-
8/18/2019 Zakres opracowania.pdf
1/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
1 | S t r o n a
TECHNOLOGIE SPALANIA OSADÓW ŚCIEKOWYCH
Autor
Natalia Gemza
Sprawdził
Jerzy Kacalak Zaakceptował
Tomasz Konieczny
Wrocław
Marzec 2016
RAPORT SERII CNT NR 1/2016
TECHNOLOGIE SPALANIA OSADÓW ŚCIEKOWYCH
-
8/18/2019 Zakres opracowania.pdf
2/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
2 | S t r o n a
-
8/18/2019 Zakres opracowania.pdf
3/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
3 | S t r o n a
SPIS TREŚCI
SPIS
TREŚCI .................................................................................................................................................3
1. ROZWIĄZANIA SYSTEMU SPALANIA OSADÓW ŚCIEKOWYCH
......................................4
1.1. PIECE
PÓŁKOWE ...........................................................................................................................5
1.2. PIECE FLUIDALNE
.........................................................................................................................6
2. KONSEKWENCJE PODSTAWOWYCH RÓŻNIC W BUDOWIE
............................................8
3. MOŻLIWOŚCI MODYFIKACJI PIECÓW
PÓŁKOWYCH .......................................................
11
4. DOKUMENT REFERENCYJNY BAT
............................................................................................
14
5. SPALARNIE OSADÓW ŚCIEKOWYCH W POLSCE
...............................................................
16
6. PODSUMOWANIE
.........................................................................................................................
17
7. LITERATURA
.....................................................................................................................................
17
8. SPIS ILUSTRACJI
.............................................................................................................................
18
9. SPIS TABEL
.......................................................................................................................................
18
-
8/18/2019 Zakres opracowania.pdf
4/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
4 | S t r o n a
1. Rozwiązania systemu spalania osadów ściekowych
Koszty zagospodarowania odwodnionych osadów
ściekowych metodami przyrodniczymi orazaspekty środowiskowe
takiego rozwiązania spowodowały, że najczęściej wybieraną przezduże
oczyszczalnie ścieków oraz rekomendowaną przez ustawodawstwo
europejskie drogązagospodarowania osadów jest ich termiczna
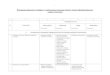
utylizacja. Na poniższym wykresieprzedstawiona jest
przewidywana przez Krajowy Plan Gospodarki Odpadami
Ministerstwa
Środowiska z 2014r. W ciągu najbliższych 4 lat przewiduje
się wzrost udziałuunieszkodliwiania termicznego osadów
ściekowych do poziomu 30%.
Rysunek 1 Zmiany w strukturze odzysku i unieszkodliwiania osadów
z komunalnych oczyszczalni ścieków wperspektywie do 2020r.
Istnieją trzy główne sposoby termicznej utylizacji osadów:
spalenie, współspalanie orazmetody alternatywne tj. piroliza
czy zgazowanie (Bień, 2012). W skali przemysłowejstosowane
jest na dzień dzisiejszy tylko monospalanie (w wydzielonej
instalacji z
wykorzystaniem ciepła ze spalania do wstępnego suszenia osadów)
lub współspalanie (głównie w przemyśle cementowym, energetyce
i spalarniach odpadów komunalnych).
Głównymi zaletami procesu spalania są: największa
możliwa redukcja objętości osadów – ok. 90% redukcji
objętości w
porównaniu z osadem odwodnionym; termiczny rozkład
toksycznych związków organicznych oraz całkowita
higienizacja
osadu;
możliwość odzysku maksymalnej ilości energii z materii
organicznej; minimalizacja odorów powstających podczas
zagospodarowania osadów ściekowych.
Intensywny rozwój technologii spalania w ostatnich kilku
dekadach spowodował, żeoptymalne warunki tego procesu są dobrze
poznane a obecne prace badawcze skupiają się
Unieszkodliwianie
termiczne
Kompostowanie
Wykorzystanie
rolnicze i
przyrodnicze
Stosowane do
rekultywacji
Inne działania
Składowanie
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2012 2016 2020
-
8/18/2019 Zakres opracowania.pdf
5/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
5 | S t r o n a
na poprawie efektywności uzdatniania gazów odlotowych oraz
możliwości odzysku surowcówmineralnych z popiołów.
Ze względu na charakterystykę strumienia osadów ściekowych
nie każde rozwiązaniekonstrukcyjne znane np. ze spalarni
odpadów komunalnych może być stosowane przy
termicznej utylizacji osadów. W technice unieszkodliwiania
osadów ściekowych dominują dwatypy instalacji różniących się
sposobem wprowadzenia i przemieszczania się osadu,rozwiązaniem
rusztu paleniskowego czy kierunkiem przepływu spalin. Są
to:
- piece fluidalne,
- piece półkowe (wielopółkowe).
W niniejszym opracowaniu przedstawiono krótką charakterystykę
budowy i działania tych instalacji oraz przeanalizowano
technologiczne i ekonomiczne następstwa różnic
w icheksploatacji.
1.1.
Piece półkowe
Piec półkowy jest to cylindryczny, wyłożony wewnątrz
ognioodporną ceramiką, piec szybowy.W środku pieca umieszczonych
jest od 6 do 12 poziomych palenisk oraz trzon do
któregoprzymocowane są obrotowe zgarniacze pozwalające na
równomierne rozprowadzenie osadu (Rysunek 2). Zgarniacze oraz
paleniska uformowane są w sposób zapewniający
spiralneprzemieszczanie się osadu – ze zmiennym kierunkiem od
i do ścianek pieca.
Zimne powietrze ogrzewane jest podczas przepływu przez trzon
pieca. Cały strumień, lubtylko jego część, może zostać zawrócony do
najniższego paleniska i zmieszany ze świeżym,
zimnym powietrzem w celu osiągnięcia optymalnej temperatury.
Osad spalany jestw środkowej części pieca, w wyniku czego powstaje
strumień ciepła oraz gazów odlotowych.Gazy te unoszą się w
górę poprzez otwory w paleniskach, w przeciwprądzie
doprzemieszczającego się osadu, zanim zostaną odebrane
i przesłane do instalacji ichoczyszczania. W trakcie kontaktu
z zimnym, wilgotnym osadem na górnych paleniskach
gazyspalinowe ochładzają się co uniemożliwia ich dopalenie.
Jednocześnie, z osadu na skuteksuszenia uwalniane są lotne
związki organiczne, które od razu usuwane są z pieca bezmożliwości
wystawienia na temperatury pozwalające na ich spalenie.
Podsumowując, szyb pieca półkowego podzielony jest na trzy
strefy:
1 – strefa w górna (strefa suszenia), w której
zachodzi odparowanie wody oraz niektórychzwiązków organicznych.
Temperatura z tym obszarze wynosi zwykle ok. 430 - 540°C.
2 – strefa środkowa (strefa spalania), w której
zachodzi spalanie osadu. Zamontowane w niejsą palniki
utrzymujące odpowiednią temperaturę (800 - 930°C).
3 – strefa dolna (strefa chłodzenia), w której
powstały popiół chłodzi się poprzez
ogrzewanie doprowadzanego do pieca powietrza. Temperatura w
tym obszarze wynosi zwykle ok. 170-
200°C.
Ze względu na swoją budowę układ ten jest bardzo wrażliwy na
wszelkie zmiany w ilościdoprowadzanego strumienia osadu jak i jego
wilgotności. Zmiany te odbijają się
-
8/18/2019 Zakres opracowania.pdf
6/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
6 | S t r o n a
niekorzystnie na składzie gazów odlotowych – na skutek
obniżenia temperatury w strefiesuszenia zwiększa się stężenie
monotlenku węgla (CO) oraz węglowodorów (THC –
totalhydrocarbons). Jeżeli zastosowany w układzie system
oczyszczania gazów odlotowych nie mamożliwości szybkiej reakcji na
zmiany składu spalin, eksploatacja spalarni jako całości jestbardzo
utrudniona. Ponadto, niektóre źródła donoszą, że wzrost
temperatury w górnej strefiesuszenia powoduje wzrost
stężenia tlenków azotu (NOx).
Rysunek 2 Schemat pieca półkowego
1.2. Piece fluidalne
Fluidyzacja, czyli proces dwufazowy polegający na doprowadzeniu
sypkiego materiału dostanu pseudopłynnego, charakteryzuje się
bardzo intensywną wymianą ciepła i masy orazdużą powierzchnią
kontaktu faz. Powszechnie stosowany w spalarniach osadów
ściekowychpiec fluidalny jest zazwyczaj cylindrycznym,
wyłożonym wewnątrz ognioodporną powłokąceramiczną piecem
szybowym (Rysunek 3). Brak ruchomych elementów wewnątrz
piecausprawnia jego eksploatację i minimalizuje niebezpieczeństwo
awarii skutkującejkoniecznością rozebrania urządzenia.
W piecu fluidalnym wydzielić można 4 sekcje:
1 – komora podsitowa znajdująca się poniżej dna
sitowego działa jako komora rozprężna,
w której powietrze jest podgrzewane do temperatury ok. 680°C a
następnie ujmowane dokomory spalania;
PALNIK
SZCZOTKA OBROTOWA
GAZY
ODLOTOWE
OSAD
POPIÓŁ
WAŁ OBROTOWY
-
8/18/2019 Zakres opracowania.pdf
7/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
7 | S t r o n a
2 – dno sitowe, w którym umieszczone są dysze umożliwiające
równomierne rozprowadzeniegorącego powietrza w kierunku złoża
fluidalnego. Pełni ono również funkcję podtrzymującązłoże
fluidalne;
3 – komora spalania, w której znajduje się złoże mineralne
(zazwyczaj piasek) będące
nośnikiem podawanej do pieca biomasy. Strumień doprowadzanego
powietrza wprowadzazłoże w stan fluidalny, gdy prędkość jego
przepływu zrówna się z prędkością swobodnegoopadania ziaren piasku.
Bardzo intensywne mieszanie złoża z gorącym powietrzem
skutkujegwałtownym spalaniem się biomasy (czas przetrzymania osadu
w piecu fluidalnym wynositylko 3-5 min).
4 – komora dopalania, czyli wolna przestrzeń nad złożem, w
której dochodzi do dopalenialotnych substancji organicznych. Jej
wysokość jest zależna od wymaganego czasuprzetrzymania gazów
spalinowych. Temperatura w komorze dopalania, ze względu
nautlenianie lotnych węglowodorów jest zwykle 50 - 100°C
wyższa niż w złożu. Popiół
produkowany w piecach fluidalnych, na skutek ścierania się
ziaren piasku jest bardzo drobny,więc jego większość jest unoszona
wraz z gazami odlotowymi. Z tego też względunajważniejszym etapem
oczyszczania spalin jest ich odpylenie (najczęściej przy
użyciuelektrofiltru lub mokrego skrubera).
Rysunek 3 Schemat pieca fluidalnego
OSAD
PALNIK ZAPŁONOWY
GAZY
ODLOTOWE
TERMOPARALANCA NA OLEJ OPAŁOWY
ZAWÓR CIŚNIENIOWY
POWIETRZE
WLOT NOŚNIKA
MINERALNEGO
-
8/18/2019 Zakres opracowania.pdf
8/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
8 | S t r o n a
Tabela 1 Główne różnice w eksploatacji pieca półkowego i
fluidalnego
lp. Parametry Piec półkowy Piec fluidalny
1 Rodzaj przepływu przeciwprądowy intensywne
wymieszanie
w warstwie fluidalnej
2 Transfer ciepła słaby Wysoki
3 Czas przetrzymania osadu 0,5 – 3 h 1 – 5 min
4Czas przetrzymania gazów spalinowych
w wysokiej temperaturze1 - 2 s 6 - 8 s
5 Temperatura spalania 800 - 980°C 760 - 800°C
6 Temperatura gazów odlotowych 430 - 540°C 800 -
870°C
7 Wymagany nadmiar powietrza 75 - 100% 40%
2. Konsekwencje podstawowych różnic w budowie
Różnice pomiędzy piecem fluidalnym oraz półkowym wynikające
z ich budowy oraz działaniawskazują na przewagę systemów ze złożem
fluidalnym. Główne zalety pieców fluidalnych sąprzedstawione w
poniżej.
Niższa emisja tlenów azotu
Mniejsza emisja tlenków azotu pochodzących zarówno z azotu
atmosferycznego jak i azotu
z paliwa jest związana z niższą temperaturą w złożu
fluidalnym, mniejszą ilościąnadmiarowego powietrza oraz
częstotliwości wykorzystania palników.
Betzler i in. (1996) wykazał spadek sumarycznej emisji tlenków
azotu z 65.2 t/a do 2.4 t/a pozamianie pieca półkowego na fluidalny
przy jednoczesnym zwiększeniu przepustowościukładu o 50%.
Niższa emisja monotlenku węgla oraz lotnych
węglowodorów
Emisja CO i THC uzależniona jest od temperatury spalania, ilości
dostępnego tlenu,intensywności mieszania oraz czasu przetrzymania
gazów spalinowych. W piecach fluidalnych,
dzięki dłuższemu przetrzymaniu gazów w układzie oraz jednorodnej
w całym złożutemperaturze, pomimo niższej temperatury spalania i
mniejszej ilości nadmiaru powietrza,sumaryczna produkcja tlenku
węgla i lotnych węglowodorów jest mniejsza.
Betzler i in. (1996) w oczyszczalni ścieków Wyoming
Valley zanotowali znaczącą redukcjęsumarycznej emisji lotnych
węglowodorów (z 13t/a na 0.2 t/a) po zamianie pieca
półkowego na fluidalny i jednoczesnym zwiększeniu
przepustowości instalacji. WedługWhite’a i in. (1999) w
oczyszczalni Osborne emisja THC zmalała 8-krotnie po wymianie
piecapółkowego na fluidalny.
-
8/18/2019 Zakres opracowania.pdf
9/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
9 | S t r o n a
Odpowiedni do okresowej eksploatacji
Okresowa eksploatacja, powodu jąca częste wygaszanie oraz
ponowny rozruch pieca jestznacznie prostsza przy piecach
fluidalnych. Znajdujące się w nich złoże mineralne pełnifunkcję
masy termicznej akumulującej energię cieplną. Wyłączenie pieca
fluidalnego wiąże się
więc z bardzo powolny spadek temperatury – rzędu
10°C/h. Pozwala to na bardzo szybkiponowny rozruch po
jednodniowym lub weekendowym wyłączeniu z eksploatacji.
Dlaporównania, piece półkowe studzą się bardzo szybko, a ich
rozruch wymaga więcej czasuoraz zużywa więcej dodatkowego paliwa.
Sapienza i in. (1994) obliczyli, że całkowity okreseksploatacji
pieca półkowego był w prawie 30% poświęcony na wyłączenia oraz
ponowne
jego rozruchy.
Prostsze sterowanie i automatyzacja procesu
Wynikająca z intensywnego wymieszania faz w złożu fluidalnym
jednorodność temperaturyw całej jego objętości jest jedynym
podstawowym parametrem kontroli procesu. Sterowanie
całym procesem w przypadku zminimalizowania liczby niezależnych
parametrów jest znacznieprostsze. Dla porównania, w przypadku
pieców półkowych konieczność utrzymaniaodpowiednich warunków w
trzech strefach, pomiędzy którymi występują zawiłe zależnościrodzi
dużo komplikacji.
Odporność na zmiany w doprowadzanym osadzie
Ani piece fluidalne ani półkowe nie są przystosowane do spalania
osadu o małymrozdrobnieniu. W zdefiniowanym dla obu rozwiązań
optymalnym zakresie średnicy cząstekosadu to piec fluidalny ma
lepszą zdolność utrzymania sprawnego procesu spalania przy
zmianach właściwości chemicznych, wilgotności, zawartości
lotnych związków organicznychi wynikającej z tych parametrów
wartości opałowej. Dzieje się tak głównie ze względu na dużąilość
energii cieplnej zmagazynowanej w złożu fluidalnym, w którym
dostarczany osad matylko ok. 1% udziału. W piecach półkowych,
ze względu na długi czas przetrzymania osaduoraz istnienie trzech
stref pełniących w procesie spalania zupełnie inne funkcje , takie
zmianyw jakości doprowadzanego osadu są dużą przeszkodą w
utrzymaniu stabilnego procesu.
Mniejsze zużycie dodatkowego paliwa
Mniejsze zapotrzebowanie na dodatkowe paliwo wynika głównie z
wymaganej mniejszejilości nadmiaru powietrza oraz możliwości
zastosowania odzysku ciepła. Podgrzewanie
powietrza w komorze podsitowej do 680°C z wykorzystaniem
wymiennika ciepła do odzyskuciepła z gazów odlotowych pozwala na
osiągnięcie autotermicznego spalania w większościaplikacji. White i
in. (1999) podali, że w oczyszczalni ścieków w Osbourne średni
kosztdodatkowego oleju opałowego w przeliczeniu na tonę suchej masy
osadu zmalał ponaddwukrotnie po wymianie pieca półkowego na
fluidalny.
Mniejsze koszty eksploatacji
Piece fluidalne charakteryzują się mniejszymi kosztami
eksploatacyjnymi ze względu na brakruchomych części, dłuższy
czas użytkowania oraz brak rutynowych przerw
technicznychprzeznaczonych na odżużlanie (Matthews i in.
(2009)).
-
8/18/2019 Zakres opracowania.pdf
10/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
10 | S t r o n a
Dłuższy czas użytkowania jest m.in. wynikiem braków nagłych
zmian temperatury w złożufluidalnym – szok temperaturowy
jest jednym z głównych przyczyn pękania
powłokwyścielających wnętrze pieca. Charakterystyka pracy pieców
półkowych wiąże się z lokalnymi,nagłymi wahaniami temperatury,
które znacznie zmniejszają wytrzymałość powłokiogniotrwałej.
Ponadto lokalne zmiany temperatury skutkują powstawaniem złogów
żużla,
którego usunięcie wymaga regularnego wyłączenia pieca z
eksploatacji. W przypadkuprzywołanej powyżej oczyszczalni w
Osbourne (White i in. (1999)) przerwy technicznespowodowane
koniecznością odżużlania występowały raz w miesiącu.
W strefie spalania pieca fluidalnego nie znajdują się, żadne
ruchome części – intensywnemieszanie osadu jest uzyskiwane
dzięki hydrodynamice złoża. Szczotki obrotowewymuszające ruch osadu
w piecach półkowych wymagają regularnej wymiany ze względu
naścieranie się zgrzebeł.
Mniejszy system oczyszczania gazów odlotowych
Mniejsze zapotrzebowanie na nadmiar stechiometryczny powietrza
przy spalaniu w piecach
fluidalnych skutkuje mniejszym strumieniem gazów odlotowych.
Mniejsza przepustowośćinstalacji do oczyszczania gazów odlotowych
wiąże się nie tylko z mniejszymi kosztamiinwestycyjnymi, ale
również mniejszym kosztami eksploatacyjnymi na które składają
sięm.in. koszty substancji chemicznych wykorzystywanych do
usunięcia takich zanieczyszczeń jak tlenki azotu przez wtrysk
wody amoniakalnej do pieca, tlenków węgla przez wtrysk
zawiesinwodorotlenku lub węglanu wapnia stosowanych w skruberza
– metoda mokra lub wmetodzie suchej. W końcowej fazie układu
oczyszczania zastosowanie złoża z węglemaktywnym dla usunięcia
dioksyn i furanów oraz niektórych metali ciężkich. W
nowychinstalacjach przez wprowadzeniem gazów wylotowych do komina
stosuje się filtr tkaninowy.
Zaletami spalarni z piecami półkowymi są natomiast:
Mniejsze zapotrzebowanie na energię elektryczną
Ze względu na duże opory hydrauliczne złoża fluidalnego,
wymagana moc urządzeniatłoczącego powietrze do pieca fluidalnego
jest większa niż w analogicznym piecu półkowymmimo mniejszego
zapotrzebowania na powietrze.
Mniejsze zapylenie gazów odlotowych
Charakterystyka przemieszczania się strumieni osadu oraz
powietrza w przestrzeni piecapółkowego skutkuje gromadzeniem się
zdecydowanej większości popiołu w dole komoryspalania skąd może być
w prosty sposób ciągle usuwany. Tylko mała część
powstającegopopiołu porywana jest ze strumieniem powietrza co
znacznie ułatwia jest późniejszeoczyszczenie przed odprowadzeniem
do atmosfery.
Mniejsze koszty utylizacji popiołów
Mniejsze koszty utylizacji popiołów pochodzących z pieców
półkowych wynikają głównie zestosunku popiołu usuwanego z dołu
komory do cząstek popiołu porywanych ze strumieniemgazów
odlotowych. Popiół denny (ang. bottom ash) jest suchy i
tańszy w utylizacji niż
strumień zanieczyszczeń stałych, które są usuwane z gazów
odlotowych najczęściej metodamimokrymi np. skurberem. W piecach
fluidalnych większość produkowanego popiołu jest
-
8/18/2019 Zakres opracowania.pdf
11/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
11 | S t r o n a
odprowadzana z urządzenia wraz z gazami odlotowymi tak więc w
tej technologii do utylizacjizostaje skierowany znacznie większy
strumień mokrych popiołów lotnych wychwyconych winstalacji
oczyszczania gazów wylotowych.
Brak konieczności stosowania nośnika mineralnego
Ze względu na burzliwy charakter przepływu w złożu fluidalnym,
systematycznie następujezużywanie się (ścieranie, rozpadanie się,
elutriacja) mineralnego nośnika osadu jakimnajczęściej jest
piasek. Konieczność jego uzupełniania zwiększa koszty
eksploatacyjne złożafluidalnego – koszt ten nie występuje przy
użytkowaniu pieców półkowych.
3. Możliwości modyfikacji pieców półkowych
W związku z zaostrzeniem wymogów prawnych dotyczących jakości
gazów odlotowychniektóre oczyszczalnie posiadające piece półkowe
decydują się na zmianę technologii naspalanie w złożu fluidalnym.
Chcąc jednak ograniczyć wysokie koszty związane z budowącałkiem
nowego systemu ze złożem fluidalnym można pozostać przy istniejącym
rozwiązaniupoddając go pewnej modyfikacji pozwalające j na
poprawę jakości gazów odlotowych:
„zerowa” półka dopalająca dopalacz
zewnętrzny dopalacz regeneracyjny
instalacja regeneracyjnego utleniania chemicznego
Zmiany te umożliwiają dopalenie węglowodorów oraz monotlenku
węgla obecnych w gazachodlotowych na skutek wychłodzenia strumienia
powietrza w górnej strefie komory spalania.
„Zerowa” półka dopalająca
Rozwiązanie to polega na zamontowaniu palnika dopalającego gazy
odlotowe w przestrzeninajwyższej półki oraz zmiany poziomu
zasilania strumieniem osadu na kolejną półkę(Rysunek 4).
Modyfikacja ta wiąże się z koniecznością dostosowania istniejącej
instalacjiuzdatniania gazów odlotowych do obróbki strumienia o
wyższych temperaturach.
Podkreślić należy, że wprowadzając taką zmianę trzeba liczyć się
ze zmniejszeniempojemności użytkowej komory spalania. Tak więc
przeprowadzenie odpowiednich obliczeńtechnologicznych jest
konieczne, aby sprawdzić czy w danym układzie wprowadzenie
półki
dopalającej nie wpłynie niekorzystnie na pracę węzła gospodarki
osadowej.
-
8/18/2019 Zakres opracowania.pdf
12/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
12 | S t r o n a
Rysunek 4 Schemat strefy suszenia pieca półkowego z "zerową"
półką dopalającą
Dopalacz zewnętrzny
Dopalaczem zewnętrznym jest nazywana komora spalania montowana
na wylocie gazówodlotowych, całkowicie poza szybem pieca półkowego.
Jest ona podgrzewana zwykle do815°C co eliminuje problem nadmiaru
węglowodorów oraz monotlenku węgla jednakkosztem zwiększonego
zapotrzebowania na dodatkowe paliwo, większy strumień
gazówodlotowych oraz dodatkową syntezę tlenków azotu NOx.
W poniższej tabeli przedstawione jest zestawienie
zapotrzebowania na dodatkowe paliwooraz wielkość strumienia gazów
odlotowych pieca fluidalnego oraz pieca półkowego o takiejsamej
wydajności z zewnętrzną komorą dopalającą.
Tabela 2 Parametry pracy pieca fluidalnego oraz półkowego z
zewnętrzną komorą dopalania
lp. Parametry Piec półkowy Piec fluidalny
1 Wydajność pieca (t s.m./h) 2 2
2 Strumień powietrza do spalania (kg/h) 29 000
(21 700 do szybu pieca, 7 300 do
komory dopalania)
14 600
3 Temperatura gazów odlotowych (°C) 815
(480 na wylocie z pieca)815
4 Dodatkowe paliwo (kg/h)530
(30 do pieca, 500 do komory
dopalania)
0
5 Strumień gazów odlotowych (kg/h) 36 500
(28 700 na wylocie z pieca)21 600
Dopalacz regeneracyjny/ Instalacja regeneracyjnego utleniania
chemicznego
W celu zmniejszenia kosztów dodatkowego paliwa wykorzystywanego
do dopalenia gazówodlotowych z pieca stosowane są instalacje
regeneracyjnego utleniania termicznego, czyli
PALNIK DOPALAJĄCY
SZCZOTKA OBROTOWA
GAZY
ODLOTOWE
OSAD
-
8/18/2019 Zakres opracowania.pdf
13/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
13 | S t r o n a
dopalanie w komorze zewnętrznej z odzyskiem ciepła. Układy takie
działają na zasadzieodzysku ciepła za pośrednictwem złoża
ceramicznego podzielonego na kilka komór(Rysunek 5).
Rysunek 5 Schemat instalacji regeneracyjnego utleniania
termicznego RTO
(1) – wlot gazów odlotowych z pieca; (2) – system klap
talerzowych; (3) – komora dopalacza RTO, komora spalania;
(4) – palnik gazowy; (5) – wypełnienie ceramiczne; (6)
– wentylator powietrza; (7) – komin; (8) – izolacja
termicznaGazy odlotowe poprzez system klap talerzowych trafiają do
poszczególnych komór, gdzieprzepływając przez wypełnienie
ceramiczne odbiera ciepło nagromadzone w poprzednimcyklu. Kiedy
strumień dociera do komory spalania, miesza się z gorącymi gazami a
palnikipomagają utrzymać wymaganą temperaturę utleniania.
Uzdatnione powietrze przechodziprzez komorę wylotową oddając dużą
część energii cieplnej z powrotem do złożaceramicznego, a następnie
jest odprowadzane kominem do atmosfery lub do kolejnychetapów
oczyszczania.
Porównując parametry eksploatacyjne pieca półkowego z systemem
RTO oraz pieca
fluidalnego należy rozpatrzeć 3 aspekty: zużycie paliwa, emisję
zanieczyszczeń gazowych orazpracochłonność utrzymania
ruchu.
1) Zużycie paliwa – stosowany w układach RTO
odzysk ciepła znacząco zmniejszazapotrzebowanie na dodatkowe paliwo
w porównaniu z klasyczną zewnętrzną komorądopalania. Według
Chilson’a i in. (1994) zużycie dodatkowego paliwa spadło o 90%
pozainstalowaniu układu regeneracyjnego utleniania termicznego.
Jednak większość piecówfluidalnych zasilanych typowym podsuszonym
osadem ściekowych prowadzą spalanieautotermiczne, czyli bez
potrzeby stosowania dodatkowego paliwa.
2) Pracochłonność utrzymania w ruchu – zgodnie z
referatem Topley’a (1998) roczny okrespostoju instalacji RTO
spowodowany koniecznością prowadzenia prac konserwacyjnychwynosi
ponad 100 dni. Zmienna funkcja komór pozwala na minimalizację
zużycia
-
8/18/2019 Zakres opracowania.pdf
14/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
14 | S t r o n a
dodatkowego paliwa jednak jednocześnie ten rodzaj pracy może
powodowaćkondensowanie się kwaśnych gazów w „zimnej” fazie pracy
komory co przyśpiesza korozjęwszelkich stalowych
elementów. Rozkład termiczny substancji organicznych w
strumieniugazu (krakowanie) skutkuje osadzaniem się sadzy w
przestrzeniach złoża ceramicznegozmniejszając jego pojemność
cieplną.
3)
Emisja zanieczyszczeń gazowych – zainstalowanie w
układach oczyszczania gazówodlotowych z pieców półkowych układów
RTO niewątpliwie zmniejsza emisjęwęglowodorów oraz monotlenku
węgla, według Chilson’a i in. (1994) nawet o 95%. Niezarejestrowano
poprawy w jakości gazów odlotowych w aspekcie stężenia tlenków
azotu.Dodatkowo, jeżeli paliwo stosowane do dopalania zawiera
siarkę i układ RTO jestzlokalizowany na końcu instalacji
uzdatniania gazów odlotowych to powstający tleneksiarki
SO2 jest emitowany do atmosfery.
Poniższa tabela przedstawia zestawienie emisji
zanieczyszczeń poszczególnychzanieczyszczeń gazowych emitowanych z
dwóch przykładowych instalacji – piecafluidalnego oraz pieca
półkowego z układem regeneracyjnego utleniania chemicznego.Jak
widać, pomimo zainstalowania układu do dopalania zanieczyszczeń
organicznych,eksploatacja pieców półkowych wiąże się ze znacznie
większym zanieczyszczaniematmosfery.
Tabela 3 Porównanie emisji zanieczyszczeń gazowych z pieca
fluidalnego i pieca półkowego z układem RTO
lp. Zanieczyszczenie
Piec fluidalny (PF)
Oczyszczalnia
Bayshore
Piec półkowy (PP) + RTO
Oczyszczalnia Hatfiels
Township
Współczynnik
emisji (PP/PF)
1 CO (kg/t s.m.) 0,05 0,73 160
2 TCH (kg/t s.m.) 0,01 0,05 6
3NOX jako NO2
(kg/t s.m.)0,44 2,84 6,5
4 SO2 (kg/t s.m.) 0,61 4,10 6,72
4. Dokument referencyjny BAT
Komisja Europejska zgodnie z dyrektywą IPPC w sprawie
zintegrowanego zapobiegania izmniejszania zanieczyszczeń
tworzy standardy BAT (Best Available Techniques ) służące
dookreślania wielkości emisji zanieczyszczeń dla instalacji
podlegających ww. dyrektywie. BAT są
zdefiniowane w dyrektywie jako uznane techniki/technologie o
najwyższej skuteczności zpunktu widzenia możliwości zapewnienia
wysokiego poziomu ochrony środowiska, którychwdrożenie w danym
sektorze jest wykonalne z ekonomicznego i technicznego
punktuwidzenia przy uwzględnieniu kosztów i korzyści jako
całości.
Aktualny dokument referencyjny (BREF – Best
Available Techniques Reference Document )
dotyczący spalania odpadów został opracowany w 2006 roku.
Przedstawione są w nim: - ogólne informacje w sprawie spalania
odpadów; - charakterystyka poszczególnych strumieni odpadów;-
przegląd stosowanych technik spalania odpadów oraz oczyszczania
gazów odlotowych;
- aspekty wzięte pod uwagę podczas określania najlepszych
dostępnych technik;
-
8/18/2019 Zakres opracowania.pdf
15/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
15 | S t r o n a
- lista BAT z podziałem na ogólne zasady dla wszystkich typów
odpadów oraz ichszczególnych rodzajów.Prócz ogólnych standardów dla
wszystkich typów odpadów dla osadów ściekowychsformułowano
dodatkowe dwie najlepsze techniki:
„1) W instalacjach, które są przeznaczone przede wszystkim do
spalania osadówściekowych za BAT zwykle uważa się stosowanie
technologii złoża
fluidalnego , ponieważ im wyższa jest wydajność
spalania, tym, zwykle, mniej
spalin jest wytwarzanych przez układ. Może jednak występować
ryzyko
zapychania złoża niektórymi składnikami osadów
ściekowych .
2) Suszenie osadów ściekowych, najlepiej przy pomocy ciepła
odzyskanego ze
spalania, w stopniu który spowodowałby, że stosowanie
dodatkowych paliw
byłoby zbędne dla normalnego funkcjonowania insta lacji (w
tym przypadku
normalne funkcjonowanie nie obejmuje rozruchu, wygaszania
oraz
sporadycznego używania paliw dodatkowych wspierających
podtrzymywanie
temperatury spalania.”
Obecnie trwa proces aktualizacji dokumentu przez wewnętrzny
serwis naukowy KomisjiEuropejskiej - Wspólne Centrum Badawcze
(Joint Research Centre). Biuro ZintegrowanegoZapobiegania
Zanieczyszczeniom i ich Kontroli (IPPC) koordynuje wymianę
informacjipomiędzy członkami TWG (Technical Working Group) czyli
członkami Unii, przemysłem,organizacjami pozarządowymi zajmującymi
się ochroną środowiska oraz Komisji Europejskiej. Prace
rozpoczęły się w maju 2014 roku i wciągu 6 lat mają zakończyć się
publikacją zaktualizowanego dokumentu BAT. Działania TWG
zostały podzielone na kilka etapów:
- określenie zakresu aktualizacji BAT na podstawie propozycji
członków TWG; - przygotowanie kwestionariuszy i zebranie
danych z poprawnie pracujących instalacji(pracujących na terenie
Unii Europejskiej oraz poza jej granicami) - określenie
parametrów kluczowych dla wyznaczenia standardów BAT oraz
towarzyszących poziomów efektywności środowiskowej związanych
z efektywnością energetyczną iodzyskiem energii
- określenie parametrów kluczowych dla wyznaczenia standardów
BAT oraz poziomówefektywności środowiskowej związanych z
zagospodarowaniem strumieni odpadowych(głównie popiołów oraz gazów
odlotowych).Zgodnie z przedstawionym harmonogramem projekt
zaktualizowanego standardu BAT
zostanie opublikowany na stronie internetowej IPPC w
grudniu 2016. Z dostępnych nastronach internetowych IPPC materiałów
z pierwszego spotkania TWG w kwietniu 2015 wynika, że
ewentualne zmiany w treści BAT będą dotyczyły głównie: -
uwzględnianiu przy zbieraniu danych pracujących instalacji
wykorzystujących pirolizę,gazyfikację oraz proces plazmowy;-
uwzględnienia instalacji współspalania odpadów; - przegląd
najlepszych technik przygotowywania strumieni do spalenia -
przegląd technologii uzdatniania i utylizacji strumieni odpadowych
(popiołów oraz gazówodlotowych). Podkreślono konieczność
uwzględnienia technik odzysku surowców z popiołów,w aspekcie osadów
ściekowych głównie fosforu.
-
8/18/2019 Zakres opracowania.pdf
16/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
16 | S t r o n a
5. Spalarnie osadów ściekowych w Polsce
W Polsce pracuje obecnie 5 spalarni w dużych oczyszczalniach
ścieków – RLM powyżej500 000 (Warszawa, Kraków, Łódź,
Gdańsk, Szczecin) oraz 6 w obiektach o
mniejszejprzepustowości. W większości oczyszczalni (63%) oraz
we wszystkich nowych lubzmodernizowanych obiektach pracują piece
fluidalne. Zestawienie informacji dotyczącychstosowanej technologii
suszenia oraz spalania w polskich oczyszczalniach znajduje się
zponiższej tabeli.
Tabela 4 Monospalarnie osadów ściekowych w Polsce
lp. Oczyszczalnia Miasto RLM Palenisko Uwagi
1
Oczyszczalnia
Ścieków„Czajka”
Warszawa 2 100 000piec
fluidalny
podsuszanie osadu odwodnionego (do
32%sm w suszarce dyskowej) i spalenie w
piecu ze złożem fluidalnym Pyrofluid
2
Oczyszczalnia
Ścieków„Pomorzany”
Szczecin 417 000+ 177 000 piecrusztowy
osad w dwóch oczyszczalni „Pomorzany” i„Zdroje” jest suszony w
suszarkach
taśmowych dwustopniowych Biocon anastępnie spalany w dwóch
piecachrusztowych
3
Oczyszczalnia
Ścieków„Płaszów II”
Kraków 780 000piec
fluidalny
podsuszenie osadu odwodnionego w
suszarce dyskowej Haarslev; spalenie w piecu
ze złożem fluidalnym Pyrofluid
4
Grupowa
Oczyszczalnia
Ścieków„Dębogórze”
Gdynia 420 000piec
fluidalny
suszenie osadu odwodnionego w obrotowej
suszarce bębnowej za pomocą parypodgrzanej; spalenie w piecu
fluidalnym z
narzutnikiem osadu
5
Oczyszczalnia
Ścieków
„GdańskWschód”
Gdańsk 860 000piec
fluidalny
podsuszenie na suszarce dyskowej osad
trafia do pieca ze złożem fluidalnym
6
Oczyszczalnia
Ścieków„Fordon”
Bydgoszcz 270 000piec
fluidalny
Spalane są osady również z oczyszczalni„Kapuściska”. Osad jest
podsuszany do33%sm. a następnie spalany w piecu zezłożem
fluidalnym
7Oczyszczalnia
Ścieków „Łyna” Olsztyn 270 000
piec
rusztowy
osad jest podsuszany w suszarce bębnowej
8
Oczyszczalnia
Ścieków wŁomży
Łomża 150 000piec
rusztowy-
9
Oczyszczalnia
Ścieków „Łącza”
Zielona
Góra 195 000
piec
rusztowy
podsuszenie osadu w suszarce bębnowej;
piec z rusztem ruchomym
10
Oczyszczalnia
Ścieków„Sitkówka-Nowiny”
Kielce 275 000piec
fluidalny
podsuszenie osadu w suszarce bębnowej anastępnie spalenie w
piecu ze złożemfluidalnym Thermilys
11
Grupowa
Oczyszczalnia
Ścieków w Łodzi Łódź 1 000 000
piec
fluidalny
podsuszenie osadu do 30-32%sm w
suszarkach talerzowych przed dawkowaniem
do pieca fluidalnego
-
8/18/2019 Zakres opracowania.pdf
17/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
17 | S t r o n a
6. Podsumowanie
Piece półkowe, jedne z pierwszych rozwiązań stosowanych w
spalarniach osadówściekowych (pierwszy piec półkowy
zainstalowano w 1935r. w Dearborn w stanieMichigan USA), obecnie są
praktycznie niespotykane w swojej podstawowej formie zewzględu na
zaostrzenie się przepisów dotyczących jakości gazów odlotowych
orazrosnących kosztów paliwa.
Studia przypadków (case studies ) opisujące efekty
zmiany technologii pieców półkowychna fluidalne podkreślają
wielowymiarowe korzyści obejmujące zmniejszenie
kosztóweksploatacyjnych układu spalania oraz poprawę jakości gazów
odlotowych.
Dokument referencyjny Komisji Europejskiej wskazuje piece
fluidalne jako BAT (Best
Available Technique ) dla spalania osadów ściekowych.
7.
LiteraturaBetzler, R., Motsko, P., Mullen, J. (1996) Biosolids
Incineration Using Fluid Bed Technology
referat wygłoszony na WEFTEC Annual Meeting, USA
Bień, J. (2012) Z agospodarowanie komunalnych osadów
ściekowych metodami termicznymi ,Inżynieria Środowiska 2012,
vol. 15, nr 4, str. 439-449
Chilson, S., Crocco, J., Domey, P., Baturay, A. (1994) Hatfield
Targets 20% of EPA 503
Regulations at 85% Fuel Savings referat przedstawiony
na WETFEC Annual Meeting, USA
Cusano, G. (2015 ) Review of the Best Available Techniques
(BAT) Reference Document (BREF)
for Waste Incineration. Current Status and Trends .
Prezentacja Integrated PollutionPrevention and Control Bureau z
European Joint Research Centre
Dangtran, K. (marzec 2000) A Comparison of Fluid Bed and
Multiple Hearth Biosolids
Incineration referat przedstawiony na Annual
Residuals & Sludge Management Conference,
Boston
Matthews M., Herbick, R., Dangtran, K. (2009) Replacement of the
multiple Hearth Furnances
by the Fluid Bed Furnances – The R.L. Sutton WRF
Experience referat przedstawiony na
Residuals and Biosolids Conference, USA
Wang, L.K., Shammas, N.K., Hung, Y.T. (2008) Handbook of
Environmentak Engineering,Volume 7: Biosolids Engineering and
Management , USA
Sapienza, F., Curro, J. I Gaudes, R. (1994) Sewage Incineration
at the Manchester, New
Hampshire Water Pollution Control Facility refereat
przedstawiony na 16th National Waste
Processing Conference, USA
Scisson, J., Heitz, M. (1995) You Can Have Your Cake and Eat It,
Too – Complying with NOx
and THC Limits with a Multiple Hearth Incinerator
referat przedstawiony na Joint
WEF & AWWA Conference, USA
-
8/18/2019 Zakres opracowania.pdf
18/18
Raport CNT nr 1/2016. Technologie spalania osadów
ściekowych
18 | S t r o n a
Topley, D. (1998) Comparison of thermal Treatment Technologies
for VOC Control referat
przedstawiony na International Conference on Incineration and
Thermal Treatment
Technologies, USA
Wang, L., Shammas, N. i Hung, Y., Biosolids Engineering and
Management , Springer 2009
White, A., Mayrose, D. i Mullen, J. (1999) Replacement of a
multiple Hearth by a Fluid Bed
Incinerator. The Greensboro Case History referat
przedstawiony na International Conference
on Incineration and Thermal Treatment Technologies, USA
8. SPIS ILUSTRACJIRYSUNEK 1 SCHEMAT PIECA PÓŁKOWEGO
.............................................................................................
6
RYSUNEK 2 SCHEMAT PIECA
FLUIDALNEGO............................................................................................
7
RYSUNEK 3 SCHEMAT STREFY SUSZENIA PIECA PÓŁKOWEGO
Z "ZEROWĄ" PÓŁKĄ DOPALAJĄCĄ .......................
12
RYSUNEK 4 SCHEMAT INSTALACJI REGENERACYJNEGO UTLENIANIA
TERMICZNEGO RTO ............................... 13
9. SPIS TABELTABELA 1 GŁÓWNE RÓŻNICE W EKSPLOATACJI
PIECA PÓŁKOWEGO I
FLUIDALNEGO ........................................ 8
TABELA 2 PARAMETRY PRACY PIECA FLUIDALNEGO ORAZ PÓŁKOWEGO Z
ZEWNĘTRZNĄ KOMORĄ DOPALANIA.... 12
TABELA 3 PORÓWNANIE EMISJI ZANIECZYSZCZEŃ GAZOWYCH Z
PIECA FLUIDALNEGO I PIECA PÓŁKOWEGO Z
UKŁADEM RTO
......................................................................................................................
14
TABELA 4 MONOSPALARNIE OSADÓW ŚCIEKOWYCH W
POLSCE ...............................................................
16