Embed Size (px)
DESCRIPTION
KAP 업종별기술세미나 14년03월(4)
Citation preview

품질개선 사례 발표 2014. 03. 11 (화)
발표사: 두리금속㈜ (다프엘) 기술연구소 우상영 차장
KAP 주관 품질개선활동 실시 중 2013. 8.22 착수 ~ 2014. 4.29 종결(예)

차례 1.회사 소개 2.공정 품질개선 3.제품 품질개선

1.회사 소개

-1. 회 사 개 요
회 사 명 주식회사 다프엘 (구 두리금속)
업 종 자동차 부품 설 립 일 2013.09.23
직 원 수 96 명 (2013년) 공장규모 대지 8,799㎡(2700평) 건물 4,837㎡ (1500평)
주요생산품 자동차 하드웨어 부품 자동차 와이퍼시스템 부품
연간매출액 126억(2013년) 163억(2014년)
주요고객 국내 : 동양기전,BOSCH, 현대MOBIS 노틸러스효성, CAP 등 해외 : VOLEO(美), TRICO(美), MITSUBA(日) 등
사업장주소 충남 천안시 서북구 직산읍 양당리 3-27 (상덕로 274)
대 표 이 사 류 동 선 C.E.O 박 찬 환

-2. 회 사 연 혁
1991년 03월 : 1995년 02월 : 와이퍼 시스템 용 JOINT-BALL /PIVOT-SHAFT 개발 2001년 10월 : 공장 신축이전 (경기도 남양주시 수동면) 2003년 02월 : GM社 업체 등록 2003년 02월 : 냉간 단조 제품 기술 특허 출원 2004년 03월 : 2007년 02월 : 기업 부설 연구소 설립신고 (한국산업기술진흥협회) 2009년 10월 : 2011년 10월 : 일본 MITSUBA社 와 Shaft-Unit 공급 계약 체결
2013년 02월 :
2013년 09월 : 주식회사 다프엘 설립 2013년 11월 : 주식회사 다프엘 회사 이전

-3. 회 사 VISION
경영 이념
행동방식
VISION 글로벌
기술기업
魂을 심은 경영
기술과 품질로 인정받는 기업
& 평생을 함께 하고 싶은 기업

-4. 회 사 위 치
부산항
인천공항
평택항
-현 주소 : 충남 천안시 서북구 직산읍 양당리 3-27 번지

-5. 회사 전경 ( OVER VIEW )
현 주소 : 충북 천안시 서북구 직산읍 양당리 3-27(상덕로 274)
생산 2팀
- 링크유닛
- 슬리브 아세이
- 크랭크 아세이
- 단조.전조.가공
- 프레스
생산1팀
사무 동
- 영업 팀
- 무역 팀
- 기술연구소
- 대 회의실
복지 동
- 사내 기숙 사
- 식당
- 매 점

-6. 주요 생산 설비
생산 1팀
설비명
포밍머신
냉간단조기
전조기
Size 수량 비고
M12
M24 1
2
M8
M10
M12
2
3
1
6단 포머 2011년 신규도입
4 단 포머
2D-3B
2D-3B
2D-3B
M8
M12
4
3
고속전조기
고속 전조기
설비명
리벳팅 M/C
코킹 M/C
SHAFT 검사기(방청포함)
Spec. 수량 비고
1.5 Ton 12
4
1
50 Ton
SHAFT 압입기 Φ8 , Φ12 2
Φ10 ~ Φ14 Shaft
유압 type 공압 type
공압 type
유&공압 type 공압 type
생산 2팀
SHAFT 검사기(비젼)
1 Φ10 ~ Φ14
Shaft

-7. 주요 검사 장비
설비명
전자마이크로 미터
Spec. 수량 비고
1 0.0001 Shaft 외경 측정
인장강도 시험기 5000 kgf 1 Assembly 제품 인장강도 시험
록크웰 경도기 HRC, HRB 1
비커스 경도기 HV. 1
도금 두께 측정기 Nickel, Zinc 1
염수 분무 시험기 600×450 1
마운틴 프레스 CB-1003 1
폴리싱 M/C 2 Wheels 1
X-ray 도금두께 측정기 1
질화 처리 제품 침탄 깊이 측정
3차원 측정기 모델명 : Sheffield _discovery Ⅱ
형상측정기
1
1
투영기
CV2000
PJ-300 1
표면거칠기 측정기 Ra, Rz 1
Total 15
와류탐상 비파괴 검사기 RAYNAR 1
가열기 1
검 사 장 비 목 록
2014년 상반기 도입 목표
2014년 상반기 도입 목표
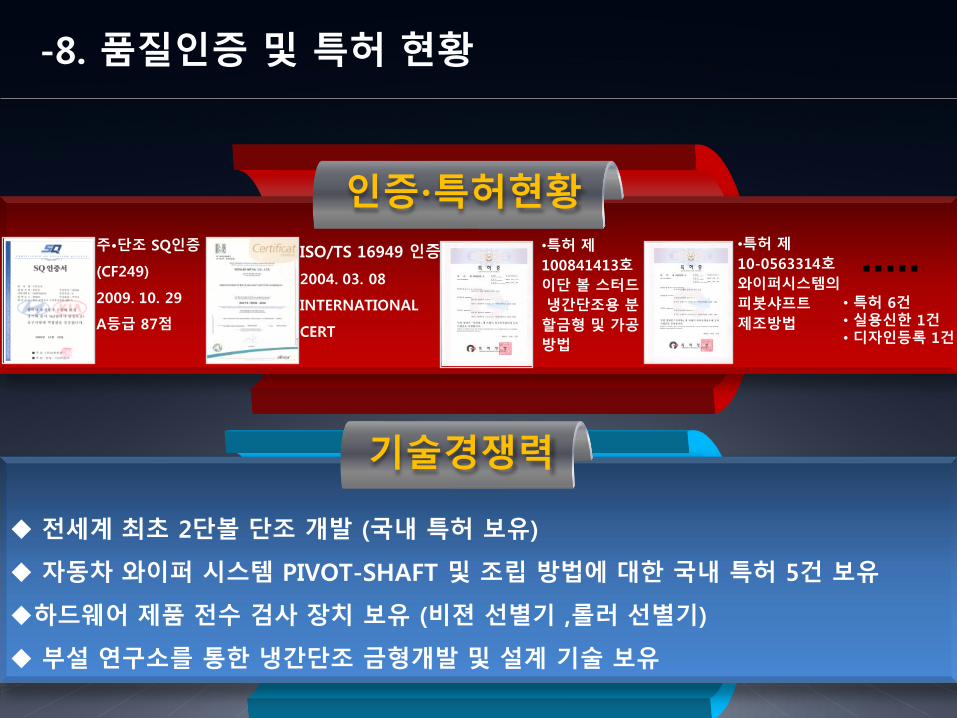
-8. 품질인증 및 특허 현황
주•단조 SQ인증
(CF249)
2009. 10. 29
A등급 87점
인증·특허현황
ISO/TS 16949 인증
2004. 03. 08
INTERNATIONAL
CERT
전세계 최초 2단볼 단조 개발 (국내 특허 보유)
자동차 와이퍼 시스템 PIVOT-SHAFT 및 조립 방법에 대한 국내 특허 5건 보유
하드웨어 제품 전수 검사 장치 보유 (비젼 선별기 ,롤러 선별기)
부설 연구소를 통한 냉간단조 금형개발 및 설계 기술 보유
기술경쟁력
•특허 제
10-0563314호
와이퍼시스템의
피봇샤프트
제조방법
• 특허 6건 • 실용신한 1건 • 디자인등록 1건
•특허 제
100841413호
이단 볼 스터드
냉간단조용 분
할금형 및 가공
방법

원재료입고 단조공정 가공공정 전조공정 외주공정
(표면처리등)
조립공정 선별/포장
-9. 제 조 공 정 도
사외공정 사내공정 사내공정
SHAFT , JOINT BALL & SHAFT UNIT
일반 제품 (SCREW)
원재료입고 단조공정 전조공정 외주공정
(도금)
선별/포장
사외공정 사내공정 사내공정

-10. 주요 생산 품목
1. Pivot & Drive Shaft 2. Link Ball ( Single & Double )
3. Shaft Unit Assembly ( Crank & Pivot ) 4. Screw & Bolt. 외
연간 CAPA : 1천5백만개 2012 생산수량 : 1천2백만개 동양기전 VALEO TRICO 기타업체
연간 CAPA : 2천만개 2012 생산수량 : 1천3백만개 동양기전 BOSCH VALEO MITSUBA
연간 CAPA : 8백만개 2012 생산수량 : 5백만개 동양기전 BOSCH CAP MITSUBA
연간 CAPA : 1억5천만개 2012 생산수량 : 1억개 보쉬전장 현대MOBIS 노틸러스 효성 세원정공
2.공정 품질개선

전체 개요 (계획)
개선테마 목표 주요추진 내용 일정 비고
제품품질개선 -5,007-> 3,000 ppm 이하 관리
-금형 셋팅 표준화
-주요치수 Cpk 관리
-초중종물 관리 강화 외
격주단위
점검보완
공정품질개선
(총 3건)
-와이퍼 샤프트 세레이션부 결육 개선 (포마)
-재질적 검토 (원재료)
-형상적 검토 (금 형) 분기별
-조인트 볼 진원도 개선 (헷다)
-분할금형 적정성 검토
-절단중량, 절단면 개선
-단조 최적조건 도출
분기별
-절단 품질 개선 (공통) -도물 재정비
-절단 이론 교육 분기별
기술교육 -기본적인 단조기술 이해 -교육 일정표 참조 10회차

-1.와이퍼 샤프트 세레이션부 결육(평탄부) 개선 (6단 포마)
16
결육 현상

*개선 계획 : -스플라인 성형 前의 17°20’이 최적각도인지 검증 보완 -Flats 1.5 mm 이내를 만족하는 압조력의 도출 (단조 시뮬레이션 활용하여 근접거리(あだり)환산>
17

-Contact Angel의 적정성 검증 (CAD 활용) <면 접촉 후 성형 완료 시까지의 이동거리 확인>
-0.06
前 빗면 後 빗면
18
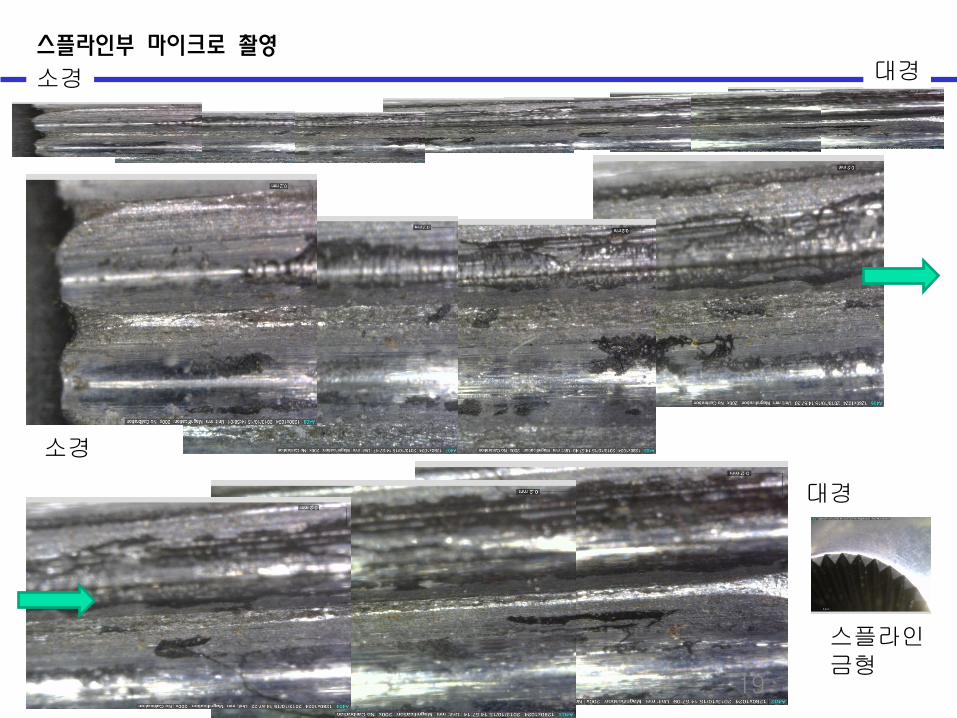
스플라인부 마이크로 촬영 대경 소경
스플라인 금형
소경
대경
19

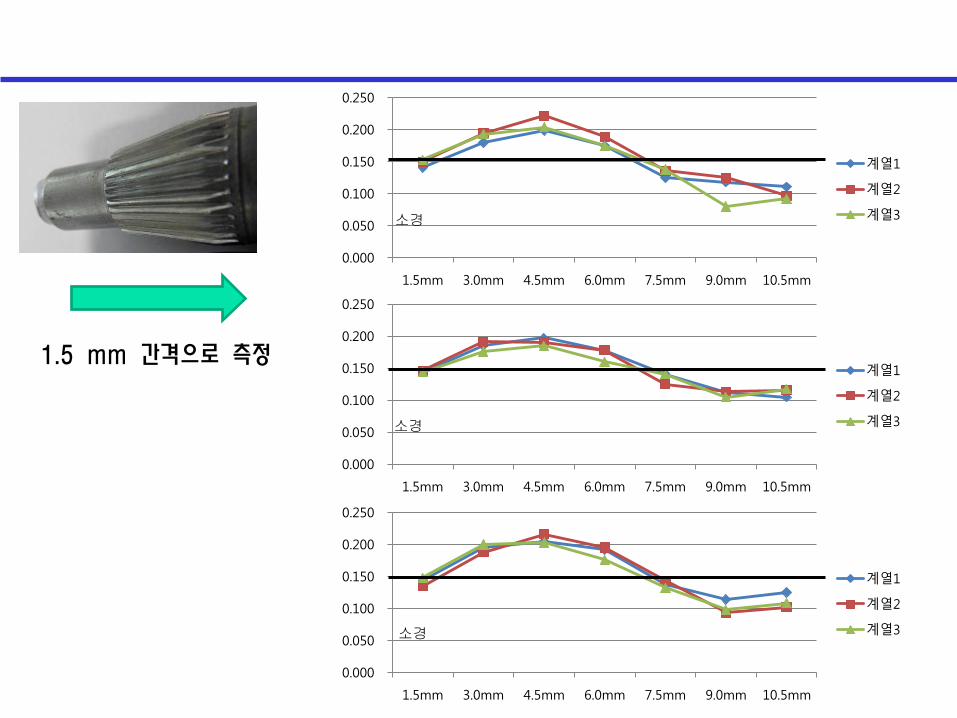
스플라인 산 평탄부 측정
20
0.000
0.050
0.100
0.150
0.200
0.250
1.5mm 3.0mm 4.5mm 6.0mm 7.5mm 9.0mm 10.5mm
계열1
계열2
계열3 소경
0.000
0.050
0.100
0.150
0.200
0.250
1.5mm 3.0mm 4.5mm 6.0mm 7.5mm 9.0mm 10.5mm
계열1
계열2
계열3 소경
0.000
0.050
0.100
0.150
0.200
0.250
1.5mm 3.0mm 4.5mm 6.0mm 7.5mm 9.0mm 10.5mm
계열1
계열2
계열3 소경
1.5 mm 간격으로 측정

성형과정 해석 (최적의 예비성형 각도는 ?)
#4금형 TAPER 금형 치수 CASE 1. #5번 TAPER 금형 각도.
초기 사진 펀치 성형 시작 펀치 성형 종료
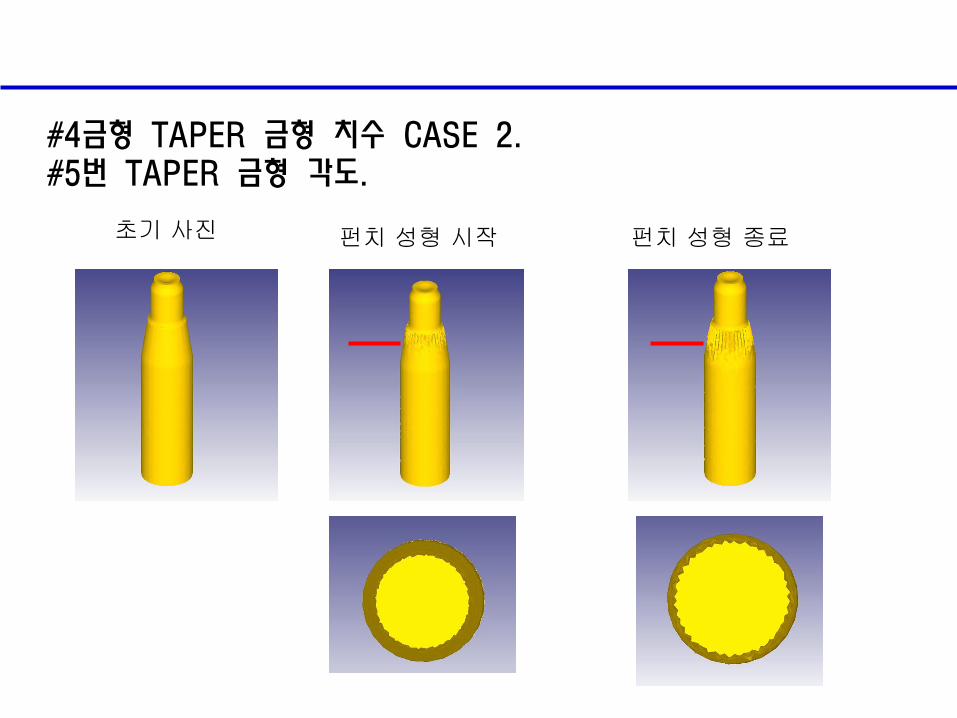
#4금형 TAPER 금형 치수 CASE 2. #5번 TAPER 금형 각도.
초기 사진 펀치 성형 시작 펀치 성형 종료

#4금형 TAPER 금형 치수 CASE 3. #5번 TAPER 금형 각도.
초기 사진 펀치 성형 시작 펀치 성형 종료
24

#4금형 TAPER 금형 치수 CASE 4 #5번 TAPER 금형 각도.
초기 사진 펀치 성형 시작 펀치 성형 종료

세레이션 구간 별 체적 설계는 올바른가 ? (체적 배분)

참고 문헌 : KS D 0205:2002 강의 페라이트 및 오스테나이트 결정입도 시험도 (현미경 관찰법)
세레이션 성형이 잘되는 원재료의 Heat 별 특성은 ? (조직,기계적 성질은 어떤 것이 유리할까 !)
일본소성가공학회誌
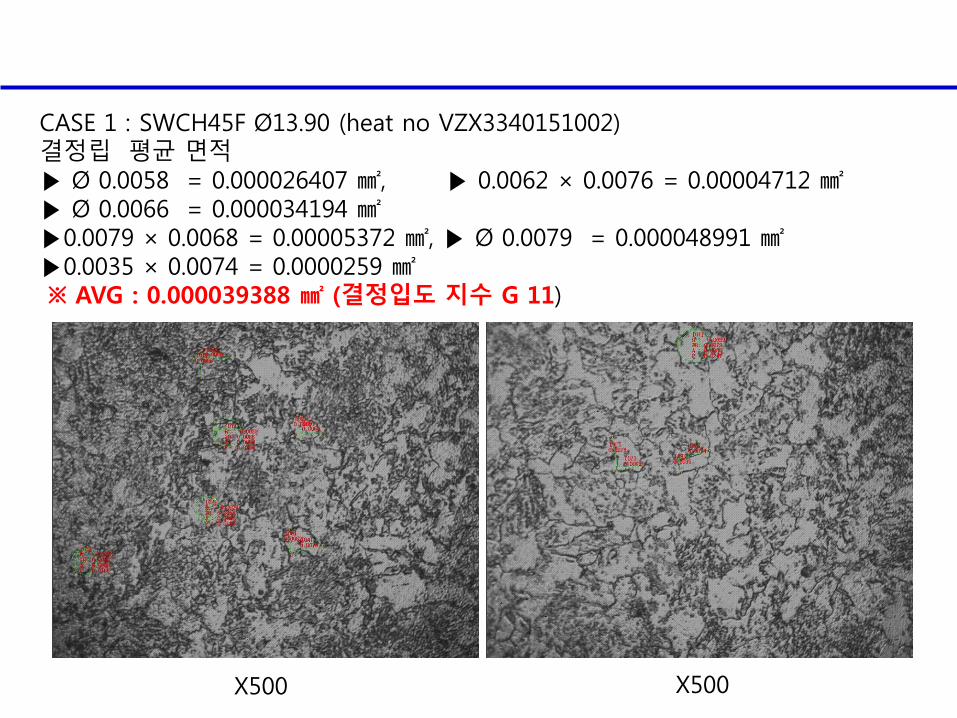
CASE 1 : SWCH45F Ø13.90 (heat no VZX3340151002) 결정립 평균 면적 ▶ Ø 0.0058 = 0.000026407 ㎟, ▶ 0.0062 × 0.0076 = 0.00004712 ㎟ ▶ Ø 0.0066 = 0.000034194 ㎟ ▶0.0079 × 0.0068 = 0.00005372 ㎟, ▶ Ø 0.0079 = 0.000048991 ㎟ ▶0.0035 × 0.0074 = 0.0000259 ㎟ ※ AVG : 0.000039388 ㎟ (결정입도 지수 G 11)
X500 X500

CASE 2 : SWCH45F Ø12.90 (heat no 3ZM0600200003) 결정립 평균 면적 ▶0.0091 × 0.0054 = 0.00004914 ㎟, ▶ Ø 0.0097 = 0.00007386 ㎟ ▶0.0111 × 0.0081 = 0.00008991 ㎟, ▶0.0077 × 0.0092 = 0.00007084 ㎟, ▶0.0072 × 0.0071 = 0.00005112 ㎟ ▶0.0118 × 0.0083 = 0.00009794 ㎟ ※ AVG : 0.000072135 ㎟ (결정입도 지수 G 10)
X500 X500
추후 진행 사항 -1/3 테이퍼 세레이션 피봇의 체적기준으로 경사면 작성, 기
도출 자료와 비교후, 성형 최적의 각도로 前공정품용 다이제작, 테스트
-성형이 잘 되는 원재료의 특성 도출, 원재료에 적용

-2. 조인트 볼 진원도 개선
(4단 포마)
(2D3B 헷다)
31

*검증 내용: -예비성형의 적정성 검증 (단조 시뮬레이션 활용)
*검증 내용: 예비성형의 적정성 검증 결과 헷더 설비에서는 상기 그림 처럼 예비성형을 하여도 문제 없음.
그림 1 (타사 4단 포머 예비성형도)
그림 2 (2D 3B 헷더 예비성형도)
32

세그먼트 인써트의 회전을 방지 할 수는 없을까 ? -小物 로 적용 불가 (키 삽입 불가)

조인트 볼(2 볼) 세그먼트 인써트 검증 및 보완
*검증 내용 -이송 및 변위량의 관계 (적정성) -인써트 회전이 품질에 미치는 영향 -스프링 압축력 검증 *보완 계획 -현 금형 구조(小物)에서는 회전방지를 위한 금형 구조 변경 불가 함.

추후 진행 사항 -세그먼트 금형 조합 후, 시단조에서 편심량의 파악, 양산 적용 -절단품질을 일정 수준이상으로 관리 필요 -초중종물의 철저 관리

-3. 절단 품질 개선 (공통)
앵글 릴리프 타입 커터 행정
커터와 퀼 면의 앵글 릴리프
커터 퀼
A
B
Dc
Rc Rq
Dq E
F 평면
or
α β
36

상: Quill (2 Ball) 하: Knife (2 Ball)
2 Ball 절단품 (10A) 1 Ball 절단품 (10A)
Ball 제품 절단 품질 (개선 前)
37

LONG #1 A
LONG #1 B
LONG #2 A
LONG #3 B LONG #3 A
LONG #2 B
Ball 제품 절단 품질 (개선 前)

Short #1 A Short #1 B
Short #2 A Short #2 B
Short #3 A Short #3 B

윤활: -윤활제는 도단면 (刀端面 ) 에 의한 재료의 소착, 마모를 저감시킨다.(파괴 촉진)

Ø14Ø16 JOINT BALL(이단볼)상관관계 분석
2013.9.25
단중
14볼 외경(최대)
14볼 외경(최소)
16볼 외경(최대)
16볼 외경(최소)

Ø14Ø16 JOINT BALL(이단볼)상관관계 분석
상관: 중량, Ø14볼외경편차 중량와(과) Ø14볼외경편차의 Pearson 상관 계수 = -0.213 P-값 = 0.307
상관: 중량, Ø16볼외경편차 중량와(과) Ø16볼외경편차의 Pearson 상관 계수 = 0.077 P-값 = 0.715
상관: 중량, Ø14볼외경최대 중량와(과) Ø14볼외경최대의 Pearson 상관 계수 = 0.107 P-값 = 0.612
상관: 중량, Ø14볼외경최소 중량와(과) Ø14볼외경최소의 Pearson 상관 계수 = 0.404 P-값 = 0.045
상관: 중량, Ø16볼외경최대 중량와(과) Ø16볼외경최대의 Pearson 상관 계수 = 0.704 P-값 = 0.000
상관: 중량, Ø16볼외경최소 중량와(과) Ø16볼외경최소의 Pearson 상관 계수 = 0.690 P-값 = 0.000
중량은 Ø14볼 최소 외경 부 와 , 16볼 외경 과 상관 관계 확인

Cp : 1.06 Cpk : 0.74 Stdev. 0.0156
Ø14Ø16 JOINT BALL(이단볼) 단중 공정능력 분석

추후 진행 사항 -절단도물 및 스톱퍼 연마(제작) 테스트 진행 -최적의 도물 간극 유지

3.제품 품질개선

준비사항 작업지시서
확인
원재료
확인
설비계단
기름청소
종물
보관
설비내부
오일제거
설비계단 기름청소 종물보관
1.종물 유분 제거. 2.비닐봉지 기록.(날짜/수량등등) 3.종물을 기록된 비닐봉지에 동봉. →금형과 같이 보관.
1
2
3
설비내부 오일제거
1.유분없이 깨끗이.
1.보루와 에어건 사용.
1 금형셋팅 표준화


48
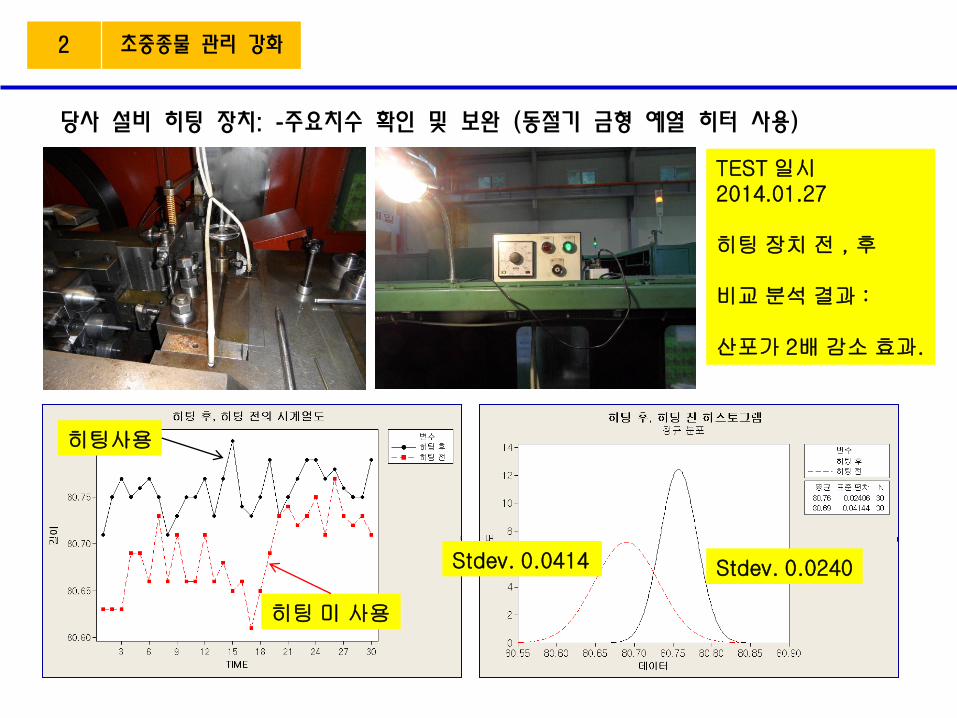
당사 설비 히팅 장치: -주요치수 확인 및 보완 (동절기 금형 예열 히터 사용)
Stdev. 0.0414 Stdev. 0.0240
TEST 일시 2014.01.27 히팅 장치 전 , 후 비교 분석 결과 : 산포가 2배 감소 효과.
히팅사용
히팅 미 사용
2 초중종물 관리 강화
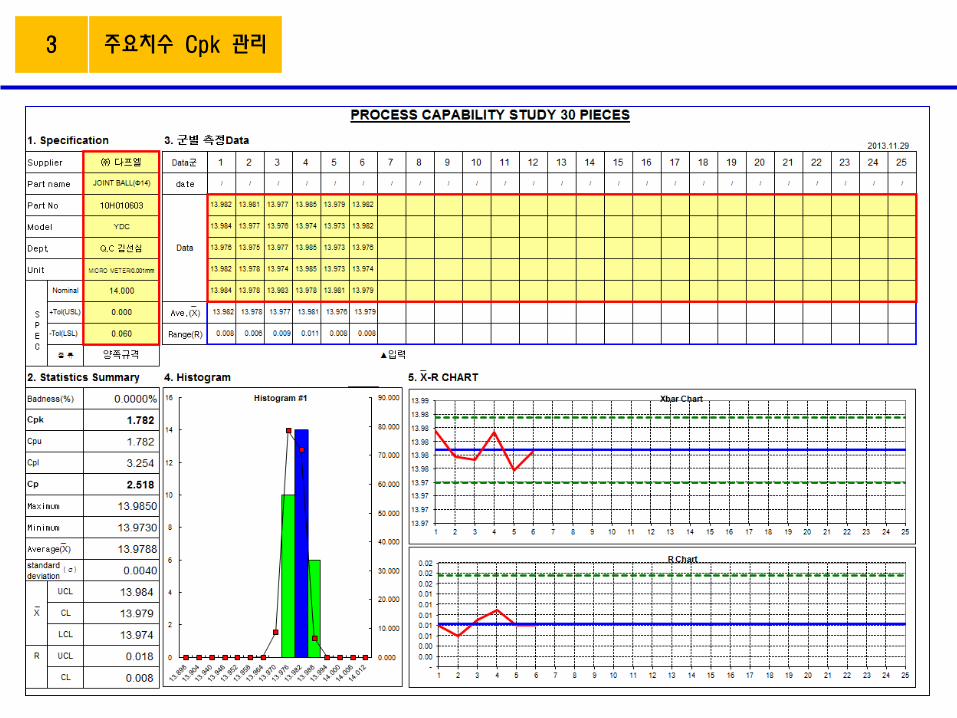
3 주요치수 Cpk 관리
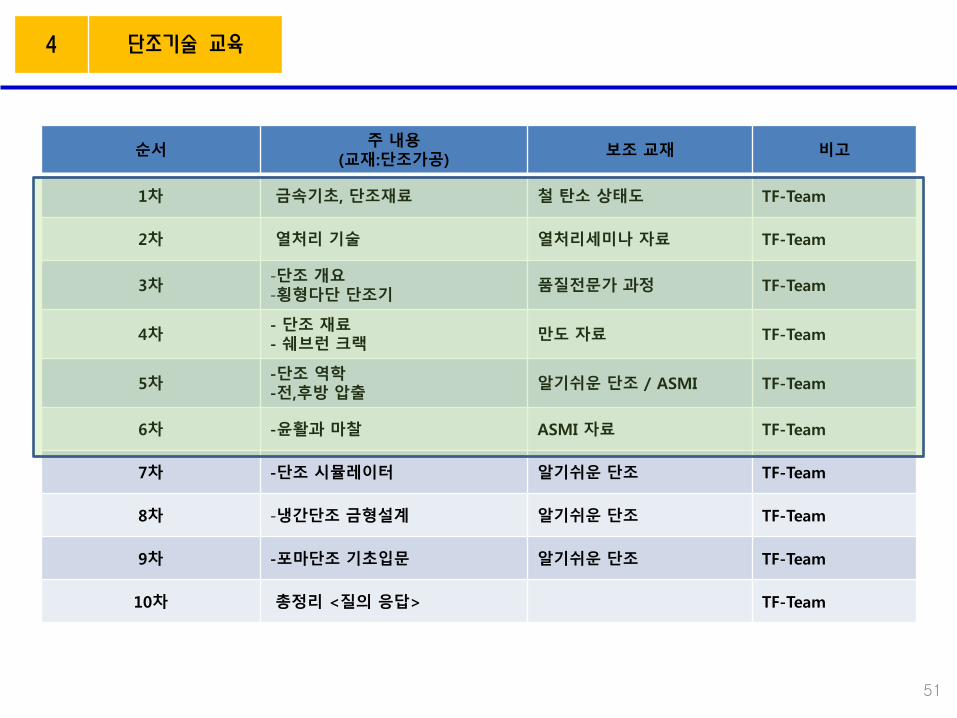
순서 주 내용
(교재:단조가공) 보조 교재 비고
1차 금속기초, 단조재료 철 탄소 상태도 TF-Team
2차 열처리 기술 열처리세미나 자료 TF-Team
3차 -단조 개요 -횡형다단 단조기
품질전문가 과정 TF-Team
4차 - 단조 재료 - 쉐브런 크랙
만도 자료 TF-Team
5차 -단조 역학 -전,후방 압출
알기쉬운 단조 / ASMI TF-Team
6차 -윤활과 마찰 ASMI 자료 TF-Team
7차 -단조 시뮬레이터 알기쉬운 단조 TF-Team
8차 -냉간단조 금형설계 알기쉬운 단조 TF-Team
9차 -포마단조 기초입문 알기쉬운 단조 TF-Team
10차 총정리 <질의 응답> TF-Team
51
4 단조기술 교육


08월 09월 10월 11월 12월 01월 02월 03월 04월 05월 06월 비고
불량율(PPM)
6,089 6,000 3,470 5,274 4,275 4,046 3,782
목표(PPM)
3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000
달성율(%) 49.2 50 86.4 56.8 70.1 74.1 79.3
불량율 추이도 (2013년 08월 ~ 2014년 02월)
2013년 2014년
이상 발표를 마칩니다.
감사합니다.