Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
CONTROLE MICROBIOLÓGICO DE GELADOS COMESTÍVEIS E
ÁGUAS
Parnamirim/RN
Discente: Bianca Corrêa de Oliveira
Orientadora: Profa.Dra Magna Angélica Dos Santos Bezerra Sousa.
Supervisora: Christiane Maria Christina Bakker.
NATAL
NOVEMBRO/2016

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
RELATÓRIO DE ESTÁGIO SUPERVIONADO
CONTROLE MICROBIOLÓGICO DE GELADOS COMESTÍVEIS E
ÁGUAS
Relatório submetido à Universidade
Federal do Rio Grande do Norte como
requisito para aprovação na disciplina
Estágio Supervisionado (DEQ -0537),
referente ao estágio realizado pela aluna
Bianca Corrêa de Oliveira na empresa
STERBOM, durante o segundo semestre
do ano de 2016, sob a supervisão da
Engenheira Química Christiane Maria
Christina Nobrega Bakker e orientado pela
Profª. Drª. Magna Angélica dos Santos
Bezerra Sousa.
NATAL
NOVEMBRO/2016

AGRADECIMENTO
Agradeço a Deus por iluminar não só minha caminhada pela graduação,
mas também por esses 23 anos.
Aos meus pais, que sempre me deram todo suporte para essa primeira
conquista.
Ao amor da minha vida, Deyvisson Davi, por todo amor, paciência e
incentivo.
Aos meus amigos de curso, em especial a Maryanna Fernnanda, por me
apoiar de forma incansável nesta última caminhada da graduação.
Ao Rafael Sousa, por toda consideração e por todos os ensinamentos.
À minha orientadora, Profª. Drª. Magna Angélica dos Santos Bezerra
Sousa pelos ensinamentos e conselhos.
À minha supervisora, Christiane Maria Christina Nóbrega Bakker por me
conceder a oportunidade de crescer profissionalmente.
A todos os professores que passaram por minha vida acadêmica.
E por fim, a empresa Sterbom, a qual abriu as portas, de forma única, para
a realização deste estágio.

SUMÁRIO
1.RESUMO .............................................................................................. 1
2. EMPRESA ........................................................................................... 2
3. FLUXOGRAMA DE PRODUÇÃO DO SORVETE ................................ 5
4. FLUXOGRAMA DO PROCESSO DE ENVASAMENTO DE ÁGUA ..... 7
5. ATIVIDADES DESENVOLVIDAS ........................................................ 9
5.1 Coletas de amostras ..................................................................... 10
5.2 Entradas das amostras ................................................................. 10
5.3 Análises microbiológicas .............................................................. 11
5.3.1 Processo básico para realização das análises ....................... 12
6. PREPARAÇÃO DO LAUDO .............................................................. 18
7. OUTRAS ATIVIDADES ...................................................................... 20
8. AVALIAÇÃO DOS CONTEÚDOS ESTUDADOS ............................... 21
9. AVALIAÇÃO DO RETORNO DO ESTÁGIO ...................................... 22
10. CONTRIBUIÇÃO PARA A EMPRESA ............................................. 23
11. REFERÊNCIAS BIBLIOGRÁFICAS ................................................ 24

1
1. RESUMO
A realização de um estágio obrigatório é de suma importância para a
consolidação dos conhecimentos teóricos adquiridos ao logo da graduação. O
estágio em questão foi realizado na empresa Sterbom situada no Distrito
Industrial de Parnamirim/RN, no período de julho a novembro de 2016, sob
supervisão da Engenheira Química Christiane Maria Christina Nóbrega Bakker
e sob orientação da Profª. Drª. Magna Angélica dos Santos Bezerra Sousa.
As principais atividades realizadas pelo estagiário referem-se ao controle
de qualidade de alimentos e de águas, o qual é indispensável, sobretudo para
indústria de alimentos, visando à distribuição de produtos competitivos, seguros
e de qualidade ao mercado consumidor. A empresa preza pelas boas práticas
de fabricação (BPF) e apresenta um sistema de análise de perigos e pontos
críticos de controle (APPCC) Os padrões utilizados nas análises são baseadas
na resolução RDC Nº 12, de 02 de janeiro de 2001 da agência nacional de
vigilância sanitária, Ministério da saúde. Quanto ao controle de qualidade
microbiológico de águas, baseiam-se na RDC Nº 275, de 22 de setembro de
2005, MS e na Portaria MS Nº 2914 de 2011.

2
2. EMPRESA
Fundada no ano de 1991 a empresa Sterbom é considerada como
referência na produção de sorvete no estado. As atividades da empresa foram
iniciadas em um pequeno estabelecimento no bairro do Alecrim. No ano de 1998,
o presidente e fundador, Antônio Leite Jales, adquiriu um terreno no Distrito
industrial de Parnamirim para construir sua fábrica.
A empresa apresenta uma linha variada de gelados comestíveis (Picolé e
Sorvete) envasamento de água mineral, produção de gelo, complementos
(Casquinhas e coberturas) e polpas de fruta. Atualmente, a indústria conta com
mais de 600 funcionários.
Com mais de 23 anos, visa fornecer um produto de excelência aos
consumidores. Para isso conta com a forte difusão e aplicação das boas práticas
de fabricação e análise de perigos e pontos críticos no processo produtivo. Além
da Matriz, o grupo Sterbom conta com as filiais Água Natal e Banassu.
Responsáveis, respectivamente, pela produção de água mineral envasada de
250ml e 20L e polpas de frutas.
O laboratório da empresa, situado na matriz, e onde foi realizado o estágio
é certificado pela ANVISA. O setor é responsável por fazer análises físico-
químicas, microbiológicas e laudos que descrevem a qualidade dos produtos
internos. Adicionalmente, o laboratório presta serviços externos. A responsável
técnica do local é a Engenheira química Christiane Maria Christina Nóbrega
Bakker.
As figuras abaixo mostram os produtos fabricados pelo grupo Sterbom,
que vão desde gelados comestíveis e seus complementos a águas minerais
envasadas.

3
Figura 1: Linha de sorvetes Sterbom.
Fonte: Site Sterbom.
Figura 2: Águas envasadas e gelo.
Fonte: Site Sterbom.
Figura 3: Picolés Sterbom.
Fonte: Site Sterbom.

4
Figura 4: Complementos Sterbom.
Fonte: Site Sterbom.
Figura 5: Polpas de fruta.
Fonte: Site Sterbom.

5
3. FLUXOGRAMA DE PRODUÇÃO DO SORVETE
O fluxograma refere-se ao fluxograma do processo de fabricação de
sorvete, um dos produtos disponibilizados pela empresa.
Figura 6: Fluxograma do processo do sorvete
Fonte: Autor.
RECEPÇÃO E ESTOCAGEM DAS
MATERIAS -PRIMAS
PESAGEM
PREPARAÇÃO DA MISTURA
HOMOGENEIZAÇÃO
PASTEURIZAÇÃO
RESFRIAMENTO
MATURAÇÃO
CONGELAMENTO
ENVASE
ARMAZENAMENTO
DISTRIBUIÇÃO
6
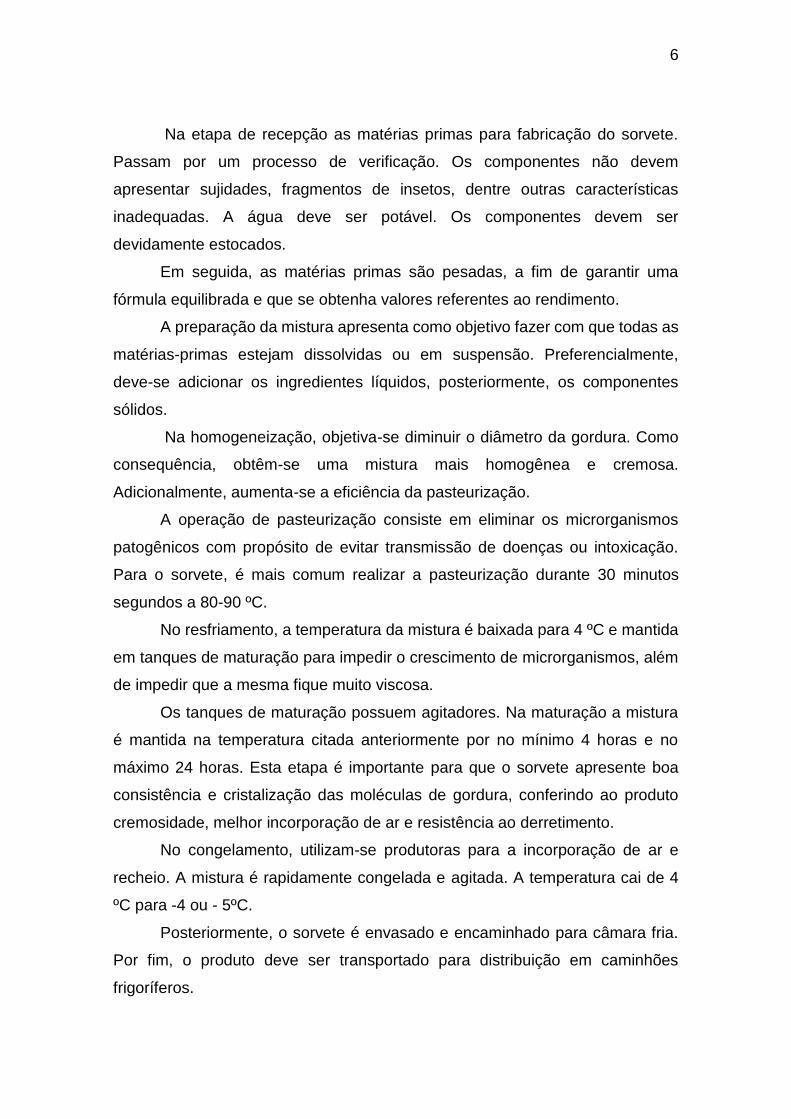
Na etapa de recepção as matérias primas para fabricação do sorvete.
Passam por um processo de verificação. Os componentes não devem
apresentar sujidades, fragmentos de insetos, dentre outras características
inadequadas. A água deve ser potável. Os componentes devem ser
devidamente estocados.
Em seguida, as matérias primas são pesadas, a fim de garantir uma
fórmula equilibrada e que se obtenha valores referentes ao rendimento.
A preparação da mistura apresenta como objetivo fazer com que todas as
matérias-primas estejam dissolvidas ou em suspensão. Preferencialmente,
deve-se adicionar os ingredientes líquidos, posteriormente, os componentes
sólidos.
Na homogeneização, objetiva-se diminuir o diâmetro da gordura. Como
consequência, obtêm-se uma mistura mais homogênea e cremosa.
Adicionalmente, aumenta-se a eficiência da pasteurização.
A operação de pasteurização consiste em eliminar os microrganismos
patogênicos com propósito de evitar transmissão de doenças ou intoxicação.
Para o sorvete, é mais comum realizar a pasteurização durante 30 minutos
segundos a 80-90 ºC.
No resfriamento, a temperatura da mistura é baixada para 4 ºC e mantida
em tanques de maturação para impedir o crescimento de microrganismos, além
de impedir que a mesma fique muito viscosa.
Os tanques de maturação possuem agitadores. Na maturação a mistura
é mantida na temperatura citada anteriormente por no mínimo 4 horas e no
máximo 24 horas. Esta etapa é importante para que o sorvete apresente boa
consistência e cristalização das moléculas de gordura, conferindo ao produto
cremosidade, melhor incorporação de ar e resistência ao derretimento.
No congelamento, utilizam-se produtoras para a incorporação de ar e
recheio. A mistura é rapidamente congelada e agitada. A temperatura cai de 4
ºC para -4 ou - 5ºC.
Posteriormente, o sorvete é envasado e encaminhado para câmara fria.
Por fim, o produto deve ser transportado para distribuição em caminhões
frigoríferos.

7
4. FLUXOGRAMA DO PROCESSO DE ENVASAMENTO DE ÁGUA
Para o envasamento de água mineral têm-se o seguinte fluxograma:
Figura 7: Fluxograma do envasamento de água.
Fonte: Autor
CAPITAÇÃO
FILTRAÇÃO
ARMAZENAMENTO
OZONIZAÇÃO
GASEIFICAÇÃO
ENVASAMENTO
ROTULAGEM
ESTOCAGEM

8
O processo inicia-se com a captação da água. Em geral, é feita através
de fontes naturais ou poços artesianos. A água é encaminhada para reservatório
por intermédio de bombas.
A etapa seguinte consiste em reter partículas sólidas utilizando-se a
filtração, para a eliminação de agentes instáveis. Posteriormente, a água é
armazenada em tanques de aço inoxidável.
A ozonização tem por finalidade a desinfeção da água mineral. Sabe-se
que o ozônio é o agente desinfectante e oxidante mais forte e indicado para o
tratamento de águas. Sua aplicabilidade não gera sub produtos e o ozônio
decompõem-se facilmente em gás carbônico. Dentre as desvantagens têm-se a
baixa solubilidade em água e baixa manutenção de seus valores residuais.
A gaseificação consiste na inserção de gás carbônico na água, caso a
água seja do tipo com gás.
Simultaneamente há o envasamento, utilizando-se garrafas do tipo PET,
realizado por máquinas automáticas, e por último, a rotulagem e estocagem.Com
relação a última, os produtos devem estar dispostos em estrados para evitar o
contato direto com o chão. Em relação aos conteúdo das águas a empresa conta
com uma grande variedade, como mostrado anteriormente neste relatório.
9
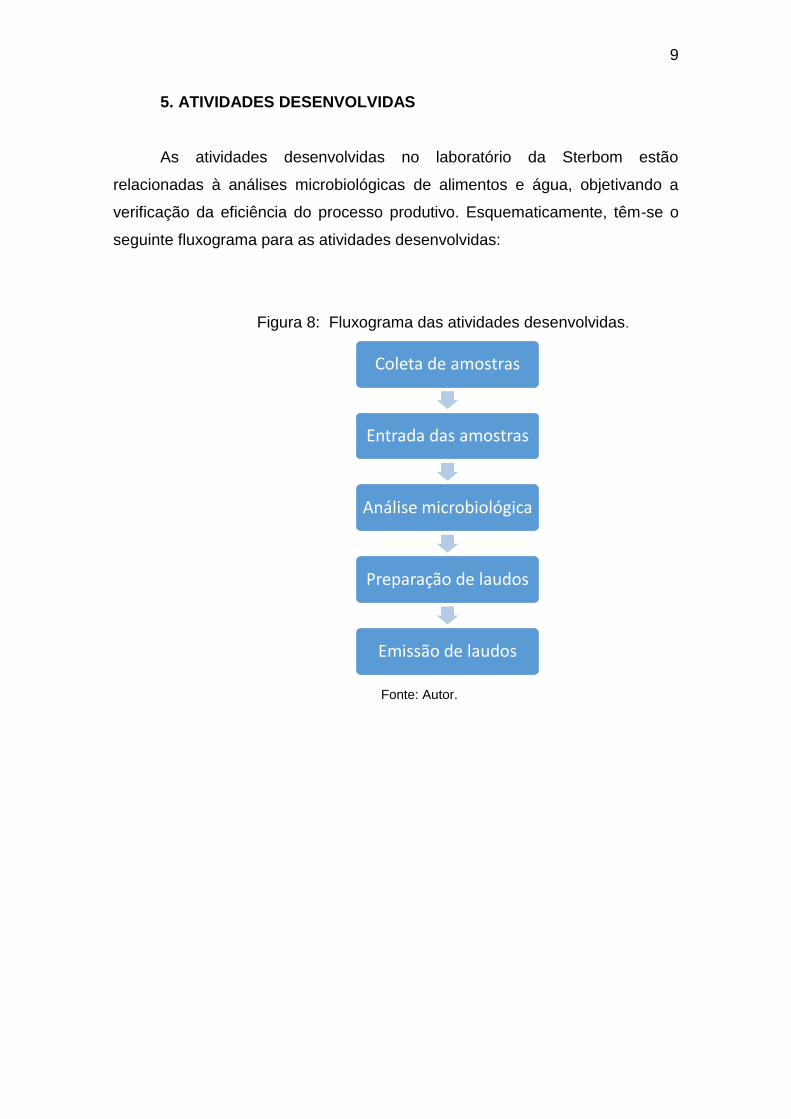
5. ATIVIDADES DESENVOLVIDAS
As atividades desenvolvidas no laboratório da Sterbom estão
relacionadas à análises microbiológicas de alimentos e água, objetivando a
verificação da eficiência do processo produtivo. Esquematicamente, têm-se o
seguinte fluxograma para as atividades desenvolvidas:
Figura 8: Fluxograma das atividades desenvolvidas.
Fonte: Autor.
Coleta de amostras
Entrada das amostras
Análise microbiológica
Preparação de laudos
Emissão de laudos

10
5.1 Coletas de amostras
As coletas das amostras dos gelados comestíveis são realizadas pelo
estagiário. Tal procedimento é realizado em dois horários da manhã: Às 7horas,
no setor caldas e às 10h, na produção de sorvete e picolé para a coleta dos
produtos acabados. O procedimento é realizado diariamente. São recolhidas
duas amostras por produto (sorvete e picolé) uma para análise e outra para
contraprova. Já em relação às caldas, são retiradas diretamente das tinas de
maturação e armazenadas em fracos estéreis.
Em relação às águas minerais envasadas, diariamente, funcionários do
setor competente entregam os produtos para a realização das análises.
Mensalmente, o estagiário é responsável pela coleta de água do poço situado
na empresa, água das produções e coleta do gelo. Vale ressaltar que além
dessas, são efetuadas, mensalmente, análises das águas do poço da filial Água
Natal, e diariamente das águas envasadas da mesma. Para a filial Banassul,
mensalmente, a água de produção é analisada.
A coleta é realizada de acordo com os padrões exigidos pela legislação,
utilizando-se os equipamentos de proteção individuais adequados, álcool 70% e
materiais para a esterilização. As amostras são devidamente acondicionadas e
levadas imediatamente ao laboratório.
5.2 Entradas das amostras
Após a coleta, amostras são devidamente codificadas com auxílio de uma
planilha de entrada. Nesta, deve-se inserir informações sobre data, hora, tipo de
produto, fabricação, validade e lote, bem como a rubrica do responsável pela
coleta. A figura abaixo representa o código dos gelados comestíveis e água.
Tabela 1- Codificação das amostras
Código da amostra
000.GELO.01.01.16
000.GELC.0101.16
Fonte: Autor.

11
5.3 Análises microbiológicas
Os microrganismos podem exercer funções bastante significativas nos
alimentos, pessoas e animais, desde malefícios a benefícios. A eficiência no
processo aliada a boas práticas de fabricação são indispensável para a
entregada de um produto adequado ao consumidor. Em laboratório, são
analisados os seguintes parâmetros:
Tabela 2- Microrganismos analisados em laboratório.
Microrganismos
Coliforme termotolerante a 45º
Coliforme Total
Escherichia coli
Stapylococcus Aureus
Bactérias Aeróbicas Mesófilas
Salmonella sp
Bolores e leveduras
Enterococcus
Pseudomonas aeruginosa
Clostrídium Sulfito-Redutores
Bactérias Heterotróficas
Bacillus Cereus
Fonte: Autor.
12
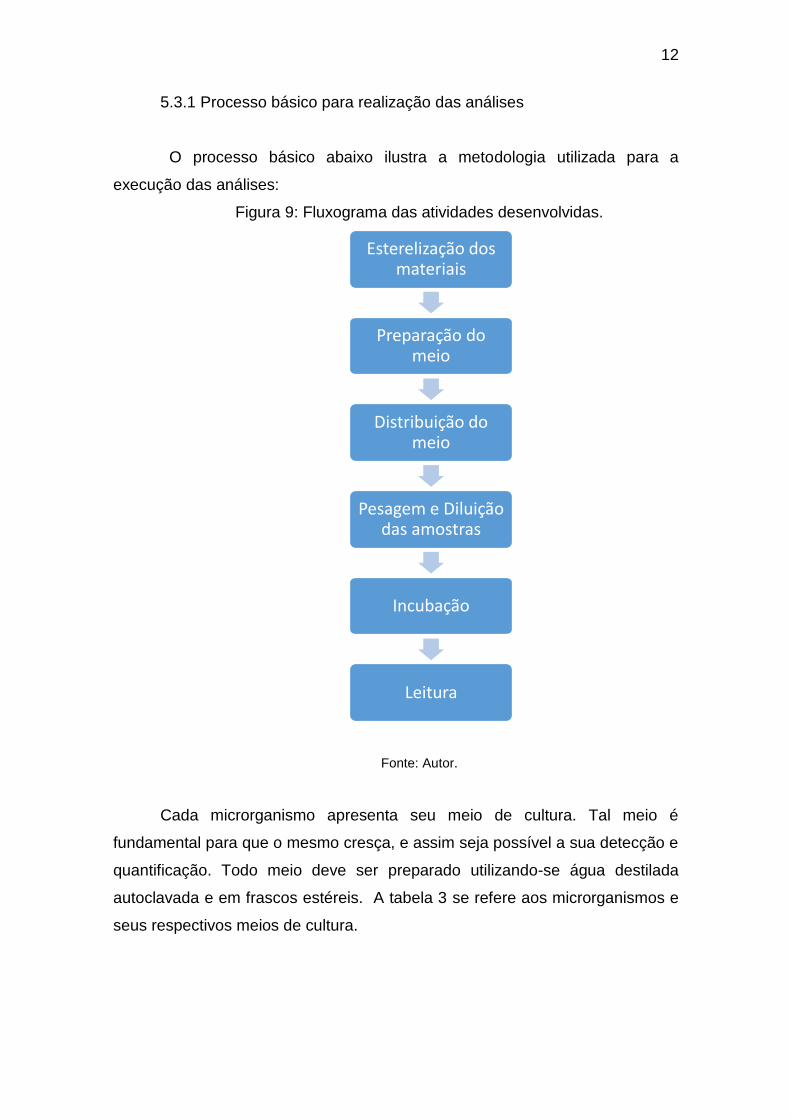
5.3.1 Processo básico para realização das análises
O processo básico abaixo ilustra a metodologia utilizada para a
execução das análises:
Figura 9: Fluxograma das atividades desenvolvidas.
Fonte: Autor.
Cada microrganismo apresenta seu meio de cultura. Tal meio é
fundamental para que o mesmo cresça, e assim seja possível a sua detecção e
quantificação. Todo meio deve ser preparado utilizando-se água destilada
autoclavada e em frascos estéreis. A tabela 3 se refere aos microrganismos e
seus respectivos meios de cultura.
Esterelização dos materiais
Preparação do meio
Distribuição do meio
Pesagem e Diluição das amostras
Incubação
Leitura

13
Tabela 3 - Microrganismos e seus respectivos meios de cultura.
Microrganismo Meio de cultura
Coliforme termotolerante a 45 ºC
mFC Agar(Água) e Violet Red
Bile(Alimentos)
Coliforme Total a 35 ºC
M-Endo Agar
Escherichia coli
Caldo Lauril Triptose e Caldo EC.
Stapylococcus Aureus
Baird Parker Agar
Bactérias Aeróbicas Mesófilas
Standard Methods Agar
Salmonella sp
Caldo Rappaport Vassiliadis e Caldo
Selenito Cystine Meio Verde
Brilhante, XLD e Lisina
Bolores e leveduras
Agar Batata Dextrose
Enterococcus
m-Enterococcus Agar
Pseudomonas aeruginosa
Cetrimide Agar
Clostrídium Sulfito-Redutores
Clostridium Perfringens Agar Base
Bactérias Heterotróficas
Standard Methods Agar
Bacillus Cereus Ágar Seletivo Bacillus Cereus
Fonte: Autor.
.

14
Segundo a RDC Nº 12, de 02 de janeiro de 2001, os parâmetros
microbiológicos que devem ser analisados para gelados comestíveis são:
Coliformes 45 ºC, Stapylococcus aureus e Salmonella spp. Além destes, a
empresa avalia os microrganismos Mesófilos. A tabela 4 ilustra os parâmetros
avaliados, frequência, técnica utilizada no laboratório.
Tabela 4: Parâmetros, frequência e técnica para a identificação dos
microrganismos
Produto Parâmetro Frequência Técnica de
Identificação
Sorvete Coliforme Termotolerante a
45 ºC
Diariamente Contagem de
microrganismos
em placas
Sorvete ColiformeTermotolerante a
45 ºC, Salmonella sp,
Stapylococus Aerus e
Bactérias Aeróbicas
Mesófilas
Semanalmente Contagem de
microrganismos
em placas
Picolé Coliforme Termotolerante a
45 ºC
Diariamente Contagem de
microrganismos
em placas
Picolé ColiformeTermotolerante a
45 ºC, Salmonella sp,
Stapylococus Aerus e
Bactérias Aeróbicas
Mesófilas
Semanalmente Contagem de
microrganismos
em placas
Fonte:Autor.

15
As figuras 10 e 11 referem-se às análises de coliforme termotolerante de
sorvetes e picolés realizados na empresa Sterbom. Nela pode-se observar os
meios de culturas, equipamentos e materiais utilizados.
Figura 10 :Materiais e meios para análise de coliforme termotolerante
para gelados comestíveis
Fonte: Autor.
Segundo a RDC 275, que trata do regulamento técnico de características
microbiológicas para água mineral natural e água natural devem ser feitas as
avaliações dos seguintes parâmetros: Coliformes totais a 35°C, coliformes
termotolerantes a 45°C, Escherichia coli, bactérias heterotróficas, Pseudomonas
aeruginosa, Clostridium sulfito-redutor e Enterococcus. Em laboratório, a tabela
5 informa a amostra, parâmetro, frequência e metodologia de identificação.

16
Tabela 5: Parâmetros, frequência e metodologia de identificação para a água.
Amostra Parâmetros Frequência Metodologia
de
Identificação
Águas
envasadas
(Matriz e
Filial)
Coliforme total a 35ºC
Diário
Membrana
Filtrante
Águas dos
poços
(Matriz e
Filial)
Coliformes totais a 35°C,
bactérias heterotróficas,
Pseudomonas aeruginosa,
Clostrídio sulfito-redutor,
Enterococcus.
Mensal Membrana
Filtrante e
Tubos Múltiplos
Águas das
produções
(Matriz)
Escherichia coli
Mensal Tubos Múltiplos
Gelo Coliformes totais a 35°C,
coliformes termotolerantes a
45°C, Escherichia coli,
bactérias heterotróficas,
Pseudomonas aeruginosa,
Clostrídio sulfito-redutor,
Enterococos
Mensal Membrana
Filtrante e
Tubos
Múltiplos.
Fonte:Autor.
As figuras 11 e 12 referem-se à técnica de tubos múltiplos para
identificação de Escherichia coli e técnica da membrana filtrante,
respectivamente.

17
Figura 11:Técnica de tubos múltiplos.
Fonte: Autor.
Figura 12: Método da membrana filtrante
Fonte: Autor.
18
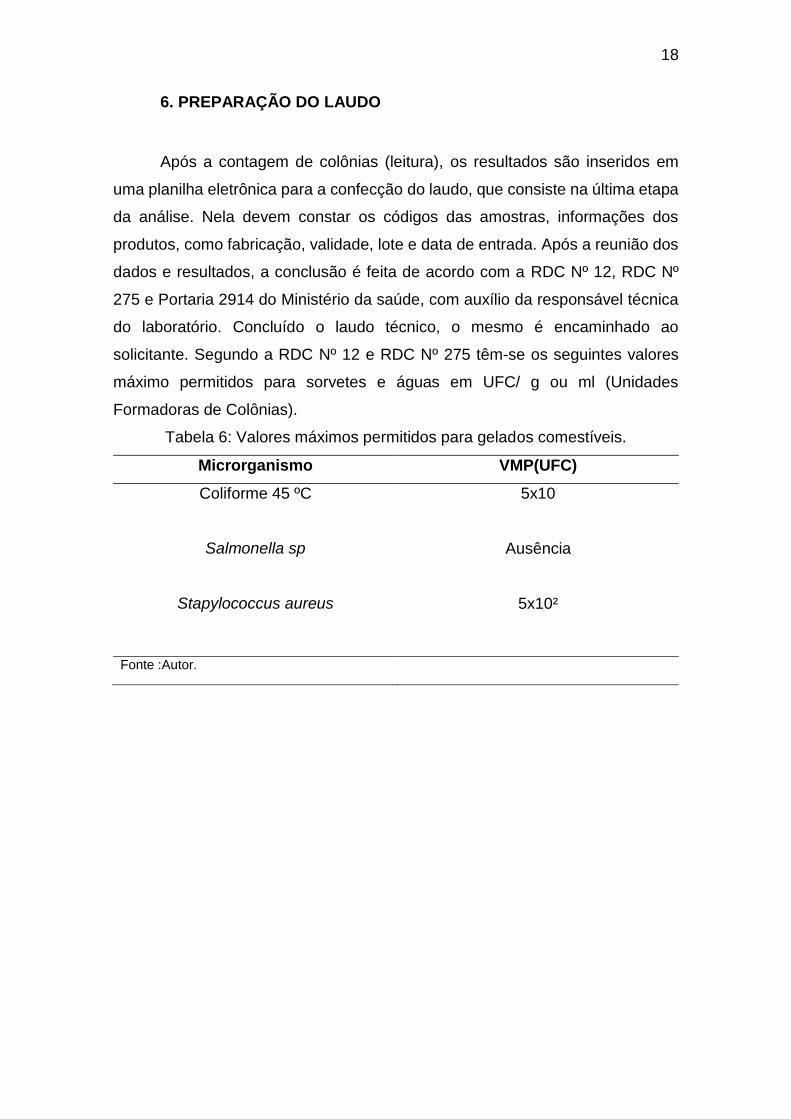
6. PREPARAÇÃO DO LAUDO
Após a contagem de colônias (leitura), os resultados são inseridos em
uma planilha eletrônica para a confecção do laudo, que consiste na última etapa
da análise. Nela devem constar os códigos das amostras, informações dos
produtos, como fabricação, validade, lote e data de entrada. Após a reunião dos
dados e resultados, a conclusão é feita de acordo com a RDC Nº 12, RDC Nº
275 e Portaria 2914 do Ministério da saúde, com auxílio da responsável técnica
do laboratório. Concluído o laudo técnico, o mesmo é encaminhado ao
solicitante. Segundo a RDC Nº 12 e RDC Nº 275 têm-se os seguintes valores
máximo permitidos para sorvetes e águas em UFC/ g ou ml (Unidades
Formadoras de Colônias).
Tabela 6: Valores máximos permitidos para gelados comestíveis.
Microrganismo VMP(UFC)
Coliforme 45 ºC
5x10
Salmonella sp
Ausência
Stapylococcus aureus 5x10²
Fonte :Autor.

19
Tabela 7: Valores máximos permitidos para água mineral natural ou mineral.
Microrganismo VMP(UFC)
Escherichia coli ou coliforme
Termotolerantes em 100 mL.
Ausência
Coliformes totais em 100 mL
<1,0
Enterococcus em 100 mL
<1,0
Pseudomonas aeruginosa em 100 mL
<1,0
Clostrídium sulfito redutores ou
Clostridium perfringens em 100 mL
<1,0
Fonte:Autor.

20
7. OUTRAS ATIVIDADES
Além das atividades relatadas anteriormente foi possível a realização de
coletas externas, análises físico-químicas de águas como: Cobre, ferro total,
cloro, sulfato, nitrato, nitrito, cianeto, dureza, alumínio, pH, condutividade e
turbidez.
Adicionalmente, também feitas análises microbiológicas e físico químicas
para casquinhas, matérias-primas, complementos, swabs de superfícies e de
manipuladores. Durante o estágio, foi realizado controle de estoque de
reagentes, e por fim, coleta de água em poços.

21
8. AVALIAÇÃO DOS CONTEÚDOS ESTUDADOS
Os conhecimentos adquiridos ao longo da graduação do curso de
Engenharia Química foram extremamente importantes para o desenvolvimento
das atividades ao longo do estágio. Dentre as disciplinas, pode-se citar: Química
analítica aplicada, imprescindível para manipulação dos equipamentos em
laboratório. Química geral e Experimental, que forneceram embasamento teórico
e prático para realização de atividades em laboratório, bem como se portar no
mesmo.
Introdução aos biocatalizadores e Engenharia Bioquímica, as quais deram
sustentação às análises microbiológicas.
Controle de qualidade de águas e Engenharia Ambiental que forneceram
conhecimentos sobre legislação, conceitos em gerais, aulas experimentais e
atividades que envolviam preparação de laudos e outros temas relacionados à
água. Tais conhecimentos foram aplicados diariamente ao longo do estágio.
Por fim, Qualidade e segurança no trabalho que tratou profundamente da
importância de utilizar os equipamentos de segurança individuais no ambiente
de trabalho, assim como mostrou os riscos que podem apresentar.

22
9. AVALIAÇÃO DO RETORNO DO ESTÁGIO
Além de propiciar a consolidação de vários conhecimentos adquiridos ao
longo da graduação, a experiência de estágio forneceu uma visão geral sobre o
dia a dia deu uma indústria, sobretudo, do laboratório que se mostrou um local
de apoio para os outros setores de produção da empresa.
Também é muito válido ressaltar que a partir dele, pode-se aprimorar a
postura ética e profissional em um ambiente de trabalho. Portanto, a realização
do estágio é de suma importância para o desenvolvimento profissional, pessoal
e interpessoal.
O estágio é o primeiro degrau para a inserção dos alunos de graduação
no mercado de trabalho, a partir dele são absorvidas competências e habilidades
importantes para futuras conquistas no mercado de trabalho.
23
10. CONTRIBUIÇÃO PARA A EMPRESA
Dentre as contribuições para a empresa, destaca-se a maior agilidade nas
entregas de resultados das análises, devido à presença de uma pessoa a mais
no laboratório, culminando em uma maior rapidez na elaboração de laudos
internos e externos.
Também houve a contribuição para a organização do ambiente de
trabalho e controle de estoque. E por fim, a estagiária forneceu opinião sobre os
mais diversos assuntos relacionado ao local de trabalho.

24
11. REFERÊNCIAS BIBLIOGRÁFICAS
Ambientes Brasil. Processo de captação e envase de água mineral. Disponível em:<http://ambientes.ambientebrasil.com.br/agua/artigos_agua_mineral/processo_de_captacao_e_envase_da_agua_mineral.html > Acesso: 20/10/2016. APHA. Standard Methods for the Examination of Water and Wastewater. 20 ed. Baltimore, Maryland: American Public Health Association (APHA), American Water Works Association (AWWA), Water Environment Federation (WEF), 1998. BRASIL. Agência Nacional de Vigilância Sanitária. Resolução n.12, de 02 de Janeiro de 2001. BRASIL. Agência Nacional de Vigilância Sanitária. Resolução n. 275, de 22 de Setembro de 2005. BRASIL. Ministério da Saúde. Portaria n. 2914, de 12 de Dezembro de 2011. FRANCO, Bernadette. Microbiologia dos alimentos. São Paulo: Atheneu,1996. SEBRAE. Como montar uma empresa de engarrafamento de água mineral. Disponível em:<https://www.sebrae.com.br/sites/PortalSebrae/ideias/como-montar-uma-empresa-de-engarrafamento-de-agua->Acesso: 21/10/2016.