Embed Size (px)
DESCRIPTION
SE PRESENTA ESTE SLIDE CON EL PROPÓSITO DE DAR UNA PANORÁMICA CLARA, UNA APROXIMACIÓN A LAS BUENAS PRACTICAS DE GESTIÓN DE LA PRODUCCIÓN GRÁFICA.
Citation preview

ORGANIZACIÓN DE LA ORGANIZACIÓN DE LA PRODUCCIÓN GRÁFICAPRODUCCIÓN GRÁFICA
ING. JUAN GABRIEL SILVAING. JUAN GABRIEL SILVA

OBJETIVOSOBJETIVOS ESTABLECER LA PRODUCCION DE ESTABLECER LA PRODUCCION DE
IMPRESOS COMO UN PROCESO IMPRESOS COMO UN PROCESO PRODUCTIVO.PRODUCTIVO.
ANALIZAR Y ESTABLECER LOS ANALIZAR Y ESTABLECER LOS PARAMETROS DE CONTROL DEL PROCESO PARAMETROS DE CONTROL DEL PROCESO DE IMPRESION.DE IMPRESION.
CONTROLAR Y OPTIMIZAR EL PROCESO DE CONTROLAR Y OPTIMIZAR EL PROCESO DE IMPRESION.IMPRESION.
GESTION DEL PROCESO DE IMPRESIONGESTION DEL PROCESO DE IMPRESION SUGERENCIASSUGERENCIAS

INTRODUCCIONINTRODUCCION
En sus inicios, la impresión fue En sus inicios, la impresión fue considerada como un arte, el cual con considerada como un arte, el cual con el transcurrir de los años se transformo el transcurrir de los años se transformo en un oficio. en un oficio.
En nuestros días, abordar la producción En nuestros días, abordar la producción de impresos como un arte u oficio, de impresos como un arte u oficio, evidencia un preocupante grado de evidencia un preocupante grado de atraso y una inminente señal de alerta. atraso y una inminente señal de alerta.

PRODUCCION DE IMPRESOS: PRODUCCION DE IMPRESOS: UN PROCESO PRODUCTIVO UN PROCESO PRODUCTIVO
La producción de impresos no es un arte La producción de impresos no es un arte ni un oficio, es un complejo proceso ni un oficio, es un complejo proceso productivo o de manufactura y debe ser productivo o de manufactura y debe ser abordado como tal.abordado como tal.

¿QUÉ ES CONTROL DE ¿QUÉ ES CONTROL DE PROCESOS?PROCESOS?
Como control de procesos se Como control de procesos se define al sistema que utiliza define al sistema que utiliza información operativa (visual y información operativa (visual y registrada) y datos técnicos registrada) y datos técnicos (mediciones); con el fin de hacer (mediciones); con el fin de hacer un seguimiento, análisis y un seguimiento, análisis y administración de los equipos y/o administración de los equipos y/o los procesos.los procesos.

¿PORQUE ES NECESARIO ¿PORQUE ES NECESARIO IMPLEMENTAR UN CONTROL DE IMPLEMENTAR UN CONTROL DE
PROCESOS?PROCESOS? El gran numero de variables inherentes El gran numero de variables inherentes
al proceso de impresión, hacen que el al proceso de impresión, hacen que el control de procesos sea de vital control de procesos sea de vital importancia pues permite la importancia pues permite la consecución y mantenimiento de la consecución y mantenimiento de la calidad para los clientes.calidad para los clientes.

Eliminar el desperdicio y los Eliminar el desperdicio y los reclamos de los clientes.reclamos de los clientes.
Reducir el tiempo del arreglo de Reducir el tiempo del arreglo de la prensala prensa
Reducir al mínimo las Reducir al mínimo las actividades de inspección de actividades de inspección de calidad y separación de calidad y separación de productos, que no agregan valor.productos, que no agregan valor.
El contar con ayudas El contar con ayudas efectivas para el control de efectivas para el control de proceso nos permiteproceso nos permite::

ESQUEMA GENERAL DE LA ESQUEMA GENERAL DE LA PRODUCCION DE IMPRESOSPRODUCCION DE IMPRESOS

ESQUEMA GENERAL DE LA ESQUEMA GENERAL DE LA PRODUCCION DE IMPRESOSPRODUCCION DE IMPRESOS

DIAGRAMA DE CONTROL DEL DIAGRAMA DE CONTROL DEL PROCESO DE PRODUCCIONPROCESO DE PRODUCCION
PROCESO DE PRODUCCION
PREMEDIA
IMPRESION
TERMINADOS
▪ MANUAL DE PROCEDIMIENTOS▪CARACTERIZACION DE PROCESOS▪ LISTA DE CHEQUEO
CONTROL DEL PROCESO DE IMPRESION

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE IMPRESIÓNIMPRESIÓN
Es necesario abordar la producción de Es necesario abordar la producción de impresos como un proceso productivo. impresos como un proceso productivo. Por lo cual, entre otros factores debe Por lo cual, entre otros factores debe considerarse:considerarse: Desarrollar e implementar manuales y Desarrollar e implementar manuales y
Caracterización de procesosCaracterización de procesos Desarrollar e implementar listas de Desarrollar e implementar listas de
chequeo y formatos de control de proceso.chequeo y formatos de control de proceso.

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCIONPRODUCCION
El objetivo de herramientas como los El objetivo de herramientas como los manuales de procedimiento, caracterización manuales de procedimiento, caracterización de procesos y listas de chequeo, es de procesos y listas de chequeo, es establecer la sincronía y secuencia lógica establecer la sincronía y secuencia lógica del sistemadel sistema
Si se siguen de la manera correcta entonces Si se siguen de la manera correcta entonces se habla de un se habla de un flujo de trabajo flujo de trabajo estandarizadoestandarizado donde la posibilidad de error donde la posibilidad de error es cada vez menor.es cada vez menor.
CZP- JGS

! ! Si realizamos las actividades tal Si realizamos las actividades tal como están en el procedimiento como están en el procedimiento y si se utilizan correctamente las y si se utilizan correctamente las listas de chequeo en el proceso, listas de chequeo en el proceso, entonces no hay razón alguna entonces no hay razón alguna por la cual la producción de por la cual la producción de impresos quede mal impresos quede mal ¡¡

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCION: PRODUCCION:
ESPECIFICACIONESESPECIFICACIONES
CZP- JGS
O.P.
GUIA DE IMPOSICIÓN
GUIA DE COLOR
ESTANDARES DE COLOR
ESPECIFICACIONES DEL TRABAJO
CONTROL DE ESPECIFICACIONES
DEL TRABAJOCONTROL DEL PROCESO DE IMPRESION

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE IMPRESIÓN IMPRESIÓN Las especificaciones del trabajo Las especificaciones del trabajo
juegan un papel determinante, juegan un papel determinante, pues en la medida que estas pues en la medida que estas sean lo suficientemente claras, sean lo suficientemente claras, el grado de error se minimizara el grado de error se minimizara a lo largo de todos los procesos a lo largo de todos los procesos que intervienen en la producción que intervienen en la producción de impresos. de impresos.
CZP- JGS

ESPECIFICACIONES DEL ESPECIFICACIONES DEL TRABAJOTRABAJO
CZP- JGS
ELEMENTO OBJETIVO
Orden de producción La orden de producción debe ser corta, lo suficientemente clara y precisa; debe especificar todo lo que el impresor necesita saber para realizar correctamente el producto.
Guía de Imposición y/o Machote Esta herramienta permite determinar al impresor que las posiciones de paginas o imágenes es la correcta. Es importante pues permite filtrar un posible error de procesos anteriores.
Estándar y/o Guía de Color Esta herramienta establece los parámetros de color para determinado producto. Una carta de color o un impreso establece el tono objetivo, al igual que un máximo y un mínimo.

¡ ¡ Si la orden de producción es clara Si la orden de producción es clara e interpretada correctamente; si se e interpretada correctamente; si se utilizan las guías de montaje y de utilizan las guías de montaje y de color, sumado a un efectivo control color, sumado a un efectivo control del proceso, entonces no hay razón del proceso, entonces no hay razón alguna por la cual la producción de alguna por la cual la producción de impresos quede mal impresos quede mal !!

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCION: M.P. E INSUMOSPRODUCCION: M.P. E INSUMOS
CZP- JGS
CONTROL DEL PROCESO DE IMPRESION
MATERIA PRIMA E INSUMOS
CTP Y PLANCHAS
SUSTRATO
TINTA.
MANTILLAS
SOL. DE HUMECTACION
▪ CARACTERISTICAS Y REQUERIMIENTOS TECNICOS DEL PRODUCTO▪ PROVEEDORES ESTANDARIZADOS

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE IMPRESIÓN IMPRESIÓN
El control de la materia prima e El control de la materia prima e insumos es quizá, el elemento insumos es quizá, el elemento de mayor importancia dentro del de mayor importancia dentro del control de procesos, pues en él control de procesos, pues en él se encuentran casi todos los se encuentran casi todos los componentes que se necesitan componentes que se necesitan en la impresión. en la impresión.
CZP- JGS

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS
CTP CTP
CZP- JGS
VARIABLE CONTROL
Tipo de tecnología del CTP y calibración
• El equipo debe estar calibrado y en condiciones de funcionamiento acordes a las especificaciones del fabricante.• Según el tipo de tecnología empleada (térmica a violeta), presentara mayor resistencia a la luz, manipulación, entre otros.
Mantenimiento • En la tecnología CTP, La periodicidad del mantenimiento es indispensable para lograr reproducciones de calidad.• La procesadora de planchas debe tener los químicos en condiciones de temperatura, velocidad de paso, regenerado y limpieza adecuadas y periódicas.
CTP CTP

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS
VARIABLE CONTROL
Características y tipo de plancha • El tipo de planchas utilizada conlleva especificaciones de procesado a la medida. Según sea la emulsión, esta puede influir en la contaminación de los químicos, por tanto, con mayor motivo conviene controlar el vaciado y limpieza de los racks de la procesadora. • La plancha utilizada debe ser calibrada en el RIP del CTP para que la transferencia del punto sea óptima. La linearización es determinante en este tipo de procesos
CZP- JGS

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS PLANCHAPLANCHA
VARIABLE CONTROL
• Tamaño y Calibre Las prensas presentan en sus cilindros una diferencia de altura entre sus anillos y su cuerpo, conocida como undercoat. Por tal razón las planchas siempre deben tener el mismo calibre, pues cualquier variación de esta medida va a incidir considerablemente en la calidad de la imagen impresa.
• Escala Digital de Control de Proceso PIA/GATF, o UGRA en el área de doblado de la misma.
• El exponer La escala digital permite determinar que sucede realmente con cada plancha. • Esta cuenta con dos gradaciones tonales completas para mostrar si se están aplicando cambios o curvas a la plancha, nivel de exposición, tamaño del punto, entre otras.

CZP- JGS
¡ ¡ La clave es monitorear la La clave es monitorear la producción consistente de producción consistente de planchas de calidad, mediante planchas de calidad, mediante procedimientos de aseguramiento procedimientos de aseguramiento de la calidad y listas de de la calidad y listas de verificación verificación para revisar todas las para revisar todas las planchasplanchas !!

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS TINTASTINTAS
La tinta es un elemento fundamental en la La tinta es un elemento fundamental en la impresión, por lo tanto impresión, por lo tanto debe existir un debe existir un estricto sentido de urgencia en su estricto sentido de urgencia en su control por parte de la dirección. control por parte de la dirección.
CZP- JGS

CARACTERISTICAS REOLOGICAS A CARACTERISTICAS REOLOGICAS A CONTROLAR:CONTROLAR:
TixotropíaTixotropíaReopexíaReopexíaTackTackViscosidadViscosidadEmulsificación / Balance Solución de fuenteEmulsificación / Balance Solución de fuenteSentado y Secado / TiempoSentado y Secado / TiempoCuerpoCuerpoResistencias QuímicasResistencias Químicas

CARACTERISTICAS OPTICAS A CARACTERISTICAS OPTICAS A CONTROLAR:CONTROLAR:
Brillo Brillo IntensidadIntensidadMatizMatizTrappingTrappingTransparencia / OpacidadTransparencia / OpacidadPurezaPurezaResistencias: Luz y U.V.Resistencias: Luz y U.V.

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS
SUSTRATO DE IMPRESIÓN SUSTRATO DE IMPRESIÓN El sustrato es también un elemento El sustrato es también un elemento
fundamental dentro de la impresión, no fundamental dentro de la impresión, no obstante, en muchas ocasiones no se obstante, en muchas ocasiones no se trata adecuadamente y se desconocen trata adecuadamente y se desconocen sus características fundamentales y que sus características fundamentales y que afecta su desempeño al imprimir.afecta su desempeño al imprimir.
CZP- JGS

CARACTERISTICAS DEL CARACTERISTICAS DEL SUSTRATO SUSTRATO
CZP- JGS
VARIABLE CONTROL
Blancura El grado de blancura va a incidir directamente en el tono impreso. Distintos tonos de sustrato darán como resultado distintos tonos en impresión
Brillo Al igual que la blancura, el brillo va a incidir directamente en el tono impreso. Si el sustrato tiene distinto tonos de brillo, el color impreso tendrá también distintos tonos.
Calibre La variación de calibre afecta considerablemente la calidad del impreso. La maquina no reconoce tales variaciones, no obstante dan como resultado variación de tono, impresión porosa, mottling, desregistro, entre otros.
Humedad El papel es un material higroscópico, por tal razón la humedad relativa debe estar entre el 54 y 57%; la temperatura entre 22 y 28 ºC.
Peso básico Existe una relación muy estrecha entre el gramaje y el calibre, no obstante, en si mismo solo suele ser determinante según las características propias de cada trabajo. Para efectos de control, la variación debe estar entre +/- 5 g/m2

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOS SOLUCION DE HUMECTACIONSOLUCION DE HUMECTACION
La importancia de la calidad y dosificación de La importancia de la calidad y dosificación de la solución de humectación repercute la solución de humectación repercute directamente en el equilibrio agua-tinta, directamente en el equilibrio agua-tinta, tiempo de secado, entre otras. tiempo de secado, entre otras.
CZP- JGS

SOLUCION DE HUMECTACION SOLUCION DE HUMECTACION
CZP- JGS
VARIABLE CONTROL
pH (potencial de hidrogeno) Considerando el tipo de sustrato, la solución debe ser ligeramente acida para facilitar la limpieza de las zonas hidrófilas. No obstante, excesos de acidez atacaran químicamente a la tinta y retrasara su proceso de secado. Su rango de control esta entre 4.5 y 5.0
Conductividad El grado de conductividad es aquel que se determina por el número de iones presentes, como resultado de la presencia de concentrado para solución de fuente, minerales y otros componentes en el agua. No existe un estándar, no obstante valores entre 1000 y 1200 mhm presentan buen desempeño

CZP- JGS
VARIABLE CONTROL
Dureza La Dureza Total del agua es la suma de los iones metálicos disueltos en agua. Entre los más comunes están el magnesio, sodio, calcio y hierro. La dureza debe controlarse por efectos de glaseado en los rodillos. El rango de control es de 3 +/- 1 mMol/litro
Tensión superficial, interfacial, ángulo marginal y superficie limite
La impresión offset estriba en la interrelación y competencia de dos líquidos de distinta tensión tanto superficial como interfacial por humectar la plancha en la zona correcta; por tal razón es de vital importancia el control de estos elementos.
SOLUCION DE HUMECTACION SOLUCION DE HUMECTACION

! ! No controlar la calidad de la No controlar la calidad de la solución de humectación, evidencia solución de humectación, evidencia muy poco interés por la calidad final muy poco interés por la calidad final en los impresos, teniendo en cuenta en los impresos, teniendo en cuenta que alrededor del 60% y 75% de los que alrededor del 60% y 75% de los problemas de impresión están problemas de impresión están relacionados de manera directa o relacionados de manera directa o indirecta con un desequilibrio entre indirecta con un desequilibrio entre agua y tinta. agua y tinta. ¡¡
CZP- JGS

MATERIA PRIMA E INSUMOSMATERIA PRIMA E INSUMOSMantillas Mantillas Es la encarga de aceptar la tinta Es la encarga de aceptar la tinta
de la plancha y entregarla al de la plancha y entregarla al soporte con la máxima facilidad soporte con la máxima facilidad posible, transportar posible, transportar uniformemente la solución de uniformemente la solución de mojado y compensar los mojado y compensar los desniveles del soporte de desniveles del soporte de impresión.impresión.
CZP- JGS

CARACTERISTICAS DE LA CARACTERISTICAS DE LA MANTILLA MANTILLA
CZP- JGS
VARIABLE CONTROL
Compresibilidad y Durabilidad
La compresibilidad es la cualidad que posee una mantilla de regresar a su espesor original luego de retirársele la presión superficial.Durabilidad es la capacidad de soportar la presión, la tensión y el abuso físico a los cuales es sometida, continuamente, la mantilla en la prensa. La compresibilidad promedio es de 125 N/cm2
Elongación o Estiramiento
La mantilla debe sufrir un estiramiento mínimo en la prensa durante la tirada. Debe tener una tendencia a no sufrir cambios después de la segunda estirada para ser satisfactoria en la impresión de sólidos.El estiramiento de una mantilla no debe superar el 2%

CZP- JGS
VARIABLE CONTROL
Capacidad de liberación
Es la disposición que tiene una mantilla para soltar el papel una vez que sale de la línea de contacto. Las mantillas muy lisas tienden a tener una capacidad de liberación deficiente. La dureza ofrece la mejor capacidad de liberación; también, la velocidad, el mordiente de la tinta, las presiones y la superficie del papel.
Calibre Verificar los calibres de la mantilla debe ser una costumbre antes de montarla. En todos los puntos -tanto al centro como en las orillas-, el calibre debe ser igual o estar dentro de las especificaciones. Si estas lecturas no satisfacen los requerimientos de tolerancia marcada por el fabricante, deben ser rechazadas y devueltas a él.
CARACTERISTICAS DE LA CARACTERISTICAS DE LA MANTILLA MANTILLA

CZP- JGS
VARIABLE CONTROL
Lisura / Rugosidad de la superficie
La rugosidad son contornos microscópicos en la superficie de la mantilla, esto permite un desprendimiento mejor para el papel, la construcción de los puntos en resoluciones altas y/o para depositar una capa de tinta suficiente y uniforme durante la sólidos. La rugosidad excesiva afecta directamente a la calidad de impresión y la formación del punto, así como sólidos moteados y poco consistentes.La rugosidad de una mantilla debe ser 1.0 μRa
Elongación o EstiramientoLa mantilla debe sufrir un estiramiento mínimo en la prensa durante la tirada. Debe tener una tendencia a no sufrir cambios después de la segunda estirada para ser satisfactoria en la impresión de sólidos.El estiramiento de una mantilla no debe superar el 2%
CARACTERISTICAS DE LA CARACTERISTICAS DE LA MANTILLA MANTILLA

CZP- JGS
VARIABLE CONTROL
Dureza • La dureza de la mantilla hace referencia a la resistencia que esta ofrece a la indentación por parte de los elementos que entran en contacto con ella. • Mantillas muy blandas darán como resultado que la presión distorsione aun más el punto (tanto en plancha mantilla, como en mantilla papel). • Mantillas demasiado duras no transfieren de manera correcta el punto.
La unidad promedio de dureza de una mantilla es 75 +/- 5 grados Shore A.
CARACTERISTICAS DE LA CARACTERISTICAS DE LA MANTILLA MANTILLA

¡ ¡ Si los equipos están ajustados Si los equipos están ajustados correctamente y el proceso esta bajo correctamente y el proceso esta bajo control, Si controlamos las variables que control, Si controlamos las variables que afectan el sustrato, la tinta y la solución afectan el sustrato, la tinta y la solución de humectación; Si las mantillas se de humectación; Si las mantillas se manejan adecuadamente, ENTONCES NO manejan adecuadamente, ENTONCES NO HAY RAZON ALGUNA POR LA CUAL LA HAY RAZON ALGUNA POR LA CUAL LA PRODUCCION DE IMPRESOS QUEDE PRODUCCION DE IMPRESOS QUEDE MAL MAL !!
CZP- JGS

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCION: MAQUINARIA Y PRODUCCION: MAQUINARIA Y
EQUIPOEQUIPO
CZP- JGS
MAQUINARIA Y EQUIPO
MANTENIMIENTO
SISTEMA ALIMENTADOR
SISTEMA HUMECTACION
CUERPO IMPRESOR
SISTEMA ENTINTADO
CONTROL DE AJUSTES
TECNICOS
PREDICTIVO
AUTONOMO/PREVENTIVO
CORRECTIVO
CONTROL DEL PROCESO DE IMPRESION

MAQUINARIA Y EQUIPOMAQUINARIA Y EQUIPO
Hablar de control de procesos Hablar de control de procesos implica necesariamente mantener implica necesariamente mantener la maquinaria y equipos en la maquinaria y equipos en optimas condiciones. optimas condiciones.
Por tal razón el mantenimiento es Por tal razón el mantenimiento es de vital importancia en la de vital importancia en la consecución de los objetivos de consecución de los objetivos de calidad y productividad de la calidad y productividad de la compañía compañía
CZP- JGS

MANTENIMIENTOMANTENIMIENTO La programación de La programación de
inspecciones de seguridad, inspecciones de seguridad, ajustes, reparaciones, limpieza, ajustes, reparaciones, limpieza, lubricación y calibración deben lubricación y calibración deben llevarse a cabo en forma llevarse a cabo en forma periódica basados en un plan periódica basados en un plan establecido y no a una establecido y no a una demanda del operario o demanda del operario o usuario. usuario.
CZP- JGS

Tipos de mantenimiento: Tipos de mantenimiento:
Mantenimiento AutónomoMantenimiento Autónomo
Mantenimiento predictivoMantenimiento predictivo
Mantenimiento PreventivoMantenimiento Preventivo
Mantenimiento CorrectivoMantenimiento CorrectivoCZP- JGS

SISTEMA ALIMENTADORSISTEMA ALIMENTADOR
La graduación y La graduación y mantenimiento del sistema mantenimiento del sistema alimentador es indispensable alimentador es indispensable en el proceso de impresión, en el proceso de impresión, Se debe ajustar con precisión Se debe ajustar con precisión todos sus elementos, incluido, todos sus elementos, incluido, el marcado, registro, el marcado, registro, transferencia y salida. transferencia y salida.
CZP- JGS

¡ ¡ Si no se tiene una alimentación Si no se tiene una alimentación continua del material a imprimir, si el continua del material a imprimir, si el registro no es confiable y si en la salida registro no es confiable y si en la salida el pliego no se posiciona el pliego no se posiciona correctamente no puede existir ningún correctamente no puede existir ningún tipo de garantía para el control de tipo de garantía para el control de procesosprocesos ! !
CZP- JGS

HUMECTACION Y ENTINTADO HUMECTACION Y ENTINTADO El sistema de humectación y de entintado, El sistema de humectación y de entintado,
deben estar en optimas condiciones deben estar en optimas condiciones técnico-mecánicas, es decir, sus técnico-mecánicas, es decir, sus mecanismos deben presentar un excelente mecanismos deben presentar un excelente estado, los rodillos deben tener tanto los estado, los rodillos deben tener tanto los diámetros como la dureza especificada por diámetros como la dureza especificada por el fabricante y los ajustes propios de cada el fabricante y los ajustes propios de cada sistema deben hacerse correctamente. sistema deben hacerse correctamente.
CZP- JGS

SISTEMA DE HUMECTACION Y SISTEMA DE HUMECTACION Y ENTINTADO ENTINTADO
CZP- JGS
VARIABLE CONTROL
DIAMETRO
Los rodillos tanto del sistema de humectación como de entintado deben tener el diámetro exacto especificado por el fabricante. Valores superiores van a impedir el ajuste entre mecanismos y rodillos, por otra parte, valores por debajo del especificado simplemente no darán los ajustes necesarios.
FRANJAS Las franjas son las zonas de contacto que se dan entre los rodillos y la plancha. Franjas más anchas de lo especificado, se presentara alargamiento de los puntos de trama, distribución incorrecta de tinta y dificultades para mantener limpias las planchas. De igual manera, se tendrá mayor fricción y calor.
DUREZA La dureza del caucho esta dada en grados Shore A. En la medida que aumenta, se requiere más presión para producir el ancho de franja requerido contra la plancha. Normalmente los entintadores presentan entre 25 y 30° Shore A. Mientras que los majodores 20 y 25° Shore A

CUERPO IMPRESOR CUERPO IMPRESOR El control fundamental en este sistema es El control fundamental en este sistema es
la determinación de la empaquetadura o la determinación de la empaquetadura o suplementos en los cilindros, según las suplementos en los cilindros, según las especificaciones del fabricante.especificaciones del fabricante.
Otro aspecto a controlar es la presión que Otro aspecto a controlar es la presión que se da por los contactos entre cilindro se da por los contactos entre cilindro Portamantilla-Portaplancha y cilindro Portamantilla-Portaplancha y cilindro Portamantilla- sustrato de impresor. Portamantilla- sustrato de impresor.
CZP- JGS

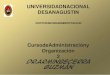
CUERPO IMPRESORCUERPO IMPRESOR
CZP- JGS
Plancha 0.30 mm. Plancha 0.30 mm.
Empaque 0.30 mm. Empaque 0.35 mm.
Total 0.60 mm. = 0.10 sobre anillos Total 0.65 mm. = 0.15 sobre anillos
Presiones de impresión: 0.10 mm. de penetración
Mantilla 1.90 mm. (1.95 mm.) Mantilla 1.90 mm. (1.95 mm.)
Empaque 1.30 mm. Empaque 1.25 mm.
Total 3.20 mm. = mantilla a nivel Total 3.15 mm. = 0.05 bajo anillosCILINDRO IMPRESOR
CILINDRO P ORTAMANTILLA
Ani
llo
gui
a
Anillo
guia
CILINDRO P ORTAP LANCHA
Anillo
guia
EMPAQUE
EMPAQUE
PLANCHA
PLANCHA
EMPAQUE
EMPAQUE
MANTIL LA
MANTIL LA
Rebaje
PAPEL CALIBRE 0.10 MM
PAPEL CALIBRE 0.10 MM
Aplicación de suplementos y Undercoats en un Cuerpo impresor de SpeedMaster.

Si la maquina cuenta con un Si la maquina cuenta con un mantenimiento optimo y los sistemas mantenimiento optimo y los sistemas funcionan adecuadamente.funcionan adecuadamente. Si tanto el sistema de entintado como Si tanto el sistema de entintado como humectador humectador proveen de manera continua y proveen de manera continua y uniforme solución de humectación y tinta.uniforme solución de humectación y tinta. Si los suplementos y presiones son los Si los suplementos y presiones son los indicados y están normalizados.indicados y están normalizados.
¡ ¡ Entonces no hay razón alguna para Entonces no hay razón alguna para que los impresos queden mal que los impresos queden mal !!
CZP- JGS

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCION: SISTEMASPRODUCCION: SISTEMAS
CZP- JGS
CONTROL DE LAS VARIABLES DEL
PROCESOSISTEMAS DE
CONTROL
DENSITOMETRIA
ESPECTROFOTOMETRIA
ISO NTC 12647
DOCUMENTACION
TECNICAS DE CONTROL
CONTROL SOL. HUMECTACION
DIAGRAMA DE PARETO
DIAGRAMA ISHIKAWA
CONTROL ESTADISTICO
HISTOGRAMA FRECUENCIA
CONTROL DEL PROCESO DE IMPRESION

CONTROL DEL PROCESO DE CONTROL DEL PROCESO DE PRODUCCIONPRODUCCION
Para que un proceso este bajo Para que un proceso este bajo control, necesariamente debe control, necesariamente debe existir medición y registro de la existir medición y registro de la información. información.
CZP- JGS
No obstante, si existen sistemas de No obstante, si existen sistemas de control e instrumentos de medición, control e instrumentos de medición, entonces, entonces, ¿porque tenemos ¿porque tenemos problemas en la producción de problemas en la producción de impresos? impresos?

Un sistema en si mismo no es Un sistema en si mismo no es capaz de garantizar la calidad. capaz de garantizar la calidad. Si no se desarrolla y se lleva a Si no se desarrolla y se lleva a cabo como debe ser, seguirán cabo como debe ser, seguirán presentándose los mismos presentándose los mismos problemas en los procesos. problemas en los procesos.
CZP- JGS

Control densitométricoControl densitométrico en los en los impresos, consiguiendo y impresos, consiguiendo y manteniendo los valores óptimos manteniendo los valores óptimos de densidad para cada producto.de densidad para cada producto.
CZP- JGS
• Control de la formulación y Control de la formulación y dosificación de la Solución dosificación de la Solución de Humectaciónde Humectación, , manteniendo el equilibrio manteniendo el equilibrio agua-tintaagua-tinta
ELEMENTOS BASICOS DE ELEMENTOS BASICOS DE CONTROLCONTROL

DocumentaciónDocumentación real y oportuna de toda la real y oportuna de toda la información proveniente de cada proceso, información proveniente de cada proceso, con el fin de normalizar el flujo de trabajo.con el fin de normalizar el flujo de trabajo.
CZP- JGS
Control EspectrofotométricoControl Espectrofotométrico, , permitiendo establecer un permitiendo establecer un valor objetivo y el control de valor objetivo y el control de las desviaciones en función de las desviaciones en función de tal valor.tal valor.

Diagramas de causa-Diagramas de causa-efecto, Diagramas de flujo, efecto, Diagramas de flujo, Histogramas y Diagramas Histogramas y Diagramas de Pareto, permiten de Pareto, permiten establecer la variabilidad establecer la variabilidad del proceso y hacia donde del proceso y hacia donde apuntar los esfuerzos para apuntar los esfuerzos para lograr soluciones efectivas.lograr soluciones efectivas.
CZP- JGS

Normalización e Normalización e integración de los integración de los procesos bajo la procesos bajo la norma ISO 9001: 2008 norma ISO 9001: 2008 e ISO-NTC 12647 e ISO-NTC 12647

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓN IMPRESIÓN

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓN IMPRESIÓN
La producción de impresos es La producción de impresos es un complejo proceso un complejo proceso productivo por lo cual, los productivo por lo cual, los gerentes de impresión deben gerentes de impresión deben abordar los problemas y abordar los problemas y circunstancias desde la circunstancias desde la perspectiva de los procesos perspectiva de los procesos y no desde el punto de vista y no desde el punto de vista de los individuosde los individuos. .
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓN IMPRESIÓN
Gestionar el proceso de impresión Gestionar el proceso de impresión implica utilizar los medios implica utilizar los medios indicados para dirigir con indicados para dirigir con propiedad, administrar con propiedad, administrar con eficiencia, liderar y controlar de eficiencia, liderar y controlar de manera efectiva el proceso, manera efectiva el proceso, obteniendo productos a tiempo obteniendo productos a tiempo que cumplan con las que cumplan con las especificaciones y satisfagan al especificaciones y satisfagan al cliente.cliente.
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓN IMPRESIÓN
Gestionar el proceso: Hacer las Gestionar el proceso: Hacer las cosas bien de manera eficiente, cosas bien de manera eficiente, optimizando nuestros recursosoptimizando nuestros recursos..
Si no se identifica lo que realmente Si no se identifica lo que realmente pasa en el proceso con los equipos, pasa en el proceso con los equipos, nunca podrá hablarse de optimización nunca podrá hablarse de optimización de recursos y por ende, siempre de recursos y por ende, siempre tendremos dificultades para obtener tendremos dificultades para obtener calidad y elevar nuestros indicadores calidad y elevar nuestros indicadores de productividad. de productividad.
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓN IMPRESIÓN
Gestionar el proceso: Gestionar el proceso: Comprender que la producción Comprender que la producción de medios impresos implica una de medios impresos implica una integración de procesos dentro integración de procesos dentro de un sistema productivode un sistema productivo. .
Es un gran error concebir la Es un gran error concebir la producción de impresos como una producción de impresos como una serie de procesos independientes. serie de procesos independientes.
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓNIMPRESIÓN
Gestionar el proceso: Mantener Gestionar el proceso: Mantener de manera eficaz y efectiva los de manera eficaz y efectiva los equipos y procesosequipos y procesos. .
Gran parte de los problemas de Gran parte de los problemas de calidad tienen su origen en que calidad tienen su origen en que tanto los equipos como los tanto los equipos como los procesos, no se encuentran en un procesos, no se encuentran en un estado básico de confiabilidad y estado básico de confiabilidad y desempeño. desempeño.
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓNIMPRESIÓN
Gestionar el proceso: Identificar el Gestionar el proceso: Identificar el desperdicio y determinar todos los desperdicio y determinar todos los factores que conllevan a élfactores que conllevan a él. .
El desperdicio es uno de los enemigos más El desperdicio es uno de los enemigos más antiguos y peligrosos para el sostenimiento antiguos y peligrosos para el sostenimiento y desarrollo de una empresa.y desarrollo de una empresa.
Identificar sus causas y como eliminarlas Identificar sus causas y como eliminarlas debe ser uno de los objetivos más debe ser uno de los objetivos más apremiantes de la dirección. apremiantes de la dirección.
CZP- JGS

TIPOS DE DESPERDICIO Y SUS TIPOS DE DESPERDICIO Y SUS SINTOMASSINTOMAS
Desperdicio de Material en el ProcesoDesperdicio de Material en el Proceso:: Exceso de maculaturaExceso de maculatura Pedidos incompletosPedidos incompletos..
Desperdicio de TiempoDesperdicio de Tiempo: : Procesos en espera por otros procesos.Procesos en espera por otros procesos. Frecuentes estibas estacionadas, con Frecuentes estibas estacionadas, con
materias primas o trabajo en proceso materias primas o trabajo en proceso alrededor de la planta.alrededor de la planta.
Procesos extras debido a planeación Procesos extras debido a planeación deficiente o a errores. deficiente o a errores. CZP- JGS

TIPOS DE DESPERDICIO Y SUS TIPOS DE DESPERDICIO Y SUS SINTOMASSINTOMAS
Desperdicio de TiempoDesperdicio de Tiempo: : Tiempo empleado por impresores y/o Tiempo empleado por impresores y/o
personal operativo en la búsqueda de personal operativo en la búsqueda de herramientas, materiales e insumos.herramientas, materiales e insumos.
Gran número de ajustes en los equipos Gran número de ajustes en los equipos durante la etapa del alistamiento y paradas durante la etapa del alistamiento y paradas frecuentes durante el proceso de impresión. frecuentes durante el proceso de impresión.
Cuellos de botella Cuellos de botella
CZP- JGS

GESTION DEL PROCESO DE GESTION DEL PROCESO DE IMPRESIÓNIMPRESIÓN
Gestionar el proceso: Es Gestionar el proceso: Es identificar que las causas de identificar que las causas de los problemas del proceso los problemas del proceso tienen su origen en tienen su origen en dificultades de capacidad dificultades de capacidad del individuo o en falencias del individuo o en falencias del proceso como taldel proceso como tal..
CZP- JGS

Posibles causas de los errores Posibles causas de los errores derivados del proceso y/o el individuoderivados del proceso y/o el individuo
Inhabilidad para hacer el trabajo debido a Inhabilidad para hacer el trabajo debido a condiciones inadecuadas de la máquina, condiciones inadecuadas de la máquina, materiales e insumos que no satisfacen las materiales e insumos que no satisfacen las especificaciones del fabricante y proceso.especificaciones del fabricante y proceso.
Falta de conocimiento técnico y operativo Falta de conocimiento técnico y operativo por falta de ciclos continuos de capacitación.por falta de ciclos continuos de capacitación.
Falta de habilidad y destrezas para hacer el Falta de habilidad y destrezas para hacer el trabajo o tarea.trabajo o tarea.
CZP- JGS

Posibles causas de los errores Posibles causas de los errores derivados del proceso y/o el individuoderivados del proceso y/o el individuo
Las instrucciones del trabajo no se comprenden Las instrucciones del trabajo no se comprenden debido a que la información es deficiente o debido a que la información es deficiente o imprecisa.imprecisa.
Poca Cooperación y comunicaciones deficientes Poca Cooperación y comunicaciones deficientes entre procesos y departamentos.entre procesos y departamentos.
No aprovechar el conocimiento, la creatividad y No aprovechar el conocimiento, la creatividad y las habilidades del trabajo en equipo. las habilidades del trabajo en equipo.
No existe Gestión del Cambio y aprendizaje No existe Gestión del Cambio y aprendizaje organizacional.organizacional.
CZP- JGS

TECNICAS PARA LA GESTION TECNICAS PARA LA GESTION DEL PROCESO DE IMPRESIÓN DEL PROCESO DE IMPRESIÓN
CZP- JGS

EXCELENCIA EN LOS EXCELENCIA EN LOS PROCESOSPROCESOS
La excelencia en los procesos implica que La excelencia en los procesos implica que todo el personal sin importar el título, la todo el personal sin importar el título, la posición o departamento son responsables posición o departamento son responsables de la calidad de su producto. de la calidad de su producto.
CZP- JGS

DESARROLLO DE SISTEMAS DESARROLLO DE SISTEMAS A PRUEBA DE ERRORA PRUEBA DE ERROR
El desarrollar e implementar métodos y El desarrollar e implementar métodos y técnicas que delimiten la manera en la técnicas que delimiten la manera en la cual se lleve a cabo una tareacual se lleve a cabo una tarea o un proceso o un proceso para forzar la forma correcta y consistente de para forzar la forma correcta y consistente de completar la operación.completar la operación.
CZP- JGS

Entre las herramientas de sistemas a prueba de Entre las herramientas de sistemas a prueba de error podemos mencionar:error podemos mencionar:Galgas y escalas de control Galgas y escalas de control Procedimientos estandarizados de operación, Procedimientos estandarizados de operación,
instrucciones de trabajo y mapas de procesoinstrucciones de trabajo y mapas de procesoHerramientas e instrumentos estándarHerramientas e instrumentos estándar Instrumentos de mediciónInstrumentos de mediciónListas de verificación para un mantenimiento Listas de verificación para un mantenimiento
consistente de los equipos, para el arreglo y la consistente de los equipos, para el arreglo y la operaciónoperación
CZP- JGS

ESTANDARIZACION DEL ESTANDARIZACION DEL PROCESO PROCESO
Los procedimientos estándar de trabajo y las Los procedimientos estándar de trabajo y las instrucciones de trabajo deben ser instrucciones de trabajo deben ser documentados para que sean claramente documentados para que sean claramente entendidas por las personas que las ejecutan.entendidas por las personas que las ejecutan.
El trabajo estandarizado, cuando se aplica, El trabajo estandarizado, cuando se aplica, mejora la seguridad, evita errores, afina los mejora la seguridad, evita errores, afina los procesos, disminuye la variación del proceso, procesos, disminuye la variación del proceso, reduce los costos y acelera el rendimiento total.reduce los costos y acelera el rendimiento total.
CZP- JGS

DETERMINAR LA EFICIENCIA DETERMINAR LA EFICIENCIA GLOBAL DE PRODUCCION E.G.PGLOBAL DE PRODUCCION E.G.P..
La Eficiencia Global de la Producción es una La Eficiencia Global de la Producción es una herramienta para medir la eficiencia y herramienta para medir la eficiencia y efectividad de los equipos y los procesos, efectividad de los equipos y los procesos, incluida la medida del desempeño de un incluida la medida del desempeño de un equipo a su nuevo estado de capacidad.equipo a su nuevo estado de capacidad.
Los indicadores de esta herramienta son el Los indicadores de esta herramienta son el tiempo perdido, tiempo de alistamientos, tiempo perdido, tiempo de alistamientos, producción por hora y tasa de calidad. producción por hora y tasa de calidad.
CZP- JGS

CAPACITACIONCAPACITACION La capacitación y el entrenamiento le La capacitación y el entrenamiento le
permiten a los colaboradores obtener permiten a los colaboradores obtener conocimientos y habilidades mediante un conocimientos y habilidades mediante un programa formal de instrucción.programa formal de instrucción.
Uno de los retos de la capacitación es Uno de los retos de la capacitación es gestionar el cambio tanto en la manera de gestionar el cambio tanto en la manera de pensar como de actuar de los pensar como de actuar de los colaboradores, en función de los objetivos colaboradores, en función de los objetivos presupuestados. presupuestados.
CZP- JGS

BENEFICIOS DE LOS PROCESOS DE BENEFICIOS DE LOS PROCESOS DE FORMACION Y ACOMPAÑAMIENTOFORMACION Y ACOMPAÑAMIENTO
Crecimiento Integral del TrabajadorCrecimiento Integral del Trabajador Mejor Clima laboralMejor Clima laboral Incremento de la ProductividadIncremento de la Productividad Incremento de la EfectividadIncremento de la Efectividad Incremento de la EficaciaIncremento de la Eficacia Incremento de la calidadIncremento de la calidad Reducción de tiemposReducción de tiempos Reducción de costosReducción de costos Incremento de las utilidadesIncremento de las utilidades

OBJETIVOS DE LA CAPACITACIONOBJETIVOS DE LA CAPACITACIONEn el SABEREn el SABER:: Transmisión y/o refuerzo de conocimientosTransmisión y/o refuerzo de conocimientos Desarrollo de conceptosDesarrollo de conceptosEn el SEREn el SER:: Desarrollo integral del trabajadorDesarrollo integral del trabajador Gestión del cambio/Modificación de actitudes.Gestión del cambio/Modificación de actitudes.En el HACEREn el HACER:: Desarrollo de habilidades Desarrollo de habilidades Incremento de la productividad, eficacia y Incremento de la productividad, eficacia y
efectividad en la labor desempeñada, debido a efectividad en la labor desempeñada, debido a la nueva gestión de las operaciones.la nueva gestión de las operaciones.

CONCLUSIONESCONCLUSIONES
““Un buen administrador se conoce en Un buen administrador se conoce en que tan bien previene los problemas de que tan bien previene los problemas de un departamento o proceso, no en que un departamento o proceso, no en que tan bien soluciona los problemas en el tan bien soluciona los problemas en el
corto plazocorto plazo””
CZP- JGS

GRACIAS Y ESPERO QUE LES GRACIAS Y ESPERO QUE LES SEA DE UTILIDADSEA DE UTILIDAD