1111
APPCC
22
33
44
?
O Sistema APPCC
55
O que é o Sistema APPCC?
Fundamento
Identificação dos perigos potenciais
a segurança do alimento e
das medidas para o controle
das condições que geram os .
66
O que é o Sistema APPCC?
Fundamento
Os fundamentos do Sistema
são aplicados desde a produção primária
até o uso/ consumo final do alimento.
77
Por que utilizar o Sistema
APPCC?
Principal e Primeira Responsabilidade da indústria com a saúde do consumidor.
Segurança dos produtos alimentícios.
Outras: qualidade e fraude econômica
88
Definições importantes
Perigo
Contaminante de natureza biológica, química ou física, ou condição
do alimento que pode causar dano à saúde ou à integridade do
consumidor.
O conceito de perigo poderá ser mais abrangente para aplicação
industrial ou governamental, considerando aspectos de qualidade,
fraude econômica, deteriorações, entre outros.
Risco
Probabilidade (possibilidade) de manifestação de um perigo.
Pode ser classificado em alto, médio ou baixo.
99
Definições importantes
Seqüência lógica Etapas seqüenciais para elaboração do Plano APPCC
Formação de equipe;
Descrição do produto;
Intenção de uso do produto;
Elaboração de fluxograma do processo;
Confirmação “in loco” do fluxograma;
Aplicação dos sete princípios do sistema. (Codex Alimentarius)
1010
Definições importantes
Princípios do Sistema APPCC Identificação de perigos e medidas preventivas (de controle) relacionadas;
Identificação dos Pontos Críticos de controle (PCCs);
Limite crítico para seu controle;
Monitoramento do limite crítico;
Caracterização das ações corretivas;
Registros;
Verificações.
1111
Pré-requisitos para a Implantação do Sistema
APPCC
Boas Práticas de Fabricação
Pré-requisito fundamental
Simplifica e viabiliza o plano APPCC, assegurando sua
integridade e eficiência
Tem também o objetivo de garantia da segurança (inocuidade)
1212
Pré-requisitos para a Implantação do Sistema
APPCC
PPHO/POP
Requisitos das BPF relacionados a Higiene Operacional
Devem ser:
Monitorados
Registrados
Estabelecidas Ações corretivas
Verificados
DEFINIÇÃO DOS OBJETIVOS
IDENTIFICAÇÃO E ORGANOGRAMA DA
EMPRESA
AVALIAÇÃO DE PRÉ-REQUISITOS *
PROGRAMA DE CAPACITAÇÃO TÉCNICA
DESCRIÇÃO DO PRODUTO E USO
ESPERADO
ELABORAÇÃO DO FLUXOGRAMA DE
PROCESSO
VALIDAÇÃO DO FLUXOGRAMA DE
PROCESSO
FORMAÇÃO DA EQUIPE
PRINCÍPIO 1 – ANÁLISE DOS PERIGOS E MEDIDAS PREVENTIVAS
PRINCÍPIO 2 – IDENTIFICAÇÃO DOS PONTOS CRÍTICOS DE CONTROLE
PRINCÍPIO 3 - ESTABELECIMENTO DOS LIMITES CRÍTICOS
PRINCIPIO 4 – ESTABELECIMENTO DOS PROCEDIMENTOS DE MONITORIZAÇÃO
PRINCIPO 5 – ESTABELECIMENTO DAS AÇÕES CORRETIVAS
PRINCPIO 6 – ESTABELECIMENTO DOS PROCEDIMENTOS DE VERIFICAÇÃO
PRINCIPIO 7 – ESTABELECIMENTO DOS PROCEDIMENTOS DE REGISTROS
1616
Elaboração do Plano APPCC
Procedimentos preliminares
Comprometimento da direção
Definição de um coordenador para o programa
Disponibilidade de recursos necessidades
Formação da equipe multidisciplinar
Treinamento da equipe
1717
Equipe multidisciplinar
Número mínimo de máximo de sete pessoas
Representantes das áreas de:
Manutenção;
Produção;
Higienização;
Garantia da qualidade;
Captação de matéria-prima;
Microbiologia de alimentos;
Engenharia e inspeção.
1818
Equipe Multidisciplinar
Conhecimento / informações na na áreas:
Tecnologia/equipamentos utilizados na linha de processo;
Aspectos práticos das operações com alimentos;
Fluxograma e tecnologia de processo;
Microbiologia de alimentos;
Aspectos epidemiológicos das doenças de origem alimentar;
Fatores que influenciam as toxinfecções;]
Auditoria interna;
Princípios e técnicas do SISTEMA APPCC;
Elaboração e controle de documentos.
1919
Plano APPCC
Documento formal que reúne as informações chaves
elaboradas pela equipe APPCC, contendo todos os
detalhes do que é crítico para produção de alimentos
seguros.
2020
Plano APPCC
Identificação do organograma da empresa
Identificação dos responsáveis técnicos dos produtos
elaborados e abrangência de mercado (local, nacional
ou internacional) ou de usuários (matérias-primas ou
ingredientes para outras indústrias.
2121
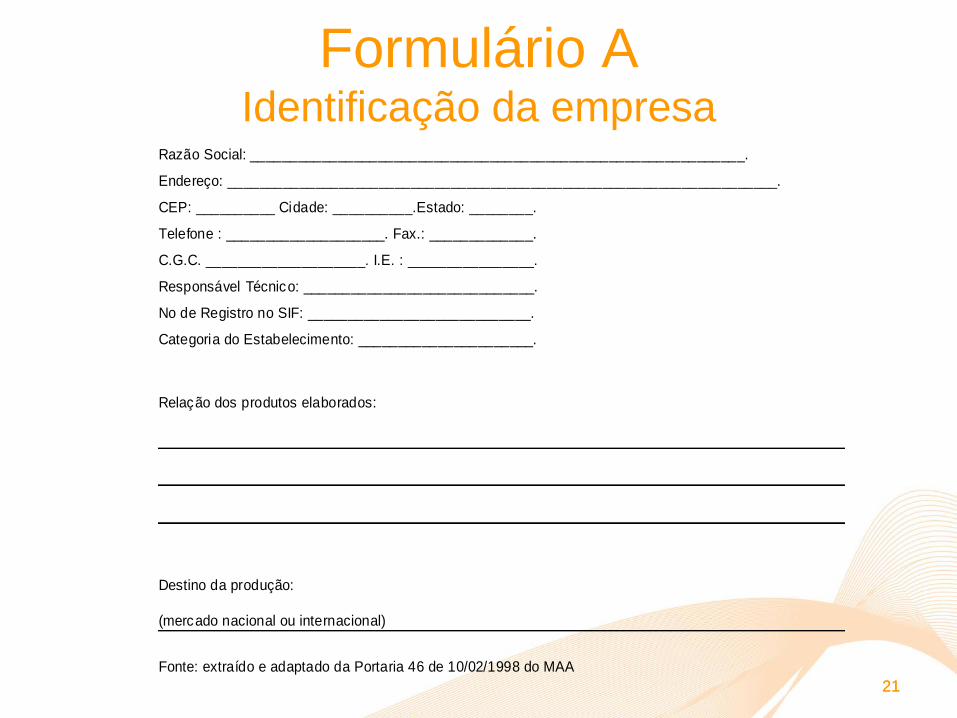
Formulário AIdentificação da empresa
Razão Social: ______________________________________________________________.
Endereço: _____________________________________________________________________.
CEP: __________ Cidade: __________.Estado: ________.
Telefone : ____________________. Fax.: _____________.
C.G.C. ____________________. I.E. : ________________.
Responsável Técnico: _____________________________.
No de Registro no SIF: ____________________________.
Categoria do Estabelecimento: ______________________.
Relação dos produtos elaborados:
Destino da produção:
(mercado nacional ou internacional)
Fonte: extraído e adaptado da Portaria 46 de 10/02/1998 do MAA
2222
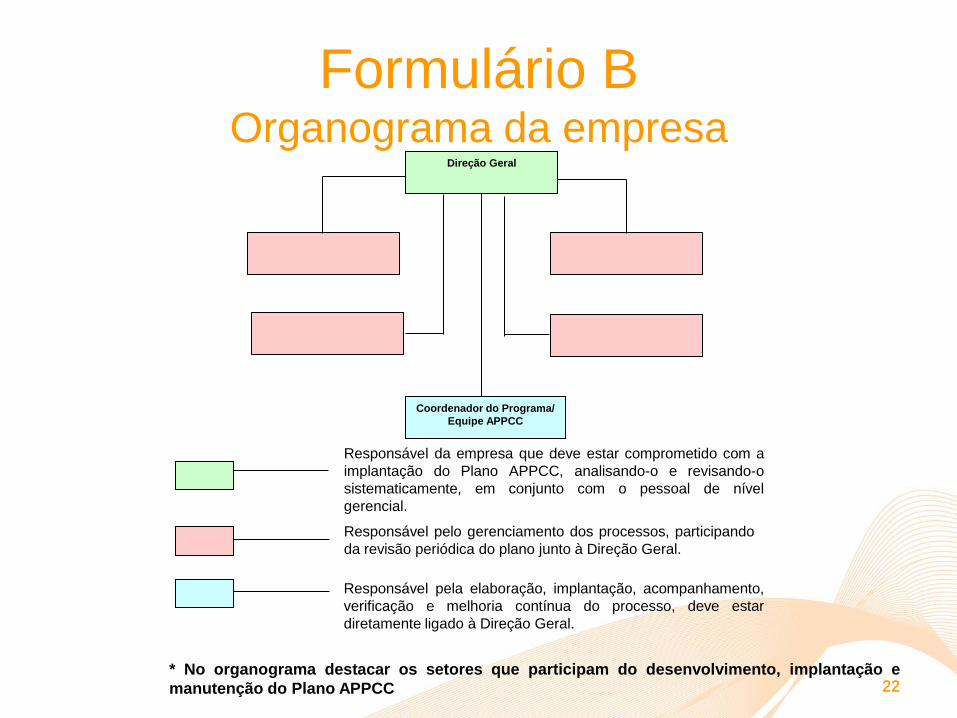
Formulário BOrganograma da empresa
Direção Geral
Coordenador do Programa/
Equipe APPCC
Responsável da empresa que deve estar comprometido com a
implantação do Plano APPCC, analisando-o e revisando-o
sistematicamente, em conjunto com o pessoal de nível
gerencial.
Responsável pelo gerenciamento dos processos, participando
da revisão periódica do plano junto à Direção Geral.
Responsável pela elaboração, implantação, acompanhamento,
verificação e melhoria contínua do processo, deve estar
diretamente ligado à Direção Geral.
* No organograma destacar os setores que participam do desenvolvimento, implantação e
manutenção do Plano APPCC
2323
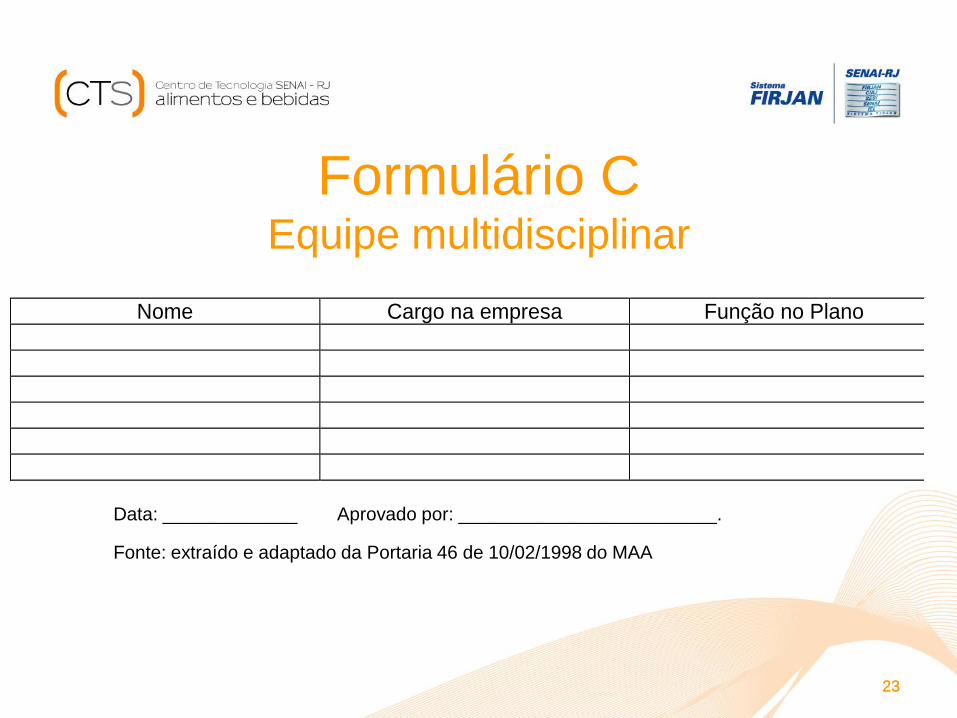
Formulário CEquipe multidisciplinar
Nome Cargo na empresa Função no Plano
Data: _____________ Aprovado por: _________________________.
Fonte: extraído e adaptado da Portaria 46 de 10/02/1998 do MAA
2424
Plano APPCC
Descrição do produto e uso esperado:
Descrição do produto de maneira formal, e como e por quem ser
consumido;
Informações:
Ingredientes, formulação, composição, valores de pH , atividade
de água, materiais de embalagem, condições de processo,
instruções de rotulagem, especificação de comercialização.
2525
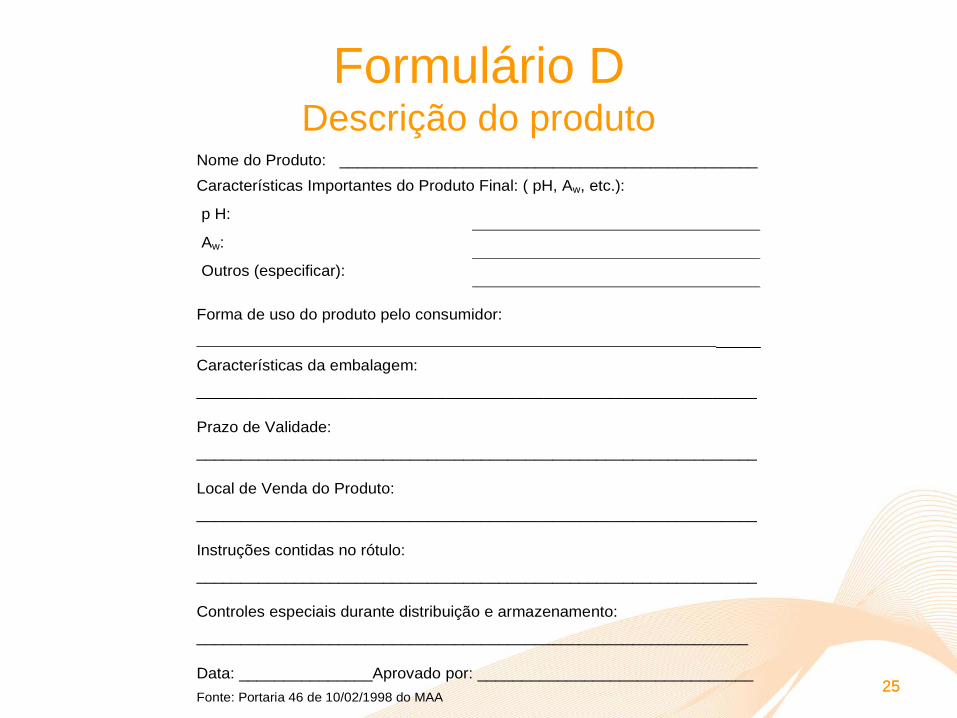
Formulário DDescrição do produto
Nome do Produto: _______________________________________________
Características Importantes do Produto Final: ( pH, Aw, etc.):
p H:
Aw:
Outros (especificar):
Forma de uso do produto pelo consumidor:
______________________________________________________________________
Características da embalagem:
_______________________________________________________________
Prazo de Validade:
_______________________________________________________________
Local de Venda do Produto:
_______________________________________________________________
Instruções contidas no rótulo:
_______________________________________________________________
Controles especiais durante distribuição e armazenamento:
______________________________________________________________
Data: _______________Aprovado por: _______________________________
Fonte: Portaria 46 de 10/02/1998 do MAA
2626
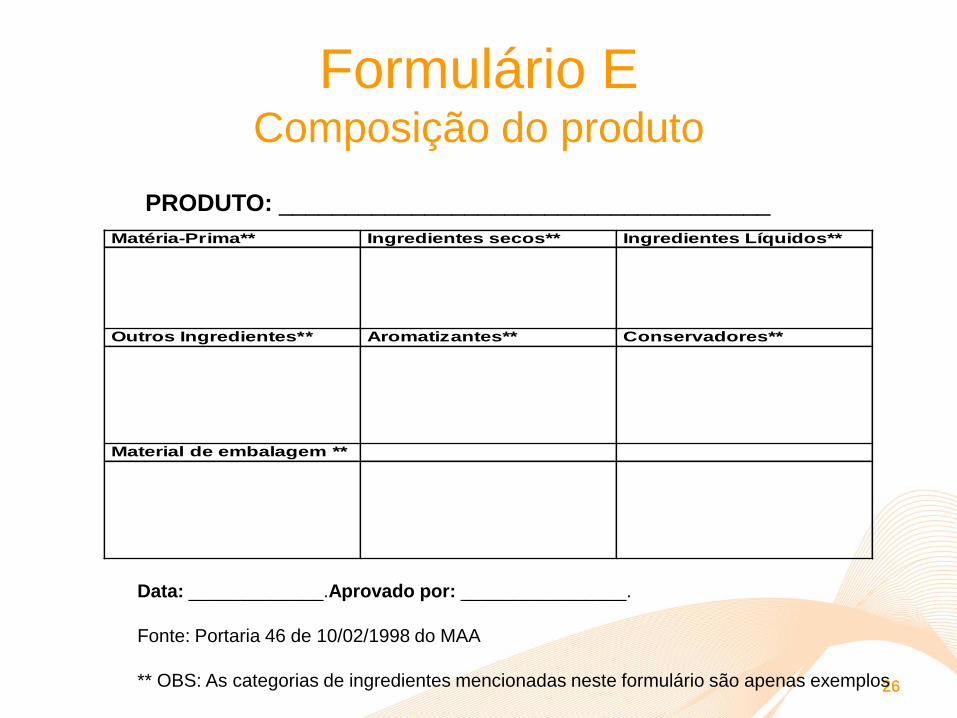
Formulário EComposição do produto
Matéria-Prima** Ingredientes secos** Ingredientes Líquidos**
Outros Ingredientes** Aromatizantes** Conservadores**
Material de embalagem **
PRODUTO: _____________________________________
Data: _____________.Aprovado por: ________________.
Fonte: Portaria 46 de 10/02/1998 do MAA
** OBS: As categorias de ingredientes mencionadas neste formulário são apenas exemplos
2727
Plano APPCC
Elaboração do fluxograma
FLUXOGRAMA DE DESCRIÇÃO DO PROCESSO:
Descrição clara, simples e objetiva das etapas envolvidas no
processamento do produto.
Representação clara e seqüencial das etapas de elaboração do
produto, com base na descrição.
2828
Plano PPCC
Confirmação do fluxograma de processo
Verificação “in loco” se o fluxograma de processo elaborado,
corresponde à realidade do mesmo.
Validação do fluxograma de processo
Observação da produção com base no fluxograma elaborado e
confirmação definitiva do mesmo, incluindo etapas que são
opcionais ou eventuais.
2929
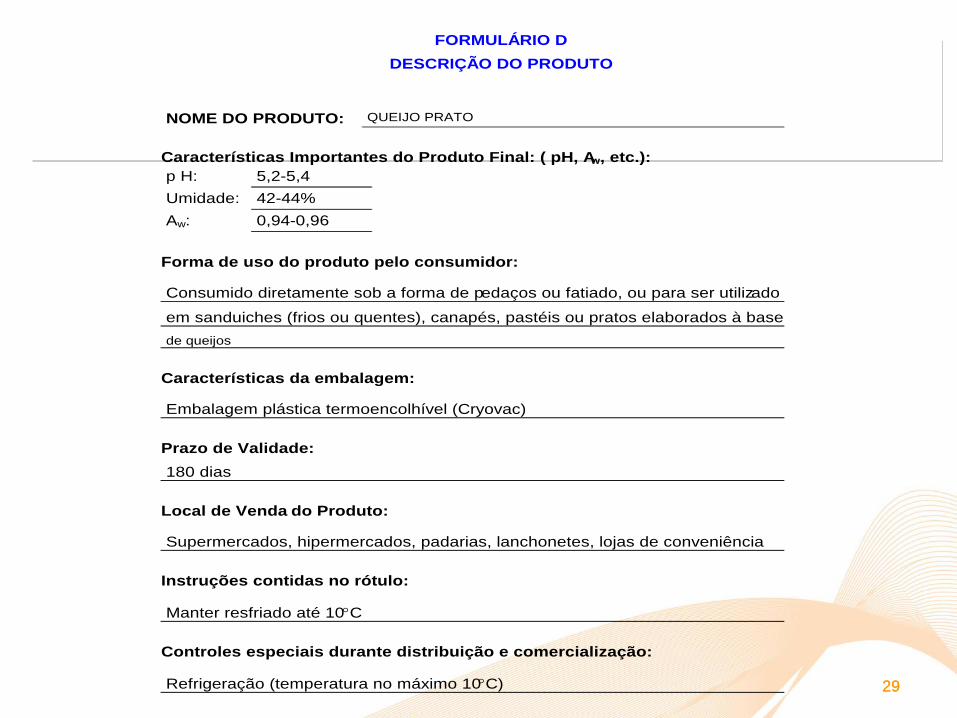
FORMULÁRIO D
DESCRIÇÃO DO PRODUTO
NOME DO PRODUTO: QUEIJO PRATO
Características Importantes do Produto Final: ( pH, Aw, etc.):
p H: 5,2-5,4
Umidade: 42-44%
Aw: 0,94-0,96
Forma de uso do produto pelo consumidor:
Consumido diretamente sob a forma de pedaços ou fatiado, ou para ser utilizado
em sanduiches (frios ou quentes), canapés, pastéis ou pratos elaborados à base
de queijos
Características da embalagem:
Embalagem plástica termoencolhível (Cryovac)
Prazo de Validade:
180 dias
Local de Venda do Produto:
Supermercados, hipermercados, padarias, lanchonetes, lojas de conveniência
Instruções contidas no rótulo:
Manter resfriado até 10C
Controles especiais durante distribuição e comercialização:
Refrigeração (temperatura no máximo 10C)
3030
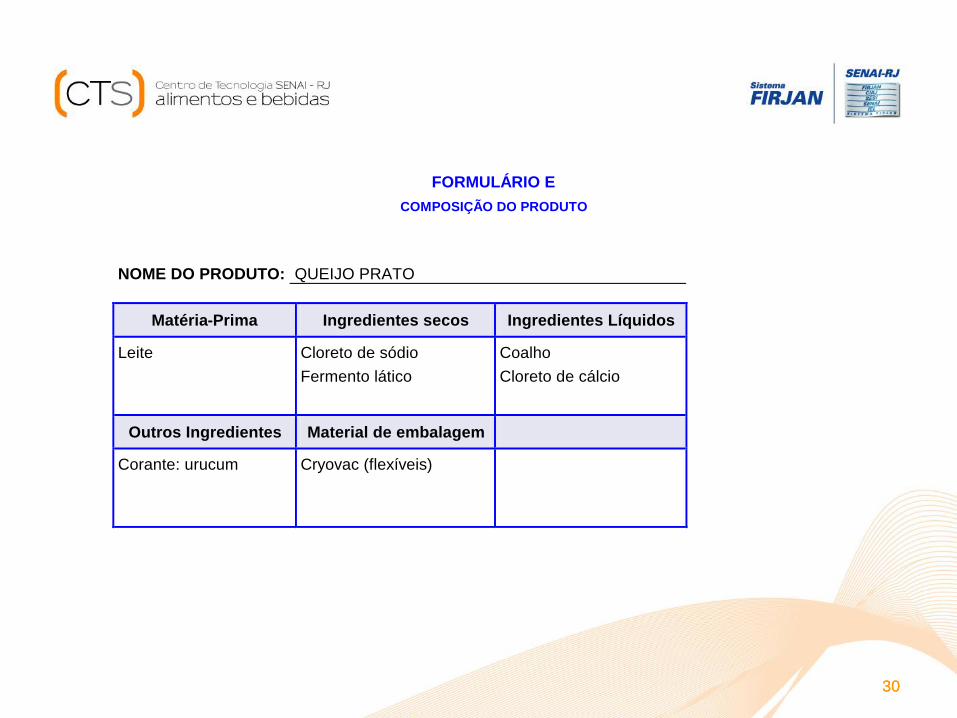
FORMULÁRIO E
COMPOSIÇÃO DO PRODUTO
NOME DO PRODUTO: QUEIJO PRATO
Matéria-Prima Ingredientes secos Ingredientes Líquidos
Leite
Cloreto de sódio
Fermento lático
Coalho
Cloreto de cálcio
Outros Ingredientes Material de embalagem
Corante: urucum Cryovac (flexíveis)
3131
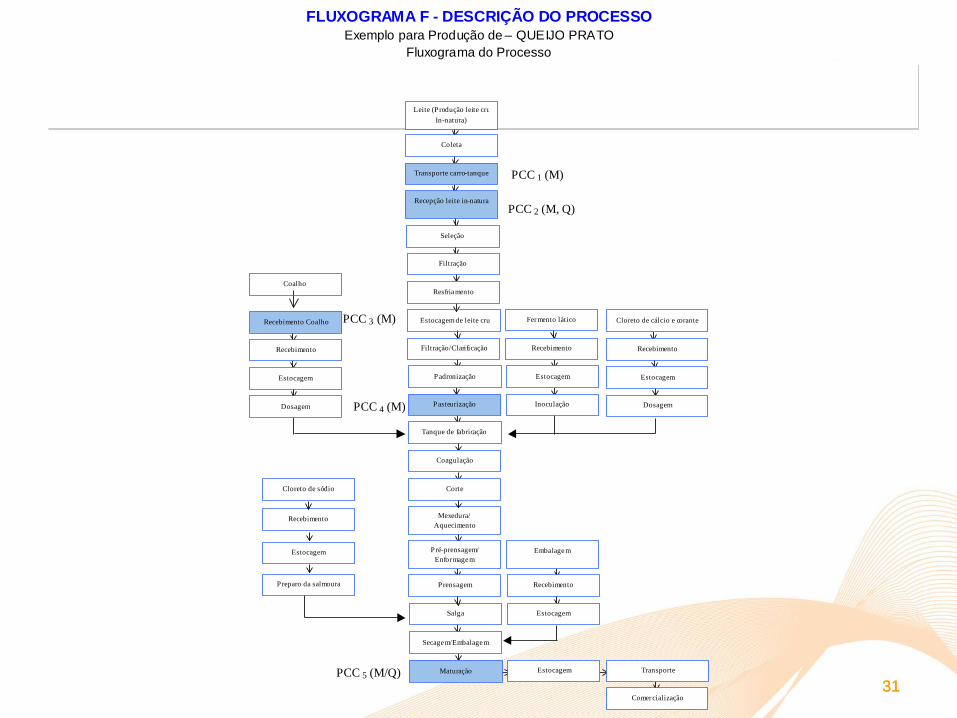
FLUXOGRAMA F - DESCRIÇÃO DO PROCESSO Exemplo para Produção de – QUEIJO PRATO
Fluxograma do Processo
PCC 1 (M)
PCC 2 (M, Q)
Fermento lático
Leite (P rodução leite cru
In-natura)
Coleta
Transporte carro-tanque
Recepção leite in-natura
Seleção
Filtração
Resfriamento
Estocagem de leite cru
Filtração/Clarificação
Padronização
Pasteurização
Tanque de fabricação
Coagulação
Corte
Mexedura/
Aquecimento
Pré-prensagem/
Enformagem
Prensagem
Salga
Secagem/Embalagem
Maturação
Cloreto de cálcio e corante
Recebimento Recebimento
Estocagem Estocagem
Inoculação Dosagem
Embalagem
Recebimento
Estocagem
Estocagem Transporte
Comercialização
PCC 4 (M)
PCC 5 (M/Q)
Recebimento Coalho
Recebimento
Estocagem
Dosagem
Cloreto de sódio
Recebimento
Estocagem
Preparo da salmoura
PCC 3 (M)
Coalho
3232
Princípio 1: Análise de perigos e
medidas preventivas de controle Objetivos
Identificar os perigos significativos e caracterizar as
medidas preventivas de controle correspondentes
Modificar um processo ou produto, quando necessário,
para garantia da segurança (considerando aplicação
possível de medidas preventivas)
Servir de base para identificação dos Pontos Críticos
de Controle, com base na aplicação das medidas
preventivas
3333
Perigos
Biológicos
Bactérias patogênicas e suas toxinas, vírus, parasitos
patogênicos, protozoários e príons.
Químicos
Toxinas naturais, micotoxinas, metabólitos tóxicos de origem
microbiana, pesticidas, herbicidas, contaminantes inorgânicos
tóxicos, antibióticos, anabolizantes, aditivos e coadjuvantes
alimentares tóxicos, lubrificantes e pinturas, desinfetantes.
Físicos
Vidros, metais, madeira ou objetos que podem causar um dano
no consumidor (ferimento na boca, quebra de dentes).
3434
Severidade
Relacionada com as conseqüências que os perigos
podem causar aos seres humanos.
A severidade refere-se, portanto, ao perigo!
3535
Avaliação da Severidade Perigos Biológicos
Alta
São as resultantes de contaminações por microrganismos
ou suas toxinas com quadro clínico muito grave.
Toxina de Clostridium botulinum
Salmonlla thyphi
Shigella dysenteriae
Víbio cholerae O1
Listeria monocytogenes (em alguns pacientes)
Taenia solium (em alguns casos)
Vírus da hepatite
Príons e outros
3636
Avaliação da Severidade
Perigos Biológicos
Média
Patologias resultantes da contaminação por microrganismos de
patogenicidade moderada, mas com possibilidade de disseminação
intensa.
Escherichia coli enteropatogênica
Salmonella spp
Shigella spp
Streptococcus -hemolítico
Vybrio parahaemolyticus
3737
Avaliação da Severidade
Perigos Biológicos
Baixa
Patologias resultantes da contaminação por microrganismos de
patogenicidade moderada e com disseminação restrita.
Bacillus cereus
Clostidium perfringens tipo A
Toxina do Staphylococcus aureus
Maioria dos parasitos
outros
3838
Avaliação da Severidade
Perigos Químicos
Alta
substâncias químicas proibidas
certos agrotóxicos e produtos veterinários
substâncias usadas indevidamente
agrotóxicos e produtos veterinários
certos metais (ex.: mercúrio)
aditivos químicos que podem provocar casos de alergias severas
ou intoxicações quando em quantidades elevadas
aditivos químicos que podem causar dano a determinadas
classes de consumidores.
Toxinas microbianas (micotoxinas)
3939
Avaliação da Severidade
Perigos Químicos
Baixa
substâncias químicas permitidas no alimento que podem causar
reações moderadas, como alergias leves e passageiras.
Ex.: Uso inadequado de aditivos como os sulfitos.
4040
Avaliação da Severidade
Perigos Físicos
Alta
materiais como pedras
vidros
agulhas
metais e objetos pontiagudos ou cortantes
Podem causar danos ou injúrias, podendo até ser risco de vida para o
consumidor.
4141
Avaliação da Severidade Perigos Físicos
Baixa
materiais estranhos que normalmente não causam injúrias ou
danos à integridade do consumidor (sujidades leves e pesadas)
terra
Areia
Serragem
insetos inteiros ou fragmentos
excremento de insetos ou roedores
pêlos de roedores, e outros
Podem causar o choque emocional ou danos psicológicos, quando presentes
nos alimentos.
4242
Risco
Avaliação do risco potencial do perigo
Considerar
Freqüência da manifestação do perigo nos
consumidores
Possibilidade de manifestação do perigo nos
consumidores
Risco de processo
Probabilidade de ocorrência do perigo, ou de controle não
suficiente, nas etapas do processo.
4343
Avaliação de Riscos de Processo
Dados que podem contribuir para a análise de
perigos para a empresa
Análise de perigos pela empresa
Revisão de queixas recebidas pelos consumidores
Devolução de lotes ou partidas
Resultados de análises laboratoriais
Dados de programas de monitoramento de agentes que
causam enfermidades nos consumidores
Informações de ocorrência de enfermidades animais e outras,
que sejam relevantes para a saúde humana
4444
Análise de perigos
Estudo detalhado do alimento sendo industrializado em função de seus componentes
Fluxograma de produção em função de cada etapa do processo
A análise de perigos deve ser:
Específica para um determinado produto e linha de produção
Revista, reavaliada e reformulada se necessário, quando houver alterações na matéria-prima, formulação, técnica de preparo, condições de processo, embalagem e uso previsto para o produto.
4545
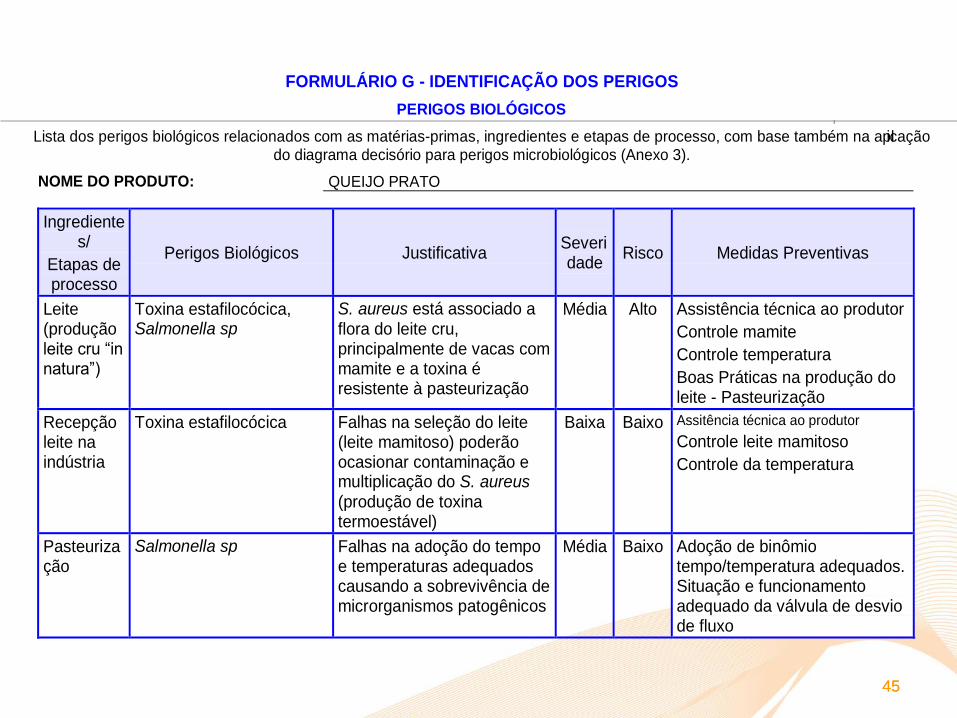
FORMULÁRIO G - IDENTIFICAÇÃO DOS PERIGOS
PERIGOS BIOLÓGICOS
Lista dos perigos biológicos relacionados com as matérias-primas, ingredientes e etapas de processo, com base também na aplicaçãodo diagrama decisório para perigos microbiológicos (Anexo 3).
NOME DO PRODUTO: QUEIJO PRATO
Ingredientes/
Etapas deprocesso
Perigos Biológicos JustificativaSeveridade
Risco Medidas Preventivas
Leite(produçãoleite cru “innatura”)
Toxina estafilocócica,Salmonella sp
S. aureus está associado aflora do leite cru,principalmente de vacas commamite e a toxina éresistente à pasteurização
Média Alto Assistência técnica ao produtor
Controle mamite
Controle temperatura
Boas Práticas na produção doleite - Pasteurização
Recepçãoleite naindústria
Toxina estafilocócica Falhas na seleção do leite(leite mamitoso) poderãoocasionar contaminação emultiplicação do S. aureus(produção de toxinatermoestável)
Baixa Baixo Assitência técnica ao produtor
Controle leite mamitoso
Controle da temperatura
Pasteurização
Salmonella sp Falhas na adoção do tempoe temperaturas adequadoscausando a sobrevivência demicrorganismos patogênicos
Média Baixo Adoção de binômiotempo/temperatura adequados.Situação e funcionamentoadequado da válvula de desviode fluxo
4646
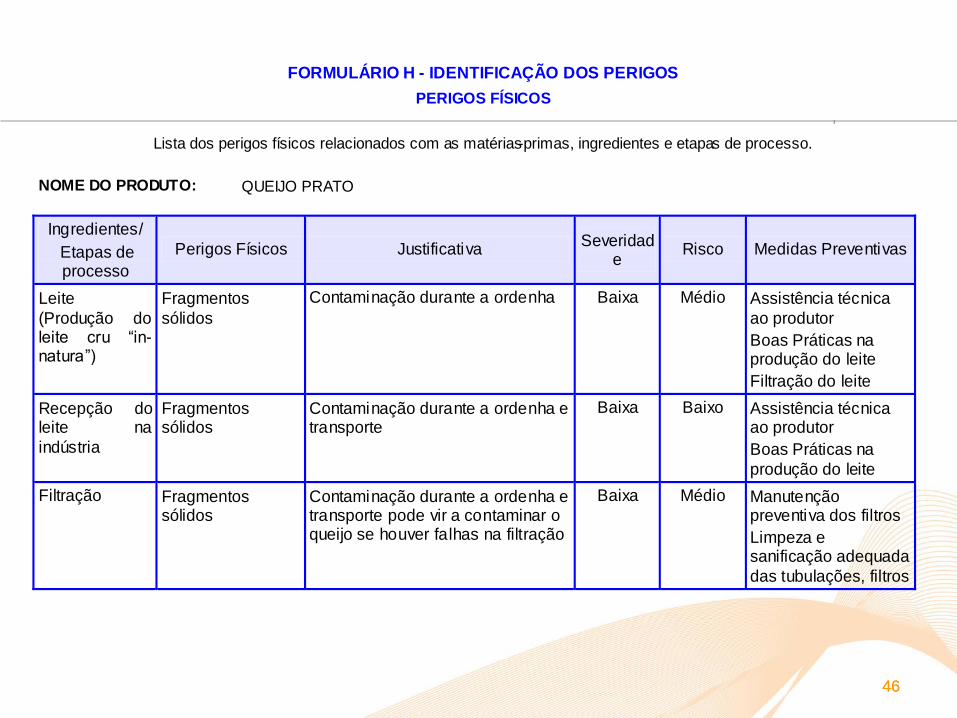
FORMULÁRIO H - IDENTIFICAÇÃO DOS PERIGOS
PERIGOS FÍSICOS
Lista dos perigos físicos relacionados com as matérias-primas, ingredientes e etapas de processo.
NOME DO PRODUTO: QUEIJO PRATO
Ingredientes/
Etapas de processo
Perigos Físicos Justificativa Severidad
e Risco Medidas Preventivas
Leite
(Produção do leite cru “in-natura”)
Fragmentos
sólidos
Contaminação durante a ordenha Baixa Médio Assistência técnica
ao produtor
Boas Práticas na produção do leite
Filtração do leite
Recepção do leite na
indústria
Fragmentos sólidos
Contaminação durante a ordenha e transporte
Baixa Baixo Assistência técnica ao produtor
Boas Práticas na
produção do leite
Filtração Fragmentos sólidos
Contaminação durante a ordenha e transporte pode vir a contaminar o queijo se houver falhas na filtração
Baixa Médio Manutenção preventiva dos filtros
Limpeza e sanificação adequada
das tubulações, filtros
4747
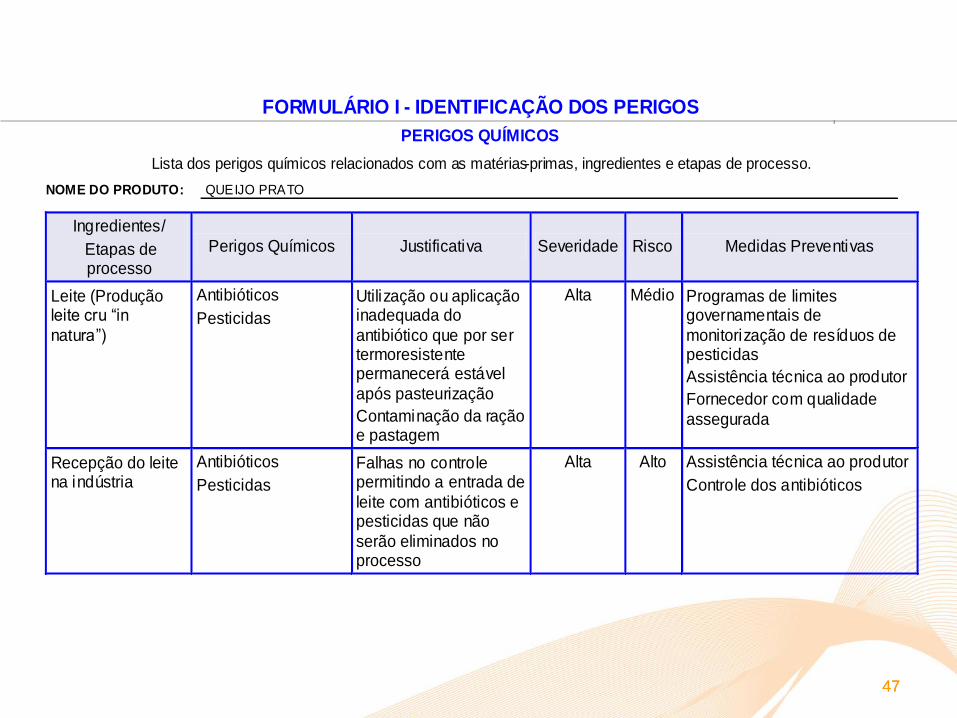
FORMULÁRIO I - IDENTIFICAÇÃO DOS PERIGOS
PERIGOS QUÍMICOS
Lista dos perigos químicos relacionados com as matérias-primas, ingredientes e etapas de processo.
NOME DO PRODUTO: QUEIJO PRATO
Ingredientes/
Etapas de processo
Perigos Químicos Justificativa Severidade Risco Medidas Preventivas
Leite (Produção leite cru “in
natura”)
Antibióticos
Pesticidas
Utilização ou aplicação inadequada do
antibiótico que por ser termoresistente permanecerá estável
após pasteurização
Contaminação da ração e pastagem
Alta Médio Programas de limites governamentais de
monitorização de resíduos de pesticidas
Assistência técnica ao produtor
Fornecedor com qualidade
assegurada
Recepção do leite na indústria
Antibióticos
Pesticidas
Falhas no controle permitindo a entrada de
leite com antibióticos e pesticidas que não
serão eliminados no processo
Alta Alto Assistência técnica ao produtor
Controle dos antibióticos
4848
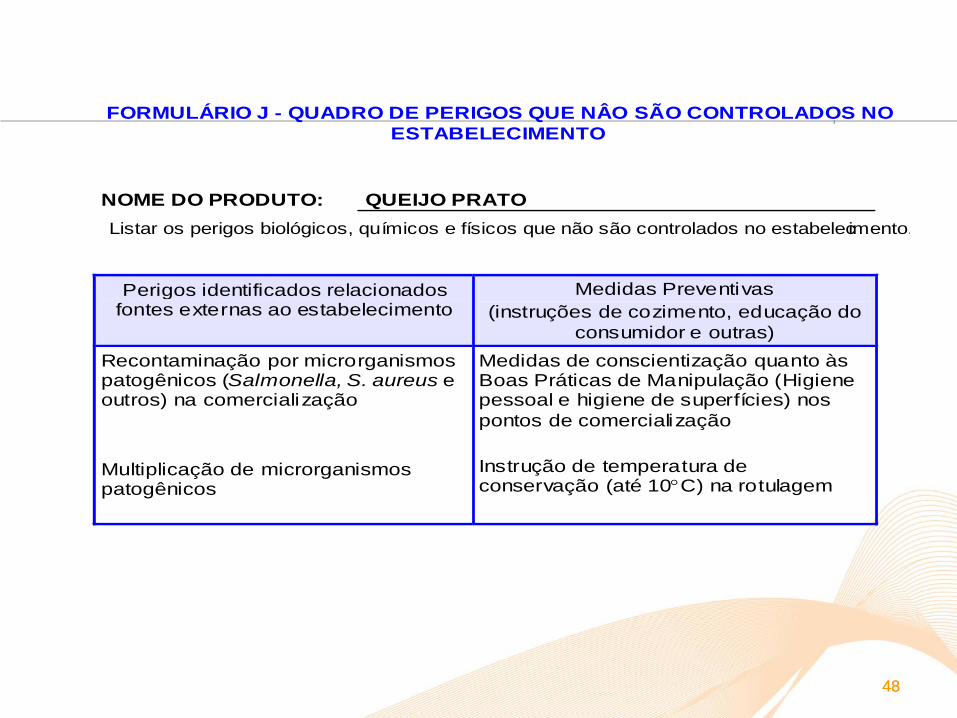
FORMULÁRIO J - QUADRO DE PERIGOS QUE NÂO SÃO CONTROLADOS NO
ESTABELECIMENTO
NOME DO PRODUTO: QUEIJO PRATO
Listar os perigos biológicos, químicos e físicos que não são controlados no estabelecimento.
Perigos identificados relacionados fontes externas ao estabelecimento
Medidas Preventivas
(instruções de cozimento, educação do
consumidor e outras)
Recontaminação por microrganismos patogênicos (Salmonella, S. aureus e outros) na comercialização
Multiplicação de microrganismos patogênicos
Medidas de conscientização quanto às Boas Práticas de Manipulação (Higiene pessoal e higiene de superfícies) nos
pontos de comercialização
Instrução de temperatura de conservação (até 10C) na rotulagem
4949
Princípio 2 – Identificação dos Pontos
Críticos de Controle
PCC
Qualquer ponto, etapa ou
procedimento, no qual se aplicam
medidas preventivas (de controle)
para manter um perigo
significativo sob controle, com o
objetivo de eliminar, prevenir ou
reduzir os riscos à saúde do
consumidor.

5050
Pontos Críticos de Controle
Críticos a segurança
Ações e esforços de controle dos PCCs
devem ser concentrados
Nº de PCCs deve ser restrito ao mínimo
indispensável
5151
Pontos de Controle
Pontos ou etapas afetando a segurança,
mas controlados prioritariamente
por programas e procedimentos
de pré-requisitos
(BPF e PPHO ou POP)
5252
Pontos Críticos de Controle PCC1 (B ou M)
PCC2 (B,F)
PCC3 (Q)
Mais de um perigo pode ser controlado em um mesmo PCC ou,
mais que um PCC pode ser necessário para controlar um único perigo.
Exemplos
Toxina estafilocócica e antibióticos na recepção do leite cru
Samonella pode ser controlada por pasteurização, acidificação e aditivos (maionese industrial)
Perigo químico (superdosagem) e biológico (subdosagem) de aditivos potencialmente tóxicos
5353
Pontos Críticos de Controle
Avaliar aplicação das medidas preventivas (de
controle)
Aplicar diagramas decisórios (árvores decisórias)
Antes de utilizar o diagrama decisório, avaliar se os
perigos biológicos, químicos e físicos identificados
são controlados pelo programa de pré-requisitos
(BPF). Em caso negativo, aplicar a árvore decisória.
5454
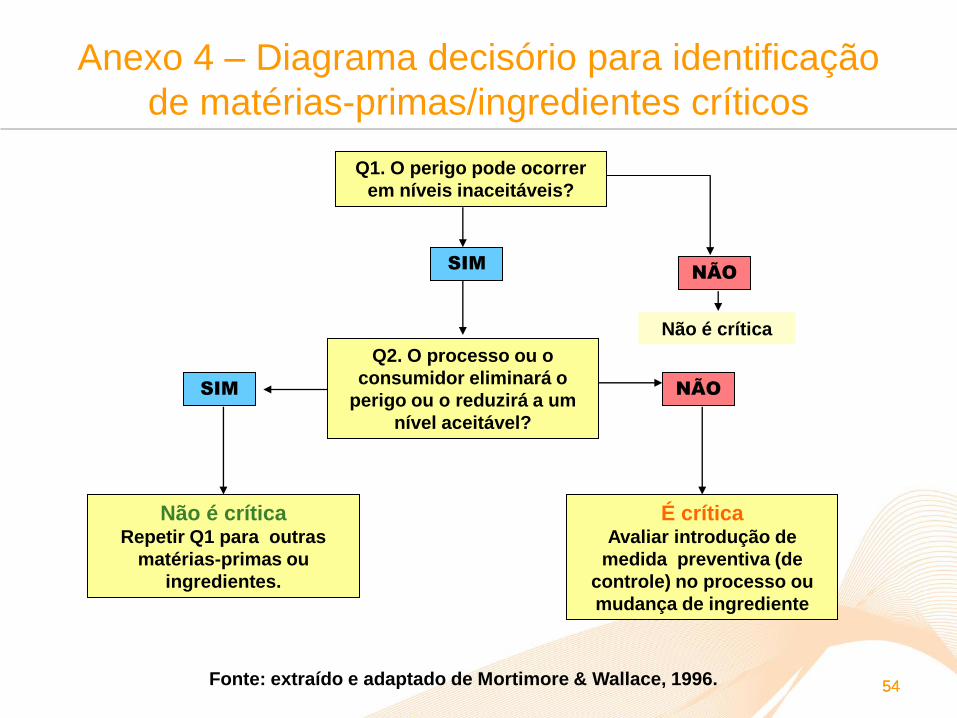
Anexo 4 – Diagrama decisório para identificação
de matérias-primas/ingredientes críticos
Q1. O perigo pode ocorrer
em níveis inaceitáveis?
NÃO
Não é crítica
SIM
Q2. O processo ou o
consumidor eliminará o
perigo ou o reduzirá a um
nível aceitável?
NÃO
É críticaAvaliar introdução de
medida preventiva (de
controle) no processo ou
mudança de ingrediente
SIM
Não é críticaRepetir Q1 para outras
matérias-primas ou
ingredientes.
Fonte: extraído e adaptado de Mortimore & Wallace, 1996.
5555
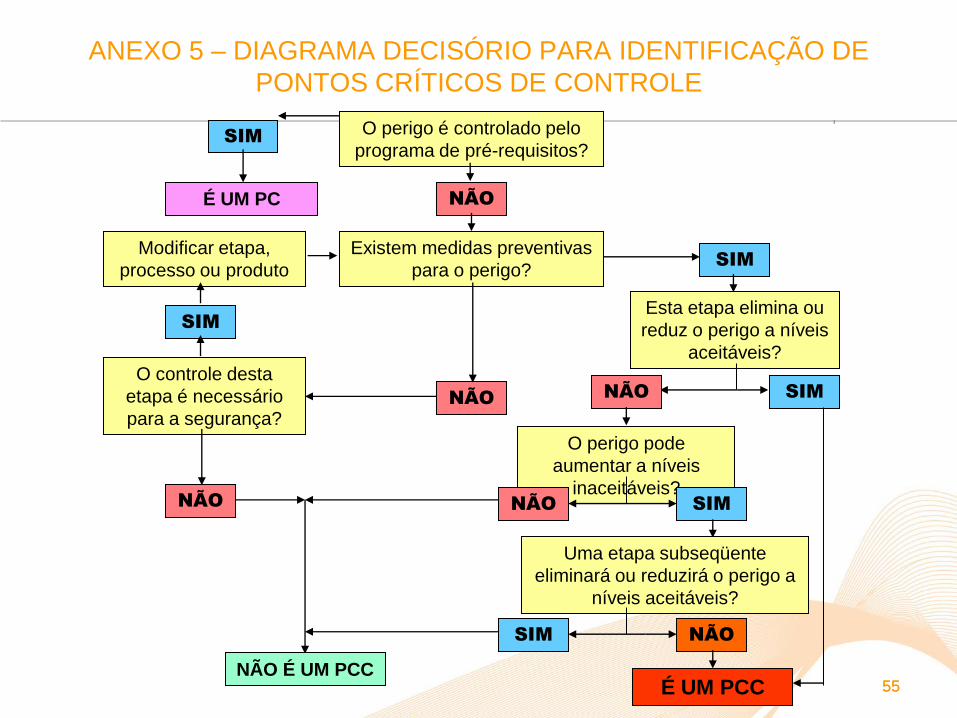
ANEXO 5 – DIAGRAMA DECISÓRIO PARA IDENTIFICAÇÃO DE
PONTOS CRÍTICOS DE CONTROLE
O perigo é controlado pelo
programa de pré-requisitos?SIM
NÃO
Existem medidas preventivas
para o perigo?
SIM
NÃO
É UM PC
O controle desta
etapa é necessário
para a segurança?
Esta etapa elimina ou
reduz o perigo a níveis
aceitáveis?
SIMModificar etapa,
processo ou produto
NÃO
SIMNÃO
O perigo pode
aumentar a níveis
inaceitáveis?SIMNÃO
NÃO É UM PCC
Uma etapa subseqüente
eliminará ou reduzirá o perigo a
níveis aceitáveis?
NÃOSIM
É UM PCC
5656
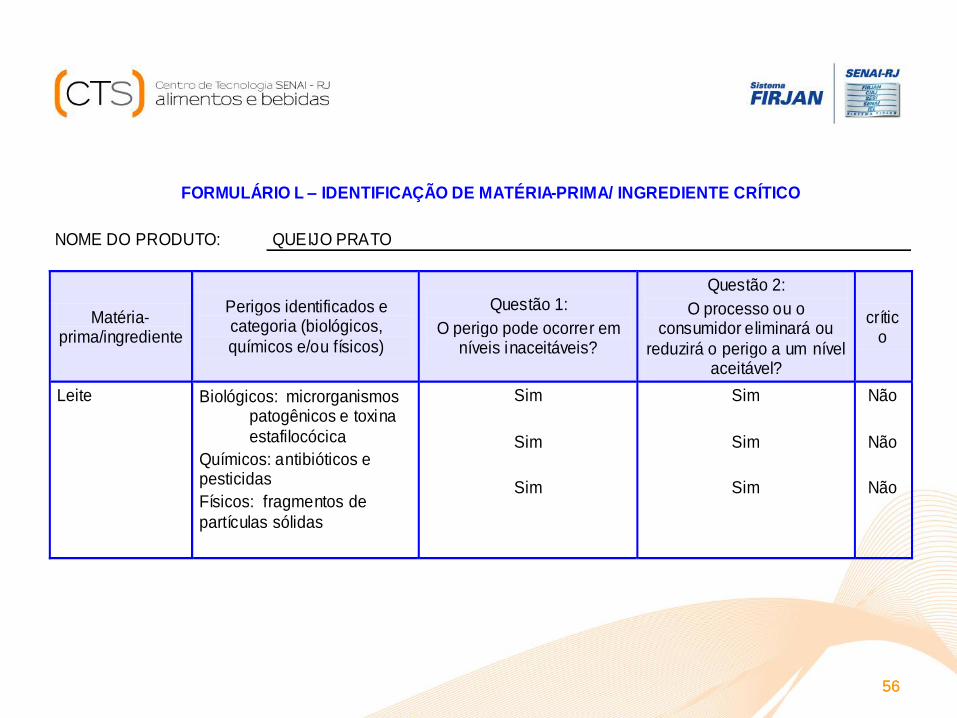
FORMULÁRIO L – IDENTIFICAÇÃO DE MATÉRIA-PRIMA/ INGREDIENTE CRÍTICO
NOME DO PRODUTO: QUEIJO PRATO
Matéria-prima/ingrediente
Perigos identificados e categoria (biológicos,
químicos e/ou físicos)
Questão 1:
O perigo pode ocorrer em níveis inaceitáveis?
Questão 2:
O processo ou o consumidor eliminará ou
reduzirá o perigo a um nível aceitável?
crítico
Leite Biológicos: microrganismos patogênicos e toxina
estafilocócica
Químicos: antibióticos e pesticidas
Físicos: fragmentos de
partículas sólidas
Sim
Sim
Sim
Sim
Sim
Sim
Não
Não
Não
5757
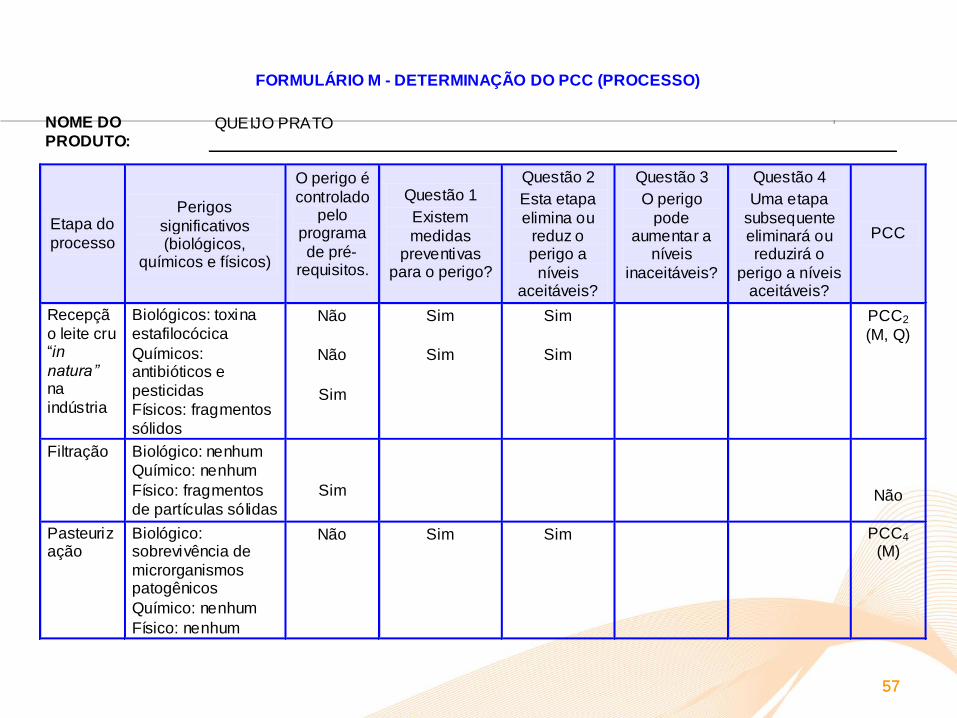
FORMULÁRIO M - DETERMINAÇÃO DO PCC (PROCESSO)
NOME DO
PRODUTO: QUEIJO PRATO
Etapa do
processo
Perigos
significativos (biológicos,
químicos e físicos)
O perigo é
controlado pelo
programa
de pré-requisitos.
Questão 1
Existem
medidas preventivas
para o perigo?
Questão 2
Esta etapa
elimina ou reduz o perigo a
níveis aceitáveis?
Questão 3
O perigo
pode aumentar a
níveis
inaceitáveis?
Questão 4
Uma etapa
subsequente eliminará ou reduzirá o
perigo a níveis aceitáveis?
PCC
Recepçã
o leite cru “in
natura” na
indústria
Biológicos: toxina
estafilocócica
Químicos: antibióticos e
pesticidas
Físicos: fragmentos
sólidos
Não
Não
Sim
Sim
Sim
Sim
Sim
PCC2
(M, Q)
Filtração Biológico: nenhum
Químico: nenhum
Físico: fragmentos
de partículas sólidas
Sim
Não
Pasteurização
Biológico: sobrevivência de
microrganismos patogênicos
Químico: nenhum
Físico: nenhum
Não Sim Sim PCC4
(M)
5858
PRINCÍPIO 3: Estabelecimento de
Limites Critícos
Limite Critíco: é um valor máximo ou mínino de
parâmetros biológicos, químicos ou fisícos que
assegure o controle do perigo
Limites critícos – são estabelecidos para cada
medida preventiva monitorada no PCC
Exemplo: pasteurização de leite – mínimo 73oC /
15’’
5959
PRINCÍPIO 3: Estabelecimento de
Limites Critícos
Limite de Segurança (Operacional): medida de
segurança para minimizar a ocorrência de desvios
nos limites críticos (valores próximos aos limites
críticos)
Exemplo: pasteurização do leite – Limite de
segurança: (mínimo) 75oC / 15’’
6060
LIMITES CRÍTICOS
Obtidos de fontes diversas:
Guias e padrões da legislação
Literatura técnica e científica
Experiência prática consolidada
Levantamento prévio de dados
Experimentos laboratóriais
6161
LIMITES CRÍTICOS
Associados à medidas como:
Temperatura
Tempo
Atividade da Água
pH
Acidez Titulável
Resíduos de antibióticos
6262
LIMITES CRÍTICOS
Exemplos:
pH do produto final
Resíduo de antibióticos e/ou pesticidas na
matéria prima
Exigência de certificado ou laudo analítico de
fornecedor
Temperatura e tempo para inativação de
microorganismos patogênicos na pasteurização
do leite
6363
Princípio 4 – Estabelecimento dos
procedimentos de monitorização
Monitorização: sequência
planejada de observações e
mensurações para avaliar se um
determinado PCC está sob
controle e para produzir um
registro fiel
Importante Caracterizar: O QUE;
COMO; QUEM; e FREQUÊNCIA
da monitorização
6464
MONITORIZAÇÃO
Observações visuais
evisceração completa do pescado, espículas de ossos de carnes, presença de objetos em recipientes, dizeres de rotulagem, verificação de lacres
Avaliações sensoriais:
cheio para identificação de odores anormais;
cor para identificação de coloração estranha;
toque para identificação de texturas: anormais e viscosidade
6565
MONITORIZAÇÃO
Procedimentos rápidos:
Medições Químicas
medição do pH, do cloro residual da água para
resfriamento das latas esterelizadas, do índice de
acidez, da concentração de sal e açúcar
Medições Físicas
medição de temperatura e tempo, utilização de
detectores de metais, medição de atividade de
água(aw) e espaço superior livre de alimentos
enlatados processados termicamente
6666
Frequência
O intervalo de leitura deve ser estabelecido
para garantir que toda a produção é segura
O registro deve ser contínuo. Exemplo:
termógrafo
6767
Príncipio 5 – Estabelecimento das
Ações Corretivas Ações corretivas: procedimentos ou ações a serem tomadas
quando se constata que ocorre desvio do Limite Crítico, que
signifique que o perigo não foi controlado. Ações corretivas
incidem sobre o produto e sobre o processo
Quando devem ser tomadas?
Quando desvios dos limites críticos ocorrem
Deverão ser adotadas no momento ou imediatamente após a
identificação dos desvios
6868
Príncipio 5 – Estabelecimento
das Ações Corretivas
Como deverão ser conduzidas?
Para retomar o controle
Para determinar destino do produto elaborado durante desvio do
limite crítico
Para avaliar a frequência da monitorização
Ações devem ser tomadas para previnir a recorrência dos desvios
Devem prever a investigação das causas do desvio
6969
Ações Corretivas
Exemplos:
Rejeição do lote de matéria-prima
Ajuste da temperatura e tempo do processo
térmico
Aferição do termostato
Diminuição do pH
Ajuste da qualidade de certo ingredientes
7070
Ações Corretivas
Exemplos (continuação):
Alteração das diretrizes de rotulagem das embalagens
Definição do destino do produto em descordo com a especificação
Recolhimento do produto do mercado
Destruição do produto elaborado durante desvios
Reprocessamento do produto
Desvios do produto para outra linha (reaproveitamento)
7171
Ações Corretivas
Devem ser registradas (processo e produto)
Dependendo da frequência com que ocorrem
os problemas dos controles dos PCC’s
Aumento da frequência
Modificação dp processo

7272
Princípio 6 – Estabelecimento dos
Procedimentos de Verificação
O que é Verificação
Utilizando de procedimentos em adição àqueles
utilizados na monitorização para evidenciar se o
sistema APPCC está funcionando corretamente
Deve ser aplicada para o PCC
Deve ser aplicada para determinar a
conformidade e adequacidade do Plano APPCC
7373
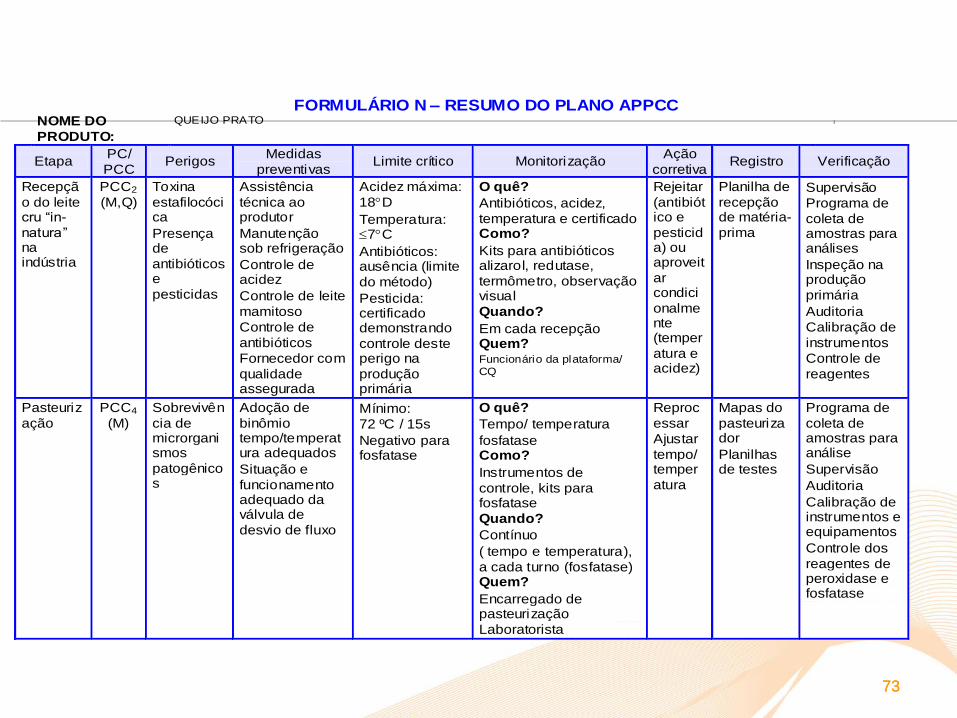
FORMULÁRIO N – RESUMO DO PLANO APPCC NOME DO
PRODUTO:
QUEIJO PRATO
Etapa PC/
PCC Perigos
Medidas
preventivas Limite crítico Monitorização
Ação
corretiva Registro Verificação
Recepçã
o do leite cru “in-
natura” na indústria
PCC2
(M,Q)
Toxina
estafilocócica
Presença de
antibióticos e
pesticidas
Assistência
técnica ao produtor
Manutenção sob refrigeração
Controle de acidez
Controle de leite
mamitoso
Controle de
antibióticos
Fornecedor com
qualidade assegurada
Acidez máxima:
18D
Temperatura: 7C
Antibióticos: ausência (limite
do método)
Pesticida: certificado demonstrando
controle deste perigo na
produção primária
O quê?
Antibióticos, acidez,
temperatura e certificado Como?
Kits para antibióticos alizarol, redutase,
termômetro, observação visual
Quando?
Em cada recepção Quem? Funcionário da plataforma/ CQ
Rejeitar
(antibiótico e
pesticida) ou aproveit
ar condici
onalmente (temper
atura e acidez)
Planilha de
recepção de matéria-
prima
Supervisão
Programa de
coleta de amostras para análises
Inspeção na produção
primária
Auditoria
Calibração de
instrumentos
Controle de
reagentes
Pasteuriz
ação
PCC4
(M)
Sobrevivên
cia de microrganismos
patogênicos
Adoção de
binômio tempo/temperatura adequados
Situação e
funcionamento adequado da válvula de
desvio de fluxo
Mínimo:
72 ºC / 15s
Negativo para fosfatase
O quê?
Tempo/ temperatura
fosfatase Como?
Instrumentos de
controle, kits para fosfatase
Quando?
Contínuo
( tempo e temperatura),
a cada turno (fosfatase) Quem?
Encarregado de pasteurização
Laboratorista
Reproc
essar
Ajustar
tempo/ temper
atura
Mapas do
pasteurizador
Planilhas de testes
Programa de
coleta de amostras para análise
Supervisão
Auditoria
Calibração de instrumentos e equipamentos
Controle dos
reagentes de peroxidase e fosfatase

7474
Verifição de PCC
Verificação de normas e procedimentos de
monitorização
Verificação da implementação dos
procedimentos de monitorização
Verificação de registros dos PCC’s, para
avaliar se são confiáveis
7575
Verificação de PCC
Verificação das atividades de calibração dos equipamentos e instrumentos utilizados na monitorização ou verificação
Amostragem programada e testes de atividades para verificar se os procedimentos de monitorização são efetivos
Verificação das medições de parâmetros como temperatura, volume, concentração, pH e outros, para comparar com os registros, procedimentos e outros dados da monitorização e confirmar os dados dos registros
7676
Princípio 7 – Estabelecimento
dos Procedimentos de Registro Registros:
Equipe APPCC e definições de responsabilidades
Descrição do produto e do uso pretendido
Diagrama de Fluxo do processo e sua confirmação
Bases para identificação dos PCC’s
Perigos associados com cada PCC
Limites críticos e bases científicas respectivas
Sistema e programa de monitorização
7777
Princípio 7 – Estabelecimento
dos Procedimentos de Registro
Registros (continuação):
Ações corretivas em casos de desvios dos limites
critícos
Registros de monitorização de todos os PCC’s
Procedimentos para verificação do sistema
APPCC

78
Sistema FIRJAN
Centro de Tecnologia SENAI-RJ Alimentos e BebidasTel. (24)2491-9200 - Fax (24)2491-9220
E-mail: [email protected]
Recommended