Embed Size (px)
Citation preview
1
ZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ

2
JAK SNÍST SLONA?
PO KOUSKÁCH
PROBLPROBLÉÉMM
ŘŘEEŠŠENENÍÍ
ZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ

3
SLEDOVAT SLEDOVAT STAV STAV ŘŘEEŠŠENENÍÍ, , REPORTING REPORTING VÝSLEDKVÝSLEDKŮŮ
ZAVZAVÉÉST ST VHODNVHODNÉÉ
METODY METODY ŘŘÍÍZENZENÍÍ
DEFINOVAT DEFINOVAT PROSTPROSTŘŘEDKY EDKY MONITORINGUMONITORINGU
A A ŘŘÍÍZENZENÍÍ
UDRUDRŽŽENENÍÍPPŘŘÍÍNOSNOSŮŮ
ANALÝZAANALÝZAZZÁÁKLADNKLADNÍÍCHCH
PPŘŘÍÍČČININ
OPATOPATŘŘENENÍÍKK NNÁÁPRAVPRAVĚĚA PREVENCIA PREVENCI
ANALÝZAANALÝZAPROJEVPROJEVŮŮ
IDENTIFIKOVAT IDENTIFIKOVAT CO JECO JE
A CO NENA CO NENÍÍPROBLPROBLÉÉMM
KDE SE KDE SE PROBLPROBLÉÉM M
VYSKYTUJE VYSKYTUJE A KDE NEA KDE NE
KDY SE KDY SE PROBLPROBLÉÉM M
VYSKYTUJEVYSKYTUJEA KDY NEA KDY NE
OVOVĚŘĚŘIT NEBO IT NEBO VYLOUVYLOUČČIT IT
MOMOŽŽNNÉÉ PPŘŘÍÍČČINYINY
DEFINOVATDEFINOVATVVŠŠECHNY ECHNY
MOMOŽŽNNÉÉPPŘŘÍÍČČINYINY
VYBRAT VYBRAT METRIKY, METRIKY, ZKOUZKOUŠŠKYKYA MA MĚŘĚŘENENÍÍ
IDENTIFIKOVAT IDENTIFIKOVAT ALTERNATIVNALTERNATIVNÍÍPREVENTIVNPREVENTIVNÍÍ
OPATOPATŘŘENENÍÍ
PLPLÁÁNOVATNOVATA ZAVA ZAVÉÉST ST
NNÁÁPRAVNPRAVNÉÉOPATOPATŘŘENENÍÍ
VYBRAT VYBRAT VYHOVUJVYHOVUJÍÍCCÍÍOPATOPATŘŘENENÍÍ
4 F4 FÁÁZOVÝ MODELZOVÝ MODELZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ
4
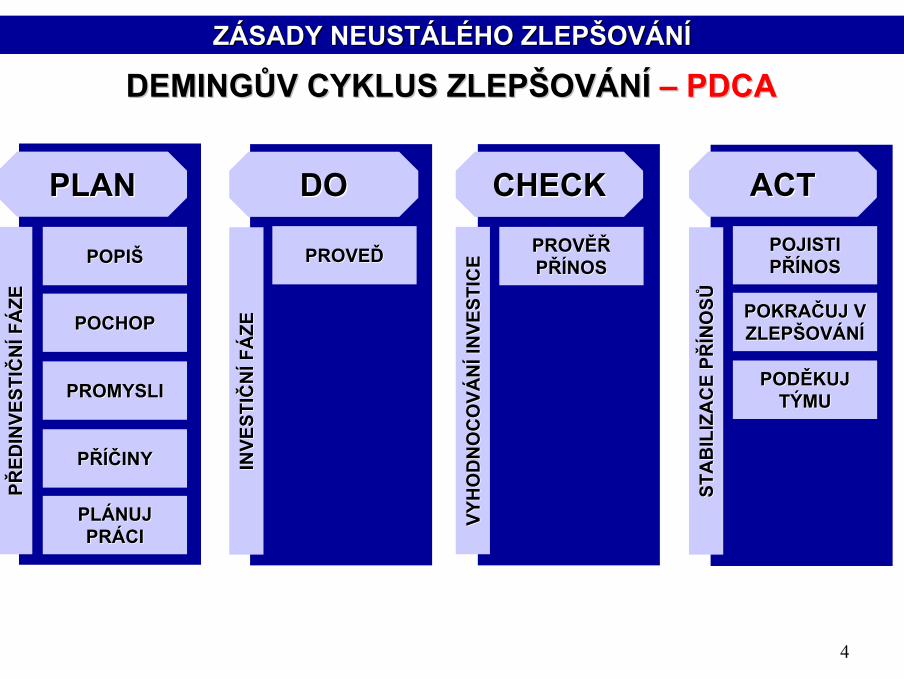
DEMINGDEMINGŮŮV CYKLUS ZLEPV CYKLUS ZLEPŠŠOVOVÁÁNNÍÍ –– PDCAPDCA
PPŘŘÍÍČČINYINY
PLPLÁÁNUJ NUJ PRPRÁÁCICI
DODO ACTACTCHECKCHECKPLANPLAN
PROMYSLIPROMYSLI
POCHOPPOCHOP
POPIPOPIŠŠ PROVEPROVEĎĎ PROVPROVĚŘĚŘPPŘŘÍÍNOSNOS
PODPODĚĚKUJ KUJ TÝMUTÝMU
POKRAPOKRAČČUJ V UJ V ZLEPZLEPŠŠOVOVÁÁNNÍÍ
POJISTI POJISTI PPŘŘÍÍNOSNOS
PP ŘŘ E
DIN
VEST
IED
INVE
STI ČČ
NNÍÍ FF
ÁÁZEZE
INVE
STI
INVE
STI ČČ
NNÍÍ FF
ÁÁZEZE
VYH
OD
NO
CO
VVY
HO
DN
OC
OV ÁÁ
NNÍÍ I
NVE
STIC
EIN
VEST
ICE
STA
BIL
IZA
CE
PST
AB
ILIZ
AC
E P ŘŘ
ÍÍ NO
SN
OS ŮŮ
ZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ

5
CHYBYCHYBY
ZMETKYZMETKY
ČČEKEKÁÁNNÍÍ
NADPRODUKCENADPRODUKCE
ZBYTEZBYTEČČNNÉÉPOHYBYPOHYBY
ZZÁÁSOBYSOBY
PPŘŘEPRACOVEPRACOVÁÁNNÍÍ
JDI NA
GEMBAGEMBAPOZORUJ
GEMBUTSUGEMBUTSUHLEDEJ
MUDAMUDADĚLEJ
KAIZENKAIZEN
DÍLNA, KANCELÁŘ, MÍSTO VZNIKU
PROBLÉMUREÁLNÉ VĚCI ZTRÁTY,
PLÝTVÁNÍNEUSTÁLÉ
ZLEPŠOVÁNÍ
ZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ
KAIZEN KAIZEN ––
6
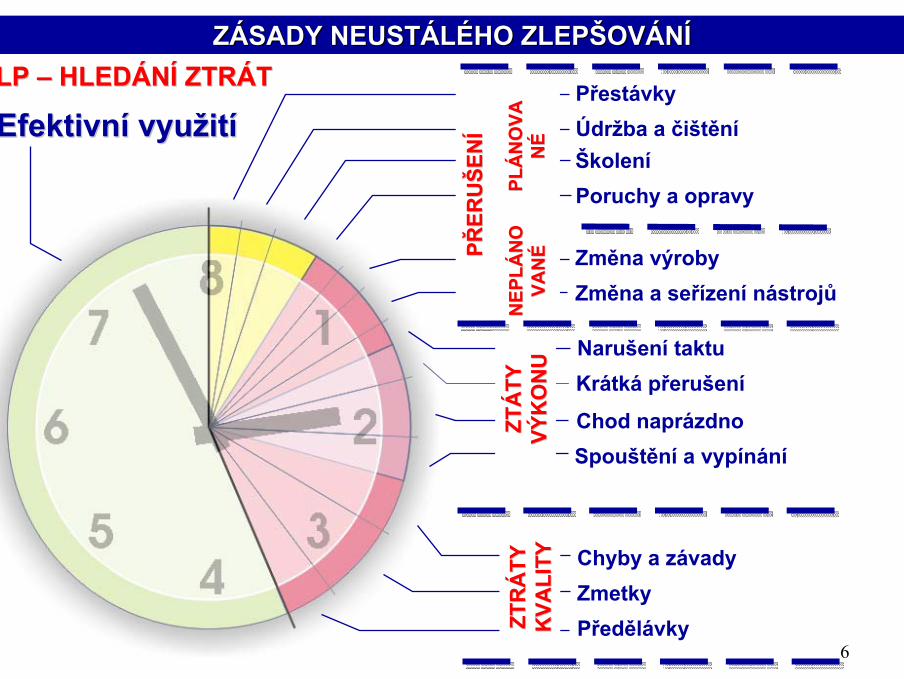
PřestávkyÚdržba a čištěníŠkoleníPoruchy a opravy
Změna výrobyZměna a seřízení nástrojů
Narušení taktuKrátká přerušení
Chod naprázdnoSpouštění a vypínání
Chyby a závadyZmetkyPředělávky
EfektivnEfektivníí vyuvyužžititíí
ZTZTÁÁ
TY
TY
VÝK
ON
UVÝ
KO
NU
ZTR
ZTR Á
Á TY TY
K
VALI
TYK
VALI
TY
PP ŘŘ E
RU
ERU Š
Š ENEN
ÍÍ
PLPL ÁÁ
NO
VAN
OVA
NNÉÉ
NEP
LN
EPL ÁÁ
NONO
VAN
VAN É
É
LP LP –– HLEDHLEDÁÁNNÍÍ ZTRZTRÁÁTTZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ
7
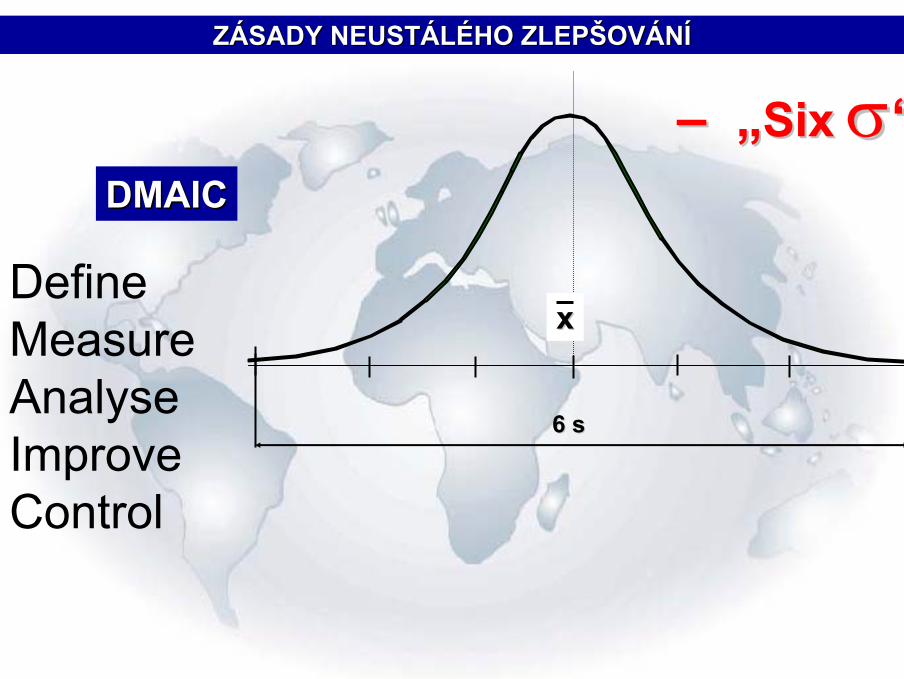
DefineMeasureAnalyseImproveControl
–– „„SixSix σσ““DMAICDMAIC
6 s6 s
xx
ZZÁÁSADY NEUSTSADY NEUSTÁÁLLÉÉHO ZLEPHO ZLEPŠŠOVOVÁÁNNÍÍ

8
ZZÁÁSADY A PRINCIPY ZLEPSADY A PRINCIPY ZLEPŠŠOVOVÁÁNNÍÍ
Vývo
jový
diag
ram
Záznamník
Histogram
Ishi
kawův
diag
ram
Paretův
graf
Bodovýgraf
Regulačnídiagram
7QT7QT
QFD
FMEA
VA
DOESPC
FTA
KVP
SIX σ20 K
EYS
TQM
G8D
9
PROPROČČ -- WHYWHYCO CO -- WHATWHATKDE KDE -- WHEREWHEREKDO KDO -- WHOWHOKDY KDY -- WHENWHENJAK JAK -- HOWHOWKOLIK KOLIK -- WHATWHAT
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU
10
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU
8 DRUH8 DRUHŮŮPLÝTVPLÝTVÁÁNNÍÍ
NADVÝROBANADVÝROBA
ČČEKEKÁÁNNÍÍ
ZBYTEZBYTEČČNNÁÁMANIPULACEMANIPULACE
SLOSLOŽŽITÝ POSTUPITÝ POSTUP
NADBYTENADBYTEČČNNÉÉZZÁÁSOBYSOBY
ZBYTEZBYTEČČNNÉÉPOHYBYPOHYBY
NEVYUNEVYUŽŽITITÍÍ LIDLIDÍÍZMETKYZMETKY
Tyto druhy plýtvání jsou natolik konkrétní, že je lze neustále monitorovat a z analýz přijatých opatření na odstranění plýtvání je možné usoudit na efekt přijatých řešení.
11
PROBLPROBLÉÉMYMYVÝROBKUVÝROBKU
BEZPEBEZPEČČNOSTNOST
ERGONOMIERGONOMIČČNOSTNOST
FUNKFUNKČČNOSTNOST
EKONOMIKA PROVOZNUEKONOMIKA PROVOZNU
ESTETIESTETIČČNOSTNOST
EKOLOGIEKOLOGIČČNOSTNOST
SPOLEHLIVOSTSPOLEHLIVOST
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU
Ve výrobě a montáži lze dodržováním či nedodržením specifikovaných postupů ovlivnit funkčnost (vady nebo rozměry) a částečně ostatnípožadavky na výrobek. Ty jsou zejména navrženy vývojovými etapami.

12
6 M6 MPPŘŘÍÍČČININ
VARIABILITYVARIABILITY
ČČLOVLOVĚĚKK -- MANMAN
MMĚŘĚŘENENÍÍ -- MESUREMENTMESUREMENT
PROSTPROSTŘŘEDEDÍÍ -- MISCELLANEOUSMISCELLANEOUS
STROJSTROJ -- MACHINEMACHINE
MATERIMATERIÁÁLL -- MATERIALMATERIAL
METODAMETODA -- METHODMETHOD
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU
Všechny zdroje příčin problémů - 6M (může jich být víc i méně) se projevují systematicky, nebo náhodně.
13
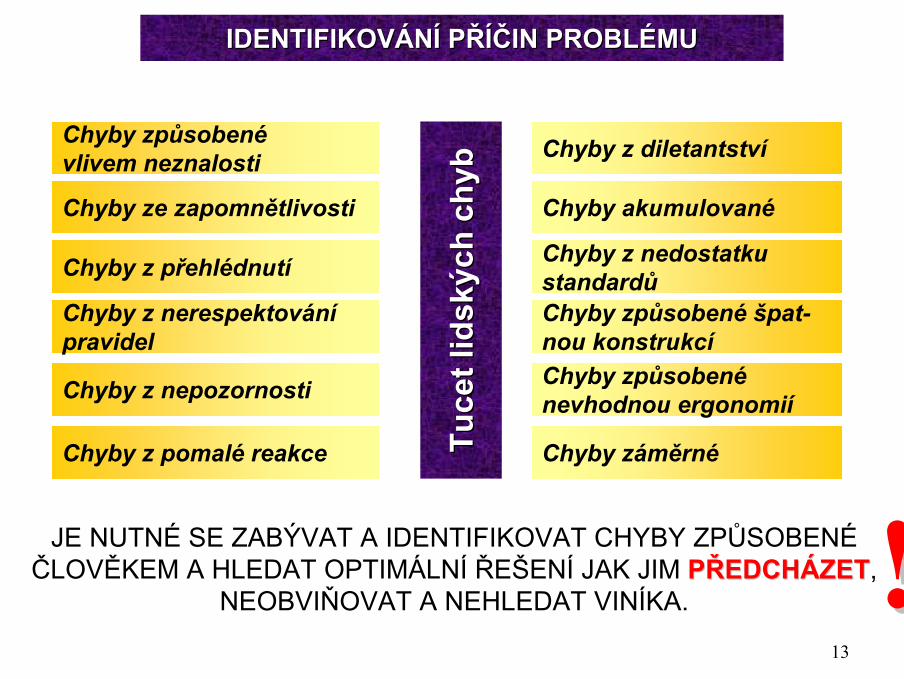
Chyby způsobenévlivem neznalosti
Chyby ze zapomnětlivosti
Chyby z přehlédnutí
Chyby z nerespektovánípravidel
Chyby z nepozornosti
Chyby akumulované
Chyby z diletantství
Chyby z pomalé reakce
Chyby způsobenénevhodnou ergonomií
Chyby způsobené špat-nou konstrukcí
Chyby z nedostatkustandardů
Chyby záměrnéTuce
t lid
skýc
h ch
ybTu
cet l
idsk
ých
chyb
JE NUTNÉ SE ZABÝVAT A IDENTIFIKOVAT CHYBY ZPŮSOBENÉČLOVĚKEM A HLEDAT OPTIMÁLNÍ ŘEŠENÍ JAK JIM PPŘŘEDCHEDCHÁÁZETZET,
NEOBVIŇOVAT A NEHLEDAT VINÍKA. !!
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU

14
SBSBĚĚR INFORMACR INFORMACÍÍ U U ČČLOVLOVĚĚKA PROBKA PROBÍÍHHÁÁ::
83%83% ZRAKEMZRAKEM11%11% SLUCHEMSLUCHEM3,5%3,5% ČČICHEMICHEM1,5%1,5% HMATEMHMATEM1%1% CHUTCHUTÍÍ
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU
15
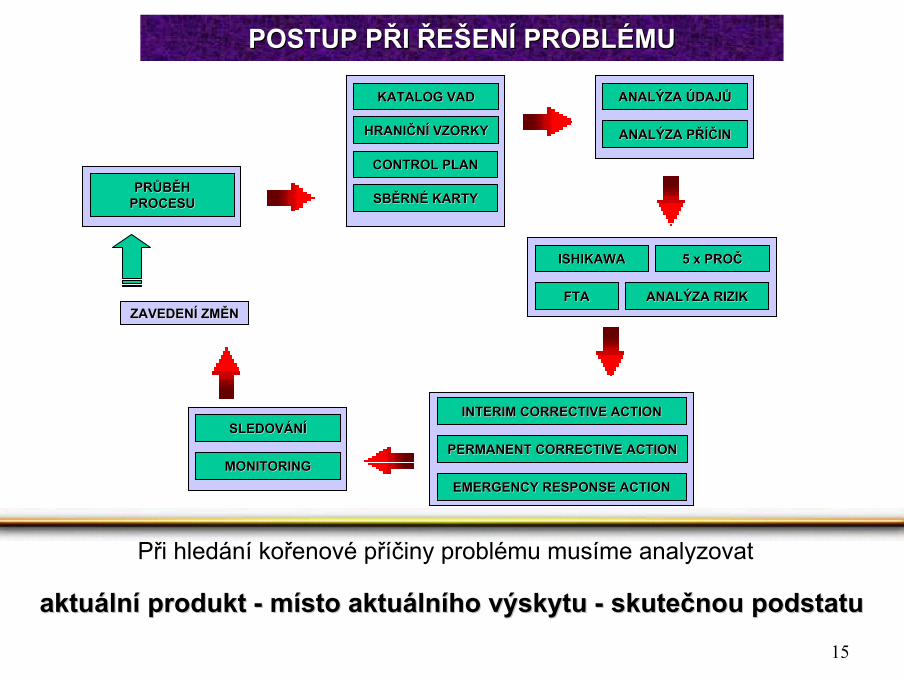
POSTUP PPOSTUP PŘŘI I ŘŘEEŠŠENENÍÍ PROBLPROBLÉÉMUMU
KATALOG VADKATALOG VAD
HRANIHRANIČČNNÍÍ VZORKYVZORKY
CONTROL PLANCONTROL PLAN
SBSBĚĚRNRNÉÉ KARTYKARTY
ANALÝZA ANALÝZA ÚÚDAJDAJŮŮ
ANALÝZA PANALÝZA PŘŘÍÍČČININ
FTAFTA
ISHIKAWAISHIKAWA 5 x PRO5 x PROČČ
ANALÝZA RIZIKANALÝZA RIZIK
INTERIM CORRECTIVE ACTIONINTERIM CORRECTIVE ACTION
PERMANENT CORRECTIVE ACTIONPERMANENT CORRECTIVE ACTION
EMERGENCY RESPONSE ACTIONEMERGENCY RESPONSE ACTION
SLEDOVSLEDOVÁÁNNÍÍ
MONITORINGMONITORING
ZAVEDENZAVEDENÍÍ ZMZMĚĚNN
PRPRŮŮBBĚĚH H PROCESUPROCESU
Při hledání kořenové příčiny problému musíme analyzovat
aktuaktuáálnlníí produkt produkt -- mmíístosto aktuaktuáálnlníího výskytu ho výskytu -- skuteskuteččnou podstatunou podstatu
16
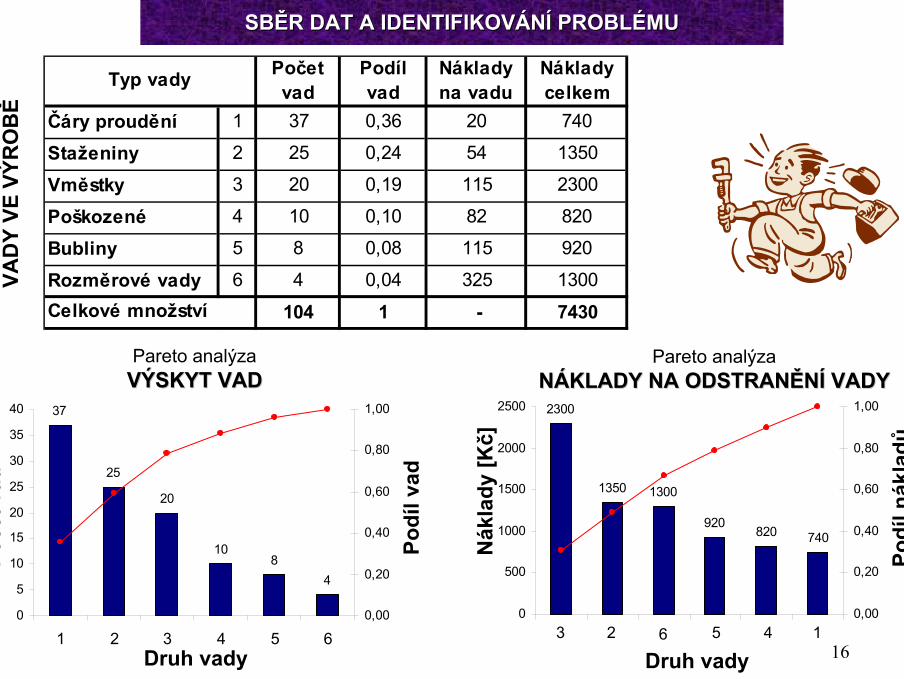
SBSBĚĚR DAT A IDENTIFIKOVR DAT A IDENTIFIKOVÁÁNNÍÍ PROBLPROBLÉÉMUMU
37
25
20
108
4
0
5
10
15
20
25
30
35
40
1 2 3 4 5 60,00
0,20
0,40
0,60
0,80
1,00
Poče
t vad
Podí
l vad
Druh vady
Pareto analýzaVÝSKYT VADVÝSKYT VAD
Počet vad
Podíl vad
Náklady na vadu
Náklady celkem
Čáry proudění 1 37 0,36 20 740
Staženiny 2 25 0,24 54 1350
Vměstky 3 20 0,19 115 2300
Poškozené 4 10 0,10 82 820
Bubliny 5 8 0,08 115 920
Rozměrové vady 6 4 0,04 325 1300
104 1 - 7430
Typ vady
Celkové množství
Nák
lady
[Kč]
Podí
l nák
ladů
Pareto analýzaNNÁÁKLADY NA ODSTRANKLADY NA ODSTRANĚĚNNÍÍ VADYVADY
Druh vady
2300
1350 1300
920820 740
0
500
1000
1500
2000
2500
1 2 3 4 5 60,00
0,20
0,40
0,60
0,80
1,00
3 2 6 5 4 1
VAD
Y VE
VÝR
OBĚ
17
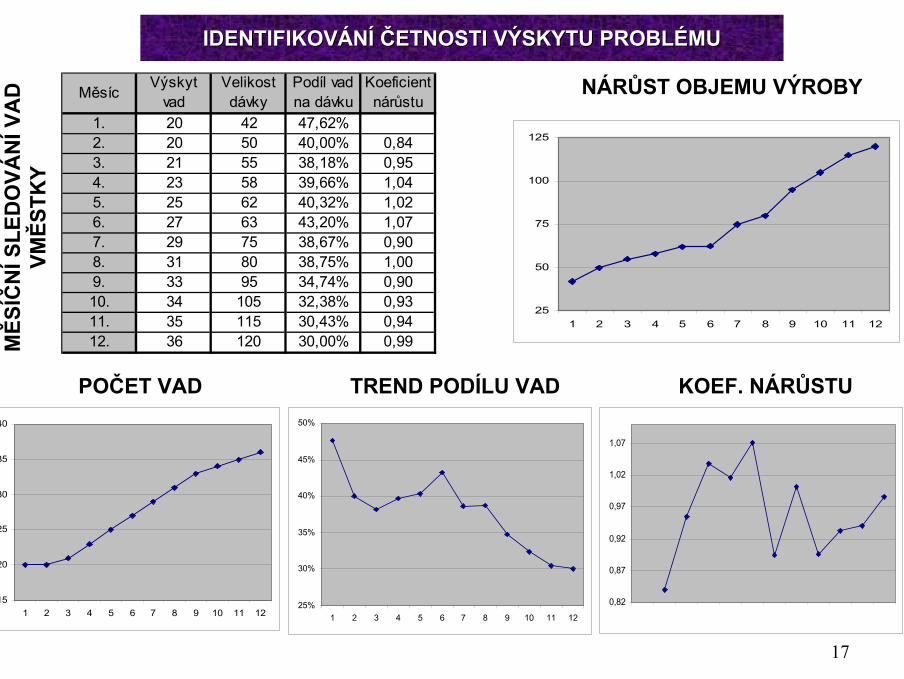
POČET VAD TREND PODÍLU VAD KOEF. NÁRŮSTU
NÁRŮST OBJEMU VÝROBY
MĚS
ÍČN
ÍSLE
DO
VÁN
ÍVA
DVM
ĚSTK
YIDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ ČČETNOSTI VÝSKYTU PROBLETNOSTI VÝSKYTU PROBLÉÉMUMU
MěsícVýskyt
vadVelikost dávky
Podíl vad na dávku
Koeficient nárůstu
1. 20 42 47,62%2. 20 50 40,00% 0,843. 21 55 38,18% 0,954. 23 58 39,66% 1,045. 25 62 40,32% 1,026. 27 63 43,20% 1,077. 29 75 38,67% 0,908. 31 80 38,75% 1,009. 33 95 34,74% 0,9010. 34 105 32,38% 0,9311. 35 115 30,43% 0,9412. 36 120 30,00% 0,99
15
20
25
30
35
40
1 2 3 4 5 6 7 8 9 10 11 12
25
50
75
100
125
1 2 3 4 5 6 7 8 9 10 11 12
25%
30%
35%
40%
45%
50%
1 2 3 4 5 6 7 8 9 10 11 12
0,82
0,87
0,92
0,97
1,02
1,07
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11.
18
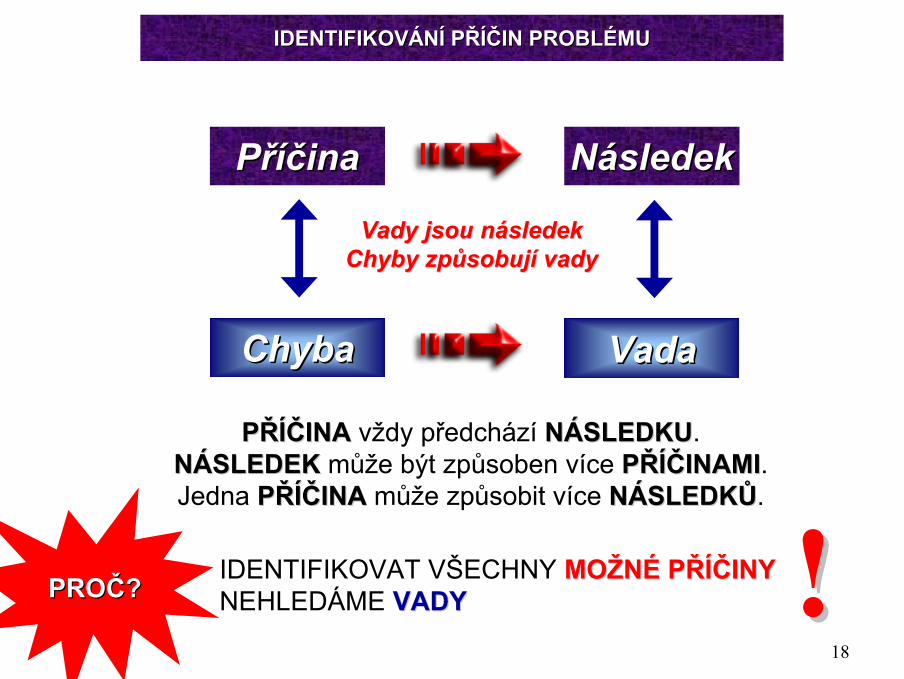
Vady jsou nVady jsou náásledeksledekChyby zpChyby způůsobujsobujíí vadyvady
ChybaChyba VadaVada
PPřřííččinaina NNáásledeksledek
PPŘŘÍÍČČINAINA vždy předchází NNÁÁSLEDKUSLEDKU.NNÁÁSLEDEKSLEDEK může být způsoben více PPŘŘÍÍČČINAMIINAMI.Jedna PPŘŘÍÍČČINAINA může způsobit více NNÁÁSLEDKSLEDKŮŮ.
IDENTIFIKOVAT VŠECHNY MOMOŽŽNNÉÉ PPŘŘÍÍČČINYINYNEHLEDÁME VADYVADY !!PROPROČČ??
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ PPŘŘÍÍČČIN PROBLIN PROBLÉÉMUMU

19
DDŮŮSLEDEK VADYSLEDEK VADY
- NEFUNKČNOST
- SNÍŽENÁ ŽIVOTNOST
- NESPOLEHLIVOST
- SNÍŽENÁ BEZPEČNOST
- NEEKOLOGIČNOST
- NEESTETIČNOST
- ZVÝŠENÉ PROVOZNÍNÁKLADY
- ….
MOMOŽŽNNÉÉ KONTROLYKONTROLYVADAVADA-O
DC
HYL
KA O
D S
PEC
IFIK
ACE
(RO
ZMĚ
RU
, TV
AR
U A
PO
LOH
Y)
-VZH
LED
OVÁ
, PO
VRC
HO
VÁN
ESH
OD
A
- KONTROLA FUNKČNOSTI, SLEDOVÁNÍ REKLAMACÍ
- SLEDOVÁNÍ PORUCH A REKLAMACÍDLOUHODOBÉ ZKOUŠKY
- DLOUHODOBÉ ZKOUŠKY,SLEDOVÁNÍ REKLAMACÍ
- SLEDOVÁNÍ REKLAMACÍ
- ATESTY, ROZBORY, ZKOUŠKY
- POHLEDEM, MĚŘENÍM
- SLEDOVÁNÍ PROVOZNÍCHNÁKLADŮ
- ….
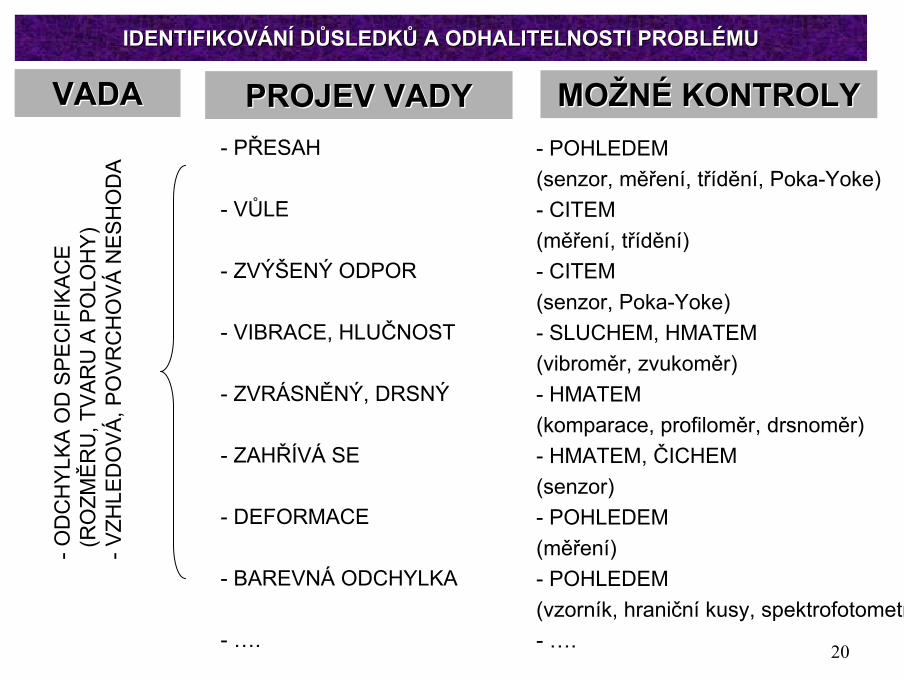
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ DDŮŮSLEDKSLEDKŮŮ A ODHALITELNOSTI PROBLA ODHALITELNOSTI PROBLÉÉMUMU
20
- PŘESAH
- VŮLE
- ZVÝŠENÝ ODPOR
- VIBRACE, HLUČNOST
- ZVRÁSNĚNÝ, DRSNÝ
- ZAHŘÍVÁ SE
- DEFORMACE
- BAREVNÁ ODCHYLKA
- ….
PROJEV VADYPROJEV VADY MOMOŽŽNNÉÉ KONTROLYKONTROLYVADAVADA-O
DC
HYL
KA O
D S
PEC
IFIK
ACE
(RO
ZMĚ
RU
, TV
AR
U A
PO
LOH
Y)
-VZH
LED
OVÁ
, PO
VRC
HO
VÁN
ESH
OD
A- POHLEDEM (senzor, měření, třídění, Poka-Yoke)- CITEM (měření, třídění)- CITEM (senzor, Poka-Yoke)- SLUCHEM, HMATEM(vibroměr, zvukoměr)- HMATEM (komparace, profiloměr, drsnoměr)- HMATEM, ČICHEM(senzor)- POHLEDEM (měření)- POHLEDEM(vzorník, hraniční kusy, spektrofotometr)- ….
IDENTIFIKOVIDENTIFIKOVÁÁNNÍÍ DDŮŮSLEDKSLEDKŮŮ A ODHALITELNOSTI PROBLA ODHALITELNOSTI PROBLÉÉMUMU
21
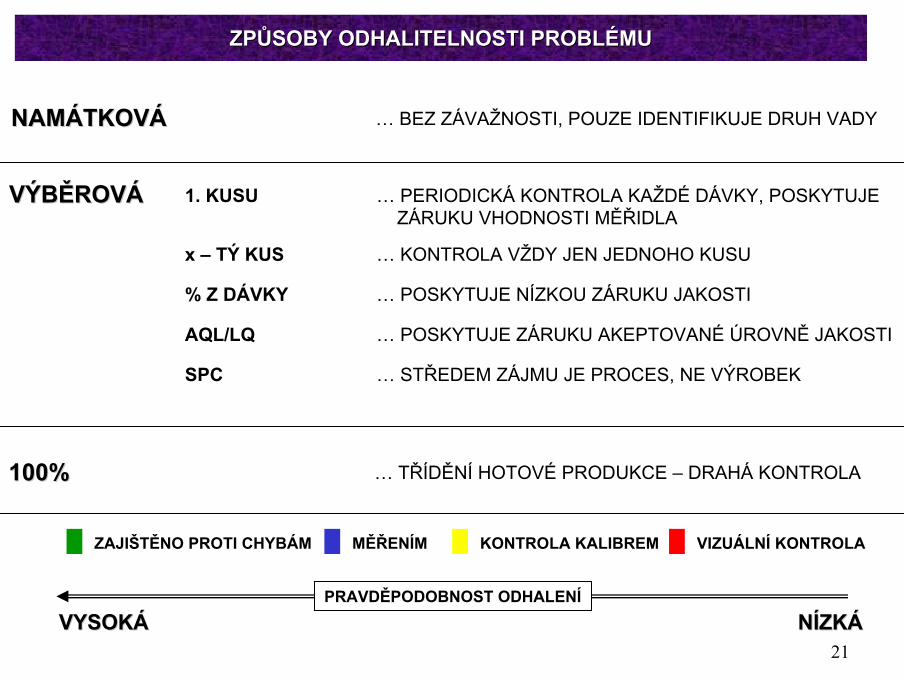
NAMNAMÁÁTKOVTKOVÁÁ
VÝBVÝBĚĚROVROVÁÁ
100%100%
… BEZ ZÁVAŽNOSTI, POUZE IDENTIFIKUJE DRUH VADY
1. KUSU … PERIODICKÁ KONTROLA KAŽDÉ DÁVKY, POSKYTUJE ZÁRUKU VHODNOSTI MĚŘIDLA
x – TÝ KUS … KONTROLA VŽDY JEN JEDNOHO KUSU
% Z DÁVKY … POSKYTUJE NÍZKOU ZÁRUKU JAKOSTI
AQL/LQ … POSKYTUJE ZÁRUKU AKEPTOVANÉ ÚROVNĚ JAKOSTI
SPC … STŘEDEM ZÁJMU JE PROCES, NE VÝROBEK
… TŘÍDĚNÍ HOTOVÉ PRODUKCE – DRAHÁ KONTROLA
ZPZPŮŮSOBY ODHALITELNOSTI PROBLSOBY ODHALITELNOSTI PROBLÉÉMUMU
ZAJIŠTĚNO PROTI CHYBÁM KONTROLA KALIBREM VIZUÁLNÍ KONTROLAMĚŘENÍM
PRAVDĚPODOBNOST ODHALENÍ
VYSOKVYSOKÁÁ NNÍÍZKZKÁÁ
22
5x 5x „„ProPročč““
nás dovede ke kokořřenovenovéé ppřřííččininěě problému, kterámá původ v konkrétním místě výroby produktu
protože jedenkrát „Proč“ určí pouze povrchnpovrchníí ppřřííččinyiny a výsledkem je jen „první pomoc“.
ANALÝZAANALÝZA5x5x
PROPROČČ??
HLEDHLEDÁÁNNÍÍ KAUZKAUZÁÁLNLNÍÍCH VZTAHCH VZTAHŮŮ
Když si položíme otázku „Proč“ pouze jednoujednou,nemůžete stanovit opatření zaměřené na ppřředchedcháázenzeníí chybchybáám,m,
23
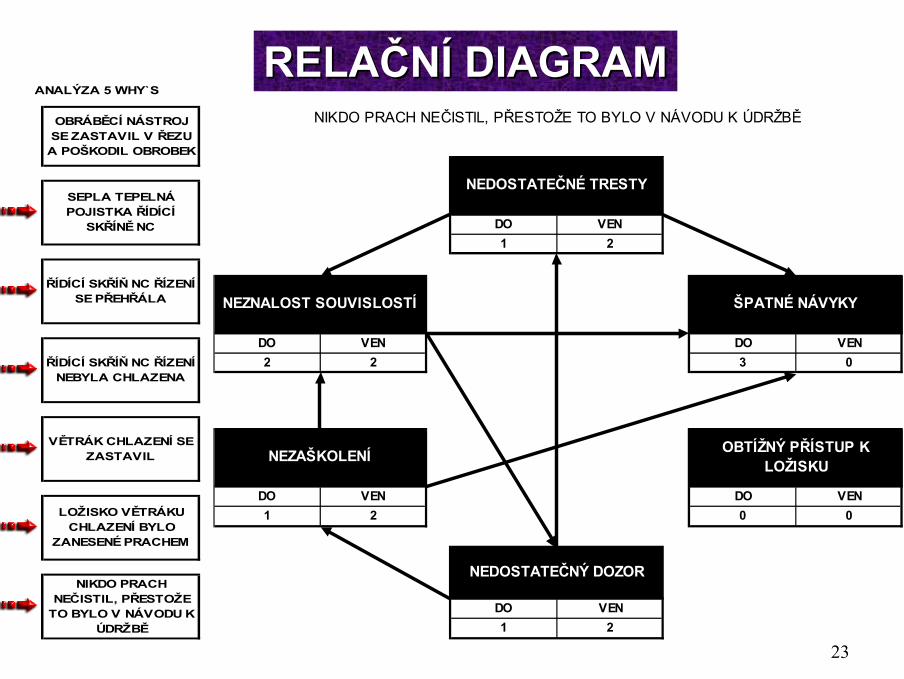
OBRÁBĚCÍ NÁSTROJ SE ZASTAVIL V ŘEZU A POŠKODIL OBROBEK
SEPLA TEPELNÁ POJISTKA ŘÍDÍCÍ
SKŘÍNĚ NC
ŘÍDÍCÍ SKŘÍŇ NC ŘÍZENÍ SE PŘEHŘÁLA
ŘÍDÍCÍ SKŘÍŇ NC ŘÍZENÍ NEBYLA CHLAZENA
VĚTRÁK CHLAZENÍ SE ZASTAVIL
LOŽISKO VĚTRÁKU CHLAZENÍ BYLO
ZANESENÉ PRACHEM
NIKDO PRACH NEČISTIL, PŘESTOŽE
TO BYLO V NÁVODU K ÚDRŽBĚ
ANALÝZA 5 WHY`S
DO VEN1 2
DO VEN DO VEN2 2 3 0
DO VEN DO VEN1 2 0 0
DO VEN1 2
ANALÝZA VZTAHŮ
ŠPATNÉ NÁVYKY
OBTÍŽNÝ PŘÍSTUP K LOŽISKU
NEDOSTATEČNÝ DOZOR
NEDOSTATEČNÉ TRESTY
NEZNALOST SOUVISLOSTÍ
NEZAŠKOLENÍ
NIKDO PRACH NEČISTIL, PŘESTOŽE TO BYLO V NÁVODU K ÚDRŽBĚ
RELARELAČČNNÍÍ DIAGRAMDIAGRAM
24
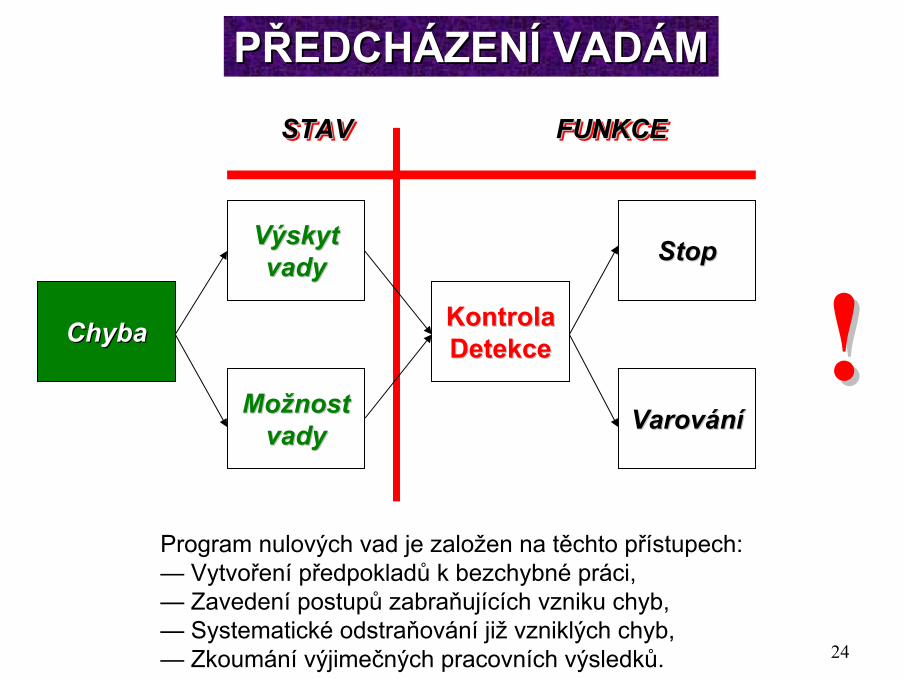
STAV STAV STAV FUNKCE FUNKCE FUNKCE
VýskytVýskytvadyvady
MoMožžnostnostvadyvady
KontrolaKontrolaDetekceDetekce
StopStop
VarovVarováánníí
ChybaChyba
PPŘŘEDCHEDCHÁÁZENZENÍÍ VADVADÁÁMM
!!Program nulových vad je založen na těchto přístupech:— Vytvoření předpokladů k bezchybné práci,— Zavedení postupů zabraňujících vzniku chyb,— Systematické odstraňování již vzniklých chyb,— Zkoumání výjimečných pracovních výsledků.
25
V našem podniku bylo potřeba vykonat důležitoupráci a kakažždýdý si byl jistý, že ji nněěkdokdo udělá. Mohl
ji udělat kdokolikdokoli, ale neudělal ji nikdonikdo. NNěěkohokoho to namíchlo, protože to byla práce každého. KaKažždýdý
si myslel, že by ji kdokolikdokoli udělat mohl, ale nikohonikohonenapadlo, že se na ni kakažždýdý vykašle. Dopadlo to tak, že kakažždýdý vinil nněěkohokoho, že neudělal něco, co
mohl udělat kdokolikdokoli.
ŘŘÍÍZENZENÍÍ A ORGANIZOVA ORGANIZOVÁÁNNÍÍ,,DEFINOVDEFINOVÁÁNNÍÍ ODPOVODPOVĚĚDNOSTDNOSTÍÍ
A PRAVOMOCA PRAVOMOCÍÍ
TÝMOVTÝMOVÁÁ SPOLUPRSPOLUPRÁÁCECE!! !!

26
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
95% problémů můžeme předejít,budeme – li využívat jednoduchjednoduchéé nnáástroje stroje řříízenzeníí,
zbývajících 5% vyžaduje odborný přístup nebo investiceKaoru Ishikawa
Jednoduché nástroje řízení nám problém nevyřeší, pouze umoumožžnníí rozpoznatrozpoznat a utřídit relevantní informacea ukázat směr řešení.!!
27
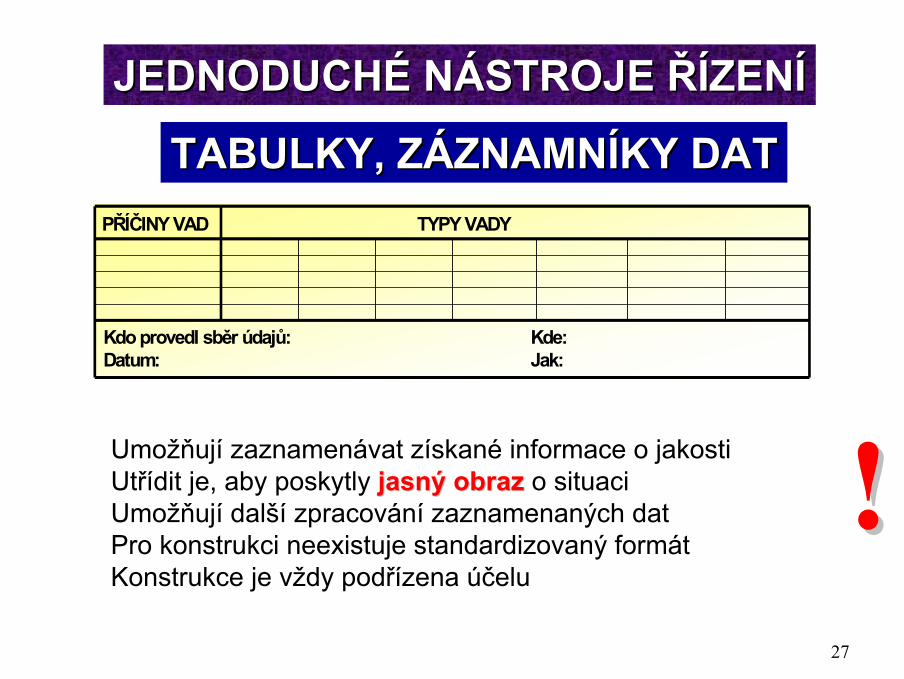
Umožňují zaznamenávat získané informace o jakostiUtřídit je, aby poskytly jasný obrazjasný obraz o situaciUmožňují další zpracování zaznamenaných datPro konstrukci neexistuje standardizovaný formátKonstrukce je vždy podřízena účelu
PŘÍČINY VAD TYPY VADY
Kdo provedl sběr údajů:Datum:
Kde:Jak:
!!
TABULKY, ZTABULKY, ZÁÁZNAMNZNAMNÍÍKY DATKY DAT
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ

28
Stratifikuje proces do jednotlivých dílčích činností a okamžiků rozhodování. Je založen na rozkreslení do schématu
Umožní především:— Pochopit, jak proces pracuje— Odhalit místa vzniků problémů— Odkrýt a přezkoumat vztahyvztahy mezi jednotlivými kroky— Najít možnosti dalšího zlepšování— Definování procesu a jeho hranic
!!
VÝVOJOVÝVÝVOJOVÝDIAGRAMDIAGRAM
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
29
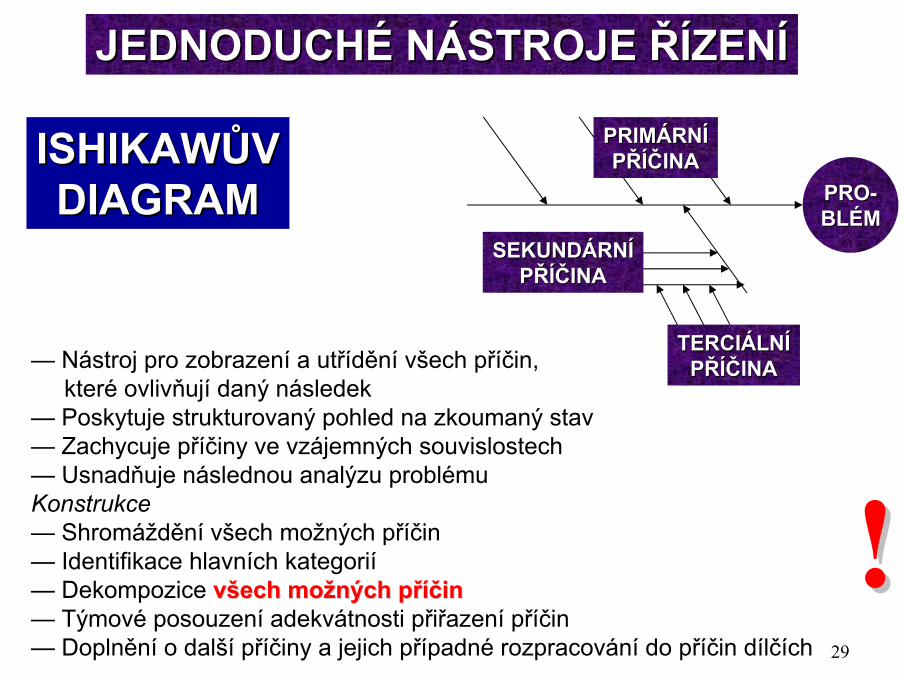
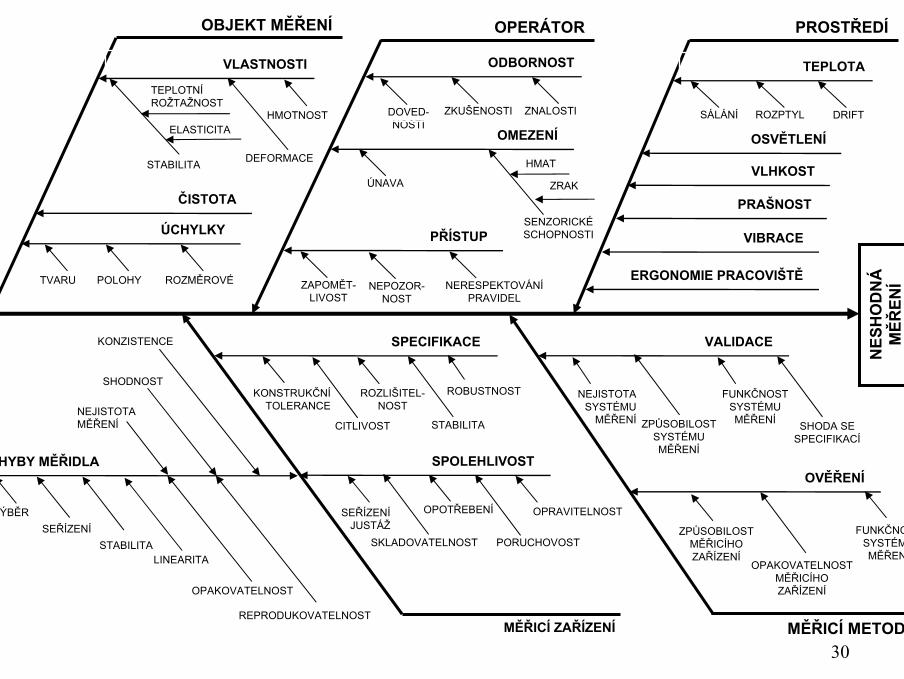
— Nástroj pro zobrazení a utřídění všech příčin, které ovlivňují daný následek
— Poskytuje strukturovaný pohled na zkoumaný stav— Zachycuje příčiny ve vzájemných souvislostech— Usnadňuje následnou analýzu problémuKonstrukce— Shromáždění všech možných příčin— Identifikace hlavních kategorií— Dekompozice vvššechech momožžných pných přřííččinin— Týmové posouzení adekvátnosti přiřazení příčin— Doplnění o další příčiny a jejich případné rozpracování do příčin dílčích
PROPRO--BLBLÉÉMM
PRIMPRIMÁÁRNRNÍÍPPŘŘÍÍČČINAINA
SEKUNDSEKUNDÁÁRNRNÍÍPPŘŘÍÍČČINAINA
TERCITERCIÁÁLNLNÍÍPPŘŘÍÍČČINAINA
!!
ISHIKAWISHIKAWŮŮVVDIAGRAMDIAGRAM
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
30
NES
HO
DN
ÁMĚŘ
ENÍ
MĚŘICÍ ZAŘÍZENÍ MĚŘICÍ METODA
SPECIFIKACE
PROSTŘEDÍ
VLHKOST
PRAŠNOST
ERGONOMIE PRACOVIŠTĚ
OSVĚTLENÍ
VIBRACE
TEPLOTA
DRIFTROZPTYLSÁLÁNÍ
KONSTRUKČNÍTOLERANCE
ODBORNOST
ZKUŠENOSTIDOVED-NOSTI
ZNALOSTI
PŘÍSTUP
NERESPEKTOVÁNÍPRAVIDEL
NEPOZOR-NOST
ZAPOMĚT-LIVOST
OMEZENÍ
ÚNAVA
SENZORICKÉSCHOPNOSTI
ZRAK
HMAT
OPERÁTOROBJEKT MĚŘENÍ
ÚCHYLKY
ČISTOTA
VLASTNOSTI
STABILITA
HMOTNOST
DEFORMACE
TEPLOTNÍROŽTAŽNOST
ELASTICITA
TVARU POLOHY ROZMĚROVÉ
CITLIVOST
ROZLIŠITEL-NOST
ROBUSTNOST
STABILITA
SPOLEHLIVOST
SEŘÍZENÍJUSTÁŽ
OPRAVITELNOSTOPOTŘEBENÍ
SKLADOVATELNOST PORUCHOVOST
CHYBY MĚŘIDLA
VÝBĚRSEŘÍZENÍ
STABILITALINEARITA
OPAKOVATELNOST
REPRODUKOVATELNOST
NEJISTOTA MĚŘENÍ
SHODNOST
KONZISTENCE VALIDACE
NEJISTOTA SYSTÉMU
MĚŘENÍ
FUNKČNOSTSYSTÉMU MĚŘENÍZPŮSOBILOST
SYSTÉMU MĚŘENÍ
OVĚŘENÍ
ZPŮSOBILOST MĚŘICÍHO ZAŘÍZENÍ
FUNKČNOST SYSTÉMU MĚŘENÍ
OPAKOVATELNOST MĚŘICÍHO ZAŘÍZENÍ
SHODA SE SPECIFIKACÍ

31
Nástroj k určení nejdůležitějších problémů na které je potřeba se zaměřit80 % následku je způsobeno cca 20 % nejdnejdůůleležžititěějjšíšíchch ppřřííččininSoustředěním pozornosti na tyto příčiny a jejich řešením lze dosáhnout nejlepšího zlepšeníPřínosyUspořádá příčiny ve sledu jejich významuOddělí významné (rozhodující menšinu) od méně významných a tím určína které příčiny je nutno obrátit pozornost při hledání řešení
% VAD
VADAC B D A E
0
75
50
100
25
80%
100%
!!
PARETPARETŮŮVVGRAFGRAF
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ

32
Td Th
— Nástroj, jehož tvartvar vypovídá o chování procesu— Množinu proměnlivých hodnot sledovaného jevu sumarizuje v určitém časovém okamžiku do sloupkového diagramu— Tvar nám umožní posoudit, jak se proces chová.
POLOHAPOLOHA ŠÍŠÍŘŘKAKA
SYSTEMATICKÝMI VLIVYSYSTEMATICKÝMI VLIVY NNÁÁHODNÝMI VLIVYHODNÝMI VLIVYJSOU JSOU ZPZPŮŮSOBENYSOBENY
ZDROJEMZDROJEMPPŘŘÍÍČČIN by mohly IN by mohly
býtibýti
TECHNICKÁ PŘÍPRAVA VÝROBYNÁKUP
DODAVATELKONSTRUKCE
SEŘÍZENÍ VÝROBYCHYBY ČLOVĚKA
!!HISTOGRAMHISTOGRAM
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ

33
Nejběžnějšítypy histogramů
TYPY HISTOGRAMUTYPY HISTOGRAMU
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
34
yy
xx
y = a + y = a + bxbx
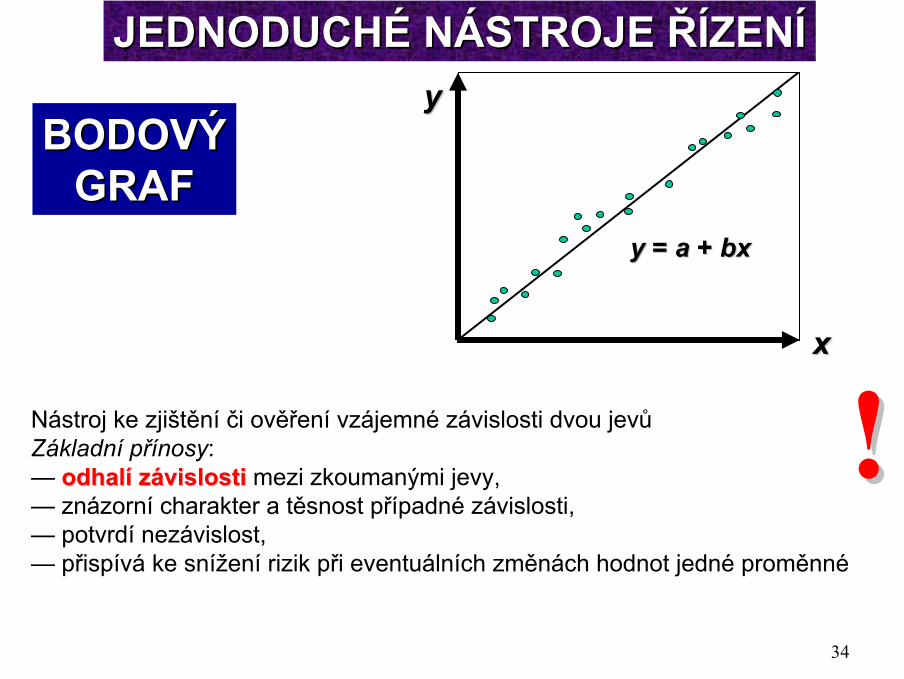
Nástroj ke zjištění či ověření vzájemné závislosti dvou jevůZákladní přínosy:— odhalodhalíí zzáávislostivislosti mezi zkoumanými jevy,— znázorní charakter a těsnost případné závislosti,— potvrdí nezávislost,— přispívá ke snížení rizik při eventuálních změnách hodnot jedné proměnné
!!
BODOVÝBODOVÝGRAFGRAF
JEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
35
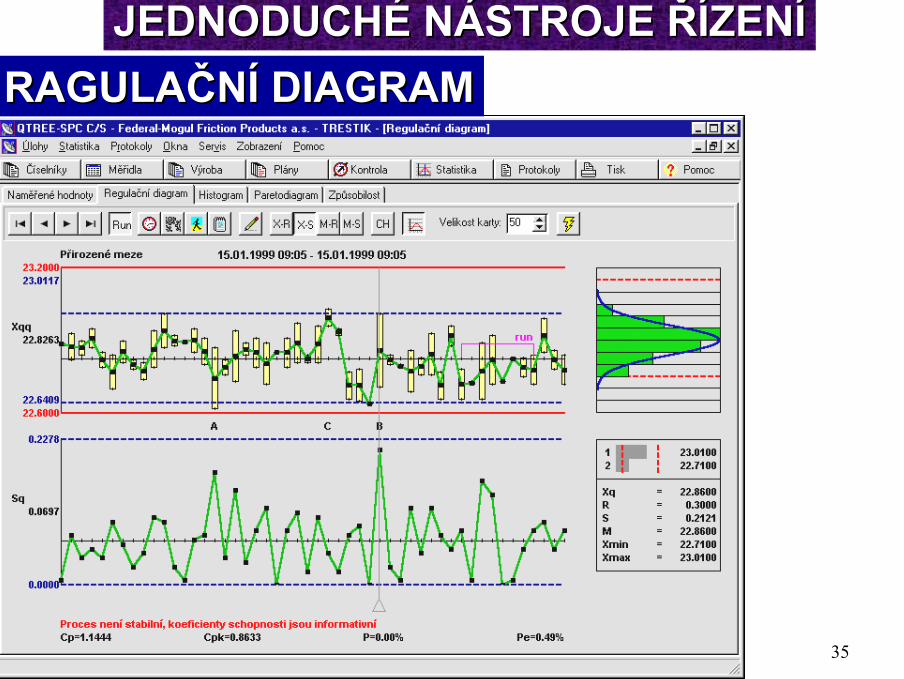
RAGULARAGULAČČNNÍÍ DIAGRAMDIAGRAMJEDNODUCHJEDNODUCHÉÉ NNÁÁSTROJE STROJE ŘŘÍÍZENZENÍÍ
36
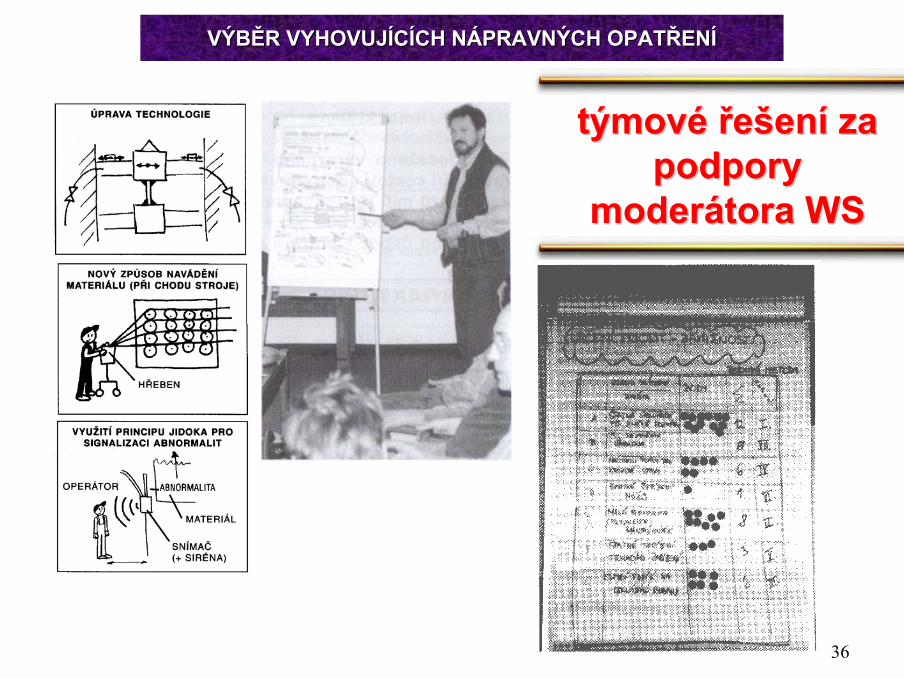
VÝBVÝBĚĚR VYHOVUJR VYHOVUJÍÍCCÍÍCH NCH NÁÁPRAVNÝCH OPATPRAVNÝCH OPATŘŘENENÍÍ
týmovtýmovéé řřeeššeneníí za za podpory podpory
modermoderáátora WStora WS
37
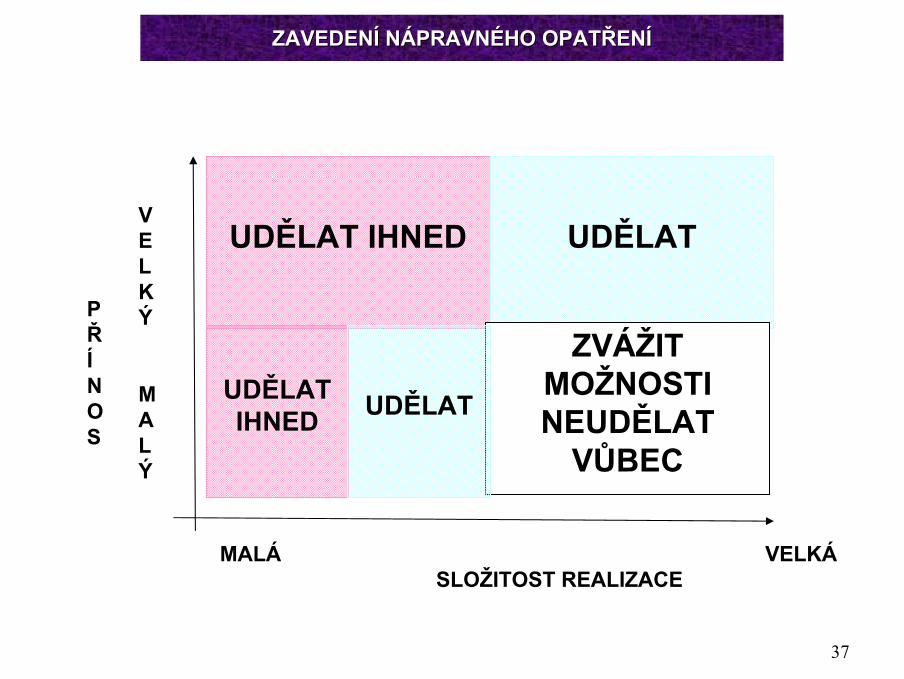
ZAVEDENZAVEDENÍÍ NNÁÁPRAVNPRAVNÉÉHO OPATHO OPATŘŘENENÍÍ
UDĚLAT IHNED UDĚLAT
ZVÁŽIT MOŽNOSTINEUDĚLAT
VŮBEC
UDĚLATIHNED UDĚLAT
VELKÝ
MALÝ
PŘÍNOS
MALÁ VELKÁSLOŽITOST REALIZACE

38
SSMMAARRTT
KONKRKONKRÉÉTNTNÍÍ
MMĚŘĚŘITELNÝITELNÝ
AKCEPTOVATELNÝAKCEPTOVATELNÝAMBICIAMBICIÓÓZNZNÍÍ
REREÁÁLNÝLNÝ
TERMTERMÍÍNOVANÝNOVANÝ
mnomnožžstvstvíí, kvalita, , kvalita, ččas, cenaas, cena
mmáá jednotku (metriky)jednotku (metriky)
vvššichni souhlasichni souhlasíí
musmusíí být dosabýt dosažžitelnýitelný
lze prlze průůbběžěžnněě sledovat stav plnsledovat stav plněěnníí
PLPLÁÁNOVNOVÁÁNNÍÍ CCÍÍLLŮŮ NNÁÁPRAVNPRAVNÉÉHO OPATHO OPATŘŘENENÍÍ

39
VÝBVÝBĚĚR METODIKY PRO R METODIKY PRO ŘŘÍÍZENZENÍÍ A MONITORIZACI PROCESA MONITORIZACI PROCESŮŮ
týmovtýmovéé řřeeššeneníí za za podporypodpory
vizualizace vizualizace řřeeššeneníí
40
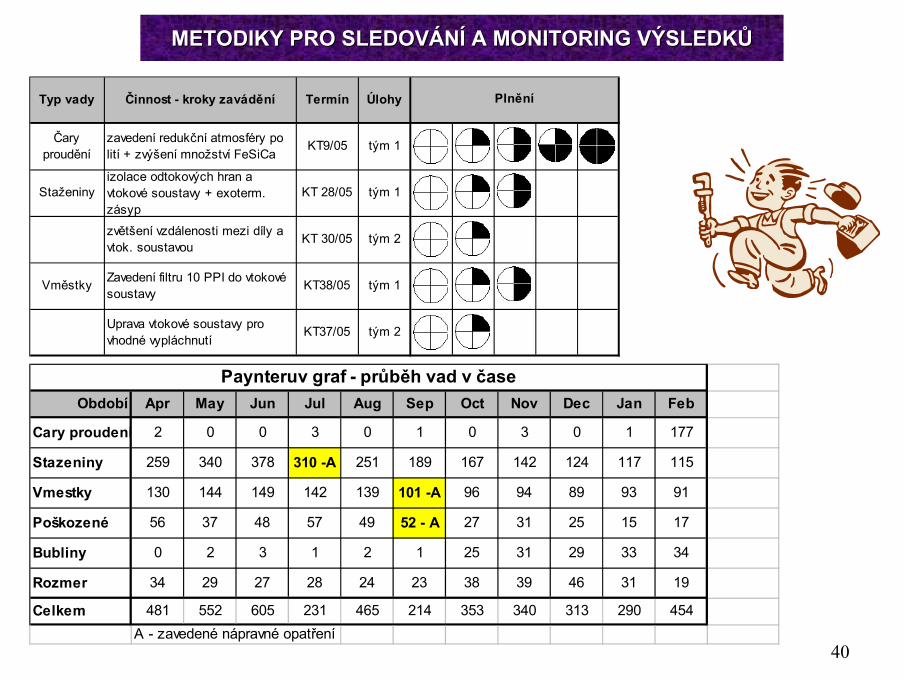
METODIKY PRO SLEDOVMETODIKY PRO SLEDOVÁÁNNÍÍ A MONITORING VÝSLEDKA MONITORING VÝSLEDKŮŮ
Typ vady Činnost - kroky zavádění Termín Úlohy
Čary proudění
zavedení redukční atmosféry po lití + zvýšení množství FeSiCa
KT9/05 tým 1
Staženinyizolace odtokových hran a vtokové soustavy + exoterm. zásyp
KT 28/05 tým 1
zvětšení vzdálenosti mezi díly a vtok. soustavou
KT 30/05 tým 2
Vměstky Zavedení filtru 10 PPI do vtokové soustavy
KT38/05 tým 1
Uprava vtokové soustavy pro vhodné vypláchnutí
KT37/05 tým 2
Plnění
Období Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb
Cary proudeni 2 0 0 3 0 1 0 3 0 1 177
Stazeniny 259 340 378 310 -A 251 189 167 142 124 117 115
Vmestky 130 144 149 142 139 101 -A 96 94 89 93 91
Poškozené 56 37 48 57 49 52 - A 27 31 25 15 17
Bubliny 0 2 3 1 2 1 25 31 29 33 34
Rozmer 34 29 27 28 24 23 38 39 46 31 19
Celkem 481 552 605 231 465 214 353 340 313 290 454A - zavedené nápravné opatření
Paynteruv graf - průběh vad v čase





























