Embed Size (px)
DESCRIPTION
Wellenausrichten leicht gemacht
Citation preview

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 1/60
1
W
ellenausrichten leicht gem acht

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 2/60
1
2
Inhalt
5 Was ist Wellenausrichten?
6 Ausrichtgröß en
8 Parallelversatz und Winkelversatz
10 Fehlausrichtung ausdrücken16 Folgen der Fehlausrichtung
20 G ute A usrichtung = G eld auf dem K onto
25 Ausrichtmethoden im Vergleich
27 G enauigkeit von M essuhren
30 M essuhrenausrichtung nach dem
Radial-Axial-Verfahren35 Das Doppelradial-M essuhrenverfahren
38 Wellenausrichtung mit dem Laser
40 D as O PTA LIG N® PLUS System
44 Vorbereitungen: M aschinenbeweglichkeit
49 Installation der M aschinen:
50 K ippfuß52 Ausrichttoleranztabellen
55 Thermische A usdehnung
56 Thermisches Wachstum

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 3/60
3
ANDEREFE
HLAUSRICHTU
NG
Dieses Büchlein soll dem interessierten Leser das
Thema Wellenausrichten näherbringen und ihn
mit einem G rundwissen über die Voraussetzun-
gen und Vorteile einer präzisen M aschinenaus-
richtung ausstatten.
Hier werden einfache Richtlinien zur Einführung
einer soliden A usrichtpraxis, Hintergrundwissen
zu A usrichtmethoden sowie die aktuelle Termino-
logie erläutert.
Diese Büchlein versteht sich nicht als vollständiges
Werk zum Thema Wellenausrichten. Die Leser,die mehr über das richtige Wellenausrichten er-
fahren möchten, verweisen wir auf die einschlägi-
ge Literatur.
Über 50% aller vorzeitig auftretenden M aschi-
nenschäden sind auf eine mangelhafte A usrich-
tung zurückzuführen. Dieser Prozentsatz magdenjenigen überhöht vorkommen, die glauben,
dass herkömmliche A usrichtmethoden wie Haarli-
neale, Fühlerleeren oder M essuhren bereits er-
folgreich in ihrem Werk eingesetzt werden. A ber
die Fehler, die mit solchen M ethoden verbunden
sind, können zu kostspieligen M aschinenstill-
standzeiten führen.
Es ist wahrscheinlich, dass ein M itarbeiter inner-
halb der nächsten Tage in Ihrer A nlage eine
M aschine ausrichten wird. Egal, ob die Ausrich-
M aschinen-schwingungen
Lagerschäden
Dichtungs-verschleiß
K upplungs-schäden
Ursachen von M aschinenschädenBestellnummer A LI 9.659D
© Copyright 2002 PRÜFTECH NIK A G ; A lle Rechte vorbehalten.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 4/60
4
Rotierende Achsen müssen
während des Betriebs kolinear ausgerichtet sein
tung visuell oder mittels Haarlineal, Fühlerleeren,
M essuhren oder Laser durchgeführt wird, sie soll
eine möglichst hohe Genauigkeit erzielen. Die
ungenaue Aufstellung neuer oder neu instandge-
setzter M aschinen ist nutzlos. Ersatzkosten für
Dichtungen, Lager, K upplungen und Wellen,dazu der zusätzliche Stromverbrauch und die
Produktionsausfälle, die mit einer schlechten Wel-
lenausrichtung einhergehen, können jeden profi-
tablen Betrieb unrentabel werden lassen.
In der heutigen durch Wettbewerb geprägten
Wirtschaft werden rotierende M aschinen mit im-
mer höheren G eschwindigk eiten angetrieben und
mit erhöhter Last gefahren, während gleichzeitig
der moderne M aschinenbau zu leichteren Bau-
weisen und ausgereizten Konstruktionsreserventendiert. Dies alles führt dazu, dass M aschinen für
die Folgen von Fehlausrichtungen immer anfälli-
ger werden und unterstreicht die Notwendigkeit
wirkungsvoller A usrichtmethoden.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 5/60
5
. . . ü.
...
.
✗
Was ist Wellenausrichten?
Beim Wellenausrichten werden zwei oder mehre-
re M aschinen (z. B. ein M otor und eine Pumpe) so
positioniert, dass die projizierte M ittellinie der
Wellen eine gemeinsame G erade bilden, wenndie M aschinen bei normaler Betriebstemperatur
laufen.
Idealerweise sollten sich die Wellen überall dort,
wo sie verbunden sind (z. B. an der K upplung),
um eine perfekte lineare Achse drehen, um Rück-
stellkräfte an der K upplung und Lagerverschleißmöglichst gering zu halten. (A usnahme: Bogen-
zahnkupplungen benötigen für die Schmierung
einen gewissen G rad an Fehlausrichtung. )
Um die exakte Position der jeweiligen Drehachsen
zu bestimmen, werden beide Wellen während derM essung in die Betriebsrichtung gedreht (oft
durch einen Pfeil am Lüfter- oder Pumpengehäu-
se angezeigt). Diese Vorgehensweise ist anderen
M ethoden überlegen, in denen die M aschinen
mittels Haarlineal oder Fühlerleere ausgerichtet
werden, oder bei denen nur eine Welle gedreht
und die M essuhrwerte gleichzeitig an der ande-
ren Kupplungshälfte aufgenommen werden. Wie
die folgende Zeichnung verdeutlicht, wirken sich
Ungenauigkeiten bei der Bearbeitung und M on-
tage der Kupplung erheblich auf die M esswerte
an der Kupplung aus.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 6/60
6
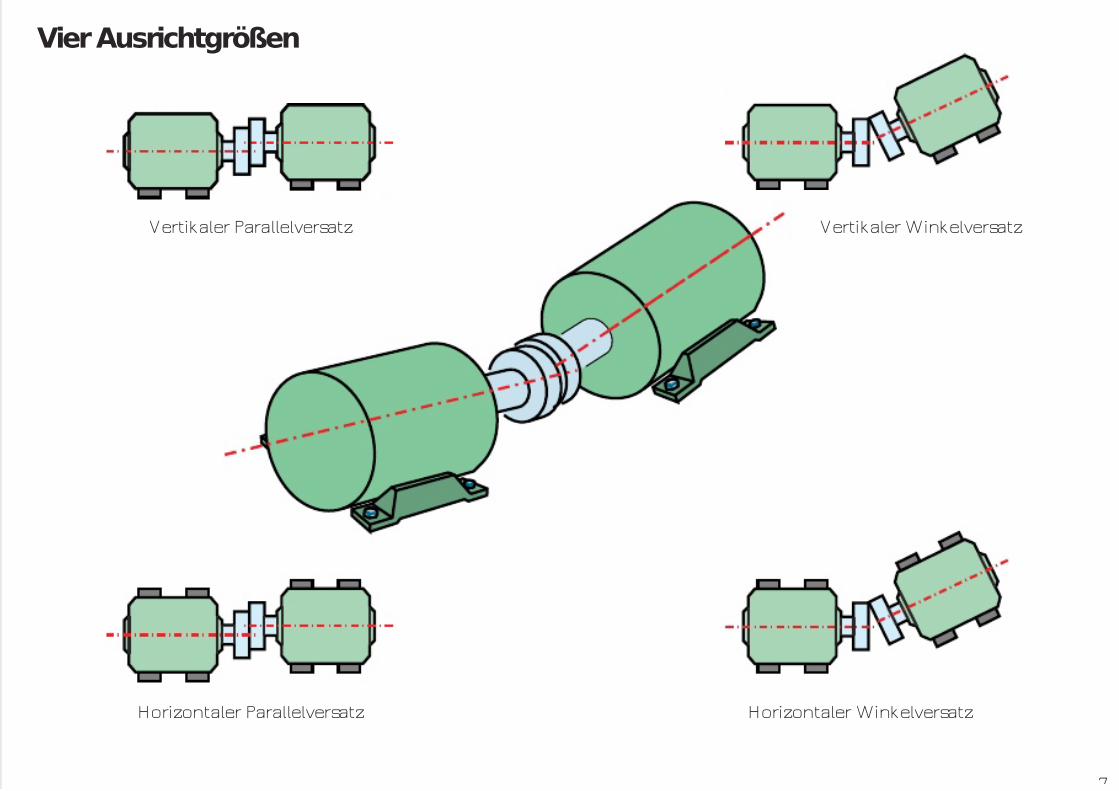
Ausrichtgrößen
Es gibt vier M öglichkeiten, in denen eine Welle
vom Idealzustand einer perfekten Ausrichtung
abweichen kann.
Die vier unabhängigen Ausrichtgröß en sind der
Parallelversatz und der Winkelversatz in der
horizontalen und vertikalen Ebene. In der Re-
gel treten die G rößen gleichzeitig in unterschiedli-
chen Stärken auf. Es ist aber immer möglich,
jeden A usrichtzustand zwischen zwei Wellen ex-
akt als eine Kombination dieser vier Ausrichtgrö-ß en auszudrücken.
A uf den folgenden sechs Seiten finden Sie eine
Beschreibung dieser vier Ausrichtgröß en, sowie
eine Erklärung der üblichen Terminologie, mit der
der Ausrichtzustand beschrieben wird.
7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 7/60
7
Vertikaler Parallelversatz Vertikaler Winkelversatz
Horizontaler Parallelversatz Horizontaler Winkelversatz
Vier Ausrichtgrößen

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 8/60
8
Parallelversatz
Parallel-versatz
Parallelversatz
Parallelversatz
Parallelversatz und Winkelversatz
Parallelversatz bedeutet den A bstand zwischen
zwei Linien an einem bestimmten Punkt. G enau
genommen ist der Versatz der A bstand zwischen
zwei Linien in einer bestimmten Ebene und hatmit ‘parallel’ nichts zu tun. Hier verwenden wir
jedoch den A usdruck Parallelversatz, um ihn vom
Winkelversatz zu unterscheiden.
Darüberhinaus bezieht sich der Parallelversatz in
der Ausrichtung auf die Differenz bzw. den Ab-
stand zweier M ittellinien.
Wie die Zeichnung verdeutlicht, hängt der ge-
messene Versatz davon ab, wo der A bstand
zwischen zwei Wellenmittellinien gemessen wird.
Üblicherweise wird der Versatz an der K upplungs-
mitte gemessen.
Winkelversatz ist der Winkel zwischen zwei
M ittellinien. G enerell wird die linke Welle hori-
zontal dargestellt (stationäre M aschine).
Winkel
Der Winkel hat immer den gleichen Wert, egal,
ob er an den K upplungsflächen (Stirnfläche oder
M antelfläche) oder an den Wellenmittellinien ge-
messen wird.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 9/60
9
Normalerweise wird der Winkel als K laffung pro
Durchmesser ausgedrückt: “ Tatsächliche K laf-
fungsdifferenz (Spaltmaß oben minus Spaltmaß
unten)“ geteilt durch den “ Durchmesser an der
Stelle, an der die K laffungen gemessen wurden“ .
Die K laffung an sich ist bedeutungslos. Um damit
eine Aussage machen zu können, muss sie in
Bezug zum Durchmesser stehen. Der Durchmes-
ser wird korrekterweise als A rbeitsdurchmesser
bezeichnet, oft aber auch als K upplungsdurch-
messer. D er Arbeitsdurchmesser kann einen be-
liebigen, geeigneten Wert erhalten, allerdings
muss die K laffung entsprechend angegeben wer-
den. Zum Beispiel, eine K laffung von 0,4 mm bei
einem Durchmesser von 30 cm unterscheidet sich
grundlegend von einer Klaffung von 0,4 mm beieinem Durchmesser von 10 cm.
K laffung = 0,4 mm
K laffung = 0,4 mm
Ø = 30 cm
Ø = 10 cm
kleinerWinkel
großer
Winkel
G leiche K laffung, unterschiedliche Durchmesser
Klaffung
Durchmesser
gleiche Winkel
7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 10/60
10
Fehlausrichtung ausdrücken
Herkömmliche Methoden
In der Praxis haben sich mehrere verschiedene
M ethoden entwickelt, durch die eine Fehlausrich-
tung beschrieben werden kann. Die folgenden
drei Kategorien bzw. M ethoden haben sich als
problembehaftet bzw. als schwer handhabbar
erwiesen.
Messuhrwerte können in den unterschiedlichen
M essverfahren nur schwer verglichen werden.
Zum Beispiel lassen sich die M esswerte im Radial-A xial-M essverfahren nur schwer mit den Werten
aus dem Doppelradialverfahren vergleichen, auch
wenn die A bmessungen und M esskreisdurchmes-
ser identisch sind.
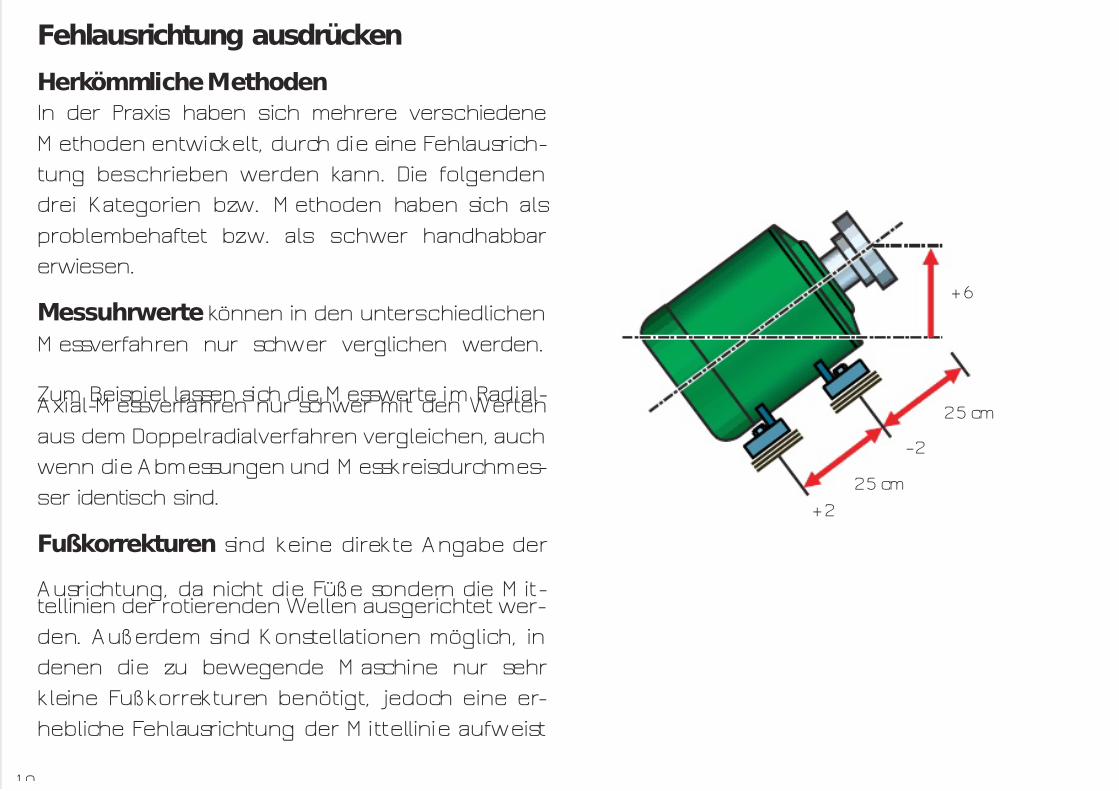
Fußkorrekturen sind keine direkte A ngabe der
A usrichtung, da nicht die Füße sondern die M it-tellinien der rotierenden Wellen ausgerichtet wer-
den. A ußerdem sind K onstellationen möglich, in
denen die zu bewegende M aschine nur sehr
kleine Fußkorrekturen benötigt, jedoch eine er-
hebliche Fehlausrichtung der M ittellinie aufweist
+2
25 cm
25 cm
–2
+6

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 11/60
11
(s. A bb.). Dadurch ist es sehr schwierig, Toleran-
zen zu entwickeln, die auf die Füß e von M aschi-
nen verschiedener G röß en anwendbar sind.
Fehlausrichtungen werden häufig in handge-
zeichn eten Liniend iagramm en dargestellt. Sie
können schnell gezeichnet werden und ermögli-
chen es dem M echaniker, die Fehlausrichtung
bildlich zu sehen. A llerdings unterliegen sie eini-
gen Fehlerquellen, darunter Skalierungsfaktoren,
Vorzeicheninterpretation, exakte Position der Ko-
ordinatenpunkte, Linienstärke und Auflösung. Fa-
zit: handgezeichnete Diagramme sind zwarschnell und einfach zu erstellen, dafür aber äu-
ß erst ungenau.
Neue Methode für Standard-Kupplungen
Als ‘Standard-Kupp lung’ bezeichnen w ir Kupp-
lungen, bei denen Ausrichtergebnisse an einer
Ebene als Parallel- und Winkelversätze ausgewie-
sen werden. Anders z. B. bei Zw ischenwellen.
Dort werden die Winkelversätze an zw ei Ebenen
ausgewiesen.
Bevor eine sinnvolle Diskussion über Toleranzen
und Vorgaben überhaupt möglich ist, muss die
Fehlausrichtung zunächst korrekt und vollständig
beschrieben werden. Die tatsächliche Fehlausrich-
tung besteht fast immer aus einer Kombination
von Winkelversatz und Parallelversatz. Jede Fehl-ausrichtung in einer Ebene muss deshalb alsx mm
Winkelversatz (K laffung) und y mm Parallelver-
satz beschrieben werden.
Die Position der M ittellinie einer rotierenden Wel-
le kann vollständig über eine vertikale und eine
horizontale A nsicht dargestellt werden. Diese A n-sichten werden auch als Seitenansicht und Drauf-
sicht bezeichnet. In jeder A nsicht kann sowohl
der Winkelversatz als auch der Parallelversatz
dargestellt werden. Da zwei A nsichten die Positi-
on der Welle beschreiben, und da jede Ansicht
sowohl Winkelversatz als auch Parallelversatz dar-
stellt, wird die Fehlausrichtung als K ombination
von 4 M essgröß en, oder Zahlen, beschrieben:

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 12/60
12
Vertikaler Parallelversatz (VP)
Horizontaler Parallelversatz (HP)
V ertik aler Wink elversatz (V W)
Horizontaler Winkelversatz (HW)
Jede Ausrichtgröß e beschreibt die Position der zubewegenden M aschine relativ zur stationären
M aschine. Dabei gilt die M ittellinie der stationä-
ren M aschine als die Nullposition. A uf die vier
G rößen wird gewöhnlich in G roßbuchstaben ver-
wiesen: VP, HP, VW & HW.
Die Vorzeichenkonvention für positive und nega-
tive Werte ist wie folgt:
Die Drehrichtung mit oder gegen den Uhrzei-
gersinn wird mit Blick entlang der Welle von der
zu bewegenden M aschine zur stationären M a-
schine bestimmt.
Bei einem positiven Parallelversatz befindet
sich die zu bewegende M aschine im Vergleich zur
stationären M aschine höher (vertikal) oder in
Richtung 3:00 Uhr (horizontal).
Bei einem negativen Parallelversatz befindet
sich die zu bewegende M aschine im Vergleich zur
stationären M aschine tiefer (vertikal) oder in Rich-
tung 9:00 Uhr (horizontal).
Das Vorzeichen des Winkelversatzeshängt von
der Stelle ab, an der die Kupplung klafft. K lafft
die Kupplung an der Position 12:00 (0)°, so ist derVW positiv, klafft sie an Position 3:00, so ist der
HW positiv. Umgekehrt ist der VW negativ, wenn
die Kupplung an Position 6:00 klafft, und der HW
ist negativ bei einer K laffung an Position 9:00.
–4
+4
0

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 13/60
13
Winkel werden oft in Form von Klaffung pro
Durchmesser angegeben. G enau genommen ist
die Klaffung der theoretische Abstand zwischen
den Klaffungen zweier perfekt bearbeiteter
K upplungsflächen an Punkten, die 180° ausein-
ander liegen. Der Durchmesser ist der Arbeits-durchmesser, oder der K upplungsdurchmesser,
an dem die Klaffungen gemessen werden.
A n zwei gegebenen Wellen, die im Raum fixiert
sind, bleibt der vertikale und horizontale Winkel-
versatz immer konstant, unabhängig davon, wo
entlang der Wellen die M essungen gemacht wer-den. Der vertikale und horizontale Parallelversatz,
andererseits, hängt stark von dem M essort ab.
Wenn die M essungen an anderer Stelle gemacht
werden, ändern sich nur die Parallelversatzwerte.
A ufgrund des veränderlichen Charakters des Par-
allelversatzes (der Wert hängt vom M essort ab),muss bei der Beschreibung der Fehlausrichtung
der M essort mit angegeben werden. Zur Verein-
fachung der M essungen ist es allgemein üblich,
die Fehlausrichtung an der Kupplungsmitte anzu-
geben.
Die Verwendung der Kupplungsmitte als M essort
für die Fehlausrichtung bringt für Standard-K upp-
lungen einige Vorteile mit sich. Erstens ist die
K upplungsmitte der Ursprungsort von Schwin-
gungen, die aus einer Fehlausrichtung entsprin-
gen. Zweitens ist die Kupplungsmitte der effekti-ve Punkt der K raftübertragung. D rittens ist die
K upplungsmitte ein sichtbarer intuitiver Punkt,
der leicht messbar und lokalisierbar ist.
Die Fehlausrichtung kann an der Kupplungsmitte
immer vollständig als eine Kombination von VP,
HP, VW und HW ausgedrückt werden.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 14/60
14
Betrachten Sie die folgende Zeichnung einer Zwi-
schenwelle. Sie sehen verschiedene M ethoden,
wie der Ausrichtzustand ausgedrückt werden
kann. A uf jede dieser M ethoden wird nun im
Detail eingegangen.
Zeichenerklärung
• Ø = K upplungsdurchmesser
• q
,
a & b in mrad (positiv bei einer Klaffung an
Position 12:00 Uhr oder 3:00 Uhr)
• Parallelversatz a und Parallelversatz b (positiv,
wenn rechte M aschine sich oben links befin-
det)
• D = K upplungslänge.
Parallelversatz b
K upplungs-länge D
Parallelversatz a
zu bewegende
M aschine
Ø
Øb
q
a

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 15/60
15
Zwei Winkel: Die Fehlausrichtung kann vollstän-
dig über die Winkel zwischen der Zwischenwelle
und den beiden M aschinen beschrieben werden.
A lpha ( a ) ist der Winkel zwischen der stationären
M aschine und der Zwischenwelle. Beta ( b ) ist der
Winkel zwischen der Zwischenwelle und der zubewegenden M aschine. K laffung nach oben ist
positiv, nach unten negativ. Die am häufigsten
verwendete Einheit ist M illirad.
Parallelversatz und Winkel:Parallelversatz a ist
der Abstand zwischen den M aschinenmittellinienan der rechten K upplung. Parallelversatz b ist
gleich a D. Der Winkel Theta ( q ) ist der Winkel
zwischen der stationären M aschine und der zu
bewegenden M aschine. Er ist gleich a ÿ + ÿ b . Diese
M ethode wird häufig für Standard-K upplungen
verwendet und ist auf den vorherigen Seiten
beschrieben. Beachten Sie dabei, dass der Wert
für Parallelversatz a von der Länge D abhängt.
Parallelversatz und Klaffung: Durch M ultipli-
zieren des oben angegebenen Winkels ( q ) mit
einem Durchmesser, wird der Winkel in die äqui-
valente Klaffungsdifferenz an der K upplung kon-
vertiert (d. h. Klaff ung = q Durchmesser). Dabei
wird der selbe Parallelversatz a verwendet. DieseM ethode wird oft als ‘Radial-A xial-M essverfah-
ren’ bezeichnet. Sie wird in O PTA LIGN® PLUS und
anderen A usrichtsystemen eingesetzt.
Zwei Parallelversätze: Die Fehlausrichtung
kann auch als K ombination von Parallelversatz a und Parallelversatz b richtig ausgedrückt werden.
Parallelversatz a = a D und Parallelversatz
b = b D.
Diese M ethode wird gelegentlich bei langen Zwi-
schenwellen in der Doppelradial-M essuhrmetho-
de angewandt.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 16/60
16
Folgen der Fehlausrichtung
Maschinenschäden
Was passiert, wenn die Ausrichtung zu ungenau
ist? Die Fehlausrichtung führt zu einer Überla-stung der M aschinen und kann M aschinen-
schwingungen mit sich bringen. Eine abnormale
oder übermäß ige M aschinenbelastung führt zu
einer erhöhten Belastung der Lager, Dichtungen
und Wellen, und reduziert somit ihre Lebensdau-
er: sogar flexible Kupplungen übertragen die
K räfte einer Fehlausrichtung von den Wellen auf
diese Komponenten.
A usrichttoleranzen von K upplungen sind stets nur
A nhaltspunkte für die Widerstandsfähigkeit der
K upplungen gegen Fehlausrichtungen, nicht je-
doch unbedingt der Widerstandsfähigkeit derK omponenten.
Beispielsweise erfordern moderne mechanische
Dichtungen eine genaue Installation und Wellen-
ausrichtung. Das Diagramm rechts unten verdeut-
licht, wie bereits eine kleine Fehlausrichtung den
Eintritt von Verunreinigungen durch die Dichtungermöglicht und somit zum vorzeitigen Verschleiß
führt. (Das Ersetzen einer Dichtung kann bis zu
60% des Einkaufspreises einer Pumpe betragen.)
M angelhafte Ausrichtung kann über Schwin-
gungsanalysen qualitativ detektiert werden: in
den radialen und axialen Frequenzspektren befin-
den sich die erhöhten M esswerte oft an der
Drehfrequenz oder dem V ielfachen davon. A us
diesem G rund ist es ratsam, die endgültige Aus-
richtung mittels einer Schwingungsmessung zu
überprüfen.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 17/60
17
ÜberhöhteSchwingungen
Lagerschäden
Dichtungsverschleiß durchVerbiegen der Welle
Dichtungsring k lafft auf, Verunreinigun-gen, Flüssigkeit und G as oder Prozessflüs-sigk eiten treten in das Lager ein, G asentweicht unter Druck
Schwingunganalyse
Stoß impulsmessung

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 18/60
18
A uswirkungen einer Fehlerausrichtung der Wel-
len standzuhalten, werden die M aschinen den-
noch einer zusätzlichen Belastung ausgesetzt,
was zu vorzeitigem Verschleiß (oder sogar A us-fall) der Lager und Dichtungen führen kann.
Erhöhte Kupplungsbelastung
Eine erhöhte Belastung der Kupplung kann durch
die Infrarot-Thermographie sichtbar gemacht
werden: je heißer das M aschinenteil, umso heller
erscheint es im Thermogramm.
Die Thermogramme wurden an einem typischen
Prozessaggregat (M otor/Pumpe) aufgenommen,
das zunächst mit der üblichen M essuhrenmetho-
de (rechts), und dann laseroptisch mittels
OPTALIGN ® PLUS (links) ausgerichtet wurde.
Nach der ersten M ethode erwärmte sich nicht nur
das flexible Element der Kupplung, sondern auch
die M aschinen entwickelten deutlich erhöhte
Temperaturen.
Damit ist die häufig gestellte Frage beantwortet:
„ Warum muss man sich überhaupt mit einergenauen A usrichtung abgeben, wenn ohnehin
eine flexible K upplung installiert ist?“ A uch wenn
die flexible Kupplung an sich in der Lage ist, die

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 19/60
19
Normale
A nsicht der
installierten
K upplung
Infrarot-Fotos der
thermischen Strahlung
Mit OPTALIGN®PLUS Ohne OPTALIGN®PLUS

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 20/6020
Gute Ausrichtung = Geld auf dem Konto
einer Fehlausrichtung der Energieverbrauch um
ungefähr 1,0% ansteigt – oder in anderen Wor-
ten, dass Energieersparnisse von rund 0,5% er-
zielt werden können (noch mehr bei Reifenkupp-
lungen), wenn die A usrichtung auf einige Hun-
dertstel M illimeter verbessert wi rd (mi t
OPTALIGN® PLUS sehr einfach zu erreichen).
Bei Stromkosten von 10 Cent pro K ilowattstunde
beträgt die Gesamtersparniss
30.000 kW x 0,5% x 0,10 Cent/kWh =
€15,00 pro Stunde oder
€100.800 pro Jahr
rechnet man mit 280 Tagen à 24 Stunden.
Eine kürzlich durchgeführte Studie in einem gro-
ß en Chemiekonzern ergab interessante Ergebnis-
se bezüglich der potentiellen Einsparungen, die
eine gute A usrichtung von gekuppelten rotieren-
den M aschinen erbringen könnte. Die geschätzte
Leistungsaufnahme der rotierenden M aschinen
betrug jährlich zwischen 25 und 30 M egawatt.
Über einen Zeitraum von sechs Wochen wurde
eine kontrollierte Auswertung der Energieverluste
an zunehmend fehlausgerichteten M aschinen
durchgeführt. Die Ergebnisse dieser Auswertungsehen Sie auf der Seite 22. Danach wurde auch
der G rad der Fehlausrichtung an einem Bestand
von 160 M aschinen untersucht. Dabei wurde ein
groß er Bereich an Fehlausrichtungen aufgezeigt,
die hier im K uchendiagramm dargestellt sind. A us
diesen Daten können wir einen repräsentativenVersatz von 0,35 mm annehmen (d. h. aus der
M itte der am häufigsten auftretenden G ruppe).
Im Versatzdiagramm für elastische Bolzenkupp-
lungen (Seite 22, links oben) sehen wir, dass bei

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 21/60
21
Fehlausrichtung von Wellen in 1/100mm
(von 160 nach dem Zufallsprinzipausgesuchten M aschinen)
0–5 akzeptable
A usrichtung
7%
6–10
10%11–29
23%
21–5031%
51–100
18%
>100
11%

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 22/6022
0
%
A
n
st
i
e
g
PARA LLELVERSATZ in mm
Elastische Bo lzenkupp lung bei 3000 U/min
%
A
n
s
t
i
e
g
Reif en kupp lung bei 3000 U/min
PARA LLELVERSA TZ in mm
Reife nku pplung bei 3000 U/min
K LAFFUNG in 0,01 mm / cm K upplungsdurchmesser
%
A
n
s
t
i
e
g
Kla f f. %
,004 0,3
,008 3,1
,010 3,3,011 5,7
,016 7,8
%
A
n
s
t
ie
g
0,25 0,740,53 0,99 1,24
0,05 0,10 0,15 0,20 0,25 0,30 0,3500,02 0,04 0 ,06 0,08 0,10 0 ,12 0,160 0,14
1
1,5
2
2,5
3
3,5
4
4,5
0
5
Elastische Bo lzenkupp lung bei 3000 U/min
0,53 0,74 0,99 1,24 1,520,25
K LAFFUNG in 0,01 mm / cm K upplungsdurchmesser
0
1
2
3
4
5
6
7
0
0
1
2
3
4
5
6
7
8
9
0
1
2
3
4
5
6
7
8
0,5
Auswirkungen auf die Leistungsaufnahme
Kla ff . %
,008 0,3
,016 1,2
,024 3,2,032 4,8
Vers. %
0,03 0,0
0,25 0,70,53 1,0
0,74 1,3
0,99 2,8
1,24 8,5
Vers. %
0,03 0,0
0,25 0,70,53 1,0
0,73 1,3
0,99 2,0
1,24 5,2
1,52 6,6

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 23/60
23
Der Dicht un gsherst el ler bestät igt :
50 mal längere Maschinenlebensdauer bei guter Wellenausrichtung
Die Verbesserung der Wellenausrichtung ist eine
ausgezeichnete M ethode, mit der gegen unvor-
hersehbare Ausfälle von rotierenden M aschinenvorgebeugt werden kann. Zu diesem Schluss kam
auch die INTECH Schulungsabteilung der DU RA -
M ETA LLIC Sealing Systems Worldwide. Die A bbil-
dung auf Seite 24 verdeutlicht, wie sich bei
verbesserter Wellenausrichtung die durchschnitt-
liche Betriebsdauer zwischen zwei aufeinander-folgenden M aschinenausfällen verlängert. Wird
die M aschine mit einem relativ großen Versatz
betrieben, so ist zu erwarten, dass sie nur ein paar
M onate läuft ehe sie ausfällt.
Wird zum Beispiel der Versatz von 0,5 mm auf
0,05 mm reduziert, so verbessert sich der mittlere
A usfallabstand von 4 auf 200 M onate – um den
Faktor 50!
Die Fehlausrichtung von Wellen wird allgemein
als die bei weitem häufigste Ursache für A usfälle
bei rotierenden M aschinen anerkannt. Im Falle
typischer M aschinenanlagen sind ‘ flexible’ K upp-
lungen zwischen den Wellen in der Lage bis zu
einem gewissen G rad M aschinen am laufen zu
halten – und das trotz geringfügiger Fehlausrich-
tungen, welche im normalen Betrieb auftreten.
Übersteigt die Fehlausrichtung jedoch bestimmteToleranzgrenzen, nehmen Schwingungen und
Reibungen zu und führen letztendlich zu vorzeiti-
gem M aschinenausfall und ungeplantem Produk-
tionsstillstand.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 24/60
24
Laufzeit bis zum Maschinenausfallverursacht durch Wellenfehlausrichtung
Kontinuier-
licher Betrieb,in Monaten
Fehlausrichtung,gesamter Parallelversatz
100
10
1
0,1 2,5 mm 1,2 mm 0,05 mm

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 25/60
25
Ausrichtmethoden im Vergleich
Die verschiedenen A usrichtmethoden sind im Dia-
gram auf der nächsten Seite verdeutlicht.
Haarlineal: Das Haarlineal wurde und wird heute
noch oft zum A usrichten verwendet. Da jedoch
die A uflösung des menschlichen A uges auf 1/10
mm beschränkt ist, ist die G enauigkeit der Aus-
richtung entsprechend begrenzt.
Die Korrekturwerte für die M aschinenfüße wer-
den normalerweise auf Basis der Erfahrungswertedes M aschinenschlossers abgeschätzt, der über
gute K enntnisse der jeweiligen M aschine verfü-
gen muss. Infolgedessen sind wiederholte Aus-
richtprozeduren erforderlich, bis die M aschine
mehr oder weniger ausgerichtet ist, und auch
dann lässt die G enauigkeit der Ergebnisse zuwünschen übrig.
Messuhren: M essuhren stellen bei der A usrich-
tung einen erheblichen Fortschritt gegenüber
dem Haarlineal dar, da eine M essgenauigk eit von

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 26/60
26
NOV
23
MAINAIN
.......BATT..............BATT........ ..........................................
AUXUX CHARGEHARGESLEEPLEEP
MENU CLR
ON
OFF
DIM M
ENTER
M ethode
Bediener
NötigeSchulung
Auflösung
Haarlineal M essuhr
Der Zauberkünstler
JahrelangeErfahrung
Der Fachmann
Wochen
Jeder
WenigeStunden
max. 1/10 mm 1/100 mm
1/1000 mm
ROTALIGN® PRO
Ausrichtmethoden im Vergleich

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 27/60
27
1/100 mm, d. h. zehn mal genauer als das Haarli-
neal erzielen kann. Voraussetzung dafür ist je-
doch, dass der Bediener die notwendige Schu-
lung, Übung und Sorgfalt mitbringt, um die
M echanik zu montieren und die Verfahren sach-
gemäß durchzuführen. In der Praxis fällt jedochdie Ausrichtung mittels M essuhren in über 90%
der Fälle nicht genauer aus als die Ausrichtung
mittels Haarlinealen. Berechnungen sind in der
Regel kompliziert, weshalb Ingenieure meist i tera-
tiv die M aschinen justieren, bis die M esswerte für
alle M essstellen Null entsprechen. Dabei werden
durchhängendes M essgestänge und eine Vielzahl
anderer Fehlerquellen auß er Acht gelassen.
Die in der dritten Spalte abgebildeten laseropti-
schen A usrichtsysteme haben eine hohe G enauig-
keit von ± 1/1000 mm, verzichten auf M echanik ,
die durchhängen könnte, bieten Ergebnisse, diekeine weitere Interpretation oder Berechnung
erfordern, ermöglichen wiederholbare M esswer-
te, und sind bedienerfreundlich.
Genauigkeit von Messuhren
Bis laseroptische A usrichtsysteme auf dem M arkt
erschienen, waren alleine M essuhren in der Lage,
genaue Ausrichtergebnisse zu erzielen. A ufgrund
des mechanischen A ufbaus sind sie jedoch emp-
findlich gegenüber einer Vielzahl von Faktoren,
die ihre G enauigkeit beeinträchtigen.
Durchhang der Messuhrenhalterungen: Der
M essstangendurchhang sollte immer vor der ei-
gentlichen A usrichtmessung bestimmt werden –
egal wie stabil die Halterungen erscheinen mö-gen!
Interne Reibung/Hysterese: G elegentlich muss
leicht gegen die M essuhr gekloppft werden, da-
mit der Zeiger den exakten Wert anzeigt (der aber
unter Umständen nicht der korrekte Wert ist).
Auflösung von 1/100 mm:Bei jedem M esswert
kann beim A uf- bzw. A brunden ein Fehler von bis
zu 0,005 mm entstehen – was zu einem G esamt-
fehler von bis zu 0,04 mm führen kann.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 28/60
28
Durchhang des
M essgestänges
Interne Reibung/
Hysterese
A uflösung 1/100 mm
(A b- bzw. A ufrundungs-
fehler)
A blesefehler:• ± Vorzeichenfehler
• Parallaxenfehler
• Spiegelverkehrtes
A blesen
Spiel in den
mechanischen
Verbindungen
Schief angebrachteM essuhr
A xiales Wellenspiel
1040
0
455
3020
25
40
3515
5
10
15
2025
30
35
45
10 4 0
0
45
5
3 0
2 0
2 5
40
3 5
15
5
10
15
2 0 2 5
3 0
3 5
4 5

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 29/60
29
Ablesefehler: M enschliche Fehler können leicht
eintreten, wenn die Anzeigen unter schlechten
Bedingungen, wie z. B. schwache Beleuchtung,
Platzmangel oder unter Zeitdruck, abgelesen wer-
den müssen. Überdies wird das A blesen der
A nzeigen dadurch erschwert, dass sie oft auf denK opf gestellt sind oder mit einem Spiegel abgele-
sen werden müssen, während sie an den ver-
schiedenen Drehpositionen der Welle positioniert
werden, die für die Ausrichtmessungen erforder-
lich sind.
Spiel in den mechanischen Verbindungen:
G eringes Spiel, dass u. U. gar nicht warnehmbar
ist, kann bereits zu erheblichen Fehlern in den
Ergebnissen führen.
Schief angebrachte Messuhr: Ist die M essuhr
nicht senkrecht zur M essfläche angebracht, kannein Teil des Versatzmesswertes verloren gehen.
Axiales Wellenspiel: Die axialen M esswerte am
Flansch, die zur M essung des Winkelversatzes
aufgenommen werden, können durch Wellen-
spiel verfälscht werden, es sei denn es werden
zwei axialmontierte M essuhren verwendet.
Diese Faktoren steigern den Aufwand und das
Fehlerrisiko bei der Arbeit mit M essuhren.
Die folgenden sechs Seiten bieten einen Überblick
über die verschiedenen Ausrichtmethoden, die
mittels M essuhren durchgeführt werden können,
und geben Formeln für die Berechnung von
M aschinenkorrekturen.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 30/60
30
Montage
Das Radial-A xial-Verfahren hat seinen Namen von
der Position der M essuhrentaster während der
M essung. D ie folgende Abbildung zeigt den tradi-
tionellen M essuhrenaufbau.
Ist die M essuhr montiert, werden die Wellen
synchron gedreht und die M esswerte an den
Positionen 12:00, 3:00, 6:00 und 9:00 Uhr abge-
lesen.
Bei dieser Ausrichtmethode wird die M essuhr
verwendet. Der Zeiger zeigt auf die Einteilungen,
die auf dem Zifferblatt markiert sind. Wenn der
Taster in die M essuhr verschoben wird, dreht sich
der Zeiger im Uhrzeigersinn. Die Anzahl der
M arkierungen, an denen sich der Zeiger vorbei
bewegt, entspricht der Entfernung, über die der
Taster in die M essuhr verschoben wurde. Der
Zeiger gibt ebenfalls die Entfernung an, wenn der
Taster aus der M essuhr bewegt wird. Üblicher-
weise ist der M esswert positiv, wenn der Tasternach innen bewegt wird, und negativ, wenn der
Taster nach auß en bewegt wird.
Messuhrenausrichtung nach dem Radial-Axial-Verfahren

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 31/60
31
Formeln
Für diesen M essuhrenaufbau erhalten Sie mit
folgenden Formeln die Versatzwerte:
VP = R6 – R0 – RS
2VW = A 6 – A 0 – A S
Ø
Wobei:
R0 = Radial-M esswert an Position 12:00 Uhr
R3 = Radial-M esswert an Position 3:00 Uhr
R6 = Radial-M esswert an Position 6:00 UhrR9 = Radial-M esswert an Position 9:00 Uhr
A 0 = A xial-M esswert an Position 12:00 Uhr
A 3 = A xial-M esswert an Position 3:00 Uhr
A 6 = A xial-M esswert an Position 6:00 Uhr
A 9 = A xial-M esswert an Position 9:00 Uhr
Ø = Durchmesser des K reises, den der Axial-M esstaster beschreibt(= M esskreisdurchmesser)
RS = Durchhang der Radial-M essuhr
A S = Durchhang der A xial-M essuhr(dieser Wert kann ein positives odernegatives Vorzeichen erhalten)
Der Uhrzeigersinn wird mit Blickrichtung entlang
der Welle von der zu bewegende M aschine
(rechts) zur stationären M aschine (links) be-
stimmt.
K orrekturwerte für die rechte M aschine:Unterlegwert (vordere Füße) = (VW x sV) – VP
Unterlegwert (hintere Füße) = (VW x sH) – VP
(Positive Ergebnisse bedeuten, dass Passplat-
ten untergelegt werden müssen. Negative
Ergebnisse bedeuten, dass Passplatten ent-
fernt werden müssen.)
Verschiebewert (vordere Füß e) = (HW x sV) – HP
Verschiebewert (hintere Füß e) = (HW x sH) – HP
(Positiv bedeutet, in Richtung 3:00 Uhr bewe-
gen. Negativ bedeutet, in Richtung 9:00 Uhr
bewegen.)
sV = Entfernung der M essuhrebene zu den
vorderen Füß en der rechten M aschine
sH = Entfernung der M essuhrebene zu den
hinteren Füßen der rechten M aschine
HP = R9 – R3
2HW = A 9 – A 3
Ø

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 32/60
32
M essuhren an Position 12:00 Uhr
Falls die M essuhren an Position 12:00 auf Null
eingestellt und dann an Position 6:00 abgelesen
werden, werden die Unterlegwerte folgenderma-
ß en berechnet:
Unterlegwert (vord. Füße) = (A6–AS)sV (R6–RS)
Ø 2
Unterlegwert (hint. Füße) = (A6–AS)sH (R6–RS)
Ø 2
(Positive Ergebnisse bedeuten, dass Passplat-
ten untergelegt werden müssen. Negative
Ergebnisse bedeuten, dass Passplatten ent-
fernt werden müssen.)
M essuhren an Position 3:00 Uhr
Falls die M essuhren an Position 3:00 Uhr auf N ull
eingestellt und dann an Position 9:00 Uhr abgele-
sen werden, werden die Verschiebewerte folgen-
dermaß en berechnet:
Verschiebewerte (vord. Füße) = (A9 x sV) R9
Ø 2
Verschiebewerte (hint. Füße) = (A9 x sH) R9
Ø 2
(Positiv bedeutet, in Richtung 3:00 Uhr bewe-
gen. Negativ bedeutet, in Richtung 9:00 Uhr
bewegen.)
Die Berechnungen der Unterleg- und Verschiebe-
werte müssen jeweils zweimal durchgeführt wer-
den, einmal an den vorderen und einmal an den
hinteren Füßen.
–
–
–
–

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 33/60
33
Durchhang
Eine Hauptfehlerquelle im diesem Verfahren ist
der Durchhang der M essstange. Dieser Fehler
kann die Unterlegwerte dermaßen beeinflussen,
dass die M aschine nachher in hohem G rade
fehlausgerichtet ist. Der M esstangendurchhangkann allerdings leicht festgestellt werden (der
Wert kann positiv oder negativ ausfallen) und
wird von den 6:00 Uhr-M esswerten abgezogen.
Siehe dazu die obigen Formeln.
Messen des Durchhangs
Um den Durchhang zu messen, montieren Sie die
gesamte M essapparatur (Halterungen, Stangen
und M essuhren) auf einem Stück geradem Rohr.
Befestigen Sie die Halterungen im gleichen A b-
stand, den sie später auf der eigentlichen M aschi-
ne haben werden. M ontieren Sie die M essuhren
ebenfalls so, dass sie möglichst genau ihrer Positi-on auf der M aschine entsprechen. Positionieren
Sie die M essuhren nun auf 12:00 Uhr und stellen
Sie sie auf Null. Drehen Sie das Rohr, bis die
M essuhren auf 6:00 Uhr stehen. Lesen Sie den
M essuhrzeiger In Position 12:00
Uhr auf Null stellen
A ufbau auf 6:00 Uhr drehen undA bweichung ablesen

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 34/60
34
Regel für die Gültigkeit der Messuhrenmesswerte
0,00
O
L R
U
-0,05
-0,40
-0,35
M essuhr 1
0,00
O
L0,30 0,25R
0,60
U
Typische M essuhren-M esswerte bei dem D oppelradial-
oder dem Radial-A xial-M essuhrenverfahren.
Die Summe der L + R (9:00+3:00) M esswerte sollte dem unteren M esswert U entsprechen.
Dieses trifft sowohl auf radiale M esswerte also auch auf axiale M esswerte zu.
M essuhr 2
l di l h f h

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 35/60
35
M esswert ab. Die Radial-M essuhr wird normaler-
weise einen negativen und die A xial-M essuhr
einen positiven oder negativen Wert ergeben. Die
Werte sollten aber um Null liegen.
M essuhr S(links)
M essuhr M(rechts)
Das Doppelradial-Messuhrenverfahren
Bei dieser A usrichtmethode werden ebenfalls
M essuhren verwendet. Der Zeiger zeigt auf die
Einteilungen, die auf dem Zifferblatt markiert
sind. Wenn der Taster in die M essuhr verschoben
wird, dreht sich der Zeiger im Uhrzeigersinn. Die
A nzahl der M arkierungen, an denen sich der
Zeiger vorbei bewegt, entspricht der Entfernung,
über die der Taster in die M essuhr verschoben
wurde. Wenn der Taster aus der M essuhr gescho-
ben wird, gibt der Zeiger die Entfernung ebenfalls
an. Üblicherweise ist der M esswert positiv, wennder Taster nach innen bewegt wird, und negativ,
wenn der Taster nach auß en bewegt wird.
Montage
Ist die M essuhr montiert, werden die Wellen
synchron gedreht und die M esswerte an denPositionen 12:00, 3:00, 6:00 und 9:00 Uhr abge-
lesen.
F l

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 36/60
36
Formeln
Für diesen M essuhrenaufbau erhalten Sie mit
folgenden Formeln die Versatzwerte:
VP = (S6–S0–SS) (S6–S0–SS+M 6–M 0–M S) c
2 2d
VW = (S6 – S0 – SS + M 6 – M 0 – M S)
2d
HP = (S9 – S3) (S9 – S3 + M 9 – M 3) c
2 2d
HW = (S9 – S3 + M 9 – M 3)
2d
Wobei:
S0 = Linker Radial-M esswert an Position 12:00
S3 = Linker Radial-M esswert an Position 3:00
S6 = Linker Radial-M esswert an Position 6:00
S9 = Linker Radial-M esswert an Position 9:00M 0 = Rechter Radial-M esswert an Position 12:00
M 3 = Rechter Radial-M esswert an Position 3:00
M 6 = Rechter Radial-M esswert an Position 6:00
M 9 = Rechter Radial-M esswert an Position 9:00
d = A bstand zwischen M essuhrentaster
c = A bstand von der K upplungsmitte zurEbene der linken M essuhr
SS = Durchhang der M essuhrenstange an derstationären M aschine*
M S = Durchhang der M essuhrenstange an derzu bewegenden M aschine*
* Diese Werte können positiv oder negativ sein
Der Uhrzeigersinn wird mit Blickrichtung von der
zu bewegende M aschine (rechts) zur stationären
M aschine (links) bestimmt.
K orrekturwerte
Unterlegwert (vord. Füße) = (VW x sV ) – VP
Unterlegwert (hint. Füße) = (VW x sH) – VP
(Positive Ergebnisse bedeuten, dass Passplat-
ten untergelegt werden müssen. Negative
Ergebnisse bedeuten, dass Passplatten ent-
fernt werden müssen.)
–
–
7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 37/60
37
Verschiebewert (vord. Füße) = (HW x sV) – HP
Verschiebewert (hint. Füße) = (HW x sH) – HP
(Positiv bedeutet, in Richtung 3:00 Uhr bewe-
gen. Negativ bedeutet, in Richtung 9:00 Uhr
bewegen.)
sV = Entfernung der M essuhrebene zu den
vorderen Füß en der rechten M aschine
sH = Entfernung der M essuhrebene zu den
hinteren Füßen der rechten M aschine
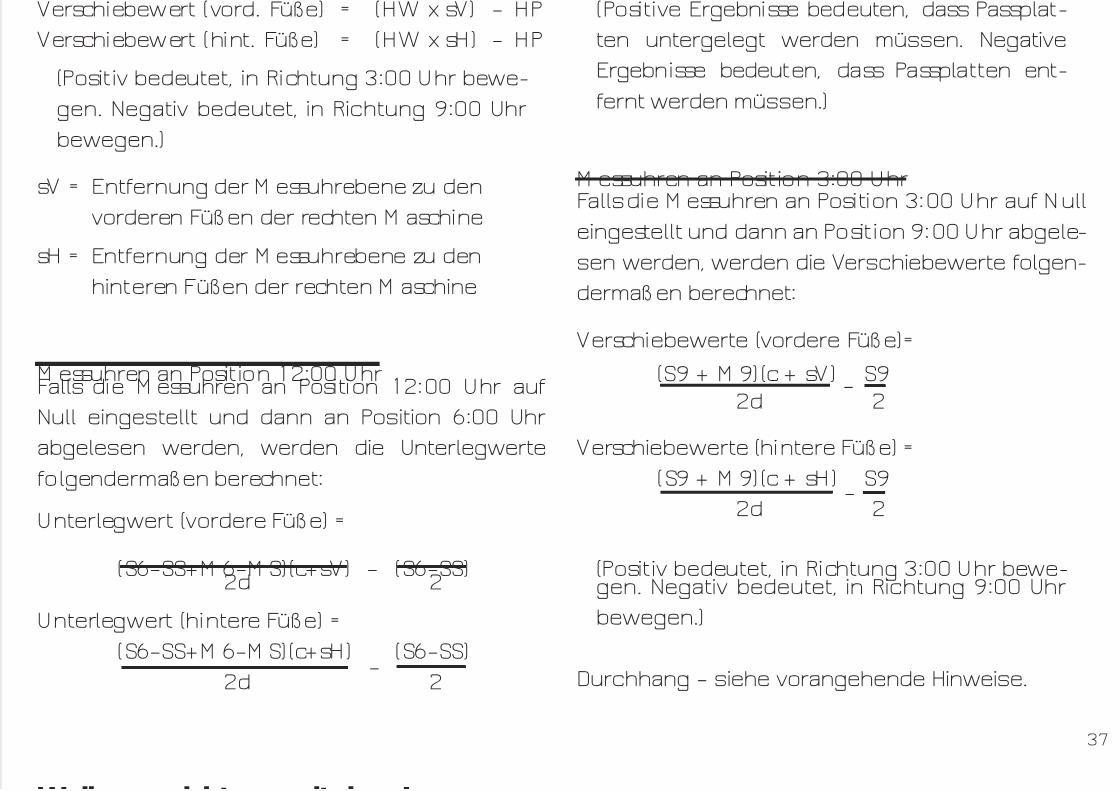
M essuhren an Position 12:00 UhrFalls die M essuhren an Position 12:00 Uhr auf
Null eingestellt und dann an Position 6:00 Uhr
abgelesen werden, werden die Unterlegwerte
folgendermaßen berechnet:
Unterlegwert (vordere Füße) =
(S6–SS+M 6–M S)(c+sV) (S6–SS)2d 2
Unterlegwert (hintere Füße) =
(S6–SS+M 6–M S)(c+sH) (S6–SS)
2d 2
(Positive Ergebnisse bedeuten, dass Passplat-
ten untergelegt werden müssen. Negative
Ergebnisse bedeuten, dass Passplatten ent-
fernt werden müssen.)
M essuhren an Position 3:00 UhrFalls die M essuhren an Position 3:00 Uhr auf N ull
eingestellt und dann an Position 9:00 Uhr abgele-
sen werden, werden die Verschiebewerte folgen-
dermaß en berechnet:
Verschiebewerte (vordere Füß e)=
(S9 + M 9) (c + sV ) S92d 2
Verschiebewerte (hintere Füße) =
(S9 + M 9) (c + sH) S9
2d 2
(Positiv bedeutet, in Richtung 3:00 Uhr bewe-gen. Negativ bedeutet, in Richtung 9:00 Uhr
bewegen.)
Durchhang – siehe vorangehende Hinweise.
–
–
–
–
W ll i ht itd L

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 38/60
38
Wellenausrichtung mit dem Laser
Seit Einführung von Laser und Computer beim
Wellenausrichten vor 20 Jahren sind sich immer
mehr Betriebsingenieure über die Notwendigkeit
hochpräziser Ausrichtverfahren bewusst gewor-
den. Laseroptische M ethoden werden nun in
vielen Firmen als die Standardmethode zur Wel-
lenausrichtung eingesetzt.
Hier sind einige der Vorteile der laseroptischen
A usrichtung zusammengefasst:
• Präzisionsausrichtung ohne manuelle Datenein-gabe oder subjektive Interpretation
• G raphische A nzeige der Ausrichtergebnisse an
K upplungen und M aschinenfüßen
• K eine mechanischen Einrichtungen – kein
Durchhang der Halterungen
• Demontage von K upplungen nicht erforderlich• G enaue und wiederholbare Ergebnisse bei ho-
her Bedienerfreundlichkeit
• K eine vorbestimmten Aufnahmepositionen von
M esswerten, z. B. 12:00, 3:00, 6:00 und 9:00 –
Ergebnisse sind bereits erhältlich, wenn die
Welle weniger als 90 G rad gedreht wird!
• Datenspeicherung und Ausdruck der Ergebnis-
se zur Berichterstattung
• Zertif izierbare K alibrierung der Systemgenauig-
keit
Wohl der schlüssigste Beweis für die Vorteile der
laseroptischen Wellenausrichtung ist die daraus
entstehende Senkung des Schwingungspegelsbeim Betrieb der M aschine. Das Diagramm zeigt,
wie die Anzahl von A larmberichten die durch
Schwingungen verursacht wurden, zurückging
nachdem das O PTA LIGN® PLUS Wellenausricht-
system in einer Erdölraffinerie eingeführt wurde.
Die G rafik bestätigt eine Vielzahl von Berichten,
wonach eine laseroptische A usrichtung einen ru-
higeren M aschinenlauf zur Folge hat.
S h i l /J h

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 39/60
39
Schwingungsalarme/Jahr
700
600
500
400
300
200
100
0Ja hr 1 Ja hr 4 Ja hr 8
Fehlausrichtung
Sonstige(Lagerschäden,Unwucht,Lockerungen)
D OPTALIGN® PLUSS t
7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 40/60
40
Das OPTALIGN® PLUS System
Das komplette O PTA LIGN® PLUS System besteht
aus:
• Laseraufnehmer
• Reflektor
• Bedienteil
• Verbindungskabel zwischen
A ufnehmer und Bedienteil
• K ompakte K ettenspannvorrichtung
A lle diese Komponenten werden von PRÜFTECH-
NIK A G entwickelt und gefertigt. Somit ist ge-
währleistet, dass all Komponenten und Zubehör-
teile funktional zusammenpassen. O PTA LIG N®
PLUS profitiert von der groß en Erfahrung, die in
über 25 Jahren im Bereich des laseroptischenWellenausrichtens gesammelt wurde. Das System
ist daher dafür konzipiert, den Strapazen des
täglichen Einsatzes in der rauhen Industrieumge-
bung standzuhalten. Dabei wurde die Bedienung
so einfach wie möglich gehalten, damit jeder
A nwender perfekte und wiederholbare A usricht-
ergebnisse mit nur wenig A ufwand erzielen kann.
OPTALIGN® PLUS ist nur ein Produkt aus einer
Reihe von Wellenausrichtsystemen der PRÜF-
TECHNIK mit denen ein breiter Bereich von An-
wendungen abgedeckt werden kann – von einfa-
chen Einkupplungssystemen (häufig Pumpen und
M otoren) bis hin zu komplexen A nlagen wie
mehrstufigen Turbinen und K ompressoren. D iekomplette Produktpalette besteht aus den Syste-
men:
MASTERLIGN®
OPTALIGN® PLUS*
ROTALIGN® *
ROTALIGN® PRO*
smartALIGN®
* optional in Ex-A usführung erhältlich

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 41/60
41
Wellenausrichtsystem O PTA LIG N® PLUS
DieVorteiledesOPTALIGN® PLUS

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 42/60
42
Die Vorteile des OPTALIGN® PLUS
OPTALIGN® PLUS bietet eine Vielzahl an einzigar-
tigen Vorteilen gegenüber anderen Wellenaus-
richtsystemen:
• Laseroptische Ausrichttechnologie, die sich seit20 Jahren in der Industrie bewährt hat: PRÜF-
TECHNIK hat das K now-How, G eräte zur Verfü-
gung zu stellen, die den hohen Anforderungen
der Industrie gerecht werden.
• Stabiles IP 65-G ehäuse schützt die robuste La-
sertechnologie vor Schmutz und Spritzwasser.
• Nur geringe Wellendrehung zur Bestimmung
der Ausrichtung erforderlich: Sie erhalten ge-
naue A usrichtergebnisse bei einer Wellendre-
hung von nur 60°.
• Resultat nach 3 einfachen Schritten:
1. A bmessungen eingeben2. Wellen drehen
3. Ergebnisse ablesen!
• Nur ein Kabel: kein Kabelsalat.
• Das K abel kann während der M essdrehung ab-
und wieder angesteckt werden, ohne die Er-
gebnisse zu beeinträchtigen.
• Zuverlässige Universalhalterungen für eine ein-fache und schnelle M ontage, geeignet für klei-
ne und groß e Durchmesser (auch in magneti-
scher A usführung erhältlich).
• Durch das patentierte Unibeam® -Prinzip gibt es
nur einen Laserstahl, der justiert werden muss.
• Ultra-kompakter Reflektor findet auch an Stel-len Platz, die für andere Lasersysteme oder
M essuhren zu eng sind; geringes G ewicht ver-
mindert Durchhang.
• Dank Infinirange® , auch bei sehr groß en Fehl-
ausrichtungen oder groß en Abständen einsetz-
bar (z. B. Zwischenwellen).
• K alibrierung gemäß lokaler oder internationaler
Normen durch CALICHEK ® T.
OPTALIGN® PLUS bietet Ihnen:

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 43/60
43
OPTALIGN® PLUS bietet Ihnen:
Laseroptische Ausrichttechnologie, diesich seit über 20 Jahren in der Industriebewährt hat
Robuste Lasertechnologie, die dem in-dustriellen Einsatz standhält
Nur geringe Wellendrehung zur Be-stimmung der A usrichtung erforderlich
Resultat nach 3 einfachen Schritten:1. A bmessungen eingeben2. Wellen drehen3. Ergebnisse ablesen!
Zuverlässige Universalhalterungen für
die einfache und schnelle M ontage(auch in magnetischer Ausführung er-hältlich)
Nur ein K abel: kein Kabelsalat
Platzsparendes Reflektor-Designfür Stellen, die für andere Systeme/M essuhrenzu eng sind; geringes G ewicht vermindertDurchhang
Durch das patentierte Unibeam® -Prin-zip gibt es nur einen Laserstahl, der
justiert werden muss
Bei groß en Fehlausrichtungen undA bständen einsetzbar (z. B. Zwi -schenwellen) dank der Infinirange®
M essbereichserweiterung
K alibrierung auf lokale oder interna-tionale Normen rückfürbar
K urzanleitung in Bedienteil enthalten
Schutzart IP 65: Spritzwasserge-schützt und Staubdicht
M
DIM
DAS LASEROPTISCHE AUSRICHTVERFAHREN

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 44/60
44
DAS LASEROPTISCHE AUSRICHTVERFAHREN
Vorbereitungen: Maschinenbeweglichkeit
Diese M ethoden ermöglichen es, die M aschine
langsam, gleichmäß ig und sanft zu bewegen.
M ethoden wie z. B. der G ebrauch eines Vor-schlaghammers erschweren die genaue Positio-
nierung und können zu einer Beschädigung der
M aschinen führen (Einprägung von Rattermarken
in den Lagern). Darüber hinaus können die
Schwingungen das A usrichtsystem während der
M O VE-Funktion (K orrekturfunktion) verrücken,
und dadurch zu einer verminderten G enauigkeit
der Positionierungskontrolle führen.
Bei den Vorbereitungen für eine erfolgreiche
A usrichtung ist im ersten Schritt sicherzustellen,
dass die auszurichtende M aschine in den erfor-derlichen Richtungen beweglich ist. Hier handelt
es sich u.a. um die vertikale Beweglichkeit der
M aschine – sowohl aufwärts (mittels entspre-
chender Hebevorrichtungen) als auch abwärts,
(falls, wie oft der Fall, die M aschine gesenkt
werden muss). Ein Senken der M aschine wird
ermöglicht, indem man bei der Erstinstallation 2
bis 4 mm Passplatten unter die Füß e beider
M aschinen legt. Wir empfehlen, dass beiden
M aschinen von vornherein Passplatten unterge-
legt werden, damit V eränderungen im M aschi-
nenfundament ggf. später ausgeglichen werden
können.
Die horizontale Positionierung der M aschinen
erfolgt am besten mittels Verstellschrauben, oder
einem einfachen ‘ M aschinenverstellwerkzeug’
(siehe Abbildung) oder hydraulischen G eräten.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 45/60
45
M aschinen-verstellwerkzeug
VorgefertigtePERMABLOC® Passplatten: Der Vergleich lohnt sich

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 46/60
46
Jährlicher Bedarf an Passplatten
Jährlicher Bedarf =
A nzahl an M asch. x 4 Füß e/M asch. x 3 Passplatten/Fuß
1 A usrichtung pro Jahr
Z. B., jährlicher Bedarf bei 100 M aschinen =
100 M aschinen x 4 Füß e/M aschine x 3 Passplatten/Fuß
1 A usrichtung pro Jahr
= Bedarf von 1.200 Passplatten/100 M aschinen
Die Fertigung von Passplatten von Hand
Das Schneiden von Passplatten von Hand verlangt
mehrere zeitraubende Schritte:
1. Erforderliche G eräte und M etallblech oderRollenstahl beschaffen
2. Passplattenumriss auf Blech einritzen
3. Passplatte ausschneiden
4. Entgraten.
Vorgefertigte PERMABLOC®-Passplatten: Der Vergleich lohnt sich
Bei der Installation rotierender M aschinen ist eine
Positioniergenauigkeit von nur wenigen hun-
dertstel M illimeter entscheidend. Weniger stren-
ge M aßstäbe an die Qualität der Passplatten
führen zu keiner optimalen Auflagefläche für dieM aschinenfüß e, welches sich dann im Betrieb
wiederum in Schwingungen auswirkt. Die Ursa-
che ist oft bei sehr elementaren M ängeln zu
finden, z. B. bei einer Knappheit an Passplatten
mit der richtigen G röße und Stärke bei der
Installation. Eine Vorbeugung macht sich bei derA usrichtung von M aschinen schnell bezahlt.
Für die Fertigung einer Passplatte werden durch Fazit

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 47/60
47
Für die Fertigung einer Passplatte werden durch-
schnittlich 10 M inuten benötigt. Bedenken Sie
nun die Verzögerungen, wenn bei einer gewöhn-
lichen A rbeit an einer M aschine 100 M inuten nur
für die Herstellung der Passplatten benötigt wer-
den. Jede M aschine hat 4 Füße und benötigt 2 bis3 Passplatten pro Fuß: 4 Füß e x 2,5 Passplatten/
Fuß x 10 M inuten/Passplatte = 100 M inuten.
Kostenvergleich zwischen handgefertigtenPassplatten und PERMABLOC®
A llgemeine K osten
A rbeitskosten/Std. €30,00
A rbeitskosten/M in. €0,5
20 Stk. PERM A BLO C® (0,70 mm) kosten €34,00
1 Stk. PERM A BLO C® (0,70 mm) kostet €1,70
K ostenvergleich
4 Passplatten per Hand schneiden:
€0,5 x 4 Passplatten x 10 M inuten = €20,00
K aufpreis für 4 PERM A BLO C® -Passplatten:
€1,70 x 4 Passplatten = €6,80
Fazit
Wie Sie aus diesen Berechnungen nachvollziehen
können, beträgt die Kostenersparniss bei 4 PER-
M ABLO C ® -Passplatten immerhin €13,20.
A ber die eigentlichen Vorteile der PERM A BLO C®
-Passplatten sind vielfach: gratfrei, einfach zu
benutzen, korrekte Stärke, weiter Bereich an
G rößen, dauerhaft markiert, korrosionsresistenter
Edelstahl.
Im robusten PERM A BLO C® -K offer sind die Pass-
platten vor Beschädigung geschützt und ordent-
lich aufbewahrt. M it einem G riff ist die richtige
Passplatte zur Hand und die Ausrichtaufgabe
schnell beendet.
PERMABLOC®-Passplatten: Größen und Bestellnummern

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 48/60
48
Bestellnr. A B C Ø Dicke
A LI 2.500 A k 60 50 15 M 12 0,025
A LI 2.500 A n 60 50 15 M 12 0,05
A LI 2.500 A p 60 50 15 M 12 0,1
A LI 2.500 A r 60 50 15 M 12 0,2
A LI 2.500 A t 60 50 15 M 12 0,4
A LI 2.500 A v 60 50 15 M 12 0,7
A LI 2.500 A w 60 50 15 M 12 1,0
A LI 2.500 A x 60 50 15 M 12 2,0
PERMABLOC -Passplatten: Größen und Bestellnummern
Größe A
Bestellnr. A B C Ø Dicke
A LI 2.500 Ck 100 80 32 M 27 0,025
A LI 2.500 Cn 100 80 32 M 27 0,05
A LI 2.500 Cp 100 80 32 M 27 0,1
A LI 2.500 Cr 100 80 32 M 27 0,2
A LI 2.500 Ct 100 80 32 M 27 0,4
A LI 2.500 Cv 100 80 32 M 27 0,7
A LI 2.500 Cw 100 80 32 M 27 1,0
A LI 2.500 Cx 100 80 32 M 27 2,0
Größe C
Bestellnr. A B C Ø Dicke
A LI 2.500 Bk 80 70 22 M 18 0,025
A LI 2.500 Bn 80 70 22 M 18 0,05
A LI 2.500 Bp 80 70 22 M 18 0,1
A LI 2.500 Br 80 70 22 M 18 0,2
A LI 2.500 Bt 80 70 22 M 18 0,4
A LI 2.500 Bv 80 70 22 M 18 0,7
A LI 2.500 Bw 80 70 22 M 18 1,0
A LI 2.500 Bx 80 70 22 M 18 2,0
Größe B
Bestellnr. A B C Ø Dicke
A LI 2.500 Dk 130 105 44 M 36 0,025
A LI 2.500 Dn 130 105 44 M 36 0,05
A LI 2.500 Dp 130 105 44 M 36 0,1
A LI 2.500 Dr 130 105 44 M 36 0,2
A LI 2.500 Dt 130 105 44 M 36 0,4
A LI 2.500 Dv 130 105 44 M 36 0,7
A LI 2.500 Dw 130 105 44 M 36 1,0
A LI 2.500 Dx 130 105 44 M 36 2,0
Größe D
A
B
C
M aße in mm
InstallationderMaschinen:

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 49/60
49
Installation der Maschinen:Erste Schritte für eine erfolgreiche Ausrichtung
• Die Vorbereitung der M aschinengrundplatte
und der M aschinenauflagefläche, -füß e, -sockel,
usw. ist von größ ter Bedeutung! Eine gute A us-
richtung ist sonst nur schwer zu erreichen! Die
Flächen säubern, richten und G rate von den
M ontageflächen, Bolzenlöchern, usw. , abfeilen.
• Um präzise und wirksam ausrichten zu können,
sollten Passplatten hoher Q ualität zur Verfügung
stehen.
• Bevor Sie das Wellenausrichtsystem auf den
M aschinen montieren, nehmen Sie sich ein paar
M inuten Zeit, um die Ausrichtung der K upplun-
gen/Wellen genau zu begutachten. Ihre Augen
sind Ihr erstes M essgerät!
• Prüfen Sie, ob die Pumpe bzw. der M otorgerade auf der G rundplatte aufsitzt. K ippfuß
überprüfen und gegebenenfalls korrigieren (siehe
nächsten A bschnitt).
Bei der Installation von M aschinen, wie z. B.
Pumpen, G etrieben oder K ompressoren, müssen
einige allgemeine Regeln beachtet werden:
• Die anzutreibende Einheit wird in der Regel
zuerst installiert, und die Antriebsmaschine oder
M otor wird dann an der Welle der anzutreiben-
den Einheit ausgerichtet.
• Falls die anzutreibende Einheit durch ein G etrie-
be angetrieben wird, sollte das G etriebe an derangetriebenen Einheit ausgerichtet werden und
die A ntriebsmaschine an dem G etriebe.
• M it K ontrollen können Sie die G enauigkeit der
M aschinenkupplungen bestimmen. K ontrollieren
Sie, wenn möglich, den Schlag (Rundlauf und
Rechtwinkligkeit bezüglich den Wellenmittellini-en) der Kupplungshälften mittels einer M essuhr
(schlagende K upplungshälften können U nwucht-
probleme bereiten! )
Kippfuß• Die A nzahl an Passplatten möglichst gering

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 50/60
50
Kippfuß
G enauso wie ein kippelnder Stuhl oder Tisch
nerven kann, tut es auch eine „ wackelige M aschi-
ne“ : D ie Position der M aschine verändert sich bei
jedem A usrichtvorgang, und bei jeder Überprü-
fung der A usrichtung wird festgestellt, dass dieM aschine noch immer fehlausgerichtet ist. Wenn
die M aschinenfüß e festgeschraubt werden, ent-
stehen zusätzliche Verspannungen, die zu einer
Verformung des G ehäuses führen können.
Dieser Zustand ist als ‘K ippfuß ’ bekannt und bliebbis heute meist unberücksichtigt, da er äußerst
schwer zu messen ist.
Es gibt zwei unterschiedliche Typen von K ippfuß .
Ein Parallelk ippfuß liegt vor, wenn das Funda-
ment parallel zu den M aschinenfüß en verläuft. Erwird korrigiert, indem die richtige Stärke an
Passplatten einfach hinzugefügt oder entfernt
wird. Winkelkippfuß liegt vor, wenn Fuß und
Fundament einen Winkel zueinander bilden.
• Die A nzahl an Passplatten möglichst gering
halten, d. h. möglichst nicht mehr als 3 Passplat-
ten pro M aschinenfuß/Unterlage.
• K orrigieren Sie die A usrichtung soweit wie
nötig, um sicherzustellen, dass die M aschinen-
wellen beim Betrieb in ihren Lagern zentriertlaufen und innerhalb der Herstellertoleranzen
ausgerichtet sind.
• Vor der Ausrichtung immer die Herstelleraus-
richtvorgaben beachten! Temperaturwachstum
kann u. U. einen ‘kalten‘ A usrichtversatz erfor-
derlich machen.
• Sorgen Sie dafür, dass die an die M aschinen
angeschlossenen Leitungen und Stangen sachge-
mäß gestützt sind, sich bei thermischer Expansion
jedoch frei mitbewegen können.

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 51/60
51
Parallelkippfuß Winkelkippfuß
Normale Passplatten können diesem Problem kei- Ausrichttoleranztabellen

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 52/60
52
Normale Passplatten können diesem Problem kei
ne Abhilfe leisten (ein typisches M erkmal für den
Winkelkippfuß ). M ögliche Lösungen sind eine
Demontage der M aschine, damit die Füße ent-
sprechend abgeschliffen werden können, oder
die Verwendung abgestufter Passplatten, um dieLücke zwischen Fuß und Fundament zu füllen.
A ls grobe Richtlinie, und wenn Toleranzangaben
des Herstellers oder Betreibers fehlen, sollte die
Höhe des K ippfußes ± 0,05 mm (je Fuß) nicht
überschreiten.
Ausrichttoleranztabellen
Die hier empfohlenen Ausrichttoleranzen stellen
allgemeine Werte dar, die auf Erfahrung basieren
und nicht überschritten werden sollten. Sie soll-
ten nur verwendet werden, wenn durch existie-
rende, betriebsinterne Vorgaben oder durch denM aschinen- oder K upplungshersteller keine ande-
ren Werte vorgeschrieben sind.
Betrachten Sie die Tabellenwerte als die jeweils
maximal zulässige Abweichung vom A usrichtziel,
ob ‘Null’ oder ein gewünschter Versatz, derthermisches Wachstum ausgleicht. In den mei-
sten Fällen zeigt ein kurzer Blick in die Tabelle, ob
ein A usrichtwert an der Kupplung noch zulässig
ist oder nicht. M etrische Toleranzen gelten für
M aschinen mit einer Netzfrequenz von 50 Hz und
deren Drehzahl ein Vielfaches oder ein Bruchteil
von 3000 U/min beträgt.
Der Winkelversatz wird normalerweise als Spalt-
breite am K upplungsrand angegeben (‘ K laf-
fung’). Für einen vorgegebenen Winkelversatz

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 53/60
53
U/min Metrisch[mm]
jeder 0.06mm
Akzeptabel Exzellent
600
750 0.19 0.091500 0.09 0.0618003000 0.06 0.0336006000 0.03 0.027200
600750 0.13 0.09
1500 0.07 0.05
18003000 0.04 0.0336006000 0.03 0.027200
600750 0.25 0.15
1500 0.12 0.0718003000 0.07 0.0436006000 0.03 0.027200
OPTALIGN® PLUSblendet das ‘Smiley’-Symbol ein, wennM esswerte im Toleranzbereich liegen(beruhend auf K upplungstyp undDrehzahl )
‘A usgezeichnete’ A usrichtung
‘A kzeptable’ A usrichtung
‘M angelhaft’=A ußerhalb der Toleranzen.Erneut ausrichten!
KeinSmiley
Kippfuß
Standard-K upplungen
Parallelversatz
Winkelversatz (‘ K laffung’)Spaltbreite bezogen auf 100 mm K upplungsdurchmesser
Zwischenwellen undM embrankupplungen
(Scheibenkupplungen)Parallelversatz(pro 100 mm Zwischenwelle)
tiert die Einhaltung dieser Toleranzen nicht denwird mit zunehmendem K upplungsdurchmesser

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 54/60
54
tiert die Einhaltung dieser Toleranzen nicht den
schwingungsfreien Betrieb einer M aschine.
Starre (geflanschte) K upplungen erlauben k eine
Toleranzen für die Ausrichtung. Sie sollten
möglichst genau ausgerichtet werden.
wird mit zunehmendem K upplungsdurchmesser
der Spalt immer größ er. D ie aufgelisteten Werte
sind auf einen K upplungsdurchmesser von
100 mm bezogen. Bei Verwendung des tatsächli-
chen K upplungsdurchmessers wird der Tabellen-
wert mit dem entsprechenden Faktor multipli-ziert.
Für M aschinen mit Zwischenwellen gibt die Tabel-
le den maximal zulässigen Versatz pro 100 mm
Zwischenwellenlänge an.
‘A kzeptable’ Toleranzen werden aus der G leitge-
schwindigkeit geschmierten Stahls auf Stahl be-
rechnet. Ein vorsichtiger Wert von 12 mm/s wird
für die zulässige Gleitgeschwindigkeit eingesetzt.
Da diese Werte auch mit denen übereinstimmen,
die aus elastomerischen Scherwerten abgeleitet
sind, gelten sie ebenfalls für Standard-Kupplun-
gen mit flexiblen Elementen.‘Exzellent’ -Werte basieren auf Schwingungsbeob-
achtungen einer breiten Vielfalt industrieller M a-
schinen zur Feststellung der für Schwingungen
kritischen Fehlausrichtungen; allerdings garan-
ThermischeAusdehnung

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 55/60
55
Thermische Ausdehnung
Bis jetzt haben wir in diesem Handbuch in den
meisten Fällen nur die A usrichtung von rotieren-
den M aschinen im k alten Zustand betrachtet. Bei
größeren M aschinenanlagen und bei M aschinen,
bei denen eine Komponente der A nlage mit einerhöheren Temperatur betrieben wird, müssen die
A uswirkungen des thermischen Wachstums (oder
Schrumpfens) auf die A usrichtung der M aschine
berücksichtigt werden. Es hat keinen Zweck,
einen M aschinenstrang im kalten Zustand genau-
estens auszurichten, wenn sich dieser Zustand beiBetriebsbedingungen wieder verändert. Es gibt
mehrere M ethoden, die richtige Ausrichtung un-
ter Betriebsbedingungen herauszufinden.
• Die Systemhersteller können in der Regel Infor-
mationen zum M aschinenversatz zur Verfügung
stellen.
• Berechnungen können mit H ilfe eines K oeffizi-enten durchgeführt werden, der das thermische
Wachstum des Werkstoffs beschreibt – siehe
nachfolgende Seiten.
• O nline-M essungen des A usrichtzustandes kön-
nen unter kalten und heißen Bedingungen mittelskontaktierenden oder kontaktfreien A usricht-
messgeräten vorgenommen werden.
PERM A LIGN ® ist ein laseroptisches M esssystem,
mit dem Veränderungen der M aschinenposition
währed des Betriebes gemessen und grafisch
aufzeichnet werden können.
Die Abschätzung oder Berechnung der tatsächli- Thermisches Wachstum

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 56/60
56
g g
chen Veränderung in der Ausrichtposition ist
keineswegs ein einfaches Unterfangen. Viele Fak-
toren können die G enauigkeit der Endergebnisse
beeinträchtigen:
• Thermisches Wachstum der Lagerungen
• Veränderungen in den radialen bzw. axialen
Kräften
• Veränderungen in der Ö lfilmdicke in den La-
gern
• Veränderungen im Fundament oder in derG rundplattenauflage
• Veränderungen in den Kräften angeschlossener
Rohre und Leitungen.
Die O nline-M essung berücksichtigt sämtliche Fak-
toren und ergibt genaue, wiederholbare Ergeb-
nisse zum thermischen Wachstum.
e sc es ac s u
Wellengekuppelte M aschinen erreichen beim Be-
trieb oft Temperaturen, die hoch genug sind, um
eine Ausdehnung des M aschinengehäuses zu be-
wirken. Diese A usdehnung wird als ‘thermisches
Wachstum’ bezeichnet und verursacht eine relati-ve Verlagerung der Wellen aus ihren ‘kalten’
stationären Positionen heraus. Dieses hat stets
eine Verschlechterung des Ausrichtzustandes zur
Folge, wenn keine entsprechenden Vorkehrun-
gen getroffen werden.
Falls Richtung und A usmaß des Wachstums be-
kannt sind, können die M aschinen absichtlich so
falsch ausgerichtet werden, dass sie später in die
richtige Ausrichtung hineinwachsen und für den
normalen Betrieb dann auch gut ausgerichtet
sind. O PTALIG N® PLUS und RO TA LIG N® verfügen
über eine Sonderfunktion, die die Angabe solcher
A usrichtvorgaben ermöglicht. Vorgabespezif ik ati-
on für die kalte Ausrichtung sind in der Regel von
M aschinenherstellern erhältlich.
7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 57/60
57
O nline-M esssystem PERM A LIG N®
Berechnungshilfe für thermisches Maschinenwachstum

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 58/60
58
D L = L x ( a ) x ( D T )
wobei
D L = thermisches Wachstum
L = M ittellinienhöhe zurM aschinengrundplatte
a
= K oeffizient für thermischesWachstum des Werkstoffs(0,0000059 für G usseisen)
D T = Veränderung in derUmgebungstemperatur
Beispiel
Eine Pumpe, die ein 270°C heiß es M edium för-
dert, soll bei Raumtemperatur richtig ausgerichtet
werden.
Pumpe mit Flüssigkeit: 270°C
Höhe zur Wellenmitte: 70 cm
Umgebungstemperatur: 25°C
D L = L ( a ) ( D T )D
L = 70 cm (0,0000059) x (270 – 25)= 70 (0,0000059) x 245
= 0, 10 mm
Ergebnis: Die Pumpe muss bei Raumtemperatur
1/10 M illimeter tiefer gestellt werden.
(M oderne Laserausrichtsystem wie z. B. RO TA -LIGN® PRO können diese K alkulationen direkt
durchführen.)
gwenn Herstellervorgaben fehlen

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 59/60
59
L

7/16/2019 Wellenausrichten leicht gemacht.pdf
http://slidepdf.com/reader/full/wellenausrichten-leicht-gemachtpdf 60/60
PRÜFTECH NIK A GPostfach 12 63D-85730 IsmaningTel: 089 99 61 6-0Fax: 089 99 61 6-184eM ail: info@ pruftechnik.com
Besuchen Sie uns in w w w .pruft echnik.com





























