Embed Size (px)
Citation preview

19mm
HO; 111111 IIh 111111 ; ~I1I1I1111111111111
o 2 4 6 8 10
49mm
H;,,,,,,1""""~""I"I~. 5IIJlIIIjIIIII"IIJlIlIjIII
012345678910
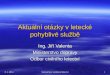
Obr. 47. Vytvorení nonias diferenciací 0,1; 0,05 a 0,02
611.3.1
Obr. 46. Posuvné merítko
63
kde M je vzdálenost rysek hlavního merítka,N - vzdálenost rysek nonia,
n - pocet dílku nonia.
rl gmm ~-
A o' •. 1.
I I I I " III I I I 1 1 1 1 I
o 2 4 6 8 10
Nn = M(n - 1),
Posuvná merítka (obr. 46)
jsou délková meridla s rovnobežnými rovinnými mericími plochami
na hlavním (pevném) merítku s milimetrovou stupnicí ~ pomocném (posuvném) merítku s noniem. Mezi nimi je mo-žno v urcitém mericím rozsahumerit délky vne-i uvnitr predmetu. Presnost merení je dána noniovoudiferencí.
Noniová diference je dána pomerem velikosti jednoho dílku hlavního
merítka k celkovému poctu dílku noniové stupnice a je 0,1, 0,5 a 0,02 mm.
Pro stanovení nonia všeobecne platí:
IMerení rozmeru s presností 0,02 až 0,1 mm
Této presnosti se dosáhne pri merení rozmeru posuvným merítkem.
Posuvná merítka jsou nejrozšírenejší meridla ve výrobe a jsou normalizo
vána CSN 251230 (4.1976) jako
a) dílenská - s noniovou diferencí 0,1 a 0,05 mm,
b) kontrolní - s noniovou diferencí 0,02 mm.
"
Pri merení délek se merení rozlišuje podle použité mericí metody
MERENí DÉLEK
62
3.1 Meridla prímá
1. meridla prímá (posuvné merítko, mikrometr),
2. meridla pevná (základní merky, kalibry),3. meridla neprímá (komparacní).
Merení absolutní - tj. takové, pri kterém je velikost mereného rozmeru
zjištena urcitým poctem délkových jednotek odectených na mericím prí
stroji (napr. merení posuvným merítkem),
Merení komparacní - porovnávací. Jsou to ta merení, kdy se velikost
mereného rozmeru nezjištuje poc~em délkových jednotek, ale urcí se,o kolik jednotek je merený rozmer vetší nebo menší než rozmer, na který
byl mericí prístroj predem nastaven; nebo se porovnává merený rozmer
podle merky nebo vzorku (jde o merení císelníkovým úchylkomerem,komparacními prístroji). Tato mericí metoda je v dnešní moderní výrobevelmi používána.
Merení neprímé - používá se tehdy, nejde-Ii merený rozmer urcit prímo.
Zpravidla se hledaný rozmer pocítá z rady výsledku prímých merení.
Meridla používaná k merení délek se rozdelují bud podle presnosti, jaké
lze pri merení dosáhnout, nebo se delí na
takto:
3.
K urcení rozmeru, délek s presností 0,2 až 0,5 mm se používají
tycová ocelová meridla, ohebná pásková merítka a p-ro vetší r.QZméry-ocelová mericí 12-ásma. Stupnice techto meridel je delena po celých lEili-- -
metrech, nebo po 0,5 mm. Délkové rozdíly menší než 0,5 mm lze proto'
jen odhadnout. Výhodou ohebných merítek je možnost merit také délkyoblouku.

Obr. 50. Výškomer
65
na konci pevné i pohyblivé celisti. V tomto prípade se musí pricíst k zjištenému údaji na posuvném merítku tlouštka obou celistí. Obvykle se pripocte10 mm. Pro merení hloubky drážek mají nekterá posuvná merítka téžhloubkomer. Vyrábejí se též posuvná merítka, kde je nonius nahrazencíslicovým údajem. Posuvné merítko má jemný ozubený hreben s prevodem
_ n~ t!kazov~tel, který na stupnici udává rozmer s presností 0,05 mm (obr. 48).
\ Hl~;bkome0(CSN 251284,4. 1976) jsou _urcen~ pr~erení drážek,h ou cycteT,VYbráníapod. Jsou to vlastne upravená posuvná merítka (obr.49). Pri merení se hloubkomer svou pevnou prícnou cástí priloží na merenousoucást a jeho posuvná cást se vysouvá, až se dotkne dna otvoru. Na noniuse odecte príslušný rozmer. Je-li v~uvná cás!. hlol!,bkomeru s výstupkem,lze merit osazené otvory. - -
Výškome1J...(CSN 251295,4.1976, obr. 50) ~erí výšku soucásti p_oloženéná kontro[ní desce. Držák"yý~komeru má p~vné merítko_s~ stulW.icí,po kte-- -
Vnejší rozmery soucásti se merí posuvným merítkem tak, že soucástse sevre mezi pevnou a posuvnou celist. Po odectení rozmeru se celistioddálí a soucást se vyjme. Má-Ii pevná i posuvná 'celist zkosení, lze snadnomerit napr. prumer zápichu.
Vnitrní rozmery se merí mericími hroty. Nemá-li posuvné merítko tytohroty, pak se vnitrní rozmery zpravidla merí válcovite upravenou cástí
r~. ~. ~.
Obr. 49. Hloubkomery
Obr. 48. Posuvné merítko Tesa
64
!!i merení rozmeru se nejprve odecte velikost rozmeru v celých milimetrech k pocátku nonia a dále se zjistí, který dílek nonia se kryje s dílkemna hlavní stupnici. Tento dílek pak udává zbývající cást mereného rozmeru,napr. v desetmác~. Skutecný roz:rnerje souctem obou údaju. Presnostctení 0~05mm nebo 0,02 mm se získá vytvorením nonia podle obr. 47 B, C.
Presnost ctení 0,1 mm vznikne tím, že 9 mm na pevném merítku jerozdeleno na 10 dílku nonia (obr. 47A). To znamená, že každý dílek noniaje o noniovou diferenci b,l mm kratší než dílky na hlavní stupnici.

Obr. 53. Mikrometrický odpich
h)
-q-._~
V poslední dobe se vyrábejí mikrometry s digitálním odecítáním hodnot.Pro merení soucástí v hromadné výrobe se používá mikrometru s uprave
nými mericími dotyky, nekdy i s upraveným tvarem trmenu. Mikrometrickýšroub i ostatní cásti mikrometru se po delším používání opotrebují, a protoje pamatováno na možnost serízení mikrometru. Vymezení tzv. "mrtvého
67
Obr. 52. Stupnice mikrometru: a - 12,14 mm, b - 16,63 mm
o 5 10
chodu" je možné utažením matice M na vnejším závitu objímky. U mikrometru se pravidelne kontroluje presnost nastavení bubínku vzhledemk podélné stupnici trmenu, rovnost a rovnobežnost mericích dotyku apresnost stoupání mikrometrického šroubu v celé jeho délce.
{}1ikrometry pro merení vnitrních rozmeru a hloubky ----Pro merení vnitrních rozmeru v rozsahu od 5 do 50 mm se používá
mikrometru, který pripomíná tvarem a provedením posuvné merítko(CSN 251430, 7.1976).
K merení vetších vnitrních rozmeru se vetšinou používá mikrometrických
~dpichu, což jsou vlastne mikrometrické šrouby s nástavcem urcité délky(CSN 251435, 7. 1976,-obr. 53). Mikr-ometrický odpich má obe koncovédot'y~vé plochy upraveny jako kulové, "O polomeru menším, než je polomermereného otvoru. Pri merení se otácí mikrometrickým šroubem a oddalujícjpribližují se koncové dotyky. Jde-li o merení prumeru válcového otvoru,- -hledá se nejvetší údaj a v rovine kolmé na osu a nejmenší~ozmer b v rovine,
----
-----
Obr. 51. Trmenovýmikrometr
T- trmen,Š - mikrometrický šroub,M - kuželová matice,D - bubínek, B - brzda,R - rehtacka
R11Š D8
rém se posouvá mericí celist. Jako výškomeru muže být použito upravenéhop_osuvnéhomerítka upevneného do zvláštního stojá?ku. - -
~erení rozm~ru s presností 0,01 miri)
Této presnosti se dosáhne pri merení rozmeru mikrometrickými meridly,úchylkomery a mericími prístroji s pákovými nebo pružinovými mechanismy.Mikrometrická meridla merí absolutní údaf rozmerJ;! na stupnici (prímé'merení), ostatní jmenované mericí prístroje merí úchylky od predem nastaveného rozmeru (porovnávací merení).
66
,'- -,
LMikromet; -trmeno~ (CSN 251420, 7. 1976, obr. 51). J~o hlavní cástijsou: trmen s pevným me~icím dotykem, mikrometrický šroub (posuvnýdotyk) a matice _0_ stol!rání 0,5 mm, delicí bubínek, brzda a trecí spojka(rehtacka).
Pri merení mikrometrem se merená soucást opre o pevný dotyk a otácenímbubínku se dotyk šroubu posouvá tak, až dosedne na merenou soucást.
Stálá prítlacná síla pri merení (7 ± 2) N se zajištuje trecí spojkou, jejížpnlžil!!ca <iovoluje pt?.uze vZl!iDíIy této velikosti. Velikost rozmeru, seurcuje z délky vyšroubování mikrometrického šroubu a úhlu jeho pootocení.§tupnice l!!ikrometru je delena po 0,5 mm a~bv~d E1ericího bubínku jedelen na 50 dílku. Pootocí-li se bubínkem o jeden dílek, tj. o jednu padesáti1fujeho obvodu, posune se mericí dotyk o O,Ot I!lDJ . .tri odecítáníL9zmeruse musí uvážit, zda se údaj nachází v první nebo_~ruhé polovine milimetru
stupnice (obr. 52), a pocet setin mm odectený na bubínku správne pricístk z!kladnímu údaji stupnice.
Z výrobních duvodu je rozsah mikrometru odstuilli.ován_po 2~, tj.O až 25 mm, 25 až 50 mm atd. Pro zvetšení rozsahu merených rozmeru jeli vetších mikrometru použit místo pevného doteku dotek vymenitelný.

68
Obr. 56b
Základní merky rovnobežné
Meridla pevná3.2
69
s hlavicí trmenového mikrometru. Pevnou mericí celist zde nahrazuje
prícník, který má rovnou a k ose pohyblivé celisti kolmou pevnou plochu(obr. 56). Na podobném principu jsou konstruovány též mikrometrickévýškomery.
Duležitými meridly ve výrobe, v laboratorích i v oddeleních technické kontroly strojírenských závodu jsou koncové merky - základní merky
rovnobežné -, které jsou normalizovánYCSN 25 3310, 11. 1975. Každá
'merka má tvar desticky !:ebo hranolku a její velikost je dána vzdáleností.koncových rovnobežných Rloch..; ,
Jv1erky se vyrábejí z oceli Poldi EK, ind~kc~alí ~nechají se !;!mele~ut. Po lapování s~ kontroluje rovinnost a rovnoEežnost mericíchplocE mere~ a presnost jejich rozmeru. Takto vyrobené merky mají maloutepelnou roztažnost, velkou odolnost proti opotrebení a korozi. Jakostjejich mericích ploch umožnuje velkou vzájemnou prilnavost - až 3 MPa- vyvolanou molekulárním filmem vzniklým stykem kovove cistých povrchu merek se vzduchem, který vždy obsahuje jisté procento vlhkosti.
\ 3.2.1
Obr. 56a, b. Merenímikrometrickým hloubkomerem
a)
Obr. 55. Trídotykový mikrometrickýodpichB - mericí bubínek, J - kužel,V - mericí hrot, T - trmen
~~
~-I
lBLMikrometrické hloubkomerylCSN 251442, 7. 1976)jsou urcenykprysné
mu merení hloubek drázek, otvoru apod. Mikrometrická hlavice je shodná
Obr. 54. Merení válcové dírymikrometrickým odpichema - nejvetší rozmer,b - nejmenší rozmer
ve které leží osa otvoru (obr. 54). Velikost zmereného rozmeru se odectestejne jako u trmenového mikrometrQ~Dnes se casteji pr0--E.1ereníotvoru používají trídotykové mikrometrické
~ichLDotyky se roztahují kolmo k ose kužele, který je tlacen axiálnevpred mikrometrickým šroubem (obr. 55). Mericí rozsah techto meridelje velmi omezený, a proto mají sadu vymenitelných odstupnovaných hlavic.K správnému nastavení meridla se používá presných kalibrovaných kroužku.