-
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Gregor Umek
Sistemi računalniško podprtega
načrtovanja in vodenja proizvodnje
Diplomsko delo
Univerzitetni študijski program 1. stopnje
Strojništvo
Maribor, september 2010
-
Fakulteta za strojništvo
Sistemi računalniško podprtega
načrtovanja in vodenja proizvodnje
Diplomsko delo
Študent: Gregor UMEK
Študijski program: 1. stopnja UN Strojništvo
Smer: Proizvodne tehnologije in sistemi
Mentor: izr. prof. dr. Borut BUCHMEISTER
Somentor: doc. dr. Iztok PALČIČ
Maribor, 2010
-
II
Vložen original sklepa o
potrjeni temi diplomskega dela
-
III
I Z J A V A
Podpisani Gregor UMEK izjavljam, da:
je bilo predloţeno diplomsko delo opravljeno samostojno pod
mentorstvom
izr. prof. dr. Boruta BUCHMEISTRA;
predloţeno diplomsko delo v celoti ali v delih ni bilo
predloţeno za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjiţnici
tehniških fakultet
Univerze v Mariboru.
Maribor, 15.9.2010 Podpis: ___________________________
-
IV
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Borutu
BUCHMEISTRU in somentorju doc. dr. Iztoku
PALČIČU za pomoč in vodenje pri opravljanju
diplomskega dela.
Posebna zahvala velja staršem, ki so mi omogočili
študij.
-
V
SISTEMI RAČUNALNIŠKO PODPRTEGA NAČRTOVANJA IN
VODENJA PROIZVODNJE
Ključne besede: računalniško podprto načrtovanje proizvodnje,
informacijski sistem, delovni
nalog, terminal
UDK: 658.5:007(043.2)
POVZETEK
Ker so v današnjem svetu računalniki nepogrešljiva stvar, je
edino pravilno razmišljanje, da
poskušamo računalniško podprte sisteme uvesti tudi v načrtovanje
in vodenje proizvodnje.
Seveda pa pri vpeljavi teh sistemov naletimo na nemalo raznih
teţav. Tako pri načrtovanju
delovnih nalogov, načrtovanju montaţe, kakovosti in seveda tudi
pri normiranju.
V diplomski nalogi se bom osredotočil bolj na problem prehoda
informacij iz tehnologije v
proizvodnjo. Za ta namen se navadno uporabljajo razni
informacijski sistemi, ki skušajo to
pot karseda uspešno spraviti v računalniško obliko. Tu spet
naletimo na veliko zapletov in
teţav, ki jih skušamo rešiti na optimalen način.
-
VI
COMPUTER AIDED PROCESS PLANNING AND CONTROL SYSTEMS
Key words: computer aided process planning, information system,
work order, terminal
UDK:658.5:007(043.2)
ABSTRACT
Since computers are indispensable nowadays, there is only one
way of thinking – we try to
introduce computer supported systems into the production control
and planning. With
planning work warrants, assembly, quality and standardization
we, naturally, run into
numerous different problems.
In my diploma, I am focusing on the problem of the transition of
technology information to
production. For this purpose are usually being used various
information systems, which cope
with the successful digitalization of this problem. Many
complications arise along this
process. We try to solve them in the most convenient manner.
-
VII
KAZALO VSEBINE:
1. UVOD
.................................................................................................................................
1
2. PREGLED TEORETIČNIH OSNOV
................................................................................
3
2.1. Računalniško podprto načrtovanje proizvodnje
.......................................................... 3
2.1.1. Metoda CAPP sistemov
........................................................................................
4
2.1.2. Izdelava delovnih načrtov
.....................................................................................
5
2.1.3. Načrtovanje montaţe
............................................................................................
7
2.1.4. Načrtovanje normiranega
časa..............................................................................
8
2.1.5. Načrtovanje kontrole
............................................................................................
9
2.2. Vpeljava informacijskih sistemov
.................................................................................
11
2.2.1. Vloga informacijskega sistema v organizaciji
........................................................ 11
2.2.2. Informacijski sistemi
..............................................................................................
11
2.2.3. Razlogi za vpeljavo informacijskega sistema
......................................................... 12
3. VPELJAVA INFORMACIJSKEGA SISTEMA
.................................................................
14
3.1. Vpeljava v celotnem podjetju
........................................................................................
14
3.2 Vpeljava v proizvodnjo
..................................................................................................
16
4. POGOJI ZA DELOVANJE INFORMACIJSKEGA SISTEMA
......................................... 20
4.1. Slabosti sistema
.............................................................................................................
20
4.2. Rešitve in predlogi
.........................................................................................................
21
5. SKLEP
..................................................................................................................................
25
6. SEZNAM UPORABLJENIH VIROV
.................................................................................
27
-
VIII
KAZALO SLIK:
Slika 2.1 Shema podatkov za delovne načrte
.............................................................................
6
Slika 2.2 Krog verige zahtev
....................................................................................................
12
Slika 2.3 Integracije IT storitev
...............................................................................................
13
Slika 3.4 Vpeljava informacijskega sistema v podjetju
............................................................ 15
Slika 4.5 Shema povezave tehnolog - delavec
..........................................................................
17
KAZALO PREGLEDNIC:
Preglednica 4.1: Slabosti in rešitve pri vzpostavitvi
informacijskega sistema....................... 31
-
IX
UPORABLJENE KRATICE:
CAD - Computer Aided Design
CAM - Computer Aided Manufacturing
CAPP - Computer Aided Process Planning
CIM - Common Information Model
IT - Informacijske tehnologije
NC - Numerical Control
PC - Personal Computer
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
1
1. UVOD
Vsa podjetja, tako slovenska kot tuja, imajo vizijo, postati
sodobno in napredno podjetje, ki
bo na svetovnem trţišču konkurenčno in uspešno. Za takšno vizijo
je potrebno biti v koraku s
časom, saj se novosti zelo hitro razvijajo in če ţelimo biti eni
izmed vodilnih na svojem
področju, moramo te inovacije neprestano uvajati v proizvodnjo
ter tako zagotoviti boljšo
kakovost in niţjo ceno proizvodov.
Računalniško podprto načrtovanje in vodenje proizvodnje lahko
brez dvoma uvrstimo v eno
izmed sodobnih veščin, brez katerega podjetje praktično ne more
več delovati. Vpeljava
takšnih sistemov, ne samo v proizvodnjo ampak v celotno
podjetje, je v modernem svetu
nepogrešljiva. Teţko si predstavljamo podjetje, ki ne bi
delovalo na sodobnih računalniških
programih, ki seveda posledično zahtevajo veliko znanja. Seveda
računalniški sistemi ne
delujejo brez človekovih ukazov. Zato potrebujemo v proizvodnji
dobro izobraţene
tehnologe, ki imajo dovolj strokovnega in računalniškega znanja,
da lahko učinkovito
opravljajo delo na svojem področju.
Vpeljava sodobnih t.i. informacijskih sistemov v proizvodnjo je
prinesla boljši pregled nad
delom, ki ga delavci opravljajo. Vpeljava takšnih sistemov naj
bi izpodrinila svinčnik in papir
ter prepustila medsebojno komunikacijo računalniško podprtim
sistemom. Tako naj bi
povezava tehnologija - proizvodnja - tehnologija potekala zgolj
še preko računalnikov.
Tehnolog vse potrebne podatke vnese v osebni računalnik, ki
preko streţnika potujejo v
proizvodnjo. Delavci se na posebnih računalniških terminalih, ki
so postavljeni v proizvodnjo,
prijavijo in tako steče medsebojna komunikacija.
Vendar pri vzpostavitvi takšnih sistemov naletimo na nemalo
teţav in problemov. Seveda
teţimo k temu, da bi bilo tega karseda malo, ampak včasih
pridejo teţave, ki jih ne
pričakujemo. Ravno zato je pri uvajanju takega sistema dobro
vedeti, kje in kdaj lahko
naletimo na teţave, da se jim skušamo izogniti ali jih uspešno
rešiti. Vsi sistemi imajo svoje
slabosti in prednosti, naš cilj je, da skušamo minimalizirati
prve in kar se da dobro izkoristiti
slednje.
Na začetku naloge so predstavljena teoretična znanja, ki bi jih
morali tehnologi dobro poznati,
če ţelijo uspešno delovati na svojem področju. Računalniško
podprti sistemi so uvedeni tako
rekoč v vsa dejanja, ki jih mora tehnologija izvajati, da lahko
preko informacijskih sistemov
podatke posreduje v proizvodnjo.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
2
Vpeljava informacijskih sistemov v podjetje, zahteva veliko
angaţiranost vseh zaposlenih.
Kljub temu, da podjetje najame za vzpostavitev podizvajalca, je
potreben človek, ki je
koordinator in dobro pozna vsa področja, kjer se informacijski
sistem uvaja. Ta nato sodeluje
s podizvajalcem in ostalimi v podjetju. Vsi morajo imeti skupno
vizijo in narejen načrt, kako
bo sistem na koncu deloval, kajti le tako lahko sistem zares
zaţivi. Kot je bilo ţe omenjeno, se
pri vzpostavitvi pojavljajo teţave, ki jih skušamo na različne
načine kar se da dobro in
učinkovito reševati.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
3
2. PREGLED TEORETIČNIH OSNOV
2.1. Računalniško podprto načrtovanje proizvodnje
Običajne aktivnosti procesa načrtovanja tehnoloških procesov v
kovinsko-predelovalni
industriji so prisotne ne glede na stopnjo avtomatizacije tega
procesa. Občutna prisotnost
človeka v tehnološki pripravi preprečuje uspešno integracijo
proizvodnega sistema s ciljem
avtomatizacije vseh njegovih funkcij od oblikovanja in
tehnološkega načrtovanja do izdelave,
montaţe in kontrole kakovosti. Zato je avtomatizacija tehnološke
priprave proizvodnje nujen
pogoj za uspešno realizacijo računalniško integriranih
proizvodnih sistemov. Vzrok, da se na
tem področju uporaba računalnikov tako počasi širi, je treba
iskati v naravi aktivnosti, ki se
izvajajo v tehnološki pripravi proizvodnje. Običajno to niso
rutinske, iterativne ali
algoritemske aktivnosti, ki bi se dale enostavno avtomatizirati.
Prevladujejo aktivnosti, ki v
veliki meri uporabljajo izkušnje tehnologa.
Če dela tehnolog načrtovalec brez računalniške podpore, črpa
potrebne podatke iz preglednic,
katalogov, priročnikov ipd. Za klasično načrtovanje je značilno
le grobo načrtovanje. Veliko
detajlnih odločitev je prepuščenih operativi na delavniškem
nivoju (delavcu za strojem).
Tehnolog bolj ali manj natančno predpiše, kako bodo posamezni
deli izdelka narejeni in
potem montirani. Klasična (ročna) izdelava delovnega načrta
zahteva veliko časa.
Zaradi navedenih lastnosti klasičnega načrtovanja je smiselno
uvajanje računalnika v proces
načrtovanja. Računalniško podprto načrtovanje tehnoloških
postopkov (CAPP) prevzame
shranjevanje vseh potrebnih podatkov za načrtovanje, pripravo
informacij za odločitve ter vse
rutinske operacije, kot so kalkulacije in izdelava tehnološke
dokumentacije. Z avtomatizacijo
tehnološke priprave proizvodnje doseţemo:
- izločitev ozkega grla v proizvodnji verigi, saj se tako precej
pospeši priprava
tehnološke dokumentacije,
- povezavo sistemov CAD in CAM, kar je pogoj za uresničitev
sistema CIM in drugih
sodobnih proizvodnih filozofij (vitka proizvodnja, sočasno
inţenirstvo ipd.),
- izdelavo poenotenih, kakovostnih tehnoloških načrtov, ki
zagotavljajo boljšo
gospodarnost proizvodnje.
V CAPP sistemu arhiviramo potrebne podatke v bazi podatkov, tako
da nudi računalnik hkrati
čim boljšo tehnološko podporo tehnologu. V bazi podatkov se
nahajajo podatki o
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
4
obdelovalnih in rezalnih materialih, o obdelovalnih strojih, o
pripravah in orodjih, o rezalnih
reţimih, o planskih časih ipd.
V idealnem primeru so izkušnje in celotno znanje tehnologa
načrtovalca zajete v načrtovalni
logiki sistema in v bazi podatkov. Bistven problem pri izdelavi
načrtovalnega sistema je, kako
zbrati to znanje, ga sistematizirati in preoblikovati v
računalniško primerno obliko [3].
2.1.1. Metoda CAPP sistemov
CAPP sistem je specifičen za vsako podjetje, saj odraţa način
dela tehnološke priprave
proizvodnje (vrste podatkov, razčlenjenosti ipd.). Da bi
zagotovili optimalni proizvodni
proces, potrebujemo praktično in gospodarno metodo izdelave
delovnih načrtov.
Metodologija CAPP sistemov obsega 3 skupine:
- Variantni pristop temelji na načelu podobnosti izdelkov:
poiščemo ustrezen, ţe
obstoječ delovni načrt, ki ga prilagodimo oziroma dopolnimo, da
zadovoljimo
aktualnim zahtevam. Osnova tega pristopa je torej ideja o
vzdrţevanju vzorčnih
delovnih načrtov, ki jih uporabljamo za načrtovanje posameznih
druţin izdelkov. Zato
je za ta pristop bistven kodni oziroma klasifikacijski sistem
ali pa grupna tehnologija.
- Generativni pristop je moţno uporabiti takrat, ko znamo
oblikovati načrtovalna
pravila (s statistično analizo starega dela ali pa z direktno
definicijo). Ko enkrat ta
pravila obstajajo, lahko delovne načrte avtomatsko generiramo
(največji skok v
produktivnosti načrtovalcev).
- Konstruktivni pristop vključuje izgradnjo ustrezne baze
podatkov, v kateri
definiramo načrtovalna področja, kar se kaţe v obliki vrste
standardnih operacij
(oziroma faz dela), ki pokrivajo uporabljene proizvodne
postopke. Načrtovalec zgradi
delovni načrt z izbiranjem teh standardnih elementov (operacij,
faz) iz seznamov. Tak
delovni načrt je zagotovo izvedljiv, hkrati pa upošteva
predpisane standarde. Dobre
strani tega pristopa so njihova splošna uporabnost na vseh
proizvodnih področjih,
široka prilagodljivost, dobra produktivnost načrtovalca in
poenotenost podatkov.
Slabost je, da moramo na začetku (ob uvajanju) zgraditi bazo
standardnih načrtovlnih
podatkov.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
5
CAPP sistemov, ki podpirajo načrtovalca pri njegovih
aktivnostih, v večini podjetij ni. Zato je
priprava dela pogosto ozko grlo v proizvodnem ciklu od naročila
do predaje izdelka. [3]
2.1.2. Izdelava delovnih načrtov
Izdelava delovnih načrtov vsebuje naslednje aktivnosti:
- določitev potrebnih operacij,
- določitev surovega materiala,
- določitev vrstnega reda obdelave na ustreznih obdelovalnih
strojih,
- določitev pomoţnih sredstev (orodja, vpenjalne priprave,
merila ipd.),
- določitev procesnih parametrov (npr. rezalnih reţimov pri
obdelovalnih strojih),
- določitev normativnih časov in stroškov.
Podrobnost izvajanja aktivnosti je odvisna predvsem od velikosti
serije in od ponovljivosti
naročila.
Kljub razmeroma intenzivnim raziskavam in razvoju različnih
programskih sistemov za
računalniško podprto izdelavo delovnih načrtov, so ti v
industriji zelo malo razširjeni. Vzrok
tiči predvsem v problemu prilagodljivosti (prenosljivosti) in v
kompleksnosti načrtovalnih
področij.
Računalniško podprta izdelava delovnih načrtov v posamični
(individualni) proizvodnji
Za izvedbo te dejavnosti običajno zadošča ţe povprečen PC
računalnik. Podpora je
najobčutnejša pri časovnih izračunih in določitvi procesnih
parametrov. Določitev surovega
materiala, vrstnega reda obdelave in izbori strojev so
prepuščeni tehnologu, saj zaradi
številčnosti in raznolikosti postopkov ni mogoče definirati
pripadajočih algoritmov. Za
podjetja je ugodno, če ima od istega proizvajalca tudi sistem za
NC programiranje.
Vire podatkov za delovne načrte prikazuje slika 2.1. Obrazci,
procesni parametri in teksti so
ločeno arhivirani.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
6
Slika 2.1 Shema podatkov za delovne načrte
Računalniško podprta izdelava delovnih načrtov v serijski
proizvodnji
Zajete so sledeče funkcije:
- vnos podatkov za glavo delovnega načrta,
- določitev surovega materiala,
- generiranje podatkov o fazah obdelave:
- izbor obdelovalnega stroja,
- izbor pomoţnih sredstev (priprave, specialna orodja),
- izračun normativnih časov, rezalnih reţimov,
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
7
- kreiranje teksta za opise delovnih faz,
- variantno načrtovanje (preko šifre izdelka oz. vsebinskih
kriterijev),
- moţnost spreminjanja načrtov,
- aţuriranje podatkov o obdelovalnih strojih (delovnih
mestih),
- aţuriranje podatkov o delovnih pripomočkih.
Najobseţnejši so moduli za generiranje podatkov o fazah
obdelave. Vsa ročna izbiranja
spremljajo meniji na zaslonu, tako da so odločitve čim bolj
olajšane. Normativni časi
zajemajo tako pripravljalno-zaključne čase kot čase obdelave po
kosu. Izračunani so po
obrazcih (tehnološki časi) ali po tabelah (pomoţni časi,
pripravljalno-zaključni časi). Pri časih
je ugodno, če je dodan izračun porazdelitve časov (npr. za delo
na več strojih) [1].
2.1.3. Načrtovanje montaže
Načrtovanje montaţe je pomemben del načrtovanja proizvodnje in
zajema naslednje
značilnosti:
- predelava konstrukcijske kosovnice v montaţno kosovnico,
- določitev vrstnega reda montaţnega postopka,
- priprava montaţnih delovnih mest,
- priprava montaţnih pripomočkov (dvigala, priprave ipd.),
- določitev normativnih časov za montaţna opravila,
- kalkulacija stroškov.
Podrobnosti načrtovanja montaţe je odvisna predvsem od tipa
proizvodnje (posamična ali
serijska).
Tako kot pri kreiranju delovnih načrtov se poskuša doseči
računalniško podporo tudi pri
kreiranju montaţnih načrtov. Načrtovalne funkcije se razlikujejo
le toliko, kolikor sta si
različna procesa izdelave delov in montaţe. Pri izdelavi delov
obdelovanec s pomočjo
obdelovalnih postopkov korakoma spreminja obliko od surovca do
končne oblike. Pri montaţi
pa se posamezni deli, materiali, sklopi s pomočjo montaţnih
postopkov in montaţnih priprav
sestavijo v končni izdelek.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
8
Montaţno kosovnico, ki vsebuje vse potrebne dele in sklope za
montaţo, lahko izdelamo iz
montaţno-specifično zgrajene kosovnice v povezavi s sestavno
risbo izdelka. Dodatni kriterij
za izdelavo montaţnega načrta je tip uporabljene načrtovalne
metode. Analogno kot pri
delovnih načrtih govorimo o ponavljalnem, variantnem,
prilagoditvenem in novem
načrtovanju [1].
2.1.4. Načrtovanje normiranega časa
Določitev normiranega časa je predpostavka, s pomočjo katere
lahko ekonomično ocenimo
določeni proces oziroma lahko poiščemo tudi primerno drugo
moţnost. Pri tem se tudi določi
t. i. potrebni čas procesa. Ti podatki so pomembni zaradi tega,
ker na njihovi osnovi
omogočimo reševanje vaţnih nalog in odločitev o naslednjih
stvareh:
- načrtovanju kapacitet in rokov,
- preračunu stroškov,
- kalkulaciji ponudb,
- načrtovanju investicij in primernih obdelovalnih sredstev,
- dohodku (po normi ali po premijah).
Načrtovanje normiranega časa se izvaja na nivoju načrtovanja
procesov s pomočjo empiričnih
vrednosti oziroma ţe prej uporabljenih časov. V okviru
načrtovanja operacij in NC-
programiranja se določitev časov izvede še bolj natančno.
Postopek za določitev normiranega časa je odvisen od časa
izvedbe in od zahtevane točnosti
pri določanju časov. Pri serijski proizvodnji je potrebno na
osnovi majhnega števila kosov
določiti predvideni čas pred začetkom proizvodnje. Pri določanju
časov izdelave moramo
upoštevati veliko število vplivnih dejavnikov. Poleg lastnosti
obdelovanca in sredstev
izdelave odločilno vplivajo tudi pogoji delovnega mesta.
Različne metode za določitev normiranega časa kaţejo, da je
deterministično določanje vseh
potrebnih časov dokaj zapleteno. Kot podpora določevanju časov
sluţijo računalniško podprti
sistemi in povezava z banko podatkov, ki vsebuje vse potrebne
podatke o strojih.
V prvi stopnji načrtovanja določimo način vpenjanja obdelovanca
in uporabe orodja. Ti
podatki so potrebni za določitev pripravljalno-zaključnega časa,
ki ga določimo s pomočjo
časov načrtovanja, to je potrebnih časov, katerih trajanje je
odvisno od mnogih vplivnih
veličin. Te čase dobimo iz tabel in diagramov, ki so vpisani v
posebnih kartotekah.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
9
Nato določimo podatke o nastavitvah strojev (npr. podajalno
hitrost, število vrtljajev glede na
storilnost strojev in lastnosti materialov). Ti podatki
sestavljajo osnovo za določitev glavnega
časa.
V zadnji stopnji načrtovanja moramo dodatni čas okrevanja s
pomočjo ustreznih podatkov
prišteti k osnovnemu času in s seštevanjem časov določiti
izdelavni čas enega kosa in, če
poznamo število kosov, lahko izračunamo izdelavni čas za celotno
serijo.
Poleg normiranih časov moramo za posamezne obdelovalne postopke
v delovnih načrtih
predvideti tudi način nagrajevanja in plačilno skupino. Ti
podatki so potrebni za osebne
dohodke delavcev. Načini nagrajevanja za industrijske delavce
so:
- Plačilo po času pomeni čisto izplačilo glede na delo, pri
katerem se plačilo nanaša
izključno na delo. Ta način plačevanja uporabljamo za
visokokvalificirano delo
oziroma dejavnosti, za katere ni mogoča ali je neekonomična
točna določitev
predvidenega časa. Zato so predvideni časi v tem primeru za
izplačilo nepomembni.
Takšna oblika nagrajevanja se uporabi tudi takrat, ko je
doseţena visoka kakovost
izdelave, ki je še pomembnejša od skrajševanja pretočnih
časov.
- Plačilo po učinku je način, kjer obstaja sorazmernost med
vloţeno storitvijo človeka
in izplačilom. Ta način nagrajevanja uporabljamo preteţno na
vseh področjih izdelave
in montaţe. Zasluţek delavca izračunamo z mnoţitvijo postavke
akorda in stopnje
časa. Stopnja časa je odnos med predvidenim in dejanskim
potrebnim časom
(označujemo vloţeni trud delavca). Ta način nagrajevanja ni
smiseln, če je preteţni
del predvidenega časa ţe točno določen s strojnimi urami.
- Plačilo s premijami je oblika nagrajevanja, ki se izraţa v
različnih odnosih med
učinkovitostjo in izplačilom glede na zastavljeni cilj. Tako so
dovoljene količinske ali
kakovostne premije za izkoriščanje obratnih sredstev in premije
za prihranek surovin.
Z naraščajočimi zahtevami po kakovosti izdelkov, naraščajočo
porabo kapitalno
intenzivnih izdelovalnih sredstev in visokokakovostnih snovi
stalno narašča pomen
premijskega plačevanja. Ta način izplačevanja je primeren, če
teţimo po čim manjšem
deleţu odpadkov ali po čim večji prizadevnosti delavcev [2].
2.1.5. Načrtovanje kontrole
Načrtovanje kontrole moramo pojmovati kot del zagotavljanja
kakovosti, vendar je
upravičeno tudi vključevanje med naloge priprave dela, saj gre
za določeno načrtovanje na
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
10
osnovi opisa izdelka. Naloga načrtovanja kontrole je določitev
kontrolnih načrtov na osnovi
veličin kakovosti in pripadajočih toleranc, tako da bo moţno
izvesti kontrolo. Računalniška
podpora je na tem področju razmeroma slabo razširjena.
S pojmom »zagotavljanje kakovosti« Označujemo celoto
organizacijskih in tehničnih
aktivnosti za zagotovitev kakovosti izdelkov in izdelave z
gospodarnimi pogoji. Zagotavljanje
kakovosti kot organizacijska enota načrtuje, nadzoruje in
koordinira omenjene aktivnosti, ki
obsegajo načrtovanje kakovosti, kontrolo kakovosti in
upravljanje kakovosti. Znotraj
načrtovanja kakovosti se pojavlja izbor kontrolnih veličin,
njihovih ţelenih vrednosti in
toleranc, upravljanje kakovosti pa obsega dolgoročno
načrtovanje, nadzor in korekture v
izvajanju obdelave izdelka.
Za dejansko kontrolo veličin in izvajanje korektur znotraj
kratkoročnega upravljanja
kakovosti je odgovorna kontrola kakovosti, ki se deli na
načrtovanje kontrole, izvajanje
kontrole in ovrednotenje kontrolnih podatkov.
Naloge načrtovanja kontrole vsebujejo:
- potrebnost kontroliranja,
- obseg kontrole,
- čas kontroliranja,
- način kontrole,
- kontrolna sredstva,
- kontrolno mesto,
- kontrolorja,
- trajanje kontrole in
- kontrolno operacijo.
Sledi izvedba kontrole in ovrednotenje rezultatov v ustrezni
dokumentaciji.
Naloge računalniško podprtega načrtovanja kontrole zajemajo
(ustrezno s kreiranjem delovnih
načrtov) upravljanje in manipulacije z mnoţico podatkov,
formalne izračune in logične
odločitve. Tako lahko metodologijo reševanja problemov s
področja kreiranja delovnih
načrtov prenesemo tudi na področje načrtovanja kontrole [1].
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
11
2.2. Vpeljava informacijskih sistemov
2.2.1. Vloga informacijskega sistema v organizaciji
Informatika in informacijska tehnologija omogočata učinkovitejše
delo v organizaciji.
Informacijska tehnologija omogoča, da je delo lahko hitreje in
natančneje opravljeno.
Predvsem pa omogoča povezovanje različnih poslovnih procesov med
seboj in ponavljanje ţe
opravljenih aktivnosti v trenutku, kar organizaciji prihrani
veliko virov, ki jih lahko
osredotočijo na izboljševanje kvalitet poslovnih procesov.
2.2.2. Informacijski sistemi
Pri zasnovi celovitih informacijskih sistemov moramo upoštevati
naslednje dejavnike:
- Ljudje; ljudje oziroma zaposleni predstavljajo enega
pomembnejših virov
informacijskih dejavnikov. So tisti, ki bodo informacijski
sistem uporabljali in
neodobravanje z njihove strani je lahko ključni razlog za
nefunkcionalen informacijski
sistem.
- Procesi; informacijski sistem z organizacijskega vidika
specifične uporabe, uporabe
postopkov, procedur, usmeritev, pravilnikov itd., se povezuje v
zaporedje izvajanja in
vključuje tudi človeške vire ter sredstva dala. Pri procesih je
potrebno upoštevati tudi
delitev procesov na temeljne in podporne, saj se na ta način
natančno določi
pomembnost posameznega tipa procesa [4].
- Tehnologija; kot skupna logična in fizična infrastruktura,
sestavljena iz programske in
strojne opreme, komunikacijskih sredstev, aplikacij, podatkovnih
baz, streţnikov in
drugega. Danes se soočamo s situacijo, ko tehnologija v
tehničnem smislu ne
predstavlja več bistvenih konkurenčnih prednosti, saj je njena
dostopnost bistveno
večja kot pred leti. Se pa organizacije soočajo z drugimi
teţavami, predvsem kako
svoje sisteme povezati v enovito celoto, s katero bi
učinkoviteje izvajale delovne
naloge. Gre predvsem za teţave povezane z različnimi
tehnologijami oblikovanja
podatkovnih baz, aplikacij in komunikacijskih poti. Poleg tega
se z večjo
učinkovitostjo dela poveča tudi upravičenost investicij oziroma
zmanjša strošek
informacijskega sistema na enoto prispevka k poslovnemu
rezultatu [5].
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
12
2.2.3. Razlogi za vpeljavo informacijskega sistema
Zahteve trga in strank zahtevajo vsakodnevne reakcije podjetij.
Da bi zadovoljili potrebe in
ţelje strank, morajo podjetja dobro poznati svoje poslovne
procese. Za boljšo preglednost in
laţje upravljanje ter analiziranje poslovnih procesov je nujno
potreben informacijski sistem.
Slika 1.2 Krog verige zahtev [6]
Poslovanja in upravljanja podjetij si danes ne moremo
predstavljati brez uporabe
informacijske tehnologije (IT). Podjetje ne more poslovati brez
virov, med katere štejemo tudi
kakovostno informacijsko tehnologijo. Dobra usklajenost
poslovnega procesa in
informacijskega sistema je tako ključnega pomena za poslovanje
organizacije.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
13
Slika 2.3 Integracije IT storitev [6]
Storitve IT morajo zadovoljevati predvsem poslovne potrebe
podjetja ter potrebe uporabnikov
na stroškovno učinkovit način in z uporabo optimalnega in
opravičljivega informacijskega
sistema. Učinkovitega upravljanja IT si ni moč predstavljati
brez uporabe ustrezne
metodologije, ki celovito obravnava vsa področja informatike
[4].
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
14
3. VPELJAVA INFORMACIJSKEGA SISTEMA
3.1. Vpeljava v celotnem podjetju
Podjetja, ki v današnjem svetu ţelijo konkurirati na svetovnem
trţišču, morajo vseskozi slediti
trendom in vpeljevati novosti. Tako danes v podjetju ne moremo
več preţiveti brez
računalniško podprtih sistemov. Eden izmed izrazov za vpeljavo
računalniških programov v
podjetje je t.i. informacijski sistem.
Informacijski sistem teţi k temu, da je celotno podjetje
povezano preko streţnika. Tako za
vsakega zaposlenega v podjetju vemo, koliko časa in kaj je
delal. Celoten informacijski sistem
zajema tudi pregled porabe in zaloge materiala, stroškov,
prihodkov itd. Največja prednost
vpeljave informacijskega sistema je zagotovo zmanjšanje
administracijskih stroškov, kar je
tudi glavni razlog za vpeljavo le tega.
Pri postavljanju informacijskega sistema v podjetju naletimo na
veliko logističnih in
organizacijskih problemov. Zato se navadno najame podizvajalca,
ki ima z vpeljavo sistemov
ţe določene izkušnje in znanja. Seveda pa potrebujemo v podjetju
koordinatorja, ki dobro
pozna proizvodnjo in ima vizijo, kako bi z informacijskim
sistemom podjetje delovalo
učinkovitejše. Ta potem vseskozi sodeluje s podizvajalcem, s
katerim skupaj iščejo ustrezne
rešitve. Koordinator mora tudi sodelovati z vsemi vodji
posameznih sektorjev, kajti le tako
lahko pridejo do optimalnih rešitev, saj vodje najbolj poznajo
svoje področje.
Na sliki 3.1 je prikazana ureditev v podjetju pri naročanju in
vpeljavi informacijskih sistemov.
Vidimo lahko, da je glavni naročnik direktor podjetja, ki določi
koordinatorja, ta pa poskrbi za
nadaljnje sodelovanje v podjetju.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
15
Slika 3.1 Vpeljava informacijskega sistema v podjetju
Vsako podjetje, ki se odloči za vpeljavo novih sistemov, mora
vzeti v zakup, da niso tu zgolj
prednosti, ampak naletimo tudi na precej slabosti. Te se
pojavljajo predvsem v začetnem
obdobju, ko se sistem še vpeljuje in še ni dodelan.
- Prednosti:
- laţje obvladovanje sistema,
- enostavnejše zajemanje podatkov,
- manj administracijskih stroškov
- Slabosti:
- velik strošek,
- zahteven proces vpeljave,
- teţava pri uvajanju zaposlenih (moţen odpor),
- mala napaka pri vnosu lahko pomeni veliko odstopanje od
dejanskega stanje
pri pregledu,
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
16
- vodstvo preveč časa nameni tem projektu (osnovna dejavnost
uide iz nadzora),
- Priložnosti:
- moţnost širitve,
- moţnost pridobivanja nepovratnih sredstev iz razpisov
- Nevarnosti:
- zakonske omejitve
3.2 Vpeljava v proizvodnjo
Informacijski sistem je v vsakem podjetju zelo obseţen projekt
in zajema delovanje vseh
zaposlenih oziroma celotnega podjetja. Osredotočili bi se na
delovanje sistema v proizvodnem
sektorju, ki je tudi najbolj obseţen.
Ko govorimo o vpeljavi računalniško podprtih sistemov v
proizvodnjo, mislimo s tem
predvsem na računalniško povezavo med tehnologi v pisarni in
delavci v proizvodnji. Ta
povezava se v vsakem podjetju razlikuje, vendar vsi sistemi
teţijo k temu, da bi bila
obojestranska komunikacijo karseda enostavna, pregledna in
predvsem funkcionalna.
Pred vpeljavo računalniških oziroma informacijskih sistemov v
proizvodnjo, so imeli
tehnologi veliko papirologije, ki se z novimi sistemi opušča,
saj je obojestranska
komunikacija računalniško podprta in tako bolj pregledna.
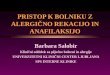
Na sliki 3.2 je shematsko prikazana povezava tehnolog - delavec,
ki komunicirata preko
informacijskega sistema.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
17
Slika 3.2 Shema povezave tehnolog - delavec
Tehnolog, ki opravlja s programom preko osebnega računalnika,
mora v sistem vnesti vse
potrebne podatke, ki jih potrebujejo v proizvodnji:
- delovni načrt oziroma delovni nalog,
- načrt montaţe,
- načrt normiranega časa,
- načrt kontrole.
Delavec, kateremu delovodja odredi delovno mesto, se po končanem
delovnem dnevu vpiše,
preko računalniško podprtega terminala, v sistem, kjer vnese
podatke (na katerih je tisti dan
delal) o:
- delovnem nalogu,
- delovnem mestu,
- poziciji,
- številou opravljenih kosov (če je delo normirano) ali število
opravljenih ur (če delo ni
normirano).
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
18
Serijski in individualni (posamični) delovni nalogi
Ţe zdrav razum nam govori, da je veliko enostavnejša in
učinkovitejša serijska proizvodnja.
Zato vsa podjetja, teţijo k temu, da bi povečala število
serijskih delovnih nalogov. Seveda se
pri določenih unikatnih zadevah ne moremo posluţevati serijske
proizvodnje in tu pridejo v
poštev individualni oziroma posamični delovni nalogi.
Serijska proizvodnja je praksa, ki se je posluţuje velika večina
podjetij in je v visoko
razvitem svetu, v katerem ţivimo danes, neizogibna:
- prednosti:
- enostavno normiranje,
- delavci dobro obvladajo svoje delovno mesto in so zato
produktivnejši,
- poznan točen čas izdelave,
- znani stroški izdelave,
- količinski popusti pri nabavi materiala ipd.
- slabosti:
- nezadovoljstvo delavcev (enolično delo)
- podjetje velikokrat preveč odvisno od ene serije (če naročniki
prenehajo
kupovati izdelek, hitro podjetje ostane brez večinskega
dela)
- pogosto delo na zalogo (stroški skladiščenja)
Serijska proizvodnja je veliko prijaznejša tudi, ko vpeljujemo
računalniške sisteme v
proizvodnjo. Tehnologi na začetku naredijo predvidene
kalkulacije in normiranja za eno
serijo, ki jih vnesejo v sistem. Po nekaj narejenih serijah
lahko tehnologi vidijo, če so se pri
kalkuliranju ušteli in koregirajo nastala odstopanja. Tako
dobimo izredno natančne norme
oziroma čase izdelave. Pri takšnji proizvodnji ni velikih
problemov tudi pri vpisovanju
delavcev v informacijski sistem. Vsak posamezen delavec točno
ve, koliko je tisti dan naredil
in enostavno vpiše svoje delovno mesto in količino narejenih
kosov. Če so norme dobro
postavljene, naj ne bi smelo biti nezadovoljstva tako pri
delavcih kot pri delodajalcih.
Individualna ali posamična proizvodnja je v velikih primerih
neizogibna in nujna. Ta se
pojavlja, ko je količina naročenih izdelkov izredno majhna
(lahko tudi samo en izdelek). To
so običajno tehnološko zahtevni izdelki, ki morajo biti narejeni
z veliko natančnostjo. Za
takšne izdelke se veliko časa porabi ţe v tehnologiji, kjer
seveda potrebujemo izkušene in
dobro izobraţene tehnologe. Sama izvedba v proizvodnji poteka
počasi in premišljeno.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
19
- prednosti:
- običajno večji zasluţek,
- ni enoličnega dela,
- nismo odvisni od enega samega proizvoda.
- slabosti:
- teţko (včasih nemogoče) normiranje,
- če kalkulacije niso točne, lahko hitro nastanejo višji
stroški,
- nepoznan natančen čas izdelave,
- priprava delovnih mest (vsak stroj je potrebno posebno
nastaviti).
Pri individualni proizvodnji lahko naletimo na veliko večje
teţave, predvsem pri vpeljevanju
informacijskega sistema. Zato se veliko podjetij odloči, da pri
takšni proizvodnji ne poskuša
normirati in so delavci plačani po številu opravljenih ur. Tako
delavec po končanem delu
samo vpiše delovno mesto in pozicjo, na kateri je delal ter
namesto števila narejenih kosov
napiše število opravljenih ur. Pri takšnem delu morajo delovodje
zaupati svojim delavcem in
tudi poostriti nadzor nad njimi, saj proizvodnja ni več
normirana in je zato tudi manj
pregledna in nadzorovana. Pogosto se delodajalci odločajo za
individualne delovne naloge,
predvsem zaradi njihove donosnosti. Ker tu ne gre za veliko
količino izdelkov in navadno tudi
ne veliko podobnih konkurenčnih proizvodov, so cene takšnih
unikatnih zadev pogosto zelo
velike in zasluţek večji kot pri serijski proizvodnji. Seveda se
za takšno visoko tehnološko
proizvodnjo potrebuje predvsem dobro izobraţen kader, ki je
sposoben stvar realizirati in
podjetju priskrbeti zasluţek. Tehnologi svoje izkušnje
pridobivajo predvsem pri udejanjanju
posamičnih izdelkov, za kar je potrebno veliko predznanja in
seveda trdega dela.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
20
4. POGOJI ZA DELOVANJE INFORMACIJSKEGA SISTEMA
4.1. Slabosti sistema
Na ţalost je v modernem svetu, kjer vse temelji na tehničnih
stvareh, kamor sodi tudi
informacijski sistem, vedno prisoten strah, kaj narediti ob t.i.
razpadu sistema. Vemo, da
lahko okvara ali zastoj tehnike povzroči ogromno izgubo v
podjetju. Ne moremo si privoščiti,
da v nekem velikem podjetju, kjer celoten računalniški sistem
deluje preko streţnika, pride do
okvare ali se nam le ta popolnoma uniči. To pomeni zastoj in
zmedo v proizvodnji, kar lahko
ob daljšem popravilu povzroči zelo veliko izgubo. Zato mora biti
naša prioritetna skrb, da
sisteme redno vzdrţujemo in pregledujemo. Tudi terminali, ki so
postavljeni v proizvodnji,
morajo biti brezhibni, kajti ţe manjša napaka lahko delavce
zmede in vnesejo napačne
podatke, kar povzroči veliko nepravilnosti in zmede pri pregledu
le teh.
Vendar kljub pomembnosti vzdrţevanja, to ni edini problem
oziroma slabost, ki jih prinaša
informacijski sistem. Pri vpeljevanju takšnih sistemov naletimo
na veliko informacijskih in
logističnih problemov. Te skušamo neprestano odpravljati s
podizvajalcem, ki nam
vzpostavlja sistem in tudi vsi zaposleni morajo biti zelo
angaţirani za odpravljanje in
reševanje nastalih teţav.
Slabosti in problemi, ki se pojavljajo ob vpeljavitvi in
delovanju informacijskega sistema v
proizvodnji:
- računalniška nepismenost nekaterih delavcev (delavce je
potrebno izobraziti do te
mere, da bodo lahko sami vpisovali podatke),
- vnašanje podatkov vzame veliko časa, ki bi ga lahko delavci
porabili za delo in bili s
tem bolj produktivni,
- preveč zapleten sistem vnašanja podatkov,
- male serije in posledično potrebno večkratno vpisovanje,
- pri vpisovanju prevelika količina podatkov, ki delavce zmedejo
in zato velika moţnost
napačnega vnosa,
- ni človeške kontrole, kaj delavec vpiše (moţno
goljufanje),
- ni sistema za javljanje napak, ki nastanejo pri vnosu
podatkov,
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
21
- napake pri postavljanju norm (tehnologi, ki vnašajo norme,
niso dovolj izkušeni ali ne
poznajo dovolj dobro delovanja strojev),
- če je večje število individualnih (posamičnih) nalogov, ni
delo tako serijsko in je teţje
postaviti norme,
- delavci so pogosto zaradi slabše izobraţenosti mnenja, da
novega sistema ne
potrebujejo in nočejo sprememb v proizvodnji, kajti navajeni so
starega sistema in ne
ţelijo sprememb in dodatnega izobraţevanja (to velja predvsem za
starejše delavce, ki
se teţje prilagodijo novejšemu okolju),
- razne napake, ki se pojavljajo na terminalih, je teţko
pravočasno ugotoviti in jih hitro
sanirati.
Zgoraj naštete napake niso nujno prisotne v vseh informacijskih
sistemih, ampak so zelo
pogoste, zato jih moramo upoštevati in se zavedati, da lahko
pride do le teh. Seveda moramo
računati tudi še na dodatne teţave, ne samo tiste, ki jih na nek
način pričakujemo. Takrat je
potrebno trezno razmišljati in se napake lotiti na ustrezen
način.
4.2. Rešitve in predlogi
Problemi, ki se pojavljajo pri informacijskem sistemu, so zelo
kompleksni in se jih je
potrebno lotiti sistematično in do potankosti dodelati vse
pomanjkljivosti. Zato je potrebno
dobro sodelovanje med koordinatorjem projekta in vsemi ostalimi
(podizvajalec, vodje
oddelkov, direktor ipd.), ki so potrebni, da sistem v podjetju
zaţivi. Tudi tehnologi morajo
posredovati svoja opaţanja in videnja na sistem, kajti oni
najbolj vedo, kaj bi bilo potrebno
spremeniti, da bi bilo delovanje boljše in predvsem
enostavnejše.
Ko pride do teţav in zapletov, morajo vsi odgovorni skupaj
oceniti nastalo situacijo in jo
poskušati kar se da hitro sanirati. Velikokrat, ko se dogajajo
takšne zadeve, pride v samem
podjetju do nezaupanja v sistem in razmišljanja, če je bila
vpeljava sploh smotrna, ampak te
pomisleke je treba preboleti in nadaljevati v tej smeri, da se
sistem do potankosti dodela in da
bo delovanje le tega nemoteno.
V spodnji preglednici 4.1 so predstavljene določene rešitve,
kako se spopasti s teţavami in
slabostmi, ki nastanejo ob vpeljavitvi računalniških sistemov v
proizvodnjo. Ni nujno, da
veljajo za vsa podjetja in vse informacijske sisteme, vendar nam
tabela pokaţe, na kaj
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
22
moramo biti pozorni pri vzpostavitvi in kako se določenim
problemom izogniti, da sploh ne
pride do le teh. Zagotovo se v vsakem podjetju pojavljajo tudi
specifične teţave, na katere
moramo biti pozorni ţe pri planiranju projekta in jih moramo
predvideti v naprej.
Preglednica4.1: Slabosti in rešitve pri vzpostavitvi
informacijskega sistema
SLABOSTI/PROBLEMI/TEŢAVE
REŠITVE
Napake, ki se pojavljajo na terminalih
Potrebno redno vzdrţevanje (predvsem na
začetku);
delavci morajo napako takoj ob ugotovitvi
javiti delovodji, ta pa naprej do odgovorne
osebe;
Računalniška nepismenost delavcev
Zagotoviti izobraţevanje, kjer se bodo
delavci naučili osnov dela z računalniki;
terminali v proizvodnji morajo biti enostavni
in pregledni za vnašanje podatkov;
pomladitev proizvodnje
Zapleten sistem vnašanja podatkov (vzame
veliko časa)
Tehnologi in podizvajalec morajo narediti
računalniški sistem, kjer bo delavec v samo
nekaj korakih lahko vnesel ţeljene podatke;
za to je potreben tudi določen čas, da se
delavci sistema navadijo
Male serije in večkratno vpisovanje
(delavci, ki dnevno delujejo na večih
delovnih nalogih in morajo posledično vnesti
več podatkov)
Zagotoviti moţnost hitrega spreminjanja med
delovnimi nalogi;
delovodje poskušajo zagotoviti delavcu delo
na enem nalogu
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
23
ni človeške kontrole pri vpisovanju (moţno
goljufanje)
Še vedno mora delovodja na nekaj časa
preveriti, ali delavci pravilno in resnično
vpisujejo (predvsem pri uvajanju sistema);
kazni za goljufanje, da se enake teţave ne
ponavljajo
ni sistema za javljanje napak, ki nastanejo pri
vnosu podatkov (npr. delavec vpiše 80 ur
namesto 8)
Teţavo predvideti (če je moţno) ţe v samem
začetku vpeljave in v programu nastaviti, da
lahko delavec vpiše samo realne številke;
delovodja dnevno preverja vnesene podatke
in sumljive vrednosti preveri
napačno postavljene norme
Tehnologi morajo poskrbeti, da so norme
dosegljive in realne (upoštevati dejavnike kot
so WC, zasedenost dvigala, počitek ipd.);
delavci morajo aktivno sodelovati s predlogi
večje število individualnih (posamičnih)
nalogov (teţje postaviti norme)
Podjetje skuša pridobiti več serijskih
proizvodov;
razmisliti o opustitvi norme na določenih
nalogih (plačilo na opravljene ure);
delavci so mnenja da novega sistema podjetje
ne potrebuje
Pogovor, kjer jim razloţimo, da smo lahko
konkurenčni le z vpeljavo modernih
sistemov;
tudi oni morajo sodelovati pri vpeljevanju
sistema, da sami spoznajo, da je le ta nujno
potreben.
Kljub temu, da se pri vpeljevanju sistemov pojavlja nemalo
slabosti, moramo izpostaviti
predvsem zadnjo napisano v preglednici. Če delavci v proizvodnji
ne podpirajo in niso
zadovoljni z novim sistemom (kar je zelo pogost pojav), jih
moramo motivirati, da spoznajo
pomembnost novih tehnologij. To lahko doseţemo z raznimi
izobraţevanji o informacijskih
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
24
sistemih ali s primerjavo podjetja s sodobnejšimi in bolj
razvitimi. Le s spoznanjem delavcev,
da smo lahko konkurenčni zgolj z najsodobnejšimi sistemi, lahko
doseţemo ţelene rezultate,
ki smo si jih v podjetju zastavili. Ampak glavni pogoj za
zadovoljstvo tako delavcev kot
delodajalcev je zagotovo brezhibno in učinkovito delovanje
informacijskih sistemov. Zato
moramo vseskozi teţiti, k odpravljanju vseh slabosti in
problemov, ki jih zaznamo pri
vpeljevanju in delovanju sistemov.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
25
5. SKLEP
Vpeljava računalniško podprtih sistemov v proizvodnjo je nujna
in neizogibna. Zato je dobro,
da poznamo teoretične osnove ter da razmišljamo napredno, kajti
le tako bodo lahko sistemi
zaţiveli in izboljšali produktivnost. Veliko napako delajo
podjetja, ki ne gredo v toku s časom
in so starokopitna. Ta so na dolgi rok zagotovo obsojena na
propad. Vpeljava informacijskih
sistemov je zagotovo odraz napredne druţbe, ki je spoznala, da
drugače ne more konkurirati
na svetovnem trţišču.
Računalniško podprti sistemi zagotovo razbremenijo komunikacijo
in nadzor dela v
proizvodnji. Tako lahko tehnologi laţje in pregledneje
izdelujejo delovne načrt, načrtujejo
montaţo, kakovost in normiranje. Vse omenjene dejavnosti se
odvijajo v posebnih
računalniških programih, ki so dodelani za vsako specifično
podjetje posebej. Osebni
računalniki so preko mreţe povezani s proizvodnjo in tako lahko
preko informacijskega
sistema podatki hitro in zanesljivo potujejo v in iz
proizvodnje.
V diplomski nalogi so predstavljene in razčlenjene slabosti
vpeljave takšnih informacijskih
sistemov. Teh ni malo in zato morajo biti podjetja oziroma
izvajalci sistemov pripravljeni na
le te, da so zmoţni hitro in pravočasno reagirati. Seveda moramo
znati slabosti karseda dobro
odpraviti in poiskati ustrezne rešitve, ki pa velikokrat niso
takoj vidne. Z ustreznim znanjem
in določenimi izkušnjami se najde rešitev, ki omogoča učinkovito
delovanje sistema v
podjetju.
Da ne pride do tehničnih teţav, moramo sisteme preventivno
vseskozi spremljati in
vzdrţevati. Kljub temu, da lahko postanejo stroški vzdrţevanja
zelo visoki, si ne smemo
privoščiti, da bi to dejavnost opustili, kajti stroški znajo še
bolj narasti, če pride do okvare
oziroma nedelovanja sistema. Zato moramo te stroške predvideti
ţe pri samem projektnem
načrtu, ki si ga zastavimo na začetku, da ne pride nato do
večjih finančnih problemov.
Vendar še vedno nastopajo največje teţave predvsem pri odporu
delavcev do sistema.
Predvsem starejši zaposleni, ki delajo po starem sistemu v
podjetju ţe zelo dolgo, imajo
velikokrat pomisleke oziroma zadrţke glede novosti. Zato je
izredno pomembno, da uspemo
vse zaposlene prepričati o nujnosti vpeljave informacijskega
sistema, saj lahko samo tako
doseţemo preglednost in organiziranost v proizvodnji. Le
zaupanje v sistem nam prinese
zadane uspehe in učinkovitost.
Diplomsko delo opozarja, da se moramo vpeljave novih sistemov
lotiti sistematično, korak za
korakom in zelo premišljeno. Moramo se zavedati vseh preprek in
teţav, ki bodo nastale
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
26
tekom vpeljave. Zato je potrebno predhodno dobro poznati
podjetje in imeti vizijo, kako bi
računalniško podprti sistemi pripomogli k večji produktivnosti
in konkurenčnosti podjetja.
Pozorni moramo biti tudi na to, da ne posvečamo v podjetju
prevelike pozornosti vpeljavi
informacijskih sistemov, da bi zaradi tega trpelo primarno
delovanje v proizvodnji. Vsekakor
smo prišli do zaključka, da vsako podjetje potrebuje
računalniško podprte sisteme, saj v
današnjem svetu ne moremo drugače uspešno delovati.
-
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko
delo
27
6. SEZNAM UPORABLJENIH VIROV
[1] Buchmeister Borut, Razvoj sistema za računalniško podprto
načrtovanje izdelave:
magistrsko delo; Maribor: 1989
[2] Polajnar Andrej, Priprava proizvodnje; Maribor : Fakulteta
za strojništvo, 1998
[3] Buchmeister Borut, Polajnar Andrej, Priprava proizvodnje za
delo v praksi; Maribor:
Fakulteta za strojništvo, 2000
[4] Umek Rok, Vodenje projekta vpeljave informacijskega sistema
v podjetju Metalna
Senovo d.o.o: diplomsko delo; Krško: Fakulteta za logistiko,
2009
[5] Carr, Nicholas, It doesen't matter; Harvard Business Review,
2007
[6] Ipmit: Institut za Projektni Management in Informacijsko
Tehnologijo [svetovni splet].
Dostopno na WWW: http://www.ipmit.si [1.6.2010]
http://www.ipmit.si/
-
Europass
življenjepis
Osebni podatki
Priimek / Ime Umek Gregor
Naslov Mali Kamen 22, 8281 Senovo, Slovenija
Telefon 040-719-096
E-pošta [email protected]
Drţavljanstvo slovensko
Datum rojstva 04.08.1988
Spol moški
Izobraževanje in
usposabljanje
Obdobje 1.9.2003 – 15.7.2007
Naziv izobrazbe in / ali nacionalne
poklicne kvalifikacije
gimnazijski maturant
Naziv in status ustanove, ki je
podelila diplomo, spričevalo ali
certifikat
Gimnazija Breţice
splošna gimnazija
Trg izgnancev 14,
8250 Breţice
Stopnja izobrazbe po nacionalni ali
mednarodni klasifikacijski lestvici
5.
Znanja in kompetence
Materni jezik(i) slovenščina
Drug(i) jezik(i) angleščina, nemščina
Računalniška znanja in
kompetence
Office, AutoCad, Catia, SolidWorks, CorelDraw, Proengineer