Dep. Of Food Science & Technology
Dairy TechnologyDairy Technology
乳制品工艺学乳制品工艺学
主讲主讲 : : 朱定和朱定和[email protected]@gmail.com
第 1 章 原料乳的加工处理
本章主要内容本章主要内容• 第一节 原料乳的收购和检验• 第二节 原料乳的预处理• 第三节 原料乳的预热与杀菌• 第四节 乳的浓缩技术• 第五节 乳的干燥技术
教学重点 :
1 .原料乳的验收标准及检验方法; 2 .原料乳的预处理方法。
教学难点: 1 .掌握原料乳的快速检测方法; 2 .原料乳标准化原理及实际操作。
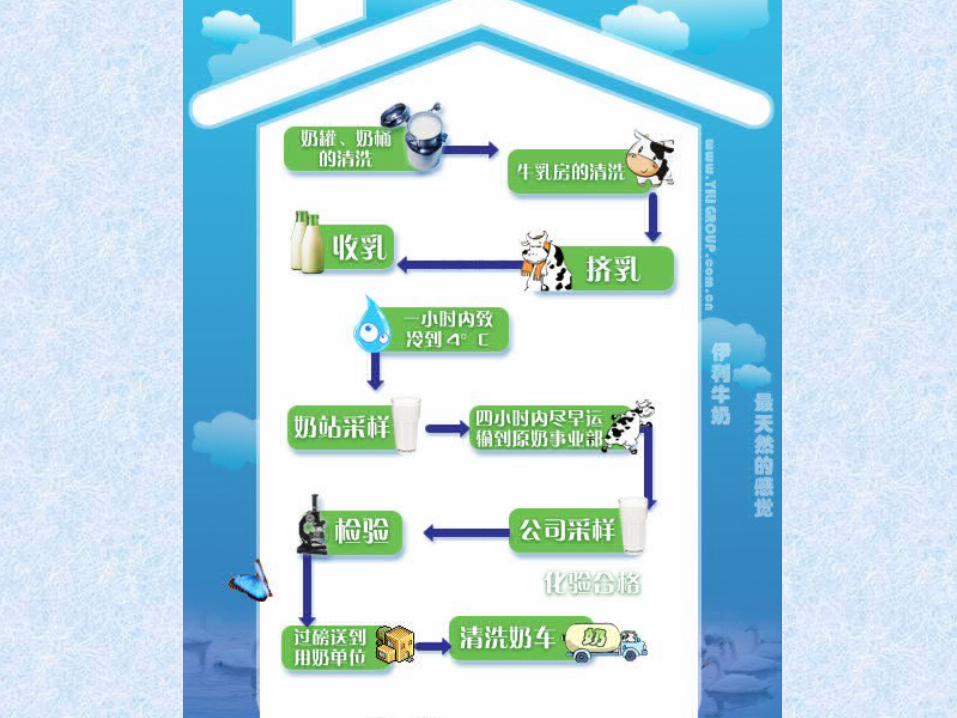
第一节 原料乳的收购和验收
一、原料乳 (raw milk) 的收购 原料乳的收购应当按照原料乳的质量标准GB6914-1999 进行验收,并根据乳品的等级进行收购。
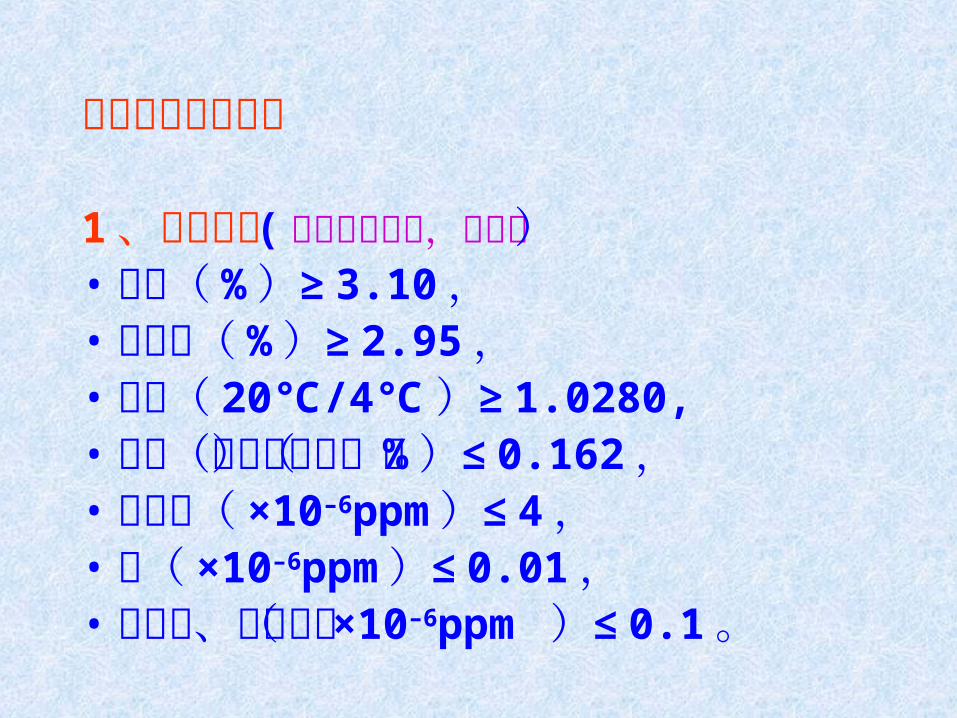
原料乳的质量标准
1 、理化指标 ( 只有合格指标,不分级)•脂肪( %)≥ 3.10 ,•蛋白质( %)≥ 2.95 ,•密度( 20℃/4℃)≥ 1.0280,•酸度(以乳酸表示)( %)≤ 0.162 ,•杂质度(×10–6ppm )≤ 4,•汞(×10–6ppm )≤ 0.01 ,•六六六、滴滴涕(×10–6ppm )≤ 0.1 。
2 、感官指标 正常牛乳色泽为乳白色或微黄色,
不得有红色、绿色或其他异色。不得含有肉眼可见的异物。不能有苦、咸、涩的滋味和饲料、霉等其他异味。
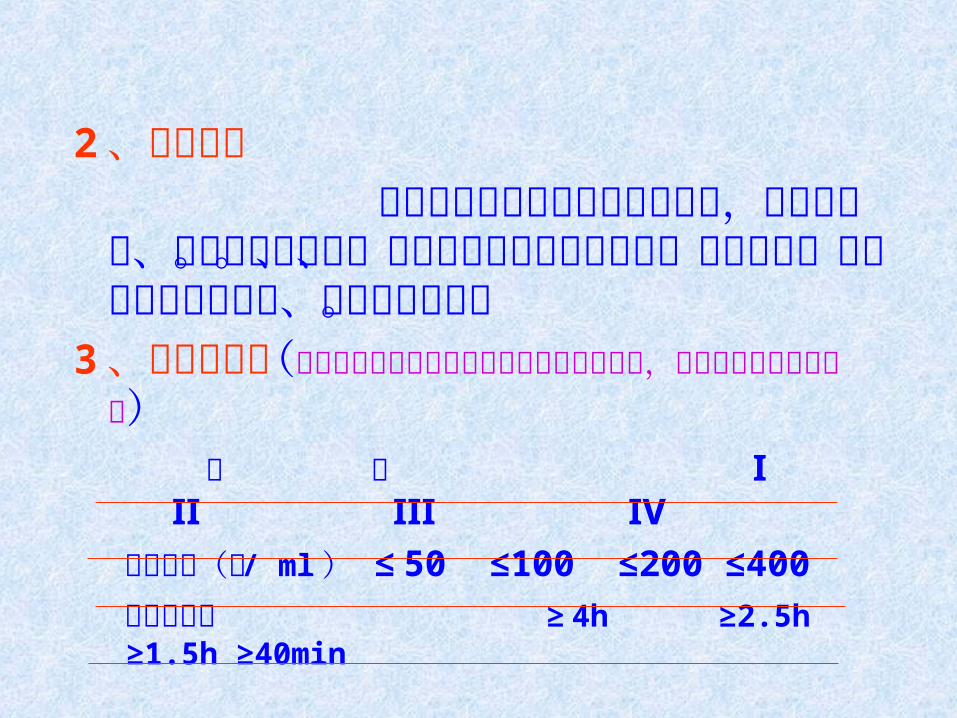
3 、微生物指标(采用平皿细菌总数计算法或美蓝还原褪色法,按下表中指标进行评级)
分 级 Ⅰ Ⅱ Ⅲ Ⅳ 细菌总数(万 / ml ) ≤ 50 ≤100 ≤200 ≤400 美兰褪色法 ≥ 4h ≥2.5h ≥1.5h ≥40min
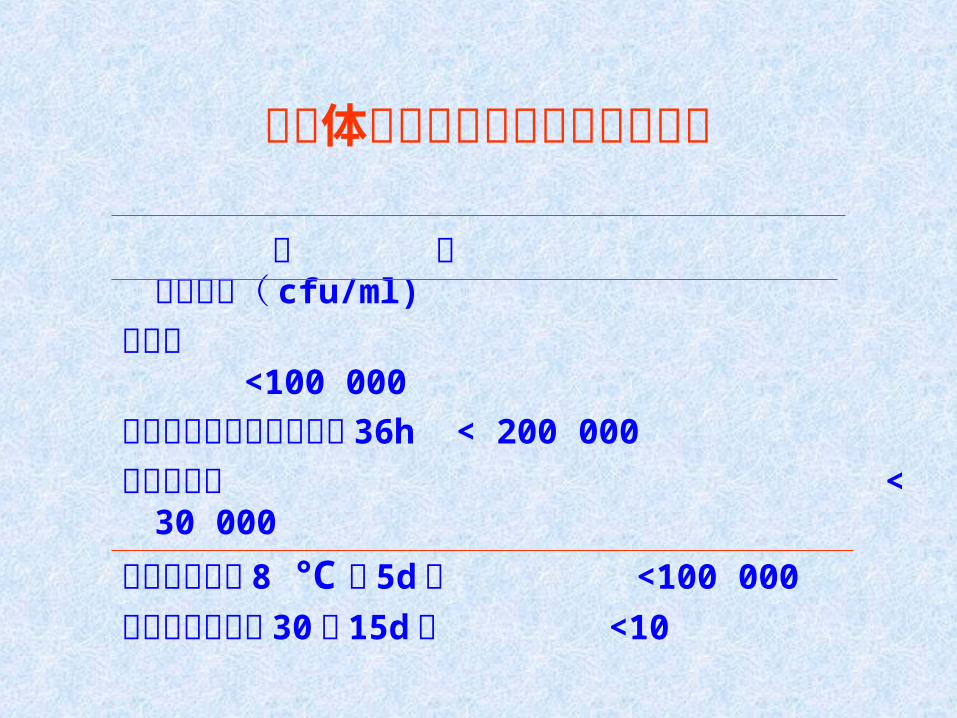
欧共体液态乳制品细菌总数的标准
项 目 细菌总数( cfu/ml)
原料乳 <100 000
原料乳在乳品厂贮存超过 36h < 200 000
巴氏杀菌乳 < 30 000
巴氏杀菌乳在 8 ℃下 5d 后 <100 000
超高温灭菌乳在 30 下 15d 后 <10
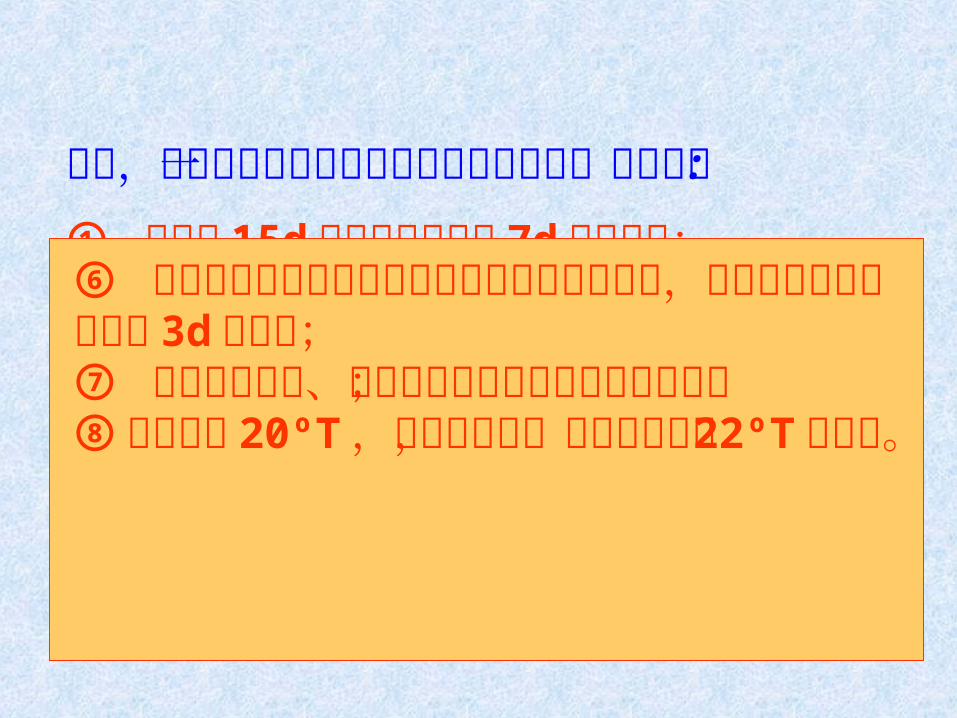
此外,许多乳品收购单位还规定下述情况之一不得收购 :
① 产犊前 15d 内的末乳和产后 7d 内的初乳;② 牛乳颜色有变化,呈红色、绿色或显著黄色者;③ 牛乳中有肉眼可见杂质者;④ 牛乳中有凝块或絮状沉淀者;⑤ 牛乳中有畜舍味、苦味、霉味、臭味、涩味、煮沸味及其他异味者;
⑥ 用抗菌素或其他对牛乳有影响的药物治疗期间,母牛所产的乳和停药后 3d 内的乳;⑦ 添加有防腐剂、抗菌素和其他有碍食品卫生的乳;⑧ 酸度超过 20ºT ,个别特殊者,可使用不高于 22ºT 的鲜乳。
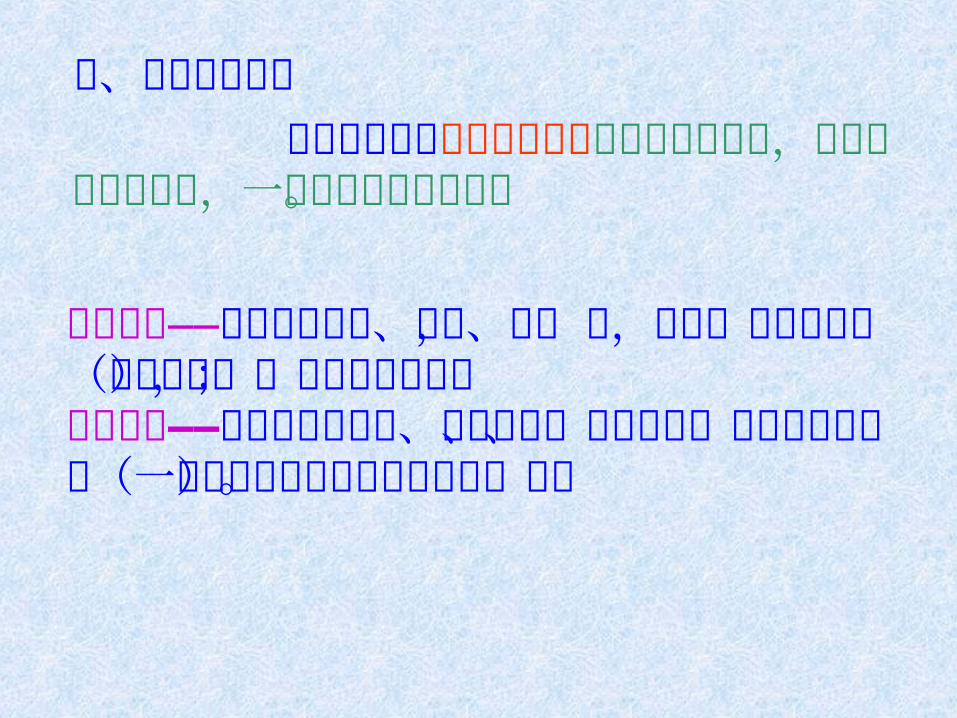
二、原料乳的检验
现场验收——主要进行味觉、外观,测温 度、比重,做酒精试验(判断酸度),方法要求快速;入厂验收——主要检测脂肪率、滴定酸度、乳干物质、杂质度和细菌数(一般用美蓝试验或刃天青试验)等。
我国原料乳的生产现场检验以感官检验为主,辅以部分理化检验,一般不做微生物检验。
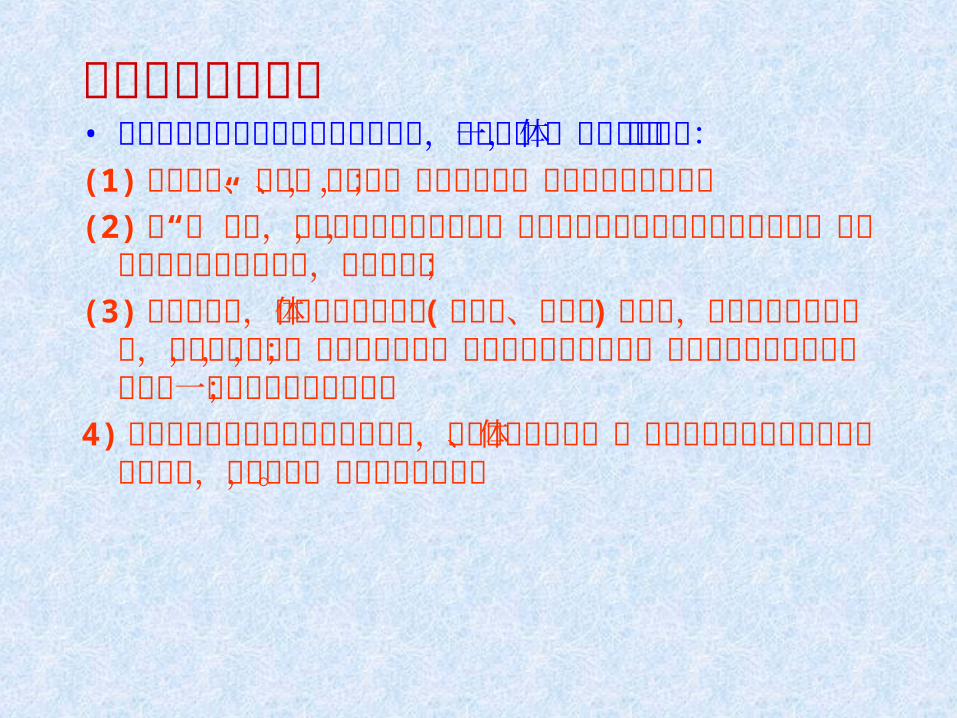
原料乳的以质论价• 目前各地收乳站对原料乳质量的检测,层次不一,大
体上分四种情况:(1) 检测含杂、比重、酸碱度,以确定等级,使用企业为
数不少;(2) 以“脂”论价,除检测比重和酸碱度外,使用乳脂测
定仪检测牛乳的含脂率,按含脂率高低划分等级计价,正大量推广;
(3) 除脂肪率外,并检测非乳脂固体 ( 蛋白质、乳糖等 )的含量,计算出总干物质含量,定出标准乳价,分别加权计算,列出数据变动计价表,作为分级计价的依据;已经在一部分大城市郊区试行;
4) 除对上述理化指标进行检查检测外,并进行细菌总数、体细胞数等生物指标及药物残留的检验,分级计价,严重超标者拒收。
• 先进的原料乳检测仪器介绍。 快速乳脂测定仪 红外光谱牛乳分析仪(可测脂肪、蛋白质、乳糖和非脂乳固体)
原料乳的验收 (一)感官检验 视觉:看 嗅觉:闻 味觉:尝 (二)理化检验 1 、新鲜度检验 2 、乳成分测定 3 、掺伪检验
主要项目有:色泽、组织状态、滋气味等。即对鲜乳进行嗅觉、味觉、外观、尘埃、
杂质等的鉴定。
1 、新鲜度的检验• 酒精实验• 煮沸实验• 酸度滴定• 甲基蓝还原实验
酒精实验( alcohol test )
• 原理:新鲜牛乳具有相当的稳定性,而不新鲜的牛乳其蛋白质胶粒已呈不稳定状态,当受到酒精的脱水作用时,则加速其凝聚。
• 方法:于试管内用一定浓度的中性酒精与原料乳等量(一般为 1~2ml )混合,摇匀,有凝块出现为究竟阳性乳。
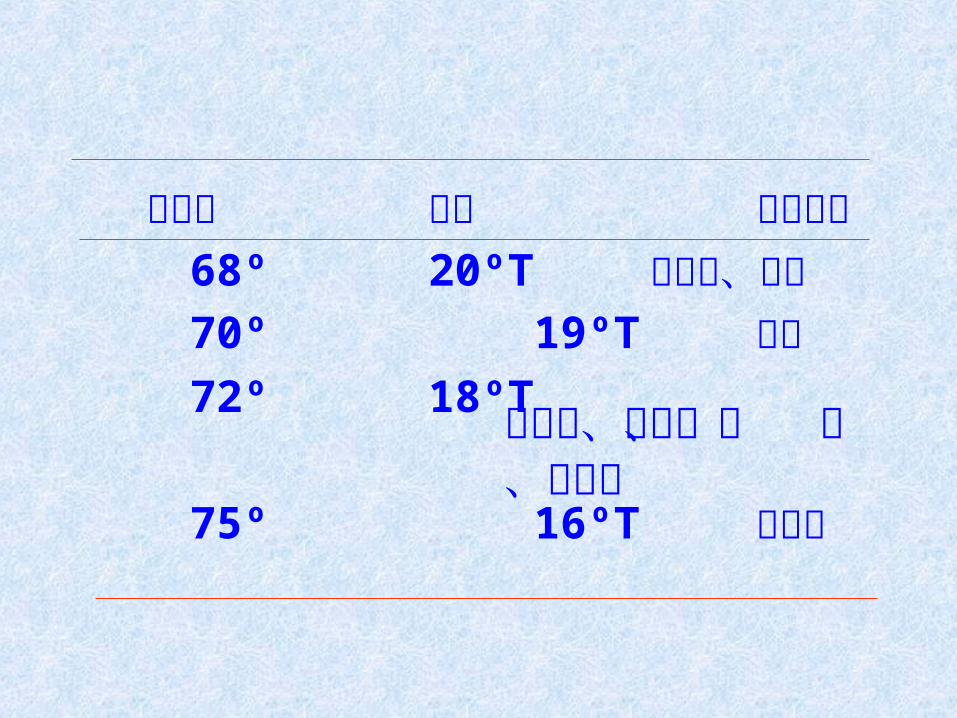
酒精度 酸度 适宜产品 68º 20ºT 干酪素、乳糖 70º 19ºT 奶油 72º 18ºT
75º 16ºT 淡炼乳
乳饮料、奶粉、酸 奶 、甜炼乳
煮沸实验
取牛乳 10ml放入试管中,在酒精灯上加热煮沸 1min 或置于沸水浴中 5min ,取出观察管壁有无发生凝固现象。产生絮片或发生凝固的表示牛乳已不新鲜,酸度大于 26ºT 。
2 、乳成分测定• 测比重: D20 /4 ℃ ℃ 乳稠计测定• 乳脂肪与其它成分的测定: 化学法:罗兹 -哥特里法 盖勃法 巴布科克氏法 仪器法:乳脂测定仪 乳品全分析仪
3 、掺伪检验• 掺碱检验• 掺淀粉检验• 掺盐的检出• 乳房炎乳的检出• 掺豆浆的检出• 掺硝酸盐的检出• 掺尿素的检出• 抗生素的检出
掺碱的检出• 玫瑰红酸法 原理:玫瑰红酸在 PH6.2~8.0 的溶液中,颜色由黄变为红色。
试剂:玫瑰红酸( 0.05% 的乙醇溶液) 方法:于乘有 5 牛乳的试管中加入 5玫瑰红
酸液,用手堵住试管口摇匀,乳中如无碱性物质则呈黄色,有碱时则呈玫瑰红色,其加入量与颜色的深浅成正比(应做对照实验)。
• 溴麝香草酚蓝法原理:溴麝香草酚蓝在 pH6.0~7.6 的溶
液中 , 颜色由黄变蓝。试剂: 0.04%溴麝香草酚蓝乙醇溶液方法 :取样品 5ml 于试管中 , 将试管保
持倾斜位置 , 沿管壁小心加入溴麝香草酚蓝乙醇溶液 5滴 ,切勿使指示剂牛乳相混,然后将试管垂直放置。 2min 后根据环层指示剂颜色的特征确定结果 ( 同时做空白对照实验 ) 。
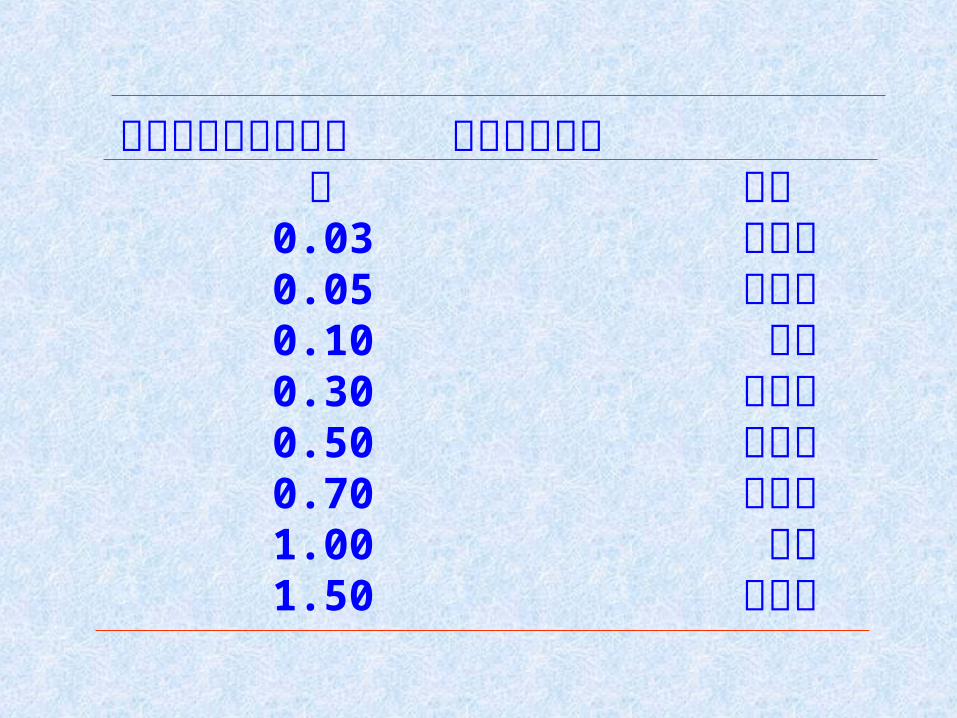
牛乳中碳酸氢钠浓度 环层颜色特征 无 黄色 0.03 黄绿色 0.05 淡绿色 0.10 绿色 0.30 深绿色 0.50 青绿色 0.70 淡青色 1.00 青色 1.50 深青色
掺淀粉的检出 • 试剂 碘液 ( 碘的酒精溶液或 0.1N 的碘
液 ) 。• 方法 取 5ml 牛乳注入试管中 , 稍稍煮
沸 , 待冷却后 , 加入数滴碘液 , 有淀粉存在时,则有兰色或青兰色沉淀物出现。
第二节 原料乳的预处理
一、原料乳的运输二、原料乳的净化三、原料乳的冷却四、原料乳的贮存五、原料乳的标准化
一、原料乳的运输
1 、方式:奶桶或奶槽车 2 、注意事项: 无论哪种运送方法的要求都是一样的 ,
即牛乳必须保持良好的冷却状态并且没有空气进入 , 运输过程的振动越轻越好。
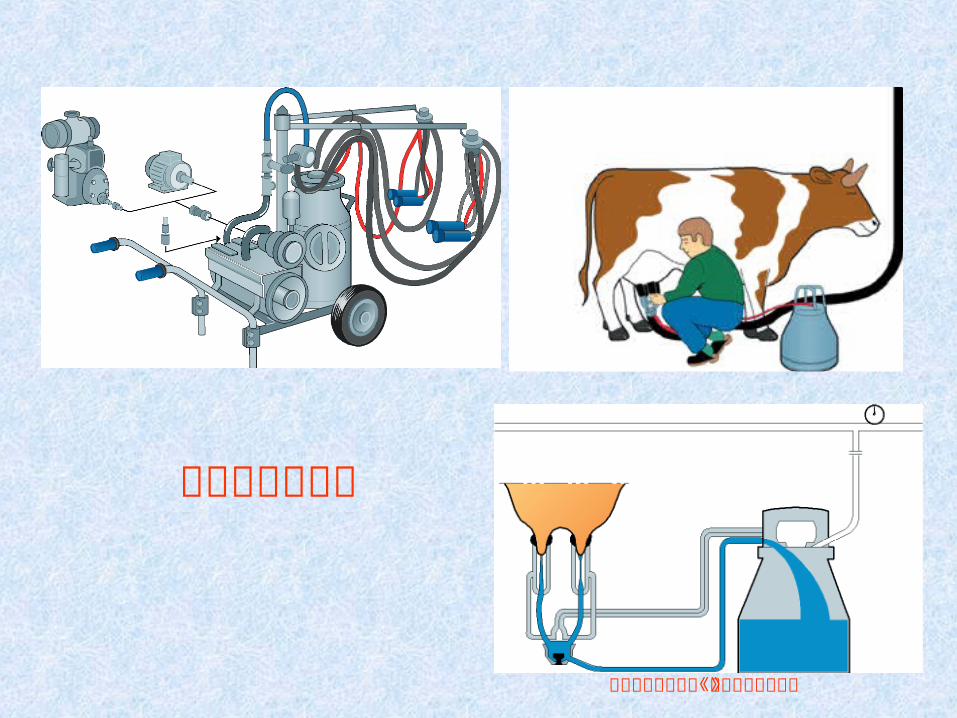
移动式挤奶设备
摘自网络利乐公司《乳制品加工手册》

奶桶
奶桶乳收集
摘自网络利乐公司《乳制品加工手册》

在农场奶槽车收奶摘自网络利乐公司《乳制品加工手册》
二、原料乳的净化
• 目的:除乳中的机械杂质并减少微生物数量。
• 方法: 过滤:除去大的机械杂质 离心净化:除去肉眼难以看到的、微小的细菌细胞和机械杂质、白血球、红血球等。
过滤
• 常压(自然)过滤:纱布、单联过滤器、 双联过滤器• 减压过滤(吸滤)• 加压过滤:板框压滤机等,一般在乳品
加工中使用较少。
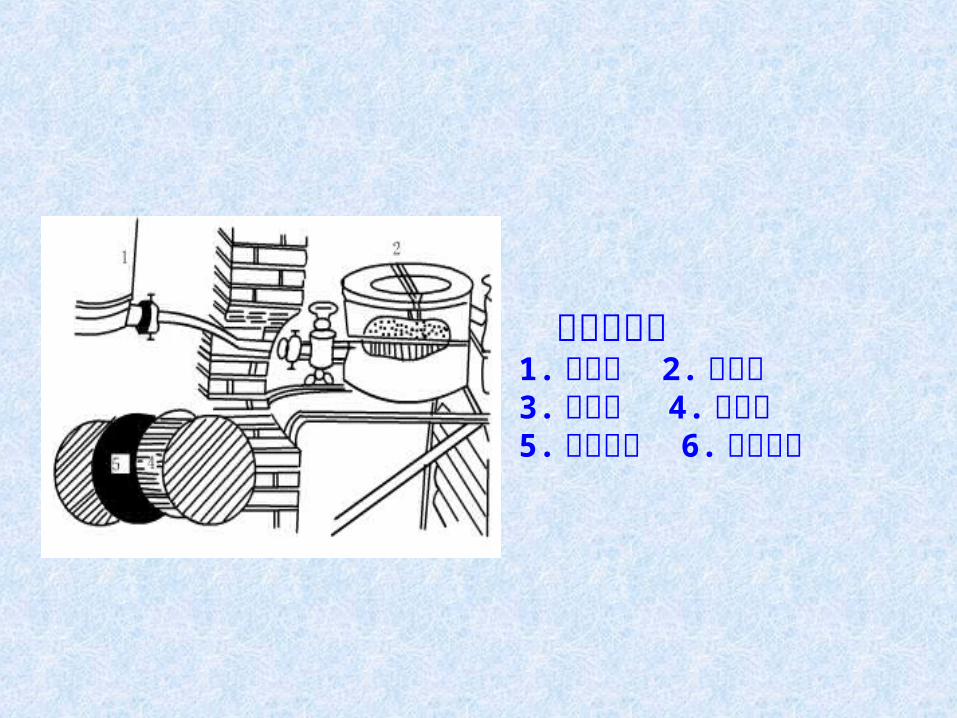
管式过滤器1. 贮乳槽 2.过滤器 3.冷却器 4. 滤过棉 5.金属网板 6.带孔夹板

双联过滤器
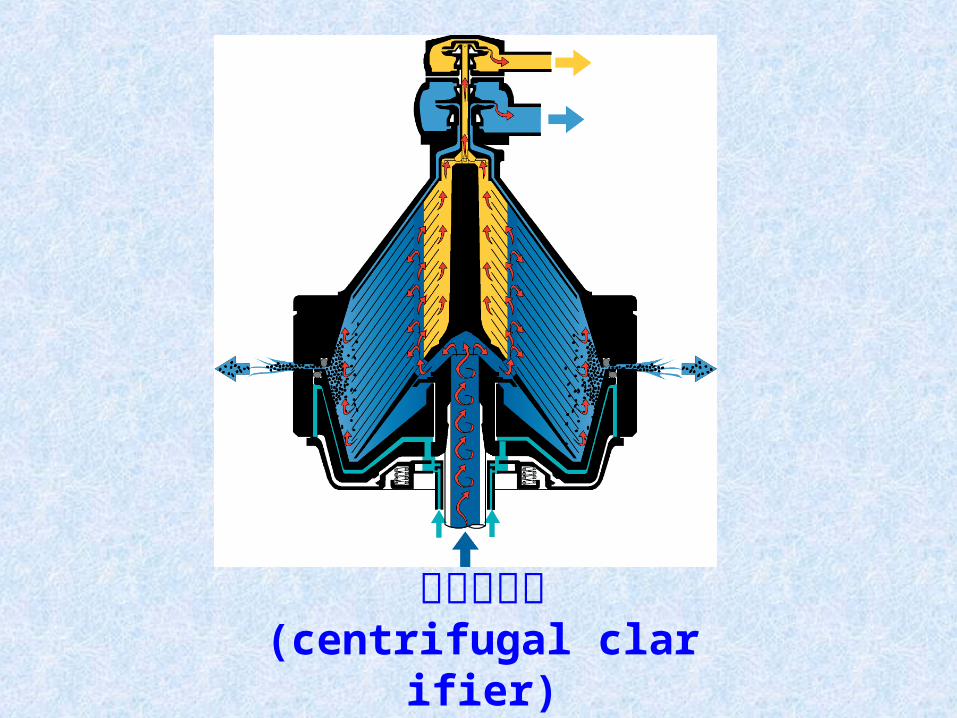
离心净乳机(centrifugal clarifier)
三、原料乳的冷却
• 净化后的原料乳应立即冷却到 4~10℃,以抑制细菌的繁殖 , 保证加工之前原料乳的质量。
• 使用的设备有:板式热交换器( plate heat exchange)
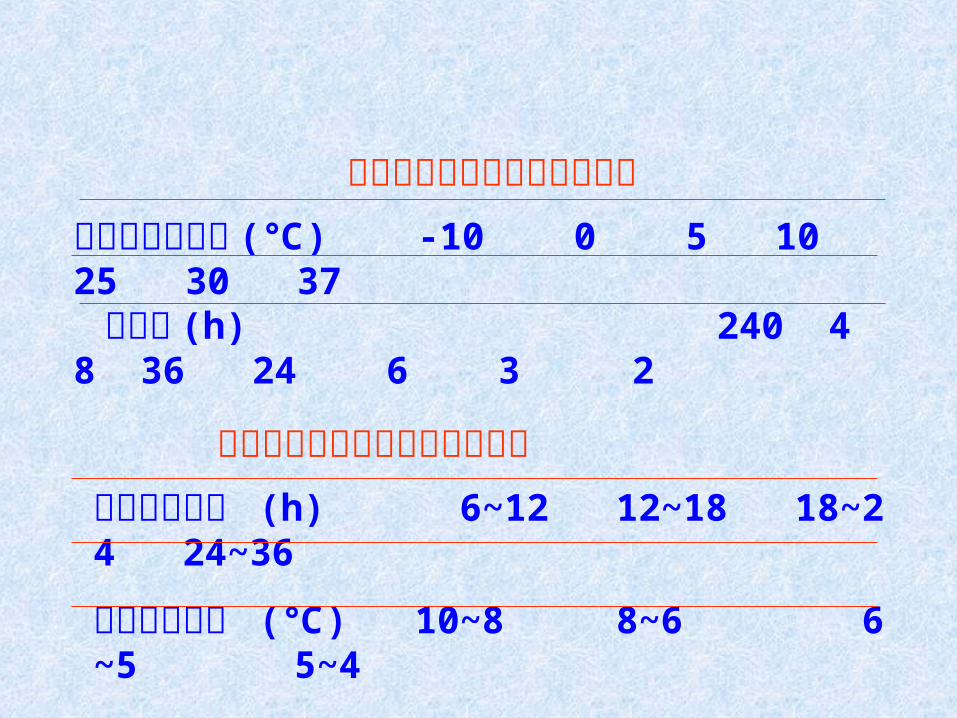
乳的贮存温度与抗菌期的关系 牛乳的贮存温度 (℃) -10 0 5 10 25 30 37
抗菌期 (h) 240 48 36 24 6 3 2
乳的贮存时间 (h) 6~12 12~18 18~24 24~36
应冷却的温度 ( )℃ 10~8 8~6 6~5 5~4
乳的贮存时间与冷却温度的关系
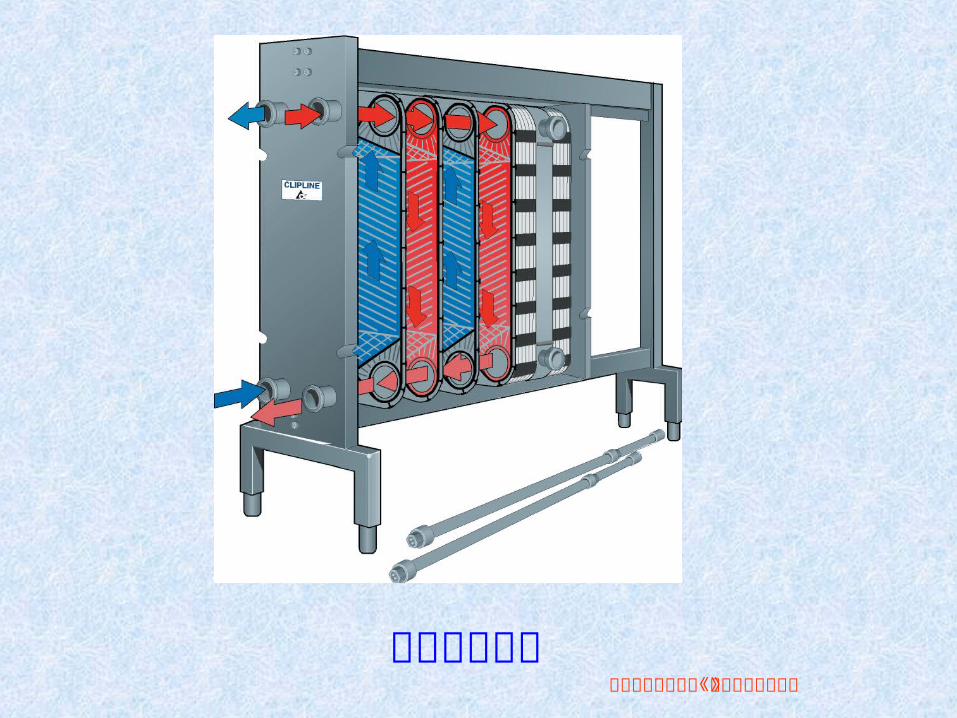
板式热交换器
摘自网络利乐公司《乳制品加工手册》
板式热交换器
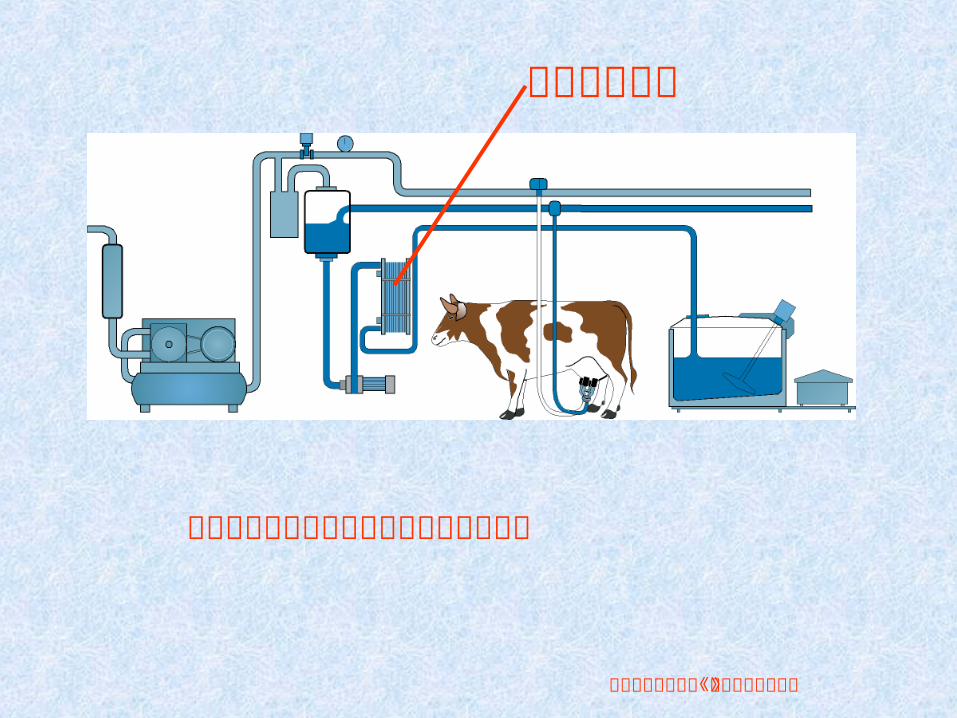
从乳牛到冷却罐在密闭条件下的挤奶过程
摘自网络利乐公司《乳制品加工手册》
四、原料乳的贮存
• 目的:为保证连续生产的需要 , 乳品厂必须有一定的原料贮存量。贮存量按工厂的具体条件来确定 , 一般为生产能力 50%~100% 。
• 设备:贮乳罐 (缸 )
室内 立式 室外 卧式
人孔在室内的室外乳仓的布置摘自网络利乐公司《乳制品加工手册》
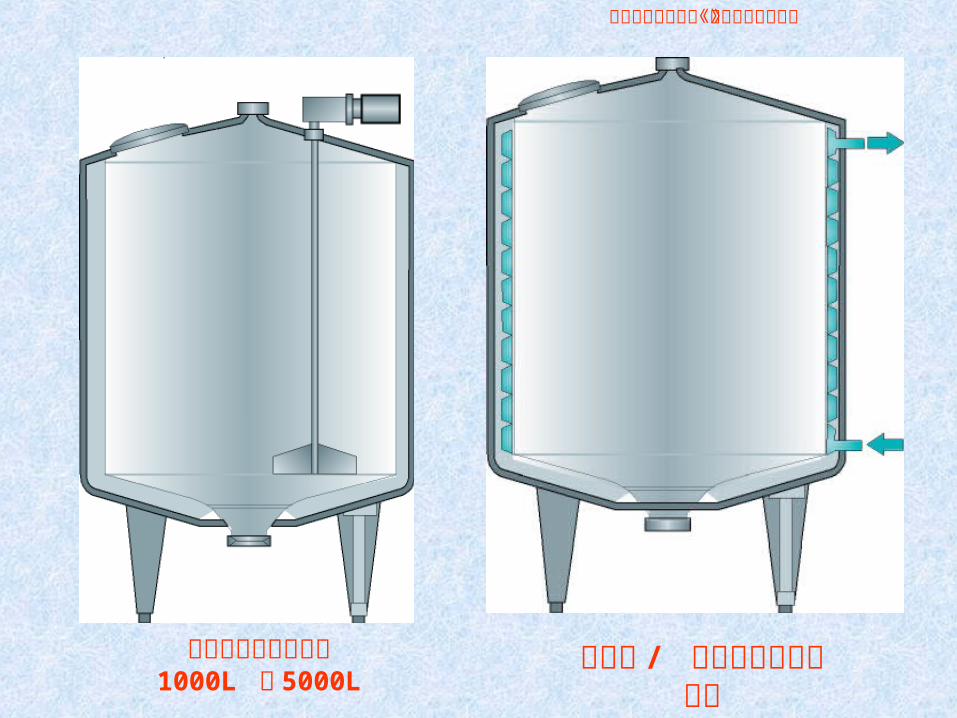
典型的贮罐其容量从
1000L 到 5000L具有热 / 冷焊接管道的混合罐
摘自网络利乐公司《乳制品加工手册》

室外储奶仓
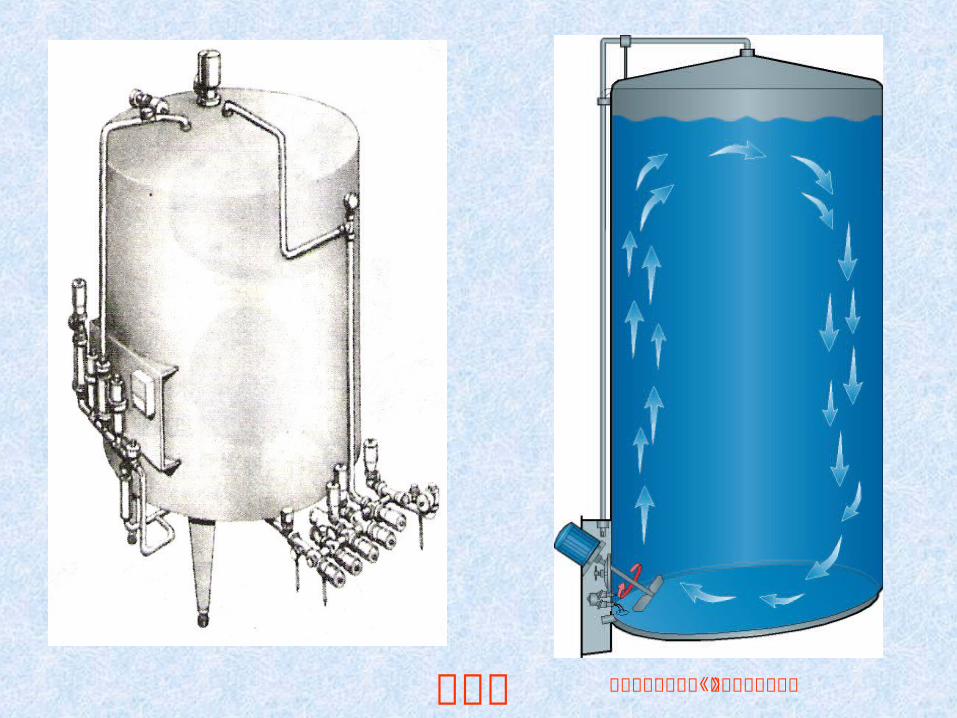
贮奶罐 摘自网络利乐公司《乳制品加工手册》
五、原料乳的标准化
• 为保证达到法定要求的脂肪含量,原料乳需标准化( Standarlization )
• 我国的国家标准规定全脂、部分脱脂和脱脂巴氏杀菌乳的脂肪含量分别为 :
≥ 3.1% , 1.0~2.0% ,≤ 0.5%.
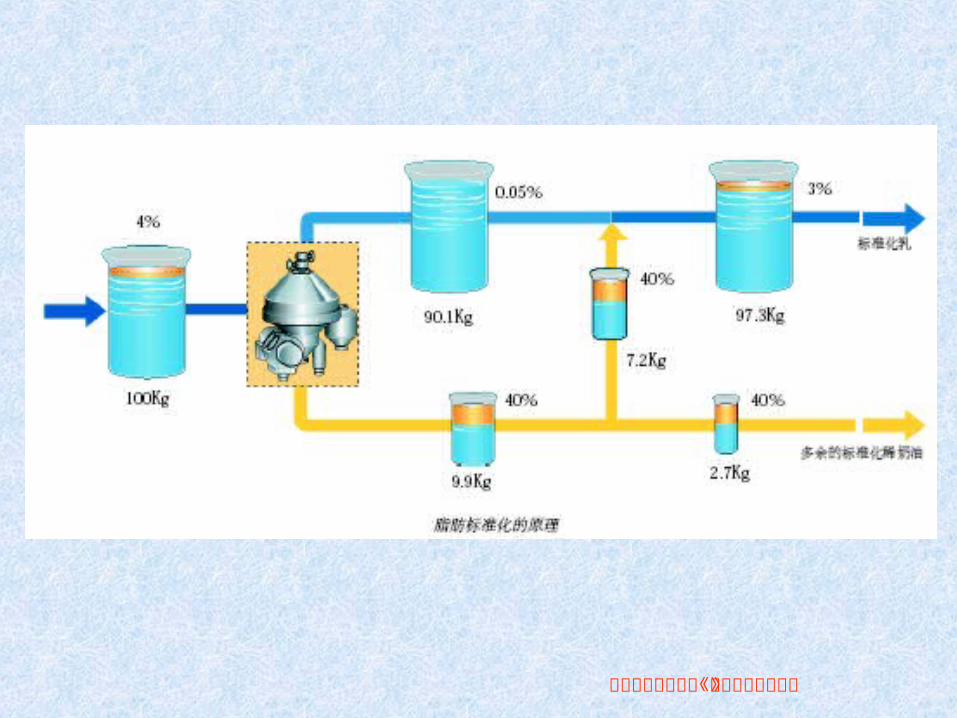
• 原料乳中脂肪含量不足时,应添加稀奶油或除去一部分脱脂乳;当原料乳中脂肪含量过高时,应添加脱脂乳或提取部分稀奶油。
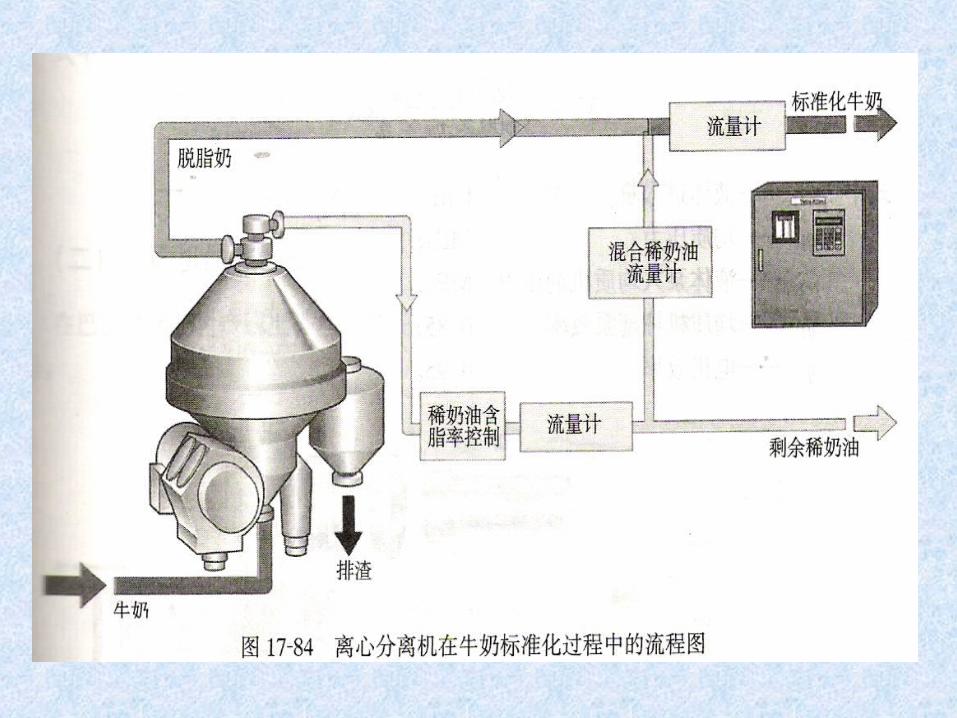
• 标准化工作是在贮乳罐或标准化机中连续进行。
• 乳品厂生产中一般采用方块图解法进行标准化计算。
摘自网络利乐公司《乳制品加工手册》
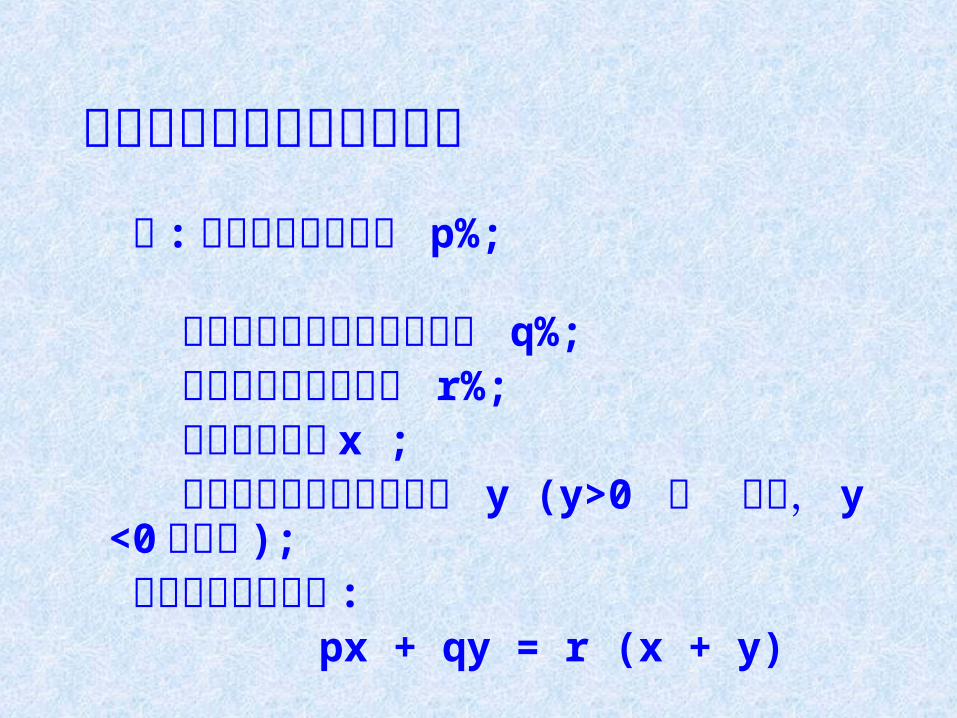
方块图解法进行标准化计算 设 : 原料乳的含脂量为 p%;
脱脂乳或稀奶油的含脂率为 q%; 标准化乳的含脂率为 r%; 原料乳数量为 x ; 脱脂乳或稀奶油的数量为 y (y>0 为 添
加, y<0 为提取 ); 则形成下列关系式 : px + qy = r (x + y)
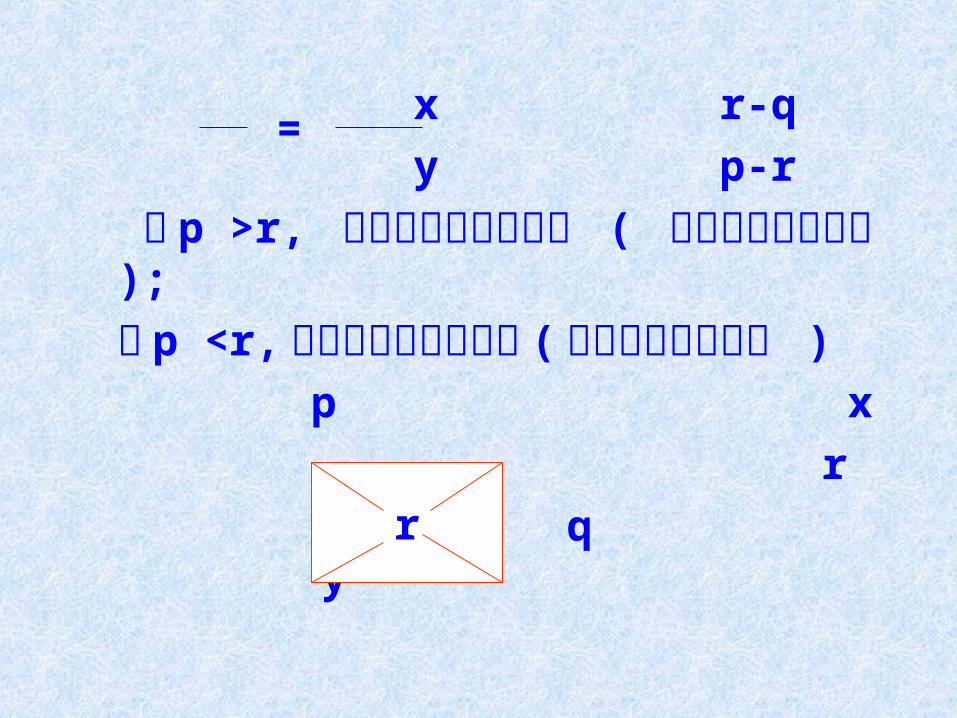
x r-q
y p-r
若 p >r, 表示需要添加脱脂乳 ( 或提取部分稀奶油 );
若 p <r, 表示需要添加稀奶油 ( 或除去部分脱脂乳 )
p x
r
q y
=
r
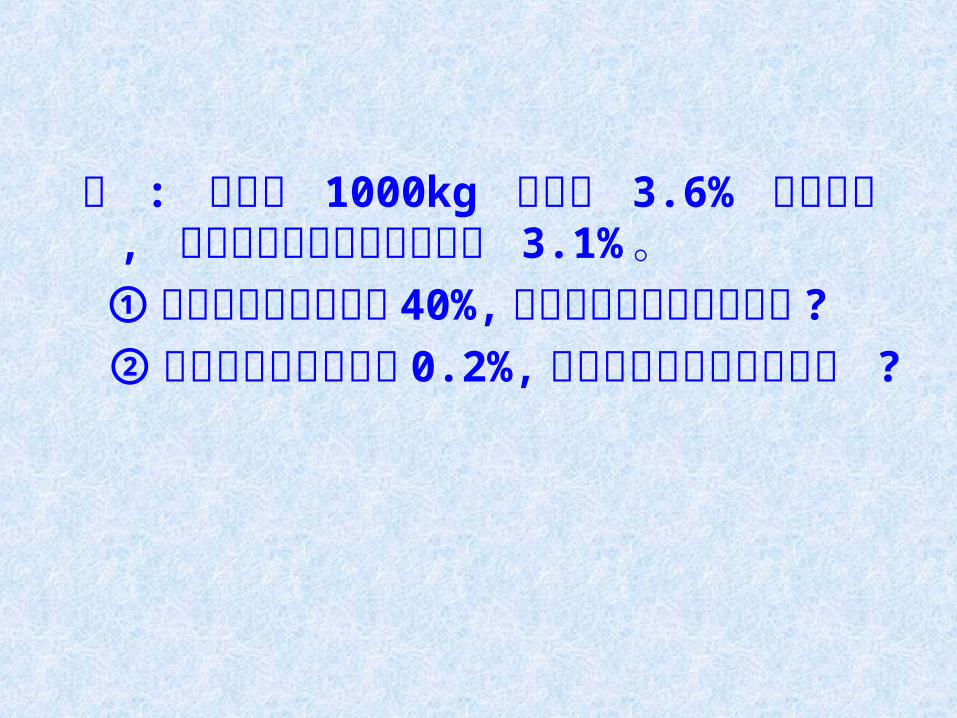
例 : 试处理 1000kg 含脂率 3.6% 的原料乳 , 要求标准化乳中脂肪含量为 3.1% 。
①若稀奶油脂肪含量为 40%, 问应提取稀奶油多少千克 ?
② 若脱脂乳脂肪含量为 0.2%, 问应添加脱脂乳多少千克 ?
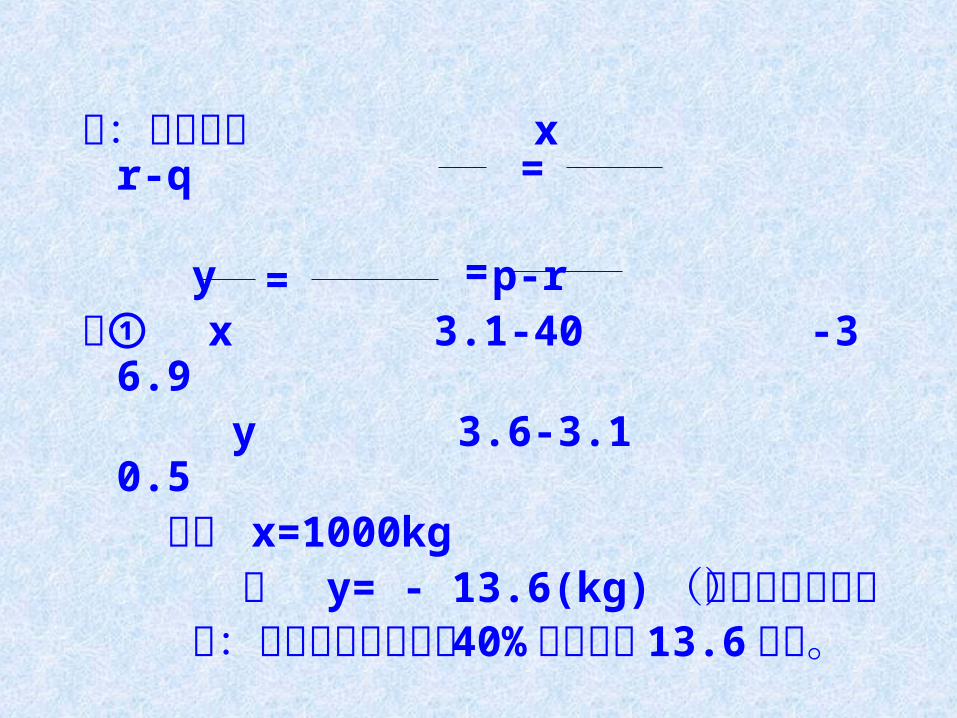
解:按关系式 x r-q y p-r得① x 3.1-40 -36.9 y 3.6-3.1 0.5 已知 x=1000kg 则 y= - 13.6(kg) (负号表示提取) 即:需提取脂肪含量为 40% 的稀奶油 1
3.6公斤。
=
= =
② x 3.1-0.2 2.9
y 3.6-3.1 0.5
则 y=172.4(kg)
即:需添加脂肪含量为 0.2% 的脱脂乳 172.4 公斤。
= =
第三节 原料乳的预热与杀菌
热处理的目的• ( 1 ) 保证安全 • ( 2 ) 延长保质期 • ( 3 ) 使产品获得特有的性状
一、原料乳的热处理
二、常用杀菌和灭菌的方法
1 .预热杀菌( Thermalization ) • 概念:是一种比巴氏温度更低的热处理,通常为 57~ 68℃, 15s 。
• 特点: • A 预热杀菌可以减少原料乳的细菌总数,尤其是嗜冷菌。
• B 在乳中引起的变化较小
二、常用杀菌和灭菌的方法
2 .低温巴氏杀菌( Low Pasteurization )
• 概念:这种杀菌是采用 63℃, 30min 或 72℃, 15~ 20s 加热而完成。
• 特点:A 可钝化乳中的碱性磷酸酶,可杀死乳中所有
的病原菌、酵母和霉菌及大部分的细菌。 B 乳的风味有些改变,几乎没有乳清蛋白变性、抑菌特性不受损害
二、常用杀菌和灭菌的方法
2 .低温巴氏杀菌( Low Pasteurization )
分类 • ① 其中 62~ 65℃, 30min叫低温杀菌( L
TLT ),也称保温杀菌乳。 • ② 72~ 75℃, l5s 杀菌或采用 75~ 85℃,
15~ 20s 杀菌通常称为高温短时间( HTST )杀菌法。
二、常用杀菌和灭菌的方法
3. 高温巴氏杀菌( Hight Pasterurization )
• 概念:采用 70~ 75℃, 20min 或 85℃,5~ 20s 加热。
• 特点:• A 大部分的酶都被钝化,可以破坏乳过氧化
物酶的活性。• B 使除芽孢外所有细菌生长体都被杀死
二、常用杀菌和灭菌的方法
4. 超巴氏杀菌 • 概念:这是目前生产延长货架期奶的一种杀菌方法。温度为 125~ 138℃,时间为 2~ 4s ,并冷却到 7℃以下。
二、常用杀菌和灭菌的方法
5. 灭菌( Sterilization )• 概念: 115~ 120℃, 20~ 30 min 加压灭菌
(在瓶中灭菌),或采用 135~ 150℃, 0.5~ 4s ,后一种热处理条件被称为 UHT (超高温瞬时灭菌)。
• 特点:A 这种热处理能杀死所有微生物包括芽孢,热处
理条件不同产生的效果是不一样的。B UHT 处理则对乳 没有破坏。
三、加热强度对原料乳中微生物的影响
1 .微生物的耐热性 牛乳在加热杀菌过程中要注意: 短时加热牛奶有时会增加菌落数。因
为加热器中的对流作用,以聚集状态存在的微生物会被分散成单细胞,因此菌落数增加。
三、加热强度对原料乳中微生物的影响
• 2 .影响微生物耐热性的因素及加热强度对乳的影响
• 杀死细菌的芽孢、酵母菌和霉菌的温度要比杀死细菌营养细胞要高得多。
• 有些嗜热菌需在 80℃以上长时间才能被杀死。• 酵母菌和霉菌的细胞及其芽孢耐热性要差得多,酵母
的营养细胞在 55℃, 10~ 12min被杀死,但彻底杀死其营养细胞和芽孢需用巴氏杀菌( 71.7℃, 15s );
• 霉菌的芽孢抗干热能力很强,必须经 120℃, 20~ 30min才能杀死;
• 巴氏杀菌( 71.7℃, 15s )往往足以杀死牛乳中的霉菌及其芽孢。
酶的灭活 1 、 脂酶使乳中脂肪分解而带来酸败的气味。2 、乳中蛋白酶专一作用于 - 和 S2-酪蛋
白,将会产生苦味,并且使脱脂乳最后变得透明。
3 、乳中的细菌蛋白酶主要作用于 -酪蛋白,结果可能使乳产生苦味、形成凝胶、产生乳清。
4 、热处理虽然可以灭活乳中的酶,但多数细菌的酶因为有很强的抗热性,而不能用一般的热处理方法被充分地灭活。
四、冷杀菌技术的应用简介
1 、高浓度二氧化碳杀菌2 、超声波杀菌3 、高压杀菌4 、微波杀菌
第四节 乳的浓缩技术一、乳浓缩的概念与意义
• 概念:使乳中水分蒸发,以提高乳固体含量使其达到所要求的浓度的一种乳品加工方法。
• 方法: 常压加热、负压加热、冷冻、离心、反渗透、
超滤等浓缩,反渗透已应用于乳清浓缩,其它新方法尚未应用炼乳、奶粉浓缩。
浓缩的意义 ①提高牛乳中干物质的含量 ② 浓缩为下一步的喷雾干燥打基础,节省热耗③ 可产生结晶 ④ 增加其稠度 ⑤降低水的活性
二、真空浓缩
1. 真空浓缩的优点 ① 加速蒸发效能 ② 沸点降低 ③ 避免了外界污染2 、真空浓缩的条件 ① 不断地供给热量 ② 不断迅速地排除二次蒸汽 ③ 真空浓缩工艺参数控制
3 、蒸发器的选用 从溶液中汽化水需消耗很多能量,这种能量是以蒸汽的形式提供的,为了减少蒸汽消耗量,蒸发设备通常被设计成多效的。
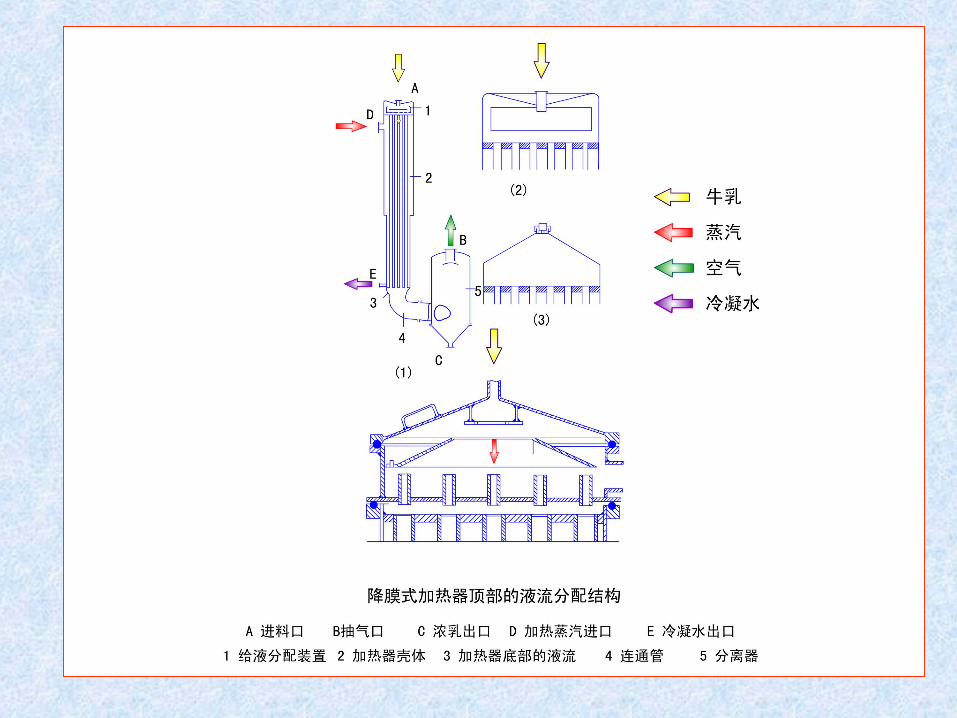
⑴ 盘管式 ⑵ 循环升膜式浓缩罐 ⑶ 降膜式浓缩罐
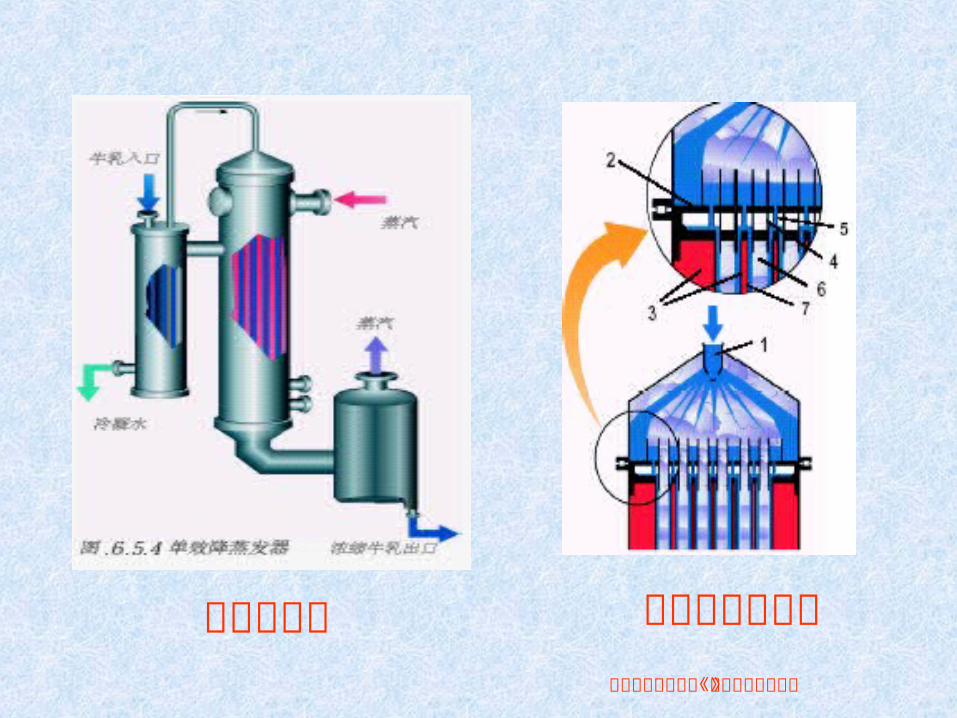
单效蒸发器 单效蒸发器上部
摘自网络利乐公司《乳制品加工手册》
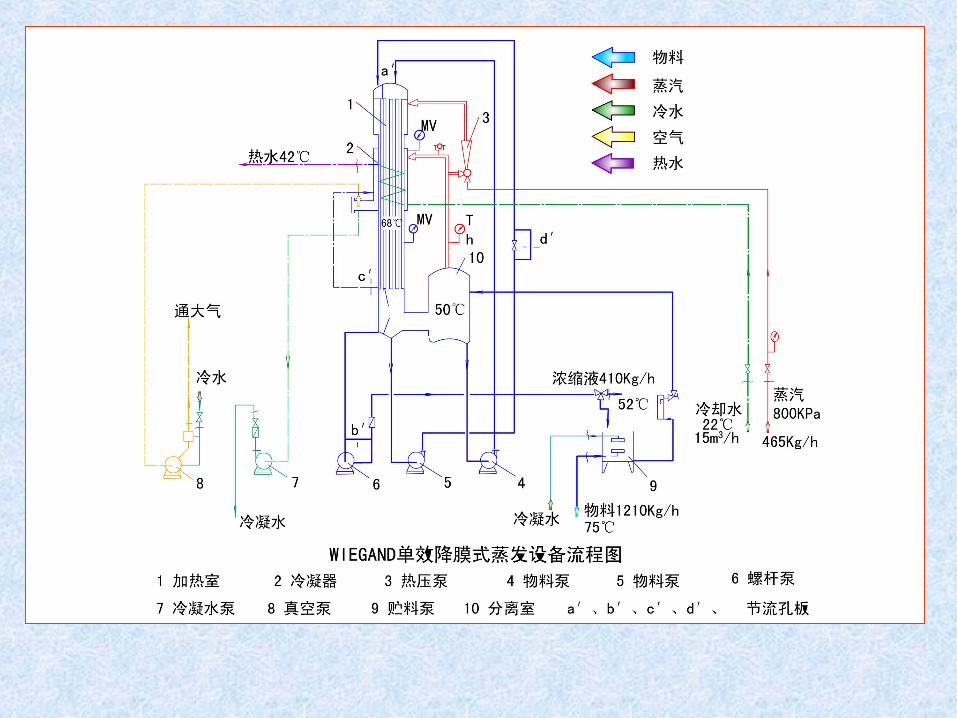
多效蒸发蒸发过程 • 多效蒸发器是将两台蒸发器串联起来,
其中第一效蒸发器的真空度高于第二效(这样做可降低二次蒸汽的温度)。从第一效蒸发器出来的蒸汽以后可用作第二效的加热介质,第二效的真空度高,蒸发温度低。这样,大约用 1.2 kg 的一次蒸汽,可以从牛乳中蒸发掉 2kg 的水。
串联三台或者四台蒸发器可以节约蒸汽,但设备造价高,操作更为复杂。此外,要求提高第一效的温度,并且随着效数的增加,在整个系统中奶料的总量要增加,这对处理热敏感的物料是不利的。
多效蒸发蒸发过程 下图 是带机械式蒸汽压缩机的三效蒸发器,机械或蒸汽压缩系统是将蒸发器里的所有蒸汽抽出,经压缩后再返回到蒸发器中。压力的增加是通过机械能驱动压缩机来完成的,无热能提供给蒸发器(除了一效巴氏杀菌的蒸汽),无多余的蒸汽被冷凝。
图 带机械式蒸汽压缩的三效蒸发器1-压缩机 2-真空泵 3-机械式蒸汽压缩泵 4-第一效 5-第二效 6-第三效 7-蒸汽分离器 8-产品加热器 9-板式冷却器
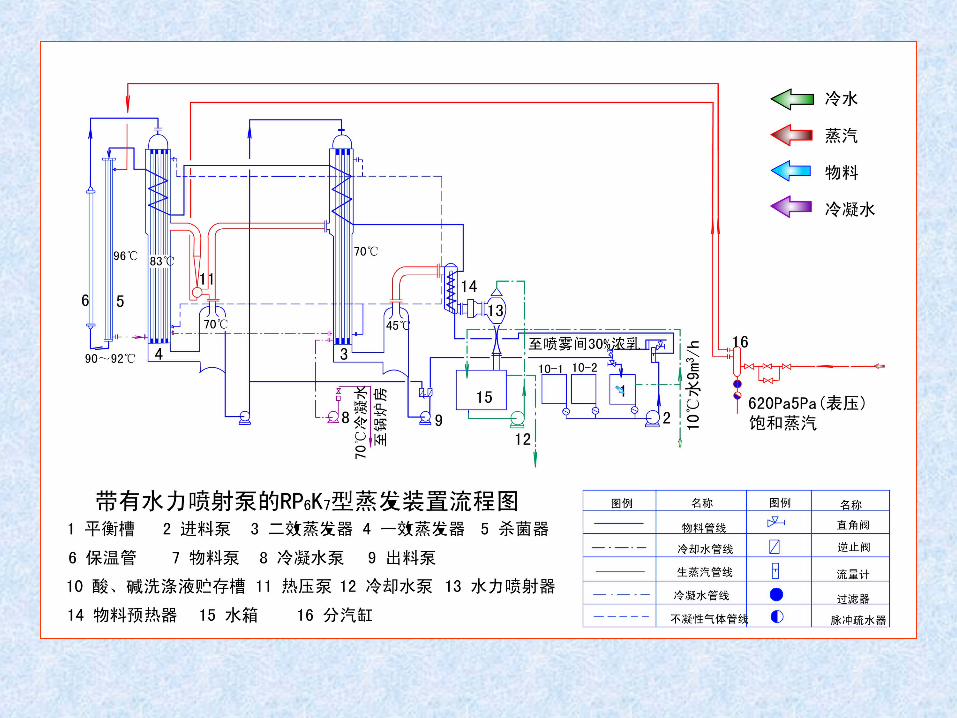
4. 真空浓缩操作要点及工艺 ① 先清洗罐内(热水 70℃左右)再蒸汽消毒之后。关闭各阀门。② 将水箱内放满冷水 ③ 启动水泵抽真空 ④ 当真空度抽到真空表不再继续上升时,可开启进 料阀,进行吸
料。⑤ 正常运行 15—20 分钟,料液可达到所需之浓度,然后开启离心出料泵,半分钟后打开出料塞进行出料,符合要求的浓度,料可连续出料,同时,调节进料量。
⑥ 浓缩结束时,可在贮存缸内充入少量清洁的沸水,注意待吸入少量沸水后,立即关闭进料阀。
⑦ 工作完毕后,将设备清洗干净,清洗时可能料液的性质采用洗涤剂,加热循环清洗。
⑧ 浓缩工艺控制点:
5. 浓缩终点的确定 测定方法 :比重 粘度 折射率
波美比重计: 范围 30-40°Be 之间,每 1 刻度为 0.1°Be
比重计(乳稠计):范围 1.25-1.35 之间,每 1 刻度为 0.001折射率——折射仪,测干物质达 73% 左右,达到终点。—— 常用方法是用比重计
炼乳生产中浓缩终点:48℃时,波美度 31.71-32.51°Be 或乳比重 1.28-1.29
6. 影响浓缩的因素 ① 热交换的影响 1 )加热器总面积。 2 )加热蒸汽与物料间的温差。 3 )物料翻动速度。 ② 牛乳浓度、黏度对浓缩的影响 ③ 加糖方法 加糖过早会增加乳的粘稠度,不利浓缩,
接近终点时加糖浆为宜。
三、超滤和反渗透
• 用于乳的浓缩、乳蛋白浓缩
用反渗透法可去除 60%以上的水分,而用超滤法则可得到高达 80%蛋白质质量分数的脱脂浓缩乳。
四、冷冻浓缩
冷冻浓缩是将水溶液中的一部分以冰的形式析出,并将其从液相中分离出去而使溶液浓缩的方法。
一、喷雾干燥法 可分为离心式、压力式、二流体式
二、滚筒干燥此法最早应用于乳粉连续生产的设备,装有此法最早应用于乳粉连续生产的设备,装有
可以转动的圆筒作为热交换器,筒内接入可以转动的圆筒作为热交换器,筒内接入传热介质、外表面与待干燥的液态乳接触。传热介质、外表面与待干燥的液态乳接触。
分为槽供料式和喷雾供料式
第五节 乳的干燥技术
三、冷冻干燥法
• 特点:因加工温度低,牛乳中的营养成分能最大限度地保留(避免了加热对产品色泽、风味的影响且溶解度高。但此设备造价高、动力消耗大、生产成本高。不适当前的大规模生产。
四、喷雾干燥原理及特点
在高压或离心力的作用下,浓缩乳通过雾化器向干燥室内喷成雾状,形成无数细滴( 10-200µm ),增大受热表面积可加速蒸发。雾滴一经与同时鼓入的热空气接触,水分便在瞬间蒸发除去。经 15-30s 的干燥时间便得到干燥的奶粉。
11 、原理、原理
22 、优点、优点⑴ 干燥过程快而迅速⑵ 干燥过程温度低,乳粉质量好,热空气虽然温度高
⑶ 通过调节工艺参数,可控制成品质量 ⑷ 干燥的产品呈粉粒状无需再粉碎加工 ⑸ ⑸ 卫生质量好,不易污染,产品纯净卫生质量好,不易污染,产品纯净(6)(6) 无须再用热交换设备无须再用热交换设备 .. 操作方便机械化。操作方便机械化。自动化程度高,适合大规模生产。自动化程度高,适合大规模生产。
⑺ ⑺ 干燥室内呈负压状态,避免了粉尘飞扬,干燥室内呈负压状态,避免了粉尘飞扬,减少浪费。减少浪费。
33 、缺点、缺点 ⑴ 设备(干燥箱)塔,占地面积大,投资大。⑵ 电耗、热耗大 ,一般在排风的温度上,控
制到 10-13% ,严格控制排风温度,故需耗用较多的热空气量。 ⑶ 粉尘粘避,回收装置较复杂繁琐
浓缩乳
高压泵(压力喷雾)或乳泵(离心)
空气过滤 鼓风 喷雾干燥 气、粉分离 排风
出粉
冷却
筛粉
贮粉
五 . 喷雾干燥工艺
1 、工艺流程
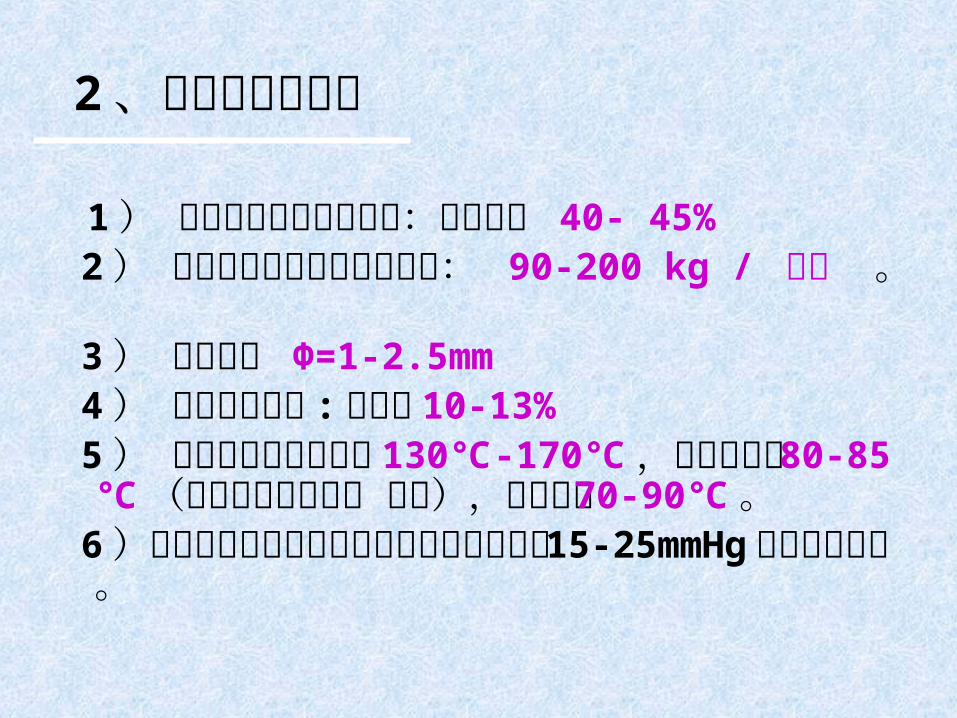
1 ) 浓乳的浓度要达到要求:干物质达 40- 45% 2 ) 压力喷雾高压泵压力控制在: 90-200 kg / 平
方 。 3 ) 喷嘴孔径 Φ=1-2.5mm 4 ) 废气相对湿度 :控制在 10-13% 5 ) 进热风温度要控制在 130 -170℃ ℃,排风温度
在 80-85℃(以产品水分为调节 对象),干燥温度 70-90℃。
6 )排风量大于进风量以造成干燥室内呈负压 15-25mmHg减少粉尘飞扬 。
2 、工艺要点与条件
3 、操作要点⑴ 开车前的准备工作 ⑵ 开车 ⑶ 运行中的操作 运行中的操作:工艺条件确定后,操作中必须严格执行 a ———— 进排风要稳定 b ——-— 浓奶浓度与温度要稳定 c ——--- 雾化状态稳定 d ——--- 严格执行卫生制度,避免污染 e ———- 防止断料或突然故障(如断水、电、汽)。⑷ 停止顺序 停高压泵(或乳泵)→ 关闭主蒸汽阀,开三通阀排余气→ 拆卸喷枪或离心盘 → 停车(排风机)→ 开振荡器敲粉壁粉→ 开门进入室内扫粉 出粉、装粉
• ① 雾化种类与特点 雾化通常采用压力式和离心式两种• ( 1 ) 压力式喷雾
4 、乳的雾化
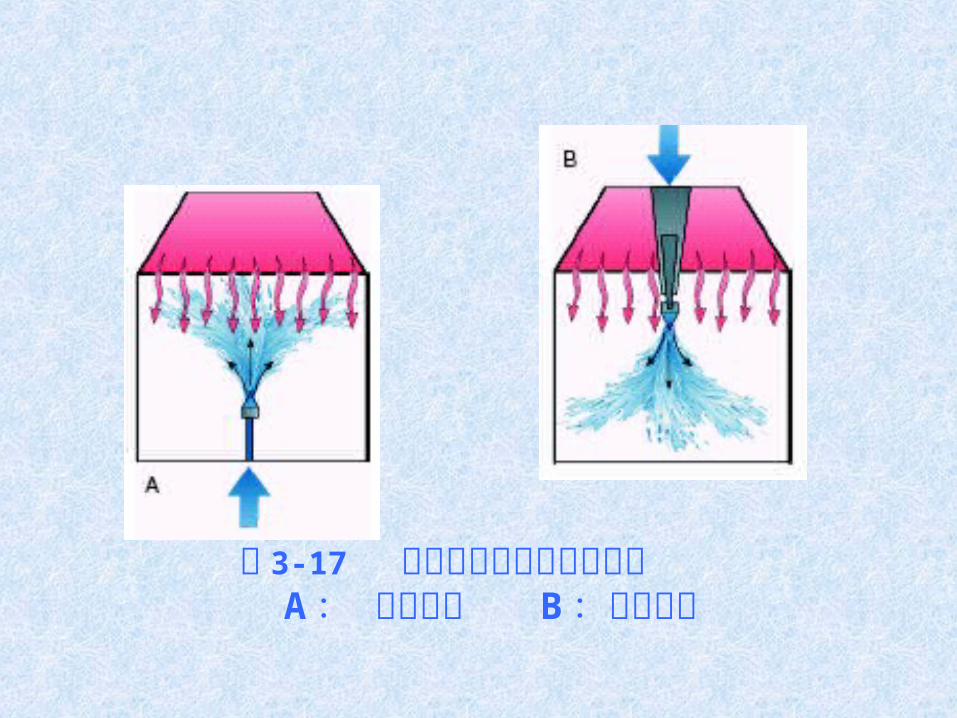
图 3-17 压力喷雾干燥室中的喷嘴 A : 逆流喷嘴 B :顺流喷嘴
( 2 )离心式雾化
原理 当浓乳在泵的作用下进入高速旋转的转盘(转速在 10000rpm )中时,由于离心力的作用而以高速被甩向四周,从而达雾化的目的。
离心式雾化的优点离心式雾化的优点 aa 生产过程灵活,生产能力可在很大范围生产过程灵活,生产能力可在很大范围内变化 内变化 bb转盘不易堵塞 转盘不易堵塞 cc 高粘度下仍可实现转盘雾化 高粘度下仍可实现转盘雾化 dd形成相对小的液滴 形成相对小的液滴
离心式雾化的缺点离心式雾化的缺点 在雾中形成许多液在雾中形成许多液胞,此外液滴被甩出悬浮在转盘轴的周胞,此外液滴被甩出悬浮在转盘轴的周围围
44 、乳的雾化、乳的雾化① ① 雾化种类与特点雾化种类与特点
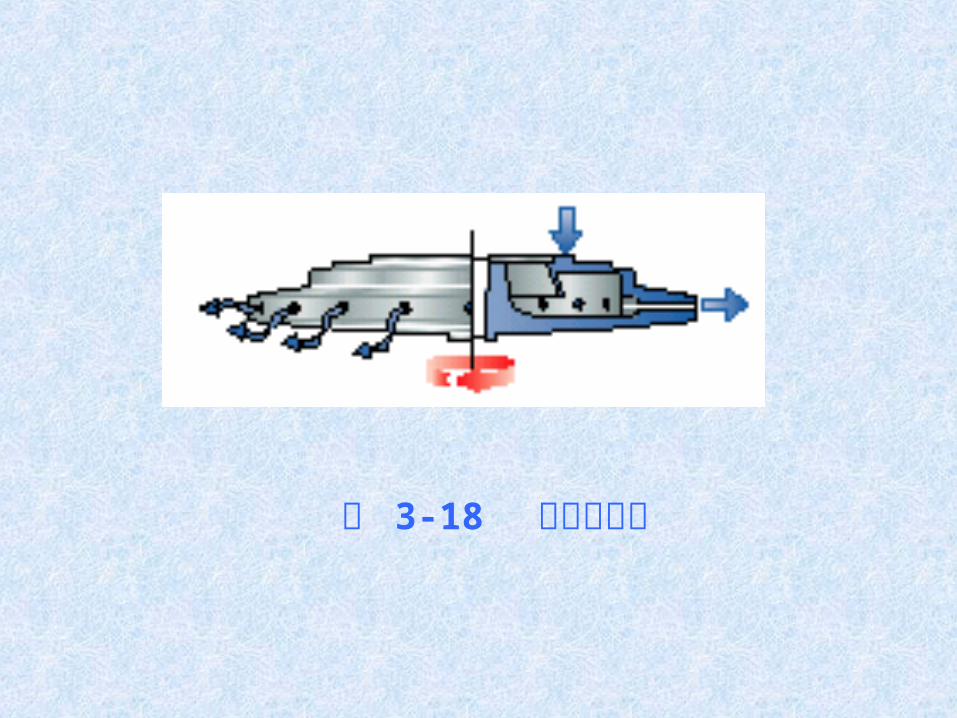
图 3-18 离心喷物盘
② 液滴大小分布 干物质含量越高、温度越低,液滴
平均直径越大,因为干物质含量与温度都可影响粘度。
44 、乳的雾化、乳的雾化
③ 液泡 • 在液体雾化期间,一些气体被包在液滴中。 • 不断地提高干燥温度将使空腔膨胀并扩大空腔的体积。
•④ 脂肪球的破碎 • 浓缩奶在雾化过程中由于机械力的作用脂肪球可被破碎,这种情况尤其在压力喷雾中存在,因为所用压力与在均质中的压力相当。
44 、乳的雾化、乳的雾化
5.喷雾干燥方法比较 压力喷雾优点①通过调节喷嘴数量,改变喷嘴的尺寸,提高高压泵压力来改
变生产率,结构简单、操作简便。② 制品容重较大,颗粒中空气少,保藏性好。③改变喷嘴直径及沟槽尺寸,浓奶浓度,高压泵压力等,可改善颗粒大小和密度。
④具有一定均质作用。⑤ 可用卧式和立式箱 压力喷雾缺点① 浓奶浓度高于 45% ,雾化效果不好。②颗粒小,冲调性差③喷嘴易磨损,需硬质合金或人造宝石镶嵌(喷嘴磨损后雾化不良)
④卧式烘箱出粉装置太复杂。
离心喷雾优点①通过调离心盘转速,改变喷雾量,操作简单。② 不需高压泵,容易进行喷雾流量的自动控制。③ 可喷雾黏度大、浓度高的物料,浓度可在 50% 。④成品颗粒较大,冲调性好⑤出粉装置易配置,占地面积小。 离心喷雾缺点①喷雾机构造复杂,维修麻烦,钢材要求高质。② 高速旋转的传动部分要注润滑油,常漏油污染奶粉。③ 乳粉颗粒中空气多,容重小,保存贮藏性差。④无均质作用。⑤ 只可适于立式烘箱。
本章小结本章小结• 本章介绍了原料乳的验收检验的标准和指标,原料
乳预处理、杀菌方法,以及原料乳的主要浓缩技术和干燥技术。特别对乳的标准化及杀菌方法做了详细讲解。
• 重点要求掌握: 1 )原料乳的验收要求; 2 )原料乳的标准化方法及操作; 3 )原料乳的杀菌方法;4 )原料乳的蒸发浓缩和喷雾干燥技术 。
思考题
1 、原料乳的验收主要从哪三个方面验收?2 、微生物在牛乳中的变化分为四个时期是哪四个时期?
各时期的特点?3 、高温短时杀菌牛乳的工艺流程中杀菌的目的是什么?4 、高温短时杀菌牛乳的工艺流程中冷却的目的是什么?5 、灭菌乳的工艺原理是什么?6 、乳的浓缩方法有哪些?各自的优缺点是什么?
思考题
7 、乳的干燥方法有哪些?各自的优缺点是什么?8 、喷雾干燥的四个过程是什么?9 、干燥过程分为那三个阶段?10 、喷雾干燥的工艺条件是什么?
Recommended

















