Embed Size (px)
Citation preview

Graficas X-R SimplesEstadística y control de calidad MII Alba Iris Raya Lara
•Jonathan Chávez •Daniel Márquez •Erik Canales •Abraham Rosales

IntroducciónLa calidad de los productos y los servicios se ha convertido en un factor de decisión importante en la mayoría de los negocios del mundo actual. Independientemente de si el consumidor es un individuo, una corporación, una tienda minorista, cuando el consumidor esta haciendo una decisión de compra, es posible que asigne igual importancia a la calidad que al costo y al tiempo de entrega. Por consiguiente. El mejoramiento de la calidad se ha convertido en una preocupación principal para muchas corporaciones.

ConceptualizandoCalidad significa buena condición para el uso. Todos los consumidores esperan que los productos y servicios que adquieren satisfarán sus requerimientos, estos requerimientos definen la buena condición para el uso.
Mejoramiento de calidad significa eliminar el desperdicio sistemáticamente

ConceptualizandoEl control estadístico de la calidad puede definirse en un sentido amplio como aquellos métodos estadísticos y de ingeniería que se usan para medir, monitorear, controlar y mejorar la calidad.
Se considera al control estadístico de procesos (CEP) como un conjunto de herramientas para resolver problemas que puede aplicarse a cualquier proceso. Las principales herramientas del CEP son:
-Histograma -Diagrama de concentración de defectos
-Diagrama de Pareto -Carta de control
-Diagrama de causa y efecto -Diagrama de dispersión

Antecedentes
Dr. Walter Shewhart fue una de las primeras personas, que distinguió por primera vez entre variaciones controladas e incontroladas, provocadas por lo que llamamos causas especiales. Desarrolló un sencillo pero poderoso instrumento para distinguir dinámicamente entre las dos: el gráfico de control.
Walter Andrew Shewhart ,1891 – 1967, ingeniero y estadístico estadounidense, conocido como el padre del control estadístico de la calidad.

Variación en la misma pieza. Este tipo de variación se refiere a lo heterogéneo de la pieza Un ejemplo podría ser la dureza de una pieza, esta puede variar de un punto a otro.
Variación de una pieza a otra. Esta variación se debe a piezas que se producen al mismo tiempo o dentro de un mismo lote
Variación con el tiempo. Esta variación se refiere a las diferencias que hay entre los productos en diferentes horas, días o semanas esto se debe debido a el cambio de operador o el desgaste de la maquina.
Tipos de variación:

Carta de controlEs una herramienta del control estadístico que sirven para poder analizar el comportamiento de los procesos y poder prever posibles fallos de producción mediante métodos estadísticos. Estas se utilizan en la mayoría de los procesos industriales.

Introducción a las cartas de controlEn cualquier proceso de producción, sin importar lo bien diseñado que este o la atención que se preste a su mantenimiento, siempre existirá cierta variabilidad natural o inherente. Esta variabilidad natural o “ruido de fondo” es el efecto acumulado de pequeñas causas en esencia inevitables.
Se dice que un proceso esta bajo control estadístico cuando opera únicamente en presencia de estas causas fortuitas de variación. Cuando ocurre esto tenemos un proceso estable y predecible.
En otras palabras, las causas fortuitas son una parte inherente del proceso.

Existen otros tipos de variabilidad que pueden estar presentes en un proceso. Esta variabilidad en las características clave de la calidad por lo general surge de tres fuentes: maquinas mal calibradas, errores del operador o materias prima defectuosas. Esta variabilidad es mucho mas grande comparada con el ruido de fondo y representa un nivel inaceptable del desempeño del proceso y se le conoce como causas asignables.
Se dice que un proceso que esta operando en presencia de causas asignables esta fuera de control.
Introducción a las cartas de control

Las causas comunes o aleatorias se deben a la variación natural del proceso.
-permanentes
-inevitables
-adaptables
Las causas especiales o asignables son por ejemplo: un mal ajuste de máquina, errores del operador, defectos en materias primas.

• Un gráfico de control es un diagrama especialmente preparado donde se van anotando los valores sucesivos de la característica de calidad que se está controlando.
• Los datos se registran durante el funcionamiento del proceso de fabricación y a medida que se obtienen.
Uso practico

Objetivo general del grafico de control:
Todo grafico de control esta diseñado para presentar los siguientes principios:
• Fácil de entendimiento de los datos• Claridad • Consistencia• Medir variaciones de calidad
Objetivo específico• Proceso de prevención para evitar que el producto llegue sin defectos al cliente.
• Detectar y corregir variaciones de calidad

Objetivo del proceso de graficos• Proceso de prevención para evitar que el producto
llegue sin defectos al cliente.
• Detectar y corregir variaciones de calidad

Tipos de gráficos de control.Pueden ser de dos tipos según la característica del producto o servicio a analizar: Gráficos de control por variables y gráficos de control por atributos. En los gráficos de control por variables, el control del proceso se realiza mediante variables susceptibles de ser medidas: cantidades, pesos, diámetros, espesores, frecuencias, etc. En ellos se analizarán parámetros de centraje y dispersión de la característica a controlar a lo largo del tiempo. El gráfico, que analiza la media muestral y el rango de una muestra predeterminada (X-R) , es el más utilizado en este ámbito.

¿Por variables o por atributos?Se prefiere el control por variables, ya que la información recogida es más objetiva (son medidas de una característica) y representa más fiablemente el estado del proceso en términos de la característica que se intenta controlar; máxime, si se tiene en cuenta que para realizar el control, el número de "piezas" observadas (que constituyen la muestra) es muy pequeño comparado con la población de la que provienen y que permiten establecer la capacidad del proceso.

Gráficos de control por variablesLos gráficos de control por variables en general nos permitirán mediante muestras de pequeño tamaño (3, 4 ó 5 piezas) tomadas en la propia máquina, prever dentro de que límites un proceso está dentro de control. Es decir, se trata de controlar el proceso vigilando las variables más significativas de los productos fabricados; para ello se usan técnicas estadísticas aceptando que los errores siguen una distribución normal.

El control por variables tiene como ventajas a destacar que el operario recibe información de la calidad de su trabajo y puede contrastarla con los objetivos perseguidos, además se puede prever la aparición de piezas defectuosas, así como detectar que un proceso es el adecuado para fabricar una determinada pieza analizando también la evolución del propio proceso.
Gráficos de control por variables

Grafico X-R Son dos gráficas en una, una representa los promedios de las muestras de la (gráfica X) y la otra representa los rangos (gráfica R), deben construirse juntas, ya que la gráfica X, nos muestra cualquier cambio en la media del proceso y la gráfica R nos muestra cualquier cambio en la dispersión del proceso.Puntos importantes a considerar al elaborar esta grafica:
• Variable a considerar
• Tamaño de la muestra
• Tener un criterio para decidir si conviene investigar causas de variación del proceso de producción.
• Familiarizar al personal con el uso de esta gráfica.
Los gráficos x-r se utilizan cuando la característica de calidad que se desea controlar es una variable continua

Metodología
1. Defina cual será la característica de la calidad.
2. Escoja el tamaño de la muestra o subgrupo.
3. Reúna los datos necesarios.
4. Calcule la línea central de ensayo y los limites de control
5. Defina la línea central revisada y los limites de control.

Ejemplo.
Una empresa que elabora cerraduras ah decidido implementar graficas de control en su proceso.

Metodología
1. Defina cual será la característica de la calidad.
La empresa detecto mediante un diagrama de Pareto que la queja mas frecuente que presentan los clientes es la dificultad para insertar la llave en la cerradura, un análisis causa efecto nos revela que el diámetro de la cerradura es la causa del problema, por lo que se toma a el diámetro como característica.
“La variable que se elija deberá ser mensurable y medible en números. Tal como longitud, masa, tiempo corriente, temperatura, sustancia, intensidad luminosa, etc.”

Metodología
2. Escoja el tamaño de la muestra o subgrupo.
El tamaño de la muestra que se toma es de 4 ya que cubre con los requisitos estadísticos y es económicamente costeable su operacion.
El tamaño de la muestra se elegirá de modo que la variación entre las medidas de las unidades observadas sea lo menor posible. Conviene que este tamaño sea reducido, suelen tomarse muestras de tamaño 5, para que todas las unidades que componen la muestra tengan un comportamiento lo más homogéneo posible.

Metodología
3. Reúna los datos necesarios.
Para esta etapa es recomendable utilizar una hoja de control o tabla de recolección de datos .La cual podría ser se la siguiente forma.

Respecto a la frecuencia de extracción de muestras, no se ha de perder de vista el propósito general de los gráficos de control por variables, que es detectar los cambios que se originan en el proceso a lo largo del tiempo. Por eso la frecuencia de extracción debe facilitar esa tarea de detección, de modo que si se prevé una elevada variabilidad de la medida en el proceso, los intervalos de extracción deben ser cortos.La recolección de datos arroja lo siguiente:

FECHA HORA X1 X2 X3 X4 XF R NOTAS06/06/2005 08:50 35 40 32 37 36 8
11:30 46 37 36 41 40 10 01:45 34 40 34 36 36 6 03:45 69 64 68 59 65 10 Operador nuevo, temporal. 04:20 38 34 44 40 39 10
07/06/2005 08:35 42 41 43 34 40 9 09:00 44 41 41 46 43 5 09:40 33 41 38 36 37 8 01:30 48 44 47 45 46 4 02:50 48 43 36 42 42.25 12
08/06/2005 08:30 38 41 39 38 39 3 01:35 37 37 41 37 38 4 02:25 40 38 47 35 40 12 02:35 38 39 45 42 41 7 03:55 50 42 43 45 45 8
09/06/2005 08:25 33 35 29 39 34 10 09:25 41 40 29 34 36 12 11:00 38 44 28 58 42 30 Linea aceite averiada 02:35 35 41 37 38 37.75 6 03:15 56 55 45 48 51 11 Material Malo
10/06/2005 09:35 38 40 45 37 40 8 10:20 39 42 35 40 39 7 11:35 42 39 39 36 39 6 02:00 43 36 35 38 38 8 04:25 39 38 43 44 41 6 PROMEDIO 6.41 0.0876

Metodología
Para calcular los limites de control en X
Para n=4 A2=.729
LSC=6.41+(0.729)(0.0876)
LSC=6.47 mm
LIC=6.41-(0.729)(0.0876)
LIC=6.35 mm
4. Calcule la línea central de ensayo y los limites de control

Constantes para los gráficos de Control (Nelson, Bianco y Ferrell)

Metodología
Para calcular los limites de control de R
Para n=4 D4=2.282 y D3=0
LSC=2.282(0.0876)
LSC=0.20mm
LIC=0(0.0876)
LIC=0
4. Calcule la línea central de ensayo y los limites de control

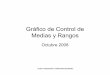
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 2533343536373839404142434445464748495051525354555657585960616263646566
GRAFICO CONTROL DE PROMEDIOS X
XX de XLCILCS
SUBGRUPO
DIA
ME
TR
O
x̅� =6.41 mm
Información general de la grafica
Escala horizontal
Escala Vertical
Recuadro de información estadística
Limites de control
Objetivo
Limites especificados
LSC=6.47 mm
LIC=6.35 mm

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 253
5
7
9
11
13
15
17
19
21
23
25
27
29
31
33 Rango
XX de RLICLCS
LSC=0.20 mm
LIC=0 mm
x̅� =0.0876 mm

FECHA HORA X1 X2 X3 X4 XF R NOTAS06/06/2005 08:50 35 40 32 37 36 8
11:30 46 37 36 41 40 10 01:45 34 40 34 36 36 6 03:45 69 64 68 59 65 10 Operador nuevo, temporal. 04:20 38 34 44 40 39 10
07/06/2005 08:35 42 41 43 34 40 9 09:00 44 41 41 46 43 5 09:40 33 41 38 36 37 8 01:30 48 44 47 45 46 4 02:50 48 43 36 42 42.25 12
08/06/2005 08:30 38 41 39 38 39 3 01:35 37 37 41 37 38 4 02:25 40 38 47 35 40 12 02:35 38 39 45 42 41 7 03:55 50 42 43 45 45 8
09/06/2005 08:25 33 35 29 39 34 10 09:25 41 40 29 34 36 12 11:00 38 44 28 58 42 30 Línea aceite averiada 02:35 35 41 37 38 37.75 6 03:15 56 55 45 48 51 11 Material Malo
10/06/2005 09:35 38 40 45 37 40 8 10:20 39 42 35 40 39 7 11:35 42 39 39 36 39 6 02:00 43 36 35 38 38 8 04:25 39 38 43 44 41 6 PROMEDIO 6.41 0.0876
Estos gráficos nos indican 3 puntos fuera de control estos corresponden a los subgrupos 4,18 y 20.

GRUPO FECHA HORA X1 X2 X3 X4 XF R
1 06/06/2005 08:50 35 40 32 37 36 82 11:30 46 37 36 41 40 103 01:45 34 40 34 36 36 64 04:20 38 34 44 40 39 10
5 07/06/2005 08:35 42 41 43 34 40 96 09:00 44 41 41 46 43 57 09:40 33 41 38 36 37 88 01:30 48 44 47 45 46 49 02:50 48 43 36 42 42.25 12
10 08/06/2005 08:30 38 41 39 38 39 311 01:35 37 37 41 37 38 412 02:25 40 38 47 35 40 1213 02:35 38 39 45 42 41 714 03:55 50 42 43 45 45 8
15 09/06/2005 08:25 33 35 29 39 34 1016 09:25 41 40 29 34 36 1217 02:35 35 41 37 38 37.75 6
18 10/06/2005 09:35 38 40 45 37 40 819 10:20 39 42 35 40 39 720 11:35 42 39 39 36 39 621 02:00 43 36 35 38 38 822 04:25 39 38 43 44 41 6
PROMEDIO 6.40 0.079
Se deben de eliminar estos 3 puntos fuera de control.

Eliminando estos puntos y recalculando los limites de control nos queda.
Para el grafico X.
Para n=4 A2=0.729
LSC=6.40+(o.729)(0.o8676) LIC=6.40- (0.729) (0.0876)
LSC=6.46 mm LIC=6.34
Para el grafico R
Para n=4 D4=2.282 y D3=0
LSC=2.283(0.079) LIC=0(0.079)
LSC=0.18 mm LIC=0
Metodología 5. Defina la línea central revisada y los limites de control.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 2233
34
35
36
37
38
39
40
41
42
43
44
45
46
47GRAFICO CONTROL DE PROMEDIOS X
XX de XLCILCS
SUBGRUPO
DIA
METR
O
LSC=6.46 mm
LIC=6.34 mm
x̅� =6.40 mm

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 220
2
4
6
8
10
12
14
16
18
20 Rango
XX de RLICLSC
LSC=.18 mm
LIC=0 mm
x̅� =.079 mm

Interpretación de las graficasHay mucha variación en el proceso con la que se debe de trabajar en una producción reduciéndola todo lo posible y previniéndola para poder controlarla. Las graficas de control son una herramienta que te ayuda a prever esta variación por lo que es de gran importancia saber interpretarlas.
Se dice que un proceso estable es el que presenta variaciones esencialmente aleatorias.

En la prueba 1 se puede ver claramente un proceso fuera de control, primero con la tercer medición que esta fuera del limite de control superior y con la séptima que esta por debajo del limite de control inferior.
En la prueba 2 el proceso no esta fuera de control pero podemos usar esta representación para ajustar aun mas nuestro proceso ya que todas las variables están por debajo de la línea central aunque sea solo un poco, ya que esto podría representar una variación en especial.
Ejemplos de algunas graficas que representan variaciones

En la prueba 3 el proceso esta dentro los limites de control pero puede representar una variación común como la de cambio de turno la cual se puede ajustar copiando el método de un operador a otro por ejemplo y según lo que se requiera.
La prueba 4 es un proceso estable.

En la prueba 5 se ve un proceso demasiado desequilibrado porque aunque este dentro los limites de control cualquier otra variación que se produzca por mas mínima que sea se sumara a la que ya se tiene descontrolando totalmente el proceso.En la prueba 6 se pueden complementar los dos turnos para crear un patrón que se estable.

BIBLIOGRAFIA:
• http://www.e-formacion.com.mx/public_msalas/mis_docs_laptop/PLE/Six_sigma/CEP/X-R/Gr%C3%A1fico%20X-R.pdf
• http://gio.uniovi.es/documentos/asignaturas/descargas/Presentacion_Control_de_Calidad.pdf

61
4
5
3
2
7
1. Escala vertical. 2. Escala Horizontal 3. Objetivo.
4. Límites de Control 5. Limites especificados6 Recuadro de información estadística 7. Información General de la Grafica

https://www.dropbox.com/s/3tazclkcjstirn2/Graficas%20XR.rar?dl=0
PARA DESCARGAR ESTA PRESENTACION SOLO ENTRA AQUI