Embed Size (px)
Citation preview
Univerzitet u NišuPRIRODNO-MATEMATICKI FAKULTET
Departman za matematiku
KONTROLNE KARTE I SPOSOBNOST PROCESASA INDIVIDUALNIM MERENJIMA
MASTER RAD
Student: Mentor:Sandra Prokic Prof. dr Miodrag Ðordevic
Niš, 2019.

Sadržaj
Uvod 5
1 Statisticka kontrola kvaliteta 61.1 O kvalitetu i poboljšanju kvaliteta . . . . . . . . . . . . . . . . . . . 61.2 Osnovni metodi statisticke kontrole procesa i
analize sposobnosti . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 Kontrolne karte kao najsavremeniji alat statisticke kontrole kvaliteta 122.1 Uloga i znacaj kontrolne karte . . . . . . . . . . . . . . . . . . . . . 122.2 Konstrukcija kontrolne karte . . . . . . . . . . . . . . . . . . . . . . 152.3 Vrste kontrolnih karata . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.3.1 Kontrolne karte za numericke karakteristike kvaliteta . . . . . 192.3.2 Statisticke osnove x karte i R karte . . . . . . . . . . . . . . . 192.3.3 Statisticke osnove x karte i s karte . . . . . . . . . . . . . . . 262.3.4 Kontrolne karte za atributivne karakteristike kvaliteta . . . . . 292.3.5 Kontrolne karte za stopu defektnih proizvoda . . . . . . . . . 292.3.6 Kontrolne karte broja defekata u proizvodu . . . . . . . . . . 31
2.4 Kontrolne karte za individualna merenja . . . . . . . . . . . . . . . . 322.4.1 Elementi kontrolne karte individualnih merenja i kontrolne karte
pokretnih raspona . . . . . . . . . . . . . . . . . . . . . . . . 332.4.2 Narušavanje normalnosti raspodele obeležja . . . . . . . . . . 38
3 Analiza i merenje sposobnosti procesa 43
Zakljucak 48
Literatura 49
Biografija 50

Popis slika
1.1 Proces kontrole i poboljšanja kvaliteta . . . . . . . . . . . . . . . . . 71.2 Opšti dijagram statisticke kontrole kvaliteta . . . . . . . . . . . . . . 91.3 Kontrolna karta za proces koji je pod kontrolom . . . . . . . . . . . . 101.4 Kontrolna karta za proces koji je van statisticke kontrole . . . . . . . 11
2.1 Primena kontrolnih karata za poboljšanje kvaliteta procesa . . . . . . 132.2 Pravilo broj 4 koje ukazuje na postojanje defekta u procesu . . . . . . 152.3 Prva Shewhartova kontrolna karta . . . . . . . . . . . . . . . . . . . 152.4 Odnos kontrolnih i specifikacaionih granica u zavisnosti od raspodele
karakteristike kvaliteta . . . . . . . . . . . . . . . . . . . . . . . . . 172.5 Promene srednje vrednosti i standardne devijacije procesa . . . . . . . 202.6 Kontrolna karta srednjih vrednosti (A) i kontrolna karta raspona (B) . 252.7 Kontrolna karta individualnih merenja (a) i kontrolna karta pokretnih
raspona (b) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 362.8 Kontrolna karta individualnih merenja (a) i karta pokretnih raspona
(b) za nedelje 21-40 . . . . . . . . . . . . . . . . . . . . . . . . . . . 372.9 Graficki prikaz podataka iz primera 3 . . . . . . . . . . . . . . . . . 382.10 Graficki prikaz podataka za otpornost i uporedivanje sa grafikom za
normalnu raspodelu . . . . . . . . . . . . . . . . . . . . . . . . . . . 402.11 Graficki prikaz logaritmovanih podataka za otpornost i uporedivanje
sa grafikom za normalnu raspodelu . . . . . . . . . . . . . . . . . . . 402.12 Kontrolna karta individualnih transformisanih vrednosti i karta pokret-
nih raspona . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41

Tabele
2.1 Tabela sa vrednostima faktora koji se koriste za konstrukciju elemenatakontrolnih karti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.2 Podaci prikupljeni za izradu x i R kontrolne karte . . . . . . . . . . . 242.3 Troškovi obrade hipotekarnog kredita dati po nedeljama . . . . . . . . 352.4 Troškovi obrade za hipotekarni kredit za nedelje 21-40 . . . . . . . . 372.5 Originalni i logaritmovani podaci otpornosti vodica . . . . . . . . . . 392.6 ARL vrednosti kod kontrolne karte individualnih merenja . . . . . . . 42
Spisak oznaka
USL gornja specifikaciona linija, 8LSL donja specifikaciona linija, 8SPC statisticka kontrola procesa, 9SCQ statisticka kontrola kvaliteta, 9CL centralna linija, 15, 17UCL gornja kontrolna granica, 15, 17UCL donja kontrolna granica, 15, 17OCAP plan akcija za proces van kontrole, 18MR pokretni raspon, 33ARL ocekivani obim uzorka do pojave signala za defekt u procesu, 42UNTL gornja prirodna granica tolerancije, 43LNTL donja prirodna granica tolerancije, 43PCR koeficijent sposobnosti procesa, 44

Uvod
U današnje vreme je kvalitet postao jedan od najbitnijih faktora koji utice na izborkorisnika izmedu više konkurentskih proizvoda ili usluga. Najznacajniji aspekt u kva-litetu proizvoda jeste da li proizvod služi onome cemu je namenjen, da li je pouzdan,kolika je trajnost proizvoda i koliko je jednostavno održavanje proizvoda, kao i da lipored osnovnih namena proizvod poseduje još neke dodatne funkcionalnosti.
Zadovoljstvo potrošaca se može obezbediti proizvodima veceg kvaliteta, dok seveci kvalitet proizvoda postiže povecanjem kvaliteta proizvodnog ili uslužnog procesa.
Kontrolna karta je najznacajniji i najkorisniji alat kontrole kvaliteta i detaljni poka-zatelj mogucnosti poboljšanja kvaliteta procesa, odnosno proizvoda. Tehnika kontrol-nih karata sastoji se u periodicnom uzimanju veceg broja malih uzoraka iz procesa,gde se prate varijacije i položaj procesa u vremenu. Pomocu kontrolne karte se otkrivaprisustvo specijalnih uzroka varijacije u procesima, a potom se eliminisanjem varijacijeu procesu spreci pojava defektnih proizvoda.
Vecina kontrolnih karata koje se i danas primenjuju u kontroli kvaliteta nastala je udrugoj polovini dvadesetih godina prošlog veka, u laboratorijima Bell Telephone Com-pany. Njihov autor bio je dr. Walter A. Shewhart, koji je svoja istraživanja i saznanjaobjavio 1931. god. u svojoj knjizi "Economic Control of Quality of ManufacturedProduct".
U poslednjih 20 godina kontrolne karte imaju sve vecu primenu. Uzrok tome jeotvorena mogucnost integrisanja SPC softvera u proizvodne procese, kao i sve širaprimena u postupcima analize i merenja sposobnosti procesa. Svi moderni pristupi ukontroli i poboljšanju kvaliteta u prvom redu se oslanjaju na kontrolne karte pa su zbogtoga kontrolne karte najznacajniji alat kontrole i poboljšanja kvaliteta.
Postoje situacije kada nema osnove za organizovanje uzoraka ili kada se vrševišestruka merenja na istom proizvodu ali na razlicitim mestima. U tim situacijamase koriste kontrolne karte za individualna merenja. Kako su ovakve situacije danas svecešce, ova vrsta kontrolne karte se sve više izucava i primenjuje. Zato su kontrolnekarte za individualna merenja glavna tema ovog rada.
Glava 1
Statisticka kontrola kvaliteta
1.1 O kvalitetu i poboljšanju kvalitetaKvalitet, kao i samo poboljšanje kvaliteta, postali su bitna karakteristika u bilo kojojoblasti unutar kompanije ili organizacije, ukljucujuci proizvodnju, razvoj procesa, in-ženjerski dizajn, finansije i racunovodstvo, marketing, logistiku, službu za korisnike iterensku uslugu proizvoda.
Pod pojmom kvalitet trivijalno se misli na jednu ili više karakteristika koju bi proiz-vod ili usluga koji se koriste trebalo da imaju. Medutim, precizniju definiciju kvalitetaautori su dali na razlicite nacine. Godine 1974. Juran je dao opštu definiciju kvalitetakao: "Kvalitet je sveukupna podesnost za upotrebu." Još jedan od autora koji je defini-sao kvalitet je Crosby (1979) koji je rekao da je kvalitet uskladenost sa zahtevima ilispecifikacijama. Koristeci ovu definiciju, 1987.godine Garvin je identifikovao osamkomponenti koje se mogu koristiti za definisanje kvaliteta:
• Performanse, upotreba – da li proizvod služi cemu je namenjen i koliko dobro;
• Izdržljivost – koliko ce proizvod trajati;
• Pouzdanost – koliko ce se proizvod koristiti pre nego što se jave defekti;
• Mogucnost servisiranja - da li se proizvod jednostavno popravlja u slucaju kvara;
• Estetika;
• Dodatne funkcionalnosti – da li proizvod pored osnovne namene ima još primena;
• Reputacija – kakav ugled uživa kompanija ili sam proizvod;
• Uskladanost sa standardima.
Ovi aspekti bi trebalo da se prošire kako bi definicija obuhvatila i proizvodnju isektor usluga. Tada bi se mogla koristiti definicija da je kvalitet proizvoda ili uslugepodobnost tog proizvoda ili usluge za korišcenje ili zadovoljenje namenske upotrebeprema zahtevu kupca. U ovakvoj definiciji kvalitet ukljucuje razlicite nivoe ocekivanja
1.1. O KVALITETU I POBOLJŠANJU KVALITETA 7
za razlicite grupe kupaca. Na primer, za jednu grupu ljudi kvalitet restorana možepodrazumevati dobru uslugu i prijatnu muziku, dok ce za drugu grupu to biti restorankoji služi odlicnu hranu sa proporcionalnim cenama.
Dakle, ovim primerom se pokazuje da se željeni nivo kvaliteta odreduje na osnovujednog ili više elemenata. Ovi elementi, poznati kao karakteristike kvaliteta, mogubiti kategorizovani u više grupa: strukturne karakteristike (npr. viskozitet tecnosti,dužina tela, masnoca u hrani...), senzorne karakteristike (miris jako zacinjene hrane,ukus dezerta, lepota modela...), vremenski orijentisane karakteristike (garancija proiz-voda, održljivost...), eticke karakteristike (kultura, iskrenost, ljubaznost...) .
Karakteristike kvaliteta se dele u dve široke klase: numericke i atributivne. Nume-ricke odnosno kvantitativne su one koje su merljive i koje se mogu izraziti numerickomskalom. Tu spada npr. kolicina šecera u soku, cekanje u redovima izraženo u minu-tima. Medutim, za one karakteristike poput mirisa, zadovoljstva, boje, koje se ne moguizrazuti na brojevnoj tj.numerickoj skali, kažemo da su atributivnog tipa.
Ako neki proizvod ili usluga ima karakteristike kvaliteta koji ne zadovoljavajuodredene standarde, onda se za taj proizvod kaže da je defektan.
Imajuci ove definicije u vidu može se dati korisnija i savremenija definicija kva-liteta da je kvalitet velicina koja je obrnuto proporcionalna varijabilnosti.
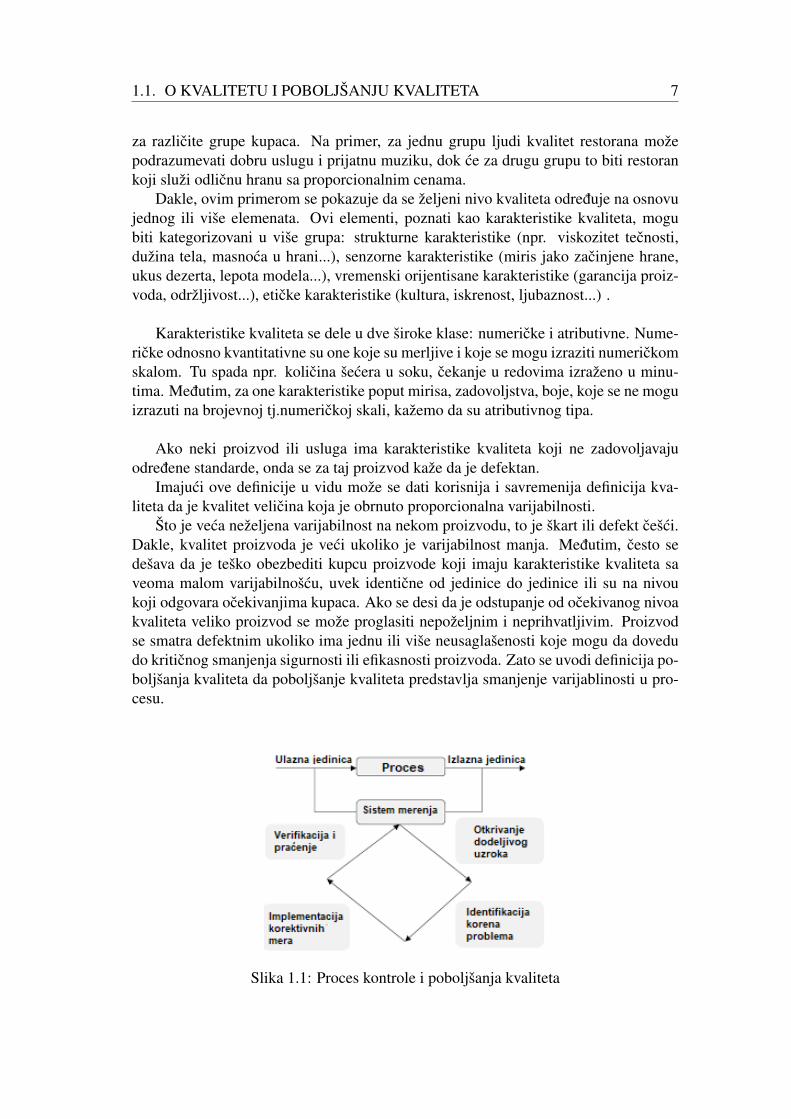
Što je veca neželjena varijabilnost na nekom proizvodu, to je škart ili defekt cešci.Dakle, kvalitet proizvoda je veci ukoliko je varijabilnost manja. Medutim, cesto sedešava da je teško obezbediti kupcu proizvode koji imaju karakteristike kvaliteta saveoma malom varijabilnošcu, uvek identicne od jedinice do jedinice ili su na nivoukoji odgovara ocekivanjima kupaca. Ako se desi da je odstupanje od ocekivanog nivoakvaliteta veliko proizvod se može proglasiti nepoželjnim i neprihvatljivim. Proizvodse smatra defektnim ukoliko ima jednu ili više neusaglašenosti koje mogu da dovedudo kriticnog smanjenja sigurnosti ili efikasnosti proizvoda. Zato se uvodi definicija po-boljšanja kvaliteta da poboljšanje kvaliteta predstavlja smanjenje varijablinosti u pro-cesu.
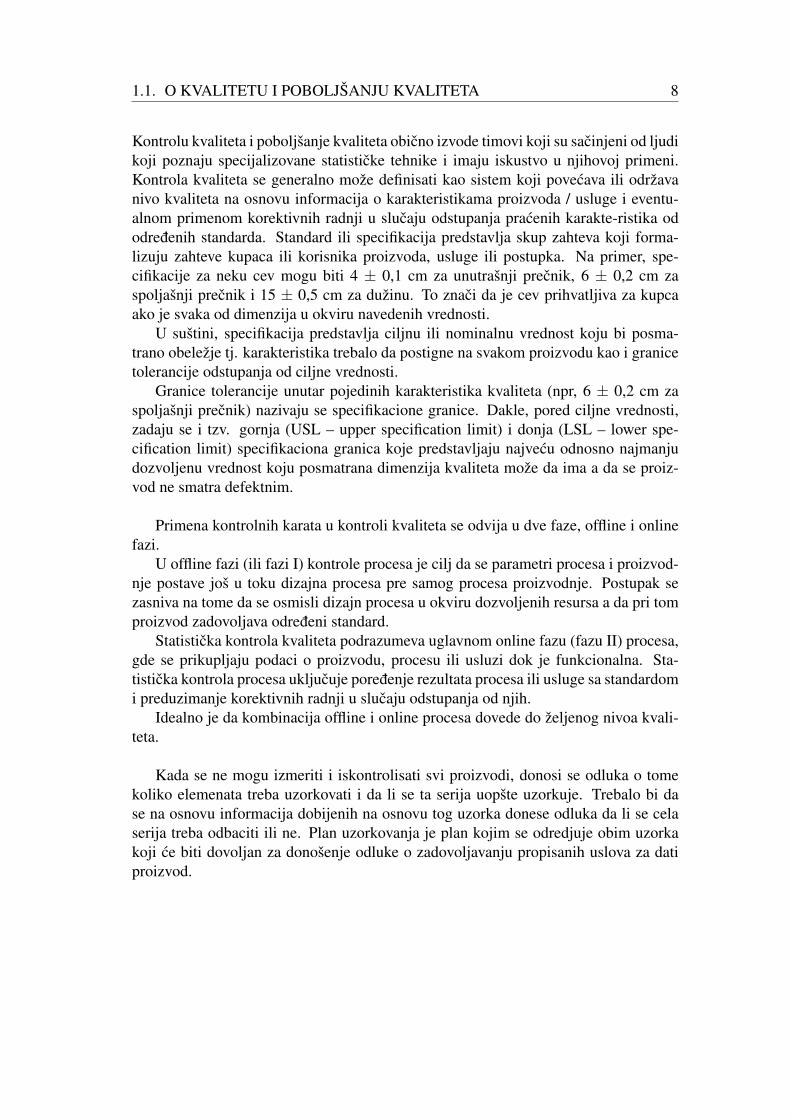
Slika 1.1: Proces kontrole i poboljšanja kvaliteta
1.1. O KVALITETU I POBOLJŠANJU KVALITETA 8
Kontrolu kvaliteta i poboljšanje kvaliteta obicno izvode timovi koji su sacinjeni od ljudikoji poznaju specijalizovane statisticke tehnike i imaju iskustvo u njihovoj primeni.Kontrola kvaliteta se generalno može definisati kao sistem koji povecava ili održavanivo kvaliteta na osnovu informacija o karakteristikama proizvoda / usluge i eventu-alnom primenom korektivnih radnji u slucaju odstupanja pracenih karakte-ristika ododredenih standarda. Standard ili specifikacija predstavlja skup zahteva koji forma-lizuju zahteve kupaca ili korisnika proizvoda, usluge ili postupka. Na primer, spe-cifikacije za neku cev mogu biti 4 ± 0,1 cm za unutrašnji precnik, 6 ± 0,2 cm zaspoljašnji precnik i 15 ± 0,5 cm za dužinu. To znaci da je cev prihvatljiva za kupcaako je svaka od dimenzija u okviru navedenih vrednosti.
U suštini, specifikacija predstavlja ciljnu ili nominalnu vrednost koju bi posma-trano obeležje tj. karakteristika trebalo da postigne na svakom proizvodu kao i granicetolerancije odstupanja od ciljne vrednosti.
Granice tolerancije unutar pojedinih karakteristika kvaliteta (npr, 6 ± 0,2 cm zaspoljašnji precnik) nazivaju se specifikacione granice. Dakle, pored ciljne vrednosti,zadaju se i tzv. gornja (USL – upper specification limit) i donja (LSL – lower spe-cification limit) specifikaciona granica koje predstavljaju najvecu odnosno najmanjudozvoljenu vrednost koju posmatrana dimenzija kvaliteta može da ima a da se proiz-vod ne smatra defektnim.
Primena kontrolnih karata u kontroli kvaliteta se odvija u dve faze, offline i onlinefazi.
U offline fazi (ili fazi I) kontrole procesa je cilj da se parametri procesa i proizvod-nje postave još u toku dizajna procesa pre samog procesa proizvodnje. Postupak sezasniva na tome da se osmisli dizajn procesa u okviru dozvoljenih resursa a da pri tomproizvod zadovoljava odredeni standard.
Statisticka kontrola kvaliteta podrazumeva uglavnom online fazu (fazu II) procesa,gde se prikupljaju podaci o proizvodu, procesu ili usluzi dok je funkcionalna. Sta-tisticka kontrola procesa ukljucuje poredenje rezultata procesa ili usluge sa standardomi preduzimanje korektivnih radnji u slucaju odstupanja od njih.
Idealno je da kombinacija offline i online procesa dovede do željenog nivoa kvali-teta.
Kada se ne mogu izmeriti i iskontrolisati svi proizvodi, donosi se odluka o tomekoliko elemenata treba uzorkovati i da li se ta serija uopšte uzorkuje. Trebalo bi dase na osnovu informacija dobijenih na osnovu tog uzorka donese odluka da li se celaserija treba odbaciti ili ne. Plan uzorkovanja je plan kojim se odredjuje obim uzorkakoji ce biti dovoljan za donošenje odluke o zadovoljavanju propisanih uslova za datiproizvod.
1.2. OSNOVNI METODI STATISTICKE KONTROLE PROCESA IANALIZE SPOSOBNOSTI 9
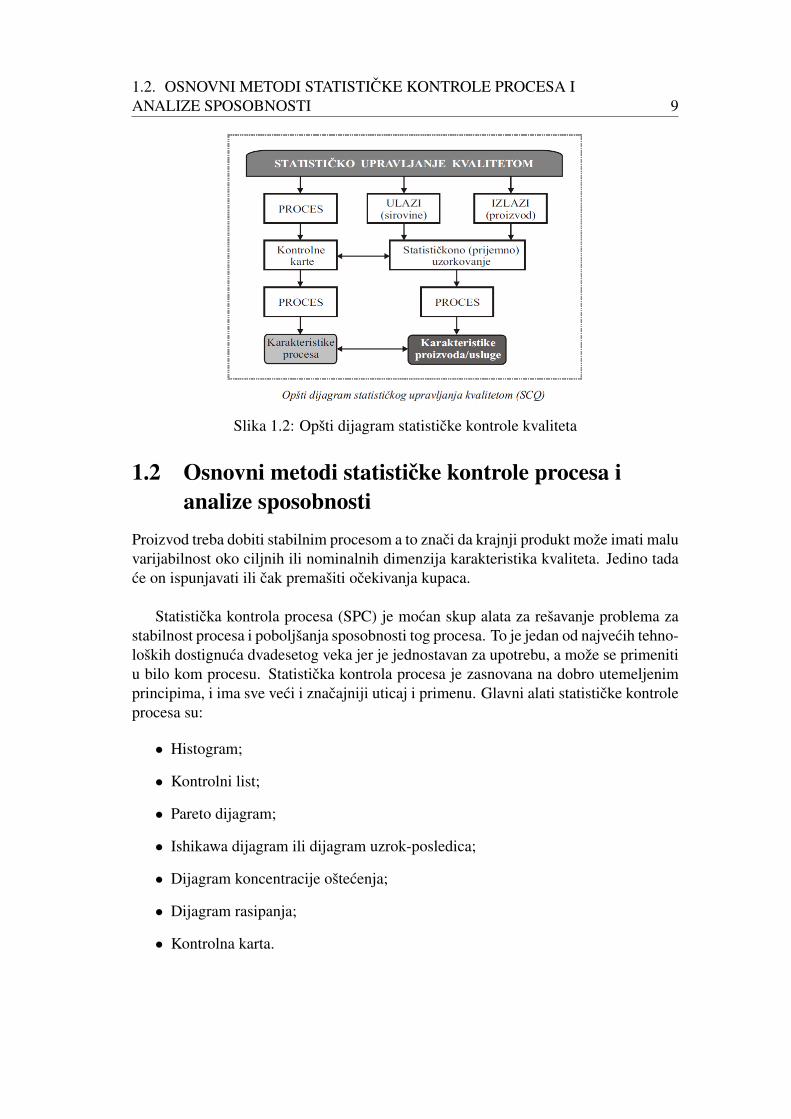
Slika 1.2: Opšti dijagram statisticke kontrole kvaliteta
1.2 Osnovni metodi statisticke kontrole procesa ianalize sposobnosti
Proizvod treba dobiti stabilnim procesom a to znaci da krajnji produkt može imati maluvarijabilnost oko ciljnih ili nominalnih dimenzija karakteristika kvaliteta. Jedino tadace on ispunjavati ili cak premašiti ocekivanja kupaca.
Statisticka kontrola procesa (SPC) je mocan skup alata za rešavanje problema zastabilnost procesa i poboljšanja sposobnosti tog procesa. To je jedan od najvecih tehno-loških dostignuca dvadesetog veka jer je jednostavan za upotrebu, a može se primenitiu bilo kom procesu. Statisticka kontrola procesa je zasnovana na dobro utemeljenimprincipima, i ima sve veci i znacajniji uticaj i primenu. Glavni alati statisticke kontroleprocesa su:
• Histogram;
• Kontrolni list;
• Pareto dijagram;
• Ishikawa dijagram ili dijagram uzrok-posledica;
• Dijagram koncentracije oštecenja;
• Dijagram rasipanja;
• Kontrolna karta.
1.2. OSNOVNI METODI STATISTICKE KONTROLE PROCESA IANALIZE SPOSOBNOSTI 10
Kada se menadžment ukljuci u proces sa upotrebom ovih alata u statistickoj kontroliprocesa, stvara se okruženje u kojem svi pojedinci u organizaciji teže stalnom po-boljšanju kvaliteta i produktivnosti. Kada se ovo okruženje jedanput uspostavi ovialati, cesto nazivani velicanstvenih sedam, postaju glavni alat na putu za ostvarivanjeciljeva unapredenja poslovanja.
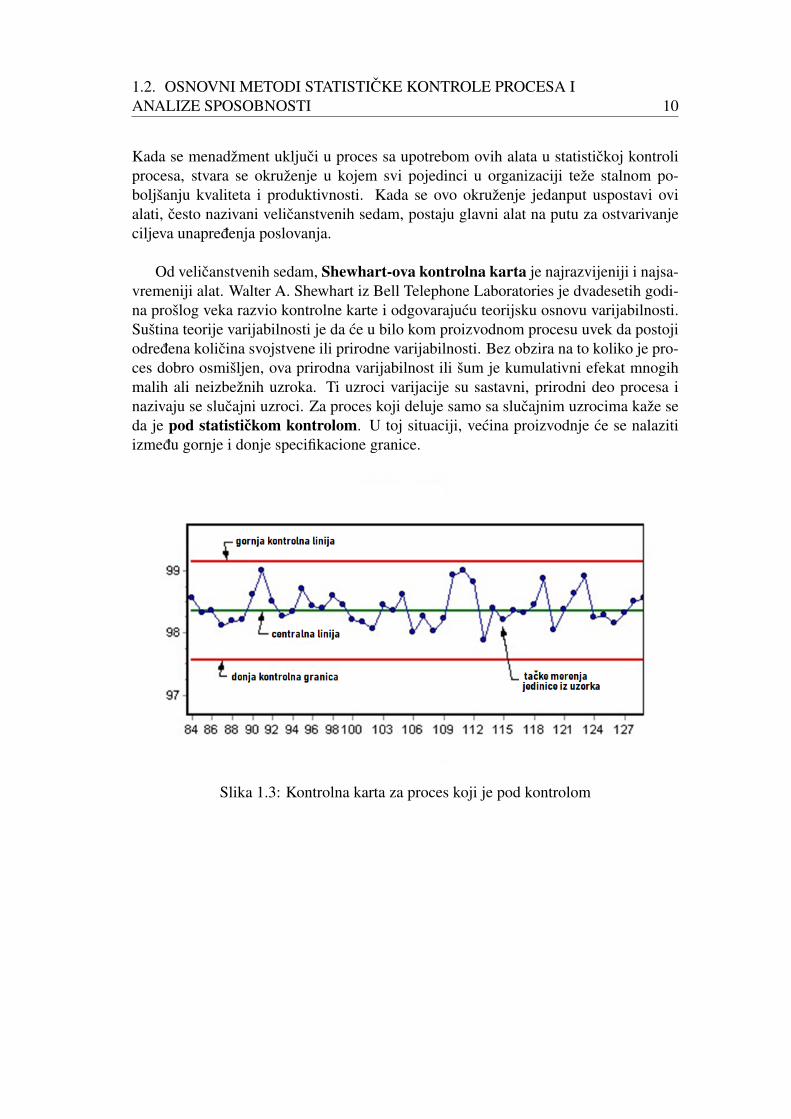
Od velicanstvenih sedam, Shewhart-ova kontrolna karta je najrazvijeniji i najsa-vremeniji alat. Walter A. Shewhart iz Bell Telephone Laboratories je dvadesetih godi-na prošlog veka razvio kontrolne karte i odgovarajucu teorijsku osnovu varijabilnosti.Suština teorije varijabilnosti je da ce u bilo kom proizvodnom procesu uvek da postojiodredena kolicina svojstvene ili prirodne varijabilnosti. Bez obzira na to koliko je pro-ces dobro osmišljen, ova prirodna varijabilnost ili šum je kumulativni efekat mnogihmalih ali neizbežnih uzroka. Ti uzroci varijacije su sastavni, prirodni deo procesa inazivaju se slucajni uzroci. Za proces koji deluje samo sa slucajnim uzrocima kaže seda je pod statistickom kontrolom. U toj situaciji, vecina proizvodnje ce se nalazitiizmedu gornje i donje specifikacione granice.
Slika 1.3: Kontrolna karta za proces koji je pod kontrolom
1.2. OSNOVNI METODI STATISTICKE KONTROLE PROCESA IANALIZE SPOSOBNOSTI 11
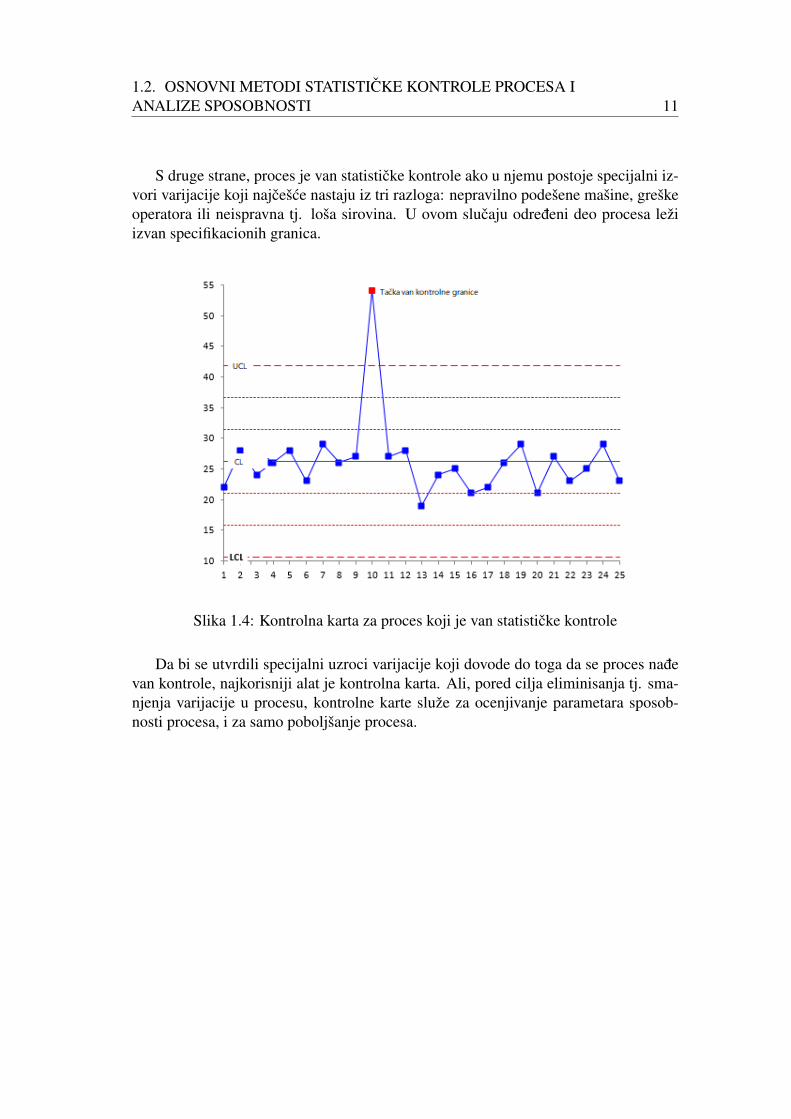
S druge strane, proces je van statisticke kontrole ako u njemu postoje specijalni iz-vori varijacije koji najcešce nastaju iz tri razloga: nepravilno podešene mašine, greškeoperatora ili neispravna tj. loša sirovina. U ovom slucaju odredeni deo procesa ležiizvan specifikacionih granica.
Slika 1.4: Kontrolna karta za proces koji je van statisticke kontrole
Da bi se utvrdili specijalni uzroci varijacije koji dovode do toga da se proces nadevan kontrole, najkorisniji alat je kontrolna karta. Ali, pored cilja eliminisanja tj. sma-njenja varijacije u procesu, kontrolne karte služe za ocenjivanje parametara sposob-nosti procesa, i za samo poboljšanje procesa.
Glava 2
Kontrolne karte kao najsavremenijialat statisticke kontrole kvaliteta
2.1 Uloga i znacaj kontrolne karteU vecini procesa proizvodnje javljaju se nedostaci koji uzrokuju popravke, dorade,dodatno vreme izrade i povecane troškove. Najbolji nacin da se troškovi svedu naminimum je smanjenje varijabilnosti u procesu, pri cemu se automatski podiže i nivokvaliteta proizvoda.
U svakom procesu potrebno je još u fazi planiranja utvrditi odrednice za kvali-tet, a potom pratiti karakteristike kvaliteta proizvoda ili usluge. Konstruktor odredujespecifikacione granice koje proces proizvodnje cesto nije u stanju da zadovolji. Caki ukoliko je kvalitet jasno definisan za sve operacije proizvoda i ustanovljeno da suobezbedeni svi preduslovi da se ispravna proizvodnja nastavi, to još uvek ne znaci daza vreme rada nece doci do odredenih promena u procesu jer je proces pod uticajemslucajnih uzroka varijacije. Zbog toga je potrebno karakteristike kvaliteta pratiti jedin-stvenom kartom.
Kontrolne karte su pogodno sredstvo za kontrolu kvaliteta i u toku proizvodnje, kaoi na vec gotovom proizvodu. Brojne strucne rasprave i iskustva iz prakse pokazuju dasu kontrolne karte izuzetno prikladno i vrlo jeftino sredstvo za pracenje i upravljanjeprocesima, narocito ako se pravilno primene na pravom mestu u proizvodnom procesu.
Kontrolna karta funkcioniše tako što se na njoj upisuju statisticke karakteristikeuzoraka koji se uzimaju iz procesa u odredenim intervalima. Odreduju se kontrolnei specifikacione granice koje se ucrtavaju u kartu. Kada se na karti pojave tacke vankontrolnih granica, to znaci da je verovatno došlo do pojave specijalnih uzroka vari-jacije u tom procesu, pa je potrebno preduzeti odredene korektivne zahvate.
Dakle, glavni zadatak kontrolnih karti je da:-održavaju proces u stanju kontrole;-ukažu na prisustvo specijalnih uzroka varijacije i vrate proces u stanje kontrole;-pokažu da li je postignuto da je proces pod statistickom kontrolom.
2.1. ULOGA I ZNACAJ KONTROLNE KARTE 13
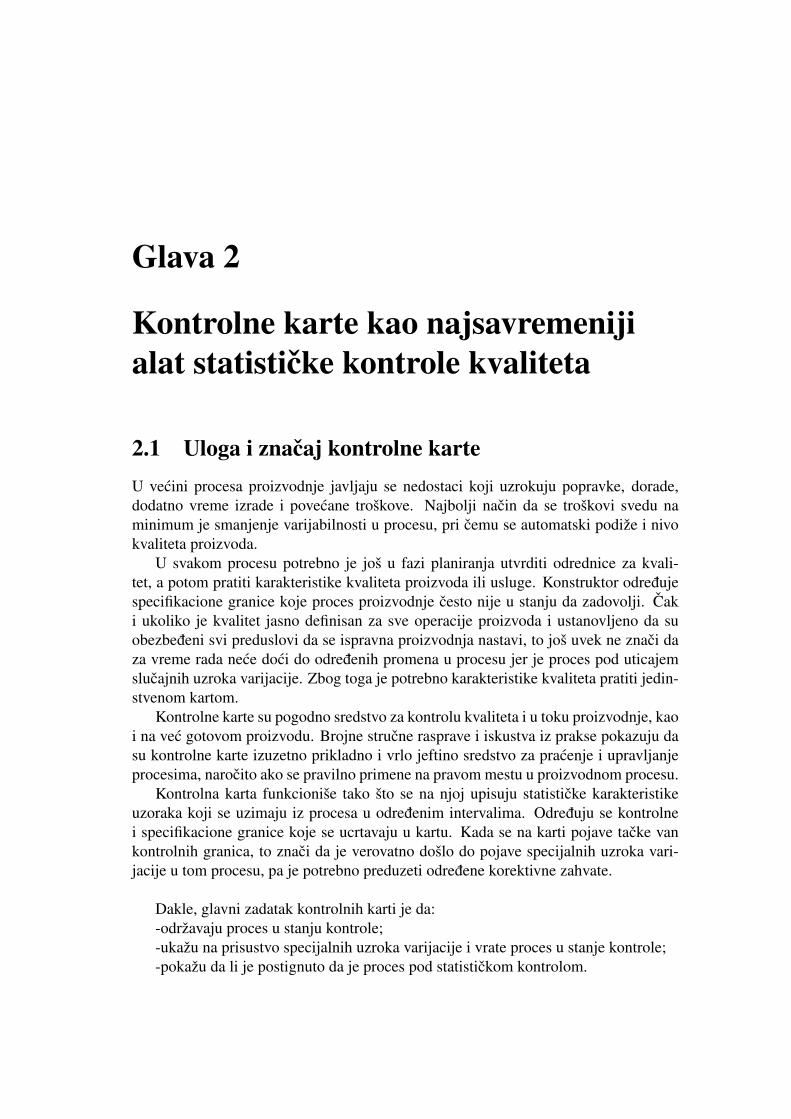
Može se zakljuciti da je postupak veoma jasan i jednostavan, medutim planiranjekontrole u smislu odredivanja mesta, karakteristika i ucestalosti pracenja, odredivanjakontrolnih granica i interpretacije dobijenih rezultata, zahteva strucno poznavanje teo-rijskih osnova na kojima se zasnivaju kontrolne karte.
Slika 2.1: Primena kontrolnih karata za poboljšanje kvaliteta procesa
Veliki je broj karakteristika kontrolnih karata koje potvrduju da one rukovodecemosoblju pružaju objektivnu informaciju o stanju kvaliteta, pa se za kontrolnu kartumože reci:– da je prikladan nacin da radnik ili kontrolor upisuju podatke kontrole;– da omogucava jasan pregled stanja i kretanja procesa, u odnosu na pojedinacne imomentalne utiske kojima su ljudi cesto skloni;– da je vrlo osetljiva na promene u procesu, pa se može upotrebljavati i za delimicnopredvidanje pojava u vreme odvijanja procesa;– da pregledno razdvaja slucajne i znacajne uzroke promena u procesima i predstavljakontinuiran graficki test znacajnosti, odnosno javlja se kao testiranje hipoteze sta-tisticke stabilnosti procesa;– da može služiti u sprecavanju prekomernog regulisanja procesa od strane proizvod-nog radnika, kada radnik novim podešavanjem reaguje na slucajna odstupanja i takomenja dobro podešen proces;– da daje pouzdanu sliku o procesu, a u slucaju „hronicnih“ problema pregledno i uver-ljivo pomaže u odlucivanju rukovodstva o preduzimanju korekcionih mera, i– da je kontrolna karta izuzetno pogodan nacin komuniciranja o vrlo konkretnim proble-mima procesa, i to prvenstveno od radnika i kontrolora u proizvodnji, prema tehnolo-giji, konstrukciji i ostalim sektorima u organizaciji. [4]
2.1. ULOGA I ZNACAJ KONTROLNE KARTE 14
Kao što je receno, osnovna namena kontrolnih karata je analiza i kontrola stabil-nosti procesa. To se postiže smanjenjem varijabilnosti u procesu i time poboljšavatacnost i sposobnost procesa. Za kontrolne karte možemo reci da predstavljaju vre-mensku sliku odvijanja procesa, pa se zbog toga pomocu kontrolne karte može otkritilokacija i trenutak delovanja specijalnih uzroka varijacije u procesu. Njihovim de-limicnim ili potpunim otklanjanjem proces se dovodi u stabilan položaj tj. u stanjekontrole, a potom se prati i održava u tom stanju.
Glavni pokazatelj specijalnog uzroka varijacije je tacka koja predstavlja karakte-ristiku ocenjenog uzorka, a koja se nalazi van kontrolne granice. Pored ovog pravila,Medunarodna zajednica za standarde usvojila je preporuke po kojima se donosi odlukao tome da li je proces pod kontrolom ili van kontrole. Osnovna pravila koja su usvojenaza detekciju neslucajnog ponašanja procesa dao je Western Electric 1956. godine uStatistical Quality Control Handbook, a to su:
• jedna tacka izvan kontrolnih granica;
• cetiri od pet uzastopnih tacaka izvan 1 sigma pojasa od centralne linije;
• dve od tri uzastopne tacke izvan granica upozorenja (2 sigma granica);
• osam uzastopnih tacaka sa jedne strane centralne linije.
Pored ovih pokazatelja postoji još par karakteristika koje ukazuju na specificnoponašanje procesa i na postojanje defekta:
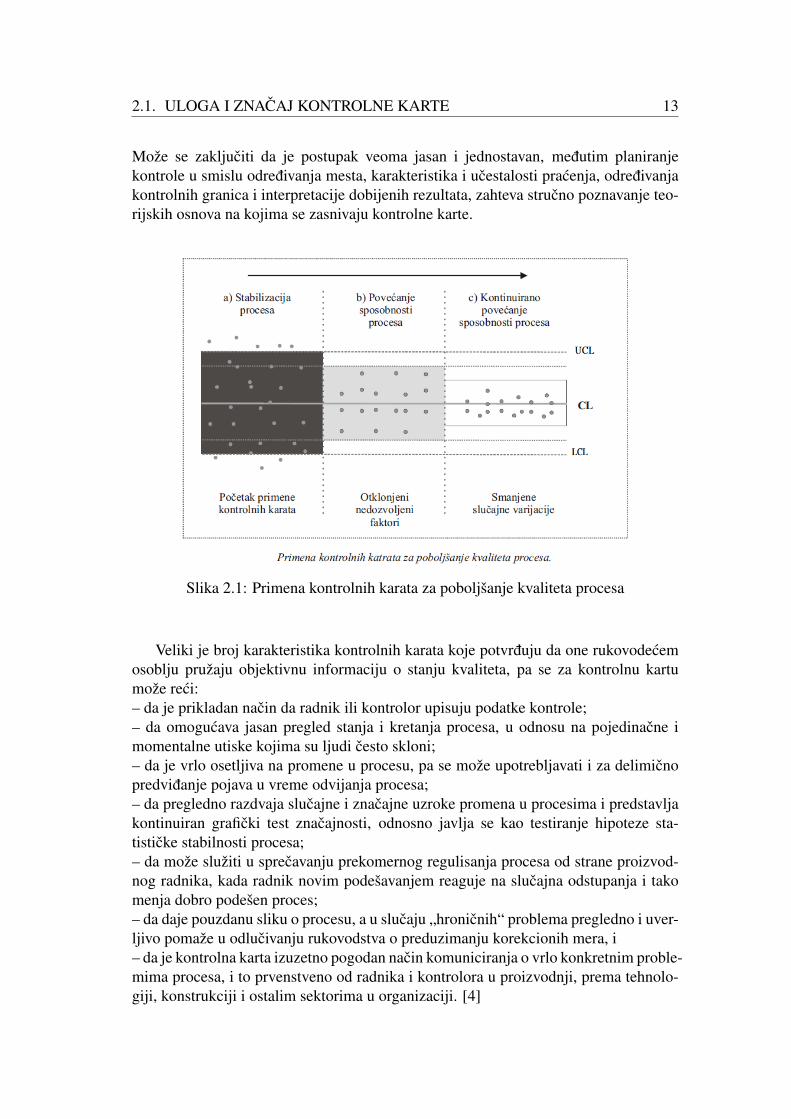
• šest tacaka u nizu su u rastucem ili opadajucem položaju;
• petnaest uzastopnih tacaka su skoncentrisane oko centralne linije;
• cetrnaest tacaka konstantno osciluju gore i dole ;
• osam uzastopnih tacaka na udaljenosti vecoj od ±1σ od centralne linije;
• neobicna ili neslucajna šema dobijena od tacaka sa podacima;
• jedna ili više tacaka blizu kontrolne granice.
Na kontrolnoj karti se može istovremeno primeniti nekoliko kriterijuma da bi se utvrdiloda li je proces pod kontrolom, ali u tom slucaju treba biti oprezan. Ovi dodatnipokazatelji specijalnih uzroka varijacije se koriste kako bi se povecala osetljivost kon-trolnih karata na male promene u procesu, tako da se brže može uociti nepravilnosti odgovoriti na uzrok nastajanja varijacije. Ako postoji više ukazatelja na neko neo-bicno ponašanje procesa, obicno se primenjuje postupak za identifikaciju i otklanjanjetih varijacija u više faza, na primer, povecanjem frekvencije uzorkovanja sa svakih satvremena na svakih dvadeset minuta, ili povecanjem obima uzorka.
2.2. KONSTRUKCIJA KONTROLNE KARTE 15
Slika 2.2: Pravilo broj 4 koje ukazuje na postojanje defekta u procesu
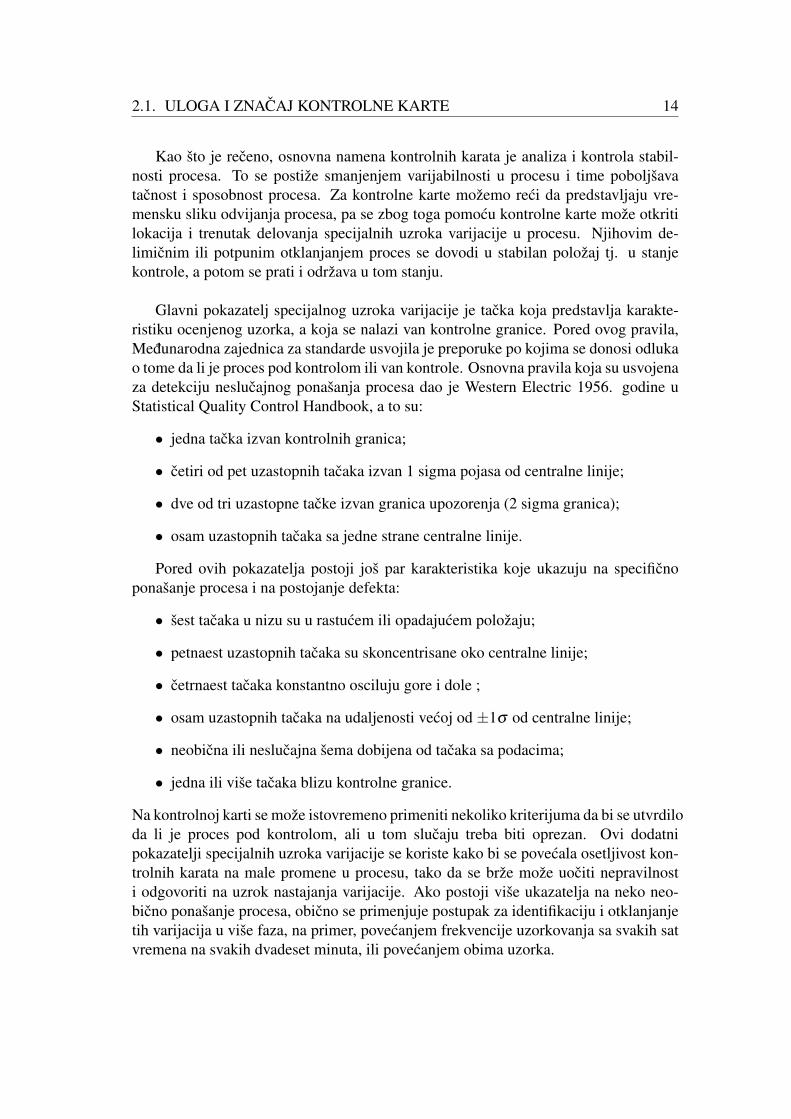
2.2 Konstrukcija kontrolne karteOpštu teoriju kontrolnih karata prvi je dao Walter A. Shewhart, pa se po njemu karteizgradjene na tim principima zovu i Shewhartove kontrolne karte.
Slika 2.3: Prva Shewhartova kontrolna karta
Ranije su spomenute granice na kontrolnoj karti koje služe kao pokazatelj stabil-nosti procesa, pa se u ovom odeljku daje detaljnije objašnjenje njihovih uloga. Iakokreiranje kontrolne karte zahteva strucno poznavanje osnova na kojima se one za-snivaju, sama konstrukcija je vrlo jednostavna. Osnovni elementi svake kontrolne kartesu tri linije ucrtane na njoj:
• Centralna tj. središnja linija (Central Line - CL);
• Gornja kontrolna granica (Upper Control Limit - UCL);
• Donja kontrolna granica (Lower Control Limit - LCL).

2.2. KONSTRUKCIJA KONTROLNE KARTE 16
Centralna linija predstavlja srednju vrednost posmatranog obeležja, dok gornja idonja konrolna granica predstavljaju opseg u kome bi trebalo da se nadu skoro svevrednosti obeležja kvaliteta ukoliko je proces pod kontrolom. U tom slucaju bi, dakle,sve tacke trebalo da budu rasporedene na karti na slucajan nacin oko centralne linije.
Najcešci nacin konstrukcije karte i odredivanja granica je za nepoznati proces, gdeje najpre potrebno izmeriti karakteristike obeležja, pa na osnovu prikupljenog skupapodataka izracunati odgovarajuce kontrolne granice. Na osnovu izracunatih granicamoguce je posmatrati proces i oceniti njegovu stabilnost.
Odredivanje kontrolnih granica je jedna od najkriticnijih odluka prilikom konstru-isanja kontrolne karte. Što su kontrolne granice udaljenije od centralne linije, to jemanji rizik od greške prve vrste, verovatnoce da se tacka na kontrolnoj karti nade izvankontrolnih granica, a da u sistemu nije prisutan specijalan izvor varijacije. Medutim,time se povecava rizik od greške druge vrste, verovatnoce da se tacka nade unutar kon-trolnih granica, a da je, u stvari, u sistemu prisutan specijalni uzrok varijacije.
Bitno je napomenuti da su kontrolne granice statisticke granice, a to znaci da onenemaju veze sa granicama nastalih od zahteva kupaca. Kontrolne granice (donja igornja) se postavljaju, odnosno racunaju na granicama rasipanja (±3σ ) statistickogparametra koji se racuna iz uzorka.
Pored kontrolnih granica, mogu se koristiti i tzv. linije upozorenja koje se postav-ljaju na ±2σ ili ±1σ rastojanju od centralne linije. U slucaju kada se nekoliko tacakanade izmedu linije upozorenja i kontrolne linije preduzimaju se odredene korektivnemere u sistemu jer to može biti znak da u procesu postoje specijalni uzroci varijacije.Neke od tih korekcija mogu biti povecanje obima uzorka ili povecanje ucestanostiuzorkovanja.
Pod pretpostavkom da centralna linija predstavlja srednju vrednost uzorka x = µ ,može se doci do zakljucka da su kontrolne karte usko povezane sa testiranjem hipoteza.Naime, ako su sve posmatrane vrednosti unutar kontrolnih linija, to znaci da je procespod kontrolom, i da važi
µ = µ0,
gde je µ0 neka data vrednost. S druge strane, ukoliko je neka vrednost van kontrolnelinije, zakljucuje se da se prosecna vrednost znacajno razlikuje od zadate vrednosti, pace biti
µ 6= µ0.
To znaci da se ovaj postupak na kontrolnoj karti može poistovetiti sa testom hipotezeda li je proces u stanju kontrole tj. da li srednja vrednost ne odstupa znacajno od zadatevrednosti.
Postoje i neke razlike u pogledu testiranja preko kontrolnih karata i testiranjemhipoteza. Na primer, prilikom testiranja statistickih hipoteza obicno proveravamo va-lidnost pretpostavki, dok se kontrolne karte koriste za otkrivanje odstupanja od pret-postavljenog stanja statisticke kontrole. Takode, u korišcenju kontrolne karte, mnogiuslovi koji se koriste kod testiranja hipoteza, kao što su uslovi o nezavisnosti ili ras-podeli, mogu biti zanemareni.
2.2. KONSTRUKCIJA KONTROLNE KARTE 17
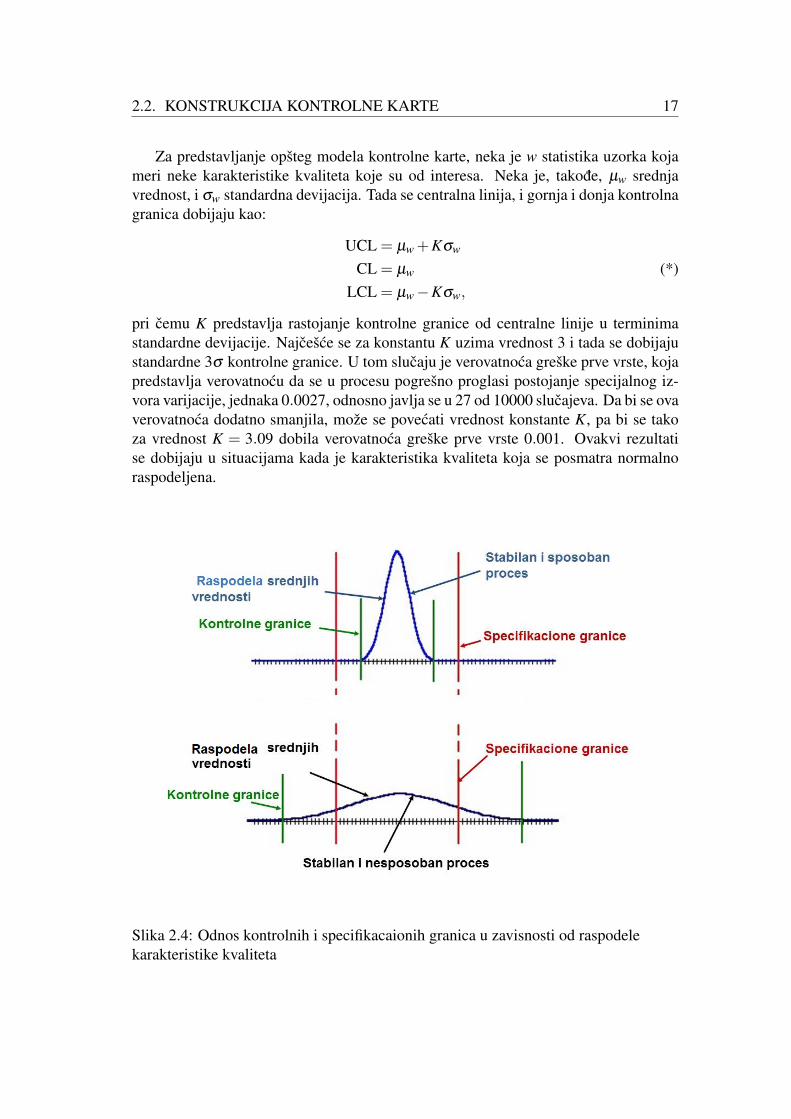
Za predstavljanje opšteg modela kontrolne karte, neka je w statistika uzorka kojameri neke karakteristike kvaliteta koje su od interesa. Neka je, takode, µw srednjavrednost, i σw standardna devijacija. Tada se centralna linija, i gornja i donja kontrolnagranica dobijaju kao:
UCL = µw +Kσw
CL = µw (*)LCL = µw−Kσw,
pri cemu K predstavlja rastojanje kontrolne granice od centralne linije u terminimastandardne devijacije. Najcešce se za konstantu K uzima vrednost 3 i tada se dobijajustandardne 3σ kontrolne granice. U tom slucaju je verovatnoca greške prve vrste, kojapredstavlja verovatnocu da se u procesu pogrešno proglasi postojanje specijalnog iz-vora varijacije, jednaka 0.0027, odnosno javlja se u 27 od 10000 slucajeva. Da bi se ovaverovatnoca dodatno smanjila, može se povecati vrednost konstante K, pa bi se takoza vrednost K = 3.09 dobila verovatnoca greške prve vrste 0.001. Ovakvi rezultatise dobijaju u situacijama kada je karakteristika kvaliteta koja se posmatra normalnoraspodeljena.
Slika 2.4: Odnos kontrolnih i specifikacaionih granica u zavisnosti od raspodelekarakteristike kvaliteta
2.3. VRSTE KONTROLNIH KARATA 18
Cesto se u procesima dešava da izgleda kao da rade tj. funkcionišu kako treba, au stvari su van kontrole. U slucaju kada je proces van kontrole, postoji važan deokorektivnih akcija koje su povezane sa korišcenjem kontrolnih karti, i naziva se out-of-control-action plan (OCAP). OCAP je dijagram toka ili tekst, odnosno dokument kojise temelji na nizu aktivnosti koje je potrebno preduzeti nakon što se uoci specijalniuzrok varijacije. Veoma je važno da ovaj dokument bude što kompletniji i da akcije urešavanju problema budu postavljene u dobrom redosledu. OCAP je "živi" dokument,što znaci da se stalno modifikuje sa novim znanjima i razumevanjem procesa. Zato,kada se uvodi kontrolna karta, OCAP bi trebalo da ide uz nju, jer bez njega kontrolnakarta ne bi bila toliko koristan alat za poboljšanje procesa.
2.3 Vrste kontrolnih karataZa podelu kontrolnih karata koristi se više kriterijuma, a neki od osnovnih kriterijumasu prema:-vrsti karakteristike kvaliteta;-karakteru objekta kontrole;-statistickom tretmanu;-složenosti kontrolne karte.
U zavisnosti od vrste karakteristike kvaliteta, kontrolne karte se mogu klasifikovatiu dve grupe: kontrolne karte za numericka obeležja i kontrolne karte za atributivnaobeležja. Na kontrolnim kartama za numericka obeležja se izražavaju karakte-ristike kvaliteta proizvoda (ili usluga) koje se mogu predstaviti numericki, kao što supritisak, temperatura, gustina, snaga... Ako se proizvod (ili usluga) ne može predstavitinumericki, kao merna jedinica na nekoj neprekidnoj skali, tada se koriste kontrolnekarte za atributivna obeležja. Dakle, u tom slucaju vrednosti i karakteristike proiz-voda su opisne, kao što su: dobro, loše, odgovara, ne odgovara...
Drugi kriterijum podele kontrolnih karata razmatra prilaz na osnovu toga da li seu kontrolnu kartu unose podaci o svakom elementu posebno, ili se unose statistickekarakteristike kvaliteta uzorka. Podela kontrolnih karata po ovom kriterijumu je nakontrolne karte za individualna (pojedinacna) merenja (x karte) i na kontrolne karteza statisticke mere uzorka (x karte). Dok su x karte jednostavne za konstruisanje iprimenu, ali daju grubu sliku o tacnosti datog procesa, x karte su dosta primenljivije,osetljive su na promene u toku procesa, i na njoj se lako otkriva trenutak ovih promena.
Na osnovu statistickog tretmana ili vremena odvijanja procesa, postoje dva nacinakonstruisanja kontrolne karte:-kontrolne karte za kontrolu stabilnosti i tacnosti protekle proizvodnje dobijaju se uoffline fazi procesa, sukcesivnim uzimanjem uzoraka, merenjem i beleženjem njegovihkarakteristika i izracunavanjem statistickih parametara. U ovoj fazi procesa, koja senaziva i faza I, formira se kontrolna karta i utvrduje centralna linija i kontrolne granicei uocava se kakve su pocetne performanse procesa. Zatim se, uz pomoc timova izsamog procesa, proces dovodi u stanje kontrole, izbacuju se tacke sa karte koje ukazuju

2.3. VRSTE KONTROLNIH KARATA 19
na prisustvo specijalnih uzroka varijacije, i na taj nacin se dobija nova karta ;-kontrolne karte za kontrolnu stabilnosti i tacnosti tekuce proizvodnje dobijaju seu online fazi ili fazi II procesa tako što se izracunavaju kontrolne granice iz analizepodataka ranijeg procesa, pa se nakon toga vrši snimanje procesa preko uzastopnihuzoraka. U ovoj fazi su kontrolne karte manje efikasne nego u prvoj fazi, narocito uotkrivanju manjih pomeraja srednje vrednosti procesa, pa je zato preporucljivo u ispiti-vanje ukljuciti što više pravila za detekciju neslucajnog ponašanja procesa.
2.3.1 Kontrolne karte za numericke karakteristike kvalitetaKontrolne karte za numericka obeležja imaju veoma rasprostranjenu primenu. Kao štoje receno, to su oni grafikoni kojima su predstavljene karakteristike kvaliteta koje sumerljive na numerickoj skali. Neki od primera takvih karakteristika su dužina, precnik,temperatura, kiselost, kao i vreme obrade narudžbine i vreme cekanja u redu ili na ser-vis. Ovde moramo biti u mogucnosti da kontrolišemo srednju vredost karakteristikekvaliteta, kao i njene promene, jer ona ukazuje na tendenciju procesa da se približiili udalji od ciljne vrednosti. Najbitnije informacije koje su nam potrebne da bismoproces doveli i zadržali ga u stanju kontrole su srednja vrednost i varijabilnost.
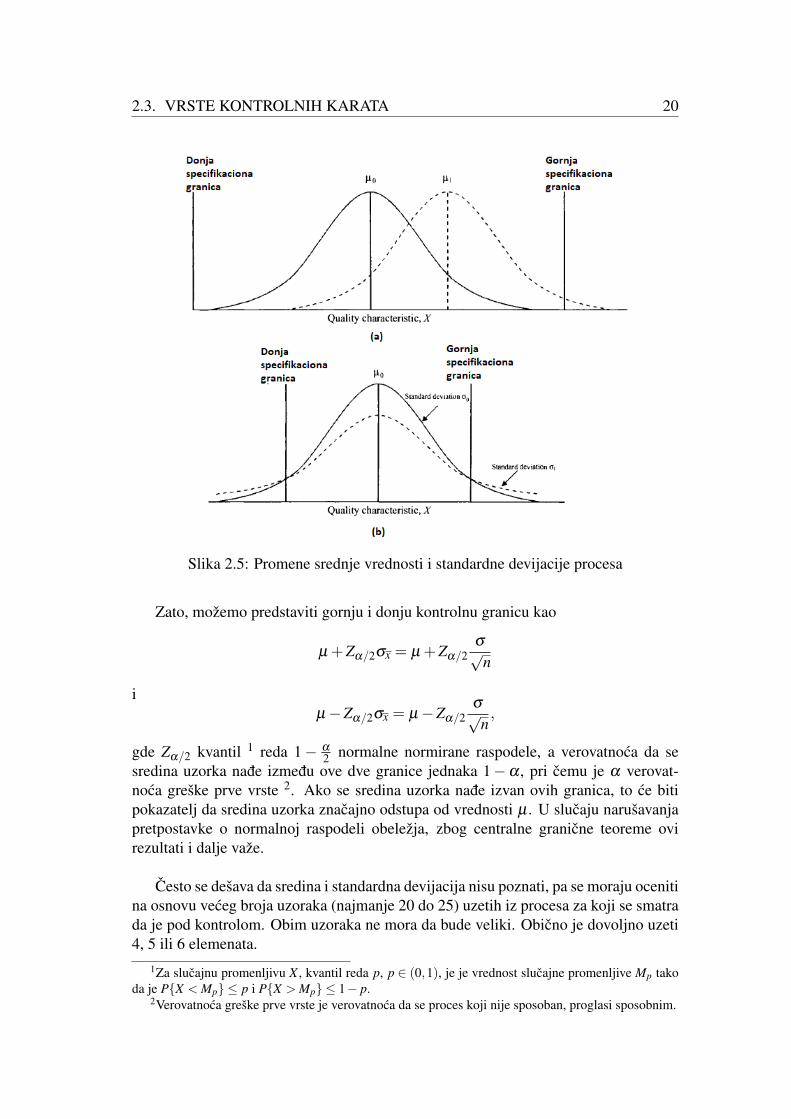
Na slici 2.5(a) je ilustrovan primer u kome srednja vrednost (µ1) odstupa od nomi-nalne vrednosti (µ0) u prvom slucaju, dok je na slici 2.5(b) prikazano pomeranjestandardne devijacije od σ0 na vrednost σ1.
Kontrolne karte preko kojih se prati prosecna vrednost su x karte ili karte sred-njih vrednosti, dok se varijabilnost procesa prati kroz dve karte: s kontrolne karte,na kojima su predstavljene standardne devijacije i R kontrolne karte na kojima seprikazuje promena raspona uzoraka tokom vremena.
2.3.2 Statisticke osnove x karte i R karteAko pretpostavimo da su i sredina uzorka µ i standardna devijacija σ unapred poznate,kao i da je x1,x2, ...,xn uzorak obima n, tada se aritmeticka sredina uzorka definiše kao
x =x1 + x2 + ...+ xn
n.
Takode, raspon uzorka predstavlja razliku najvece i najmanje vrednosti u uzorku,tj.
R = xmax− xmin,
gde raspon koristimo i u ocenjivanju standardne devijacije σ , za konstrukciju kontrol-nih granica. Ukoliko je obeležje normalno raspodeljeno, onda i uzoracka sredina imanormalnu raspodelu sa istim ocekivanjem i standardnom devijacijom, pa je tako x nor-malno raspodeljena, sa sredinom µ i standardnom devijacijom σx =
σ√n
.
2.3. VRSTE KONTROLNIH KARATA 20
Slika 2.5: Promene srednje vrednosti i standardne devijacije procesa
Zato, možemo predstaviti gornju i donju kontrolnu granicu kao
µ +Zα/2σx = µ +Zα/2σ√
n
iµ−Zα/2σx = µ−Zα/2
σ√n,
gde Zα/2 kvantil 1 reda 1− α
2 normalne normirane raspodele, a verovatnoca da sesredina uzorka nade izmedu ove dve granice jednaka 1−α , pri cemu je α verovat-noca greške prve vrste 2. Ako se sredina uzorka nade izvan ovih granica, to ce bitipokazatelj da sredina uzorka znacajno odstupa od vrednosti µ . U slucaju narušavanjapretpostavke o normalnoj raspodeli obeležja, zbog centralne granicne teoreme ovirezultati i dalje važe.
Cesto se dešava da sredina i standardna devijacija nisu poznati, pa se moraju ocenitina osnovu veceg broja uzoraka (najmanje 20 do 25) uzetih iz procesa za koji se smatrada je pod kontrolom. Obim uzoraka ne mora da bude veliki. Obicno je dovoljno uzeti4, 5 ili 6 elemenata.
1Za slucajnu promenljivu X , kvantil reda p, p ∈ (0,1), je je vrednost slucajne promenljive Mp takoda je P{X < Mp} ≤ p i P{X > Mp} ≤ 1− p.
2Verovatnoca greške prve vrste je verovatnoca da se proces koji nije sposoban, proglasi sposobnim.

2.3. VRSTE KONTROLNIH KARATA 21
Neka je dostupno m uzoraka od kojih svaki sadrži po n opservacija. Neka sux1,x2, ...,xm sredine tih uzoraka. Tada se kao najbolja ocena srednje vrednosti pro-cesa i kao centralna linija na kontrolnoj karti uzima srednja vrednost srednjih vrednostiuzoraka, statistika:
x =x1 + x2 + ...+ xm
m.
Takode, ako je za svaki od uzoraka odreden raspon R1,R2, ...,Rm, onda ce se za odredi-vanje kontrolnih granica koristiti prosecni raspon
R =R1 +R2 + ...+Rm
m.
Cesto se umesto racunanja vrednosti σx koristi veza izmedu standardne devijacijeprocesa σ i sredine raspona R. Kada se bira uzorak iz populacije koja ima normalnuraspodelu, tada ce statistika
W =Rσ,
poznata kao relativni raspon, zavisiti od velicine uzorka n. Matematicko ocekivanjeove raspodele je dato u tabeli 2.1 kao d2, a kao ocena standardne devijacije se korististatistika
σ =Rd2
,
pri cemu je R prosecni raspon od m uzoraka, i ova ocena je nepristrasna.Korišcenjem ocena x i R/d2, dolazimo do novih parametara karte aritmeticke sredine:
UCL = x+3σ√
n= x+
3Rd2√
nCL = x
LCL = x− 3σ√n= x− 3R
d2√
n
Uvodenjem konstante
A2 =3
d2√
n,
dobijamo ekvivalentne jednacine ovim jednacinama, date kao:
UCL = x+A2RCL = x (1)
LCL = x−A2R
gde se konstanta A2 cita iz tabele 2.1 sa datim vrednostima za razlicito n.
Konceptualno, 3σ kontrolne granice za x kartu su date kao:
x±3σx.

2.3. VRSTE KONTROLNIH KARATA 22
Da bismo dobili kontrolne linije za kartu raspona, potrebna nam je ocena za σR.Posmatranjem statistike relativnog raspona i pretpostavljajuci da je raspodela karak-teristike kvaliteta normalna, mi dobijamo da je
R =Wσ ,
na osnovu cega sledi da je ocena standardne devijacije
σR = d3Rd2
.
Sada dobijamo tri-sigma kontrolne granice za kontrolnu kartu raspona kao:
UCL = R+3σR = R+3d3Rd2
CL = R
LCL = R−3σR = R−3d3Rd2
Definisanjem konstanti D3 i D4 kao:
D3 = max(
0,1−3d3
d2
),
D4 = 1+3d3
d2,
dobijaju se ekvivalentne jednacine prethodnim jednacinama, date kao:
UCL = D4R
CL = R (2)
LCL = D3R
gde se D3 i D4 citaju iz tabele 2.1, za razlicite vrednosti n.

2.3. VRSTE KONTROLNIH KARATA 23
Tabela 2.1: Tabela sa vrednostima faktora koji se koriste za konstrukciju elemenatakontrolnih karti
Karta srednjih vrednosti Karta standardnih devijacija Karta rasponan Kontrolne granice Faktori centralnih linija Kontrolne granice Faktori centralnih linija Kontrolne granice
A1 A2 A3 c4 1/c4 B3 B4 B5 B6 d2 1/d2 d3 D1 D2 D3 D42 2,121 1,880 2,659 0,7979 1,2533 0 3,267 0 2,606 1,128 0,8865 0,853 0 3,686 0 3,2673 1,732 1,023 1,954 0,8862 1,1283 0 2,568 0 2,276 1,693 0,5907 0,888 0 4,358 0 2,5744 1,500 0,729 1,628 0,9213 1,0854 0 2,266 0 2,088 2,059 0,4857 0,880 0 4,698 0 2,2825 1,342 0,577 1,427 0,9400 1,0638 0 2,089 0 1,964 2,326 04299 0,864 0 4,918 0 2,1146 1,225 0,483 1,287 0,9515 1,0510 0,030 1,970 0,029 1,874 2,534 0,3946 0,848 0 5,078 0 2,0047 1,134 0,419 1,182 0,9594 1,0423 0,118 1,882 0,113 1,806 2,704 0,3698 0,833 0,204 5,204 0,076 1,9248 1,061 0,373 1,099 0,9650 1,0363 0,185 1,815 0,179 1,751 2,847 0,3512 0,830 0,388 5,306 0,136 1,8649 1,000 0,337 1,032 0,9693 1,0317 0,239 1,761 0,232 1,707 2,970 0,3367 0,808 0,547 5,393 0,184 1,816
10 0,949 0,308 0,975 0,9727 1,0281 0,284 1,716 0,276 1,669 3,078 0,3249 0,797 0,687 5,469 0,223 1,77711 0,905 0,285 0,927 0,9754 1,0252 0,321 1,679 0,313 1,637 3,173 0,3152 0,787 0,811 5,535 0,256 1,74412 0,866 0,266 0,886 0,9776 1,0229 0,354 1,646 0,346 1,610 3,258 0,3069 0,778 0,922 5,594 0,283 1,71713 0,832 0,249 0,850 0,9794 1,0210 0,382 1,618 0,374 1,585 3,336 02998 0,770 1,025 5,60 0,307 1,69314 0,802 0,235 0,817 0,9810 1,0194 0,406 1,594 0,399 1,563 3,407 02935 0,763 1,118 5,696 0,328 1,67215 0,775 0,223 0,789 0,9823 1,0180 0,428 1,572 0,421 1,544 3,472 02880 0,756 1,203 5,741 0,347 1,65316 0,750 0,212 0,763 0,9835 1,0168 0,448 1,552 0,440 1,526 3,532 0,2831 0,750 1,282 5,782 0,363 1,63717 0,728 0,203 0,739 0,9845 1,0157 0,466 1,534 0,458 1,511 3,588 0,2787 0,744 1,356 5,820 0,378 1,62218 0,707 0,194 0,718 0,9854 1,0148 0,482 1,518 0,475 1,496 3,640 0,2747 0,739 1,424 5,856 0,391 1,60819 0,688 0,187 0,698 0,9862 1,0140 0,497 1,503 0,490 1,483 3,689 0,2711 0,734 1,487 5,891 0,403 1,59720 0,671 0,180 0,680 0,9869 1,0133 0,510 1,490 0,504 1,470 3,735 0,2677 0,729 1,549 5,921 0,415 1,58521 0,655 0,173 0,663 0,9876 1,0126 0,523 1,477 0,516 1,459 3,778 0,2647 0,724 1,605 5,951 0,425 1,57522 0,640 0,167 0,647 0,9882 1,0119 0,534 1,466 0,528 1,448 3,819 0,2618 0,730 1,659 5,979 0,434 1,56623 0,626 0,162 0,633 0,9887 1,0114 0,545 1,455 0,539 1,438 3,858 0,2592 0,716 1,710 6,006 0,443 1,55724 0,612 0,157 0,619 0,9892 1,0109 0,555 1,445 0,549 1,429 3,895 0,2567 0,712 1,759 6,031 0,451 1,54825 0,680 0,153 0,606 0,9896 1,0105 0,565 1,435 0,559 1,420 3,931 0,2544 0,708 1,806 6,056 0,459 1,541
Primer 1. Opšti primer izrade kontrolne karte [11]
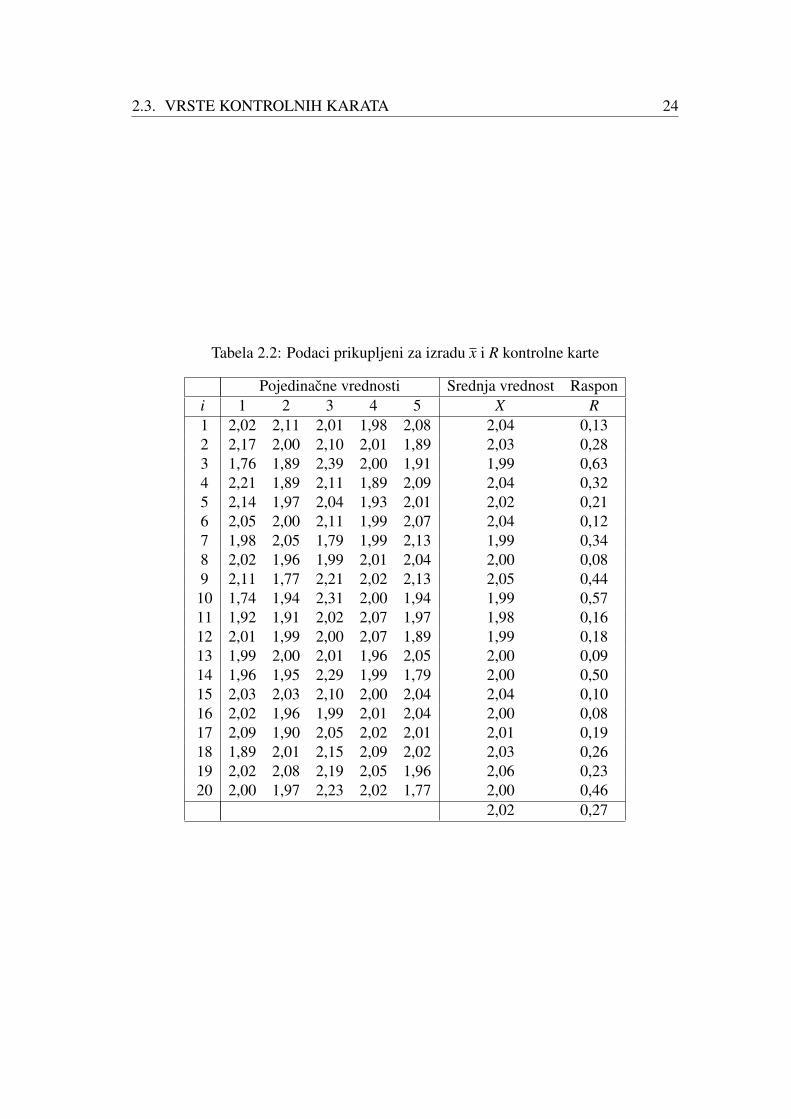
Utvrdenim planom kontrole kvaliteta uzeto je 20 uzoraka (m = 20) sa po 5 opser-vacija (n = 5), izmerene su vrednosti karakteristike kvaliteta i unete u tabelu, zajednosa izracunatom aritmetickom sredinom i rasponom. Navedeni postupak se ponavljaza svaki uzorak. U tabeli 2.2 je predstavljen obrazac za prikupljanje i prikazivanjepodataka pri izadi x i R kontrolne karte.
Prvo se izracunavaju centralna linija i gornja i donja kontrolna granica za x kontrolnukartu:
LCL = x−A2R = 2,02−0,577 ·0,27 = 1,86
CL = x =1m ∑x j =
120
20
∑j=1
x j =2,04+2,03+2 . . .
20= 2,02
UCL = x+A2R = 2,02+0,577 ·0,27 = 2,18.
Sada se racunaju elementi R kontrolne karte:
LCL = D3R = 0
CL = R =1m ∑R j =
120
20
∑j=1
R j =0,13+0,28+0,46 . . .
20= 0,27
UCL = D4R = 2,115+0,27 = 0,57.
Nakon dobijenih elemenata za kontrolne karte, konstruišu se karta srednjih vrednosti ikarta raspona, prikazane na slici 2.6.
2.3. VRSTE KONTROLNIH KARATA 24
Tabela 2.2: Podaci prikupljeni za izradu x i R kontrolne karte
Pojedinacne vrednosti Srednja vrednost Rasponi 1 2 3 4 5 X R1 2,02 2,11 2,01 1,98 2,08 2,04 0,132 2,17 2,00 2,10 2,01 1,89 2,03 0,283 1,76 1,89 2,39 2,00 1,91 1,99 0,634 2,21 1,89 2,11 1,89 2,09 2,04 0,325 2,14 1,97 2,04 1,93 2,01 2,02 0,216 2,05 2,00 2,11 1,99 2,07 2,04 0,127 1,98 2,05 1,79 1,99 2,13 1,99 0,348 2,02 1,96 1,99 2,01 2,04 2,00 0,089 2,11 1,77 2,21 2,02 2,13 2,05 0,44
10 1,74 1,94 2,31 2,00 1,94 1,99 0,5711 1,92 1,91 2,02 2,07 1,97 1,98 0,1612 2,01 1,99 2,00 2,07 1,89 1,99 0,1813 1,99 2,00 2,01 1,96 2,05 2,00 0,0914 1,96 1,95 2,29 1,99 1,79 2,00 0,5015 2,03 2,03 2,10 2,00 2,04 2,04 0,1016 2,02 1,96 1,99 2,01 2,04 2,00 0,0817 2,09 1,90 2,05 2,02 2,01 2,01 0,1918 1,89 2,01 2,15 2,09 2,02 2,03 0,2619 2,02 2,08 2,19 2,05 1,96 2,06 0,2320 2,00 1,97 2,23 2,02 1,77 2,00 0,46
2,02 0,27
2.3. VRSTE KONTROLNIH KARATA 25
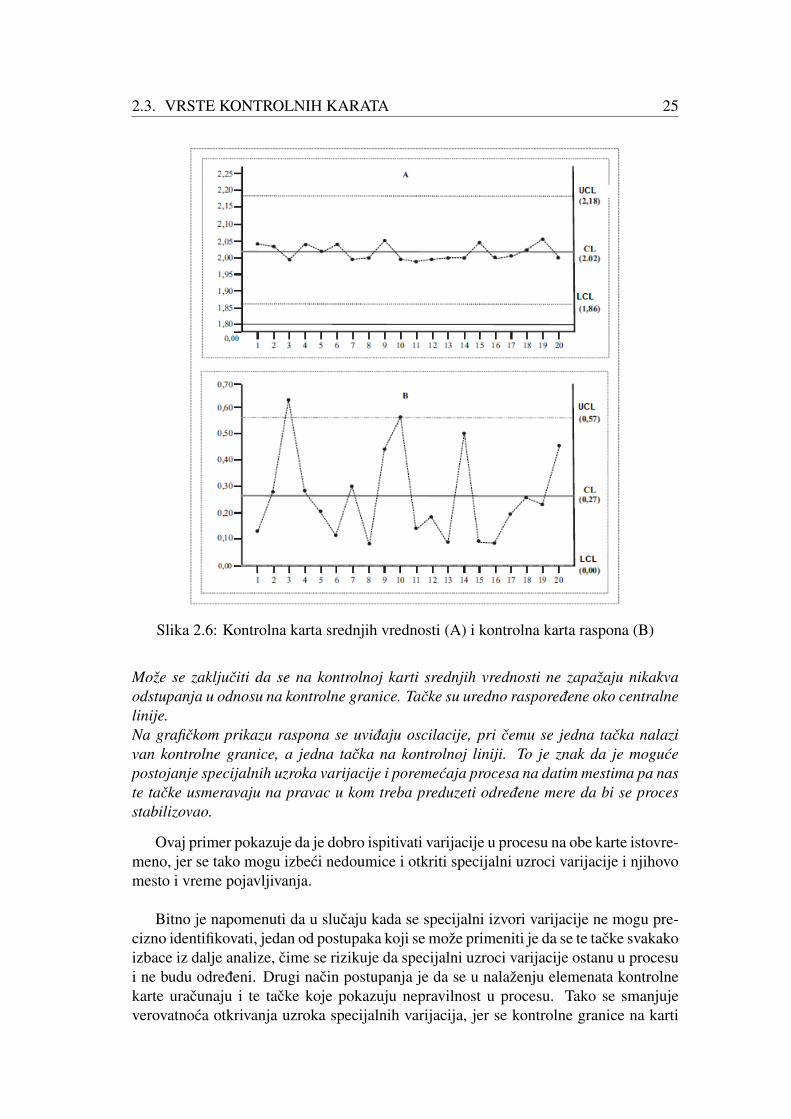
Slika 2.6: Kontrolna karta srednjih vrednosti (A) i kontrolna karta raspona (B)
Može se zakljuciti da se na kontrolnoj karti srednjih vrednosti ne zapažaju nikakvaodstupanja u odnosu na kontrolne granice. Tacke su uredno rasporedene oko centralnelinije.Na grafickom prikazu raspona se uvidaju oscilacije, pri cemu se jedna tacka nalazivan kontrolne granice, a jedna tacka na kontrolnoj liniji. To je znak da je mogucepostojanje specijalnih uzroka varijacije i poremecaja procesa na datim mestima pa naste tacke usmeravaju na pravac u kom treba preduzeti odredene mere da bi se processtabilizovao.
Ovaj primer pokazuje da je dobro ispitivati varijacije u procesu na obe karte istovre-meno, jer se tako mogu izbeci nedoumice i otkriti specijalni uzroci varijacije i njihovomesto i vreme pojavljivanja.
Bitno je napomenuti da u slucaju kada se specijalni izvori varijacije ne mogu pre-cizno identifikovati, jedan od postupaka koji se može primeniti je da se te tacke svakakoizbace iz dalje analize, cime se rizikuje da specijalni uzroci varijacije ostanu u procesui ne budu odredeni. Drugi nacin postupanja je da se u nalaženju elemenata kontrolnekarte uracunaju i te tacke koje pokazuju nepravilnost u procesu. Tako se smanjujeverovatnoca otkrivanja uzroka specijalnih varijacija, jer se kontrolne granice na karti

2.3. VRSTE KONTROLNIH KARATA 26
proširavaju.Nakon faze I u statistickoj kontroli, dolazi faza II u kojoj se biraju novi uzorci,
ucrtavaju na kartu i ukljucuju kriterijumi za pronalaženje specijalnih uzroka varijacije,koji eventualno nisu bili ukljuceni u prvoj fazi. Tako se mnogo brže dolazi do otkrivanjatog uzroka, bilo da je odstupanje srednje vrednosti od predvidene, povecanje ili smanje-nje varijacije, ili drugo.
Kontrolna karta treba biti postavljena na mestu gde ce biti dostupna rukovodiocima,operatorima i supervizorima. Statisticka kontrola procesa ce biti efikasna samo ako sujoj posveceni svi-od operatera do izvršnog direktora.
Kada je rec o R kontrolnoj karti, tacka interesa u vezi sa ispitivanjem ove karteodnosi se na vrednosti koje se iscrtavaju ispod donje kontrolne granice, u slucaju kadaje donja granica veca od nule. Takve tacke su, statisticki gledano, van kontrole, ali sdruge strane, one ukazuju na jako malu varijabilnost unutar uzorka, što je i jedan odciljeva u statistickoj kontroli. Ako se utvrdi da je ta varijabilnost posledica specijalnihuzroka varijacije, treba uložiti napore da se utvrde ti uzroci a nakon toga stvoriti uslovekoji ce se stalno ponavljati, a pod kojima ce se smanjiti ta varijabilnost. Te rezultatetreba iskoristiti i za nalaženje nove centralne linije, kao i kontrolnih granica.
2.3.3 Statisticke osnove x karte i s karteKada je obim uzorka jednak ili veci od 10, obicno su umesto R karti pogodnije zaupotrebu karte standardnih devijacija, tj. s karte. Prednost ove karte u odnosu na Rkartu je ta što obim uzorka može biti drugaciji za svaki uzorak posebno.
Postupak postavljanja i funkcionisanja x i s kotrolnih karti je slican kao kod x i Rkotrolnih karti, s tim što se u ovom slucaju srednja vrednost x i uzoracka standardnadevijacija s moraju racunati za svaki od uzoraka.
U slucaju kada je σ nepoznato, koristi se statistika:
s =
√∑
ni=1 (xi− x)2
n−1=
√∑
ni=1 x2
i − (∑ni=1 xi)
2 /nn−1
Ako je raspodela normalna, matematicko ocekivanje i standardna devijacija popravljeneuzoracke standardne devijacije ce biti:
E(s) = c4σ ,
i
σs = σ
√1− c42,
gde je c4 konstanta data kao
c4 =
[2
n−1
]1/2Γ(n/2)
Γ[(n−1)/2],
i njene vrednosti koje zavise od obima uzorka n su date u tabeli 2.1.

2.3. VRSTE KONTROLNIH KARATA 27
Ove ocene ce se koristiti prilikom odredivanja elemenata za kartu standardnih devi-jacija, iz razloga što statistika s nije nepristrasna ocena standardne devijacije. Stoga,elementi s kontrolne karte, za koju je data vrednost za σ , ce biti:
UCL = B6σ
CL = c4σ (4)LCL = B5σ
gde su konstante B6 i B5 predstavljene kao:
B5 = c4−3√
1− c24,
B6 = c4 +3√
1− c24,
i ove vrednosti se nalaze u tabeli 2.1.Elementi x kontrolne karte su:
UCL = x+A2RCL = x
LCL = x−A2R.
U cešcem slucaju, kada vrednost standardne devijacije nije poznata, koristi se njenaocena, dobijena na osnovu analize podataka. Pod pretpostavkom da je dostupno muzoraka, svaki velicine n, i da je si popravljena uzoracka standardna devijacija i−toguzorka, ocena koja se koristi je prosecna vrednost popravljenih standardnih devijacija,data kao:
s =1m
m
∑i=1
si.
Kako ce sada statistika s/c4 biti nepristrasna ocena standardne devijacije, razlika uodnosu na elemente s kontrolne karte date u (4) ce biti to što su novi elementi podeljenisa c4 i umesto σ , koristi se s. Dakle, elementi B6 i B5 zamenjeni su elemetnima
B3 = 1− 3c4
√1− c2
4,
B6 = 1+3c4
√1− c2
4.
U ovom slucaju, elementi kontrolne karte srednjih vrednosti bice:
UCL = x+3s
c4√
nCL = x
LCL = x− 3sc4√
n

2.3. VRSTE KONTROLNIH KARATA 28
gde se zamenom konstante A3 u jednacinama, date kao
A3 =3
c4√
n,
dobijaju granice:
UCL = x+A3sCL = x
LCL = x−A3s
Neki autori u definisanju statistike s umesto n− 1 koriste n, tj. umesto popravljeneuzoracke standardne devijacije koriste uzoracku standardnu devijaciju. U tom slucajuse konstante c3, B3, B4 i A3 zamenjuju konstantama c2, B1, B2 i A1, respektivno, cijesu vrednosti date u tabeli 2.1.
U slucaju da se prilikom konstrukcije ovih karata koriste uzorci promenljivog obima,kontrolne granice se dobijaju na vec pomenuti nacin, korišcenjem konstanti koje seodreduju svaki put na osnovu obima trenutno ucrtanog uzorka, dok se za centralnelinije za karte srednjih vrednosti i karte standardnih devijacija koriste ocene:
x =∑
mi=1 nixi
∑mi=1 ni
i
s =[
∑mi=1 (ni−1)s2
i
∑mi=1 ni−m
]1/2
.
U slucaju kada se dobijaju konstantne kontrolne granice, za parametar n se koristiprosecan obim uzorka, a za ocenu centralne linije koristi se ponovo
σ =sc4.

2.3. VRSTE KONTROLNIH KARATA 29
2.3.4 Kontrolne karte za atributivne karakteristike kvalitetaPored do sada analiziranih kontrolnih karti, podjednako bitne i ucestale su kontrolnekarte za atributivne vrednosti. Podsecanja radi, atributivna karakteristika je ona karakte-ristika kvaliteta cije se vrednosti ne izražavaju numericki, vec opisno, kvalitativnimterminima. Na primer, gostoprimstvo i usluga u nekom hotelu je oznacena kao pri-hvatljiva ili neprihvatljiva, ili može biti kategorisana kao odlicna, dobra ili loša. Akoneka karakteristika ne ispunjava odredene standarde, kaže se da je defektna. Ukolikona jednom proizvodu postoji više neuskladenosti tj. defekata, onda se taj proizvod(ili usluga) proglašava neispravnim. U ovom poglavlju ce kratko biti reci o vrstamakontrolnih karti za atributivna obeležja, kao i o njihovoj primeni. Prva vrsta se odnosina karakteristiku kvaliteta u kojoj se posmatra da li u uzorku ima i koliko proizvodasa defektima, a druga vrsta kontrolnih karti se odnosi na to koliko defekata ima naproizvodu.
2.3.5 Kontrolne karte za stopu defektnih proizvodaOve kontrolne karte odreduju udeo defektnih proizvoda u uzorku svih proizvoda. Tajudeo je definisan kao kolicnik broja proizvoda koji imaju odredeni defekt i ukupnogbroja proizvoda. To ce, matematicki gledano, predstavljati približnu vrednost ili ocenuverovatnoce pojave tj. proizvodnje defektnog proizvoda.
Statisticka osnova koja leži iza ove vrste kontrolnih karti je u binomnoj raspodeli,odnosno ako je p verovatnoca proizvodnje defektnog proizvoda, a D broj defektnihproizvoda medu posmatranih n proizvoda, onda ce važiti:
P{D = x}=(
nx
)px(1− p)n−x, x = 0,1, . . . ,n
Koristeci ovo, predstavlja se udeo defektnih proizvoda u uzorku obima n kao:
p =Dn.
Raspodela ove slucajne promenljive odgovara binomnoj raspodeli. Zato, ocekivanje idisperzija slucajne promenljive p su:
µp = p
i
σ2p =
p(1− p)n
,
respektivno.Buduci da ove karte prikazuju verovatnocu proizvodnje defektnog proizvoda p,
nazivaju se i p karte.Koristeci ranije objašnjenu statisticku osnovu konstrukcije kontrolne karte, koju je
dao Shewhart, dolazimo do elemenata p kontrolne karte. Dakle, ako je w statistika kojapredstavlja posmatranu karakteristiku kvaliteta, i ako su µw i σw
2 sredina i disperzijaove statistike, odgovarajuci elementi Shewhart-ove kontrolne karte racunaju se kao

2.3. VRSTE KONTROLNIH KARATA 30
u izrazu (∗). Tako se, pretpostavljajuci da je vrednost p unapred zadata vrednost,dobijaju elementi p kontrolne karte:
UCL = p+3
√p(1− p)
nCL = p (5)
LCL = max
(0, p−3
√p(1− p)
n
)Dešava se da vrednost p nije unapred poznata, i u tom slucaju se odreduje tackastaocena ovog parametra za svaki uzorak, pa se zatim racuna srednja vrednost kao:
p =∑
mi=1 Di
mn=
∑mi=1 pi
m.
Elementi kontrolne karte se tada odreduju na isti nacin kao u izrazu (5), s tim što seumesto p koristi p.
Ove karte se najcešce koriste u fazi I kontrolne procesa. Postupak detektovanjatacaka koje ukazuju na prisustvo specijalnih uzroka varijacije je isti kao kod x i R karti.
Kao u slucaju R kontrolnih karti, i ovde treba biti posebno oprezan prilikom pojavetacaka koje se nalaze ispod donje kontrolne linije. Te tacke ne moraju obavezno bitiznak da je proces izvan statisticke kontrole, jer to nekad može biti izazvano greškomkontrolora, a ponekad se dešava da se defektni proizvodi namerno ispuštaju iz kontol-nih uzoraka ne bi li se dobila što bolja slika procesa.
Pored kontrolnih karti koje prikazuju udeo defektnih proizvoda, konstruišu se i kartekoje prikazuju broj defektnih proizvoda. Takve karte se nazivaju i np kontrolne karte.
Na osnovu binomnog zakona raspodele, dolazi se do elemenata ove vrste kontrolnekarte:
UCL = np+3√
np(1− p)CL = np
LCL = np−3√
np(1− p)
I u ovom slucaju se podrazumeva da je p poznato, dok se u slucaju nepoznate vrednostip koristi njena ocena p.
Kao kod kontrolnih karti za numericka obeležja, i ovde je moguce konstruisati karteza promenljive obime uzorka. Granice kontrolnih karti ce se racunati na isti nacin kaoi do sada, s tim što se vrednost p racuna kao:
p =∑Di
∑ni.
Moguce je konstruisati ove karte tako što se za parametar n uzima vrednost prosekaobima svih izabranih uzoraka, a elementi karte se nalaze kao kod karte sa konstantnimobimom.

2.3. VRSTE KONTROLNIH KARATA 31
2.3.6 Kontrolne karte broja defekata u proizvoduS obzirom da jedan proizvod može biti neispravan zbog više razlicitih defekata na sebiili može sadržati defekte koji nisu kriticni, nekada je bolje analizirati jedan proizvodi broj defekata na njemu, nego broj defektnih proizvoda u uzorku. Zato postoje kon-trolne karte koje prate ukupan broj defekata na jednom proizvodu, kao i karte kojeanaliziraju prosecan broj defekata na proizvodu.
Ako je x broj defekata na proizvodu, i c > 0 parametar Puasonove raspodele, vero-vatnoca da je broj defekata na proizvodu baš x racuna se preko Puasonove raspodele:
p(x) =e−ccx
x!x = 0,1,2, . . .
Elementi ove karte, koja se naziva i c kontrolna karta, dobijaju se kao:
UCL = c+3√
cCL = c
LCL = max(0,c−3
√c)
Statisticka osnova ovih elemenata je u tome što su matematicko ocekivanje i disperzijaslucajne promenljive sa Puasonovom raspodelom jednake. Ovde c predstavlja brojdefekata koji su prisutni u uzorku.
U slucaju kada parametar c nije dat, ocenjuje se njegova vrednost na osnovu uzorkakao prosecan broj defekata u uzorcima, a granice dobijaju na isti nacin.
Kod u kontrolnih karti ili karti prosecnog broja defekata racuna se vrednost ukoja predstavlja prosecan broj defekata po jedinici ispitivanja:
u =xn,
gde je n obim uzorka, a x ukupan broj dafekata u uzorku koji ima Puasonovu raspodelu.Dakle, parametri kontrolne karte prosecnog broja defekata dati su kao:
UCL = u+3
√un
CL = u (6)
LCL = max
(0,u−3
√un
)gde u predstavlja srednju vrednost svih prosecnih vrednosti broja defekata po jedinici,a n je obim uzorka koji može biti prirodan broj, kao i decimalan broj, gde ce u tomslucaju predstavljati kolicinu neke merne jedinice.
Granice u kontrolne karte za promenljivi obim uzorka ce izgledati isto, s tim što cese vrednost u dobijati kao ukupan prosek defekata po jedinici:
u =∑ui
∑ni,

2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 32
i umesto n u obrascu za donju i gornju kontrolnu granicu, koristice se ni.Preostala dva nacina na koja se mogu dobiti kontrolne granice i centralna linija u
slucaju promenljivog obima uzorka su:-koristeci iste formule kao u izrazu (6), s tim što se posmatra prosecan obim uzorka:
n =∑
mi=1 ni
m;
-koristeci standardizovane kontrolne karte, sa statistikom
Zi =ui−u√
uni
.
U ovom slucaju ce kontrolne granice biti 3 i −3, a centralna linija 0.
Postoje slucajevi u kojima je analiticarima jasno da li treba izabrati kontrolnu kartuza atributivna ili numericka obeležja, kao što je npr. odredivanje boje nekog pred-meta. S druge strane, u nekim situacijama nije najjasnije koje ce karte biti bolje zaprimenu. Zato treba nagovestiti da atributivne kontrolne karte imaju prednost u tomešto se može prikazati više karakteristika kvaliteta odjednom, dok kontrolne karte zanumericka obeležja daju mnogo korisnijih informacija od atributivnih kontrolnih kartijer se specificne informacije o sredini i standardnoj devijaciji mogu dobiti direktnoiz karte. Takode, jedna od najbitnijih razlika je u tome što su x i R kontrolne karteindikatori za neki defekt ili specijalne izvore varijacije još pre njihovog uticaja na pro-menu u procesu, dok p, c ili u karte ne reaguju sve dok se u procesu ne desi promena ine proizvede se više defektnih jedinica.
2.4 Kontrolne karte za individualna merenjaPostoje procesi za koje je testiranje, kao i sama proizvodnja svakog uzorka posebnojako skupa. U tim situacijama, kao i u situacijama kada je stopa proizvodnje niska,dešava se da je nesvrsishodno formirati uzorke veceg obima pa se stoga kontrola reali-zuje na uzorcima obima 1, odnosno na pojedinacnim (individualnim) proizvodima. Uosnovi, ako se ispituje svaka proizvedena jedinica iz nekog procesa, obim uzorka jetada 1.
Mnogo je situacija u kojima je obim uzorka koji se koristi za posmatranje procesajednak 1. Iz tog razloga, posebno poglavlje posveceno je kontrolnim kartama koje sekoriste u slucajevima kada je obim uzorka n=1. Primeri nekih od takvih slucajeva susledeci:
-koristi se automatizovana tehnologija kontrole i merenja, i svaka jedinica koja seproizvede analizira se tako da nema osnove za formiranje smislene podgrupe3;
3Smislene podgrupe su podgrupe uzoraka gde se verovatnoca uocavanja razlika izmedu grupa maksi-mizira, dok se u isto vreme verovatnoca uocavanja razlike vrednosti unutar grupa smanjuje.
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 33
-dugi intervali izmedu dobijanja novih podataka i cekanja - to se dešava i u pro-izvodnim i u neproizvodnim delatnostima;
-na jednom proizvodu se vrše višestruka merenja ali na razlicitim mestima - npr.hladnjak na frižideru, meri se jacina njegovog rada na sredini i u uglovima;
-merenja parametara na nekom proizvodu se razlikuju toliko malo da stvaraju jakomalu standardnu devijaciju, blisku nuli;
-u merenju neke karakteristike procesa se dešava greška u laboratoriji ili analizi, pase merenja moraju ponavljati - cest slucaj u hemijskim procesima;
-u procesima gde su veliki vremenski periodi izmedu uslužnih aktivnosti kao što sedešava u transakcionim, poslovnim i uslužnim mestima.
U ovakvim procesima, prilikom pracenja varijabilnosti, koristi se pokretni raspon.Pokretni raspon (reda 1) definiše se kao apsolutna razlika dve uzastopno dobijene vred-nosti, tj.
MRi = |xi− xi−1|.
Rasponi kretanja su u korelaciji jer ne koriste nezavisne vec zajednicke vrednosti usvojim proracunima, to jest, pokretni raspon prve i druge vrednosti je u korelaciji sapokretnim rasponom druge i trece vrednosti itd. Zato, kontrolnu kartu pokretnograspona treba tumaciti pažljivo. Do sada se kod prethodno pomenutih karti pret-postavljalo da su vrednosti na karti normalno raspodeljene ili je u slucaju odstupanjaraspodele karakteristike kvaliteta od normalne raspodele korišcena centralna granicnateorema. Medutim, ovde se cinjenica da karakteristika nije normalno raspodeljenane može zanemariti. Neophodno je pre pocetka kontrole procesa ispitati nekom sta-tistickom tehnikom (grafikonom, testom jednakosti raspodela) da li postoji ili ne zna-cajno odstupanje od normalne raspodele.
2.4.1 Elementi kontrolne karte individualnih merenja i kontrolnekarte pokretnih raspona
Neka je MR prosecni pokretni raspon, dobijen na osnovu svih m datih opservacija,odnosno:
MR =∑
mi=2 MRi
m−1.
Primecuje se da za m opservacija postoji m−1 pokretnih raspona.Koristeci pokretni raspon, kao i kod obicnog raspona uzorka obima veceg od 1,
standardna devijacija se ocenjuje kao:
σ1 =MRd2
,

2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 34
gde je d2 vrednost data u tabeli 2.1.Elementi karte pokretnih raspona odreduju se kao:
UCL = D4MR
CL = MR (7)
LCL = D3MR
gde su vrednosti D4 i D3 date u tabeli 2.1, za razlicite vrednosti n. Za n = 2 jeD4 = 3.267, dok je D3 = 0, pa se donja i gornja kontrolna granica svode na:
UCL = 3.267MRLCL = 0
Na slican nacin se dobijaju i elementi kontrolne karte individualnih vrednosti:
UCL = x+3MRd2
CL = x (8)
LCL = x−3MRd2
Za n = 2 je d2 = 1.128.Još jedan nacin na koji se može oceniti standardna devijacija kod kontronlih karti
sa individualnim vrednostima je:σ2 =
sc4,
gde je s ranije pomenuta popravljena uzoracka standardna devijacija, a c4 konstanta sadatim vrednostima u tabeli.U slucaju odsustva specijalnih uzroka varijacije, obe ocene σ1 i σ2 su nepristrasne.
Neka su vrednosti za sredinu i standardnu devijaciju unapred zadate kao µ0 i σ0.Elementi kontrolne karte individualnih vrednosti dati su kao:
UCL = x0 +3σ0
CL = x0
LCL = x0−3σ0
Jedna od prednosti kontrolne karte individualnih vrednosti je što se lako može tu-maciti i razumeti, kao i to što se na njoj može pratiti i proceniti sposobnost procesapostavljanjem gornje i donje specifikacione granice. Medutim, nedostatak ove kon-trolne karte je u tome što nije toliko osetljiva na promene u procesu. To znaci da jepotrebno više uzoraka da bi se detektovale promene.
S druge strane, kod karte pokretnih raspona treba voditi racuna o tome da setokom neke drasticne promene u procesu može desiti da samo jedna tacka reflektuje tajpomeraj vrednosti, ali i da ostale tacke koje se nalaze nakon nje ostanu u tom novomstanju.
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 35
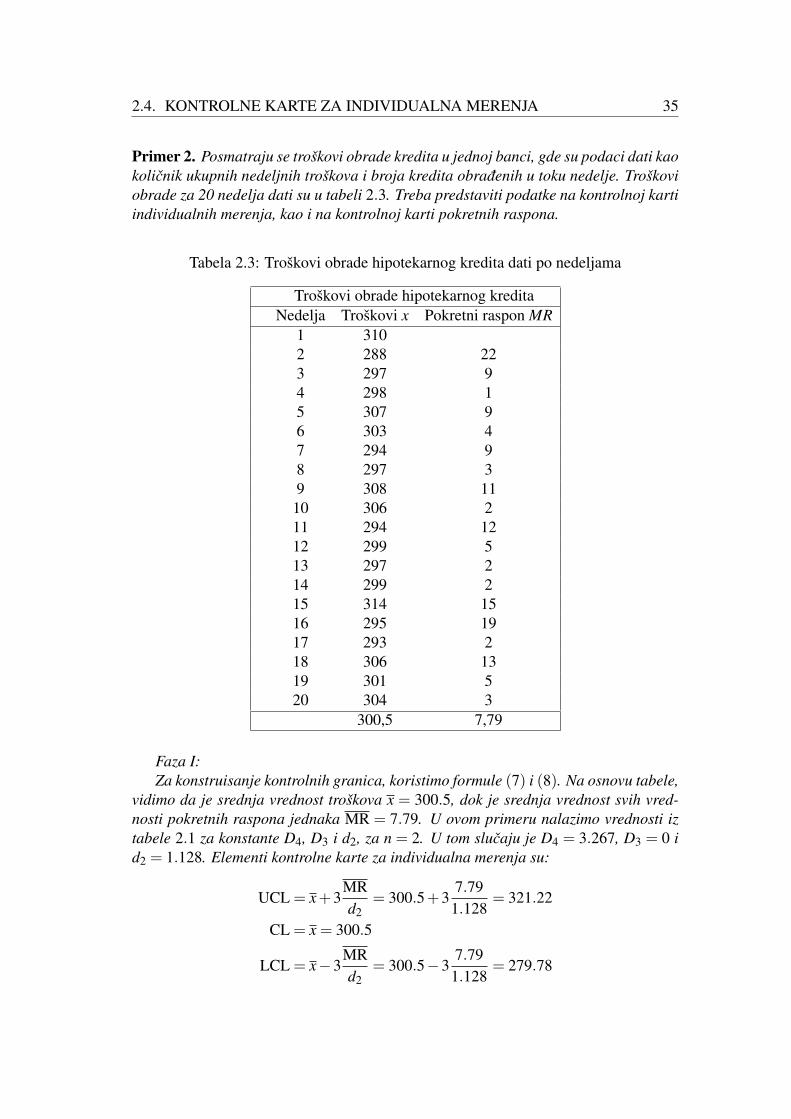
Primer 2. Posmatraju se troškovi obrade kredita u jednoj banci, gde su podaci dati kaokolicnik ukupnih nedeljnih troškova i broja kredita obradenih u toku nedelje. Troškoviobrade za 20 nedelja dati su u tabeli 2.3. Treba predstaviti podatke na kontrolnoj kartiindividualnih merenja, kao i na kontrolnoj karti pokretnih raspona.
Tabela 2.3: Troškovi obrade hipotekarnog kredita dati po nedeljama
Troškovi obrade hipotekarnog kreditaNedelja Troškovi x Pokretni raspon MR
1 3102 288 223 297 94 298 15 307 96 303 47 294 98 297 39 308 11
10 306 211 294 1212 299 513 297 214 299 215 314 1516 295 1917 293 218 306 1319 301 520 304 3
300,5 7,79
Faza I:Za konstruisanje kontrolnih granica, koristimo formule (7) i (8). Na osnovu tabele,
vidimo da je srednja vrednost troškova x = 300.5, dok je srednja vrednost svih vred-nosti pokretnih raspona jednaka MR = 7.79. U ovom primeru nalazimo vrednosti iztabele 2.1 za konstante D4, D3 i d2, za n = 2. U tom slucaju je D4 = 3.267, D3 = 0 id2 = 1.128. Elementi kontrolne karte za individualna merenja su:
UCL = x+3MRd2
= 300.5+37.79
1.128= 321.22
CL = x = 300.5
LCL = x−3MRd2
= 300.5−37.79
1.128= 279.78
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 36
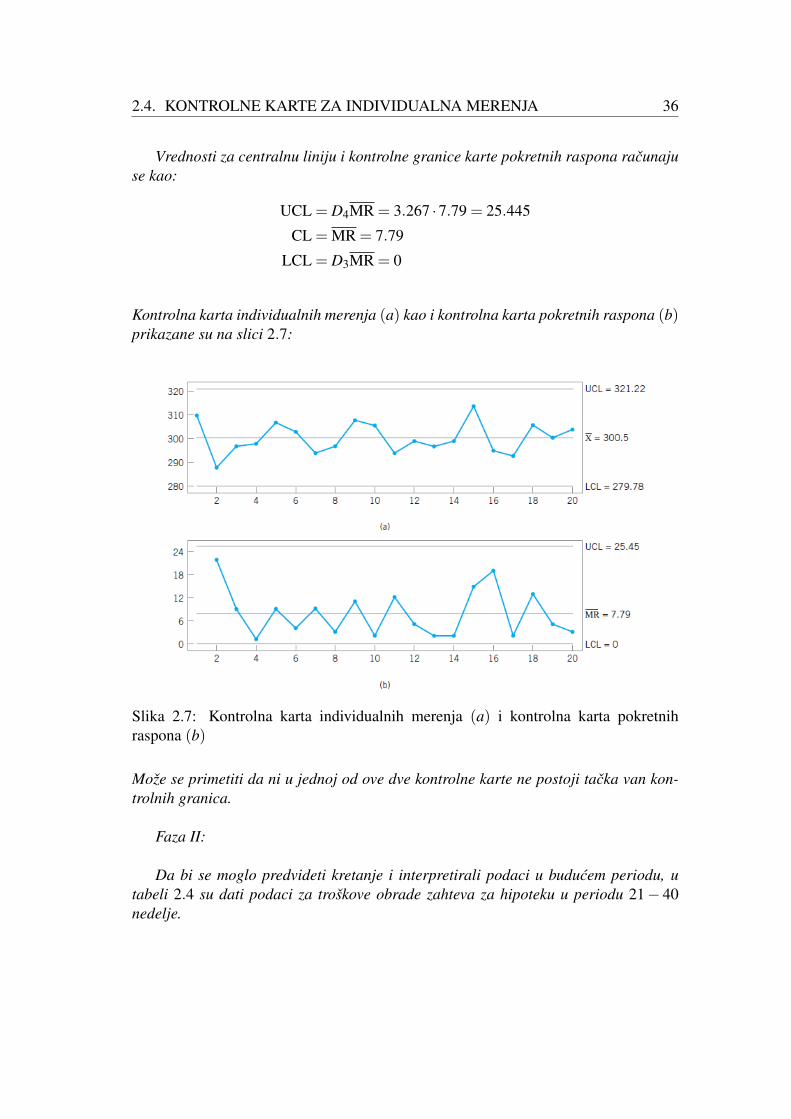
Vrednosti za centralnu liniju i kontrolne granice karte pokretnih raspona racunajuse kao:
UCL = D4MR = 3.267 ·7.79 = 25.445
CL = MR = 7.79
LCL = D3MR = 0
Kontrolna karta individualnih merenja (a) kao i kontrolna karta pokretnih raspona (b)prikazane su na slici 2.7:
Slika 2.7: Kontrolna karta individualnih merenja (a) i kontrolna karta pokretnihraspona (b)
Može se primetiti da ni u jednoj od ove dve kontrolne karte ne postoji tacka van kon-trolnih granica.
Faza II:
Da bi se moglo predvideti kretanje i interpretirali podaci u buducem periodu, utabeli 2.4 su dati podaci za troškove obrade zahteva za hipoteku u periodu 21− 40nedelje.
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 37
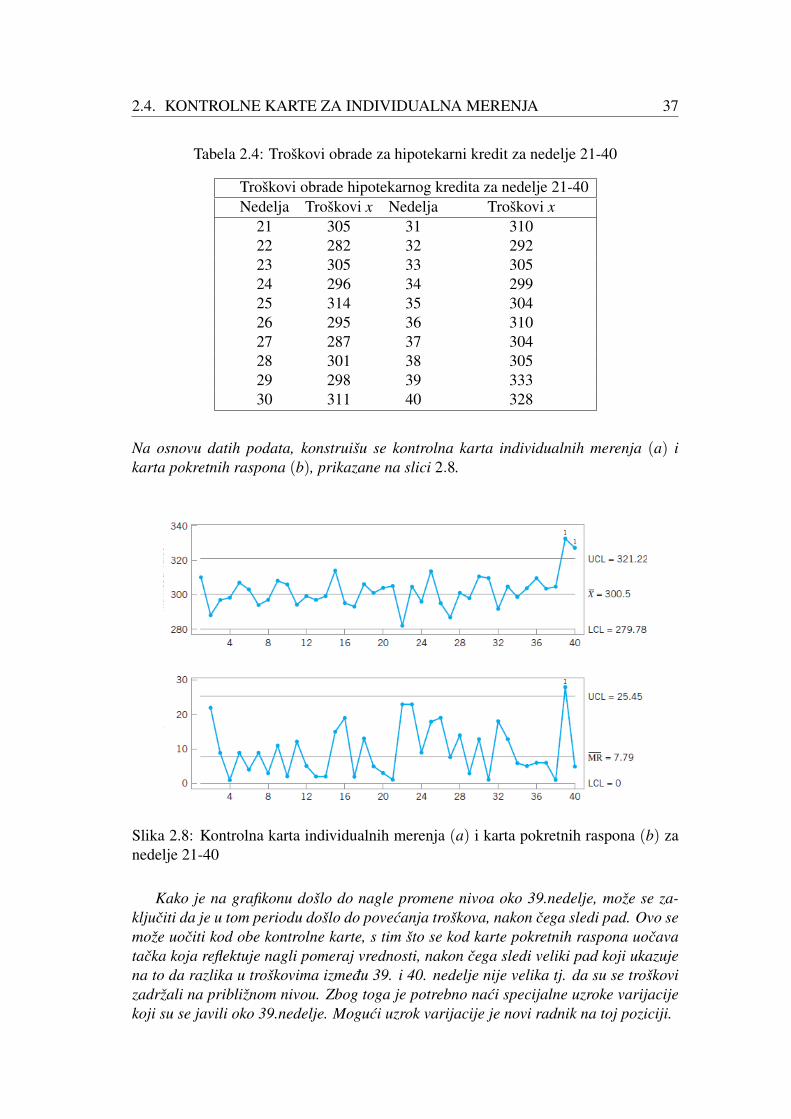
Tabela 2.4: Troškovi obrade za hipotekarni kredit za nedelje 21-40
Troškovi obrade hipotekarnog kredita za nedelje 21-40Nedelja Troškovi x Nedelja Troškovi x
21 305 31 31022 282 32 29223 305 33 30524 296 34 29925 314 35 30426 295 36 31027 287 37 30428 301 38 30529 298 39 33330 311 40 328
Na osnovu datih podata, konstruišu se kontrolna karta individualnih merenja (a) ikarta pokretnih raspona (b), prikazane na slici 2.8.
Slika 2.8: Kontrolna karta individualnih merenja (a) i karta pokretnih raspona (b) zanedelje 21-40
Kako je na grafikonu došlo do nagle promene nivoa oko 39.nedelje, može se za-kljuciti da je u tom periodu došlo do povecanja troškova, nakon cega sledi pad. Ovo semože uociti kod obe kontrolne karte, s tim što se kod karte pokretnih raspona uocavatacka koja reflektuje nagli pomeraj vrednosti, nakon cega sledi veliki pad koji ukazujena to da razlika u troškovima izmedu 39. i 40. nedelje nije velika tj. da su se troškovizadržali na približnom nivou. Zbog toga je potrebno naci specijalne uzroke varijacijekoji su se javili oko 39.nedelje. Moguci uzrok varijacije je novi radnik na toj poziciji.
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 38
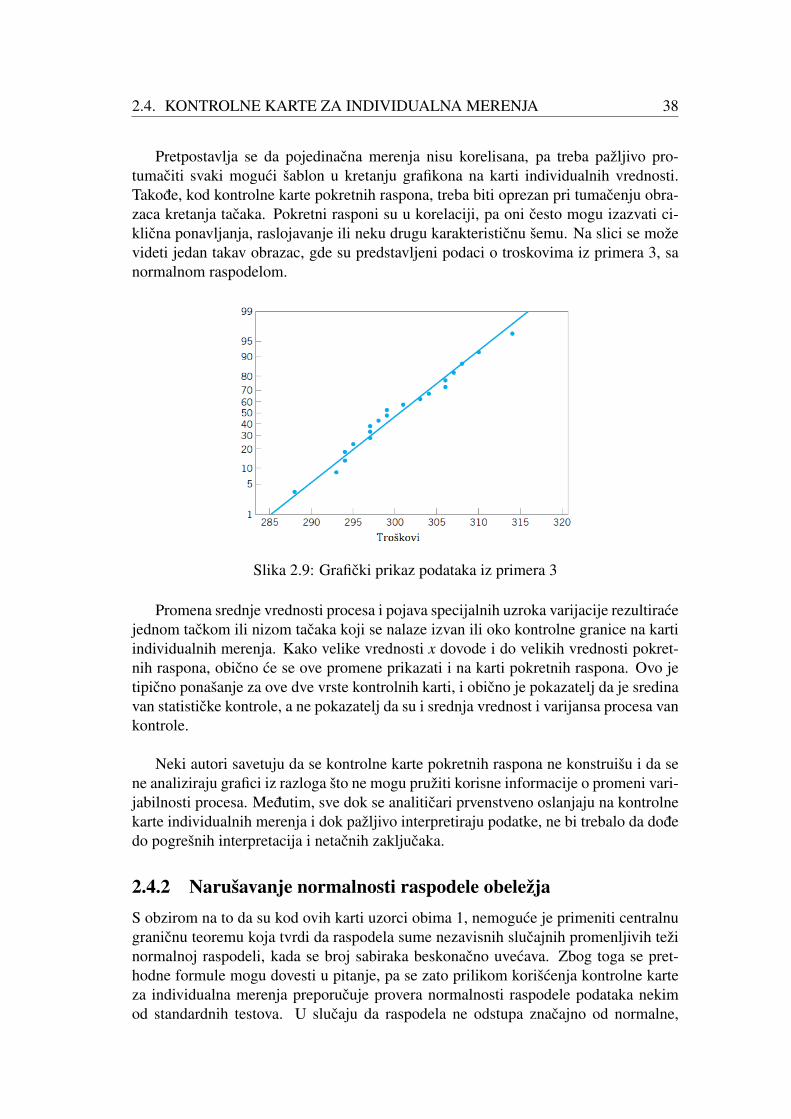
Pretpostavlja se da pojedinacna merenja nisu korelisana, pa treba pažljivo pro-tumaciti svaki moguci šablon u kretanju grafikona na karti individualnih vrednosti.Takode, kod kontrolne karte pokretnih raspona, treba biti oprezan pri tumacenju obra-zaca kretanja tacaka. Pokretni rasponi su u korelaciji, pa oni cesto mogu izazvati ci-klicna ponavljanja, raslojavanje ili neku drugu karakteristicnu šemu. Na slici se moževideti jedan takav obrazac, gde su predstavljeni podaci o troskovima iz primera 3, sanormalnom raspodelom.
Slika 2.9: Graficki prikaz podataka iz primera 3
Promena srednje vrednosti procesa i pojava specijalnih uzroka varijacije rezultiracejednom tackom ili nizom tacaka koji se nalaze izvan ili oko kontrolne granice na kartiindividualnih merenja. Kako velike vrednosti x dovode i do velikih vrednosti pokret-nih raspona, obicno ce se ove promene prikazati i na karti pokretnih raspona. Ovo jetipicno ponašanje za ove dve vrste kontrolnih karti, i obicno je pokazatelj da je sredinavan statisticke kontrole, a ne pokazatelj da su i srednja vrednost i varijansa procesa vankontrole.
Neki autori savetuju da se kontrolne karte pokretnih raspona ne konstruišu i da sene analiziraju grafici iz razloga što ne mogu pružiti korisne informacije o promeni vari-jabilnosti procesa. Medutim, sve dok se analiticari prvenstveno oslanjaju na kontrolnekarte individualnih merenja i dok pažljivo interpretiraju podatke, ne bi trebalo da dodedo pogrešnih interpretacija i netacnih zakljucaka.
2.4.2 Narušavanje normalnosti raspodele obeležjaS obzirom na to da su kod ovih karti uzorci obima 1, nemoguce je primeniti centralnugranicnu teoremu koja tvrdi da raspodela sume nezavisnih slucajnih promenljivih težinormalnoj raspodeli, kada se broj sabiraka beskonacno uvecava. Zbog toga se pret-hodne formule mogu dovesti u pitanje, pa se zato prilikom korišcenja kontrolne karteza individualna merenja preporucuje provera normalnosti raspodele podataka nekimod standardnih testova. U slucaju da raspodela ne odstupa znacajno od normalne,

2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 39
može se konstruisati kontrolna karta. Medutim, ako raspodela znacajno odstupa odnormalne raspodele, postoji više datih alternativa za konstrukciju elemenata kontrolnekarte. Jedan od njih dali su Borror, Montgomery i Runger, u kome se koriste takozvaneEWMA (Exponential Weighted Moving Average) kontrolne karte ili GWMA (geome-tric weighted moving average) kontrolne karte. U ovom slucaju donja i gornja kon-trolna granica date su kao:
UCL = x+3σ
√r
(2− r)n
LCL = x−3σ
√r
(2− r)n,
gde je r koeficijent ponderisanosti.
Još jedna od cesto korišcenih metoda za konstruisanje elemenata kotrolne karteindividualnih merenja jeste transformacija podataka kod kojih je narušena normalnostraspodele, pa se onda na osnovu transformisanih vrednosti, ukoliko njihova raspodelaodgovara normalnoj, konstruišu elementi kontrolne karte. Te transformacije mogu bitilogaritmovanje, korenovanje, reciprocna vrednost i drugo.
Primer 3. U tabeli 2.5 su dati podaci 25 uzastopnih merenja otpornosti silikonskihtanko rezanih podmetaca nakon nanošenja epitaksijalnog sloja. Potrebno je konstru-isati kartu individualnih merenja i kartu pokretnih raspona radi kotrole kvaliteta.
Tabela 2.5: Originalni i logaritmovani podaci otpornosti vodica
Uzorak, i Otpornost xi ln(xi) MR Uzorak, i Otpornost xi ln(xi) MR1 216 5,3753 14 242 5,4889 0,23792 290 5,6699 0,2946 15 168 5,1240 0,36493 236 5,4638 0,2060 16 360 5,8861 0,76214 228 5,4293 0,0344 17 226 5,4205 0,46555 244 5,4972 0,0678 18 253 5,5334 0,11286 210 5,3471 0,1500 19 380 5,9402 0,40677 139 4,9345 0,4126 20 131 4,8752 1,06498 310 5,7366 0,8020 21 173 5,1533 0,27809 240 5,4806 0,2559 22 224 5,4116 0,258310 211 5,3519 0,1287 23 195 5,2730 0,138611 175 5,1648 0,1870 24 199 5,2933 0,020312 447 6,1026 0,9377 25 226 5,4205 0,127213 307 5,7268 0,3757
ln(xi) = 5,44402 MR = 0,33712
Pre kreiranja kontrolne karte individualnih merenja, treba ispitati raspodelu datihpodata, tj. proveriti da li su podaci normalno raspodeljeni.
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 40
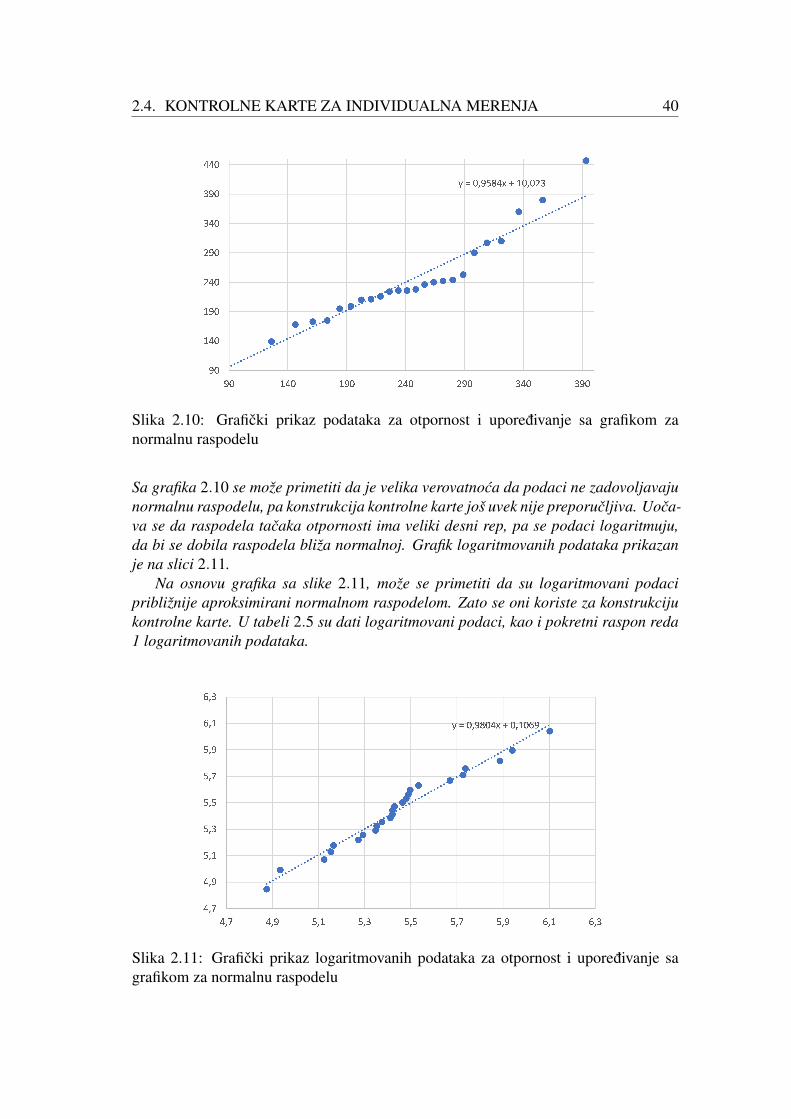
Slika 2.10: Graficki prikaz podataka za otpornost i uporedivanje sa grafikom zanormalnu raspodelu
Sa grafika 2.10 se može primetiti da je velika verovatnoca da podaci ne zadovoljavajunormalnu raspodelu, pa konstrukcija kontrolne karte još uvek nije preporucljiva. Uoca-va se da raspodela tacaka otpornosti ima veliki desni rep, pa se podaci logaritmuju,da bi se dobila raspodela bliža normalnoj. Grafik logaritmovanih podataka prikazanje na slici 2.11.
Na osnovu grafika sa slike 2.11, može se primetiti da su logaritmovani podacipribližnije aproksimirani normalnom raspodelom. Zato se oni koriste za konstrukcijukontrolne karte. U tabeli 2.5 su dati logaritmovani podaci, kao i pokretni raspon reda1 logaritmovanih podataka.
Slika 2.11: Graficki prikaz logaritmovanih podataka za otpornost i uporedivanje sagrafikom za normalnu raspodelu
2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 41
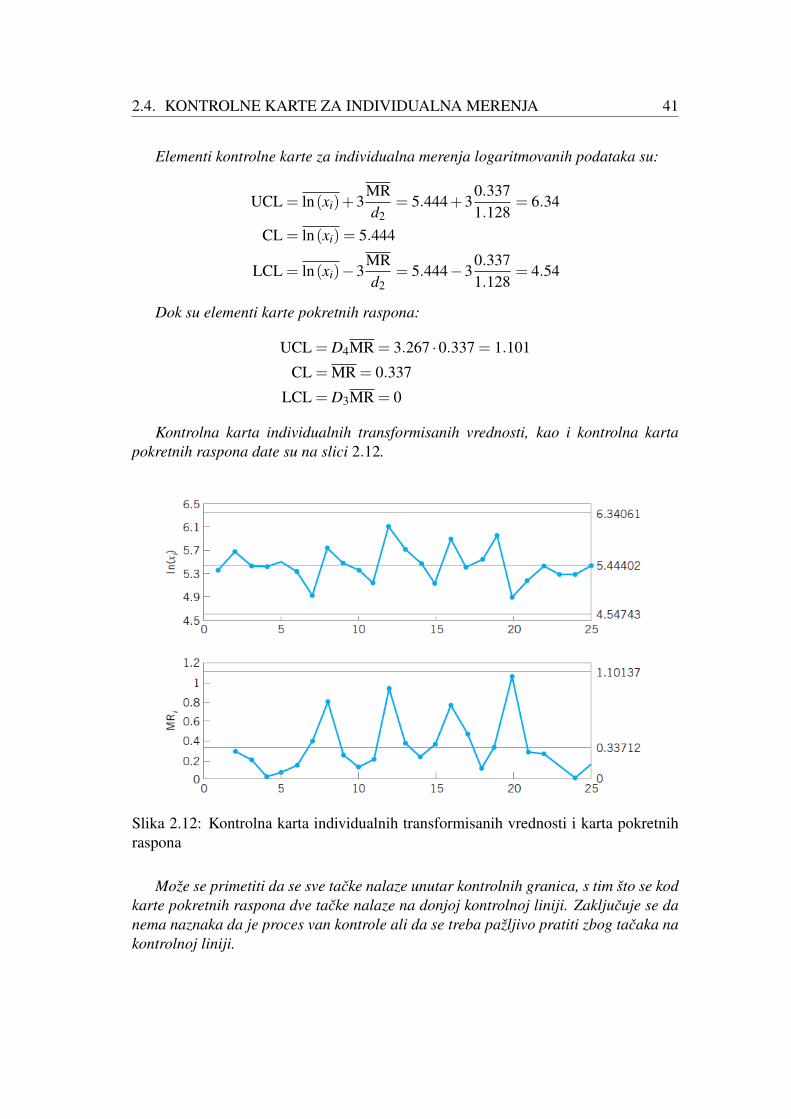
Elementi kontrolne karte za individualna merenja logaritmovanih podataka su:
UCL = ln(xi)+3MRd2
= 5.444+30.3371.128
= 6.34
CL = ln(xi) = 5.444
LCL = ln(xi)−3MRd2
= 5.444−30.3371.128
= 4.54
Dok su elementi karte pokretnih raspona:
UCL = D4MR = 3.267 ·0.337 = 1.101
CL = MR = 0.337
LCL = D3MR = 0
Kontrolna karta individualnih transformisanih vrednosti, kao i kontrolna kartapokretnih raspona date su na slici 2.12.
Slika 2.12: Kontrolna karta individualnih transformisanih vrednosti i karta pokretnihraspona
Može se primetiti da se sve tacke nalaze unutar kontrolnih granica, s tim što se kodkarte pokretnih raspona dve tacke nalaze na donjoj kontrolnoj liniji. Zakljucuje se danema naznaka da je proces van kontrole ali da se treba pažljivo pratiti zbog tacaka nakontrolnoj liniji.

2.4. KONTROLNE KARTE ZA INDIVIDUALNA MERENJA 42
Kada je u pitanju promenljivi obim uzorka, pa samim tim i promenljive vrednostikontrolnih granica na kartama, Crowder je proucavao kontrolne karte individualnihmerenja i pokretnih raspona sa promenljivim obimom uzorka. On je istraživao njihovuARL (Average Run Length) vrednost odnosno broj uzoraka do prve pojave signalaza proces van kontrole. On pokazuje da ce ARL za kombinovane karte individualnihmerenja i pokretnih sredina biti generalno mnogo manji od prosecne velicine uzorkastandardne Shewhart-ove karte, kada je proces pod kontrolom. Najpribližniji rezultatShewhat-ovim kontrolnim kartama za proces pod kontrolom bice ako se koristi 3σ
metod za konstrukciju kontrolnih linija na karti individualnih merenja, i ako se pri tomgornja kontrolna granica karte pokretnih raspona racuna kao
UCL = DMR,
gde je D konstanta iz segmenta [4,5]. U tabeli su prikazane vrednosti za ARL zakontrolne karte individualnih merenja sa 3σ granicama:
Tabela 2.6: ARL vrednosti kod kontrolne karte individualnih merenja
Velicina granice beta ARL1 sigma 0,9772 43,962 sigma 0,8414 6,303 sigma 0,5000 2,00
Ovo ukazuje na to da je potreban veliki obim uzorka da bi se detektovala malapromena u procesu. Na primer, ako se u nekom procesu uzorak proizvodi na svakihsat vremena, da bi se na karti individualnih vrednosti sa kontrolnim granicama narastojanju od tri sigma od srednje vrednosti detektovala promena srednje vrednostiod jedne standardne devijacije, ova tabela nam kazuje da ce za to biti potrebno oko 44uzorka. To je oko 2 dana neprekidne proizvodnje, što dovodi do velikih troškova u radui beskorisnosti u fazi II procesa kontrole. Da bi se to korigovalo, nekad se predlaže dase udaljenost 3σ kontrolnih granica od centralne linije suzi na još manju. Medutim,ovaj postupak može biti rizican jer ce smanjiti ARL ali i povecati mogucnost za pojavupogrešnog signala za proces van kontrole. Zato je u slucaju detekcije malih promena ufazi II najbolje koristiti kontrolne karte kumulativnih suma ili EWMA karte.
Glava 3
Analiza i merenje sposobnosti procesa
Jako bitan proces u kontroli kvaliteta je DMAIC (Define, Measure, Analyze, Improve,Control). Njime se vrši efikasno poboljšanje vec postojeceg procesa u kompaniji. Ukoracima analize i poboljšanja procesa kod DMAIC procedure veoma važan deo jeanaliza sposobnosti procesa. Kontrolna karta je jednostavna i najefikasnija tehnikaanalize sposobnosti procesa. Sposobnost procesa se u stvari odnosi na uporedivanjevarijabilnosti sa vec postavljenim specifikacijama. Može se upotrebiti i za merenjeperformansi i poboljšanja sistema merenja, pa se zato pominje i u fazi merenja DMAICprocesa.
Odredivanje tj. merenje sposobnosti procesa je jako važan deo DMAIC procesa,narocito u analizi. Obicno se kao merilo koriste prirodne granice tolerancije koje senalaze na Šest Sigma širini, odnosno granice su 3 sigma udaljene levo i desno odcentralne linije tj. srednje vrednosti. Te granice su, dakle, date kao:
UNTL = µ +3σ
LNTL = µ−3σ .
Na osnovu tablice standardne normalne raspodele, dolazimo do verovatnoce po-javljivanja vrednosti slucajne promenljive X u odredenim intervalima, u odnosu nasrednju vrednost µ:
P{µ−σ ≤ X ≤ µ +σ}=68,26%P{µ−2σ ≤ X ≤ µ +2σ}= 95,46%P{µ−3σ ≤ X ≤ µ +3σ}= 99,73%
.
Tada ce, u slucaju 3 sigma granica, 99.73% merenja biti prihvaceno, dok ce osta-lih 0.27 procenata biti van granica tolerancije. Ako podaci iz procesa nisu normalnoraspodeljeni, opseg u kome se tacke nalaze van granica tolerancije µ ± 3σ se možedosta razlikovati od 0.27%.
Sposobnost procesa može da se oceni na više nacina. Može se posmatrati grafikraspodele karakteristike kvaliteta i njen oblik, srednja vrednost, varijabilnost i drugo,i u tim slucajevima se ne uzimaju u obzir specifikacione granice. Drugi nacin jeposmatranje proizvoda koji se nalaze van zadatih vrednosti za toleranciju.

44
Statisticki alati koji se koriste u ocenjivanju sposobnosti procesa su papiri verovat-noca, histogram, kontrolne karte, planiranje eksperimenata i merenje sposobnosti pro-cesa kroz razlicite koeficijente sposobnosti.
Kao najefikasniji alat, kontrolne karte (najcešce srednjih vrednosti i raspona) sedosta koriste za ocenjivanje sposobnosti procesa da zadovolji zadate specifikacionekriterijume. Korišcenje kontrolne karte podrazumeva stalno pracenje procesa, a tu semisli i na sposobnost procesa i racunanje novih elemenata kontrolne karte po potrebi.Jedan od nacina ocenjivanja sposobnosti procesa je odredivanje indeksa sposobnostiprocesa. Indeks sposobnosti procesa kvalifikuje potencijal i performanse procesa izato predstavlja izuzetno praktican alat za poboljšanje kvaliteta i implementaciju novogprograma.
Indeksi sposobnosti se dosta koriste u industriji, ali se i cesto zloupotrebljavaju. Dane bi došlo do pogrešnog tumacenja ili zloupotrebljavanja, važne pretpostavke morajubiti ispunjene, a to su:1. karakteristika kvaliteta mora biti raspodeljena po normalnom zakonu raspodele2. proces mora biti u stanju statisticke kontrole3. u slucaju kada postoje obe specifikacione granice, srednja vrednost procesa morabiti centrirana izmedu njih.
Jedan od ovih indeksa je koeficijent sposobnosti procesa PCR (process capabilityratio) koji se dobija po formuli:
Cp =USL−LSL
6σ.
Ovaj indeks uporeduje dozvoljeno širenje procesa sa stvarnim širenjem procesa imože se smatrati pokazateljem potencijala procesa da proizvede odgovarajuci proi-zvod. Kako je indeks Cp validan samo u slucaju kada se srednja vrednost procesa po-klapa sa ciljnom vrednošcu, ocena srednje vrednosti nema uticaj na rezultat izracuna-vanja indeksa Cp. Zato je potrebno samo oceniti standardnu devijaciju, koja cesto nijepoznata. Najcešce se koristi ocena:
σ =Rd2
,
i to kada se u analizi sposobnosti procesa koriste karte numerickih karakteristika, ili
s =
[∑
ni=1 (xi− x)2
(n−1)
]1/2
,
gde je n velicina uzorka. U tom slucaju se ocena ovog indeksa sposobnosti racuna kao:
Cp =USL−LSL
6s.
U slucaju da važi pretpostavka normalnosti, Chou i Owen su dali funkciju gustineocene Cp kao: 1
f (x) =2[√
n−12 Cp
]n−1
Γ[n−1
2
] x−nexp[−(n−1)Cp
2
2x2
], x > 0.
1Γ(z) je gama-funkcija, definisana kao Γ(z) =∫
∞
0 tz−1e−tdt.

45
Kako se u ocenjivanju sposobnosti procesa koriste ocene standardne devijacije,dobijace se i ocene indeksa sposobnosti, pa je pogodno koristiti intervale poverenja zapredstavljanje ocene sposobnosti. Na osnovu verovatnoce:
P
√
χ21−α
2 ,n−1√
n−1Cp <Cp <
√χ2
α
2 ,n−1√
n−1Cp
= 1−α
dobija se interval kao skup mogucih vrednosti za parametar Cp, sa nivoom poverenja1−α:
√χ2
1−α
2 ,n−1√
n−1,
√χ2
α
2 ,n−1√
n−1
,gde su χ2
1−α
2 ,n−1 i χ2α
2 ,n−1 kvantili reda α
2 i 1− α
2 hi-kvadrat raspodele sa n−1 stepenislobode.
Neka je x posmatrana karakteristika kvaliteta koja je normalno raspodeljena, sasrednjom vrednošcu µ i standardnom devijacijom σ . Procenat odbacenih tj. neusaglaše-nih vrednosti (percentage of non-conforming items %NC) se kod procesa sa dvostranimspecifikacionim granicama može izracunati kao:
%NC = P{X < LSL}+P{X > USL }
= P{
Z <LSL−µ
σ
}+P{
Z >USL −µ
σ
}Ako se nominalna vrednost m, koja predstavlja srednju vrednost izmedu gornje
i donje specifikacione granice, i sredina raspodele µ poklapaju i ako su udaljenostispecifikacionih linija od centralne linije jednake, tada se procenat defekta može zapi-sati kao:
%NP = 2×P{
Z <LSL−µ
σ
}ili %NP = 2×P
{Z >
USL−µ
σ
}.
Koristeci to da je m srednja vrednost izmedu gornje i donje specifikacione granice, tj.m = USL+LSL
2 , dobija se da se ovi izrazi mogu izracunati kao:
2×P{
Z <LSL−µ
σ
}= 2×P
{Z <−3Cp
},
kao i
2×P{
Z >LSL−µ
σ
}= 2×P
{Z > 3Cp
}.
Testiranje sposobnosti procesa preko indeksa sposobnosti Cp na osnovu date ciljnevrednosti C može se poistovetiti sa testiranjem hipoteze:
H0 : Cp ≤C (proces nije sposoban)
protiv altnernative:H1 : Cp >C (proces je sposoban).

46
U slucaju sa individualnim merenjima, kada je obim uzorka jednak 1, Pearn i dr.su razmatrali vrednost odluke φ(x) = 1 kada je C′p > c0 i vrednost odluke φ(x) = 0, uostalim slucajevima, gde je C′p nepristrasna ocena:
C′p = bn−1Cp,
i
bn−1 =
√2
n−1Γ(n−1
2
)Γ(n−2
2
) .Naime, ovaj test odbacuje nultu hipotezu ako je Cp > c0 sa greškom prve vrste α(c0) =α . Test φ je uniformno najmocniji test i poseduje minimalnu grešku druge vrste medusvim nepristrasnim testovima. Granica kriticne oblasti c0 može se dobiti kao:
c0 =
√n−1bn−1√χ2
1−α,n−1
C.
Testiranjem hipoteza mera sposobnosti procesa, kompanija koja zavisi od dobavlja-ca ima potpunu sliku i uvid u proizvod ili sirovinu koju ce kasnije koristiti u svom pro-izvodnom procesu, pa može doneti odluku o njihovom korišcenju i zaštiti se od lošegmaterijala koji dobija od dobavljaca.
Indeks sposobnosti Cp tj.njegova reciprocna vrednost se koristi i u racunanju pro-centa raspona specifikacionog pojasa koji je iskorišcen od strane procesa. On se dobijakao:
P =
(1
Cp
)100.
Kao što se vidi iz pretpostavke 3, dešava se da proces ima samo jednu specifika-cionu liniju, i za takve situacije postoje jednostrani indeksi sposobnosti koji se racunajukao:
Cpu =USL−µ
3σ,
iCpl =
µ−LSL3σ
.
Ocene Cpu i Cpl dobice se zamenom µ i σ njihovim ocenama µ i σ .Kada pretpostavka 3 ne bi važila, moglo bi se postici njeno prevazilaženje ko-
rišcenjem jednog od prethodna dva indeksa sposobnosti, i to minimalniji, tj. koristiobi se indeks:
Cpk = min(Cpu,Cpl
).
Obicno se kaže da Cp meri potencijalnu sposobnost procesa, dok Cpk meri stvarnusposobnost procesa.
Da bi se ispoštovala pretpostavka 1, podaci koji nisu rasporedeni po normalnomzakonu raspodele se obicno transformišu, cesto logaritmovanjem ili reciprocnom vred-nošcu. S druge strane, neki autori su dali indekse sposobnosti koji se koriste u ovimsituacijama.

47
Luceño je predložio indeks sposobnosti:
Cpc =USL−LSL
6√
π
2 E|X−T |,
gde je T = 12 (USL+LSL) i on navodi da su intervali poverenja bazirani na ovom
indeksu sposobnosti pouzdani.Još jedna od korišcenih PCR aproksimacija u slucaju narušavanja pretpostavke 1
je indeks koji koristi kvantile:
Cp(q) =USL−LSL
x0.99865− x0.00135,
gde je x0.00135 = µ−3σ i x0.99865 = µ +3σ , u slucaju normalne raspodele.
Za merenje stepena centriranosti procesa, odnosno odstupanja sredine procesa µ
od ciljne vrednosti m = USL+LSL2 , može se definisati indeks sposobnosti koji se naziva
i indeks tacnosti. Pre njegovog definisanja, definiše se indeks kapaciteta k koji opisujesposobnost procesa time što meri odstupanje sredina procesa µ , od nominalne vred-nosti m. On se dobija kao:
k =|µ−m|USL−LSL
2
=|µ−m|
d,
gde d predstavlja polovinu širine specifikacije, tj. d = USL−LSL2 .
Sada se može definisati indeks tacnosti Ca kao:
Ca = 1− k = 1− |µ−m|d
.
Ocena ovog indeksa dobija se zamenom sredine procesa µ njenom ocenom x = ∑ni=1 xin ,
pa ce se u tom slucaju ocena racunati kao:
Ca = 1− |x−m|d
.
Za ovu ocenu važi da je pristrasna, ali da je asimptotski nepristrasna ocena.Takode, Pearn je pokazao da pod pretpostavkom normalnosti obeležja X , ocena Ca jepostojana, asimptotski efikasna i ocena maksimalne verodostojnosti. Još jedna njenabitna karakteristika je da
√n(Ca−Ca) konvergira u raspodeli ka N(0,1/(9C2
p)), odaklesledi da 3
√nC′p(Ca−Ca) konvergira u raspodeli ka N(0,1). Ova konvergencija ka
normalnoj raspodeli može se efikasno upotrebiti za testiranje hipoteza o vrednostimaindeksa Ca.
Tada ce 100(1−α)% interval poverenja ocene Ca biti:[Ca−
z α
2
3√
nC′p, Ca +
z α
2
3√
nC′p
],
gde je z α
2odgovarajuci kvantil reda 1− α
2 , standardne normalne raspodele, a C′p ocena
indeska Cp, definisana kao C′p = bn−1Cp, gde je bn−1 =
√2
n−1Γ(n−1
2
)Γ(n−2
2
) .
Zakljucak
Da bi kompanije i preduzeca mogli opstati na tržištu, morali su da se prilagode pro-menama u okolini. Razvoj društva i tehnologije doveo je do postavljanja visokihstandarda u oblastima proizvodnje i usluga, pa je iz tog razloga kontrola kvalitetapostala nezaobilazan deo svakog procesa. Porast potreba tržišta uslovljava rast proi-zvodnje, te i kontrola kvaliteta treba biti organizovana tako da odgovori postavljenomzadatku. Zato sve ozbiljne institucije imaju posebne sektore kontrole kvaliteta zaduženeza propisivanje, sprovodenje i kontrolu aktivnosti i rezultata, a sve radi dostizanja,održavanja i unapredenja standarda kvaliteta. Troškovi i ulaganja u razvoj kontrolei zadovoljenja postavljenih ciljeva su na pocetku dosta veliki jer je potrebno obucitikadar, uvesti odredene standarde kvaliteta, raditi na planiranju eksperimenata, optimi-zaciji proizvodnih procesa još u ranim stadijumima proizvodnje, a potrebno je i odvojitivreme za pisanje dokumentacije razvoja i kontrole procesa. Kako proizvod kroz ovajproces dobija na kvalitetu, smanjuje se broj defekata, cena raste, i sva uložena sredstvase vremenom opravdaju.
Svaku promenu i inovaciju u svetu koja može doneti poboljšanje i vecu zaradu,kompanije žele da primene i uvedu u svoje redove. Kontrolne karte predstavljajuveoma pouzdano, jednostavno i efikasno sredstvo kontrole procesa, kojim se processtalno prati i održava u zadatim okvirima. Zato nalaze veliku primenu u kontroli kvali-teta, u gotovo svim oblastima proizvodnje, delatnosti i usluge.
U ovom radu analizirane su razlicite vrste kontrolnih karti, njihova primena i sta-tisticka osnova. Dato je poredenje i zasebna analiza kontrolnih karti za numerickaobeležja, kao i kontrolnih karti za atributivne karakteristike kvaliteta. Poseban akcenatstavljen je na kontrolne karte za individualna merenja. One su danas sve više u upotrebizbog procesa koji proizvode mali broj kvalitetnih i složenih jedinica, kao i zbog auto-matizovane tehnologije kontrole, gde se svaka jedinica meri zasebno, bez formiranjasmislenih podgrupa. Dat je primer upotrebe kontrolne karte individualnih merenja ikontrolne karte pokretnih raspona, kao i primer primene ovih karti sa transformisanimpodacima.
Pored ovih postupaka za kontrolu procesa, uvodenjem i primenom analize sposob-nosti procesa, koja se zasniva na upravljanju procesima, ocenjivanju, i uskladivanju sadatim specifikacijama, u preduzecu se stvaraju delovi kompletnog sistema obezbedenjakvaliteta u procesu nastanka proizvoda. Kontrolne karte se kao najefikasniji alat dostakoriste za ocenjivanje sposobnost procesa da zadovolji zadate specifikacione kriterijume.Indeksi sposobnosti procesa su obrasci koji se koriste u ocenjivanju sposobnosti pro-cesa, pa je u ovom radu dat osvrt na neke od indeksa sposobnosti i uslova pod kojimase oni mogu koristiti.
Literatura
[1] Montgomery C. Douglas, Introduction to statistical quality control, Arizona StateUniversity, John Wiley & Sons, Jefferson City (2009)
[2] Mitra Amitava , Fundamentals of quality control and improvement, John Wiley& Sons, New Jersey (2008)
[3] Kotz Samuel, Johnson L. Norman , Wichern W. Dean, Process Capability In-dices, Chapman and Hall, London (1993)
[4] Drenovac, A. i dr, Kontrolne karte kao sredstvo statisticke kontrole kvaliteta, Fak-ultet inženjerskih nauka, Kragujevac (2012)
[5] Carter, M., Control charts in quality control-Shewart charts, (2012)
[6] Bakija, I., Kontrola kvalitete, Tehnicka knjiga, Zagreb (1978)
[7] T. W. Anderson, An Introduction to Multivariate Statistical Analysis, Third Edi-tion, John Wiley & Sons, New York (2003)
[8] Wheeler J. Donald, Advanced Topics in Statistical Process Control, The Power ofShewhart’s Charts, SPC Press, Knoxville, Tennessee
[9] Stanojkovic Srdan, Cvetkovic Dragan, Ispitivanje mogucnosti primene modelaizvrsnosti u grafickoj industriji Srbije, Univerzitet Singidunum, Beograd (2018)
[10] Stapenhurst Tim, Mastering Statistical Process Control, Elsevier Butterworth-Heinemann (2005)
[11] Papic Blagojevic Nataša, Zbigniew Paszek, 57 Škola biznisa, (2013)
[12] W. L. Pearn/K. Samuel, Encyclopedia and Handbook of Process Capability In-dices, World Scientific Publishing Co. Pte. Ltd (2006)
[13] Anis M. Z., Basic Process Capability Indices: An Expository Review, Interna-tional Statistical Review, (2008)
[14] Chandra M. J., Statistical Quality Control, The Pennsylvania State University,(2001)
[15] Popovic B. C., Matematicka statistika, Niš, Prirodno matematicki fakultet Niš(2015)
Biografija
Sandra Prokic je rodena 21. avgusta 1995. godine u Leskovcu.Osnovnu školu „Siniša Janic" u Vlasotincu je završila 2010.godine sa odlicnim
uspehom kao dobitnik Vukove diplome. Iste godine je upisala Gimnaziju „StevanJakovljevic" u Vlasotincu, prirodno-matematicki smer. Bila je na republickim tak-micenjima iz matematike, ucestvovala na takmicenju ucenika i smotri istraživackihradova koju organizuje Regionalni centar za talente Vranje i 2013. godine osvojilatrece mesto na matematickom državnom takmicenju Kengur bez granica. Srednjuškolu je završila 2014. godine sa odlicnim uspehom.
Osnovne akademske studije na Departmanu za matematiku Prirodno-matematickogfakulteta u Nišu upisala je školske 2014/15. godine i završila ih 2017. godine.
Master akademske studije je upisala školske 2017/2018. godine na Departmanu zamatematiku Prirodno-matematickog fakulteta Univerziteta u Nišu, smer Verovatnoca,statistika i finansijska matematika. Tokom studija je slušala i predmete sa smera Opštamatematika na istom departmanu.





























