Embed Size (px)
DESCRIPTION
Преимущества мониторинга производственного процесса в современном производственном оборудовании. Мониторинг коллизий Диагностика и «здоровье» станка Оптимизация процесса Мониторинг инструмента Тех. обслуживание ( Определение неисправностей и ППР ). - PowerPoint PPT Presentation
Citation preview

Преимущества мониторинга производственного процесса в современном производственном оборудованииМониторинг коллизий Диагностика и «здоровье» станкаОптимизация процессаМониторинг инструментаТех. обслуживание (Определение неисправностей и ППР)

© MTXG.Page / 2
Реалии эксплуатацииоборудования -> Коллизии
Человеческий фактор (Выбор неверной программы, неверная заготовка или инструмент, ошибка программы)
Дефекты заготовок (Литейные дефекты, отклонения при базировании, ошибки при зажиме…)
Дефекты станка (дефекты таких элементов как концевые выключатели или измерительные системы, геометрическая неточность компонентов)
Не существует 100% защиты от столкновения. Результат - непосредственное или косвенное повреждения
станка инструмента или детали.. Неявные последствия в большинстве случаев остаются без
внимания (повреждения подшипников и механических передач не всегда проявляют себя сразу после коллизии)
Как минимум один станок выходит из строя на некоторый промежуток времени, а зачастую и вся производственная линия простаивает в ожидании ремонта или запасных частей.

© MTXG.Page / 3
Реалии эксплуатацииоборудования -> Производство
Количество, Качество и Доступность должны быть всегда безупречны, но это иногда трудно достижимо.
Оптимизация инструмента возможна только в результате длительных тестов, внешних измерениях на калибрах и подборе оптимальных режимов.
В большинстве случаев перегрузка станка просто игнорируется. Изменения в материале или форме заготовок, инструменте,
смазке или в других внешних факторах в основном остаются незамеченными.
Дисбаланс по причине плохого закрепления инструмента или заготовки, плохие шпинделя или неудовлетворительно отбалансированые оправки остаются без внимания по меньшей мере до следующей калибровки или брака деталей.

© MTXG.Page / 4
Реалии эксплуатацииоборудования -> Обслуживание
Остро стоит вопрос о нехватке времени Запасные части не всегда доступны когда они так нужны.
Содержать склад достаточно накладно. Планово предупредительный ремонт в основном неэффективен
из-за не явности дефектов . Это уменьшает его преимущества и прибавляет в себестоимости продукции.
Исправление последствие вместо их предотвращения. Много рабочих часов, сверхурочных и трудозатрат Lag of detection tools results often in unnecessary change of parts /
components. -> Increased cost! Авралы в работе Удаленная диагностика в большинстве случае недоступна, даже
если имеется, то ограничена доступом в ПЛК и ЧПУ , нет актуальной информации о станке и процессе!

© MTXG.Page / 5
Актуальные методы
Сравнение деталей с эталоном Случайная и нерегулярная проверка инструмента на износ и
поломку Лазерная или механическая проверка соединяемых механизмов
станка. Случайные наблюдения вибраций в станке. Опыт сотрудников. Перебор всех возможных деталей механизма до выяснения
реальной причины. Планово предупредительный ремонт без определенной цели и с
минимальной эффективностью из-за отсутствия диагностики. Акустическая диагностика станка и процесса

© MTXG.Page / 6
Преимущества использованиямониторинга процесса
Минимизируйте количество компонентов, необходимых для работы
Общее использование приборами Защита производственного оборудования (выявление коллизий) Оперативное выявление проблем / идентификация Простой и быстрый метод Оптимизации процесса Улучшенное Использование инструмента Повышение времени жизни станка Улучшенная Работоспособность Осмысленный планово предупредительный ремонт Минимизация капиталовложений в инструмент и запасные
части Уменьшение брака и повышение качества немедленному
определению отклонений от процесса (неверный зажим инструмента или детали, оснастка, заготовки, смазка, здоровье станка…)

© MTXG.Page / 7
Обнаружение коллизий
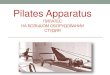
На токарном станке Gildemeister тип CTV250 установлен сенсор Montronix SPECTRA PULSE непосредственно на кронштейн, поддерживающий крепление системы охлаждения шпинделя. Выходы системы подключены на входа активации/быстрого останова приводов станка.
Сенсор

© MTXG.Page / 8
Обнаружение коллизий
Рис. 1 подача изменена с 0,43 до 0,5 м/мин. Повреждений станка или инструмента нет, но наблюдается увеличение нагрузки.
Рис. 2 продолжение из той же позиции с увеличенной подачей и глубиной резания. Немедленный останов, повреждений нет.
При позиционировании станка на скорости 60м/мин в конечное положение -5мм сенсор определил аварийную ситуацию и станок остановился так быстро, что не были повреждены инструмент и и оборудование

© MTXG.Page / 9
Обнаружение коллизийПодача с 0,43 до 0,5м/мин

© MTXG.Page / 10
Обнаружение коллизийна 5000об/мин подача 60м/мин
Collision
Decelleration
Stopped
Machine bouncing

© MTXG.Page / 11
Обнаружение коллизийна 5000об/мин подача 60м/мин. Пример 2

© MTXG.Page / 12
Обнаружение коллизийна 5000об/мин подача 60м/мин
Станок после останова: Левая деталь – первый случай, на правой - второй
Замеры станка, инструмента, револьверной головки и шпинделя не показали видимых дефектов оборудования даже после четырех коллизий. Деталь, используемая при экспериментах прошла контроль. В прошлом, такого типа столкновения приводили к выходу из строя оборудования как минимум на 4 часа с привлечением сервисного персоонала

© MTXG.Page / 13
Обнаружение коллизийПоведение шпинделя до 2000 об/мин
График с лева показывает вибрации, график с права - дисбаланс.

© MTXG.Page / 14
Обнаружение коллизийПоведение шпинделя до 2000 об/мин
График с лева показывает вибрации, график с права - дисбаланс.

© MTXG.Page / 15
Определение коллизийна обрабатывающем центре с подачей 10м/мин
В этом случае мы перемещали ось станка с передачей ШВП и пружинным демпфером на деревянную балку . Если пружина прижималась более чем на 1мм, выключатель останавливал салазки.Используя сенсор мы добились того, что станок отключался раньше, чем срабатывал выключатель. Было бы интересно заметить что стандартная комплектация отключала станок после прохождения пути в 3-4мм, в нашем же случае путь сократился до 0,3мм. Таким образом в несколько раз снижаются нагрузки на приводные механизмы и увеличивается быстродействие

© MTXG.Page / 16
Определение коллизийРобот
В этой ситуации робот перемещал детали с одного места на другое. В это время мы кидали монетки в рабочий орган. Как только монетка попала в цель, система остановила движение.

© MTXG.Page / 17
Определение коллизий Итоги
Изменение скоростей и подач, с последующей перегрузкой станка, было зарегистрировано немедленно и станок может остановиться в безопасной позиции без повреждения инструмента.
Во время столкновения на скорости 60м/мин коллизия была определена меньше чем за 1мс и был начат экстренный останов. В данном случае, для станка со схожей динамикой последствия столкновений исключены.

© MTXG.Page / 18
Распознавание плохого крепления
Стружка на инструменте или заготовке в зоне зажима. Инструмент был неверно установлен Деталь была закреплена неверно Заготовка отличается по параметрам от эталона Неверная деталь в шпинделе

© MTXG.Page / 19
Распознавание плохого крепления Измерения на обрабатывающем центре с HSK63
Сильно несбалансированный инструмента на 10 000об/мин.
Сильно не сбалансированный инструмент 10 000об/мин и искусственная стружка 50µm .

© MTXG.Page / 20
Распознавание плохого крепления Измерения на обрабатывающем центре с HSK63
Тест с балансированной оправкой при 1500 об/мин на обрабатывающем центре. Голубая зона показывает зону, «заученную системой ».
Тот же инструмент, но с искусственной стружкой 30µm в зоне крепления оправки.

© MTXG.Page / 21
Распознавание плохого крепления Перезажим заготовки / дисбаланс
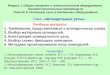
Вертикальный токарный станок укомплектован датчиком силы под державкой инструмента. Во время обработки система наблюдает затраченную энергию. Изготавливаются кольца для подшипников.
Если кольцо было зажато неверно, энергия / нагрузка возрастает и желтый график энергии переходит голубой лимит, определяющий плохое крепление детали.
Limit 2Force (Z)Channel 1
SignalProcessing:Pk-to-PkMax: 152
%Limit: 74%Teach: 100
Limit 1Force (Z)Channel 1
SignalProcessing:
AverageMax: 217
%Limit: 48%Teach: 97
0 133
Window 2 Statistic
0
20
40
60
80
100 Limit 1Limit 2Limit 3Limit 4
0 133
Window 1 Statistic
0
20
40
60
80
100 Limit 1Limit 2Limit 3Limit 4
00:00 00:01 00:02 00:030
25
50
75
100Window 2 Profile Station 1 Tool 1
Limit 2 205
237
00:00 00:01 00:02 00:030
25
50
75
100Window 1 Profile Station 1 Tool 1
Limit 1 446
Limit 3 83Limit 4 296
237
Limit 2Force (Z)
Channel 1Signal
Processing:Pk-to-PkMax: 183
%Limit: 89%Teach: 120
Limit 1Force (Z)
Channel 1Signal
Processing:Average
Max: 211%Limit: 47%Teach: 94
0 133
Window 2 Statistic
0
20
40
60
80
100 Limit 1Limit 2Limit 3Limit 4
0 133
Window 1 Statistic
0
20
40
60
80
100 Limit 1Limit 2Limit 3Limit 4
00:00 00:01 00:02 00:030
25
50
75
100Window 2 Profile Station 1 Tool 1 239
00:00 00:01 00:02 00:030
25
50
75
100Window 1 Profile Station 1 Tool 1 239

© MTXG.Page / 22
Здоровье станкаПозволяет определять:
Подшипники шпинделя Шарико - винтовую пару Смазка Ошибки в настройке сервоприводов Неровности станины/направляющих станка
(предварительно) Кабельную цепь Плохое крепление направляющих кареток,
фундамент… Повреждение станины или элементов корпуса… Динамические изгибы станка…

© MTXG.Page / 23
Здоровье станкаПодшипники шпинделя:
Эти рисунки показывают два идентичных шпинделя. Важно понимать, что видимые отличие в поведении не означают однозначную замену узла. В зависимости от использования станка, с помощью этого шпинделя все еще можно изготавливать хорошие детали или узел уже не подлежит использованию. Система позволяет настраивать каждый станок/шпиндель индивидуально на максимальную производительность для каждого процесса также как и поможет выбрать время когда нужно заказать новый шпинделя не дожидаясь ухудшения качества деталей или вреда для остальных механизмов станка. Также важно быть уверенными что станки испытывались в одинаковых условиях, так как ПО может определить дисбаланс инструмента как дефект подшипников.Чтобы избежать этого можно записать вибрации для всех трех осей. В случае плохой балансировки мы будем наблюдать повышенные вибрации только по двум осям, дефектный подшипник покажет все 3 оси, а отсутствие натяга будет ассоциироваться только с одной осью.

© MTXG.Page / 24
Здоровье станкаВинт-гайка:
Перемещения туда и обратно проходят с большой вибрацией по одной оси. Обычно это означает что есть проблемы с сервоприводом или со смазкой направляющих. Если вибрации видны в двух осях, то это может означать проблемы выравнивания/совмещения.
Перемещения туда и обратно проходят с большой вибрацией по всем трем осям. Обычно это показывает что есть проблемы с ШВП. Если вибрации по всей длине, то проблемы в подшипниках, если это несколько отрезков – проблема в винте.

© MTXG.Page / 25
Здоровье станкаСмазка:
Этот рисунок показывает поведение шпиндельного узла при недостатке смазки.
Тоже самое, но после смазки.

© MTXG.Page / 26
Здоровье станкаСмазка:
Во время движения по одной оси, наблюдаются сильные вибрации по другой. Тут есть 3 варианта:Смазка, отсутствие выравнивания (в основном после ремонта, переноса) или защитные кожухи (обычно выделяются высокими всплесками)
Мы проверили направляющие и они оказались сухими. После смазки в ручную станок вел себя как показано выше.Заказчик уже поменял двигатель и заказал у изготовителя станка ШВП. Но все оказалось гораздо проще
Ускорение движение торможение

© MTXG.Page / 27
Здоровье станкаДинамический тест формы круга 50м/мин
При построении круга в 2-х осях, 2-е волны синуса должны быть со смещением в 90° для нормальной производительности а третья ось должна быть в покое. В точках смены направления не должно быть пиков.
Перед компенсацией люфта. Даже небольшие различия можно выявить увеличив изображение

© MTXG.Page / 28
Здоровье станкаТест формы круга 50м/мин
Снова та же процедура, но с использованием 2-х других осей. Здесь мы видим небольшое отклонение по третей оси, которое может повлиять на точность станка.
То же самое но с усилением. Важно проводить измерения на достаточно большой скорости. Даже на небольших подачах это отклонение будет влиять на форму. На данный момент мы не знаем других устройств, которые могут проводить подобные измерения посредствам вибрационного анализа

© MTXG.Page / 29
Здоровье станкаЛюфт ШВП или ослабление направляющих.
Можно отметить что в этом измерении мы отключаем влияние гравитации, которая не несет информативности в этом случае. Непостоянное ускорение и торможение, сопровождаемое «покачиванием» указывает на ослабление креплений. Если вибрации присутствуют только в направлении движения, то это люфт. Если присутствуют по второй оси, то это явно направляющие или каретки (как в этом случае). Если вибрации идут только по одной оси то это может значить что настройка сервоприводов не в порядке.

© MTXG.Page / 30
Отслеживание сбоев
Быстрое отслеживание сбоев со встроенным или мобильным оборудованием для мониторинга установленного на одно место.
Расположение сенсоров в разных местах позволяет узнать больше о проблемах станка и иметь больший шанс точной диагностики
Возможность исключения погрешностей с помощью 3-х осевого датчика ускорения Montronix.
Инструментарий для удаленной диагностики, лучшая обратная связь для мониторинга станка и технологического процесса.

© MTXG.Page / 31
Оптимизация процессаТочение
В одном и том же процессе точения используются 2 разных поставщика инструмента. График слева показывает повышенную вибрацию под конец процесса. Как мы и ожидали, стойкость инструмента, использованного для получения графика слева оказалась ниже на 30%. Обычно, хоть исследование процесса и занимает много ресурсов, но в итоге помогает подобрать корректные процессы и, в итоге, снизить затраты. Это позволяет получить выгоду не только по принципу выбора лучшего поставщика инструмента, но позволяет подобрать более подходящие режимы обработки. Лучшие параметры резания тоже помогают экономить, ведь избегая больших вибраций и всплесков мы продляем жизни станка. Зачастую лучшим выходом бывает немного убавить подачу на врезании в заготовку, а потом поднять до максимальной, не влияя негативно на механизмы станка и повышая произыводительность.

© MTXG.Page / 32
Оптимизация процессаНакатывание резьб
График с лева показывает процесс, используемый на предприятии. Скорости и подачи были рекомендованы фирмой изготовителем инструмента. Проблема заключалась в стойкости инструмента. Результат оптимизации, которая заняла всего 20 минут показан на рисунке справа. Вибрации исчезли, больше не присутствовало давление на инструмент, так что стойкость инструмента увеличилась более чем в 10 раз. Время рабочего цикла снизилось, так как скорость шпинделя была повышена с 600 об/мин до 1350об/мин. Оптимальная скорость для инструмента может очень сильно варьироваться от станка к станку! Иной раз даже станок того же типа имеет другие динамические показатели. Вот почему нужно настраивать станки индивидуально.

© MTXG.Page / 33
Оптимизация процессаПроблемы отсутствия точности
По причине внешних факторов, таких как ослабление фундамента крепления элементов начинают изгибаться, изменяются натяги в подшипниках и возникают такие проблемы, схожие с картинкой с права. На рисунке с лева показано как должно быть по умолчанию. В этом частном случае, мы получаем 30µm хотя допустимо только 10. Похожий всплеск был замерен на готовой детали, но также наблюдался при холостом проходе станка по воздуху. Раньше для того что бы выявить причину такого поведения системы пришлось бы привлекать сторонних людей с множеством оборудования. Сейчас же достаточно одной системы

© MTXG.Page / 34
Мониторинг процессаШтамповка
Тест на 36kt штамповочном станке показывает регулярный цикл амплитудой 5м/с² В основном деталь двигается два раза, так что в сумме 3 цикла. На рисунке справа деталь слишком “холодная” (штамповка требует нагрева детали). Оператор это заметил и остановил процесс, но сенсор увидел это также. Можно заметить что на правом изображении масштаб удвоен до 10м/с².

© MTXG.Page / 35
Мониторинг процессаНарезание резьбы
На обрабатывающем центре система Montronix SPECTRA с использованием сенсора AT100 Torque. Пределы установлены таким образом, чтобы распознавать если отверстие большего или меньшего размера чем требуется для цикла нарезания резьбы.Верхний рисунок показывает хороший процесс.
Здесь отверстие большего диаметра, так что крутящий момент меньше.
Здесь диаметр отверстия слишком мал и крутящий момент слишком велик.
Sensor BChannel 10
Limit 1Signal
Processing:Average
Max: 1087%Limit: 59
%Teach: 77Station 1
Workpiece 1Tool 1
Sensor AChannel 9
Limit 1Signal
Processing:Average
Max: 1163%Limit: 83
%Teach: 186Station 1
Workpiece 1Tool 1
0 3 6 9
Wi ndow 2 St at i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
0 3 6 9
Wi ndow 1 St at i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
00:00 00:170
25
50
75
100Window 2 Workpiece 1 Tool 1
Limit 1 1833
Limit 3 564
3
00:00 00:170
25
50
75
100
Window 1 Workpiece 1 Tool 1
Limit 1 1400
Limit 3 500
3
Sensor BChannel 10
Limit 1Signal
Processing:Average
Max: 1330%Limit: 72
%Teach: 94Station 1
Workpiece 1Tool 1
Sensor AChannel 9
Limit 1Signal
Processing:Average
Max: 680%Limit: 48
%Teach: 109Station 1
Workpiece 1Tool 1
0 3 6 9
W i ndow 2 St a t i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
0 3 6 9
W i ndow 1 St a t i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
00:00 00:170
25
50
75
100Window 2 Workpiece 1 Tool 1
Limit 1 1833
Limit 3 564
4
00:00 00:170
25
50
75
100Window 1 Workpiece 1 Tool 1
Limit 1 1400
Limit 3 500
4
Sensor BChannel 10
Limit 1Signal
Processing:Average
Max: 1258%Limit: 68
%Teach: 89Station 1
Workpiece 1Tool 1
Sensor AChannel 9
Limit 1Signal
Processing:Average
Max: 1972%Limit: 140
%Teach: 316Station 1
Workpiece 1Tool 1
0 3 6 9
W i ndow 2 St a t i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
0 3 6 9
W i ndow 1 St a t i s t i c
0
20406080100120
Li m i t 1
Li m i t 2
Li m i t 3
00:00 00:170
25
50
75
100Window 2 Workpiece 1 Tool 1
Limit 1 1833
Limit 3 564
8
00:00 00:170
25
50
75
100Window 1 Workpiece 1 Tool 1
Limit 1 1400
Limit 3 500
8