Embed Size (px)
DESCRIPTION
Citation preview

ИНЖЕНЕРНЫЕ ПЛАСТИКИ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ЛИТЬЕ
ПОД ДАВЛЕНИЕМ
Июль 2013
Вадим Лунев
руководитель группы

Введение
В данной презентации рассмотрен набор материалов из группы инженерных
пластиков (список представлен на следующем листе).
Главной целью данной работы является наглядная демонстрация различий
в структуре материалов с дефектами литья в сравнении с материалами (образцами)
отлитыми без дефектов, с использованием оптимальных технологических
параметров. А также определение причины образования дефекта и способа его
устранения.
Мы надеемся, что, используя эту наглядную информацию, вам удастся избежать
аналогичных ошибок при изготовлении изделий из полукристаллических инженерных
пластиков методом литья под давлением. Кроме этого, мы надеемся, что при
возникновении каких-либо проблем при литье и появлении дефектов вы, используя
данную информацию, сможете своевременно идентифицировать
и устранить проблемы.
Если возникает случай, не описанный в данной презентации, пожалуйста, свяжитесь
с нами. Совместно мы решим все проблемы!
Будем рады вам помочь.
+7 495 989-25-35 | www.rusplast.com

ПОЛИАМИД • Недостаточное время выдержки под давлением (ВПД)
• Непроплав
• Окисление при сушке
• Плохое распределение пигмента
• Слишком низкая температура пресс-формы
• Недостаточная сушка
• Облой
• Деламинация
• Слишком низкая температура пресс-формы
ПОЛИАЦЕТАЛЬ (ПОМ)
• Деламинация при 5% ПА6
• Различие цвета
• Загрязнения в пресс-форме
• Термическая деградация в цилиндре
• Вторичный материал 100%
• Недостаточное время выдержки под давлением (ВПД)
• Непроплав
• Дефект поверхности

ПОЛИАЦЕТАЛЬ (ПОМ)
• Слишком низкая температура пресс-формы
• Утяжины
• Дефект поверхности
• Непроплав
• Недолив
• Различие цвета
ПОЛИБУТИЛЕНТЕРЕФТАЛАТ (ПБТ)
• Типичная структура
• Типичная структура
ТЭП (полиэфирный)
• Типичная структура
• Типичная структура
• Типичная структура
Пример стекловолокна в микроструктуре полимера • Типичная структура

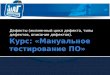
СФЕРОЛИТЫ
По фазовому состоянию все полимеры можно разделить на аморфные и кристаллические. Кристаллическое фазовое состояние характеризуется наличием макромолекул, уложенных параллельно друг другу и имеющих в своем расположении трехмерный дальний порядок. Структура полимеров, как правило, одновременно состоит из кристаллических и аморфных областей. Если в полимере больше 40 % кристаллической фазы, его относят к кристаллическим материалам. Сферолитная надмолекулярная структура большинства кристаллических полимеров состоит из лучей, образованных чередованием кристаллических и аморфных участков.
Аморфная область Ламели

НУКЛЕИРОВАНИЕ
Нуклеатор увеличивает число центров кристаллизации и тем самым уменьшает размер кристаллических образований. Иногда при действии нуклеаторов размер кристаллических образований становится меньше длины видимой световой волны. Описанный эффект приводит к повышению термостойкости полимера и позволяет интенсифицировать процесс переработки за счет сокращения времени охлаждения изделия в форме.

ПОЛЯРИЗОВАННЫЙ СВЕТ
Поляризованной волной называется такая поперечная волна, в которой колебания всех частиц происходят в одной плоскости
При просвечивании поляризованным светом очень тонкой пленки полимера (микротома) через электронный микроскоп можно четко различить микроструктуру частично кристаллического полимера

ПОЛИАМИД

ПОЛИАМИД
ВЫДЕРЖКА
ПОД ДАВЛЕНИЕМ
НЕДОСТАТОЧНА
ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
Выдержка под давлением недостаточна
• Под микроскопом видно раковины, которые соответствуют белым пятнам
на фотографиях.
• Раковины образуются вследствие недостаточного давления или времени выдержки
под давлением

1. Проверить конструкцию впускных
и разводящих литников
2. Увеличить давление ВПД
3. Увеличить время ВПД
Выдержка под давлением
Стадия ВПД необходима для компенсирования разницы в объемах занимаемым расплавом и затвердевшим полимером

ПОЛИАМИД
ЭТАЛОН ПОЛИАМИД
НЕПРОПЛАВ
МИКРОСТУКТУРА
НЕПРОПЛАВ
• В непроплавленных областях видна структура без сферолитов (аморфная)
• В таких зонах материал может быть очень хрупким (сразу после литья)

1. Повысить температуру литья
2. Проверить работоспособность
датчиков температуры в ТПА
НЕПРОПЛАВ

ПОЛИАМИД 66
ЭТАЛОН
МИКРОСТРУКТУРА
ОКИСЛЕНИЕ ПРИ СУШКЕ
• В микроструктуре изменений не отмечено
• Пожелтение образца типично для окисления полиамидов

ОКИСЛЕНИЕ ПРИ СУШКЕ
1. Снизить температуру сушки до 80°С 2. Проверить правильность показания приборов
на сушильном оборудовании

• Отмечены области с более крупными сферолитами. Это признак плохого распределения
пигмента. В областях с более крупной структурой нет пигмента.
• Пигмент оказывает легкий нуклеирующий эффект.
ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
Плохое распределение пигмента

Плохое распределение пигмента
1. Увеличить противодавление при пластикации 2. Увеличить количество СКП красителя 3. Увеличить температуру литья 4. Снизить скорость впрыска

ПОЛИАМИД
НИЗКАЯ ТЕМПЕРАТУРА ФОРМЫ ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
• Из за низкой температуры формы образуется более толстая пленка с аморфной структурой.
• В переходной области сферолиты мелкие и сама область шире. Низкая температура формы может
отразится на внешнем виде изделия и немного снижается ударная вязкость полимера.
НИЗКАЯ ТЕМПЕРАТУРА ФОРМЫ
пленка Переходная
структура
Основная
структура Пленка Переходная структура
Основная
структура

Низкая температура формы
1. Увеличить температуру пресс-формы до 80°С 2. Отключить охлаждение

ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
• Видно небольшое уменьшение структуры (эффект нуклеирования при деградации)
• Главный дефект (серебро) виден невооруженным глазом.
• Сильно снижается вязкость расплава. Детали могут быть более хрупкими.
НЕДОСТАТОЧНАЯ СУШКА

Недостаточная сушка
1. Увеличить время сушки 2. Увеличить температуру сушки
(для ПА не более 90°С) 3. Проверить исправность работы сушильного
оборудования

ПОЛИАМИД
ЭТАЛОН
ПОЛИАМИД
ОБЛОЙ
МИКРОСТРУКТУРА
• Облой образовался из за низкой вязкости расплава. Высокая температура расплава или
повышенная влажность стали причиной облоя и более мелкой кристаллической структуры.
ОБЛОЙ

Облой
1. Снизить температуру расплава 2. Дополнительно сушить материал 3. Снизить скорость впрыска 4. Снизить давление литья 5. Проверить пресс-форму на износ
и забоины

УДАРОПРОЧНЫЙ
ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
ДЕЛАМИНАЦИЯ (расслоение)
• Деламинация видна и на поверхности и на микроструктуре.
• Слишком большая скорость сдвига для модифицированного каучуком
материала с большой вязкостью расплава.

Деламинация
1. Снизить скорость впрыска 2. Увеличить температуру пресс-формы 3. Увеличить температуру литья

УДАРОПРОЧНЫЙ
ПОЛИАМИД
ЭТАЛОН
МИКРОСТРУКТУРА
НИЗКАЯ ТЕМПЕРТУРА ФОРМЫ
• В микроструктуре ударопрочного материала не видно отличий.
• Из за холодной пресс-формы плохой внешний вид поверхности.

ПОЛИАЦЕТАЛЬ

ПОЛИАЦЕТАЛЬ
ЭТАЛОН
МИКРОСТРУКТУРА
ДЕЛАМИНАЦИЯ С 5% ПА
• Деламинация в ПОМе из за загрязнения полиамидом 6.
• Аналогичный дефект может наблюдаться после прочистки цилиндра
полипропиленом.

ПО
ЛИ
АЦ
ЕТ
АЛ
Ь О
КРА
ШЕН
НЫ
Й
ЭТ
АЛ
ОН
ПО
ЛИ
АЦ
ЕТ
АЛ
Ь Н
АТ
УРА
ЛЬН
ОГО
ЦВЕТ
А
ЭТ
АЛ
ОН
МИКРОСТРУКТУРА
• Видно намного более тонкую структуру на окрашенном материале.
• Черный пигмент является нуклеатором.
РАЗЛИЧИЕ ЦВЕТА

Различие цвета
1. Необходимо учитывать, что при окрашивании различными пигментами может изменяться усадка полимера. Поэтому детали разного цвета отлитые в одну и ту же пресс-форму могут иметь различные размеры.

ПОЛИАЦЕТАЛЬ
ЭТАЛОН
МИКРОСТРУКТУРА
ЗАГРЯЗНЕНИЕ
• Различий в микроструктуре нет.
• Заметны только различия из за загрязнения в форме на поверхности образца.

ПОЛИАЦЕТАЛЬ
ТЕРМОДЕСТРУКЦИЯ
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
МИКРОСТРУКТУРА
ТЕРМОДЕСТРУКЦИЯ
• Сложно «поймать» на микросрезе частичку загрязнения .
• Это тип деградированного полимера, который появляется время от времени
вокруг шнека, но смывается потоком нового расплава.
• Видно термически деградированный материал.

Термодеструкция
1. Для переработки полиацеталей необходимо выбирать ТПА с конструкцией шнека без «застойных зон»
2. Время нахождения материала в цилиндре под действием температуры должно быть не более 30 минут

ПОЛИАЦЕТАЛЬ
ЭТАЛОН
ПО
ЛИ
АЦ
ЕТ
АЛ
Ь
ВТ
ОРИ
ЧК
А 1
00%
МИКРОСТРУКТУРА
ВТОРИЧКА 100%
• ПОМ не очень хорошо нуклеируется вторичкой, как правило 20-30% не заметно на микро-
структуре. Однако в данном случае 100% вторичке заметен легкий нуклеирующий эффект.

ПОЛИАЦЕТАЛЬ
НЕДОСТАТОЧНОЕ
ДАВЛЕНИЕ ПОЛИАЦЕТАЛЬ
ЭТАЛОН
МИКРОСТРУКТУРА
НЕДОСТАТОЧНОЕ ДАВЛЕНИЕ
• Раковины типичный дефект для ПОМ, однако часто возникает при недостаточном времени
выдержки под давлением или недостаточном давлении второй ступени.

Недостаточное давление
1.Проверить конструкцию впускных
и разводящих литников
2.Увеличить давление ВПД
3.Увеличить время ВПД
Стадия ВПД необходима для компенсирования разницы в объемах, занимаемым расплавом и затвердевшим полимером. В случае с ПОМ эта разница может достигать 14%

ПОЛИАЦЕТАЛЬ
ЭТАЛОН ПОЛИАЦЕТАЛЬ
НЕПРОПЛАВ
МИКРОСТРУКТУРА
НЕПРОПЛАВ
• Типичная безсферолитная структура в областях где полиацеталь не расплавился полностью.
• Такая структура сильно снижает ударную вязкость и удлинение при разрыве.

• Дефект «волнистость на поверхности», как представлен здесь на слайде возникает как правило из за высокой
скорости впрыска.
• При высоких скоростях впрыска особенно у марок ПОМ с ПТР ниже 9 г/10 мин возникает большая скорость
сдвига, приводящая к дефекту. Снижение скорости обычно решает проблему.
МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
ДЕФЕКТ ПОВЕРХНОСТИ

МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
ХОЛОДНАЯ ФОРМА
• Видно более толстую поверхностную пленку и более тонкую структуру в переходной зоне.
• Такая структура характерна для деталей отлитых в холодную форму. Чтобы улучшить ударные
свойства отливки необходимо нагреть пресс-форму.

МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
УТЯЖИНЫ ПОЛИАЦЕТАЛЬ
ЭТАЛОН
УТЯЖИНЫ
Утяжина
• В случае, когда время выдержки под давлением очень мало на поверхности даже плоских
деталей образуются утяжины.
• В то же время в микроструктуре видны раковины.

Утяжины
1. Необходимо увеличить время выдержки под давлением
2. Увеличить давление литья 3. Проверить конструкцию подводящих
и питающих литников

ПОЛИАЦЕТАЛЬ
ЭТАЛОН
МИКРОСТРУКТУРА
ДЕФЕКТЫ ПОВЕРХНОСТИ
• Аналогичный дефект из за высокой скорости сдвига, как на слайде 23

Дефекты поверхности
1. Дефект «волнистость на поверхности», как представлен здесь на слайде возникает как правило из за высокой скорости впрыска. 2. При высоких скоростях впрыска, особенно у марок ПОМ с ПТР ниже 9 г/10 мин, возникает большая скорость сдвига, приводящая к дефекту. Снижение скорости обычно решает проблему.

МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
COMMENTS
НЕПРОПЛАВ
• Дефект аналогичен показанному на слайде 22

Непроплав
1. Необходимо проверить работоспособность датчиков температуры на ТПА
2. Увеличить температуру расплава

МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
НЕДОЛИВ
• На недолитой детали тем не менее хорошая микроструктура.

Недолив
1. Увеличить температуру литья 2. Увеличить дозировку 3. Увеличить температуру пресс-формы 4. Увеличить давление литья 5. Увеличить скорость впрыска

МИКРОСТРУКТУРА
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
ПОЛИАЦЕТАЛЬ
ЭТАЛОН
РАЗЛИЧНЫЕ ЦВЕТА
• Видно тонкую структуру на образце черного цвета. Это типично для
нуклеированных марок.

ПБТ

ПОЛИБУТИЛЕНТЕРФТАЛАТ
ЭТАЛОН
МИКРОСТРУКТУРА
ВИД ПОВЕРХНОСТИ
• Типичная структура ПБТ.

ПОЛИБУТИЛЕНТЕРЕФТАЛАТ
ЭТАЛОН
МИКРОСТРУКТУРА
ВИД ПОВЕРХНОСТИ
• Типичная структура ПБТ.

Полиэфирный ТЭП

МИКРОСТРУКТУРА
ТЭП С ТВЕРДОСТЬЮ 55 D
ОБРАЗЕЦ
• Типичная структура полиэфирного ТЭПа (аналогичная ПБТ).

МИКРОСТРУКТУРА
ТЭП ТВЕДОСТЬЮ 55D
ОБРАЗЕЦ
• Типичная структура полиэфирного ТЭПа (аналогичная ПБТ).

МИКРОСТРУКТУРА
ТЭП С ТВЕРДОСТЬЮ 72D
ОБРАЗЕЦ
ДЕФЕКТЫ
ОТ НОЖА
• Типичная структура полиэфирного ТЭПа (аналогичная ПБТ).

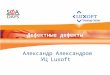
ПРИМЕР СТЕКЛОВОЛОКНА
В МИКРОСТРУКТУРЕ

МИКРОСТРУКТУРА
ПБТ
СТЕКЛОНАПОЛНЕННЫЙ 30%
ЭТАЛОН
COMMENTS
• Структура полимера не видна.
• Хорошо различимы стеклянные волокна и их ориентация.

СПАСИБО ЗА ВНИМАНИЕ!