Embed Size (px)
Citation preview

Методология прогнозирования ресурса нефтегазового
оборудования, эксплуатируемого в условиях циклического
нагружения, на стадии проектирования и эксплуатации
Автореферат докторской диссертации по техническим наукам
НАУМКИН ЕВГЕНИЙ АНАТОЛЬЕВИЧ
МЕТОДОЛОГИЯ ПРОГНОЗИРОВАНИЯ РЕСУРСА НЕФТЕГАЗОВОГО ОБОРУДОВАНИЯ, ЭКСПЛУАТИРУЕМОГО В УСЛОВИЯХ ЦИКЛИЧЕСКОГО НАГРУЖЕНИЯ, НА СТАДИИ ПРОЕКТИРОВАНИЯ И ЭКСПЛУАТАЦИИ
Специальность 05.02.13. - «Машины, агрегаты и процессы»
(нефтегазовая отрасль)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Уфа – 2011
Работа выполнена на кафедре «Технологические машины и оборудование» ФГБОУ ВПО «Уфимский государственный нефтяной технический университет».
Научный консультант доктор технических наук
Кузеев Искандер Рустемович
Официальные оппоненты: доктор технических наук, профессор
Зубаиров Сибагат Гарифович
доктор технических наук, профессор
Шанявский Андрей Андреевич
доктор технических наук, профессор
Ерофеев Валерий Владимирович
Ведущая организация: ОАО «Системы и технологии обеспечения безопасности. ТЕХДИАГНОСТИКА»
Защита состоится «28» декабря 2011 года в 11- 00 на заседании совета по защите докторских и кандидатских диссертаций Д 212.289.05 при Уфимском государственном нефтяном техническом университете по адресу: 450062, Республика Башкортостан, г. Уфа, ул. Космонавтов, 1
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета
Автореферат разослан « » 2011 года

Ученый секретарь совета Ризванов Р.Г.
Актуальность проблемы
Условия эксплуатации оборудования, используемого в технологических процессах подготовки и переработки нефти и газа, характеризуются сложными режимами нагружения, включающими различные виды и сочетания механических, тепловых и коррозионных воздействий. Кроме того, большинство видов оборудования, такие как трубопроводные системы, резервуары, различное нагревательное оборудование имеет высокий уровень изношенности, что в конечном итоге приводит к трудно прогнозируемым последствиям с точки зрения реализации катастрофических разрушений. Значительное количество подобных объектов работает в условиях знакопеременных нагрузок, что представляет наибольшую опасность с точки зрения возникновения аварийных ситуаций. В условиях сложившейся обстановки особенно остро встает вопрос обеспечения надежной и безопасной эксплуатации оборудования нефтегазовой отрасли.
Существующие на сегодняшний день способы определения технического состояния таких объектов позволяют обнаружить определенные дефекты, однако многие из них из-за протяженности или большой площади объектов своевременно не обнаруживаются и приводят к разрушению оборудования или его элементов. Поэтому актуальной является проблема неразрушающей оценки накопленных повреждений, которая бы позволила определить наступление предельного состояния до периода активного развития дефектов.
Предпосылкой при постановке цели исследования было выдвижение гипотезы о формировании дробно-размерной зоны, которая определяется количественно поверхностной энергией конструкционного материала. Поскольку дробно-размерный слой характерен не только для твердых материалов, но и для жидких, был проведен комплекс исследований, который подтвердил наличие данного слоя и указал на его связь с энергетическими характеристиками поверхности. Поэтому при исследовании закономерностей накопления повреждений в материале оборудования в процессе эксплуатации целесообразно применять такие методы неразрушающего контроля, которые позволяют оценивать изменение свойств на его поверхности.
Используемые при решении задач технической диагностики нефтегазового оборудования в настоящее время методы неразрушающего контроля, как правило, направлены на выявление и измерение достаточно развитых дефектов. Однако для физически изношенного оборудования наиболее опасным является состояние металла, когда на уровне структуры могут произойти необратимые изменения, которые определяют не только степень накопления повреждений в материале, но и дальнейший механизм разрушения конструкции. Поэтому точная оценка предельного состояния материала оборудования с одной стороны позволит снизить частые

остановки на ремонт и диагностические работы, а с другой - исключить аварийную ситуацию.
Объект исследования: нефтегазовое оборудование, подверженное циклическим нагружениям.
Предмет исследования: прогнозирование состояния конструкций нефтегазового оборудования по результатам измерения поверхностных характеристик.
Цель работы: повышение эффективности мониторинга технического состояния нефтегазового оборудования и прогнозирования предельного состояния материала конструкций, работающих в условиях знакопеременных нагружений, на основе результатов измерения его поверхностных характеристик.
Цель достигается решением следующих задач:
1. Оценить роль поверхности в образовании и разрушении материалов оборудования и изменение поверхностных свойств при накоплении повреждений.
2. Установить особенности усталостного накопления повреждений конструкций и разработать способы оценки уровня накопленных повреждений.
3. Определить диагностические признаки наступления предельного состояния материалов оборудования, подверженных циклическому нагружению.
4. Разработать алгоритм прогнозирования ресурса нефтегазового оборудования, эксплуатируемого под действием циклических нагрузок, с учетом закономерностей изменения поверхностных свойств, на стадии проектирования и эксплуатации.
НАУЧНАЯ НОВИЗНА
1. Научно доказано, что в процессе эксплуатации оборудования в материале в течение всего периода накопления повреждений изменение свойств носит нелинейный характер с локальными экстремумами, указывающими на увеличение вероятности разрушения. Установлено, что наиболее характерными из опасных периодов эксплуатации оборудования являются диапазоны с накоплением повреждений Ni/Np=0,3?0,4 и Ni/Np=0,7?0,8 (Ni/Np - отношение количества циклов нагружения на момент измерения к количеству циклов до разрушения). Идентификация предельного состояния материала оборудования наиболее точно оценивается с помощью выявленных диагностических признаков трехпараметрического определения физических параметров поверхности, таких как напряженность постоянного магнитного поля, напряжение и затухание отклика электрического сигнала и поверхностная энергия.
2. Разработан научно-обоснованный алгоритм прогнозирования ресурса нефтегазового оборудования на стадии проектирования и эксплуатации, который основан:

- на оценке распределения напряженно-деформированного состояния материала оборудования численным методом и выявлении потенциально опасных зон, с последующей расчетной оценкой сроков контроля и ремонтно-восстановительных работ;
- на определении области потенциально опасных зон путем измерения акустических и магнитных характеристик, корректировкой дополнительных участков критического накопления повреждений, в которых методами интроскопии определяются координаты и геометрические размеры дефектов, и с учетом степени накопленных повреждений оценивается ресурс исследуемого объекта.
3. На основе экспериментальных исследований научно доказано, что поверхностная энергия материала конструкций при накоплении усталостных повреждений возрастает по всей области нагружения, что дает возможность оценивать степень накопленных повреждений металла оборудования. Кроме того, установлено, что в потенциальной зоне разрушения рост поверхностной энергии происходит в большей степени, чем в других областях исследуемого материала.
ТЕОРЕТИЧЕСКАЯ И ПРАКТИЧЕСКАЯ ЦЕННОСТЬ РАБОТЫ
Установлены функциональные зависимости между уровнем накопленных повреждений и такими физическими параметрами, как поверхностная энергия, напряженность постоянного магнитного поля, напряжение и амплитуда затухания отклика электрического сигнала, скорость распространения ультразвуковых волн.
Развиты представления о природе поверхности и поверхностной энергии, в основе которой лежит идея о формировании поверхностной энергии за счет потери мерности сред.
ПРАКТИЧЕСКАЯ ЗНАЧИМОСТЬ РАБОТЫ
Разработанный метод оценки накопленных повреждений и предельного состояния материала оборудования, эксплуатируемого в нефтегазовой отрасли, с учетом закономерностей изменения поверхностных характеристик положен в основу учебно-методического комплекса по изучению дисциплины «Оценка накопления повреждений и предельного состояния материала оборудования» магистрантов, обучающихся по направлению 150400 «Технологические машины и оборудование» программы 551831 «Надежность технологических систем и оборудования» с целью формирования базы знаний о природе явления разрушения в металлических материалах, основных принципах и механизмах разрушения.
Разработан и принят к использованию стандарт предприятия ФГБОУ ВПО Уфимский государственный нефтяной технический университет «Оценка долговечности оборудования, эксплуатируемого в условиях малоцикловой усталости, с учетом результатов электромагнитных измерений»

При выполнении проектных работ блока ДИГ установки АГФУ нефтеперерабатывающего предприятия проведены расчеты напряженно-деформированного состояния и определены прогнозируемые сроки оценки технического состояния и ремонтно-восстановительных работ оборудования, подверженного циклическим нагружениям.
АПРОБАЦИЯ РЕЗУЛЬТАТОВ РАБОТЫ
Основные положения диссертационной работы доложены и обсуждены на 54-62-й научно-технических конференциях студентов, аспирантов и молодых ученых УГНТУ (г. Уфа, УГНТУ, 2003-2005 гг.); IX Международной научно-технической конференции «Проблемы строительного комплекса России». Ежегодных итоговых конференциях отделения технических наук АН РБ (г. Уфа, 2001, 2002, 2003 г.г.); Международной научно-технической конференции «Прикладная синергетика -II» (г. Уфа, 2004 г.); 1-ой Всероссийской научной INTERNET-конференции (г. Уфа, 2003 г.); секции «Проблемы нефти и газа» III Конгресса нефтегазопромышленников России (г. Уфа, 2001 г.), Всероссийской студенческой научно-технической конференции «Интенсификация тепло-массообменных процессов, промышленная безопасность и экология» (г. Казань, 2005 г.), научно-практической конференции «Промышленная безопасность на взрывопожароопасных и химически опасных производственных объектах. Технический надзор, диагностика и экспертиза» (г. Уфа, 2007 г.); Всероссийском конкурсе инновационных проектов студентов, аспирантов и молодых ученых вузов Российской Федерации «Обеспечение промышленной безопасности на взрывопожароопасных и химически опасных производственных объектах» (г. Уфа, 2007 г.); Международной научно-практической конференции «Промышленная безопасность на взрывопожароопасных и химически опасных производственных объектах» (г. Уфа, 2008 г.); II-й Всероссийской конференции молодых ученых «Актуальные проблемы науки и техники» (г. Уфа, 2010); Всероссийской научно-технической конференции «Инновационное нефтегазовое оборудование: проблемы и решения» (г. Уфа, 2010 г.); Международной научно-практической конференции «Промышленная безопасность на взрывопожароопасных и химически опасных производственных объектах» (г. Уфа 2010 г.): XIV Международной научно-технической конференции «Проблемы строительного комплекса России» (г. Уфа, 2010 г.).
ПУБЛИКАЦИИ
Основные результаты диссертационной работы опубликованы в 45 научных трудах, в том числе в 1 монографии и 22 ведущих рецензируемых научных журналах, рекомендованных ВАК Министерства образования и науки РФ, получено 4 патента.
ОБЪЕМ И СТРУКТУРА РАБОТЫ
Диссертационная работа состоит из шести глав, основных выводов, списка использованных источников из 230 наименований, содержит 210 с. машинописного текста, 70 рисунков, 14 таблиц и приложения.

ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
В первой главе приведен анализ существующих механизмов накопления повреждений и разрушений материалов, описаны виды предельного состояния и критерии разрушения, приведены факторы, влияющие на повреждение материала оборудования, работающего в условиях статических, знакопеременных и термических воздействий. Описаны особенности накопления повреждений в зоне концентрации напряжений и способы их выявления. Приведены существующие методы оценки остаточного ресурса сосудов и аппаратов, работающих под давлением. Описано, что остаточный ресурс оборудования определяется по факту утонения стенки аппаратов вследствие коррозионного воздействия. Усталостные явления в материалах оборудования подробно описаны в многочисленных трудах С.В. Серенсена, В.П. Когаева, Н.А. Махутова, А.А. Шанявского, К.В. Фролова, А.П. Гусенкова, Е.М. Морозова, В.С. Ивановой, А.Н. Романова, Л.Ф. Коффина, С.С. Мэнсона, В.Т. Трощенко, В.В. Болотина, А.Г. Гумерова, Р.С. Зайнуллина и многих других.
При выявлении потенциальных зон разрушения в материале оборудования одним из распространенных и эффективных методов является акустико-эмиссионный метод контроля. Данный метод применяется совместно с гидро- и пневмоиспытаниями и фиксирует зоны локации развивающихся дефектов. Однако на ранней стадии эксплуатации таким методом сложно оценить потенциально опасные зоны. Поэтому актуальны исследования по поиску новых подходов выявления областей, наиболее предрасположенных к зарождению и развитию дефектов.
Недостатком существующего подхода при оценке технического состояния и ресурса оборудования является отсутствие учета изменения свойств конструкционных материалов в процессе эксплуатации. Наличие данной информации с одной стороны дает возможность осуществлять точную настройку и калибровку приборов, а с другой – выявлять степень поврежденности материала исследуемого объекта и его предельное состояние. Кроме того, на сегодняшний день отсутствуют методы оценки приближения к предельному состоянию металла оборудования. Каждый материал имеет свою величину предельного состояния, которая не учитывается при обследовании объекта.
Поскольку материал оборудования имеет неоднородную структуру, различное напряженно-деформированное состояние, то степень поврежденности будет распределяться неравномерно, что необходимо учитывать при диагностировании материала оборудования. Учитывая, что разрушение материала начинается с поверхности и приповерхностных слоев, целесообразно при обследовании оборудования использовать методы, позволяющие получать информацию с поверхности.
Во второй главе даны сведения, показывающие роль поверхности в ускорении и замедлении процессов образования и разрушения твердых, жидких и газообразных сред. Предложена модель образования и трансформации формы. Рассмотрено изменение поверхностной энергии при перераспределении поверхности из объемной части системы в

поверхностные слои и наоборот. Приводятся сведения других исследователей о подобных явлениях, где при перераспределении поверхностного слоя изменяется интенсивность протекания тех или иных технологических процессов.
Для описания механизма явлений, происходящих на поверхности раздела фаз в работе предложена обобщенная модель, позволяющая с единых позиций описать механизм образования и трансформации формы. В связи с предложенной концепцией о строении поверхности и ее свойствах было сделано предположение, что поверхностный переходный слой обладает определенными свойствами, в т.ч и геометрическими, т.е любое вещество можно представить в виде двух составляющих А и В. При этом составляющая А образует только границу вещества и границы внутренней структуры, если таковая имеется. Составляющая В образует только объем и не участвует в создании поверхности (рисунок 1). Для данного вещества в данном состоянии считаем, что составляющая А постоянна и имеет определенную толщину. Если вещество имеет внутреннюю структуру, то А распределяется на поверхность и создание внутренней структуры, и в этом случае наружный поверхностный слой должен утоняться.
V = A + B;
A = A1 + A2 +…+ An
V = A1 + B1 + A2 + B2 +…+ An + Bn;
B = B1 + B2 +…+ Bn
?2 <. ?1
Рисунок 1 – Схема утонения поверхностного слоя
В целях проверки данного утверждения был проведен эксперимент с погружением в жидкость твердых тел и определением поверхностного натяжения методом капиллярного поднятия. Результаты погружения насадочных устройств в воду показали уменьшение высоты и геометрической формы мениска в капилляре (рисунок 2а, 2б).
а

б в
Рисунок 2 – Изменение высоты (а), геометрической формы мениска в капилляре (б)
в
б
и относительного поверхностного натяжения жидкости (в) при погружении насадочных устройств из синтетического волокна (1), меди (2) и полипропилена (3)
Зависимости относительного поверхностного натяжения от удельной площади поверхности, создаваемой насадочными устройствами представлены на рисунке 2в, где показано, что при увеличении смачивающей способности материалов, погруженных в жидкость, относительное поверхностное натяжение снижается в большей степени.
Кроме этого, согласно вышеописанной концепции следует, что если в воду опустить две пластинки и включить в цепь электрический ток, то на перемещение ионов будет влиять толщина переходного поверхностного слоя жидкости на пластинке, которая в свою очередь, будет зависеть от наличия в жидкости насадочных устройств. Чтобы проверить данное предположение, проведены измерения электрического сопротивления жидкости с насадочными устройствами и без них.
Искомая величина электрического сопротивления дистиллированной воды определялась по падению напряжения на медных пластинах в сравнении с образцовым сопротивлением. Результаты показали, что при последовательном погружении и извлечении насадочного устройства в дистиллированную воду наблюдается снижение электрического сопротивления при погружении и повышение при изъятии (рисунок 3).
а б
Рисунок 3 - а) принципиальная схема измерения электросопротивления жидкости; б) зависимость относительного электрического сопротивления

дистиллированной воды от времени без насадочного устройства (1) и с его периодическим погружением и извлечением (2).
1 – штатив; 2 – колба; 3 – дистиллированная вода; 4 – медные обкладки;
5 – насадочное устройство; 6 – источник питания; 7 – магазин сопротивления; 8 – прибор для измерения напряжения; 9 – персональный компьютер
Данный факт можно объяснить тем, что при погружении в систему насадочных устройств идет перераспределение поверхностного слоя на насадочное устройство и медные пластинки. При этом толщина поверхностного слоя на медных пластинках уменьшается, что позволяет ионам интенсивнее перемещаться от одной пластинки к другой, и электрическое сопротивление падает (рисунок 4).
?1 > ?2
Рисунок 4 – Схемы, объясняющие причину падения электрического сопротивления в жидкости при погружении насадочного устройства
а) – измерение электрического сопротивления дистиллированной воды;
б) – то же при наличии насадочного устройства
Таким образом, полученные результаты подтверждают выдвинутое предположение о перераспределении поверхностного слоя в жидкости при внесении в нее насадочных устройств, что приводит к изменению определенных ее свойств, в частности, электрического сопротивления.
Следующим подтверждением предложенной концепции было проведение исследований по оценке влияния соотношения объемов двух жидкостей на процесс эмульгирования. Для этого использовались стеклянные пробирки, а в качестве исследуемых сред было выбрано трансформаторное масло и дистиллированная вода. В качестве энергетического источника образования эмульсий применялись ультразвуковые колебания частотой 30 кГц. В ходе эксперимента изменялось соотношение объемов исследуемых жидкостей, и фиксировалось начало, максимальная интенсивность и окончание процесса эмульгирования.
Параллельно с этим проведено исследование изменения относительного поверхностного натяжения воды и масла. Для этого был использован метод капиллярного поднятия жидкости. Изменение краевого угла в капилляре и высоты жидкости осуществлялось с помощью фотоаппарата, каждые 30 секунд с момента включения генератора ультразвуковых колебаний, что позволило получить зависимость изменения поверхностного натяжения от времени. На рисунке 5 показаны три контрольных состояния системы, соответствующие началу, пику интенсивности и окончанию процесса эмульгирования.
Рисунок 5 – Схема изменения капиллярного эффекта при эмульгировании

а, б, в – начало, пик интенсивности и окончание процесса эмульгирования соответственно
Таким образом, в процессе эмульгирования происходит изменение краевого угла (?1 < ? 2 < ? 3) и высоты жидкости (p < p < p) в капилляре, что свидетельствует о непостоянстве поверхностного натяжения.
Для расчета сил поверхностного натяжения использована формула Юнга – Лапласа:
, (1)
где ?? – разность плотностей на поверхности раздела фазы жидкость – воздух кг/м3;
g - ускорение свободного падения м/с2;
h - высота подъема жидкости в капилляре, м;
? - сила поверхностного натяжения Дж/м2;
cos ? – значение косинуса краевого угла смачивания;
r – радиус кривизны мениска, м.
Рисунок 6 – Относительное поверхностное натяжение воды и масла
Зависимость изменения относительного поверхностного натяжения воды и масла в процессе получения эмульсии представлена на рисунке 6. Показано, что в капиллярных трубках, погруженных как в масло, так и в воду, сначала происходит снижение относительного поверхностного натяжения, что свидетельствует об утонении поверхностного слоя поверхности раздела фаз вода-масло, поскольку частично поверхность перераспределяется на образование глобул.
Таким образом, полученные зависимости также свидетельствуют о состоятельности ранее выдвинутых предположений о перераспределении поверхностного слоя. Данные эксперименты проведены на жидкостях с той целью, что это более наглядно демонстрирует полученные эффекты, хотя при переходе из одного агрегатного состояния в другое закономерности повторяются.

В третьей главе описаны результаты исследований, характеризующие из-менения поверхностных свойств материалов, поскольку поверхность является той областью, в которой начинается процесс разрушения. Приводятся сведения об из-менениях поверхностной энергии и магнитных характеристик стали при накоплении усталостных повреждений. В качестве материала для испытаний была выбрана сталь 09Г2С, как одна из наиболее часто применяемых марок стали для аппаратов нефтеперерабатывающих предприятий.
В целях определения влияния уровня накопленных усталостных повреждений на поверхностную энергию проведены испытания на усталость образцов плоского типа по схеме чистого симметричного изгиба с отслеживанием изменения угла смачивания поверхности.
Капля жидкости, в качестве которой была использована дистиллированная вода, наносилась при помощи стационарно установленного дозатора на предварительно обезжиренную поверхность после остановки установки и приведения образца в исходную позицию. Регистрация угла смачивания производилась с помощью цифрового фотоаппарата с последующей компьютерной обработкой результатов.
Рисунок 7 – Фотографии, иллюстрирующие изменение краевого угла смачивания по-верхности стали 09Г2С при повышении уровня накопления усталостных повреждений
Эксперименты показали, что при усталостном нагружении краевой угол смачивания уменьшается (рисунок 7).
Поверхностная энергия определялась с использованием краевого угла смачивания по методике, описанной в трудах А. Адамсона, Е.Д. Щукина, Б.Д. Сумма и других исследователей по формуле:
Fs = ?тж•S, (2)
где ?тж – поверхностное натяжение твердое тело – жидкость, Дж/м2;
S – площадь контакта с твердой поверхностью, м2.
Поверхностное натяжение жидкости оценивалось по уравнению Юнга:
?тг = ?тж + ?жг cos ?, (3)
отсюда ?тж = ?тг - ?жг cos ? , (4)
(5)
где ? – краевой угол смачивания, град;
?тг - поверхностное натяжение твердое тело – газ, Дж/м2;
?жг - поверхностное натяжение твердое тело – жидкость, Дж/м2.
?жгd – диспергированное поверхностное натяжение газ-жидкость.
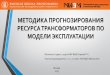
Используя вышеприведенную методику, построены зависимости поверхностной энергии сталей от уровня накопления усталостных повреждений, приведенные на рисунке 8, которые показывают увеличение данного параметра.

а б
Рисунок 8 – Зависимость поверхностной энергии стали 09Г2С (а) и 12Х18Н10Т (б) от уровня накопления усталостных повреждений
Для установления зависимости градиента поверхностной энергии от уровня накопления усталостных повреждений при разных значениях напря-женно-деформированного состояния образцов эксперименты проводились в следующем диапазоне создания деформации ? = 0,05 ? 0,4. Минимальное значение изменения поверхностной энергии от исходного состояния до разрушения (Fs разр - Fs исх) составило (4,5 ± 0,1)?10-7 Дж, а максимальное – (7,0 ± 0,1) ?10-7 Дж. Результаты экспериментов показали, что с повышением деформации происходит снижение градиента поверхностной энергии.
Для получения более точных расчетов на прочность при малоцикловых нагрузках в данной работе решалась задача по уточнению формул, используемых в ГОСТ 25859-83, введением в них поправочных коэффициентов. Согласно данного документа, допускаемая амплитуда напряжений [?А] определяется по формуле (6)
, (6)
где nN – коэффициент запаса прочности по числу циклов nN = 10;
n? – коэффициент запаса прочности по напряжениям n? = 2;
А, В – характеристика материала, МПа;
N – количество циклов нагружения;
t – температура, 0С.
Критическое состояние эксплуатации оборудования возникает при максимальных напряжениях, приводящих к разрушению. Учитывая, что максимальное напряжение соответствует значениям, полученным по данной формуле без коэффициентов запаса, исключив их, получаем:
. (7)
Чтобы заменить величину N функцией, учитывающей уровень накопленных ус-талостных повреждений материала конструкции, была использована формула, полу-ченная из зависимости изменения косинуса угла смачивания поверхности металла:
, (8)
где m и p – коэффициенты, зависящие от типа применяемой в экспери-ментах жидкости для определения угла смачивания.
Отсюда количество циклов N:
(9)
Подставляя формулу (9) в формулу (7) получаем:
(10)

Сравнивая значения, рассчитанные по данной формуле, с эксперимен-тальными значениями, определяем поправочный коэффициент:
(11)
Таким образом, уточненная формула принимает следующий вид:
. (12)
Расчет амплитуды напряжения необходимо начинать с построения зависимости косинуса краевого угла смачивания от количества циклов нагружения по результатам экспериментальных данных. Полученная функция (линия тренда) для стали 09Г2С, с использованием дистиллированной воды представлена в виде формулы:
, (13)
где N - количество циклов нагружения;
cos ? – краевой угол смачивания.
Поправочный коэффициент, полученный отношением экспериментальной зависимости количества циклов до разрушения от амплитуды напряжений (кривая Велера) применительно для данной стали к расчетной дает следующее выражение:
. (14)
Из (13) следует, что формула для определения количества циклов нагружения будет иметь следующий вид:
. (15)
Подставляя формулу (14) в (12) получаем следующее выражение:
(16)
Коэффициенты p и m для дистиллированной воды нанесенной на сталь 09Г2С равны, соответственно 0,2597 и 4?10-5. Отсюда окончательная формула примет вид:
(17)
Рисунок 9 – Зависимость количества циклов до разрушения от амплитуды напряжений стали 09Г2С
Сравнительные графики изменения количества циклов до разрушения от ам-плитуды напряжений стали 09Г2С, полученные по методике ГОСТ 25859-83, экспе-риментальные и рассчитанные по уточненной, с учетом поправочных коэффициентов, формуле, представленные на рисунке 9 показывают, что результаты, полученные по уточненной формуле, более точно соответствуют экспериментальным данным.
Дальнейшие исследования были направлены на установление влияния уровня накопленных повреждений в материале на изменение магнитных характеристик в области упругих деформаций. С этой целью образцы плоского типа предварительно были подвержены разным уровням накопления усталостных повреждений в области малоцикловых нагрузок, затем каждый из них статически нагружался симметричным изгибом = 0 ?

0,28 % с шагом 0,04, и при каждом уровне нагружения выполнялись измерения Hn, G. По результатам исследований строились петли магнитоупругого гистерезиса – зависимости G = f (?) и Hn = f (?). Из них наибольшую информативность показали характеристики G = f (?). В качестве иллюстрации на рисунке 10, а и 10, б соответственно представлены зависимости G = f (?) для исходного состояния металла и при уровне поврежденности Ni/Nр = 0,94.
По петлям магнитоупругого гистерезиса произведен расчет площадей в про-грамме «Geosoft», по которым строились зависимости SG = f (Ni/Nр) (рисунок 11).
а б
Рисунок 10 – Зависимость изменения градиента напряженности магнитного поля от относительной деформации при разном уровне накопленных повреждений
(а – Ni/Nр = 0; б – Ni/Nр = 0,94)
Рисунок 11 – Зависимость площади петли магнитоупругого гистерезиса
от уровня накопления усталостных повреждений
Установлено, что снижение площади носит циклический характер, что можно объяснить стадийностью протекания процесса усталостного разрушения металла.
Как показывает анализ литературных источников, расчетная зависимость SG = f (Ni/Nр) находит свое подтверждение при сравнении результатов других ис-следователей. Например, в исследованиях Абдуллина И.Г. и Бугая Д.Е. рассматри-вались зависимости изменения уровня микродеформаций кристаллической решетки низколегированных сталей при накоплении усталостных повреждений, которые также носят циклический характер. Это говорит о том, что закономерности изменения свойств металла, контролируемых на разных масштабных уровнях, повторяются. Кроме того, по полученным зависимостям G = f (?) установлено, что при накоплении усталостных повреждений наблюдается снижение размаха градиента напряженности магнитного поля ?G (?G = Gmax – Gmin – разность между установившимися максимальным и минимальным значениями магнитных параметров). На зависимости ?G = f (Ni/Nр) можно выделить два характерных участка: на начальной стадии нагружения наблюдается резкое снижение ?G, в дальнейшем снижение происходит в диапазоне (1800? 900) ± 150А/м2 (рисунок 12).
Рисунок 12 – Зависимость размаха градиента напряженности магнитного поля от уровня накопленных повреждений
Таким образом, при наличии калибровочной зависимости ?G = f (Ni/Nр), по-строенной на образцах определенной марки стали и проведении измерений градиента напряженности магнитного поля на объекте с учетом малых деформаций в локальной зоне металла можно оценить фактический уровень поврежденности материала обо-рудования.

В четвертой главе описаны подходы, позволяющие определить пре-дельное состояние материала. Свойство структуры адаптироваться к изменяющимся внешним условиям определяет механическое поведение материала под нагрузкой и поэтому знание этих свойств является важным при контроле поведения материалов в условиях эксплуатации. Прямым методом определения адаптивных свойств структуры металла является мультифрактальная параметризация.
В целях установления закономерностей изменения мультифрактальных параметров от степени накопленных усталостных повреждений получены фрактограммы изломов при статическом растяжении образцов, предварительно подверженных малоцикловому нагружению с шагом N = 500 циклов.
Исследование и съемка поверхности изломов осуществлялись на базе оптического микроскопа «Neophot-32» при увеличении ?1000 для 3-х зон поверхности разрушения (1 – приповерхностная зона, 2 – промежуточная зона, 3 – центр излома) по схеме представленной на рисунке 13. Предварительная обработка изображений осуществлялась с применением программы Contour Project.
Рисунок 13 – Схема получения изломов поверхности образцов
В качестве иллюстрации на рисунке 14 представлена фрактограмма излома образца со степенью накопления усталостных повреждений Ni/Nр=0,91 зоны №1 в исходном состоянии (а) и после обработки (б).
Анализ поверхности изломов металла проводился методом мультифрактальной параметризации, принцип которого основан на генерации тем или иным способом (или иного распределения) меры (?). Для этого исследуемый объект с неупорядоченной структурой «помещается» в евклидово пространство, которое разбивается на ячейки характерного размера. Ячейкам приписываются «веса» в соответствии с распределением, которым характеризуется объект. При изучении особенностей распределения пространственной конфигурации структуры для каждой ячейки подсчитывается число единичных элементов попавших в ячейку, которое делится на общее число элементов структуры. Таким образом, каждой ячейке сопоставляется мера (вес) в виде некоторого положительного числа, а полученная совокупность (матрица) значений задает глобальную меру на том или ином масштабе дискретизации изображения структуры.
Результатом мультифрактального анализа исследуемого объекта является определение спектра взаимосвязанных фрактальных размерностей. На основе полученных величин фрактальных размерностей при различных значениях q рассчитывались степень однородности fq и параметр скрытой периодичности структуры (упорядоченности) множества ?q* = D1 – Dq. Под степенью однородности структуры понимается показатель характера распределения единичных элементов рассматриваемой структуры в евклидовом пространстве, охватывающем эту структуру, которая более однородна в случае большего значения fq. Показатель скрытой периодичности структуры отражает степень

упорядоченности и нарушения симметрии для общей конфигурации исследуемой структуры в целом. Возрастание означает, что система накачивается информацией и в ней возрастает степень нарушенной симметрии.
Определение мультифрактальных параметров реализовано с помощью про-граммы MFRDrom 99, разработанной профессором Г.В. Встовским. На основе дан-ных мультифрактальной параметризации по методике В.С. Ивановой проводились расчеты показателей адаптивности структуры поверхностей изломов материала.
Анализ моделирования процессов структурных перестроек в различных системах позволили выделить спектр инвариантных значений критических порогов разреженности структуры Dq*, контролирующих смену механизмов адаптационных перестроек структуры.
На основе установленной связи между мультифрактальными критическими по-казателями структуры и значениями ее адаптивности к внешнему воздействию в усло-виях подобия вырождения мультифрактала были построены фрактальные карты (ри-сунок 15) адаптивности структуры поверхности изломов металла к нарушению устой-чивости симметрии системы при этом воздействии для всех трех зон исследования.
Рисунок 15 – Фрактальная карта адаптивности к нарушению устойчивости симметрии структуры поверхности изломов стали 09Г2С при разном уровне накопления усталостных повреждений
Расчет мультифрактальных параметров осуществлялся при 99 % площади охвата изображения, результаты которого получены в виде зависимостей D0 = f (Ni/Nр), ?q = f (Ni/Nр), fq = f (Ni/Nр).
Для разных зон съема поверхности излома наблюдается различный характер изменения мультифрактальных параметров. В зоне, расположенной ближе к поверхности металла, по сравнению с другими зонами наиболее интенсивно проявляют себя фрактальная размерность (D0) и параметр скрытой упорядоченности структуры (?q).
Можно отметить, что в этой зоне наиболее явно выражена амплитуда изменения данных параметров. Цикличность изменения параметров можно объяснить сменами механизмов адаптации структуры к внешнему воздейст-вию.
Уровень накопленных повреждений в металле, где наблюдается минимальный запас адаптивности, показывает переход металла из устойчивого состояния в неустойчивое. Отмечено, что для приповерхностной зоны он наступает при Ni/Nр = 0,07; 0,56; 0,77, для промежуточной зоны при Ni/Nр = 0,49; для центральной зоны при Ni/Nр = 0,28; 0,98. На основании полученных результатов установлено, что смена механизмов адаптации структуры поверхности изломов происходит последовательно по следующей схеме: зона 1 (I) зона 3 (II) зона 2 (III) зона 1 (IV) зона 1 (V) зона 3 (VI) (рисунок 16).

Из рисунка видно, что первая смена механизма адаптации структуры к внеш-нему воздействию наступает в приповерхностной зоне излома, затем наблюдается переход из одной зоны в другую и завершающая – в центральной зоне, когда проис-ходит полное раскрытие трещины. В связи с тем, что в большинстве случаев разру-шение металла происходит с поверхности, был сделан вывод, что точка 5 на рисунках 16, 17 является тем уровнем поврежденности, где поверхностная зона исчерпала свой ресурс адаптации к внешним воздействиям, после чего наступает процесс раскрытия трещины. Таким образом, предельному состоянию стали 09Г2С соответствует уро-вень поврежденности Ni/Nр=0,77.
Рисунок 16 – Последовательность смены механизма адаптации структуры
поверхности изломов стали 09Г2С
Действительно, анализ литературы показал, что достижение уровня накопленных повреждений Ni/Nр~0,8 в стали 09Г2С соответствует состоянию предразрушения, которое сопровождается полным разрушением ячеистой структуры внутри фрагментов, зарождением и ростом микропор, развитием микротрещин, что подтверждает правомерность полученных результатов. По результатам сравнительного анализа изменения магнитных и мультифрактальных характеристик металла построены зависимости ?qi – ?qi+1 = f (Ni/Nр) и ?Hni – ?Hni+1 = f (Ni/Nр) (рисунок 17). Они получены по значениям, соответствующим состоянию смены механизмов адаптации его структуры.
а б
Рисунок 17 – Кинетика изменения мультифрактальных (а) и магнитных (б) параметров стали 09Г2С при накоплении усталостных повреждений
Характер распределения зависимостей описывает кинетику накопления повреждений в материале. Из рисунка видно, что совместное использование адаптивных и магнитных свойств металла позволяет оценить его предельное состояние.
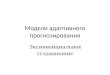
Рисунок 18 – Связь поверхностной энергии и градиента напряженности магнитного поля при накоплении усталостных повреждений
Рассмотрение зависимости поверхностной энергии от градиента напряженности постоянного магнитного поля при циклических нагружениях указывает на характерные три области накопления усталостных повреждений, которые характеризуются областью начального повышения градиента напряженности постоянного магнитного поля исследуемого металла (I), хаотического изменения (II) и скачкообразным снижением (III) (рисунок 18).
При анализе результатов изменения магнитных характеристик и поверхностной энергии отчетливо выделяется зона, границы которой позволяют определить начало и завершение интенсивного накопления повреждений, при выходе из этой зоны наступает процесс раскрытия трещины.

В целях оценки предельного состояния материала оборудования проведены исследования по установлению взаимосвязи его электрофизических и механических свойств. В работе Башировой Э.М. предложена методика оценки и прогнозирования вероятности хрупкого разрушения металла оборудования, изготовленного из низколегированной стали 09Г2С, работающего в условиях статического и циклического режимов нагружения с применением электромагнитного метода контроля. В основе метода заложен анализ переходных функций системы «электромагнитный преобразователь – металл», полученных при осуществлении криогенных испытаний на растяжение с целью моделиро-вания хрупкого разрушения. На основе данного метода автором и Шарипкуловой А.Т. разработан алгоритм оценки предельного состояния металла технологических трубопроводов с помощью карты динамики разрушения сталей, с учетом содержания углерода и среднего размера зерна в материале.
В дальнейших исследованиях автором и Бикбулатовым Т.Р. осуществлена оценка изменения параметров отклика электрического сигнала вихретоковым пре-образователем при испытаниях сталей на усталость. Образцы подвергались мало-цикловому нагружению по схеме чистого симметричного изгиба с заданным уровнем деформации. Значение электрического сигнала измерялось через каждые 500 циклов от исходного состояния до разрушения по всей длине рабочей зоны вихретоковым преобразователем.
Измерения выполнялись с использованием измерительного комплекса, вклю-чающего в себя: накладной вихретоковый преобразователь трансформаторного типа с сердечником с неконцентрическим расположением обмоток, внешнее измерительное устройство Tie Pie SCOPE HS801, представляющее собой 2-х канальный 8-разрядный прибор, функционирующий в режимах осциллоскопа, вольтметра, анали-затора спектра, самописца и функционального генератора; персональный компьютер. Блок-схема измерения приведена на рисунке 19.
Рисунок 19 – Блок-схема измерения отклика сигнала
В качестве измеряемого параметра в работе был использован переменный электрический сигнал, который независимо от формы характеризуется: амплитудным (максимальным), средним и действующим (эффективным) значением напряжения.
Под амплитудным значением переменного напряжения подразумевается наибольшее мгновенное значение:
. (18)
Данный параметр оказался не чувствителен к предельному состоянию, поэтому дальнейшее его рассмотрение в данной работе не производилось.
Действующее переменное напряжение характеризуется среднеквадра-тичным значением за период и вычисляется по формуле:
, (19)

где T – период сигнала, u – напряжение в момент времени t.
Среднее значение напряжения определяется по формуле:
. (20)
В результате проведенных исследований получены зависимости действующего и среднего значении напряжения от уровня накопленных усталостных повреждений (рисунок 20). Данные показывают общую тенденцию снижения напряжений и имеют экстремум в точке со степенью поврежденности Ni/Np?0,8.
а б
Рисунок 20 – Зависимость действующего напряжения U (а) и среднего напряжения Uср (б) от уровня накопленных усталостных повреждений Ni/Nр
Также была установлена зависимость степени затухания 5-й гармоники амплитуды и коэффициента амплитуды от уровня накопленных усталостных повреждений в зоне разрушения, которые также дают возможность оценить степень поврежденности металла (рисунок 21).
а б
Рисунок 21 – Зависимость степени затухания 5-й гармоники амплитуды сигнала (а) и коэффициента амплитуды (б) от уровня накопленных усталостных повреждений
Таким образом, применение выше описанного метода дает возможность определить предельное состояние материала исследуемого объекта.
Материал оборудования, эксплуатируемого в условиях низких температур, подвержен охрупчиванию, что может вызвать хрупкое разрушение, которое, как из-вестно, протекает с высокой скоростью и очень опасно. Кроме того, в процессе экс-плуатации металл претерпевает структурные изменения, что в свою очередь приводит к изменению интервала вязко-хрупкого перехода, иногда выходящую в область повышенных температур. Поэтому при проектировании оборудования важно знать температурный интервал изменения характера разрушения выбираемого материала.
В целях определения влияния усталости материала на порог хладноломкости, когда вязкое разрушение переходит в хрупкое, проведены механические испытания стали 20. В данной работе эти измерения проводились с использованием метода Иоф-фе-Давиденкова, который основан на том, что понижение температуры практически не изменяет сопротивление отрыву (разрушающего напряжения), но повышает сопротивление пластической деформации (предел текучести). Точка пересечения кривых, называемая порогом хладноломкости, соответствует температуре перехода металла от вязкого разрушения к хрупкому. В указанных условиях сопротивление отрыву достигается при напряжениях, меньших, чем предел текучести.
Развитие квалиметрии метизного производства на основе
методологии функционально-целевого анализа

Автореферат докторской диссертации по техническим наукам
На правах рукописи
Рубин Геннадий Шмульевич
РАЗВИТИЕ КВАЛИМЕТРИИ МЕТИЗНОГО ПРОИЗВОДСТВА НА ОСНОВЕ МЕТОДОЛОГИИ ФУНКЦИОНАЛЬНО-ЦЕЛЕВОГО АНАЛИЗА
Специальность 05.02.23 – Стандартизация и управление качеством продукции (металлургия)
АВТОРЕФЕРАТ диссертации на соискание ученой степени доктора технических наук
Магнитогорск-2011
Работа выполнена в ФГБОУ ВПО «Магнитогорский государственный университет».
Научный консультант :
доктор технических наук, профессор Чукин Михаил Витальевич
Официальные оппоненты:
доктор физ.-мат. наук, профессор Гитман Михаил Борисович

доктор технических наук, профессор Стеблянко Валерий Леонтьевич
доктор техническихнаук, профессор Трусов Виталий Алексеевич
Ведущая организация -
Институт проблем управления им. В.А. Трапезникова РАН, г. Москва
Защита состоится 2 февраля 2012 г. в 15-00 часов на заседании диссертационного совета Д 212.111.05 при ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова» по адресу: 455000, г. Магнитогорск, пр. Ленина, 38, МГТУ, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова».
Автореферат разослан «_____» _________ 2011 г.
Ученый секретарь диссертационного совета
Полякова М.А.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность работы. Начиная с ранних работ по квалиметрии, различают общую, специальную и предметную квалиметрию. Общая квалиметрия рассматривает общетеоретические проблемы, системы понятий, законы и методы теории оценивания, аксиоматику квалиметрии, теорию шкалирования. Наибольший вклад в развитие общей квалиметрии внесли Г.Г. Азгальдов, Э.П. Райхман, А.И. Субетто. Дальнейшее развитие общая квалиметрия получила в работах Г.С. Гуна и автора, которые предложили аксиоматику и логическую модель теории оценивания. В специальной квалиметрии рассматриваются модели и алгоритмы оценки, точность и достоверность оценок. Предметная квалиметрия трансформирует положения общей и специальной квалиметрии в методики оценки в конкретных предметных областях. В металлургии этому посвящены работы учёных магнитогорской школы: Г.С. Гуна., автора, М.В. Чукина, И.Ю. Мезина, И.Г. Гуна, В.М. Салганика, Н.Г. Шемшуровой,

московских учёных: В.В. Бринзы, В.Т. Жадана, В.А. Маневича, В.А.Трусова и др. Вместе с тем, до настоящего времени не сформулирован общий принцип формирования иерархии свойств и их группировки на одном уровне дерева свойств. Предлагаемые и реализованные подходы к комплексной оценке Качества метизов и технологий их производства, как правило, являются либо узкоспециализированными, направленными на решение конкретных задач оценки отдельных элементов производственных или технологических процессов и систем, или же являются сложно реализуемыми, требующими значительных затрат времени и ресурсов для получения комплексной оценки технологии. Решение задачи рационального выбора сквозной технологии производства метизов с учетом всего комплекса предъявляемых к ней требований актуализирует необходимость выработки новых подходов и алгоритмов комплексной оценки результативности технологических процессов. Методы оценки вместе с методами технологического управления качеством только совместно и дают практический результат – повышение качества метизов, разработка новых изделий повышенного качества и технологий их производства. Важность последнего и определяет актуальность темы диссертационной работы. Цель исследования. Целью диссертации является разработка методологии комплексной количественной оценки качества метизов и технологий их производства, основанной на:
едином конструктивном принципе структурирования свойств метизов; системном подходе к оценке качества изделий и технологических
процессов; оценке собственно параметров процесса, а не только качестве
конечного результата в виде изделия.
Поставленная цель достигнута решением следующих задач:
совершенствование категорийного аппарата квалиметрии путём разработки понятий: функция объекта оценивания, потребительская фаза объекта, взаимодействие;
разработка принципов структурирования качества объектов с использованием функционального принципа;
разработка новых методов определения степени влияния отдельных структурных единиц иерархии качества на групповые и комплексные оценки;
разработка методов свёртки оценок качества в групповую оценку, учитывающих синергетический эффект системы;
разработка показателей и методов комплексной оценки технологического процесса;
разработка методов пооперационного анализа качества технологического процесса.

Основные научные положения, выносимые на защиту: Понятия и принципы функционально-целевого анализа как методологическая основа исследования структуры качества металлических изделий и технологических процессов их производства. Комплекс требований к функциям свёртки оценок качества, отражающий системный подход к исследованию и оценке качества метизов промышленного назначения, учитывающий эффект эмерджентности в системах. Процессный подход к оценке результативности технологических процессов производства метизов. Методы совершенствования технологических процессов, основанные на принципах нечёткого моделирования с целью получения заданного качества метизов, а также методы факторного анализа для повышения результативности технологического процесса. Научная новизна работы заключается в следующем: 1. Основы функционально-целевого анализа: Разработано понятие «функция объекта» (изделия, процесса), основанное на фундаментальных представлениях о взаимодействиях в физике. Определены три функции изделий, которые существенны для оценивания метизов: транспортная, монтажная и эксплуатационная. Обоснован и определён период существования объекта оценивания, в котором он выполняет потребительские функции. Этот период предложено назвать потребительской фазой. Разработан метод анализа структуры качества объекта, основанный на анализе функций, выполняемых при его потреблении. 2. Системный подход к комплексной оценке качества: Определён комплекс требований к операции свёртки, уточняющий известные ранее и опирающийся на положения логики относительных оценок. Введено понятие «акселерация оценок при свёртке», отражающее свойство эмерджентности в системах. Дано его математическое определение. Предложены функции свёртки, удовлетворяющие обоснованному в работе комплексу требований. 3. Процессный подход к оценке результативности технологического процесса. Разработаны понятия и методы локальной, глобальной и комплексной результативности многооперационного процесса производства, основанные на функциональном подходе к оценке технологического процесса и методы их оценки 4. Новые методы совершенствования технологическим процессом с целью получения заданного качества метизов, повышения результативности технологического процесса. Разработаны методы оценки требований к заготовке на основе нечёткого моделирования для получения требуемого качества метизов в заданном технологическом процессе и метод факторного анализа результативности технологического процесса, позволяющий оценивать потенциальные возможности операций для повышения результативности технологического процесса. Практическая ценность.

1. Разработан функциональный метод анализа качества витых изделий, отличающийся наиболее полным учётом требований потребителя к кабелю. Определены понятия «функция изделия» и «свойство изделия». Методом функционального анализа разработана структура качества геофизического кабеля, отличающаяся сетевым строением. Анализ структуры свойств изделия позволил выявить новое потребительское свойство геофизического кабеля – «жесткость», определяемое количественным показателем «осевая жесткость». 2. Разработана номенклатура показателей, характеризующая эффективность процесса производства шаровых пальцев, включающая комплекс требований потребителя к качеству продукции и специальные требования к технологическому процессу. Разработана методика оценки технологической эффективности процессов производства шаровых пальцев, основанная на вычислении комплексной оценки с учётом свойства акселерации комплексной оценки. 3. Разработан комплексный показатель результативности технологического процесса производства высокопрочной арматуры железобетонных шпал (ЖБШ), формирующийся на основе глобального и локального показателей процесса и метод его анализа, позволивший определить технологические резервы для достижения заданного уровня потребительских свойств готовой продукции. 4. На основе разработанной методики нечёткого моделирования технологического процесса получены математические модели пооперационного изменения прочностных и пластических свойств заготовки для производства самонарезающих винтов на этапе подготовки металла к холодной объемной штамповке (ХОШ). Реализация работы. 1. С использованием функционального метода разработаны оценки единичных и комплексного показателей качества геофизических кабелей, к производству рекомендован кабель новой конструкции диаметром 21,0 мм, как наиболее удовлетворяющий требованиям, предъявляемым потребителями. 2. На основе сравнения вычисленных квалиметрических оценок технологии производства шаровых пальцев выбран наиболее эффективный вариант технологического процесса производства шарового пальца ВМ505 (из дисперсионно-твердеющей перлитно-ферритной стали марки 27MnSiVS6). 3. Разработанный в результате исследований результативности технологического процесса производства высокопрочной арматуры для железобетонных шпал маршрут волочения апробирован в условиях ОАО «Магнитогорский метизно-калибровочный завод «ММК-МЕТИЗ» (ОАО «ММК-МЕТИЗ»). Разработанные усовершенствованные режимы деформационной обработки в полном объеме внедрены в промышленное производство в условиях ОАО «ММК-МЕТИЗ». В результате в общей структуре несоответствующей продукции на 98 % были устранены несоответствия по показателям прочности и пластичности арматуры, что свидетельствует о значительном повышении результативности технологического процесса и повышении

качества готовой продукции. Экономический эффект от внедрения разработок в производство составил 7,3 млн. руб. IV. Используя установленные на основе нечётких моделей количественные зависимости, определены диапазоны значений механических свойств катанки, оптимальные с точки зрения технологичности стали на операциях ХОШ самонарезающих винтов.
Граф исследований и основных результатов диссертации приведён на рис. 1. Апробация работы. Основные положения работы были доложены и обсуждены на XXXVI Уральском семинаре «Механика и процессы управления» (Екатеринбург, 2006 г.); II Международной научно-технической конференции «Прогрессивные технологии в современном машиностроении» (Пенза, 2006 г.); 7-м (Москва, 2007 г.) и 8-ом (Магнитогорск, 2010 г.) Международных конгрессах прокатчиков; Международной научно-технической конференции «Современные достижения в теории и технологии пластической обработки металлов»

(Санкт-Петербург, 2007 г.); школе-семинаре «Фазовые и структурные превращения в сталях» (Кусимово, 2008 г.); технических советах МКЗ, МММЗ, ОАО «ММК-МЕТИЗ» (2003-2011 гг.); технических советах ОАО «Автонормаль» (2007-2011 гг.); VIII Всероссийской школе-конференции молодых ученых «Управление большими системами (2011 г.). Публикации. По теме диссертации опубликованы 4 монографии, 41 научная статья, из них 8 - в центральных изданиях до 2006 г., 15 - в изданиях из Перечня ведущих рецензируемых научных журналов и изданий ВАК РФ, получено 1 свидетельство о государственной регистрации программ для ЭВМ. Структура и объём работы. Диссертация состоит из 6 глав, изложена на 210 страницах машинописного текста, иллюстрирована 12 рисунками, содержит 11 таблиц, библиографический список содержит 150 наименований. Личный вклад автора заключается в разработке основ функционально-целевого анализа качества метизов и процессов их производства; реализации системного подхода при комплексной оценке качества, позволившего предложить новые функции свёртки оценок качества; разработке процессного подхода к оценке результативности технологического процесса; разработке новых методов управления технологическим процессом на основе нечёткой информации и факторного анализа комплексных оценок качества процесса.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении определяется предмет исследования диссертации. С одной стороны он определяется материальной областью: металлические изделия промышленного производства, как изделия из чёрных металлов, производимые на четвёртом переделе металлургического производства из проката малых сечений. С другой стороны – областью нематериальной, теоретической, а именно методами квалиметрии – научной дисциплины о комплексной количественной оценке качества изделий и процессов. В первой главе анализируются методы количественной оценки качества метизов и направления их развития. Алгоритм действий при комплексной количественной оценке впервые описан в работах Г.Г. Азгальдова. Важным развитием методов оценки является разработанная Г.С. Гуном и автором модель квалиметрии как логики оценок и разделение всех свойств одного уровня на доминирующие и компенсируемые. Сделанный в главе анализ позволил выявить современные проблемы квалиметрии, поставить цели исследования и определить задачи, которые необходимо решить (табл. 1). Таблица 1 Основные положения и проблемы квалиметрии
Положение Проблема
Древовидная
структура свойств
Отсутствие принципа
структурирования
Свёртка оценок с Отсутствие эффективного

учётом весомостей
свойств
метода определения
весомостей
Свёртка при
помощи формул
средних или
треугольных норм
Отсутствие формул для
свёртки доминирующих
свойств с учётом весомостей
Не учитывается системное
взаимодействие свойств
Качество-
совокупность свойств
для удовлетворения
определённых
потребностей
Не определена часть
жизненного цикла объекта на
котором производится
оценивание
Во второй главе приведено обоснование и формулировка основных теоретических положений работы. Рассматривая функции метизов, определены их характерные особенности. Для технических материальных объектов сформулировано понятие функции следующим образом: функция - это передача действия, т.е. обеспечение взаимодействия или предотвращение взаимодействия. Данное определение понятия «Функция» позволяет конкретизировать понятие «Свойство». Свойство – неотъемлемая особенность объекта, присущая ему независимо от взаимодействия с другими объектами. С точки зрения функционального подхода, свойство – способность обеспечивать некоторую функцию, т.е. способность передавать взаимодействие или препятствовать его передаче. Жизненный цикл изделия (ЖЦИ), как определяет его стандарт ISO 9004-1, - это совокупность процессов, выполняемых от момента выявления потребностей общества в определенной продукции до момента удовлетворения этих потребностей и утилизации продукта. Таким образом, жизненный цикл – весь временной период, когда вообще существует понятие данного изделия. В квалиметрии изделие исследуется в более короткий период времени, чем весь жизненный цикл. Поэтому необходимо однозначно определить этот период. В исследованиях более мелкие периоды времени, чем жизненный цикл, называют стадиями жизненного цикла. Во всех стандартах на изделия и смежных, регламентирующих правила приёмки, испытания и пр. речь идёт о свойствах изделия, обретаемых после завершения технологического процесса. Для целей нашего исследования необходимо рассматривать промежуток времени, начинающийся с обретением изделия всех характерных для него свойств. Это происходит в момент завершения изготовления и упаковки, т.е. в момент, когда прекращается активное воздействие на продукт с целью изменения его свойств. Окончанием временного отрезка оценивания мы будем считать момент достижения состояния, когда в результате износа невозможна эксплуатация изделия в соответствии с его назначением, т.е.

изделие бесполезно для потребителя. Этот период времени назван потребительской фазой изделия. Потребительская фаза изделия неоднородна и включает несколько стадий (этапов) жизненного цикла изделия. Мы выделяем эти стадии, придерживаясь продекларированного функционального принципа. В соответствии с этим первой стадией является транспортировка изделия к месту потребления. Таким образом, первая стадия потребительской фазы – транспортная. Следующая фаза – приведение изделия в рабочее состояние: завинчивание болтов, винтов, гаек, навеска каната, установка сетки в рабочее устройство и т.д. Эту фазу мы назвали монтажной. Третья стадия потребительской фазы – эксплуатационная. В этой стадии реализуются основные потребительские свойства изделия – прочность на разрыв крепежа, абразивная стойкость канатов в скважинах, дифференцирование вещества (сетка), упругие свойства метизов и др. На основе понятия потребительской фазы можно ввести конструктивное определение качества метизов: качество – это степень выполнения трёх функций изделия - транспортной, монтажной и эксплуатационной. Мы называем это определение конструктивным, т.к. указание конкретных функций определяет путь дальнейшего исследования структуры качества, т.е. свойств, обеспечивающих выполнение соответствующих функций. Следует отметить, что в отличие от ставшей классической древовидной структуры комплексного качества изделия при предложенном подходе возможна сетевая структура, поскольку одно и то же свойство может обеспечивать несколько функций. Количество функций, на которые влияет данное свойство, мы предлагаем считать его важностью. При этом исчезает потребность определять количественную оценку важности – весомость. Она определяется самой структурой комплексного качества. Совокупность методов анализа качества метизов на основе исследования функций изделия на протяжении его потребительской фазы названа функционально-целевым анализом В известных работах по комплексной оценке для получения комплексной оценки наиболее часто использовалась функция свертки, впервые предложенная в работах соискателя и Г.С. Гуна
, (1)
где - j-я групповая оценка на i-м уровне; - значение оценки
доминирующих показателей на i-м уровне; - значение оценки
компенсируемых показателей на i-м уровне; - оценка вклада
компенсируемых показателей в комплексную оценку на i-м уровне; - оценка вклада доминирующих показателей в комплексную оценку на i-м
уровне; . Формула (1) основывалась на логической формуле, обоснованной в логике оценок для формирования комплексной оценки:
. (2) Внутренняя структура данной функции свертки обеспечивает выполнение граничного условия равенства нулю комплексной оценки при нулевом

значении любого из доминирующих показателей и обеспечивает снижение комплексной оценки при равенстве нулю компенсируемого показателя. Степень влияния отдельных факторов (параметров) на комплексную оценку определяется их весом и статусом (компенсируемые и доминирующие свойства (параметры)).
Операция свёртки компенсируемых показателей обозначена через , а
операция свёртки доминирующих – через , тогда они должны удовлетворять следующим условиям- граничные условия:
, , , (3) монотонность:
если то , (4) коммутативность:
, , (5) непрерывность:
, . (6) С целью отражения синергетического эффекта обосновано новое требование, названное акселерацией:
и . (7) Предложено различать парную, тройную, четверную и т.д. акселерацию в зависимости от того, взаимодействия какого количества свойств увеличивает групповую оценку:
, (8)
где n – количество свойств; ; - оценки отдельных свойств. Предложены функции, удовлетворяющие сформулированным требованиям:
, (9)
. (10) Сформулированы требования к операциям свёртки с учётом весомости свойств. Пусть f - некоторая операция свёртки, т.е. комплексная оценка C выражается следующим образом:
, (11)
где - оценки свойств; - весомости соответствующих свойств.

Тогда f должна быть возрастающей по всем весомостям, т.е. при
неизменных оценках комплексная оценка С тем больше, чем больше весомость какого-либо свойства. Аналитически это выражается следующим условием:
(12) где i = 1, 2, … n. Доказано, что наряду с определёнными ранее требованиями к операциям свёртки, свойством (12) обладают следующие функции:
, (13)
, (14)
где - весомости соответствующих свойств, причём,
Формулу свёртки для комплекса оценок доминирующих и компенсируемых свойств сконструируем на основе логического правила (2):
, (15) где D и K – свёртки оценок доминирующих и компенсируемых свойств, соответственно; а 2 – масштабирующий множитель. Обозначим оценки
доминирующих свойств через , i = 1, 2, …m, а оценки компенсируемых
свойств через , i = 1, 2, … n. Тогда:
(16)
где - весомости соответствующих свойств и .
(17) В настоящей работе использован принцип исследования качества технологического процесса, основанный на выявлении функций процесса в целом и отдельных его операций в частности. Каждая функция направлена на достижение определённого результата. Поэтому оценка технологического процесса по степени выполнения функции, т.е. по степени достижения результата названа результативностью. Под технологическим процессом мы понимаем последовательность операций, каждая из которых трансформирует обрабатываемый объект (заготовку), меняя его показатели качества. Таким образом, результат процесса формируется как сумма (не обязательно арифметическая) результатов технологических операций. Первая функция операции – преобразование параметров заготовки с целью приближения их к

параметрам готовой продукции. Эту функцию назовём глобальной. Наиболее полное использование ресурса преобразования назовёмлокальной функцией операции. Результативность процесса – это степень достижения результата, которая с учётом процессного подхода определяется выполнением определённых выше функций. Каждое свойство измеряется некоторым количественным показателем.
Обозначим эти показатели - , где m – количество свойств изделия. Каждое свойство меняется в процессе технологической обработки, и, соответственно, меняются показатели качества (ПК), принимая значения
от у исходной заготовки до у готового изделия, где . Обозначим общее количество операций через n, а значение i-го ПК после j-
й операции - . Тогда в идеальном случае . Через , - требуемый, лучший уровень свойств готового изделия. В зависимости от
результативности, возможно . Степень выполнения глобальной функции для i-го параметра на j-й операции будем оценивать по традиционному для квалиметрии подходу, сравнивая приближение совокупности показателей в результате данной операции к требуемому целевому уровню свойств. Для сравнения необходимо ввести меру близости различных уровней
свойств. Как меру близости используем классическое понятие метрики , обобщающей понятие «расстояние». Тогда в качестве меры глобальной результативности j-й операции по i-му свойству назовём величину:
. (18) Глобальной результативностью процесса по i-му ПК назовём следующую
характеристику вектора :
,. (19)
где . Глобальную результативность технологического процесса в целом будем оценивать как свёртку оценок результативности процесса по отдельным свойствам в соответствии с формулой (17), т.е. с учётом статуса и весомости отдельных свойств:
, (20)
где ; - оценки результативности соответствующих доминирующих и компенсируемых свойств. Возможности каждой операции целесообразно реализовывать наиболее полно. Эта цель определяет следующую функцию технологического процесса – обеспечение максимального использования возможности (потенциала) каждой операции. Назовём эту функцию

локальной. Обозначим предельно достижимое значение i-го показателя в j-
й операции через . В зависимости от вида показателя это может быть максимально и минимально возможное значение. Тогда оценкой локальной результативности операции по одному ПК будет служить величина:
, (21)
где - та же метрика, что и в (18). Используя (21), можно получить оценку локальной результативности процесса по отдельному свойству и в целом по процессу:
, (22)
где ; - оценки локальной результативности процесса для соответствующих доминирующих и компенсируемых свойств. Комплексную оценку технологического процесса вычисляем как взвешенную сумму локального и глобального показателя результативности:
, (23)
где - весомости локальной и глобальной функций процесса. Технологический процесс необходимо рассматривать не как детерминированную функцию преобразования параметров заготовки, а как процесс нечеткий. В ходе технологического процесса значения показателей
качества заготовки как бы «размазываются», т.е. каждый параметр характеризуется не конкретным числом, а интервалом. И этот интервал значений изменяется после каждой операции. В качестве характеристики разброса значений i-го показателя качества на j-ой операции примем стандартное (среднеквадратическое) отклонение данного показателя. Это широко используемая мера вариабельности (изменчивости) данных. В результате задача управления может быть сформулирована следующим образом: если на выходе технологического процесса требуется получить
значение параметра заготовки , то в силу нечеткости необходимо
получить интервал значений с математическим ожиданием и
стандартным отклонением :
, (24)
, (25)
где , - математическое ожидание и стандартное отклонение i-го показателя качества на выходе технологического процесса (после
завершающей m-ой операции); , - математическое ожидание и

стандартное отклонение i-го показателя качества на входе
технологического процесса; , - функции преобразования математического ожидания и стандартного отклонения i-го показателя
качества на j-ой операции; – порядковый номер технологической
операции, ; – индекс показателя качества продукции, . Для того, чтобы попасть в заданную область значений показателя качества готовой продукции, необходимо определить, какой диапазон значений исследуемого показателя задать на входе технологического процесса, т.е. необходимо решить задачу управления качеством продукции в обратном направлении: определяя необходимое значение параметров последовательно по операциям с конца технологического процесса к его началу:
, (26)
. (27) Таким образом, требуется определить диапазоны значений свойств исходной заготовки, которые обеспечили бы требуемую технологичность материала на операциях формообразования при заданных технологических параметрах обработки. Каждую технологическую операцию в рамках данного подхода характеризуем коэффициентом изменения математического ожидания
показателя качества изделия и коэффициентом изменения стандартного
отклонения показателя качества изделия .
Множество возможных значений показателя качества правильнее
характеризовать как нечеткое множество, а интервал - как носитель нечеткого множества. Значения математического ожидания и стандартного отклонения
показателя качества в технологическом процессе на j-ой операции определяются по формулам:
, (28)
. (29)
Следовательно, после произвольной -ой операции справедливы равенства:
, (30)
. (31)
Динамика и спектр значений исследуемых параметров полностью описываются полученными зависимостями (30) и (31). Они могут быть использованы как для прогноза качества готового изделия, так и для решения обратной задачи: определения требований к исходной заготовке

для получения заданных характеристик готовой продукции, т.е.:
. (32) Опираясь на изложенное, предложена функция принадлежности на
интервале , которая определяет содержательно предпочтения для выбора параметров процесса:
(33)
где - интервал изменения x (носитель нечеткого множества). При анализе комплексного качества объекта и результативности процесса возникает задача определения степени влияния отдельных показателей качества (единичных или групповых) на комплексный и интегральный показатели. Поэтому возникла потребность разработки метода анализа простого технически и применимого на практике без использования аппарата дифференциального исчисления. Иерархию оценок будем представлять как дерево, растущее вниз. Таким образом, комплексная оценка представляет собой вершину этой иерархии. Уровни оценок будем нумеровать сверху вниз. Тогда комплексная оценка – оценка 0-го уровня. Образующие её оценки (групповые или единичные) – оценки 1-го уровня и т.д. Обозначим через n – количество уровней.
Оценки будем обозначать , где верхний индекс - является номером
уровня оценки, а нижний индекс - порядковый номер оценки среди оценок -го уровня.
Пусть - комплексная оценка (тогда ) или -тая групповая оценка -
го уровня, - групповые или единичные (элементарные) оценки более
низкого уровня, которые полностью определяют значение при неизменных значениях остальных показателей, т.е.
, (34)
где - количество оценок (показателей) на -ом уровне и .
Придадим некоторой оценке значение 1. Тогда изменится на
величину и примет значение:
. (35)
Проделаем это для всех значений . В результате получим
вектор . Он назван вектором потенциала
роста оценки .
Компоненты вектора показывают величину максимального

возможного роста оценки за счёт оценок , . Проделав эту процедуру достаточное количество раз, можно определить показатели, которые необходимо улучшать, чтобы обеспечить рост комплексной оценки.
Для определения силы влияния на найдем относительные
величины: , Назовем вектор вектором
скорости роста оценки или градиентомоценки :
, (36)
где , . Найденный вектор скорости роста позволяет выбрать пути повышения качества объекта. В третьей главе отражена реализация метода функционально-целевого анализа для разработки методики оценки качества грузонесущих геофизических кабелей. Грузонесущий геофизический кабель представляет собой витое некомпактное изделие, содержащее сердечник с токопроводящими жилами и предназначенное для спуска и подъема геофизических приборов и аппаратов, их питания электроэнергией и осуществления информационной связи между наземной аппаратурой и скважинными приборами при недропользовании и геофизических исследованиях скважин. В силу особенностей геофизических кабелей, кроме транспортной, монтажной и эксплуатационной функций выделена коммуникационная функция, которая, строго говоря, относится к эксплуатационным функциям кабеля. Коммуникационная функция - обеспечение электрического питания геофизического прибора для создания канала связи и управления режимами работы приборов. При транспортировке геофизический кабель изгибается по всей длине, подвергается воздействию окружающей среды, витки кабеля испытывают радиальное сжатие при укладке на барабан. При транспортировке кабель должен удовлетворять требованиям ограничения по массе и объему. Набор свойств, необходимых для обеспечения транспортной функции, имеет как свои уникальные свойства, так и тесные связи со свойствами, обеспечивающими монтажную функцию.
Монтажная и эксплуатационная стадии кабеля и соответствующие функции тесно связаны. При работе в скважине условия эксплуатации существенно отличаются от условий производства и хранения: кабель подвергается растягивающему усилию, абразивному износу, воздействию высоких температур и агрессивных коррозионных сред, воздействию гравитационных сил, сил трения и силы Архимеда (при давлении газовых скважин до 1000 атм. не всегда возможно опустить количество кабеля, достаточное для обеспечения проталкивающей силы под действием только гравитации). Вместе с тем кабель подвергается деформации на роликах

системы подвеса конструкции, изгибается на барабане лебедки подъемника, а также удлиняется в силу упругих свойств. Из-за изменения баланса моментов слоев проволочной брони в кабеле появляется осевой вращательный момент. Структура свойств кабеля показана на рис. 2.
Рис. 2. Структура свойств геофизического кабеля
Анализ структуры свойств изделия позволил выявить новое потребительское свойство геофизического кабеля – «жесткость», определяемое количественным показателем «осевая жесткость». На основе оценки единичных и комплексного показателей качества к производству рекомендован кабель новой конструкции диаметром 21,0 мм, как наиболее удовлетворяющий требованиям, предъявляемым потребителями. Для расчёта комплексной оценки качества кабеля использовались функции свёртки (10), предложенные во второй главе. В четвёртой главе изложена методика оценки качества технологического процесса производства шаровых пальцев с использованием функций свёртки с акселерацией. Шаровые пальцы являются элементами конструкции ряда узлов современных автомобилей: рулевого управления (рулевые наконечники и шаровые тяги), подвески (шаровые опоры, реактивные тяги, стабилизаторы поперечной устойчивости), арматуры кузова (шарниры элементов навески дверей автобусов и других элементов). Разработанная структура свойств представлена на рис. 3. Разработана методика оценки технологической эффективности процессов производства шаровых пальцев, основанная на вычислении комплексной оценки с учётом свойства акселерации. На основе сравнения вычисленных квалиметрических оценок выбран наиболее эффективный вариант технологического процесса производства шарового пальца ВМ505 из дисперсионно-твердеющей перлитно-ферритной стали марки 27MnSiVS6.

Рис. 3. Структура показателей комплексной оценки эффективности процесса производства шаровых пальцев проекта Х84
В пятой главе разработана методика оценки результативности технологического процесса производства высокопрочной арматуры для железобетонных шпал (ЖБШ). Современная ЖБШ - цельнобрусковая из предварительно напряженного железобетона, армированная высокопрочной арматурой периодического профиля диаметром до 10,0 мм. Основным несущим элементом в конструкции ЖБШ - шпалы нового поколения является высокопрочная арматура. Показатели качества (ПК) высокопрочной арматуры для ЖБШ оцениваются по механическим свойствам, длительной прочности, величине потерь напряжения от релаксации, стойкости к коррозионному растрескиванию, уровню сцепления с бетоном. Регламентируются также требования к качеству поверхности, предельно допустимые отклонения по овальности и массе погонного метра арматуры. Для анализа действующей технологии использована методика, разработанная в гл. 2. С учётом особенностей технологии и для упрощения расчётов методика адаптирована к условиям исследуемого технологического процесса. В качестве меры изменения показателя качества примем арифметическую разность значений, т.е.
(37)
где - индекс свойства; - индекс операции. Тогда результативность операции по соответствующему свойству определяется формулой:
. (38) Глобальная результативность процесса рассчитывается по простой аддитивной формуле без учёта акселерации:
. (39) Для расчёта показателей результативности использованы данные изменения значений показателей качества высокопрочной арматуры для ЖБШ по действующей технологии. Оценка локальной результативности операции по одному свойству, по всем

свойствам и оценка локальной результативности всего процесса в целом произведена по адаптированным формулам. Тогда оценкой локальной результативности по одному ПК будет служить величина:
или . (40) Далее получена оценка результативности процесса по одному свойству и процесса в целом:
. (41) При помощи алгоритма факторного анализа, разработанного в гл. 2, получен следующий градиент комплексной оценки результативности:
0,11 0,87 0,23 0,09). (42) Здесь первая компонента соответствует операции подготовки поверхности к деформации, вторая – волочению, третья – профилированию, четвёртая – стабилизации. Таким образом, наибольший потенциал результативности имеет операция волочения на размер под профилирование. Проведенные исследования позволили предложить новый режим деформационной обработки. Сравнительная характеристика этих процессов приведена в табл. 2. Внедрение усовершенствованных режимов деформационной обработки высокопрочной арматуры позволило снизить интервалы разброса ПК готовой продукции по временному сопротивлению разрыву в 1,35 раза, по относительному удлинению – в 1,6 раза, по относительному сужению - в 1,9 раза по сравнению с ранее действующими режимами.
Таблица 2 Сравнительная характеристика результативности технологического процесса
Оценка
результативности
Глобаль
ная
результатив-
ность
Локальн
ая
результатив-
ность
Комплек
сная
оценка
результатив-
ности
по
действующим
технологическим
режимам
обработки
3,00
10,70
5,68
после
совершенствования
3,00
11,75
5,94

Разработанные усовершенствованные режимы деформационной обработки в полном объеме внедрены в промышленное производство в условиях ОАО «ММК-МЕТИЗ». В результате в общей структуре несоответствующей продукции на 98 % были устранены несоответствия по показателям прочности и пластичности арматуры, что свидетельствует о значительном повышении результативности технологического процесса и повышении качества готовой продукции. Экономический эффект от внедрения разработок в производство составил 7,3 млн. руб. В шестой главе разработана математическая модель трансформации свойств самонарезающих винтов в технологическом процессе с использованием моделей нечёткого преобразования. Традиционным видом метизов являются шурупы, изготавливаемые из малоуглеродистых марок сталей без покрытий, которые используются для крепления к деревянным и пластмассовым основам, вворачиваясь в предварительно подготовленное отверстие. Конструктивно шуруп представляет собой стержень с наружной специальной резьбой, резьбовым коническим концом и головкой на другом конце. В настоящее время широко используются крепежные изделия, конструктивно соответствующие вышеприведенному описанию шурупов, но имеющие существенные усовершенствования. Прежде всего новый крепеж выгодно отличается от традиционных шурупов: новой формой резьбы, наконечника и шлица; применением при производстве высококачественных материалов; использованием различных коррозионностойких и эстетических покрытий. Указанные нововведения позволяют применять такой крепеж без предварительного сверления отверстий, что существенно упрощает и ускоряет процесс монтажно-строительных работ; для крепления к металлическим основам и к строительным материалам (бетон, кирпич и т.п.), что значительно расширило область применения данного вида крепежа, заметно повлияло на технологию строительных и механосборочных работ. Самонарезающие винты имеют различные конструктивные исполнения основных элементов: головок, шлицев, резьбы, стержня, наконечника. Способность самонарезающих винтов скреплять различные виды материалов во многом определяется типом резьбы. Резьбы саморезов отличаются диаметром, шагом, количеством заходов, углом при вершине профиля. В процессе производства самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ» был осуществлен сбор статистической информации по показателям прочности и пластичности (временному сопротивлению разрыву (?В) относительному сужению (?) и относительному удлинению (?)) стали марок Cq22, 20Г и 15Г в горячекатаном, отожженном после волочения и калиброванном состояниях с учетом режимов волочения. По этим данным были вычислены коэффициенты, необходимые для применения моделей по формулам (36)-(47). Предварительно задавшись необходимым уровнем прочностных и пластических свойств заготовки после калибрования, последовательно определены требуемые диапазоны значений исследуемых параметров в

отожженном и горячекатаном состояниях (рис. 4). В процессе производства самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ» было установлено, что требуемой технологичностью на операциях холодной объемной шпамповки обладает калиброванная проволока со следующими диапазонами значений прочностных и пластических характеристик:
; ; . Расчеты показали, что для получения калиброванной проволоки с требуемым уровнем значений показателей прочности и пластичности, находящимся в указанном диапазоне, необходимо обеспечить получение отожженной и горячекатаной заготовки со следующими диапазонами значений механических свойств металла:
, , ,
, , .
Рис. 4. Схема формирования требований к механическим свойствам горячекатаной заготовки
Достоверность полученных результатов подтверждена в ходе промышленного эксперимента: процесс ХОШ самонарезающих винтов из катанки с установленным диапазоном значений показателей прочности и пластичности протекал стабильно, дефектов на высаженных заготовках не наблюдалось.
ВЫВОДЫ ПО РАБОТЕ. В результате решения задач, поставленных в настоящей работе, получены следующие научные и практические результаты, развивающие квалиметрию как самостоятельную научную дисциплину. 1. Разработаны понятия и принципы функционально-целевого анализа как методологической основы исследования структуры качества металлических изделий и технологических процессов их производства. Они включают: определение понятия «функция изделия» на основе физического взаимодействия; определение интервала жизненного цикла, на котором происходит оценивание изделий, названного потребительской фазой; выделение трёх стадий потребительской фазы – транспортной, монтажной и эксплуатационной. 2. Развит системный подход к оценке качества объектов и процессов. На его основе определён комплекс требований к операции свёртки оценок

качества, уточняющий известные ранее и опирающийся на положения логики относительных оценок; введено понятие «акселерация оценок при свёртке», отражающее свойство эмерджентности в системах свойств изделий и процессов, дано его математическое определение; предложены функции свёртки, удовлетворяющие обоснованному в работе комплексу требований. 3. Разработан процессный подход к оценке результативности технологического процесса, который включает в себя: новое понятие результативности, как анализа пооперационного достижения цели процесса; понятие локальной результативности операции и процесса, означающее степень использования потенциала отдельных операций для формирования определённого свойства продукции; понятие глобальной результативности операции и процесса, означающее степень достижения требуемых уровней свойств изделия на отдельной операции и в процессе в целом; методы расчёта локальной, глобальной и комплексной результативности технологического процесса. 4. Предложена модель многооперационного технологического процесса как суперпозиция нечётких отображений показателей качества изделия. Это позволило предложить метод оценки требований к исходной заготовке, обеспечивающий получение заданных показателей качества готовой продукции. 5. Разработан метод факторного анализа качества изделий и процессов, позволяющий оценивать потенциальные возможности отдельных свойств для повышения комплексного качества. Эти научные положения и методы явились методологической основой для разработки эффективных методик оценки и управления качеством метизов и процессов из производства. Основные положения диссертации опубликованы в: монографиях: 1. Г.Ш. Рубин, З.А. Герасимова, Д.И. Вайсман Расчет и анализ использования производственных мощностей метизной промышленности: Монография. М.: Металлургия, 1985. 48 с. 2. Квалиметрическая оценка производства автомобильного крепежа: Монография / Д.М. Закиров, Г.Ш. Рубин, И.Ю. Мезин и др. // Магнитогорск: ГОУ ВПО «МГТУ», 2007. 158 с. 3. Управление качеством при производстве шипов противоскольжения: Монография / Д.М. Закиров, Г.Ш. Рубин, И.Ю. Мезин и др. Магнитогорск: ГОУ ВПО «МГТУ», 2008. 114 с. 4. Комплексная оценка эффективности процессов производства шаровых пальцев: Монография / И.Г. Гун, Г.Ш. Рубин, В.В. Сальников и др. Магнитогорск: ГОУ ВПО «МГТУ», 2008. 133 с. в центральных журналах (до 2006 г.): 5. Об оценках пластического формоизменения / Г.С. Гун, А.И. Крылов, Г.Ш. Рубин и др. // Известия АН СССР. Металлы. 1976. № 6. С. 109-112. 6. Сравнение различных способов обработки металлов давлением по эффективности формоизменения / Г.Ш. Рубин, Г.С. Гун, Ю.П. Богатырев и др. // Известия ВУЗов, Черная металлургия, 1980. № 5, С. 52-54. 7. Методика выбора рациональной технологической схемы производства

профилей калиброванного металла / Г.Ш. Рубин, Г.С. Гун, И.Н. Киреев и др. // Известия ВУЗов. Черная металлургия. 1980. № 11. С. 40-42. 8. Г.Ш. Рубин, Г.С. Гун, И.Н. Киреев Методика выбора рациональной технологической схемы производства калиброванного металла // Бюллетень института «Черметинформация», 1980. № 1/861. С. 25-28. 9. Выбор эффективной технологии получения профилей повышенной точности для машиностроения / Г.Ш. Рубин, Г.С. Гун, Е.А. Пудов и др. // Известия ВУЗов. Машиностроение. 1981. № 5. С. 155-157. 10. Комплексная оценка качества стальной канатной проволоки / Г.Ш. Рубин, Г.С. Гун, Е.А. Пудов и др. // Сталь. 1983. № 1. С. 56-57. 11. Прогнозирование потребности народного хозяйства в метизах и калиброванной стали / Г.Ш. Рубин, Р.Г. Камалов, Т.А. Вахницкая и др. // Сталь. 1985. № 7. С. 79 -81. 12. Г.Ш. Рубин, Д.И. Вайсман, Т.А. Вахницкая Прогнозирование потребности народного хозяйства в метизах и калиброванной стали // Черная металлургия. Бюллетень НТИ. 1989. № 6. С. 27-32. В журналах, включённых в Перечень ведущих рецензируемых научных журналов и изданий ВАК РФ: 13. Д.М. Закиров, Г.Ш. Рубин, В.В. Сальников Аппарат математической логики для комплексной оценки эффективности технологических процессов // Производство проката. 2006. № 12. С. 35-38. 14. Разработка метода оценки результативности производственного процесса изготовления крепежных изделий / Д.М. Закиров, Г.Ш. Рубин, С.С. Скворцова и др. // Известия вузов. Чёрная металлургия. 2006. № 10. С. 57-60. 15. Г.Ш. Рубин, В.В. Сальников Расчет единичных оценок технологической эффективности производства шаровых пальцев // Известия ТулГУ. Серия. Механика деформируемого твердого тела и обработка металлов давлением. Тула: ТулГУ, вып. 2, 2006. С. 197-202. 16. О разупрочнении стали при многопереходной высадке / Д.М. Закиров, Г.Ш. Рубин, С.П. Васильев и др. // Кузнечно-штамповочное производство. 2006. № 2. С. 15-20. 17. Использование эффекта Баушингера для совершенствования технологии изготовления крепежных изделий / Д.М. Закиров, С.П. Васильев, Г.Ш. Рубин и др. // Известия вузов ТулГУ. Серия Механика деформируемого твердого тела в ОМД. Тула: ТулГУ. 2006. С. 6-12. 18. Г.Ш. Рубин Системный подход к решению задач обработки металлов давлением // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2006. № 4. С. 113-115. 19. Проблема повышения качества крепежных изделий / В.В. Чукин, Г.Ш. Рубин, Ф.Т. Вахитова и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2007. № 4. С. 99-102. 20. Освоение производства шипов противоскольжения для легковых и грузовых автомобилей / Г.Ш. Рубин, Д.М. Закиров, Р.А. Мусин, Т.Ш. Галиахметов, В.В. Андреев // Производство проката. 2007. № 1. С. 36-40. 21. Г.Ш. Рубин, Н.Г. Корнещук, В.П. Семенов Концепция региональной системы оценки качества образования (РСОКО) Челябинской области // Вестник Магнитогорского государственного технического университета им.

Г.И. Носова. 2008. № 1. С. 37-42. 22. Исследование процесса высадки двухфланцевых шипов притивоскольжения с использованием компьютерного моделирования / Г.С. Гун, Г.Ш. Рубин, А.Г. Ульянов и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2008. № 1. С. 45-49. 23. Методологический подход к управлению качеством метизной продукции, основанный на нечетких множествах / Г.Ш. Рубин, Ф.Т. Вахитова, Е.Н. Гусева и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2009. № 4 (28). С. 50-53. 24. Г.Ш. Рубин, И.М. Камалутдинов Функциональный анализ структуры свойств геофизического кабеля // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2010. № 1 (29). С. 70-71. 25. Особенности реологических свойств высокоуглеродистой легированной стали для арматуры железобетонных шпал / М.В. Чукин, Г.Ш. Рубин, Г.С. Гун и др. // Вестник ЮУрГУ. 2010. № 34. С. 50-53. 26. Г.Ш. Рубин Функционально-целевой анализ качества изделий // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2011. № 2 (34). С. 29-30
27. Обеспечение качества и результативности процесса
производства высокопрочной стабилизированной арматуры
для железобетонных шпал / М.В. Чукин, А.Г. Корчунов, В.Н.
Лебедев, Г.Ш. Рубин, М.А Полякова. // Вестник Череповецкого
государственного университета. 2011. № 3 (32). С.12-16.
в других изданиях: 28. Выбор рациональной технологии при производстве высокоточных профилей с применением методов количественного измерения качества / Г.Ш. Рубин, С.Б. Сторожев, Г.С. Гун и др. // Пятилетке качества и эффективности – труд и поиск молодых металлургов: Всесоюз. науч.-техн. конф. Тула, 1978. С. 92-93. 29. К теоретическому обоснованию выбора способа производства фасонных профилей отраслевого назначения / М.Г. Поляков, Г.С. Гун, Г.Ш. Рубин и др. // Теория и практика производства метизов: Межвуз. сб. Свердловск, вып. 7. 1978. С. 8-12. 30. Г.Ш. Рубин, Г.С. Гун, П.В. Трусов Теоретическое обоснование комплексной оценки качества продукции // Совершенствование организации производства на предприятиях черной металлургии: Тр. республ. науч.-техн. конф. Свердловск, 1981. С. 21-22. 31. Г.Ш. Рубин, Н.Г. Корнещук Методический подход к оценке качества образования на основе квалиметрии // Интеграция информационных систем в управлении образования: Материалы Всерос. конф. Псков. 2005. С. 46-52. 32. Комплексная оценка технологического процесса с учетом функциональных связей параметров заготовки и технологии / Д.М. Закиров, Г.Ш. Рубин, В.В. Сальников и др. // Механика и процессы управления. Том 2. Труды XXXVI Уральского семинара. Екатеринбург: УрО

РАН, 2006. С. 267-271. 33. К выбору технологии изготовления шипов противоскольжения для автомобилей / Г.Ш. Рубин, Д.М. Закиров, А.В. Сабадаш и др. // Метиз. 2006. № 7 (16). С. 26-28. 34. Технологический процесс обработки давлением как иерархическая система / Г.Ш. Рубин, А.Г. Корчунов, Г.С. Гун и др. // Прогрессивные технологии в современном машиностроении: Сб. статей II Международной научно-технической конференции. Пенза: НОУ «Приволжский Дом знаний», 2006. С. 83-86. 35. А.Д. Носов, Г.Ш. Рубин Качество сортамента метизного производства – методологические проблемы оценки // Производство конкурентоспособных метизов: Сб. науч. трудов / Под ред. канд. техн. наук А.Д. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2006. Вып. 1. С. 7-12. 36. Разработка технологии изготовления шипов противоскольжения / Г.Ш. Рубин, Д.М. Закиров, А.В. Сабадаш и др. // Обработка сплошных и слоистых материалов. Вып. 34: Межвуз. сб. науч. тр. / Под ред. Г.С. Гуна. Магнитогорск: ГОУ ВПО «МГТУ», 2006. С. 136-143. 37. Выбор эффективной технологии производства метизов автомобильного назначения / Г.Ш. Рубин, В.В. Чукин, Д.М. Закиров и др. // Труды седьмого конгресса прокатчиков (Том I). М., 15-18 октября 2007 г. С. 395-399. 38. Математическое моделирование процесса высадки однофланцевых шипов противоскольжения / Г.С. Гун, Г.Ш. Рубин, А.Г. Ульянов и др. // Производство конкурентоспособных метизов: Сб. науч. трудов / Под ред. канд. техн. наук А.Д. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2007. Вып. 2. С. 171-176. 39. Методология комплексной оценки процессов холодной объёмной штамповки / И.Ю. Мезин, Г.Ш. Рубин, Д.М. Закиров и др. // Современные достижения в теории и технологии пластической обработки металлов: Труды междунар. науч.-техн. конф. СПб.: Изд-во Политехн. ун-та, 2007. С. 388-391. 40. Технологический процесс как иерархическая система с горизонтальными связями / Г.Ш. Рубин, А.Д. Носов, Г.С. Гун и др. // Фазовые и структурные превращения в сталях: Сб. науч. тр., вып. 5 / Под ред. В.Н. Урцева. 2008. С. 555-565. 41. Е.Г. Бузунов, Г.Ш. Рубин, И.Ю. Мезин Описание процесса диффузии цинковых покрытий стальной проволоки на основе теории конструктивных фракталов // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2010. № 1 (29). С. 66-69. 42. Развитие технологических процессов производства высокопрочной арматуры для железобетонных шпал современных магистралей / Г.С. Гун, А.Г. Корчунов, Г.Ш. Рубин и др. // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 324-331. 43. Г.Ш. Рубин Функциональный анализ как методологическая основа управления качеством метизов // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 397-399. 44. Г.Ш. Рубин, А.А. Шишов Клеточно-автоматные модели деформируемой среды // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 451-453.

45. Г.Ш. Рубин, А.Г. Корчунов, А.В. Лысенин Управление результативностью многооперационных технологических процессов // Управление большими системами: Материалы VIII Всеросс. школы-конф. молодых ученых. М., 2011. С. 327-331. в программе для ЭВМ: 46. Автоматизированный расчет деформационных и энергосиловых параметров волочения калиброванного проката / А.Г. Корчунов, Г.С. Гун, Г.Ш. Рубин и др. Свидетельство о государственной регистрации программы для ЭВМ № 2008614834. (Заявка № 2008614369). Реестр программ для ЭВМ 08.10.2008. для ЭВМ 08.10.2008.