Embed Size (px)
Citation preview
ПРЕЗЕНТАЦИЯ:КРИОГЕННАЯ ТЕХНОЛОГИЯ ПОВЫШЕНИЯ РЕСУРСА
ИНСТРУМЕНТОВ, ДЕТАЛЕЙ И МЕХАНИЗМОВ
ООО «НПЦ «КриоТехРесурс»

-240 С-196 С -273 С-170 С-140 С
НПЦ «КРИОТЕХРЕСУРС»
www.cryoteh.ru
НПЦ «КриоТехРесурс» - инновационное предприятие в области упрочняющих технологий и бережливого производства.
Специализация: изучение и расширение области применения уникальной для России технологии криогенной обработки, повышение износостойкости и ресурса инструментов, деталей и механизмов.
-240 С-196 С -273 С-170 С-140 С
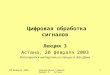
ЧТО ТАКОЕ «КРИОГЕННАЯ ОБРАБОТКА»?
www.cryoteh.ru
Криогенная обработка – это уникальная технология обработки сверхнизкими температурами, увеличивающая ресурс, износостойкость и прочность изделий до 300%.
Криогенная обработка представляет собой продолжительный процесс обработки холодом изделий и материалов в криогенном процессоре при температуре, достигающей температуры жидкого азота (-196˚С).
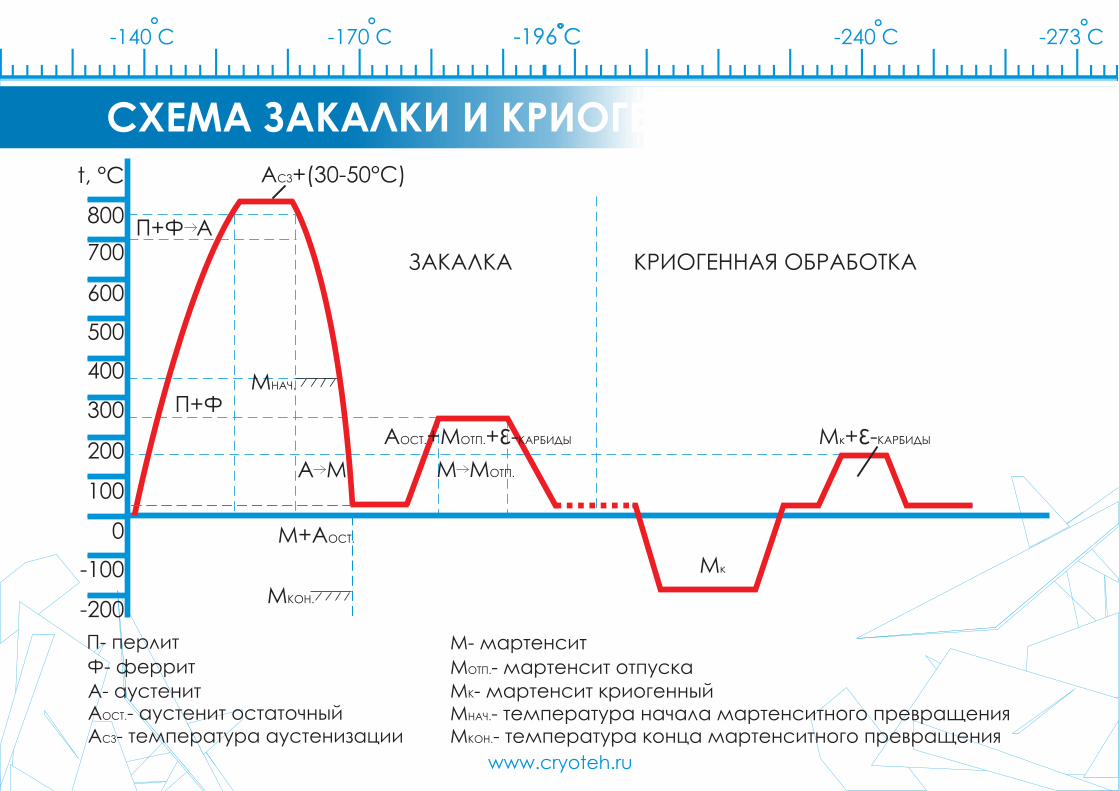
СХЕМА ЗАКАЛКИ И КРИОГЕННОЙ ОБРАБОТКИ
-240 С-196 С -273 С-170 С-140 С
100
200
300
400
500
600
700
800
-200
-100
0
t, °C
Мк
П+Ф А
А М
АС3+(30-50°C)
ЗАКАЛКА КРИОГЕННАЯ ОБРАБОТКА
М+АОСТ.
МКОН.
АОСТ.+МОТП.+ε-КАРБИДЫ Мк+ε-КАРБИДЫ
М МОТП.
МHАЧ.
П+Ф
М- мартенсит
МОТП.- мартенсит отпускаМК- мартенсит криогенныйМНАЧ.- температура начала мартенситного превращенияМКОН.- температура конца мартенситного превращения
П- перлит
Ф- феррит
А- аустенитАОСТ.- аустенит остаточныйАС3- температура аустенизации
www.cryoteh.ru
ЧТО ПРОИСХОДИТ ВО ВРЕМЯ КРИОГЕННОЙ ОБРАБОТКИ
-240 С-196 С -273 С-170 С-140 С
www.cryoteh.ru
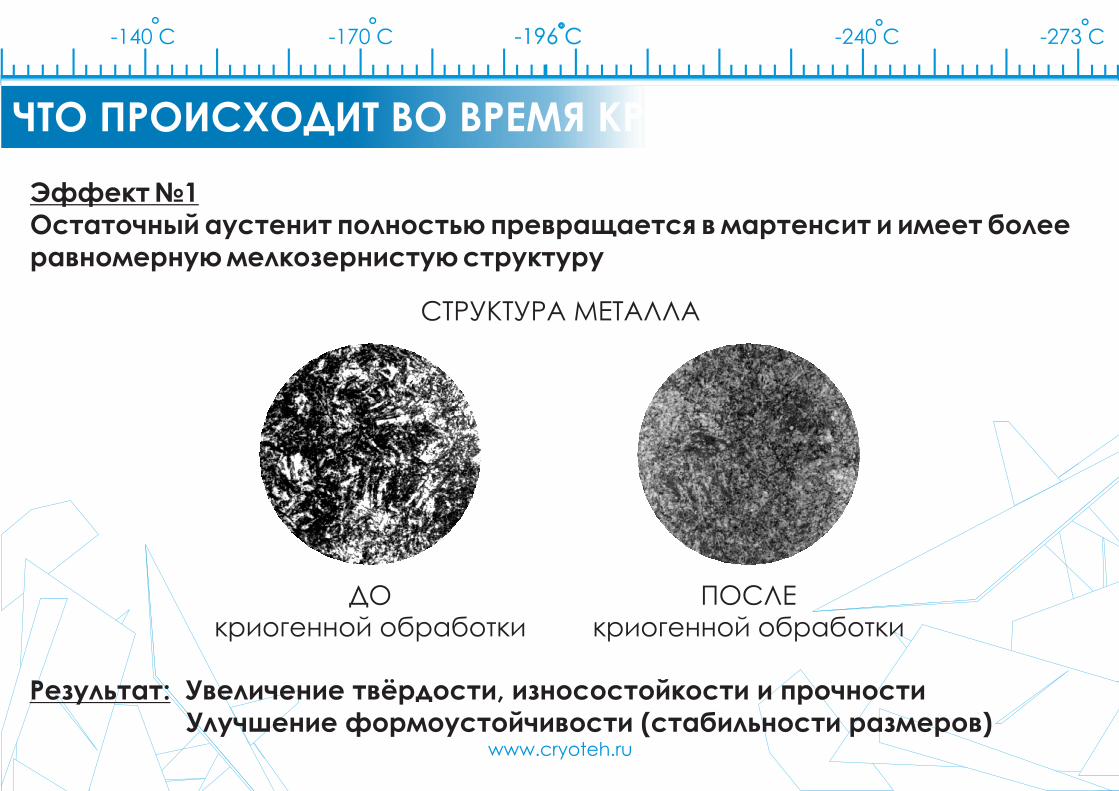
Эффект №1Остаточный аустенит полностью превращается в мартенсит и имеет более равномерную мелкозернистую структуру
СТРУКТУРА МЕТАЛЛА
ДО криогенной обработки
ПОСЛЕ криогенной обработки
Результат: Увеличение твёрдости, износостойкости и прочности Улучшение формоустойчивости (стабильности размеров)
-240 С-196 С -273 С-170 С-140 С
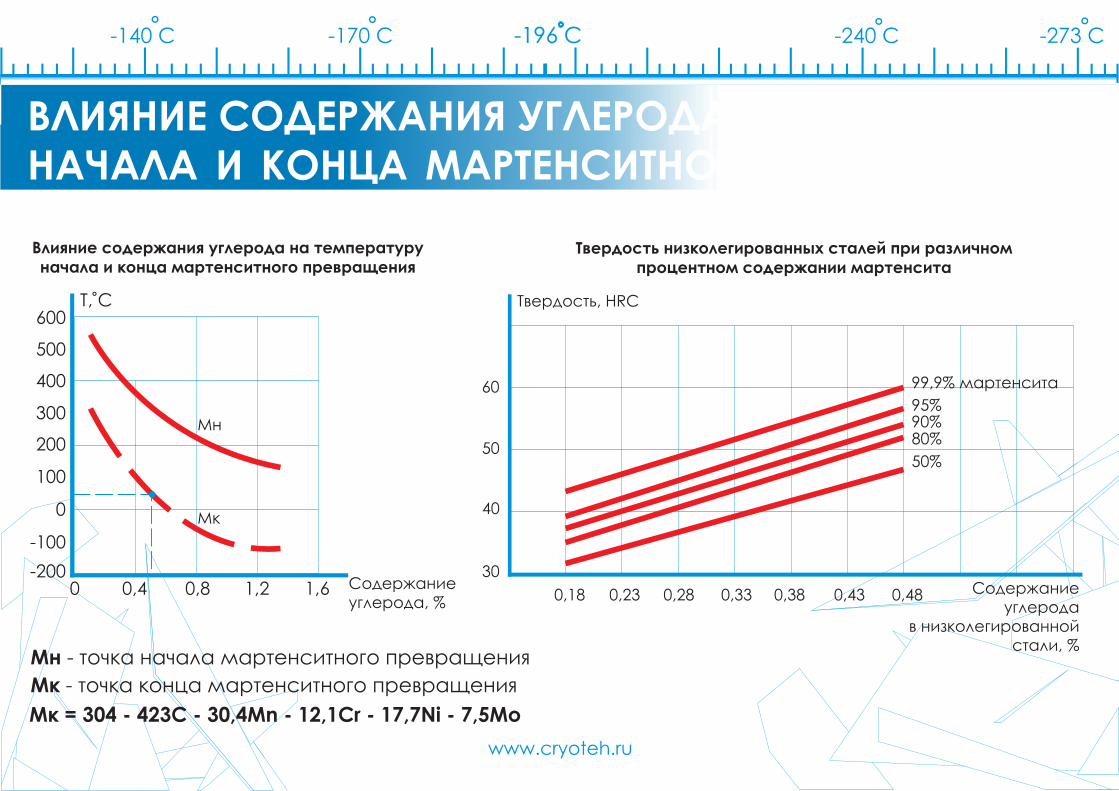
ВЛИЯНИЕ СОДЕРЖАНИЯ УГЛЕРОДА НА ТЕМПЕРАТУРУ НАЧАЛА И КОНЦА МАРТЕНСИТНОГО ПРЕВРАЩЕНИЯ
www.cryoteh.ru
Содержание углерода, %
Т, Со
100
200
300
400
500
600
-100
-2000,4 0,8 1,60 1,2
Мн
Мк
Мн - точка начала мартенситного превращения
Мк - точка конца мартенситного превращения
0
Мк = 304 - 423С - 30,4Mn - 12,1Cr - 17,7Ni - 7,5Mo
0,18 0,23 0,28 0,33 0,38 0,43 0,48
30
40
50
60
Твердость, HRC
Содержание углерода
в низколегированной стали, %
99,9% мартенсита
95%90%80%
50%
Твердость низколегированных сталей при различном процентном содержании мартенсита
Влияние содержания углерода на температуру начала и конца мартенситного превращения
ЧТО ПРОИСХОДИТ ВО ВРЕМЯ КРИОГЕННОЙ ОБРАБОТКИ
-240 С-196 С -273 С-170 С-140 С
www.cryoteh.ru
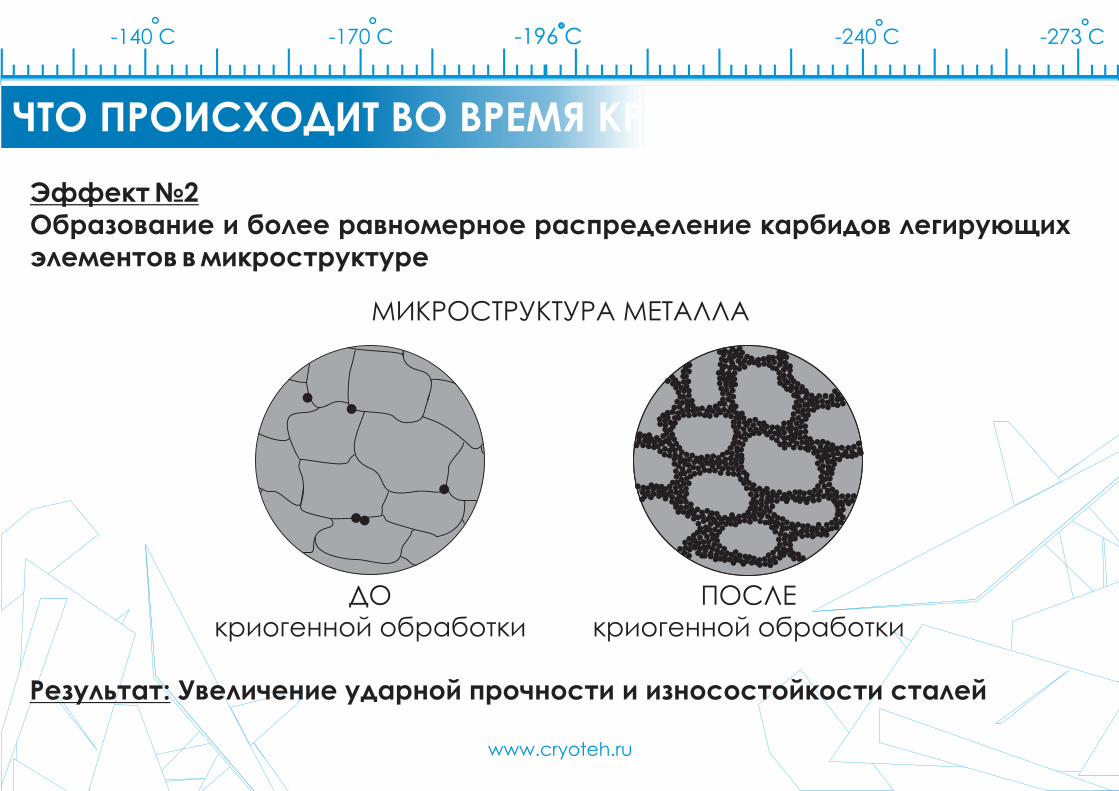
Эффект №2Образование и более равномерное распределение карбидов легирующих элементов в микроструктуре
МИКРОСТРУКТУРА МЕТАЛЛА
ДО криогенной обработки
ПОСЛЕ криогенной обработки
Результат: Увеличение ударной прочности и износостойкости сталей
-240 С-196 С -273 С-170 С-140 С
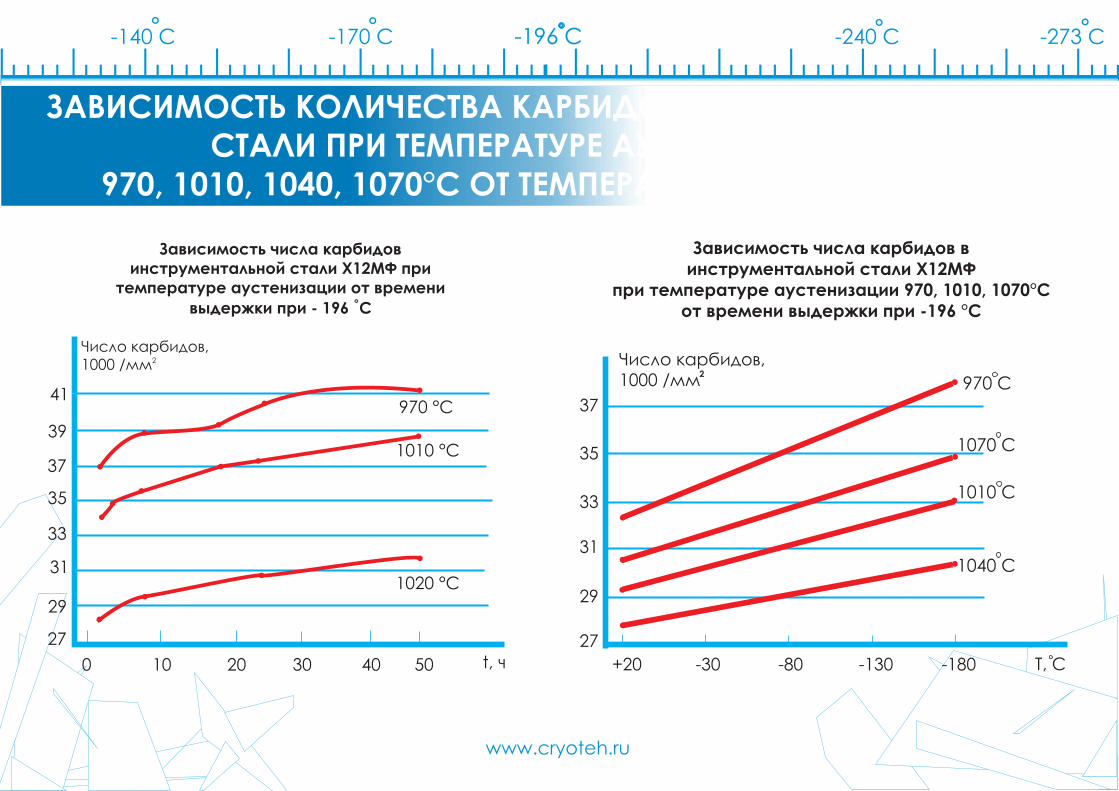
ЗАВИСИМОСТЬ КОЛИЧЕСТВА КАРБИДОВ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ПРИ ТЕМПЕРАТУРЕ АУСТЕНИЗАЦИИ
970, 1010, 1040, 1070°С ОТ ТЕМПЕРАТУРЫ ОХЛАЖДЕНИЯ
t, ч
27
29
31
33
35
37
Число карбидов, 1000 /мм2
39
41970 °С
0 10 20 30 40 50
1010 °С
1020 °С
www.cryoteh.ru
27
29
31
33
35
37
970 С
1040 С
1070 С
Число карбидов, 1000 /мм
2
+20 -30 -80 -130 -180 Т, С
1010 С
Зависимость числа карбидов в инструментальной стали Х12МФ
при температуре аустенизации 970, 1010, 1070°С от времени выдержки при -196 °С
Зависимость числа карбидов инструментальной стали Х12МФ при
температуре аустенизации от времени
выдержки при - 196 С˚

-240 С-196 С -273 С-170 С-140 С
ПРОЦЕНТНОЕ УВЕЛИЧЕНИЕ ИЗНОСОСТОЙКОСТИПОСЛЕ КРИОГЕННОЙ ОБРАБОТКИ
www.cryoteh.ru
Увеличение износостойкости, %
Маркировка стали
200
400
600
800
Х1
2М
Ф
5Х
3М
2Ф
ШХ
15
ХВ
Г
Р9
М
4Х
5М
Ф1
С
Р6
М5
ДИ
30
-МП
Ико=124C+168Mn+181Si+50Cr+27W-92Ni-40Mo-25V
7Х
2С
МФ
6Х
6М
1Ф
8Х
3
У8
www.cryoteh.ru
-240 С-196 С -273 С-170 С-140 С
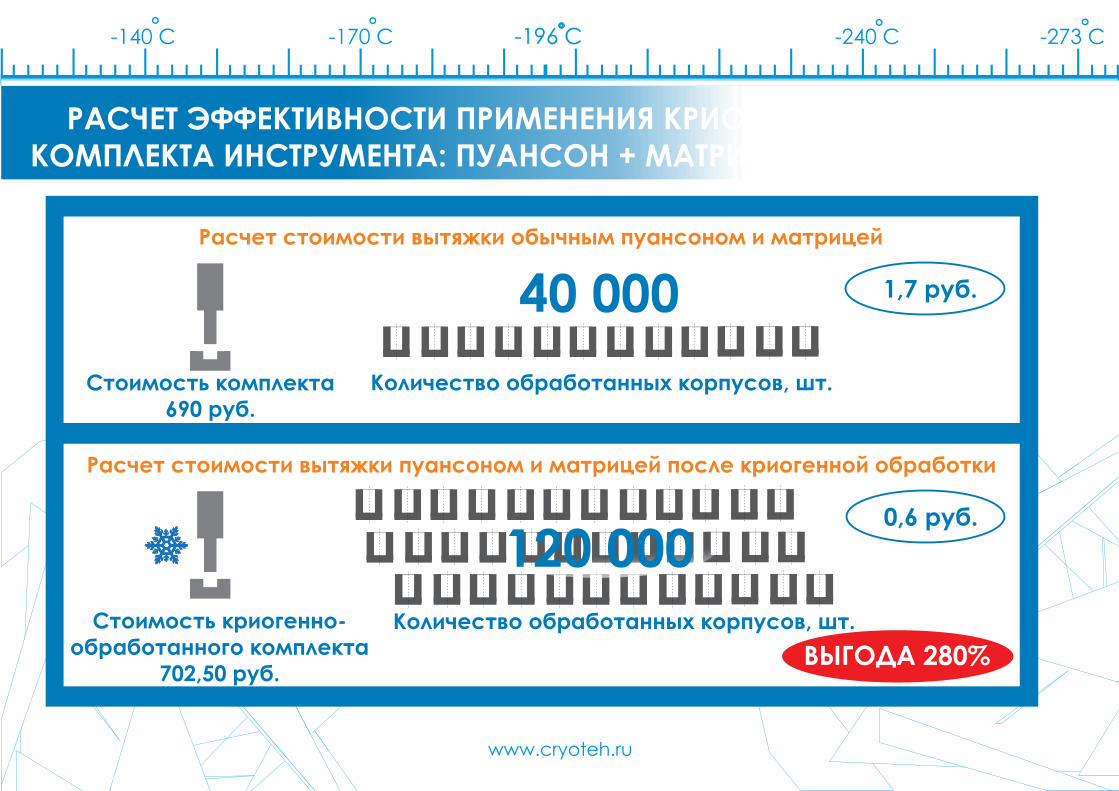
Стоимость комплекта690 руб.
1,7 руб.
Количество обработанных корпусов, шт.
Расчет стоимости вытяжки обычным пуансоном и матрицей
Стоимость криогенно-обработанного комплекта
702,50 руб.
0,6 руб.
Количество обработанных корпусов, шт.
Расчет стоимости вытяжки пуансоном и матрицей после криогенной обработки
40 000
120 000
РАСЧЕТ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ КРИОГЕННОЙ ОБРАБОТКИ КОМПЛЕКТА ИНСТРУМЕНТА: ПУАНСОН + МАТРИЦА (МАТЕРИАЛ Х12Ф1)
ВЫГОДА 280%

www.cryoteh.ru
-240 С-196 С -273 С-170 С-140 С
Стоимость сверла220 руб.
49 коп.
Количество сделанных отверстий, шт.
Расчет стоимости сверления отверстия обычным сверлом
Стоимость криогенно-обработанного сверла
225,70 руб.
25 коп.
Количество сделанных отверстий, шт.
Расчет стоимости сверления отверстия сверлом после криогенной обработки
450
920
РАСЧЕТ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ КРИОГЕННОЙ ОБРАБОТКИ СВЕРЛА ЦИЛИНДРИЧЕСКОГО Ø12 ММ (МАТЕРИАЛ Р6М5)
ВЫГОДА 200%
-240 С-196 С -273 С-170 С-140 С
НАШ ОПЫТ ПРИМЕНЕНИЯ
www.cryoteh.ru
џ ОАО «Альметьевский трубный завод» (г. Альметьевск)Произведена криогенная обработка профилирующих валков для производства труб 20х20 мм.Результат: фактическая стойкость к ударно-абразивному износу у валков, прошедших криогенную обработку, стала на 22-24% выше.
џ ООО «Перспектива» (г. Глазов)Проведена криогенная обработка пильного диска для пилорамы. До обработки заточка проводилась через 3 дня, после обработки — через 5 дней.Результат: ресурс диска увеличился в 1,5 раза.
џ ООО «НПО «ИМПУЛЬС» (г. Ижевск)Обрабатывались пружины для дисков сцепления. По окончании криогенной обработки были проведены циклические испытания, при которых было зафиксировано, что ресурс пружин увеличился с 120 000 до 270 000 циклов.Результат: увеличение ресурса пружин в 1,5 раза.
-240 С-196 С -273 С-170 С-140 С
НАШ ОПЫТ ПРИМЕНЕНИЯ
www.cryoteh.ru
џ Группа компаний RIMERA, ООО «ИжНефтеМаш» (г. Ижевск)Проведены работы по определению стойкости фрезы модульной 2510–2314 (материал фрезы — сталь Р6 М5) после криогенной обработки. Испытания фрезы проводились на детали ДПКР.721632.003 вал-шестерня.Результат: ресурс работы фрезы увеличился в 2 раза. Опыт обработки показал, что необработанной фрезой в среднем обрабатывалось 8 деталей. После обработки до переточки было обработано 16 деталей. Нормативный показатель стойкости увеличился в 2 раза.
џ ООО «РемПривод» (г. Ижевск)Проведена криогенная обработка модульных фрез для зуборезного станка 5К32А.Результат: срок службы увеличился на 115%, производительность фрезы увеличилась.
џ ГУП УР «Удмуртавтодор» (г. Ижевск)Проведена обработка валков для дробилки гравия.Результат: увеличился ресурс в 8 раз.