Embed Size (px)
Citation preview

Ángel Maximiliano Garita Cortés UP110288 César Jussepe Salazar UP110296 José Antonio Lara Lara UP110391 Carlos Zermeño Gonzales UP110290
MTR 6° B DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
PROYECTO FINAL: MINI CNC ALIMENTADO POR UNA BANDA TRANSPORTADORA SELECCIONADORA DE MATERIAL UTILIZANDO CIRCUITOS NEUMATICOS, PLC Y ARDUINO
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
2
Índice
Portada……………………………………………………………1
Índice….……………………………………………………………2
Objetivo..…………………………………………………………3
Introducción…………………………………….………………4
Marco Teórico……………………………………………….…5
Desarrollo………………..…………………………………….31
Resultados………………………....………………………….66
Conclusiones…………………………………………………70
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
3
Objetivo Realizar un diseño y construir una máquina fresadora que mediante un Control Numérico por Computadora (CNC) sea capaz de reproducir los archivos de los diseños creados en Solidworks.
El objetivo es construirlo en dimensiones relativamente pequeñas, es decir que sea capaz de estar encima de una mesa. Y que sea una herramienta útil para poder maquinar piezas pequeñas de diseños a producir. Poder maquinar piezas sin tener que estar en un gran centro de maquinado.
Una interfaz entre la computadora y los motores a pasos que hay en el CNC controlará los motores para localizar en un punto exacto los ejes X, Y y Z de la fresadora.
En el diseño previo, algunas piezas necesariamente debían de ser maquinadas y previamente diseñadas en Solidworks.
En cuanto a la seguridad siempre se piensa que es una herramienta de trabajo por lo que no se proponen dispositivos riesgosos.
También en el siguiente documento podrá encontrar información sobre el desarrollo de una banda transportadora, así como las fichas técnicas del material seleccionado.
El propósito de la banda es que mediante PLC, sensores, motores y un circuito neumático sea posible controlar y seleccionar materiales y pueda enviarlos hacia el deposito específico.
En la materia de Sistemas Hidráulicos y Neumáticos se plantea darle una solución a un problema, referente al del proyecto final, por lo que el equipo de compañeros planteo una situación parecida al del proyecto final.
El presente trabajo explica el desarrollo del llamado proyecto de la tercera unidad, dicho cual, contiene el planteamiento del problema, el desarrollo y el diseño en Festo Fluid SIM.
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
4
En este podremos encontrar los materiales y las herramientas ocupadas en el proyecto por lo que se extiende una explicación en cada uno de los apartados de este documento.
Introducción Por iniciativa de los integrantes del grupo, se ha diseñado y continua en construcción un centro de maquinado CNC en pequeño, apto para estudiantes o diseñadores que desde casa o escuela pretender obtener un diseño real y a escala de sus diseños.
Esto surge de una situación actual donde se cuenta con tornos CNC industriales, de grandes tamaños, los cuales representan altos costos de inversión y de mantenimiento. Aunado a ello los altos costos de capacitación del personal para el buen funcionamiento y operación del mismo.
La creación de este CNC pequeño pretende en alguna medida minimizar los costos de adquirir un centro de CNC o de modelos hechos por pedido, que normalmente son los que se producirán en las empresas. Es decir, tener una pieza solida tangible a escala de los diseños que serán producidos en línea.
El diseño es un proyecto integrador de distintas materias, Diseño Mecánico, Automatización Industrial, Maquinas Eléctricas, Procesos de manufactura y Sistemas Neumáticos. A lo que corresponde a esta materia de procesos de manufactura, se abarca la manufactura de las piezas necesarias para este diseño.
Es necesario mencionar que se encuentran aquí algunos de los valores necesarios para cálculos y selección de los materiales utilizados en el proceso de manufactura de las piezas.
Aquí mismo se observa y se da un seguimiento a la operación y funcionamiento, del proyecto, es decir está debidamente documentado para su mejor comprensión.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
5
Bajo todo el proceso de diseño y construcción, siempre se siguieron las medidas de seguridad correspondientes, cuando se encontraba en el taller de manufactura de la Universidad.
En el apartado de resultados se mencionaran algunos pasos a seguir para el mantenimiento del proyecto y los puntos de mejora posibles a un diseño posterior y renovado.
Marco teórico
Control Numérico por Computadora
El control numérico por computadora (CNC), es un sistema de automatización de máquinas herramienta que son operadas mediante comandos programados en un medio de almacenamiento, en comparación con el mando manual mediante volantes o palancas.
Para mecanizar una pieza se usa un sistema de coordenadas que especificarán el movimiento de la herramienta de corte.
El sistema se basa en el control de los movimientos de la herramienta de trabajo con relación a los ejes de coordenadas de la máquina, usando un programa informático ejecutado por un ordenador.
En el caso de un torno, hace falta controlar los movimientos de la herramienta en dos ejes de coordenadas: el eje de las X para los desplazamientos longitudinales del carro y el eje de las Z para los desplazamientos transversales de la torre.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
6
Ilustración 1. Torno CNC
En el caso de las fresadoras se controlan también los desplazamientos verticales, que corresponden al eje Y. Para ello se incorporan servomotores en los mecanismos de desplazamiento del carro y la torreta, en el caso de los tornos, y en la mesa en el caso de la fresadora; dependiendo de la capacidad de la máquina, esto puede no ser limitado únicamente a tres ejes.
Aparte de aplicarse en las máquinas-herramienta para modelar metales, el CNC se usa en la fabricación de muchos otros productos de ebanistería, carpintería, etc. La aplicación de sistemas de CNC en las máquinas-herramienta han hecho aumentar enormemente la producción, al tiempo que ha hecho posible efectuar operaciones de conformado que era difícil de hacer con máquinas convencionales, por ejemplo la realización de superficies esféricas manteniendo un elevado grado de precisión dimensional. Finalmente, el uso de CNC incide favorablemente en los costos de producción al propiciar la baja de costes de fabricación de muchas máquinas, manteniendo o mejorando su calidad.
n este caso, el programa pieza se escribe únicamente por medio de razonamientos y cálculos que realiza un operario. El programa de mecanizado comprende todo el conjunto de datos que el control necesita para la mecanización de la pieza.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
7
Al conjunto de informaciones que corresponde a una misma fase del mecanizado se le denomina bloque o secuencia, que se numeran para facilitar su búsqueda. Este conjunto de informaciones es interpretado por el intérprete de órdenes. Una secuencia o bloque de programa debe contener todas las funciones geométricas, funciones máquina y funciones tecnológicas del mecanizado. De tal modo, un bloque de programa consta de varias instrucciones.
Los caracteres más usados comúnmente, regidos bajo la norma DIN 66024 y 66025 son, entre otros, los siguientes:
N: es la dirección correspondiente al número de bloque o secuencia. Esta dirección va seguida normalmente de un número de tres o cuatro cifras. En el caso del formato N03, el número máximo de bloques que pueden programarse es 1000 (N000 hasta N999).
X, Y, Z: son las direcciones correspondientes a las cotas según los ejes X, Y, Z de la máquina herramienta (Y planos cartesianos). Dichas cotas se pueden programar en forma absoluta o relativa, es decir, con respecto al cero pieza o con respecto a la última cota respectivamente.
Programa para CNC
El programa para una máquina de control numérico es una lista de instrucciones que permite maquinar una pieza, estas instrucciones serán ejecutadas por la máquina CNC, estás instrucciones también son denominadas como códigos de control numérico, esta lista de instrucciones debe contener toda la información que requiere la máquina para fabricar una pieza.
Códigos N
N es la dirección correspondiente al número de bloque o secuencia. Esta dirección va seguida normalmente de un número de tres o cuatro cifras. En el caso del formato N03, el número máximo de bloques que pueden programarse es 1000 (N000 a N999).

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
8
Direcciones X, Y, Z
X, Y, Z son las direcciones correspondientes a las cotas según los ejes X, Y, Z de la máquina herramienta. Dichas cotas se pueden programar en forma absoluta o relativa, es decir, con respecto al cero pieza o con respecto a la última cota respectivamente.
Códigos G
G es la dirección correspondiente a las funciones preparatorias. Se utilizan para informar al control de las características de las funciones de mecanizado, como por ejemplo, forma de la trayectoria, tipo de corrección de herramienta, parada temporizada, ciclos automáticos, programación absoluta y relativa, etc. La función G va seguida de un número de dos cifras que permite programar hasta 100 funciones preparatorias diferentes.
Las funciones G:
Grupo 1
G00 posicionamiento de la herramienta. Se genera cuando existe un movimiento rápido de la herramienta.
G01 interpolación lineal. Es una función que da a la herramienta una alineación de corte de la posición actual a la posición comandada a lo largo de una línea recta. El comando de la interpolación lineal comanda el movimiento de cada eje en la dirección “x, y, z” enseguida de un G01, y la velocidad de avance mediante la dirección “F”.
G02 interpolación circular. Corte circular a favor de las manecillas del reloj.
G03 interpolación circular. Corte circular en dirección contraria a las manecillas del reloj. La interpolación circular se ejecuta en un plano establecido, por lo tanto, cuando es seleccionado el plano G17 (plano XY) e “I J”. Para G18 ( plano ZX), el valor del comando se da por la dirección “X,Z” e “I,K”, y para G19 (plano YZ), este valor está dado por la dirección “Y,Z” e “J,K”.
Para ubicar el centro del arco en la interpolación circular, hay dos métodos de comando: uno de ellos es aquel que comanda la distancia del punto
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
9
inicial del arco a su centro mediante la dirección “I, J, K” , y el otro que comanda el radio del arco circular por la dirección “R”
Grupo 00
G 28 El retorno de la herramienta desde su posición actual hasta el punto de referencia de la máquina es llamado retorno al origen. La función que puede comandar este retorno al origen es un programa del comando G28. Cuando el bloque G28 es ejecutado, la herramienta retorna desde su posición actual hasta el punto de referencia de la máquina a través del punto intermedio con movimiento rápido.
El punto de referencia de la máquina es la posición propia de la máquina. Generalmente en cambio de herramienta se hace en esta posición, por lo tanto, es necesario comandar el retorno al origen de la herramienta antes de que sea comandado el cambio de esta.
Grupo 07
G40, G41 y G42 Compensación del diámetro de la herramienta. Cuando es ejecutado el maquinado de un contorno en una pieza de trabajo, la ruta de la herramienta debe ser tal que dicha herramienta sea compensada por la longitud de su radio. La función que logra esta compensación automáticamente es llamada compensación del diámetro de la herramienta.
La compensación de la herramienta de hace durante el movimiento de la herramienta, en donde dicho movimiento puede ser ejecutado mediante el comando de posicionamiento (G00) o por el de interpolación lineal (G01). La compensación de la herramienta no puede hacerse cuando se comanda la interpolación circular. La compensación G41 y G42 es cancelada (liberada) por el comando G40.
Grupo 03
G90 y G91 Sistema incremental y sistema absoluto. Existen dos métodos para dar comandos de movimiento para cada eje de X, Y y Z, estos son el sistema incremental y el sistema absoluto.
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
10
Sistema Incremental. Este sistema comanda la secuencia de la herramienta desde su posición inicial a su posición final y la dirección de su movimiento. La dirección del movimiento se representa por la función preparatoria G91.
Sistema Absoluto. Comanda el valor de las coordenadas del punto final en el sistema de coordenada establecido.
Códigos M
M es la dirección correspondiente a las funciones auxiliares o complementarias.
Se usan para indicar a la máquina herramienta que se deben realizar operaciones tales como: parada programada, dirección de rotación del husillo, si hay cambio de herramienta, si se utiliza refrigerante, etc. La dirección M va seguida de un número de dos cifras que permite programar hasta 100 funciones auxiliares diferentes.
Las funciones M pueden ser clasificadas de acuerdo a sus operaciones, dentro de los siguientes dos tipos:
La función M, comienza a trabajar simultáneamente con el movimiento de los ejes, indicado en el bloque. Por ejemplo el M03 el husillo principal empieza a girar en dirección de las manecillas del reloj, simultáneamente con el movimiento de los ejes. Función M, comienza a trabajar después de que el movimiento de los ejes comandado en el bloque es completado.
Ejemplo, M05, la rotación del husillo se detiene después termina el movimiento de los ejes.
Las funciones M se describen seguidamente:
M00 Paro de máquina. Detiene la ejecución del programa temporalmente. Cuando el bloque M00 es ejecutado, la rotación del husillo principal es detenida. El refrigerante es anulado y la lectura del programa es detenida. El reinicio puede darse con el interruptor de inicio.
M01 Paro opcional. Al igual que M00, esta función también detiene temporalmente la ejecución del programa cuando el interruptor de paro

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
11
opcional es activado (ON) sobre el panel de control de la máquina. Este ignora M01 cuando el interruptor de paro opcional está desactivado (OFF).
M02 fin del programa Muestra la finalización del programa. Todas las operaciones se detienen y la unidad de CN es puesta en condición de reset.
M30 Fin de programa Muestra el final del programa un M02. Cuando M30 es ejecutado, la operación automática es detenida y el programa es retornado al comienzo del programa.
M03 Rotación del husillo principal en la dirección hacia delante. Inicia la rotación principal en dirección hacia delante (rotación en el sentido de las manecillas del reloj).
M04 Rotación del husillo principal en la dirección contraria. Inicia la rotación del husillo principal en dirección contraria (sentido contrario a las manecillas del reloj).
M05 Paro del husillo principal. Detiene la rotación del husillo principal.
M06 Cambio de herramienta. Cambia automáticamente la herramienta del husillo principal por otra localizada en posición de cambiador.
M08 Activación del refrigerante. Descarga el refrigerante
M09 Desactivación del refrigerante. Detiene la descarga del refrigerante.
F indica la velocidad de avance. Va seguida de un número de cuatro cifras que indica la velocidad de avance en mm/min.
I, J, K son direcciones utilizadas para programar arcos de circunferencia. Cuando la interpolación se realiza en el plano X-Y, se utilizan las direcciones I y J. Análogamente, en el plano X-Z, se utilizan las direcciones I y K, y en el plano Y-Z, las direcciones J y K.
T indica el número de herramienta utilizado según la programación previa. Va seguido de un número de cuatro cifras en el cual los dos primeros indican el número de herramienta y los dos últimos el número de corrección de las mismas.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
12
Tornillo sin fin
En ingeniería mecánica se denomina tornillo sin fin a una disposición que transmite el movimiento entre ejes que están en ángulo recto. Cada vez que el tornillo sin fin da una vuelta completa, el engranaje avanza un número de diente igual al número de entradas del sinfín. El tornillo sin fin puede ser un mecanismo irreversible o no, dependiendo del Angulo de la hélice, junto a otros factores. (CMyJM) Con el tornillo sin fin y rueda dentada podemos transmitir fuerza y movimiento entre ejes perpendiculares.
La velocidad de giro del eje conducido depende del número de entradas del tornillo y del número de dientes de la rueda.
Si el tornillo es de una sola entrada, cada vez que éste de una vuelta avanzará un diente.
La expresión por la que se rige este mecanismo es similar a la indicada anteriormente para las ruedas dentadas teniendo en cuenta el número de entradas del tornillo como elemento motor en este caso
Donde:
n= número de vueltas.
Z= número de dientes de la rueda conducida.
e= número de entradas del tornillo sin fin.
Equipos de protección individual
Casco. Guantes contra agresiones mecánicas. Manguitos y mangas. Calzado de seguridad. Delantal de protección contra las agresiones mecánicas. Ropa de trabajo.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
13
Proceso de arranque de viruta
Sabiendo que el corte de los metales es una actividad mecánica que requiere de mucha potencia ya que tiene por objeto eliminar en forma de viruta, porciones de metal de la pieza, con el fin de obtener una pieza con medidas específicas y la forma deseada.
El torneado
Un borde o filo, deforma cierta parte del material hasta separarlo de la pieza. La viruta es un producto del proceso de cizalladura. Se trata de una deformación plástica, bajo condiciones de gran tensión y alta velocidad, que provocan que el material se fracture.
La acción de corte se lleva a cabo en un ángulo llamado “Angulo del Plano de Corte”, que es una línea imaginaria que se genera entre la viruta deformada y la no deformada.
Relaciones de velocidad
En un proceso de mecanizado hay tres velocidades de interés.
• La velocidad de corte V, que es la velocidad de la herramienta relativa a la velocidad de trabajo y paralela a la fuerza de corte.
• La velocidad de la viruta Vc, que es la velocidad de la viruta relativa a la de la herramienta y dirigida a lo largo de la cara de la herramienta.
• La velocidad cortante Vs, que es la velocidad de la viruta relativa a la de la pieza de trabajo y dirigida a lo largo del plano de corte
Fuerzas de Corte
Los tres métodos más usados en el estudio de las fuerzas de corte son:
Corte ortogonal Presión de corte Corte oblicuo

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
14
Corte ortogonal
En la vida real, el proceso de corte es tridimensional (oblicuo), pero para entender el concepto se propone un modelo bidimensional llamado de “Corte Ortogonal”.
Ilustración 2. Corte Ortogonal
F s = Resistencia al corte y actúa sobre la línea del plano de corte.
F n = Fuerza normal al plano de corte; es la resistencia que ofrece la pieza o el material.
F = Fuerza de fricción de la herramienta actuando sobre el metal, actúa en contra del movimiento de la viruta sobre la cara de la herramienta
Variables:
α = Angulo de desbastado φ = Angulo de plano de corte t0 = profundidad de corte tc = espesor de la viruta rc = razón de espesor de viruta y profundidad de corte

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
15
Tipos de Viruta
Ilustración 3. Tipos de Viruta
Ilustración 4. Tipos de Viruta

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
16
Clasificación de Las Herramientas De Corte
Las herramientas se pueden clasificar de diferentes maneras, las más comunes responden al número de filos, el material del que están fabricadas, al tipo de movimiento que efectúa la herramienta, al tipo de viruta generada o al tipo de máquina en la que se utiliza. A continuación se presenta un ejemplo de algunas herramientas y como pueden ser agrupadas para su clasificación.
De acuerdo al número de filos
a) De un filo, como los buriles de corte de los tornos o cepillos.
b) De doble filo en hélice, como las brocas utilizadas para los taladros.
c) De filos múltiples, como las fresas o las seguetas
De acuerdo al tipo de material con que están fabricadas
WS. Acero de herramientas no aleado. 0.5 a 1.5% de contenido de carbón. Soportan sin deformación o pérdida de filo 250°C. También se les conoce como acero al carbono.
SS. Aceros de herramienta aleados con wolframio, cromo, vanadio, molibdeno y otros. Soporta hasta 600°C. También se les conoce como aceros rápidos.
HS. Metales duros aleados con cobalto, carburo de carbono, tungsteno, wolframio y molibdeno. Son pequeñas plaquitas que se unen a metales corrientes para que los soporten. Soportan hasta 900°C.
Diamante. Material natural que soporta hasta 1800°C. Se utiliza como punta de algunas barrenas o como polvo abrasivo.
Materiales cerámicos. Se aplica en herramientas de arcilla que soportan hasta 1500°C. Por lo regular se utilizan para terminados.
Por el tipo de movimiento de corte
Fijo. La herramienta se encuentra fija mientras el material a trabajar se incrusta debido a su movimiento. Por ejemplo los tornos, en los que la pieza gira y la herramienta está relativamente fija desprendiendo viruta.
Contra el material. La herramienta se mueve en contra del material, mientras este se encuentra relativamente fijo, como en los cepillos.
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
17
En contra dirección. La herramienta y el material se mueven un en contra una del otro, como en el esmerilado sobre torno.
Por el tipo de viruta que genera
Viruta continua, en forma de espiral. En forma de coma. Polvo sin forma definida.
Por el tipo de máquina en la que se utiliza
Torno Taladro Fresa Cepillo Broca
Velocidades y avance para corte
La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte. Una velocidad muy baja en el torno ocasionará pérdidas de tiempo; una velocidad muy alta hará que la herramienta se desafile muy pronto y se perderá tiempo para volver a afilarla. Por ello, la velocidad y el avance correctos son importantes según el material de la pieza y el tipo de herramienta de corte que se utilice.
Velocidad de corte
La velocidad de corte para trabajo en un torno se puede definir como la velocidad con la cual un punto en la circunferencia de la pieza de trabajo pasa por la herramienta de corte en un minuto. La velocidad de corte se expresa en pies o en metros por minuto. Por ejemplo, si el acero de máquina tiene una velocidad de corte de 100 pies (30 m) por minuto, se debe ajustar la velocidad del torno de modo que 100 pies (30 m) de la circunferencia de

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
18
la pieza de trabajo pasen frente al al punta de la herramienta en un minuto. La velocidad de corte (VC) recomendada para diversos materiales aparece en la siguiente tabla.
Ilustración 5. Velocidad de Corte de algunos metales
Avance del torno
El avance de un torno se define como la distancia que avanza la herramienta de corte a lo largo de la pieza de trabajo por cada revolución del husillo. Por ejemplo, si el torno está graduado por un avance de 0.008 pulg (0.20 mm), la herramienta de corte avanzará a lo largo de la pieza de trabajo 0.008 pulg (0.20 mm) por cada vuelta completa de la pieza. El avance de un torno paralelo depende de la velocidad del tornillo o varilla de avance. Además, se controla con los engranes desplazables en la caja de engranes de cambio rápido.
Para ajustar el avance del torno
1. Consulte la placa en la caja de engranes de cambio rápido para seleccionar la cantidad necesaria de avance.
2. Mueva la palanca dentro del agujero que está directamente debajo de la hilera en la cual se encuentra el avance seleccionado.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
19
3. Siga hacia la izquierda la hilera en la cual se encuentra el avance seleccionado y ponga las palancas de cambio de avance en las letras indicadas en la palanca..
Dureza Brinell
La dureza es una propiedad que mide la capacidad de resistencia que ofrecen los materiales a procesos de abrasión, desgaste, penetración o de rallado. Para medir la dureza de un material se emplea un tipo de ensayo consistente en calibrar la resistencia de un material a la penetración de un punzón o una cuchilla que se usa como indentador. Este indentador usualmente consta en su extremo, o bien de una esfera, o bien de una pieza en forma de pirámide, o en forma de cono y que está compuesto de un material mucho más duro que el material que se está midiendo. La profundidad de la entalla que se produce en el material al ser rallado por este penetrador nos dará una medida de su dureza.
Existen varios métodos para calibrar la dureza de un material, siendo el método Brinell y el método Rockwell los más comunes.
El método Brinell (ASTM E10) es un tipo de ensayo utilizado para calcular la dureza de los materiales. Consiste en una esfera de 10 mm de diámetro, usualmente de un acero endurecido, que se presiona contra la superficie del material objeto de estudio bajo una carga estática de 3.000 kg. El tamaño de la huella nos proporcionará una medida de la dureza, denominada dureza Brinell, bajo estas condiciones del ensayo.
Equipo de seguridad
Dentro del desarrollo del proyecto se utilizó diverso equipo de seguridad para la protección de múltiples partes corporales que pudieran llegar a ser afectadas por factores secundarios como pueden ser chispas, rebabas, etc.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
20
A continuación se muestra el equipo necesario para la mantener la seguridad en los talleres de manufactura.
Ilustración 6. Guantes de carnasa
Ilustración 7. Lentes de Seguridad
materiales y propiedades
Refuerzos en palma y los dedos, en Carnaza, Vaqueta o Caucho SBR
Costura con Hilo doble.
Durables contra la abrasión.
Los guantes de carnaza son resistentes a la abrasión y a las chispas de
soldadura.
Protegen las manos contra objetos ásperos y agudos que pueden penetrar.
Usos Comunes
Aplicaciones generales que requieran protección a la abrasión y la ventilación
que brindan el cuero y el algodón, tales como ensamblaje, construcción,
fabricación, jardinería, mantenimiento, metalurgia, minería, limpieza, Trabajos
con herramientas de alto riesgo, Trabajos eléctricos, Industria maderera, metal
mecánica, Manejo de materiales, Trabajos de soldadura
Limitaciones de uso
• No proporcionan protección contra impactos severos
como explosiones, fragmentos de las ruedas de amolar o
de ruedas abrasivas.
• No se sugiere para ambientes con presencia de
elementos gaseosos (gases y vapores).
• No para protección contra salpicaduras de líquidos o
químicos, o ambientes con presencia de neblina o polvo
fino.
• No para operaciones que expongan los ojos a niveles
peligrosos de radiación optica, por ejemplo quemas, corte
o soldadura con soplete, soldadura eléctrica (arco),
operaciones de horno, fundición de metal, soplado de
vidrio.
aplicaciones • No para actividades deportivas ni juegos de combate
Trabajos que puedan implicar el riesgo de impacto de simulado.
material particulado sólido en ojos. • No para protección contra rayos láser

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
21
Análisis de deformación y de elemento finito
El software utiliza el Método de elemento finito (FEM). El FEM es una técnica numérica para analizar diseños de ingeniería. El FEM está aceptado como el método de análisis estándar debido a su generalidad y compatibilidad para ser implementado en computadoras. El FEM divide el modelo en numerosas piezas pequeñas de formas simples llamadas "elementos", que reemplazan eficazmente un problema complejo por muchos problemas simples que deben ser resueltos de manera simultánea.
Ilustración 8. Imagen de Solidworks
Los elementos comparten puntos comunes denominados nodos. El proceso de división del modelo en pequeñas piezas se denomina mallado.
El comportamiento de cada elemento es bien conocido bajo todas las situaciones de soporte y carga posibles. El método de elemento finito utiliza elementos con formas diferentes.
La respuesta en un elemento, en cualquier momento, se interpola desde la respuesta en los nodos del elemento. Cada nodo está descrito en detalle por un cierto número de parámetros, según el tipo de análisis o del elemento utilizado. Por ejemplo, la temperatura de un nodo describe por completo su respuesta en el análisis térmico. Para el análisis estructural, la respuesta de un nodo está descrita, por lo general, por tres traslaciones y tres rotaciones. Se denominan grados de libertad (GDL). El análisis que utiliza FEM se denomina Análisis de elementos finitos (FEA).

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
22
Ilustración 9. FEA
El software formula las ecuaciones que rigen el comportamiento de cada elemento teniendo en cuenta su conectividad con los demás elementos. Estas ecuaciones hacen referencia a la respuesta de cargas, restricciones y propiedades del material conocidas.
A continuación, el programa organiza las ecuaciones en un conjunto mayor de ecuaciones algebraicas simultáneas y resuelve las desconocidas.
En el análisis de tensión, por ejemplo, el solver encuentra los desplazamientos en cada nodo y, posteriormente, el programa calcula las deformaciones unitarias y finalmente las tensiones.
El software ofrece el siguiente tipo de estudios:
Estudios estático (o de tensión). Los estudios estáticos calculan desplazamientos, fuerzas de reacción, deformaciones unitarias, tensiones y la distribución del factor de seguridad. El material falla en ubicaciones donde las tensiones exceden cierto nivel. Los cálculos del factor de seguridad se basan en uno de cuatro criterios de fallos.
Los estudios estáticos pueden ayudarle a evitar fallos ocasionados por altas tensiones. Un factor de seguridad menor que la unidad indica una falla del material. Factores de seguridad elevados en una región contigua indican tensiones bajas y la posibilidad de eliminar algún material de esta región. El criterio de máxima tensión de von Mises se basa en la teoría de von Mises-Hencky, también conocida como teoría de la energía de cortadura o teoría de la energía de distorsión máxima.
En términos de las tensiones principales s1, s2 y s3, la tensión de von Mises se expresa de la siguiente manera:

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
23
svonMises = [(s1 - s2)2 + (s2 - s3)
2 + (s1 - s3)2]/2(1/2)
La teoría expone que un material dúctil comienza a ceder en una ubicación cuando la tensión de von Mises es igual al límite de tensión. En la mayoría de los casos, el límite elástico se utiliza como el límite de tensión. Sin embargo, el software le permite utilizar el límite de tensión de tracción/ruptura o establecer su propio límite de tensión.
svonMises ≥ slimit
El límite elástico es una propiedad dependiente de la temperatura. Este valor especificado del límite elástico debe considerar la temperatura del componente. El factor de seguridad en una ubicación se calcula a partir de:
Factor de seguridad (FDS) = slimit / svonMises.
Stepper Motor
A stepper motor (or step motor) is a brushless DC electric motor that divides a full rotation into a number of equal steps. The motor's position can then be commanded to move and hold at one of these steps without any feedback sensor (an open-loop controller), as long as the motor is carefully sized to the application.
Switched reluctance motors are very large stepping motors with a reduced pole count, and generally are closed-loop commutated.
Fundamentals of operation
DC brush motors rotate continuously when voltage is applied to their terminals. Stepper motors, on the other hand, effectively have multiple "toothed" electromagnets arranged around a central gear-shaped piece of iron. The electromagnets are energized by an external control circuit, such as a microcontroller. To make the motor shaft turn, first, one electromagnet is given power, which magnetically attracts the gear's teeth. When the gear's teeth are aligned to the first electromagnet, they are slightly offset from the
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
24
next electromagnet. So when the next electromagnet is turned on and the first is turned off, the gear rotates slightly to align with the next one, and from there the process is repeated. Each of those rotations is called a "step", with an integer number of steps making a full rotation. In that way, the motor can be turned by a precise angle.
Types
There are four main types of stepper motors:
Permanent magnet stepper (can be subdivided into 'tin-can' and 'hybrid', tin-can being a cheaper product, and hybrid with higher quality bearings, smaller step angle, higher power density)
Hybrid synchronous stepper Variable reluctance stepper Lavet type stepping motor
Permanent magnet motors use a permanent magnet (PM) in the rotor and operate on the attraction or repulsion between the rotor PM and the stator electromagnets. Variable reluctance (VR) motors have a plain iron rotor and operate based on the principle that minimum reluctance occurs with minimum gap, hence the rotor points are attracted toward the stator magnet poles. Hybrid stepper motors are named because they use a combination of PM and VR techniques to achieve maximum power in a small package size.
Unipolar motors
A unipolar stepper motor has one winding with center tap per phase. Each section of windings is switched on for each direction of magnetic field. Since in this arrangement a magnetic pole can be reversed without switching the direction of current, the commutation circuit can be made very simple (e.g., a single transistor) for each winding. Typically, given a phase, the center tap of each winding is made common: giving three leads per phase and six leads for a typical two phase motor.
Often, these two phase commons are internally joined, so the motor has only five leads.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
25
A micro controller or stepper motor controller can be used to activate the drive transistors in the right order, and this ease of operation makes unipolar motors popular with hobbyists; they are probably the cheapest way to get precise angular movements. (For the experimenter, the windings can be identified by touching the terminal wires together in PM motors. If the terminals of a coil are connected, the shaft becomes harder to turn. one way to distinguish the center tap (common wire) from a coil-end wire is by measuring the resistance. Resistance between common wire and coil-end wire is always half of what it is between coil-end and coil-end wires. This is because there is twice the length of coil between the ends and only half from center (common wire) to the end.) A quick way to determine if the stepper motor is working is to short circuit every two pairs and try turning the shaft, whenever a higher than normal resistance is felt, it indicates that the circuit to the particular winding is closed and that the phase is working.
Bipolar motor
Bipolar motors have a single winding per phase. The current in a winding needs to be reversed in order to reverse a magnetic pole, so the driving circuit must be more complicated, typically with an H-bridge arrangement (however there are several off-the-shelf driver chips available to make this a simple affair). There are two leads per phase, none are common.
Static friction effects using an H-bridge have been observed with certain drive topologies.
Dithering the stepper signal at a higher frequency than the motor can respond to will reduce this "static friction" effect.
Because windings are better utilized, they are more powerful than a unipolar motor of the same weight. This is due to the physical space occupied by the windings. A unipolar motor has twice the amount of wire in the same space, but only half used at any point in time, hence is 50% efficient (or approximately 70% of the torque output available). Though a bipolar stepper motor is more complicated to drive, the abundance of driver chips means this is much less difficult to achieve.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
26
An 8-lead stepper is wound like a unipolar stepper, but the leads are not joined to common internally to the motor. This kind of motor can be wired in several configurations:
Unipolar. Bipolar with series windings. This gives higher inductance but lower
current per winding. Bipolar with parallel windings. This requires higher current but can
perform better as the winding inductance is reduced. Bipolar with a single winding per phase. This method will run the
motor on only half the available windings, which will reduce the available low speed torque but require less current.
The L298HN Stepper Motor Driver
Ilustración 10. L298 driver
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
27
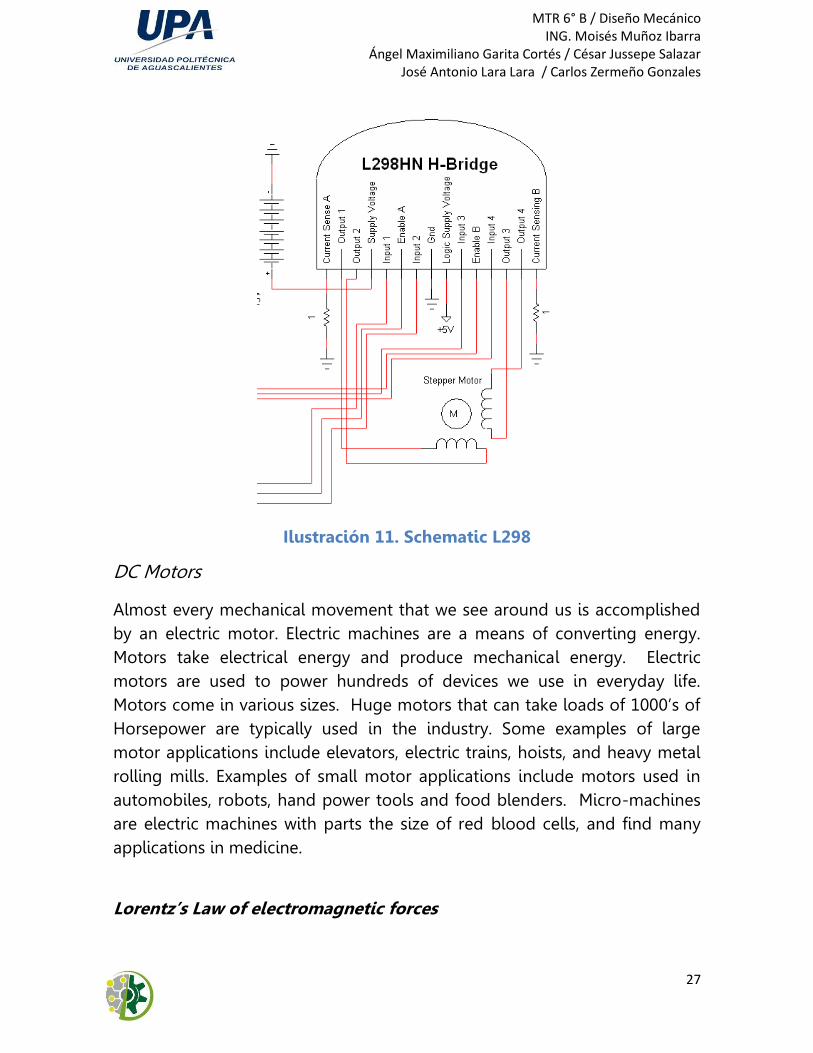
Ilustración 11. Schematic L298
DC Motors
Almost every mechanical movement that we see around us is accomplished by an electric motor. Electric machines are a means of converting energy. Motors take electrical energy and produce mechanical energy. Electric motors are used to power hundreds of devices we use in everyday life. Motors come in various sizes. Huge motors that can take loads of 1000’s of Horsepower are typically used in the industry. Some examples of large motor applications include elevators, electric trains, hoists, and heavy metal rolling mills. Examples of small motor applications include motors used in automobiles, robots, hand power tools and food blenders. Micro-machines are electric machines with parts the size of red blood cells, and find many applications in medicine.
Lorentz’s Law of electromagnetic forces
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
28
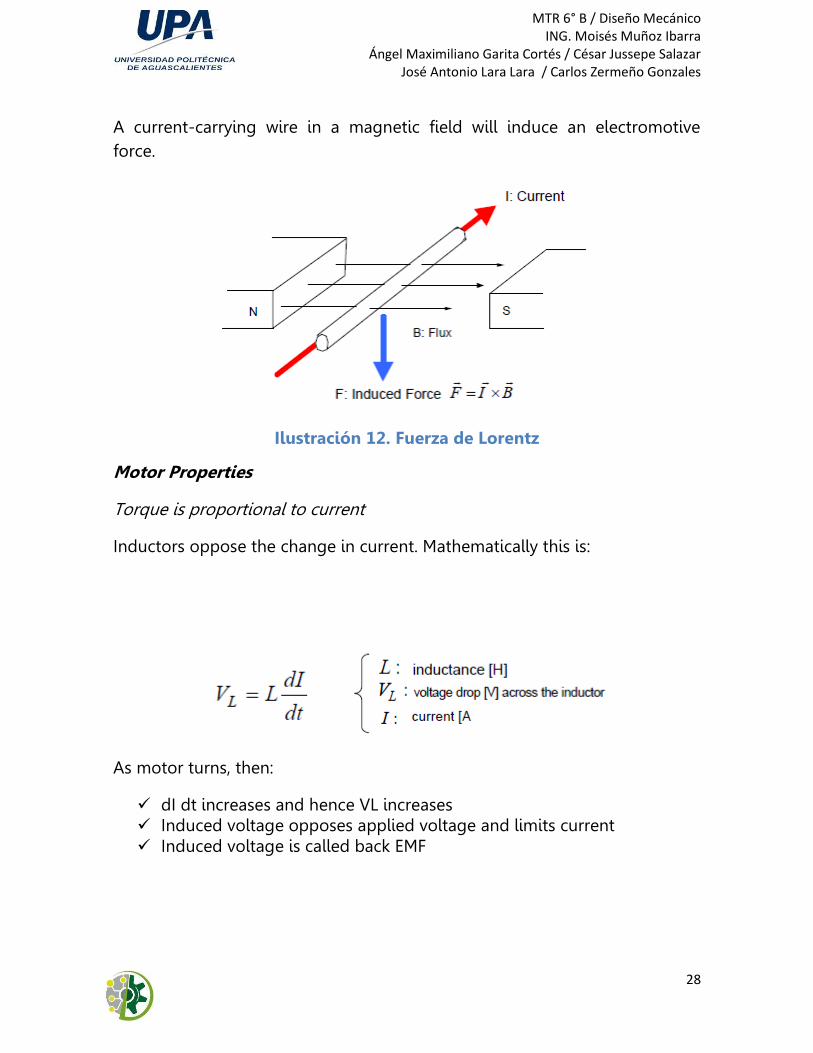
A current-carrying wire in a magnetic field will induce an electromotive force.
Ilustración 12. Fuerza de Lorentz
Motor Properties
Torque is proportional to current
Inductors oppose the change in current. Mathematically this is:
As motor turns, then:
dI dt increases and hence VL increases Induced voltage opposes applied voltage and limits current Induced voltage is called back EMF

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
29
Torque coil makes available is proportional to current:
Torque is independent of voltage
Mechanical power output by shaft equals electrical power minus heating losses

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
30
Motor speed increases then torque decreases
Equations for Starter
The maximum current can´t be bigger than 2 times the nominal current.
At the start:

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
31
Values for the resistance in the starter
For the values in the resistances need to be 4.17 Ω. We will only use 1 resistance.
Resistance from commercial values
The commercial values of the resistances that we found are of 1 Ω.
Pneumatics
Pneumatics is a section of technology that deals with the study and application of pressurized gas to produce mechanical motion.
Pneumatic systems, that are used extensively in industry, and factories, are commonly plumbed with compressed air or compressed inert gases. This is because a centrally located and electrically powered compressor, that powers cylinders and other pneumatic devices through solenoid valves, can often provide motive power in a cheaper, safer, more flexible, and more reliable way than a large number of electric motors and actuators.
Pneumatics also has applications in dentistry, construction, mining, and other areas.
Examples of pneumatic systems and components

Air brakes on buses and trucks
Air brakes on trains Air compressors Air engines for
pneumatically powered vehicles
Barostat systems used in Neurogastroenterology and for researching electricity
Cable jetting, a way to install cables in ducts
Compressed-air engine and compressed-air vehicles
Gas-operated reloading Holman Projector, a
pneumatic anti-aircraft weapon
HVAC control systems Inflatable structures Lego pneumatics can be
used to build pneumatic models
Exercise machines Pipe organs: Electro-pneumatic action Tubular-pneumatic action Pneumatic actuator Pneumatic air guns Pneumatic bladder Pneumatic cylinder Pneumatic Launchers, a type
of spud gun Pneumatic mail systems Pneumatic motor Pneumatic tire Pneumatic tools: Jackhammer used by road
workers Pneumatic nailgun Pressure regulator Pressure sensor Pressure switch Vacuum pump
Pneumatic logic
Pneumatic logic systems (sometimes called air logic control) are often used to control industrial processes, consisting of primary logic units such as:
And Units Or Units 'Relay or Booster' Units Latching Units 'Timer' Units Sorteberg relay Fluidics amplifiers with no moving parts other than the air itself
Pneumatic logic is a reliable and functional control method for industrial processes. In recent years, these systems have largely been replaced by analog electronic or digital control systems in new installations because of

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
33
the smaller size, lower cost, greater precision, and more powerful features of digital controls. Many pneumatic devices are still used in processes, however, where the advantages of digital controls are outweighed by such considerations as:
The cost of upgrading an entire system from pneumatic to digital control is prohibitive.
Safety might be compromised (e.g., potential sparks near explosive gases).
Compressed air is the most viable energy source available.
Desarrollo
Etapa Neumática
El problema planteado es el siguiente:
Puede activarse manualmente o que lo haga automáticamente. Se tiene un depósito de láminas de acrílico de 10x15 cm que se
encuentra detrás de un pequeño CNC. Se necesita empujar cada lámina de este depósito hacia una banda
transportadora con un Cilindro CY1 con 100 mm de carrera, CY1 termina su carrera y se espera 5 segundos.
Cuando pasaron los 5 segundos del CY1, el cilindro CY2 de 100 mm de carrera empuja la lámina para colocarla en la meza de trabajo del CNC donde será maquinado.
El tiempo de maquinado de cada placa es de 15 segundos. Un tercer cilindro CY3 de 100 mm de carrera recibirá la orden
después de los 30 segundos que el maquinado ha terminado y hará su carrera donde al final de ella una ventosa succionara la lámina de acrílico para levantarla y esperar en su posición inicial.
Cuando CY3 identifica que pasaron 5 segundos, soltará la pieza en un depósito automático debajo de él.
Se regresan a su posición inicial el CY1 y CY2.
Condiciones de diseño
Realizo diagrama electo-neumático, de su circuito con su simulación sin presentar líneas empalmadas, o sin conectar.

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
34
Con las válvulas adecuadas para el tipo de cilindro, con silenciadores en escapes, una sola FRL y una sola FAC, interruptor neumático vinculado con el encendido del circuito.
Todo eléctrico acepto cilindros y electro-válvulas (acepto reguladoras, escape rápido, and, or, generadora de vacío, etc.) De caso de usar AND, OR elija solo una de las dos.
Presenta cuando menos 3 cilindros de cualquier tipo o algún otro actuador como ventosa, motor neumático, etc. Uno de los cilindro su posición inicial es extendida.( solo puede usar un cilindro de simple efecto).
Cuando menos 3 tipos válvulas neumáticas de las 4 que existen (electroválvulas, reguladoras, escape rápido, and , or, generadora de vacío, etc.).
Se puede operar de manera automática así como de forma manual (un solo ciclo al pulsar un botón de inicio.) Cuenta con encendido eléctrico así como paro de emergencia con retorno de los cilindros a su posición inicial.
No cuenta con contactos, relevadores, interruptores que no estén justificados con algún accionamiento (usar contador de pulsos de 5 a 10).
Usa funciones con relevadores cuando menos 3, como memoria, negación, amplificación, AND, OR, multiplicación de señales, conversión, retraso de tiempo etc.( el diagrama de escalera cumple con conexiones eléctricas en eslabones o peldaños bien definidos).
El funcionamiento del circuito de escalera, es una combinación de accionamientos , eléctricos, manuales y mecánicos cuando menos un interruptor o limit switch eléctrico
No accionamientos neumáticos.
Material
3 cilindros de doble efecto 1 ventosa 3 válvulas electromecánicas 5/2 bi-estables 1 válvula electromecánica 3/2 biestable FRL 3 Válvulas extranguladoras FAC

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
35
12 obturadores 3 pulsadores 8 Solenoides de Válvula 3 Reles con deceleración de arranque 13 relevadores Fuente de 24V
Circuito Neumático
Ilustración 13. Circuito Neumático
CY1
A1: activa CY1 L1: desactiva CY1 M3: marca a 0mm M1: marca a 100mm A2: marca a 100mm
CY2
B2: activa CY2 L2: desactiva CY2 M2: marca a 100mm B3: marca a 99mm A3: marca 100mm
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
36
CY3
D2: activa CY3 G2: desactiva CY3 E1: marca a 99mm E2: marca a 98mm G2: marca 100mm G2: marca 0mm
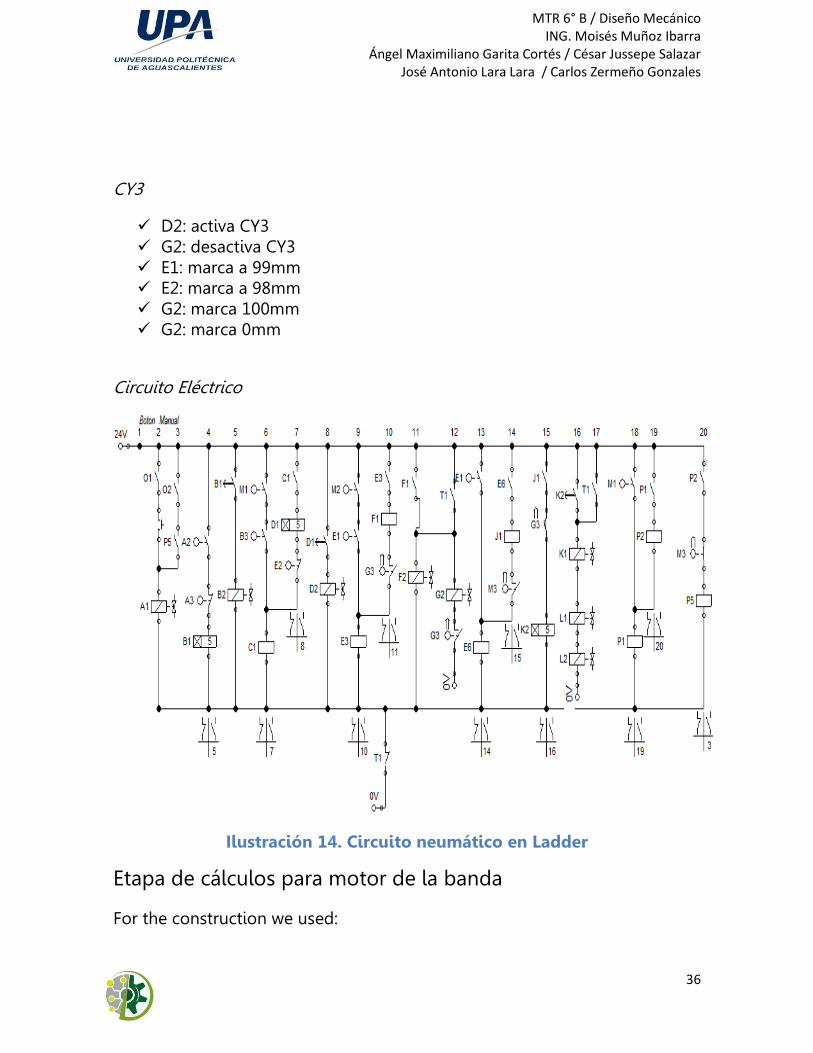
Circuito Eléctrico
Ilustración 14. Circuito neumático en Ladder
Etapa de cálculos para motor de la banda
For the construction we used:
MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
37
Protoboard 4 Resistances of 1 Ω Tip 41 Transistor Arduino Computer
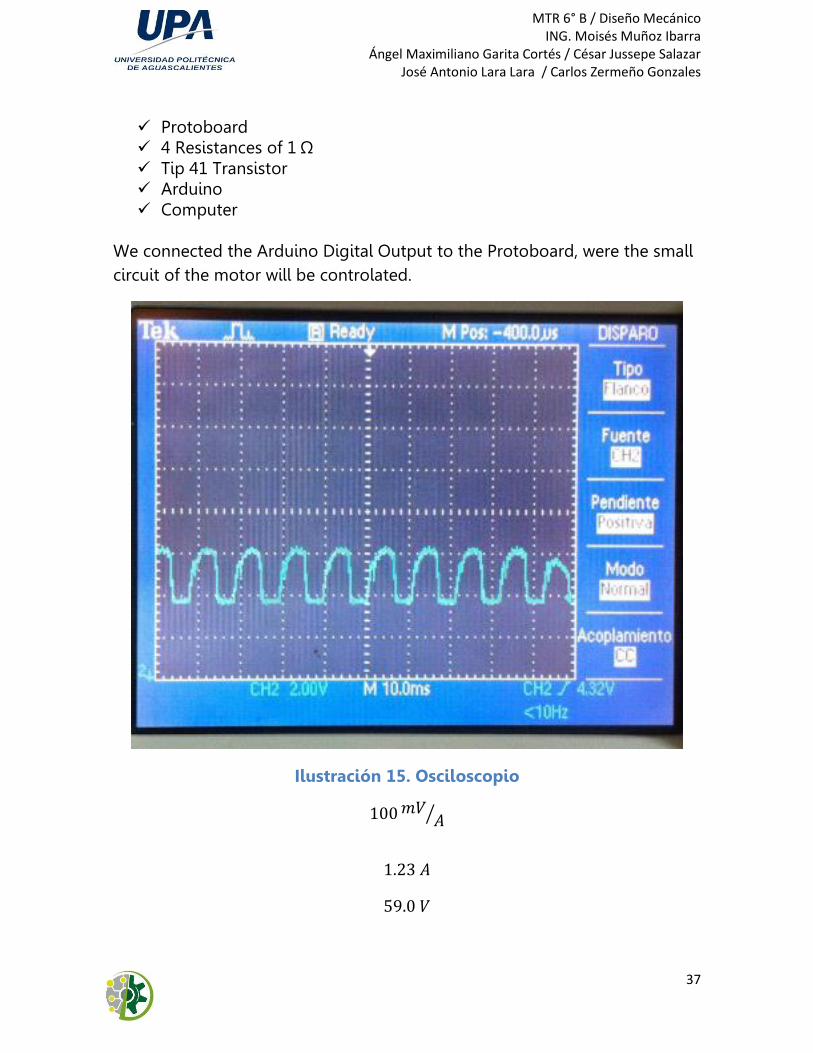
We connected the Arduino Digital Output to the Protoboard, were the small circuit of the motor will be controlated.
Ilustración 15. Osciloscopio
⁄

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
38
Ilustración 16. Pico de Corriente
Ilustración 17. Osciloscopio
Cálculos para arrancador de motor

MTR 6° B / Diseño Mecánico ING. Moisés Muñoz Ibarra
Ángel Maximiliano Garita Cortés / César Jussepe Salazar José Antonio Lara Lara / Carlos Zermeño Gonzales
39
V = 12 v
Inom = 1.23A
Inom (2) = 2.46A = Imax
Ra = 0.7Ω
Starting:
W = 0
E = 0
C =VB/Imax=12v/2.46A= 4.87Ω
Ra + RT = 4.87Ω
RT = 4.87Ω - 0.7Ω
RT =4.17Ω
E = VB - I RT
E = 12v – 1.23ª
E = 10.77v
VB = Imax (Ra + RT) + E
RT1 = (VB-E)/Imax- 0.7Ω
(12v -10.77)/(2.46 A)- 0.7Ω= 1.23/2.46A- 0.7Ω = 0.5 – 0.07 = - 0.2 Ω
The resistence must be a resistor of 4.87Ω for the starter of the motor, because the second value of resistence is negative.
Program To control the start of the motor
#define motor 9
void setup()
pinMode(motor,OUTPUT);
void loop()
digitalWrite(motor,HIGH);
delay (1000);
digitalWrite(motor,LOW);

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
40
Etapa de diseño
El motivo por la realización de las piezas en Solidworks, es para crear una pieza con un diseño con medidas ya especificadas. Las piezas diseñadas fueron las que son especiales, es decir, son las piezas que son el distintivo de nuestro diseño y que fueron diseñadas totalmente por nosotros, partiendo de los conocimientos previos de CNC funcionales.
mesa_cnc
Ilustración 18. mesa_cnc
La primera pieza fue la mesa_cnc, misma que es toda la base de la estructura conocida como router, con las siguientes medidas:

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
41
Ilustración 19. Medidas base_cnc
Ilustración 20. Medidas base_cnc
Los orificios realizados son en donde se colocaran los ejes de movimiento, los postes del router y los motores que controlan los tornillos sin fin.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
42
Ilustración 21. base_cnc
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress para hacer una simulación de la carga total de la estructura completa. Aproximadamente se considera que el peso ejercido seria de 8 Kg. Mismo que se considera para el análisis.
Ilustración 22. Analisis de Esfuerzo base_cnc
Aquí se muestran las sujeciones, que en este caso sería el piso debajo del CNC y la presión del peso de la estructura.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
43
Se observan aquí la fuerza, distribuida uniformemente para la superficie de contacto con la estructura.
Ilustración 23. fuerza y sujeciones base_cnc
lateral_1_cnc y lateral_2_cnc
Ilustración 24. lateral_1_cnc y lateral_2_cnc
Son los postes correspondientes que sostienen el eje X y brindan altura al CNC. Los orificios realizados son en donde se colocaran los ejes de movimiento y los motores que controlan los tornillos sin fin.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
44
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress para hacer una simulación de la carga del taladro con sus respectivos ejes de movimiento y el motor en el eje. Aproximadamente se considera que el peso ejercido seria de 2 Kg. Mismo que se considera para el análisis.
base_taladro
Ilustración 25. base_taladro
Es la base donde se coloca el taladro que desvastará las piezas. El mismo va sujeto al eje base_eje_z y base_eje_x.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
45
Ilustración 26. Medidas base_taladro
Ilustración 27. Medidas base_taladro
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress para hacer una simulación de la carga del taladro. Aproximadamente se considera que el peso ejercido seria de 1Kg. Mismo que se considera para el análisis.
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
46
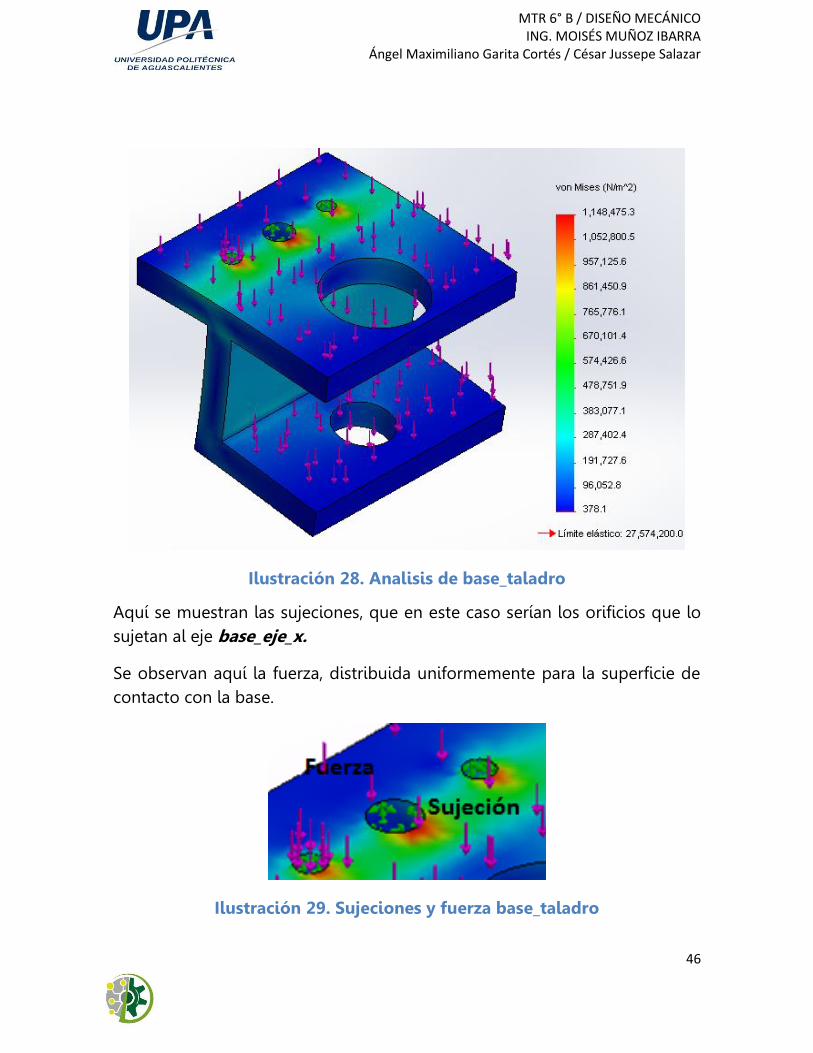
Ilustración 28. Analisis de base_taladro
Aquí se muestran las sujeciones, que en este caso serían los orificios que lo sujetan al eje base_eje_x.
Se observan aquí la fuerza, distribuida uniformemente para la superficie de contacto con la base.
Ilustración 29. Sujeciones y fuerza base_taladro
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
47
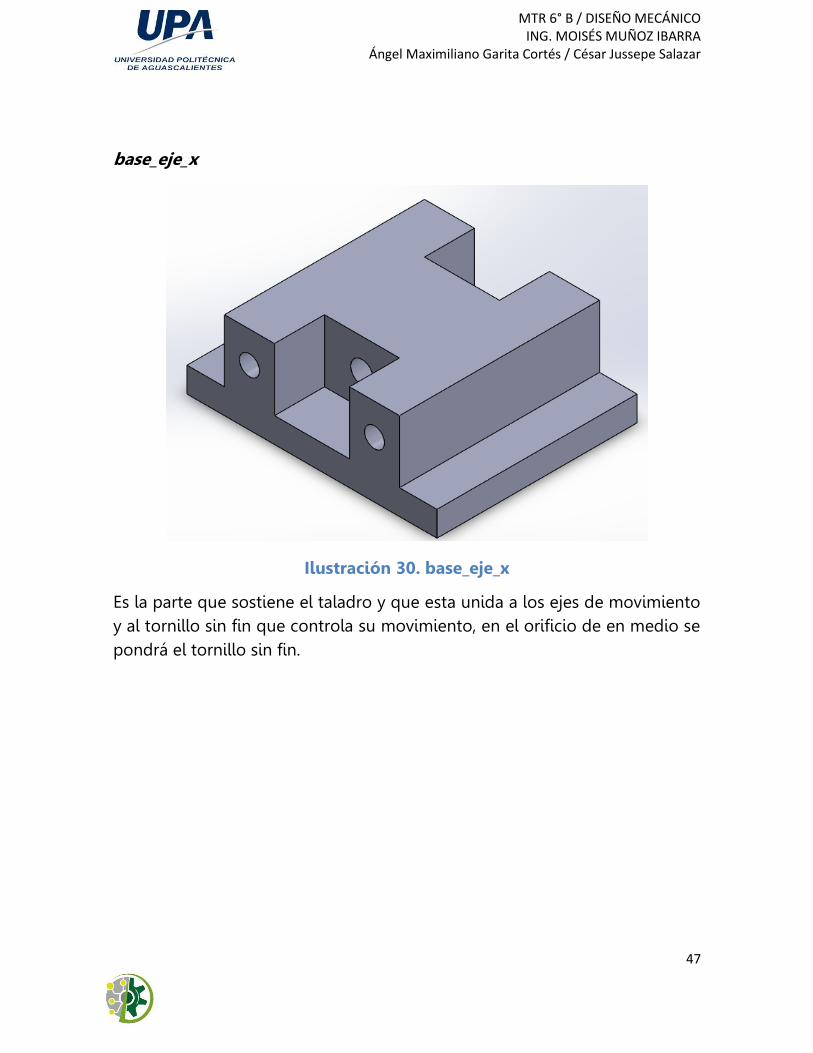
base_eje_x
Ilustración 30. base_eje_x
Es la parte que sostiene el taladro y que esta unida a los ejes de movimiento y al tornillo sin fin que controla su movimiento, en el orificio de en medio se pondrá el tornillo sin fin.
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
48
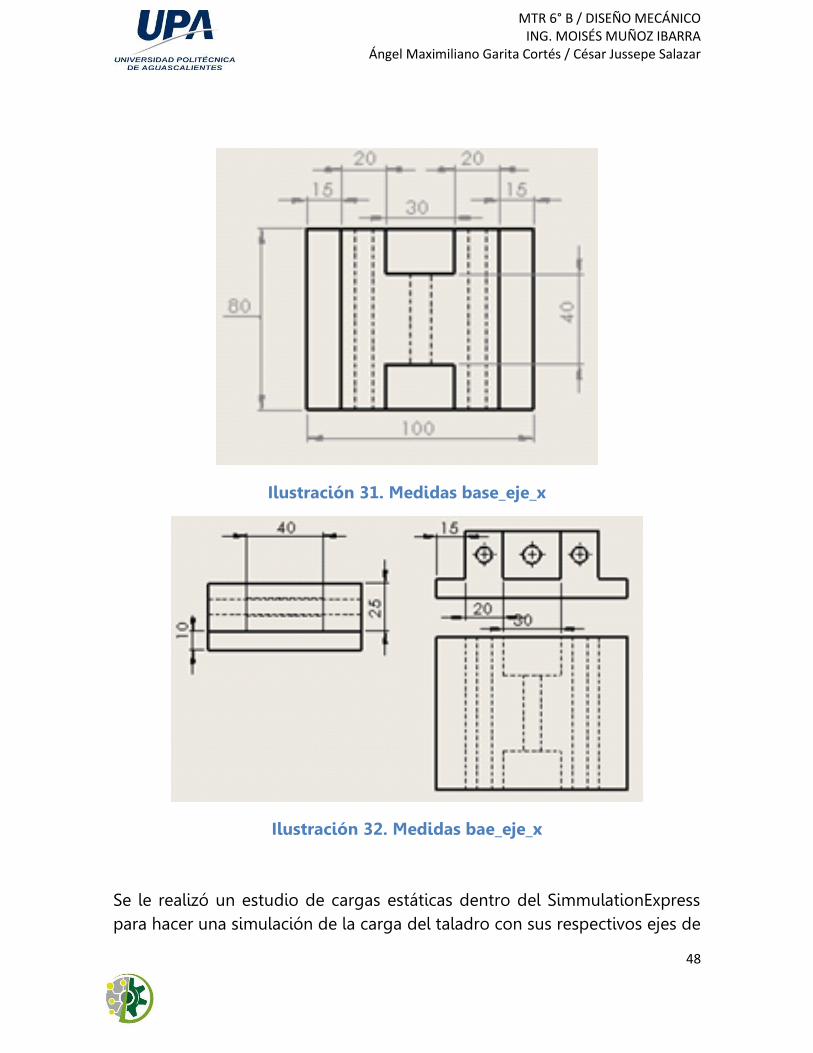
Ilustración 31. Medidas base_eje_x
Ilustración 32. Medidas bae_eje_x
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress para hacer una simulación de la carga del taladro con sus respectivos ejes de

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
49
movimiento y el motor en el eje. Aproximadamente se considera que el peso ejercido seria de 1.2 Kg. Mismo que se considera para el análisis.
Ilustración 33. Analisis base_eje_x
Aquí se muestran las sujeciones, que en este caso serían los 2 orificios de los ejes y la rosca del tornillo sin fin.
Se observan aquí la fuerza, distribuida uniformemente para la superficie de contacto con los ejes.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
50
Ilustración 34. Fuerza y sujecion base_eje_x
base_eje_z
Ilustración 35. base_eje_z
Es la parte que sostiene el taladro y que está unida a los ejes de movimiento y al tornillo sin fin que controla su movimiento, en el orificio de en medio se pondrá el tornillo sin fin.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
51
Ilustración 36. Medidas base_eje_z
Ilustración 37. Medidas base_eje_z
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress para hacer una simulación de la carga del taladro con sus respectivos ejes de movimiento y el motor en el eje. Aproximadamente se considera que el peso ejercido seria de 0.5 Kg. Mismo que se considera para el análisis.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
52
Ilustración 38. Analisis base_eje_z
Aquí se muestran las sujeciones, que en este caso serían los orificios de los tornillos.
Se observan aquí la fuerza, distribuida uniformemente para la superficie de contacto con los ejes.
Ilustración 39. Fuerza y sujeción base_eje_z

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
53
Base de motores a pasos
Ilustración 40. base de motores a pasos
Guías de los ejes Y y Z
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
54
Ilustración 41. Guías de los ejes Y y Z
En la banda transportadora se realizaron distintos tipos de análisis los cuales son de vital importancia para lograr el funcionamiento óptimo del mecanismo el proyecto consta de una banda transportadora la cual estará dividida en dos partes a primera un poco más corta que la segunda tendrá movilidad a 120º el movimiento será accionado por sensores y realizado por un mecanismo neumático esto servirá para la distribución del producto que se transportara.
Se ha considerado la opción de implementar dentro del proyecto pistones los cuales desplazaran la pieza a sus conductos de acuerdo al tipo de material.
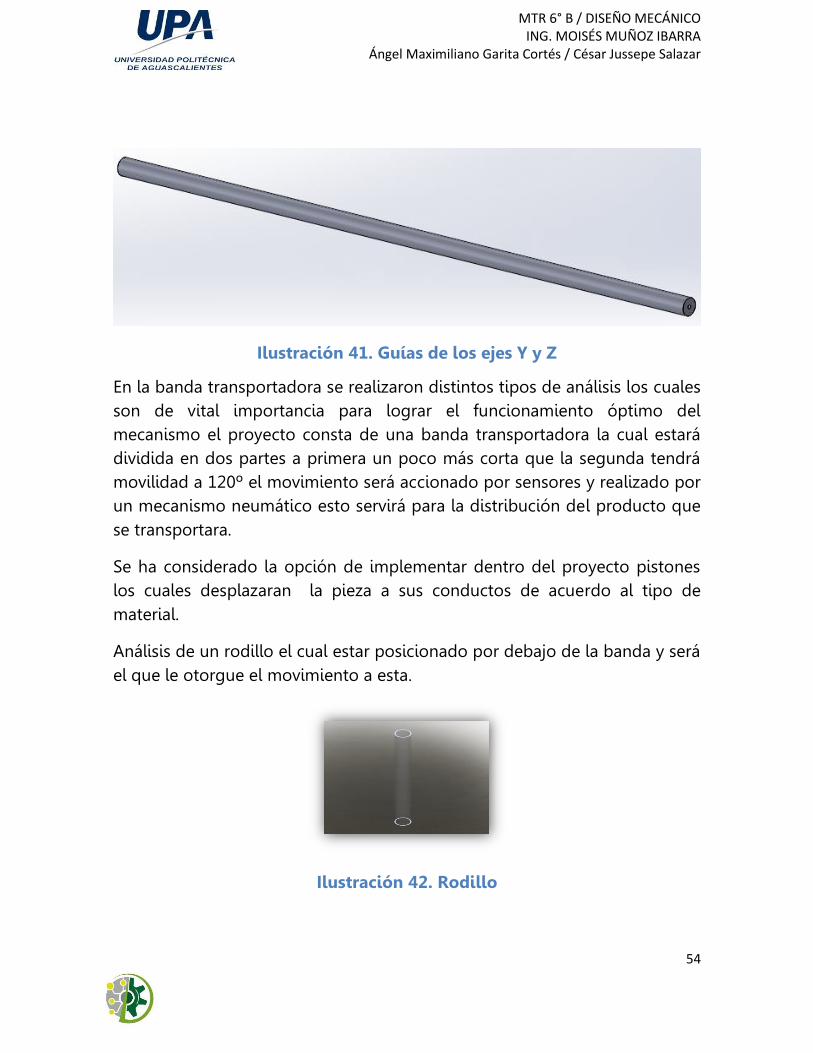
Análisis de un rodillo el cual estar posicionado por debajo de la banda y será el que le otorgue el movimiento a esta.
Ilustración 42. Rodillo

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
55
Propiedades volumétricas
Masa:0.101763 kg Volumen:1.27204e-005 m^3 Densidad:8000 kg/m^3 Peso:0.997281 N
Se le realizó un estudio de cargas estáticas dentro del SimmulationExpress
Ilustración 43. Tensión de Von Misses

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
56
Ilustración 44. Análisis de Desplazamiento
Aquí se muestran las sujeciones y se observa la fuerza, distribuida uniformemente para la superficie de contacto.
Ilustración 45. Sujeción

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
57
Ilustración 46. Fuerza
Etapa de selección de materiales
En diversos lugares se pudo conseguir los materiales, principalmente en una chatarrera cerca de la universidad, donde se consiguen distintas piezas de máquinas que las empresas o las personas llevan a vender por kilogramo. Se consiguió de principia a cuentas la lámina de metal que buscábamos para hacer las lateral_1_cnc y lateral_2_cnc.
La especie de lámina, tiene tres capas, dos de una placa de metal y una en medio de plástico. Brinda gra profundidad con poco peso.
En el mismo lugar donde se consiguieron esas láminas, se consiguieron también los ejes de impresoras industriales, los cuales cumplían una función exactamente igual a la que queremos lograr con ellos, como ejes de movimiento.
Se consiguieron un bloque y dos placas gruesas de aluminio ya que el aluminio es un metal dúctil y liviano, ya que se quiere tener un peso bajo para darle estabilidad a la máquina.
Resistencia mecánica del aluminio
Las características mecánicas del aluminio varían considerablemente dependiendo del tipo de aleación que se esté considerando.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
58
En la siguiente tabla se muestran los valores de la carga de rotura (N/mm2), el límite elástico (N/mm2), el alargamiento en la rotura (en %) y la dureza Brinell para las aleaciones de aluminio más comunes:

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
59
Ilustración 47. Tabla de Aluminio
Por otro lado, la resistencia a cizallamiento es un valor importante a tener en cuenta para calcular la fuerza necesaria para el corte, así como para determinadas construcciones. No existen valores normalizados a este respecto, pero generalmente es un valor que está entre el 55 y 80 % de la resistencia a la tracción.
En la siguiente tabla se muestran los valores del alargamiento de la pieza que se alcanza en el ensayo de tracción, justo antes de producirse la rotura de la pieza:
Ilustración 48. Alargamiento en el ensayo de tracción para las aleaciones de aluminio
En la siguiente tabla se muestran los valores de dureza Brinell que alcanzan las distintas aleaciones de aluminio, junto con los datos de la carga de rotura (N/mm2), el límite elástico (N/mm2) y el alargamiento en la rotura (en %):

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
60
Ilustración 49. Carga de rotura, límite elástico, alargamiento y dureza de las aleaciones de aluminio
En la siguiente figura se muestra cómo varía la dureza Brinell para las distintas aleaciones de aluminio:

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
61
Ilustración 50. Dureza Brinell (HB) para las aleaciones de aluminio
Las placas y el bloque tenían medidas de:
Bloque: 8x10x3.8 cm Placa1: 8x8x1 cm Placa2: 2x3x16 cm
Un tornillo sin fin, fue cortado en tres partes con las medidas de:
Sinfin1: 45 cm con 9 mm de diámetro Sinfin2: 40 cm con 9 mm de diámetro Sinfin3: 15 cm con 9 mm de diámetro
Los motores fueron, motores a pasos, que se consiguieron en la misma chatarrera. Se consideraron de 6 hilos como bipolares. Cada uno cuenta con 200 pasos por vuelta cada uno y tienen unas medidas aproximadas 5x5x5 cm.
Las uniones se realizaran con tornillos y tuercas de cuerda standard con una longitud de 1 pulgada y ¼ de pulgada de diámetro. Con cabeza de cruz.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
62
Para la mesa_cnc se tiene una placa de acero de 30x30 cm con un espesor de ½ cm.
Etapa de manufactura
Además de los implementos de seguridad correspondientes, fue usada en todo momento la bata de laboratorio, para la protección de brazos, manos y ropa.
lateral_1_cnc y lateral_2_cnc
Para estas piezas se utilizó la lámina con dos placas de metal y una de plástico, se les dio la forma deseada mediante la cortadora de lámina y se ajustaron mediante el esmeril. Se obtuvieron 4 placas con la forma deseada, exactamente del mismo tamaño.
base_eje_z
Esta es la pieza que aprieta la base_eje_x, se siguieron las medidas de diseño y se realizaron los orificios correspondientes. A esta pieza se le dio forma en la fresadora mediante el desgaste de viruta de la Placa1.
Se realizaron los orificios correspondientes con las medidas antes mencionadas. Las r/min requeridas para el torneado de acabado de las piezas que se harán de aluminio 1.5 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100):
⁄
base_eje_x
Esta pieza conecta los ejes de movimiento y de transmisión de movimiento con el taladro y las bases, se hiso de acuerdo a las especificaciones de diseño y se le dio forma mediante el fresado. Fue la pieza más laborosa y la que requirió más tiempo de trabajo en el maquinado. Se realizaron varios

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
63
cortes ortogonales que le dieron la forma desaeada y se realizaron los orificios de los ejes y el orificio del tornillo sin fin el cual cuenta con las siguientes medidas importantes a la hora de su fabricación:
Tornillo sin fin: 9mm de diámetro, aproximadamente 0.355in. Broca para hueco del tornillo sin fin: 7.65 mm, aproximadamente
0.305in. Machuelo con la misma cuerda que el tornillo sin fin: 9.63mm,
aprocimadamente de 0.38in.
Las r/min requeridas para el torneado de acabado de las piezas que se harán de aluminio 1.5 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100):
⁄
base_taladro
La base del taladro es una de las piezas más importantes y que mejor alineada debe de estar ya que la cortadora del taladro tiene que estar nivelada y empotrada manera de que se conserve su funcionalidad y su calidad de desplazamiento. Se le realizaron los dos orificios de los ejes y de el del tornillo sin fin. A parte de que se le realizaron dos orificios de distintos tamaños para colocar el taladro.
Las r/min requeridas para el torneado de acabado de las piezas que se harán de aluminio 1.5 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100):
⁄
mesa_cnc

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
64
La mesa que se cortara de la placa de acero de 30x30 cm con ½ cm de espesor, es la base principal por lo que debe de ser la parte más estable y por lo tanto la más pesada.
Las r/min requeridas para el torneado de acabado de las piezas que se harán de aluminio 1.5 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100):
⁄
Herramientas De Corte
Al utilizar una broca como las utilizadas para los fresadoras, se dice que es de filos múltiples como se puede observar a simple vista la pieza que utilizamos era de 5 hilos. Esta es una como la que se utilizó:
Ilustración 51. Broca para Fresadora
Motor a pasos
Para los motores, se seleccionaron los motores a pasos como el que se muestra en la siguiente ilustración.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
65
Ilustración 52. Motor a pasos
Aquí unas fotos de lo realizado en los talleres de arsa y en las máquinas y herramientas de la universidad.
Ilustración 53. Manufactura de Rodillo
Angulo que forma parte de las canaletas donde van montados los rodillos.7

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
66
Ilustración 54. Angulo de Rodillos
Vista lateral de uno de los rodillos en esta parte se muestra perfectamente el rodillo ya montado sobre la la canaleta.
Ilustración 55. Rodillo vista lateral
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
67
Ilustración 56. Motor generador del movimiento de la banda
Etapa de ensamble
Para la etapa del ensamble es una de las dos etapas que aun no están finalizadas y por lo tanto no se ha podido documentar previamente el desarrollo de esta etapa. Ya que es un proyecto integrador para varias materias se tiene pensado tener el ensamble final en las fechas finales de las demás materias. En la brevedad posible será anexada esta etapa.
Banda Transportadora
La operación es muy simple, el proyecto consta de una banda transportadora que puede ser de paquetes o de piezas.
En la parte donde inicia tendrá una tira de sensores cada uno con un rango de altura diferente.
En uno de los costados de la banda tendrá pistones o cilindros neumáticos que serán los responsables de distribuir las piezas según el tamaño al que pertenezca.
Programa en Ladder del RSLogix Pro
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
68
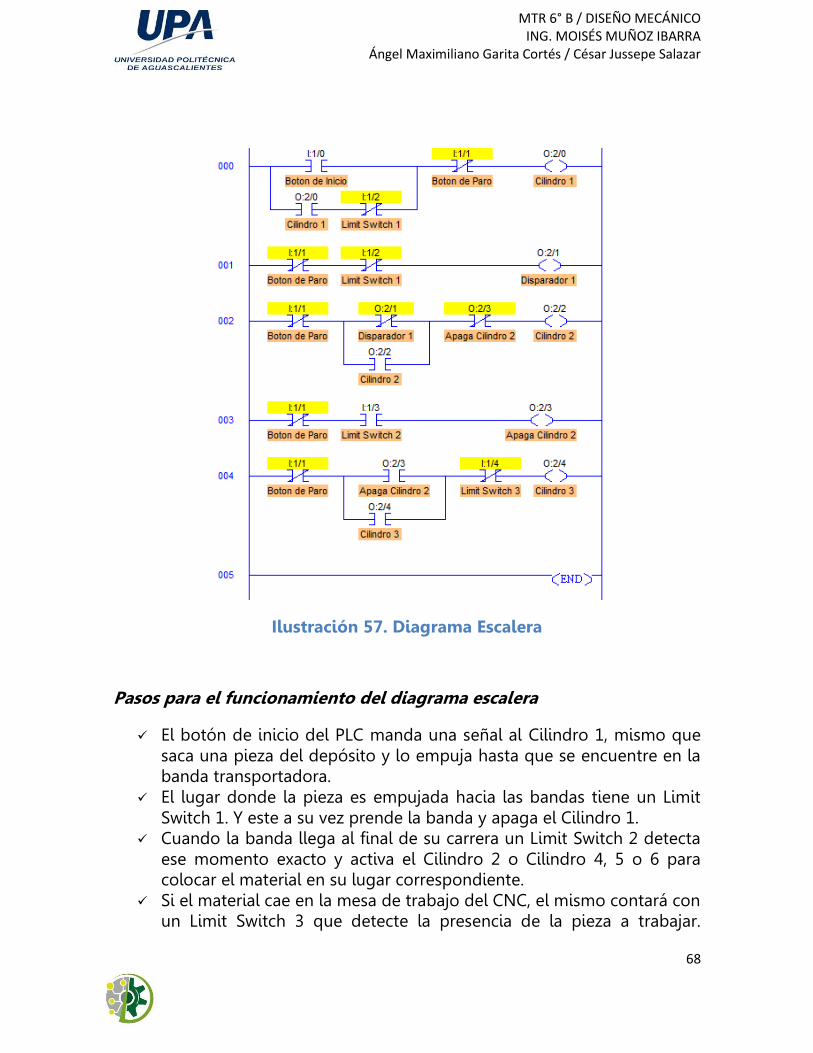
Ilustración 57. Diagrama Escalera
Pasos para el funcionamiento del diagrama escalera
El botón de inicio del PLC manda una señal al Cilindro 1, mismo que saca una pieza del depósito y lo empuja hasta que se encuentre en la banda transportadora.
El lugar donde la pieza es empujada hacia las bandas tiene un Limit Switch 1. Y este a su vez prende la banda y apaga el Cilindro 1.
Cuando la banda llega al final de su carrera un Limit Switch 2 detecta ese momento exacto y activa el Cilindro 2 o Cilindro 4, 5 o 6 para colocar el material en su lugar correspondiente.
Si el material cae en la mesa de trabajo del CNC, el mismo contará con un Limit Switch 3 que detecte la presencia de la pieza a trabajar.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
69
Activándose Limit Switch 3, se apaga el Cilindro 2 y se prende el Cilindro 3, que cumple la función de una prensa.
Pasos para el funcionamiento de la banda
La operación es muy simple el proyecto consta de una banda transportadora que puede ser de paquetes o de piezas en la parte donde inicia tendrá una tira de sensores cada uno con un rango de altura diferente en uno de los costados de la banda tendrá pistones o cilindros neumáticos que serán los responsables de distribuir las piezas según el tamaño al que pertenezca
Pasos para el funcionamiento:
Un cilindro saca del servidor una pieza la cual cae en la banda La pieza o paquete pasa por el apartado del proceso donde se
encuentran los sensores los cuales determinaran de acuerdo a su altura el cilindro que se accionara si por ejemplo: si el primer sensor está en uno y los demás en cero se acciona el primero si el primer sensor y el segundo están en uno y el tercero en cero se activa el cilindro número dos.
Las piezas caerán a cajas o totes donde se almacenaran para su distribución posterior.
Resultados Como resultado de la etapa de diseño, de selección de materiales y de manufactura se obtuvieron satisfactoriamente el diseño en software y en físico como anteriormente se habían requerido, es por eso que concluidas estas etapas podremos dar por hecho que los resultados obtenidos fueron los esperados para esta materia, la misma que abarca hasta el proceso de manufactura.
Ya que este dispositivo nos brinda una gran aplicación benéfica y aplicable dentro de la ingeniería, en el campo estudiantil y de diseño, hemos propuesto que para los cursos siguientes de la carrera es posible retomar
MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
70
este proyecto y darle un perfeccionamiento, sobre todo en la etapa de manufactura, lamentablemente en la Universidad no contamos con la maquinaria suficiente y no disponemos del tiempo suficiente de los laboratorios para poder haber dejado perfecta la manufactura.
Acerca de los valores necesarios para cálculos, el hecho de haber realizado únicamente los análisis matemáticos de la velocidad de corte en torno, es necesario establecer que fueron los únicos valores de los cuales disponíamos.
La selección de los materiales utilizados en el proceso de manufactura fue presentándose en base a como se fueron encontrando los materiales y en cómo se iban a conseguir. Pero cumplen completamente su función, ya que al haber trabajado antes con distintos materiales fue fácil poder distinguir lo que si nos servía y lo que no.
La Seguridad siempre fue un tema presente en todo el proyecto, y para el funcionamiento de este los puntos más importantes son:
No introducir dedos ni manos en las partes del tornillo sin fin y en el taladro.
No tratar de detener el proceso con herramientas mecánicas. Es indispensable utilizar lentes de seguridad si quiere darse un
seguimiento visual al desarrollo del proceso del CNC. Utilizarlo en ambientes secos y templados. La manera más fácil de interrumpir de golpe el proceso del CNC es
necesario desconectarlo de la fuente de alimentación. El torque de los motores es suficiente para poder mutilar dedos, por lo
que no se debe de introducir dedos en los acoples. En caso de una emergencia acudir a urgencias.
Para mantener un buen funcionamiento del CNC es necesario seguir las siguientes indicaciones de Mantenimiento:
Mantener lubricados los ejes de movimiento. Mantener lubricados los tornillos sin fin. Mantener las virutas fuera de las guías y de los tornillos sin fin.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
71
Mantener toda la maquina sin polvo ni residuos. Evitar tener lubricante en el área de trabajo.
Como los posibles puntos de mejora, se abarcan los siguientes:
Conseguir elevar la potencia del motor del taladro o en su defecto conseguir otro taladro con más potencia.
Maquinar las piezas laterales con una mejor precisión. Conseguir guías iguales. Mejorar el tornillo sin fin y su mecanismo. Conseguir perfil de aluminio para la base_cnc.

MTR 6° B / DISEÑO MECÁNICO ING. MOISÉS MUÑOZ IBARRA
Ángel Maximiliano Garita Cortés / César Jussepe Salazar
72
Conclusiones Lo más importante para esta materia y en la que en este reporte se dio hincapié fue la etapa de manufactura, sus respectivo taladrado y fresado permitieron incluir como la situación más importante del proyecto.
Solucionar el hecho de poder realizar modelos físicos y no solamente dentro de un software al nivel estudiantil y diseño, así como las medidas de la máquina representa una gran aplicación benéfica dentro de la ingeniería, esto por la facilidad de su construcción y la facilidad de la comunicación entre el software y el hardware de la máquina.
Siempre se pretendió que la selección de los materiales utilizados en el proceso de manufactura fueran los más económicos y los más aptos para la realización del proyecto.