Embed Size (px)
Citation preview

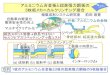
ー 軽量自動車部品の成形 ー
軽量材料の成形
超高張力鋼板
アルミニウム,マグネ,チタン
接合
軽量化部品の成形
中空部品
一体化成形
局部増肉テーラードブランク
100kg軽量:1km/l燃費向上
平成19年
板鍛造による局部増肉テーラードブランクの成形とプレス成形への応用
板鍛造による局部増肉テーラードブランクの成形と板鍛造による局部増肉テーラードブランクの成形とプレス成形への応用プレス成形への応用
豊橋技術科学大学 森謙一郎1.テーラードブランク
2.ホイールディスクのプレス増肉成形
3.軸対称局部増肉テーラードブランク
4.角筒容器用局部増肉テーラードブランク
ディスク
リム
スチールホイール トランスミッション
肉厚分布は制御されていない
プレス絞り強度部品
取付け面角部
肉厚減少:強度低下
局部増肉ブランク
肉厚増加:強度向上
多段プレス成形1段目
4段目
5段目
2段目
3段目
ディスク厚さ一定ブランク
肉厚分布制御による絞り部品の軽量化
ブランクの厚さ増加:部品重量の増加,材料費増加
軽量化,材料費低下
角部10%増肉:疲労強度2.6倍
取付け面角部の肉厚が強度に大きな影響

肉厚小:強度低
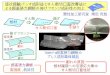
局部増肉テーラードブランクのプレス成形
局部増肉ブランク
厚さ一定ブランク成形
肉厚大:強度高
増肉
溶接
生産性:低材料歩留り:低
厚 薄
異った板厚・鋼種
センターピラー
溶接
局部増肉ブランク
溶接テーラードブランク
圧延テーラードブランク
1次元板厚分布
溶接なし,塑性加工による肉厚分布
塑性加工を用いた新しいテーラードブランクの製造法
アーヘン工大Mubea
1.テーラードブランク
2.ホイールディスクのプレス増肉成形
3.軸対称局部増肉テーラードブランク
4.角筒容器用局部増肉テーラードブランク
1段
2段
3段
5段
4段
多段プレス成形
角部
ホイール強度は角部肉厚に大きく影響される
ホイールディスクの多段プレス成形
ディスク
角部肉厚は3段以降は変化しない
しわ押え
ダイス
円錐パンチ円錐パンチ円錐パンチ円錐パンチ
取付け面角部相当部
円錐パンチ
ダイス
円錐パンチ円錐パンチ円錐パンチ円錐パンチ円錐パンチ
取付け面角部相当部
(a)1段目
(b)2段目
ダイス
内側パンチ
しわ押え
外側パンチ
しわ押え
外側パンチ
大きな圧縮しわ押え
外側パンチ
しわ押え
外側パンチ
しわ押え
外側パンチ大きな圧縮
しわ押え
外側パンチ
しわ押え
外側パンチ
大きな圧縮
内側パンチ
外側パンチ内側パンチ
外側パンチ内側パンチ
外側パンチ内側パンチ
外側パンチ
取付け面角部
(c)3段目
増肉
円錐パンチによるホイールディスクのプレス増肉成形法

φ48.4
φ55.4
ダイス
パンチ
(c)2段目
ダイス
φ50.1
しわ押え
外側パンチ
内側
φ62.5
パンチ
(d)3段目
φ58.6
φ64.6
ダイス
しわ押えパンチ
(b)1段目
しわ押え
ダイス
パンチ
(f)5段目
φ93.65
φ90.05
(e)4段目
内側パンチ
ダイス しわ押え
外側パンチφ50.1
φ90.05
φ120 1.6
絞り体積 V(a)ブランク:軟鋼板
θ=0°~30° θ=0°~30°
増肉成形用金型
-49.0%
9.2%
2.0%15.7%
3.3%15.7%
3.3%
8.5% 0%
-95.6%
-7.2%
3.3%2.6%-2.6%
-3.3%
-25.5%
-7.8%
-9.2%-89.5%
-2.0%
-9.8%
3.3%
-3.9%
2.6%
-20.3%
-5.2%
-2.0%
-0.7%
(c)3段目
(a)1段目 (b)2段目
パンチ
ダイス
しわ押え
パンチ
ダイス
ダイス
内側パンチ
外側パンチ
しわ押え
増肉成形における変形挙動 (θ=25º)
0 10 20 30 40 50 60-10
-5
0
5
10
15
20
中心からの距離 /mm
肉厚変化率
/%
軟鋼, t0 =1.6mm軟鋼, t0 =1.4mm590MPa, t0 =1.4mm
角部相当部
成形体の肉厚分布
0.009 0.012 0.0150
5
10
15
初期板厚と初期直径の比
内側角部の平均肉厚変化率
軟鋼590MPa
内側角部の平均肉厚変化率
/%
薄いと増肉しにくい
3段目後の形状
(a) 軟鋼, (b) 590MPa, t0 =1.6mm t0 =1.4mm
0.720.65
1.テーラードブランク
2.ホイールディスクのプレス増肉成形
3.軸対称局部増肉テーラードブランク
4.角筒容器用局部増肉テーラードブランク

しわ押え
ダイス 固定
パンチ
ブランク
(a)絞り成形
(b)圧縮成形
パンチ
しわ押え
ブランク
ダイス
肉厚増加
:取付け面角部相当部
板鍛造によるテーラードブランクの成形法
1.4
φ36
5
取付け面角部
ディスク
テーラードブランク
φ90
5φ36
目的形状
φ68
(b) 2段目(圧縮)
パンチ
しわ押え
ダイス
R8 ダイス
(a) 1段目(絞り)
R4
R4
φ38パンチ
しわ押え
φ120
s1
高張力鋼板引張強さ:575MPa
3 3
6.5mm~9.5mm
テーラードブランクの板鍛造条件
増肉
素板
パンチ
しわ押え ダイ
テーラードブランクの板鍛造の有限シミュレーション
パンチ
板押えダイ
(a) 1段目(絞り) (b) 2段目(圧縮)
相当部
2 4 6 8 10
50
100
150
200
02段目ストローク /mm
荷重
/kN
ダイ
パンチしわ押え
2段目の成形荷重の変化
実験
計算
0 2 4 6 8 10 12-5
0
5
10
15
s1=7.5mms1=8.5mm
s1=9.5mm
2段目における内側角相当部の平均肉厚の変化
2段目ストローク /mm
内側角相当部の
平均肉厚変化率
/%
(a) s1=8.5mm (b) s1=9.5mm
49o 55o
1段目成形後のブランク形状
内側角相当部

0 10 20 30 40 50 60-50
-40
-30
-20
-10
0
10
20
中心からの距離 / mm
肉厚変化率/ %
2段目(圧縮)
1段目(絞り)
内側角相当部
8%増肉
テーラードブランクの肉厚分布の実験結果(s1=8.5mm)
6 7 8 9 100
2
4
6
8
10
ストローク s1 / mm
角部相当部肉厚変化率/ %
8.5
最適
角部相当部肉厚変化率に及ぼす1段目のストロークの影響
φ94.1
φ94.1
(b)テーラードブランク
(a)厚さ一定ブランク
21.0
21.9
0 10 20 30 40 50 60-60
-50
-40
-30
-20
-10
0
10
20
中心からの距離 / mm
肉厚変化率/ %
取付け面角部
テーラード
厚さ一定
10%増肉
5%増肉
10%増肉
5%増肉
(8%増肉)
ディスクの肉厚分布の実験結果
1.テーラードブランク
2.ホイールディスクのプレス増肉成形
3.軸対称局部増肉テーラードブランク
4.角筒容器用局部増肉テーラードブランク
角筒容器深絞り
流入量:少
引張り
減肉:大
ブランク
絞り
均一肉厚 減肉する角部相当部
局部増肉テーラードブランク
絞り
角部増肉強度低下
割れ
深絞り容器深絞り容器
板鍛造された局部増肉テーラードブランクの角筒容器深絞り加工
板鍛造された局部増肉テーラードブランクの板鍛造された局部増肉テーラードブランクの角筒容器深絞り加工角筒容器深絞り加工
増肉目標
(b) 1回目圧縮
(a) 1回目曲げ
増肉
増肉目標
パンチ
ダイス
パンチ
ダイス
ホルダー
しわ押え
板押え
圧縮
角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法

増肉
90°回転
(c) 90°回転後2回目曲げ
(d) 角筒用局部増肉テーラードブランク
圧縮後
22重増肉重増肉
増肉角筒容器角部相当
角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法
(a) 目標容器
R3 15
R6.7
40
40
s1
パンチ
ダイス
R5
46
35.8
R5
s1=6~8
(b) 1回目曲げ用金型
28 R1
50
板押え
ダイス
パンチ板押え
ホルダー
72
増肉目標
A1070
(c) 1回目圧縮用金型
1.5
角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法角筒用局部増肉テーラードブランクの板鍛造法
xxyy zz
ソフト:LS-DYNA(陽解法)ブランク:ソリッド要素,金型:剛体,1/4モデル変形抵抗:σ=166ε0.27MPa(A1070), 板厚1.5mm
ダイス
パンチ
局部増肉の有限要素シミュレーションの条件局部増肉の有限要素シミュレーションの条件局部増肉の有限要素シミュレーションの条件
0.20
相当ひずみ
0.60
0.40
1.60
1.00
1.80
0.80
1.201.40
xx
パンチ
ダイス
yy zz
0.00
2.00
s1=8.0mmにおける1回目曲げ時の変形挙動ss11=8.0mm=8.0mmにおけるにおける1回目曲げ時の変形挙動1回目曲げ時の変形挙動
0.20
相当ひずみ
0.60
0.40
1.60
1.00
1.80
0.80
1.201.40
パンチ
ダイス
板押え板押え
ホルダー
xxyy
zz
0.00
2.00
s1=8.0mmにおける1回目圧縮時の変形挙動ss11=8.0mm=8.0mmにおけるにおける1回目圧縮時の変形挙動1回目圧縮時の変形挙動
0.20
相当ひずみ
0.60
0.40
1.60
1.00
1.80
0.80
1.201.40
xx
yyzz
パンチ
ダイス
0.00
2.00
s1=8.0mmにおける2回目曲げ時の変形挙動ss11=8.0mm=8.0mmにおけるにおける22回目曲げ時の変形挙動回目曲げ時の変形挙動

0.00
相当ひずみ
0.60
0.40
1.60
1.00
2.00
0.80
1.201.40
スペーサー
パンチ
板押え板押え
26×24×t0.6
ホルダー
xx
zz
yy
ダイス
0.20
1.80
s1=8.0mmにおける2回目圧縮時の変形挙動ss11=8.0mm=8.0mmにおけるにおける22回目圧縮時の変形挙動回目圧縮時の変形挙動
(a) 曲げ (b) 圧縮
s1=8.0mmにおける実験により得られた1回目の曲げおよび圧縮後の板材
ss11=8.0mm=8.0mmにおけるにおける実験により得られた実験により得られた11回目の回目の
曲げおよび圧縮後の板材曲げおよび圧縮後の板材
0 2 4 6 8 10
10
20
荷重/kN
0 2 4 6 8 10
10
20
荷重/kN
1回目圧縮ストローク量s1 /mm
6.0
7.0
s1=8.0mms1 /mm6.07.08.0
板板板1回目曲げおよび圧縮における荷重ーストローク曲線
11回目曲げおよび圧縮回目曲げおよび圧縮におけるにおける
荷重荷重ーーストローク曲線ストローク曲線
(a) 曲げ (b) 圧縮
1回目圧縮ストローク量s1 /mm
0 10 20 30 40-10
0
10
20
肉厚変化率
/%
中心からの距離 /mm0 10 20 30 40-10
0
10
20
肉厚変化率
/%
中心からの距離 /mm
(a) 実験 (b) 計算
増肉目標増肉目標
10 20 30 400
10
20
30
40
50
10 20 30 400
10
20
30
40
50
s1 /mm8.07.06.0
s1 /mm8.07.06.0
曲げ
1回目の曲げおよび圧縮後の板材の肉厚分布11回目の曲げおよび圧縮後の板材の肉厚分布回目の曲げおよび圧縮後の板材の肉厚分布
肉厚変化率
/%
s1 /mm8.07.06.0
圧縮
肉厚変化率
/%
中心からの距離 /mm中心からの距離 /mm
s1=8.0mmにおける実験により得られた2回目の曲げおよび圧縮後の板材
ss11=8.0mm=8.0mmにおけるにおける実験により得られた実験により得られた22回目の回目の
曲げおよび圧縮後の板材曲げおよび圧縮後の板材
(a) 曲げ (b) 圧縮0 2 4 6 8 10
10
20
30
荷重/kN
(b) 圧縮
0 2 4 6 8 10
10
20
荷重/kN
(a) 曲げ
2回目圧縮ストローク量s4 /mm2回目曲げストローク量s3 /mm
s1 /mm6.07.08.0
2回目増肉成形荷重
40
6.0
7.0
s1=8.0mm

20
y
x
s1 /mm8.07.06.0
(b) 実験
増肉
10 20 30 40
1020304050607080
0
肉厚変化率/%
中心からの距離 /mm
1020304050607080
肉厚変化率/%
10 20 30 400中心からの距離 /mm
目標部増肉目標部
s1 /mm8.07.06.0
(a) 計算
2回目圧縮後の板材の肉厚分布22回目回目圧縮圧縮後の板材の肉厚分布後の板材の肉厚分布
(b) ビッカース硬さ HV0.1
0 10 20 30x /mm
10
20
30
y /mm
40
40
1回目増肉部
2回目増肉部
2重増肉部
30
0
40
6050
1020
80
0 10 20 30x /mm
10
20
30
y /mm
40
40
1回目増肉部
2回目増肉部
2重増肉部
45
30
5055
35
40
(a) 肉厚変化率 /%
70
s1=8.0mmにおける2回目圧縮後の板材の肉厚・硬さ分布
ss11=8.0mm=8.0mmにおけるにおける22回目回目圧縮圧縮後の板材の後の板材の
肉厚肉厚・硬さ・硬さ分布分布
0 10 20 30x /mm
10
20
30
y/m
m
40
40
/MPa・mm
200
200
250250250
200
200300350
400
1回目増肉部
2回目増肉部
s1=8.0mmにおける2回目圧縮後の板材の強度分布ss11=8.0mm=8.0mmにおけるにおける22回目回目圧縮圧縮後の板材の強度分布後の板材の強度分布
強度=変形抵抗×板厚,変形抵抗=(9.8/3)×硬さ R7
R3
40
40
パンチ
R5R6.7
43.4
43.4
ダイス
ブランク
L
L
c
角筒容器の深絞り加工おける金型角筒容器の深絞り加工おける金型角筒容器の深絞り加工おける金型
0.200.00
0.600.40
1.60
1.00
2.001.80
0.80
1.201.40
相当ひずみ 相当ひずみ
(b) 局部増肉ブランク(a) 均一肉厚ブランク
0.200.00
0.600.40
1.60
1.00
2.001.80
0.80
1.201.40
角筒容器の深絞り加工の有限要素シミュレーション角筒容器の深絞り加工の有限要素シミュレーション角筒容器の深絞り加工の有限要素シミュレーション角筒深絞り容器成形荷重 ( L=75mm )
0 10 20 30 40 50 60
10
20
30
荷重/kN
ストローク /mm
局部増肉ブランク
均一肉厚ブランク

(c) L=87.4mm (絞り高さ29mm相当)
(b) L=85.0mm
(絞り高さ28.3mm)
(a) L=80.0mm (絞り高さ25.2mm)
局部増肉ブランク
割れ
(b) L=80mm(絞り高さ23.8mm相当)(a) L=75mm(絞り高さ21.3mm)
均一肉厚ブランク
割れ
絞り高さ
角筒容器の限界絞り高さ角筒容器の限界絞り高さ角筒容器の限界絞り高さ
0 10 20 30 40 50-40-30-20-10010203040
60
中心からの距離 /mm
肉厚変化率/%
角端部
局部増肉ブランク
均一肉厚ブランク
0 10 20 30 40 50-40-30-20-10010203040
60
中心からの距離 /mm
肉厚変化率/%
角端部
局部増肉ブランク
均一肉厚ブランク
(b) 実験(a) 計算
50 50
L=75mmにおける角筒容器の対角方向肉厚分布LL=75mm=75mmにおける角筒容器の対角方向肉厚分布における角筒容器の対角方向肉厚分布
角部
0 10 20 30 40-40-30-20-1001020304050
中心からの距離 /mm
肉厚変化率/%
1回目増肉
均一肉厚ブランク
0 10 20 30 40-40-30-20-1001020304050
中心からの距離 /mm
肉厚変化率/%
(b) 実験(a) 計算
2回目増肉
角部
2回目増肉1回目増肉
均一肉厚ブランク
測定箇所
1回目増肉部
L=75mmにおける角筒容器の対辺方向肉厚分布LL=75mm=75mmにおける角筒容器の対辺方向肉厚分布における角筒容器の対辺方向肉厚分布1.テーラードブランク
2.ホイールディスクのプレス増肉成形
3.軸対称局部増肉テーラードブランク
4.角筒容器用局部増肉テーラードブランク