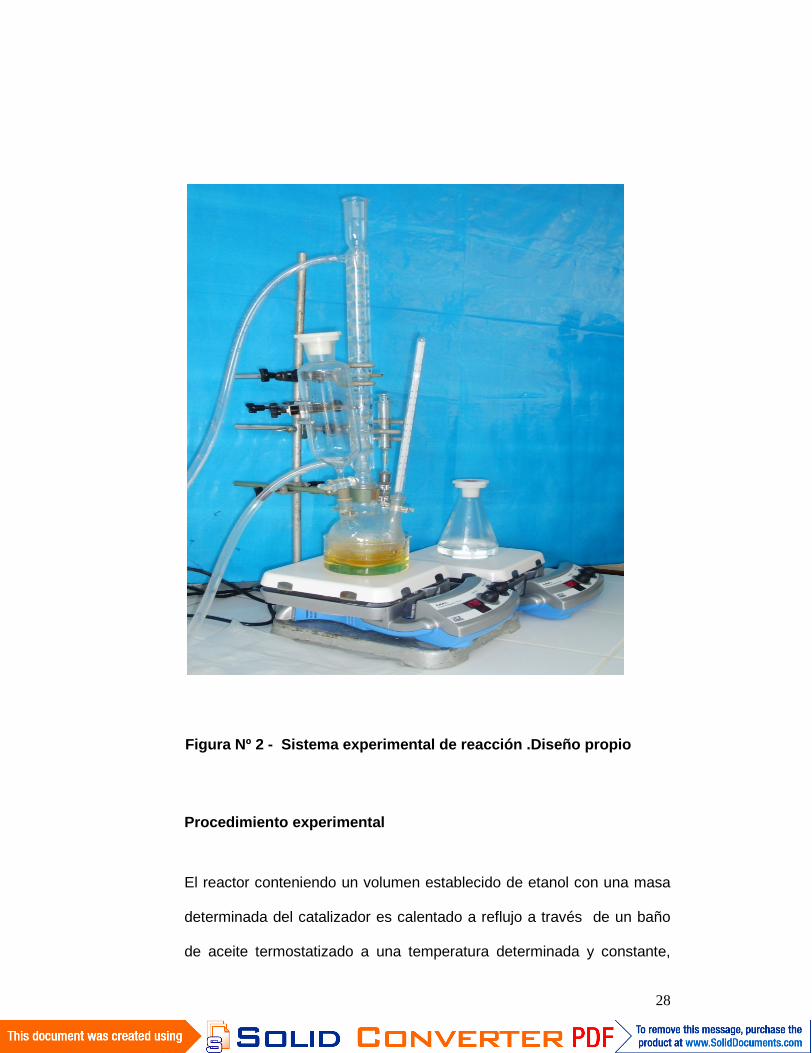
Figura Nº 2 - Sistema experimental de reacción .Diseño propio
Procedimiento experimental
El reactor conteniendo un volumen establecido de etanol con una masa
determinada del catalizador es calentado a reflujo a través de un baño
de aceite termostatizado a una temperatura determinada y constante,
29
generado desde una plancha eléctrica calentador y agitador magnético a
rpm también predeterminado.
En el Erlenmeyer de la derecha de la figura Nº 4.1, se calienta el otro
reactivo, el acido láctico, hasta la temperatura de reacción, con otra
plancha eléctrica calentador y agitador magnético.
Los reactivos serán mezclados cuando alcancen la temperatura de
reacción pre determinada en el reactor y simultáneamente se pone en
marcha el cronometro para luego tomar muestras en intervalos de
tiempo, también establecido se toman muestras en tubos con tapas
herméticos y son enfriados inmediatamente para ser analizados..
Análisis químicos
El análisis de la mezcla multirreactiva se realiza mediante un
combinación de técnicas que incluyen titulaciones acido-base.
En este trabajo solamente se consideran las titulaciones acido-base
como una buena aproximación. Para ello se realiza una titulación con
NaOH , 0.01 N. empleando fenolftaleina como indicador .. Para obtener
resultados mas reproducibles, la titulación se realiza en hielo, a fin de
evitar la posible hidrólisis que sufrirían los diversos esteres presentes
[12]. A partir del gasto de la solución de NaOH, 0,01 N, se determina
rápidamente los moles convertidos de ácido láctico en productos.
30
V – RESULTADOS
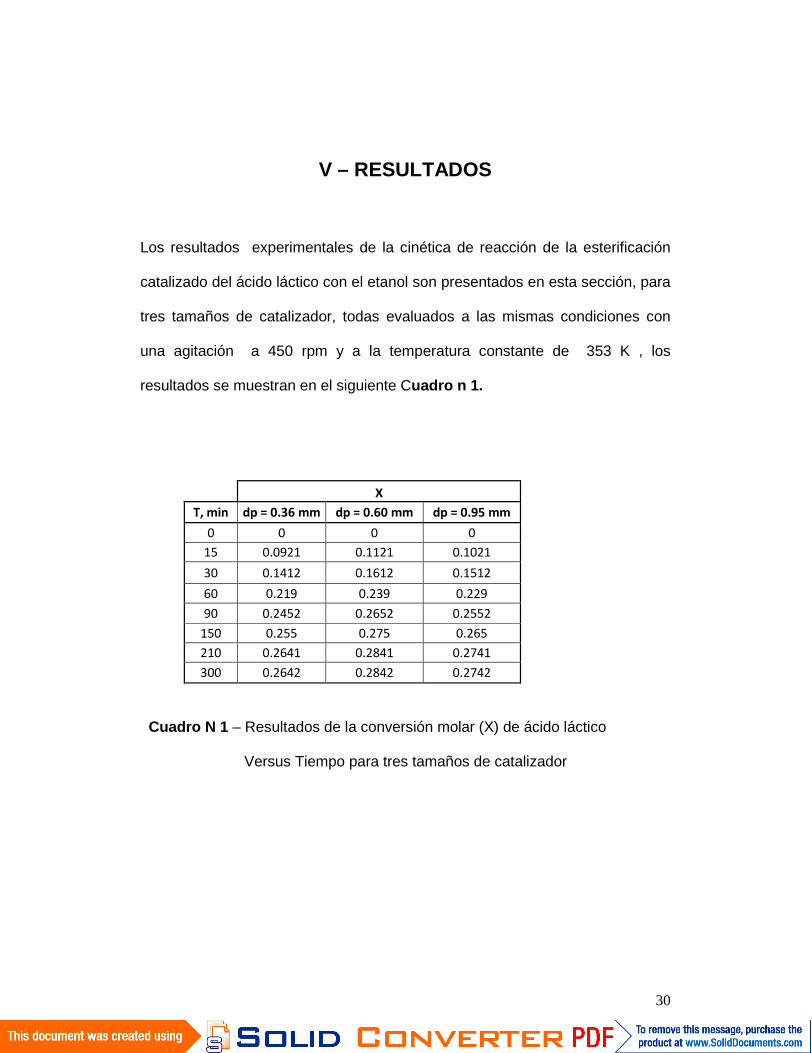
Los resultados experimentales de la cinética de reacción de la esterificación
catalizado del ácido láctico con el etanol son presentados en esta sección, para
tres tamaños de catalizador, todas evaluados a las mismas condiciones con
una agitación a 450 rpm y a la temperatura constante de 353 K , los
resultados se muestran en el siguiente Cuadro n 1.
XT, min dp = 0.36 mm dp = 0.60 mm dp = 0.95 mm
0 0 0 015 0.0921 0.1121 0.1021
30 0.1412 0.1612 0.1512
60 0.219 0.239 0.229
90 0.2452 0.2652 0.2552
150 0.255 0.275 0.265210 0.2641 0.2841 0.2741
300 0.2642 0.2842 0.2742
Cuadro N 1 – Resultados de la conversión molar (X) de ácido láctico
Versus Tiempo para tres tamaños de catalizador
31
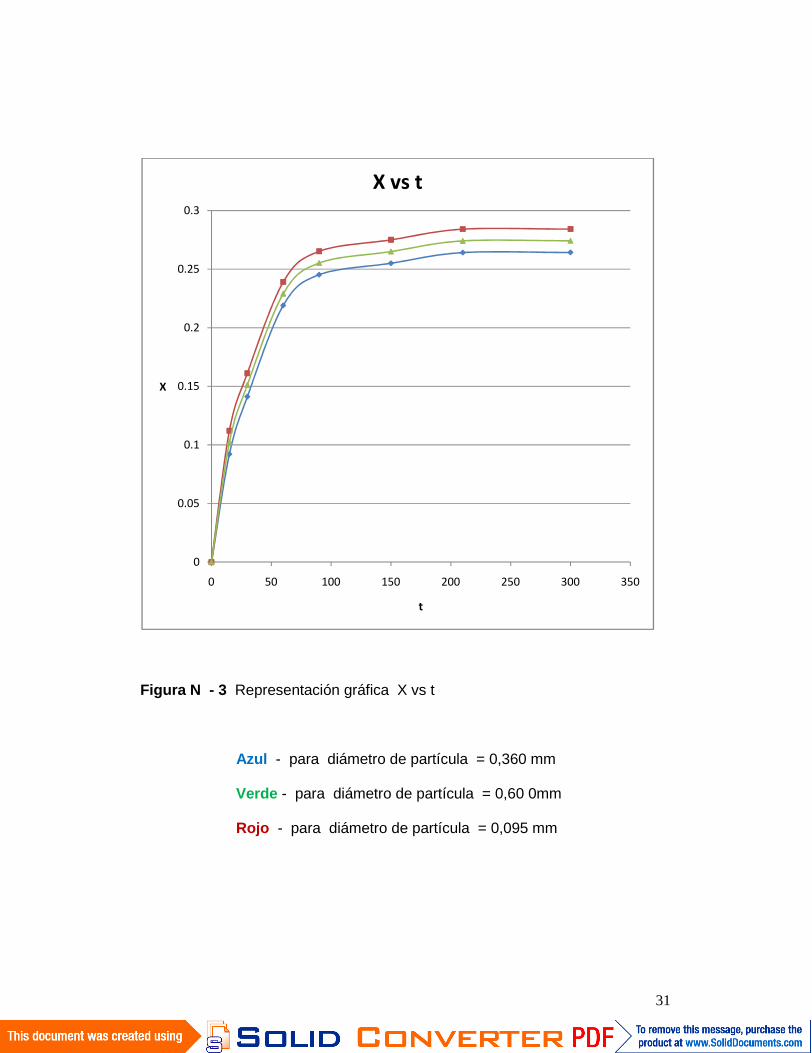
Figura N - 3 Representación gráfica X vs t
Azul - para diámetro de partícula = 0,360 mm
Verde - para diámetro de partícula = 0,60 0mm
Rojo - para diámetro de partícula = 0,095 mm
0
0.05
0.1
0.15
0.2
0.25
0.3
0 50 100 150 200 250 300 350
X
t
X vs t
32
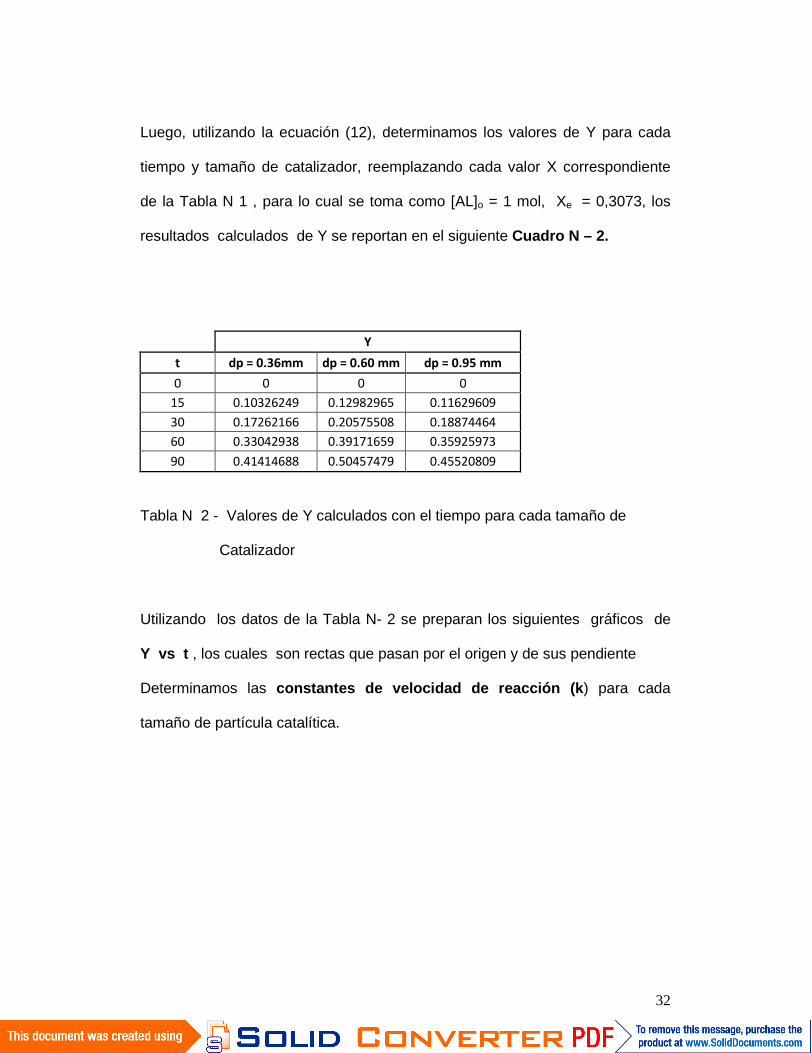
Luego, utilizando la ecuación (12), determinamos los valores de Y para cada
tiempo y tamaño de catalizador, reemplazando cada valor X correspondiente
de la Tabla N 1 , para lo cual se toma como [AL]o = 1 mol, Xe = 0,3073, los
resultados calculados de Y se reportan en el siguiente Cuadro N – 2.
Y
t dp = 0.36mm dp = 0.60 mm dp = 0.95 mm
0 0 0 015 0.10326249 0.12982965 0.1162960930 0.17262166 0.20575508 0.1887446460 0.33042938 0.39171659 0.35925973
90 0.41414688 0.50457479 0.45520809
Tabla N 2 - Valores de Y calculados con el tiempo para cada tamaño de
Catalizador
Utilizando los datos de la Tabla N- 2 se preparan los siguientes gráficos de
Y vs t , los cuales son rectas que pasan por el origen y de sus pendiente
Determinamos las constantes de velocidad de reacción (k) para cada
tamaño de partícula catalítica.
33
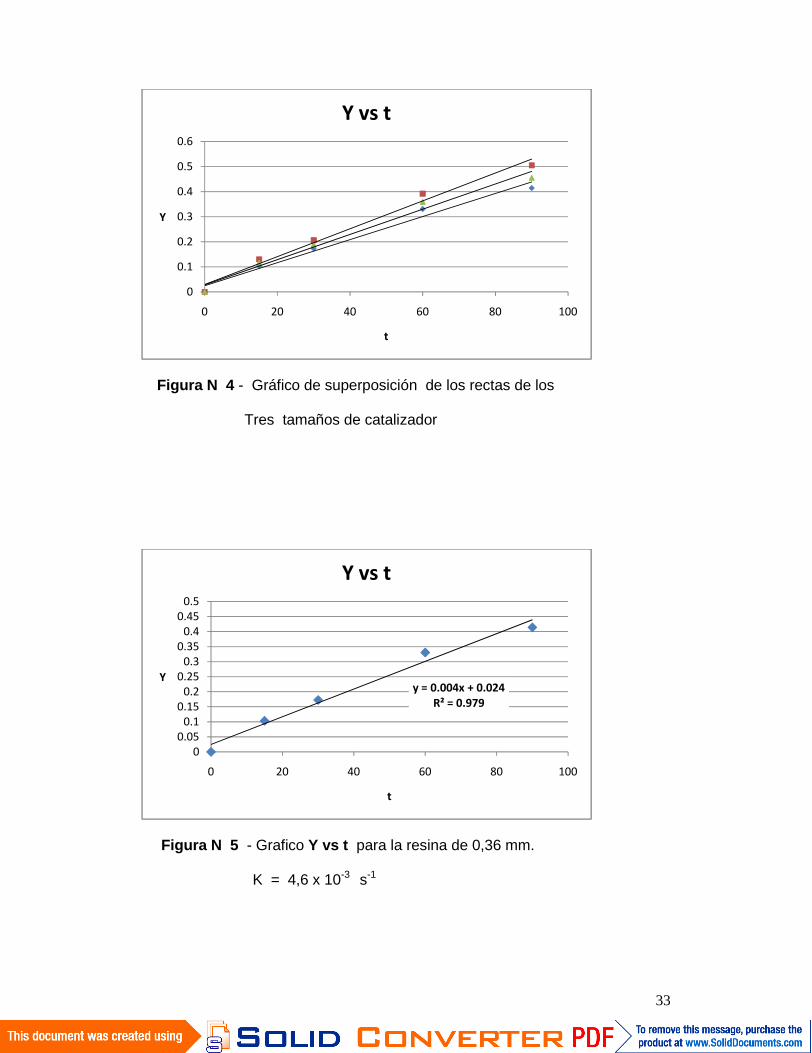
Figura N 4 - Gráfico de superposición de los rectas de los
Tres tamaños de catalizador
Figura N 5 - Grafico Y vs t para la resina de 0,36 mm.
K = 4,6 x 10-3 s-1
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100
Y
t
Y vs t
y = 0.004x + 0.024R² = 0.979
00.05
0.10.15
0.20.25
0.30.35
0.40.45
0.5
0 20 40 60 80 100
Y
t
Y vs t
34
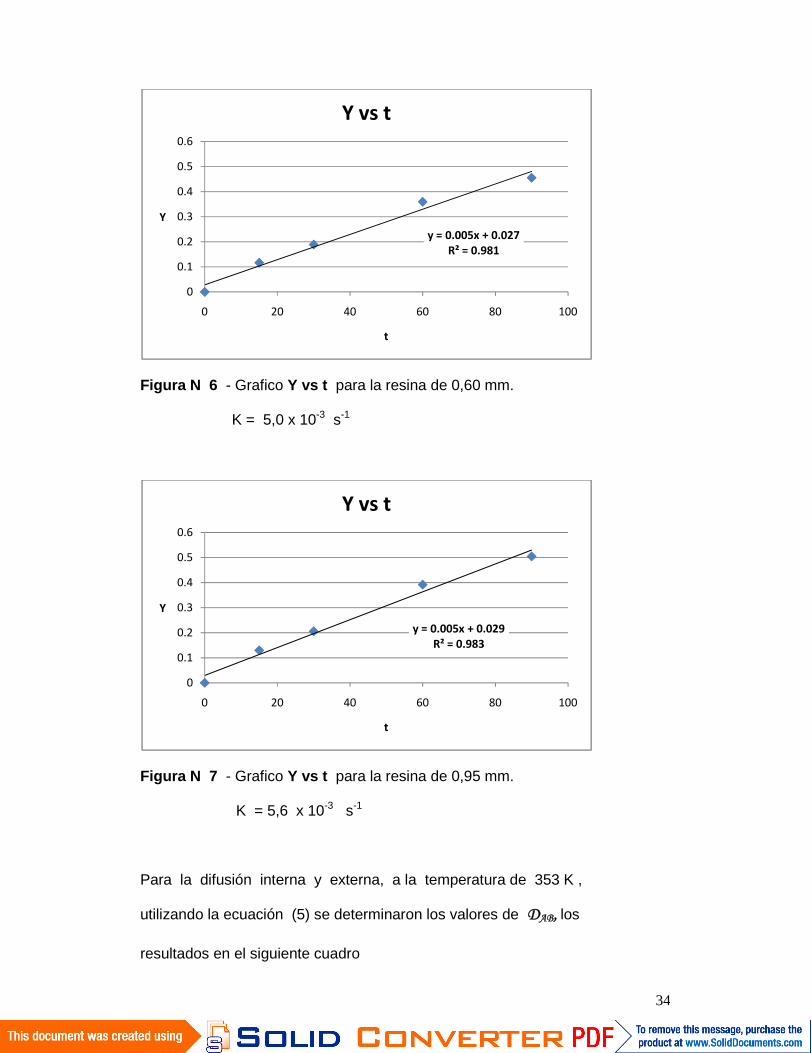
Figura N 6 - Grafico Y vs t para la resina de 0,60 mm.
K = 5,0 x 10-3 s-1
Figura N 7 - Grafico Y vs t para la resina de 0,95 mm.
K = 5,6 x 10-3 s-1
Para la difusión interna y externa, a la temperatura de 353 K ,
utilizando la ecuación (5) se determinaron los valores de DAB, los
resultados en el siguiente cuadro
y = 0.005x + 0.027R² = 0.981
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100
Y
t
Y vs t
y = 0.005x + 0.029R² = 0.983
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100
Y
t
Y vs t

35
Difusión binariaDAB, x 10-9 (m2/ S)
AL EOH 3,1641
AL LE 2,8862
AL Agua 3,2423
Cuadro Nº 3 – Valores de difusión binaria .
Y el valor de la difusividad en el fluido se determina usando
la ecuación (6) , obteniéndose que
DAB = 4,4 x 10-6 m2/ s
Y tomando que / = 0,5 (para resinas), se obtiene que el
valor de la difusividad efectiva es
De = 2,2 x 10-6 m2/s
Y luego con la ecuación (3), se determina el Módulo de Thiele
Igual a
= 0,02
Y con este valor, en la ecuación (7) determinamos que el
Valor del factor de eficacia es igual
= 1,0
36
VI - DISCUSION DE RESULTADOS
Los resultados obtenidos experimentalmente del valor de los constante de
velocidad de reacción ocurrida en cada partícula catalítica son similares con
una variación muy pequeña, que casi se sobreponen como se puede
observar en la Grafica de la Figura N – 4. De la gráficas de las Figuras N 5, 6
y 7, se obtienen que:
Para la resina con diámetro 0,36 mm.
K = 4,6 x 10-3 s-1
Para la resina con diámetro de 0,60 mm.
K = 5,0 x 10-3 s-1
Para la resina con diámetro de 0,95 mm.
K = 5,6 x 10-3 s-1
Aun más, observando la Figura N.-3, también existe la superposición de la
curva de conversión respecto al tiempo, se puede decir que reacción de
esterificación de ácido láctico con etanol tiene una predominancia por la
cinética química y no por la difusión.
Luego los valores determinados como son
De = 2,2 x 10-6 m2/s
37
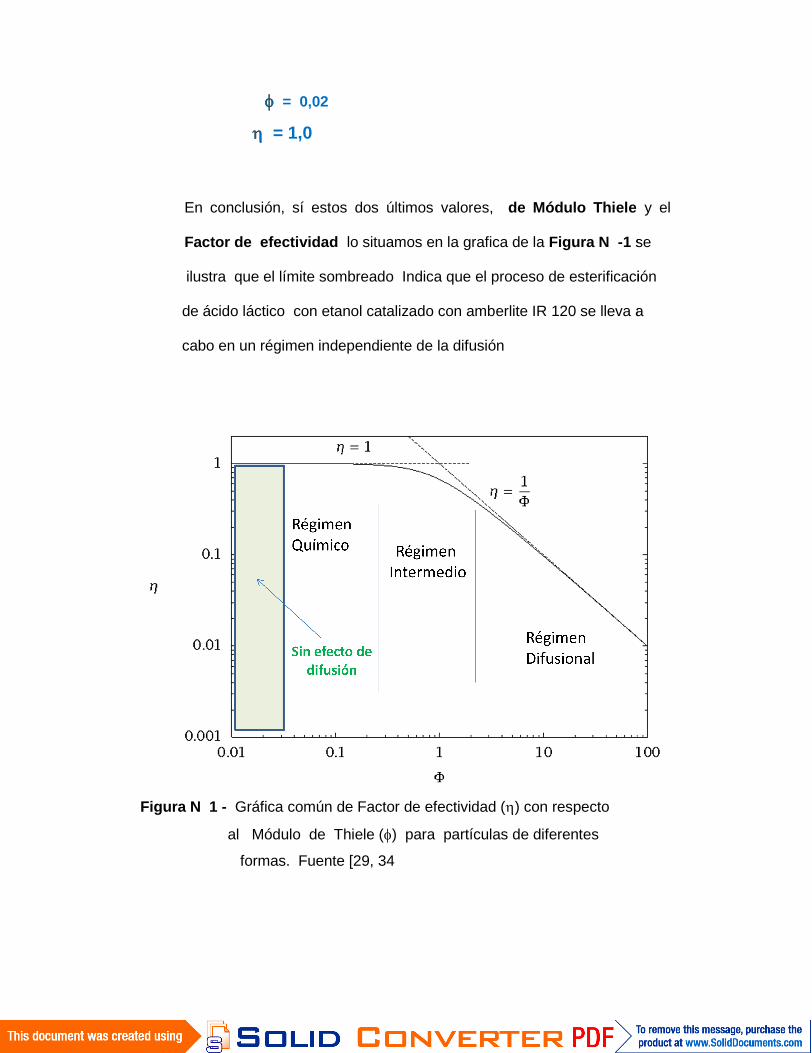
= 0,02
= 1,0
En conclusión, sí estos dos últimos valores, de Módulo Thiele y el
Factor de efectividad lo situamos en la grafica de la Figura N -1 se
ilustra que el límite sombreado Indica que el proceso de esterificación
de ácido láctico con etanol catalizado con amberlite IR 120 se lleva a
cabo en un régimen independiente de la difusión
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34
37
= 0,02
= 1,0
En conclusión, sí estos dos últimos valores, de Módulo Thiele y el
Factor de efectividad lo situamos en la grafica de la Figura N -1 se
ilustra que el límite sombreado Indica que el proceso de esterificación
de ácido láctico con etanol catalizado con amberlite IR 120 se lleva a
cabo en un régimen independiente de la difusión
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34
37
= 0,02
= 1,0
En conclusión, sí estos dos últimos valores, de Módulo Thiele y el
Factor de efectividad lo situamos en la grafica de la Figura N -1 se
ilustra que el límite sombreado Indica que el proceso de esterificación
de ácido láctico con etanol catalizado con amberlite IR 120 se lleva a
cabo en un régimen independiente de la difusión
Figura N 1 - Gráfica común de Factor de efectividad () con respecto
al Módulo de Thiele () para partículas de diferentes
formas. Fuente [29, 34
38
NOMENCLATURA
Ci: Concentración molar del componente i, mol/L
De Difusividad efectiva
K: constante de velocidad de reacción, mol g-1 min-1
k1: Constante global de velocidad de reacción directa, mol g-1 min-1
K: Constante de equilibrio, a dimensional.
PMi: Peso molecular de las especies i, g/mol
M: Molaridad de la solución, mol/L
ni: Mol de la especie i, mol
R: Radio de la partícula
rA velocidad de reacción = mol/g de cat. s
T: Temperatura, K.
t: tiempo, min.
W: Peso seco de catalizador, g.
Xi: Conversión, a dimensional
Factor de efectividad
Módulo de Thiele
Subíndices:
AL: Acido láctico
LE: Lactato de etilo
EOH: Etanol
W: Agua
39
VII – REFERENCIAS BIBLIOGRAFICAS
1. ASTM : D-2187- Standard Test Methods for Physical and Chemical
Properties of Particulate Ion Exchange Resins, 1989.
2. ANDREW, S. P. S., Theory and Practice of the Formulation of
Heterogeneous Catalyst. Chem. Eng. Sci. 1981,36, 1431 – 1445.
3. BIRD, R. B., STEWARD, W.E., LIGHFOOT, E.N. Fenómenos de
Transporte: México, Limusa Wiley 2da ed. 2006.
4. BOSSE, D., BART, H. J.. Prediction of Diffusion Coefficients in Liquid
Systems. Ind. Eng. Chem. Res. 2006, 45,1822 – 1828.
5. CARBALLO, S. L. M.: Introducción a la Catálisis Heterogénea. Bogotá.
Universidad Nacional de Colombia. 2002.
6. CHOI, J.I., HONG,W. H. and CHANG, H. N. Reaction Kinetics of Lactic
Acid with Methanol Catalyzed by Acid Resins. Int. J. Chem. Kinet, 1996,
28, 37 – 41.
7. CUTLIP, M. B. and SHACHAM, M. Problem Solving in Chemical and
Biochemical Engineering with Polymath, Excel and Matlab. Boston:
Prentice Hall, Second Edition. 2008.
8. DASSY, S., WIAME, H. and THYRION, F. Kinetics of the Liquid Phase
Synthesis and Hydrolysis of Butyl Lactate Catalyzed by Cation Exchange
Resin. J. Chem. Tech. Biotechnol. 1994, 59, 149 -156.
40
9. DHANUKA,V.R.; MALSHE, V.C. and CHANDALIA,S.B. Kinetics of the
Liquid Phase Esterification of Carboxylic Acids with Alcohols in the
Presence of Acid Catalyst. Chem. Eng. Sci. 1997,32, 551-556.
10.FISHER, S. y KUNIN, R. Routine Exchange Capacity Determinations
of Ion Exchange Resins. Anal. Chem., 1955, 27, 1191- 1194.
11.FOGLER SCOTT, H.: Elementos de Ingeniería de las Reacciones
Químicas. México: Prentice Hall, 3ra Edición. 2001.
12.FOX, M. A. y WHITESELL, J. K. Química Orgánica. México: Adison
Wesley Longman, 2da. Edición. 2000.
13.GARCIA, C. F. La Investigación Tecnológica: Investigar, Idear e Innovar
en Ingeniería. México: Ed. Limusa S. A. 2005.
14.GARCIA, O. F.; ROMERO, A.; SANTOS, V. E. y RODRIGUEZ, C.
Estudio del Método Diferencial en la Determinación de Modelos
Cinéticos de Reacciones Complejos. Anales de Química, 1989, 85, 542-
556.
15.GONZALES, J. R.; GUTIERREZ, J. I.: Cinética Química Aplicada.
Madrid (España). Ed. Síntesis, S. A. 1999.
16.GONZALES, C. J., MEZA, R. M. Físico Química para Ciencias de la
Salud. India: McGraw-Hill. 2007.
17.GOTO, S.T. and FUKUTA, Y. Kinetics of the Reaction of Sulfuric cid and
Isobutyl Alcohol. Int. J. Chem. Kinet. 1989, 21, 723-732.
18. IZC, L. A., HOSGUN, H. Kinetics of Synthesis of Isobutyl Propionate over
Amberlyst -15. Turca J. Chem., 2007, 31, 493 – 499.
19.KIRK, R. E. y OTHMER, D. F.: Encyclopedia of Chemical technology.
New York: John Wiley, 4ta. Ed. 1998.
41
20.KOOIJMAN, H. A., TAYLOR, R.: Estimation of Diffusion Coefficients in
Multicomponent Liquid System. Ind. Eng. Chem. Res., 30, 1217 – 1222.
21.MARTINEZ DE LA CUESTA, P. J. y MARTINEZ, R. E. Operaciones de
Separación en Ingeniería Química. Métodos de cálculo. Madrid
(España), Ed. Prentice Hall, 2004.
22.MAZZOTTI, M.; NERI, B.; GELOSA, D.; KRUGOLV, A. y MORBIDELLI,
M.. Kinetics of Liquid-Phase Esterification Catalyzed by Acidic Resins.
Ind. Eng. Chem. Res., 1997, 36, 3-10.
23.MURPHY, M. REGINA. Introducción a los Procesos Químicos:
Principios, Análisis y Síntesis. México: McGraw Hill, 1ra. Ed. 2007.
24.PELLERIN, Ch. La Química Verde: Cuestiones Mundiales. E Journal
USA, (enero) 2007. 1 -4.
25.PÒPKEN, T. GOTZE, L. and GMEHLING, J. Reaction Kinetics and
Chemical Equilibrium of Homogeneously and Heterogeneously
Catalyzed Acetic Acid Esterification With Methanol and Methyl Acetate
Hydrolysis. Ind. Eng. Chem. Res, 2000, 39, 2601-2511.
26.PRIMO YUFERA, E.: Química Orgánica Básica y Aplicada. De La
Molécula a la Industria. Barcelona: Ed. Reverté, S.A. 2007.
27.REID, R.C., PRAUSNITS, J. M., and POLING, B. F. The Properties of
Gases and Liquids. New York: McGraw-Hill. 4ta edit. 1987.
28.SANCHEZ, F. and RODRIGUEZ, G. Esterificación. Ingeniería e
Investigación. Publicación Facultad de Ingeniería, Universidad Nacional
de Colombia (Bogotá). 1996, 9, 87 – 94.
29.SANTAMARIA, J., HERGUIDO, J., MENENDEZ, M. and MONZON, A.
Ingeniería de Reactores. España: Edit. Síntesis. 2002.
42
30.SANZ, A.; LUQUE, S. BERRUETA, J. y COCA, J. Esteres de Acido
Láctico: Producción y Aplicaciones. Ingeniería Química, 2002,
noviembre, 51 – 56.
31.SERNA, C. L. y RODRIGUEZ, A. Producción Biotecnológica de Acido
Láctico: Ciencia y Tecnología Alimentaria, 2005, 5, 54-65
32.SIGMA-ALDRICH. Ion Exchange Resins: Amberlite and Amberlyts
Resins. Technical Information Bulletin, 2008, 1 - 6.
33.SMITH, J. M.; VAN NESS, H. C.; ABBOTT, M. M. Introducción a la
Termodinámica en Ingeniería Química. México: McGraw Hill, 5ta.
Edición. 1997.
34.TISCARIÑO, L. F. ABC para Comprender Reactores Químicos con
Multireacción. México: Edit. Reverté, primera edición, 2008.
35.TROUPE, R. A. and KOBE, K. A. Analysis of Lactic Acid - Lactate Ester
Systems. Anal. Chem., 1950, 22, 545 – 549.
36.WILKE, C.R., CHANG, P.: Correlation of Diffusion Coefficients in Dilute
Solution. A. I. Ch. E. J., 1955, 1, 264 – 270.
37.XU, Z. P. and CHIANG, K. T. Kinetics of Acetic Acid Esterification over
Ion Exchange Catalyst. Can. J. Chem. Eng., 1996, 74, 493-500.
38.YAWS, L. CARL. Chemical Properties Handbook: Physical,
Thermodynamic, Environmental, Transport, Safety, and Health Related
Properties for Organic and Inorganic Chemicals. New York: McGraw Hill.
1999.
43
VIII – APÉNDICE
ANEXOS
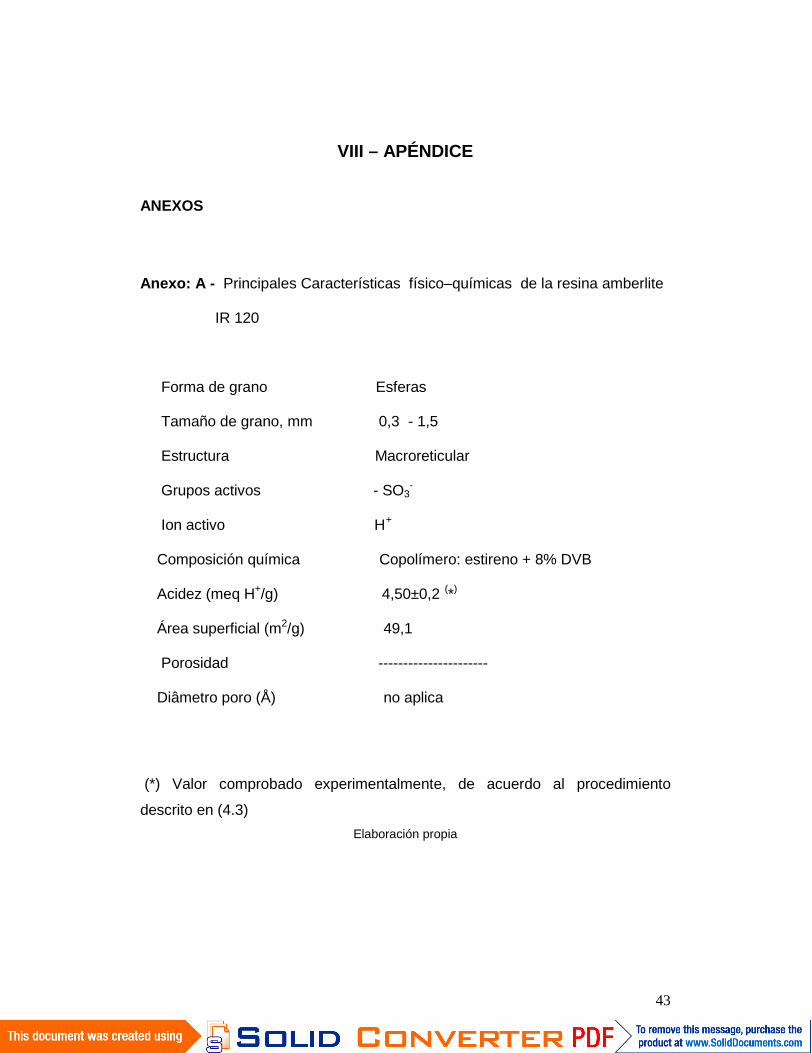
Anexo: A - Principales Características físico–químicas de la resina amberlite
IR 120
Forma de grano Esferas
Tamaño de grano, mm 0,3 - 1,5
Estructura Macroreticular
Grupos activos - SO3-
Ion activo H+
Composición química Copolímero: estireno + 8% DVB
Acidez (meq H+/g) 4,50±0,2 (*)
Área superficial (m2/g) 49,1
Porosidad ----------------------
Diâmetro poro (Å) no aplica
(*) Valor comprobado experimentalmente, de acuerdo al procedimiento
descrito en (4.3)Elaboración propia
44
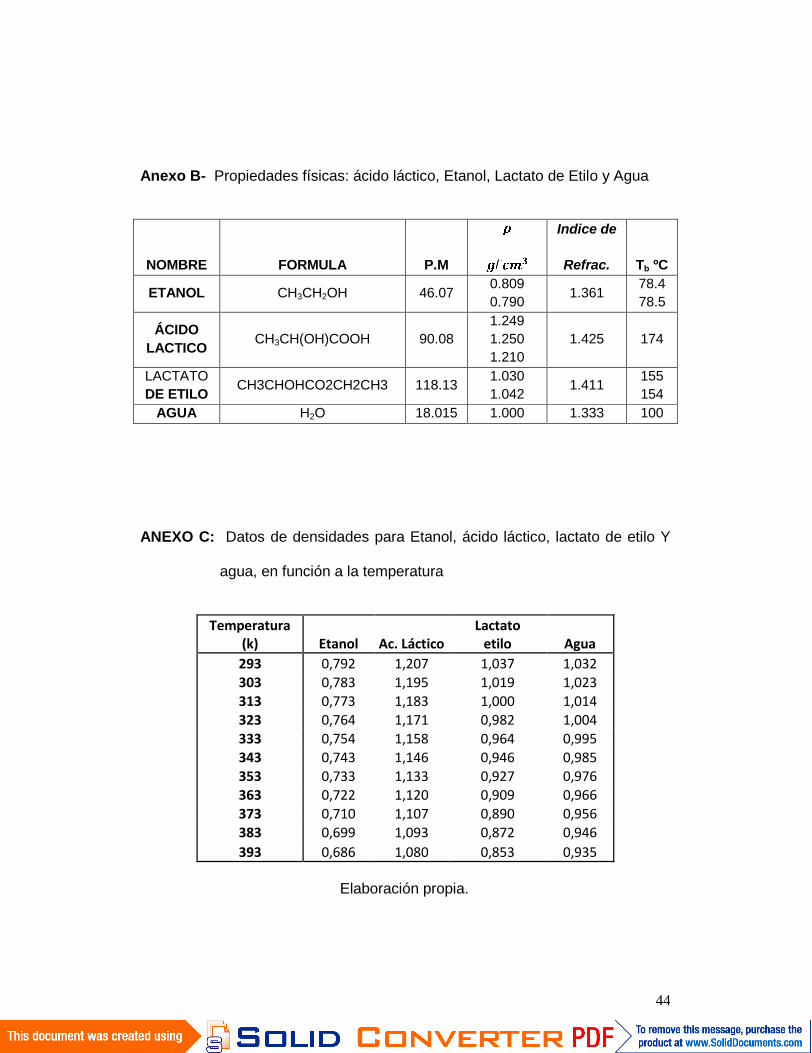
Anexo B- Propiedades físicas: ácido láctico, Etanol, Lactato de Etilo y Agua
NOMBRE FORMULA P.M / Indice de
Refrac. Tb ºC
ETANOL CH3CH2OH 46.07 0.8090.790 1.361 78.4
78.5
ÁCIDOLACTICO CH3CH(OH)COOH 90.08
1.2491.2501.210
1.425 174
LACTATODE ETILO CH3CHOHCO2CH2CH3 118.13 1.030
1.042 1.411 155154
AGUA H2O 18.015 1.000 1.333 100
ANEXO C: Datos de densidades para Etanol, ácido láctico, lactato de etilo Y
agua, en función a la temperatura
Temperatura(k) Etanol Ac. Láctico
Lactatoetilo Agua
293 0,792 1,207 1,037 1,032303 0,783 1,195 1,019 1,023313 0,773 1,183 1,000 1,014323 0,764 1,171 0,982 1,004333 0,754 1,158 0,964 0,995343 0,743 1,146 0,946 0,985353 0,733 1,133 0,927 0,976363 0,722 1,120 0,909 0,966373 0,710 1,107 0,890 0,956383 0,699 1,093 0,872 0,946393 0,686 1,080 0,853 0,935
Elaboración propia.
45
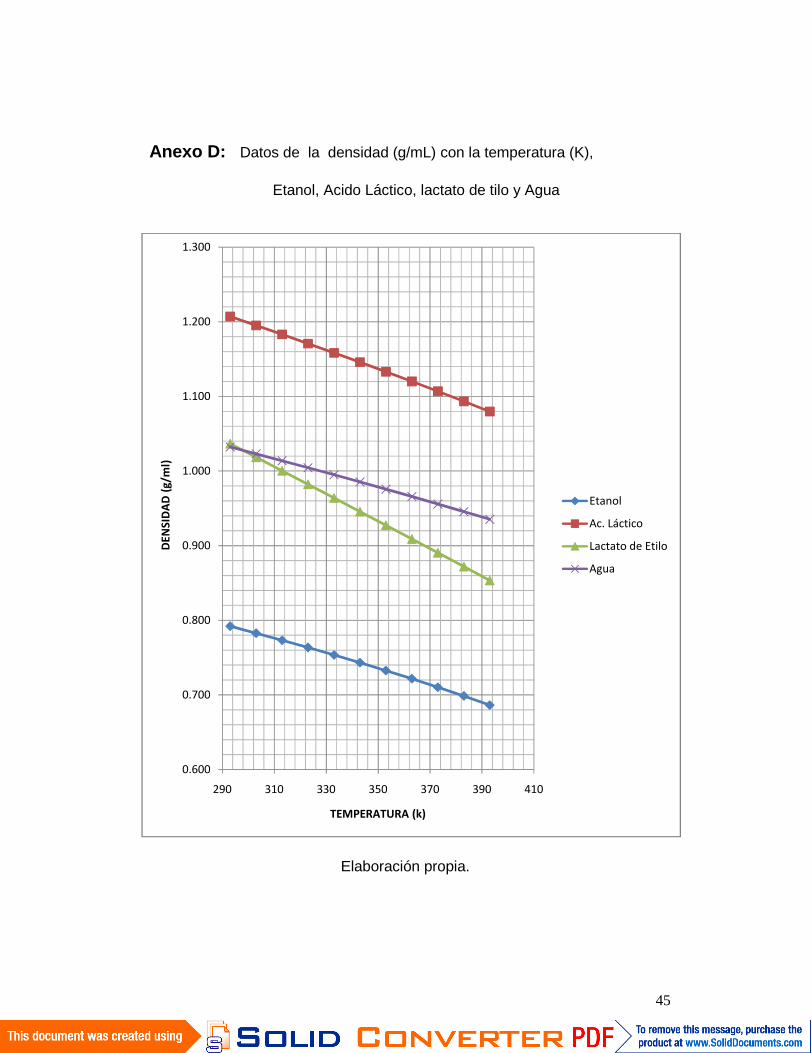
Anexo D: Datos de la densidad (g/mL) con la temperatura (K),
Etanol, Acido Láctico, lactato de tilo y Agua
Elaboración propia.
0.600
0.700
0.800
0.900
1.000
1.100
1.200
1.300
290 310 330 350 370 390 410
DEN
SID
AD
(g/
ml)
TEMPERATURA (k)
Etanol
Ac. Láctico
Lactato de Etilo
Agua
46
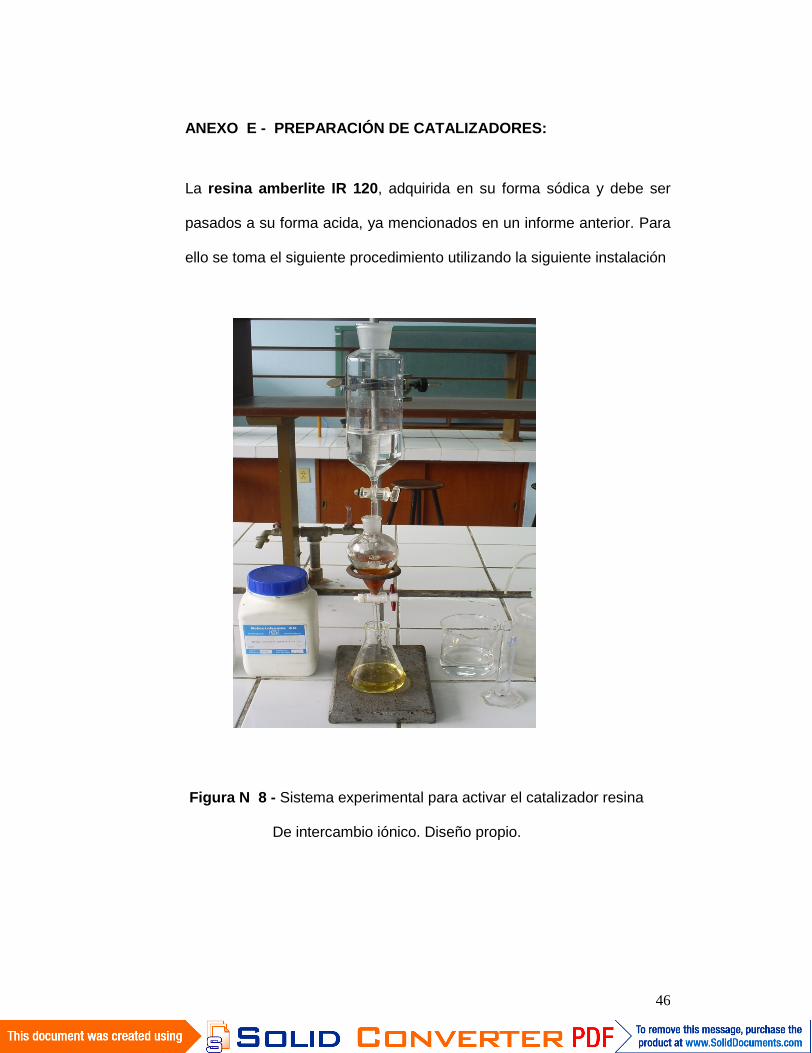
ANEXO E - PREPARACIÓN DE CATALIZADORES:
La resina amberlite IR 120, adquirida en su forma sódica y debe ser
pasados a su forma acida, ya mencionados en un informe anterior. Para
ello se toma el siguiente procedimiento utilizando la siguiente instalación
Figura N 8 - Sistema experimental para activar el catalizador resina
De intercambio iónico. Diseño propio.
47
Procedimiento
Se forman 100 gramos de resina húmeda (51% de resina y 49% de
agua) w/w, cuya densidad es igual a 1,21g/ml, lo que equivale a un
volumen de 82,65 ml.
Se colocan en un embudo provisto de papel filtro. Desde una ampolla de
decantación se hace gotear agua destilada, de manera tal que cubra la
resina, luego se regula el caudal para que la cantidad de agua entrante
sea igual a la de salida. Para esta etapa se necesitan 350 ml de agua
destilada.
Una vez escurrida el agua, se trata la resina con 60 ml de acido
clorhídrico al 10% w/v, siendo el tiempo de contacto acido-resina de 15
minutos. Transcurrida el tiempo indicado y estando bien escurrido, se
lava con 926 ml de agua destilada, relación agua-resina10:1 v/v. el
tiempo de operaciones de 50 minutos. Todas estas operaciones se
realizan por método de percolación.
Res − SO Na + HCl ↔ Res − SO H + NaClObteniéndose de esta manera la resina en su forma acida que debe ser
lavado escurrido y secado en una estufa a 80º C por 8 horas. uego se
guardaran en un frasco de cierre hermético.
La capacidad de intercambio de la resina activada, fue determinada por
el método acido-base. Cuyo valor hallado fue de 4,8 mequiv de H+/g de
resina seca [2,7].
48
Figura N 9 - Resina de amberlite IR 120
La resina preparada y activada se ha clasificado en tres tamaños, en
suficiente can, un promedio de 15 gramos cada porción:
a) Resina con tamaño promedio de partícula = 0,950 mm
b) Resina con tamaño promedio de partícula = 0,600 mm
c) Resina con tamaño promedio de partícula = 0,360 mm
Tabla N 2 - Valores de Y calculados con el tiempo para cada tamaño de
Catalizador