Embed Size (px)
DESCRIPTION
第 2 部分 模具结构 Part 2 Mould Structure. 基本结构 Basic Structure 模具类型 Mould Type 分型面 Parting Line 浇注系统 Feeding System 模具等级 Mould Grade. 基本结构 Basic Structure. 二板式模具 Two-plate injection mould 三板式模具 Three-plate injection mould. - PowerPoint PPT Presentation
Citation preview

第 2 部分 模具结构Part 2 Mould Structure
基本结构 Basic Structure模具类型 Mould Type分型面 Parting Line浇注系统 Feeding System模具等级 Mould Grade

基本结构 Basic Structure
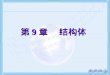
二板式模具 Two-plate injection mould
三板式模具 Three-plate injection mould

1.浇道套 sprue bush; 2.导柱 guide pin; 3.定模板 fixed mould plate; 4.型芯 core;
5.动模板 moving mould plate; 6.动模垫板 moving mould support plate; 7.顶管 sleeve;8. 限位钉 stop pin; 9.支承块 spacer block; 10.型芯 core; 11.螺钉 screw;12.动模座板 clamping plate of moving mould; 13. 顶杆固定板 ejector-retainer plate;
14.拉料杆 sprue puller pin; 15.顶杆垫板 ejector-support plate; 16.复位杆 return pin
二板式注塑模Two-plate injection mould

两板式模具也叫单分型面模具,它只有一个分型面,是注塑模中最简单也是最常见的种类。两板式注塑模的主流道设在定模上,分流道设在分型面上,开模后塑件连同浇注系统凝料一起留在动模一侧。动模上设有脱模机构,用来推出塑件和浇注系统凝料。

直浇口 A 型模架 直浇口 B 型模架
直浇口模架基本型分为( GB/T 12555-2006): A 型:定模二模板,动模二模板; B 型:定模二模板,动模二模板,加装推件板; C 型:定模二模板,动模一模板; D 型:定模二模板,动模一模板,加装推件板。
直浇口模架Direct Gate Mould Base

直浇口 C 型模架 直浇口 D 型模架
直浇口模架基本型分为( GB/T 12555-2006): A 型:定模二模板,动模二模板; B 型:定模二模板,动模二模板,加装推件板; C 型:定模二模板,动模一模板; D 型:定模二模板,动模一模板,加装推件板。

cavity insert
fixed mould plate
sprue bush
guide pin
guide bush
core insert
moving mould plate
return pin
fixed clamping platemoving clamping plate
ejector retainer plate
ejector support plate
ejector pin

两板式模具结构的优缺点
优点: 1) 结构简单,操作方便,能满足塑件自动落下的要求。
2) 造成故障的原因少,使用寿命长,能够缩短成型周期。
3) 模具价格便宜。 4) 能够比较容易地选择进料口的形状与位置。缺点: 1) 除直浇口之外,除非采取特殊措施,进料口被局限于塑件的侧端面。
2) 在成型之后,通常必须进行塑件与进料口的切断工作。

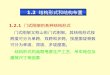
1.浇道套 sprue bush; 2.导柱 guide pin; 3.定模座板 fixed mould clamping plate;
4.定模板 fixed mould plate; 5.弹簧 spring; 6. 限位钉 stop pin; 7.型芯 core;
8.动模板 moving mould plate; 9.动模垫板 moving mould support plate;10.支承块 spacer block; 11.螺钉 screw; 12.复位杆 return pin;13.顶杆 ejector pin; 14.动模座板 clamping plate of moving mould; 15.顶杆固定板 ejector-retainer plate; 16.顶杆垫板 ejector-support plate;
三板式注塑模Three-plate injection mould

三板式模具也叫双分型面模具,它有两个分型面,浇注系统凝料和塑件分别从不同的分型面取出。三板式模具与两板式模具相比,增加了一个可以移动的中间板(推料板)。开模时,推料板和定模板做定距分离,便于取出这两块板间的浇注系统凝料。三板式注塑模用于点浇口进料的单型腔或多型腔模具。

点浇口模架(在直浇口模架上加装推料板和拉杆导柱)基本型分为 DA、 DB、 DC、 DD型。
点浇口 DA型模架 点浇口 DB型模架

点浇口模架(在直浇口模架上加装推料板和拉杆导柱)基本型分为 DA、 DB型、 DC、 DD型。
点浇口 DC型模架 点浇口 DD型模架




三板式模具结构的优缺点
优点: 1)进料口位置能设置在塑件的中间位置。 2)能采用点浇口。 3)可以满足产品的外观要求,并且可以省略人工切断浇口工作。
缺点: 1)必须有开模行程足够的注射机。 2)结构复杂,发生问题的因素增加,使用耐久性差。
3)模具费用高。 4)成型周期长。

斜导柱抽芯 Angle pin core-pulling斜推杆抽芯 Slanted lifer core-pulling高光无痕注塑 Weldless plastic injection螺纹抽芯 Mould with unscrewing unit定模脱模热流道系统叠层模具双色模具气体辅助成型模具
模具类型 Mould type

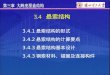
斜导柱侧抽芯模具结构Angle pin core-
pulling
1.顶针固定板 ejector-retainer plate;2.顶针垫板 ejector-support plate;3.齐缝销 straight pin; 4.顶针 ejector pin;5.后定位环 back locating ring;6.顶出底板 back ejector-support plate;7.顶柱 pillar; 8,16.拉料杆 sprue puller pin;9.顶套 ejector bush; 10.定位销 location pin;11.螺钉 screw; 12.回程杆 return pin;13.导柱 guide pin; 14.导套 guide bush;15.动模垫板 moving mould support plate;17.型芯镶件 core insert; 18,21.型腔镶件 cavity insert; 19.定位环 locating ring; 20.浇道套 sprue bush; 22.定模垫板 fixed mould support plate;23.斜滑块 slanted slide; 24.斜导柱 angle pin; 25,31.耐磨板 wear plate;36.压板 wedge plate;
27.定模板 fixed mould plate; 28.滑动镶件 slide insert;29.冷却水管 cooling pipe;30.动模板 moving mould plate;32.支撑块 spacer block;33.动模座板 moving mould clamping plate


1.顶杆垫板 ejector-support plate; 2.导槽架 channel frame;
3.滚动轴 rolling axis; 4.顶杆 ejector pin;
5.动模板 moving mould plate;
6.型芯 core; 7.斜推杆 slanted lifter; 8.定模板 fixed mould plate;
斜推杆侧抽芯模具结构Slanted lifer core-
pulling

熔接痕Weldless line
传统塑件Traditional part
高光无痕塑件High light & weldless part
高光无痕注塑模具High light & weldless plastic
injection mould

高光面壳 Highlight shell
近随形热冷介质通路Approximately conformal heating & cooling
channel




螺纹抽芯 Mould with unscrewing unit

分型面Parting line
• 保证塑件外观• 有利于排气• 尽量使塑件留在动模一侧• 保证塑件精度• 容易加工• 考虑侧向分型面与主分型面的协调• 分型面应与注射机的参数相适应• 考虑脱模斜度的影响

保证塑件外观Assure plastic part's appearance

有利于排气Parting line to facilitate venting

尽量使塑件留在动模一侧Parting line to facilitate
demolding

保证塑件精度Parting line to assure plastic part
accuracy

容易加工Parting line to facilitate
machining

考虑侧向分型面与主分型面的协调Coordination between lateral parting line and major
parting line

分型面应与注射机参数相适应Parting line compatible with injection moulding machine
parameters

考虑脱模斜度的影响Draft to impact parting lines

浇注系统Feeding system
进料口 gate•侧进料口 edge•直接进料口 direct•盘形进料口 disk•分流式进料口 subsprue•轮辐式进料口 spoke•爪形进料口 clawed•点状进料口 pin-point•潜伏式进料口 submarine
组成 makeup主流道 sprue分流道 runner
平衡式 balanced•辐射式 radiate•单排列式 linear•Y 形 Y-shape•X 形 X-shape•H 形 H-shape
非平衡式 unbalanced单腔分流道 single cavity

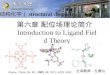
浇注系统组成Feeding system makeup
1.冷料穴 cold-slug well; 2.注流道 sprue; 3.分流道 runner;
4.进料口 gate; 5.塑件 plastic part; 6.排气槽 vent groove

主流道位于模具的入口部,其作用是将塑化的树脂,导入流道或型腔。•浇道套的园弧半径应比喷头部半径大 1mm;•锥孔的小端直径应比喷嘴孔直径大 0.5~1mm;
•尺寸可能缩短长度;•锥孔要沿长度方向抛光,便于凝料脱出。
主流道Sprue

平衡式分流道Balanced runner
unreasonable
分流道Runner
• 辐射式Radiate

• 单排列式Linear

• Y 形 Y-shape
• X形 X-shape

• H 形 H-shape

非平衡式分流道Unbalanced runner

单腔分流道Single cavity runner

• 侧进料口Edge gate
进料口Gate

• 直接进料口Direct gate
• 盘形进料口Disk gate
• 分流式进料口Subsprue gate

• 轮辐式进料口Spoke gate
• 爪形进料口Clawed gate

点状进料口Pin-point gate
1.定模板 fixed mould plate; 2.型芯 core; 3.推料板 stripper plate;
4.拉料杆 sprue puller pin; 5.导套 sprue bush;
6.定模固定板 fixed mould clamping plate; 7.顶杆 ejector pin;
8.限位钉 stop pin

潜伏式进料口 Submarine
•推切式 pushing-break off
•拉切式 pulling-break off

模具等级Mould grade
模具的成型周期和塑胶件的质量要求的不同,可采用不同的材料和工艺,制造成本也会有很大的差别。据此,美国塑胶工业学会将 400t 或以下的注塑机的模具分成五个级别。
• 101 型 ― 模具成型周期数> 100 万次: 1) 需要有详细的模具设计资料。 2) 模架硬度≥ 25HRC。 3) 模腔表面硬度≥ 48HRC ,所有其他配件如滑
块、斜推杆等应使用硬工具钢。 4) 顶出机构须有导向件。 5) 侧滑块一定要装耐磨块。 6) 定模、动模、滑块或其他可能的地方要安装温度控制器。
7) 有水介质循环的零部件要做防腐蚀处理。 8) 须安装分型面锁模机构。

• 102 型 ― 模具成型周期在 50 万到 100 万次间:
1) 需要有详细的模具设计资料。 2) 模架硬度≥ 25HRC。 3) 模腔表面硬度≥ 48HRC,所有其他功能配件应做热处理。
4) 侧滑块一定要装耐磨块。 5) 定模、动模、滑块或其他可能的地方要安装温度控制器。
6) 须安装分型面锁模机构。
• 103 型 ― 模具成型周期可达 50 万次,这种级别的模具最为常用,其配件可以自由选择:
1) 建议有详细的模具设计资料。 2) 模架硬度≥ 13.5HRC。 3) 模膛表面硬度≥ 25HRC。

• 104 型 ― 模具成型周期可达 10 万次: 1) 建议有模具设计资料。 2) 模架可以是软钢或铝合金。 3) 定模可以是软钢或铝合金。
• 105 型 ― 模具成型周期< 500 次,用于生产有限数量的产品,如产品首板(原型。模具结构可能是压铸材料,环氧树脂或其他可提供足够强度生产最低数量首板的材料。

模具表面粗糙度Mould surface roughness
模具成型部位的表面粗糙度等级高低直接影响了塑料制品表面粗糙度。美国塑胶工业学会标准中模具粗糙度被分成 12 级,归纳为四大类 (A-D):
• A―镜面。表面粗糙度 Ra平均在 0~ 0.1µm范围内,适用于塑件表面粗糙度要求较高的情况。还可以根据表面粗糙度的高低再分成三个小类 A1、 A2、 A3 。
• B―光面。表面粗糙度平均在 0.1~ 0.2µm范围内,适用于塑件一般表面粗糙度要求的情况。也可以根据表面粗糙度高低再分成三个小类 B1、 B2、 B3。
• C―半光面。表面粗糙度平均在 0.2~ 0.8µm范围内,适用于塑件表面粗糙度要求不高的情况。该类也可以再分成三个小类 C1、 C2、 C3。
• D―常规面。也分成三个小类 D1、 D2、 D3。