Embed Size (px)
Citation preview

Publicação da Sandvik Coromant do Brasil ISS nº 1518-6091 RGBN 217-147
86
Soluções de Usinagem IBRAFFEMAMBons resultados reforçam parcerias
Educação e TecnologiaEscola SENAI Suíço - Brasileira: curso superior em mecânica de precisão amplia oportunidades
Negócios da IndústriaISO 26000: Brasil e Suécia na vanguarda socioambiental

LS-0006-11Z-Anúncio_puzzle-Villares_metals.indd 1 7/12/11 10:58 AM
abril.2012/86

04 Soluções de Usinagem 1Braffemam: parceria de resultados
12 Negócios da IndústriaISO 26000 - Brasil e Suécia em colaboração
18 Soluções de Usinagem 2Rosqueamento de alta performance com o uso de machos de corte
22 Educação e TecnologiaOs novos rumos da mecânica
30 Conhecendo um Pouco MaisJovens empreendedores
32 Nossa Parcela de ResponsabilidadeConecte-se
34 Anunciantes / Distribuidores / Fale com Eles
4 Soluções de Usinagem I 18 Soluções de Usinagem II
12 Negócios da Indústria
22 Educação e Tecnologia 30 Conhecendo um Pouco Mais
edição 86Índice 04/2012
Contato da Revista OMU Você pode enviar suas sugestões de reportagens, críticas, reclamações ou dúvidas para o e-mail da revista O Mundo da Usinagem: [email protected] ou ligue para: 0800 777 7500
Acompanhe a Revista O Mundo da Usinagem digital em:www.omundodausinagem.com.br
EXPEDIENTEO MUNDO DA USINAGEM é uma publicação da Sandvik Coromant do Brasil, com circulação de seis edições ao ano e distribuição gratuita para 15,000 leitores qualificados. Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SPEditor-chefe: Fernando OliveiraCo-editora: Vera NataleCoordenação editorial, redação, produção gráfica e revisão: Ação e Contexto (Fernando Sacco, Gustavo R. Sanchez, João M. S. B. Meneses, Renato Neves, Thais Kuperman, Vivian Camargo)Jornalista responsável: Fernando Sacco - MTB 49007/SPProjeto gráfico: Renato NevesImpressão: Ipsis Gráfica e Editora
Ferramenta Silent Tools Crédito: AB Sandvik Coromant
3o mundo da usinagemabril.2012/86

4 o mundo da usinagem abril.2012/86
soluções de usinagem I
BraffemamEntrosamento entre cliente e fornecedor promove o desenvolvimento de ambos
Torneamento/faceamento de uma das peças para máquinas Braffemam
utilizando porta-ferramenta CoroTurn RC Fixação Rígida,
com pastilha WNMG ambos da Sandvik Coromant
Gilm
ário
Dar
u

abril.2012/86 5o mundo da usinagem
ca pelo nível de assistência técnica que proporciona, tendo inclusive elaborado um manual técnico de aplicação para prensas viradeiras. Ainda que pareça ser um proces-so de menor importância quando
comparado à usina-gem em máquinas CNC, são poucos os que detêm expertise em máquinas para corte e dobra. Não raro, alguém acaba danificando partes da máquina ou ge- rando refugos por ignorar como operá-la ou porque des-conhece a tecnolo-
gia específica da aplicação desse tipo de máquina. Mesmo a norma NR12, que procura orientar a cons-trução de prensas, ainda deixa la-cunas que, segundo a engenharia da empresa, deveria contemplar.
De acordo com Nézio P. de Sou-za, um dos diretores da empresa, o perfil dos clientes mudou bastante desde que a empresa foi fundada. No passado, o empreendedor, de posse de algum capital, concebia a ideia de produzir determinados componentes, comprava algumas máquinas e começava a buscar clien-tes. Nesse período, um prazo de entrega de 30 a 60 dias para uma dobradeira, por exemplo, era per-feitamente aceitável.
Hoje, o processo se inverteu: tudo é muito veloz. O empreende-dor participa de uma concorrência com base em um estudo prévio, contemplando plano de produção, previsão de custos e ganhos pos-síveis; faz uma análise de investi-mentos e, se necessário, parte em busca de uma máquina que o aten-da a contento.
Nesse tipo de situação, no entan-to, a fim de dar conta do prazo pro-
Localizada no Parque Industrial Botiatuva, Campo Largo, Paraná, em uma área de 80.000 m² e instala-ções de 12.000 m², a Braffemam – Fá-brica Brasileira de Máquinas e Ar-tefatos Metalúrgicos Ltda – produz máquinas de corte, dobra, estampa-ria e reciclagem. Entre os principais produtos, destacam-se: as prensas hidráulicas tipo “C”; as prensas vi-radeiras; as prensas enfardadeiras, muito utilizadas em processos de reciclagem e as guilhotinas. Fabri-cantes pioneiros na introdução de máquinas hidráulicas no segmen-to, todos os produtos são fruto de know-how próprio e podem ter co-mando acionado via CNC (Coman-do Numérico Computadorizado), com memória de processos e até 3 eixos programáveis - x, y e r - ou via CLP (Controladores Ló-gicos Programáveis). As prensas viradeiras que pro-duzem, garantem precisão na casa de 0,1 mm e repetibili-dade de 100%.
Com 25 anos de existência e aproxi-madamente 90 fun-cionários, a empresa vem conseguindo se destacar graças à habilidade que pos-sui de interpretar as necessidades do mercado e à com-petência adquirida para se adaptar às exigências impostas a toda em-presa que tenha de enfrentar uma concorrência agressiva e globaliza-da. A companhia também se desta-
Gilm
ário
Dar
u
A usinagem responde por 20% a 30% dos custos totais de produção e é a operação mais demorada
Fresa CoroMill 365 para usinagem de diversos componentes de máquinas de corte e dobra Braffemam
w
Gilm
ário
Dar
u

6 o mundo da usinagem abril.2012/86
soluções de usinagem I
metido, o investidor não tem tempo para esperar e, sendo assim, com-pra de quem tem máquinas para pronta entrega. Há investidores que nem se importam tanto com marca, preço ou qualidade, desde que a máquina resista até o final do pro-jeto e o fornecedor possa entregá-la imediatamente.
Esse fato pressiona empresas como a Braffemam, que prima pela qualidade e a tecnologia de seus produtos. Segundo Nézio de Sou-za, ciente dessa situação, a empre-sa mantém de 50 a 60 máquinas em estoque, prontas para entrar em operação. Esse fato tem contribuí-do para o aumento do faturamento da empresa. O cliente vem, escolhe, compra e pode levar a máquina na hora se assim o desejar.
Outro fato é a inversão da ten-dência à terceirização. Muitas empresas estão internalizando a produção de peças e componentes antes subcontratados. Talvez isso
venha ocorrendo devido à maior possibilidade de controle de pra-zos e custos que a verticalização pode oferecer. Entre essas empre-sas existem muitas que, dado o bom relacionamento de longa data, optam pelos produtos Braffemam.
Como é praxe nesse mercado, a empresa tem sofrido com os altos im-postos nacionais e com a concorrência vinda de outros países, como Turquia
e China, ou com produtos de mar-cas europeias, porém produzidos na China. O diretor afirma que “no pas-sado concorríamos com duas ou três marcas, hoje precisamos vencer mais de vinte, contudo, o número de fa-bricantes nacionais é praticamente o mesmo”. Nesse caso, o diferencial da empresa de Campo Largo, além da qualidade, são os serviços. Estando em solo nacional e falando o mesmo idioma, o atendimento é muito mais rápido. O trânsito de informações, a reposição de peças, a assistência téc-nica permanente, ou mesmo um trei-namento, quando necessário, é muito mais acessível e prático.
Embora o avanço da tecnologia te-nha barateado itens como os compo-nentes eletrônicos, a matéria-prima ainda é um item de custo significati-vo, uma vez que são usadas chapas de aço estrutural ASTM A 36 com certi-ficação. Do ponto de vista da fabrica-ção, a usinagem responde por 20% a 30% dos custos totais de produção e é a operação mais demorada pois, em
Gilm
ário
Dar
u
Máquina de corte produzida pela Braffeman
Máquinas de dobra Braffeman, na linha de montagem
Gilm
ário
Dar
u

7o mundo da usinagemabril.2012/86
geral, é por ela que se começa a pro-dução. O tempo médio de fabricação - lead time - de uma dessas prensas é de aproximadamente três meses apesar de, em situações especiais, ser possível diminuir esse tempo para 30 dias. Cerca de 80% de todo o trabalho é executado internamente. Os outros 20% correspondem a alguns compo-nentes que são obtidos com terceiros, como os motores elétricos e os CLPs, por exemplo.
Para manter o ritmo de produção em níveis adequados, há um PCP (Planejamento e Controle da Pro-dução) muito bem elaborado para o suprimento de peças e componen-tes adquiridos fora da empresa. Por um lado, é preciso estar apto a res-ponder rapidamente às oscilações de demanda do mercado, por outro, é preciso trabalhar de modo enxu-to, sem que haja sobras ou falta de estoques. Esse tem sido um desafio que a Braffemam tem enfrentado a contento e com a simplicidade que a prática de produção lhe proporcio-nou. Dividindo os estoques em três níveis, A, B e C e separados por kits correspondentes a cada modelo de máquina a ser montado, sem inves-timentos em softwares complexos e caros consegue-se produzir com efi-cácia e a custos competitivos.
Há uma vasta gama de mate-riais utilizados na fabricação das prensas, como materiais fundidos, laminados, bronze, plastiprene, entre outros. Um cuidado especial é tomado quanto ao material uti-lizado e o tratamento térmico das
ferramentas de dobra e corte. A lâ-mina da guilhotina, por exemplo, é produzida por um fornecedor es-pecializado nesse tipo de aplicação. Em geral, é utilizado o aço VF800, similar aos aços VW3 ou VC131, frequentemente utilizados em fer-ramentas de corte e repuxo.
Prensas hidráulicas podem ser aplicadas na fabricação de uma grande variedade de peças de diferen-tes formas, tama-nhos, espessuras e pesos e, para isso, a empresa supre o mercado com pren-sas que proporcio-nam pressões máxi-mas que vão de 15 a 600 toneladas. No caso das guilhoti-nas, a capacidade da máquina é me-dida pela espessura de corte. Nessa categoria as prensas trabalham com
chapas de até ½ polegada (12,7 mm). Frequentemente, quem investe em uma guilhotina investe também em uma prensa viradeira, ou seja, compra um casal de máquinas, pois é natural que componentes feitos de chapas necessitem ser cortados e também dobrados, como no caso da produção de cubas de pia ou de carrinhos de mão (carriolas).
Apesar de se con-centrar na produção e venda de sua linha de produtos, a em-presa também pres-ta serviços na área de corte e repuxo, mantendo uma linha de máquinas para atender a esse tipo de demanda do mer-cado, pois há casos
de clientes que preferem pagar para que executem a peça, ao invés de comprarem prensas para esse fim. O
A maior parte da usinagem é feita em máquinas CNC, tecnologia que garante rapidez e precisão
Supervisor Adriano Wagner Velho e operador Geferson Marques Oliveira discutem como melhorar os processos de fabricação
Gilm
ário
Dar
u

8 o mundo da usinagem abril.2012/86
soluções de usinagem I
cliente investe na matriz (ferramenta de corte e repuxo) e leva para prensar na Braffemam.
A maior parte da usinagem é feita em máquinas CNC, tecnologia que garante rapidez e precisão. No caso das engrenagens, costuma-se usinar todo o componente menos os dentes, que são enviados para se-rem cortados por terceiros.
Ao ser perguntado sobre qual é, entre as variáveis de marketing,
aquela que exerce maior persua-são sobres os clientes na hora da compra, Nézio de Souza relatou que “ter um site bonito na Internet, possuir catálogos e anúncios bem feitos são fatores que ajudam, mas muitos clientes acabam tomando a decisão de compra depois de visitar outras empresas que trabalham há anos com os produtos Braffemam e manifestam satisfação quanto ao desempenho e aos baixos custos
de manutenção de tais máquinas”, ou seja, as informações colhidas no campo, conversando com operado-res, e demais dados obtidos com terceiros dignos de crédito consti-tuem importante arma de vendas. Ciente disso, ao receber visita de algum cliente em potencial, a em-presa costuma oferecer uma lista dos atuais usuários que possam ser eventualmente visitados. Com mais de mil máquinas colocadas no mer-cado, não é muito difícil encontrar boas referências.
A precisão dos componentes garante a qualidade das máquinas como um todo. A usinagem tem pa-pel importante no processo, já que de 15% a 50% do volume bruto de mui-tos desses componentes são transfor-mados em cavacos. Com todo esse volume de cavacos a ser removido, torna-se interessante uma boa assis-tência, principalmente no momento da escolha e da aplicação das ferra-mentas de corte. Embora o contato com fornecedores de ferramentas de metal duro tenha iniciado quando a empresa ainda contava apenas com os tornos convencionais, foi com a introdução das máquinas CNC que esse relacionamento se intensificou. Máquinas mais sofisticadas exigem maior rigor técnico na escolha da ge-ometria da ferramenta, tanto quanto dos respectivos parâmetros de corte. O objetivo é obter o retorno do in-vestimento o quanto antes. Em má-quinas CNC, sempre que possível, a usinagem deve ser mais suave, mais precisa, mais rápida e com um bom fluxo de escoamento de cavacos.
Ivo Duze, da Coromant, e
Nezio de Souza, diretor Braffeman, acertam detalhes sobre otimização
dos processos de usinagem G
ilmár
io D
aru
A usinagem de perfis roscados exigem ferramentas de precisão como o porta-ferramenta CoroThread 266 , específico para rosqueamento interno
Gilm
ário
Dar
u

C
M
Y
CM
MY
CY
CMY
K
anu_okuma_abr_12_01_01_sai.pdf 1 22/03/12 22:01

10 o mundo da usinagem abril.2012/86
soluções de usinagem Isoluções de usinagem
Proporcionar esse tipo de resultado é justamente a especialidade dos re-presentantes da Sandvik Coromant. Esse foi um dos principais fatores que contribuíram para a intensifica-ção do relacionamento da Gale com a Braffemam.
Ivo Marin Duze, vendedor téc-nico da Gale Ferramentas Ltda – re-presentante da Sandvik Coromant na região –, tem acompanhado de perto o desenvolvimento da usi-nagem na Braffemam. Partindo de uma participação ínfima, a Gale foi conquistando a posição de fornece-dora preferencial, graças não só ao desempenho superior das pastilhas de metal duro da Sandvik Coromant mas, sobretudo, devido à assistência técnica prestada por Ivo Duze, que acompanha regularmente o fluxo da produção nas linhas CNC. Em tra-balho conjunto com Adriano Wag-ner Velho, supervisor de usinagem,
discutem alternativas de processos e estratégias de corte, que acabam contribuindo para a redução dos tempos de fabricação, melhor con-trole da formação de cavacos e au-mento da vida útil das pastilhas.
Em usinagem é possível se obter grandes melhorias em produtivida-de com pequenos ajustes nos parâ-metros de corte, troca de geometrias de quebra-cavacos, ou substituição da classe de metal duro mas, além disso, existem ainda detalhes que só podem vir à tona estando-se ao pé da máquina e discutindo-se al-ternativas com o pessoal que atua direto no chão de fábrica. Cada pe-
quena alteração no conjunto máqui-na / ferramenta / fixação / peça pode resultar em sensíveis melhorias nos processos como um todo, mas só a persistência na busca do intervalo de máxima eficiência produtiva do con-junto é que poderá levar a esse ponto e, sem um bom trabalho de coopera-ção, isso não é possível.
Ivo Duze reputa o seu sucesso na aplicação dos produtos Sandvik Coromant junto à Braffemam ao bom relacionamento e à confiança que foi desenvolvendo com o pessoal da fá-brica, pois a cada resultado positivo que obtinha, conseguia o aval para uma nova sugestão de melhoria e assim foi aos poucos se integrando como um suporte bem-vindo no en-frentamento diário dos desafios im-postos pela usinagem. Nem sempre se consegue esse nível de interação entre fornecedores e clientes, contu-do, quando isso é possível, a soma de experiências de quem produz com quem fornece o ferramental in-variavelmente resulta em um mútuo comprometimento que leva à me-lhoria da competitividade.
Engo. Francisco Marcondes
Ivo Marin Duze, da Gale Ferramentas, e Adriano Wagner Velho, supervisor de usinagem da Braffemam: trabalho em conjunto
Gilm
ário
Dar
u
Gilm
ário
Dar
u
Porta-ferramenta CoroThread 266 e respectivas pastilhas usados na confecção de rosca trapezoidal, em fusos e porcas, componentes das máquinas Braffemam


tais era uma poderosa ferramenta competitiva, sendo capaz de redu-zir custos e agregar status à imagem da empresa.
Nesse sentido, o Brasil foi um dos primeiros países a definir dire-trizes para esse campo, ao elaborar a norma ABNT NBR 16001:2004, que estabelece requisitos para um Sistema de Gestão da Responsabi-lidade Social.
Porém, ainda não havia um modelo global de gestão capaz de definir diretrizes de compor-tamento socialmente responsável e, muitas das vezes, as políticas
eram deliberadas pelas próprias empresas ou suas associações, podendo ser um entrave para o comércio exterior.
“Imagine uma empresa expor-tadora que deva atender requisitos sociais de dez países diferentes, ou de cinquenta organizações espalha-das pelo mundo. Essa pluralidade de modelos pode causar um gran-de impacto na organização interna de uma corporação”, explica José Carlos Barbieri, professor do De-partamento de Administração da Produção e Operações da Fundação Getulio Vargas (FGV-EAESP).
ISO 26000 Brasil e Suécia em colaboração
O entendimento de que corpora-ções são agentes sociais no proces-so de desenvolvimento não é novo.Entre as décadas de 1950 e 1960, empresas dos Estados Unidos e da Europa começaram a elaborar seus primeiros relatórios sociais, tornan-do públicas as condutas relativas ao capital humano, tecnológico e ao meio ambiente.
Já nos anos 1990, época em que os investimentos sociais e a filantro-pia corporativa ganharam destaque junto à opinião pública, muitas em-presas se deram conta de que a ado-ção de boas práticas socioambien-
Petrobras e ABNT realizam Seminário sobre a ISO 26000. Ao centro, coordenadora do Relatório de Sustentabilidade da Petrobras e representante da Indústria na delegação brasileira na ISO 26000, Ana Paula Grether
12 o mundo da usinagem abril.2012/86
negócios da indústria
Norma lançada em 2010 prevê diretrizes de responsabilidade social

Pensando nisso, a ISO começou a elaborar a norma de gestão sobre responsabilidade social. O pon-to de partida foi uma conferência realizada em 2004 em Estocolmo, na Suécia, na sede do Swedish Ins-titute of Standardization (SIS), o instituto de padrão sueco, quando se decidiu pela elaboração da nor-ma ISO 26000. O engenheiro Jorge Cajazeiras, gerente corporativo de Competitividade da Suzano Papel e Celulose, foi eleito presidente do grupo. Sua escolha reconhecia os esforços do Brasil pelo lançamento da ABNT NBR 16001 em 2004. Vale
Eliane Belfor, diretora-titular do Comitê de Responsabilidade Social da Fiesp: “Elaboração da norma reuniu representantes oriundos de diferentes grupos de partes interessadas”
Eve
rton
Am
aro
Agê
ncia
Pet
robr
as
ressaltar que, pela primeira vez, um país em desenvolvimento esta-ria à frente da coordenação de uma norma internacional.
Já a Suécia, país reconhecido por ter uma educação voltada à sensi-bilização sobre desenvolvimento sustentável, cidadania e direitos hu-manos, assumiu a vice-presidência e o secretariado do grupo, na pes-soa de Staffan Söderberg, consul-tor de sustentabilidade da empresa sueca Skanska AB. O secretariado foi delegado à Kristina Sandberg, executiva do SIS, o instituto de pa-drão sueco.
13o mundo da usinagemabril.2012/86

A parceria entre Brasil e Suécia para discussão da norma durou seis anos e se transformou no maior fó-rum global sobre responsabilidade social. As oito reuniões realizadas se estenderam para países como Tailândia, Portugal, Áustria, Aus-trália e Brasil.
Uma das inovações trazidas pela parceria foi a premissa da discus-são coletiva (multistakeholder), bem como a união de forças entre um país desenvolvido e outro em pro-cesso de desenvolvimento.
Para Rob Steele, secretário-geral da ISO, “caso não houvesse esse envolvimento o cenário seria dife-rente. Organizações de países de-senvolvidos ou com controle muito significativo sobre a cadeia de su-primentos poderiam impor sua de-
finição de responsabilidade social (...) então as discussões levaram em conta necessidades e o contexto social de todos os envolvidos”.
O resultado desse trabalho con-cretizou-se em novembro de 2010 com o lançamento da norma em Genebra, na Suíça.Um mês depois, em 8 de dezembro, a norma foi ofi-cializada no Brasil em cerimônia na sede da Federação das Indústrias do Estado de São Paulo (Fiesp), mostrando o valor da ISO 26000 na cadeia produtiva nacional.
Foco no desenvolvimento humano
A ISO 26000 trata de diretrizes para empresas de todos os ramos, portes, origens e culturas. A nor-ma contempla sete temas centrais, que vão da governança organiza-cional até o envolvimento e o de-senvolvimento da comunidade. Para cada um deles existem diver-sas questões associadas (ver box). Cabe a cada empresa elencar os pontos pertinentes e prioritários à sua área de atuação.
Participaram do desenvolvi-mento da norma 450 especialistas de 99 países (o maior comitê da his-tória da ISO), como explica a dire-tora-titular do Comitê de Respon-sabilidade Social da Fiesp, Eliane
Belfor: “Esses representantes eram oriundos de diferentes grupos de partes interessadas, tais como con-sumidores, governos, indústrias, trabalhadores, academia, ONGs, além de órgãos como Organização Internacional do Trabalho (OIT), Organização Mundial da Saúde (OMS), Organização das Nações Unidas (ONU), entre outros”.
Ao contrário das normas mais conhecidas, a ISO 26000 é orientati-va e não certificadora, ou seja, não depende da avaliação de órgãos certificadores e nem dispõe de selos que atestem a adesão a ela.
“Se alguma organização disser que tem um selo ou certificado da ISO 26000 está cometendo um equí-voco e indo contra o que a norma estabelece. A empresa poderá sim, por exemplo, declarar que utiliza a ISO 26000 como guia para integrar a responsabilidade social em seus valores e práticas”, alerta Andréa Santini Henriques, pesquisadora da Diretoria da Qualidade do Inmetro, empresa que participou da elabora-ção da norma como especialista da categoria Governo.
Da teoria à práticaPara a indústria brasileira, a ISO
26000 promete ser uma importante ferramenta para balizar a gestão so-cioambiental. A Petrobras foi uma das pioneiras na adoção da norma,
Arq
uivo
Pes
soal
Presidente do grupo que elaborou a norma ISO 26000, engenheiro Jorge Cajazeiras, gerente corporativo de Competitividade da Suzano Papel e Celulose
14 o mundo da usinagem abril.2012/86
negócios da indústria

participando da delegação brasilei-ra como representante do segmento Indústria. A empresa se baseou na norma para a implementação dos programas Petrobras Agenda 21, Petrobras Desenvolvimento e Cida-dania e Petrobras Ambiental. Além disso, 80 requisitos de excelência em responsabilidade social aprovados pela Diretoria Executiva da empresa em 2009 foram guiados pela diretriz.
“A ISO 26000 foi uma referên-cia para a política de responsabili-dade social da Petrobras constru-ída em 2007. O momento atual é de capacitação de nossos públicos interno e fornecedores” explica Ana Paula Grether, coordenadora de Práticas de Responsabilidade Social da Petrobras. A companhia de Petróleo e Gás também vai ela-
borar um programa de avaliação dos seus fornecedores em relação aos princípios de responsabilida-de social da ISO 26000.
No Brasil, além da Petrobras, empresas como Eletrobras e Suza-no já têm trabalhado internamente no desenvolvimento da norma. Ór-gãos como o Banco Nacional de De-senvolvimento Econômico e Social (BNDES) e o Conselho Superior de Justiça do Trabalho (CSJT) também estão reformulando sua política de responsabilidade socioambiental e incluindo a ISO 26000 em seu pla-nejamento estratégico.
Por ser uma norma orientativa e não certificadora, é difícil avaliar sua real adesão por parte das em-presas, entretanto, alguns números falam por si:
Petrobras: companhia de Petróleo e Gás também vai elaborar um programa de avaliação dos seus fornecedores em relação aos princípios de responsabilidade social da ISO 26000
Agê
ncia
Pet
robr
as
Ana Paula Grether, coordenadora de Práticas de Responsabilidade Social da Petrobras: “O momento atual é de capacitação de nossos públicos interno e fornecedores”
Agê
ncia
Pet
robr
as
15o mundo da usinagemabril.2012/86

Temas centrais da ISO 26000
Internacional do Trabalho (OIT), sendo que maioria delas já foi in-corporada na legislação trabalhista brasileira, o que facilita a adesão.
Na prática, a adesão da norma às políticas corporativas também bene-ficia a gestão e a produtividade, já que afeta positivamente a força de trabalho e propicia oportunidades nos mercados interno e externo. Essa adoção, preveem os especialistas, faz parte de um movimento natural que responde, sobretudo, aos anseios da própria sociedade.
Fernando SaccoJornalista
• A norma já foi adotada por 36 países;• Outros 17 países planejam sua
adoção;• Já foram vendidos 10 mil textos
da norma. “Vale frisar que empresas que
possuem suas práticas certificadas pelas normas 9000 e 14000 já cum-prem parte dos requisitos exigidos. Cabe a elas adaptar seu sistema de governança, adicionando itens con-templados na ISO 26000 que aper-feiçoem as práticas adotadas”, re-força Barbieri.
Além disso, as questões relacio-nadas ao trabalho são fundamenta-das nas convenções da Organização
Governança organizacional: trata de processos e estruturas de tomada de decisão, delegação de poder e controle. O tema é, ao mesmo tempo, algo sobre o qual a organização deve agir e uma forma de incorporar os princípios e práticas da respon-sabilidade social à sua forma de atuação cotidiana.
Direitos humanos: inclui due dilligence, ou seja, situações de risco para os Direitos Humanos; como evitar cumplici-dade; resolução de queixas; discriminação e grupos vulne-ráveis; direito civis e políticos, direitos econômicos, sociais e culturais; princípios e direitos fundamentais do trabalho.
Práticas trabalhistas: refere-se tanto a emprego direto quanto ao terceirizado e ao trabalho autônomo. Inclui empre-go e relações do trabalho; condições de trabalho e proteção social; diálogo social; saúde e segurança no trabalho; desen-volvimento humano e treinamento no local de trabalho.
Meio ambiente: inclui prevenção da poluição; uso susten-tável de recursos; mitigação e adaptação às mudanças climáticas; proteção do meio ambiente e da biodiversida-de e restauração de habitats naturais.
Práticas leais de operação: compreende práticas anticor-rupção; envolvimento político responsável; concorrência leal; promoção da responsabilidade social na cadeia de valor e respeito aos direitos de propriedade.
Questões dos consumidores: incluem marketing leal, informações factuais e não tendenciosas e práticas con-tratuais justas; proteção à saúde e à segurança do con-sumidor; consumo sustentável; atendimento e suporte ao consumidor e solução de reclamações e controvérsias; proteção e privacidade dos dados do consumidor; acesso a serviços essenciais e educação e conscientização.
Envolvimento e desenvolvimento da comunidade: refe-re-se à participação na educação e cultura; geração de emprego e capacitação; desenvolvimento tecnológico e acesso a tecnologias; geração de riqueza e renda; saúde e investimento social da comunidade.
Fonte: Inmetro e Petrobras
16 o mundo da usinagem abril.2012/86
negócios da indústria
Arq
uivo
Pes
soal
José Carlos Barbieri, professor do departamento de Administração da Produção e Operações da Fundação Getulio Vargas (FGV-EAESP)

C
M
Y
CM
MY
CY
CMY
K

Os desafios Nos dias de hoje, a busca pela
competitividade nos negócios é constante, vivemos a era da bus-ca por eficiência máxima e perdas mínimas, ou seja, máximo custo-benefício em todos os recursos aplicados. Preço não é o fator mais importante mas, claro, desejamos e precisamos fazer com que qualquer investimento tenha retorno certo.
No setor de usinagem isso não é diferente, a concorrência global nos afeta cada dia mais, o que nos força a estar sempre “na crista da onda” no que se refere a ferramentas de
última geração, buscando que elas tornem a totalidade do processo de usinagem um mar de águas tran-quilas para quem as utiliza. Nin-guém quer nem precisa de dores de cabeça extras com ferramentas, por isso elas devem fazer sua parte!
Quando falamos de usinagem e de tranquilidade, lembramos daque-las operações que são normalmente as últimas nos processos e uma delas é o rosqueamento interno!
Sendo uma das últimas tarefas, qualquer problema pode significar perda do componente ou tempo ex-
tra para recuperação do mesmo, por isso a escolha correta não só do mé-todo para roscar uma peça como do tipo de ferramenta é fundamental.
O macho de corte tem sido por décadas o mais usado, porém exis-tem outros métodos que comple-mentam e por vezes o substituem, como os machos laminadores ou as fresas para interpolar roscas, que viremos a tratar em outros artigos.
A operação de rosqueamento com machos tem particularidades que a tornam desafiadora não só por ser, como dissemos acima, uma das
Rosqueamento de alta performance com o uso de machos de corte
AB
San
dvik
Cor
oman
t
18 o mundo da usinagem abril.2012/86
soluções de usinagem II
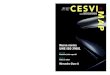
Cavacos, profundidades, acabamento, precisão

Profundidade da rosca
Direção do Avanço
acel
eraç
ão Redução
Vcs limitadasparafuros cegos
Rota
ção
do e
ixo
árvo
re
nmax~ 3000 rpm
Peça
constante
Quanto maior o rpm/Vc menor otempo que o macho trabalhará emplena Vc
últimas do processo e pela sua preci-são mas, também, por não podermos mexer com o avanço quando há ne-cessidade de solucionar algum pro-blema, como formação e extração de cavacos, ou qualidade da rosca, etc.
Ao contrário da furação, por exemplo, em que se pode aumentar ou diminuir as Vcs (velocidades de corte) e avanços e, com essa combi-nação, melhorar a formação e extra-ção dos cavacos, com machos nos restringimos ao já limitado recurso do aumento ou diminuição da ve-locidade de corte com efeitos nem sempre efetivos. (Figura 2)
Aproximadamente 40% das ope-rações de usinagem são de furação e, destas, pelo menos 50% recebem rosca que, na sua maioria, têm tole-râncias bem estreitas. Em altos vo-lumes de produção, o tempo gasto no rosqueamento é significativo.
Por isso, os machos de última geração trazem em seus projetos uma ampla gama de micro e macro detalhes na geometria, que tornam a vida dos usinadores de roscas mais tranquila. A seguir, alguns desses recursos:
2
Coberturas de atrito superficiais
• Com coeficientes reduzidos ao máximo para proporcionar formação e escoamento mais suaves de cavacos
• Com dureza superficial altíssima, que torna a vida útil da ferramenta mais longa
• Espessuras muito pequenas para evitar arredondamento da aresta
4
AB
San
dvik
Cor
oman
t
19o mundo da usinagemabril.2012/86
Tratamentos superficiais
• Oxidação a Vapor• Nitretação• Polimento dos canais e
dos filetes• Rebarbação das arestas
de corte
3
AB
San
dvik
Cor
oman
t

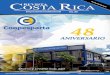
Substratos • HSS com adição de Cobalto, que
permite trabalhos com maiores Vcs• HSS sinterizado com micro estrutu-
ra, que proporciona uma vida mais longa do macho
• Metal duro microgrão
Geometrias• Diferentes ângulos de hélice e de canais dedicados aos diferentes tipos de materiais• Canais mais amplos e mais longos• Combinação de raios nos canais e ângulos de saída que tornam a formação dos cavacos mais controlada• Ângulos de detalonamento específicos• Alívios nas partes traseiras das roscas para permitir maiores profundidades sem riscos de quebras dos filetes• Com ou sem refrigeração interna
É comum nos depararmos com negligências durante o processo de usinagem, como desco-nhecimento das características do material a ser usinado, dados de corte incorretos, proces-sos mal elaborados, aplicação de brocas com geometrias tão inadequadas que deixam a su-
perfície do furo a ser roscado mais dura, uso de mandris porta-ferramentas de má qualidade, etc. Os resultados vão desde quebras, má qualidade da rosca, vida útil baixa, uma dor de cabeça muitas vezes desnecessária para os usuários.
AB
San
dvik
Cor
oman
t
AB
San
dvik
Cor
oman
t
Convencional HSS Co
Grãos: 10-20 µm Grãos: 1-3µm
Muito finos e homogêneos
Escala: 1000-x
HSS-Co-PM5
Canais mais longose com ângulo de hélice acentuado
Chanfrotraseiro de proteção
Refrigeraçãointerna
20 o mundo da usinagem abril.2012/86
soluções de usinagem II

Fixação dos machos
Por falar em sistema de fixação, devemos ressaltar que todas as van-tagens citadas acima podem tanto ser anuladas (com a má qualidade de um madril porta-machos) como maximizadas com o uso adequado da fixação no rosqueamento.
Na atualidade, com máquinas CNC modernas, a maior parte dos rosqueamentos é rígida, ou seja, ma-cho e máquina sincronizados. É um dos melhores métodos que, no entan-to, pode ser melhorado com o uso de Mandris porta-machos específicos.
Mandris porta--machos para rosqueamento rígido/sincronizado
Como foi dito anteriormente, de nada adianta a última geração de machos se o que os cerca não esti-ver de acordo e a fixação é um bom exemplo disso.
Mesmo o sistema sincronizado sendo um dos melhores, ocorrem pequenas diferenças (normais e na-turais até em máquinas novas) entre o sincronismo da máquina e o passo do macho; ocorrem também desvios devido a máquinas mais velhas com folgas em que as diferenças são bem maiores, o que afeta negativamente a vida útil da ferramenta.
Com o uso da fixação correta, pode-se aumentar a vida útil sig-nificativamente. Um dos melho-
res mandris para esse fim é o com compensação microflutuante, que devido a um sistema interno de compensação, pode tanto se con-trair como expandir, compensando as diferenças e maximizando o de-sempenho do macho.
Como se pode observar, são mui-tos os recursos disponíveis para que tenhamos o melhor custo-benefício e um final feliz no processo de ros-queamento de um componente, mas para isso é preciso que se apli-que a ferramenta correta com os da-dos de corte corretos e o recomen-dável é que a escolha e aplicação desses passos tenham respaldo de um fornecedor com tecnologia e ex-periência comprovadas, para que as outras variáveis envolvidas sejam observadas antes que provoquem refugo, perda de tempo e conse-quentes quedas de produtividade.
Marcos SotoGerende Técnico
Ferramentas Rotativas Sandvik Coromant
AB
San
dvik
Cor
oman
t
AB
San
dvik
Cor
oman
t
21o mundo da usinagemabril.2012/86

22 o mundo da usinagem abril.2012/86
educação e tecnologia
Uma instituição que ao longo de 70 anos foi responsável pela formação de 55 milhões de alunos dispensa apresentações. Em 2012, o Serviço Nacional de Aprendiza-gem Industrial (SENAI) não come-mora apenas suas sete décadas de existência. Mais do que isso, a ins-tituição celebra a abertura de novas portas para o desenvolvimento da indústria metalmecânica.
Trata-se do amadurecimento de um dos cursos mais tradicionais da rede, o de mecânica de precisão. A história do curso se funde com a inauguração da Escola SENAI Suí-ço-Brasileira, atualmente acrescida do nome Paulo Ernesto Tolle, em homenagem ao visionário educa-dor, membro da comissão de orga-nização do ITA em 1948 e diretor do SENAI de 1970 a 1992.
No início da década de 1970, o curso começou a ser ministrado pela instituição e ao longo de qua-tro décadas foi responsável pela for-mação de milhares de profissionais que hoje integram todos os escalões da indústria nacional. Assim como seus alunos, o curso também ama-dureceu e em janeiro de 2012 teve início a formação superior de tecno-logia em mecânica de precisão.
Os novos rumos da mecânica
SENAI inaugura curso superior de tecnologia em mecânica de precisão na Escola Suíço-Brasileira Paulo Ernesto Tolle

23o mundo da usinagemabril.2012/86
“O perfil de tecnólogos responde a uma antiga demanda de mercado. Por conta disso, começamos em 2006 a fazer um levantamento jun-to às empresas sobre a necessidade de um profissional mais completo na área de mecânica de precisão”, explica Osvaldo Luiz Padovan, di-retor da unidade.
Diferentemente do módulo téc-nico, que é gratuito e tem duração
de dois anos, o curso superior é pago, se estende por três anos e tem como foco a formação de tecnólo-gos com ênfase em gestão do pro-cesso da mecânica de precisão em ambiente corporativo.
Para isso, a grade tradicional do curso técnico foi ampliada e, além de matérias como processos de fa-bricação e automação industrial, fo-ram incorporadas disciplinas como,
por exemplo, comunicação. “Com certeza esses alunos serão muito rapidamente absorvidos pelo mer-cado e estarão em posição de desta-que no futuro”, orgulha-se o diretor da unidade.
O perfil do tecnólogo envolve o planejamento e gerenciamento nos níveis tático e operacional de ações relativas à produção, além do de-senvolvimento de projetos relativos
Alunos do curso técnico
recebendo orientação na
bancada
Furadeiras e fresadoras
utilizadas na prática
profissionalV
ivia
n C
amar
goV
ivia
n C
amar
go

Com a palavra, os ex-alunos
Viv
ian
Cam
argo
Ilust
raçã
o A
ção
e C
onte
xto
Danilo Miranda, engenheiro de com-pras sênior da Bosch e aluno do curso técnico de mecânica de precisão entre 1996 e 1999:
“Durante estes 12 anos de trabalho minha rotina envolve discussões técni-cas, nas quais aplico tudo o que aprendi na época em diferentes áreas: plástico, aço, usinagem, retífica, etc. E é nítida a diferença do egresso de uma escola técnica de boa qualidade como o SENAI, em comparação com alguém que vem de um ensino médio regular. Muitas ve-zes as pessoas não têm sequer noção de metrologia. E em uma área técnica isso faz total diferença”.
Marcelo Figueiredo, gerente de qua-lidade da Aker Solutions, aluno do curso técnico de mecânica de precisão entre 1996 e 1999:
“A escola possuía uma ideologia muito interessante na época, possi-bilitando um estudo de qualidade em período integral com ótimos professo-res tanto da área técnica quanto do ensino médio. Tudo isso foi funda-mental para que eu tivesse uma base sólida de conhecimento, que me pos-sibilitou entrar na faculdade e progre-dir profissionalmente”.
Sidney Harb, Sales developer da Sandvik Coromant, aluno do curso de
aprendizagem industrial entre 1977 e 1979 e do curso técnico de mecânica de precisão entre 1980 e 1983
“Quando fiz o curso técnico no início da década de 1980 as aulas específicas de mecânica eram dadas em conjunto com as disciplinas regulares do ensino médio. Existia nessa época uma ligação muito grande entre o conteúdo tradicional e o técnico. A parte atuante, diferentemente da engenharia, sempre foi muito forte. Aprendemos desde soldagem manual até a manutenção das máquinas, a parte eletrônica. Lembro que utilizávamos equi-pamentos de última geração, muitos dos quais não haviam nem na indústria”.
24 o mundo da usinagem abril.2012/86
educação e tecnologia
a sistemas mecânicos de precisão. Além disso, o profissional está ga-baritado para coordenar equipes de trabalho e atuar na comercialização de produtos ou serviços antes, du-rante e após a venda, de acordo com a gestão tecnológica da empresa.
Osvaldo Padovan, diretor da Escola SENAI Suíço-Brasileira P.E.Tolle, como a maioria dos professores, ex-aluno do SENAI
Desenho da maquete que, no salão de aprendizado, reproduz sua estrutura. O ingresso (1º Semestre) se dá pelo lado esquerdo e a cada novo semestre corresponde um espaço de aprendizado
Os 35 estudantes ingressos após o primeiro vestibular iniciaram as aulas em janeiro e o curso, que já é reconhe-cido pelo Ministério da Educação, está sendo ministrado no período noturno.
Os novos estudantes têm à disposição toda a tecnologia ofe-

Viv
ian
Cam
argo
Viv
ian
Cam
argo
25o mundo da usinagemabril.2012/86
recida aos demais alunos dos cur-sos técnicos: biblioteca com banco de dados técnico, acervo digital, intranet, laboratórios de metro-logia e de usinagem. E é na prá-tica da usinagem que os alunos se destacam.
“No primeiro semestre os futu-ros tecnólogos já têm contato com máquinas convencionais: tornos, fresadoras e retificadoras cilíndri-cas e planas”, explica José Carlos Medeiros, que há 36 anos trabalha na escola e hoje é instrutor do curso técnico de mecânica de precisão.
De acordo com a evolução do cur-so, novas tecnologias são apresentadas e no último semestre os estudantes participam de oficinas de usinagem avançada no laboratório denominado high speed. Nesse ambiente, é possível desenvolver técnicas de programação e operação em máquinas 5 eixos.
Todos os laboratórios se encon-tram em um mesmo espaço físico e
Qual a cor da sua capa?Os alunos da Escola SENAI Suíço-Brasileira Paulo E. Tolle que cursaram a
instituição até meados de 2000 conhecem bem a importância da capa. Cada nova turma recebia uma cor de capa diferente – verde, cinza, laranja ou
cáqui. Assim, era possível distinguir a qual turma cada aluno pertencia. “Era uma espécie de grau de hierarquia”, relembra Sidney Harb. “Nós leváva-
mos a cor até o último ano e quando a turma se formava a cor voltava a designar alunos do primeiro ano”.
A prática foi abolida quando o curso técnico se dissociou do ensino médio e a duração passou de 4 para 2 anos.
Se você foi ex-aluno da escola deve se lembrar bem qual foi a cor da sua capa. E que tal reencontrar os colegas novamente?
Ex-alunos da Escola SENAI Suíço-Brasileira Paulo E. Tolle podem procurar a instituição para promover reuniões de antigas turmas. Entre em contato pelo e-mail [email protected] ou no telefone (11) 5642-3400.
a distribuição das máquinas obede-ce à lógica da progressão do conhe-cimento. À medida que o estudante evolui tecnicamente, ele avança nos diferentes ambientes.
“É a teoria questionando a prá-tica e a prática questionando a teo-ria”, resume Padovan.
Escola SENAI Suíço-Brasileira
A Escola SENAI Suíço-Brasileira Paulo E. Tolle faz parte de uma rede que hoje soma 797 unidades espalha-das pelo Brasil (471 fixas e 326 mó-
Arq
uivo
Sen
ai
Peças usinadas pelos alunos Laboratório de Metrologia

Arq
uivo
Sen
ai
26 o mundo da usinagem abril.2012/86
educação e tecnologia
veis). A unidade finalizou 2011 com 11.400 matrículas – sendo que nos cursos técnicos 20% são mulheres.
Criada em 1973, atualmente a es-cola conta com 62 professores fixos, um coordenador para atividades técnicas e outro para pedagógicas, além de dois orientadores de práti-cas profissionais.
Os convênios continuam a ser praticados e se tornaram uma via de mão dupla para a instituição. A origem dessa prática remonta à par-ceria entre Brasil e Suíça em 1973, época em que empresas brasileiras e suíças uniram forças para capaci-tar docentes e elaborar os progra-mas do curso – daí o nome Escola Suíço-Brasileira.
Ao longo do tempo, a insti-tuição consolidou sua imagem como provedora de soluções na
atualizamos nossos profissionais e também nossos alunos”.
A escola hoje mantém parcerias com empresas fabricantes de equi-pamentos e de ferramentas nas áreas de usinagem e controle dimensional.
O sucesso desse modelo se re-flete dentro da instituição. Apro-ximadamente 70% do corpo do-cente é formado por ex-alunos, prova da alta qualidade técnica do curso e adequação às deman-das do mercado.
A continuidade e a tradição mar-cam forte presença na Suíço-Brasi-leira P.E.Tolle, que orgulhosamente mantém máquinas de mais de 40 anos, ainda plenamente operantes, e que causaram surpresa até mes-mo aos seus fabricantes, em recen-te visita à escola. Nesse ambiente, as portentosas CNCs estão ali para mostrar que tradição e inovação não deveriam ser jamais dissocia-das: a parceria dá certo.
Fernando SaccoJornalista
Interessado? Então fique atento: As inscrições para o curso superior de tecnologia em mecânica de precisão acontecem entre 9 de abril e 9 de maio. Para participar do vestibular basta ter o ensino médio completo.
área da educação, destacando-se como referência até para outros países que buscam aperfeiçoar seus sistemas de educação pro-fissional. Atualmente, através da celebração de convênios, o SENAI auxilia outros países na estrutu-ração de seus sistemas de educa-ção profissional.
A escola também continua aberta às parcerias com empresas e aproveita esse mecanismo para atualização, como explica Pado-van: “Sempre que novas tecno-logias aparecem no mercado nós adotamos essa sistemática. As in-dústrias sabem disso e nos procu-ram quando necessitam capacitar sua força de trabalho. Os equipa-mentos são trazidos para dentro da unidade, em comodato, e assim formamos pessoas para empresas,
Espaço de leitura na biblioteca da escola

NOVO ESTILO MAZAK:Identidade e padronização no design como foco na ergonomia.
MÁQUINAS INTELIGENTES: Controles que auxiliam na
operação e manutenção das máquinas, proporcionando
mais eficiência e segurança.
CONSIDERAÇÕES AMBIENTAIS: Mínimo impacto ao meio ambiente da
fabricação ao uso das máquinas.
SUPORTE: Suporte completo, desde a escolha da melhor solução até o pós-venda e treinamento de utilização e manutenção.
ProdutIvIdade
+ PreCISão
= PERfEIÇãODESCUBRA MAZAK
INteGreX i-200
TECNOLOGIA AVANÇADA: Liderança e alta tecnologia em máquinas-ferramenta. Flexibilidade para produzir extensa gama de peças. automação a serviço da produtividade.
Descubra os diferenciais que só quem é líder pode proporcionar.
Centro Técnico Caxias do Sulrua alcides Longhi, 84 - Lot. villagio Iguatemi Floresta – Caxias do Sul-rStels.: +55 (54) 3223 5805 / 3223 5791
Mazak Sulamericanaav. Juscelino K. de oliveira, 1.350distrito Industrial - Sta. Bárbara d`oeste-SP tels.: +55 (19) 3464 9100
www.mazak.com.br

Viv
ian
Cam
argo
Viv
ian
Cam
argo
28 o mundo da usinagem abril.2012/86
educação e tecnologia
SENAI: Educação de Precisão
Fazendo uma análise conceitual do curso técnico em mecânica de precisão, bem como se valendo de elementos comparativos para tal, podemos enume-rar algumas características que fazem da Escola SENAI Suíço-Brasileira Paulo E. Tolle uma referência no ensino técnico.
O processo pedagógico da escola preconiza a dialética da prática versus teoria, na qual a relação do aluno com as experiências na prática se faz parte integrante do processo de teorização, em caminhada conjunta.
Essa metodologia, denominada in-ternamente “Engenharia Pedagógica”, não pode deixar de ser comparada à te-oria da práxis de Piaget, suíço estudioso do processo de construção do conheci-mento, que demonstrou, ao longo das décadas de 1930-1970, que o diálogo entre o aprender e o pôr em prática se permeiam e se completam, consideran-do a prática como meio de apropriação dos conceitos vistos na teoria.
O projeto pedagógico correspon-de à própria estrutura física dos ambientes de aprendizado, o que permite transparência, rapidez e co-municabilidade entre os educandos e os educadores.
Essa infraestrutura é dividida de maneira singular, onde os laboratórios (Metrologia, High Speed, entre outros) e a plataforma/oficina (Torneamento, Fresamento e Retificação) das aulas práticas são centralizados, fazendo com que as outras estruturas subja-centes (incluindo as salas de aula te-órica) atuem como apoio no input de práticas e procedimentos ao longo dos quatro períodos neste processo conti-nuado de aprendizagem.
Assessorias para elaboração de pro-jetos específicos de empresas privadas também fazem parte dos “obstáculos” a que os educandos são submetidos ao longo do curso, transformando esses
desafios em laboratórios reais para a formação de um bom profissional.
O corpo docente especificamente técnico recebe capacitação humaniza-da para aprimoramento da prática do ensino e aproximação com os educan-dos. Dessa maneira, eliminam-se pro-blemas com a linguagem e a absorção de conteúdo por parte destes.
Conversa informal com os educan-dos José Aparecido Silva Gomes e Ivan Costa, no Laboratório de Metrologia, confirma que materiais bibliográficos e demais informações, bem como o acesso a eles, são excelentes. Por ou-tro lado, o suporte da escola para o en-caminhamento dos formandos ao mer-cado específico de atuação oferece ao alunado perspectivas de sucesso em suas carreiras profissionais. A pesquisa orientada em laboratórios leva a solu-ções técnicas apresentadas nos tra-balhos de final de curso. Vale lembrar que todo o acervo técnico das unidades
está disponível e interligado para busca na rede intranet das bibliotecas.
Por fim, na minúcia do detalhe, per-cebe-se que cada pequena prática ado-tada pela escola faz parte do processo educacional de um verdadeiro profis-sional, não só em seu conhecimento específico e habilidades manuais, mas também para com a conduta e iniciati-va de cada educando.
Estão ali a nos lembrar, sorridentes, o resultado da soma de esforços pes-soais em uma situação educacional de ponta: os premiados no World Skills 2011 de Londres, Guilherme Augusto Franco de Souza, Medalha de Ouro em Desenho Mecânico em CAD, e Paulo Haji de Carvalho Bueno, Medalha de Prata em Tecnologia da Informação.
Um verdadeiro ambiente educa-cional... um verdadeiro ambiente profissional.
João M.Bezerra de MenesesGestor Ambiental
Monografia de final de curso, com o resultado usinado

29o mundo da usinagemabril.2012/86

30 o mundo da usinagem abril.2012/86
conhecendo um pouco mais
cursos de Matemática, Estatística, Psicologia, Biologia e Direito, entre muitos outros.
“Os alunos ingressam nas em-presas juniores buscando uma ex-periência prática que é diferente daquela aprendida nos estágios por também incluir o desafio da ges-tão”, relata Carlos Nepomuceno, diretor presidente da Brasil Júnior – Confederação Brasileira de Em-presas Juniores. “Com o passar do tempo, estes jovens acabam se tor-
nando empreendedores, desenvol-vendo seu lado inovador e direcio-nando esforços para transformar o ambiente ao seu redor”, acrescenta.
Contato com o mercado
Para Mariana Gazola, diretora de Marketing da Mecatron – Empre-sa Júnior do curso de Engenharia de Controle e Automação da Unicamp
Jovens empreendedores
Em um ambiente universitá-rio, tão importante quanto apren-der aquilo que é transmitido pelos professores dentro da sala de aula é transformar estes conhecimentos teóricos em experiências práticas. Foi com esse objetivo que no final dos anos 60 surgiu na França, no âmbito da Escola Superior de Ci-ências Econômicas e Comerciais de Paris, o conceito e a primeira Em-presa Júnior. A ideia era envolver os jovens universitários em atividades que desenvolvessem competências como liderança, capacidade de ges-tão, oratória e trabalho em equipe.
Anteriormente restritas aos cur-sos de Administração, as empresas juniores ganharam espaço ao lon-go do tempo e migraram para as mais diversas graduações. Além das tradicionais empresas juniores dos cursos de Administração e En-genharia, atualmente essas organi-zações também estão presentes nos
Empresas juniores fomentam a dinâmica empresarial dentro do ambiente universitário, preparando seus integrantes desde cedo para os desafios do mercado de trabalho
Shu
tterS
tock

Div
ulga
ção
Mec
atro
n
31o mundo da usinagemabril.2012/86
– esse tipo de organização funciona como uma ponte entre a universi-dade e o mercado. “A graduação preza o desenvolvimento da teoria científica, enquanto a empresa jú-nior enfatiza o contato com o mer-cado”, avalia.
Nos cursos de Engenharia, por exemplo, as empresas juniores via-bilizam a aplicação de conceitos e ferramentas técnicas em situações do dia-a-dia empresarial. “Elas fornecem aos estudantes uma pre-paração para os desafios que os engenheiros enfrentarão de fato no mercado”, explica Tamiris Mori, diretora-presidente da EESC Jr. – Empresa Júnior da Escola de Enge-nharia da USP de São Carlos.
Para ingressar em uma empre-sa júnior, o estudante deve passar por um processo seletivo seme-lhante ao de qualquer outra em-presa. Os interessados devem se inscrever, passar por dinâmicas de
grupo, entrevistas, para então se-rem escolhidos ou não como mem-bros da organização. “Além de pessoas aptas para o trabalho, se-lecionamos aquelas que demons-tram vontade e comprometimento com o aprendizado”, afirma a di-retora da Mecatron.
Qualidade a preço acessível
Acredita-se que o surgimento das empresas juniores tenha contri-buído para a diminuição da taxa de mortalidade entre micro e pequenas empresas. “Muitas empresas nas-ciam e depois de dois ou três anos fechavam suas portas, pois não con-seguiam se manter competitivas no mercado”, conta Wilamar Valença dos Santos, presidente da FEJESP – Federação das Empresas Juniores do Estado de São Paulo.
Com os serviços prestados pelas empresas juniores, estas empresas passaram a ter acesso a projetos e consultoria de alta qualidade a pre-ços muito inferiores aos estabeleci-dos pelo mercado. “Como todos os colaboradores das empresas junio-res são voluntários, o preço do ser-viço é o custo do projeto”, destaca o presidente da FEJESP.
A qualidade dos serviços, por sua vez, é altíssima, pois conta com o know-how técnico vindo das me-lhores universidades do País. “Os alunos têm a vantagem de estarem constantemente em contato com as novidades e últimas tecnologias da área”, aponta Wilamar Valença dos Santos. “Por isso, as empresas juniores são ótimas opções de con-sultoria para quem está abrindo um negócio”, conclui.
Além disso, os projetos contam com a orientação e o acompanha-mento de professores ou de alunos
Mecatron conta com 35 estudantes-colaboradores, que recebem orientação de professores da Faculdade de Engenharia Mecânica da Unicamp

Div
ulga
ção
Bra
sil J
únio
r
32 o mundo da usinagem abril.2012/86
conhecendo um pouco mais
mais próximos de se graduarem, com quem os estudantes validam os resul-tados, a fim de garantirem a qualida-de final do serviço. Outra forma de aprendizado para os empresários ju-niores se dá com o acúmulo de expe-riências e com o feedback dos clientes.
Análise de prioridades
Como às vezes pode ocorrer de a demanda ser maior do que a capaci-dade da empresa júnior, alguns crité-
rios são estabelecidos para determi-nar quais projetos terão prioridade.
“Na Mecatron, os projetos pas-sam por uma análise de viabilidade, na qual são estudados três fatores principais: financeiro (retorno do projeto para a empresa), mercado (área do portfólio da empresa em que o projeto se encontra) e pro-dução (recursos disponíveis para a realização do projeto)”, explica Ma-riana Gazola.
A EESC Jr. implementou em 2011 um plano interno com o obje-tivo de definir os projetos que po-deriam ser realizados, aumentando a agilidade de seus gerenciamen-tos. “Passamos a analisar variáveis como lucro e viabilidade financeira, entre outras”, conta Tamiris. “Com a redução e definição do portfólio foi possível também selecionar pro-jetos de maior potencial comercial no mercado”, explica.
O Movimento Empresa Júnior brasileiro conta atualmente com mais de 170 empresas divididas em núcleos, federações e integradas por meio da confederação brasilei-ra – a Brasil Júnior. Criada em 2003, essa entidade tem como função re-
Mudando a cara do País
presentar o movimento perante o governo federal e os conselhos de profissionais, além de regulamen-tar as empresas juniores filiadas. À época, existiam no Brasil mais de 23.000 empresários juniores em quase 600 empresas juniores.
“A Brasil Júnior procura fomen-tar a geração de negócios e parce-rias e facilitar a difusão de conhe-cimento por meio de programas e projetos de desenvolvimento das
Carlos Nepomuceno, Brasil Júnior: “Alunos ingressam nas empresas juniores buscando uma experiência diferente daquela aprendida nos estágios"
Com os serviços prestados pelas empresas juniores, micros e pequenas empresas têm acesso a projetos e consultoria de alta qualidade a preços mais acessíveis
Membros das empresas juniores são pessoas que acreditam que podem mudar o País por meio do seu próprio de-senvolvimento. Assim, as empresas juniores procuram formar profissionais preparados para a realidade do mercado e do mundo, sendo constantemente estimulados a darem um retorno à sociedade da qual fazem parte.
Por isso, algumas dessas organizações desenvolvem projetos sociais, que têm como objetivo auxiliar diversos aspec-tos da população envolvida.

Rua Arnaldo Magniccaro, 364 CEP 04691-902 São Paulo - SP Fone +55 11 5633.5000 Fax +55 11 5631.8553 [email protected]
www.ergomat.com.br
50 anos fabricando máquinas-ferramenta
A inovação constante de seus produtos é uma tradição Ergomat. Aos 50 anos de existência, o desenvolvimento de novas tecnologias e conceitos continua sendo ambição dos nossos engenheiros e técnicos, motivados pelos resultados obtidos e bem visíveis: mais de 17.000 máquinas produzidas, a fidelidade de clientes nos 5 continentes e uma estrutura invejável de apoio em tecnologia de aplicação, assim como de assistência técnica constante.
EXPOSITOR:

34 o mundo da usinagem abril.2012/86
conhecendo um pouco mais
O grande universo das juniores da USP, maior universidade da América Latina
empresas juniores”, destaca Carlos Nepomuceno, presidente em exer-cício da instituição.
A confederação também é res-ponsável pela organização do En-contro Nacional de Empresas Junio-res (ENEJ), que acontece uma vez ao ano. O evento conta com a presen-ça de personalidades importantes do mundo corporativo, que vão ao
evento para explicar o funcionamen-to de determinado setor e transmitir suas experiências profissionais.
Outro ponto importante é a pro-moção da interação entre as empre-sas juniores, já que diversas vezes essas organizações experimentam dificuldades e práticas semelhantes e, portanto, podem ser beneficiadas mutuamente com a troca de conheci-
O Núcleo das Empresas Juniores da USP –http://nu-cleouspjr.com.br– congrega 21 empresas juniores sob o seguinte lema: Empresa Júnior sim. Amadora, não.No início da década de 1990, a USP contava com apenas dez empresas juniores e hoje elas começam a aparecer até mesmo em áreas que se mantinham tradicionalmente distantes do mundo empresarial, como a FFLCH-Faculdade de Filosofia, Letras e Ciên-cia Humanas, que já tem a sua: o Instituto Júnior de Pesquisas Sociais, que se dedica ao estudo e formu-lação de projetos de uma ampla gama de estudos so-ciais, das pequenas comunidades à sustentabilidade socioambiental, pesquisas de opinião, etc.A menção à ausência de amadorismo não é recur-so de marketing. Essas empresas congregam alunos com forte motivação, clara capacidade de entender a sociedade e o mercado e capazes de submeter seus projetos, sem dependências e sem falsa modéstia, aos seus mestres, normalmente grandes especialis-tas em suas áreas. Uma delas, a FEA USP Jr, levou todos os primeiros prêmios no Encontro Paulista de Empresas Juniores, realizado em julho de 2011: Projeto Interno, Projeto Externo e Modelo de Gestão, firmando-se como a me-lhor empresa júnior do estado de São Paulo.Por enquanto.... porque essas empresas são verdadeiros laboratórios de formação, em constante aprimoramento, onde os contratantes recebem trabalho de primeira qua-lidade, com supervisão de ponta e... preço júnior.
Consulte-as:
COM ARTE Jr. Curso de Editoração da Escola de Comunicações e ArtesECA Jr. Escola de Comunicações e ArtesEESC Jr. Escola de Engenharia de São CarlosESALQ Jr. Consultoria Escola Superior de Agronomia Luiz de Quei-roz-PiracicabaFARMA Jr. Faculdade de FarmáciaFEA Jr. Faculdade de Economia e AdministraçãoIAG Jr. Instituto de Astronomia, Geofísica e Ciências AtmosféricasICMC Jr. ESALQ Jr. Florestal Escola Superior de Agronomia Luiz de Queiroz-PiracicabaIFSC Jr. Instituto de Física de São CarlosIJPS Jr. Departamento de Ciências Sociais, FFLCHINFOBIO Jr. Curso de Informática Biomédica da Faculdade de Medi-cina de Ribeirão PretoIO Jr. Instituto de OceanografiaJORNALISMO Jr. Departamento de Jornalismo da Escola de Comu-nicações e ArtesJUNIOR FEA Faculdade de Economia e Administração de Ribei-rão Preto MARKETING Jr. USP, Departamento de Marketing da Escola de Co-municações e ArtesMED Jr. Faculdade de Medicina ODONTO Jr. Faculdade de OdontologiaPOLI Jr. Escola PolitécnicaQUIMICA USP Jr. Instituto de QuímicaRI USP Jr. Instituto de Relações InternacionaisZOOT Jr. e Qualimentos Jr, Faculdade de Zootecnia e Engenharia de Alimentos de Pirassununga
Equipe Ação e Contexto
mento. “No evento são ministradas palestras, workshops e apresentações de casos de sucesso de empresas ju-niores com o objetivo de comparti-lhar experiências, contribuindo para o desenvolvimento do movimento”, finaliza Wilamar Valença dos Santos.
Thais PaivaJornalista

35o mundo da usinagemabril.2012/86
nome da matéria

Ant
onio
Lar
ghi
36 o mundo da usinagem abril.2012/86
nossa parcela de responsabilidade
Conecte-seNo ano 2000 o mundo contava
com 360 milhões de usuários na internet. Hoje já são mais de 2,2 bi-lhões, ou um terço de toda a popu-lação do planeta.
No fim do ano passado a rede mundial de computadores já soma-va 555 milhões de páginas na inter-net e sites como o Youtube romperam a marca de 1 trilhão de visualizações.
Por incrível que pareça, é muito provável que esses percentuais já este-jam defasados en-quanto você lê esse artigo, o que prova que a velocidade da informação é avassa-ladora e a interação constante com a tec-nologia tornou-se tão cotidiana quanto as relações humanas.
Nesse sentido, é desnecessário dizer o quanto a internet tornou-se presente e imperativa nas nossas vidas, seja no ambiente de traba-lho, pessoal ou nos mecanismo de comunicação e entretenimento que passamos a utilizar.
Todavia, se engana quem pensa que conectividade e informação estão diretamente atreladas aos recursos in-dividuais. A forma como nos propo-mos a participar desse processo é que o torna vital ou dispensável. Não de-
vemos impor barreiras (tecnológicas ou de conhecimento), muito menos acreditar que as soluções residem só nas “novidades”. É importante buscar a utilização cada vez maior do discer-nimento e a participação colaborativa nas relações que acontecem todos os dias nessas redes.
Conectar-se não significa sim-plesmente estar na frente de um computador, possuir os mais avan-
çados recursos da tecnologia ou se rela-cionar com pessoas através do ambiente virtual. Pode-se gas-tar muito tempo “co-nectado” sem nunca desenvolver novas ideias ou a elas acres-centar-se algo.A inte-
ração produtiva é a construção de uma cadeia capaz de compartilhar o conhecimento e criar novos espa-ços. É nesse ambiente de edificação coletiva que se criam as bases para o avanço do conhecimento.
No caso da indústria, a internet é uma ferramenta para prospectar oportunidades, ampliar o campo de atuação e desenvolver a inovação; no caso individual, um meio de manter-se atualizado e disseminar conheci-mento, além de somar forças para tornar reais os objetivos comuns.
Fernando G. Oliveira
Assim crescemos como pessoas, como mercado e como sociedade. Saber canalizar as oportunidades trazidas pela internet pode signfi-car um novo trampolim de conduta para uma nova realidade. Não se trata apenas de fazer parte de um ambiente comum, mas de incorpo-rar as mudanças trazidas e ofereci-das por ele.
Foi pensando nisso que a Sandvik Coromant preparou um novo website que vai reunir lançamentos, aproxi-mar parceiros e criar um espaço de diálogo entre todos aqueles que fa-zem parte do mundo da usinagem.
Aguarde novidades. Elas che-gam na velocidade da informação.
Fernando OliveiraGerente de Marketing
Sandvik Coromant
Acesse nosso novo site:
www.sandvik.coromant.com/br
Se engana quem pensa que conectividade e
informação estão diretamente atreladas
aos recursos individuais


38 o mundo da usinagem abril.2012/86
FALE COM ELES
Ana Paula Grether (Petrobras)[email protected]éa Santini Henriques (Inmetro)(21) 2563-2800Adriano Wagner Velho (Braffemam)(41) 3291-1700Eliane Belfor (Fiesp)(11) 3549-4499 Ivo Marin Duze (Gale Ferramentas)(41) 3339-2831José Carlos Barbieri (FGV-EAESP)[email protected] Soto (Sandvik Coromant)[email protected]
DistribuidoresSandvik Coromant
Anunciantes nesta ediçãoO Mundo da Usinagem 86
Agie-Charmilles 29
Blaser 35
Deb´Maq 11
Ergomat 33
Mazak 27
Mitutoyo 3ª capa
Okuma 9
Romi 17
Sandvik 4ª capa
Selltis 37
Villares 2ª capa
ARWI Tel: 54 3026-8888Caxias do Sul - RS
ATALANTA TOOLS Tel: 11 3837-9106São Paulo - SP
COFAST Tel: 11 4997-1255Santo André - SP
COFECORT Tel: 16 3333-7700Araraquara - SP
COMED Tel: 11 2442-7780Guarulhos - SP
CONSULTEC Tel: 51 3321-6666Porto Alegre - RS
COROFERGS Tel: 51 3337-1515Porto Alegre - RS
CUTTING TOOLS Tel: 19 3243-0422Campinas – SP
DIRETHA Tel: 11 2063-0004São Paulo - SP
ESCÂNDIA Tel: 31 3295-7297Belo Horizonte - MG
FERRAMETAL Tel: 85 3226-5400Fortaleza - CE
GALE Tel: 41 3339-2831Curitiba - PR
GC Tel: 49 3522-0955Joaçaba - SC
HAILTOOLS Tel: 27 3320-6047Vila Velha - ES
KAYMÃ Tel: 67 3321-3593Campo Grande - MS
MACHFER Tel: 21 3882-9600Rio de Janeiro - RJ
MAXVALE Tel: 12 3941-2902São José dos Campos - SP
MSC Tel: 92 3237-4949Manaus - AM
NEOPAQ Tel: 51 3527-1111Novo Hamburgo - RS
PÉRSICO Tel: 19 3421-2182Piracicaba - SP
PRODUS Tel: 15 3225-3496Sorocaba - SP
PS Tel: 14 3312-3312Bauru - SP
PS Tel: 44 3265-1600Maringá - PR
REPATRI Tel: 48 3433-4415Criciúma - SC
SANDI Tel: 31 3295-5438Belo Horizonte - MG
SINAFERRMAQ Tel: 71 3379-5653Lauro de Freitas - BA
TECNITOOLS Tel: 31 3295-2951Belo Horizonte - MG
THIJAN Tel: 47 3433-3939Joinville - SC
TOOLSET Tel: 21 2290-6397Rio de Janeiro - RJ
TRIGONAL Tel: 21 2270-4835Rio de Janeiro - RJ
TUNGSFER Tel: 31 3825-3637Ipatinga - MG
Movimento - CursosDurante todo o ano, a Sandvik Coromant oferece cursos específicos para os profissionais do mundo da usinagem. Acesse www.sandvik.coromant.com/br, na barra principal, clique em ‘treinamento’ e confira o Programa de Treinamento 2012. Você poderá participar de palestras e também de cursos in plant, ministrados dentro de sua empresa!
Mariana Gazola (Mecatron)(19) 3521 3205Nézio P. de Souza (Braffemam)(41) 3291-1700Osvaldo Luiz Padovan (Escola SENAI Suíço-Brasileira Paulo E. Tolle)[email protected] Steele (ISO)[email protected] Harb (Sandvik Coromant)[email protected] Mori (EESC jr)[email protected] Valença dos Santos (FEJESP)[email protected]
O leitor de O Mundo da Usinagem
pode entrar em contato com os editores pelo e-mail: faleconosco@
omundodausinagem.com.br ou ligue: 0800 770 5700


Produtos disponíveis a partir de 1 de março
notíciasA broca inteiriça de metal duro mais rápida do mercado
CoroDrill®860
seus custos torneamento
CoroDrill® 870
A broca com ponta intercam-biável diminui seus custos
GC30 e GC15
Simpli�que: use pastilhas Spectrum para torneamento
CoroTap™
Machos de alto desempenho Fresamento
de titâniosem riscos
CoroMill®Plura eShrink Fit com iLock™
www.sandvik.coromant.com
Leia o código QR e veja algumas das ferramentas em ação.
C
M
Y
CM
MY
CY
CMY
K